Italiana La Metallurgia
International Journal of the Italian Association for Metallurgy
n. 11/12 novembre/dicembre 2025
Organo ufficiale dell’Associazione Italiana di Metallurgia. Rivista fondata nel 1909


International Journal of the Italian Association for Metallurgy
n. 11/12 novembre/dicembre 2025
Organo ufficiale dell’Associazione Italiana di Metallurgia. Rivista fondata nel 1909
International Journal of the Italian Association for Metallurgy
Organo ufficiale dell’Associazione Italiana di Metallurgia. HouseorganofAIMItalianAssociationforMetallurgy. Rivista fondata nel 1909
Direttore responsabile/Chiefeditor: Mario Cusolito
Direttore vicario/Deputydirector: Gianangelo Camona
Comitato scientifico/Editorialpanel: Marco Actis Grande, Silvia Barella, Paola Bassani, Christian Bernhard, Massimiliano Bestetti, Wolfgang Bleck, Franco Bonollo, Irene Calliari, Mariano Enrique Castrodeza, Emanuela Cerri, Vlatislav Deev, Andrea Di Schino, Donato Firrao, Bernd Kleimt, Carlo Mapelli, Denis Jean Mithieux, Roberto Montanari, Marco Ormellese, Mariapia Pedeferri, Massimo Pellizzari, Barbara Previtali, Evgeny S. Prusov, Dario Ripamonti, Dieter Senk
Segreteria di redazione/Editorialsecretary: Flynn Russo
Comitato di redazione/Editorialcommittee: Federica Bassani, Gianangelo Camona, Mario Cusolito, Carlo Mapelli, Federico Mazzolari, Flynn Russo, Silvano Panza
Direzione e redazione/Editorialandexecutiveoffice: AIM - Via F. Turati 8 - 20121 Milano tel. 02 76 02 11 32 - fax 02 76 02 05 51 met@aimnet.it - www.aimnet.it
Reg. Trib. Milano n. 499 del 18/9/1948. Sped. in abb. Post. - D.L.353/2003 (conv. L. 27/02/2004 n. 46) art. 1, comma 1, DCB UD
Immagine in copertina: Tiziano Bellezze

Gestione editoriale e pubblicità Publisher and marketing office: siderweb spa sb Via Don Milani, 5 - 25020 Flero (BS) tel. 030 25 400 06 commerciale@siderweb.com - www.siderweb.com
La riproduzione degli articoli e delle illustrazioni è permessa solo citando la fonte e previa autorizzazione della Direzione della rivista. Reproduction in whole or in part of articles and images is permitted only upon receipt of required permission and provided that the source is cited.
siderweb spa sb è iscritta al Roc con il num. 26116

n.11/12 novembre/dicembre 2025
Anno 116 - ISSN 0026-0843
Editoriale / Editorial acuradiTizianoBellezze,UniversitàPolitecnicadelleMarche .pag.05
Memorie scientifiche / Scientific papers
Corrosione / Corrosion
Lega di alluminio AA6082: ottimizzazione del trattamento di ossidazione elettrolitica al plasma (PEO) per migliorare la resistenza a corrosione
A. Berardi, F. Ceriani, M. Gamba, M. Ormellese, M. Pedeferri . pag.08
Corrosion kinetics of magnesium alloys for bioresorbable biomedical implants coated by plasma electrolytic oxidation
L. Nani, M. Cabrini, S. Lorenzi . pag.20
Sonda di potenziale per il monitoraggio della protezione catodica nel terreno
P. Marcassoli, D. Murgia, S. Tagini ..................................................................................................................... pag.26
Metodi statistici applicati a ispezioni e analisi di dati di linee interrate in area impianto
V. Colombo, C. Panizza, B. Bazzoni .................................................................................................................. pag.32
Velocità di corrosione di coupon esposti in atmosfera urbana e marina: misure elettrochimiche, perdita di massa e confronto con equazione ISO
M. Ormellese, M. Gamba, S. Beretta, F. Bolzoni, A. Brenna, A. Benedetti .......................................................... pag.44
Stress Corrosion Cracking su palette di turbine geotermiche in superlega di nichel
T. Persico, L. Nani, S. Lorenzi, M. Cabrini, T. Pastore, L. Tampucci, L. Pratelli, M. Poggiali, N. Betti . pag.55
Studio della corrosione da carbonatazione di armature in calcestruzzi con aggregati riciclati di asfalto da pavimentazioni (RAP)
M. Carsana, F. Lollini, E. Redaelli . pag.61
Rivestimenti anticorrosivi organici-inorganici per leghe Zama
C. Mele,S. Bagheri,C. EspositoCorcione,R. Striani
pag.71
Propagation of chloride induced corrosion in reinforced concrete structures after application of an external thermal insulation system
M. Gastaldi, A.G. Mainini .................................................................................................................................... pag.81
Sigillatura avanzata senza cromo esavalente per leghe di alluminio anodizzato nell’industria aerospaziale
Acuradi:L.Razzaboni;E.Forchin
Scenari
Acciaio e metalli: dinamiche, cicli e tendenza di mercato / Steel and metals: market dynamics, cycles and trends
A. Fornasini .pag.102
Atti e notizie / AIM news
Eventi AIM / AIM events ...................................................................................................... pag.111
Normativa / Standards .......................... pag.114
Indice analitico 2025 / 2025 analytic index ...... pag.117
Indice autori 2025 / 2025 author index
11th-13th May 2026
Milan
The 14th European Electric Steelmaking conference will cover a wide range of topics related to the production of steel using electric arc furnaces (EAFs) and other electric-based processes
The 5th International Conference on Energy and Material Efficiency and CO2 Reduction in the Steel Industry will host high level discussions on environmental related topics
The 2nd edition of the biennial event organised by siderweb to discuss the present and future of Italian and European steel
““L’impiego di risorse finanziarie e risorse umane per la prevenzione e protezione dalla corrosione non deve essere visto solo come una “fastidiosa” voce di costo, ma piuttosto un elemento chiave, irrinunciabile, del processo di progettazione ingegneristica di buona parte dei manufatti e soluzioni tecnologiche.”
“Investingfinancialand human resources in corrosion prevention and protection should not beregardedmerelyan inconvenient cost, but rather as a fundamental and indispensable element ofengineeringdesign foralargeportionof manufacturedsystemsand technologicalsolutions.”
La corrosione dei materiali rappresenta da sempre una sfida costosa per l’ingegneria, l’industria e la società. A livello internazionale, si stima che il costo legato ai fenomeni di corrosione si attesti a circa il 3-4% del Prodotto Interno Lordo globale (fonte: World Corrosion Organization). L’impatto di tali fenomeni non riguarda solo l’economia, ma anche la sicurezza delle infrastrutture, la sostenibilità ambientale e l’efficienza energetica. In Italia, questa sfida è particolarmente rilevante, data la necessità di preservare il nostro patrimonio infrastrutturale piuttosto datato e l’inestimabile patrimonio culturale di cui disponiamo. Vanno inoltre considerati i numerosi prodotti ottenuti dai più disparati settori industriali, da rendere adeguati, funzionali e sicuri nella loro vita di servizio. Ecco allora che l’impiego di risorse finanziarie e risorse umane per la prevenzione e

The corrosion of materials has long represented a significant challenge for engineering, industry, and society. At the international level, it is estimated that the economicimpactassociatedwithcorrosionphenomena amounts to approximately 3-4% of the global Gross Domestic Product (source: World Corrosion Organization). Its consequences extend far beyond purelyeconomicaspects,affectinginfrastructuresafety, environmental sustainability, and energy efficiency. In Italy, this issue is particularly pressing due to the need to preserve an aged infrastructure network as well as the invaluable cultural heritage present throughout the country. Furthermore, products and components originating from a wide range of industrial sectors must be designed to ensure adequate performance, durability, and safety throughout their service life.
protezione dalla corrosione non deve essere visto solo come una “fastidiosa” voce di costo, ma piuttosto un elemento chiave, irrinunciabile, del processo di progettazione ingegneristica di buona parte dei manufatti e soluzioni tecnologiche. In definitiva, non possiamo più permetterci di sapere che esiste la disciplina “corrosione e protezione dei materiali”, e le relative competenze, solo dopo il verificarsi di ingenti danni economici e ambientali o di disastri che conducono alla perdita di vite umane causati da fenomeni di corrosione! Basti pensare in tal senso agli eventi accaduti negli ultimi anni nel nostro Paese.
Per affrontare efficacemente queste problematiche è necessario un impegno costante e congiunto tra mondo accademico e industria, coinvolgendo competenze professionali di diversa natura.
Le Giornate Nazionali sulla Corrosione e Protezione (XVI edizione), tenutesi ad Ancona dal 25 al 27 giugno 2025, presso la Facoltà di Ingegneria dell’Università Politecnica delle Marche (UNIVPM), e che ho avuto l’onore di presiedere, hanno rappresentato un punto di incontro dei saperi che convergono nell’impegno precedentemente auspicato. Il convegno, consolidato da oltre trent’anni, è l’evento di riferimento a livello nazionale dedicato alla ricerca, alla tecnologia e alle applicazioni nel campo della corrosione e della protezione dei materiali.
Questa edizione del convegno è stata di successo dato che ha fatto registrare 154 partecipanti di varia provenienza. Il programma scientifico ha incluso 85 contributi ed è stato articolato in numerose sessioni tematiche: dagli studi sui fondamenti dei fenomeni di corrosione agli studi in vari ambiti applicativi; due workshop hanno trattato le sfide della protezione catodica in Italia e i problemi di corrosione degli acciai inossidabili. C’è stato spazio anche per una sessione dedicata alla formazione e alla didattica della corrosione, con i contributi del Politecnico di Milano e di UNIVPM.
Di particolare rilievo sono state le tre relazioni plenarie tenute da importanti studiosi: il Prof. Romeo Fratesi,
Investing financial and human resources in corrosion prevention and protection should therefore not be regarded merely an inconvenient cost, but rather as a fundamental and indispensable element of engineering design for a large portion of manufactured systems and technological solutions. We can no longer afford to consider corrosion and protection only after failures occur, when severe economic losses, environmental damage or even loss of human life have already taken place. The events of recent years in our country clearly illustrate this point.
Effectively addressing these challenges requires continuous and coordinated efforts between academia and industry, involving professionals and expertise of various backgrounds.
The National Days on Corrosion and Protection (16th edition), that took place in Ancona between 25-27 June 2025, at the Faculty of Engineering of the Polytechnic University of Marche (UNIVPM), which I had the honour of chairing, represented a significant moment of convergence between these different knowledge domains. This conference, established for more than thirty years, is the leading national event dedicated to research, technology, and applications in the field of corrosion and materials protection.
This edition of the conference was successful, with 154 participants from a wide range of backgrounds. The scientific programme included 85 contributions and was structured into several thematic sessions, ranging from studies on fundamental corrosion mechanisms to applied research in different applied fields. Two workshops addressed the challenges of cathodic protection in Italy and corrosion issues in stainless steels. There was also a dedicated session on education and training in corrosion, with contributions from the Politecnico of Milan and UNIVPM.
Three plenary lectures delivered by leading experts were of particular significance: Prof. Romeo Fratesi, who received the Titanium Medal, awarded in memory of Prof. Pietro Pedeferri; Prof. Ramón Nóvoa Rodríguez
che in questa occasione ha ricevuto la Medaglia di Titanio in memoria del Prof. Pietro Pedeferri; il Prof. Ramón Nóvoa Rodríguez dell’Università di Vigo; il Doc. Eng. Milan Kouřil dell’Università di Chimica e Tecnologia di Praga. Infine, i dottorandi e i giovani ricercatori hanno concorso per l’assegnazione del premio “Cecilia Monticelli” destinato all’autore della migliore presentazione.
In questo numero speciale de La Metallurgia Italiana è pubblicata la prima parte dei contributi selezionali dopo il convegno, che riguarderanno: miglioramento della resistenza a corrosione di leghe di alluminio; lo studio della corrosione di leghe di magnesio per impianti biomedici; analisi e monitoraggio della corrosione nel terreno e in atmosfera; corrosione di armature nel calcestruzzo; casi studio di palette di turbine geotermiche; rivestimenti per leghe zama.
Desidero infine ringraziare il Comitato Scientifico, il Comitato Organizzatore, gli sponsor, tutti i relatori e partecipanti che hanno contribuito a un’edizione di successo delle Giornate Nazionali della Corrosione e Protezione di Ancona.
from the University of Vigo; and Doc. Eng. Milan Kouřil from the University of Chemistry and Technology in Prague. Finally, PhD students and young researchers competed for the “Cecilia Monticelli” Award for the best presentation.
This special issue of La Metallurgia Italiana includes the first selection of contributions presented at the conference, covering: improvement of the corrosion resistance of aluminium alloys; the corrosion behaviour of magnesium alloys for biomedical implants; analysis and monitoring of corrosion in soil and atmospheric environments; reinforcement corrosion in concrete; case studies on geothermal turbine blades; coatings for zama alloys.
I would like to express my sincere gratitude to the Scientific Committee, the Organising Committee, the sponsors, and all speakers and participants who contributed to the success of the National Days on Corrosion and Protection in Ancona.

A. Berardi, F. Ceriani, M. Gamba, M. Ormellese, M. Pedeferri
L’ossidazione elettrolitica al plasma (PEO) dell’alluminio è un trattamento di anodizzazione ad alta tensione in soluzione acquosa, in condizioni di plasma, per aumentarne la resistenza a corrosione. Lo scopo del presente lavoro è valutare l’influenza delle variabili elettriche sulla qualità del rivestimento ottenuto. Il processo PEO è stato effettuato su diversi campioni di alluminio AA6082 in una soluzione alcalina con aggiunta di silicati. Il trattamento è stato eseguito in corrente alternata in regime potenziostatico, combinando rampe di tensione e periodi di mantenimento. I rivestimenti prodotti sono stati caratterizzati tramite microscopia SEM, analisi XRD e test elettrochimici, quali prove di resistenza di polarizzazione lineare (LPR), spettroscopia di impedenza elettrochimica (EIS) e polarizzazione potenziodinamica (PDP), condotti in soluzioni contenenti cloruri. I risultati ottenuti mostrano un’importante dipendenza delle proprietà degli ossidi dall’input di tensione, in grado di influire sullo spessore, il grado di porosità e la resistenza a corrosione.
INTRODUZIONE
La lega di alluminio AA6082 (Al-Si-Mg) offre ottime proprietà meccaniche, tra cui la tenacità, l’alta resistenza, la formabilità e la resistenza a fatica, unite alla bassa densità specifica e alla buona riciclabilità. Per queste ragioni, è una delle leghe più impiegate nei settori aerospaziale e automobilistico [1-3]. Le prestazioni della lega di alluminio AA6082, pur appartenendo alla serie 6000 e quindi alla categoria di leghe di alluminio tra le più resistenti a corrosione, possono comunque essere compromesse in ambienti fortemente aggressivi. È il caso di ambienti ad alto contenuto di cloruri, come l’acqua di mare, tali da aumentare notevolmente la suscettibilità della lega AA6082 verso fenomeni di corrosione localizzata, quale il pitting (vaiolatura). Un altro fenomeno corrosivo comune è quello intergranulare, promosso dalla presenza di precipitati intermetallici in corrispondenza dei bordi grano [2, 4]. A seconda del tipo di precipitati, potrebbero verificarsi diversi fenomeni di accoppiamento galvanico tra questi e la matrice di alluminio, portando alla dissoluzione dei precipitati intergranulari (particelle ricche di Mg) o alla
Alberto Berardi, Federica Ceriani, Matteo Gamba, Marco Ormellese, Mariapia Pedeferri
Politecnico di Milano, Dipartimento di Chimica, Materiali e Ingegneria Chimica ‘Giulio Natta’, Milano, Italia
corrosione della matrice di alluminio (particelle ricche di Si e contenenti Cu) [5, 6]. Per migliorare la resistenza alla corrosione dell’AA6082, una possibilità è quella di eseguire un trattamento superficiale di ossidazione elettrolitica al plasma (PEO), finalizzato a produrre un rivestimento protettivo sulla superficie del substrato metallico. Il trattamento PEO è un processo di ossidazione che si basa sull’applicazione di alte tensioni tra il componente da trattare (l’anodo) e un contro elettrodo (catodo) [7, 8]. Il processo avviene in elettroliti acquosi, generalmente con pH alcalino, ai quali possono essere aggiunti alcuni composti chimici (Na2SiO3, NaAlO2, Na3PO4) per ottimizzare la struttura dei rivestimenti. All’inizio del trattamento PEO, viene generato un sottile film di ossido, come nell’anodizzazione standard. Man mano che il processo prosegue, la tensione applicata aumenta fino a raggiungere e superare il potenziale di rottura dielettrica del film. Una volta raggiunta questa condizione, si producono scariche di plasma. Questi fenomeni causano un aumento locale della temperatura (1000-10000 K) e della pressione (fino a 100 MPa). Gli ioni metallici attivati termicamente vengono così espulsi dal substrato, reagendo con l’ossigeno disciolto nell’elettrolita e formando un nuovo ossido [7-9]. Al termine del trattamento PEO, si ottiene un rivestimento ben aderente, spesso e resistente alla corrosione e all’usura.
Le proprietà dei rivestimenti PEO possono essere ottimizzate regolando correttamente i parametri elettrici selezionati: regime elettrico, tensione applicata, densità di corrente, ciclo di lavoro e frequenza. È stato segnalato in diversi studi che la modalità bipolare in corrente alternata (AC) migliora la resistenza alla corrosione dei rivestimenti, promuovendo la formazione di strati di ossido compatti e spessi [10-13]. Si osserva che lo spessore dei rivestimenti continua a crescere con l’aumento delle tensioni applicate o delle densità di corrente. Tuttavia, i rivestimenti PEO prodotti a potenziali o correnti più intense sono generalmente caratterizzati da livelli superiori di rugosità superficiale e dalla presenza di difetti più grandi. Questi inconvenienti sono legati alla generazione di scariche al plasma estremamente energetiche e all’abbondante evoluzione di gas ad alte tensioni e correnti [10, 14]. Si nota che frequenze più alte e cicli di lavoro più brevi favoriscono la formazione di strati di ossido con difetti più piccoli, migliorandone le capacità protettive [15-17].
Questo studio si concentra sulla valutazione dell’effetto dell’input elettrico sulla microstruttura del rivestimento e sulla resistenza alla corrosione. Sono stati eseguiti processi PEO potenziostatici della durata di 5 minuti, con una tensione efficace massima fissata a 350 V. Durante il trattamento, questa tensione efficace massima viene raggiunta attraverso diverse combinazioni di due fasi: rampa (aumento graduale della tensione) e mantenimento (tensione applicata costante). L’influenza della durata relativa delle due fasi sulla struttura dei rivestimenti PEO è stata valutata attraverso analisi XRD, SEM e EDS. La loro resistenza alla corrosione è stata studiata mediante tecniche elettrochimiche quali la polarizzazione potenziodinamica (PDP), la spettroscopia di impedenza elettrochimica (EIS) e la resistenza lineare di polarizzazione (LPR). L’innovatività di questo lavoro è relativa all’ottimizzazione dei parametri elettrici del processo PEO in condizioni potenziostatiche, cioè in controllo di tensione, in relazione alla microstruttura dei rivestimenti ottenuti: risulta pertanto un contributo aggiuntivo alla ricerca sulla PEO, quasi del tutto incentrata sulla gestione del trattamento superficiale in regime galvanostatico, ovvero in controllo di corrente.
MATERIALI E METODI
I trattamenti PEO sono stati effettuati su dischi di alluminio AA6082 con un diametro di 10 mm e un’altezza di 5 mm. I campioni sono stati lucidati manualmente mediante carte abrasive al carburo di silicio con grane 100, 320 e 600. L’elettrolita è una soluzione alcalina contenente 0,014 M di KOH e 0,076 M di NaOH, con l’aggiunta di 10 g/L di metasilicati di sodio (Na₂SiO₃) e 10 g/L di glicerina (C₃H₈O₃). Il rivestimento è stato ottenuto sfruttando un anodizzatore AC/DC della serie Asterion 751 di California Instruments e un contro elettrodo in titanio attivato. L’input elettrico è stato applicato in controllo potenziostatico in regime bipolare pulsato, considerando una frequenza di 1000 Hz e un tempo totale di 300 s. Il ciclo di lavoro scelto comprende una polarizzazione anodica del 60% e una catodica del 40%, con il picco di tensione catodica pari al 7% del segnale anodico [12, 18]. La tensione anodica efficace massima è pari a 350 V, da raggiungere con un incremento progressivo della stessa. Sono stati selezionati cinque diversi input elettrici, che includono tutti una rampa crescente e un mantenimento alla tensione massima efficace
di 350 V, come mostrato in figura 1.
L’andamento del potenziale nel tempo è stato monitorato con un oscilloscopio Tektronix TBS-1072B-EDU. L’anda-
mento della tensione efficace nel tempo per ciascuno dei cinque processi è riportato in figura 1.
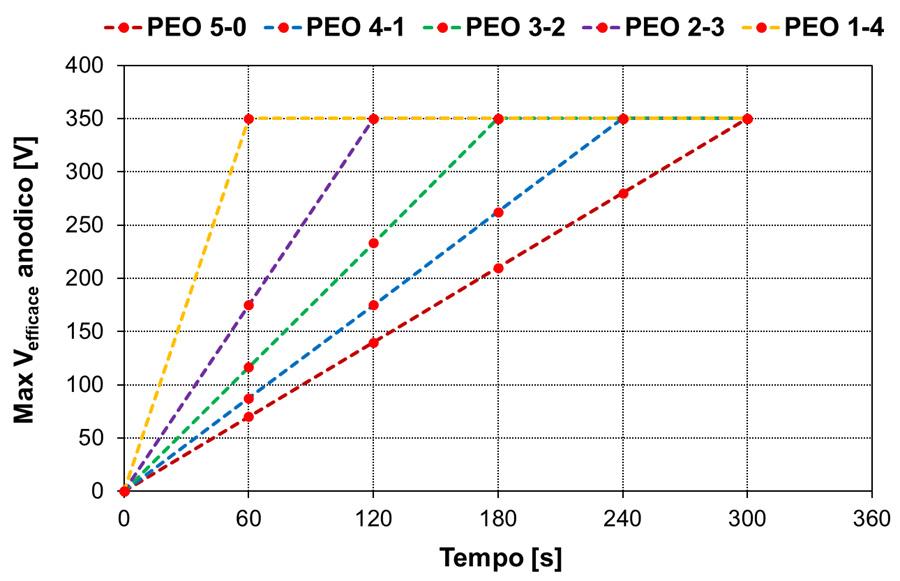
Fig.1 - Andamento della tensione efficace nel tempo / Effective voltage versus time trends
Il comportamento a corrosione degli ossidi PEO è stato studiato mediante tecniche elettrochimiche quali la polarizzazione potenziodinamica (PDP), la spettroscopia di impedenza elettrochimica (EIS) e la resistenza di polarizzazione lineare (LPR). Tutti i test sono stati eseguiti in una soluzione di NaCl al 3,5% in peso a temperatura ambiente: la scelta dell’elettrolita è motivata dalla necessità di riprodurre sperimentalmente condizioni ambientali fortemente aggressive, ad alto contenuto di cloruri, in modo da replicare il tenore di cloruri naturalmente presente in acqua di mare. Ciò è in linea con una possibile reale applicazione della lega AA6082 anodizzata tramite PEO, utilizzabile per esempio in acqua di mare per il settore nautico. È stata impiegata una cella elettrochimica convenzionale a tre elettrodi, costituita da un contro elettrodo in platino e un elettrodo di riferimento argento/cloruro di argento (Ag/AgCl), saturo di sali KCl (+0,197 V rispetto all’elettrodo standard a idrogeno, SHE). Le analisi EIS e LPR sono state condotte con un Metrohm Autolab PGSTAT. Per le prove potenziodinamiche è stata selezionata una velocità di scansione di 10 mV/min, e il campione è stato polarizzato da -300 mV a +500 mV rispetto al potenziale di libera corrosione (Ecorr). La stessa velocità di scansione è stata scelta per le indagini LPR. L’EIS è stata eseguita ap-
plicando un segnale sinusoidale con ampiezza di 10 mVrms attorno a Ecorr, con una frequenza variabile da 10⁵ a 10 ² Hz e 10 punti raccolti per decade di frequenza. Sia i test PDP sia gli EIS sono stati eseguiti dopo 60 minuti di immersione. Lo spessore del rivestimento è stato misurato con uno strumento portatile DUALSCOPE FMP100. La morfologia degli ossidi PEO è stata osservata con un microscopio elettronico a scansione Carl Zeiss EVO 50VP, dotato di uno spettrometro a raggi X Bruker per la spettroscopia a dispersione di energia (EDS). Il software di analisi delle immagini ImageJ 1.53t è stato utilizzato per determinare la dimensione dei difetti e la percentuale di porosità superficiale. La struttura cristallina dei rivestimenti PEO è stata studiata mediante diffrazione a raggi X (XRD), utilizzando un diffrattometro Philips PW3020 con radiazione Cu Kα1 (1,54058 Å).
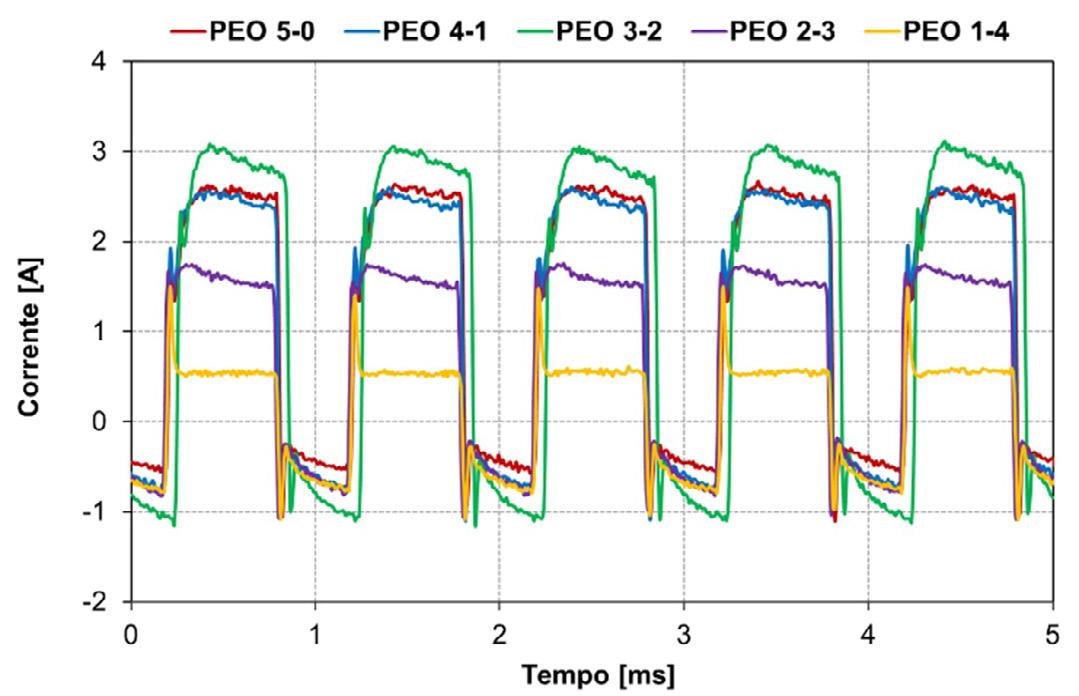
L’andamento della tensione in funzione del tempo è stato registrato durante l’intero processo di rivestimento della durata di 300 secondi, come mostrato in precedenza. In aggiunta, altre acquisizioni di corrente e tensione sono state effettuate in due momenti chiave: 20 secondi prima della fine della rampa e 20 secondi prima della fine del
periodo di mantenimento (e quindi dell’intero processo PEO). Considerando un trattamento PEO potenziostatico e dunque con tensione imposta, è utile confrontare i diversi output di corrente in funzione della tensione di input scelta.
Lo spessore del rivestimento PEO è stato misurato con uno strumento portatile DUALSCOPE FMP100. Sono state effettuate trenta misurazioni di spessore su ciascuno degli otto replicati dei campioni. I risultati sono riassunti nella figura 3: si può osservare che periodi più lunghi di mantenimento ad alta tensione favoriscono la crescita dell’ossido, portando così a rivestimenti più spessi. Lo spessore del rivestimento aumenta in modo monotono con l’aumentare del tempo di mantenimento.
Tuttavia, se lo spessore del rivestimento aumenta di quasi il 70% passando dal campione PEO 5-0 al PEO 1-4, la maggior parte di questo incremento si ottiene già introducendo un tempo di mantenimento di un minuto (campione PEO 4-1). Prolungando ulteriormente questa fase, si osservano solo variazioni minime dello spessore, passando da 15,40 µm del PEO 4-1 a 17,56 µm del PEO 1-4. Inoltre, considerando lo spessore dei singoli replicati, si osserva una riduzione progressiva e costante della dispersione dei risultati con l’aumentare del tempo di mantenimento.
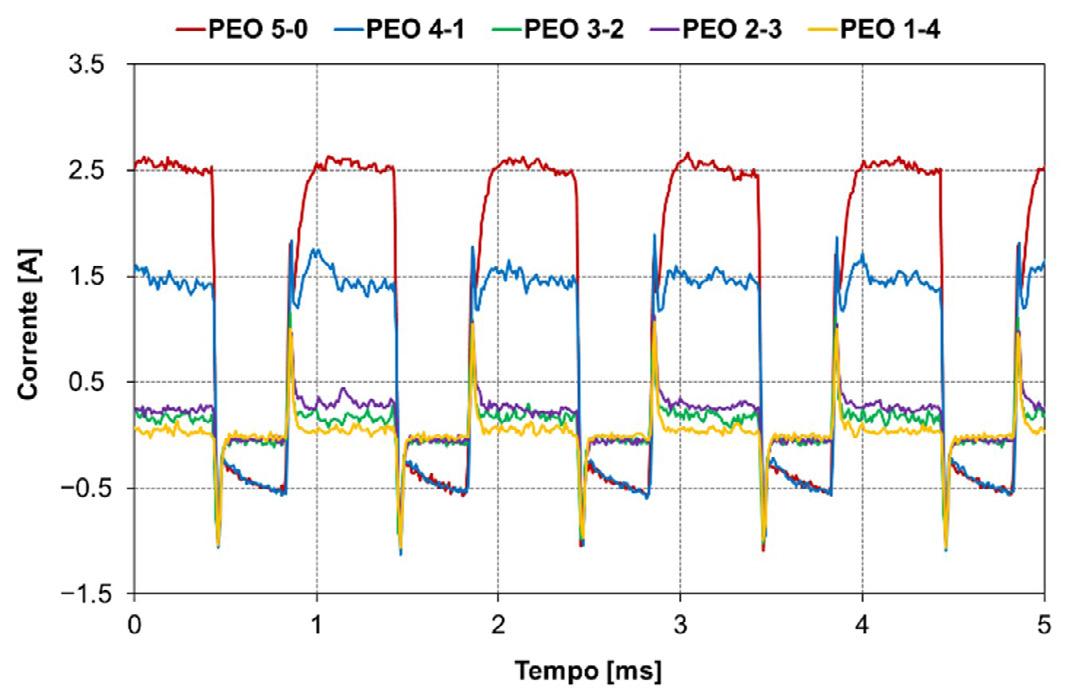
Fig.2 - Andamento delle correnti nel tempo 20 s prima della fine della rampa (sx) e 20 s prima della fine del processo (dx) / Current trends versus time 20 s before the end of the ramp (left) and 20 s before the end of the process (right).
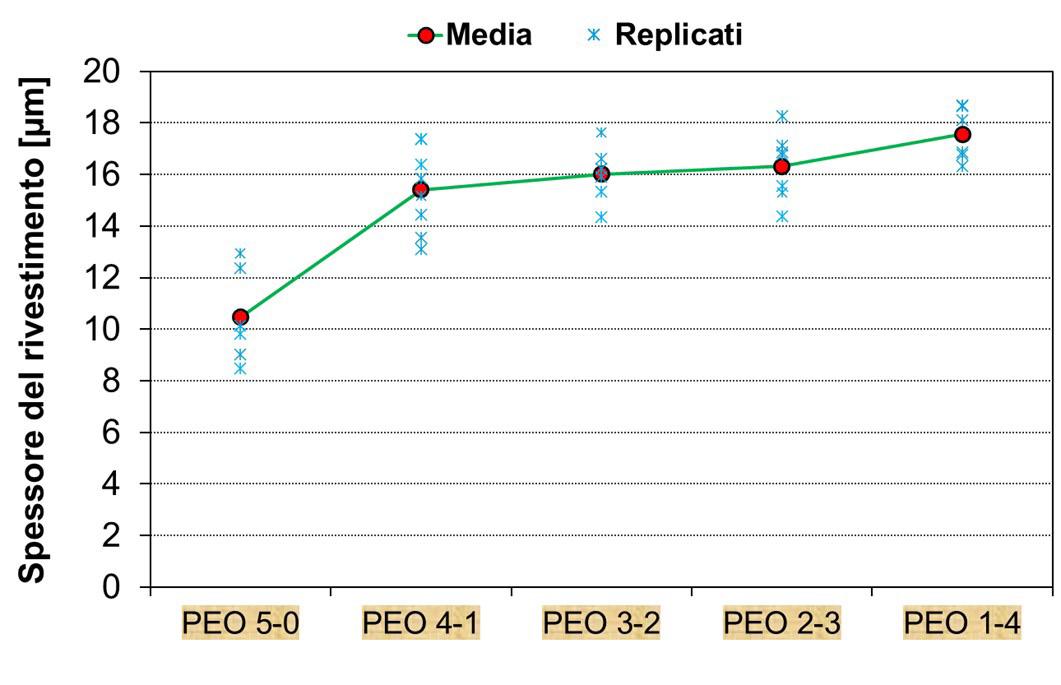
Fig.3 - Spessore medio dei cinque rivestimenti PEO / Average thickness values for five different PEO coatings.
Si mostrano i diffrattogrammi dei cinque rivestimenti PEO.
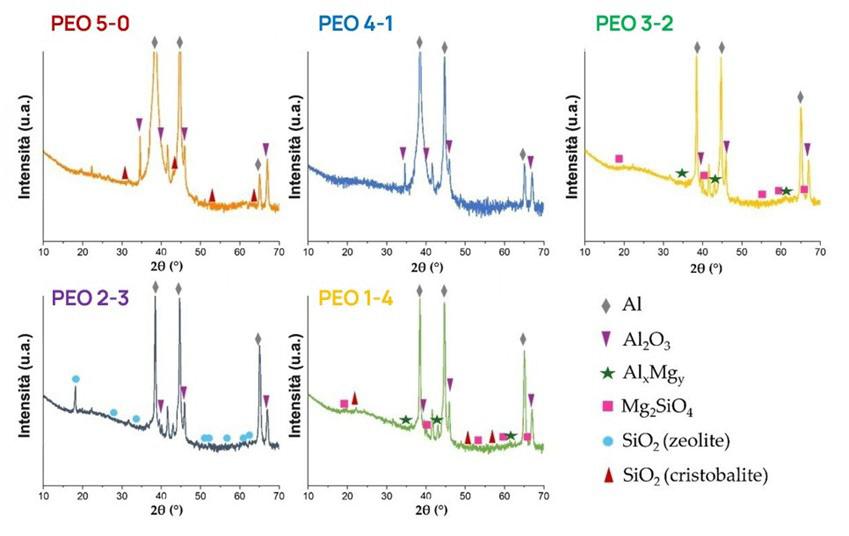
Fig.4 - Diffrattogrammi XRD di (a) PEO 5-0, (b) PEO 4-1, (c) PEO 3-2, (d) PEO 2-3 ed (e) PEO 1-4 / XRD diffractograms of (a) PEO 5-0, (b) PEO 4-1, (c) PEO 3-2, (d) PEO 2-3 and (e) PEO 1-4.
Tutti i campioni presentano in comune la presenza di segnali attribuibili ad Al (scheda: 01-085-1327) e Al₂O₃ (scheda: 00-001-1303). Le linee dell’alluminio risultano particolarmente intense nei campioni PEO 5-0 e PEO 4-1: si noti che i segnali nelle immagini (a) e (b) sono tagliati. Ciò può essere giustificato da uno spessore inferiore di questi due rivestimenti, che non hanno schermato adeguatamente i substrati di alluminio, rendendo i segnali acquisiti più intensi. Un’altra caratteristica comune a tutti i campioni, a eccezione di PEO 4-1, è stata la presenza di strutture contenenti silicio. SiO₂ è stato rilevato in PEO 3-2 sotto forma di zeolite (scheda: 98-017-0511) e come cristobalite (scheda: 00-027-0605) nei campioni PEO 5-0, PEO 2-3 e PEO 4-1. Inoltre, il silicato di magnesio è stato identificato sia in PEO 3-2 sia in PEO 1-4. In questi ultimi due rivestimenti, sono state rilevate anche strutture di alluminio-magnesio. Uno dei principali risultati dell’analisi XRD è il maggiore contenuto di composti contenenti sili-
cio nei tre campioni prodotti con tempi di mantenimento più lunghi: PEO 3-2, PEO 2-3, PEO 1-4.
L’evoluzione progressiva del trattamento PEO nel tempo viene mostrata in funzione della tensione applicata. I campioni PEO 5-0, PEO 4-1, PEO 3-2, PEO 2-3 e PEO 1-4 sono stati confrontati con l’obiettivo di studiare l’effetto delle scariche al plasma sulla struttura del rivestimento. L’intensità e la distribuzione superficiale delle scariche al plasma sono elementi essenziali per prevedere la morfologia e le proprietà dell’ossido.
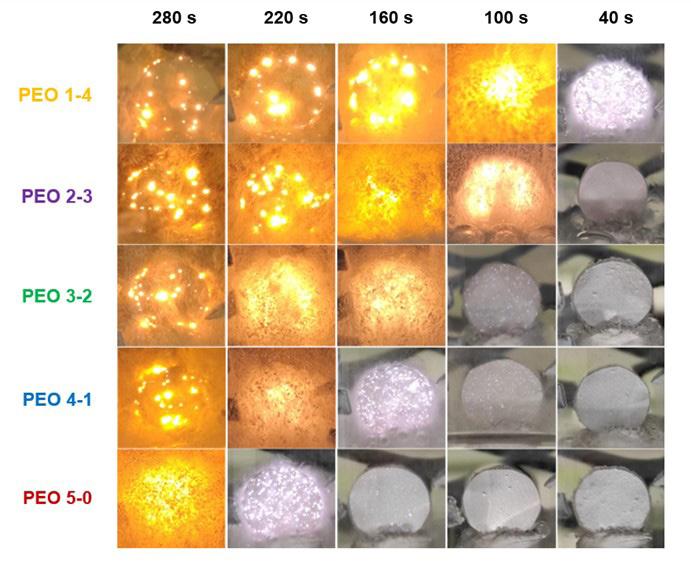
Fig.5 - Evoluzione del processo PEO nel tempo in base alla tensione imposta / Evolution of PEO process with time according to the input voltage.
Relativamente all’analisi SEM, la superficie ossidata di tutti i campioni mostra una morfologia tipica dei rivestimenti PEO, con la presenza di pori sia arrotondati sia allungati, e perfino difetti dalla struttura simil-vulcanica. La dimensione media dei pori è di 3,7 ± 1,3 μm per il campione PEO 5-0. Essa aumenta a circa 5,7 ± 1,4 μm nei casi di PEO 4-1, PEO 3-2 e PEO 2-3. Il PEO 1-4 si distingue per la dimensione media più elevata, pari a 6,1 ± 2,26 μm. Oltre ai pori di dimensioni maggiori, su tutte le superfici ossidate è stata rilevata una tipologia di porosità fine. Una stima della percentuale di porosità superficiale è stata effettuata utilizzando ImageJ: il valore più basso è stato associato a PEO 5-0, con una porosità di circa 3,2%. Valori simili sono
stati ottenuti per PEO 4-1, PEO 3-2 e PEO 1-4, con percentuali pari rispettivamente a 4,1%, 4,6% e 4,5%. Infine, per PEO 2-3 è stato riscontrato il valore più alto, 6,1%, indicando la superficie più porosa tra quelle analizzate. È fondamentale sottolineare che tali valori si riferiscono esclusivamente alla porosità superficiale dei rivestimenti; pertanto, non tutti i difetti coinvolgono l’intero spessore degli strati ossidati.
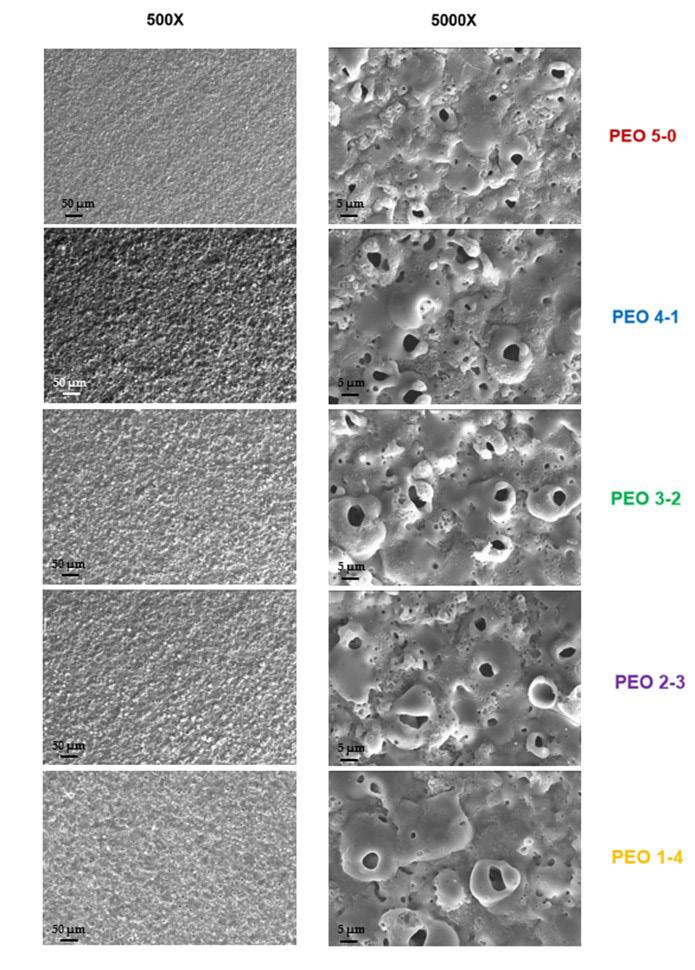
Fig.6 - Immagini SEM delle superfici dei rivestimenti PEO 5-0, PEO 4-1, PEO 3-2, PEO 2-3 e PEO 1-4 a due diversi ingrandimenti: 500x (sx) e 5000x (dx) / SEM surface images of coatings PEO 5-0, PEO 4-1, PEO 3-2, PEO 2-3 and PEO 1-4 at two different magnifications: 500x (left) and 5000x (right).
I test di polarizzazione potenziodinamica sono stati effettuati in una soluzione acquosa di NaCl al 3,5% in peso dopo un’ora di stabilizzazione. Le curve più rappresentative per ciascuno dei cinque rivestimenti sono riportate nella figura 7. Si osserva chiaramente che il potenziale di libera corrosione (Ecorr) della maggior parte dei rivestimenti si colloca nell’intervallo compreso tra -0,750 e -0,650 V vs. Ag/
AgCl. Le differenze più significative tra i rivestimenti si riscontrano invece nella forma dei rami anodico e catodico, che determinano valori differenti della densità di corrente di corrosione (icorr). I risultati numerici desunti dai grafici di polarizzazione potenziodinamica sono riassunti in tabella.
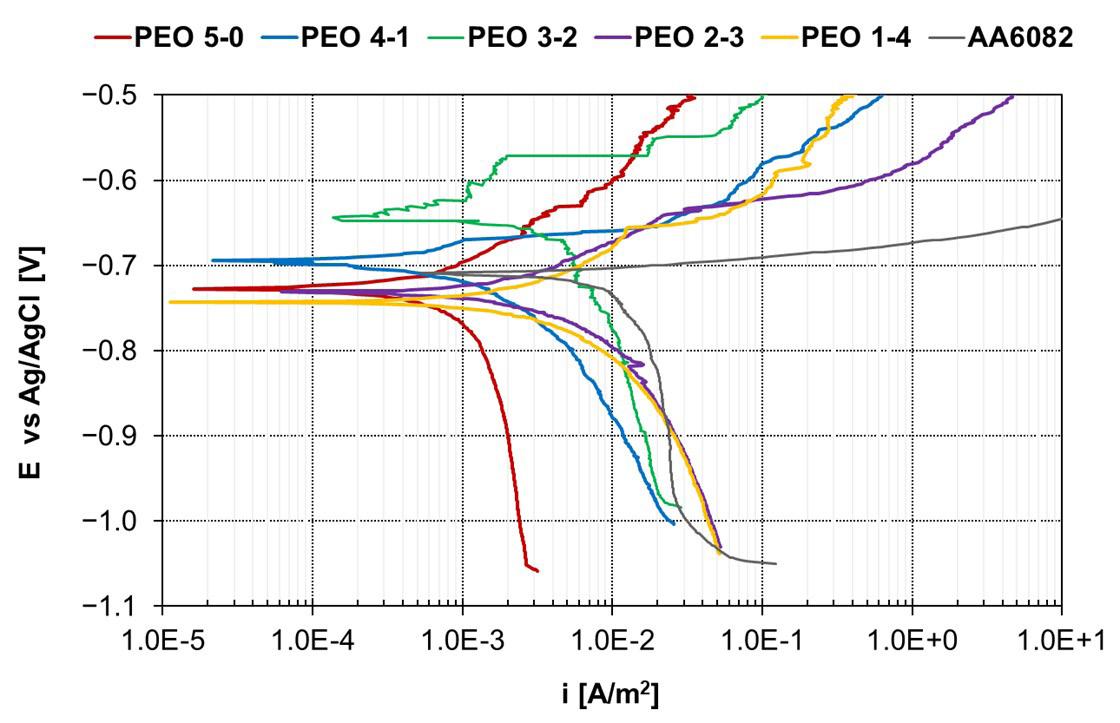
Fig.7 - Curve di polarizzazione potenziodinamica / Potentiodynamic polarization curves.
Tab.1 - Parametri di corrosione dei rivestimenti PEO ottenuti dalle curve di polarizzazione potenziodinamica / Corrosion parameters of PEO coatings acquired from potentiodynamic polarization curves.
I rivestimenti PEO prodotti con periodi di mantenimento più lunghi mostrano un valore inferiore della pendenza del ramo anodico (ba), in particolare a partire dal campione PEO 2-3. Questo è coerente con quanto osservato nelle curve di polarizzazione potenziodinamica, dove i campioni PEO 5-0, PEO 4-1 e PEO 3-2 mostrano un comportamento simile a quello passivo nella parte iniziale del ramo anodico, mentre PEO 2-3 e PEO 1-4 presentano già una caratteristica attiva subito dopo Ecorr . La densità di corrente limite dell’ossigeno (iL) si sposta
verso valori maggiori con l’aumento della durata del mantenimento: iL del rivestimento PEO 5-0 è di un ordine di grandezza inferiore rispetto a quella del rivestimento PEO 1-4. Anche la densità di corrente di corrosione (icorr) aumenta con periodi di mantenimento più lunghi, passando dal valore medio di 0,98 mA/m² del rivestimento PEO 5-0 a 3,51 mA/m² per il PEO 1-4. Tuttavia, va notato che il campione PEO 4-1 non segue questo andamento, mostrando un valore di corrente di corrosione significativamente più elevato.
I dati di impedenza sono riportati nei diagrammi di Nyquist, acquisiti dalle prove EIS. L’intersezione del semicerchio con l’asse delle impedenze reali consente di ottenere graficamente il valore della resistenza di polarizzazione, Rp. Tale estrapolazione grafica della resistenza di polarizzazione Rp costituisce una valutazione puramente qualitativa. Per un’analisi quantitativa, sarebbe stata necessaria un’elaborazione dei dati di impedenza EIS mediante circuiti elettrici equivalenti (EEC), in grado di offrire un modello adeguato alla fisica del sistema in base alle costanti di tempo individuate. La spettroscopia di impedenza elettrochimica (EIS) è stata eseguita su tutti i rivestimenti: PEO 5-0, PEO 4-1, PEO 3-2, PEO 2-3, PEO 1-4.
Il test elettrochimico è stato ripetuto tre volte per ciascun campione, al fine di verificare la riproducibilità dei risultati.
La resistenza di polarizzazione lineare (LPR) è impiegata come metodo alternativo per stimare la resistenza di polarizzazione. Polarizzando il campione in prossimità del potenziale di libera corrosione (Ecorr), il potenziale applicato presenta un andamento lineare rispetto alla corrente. La pendenza di questa retta rappresenta la resistenza di polarizzazione, espressa in ohm, da convertire in Ω m². I valori di R p ottenuti vengono confrontati con quelli ricavati dai diagrammi di Nyquist.
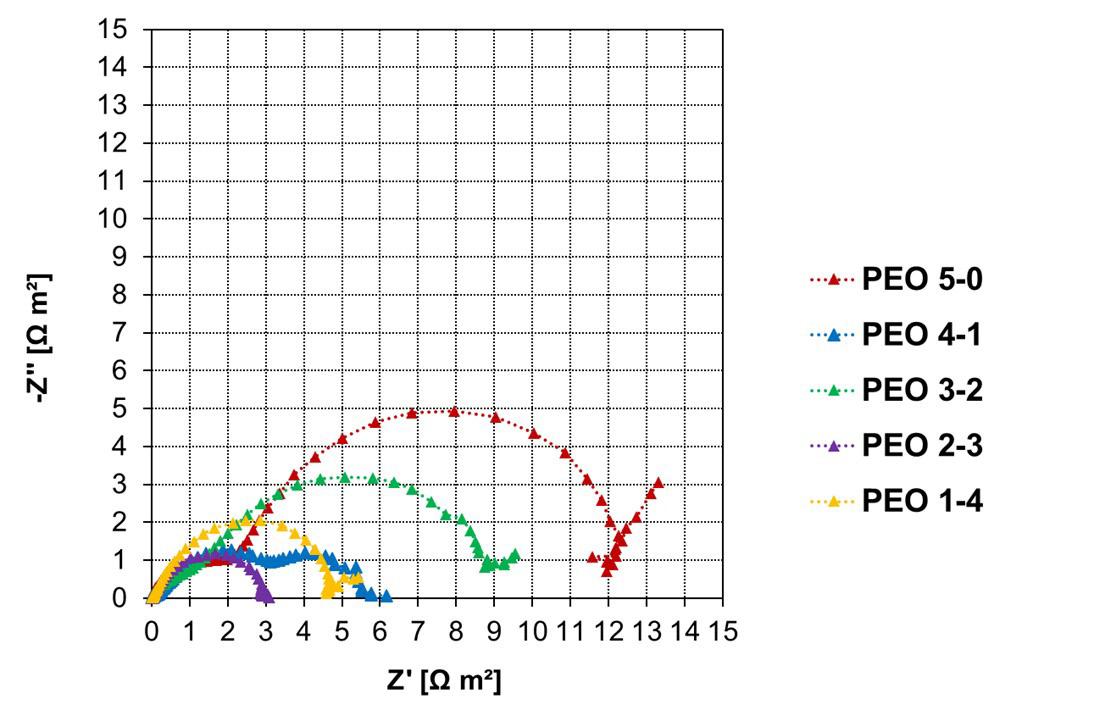
Fig.8 - Grafici Nyquist ottenuti dalle prove EIS / Nyquist diagrams obtained from EIS tests.
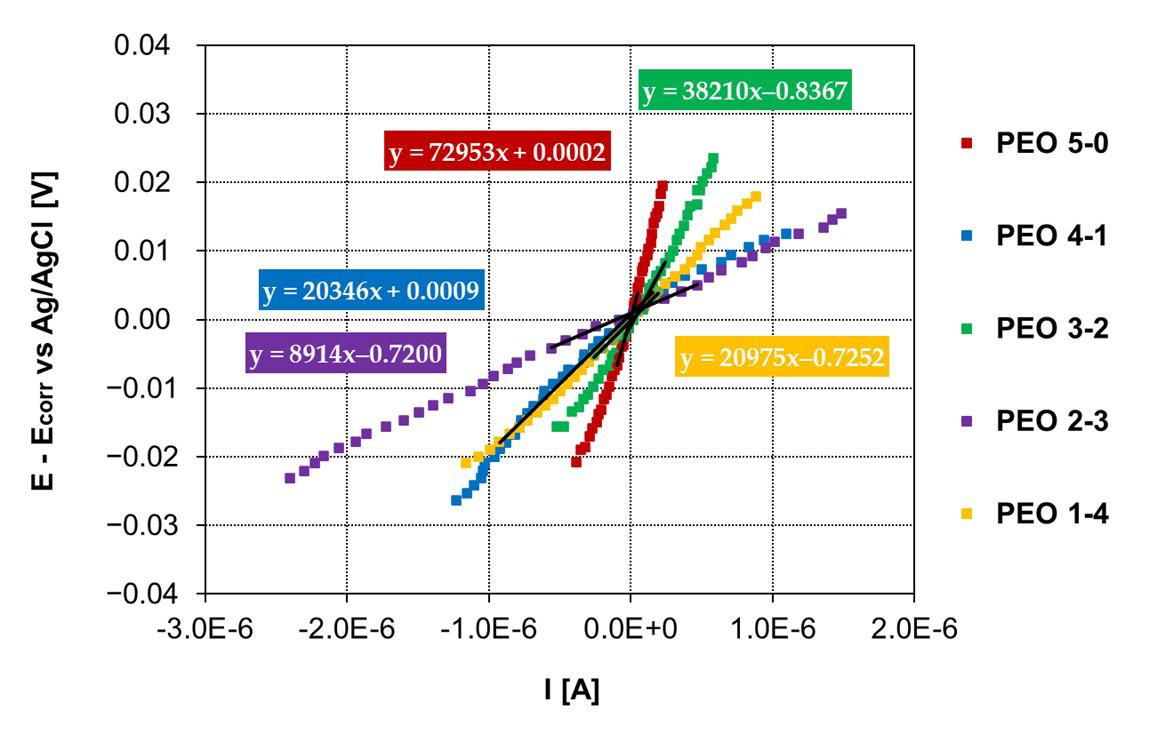
Fig.9 - Grafici LPR (resistenza di polarizzazione lineare) / LPR graphs (linear polarization resistance).
I risultati R p, ottenuti sia dai diagrammi di Nyquist (EIS) sia dai grafici LPR, sono riportati in funzione del tipo di campione. Nota la resistenza di polarizzazione e le pendenze di Tafel, la corrente di corrosione viene calcolata mediante l’equazione di Stern-Geary. Le pendenze di Tafel derivano dalle curve di polarizzazione potenziodinamica presentate in precedenza. Il valore di Rp utilizzato per il
calcolo della corrente di corrosione con Stern-Geary è quello ricavato dai grafici Nyquist (EIS). Se si utilizzasse la resistenza di polarizzazione Rp relativa alle prove LPR, le correnti di corrosione calcolate si discosterebbero di appena 0.1 - 0.2 mA/m2 rispetto alle precedenti, mantenendo la stessa tendenza generale.
Tab.2 - Valori di resistenza di polarizzazione e corrente di corrosione ricavati dai grafici Nyquist e LPR / Polarization resistance and corrosion current values derived from Nyquist and LPR plots.
Rivestimento
Si osserva una buona coerenza di risultati tra le prove EIS e LPR, in grado di produrre valori simili di Rp e i corr . Il rivestimento più protettivo è il PEO 5-0, avente la resistenza di polarizzazione più elevata, di gran lunga superiore rispetto a tutti gli altri. I rivestimenti meno protettivi sono il PEO 2-3 e il PEO 1-4, entrambi caratterizzati da un lungo tempo di mantenimento alla massima tensione anodica e associati alle correnti di corrosione più alte. PEO 4-1 e PEO 3-2 rappresentano casi intermedi. Questa tendenza è molto simile a quella riscontrata nelle prove PDP, da cui emerge lo stesso aumento della corrente di corrosione con il tempo di mantenimento alla massima tensione anodica, passando da PEO 5-0 a PEO 1-4. L’unica eccezione è il campione PEO 4-1, la cui corrente di corrosione è molto più elevata nei test PDP rispetto a EIS e LPR. Tuttavia, nel complesso tutte le prove elettrochimiche (EIS, LPR, PDP) confermano l’ottima protezione offerta dal rivestimento PEO 5-0 e la minore resistenza alla corrosione attribuibile a PEO 2-3 e PEO 1-4.
CONCLUSIONI
Il primo risultato importante è la correlazione tra la morfologia del rivestimento e il suo comportamento a corrosione. La maggiore resistenza alla corrosione è stata associata al rivestimento meno poroso, ottenuto con una rampa
di tensione di cinque minuti e senza periodo di mantenimento. Questa struttura compatta corrisponde anche allo spessore più ridotto, determinando la migliore risposta alla corrosione. Il rivestimento più poroso, caratterizzato dalla resistenza di polarizzazione più bassa, è stato ottenuto con una rampa di tensione di due minuti seguita da tre minuti di mantenimento. La sua velocità di corrosione può essere considerata elevata in generale, sebbene non sia la più alta. La peggior resistenza alla corrosione è stata osservata nel campione sottoposto al periodo di mantenimento più lungo, pari a quattro minuti, dopo una rampa di tensione di un minuto. La porosità superficiale di questo campione è intermedia per dimensione e distribuzione, ma ciò potrebbe non riflettere la reale morfologia del rivestimento lungo tutto lo spessore. Inoltre, la maggiore velocità di corrosione è associata all’ossido con lo spessore più elevato. Una buona resistenza alla corrosione è stata riscontrata nel campione ottenuto con una rampa di tre minuti e un mantenimento di due minuti, caratterizzato da una porosità superficiale media. Una buona resistenza alla corrosione è osservata nei campioni con rampe di tensione lunghe e tempi di mantenimento brevi. Prolungando il periodo di mantenimento oltre i due minuti (fino a tre e quattro minuti), la velocità di corrosione tende ad aumentare. Alcune eccezioni possono verificarsi, come nel caso
di un minuto di mantenimento, ma la rampa completa di cinque minuti offre chiaramente le migliori prestazioni anticorrosive. Si osserva una buona coerenza tra i risultati dei diversi test elettrochimici (EIS, LPR e PDP), a parità di tensione applicata.
Un altro risultato significativo è l’aumento dello spessore del rivestimento con l’aumentare del tempo di mantenimento. I rivestimenti più sottili si ottengono con una rampa di tensione completa di cinque minuti, con uno spessore medio di 10-11 micrometri. L’introduzione di un
periodo di mantenimento da uno a quattro minuti comporta un incremento significativo dello spessore del rivestimento, con spessori medi compresi tra 15 e 18 micrometri. In generale, un periodo di mantenimento più lungo è anche associato a una maggiore porosità superficiale. La porosità più elevata è stata infatti riscontrata nel caso dei tre minuti di mantenimento, mentre la struttura più compatta è stata ottenuta con la rampa completa e senza mantenimento.
[1] Kumar, J.; Kumar, G.; Mehdi, H.; Kumar, M. Optimization of FSW Parameters on Mechanical Properties of Different Aluminum Alloys of AA6082 and AA7050 by Response Surface Methodology. Int. J. Interact. Des. Manuf. 2024, 18, 1359–1371, doi:10.1007/s12008-02301425-2.
[2] Eckermann, F.; Suter, T.; Uggowitzer, P.J.; Afseth, A.; Schmutz, P. The Influence of MgSi Particle Reactivity and Dissolution Processes on Corrosion in Al-Mg-Si Alloys. Electrochim. Acta 2008, 54, 844–855, doi:10.1016/j.electacta.2008.05.078.
[3] Sola, R.; Tonelli, L.; Shashkov, P.; Bogdanoff, T.H.; Martini, C. Anodizing of AA6082-T5 by Conventional and Innovative Treatments: Microstructural Characterization and Dry Sliding Behaviour. Wear 2020, 458–459, 203423, doi:10.1016/j.wear.2020.203423.
[4] Zhang, X.; Zhou, X.; Nilsson, J.O.; Dong, Z.; Cai, C. Corrosion Behaviour of AA6082 Al-Mg-Si Alloy Extrusion: Recrystallized and Non-Recrystallized Structures. Corros. Sci. 2018, 144, 163–171, doi:10.1016/j.corsci.2018.08.047.
[5] Zeng, F.L.; Wei, Z.L.; Li, J.F.; Li, C.X.; Tan, X.; Zhang, Z.; Zheng, Z.Q. Corrosion Mechanism Associated with Mg 2Si and Si Particles in Al-Mg-Si Alloys. Trans. Nonferrous Met. Soc. China (English Ed. 2011, 21, 2559–2567, doi:10.1016/S1003-6326(11)61092-3.
[6] Zhang, X.; Lv, Y.; Hashimoto, T.; Nilsson, J.O.; Zhou, X. Intergranular Corrosion of AA6082 Al-Mg-Si Alloy Extrusion: The Influence of Trace Cu and Grain Boundary Misorientation. J. Alloys Compd. 2021, 853, 157228, doi:10.1016/j.jallcom.2020.157228.
[7] Gamba, M.; Cristoforetti, A.; Fedel, M.; Ceriani, F.; Ormellese, M.; Brenna, A. Applied Surface Science Advances Plasma Electrolytic Oxidation (PEO) Coatings on Aluminum Alloy 2024: A Review of Mechanisms, Processes, and Corrosion Resistance Enhancement. Appl. Surf. Sci. Adv. 2025, 26, 100707, doi:10.1016/j.apsadv.2025.100707.
[8] Matykina, E.; Arrabal, R.; Mohedano, M.; Mingo, B.; Gonzalez, J.; Pardo, A.; Merino, M.C. Recent Advances in Energy Efficient PEO Processing of Aluminium Alloys. Trans. Nonferrous Met. Soc. China (English Ed. 2017, 27, 1439–1454, doi:10.1016/S10036326(17)60166-3.
[9] Kaseem, M.; Fatimah, S.; Nashrah, N.; Ko, Y.G. Recent Progress in Surface Modification of Metals Coated by Plasma Electrolytic Oxidation: Principle, Structure, and Performance. Prog. Mater. Sci. 2021, 117, doi:10.1016/j.pmatsci.2020.100735.
[10] Sikdar, S.; Menezes, P. V.; Maccione, R.; Jacob, T.; Menezes, P.L. Plasma Electrolytic Oxidation (Peo) Processing, Properties, and Applications. Nanomaterials 2021, 11, doi:10.3390/nano11061375.
[11] Huang, X. Plasma Electrolytic Oxidation Coatings on Aluminum Alloys: Microstructures, Properties, and Applications. Mod. Concepts Mater. Sci. 2019, 2, doi:10.33552/mcms.2019.02.000526.
[12] Ceriani, F.; Casanova, L.; Massimini, L.; Brenna, A.; Ormellese, M. TiO2 Microparticles Incorporation in Coatings Produced by Plasma Electrolytic Oxidation (PEO) on Titanium. Coatings 2023, 13, doi:10.3390/coatings13101718.
[13] Hussein, R.O.; Nie, X.; Northwood, D.O. Production of High-Quality Coatings on Light Alloys Using Plasma Electrolytic Oxidation (PEO). High Perform. Optim. Des. Struct. Mater. II 2016, 1, 439-454, doi:10.2495/hpsm160411.
[14] Fernández-López, P.; Alves, S.A.; San-Jose, J.T.; Gutierrez-Berasategui, E.; Bayón, R. Plasma Electrolytic Oxidation (PEO) as a Promising Technology for the Development of High-Performance Coatings on Cast Al-Si Alloys: A Review. Coatings 2024, 14, doi:10.3390/coatings14020217.
[15] Dehnavi, V.; Luan, B.L.; Shoesmith, D.W.; Liu, X.Y.; Rohani, S. Effect of Duty Cycle and Applied Current Frequency on Plasma Electrolytic Oxidation (PEO) Coating Growth Behavior. Surf. Coatings Technol. 2013, 226, 100–107, doi:10.1016/j.surfcoat.2013.03.041.
[16] Arunnellaiappan, T.; Babu, N.K.; Krishna, L.R.; Rameshbabu, N. Influence of Frequency and Duty Cycle on Microstructure of Plasma Electrolytic Oxidized AA7075 and the Correlation to Its Corrosion Behavior. Surf. Coat. Technol. 2015, 280, 136–147, doi:10.1016/j. surfcoat.2015.08.043.
[17] Oh, G.H.; Yoon, J.K.; Huh, J.Y.; Doh, J.M. Effect of Frequency of Plasma Electrolytic Oxidation on the Microstructure and Corrosion Resistance of 6061 Aluminium Alloy. 2023, 471, doi:10.1016/j.surfcoat.2023.129861.
[18] Ceriani, F.; Casanova, L.; Ormellese, M. Use of Organic Acids as Additives for Plasma Electrolytic Oxidation (PEO) of Titanium. Coatings 2024, 14, doi:https://doi.org/ 10.3390/coatings14060703.
Plasma electrolytic oxidation (PEO) of aluminum is a high-voltage anodizing treatment carried out in aqueous solution under plasma conditions, aimed at increasing its corrosion resistance. The objective of this work is to evaluate the influence of electrical variables on the quality of the resulting coating. The PEO process was performed on several AA6082 aluminum samples in an alkaline solution with added silicates. The treatment was executed in alternating current under potentiostatic conditions, combining voltage ramps with maintenance periods. The produced coatings were characterized using SEM microscopy, XRD analysis, and electrochemical tests, such as linear polarization resistance (LPR), electrochemical impedance spectroscopy (EIS), and potentiodynamic polarization (PDP), conducted in chloride-containing solutions. Results show a significant dependence of the oxide properties on the applied voltage input, influencing thickness, porosity level, and corrosion resistance.
KEYWORDS: CORROSION; ALUMINUM; COATING; PEO; ELECTRICAL PARAMETERS;
L. Nani, M. Cabrini, S. Lorenzi, M. Pavarini, R. Chiesa
Magnesium alloys are currently employed in the development of bioresorbable medical devices, such as osteosynthesis implants and cardiovascular stents. For the successful application of these devices, it is essential to precisely control the degradation rate by tailoring the corrosion kinetics through alloying strategies and/or the application of biocompatible coatings, for instance via plasma electrolytic oxidation (PEO). The aim of this study is to evaluate the effect of PEO coatings produced in phosphate-based electrolytes on the corrosion kinetics of Mg-RE and Mg-Y-RE alloys (EV31A and WE43B, respectively), and commercially pure magnesium (Mg-CP), which was used as a reference. For all materials, oxygen- and phosphorus-rich coatings with thickness in the 20-30 µm range were obtained. Hydrogen evolution corrosion tests, carried out in isotonic solution (0.9% NaCl) at 37 °C, revealed a reduction in corrosion rates for the coated specimens compared to their uncoated counterparts, but mainly in alloys with intrinsically lower corrosion resistance.
Bioresorbable biomedical implants have gained increasing attention over the past decade as a promising alternative to permanent implants in various clinical applications [1]. Their ability to gradually degrade in the human body and be replaced by natural tissue eliminates the need for removal surgeries and reduces long-term complications associated with traditional permanent implants [2]. Typical applications of bioresorbable devices include orthopedic fixation systems—like screws, plates, and pins for osteosynthesis procedures—as well as cardiovascular stents designed to support blood vessels during the healing process [3-6]. Among the various materials investigated for such applications, magnesium and its alloys have emerged as highly attractive candidates due to their combination of good mechanical properties, excellent biocompatibility and natural degradability in physiological environments. Furthermore, its corrosion products are generally well tolerated by the human body. Compared to bioresorbable polymeric materials such as polylactic acid or polycaprolactone, magnesium-based alloys offer superior load-bearing capacity, making
them suitable for temporary structural applications under mechanical stress [1, 7, 8]. However, a critical challenge in the deployment of magnesium alloys in biomedical devices lies in the control of their corrosion rate. Excessively rapid degradation can lead to premature loss of mechanical integrity and excessive hydrogen release, while overly slow degradation may hinder natural healing and tissue regeneration [9]. Therefore, tailoring the corrosion kinetics of magnesium alloys is essential to align the degradation with the healing process. Two main approaches are usually applied to modulate corrosion rates: the addition of alloying elements—among others, rare earth (RE) elements and yttrium [10]—and the application of surface coatings. Among coating strategies, plasma electrolytic oxidation (PEO) has emerged as a particularly promising method, capable of producing adherent and biocompatible oxide layers that significantly enhance corrosion resistance of Mg implants without compromising biofunctionality [11, 12]. Therefore, the aim of this study is to characterize the structure of novel PEO coatings produced in phosphate-based electrolytes on pure magnesium and two different Mg-RE/Mg-Y-RE alloys (EV31A and WE43B), and to evaluate the impact of these coatings on the corrosion behavior in simulated physiological environments.
The tests were conducted on two different magnesium alloys: EV31A (Mg 96.5%, Nd 3%, Zn 0.5%) and WE43B (Mg 93%, Y 4%, Nd 3%), in comparison with commercially pure magnesium (Mg-CP, Mg > 99.9%). Cylindrical specimens (5 mm in height) were machined from 11 mm diameter bars for the two alloys and from a 12.7 mm diameter bar for Mg-CP. The specimens were ground using SiC abrasive papers up to 4000 grit and subsequently some of them were coated by plasma electrolytic oxidation (PEO). PEO treatment was performed under pulsed direct current (DC) conditions, using a programmable AC voltage-controlled power source (AST1501, Ametek, USA). The specimens were immersed in an aqueous alkaline electrolyte consisting of 100 mM KOH and 25 mM Na₆[(PO₃)₆], using a cylindrical AISI 304 stainless steel mesh as a cathode. A pulsed unipolar square waveform with a 50% duty cycle was applied at a frequency of 800 Hz, reaching a maximum
voltage of 420 V over a total treatment duration of 10 minutes. Following the PEO process, the samples were thoroughly rinsed with deionized water and subsequently dried using compressed air. The morphology and chemical composition of the anodized layer were characterized using a field emission scanning electron microscope (FESEM, Zeiss Sigma 300) equipped with an energy dispersive X-ray spectroscopy (EDS) detector (Oxford X-act).
Metallographic cross-sections from one specimen of each type were analyzed. The corrosion resistance of the samples was assessed in aerated isotonic solution (0.9% NaCl), kept at 37±1 °C throughout the whole test duration. The volume of test solution to exposed surface ratio was set at 15 mL/cm2. Corrosion kinetics were evaluated using a hydrogen evolution setup, with measurements carried out over the first 48 hours of immersion. Duplicate tests were performed on both uncoated and PEO-coated specimens.
All specimens analyzed in this study exhibited the formation of a relatively uniform oxidation layer, with a thickness ranging between 20-30 µm, as shown in Fig. 1a, b, c. However, numerous defects typically associated with this type of coating were observed. These defects, which varied significantly in shape and size, locally reduced the coating thickness. Nonetheless, even in the case of large defects that appeared to extend down to the substrate surface, a thin oxide film—on the order of a micron—was still detectable at the coating-substrate interface. The characteristic microstructures of the EV31A and WE43B alloys, containing coarse secondary phases, did not seem to hinder the growth of the oxide layer; however, they contributed to an increased occurrence of the previously mentioned defects within the PEO coating. Such behavior has been previously reported for PEO-coated AZxx alloys, where the presence of secondary phases with distinct chemical compositions and morphologies promotes an heterogeneous oxide growth and the formation of porosity [13].
Regardless of the substrate material, the PEO film composition was predominantly composed of magnesium, oxygen and phosphorus (Fig. 1d, e, f).
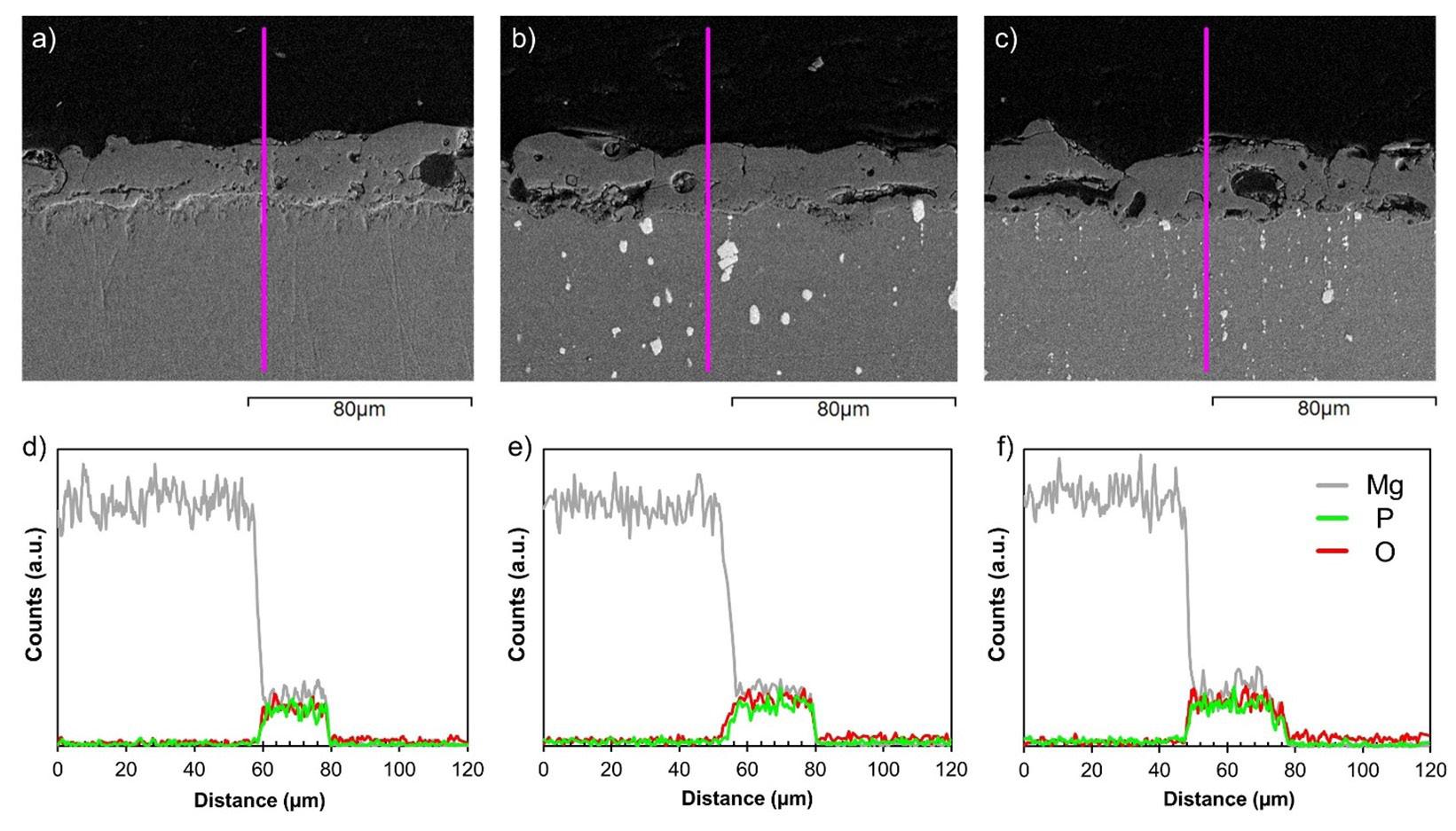
Fig.1 - (a, b, c) Micrografie FE-SEM e (d, e, f) linescan EDS degli strati di ossidazione dei provini Mg-CP, EV31A e WE43B, rispettivamente / (a, b, c) Oxidation layers FE-SEM micrographs and (d, e, f) EDS linescan of Mg-CP, EV31A and WE43B specimens, respectively.
During the 48 hours of immersion, significant differences in terms of corrosion behavior were observed among the investigated uncoated alloys (Fig. 2a). As reported in the scientific literature [14], Mg-CP exhibits extremely high reactivity, leading to considerable hydrogen evolution during the initial hours of exposure, followed by a subsequent plateau. The decrease in corrosion kinetics over time has been ascribed to the alkalization of the environment, which occurs very rapidly in the case of MgCP and promotes the deposition of corrosion products that shield the metallic substrate. In contrast, the addition of rare earth (RE) elements in EV31A and of both yttrium and RE in WE43B significantly reduced the corrosion kinetics from the very beginning of the test. Furthermore, the total amount of hydrogen evolved by Mg-CP at the end of the test was approximately one order of magnitude higher than that observed for the two alloys. Among the materials studied, WE43B showed the best corrosion performance. The superior corrosion resistance of the
two alloys confirmed the beneficial effect of RE and, especially, Y on the stability of the oxide film, due to the formation of mixed oxide films.
Following the application of the PEO coating, generally a lower reactivity was observed for all materials during the initial stages of the test (Fig. 2b). Notably, PEOcoated Mg-CP exhibited hydrogen evolution values comparable to those of coated EV31A and WE43B. Additionally, both EV31A and WE43B alloys displayed a delay of approximately one hour before any measurable hydrogen evolution was detected. These results can be attributed to the barrier effect provided by the oxide layer, which effectively shields the metallic substrate. At longer exposure times, Mg-CP still exhibited higher cumulative hydrogen evolution compared to the two alloys; however, unlike the uncoated specimens, the overall hydrogen evolution values remained within the same order of magnitude for all materials.
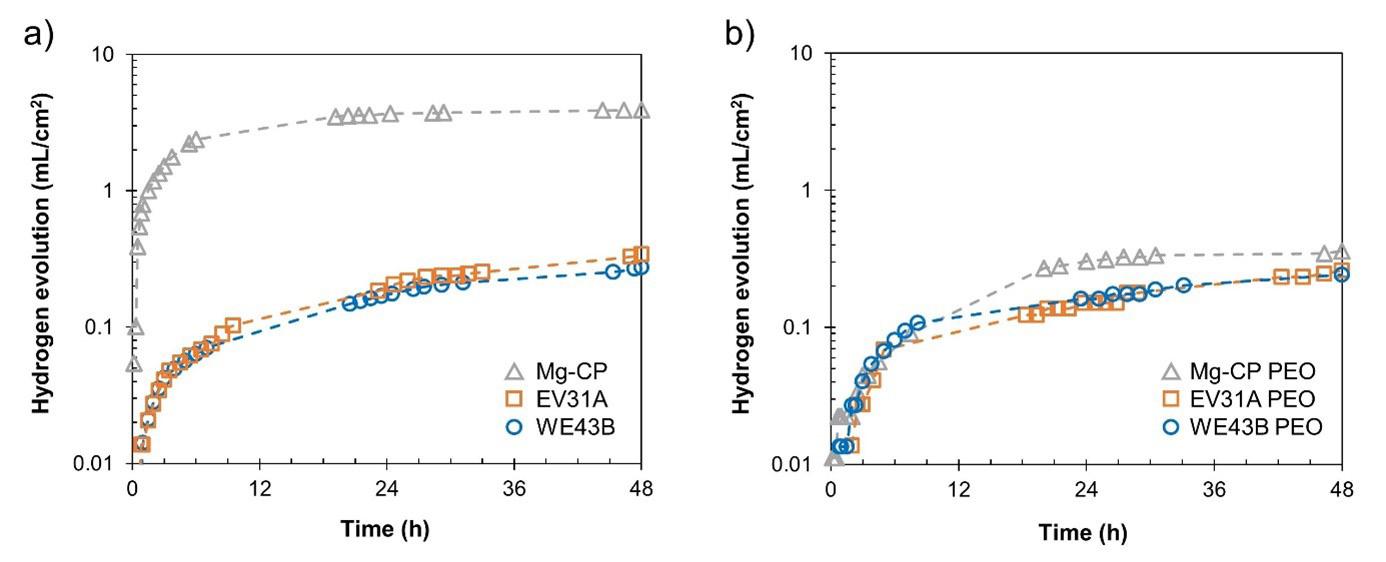
Fig.2 - Curve cumulative di evoluzione di idrogeno nel tempo in soluzione isotonica a 37 °C per i campioni (a) non rivestiti e (b) rivestiti tramite PEO / Cumulative curves of hydrogen evolution over time in isotonic solution at 37 °C for (a) uncoated and (b) PEO-coated specimens.
The hydrogen evolution data was subsequently used to calculate the corrosion rates of the analyzed materials. Indeed, the corrosion process of magnesium can be described by the following reaction:

Therefore, starting from the measured volume of evolved hydrogen for exposed surface area, it is possible to calculate the mass of corroded magnesium for exposed surface area using the ideal gas law (P=101300 Pa, T=310 K). This value can then be used to determine the average corrosion rate over the 48-hour exposure period. As shown in Fig. 3, Mg-CP benefits the most from the application of the PEO coating, which can reduce the average corrosion rate by approximately 88% with respect to uncoated material. In contrast, the coating has a significantly lower impact on the two Mg alloys. Specifically, the EV31A alloy exhibited an almost negligible reduction in the average corrosion rate (about 30%) while the WE43B alloy showed essentially no differences between uncoated and PEO-coated specimens.
These results may be partly attributed to the higher porosity of the coatings on EV31A and WE43B alloys. However, it has been demonstrated that such defects mainly lead to a local thinning of the oxide layer rather than to its complete absence. Moreover, the average corrosion rates of the coated EV31A and WE43B alloys are still slightly lower than those of the coated Mg-CP. Therefore, these results indicate that the application of PEO coatings is particularly advantageous for materials with inherently low corrosion resistance. For alloys with superior corrosion resistance, which naturally form more protective oxide films, the benefits of applying PEO coatings become progressively less significant as the intrinsic corrosion resistance increases.
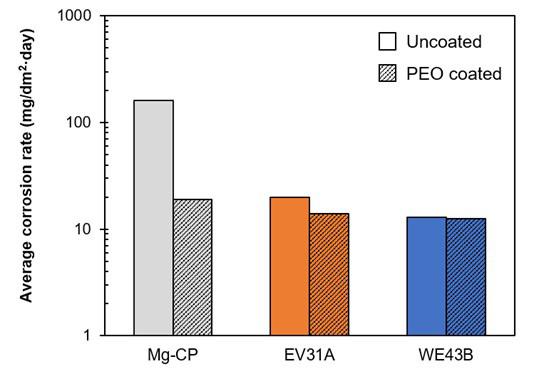
- Velocità di corrosione medie al termine delle 48 ore di esposizione dei provini non rivestiti e rivestiti con PEO / Average corrosion rates after 48 hours exposure for uncoated and PEO-coated specimens.
This study evaluated the characteristics of PEO coatings obtained in a phosphate-based electrolyte on Mg-RE/ Mg-Y-RE alloys (EV31A and WE43B) and commercially pure magnesium, as well as the effect of these coatings on corrosion kinetics, assessed in isotonic solution at 37 °C. The main findings can be summarized as follows:
• The PEO process resulted in the formation of an oxidation layer rich in Mg, O, and P, with a thickness ranging between 20-30 µm and showing several endogenous defects, especially in EV31A and WE43B alloys.
• The application of such coating demonstrated a beneficial effect on the corrosion kinetics of all the materials studied, reducing both the initial degradation rates and the overall average corrosion rates.
• The improvement in corrosion performance was most pronounced in the case of commercially pure magnesium, while it became progressively less significant with increasing intrinsic corrosion resistance of the base material.
[1] V. Tsakiris, C. Tardei, and F. M. Clicinschi, “Biodegradable Mg alloys for orthopedic implants – A review,” J. Magnes. Alloys, vol. 9, no. 6, pp. 1884–1905, Nov. 2021, doi: 10.1016/j.jma.2021.06.024.
[2] Y. F. Zheng, X. N. Gu, and F. Witte, “Biodegradable metals,” Mater. Sci. Eng. R Rep., vol. 77, pp. 1–34, Mar. 2014, doi: 10.1016/j. mser.2014.01.001.
[3] A. Gigante, N. Setaro, M. Rotini, S. S. Finzi, and M. Marinelli, “Intercondylar eminence fracture treated by resorbable magnesium screws osteosynthesis: A case series,” Injury, vol. 49, pp. S48–S53, Nov. 2018, doi: 10.1016/j.injury.2018.09.055.
[4] J. Bennett et al., “The Resorbable Magnesium Scaffold Magmaris in Acute Coronary Syndrome: An Appraisal of Evidence and User Group Guidance,” Cardiovasc. Revasc. Med., vol. 39, pp. 106–113, Jun. 2022, doi: 10.1016/j.carrev.2021.09.012.
[5] E. Cerrato et al., “MagmarisTM Resorbable Magnesium Scaffold: state-of-art Review,” Future Cardiol., vol. 15, no. 4, pp. 267–279, Jul. 2019, doi: 10.2217/fca-2018-0081.
[6] H. Windhagen et al., “Biodegradable magnesium-based screw clinically equivalent to titanium screw in hallux valgus surgery: short term results of the first prospective, randomized, controlled clinical pilot study,” Biomed. Eng. Online, vol. 12, p. 62, Jul. 2013, doi: 10.1186/1475-925X-12-62.
[7] S. Gogolewski, “Bioresorbable polymers in trauma and bone surgery,” Injury, vol. 31, pp. D28–D32, Dec. 2000, doi: 10.1016/S00201383(00)80020-0.
[8] P. Stockmann, H. Böhm, O. Driemel, J. Mühling, and H. Pistner, “Resorbable versus titanium osteosynthesis devices in bilateral sagittal split ramus osteotomy of the mandible – the results of a two centre randomised clinical study with an eight-year follow-up,” J. Cranio-Maxillofac. Surg., vol. 38, no. 7, pp. 522–528, Oct. 2010, doi: 10.1016/j.jcms.2010.01.002.
[9] C. Godavitarne, A. Robertson, J. Peters, and B. Rogers, “Biodegradable materials,” Orthop. Trauma, vol. 31, no. 5, pp. 316–320, Oct. 2017, doi: 10.1016/j.mporth.2017.07.011.
[10] F. Zucchi, V. Grassi, A. Frignani, C. Monticelli, and G. Trabanelli, “Electrochemical behaviour of a magnesium alloy containing rare earth elements,” J. Appl. Electrochem., vol. 36, no. 2, pp. 195–204, Feb. 2006, doi: 10.1007/s10800-005-9053-3.
[11] M. Pavarini, M. Moscatelli, and R. Chiesa, “Plasma Electrolytic Oxidation: A Versatile Tool to Modulate the Degradation of Biodegradable Metals in Medical Applications,” JOM, Apr. 2025, doi: 10.1007/s11837-025-07312-3.
[12] K. C. Tekin, U. Malayoğlu, and S. Shrestha, “Electrochemical behavior of plasma electrolytic oxide coatings on rare earth element containing Mg alloys,” Surf. Coat. Technol., vol. 236, pp. 540–549, Dec. 2013, doi: 10.1016/j.surfcoat.2013.10.051.
[13] Y. Chen, Y. Yang, W. Zhang, T. Zhang, and F. Wang, “Influence of second phase on corrosion performance and formation mechanism of PEO coating on AZ91 Mg alloy,” J. Alloys Compd., vol. 718, pp. 92–103, Sep. 2017, doi: 10.1016/j.jallcom.2017.05.010.
[14] L. Nani et al., “Indagine sulla corrosione di leghe di magnesio per impianti biomedici riassorbibili,” Metall. Ital., vol. 114, no. 9, pp. 40–46, 2023.
Le leghe di magnesio sono attualmente utilizzate per lo sviluppo di dispositivi biomedici a progressivo riassorbimento come mezzi di osteosintesi e stent cardiovascolari. Per il successo di tali dispositivi, è necessario definire accuratamente i tempi di degradazione, regolando le velocità di corrosione intervenendo sulla composizione chimica e/o applicando rivestimenti biocompatibili, per esempio tramite ossidazione elettrolitica al plasma (PEO). Lo scopo di questo lavoro è valutare le caratteristiche di rivestimenti PEO realizzati in soluzioni elettrolitiche contenenti fosfati sulle cinetiche di corrosione di leghe Mg-RE e Mg-Y-RE (EV31A e WE43B, rispettivamente) e di magnesio commercialmente puro (Mg-CP), utilizzato come riferimento. In tutti i materiali, sono stati ottenuti strati ricchi di ossigeno e fosforo con uno spessore variabile tra 20-30 µm. Le prove di corrosione di evoluzione di idrogeno, effettuate in soluzione isotonica (0.9% NaCl) a 37 °C, hanno mostrato una riduzione delle cinetiche di corrosione dei provini rivestiti rispetto agli omologhi non rivestiti, ma principalmente nelle leghe con una resistenza a corrosione intrinseca più bassa.
I gasdotti e le altre strutture interrate protette catodicamente sono oggetto di misure e verifiche periodiche volte a stabilire il livello di polarizzazione rispetto a intervalli normati, che stabiliscono il raggiungimento di condizioni di piena protezione, di sottoprotezione o sovraprotezione. Nel terreno, ove la resistività è elevata, è ben noto che ogni misura di potenziale include anche un contributo spurio di caduta ohmica, dovuto alle correnti circolanti nel terreno, siano esse quelle generate dal sistema di protezione catodica stesso, oppure interferenze, come quelle dovute alla trazione ferroviaria.
Nelle ispezioni, la tecnica dell’instant-off è mirata a escludere questo effetto; tuttavia, il metodo trova dei limiti nelle cosiddette aree concentrate ove non è applicabile, oppure in contesti interferiti. Nel monitoraggio con dispositivi permanenti, la distanza degli elettrodi di riferimento dalle strutture rende la caduta ohmica non trascurabile in condizioni “On”. L’impiego dei coupon, simulanti falle del rivestimento, se prossimi agli elettrodi di riferimento, migliora la misura, ma non consente di mitigare a sufficienza le cadute ohmiche. Le sonde di potenziale, che incorporano elettrodo di riferimento e coupon, seppur note e utilizzate da decenni, solo negli ultimi anni, anche grazie alla spinta della normativa internazionale e italiana, hanno trovato un maggior impiego. Recenti pubblicazioni e interventi a convegni hanno dimostrato come sia cruciale la distanza tra coupon e setto poroso dell’elettrodo di riferimento nella sonda. In questo lavoro, si approfondirà questo aspetto anche in relazione alle dimensioni del setto e all’interpretazione delle misure ottenute. Saranno illustrate misure di laboratorio, con un cenno ai primi riscontri ottenuti in campo con una sonda rame-rame solfato di nuova generazione e di diversa concezione.
INTRODUZIONE
La protezione catodica (PC) è una tecnica elettrochimica finalizzata a rendere ingegneristicamente trascurabili i fenomeni corrosivi nelle strutture metalliche interrate e immerse mediante la riduzione del loro potenziale. Norme come UNI EN ISO 15589-1 [1] e UNI 11094 [2] definiscono i valori soglia del potenziale di protezione, al netto delle cadute ohmiche, da assicurare al fine di prevenire la corrosione.
La valutazione dell’efficacia del sistema di protezione catodica si basa soprattutto sulla misura del potenziale della struttura, effettuata tramite un elettrodo di riferimento (ER) posizionato nello stesso elettrolita in cui è immersa la struttura metallica protetta [3 e rif. in esso citati]. Il potenziale rilevato in presenza di corrente di protezione, denominato potenziale “On” (EON), è influenzato dalla
Paolo Marcassoli, Daniele Murgia, Sara Tagini
Cescor S.r.l., Via Maniago 12, 20134 Milano, Italia
posizione dell’ER rispetto alla struttura e si compone di due termini: il potenziale privo delle cadute ohmiche (EIR-free) e la caduta ohmica (IR) nel terreno. Quest’ultima è funzione della corrente circolante, della resistività del suolo e della distanza tra struttura ed ER, e può determinare una sovrastima del livello di protezione, rendendo EON più negativo rispetto a EIR-free.
Tra i parametri che influenzano maggiormente il contributo IR, la resistività del terreno risulta predominante: anche modesti valori di corrente possono indurre cadute di potenziale dell’ordine di decine di millivolt in suoli a bassa resistività (poche decine di Ω ·m), fino a diversi volt in presenza di resistività elevata (diverse centinaia o migliaia di Ω ·m).
La misura del potenziale EIR-free può essere effettuata mediante diverse metodologie, il cui obiettivo è annullare o minimizzare l’influenza della componente IR. Tra queste si annoverano la tecnica “On-Off” [5] e l’impiego di sonde di potenziale [6], essenziali in contesti in cui l’interruzione della corrente non sia tecnicamente realizzabile, come in aree con presenza di interferenze o nelle cosiddette aree complesse.
Il presente studio, basato su prove sperimentali condotte in laboratorio e in situ, evidenzia l’efficacia di una sonda innovativa per la misura del potenziale, costituita da un elettrodo di riferimento Cu/CuSO4 integrata con due coupon (come definiti nella norma [2], costituenti gli “elettrodi di lavoro”), nel ridurre significativamente il contributo IR nella valutazione del potenziale di protezione. Le sonde attualmente sviluppate e trasferite all’industria presentano setti porosi di dimensione non trascurabile, principalmente per il timore di non riuscire ad assicurare un adeguato contatto elettrolitico con il terreno, spesso disomogeneo e non sempre compatto. La sonda qui in esame si differenzia da lavori precedenti soprattutto per la dimensione ridotta del setto poroso e per la distanza pressoché trascurabile rispetto ai coupon, discussa per esempio in [7], i cui effetti sono esaminati in questo lavoro.
MATERIALI E METODOLOGIA SPERIMENTALE
I test di laboratorio sono stati effettuati su una sonda con elettrodo di riferimento Cu/CuSO4 (CSE) e doppio coupon, costituita da un corpo cilindrico in materiale plastico
avente diametro 120 mm e altezza 74 mm. La superficie sensibile dell’elemento di contatto, cioè il setto poroso in materiale ceramico, è di circa 1,8 cm2. Si rimanda alla figura 1 per le immagini di questa nuova sonda.
I due coupon circolari in acciaio al carbonio hanno dimensioni differenti: il coupon da 10 cm2 ha lo scopo di rilevare le interferenze in continua (CC), mentre il coupon da 2 cm2 avrà in seguito lo scopo di verificare le interferenze in alternata (CA), aspetto non analizzato nella presente sperimentazione (nota: nella sua versione definitiva la sonda avrà un coupon da 1 cm2 in accordo alla normativa internazionale applicabile). La distanza tra i due coupon e il setto poroso è ≤ 1 mm. L’elettrodo metallico interno è costituito da rame puro e l’elettrolita da soluzione sovrassatura di solfato di rame (con presenza di cristalli in eccesso).
Le prove sperimentali sono state eseguite in un contenitore in materiale isolante.
Quest’ultimo è stato riempito con sabbia silicea, mantenuta umida per tutta la durata delle prove, con alta resistività, intorno ai 400 Ω ·m.
La nuova sonda è stata posata all’interno di questo elettrolita insieme a un piccolo anodo in magnesio a basso potenziale. Infatti per semplicità, in prima battuta, si è deciso di non utilizzare un sistema a corrente impressa che sarebbe stato più idoneo vista la resistività. I due coupon sono stati collegati tra loro e all’anodo. Tutti i cavi di collegamento sono stati portati in morsettiera e tra l’anodo e i coupon è stato installato un resistore da 10 Ω per poter misurare anche il valore di corrente circolante nel circuito (calcolata dal rapporto tra la caduta ohmica ai capi del resistore e la resistenza).
Le prove, attualmente in corso, prevedono le seguenti misure sperimentali (tramite voltmetro con impedenza interna > 10 M Ω ), eseguite sulla nuova sonda e su un elettrodo di riferimento portatile CSE posizionato a circa 10 cm da essa, nello stesso ambiente:
- misura del potenziale ON dei coupon rispetto all’elettrodo di riferimento interno della nuova sonda;
- misura del potenziale ON dei coupon rispetto all’elettrodo di riferimento portatile;
- misura della corrente circolante nel circuito tramite resistore da 10 Ω ;
- misura del potenziale OFF dei coupon rispetto all’e-
lettrodo di riferimento interno della nuova sonda; - misura del potenziale OFF dei coupon rispetto all’elettrodo di riferimento portatile.
Le misure OFF sono state acquisite per semplicità in modo rudimentale, tramite lettura diretta del display del voltmetro nell’istante di scollegamento dell’anodo, pertanto possono non risultare accurate quanto misure più

rigorose registrate con strumentazione e frequenza di acquisizione idonei.
Al fine di monitorare l’elettrodo di riferimento interno della nuova sonda, al termine del ciclo di misure sopra riportate e con anodo di magnesio scollegato per qualche minuto, si è proceduto al confronto del potenziale tra i due elettrodi.

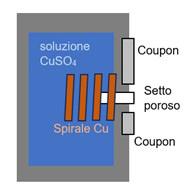
Fig. 1 - Immagini del prototipo della nuova sonda / Images and scheme of the prototype of the new probe.
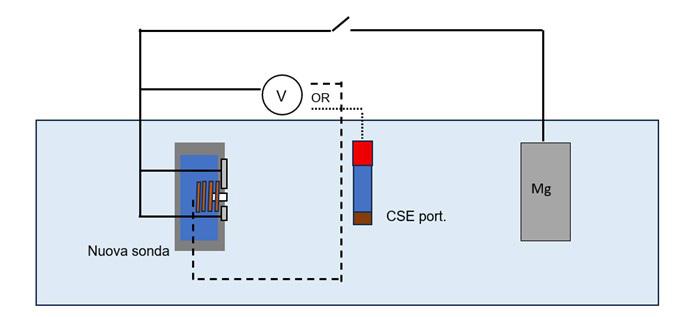
Fig.2 - Schema apparato sperimentale / Schematics of experimental testing.
La figura 1 mostra l’interno della sonda (elettrodo in rame in forma di spirale e soluzione sovrassatura di solfato di rame), la superficie esterna dove sono installati i N. 2 coupon e il setto poroso ceramico (in mezzo a essi) e uno schema che raffigura le componenti. La figura 2 illustra l’apparato sperimentale.
Sono state infine eseguite anche prime prove di interramento in campo.
RISULTATI E DISCUSSIONE
Dai dati delle prove di laboratorio riassunti in tabella 1 e il cui andamento grafico è riportato nella figura 2, seppur rife-
riti a un arco temporale ancora piuttosto limitato, si osserva che la nuova sonda misura anche in condizioni ON (coupon collegati all’anodo di magnesio) valori già estremamente prossimi ai valori in OFF (dopo una settimana dall’interramento, differenze inferiori ai 50 mV), dimostrando così di abbattere significativamente il contributo di caduta ohmica e il conseguimento di un potenziale IR-free già con misure in modalità ON, senza necessità di annullare la corrente circolante.
A differenza della misura con elettrodo di riferimento portatile, la sonda evidenza da subito la condizione reale del coupon, in questo caso di sottoprotezione. La misura ON
tradizionale con elettrodo di riferimento portatile, poteva portare a pensare a possibili condizioni di protezione, invece non raggiunte e verificabili solo con un instant-off.
La nuova sonda è stabile nel tempo, non sono attesi essicazione e contaminazioni, anche grazie al setto poroso di ridotte dimensioni, per cui dovrebbe essere garantita una buona durabilità.
Come evidenziato da Lazzari anche in [8], nonostante il setto poroso ceramico di ridotte dimensioni e il rischio di inadeguato contatto con l’elettrolita, esso si è dimostrato capace di attivarsi immediatamente. Verosimilmente, per saturazione delle microporosità della ceramica con soluzione di solfato di rame e per capillarità, è consentito il passaggio della corrente di una misura inferiore a 0,1 μA. Alla luce di varie prove di interramento sia di laboratorio sia in campo, con letto di posa anche molto differente, non si evidenziano criticità dovute alla dimensione piccola del setto poroso, che comunque garantisce un buon contatto elettrolitico con l’ambiente di utilizzo. Il setto poroso di piccole dimensioni anzi garantisce che il potenziale misurato non sia la media pesata dei potenziali dei diversi punti di un setto più ampio, ma un valore pressoché puntuale; inoltre, assicura che la vera distanza
tra coupon e setto sia minima, ben identificabile e nota, e in ogni caso ben al di sotto dei 5 cm attualmente indicati dalle linee guida di settore, dalla normativa [2] e dagli specialisti e accademici esperti in protezione catodica nei terreni. I risultati mostrano, relativamente ad alcune misure in OFF con elettrodo portatile, una discrepanza dell’ordine di 100200 mV circa rispetto alle misure con sonda (sia ON sia OFF). Si ritiene che questo sia in parte dovuto alle modalità semplificate di acquisizione della misura in OFF durante i test, e che sia una dimostrazione di come misure OFF approssimative con elettrodo di riferimento portatile, spesso utilizzate anche in campo, non siano talvolta in grado di abbattere completamente le cadute ohmiche nel transitorio seguente lo spegnimento/lo scollegamento dei sistemi di protezione.
Test preliminari in campo mostrano abbattimenti della caduta ohmica, confrontata con elettrodi portatili, dell’ordine di 200-500 mV in un contesto di terreno estremamente resistivo (oltre 1’000 Ω ·m), in presenza di notevole interferenza ferroviaria e anche stazionaria. Ulteriori test cercheranno di confrontare l’andamento e il valore assoluto dei dati anche con altre sonde di potenziale IRfree (StrayProbe®-Ti). Data 13/02 17/02 21/02 04/03 07/03 19/03 25/03 04/04 11/04 22/04
Tab.1 - Misure ON e OFF acquisite con nuova sonda ed elettrodo portatile / ON and OFF measurements with the new probe and with portable reference electrode.
su resistore (da 10 Ω) ON
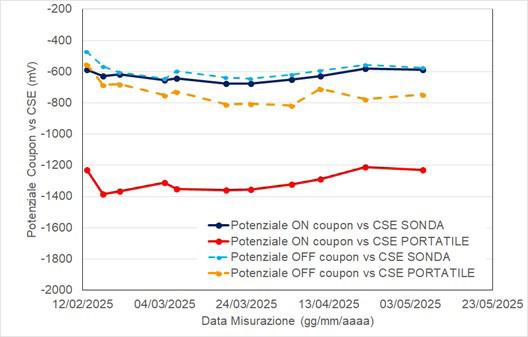
Fig.3 - Confronto grafico andamento valori nuova sonda / Comparison of ON and OFF potential measurements with the new probe and a portable CSE reference electrode.
Le normative internazionali e nazionali hanno evidenziato la necessità di installazione di sonde incorporanti elettrodo di riferimento e coupon per una più accurata valutazione dello stato di protezione catodica delle strutture interrate, andando significativamente a ridurre il contributo di caduta ohmica nella misura di potenziale.
La memoria ha illustrato, mediante risultati ottenuti da test di laboratorio e di campo preliminari, l’effetto di riduzione del contributo IR di una sonda che si discosta da quelle impiegate in passato o attualmente. Il setto poroso, seppur di ridotte dimensioni, assicura
BIBLIOGRAFIA
un’immediata attivazione in presenza di umidità e acqua, in condizioni di interramento anche molto differente. La distanza quasi annullata tra coupon e setto poroso, dell’ordine del millimetro, assicura un abbattimento della caduta ohmica fino a valori inferiori a 50 mV. Il contatto elettrolitico con il terreno non è compromesso dalle ridotte dimensioni del setto, che anzi, essendo piccolo, garantisce che la misura sia puntuale e non mediata, e che l’effettiva distanza tra coupon ed elettrodo di riferimento sia minimizzata, ben al di sotto dei 5 cm attualmente indicati da molti come limite.
[1] UNI EN ISO 15589-1:2017 Industrie del petrolio, petrolchimiche e del gas naturale - Protezione catodica dei sistemi di condotteParte 1: Condotte sulla terraferma
[2] UNI 11094:2019 Protezione catodica di strutture metalliche interrate - Criteri generali per l'attuazione, le verifiche e i controlli ad integrazione della ISO 15589-1 per sistemi di protezione catodica a corrente impressa o anodi galvanici
[3] P. Marcassoli, D. Pesenti Bucella, M. Tironi, G. Martinelli, Elettrodo di riferimento CSE innovativo con doppio coupon per una misura più accurata del potenziale, La Metallurgia Italiana, n. 2 Feb 2022
[4] L. Lazzari, P. Pedeferri, M. Ormellese, "Protezione catodica", Milano, Italia: Polipress, 2006.
[5] A. Brenna, S. Beretta, R. Uglietti, L. Lazzari, M. Pedeferri, M. Ormellese, “Cathodic protection monitoring of buried carbon steel pipeline: measurement and interpretation of instant-off potential,” Corrosion Engineering, Science and Technology, 2017.
[6] N. Khan, “Using coupons and ER soil corrosion probes in applying pipeline CP criteria,” Materials Performance, vol. 46, no. 4, pp. 2630, 2007.
[7] M.Ormellese, A. Brenna, Sonde di potenziale per applicazioni in protezione catodica: accuratezza della misura del potenziale IR-free, APCE Focus 05/2024
[8] L.Lazzari, Diario di un corrosionista, Vol. III, 2024
Gas pipelines and other underground cathodically protected structures are subject to periodic measurements and checks aimed at establishing the level of polarization with respect to standard intervals, which establish the achievement of conditions of full protection, under- or over-protection. In the soil, where resistivity is high, it is well known that each potential measurement also includes a spurious contribution of ohmic drop, due to the currents circulating in the ground, whether those generated by the cathodic protection system itself, or interference, such as those due to railway traction. In inspections, the instant-off technique is aimed at excluding this effect, however the method finds limits in the so-called complex structures where it is not applicable, or in interfered contexts. In monitoring with permanent devices, the distance of the reference electrodes from the structures makes the ohmic drop non-negligible in “On” conditions. The use of coupons, simulating coating holidays, if close to the reference electrodes, improves the measurement, but does not allow to sufficiently mitigate the ohmic drops. Potential probes, which incorporate reference electrode and coupon, although known and used for decades, have only found greater use in recent years, also thanks to international and Italian regulations. Recent publications and conference presentations have shown how crucial the distance between the coupon and the porous septum of the reference electrode inside the probe is. In this work, this aspect will be explored also in relation to the dimensions of the porous septum and the interpretation of the measurements obtained using the probe. Laboratory and some preliminary field measurements carried out with a new generation copper-copper sulphate probe of a different design will be illustrated.
KEYWORDS: COPPER/COPPER SULPHATE ELECTRODE; COUPON; OHMIC DROP; POTENTIAL; CATHODIC PROTECTION;;
V. Colombo, C. Panizza, B. Bazzoni, S. Franci, E. Pitocchelli, E. Alabiso
Le linee interrate in area impianto sono per la maggior parte linee di drenaggio, aperte o chiuse (opendrainecloseddrain) oltre linee di unità di processo e di utility. Le condizioni di corrosione interna, soprattutto per le linee di drenaggio, sono di difficile previsione, in relazione alle condizioni di servizio, spesso discontinue, e alla incertezza su fluidi presenti e condizioni operative (temperatura, pressione, fluidodinamica). Anche le condizioni di esposizione esterna possono essere di difficile previsione, per esempio in relazione al caso frequente di accoppiamento galvanico con la rete di terra. Il materiale da costruzione del piping è prevalentemente acciaio al carbonio o basso legato, ma sono spesso presenti anche linee in acciaio inossidabile. Il rischio associato a eventuali eventi di corrosione e perdita di integrità delle linee è comunque sempre elevato in relazione ai requisiti di sicurezza e soprattutto di tutela ambientale. In questo scenario, il ricorso a estese campagne ispettive è d’obbligo e frequente. L’esecuzione di campagne ispettive è comunque resa difficile dalla scarsa accessibilità del piping in area impianto; anche il ricorso a scavi spesso è ostacolato dalla presenza di pavimentazione o prossimità ad apparecchiature, o requisiti di sicurezza (per esempio in aree antideflagranti). In questo scenario, ENI, in collaborazione con CESCOR, ha sviluppato una metodologia per l’ottimizzazione delle ispezioni, all’interno di un tipico processo di Risk Based Inspection (RBI), basato su metodi statistici, applicati sia in fase di campionamento, per limitare il numero di scavi e la lunghezza del campione, sia in fase di elaborazione dei dati, per incrementare il livello di confidenza dei risultati. La memoria descrive la metodologia messa a punto, soffermandosi in particolare sull’applicazione di metodi statistici all’analisi di misure spessimetriche con tecnica a ultrasuoni.
PAROLE CHIAVE: ANALISI STATISTICA, ISPEZIONI, VALORI ESTREMI, DISTRIBUZIONE DI GUMBEL –STATISTICAL ANALYSIS, INSPECTIONS, EXTREME VALUES, GUMBEL DISTRIBUTION;
INTRODUZIONE
L’approccio Risk Based Inspection (RBI) viene applicato regolarmente per la corretta gestione delle infrastrutture per la produzione di olio e gas, in particolare di impianti di trattamento, reti di raccolta e condotte, con l’obiettivo di assicurare integrità degli asset in tutte le fasi di progetto. La metodologia RBI è trattata dettagliatamente da più norme internazionali, per esempio API [1,2] e DNV [3], e nel caso di ENI da CompanyStandard dedicate.
Questa memoria discute un caso specifico di RBI, applicato al piping interrato di impianti di trattamento olio e gas. Si tratta di linee, per lo più di diametro piccolo o medio-piccolo (compresi tra 2” e 6”), di unità di processo e utility. Tra il piping di processo, un peso particolare hanno di norma i drenaggi, aperti o chiusi. Queste sono linee, spesso con funzionamento intermittente, che convogliano fluidi a volte non perfettamente identificabili dal punto di vista della composizione, potenzialmente esposte a corrosione sia interna sia esterna.
La corrosione esterna viene prevenuta con l’applicazione di
Vittorio Colombo, Cristina Panizza, Bruno Bazzoni
Cescor S.r.l., Via Maniago 12, 20134 Milano, Italia
Stefano Franci, Erik Pitocchelli, Emanuele Alabiso
Eni S.p.A., San Donato Milanese (MI), Italia
un rivestimento anticorrosivo di norma in combinazione con la protezione catodica. Quest’ultima, tuttavia, all’interno di aree impianto, non sempre è di facile attuazione sia per la presenza di ostacoli alla corretta distribuzione di corrente, come per esempio le fondazioni in calcestruzzo, sia per la presenza di rete di terra, da cui viene drenata molta della corrente erogata dai sistemi di protezione. In assenza di protezione catodica, la rete di terra se di rame nudo, è responsabile di un effetto aggravante sulla corrosione di piping in acciaio per effetto di accoppiamento galvanico. La corrosione interna dipende invece dai fluidi veicolati e dalle condizioni operative, oltre che dal materiale del piping. Le due modalità di corrosione, interna ed esterna, avvengono in modo indipendente, senza alcuna relazione tra le due. In entrambi i casi, l’effetto della corrosione si manifesta tipicamente come perforazione della parete del tubo e conseguente perdita di impervietà della linea.
Lo sversamento di fluidi, in particolare idrocarburi, non è ritenuto accettabile e richiede di essere evitato. Le ispezioni sono parte integrante del processo di RBI e se correttamente effettuate consentono di conoscere con un ragionevole grado di confidenza lo stato di integrità delle linee. I metodi ispettivi sono svariati [4], ma le tecniche più comuni sono l’ispezione visiva (o Close Visual Inspection – CVI); la spessimetria a ultrasuoni (UT); le onde guidate (GW). In tutti i casi, è comunque richiesta l’accessibilità alle linee. Per le linee interrate si tratta quindi di effettuare scavi per accedere alle linee, e questo oltre che costoso risulta spesso ostacolato dalla presenza di pavimentazione e dalla limitata accessibilità delle aree.
In questo contesto, per massimizzare il rapporto costi benefici dell’analisi di Risk Based Inspection, si è ritenuto intervenire nelle seguenti aree:
- approfondire l’analisi di corrosione, sia esterna sia interna, così da ordinare le linee rispetto alla loro probabilità di perforazione;
- applicare criteri statistici per ottimizzare la dimensione del campione di linee da ispezionare;
- applicare la statistica all’analisi dei risultati ispettivi. Viceversa, non è stata approfondita l’analisi delle conseguenze, ritenendo in ogni caso non accettabile a priori lo sversamento di fluidi.
La procedura messa a punto è stata applicata a un centro olio produttivo in esercizio e in questa sede viene riportata una sintesi dei risultati.
Le caratteristiche dell’insieme delle linee oggetto dell’analisi
RBI, aggregate per corrosion loop omogenei, sono riassunte nella tabella 1. Si è trattato complessivamente di oltre 500 linee interrate, per lo più drenaggi idrocarburici e amminici, per complessivi 7500 m circa di lunghezza, lunghezza e diametro medio rispettivamente di 14 m circa e 2,7 pollici, di cui circa il 60% in acciaio al carbonio e la quota restante in acciaio inossidabile AISI 316L. L’età media dell’insieme delle linee era pari a 24,2 anni.
Tab.1 - Fluidi, materiali, numero di linee e lunghezza / Fluids, materials, numbers of lines and length.
Corrosion Loop
Glicole - esausto e rigenerato
acciaio al carbonio
Multifase acciaio al carbonio
Olio trattato acciaio al carbonio 1 30
Drenaggi - idrocarburi leggeri acidi e oleosi
Drenaggi amminici
Acqua di reiniezione trattata
al carbonio
AISI 316 L
al carbonio
Drenaggi freddi - idrocarburi leggeri e oleosi AISI 316 L
Drenaggi propano AISI 316 L 2 3,1 acciaio al carbonio 28 659,2
Hot oil acciaio al carbonio 4 53
L’analisi di rischio delle linee è effettuata avendo identificato nella corrosione il principale processo di degrado nel tempo delle linee stesse. I possibili danneggiamenti delle linee oggetto di studio sono stati analizzati: - per la corrosione interna, in relazione al fluido trasportato, alle condizioni operative e al materiale; - per la corrosione esterna, in relazione alla corrosività del terreno, al tipo di rivestimento e alla stima di degrado nel periodo di esposizione, al potenziale misurato nell’area della linea per valutare l’entità di possibili fenomeni di accoppiamento galvanico (le linee in esame non sono protette catodicamente).
A tutte le linee è stato assegnato lo stesso livello di criticità delle conseguenze, identificate nello sversamento del fluido convogliato a seguito di perforazione e perdita di impervietà di parete. Pertanto, l’analisi di rischio nel caso in esame viene di fatto determinata dalla probabilità di failure (probability of failure, POF) per corrosione.
Per la corrosione interna sono stati identificati i seguenti meccanismi:
- corrosione da CO2; - corrosione localizzata da CO2/H2S; - corrosione microbiologicamente indotta (MIC); - corrosione da ammine.
Per tutte le linee è stato effettuato un calcolo della velocità di corrosione attuale, CR, sia interna sia esterna. Le velocità di corrosione interna variano da 0,005 mm/anno per servizi non corrosivi a 1,5 mm/anno per servizi corrosivi. Per la corrosione esterna è stato considerato un valore massimo pari a 0,3 mm/anno per tutte le linee in acciaio al carbonio corrispondente allo scenario peggiore di accoppiamento galvanico con la rete di terra. In assenza di dati ispettivi pregressi, per la stima della velocità di corrosione è stato adottato un approccio conservativo, volto a distinguere le linee tra loro e quindi ordinarle dal punto di vista della probabilità di corrosione, piuttosto che a prevedere esattamente l’effettiva velocità dei processi corrosivi. Si è quindi calcolato il parametro RT, come rapporto tra spessore consumato e spessore totale di parete:
dove:
CR è la velocità di corrosione, in mm/anno
t è lo spessore di parete della linea, in mm
tCONS è lo spessore di parete consumato, in mm
OL è la operating life (anni) di ciascuna linea (calcolata come differenza tra l’anno di esecuzione dell’analisi e l’anno di posa e avviamento della linea).
Per RT < 1 la linea non si prevede sia perforata; viceversa, per RT ≥ 1. Per ciascuna linea è stata stimata una criticità dal punto di vista della corrosione interna e una dal punto di vista della corrosione esterna secondo le regole riportate in tabella 2.
Tab.2 - Criteri di assegnazione di criticità delle linee sulla base del valore del parametro RT / Criteriafortheassignement oflinescriticalitybasedonparameterRT.
Criticità
A Molto Alta
B Alta
C Media
D Bassa
E Molto Bassa
I risultati dell’analisi di corrosione, interna ed esterna, effettuata su 523 linee, sono riassunti nella tabella 3. Poco meno del 50% delle linee sono risultate al livello di criti-
Intervallo RT
1,2 < RT < 1,5:
0,9 < RT < 1,2:
0,6 < RT < 0,9:
0,3 < RT < 0,6:
0 < RT < 0,3:
cità trascurabile, popolato soprattutto dalle linee in AISI
316L la cui probabilità di corrosione risultava molto bassa.
Tab.3 - Sintesi dei risultati dell’analisi di criticità dell’insieme delle linee / Summary of the results of the criticality analysis of the lines.
Criticità
Come detto sopra, l’esecuzione di ispezioni delle linee oggetto dell’analisi richiede che siano effettuati scavi all’interno dell’area impianto, molto impegnativi sia economicamente sia logisticamente. Per ottimizzare il numero di scavi, il numero di ispezioni e i tempi esecutivi, il piano ispettivo è stato limitato alle linee con livello di criticità A-Molto Alta, B-Alta e C-Media, escludendo le linee con criticità D-Bassa e E-Molto Bassa. Per ottimizzare ulteriormente la dimensione del campione di linee da ispezionare si è fatto ricorso metodi statistici, e in particolare alla metodologia proposta dalla norma ASTM E 122-07 [5] per la determinazione di un campione significativo e rappresentativo.1
Per applicare il modello ASTM è necessario definire le dimensioni del difetto critico significativo, cioè un difetto rilevabile e con dimensioni tali da poter ipotizzare un innesco di attacco corrosivo. Relativamente ai difetti attesi, sulla base dell’analisi condotta per le linee in esame, si sono formulate le seguenti assunzioni: - la morfologia più probabile è di tipo localizzato; - il fattore di localizzazione probabile, espresso come rapporto tra lunghezza e profondità dell’attacco localizzato, si stima essere intorno a 10. Le dimensioni probabili degli attacchi corrosivi sono: P DIFETTO ≈ 2÷5
mm; LDIFETTO ≈ 20÷50 mm;
- la posizione più probabile attesa per gli attacchi corrosivi interni si situa sul fondo della linea (ore 6).
Si assumono quindi i seguenti parametri per definire il difetto critico significativo:
- morfologia difetto: difetto in cui L/p ≈ 10 indice di innesco di un fenomeno di corrosione;
- LDIFETTO: 25 mm;
- PDIFETTO: 2,5 mm.
Nel contesto in esame, la tecnica più idonea per l’esecuzione di ispezioni interne è la misura di spessore mediante ultrasuoni (UT), le posizioni significative da indagare sono quelle sulla generatrice inferiore del tubo (ore 6).
Per quanto riguarda la corrosione esterna invece la prima indagine da effettuare è l’ispezione visiva seguita da quella UT in caso di evidenza di difetti. Ipotizzando una lunghezza media di 25 mm per ogni difetto significativo in un metro di tubazione si possono avere teoricamente 40 posizioni lineari (campioni) da indagare.
Per i meccanismi attesi di corrosione interna ed esterna, sulla base del numero di difetti attesi, sono stati definiti gli intervalli numerici riportati in tabella 4.
1 Accanto alla metodologia ASTM è stato applicato anche il modello Cannon-Roe [6] per la determinazione di un campione, che se analizzato e privo di difetti permetta di estendere il risultato all’intera popolazione. La trattazione con il modello Cannon-Roe viene qui omessa per ragioni di spazio.
Tab.4 - Distanza attesa difetti di corrosione interna ed esterna / Expected distance for internal and external corrosion defects.
Criticità N.
In accordo a ASTM E 122-07, il numero minimo di misure da acquisire, nell’ipotesi che la distribuzione dei difetti significativi segua un andamento associabile a quello del-
la normale standard, può essere calcolato con la formula seguente:
dove:
n dimensione del campione
E errore standard, massima differenza accettabile tra la media reale e quella calcolata sul campione
Z fattore dipendente dall’intervallo di confidenza desiderato o atteso:
- Confidenza 90%: z = 1,64
- Confidenza 95%: z = 1,96
- Confidenza 99%: z = 2,576
σ: deviazione standard stimata, fornisce una previsione della variabilità.
Tra i termini dell’equazione precedente il valore di deviazione standard (σ) è molto difficile da ipotizzare a priori, mentre, sulla base dell’esperienza, è più facile fare una stima della percentuale attesa (P0) di misure anomale o difetti significativi. Se l’indagine vuole essere volta alla ricerca del numero di difetti anomali il valore di deviazione standard (σ) può essere sostituito come segue:
dove:
P Prevalenza attesa, percentuale di difetti anomali Pertanto, la precedente equazione può essere scritta come segue:
I risultati ottenuti in termini di numerosità dei campioni statisticamente significativi devono essere quindi convertiti in lunghezze di linea da ispezionare, L, in base alle
spaziature di esecuzione delle misure, S. I risultati sono riportati nella tabella 5.
Tab.5 - Lunghezze da ispezionare. Livello di confidenza preferibile. Corrosione interna / Length to be inspected. Preferred confidence level. Internal corrosion.
ISPEZIONI EFFETTUATE E RISULTATI
Campione ispezionato Il campione di linee ispezionate è stato in realtà più numeroso di quello minimo calcolato. L’estensione delle ispezioni effettivamente condotte nel periodo 2021-2024 è riassunta nella tabella 6.
Tab.6 - Lunghezze da ispezionare / Length to be inspected.
Parametro
Corrosion loop totali
15
Corrosion loop con linee ispezionate N. 10
Numero totale linee N. 523
Numero linee ispezionate (percentuale sul totale) N. 42 (8%)
Lunghezza totale linee 7520 m
Lunghezza totale linee ispezionate (percentuale sul totale) 3105 m (41,3%) 3105 m (41,3%)
Lunghezza totale tratti ispezionati (percentuale sul totale) 688 m (9,1%) 835 m (11,1%).
Tecniche
Sono state adottate le seguenti metodologie ispettive: - misure di spessore con tecnica a ultrasuoni (UT); - ispezione del rivestimento anticorrosivo esterno. Essa comprende: - valutazione visiva; - valutazione adesione del rivestimento in prossimità dei lembi; - valutazione adesione del rivestimento mediante martellatura;
- controllo spessimetrico a campione; - HV Spark test. - Ispezione visiva esterna della superficie metallica dopo rimozione del rivestimento; - test idraulico.
Misure UT. Elaborazioni statistiche Le misure spessimetriche UT, cha hanno costituito l’attività ispettiva più cospicua, sono state effettuate per rilevare attacchi di corrosione presenti all’interno
della linea, non accessibile visivamente. La presenza invece di corrosione esterna e la misura della profondità dell’attacco corrosivo sono stati invece rilevati mediante ispezione visiva e calibro. Per ciascuna linea ispezionata è stato prodotto un report di ispezione interna, basato su misure UT, e un report di ispezione esterna. In fase di elaborazione dei dati UT, per ciascun report di ispezione è stato effettuato il riesame di tutte le misure anche allo scopo di individuare eventuali set di misure anomale. Si è deciso di escludere dalle elaborazioni statistiche tutte le misure effettuate su componenti diverse dai tubi, in particolare: curve, tee e riduzioni. Le misure in corrispondenza di questi componenti presentano infatti spessori spesso diversi rispetto a quelle dei tubi e, per una stessa sezione, diverse nelle varie posizioni di misura. Le elaborazioni sono state quindi condotte unicamente per le misure su tubi.
Le elaborazioni statistiche sono state effettuate con l’obiettivo di determinare l’entità della perdita di spessore della parete dei tubi della linea, da cui poi calcolare la velocità media di corrosione nel periodo di operatività della linea, stimato come differenza tra la data di esecuzione dell’ispezione e quella di posa della linea. Il calcolo dello spessore corroso è reso difficile da una serie di fattori che compongono il valore misurato. Questi comprendono:
- le tolleranze dimensionali;
- l’ovalizzazione dei tubi;
- lo scarto tra spessore nominale e spessore effettivo; - l’errore nell’esecuzione della misura. Un secondo aspetto riguarda la possibilità di avere effettuato le misure spessimetriche non nelle posizioni dove la corrosione era più severa. Questo rischio è significativo perché le forme di corrosione attese sono prevalentemente di tipo localizzato: interessano cioè una regione piccola di superficie, nell’ordine di pochi
centimetri quadrati, e la probabilità di mancare tali posizioni è tanto più elevata quanto più è grande la spaziatura tra le misure. In questo scenario viene in aiuto la statistica e in particolare la statistica dei valori estremi. Questa consente di stimare probabilisticamente, nota la distribuzione dei valori estremi, l’entità del valore massimo dello spessore corroso.
I test idraulici, effettuati su tutte le 42 linee ispezionate, hanno confermato l’assenza di perdite.
Procedura di elaborazione dei dati
Per ciascun set di dati sono stati calcolati:
- il valore medio;
- la deviazione standard;
- il valore massimo.
Dai dati spessimetrici è stato quindi generato un insieme di valori designato spessori corrosi, calcolato come differenza tra valore misurato e spessore medio calcolato. Di norma, come spessore medio si è considerata la media di tutte le misure. Da questo insieme è stato generato il sottoinsieme di valori, cambiati di segno, per i quali la differenza tra valore misurato e spessore medio risultava minore di zero. È stato quindi generato un ulteriore sottoinsieme, designato valori estremi, costituito dal valore massimo di spessore corroso ogni sotto-lotto di 120 misure di spessore corroso. In questo modo si è ottenuto un insieme di dati adeguatamente popolato e rappresentativo dei difetti massimi e più critici con il quale poter fare considerazioni statistiche. Per i due insiemi, spessori corrosi e valori estremi, sono stati calcolati i seguenti parametri:
- media spessori corrosi e media valori estremi, µ;
- deviazione standard (Dev. Std), σ;
- valore massimo (Max);
- coefficiente di Variazione, CV;
- coefficiente distribuzione di Gumbel, α, dove
Coefficiente distribuzione di Gumbel, λ
- spessore massimo corroso corrispondente alla probabilità del 99 % xMAX (p=0,990); - spessore massimo corroso corrispondente alla probabilità del 99,9 % xMAX (p=0,999); - anni di esercizio (differenza tra anno di esecuzione ispezione e anno di posa); - velocità di corrosione massima, VCORR-MAX calcolata
(rapporto tra xMAX (p=0,999) e anni di esercizio).
I parametri α, λ, xMAX, sono relativi alla distribuzione dei valori estremi di Gumbel, qui adottata per calcolare, come coda della distribuzione, il valore massimo dello spessore corroso nella linea, con probabilità del 99% e del 99,9%, in accordo alle seguenti espressioni:

Le funzioni densità di probabilità, fG(x), e probabilità cumulata, FG(x), per la distribuzione di Gumbel sono date
dalle seguenti espressioni:
Nella figura 1 sono riportati esempi di distribuzioni di Gumbel, relative a una linea (drenaggio amminico V380-051DG-6”-11G-B), elaborate a partire da tutte le misure spessimetriche disponibili (8216 valori) e per i valori estremi di ciascun lotto di 120 misure (69 valori). L’effetto della dimensione dei sotto-lotti di misure da cui sono stati estratti i valori estremi, che nel caso in esame è stato di 120 misure, è complesso, e dipende dalle caratteristiche statistiche degli insiemi di partenza. La funzione densità di probabilità dei valori estremi di norma presenta un massimo sposta-
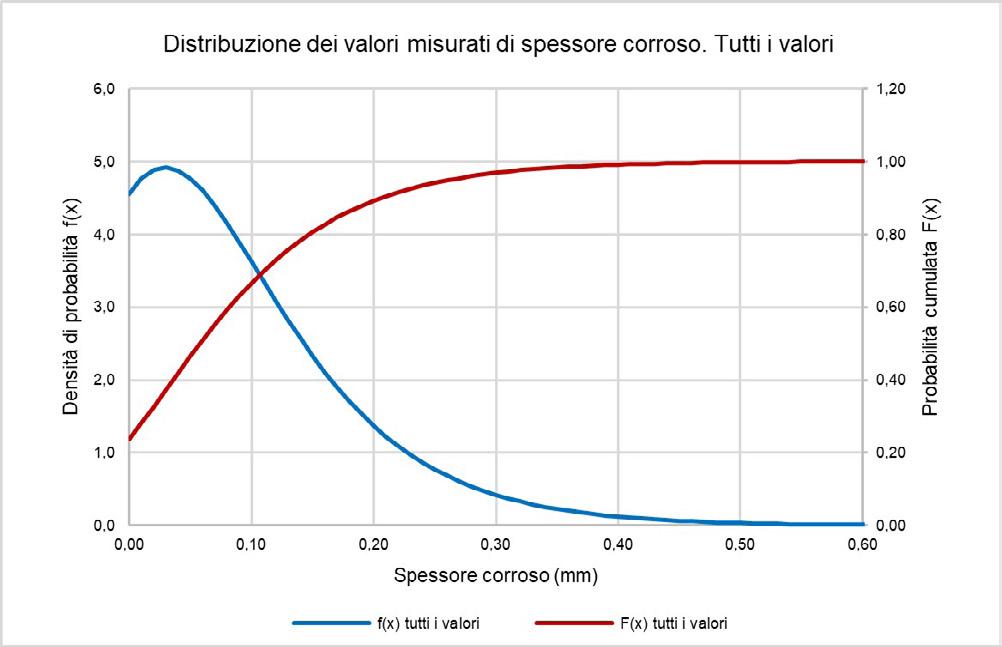
to a destra rispetto a quello ottenuto dall’insieme di tutti i valori, come si vede nel caso illustrato in figura 1. Tuttavia, i parametri di interesse, cioè i valori di spessore massimo corroso, xMAX (p=0,990) e xMAX (p=0,999), sono determinati dalle code della distribuzione, che dipendono dalla dispersione dei dati. Un esempio di più distribuzioni calcolate per diversi valori C adottati per la definizione della dimensione del sotto-insieme di misure (valori estremi per lotti di 40, 80, 120, 160 misure) è illustrato nella figura 2.
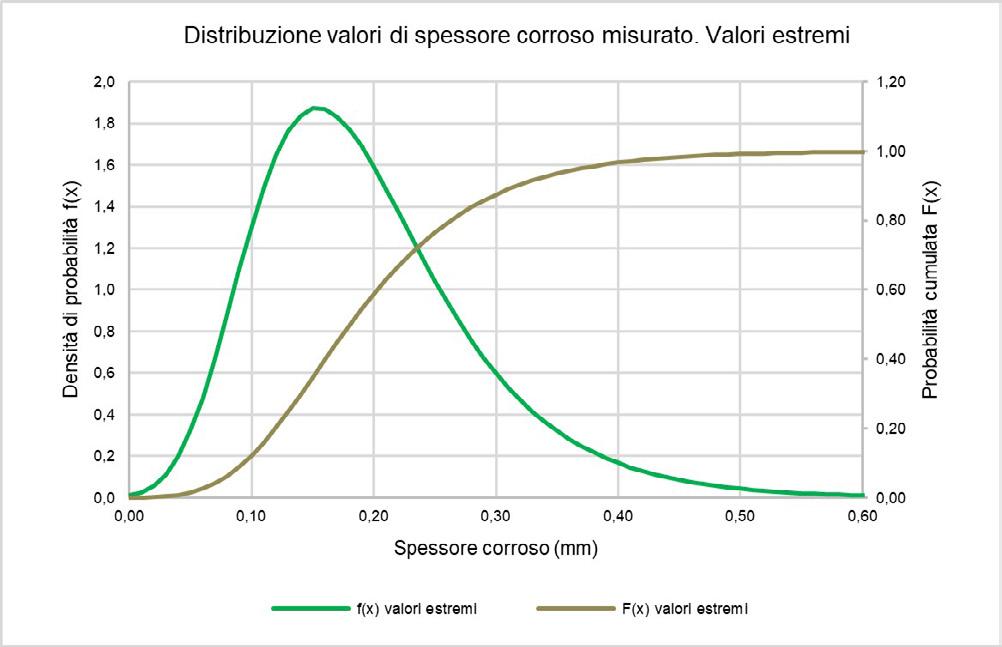
Fig.1 - Distribuzioni di Gumbel: (a) tutti i valori misurati; (b) valori estremi di lotti di 120 misure / Gumbel distribution: (a) all measured values; (b) extreme values on 120 measures. (a) (b)
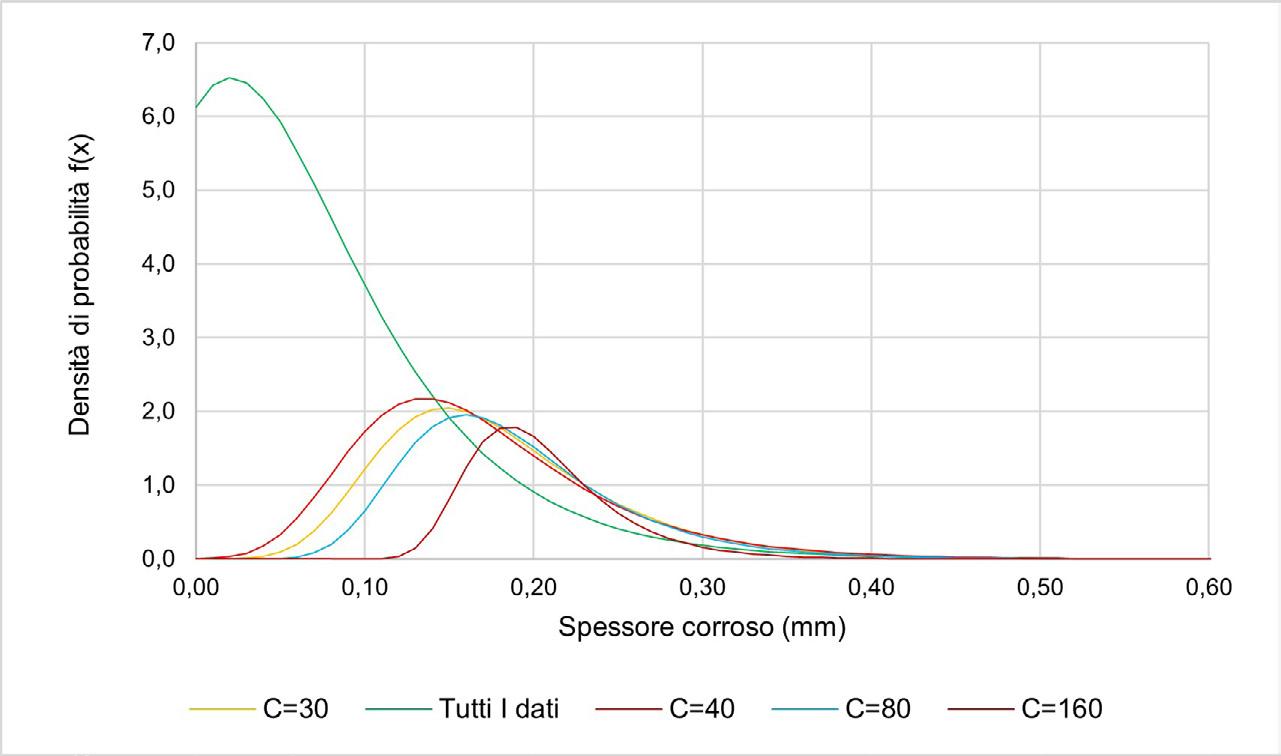
Fig.2 - Distribuzioni di Gumbel per diversi valori della dimensione del campione C / Gumbel distribution for different values of dimension of sample C.
Riclassificazione del rischio di corrosione
Per tutte le linee ispezionate, è stata calcolata la velocità di corrosione massima, VCORR-MAX come rapporto tra penetrazione massima xMAX (p=0.999) e il numero di anni di esercizio. Sulla base dei valori di velocità di corrosione massimi dedotti dai risultati ispettivi, e assegnati a ciascun corrosion loop, l’insieme delle linee è stato riclassificato in accordo ai criteri illustrati nella tabella 7.
Tab. 7 - Criteri di riclassificazione sulla base delle velocità di corrosione / Reclassification criteria on the basis of the corrosion rate.
VCORR-MAX Classe di corrosione
VCORR-MAX < 50 µm/anno
50 < VCORR-MAX < 100 µm/anno
100 < VCORR-MAX < 200 µm/anno
200 < VCORR-MAX < 500 µm/anno
VCORR-MAX > 500 µm/anno
Si è quindi calcolato lo spessore consumato, come prodotto della velocità di corrosione per il tempo di esposizione, per tre diversi scenari: al 2024, al 2029 (a 5 anni) e al 2034 (a 10 anni), e per ciascuna linea si è calcolato il valore del parametro RT nei tre scenari sopra definiti. Per ciascuno degli scenari considerati, sulla base del valore assunto dal parametro RT, si è assegnata a ciascuna
Trascurabile
Bassa
Media
Alta
Molto alta
linea la classe di criticità in accordo agli stessi criteri adottati nel 2022. I risultati sono riassunti nella tabella 8. Si fa notare che le velocità di corrosione disponibili per attribuire le criticità a partire dal 2024 si basano sui dati ispettivi e non su quelli dei modelli teorici come fatto nel 2022. Questo comporta una differenza e una maggiore precisione nell’assegnazione delle criticità alle singole linee.
Tab. 8 - Distribuzione delle linee nelle Classi di Rischio di corrosione interna. Analisi 2022 e ricalcolo casi 2024, 2029 e 2034 / Distribution of the lines in the risk classes for internal corrosion. 2022 assessment and recalculation for 2024, 2029 and 2034.
Ulteriori attività ispettive, già pianificate per i prossimi anni, potranno modificare i risultati degli scenari previsionali a 5 e a 10 anni, così come è avvenuto tra il 2022 e il 2024 a seguito delle ispezioni effettuate.
CONCLUSIONI
La procedura RBI messa a punto e applicata per la valutazione dello stato di integrità delle linee interrate all’interno di un’area impianto ha consentito di massimizzare i risultati delle attività ispettive in termini di conoscenza dello stato delle strutture.
L’applicazione di metodi statistici si è confermata fruttuosa. Nella fase di dimensionamento del campione utile sui cui effettuare le ispezioni fornisce un supporto alle
considerazioni basate sulla sola esperienza o sul buon senso. Anche se l’applicazione di algoritmi richiede la definizione di parametri complessi, come la dimensione prevista dei difetti o il numero di difetti attesi, i metodi di campionamento statistico forniscono una base razionale per decidere l’estensione delle campagne ispettive; allo stesso tempo, nulla impedisce di adottare criteri conservativi, come fatto nel caso riportato, estendendo le dimensioni del campione per le ispezioni.
Ancora più importante è l’impiego della statistica nell’analisi dei risultati ispettivi, dove l’utilizzo di distribuzioni di valori estremi consente di ovviare alle incertezze dei metodi ispettivi nell’individuare correttamente la presenza di difetti e la loro dimensione.
BIBLIOGRAFIA
[1] API RP 581 – Risk Based Inspection Technology
[2] API RP 571 – Damage Mechanisms Affecting Fixed Equipment in the Refining Industry
[3] DNV-RP-G101 – Risk Based Inspection of Offshore Topsides Static Mechanical Equipment
[4] DNV-RP-G103 – Non-Intrusive Inspection.
[5] ASTM E 122-07 – Standard Practice for Calculating Sample Size to Estimate, With Specified Precision, the Average for a Characteristic of a Lot or Process
[6] Luciano Lazzari – Engineering Tools for Corrosion. Design and Diagnosis – EFC Publication n. 68 – 2017.
[7] Kowaka M, Tsuge H, Akashi M, Matsumura K, Ishimoto H. An introduction to life prediction of industrial plant materials—application of extreme value statistical method for corrosion analysis. New York: Allerton Press; 1994.
[8] Gumbel EJ. Statistics of extremes. New York: Columbia University Press; 1958.
[9] Kottegoda NT, Rosso R. Statistics, probability and reliability for civil and environmental engineers. New York: McGraw-Hill International Editions; 1998.
The underground lines within the plant area are mostly drainage lines, either open or closed (open drain and closed drain), as well as process and utility lines. Internal corrosion conditions, especially for drainage lines, are difficult to predict due to service conditions that are often discontinuous and uncertainties regarding the fluids present and operating parameters (temperature, pressure, fluid dynamics). External exposure conditions can also be hard to foresee, for example due to the frequent occurrence of galvanic coupling with the grounding network. The piping construction material is predominantly carbon steel or low-alloy steel, although stainless steel lines are also commonly present. The risk associated with potential corrosion events and loss of line integrity is always high, given the safety requirements and especially environmental protection concerns. In this context, extensive inspection campaigns are both necessary and frequent. However, conducting inspection campaigns is challenging due to the limited accessibility of piping within the plant area; excavation is often hindered by pavement, proximity to equipment, or safety requirements (e.g., in explosion-proof areas). In this scenario, ENI, in collaboration with CESCOR, has developed a methodology for optimizing inspections within a typical Risk-Based Inspection (RBI) process. This methodology is based on statistical methods applied both during the sampling phase—to limit the number of excavations and sample length—and during data processing—to increase the confidence level of the results. This paper describes the developed methodology, focusing in particular on the application of statistical methods to the analysis of thickness measurements using ultrasonic testing techniques.
KEYWORDS:

9-11 settembre 2026
L’Associazione Italiana di Metallurgia è orgogliosa di annunciare il 41° Convegno Nazionale di Metallurgia, in programma a settembre 2026: un’edizione speciale che coincide con l’80° anniversario dalla fondazione di AIM e che intende celebrare la storia e il futuro della metallurgia italiana. La sede prescelta è Brescia, città che da sempre vanta un profondo legame con la metallurgia e la siderurgia, che ha visto nascere la produzione nazionale dell’acciaio attraverso forno elettrico e più recentemente, si è affermata come polo di riferimento per le lavorazioni di metalli non ferrosi, quali alluminio, ottone e per il riciclo dei materiali metallici.
L’AIM invita ricercatori, professionisti e imprese a partecipare a questo appuntamento, che unirà riflessione scientifica, dialogo con l’industria e valorizzazione di una delle aree più rappresentative della metallurgia italiana. Gli interessati a presentare memorie scientifiche dovranno inviare entro il 31 marzo 2026, il titolo della memoria, i nomi degli autori e la loro affiliazione ed un sommario di circa 300 parole. Tutti gli aggiornamenti sono disponibili su www.aimnet.it/nazionaleaim/
Organizzato da
M. Ormellese, M. Gamba, S. Beretta, F. Bolzoni, A. Brenna, A. Benedetti
A partire dal 2022 sono stati installati diversi coupon metallici (dimensione 100 x 150 mm) in acciaio al carbonio e in acciaio zincato a caldo in due siti espostivi: Milano, sito posto al Politecnico di Milano (atmosfera urbana), e Bonassola (SP), sito posto presso il laboratorio MARECO CNR-ICMATE (atmosfera marina). Periodicamente, sono state eseguite sui campioni misure di velocità di corrosione (calcolata a partire dalla misura di resistenza di polarizzazione lineare) e misure di perdita di massa. I dati di velocità di corrosione e perdita di spessore su acciaio al carbonio e acciaio zincato, esposto sia in ambiente urbano sia marino, sono stati confrontati con i valori stimati utilizzando la funzione dose-effetto indicata sulla norma ISO 9223. I metodi di calcolo hanno fornito valori in conformità con la classe di corrosività C2 per quanto riguarda l’atmosfera urbana. Velocità di corrosione più elevate sono state misurate, come atteso, per i campioni esposti in atmosfera marina per entrambi i materiali, con valori appartenenti alla classe di esposizione C4-C5.
PAROLE CHIAVE: CORROSIONE ATMOSFERA, AMBIENTE URBANO, AMBIENTE MARINO, VELOCITÀ DI CORROSIONE;
INTRODUZIONE
La corrosione dei metalli in atmosfera avviene con meccanismo elettrochimico a umido e dipende principalmente dall’umidità relativa, dalla temperatura e dalla presenza di inquinanti (in particolare SOx) e cloruri (presenti in zone vicino alla costa). La scelta dei materiali per applicazioni in atmosfera e la progettazione del corretto sistema di prevenzione della corrosione richiede, pertanto, una conoscenza approfondita del loro comportamento a lungo termine e una valutazione della velocità di corrosione, in funzione della classe di corrosività ambientale [1, 2].
Negli ultimi decenni, sono stati condotti programmi di ricerca e test sul campo [3, 4] da parte di gruppi di ricerca internazionali per indagare il comportamento a corrosione di metalli esposti all’atmosfera. Questi sforzi hanno portato allo sviluppo di standard ISO 9223-9226 [5-8] che consentono la definizione della classe di corrosività ambientale e dell’avanzamento della corrosione dei metalli più utilizzati in ambito strutturale-ingegneristico (acciaio al carbonio, acciaio zincato, rame e alluminio).
Due sono gli approcci principali indicati per la valutazione della corrosione:
• misura della velocità di corrosione di campioni (detti coupon) esposti nello specifico ambiente [9];
• determinazione della velocità di corrosione del primo
Marco Ormellese, Matteo Gamba, Stefano Beretta, Fabio Bolzoni, Andrea Brenna
Politecnico di Milano, Dipartimento di Chimica, materiali e Ingegneria Chimica “Giulio Natta”, Milano, Italia
Alessandro Benedetti
CNR-ICMATE, Genova, Italia
anno mediante la funzione dose-risposta, che tiene conto di parametri ambientali quali l’umidità relativa, la temperatura, la velocità di deposizione di ossidi di zolfo e cloruri.
In base al tasso di corrosione del primo anno, la norma ISO
dove t è il tempo di esposizione (in anni) e b è l’esponente temporale specifico dell’ambiente-metallo, che solitamente varia tra 0,5 e 1. In accordo con la norma ISO 9224 [6], dal ventesimo anno di esposizione, la velocità di corrosione viene assunta costante e pari a quella raggiunta dopo vent’anni.
La determinazione della classe di corrosività, dei parametri ambientali, così come la stima della velocità di corrosione, non è sempre di semplice esecuzione, ed è pertanto motivo di incertezza. La coerenza dei dati è quindi essenziale per prevedere in modo affidabile il comportamento di corrosione. In Europa, per esempio, la raccolta dati è in continuo aggiornamento nei siti di esposizione ufficialmente riconosciuti e contenuti nel “Catalogo dei siti di esposizione” dell’European Federation of Corrosion (EFC) [10].
A partire dal 2022 il gruppo di ricerca PoliLaPP del Politecnico di Milano, in collaborazione con CNR-ICMATE sede di Genova, ha iniziato una campagna di misure sperimentali in campo esponendo diversi coupon metallici in acciaio al carbonio e in acciaio zincato a caldo in due condizioni differenti: atmosfera urbana (Milano, sito espositivo posto al Politecnico di Milano) e atmosfera marina presso il laboratorio marino MARECO CNR-ICMATE a Bonassola (SP). Il sito espositivo di Milano è incluso nel catalogo EFC sopra menzionato. Periodicamente, sono state eseguite misure

9223 [5] individua sei classi di corrosività, che vanno da C1 a CX. Una volta misurata o calcolata la velocità di corrosione del primo anno, rcorr, l’attacco di corrosione (D, in mm o µm) per i primi 20 anni può essere stimato secondo la seguente equazione:
di velocità di corrosione mediante determinazione della resistenza di polarizzazione lineare e misure di perdita di massa. Lo scopo del presente lavoro è valutare la corrosione nel tempo di campioni in acciaio al carbonio e acciaio zincato e confrontare i dati con le previsioni ottenute, applicando le equazioni presenti nelle norme ISO.
MATERIALI E METODI
L’esposizione dei campioni in atmosfera è stata eseguita in conformità alla norma EN ISO 8565 [9], esponendo campioni di acciaio al carbonio e zincato (dimensioni 100 x 150 x 2 mm secondo ASTM G50 [11]), su rack installati in due postazioni:
• Milano, tetto del Dipartimento di Chimica, Materiali e Ingegneria Chimica “Giulio Natta” del Politecnico di Milano, altitudine +120 m s.l.m.
• Bonassola (SP), laboratorio MARECO (CNR-ICMATE), a circa 15 m di distanza dal mare, altitudine +6 m s.l.m.
Tutti i rack sono orientati a sud e inclinati di 45° rispetto alla verticale. Sono stati utilizzati distanziatori ceramici per evitare il contatto elettrico tra il telaio e i campioni metallici (Fig. 1).

Fig.1 - a) Rack esposti sul tetto del Dipartimento di Chimica, Materiali e Ingegneria Chimica “Giulio Natta” del Politecnico di Milano; b) rack esposti sul terrazzo del laboratorio MARECO (CNR-ICMATE) a Bonassola (SP) / a) Rack exposed on the roof of the Department of Chemistry, Materials and Chemical Engineering “Giulio Natta” of Politecnico di Milano; b) rack exposed at the MARECO lab (CNR-ICMATE) in Bonassola (SP).
Nei rack di Milano sono stati esposti 45 campioni in acciaio al carbonio, di cui 15 sabbiati e 30 tal quali, e 45 campioni di acciaio zincato, di cui 15 tal quale, 15 con difetto del rivestimento a “X” e 15 con difetto a “L”.
Nei rack di Bonassola sono stati esposti, da ottobre 2023, 20 campioni in acciaio al carbonio, di cui 10 sabbiati, e 30 campioni di acciaio zincato, di cui 10 tal quale, 10 con difetto a “X” e 10 con difetto a “L”.
Il comportamento a corrosione è stato studiato mediante misure elettrochimiche e test di perdita di massa, a periodi prefissati, dopo 1, 6, 12, 18 e 26 mesi.
La resistenza di polarizzazione lineare è stata misurata utilizzando una sonda costituita da un cilindro di vetro (diametro 5 cm), fissato al campione mediante una clampa (area esposta 20 cm²); è stato impiegato un o-ring per garantire la tenuta idraulica. Nella cella è stato inserito un elettrodo di riferimento saturo di Ag/AgCl/KClsat. e un contro-elettrodo in acciaio inossidabile AISI 316. La cella elettrochimica è stata riempita con 50 mL di soluzione, che corrisponde a
un bagnamento totale della superficie dovuto a una pioggia intensa di circa 25 mm (1 mm di pioggia = 1 dm³/m²).
Per la caratterizzazione dei campioni esposti a Milano, è stata utilizzata l’acqua piovana (pH 6,6, salinità totale < 10 mg/l e resistività 600 Ω ·m) raccolta tramite un pluviometro posizionato in prossimità del rack. Per i campioni esposti all’atmosfera marina è stata utilizzata una soluzione di NaCl al 0,5 g/L in peso (resistività circa 10 Ω ·m); l’utilizzo di questa soluzione acquosa è supportato dall’elevata velocità di deposizione di ioni cloruro sui campioni nel sito di esposizione, dovuta alla vicinanza al mare (valore medio 209 mg/ (m²·giorno) - livello S2, con valori massimi di circa 500 mg/ (m²·giorno)).
La resistenza di polarizzazione lineare, Rp, è stata calcolata polarizzando il campione a ±20 mV rispetto al potenziale di corrosione libera (Ecorr) con una velocità di scansione di 10 mV·min−1. Una volta ricavata la resistenza di polarizzazione, la velocità di corrosione è stata calcolata tramite la nota equazione di Stern-Geary:
dove b a e b c sono le pendenze di Tafel anodica e catodica, ottenute per estrapolazione dalle curve di Tafel eseguite a diversi tempi di esposizione. Le prove di polarizzazione potenziodinamica sono descritte in [12].
È opportuno ricordare che, a differenza delle condizioni di completa immersione, la velocità di corrosione di un metallo esposto all’atmosfera è fortemente influenzata dalla presenza di umidità a contatto con il metallo, dallo spessore dello strato di condensa e dalla sua resistività ionica. Inoltre, la resistività dell’elettrolita dipende dalla presenza di contaminanti come sali e anidride solforosa e rappresenta il principale fattore limitante. In ambienti rurali e urbani, la bassa conduttività ionica e la bassa corrosività dell’umidità a contatto con il metallo possono favorire la formazione di uno strato di ossido, che ha un effetto passivante, riduce l’accesso di ossigeno e quindi la velocità di corrosione nel tempo, come previsto dall’equazione dose-risposta (ISO 9224).
Al contrario, in ambienti industriali o marini, dove l’elettrolita ha una bassa resistività, la velocità di corrosione è maggiore rispetto all’atmosfera urbana. In ambienti mari-
ni, dove i cloruri si depositano sulla superficie del metallo, possono formarsi prodotti di corrosione solubili, con conseguente debole passivazione e velocità di corrosione più elevate. In entrambi gli scenari, escludendo il contributo minore dovuto allo sviluppo di idrogeno, la velocità di corrosione non supera un valore limite determinato dalla disponibilità di ossigeno sulla superficie metallica. Nella corrosione atmosferica, quindi, il fattore limitante primario è la caduta ohmica nel sottile strato di elettrolita, mentre in condizioni di immersione, la diffusione dell’ossigeno è tipicamente il fattore controllante.
Sulla base di queste considerazioni, e sapendo che la velocità di corrosione atmosferica aumenta con l’umidità relativa e la salinità, in questo studio la velocità di corrosione è stata calcolata combinando la velocità di corrosione massima ottenuta dalle misurazioni della resistenza di polarizzazione lineare in condizioni di immersione con il tempo di bagnato (calcolato come descritto in seguito).
La velocità di corrosione (Vcorr, in µm/anno) in atmosfera è pertanto calcolata come segue:
dove 1,17 è l’equivalenza di Faraday per il ferro (1,50 per lo zinco) e τ% è il tempo di bagnato.
I test di perdita di massa sono stati eseguiti in accordo con ASTM G1-03 [13], rimuovendo i prodotti di corrosione mediante decapaggio in una soluzione di HCl al 50% v + 3,5 g
di esametilentetrammina per l’acciaio al carbonio e una soluzione 100 g/L di persolfato di ammonio ((NH4)2S2O8) per i
campioni in acciaio zincato. La velocità di corrosione (Vcorr) è stata quindi stimata come:
dove ∆m è la perdita di massa, t è il tempo di esposizione, S è la superficie esposta del campione e γ la densità del metallo.
Parametri ambientali
I valori medi di umidità relativa e temperatura per ogni mese di esposizione sono riportati in figura 2 e 3, rispettivamente per gli ambienti urbano e marino. Questi consentono di determinare il tempo di bagnato, definito come il numero di ore per l’intero periodo di esposizione duran-
te il quale l’umidità relativa è superiore a un valore critico, oltre il quale si verifica la condensazione sulla superficie. Durante questo studio è stato utilizzato un valore critico dell’80% per esposizione urbana (come suggerito dalla norma ISO 9223 [5]), dove l’effetto dell’anidride solforosa è minimo e non sono presenti cloruri, e un valore del 60% per l’ambiente marino, poiché i sali a base di cloruri sono igroscopici e promuovono la condensazione dell’umidità a un valore di umidità relativa inferiore [2]. I dati ambientali e il tempo di bagnato stimato sono riportati in tabella 1.
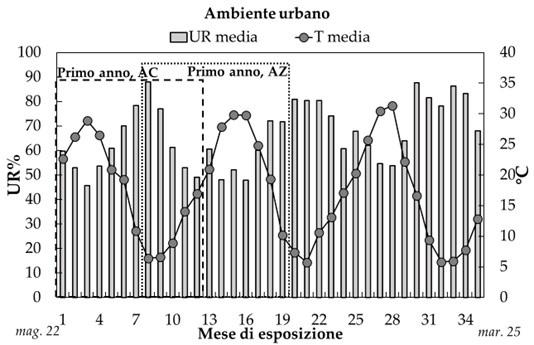
Fig.2 - Valore medio dell’umidità relativa (UR%) e della temperatura (°C) nel sito espositivo di Milano / Average values of relative humidity (UR%) and temperature (°C) in Milan.
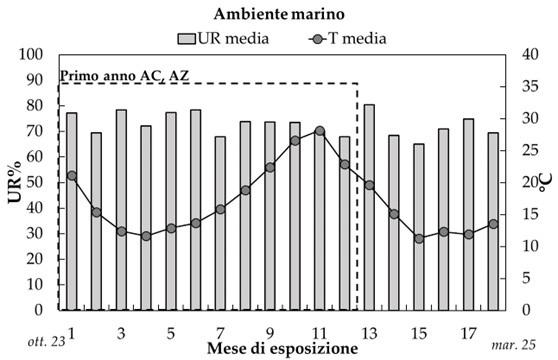
Fig.3 - Valore medio dell’umidità relativa (UR%) e della temperatura (°C) nel sito espositivo di Bonassola / Average values of relative humidity (UR%) and temperature (°C) in Bonassola.
Tab.1 - Valori medi dei parametri ambientali misurati nel primo anno di esposizione e determinazione delle categorie di inquinamento secondo la norma ISO 9223 / Average values of environmental parameters measured in the first year of exposure and determination of the pollution categories according to ISO 9223.
Parametro
I parametri ambientali del primo anno di esposizione sono stati utilizzati per determinare la velocità di corro-
• acciaio al carbonio
sione all’anno 1, rcorr, mediante la funzione dose-risposta, come suggerito dalla norma ISO 9223 [5]:
• zinco
dove T è la temperatura annuale media (in °C), UR è l’umidità relativa media (in %), P d è la quantità media di SO2 depositata (in mg/(m2·giorno)) e Sd è la quantità media di cloruri depositati (in mg/(m2·giorno)).
Comportamento a corrosione in atmosfera urbana
Acciaio al carbonio
Come descritto, la velocità di corrosione è stata stimata a partire dai valori di resistenza di polarizzazione lineare, utilizzando l’equazione di Stern-Geary, correggendo il dato con il tempo di bagnato. Per l’acciaio al carbonio esposto all’acqua piovana di Milano, la pendenza anodica di Tafel varia tra circa 70 e 130 mV/decade e aumenta all’aumentare del tempo di esposizione [12]. Considerando la riduzione dell’ossigeno sotto controllo cinetico di diffusione come il principale processo catodico che si verifica sulla superficie metallica, la pendenza della curva di polarizzazione catodica può essere considerata molto
maggiore di quella anodica. Di conseguenza, la costante B di Stern-Geary è compresa tra 30 e 60 mV (= ba/2,303), rispettivamente a basso (< 1 anno) e alto tempo di esposizione.
In figura 4 si mostra la frequenza cumulativa della velocità di corrosione in funzione del tempo di esposizione. Ogni curva rappresenta la distribuzione di un totale di 90 misurazioni. Escludendo la curva di distribuzione a 1 mese di esposizione (valori bassi a causa della scarsità di precipitazioni durante il primo mese), la velocità di corrosione varia da 5 a 15 µm/anno per tempi di esposizione compresi tra 8 e 24 mesi. Non sono state osservate differenze significative nelle velocità di corrosione medie durante i primi due anni di prova, così come tra i campioni sabbiati e quelli tal quali. D’altro canto, la deviazione standard e il valore massimo diminuiscono da 8 a 24 mesi, come previsto considerando il legame tra profondità dell’attacco corrosivo, D, e tempo di esposizione t. La tabella 2 riporta
la media (50° percentile), il minimo, il massimo e la deviazione standard della velocità di corrosione calcolati con
l’approccio descritto per l’ambiente urbano.
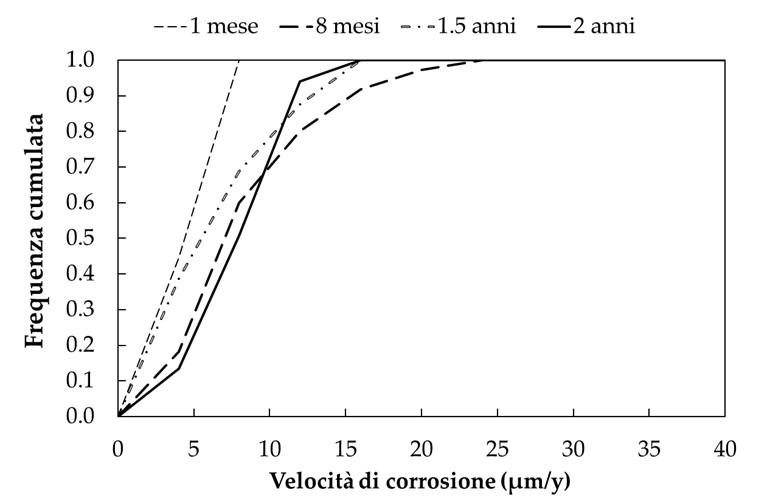
Fig.4 - Funzione di distribuzione cumulativa delle velocità di corrosione di campioni di acciaio al carbonio esposti in ambiente urbano (Milano) / Cumulative distribution function of corrosion rates of carbon steel samples exposed in urban environment (Milan).
Tab.2 - Velocità di corrosione dei campioni di acciaio al carbonio esposti in ambiente urbano (Milano), calcolata secondo l’equazione 3 / Corrosion rate of carbon steel samples exposed in urban environment (Milan), calculated according to Equation 3.
Tempo di esposizione (mesi)
La velocità di corrosione stimata con perdita di massa è stata determinata su tre campioni di acciaio al carbonio selezionati casualmente dopo 10, 15, 20 e 26 mesi di esposizione. In tabella 3 si illustrano i valori medi della velocità di perdita di massa (espressi in g/(m²·anno)) e della
Velocità di corrosione (µm/anno)
velocità di penetrazione della corrosione (in µm/anno). La velocità di corrosione per perdita di massa diminuisce con il tempo di esposizione, da un valore iniziale di circa 8 µ m/anno a circa 2 µm/anno dopo due anni di esposizione.
Tab.3 - Velocità di perdita di massa e velocità di penetrazione della corrosione di campioni di acciaio al carbonio esposti in ambiente urbano (Milano) / Mass loss rate and penetration rate of corrosion of carbon steel samples exposed in urban environment (Milan).
Acciaio zincato
In questo caso, la pendenza anodica misurata è compresa tra 30 e 50 mV/decade [12], ottenendo pertanto una costante B pari a 35 mV. La figura 5 riporta i valori di velocità di corrosione così determinati sui 15 campioni esposti: sono state eseguite due misure su ciascun campione. Nel-
la maggior parte dei casi, maggiore è il tempo di esposizione, minore è la velocità di corrosione misurata. I valori misurati dopo 27 mesi sono in media quattro volte inferiori ai valori misurati dopo 6 mesi. Ciò è attribuito alla formazione di uno strato di idrossi-carbonato di zinco sulla superficie del materiale.
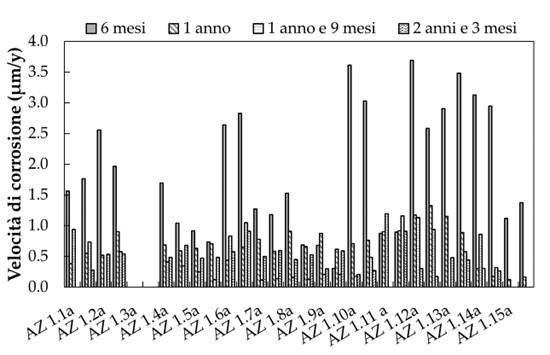
Fig.5 - Valori di velocità di corrosione determinati mediante prova di resistenza di polarizzazione lineare su campioni di acciaio zincato esposti in ambiente urbano (Milano) / Corrosion rate values determined by means of linear polarization resistance test on galvanized steel samples exposed in urban environment (Milan).
Nel caso di acciaio zincato, viste le basse velocità di corrosione, è stato eseguito un solo test di perdita di massa su due campioni dopo 14 mesi di esposizione. Si è ottenuta una perdita di massa di 0,13 mg/dm2/giorno (mdd), che corrisponde a una velocità di penetrazione di 0,65 μm/anno. Il valore è prossimo a quanto stimato mediante misura elettrochimica dopo 12 e 21 mesi di esposizione. La perdita di spessore dopo 14 mesi di esposizione è pari a 0,8 μm.
Comportamento a corrosione in atmosfera marina 20 campioni di acciaio al carbonio, 10 dei quali sabbiati, sono stati esposti all’atmosfera marina sul rack installato a Bonassola direttamente affacciato sul mare. La velocità di corrosione è stata calcolata utilizzando l’equazione di Stern-Geary, assumendo in questo caso un valore della costante B pari a 50 mV. È stato seguito lo stesso approccio di calcolo utilizzato per i campioni esposti a Milano e descritto in precedenza. Come anticipato, a differenza
dell’esposizione urbana, in ambienti marini il tempo di bagnato è stimato considerando un valore soglia di umidità relativa del 60%. Si è ottenuto pertanto un tempo di bagnato dell’86% (che scende al 33% se si utilizza invece un’umidità critica dell’80%).
La figura 6 presenta la curva di frequenza cumulativa della velocità di corrosione in funzione del tempo di esposizione. Ogni curva rappresenta la distribuzione di un totale di 40 misurazioni. Si nota come anche in queste condizioni la velocità di corrosione tende a diminuire nel tempo, passando da un valore medio di circa 90 μ m/anno dopo 4 mesi di esposizione a circa 70 μm/anno dopo 12 mesi.
Nel caso di acciaio zincato, la velocità di corrosione è stata determinata facendo due misure sui 10 campioni esposti. La velocità di corrosione aumenta nel tempo, variando da 2,3 a 7,8 µm/anno dopo 4 mesi fino a 3,8-18,7 µ m/anno dopo 7 mesi.
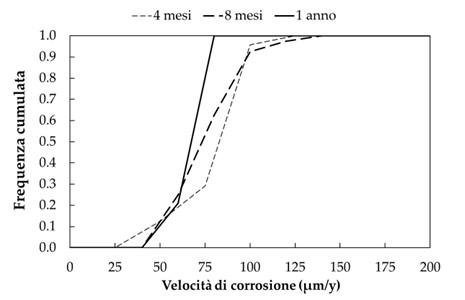
Fig.6 - Funzione di distribuzione cumulativa delle velocità di corrosione di campioni di acciaio al carbonio esposti in ambiente marino (Bonassola) / Cumulative distribution function of corrosion rates of carbon steel samples exposed in marine environment (Bonassola).
Atmosfera urbana
La velocità di corrosione dei campioni di acciaio al carbonio esposti in ambiente urbano varia da 4 a 8 µm/anno, a seconda della durata dell’esposizione. La velocità di corrosione stimata dalle prove di perdita di massa è pari a 8,3 µm/anno dopo 10 mesi di esposizione e diminuisce a 2,4 µm/anno dopo 15 mesi.
Per classificare la corrosività atmosferica, la norma ISO 9223 chiede di determinare la velocità di corrosione nel primo anno di campioni standard o di utilizzare la funzione dose-risposta. Utilizzando il primo criterio e le soglie previste dalla norma, il sito urbano di Milano è classificato in classe di corrosività C2 (velocità di corrosione nel primo anno compresa tra 1,3 e 25 µm/anno). Sulla base della funzione dose-risposta e dei parametri ambientali misurati nel sito di esposizione da maggio 2022 a maggio 2023 (Tab. 1), il tasso di corrosione del primo anno (r corr) è di 8,65 µm/anno, collocando anche in questo caso il sito nella categoria C2.
La corrosione al primo anno dei campioni di acciaio zincato esposti in un ambiente urbano, calcolato tramite l’Equazione 3, è pari a 0,68 µ m (Fig. 4), mentre la corrosione valutata mediante misura della perdita di massa è pari a 0,65 µm. Secondo la norma ISO 9223, questi valori corrispondono a una classificazione di corrosività atmosferica di tipo C2 (con un tasso di corrosione dello zinco nel pri-
mo anno compreso tra 0,1 e 0,7 µm/anno). Utilizzando la funzione dose-risposta per lo zinco e i parametri ambientali misurati nel sito di esposizione durante il primo anno (Tab. 1), il tasso di corrosione del primo anno è 0,22 µm/ anno, il che colloca il sito nella categoria C2.
Atmosfera marina
Le velocità di corrosione dei campioni di acciaio al carbonio esposti all’atmosfera marina a Bonassola, determinate secondo l’Equazione 3 con un tempo di bagnato calcolato in base a un’umidità relativa critica del 60%, variano da 79,3 a 75,8 µm/anno rispettivamente a 4 e 8 mesi.
Sebbene non siano disponibili dati sulla velocità di corrosione dopo un anno di esposizione, è possibile effettuare un confronto preliminare con le velocità di corrosione specificate nella norma ISO 9223. Secondo la norma, è possibile classificare il sito in classe di corrosività C4 (velocità di corrosione nel primo anno compresa tra 50 e 80 µm/anno); le velocità di corrosione misurate si avvicinano al limite superiore di questo intervallo. A titolo di confronto, il tasso di corrosione misurato nel primo anno è equivalente a quello di un’area urbano-industriale altamente inquinata, con concentrazioni di SOx pari a 80 µg/ m3, come confermato da Wu et al. nella loro esposizione di 7 anni di acciaio al carbonio all’atmosfera [14]. Sulla base della funzione dose-risposta e dei parametri ambientali misurati nel sito di esposizione da ottobre 2023 a otto-
bre 2024 (Tab. 1), il tasso di corrosione del primo anno è 83,2 µm/anno, collocando il sito nella categoria C5 (vicino al limite inferiore di questa classificazione).
Per quanto riguarda i campioni di acciaio zincato, la velocità di corrosione è di 4,4 µm/anno dopo quattro mesi e di 9,4 µm/anno dopo otto mesi di esposizione. La presenza di cloruri potrebbe aver indebolito lo strato passivo di zinco [15]. Saranno effettuati ulteriori approfondimenti al fine di giustificare questo andamento. Le velocità di corrosione corrispondono a una classificazione di corrosività atmosferica di tipo C5 (velocità di corrosione dello zinco
nel primo anno compresa tra 4,2 e 8,4 µm/anno). Utilizzando la funzione dose-risposta per lo zinco, la velocità di corrosione del primo anno è di 3,6 µm/anno, il che colloca il sito nella categoria C4.
In tabella 4 si riassumono le misurazioni sperimentali della velocità di corrosione (mediante polarizzazione lineare e perdita di massa), la determinazione della velocità di corrosione all’anno 1 utilizzando la funzione dose-risposta e le relative classi di corrosività secondo la norma ISO 9223.
Tab.4 - Misurazioni sperimentali della velocità di corrosione e categorie di corrosività secondo ISO 9223 / Experimental corrosion rate measurements and corrosivity categories according to ISO 9223.
di corrosione (µm/anno) Classe di corrosività
Sito
Una volta ottenuto il tasso di corrosione nel primo anno di esposizione, è possibile derivarne l’evoluzione nel tempo sfruttando la derivata temporale dell’Equazione 1. In figura 7 si riportano due profili ottenuti considerando il valore minimo e massimo della velocità di corrosione al primo anno. Pertanto, i valori di velocità di corrosione misurati nel tempo mediante la perdita di massa e resistenza alla
polarizzazione lineare possono essere confrontati con la previsione standard ISO. Si osserva un buon accordo tra i dati osservati e la previsione standard sia per acciaio al carbonio sia per acciaio zincato in entrambi gli ambienti. Il confronto dettagliato è riportato in figura 7 per i campioni di acciaio al carbonio esposti in atmosfera urbana.
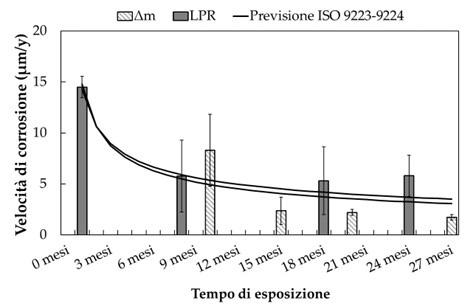
Fig.7 - Evoluzione temporale della velocità di corrosione dell’acciaio al carbonio in ambiente urbano: confronto tra la previsione della norma ISO e i dati sperimentali / Time evolution of carbon steel corrosion rate in urban environment: comparison between the ISO standard prediction and the experimental data.
Sono state condotte prove di corrosione atmosferica su acciaio al carbonio e acciaio zincato esposti sia in ambiente urbano (Milano, Lombardia) sia marino (Bonassola, Liguria), per una durata di circa tre anni.
La raccolta dei dati ambientali ha permesso di classificare i due siti applicando la funzione dose-risposta riportata nella norma ISO 9223: il sito urbano di Milano si colloca in categoria di corrosività C2 per entrambi i metalli, mentre il sito marino di Bonassola si colloca in classe C4 per acciaio al carbonio e in classe C5 per l’acciaio zincato.
La velocità di corrosione dell’acciaio al carbonio, determinata mediante prove di polarizzazione lineare e di perdita di massa, consente di classificare l’ambiente urbano in classe di corrosività C2 e l’ambiente marino in classe C4, confermando sostanzialmente quanto ottenuto dalla funzione dose-risposta. Nel caso dell’acciaio zincato a
caldo, si conferma la classe di corrosività C2 per quanto riguarda l’ambiente urbano, mentre in ambiente marino i valori di velocità di corrosione misurati sono apparsi leggermente superiori a quelli derivati dalla norma ISO 9223, rientrando nella classe di corrosività C5 anziché C4.
Le prove confermano il ruolo cruciale del tempo di bagnato e della resistività dell’elettrolita a contatto con il metallo nel determinare l’entità dell’attacco corrosivo. All’aumentare della resistività del film di elettrolita diminuisce come atteso la velocità di corrosione, con un controllo ohmico prevalente rispetto a quello catodico di diffusione di ossigeno.
Infine, un’analisi comparativa ha mostrato che i tassi di corrosione misurati sono in linea con i risultati ottenuti in altri siti analoghi del catalogo EFC.
[1] C. Leygraf, Atmospheric corrosion, 2nd ed. New Jersey: Wiley & Sons (2016).
[2] P. Pedeferri, Corrosion Science and Engineering, 1st ed.; Engineering Materials; Springer International Publishing: Cham, Svizzera (2018).
[3] D. Knotkova, K. Kreislova, S. Dean, International Atmospheric Exposure Program: Summary of Results, ASTM International (2012).
[4] M. Morcillo, Atmospheric corrosion in Ibero-America: The MICAT project, ASTM International (1995).
[5] ISO 9223, Corrosion of metals and alloys. Corrosivity of atmospheres. Classification, determination and estimation, Ginevra, Svizzera (2012).
[6] ISO 9224, Corrosion of metals and alloys. Values for the corrosivity categories, Ginevra, Svizzera (2012).
[7] ISO 9225, Corrosion of metals and alloys. Corrosivity of atmospheres. Measurement of environmental parameters affecting corrosivity of atmospheres, Ginevra, Svizzera (2012).
[8] ISO 9226, Corrosion of metals and alloys. Corrosivity of atmospheres. Determination of corrosion rate of standard specimens for the evaluation of corrosivity, Ginevra, Svizzera (2012).
[9] EN ISO 8565:2011 - Metals and alloys - Atmospheric corrosion testing - General requirements, (2011).
[10] https://corrosion-sites.com/.
[11] ASTM-G50-20, Standard Practice for Conducting Atmospheric Corrosion Tests on Metals, ASTM International, West Conshohocken, PA (2020).
[12] L. Paterlini, A. Brenna, F. Ceriani, M. Gamba, M. Ormellese, F. Bolzoni, Atmospheric corrosion of different steel types in urban and marine exposure, Materials, 17, p. 6211 (2024).
[13] ASTM G1-03, Practice for Preparing, Cleaning, and Evaluating Corrosion Test Specimens, ASTM International, West Conshohocken, PA, (2017).
[14] H. Wu, Y. Luo, G. Zhou, The evolution of the corrosion mechanism of structural steel exposed to the urban industrial atmosphere for seven years, Applied Sciences, 13, 7, (2023).
[15] M. Ormellese, S. Beretta, F. Bolzoni, T. Bellezze, Atmospheric corrosion behavior of zinc and zinc alloys, Material Performance 2, p. 40-44 (2022)
From 2022, several metal coupons (size 100 x 150 mm) made of carbon steel and hot-dip galvanized steel have been installed at two exposure sites: Milan, exposure site located at the Politecnico di Milano (urban atmosphere), and Bonassola (SP), site located at the MARECO CNR-ICMATE laboratory (marine atmosphere). Periodically, corrosion rate measurements by linear polarization resistance and mass loss measurements were performed on all the samples. The corrosion rate and mass loss data on carbon steel and galvanized steel exposed to both urban and marine environments were compared with the estimated values using the dose-response function as reported in ISO 9223 standard. The calculation methods provided values in accordance with the C2 corrosivity class for what concerns the urban atmosphere. Higher corrosion rates were measured, as expected, for the samples exposed to marine atmosphere for both metals, with values belonging to the C4-C5 exposure class.
KEYWORDS: ATMOSPHERIC CORROSION, URBAN ATMOSPHERE, MARINE ATMOSPHERE, CORROSION RATE;
10.36146/2025_1112_55
T. Persico, L. Nani, S. Lorenzi, M. Cabrini, T. Pastore, L. Tampucci, L. Pratelli, M. Poggiali, N. Betti
Gli impianti geotermici offrono un’alternativa particolarmente competitiva rispetto ad altre fonti rinnovabili, grazie alle loro capacità di garantire una produzione di energia continua, a basso impatto ambientale e indipendente dai fattori climatici. Tuttavia, le condizioni operative critiche, sia dal punto di vista meccanico sia ambientale, richiedono un’approfondita analisi e selezione dei materiali utilizzati, con particolare riguardo a componenti più sollecitate come i rotori di turbina. Tali elementi sono soggetti ad alte temperature, elevate sollecitazioni e sono a contatto con specie chimiche aggressive che possono indurre fenomeni di severa corrosione, come corrosione-erosione e stress corrosion cracking.
Questo studio, frutto di una failure analysis, confronta il comportamento a corrosione di palette rotoriche in superleghe di nichel 718 e 725 che hanno esercito in ambiente geotermico. I campioni sono stati prelevati dagli stadi di turbina a vapore sottoposti alle condizioni operative più corrosive, dove si ha il raggiungimento del punto di rugiada. Le analisi condotte hanno permesso di identificare i meccanismi di corrosione coinvolti sulle superleghe di nickel e di approfondire la relazione tra la propagazione delle cricche e la microstruttura del materiale.
Gli impianti geotermici sono un’alternativa competitiva rispetto ad altre fonti rinnovabili, per la loro capacità di garantire una produzione di energia continua, a basso impatto ambientale e indipendente dai fattori climatici [1]. Larderello fu il primo luogo al mondo dove si impiegarono fluidi geotermici per la produzione di energia elettrica. In questi impianti, a ciclo diretto, il vapore geotermico estratto dal sottosuolo è inviato direttamente alla turbina [2]. Questa configurazione consente di sfruttare al massimo il potenziale del pozzo geotermico rispetto agli impianti a ciclo indiretto, ma comporta la possibile insorgenza di condizioni di elevata aggressività [3, 4, 5, 6].
Nelle sezioni delle turbine degli impianti toscani operanti in condizioni di incipiente condensazione (al dew-point - DwP) si possono formare condense dovute al passaggio di cloruri volatili dal vapore nella condensa, in primo luogo cloruro di ammonio, con la separazione di acqua di prima condensazione particolarmente acida e salina [3, 4].
Per prevenire la corrosione sulle palette operanti in queste sezioni si rende così necessario ricorrere a leghe resistenti alla corrosione, necessarie soprattutto se si con-
Tommaso Persico, Lorenzo Nani, Sergio Lorenzi, Marina Cabrini, Tommaso Pastore
Università degli studi di Bergamo, DISA, Bergamo, Italia
Lorenzo Tampucci, Luca Pratelli, Massimo Poggiali
Enel Green Power, Larderello (PI), Italia
Nazareno Betti
CONCERT S.r.l. (Enel), Milano, Italia
sidera che l’adozione di trattamenti di lavaggio del vapore con soluzioni alcaline condurrebbe inevitabilmente a una perdita di potenza dell’impianto, quantificabile in 0,5 MW su una turbina da 15 MW [7]. Così l’uso di leghe resistenti alla corrosione (CRAs) rappresenta una soluzione efficiente in termini energetici [4] e, in definitiva, anche economici.
Le leghe a base di nichel sono ampiamente impiegate nelle applicazioni geotermiche, grazie alla loro eccellente resistenza meccanica e a corrosione; tuttavia, non sempre gli usuali gradi diffusi per gli impieghi ad alta temperatura appaiono adeguati, rendendo quindi necessarie delle soluzioni specifiche.
Lo scopo di questo lavoro è documentare i fenomeni di danneggiamento di due pale realizzate in superlega di nichel provenienti dalle sezioni al DwP di turbine geotermiche per rilevare le principali forme di corrosione insorte
durante l’esercizio. Il primo materiale considerato, lega 718, è una lega di ampio utilizzo per turbine ad alta temperatura il secondo è la lega 725 particolarmente adatta agli ambienti geotermici grazie all’elevata resistenza alla corrosione dovuta al suo maggiore contenuto di cromo e, soprattutto, molibdeno [8] unita alle eccellenti proprietà meccaniche.
METODOLOGIA
Le palette analizzate hanno operato in condizioni ambientali caratterizzate da temperature di circa 150 °C, a contatto con condensa di composizione stimata intorno a pH 3,5, con 7 000 ppm di cloruri, 60 000-80 000 ppm di acido borico [4]. Le palette della turbina sono realizzate in due diverse superleghe a base di nichel, note come lega 718 (UNS N07718) e lega 725 (UNS N07725) con composizione riportata in tabella 1.
Tab.1 - Composizioni chimiche palette di turbina / Chemical compositions of turbine blades.
Poiché entrambe le leghe sono soggette a indurimento per precipitazione, i due componenti sono stati sottoposti a trattamento termico di invecchiamento a 710 °C per 6 ore e a 621 °C per 7 ore prima della messa in esercizio, raggiungendo valori di durezza pari rispettivamente a 41 HRC per la lega 718 e 37 HRC per la lega 725. La documentazione dello stato delle palette a seguito della messa in opera è stato effettuato tramite un microscopio ottico digitale Keyence VHX-7100 (OM). Le analisi microstrutturali e di frattura sono state realizzate grazie a un microscopio elettronico a scansione Zeiss Gemini Sigma 300, equipaggiato con una sonda Oxford x-act per la spettroscopia a dispersione di energia dei raggi X (EDS). Un reagente a base di acidi misti (15 mL HCl, 10 mL HNO₃, 10 mL CH3COOH) è stato utilizzato per evidenziare la microstruttura. Le prove di corrosione sono state condotte secondo lo standard ASTM G28 metodo A per valutare la suscettibilità alla corrosione intergranulare. I provini, aventi diametro 15 mm e altezza 5 mm, sono stati estratti dalle palette di
turbina tramite elettroerosione, preparati superficialmente con carte abrasive in SiC fino a grana 4000 e successivamente lucidati con sospensione diamantata da 1 µm. I provini sono stati misurati con un calibro ventesimale con risoluzione di 0,05 mm e pesati con una bilancia analitica con sensibilità di 10-5 g, prima e dopo ciascun test, per determinare la perdita di peso e calcolare le velocità medie di corrosione.
RISULTATI E DISCUSSIONE
Il passaggio di un flusso bifasico sulle palette ha portato alla formazione di crateri, segni caratteristici di danneggiamento per corrosione erosione (figura 1A). I crateri dovuti a questo fenomeno sono evidenti principalmente sugli intradossi delle palette. La paletta in lega 718, oltre ai fenomeni di corrosione erosione, presenta cricche trasversali di rilevante lunghezza ai bordi di ingresso e di uscita del flusso e all’estradosso della paletta in lega 718 (figura 1B).
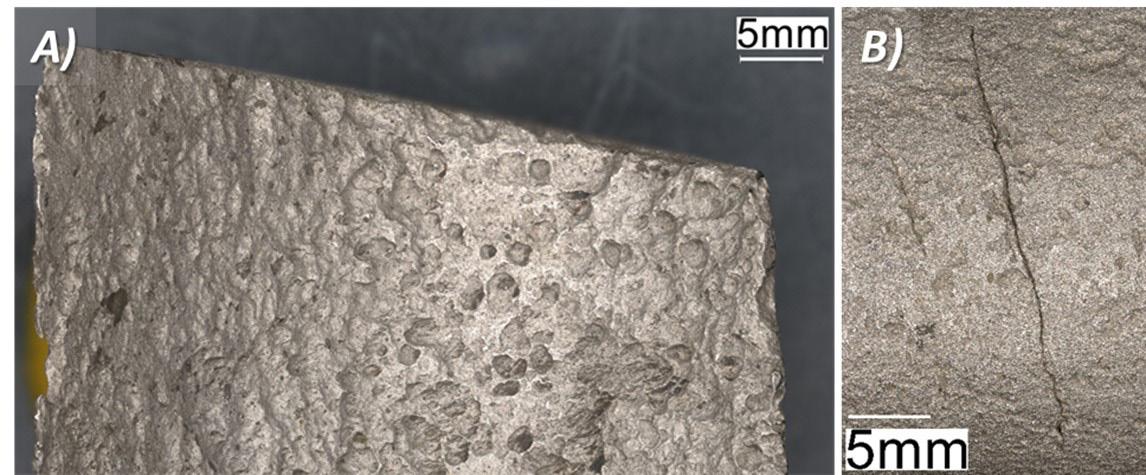
Fig.1 - A) Cricche presenti su estradosso di paletta di turbina in lega 718; B) superficie intradosso di paletta di turbina in lega 725 / A) Cracks on the pressure side of a turbine blade in Alloy 718; B) surface of the suction side of a turbine blade in Alloy 725.
Le cricche in sezione mostrano una propagazione prevalentemente intergranulare (figura 2A), con presenza di ramificazioni che sono tipiche di fenomeni di Stress Cor-
rosion Cracking (SCC). All’interno delle cricche sono presenti dei prodotti di corrosione, le cui analisi EDS evidenziano la presenza di cloro e zolfo (Figura 2B).
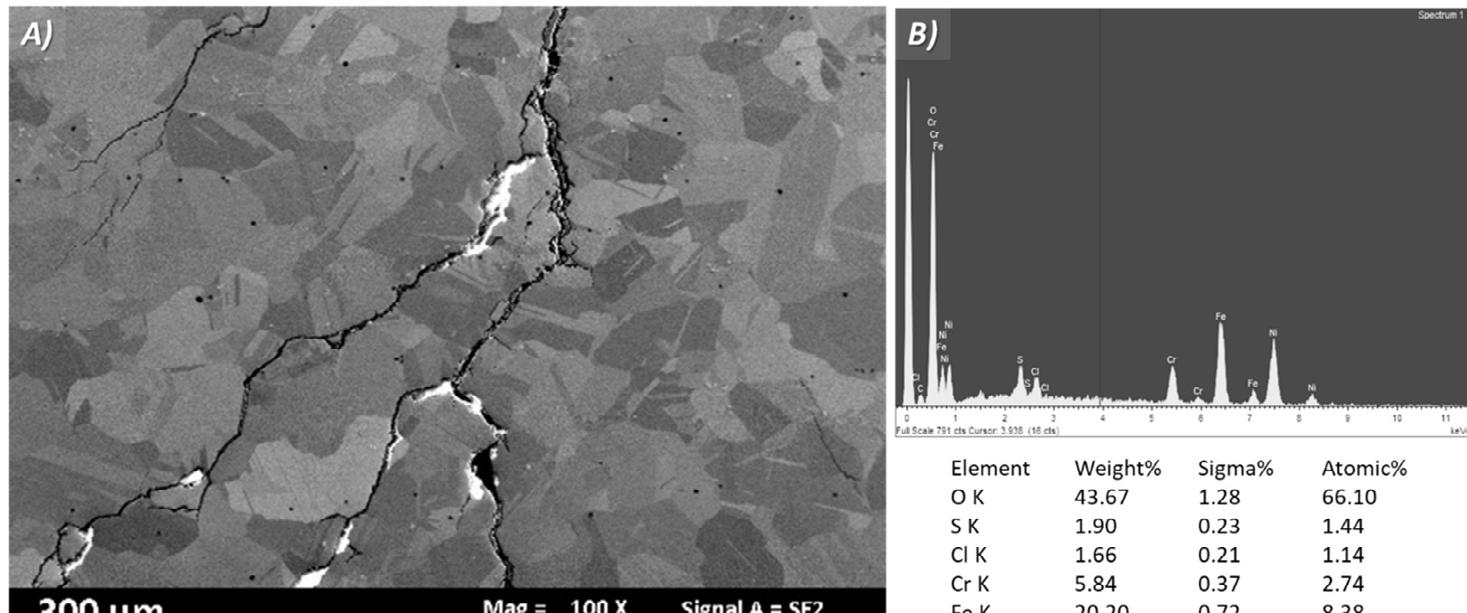
Fig.2 - Cricca in sezione su paletta di turbina in lega 718 / Crack in section of turbine blade made of alloy 718.
Sulla paletta in lega 725 non sono state evidenziate cricche in alcuna zona, denotando un’immunità a fenomeni di SCC. Le osservazioni di campo sono state quindi comparate con i risultati ottenuti in una precedente sperimentazione, eseguita su provini di tipo U-bend esposti direttamente in fluidi geotermici differenti, correlando quindi la suscettibilità a SCC delle leghe in funzione del loro contenuto di nichel e del pitting resistance equivalent number (PREN) [4]. In questo studio, i test condotti su provini in camera di prova replicante le condizioni di esercizio di palette di turbina, non avevano mostrato fenomeni di SCC sia sulla lega 725 sia 718, tuttavia quest’ultima presentava fenomeni di corrosione localizzata. Diversamente, le indagini condotte direttamente su palette di turbina, se da un lato hanno confermato l’ottimo comportamento della
lega 725, dall’altro hanno evidenziato cricche da SCC oltre che attacchi localizzati sulla lega 718. Queste differenze possono essere legate alla differente modalità di sollecitazione; le prove di laboratorio sono infatti state condotte su provini a deformazione costante, mentre la paletta in esercizio è sottoposta a carichi complessi, che possono inoltre variare nel tempo a seconda delle condizioni di funzionamento della turbina. La lega 718 non risulta pertanto idonea per l’impiego a contatto con fluidi geotermici, specialmente in presenza di cloruri acidi.
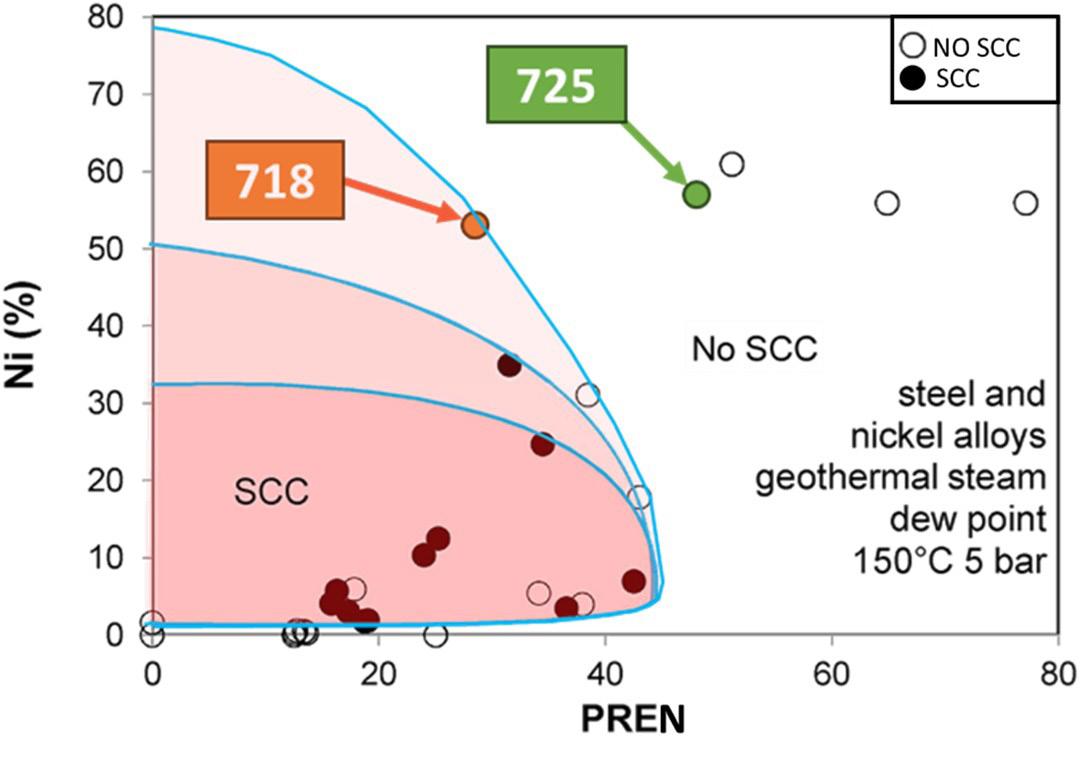
Fig.3 - Effetto del contenuto di nichel e del valore di PREN sulla resistenza a stress corrosion cracking in un fluido geotermico a 150°C a 5 bar, figura adattata da Cabrini et Al [4] / Effect of nickel content and PREN value on stress corrosion cracking resistance in a geothermal fluid at 150 °C and 5 bar, figure adapted from Cabrini et Al [4].
Le differenze di comportamento delle due leghe possono essere ascritte alla diversa composizione chimica, la lega 725 è più ricca in nichel, cromo e molibdeno, ma anche alla microstruttura delle stesse a seguito del trattamento termico. La microstruttura di entrambe le leghe è costituita da grani austenitici equiassici e diverse fasi precipitate. Per analizzare l’effetto delle seconde fasi sulla resistenza a corrosione delle leghe sono state eseguite le prove di corrosione intergranulare, in accordo alla norma ASTM G28-A. I risultati, visibili in figura 4, ottenuti hanno mostrato elevate velocità di corrosione per entrambe le leghe, 1200 mdd per la lega 718 e 1800 mdd per la 725, evidenziando quindi una notevole suscettibilità a forme di attacco selettivo, facilitate dalla presenza di seconde fasi lungo il bordo dei grani di entrambi i materiali.
Le fasi presenti a bordo di grano sono principalmente nitruri di titanio. Queste seconde fasi sono tipiche delle superleghe, in quanto l’azoto ha una bassa solubilità nel nichel formando nitruri durante la solidificazione [9]. Queste fasi sono distribuite in modo discontinuo lungo i bordi di grano; la lega 718 mostra, inoltre, delle fasi globulari ricche in Nb e Mo, distribuite omogeneamente nel materiale. Queste ultime sono verosimilmente dei carburi primari che comunemente si formano durante il processo di solidificazione per via della segregazione di Nb e di C [10]. Queste distribuzioni di seconde fasi sono coerenti con lo stato metallurgico delle palette di turbina, in quanto il trattamento termico di invecchiamento porta alla nucleazione di fasi finemente sparse sia in modo omogeneo nel materiale sia lungo i bordi grano.
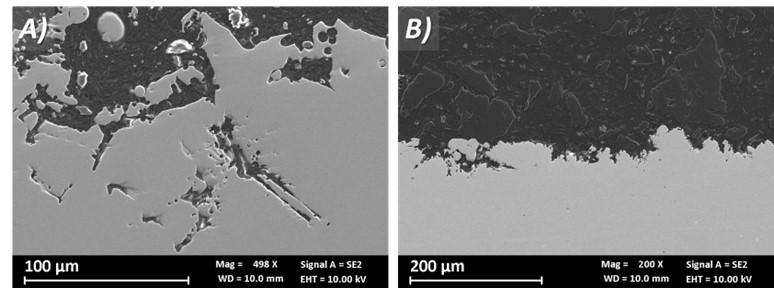
- Provini in sezione a seguito della prova ASTM G28 metodo A. A) Lega 725; B) lega 718 / Specimens in crosssection after ASTM G28 method A test. A) Alloy 725; B) alloy 718.
Sebbene le leghe 718 e 725, a seguito del trattamento termico di invecchiamento, subiscano indurimento per precipitazione mediante le stesse identiche fasi γ’ (Ni3X, cubico a facce centrate) e γ’’ (Ni3Nb, tetragonale a corpo centrato), tendono a formare fasi differenti lungo il bordo dei grani. La lega 718 sviluppa la fase δ (Ni3Nb, ortorombica) che industrialmente è sfruttata per bloccare la crescita del grano. Hassan et Al. hanno scoperto come questa fase tende a formarsi inizialmente ai bordi grano come placche sottili e per lunghi periodi fra 700°C e 1000°C inizi a svilupparsi anche in modo intragranulare se presente la fase γ’’ [11]. Diversi studi [12, 13, 14, 15] hanno evidenziato come questa fase peggiori la resistenza a SCC portando alla formazione di cricche intergranulari. Diversamente, la lega 725 non tende a formare fase δ , specialmente per tempi di invecchiamento commercialmente usati. Mannan et al., attraverso studi per diagrammi TTT della lega 725, hanno documentato come il materiale sia propenso alla precipitazione di carburi (M₂₃C₆/M₆C, NbC, TiC) ai bordi di grano mentre la fase δ non è normalmente presente nella microstruttura se non per tempi molto lunghi di invecchiamento [16]. Antonov et al. [17] non hanno osservato la fase δ in invecchiamenti a temperature e tempi elevati (800 °C/20 h + 750 °C/8 h), ma è stata rilevata solo su test per la stabilità termica (~725 °C per 500/1000 h), dove si è manifestata prevalentemente ai bordi di grano.
CONCLUSIONI
Questo studio ha indagato lo stato di danneggiamento di palette di turbina per valutare l’idoneità di due superle-
ghe di nichel per applicazioni in impianti geotermici. Le analisi condotte hanno evidenziato presenza di corrosione erosione su entrambi i materiali, ma fenomeni di SCC solamente sulla lega 718. La suscettibilità alla SCC della lega 718 è dovuta al minore contenuto di nichel e al PREN inferiore rispetto alla lega 725, ma anche alla diversa microstruttura.
Entrambe le leghe hanno una microstruttura caratterizzata da grani austenitici con seconde fasi lungo i bordi di grano che provocano suscettibilità a corrosione selettiva; tuttavia, la presenza di fase δ nella lega 718, ha effetti particolarmente deleteri sia nei confronti della corrosione intergranulare sia nei confronti dell’insorgenza di SCC intergranulare.
La lega 718 mostra, pertanto, dei limiti per l’impiego a contatto con fluidi geotermici caratterizzati dalla presenza di cloruri volatili, a differenza della lega 725 che mantiene una buona resistenza alla corrosione localizzata e sotto sforzo unitamente all’elevata resistenza meccanica.
La presente ricerca è stata finanziata dall’Unione Europea, programma NextGenerationEU: MICS – Made in Italy circolare e sostenibile, spoke 6.04 “Sviluppo di nuove leghe con proprietà migliorate e ridotto impatto ambientale per la produzione di polveri destinate alla manifattura additiva”.
[1] M. H. Dickson and M. Fanelli, “Geothermal background,” in Geothermal energy: utilization and technology, M. H. Dickson and M. Fanelli, Eds., 2003.
[2] M. El Haj Assad, E. Bani-Hani, and M. Khalil, “Performance of geothermal power plants (single, dual, and binary) to compensate for LHCCERN power consumption: comparative study,” Geothermal Energy, vol. 5, no. 1, pp. 1–16, Dec. 2017, doi: 10.1186/S40517-017-0074-Z/ FIGURES/18.
[3] G. Allegrini and G. Benvenuti, “Corrosion characteristics and geothermal power plant protection (collateral processes of abrasion, erosion and scaling),” Geothermics, pp. 2462–2466, 1970.
[4] M. Cabrini, S. Lorenzi, T. Pastore, M. Favilla, R. Perini, and B. Tarquini, “Materials selection for dew-point corrosion in geothermal fluids containing acid chloride,” Geothermics, vol. 69, pp. 139–144, Sep. 2017.
[5] F. Brownlie, T. Hodgkiess, A. Pearson, and A. M. Galloway, “A study on the erosion-corrosion behaviour of engineering materials used in the geothermal industry,” Wear, vol. 477, p. 203821, Jul. 2021, doi: 10.1016/J.WEAR.2021.203821.
[6] P. Iberl, N. S. A. Alt, and E. Schluecker, “Evaluation of corrosion of materials for application in geothermal systems in Central Europe,” Materials and Corrosion, vol. 66, no. 8, pp. 733–755, Aug. 2015, doi: 10.1002/MACO.201407864.
[7] R. Parri, F. Lazzeri, and R. Cataldi, “Larderello: 100 years of geothermal power plant evolution in Italy,” Geothermal Power Generation: Developments and Innovation, pp. 537–590, Jan. 2016, doi: 10.1016/B978-0-08-100337-4.00019-X.
[8] S. McCoy, B. Puckett, and E. H. Balance, “High performance age-hardenable nickel alloys solve problems in sour oil and gas service,” Stainless Steel World, 2002.
[9] Y. C. Wang et al., “Effect of nitrogen on the microstructure evolution and mechanical properties of Ni-Fe base superalloys during longterm thermal exposure,” Mater Charact, vol. 203, p. 113058, Sep. 2023, doi: 10.1016/J.MATCHAR.2023.113058.
[10] A. M.-S. 718 and Derivatives and undefined 2010, “Primary carbides in alloy 718,” tms.org, Accessed: Sep. 23, 2025. [Online]. Available: https://www.tms.org/Superalloys/10.7449/2010/Superalloys_2010_161_167.pdf
[11] B. Hassan, J. C.-M. S. and Technology, and undefined 2017, “Grain boundary precipitation in Inconel 718 and ATI 718Plus,” journals. sagepub.comB Hassan, J CorneyMaterials Science and Technology, 2017•journals.sagepub.com, vol. 33, no. 16, pp. 1879–1889, Nov. 2017, doi: 10.1080/02670836.2017.1333222.
[12] J. Deleume, J. M. Cloué, and E. Andrieu, “Influence of δ phase precipitation on the stress corrosion cracking resistance of alloy 718 in PWR primary water,” Journal of Nuclear Materials, vol. 382, no. 1, pp. 70–75, Nov. 2008, doi: 10.1016/J.JNUCMAT.2008.09.018.
[13] G. Stenerud and A. Barnoush, “The Susceptibility to Hydrogen Induced Stress Cracking for Alloy 718 and Alloy 725,” 76, 2014, Accessed: Apr. 23, 2025. [Online]. Available: https://ntnuopen.ntnu.no/ntnu-xmlui/handle/11250/249561
[14] R. B. Bhavsar, A. Collins, and S. Silverman, “USE OF ALLOY 718 AND 725 IN OIL AND GAS INDUSTRY,” tms.org, Accessed: Apr. 22, 2025. [Online]. Available: https://www.tms.org/superalloys/10.7449/2001/Superalloys_2001_47_55.pdf
[15] J. Wang et al., “The effect of nano-sized precipitates on stress corrosion cracking propagation of Alloy 718 under constant loads in PWR primary water,” Corros Sci, vol. 242, p. 112577, Jan. 2025, doi: 10.1016/J.CORSCI.2024.112577.
[16] S. Mannan and F. Veltry, “Time-Temperature-Trasformation diagram of alloy 725,” in Superalloys 718, 625, 706 and various derivatives, TMS., E.A. Loria, Ed., 2001. [Online]. Available: https://www.tms.org/superalloys/10.7449/2001/01-5107-345.pdf
[17] S. Antonov, C. Y. Hung, J. A. Hawk, P. D. Jablonski, and M. Detrois, “Tailoring the γ-γ′-γʺ Dual Superlattice Microstructure of INCONEL® 725 by High Temperature Aging and Nb/Ta Additions for Superior Creep Properties,” SpringerS Antonov, CY Hung, JA Hawk, PD Jablonski, M DetroisTMS Annual Meeting & Exhibition, 2023•Springer, pp. 147–164, 2023, doi: 10.1007/978-3-031-27447-3_10.
Geothermal power plants provide a particularly competitive alternative to other renewable energy sources, owing to their ability to ensure continuous energy production with low environmental impact and independence from climatic factors. However, the critical operating conditions, both mechanical and environmental, demand a careful analysis and selection of materials, especially for highly stressed components such as turbine rotors. These elements are exposed to high temperatures, severe mechanical loading, and aggressive chemical species that can promote severe degradation phenomena, including erosion–corrosion and stress corrosion cracking. This study, developed within the framework of a failure analysis, compares the corrosion behaviour of turbine rotor blades manufactured from nickel-based superalloys 718 and 725 after service in a geothermal environment. Samples were extracted from steam turbine stages operating under the most corrosive conditions, specifically in the dew-point region. The analyses allowed the identification of the corrosion mechanisms affecting the nickel-based superalloys and provided insights into the relationship between crack propagation and the material microstructure.
KEYWORDS: CORROSION;
M. Carsana, F. Lollini, E. Redaelli
A fronte della necessità di realizzare costruzioni ecosostenibili, aumenta l’interesse verso aggregati per calcestruzzo, alternativi a quelli naturali, tra cui il fresato derivante dalla manutenzione delle pavimentazioni (Recycled Asphalt Pavement, RAP). La sua disponibilità e la compatibilità con gli aggregati ordinari ne rendono l’impiego potenzialmente sostenibile, anche se il loro effetto sulla durabilità delle strutture in calcestruzzo armato non è ancora chiaro. Nell’ambito del progetto RAPCON, finanziato da Fondazione Cariplo, si è svolto uno studio sperimentale che ha considerato vari tipi di armature a contatto con calcestruzzi differenti per percentuale di RAP, tipo di cemento e rapporto acqua/cemento. Questa nota discute la resistenza alla carbonatazione dei calcestruzzi studiati e il comportamento a corrosione delle armature in essi inglobate, evidenziando l’importanza di progettare adeguatamente le miscele con RAP per realizzare strutture in calcestruzzo armato durevoli in funzione delle condizioni di aggressività ambientale.
Il calcestruzzo ha un forte impatto ambientale, legato sia alla produzione del cemento Portland sia al consumo di risorse naturali come acqua e aggregati. Per favorire uno sviluppo sostenibile nel settore delle costruzioni [1] è necessario valutare l’impiego di leganti alternativi (per esempio, cementi a basso contenuto di clinker o con composizione diversa dal Portland [2, 3]), oltre alla sostituzione dell’acqua di impasto, con acque reflue degli impianti di produzione del calcestruzzo o da altre fonti, o degli aggregati naturali con materiali provenienti da rifiuti da costruzione e demolizione (C&DW) [4]. Visto che gli aggregati occupano un volume di circa il 60-75% del calcestruzzo, è chiaro che la loro sostituzione con materiali di riciclo compatibili consentirebbe anche di far rientrare nel ciclo produttivo delle miscele cementizie notevoli quantità di materiali che altrimenti andrebbero smaltiti. Di conseguenza, aumenta l’interesse nei confronti di aggregati alternativi, grazie allo sfruttamento di scarti prodotti in altri processi; tra questi, anche il fresato derivante dalla manutenzione delle pavimentazioni in asfalto (Recycled Asphalt Pavement, RAP). Il RAP rappresenta un’interessante opportunità: è costituito da materiale lapideo o scorie naturali legate dall’asfalto ed è fresato dalle pavi-
Maddalena Carsana, Federica Lollini, Elena Redaelli
Politecnico di Milano, Dipartimento di Chimica, Materiali e Ingegneria Chimica “G. Natta”, Milano, Italia
mentazioni stradali; pertanto, si presenta in granuli con forma e distribuzione granulometrica simili a quelle degli aggregati naturali. Considerato che solo una modesta quantità di tale prodotto è riutilizzata per realizzare pavimentazioni e la maggior parte è immagazzinata in impianti di produzione di asfalto o smaltita in discarica, la sua notevole disponibilità e la compatibilità con gli aggregati ordinari ne rendono l’impiego potenzialmente sostenibile nel settore delle costruzioni. In passato, diverse ricerche ne hanno indagato l’utilizzo in parziale sostituzione degli aggregati naturali nel calcestruzzo [5, 6]; tuttavia, alcuni aspetti devono ancora essere verificati, in particolare, per quanto riguarda la durabilità delle strutture in calcestruzzo armato.
A livello normativo questo tipo di aggregato non è ancora ammesso per la realizzazione di calcestruzzo, di fatto, a causa della mancanza di queste informazioni e di esperienze d’uso.
Nell’ambito del progetto RAPCON, finanziato da Fondazione Cariplo per promuovere la circolarità nel settore dei materiali da costruzione, è stato svolto uno studio sperimentale con l’obiettivo di valutare l’uso di RAP per la realizzazione di strutture in calcestruzzo armato durevoli [7-10]. Sono state svolte prove sperimentali per studiare il comportamento alla corrosione di diversi tipi di armature (acciaio zincato, acciaio inossidabile – sia austenitico sia duplex – e, per confronto, acciaio al carbonio) inglobate in calcestruzzi differenti per percentuale di sostituzione dell’aggregato ordinario con RAP (60% e 100%), oltre che per tipo di cemento (un cemento Portland al calcare e un cemento pozzolanico) e rapporto acqua/cemento (0,45 e 0,65).
Questa nota discute i risultati di prove sperimentali a lungo termine volte a valutare la resistenza dei calcestruzzi studiati alla penetrazione dell’anidride carbonica (in condizioni di esposizione naturale e accelerata) e il comportamento a corrosione da carbonatazione delle armature in essi inglobate. Si evidenzia l’importanza di progettare adeguatamente le miscele con RAP per realizzare strutture in calcestruzzo armato durevoli tenendo conto delle condizioni di aggressività ambientale.
METODOLOGIA
Per le prove sperimentali sono stati confezionati vari calcestruzzi, che differiscono per la percentuale di sosti-
tuzione dell’aggregato naturale, con lo scarto prodotto dalla fresatura delle pavimentazioni di asfalto (RAP) negli interventi di manutenzione stradale. Il RAP è stato fornito da un’azienda italiana (Amplia Infrastructure S.p.A., Roma, Italia), proviene dal deposito di Anagni (FR) ed è stato utilizzato “tal quale” in sostituzione parziale (60%) e totale (100%) dell’aggregato naturale (calcare frantumato di Zandobbio con diametro massimo, Dmax, pari a 15 mm). Il RAP è stato vagliato a un Dmax confrontabile e presenta una distribuzione granulometrica simile alla Fuller. La caratterizzazione chimica effettuata su diversi campioni evidenzia che il RAP considerato ha un contenuto trascurabile di cloruri e di solfati, rispettivamente pari a 3,3 e 1,9 mg/L [7]. Per il confezionamento dei calcestruzzi sono stati considerati due rapporti acqua/cemento (a/c, pari a 0,45 e 0,65, di seguito indicati con le lettere a e b) e due tipi di cemento (CEM II/A-LL 42.5R e CEM IV/A (P-V) 42.5NSR, entrambi forniti da Buzzi S.p.A., e rispettivamente indicati nel testo con L e P. A parità di volume di pasta cementizia, i calcestruzzi con rapporto a/c pari a 0,45 presentano 357 kg/m3 di cemento, 161 kg/m3 di acqua e 1980 kg/m3 di aggregato totale, mentre quelli con rapporto a/c superiore sono realizzati con 283 kg/m3 di cemento e 184 kg/m3 di acqua. È stato impiegato un additivo superfluidificante (SF) di tipo naftalene solfonato per raggiungere una classe di lavorabilità S4. Per ogni tipo di cemento e rapporto a/c sono stati realizzati anche calcestruzzi di riferimento con solo aggregato naturale (0% RAP). La tabella 1 riporta la composizione delle 12 miscele considerate per il seguente studio con relativa nomenclatura. Per ogni miscela sono stati confezionali un medesimo numero di provini, armati e non. Al fine di valutare armature alternative, più appropriate quando il calcestruzzo RAP è esposto ad ambienti aggressivi e/o si richiedono estese vite di servizio, ogni provino armato (Fig. 1) presenta all’interno quattro differenti tipi di armature: acciaio al carbonio (fornito da Feralpi Group e sabbiato successivamente in laboratorio), acciaio zincato (la cui zincatura è stata applicata da Nord Zinc), oltre agli acciai inossidabili di tipo 23-04 (austeno-ferritico) e 304 (austenitico) entrambi forniti da Acciaierie Valbruna. Le armature di acciaio zincato e quelle inossidabili, più resistenti alla corrosione, potrebbero costituire un’alternativa più economica e sostenibile per realizzare strutture armate con calcestruzzo RAP più durevoli.
Tab.1 - Composizione delle miscele di calcestruzzo / Composition of concrete mixes.

Fig.1 - Aspetto di un provino in calcestruzzo armato (a) e misura del potenziale e della velocità di corrosione durante le prove di bagnamento (b) / Visual aspect of a reinforced concrete specimen (a) and measurement of corrosion potential and corrosion rate during wetting test (b).
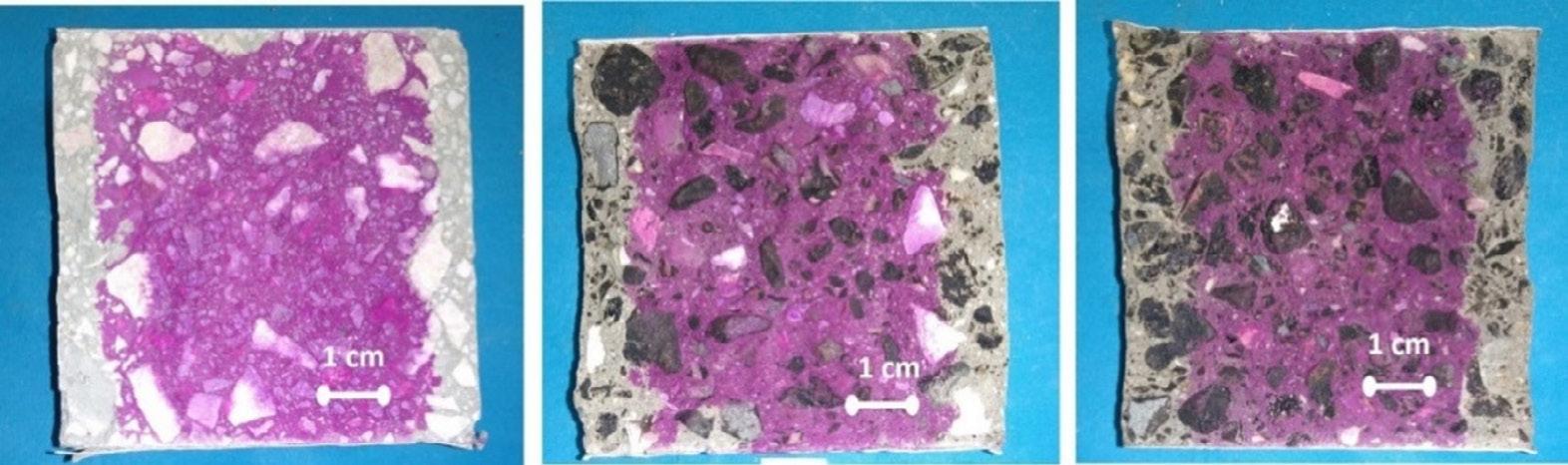
Fig.2 - Aspetto della superficie di frattura di provini in calcestruzzo P-a-N (a), P-a-R60 (b) e P-a-R (c) sottoposta alla prova alla fenolftaleina dopo 77 giorni di esposizione in condizioni di carbonatazione accelerata (3% CO2) / Visual aspect of the fracture surface of concrete specimens P-a-N (a), P-a-R60 (b) and P-a-R (c) subjected to phenolphthalein test after 77 days of exposure in accelerated carbonation conditions (3% CO2). (a) (b) (c) (a) (b)
I provini armati sono stati opportunamente equipaggiati con elettrodi interni per poter effettuare misure di potenziale e velocità di corrosione (quest’ultima tramite il metodo della polarizzazione lineare). Le armature presentano un diametro di 16 mm e sono state posizionate nel provino in modo di avere uno spessore di copriferro di 15 mm.
Le prove sperimentali hanno lo scopo di determinare i parametri correlati alla durabilità e consentono di valutare il comportamento a lungo termine del calcestruzzo RAP armato, in condizioni di esposizione che simulino quelle reali. Per questo motivo i provini armati, realizzati con diversi tipi di acciaio e calcestruzzi (con e senza RAP), sono stati carbonatati ed esposti a varie condizioni termo-igrometriche (T = 20°C, U.R. = 80% e 90%), oltre a cicli di bagnamento e asciugamento in laboratorio. Inoltre, sono stati confezionati provini cubici (lato 100 mm) per misurare la profondità di carbonatazione, tramite la prova alla fenolftaleina (Fig. 2), sia in condizioni naturali (esterno non riparato nell’ambiente urbano di Milano) sia in condizioni accelerate (concentrazione di CO 2 = 3%, T = 20°C, U.R. = 65%). I provini (armati e non) sono stati stagionati a umido per sette giorni prima di essere esposti alle diverse condizioni.
RISULTATI E DISCUSSIONE
Nel corso del progetto RAPCON è stato verificato che i calcestruzzi confezionati con aggregato RAP sono in gra-
do di passivare le armature e garantire nel tempo tali condizioni, dato il modesto contenuto di cloruri (pochi ppm) riscontrato nei campioni di fresato utilizzato per il confezionamento delle miscele [8]. Comunque, è stato evidenziato che la presenza di RAP nel calcestruzzo influenza il tempo di passivazione dell’acciaio al carbonio rallentandolo, anche se solo leggermente, rispetto a quanto accade in un calcestruzzo ordinario [8]. In relazione alla vita di servizio delle strutture in calcestruzzo armato, è necessario valutare, quindi, il comportamento a corrosione di armature inglobate in calcestruzzi con aggregato RAP qualora il calcestruzzo risulti esposto all’ambiente e subisca la carbonatazione. A tale scopo è importante valutare sia la resistenza alla carbonatazione di tali calcestruzzi sia le condizioni di corrosione delle armature inglobate una volta che questi calcestruzzi risultano carbonatati.
La figura 3 mostra l’interpolazione dei risultati sperimentali ottenuti in termini di profondità media di carbonatazione nel tempo per effetto dell’esposizione in condizioni esterne non riparate di diversi calcestruzzi, con e senza RAP, stagionati a umido per 7 giorni (a T = 20°C e U.R. > 95%).
I dati di penetrazione della carbonatazione sono stati misurati sui provini dopo sette mesi di esposizione naturale e interpolati secondo l’equazione (1):
dove s rappresenta la profondità di carbonatazione e t il tempo di esposizione.
In particolare, la figura 3a confronta l’avanzamento della carbonatazione di calcestruzzi realizzati con cemento al calcare (CEM II/A-LL 42,5R, linee continue), mentre la figura 3b si riferisce a quelli con cemento pozzolanico (CEM IV/A (P-V) 42,5N-SR, linee tratteggiate).
Si osserva che l’avanzamento della carbonatazione è inferiore nei provini confezionati con cemento al calcare rispetto a quelli con cemento pozzolanico, in cui la pozzolana potrebbe aver contribuito più lentamente alle reazioni di idratazione e, quindi, reso meno impervia la pasta cementizia. Anche il rapporto acqua/cemento influisce si-
gnificativamente sull’avanzamento della carbonatazione; a un maggiore rapporto a/c (pari a 0,65 e indicato mediante linee grigie) corrispondono spessori di carbonatazione superiori rispetto ad analoghi calcestruzzi con rapporto a/c pari a 0,45 e, quindi, meno porosi.
Come atteso, dopo quasi 2 anni (700 giorni) di esposizione all’esterno in condizioni naturali (Fig. 3), sono stati misurati comunque spessori carbonatati intorno alla decina di millimetri: in particolare, al circa 10 mm per i calcestruzzi con cemento al calcare e 15 mm per quelli con cemento pozzolanico.
I valori più elevati generalmente sono stati rilevati per i calcestruzzi con parziale o totale sostituzione degli ag-
gregati naturali, anche se non è possibile identificare una tendenza rispetto alla percentuale di RAP.
La resistenza all’avanzamento della carbonatazione dei materiali cementizi dipende dalla riserva di alcalinità, dalla permeabilità e dal contenuto di umidità della pasta cementizia [11]. Certamente la presenza di RAP nel calcestruzzo non modifica l’alcalinità della pasta cementizia; tuttavia, può influenzarne la porosità e l’umidità. Come eviden-
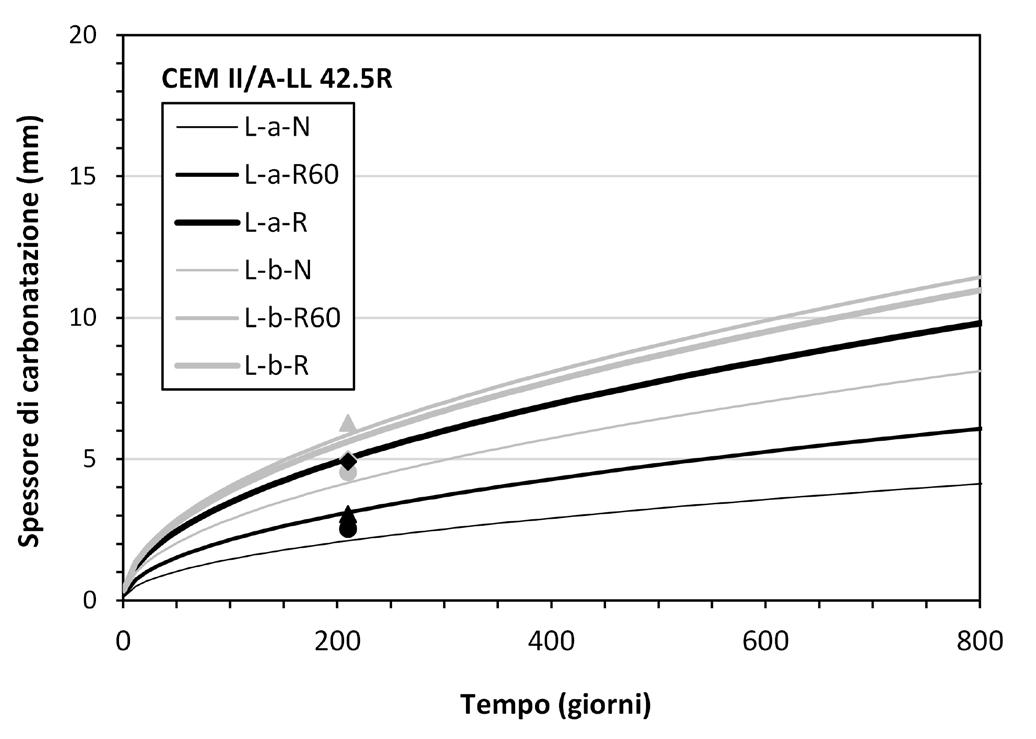
ziato in alcuni riferimenti bibliografici [5, 6], soprattutto la zona di transizione in prossimità degli aggregati RAP tende a presentare una maggiore porosità che potrebbe peggiorare la resistenza alla carbonatazione. Inoltre, la natura idrofobica degli aggregati RAP (riconducibile alla presenza di bitume sulla superficie stessa delle particelle) [12] potrebbe mantenere meno umida la pasta cementizia favorendo l’ingresso della CO2.
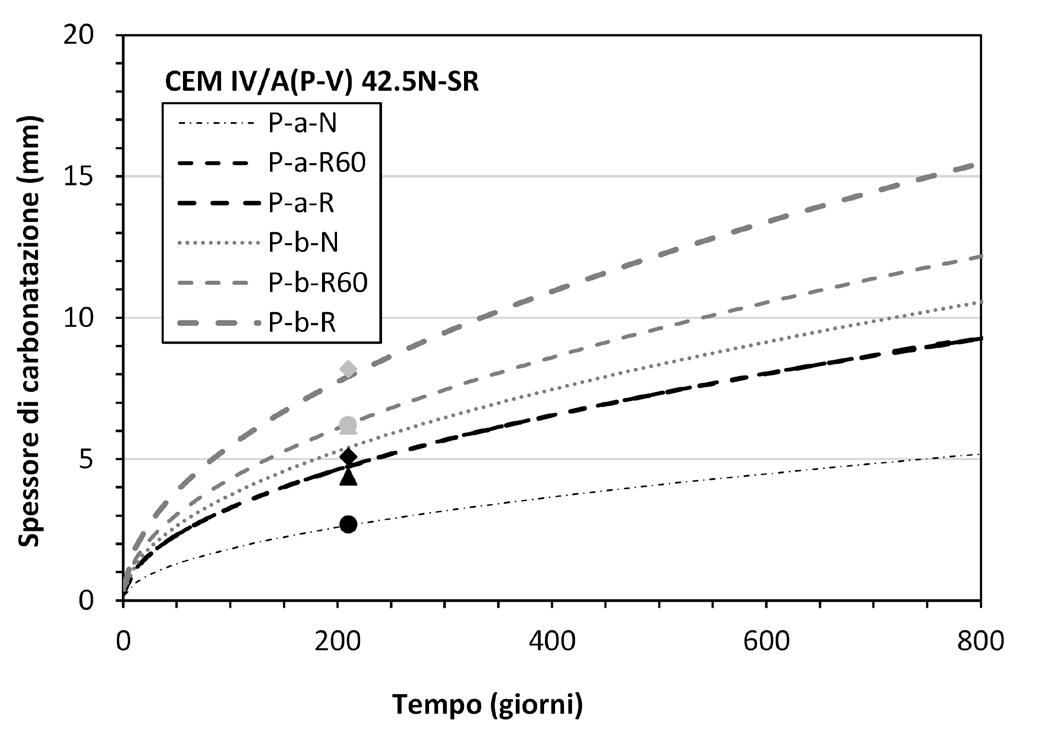
(a) (b)
Fig.3 - Andamento della profondità di carbonatazione in condizioni valutato di esposizione naturali (esterno non riparato) di calcestruzzi confezionati con cemento CEM II/A-LL 42,5R (a) e CEM IV/A (P-V) 42,5N-SR (b) / Trend of carbonation depth over time evaluated under natural exposure conditions (external unsheltered) on concretes made with cement CEM II/A-LL 42,5R (a) and CEM IV/A (P-V) 42,5N-SR (b).
Per poter accelerare il processo di carbonatazione, analoghi provini di calcestruzzo sono stati esposti a una maggiore concentrazione di CO2, pari a 3% (T = 20°C, U.R. = 65%).
Dopo soli 77 giorni di esposizione in condizioni accelerate (Fig. 4a), per calcestruzzi con cemento al calcare e basso rapporto a/c (L-a-%RAP) sono stati misurati spessori medi di carbonatazione variabili fra 9 e 12 mm, mentre per i calcestruzzi con cemento pozzolanico e maggiore rapporto a/c (P-b-%RAP) si raggiungono spessori di carbonatazione di quasi 20 mm.
Per quantificare la resistenza alla carbonatazione e prevedere l’andamento della profondità della stessa, i dati ottenuti sono stati interpolati secondo l’equazione (1) ed è stato calcolato il coefficiente di carbonatazione dei diversi calcestruzzi, corrispondentemente alle diverse condizioni di esposizione.
La figura 4b mostra che i coefficienti di carbonatazione in condizioni di esposizione naturali (knat, variabili fra 2 e 12 mm/anno0,5) e quelli in condizioni di esposizione accelerate (kacc, decisamente superiori, con valori sino a 45 mm/
anno0,5) sono correlati e principalmente influenzati dal rapporto a/c della pasta cementizia, piuttosto che dal contenuto di RAP.
La correlazione potrà essere sfruttata per determinare il comportamento a lungo termine del calcestruzzo esposto a un ambiente specifico, in funzione di quello in condizioni accelerate. Noto il k acc dei diversi calcestruzzi, è stato possibile prevedere, e successivamente verificare tramite prelievi di carote di calcestruzzo, la completa carbonatazione dei provini armati esposti alle medesime condizioni accelerate.
Le prove di resistenza alla carbonatazione riportate in questa nota, insieme a quelle di assorbimento e di risalita capillare effettuate su analoghi calcestruzzi e discusse nel riferimento [12], non hanno evidenziato un significativo effetto del RAP con riferimento alla fase di innesco della corrosione. Tuttavia, le differenze riscontrate nella cinetica di passivazioni dell’acciaio al carbonio in calcestruzzo con RAP [8, 13] potrebbero influenzare la propagazione della corrosione da carbonatazione.
Una volta che il fronte di carbonatazione ha raggiunto le armature, i provini armati sono stati, quindi, esposti per giorni a vari cicli, differenti per condizioni di umidità relativa (T = 20°C).
A titolo di esempio, la figura 5a mostra i risultati del monitoraggio effettuato in termini di potenziale di corrosione (in grigio) e velocità di corrosione (in nero) delle diverse armature inglobate nel calcestruzzo P-b-R60 durante l’esposizione alle seguenti condizioni: 80% U.R e 20°C, 90% U.R e 20°C, e ripetuti cicli di bagnamento (per 24 ore) e asciu-
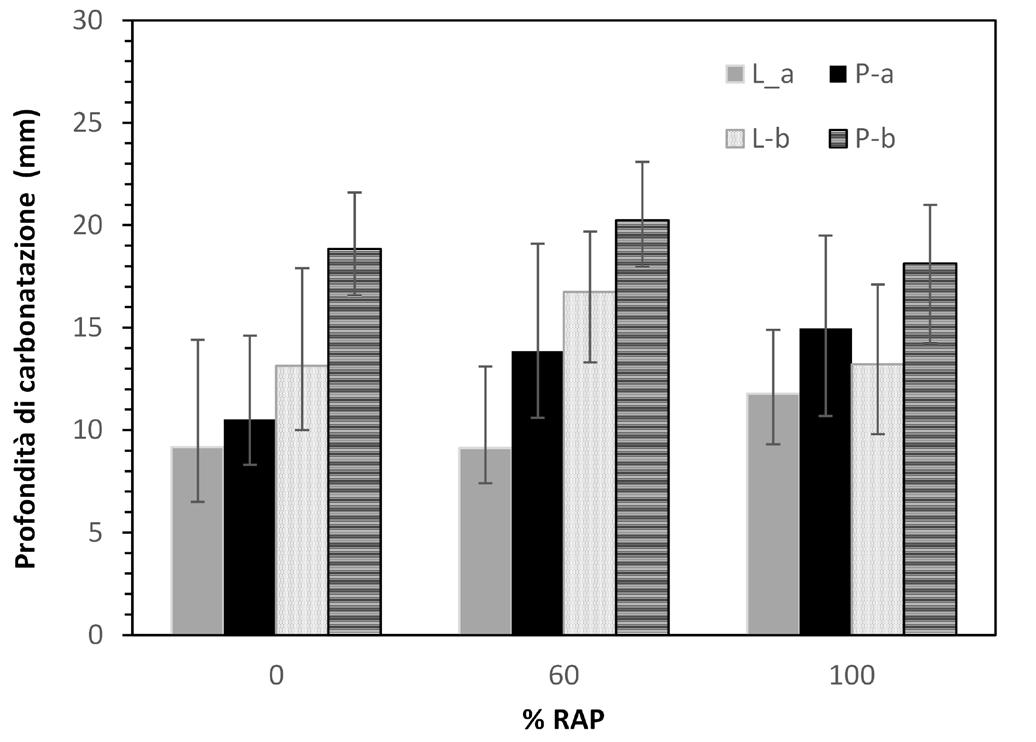
gamento nei successivi sei giorni. Il dettaglio delle misure acquisite al termine dei cicli di bagnamento è riportato in figura 5b. Le figure 6-9 mostrano i valori medi e gli intervalli di variabilità del potenziale di corrosione (a) e della velocità di corrosione (b) ricavati a regime nelle diverse condizioni di esposizione a cui sono stati esposti i 12 provini in calcestruzzo armato dopo essere stati carbonatati, rispettivamente per le armature in acciaio al carbonio, acciaio zincato, acciaio inossidabile 23-04 e 304.
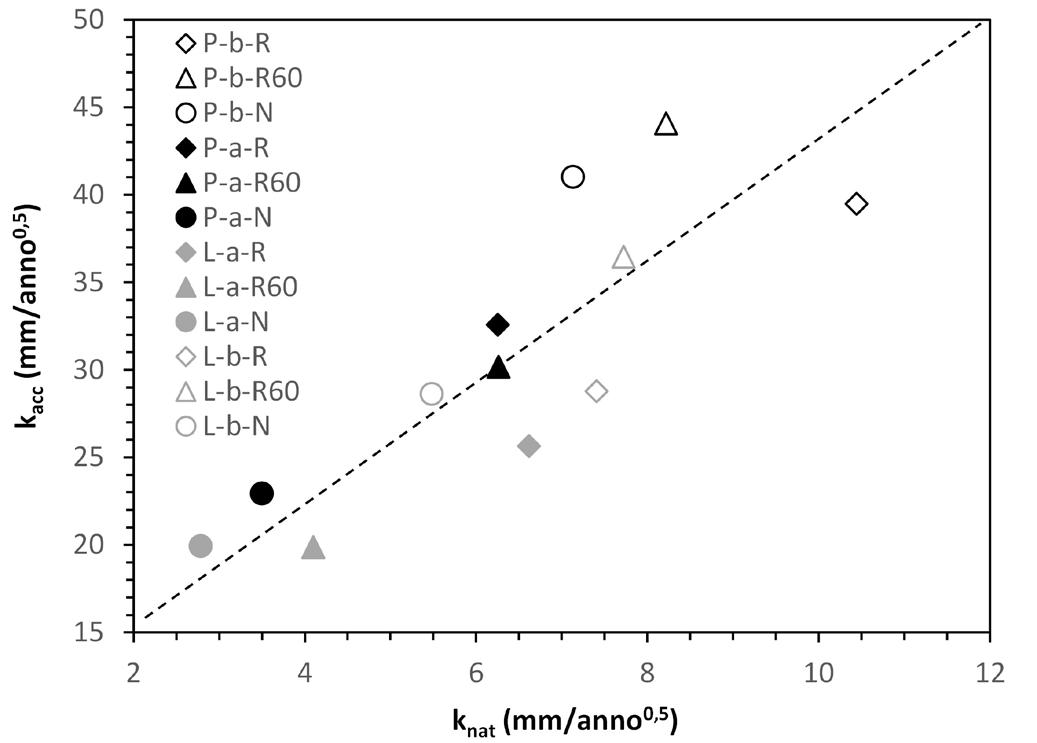
(a) (b)
Fig.4 - Valori medi della profondità di carbonatazione e intervalli di variabilità misurati dopo 77 giorni in condizioni accelerate (3% CO2) in calcestruzzi differenti per %RAP, tipo di cemento e rapporto a/c (a). Correlazione fra coefficienti di carbonatazione naturale (knat) e accelerata (kacc) dei calcestruzzi studiati (b) / Average values of carbonation depth and variability ranges measured after 77 days in accelerated conditions (3% CO2) for concretes different for %RAP, cement type and w/c ratio (a). Relationship between natural (knat) and accelerate (kacc) carbonation coefficients for all concrete mixes (b).
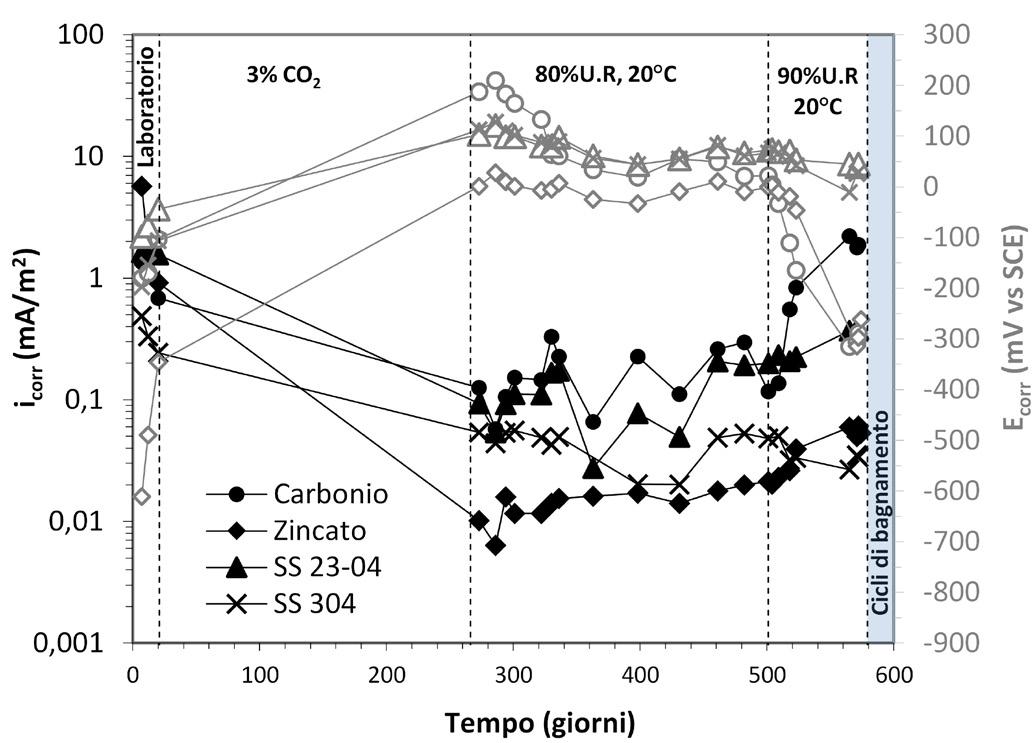
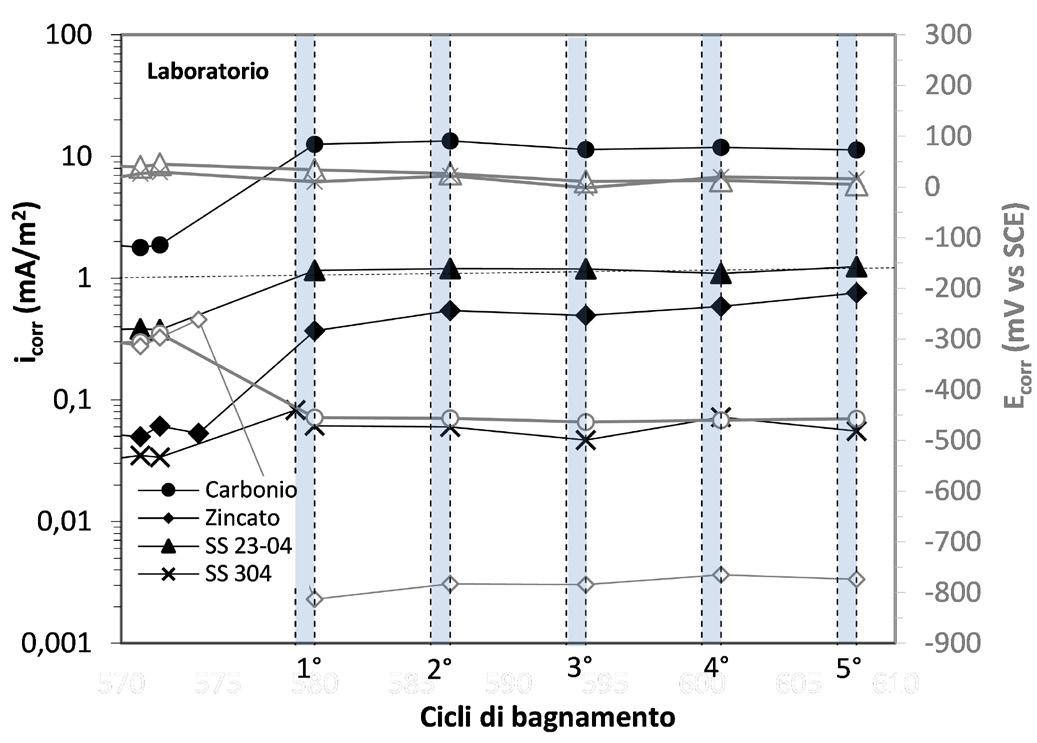
Fig.5 - Esempio di monitoraggio nel tempo del potenziale di corrosione (in grigio) e della velocità di corrosione (in nero) di diverse armature inglobate nel provino P-b-R60 esposto a differenti condizioni termo-igrometriche (a) e a cicli di bagnamento (b) / Example of monitoring over time of corrosion potential (grey) and corrosion rate (black) for different rebars embedded in specimen P-b-R60, exposed to several thermo-hygrometric conditions a) and to wetting cycles (b). (a) (b)
I provini armati L-a-N e L-a-R60 hanno richiesto un’esposizione prolungata al 3% CO2, affinché il fronte di carbonatazione raggiungesse la profondità delle armature; per questo motivo il confronto fra questi provini e gli altri è stato limitato alle condizioni ambientali più aggressive (ai cicli di bagnamento e asciugamento, oltre a 90% U.R e 20°C per il solo provino L-a-N).
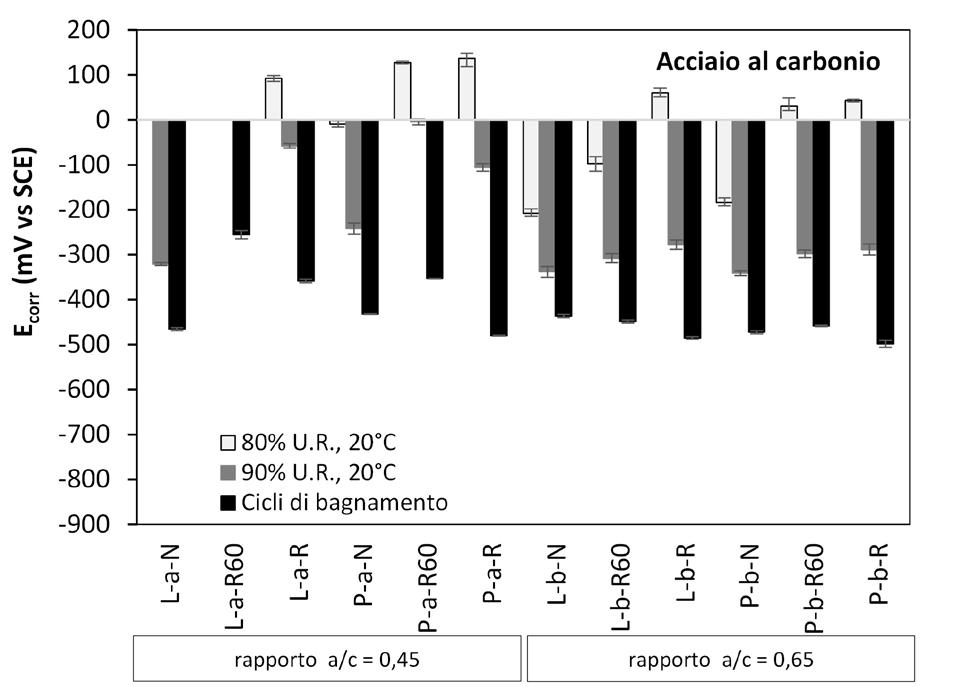
Considerando i risultati mostrati in figura 6 relativamente all’acciaio al carbonio inglobato nei diversi calcestruzzi, si può osservare che, una volta che la carbonatazione ha raggiunto l’acciaio, la corrosione si è attivata e, infatti, il potenziale di corrosione si porta a valori anche inferiori a -400 mV vs SCE (Fig. 6b).
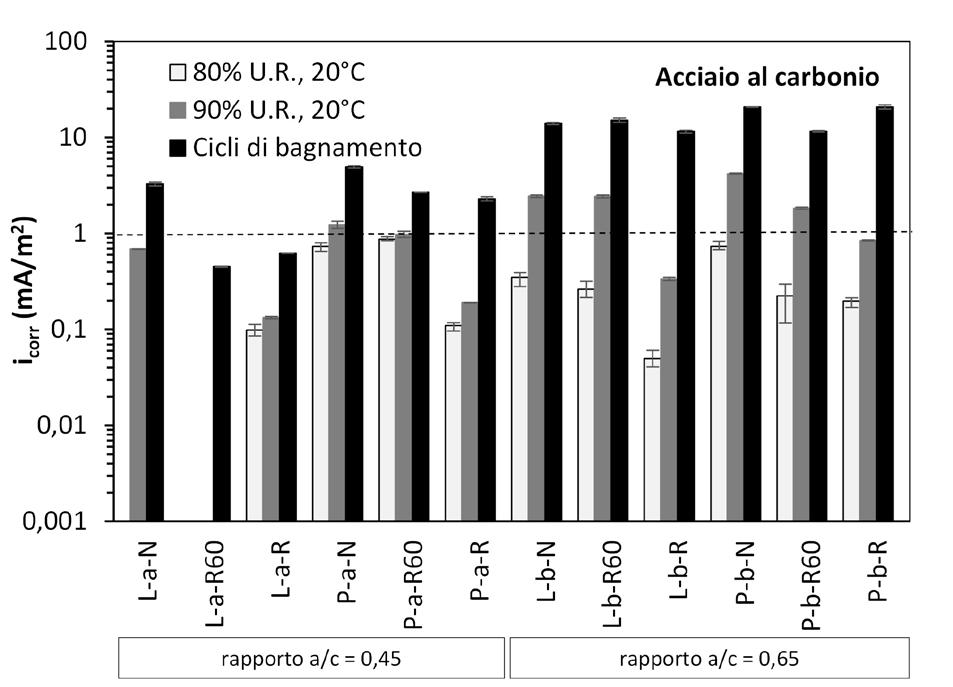
Fig.6 - Valori medi e barre di errore del potenziale di corrosione (a) e della velocità di corrosione (b) di armature in acciaio al carbonio in calcestruzzi carbonatati, diversi per tipo di cemento (CEM II, L e CEM IV, P), rapporto a/c (0,45 e 0,65) e %RAP (0, 60 e 100%), esposti a diverse condizioni ambientali / Averagevaluesandvariabilityofcorrosionpotential(a)andcorrosion rate(b)ofcarbonsteelreinforcementsincarbonatedconcretes,differentforcementtype(CEMII,L,andCEMIV,P),w/c ratio(0,45and0,65)and%RAP(0,60and100%),exposedtodifferentenvironmentalconditions.
Per effetto del controllo ohmico resistivo, la velocità di corrosione è governata dalle condizioni di umidità e temperatura del calcestruzzo [10]. Si può osservare che, aumentando l’umidità del calcestruzzo, ovvero passando da 80 a 90% U.R. e all’immersione in acqua, la velocità di corrosione aumenta di diversi ordini di grandezza (da 0,1 mA/m2 a 80% U.R., a 3-4 mA/m2 per U.R. pari a 90%, sino a qualche decina di mA/m2 in
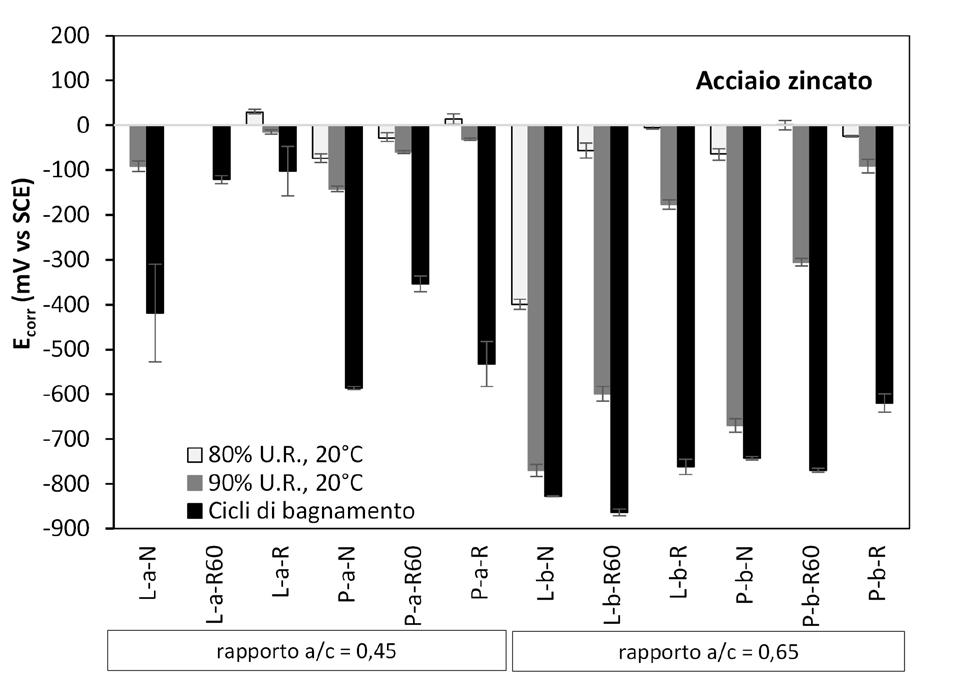
condizioni di bagnamento).
Il controllo ohmico è più evidente per i calcestruzzi con maggior rapporto a/c (0,65) e, quindi, per quelli più porosi che maggiormente assorbono umidità (Fig. 6b). Non si nota nessun particolare effetto riconducibile alla presenza del RAP.
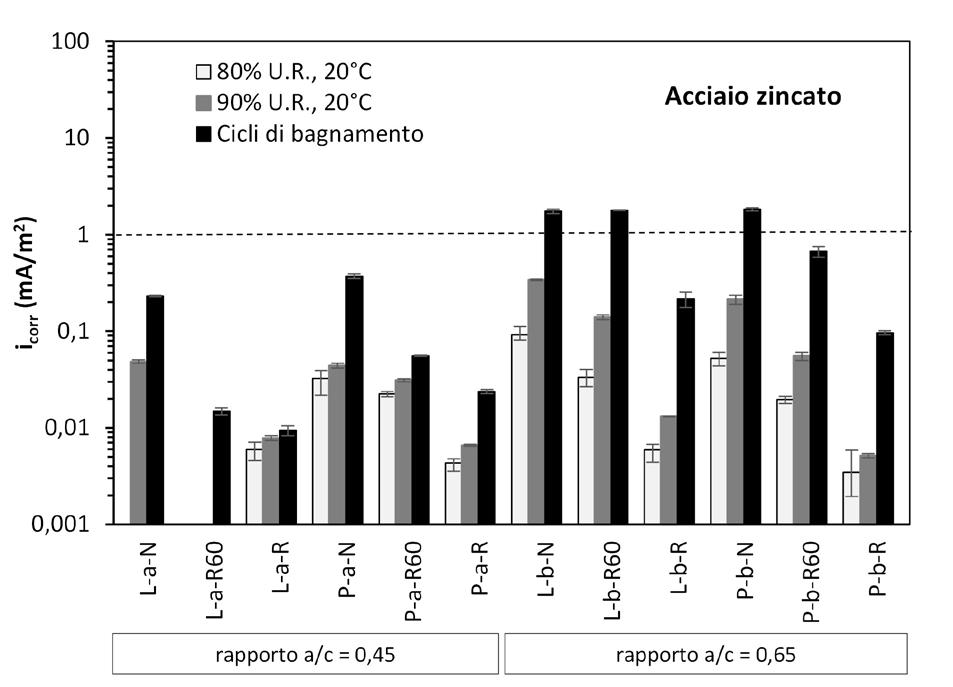
Fig.7 - Valori medi e barre di errore del potenziale di corrosione (a) e della velocità di corrosione (b) di armature in acciaio zincato in calcestruzzi carbonatati, diversi per tipo di cemento (CEM II, L e CEM IV, P), rapporto a/c (0,45 e 0,65) e %RAP (0, 60 e 100%), esposti a diverse condizioni ambientali / Averagevaluesandvariabilityofcorrosionpotential(a)andcorrosionrate (b)ofgalvanizedsteelincarbonatedconcretes,differentforcementtype(CEMII,L,andCEMIV,P),w/cratio(0,45and0,65) and%RAP(0,60and100%),exposedtodifferentenvironmentalconditions. (a) (b)
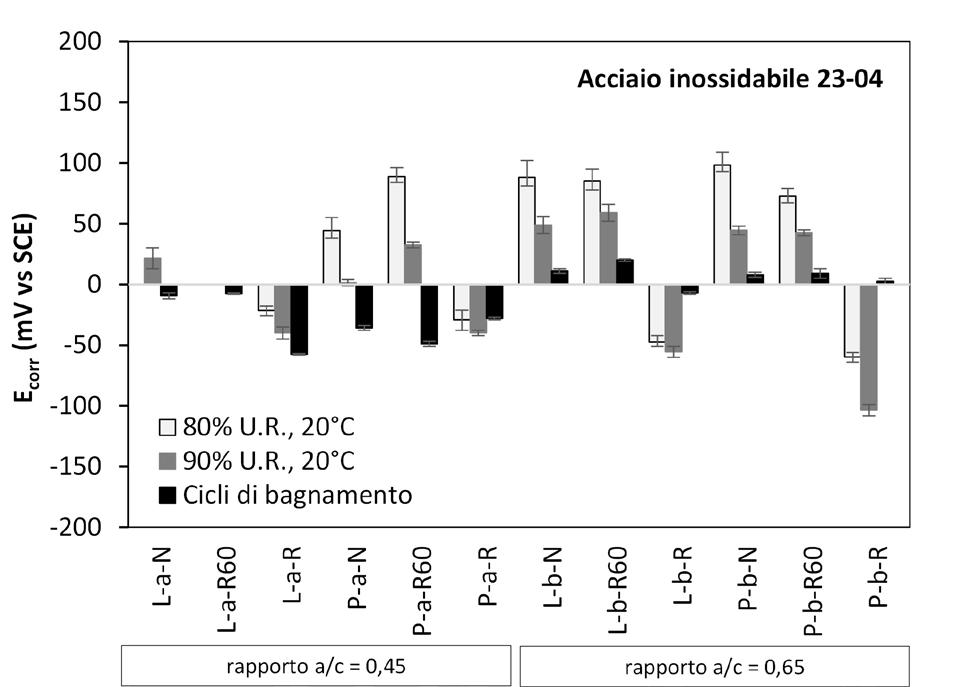

Fig.8 - Valori medi e barre di errore del potenziale di corrosione (a) e della velocità di corrosione (b) di armature in acciaio inossidabile 23-04 in calcestruzzi carbonatati, diversi per tipo di cemento (CEM II, L e CEM IV, P), rapporto a/c (0,45 e 0,65) e %RAP (0, 60 e 100%), esposti a diverse condizioni ambientali / Averagevaluesandvariabilityofcorrosionpotential(a)and corrosionrate(b)ofstainlesssteel23-04incarbonatedconcretes,differentforcementtype(CEMII,L,andCEMIV,P),w/c ratio(0,45and0,65)and%RAP(0,60and100%),exposedtodifferentenvironmentalconditions.
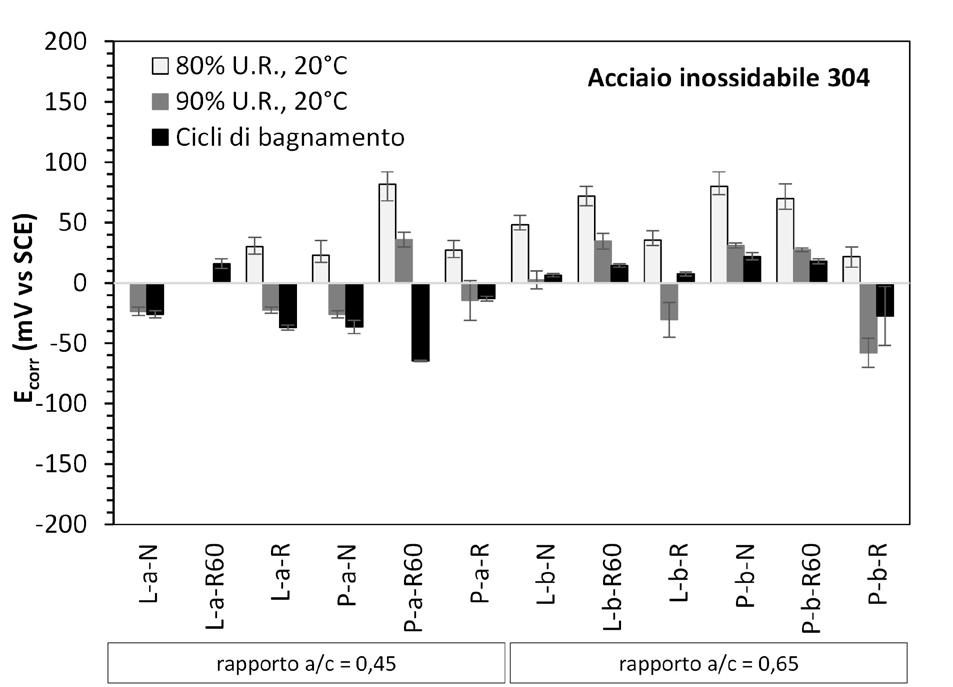
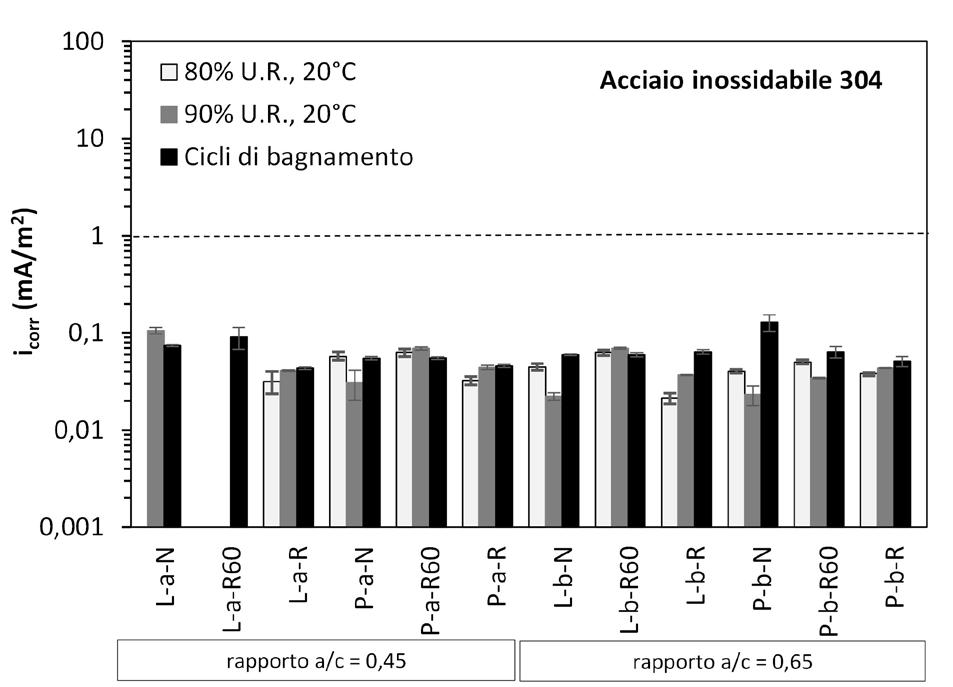
Fig.9 - Valori medi e barre di errore del potenziale di corrosione (a) e della velocità di corrosione (b) di armature in acciaio inossidabile 304 in calcestruzzi carbonatati, diversi per tipo di cemento (CEM II, L e CEM IV, P), rapporto a/c (0,45 e 0,65) e %RAP (0, 60 e 100%), esposti a diverse condizioni ambientali / Averagevaluesandvariabilityofcorrosionpotential(a)and corrosionrate(b)ofstainlesssteel304incarbonatedconcretes,differentforcementtype(CEMII,L,andCEMIV,P),w/cratio (0,45and0,65)and%RAP(0,60and100%),exposedtodifferentenvironmentalconditions.
Come atteso, le armature in acciaio zincato (Fig. 7) presentano potenziali di corrosione decisamente inferiori rispetto a quelli misurati sulle armature in acciaio al carbonio, raggiungendo anche valori di -800 mV vs SCE (Fig. 7a) soprattutto nelle condizioni più umide.
In realtà, in termini di velocità di corrosione si misurano valori dell’ordine di 0,1 e 0,01 mA/m2 a 80 e 90% di U.R. e non si superano valori di 1-2 mA/m2 durante i cicli di bagnamento, confermando che lo strato di passività dello
zinco si mantiene stabile in calcestruzzo carbonatato [10], anche in presenza di RAP (Fig. 7b).
Le armature in acciaio inossidabile 304 mostrano potenziali di corrosione compresi fra - 50 mV e + 100 mV vs SCE (più positivi quando esposti in ambiente asciutto) indipendentemente dal tipo di calcestruzzo; corrispondentemente, si misurano velocità di corrosione trascurabili (intorno a 0,1 mA/m2), a conferma delle loro condizioni di passività. Anche le armature di acciaio inossidabile
23-04 evidenziano potenziali di corrosione simili a quelli misurati sull’acciaio 304 mentre le velocità di corrosione sono leggermente superiori ma trascurabili; si attestano al massimo a 1-2 mA/m2 evidenziando che, come atteso [13], non hanno subito in queste condizioni l’innesco della corrosione (anche nelle condizioni di esposizione di maggior aggressività).
Le prove di resistenza alla penetrazione dell’anidride carbonica (CO2) hanno evidenziato che l’innesco della corrosione da carbonatazione di armature in acciaio al carbonio potrebbe avvenire più rapidamente nei calcestruzzi con aggiunta di fresato d’asfalto riciclato (RAP), anche se non è stato possibile identificare una correlazione rispetto alle percentuali impiegate in sostituzione dell’aggregato ordinario. Sicuramente, l’innesco potrà essere posticipato migliorando l’impervietà della pasta cementizia del calcestruzzo grazie all’adozione di un minore rapporto acqua/cemento (0,45) e/o di una stagionatura prolungata nel caso di impiego di cementi pozzolanici.
Diversamente, le prove di corrosione dell’acciaio al carbonio in calcestruzzo carbonatato non hanno evidenziato un effetto significativo della presenza di RAP in relazione alla propagazione della corrosione. Una volta innescata la corrosione delle armature in acciaio al carbonio, si riescono a garantire velocità di corrosione trascurabili (< 1 mA/m2) solo in ambienti con umidità relativa fino al 80% (T = 20°C). A parità di temperatura, aumentando
l’umidità a 90% si raggiungono velocità di corrosione di 3-4 mA/m2. In assenza di contatto diretto con l’acqua, i calcestruzzi carbonatati risultano meno aggressivi nei confronti dell’acciaio al carbonio. Al contrario, le prove di bagnamento hanno mostrato che in tale condizione di esposizione il calcestruzzo induce un’elevata velocità di corrosione sull’acciaio al carbonio, soprattutto nel caso di maggior rapporto a/c (0,65 invece di 0,45), indipendentemente dalla presenza di RAP.
L’innesco della corrosione non si è manifestato né sulle armature in acciaio zincato né tanto meno su quelle in acciaio inossidabile (304 e 23-04), confermando la stabilità delle condizioni di passività anche in calcestruzzi con RAP ed evidenziando la possibilità di impiegare queste tipologie di armature in combinazione ai calcestruzzi con fresato nel caso si debbano garantire adeguate vite di servizio.
Questo lavoro sperimentale è stato svolto nell’ambito del bando “Circular Economy for a Sustainable Future” (Progetto RAPCON, rif. 2019-2286) finanziato da Fondazione Cariplo.
Gli autori desiderano ringraziare Amplia Infrastructure S.p.A. (Roma, Italia), come partner industriali del progetto, oltre a Buzzi S.p.A., Acciaierie Valbruna, Feralpi Group e Nord Zinc per la fornitura dei materiali. Gli autori ringraziano Andrea Filippi e Nicoletta Russo per il loro contributo al progetto RAPCON.
BIBLIOGRAFIA
[1] Meyer C. The greening of the concrete industry. Cement & Concrete Composites. 2009, 31(8):601-605.
[2] Li W., Carsana M., Redaelli E., Canonico F. Properties of sustainable concrete made with low-clinker cements. ICC 2024:755-762.
[3] Carsana M., Canonico F., Bertolini L. Corrosion resistance of steel embedded in sulfoaluminate-based binders. Cement & Concrete Composites. 2018, 88:211-219.
[4] Corinaldesi V., Moriconi G. Reusing and Recycling C&D waste in Europe. Sustainable Waste Management and Recycling: Proceedings of the International Conference on "Sustainable Waste Management and Recycling: Challenges and Opportunities", held at Kingston University, London, U.K., September 14-15, 2004.
[5] Coppola L., Kara P., Lorenzi S. Concrete manufactured with crushed asphalt as partial replacement of natural aggregates. Materiales de Construcicon. 2016, 66(324):1-7.
[6] Abraham S. M., Ransinchung G. D. R. N. Strength and permeation characteristics of cement mortar with Reclaimed Asphalt Pavement Aggregates, Construction and Building Materials. 2018, 167:700-706.
[7] Filippi A., Carsana M., Lollini F., Redaelli E., Characterization of Recycled Asphalt Pavement as Aggregate for Concrete, Recent Advances in Concrete Technology and Sustainability Issues. Proceedings Fifteenth International Conference, Special Publication 355 (2022): 245262
[8] Filippi A., Carsana M., Lollini F., Redaelli E., Study of the passivation of steel in concrete made with RAP aggregate, XVII Convegno nazionale AIMAT. 2023.
[9] Masi G., Michelacci A., Manzi S., Bignozzi M. C. Assessment of reclaimed asphalt pavement (RAP) as recycled aggregate for concrete, Construction and Building Materials. 2022.
[10] Redaelli E., Carsana M., Filippi A., Lollini F. Effect of Composition on the Properties of Concrete Made with RAP Aggregate, Lecture Notes in Civil Engineering. 2024, 435:664–680.
[11] Bertolini L., Elsener B., Pedeferri P., Redaelli E., Polder R., Corrosion of steel in concrete: prevention, diagnosis, repair, Wiley. 2013.
[12] Russo N., Filippi A., Carsana M., Lollini F., Redaelli E. Impact of RAP as recycled aggregate on durability-related parameters of structural concrete, Materials and Structures, 2025.
[13] Carsana M., Lollini F., Redaelli E. Corrosion behaviour of steel in sustainable concrete made with recycled asphalt pavement aggregate (RAP), Structural 256, 2025.
[14] Bertolini L., Gastaldi M. Corrosion resistance of low-nickel duplex stainless steel rebars, Materials and Corrosion, 2011.
Given the need to make eco-sustainable buildings, the interest in alternatives to natural aggregates for concrete is increasing, including the milled material deriving from pavement maintenance (Recycled Asphalt Pavement, RAP). Availability of RAP and its compatibility with ordinary aggregates make its use potentially sustainable, even if its effects on the durability of reinforced concrete structures are not clear yet. As part of the RAPCON project, funded by Fondazione Cariplo, an experimental study was carried out by considering various types of reinforcement in contact with concretes different for percentage of RAP, type of cement and water/cement ratio. This note discusses carbonation resistance of studied concretes and corrosion behaviour of the reinforcements by highlighting the importance of designing adequately mixtures with RAP, in order to create durable reinforced concrete structures in function of environmental aggressiveness conditions.
C. Mele, S. Bagheri, C. Esposito Corcione, R. Striani
Una delle tecniche più diffuse per prevenire la corrosione sulle superfici metalliche è l’applicazione di un rivestimento protettivo. In questo studio sono state analizzate le proprietà protettive di due tipi di rivestimenti polimerici applicati su provini di zama. Sono stati impiegati dei rivestimenti protettivi ibridi organici-inorganici con ossido di grafene non funzionalizzato (GC) e funzionalizzato (FGC), rispettivamente. Le polveri utilizzate sono state caratterizzate dal punto di vista strutturale, morfologico e spettroscopico ed è stato dimostrato il successo della funzionalizzazione. La resistenza alla corrosione dei rivestimenti è stata valutata attraverso misure elettrochimiche (LSV, PS, EIS) e nebbia salina. I risultati hanno dimostrato che i rivestimenti utilizzati, in particolare quello con ossido di grafene funzionalizzato, forniscono una protezione anticorrosiva significativa. La spettroscopia Raman ha confermato l’efficacia protettiva del rivestimento FGC.
Le tecniche tradizionali di rivestimento dei metalli si basano su processi che richiedono spesso l’impiego di prodotti nocivi per l’ambiente e la salute umana per garantire un’elevata resistenza alla corrosione [1, 2]. Di conseguenza, le normative in ambito industriale impongono l’eliminazione di diversi prodotti potenzialmente pericolosi. Questo ambizioso obiettivo ha spinto la comunità scientifica a ricercare nuovi approcci per migliorare la resistenza alla corrosione dei metalli [3]. Nel corso degli anni, sono stati condotti numerosi studi, concentrandosi sullo sviluppo di rivestimenti polimerici per vari metalli, tra cui acciaio [4-8], ferro [9,10], leghe di magnesio [11,12] e alluminio [13,14]. L’uso dei silani ha generato particolare interesse per le loro potenzialità e sistemi ibridi organico-inorganici, basati sul metodo sol-gel, sono stati presi in considerazione per lo sviluppo di pretrattanti e top-coat con buone proprietà protettive per leghe di magnesio e acciai [1,15,16]. La tecnica sol-gel, utilizzata per rivestimenti organici su substrati metallici, consente di ottenere rivestimenti efficienti eliminando la necessità di un processo di lavaggio, riducendo così l’impatto ambientale. Il vantaggio principale di questa sintesi, rispetto ad altri metodi, risiede nell’uso di alcol non tossico e soluzioni acide diluite, senza la necessità di tensioattivi o altri additivi che potrebbero influire negativamente sulla
Claudio Mele, Sonia Bagheri, Carola Esposito Corcione, Raffaella Striani
Dipartimento di Ingegneria dell’Innovazione, Università del Salento, Lecce, Italia
morfologia e sulle proprietà del rivestimento [17]. I film sottili finiti inoltre garantiscono un’elevata adesione ai substrati e un’elevata stabilità chimica e termica [18, 19]. L’ossido di grafene è stato introdotto in rivestimenti organico-inorganici sviluppati con il metodo sol-gel, mostrando una straordinaria resistenza alla corrosione, proprietà auto-riparanti ed elevata resistenza termica e meccanica [20-22]. In questo lavoro sono state valutate le prestazioni anticorrosive di una miscela di silani preparata mediante tecnica sol-gel, con ossido di grafene non funzionalizzato (GC) e funzionalizzato (FGC) su campioni di zama.
MATERIALI E METODI
Preparazione di miscele e rivestimenti
Come substrato sono state utilizzate barre di zama (100 × 10 × 5 mm), lega composta da zinco, alluminio, magnesio e rame. Ogni campione è stato lavato con acqua e detergente per vetreria da laboratorio, quindi risciacquato con acqua corrente e asciugato con un panno imbevuto di etanolo. Le superfici in zama sono state rivestite, immergendo i campioni per 6 minuti nelle miscele sviluppate, lasciandoli asciugare a temperatura ambiente per 15 minuti e riscaldandoli poi in forno a 120°C per 1 ora. È stata utilizzata una miscela di tetraetossisilano (TEOS) e metiltrietossisilano (MTES), in rapporto in volume 1:1, mescolata con acqua distillata ed etanolo. Successivamente, è stato aggiunto acido acetico fino a pH 3 e la miscela è stata mantenuta a temperatura ambiente, agitandola fino al termine delle reazioni sol-gel. La formulazione di controllo (CC) è stata utilizzata come miscela base. La miscela GC è stata ottenuta disperdendo 0.4 g/l di ossido di grafene alla miscela CC, sonicata per 10 minuti. Per ottenere la miscela FGC, la polvere di GO e 3-amminopropiltrietossisilano (APTES) sono stati dispersi in Dimetilformammide (DMF) e agitati a 600 rpm a 85 °C per 2 ore. La miscela è stata quindi centrifugata in acqua demineralizzata a 10.000 giri al minuto per 15 minuti per eliminare solventi e sottoprodotti della reazione. Infine, il GO funzionalizzato è stato essiccato a 70 °C per 24 ore.
Caratterizzazione delle polveri
Lo studio morfologico del GO con e senza trattamento di funzionalizzazione è stato effettuato mediante microscopio elettronico a scansione (SEM) Phenom XL G2. La diffrazione a raggi X (XRD) delle polveri di GO è stata ot-
tenuta con un microscopio Philips PW 1729, utilizzando la radiazione Cu-Kα in modalità di riflessione. La caratterizzazione è stata completata con uno spettrometro FTIR6300 Jasco.
Caratterizzazione delle miscele
La caratterizzazione reologica delle miscele è stata effettuata in un reometro a deformazione controllata (Malvern Kinexus Pro+). I test sono stati eseguiti con una geometria a piatti paralleli (raggio = 12,5 mm) in modalità stazionaria, a temperatura ambiente. Analisi termiche mediante calorimetria differenziale a scansione sono state utili per studiare il comportamento delle miscele in funzione della temperatura. Sono state eseguite scansioni dinamiche da 25 °C a 300 °C in atmosfera di azoto a una velocità di riscaldamento pari a 10 °C/min.
Caratterizzazione dei rivestimenti
Il comportamento protettivo contro la corrosione dei rivestimenti è stato studiato mediante test di corrosione elettrochimici. Gli esperimenti sono stati condotti utilizzando un potenziostato/galvanostato Parstat 2273. Il potenziale a circuito aperto (OCP) è stato monitorato per 60 minuti per garantire che le fluttuazioni di tensione rimanessero al di sotto di 5 mV. Sono stati condotti misure di voltammetria a scansione lineare (LSV) a una velocità di scansione di 1 mV/s e misure potenziostatiche a un potenziale fisso di -0,8 V per una durata di 60 minuti. Sono state inoltre condotte misure di spettroscopia di impedenza elettrochimica (EIS), nel range di frequenze da 1 MHz a 10 mHz, a OCP con un’ampiezza di 10 mV. I corrispondenti parametri di corrosione sono stati ricavati mediante un modello circuitale equivalente. Si è utilizzata una cella a tre elettrodi con un elettrodo in titanio platinato e un elettrodo Ag/ AgCl che fungevano da controelettrodo e da elettrodo di riferimento, rispettivamente. Tutti i potenziali sono riportati rispetto ad Ag/AgCl. Le misure sono state effettuate a temperatura ambiente in una soluzione 1 M di NaCl. La composizione chimica dei campioni, sia rivestiti sia non rivestiti, prima e dopo i test di corrosione elettrochimica, è stata analizzata mediante spettroscopia Raman. Le misure sono state eseguite con un sistema confocale LabRam con un obiettivo 10x. La resistenza alla corrosione dei rivestimenti è stata ulteriormente valutata in conformità alla norma ISO 9227:2022 per le prove di corrosione in atmo-
sfere artificiali, utilizzando test in nebbia salina [23]. I test sono stati condotti con una camera Corrotherm 610E-400 a una temperatura di 35°C e una pressione di nebulizzazione di 1 atm.
Caratterizzazione delle polveri
Le micrografie SEM delle polveri a base di ossido di grafene rivelano una struttura irregolare caratterizzata da vari strati sottili e sovrapposti (figura 1a). Lo spessore di alcune strutture lamellari, stimato dalle immagini, varia da circa 54 nm a 120 nm. La presenza di strutture a geometria sferica di circa 1 μm (figura 1b) è attribuita alla funzionalizzazione del GO con APTES. Il processo di funzionalizzazione prevede la formazione di gruppi ammino-silice sui fogli di GO attraverso legami ammidici (-CONH) [24].
L’analisi EDS ha confermato una notevole presenza di gruppi di silicio correlati al processo di funzionalizzazione dell’ossido di grafene (figura 1c e 1d). L’analisi XRD si è dimostrata preziosa nello studio delle modifiche strutturali del GO derivanti dal processo di funzionalizzazione (figura 1e). In particolare, il GO commerciale presenta la caratteristica struttura cristallina della grafite, con un intenso picco di diffrazione a 2θ = 26,31°. Dopo la funzionalizzazione, il grado di cristallinità si è quasi dimezzato, passando da 0,99 per il GO a 0,51 per il FGO, accompagnato da un leggero spostamento del picco di diffrazione (da 26,31° a 26,27°) e dalla comparsa di piccoli picchi di diffrazione 10,4°, 5,9° e 21,7°. L’aumento nella distanza interplanare è indizio dell’introduzione di gruppi funzionali tra i fogli di GO in seguito al processo di funzionalizzazione, che induce modifiche superficiali [25], in linea con i risultati SEM.
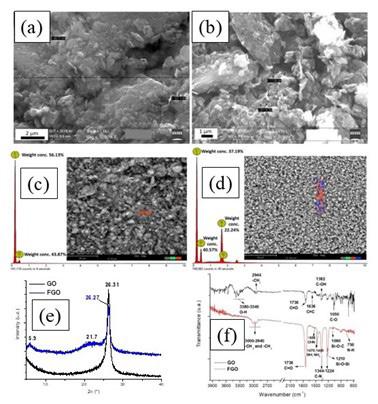
Fig.1 - Immagini SEM a 20000x di ossido di grafene (a) e ossido di grafene funzionalizzato (b); analisi EDS di ossido di grafene (c) e ossido di grafene funzionalizzato (d); spettri XRD di ossido di grafene e ossido di grafene funzionalizzato (e); spettri FTIR di ossido di grafene e ossido di grafene funzionalizzato (f) / SEMimagesat20000xmagnitudeofgraphene oxide(a)andfunctionalizedgrapheneoxide(b);EDSanalysisofgrapheneoxide(c)andfunctionalizedgrapheneoxide(d); XRDspectraofgrapheneoxideandfunctionalizedgrapheneoxide(e);FTIRspectraofgrapheneoxideandfunctionalized grapheneoxide(f).
Lo spettro FTIR dell’ossido di grafene (GO), riportato in figura 1f, rivela la presenza di gruppi O-H con vibrazioni di stretching nell’intervallo 3380-3340 cm-1, e di bending dei gruppi C-OH a 1382 cm-1. Sono state individuate anche le bande CH2 a 2944 cm-1 e le vibrazioni di stretching C=O e C=C a 1736 cm-1 e 1636 cm-1, rispettivamente. La presenza di gruppi C=O in GO suggerisce la possibilità di formazione di legami covalenti con altri gruppi funzionali [26, 27]. Infine, le vibrazioni di stretching C-O-C dei gruppi epossidici di GO sono state identificate a 1050 cm-1. Il processo di funzionalizzazione con amminosilano ha portato alla formazione di gruppi contenenti azoto, come evidenziato dalla banda a 1224 cm-1 (stretching C-N) nello spettro del GO funzionalizzato (figura 1f). Le vibrazioni di Si-O-Si e Si-O-C a 1210 cm-1 e 1090 cm-1, rispettivamente, suggeriscono una funzionalizzazione covalente. Nell’intervallo 3000-2940 cm-1, sono visibili le vibrazioni di stretching simmetriche e asimmetriche dei gruppi CH2 e CH3, indicando la presenza di APTES sulla superficie del GO [28]. I segnali a 750 cm-1 (N-H), 1224 cm-1 (C-N) e 1508 cm-1 (CHN) indicano la reazione tra i gruppi amminici dell’amminosilano e i gruppi epossidici del GO [28]. Inoltre, le bande a 1470 cm-1 e 1440 cm-1 rivelano le vibrazioni dei gruppi amminici legati da legami a idrogeno, rispettivamente NH e NH2 [28].
Caratterizzazione reologica e termica delle miscele liquide
Per valutare il metodo di applicazione appropriato per le formulazioni sviluppate su substrati metallici, sono state condotte misure reologiche per le miscele liquide. Le curve reologiche rivelano un comportamento pseudoplastico per tutte le formulazioni (figura 2a). Sebbene tutte le miscele partano da valori di viscosità comparabili (circa 0,3 Pa·s), la viscosità di ciascuna formulazione diminuisce con la velocità di taglio, raggiungendo valori costanti diversi alle alte velocità di taglio. In particolare, con la miscela GC si sono ottenuti valori di viscosità (5 mPa·s) più vicini a quelli dell’acqua, mentre con la miscela FGC valori di viscosità di un ordine di grandezza superiori (circa 30 mPa·s). Ciò suggerisce che la GC è la formulazione più adatta per metodi di applicazione che richiedono elevate velocità di taglio, come il rivestimento a spruzzo, mentre la FGC può essere applicata a immersione o a rullo.
Le misure DSC hanno fornito informazioni su temperature e tempi coinvolti nel processo di formazione del rivestimento (figura 2b e 2c).
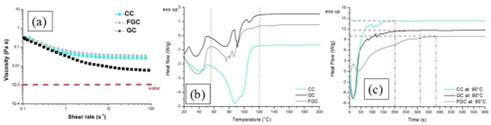
Fig.2 - Curve reologiche (a), DSC delle scansioni dinamiche (b) e isoterme (c) della formulazione di controllo (CC), del rivestimento a base di GO (GC) e a base di GO funzionalizzato (FGC) / Rheologicalplots(a),DSCcurvesofdynamic(b)and isothermalscans(c)ofcontrolformulation(CC),GO-basedcoating(GC)andfunctionalizedGO-basedcoating(FGC).
Proprietà dei rivestimenti
La resistenza alla corrosione dei rivestimenti sui campioni di zama è stata studiata attraverso diversi test elettrochimici eseguiti in una soluzione di NaCl 1 M. Lo spessore dei rivestimenti realizzati è stato misurato con un micrometro digitale e, mediamente, è risultato pari a 130 ± 10 micron. L’OCP dei campioni è stato monitorato per 60 minuti fino a raggiungere uno stato stazionario. Successivamente, sono state eseguite misure LSV sui campioni senza e con rivestimento (figura 3).
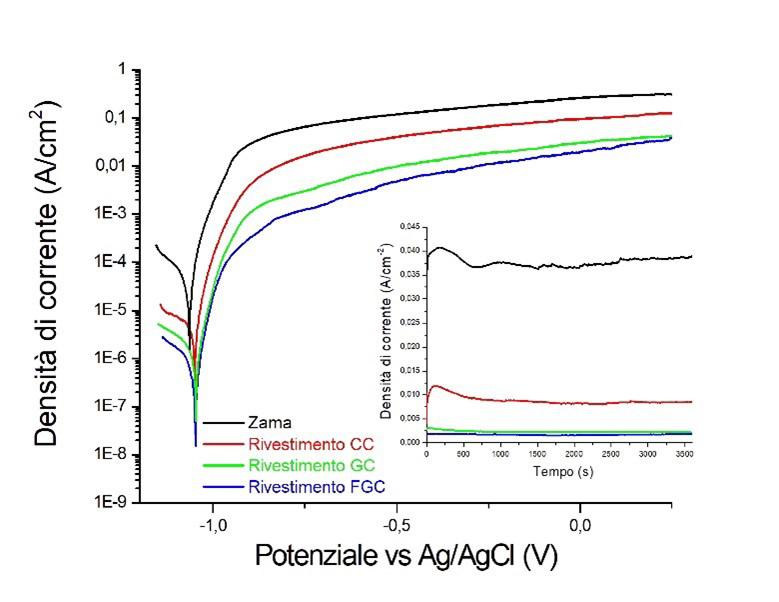
Fig.3 - Curve LSV in NaCl 1 M per i campioni di zama senza e con rivestimento. Inset: Densità di corrente misurata con misure potenziostatiche a -0.8 V in NaCl 1M per i campioni di zama senza e con rivestimento / LSVplotsofuncoatedand coatedzamaksamplesin1MNaClsolution.Inset:Currentdensitymeasuredfollowingpotentiostaticmeasurementsat -0.8Vonuncoatedandcoatedzamaksamplesin1MNaClsolution.
Si osserva che, dopo la regione di attività, all’aumentare del potenziale la densità di corrente è rimasta pressoché costante, indicando la possibile formazione di uno strato di ossido sulla superficie. Come previsto, con il campione di zama nudo sono stati osservati un valore di E corr più negativo e correnti anodiche molto più elevate rispetto ai campioni rivestiti, presentando una resistenza alla corrosione significativamente inferiore per il campione nudo. I parametri di corrosione sono stati estratti dai grafici potenziodinamici e i risultati sono riportati in tabella 1. I
campioni rivestiti hanno sostanzialmente lo stesso Ecorr e il campione rivestito con FGC presenta la densità di corrente più bassa tra i rivestimenti testati, leggermente inferiore a quella del campione rivestito con GC. I valori di resistenza di polarizzazione dimostrano l’effetto protettivo dei rivestimenti, riducendo significativamente la velocità di corrosione del campione di zama e, in particolare, il rivestimento FGC fornisce il massimo livello di resistenza alla corrosione.
Tab.1 - Parametri di corrosione dei campioni con e senza rivestimento, estratti alle curve LSV / CorrosionparametersoftheuncoatedandcoatedsamplesextractedfromtheLSVplots.
Per approfondire lo studio della resistenza alla corrosione dei rivestimenti sviluppati, sono state eseguite misure potenziostatiche, applicando -0,8 V per 60 minuti. I campioni esaminati hanno mostrato un aumento iniziale della densità di corrente, seguito da una stabilizzazione e, dopo 1 ora, sono state osservate densità di corrente pressoché costanti (Inset di figura 3). I valori asintotici di densità di corrente con i campioni rivestiti sono nettamente inferiori rispetto al campione non rivestito. Come mostrato dalle curve LSV, vi è una leggera differenza tra la resistenza alla
corrosione dei campioni rivestiti FGC e GC. Pertanto, le misure elettrochimiche sottolineano l’efficacia dei rivestimenti applicati nel fornire protezione dalla corrosione per i campioni di zama. Inoltre, la funzionalizzazione GC sembra avere un effetto limitato ma misurabile sulla resistenza alla corrosione.
Il comportamento dei campioni rivestiti è stato ulteriormente esaminato mediante spettroscopia di impedenza elettrochimica (EIS). Sono stati osservati due loop capacitivi. Dai diagrammi di Nyquist (figura 4a), per i campioni rivestiti con FGC si ha un maggiore diametro del semicerchio, indice di una più elevata resistenza alla corrosione [29, 30], mentre si ha un diametro minore con il campione non rivestito. I dati EIS sono stati analizzati con un modello circuito equivalente (figura 4b). Per i campioni rivestiti sono evidenti due costanti di tempo. La costante alle alte
frequenze corrisponde alla resistenza del film interfacciale (R1), correlata alla resistenza dei prodotti di corrosione formati sulle superfici del campione. La costante alle basse frequenze è associata alla resistenza al trasferimento di carica (R2) all’interfaccia elettrodo/elettrolita, dipendente dal rivestimento [29, 31]. In particolare, R2 risulta significativamente più elevato per la zama rivestita con GC e FGC rispetto ai campioni nudi e rivestiti con CC. I risultati EIS risultano così in linea con quelli ottenuti con LSV e PS. In figura 4c sono riportati i diagrammi di Nyquist per il campione di zama non rivestito e con rivestimento FGC, al variare del tempo di immersione. Si osserva una riduzione della resistenza nel tempo, maggiormente evidente in assenza di rivestimento.
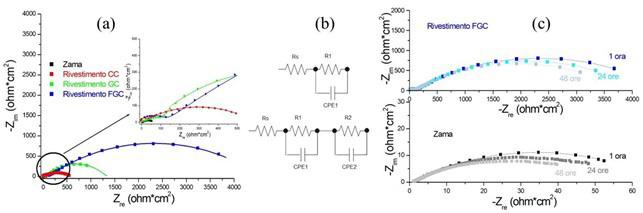
Fig.4 - Diagrammi di Nyquist per i campioni di zama in 1 M NaCl dopo 1 ora di immersione, senza e con rivestimento (a), relative curve di fit (b) e diagrammi al variare del tempo di immersione / Nyquistplotsofuncoatedandcoatedzamaksamples in1MNaClsolutionafter1hourofimmersion(a),relatedfittingresults(b)andplotsvaryingtheimmersiontime(c).
I campioni di zama, con e senza rivestimento FGC, sono stati studiati anche mediante spettroscopia Raman, sia prima sia dopo corrosione controllata, ottenuta con test PS a -0,8 V (figura 6) per un’ora. La presenza di un picco a 574 cm-1 nello spettro del campione di zama pristino è correlata alla formazione di un ossido in seguito a esposizione atmosferica e può essere attribuita al modo A1(LO), caratteristico dell’ossido di zinco [32, 33]. Nello spettro del campione di zama rivestito con FGC, le bande os-
servate a 498 cm-1 e a 800 cm-1 sono caratteristiche della vibrazione stretching Si-O-Si dei ponti silossanici del rivestimento polimerico [34]. A 1330 cm-1 e 1612 cm-1 si osservano le bande D e G del GO [35]. I picchi nella regione tra 2920 cm-1 e 2980 cm-1 corrispondono a vibrazioni di stretching ν(CH3) simmetriche e asimmetriche [36].
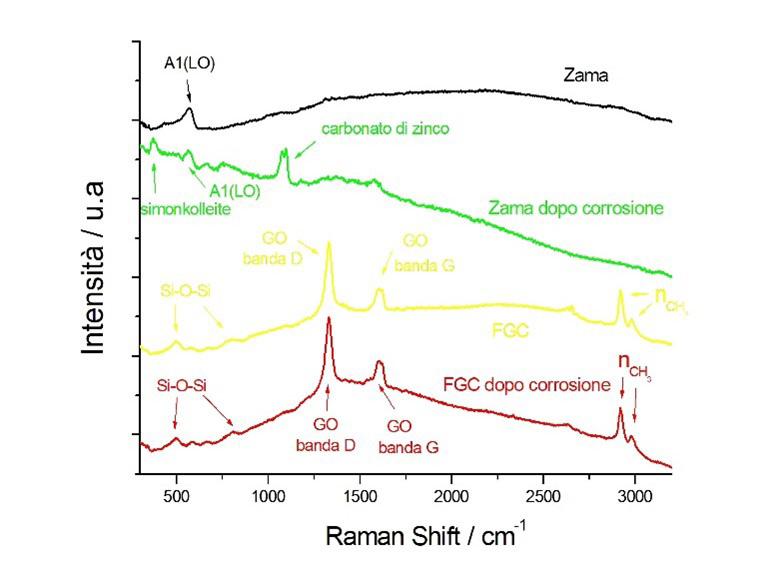
Fig.5 - Spettri Raman dei campioni di zama, senza e con rivestimento, prima e dopo attacco corrosivo, applicando un potenziale di 0.8 V per un’ora / Ramanspectraofuncoatedandcoatedzamaksamplesbeforeandaftercorrosionattack,by applyingapotentialof0.8Vfor1hour.
Dopo l’attacco corrosivo, lo spettro del campione di zama non rivestito mostra due picchi aggiuntivi: a 370 cm-1, presumibilmente corrispondenti alla formazione di Zn(Cl)2(Zn[OH]2)4 (simonkolleite), e a 1078 cm-1 attribuiti al carbonato di zinco [37]. Inoltre, nello spettro della zama rivestita con FGC dopo la corrosione, rimangono visibili le caratteristiche bande di vibrazione del silossano e le bande D e G e le vibrazioni di stretching ν(CH3) asimmetriche. Tali risultati indicano che il rivestimento applicato resiste efficacemente all’attacco corrosivo, come confermato dall’assenza di picchi associati all’ossido di zinco nel campione rivestito dopo l’esposizione alla corrosione.
Per valutare l’azione protettiva a lungo termine dei rivestimenti, è stato condotto anche il test in nebbia salina (figura 7). Il rivestimento CC ha mostrato i primi segni di corrosione entro le prime 48 ore. Entrambi i rivestimenti a base di GO hanno dimostrato efficacia fino a 240 ore, sebbene il rivestimento GC abbia iniziato a mostrare prima i primi segni di corrosione. Alle 312 ore, i campioni GC hanno mostrato un aumento di macchie biancastre, mentre il rivestimento FGC ha mostrato notevoli proprietà protettive, con la comparsa di pochi segni di corrosione dopo 240 ore e un’ottima protezione anche dopo 312 ore.
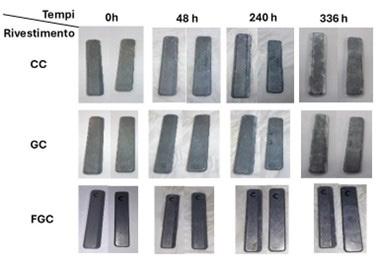
- Foto dei campioni rivestiti con CC, GC e FGC, testati in nebbia salina / PicturesofCC,GCandFGCcoatingstestedbysaltspraytest.
Il rivestimento ibrido fornisce protezione dalla corrosione principalmente fungendo da barriera compatta e idrofobica. I silani subiscono idrolisi e successiva condensazione per formare una rete silossanica altamente reticolata, che presenta una forte adesione interfacciale al substrato metallico. Parallelamente, la resina metacrilica rinforza la fase organica del rivestimento, conferendo ulteriore tenacità e flessibilità che contribuiscono a mitigare la formazione di crepe o cedimenti meccanici. Il contributo sinergico dei gruppi silanici e dei segmenti organici aumenta il carattere idrofobico del film, riducendo efficacemente l’assorbimento di acqua e limitando la permeazione di specie aggressive come ioni cloruro e ossigeno disciolto. Questi effetti combinati si traducono in uno strato protettivo robusto e duraturo che separa fisicamente la superficie metallica dall’ambiente corrosivo circostante. La funzionalizzazione del grafene ossido sembra migliorare la compatibilità e l’interazione tra filler e matrice ibrida organico-inorganica, portando alla formazione di un film più compatto e coerente e in una maggiore tortuosità dei percorsi di diffusione delle specie corrosive, potenziando così l’effetto barriera e la durabilità del rivestimento.
CONCLUSIONI
Due rivestimenti a base di silani, arricchiti con ossido di grafene (GO) e GO funzionalizzato con amminosilano,
sono stati sviluppati utilizzando il metodo sol-gel. La funzionalizzazione è stata confermata dalla presenza di gruppi ammino-silice sui fogli di GO, osservata dall’analisi SEM-EDS, dalla formazione di gruppi C-N, visibili negli FTIR e dall’aumento della distanza interplanare osservata con XRD, indizio dell’avvenuta incorporazione di gruppi funzionali tra i fogli di GO. Test elettrochimici, tra cui misure LSV, potenziostatiche ed EIS, abbinati a test in nebbia salina, hanno dimostrato che entrambi i rivestimenti hanno ridotto significativamente la velocità di corrosione dei campioni di zama, con risultati leggermente migliori per FGC. Anche la spettroscopia Raman ha confermato l’efficacia del rivestimento FGC. Il rivestimento ibrido esercita la sua azione anticorrosiva principalmente come barriera compatta e idrofobica, grazie alla formazione di una rete silossanica fortemente aderente e alla presenza della resina metacrilica che ne aumenta tenacità e flessibilità. La sinergia tra le componenti organiche e inorganiche riduce la permeabilità a specie aggressive, mentre la funzionalizzazione migliora la compattezza e la tortuosità del film, rafforzando ulteriormente l’effetto barriera e la durabilità del rivestimento.
BIBLIOGRAFIA
[1] M. Longhi, S.R. Kunsta, L.V.R. Beltrami, E.K. Kerstner, C.I.S. Filho, V.H.V. Sarmento, C. Malfatti, Effect of Tetraethoxy-silane (TEOS) Amounts on the Corrosion Prevention Properties of Siloxane-PMMA Hybrid Coatings on Galvanized Steel Substrates, Mater. Res. 18 (2015) 1140–1155.
[2] B. Bozzini, A. Gianoncelli, G. Kourousias, M. Boniardi, A. Casaroli, S. Dal Zilio, R. Hussain, M.K. Abyaneh, M. Kiskinova, C. Mele, S. Tedeschi, G.P. De Gaudenzi, The role of chromium in the corrosion performance of cobalt-and cobalt-nickel based hardmetal binders: A study centred on X-ray absorption microspectroscopy, Int. J. Refract. Met. Hard Mater. 92 (2020) 105320.
[3] R. Hsissou, R. Lachhab, A. El Magri, S. Echihi, H.R. Vanaei, M. Galai, M. Ebn Touhami, M. Rafik, Synthesis characterization and highly protective efficiency of Tetraglycidyloxy Pentanal epoxy Prepolymer as a potential corrosion inhibitor for mild steel in 1 M HCl medium, Polymers, 14 (2022) 1–14.
[4] S. Sathiyanarayanan, S. Azim, S.G. Venkatachari, A new corrosion protection coating with polyaniline–TiO2 composite for steel, Electrochim. Acta. 52 (2007) 2068–2074.
[5] T.T.X. Hang, T.A. Truc, T.H. Nam, V.K. Oanh, N. Jorcin, Jean-Baptiste Pébère, Corrosion protection of carbon steel by an epoxy resin containing organically modified clay, Surf. Coat. Technol. 201 (2007) 7408–7415.
[6] M. Huang, H. Zhang, J. Yang, Synthesis of organic silane microcapsules for self-healing corrosion resistant polymer coatings, Corros. Sci. 65 (2012) 561–566.
[7] P. Volovitch, T.N. Vu, C. Allély, A. Abdel Aal, K. Ogle, Understanding corrosion via corrosion product characterization: II. Role of alloying elements in improving the corrosion resistance of Zn-Al-Mg coatings on steel, Corros. Sci. 53 (2011) 2437–2445.
[8] M. Fedel, M. Olivier, M. Poelman, F. Deflorian, S. Rossi, M.E. Druart, Corrosion protection properties of silane pre-treated powder coated galvanized steel, Prog. Org. Coatings. 66 (2009) 118–128.
[9] S. de Souza, Smart coating based on polyaniline acrylic blend for corrosion protection of different metals, Surf. Coat. Technol. 201 (2007) 7574–7581.
[10] A. Olad, M. Barati, S. Behboudi, Preparation of PANI/epoxy/Zn nanocomposite using Zn nanoparticles and epoxy resin as additives and investigation of its corrosion protection behavior on iron, Prog. Org. Coatings. 74 (2012) 221–227.
[11] S. Sathiyanarayanan, S. Azim, S.G. Venkatachari, Corrosion resistant properties of polyaniline–acrylic coating on magnesium alloy, Appl. Surf. Sci. 253 (2006) 2113–2117.
[12] R.G. Hu, S. Zhang, J.F. Bu, C.J. Lin, G.L. Song, Recent progress in corrosion protection of magnesium alloys by organic coatings, Prog. Org. Coatings. 73 (2012) 129–141.
[13] B. Doğru Mert, Corrosion protection of aluminum by electrochemically synthesized composite organic coating, Corros. Sci. 103 (2016) 88–94.
[14] D.B. Mitton, A. Carangelo, A. Acquesta, T. Monetta, M. Curioni, F. Bellucci, Selected Cr (VI) replacement options for aluminum alloys: a literature survey, Corros. Rev. 35 (2017) 365–381.
[15] V. Barranco, N. Carmona, J.C. Galván, M. Grobelny, L. Kwiatkowski, M.A. Villegas, Electrochemical study of tailored sol–gel thin films as pre-treatment prior to organic coating for AZ91 magnesium alloy, Prog. Org. Coatings. 68 (2010) 347–355.
[16] A.M. Atta, O.A. Ezzat, A.M. El-Saeed, A.M. Tawfeek, N.I. Sabeela, Self-healing of chemically bonded hybrid silica/epoxy for steel coating, Prog. Org. Coatings. 141 (2020) 105549.
[17] A. Sobolev, A. Musin, G. Whyman, K. Borodianskiy, O. Krichevski, A. Kalashnikov, M. Zinigrad, Stabilization of cubic phase in scandiumdoped zirconia nanocrystals synthesized with sol-gel method, J. Am. Ceram. Soc. 102 (2019) 3236–3243.
[18] D. Thomas, R. R, E. Philip, R. Sindhu, S.B. Ulaeto, A. Pugazhendhi, M.K. Awasthi, Developments in smart organic coatings for anticorrosion applications: a review, Biomass Convers. Biorefinery. 12 (2022) 4683–4699.
[19] A. Czupryński, Microstructure and abrasive wear resistance of metal matrix composite coatings deposited on steel grade AISI 4715 by powder plasma transferred arc welding part 1. Mechanical and structural properties of a cobalt-based alloy surface layer reinforced with particles of titanium carbide and synthetic metal–diamond composite, Materials. 14 (2021) 2382.
[20] S. V. Harb, A. Trentin, R.F.O. Torrico, S.H. Pulcinelli, C. V. Santilli, P. Hammer, Organic-inorganic hybrid coatings for corrosion protection of metallic surfaces, in: New Technol. Prot. Coatings, 2017: pp. 19–51.
[21] J. Li, J. Cui, J. Yang, Y. Ma, H. Qiu, J. Yang, Silanized graphene oxide reinforced organofunctional silane composite coatings for corrosion protection, Prog. Org. Coatings2. 99 (2016) 443–451.
[22] B. Bozzini, C. Mele, A. Fanigliulo, B. Busson, F. Vidal, A. Tadjeddine, An SFG investigation of Au(111) and Au(210) electrodes in aqueous solutions containing KCN and cetylpyridinium chloride, J. Electroanal. Chem., 574 (2004) 85-94.
[23] ISO 9227:2022 Corrosion tests in artificial atmospheres - Salt spray tests, 2022.
[24] C. Donga, S. Mishra, A. Aziz, L. Ndlovu, A. Kuvarega, A.K. Mishra, Functionalized Magnetic Nanosilica Graphene Oxide (MGO) Nanocomposite for the Com parative Adsorption of the Heavy Metal (Pb(II), Cd(II) and Ni(II)) ions from Aqueous Solution, J. Inorg. Organomet. Polym., 32 (2022) 2235-2248.
[25] N.F.T. Arifin, N.A.N. Zulkipli, N. Yusof, A.F. Ismail, F. Aziz, W.N. Wan Salleh, J. Jaafar, N.A.H.M. Nordin, N. Sazali, Preparation and characterization of APTES- functionalized graphene oxide for CO2 adsorption, J. Adv. Res. Fluid Mech. Therm. Sci. 61 (2019) 297–305
[26] T. Rattana, S. Chaiyakun, N. Witit-Anun, N. Nuntawong, P. Chindaudom, S. Oaew, C. Kedkeaw, P. Limsuwan, Preparation and characterization of graphene oxide nanosheets, Procedia Eng. 32 (2012) 759–764.
[27] B. Bozzini, A. Gianoncelli, B. Kaulich, C. Mele, M. Prasciolu, M. Kiskinova, Electrodeposition of manganese oxide from eutectic urea/ choline chloride ionic liquid: An in-situ study based on soft X-ray spectromicroscopy and visible reflectivity, J. Power Sources, 211 (2012) 71-76.
[28] N. Parhizkar, B. Ramezanzadeh, T. Shahrabi, Corrosion protection and adhesion properties of the epoxy coating applied on the steel substrate pre-treated by a sol-gel based silane coating filled with amino and isocyanate silane functionalized graphene oxide nanosheets, Appl. Surf. Sci. 439 (2018) 45–59,
[29] Y. Meng, L. Liu, D. Zhang, C. Dong, Y. Yan, A.A. Volinsky, L.N. Wang, Initial formation of corrosion products on pure zinc in saline solution, Bioact. Mater. 4 (2019) 87–96.
[30] F.W. T. Goh, Z. Liu, T.S.A. Hor, J. Zhang, X. Ge, Y. Zong, A. Yu, W. Khoo, A near-neutral chloride electrolyte for electrically rechargeable zinc-air batteries, J. Electrochem. Soc. 161 (2014) A2080–A2086.
[31] Z. Ahaliabadeh, V. Miikkulainen, M. Mantymaki, S. Mousavihashemi, J. Lahtinen, Y. Lide, H. Jiang, K. Mizohata, T. Kankaanpaa, T. Kallio, Understanding the stabilizing effects of nanoscale metal oxide and Li-metal oxide coatings on lithium- ion battery positive electrode materials, ACS Appl. Mater. Interfaces 13 (2021)
[32] A. Khan, Raman Spectroscopic Study of the ZnO Nanostructures, J. Pakistan Mater. Soc. 4 (2010) 5–9.
[33] T.C. Damen, S.P.S. Porto, B. Tell, Raman effect in zinc oxide, Phys. Rev. 142 (1966) 570.
[34] A.A. Issa, A.S. Luyt, Kinetics of alkoxysilanes and organoalkoxysilanes polymerization: a review, Polymers 11 (2019).
[35] S. Claramunt, A. Varea, D. Lopez-Díaz, M.M. Velazquez, A. Cornet, A. Cirera, The importance of interbands on the interpretation of the Raman spectrum of graphene oxide, J. Phys. Chem. C 119 (2015) 10123–10129.
[36] L. Bistricic, V. Borjanovic, L. Mikac, V. Dananic, Vibrational spectroscopic study of poly(dimethylsiloxane)-ZnO nanocomposites, Vib. Spectrosc. 68 (2013) 1–10
[37] T. Ohtsuka, M. Matsuda, In situ Raman spectroscopy for corrosion products of zinc in humidified atmosphere in the presence of sodium chloride precipitate, Corrosion 59 (2003) 407–413,
A common technique for preventing corrosion on metal surfaces is the application of a protective coating. In this study, the protective properties of two types of polymeric coatings applied on zamak specimens were investigated. Hybrid organic-inorganic protective coatings with non-functionalized (GC) and functionalized (FGC) graphene oxide, respectively, were employed. The powders used were characterized from a structural, morphological and spectroscopic point of view and the successful functionalization was demonstrated. The corrosion resistance of the coatings was evaluated through electrochemical measurements (LSV, PS, EIS) and salt spray. The results demonstrated that the coatings with FGC provide significant anticorrosive protection. Raman spectroscopy confirmed the protective efficacy of the FGC coating.
KEYWORDS: CORROSION RESISTANCE, PROTECTIVE COATINGS, ZAMAK, FUNCTIONALIZED GRAPHENE OXIDE;
M. Gastaldi, A.G. Mainini
The application of an External Thermal Insulation Composite System (ETICS) to enhance the energy efficiency of buildings can significantly affect the penetration of aggressive agents (such as chlorides, CO2, water, etc.), thereby mitigating the degradation processes of reinforced concrete structures. ETICS can also be implemented on existing structures where reinforcement corrosion has already initiated, but the concrete still appears sound and no inspection have been carried out to assess the condition of the structure. This paper reports the results of an experimental study on the effects of ETICS on reinforced concrete elements contaminated by chlorides, in which corrosion had already initiated. The specimens were subjected to accelerated wet/dry cycles to simulate atmospheric exposure conditions. The findings indicate that the insulated specimens exhibit a progressive drying behavior over time, which contributes to slowing down the corrosion propagation of the reinforcement.
KEYWORDS: CHLORIDE INDUCED CORROSION, CORROSION PROPAGATION, REINFORCED CONCRETE, THERMAL INSULATION SYSTEM, ACCELERATED TESTS;
Recent demands for reducing the energy consumption of buildings [1] have led to a significant increase in strategies and initiatives aimed at improving the existing building stock. In this context, the application of an External Thermal Insulation Composite System (ETICS) represents one of the most effective solutions for decreasing the energy impact of buildings. External insulation is commonly used not only to improve the thermal transmittance of the building envelope, but also to mitigate thermal bridging, which is particularly relevant in the case of exposed reinforced concrete structures, a typical example in many buildings. Before installing this thermal insulation system, it is recommended to inspect the existing structures to ensure there are no underlying issues that could lead to the deterioration of the elements concealed by the insulation system. The presence of external cladding may mask ongoing degradation processes and, in some cases, may even accelerate them; moreover, such degradation can reduce the effectiveness of the insulation itself. In the case of reinforced concrete structures, which
Matteo Gastaldi
Politecnico di Milano, Dipartimento di Chimica, Materiali e Ingegneria Chimica “Giulio Natta”. Milano, Italia
Andrea Giovanni Mainini
Politecnico di Milano, Dipartimento di Architettura, Ingegneria delle Costruzioni e Ambiente Costruito, Milano, Italia
constitute a large proportion of Italy’s building heritage, the predominant degradation mechanisms involve the corrosion of steel reinforcement, particularly corrosion induced by carbonation and chlorides [2]. Consequently, when planning energy efficiency improvements through the application of ETICS on existing buildings, it is essential to carry out detailed inspections to assess the condition of the embedded reinforcement (whether corrosion is in the initiation or propagation phase and whether chlorides are present), in order to determine whether repair works are needed to ensure that the residual service life of the structure can be achieved [3]. Nevertheless, in practice, unless a building displays visible signs of degradation, insulation systems are often installed without any prior evaluation of the condition of the structure.
In buildings constructed several decades ago, carbonation and chloride penetration may have already reached the steel reinforcement and corrosion processes have already initiated, even if no visible signs of damage (such as cracking) have yet manifested. In such cases, the application of ETICS may either promote or decrease corrosion propagation. Previous studies have analysed the effects of ETICS installation on reinforced concrete structures affected by carbonation [4, 5]. These investigations, based on laboratory experiments and field measurements, have shown that insulation systems can help reduce the moisture content in concrete, thereby mitigating the propagation of carbonation-induced corrosion. However, the reduction in moisture content is not immediate and depends on the properties of the concrete and the environmental conditions within the building (since the low vapor permeability of the insulating material limits moisture exchange with the exterior). During this transitional period, the presence of an ETICS may worsen the condition. This is due in part to the system’s application process, which typically involves cement-based mortars that can increase the moisture content of the substrate. It is important to note that these studies did not directly measure the reinforcement corrosion but inferred it based on the concrete’s moisture levels.
The present study aims to investigate the effect of ETICS application on the propagation of chloride-induced corrosion, in order to assess the possible consequences
of energy efficiency retrofit on buildings located in marine environments where corrosion has not yet manifested but has already been initiated. To this end, reinforced concrete specimens were cast with chlorides mixed-in to initiate corrosion on steel reinforcement. An ETICS system was applied to the specimens, consisting of expanded polystyrene (EPS) panels with added graphite, with a 15% recycled material content. Two configurations were tested: one with a continuous panel and one with joints between panels. The specimens were then subjected to wet/dry cycles to simulate atmospheric conditions in an accelerated manner. The results of the experimental work provide insights into how ETICS influences the thermohygrometric behavior of concrete and the corrosion condition of embedded reinforcement.
Three prismatic reinforced concrete samples 40×40×5 cm3 were realised. The concrete was prepared mixing 358 kg/m3 of limestone cement (type CEM II/B-L 32,5R), 215 l/m3 of water (water/cement ratio of 0.60) and 1745 kg/m3 of aggregates (∅max = 12.5 mm). 1% chlorides by mass relative to the cement, in the form of NaCl, was added to the mixing water.
Each specimen contained three B450C-type reinforcement bars, which were sandblasted and cleaned with alcohol before casting. The bars were positioned to ensure a concrete cover of 20 mm. Both ends of each bar were masked using Teflon tape and adhesive heat-shrink tubing, leaving only a central portion of 30 cm in contact with the concrete. An activated titanium reference electrode (Ti) was fixed in correspondence with each reinforcement bar, and a probe for measuring the electrical resistivity of the concrete was placed in the middle of each specimen. This probe allowed for resistivity measurements at different cover depths: 10 mm (position I), 20 mm (position II), and 30 mm (position III). The cell constant of each probe was determined experimentally prior to use.
After casting, the specimens were cured in their molds for 7 days and then stored in the laboratory. Approximately two weeks later, the ETICS was applied to two specimens. The insulation system was installed as follows: 1) application of a commercial cement-based adhesive/ render on the concrete surface; 2) installation of a 12 cm-
thick EPS insulation panel with added graphite and 15% recycled material (ETICS); 3) application of a 2-3 mm layer of the same cementitious render over the EPS surface, embedding within it a fiberglass mesh with a 3.5 × 3.8 mm² grid; 4) application of two layers of paint (based on acrylic, silicate, and silicone resins).
Finally, the lateral surfaces (40×5 cm2) of all specimens were sealed with epoxy resin. In the two specimens with ETICS, the resin was also extended to cover approximately one-third of the EPS panel. In one of the two ETICS specimens, the insulation was installed to simulate a joint area between panels by assembling four 20 × 20 cm² EPS pieces side by side. Figure 1 shows the completed specimens and selected phases of the ETICS installation process.
Type J thermocouples were also installed to measure
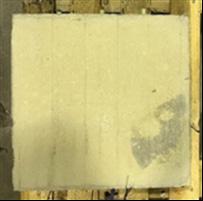
temperature in various positions within the three specimens (Fig. 2). In particular, the sensors were placed on the surface of the uncoated specimen (Sup.), within the concrete (A2 and A3), inside the adhesive layer (B1 and B3), and in the joints between the insulation panels (C3). Additionally, one thermocouple was positioned near the specimens, in a sheltered location, to monitor ambient temperature (Amb.).
The specimens were positioned vertically (Fig. 2) to simulate a vertical wall. The coated faces, along with one face of the uncoated specimen, were subjected to dry/ wet cycles consisting of: 45 hours of heating using 150 W infrared (IR) lamps placed at a distance of 35 cm (producing surface temperatures exceeding 40°C), followed by 3 hours of wetting using tap water spray at a rate of 0.5 l/ m²·min (applied with 360° irrigation nozzles).
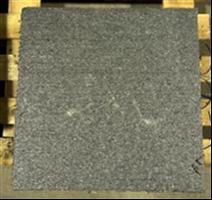
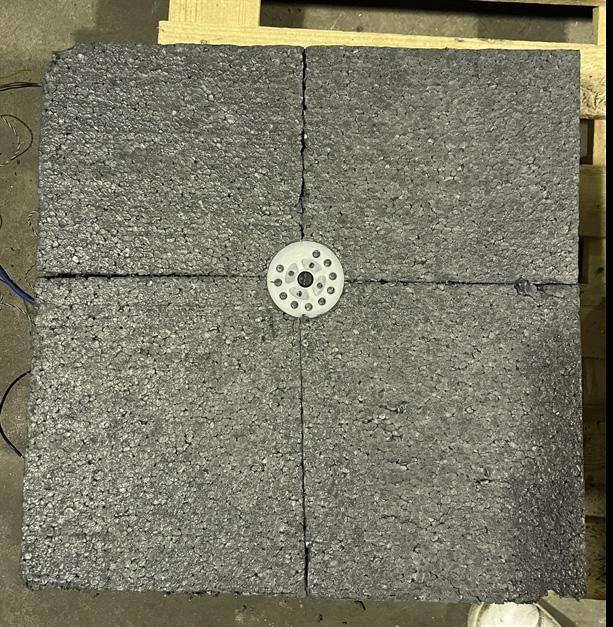


Fig.1 - ETICS installation phases: a) concrete specimen without coating; b) sample with continuous EPS panel; c) sample with jointed EPS panel; d) installation of the render with embedded glass fiber mesh; e) sample at the end of installation / Fasidiposadell’ETICS:a)provinoincalcestruzzosenzarivestimento;b)provinoconilpannellodiEPScontinuo;c) provinoconilpannellodiEPSgiuntato;d)posadelrasanteconlareteinfibradivetroinglobata;e)provinoalterminedella posa.
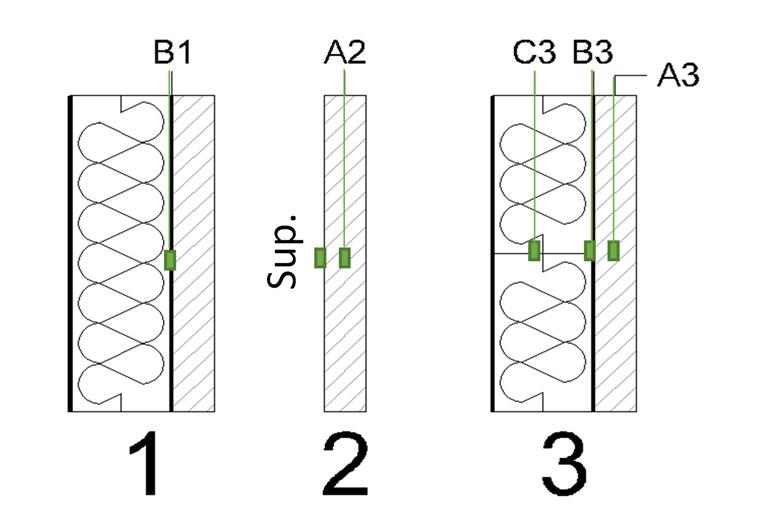
Fig.2 - Schematic representation of the position of the Type J thermocouples in the specimens / Rappresentazione schematicadellaposizionedelletermocoppieneiprovini.
This setup was designed to simulate atmospheric conditions in an accelerated manner.
A 10-minute interval was required between cycles to prepare for the next phase (positioning the IR lamps, setting up the wetting system, and taking some measurements).
A total of 12 cycles were performed.
The side of each specimen opposite the one exposed to

Drying cycle
IR lamps
and wetting cycle
the cycles, which remained unshielded, was left under laboratory conditions to simulate the interior wall of a building. To confine both the water spray and the heat from the IR lamps, polypropylene corrugated sheets were placed along the lateral surfaces of each specimen. Figure 3 shows the specimens during both phases of the cycle.
water
through
carried out on the specimens / CiclodiasciugaturaconlampadeaIR(asinistra)eciclodibagnatoconspruzzod’acquatramiteugellicon gettoa360°(adestra)realizzatisuiprovini.
The first wetting cycle was preceded by a laboratory exposure period of approximately two weeks (at around 23°C and 40% relative humidity) and by about one week of drying using IR lamps.
During the cycles, the free corrosion potential of the reinforcement was measured using the activated titanium electrodes, along with the concrete resistivity at different cover depths and the temperature at various points monitored by the thermocouples. Additionally, the corrosion rate of the reinforcement was measured using the linear polarization technique before starting the cycles, during the final wetting cycle, and at the end of the testing period.
Figure 4 shows the time evolution of the average corrosion potentials measured on the three reinforcement bars embedded in each specimen, as well as the electrical resistivity of the concrete measured at the level of the reinforcements (20 mm concrete cover depth, position II).
It can be observed that, initially, the specimens with ETICS, both continuous and with panel joints (specimens 1 and 3, respectively), exhibit lower corrosion potentials and resistivity values at the reinforcement level compared to the uncoated specimen (specimen 2). This difference can be ascribed to the installation phase of the insulation system,
which increases the surface moisture of the concrete (due to the use of a cement-based adhesive). The presence of the ETICS also limits the evaporation of water from the specimens. Therefore, during the initial phase in which the specimens were kept under dry conditions (laboratory storage followed by IR heating), the corrosion potential and resistivity in specimen 2, without coating, tend to increase over time, while in specimens 1 and 3 (coated), the increase is
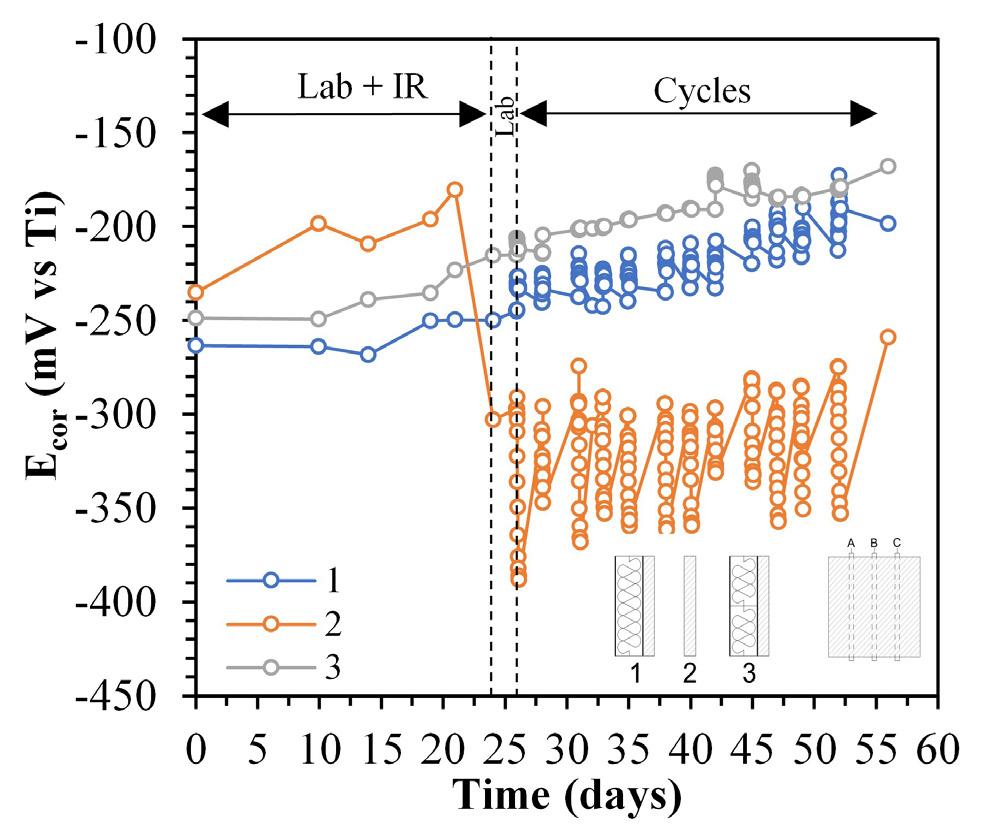
less pronounced. In specimen 2, the potential increases from -235 mV vs Ti to -180 mV vs Ti, and the resistivity rises from 65 Ω×m to 485 Ω×m. In specimens 1 and 3, by contrast, the increase in potential is limited to 20-30 mV, and the resistivity increases by only 80-110 Ω×m.
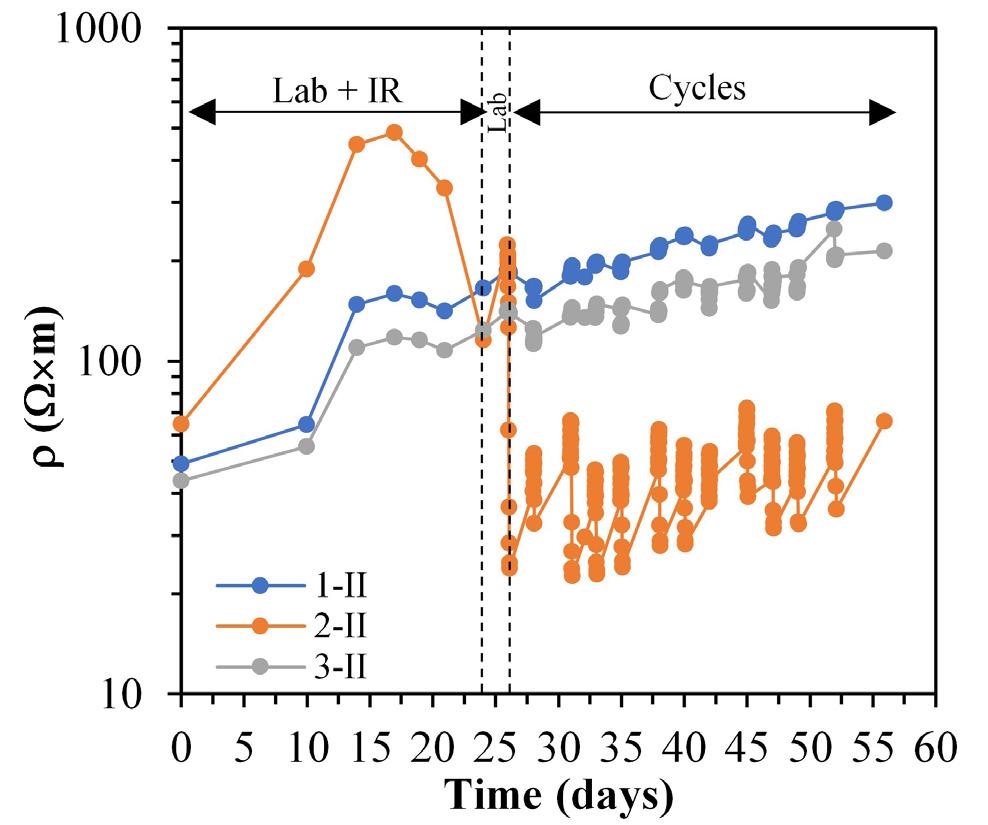
Fig.4 - Mean values of the corrosion potentials measured on the three rebars present in each specimen (left) and concrete electrical resistivity (right) at reinforcement surface level (20 mm depth in the concrete cover) / Valorimedideipotenziali dicorrosionemisuratisulletrearmaturepresentiinogniprovino(asinistra)eresistivitàelettricadelcalcestruzzo(adestra) alivellodellasuperficiedellearmature(20mmdiprofonditànelcopriferro).
Table 1 reports the corrosion rates measured during the initial laboratory exposure phase. The values show that all reinforcements in the three specimens were experiencing non-negligible corrosion (corrosion rate > 1-2 µm/year), due to the presence of chlorides added during casting (the variability among the corrosion rates of the rebars in the same sample can be attributed to the mechanism of chloride-induced corrosion). The average corrosion rates in specimens 1, 2, and 3 were 10.5 µm/year, 3.6 µm/ year, and 12.6 µm/year, respectively. These results are consistent with the corrosion potential and resistivity measurements; the uncoated specimen (2), which dries out more effectively, shows lower corrosion rates compared to the coated specimens (1 and 3), which retain more moisture and thus promote more intense corrosion. During the first wetting cycle, a sharp decrease in both
the corrosion potential and the resistivity measured at the reinforcement level is observed in specimen 2, which does not have ETICS (Fig. 4). The potential drops from -290 mV vs Ti to -390 mV vs Ti, and the resistivity falls from approximately 200 Ω ×m to 20 Ω ×m. This demonstrates that the 3-hour wetting phase is effective in raising the moisture level of the concrete at the depth of the reinforcement to conditions that strongly favour rapid corrosion propagation.
In specimens 1 and 3, however, no significant effects are observed as a result of the 3-hour intensive wetting phase. The presence of the ETICS effectively prevents an increase in concrete moisture, even in the case where the EPS panel is discontinuous (specimen 3). The application of the dry/wet cycles in specimen 2 results
in continuous fluctuations between dry conditions, where potentials and resistivity values are around -300 mV vs Ti and 70 Ω ×m, respectively, and wet conditions, with values of -360 mV vs Ti and 20-30 Ω ×m. These variations repeat over time with each cycle, without showing a significant long-term decrease in either potential or resistivity. This indicates that the 45-hour IR heating period is only sufficient to restore the specimen's moisture level to the pre-wetting condition, but does not cause a progressive drying of the concrete.
In contrast, specimens 1 and 3 show a gradual increase in both potential and resistivity at a depth of 20 mm over time, despite repeated wetting cycles. The two specimens follow a similar trend and reach final values of corrosion potential above -200 mV vs Ti and resistivity exceeding 200 Ω ×m. This suggests that the specimens are drying progressively over time, likely due to moisture evaporation through the uncoated rear face of the samples, which is in equilibrium with the laboratory environment. During the cycles, temperature was also monitored at various points. Figure 5 presents the measurement results (some of which were acquired using a data acquisition system) recorded over time by the different thermocouples. The ambient temperature in the laboratory (Amb), measured near the specimens, shows a small fluctuation over time due to both indoor climate control (heating by radiators, which were not active during the night) and the heat generated by the infrared (IR) lamps
(which also warmed the surrounding air), varying between 20°C and 29°C during lamps operation.
A similar trend was observed with the thermocouples placed inside the adhesive layer (B1 and B3), beneath the EPS panel, and within the concrete of specimen 3 (A3). The fact that the same temperatures were recorded by probes B1 and B3 indicates that the presence of panel joints does not affect the thermal insulation performance of the system at the concrete surface.
The temperature measured in the joint between EPS panel segments (C3), located roughly halfway through the panel thickness, was more sensitive to the cycles, though variations remained minor, ranging between 19°C and 31°C.
On the surface of the concrete (Sup), temperatures reached around 15°C at the end of the wetting phase and approximately 45°C during the IR heating period. The temperature within the concrete of the specimen without ETICS (A2) followed a trend similar to that observed at its surface (Sup). Only a slight delay is observed in the temperature variation, and the concrete reaches lower temperatures, down to 12.5°C, at the end of the wetting cycle, and occasionally higher temperatures during the dry phase, due to the thermal properties of the concrete. The temperature difference between the interior of the concrete and the surrounding environment induces a heat flux across the full thickness of specimen 2.
Tab.1 - Corrosion rate, in µm/year, measured 10 days after the start of the tests (second measurement point in Fig. 4) / Velocità di corrosione, in µm/anno,misurate10giornidopol’iniziodelleprove(secondopuntodimisurainFig.4).
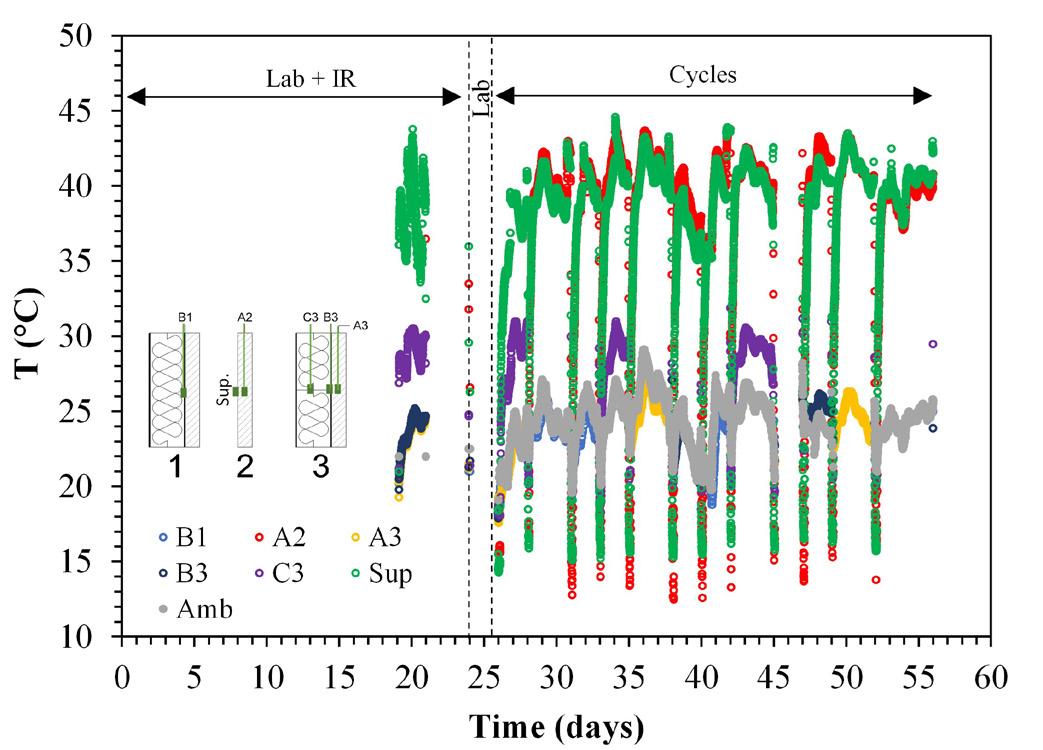
Fig.5 - Temperature measured with the thermocouples (placed in the samples, on a sample -Sup- and in the laboratory -Amb-) during the test / Temperaturarilevataconletermocoppie(posteneicampioni,suuncampione-Sup-enel laboratorio-Amb-)duranteleprove.
The analysis of resistivity at different depths within the concrete cover shows that zones with varying moisture levels are present in the concrete, this can lead to different corrosion conditions. Figure 6 shows the resistivity measured over time at 10 mm (I), 20 mm (II), and 30 mm (III) of cover depth in samples 1 and 2. In sample 1, with ETICS, the resistivity exhibits a continuous increase at all depths; the probe at 30 mm depth (probe III) shows a more marked increase, reaching approximately 450 ×m by the end of the test. The probes at the other depths (probes I and II) reveal modest differences, with values reaching just under 300 Ω ×m by the end of the test. This indicates that water evaporation occurs primarily from the rear side of the sample, which is exposed to laboratory conditions,
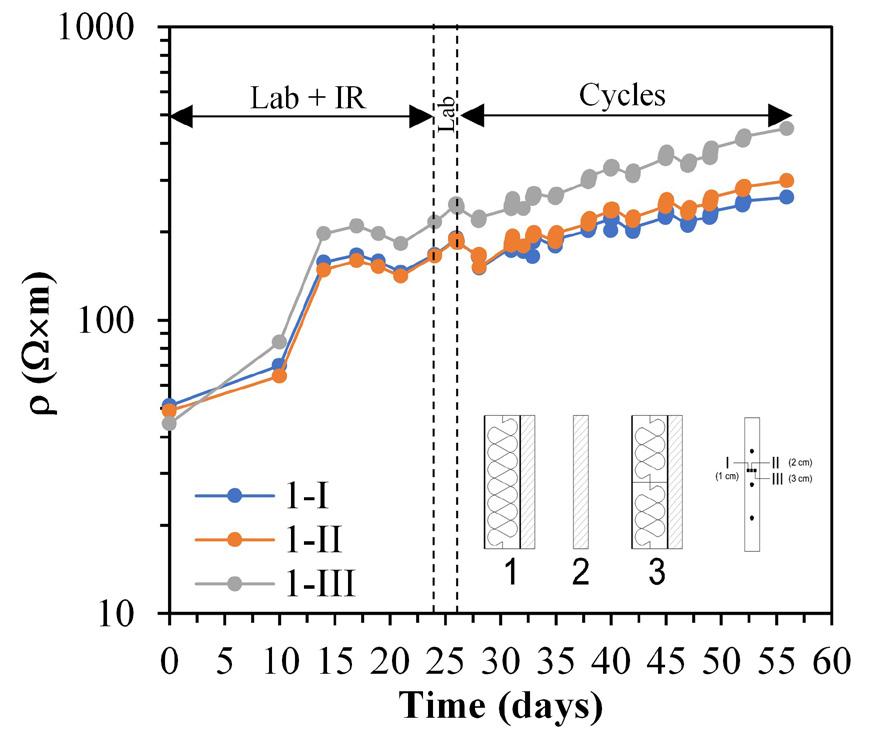
and that the reinforcement bars, located between 20 and 30 mm in depth, are in contact with slightly more humid concrete in the upper part, due to the surface coating, and drier concrete in the lower part. No effects of the wet/ dry cycles were observed on the measurements taken at different depths. Sample 3 showed behavior similar to that of sample 1, confirming that the presence of joints does not affect the performance of the surface coating.
In contrast, sample 2 clearly shows the impact of the wet/ dry cycles on the resistivity measured at all analysed cover depths (Fig. 6, right). The most significant fluctuations were observed in probes I and II, which are positioned closer to the exposed surface of the sample and therefore more directly affected by the wet/dry cycles.
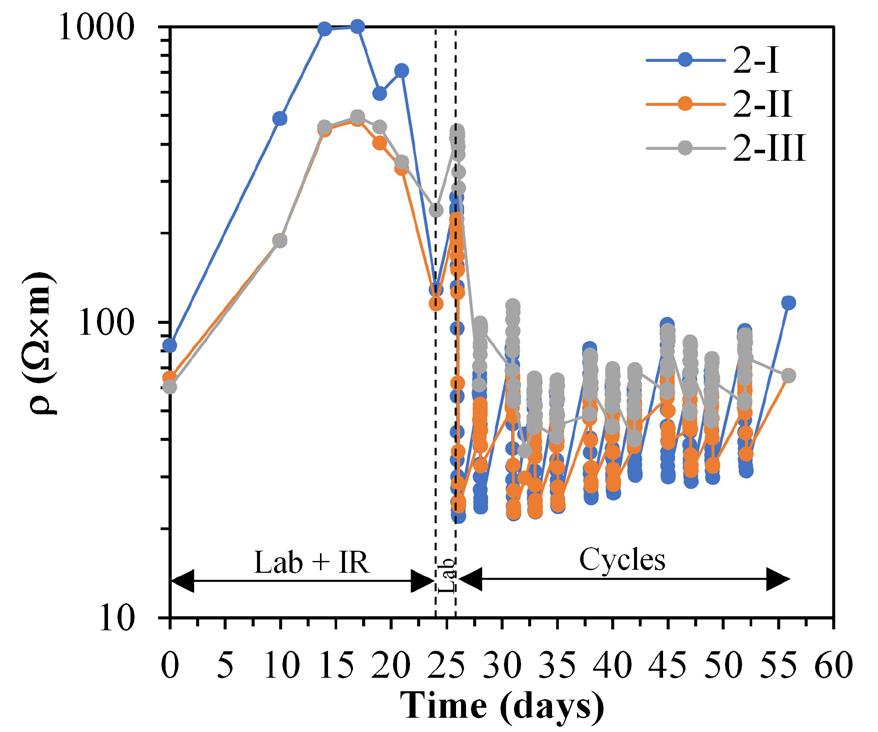
Fig.6 - Concrete electrical resistivity measured at different depths of the concrete cover in specimen 1 (left), with continuous EPS insulating coating, and in specimen 2, without coating (right), during the tests / Resistività elettrica del calcestruzzomisurataadiverseprofonditàdelcopriferronelprovino1(asinistra),conrivestimentoisolantecontinuoin EPS,enelprovino2,senzarivestimento(adestra),duranteleprove.
An analysis of a single wetting cycle reveals that in the uncoated sample, the resistivity measured at a depth of 10 mm (probe I) exhibits an immediate and progressive decrease as soon as water spraying begins, dropping from 60 Ω ×m to approximately 20 Ω ×m after around two hours (Fig. 7, right). In contrast, probes II (20 mm) and III (30 mm) initially show a slight increase in resistivity. This behavior can be attributed to the heat flux that develops across the sample during the initial phase of the cycle (as reported above). At the onset of wetting, both the surface and the interior of the concrete are at approximately 40 °C. As water is applied, the concrete surface cools rapidly, while the inner layers retain higher temperatures (Fig. 7, bottom), with a difference exceeding 5 °C (as recorded by thermocouples Sup and A2). This thermal gradient persists for nearly two hours.
In sample 2 the resistivity at 20 mm depth, correspon-
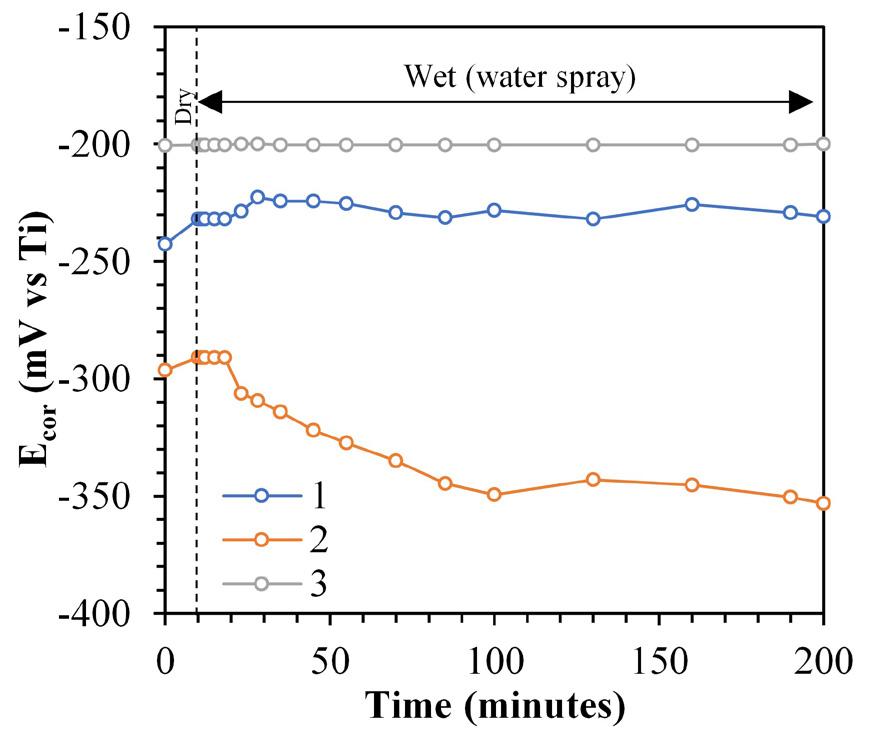
ding to the reinforcement level, begins to decrease after roughly 30 minutes, eventually aligning with the values recorded by probe I after approximately 2.5 hours. Measurements from probe III begin to decline after about 50 minutes and return to their initial values by the end of the wetting cycle.
The corrosion potential of the reinforcements in sample 2, initially at -300 mV vs Ti, begins to decline about 10 minutes after the start of wetting, stabilizing around -350 mV vs Ti after two hours (Fig. 7, left).
In contrast, the samples equipped with ETICS show no significant response to the wetting phase. No substantial variations are observed in the values of corrosion potential, resistivity, or temperature (either on the surface or within the concrete) during the 3-hour water spraying period.
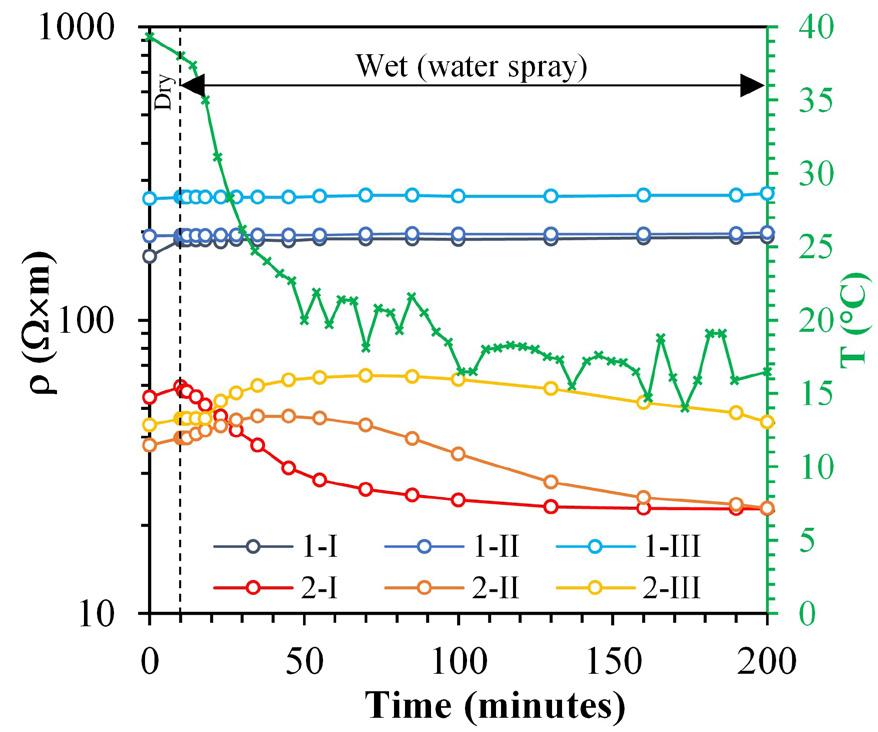
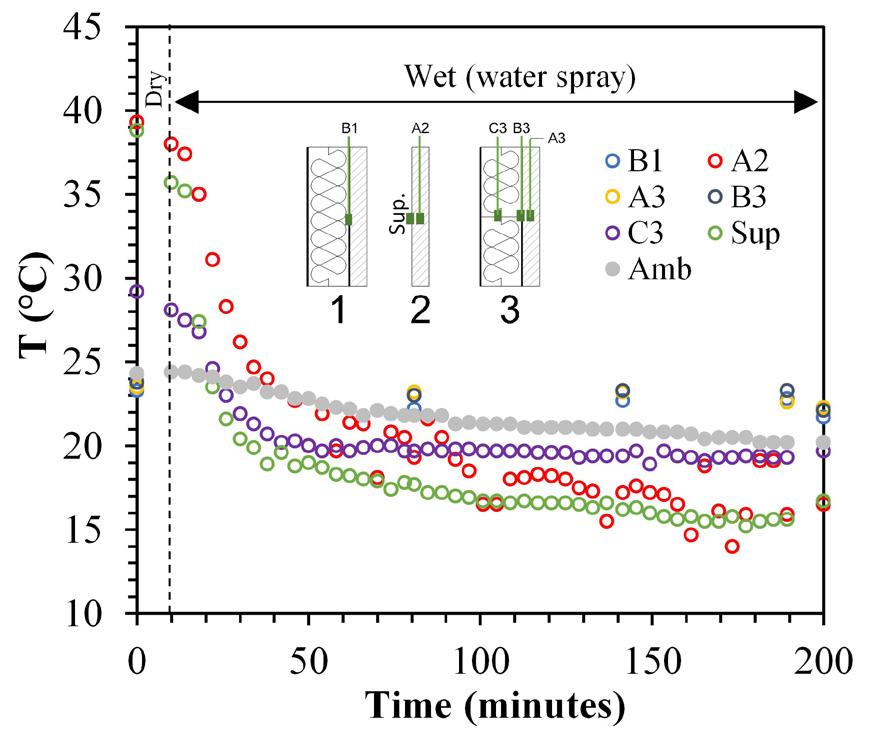
Fig.7 - Mean values of the corrosion potentials measured on the three rebars present in each specimen (top left), concrete electrical resistivity at different depths in the concrete cover (top right) and temperature (bottom) measured during a wet cycle / Valorimedideipotenzialidicorrosionemisuratisulletrearmaturepresentiinogniprovino(inaltoasinistra), resistivitàelettricadelcalcestruzzoadiverseprofonditànelcopriferro(inaltoadestra)etemperatura(inbasso)misurate duranteunciclodibagnato.
Corrosion rate measurements taken during the final wetting cycle and at the end of the testing period reveal an increase in reinforcement corrosion in the uncoated sample, with values rising from approximately 4 µm/year (measured before the start of the cycles) to over 15 µm/ year (Fig. 8). In contrast, both samples with ETICS show reinforcement corrosion rates that are more than halved compared to the initial values (with average values dropping from about 10 µm/year to less than 4.5 µm/year, with some reinforcements showing values below 2 µm/year).
This demonstrates that the presence of ETICS is effective in mitigating reinforcement corrosion (increase of the corrosion potential and decrease of the corrosion rate), promoting the drying of the concrete. However, it is important to consider that chloride-induced corrosion can continue to propagate, and achieving conditions that fully arrest corrosion is not straightforward. Additionally, over time, the effectiveness of the ETICS may deteriorate due to material degradation [6], which could compromise the positive effect on reinforcement corrosion.
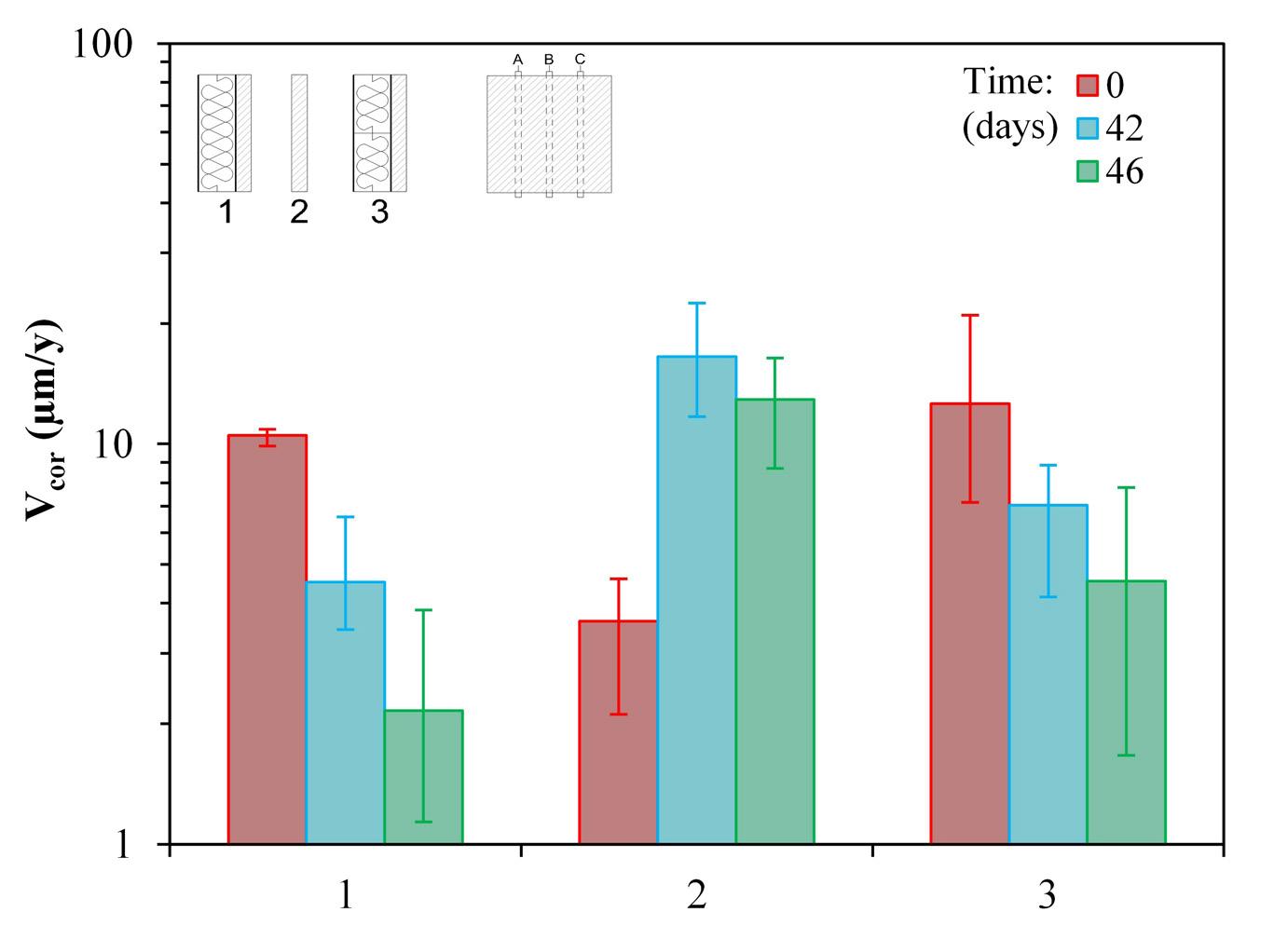
Fig.8 - Mean values, and range of variability in the results of the corrosion rates of the reinforcement in the specimens, with and without ETICS, before carrying out the dry/wet cycles, during the last wet cycle (42 days) and at the end of the tests (46 days) / Valorimedieintervallodivariazionedeirisultatidellevelocitàdicorrosionedellearmatureneiprovini, conesenzaETICS,primadellosvolgimentodeiciclidiasciutto/bagnato,durantel’ultimociclobagnato(42giorni)eal terminedelleprove(46giorni).
The experimental tests showed that the application of an external thermal insulation composite system (ETICS), aimed at improving the energy efficiency of buildings, can also be effective in reducing reinforcement corrosion in chloride-contaminated concrete.
Even after exposure to 12 dry/wet cycles (each consisting of 45 hours of heating at over 40°C followed by 3 hours of intense tap water spraying), used to simulate severe environmental conditions in an accelerated manner, the reinforcement embedded in concrete with 1% chlorides by cement mass and coated with ETICS exhibited an in-
crease in corrosion potential and a reduction in corrosion rate over time, due to the continuous and gradual drying of the concrete. Corrosion rates were more than halved compared to the initial values (dropping from approximately 10 µm/year to below 4.5 µm/year, with some reinforcements showing values below 2 µm/year).
By contrast, the reinforcement in uncoated concrete experienced a drop in corrosion potential of over 100 mV and more than a threefold increase in corrosion rate, reaching values greater than 15 µm/year after the cycles.
Thus, beyond thermal benefits, the use of ETICS can provide advantages in terms of the durability of reinforced
concrete structures. However, in cases of chloride-induced corrosion, it must be emphasized that although a reduction in corrosion activity can be achieved, complete
arrest is difficult. Additionally, the potential degradation of the ETICS over time should be taken into account, as it may compromise its long-term effectiveness.
[1] European Union, Energy Performance of Buildings Directive, 2018, Directive 2018/844/EU.
[2] Bertolini L. et al., Corrosion of Steel in Concrete: prevention, diagnosis, repair – 2nd edition, Weinheim: WILEY-VCH Verlag GmbH & Co., 2013.
[3] Gastaldi M., Controls and inspections for the durability of r.c. structures, Metallurgia Italiana, 112(4), 2020, pp. 79-89.
[4] Ilomets S., Kalamees T., Lahdensivu J., Klõšeiko P., Impact of ETICS on Corrosion Propagation of Concrete Facade, Energy Procedia, Volume 96, 2016, pp. 67-76.
[5] Cziesielski E., Extending the Life Span of Concrete Buildings in Germany/Middle Europe by Applying an External Thermal Insulation System, Buildings VIII Proceedings, December 2001, paper 163.
[6] Parracha J.L., Borsoi G., Veiga R., Flores-Colen I., Nunes L., Viegas C.A., Moreira L.M., Dionísio A., Gomes M.G., Faria P., Durability assessment of external thermal insulation composite systems in urban and maritime environments, Sci Total Environ, Volume 849, 2022.
L’applicazione di un sistema d’isolamento termico a cappotto esterno per migliorare l’efficienza energetica degli edifici può influenzarne la penetrazione di sostanze aggressive (cloruri, CO2, acqua, ecc.), rallentando così il degrado delle strutture in calcestruzzo armato. Il sistema a cappotto può venire applicato anche su strutture esistenti in cui si è già innescata la corrosione sulle armature, ma in cui il calcestruzzo appare ancora sano e quindi non sono state svolte indagini per valutarne le condizioni di conservazione. In questo lavoro sono riportati i risultati di un lavoro sperimentale sugli effetti di un sistema d’isolamento a cappotto su elementi in calcestruzzo armato contaminati da cloruri in cui la corrosione si è già innescata. I provini sono stati soggetti a cicli di asciutto/bagnato, in modo da simulare, in modo accelerato, le condizioni atmosferiche. I risultati mostrano che i campioni con il cappotto tendono ad asciugarsi nel tempo, riducendo la propagazione della corrosione delle armature.
A cura di: L. Razzaboni, E. Forchin
Questo studio esplora l’effetto di un processo di sigillatura a doppio stadio (DSS) a base di cromo trivalente, applicato a rivestimenti ottenuti tramite anodizzazione in acido tartarico-solforico (TSAA). Il trattamento favorisce la formazione di uno strato di ossidi e idrossidi contenenti inibitori di corrosione, a base di zirconio e lantanio. Il processo prevede una prima fase di sigillatura dei pori dello strato anodico, seguita dalla formazione di uno stato secondario, ottenuto grazie a un post-trattamento. Le analisi SEM ed EDS confermano la presenza di inibitori di corrosione inclusi nel rivestimento. La prova in nebbia salina ha dimostrato una superiore resistenza alla corrosione del campione anodizzato in TSAA, sigillato con DSS, rispetto a un trattamento tradizionale (CAA), sigillato in acqua deionizzata bollente, applicato a leghe AA 2024-T3. Inoltre, il processo agisce anche come strato di conversione, rappresentando un’innovazione industriale in grado di ottimizzare la configurazione della linea galvanica.
PAROLE CHIAVE: SIGILLATURA A DOPPIO STRATO, ANODIZZAZIONE, CONVERSION, CROMO TRIVALENTE, REACH, CORROSIONE, AEROSPAZIO;
Le leghe di alluminio, in particolare la serie 2000, sono ampiamente impiegate nel settore aerospaziale grazie all’elevato rapporto resistenza/peso, conferito dalla presenza di alliganti quali rame, magnesio e manganese. Tuttavia, la microstruttura risultante rende il materiale particolarmente vulnerabile a fenomeni di corrosione localizzata (pitting) e corrosione intergranulare [1-3]. Per migliorarne la resistenza in ambienti aggressivi, vengono comunemente applicati trattamenti di anodizzazione e successiva sigillatura, volta a modificare lo strato di ossido superficiale e migliorarne le proprietà protettive a corrosione [4-7].
I rivestimenti a base di cromo esavalente (Cr(VI)) sono storicamente lo standard industriale per la protezione delle leghe di alluminio. Tuttavia, l’estrema tossicità e cancerogenicità del Cr(VI) [8] ha condotto a severe restrizioni normative a livello internazionale. Nel 2006, il Regolamento Europeo REACH (REACH, EC n°1907/2006) e la Restrizione introducono nuove regolamentazioni che limitano l’utilizzo del cromo esavalente e ne annunciano la dismissione entro il 2024 [9], mentre l’Agenzia per la Protezione Ambientale statunitense (EPA) impone limiti
Laura Razzaboni, Emiliano Forchin
Leonardo S.p.A., Helicopters Division, Samarate (VA)
sempre più stringenti sulla gestione dei rifiuti contenenti Cr(VI) e PFAS correlati, con impatti significativi anche sulle pratiche di sicurezza sul lavoro e sul trattamento delle acque reflue [10].
In risposta a queste limitazioni, l’industria ha progressivamente adottato alternative basate sul cromo trivalente (Cr(III)), che presenta minore tossicità e un profilo ambientale più favorevole.
Nel presente studio, vengono messi a confronto due processi utilizzati per la realizzazione di rivestimenti protettivi su leghe di alluminio: un’anodizzazione all’acido cromico (CAA) seguita da una sigillatura standard idrotermica e un’anodizzazione tartarico-solforico (TSAA) seguita da un processo innovativo di sigillatura in due fasi, comprendente una prima conversione a Cr(III) seguita da un trattamento di passivazione (post-trattamento) a base di lantanio.
L’obiettivo del presente studio è mettere a confronto diretto le performance protettive di un trattamento ampiamente consolidato a livello industriale, con quelle di un sistema innovativo pienamente conforme alle più recenti normative ambientali e sanitarie. L’intento è non solo ve-
rificare la validità tecnica dell’alternativa sostenibile, ma anche sondarne il reale potenziale come sostituto competitivo in contesti applicativi critici, come quello aerospaziale.
MATERIALI E METODI
I provini sono stati ricavati da lamiera in lega di alluminio 2024-T3 (AMS 4037) [7], la cui composizione nominale in peso percentuale (% p/p) è descritta in tabella 1. La scelta della lega è allineata alle indicazioni delle specifiche aeronautiche militari internazionali [11]. Nel presente studio, sono stati utilizzati i seguenti prodotti chimici: acido tartarico (L+) (C4H6O6, ≥ 99,7%), acido solforico (H2SO4, ≥ 95 – 99,7 %), ammoniaca in soluzione (NH · H 2O, 5 %), lantanio nitrato esaidrato (La(NO3)3 · 6H2O, ≥ 99,9 %), potassio fluoro zirconato (K2ZrF6, ≥ 99,9 %), cromo trivalente (Cr(III), ≥ 99,9 %), perossido di idrogeno (H2O2, ≥ 35 %), cloruro di sodio (NaCl, in accordo ad ASTM B117). Come solvente, si è utilizzata acqua con valore di conducibilità 20 µS / m max.; da qui, con il termine “acqua deionizzata” si intenderà sempre riferirsi ad acqua rispondente a tale requisito.
Tab.1 - Composizione chimica della lega di alluminio AA2024 T3 in accordo ad AMS 4037 / Chemical composition of AA2024 T3 aluminium alloy according to AMS 4037.
Componenti % (p/p)
Cu
Mg
Mn
3,8 - 4,9
1,2 - 1,8
0,3 - 0,9
Fe ≤ 0,5
Si ≤ 0,5
Zn ≤ 0,25
Cr ≤ 0,1
Altre impurezze (ognuna)
Altre impurezze (totali)
≤ 0,05
≤ 0,15
Al A completamento
Prima del trattamento anodico, tutti i provini in lega di alluminio 2024-T3, con dimensioni approssimativamente di 250 x 75 x 0.8 mm3, sono stati sottoposti a sgrassaggio
manuale con metil-etil-chetone (MEK). La preparazione superficiale è stata eseguita immergendo i provini in una soluzione alcalina e in un bagno acido commerciale
di disossidazione privo di cromati. Al termine di ciascuna fase della preparazione superficiale, tutti i provini sono stati accuratamente risciacquati con acqua deionizzata per rimuovere residui. Successivamente, una parte della campionatura è stata sottoposta ad anodizzazione in un bagno di acido tartarico-solforico (TSAA) (C4H6O6 80 g / L e H2SO4 40 g / L) applicando 14,0 ± 1,0 V, a temperatura controllata di 38°C. In parallelo, i provini restanti sono stati anodizzati in un bagno convenzionale ad acido cromico (CAA) secondo la specifica MIL-PRF-8625 Tipo I [12]. Al termine dei processi di anodizzazione, tutti i provini sono stati accuratamente risciacquati con acqua deionizzata. I provini trattati in acido tartarico-solforico (TSAA) sono stati sottoposti al processo di sigillatura a doppio stadio (Double-Step Sealing, DSS). Nella prima fase, i provini sono stati immersi in una soluzione acquosa statica a base di cromo trivalente e potassio fluorozirconato (36 g / L), a 40 °C. Successivamente, dopo risciacquo intermedio in acqua deionizzata, i provini sono stati sottoposti a passivazione (post-trattamento) immergendoli in una soluzione acquosa statica a base di lantanio nitrato esaidrato (10 g / L) e perossido di idrogeno (6 g / L). Dopo il processo di sigillatura a doppio stadio, i provini sono stati accuratamente risciacquati in acqua deionizzata.
Per confronto, i provini processati con CAA sono stati sigillati mediante immersione in acqua deionizzata calda, a temperatura non inferiore ai 96°C per 15 minuti; in ambito industriale, questo trattamento di sigillatura viene convenzionalmente indicato come acqua bollente. Post sigillatura, tutti i provini sono stati asciugati a temperatura ambiente, sino a completa essiccazione della superfice. La caratterizzazione morfologica della superficie e la misura dello spessore dello strato anodico sono state effettuate mediante microscopia elettronica a scansione (SEM) e spettroscopia RX a dispersione di energia (EDS).
Le analisi sono state condotte utilizzando un microscopio elettronico a scansione Jeol JSM-IT500LV, equipaggiato con un rivelatore EDS Oxford Ultim® Max40, integrato nel software di acquisizione e analisi AzTec Live (Oxford Instruments). Le misure di spettroscopia RX fotoelettronica (XPS) sono state eseguite utilizzando un sistema Phoibos 150 MCD (SPECS GmbH), dotato di sorgente a raggi X con anodi in alluminio e magnesio. Sono state impiegate le radiazioni Al Kα e Mg Kα non monocromatiche (hν = 1486,6
eV e 1253,6 eV, rispettivamente), con tensione di esercizio pari a 10 kV e potenza di 200 W per ciascun anodo. Gli elettroni fotoemessi sono stati analizzati mediante un analizzatore emisferico di energia elettronica da 150 mm. Le attività sperimentali sono state condotte con il supporto e le infrastrutture del Dipartimento di Fisica del Politecnico di Milano. La resistenza alla corrosione è stata valutata con la prova in nebbia salina neutra (SST) in accordo allo standard ASTM B117 [13], utilizzando una camera di nebbia salina Ascott CC 1300 IP. I bordi dei provini sono stati mascherati utilizzando paraffina disciolta per prevenire l’innesco preferenziale della corrosione lungo le estremità. Il test è stato condotto utilizzando una soluzione di cloruro di sodio al 5 ± 1 %. I provini sono stati posizionati sui supporti nella camera di nebbia salina con un’inclinazione di 6° rispetto alla verticale, in accordo alla MIL-PRF-8625 [12]. Le ispezioni sono state effettuate giornalmente per monitorare la resistenza alla corrosione dei rivestimenti oggetto di studio ed evidenze fotografiche sono state raccolte per documentare i fenomeni corrosivi.
Morfologia della Superfice
La morfologia superficiale e lo spessore degli strati anodici sigillati sono stati analizzati e confrontati mediante micrografie ottenute da microscopia elettronica a scansione (SEM) e microscopia ottica su provini sezionati e inglobati. In figura 1 è riportato il confronto tra i substrati di lega AA2024-T3 sottoposti ad anodizzazione in acido tartarico-solforico (TSAA) e in acido cromico (CAA), sia in condizione sigillata sia non sigillata. I provini TSAA sono stati trattati con un processo di sigillatura alternativo a doppio stadio (DSS), mentre quelli CAA hanno subito la sigillatura convenzionale in acqua deionizzata bollente.
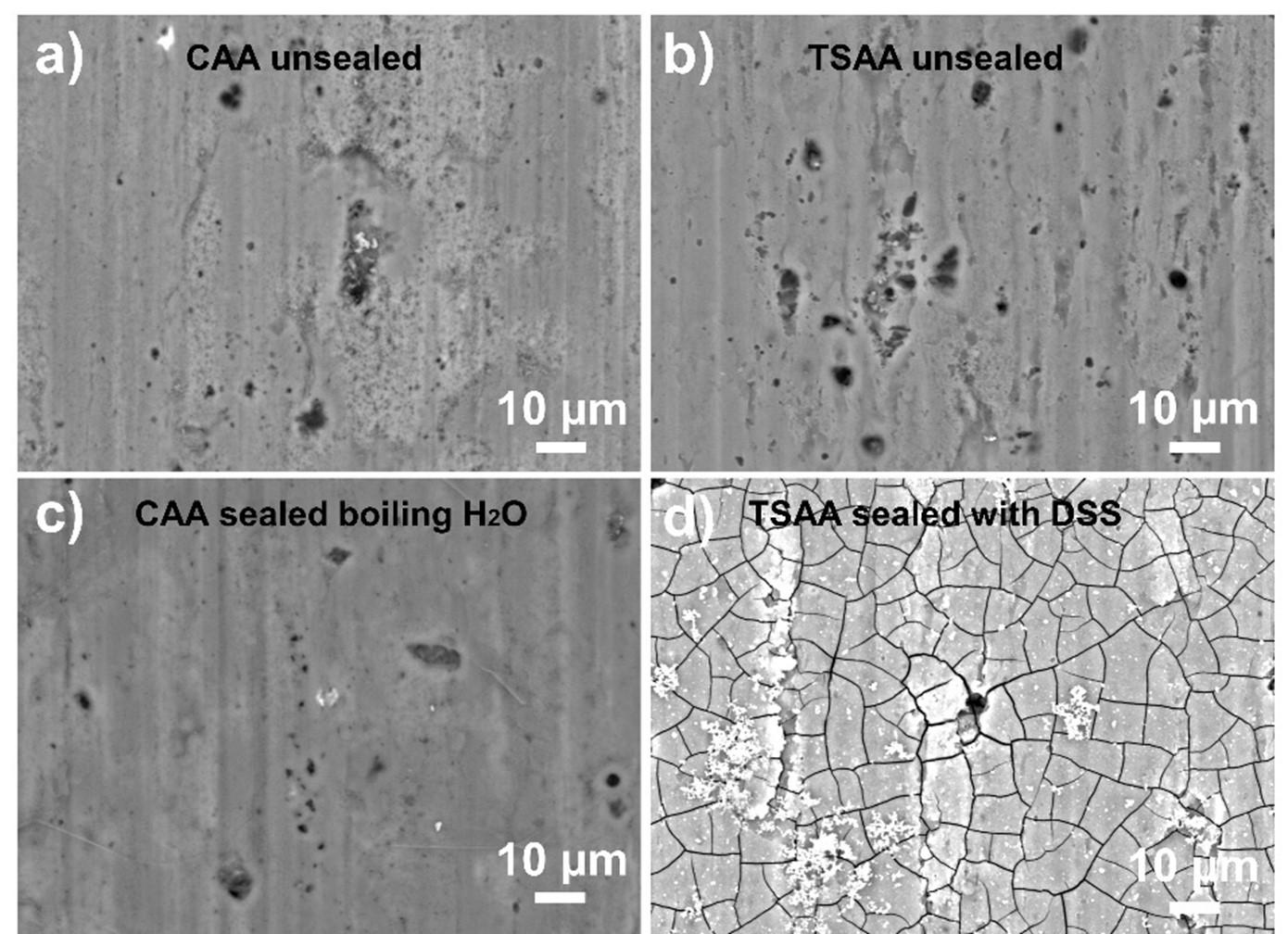
Fig.1 - Immagini SEM comparative della morfologia superficiale; a) CAA non sigillata, b) TSAA non sigillata, c) CAA sigillata con acqua bollente e d) TSAA sigillata con processo a doppio strato (DSS) / Comparative SEM images of surface morphology: a) unsealed CAA, b) unsealed TSAA, c) CAA sealed with boiling water, and d) TSAA sealed with the double-stage sealing process (DSS).
I rivestimenti anodici non sigillati CAA (Fig.1a) e TSAA (Fig. 1b) presentano caratteristiche morfologiche affini. In entrambi i casi, gli ossidi anodici sono compatti con una superfice contraddistinta dalla presenza di pori isolati di forma prevalentemente circolare, con distribuzione casuale ma omogenea sull’intera superficie del provino, e con dimensioni variabili. La morfologia dei rivestimenti anodici cambia invece significativamente a seguito dei due diversi processi di sigillatura. La sigillatura idrotermica eseguita su substrato anodizzato in acido cromico (CAA), come mostra Fig. 1c), produce una notevole riduzione della porosità superficiale e la presenza di sottili micro-cricche. La figura 1d) illustra la morfologia del substrato sottoposto ad anodizzazione in acido tartarico-solforico (TSAA), seguita dal trattamento di sigillatura a doppio stadio a base di zirconio e lantanio (DSS). Il rivestimento risultante appare caratterizzato da una fitta rete di cricche, con visibile presenza di precipitati. Al centro dell’immagine è possibile osservare un pit probabilmente nucleato e sviluppato durante la fase di disossidazione e successiva anodizzazione. La morfologia osservata, comunemente descritta come “a fango secco” (Fig. 1d), è riconducibile a quella
tipica dei rivestimenti di conversione, come ampliamente documentato dalla letteratura scientifica [14-16]. È generalmente accettato che la formazione di cricche derivi dalle tensioni interne generate durante il processo di disidratazione del rivestimento, in fase di essiccazione [13]. Lo spessore medio del rivestimento ottenuto tramite anodizzazione cromica su lega 2024-T3 è compreso nel range 0.5 ÷ 7.5 micron [17], mentre tipicamente quello del rivestimento di TSAA è compreso range 3 ÷ 10 micron [1819]. Le micrografie in sezione trasversale degli ossidi anodici sigillati, ottenuti mediante immersione in acqua deionizzata bollente e mediante trattamento a doppio stadio (DSS), sono riportate in figura 2. Il rivestimento ottenuto tramite anodizzazione cromica (CAA) seguito da sigillatura è stato quantificato in circa 1,6 µm, mentre quello relativo al trattamento TSAA con sigillatura DSS risulta significativamente maggiore, attestandosi intorno a 5,5 µm. Dall’analisi della sezione dell’ossido anodico di TSAA - DSS (Fig. 2b), si evidenzia la presenza di una struttura stratificata: uno strato interno, a contatto con il substrato metallico, e uno strato esterno, in prossimità dell’interfaccia con la resina di inglobamento.
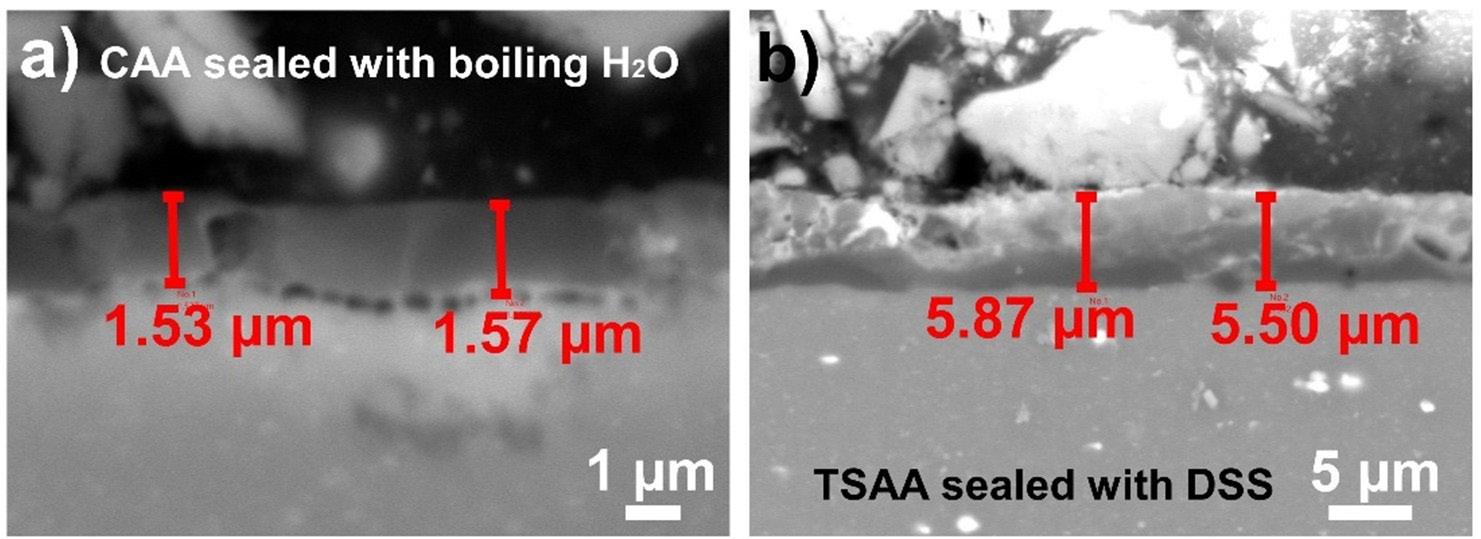
Fig.2 - Immagini morfologiche SEM della sezione trasversale e misurazione degli spessori anodici; a) CAA sigillata in acqua bollente e b) TSAA sigillata con processo a doppio strato (DSS) / SEM cross-sectional images and anodic oxide thickness measurements: a) CAA sealed in boiling water and b) TSAA sealed with the doublestage sealing process (DSS).
Composizione dello strato anodico sigillato con DSS
La prima fase del trattamento di sigillatura è assimilabile a una conversione a base di cromo trivalente. Come noto dalla letteratura, la conversione a base di triossido di cromo è caratterizzata da due strati, principalmente costituiti da ossidi, idrossidi e fluoruri di zirconio; ossidi e idrossidi di cromo e, possibilmente, anche da fluoruri e fluoroalluminati [20-23].
La composizione chimica rilevata risulta coerente con
le evidenze sperimentali raccolte. Come mostrato dalla sezione riportata in figura 3, le analisi condotte tramite spettroscopia EDS sulla sezione del rivestimento, nella regione più esterna dello strato (Spettro 2) mostrano una concentrazione maggiore degli elementi tipicamente associati al processo di sigillatura DSS – in particolare, cromo (Cr), zirconio (Zr) e fluoro (F) – rispetto alla porzione interna dello strato anodico, all’interfaccia con il substrato AA2024-T3 (Spettro 3).
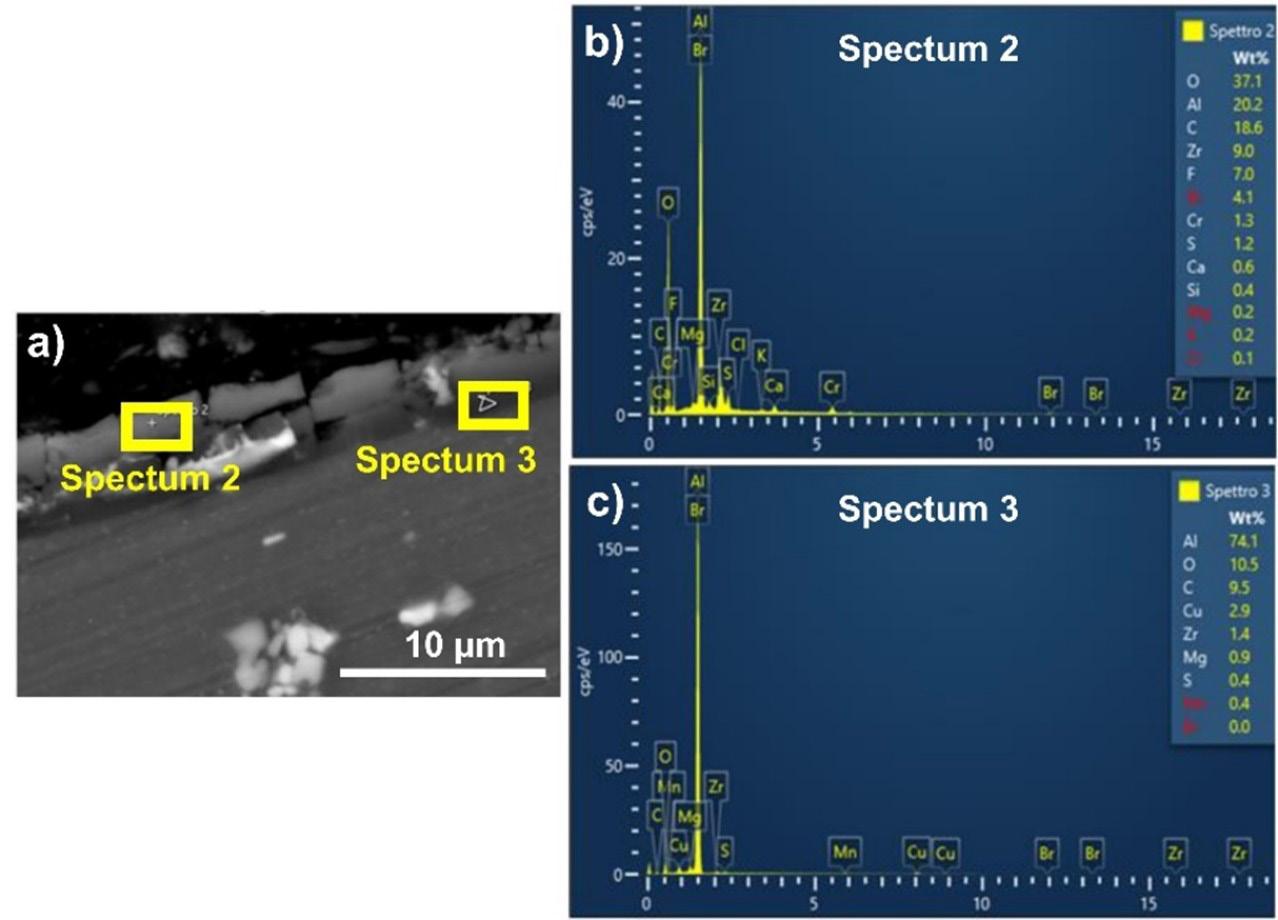
Fig.3 - a) immagine SEM e b-c) analisi EDS su sezione trasversale ottenuta da AA2024-T32024 T3 trattato con TSAA e sigillato con processo a doppio stadio (DSS) / a) SEM image and b-c) cross-sectional EDS analysis on AA2024-T3 TSAA sealed with the double step sealing process (DSS).
Questo arricchimento dello strato superficiale è una delle cause correlate alla maggiore suscettibilità della zona esterna alla formazione di cricche da idratazione, riconducibile alla natura igroscopica dell’ossido idrato e ai conseguenti cambiamenti volumetrici. Il cromo e lo zirconio risultano distribuiti lungo l’intero spessore del rivestimento, sebbene si osservi una progressiva diminuzione dei segnali relativi a Zr, Cr e O con l’aumentare della profondità, coerente con l’incremento dell’intensità del segnale di alluminio in prossimità dell’interfaccia con il substrato metallico. Le variazioni nelle intensità dei segnali di cromo e zirconio all’interno del rivestimento potrebbero essere attribuite a cambiamenti nella composizione del rivestimento e/o essere influenzate da un tasso di sputtering non uniforme durante l’analisi in profondità [23]. Nella regione più esterna del rivestimento (Spettro 2) è stata rilevata una significativa concentrazione di fluoro, sugge-
rendo la possibile formazione di specie fluorurate quali CrF₃, AlF₃, AlOxF e ZrF₄. Tuttavia, il contributo specifico di tali composti fluorurati alle proprietà di resistenza alla corrosione del rivestimento rimane ancora non completamente chiarito [20,23]. Carbonio e zolfo sembrano essere presenti in tutte le regioni del rivestimento, possibilmente attribuibili a impurità oppure a residui dei processi precedenti. Inoltre, il picco del segnale di rame rilevato vicino all’interfaccia rivestimento/lega indica un arricchimento localizzato dell’alligante di rame nel substrato di alluminio immediatamente al di sotto del rivestimento.
L’analisi EDS condotto sulla superfice, riportata in figura 4, condotta su provini anodizzati in TSAA e sigillati con il processo DSS conferma la presenza diffusa di cromo, zirconio, ossigeno e fluoro e la loro dispersione su tutta la superfice analizzata.
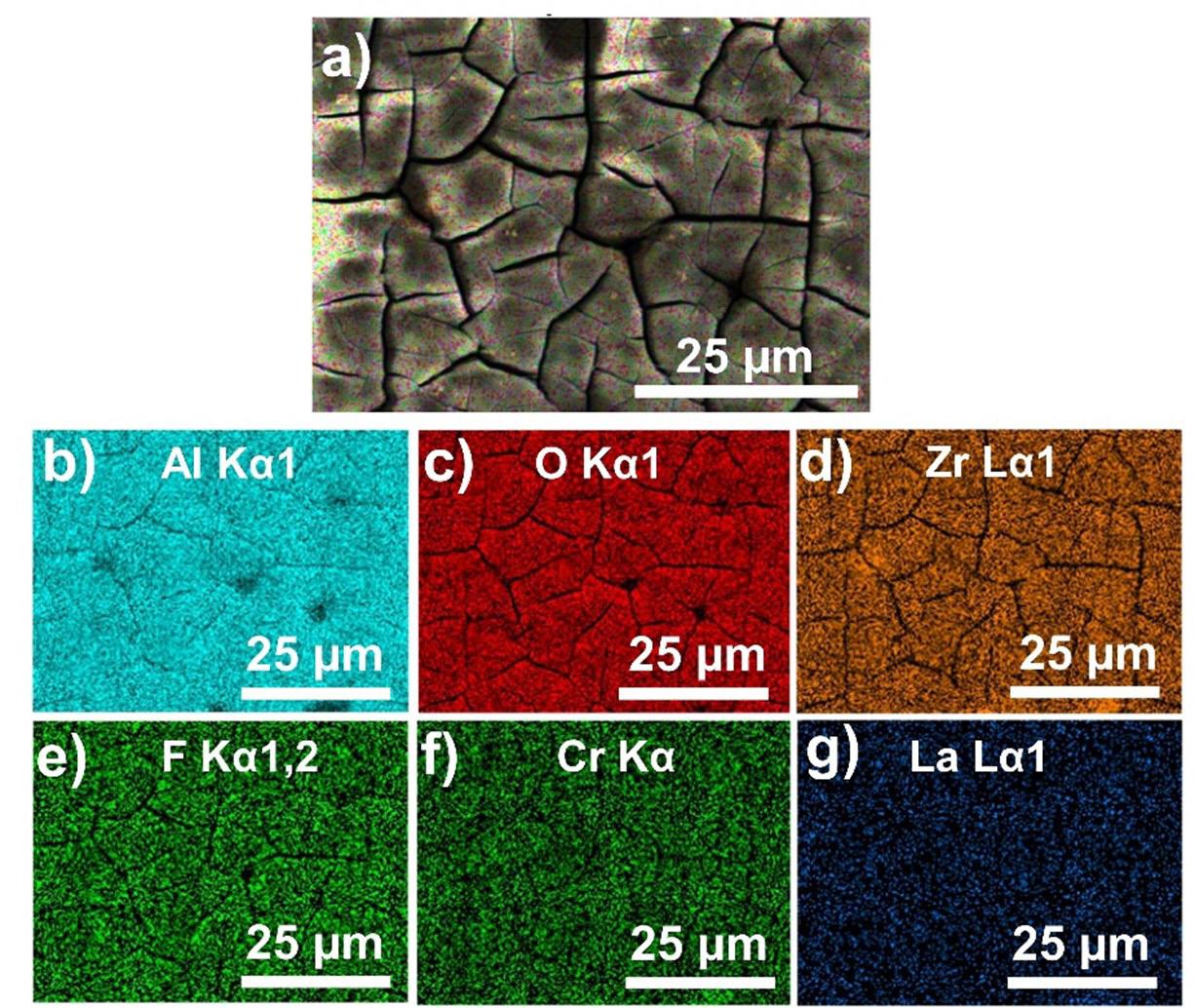
Fig.4 - a) Analisi EDS della superfice ottenuta da AA2024-T32024 T3 trattato con TSAA e sigillato con processo a doppio stadio (DSS), b - g) mappe degli elementi / EDS analysis of the surface obtained from AA2024-T3 treated with TSAA and sealed using a double-stage sealing (DSS) process; b - g) elemental maps.
Inoltre, è stata rilevata la presenza di lantanio, coerente con la composizione chimica della soluzione utilizzata nella fase di post-trattamento passivante e con i meccanismi di ossidazione attesi, favoriti anche dalla presenza di perossido di idrogeno. Quest’ultimo, in particolare, è noto per promuovere l’ossidazione del Cr(III) a Cr(VI). Al fine di indagare l’eventuale presenza di Cr(VI) all’interno del rivestimento, quest’ultimo è stato caratterizzato mediante spettroscopia fotoelettronica (XPS), come illustrato in figura 5.
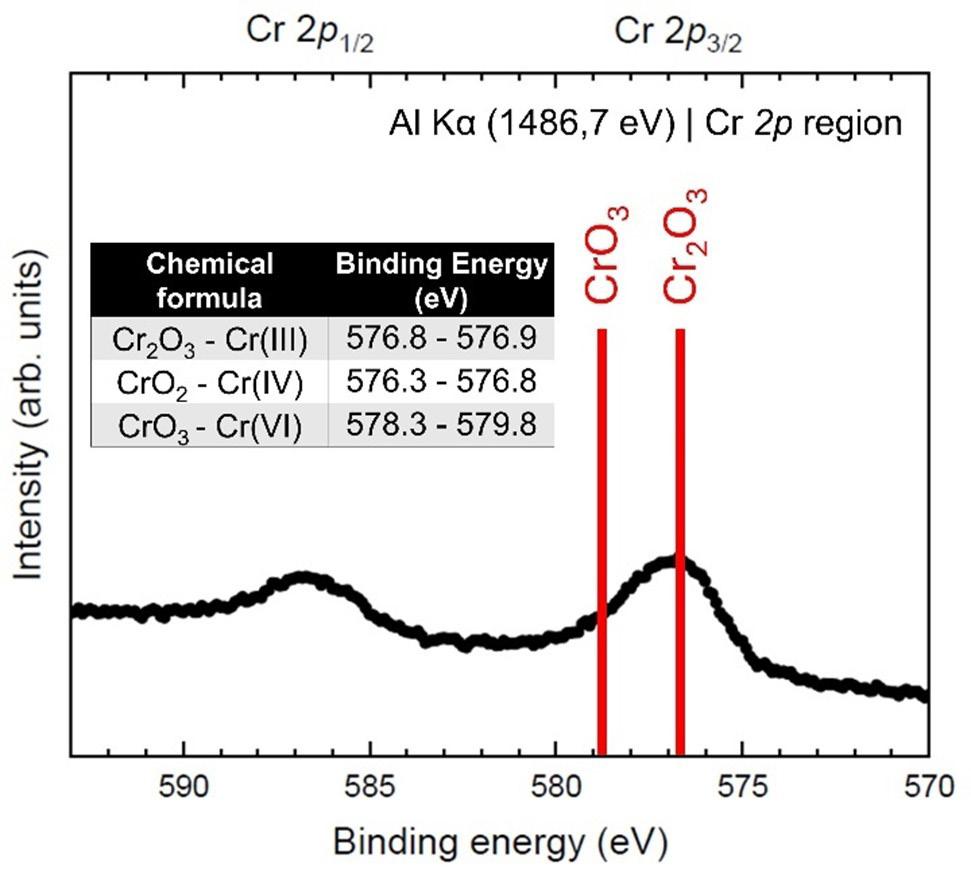
Fig.5 - Spettro XPS acquisito con emissione AL Kα (hν = 1486.7 eV) della superfice trattata con processo di sigillatura a doppio stadio (DSS) / XPS spectrum acquired with Al K α emission line (hν = 1486.7 eV) of the specimen’s surface treated with the double step sealing.
Lo spettro XPS relativo alla regione Cr 2p, ottenuto analizzando il rivestimento di conversione formato sulla superficie del coupon in alluminio, mostra un picco predominante a un’energia di legame di circa 576,8 eV, attribuibile alla presenza di Cr₂O₃, in accordo con la natura chimica del bagno di conversione. Non sono invece rilevabili caratteristiche spettrali riconducibili alla presenza di cromo esavalente. Questo risultato potrebbe essere attribuibile a una scarsa quantità di cromo trivalente disponibile alla reazione con H2O2. Di conseguenza, la quantità di cromo esavalente risulta al di sotto del limite di rilevabilità della tecnica XPS.
A tal proposito, Ely et al.[20] hanno condotto un’approfondita analisi sulla distribuzione in sezione del Cr(III) e Cr(VI) nello strato in analisi, dimostrando che il Cr(VI) è localizzato esclusivamente alla superficie esterna del ri-
vestimento, mentre il lantanio risulta distribuito sia superficialmente sia all’interno della matrice ossidica. Lo studio evidenzia come nel primissimo strato di rivestimento il contenuto di Cr(VI) raggiunge ~ 3 % at., mentre scende al ~ 0,1 % at. nello strato in prossimità del substrato metallico. Considerando lo spessore complessivo dello strato, si può concludere che il contenuto massimo di Cr(VI) risulta ampiamente inferiore allo 0,1% in peso (wt.%), limite stabilito dalla normativa europea REACH. [9] Questa distribuzione stratificata indica differenti cinetiche di diffusione e reattività delle specie di passivazione durante la fase finale di sigillatura. Tale osservazione supporta l’ipotesi di un ambiente ossidante localizzato in superficie, promosso dalla presenza di perossido di idrogeno, che favorisce la formazione transitoria di Cr(VI), stabilizzato successivamente solo all’interfaccia con l’ambiente esterno.
La resistenza a corrosione è stata testata per confronto diretto tra i due rivestimenti in analisi.
La figura 6 mostra l’evoluzione del comportamento a corrosione dei provini trattati con anodizzazione in acido cromico (CAA) e sigillati in acqua deionizzata bollente, rispetto a quelli anodizzati con TSAA e successivamente sigillati tramite processo a doppio stadio (DSS), sia prima (Fig. 6a e 6c) sia dopo 1500 ore di esposizione in nebbia salina (Fig. 6b e 6d).
Dopo il test accelerato in nebbia salina (SST), i provini sottoposti a trattamento CAA mostrano un’intensa degradazione della superfice (Fig. 6b), con diffuso fenomeno di pitting e presenza estesa di prodotti di corrosione su tutta l’area esposta. Al contrario, i provini trattati con TSAA e sigillati mediante DSS evidenziano una risposta significativamente migliore (Fig. 6d), con un numero limitato di pitting, di piccole dimensioni e stabilizzati, in assenza di prodotti di corrosione visibili.
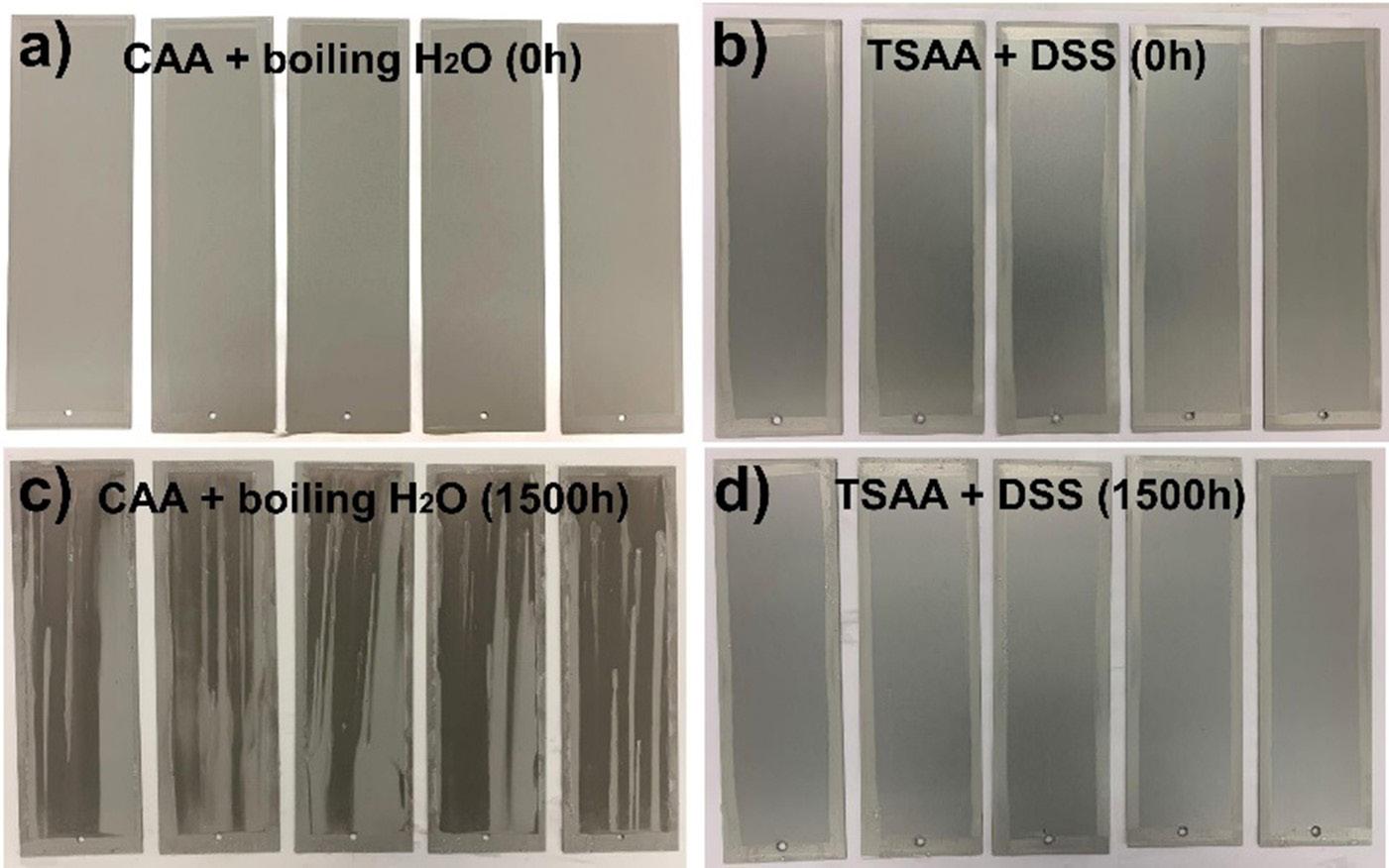
Fig.6- Prova di Resistenza a Corrosione. Confronto tra i provini trattati in CAA sigillati in acqua deionizzata bollente dopo a) 0 h e b) 1500 h di nebbia salina; confronto tra i provini trattati in TSAA sigillati con processo a doppio stadio (DSS) dopo c) 0 h e d) 1500 h di nebbia salina / Corrosion Resistance Test. Comparison between CAA-treated samples sealed in boiling deionized water after a) 0 h and b) 1500 h of salt spray exposure; comparison between TSAA-treated samples sealed with the double-stage sealing (DSS) process after c) 0 h and d) 1500 h of salt spray exposure.
L’efficacia della sigillatura nel migliorare le proprietà protettive dei rivestimenti anodici è documentata in letteratura. Ely et al. [20] hanno evidenziato che opportuni trattamenti di sigillatura post-anodizzazione determinano un incremento dei potenziali di corrosione (Ecorr) e del potenziale di pitting (Epit), accompagnato da una riduzione delle correnti anodiche e catodiche, indicando una minore suscettibilità alla corrosione. Tali evidenze sono coerenti e supportano i risultati ottenuti nel presente studio, in cui la
sigillatura DSS ha mostrato una significativa riduzione dei fenomeni di pitting e dei prodotti di corrosione, portando a un marcato miglioramento della resistenza alla corrosione in nebbia salina.
Lo scopo di questo lavoro è stato quello di studiare il processo di sigillatura a doppio strato a base di cromo trivalente sull’anodizzazione tartarico-solforico, analizzando
il meccanismo sinergico dei due bagni e il ruolo dei principali elementi costituenti. Si sono considerate caratteristiche morfologiche e prestazionali dei campioni anodizzati e si è valutato l’effetto del processo di sigillatura DSS in termini di comportamento protettivo a corrosione, per confronto con la convenzionale sigillatura in acqua bollente su anodizzazione all’acido cromico. Le principali conclusioni dello studio sono:
1. Il primo stadio del processo DSS agisce come strato di conversione trivalente, promuovendo l’incorporazione di Cr(III) e Zr, mentre il post-trattamento consente l’assorbimento di inibitori di corrosione, che influenzano positivamente le proprietà di protezione dalla corrosione.
2. La sigillatura DSS conferisce alla superfice una morfologia a “fango secco”, ben aderente e caratterizzato da una fitta rete di cricche. La morfologia è comunemente riconducibile a quella dei rivestimenti di conversione chimica.
3. La sigillatura DSS produce una struttura caratterizzata da due strati. La regione prossima all’interfaccia tra strato anodico/substrato è costituita principalmente da ossidi e idrossidi di cromo-zirconio, alluminati; mentre la regione più esterna si arricchisce di specie fluorurate (CrF ₃ , AlF ₃ , AlOxF e ZrF ₄ ) e lantanio, quest’ultimo associato alla fase di post trattamento.
4. La presenza di Cr(VI) non è stata riscontrata dalle analisi XPS, probabilmente sotto il limite di sensibilità dello strumento. Ciò è dovuto a una scarsa disponibilità di cromo trivalente alla reazione con il perossido di idrogeno del post-trattamento. Si può concludere che il contenuto massimo di Cr(VI) risulta inferiore al limite stabilito dalla normativa europea REACH, confermando la natura sostenibile del processo DSS.
5. Il sistema TSAA-DSS dimostra una maggiore efficacia nel garantire protezione dalla corrosione in ambienti aggressivi quando confrontato con rivestimento CAA sigillato in acqua bollente.
[1] C. Vargel, M. Jacques, and M. P. Schmidt, Corrosion of aluminium, p. 113, Elsevier (2004).
[2] T. H. Muster, A. E. Hughes, G. E. Thompson, Copper distribution in aluminium alloys, Ph. D.c2009; 1st ed.
[3] Z. Huda; N. I. Taib; T. Zaharinie, Characterization of 2024-T3: An aerospace aluminum alloys, Materials Chemistry and Physics 13(2-3), pp. 515-517 (2009).
[4] Y. Zuo, P.H. Zhao, J.M. Mao, The influences of sealing methods on corrosion behavior of anodized aluminum alloys in NaCl solutions, Surf. Coat. Technol. 166, pp. 237-242 (2003).
[5] N. Hu, X. Dong, X. He, J.F. Browning, D.W. Schaefer, Effect of sealing on the morphology of anodized aluminum oxide, Corros. Sci. 97, pp.17-24 (2015).
[6] A. Collazo, I. Ezpeleta, R. Figueroa*, X.R. Nóvoa, C. Pére, Corrosion protection properties of anodized AA2024T3 alloy sealing with organic-based species, Prog. Org. Coat. 147 105779 (2020)
[7] M.W. Kendig, R.G. Buchheit, Corrosion inhibition of aluminum and aluminum alloys by soluble chromates, chromate coatings, and chromate-free coatings, Corrosion 59 pp. 379-400 (2003).
[8] Agency for Toxic Substances and Disease Registry (ATSDR). Toxicological Profile for Chromium, U.S. Department of Health and Human Services, Public Health Service, 2012.
[9] European Chemical Agency, REACH Annex XIV.
[10] U.S. Environmental Protection Agency - Agency for Toxic Substances and Disease Registry Case Studies in Environmental Medicine (CSEM) Chromium Toxicity.
[11] AMS 4073, SEA International.
[12] MIL-PRF-8625, Military Specification.
[13] ASTM B117, Standard Practice for Operating Salt Spray (Fog) Apparatus.
[14] V. Laget, C. S. Jeffcoate, H. S. Isaacs, and R. G. Buchheit, Dehydration-Induced Loss of Corrosion Protection Properties in Chromate Conversion Coatings on Aluminum Alloy 2024-T3, J. Electrochem. Soc., 150, B425 (2003).
[15] X. Zhang, C. van den Bos, W. G. Sloof, A. Hovestad, H. Terryn, and J. H. W. de Wit, Comparison of the morphology and corrosion performance of Cr(VI)- and Cr(III)-based conversion coatings on zinc, Surf. Coatings Technol., 199, p. 92 (2005).
[16] Y. Guo, G. S. Frankel, Characterization of trivalent chromium process coating on AA2024-T3, Surf. Coatings Technol., 206, 3895 (2012).
[17] J.M. Runge, The Metallurgy of Anodizing Aluminium, Springer Nature (2018).
[18] M. H. Setianto, Akhmad A. Korda, Characterization of Tartaric-Sulphuric Acid Anodized 2024- T3 Aluminium Alloys with Anodizing Potential Variation, Journal of Physics: Conf. Series 1204 012039 (2019).
[19] M. García-Rubio, M.P. de Lara, P. Ocón, S. Diekhoff, M. Beneke, A. Lavía, I. García, Effect of postreatment on the corrosion behaviour of tartaric-sulphuric anodic films, Electrochim. Acta 54 pp. 4789–4800 (2009).
[20] M. Ely, J. Swiatowska, A. Seyeux, S. Zanna, P. Marcus, Role of Post-Treatment in Improved Corrosion Behavior of Trivalent Chromium Protection (TCP) Coating Deposited on Aluminum Alloy 2024-T3, J. Electrochem. Soc., 164 (6) C276-C284 (2017).
[21] L. Li, G. P. Swain, A. Howell, D. Woodbury, and G. M. Swain, Characterization and Performance of a Zr/Ti Pretreatment Conversion Coating on AA2024-T3, J. Electrochem. Soc., 158, C274 (2011).
[22] Y. Guo, G. S. Frankel, Characterization of trivalent chromium process coating on AA2024-T3, Surf. Coatings Technol., 206, 3895 (2012).
[23] J. Qi, T. Hashimoto, J. Walton, X. Zhou, P. Skeldon, and G. E. Thompson, Formation of a Trivalent Chromium Conversion Coating on AA2024-T351 Alloy, J. Electrochem. Soc., 163, C25 (2016).
This study investigates the impact of a trivalent chromium based double-step (DSS) sealing process on Tartaric-Sulphuric Acid Anodising (TSAA) coating, emphasising the formation of an inhibitor-containing Zr-La oxide and hydroxide layer. The process involves an initial sealing layer embedded within the anodic layer’s pores, followed by the formation of a secondary layer through post-treatment. SEM and EDS analyses confirmed the presence of well-known corrosion inhibitors integrated into the sealing layer. Salt spray tests have demonstrated superior corrosion resistance in double-step sealed coating, achieving long-term active protection for 2024-T3 aluminium alloys when compared to traditional hexavalent chrome-based anodising (CAA) sealed in deionised boiling water. Additionally, the dual functionality of this process, which also acts as a conversion layer, introduces an industrial innovation that can optimise the galvanic line layout, positioning it as a sustainable alternative to the hexavalent chromium-based anodising sealing and conversion coating.
KEYWORDS: DOUBLE-STEP SEALING; ANODISING; CONVERSION COATING; TRIVALENT CHROMIUM; REACH; CORROSION; AEROSPACE;
Andrea Manente, Annalisa Fortini, Marialaura Tocci
Principi teorici e pratici dell’analisi termica applicata alle leghe di alluminio

Principles and applications of thermal analysis for aluminium alloys


›INTRODUZIONE
›SCHEDE TECNICHE
›Leghe da fonderia e esempi di modifica
›Esempi di affinazione
›Leghe speciali
›Leghe madri
›Leghe da deformazione plastica
›CASI DI STUDIO
›Effetto della variazione del Si sulla solidificazione di leghe Al-Si e Al-Mg
›Effetto della modifica con Sr e Ca della lega AlSi10Cu1Mg
›Effetto della modifica con Na su leghe Al-Si all’aumentare del tenore di Si
›Segregazioni di fase eutettica in getti ottenuti mediante colata in bassa pressione o pressocolata
›Segregazioni di fase eutettica in componenti realizzati in lega AlCu4
›Confronto tra una lega EN AB 42100 ottenuta da riciclo
Il nuovo volume edito da AIM
è disponibile per l’acquisto!
Un manuale che offre una panoramica su aspetti teorici e pratici dell’analisi termica delle leghe di alluminio, attraverso schede tecniche e casi di studio reali.
Il volume è destinato a ingegneri, tecnici di fonderia, ricercatori e studenti che desiderano comprendere e sfruttare appieno le potenzialità dell’analisi termica per ottimizzare la qualità e le prestazioni delle leghe di alluminio nella pratica industriale.
Caratteristiche dell’opera
Anno di pubblicazione: 2024
ISBN: 9788898990368
Formato: A4
Foliazione indicativa: 386 pagine
Lingua: Italiano/Inglese
Rilegatura: brossura cucita filo refe
Prezzo di copertina: Euro 100,00
e la corrispondente lega primaria
›Applicazione dell’analisi termica per valutare l’efficacia di maniche esotermiche e isotermiche
›Valutazione dell’umidità di stampi in terra
›Cricche a caldo su getti fusi in conchiglia
›Esempi di affinazione di leghe Al-Mg e Al-Zn
›Effetto di una affinazione non ottimale su getti ottenuti con lega Duralite
›Cricche a caldo su getti ottenuti tramite colata in conchiglia
›Analisi termicha della lega AZ91HP usata per produrre getti tramite colata in bassa pressione

Acciaio e metalli: dinamiche, cicli e tendenza di mercato
Rubrica trimestrale a cura di Achille Fornasini
Ha insegnato all’Università Bocconi di Milano, all’Università di Venezia e all’Università di Brescia, dove è responsabile del Laboratorio per lo studio delle Dinamiche dei Sistemi e dei Mercati finanziari. Coordina l’osservatorio congiunturale di Confindustria Brescia e di ANIMA Confindustria. Partner di Sidewerb, da vent’anni cura rubriche dedicate ai mercati siderurgici e metallurgici. È autore di libri e centinaia di saggi, editoriali e articoli su temi economico-finanziari.
NelsuoWorldEconomicOutlookdiottobre,ilFondo MonetarioInternazionaleharivistoinpositivolesue aspettativeperlacrescitaglobaledel2025,portando lastimadalprecedente+2,8%all’attuale+3,2%:una revisionealrialzocheprospettaunoscenarioeconomicomiglioratorispettoaquelloappesantitodaitimorigeneratidallepoliticheprotezionistichedegliStati Uniti.Inizialmente,infatti,l’organismoavevapaventato ungraverallentamentoglobaleacausadell’incertezza diffusadaidaziamericani.Tuttavia,l’impattonegativoè statomitigatodaunaseriedisviluppifavorevoli.Inprimo luogo,l’attenuazionedellepolitichetariffarieUSAeil successivoricorsoadaccordihannolimitatoidanni.In secondoluogo,lamoderazioneinternazionale,conipartnercommercialichesisonoastenutidalricorsoaritorsionidiffuse,hacontribuitoamantenereapertol’interscambioglobale.Infine,larapiditàdiadattamentonella riorganizzazionedellecatenediapprovvigionamentoha impeditochesiverificasserogliscenaripiùpessimistici.Sebbenel’annosistiachiudendoconunacrescita dellaproduzioneindustrialeglobale‒peraltrosospinta daglistockdegliacquistianticipatirispettoall’entratain vigoredeidaziUSA‒ilFondoMonetarioInternazionale avverteilpossibileesaurimentoditaleeffettotampone. Leprospettiveperil2026sonoinfattimenoincoraggianti datochel’impattonegativodellepolitichecommerciali statunitensitenderàamanifestarsipienamentel’anno prossimoconricadutedeflattivesuimercatidellematerieprimeedeimaterialidiacquisto.

NOLI MARITTIMI
In continuità con gli interventi precedenti, la figura 1 è dedicata al trasporto marittimo. Il World Container Index ‒ che sintetizza i costi di noleggio di navi per la spedizione di container di misura standard, lungo le otto rotte più battute a livello globale ‒ nel corso dell’anno sviluppa due ondate ribassiste: la prima prende corpo a inizio anno per esaurirsi nel mese di maggio, quando un repentino recupero frena l’evoluzione declinante. Segue un ulteriore calo, che riporta i valori al di sotto dei livelli di maggio (-56,6% da inizio anno), ma comunque ancora superiori mediamente del 23% a quelli che precedettero gli attacchi Houthi dell’autunno 2023, che costrinsero le compagnie di navigazione al periplo dell’Africa. Sulle rotte che collegano la Cina all’Europa e all’Italia gli esiti sono equivalenti: -67% per la rotta Shanghai-Genova, -67,2% per la rotta Shanghai-Rotterdam. A partire dalla prima settimana di ottobre, peraltro, si osserva un rialzo (+22,3% per la rotta Shanghai-Genova, +28,6% per la rotta Shanghai-Rotterdam, +18,6% l’indice generale) sostenuto da fenomeni temporanei di congestione portuale. Quanto all’annuncio ufficiale degli Houthi sulla sospensione del blocco navale di Suez, le tensioni tuttora presenti in quell’area lasciano presagire tempi ancora incerti sul ritorno alla normalità del commercio marittimo mondiale.
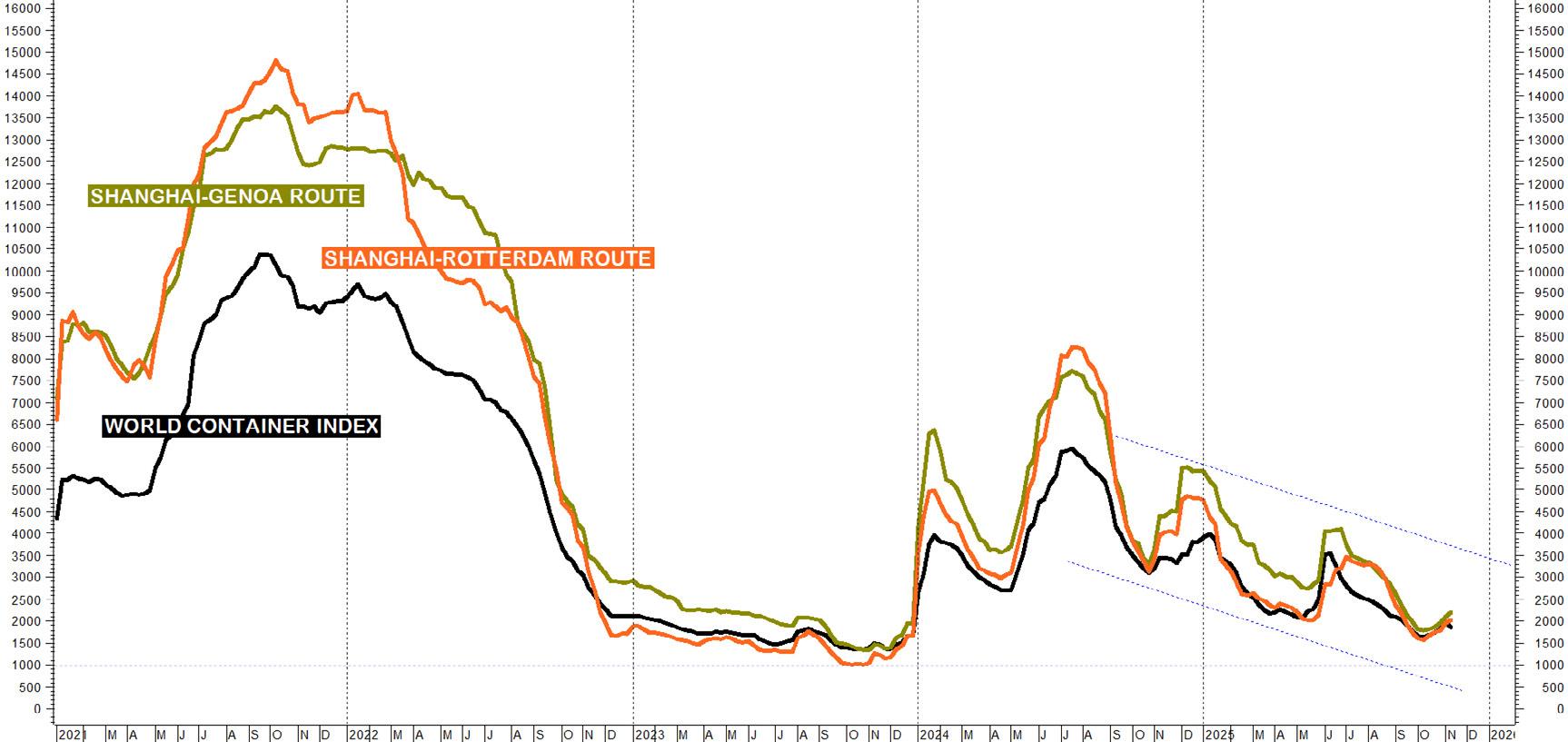
A causa della combinazione di significative controversie inambitocommercialeediunaperduranteincertezzageopolitica, l’incremento della domanda globale di risorse primarie sta subendo un notevole rallentamento. Questa dinamica si traduce in uno scenario in cui l’attività manifatturiera a livello internazionale è destinata a mantenersi su livelli moderati con proiezioni che indicano una crescita prossima allo zero anche nel corso del 2026. Tale congiuntura conferma l’ingresso del ciclo produttivo mondiale in un periodo esteso di flessione, da cui non si attende un’inversione di tendenza o un’effettiva riattivazione prima del 2027. Osservando la figura 2 – che presenta gli andamenti di tre grandi aggregati di materie prime sintetizzati da altrettanti indici Dow-Jones – si evince comeilcomplessodellecomponentienergeticherealizzi un esito negativo (-5,4%), pur nell’ambito di un corridoio lateraledelimitatodailivelliminimidimaggioediottobre e da quelli massimi di gennaio e di giugno: un andamento zavorrato dal petrolio, che riflette la tendenza dell’Opec all’aumento della produzione, generando un sistematico surplus di offerta. In tale contesto le quotazioni del gas naturale europeo rappresentano un’eccezione dato che
i suoi prezzi potrebbero entrare in tensione come conseguenza di un possibile taglio definitivo delle forniture russe. Il paniere dei metalli evidenzia invece un’evoluzione rialzista da inizio anno (+14,3%) sospinta soprattutto dall’impennata dei preziosi, tornati a svolgere in parte il loro tradizionale ruolo di beni rifugio in una fase storica dominata dall’incertezza. L’insieme delle commodity agro-alimentari tocca il suo massimo in febbraio dopodiché si inabissa per poi reagire in agosto e tornare successivamente sui minimi: a metà novembre -10,5% da inizio anno. In definitiva, la corrente fase di debolezza della domanda industriale globale appare destinata a proseguire. Qualora si osservassero aumenti dei prezzi a carico di qualche materia prima, essi non rifletterebbero una domanda in aumento, ma probabilmente i timori riguardanti la specifica offerta.
Acciaio e metalli: dinamiche, cicli e tendenza di mercato
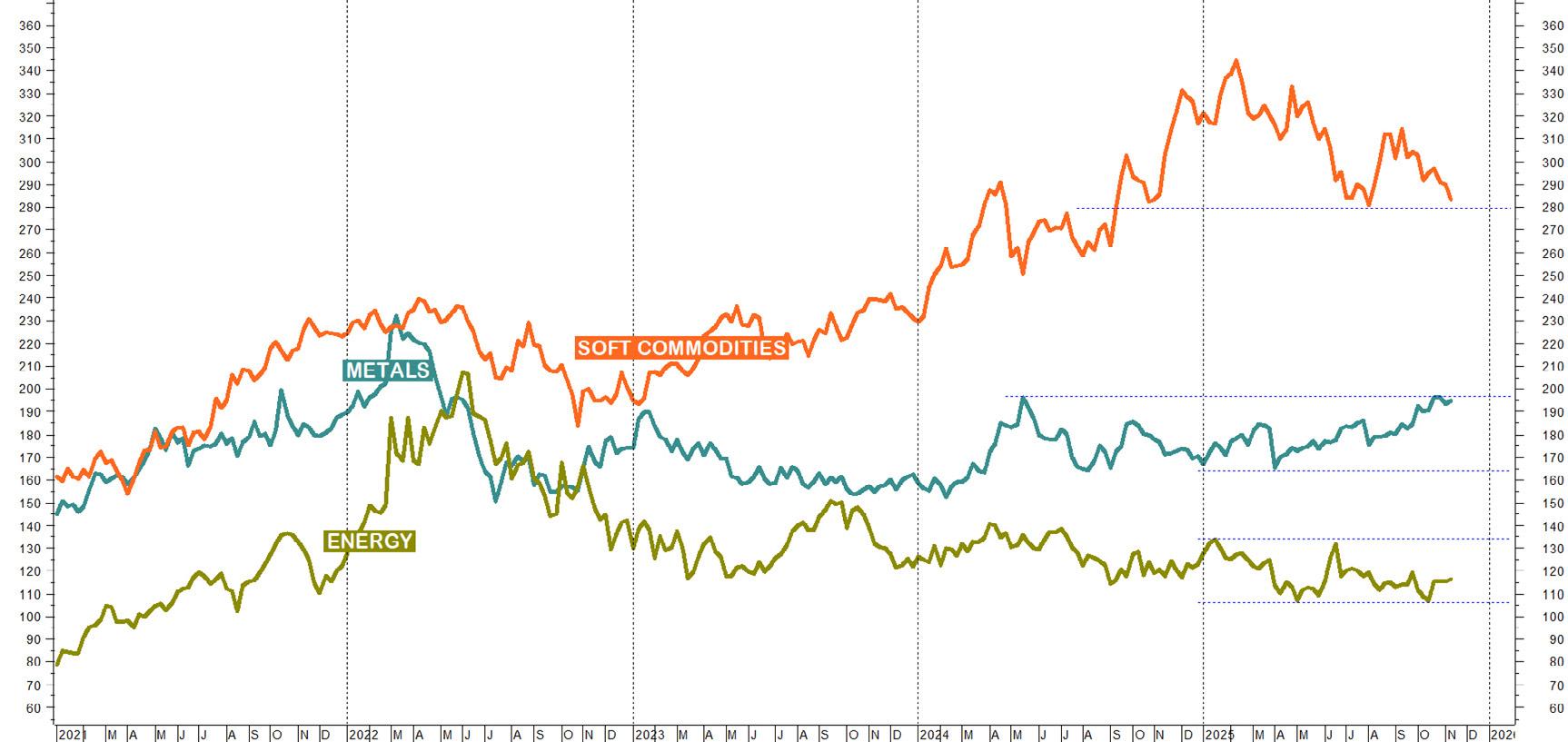
Sul fronte della produzione di acciaio a ciclo integrale, la Cina continua a condizionare il mercato globale delle materie prime basilari e dei semilavorati. Si consideri la figura 3, che illustra non solo gli andamenti dei prezzi medi settimanali in US$/ton. del minerale di ferro (scala di destra) e del coke (scala a sinistra), ma altresì la loro sintesi ideale rappresentata dal valore teorico del valore di carica d’altoforno “core”, ovvero limitato al solo contributo ponderato dei due elementi fondamentali (scala di destra). Le dinamiche dei prezzi dei fattori fondamentali si muovono abbastanza concordanti, evidenziando cali che da inizio anno si esauriscono a metà giugno, quando prendono corpo recuperi paralleli: nel 2025, a metà novembre si registrano performance del +2,6% per l’iron ore e del +12,4% per il coking coal. Il loro effetto combinato genera un esito positivo anche per la carica teorica
d’altoforno (+6,7%): una situazione che, abbinata ai diffusi cali dei prezzi dei semilavorati, mette sotto pressione i margini delle acciaierie cinesi. Si consideri infatti la tabella 1, che sintetizza le performance delle produzioni a ciclo integrale rappresentate dalle dinamiche illustrate nella figura 4 dedicata alle curve dei prezzi medi in US$/ton. dei coils a caldo internazionali. Appare evidente una situazione foriera di squilibri a livello globale: la domanda interna cinese di acciaio finito resta infatti insufficiente ad assorbire l’iperproduzione, che si orienta verso l’esportazione deprimendo i prezzi su tutti i mercati. L’unica eccezione è costituita dal mercato statunitense, il cui mercato in controtendenza risente ancora degli effetti dell’autarchia siderurgica e della corsa agli stoccaggi preventivi volti ad anticipare l’applicazione dei pesanti dazi sull’acciaio voluti dall’amministrazione Usa.
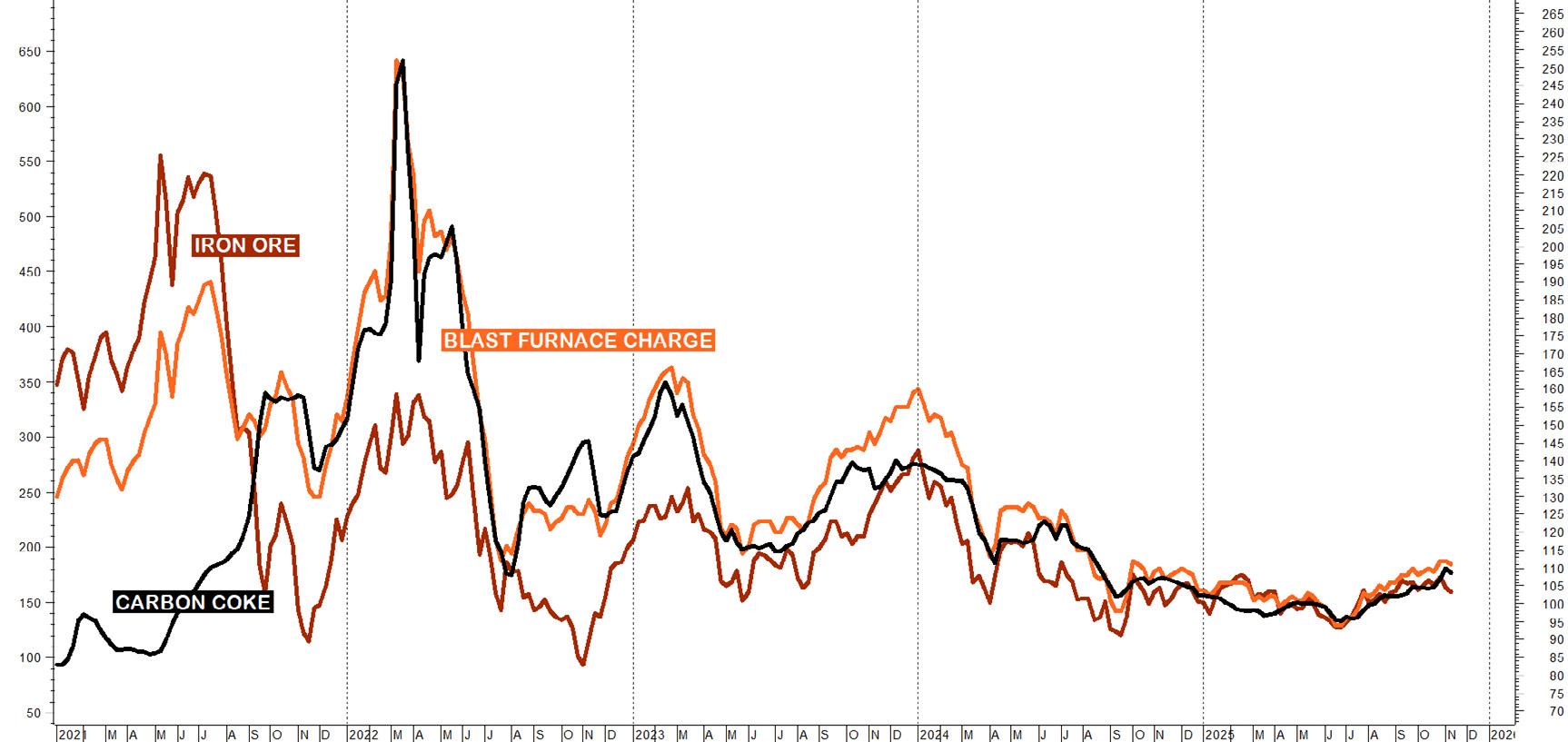
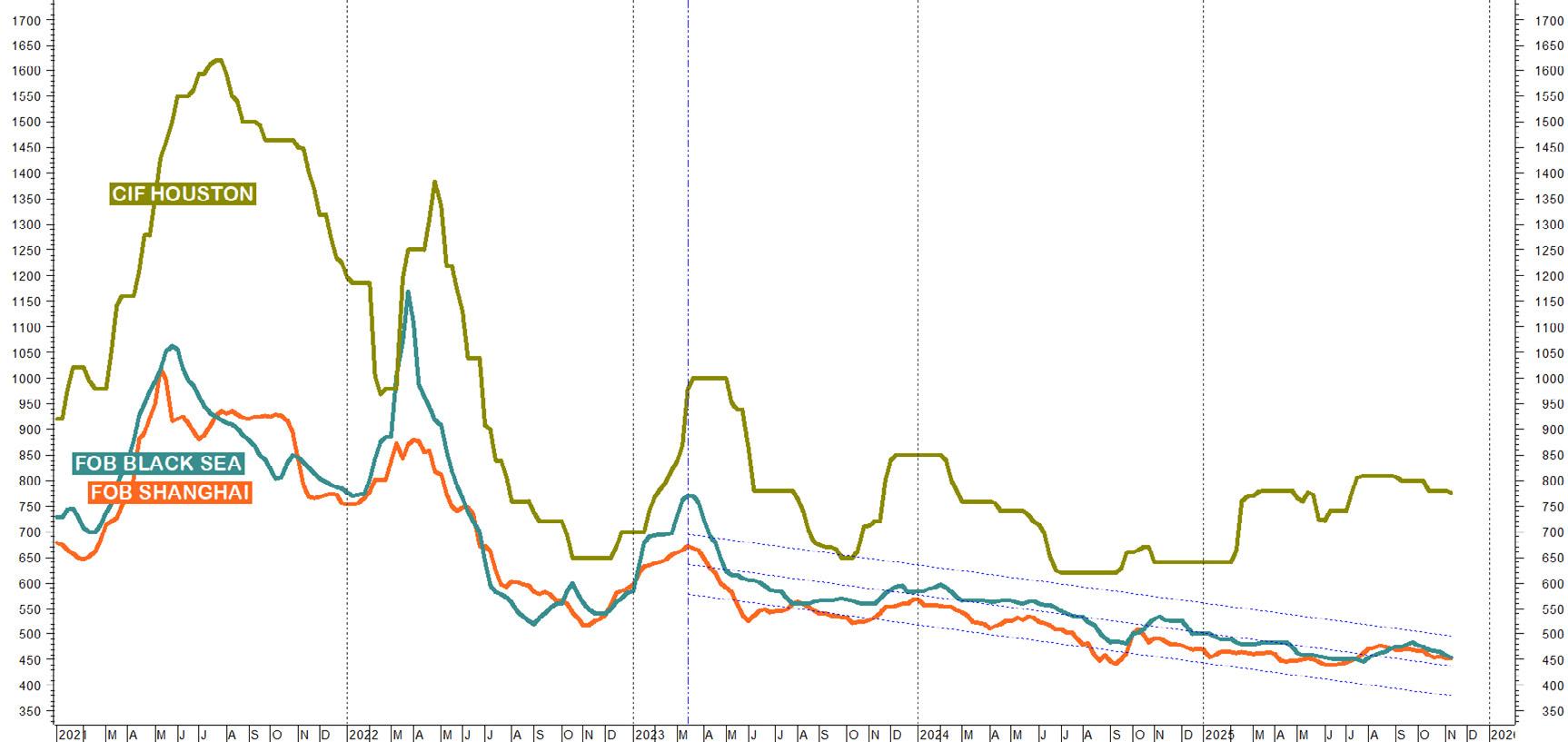
Mentre la figura 5 illustra l’evoluzione del mercato nazionale dei prodotti piani, la tabella 2 ne sintetizza le performance realizzate nel 2025. Osservando il grafico si nota comeladinamicadelfasciodicurveconcordantiabbiaattraversatotredistintefasi:rialzistanelprimotrimestrecon topametàaprile,declinanteneltrimestresuccessivocon livelli di minimo pluriennali stabiliti nel mese di luglio e, infine, il corrente movimento rialzista, che appare orientato a raggiungere i massimi, riportando il segno positivo
alle performance annuali. Movimenti in linea di massima coerenti con le dinamiche dei piani internazionali che imprimono le direzioni prevalenti. Quest’anno, tuttavia, si nota un disaccoppiamento evolutivo dei mercati: mentre i coils cinesi ed europei tendono al moderato declino, i piani nazionali si orientano al rialzo, prefigurando l’avvio di una discordanza, probabilmente innescata dalle misure di salvaguardia europea di prossima introduzione
PRODOTTI PIANI NAZIONALI
Coils a caldo
Lamiere nere
Lamiere zincate
Lamiere da treno
Acciaio e metalli: dinamiche, cicli e tendenza di mercato
ESITO 2025 (al 14 novembre)
+5,2%
+5,1%
+3,1%
+0,3%
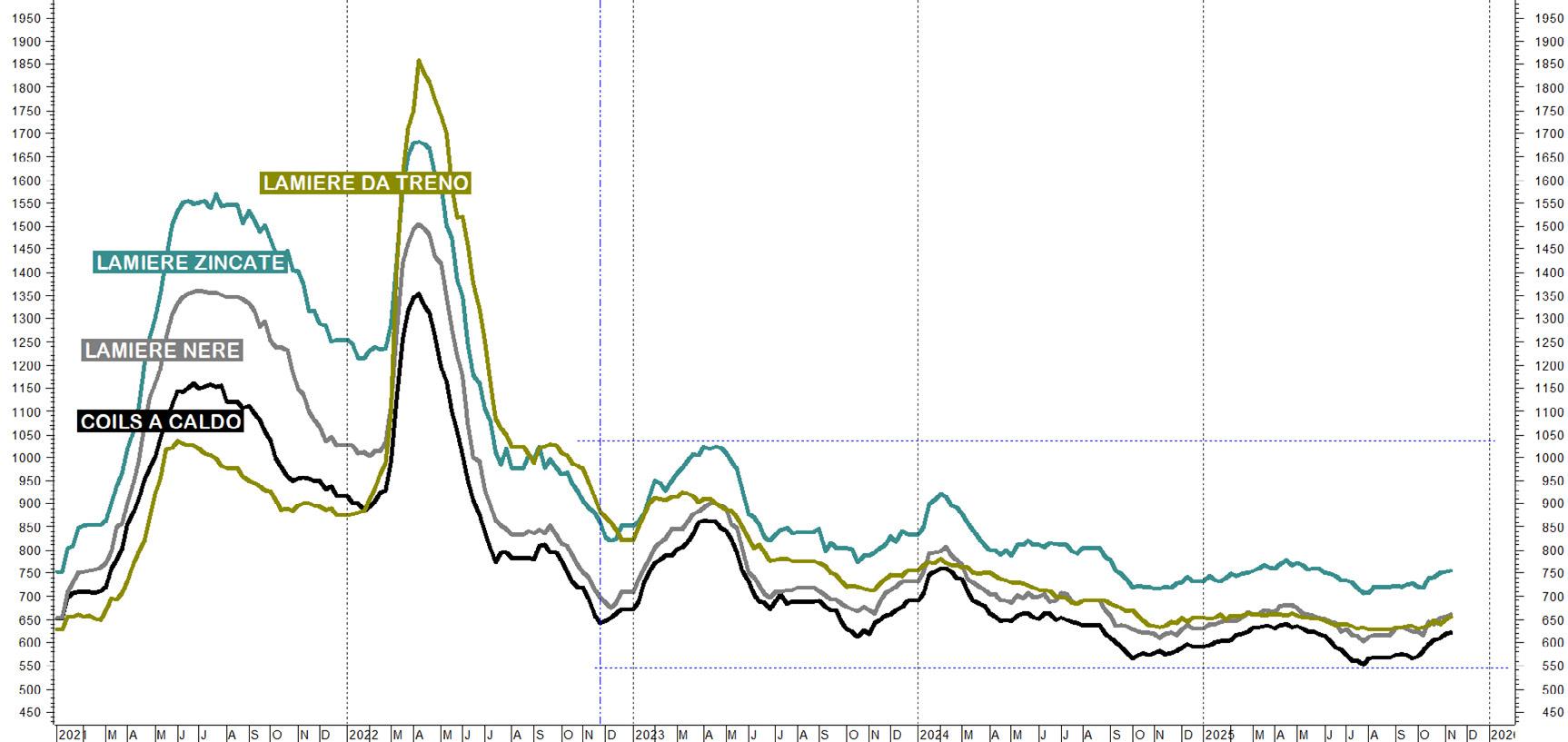
Fig. 5 - Il mercato nazionale dei prodotti piani.
LEPRODUZIONIAFORNOELETTRICO
In campo elettro-siderurgico si analizza dapprima l’andamento del rottame ferroso al quale è dedicata la figura 6, comprendente le dinamiche in euro/ton. dei prezzi per resa CFR Turkey e della media delle quotazioni di varie tipologiedirottame–frantumato,dademolizioni,torniture e lamierino – rilevate da Siderweb a livello nazionale. Nel primo trimestre dell’anno le quotazioni turche si volgono al rialzo, toccando il loro massimo annuale nell’ultima settimana di marzo. Segue un drastico ribasso che in un solo mese riporta i prezzi sui livelli del mese di novembre 2020. Il successivo rimbalzo consolida il mercato in un corridoio laterale compreso tra il massimo di maggio e il minimo di settembre, mantenendo comunque la performance annuale in territorio negativo (-8,4%). La situazione di breve periodo appare destinata a proseguire in regime di sostanziale stabilità, mentre in una prospettiva più ampia è attesa un’intensificazione della domanda di rottame come conseguenza del progressivo passaggio
dall’altoforno al forno elettrico. Per il momento, tuttavia, l’Europa mantiene la sua posizione di esportatore netto di rottame, il che lascia presagire una sufficiente disponibilità per i fabbisogni comunitari. Osservando l’andamento della media del rottame nazionale, si nota un evidente discordanza dinamica, soprattutto a partire dal mese di giugno: mentre entrambi i mercati esprimono un contestuale rimbalzo dopo le precedenti flessioni, la dinamica nazionale prosegue al ribasso, toccando il minimo a fine ottobre. La reazione corrente (+2,5%) per il momento non è ancora sufficiente per chiudere l’anno positivamente (-2,3%), ma il recupero potrebbe proseguire sostenuto dalla scarsa offerta interna.
La figura 7 evidenzia gli andamenti dei prezzi dei prodotti lunghi nazionali rilevati da Siderweb, le cui performance sono sintetizzate nella tabella 3. Dall’osservazione del grafico si evince con chiarezza la scarsa volatilità espressa dai mercati da due anni a questa parte. L’unica eccezione riguarda l’andamento dei prezzi del tondo per cemento
Steel and metals: market dynamics, cycles and trends
armato che, pur essendo connotato da direzionalità laterale come gli altri mercati, evidenzia una maggiore intensità oscillatoria. Gli andamenti e le performance indicano con chiarezza che anche il 2025 si sta rivelando un altro anno di transizione. La dinamica maggiormente volatile
PRODOTTI LUNGHI NAZIONALI
Tondo per cemento armato
Vergella da rete
Vergella da trafila
Laminati mercantili
Travi HEB S275
del tondo per cemento armato è spiegata soprattutto dalla domanda legata ai massicci utilizzi richiesti di volta in volta dalle opere finanziate dal PNRR, come i grandi cantieri ferroviari e le importanti opere pubbliche.
ESITO 2025 (al 14 novembre)
-3,8%
+0,1%
-0,6%
-3,1%
-4,8%
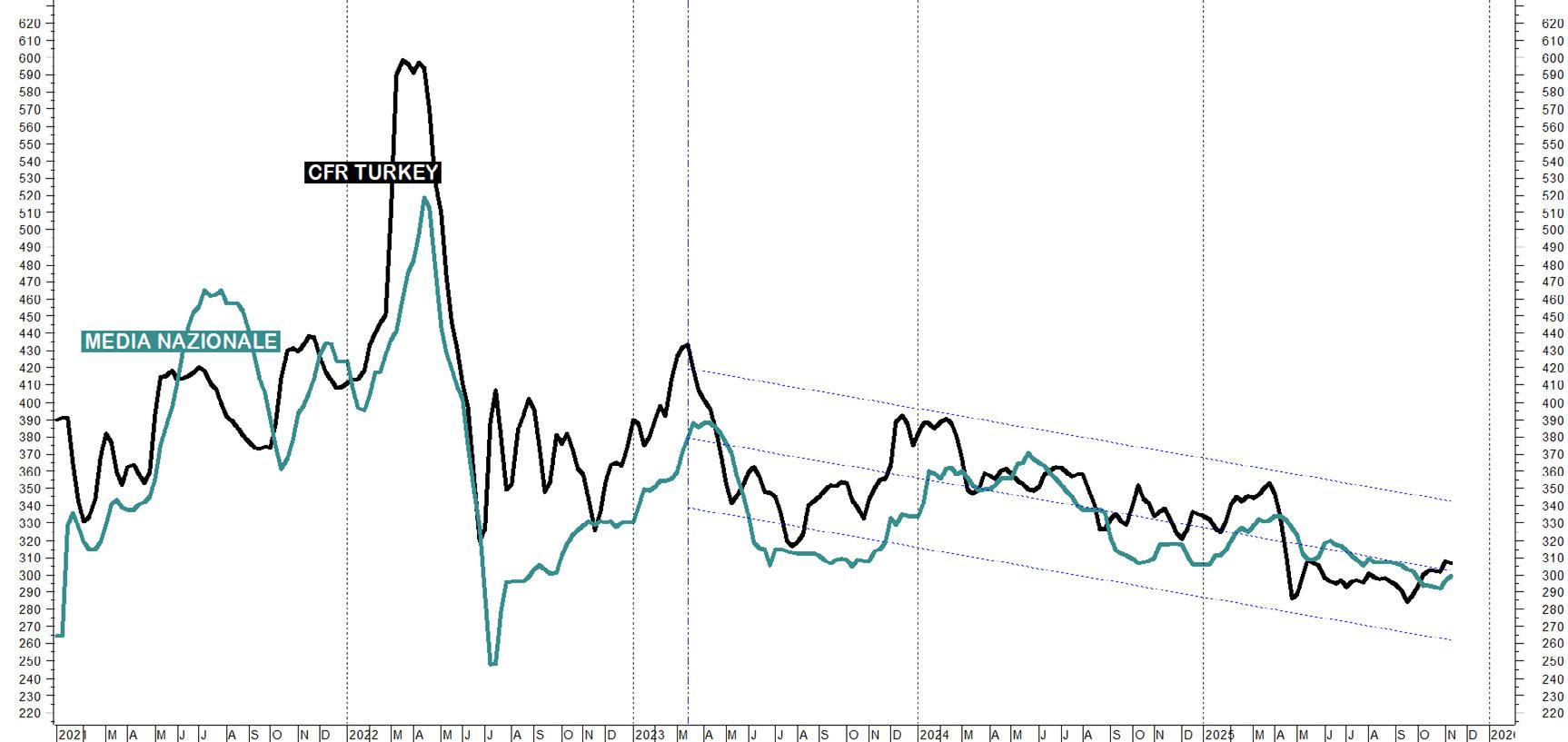
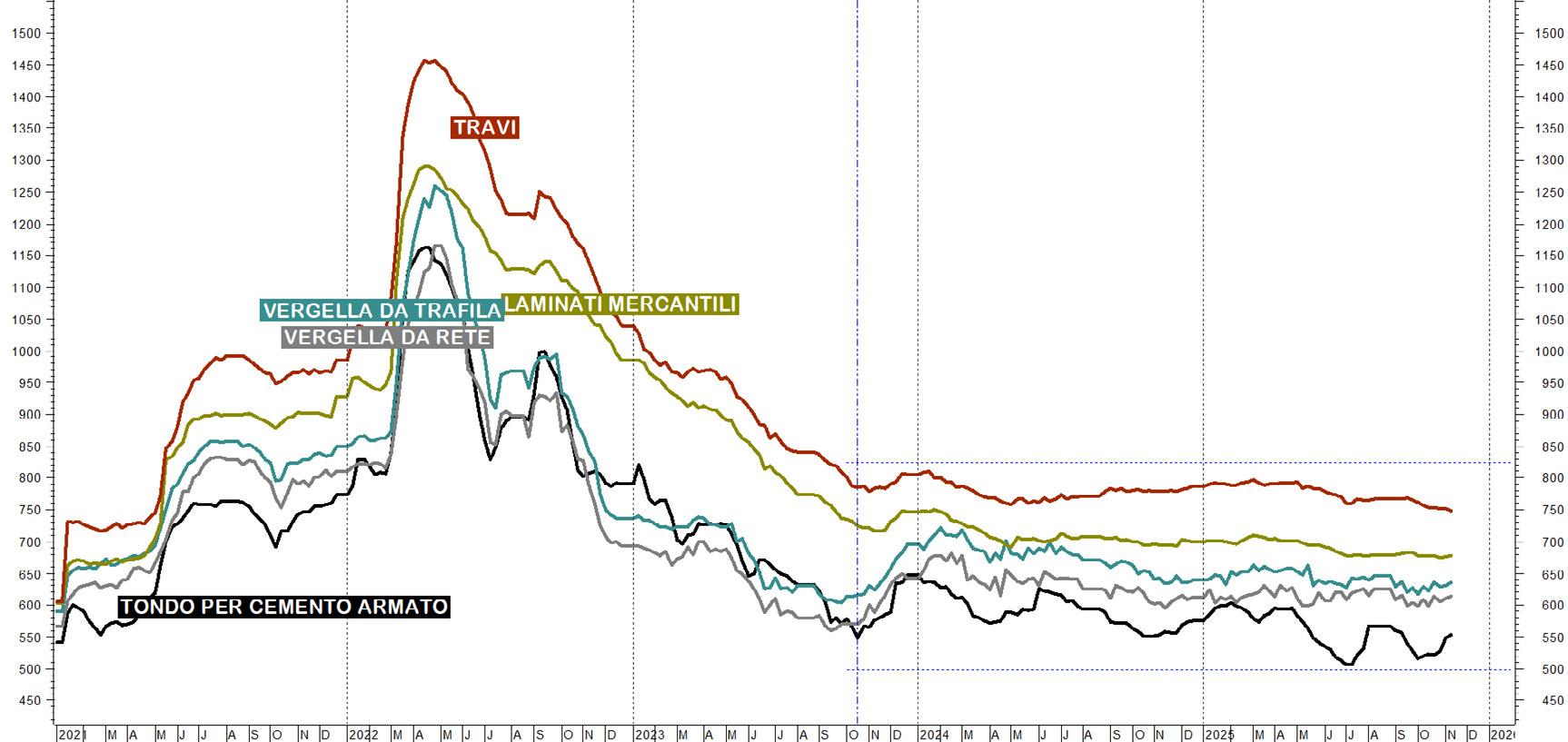
Acciaio e metalli: dinamiche, cicli e tendenza di mercato
La dinamica dei metalli non ferrosi è sintetizzata nella figura 8 attraverso l’andamento della media aritmetica semplice delle quotazioni medie settimanali dei prezzi in US$/ ton dell’alluminio, del rame, del nickel, dello zinco, del piombo e dello stagno quotati al London Metal Exchange (scala di destra). Sovrapposto alla curva di mercato si osserva l’istogramma della contestuale evoluzione delle scorte fisiche complessive detenute dal mercato londinese (scala di sinistra). Come si può osservare, la curva media si impenna nel primo trimestre per poi ripiegare bruscamente fino a metà aprile, quando prende corpo una tendenza rialzista persistente che nel mese di ottobre supera il top precedente, realizzando nuovi massimi: +17,4% da inizio anno a metà novembre. L’insieme dei non ferrosi appare sostenuto dal calo delle scorte che prosegue fino alla metà di luglio (-35%), per poi registrare un recupero tuttora in corso (+15,6%).
Il comparto evidenzia peraltro dinamiche di mercato differenziate (tabella 4): com’era stato anticipato in questa stessa rubrica sul numero di luglio-agosto, gli andamenti dei singoli metalli sono stati condizionati dai dazi, che hanno indotto una corsa agli approvvigionamenti nei primi mesi dell’anno con conseguenti forti rialzi. Terminati gli stoccaggi, la domanda si è indebolita, prevalendo i timori sull’offerta e sulle ricadute del deprezzamento del dollaro statunitense. Tra i singoli metalli spiccano le performance dello Stagno, del Rame e dell’Alluminio, la cui richiesta globale appare in via di intensificazione, come dimostra anche la contestuale progressiva contrazione delle rispettive scorte. Mentre il piombo e lo zinco siglano un esito che sancisce un buon equilibrio tra domanda e offerta, è l’eccesso di quest’ultima componente che continua a deprimere il mercato del nickel.
METALLI INDUSTRIALI
Alluminio
ESITO 2025 (al 14 novembre)
+12,5% Rame
+24,6% Zinco
+27,7%

8 - Il mercato nazionale dei prodotti piani.
Una recente analisi di Siderweb segnala come il mercato dell’acciaio inossidabile stenti a risalire a causa della debolezza della domanda europea, ma anche per la pressione delle importazioni. Tutto ciò trova sintesi nella figura 9, che presenta le dinamiche dei prezzi medi settimanali in euro/ton. del rottame inox (scala di sinistra), notoriamente un efficiente barometro di mercato, e del nickel, ingrediente basilare in talune tipiche produzioni in acciaio inossidabile (scala di destra). L’andamento dei due mercati si conferma altamente correlato al ribasso con esiti finali negativi equivalenti: -12,3% il nickel con scorte in significativo aumento (+55,5% da inizio anno), -10% il rottame.
Si conferma dunque una situazione caratterizzata dalla scarsa domanda di produzioni inox, che trova anche giustificazione nella depressione dei prezzi del nickel, conseguente all’eccesso di offerta, ma anche nel calo del rottame inox e delle principali ferroleghe (figura 10): gli andamenti delle quotazioni espresse in euro/ton. del ferro-cromo (scala di destra) e del ferro-molibdeno (scala di sinistra) evidenziano infatti esiti negativi. Mentre il ferro-cromo stabilisce nuovi minimi riportandosi sui livelli del secondo semestre 2021 (-3% nel 2025), il ferro-molibdeno tende a consolidarsi lateralmente pur segnando una performance negativa del tutto analoga (-3%).
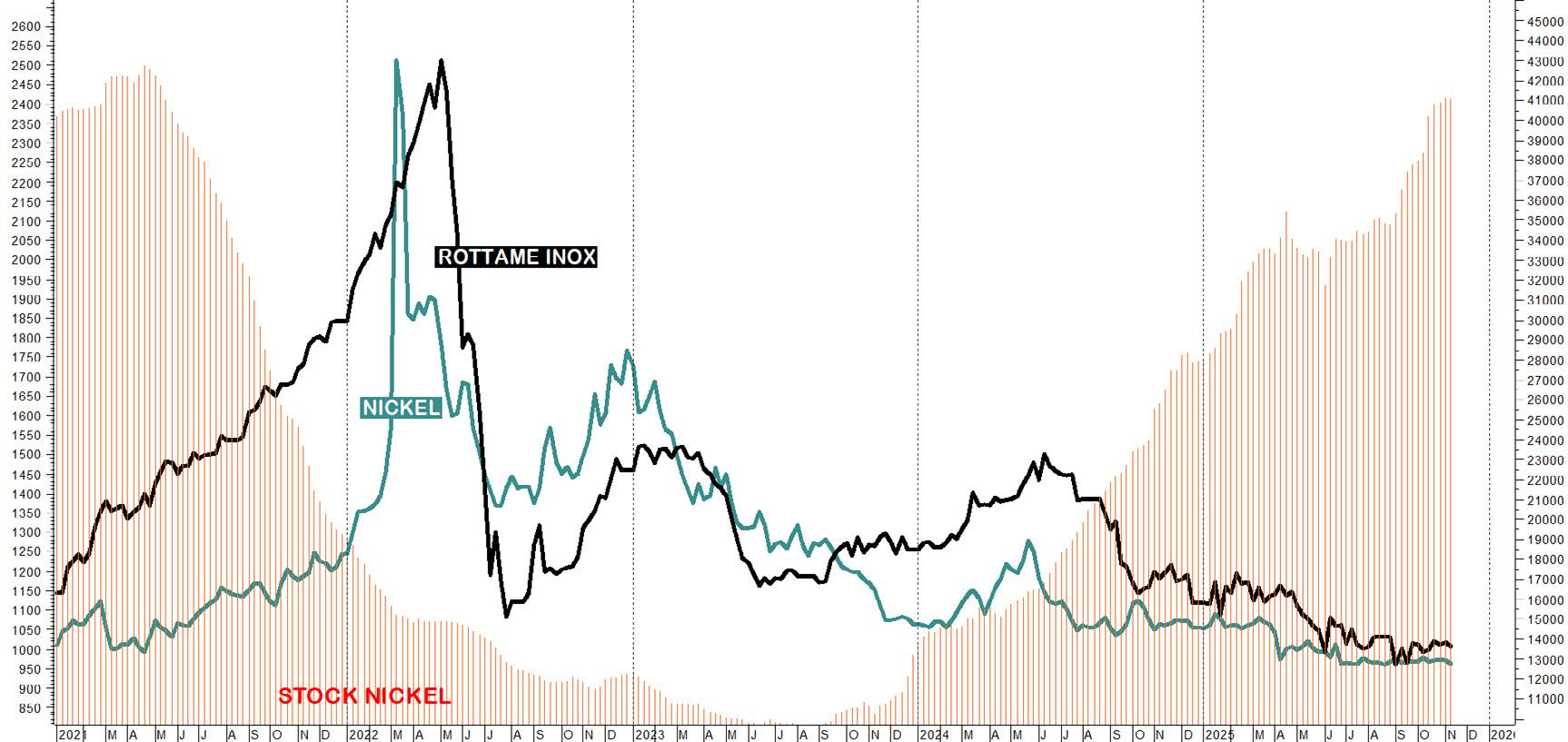
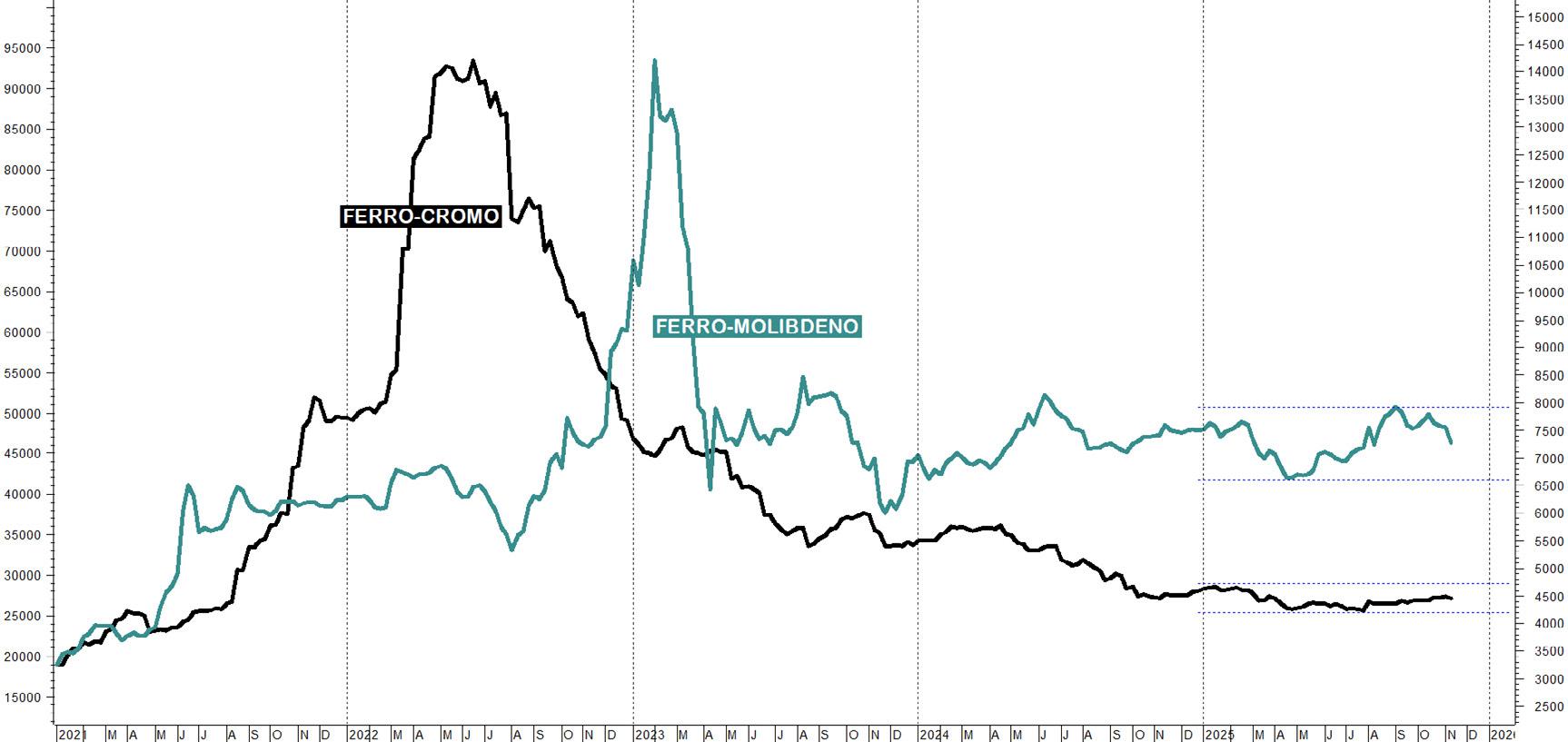
10 - I prezzi delle principali ferroleghe.
Acciaio e metalli: dinamiche, cicli e tendenza di mercato
L’analisi del comparto inox si conclude considerando gli esiti dei prezzi di tipiche produzioni in acciaio inossidabile riportati nella tabella 5. Si tratta delle lamiere inox riferite alle tipologie stabilite dall’American Iron & Steel Institute: le lamiere di natura austenitica guidate, oltre che dai
prezzi del rottame e del nickel, dal cromo (AISI 304) e dal molibdeno (AISI 316), nonché le quotazioni delle lamiere di natura ferritica (AISI 430) prevalentemente influenzate dalla dinamica del ferro-cromo. I valori in tabella confermano la depressione dei mercati di acciaio inossidabile.
IN ACCIAIO INOSSIDABILE
ESITO 2025 (al 14 novembre)
AISI 304 a freddo -7,3%
AISI
La Banca Mondiale ha acceso i riflettori sull’impatto economico delle tensioni commerciali innescate dall’amministrazione americana. L’istituzione evidenzia chiaramente che le tariffe statunitensi stanno agendo come una vera e propria zavorra sulla crescita di giganti come la Cina e l’India. Ne deriverebbe una frenata inevitabile dell’economia mondiale per l’anno venturo a causa di un duplice effetto: il perdurare dei dazi americani e il fisiologico rallentamento strutturale dell’economia cinese. Il quadro si completa con l’Europa che alza le barricate per difendere le sue acciaierie. Di fronte alla crisi generata dall’eccesso di produzione mondiale, e cinese in particolare, la Commissione Europea si prepara a lanciare, a partire da giugno 2026, un nuovo scudo commerciale per l’industria siderurgica dell’Unione. La strategia mira a limitare drasticamente l’afflusso di acciaio straniero. La misura più eclatante è il dimezzamento delle attuali quote d’importazione esenti
da dazio. Non solo: oltrepassata la soglia di tolleranza, la sanzione sarà severissima. Nel pacchetto, infine, l’Unione introduce l’obbligo di tracciabilità, uno strumento essenziale per assicurare la provenienza e la legalità dell’acciaio, blindando così il mercato contro le frodi e l’elusione delle nuove barriere. Un chiaro segnale che Bruxelles è pronta a tutto per tutelare i suoi produttori. I settori del commercio, della distribuzione e della lavorazione dei prodotti siderurgici temono d’altra parte l’avvento di un mercato interno poco concorrenziale, destinato a generare aumenti dei prezzi dei semilavorati e dei prodotti finiti in acciaio, che a loro volta peseranno sulla competitività delle aziende trasformatrici. Nel 2026 ci attende dunque un contesto denso di incognite, dove gli effetti delle distorsioni dei mercati frutto di decisioni politiche e geopolitiche richiederanno una costante attenzione.
Per le domande e i sempre graditi confronti: : achille.fornasini@unibs.it




Workshop Additive Metallurgy Milano c/o Politecnico di Milano, Campus Bovisa - 21-22 gennaio 2026
>> SCOPRI DI PIÙ
Corso di base modulare Corrosione webinar (zoom) - 27-28 gennaio, 10-11-24-25 febbraio, 5-19 marzo 2026
>> SCOPRI DI PIÙ
Corso Failure Analysis Milano e Monza c/o OMECO, 4-5-12 febbraio 2026
>> SCOPRI DI PIÙ
Giornata di Studio Ingegneria delle superfici per il settore alimentare Campogalliano (MO) - 17 febbraio 2026
>> SCOPRI DI PIÙ
Master
Master in Progettazione stampi ITINERANTE, FEBBRAIO-LUGLIO 2026
>> SCOPRI DI PIÙ




Corso
Il disegno dei getti in leghe di alluminio Codesign e definizione dei sistemi di colata KILOMETRO ROSSO INNOVATION DISTRICT (BERGAMO) - 10 MARZO 2026
>> SCOPRI DI PIÙ
Corso
Gli acciai inossidabili XII edizione
Milano - 3-4-10-11-17-18 marzo 2026
>> MORE INFO
Giornata di Studio Tra resistenza a fatica e tenacità. La risposta delle leghe metalliche agli sforzi dinamici
Milano c/o Centro Congressi FAST - 12 marzo 2026
>> MORE INFO
EEC 2026 - EMECR 2026 Conferences - siderweb FORUM 4th European Electric Steelmaking conference, 5th International Conference on Energy and Material Efficiency and CO2 Reduction in the Steel Industry and the 2nd edition of the biennial event organised by siderweb to discuss the present and future of Italian and European steel Milano - 11-13 May 2026
>> MORE INFO
Summer school “Environmental Assisted Cracking” Milazzo (ME) - 12-16 July 2026
>> MORE INFO


WCCM 2026
The 4th World Congress on Condition Monitoring Milano, Italy - 25-28 August 2026
>> MORE INFO
41° Convegno Nazionale AIM
Progettiamo il futuro tra ricerca e innovazione Brescia - 9-11 settembre 2026
>> MORE INFO
5th International Conference on INGOT CASTING, ROLLING & FORGING
Bardolino, Verona - 13-15 October 2026
>> MORE INFO
Norme pubblicate e progetti in inchiesta (aggiornamento al 30 Novembre 2025)
Norme UNSIDER pubblicate da UNI nei mesi di ottobre e novembre 2025
UNI EN 10378:2025
Tubi saldati di acciaio inossidabile di sezione quadrata e rettangolare per l’ingegneria meccanica e strutturale e per utilizzo decorativo – Condizioni tecniche di fornitura
UNI EN ISO 10280:2025
Acciai e ghise – Determinazione del titanio – Metodo spettrofotometrico al diantipirilmetano
Norme UNSIDER ritirate con sostituzione da UNI nei mesi di ottobre e novembre 2025
UNI EN ISO 10280:1997
Acciai e ghise – Determinazione del titanio – Metodo spettrofotometrico al diantipirilmetano
Norme UNSIDER pubblicate da CEN e ISO nei mesi di ottobre e novembre 2025
EN ISO 13680:2025
Oil and gas industries including lower carbon energy – Corrosion-resistant alloy seamless products for use as casing, tubing, coupling stock and accessory material – Technical delivery conditions (ISO 13680:2024)
ISO 10903:2025
Oil and gas industries including lower carbon energy – Pipeline transportation systems –Pipeline geohazard monitoring processes, systems and technologies
ISO/TS 5486:2025
Metallographic determination of ferrite in an austenitic matrix of stainless steel
EN 12680-2:2025
Founding – Ultrasonic testing - Part 2: Steel castings for highly stressed components
EN 12680-1:2025
Founding – Ultrasonic testing - Part 1: Steel castings for general purposes
EN 12680-3:2025
Founding – Ultrasonic testing - Part 3: Spheroidal graphite cast iron castings
EN 18035:2025
Prestressing steels – Waxed and sheathed strands for construction applications
EN ISO 11970:2025
Specification and qualification of welding procedures for production welding of steel and nickel-base castings (ISO 11970:2025)
ISO 14577-6:2025
Metallic materials – Instrumented indentation test for hardness and materials parameters - Part 6: Instrumented indentation test at elevated temperature
ISO 11970:2025
Specification and qualification of welding procedures for production welding of steel and nickel-base castings
Progetti UNSIDER messi allo studio dal CEN (Stage 10.99) – novembre e dicembre 2025
prEN ISO 15156-1 rev
Oil and gas industries including lower carbon energy – Materials for use in H2S-containing environments in oil and gas production –Part 1: Materials and materials processing requirements
prEN ISO 15156-2 rev
Oil and gas industries including lower carbon energy – Materials for use in H2S-containing environments in oil and gas production – Part 2: Service environment assessment and material selection
prEN ISO 15156-3 rev
Oil and gas industries including lower carbon energy – Materials for use in H2S-containing environments in oil and gas production - Part 3: Verification, qualification and balloting requirements
prEN 10048 rev
Hot rolled narrow steel strip - Tolerances on dimensions and shape
prEN ISO 19277-1
Oil and gas industries including lower carbon energy “Qualification testing for protective coating systems under insulation” - Part 1: Liquid coatings
prEN ISO 7039
Metallic materials “Tensile testing ” Method for evaluating the susceptibility of materials to the effects of high-pressure gas within hollow test pieces
prEN 10219-2 rev
Cold formed welded steel structural hollow sections - Part 2: Tolerances, dimensions and sectional properties
prEN 10028-4 rev
Flat products made of steels for pressure purposes - Part 4: Nickel alloy steels with specified low temperature properties
prEN 10028-5 rev
Flat products made of steels for pressure purposes - Part 5: Weldable fine grain steels, thermomechanically rolled
prEN 10028-6 rev
Flat products made of steels for pressure purposes - Part 6: Weldable fine grain steels, quenched and tempered
prEN 10028-7 rev
Flat products made of steels for pressure purposes - Part 7: Stainless steels
prEN 10272 rev
Stainless steel bars for pressure purposes
prEN 10028-3 rev
Flat products made of steels for pressure purposes - Part 3: Weldable fine grain steels, normalized
prEN 10028-2 rev
Flat products made of steels for pressure purposes - Part 2: Non-alloy and alloy steels with specified elevated temperature properties
prEN 10028-1 rev
Flat products made of steels for pressure purposes - Part 1: General requirements
Progetti UNSIDER in inchiesta prEN e ISO/DIS - novembre e dicembre 2025
prEN – progetti di norma europei
prEN ISO 24202
Oil and gas industries including lower carbon energy – Bulk material for offshore projects –Monorail beam and padeye (ISO 24202:2023)
prEN ISO 3845
Oil and gas industries including lower carbon energy – Full ring ovalization test method for the evaluation of the cracking resistance of steel line pipe in sour service (ISO 3845:2024)
ISO/DIS – progetti di norma internazionali
ISO/DIS 25319
Determination of metallic Fe in reduced iron (sponge Iron) and briquette – Iron (III) chloride titrimetric method
ISO/DIS 20915
Life cycle inventory calculation methodology for steel products
ISO/DIS 19900
Oil and gas industries including lower carbon energy – General requirements for offshore structures
ISO/DIS 9441
Steel – Determination of niobium content –PAR spectrophotometric method
ISO/DIS 148-1
Metallic materials – Charpy pendulum impact test - Part 1: Test method
ISO/DIS 148-2
Metallic materials – Charpy pendulum impact test - Part 2: Verification of testing machines
ISO/DIS 148-3
Metallic materials – Charpy pendulum impact test - Part 3: Preparation and characterization of Charpy V-notch reference certified test pieces for indirect verification of pendulum impact testing machines
ISO/DIS 25206-1
Oil and gas industries including lower carbon energy – Enhanced oil recovery terms and definitions - Part 1: General vocabulary
ISO/DIS 4935
Steel and iron – Determination of sulfur content – Infrared absorption method after combustion in an induction furnace
Progetti UNSIDER al voto FprEN e ISO/ FDIS - novembre e dicembre 2025
FprEN – progetti di norma europei
FprEN 15542
Ductile iron pipes, fittings and accessories – External cement mortar coating for pipes –Requirements and test methods
FprEN ISO 18203
Steel – Determination of the thickness of surface-hardened layers (ISO/FDIS 18203:2025)
EN 14917:2021/FprA1
Metal bellows expansion joints for pressure applications
FprEN ISO 21809-2
Oil and gas industries including lower carbon energy – External coatings for buried or submerged pipelines used in pipeline transportation systems – Part 2: Single layer fusion-bonded epoxy coatings (ISO/FDIS 21809-2:2025)
ISO/FDIS – progetti di norma internazionali
ISO/FDIS 24203
Oil and gas industries including lower carbon energy – Bulk material for offshore projects –Schedule for architectural doors
ISO/FDIS 21809-4
Oil and gas industries including lower carbon energy – External coatings for buried or submerged pipelines used in pipeline transportation systems – Part 4: Polyethylene coatings (2-layer PE)
ISO/PRF 21224
Evaluation of centreline segregation of continuously cast slabs
ISO/FDIS 18203
Steel – Determination of the thickness of surface-hardened layers
ISO/FDIS 8458-1
Steel wire for mechanical springs - Part 1: General requirements
ISO/FDIS 8458-2
Steel wire for mechanical springs - Part 2: Patented cold-drawn non-alloy steel wire
ISO/FDIS 8458-3
Steel wire for mechanical springs - Part 3: Oil-hardened and tempered wire
ISO/FDIS 21809-2
Oil and gas industries including lower carbon energy – External coatings for buried or submerged pipelines used in pipeline transportation systems - Part 2: Single-layer fusion-bonded epoxy coatings
ISO/FDIS 629
Steel and cast iron – Determination of manganese content – Spectrophotometric method
Green steel initiatives supported by CERO Waste Refractory Concept, enhanced slag engineering and using circular metallurgical additives (n.03 marzo, pag. 27)
F. Kek, K-M. Zettl, N. Tanasic, P. Stahl, D. Giunta, P. Trezzi
AI-based monitoring of steel scrap properties for improved utilization in scrap-based steelmaking (n.03 marzo, pag. 35)
B. Kleimt, Z. Kargar, V. Peiss, A. Arteaga Ayarza, D. Mier Vasallo, M. Ferrer Prieto, I. Unamuno Iriondo
Advances in grinding sludge valorisation and recovery in the manufacturing industries (n.03 marzo, pag. 45)
M. Dehghanpour Abyaneh, R. Sesana, M. S. Javadi, S. Lamparelli, S. Rizzo
Ciclo EAF: applicazioni dell’IA per stimare i consumi energetici (n.10 ottobre, pag. 07)
V. Colla, S. Dettori, S. Cateni, M. Vannucci, T. A. Branca, A. Vignali, C. Mocci
Influenza delle scorie di metallurgia secondaria sulle inclusioni non metalliche nell’acciaio analizzate con OES-PDA (n.10 ottobre, pag. 16)
R. Ottini, S. Buoro, M. Bianchi, M. Baldan
Metodologie per l’ottimizzazione della distribuzione di energia nell’industria siderurgica a ciclo integrale (n.10 ottobre, pag. 28)
S. Dettori, I. Matino, V. Colla, S. Cateni, M. Vannucci, C. Mocci, L. Vannini
Sostituzione del gas naturale con H2 nei forni di riscaldo e trattamento termico: effetti sulla cinetica di ossidazione dell’acciaio e sulle caratteristiche della scaglia (n.10 ottobre, pag. 36)
N. Zacchetti, S. Zanlucchi, G. Jochler
Il forno elettrico quale unità produttiva chiave per la produzione di acciaio “carbon neutral”: aspetti fondamentali, modellizzazione dei fenomeni e strategie di implementazione di digital twin (n.10 ottobre, pag. 42)
D. Ressegotti, M. De Santis, A. Dell’Uomo, A. Di Schino
Un approccio innovativo alla gestione energetica degli impianti siderurgici a ciclo elettrico (n.10 ottobre, pag. 51)
A cura di: V. Colla, S. Dettori, S. Cateni, M. Vannucci, T. A. Branca, E. Paluzzano, C. Pietrosanti, D. Onesti, D. Venier, N. Holtzknecht, A. Wolff, F. Nkwitchoua
Hydrogen based reduction behavior of MgO rich magnetite pellets (n.04 aprile, pag. 09)
P. Garg, H. Ahmed, C. Andersson, C. Samuelsson, J-O. Wikström
Refractory lining challenges in transitioning from established to hydrogen-ready operations in DRI shaft furnace technologies (n.04 aprile, pag. 17)
D. Gavagnin, E. Kyrilis, E. J. Estrada Ospino, M. Spreij, S. Postrach
The effect of gangue phase existing state on gangue removal behavior in the iron ore upgrading process by reductioncrushing-separation (n.04 aprile, pag. 23)
T. Adachi
Simulation of Direct Reduction Processes to be included in a process chain multipurpose simulation toolkit (n.04 aprile, pag. 28)
I. Matino, V. Colla, A. Vignali
Coke breeze combustion and cog dry reforming pilot plant development for the production of hot hydrogen-rich syngas in integrated plants for injection in the blast furnace and CO2 mitigation (ProSynteg) (n.05 maggio, pag. 30)
E. L. Faraci, M. Gili, D. Ressegotti, D. Garot, A. Oblanca Gutiérrez, C. Morelli, L. Micheletti
CORROSIONE / CORROSION
Corrosion behaviour in acidic environments of alloy 625 produced by Material Extrusion: effect of the processgenerated microstructure and defects (n.02 febbraio, pag. 08)
T. Persico, S. Lorenzi, M. Cabrini, L. Nani, T. Pastore, G. Barbieri, F. Cognini
Monitoraggio tramite emissione acustica dei meccanismi di cracking assistiti da idrogeno durante prove di trazione a bassa velocità di deformazione in atmosfera di idrogeno puro e miscelato (n.02 febbraio, pag. 16)
S. Rahimi, G. Scionti, E. Piperopoulos, M. F. Milazzo, E. Proverbio
Effect of natural inhibitors on the corrosion properties of titanium and magnesium alloys (n.02 febbraio, pag. 27)
M. Faraji, L. Pezzato, A. Yazdanpanah, I. Calliari, M. Esmailzadeh
La valutazione della velocità di corrosione nei cavi post-tesi delle strutture in calcestruzzo armato precompresso (n.02 febbraio, pag. 36)
E. Proverbio, M. Giglio, A. Gennari Santori
Lega di alluminio AA6082: ottimizzazione del trattamento di ossidazione elettrolitica al plasma (PEO) per migliorare la resistenza a corrosione (n.11/12 novembre-dicembre, pag. 08)
A. Berardi, F. Ceriani, M. Gamba, M. Ormellese, M. Pedeferri
Cinetiche di corrosione di leghe di magnesio per impianti biomedici riassorbibili rivestite tramite ossidazione elettrolitica al plasma (n.11/12 novembre-dicembre, pag. 20)
L. Nani, M. Cabrini, S. Lorenzi
Sonda di potenziale per il monitoraggio della protezione catodica nel terreno (n.11/12 novembre-dicembre, pag. 26)
P. Marcassoli, D. Murgia, S. Tagini
Metodi statistici applicati a ispezioni e analisi di dati di linee interrate in area impianto (n.11/12 novembre-dicembre, pag. 32)
V. Colombo, C. Panizza, B. Bazzoni
Velocità di corrosione di coupon esposti in atmosfera urbana e marina: misure elettrochimiche, perdita di massa e confronto con equazione ISO (n.11/12 novembre-dicembre, pag. 43)
M. Ormellese, M. Gamba, S. Beretta, F. Bolzoni, A. Brenna, A. Benedetti
Stress Corrosion Cracking su palette di turbine geotermiche in superlega di nichel (n.11/12 novembre-dicembre, pag. 55)
T. Persico, L. Nani, S. Lorenzi, M. Cabrini, T. Pastore, L. Tampucci, L. Pratelli, M. Poggiali, N. Betti
Studio della corrosione da carbonatazione di armature in calcestruzzi con aggregati riciclati di asfalto da pavimentazioni (RAP) (n.11/12 novembre-dicembre, pag. 61)
M. Carsana, F. Lollini, E. Redaelli
Rivestimenti anticorrosivi organici-inorganici per leghe Zama (n.11/12 novembre-dicembre, pag. 71)
C. Mele, S. Bagheri, C. Esposito Corcione, R. Striani
Propagation of chloride induced corrosion in reinforced concrete structures after application of an external thermal insulation system (n.11/12 novembre-dicembre, pag. 81)
M. Gastaldi, A. G. Mainini
Sigillatura avanzata senza cromo esavalente per leghe di alluminio anodizzato nell’industria aerospaziale (n.11/12 novembre-dicembre, pag. 91)
L. Razzaboni; E. Forchin
MANUFACTURING
Metodologie per la preparazione di feedstock per la manifattura additiva a partire da trucioli di leghe di titanio (n.05 maggio, pag. 07)
M. Pentimalli, G. Barbieri, F. Bergamini, A. Fava, C. Stifani
Experimental study of printing conditions for a NiTi alloy obtained by SLM technique (n.05 maggio, pag. 15)
M. Gragnanini, A. Fortini, C. Morales, F. Bucchi, B. D. Monelli, G. Macoretta
Caratterizzazione di polveri di WC-Co e della loro processabilità tramite directed energy deposition (DED) (n.05 maggio, pag. 23)
E. Santecchia, M. Cabibbo, A. Santoni, S. Spigarelli
Analisi in-situ per lo studio dell’influenza della velocità di solidificazione sul comportamento a fatica a basso numero di cicli di una lega di alluminio AlSi7Cu3Mg trattata termicamente (n.06 giugno, pag. 08)
M. Merlin, D. Maghini, A. Fortini, T. Bogdanoff
Procedure for the optimization of metallurgical treatments of EN AC 46400 alloy (n.06 giugno, pag. 16)
S. Ferri
Valutazione sperimentale di maniche esotermiche, isolanti e dei materiali per la loro realizzazione (n.06 giugno, pag. 22)
S. Lehmann, H. Schirmer, S. Dommen, M. Pesci
Sistemi di leganti inorganici per la fabbricazione di anime ad elevata resistenza all’umidità ambientale (n.06 giugno, pag. 44)
A cura di: C. Castiglioni
MATERIALI PER L’ENERGIA / MATERIALS FOR ENERGY
Risposta al trattamento termomeccanico dell'acciaio
EUROFER97: microstruttura e proprietà meccaniche (n.03 marzo, pag. 08)
G. Stornelli, A. Di Schino, D. Croccolo, G. Olmi, R. Montanari, A. Varone, C. Testani
Studio dei processi di coating per il rivestimento in ferrite di materiali SMC (n.03 marzo, pag. 17)
E. Poskovic, L. Ferraris, F. Franchini, M. Actis Grande
Effetto dell’aggiunta di Cr e Ni sulla microstruttura e la resistenza a usura della lega riciclata AlSi9Cu3(Fe) (n.09 settembre, pag. 07)
E. Fracchia, M. Actis Grande
Confronto del comportamento a compressione, proprietà meccaniche ed energia assorbita dell’honeycomb e delle schiume a celle chiuse in alluminio (n.09 settembre, pag. 14)
A. Ceci, G. Costanza, M. E. Tata
Studio della shell zone di billette in lega di alluminio ottenute mediante direct-chill casting con impiego di matrici hot-top innovative (n.09 settembre, pag. 30)
A. Malandruccolo, C. Menapace, F. Canevari
Studio dell’effetto “Nero Cavolfiore” su Placche
Omogeneizzate in Lega 5754 - 5182 e Modifiche nel Processo per Ridurne la Formazione (n.09 settembre, pag. 42)
F. Bravaccino, C. Sinagra, A. Squillace, A. Astarita, A. Acquesta, T. Monetta
La tecnologia Jodovit J-Therm HPDC per le leghe leggere: termocamere e microdosaggio per ridurre il consumo di acqua (n.09 settembre, pag. 53)
A cura di: M. Cucco, G. Calloni
METALLI E TECNOLOGIE APPLICATIVE / METALS AND APPLICATION TECHNOLOGIES
Modellizzazione termofluidodinamica numerica dei processi di fusione al SAF di rocce basaltiche e dolomitiche a supporto di design industriale e scalabilità (n.06 giugno, pag. 34)
A. Dell’Uomo, M. De Santis, D. Ressegotti, T. Tripolin
RIVESTIMENTI E TRIBOLOGIA / COATINGS AND TRIBOLOGY
Caratterizzazione di un rivestimento multistrato (Ni-P+DLC) applicato su componenti in lega PBF-LB AlSi10Mg costituiti da geometrie complesse e strutture reticolari (n.01 gennaio, pag. 08)
G. Di Egidio, C. Martini, A. Morri, L. Tonelli, L. Ceschini, M. Tocci, M. Gelfi, A. Pola, A. Martucci, M. Lombardi
Trattamento elettrochimico di anodizzazione della lega di magnesio WE43 per applicazioni biomedicali (n.01 gennaio, pag. 18)
A. Acquesta, F. Desiderio, T. Monetta, G. Stornelli, A. Di Schino
SALDATURA / WELDING
An innovative industrial approach of SFSW technology on
AA6061 (n.01 gennaio, pag. 26)
M. Sadeghi, H. Sabet
The Effect of Activated flux and shielding gas mix of ArgonNitrogen on the bead geometry of Duplex Stainless Steel 2205 Gas Tungsten Arc Welds (n.01 gennaio, pag. 34)
R. Sasidharan, S. R. Koteswara Rao, S. Vijayan
DELLA METALLURGIA / HISTORY OF METALLURGY
Celestial and earthly origins of platinum (n.02 febbraio, pag. 42)
A. Cremona
TERMICI / HEAT TREATMENTS
Analysis of the rapid tempering treatment on a high-strength boron steel in the martensitic state through physical simulation (n.07/08 luglio-agosto, pag. 07)
M. E. Palmieri, M. Villa, L. Tricarico
Analysis of the applicability of Quenching and Partitioning treatment on high-strength commercial steels (n.07/08 luglioagosto, pag. 16)
M. Belfi, S. Barella, A. Gruttadauria, P. Cetto, C. Mapelli
Proprietà microstrutturali e meccaniche della lega IN718 prodotta per additive manufacturing e sottoposta a trattamento termico (n.07/08 luglio-agosto, pag. 26)
A. Ferrarotti, M. Palumbo, M. Baricco, A. Castellero, F. Giuffrida, G. Mussino, M. Vedani, S. Marola
Sviluppo di forgiati in acciai ad alta resistenza per applicazioni Oil & Gas e strutturali (n.07/08 luglio-agosto, pag. 36)
a cura di: E. Anelli
Effect of material supply conditions on the induction hardening process parameters of carbon steels and low-alloy steels (n.07/08 luglio-agosto, pag. 48)
edited by: M. Cassola, E. Bertarelli, A. Fortini, M. Merlin
A
Acquesta, A. (n.1, pag. 18; n.9, pag. 42)
Actis Grande, M. (n.9, pag. 07)
Adachi, T. (n.4, pag. 23)
Ahmed, H. (n.4, pag. 09)
Andersson, C. (n.4, pag. 09)
Arteaga Ayarza, A. (n.3, pag. 35)
Astarita, A. (n.9, pag. 42)
B
Bagheri, S. (n.11/12, pag. 71)
Baldan, M. (n.10, pag. 16)
Barbieri, G. (n.5, pag. 07; n.2, pag. 08)
Barella, S. (n. 7/8, pag. 16)
Baricco, M. (n.7/8, pag. 26)
Bazzoni, B. (n.11/12, pag. 32)
Belfi, M. (n.7/8, pag. 16)
Benedetti, A. (n.11/12, pag. 43)
Berardi, A. (n.11/12, pag. 08)
Beretta, S. (n.11/12, pag. 43)
Bergamini, F. (n.5, pag. 07)
Bianchi, M. (n.10, pag. 16)
Bogdanoff, T. (n.6, pag. 08)
Bolzoni, F. (n.11/12, pag. 43)
Branca, T. A. (n.10, pag. 07)
Bravaccino, F. (n.9, pag. 42)
Brenna, A. (n.11/12, pag. 43)
Bucchi, F. (n.5, pag. 15)
Buoro, S. (n.10, pag. 16)
C
Cabibbo, M. (n.5, pag. 23)
Cabrini, M. (n.2, pag. 08; n.11/12, pag. 20; n.11/12, pag. 55)
Calliari, I. (n.2, pag. 27)
Calloni, G. (n.9, pag. 53)
Canevari, F. (n.9, pag. 30)
Carsana, M. (n.11/12, pag. 61)
Cassola, M. (n.7/8, pag. 48)
Castellero, A. (n.7/8, pag. 26)
Castiglioni, C. (n.6, pag. 44)
Cateni, S. (n.10, pag. 07; n.10, pag. 28)
Ceci, A. (n.9, pag. 14)
Ceriani, F. (n.11/12, pag. 08)
Ceschini, L. (n.1, pag. 08)
Cetto, P. (n.7/8, pag. 16)
Cognini, F. (n.2, pag. 08)
Colla, V. (n.4, pag. 28; n.10, pag. 07; n.10,
pag. 28; n.10, pag. 51)
Colombo, V. (n.11/12, pag. 32)
Cremona, A. (n.2, pag. 42)
Croccolo, D. (n.3, pag. 08)
Cucco, M. (n.9, pag. 53)
D
Da Silva, M.
Dehghanpour Abyaneh, M. (n.3, pag. 45)
Dell’Uomo, A. (n.6, pag. 34; n.10, pag. 42)
Dettori, S. (n.10, pag. 07; n.10, pag. 28; n.10, pag. 42)
De Santis, M. (n.6, pag. 34; n.10, pag. 42)
Desiderio, F. (n.1, pag. 18)
Di Schino, A. (n.1, pag. 18; n.3, pag. 08; n.10, pag. 42)
Di Egidio, G. (n.1, pag. 08)
Dommen, S. (n.6, pag. 22)
E
Esmailzadeh, M. (n.2, pag. 27)
Esposito Corcione, C. (n.11/12, pag. 71)
Estrada Ospino, E. J. (n.4, pag. 17)
F
Faraci, E. L. (n.5, pag. 30)
Faraji, M. (n.2, pag. 27)
Fava, A. (n.5, pag. 07)
Ferraris, L. (n.3, pag. 17)
Ferrarotti, A. (n.7/8, pag. 26)
Ferrer Prieto, M. (n.3, pag. 35)
Ferri, S. (n.6, pag. 16)
Forchin, E. (n.11/12, pag. 91)
Fortini, A. (n.5, pag. 15; n.6, pag. 08; n.07/08, pag. 48)
Fracchia, E. (n.9, pag. 07)
Franchini, F. (n.3, pag. 17)
G
Gamba, M. (n.11/12, pag. 08; n.11/12, pag. 43)
Garg, P. (n.4, pag. 09)
Garot, D. (n.5, pag. 30)
Gastaldi, M. (n.11/12, pag. 81)
Gavagnin, D. (n.4, pag. 17)
Gelfi, M. (n.1, pag. 08)
Gennari Santori, A. (n.2, pag. 36)
Giglio, M. (n.2, pag. 36)
Gili, M. (n.5, pag. 30)
Giuffrida, F. (n.7/8, pag. 26)
Giunta, D. (n.3, pag. 27)
Gragnanini, M. (n.5, pag. 15)
Gruttadauria, A. (n.7/8, pag. 16)
H
Holtzknecht, N. (n.10, pag. 51)
J
Javadi, M. S. (n.3, pag. 45)
Jochler, G. (n.10, pag. 36)
K
Kargar, Z. (n.3, pag. 35)
Kek, F. (n.3, pag. 27)
Kleimt, B. (n.3, pag. 35)
Koteswara Rao, S. R. (n.1, pag. 34)
Kyrilis, E. (n.4, pag. 17)
L
Lamparelli, S. (n.3, pag. 45)
Lehmann, S. (n.6, pag. 22)
Lollini, F. (n.11/12, pag. 61)
Lombardi, M. (n.1, pag. 08)
Lorenzi, S. (n.11/12, pag. 55)
M
Macoretta, G. (n.5, pag. 15)
Maghini, D. (n.6, pag. 08)
Mainini, A. G. (n.11/12, pag. 81)
Malandruccolo, A. (n.9, pag. 30)
Mapelli, C. (n.7/8, pag. 16)
Marcassoli, P. (n.11/12, pag. 26)
Marola, S. (n.7/8, pag. 26)
Martini, C. (n.1, pag. 08)
Martucci, A. (n.1, pag. 08)
Matino, I. (n.4, pag. 28; n.10, pag. 28)
Mele, C. (n.11/12, pag. 71)
Menapace, C. (n.9, pag. 30)
Merlin, M. (n.6, pag. 08; n.7/8, pag. 48)
Micheletti, L. (n.5, pag. 30)
Mier Vasallo, D. (n.3, pag. 35)
Milazzo, M. F. (n.2, pag. 16)
Mocci, C. (n.10, pag. 07; n.10, pag. 28)
Monelli, B. D. (n.5, pag. 15)
Monetta, T. (n.1, pag. 18; n.9, pag. 42)
Montanari, R. (n.3, pag. 08)
Morales, C. (n.5, pag. 15)
Morelli, C. (n.5, pag. 30)
Morri, A. (n.1, pag. 08)
Murgia, D. (n.11/12, pag. 26)
Mussino, G. (n.7/8, pag. 26)
N
Nani, L. (n.2, pag. 08; n.11/12, pag. 20; n.11/12, pag. 55)
Nkwitchoua, F. (n.10, pag. 51)
O
Oblanca Gutiérrez, A. (n.5, pag. 30)
Olmi, G. (n.3, pag. 08)
Onesti, D. (n.10, pag. 51)
Ormellese, M. (n.11/12, pag. 08; n.11/12, pag. 43)
Ottini, R. (n.10, pag. 16)
P
Palmieri, M. E. (n.7/8, pag. 07)
Palumbo, M. (n.7/8, pag. 26)
Paluzzano, E. (n.10, pag. 51)
Panizza, C. (n.11/12, pag. 32)
Pastore, T. (n.2, pag. 08; n.11/12, pag. 55)
Pedeferri, M. (n.11/12, pag. 08)
Peiss, V. (n.3, pag. 35)
Pentimalli, M. (n.5, pag. 07)
Persico, T. (n.2, pag. 08; n.11/12, pag. 55)
Pesci, M. (n.6, pag. 22)
Pezzato, L. (n.2, pag. 27)
Pietrosanti, C. (n.10, pag. 51)
Piperopoulos, E. (n.2, pag. 16)
Poggiali, M. (n.11/12, pag. 55)
Pola, A. (n.1, pag. 08)
Poskovic, E. (n.3, pag. 17)
Postrach, S. (n.4, pag. 17)
Pratelli, L. (n.11/12, pag. 55)
Proverbio, E. (n.2, pag. 16; n.2, pag. 36)
R
Rahimi, S. (n.2, pag. 16)
Razzaboni, L. (n.11/12, pag. 91)
Redaelli, E. (n.11/12, pag. 61)
Ressegotti, D. (n.5, pag. 30; n.6, pag. 34; n.10, pag. 42)
Rizzo, S. (n.3, pag. 45)
S
Sabet, H. (n.1, pag. 26)
Sadeghi, M. (n.1, pag. 26)
Samuelsson, C. (n.4, pag. 09)
Santecchia, E. (n.5, pag. 23)
Santoni, A. (n.5, pag. 23)
Sasidharan, R. (n.1, pag. 34)
Schirmer, H. (n.6, pag. 22)
Scionti, G. (n.2, pag. 16)
Sesana, R. (n.3, pag. 45)
Sinagra, C. (n.9, pag. 42)
Spigarelli, S. (n.5, pag. 23)
Spreij, M. (n.4, pag. 17)
Squillace, A. (n.9, pag. 42)
Stahl, P. (n.3, pag. 27)
Stifani, C. (n.5, pag. 07)
Stornelli, G. (n.1, pag. 18; n.3, pag. 08)
Striani, R. (n.11/12, pag. 71)
TTagini, S. (n.11/12, pag. 26)
Tampucci, L. (n.11/12, pag. 55)
Tanasic, N. (n.3, pag. 27)
Tata, M. E. (n.9, pag. 14)
Testani, C. (n.3, pag. 08)
Tocci, M. (n.1, pag. 08)
Tonelli, L. (n.1, pag. 08)
Trezzi, P. (n.3, pag. 27)
Tricarico, L. (n.7/8, pag. 07)
Tripolin, T. (n.6, pag. 34)
U
Unamuno Iriondo, I. (n.3, pag. 35)
V
Vannini, L. (n.10, pag. 28)
Vannucci, M. (n.10, pag. 07; n.10, pag. 28; n.10, pag. 51)
Vedani, M. (n.7/8, pag. 26)
Venier, D. (n.10, pag. 51)
Vignali, A. (n.4, pag. 28; n.10, pag. 07)
Vijayan, S. (n.1, pag. 34)
Villa, M. (n.7/8, pag. 07)
W
Wikström, J-O. (n.4, pag. 09)
Wolff, A. (n.10, pag. 51)
Y
Yazdanpanah, A. (n.2, pag. 27)
Z
Zacchetti, N. (n.10, pag. 36)
Zanlucchi, S. (n.10, pag. 36)
Zettl, K-M. (n.3, pag. 27)


The 4th WCCM will take place on August 25-28, 2026, at NH Milano Congress Centre, Milan, Italy. The primary objective of the World Congress on Condition Monitoring (WCCM) is to facilitate the global exchange of research and applications in Condition Monitoring (CM) and related areas, with a strong emphasis on scientific and technological advancements, industrial applications and international cooperation. The Congress serves as a worldwide platform for scientists and professionals from both academia and industry to share knowledge and insights. The event is organized in collaboration with condition monitoring and NDT societies worldwide.
• 2017: WCCM 2017 London, UK
• 2019: WCCM 2019 Singapore
• 2024: WCCM 2024 Beijing, China
The congress technical programme includes:
• Plenary keynote presentations
• Distinguished overview presentations
• Invited and contributed presentations, including case study presentations
• Industrial sessions for major industrial sectors
• Workshops/tutorials on advanced topics in condition monitoring, led by recognised scientists and engineers
• Expert panel session on hot topics in condition monitoring and related areas
• Exhibition, vendor presentations and a plenary spotlight session for exhibitors and sponsors
• Deadline for abstract submission: January 30, 2026
• Notification of abstract acceptance: ........................ February 28, 2026
• Deadline for submission of full papers: April 30, 2026
• Deadline for Speakers registration & payment: April 30, 2026
• Deadline for early bird registration & payment: June 10, 2026
• Standard Registration deadline: July 31, 2026
NH Milano Congress centre. Address: Strada 2, 7, Assago (MI) - Italy. NH Milano Congress Centre is located in Assago, Milan business district just 15 minutes away from the city center and nearby the vibrant Navigli area.
The detailed exhibiting and sponsorship packages will be available on the WCCM 2026 website.


Prof. Dr. Len Gelman
The University of Huddersfield, UK
Prof. Dr. Hamid Reza Karimi Politecnico di Milano, Italy
For inquiries, contact:
• E-mail: conference@aimnet.it
• Phone: +39 0276021132
• Website: www.aimnet.it/wccm2026
Social media
Follow us for updates: