La tecnologia è l’espressione delle persone che la sviluppano. Il nuovo sensore di livello radar VEGAPULS 6X è il risultato dell’impegno di circa 1800 preziosi collaboratori, di oltre 60 anni di esperienza nel campo della tecnica di misura e dei valori a cui si ispira VEGA.
La tecnologia è l’espressione delle persone che la sviluppano. Il nuovo sensore di livello radar VEGAPULS 6X è il risultato dell’impegno di circa 1800 preziosi collaboratori, di oltre 60 anni di esperienza nel campo della tecnica di misura e dei valori a cui si ispira VEGA.
INDUSTRIA CHIMICA E FARMACEUTICA
Editoriale
L’industria chimica può essere un pilastro della transizione
7
Storia di copertina
Relazioni forti per ingredienti volti al futuro
10
Attualità
“Per la transizione green serve più chimica, non meno”
14
Attualità 16
Attualità
Chimica a flusso continuo per integrare la sostenibilità nella produzione di API
24
Appuntamenti
26
Industria farmaceutica
Un reparto d’avanguardia per ampliare produzione e conoscenze
30
Ricerca
32
Macchine
Tecnologie, formazione e impegno sociale per continuare a crescere
Macchine Vibrovagli compatti e su misura
40
Macchine
Bilance precise e software intelligenti per la cosmetica 44
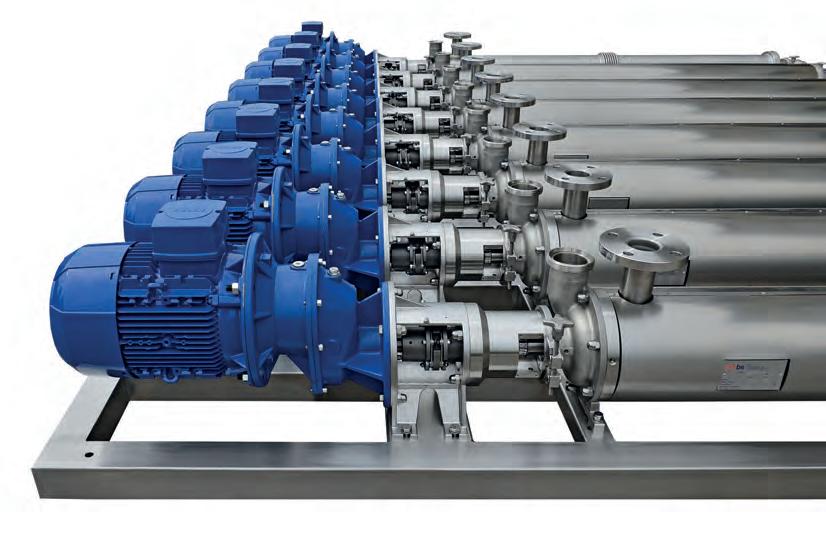
Componenti Un centro di lavoro 5.0 per elettropompe di qualità superiore 48
Componenti 50
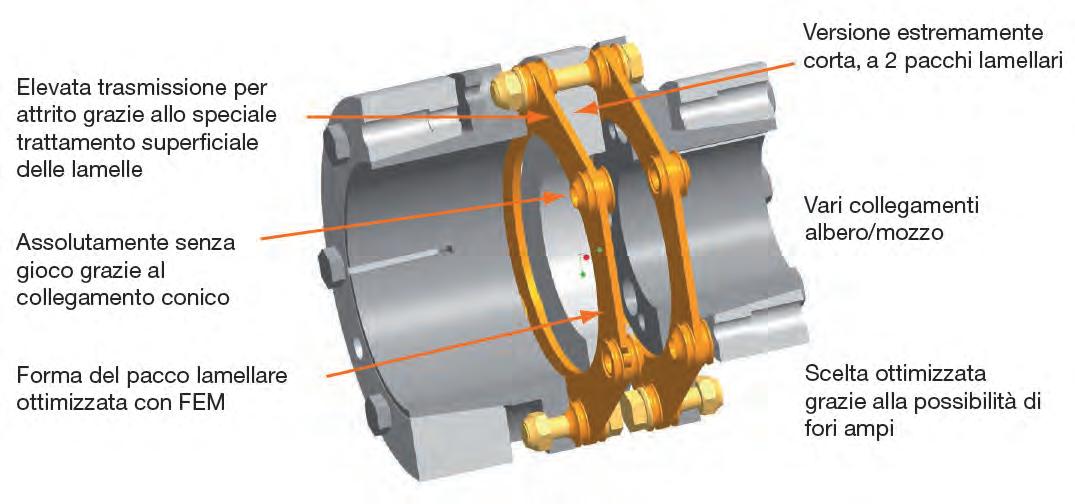
Componenti Giunti per scambiatori di calore a fascio tubiero
Sicurezza Quando proteggersi è confortevole
60
Robotica Quando i robot supportano la produzione di vaccini
64
“Gli equivalenti rappresentano un pilastro insostituibile del servizio sanitario del Paese i cui benefici sono sottostimati o completamente ignorati. Un indebolimento del sistema si tradurrebbe nell’aumento esponenziale del fenomeno delle carenze di farmaci, nella mancata accessibilità ai medicinali da parte delle classi meno abbienti, nell’impossibilità di sostenere le cure di talune malattie croniche”. Lucio Poma, chief economist di Nomisma, pagina 8
Packaging 66
Approfondimenti
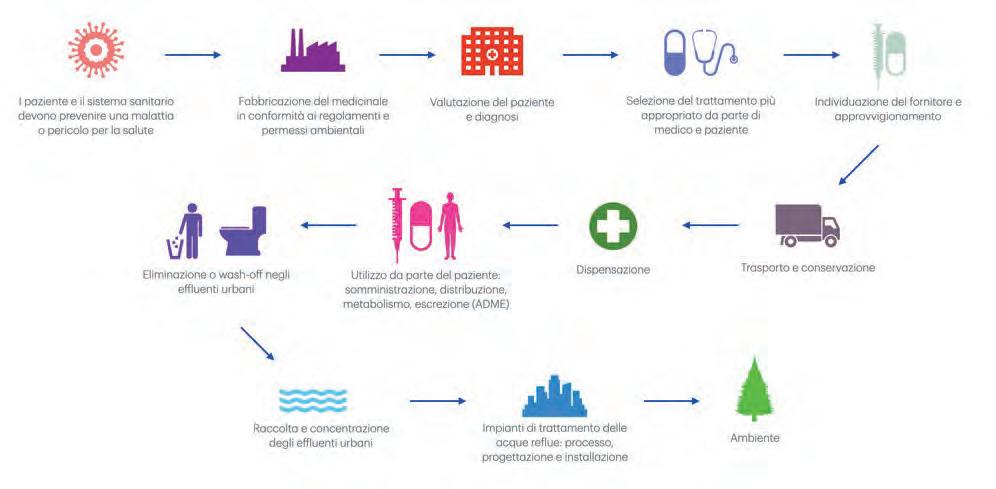
Acque reflue: l’impatto della nuova normativa Ue su farmaceutica e cosmetica
72
Strumentazione 65
Elenco inserzionisti Colophon
L’industria chimica può essere un pilastro della transizione
di Alessandro Bignami
Il 2024 si chiude con un ulteriore calo per la produzione industriale europea, segnata soprattutto dalla crisi dell’automotive. La situazione geopolitica si va via via complicando, con l’apertura di nuovi teatri di guerra e il cambiamento dell’inquilino della Casa Bianca, che potrebbe fomentare nuove politiche isolazionistiche con conseguenze economiche per il nostro export, oltre che militari per la maggiore esposizione del quadrante Est verso la guerra scatenata dalla Russia contro l’Ucraina. Sono sfide epocali di fronte alle quali l’Unione Europea appare impreparata e per niente coesa, guidata da una Commissione Von der Leyen 2 che appare più l’effetto di alchimie politiche piuttosto che di accordi sostenuti da una solida maggioranza. Tutto questo mentre Francia e Germania, perni dell’asse che ha in qualche modo orientato la storia comunitaria dal Dopoguerra, vivono oggi crisi politiche senza precedenti. In fasi caotiche come queste è probabilmente utile che l’industria europea, chiamata a una difficile transizione ecologica ed energetica, torni a concentrarsi e a fare leva sui suoi asset principali. Uno di questi è l’industria chimica, come ha più volte ricordato il presidente di Federchimica Francesco Buzzella
nel suo intervento all’assemblea dello scorso ottobre. Buzzella sottolinea che la ripresa dell’industria chimica è fondamentale per quella dell’intera manifattura, considerando che i prodotti chimici sono essenziali nel 95% dei manufatti. Ma è fondamentale per la stessa sfida climatica che – fa notare il presidente – ha bisogno non meno, ma più chimica. E cita come gli esempi più lampanti le soluzioni per la mobilità sostenibile, l’agroalimentare, l’edilizia e l’approvvigionamento da fonti rinnovabili. Buzzella chiede dunque alle autorità di intervenire su cinque punti essenziali, dove ritiene che servano, più che rilevanti investimenti pubblici, una forte volontà politica. E questi punti sono: disponibilità di energia a costi competitivi, agevolazioni per gli investimenti, semplificazione regolatoria (“13.500 gli atti legislativi Ue dal 2019 al 2024 contro i 3.500 degli Stati Uniti, una specie di tsunami normativo”, commenta), infrastrutture, competenze e dimensione sociale. La Chimica dunque non si nasconde di fronte alle incertezze globali e anzi chiede per sé un ruolo da protagonista nell’attuazione di una transizione dell’industria europea economicamente e socialmente sostenibile.
Relazioni forti per ingredienti volti al futuro
Con le sue partnership storiche e la distribuzione di prodotti innovativi, Faravelli contribuisce alla continua evoluzione del settore farmaceutico.
È stato un autunno intenso per la divisione Pharma di Giusto Faravelli Spa.
A ottobre ha partecipato alla fiera internazionale Cphi Milano, dove ha presentato diverse novità, fra cui un telocollagene di grado farmaceutico prodotto dal partner KBM. Nel mese di novembre sono stati invece finalmente celebrati gli oltre 50 anni della storica collaborazione con Meggle Excipients, protagonista internazionale nella produzione di lattosio.
Collagene per lo sviluppo di dispositivi medici
KBM - Kollagen und Biomaterialien für Medizinprodukte, spin-off di GfN Selco, azienda con oltre 40 anni di esperienza nella produzione di collagene di grado cosmetico, ha sviluppato UniColl®, un prodotto esclusivo poiché Low Endotoxin.
UniColl è un telocollagene di tipo I acido-solubile (ASC) di grado farmaceutico, ottenuto da pelli bovine provenienti da paesi BSE free.
Grazie al mantenimento della sua struttura nativa a tripla elica e dei telopeptidi terminali N e C, conserva la propria
capacità di autoassemblarsi in fibrille. Questa caratteristica, insieme all’alta solubilità in soluzioni leggermente acide e acquose, rende UniColl un elemento versatile per molteplici applicazioni nella progettazione e sviluppo di dispositivi medici o come materia prima per la produzione di dispositivi medici.
Alcuni esempi possono essere: Wound healing: favorisce la riparazione delle ferite e accelera il recupero grazie alle sue proprietà rigenerative. Ricostruzione tissutale: supporta la rigenerazione di ossa, cartilagine e altri tessuti, facilitando la riparazione e il recupero delle strutture corporee. Colture cellulari: fornisce un ambiente ottimale per la crescita e la proliferazione delle cellule, migliorando la qualità delle colture e i risultati sperimentali.
Gocce oculari anche in combinazione con acido ialuronico.
Distribuito in Italia da Faravelli Pharma Division, il prodotto è stato recentemente presentato a Milano in occasione di Cphi come esempio di eccellenza per l’industria medica. Per info: pharma@faravelli.it.
51 anni di fiducia
A inizio novembre, Giusto Faravelli Spa, sede centrale del Gruppo Faravel-
li, e Meggle Excipients – leader globale nella produzione di lattosio – hanno celebrato un traguardo di grande valore: i primi 51 anni di una collaborazione che ha segnato una pietra miliare nella storia delle due aziende. Un percorso iniziato nel 1973, quello con Meggle Excipients, che ha rappresentato anche il primo accordo esclusivo mai ottenuto da Faravelli per il mercato italiano.
Per celebrare questa lunga e fruttuosa partnership, una delegazione di Meggle Excipients è stata accolta a Milano dal team di Faravelli, con l’opportunità di visitare i nuovi magazzini recentemente ampliati a Pavia.
Nel corso di questi cinque decenni, la collaborazione si è radicata su solidi valori di innovazione, fiducia reciproca e successi condivisi, diventando un pilastro fondamentale per la crescita e lo sviluppo continuo di entrambe le realtà. Oggi, con entusiasmo e determinazione, entrambe le aziende guardano alle nuove opportunità che il futuro ha in serbo.
Giusto Faravelli Spa ha ringraziato il team di Meggle Excipients per la costante collaborazione e l’impegno condiviso negli anni. Entrambe le aziende continuano a volgere lo sguardo verso il futuro, consapevoli che “il meglio deve ancora venire”.
In occasione dell’anniversario, una delegazione di Meggle Excipients ha visitato gli stabilimenti di Faravelli
L’edizione 2024 dell‘Osservatorio Nomisma sul “Sistema dei farmaci equivalenti in Italia” disegna un comparto produttivo in sofferenza tra pressione dei costi di produzione, oneri regolatori, prezzi ex factory bloccati e gare al massimo ribasso. Lucio Poma, chief economist di Nomisma e coordinatore scientifico, ha presentato i dati dell’Osservatorio lo scorso ottobre a Roma.
Prezzi energia e materie prime - Tutti gli aumenti registrati nel periodo pandemico sono diventati strutturali, determinando una pressione insostenibile in un settore dove non è possibile trasferire gli aumenti sui prezzi finali. Il carbone è aumentato del 37% rispetto al 2021, il gas del 36%, il petrolio del 28%. L’analisi dei bilanci economici delle aziende del 2023 denuncia un aumento medio del 19% del costo delle materie prime rispetto al 2022. Nel quinquennio l’aumento è stato del’86%.
Prezzi dei materiali di confezionamento - Tra il 2019 e il 2023 l’alluminio è aumentato del 27%, il vetro del 24%, carta e plastica, rispettivamente, del 19% e del 3%. Voci che complessivamente pesano per il 20% sui costi di produzione aziendali.
Oneri regolatori - Le spese sostenute per registrazione e autorizzazione alla vendita tra il 2016 e il 2023 sono aumentate del 26%.
Farmaci equivalenti: un settore in sofferenza
Aumento dei costi di produzione e oneri regolatori sono alcuni dei fattori che stanno frenando il comparto dei medicinali generici. L’Osservatorio Nomisma: “A rischio un pilastro insostituibile del servizio sanitario del Paese”.
Payback - Per i farmaci fuori brevetto, il cui acquisto è già regolato da meccanismi di gara che garantiscono il governo della spesa, in particolare per le aziende che operano in ambito ospedaliero, i tributi di ripiano nei prossimi anni impatteranno tra i 15% e il 18% del fatturato. Diminuzione della concorrenza - Secondo quanto rilevato da Unioncamere negli ultimi tre anni il numero di produttori farmaceutici nel nostro Paese è diminuito del 10%, con una settantina di aziende coinvolte in processi di chiusura o fusione. Carenze di farmaci - Negli ultimi cinque anni la carenza di farmaci è diventata un problema sempre più pressante a livello globale: l’Italia è tra i Paesi maggiormente colpiti. Secondo i dati AIFA nel periodo 2018-2024 il numero di farmaci a rischio carenza è più che raddoppiato, passando da poco più di
1.600 a oltre 3.700. Quasi la metà (44%) delle carenze registrate nel 2024 è dovuta alla cessazione definitiva della commercializzazione, mentre poco più di un quarto è legata a problemi di produzione. Per quasi otto farmaci a rischio su dieci esiste un corrispettivo equivalente: un dato che conferma l’importanza del settore.
Mercato Ue e cronicità - Equivalenti e biosimilari sono sempre più essenziali per la cura delle patologie croniche complesse. Nel 2023 il 70% dei volumi dei farmaci oncologici e antidiabetici commercializzati in Europa è stato rappresentato da medicinali equivalenti, quota che sale al 82% se consideriamo i farmaci immunologici.
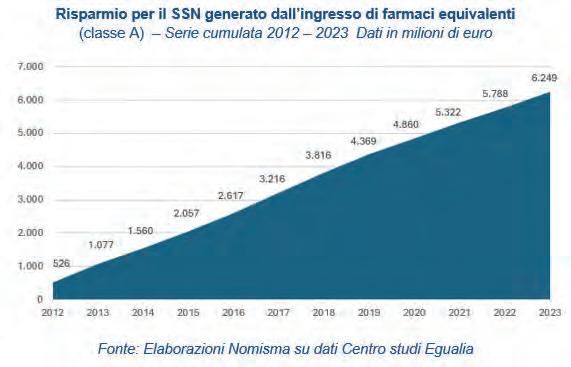
L’effetto sulla spesa SSN - Relativamente ai soli farmaci di classe A, ipotizzando che tutte le confezioni di farmaci equivalenti dispensate nel 2023 fossero state vendute ai prezzi dei brand off patent, la spesa farmaceutica sarebbe aumentata di 460 milioni di euro. Dal 2012 ad oggi la cifra avrebbe raggiunto quota 6,250 miliardi di euro.
“Necessario riprendere il confronto sulla governance farmaceutica”
“Gli equivalenti rappresentano un pilastro insostituibile del servizio sanitario del Paese i cui benefici sono sottostimati o completamente ignorati”, ha affermato Poma. “Un indebolimento del sistema si tradurrebbe nell’aumento esponenziale del fenomeno delle carenze di farmaci, nella mancata accessibilità ai medicinali da parte delle classi meno abbienti, nell’impossibilità di sostenere le cure di talune malattie croniche”.
“Per le nostre aziende la prima vera sfida da vincere è quella della sostenibilità industriale: è indispensabile che venga ripreso il confronto sulla governance farmaceutica. Chiediamo sia considerata centrale la sostenibilità di tutti i farmaci a basso costo di uso consolidato”, ha commentato Stefano Collatina, presidente di Egualia, l’associazione dell’industria dei farmaci generici equivalenti, biosimilari e value added medicines in Italia.
Il
presidente di Federchimica
Francesco Buzzella: “Le nostre produzioni sono fondamentali per potenziare energie rinnovabili e mobilità sostenibile”.
E in Italia compie 30 anni il Responsible Care, che certifica l’impegno sostenibile dell’industria chimica.
“Per la transizione green serve più chimica, non meno”
L’industria chimica in Italia è formata da oltre 2.800 imprese e 112 mila addetti. Oggi vale 67 miliardi di euro e quasi 40 miliardi di export. Secondo Federchimica, che si è riunita in assemblea lo scorso ottobre, una politica industriale a favore del settore apporterebbe un valore aggiunto incrementale di 22,2 miliardi di euro e un beneficio economico a tutto il sistema manifatturiero che, in base alle stime, varrebbe 33,3 miliardi di euro, oltre che decine di migliaia di nuovi posti di lavoro. Questo a fronte delle permanenti criticità dei settori della
chimica a monte, esposti agli alti costi dell’energia e delle materie prime che hanno subito una continua perdita di competitività ormai strutturale: il costo del gas è storicamente circa quattro volte superiore rispetto altre aeree.
Questo lo scenario che emerge dallo studio, condiviso da tutte le parti sociali del settore, “L’industria chimica come competenza abilitante per il Made In Italy e per lo sviluppo sostenibile”, realizzato da The European House Ambrosetti e presentato nel corso dell’assemblea della Federazione nazionale dell’Industria chimica.
Nel 2025 prevista una timida ripresa dopo due anni di contrazione
“Lo studio – ha sottolineato Francesco Buzzella, presidente di Federchimica – rappresenta una proposta corale che tutte le parti sociali di settore mettono a disposizione del Governo per promuovere iniziative a favore di un settore strategico come la Chimica”.
Dopo due anni consecutivi di contrazione (-4,1% nel 2022 e -6,7% nel 2023), per il 2024 si prevede una sostanziale stabilizzazione della produzione chimica in Italia (+0,5%). Le possibilità di una timida ripresa sono rinviate al 2025 (+1,2%) e subordinate al contesto, che rimane denso di incognite e di intense pressioni competitive.
“La Chimica vive in anticipo e in modo amplificato il nuovo scenario di ‘policrisi’ che condiziona tutta l’industria – italiana ed europea – e che impatta prepotentemente sulle imprese in termini di costi dell’energia e del traspor-
“Per far questo occorre rivedere tempi e modalità di attuazione del Green Deal, con particolare attenzione ai costi dell’energia: la neutralità tecnologica va ricercata includendo tecnologie molteplici e individuando così le soluzioni migliori in funzione delle innumerevoli esigenze applicative, anche in relazione alle specificità dei singoli Paesi. Altrimenti, l’Europa rischia di impoverirsi al punto di non avere più le risorse da investire nelle tecnologie del futuro. In Italia il gap competitivo è anche nei confronti degli altri Paesi europei, dove il costo dell’energia è ben inferiore: serve un mercato unico europeo dell’elettricità. Valorizziamo il ruolo dell’Italia come hub energetico per l’area Sud dell’Europa – per il gas, lo stoccaggio della CO2 e le rinnovabili – in una strategia che com-
Francesco Buzzella, presidente di Federchimica
“Paghiamo il prezzo carissimo di una normativa che favorisce il primato ecologico dell’Europa a dispetto della competitività industriale, in un mercato che premierà invece altri Paesi, meno virtuosi sull’ambiente”
to internazionale, accesso ai mercati di approvvigionamento e di esportazione, difficoltà di programmazione della produzione e degli investimenti. Paghiamo un prezzo carissimo, quello di una normativa che favorisce il primato ecologico dell’Europa a dispetto della competitività industriale, in un mercato che premierà invece altri Paesi, meno virtuosi sotto il profilo ambientale. Infatti, il 75% delle chiusure mondiali di stabilimenti riguarda l’Unione Europea, a fronte di nuovi investimenti che si concentrano nelle altre parti del mondo. La vera sfida – ha avvertito Buzzella – è rendere la transizione ecologica sostenibile anche socialmente ed economicamente, senza rinunciare ai traguardi raggiunti in materia di qualità della vita”.
prenda il nucleare di nuova generazione e quello di fusione”.
Buzzella ha proseguito ribadendo che la Chimica non è parte del problema, bensì della soluzione: “Senza Chimica non c’è Industria: i prodotti chimici sono componenti essenziali del 95% dei manufatti di uso quotidiano o in applicazioni strategiche anche per la transizione, quali le batterie o i pannelli solari. La transizione ecologica richiederà non meno, ma più Chimica: la mobilità sostenibile ne comporta almeno il 30% in più, ma lo stesso discorso vale per tutti gli altri ambiti, dall’agroalimentare all’edilizia. La chimica in Italia si distingue come eccellenza in termini di competenze e capacità tecnologiche, e può far leva sull’innovazione per spingersi verso la
specializzazione, fattori abilitanti per traguardare gli obiettivi di decarbonizzazione e circolarità che stanno indirizzando l’industria europea nello sviluppo di un modello sempre più sostenibile”.
“La La transizione ecologica della chimica necessita sia di investimenti in tecnologie breakthrough (quali riciclo chimico, fonti rinnovabili e biotecnologie, idrogeno rinnovabile ed elettrochimica, recupero e riutilizzo della CO2), sia di investimenti in ambiti di innovazione continuativa, prioritariamente in efficienza energetica,
eco-progettazione dei prodotti, sostenibilità ambientale e digitalizzazione. Per sostenere la decarbonizzazione, il settore chiede di rafforzare i finanziamenti dei progetti di transizione, a partire dalla destinazione dei proventi dei permessi per le emissioni di CO2 (ETS - Emissions Trading System). Tra costi diretti e indiretti (cioè connessi all’acquisto di elettricità) le emissioni di CO2 , costano alle nostre imprese oltre 600 milioni di euro all’anno, quasi quanto tutti gli investimenti in ricerca e innovazione del settore. Le compensazioni dei costi indiretti della CO2 dovrebbero raggiungere anche in Italia il limite massimo del 70% ammesso dalla normativa, come avviene negli altri principali Paesi europei. Siamo un settore fondamentale per af-
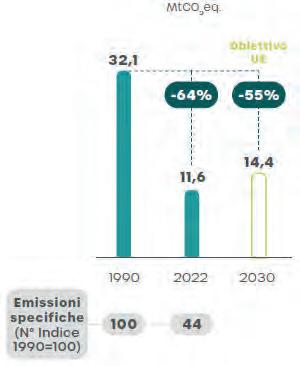
Dal 1990 le emissioni della chimica sono diminuite del 64%, valore che pone il settore già in linea con l’obiettivo del Green Deal europeo al 2030 (-55%)
frontare la sfida del cambiamento climatico e della tutela ambientale – ha concluso Buzzella – nonché essenziali per garantire benessere, salute e sicurezza ad un pianeta in costante crescita demografica: una politica industriale a favore della Chimica è funzionale non solo alle imprese e agli addetti del settore, ma agli interessi di tutto il Paese”.
Responsible Care: 30 anni di impegno nello sviluppo sostenibile
“Da 30 anni con il Rapporto Responsible Care® certifichiamo l’impegno delle imprese chimiche a favore dello sviluppo sostenibile: un valore che trasferiamo ai numerosi settori a valle e direttamente nei prodotti di consumo attraverso innovazioni di processo, di prodotto e nuove tecnologie, con risultati eccellenti; è tempo che questo primato ci venga riconosciuto, accreditandoci come Industria indispensabile per realizzare la transizione eco-
logica”. Così si è espresso il presidente di Federchimica Francesco Buzzella nel corso della presentazione annuale del Rapporto Responsible Care, il Programma mondiale volontario di promozione dello sviluppo sostenibile dell’industria chimica, a inizio dicembre a Roma. “Dal Rapporto – ha dichiarato Buzzella – emerge come sicurezza, salute e un elevato livello di benessere e salubrità sui luoghi di lavoro siano elementi distintivi del settore chimico. Un risultato che si deve anche all’impegno delle Parti sociali settoriali nella promozione della responsabilità sociale e del welfare contrattuale, che ha contribuito a realizzare un rapporto di lavoro moderno, flessibile e inclusivo, finalizzato a dare risposte alle esigenze dei lavoratori e dei loro familiari”. Gli investimenti e i costi operativi de-
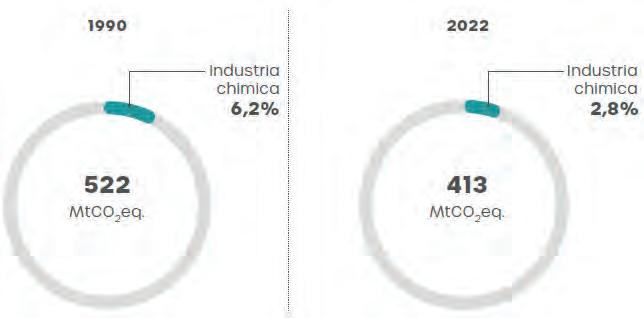
ra. Dal 2010 il numero degli infortuni, a parità di ore lavorate, è diminuito del 44% e mostra un ulteriore calo del 10% rispetto al 2019, anche grazie alla sensibilizzazione dei dipendenti verso atteggiamenti sicuri e responsabili: negli ultimi 13 anni il numero di ore di formazione per dipendente è cresciuto del 23%. Anche l’innovazione introdotta grazie alle tecnologie digitali ha generato effetti positivi. Sul fronte ambientale, i risultati del rapporto si confermano eccellenti in particolare nella riduzione di gas serra: nel 2022 l’industria chimica in Italia ha emesso direttamente 11,6 milioni di tonnellate di CO2 equivalente (scope 1), il 2,8% del totale del Paese (nel 1990 rappresentavano il 6,2%). Dal 1990 le emissioni della chimica sono diminuite del 64%, valore che pone l’industria chimica già in linea con l’ambi-
stinati alla sostenibilità sociale ed ambientale delle imprese aderenti a Responsible Care rappresentano annualmente oltre il 2% del valore economico generato, per un ammontare complessivo di 763 milioni di euro, di cui 274 milioni in investimenti. Il settore vanta da anni una posizione di leadership nell’ambito della sicurezza e salute nei luoghi di lavoro: l’incidenza degli infortuni nel settore è inferiore del 39% rispetto alla media manifatturie-
zioso obiettivo del Green Deal europeo al 2030 (-55%). Considerando le emissioni – dirette e indirette (scope 1 e scope 2) – negli ultimi 30 anni l’industria chimica ha ridotto i propri impatti sui cambiamenti climatici del 67%. L’industria chimica è impegnata a perseguire un modello economico sempre più circolare: il riciclo (45,5%) è la prima modalità di destinazione dei rifiuti, in significativo aumento rispetto al 2015 (era il 23%).
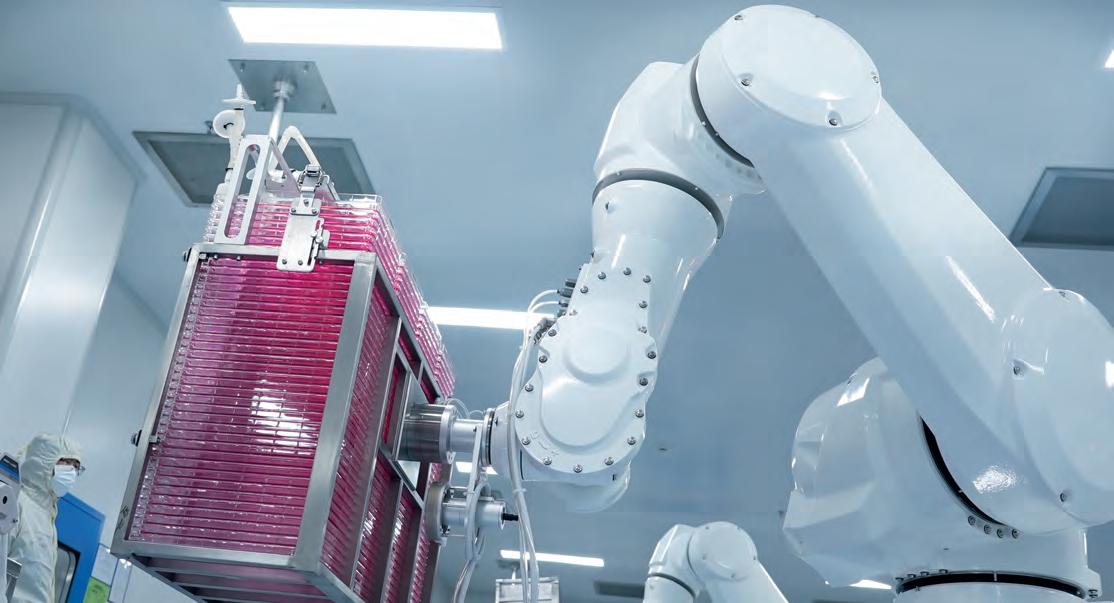
Lo stato dell’arte della robotica per una produzione sicura
Nei contesti in cui è necessario un grado estremo di igiene, come gli ambienti sterili o di classe B, i robot Stäubli garantiscono le massime performance rispetto alle normative, alla pulizia e alla sanificazione. Sia che si tratti di operazioni complesse o di routine, contribuiscono ad aumentare l’efficienza operativa del manufacturing farmaceutico.
Stäubli – Experts in Man and Machine
www.staubli.com
Ellab si rafforza nel
settore Life Sciences
Il gruppo danese ha acquisito PharmaProcess consolidando la propria presenza in Italia e Svizzera, oltre che il proprio ruolo di fornitore completo di servizi specializzati.
La stretta di mano fra Alessandra Ferrari, Business Manager di Ellab
Italia, e Marco
Alberio, CEO di PharmaProcess
Ellab ha l’acquisito PharmaProcess Srl, azienda con sede in Italia, e PharmaProcess GmbH, con sede in Svizzera: un affermato fornitore di servizi specializzati per le Life Sciences, con sedi principali a Milano e nel Canton Ticino, a Stabio. Questa acquisizione testimonia l’impegno costante di Ellab nell’ampliare le proprie soluzioni integrate nei mercati chiave europei, rafforzando il suo posizionamento strate-
gico come fornitore completo per l’industria Life Sciences. Il leadership team di PharmaProcess, composto da Marco Alberio e Renato Picchi, rimarrà all’interno dell’azienda.
“Questa acquisizione rappresenta un passo entusiasmante verso l’innovazione e il potenziamento del nostro supporto alle aziende del settore Life Sciences in Italia”, dichiara Alessandra Ferrari, Business Manager di Ellab Italia. “Grazie alla sinergia tra i prodotti di Ellab – dai sistemi di convalida termica ai sistemi di monitoraggio ambientale – e l’esperienza di PharmaProcess nei servizi avanzati di progettazione e messa in funzione degli impianti, siamo ora in grado di offrire soluzioni end-to-end complete per il settore Life Sciences”.
Fondata nel 2018, PharmaProcess si è distinta nelle Life Sciences grazie alle sue competenze specialistiche in: Pharmaceutical Engineering; Commissioning & Validation; Quality & GMP Compliance; Computer System Validation. Grazie a un team di 40 professionisti qualificati, PharmaProcess è diventata un partner di fiducia per le principali aziende farmaceutiche, offrendo soluzioni di alta qualità orientate ai processi e fornendo supporto fondamentale per i progetti di sviluppo strategico.
L’acquisizione di PharmaProcess amplia l’offerta di servizi di Ellab in Italia e Svizzera, permettendo di fornire soluzioni integrate ai clienti dei settori farmaceutico e biotecnologico.
L’offerta combinata di Ellab e PharmaProcess fornisce un supporto completo alle aziende del settore Life Sciences, coprendo ogni fase, dalla progettazione del processo, alla convalida, alla taratura e all’assicurazione della qualità.
“Questa partnership consente a PharmaProcess di guardare al futuro con fiducia, lavorando al fianco di Ellab per creare una base più resiliente e soste-
nibile per il nostro team, i nostri clienti e il nostro business”, dichiara Marco Alberio, CEO di PharmaProcess. “È un momento di trasformazione che rafforza il nostro impegno verso l’eccellenza, aprendo nuove opportunità di innovazione e crescita. Condividendo visione e valori con Ellab, siamo pronti a portare i nostri servizi a un livello superiore, garantendo al nostro team gli strumenti e il supporto necessari per prosperare in un settore in rapida evoluzione. Non si tratta solo di una decisione strategica; è un impegno a costruire un futuro migliore per tutti coloro che fanno parte della storia di PharmaProcess”.
Un unico partner per il supporto end-to-end
La sinergia tra Ellab e PharmaProcess combina le soluzioni di conformità di Ellab con l’esperienza di PharmaProcess in materia di consulenza specializzata e conformità normativa. I clienti potranno beneficiare di numerosi vantaggi:
• Competenze e servizi ampliati: i servizi specializzati di PharmaProcess completeranno l’offerta di Ellab, consentendo ai clienti di accedere a una gamma completa di soluzioni per la gestione dei progetti, l’assicurazione della qualità e la convalida dei processi.
• Maggiore flessibilità e conformità: l’approccio adattabile di PharmaProcess ai cambiamenti normativi e alle tecnologie innovative, unito alla capacità di Ellab di fornire soluzioni all’avanguardia, garantirà una migliore integrità dei dati e una gestione più efficace dei dati elettronici.
• Un unico partner per un supporto end-to-end: integrando le soluzioni di conformità di Ellab con l’esperienza consulenziale di PharmaProcess, i clienti potranno contare su un partner unico, affidabile e completo, in grado di supportare il ciclo di vita dei loro processi critici nel Life Sciences.
Arkema acquisisce il business di adesivi per imballaggi flessibili di Dow
Arkema ha finalizzato a inizio dicembre l’acquisizione del business degli adesivi per laminazione di imballaggi flessibili di Dow, uno dei principali produttori mondiali del settore.
Con un fatturato annuo di circa 250 milioni di dollari USA, l’attività di adesivi per laminazione di imballaggi flessibili di Dow offre un’ampia gamma di soluzioni di alta qualità per applicazioni alimentari e mediche, nonché per la laminazione industriale. Con tecnologie all’avanguardia e brand riconosciuti, il business di adesivi per laminazione ha posizionato Dow come uno dei principali fornitori storici di soluzioni per l’industria degli imballaggi, con presenza in Nord America ed Europa, gestendo cinque siti di produzio-
ne all’avanguardia in Italia, Stati Uniti e Messico e impiegando 280 persone. Questa acquisizione consentirà alla BU Adhesive Solutions di Arkema di completare la sua attuale presenza commerciale, l’offerta di prodotti e l’ampiezza tecnologica per l’imballaggio flessibile. Oltre a beneficiare della ripresa del mercato, il Gruppo mira a cogliere rapidamente nuove opportunità di crescita. Si aspetta inoltre di fornire un elevato livello di sinergie di costi e sviluppo, che dovrebbero rappresentare circa 30 milioni di dollari di EBITDA dopo 5 anni.
Il valore complessivo dell’acquisizione si attesta intorno a 150 milioni di dollari e genererà circa 50 milioni di dollari di costi di implementazione o ca-
NUOVA GENERAZIONE DI DOSATORI FARMACEUTICI. UNA CLASSE SUPERIORE.
+ Dosatori ad alta precisione per un dosaggio ottimale degli ingredienti
+ Cambio rapido tra configurazione a vite singola e a vite doppia
+ Un unico riduttore di velocità offre una gamma completa di portate per tutti i modelli
+ Ingombri ridotti ideale per sistemi multi componente
+ Inclinazione dosatore di 2 gradi per un migliore drenaggio nel WIP
+ Facile da smontare e pulire
Montenegro S.r.l.
Via Volturno, 37 20861 Brugherio (MB)
Tel: +39 039 883107
Fax: +39 039 880023
info@montenegrosrl.it
pex nei prossimi tre anni.
“Questa operazione segna un cambiamento radicale per noi nel mercato degli adesivi per imballaggio flessibile e rappresenta un’opportunità unica per posizionarci tra i partner chiave per i clienti nel settore”, afferma Thierry Le Hénaff, presidente e amministratore delegato di Arkema.
I nuovi dosatori farmaceutici Coperion K-Tron sono ideali sia per applicazioni a batch che continue. Il concetto generale è impostato specificamente per una rapida pulizia e smontaggio, richiede solo pochi secondi disconnettere la tramoggia semisferica, l’agitatore, le viti di estrazione e la tramoggia di stoccaggio dal riduttore. www.coperion.com/it/dosatori-farmaceutici
Chimica a flusso continuo per integrare la sostenibilità nella produzione di API
La produzione di API ha un forte impatto ambientale: è quindi fondamentale per le aziende farmaceutiche integrare pratiche sostenibili nelle loro operazioni e decisioni. In questo senso, la chimica a flusso continuo può migliorare l’efficienza e salvaguardare l’ecosistema.
a cura di Eva De Vecchis
La sostenibilità non è più una tendenza per l’industria farmaceutica: è un requisito. Come settore, il pharma rappresenta circa il 4,4% delle emissioni globali di gas serra e sta cercando di conciliare il suo ruolo nella protezione della sicurezza dei pazienti con la minimizzazione dell’impatto ambientale. È quanto emerge dal CPHI Trend Report “Flow chemistry for sustainable pharmaceutical manufacturing”, redatto in collaborazione con Asymchem.
Il settore globale della produzione farmaceutica sta vivendo una propria svolta verso pratiche più sostenibili. I principali fattori trainanti di questo movimento includono il rispetto delle normative e una maggiore consapevolezza da parte dei consumatori riguardo alla catena di approvvigionamento farmaceutica. Di conseguenza, è fondamentale per le aziende del settore integrare pratiche sostenibili nel cuore delle loro operazioni e decisioni aziendali, non solo come segno di buona volontà, ma
anche per ottenere i benefici economici che derivano da una cultura della sostenibilità e da buone pratiche di ESG (Environmental, Social, Governance).
La produzione di API: impatti ambientali e soluzioni
I principi attivi farmaceutici (API) sono alla base di tutti i prodotti terapeutici. Gli API possono presentarsi sotto forma di sostanze chimiche sintetiche, note anche come piccole molecole, o possono essere biologici e quindi derivati da esseri umani, animali o microrganismi tramite biotecnologia. Questi ultimi stanno diventando tra i più venduti per il trattamento mirato di malattie. Nonostante ciò, la produzione di API, siano essi piccole mole-
cole o biologici, comporta una vasta gamma di complessi processi chimici e/o biologici. Con il mercato globale attuale degli API che si prevede raggiunga un valore di 286 miliardi di dollari USA entro il 2027, con i principali fattori trainanti tra cui la ricerca continua su farmaci oncologici, nuove formulazioni in terapie mirate e l’aumento dei farmaci contro l’obesità, i produttori di principi attivi devono garantire sia la sicurezza che la qualità, insieme alla sostenibilità economica di questi prodotti. Solitamente, la produzione inizia con una reazione tra materiali di base e solventi per ottenere l’API stesso. Che venga eseguita in reattori batch o continui, il prodot-
to API deve poi subire separazione e purificazione, utilizzando vari solventi e filtri per il lavaggio e l’asciugatura. Questi passaggi non solo consumano pesantemente materiali grezzi e lavorati, ma anche energia, portando a sintesi ad alta intensità energetica che producono sostanze potenzialmente pericolose. La spinta verso la digitalizzazione e l’automazione delle operazioni di produzione ha trasformato il settore degli API. Integrare processi automatizzati per svolgere compiti ripetitivi e precisi può ridurre i rischi di contaminazione e gli errori umani, migliorando anche la gestione di operazioni complesse come formulazioni, pesature e dosaggi in modo più coerente. Poiché la sicurezza è una priorità assoluta sia per il prodotto farmaceutico che per i dipendenti all’interno degli impianti, l’automazione di alcune operazioni può ridurre l’esposizione a sostanze tossiche e operazioni pericolose per i lavoratori. L’automazione e la tendenza verso la produzione continua influenzano anche l’efficienza e il risparmio sui costi delle operazioni di produzione.
Chimica verde e industria farmaceutica
Poiché il processo di produzione farmaceutica è principalmente chimico, per l’industria farmaceutica non è nuovo il concetto di chimica verde. Come termine ampio, la chimica verde può avere diverse definizioni a seconda dell’industria. La chimica verde è definita da un insieme di 12 principi focalizzati sulla sicurezza, sull’efficacia e sulla riduzione dei consumi
La pandemia di COVID-19 ha rivelato la fragilità del sistema della catena di approvvigionamento farmaceutico, stimolando conversazioni sull’efficienza e sull’incremento del risparmio di costi e tempi, pur mantenendo la produzione di prodotti API di alta qualità
durante i processi chimici, e sono i seguenti: prevenzione, economia atomica, sintesi chimica meno pericolosa, progettazione di sostanze chimiche più sicure, solventi e ausiliari più sicuri, progettazione per l’efficienza energetica, uso di materie prime rinnovabili, riduzione dei derivati, catalisi, progettazione per la degradazione, analisi in tempo reale per la prevenzione dell’inquinamento, chimica intrinsecamente più sicura per la prevenzione degli incidenti. Questi principi sono stati formulati per sostenere le tre “R” della sostenibilità: ridurre, riutilizzare e riciclare. Le tecnologie emergenti più frequentemente riportate per rendere maggiormente sostenibile la produzione di API sono la produzione continua e la biocatalisi.
L’impatto del COVID-19
Durante e subito dopo l’inizio della pandemia di COVID-19, l’industria farmaceutica si è trovata a dover affrontare prezzi alle stelle per la produzione di API, un problema che ha colpito soprattutto l’industria dei farmaci generici. Aumenti di API disponibili per la produzione, insieme alle interruzioni della catena di approvvigionamento, hanno creato l’ecosistema perfetto per alcuni dei prezzi più alti di API visti negli ultimi anni. È stato solo nell’ultimo anno, in particolare nel 2024, che i costi dei principi attivi sono diminuiti di quasi la metà. La pandemia di COVID-19 ha rivelato la fragilità del sistema della catena di approvvigionamento farmaceutico, stimolando conversazioni sull’efficienza e sull’incremento del ri-
sparmio di costi e tempi, pur mantenendo la produzione di prodotti API di alta qualità. Accanto alle preoccupazioni sull’efficienza, le interruzioni della catena di fornitura e l’approvvigionamento delle risorse per la produzione di API, ci sono le considerazioni legate alla sostenibilità richieste durante la produzione.
Chimica a flusso continuo e produzione di API
Come tecnologia emergente e potenzialmente trasformativa per i produttori, la chimica a flusso offre diversi vantaggi per migliorare la sosteni-
Come tecnologia emergente e potenzialmente trasformativa per i produttori, la chimica a flusso offre diversi vantaggi per migliorare la sostenibilità delle operazioni di produzione
bilità delle operazioni di produzione. Gli esperti del settore farmaceutico e del mondo accademico concordano sul fatto che la chimica a flusso e le sue tecnologie possono migliorare le operazioni di produzione degli API. In generale, l’obiettivo rimane quello di creare un modello operativo più efficiente che, a sua volta, richiede meno uso o manipolazione di sostanze chimiche pericolose e consente una fusione completa della sostenibilità nel flusso di lavoro. Affrontare le aree di implementazione della chimica verde già nelle fasi iniziali del processo di sviluppo può essere cruciale per il successo nel raggiungimento della sostenibilità nella produzione di API. La chimica a flusso per la produzione di principi attivi non è però priva di ostacoli.
“Quasi tutto inizia come un processo batch, e c’è un costo associato al passaggio tra le modalità”, afferma Jon Brice, Senior Vice President of Business Development di Asymchem Group. “Spesso, invece di pensare alla sostenibilità, c’è un altro motivo convincente per passare alla chimica a flusso, come la sicurezza o l’eliminazione di un solvente pericoloso. A ciò si contrappongono le sfide normative.
Alcune aziende sono ancora riluttanti a utilizzare la chimica a flusso nei processi GMP a causa di problemi di controllo analitico”.
“La chimica a flusso sta crescendo e continuerà a farlo in una larga misura. I miglioramenti ai margini di profitto, alla sicurezza e alla qualità sono troppo vantaggiosi per essere ignorati. Tuttavia, i processi batch continueranno a esistere”, commenta Stephen Born, Senior Director - Head of Scientific. “Attualmente c’è una carenza di educazione e formazione sulle tecnologie a flusso, e al momento c’è una forte avversione al rischio, per lo più dovuta all’ignoranza. Presentare più casi aziendali a favore della chimica a flusso è essenziale”.
Una visione olistica
Per la produzione farmaceutica, c’è una crescente tendenza verso una visione olistica della responsabilità dei sistemi per raggiungere gli obiettivi aziendali di sostenibilità. Questa visione considera tutti gli aspetti dell’intero ciclo di vita di un prodotto farmaceutico, che comprende la ricerca delle materie prime e delle risorse, la logistica e i processi di fine vita. L’uso eccessivo di energia o le capacità rigide che richiedono condizioni specifiche nell’impianto possono aggiungere impatto sull’impronta ambientale complessiva di un’azienda, per cui una panoramica olistica di tutto ciò che è coinvolto in un impianto di produzione, comprese le stesse tecnologie, è la via da seguire. Le tecnologie di chimica a flusso offrono quantomeno una delle opportunità per le organizzazioni farmaceutiche di iniziare il loro percorso verso un’industria sostenibile.
(fonte: CPHI Trend Report)
Julia Schempp, Corporate sustainability officer di Endress+Hauser
Endress+Hauser
in linea con gli obiettivi di protezione del clima
Endress+Hauser ha raggiunto un ulteriore traguardo in tema di sostenibilità: l’iniziativa Science Based Targets (SBTi) ha validato gli obiettivi di riduzione dei gas serra del Gruppo. Sia l’obiettivo a breve termine per il 2034 sia quello di raggiungere la neutralità climatica entro il 2050 sono in linea con il percorso volto a rispettare il limite di 1,5°C dell’Accordo di Parigi sul clima. “Solo attraverso la protezione del clima e dell’ambiente sarà possibile garantire un futuro vivibile sulla Terra”, commenta il Ceo di Endress+Hauser, Peter Selders. “La sostenibilità non è quindi un ideale, ma una necessità che dobbiamo rendere economicamente praticabile. Possiamo supportare la trasformazione sostenibile dell’industria di processo con i nostri prodotti. Dobbia-
Lendlease, Gruppo internazionale di real estate, investimenti e rigenerazione di aree urbane, responsabile dello sviluppo del MIND Milano Innovation District come partner privato di Arexpo, annuncia l’arrivo in MIND di Sae Scientifica, realtà specializzata nella fornitura di soluzioni per aziende del settore farmaceutico, chimico e biotecnologico. L’azienda si distingue per la continua evoluzione dei suoi servizi per il pharma, che vanno dalla gestione degli acquisti alle validazioni e certificazioni degli strumenti, fino alla gestione di laboratori e manutenzione degli impianti. La nuova sede occuperà dal 2025 circa 500 m2 all’interno di “MoLo”, il Mobility and Logistic Hub, edificio mixed-use multipiano.
mo anche diventare più sostenibili noi stessi, ed è ciò che stiamo facendo”. La SBTi ha ora validato gli obiettivi di riduzione di Endress+Hauser, che includono le emissioni assolute di GHG derivanti dal consumo energetico aziendale (Scope 1) e dall’energia acquistata (Scope 2), oltre che dalle catene del valore a monte e a valle (Scope 3). Rispetto all’anno base 2023, il Gruppo dovrà ridurre le sue emissioni del 90%, con un massimo del 10% che potrà essere compensato attraverso la rimozione e lo stoccaggio permanente del carbonio secondo le linee guida della SBTi.
Come obiettivo a breve termine, Endress+Hauser si è impegnata a ridurre le emissioni assolute di GHG negli ambiti 1 e 2 dell’80% entro il
Sae Scientifica si insedia nel distretto dell’innovazione MIND a Milano
2034, rispetto al 2023. Le emissioni dell’ambito 3 dovranno essere ridotte del 35% nello stesso periodo. “Questi obiettivi sono ambiziosi, ma siamo ben posizionati”, ha dichiarato Julia Schempp, responsabile della sostenibilità aziendale del Gruppo. Endress+Hauser intende aumentare la quota di energia rinnovabile, adottare ulteriori misure per migliorare l’efficienza e ampliare la mobilità elettrica. La società ha anche adottato una serie di misure per ridurre le emissioni nelle catene del valore a monte e a valle. Con il 97%, lo Scope 3 rappresenta quasi l’intera impronta di carbonio del Gruppo. “Questo deriva dall’acquisto di acciaio e alluminio, che utilizziamo nei nostri dispositivi, oltre che dalla lunga durata della nostra tecnologia di misura”, ha spiegato Julia Schempp. L’azienda intende affrontare questo aspetto attraverso gli acquisti e il design dei prodotti.
Il nuovo arrivo si aggiunge a quello di altri 25 importanti players delle scienze della vita e dell’innovazione, tra cui lo Human Technopole, l’IRCCS Galeazzi Santambrogio, l’Università Statale di Milano, la Fondazione Triulza, il Politecnico di Milano, Skydeck Europe dell’Università di Ber-
keley e alle 41 imprese associate a Federated Innovation, tra cui Astrazeneca, Bio4dreams, Bracco ed E.ON, consolidando ulteriormente MIND come distretto di eccellenza nella promozione della ricerca e dell’innovazione e contribuendo raggiungere ulteriori progressi nel settore della salute.
“La scelta di Sae Scientifica di trasferire il proprio headquarter in MIND arriva nell’anno in cui l’azienda festeggia il 40esimo anniversario di attività: un traguardo straordinario che sottolinea l’esperienza raggiunta in oltre quattro decenni nel settore farmaceutico, chimico e biotecnologico”, dichiara Francesco Ferrari, AD di Sae Scientifica.
Fujifilm Diosynth Biotechnologies avvia i nuovi impianti
Fujifilm Diosynth Biotechnologies – CDMO di riferimento internazionale nelle filiere di farmaci biologici, vaccini, terapie avanzate e viroterapie oncolitiche – ha terminato la prima fase di espansione dello stabilimento di Hillerød, in Danimarca, ed è pronta ad avviare i nuovi impianti ampliando la propria capacità produttiva. Questo traguardo segna il primo passo nell’implementazione della strategia aziendale incentrata sulla realizzazione di un ecosistema completo su scala globale finalizzato al potenziamento di produzione e fornitura di farmaci salvavita. In questa prima fase sono stati installati sei bioreattori aggiuntivi per la coltura di cellule di mammiferi, che portano la capacità totale dello stabilimento di Hillerød a 12 bioreattori da 20.000 litri. Un importante investimento di capitale già annunciato sosterrà la fase di espansione suc-
cessiva, che integrerà gli impianti con altri 8 bioreattori da 20.000 litri e due ulteriori flussi di lavorazione a valle. L’avvio degli impianti di riempimento e finitura (fill-finish) è programmato entro la metà del 2025, mentre è previsto entro il 2026 il totale ampliamento e la piena operatività dello stabilimento, che su un’area totale di 51.500 m² permetterà in aggiunta la creazione di 2.200 nuovi posti di lavoro.
“Puntiamo a supportare il settore biofarmaceutico globale con strutture produttive affidabili che permettano la consegna tempestiva di terapie essenziali a chi ne ha bisogno”, ha dichiarato Christian Houborg, responsabile del sito e vicepresidente senior di Fujifilm Diosynth Biotechnologies. Dal 2011, Fujifilm Corporation ha investito oltre 8 miliardi di dollari per creare una formidabile rete globale per la produzione di farmaci biologici. Nel 2025 diventeranno operativi i nuovi impianti frutto della prima fase di espansione del grande stabilimento Fujifilm Diosynth Biotechnologies di Holly Springs, nella Carolina del Nord (Stati Uniti).
“Lo stabilimento di Hillerød rappresenta il primo ampliamento della nostra rete globale, che vedrà ulteriori sviluppi negli Stati Uniti, nel Regno Unito e in Giappone”, ha dichiarato Lars Petersen, presidente e amministratore delegato di Fujifilm Diosynth Biotechnologies.
Le misure in ambiente farmaceutico secondo Swan
AMI LineTOC Compact
Immediata rilevazione del trend senza costose analisi di laboratorio, semplice e ridotta manutenzione. Versione compatta, ideale per installazioni in spazi comuni di montaggio su skid di puri cazione o di distribuzione dell’acqua.
AMI INSPECTOR Pharmacon
Strumento portatile certi cato per la veri ca delle misure di conducibilità installate in linea, metodo operativo secondo USP, idoneo per WFI, PW, HPW.
Bracco triplica la produzione del suo innovativo mezzo di contrasto per ecografia a Ginevra
L’azienda investe su uno dei suoi prodotti di punta, che consente dati diagnostici più precisi e facilita i trattamenti personalizzati. La presidente Diana Bracco: “Orgogliosi di competere su scala mondiale in un settore così tecnologicamente avanzato”.
Il Gruppo Bracco ha investito oltre 80 milioni di euro per costruire Hexagon, un nuovo stabilimento produttivo situato a Ginevra, in Svizzera, accanto a quello storico del 1996 che, a regime, triplicherà la produzione e la distribuzione di uno dei prodotti di punta della ricerca aziendale. Il nuovo edificio multifunzionale fornirà al mondo l’innovativo mezzo di contrasto per ultrasuoni basato sulle microbolle, che consente la diagnosi in tempo reale e offre maggiore versatilità e sostenibilità. Fondato a Milano nel 1927, oggi Gruppo Bracco opera in 100 Paesi, pur mantenendo le sue forti radici italiane, e conta 1,8 miliardi di euro di fatturato e 3.800 dipendenti.
I legami con la Svizzera risalgono a molto tempo fa: prima il Centro di Ricerca, ormai quasi 40 anni fa, poi il sito produttivo di Plan-les-Ouates. “Tutto è iniziato con la collaborazione tra il nostro dipartimento di ricerca e l’Istituto svizzero Battelle”, ri-
corda Diana Bracco, presidente e Ceo del Gruppo. “Grazie a questo importante investimento, saremo in grado di soddisfare a livello globale l’elevata domanda del nostro prodotto. Per noi, come azienda a conduzione familiare, è un grande motivo di orgoglio poter competere su scala mondiale in un settore così tecnologicamente avanzato”.
L’ecografia potenziata dal contrasto è una modalità di diagnostica per immagini ad alta sensibilità, non invasiva e priva di radiazioni, in grado di migliorare la visibilità (e quindi la valutazione) delle cavità cardiache, dei vasi sanguigni e della vascolarizzazione dei tessuti. Le microbolle hanno anche un enorme potenziale nel campo della medicina di precisione, perché possono servire come vettori di farmaci, attivando l’apertura temporanea della barriera vascolare del tes suto e ottimizzando così l’effetto te rapeutico, rendendolo il più mirato ed efficace possibile. “Bracco è sempre stata in prima linea nel progresso scientifico perché l’inno vazione è nel nostro DNA”, ha dichiarato Fulvio Renol di Bracco, vicepresidente e amministratore delegato di Bracco Imaging. “Con que sto ambizioso progetto, che ci per mette di triplicare e ampliare le nostre linee di produzione, Bracco punta a di ventare il leader mondiale nel settore CEUS. Vediamo il potenziale di questa modalità come complemento ai rag gi X, alla risonanza magnetica e alla PET/SPECT per aiutare i sistemi sani tari a fornire cure più efficienti ai loro pazienti. La nostra piattaforma di mi
crobolle è una tecnologia medica più comoda e all’avanguardia, che aggiun ge valore alla diagnostica per immagi ni. Continueremo a investire in que sto settore nel prossimo futuro, poi ché ha già prodotto ottimi risultati a livello internazionale”.
L’inaugurazione
La giornata di inaugurazione del nuovo stabilimento – un edificio di quattro piani caratterizzato da un design contemporaneo e costruito secondo i più rigorosi standard di sostenibilità –è iniziata con un simbolico taglio del nastro a cui hanno partecipato, insieme a Diana Bracco e Fulvio Renoldi Bracco, Anne Lèvy, direttrice dell’UFSP - Ufficio federale della sanità pubblica, Xavier Magnin, sindaco di Plan-lesOuates, Monika Schmutz Kirgöz, ambasciatrice di Svizzera in Italia, Gian Lorenzo Cornado, ambasciatore d’Italia in Svizzera, Alexandre Epalle, direttore generale per lo sviluppo economico, la ricerca e l’innovazione del Cantone di Ginevra, e Simona Loizzo, membro del Parlamento italiano. Nel pomeriggio, presso lo Spark Audi
Diana Bracco, presidente e Ceo del Gruppo
Process Service
37 anni di esperienza al servizio della chimica fine e dell’industria farmaceutica.
Impianti di chimica fine
Purificazioni per alte purezze
Reparti di produzione APIs in Bulk
Linee di produzione sterili (Bulk, filling & lyophilization)
Reparti di produzione API Altamente Attivi (HP API)
Progettazione Sistemi Utilities e Clean Utilities
REPARTI
DI PRODUZIONE ALTAMENTE ATTIVI (HP APIs)
Laboratori R&D e QC Kilolabs Small Scale
Impianti ad altissimo contenimento validato fino a 10 nanogrammi/m3
AchemAsia 2025, il punto d’incontro per l’industria di processo cinese
Torna in scena dal 14 al 16 ottobre 2025 a Shanghai la fiera AchemAsia, che punterà a consolidarsi come la piattaforma di riferimento per l’industria di processo cinese, nonché per i settori chimico e farmaceutico.
In qualità di esposizione internazionale e forum per l’innovazione nella produzione chimica sostenibile, l’evento metterà in evidenza le soluzioni innovative per un futuro a impatto climatico zero, tra cui tecnologie di processo, farmaceutiche e per la digitalizzazione (principalmente con l’uso di intelligenza artificiale e robotica). Una speciale attenzione verrà data anche allo sviluppo rapido di un’economia dell’idrogeno e di processi basati su questo vettore energetico nell’industria chimica cinese. Lanciata nel 1989 come spin-off
L’AGENDA
Pharmapack Europe
22-23 gennaio 2025
Parigi, Francia www.pharmapackeurope.com
Affari istituzionali e regolatori 4-5 marzo 2025
Roma www.newaurameeting.it
Gestione del processo di Trasferimento Tecnologico 25 marzo 2025
Milano www.newaurameeting.it
OMC MED Energy 8-10 aprile 2025 Ravenna www.omc.it
Pharmap Congress 14-15 aprile 2025 Berlino, Germania www.pharmap-congress.com
di Achema per soddisfare le esigenze dell’allora emergente industria cinese, AchemAsia è oggi il punto di incontro del settore, con oltre 400 espositori provenienti da più di 20 paesi. Qui vengono discusse e condivise le più recenti tecnologie e innovazioni rilevanti per l’industria di processo in Cina, Asia e nel mondo. Le registrazioni per gli espositori sono già aperte. “Dopo il successo di Achema 2024, siamo entusiasti di tornare a Shanghai nel 2025 con AchemAsia”, afferma Björn Mathes, Ceo di Dechema Ausstel lungs-GmbH. “In Cina, offriremo nuovamente alla comunità globale della tecnologia di processo una piattaforma eccezionale con un focus dedicato sul più grande sito produttivo al mondo per prodotti chimici e farmaceutici”.
AchemAsia offre agli esperti dell’Asia e del resto del mondo l’opportunità di discutere e sviluppare congiuntamente idee e soluzioni per un’industria sostenibile. La mostra sarà accompagnata da un congresso organizzato congiuntamente da Dechema e partner regionali e internazionali sotto forma di eventi satellitari. Il congresso sarà
strettamente legato ai temi di innovazione di Achema, tra cui processo, pharma, digitale, lab, green e idrogeno, concentrandosi inoltre sulla crescita e sulle sfide dell’industria di processo cinese. Questo garantisce un’elevata rilevanza per il pubblico già attivo nell’industria di processo del gigante orientale o per chi è interessato a entrarvi.
International Powder and Bulk Solids 29 aprile - 1 maggio 2025 Rosemont, Illinois, USA www.powderandbulkshow.com
Packaging Première & PCD Milan 13-15 maggio 2025 Milano www.packagingpremiere.it
Ipack-Ima 27-30 maggio 2025 Milano www.ipackima.com/it
Pharmintech 27-30 maggio 2025 Milano www.pharmintech.it
Chemspec Europe 4-5 giugno 2025
Colonia, Germania www.chemspeceurope.com
PCI Days 11-13 giugno 2025 Varsavia, Polonia www.pcidays.pl
Ilmac 16-18 settembre 2025 Basilea, Svizzera www.ilmac.ch/en
Annex 1 - One year after 18-19 settembre 2025 Firenze www.newaurameeting.it
Powtech Technopharm 23-25 settembre 2025 Norimberga, Germania www.powtech.de/en
AchemAsia 14-16 ottobre 2025 Shanghai, Cina www.achemasia.de/en
CPhI Frankfurt 28-30 ottobre 2025 Francoforte, Germania www.cphi.com
Solids Parma 11-12 febbraio 2026 Parma www.solids-parma.de/it
IVS - Industrial Valve Summit 19-21 maggio 2026 Bergamo www.industrialvalvesummit.com
Expoquimia 2-5 giugno 2026 Barcellona, Spagna www.expoquimia.com
Achema 14-18 giugno 2027 Francoforte, Germania www.achema.de
Un workshop sul trasferimento tecnologico
“Gestione del processo di Trasferimento Tecnologico”. Questo il titolo del workshop che AFI - Associazione Farmaceutici Industria terrà il 25 marzo 2025 al Grand Hotel Doria di Milano. Il Trasferimento Tecnologico (TT) costituisce da sempre un processo di business, tecnologico e qualitativo fondamentale per l’industria farmaceutica. Le attuali dinamiche del settore lo stanno rendendo sempre più importante ed una pratica standard di molte realtà farmaceutiche.
Avere personale specializzato è quindi una chiave di successo. Il TT è, inoltre, un’opportunità di ottimizzazione dei processi esistenti, della loro supply chain e delle loro performance qualitative. Di fatto è un valido strumento per rispondere contemporaneamente sia alle aspettative regolatorie che alle necessità business-finanziare del
contesto aziendale. Il workshop alterna lezioni teoriche ed esercitazioni pratiche di gruppo, che aiutano a comprendere l’anatomia del trasferimento tecnologico da un punto di vista gestionale, operativo e qualitativo.
L’evento è progettato per aggiungere elementi distintivi a coloro che lavorano su progetti di trasferimento industriale da ricerca a fase clinica, da fase clinica a commerciale e durante il lifecycle del prodotto.
I relatori saranno Giovanni Cosmi e Mirko Gabriele. Cosmi è un esperto del QMS (sistema di gestione della qualità), con più di 35 anni di esperienza. Riconosciuto QP (persona qualificata) da AIFA dal 2004, è un consulente indipendente dal 2009 e collabora con società di consulenza internazionali del settore farmaceutico, metten-
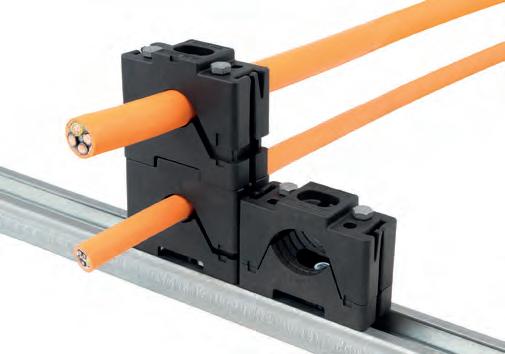
Listello passacavo per l‘industria alimentare
Listello passacavo per cavi con connettore per l‘industria alimentare con grado di protezione IP65, compatibile con le aperture dei connettori industriali.
www.icotek.com
do a disposizione dei clienti la propria esperienza. Gabriele è un esperto di scouting e trasferimento tecnologico, scale-up ed ottimizzazione dei processi pharma. QP dal 2015, è consulente indipendente dal 2023 dopo più di 20 anni di esperienza in ambito farmaceutico dove ha ricoperto ruoli nazionali ed internazionali operativi, direttivi e strategici.
L‘associazione ha comunicato inoltre le date del 64esimo Simposio AFI, che si terrà dall’11 al 13 giugno 2025 al Palacongressi di Rimini e sarà focalizzato sulla digitalizzazione come volano per lo sviluppo della competitività del comparto farmaceutico.
Ti interessa?
Richiedi ora il tuo campione gratuito
IP65
Un reparto d’avanguardia per ampliare produzione e conoscenze
Zambon ha inaugurato la nuova area dello stabilimento di Vicenza, che consentirà di aumentare produttività e personale specializzato. Con l’obiettivo di diventare un polo di riferimento per il dialogo fra scienza e salute.
Zambon ha presentato la nuova area dello stabilimento produttivo Health & Quality Factory di Vicenza, un polo scientifico di riferimento che promuove salute, scienza e innovazione. La multinazionale chimico-farmaceutica – fondata a Vicenza nel 1906 e imperniata sui valori di un’impresa familiare italiana volta a migliorare la vita e la salute dei pazienti – ha progettato questa fabbrica come luogo di qualità e conoscenza. Così ha aperto le sue porte al pubblico e al mondo accademico con lo scopo di favorire il dia-
logo tra industria, ricerca e università. Il nuovo reparto, il più moderno e avanzato di tutto il Gruppo e all’avanguardia in Italia, permetterà di ampliare le capacità produttive e le competenze industriali farmaceutiche altamente specializzate di Zambon, disponibili anche per terzi.
L’investimento di 40 milioni di euro va a integrare la precedente operazione propedeutica da 30 milioni di euro relativa all’ala dello stabilimento dove sorge la nuova area produttiva di 2.400 metri quadrati. Lo stabilimento di Vicenza continua, dunque, il suo
percorso di crescita attraverso l’innovazione tecnologica, il potenziamento dei processi di produzione e il rafforzamento delle sue infrastrutture di ricerca, che gli consentono ora di gestire livelli di complessità unici per uno stabilimento produttivo farmaceutico che era già un benchmark nella produzione di compresse, confetti, sciroppi, gocce, spray, fiale, falconi liquidi sterili e liofilizzati.
Grazie a questo aggiornamento all’apertura del nuovo reparto, Zambon sarà in grado di produrre nella sola Health & Quality Factory di Vicenza 16 forme farmaceutiche, ampliando la gamma di produzioni possibili con flaconi liquidi sterili e liofilizzati per prodotti biologici, vaccini e antitumorali.
“Con questo investimento, Zambon riconferma l’importanza delle proprie competenze e conoscenze industriali, indispensabili per la produzione di farmaci di qualità in grado di migliorare la vita di tanti pazienti in tutto il mondo”, osserva Andrea Paganelli, Chief Global Industrial Business Operations di Zambon. “Il nuovo reparto permetterà alla nostra Health & Quality Factory di Vicenza di posizionarsi come un’eccellenza industriale in campo farmaceutico in Italia e in Europa, in grado di gestire livelli di com-
plessità unici, permettendoci di soddisfare le richieste dei nostri prodotti tradizionali e più innovativi e al tempo stesso di allargare le opportunità disponibili per altre imprese farmaceutiche alla ricerca di un partner industriale affidabile per la produzione dei propri prodotti”.
Il nuovo reparto sta affrontando le ultime fasi di collaudo e test tecnici che andranno avanti fino alla fine di quest’anno, per poi avviare l’iter utile a ottenere l’autorizzazione dalle autorità regolatorie il cui via libera finale si prevede arriverà nell’ultimo trimestre del 2025.
Una multinazionale con 2.500 addetti
Zambon Spa è una multinazionale farmaceutica fondata a Vicenza. Conta oltre 2.500 collaboratori in tutto il mondo, è presente in 23 paesi tra Europa, America e Asia, ha stabilimenti produttivi in Italia, Svizzera, Cina e Brasile. Grazie ai suoi prodotti innovativi e di qualità commercializzati in 87 paesi, Zambon nel 2023 ha registrato un fatturato di 843 milioni di euro. Oltre alla presenza nelle tre storiche aree terapeutiche – malattie dell’apparato respiratorio, trattamento del dolore e infezioni delle vie urinarie – l’azienda è concentrata nello sviluppo di trattamenti per malattie neurodegenerative come il morbo di Parkinson e patologie rare come la fibrosi cistica, la BOS (Sindrome da Bronchiolite Obliterante), a cui è collegata l’importante acquisizione del 2019 di Breath Therapeutics, e la Bronchiectasia non legata alla Fibrosi Cistica (NCFB).
Negli ultimi cinque anni lo stabilimento Zambon di Vicenza, che copre oltre 67.000 metri quadri, è stato costantemente oggetto di investimenti e miglioramenti. Il nuovo reparto permetterà a Zambon di incrementare ulteriormente la produttività del 10% e prevede un aumento intorno al 6% di personale altamente specializzato nei prossimi 12 mesi.
Lo stabilimento Health & Quality Factory di Zambon a Vicenza
Chiesi: pubblicati i dati di Fase 3 sul trattamento della malattia di Fabry con pegunigalsidasi alfa 2
Chiesi Global Rare Diseases, divisione del Gruppo Chiesi creata per fornire terapie e soluzioni innovative per le persone che convivono con malattie rare, annuncia la pubblicazione dei risultati dello studio di Fase 3 BRIGHT su pegunigalsidasi alfa 2 mg/kg somministrata ogni quattro settimane per 52 settimane in pazienti adulti con malattia di Fabry precedentemente trattati con agalsidasi alfa o beta somministrata ogni due settimane. I dati sono stati pubblicati nel Journal of Inherited Metabolic Disease.
“Siamo lieti di annunciare che il Journal of Inherited Metabolic Disease ha pubblicato i dati di questo studio di Fase 3, open-label, multinazionale, che ha valutato la sicurezza, la farmacocinetica e l’efficacia della pegunigalsidasi alfa 2 mg/kg somministrata ogni quattro settimane”, ha dichiarato Giacomo Chiesi, vicepresidente esecutivo di Chiesi Global Rare Diseases. La pegunigalsidasi alfa è una terapia sostitutiva dell’enzima α-Gal A PEGilato (ERT) approvata per il trattamen-
to degli adulti con malattia di Fabry negli Stati Uniti, nell’Unione Europea e in Gran Bretagna, alla dose raccomandata di 1 mg/kg di peso corporeo somministrata una volta ogni due settimane. Il regime di pegunigalsidasi alfa 2 mg/kg somministrato ogni quattro settimane è in fase sperimentale e non è approvato dall’EMA o da altre autorità regolatorie. Un totale di 29 pazienti (23 uomini, 6 donne) ha completato lo studio Bright di Fase 3, open-label, a braccio sin-
Nerviano Medical Sciences rileva Atamparib
Nerviano Medical Sciences Srl (NMS), parte di NMS Group Spa (NMS Group) e Nerviano Medical Sciences, Inc., controllata al 100% di NMS Srl – esperta nell’innovazione oncologica e con una posizione di primo piano nello sviluppo clinico degli inibitori di PARP1 per il cancro al cervello – annuncia l’acquisizione di Atamparib, il primo inibitore selettivo di PARP7. Questa operazione sottolinea l’impegno di NMS nel consolidare la propria leadership nella biologia del PARP e nell’espandere il proprio portafo-
glio con terapie oncologiche trasformative progettate per soddisfare bisogni medici significativi e insoddisfatti. Atamparib è attualmente in fase II con il potenziale di essere il primo della sua classe. Questo inibitore di PARP7 arricchisce la gamma diversificata di molecole sviluppate da NMS per vari tipi di cancro. PARP7, un bersaglio cruciale in oncologia, è sovraregolato in risposta allo stress cellulare, favorendo la sopravvivenza delle cellule tumorali. Agendo su PARP7 nelle cellule tumorali, Atamparib ha dimostra-
golo, di 12 mesi, progettato per valu tare la sicurezza e l’efficacia di pegu nigalsidasi alfa (2 mg/kg) sommini strata per via endovenosa ogni quat tro settimane in pazienti con malattia di Fabry precedentemente trattati con agalsidasi alfa (0,2 mg/kg) o agalsida si beta (1 mg/kg) ogni due settimane per almeno tre anni.
Risultati dello studio di Fase 3 Bright: non sono emerse nuove preoccupazio ni di sicurezza nei pazienti adulti trat tati con pegunigalsidasi alfa; le con centrazioni plasmatiche di lyso-Gb3 so no rimaste basse e stabili nelle don ne trattate (0/6 ADA-positivo), con un leggero aumento osservato negli uomi ni trattati (9/24 ADA-positivo) rispet to al basale; le concentrazioni plasma tiche medie di pegunigalsidasi alfa alla fine di ogni intervallo di somministra zione di 4 settimane erano superiori al limite inferiore di quantificazione.
Giacomo Chiesi, vicepresidente esecutivo di Chiesi Global Rare Diseases
to di inibire la proliferazione cellulare. Si tratta di una piccola molecola somministrabile per via orale, altamente potente nei modelli preclinici, con un profilo di sicurezza e tollerabilità favorevole osservato negli studi di fase I/II.
NMS porta una conoscenza approfondita della biologia del PARP, dimostrata attraverso lo sviluppo di NMS-293, un potente inibitore selettivo di PARP1 somministrabile per via orale, con effetti non trapping e proprietà penetranti per il cervello.
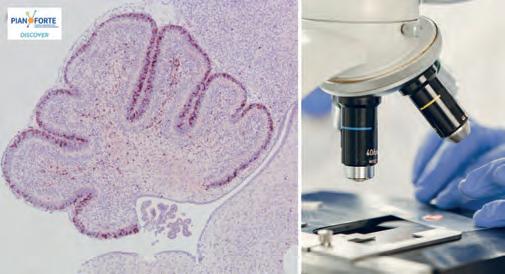
Un progetto per studiare lo sviluppo di tumori da radiazioni
Migliorare le conoscenze sui meccanismi di sviluppo del tumore indotto da radiazioni è l’obiettivo del progetto Discover, finanziato dalla UE con oltre 1,3 milioni di euro e coordinato da ENEA in collaborazione con Federal Office for Radiation Protection (Germania), National Centre for Public Health and Pharmacy (Ungheria) e Oxford
Brookes University (Gran Bretagna). La formazione dei tumori da radiazioni è classicamente attribuita a danni al DNA, non riparati o riparati erroneamente. Ma dati recenti suggeriscono anche un contributo del microambiente cellulare, mettendo in discussione la teoria convenzionale (target theory) della radiobiologia. Con i partner del progetto, ENEA punterà a comprendere i meccanismi che portano allo sviluppo del cancro con una particolare attenzione al ruolo svolto dal microambiente cellulare che comprende, ad esempio, le cellule stromali, i vasi sanguigni, le citochine e tante altre molecole circolanti che possono influenzare il comportamento di quelle tumorali e, di conseguenza, il processo di svi-
Fiori di melo: da scarto a risorsa per l’industria
Uno studio del gruppo di ricerca di microbiologia degli alimenti Micro4Food della Libera Università di Bolzano ha dimostrato che la fermentazione dei fiori di melo permette di produrre estratti potenzialmente interessanti per l’industria alimentare, cosmetica e farmaceutica. I due ricercatori Stefano Tonini e Ali Tlais Alabiden del gruppo di ricerca di Micro4Food di unibz, diretto da Raffaella Di Cagno, hanno sfruttato il processo della fermentazione per cercare di far emergere questo potenziale ottenendo dei peptidi, brevi catene di amminoacidi che derivano dalla frammentazione delle proteine, con attività antiossidante e antifungina, che potrebbero essere impiegati nell’industria alimentare, farmaceutica e cosmetica.
Una particolarità del melo è la presenza del corimbo: non sono presenti infatti singoli fiori, ma delle infiorescenze “a grappolo” con in media cinque fiori, il corimbo per
l’appunto. Mandare a frutto tutti e cinque i fiori significherebbe avere mele di dimensioni inferiori e di bassa qualità, e potrebbe causare una minore produttività della pianta nell’anno seguente. Per questo nella pratica agronomica si procede al dirado, ovvero all’eliminazione dei fiori o dei frutticini laterali del corimbo per favorire lo sviluppo del fiore centrale, il cosiddetto “king flower”, affinché diventi frutto. Nella filiera di produzione delle mele, infatti, solo il 7% dei fiori viene portato a maturazione, mentre la restante parte diventa a tutti gli effetti uno scarto. L’obiettivo del progetto di ricerca è stato capire come valorizzare questi fiori scartati sfruttando il loro potenziale intrinseco come fonte di molecole funzionali. I ri-
luppo del cancro.
Il progetto Discover è stato finanziato nell’ambito della prima call di Piano forte, la nuova coalizione europea per la ricerca sulla radioprotezione che ha l’obiettivo di migliorare la protezione dei cittadini e dell’ambiente dall’espo sizione naturale, professionale e me dica alle radiazioni ionizzanti. Coordi nata dall’Istituto francese per la pro tezione dalle radiazioni e la sicurezza nucleare (IRSN), la coalizione riunisce 58 partner in rappresentanza di 22 Pa esi dell’Unione europea, Regno Unito e Norvegia e sei piattaforme di ricer ca Ue in materia di radioprotezione e ha un budget di 46 milioni di euro, di cui il 65% finanziato dal programma Euratom dell’Unione europea e il resto dagli Stati membri.
cercatori hanno quindi con frontato il campione di fio ri non fermentato con fio ri sottoposti a diversi tipi di fermentazione: una fer mentazione spontanea, che sfrutta i microrganismi già naturalmente presenti sui fiori (similarmente a quello che succede nella fermenta zione dei crauti), e due fer mentazioni controllate che utilizzavano da un lato un batterio fruttofilico (amante della frutta e dei fiori) e, dall’altro, un lievito derivato dalle mele. Dopo la fermentazione i ricer catori hanno ottenuto da ciascun campio ne un estratto di cui hanno testato le capa cità antifungine e antiossidanti. Un altro risultato è stato l’ottenimento di un ele vato numero di peptidi bioattivi nei cam pioni fermentati.
Fiori di melo in laboratorio
S S4
Affidabilità e innovazione: la tua soluzione per ambienti
specializzati
Come tuo partner di fiducia, siamo qui per attraversoguidarti ogni sfida, assicurando che i tuoi spazi siano non solo funzionali ma all’avanguardia.anche
Specializzati in clean room, controllo della contaminazione, implementazione di nuove zone di produzione e arredamento farmaceutico, offriamo soluzioni su misura che rispondono alle tue specifiche esigenze.
Tecnologia, formazione e impegno sociale per continuare a crescere
Con la presentazione del Bilancio di sostenibilità, Steriline consolida il proprio impegno e la responsabilità sociale e ambientale, con particolare attenzione alla creazione di competenze in un settore tecnologicamente avanzato come il confezionamento asettico di farmaci. Ne abbiamo parlato con Ilaria Fumagalli, recentemente nominata CEO dell’azienda.
di Simone Ghioldi e Alessandro Bignami
In alto:
Ilaria Fumagalli, Chief Executive Officer di Steriline
Una crescita costante che non si basa solo sull’innovazione tecnologica, ma anche sulla responsabilità sociale e ambientale, oltre che sull’attenzione ai processi organizzativi. Nelle ultime fiere di set-
tore, Achema 2024 a Francoforte lo scorso giugno e CPHI Milano in ottobre, Steriline ha infatti presentato alcune tecnologie ispirate alla filosofia “zero sprechi” e il Report di sostenibilità 2023, che documenta l’impegno verso i propri dipendenti e stakeholder, l’ambiente, la sicurezza e il territorio in cui opera. In occasione dell’ultima fiera, abbiamo avuto l’opportunità di incontra-
re presso lo stand di Steriline Ilaria Fumagalli, appena nominata nuova Chief Executive Officer dell’azienda. Prendendo come spunto la presentazione del Bilancio di sostenibilità, le abbiamo rivolto qualche domanda sulle attività di responsabilità sociale e formative dell’azienda, sia al proprio interno sia nell’area comasca, dove ha sede l’headquarter, ora in fase di ulteriore ampliamento.
Ilaria Fumagalli, qual è il percorso che vi ha portato alla presentazione del Bilancio di sostenibilità?
“Da oltre 30 anni la nostra azienda si concentra sulla fornitura di soluzioni per il confezionamento asettico dei farmaci destinate alle aziende famaceutiche di tutto il mondo. Steriline non ha mai smesso di espandersi, grazie ai costanti investimenti in organizzazione e innovazione dei prodotti e dei processi aziendali. Per arrivare a questo punto, ci siamo concentrati sulla crescita del nostro know-how, sullo sviluppo di soluzioni flessibili e all’avanguardia, sull’espansione nei mercati internazionali e sulla crescita professionale delle persone. Allo stesso tempo, abbiamo sempre avuto un interesse per la responsabilità sociale, valore importante anche per la nostra famiglia, che detiene la maggioranza delle partecipazioni di Steriline. A partire dallo scorso anno, abbiamo quindi volontariamente intrapreso un percorso volto a una maggiore sensibilizzazione e impegno in questo campo, per dare ancor più continuità e solidità allo sviluppo, un percorso sfociato appunto nel Piano di Sostenibilità. Abbiamo seguito con attenzione lo stato di avanzamento degli obiettivi che ci eravamo prefissati e valutato i progressi fatti in termini di impatto ambientale, ricerca e svi-
luppo, salute e sicurezza sul lavoro e formazione del personale. Nel corso dell’anno abbiamo anche mosso i primi passi verso la certificazione ISO 14001, che puntiamo a ottenere nel 2025, e abbiamo avviato il processo di misurazione della nostra Carbon Footprint. Siamo inoltre attenti e impegnati nei confronti delle persone, rinnovando e proponendo annualmente nuovi piani di formazione per la crescita professionale, la formazione tecnica e l’aggiornamento necessari alle attività operative”.
Ci può fare qualche esempio di iniziative volte ad aumentare le competenze e attrarre nuovi talenti?
“Un team interno istruisce il personale sulle conoscenze tecniche relative ai processi e alle caratteristiche principali delle macchine. Le sessioni di training sono anche in lingua inglese per la nostra filiale negli Stati Uniti e per quella in India. Organizziamo sessioni di training anche per il miglioramento delle soft skills. Recentemente, inoltre, ci siamo dedica-
Un team interno istruisce il personale sulle conoscenze tecniche relative ai processi e alle caratteristiche principali delle macchine. Le sessioni di training avvengono anche in lingua inglese a vantaggio della filiale negli Stati Uniti e di quella in India
ti molto allo sviluppo delle competenze per la comunicazione interna, dato che la rapida espansione degli ultimi anni ha reso lo scambio di informazioni in azienda molto più complesso. Un tempo era sufficiente parlare con il collega a fianco, oggi invece è necessario costruire relazioni di squadra più ampie e inclusive, anche tra dipartimenti e sedi diverse. In questo senso è molto bello stimolare l’interazione fra competenze e culture differenti, che portano valore aggiunto”.
Altre attività formative?
L’azienda ha acquisito un’area adiacente al suo attuale complesso industriale, dove sta realizzando una nuova palazzina uffici, che integra una mensa aziendale e due ampi complessi produttivi
“Crediamo molto nella formazione: i dipendenti formati sono in grado di adattarsi più rapidamente ai cambiamenti e permettono all’azienda di affrontare le sfide del mercato in modo efficace. Inoltre, la formazione promuove all’interno un ambiente di lavoro positivo, migliorando la collaborazione e il lavoro di squadra. Abbiamo consolidato la predisposizione di percorsi tecnici ad hoc per l’apprendimento di nuove conoscenze che riguardano le nostre linee e le richieste sempre più esigenti dei clienti. Per permettere al nostro personale tecnico di relazionarsi correttamente ed esprimersi in
autonomia con i clienti internazionali per i quali operiamo, abbiamo inserito una nuova figura professionale, l’in house English Tutor, una risorsa che, conoscendo a fondo la nostra realtà e le caratteristiche delle macchine può preparare in modo specifico i tecnici e non solo. Inoltre, stiamo apprezzando molto la collaborazione con gli istituti tecnici e professionali del territorio, con i percorsi post-diploma, ITS, contribuendo alla formazione dei ragazzi attraverso la docenza diretta
di nostri specialisti. Questa cooperazione preziosissima ci permette di accorciare il gap tra scuola e mondo del lavoro, offrendo ai giovani uno sguardo realistico sulla realtà aziendale e permettendo a noi di acquisire competenze fresche da poter plasmare e ampliare in base alla nostra tecnologia. Il risultato è certamente positivo, con un alto grado di soddisfazione da parte nostra, dei ragazzi, delle loro famiglie e un effetto vantaggioso anche per le scuole che vedono i lo-
La sede centrale di Steriline a Como
Una sostenibilità “materiale”
Il primo passo per la definizione di una strategia di sostenibilità aziendale è stato compiuto attraverso il processo di materialità. Questa analisi mira a identificare, tra le questioni significative, quelle che sono effettivamente “materiali”, cioè rilevanti per l’azienda.
Agli stakeholder, Steriline ha chiesto di indicare un ordine di priorità tra un elenco ampliato di temi ESG (ambientali, sociali e di governance), in base all’impatto minore o maggiore di ciascun tema sulla capacità dell’azienda di produrre valore nel medio-lungo periodo.
I temi materiali selezionati sono stati:
- Impronta ambientale: gestire e mitigare gli impatti ambientali delle attività aziendali.
- Salute e sicurezza sul lavoro: massima attenzione ai temi della salute e della sicurezza.
- Sviluppo del capitale umano: rafforzare le competenze, attrarre talenti e prestare attenzione al benessere delle persone.
- Soddisfazione del cliente: attenzione continua alla soddisfazione del cliente in termini di qualità del prodotto e del servizio.
- Innovazione e ricerca e sviluppo: attenzione e investimenti continui nell’innovazione di prodotti, servizi e processi.
Nel 2023 Steriline, in linea con i criteri ESG e dello sviluppo sostenibile, ha lavorato su alcuni importanti aspetti aziendali, implementando le tre dimensioni seguenti: Dimensione ambientale - In linea con il piano di sostenibilità, nel 2023 l’azienda ha completato la valutazione costi-be-
ro studenti collocati prima ancora del termine dei percorsi scolastici. Infatti, ad oggi è significativo il numero di giovani che abbiamo accolto in stage e confermato con contratti diretti nei diversi reparti aziendali quali montaggio, avviamento, validazione, progettazione e comparto elettrico-software. Con il supporto del nostro ufficio Risorse Umane cerchiamo quotidianamente di coinvolgere le nuove leve in modo da favorire anche la loro crescita personale”.
nefici per l’ottenimento della certificazione ISO 14001, confermando il percorso verso la certificazione volontaria entro il 2025. È stato completato il progetto per la costruzione di un nuovo polo produttivo, il cui cantiere è stato aperto a gennaio 2024. Il progetto rappresenta un importante investimento per l’azienda e per la riduzione dell’impatto ambientale di Steriline e la tutela delle risorse naturali.
Dimensione sociale - Nella convinzione che la crescita delle persone porti immediatamente a risultati tangibili all’interno dell’organizzazione, Steriline ha introdotto percorsi di formazione delle competenze attraverso “palestre di formazione” per migliorare le capacità di comunicazione e di gestione dei rapporti interpersonali, analizzando i profili attitudinali e valutando il potenziale di ogni dipendente coinvolto. Con l’inizio del 2024, l’azienda ha integrato un sistema di Management by Objectives (MbO) come approccio gestionale aziendale basato sulla pianificazione e sul raggiungimento di obiettivi comuni aziendali e di reparto.
Dimensione di governance - Nell’agosto 2023, il nuovo ERP è andato live. Con l’adozione di SAP S/4HANA, i processi aziendali sono stati ridisegnati con l’obiettivo di renderli più efficienti e integrati per facilitare la crescita dell’organizzazione, aprendo ulteriormente la strada a una maggiore innovazione. L’impegno nella ricerca e sviluppo prosegue anche attraverso la collaborazione con centri di ricerca e università, in particolare nel campo della movimentazione robotica e della stampa 3D. Negli ultimi mesi del 2023, inoltre, Steriline ha avviato un progetto con lo scopo di utilizzare l’Intelligenza Artificiale per il monitoraggio dei processi delle macchine che progetta e realizza.
La crescita dell’azienda ha richiesto anche la progettazione e costruzione, ora in corso, di una terza area produttiva presso la sede centrale di Como. A che punto sono i lavori?
“Abbiamo acquisito un’area adiacente al nostro attuale complesso industriale. Stiamo procedendo alla realizzazione di una nuova palazzina uffici, che integra una mensa aziendale e due ampi complessi produttivi. Il primo è destinato ad accogliere le lavorazioni meccaniche e delle carpenterie necessarie
alla produzione delle macchine. Il secondo complesso verrà utilizzato per l’assemblaggio e l’avviamento delle linee di nostra produzione e l’esecuzione dei test di collaudo (Factory Acceptance Tests) in presenza dei clienti. La palazzina uffici e il primo complesso produttivo saranno completati nella prima metà del 2025 e ad inizio 2026 sarà pronto il lotto dell’area adibita agli avviamenti. Tutti i complessi sono concepiti per soddisfare i requisiti di sostenibilità ambientale”.
Vibrovagli compatti e su misura
Emilos continua a innovare
la tecnologia di setacciatura, con progetti unici e lo sviluppo di macchine in grado di rispondere agli stringenti requisiti dell’industria farmaceutica.
di Alessandro Bignami
La setacciatura è un’operazione fondamentale nell’industria di processo, al fine di ottenere un prodotto sicuro e uniforme. Non richiede una tecnologia sofisticata, però per eseguirla al meglio occorrono vibrovagli affidabili, di facile uso, pulizia e manutenzione, e soprattutto costruiti su misura per un’applicazione e un ambiente produttivo specifici. La capacità di realizzare vibrovagli che rispondono a tutte queste caratteristiche ha consentito ad Emilos di allacciare relazioni di fiducia in tanti settori produttivi e di crescere anche nel mercato farmaceutico, che presenta i più stringenti requisiti di igiene e sicurezza. Con Simone Solimè, responsabile tecnico e socio dell’azienda, nonché figlio del fondatore Luigi Solimè, abbiamo ricapitolato le tappe principali della storia aziendale e approfondito alcune caratteristiche della gamma produttiva e dell’approccio al mercato.
Simone Solimè, come è iniziata la vostra attività, oltre 35 anni fa?
“L’azienda è stata avviata da mio padre che, dopo aver fatto delle esperienze in altre aziende, decise di mettersi in proprio. Subito depose i primi brevetti, sviluppando delle macchine innovative per la setacciatura: mise a punto un vibrovaglio molto più leggero di quelli allora disponibili, interamente in acciaio inossidabile e, per la prima volta, con il motovibratore flangiato alla base. Ciò consentì di non dover dipendere più dai cataloghi sul mercato per i vibratori e i relativi ricambi”.
Quindi i motovibratori sono sviluppati direttamente da voi?
“Li facciamo realizzare ad hoc da nostri partner specializzati, dato che ognuno deve concentrarsi ovviamente sul proprio core business. Ma, per poter essere flangiati sui nostri vibrovagli, i motovibratori devono essere costruiti in base alle nostre specifiche tecniche. Un’altra innovazione decisiva è stata introdotta con il sistema di tensionamento della rete, che prima veniva comunemente elettropuntata o rivettata sull’anello. Con la realizzazione dell’anello a doppia gola, mio padre rese i clienti del tutto autonomi per la sostituzione della tela. Altrimenti per questa operazione sarebbe stato necessario un nostro intervento sul posto, che avrebbe fatto lievitare tempi e costi, soprattutto per le macchine installate all’estero. Questi accorgimenti, semplici eppure geniali, hanno contribuito ad alzare drasticamente le prestazioni e la competitività delle nostre macchine”.
Simone Solimè, responsabile tecnico e socio di Emilos
A quali settori vi siete rivolti nel corso degli anni?
“L’azienda iniziò dedicandosi al settore ceramico, ma per ovviare alle molteplici crisi dell’edilizia ha imparato negli anni a diversificarsi, approcciando anzitutto l’industria alimentare. Introducemmo per primi i vibrovagli nella filiera lattiero casearia, per esempio per il trattamento del siero prima del suo arrivo nella centrifuga scrematrice. Il vibrovaglio evita che nella centrifuga si accumuli troppo prodotto solido, che avrebbe l’effetto di intasarla e di richiedere frequenti cicli di autopulizia o interventi manuali, con il prolungamento notevole dei tempi di processo. L’installazione del vibrovaglio ha risolto questo problema e per di più ha reso disponibili degli scarti di lavorazione che ora vengono utilizzati nella produzione, per esempio, di formaggi fusi. Altri segmenti alimentari interessanti per le nostre macchine sono il pet food e la lavorazione della patata, compresi l’estrazione dell’amido e il recupero e la pulizia dell’olio di frittura: quest’ultimo viene setacciato a 200°C in modo da togliere quelle particelle di patatine fritte che diventerebbero nere o che annerirebbero l’olio. Il vibrovaglio può spaziare insomma su tanti settori, tra cui il chimico-farmaceutico, la filtrazione delle acque di processo, le materie plastiche e la gomma, il riciclo, i liquami per il biogas e altri ancora. Oggi gestiamo un parco clienti così eterogeneo da permetterci di compensare i settori in eventuale sofferenza”.
Quanto è strategico oggi per voi il settore farmaceutico?
“Sta crescendo di importanza, grazie alla nostra proposta di soluzioni specifiche per le sue esigenze. Già una quindicina di anni fa avevamo nella gamma una serie di macchine valide
e apprezzate anche in questo settore. Ma il design dei vibrovagli presentava ancora delle zone di ristagno e piccoli spigoli che non consentivano di soddisfare del tutto gli esigenti requisiti di igiene e sicurezza dell’industria farmaceutica. Abbiamo così sviluppato il vibrovaglio CRX, caratterizzato da un fondo con una forma conica centrale e un toroide esterno, in totale assenza di zone di ristagno, e dotato di guarnizioni con materiali certificati, tra cui il silicone platinico. Il corpo della macchina è in acciaio inox Aisi 316L nelle parti a contatto con il prodotto e 304L nelle parti restanti. La sua forza sta inoltre nella compattezza, nella semplicità costruttiva e nella comodità d’uso: sul disco di base viene collegato direttamente il vibratore, consentendo al vibrovaglio di non superare l’altezza di 600 millimetri da terra, facilitando così le operazioni di pulizia e smontaggio. È una soluzione ideale per una setacciatura di qualità. La serie CRX ha già trovato ottimi riscontri sia nel pharma sia nell’alimentare”.
Quali sono le caratteristiche che differenziano i tanti vibrovagli che compongono la vostra gamma?
“Ogni modello si differenza principal-
mente per la taglia. Si va da un diametro di 450 mm fino a quasi 2 metri. I modelli più avanzati e concepiti per una setacciatura più fine sono rappresentati dalle serie CRX e CRS, che vengono applicate soprattutto nei settori farmaceutico e alimentare. La serie SL è invece una delle nostre prime produzioni, ancora oggi un cavallo di battaglia per una setacciatura entry level di liquidi e solidi. Alcuni vibrovagli possono differenziarsi per delle funzionalità specifiche. Penso alla serie SC, che viene montata direttamente sull’impianto e che presenta
600 per il settore farmaceutico
“Per l’industria farmaceutica abbiamo sviluppato il vibrovaglio CRX, caratterizzato da un fondo con una forma conica centrale e un toroide esterno, in totale assenza di zone di ristagno, e dotato di guarnizioni con materiali certificati, tra cui il silicone platinico”
una modalità di scarico centrale con la vibrazione trasmessa da due motori laterali: ciò permette un’integrazione più semplice all’interno di una linea già costruita e con poco spazio a disposizione. Solitamente vengono impiegati per operazioni di sgrossatura e controllo, che trattengono solo i corpi estranei, avendo reti dai 500 micron fino ai 5 mm di luce/maglia.
Vibrovaglio CRX
CRXc 1200
Per esempio, quando un operatore taglia e svuota un sacco nel mixer, può rompersi la lama del cutter, oppure staccarsi un pezzo di carta o la cordina del sacco: il vibrovaglio impedisce che questi elementi accedano alla fase di premiscelazione. Poi abbiamo i canali vibranti, che sono vibrovagli rettangolari stretti e lunghi, adatti al trattamento di grandi pezzature nelle industrie alimentari e non solo”.
Costruite prevalentemente soluzioni a misura delle specifiche esigenze dell’utilizzatore?
“Sì, sono tutti progetti praticamente unici, soprattutto quando riguardano l’industria alimentare e farmaceutica. La macchina va sempre personalizzata perché le esigenze di setacciatura possono cambiare molto a seconda dell’applicazione. Il nostro approccio al cliente parte dunque da una totale disponibilità all’ascolto, finalizzata a comprendere bene cosa deve essere setacciato, con quali tempi e volumi, e quali sono gli spazi disponibili per la sua installazione. A quel punto si calcola il diametro della macchina e si disegna un progetto preliminare che, una volta confermato, viene seguito dai vari passaggi della produzione fino ai test FAT e SAT, quest’ultimo direttamente sull’impianto del clien-
“La macchina va sempre personalizzata perché le esigenze di setacciatura - indispensabile per ottenere un prodotto sicuro e uniforme - possono cambiare molto a seconda dell’applicazione”
te. Il vero standard per noi, insomma, è diventato la customizzazione della macchina”.
Le tensioni internazionali e commerciali che crescono, anche a colpi di dazi, vi impensieriscono?
“Certamente ci preoccupano, anche se ci coinvolgono in modo indiretto, dato che, se è vero che ci sono molti vibrovagli Emilos installati nel mondo –in Europa, Nordafrica, America, persino in Australia – per lo più vengono venduti a impiantisti italiani, che poi gestiscono l’esportazione”.
Quando vi capita invece di interagire direttamente con l’utilizzatore finale?
“Di solito capita quando il cliente ha già l’impianto in funzione e si è re-
so conto di aver bisogno di un controllo da effettuare con un vibrovaglio. Oppure hanno già una nostra macchina e, in fase di ampliamento delle linee di produzione, vogliono aggiungerne altre o inserire modelli nuovi e adatti a una setacciatura più fine. Le relazioni più continuative sono però con i costruttori di impianti”.
. Cosa prevede per il 2025?
“È davvero difficile abbozzare delle previsioni. Soprattutto dopo l’esperienza del 2024. A inizio anno sembrava che le cose andassero a rilento e mi aspettavo dei risultati finali poco brillanti. Fortunatamente mi sono dovuto ricredere, visto che stiamo per chiudere l’anno con una crescita del 45%! Quindi preferisco non sbilanciarmi sul 2025, anche se ovviamente l’obiettivo è sempre quello di fare meglio. Per avere il polso della situazione ascolto con attenzione i miei fornitori, per esempio quelli dai cui acquisto l’acciaio o la viteria: in effetti mi descrivono le acque stagnanti in cui navigano molte realtà industriali. Però la setacciatura è un’operazione di cui ancora tanti produttori non hanno compreso fino in fondo l’importanza, il che ci dà ancora grandi potenzialità di crescita. Il vibrovaglio non è una tecnologia sofisticata, certo, ma in una produzione farmaceutica è fondamentale per la sicurezza e l’uniformità del prodotto finale”.
SL 1200
SC 450 coni alti
Bilance precise e software intelligenti per la cosmetica
Minebea Intec contribuisce ad aumentare l’accuratezza e l’efficienza nella produzione di cosmetici fornendo tecnologie avanzate per la pesatura e l’ispezione.
Nella foto in apertura: il sistema intuitivo di gestione delle ricette
ProRecipe XT per tutti i processi manuali e semiautomatici
L’industria cosmetica richiede i più alti livelli di precisione e di controllo della qualità nella fabbricazione dei prodotti, per garantire il rispetto di standard esigenti. Minebea Intec, player internazionale nelle tecnologie di pesatura e ispezione, comprende le sfide che i produttori di cosmetici devono affrontare quotidianamente. Tecnologie quali bilance di precisione, controllori di pesatura, metal detector, se-
lezionatrici ponderali dinamiche e una soluzione software intelligente non solo aumentano l’accuratezza della produzione ma anche l’efficienza. Nel mondo della cosmesi, dove il colore giusto di un rossetto o la consistenza ottimale di una crema per la pelle determinano il successo di un prodotto, il dosaggio preciso è essenziale. Anche le più piccole deviazioni nella quantità di ingredienti possono causare risultati imprecisi nei test del
colore, nelle misurazioni della viscosità o nelle analisi del valore del pH. Un riempimento inefficiente o scorretto non solo comporta costi elevati e perdite di immagine per i produttori, ma può anche mettere a rischio la salute dei consumatori. Ciò costringe i produttori ad apportare modifiche complesse e costose, che possono anche comportare grandi quantità di rifiuti. La combinazione della bilancia da banco Signum® ad alta preci-
sione, del controllore di pesatura Maxxis 5® e del software ProRecipe XT® di Minebea Intec punta ad aumentare l’accuratezza della prepesatura e al contempo a migliorare l’efficienza riducendo al minimo il numero di regolazioni necessarie.
Bilance da banco robuste e di alta precisione
Il fulcro per migliorare l’accuratezza nella produzione di cosmetici è la bilancia di precisione Signum. A differenza delle bilance tradizionali, che in genere misurano solo con incrementi di qualche grammo o più, le bilance di precisione possono pesare in unità minime come i milligrammi. Oltre alla precisione, la bilancia industriale Signum riduce i tempi di misurazione, mentre aumenta la flessibilità e la sicurezza. Grazie a un design robusto, è in grado di soddisfare gli impegnativi processi di pulizia nella produzione di cosmetici.
I modelli sono disponibili nelle versioni Supreme, Advanced o Regular, a seconda del livello di precisione richiesto. Anche i produttori di cosmetici possono scegliere tra una varietà di configurazioni. “Siamo lieti di consigliare i nostri clienti nella scelta di diverse versioni di materiali, campi di carico e capacità di lettura per soddisfare esigenze specifiche”, afferma Eren Sagdas, Product Manager Industrial Scales di Minebea Intec.
Ricetta intelligente per processi sicuri ed efficienti
Il software di gestione e pesatura delle ricette basato su PC ProRecipe XT di Minebea Intec viene utilizzato per utilizzare in modo efficiente i valori di peso ad alta precisione nei processi di produzione. Grazie alla tracciabilità precisa e alla documentazione completa di tutti gli ingredienti, si evitano errori di dosaggio, si ottimizza il consumo di materie prime e si
aumenta la qualità dei prodotti. “ProRecipe XT offre enormi vantaggi per l’industria cosmetica, altamente regolamentata”, sottolinea Lars-Henrik Bierwirth, Product Manager Software & Checkweighing di Minebea Intec. “Con il software, i produttori possono garantire il corretto rapporto di miscelazione fin dall’inizio ed evitare costosi richiami di prodotti che danneggiano l’immagine. L’interfaccia utente intuitiva guida gli utenti in modo sicuro attraverso il processo, riducendo al minimo gli errori operativi e facendo ris-parmiare tempo prezioso”. Un’ulteriore caratteristica di sicurezza del software sono gli avvisi che ricordano ai dipendenti di indossare ma-
schere protettive quando si maneggiano determinate sostanze chimiche. L’interfaccia opzionale ERP/MES consente inoltre uno scambio di dati continuo e processi standardizzati, per la massima efficienza e affidabilità dei processi produttivi.
La bilancia di precisione Signum
Regolatore di pesatura: versatilità e integrazione Minebea Intec offre il controllore di pesatura Maxxis 5 come alternativa economica al controllo della produzione. Il controllore è ideale per i piccoli processi produttivi dell’industria cosmetica, dove precisione ed efficienza sono fondamentali. “Il nostro controllore di pesatura intelligente Maxxis 5 è adatto a un’ampia gamma di applicazioni, dal conteggio e dal dosaggio multicomponente al riempimento monocomponente”, spiega Janine Nickel, Product Manager Process
Il controllore di pesatura programmabile
Maxxis 5
Grazie all’innovativa tecnologia MiWave, il metal detector
Mitus rileva i più piccoli
oggetti metallici estranei
& Weighing Products di Minebea Intec. “Grazie alle numerose opzioni di interfaccia, Maxxis 5 è compatibile con quasi tutte le soluzioni di pesatura, sia come soluzione indipendente che in combinazione con il software completo di gestione delle ricette ProRecipe XT”.
Rilevamento di corpi estranei con la tecnologia MiWave
L’industria cosmetica non solo attribuisce grande importanza alla qualità e all’efficacia dei suoi prodotti, ma anche alla loro sicurezza. Durante la produzione di cosmetici, corpi estranei come particelle metalliche possono entrare involontariamente nei prodotti, ad esempio a causa dell’usura dei macchinari o di un errore umano. Tale contaminazione può avere gravi conseguenze, sia in termini di si-
La nuova interfaccia utente
Blue HMI sulla selezionatrice ponderale igienica Flexus
curezza del prodotto che di immagine del marchio. Il metal detector Mitus® di Minebea Intec con tecnologia MiWave integrata offre una soluzione efficace per il rilevamento di oggetti estranei. Grazie alla sua elevata sensibilità, il metal detector Mitus riconosce anche le particelle metalliche più piccole, persino negli effetti dei prodotti più grandi, contribuendo così in modo decisivo a garantire che i prodotti cosmetici soddisfino i più elevati standard di sicurezza e qualità. Questo non solo protegge il consumatore finale, ma riduce anche il rischio di costosi richiami di prodotti.
HMI blu per le selezionatrici ponderali dinamiche
Le selezionatrici ponderali dinamiche offrono anche un’importante protezione contro i richiami nell’industria cosmetica, garantendo che ogni prodotto finito abbia il peso corretto e sia quindi conforme agli standard di qualità alla fine della catena di produzione. Questo controllo è fondamentale per individuare e correggere gli errori prima che i prodotti raggiungano il mercato. Con l’introduzione del nuovo Blue HMI per le selezionatrici ponderali, Minebea Intec stabilisce un nuovo standard in termini di facilità d’uso e maggiore efficienza.
Questa interfaccia utente avanzata offre numerose funzioni intelligenti per ottimizzare i processi produttivi. “Il nostro Blue HMI è caratterizzato da una guida intuitiva ed è quindi molto facile da usare”, afferma Lars-Henrik Bierwirth, Global Product Manager di Minebea Intec. “L’unità operativa visualizza l’efficacia complessiva del sistema e altre statistiche basate sui risultati di pesatura attuali. Dispone inoltre di varie funzioni di registrazione che la rendono ideale per le audit”. Poiché le selezionatrici ponderali si trovano spesso alla fine di una linea di produzione, l’efficacia complessiva integrata dell’apparecchiatura fornisce una chiara panoramica dell’efficienza della linea di produzione nel suo complesso. Inoltre, il nuovo Blue HMI offre ai clienti di Minebea Intec un potenziale ancora maggiore per l’automazione e l’ottimizzazione dei processi grazie a un’ampia gamma di interfacce. Queste includono interfacce come bus di campo industriali, Ethernet/IP, Profinet e SPC@Enterprise dell’azienda. OPC UA è completamente integrato in conformità alle specifiche (Companion Specification Weighing) ed è opzionale. L’interfaccia può anche essere ampliata per includere la specifica PackML (in conformità con OMAC PackML).
Prodotti, consulenza e assistenza da un’unica fonte
Minebea Intec offre un ampio portafoglio di tecnologie di pesatura e ispezione. Oltre ai prodotti citati, i clienti ricevono anche celle di carico, dispositivi di ispezione visiva e a raggi X e sistemi di etichettatura automatica dei prezzi. L’azienda fornisce anche servizi completi di consulenza e assistenza. Questo approccio olistico e personalizzato aumenta l’efficienza e la qualità dei prodotti delle aziende cosmetiche.
Un centro di lavoro 5.0 per elettropompe di qualità superiore
Il 2025 sarà un anno strategico per la Bruno Wolhfarth, che celebrerà il
Sessantesimo e metterà a frutto l’ultimo investimento tecnologico per una lavorazione ancora più precisa e digitalizzata. Anche in vista di una soluzione rivoluzionaria per l’industria chimica dei solventi.
Da 60 anni, Bruno Wolhfarth è specializzata nella progettazione e produzione di elettropompe e filtri in acciaio inox destinati alle industrie farmaceutiche, chimiche, alimentari e cosmetiche. La progettazione e la realizzazione avvengono interamente nello stabilimento di Sordio, in provincia di Lodi, contribuendo in modo significativo al made in Italy del settore. Un altro fondamentale punto di forza di Bruno Wolhfarth è la lavorazione del corpo delle elettropompe, che
viene ricavato dalla barra piena di acciaio e trattato sapientemente con interventi di tornitura e fresatura, senza parti fuse e saldature, per superfici lisce e prive di porosità. L’azienda ha compiuto ora un ulteriore salto di qualità investendo in un nuovo centro di lavoro a 5 assi. La macchina ha tutti i requisiti per la programmazione digitale e consente lavori di precisione sia di tornitura che di fresatura. “Oltre alla produzione totalmente al nostro interno e alla lavorazione dalla barra piena di acciaio, il nostro valore aggiunto è dato anche dalla finitura delle superfici interne e, parti-
colare oggi non certo secondario, dai tempi di consegna brevi”, commentano Rossella Wolhfarth e Marco Parapetti, seconda e terza generazione alla guida dell’azienda. “Con l’aumento della produzione, abbiamo ritenuto strategico l’acquisto di una macchina utensile di ultima generazione, in grado di mantenere e migliorare la qualità delle superfici interne, diminuendo ulteriormente i tempi di lavorazione. L’efficienza energetica del nuovo centro di lavoro ci consente inoltre di aggiornare il processo produttivo in linea con la nuova Direttiva 5.0”.
Maggiore produttività e finiture ancora più precise
Parapetti: “La nuova macchina utensile sarà in grado di eseguire tutti i movimenti possibili, concedendoci la mas-
di Alessandro Bignami
sima libertà in fase di progettazione. Il nuovo centro di lavoro è sostanzialmente l’unico modello a 5 assi disponibile sul mercato in grado di soddisfare le nostre esigenze di lavorazione. Le sue notevoli dimensioni permettono di ottenere forature e finiture adatte anche al corpo pompa più grande della nostra gamma”.
Wolhfarth: “Con il nuovo centro di lavoro sarà possibile rispondere più efficacemente alla crescente richiesta – soprattutto da aziende chimiche, farmaceutiche e alimentari – per il nostro modello di pompa più grande. Ma l’investimento servirà anche a elevare la produttività riguardante la lavorazione dei modelli più piccoli. In questo modo miglioreremo l’efficienza energetica, consumando meno energia in rapporto al numero di pompe realizzate. Il che rende il macchinario compatibile con i requisiti di Transizione 5.0”.
Parapetti: “Un solo centro di lavoro, con i due torni CNC e i tre torni manuali non bastavano più. L’acquisto è quindi strategico sia per superare gli attuali limiti di produttività sia perché garantisce le finiture superficiali di altissimo livello di cui abbiamo bisogno”.
Wolhfarth: “Per sostenere l’accelerazione che abbiamo vissuto negli ultimi anni occorre d’altronde investire. E lo stiamo facendo non solo con il nuovo centro di lavoro, ma anche con la ristrutturazione dell’area uffici, a cui seguirà presto un rinnovamento della zona produttiva, incluso un intervento di relamping con sistemi di illuminazione di ultima generazione, che migliorerà la visibilità degli operatori sui pezzi in lavorazione”.
Un anno strategico
Nel 2025 la Bruno Wolhfarth compirà 60 anni di attività, che festeggerà con una presenza espositiva importante alla fiera Ipack-Ima, a Milano dal 27 al 30 maggio prossimi.
Wolhfarth: “Sì, sarà un anno speciale, oserei dire strategico, perché se-
gnerà un’altra tappa storica dell’azienda fondata da mio padre, e al contempo vedrà il rinnovamento tecnologico e degli spazi lavorativi. Viviamo una nuova fase di crescita, in cui i clienti storici ci stanno confermando la fiducia, anche con il passare delle generazioni, mentre altre nuove aziende scelgono di affidarsi alle nostre soluzioni. Il fatto che un cliente continui a seguirci nel corso di tanti decenni, pur attraverso il fisiologico succedersi dei suoi dirigenti, ci dà un’enorme soddisfazione. In più negli ultimi anni abbiamo accolto tante nuove richieste che, durante il Covid e la successiva frammentazione delle filiere, siamo riusciti a soddisfare molto più di altri: le lavorazioni eseguite interamente al nostro interno e il magazzino sempre rifornito ci hanno consentito di rispettare i tempi di consegna e di conquistare nuovi spazi di mercato”. Parapetti: “A darci ragione è anche l’interfaccia diretta che offriamo al committente. Abbiamo una struttura contenuta e flessibile, che riesce ancora a costruire relazioni umane forti. Circa duemila clienti attivi sono registrati in un archivio storico ricco di informazioni, tanto che molti di loro si stupiscono quando a distanza di tempo mostro di ricordare il nome del referente e i dettagli delle forniture precedenti”.
Rossella Wolhfarth con il figlio Marco Parapetti, rispettivamente seconda e terza generazione alla guida dell’azienda fondata da Bruno Wolhfarth
Lo staff dell’azienda
La pompa serie HRS con sistema di drenaggio per la sanificazione
Wolhfarth: “Su questo siamo legati alla tradizione di mio padre: non ci piace avere intermediazioni o passaggi burocratici che ci allontanerebbero dal cliente: siamo sempre noi in prima persona a raccogliere e gestire il contatto, dando le risposte rapide che oggi il mercato si aspetta”.
Dalla progettazione alla lavorazione da barra piena Una delle innovazioni più importanti lanciate da Wolhfarth negli ultimi anni è la pompa HRS, che si è aggiunta alle precedenti serie Rapid e Rapid Sanitaria. Si tratta della prima pompa a girante flessibile dotata di sistema di drenaggio per il lavaggio automatico, senza necessità di smontaggio. Ha conseguito il brevetto europeo nel 2023.
Parapetti: “Il mercato ha imparato a conoscere la HRS, apprezzando in particolare la funzionalità del drenaggio, che su questo tipo di pompe siamo gli unici a offrire. Lavorare l’acciaio da barra piena ci richiede una forte attenzione alla fase di progettazione, che alla fine si traduce in un valore aggiunto che i prodotti stampati non possono eguagliare”.
Wolhfarth: “La progettazione è affidata al nostro responsabile tecnico, ingegner Matteo Capella: in forza all’azienda da nove anni, è in grado di interpretare e riportare nel progetto tutte le caratteristiche costruttive della tradizione Wolhfarth, a partire dagli altissimi standard di igiene e sicurezza che escludono spigoli, punti di ristagno e saldature. È riuscito persino a progettare e a far produrre con la macchina a 3 assi un rubinetto per il filtro senza saldature da barra piena”.
Parapetti: “Sì, l’ingegner Capella ha sposato in pieno l’approccio produttivo dell’azienda, che non si ferma mai nella ricerca della qualità, nemmeno quando supera abbondantemente i requisiti imposti dal settore di applicazione. Se per il farmaceutico viene chiesta una rugosità di superficie interna di 0,5 micron, l’ingegnere non si è accontentato di arrivare a 0,4 micron e ha raggiunto 0,2 micron. E ora con la stessa dedizione sta progettando la nuova pompa…”
Quale nuova pompa?
Parapetti: “È una soluzione che ci consentirà di ampliare lo spettro delle applicazioni, riuscendo finalmente a soddisfare anche la chimica dei solventi, cosa che non possiamo fare con la nostra tipica girante flessibile in elastomero. La girante è un elemento chiave della nostra tecnologia, ma non c’è in questo momento un elastomero chimicamente compatibile con i solventi e con le caratteristiche meccaniche di cui abbiamo bisogno. Quindi abbiamo pensato di offrire un’alternativa dedicata proprio al settore dei solventi, con una caratteristica che la rende molto diversa dalle nostre classiche pompe: stiamo infatti sviluppando per la prima volta una pompa con girante rigida in acciaio. Sappiamo che è un prodotto su cui dovremo confrontarci con concorrenti blasonati, ma noi, proprio grazie al nuovo centro di lavoro a 5 assi, manterremo il valore aggiunto della lavorazione da barra piena anche per la girante in acciaio”.
Filtro a piastre in acciaio inox Farminox
Digitalizziamo i tuoi processi. Da sempre.
Il software low-code, integrato con l’intelligenza artificiale, ideale per gestire con flessibilità la conformità alle norme ISO e GMP
Controlli Procedure
Non conformità
Form Designer e reportistica
Tracciabilità documenti
Scadenzario integrato
Dichiarazioni di conformità
Taratura strumenti
Scopri di più
Soluzioni monouso personalizzate per la gestione dei fluidi
Watson-Marlow Fluid Technology Solutions ha esposto la riempitrice peristaltica da banco Flexicon PF7+ e le soluzioni monouso WMArchitect in occasione della conferenza ISPE Pharma 4.0 & Annex 1 2024 che si è svolta a Roma, a inizio dicembre. I visitatori hanno
potuto ricevere maggiori informazioni sulla nuova gamma di soluzioni monouso WMArchitect™ e la consolidata riempitrice peristaltica PF7+ di Flexicon. WMArchitect offre un’ampia gamma di innovazioni monouso per la gestione dei fluidi, che possono essere personalizzate per soddisfare ogni specifica dei clienti. Grazie a un processo semplificato e, nel contempo, salvaguardando il prodotto, WMArchitect riduce gli oneri normativi e consente di affrontare efficacemente le sfide legate alla gestione end-to-end dei fluidi monouso.
Tutte le soluzioni monouso WMArchitect sono prodotte, preassemblate e imballate nella rete globale di camere bianche di Classe 7 all’avanguardia. La rete di fornitura globale garantisce la continuità e la sicurezza delle forniture
Valvola a farfalla in plastica per applicazioni di trattamento e distribuzione dell’acqua
GF Piping Systems, la Divisione del Gruppo Georg Fischer, fornitrice a livello globale di sistemi di tubazioni per il trasporto sicuro e affidabile di liquidi e gas, ha illustrato a Ecomondo 2024 la propria filosofia aziendale. In un’ottica di impegno a favore della sostenibilità, GF Piping Systems ha presentato 565 Lug-Style che completa la gamma di valvole a farfalla in plastica presenti nel catalogo che la società mette a disposizione del mercato. 565 Lug-Style va ad affiancare la “sorella” 565 Wafer-Style, presentata per la prima volta nel 2021 come valida alternativa alle classiche valvole a farfalla in metallo. Una scelta, quella di allora, rivelatasi vincente sia sul versante delle prestazioni, sia su quello della tutela dell’ambiente. Sul primo fronte perché, rispetto alle metalliche tradizionali che le hanno precedute, le valvole a farfalla in plastica presentano un costo significativamente inferiore, garantiscono maggiore durata nel tempo, sono più leggere, sono più semplici e veloci da installare, sono esenti dal rischio di corrosione e abrasione e comportano il vantaggio di non prevedere sostanzialmente alcun tipo di manutenzione. Sul se-
condo perché la valvola a farfalla in plastica, se confrontata con una in metallo equivalente nella stessa configurazione, risulta più performante in una serie di settori chiave. Uno su tutti: produce meno emissioni di gas serra se si paragonano i rispettivi cicli di vita dei due materiali. Questo gap cresce ulteriormente considerando che la valvola in metallo dovrebbe essere sostituita circa tre volte durante i 23 anni di vita previsti per la famiglia 565. Inoltre, la valvola in plastica ha un impatto idrico inferiore.
Oggi, grazie alla 565 Lug-Style, GF Piping Systems integra il suo catalogo di valvole a farfalla in plastica di elevata qualità offrendo ancora una volta una soluzione versatile per le applicazioni di trattamento e di distribuzione dell’acqua.
e tempi di consegna affidabili. Per garantire che le tecnologie monouso siano pronte all’uso e soddisfino i requisiti stabiliti dalle linee guida delle “Buone pratiche di fabbricazione correnti” (current Good Manufacturing Practice - cGMP).
Inoltre, sono state presentate le tecnologie per fluid path critici di WMFTS per applicazioni scalabili di bioprocesso farmaceutico e di riempimento/finitura di piccoli lotti di prodotti farmaceutici, come il modello Flexicon PF7+, una pompa peristaltica specializzata. Questa riempitrice peristaltica da banco è stata sviluppata per garantire un riempimento manuale accurato e affidabile di fluidi sensibili in ambienti di produzione conformi alle norme GMP e in camere bianche.
Nel caso specifico realizzando un prodotto caratterizzato da un design ad “alette” che gli consente di svolgere la funzione di valvola di
chiusura, semplificando lo smontaggio da un solo lato per la manutenzione di filtri, serbatoi e impianti. Gli inserti ad innesto di cui la valvola è fornita garantiscono inoltre numerosi vantaggi: aumentano infatti la flessibilità e la personalizzazione durante il funzionamento e migliorano la separazione dei materiali al termine della vita utile della valvola, la quale essendo dotata di un alloggiamento brevettato con lati aperti offre anche un più facile accesso agli inserti filettati. Tutti i requisiti sopra elencati nel loro insieme permettono alla valvola a farfalla 565 Lug-Style di essere impiegata in ulteriori forme di applicazioni idriche, vedi la nautica e i sistemi di raffreddamento. L’innovativa valvola a farfalla in plastica 565 Lug-Style di GF Piping Systems adotta le stesse specifiche generali del resto della gamma ed è dotata di un codice a matrice di dati per la tracciabilità e di un sensore di feedback di posizione a LED opzionale. Si fregia inoltre di numerose approvazioni marine e idriche, tra cui NSF, DNV, Lloyd’s Register e KTW-BWGL e vanta una Dichiarazione Ambientale di Prodotto (EPD).
IL FUTURO A PORTATA DI UN CLICK
LA PIATTAFORMA MODULARE HMI ORCA CON IL NUOVO SISTEMA
DI CONNESSIONE EASYCONNECT CLICK-FIT
Con la nuova stazione operatore modulare ORCA, R. STAHL indica la direzione per la moderna visualizzazione ed operatività in area pericolosa. Gli HMI ORCA offrono funzionalità molto apprezzate per tenersi al passo con il progresso tecnologico proteggendo i propri investimenti per i prossimi 15 anni e oltre. Per saperne di più visita r-stahl.com/it/orca
Scambiatori
di calore
Hercules di Mayr
Giunti per scambiatori di calore a fascio tubiero
MBS ha sviluppato un particolare tipo di scambiatori a parete raschiata che rimescolano il fluido in lavorazione in modo che la sua temperatura sia uniforme, prevenendo l’adesione alle pareti stesse. Per il movimento rotatorio si è affidata ai giunti di trasmissione Mayr.
Nella Marca Trevigiana ha sede l’unità produttiva di MBS, azienda con sede centrale a Parma, che dal 1995 produce scambiatori di calore per l’industria farmaceutica e svariati segmenti alimentari. Le soluzioni MBS derivano da anni di studi nell’ambito dello scambio termico condotti in collaborazione con prestigiose università italiane. Innovativi, affidabili e certificati da enti indipendenti, i prodotti
MBS sono realizzati nel rispetto degli stringenti requisiti qualitativi dei settori in cui trovano impiego. Per questo l’azienda utilizza materie prime e componenti d’eccellenza: compresi i giunti Mayr.
MBS fa parte di CSF Inox Group, che produce componenti in acciaio inox, e può contare sull’apporto di professionisti con esperienza in tutti i settori industriali di destinazione dei componenti.
Scambio termico uniforme al centro e vicino alle pareti del tubo Centrale nell’attività di MBS è la realizzazione di scambiatori di calore a fascio tubiero, le cui eccellenti prestazioni derivano da approfonditi studi svolti in collaborazione con alcune delle più importanti università italiane sull’effetto della corrugazione dei tubi nell’ambito dello scambio termico.
Nell’industria alimentare e nel settore farmaceutico, gli scambiatori di calore tubolari costituiscono la scelta d’elezione per realizzare uno scambio di energia termica fra due fluidi senza che questi si miscelino. Il loro funzionamento è semplice: la sostanza da lavorare passa attraverso un tubo, mentre in un altro tubo coassiale al primo, generalmente in direzione opposta, passa il fluido preposto a scaldarla o raffreddarla.
In un normale scambiatore può avvenire che lo scambio non sia perfettamente omogeneo, poiché la parte a contatto con le pareti del tubo si scalda o si raffredda più di quella al centro. In alcuni casi questo può essere un problema: alcuni fluidi possono scaldarsi troppo e attaccarsi alle pareti, mentre la parte al centro rimane a una temperatura più bassa di quella desiderata.
Per ovviare a questo inconveniente, MBS ha sviluppato un particolare tipo di scambiatori di calore a parete raschiata, denominati Hercules. Questi contengono elementi rotanti che sfiorano le pareti del tubo, rimescolando il fluido in lavorazione in modo che la sua temperatura sia uniforme e prevenendone l’adesione alle pareti stesse.
Trasmissione del movimento precisa e costante
La rotazione delle pale è resa possibile da un motore che trasmette il movimento rotatorio alle pale stesse tra-
mite un giunto di trasmissione. Per garantire la continuità e uniformità del processo produttivo la trasmissione del movimento deve essere precisa, uniforme e costante nel tempo: per questo è fondamentale utilizzare un giunto affidabile, che non richieda manutenzione, in grado di funzionare alle temperature richieste dalla lavorazione e che possa se necessario essere igienizzato con i detergenti adatti a mantenere gli standard igienici richiesti nel settore di utilizzo. Dove trovare un componente con queste caratteristiche? Diego Reginato, da quasi vent’anni parte dell’organico MBS, dove segue la pianificazione degli acquisti e della produzione, non ha avuto dubbi: “Sin da quando Hercules era a tutti gli effetti ancora un semplice prototipo, per la fornitura del giunto ci siamo rivolti a Mayr, azienda della quale avevamo avuto modo di apprezzare la competenza e l’affidabilità: valori sovrapponibili quindi ai nostri. Il fornitore ha lavorato al nostro fianco per trovare una soluzione tecnica appropriata che potesse soddisfare tutti i requisiti della nostra applicazione”. All’interno dell’ampio catalogo Mayr, i tecnici commerciali hanno identificato il giunto ROBA-DS come componente ideale per lo scambiatore Hercules.
Giunto lamellare robusto ROBA-DS è un giunto lamellare in acciaio torsionalmente rigido e comple-
ROBA-DS con bussole coniche
Una partnership vincente
Per MBS, Hercules si è rivelata una scelta vincente. “Dal 2011, quando abbiamo introdotto Hercules sul mercato, ad oggi, sono state vendute quasi 500 macchine: numeri importanti per la nostra produzione”, spiega Reginato. “Configurabile e disponibile con varie opzioni, ha saputo conquistare con la sua affidabilità le più importanti aziende nei settori alimentare e farmaceutico”.
tamente privo di gioco, fra i più apprezzati nell’industria per la sua robustezza e precisione.
Adatto a situazioni in cui è necessario azzerare le necessità di manutenzione per garantire un funzionamento costante dell’impianto, ROBA-DS è ideale per gli scambiatori Hercules, utilizzati in settori in cui l’affidabilità è fondamentale ed eventuali fermi macchina sarebbero particolarmente onerosi.
Caratteristiche progettuali e costruttive di ROBA-DS lo rendono idoneo a operare in un ampio range di temperature; la struttura in acciaio inox è studiata per resistere ai detergenti aggressivi usati per mantenere elevati livelli di igiene come, ad esempio, nell’industria alimentare.
Non sono state solo le ottime prestazioni del giunto ROBA-DS a conquistare MBS: alle caratteristiche tecniche del componente si è affiancato un servizio inappuntabile da parte del fornitore.
“Mayr si è rivelata affidabile nel tempo, mantenendo costantemente elevati gli standard produttivi e la puntualità nelle forniture; oltre al riscontro sotto l’aspetto qualitativo possiamo quindi confermare la soddisfazione per il rapporto professionale da parte nostra e dei nostri clienti”, conclude Reginato.
Anche con MBS, Mayr si è dunque confermato un partner affidabile, pronto a soddisfare le esigenze in materia di trasmissione di potenza e controllo del movimento.
Diego Reginato, responsabile acquisti di MBS
Giunto lamellare ROBA-DS
Fissacavo modulare impilabile per
ogni applicazione
MSMC montato su guida C
Il fissacavo modulare impilabile MSMC di icotek con range di serraggio da 10 a 55 mm è utilizzato per un fissaggio facile, rapido e sicuro di cavi e tubi. I vantaggi principali sono:
• Sistema espandibile: l’installazione
Tenute per flange e valvole nella chimica-farmaceutica
Texpack® è un’azienda esperta nella produzione di trecce, nastri, filotti, tessuti, calze per isolamento termico ad uso dinamico, per pompe e valvole. Produce e commercializza guarnizioni industriali di differente tipologia e misura, per offrire una gamma completa di sistemi di tenuta e prodotti per alte temperature, cui si aggiunge una linea di prodotti per la manutenzione di caminetti e stufe dedicata al mercato consumer. Tra i prodotti segnaliamo la linea di tenute per flange e valvole ideali nell’industria chimica, petrolchimica e farmaceutica.
Texpack avanza ancora nel settore delle tecnologie di assem-
affiancata o multilivello permette di adattare il prodotto ad ogni applicazione. L’accoppiatore CMC30 permette di accoppiare fissacavo con range di serraggio differenti.
• Elevata resistenza alla corrosione: le viti sono costruite con acciaio zincato passivato che offrono un’elevata resistenza agli agenti atmosferici.
• Resistenza a forze di trazione e torsione: le nervature longitudinali e trasversali dei semigusci consentono un’elevata stabilità e l’assorbimento delle forze di torsione e trazione.
• Fissaggio flessibile: il foro isolato centrale viene utilizzato come punto centrale di fissaggio del fissacavo su diverse superfici.
Il fissacavo è composto da due parti e da viti esagonali, l’adattatore permette la combinazione di diversi prodotti affiancati. Per aumentare la stabilità della soluzione, i fissacavi possono essere fissati anche da viti esagonali più lunghe.
blaggio a garanzia di durata della guarnizione nel tempo. Metaltex fa parte, infatti, della famiglia delle guarnizioni piane in grafite armate Texpack, con una particolare caratteristica che ne aumenta le prestazioni di tenuta: la presenza di un anello di rinforzo interno. Tale soluzione permette una ridotta diffusione del fluido attraverso un’azione più sollecitata della guarnizione. Nella categoria semilavorati rientrano tondi, barre, tubi, nastri, rondelle e manicotti in PTFE. Gli stessi possono essere caricati (nel processo di lavorazione con la polvere di PTFE viene inserita una percentuale di specifici com-
Gamma prodotto: set A: per il montaggio impilato o affiancato. Lo stato di fornitura comprende un fissacavo, un accoppiatore, viti di serraggio corte per la chiusura e viti di serraggio lunghe per il montaggio impilato; set B: per il montaggio affiancato. Lo stato di fornitura comprende un fissacavo, un accoppiatore e le viti di serraggio corte per la chiusura.
Il fissacavo modulare MSMC può essere combinato con un adattatore scorrevole per il fissaggio su una guida C, aumentando così la flessibilità del sistema. Questo fissacavo modulare è l’ideale per le applicazioni dove è necessario garantire un’elevata tenuta alla trazione e torsione in combinazione con il serraggio di cavi fino a 55 mm di diametro. Il fissacavo MSMC può garantire certificazioni come: EN 45545-2 HL3, EN61373, REACH, RoHS e IK07. È possibile chiedere un prodotto direttamente al fornitore.
ponenti) vetro, grafite, rame, bronzo, molibdeno, carbonio. Questi speciali compound migliorano la resistenza meccanica e termica del PTFE vergine. Le guarnizioni spirometalliche sono costituite da un nastro metallico con profilo sagomato e accoppiato a un altro nastro di riempitivo (grafite, PTFE, fibra di ceramica, vetro o Mica) avvolti entrambi uniformemente con una costante tensione di av-
volgimento. Il particolare profilo metallico ha un’azione elastica che assicura una perfetta tenuta in tutte le condizioni di temperatura e pressioni fluttuanti.
I manufatti tessili Texpack comprendono copriflange, coprivalvole e coprigiunto, che vengono prodotti sartorialmente con tipologie di materiali e tessuti idonei a non essere contaminati e degradati dai fluidi che passano all’interno dell’impianto. La loro struttura tessile può essere prodotta o con un unico tipo di tessuto (tessuto in vetro spalmato in PTFE marrone o nero e tessuto in PVC) o con due elementi aggiuntivi, come una fascia in FEP trasparente che consente la visualizzazione esterna del punto di tenuta e per perdite eventuali.
Quando proteggersi
è anche confortevole
La tuta di protezione antispruzzo SPC 4700 e il giubbotto di ventilazione CVA 0700 di Dräger costituiscono una combinazione di soluzioni che consente di non dipendere da maschere ingombranti e pesanti dispositivi di protezione respiratoria.
Se domandassimo a un operatore dell’industria chimica, petrolchimica o farmaceutica quali sensazioni prova quando indossa una tuta di protezione chimica, le sue prime parole sarebbero: “chiuso, caldo, scomodo”. Infatti, se in condizioni normali il corpo umano dispone di un sistema di con-
trollo del calore perfettamente regolato, all’interno di una tuta di questa tipologia il sistema è messo sotto pressione e, nel peggiore dei casi, lo stesso involucro protettivo può diventare un rischio.
Proteggersi è comunque una condizione imprescindibile per chi svolge un’attività lavorativa a contatto con
sostanze pericolose, liquide o solide, ma essere protetti respirando facilmente, con più sicurezza e una sensazione di freschezza è un obiettivo raggiungibile solo se si utilizzano le soluzioni più avanzate oggi a disposizione, come quelle messe a punto da Dräger.
Dalla combinazione della tuta protettiva a tenuta stagna Dräger SPC 4700 con il giubbotto di ventilazione CVA 0700 si ottengono infatti comfort e libertà di movimento oltre a una protezione ottimale: ciò consente di lavorare in modo efficace e più a lungo, senza ricorrere a pesanti dispositivi di protezione delle vie respiratorie. L’aria viene infatti fornita da un‘unità di alimentazione esterna e lo speciale giubbotto la distribuisce uniformemente all’interno della tuta, creando un effetto di raffreddamento ed evitando l’appannamento della visiera panoramica.
Nuovi materiali antistatici
La tuta di protezione antispruzzo SPC 4700 Dräger è realizzata con due nuovi materiali antistatici, impermeabili alle particelle radioattive e agenti infettivi: CPM Chemical Protective Meltblown Fabric, che offre resistenza alle sostanze inorganiche e alle minacce biologiche e ha ottime caratteristiche di flessibilità; e CLF Chemical Laminated Fabric che, con un‘ottimale difesa da sostanze chimiche, garantisce una riduzione del livello di rumore grazie alle proprietà degli strati, un‘ottima sensazione tattile e un‘elevata resistenza chimica e meccanica.
Respirare liberamente e in sicurezza
Anche il prodotto CVA 0700 Dräger è stato perfezionato: con una riduzione del livello di rumorosità a meno di 70 db(A), questo giubbotto ventilato consente di respirare liberamente e in
sicurezza pur svolgendo attività a contatto con sostanze pericolose.
Il flusso d’aria protetto e regolabile produce un effetto refrigerante se diretto verso il torso dell’operatore, mentre rende la respirazione più confortevole se direzionato verso il capo.
Il giubbotto è in taglia unica ed è adatto al 95% degli operatori. Inoltre, poiché viene indossato all’interno della tuta, può essere riutilizzato e pulito facilmente.
Grazie alla riduzione dello stress termico, la combinazione tuta SPC 4700 e giubbotto CVA 0700 è ideale per le operazioni di lunga durata perché permette di concentrarsi sul lavoro da svolgere in condizioni ottimali.
L’imbragatura di ventilazione di alta qualità CVA 0700 viene indossata sotto la tuta, impedendo il contatto con le sostanze pericolose. A differenza
della tuta di protezione dagli spruzzi, finché non è contaminata, danneggiata o per motivi igienici, può essere utilizzata più di una volta. Ciò consente di risparmiare tempo e denaro. L’imbragatura di ventilazione è di facile manutenzione, semplice da pulire e adatta a diversi ambiti di applicazione. Con un consumo medio di aria di 300 - 400 l/min (a seconda dell’alimentazione ad aria compressa), il CVA 0700 fornisce un’alimentazione d’aria economica, sicura, confortevole e costante. Componenti importanti del sistema, come il riduttore di pressione, appartengono alla collaudata serie Dräger PSS. Grazie alla riduzione dello stress termico dell’utilizzatore, questa combinazione di SPC 4700 e giubbotto di ventilazione CVA 0700 è ideale per le operazioni a lungo termine.
La combinazione tuta SPC 4700 e giubbotto CVA 0700 è ideale per le operazioni di lunga durata perché permette di concentrarsi sul lavoro da svolgere in condizioni ottimali
Gestione proattiva degli asset per vincere le sfide del pharma
Questioni come la carenza di farmaci e la domanda di terapie nuove e personalizzate richiedono un approccio intelligente, digitalizzato e basato sui dati degli impianti. Le soluzioni EAM di Hexagon aiutano le aziende a prendere decisioni più consapevoli su prestazioni e costi di produzione.
Negli ultimi mesi, la carenza di farmaci essenziali ha messo sotto i riflettori le operazioni produttive delle aziende farmaceutiche. Per rispondere alla crescente domanda di nuove terapie per malattie come il cancro, il diabete e l’obesità, le aziende devono adottare strategie e tecnologie capaci di aumentare la produttività, mantenendo elevati standard di sicurezza, qualità ed efficacia, senza incrementare i costi.
Per fare ciò, è necessario un approccio proattivo, digitalizzato e basato sui dati nella gestione degli impianti. Attraverso una strategia di gestione degli asset che integri governance efficace e tecnologie avanzate, è pos-
sibile costruire delle solide fondamenta digitali per migliorare le prestazioni e l’affidabilità degli asset, contenendo i costi nel lungo termine.
In un settore in cui la reputazione aziendale è cruciale quanto i profitti, adottare un modello proattivo è essenziale per mantenere la fiducia dei consumatori e soddisfare la domanda di innovazione terapeutica.
Un approccio innovativo alla gestione degli asset
Una strategia efficace di gestione degli asset si basa su una visione olistica e su un ecosistema connesso di tecnologie, che lavorano insieme e condividono i dati. Questo permette alle aziende farmaceutiche di ridurre i ri-
schi nelle loro operazioni, ottimizzare i rendimenti, diminuire i tempi di inattività e prendere decisioni più informate.
“Più le soluzioni implementate interagiscono tra loro, più generano valore”, spiega Paolo Amodeo, PreSales Manager di Hexagon Asset Lifecycle Intelligence.
Amodeo sottolinea come i dati raccolti durante la pianificazione e l’esecuzione di un progetto possono ottimizzare la gestione dell’intero ciclo di vita di un asset, dalla manutenzione alla pianificazione della sostituzione. Inoltre, i sistemi di gestione qualità, integrati con soluzioni EAM (Enterprise Asset Management) possono supportare l’analisi dei difetti e le azio-
ni correttive. “Tutti questi dati aiutano le aziende a prendere decisioni più consapevoli su prestazioni, costi ed efficienza complessiva”, aggiunge Amodeo.
Quando i dati sugli asset vengono sfruttati al massimo, le aziende farmaceutiche possono non solo migliorare la produttività, ma anche utilizzare informazioni concrete su rischi, prestazioni e
Le soluzioni integrate generano valore
qualità per ottimizzare sia lo sviluppo dei prodotti sia la pianificazione degli investimenti.
Un supporto a ogni fase del ciclo di vita degli asset
Una gestione intelligente degli asset deve coprire l’intero ciclo di vita, poiché ogni fase si ripercuote sulle altre.
Per questo, soluzioni integrate che
consentano il flusso continuo dei dati tra le varie fasi del ciclo di vita sono essenziali.
Gli stakeholder coinvolti in affidabilità, manutenzione e operazioni devono essere coinvolti dall’inizio di ogni nuovo progetto, in modo da garantire efficienza e affidabilità prima ancora che l’asset diventi operativo. I produttori farmaceutici devono essere in grado di tracciare le attività in tutte le fasi del progetto, da pianificazione e progettazione a costruzione e implementazione, fino al funzionamento e manutenzione. In questo modo possono costruire cicli di manutenzione e aggiornamenti a lungo termine, riducendo al minimo i tempi di inattività e massimizzano le prestazioni degli asset.
Inoltre, un approccio basato sui dati consente di tenere traccia di tutti i costi durante il ciclo di vita di un asset, monitorando i cambiamenti nel rischio di guasto e identificando la finestra di sostituzione ottimale. L’integrazione di dati provenienti da diver-
HxGN EAM supporta la conformità, la qualità e l’innovazione nel settore farmaceutico
Transizione digitale
In un settore in cui la reputazione aziendale è cruciale quanto i profitti, adottare un modello proattivo è essenziale per mantenere la fiducia dei consumatori e soddisfare la domanda di innovazione terapeutica
se fonti, come strumenti di progettazione e sistemi di monitoraggio delle prestazioni, assicura che l’asset continui a funzionare con elevati livelli di efficienza e in conformità con i requisiti normativi.
“La visibilità in tempo reale sulle prestazioni degli asset consente di ottimizzare la manutenzione in base alle condizioni attuali”, spiega Paolo Amodeo. “Quando si digitalizza l’infrastruttura di produzione, i dati su rischi e attività imminenti possono essere condivisi automaticamen-
te con tutti gli stakeholder, migliorando la collaborazione e aumentando l’efficienza complessiva dell’organizzazione”.
Facilitare la conformità normativa Nel settore farmaceutico, la conformità normativa è una sfida cruciale. Le aziende devono mantenere un controllo rigoroso della configurazione degli asset, delle condizioni ambientali e dei programmi di sostituzione dei pezzi.
“La digitalizzazione consente di moni-
torare automaticamente la conformità”, afferma Amodeo. “Con un portafoglio di tecnologie connesse, è possibile implementare controlli automatici che garantiscano la coerenza e l’accuratezza delle procedure, gestire le revisioni e tenere traccia della qualità dei prodotti”. Questo contribuisce a garantire l’affidabilità e la sicurezza dei farmaci.
Prepararsi al futuro
Con l’avanzare della tecnologia, si aprono nuove opportunità per migliorare le prestazioni e la longevità degli asset, automatizzando al contempo il rispetto delle normative. Soluzioni basate su intelligenza artificiale e machine learning stanno già trasformando la capacità di prevedere guasti e ottimizzare programmi di manutenzione.
In futuro, l’analisi avanzata degli asset potrebbe arrivare a suggerire modifiche progettuali per miglioramenti continui, come se gli asset “imparassero” a migliorarsi da soli. Nel frattempo, i produttori farmaceutici possono collaborare con partner tecnologici come Hexagon per integrare sensori, software e tecnologie autonome, migliorando i processi produttivi in ogni fase. Scopri di più su come Hexagon supporta il settore farmaceutico: https://hxgn.biz/3ObBcDI.
Quando i robot supportano la produzione di vaccini
Per la cell factory di Changchun Keygen Biological Products, protagonista nella produzione di vaccini vivi attenuati contro la varicella, l’integratore di sistemi Shenyang Great Elites Intelligent Equipment ha progettato una soluzione automatizzata con 12 robot Stäubli.
Changchun Keygen Biological Products, leader nella produzione di vaccini contro la varicella in Cina, si affida all’automazione robotizzata della cell factory per la produzione di vaccini vivi attenuati in un ambiente igienico ad hoc. Un proces-
so essenziale è la coltivazione del virus in contenitori di colture cellulari che richiede un’oscillazione ad alta intensità. L’integratore di sistemi robotici Shenyang Great Elites Intelligent Equipment ha progettato una soluzione automatizzata con 12 robot Stäubli TX200 Stericlean.
Una produzione da 8 milioni di dosi all’anno contro la varicella Oggi, la varicella non rappresenta una minaccia per bambini o adulti, questo grazie ad un vaccino utilizzato in tutto il mondo e costituito da virus vivi attenuati. Questo tipo di vaccino incoraggia l’organismo a creare anticor-
pi e cellule immunitarie della memoria, stimolando così una risposta immunitaria forte, efficace e duratura. In questo modo si evita che i bambini vengano infettati dalla varicella e si riduce al minimo il rischio di sviluppare complicazioni molto più gravi come la meningite, la polmonite e, nel corso della vita, l’herpes zoster.
La più grande azienda cinese produttrice di questi vaccini, la Changchun Keygen Biological Products (CKBP) di Changchun, è stata fondata nel 2003. Con una capacità produttiva annua di otto milioni di dosi di vaccino contro la varicella, l’azienda non solo rifornisce il mercato interno, ma esporta anche il vaccino vivo attenuato in vari paesi come la Corea del Sud e l’India.
Dal funzionamento manuale assistito a quello automatico CKBP è stata una delle prime aziende cinesi a utilizzare robot per la produzione di vaccini. La decisione di un alto livello di automazione è stata guidata dalla necessità di eliminare il più possibile tutti i potenziali rischi di contaminazione dovuti all’intervento diretto degli operatori e di mantenere un ambiente di produzio-
ne completamente sterile. Un elevato livello di automazione è un prerequisito per la produzione sicura di vaccini di alta qualità.
Alla luce di questi requisiti, l’integratore di sistemi robotici Shenyang Great Elites Intelligent Equipment, esperto nell’automazione dei pro-
cessi critici della produzione biofarmaceutica, ha progettato un sistema che ha permesso a CKBP di aggiornare la sua produzione di vaccini vivi attenuati contro la varicella, consentendo di passare dalle tradizionali operazioni manuali a quelle automatizzate.
Dodici robot nella fabbrica dei vaccini
Oltre a “robotizzare” la produzione di vaccini contro la varicella di CKBP, le due aziende hanno sviluppato congiuntamente un sistema di miscelazione, pompe peristaltiche quantitative, sistemi di automazione delle tubazioni e altre apparecchiature. La produzione di vaccini prevede due processi principali: il passaggio di cellule – detto anche subcultura, che include l’aggiunta di componenti attivi come la tripsina e un mezzo di coltura – e l’inoculazione cellulare. In quest’ultimo processo i contenitori cellulari, riempiti con una sostanza a
Panoramica della fabbrica di inoculazione e coltivazione cellulare con otto robot Stäubli TX200 Stericlean
I robot Stericlean supportano il riempimento e lo svuotamento contenitori di colture cellulari
I sistemi di aggancio e connessione
base liquida, sono poi “nutriti” con il virus della varicella e altri componenti. Successivamente, i contenitori di colture subiscono una sequenza di movimenti ben definita: agitazione, ribaltamento, oscillazione e recupero. Nel primo processo, ossia il passaggio di cellule, sono coinvolti quattro robot. Nelle fasi di inoculazione e coltivazione, otto robot svolgono mol-
teplici compiti, tra cui la raccolta e la pulizia delle fabbriche. Un sistema robotizzato di cambio utensile consente il riempimento e lo svuotamento automatizzato dei vaccini liquidi e il cambio dei contenitori di coltura. Ogni robot è indipendente e può gestire alternativamente due contenitori di colture cellulari. Il cambio di contenitore è reso possibile da-
gli strumenti di cambio utensile della gamma Stäubli.
Robot asettici per ambienti sterili Gli esperti di automazione di Shenyang Great Elites hanno optato per 12 robot identici nelle fasi di coltura delle cellule e dei virus. I robot Staubli TX200 a sei assi in versione Stericlean sono progettati per
Il
general manager di Great Elites: “I robot Stäubli ci stanno aiutando a crescere nel biofarmaceutico di fascia alta”
Bian Tianyuan, General Manager di Great Elites Intelligent Equipment, spiega come la sua azienda e Stäubli collaborano allo sviluppo e alla fornitura di soluzioni di automazione per la produzione biofarmaceutica.
Quali sono, dal punto di vista dell’utente, i principali vantaggi della produzione di vaccini completamente automatizzata?
“L’automazione della produzione di vaccini comporta un alto grado di integrazione tecnologica. Combina numerose tecnologie avanzate come la robotica, la tecnologia dei sensori e la tecnologia di controllo per ottenere l’automazione completa dalla lavorazione delle materie prime all’imballaggio del prodotto finito. Questa caratteristica tecnica altamente integrata rende la produzione di vaccini più efficiente, precisa e affidabile. I robot possono mantenere la precisione anche durante lunghi periodi di produzione. Inoltre, l’automazione della produzione
di vaccini aderisce a rigorosi standard di pulizia. Quando si utilizzano robot che soddisfano elevati standard igienici, si ha maggior tranquillità nel garantire la sicurezza e la qualità richiesta dai processi produttivi”.
Perché avete scelto Stäubli come fornitore di robot?
“Collaboriamo con Stäubli nel campo della robotica da molti anni e abbiamo stabilito una comprensione reciproca della cooperazione. Il team Life Sciences di Stäubli ha accumulato una profonda conoscenza tecnica e una ricca esperienza nel settore. Che si tratti di consulenza tecnica in fase iniziale, progettazione di programmi, installazione e debug in fase successiva o manutenzione, sono in grado di fornire un supporto tempestivo e professionale. Questa garanzia di servizio completa ci consente di far progredire il nostro lavoro in modo fluido ed efficiente durante il processo di implementazione del progetto”.
sono forniti dai
robot Stäubli
operare all’interno delle aree produttive altamente asettiche di grado A dove avvengono gli step critici dei processi di produzione farmaceutica.
La struttura incapsulata, la riduzione dei punti di possibile accumulo e crescita di microorganismi e i materiali utilizzati rendono il design del robot altamente pulito e pulibile. La superficie di questi robot farmaceutici è compatibile con le più dure procedure di sterilizzazione, disinfezione e decontaminazione, ad esempio con perossido di idrogeno in forma vaporizzata (VHP). Questo metodo viene utilizzato nella produzione di vaccini della CKBP.
Preciso ed efficiente
Oltre ai requisiti igienici di alto livello, altri motivi hanno portato alla scelta della gamma Stäubli TX. “I robot svolgono i loro compiti con alta precisione, alta ripetibilità e produttività e requisiti di manutenzio-
Quali sono le caratteristiche che apprezza particolarmente dei robot Stäubli?
“Dal punto di vista del prodotto, i robot Stäubli sono rinomati per la loro eccellente stabilità e precisione e mantengono prestazioni alte durante il funzionamento continuo a lungo termine. Allo stesso tempo, offrono anche un’elevata flessibilità e scalabilità. I robot possono essere integrati esternamente con vari dispositivi e sistemi per ottenere il rilevamento e il monitoraggio in tempo reale dello stato del robot. Questa capacità di integrazione rende le nostre soluzioni più complete e in grado di soddisfare meglio le esigenze dei nostri clienti. Per riassumere, abbiamo stabilito una partnership a lungo termine e duratura con Stäubli. Crediamo che nelle future collaborazioni, il nostro partner continuerà a fornirci prodotti e servizi di qualità, aiutandoci a espandere continuamente il mercato e a raggiungere la crescita del business”.
ne minimi”, spiega Cai Yan, direttore generale di CKBP. I robusti sistemi di azionamento sono stati un altro aspetto importante, secondo Cai: “Le fabbriche di cellule oscillano frequentemente e ad alta velocità. Ciò richiede un’elevata stabilità del braccio robotico”. Un altro punto di forza è la connettività dei robot. Il loro sistema di controllo è integrato con il sistema di automazione della pipeline, offrendo una gestione completamente automatizzata della produzione di vaccini.
A differenza delle operazioni manuali impiegate in precedenza, i robot rappresentano un grande miglioramento per quanto riguarda la salute e la sicurezza del personale qualificato. “A causa dell’affaticamento fisico, spesso avevamo bisogno di due gruppi di lavoratori, che a volte subivano lesioni articolari”, aggiunge Cai. “Ora, i robot liberano i nostri dipendenti dal lavoro pesante e offrono la massima qualità durante tutti i turni”.
Lo scuotimento e l'oscillazione sono tra i compiti principali dei robot nella produzione di vaccini contro la varicella
Utilizzate regolarmente questi robot nelle applicazioni mediche e farmaceutiche?
“La nostra competenza principale consiste nel fornire ai clienti soluzioni integrate professionali e intelligenti per la produzione biofarmaceutica.
I prodotti principali includono apparecchiature per l’automazione della cell factory della serie CFAM, stazioni di lavoro automatizzate con contenitori cellulari a 10 strati, apparecchiature intelligenti per l’osservazione delle cellule, apparecchiature di riempimento sterili e altri.
Solo per citare alcune applicazioni, abbiamo anche collaborato con Stäubli al progetto di trasferimento del flacone del vaccino Vero Cell contro la rabbia di Liaoning Chengda, al progetto di rilevamento cellulare dell’Institute of Human Genetic Resources e a un progetto di confezionamento di testine per spazzolini da denti per Procter & Gamble”.
Una piattaforma immersiva per esplorare l’ambiente produttivo in cleanroom
Marco Bugliani, Marketing Manager di AM Instruments
AM Instruments, azienda di riferimento nel controllo della contaminazione, conferma la sua vocazione all’innovazione nel settore Life Sciences lanciando iAM Immersive, frutto della sinergia con MMN – IT Solution Provider. Questo progetto di Spatial Computing segna una svolta nel modo di comunicare e offre un’esperienza immersiva, che consente agli utenti di
entrare nel cuore del mondo AM e interagire con esso. In un contesto in cui il settore evolve a ritmi elevati e la globalizzazione rende sempre più urgente abbattere le barriere fisiche e digitali, iAM Immersive diventa un vero e proprio asset strategico. Grazie a questo progetto, AM Instruments offre ai propri clienti l’opportunità di esplorare in realtà aumentata un ambiente produttivo in cleanroom, toccando “con mano” la qualità che caratterizza ogni fase del processo produttivo. Al centro di questa rivoluzione vi sono i Vision Pro, l’avanzato visore Apple che consente un’interazione senza precedenti con i contenuti digitali. Grazie a questa tecnologia all’avanguardia, AM Instruments offre una piattaforma immersiva che non solo racconta la produzione, ma offre nuove opportunità per operatori e clienti, come guide procedu-
rali, supporto ai processi e una vasta gamma di contenuti personalizzabili. MMN, specializzata nello sviluppo di applicazioni native Vision Pro, si è occupata dello sviluppo di iAM Immersive, inclusi la realizzazione di video immersivi e post-produzione, fino alla consegna dell’app finale. Il progetto iAM Immersive è stato presentato in anteprima durante il CPHI Milano 2024, dove è stata allestita un’area dedicata per permettere ai partecipanti di vivere questa esperienza immersiva.
“Questo investimento rappresenta un passo decisivo per la nostra comunicazione a livello globale”, ha affermato Marco Bugliani, Marketing Manager di AM Instruments. “L’integrazione di tecnologie immersive all’interno dei nostri processi produttivi non solo rafforza la nostra posizione nel settore, ma diventerà il cuore della nostra strategia di crescita, permettendoci di offrire ai clienti un’esperienza senza precedenti in ogni fase del loro percorso con AM Instruments”.
Trasmettitori di pressione smart per atmosfere aggressive
Dal 1923 Spriano®, brand di Terranova®, propone una vasta gamma di soluzioni riguardo alla strumentazione per la misura di variabili di processo tra cui pressione, livello e temperatura, utilizzate nel settore petrolchimico, chimico e farmaceutico. In particolare, la serie SST56 dei trasmettitori di pressione Smart intrinsecamente sicuri con certificazione Exia e approvati SIL2. I trasmettitori possono essere configurati localmente tramite 4 pulsanti e possono visualizzare la misura sul grande display LCD, da remoto tramite un Hand Held universale (HHT), o tramite PC. I trasmettitori, completi di diaframma di tenuta con parti bagnate in SS AISI 316, Hastelloy C276, Tantalio, Monel ed altre leghe
speciali, misurano pressioni relative con intervalli da 0,022 a 1000 bar e l’elemento di misura della pressione è un sensore piezoresistivo o ceramico. Tra le caratteristiche salienti di questo trasmettitore a microprocessore, sono evidenziate l’ampia gamma di valori e la compensazione automatica della misura per l’intero intervallo di temperatura. La precisione nominale è inferiore allo 0,1% inclusi errori di non linearità, ripetibilità e isteresi, e può essere bassa fino allo 0,075% su richiesta. Disponibili anche a prova di esplosione Ex-D nella versione
SST76, questi trasmettitori sono particolarmente adatti a installazioni in ambienti con atmosfere aggressive, permettendo la misura di pressione relativa, assoluta o barometrica.
Le applicazioni più comuni sono la misura della pressione di liquidi, gas e vapori, la misura fino a pressioni estremamente elevate (1000 bar) per zone a monte, il controllo della pressione delle tubazioni del gas, la misura del vuoto in applicazioni alimentari e autoclavi, la misura del livello in impianti di stoccaggio con visualizzazione remota delle variabili e la misura del livello di serbatoi aperti.
Un accordo per incentivare il riciclo delle bottiglie di plastica nella Repubblica di San Marino
È stato siglato un importante accordo tra Valpharma Spa, e la Repubblica di San Marino, che segna un passo significativo verso la sostenibilità ambientale. Si tratta del primo accor-
do di questo genere, realizzato totalmente a spese dell’azienda sammarinese, volto a incentivare il riciclo delle bottiglie di plastica tra i propri collaboratori.
Il documento è stato firmato dal segretario di Stato per le Finanze e il Bilancio Marco Gatti, dal segretario di Stato per il Territorio e l’Ambiente Matteo Ciacci e dal presidente di Valpharma, Andrea Ridolfi. L’accordo ha una durata di tre anni e coinvolge anche l’Istituto Bancario Sammarinese. L’eco-compattatore per il riciclo delle bottiglie è fornito dall’azienda Green Money ed è stato installato nella sala mensa della nuova sede di Valpharma, situata in via Ranco a Serravalle.
Ogni bottiglia di plastica PET inserita nel sistema ridurrà l’impatto ambien-
Imballaggio farmaceutico in PET Carbon Capture
Bormioli Pharma, esperto nelle soluzioni di packaging farmaceutico, ha annunciato una partnership con Chiesi, l’azienda biofarmaceutica internazionale orientata alla ricerca (Gruppo Chiesi), per la fornitura di flaconi in PET Carbon Capture. I contenitori saranno utilizzati per confezionare un farmaco indicato nelle profilassi e nel trattamento delle riniti allergiche stagionali e perenni e riniti vasomotorie.
Questa fornitura introduce per la prima volta l’impiego di un flacone in PET Carbon Capture in ambito farmaceutico, garantendo vantaggi ambientali ed elevati standard di sicurezza per i pazienti. I flaconi in PET Carbon Capture consentono infatti una riduzione del 21,9% in kg di CO2 equivalente rispetto al PET tradizionale, mantenen-
do livelli di estraibili paragonabili a quelli registrati dal PET standard.
Il PET Carbon Capture viene prodotto catturando le emissioni di carbonio, che vengono poi trasformate attraverso un processo di fermentazione in BioMEG, la molecola chiave per la produzione di PET. Il materiale è riciclabile e mantiene le stesse prestazioni meccaniche e fisiche del PET tradizionale.
“L’accordo raggiunto con Chiesi per la realizzazione di uno dei loro prodotti con flaconi in PET Carbon Capture dimostra sia le prestazioni sia la sicurezza di questi contenitori, oltre al crescente impegno del settore farmaceutico verso la sostenibilità”, ha commentato Andrea Lodetti, CEO di Bormioli Pharma. “Per Bormioli Pharma, questo è un ulteriore riconoscimento degli ele-
tale e si tradurrà in un valore economico per il collaboratore, accumulando 1 centesimo per ogni bottiglia, fino a un massimo di 5 euro mensili, accreditati sulla Smac Card del dipendente.
Il sistema garantisce anche una gestione adeguata del materiale raccolto, assicurando che venga inviato al riciclo tramite una partnership collaudata. Nel solo 2023, la società fornitrice ha recuperato ben 440.000 bottiglie, contribuendo a ridurre le emissioni di CO2 di 1,9 tonnellate, un valore equivalente all’assorbimento annuale di circa 95 alberi.
Questo progetto rappresenta un passo importante verso un futuro più sostenibile per la comunità di San Marino e un modello potenziale per altre aziende nel settore.
vati standard di qualità raggiunti dalle nostre soluzioni di packaging. Ad oggi, quasi la metà delle nostre vendite è costituita da prodotti realizzati con materiali a basso impatto, grazie allo sviluppo di EcoPositive, una delle più ampie offerte di packaging farmaceutico sostenibile, che comprende oltre 3.000 articoli in vetro e plastica”. Considerando la sola offerta di contenitori in plastica a basso impatto, la gamma EcoPositive ha registrato una crescita a volume del +304% (baseline 2021) e sta contribuendo alla realizzazione della strategia aziendale “50-in-5”. Questo piano mira a raggiungere il 50% di materiali sostenibili nei prodotti venduti entro il 2025: nel 2023 la quota era del 45%, con un ulteriore incremento a quasi il 47% nella prima metà del 2024.
Acque reflue: l’impatto della nuova normativa Ue su farmaceutica e cosmetica
Il testo di revisione della direttiva approvato ad aprile 2024 dal Parlamento europeo introduce, tra le varie misure, anche il sistema della Responsabilità estesa del produttore limitatamente ai soli settori farmaceutico e cosmetico. A questi, infatti, è stata attribuita la maggior parte dei residui microinquinanti tossici ancora presenti nelle acque reflue urbane.
di Filippo Neri
La qualità delle acque reflue ha fatto passi da gigante negli ultimi trent’anni, da quando nel 1991 è entrata in vigore nell’Unione europea la specifica normativa che ne regola il trattamento. Secondo i dati riportati del Consiglio europeo e inerenti una valutazione d’impatto condotta nel 2019 dalla Commissione [1], il tasso di raccolta e trattamento delle acque reflue dell’Unione è infatti pari al 98%. A ciò si aggiunga che il 92% di queste acque è trattato secondo gli standard previsti dalle normative europee.
I nuovi obiettivi ambientali varati con il Green Deal dalla prima Commissione von der Leyen indicano la volontà di raggiungere livelli inquinamento praticamente nulli (il cosiddetto “net-zero”) entro il 2050. Proprio in quest’ottica si colloca la revisione della direttiva 91/271/EEC sul trattamento delle acque reflue urbane [2], revisione approvata a larga maggioranza dal Parlamento europeo in sessione plenaria il 10 aprile di quest’anno, dopo l’accordo negoziale sul testo raggiunto a fine gennaio 2024 dal Trilogo. La nuova direttiva (EU) 2024/3019 uscita da questo processo è stata pubblicata sulla Gazzetta ufficiale dell’Unione europea lo scorso 12 dicembre e assumerà efficacia a partire dal primo gennaio 2025. Non è ancora nota la data di entrata in vigore delle nuove misure. Il settore farmaceutico e quello cosmetico saranno fortemente impattati dai nuovi obiettivi imposti dalla revisione della normativa. Ad essi, infatti, è stata attribuita la presenza della maggior parte (92%) dei residui microinquinanti tossici ancora presenti nelle acque reflue urbane, residui che deriverebbero soprattutto dall’utilizzo di farmaci e cosmetici fatto quotidianamente dalle persone al proprio domicilio.
La Responsabilità estesa del produttore
Per far fronte all’introduzione, a partire dal 2045, dei trattamenti quaternari delle acque reflue urbane volti a rimuovere le sostanze microinquinanti derivanti da medicinali a uso umano e cosmetici, il testo approvato ha introdotto la Responsabilità estesa del produttore (EPR, Extended Producer Responsibility) per le aziende farmaceutiche e cosmetiche.
L’EPR non è certo un concetto nuovo in termini assoluti, si applica già dagli anni ’90 agli imballaggi e dai primi an-
Tabella 1 - Le principali normative di riferimento per l’EPR (fonte: adattato da Governo italiano, Export | Cos’è la Responsabilità Estesa del Produttore e cosa comporta?)
Responsabilità estesa del produttore (EPR) Pacchetto Economia circolare
settore Imballaggi
Direttiva 94/62/CE (imballaggi e rifiuti di imballaggio)
Direttiva 2004/12/CE (modifica della direttiva 94/62/CE)
Direttiva UE 852/2018 (imballaggi e rifiuti di imballaggi)
2020 - proposta di regolamento europeo per la gestione degli imballaggi (in discussione)
settore Apparecchiature elettriche ed elettroniche
Direttiva 2002/96/CE (RAEE)
Direttiva 2012/19/EU (RAEE)
Direttiva UE 849/2018 (veicoli fuori uso, rifiuti di pile, accumulatori, rifiuti di apparecchiature elettriche ed elettroniche)
Pacchetto Economia circolare
Direttiva UE 849/2018 (veicoli fuori uso, rifiuti di pile, accumulatori, rifiuti di apparecchiature elettriche ed elettroniche)
Direttiva UE 850/2018 (discariche di rifiuti)
Direttiva UE 851/2018 (rifiuti)
Direttiva UE 852/2018 (imballaggi e rifiuti di imballaggi)
(fonte: adattato da AESGP; EFPIA; Medicines for Europe, White paper “Balancing challenges on Environment with access to medicines in Europe”, aprile 2023)
ni 2000 alle apparecchiature elettriche ed elettroniche [3] (tabella 1). Le politiche verdi della Commissione europea lo hanno rafforzato, ponendolo al centro anche del pacchetto per l’economia circolare lanciato nel 2018,
ovvero di quelle misure volte a sostenere la raccolta e il riciclo dei vari materiali di scarto, lo sviluppo sostenibile e la gestione responsabile delle risorse (box 1).
I soggetti “produttori” che ricadono
Figura 1Distribuzione delle responsabilità per gli API lungo il ciclo di vita del medicinale (e oltre)
Box 1 - Dall’economia lineare a quella circolare
Il Pacchetto Economia circolare lanciato nel 2018 dalla Commissione europea prevede la transizione da un modello lineare di economia a un nuovo modello circolare:
• economia lineare --> prendi, usa, consuma e getta;
• economia circolare --> prendi, usa, consuma, raccogli e ricicla. (fonte: Governo italiano, Export | Cos’è la Responsabilità Estesa del Produttore e cosa comporta? https://export.gov.it/newse-media/news/export-cose-la-responsabilita-estesa-del-produttore-e-cosa-comporta, (accesso del 4 settembre 2024))
Uno degli obiettivi della misura è rendere più responsabili tutti gli attori coinvolti nella gestione del prodotto, compresi i consumatori-utilizzatori che ne devono assicurare il corretto conferimento come rifiuti ai fini dello smaltimento finale
nell’ambito di applicazione dell’EPR non sono solo i fabbricanti dei vari prodotti, ma anche le realtà che per prime li pongono in commercio nel
mercato europeo (per esempio importatori, ma anche siti di e-commerce e marketplace). Tali soggetti sono considerati responsabili dell’intero ciclo di vita dei rispettivi prodotti, dalle fasi di sviluppo a quelle del fine vita, quando il prodotto diviene un rifiuto da gestire in modo appropriato. Ma il concetto di EPR non si esaurisce così: uno degli obiettivi della misura è rendere maggiormente responsabili tutti gli attori coinvolti a vario titolo nella gestione del prodotto, compresi i consumatori-utilizzatori che ne devono assicurare il corretto conferimento come rifiuti ai fini dello smaltimento finale. La revisione della direttiva prevede anche che i paesi UE promuovano il riutilizzo delle acque reflue urbane sottoposte a trattamento, con particolare riferimento alle zone che soffrono uno stress idrico (ad esempio per l’irrigazione in agricoltura).
Il sistema EPR dovrebbe avviarsi nel 2045 e prevede che le aziende del settore farmaceutico e cosmetico coprano almeno l’80% dei costi dei trattamenti quaternari per la rimozione dei microinquinanti, mentre il restan-
te 20% potrà essere coperto da fondi nazionali (box 2). Il monitoraggio sui risultati ottenuti potrebbe portare in futuro la Commissione europea ad ampliare il numero dei settori industriali coinvolti nell’EPR.
La prevista suddivisione dei costi avrà sicuramente un forte impatto sulle aziende dei due comparti, che avevano fatto sentire la propria voce a riguardo durante le fasi di discussione e negoziazione del testo della direttiva (box 3). Impatto che richiederà non solo cospicui investimenti per la messa a punto dei metodi quaternari di trattamento e per l’individuazione, sempre più specifica e accurata, dei microinquinanti presenti nelle acque reflue urbane. Non è difficile ipotizzare, infatti, che le aziende coinvolte puntino anche a generare innovazione, con sviluppo di prodotti meno inquinanti e utilizzo di tecnologie produttive a minore impronta ambientale, come del resto indicato dal testo stesso approvato.
Risalgono al 2020 i dati dell’Organizzazione per la Cooperazione e lo sviluppo economico (OCSE) pubblica-
Box 2 - Cosa dovrebbe coprire il contributo dell’industria pharma e cosmetica
Secondo il testo della direttiva sulle acque reflue urbane approvato dal Parlamento europeo, i contributi al sistema EPR dovrebbero essere proporzionati alle quantità di prodotti immesse sul mercato europeo da parte dei produttori e alla pericolosità dei residui, nell’ottica di favorire la sostituzione di sostanze e prodotti che generano residui microinquinanti per le acque urbane.
I contributi dovrebbero coprire, senza eccederli, gli investimenti e i costi operativi per le attività di monitoraggio dei microinquinanti, la raccolta, il reporting e la verifica imparziale delle statistiche sulle quantità di sostanze pericolose e l’applicazione efficiente dei trattamenti quaternari ai reflui urbani. Ove necessario per rispondere agli obblighi dell’EPR, inoltre, i contributi dovrebbero coprire anche i costi operativi dei trattamenti quaternari già in essere alla data di entrata in vigore della nuova direttiva. Per gli impianti quaternari già esistenti, inoltre, dovrebbero venire parzialmente coperti anche i relativi costi d’investimento, tenendo conto del deprezzamen-
ti dalla Commissione europea [4] che indicavano in 289 miliardi di euro la spesa cumulativa addizionale necessaria entro il 2030 per assicurare fornitura e sanitizzazione dell’acqua nei 28 paesi aderenti (il Regno Unito era ancora considerato nell’indagine). Cifra che si sarebbe andata ad aggiungere ai circa 100 miliardi di media spesi annualmente dai paesi EU28. L’analisi del 2020 individuava già proprio negli investimenti necessari ad adeguare gli impianti e raggiungere la conformità la quota principale di spesa addizionale, senza tenere conto degli investimenti necessari a rinnovare le infrastrutture in molti paesi. La stessa analisi identificava anche negli introiti derivanti dalle tariffe per l’acqua, dalle tasse e dai trasferimenti dalla comunità internazionale le tre principali fonti per finanziare le misure individuate.
Secondo il testo approvato dal Parlamento, l’introduzione dell’EPR rap-
to degli investimenti e delle deadline per gli obblighi di finanziamento stabiliti dalla direttiva.
Il raggiungimento di questo complessi obiettivi dovrebbe passare attraverso l’adesione dei produttori a un’organizzazione centralizzata responsabile per l’implementazione dei nuovi obblighi. I produttori dovrebbero comunicare annualmente a tale organizzazione le quantità di prodotti inclusi nell’Annex III immesse in mercato nell’anno in relazione alla propria attività professionale, insieme a informazioni sulla pericolosità di tali prodotti nelle acque reflue e sulla loro biodegradabilità al fine vita, oltre che, ove rilevante, la lista dei prodotti esonerati. (fonte: European Parliament, Urban wastewater treatment, European Parliament legislative resolution of 10 April 2024 on the proposal for a directive of the European Parliament and of the Council concerning urban wastewater treatment (recast) (COM(2022)0541 - C90363/2022 - 2022/0345(COD)), https://www.europarl. europa.eu/doceo/document/TA-9-2024-0222_EN.pdf)
presenterebbe lo strumento migliore per limitare l’impatto su chi paga le tasse e sulle tariffe idriche. Il possibile aumento dei costi dei prodotti o la potenziale riduzione dei margini di profitto per le aziende, inoltre, viene considerata “marginale” a livello UE e “non comprometterebbe l’accessibilità, la disponibilità e l’economicità dei prodotti” sul mercato europeo. Gli stati membri potranno comunque scegliere modalità diverse per implementare il sistema EPR.
Va sottolineato, a questo riguardo, come la revisione della direttiva sulle acque reflue urbane è attesa contribuire ad armonizzare maggiormente l’approccio adottato dai vari paesi europei, attualmente frammentato tra realtà in cui il sistema è gestito a livello pubblico ed altre che vedono una maggiore partecipazione anche di soggetti privati. Secondo la Commissione europea [5], le nuove regole dovrebbero permettere un risparmio an-
nuo di 3 miliardi di euro a livello UE, con riduzione delle emissioni di gas serra di oltre il 60% rispetto al 1990; l’inquinamento delle acque è atteso diminuire di oltre 365 tonnellate, e le emissioni di microplastiche del 9%. Il testo approvato ad aprile prevede anche la possibilità di esonero dall’applicazione dell’EPR nel caso in cui la quantità totale di sostanze contenute nei prodotti immessi nel mercato europeo da un certo produttore non superi 1 tonnellata/anno. È anche prevista la possibilità che l’esonero riguardi anche le parti dei prodotti per le quali sia possibile dimostrare, da parte del produttore, che non vengono generati microinquinanti una volta giunti al fine vita del prodotto stesso, ovvero se i residui formati siano velocemente biodegradabili nelle acque e nell’ambiente. A questo riguardo, il testo sottolinea che la Commissione dovrebbe emettere, prima dell’entrata in vigore dell’EPR, degli atti delegati per chia-
rire i criteri, la pericolosità e la biodegradabilità di tali prodotti.
I tempi d’implementazione previsti
Scendendo nello specifico delle varie fasi d’implementazione delle misure previste dalla revisione della direttiva sulle acque reflue urbane, il testo pre-
vede che dal 2035 i trattamenti secondari volti a rimuovere la sostanza organica biodegradabile prima del rilascio delle acque nell’ambiente diventino obbligatori per tutti i centri urbani più grandi di mille equivalenti di popolazione. Quest’ultima è l’unità di misura (p.e.) utilizzata per descrivere l’inquinamento medio rilasciato in un giorno da una persona.
In seconda battuta, dal 2039 dovranno entrare in funzione anche i trattamenti terziari per la rimozione di azoto e fosforo, a livello di tutti gli impianti di depurazione che coprono più di 15 mila p.e. Dal 2045 tale misura si estenderà anche agli impianti a partire da 10 mila p.e. Come detto, inoltre, sempre da tale data scatterà anche l’obbligo di trattamenti quaternari per gli impianti superiori a 150 mila p.e. (e per quelli oltre i 10 mila p.e. ove opportuno in base all’analisi di rischio) [6].
Le posizioni delle associazioni di settore
Un white paper congiunto delle tre rappresentative del mondo pharma – AESGP per i farmaci senza obbligo di prescrizione, EFPIA per l’industria innovator e Medicines for Europe per quella dei generici e biosimilari – sottolinea come l’aumento dei residui di farmaci riscontrato nelle acque reflue urbane sia attribuibile a una molteplicità di fattori, tra cui il maggior uso di medicinali da parte di una popolazione sempre più anziana, tecniche analitiche sempre più in grado di individuare quantità molto basse di residui e sistemi di raccolta dei reflui che non sono stati ancora aggiornati allo stato dell’arte. Nonostante ciò, solo il 10% dei principi attivi farmaceutici (API) potrebbe effettivamente essere associato a un potenziale rischio per l’ambiente, mentre per più dell’80% dei medicinali il rischio ambientale sarebbe basso rispetto agli endpoint presi in considerazione in Europa. La direttiva sulle emissioni industriali, aggiunge il documento, copre già i processi produttivi, inclusi quelli per i principi attivi, e fornisce già meccanismi regolatori per il controllo del potenziale rilascio di API da parte degli impianti di produzione. Le quantità riscontrate nell’ambiente pro-
La revisione della direttiva sulle acque reflue urbane intende contribuire ad armonizzare maggiormente l’approccio dei vari paesi europei, attualmente frammentato tra sistemi pubblici ed altri che coinvolgono soggetti privati
La revisione approvata dal Parlamento prevede anche che per i centri abitati di dimensioni maggiori di 1000 p.e. le acque reflue vengano raccolte
verrebbero quindi per lo più dai normali processi escretivi dei pazienti che assumono i farmaci, oltre che da uno smaltimento a volte improprio, ma comunque limitato. Le tre associazioni di categoria hanno anche sottolineato come i medicinali a uso umano non dovrebbero essere regolati alla stregua di commodities, in quanto elementi essenziali per veder realizzato il diritto alla salute, ma essere piuttosto considerati beni pubblici essenziali e critici. A questo riguardo, viene anche aggiunto che la volontà di modificare i principi attivi per renderli più biodegradabili potrebbe minarne il profilo di efficacia farmacologica, ragion per cui l’introduzione di misure politiche dovrebbe venire accompagnata da una valutazione dell’impatto sull’accesso dei pazienti ai farmaci di cui hanno bisogno.
In alcuni paesi, inoltre, l’EPR sarebbe già in vigore anche per i farmaci, in particolare ove siano presenti forme di ritiro dei farmaci scaduti o non utilizzati. L’impatto derivante dall’implementazione del sistema EPR è stato quindi giudicato sproporzionato, e andrebbe a vantaggio dei cosiddetti “free riders”, aziende di altri
Riferimenti
[1] Consiglio europeo, Trattamento delle acque reflue, https://www.consilium.europa.eu/ it/policies/wastewater-treatment/ (accesso del 4 settembre 2024);
[2] European Parliament, Urban wastewater treatment, European Parliament legislative resolution of 10 April 2024 on the proposal for a directive of the European Parliament and of the Council concerning urban wastewater treatment (recast) (COM(2022)0541 – C90363/2022 – 2022/0345(COD)), https://www. europarl.europa.eu/doceo/document/TA-92024-0222_EN.pdf
[3] Governo italiano, Export | Cos’è la Responsabilità Estesa del Produttore e cosa comporta?, https://export.gov.it/news-e-media/news/export-cose-la-responsabilita-estesa-del-produttore-e-cosa-comporta, (accesso del 4 settembre 2024);
[4] Commissione europea, Estimating investment needs and financing capacities for water-related investment in EU member states, https://commission.europa.eu/news/estimating-investment-needs-and-financing-capacities-water-related-investment-eu-member-states-2020-05-28_en, 28 giugno 2020, (accesso del 4 settembre 2024);
[5] Commissione europea, Urban wastewater, https://environment.ec.europa.eu/topics/water/urban-wastewater_en, (accesso del 4 settembre 2024);
[6] Parlamento europeo, New EU rules to improve urban wastewater treatment and reuse, https://www.europarl.europa.eu/news/en/ press-room/20240408IPR20307/new-eu-rules-to-improve-urban-wastewater-treatment-and-reuse, (accesso del 4 settembre 2024)
settori non incluse nell’obbligo di EPR ma i cui prodotti e relativi residui contribuirebbero comunque al problema. La responsabilità estesa confliggerebbe inoltre, secondo il white paper, con altri pezzi di legislazione europea e con la volontà espressa dalla Commissione di rinforzare resilienza e competitività del comparto farmaceutico europeo.
Per l’associazione che rappresenta l’industria chimica europea, Cefic, è invece cruciale che qualsiasi quadro legale istituito per implementare il principio che “paga chi inquina” si basi su requisiti ben progettati, attuabili e applicabili. Tra le sfide principali individuate nel position paper, il fatto che spesso i residui subiscano delle modifiche chimiche una volta dispersi nell’acqua e che questa possa trasportarli anche oltre le frontiere dei singoli paesi, oltre che la difficoltà di differenziare la fonte dell’inquinamento tra produzione o utilizzo di una sostanza. Tra le richieste avanzate, anche quella di creare una lista mirata delle sostanze che rientrerebbero nel campo di applicazione dello schema EPR, sulla base della loro rilevanza per la qualità delle acque a livello europeo, del numero CAS, dell’indice di tossicità, della concentrazione e pericolosità. Per Cefic sarebbe anche necessario chiarire la defini-
in modo centralizzato; gli stati membri possono tuttavia permettere deroghe per l’utilizzo di sistemi individuali, debitamente giustificate.
Oltre a queste misure, la nuova direttiva prevede anche di rafforzare il monitoraggio sulla presenza nelle acque reflue urbane di varie tipologie di sostanze e potenziali agenti patogeni che potrebbero rappresentare un problema per la salute pubblica, quali ad esempio le sostanze per- e polifluoroalchilate (PFAS, i cosiddetti “forever chemicals”), le microplastiche e i residui di antibiotici che potrebbero dar luogo al fenomeno dell’antibiotico-resistenza.
Sempre a partire dal 2045, la direttiva prevede inoltre che gli impianti di gestione delle acque reflue urbane siano interamente operativi utilizzando unicamente fonti energetiche rinnovabili.
zione di sostanze “microinquinanti”, per meglio delimitare il campo di applicabilità delle nuove norme. Dal canto suo, l’associazione del settore cosmetico Cosmetics Europe ha reagito all’accordo negoziale raggiunto dal Trilogo a fine gennaio 2024 con una nota in cui sottolinea la mancanza di equità dello schema EPR, in quanto applicato a soli due settori industriali, e non a tutti secondo il principio “paga chi inquina”. I prodotti cosmetici sarebbero responsabili solo dell’1% del carico tossico nelle acque, secondo quanto indicato anche da uno studio del Joint Research Centre. Anche Cosmetics Europe ha sollevato obiezioni circa le incertezze legali che potrebbero derivare dall’identificazione delle sostanze come microinquinanti, in assenza di una lista europea armonizzata, incertezza che potrebbe portare a possibili quadri di implementazione diversi nei diversi paesi.
(fonti: AESGP; EFPIA; Medicines for Europe, White paper “Balancing challenges on Environment with access to medicines in Europe”, aprile 2023; Cefic, “Cefic views on Extended Producer Responsibility in water policies”, 22 aprile 2023; Cosmetics Europe, “Cosmetics Europe reacts to the provisional agreement on the UWWTD recast”, 30 January 2024)
In questo numero abbiamo parlato di…
In nero sono indicate le inserzioni pubblicitarie:
Le rubriche e le notizie sono a cura della redazione. È vietata la riproduzione, anche parziale, di testi, fotografie e disegni senza autorizzazione scritta.
Estero: spedizione ordinaria € 60,00, spedizione prioritaria Europa € 70,00
Spedizione prioritaria Africa, America, Asia € 85,00
Spedizione prioritaria Oceania € 100,00
Una copia: € 10,00
L’Iva sugli abbonamenti nonché sulla vendita dei fascicoli separati è assolta dall’editore ai sensi dell’art. 74 primo comma lettera C del 26/10/72 n. 633 e successive modificazioni e integrazioni. Pertanto non può essere rilasciata fattura.
Registrazione Tribunale di Milano n. 259 in data 07/05/2010 - Iscrizione al ROC nr. 19882
Direttore Responsabile: Simone Ghioldi Finito di stampare il 19/12/2024 presso Litogi, Milano
Informativa ai sensi dell’art. 13 d. leg. 196/2003. I dati sono trattati, con modalità anche informatiche, per l’invio della rivista e per svolgere le attività a ciò connesse. Titolare del trattamento è Interprogetti Editori S.r.l. - via Maggiolino 34F - 23849 Rogeno (LC). Le categorie di soggetti incaricati al trattamento dei dati per le finalità suddette sono gli addetti alla registrazione, modifica, elaborazione dati e loro stampa, al confezionamento e spedizione delle riviste, al call center, alla gestione amministrativa e contabile. Ai sensi dell’art. 7 d. leg. 196/2003 è possibile esercitare i relativi diritti tra cui consultare, modificare, aggiornare e controllare i dati, nonché richiedere elenco completo ed aggiornato, rivolgendosi al titolare al suddetto indirizzo.
Informativa dell’editore al pubblico ai sensi del decreto legislativo 30 giugno 2003, n° 196 e dell’art. 2 comma 2 del Codice deontologico relativo al trattamento dei dati personali nell’esercizio dell’attività giornalistica. Interprogetti Editori - titolare del trattamento - rende noto che presso i propri locali siti in Rogeno (LC) vengono conservati gli archivi personali e di immagini fotografiche cui i giornalisti, praticanti e pubblicisti e altri soggetti (che occasionalmente redigono articoli o saggi) che collaborano con il predetto titolare attingono nello svolgimento della propria attività giornalistica per le finalità di informazione connesse allo svolgimento della stessa.
I soggetti che possono conoscere i predetti dati sono esclusivamente i predetti professionisti, nonché gli addetti preposti alla stampa ed alla realizzazione editoriale della testata. Ai sensi dell’art. 7 d. lgs. 196/2003 si possono esercitare i relativi diritti, tra cui consultare, modificare, cancellare i dati od opporsi al loro utilizzo, rivolgendosi al predetto titolare. Si ricorda che, ai sensi dell’art. 138 d. lgs. 196/2003, non è esercitabile il diritto di conoscere l’origine dei dati personali ai sensi dell’art. 7, comma 2, lettera a), d. lgs. 196/2003, in virtù delle norme sul segreto professionale, limitatamente alla fonte della notizia.