Italiana La Metallurgia
International Journal of the Italian Association for Metallurgy
n. 10 ottobre 2025
Organo ufficiale dell’Associazione Italiana di Metallurgia.
Rivista fondata nel 1909


International Journal of the Italian Association for Metallurgy
n. 10 ottobre 2025
Organo ufficiale dell’Associazione Italiana di Metallurgia.
Rivista fondata nel 1909
International Journal of the Italian Association for Metallurgy
Organo ufficiale dell’Associazione Italiana di Metallurgia. HouseorganofAIMItalianAssociationforMetallurgy. Rivista fondata nel 1909
Direttore responsabile/Chiefeditor: Mario Cusolito
Direttore vicario/Deputydirector: Gianangelo Camona
Comitato scientifico/Editorialpanel: Marco Actis Grande, Silvia Barella, Paola Bassani, Christian Bernhard, Massimiliano Bestetti, Wolfgang Bleck, Franco Bonollo, Irene Calliari, Mariano Enrique Castrodeza, Emanuela Cerri, Vlatislav Deev, Andrea Di Schino, Donato Firrao, Bernd Kleimt, Carlo Mapelli, Denis Jean Mithieux, Roberto Montanari, Marco Ormellese, Mariapia Pedeferri, Massimo Pellizzari, Barbara Previtali, Evgeny S. Prusov, Dario Ripamonti, Dieter Senk
Segreteria di redazione/Editorialsecretary: Flynn Russo
Comitato di redazione/Editorialcommittee: Federica Bassani, Gianangelo Camona, Mario Cusolito, Carlo Mapelli, Federico Mazzolari, Flynn Russo, Silvano Panza
Direzione e redazione/Editorialandexecutiveoffice: AIM - Via F. Turati 8 - 20121 Milano tel. 02 76 02 11 32 - fax 02 76 02 05 51 met@aimnet.it - www.aimnet.it
Reg. Trib. Milano n. 499 del 18/9/1948. Sped. in abb. Post. - D.L.353/2003 (conv. L. 27/02/2004 n. 46) art. 1, comma 1, DCB UD
Immagine in copertina: Shutterstock

Gestione editoriale e pubblicità Publisher and marketing office: siderweb spa sb Via Don Milani, 5 - 25020 Flero (BS) tel. 030 25 400 06 commerciale@siderweb.com - www.siderweb.com
La riproduzione degli articoli e delle illustrazioni è permessa solo citando la fonte e previa autorizzazione della Direzione della rivista. Reproduction in whole or in part of articles and images is permitted only upon receipt of required permission and provided that the source is cited.
siderweb spa sb è iscritta al Roc con il num. 26116

n.10 ottobre 2025
116 - ISSN 0026-0843
Editoriale / Editorial a cura di Silvia Barella Politecnico di Milano ...................................................................................................... pag.05
Memorie scientifiche / Scientific papers Acciaieria / Steelmaking
Ciclo EAF: applicazioni dell’IA per stimare i consumi energetici
V. Colla, S. Dettori, S. Cateni, M. Vannucci, T. A. Branca, A. Vignali, C. Mocci . pag.07
Influenza delle scorie di metallurgia secondaria sulle inclusioni non metalliche nell’acciaio analizzate con OES-PDA
R. Ottini, S. Buoro, M. Bianchi, M. Baldan . pag.16
Metodologie per l’ottimizzazione della distribuzione di energia nell’industria siderurgica a ciclo integrale
S. Dettori, I. Matino, V. Colla, S. Cateni, M. Vannucci, C. Mocci, L. Vannini ........................................................... pag.28
Sostituzione del gas naturale con H2 nei forni di riscaldo e trattamento termico: effetti sulla cinetica di ossidazione dell’acciaio e sulle caratteristiche della scaglia
N. Zacchetti, S. Zanlucchi, G. Jochler ................................................................................................................. pag.36
Il forno elettrico quale unità produttiva chiave per la produzione di acciaio “carbon neutral”: aspetti fondamentali, modellizzazione dei fenomeni e strategie di implementazione di digital twin
D. Ressegotti, M. De Santis, A. Dell’Uomo, A. Di Schino . pag.42
Attualità Industriale / Industry News
Un approccio innovativo alla gestione energetica degli impianti siderurgici a ciclo elettrico
A cura di: V. Colla, S. Dettori, S. Cateni, M. Vannucci, T.A. Branca, E. Paluzzano, C. Pietrosanti, D. Onesti, D. Venier, N. Holtzknecht, A. Wolff, F. Nkwitchoua .......................................................................................................... pag.51
Atti e notizie / AIM news
Eventi AIM / AIM events ...................................................................................................... pag.58
Comitati tecnici / Technical Committees ........................................................................ pag.61
Normativa / Standards ........................... pag.64
11th-13th May 2026
Milan
The 14th European Electric Steelmaking conference will cover a wide range of topics related to the production of steel using electric arc furnaces (EAFs) and other electric-based processes
The 5th International Conference on Energy and Material Efficiency and CO2 Reduction in the Steel Industry will host high level discussions on environmental related topics
The 2nd edition of the biennial event organised by siderweb to discuss the present and future of Italian and European steel
“"Il settore siderurgico si trova oggi di fronte a una sfida cruciale: coniugare competitività e sostenibilità in un contesto in cui la decarbonizzazione, l’efficienza energetica e la qualità del prodotto sono diventati obiettivi imprescindibili.”
"Thesteelindustryis currentlyfacingacrucial challenge:combining competitiveness and sustainabilityinacontext where decarbonization, energyefficiency,and productqualityhavebecome essentialobjectives."

Ricordo che, agli inizi degli anni 2000, durante i miei primi passi nella ricerca, il professor Nicodemi mi affidò un incarico: valutare l’uso dell’HBI come alternativa al rottame ferroso, il cui prezzo all’epoca aveva raggiunto valori insostenibili. Quella scelta era guidata da esigenze economiche. Oggi, invece, è il contesto globale a dettare il cambiamento: la transizione energetica e la riduzione delle emissioni rappresentano il nuovo paradigma. Una trasformazione che non riguarda solo i materiali o i processi, ma l’intero modello produttivo, affrontata con strumenti tecnologici impensabili vent’anni fa. La centralità di questi temi è confermata anche dall’attività scientifica internazionale: una rapida ricerca su Scopus evidenzia infatti oltre 1.400 pubblicazioni, dal 2024 a oggi, sul tema della riduzione delle emissioni nel settore dell’acciaio. La maggior parte proviene da autori cinesi, a testimonianza del forte investimento da parte del principale produttore mondiale, ma l’Europa gioca un ruolo chiave grazie al sostegno dell’Unione Europea,
I still remember the early 2000s, during my first steps in research, when Professor Nicodemi assigned me a task: to evaluate the use of HBI as an alternative to steel scrap,whichatthetimehadreachedunsustainableprice levels. That decision was driven by economic concerns. Today, however, the global context dictates the change: the energy transition and the reduction of emissions represent the new paradigm. A transformation that affects not only materials and processes, but the entire production model — now addressed with technological tools that would have been unimaginable twenty years ago.
The centrality of these issues is also confirmed by the international scientific community: a recent search on Scopus shows over 1,400 publications, from 2024 to today,focusedonemissionreductioninthesteelsector. Most of them are authored by Chinese researchers — clear evidence of the strong commitment of the world’s largestproducer—butEuropeplaysakeyrolethanksto
che figura tra i principali enti finanziatori a livello globale.
In questo scenario si colloca il presente numero de La Metallurgia Italiana, dedicato alle acciaierie: una raccolta di contributi che offre uno spaccato delle strategie, delle sfide e delle soluzioni che il settore sta affrontando. Una parte significativa dei lavori si concentra sull’ottimizzazione energetica. Dettori et al. illustrano come i sistemi di supporto decisionale migliorino la gestione di gas ed energia negli impianti a ciclo integrale. Colla et al. e Ressegotti et al. mostrano come l’intelligenza artificiale e i digital twin contribuiscano a ottimizzare i consumi negli EAF e nei forni siviera. In questa direzione si inserisce anche la piattaforma EMS, esempio concreto di come la digitalizzazione possa sostenere l’efficienza operativa in chiave sostenibile.
Il percorso verso la decarbonizzazione include anche l’impiego dell’idrogeno per ridurre le emissioni di CO 2 nei forni di riscaldo industriali. L’adozione di una tecnologia ibrida, basata sulla co-combustione di gas naturale e idrogeno, si configura come una delle soluzioni più promettenti per allinearsi ai target del Green Deal on Steel (Zacchetti et al.).
Ma l’innovazione non è solo energetica. Il numero ospita anche il contributo di Ottini et al., che indaga aspetti metallurgici fondamentali, sottolineando come anche il controllo di sottoprodotti come la scoria possa tradursi in un miglioramento diretto della qualità dell’acciaio finito.
Il quadro che emerge è quello di un settore che non solo si adatta, ma si reinventa, mettendo al centro la sostenibilità come motore di trasformazione tecnologica e organizzativa.
Buona lettura.
the support of the European Union, which ranks among the top global funding bodies.
This issue of La Metallurgia Italiana, dedicated to steelmaking, fits into this scenario by presenting a collection of contributions that reflect the strategies, challenges, and solutions currently shaping the sector. A significant portion of the articles focuses on energy optimization. Dettori et al. demonstrate how decision support systems can improve gas and energy management in integrated plants. Colla et al. and Ressegotti et al. show how artificial intelligence and digital twins contribute to optimizing energy consumption in EAFs and ladle furnaces. Along these lines, the EMS platform stands as a practical example of how digitalization can effectively support operational efficiency with a focus on sustainability.
The path toward decarbonization also involves the use of hydrogen to reduce CO2 emissions in industrial reheatingfurnaces.Theadoptionofahybridcombustion technology, based on the co-combustion of natural gas and hydrogen, appears to be one of the most promising solutions to meet the targets set by the Green Deal on Steel (Zacchetti et al.).
But innovation is not limited to energy. This issue also features the contribution by Ottini et al., which explores fundamental metallurgical aspects, highlighting how even the management of by-products such as slag can lead to direct improvements in the quality of finished steel.
The overall picture is that of a sector that is not only adapting but reinventing itself — placing sustainability at the core of its technological and organizational transformation.
Enjoy the read.
DOI 10.36146/2025_10_07
V. Colla, S. Dettori, S. Cateni, M. Vannucci, T. A. Branca, A. Vignali, C. Mocci
La produzione di acciaio attraverso il ciclo elettrico soffre di una bassa diversificazione di fonti d’approvvigionamento energetico e, nell’ottica dell’efficientamento e della diminuzione dei costi, deve essere ottimizzata per diversi aspetti, tra i quali la pianificazione della produzione. Ottimizzare i costi di produzione significa per esempio livellare i consumi di energia elettrica, i cui prezzi possono variare nel breve/medio periodo, prevedere fluttuazioni in funzione dell’orario o se il consumo di picco supera una certa soglia. La pianificazione della produzione può dunque beneficiare di modelli che predicano l’energia consumata in funzione della qualità di acciaio da produrre e la specifica ricetta da seguire; che possano essere utilizzati da sistemi di ottimizzazione intelligente dello scheduling. Questo lavoro presenta un set di modelli basati su reti neurali che permettono di predire con buona precisione il consumo di energia elettrica nel forno elettrico e nel forno siviera in funzione delle principali informazioni sulla produzione. I modelli sono stati addestrati e validati attraverso i dati di produzione e di processo di un impianto in Croazia con risultati incoraggianti.
PAROLE CHIAVE: FORNO AD ARCO ELETTRICO, FORNO SIVIERA, PIANIFICAZIONE DELLA PRODUZIONE, INTELLIGENZA ARTIFICIALE, MODELLI DI CONSUMO DELL’ENERGIA;
INTRODUZIONE
La produzione di acciaio da forni ad arco elettrico (Electric Arc Furnace, EAF), rispetto al ciclo integrale, rappresenta un’alternativa sostenibile e flessibile, giacché il riciclo dei rottami metallici rappresenta una implementazione del concetto di economia circolare. Inoltre, l’energia elettrica utilizzata può essere prodotta da fonti rinnovabili, riducendo così l’impatto ambientale rispetto ai metodi tradizionali basati su combustibili fossili, e permettendo una discreta flessibilità operativa, potendo essere rapidamente accesi e spenti, adattandosi così alle variazioni della domanda di mercato. Tuttavia, il ciclo elettrico presenta delle problematiche tuttora solo parzialmente risolte, quali la dipendenza dalla qualità dei rottami, che varia notevolmente influenzando la qualità finale dell’acciaio prodotto e i consumi elettrici. Inoltre, l’EAF richiede una grande quantità di energia elettrica, il che pone sfide in termini di costi, disponibilità e diversificazione energetica in un mercato sensibile a contesti sociali e mondiali in continua imprevedibile evoluzione. In questo contesto, la pianificazione intelligente del consumo di energia elettrica gioca un ruolo fondamentale sia nella sostenibilità economica del processo, sia in quella ambientale. Tuttavia, risolvere un
Valentina Colla, Stefano Dettori, Silvia Cateni, Marco Vannucci, Teresa Annunziata Branca, Antonella Vignali, Claudio Mocci
Scuola Superiore Sant’Anna, Istituto TeCIP, Pisa, Italy.
problema di schedulazione dei processi è un compito piuttosto arduo per gli operatori, soprattutto quando la sostenibilità economica deve anche essere bilanciata dal rispetto dei normali vincoli operativi degli impianti e dal ritmo di produzione. Ridurre il costo dell’approvvigionamento energetico può significare dover livellare i consumi all’interno di un orizzonte temporale giornaliero, limitandone i picchi, oppure pianificare i lotti di produzione più energivori nei periodi di prezzo inferiore dell’energia elettrica. La pianificazione intelligente richiede dunque strumenti che siano in grado di prevedere il consumo di energia in funzione della qualità d’acciaio da produrre, della disponibilità di rottami, della ricetta di produzione e delle principali misure o informazioni dei processi. Questi strumenti, o modelli, devono inoltre poter bilanciare l’accuratezza delle previsioni numeriche e il loro costo computazionale, motivo per cui i modelli numerici basati su equazioni o principi primi risultano inefficaci per una risposta in tempo reale. In questo contesto, dunque, trainata da diverse applicazioni vincenti, l’intelligenza artificiale (AI) si sta inserendo efficacemente nel set di strumenti necessari per la modellazione di processi produttivi energivori, grazie alla sua capacità di digerire importanti quantità di dati (ora disponibili nei sistemi di acquisizione dati sempre più aggiornati) e di approssimare numericamente comportamenti chimico/fisici di sistemi complessi quali quelli considerati. Questo lavoro presenta dei modelli di intelligenza artificiale basata su reti neurali di tipo Feed Forward Neural Network (FFNN) per la predizione dei principali consumi energetici e della durata dei processi quali l’EAF e i trattamenti in siviera (Ladle Furnace, LF). Questa memoria introduce dunque le metodologie utilizzate durante la fase di modellazione, i risultati ottenuti durante la prototipizzazione dei modelli e le loro principali caratteristiche.
Caso d’uso e descrizione del processo. Questo lavoro è inquadrato all’interno del progetto EnerMIND, che mira a realizzare un pilota di un sistema di gestione dell’energia di nuova generazione per il monitoraggio del fabbisogno energetico dell’intera catena di produzione dell’acciaio elettrico e per l’ottimizzazione della programmazione dei processi attraverso strumenti di Machine Learning (ML), Industrial Internet of Things e tecnologie di comunicazione sicure, con l’obiettivo di ridurre al minimo il consumo di energia elettrica e diminuire i picchi di consumo. Lo scopo del progetto, dunque, è quello di sviluppare un sistema di supporto alle decisioni (Decision Support System, DSS) che aiuti operatori e manager dell’impianto nella gestione ottimale dei processi e l’ottimizzazione delle problematiche energetiche come il dispacciamento, l’acquisto dell’energia elettrica, la previsione, il monitoraggio e l’analisi dei sistemi. Il dimostratore EnerMIND mira, inoltre, a ridurre l’impronta ambientale del percorso siderurgico elettrico ottimizzando il consumo energetico. Il DSS è stato implementato nell’impianto Acciaierie Bertoli Safau d.o.o. (ABS), Sisak (Croazia), la cui configurazione dell’impianto è stata schematizzata e riportata in figura 1. L’impianto è composto da una linea di fusione basata sulla tecnologia del forno elettrico ad arco (EAF), dei processi di lavorazione in siviera (LF e VD) e infine un sistema di produzione basato sulla colata continua (CCM). Le maggiori variabilità del consumo di energia elettrica si riscontrano naturalmente principalmente nel processo EAF, il principale consumatore, e successivamente nel processo LF durante la lavorazione in siviera.
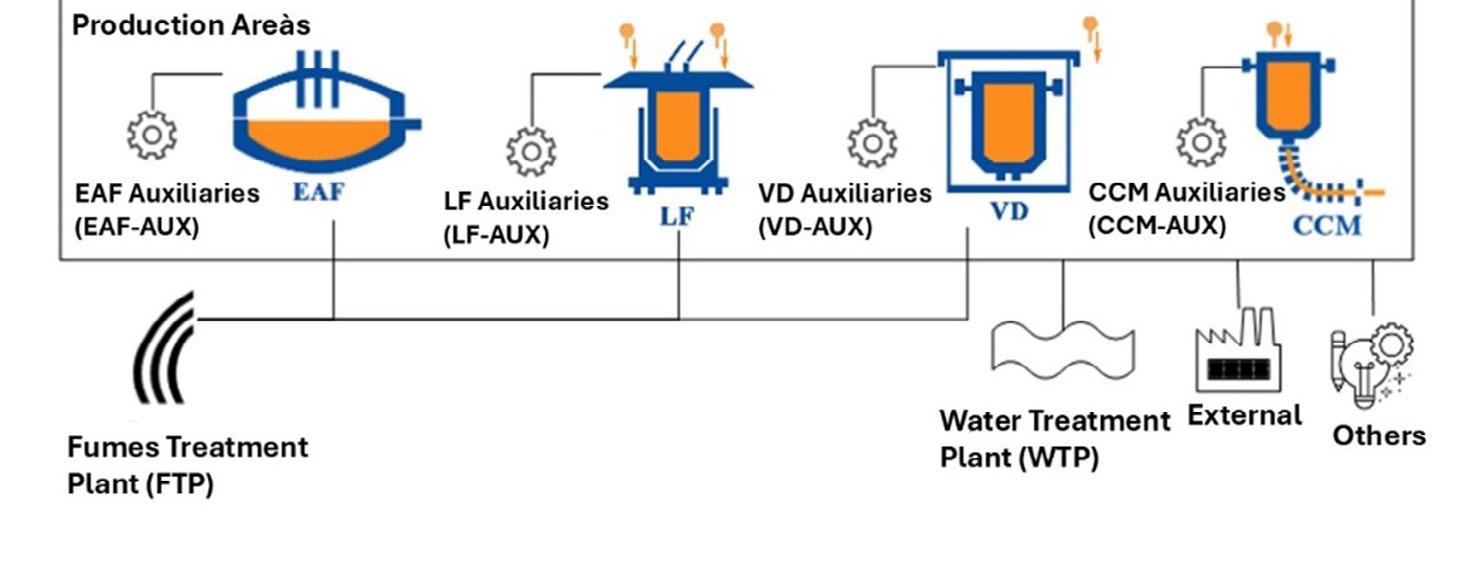
- Rappresentazione schematica dell’impianto ABS Sisak / Schematic representation of ABS Sisak.
MODELLAZIONE TRAMITE INTELLIGENZA ARTIFICIALE
Acquisizione e analisi dei dati. Nel contesto della modellazione attraverso reti neurali, i dati giocano indubbiamente un ruolo chiave. La qualità dei dati, il loro formato e la quantità richiesta sono dunque il primo requisito da prendere in considerazione durante la fase di modellazione dei processi. In questo caso studio, i dati disponibili sono di due tipologie: dati tabulari (dati di programmazione e produzione) e serie temporali (flussi di energia elettrica). I dati tabulari sono organizzati in funzione della colata, e il loro contenuto informativo descrive i flussi di materiali, le fasi di lavorazione e l’utilizzo dell’energia lungo il percorso di produzione, a partire dalla fase di carico del rottame nell’EAF, passando per la colata dell’acciaio, il percorso della metallurgia secondaria e la fase di colata continua. Questi
dati, caratterizzati in modo event-driven1, devono essere analizzati soprattutto per sincronizzarli con le serie temporali del consumo di energia, per rilevare dati mancanti e identificare valori anomali dovuti a inserimenti manuali o errori di misurazione (come le temperature di colata). L’elaborazione dei dati passa, dunque, attraverso una fase di identificazione e correzione dei cosiddetti outliers, attraverso l’analisi della distribuzione dei dati, ma anche utilizzando l’esperienza del personale esperto. Successivamente, per massimizzare l’accuratezza dei modelli, occorre eliminare le variabili ridondanti e selezionare quelle più significative. Il passo finale è quello di addestrare e valutare le prestazioni del modello. La figura 2 rappresenta schematicamente la procedura utilizzata.
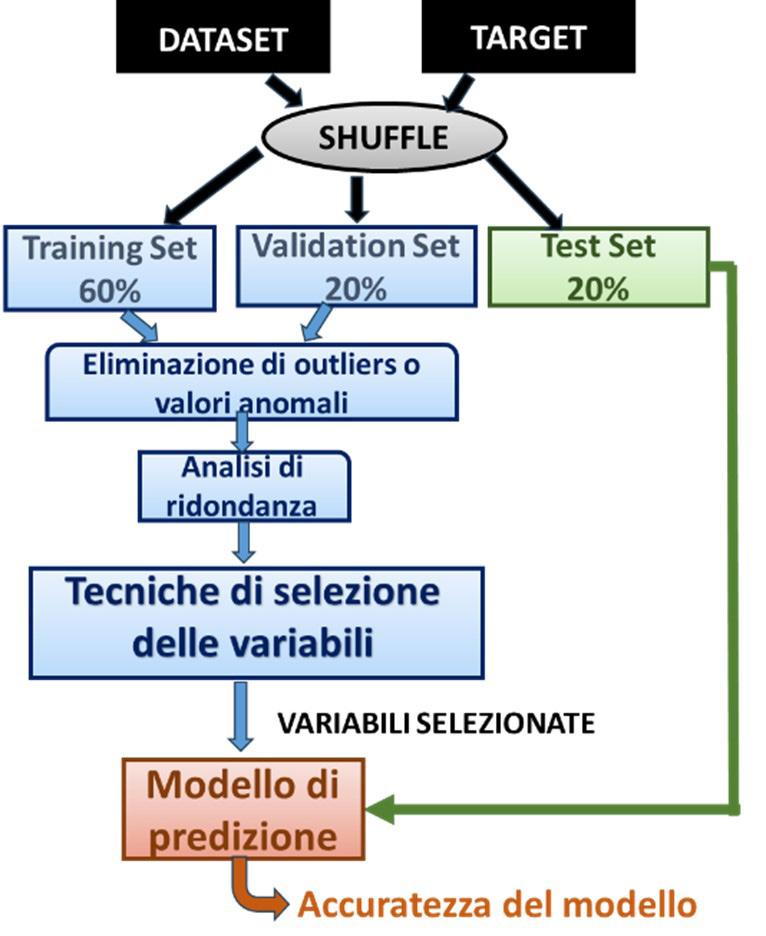
Fig.2 - Algoritmo di selezione delle variabili significative / Variable selection Algorithm.
Le variabili ridondanti sono identificate utilizzando l’algoritmo Dominating Set (DSA) [1], un metodo derivato dalla teoria dei grafi. Due variabili sono considerate ridondanti se il loro coefficiente di correlazione lineare ρ è superiore a 0.95 e il p-value associato è inferiore a 0.05, secondo la teoria della correlazione di Pearson. Il DSA estrae il set dominante minimo del grafo: le variabili che non fanno parte di questo set sono considerate ridondanti. Successivamente, son state utilizzate e comparate tre diverse metodologie per la selezione delle variabili: filter, wrapper e embedded [2]. In particolare, nell’approccio filter, è stata utilizzata una combinazione tra correlazione lineare e l’algoritmo Relief [3]. Per il metodo wrapper, è stata eseguita la Sequential Forward Selection [4], mentre per il metodo embedded è stato sviluppato un albero decisionale [5]. La selezione finale delle variabili è stata effettuata
1 Questo termine si riferisce a un modello di gestione dei dati che sottolinea l’importanza degli eventi specifici nel processo produttivo, in questo contesto, ogni azione significativa che avviene durante la produzione di acciaio. Questi dati aiutano a monitorare e coordinare le attività produttive, essenziali per l’analisi e l’ottimizzazione del processo.
identificando il set più efficace nel descrivere numericamente i processi. Per il processo EAF, le principali misure e grandezze di input acquisite son presentate nella tabella 1. Per quanto riguarda l’LF, i dati raccolti, correlati con l’evoluzione energetica del processo, sono decisamente più
limitati: (I) peso iniziale della carica liquida, (II) la temperatura iniziale, (III) la qualità obiettivo dell’acciaio, e (IV) la quantità di ferroleghe totali da aggiungere. In questo caso specifico, i modelli non hanno richiesto alcuna selezione delle variabili.
Tab. 1 - Dati disponibili per l’EAF / Available data for the EAF.
Nome Variabile
1 Qualità obiettivo di acciaio da produrre
2 Consumo totale di gas
3 Consumo totale di O2
9
Nome Variabile
Peso rottame caricato tipo “Demolizioni Speciali 8M”
10 Peso rottame caricato tipo “Demolizione 6mm”
11
Peso rottame caricato tipo “Macinato”
4 Consumo totale di C 12 Peso rottame caricato tipo “Lingotti da recupero”
5 Peso totale del rottame caricato 13 Peso rottame caricato tipo “Demolizione leggero”
6 Peso Carbone caricato in pani 14 Peso rottame caricato tipo “Tornitura”
7 Peso rottame caricato tipo “Fogli” 15 Peso rottame caricato tipo “Colaticci”
8 Peso rottame caricato tipo “Correttivo” 16 Peso rottame caricato tipo “Recuperi CD”
Architettura Feed Forward Neural Network. In questa sezione vengono riportate e brevemente descritte le principali metodologie utilizzate durante la fase di modellazione. Lo scopo dei modelli è quello di prevedere il consumo di energia elettrica e le principali tempistiche dei processi principali, ovvero EAF e LF. Questi processi possono essere schedulati in modo da livellare i picchi di consumo elettrico, diminuendo l’impatto economico della gestione della produzione. Per far ciò, in questo lavoro viene utilizzata una metodologia che mira a bilanciare l’accuratezza della simulazione del processo e il relativo costo computazionale, aspetti che spesso contrastano tra di loro. In aggiunta, la metodologia deve essere efficace nella modellazione di sistemi particolarmente comples-
Nome Variabile
17 Peso rottame caricato tipo “Recuperi NCD”
18 Peso rottame caricato tipo “Rottame Ghisa”
19 Peso rottame caricato tipo “Ghisa”
20 Peso rottame caricato tipo “Demolizione navale”
21 Peso rottame caricato tipo “Rottame fine nuovo”
22 Peso rottame caricato tipo “Profondo stampaggio sciolto”
23 Peso rottame caricato tipo “Peridotto”
24 Peso ferroleghe aggiunte
si, spesso caratterizzati da comportamenti non lineari, e che spesso sono parzialmente inaccessibili e osservabili dal punto di vista delle misure dello stato. In questo contesto, l’architettura di modellazione scelta è basata sulle reti neurali di tipo Feed Forward (FFNN), che risulta una scelta efficace [6]. Per ciascun processo è stato addestrato un modello specializzato su una singola variabile obiettivo. In particolare, in questo lavoro vengono presentati 4 modelli, le cui variabili obiettivo sono riportate nella tabella 2. Ciascun modello è stato addestrato attraverso un insieme di misure e informazioni, risultato del processo di selezione delle variabili descritto nella sezione precedente e riportato nella stessa tabella.
Tab. 2 - Modelli di processo e variabili selezionate come ingressi dei modelli EAF / Process models and variables selected as inputs to the EAF models.
Processo
EAF
LF
Modello
Modello 1
Modello 2
Modello 3
Modello 4
Variabile obiettivo
Variabili Selezionate
Potenza media consumata 1, 2, 3, 5, 8, 9, 11, 12, 17, 18, 22
Durata processo di fusione 1, 2, 3, 4, 5, 9, 18, 23, 24
Potenza media consumata
Tutte le variabili disponibili
Durata processo Tutte le variabili disponibili
L’addestramento delle FFNN può essere eseguito attraverso diversi algoritmi di ottimizzazione; tuttavia, l’attuale stato dell’arte per l’apprendimento supervisionato è l’algoritmo ADAM (Adaptive Moment Estimation) [7], che migliora lo standard degli algoritmi di backpropagation attraverso un’ottimizzazione stocastica e l’adattamento dei parametri dell’algoritmo in funzione dell’epoca di addestramento. Per tale ragione, questo algoritmo è stato scelto per la fase di apprendimento. In generale, l’accuratezza dei modelli numerici dipende dal rapporto tra il numero dei campioni di dati disponibili per l’apprendimento e il numero di parametri liberi del modello, oggetto dell’apprendimento. Il numero di parametri liberi di un modello FFNN dipende dal numero di strati nascosti del modello, e dal numero di neuroni presenti in ciascuno strato. Queste due caratteristiche del modello sono i principali iper-parametri del modello, che devono essere ottimizzati per ottenere il miglior compromesso tra complessità computazionale e accuratezza. Al momento, non esistono euristiche che permetto di identificare numericamente il miglior set di iper-parametri, e la loro ottimizzazione viene effettuata attraverso algoritmi bayesiani, oppure attraverso grid o random search. In questo lavoro, è stata utilizzata una ricerca basata su grid search, che ottimizza il
valore degli iperparametri minimizzando un indice di performance valutato sul dataset di validazione.
RISULTATI ADDESTRAMENTO RETI
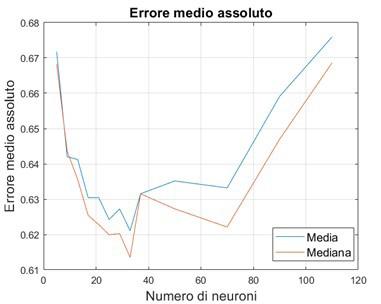
In questa sezione vengono riportati i modelli sviluppati per i principali processi del caso di studio. Come precedentemente detto, ogni modello si concentra su un processo specifico e una specifica variabile obiettivo. La fase di addestramento di ciascun modello parte dai risultati della selezione delle variabili precedentemente riportati e si concentra sulla ricerca della migliore architettura, ottimizzando gli iperparametri di ciascun modello. Come precedentemente detto, la metodologia di ottimizzazione della struttura di ciascun modello si basa sulla grid search, con l’obiettivo di ottimizzare solo il numero di neuroni di una rete neurale con un singolo strato nascosto. Vista la natura stocastica dell’apprendimento, in cui ogni sessione di addestramento dipende dalla inizializzazione randomica dei pesi della rete, la grid search per una data griglia di neuroni, calcola 100 addestramenti per ogni architettura con l’obiettivo di minimizzare l’errore quadratico medio normalizzato (NRMSE) calcolato sul dataset di validazione, definito come:

dove N c è il numero di campioni del dataset di validazione, yp è l’uscita predetta dal modello, yr è la variabile reale e std(yr ) è la deviazione standard dell’intero dataset della variabile obiettivo. Una volta addestrate 100 reti per ogni architettura, vengono calcolati i seguenti indici per identificare l’andamento medio e mediano delle prestazioni in funzione del numero di neuroni: errore assoluto medio (Mean Absolute Error, MAE), NRMSE, Massimo Errore Assoluto e Deviazione Standard.
I dati acquisiti per la modellazione, una volta ripuliti da outliers [8], vengono suddivisi in tre sottoinsiemi: il 60% per l’addestramento, il 20% per la validazione e il restante 20% per il test. Questa suddivisione viene effettuata utilizzando un metodo di clustering per garantire che i campio-
ni rari siano presenti in tutti i sottoinsiemi, considerando la distribuzione dei diversi target e mantenendo la stessa percentuale di dati in ciascun cluster. Per ciascun modello, i principali risultati in termini di MAE e deviazione standard sono riportati nelle figure 3, 4, 5 e 6 che rispettivamente riportano i due indici di performance valutati sui dataset di test, in funzione del numero di neuroni della rete per il modello 1, 2, 3 e 4. La rete ottima è stata selezionata per minimizzare la mediana del MAE e della deviazione standard. I risultati mostrati in figura mostrano alcuni comportamenti salienti. In primo luogo, la complessità ottima delle reti neurali (in termini di numero di neuroni) è sempre piuttosto limitata. Per ciascun modello, il numero di neuroni ottimo si attesta intorno alla decina di unità, ottime relativamente alla numerosità dei dataset utilizzati (1)
nella fase di addestramento. L’accuratezza dei modelli è piuttosto soddisfacente ed è da considerarsi buona per il
loro utilizzo all’interno del DSS sviluppato.
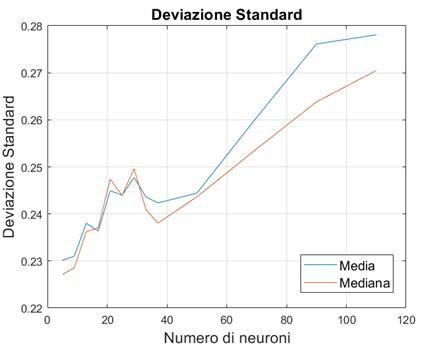
Fig.3 - Modello EAF, potenza media: (a) MAE in funzione del numero di neuroni, (b) Deviazione standard in funzione del numero di neuroni / EAF model, mean power: (a) MAE in function of the number of neurons, (b) Standard deviation in function of the number of neurons.
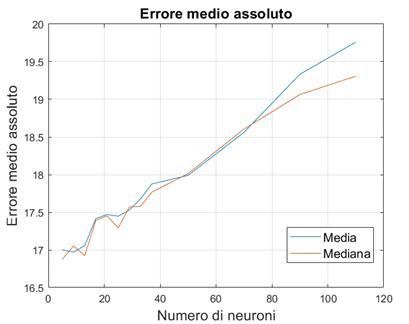
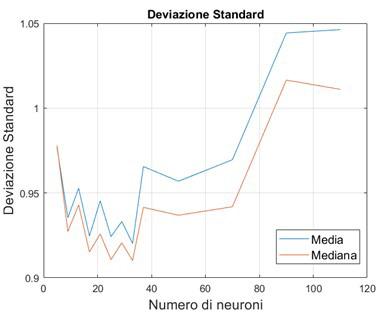
Fig.4 - Modello EAF, durata del processo di fusione. (a) MAE in funzione del numero di neuroni, (b) Deviazione standard in funzione del numero di neuroni / EAF model, process duration. (a) MAE in function of the number of neurons, (b) Standard deviation in function of the number of neurons.
CONCLUSIONI E SVILUPPI FUTURI
Sono stati presentati dei modelli per la predizione dei consumi di energia elettrica nei principali processi del ciclo elettrico di produzione dell’acciaio, progettati attraverso tecniche di AI, ossia reti neurali che, durante l’apprendimento, sfruttano in maniera efficace il contenuto informativo dei dati storici del processo. Questi modelli predico-
no l’energia elettrica media consumata per una specifica colata e la durata della colata a ogni passo della produzione. I modelli sono alimentati da dati relativi alla qualità obiettivo dell’acciaio, dalla ricetta dell’acciaio in termini di peso e della tipologia dei rottami utilizzati, e le temperature obiettivo a ciascun passo di produzione. I modelli vengono utilizzati all’interno di un sistema di ottimizza-
zione che permette di minimizzare l’impatto economico della produzione attraverso il livellamento del consumo di energia elettrica. I prossimi passi della sperimentazione prevedono i test dei modelli e del sistema di ottimizzazione sul campo e l’addestramento degli operatori per il loro utilizzo. Inoltre, al fine di migliorare le prestazioni
dell’intero sistema, si prevede di migliorare l’accuratezza dei modelli attraverso una più ampia raccolta di dati, sia in termini di quantità, sia in termini di numero di punti di misura utilizzati. Inoltre, si analizzerà la possibilità di ibridizzare le tecniche di modellazione basati sui dati attraverso considerazioni ed equazioni chimico/fisiche del sistema.
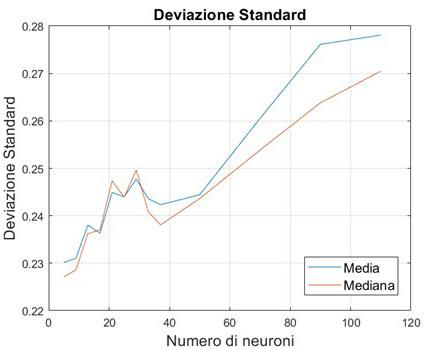
Fig.5 - Modello LF, potenza media: (a) MAE in funzione del numero di neuroni, (b) Deviazione standard in funzione del numero di neuroni / LF model, mean power: (a) MAE in function of the number of neurons, (b) Standard deviation in function of the number of neurons.
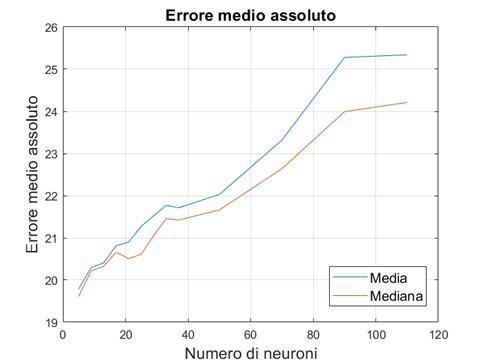
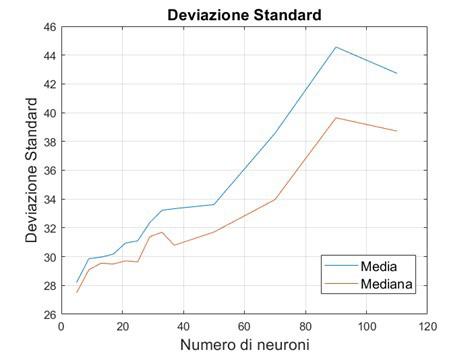
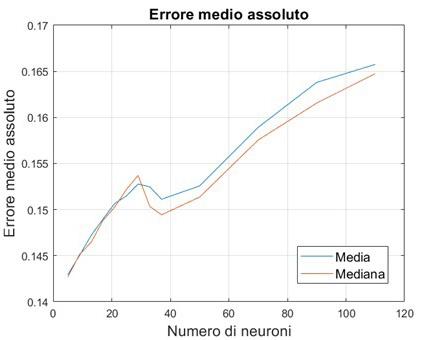
Fig.6 - Modello LF, durata del processo: (a) MAE in funzione del numero di neuroni, (b) Deviazione standard in funzione del numero di neuroni / EAF model, process duration: (a) MAE in function of the number of neurons, (b) Standard deviation in function of the number of neurons.
Il lavoro descritto nel presente lavoro è stato sviluppato nell’ambito del progetto dal titolo "Energy Management in the Era of Industry 4.0” (EnerMIND GA 899345), finanziato dall’Unione Europea tramite il “Research Fund for Coal and Steel (RFCS)”, che gli Autori ringraziano. La re-
sponsabilità esclusiva delle questioni trattate nel presente lavoro è degli autori; l’Unione Europea non è responsabile per l’uso che può essere fatto delle informazioni ivi contenute.
[1] J.A. Bondy, U. Murty, Graph Theory, ISBN 978-1-84628-969-9. Springer, 2008.
[2] S. Cateni, V. Colla, M. Vannucci, A genetic algorithm-based approach for selecting input variables and setting relevant network parameters of a SOM-based classifier, International Journal of Simulation: Systems, Science and Technology, 12 (2), 30–37, 2011.
[3] M. Robnik-Sikonja, I. Kononenko, Theoretical and empirical analysis of ReliefF and RReliefF. Machine Learning 53(1-2):23–69, 2003.
[4] D. Ververidis, C. Kotropulos, Sequential forward feature selection with low computational cost. 13th IEEE European Signal Processing Conference, 2005.
[5] L. Breiman, J.H. Friedman, R.A. Olshen, C.J. Stone, Classification and Regression Trees. Wadsworth and Brooks, 1984.
[6] H. Yu, B.M. Wilamowski, Levenberg-Marquardt training. In Intelligent system CRC Press, 2018.
[7] D.P. Kingma, J. Ba Adam, A method for stochastic optimization. arXiv preprint arXiv:1412.6980, 2014.
[8] S. Cateni, V. Colla, M. Vannucci, A fuzzy logic-based method for outliers detection, Proceedings of the IASTED International Conference on Artificial Intelligence and Applications, AIA 2007, 561-566, 2007.
Steel production through the electric cycle suffers from low diversification of energy supply sources and, with a view to efficiency and cost reduction, needs to be optimized on several aspects, among which production planning. Optimizing production costs means, for example, leveling out the electricity consumption along the day, whose prices may fluctuate in the short/medium term (variating on hour/daily basis) or if peak consumption exceeds a certain threshold. Production planning can, therefore, benefit from models predicting the energy consumed as a function of the quality of steel to be produced and the specific production recipe. These models can be effectively used by intelligent scheduling optimization systems. This paper presents a set of models based on neural networks that can predict with good accuracy the power consumption in the electric arc and ladle furnaces as a function of main production information. The models were trained and validated through real production and process data from a plant in Croatia with encouraging results.
KEYWORDS: EAF, LADLE FURNACE, PRODUCTION PLANNING, ARTIFICIAL INTELLIGENCE, ENERGY CONSUMPTION MODELS;
BANDO DEL PREMIO - ed. 2025
L’Associazione Italiana di Metallurgia è lieta di indire il bando del prestigioso Premio Aldo Daccò - edizione 2025, con l’obiettivo di stimolare i tecnici del settore e contribuire allo sviluppo e al progresso delle tecniche di fonderia e di solidificazione con memorie e studi originali.
L’Associazione invita tutti gli interessati a concorrere al Premio, inviando a mezzo email il testo di memorie inerenti le tematiche fonderia e solidificazione, unitamente al curriculum vitae dell’autore concorrente, entro il 3O novembre 2025
Saranno presi in considerazione e valutati i lavori riguardanti le varie tematiche di fonderia e di solidificazione, sia nel campo delle leghe ferrose che in quello delle leghe e dei metalli non ferrosi.
Il premio, pari a Euro 5000 lordi, è offerto dalla Fondazione Aldo e Cele Daccò, istituita dalla signora Cele Daccò, per onorare la memoria del marito Aldo Daccò, uno dei soci fondatori dell’AIM e suo encomiabile Presidente per molti anni.
Le memorie verranno esaminate da una Commissione giudicatrice designata dal Consiglio Direttivo, il cui giudizio sarà insindacabile.
Nel giudicare, la Commissione terrà conto, in particolar modo, dell’originalità del lavoro e dell’argomento in relazione alla reale applicabilità dei risultati. Non sono ammesse candidature da chi abbia già ottenuto riconoscimenti, anche per lavori diversi, dalla Fondazione Aldo e Cele Daccò.
Le memorie premiate e quelle considerate meritevoli di segnalazione, potranno essere pubblicate sulla rivista La Metallurgia Italiana.
La cerimonia di premiazione con la consegna della medaglia avrà luogo in occasione del 41° Convegno Nazionale AIM.
I vincitori del Premio Aldo Daccò
...dal 1975 al 2024
1975 M. Remondino - F. Pilastro - E. Natale
1979 A. Goria - M. Mischiatti
1981 E. Borghigiani
1982 R. Medana
1983 R. Medana
1984 E. Borghigiani - F. Belletti
1986 R. Medana
1987 L. Piras - L. Lazzaro
1989 P. Fumagalli
1990 F. Cavalleri - G. Tosi - A. Pedaci
1991 R. Roberti - A. Bianchi - F. Pedrotti
1992 R. Maspero - B. Calzolai
1993 E. Gariboldi - G. Caironi
1994 G. Zaramella
1995 G.P. Marconi - A. Boccardo
1996 R. Medana
1997 R. Nada
1998 C. Bolner
1999 A. Gregori
2001 C. Mapelli
2002 L. Battezzati - P. Ferro
2003 R. Venturini - S. Baragiola
2004 E. Liotti - F. Piasentini - F. Bonollo - A. Tiziani
2005 C. Viscardi
2006 D. Baldissin - M. Di Sabatino
2007 G. Timelli - A. Manente
2008 A. Arrighini
2009 M. Merlin
2010 A. Morri
2011 E. Zanini - G. Timelli
2012 D. Casari - C. Soffritti
2013 R. Carli - M. Alloni
2014 D. Gelli
2015 L. Rovatti - J. Lemke
2016 F. De Antoni - M.T. Di Giovanni
2017 M. Cavallini
2018 S. Toschi
2019 A. Fortini - L. Lattanzi
2020 L. Tonelli - M. Galbiati
2021 A. Mantelli - F. Di Giovanni
2022 G. Scampone - Ö. Gürsoy
2023 E. Fracchia
2024 A. Bongiovanni - C. Morales Bazaldua
Per informazioni e candidature:
Via Filippo Turati 8 · 20121 Milano
Tel. +39 02-76397770 · +39 02-76021132
E-mail: info@aimnet.it www.aimnet.it
Le scorie di metallurgia secondaria, ritenute dalla pluralità un semplice sottoprodotto della produzione siderurgica, rivestono tuttavia molteplici ruoli cruciali durante la produzione e l’affinazione dell’acciaio. In particolare, possono influenzare significativamente la formazione, la natura chimica e le relative caratteristiche fisiche delle inclusioni non metalliche presenti nell’acciaio. Questo non solo generando, nei casi di errori o non corrette gestioni dei processi, vere e proprie inclusioni esogene di scoria ma anche instaurando una sorta di equilibrio di ripartizione inclusioni-scoria con le inclusioni endogene. Mettere a punto e controllare costantemente la composizione chimica delle scorie, in special modo le scorie di metallurgia secondaria, permette di guidare la formazione e le caratteristiche delle inclusioni non metalliche prevenendole, modificando o rimuovendo, se presenti, le inclusioni più dannose per ottenere acciai prestazionalmente superiori. Questo studio si prefigge lo scopo di monitorare l’evoluzione della composizione chimica delle scorie durante le fasi di affinazione dell’acciaio, correlandola con la natura chimica delle inclusioni non metalliche, in particolar modo con le inclusioni a base di alluminati di calcio di formula generica Cax Al y O(x+3/2y), utilizzando quindi una tecnica di analisi indiretta per guidare lo sviluppo di scorie ottimali da un lato e per generare le inclusioni desiderate dall’altro. In particolare, sono stati analizzati con la tecnica OES-PDA (Optical Emission Spectroscopy –Pulse Distribution Analysis) campioni di acciaio prelevati dal fuso in differenti stadi di avanzamento del processo e contestualmente sono state prelevate e analizzate con tecnica XRF convenzionale le relative scorie. L’evoluzione della composizione chimica della scoria in funzione degli additivi e dei trattamenti metallurgici e la conseguente influenza sulla natura chimica delle inclusioni è stata quindi valutata. È stato infine verificato come, trascorso un congruente periodo di tempo di affinazioni, le inclusioni a base alluminato di calcio tendano ad avere una composizione che ricalca la stechiometria delle scorie. Ciò dimostra come la tecnica OES-PDA riesca a fornire indicazioni puntuali e approfondite sullo stato del processo produttivo.
CHIAVE:
Al di fuori del settore strettamente legato alla produzione dell’acciaio liquido, le scorie sono viste con una accezione prettamente negativa e rappresentano qualcosa di cui disfarsi, un sottoprodotto senza funzioni e senza valore. Chi invece si occupa direttamente di produzione e affinazione dell’acciaio sa bene che le scorie ricoprono una serie di compiti fondamentali per l’ottimale gestione dei processi produttivi. Per quanto riguarda il processo da forno elettrico (EAF) si possono distinguere le scorie da forno fusorio [1, 2] e le scorie di metallurgia secondaria [3]. A seconda della composizione chimica le scorie presentano caratteristiche chimico-fisiche molto diverse fra loro [4, 5] e questo influenza in modo diretto le caratteristiche
chimico-fisiche dell’acciaio fuso [6]. Limitatamente alla metallurgia secondaria, gli obiettivi che ci si prefigge nell’ingegnerizzazione delle scorie sono sei: la protezione del bagno dalla riossidazione, la limitazione della perdita di temperatura del fuso, la protezione del bagno dal pick-up di idrogeno e azoto, la rimozione dello zolfo dove necessario [7] e, soprattutto nelle produzioni di acciai a elevati requisiti
microinclusionali, l’assorbimento delle inclusioni non metalliche [8] e il controllo della composizione chimica di tali inclusioni. È infatti noto come alcune inclusioni siano più dannose rispetto ad altre nei prodotti in acciaio [9] in funzione delle proprie caratteristiche fisiche come, tra le altre, il coefficiente di dilatazione termica (figura 1).
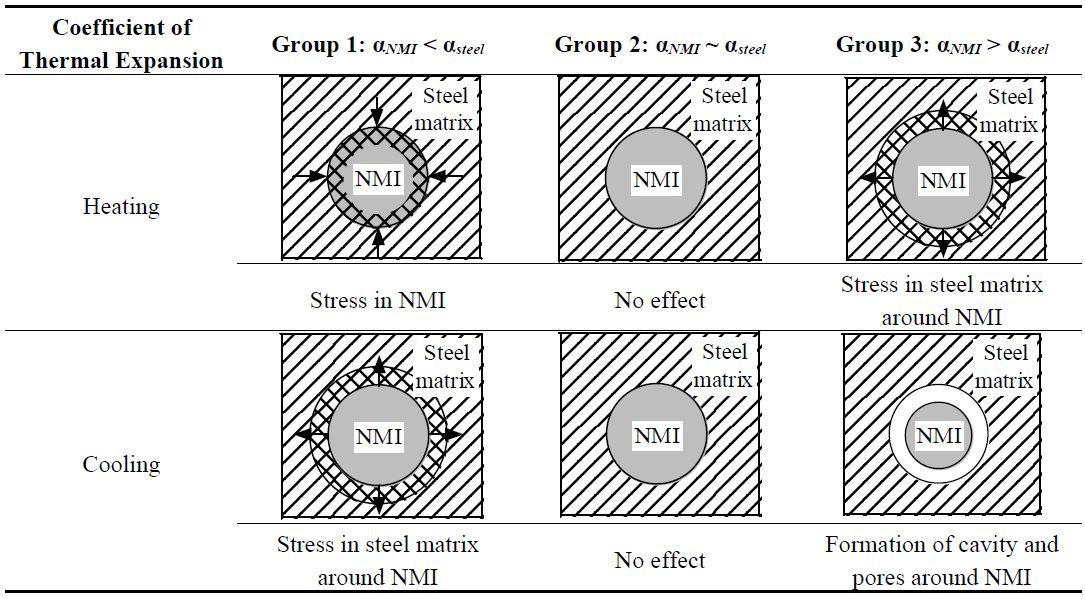
Fig. 1 - Distribuzione di tensioni, cavità e pori tra inclusioni non metalliche e matrice acciaio a causa di differenti espansioni termiche durante il riscaldamento e il raffreddamento [9] / Formation of additional stress fields, cavities and pores around non-metallic inclusion and steel matrix due tu different thermal expansion during heating and cooling [9].
Sulla base di quanto appena esposto, risulta evidente come sia di primaria importanza poter variare la composizione chimica della scoria e controllarne l’evoluzione. In questo modo sarà conseguentemente possibile modificare la composizione chimica delle inclusioni in modo che, quelle che non vengono rimosse per interazione diretta con la scoria, abbiano delle proprietà tali da non pregiudicare le caratteristiche del prodotto finito. Nella pratica di acciaieria il meccanismo di formazione delle inclusioni è governato da due fenomeni: reazioni esogene da interazioni tra il metallo fuso e i materiali refrattari con cui viene a contatto, oppure reazioni endogene tra elementi presenti nel fuso.
Per il primo caso, l’esempio classico è la formazione dello spinello MgAl2O4 derivante da interazione con refrattari magnesiaci, mentre per il secondo caso un esempio può essere la formazione di Al2O3 a partire dall’ossigeno
disciolto nel fuso che si combina con l’alluminio. Questo secondo tipo di reazioni sono ricercate e ottenute al preciso scopo di rimuovere più ossigeno possibile dal fuso, in una pratica che prende il nome di calmaggio. Il calmaggio può essere effettuato anche con altri elementi che abbiano grande affinità con l’ossigeno, come per esempio il silicio o il manganese che danno luogo alla formazione di SiO2 o MnO. Infine, è diffusamente adottata, soprattutto dai produttori di acciai con stringenti requisiti microinclusionali, la pratica dell’ingegnerizzazione delle inclusioni non metalliche. Questa attività consiste nello sfruttare e promuovere alcune reazioni che avvengono nel fuso e all’interfaccia metallo/scoria per modificare la natura chimica delle inclusioni non metalliche, al fine di ottenere proprietà chimiche e fisiche che le rendano non dannose sia per il processo, evitando i fenomeni di clogging e incolabilità, sia per il prodotto finale e ne favorisca-
no la rimozione nelle fasi di LF e passaggio in paniera. Lo sfruttamento delle reazioni allo stato fuso si basa generalmente sull’utilizzo di elementi che abbiano energia libera di Gibbs per la formazione degli ossidi più bassa rispetto all’inclusione oggetto di modifica. Il principale elemento utilizzato per questa finalità è il calcio che, aggiunto al momento opportuno nel processo di affinazione, permette di modificare le allumine (molto dannose a causa della differenza di dilatazione termica rispetto alla matrice metallica, figura 2). Infatti, Al 2O3 viene trasformato in alluminati di calcio di varia stechiometria secondo le reazioni [10]:
(1) Al2O3 + [Ca] + [O] → CaAl2O4
(2) Al2O3 + 3[Ca] + 3[O] → Ca3Al2O6
(3) 2Al2O3 + [Ca] + [O] → CaAl4O7 (4) 7Al2O3 + 12[Ca] + 12[O] → Ca12Al14O33
Questi quattro ossidi misti hanno proprietà chimiche e fisiche piuttosto differenti dall’allumina da cui si originano. Le più importanti per quanto riguarda la produzione di acciai puliti sono: il coefficiente di dilatazione termica (figura 3) che si avvicina, soprattutto per Ca3Al2O6, a quello della matrice acciaio; la densità che influenza direttamente la velocità di flottazione (sulla base della legge di Stokes) delle inclusioni e la conseguente possibilità di interazione scoria/inclusioni e la cattura di queste ultime (figura 4) e il punto di fusione, come si può osservare dal diagramma di fase del sistema CaO - Al2O3 (figura 5).
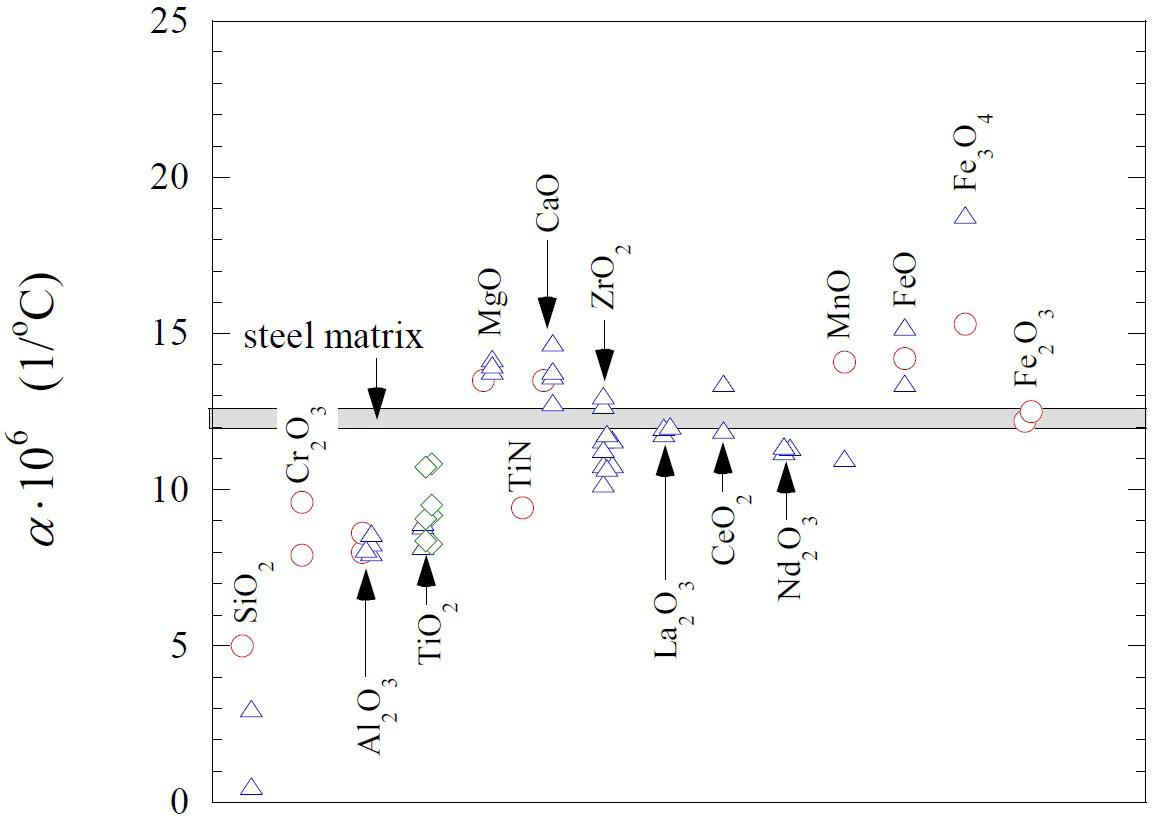
Fig. 2 - Coefficiente di espansione termica per ossidi e nitruri in relazione alla matrice acciaio [9] / Thermal expansion coefficinets of oxides and nitrides compared to steel matrix [9].
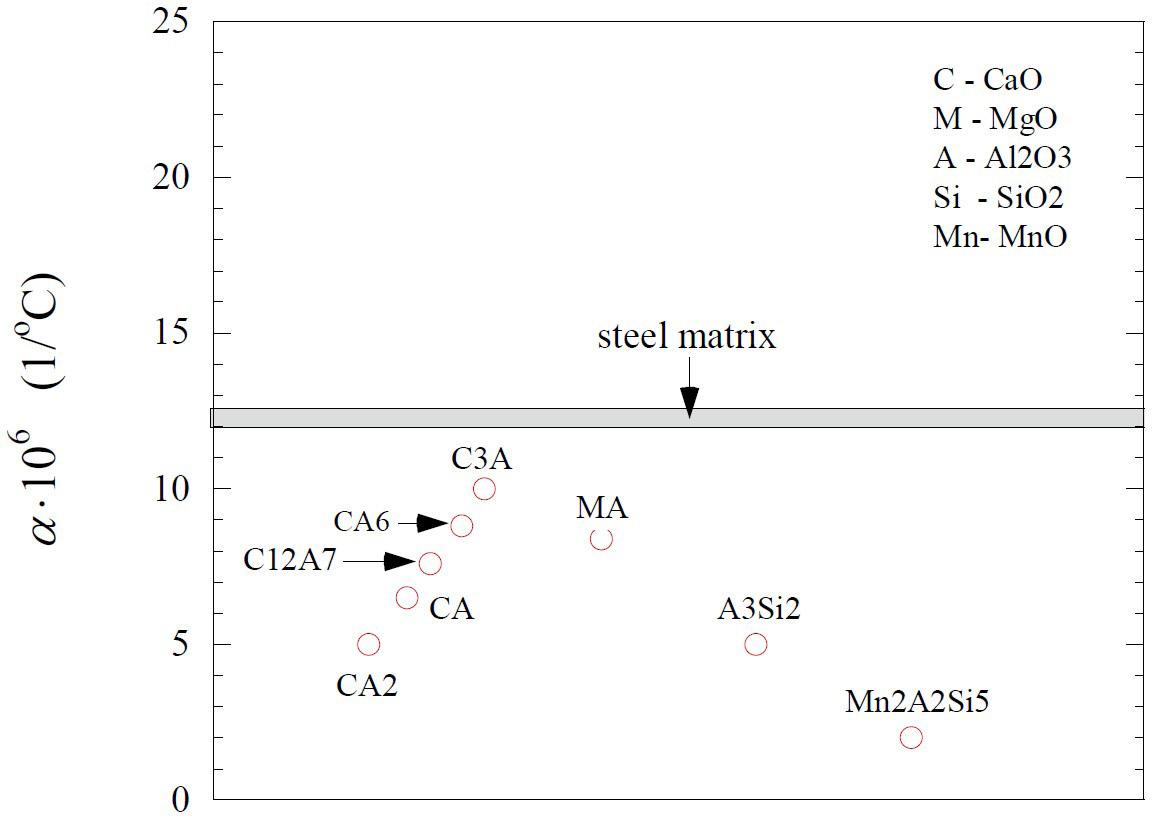
Fig.3 - Coefficiente di dilatazione termica per ossidi misti CaO - Al2O3 - MgO - SiO2 - MnO in relazione alla matrice acciaio [9] / Thermal expansion coefficients for mixed oxide CaO - Al2O3 - MgO -SiO2 - MnO compared to steel matrix [9].

Fig. 4 - Velocità di flottazione in assenza di perturbazioni esterne di diversi ossidi nell’acciaio liquido calcolate secondo la legge di Stokes / Flotation speed without external perturbation for various oxides in liquid steel as per Stokes’ law.
Qualora l’aggiunta e il trattamento al calcio non sia permesso a causa di specifiche richieste analitiche dell’utilizzatore finale e sia comunque richiesta la presenza di alluminio si rende necessario individuare una via alternativa per l’ingegnerizzazione delle inclusioni. Il risultato può essere raggiunto sfruttando l’equilibrio dinamico che si instaura tra scorie, metallo fuso e inclusioni non metalliche per fare in modo che le scorie non solo catturino le inclusioni ma modifichino la composizione chimica di quelle presenti. Per fare questo è necessario creare ad hoc delle scorie di metallurgia secondaria che abbiano la composizione desiderata e avere contestualmente la possibilità di valutare quale sia la composizione chimica delle inclusioni non metalliche. Una tecnica che è di grande aiuto in questo è l’OES-PDA (Optical Emission Spectroscopy - Pulse Distribution Analysis) che permette di avere indicazioni circa il numero e la composizione delle inclusioni non metalliche in campioni metallici [11].
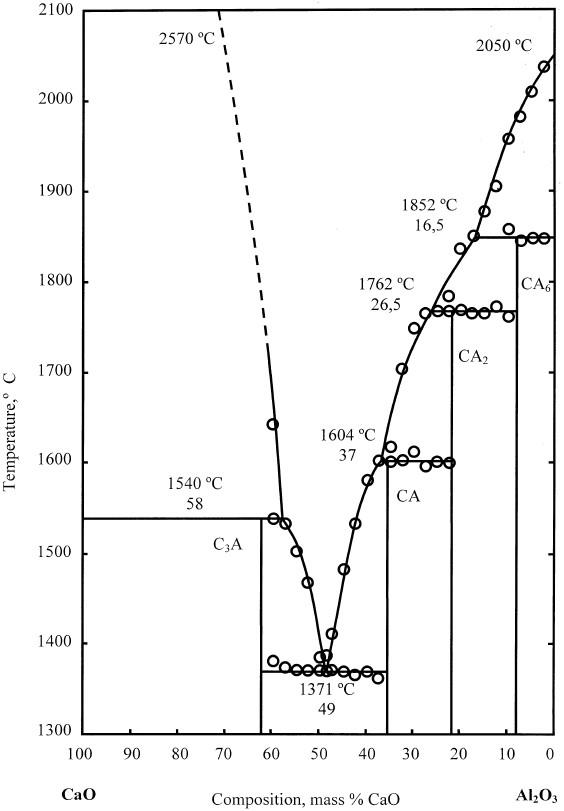
Fig.5 - Diagramma di fase del sistema CaO - Al2O3 [12] / Phase diagram of the system CaO - Al2O3 [12].
Per l’analisi inclusionale è stato utilizzato uno spettrometro a emissione ottica Thermo Scientific ARL iSpark 8860 [13], mentre per l’analisi chimica delle scorie è stato utilizzato uno spettrometro a fluorescenza di raggi X Thermo Scientific ARL PERFORM’X. I campioni di acciaio analizzati sono i classici lollipop prelevati durante il processo produttivo. La preparazione è avvenuta mediante lappatura con carte abrasive a granulometrie discendenti. Non ci sono state differenze nella preparazione dei campioni rispetto alla
preparazione dei provini utilizzati per la determinazione della composizione chimica dell’acciaio. I campioni di scoria sono stati prelevati contestualmente al prelievo dei lollipop, sono stati lasciati raffreddare in aria, demetallizzati, macinati in un mulino a giare, setacciati a 100 μ m, miscelati con un opportuno legante in proporzione 10/2 ed è stata preparata una pastiglia per l’analisi XRF. Le fasi produttive in cui sono stati effettuati i campionamenti sono riportate in figura 6.

Fig.6 - Processo produttivo per acciai puliti, sono evidenziate le fasi di campionamento / Production process for clean steel, sampling phases are highlighted.
Le analisi oggetto del presente lavoro sono state svolte su 40 colate di acciaio SAE 1055 che sono state prodotte con le metodologie necessarie per rispettare requisiti
microinclusionali molto elevati, la composizione chimica dell’acciaio è specificata nella tabella seguente.
Tab.1 - Composizione chimica indicativa dell’acciaio oggetto di studio / Indicative chemical composition of the analysed steel grade.
Il primo campione di scoria per ogni colata è stato prelevato dopo la spilla dall’EAF in siviera; in questa fase sono stati aggiunti da pochi minuti gli ossidi necessari per la produzione della prima scoria sintetica (alluminato di calcio e calce) e gli additivi necessari al calmaggio (come l’alluminio metallico), nello stesso momento è stato prelevato anche il campione di acciaio per l’analisi inclusionale. Dopodiché, la siviera è inviata in metallurgia secondaria
dove avvengono le prime fasi dell’affinazione, si procede alla scorifica, si crea una nuova scoria con la composizione desiderata, si terminano le aggiunte di ferroleghe e si procede al degasaggio sottovuoto. Terminato il degasaggio, la colata non deve essere ulteriormente lavorata per non rischiare di peggiorarne lo stato inclusionale e quindi si procede solamente al prelievo del secondo campione di scoria e dell’ultimo provino metallico.
Sulla base delle evidenze scientifiche citate nell’introduzione, del tipo di processo produttivo e dei risultati delle analisi condotte è stato deciso di concentrare l’attenzione sulle inclusioni costituite da alluminati di calcio e in particolare su quelle con stechiometria Ca x Al y O(x+3/2y). Per determinare quale sia la stechiometria media degli alluminati nei campioni di acciaio analizzati è stato utilizzato il rapporto calcio/allumino, in modo da poter collocare il
dato nel modo appropriato sul diagramma di fase binario del sistema CaO - Al2O3
In modo analogo sono stati analizzati i dati relativi alle scorie, con particolare attenzione appunto al contenuto di ossido di calcio e ossido di alluminio. Il rapporto calcio/ alluminio è stato calcolato come segue:
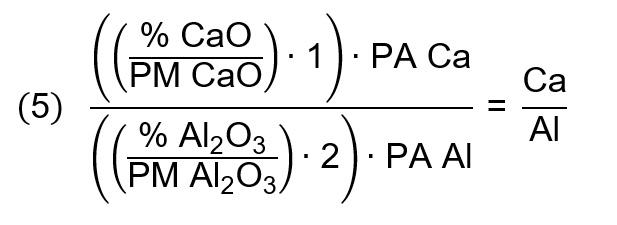
rendendo in questo modo possibile il confronto tra la stechiometria degli alluminati nelle scorie e nelle inclusioni non metalliche.
RISULTATI
Di seguito sono riassunti i risultati ottenuti. Inizialmente è stata valutata la composizione chimica di base delle scorie
prelevate in buca di spillaggio e al termine del trattamento di affinazione:
Tab.2 - Composizione media delle scorie analizzate / Average chemical composition of the analysed slags.
Altro (MnO, Cr2O3, Na2O K2O, P2O5)
È stato poi valutato il posizionamento di queste scorie sia nel diagramma di fase ternario del sistema CaO - Al2O3 -
SiO2 (figura 7) sia nel diagramma di fase binario del sistema CaO - Al2O3 (figura 8).
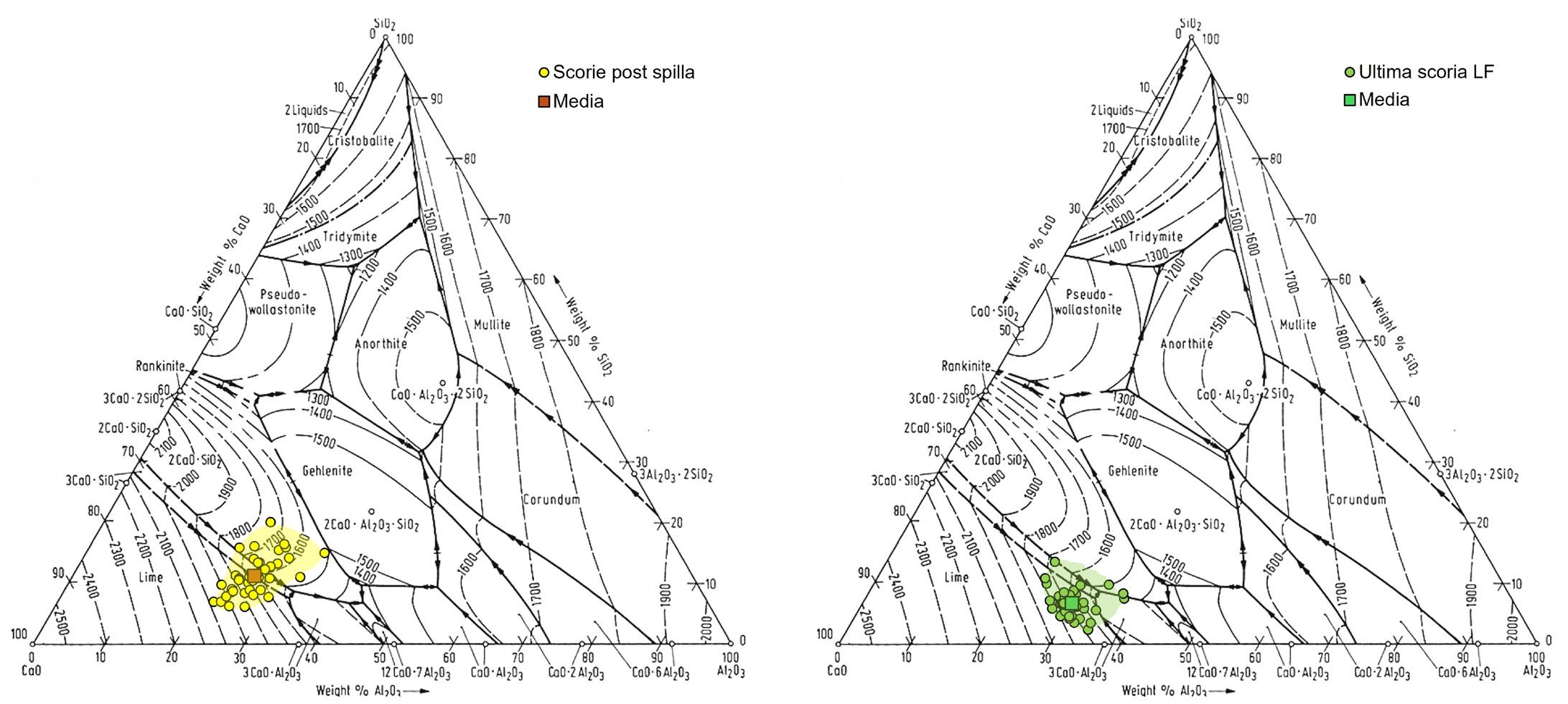
Fig.7 - Diagramma di fase ternario del sistema CaO - Al2O3 - SiO2 per le scorie analizzate / Ternary phase diagram of the system CaO - Al2O3 - SiO2 for the analysed slags [10].
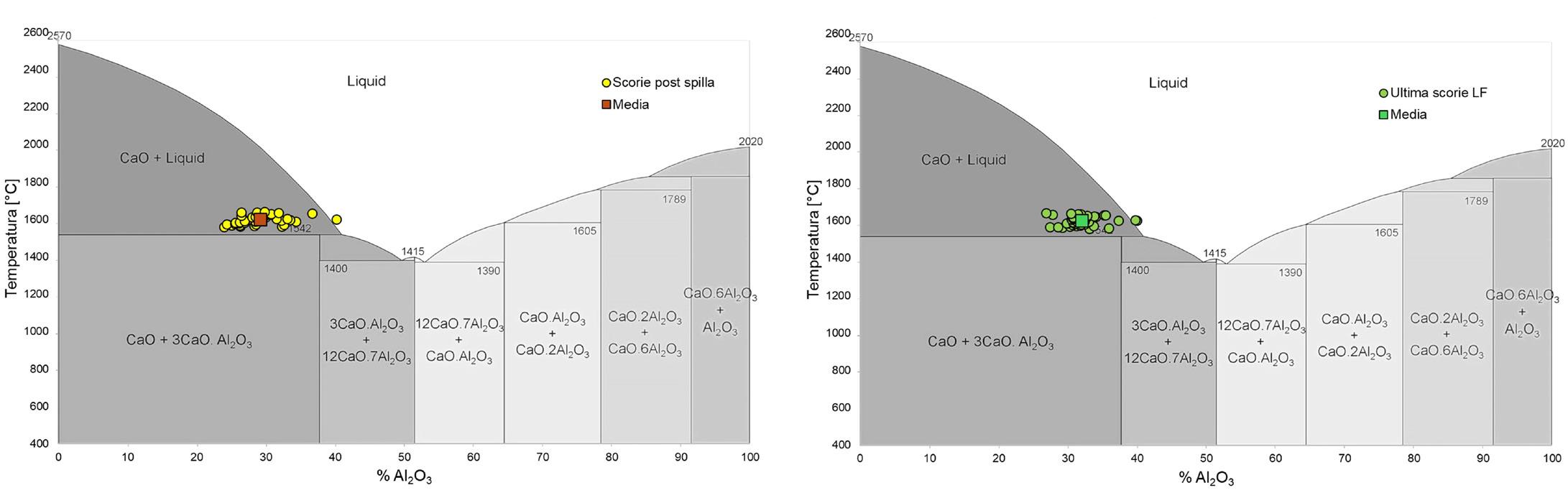
Fig.8 - Diagramma di fase binario del sistema CaO - Al2O3 per le scorie analizzate / Binary phase diagram of the system CaO - Al2O3 for the analysed slags.
Dal punto di vista chimico (tabella 2), si può notare come alcuni costituenti abbiano subito una evoluzione consistente, come ossido di ferro e ossido di magnesio, ma sostanzialmente il rapporto tra calcio e alluminio sia rimasto immutato nonostante, dopo la spilla, la scoria sia stata completamente rimossa e rinnovata. Un comportamento di questo tipo indica che le procedure adottate per la produzione della scoria sintetica sono state condotte con esito positivo. Una conferma di questo si può avere osservando sia il diagramma ternario di figura 7, dove si nota una sostanziale diminuzione del contenuto di silice e una
concentrazione dei valori intorno al punto medio ma non una variazione della posizione rispetto all’ossido di calcio e di allumino, sia sul diagramma binario di figura 8, dove non si osservano variazioni degne di nota e il rapporto Ca/ Al calcolato passa da 3.31 a 2.90.
Inoltre, alcune informazioni molto utili alla comprensione dello stato fisico del sistema si possono ricavare dai diagrammi sopra riportati. Alla temperatura di ≈ 1600°C, che è la temperatura a cui si trova il bagno liquido nelle fasi di affinazione, la quasi totalità delle scorie esaminate si trova in una regione dove coesistono una fase solida forma-
ta esclusivamente da CaO e una fase liquida. Si vedrà in seguito come questo influenzi la chimica delle inclusioni non metalliche.
Sempre utilizzando il rapporto calcio/alluminio è stata analizzata l’evoluzione delle inclusioni non metalliche (figura 9).
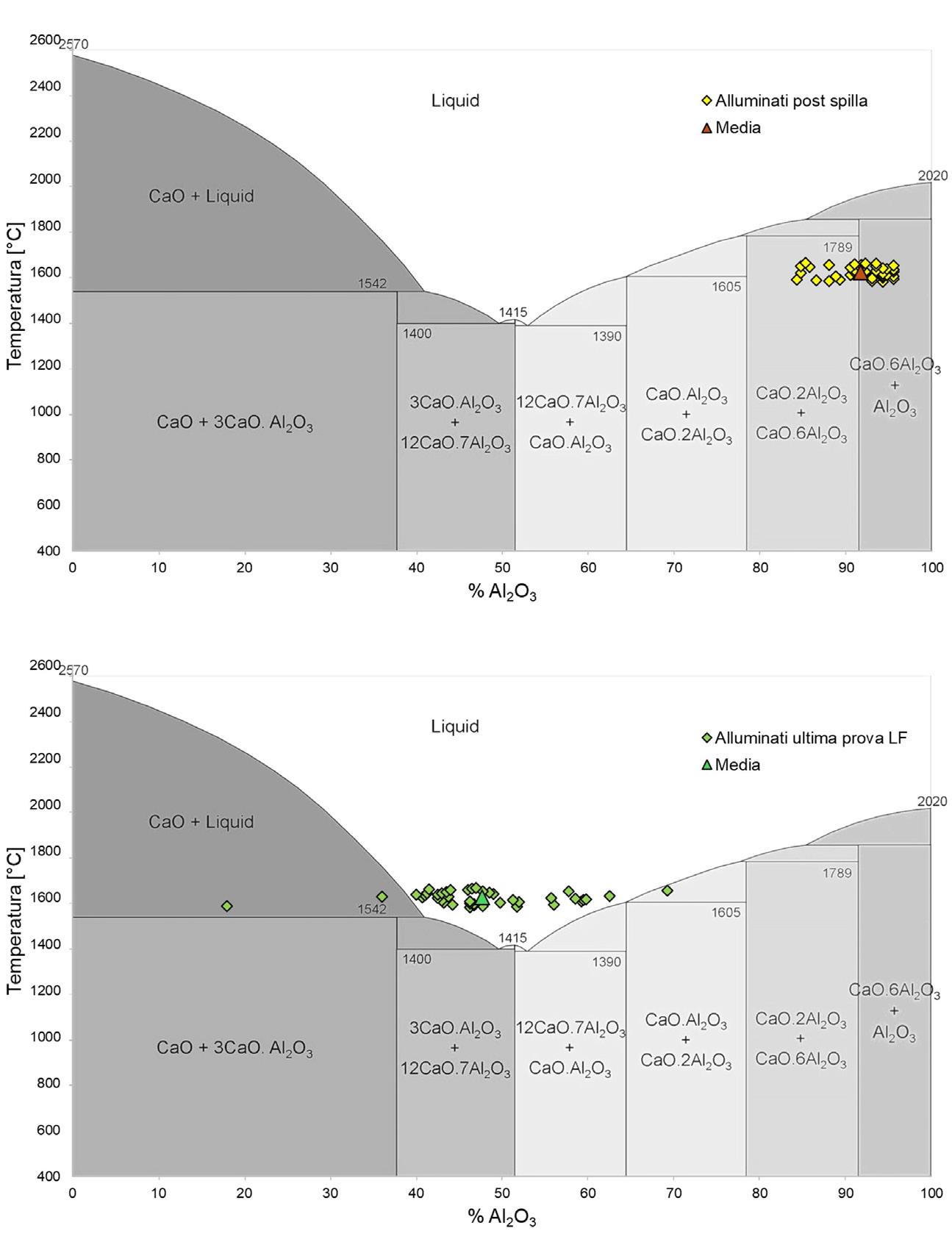
Fig.9 - Diagramma di fase binario del sistema CaO - Al2O3 per le inclusioni analizzate con OES-PDA / Binary phase diagram of the system CaO - Al2O3 for the non metallic inclusion analysed with OES-PDA.
Si può notare come vi sia una importante modifica della stechiometria degli alluminati di calcio presenti sottoforma di inclusioni non metalliche nel fuso. Si passa da un valore medio di rapporto calcio/alluminio di 0.12, al momento della spilla, a uno di 1.61, al momento del termine dei trattamenti di metallurgia secondaria. Questo significa che nella prima fase, subito dopo la spilla, erano presenti in misura preponderante Al2O3 e CaAl12O19. Il risultato è coerente con il fatto che durante la spilla è stato utilizzato, per il calmaggio dell’acciaio, un certo quantitativo di alluminio metallico che interagendo con l’ossigeno disciolto nel fuso ha prodotto Al2O3. Questi due ossidi (CaAl12O19 e allumina pura) sarebbero deleteri se rimanesse-
ro tal quali nei prodotti finiti, ma sono anche particolarmente complicati da gestire durante le fasi di lavorazione del metallo fuso a causa dell’elevato punto di fusione e della densità più elevata, rispetto agli altri ossidi che ne ritarda la flottazione. Il punto di fusione elevato (1850°C per CaAl12O19 e 2072°C per Al2O3) fa sì che questi ossidi siano solidi nel metallo fuso e possano contribuire a fenomeni di clogging una volta iniziato il processo di colata continua.
Dovendo quindi modificare queste inclusioni ma non potendo eseguire, come detto sopra, il trattamento al calcio è necessario lavorare con le scorie generando il corretto equilibrio.
Il risultato ricercato è stato ottenuto, come è ben visibile nella figura 9, in basso in cui si nota come al termine dell’affinazione la composizione media degli alluminati di calcio sia nella zona di coesistenza di Ca3Al2O6 e Ca12Al14O33, che hanno bassa densità (maggiore velocità di galleggiamento) e basso punto
di fusione e sono quindi ancora liquidi alla temperatura operativa.
Infine, sono stati esaminati due casi limite: nel primo le inclusioni sono state modificate in modo efficiente, mentre nel secondo la modifica non ha portato i risultati voluti.
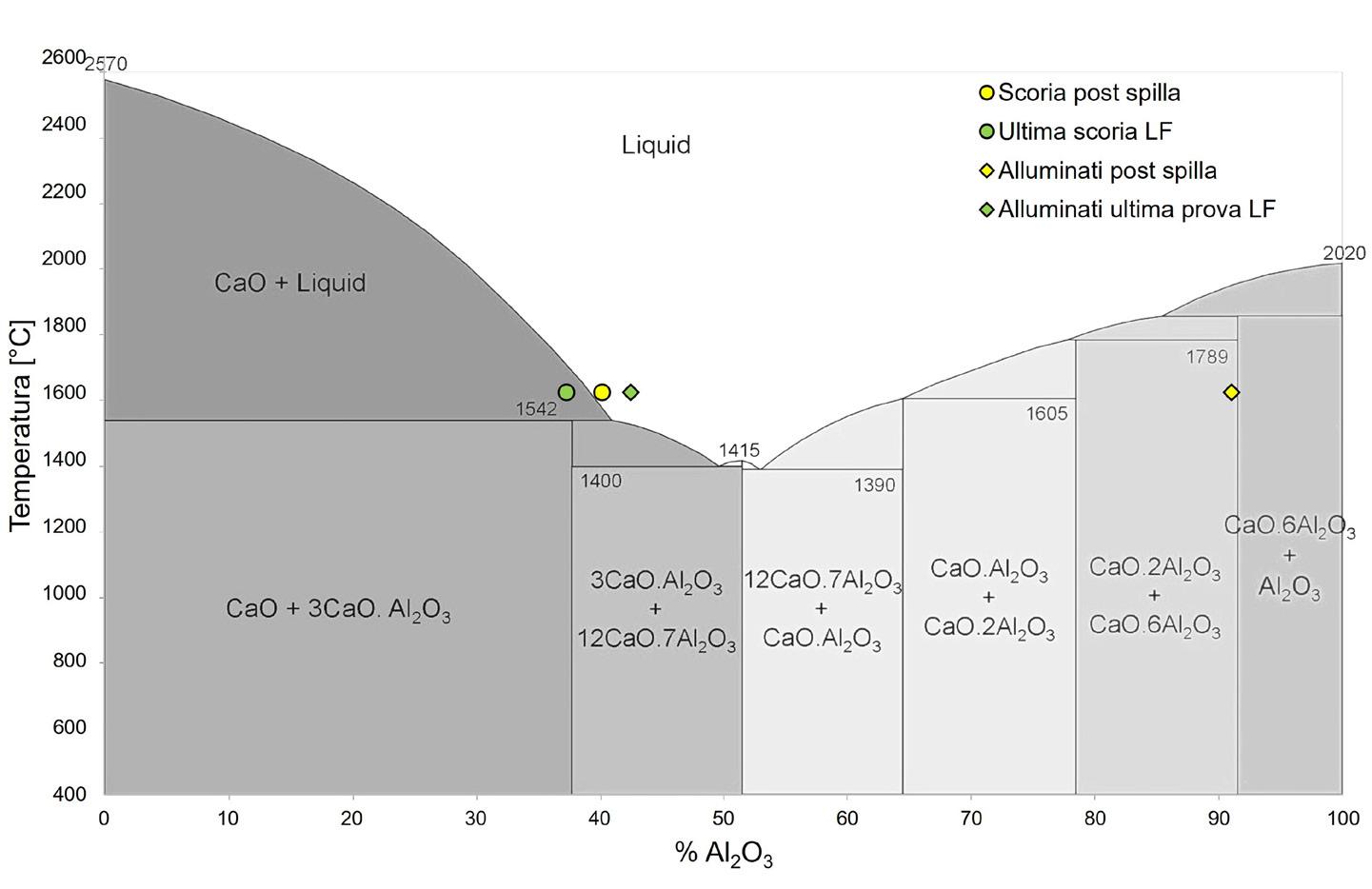
Fig.10 - Diagramma di fase binario del sistema CaO - Al2O3 per il caso di modifica efficace / Binary phase diagram of the system CaO - Al2O3 successful inclusion modification.
Come si può notare (figura 10), la scoria è stata mantenuta a una composizione tale da avere una frazione liquida consistente così da garantire uno scambio continuo con il metallo fuso ma spostandosi leggermente a sinistra
(maggiore contenuto di CaO), e questo ha permesso agli alluminati di calcio di cambiare radicalmente la propria stechiometria.
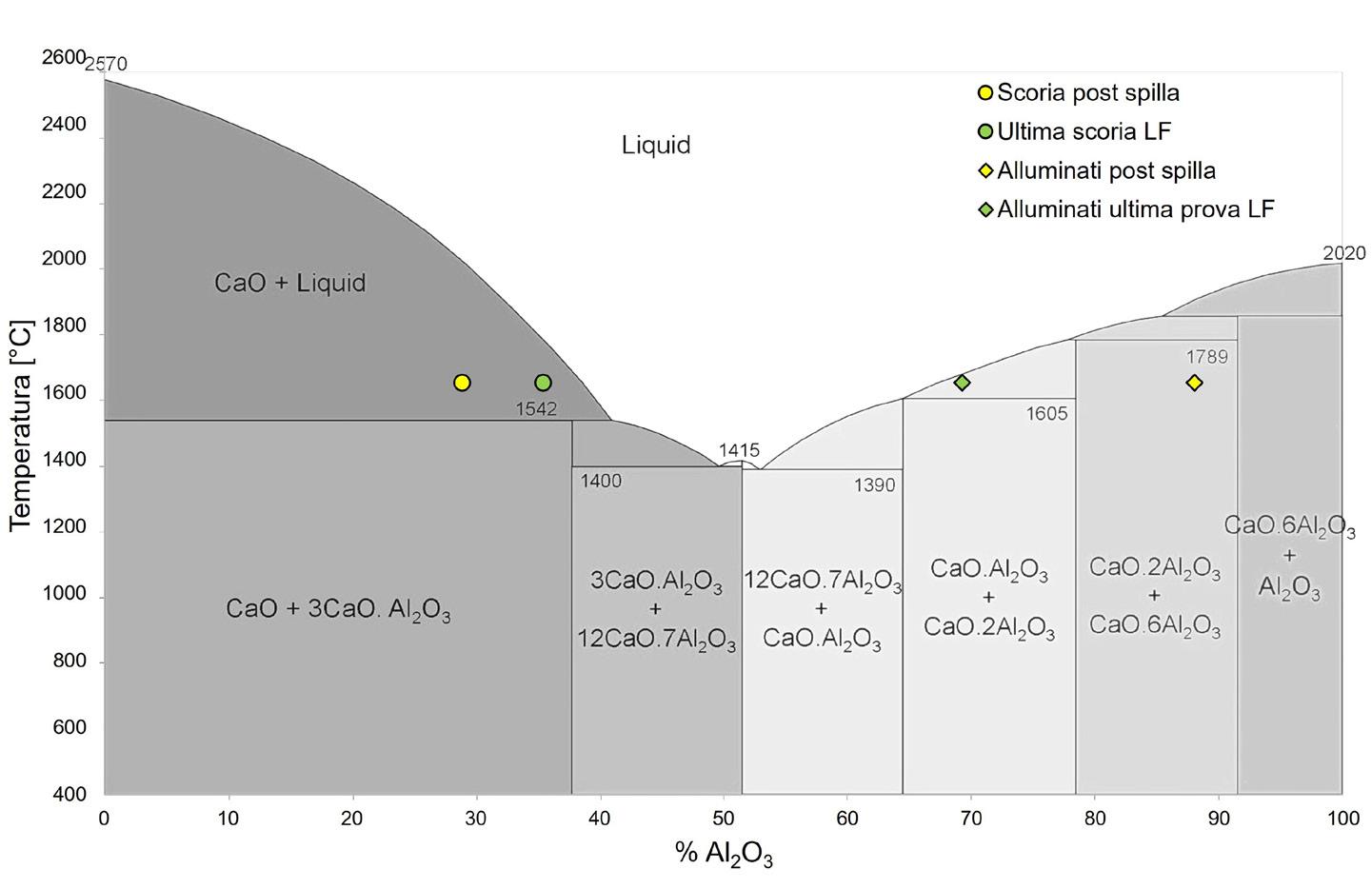
Fig.11 - Diagramma di fase binario del sistema CaO - Al2O3 per il caso di modifica non efficace / Binary phase diagram of the system CaO - Al2O3, not completely effective inclusion modification.
Nel secondo caso la scoria ha subito una modifica in senso contrario, arricchendosi in allumina. Anche se il punto finale per la scoria risulta comparabile con il caso in figura 10, l’evoluzione che le scorie hanno subito nel corso della produzione della colata ha fatto sì che le inclusioni andassero incontro a una modifica solo parziale, fermandosi nella zona di coesistenza degli ossidi CaAl 2O4 e CaAl4O7.
I due alluminati hanno punti di fusione rispettivamente di 1605°C e 1789°C, con il secondo che si trova allo stato solido nell’acciaio liquido e il primo che solidifica non appena la temperatura del bagno inizia a scendere, portando ad accrescere il rischio di clogging e successivamente alla possibile presenza di inclusioni non metalliche sul prodotto finito.
È stato dimostrato come il monitoraggio delle inclusioni non metalliche attraverso la tecnica OES-PDA, con particolare attenzione agli alluminati di calcio e alla loro stechiometria, sia un valido strumento per gestire al meglio il processo produttivo di acciai ad alti requisiti microinclusionali. Si è altresì verificata l’influenza che la gestio-
ne delle scorie durante le fasi di spillaggio e affinazione, controllandone accuratamente la rimozione attraverso scorifica e il rifacimento con composizione chimica attentamente bilanciata, ha su questo tipo di inclusioni. Non essendo stato effettuato, per le colate oggetto di studio, nessun trattamento al calcio, risulta chiaro che l’unica forza trainante della modifica che si è potuta osservare nella stechiometria degli alluminati è l’equilibrio che si è instaurato a seguito dell’interazione tra scorie e inclusioni non metalliche.
A parità di eventi inclusionali rilevati con la tecnica OESPDA (che indicano quanto una colata sia più “pulita” rispetto a un’altra o quanto uno specifico trattamento abbia contribuito a rimuovere le inclusioni), il rapporto calcio/ alluminio misurato sui provini prelevati direttamente da fuso durante le varie fasi produttive sembra quindi essere un buon indicatore dello stato chimico e fisico delle inclusioni stesse. Questo rapporto potrebbe anche essere usato, dove ammesso il trattamento al calcio, in modo immediato per valutarne gli effetti e per migliorarne l’efficienza.
BIBLIOGRAFIA
[1] D. Vieira, R. A. Montecinos de Almeida, W. Viana Bielefeldt e A. C. Faria Vilela, «Slag Evaluation to Reduce Energy Consumption and EAF Electrical Instability,» Materials Research, vol. 19, n. 5, pp. 1127-1131, 2016.
[2] N.E. Menad, N. Kana, A. Seron e N. Kanari, «New EAF Slag Characterization Methodology for Strategic Metal Recovery,» Materials, vol. 14, n. 1513, 2021.
[3] L. Socha, B. Jiri, K. Gryc, J. Moravka, P. Styrnal, V. Pilka e Z. Piegza, «Optimisation of the Slag Mode in the Ladle During the Steel Processing of Secondary Metallurgy,» Materials and technology, n. 47, pp. 673-678, 2013.
[4] D. J. Min e F. Tsukihashi, «Recent Advances in Understanding Physical Properties of Metallurgical Slags,» Met. Mater. Int, vol. 23, n. 1, pp. 1 - 19, 2017.
[5] S. Seetharaman, L. Teng, M. Hayashi e L. Wang, «Understanding the Properties of Slags,» ISIJ International, vol. 53, n. 1, pp. 1 - 8, 2013.
[6] Z. Wcislo, A. Michaliszyn e A. Baka, «Role of slag in the steel refining process in the ladle,» Journal of Achievements in Materials and Manufacturing Engineering, vol. 55, n. 2, pp. 390 - 395, 2013.
[7] A. Jakobsson, N. Viswanathan, D. Sichen e S. Seetharaman, «Interfacial Phenomena in Some Slag-Metal Reactions,» Metallurgical and Materials Transaction B, vol. 31B, pp. 973 - 980, 2000.
[8] B. H. Reis, W. Viana Bielefeldt e A. C. Faria Vilela, «Absorption of non-metallic inclusions by steelmaking slags — a review,» jmr&t, vol. 3, n. 2, pp. 179 - 185, 2014.
[9] N. Anmark, A. Karasev e P. G. Jonsson, «The Effect of Different Non-Metallic Inclusions on the Machinability of Steels,» Materials, n. 8, pp. 751 - 783, 2015.
[10] C. Mapelli, «Non-metallic inclusion and clean steel,» La Metallurgia Italiana, n. 6, pp. 43-52, 2008.
[11] D. Janis, A. Karasev e P. Jönsson, «Evaluation of Inclusion Characteristics in Low-Alloyed Steels by Mainly Using PDA/OES Method,» ISIJ International, vol. 55, n. 10, pp. 2173-2181, 2015.
[12] D. A. Jerebtsov e G. G. Mikhailov, «Phase diagram of CaO-Al2O3 system,» Ceramics International, vol. 27, pp. 25-28, 2000.
[13] J.M. Böhlen, «Ultra-fast analysis of micro inclusions in steel with Thermo Scientific ARL iSpark Metal Analyzers - Standard Inclusion Analysis,» Thermo Scientific, Ecublens.
Secondary steelmaking slags, generally considered as a mere byproduct, have nevertheless many crucial roles in production and refinement of steel. Particularly, they affect in a significant way the formation, the chemical nature and the physical properties of non-metallic inclusion in steel products. This happens not only in case of inadequate process management, when there is the formation of exogen non-metallic slag-based inclusions but also by establishing a sort of partition equilibrium between slags and endogen non-metallic inclusions. Being able to tune and constantly control the slags chemical composition, especially the secondary steelmaking slags, can rule the formation and the characteristics of the non-metallic inclusion. In this way it is possible to prevent, modify or remove the most harmful inclusions to produce more performing steels. This work aims to track the evolution of chemical composition of secondary steelmaking slags and correlating it whit the chemical nature of non-metallic inclusion, especially with the calcium aluminate-based inclusion with generic formula Cax Al y O(x+3/2y).
So, an indirect analysis technique has been used to develop the optimal slag and to produce the desired non-metallic inclusions. Specifically, steel samples taken from the melt at different production stages were analysed by Optical Emission Spectroscopy – Pulse Distribution Analysis (OES-PDA) technique, and at the same time the related slags were sampled and analysed by conventional XRF technique. The evolution of the chemical composition of the slags as a function of additives and metallurgical treatments and the consequent influence on the chemical nature of the inclusions was evaluated. Lastly, it was verified how, after a congruent period of refining, calcium aluminate-based inclusion tends to have a composition that traces the stoichiometry of slags. This shows how the OES-PDA technique succeeds in providing precise and in-depth indications of the ongoing state of the production process.
EDIZIONE 2026
SAVE THE DATE
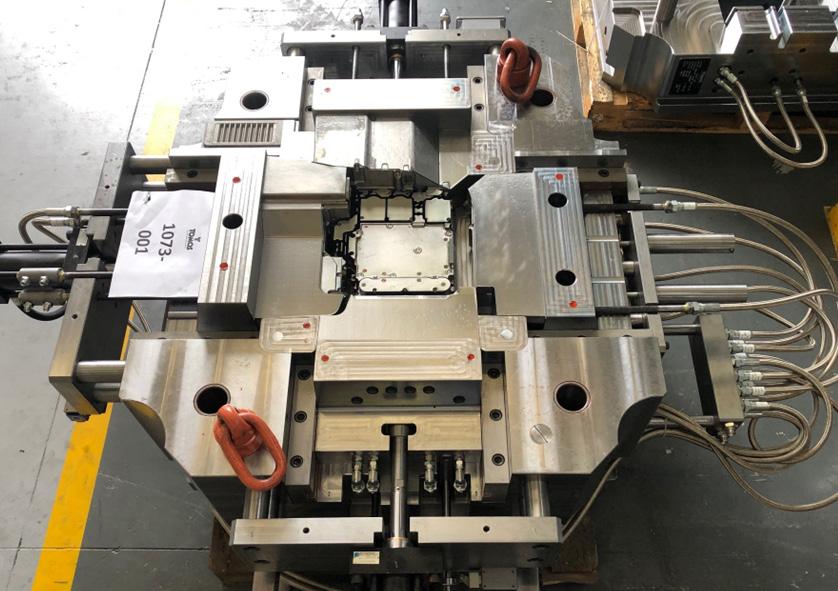
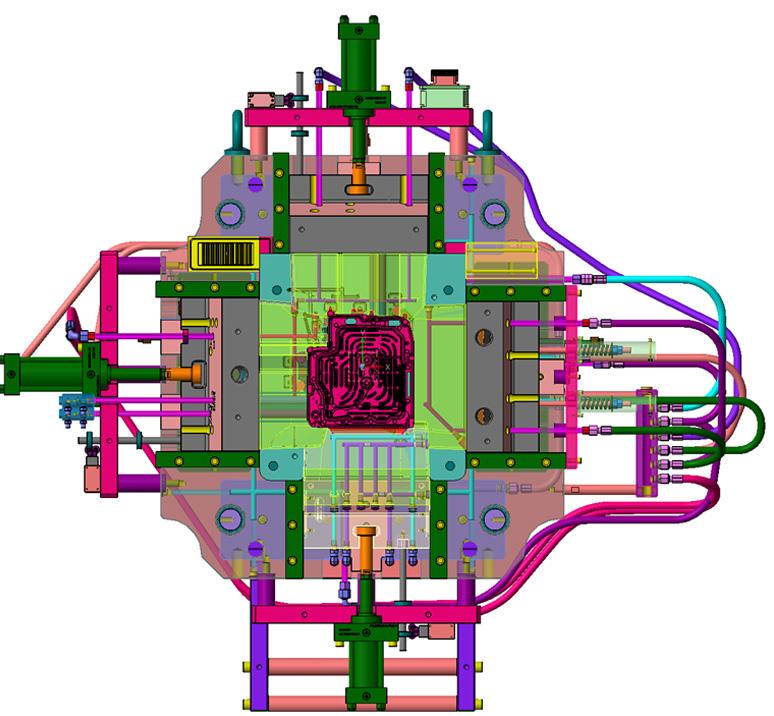
Il Centro di Studio Pressocolata vuole proporre la terza edizione del Master in Progettazione Stampi. Il Master nasce con l’intenzione di fornire le conoscenze più aggiornate per la progettazione degli stampi da pressocolata ed è rivolto a tecnici che operano nel settore della progettazione, realizzazione e utilizzo di stampi da pressocolata.
Poiché lo stampo riveste un ruolo decisivo per il risultato economico della fonderia, il Centro di Studio Pressocolata ha voluto dare un contributo decisivo in questa direzione proponendo questo Master. Gli argomenti trattati rappresentano, ad oggi, conoscenze che sono solitamente patrimonio di poche persone e non sempre degli addetti all’ufficio tecnico delle fonderie. Il Master, pur mantenendo ampio spazio per le esercitazioni pratiche (32 ore), in cui i partecipanti stessi saranno chiamati a confrontarsi direttamente nella progettazione delle varie componenti stampo, si propone di dare rilevanza a temi estremamente specifici, ma essenziali per le tecnologie di pressocolata più avanzate.
Le oltre 120 ore di lezione ripercorrono tutte le fasi fondamentali della genesi di uno stampo e delle sue attrezzature: dall’analisi di colabilità del prodotto richiesto e di fattibilità dello stampo al suo abbinamento ideale con la pressa; dall’analisi delle criticità d’usura del sistema pistone-contenitore, fino allo studio dei materiali e sistemi di lubrifica per ottimizzare la vita e l’efficienza del sistema di iniezione, vista anche come possibilità di evitare inneschi di difetti trasferibili al getto finale.
Vengono inoltre approfonditi aspetti legati alla vita dello stampo stesso e dei suoi componenti. Partendo dai criteri di scelta delle diverse tipologie di acciaio e trattamenti termici/termochimici, in funzione delle specifiche lavorazioni e condizioni d’esercizio, si procede fino all’analisi dei difetti nei getti pressocolati anche tramite esercitazioni di laboratorio.
Saranno trattati gli aspetti della tecnologia del vuoto applicata alla pressocolata insieme alle più recenti metodologie di progettazione, realizzazione e sensoristica on-process di controllo per tale tecnologia, imprescindibile per molteplici getti a elevate prestazioni.
Il Master si sviluppa su quindici giornate suddivise per aree tematiche che ripercorrono quasi idealmente il flusso del metallo in fase di colata, e vuole dare tutti gli elementi tecnici per formare personale in grado di seguire l’intero processo di progettazione di uno stampo e delle sue attrezzature, fornendo sia basi teoriche che pratiche tramite quattro diverse giornate di esercitazioni su casi pratici seguiti nel loro intero sviluppo. Il Corso sarà attivato al raggiungimento del numero minimo di iscritti.
Coordinatori del Corso:
Angelo Citterio, Alessandro Garlet, Roberto Martina, Giulio Timelli
Quote di iscrizione: (da effettuarsi entro 20 giorni dalla data di inizio del modulo di interesse)
SINGOLO MODULO MASTER COMPLETO
Socio AIM
Euro 200,00*
Non Soci Euro 300,00*
Euro 1200,00*
Euro 1300,00*
* Le quote non sono soggette ad IVA ed includono la marca da bollo. Sono previsti sconti per le aziende che iscriveranno 3 o più dipendenti.
03/10/2025 > MODULO 0
Introduzione alla fonderia di pressocolata
Brescia c/o IDRA Group Srl e Meccanica Pi.Erre Srl
18-19/02/2026 e 04/03/2026 > MODULO 1
Industrializzazione del prodotto e progettazione
dello stampo
Da remoto via Zoom (18-19/02), Brescia (04/03)
18-19/03/2026 e 01/04/2026 > MODULO 2
La progettazione dello stampo con riferimento al Manuale della difettologia AIM
Da remoto via Zoom (18-19/03), Brescia (01/04)
15-16-29/04/2026 > MODULO 3
I difetti nei getti pressocolati con riferimento al Manuale della difettologia AIM
Da remoto via Zoom (15-16/04), Vicenza (29/04)
MAGGIO 2026 > MODULO 4
I materiali in pressocolata. Trattamenti termici degli stampi
Da remoto via Zoom
GIUGNO 2026 > MODULO 5
La tecnologia del vuoto e gli squeeze pins
Bergamo
GIUGNO 2026 > MODULO 6
Il processo di lubrificazione
LUGLIO 2026 > MODULO 7
Il sistema contenitore-pistone
Sarà presto disponibile il programma completo su www.aimnet.it
Per maggiori informazioni contattare:
Via F. Turati, 8 20121 Milano
Tel. +39 0276397770
e-mail: info@aimnet.it www.aimnet.it
10.36146/2025_10_28
S. Dettori, I. Matino, V. Colla, S. Cateni, M. Vannucci, C. Mocci, L. Vannini
Le acciaierie a ciclo integrale sono impianti energivori che hanno un notevole impatto ambientale. La loro richiesta interna di energia è caratterizzata da una grande diversificazione delle fonti energetiche, e questa richiesta può variare molto durante una singola giornata produttiva. Tuttavia, durante la produzione dell’acciaio sono recuperati ingenti quantità di gas di processo che, oltre a essere utilizzati per la produzione interna di calore, sono valorizzati per la produzione di elettricità e vapore. Ottimizzare la loro distribuzione richiede la previsione accurata dei flussi di energia e di risolvere in tempo reale complessi problemi di ottimizzazione. In questo contesto, la memoria presenta alcune metodologie utilizzate per lo sviluppo di un sistema di supporto alle decisioni basate su tecniche di machine learning, adatte alla predizione di consumi e produzioni di energia, e di tecniche di ottimizzazione lineare mista intera. Queste metodologie sono state applicate per l’ottimizzazione della distribuzione energetica in un impianto siderurgico reale con risultati promettenti.
Le industrie energivore stanno investendo cospicui sforzi per migliorare la sostenibilità dei loro processi produttivi, aumentando l’efficienza della trasformazione di energia e materiali, diminuendo gli sprechi di energia e migliorando la sincronizzazione dei processi nei grandi impianti. Il raggiungimento di questi obiettivi richiede un ulteriore passo in avanti verso la digitalizzazione dei sistemi di produzione [1] e il miglioramento degli strumenti di gestione e controllo dei processi attraverso strumenti avanzati di simulazione, ottimizzazione e di acquisizione e utilizzo dei dati. In questo contesto, i cosiddetti “gemelli digitali”, utilizzati nei sistemi di supporto alle decisioni (DSS) [2] possono svolgere un ruolo chiave, stabilendo una comunicazione attiva con i sistemi fisici che rappresentano. Inoltre, l’interazione tra gemello digitale e processo permette di adattare e migliorare l’accuratezza della loro rappresentazione numerica attraverso l’addestramento continuo dei modelli. Se questi, per esempio, sono basati su reti neurali, beneficiano di meccanismi di addestramento automatico ad apprendimento continuo [3]. Negli ultimi anni, anche l’industria siderurgica ha adottato più fre-
Stefano Dettori, Ismael Matino, Valentina Colla, Silvia Cateni, Marco Vannucci, Claudio Mocci, Lorenzo Vannini
Scuola Superiore “Sant’Anna” TeCIP, Pisa, Italy
quentemente tali metodologie per diminuire i propri impatti economici e ambientali, in un mercato delle risorse e dell’energia in continua evoluzione. In questo contesto, le acciaierie a ciclo integrale stanno migliorando la loro flessibilità produttiva e la loro sostenibilità, per esempio, migliorando i sistemi di gestione delle reti energetiche e dei processi connessi attraverso la digitalizzazione [4].
Le acciaierie a ciclo integrale soddisfano parzialmente il proprio fabbisogno energetico attraverso la valorizzazione dei gas di processo (POG) prodotti principalmente nelle cokerie, negli altiforni (BF) e nei convertitori (BOF). Questi gas vengono utilizzati principalmente per la produzione di elettricità nella centrale elettrica interna (PP), per la produzione di vapore o per la produzione di calore. Tuttavia, questi gas sono caratterizzati da una produzione discontinua (in particolare il gas del convertitore, BOFG), con composizione e potere calorifico netto (NCV) variabili nel tempo. La distribuzione dei POG si sviluppa attraverso grandi reti, la cui gestione è un compito impegnativo per gli operatori di processo, a causa della difficoltà di sincronizzare i vari processi produttori e consumatori, che portano spesso a situazioni in cui è necessario gestire l’eccesso o la carenza di gas attraverso torce, gasometri o l’utilizzo di Gas naturale (NG) da fonti esterne. Inoltre, la domanda interna di energia è difficile da prevedere, se non attraverso metodi di modellazione avanzati che fanno un uso massiccio dei dati degli impianti. I consumi interni di gas devono essere costantemente sincronizzati e compensati da sistemi di controllo avanzati, poiché le metodologie e gli approcci di gestione tradizionali usati dagli operatori non consentono di ottimizzare il loro comportamento. Questi problemi possono essere gestiti efficacemente attraverso l’utilizzo di DSS intelligenti, che devono essere progettati sul caso specifico. Tuttavia, lo sviluppo di tali software custom può diventare oneroso e, per livellarne il costo, è necessario l’utilizzo di metodologie e librerie open-source stabili e affidabili. In letteratura sono riportati diversi studi e metodologie che possono essere utilizzati per lo sviluppo del DSS. I gemelli digitali per la predizione dei flussi energetici sono tipicamente sviluppati attraverso approcci di Machine Learning (ML) [5], mentre le metodologie di controllo sono spesso basate sulla programmazione lineare [6], o sulla programmazione lineare mista intera (MILP), per ottimiz-
zare gli aspetti economici e le emissioni di CO2. La MILP è la formulazione più frequente in questo contesto, poiché consente di considerare il comportamento booleano o intero di alcuni processi, per esempio le modalità di funzionamento delle apparecchiature e le condizioni di accensione e spegnimento [7]. In generale, molti lavori propongono approcci offline per le analisi di scenario o forniscono formulazioni utili per il controllo online, descrivendo strategie di ottimizzazione con orizzonti di previsione fino a 60-90 minuti che tuttavia trascurano importanti aspetti dinamici dei POG, delle reti di vapore e delle apparecchiature coinvolte. In letteratura, nessun approccio sembra davvero esser stato utilizzato per lo sviluppo di DSS da utilizzarsi in tempo reale.
Con lo scopo di superare le limitazioni menzionate, in questo articolo presentiamo le principali metodologie utilizzate per lo sviluppo di un prototipo di DSS per il monitoraggio e l’ottimizzazione della distribuzione dei gas di processo e dei flussi energetici in acciaierie a ciclo integrato. Sono stati sviluppati un’architettura e un software di uso generale, poi adattati al caso di studio di ArcelorMittal Bremen, implementando strumenti per la creazione di un gemello digitale, interfacce grafiche utente (GUI) e metodi di ottimizzazione.
Le acciaierie a ciclo integrato distribuiscono i POG attraverso reti grandi e complesse. Le reti dei POG includono tipicamente una serie di apparecchiature per il controllo della pressione lungo le tubazioni e per la miscelazione quando l’impianto utilizzatore ha bisogno di volumi e NCV entro specifici intervalli operativi. Nel caso studio dell’acciaieria ArcelorMittal Bremen (schematizzata nella figura 1), i POG sono il BFG e il BOFG, in quanto il COG non è disponibile poiché l’impianto importa il coke da fonti esterne. Entrambe le reti gas sono dotate di gasometri e torce per gestire eccedenze o carenze di gas. I gasometri di fatto sono il principale limite del sistema, in quanto hanno vincoli stringenti sul livello di gas. Il BOFG viene usato principalmente nei forni per semilavorati (WBF), in una miscela con NG, oppure viene parzialmente trasferito alla rete BFG, per sfruttarne l’eccesso nella PP. Il BFG viene consumato nella PP, e parzialmente sfruttato nei cowpers (circa il 25% del BFG totale) e in volumi minori in
altri processi. La PP consuma una miscela di BFG e NG (e occasionalmente BOFG) quando il suo potere calorifico è insufficiente. I suoi vincoli operativi limitano la potenza massima erogabile, la variazione di potenza erogata, i flussi di gas e il NCV del mix di gas usato. La rete vapore è alimentata principalmente dal vapore prodotto tramite il recupero del calore del BOFG, caratterizzato da un andamento discontinuo gestito attraverso specifici accumulatori. La produzione di vapore viene inoltre integrata attraverso l’utilizzo di caldaie ausiliarie per stabilizzare la pressione in rete e coprire le richieste aggiuntive degli uti-
lizzatori. L’eccesso di vapore viene gestito attraverso un condensatore. Tramite un sistema di scambiatori di calore e condutture, è possibile inoltre alimentare la rete vapore tramite la PP o invertire il flusso per utilizzare il calore in eccesso nella caldaia della centrale. Nella rete del vapore, i vincoli principali riguardano i limiti di pressione nell’accumulatore e nelle condutture, le modalità di funzionamento delle caldaie ausiliarie in termini di potenza termica minima e massima e di produzione di portata massica.
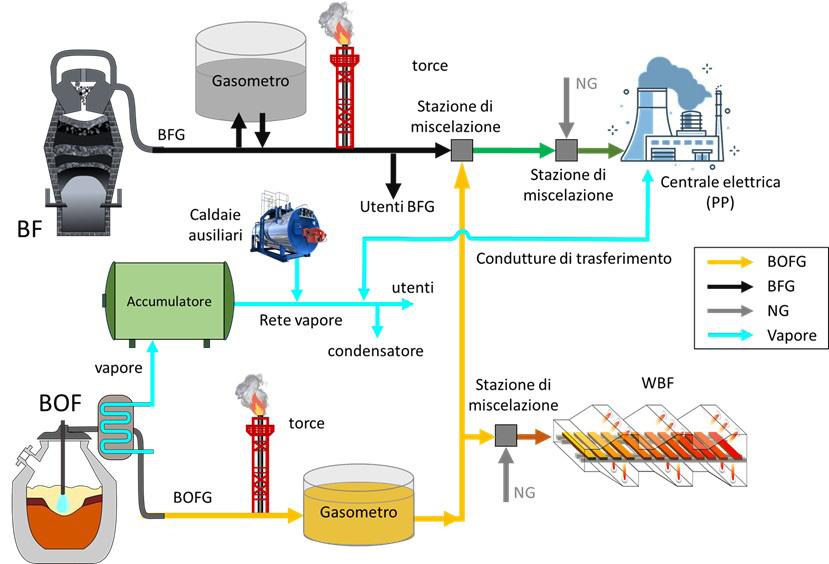
Fig.1 - Rappresentazione delle reti di distribuzione di gas di processo e vapore ad ArcelorMittal Brema / Schematic representation of the process off-gases and steam distribution networks at ArcelorMittal Bremen.
IL SISTEMA DI SUPPORTO ALLE DECISIONI
All’interno del progetto “Steam and gas networks revamping for the steelworks of the future – Smarter”, co-finanziato dal Research Fund for Coal and Steel (RFCS) della comunità europea, è stato sviluppato un DSS che ha il compito di:
• sincronizzare lo sfruttamento e la distribuzione dell’energia attraverso un controllo ottimizzato della schedulazione della PP e della generazione di vapore;
• stabilizzare il livello dei gasometri, evitando i limiti di livello superiore e inferiore, e stabilizzare la pressione del vapore nelle tubazioni, evitando brusche variazio-
ni dei setpoint delle apparecchiature;
• minimizzare l’impatto ambientale, evitando gli sprechi di energia nelle torce nel condensatore di vapore, e quelli economici, considerando i prezzi attuali dei mezzi energetici e trovando la migliore distribuzione dei POG agli impianti interni;
• monitorare lo stato attuale delle reti energetiche da una prospettiva globale, prevedere i principali flussi di energia e tracciare i principali indicatori di prestazione (KPI).
Il DSS sviluppato include un insieme di strumenti e architetture software: (I) un database (DB) e un sistema di co-
municazione; (II) un gemello digitale atto alla rappresentazione di flussi e fabbisogni energetici dell’acciaieria, (III) un framework per l’ottimizzazione e (IV) una serie di interfacce grafiche utente (GUI). In dettaglio, un DB Oracle e un sistema di comunicazione raccolgono e distribuiscono i principali dati dei processi più energivori. L’attuale elenco delle misure usate nel DSS comprende circa 800 punti di misura e la schedulazione dei processi principali. Questi dati vengono sfruttati per monitorare e stimare lo stato attuale del sistema e per prevedere le produzioni future e la domanda di energia, in termini di elettricità, calore, vapore e gas. Il DB inoltre permette di raccogliere i risultati delle previsioni e delle simulazioni del gemello digitale e del sistema di ottimizzazione, supportando inoltre il funzionamento del software, definendo i collegamenti tra i modelli inclusi nel gemello digitale, le relazioni input-output di ciascun modello e le trasformazioni sui dati. Il sistema di comunicazione di ArcelorMittal Bremen è gestito dal framework interno ProDiss, in grado di fornire endpoint per vari protocolli di trasferimento dati, tra cui TCP/IP e REST (http). Questo sistema fornisce un webservice per gestire le richieste di dati in entrata dai moduli di calcolo in modo flessibile e resiliente e consente di raccogliere i dati di tutti gli impianti e processi e di distribuirli dal DSS, dal DB e dai centri dati aggiuntivi. Il software del DSS è composto da tre moduli principali

scritti in linguaggio C#: un’applicazione server, un’applicazione che implementa il gemello digitale e un’applicazione viewer per la visualizzazione dei dati. L’applicazione server gestisce la comunicazione, le query al DB, invia e riceve dati da/verso gli altri moduli, memorizza i risultati nella macchina locale e li invia al sistema ProDiss. L’applicazione del gemello digitale, mostrata in figura 2a, include un insieme di modelli e architetture di modellazione che permettono di prevedere i principali flussi energetici e di simulare il funzionamento delle apparecchiature di trasformazione dell’energia coinvolte. L’applicazione del gemello digitale consente di configurare e addestrare i modelli e di simularli. Il modulo fornisce anche un framework di ottimizzazione basato su Google Or-tools per formulare e calcolare la strategia ottimale di distribuzione dell’energia. Inoltre, fornisce un framework basato su webservice per dialogare con modelli esterni sviluppati con linguaggi aggiuntivi (per esempio Python). L’applicazione viewer mostra i dati dell’impianto, i risultati delle previsioni e le strategie di controllo ottimizzate. Mostra anche gli indicatori di prestazione (KPI) mensili passati e attuali di ciascuna rete energetica. La relativa interfaccia grafica utente (GUI) è illustrata nella figura 2b, che consente di categorizzare e monitorare i dati relativi a ciascuna rete energetica e di interagire con i grafici.
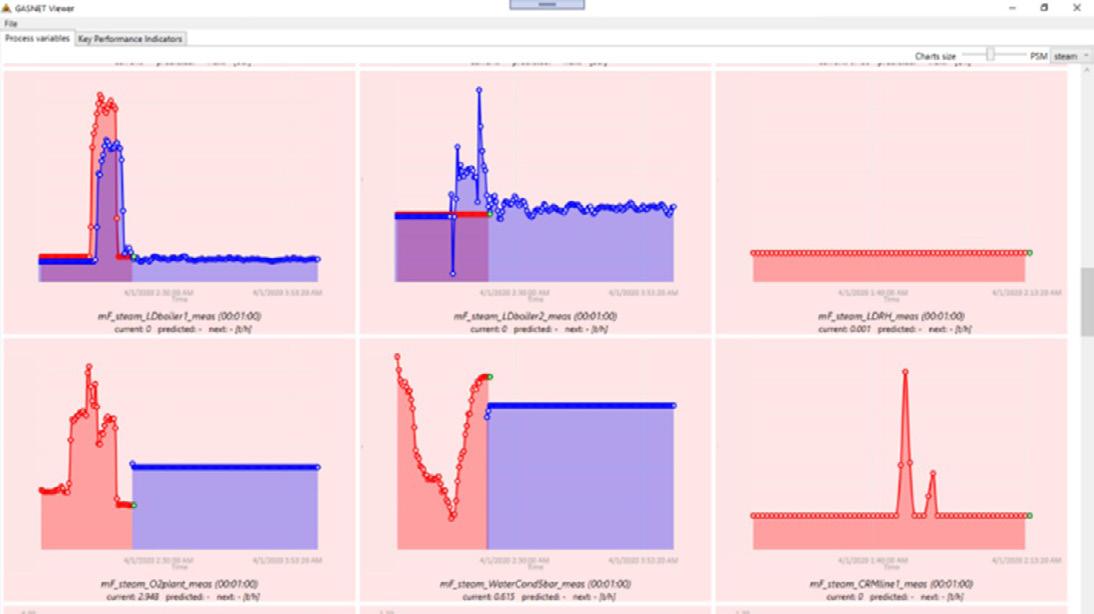
Fig.2 - Interfaccia grafica del gemello digitale (a) e del visualizzatore dati (b) / Graphical user interface of the digital twin (a) and the data viewer (b).
DESCRIZIONE DEL GEMELLO DIGITALE
Il cuore del DSS è un gemello digitale progettato per descrivere i flussi energetici dell’acciaieria nel suo complesso, focalizzandosi sugli aspetti dinamici delle reti e sui comportamenti delle apparecchiature di trasformazione dell’energia. Prevede il consumo e la produzione interna non controllabile di POG, calore, elettricità e vapore che agiscono sulle reti come disturbi, e simula il comportamento delle apparecchiature di stoccaggio e trasformazione, come i gasometri, caldaie ausiliarie, accumulatori, torce e la PP. Dal punto di vista del controllo, questi si trovano all’interno dell’anello di controllo. I disturbi citati sono predetti per un orizzonte temporale di 2 ore in avanti, a partire dalle principali misure di ogni spe-
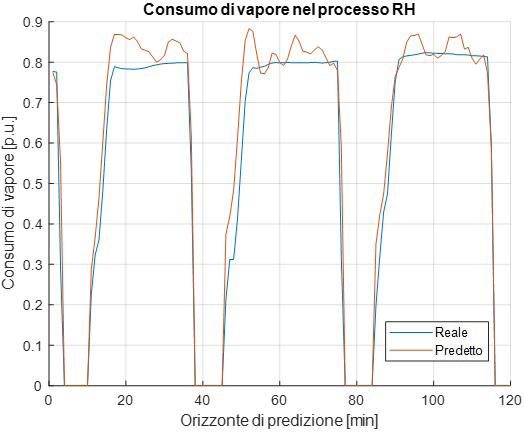
cifico processo e la sua schedulazione dettagliata. Il tempo di campionamento delle misure è pari a 1 minuto per il vapore e la potenza termica, 5 minuti per i flussi POG e di 15 minuti per l’elettricità. Le metodologie di modellazione utilizzano architetture ML e deep learning, con l’obiettivo di bilanciare la complessità computazionale e le esigenze di accuratezza. Per questo motivo, le DESN [8] sono state particolarmente efficaci, per la loro rapidità di addestramento e l’accuratezza. Questa caratteristica consente di implementare procedure di apprendimento continuo, adattando il modello quando le sue prestazioni decrescono al di sotto di una determinata soglia.
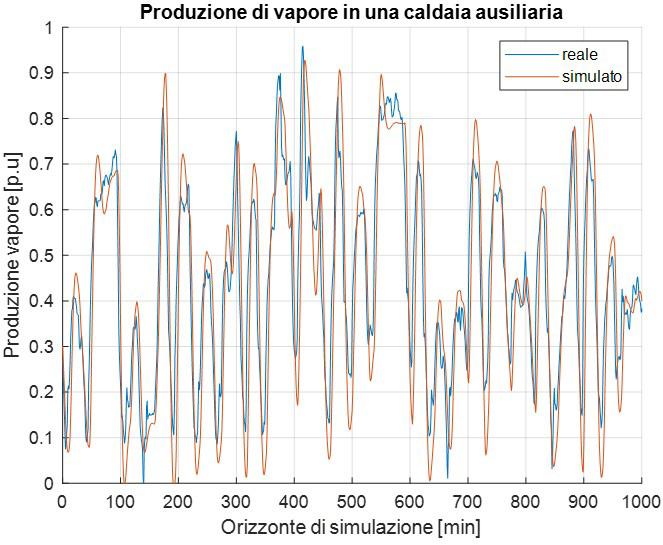
Fig.3 - Esempi di simulazione e predizione del gemello digitale; (a) consumo di vapore nel processo RH, (b) produzione di vapore in una caldaia ausiliaria / Examples of simulation and forecast of the digital twin. (a) steam consumption in the RH process, (b) steam production in an auxiliary boiler.
Le Gaussian Mixture Regression e le reti neurali Feed Forward si sono rivelate le più accurate per la previsione dei flussi di energia elettrica. Alcuni dei risultati ottenuti sono disponibili in [9]. Per i processi controllabili, sono state usate metodologie basate sull’identificazione dei sistemi (modelli a spazio di stato, modelli auto-regressivi lineari) che permettono di rappresentare la dinamica dei sistemi controllati con errori inferiori al 4% in termini di errore assoluto medio percentuale all’interno dei confini operativi. Inoltre, l’approccio lineare permette di semplificare notevolmente l’architettura di controllo. La figura 3
mostra rispettivamente un esempio di previsione di consumo di vapore nel processo di degasaggio (RH) e la simulazione del modello di una caldaia ausiliaria (valori reali in blu, valori simulati/predetti in rosso).
La sincronizzazione dei processi di produzione e consumo di energia all’interno di acciaierie è in generale un compito complesso. Richiede una conoscenza accurata di tutti i futuri flussi di energia distribuiti nel tempo, e soprattutto richiede il coordinamento della produzione
di impianti che sono spazialmente anche molto distanti tra loro. Questo compito viene solitamente gestito dagli operatori di processo e dai gestori degli impianti in modo locale, per ottimizzare il più possibile l’uso delle risorse nelle singole sottoreti, considerando gli scambi di energia e le interazioni reciproche attraverso euristiche di controllo o best practice apprese con l’esperienza. Tuttavia, un’ottimizzazione globale va oltre le capacità degli operatori e richiede l’uso di DSS personalizzati. Nel contesto delle acciaierie a ciclo integrale, il problema di ottimizzazione può essere efficacemente approssimato con MILP come spesso è stato presentato in letteratura [10]. Questa formulazione permette di descrivere il funzionamento dinamico e le logiche di controllo delle apparecchiature e dei sistemi complessi. All’interno del progetto SMARTER è stato sviluppato un sistema di controllo rappresentato nella figura 4. Il sistema calcola la strategia di controllo manipolando: (I) nella rete BFG (che include il PP come principale impianto di trasformazione), i consumi di BFG, BOFG e NG nella PP e il consumo di BFG nelle torce; (II)
nella rete vapore, il consumo di gas nelle caldaie ausiliarie, la portata massica di vapore nel condensatore, il trasferimento di calore tra la rete del vapore e la PP. La struttura matematica del problema di ottimizzazione implementa un approccio di tipo Economic Hybrid Distributed Model Predictive Control che include un insieme di vincoli per descrivere le dinamiche principali, il principio di conservazione della massa/energia in ogni rete, i vincoli principali dei processi di trasformazione e una funzione obiettivo che considera i costi economici globali dell’acciaieria e l’impatto ambientale. L’approccio distribuito permette di avere controllori/agenti multipli che collaborano tra di loro per la soluzione di un problema complesso in tempo reale. Ciascuna rete è ottimizzata dal proprio controllore, che implementa una formulazione MILP. L’impatto ambientale è formulato considerando gli sprechi di energia nelle torce o la condensazione del vapore nel condensatore. I dettagli sono riportati nell’articolo [11].
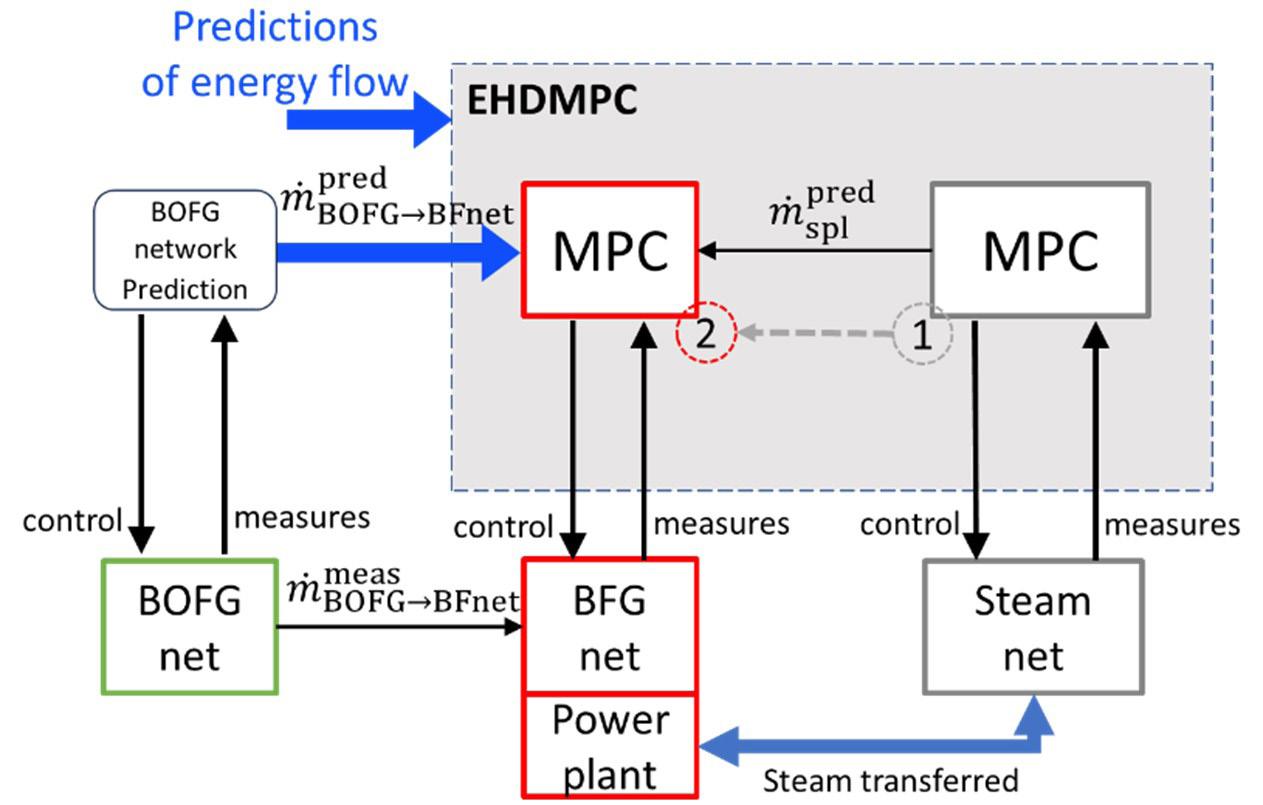
Fig.4 - Schema del sistema di controllo e ottimizzazione / Scheme of the control/optimization system.
Durante la fase di prototipazione, il sistema di controllo è stato simulato in anello chiuso per valutare i potenziali benefici economici e ambientali dell’approccio proposto. I risultati della simulazione sono molto promettenti, e mostrano un potenziale risparmio di costi energetici di circa il 41% per la parte di energia controllabile, attraverso uno sfruttamento intelligente dell’eccesso di POG, evitando l’uso di torce, diminuito di circa il 96,9%. La sincronizzazione delle caldaie au-
siliarie con le esigenze interne consente di ridurre potenzialmente la condensazione del vapore nel condensatore di circa il 50%. Lo sfruttamento efficiente dei POG consente di ridurre i costi di acquisto di NG (nelle apparecchiature controllabili) di circa il 27,5%, con una riduzione proporzionale delle emissioni di CO2. Lo stato corrente dei lavori sul DSS si concentra sul test del controllore della rete di vapore sul campo per valutare i reali risparmi sulla gestione e sull’impatto ambientale.
In questa memoria viene presentato un approccio allo sviluppo di un sistema di supporto alle decisioni per operatori di processo e i responsabili di impianto, con lo scopo di ottimizzare i flussi energetici nelle acciaierie a ciclo integrale. Il software comprende un gemello digitale dell’acciaieria che permette di prevedere e simulare i principali flussi energetici in termini di elettricità, vapore, gas di processo e potenza termica richiesta dai principali processi. Il gemello digitale, sviluppato attraverso tecniche di machine learning e d’identificazione dei sistemi, interagisce con un sistema di controllo il cui scopo è calcolare dei setpoint per la sincronizzazione dei principali sistemi manipolabili, con l’obiettivo di minimizzare i costi di gestione, gli sprechi energetici e l’impatto ambientale. Il sistema è in fase di sperimentazione nell’acciaieria ArcelorMittal Bremen. I risultati ottenuti durante la campagna di simulazione mostrano che la strategia di controllo suggerita dal software può ridurre l’impatto economico del 41% per la frazione controllabile dei flussi energetici, sfruttando in modo efficiente i gas di processo e il vapore, grazie a una so-
stanziale riduzione degli sprechi energetici. Inoltre, la frazione controllabile del consumo di gas naturale potrebbe essere ridotta del 27,5%. Il lavoro è attualmente focalizzato sui test in campo e sul tuning dei parametri dei sistemi di controllo.
Il lavoro descritto nel presente lavoro è stato sviluppato nell’ambito del progetto dal titolo “Steam and gas net-works revamping for the steelworks of the future” (SMARTER GA 101034060), co-finanziato dall’Unione europea tramite il Research Fund for Coal and Steel (RFCS), che gli Autori ringraziano. La responsabilità esclusiva delle questioni trattate nel presente lavoro è degli autori; l’Unione non è responsabile per l’uso che può essere fatto delle informazioni ivi contenute.
[1] M. Kaniappan Chinnathai, B. Alkan. A digital life-cycle management framework for sustainable smart manufacturing in energy intensive industries. J Clean Prod. 2023;138259. doi: 10.1016/j.jclepro.2023.138259
[2] E. van der Horn, S. Mahadevan. Digital Twin: Generalization, characterization and implementation. Decision Support Systems. 2021 Jun;113524. doi: 10.1016/j.dss.2021.113524
[3] R. Hadsell, D. Rao, A. A. Rusu, R. Pascanu. Embracing Change: Continual Learning in Deep Neural Networks. Trends Cogn Sci. 2020; (12):1028–40. doi: 10.1016/j.tics.2020.09.004
[4] T. A. Branca, B. Fornai, V. Colla, M. M. Murri, E. Streppa, A. J. Schröder. The Challenge of Digitalization in the Steel Sector. Metals. 2020; (2):288. doi: 10.3390/met10020288
[5] I. Matino, S. Dettori, V. Colla, V. Weber, S. Salame. Two innovative modelling approaches in order to forecast consumption of blast furnace gas by hot blast stoves. Energy Procedia. 2019;4043–8. doi: 10.1016/j.egypro.2019.01.834
[6] Zhang K., Zheng Z., Feng L., Su J., Li H. A byproduct gas distribution model for production users considering calorific value fluctuation and supply patterns in steel plants. Alexandria Engineering Journal. 2023;821–34. doi: 10.1016/j.aej.2023.06.063
[7] J. G. C. Pena, V. B. de Oliveira, J. L. F. Salles. Optimal scheduling of a by-product gas supply system in the iron and steel-making process under uncertainties. Comput Chem Eng. 2019;351–64. doi: 10.1016/j.compchemeng.2019.01.025
[8] C. Gallicchio, A. Micheli, L. Pedrelli. Design of deep echo state networks. Neural Networks. 2018; 33-47. doi: 10.1016/j. neunet.2018.08.002
[9] S. Dettori, I. Matino, V. Colla, R. Speets. A Deep Learning-based approach for forecasting off-gas production and consumption in the blast furnace. Neural Comput Appl. 2021;(2):911–23. doi: 10.1007/s00521-021-05984-x
[10] S. Dettori, I. Matino, V. Iannino, V. Colla, A. Hauser, P. Wolf-Zöllner, et al. Optimizing methane and methanol production from integrated steelworks process off-gases through economic hybrid model predictive control. IFAC Pap OnLine. 2022;(2):66–71. doi: 10.1016/j.ifacol.2022.04.171
[11] S. Dettori, I. Matino, V. Colla, A. Wolff, M. Neuer, V. Baric, et al. Optimizing integrated steelworks process off-gas distribution through Economic Hybrid Model Predictive Control and Echo State Networks. IFAC Pap OnLine. 2022;(40):301–6. doi: 10.1016/j. ifacol.2023.01.089
Integrated steelworks are energy-intensive facilities that also have a significant environmental impact. Their internal energy demand is characterized by a large diversification of energy sources, and this demand can vary widely during a single production day. However, during steel production, large amounts of process gases are recovered which, besides being used for the internal heat production, are valorized for producing electricity and steam in the power plant. Optimizing their distribution requires accurate forecasting of energy flows and solving complex real-time optimization problems. In this context, this paper presents some methodologies used for developing a decision support system based on machine learning techniques, suitable for the prediction of energy consumption and production, and linear mixed integer optimization techniques. These methodologies have been applied for the optimization of energy distribution in a real steel plant with promising results.
KEYWORDS: ENERGY OPTIMIZATION, OFF-GAS MANAGEMENT, STEAM NETWORKS, ARTIFICIAL INTELLIGENCE;
10.36146/2025_10_36
N. Zacchetti, S. Zanlucchi, G. Jochler
La sostituzione parziale o totale del gas naturale (GN) con idrogeno, come combustibile per i forni di riscaldo e trattamento termico dell’acciaio, ha come effetto una variazione della composizione chimica dell’atmosfera nel forno, senza o con minore % di CO2 e un aumento della % di H2O. Il maggiore contenuto di vapore acqueo può modificare la cinetica di ossidazione dell’acciaio e influenzare la morfologia della scaglia. La cinetica di ossidazione e le caratteristiche della scaglia, per diversi gradi di acciaio, sono state studiate mediante TGA (analisi termo-gravimetrica) a 1200°C, 1050°C e 900°C in atmosfere che simulano le condizioni di funzionamento del bruciatore con combustione al 100% di GN (preso come riferimento) o combustione al 100% di H2, seguita da un’indagine mediante SEM con analisi EDS. I risultati mostrano un aumento generale della crescita della scaglia per l’intervallo di temperature più elevato, con differenze tra i gradi di acciaio in base alla presenza di alcuni elementi di lega che influiscono in alcuni casi sull’interfaccia metallo/ ossido.
PAROLE CHIAVE: IDROGENO, FORNI A COMBUSTIONE, ACCIAI, CINETICA DI OSSIDAZIONE, TGA;
INTRODUZIONE
La riduzione delle emissioni in atmosfera di CO2, dovuto alla combustione di gas naturale (GN) e aria nei forni industriali di riscaldo e di trattamento termico dell’acciaio, è un tema di grande interesse in relazione al target di riduzione del 80 - 95% di tali emissioni entro il 2050 (Green Deal on Steel). L’utilizzo della tecnologia ibrida (GN e H2) nell’industria siderurgica risulta essere uno dei percorsi più fattibili e promettenti per il raggiungimento di tale obiettivo di riduzione delle emissioni di CO2 Attualmente, i combustibili fossili sono normalmente sostituiti dall’idrogeno nei processi a monte della produzione dell’acciaio, ossia nell’altoforno e nel processo Direct Reduction Iron, oppure a valle nelle linee di finitura. L’utilizzo dell’idrogeno in sostituzione parziale o completa del GN nei forni a combustione è pertanto un passo innovativo e di fondamentale importanza. Tuttavia, il presupposto necessario per utilizzare l’idrogeno nei forni di riscaldo e nei forni per trattamenti termici è quello di garantire lo stesso livello di qualità superficiale del prodotto ottenuto con le attuali atmosfere e sistemi di combustione1
Nicoletta Zacchetti, Silvia Zanlucchi, Guido Jochler
RINA Consulting - CSM S.p.A.
A tale riguardo, nell’ambito del Progetto finanziato Horizon Europe HyTecHeat, si intende quantificare la variazione della cinetica di ossidazione di diverse tipologie di acciaio (al carbonio e inossidabile) al variare del rapporto di combustione GN/H2 (fino al 100%) a diverse temperature, verificare la descagliabilità dell’acciaio e infine esaminare il possibile effetto della sostituzione dell’idrogeno con GN sulla qualità superficiale del prodotto. In questo lavoro sono presentati alcuni risultati ottenuti dalle prove di ossidazione isoterme TGA a temperature tra 1200°C a 900°C in due atmosfere: quella che simula la sostituzione totale del metano con H2 e l’altra, per confronto, l’atmosfera di riferimento con solo metano, per definire la differenza nella cinetica di formazione della scaglia d’ossi-
do per quattro diverse tipologie d’acciaio e le caratteristiche mediante indagine metallografica al SEM.
MATERIALI E METODI
Lo studio è stato condotto utilizzando quattro diversi acciai forniti da Tenaris Dalmine: un acciaio al carbonio per line-pipe, un acciaio al carbonio per OCTG casing, un acciaio legato ferritico e un acciaio alto legato per power generation, le cui composizioni sono riportate nella tabella 1. I campioni sono stati ricavati da porzioni di tubo laminato a caldo; sono stati tagliati in parallelepipedi di dimensioni 35x25x4 mm3, rettificati e lucidati fino alla grana 1000. Prima dei test di ossidazione sono stati puliti in etanolo e asciugati all’aria.
Tab.1 - Composizione nominale degli acciai (%peso) / Nominal composition of the steels (wt%).
Composizione chimica (peso%)
Grado acciaio
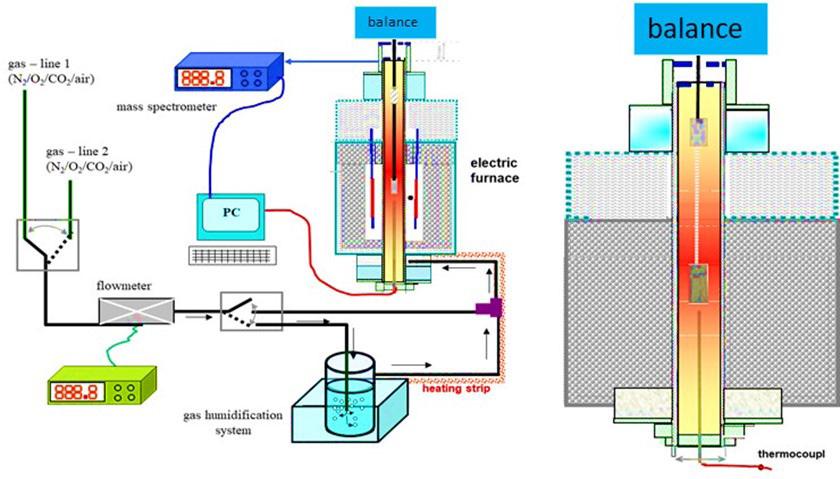
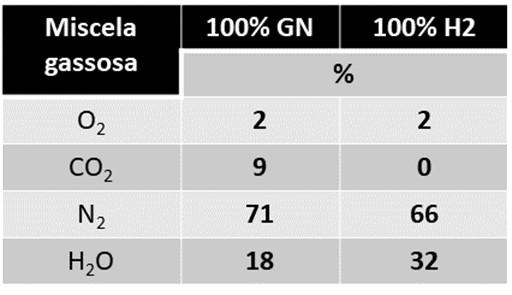
Fig.1 - a) Schema dell’apparato sperimentale TGA; b) composizione delle atmosfere / a) Schematic drawing of the TGA experimental apparatus; b) composition of the atmospheres. a b
Dopo i test TGA nelle due atmosfere con diverso contenuto di H2O, i campioni sono stati inglobati in resina e lucidati per essere analizzati in sezione mediante microscopio elettronico a scansione (SEM) con microanalisi EDS e confrontati per determinare eventuali variazioni delle caratteristiche della scaglia, in termini di spessore, porosità, morfologia e composizione dell’interfaccia acciaio/ ossido.
In figura 2 sono riportati i risultati delle prove isoterme TGA a 900°C, 1050°C e 1200°C condotte nelle miscele di fumi di combustione del GN e aria (2%O2, 9%CO2, 18%H2O, N2) e di fumi di combustione dell’H2 e aria (2%O2, 32%H2O, N2), assieme alle immagini SEM (a basso ingrandimento) della scaglia d’ossido formatasi dopo 120 minuti a 1200°C nelle due atmosfere. Le curve di aumento in peso per unità di superficie (mg/cm2) verso il tempo vengono interpretate in base alle possibili cinetiche di ossidazione. Tipicamente la cinetica di ossidazione lineare si verifica quando non è presente uno strato di ossido sull’acciaio, o è piuttosto sottile o non aderente né compatto. In questo caso, l’ossidazione è controllata dalla velocità con cui le specie ossidanti vengono trasportate dalla fase gas-
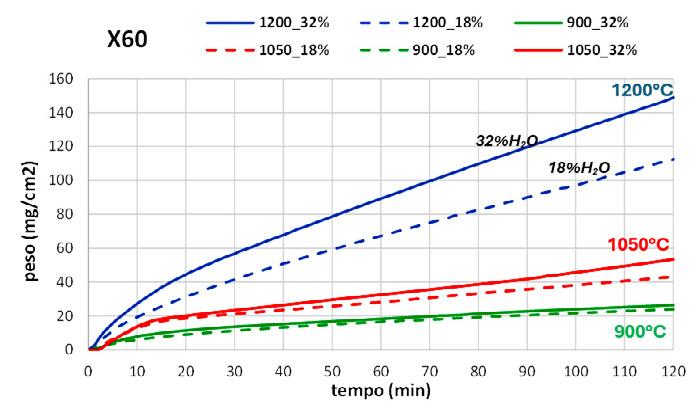
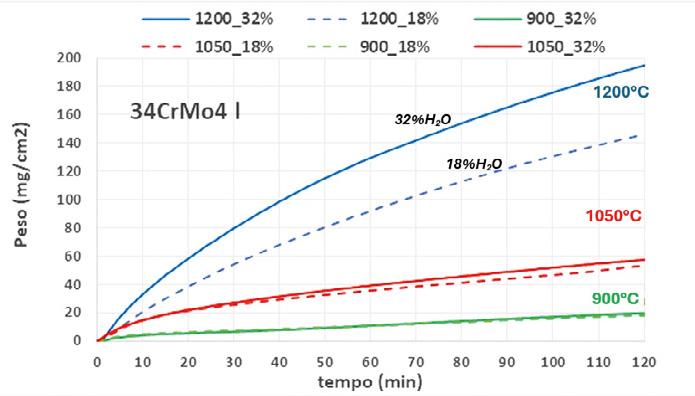
sosa alla superficie dell’acciaio attraverso lo strato limite. Una volta che si forma un ossido aderente e compatto e si ispessisce, la velocità di ossidazione viene controllata dalla diffusione delle specie reagenti attraverso le scaglie di ossido in via di sviluppo secondo una cinetica di ossidazione parabolica che diminuisce con l’aumentare dello spessore dell’ossido. La velocità mista lineare-parabolica considera sia la velocità lineare sia quella parabolica una dopo l’altra.
La velocità di crescita della scaglia di ossido per i quattro gradi acciaio nelle diverse condizioni ossidanti (tre temperature e due atmosfere) sembra essere quella mista lineare-parabolica, anche se in alcuni casi la fase lineare iniziale è molto breve e/o nelle ultime fasi dell’ossidazione mostra una leggera deviazione da una curva parabolica, indicando che la scaglia di ossido presumibilmente forma cricche e/o pori e quindi sembra essere relativamente meno protettiva.
–18% H2O
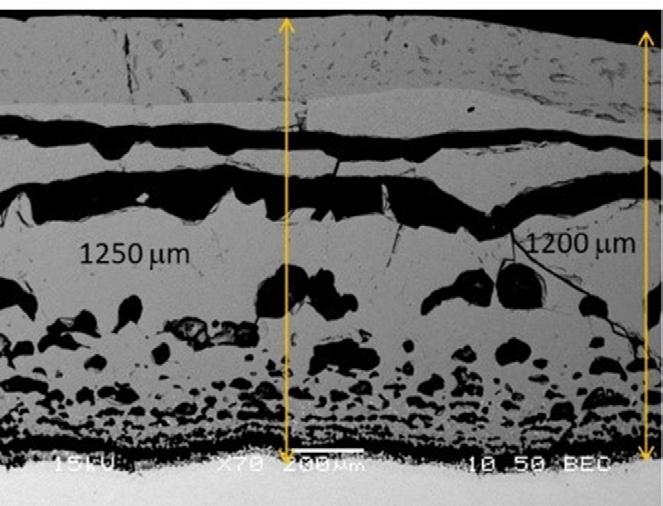
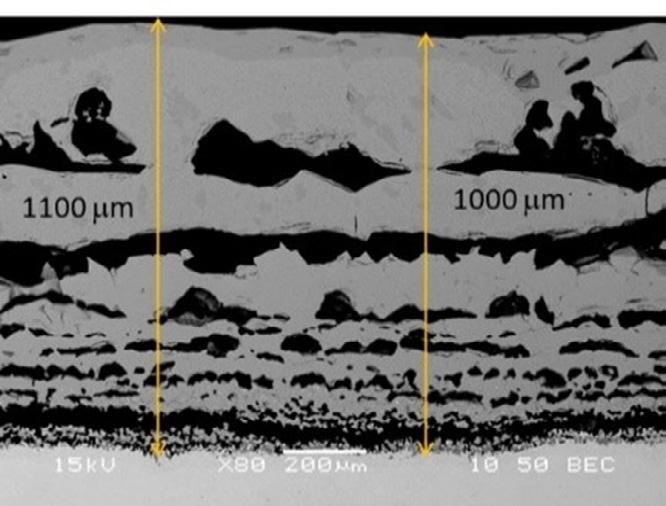
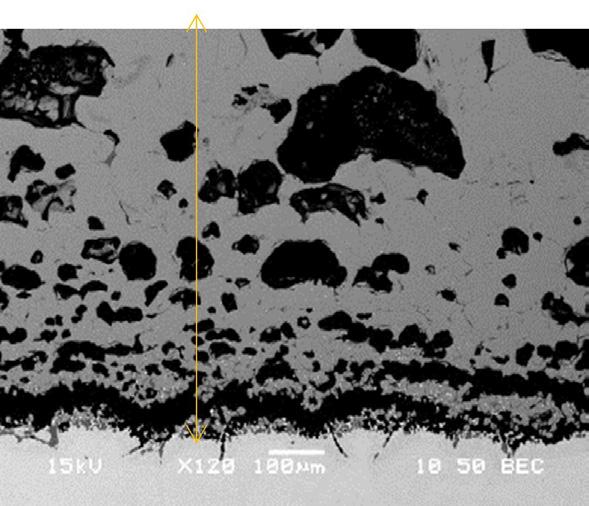
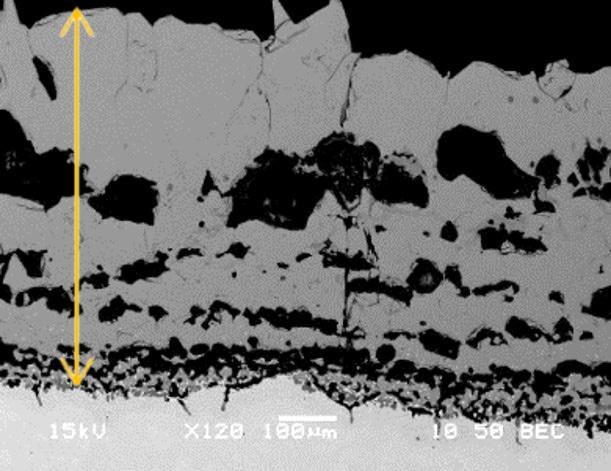
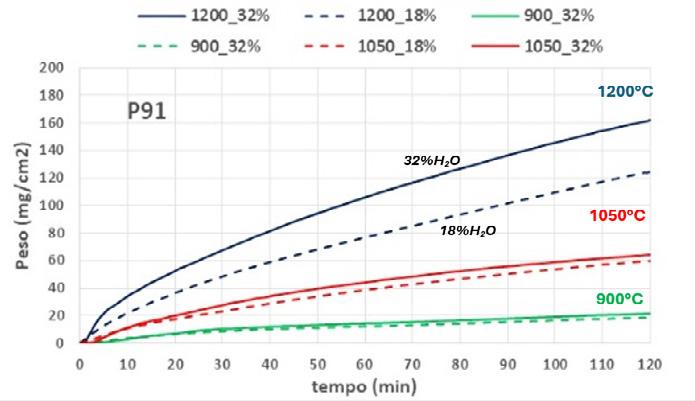
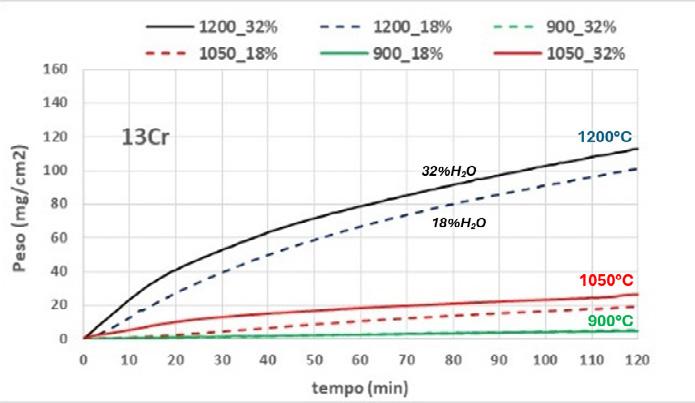
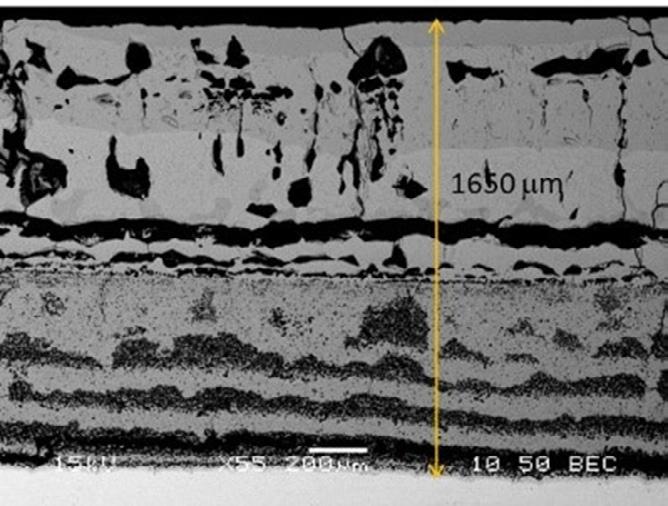
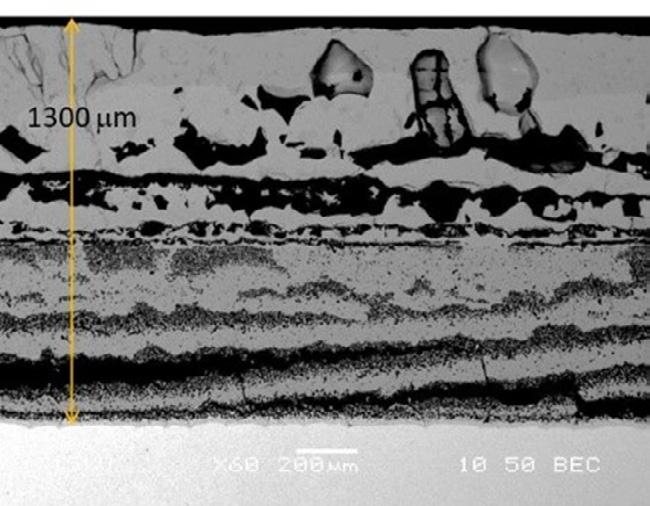
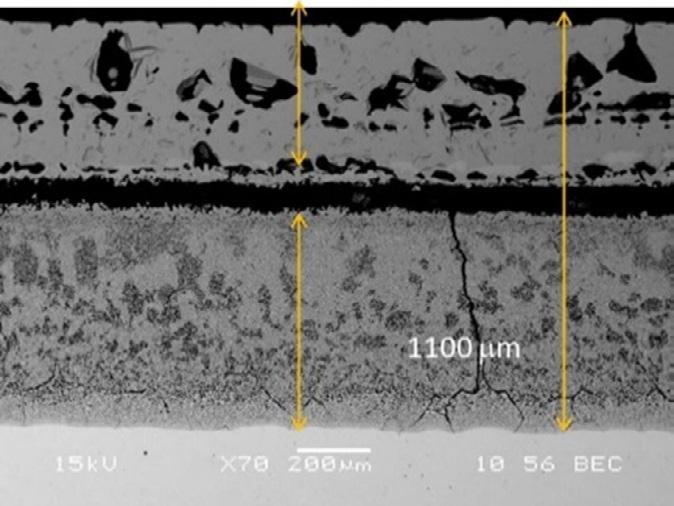
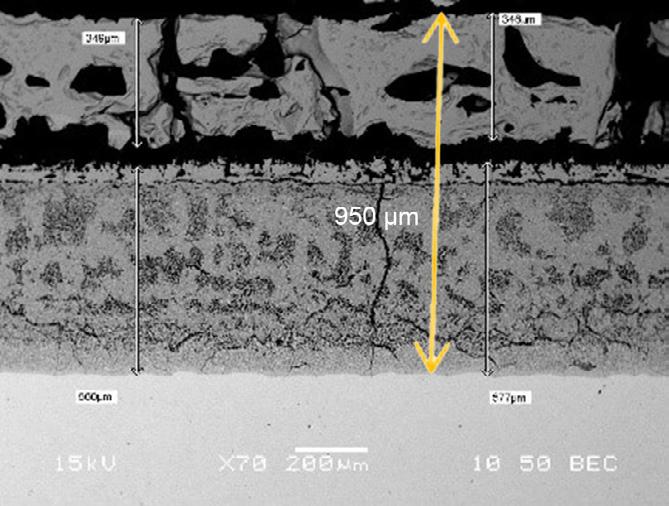
Fig.2 - a) Curve TGA (mg/cm2) degli acciai e immagini SEM dei campioni ossidati a 1200°C in atmosfera con b) 32%H2O e c) 18%H2O / a) TGA curves (mg/cm2) of steels and SEM images of oxidised samples at 1200°C in atmospheres containing b) 32%H2O and c) 18%H2O.
Tutti gli acciai mostrano un aumento della cinetica di ossidazione con l’aumentare del contenuto di vapore acqueo nell’atmosfera di combustione. Alla temperatura massima di 1200°C l’aumento varia tra il 20 e il 30%, a eccezione dell’acciaio 13Cr che mostra un aumento minore intorno al 10%, alla temperatura di 1050°C l’aumento varia tra il 5% e il 15%, mentre alla temperatura di 900°C non sono state rilevate differenze significative.
La cinetica di ossidazione dipende, oltre che dalla tem-
peratura e dall’ambiente ossidante, anche dalla natura dell’ossido che si va formando, la sua aderenza, la formazione dei pori, la formazione di un ossido volatile, ecc. Gli acciai inossidabili e in generale gli acciai con alto tenore di Cr, in atmosfere contenenti ossigeno e vapore acqueo, formano nella fase iniziale dell’ossidazione una scaglia di Cr2O3 che, però, a temperature superiore o uguale 1050°C sviluppano invece una specie volatile secondo le seguenti reazioni:
1/2 Cr 2O 3(s) + 3/4 O 2(g) + H 2O(g) = CrO 2(OH) 2(g). (1)
La cinetica di questa reazione aumenta con il contenuto di H2O e con la temperatura3. Questo fenomeno giustifica l’andamento della curva di aumento in peso dell’acciaio 13Cr alle temperature di 1050°C e 1200°C: la differenza tra le curve con atmosfera di 18% e di 32% di H2O (figura 2a) è meno pronunciata rispetto agli altri acciai ed è dovuta alla formazione di una quantità maggiore della specie volatile nell’atmosfera con il più alto contenuto di vapore acqueo.
Le immagini SEM in figura 2b e c confermano per tutti gli acciai uno spessore della scaglia più elevato nelle prove con maggior contenuto di H2O. La porosità nella scaglia appare più elevata nelle prove effettuate con 32% H2O solo per l’acciaio 34CrMo4, a più alto contenuto di carbonio; negli altri acciai le differenze sono minori. La scaglia risulta distaccata all’interfaccia in tutti i campioni in entrambe le atmosfere con 18% e 32% di vapore acqueo, tranne per l’acciaio 13Cr.
Le immagini al SEM di figura 3 a più alti ingrandimenti mostrano i dettagli dell’interfaccia acciaio/scaglia. Si osserva l’ossidazione interna e l’arricchimento di fayalite (anche a bordo grano) e di cromite frammista a particelle metalliche, che agganciano saldamente lo strato d’ossido al metallo. Questo strato di ossido all’interfaccia diventa più spesso con l’aumentare del contenuto di cromo nell’acciaio, in par-
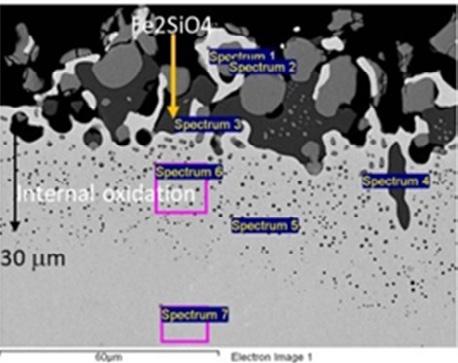
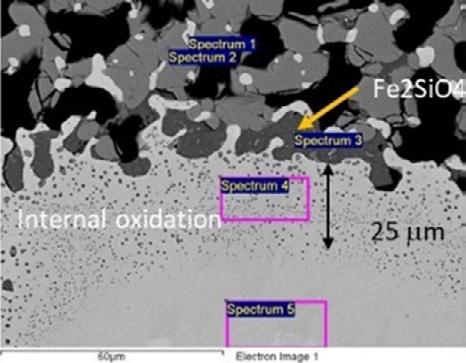
ticolare nell’acciaio 13Cr che contiene anche il 5% di nichel. Tuttavia, non si osservano differenze significative, a parità di grado acciaio, nel caso in cui l’atmosfera sia più ricca in vapore acqueo. Questo risultato può fornire delle prime indicazioni sull’adesione dell’ossido simile per entrambe le atmosfere con 18% e 32% di vapore acqueo.
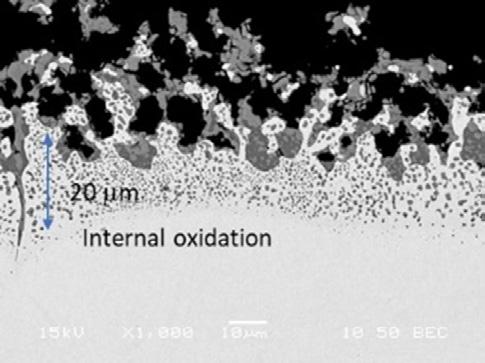

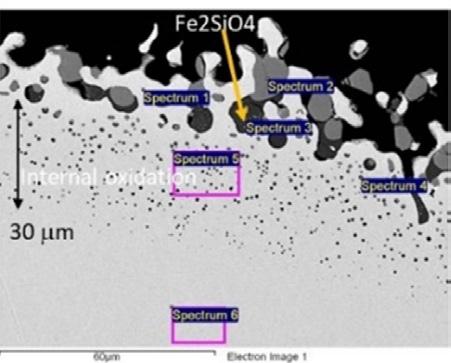
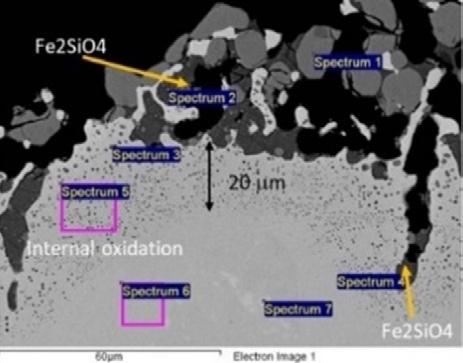
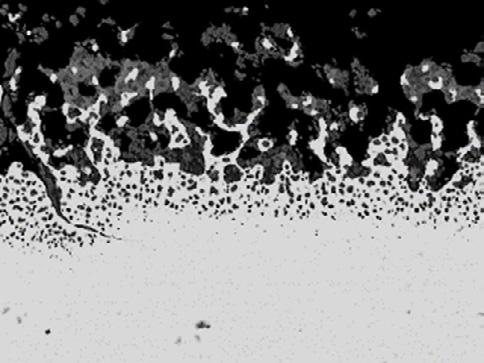
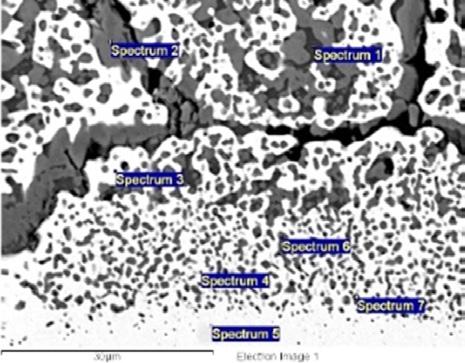
Fig.3 -Immagini SEM dell’interfaccia acciaio/ossido dei campioni ossidati a 1200°C in atmosfera con 32%H2O e 18%H2O / SEM images of the steel/oxide interface of the oxidised samples at 1200°C in atmospheres containing 32%H2O and 18%H2O.
Tutti gli acciai oggetto della sperimentazione mostrano un aumento della cinetica di ossidazione con l’aumentare del contenuto di vapore acqueo dal 18% al 32% nei fumi di combustione, data dalla sostituzione totale o meno del gas naturale con idrogeno. Questo aumento è massimo alla temperatura di 1200°C (20% - 30%), a eccezione dell’acciaio 13Cr che mostra un aumento minore molto intorno al 10%, e diminuisce fino a 5% - 20% alla temperatura di 1050°C, per poi diventare trascurabile alla temperatura di 900°C.
Questo risultato fornisce un’informazione importante sulla resa dell’acciaio che diventa significativo nei forni di riscaldo, in cui il tempo di permanenza in forno può essere anche di 3-4 ore. Viceversa, nei forni di trattamento a più basse temperature le differenze sono trascurabili. Per l’acciaio 13Cr la differenza tra le curve di guadagno in peso nell’atmosfera con 18% e 32% di H2O a 1200°C risulta meno pronunciata rispetto agli altri acciai; verosimilmente, questo andamento è dovuto alla formazione di
una quantità maggiore della specie di CrO2(OH)2 volatile nell’atmosfera con il più alto contenuto di vapore acqueo. Dal confronto delle caratteristiche della scaglia formatesi nelle atmosfere di 18% e di 32% di H2O si osservano differenze nella porosità solo per l’acciaio 34CrMo4, a più alto contenuto di carbonio. L’interfaccia scaglia/metallo, a parità di grado acciaio, appare dopo 2 ore di ossidazione simile in entrambe le atmosfere con contenuto di vapore acqueo di 18% e 32%. Questo risultato può fornire delle prime indicazioni sull’adesione dell’ossido che appare simile nelle condizioni sperimentali adottate.
Si ringrazia TenarisDalmine per aver fornito gli acciai. La ricerca che ha portato a questi risultati ha ricevuto finanziamenti dal programma Horizon Europe (HYbrid TEChnologies for sustainable steel reheating project N° 101092087). Il sostegno finanziario è riconosciuto con gratitudine dagli autori.
BIBLIOGRAFIA
[1] V. Battaglia.C. Cabella, A. Di Donato, Control of Steel Oxidation in reheating operations carried out with alternative fuels and new combustion technologies (CONSTOX) RFCS Project, 2015
[2] F. Cirilli, G. Jochler, M. Mosconi, F. Praolini, Materiaux & Techniques 109, 302 (2021)
[3] A. Yamauchi, K. Kurokawa, H. Takahashi, Oxidation of Metals, 59(5/6), 517-527 (2003)
The partial or total replacement of natural gas with hydrogen as fuel for steel reheating and treatment furnaces, has the aimed-for effect of producing a new furnace atmosphere without or with lower concentration of CO 2, but also brings to an increase of H2O concentration. The higher water vapour content can change steel’s oxidation kinetic, as well as the oxide scale morphology and the oxide-steel interface features thus affecting the scale adhesion. The oxidation kinetics and scale features of different steel grades were studied by TGA (Thermo Gravimetric Analysis) at 1200°C, 1050°C and 900°C in atmospheres simulating working conditions of the burner with 100% NG combustion or 100%H2 combustion, followed by scale characterization by SEM with EDS analysis. Results show an increase in oxide scale growth for the higher temperature range with differences amongst the steel grades according to the presence of some alloying elements that in some cases also effect the interface between scale and steel that appears to be more complex.
KEYWORDS: HYDROGEN, COMBUSTION FURNACES, STEELS, OXIDATION KINETICS, TGA;
aspetti fondamentali,
D. Ressegotti, M. De Santis, A. Dell’Uomo, A. Di Schino
Il raggiungimento dell’obiettivo europeo per il 2050 di una produzione industriale “carbon neutral” richiede uno sforzo particolare da parte dei settori più “emissivi” (hard-to-abate), fra cui quello siderurgico, responsabile di circa il 20-25% del totale delle emissioni. Ciò richiede impegno sia a livello tecnologico, per raggiungere livelli di maturità industriali, sia economici, per gli alti costi associati e per cui è richiesto un supporto significativo da parte delle istituzioni in termini di programmi di finanziamento. Delle due modalità produttive (da ciclo integrale e da forno elettrico), la seconda presenta le migliori potenzialità di abbattimento di emissioni di CO2, e i cicli innovativi più vantaggiosi per il futuro comprendono la riduzione diretta e la produzione al forno elettrico. Questo lavoro vuole fornire elementi utili allo sviluppo e consolidamento tecnologico di processi di produzione di acciaio carbon neutral sostenibile, focalizzandosi sulle operazioni fondamentali e complesse al forno fusorio quale via alle operazioni successive verso il prodotto finito.
PAROLE CHIAVE: ACCIAIERIA, FORNO ELETTRICO AD ARCO, EAF, INIEZIONE, METALLURGIA, DIGITAL TWIN;
INTRODUZIONE
Il Green Deal presentato dalla Commissione europea nel dicembre 2019 [1] riafferma anche la visione dell’UE di uno sforzo globale contro il cambiamento climatico. Fra le industrie responsabili di livelli di emissione più elevate quella dell’acciaio è responsabile di circa il 20-25% totale industriale, e quindi i produttori di acciaio sono fortemente spinti e impegnati a ridurre le loro emissioni e ad adeguare le tecnologie di produzione al nuovo paradigma. A livello europeo, per altro, questo aspetto ha dei connotati importanti a livello economico in quanto i produttori di acciaio partecipano a catene di valore più ampie che includono settori cruciali per la competitività dell’UE, come la costruzione, l’automobile, l’ingegneria meccanica, la generazione di energia e le reti, la mobilità e la difesa. L’Italia è il secondo produttore europeo di acciaio e le emissioni dirette e indirette della siderurgia italiana pesano oggi per circa il 4,5% delle emissioni totali italiane [2]. Da qui la necessità di azioni anche a livello nazionale. Il processo di produzione dell’acciaio può essere ampiamente distinto da due percorsi principali: ciclo integrato (via altoforno-forno a ossigeno basico, o BF-OF); e ciclo elettrico (via forno elettrico ad arco, EAF).
Davide Ressegotti, Michele De Santis, Alessandro Dell’Uomo
Rina Consulting, Centro Sviluppo Materiali S.p.A., Castel Romano, Roma, Italia
Andrea Di Schino
Dip. Ingegneria, Università degli Studi di Perugia, Perugia, Italia
In questo contesto la condizione di settore hard-to-abate, a cui appartiene il settore siderurgico, impone l’applicazione delle tecnologie più innovative che possono fornire nuove visioni e strategie per l’ottimizzazione termodinamica dei processi siderurgico metallurgici di produzione di ferro e acciaio. In questo contesto, la produzione via forno fusorio, presenta le migliori condizioni in termini di abbattimento potenziale di emissioni di CO 2 [3] e i cicli innovativi più vantaggiosi per il futuro comprendono la riduzione diretta e produzione al forno elettrico.
L’utilizzo dei modelli è estremamente importante, dato che i metodi continui di misura diretta di diverse grandezze non sono disponibili per molti forni [4, 5] e determinate informazioni non possono essere misurate ma solo calcolate. In tempi recenti sono state effettuate lavori di review di modelli di processo (Hay et al. [6]), che sono veloci e affidabili, ma che non possono raccogliere la quantità di informazione invece forniscono i modelli fluidodinamici, raccolti da Odenthal et al. [7].
Il lavoro qui proposto s’inserisce quindi in questo scenario: fornire elementi utili allo sviluppo e consolidamento tecnologico di processi di produzione di acciaio carbon neutral sostenibile, focalizzandosi sulle operazioni fondamentali e complesse al forno fusorio. Si propone quindi una breve trattazione, non esaustiva, dei modelli principali per la descrizione dettagliata del forno elettrico, al fine di utilizzarli quali strumenti per ottimizzare il forno stesso a livello di gestione e progettazione.
L’arco elettrico al plasma è la sorgente principale di energia per la fusione del rottame nel forno elettrico, e fornisce circa il 50% di energia al forno [6]. La differenza di potenziale tra gli elettrodi e rottame eccita gli elettroni, che ionizzano l’atmosfera generando un arco al plasma ad
alta temperatura. Il calore viene trasmesso sia per convezione sia per irraggiamento. L’arco può comunque essere controllato agendo su diversi fattori, quali distanza rottame-elettrodo (lunghezza dell’arco), voltaggio e intensità di corrente. Lo studio modellistico in letteratura si è concentrato su due approcci: modello magneto-idrodinamico (MHD model) e Channel Arc Model (CAM).
Il modello MHD, studiato più comunemente negli scenari che coinvolgono un arco a corrente continua (DC), risolve le equazioni del flusso e le equazioni di Maxwell per ogni cella del demonio di calcolo. Questo permette di simulare con buona precisione lo stirring indotto dal campo elettromagnetico, che nello scenario DC è molto importante. Al contrario, nello scenario AC lo stirring indotto è solo superficiale e limitato alla zona tra gli elettrodi [8]. In generale, lo stirring è più intenso con archi più corti e correnti più elevate [9]. Per lo scenario DC, sono stati fatti molti studi su forni a dimensioni di laboratorio (Hsu et al. [10, 11]); alcuni autori hanno sviluppato modelli tridimensionali dell’arco libero (McKelliget et al. [12], Freton et al. [13] e Lago et al. [14, 15]), e altri autori hanno aggiunto la turbolenza alle simulazioni, rendendo possibile la simulazione di archi DC in forni di taglia industriale (Alexis et al. [16], Wang et al. [17], and Wang et al. [18]).
Nel caso di arco a corrente alternata (AC), l’applicazione del modello MHD è stata più tardiva e limitata. Alcuni autori hanno inizialmente simulato un arco monofase a corrente alternata, dimostrando la possibilità di simulare un arco AC anche con il modello MHD, come per l’arco DC (Larsen et al. [19], Bakken et al. [20], e Saevarsdottir et al. [21]). Daszkiewicz et al. [22] and Tarczynski et al. [23] hanno simulato entrambi un arco AC tridimensionale con due elettrodi. Rehmet et al. [24, 25, 26, 27] hanno condotto ulteriori simulazioni con un arco trifase (figura 1) e validato i risultati sperimentalmente.
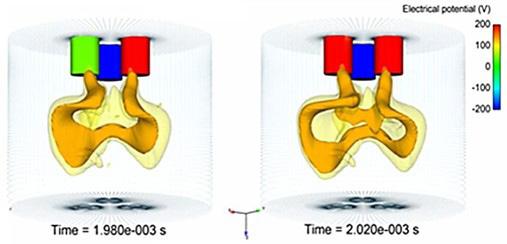
L’altro modello comunemente utilizzato per simulare l’arco elettrico è il Channel Arc Model, CAM. Il modello CAM considera l’arco come una zona cilindrica, di caratteristiche costanti nel tempo e nello spazio (es: T=const, D=const e L=const), può derivare le variabili di stato dell’arco AC tramite bilancio energetico stazionario da un arco DC. Questo modello è stato usato da diversi autori, come Saevarsdottir et al. [21] e Sanchez et al. [28], per analizzare i meccanismi di dissipazione del calore.
Tuttavia, la frazione di calore dissipato per irraggiamento è calcolata pari al 24%, inferiore a valori riportati in letteratura ( [29, 30, 31]). Fathi et al. [32] hanno usato i risultati di simulazioni basate sul modello MHD per ottenere dei valori di temperatura media e pressione media da usare con il modello CAM, ottenendo però dei valori fisicamente poco plausibili, se considerati singolarmente (T=16,136 K e P=1200 kPa).
Anche se il modello CAM se è un modello semplificato, e
non è strettamente CFD, è comunque un modello molto diffuso che offre un buon compromesso tra accuratezza fisica e costo computazionale [8], se non è di interesse lo studio di dettaglio dell’arco. Questi possono essere ottenuti solo con adeguati sotto modelli, al prezzo di un costo computazionale più elevato.
FUSIONE E PRERISCALDO DEL ROTTAME
Compito primario del forno ad arco elettrico è la fusione del rottame. Tale processo coinvolge una grande quantità di fenomeni, tra cui scambio di calore (diretto, se ottenuto tramite sorgenti di calore come l’arco elettrico o bruciatori, e indiretto [33], quando il rottame caldo e/o fuso riscalda il rottame freddo adiacente), reazioni chimiche (principalmente ossidazione del carbonio [34]), resistenza elettrica e collasso del rottame semifuso. Inoltre, il rottame può avere una grande variabilità di caratteristiche, anche per rottami dello stesso tipo (tabella 1).
Tab.1 - Superfici specifiche per tipi di rottame / Specific surface of individual types of scrap [8]. Rottami
Prima della fusione del rottame avviene il preriscaldo, che è stato studiato a livello modellistico-fluidodinamico rappresentando il rottame come un mezzo poroso. La porosità può essere inserita come parametro numerico, come fatto da Mandal [35], oppure può essere rappresentata usando un dominio fornito di scanalature, la cui distanza tra loro rappresenta la porosità (Giavani et al. [36]), e permette di osservare anche la penetrazione della fiamma dei bruciatori (figura 2).
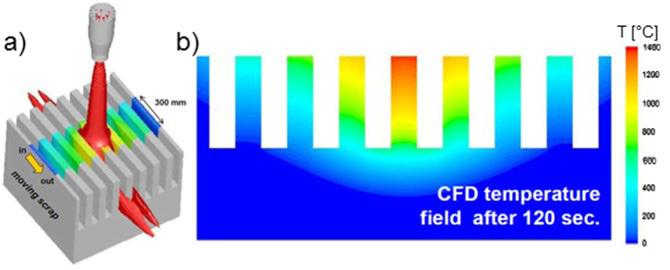
Fig.2 - a) Bruciatore da 600 kW su letto mobile di rottami sminuzzati, b) Risultati delle simulazioni CFD / 600 kW burner on a moving bed of shredded scrap, b) Result of CFD simulation [36].
Per rappresentare la fusione, un approccio molto comune è quello proposto da Voller et al. [37, 38], ovvero il metodo volume-averaged enthalpy-porosity. La presenza della fase liquida, della fase solida e della mushy zone è verificata osservando la frazione di liquido nella cella di calcolo (0 per il solido, 1 per il liquido, mushy zone per i valori compresi da 0 e 1). Questo metodo è usato estensivamente nello studio di molti campi, come saldatura [39, 40], fusione di paraffina [41, 42], fusione alluminio [43] e fusione scoria da forno elettrico [44, 45]. È importante sottolineare, però, che il metodo volume-averaged enthalpy-porosity non caratterizza direttamente la porosità del rottame e il flusso di liquido attraverso il cumulo di rottami porosi non può essere simulato. In pratica, il processo di fusione indiretta può essere calcolato tramite CFD, purché si ignori il movimento del rottame. La fusione diretta invece è un processo molto più complesso ed è stato simulato solo per il riscaldo del rottame [46]. Arco elettrico e movimento del rottame possono essere coinvolti solo con approcci empirici [47].
Si aggiungono brevi considerazioni sulla modellazione della fusione di acciaio preridotto, o DRI (Direct Reduced Iron). Il DRI è di interesse, dato il suo basso contenuto di eteroatomi, per aumentare la qualità dell’acciaio. Inoltre, se venisse prodotto da processi di riduzione diretta a basse emissioni di CO2 (per esempio, usando idrogeno “green” come riducente) abbasserebbe notevolmente le emissioni per la produzione di acciaio secondo la via DRP + EAF. La velocità di fusione dei pellets di DRI di fatto controlla il tempo totale di fusione ed è di interesse effettuare test, anche computazionali. Da questo punto di vista, molti autori hanno studiato il comportamento a fusione del DRI [48, 49, 50, 51, 52]. Gonzales et al. [52] ha simulato i pellet di DRI come particelle lagrangiane; Ramirez-Arga-
ez et al. [53] hanno investigato un modello bifasico (acciaio fuso e scoria), mentre Martinez et al. [49] si sono concentrati sull’effetto del DRI e non solo, sulle cinetiche di fusione, utilizzando un modello monodimensionale alle differenze finite.
Bruciatori a gas, iniettori di ossigeno e iniettori di carbone promuovono e aiutano il preriscaldo del rottame, la fusione e infine il surriscaldo del bagno liquido. L’obiettivo è velocizzare i tempi di fusione, fornendo energia aggiuntiva a quella dell’arco elettrico, e raggiungendo i punti freddi del forno. I bruciatori più moderni sono quelli a getto coerente. Sono progettati come bruciatori a getto supersonico, in grado anche di iniettare ossigeno nel bagno, favorendo il rimescolamento del bagno, e riducendo la quantità di carbonio e altre impurità. Per questi bruciatori si parla quindi di modalità “bruciatore” e modalità “lancia” o “iniettore”, a seconda del regime di funzionamento. A differenza dei bruciatori tradizionali, un bruciatore a getto coerente è composto da un ingresso per l’ossigeno primario, un ingresso per il combustibile (tipicamente gas naturale) e un ingresso per l’ossigeno secondario (shrouding oxygen) [54, 55]. Gli ingressi possono essere dei condotti anulari, così come degli anelli di condotti circolari (figura 3). Il combustibile e l’ossigeno secondario formano una fiamma in movimento che rallenta la perdita di quantità di moto del getto di ossigeno, che avviene a causa dello stress tangenziale tra il getto, che è in movimento, e l’atmosfera circostante, che normalmente è quasi ferma. Questo permette di allungare il getto coerente (potential core) di ossigeno primario, rispetto a un iniettore tradizionale.
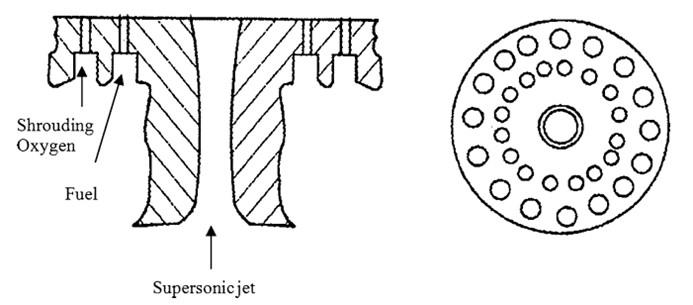
Fig.3 - Sezione centrale e vista frontale di una lancia a getto supersonico coerente / Cross-sectional and front view of a supersonic coherent jet nozzle [54, 55].
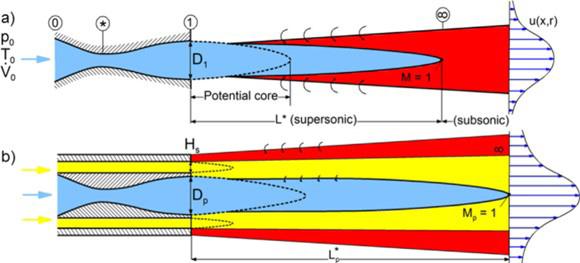
Fig.4 - a) Iniettore convenzionale. b) Iniettore coassiale con ossigeno primario supersonico e gas secondario subsonico / a) Conventional nozzle. b) Coaxial nozzle with primary supersonic nozzle and secondary subsonic nozzle [8].
Sono stati inoltre sviluppati iniettori senza fiamma, che fanno uso di gas coassiale (aria o altro), per generare una zona in movimento adiacente al getto di ossigeno supersonico e allungare la zona coerente dell’ossigeno, senza l’utilizzo della combustione (figura 4 [8]).
La modalità bruciatore viene utilizzata, come anticipato, per il preriscaldo e la fusione del rottame, mentre la modalità iniettore si utilizza più spesso in fase di affinazione. È importante che in questa fase il getto di ossigeno che impatta sul bagno metallico sia coerente, di modo che possa penetrare lo strato di scoria (se presente) e la superficie del bagno, fornendo ossigeno al bagno stesso. Gran parte della ricerca si concentra sulla simulazione della modalità lancia. A ciò può essere aggiunta la simula-
zione della fiamma anulare, rendendo di fatto possibile la simulazione della sola modalità bruciatore (più semplice).
Le simulazioni sono principalmente condotte usando il metodo RANS (Reynolds Averaged Navier Stokes) e URANS (Unsteady Reynolds Averaged Navier Stokes), usando modelli standard di turbolenza [56, 57, 58]. Alam et al. hanno modificato il calcolo della viscosità turbolenta [54, 59], Liu et al. [60, 61] hanno valutato la lunghezza del getto coerente a diverse temperature ambiente e diverse temperature di preriscaldo di ossigeno. Tang et al. [62, 63, 64] hanno modificato un modello dell’irraggiamento, il Weighted-Sum of Gray Gases Model (WSGGM), e analizzato la possibilità di rimpiazzare il metano con gas da altoforno (Blast Furnace Gas).
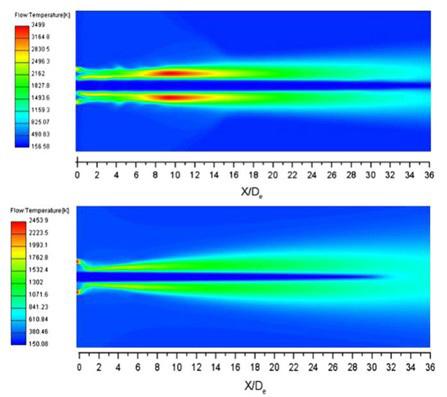
Fig.5 - Modellizzazione CFD del getto coerente supersonico in aria / CFD modeling of the supersonic coherent jet in air [69].
I modelli sviluppati usando il modello RANS e URANS sono quindi ben studiati e facilmente integrabili ad altri sottomodelli (per esempio, riguardanti la fusione del rottame).
Tuttavia, non è l’unico metodo esplorato. La simulazione diretta (DNS, Direct Numerical Simulation) permette di simulare in modo diretto i vortici, e quindi il miscelamento dovuto alla turbolenza. Non è più necessario selezionare un modello di turbolenza, ma il costo computazionale è ancora molto alto. Alcuni autori hanno comunque usato tale metodo per simulare getti coassiali supersonici (Kliotuchinov et al. [65]).
A metà strada tra DNS e RANS si trova il metodo LES (Large Eddy Simulation), in cui i vortici turbolenti sono simulati direttamente ma quelli di taglia più piccola sono invece descritti da un modello (es: Smagorinsky-Lilly). Odenthal et al. hanno condotto simulazioni usando il metodo LES [7, 66], concludendo che la lunghezza del getto supersonico (la zona dove la velocità è supersonica, figura 4) può essere determinata correttamente solo utilizzando metodi LES o DNS.
CONCLUSIONI
È stata presentata una breve trattazione dei modelli utilizzabili per la simulazione fluidodinamica dei fenomeni fisici facenti parte del processo del forno elettrico. Questo
processo è stato scelto in ottica di studio di sistemi per ridurre l’inquinamento, dato che la produzione di acciaio da ciclo elettrico produce meno emissioni rispetto al ciclo integrato. Sono stati esposti i modelli dell’arco elettrico, della fusione del rottame e del sistema di bruciatori e iniezione.
Per l’arco elettrico il modello semplice come il CAM è una buona scelta per simulare l’effetto dell’arco nel forno elettrico, se la simulazione di dettaglio della forma dell’arco non è di interesse.
La fusione del rottame può essere simulata tramite approcci consolidati (volume-averaged enthalpy-porosity), e i modelli sono utili a descrivere il meccanismo di riscaldo indiretto, ma non sono affidabili per simulare il riscaldo diretto (per esempio, dovuto alla fiamma dei bruciatori) o se si vuole simulare il collasso del rottame fuso. È di grande importanza anche la simulazione del DRI.
I bruciatori e gli iniettori supersonici di ossigeno sono stati estensivamente simulati nel corso degli anni, principalmente con metodi URANS, che si sono dimostrati veloci, affidabili e in grado di essere integrati con altri modelli “parziali”. Se però è di interesse la precisa valutazione della lunghezza del getto supersonico, è necessario utilizzare metodi più precisi ma più pesanti dal punto di vista computazionale, come LES e DNS.
RIFERIMENTI
[1] D. 52018DC0773, «Un pianeta pulito per tutti: Visione strategica europea a lungo termine per un’economia prospera, moderna, competitiva e climaticamente neutra», 2018. [Online]. Available: https://eur-lex.europa.eu/legal-content/IT/ALL/?uri=CELEX%3A52018DC0773
[2] Federacciai, «Emissioni di CO2 e prevenzione dei cambiamenti climatici», [Online]. Available: https://federacciai.it/emissioni-di-co2e-prevenzione-dei-cambiamenti-climatici/.
[3] Estep, «Green steel for Europe», [Online]. Available: http://https//www.estep.eu/green-steel-for-europe/.
[4] A.Viotto, G. Thomassen, B. Kleimt, S. Barella, S. Mapelli, G. Weides, T. Kordel, R. Pierre, L. Bianco, Determining process conditions for online monitoring of temperature and carbon content in the electric arc furnace to optimize end point control (MELTCON), Bruxelles: European Commission, 2017.
[5] T. Willms, T. Echterhof, H. Pfeifer, M. Aula, T. Fabritius, N. Andersson, A. Tilliander, P. Jönsson, M. Jokinen, E. Puukko, S. Praschko, J.S. Klung, On-line Slag Composition Analysis for Electric Arc Furnaces – State of the Art, Bruxelles: European Commission, 2016.
[6] T. Hay, V.V. Visuri, M. Aula, T. Echterhof, «A Review of Mathematical Process Models for the Electric Arc Furnace Process», Steel Research International, vol. 92, n. 3, p. 2000395, 2021.
[7] H. J. Odenthal, J. Bader, R. Nörthemann, M. Reifferscheid, I. Klioutchnikov, H. Olivier, «The optimized SIS injector for EAF applications», AISTech - Iron and Steel Technology Conference Proceedings, 2014.
[8] H. J. Odenthal, A. Kemminger, F. Krause, L. Sankowski, N. Uebber, N. Vogl, «Review on Modeling and Simulation of the Electric Arc Furnace (EAF)», Steel Res. Int, vol. 89, n. 1, pp. 17-98, 2018.
[9] O.J.P. Gonzáles, M.A. Ramírez-Argáez, A.N. Conejo, «Effect of Arc Length on Fluid Flow and Mixing Phenomena in AC Electric Arc Furnaces», ISIJ International, vol. 50, n. 1, pp. 1-8, 2010.
[10] K.C. Hsu, K. Etemadi, E. Pfender, «Study of the free‐burning high‐intensity argon», Journal of applied physics, vol. 54, n. 8, pp. 12931301, 1983.
[11] K.C. Hsu, E. Pfender, «Two‐temperature modeling of the free‐burning, high‐intensity arc», Journal of applied physics, vol. 54, n. 8, pp. 4359-4366, 1983.
[12] J. McKelliget, J. Szekely, «Heat transfer and fluid flow in the welding arc», Metallurgical Transactions A 17, n. 7, pp. 1139-1148, 1986.
[13] P. Freton, J.J. Gonzalez, A. Gleizes, «Comparison between a two- and a three-dimensional arc plasma configuration», Journal of Physics D: Applied Physics , vol. 33, n. 19, p. 2442, 2000.
[14] P. Freton, J.J. Gonzalez, A. Gleizes, «A numerical modelling of an electric arc and its interaction with the anode: Part I. The two-dimensional model», Journal of Physics D: Applied Physics, vol. 37, n. 6, p. 883, 2004.
[15] J. J. Gonzalez, F. Lago, P. Freton, M. Masquere, X. Franceries, «Numerical modelling of an electric arc and its interaction with the anode: part II. The three-dimensional model - Influence of external forces on the arc column,» Journal of Physics D: Applied Physics, vol. 38, n. 2, p. 306, 2005.
[16] J. Alexis, M. Ramirez, G. Trapaga, P. Jönsson, «Modeling of a DC electric arc furnace-heat transfer from the arc», ISIJ international, vol. 40, n. 11, pp. 1089-1097, 2000.
[17] F. Wang, Z. Jin, Z. Zhu, «Numerical study of DC arc plasma and molten bath in DC electric arc furnace», Ironmaking & steelmaking, vol. 33, n. 1, pp. 39-44, 2006.
[18] Z. Wang, N. Wang, T. Li, Y. Cao, «3D numerical analysis of the arc plasma behavior in a submerged DC electric arc furnace for the production of fused MgO,» Plasma Science and Technology, vol. 14, n. 2, p. 321, 2012.
[19] H. L. Larsen, A. Hildal, V.G. Sevastyanenkon, J. A. Bakken, «A numerical model for the AC arc in the silicon metal furnace», In Proc. INFACON, pp. 517-527, 1995.
[20] J. A. Bakken, G. Liping, H. L. Larsen, V.G. Sevastyanenkon, «Numerical modeling of electric arcs», Journal of engineering physics and thermophysics, vol. 70, n. 4, pp. 530-543, 1997.
[21] G. A. Saevarsdottir, H. L. Larsen, J. A. Bakken, «Modelling of industrial AC arcs», High Temperature Material Processes: An International Quarterly of High-Technology Plasma Processes , vol. 3, n. 1, pp. 1-15, 1999.
[22] T. Daszkiewicz, W. Tarczyński, «Discharge channel displacement simulation in AC arc» Archives of Electrical Engineering, vol. 59, n. 1-2, pp. 35-49, 2010.
[23] T. Daszkiewicz, W. Tarczyński, «Switching arc simulation», Przeglad Elektrotechniczny, vol. 88, n. 7b, pp. 60-64, 2012.
[24] C. Rehmet, F. Fabry, V. Rohani, F. Cauneau, L. Fulcheri, «High speed video camera and electrical signal analyses of arcs behavior in a 3-Phase AC arc plasma torch», Plasma Chemistry and Plasma processing, vol. 33, n. 4, pp. 779-796, 2013.
[25] C. Rehmet, F. Fabry, V. Rohani, F. Cauneau, L. Fulcheri, «3D unsteady state MHD modeling of a 3-phase AC hot graphite electrodes plasma torch», Plasma Chemistry and Plasma Processing , vol. 33, n. 2, pp. 491-515, 2013.
[26] C. Rehmet, F. Fabry, V. Rohani, F. Cauneau, L. Fulcheri, «A comparison between MHD modeling and experimental results in a 3-phase AC arc plasma torch: influence of the electrode tip geometry», Plasma Chemistry and Plasma Processing, vol. 34, n. 4, pp. 975-996, 2014.
[27] C. Rehmet, F. Fabry, V. Rohani, F. Cauneau, L. Fulcheri, «Unsteady state analysis of free-burning arcs in a 3-Phase AC plasma torch: comparison between parallel and coplanar electrode configurations», Plasma Sources Science and Technology, vol. 23, n. 6, p. 065011, 2014.
[28] J. L. Sanchez, M. A. Ramírez‐Argaez, A. N. Conejo, «Power delivery from the arc in AC electric arc furnaces with different gas atmospheres», steel research international, vol. 80, n. 2, pp. 113-120, 2009.
[29] R. D. M. MacRosty, C. L. E. Swartz, «Dynamic Modeling of an Industrial Electric Arc Furnace», Industrial & Engineering Chemistry Research, vol. 44, n. 21, pp. 0888-5885, 2005.
[30] V. Logar, D. Dovžan, I. Škrjanc, «Modeling and validation of an electric arc furnace: Part 1, heat and mass transfer», ISIJ international, vol. 52, n. 3, pp. 402-412, 52.
[31] G. Guo, G. A. Irons, «Modeling of radiation intensity in an EAF», In Third , pp. 223-228, 2003.
[32] A. Fathi, Y. Saboohi, I. Škrjanc, V. Logar, «Low computational-complexity model of EAF arc-heat distribution,» ISIJ international, vol. 55, n. 7, pp. 1353-1360, 2015.
[33] J. Szekely, Y. K. Chuang, J. K. Hlinka, «The melting and dissolution of low-carbon steels in iron-carbon melts», Metallurgical Transactions, vol. 3, n. 11, pp. 2825-2833, 1972.
[34] R. D. Morales, A. N. Conejo, H. H. Rodríguez, «Process dynamics of electric arc furnace during direct reduced iron melting», Metallurgical and Materials Transactions, vol. 33B, n. 2, p. 187, 2002.
[35] K. Mandal, «Modeling of scrap heating by burners,» PhD dissertation, 2010.
[36] C. Giavani, E. Malfa, V. Battaglia, «The Evolution of Consteel EAF», EEC 2012 - Electric Steelmaking Conference Proceedings, 2012.
[37] V. R. Voller, C. Prakash, «A fixed grid numerical modelling methodology for convection-diffusion mushy region phase-change problems», International journal of , vol. 30, n. 8, pp. 1709-1719, 1987.
[38] A.D. Brent, R. V. Voller, K. T. J. Reid, «Enthalpy-porosity technique for modeling convection-diffusion phase change: application to the melting of a pure metal, Numerical Heat Transfer, Part A Applications,» Numerical Heat Transfer, Part A Applications, vol. 13, n. 3, pp. 297318, 1988.
[39] Y. Li, Y. Feng, X. Zhang, C. Wu, «Energy propagation in plasma arc welding with keyhole tracking,» Energy, vol. 64, pp. 1044-1056, 2014.
[40] T. Q. Li, C. S. Wu, «Numerical simulation of plasma arc welding with keyhole-dependent heat source and arc pressure distribution,» The International Journal of Advanced Manufacturing Technology , vol. 78, n. 1-4, pp. 593-602, 2015.
[41] A. Yadav, S. Samir, «Experimental and numerical investigation of spatiotemporal characteristics of thermal energy storage system in a rectangular enclosure,» Journal of Energy Storage, vol. 21, pp. 405-417, 2019.
[42] A. Saraswat, A. Verma, S. Khandekar, M. K. Das, «Latent Heat Thermal Energy Storage In A Heated Semi-Cylindrical Cavity: Experimental Results And Numerical Validation,» changes, vol. 5, p. 7, 2015.
[43] M. Carmona, C. Cortés, «Numerical simulation of a secondary aluminum melting furnace heated by a plasma torch,» Journal of Materials Processing Technology, vol. 214, n. 2, pp. 334-346, 2014.
[44] K. Karalis, N. Karkalos, G. S. E. Antipas, A. Xenidis, «Pragmatic analysis of the electric submerged arc furnace continuum,» Royal Society open science, vol. 4, n. 9, p. 170313, 2017.
[45] K. Karalis, N. Karalis, N. Karkalos, G. S. E. Antipas, A. Xenidis, N. Ntallis, «Three-dimensional computational fluid dynamics analysis of an electric submerged arc furnace», Scientific Reports, vol. 11, n. 1, pp. 2045-2322, 2021.
[46] G. Guo, G. A. Irons, in 133rd TMS Annual Meeting & Exhibition, Charlotte, USA, 2004.
[47] D. Guo, G. A. Irons, in AISTech, Iron and Steel Technology Conf., Cleveland, USA, 2006.
[48] O. J. P. González, M. A. Ramírez-Argáez, A. N. Conejo, «Mathematical Modeling of the Melting Rate of Metallic Particles in the Electric Arc Furnace,» ISIJ International, vol. 50, n. 1, pp. 9-16, 2010.
[49] E. Pineda-Martínez, C. A. Hernández-Bocanegra, A. N. Conejo, M. A. Ramirez-Argaez, «Mathematical Modeling of the Melting of Sponge Iron in a Bath of Non-reactive Molten Slag,» ISIJ International, vol. 55, n. 9, pp. 1906-1915, 2015.
[50] R. D. Morales, H. Rodríguez-Hernández, A. N. Conejo, «A Mathematical Simulator for the EAF Steelmaking Process Using Direct Reduced Iron,» ISIJ International, vol. 41, n. 5, pp. 426-436, 2001.
[51] R. D. Morales, H. Rodríguez-Hernández, A. N. Conejo, «Process dynamics of electric arc furnace during direct reduced iron melting,» Metallurgical and Materials Transactions B, vol. 33, pp. 187-199, 2002.
[52] O. J. P. González, Y. I. C. Guzmán, M. A. Ramírez-Argáez, A. N. Conejo, «Melting behavior of simulated DRI in liquid steel,» Archives of Metallurgy and Materials, vol. 53, p. 359, 2008.
[53] M. A. Ramírez-Argáez, A. N. Conejo, M. S. Lopez-Cornejo, «Mathematical Modeling of the Melting Rate of Metallic Particles in the EAF under Multiphase Flow,» ISIJ International, vol. 55, n. 1, pp. 117-125, 2015.
[54] M. Alam, J. Naser, G. Brooks, A. Fontana, «Computational Fluid Dynamics Modeling of Supersonic Coherent Jets for Electric Arc Furnace Steelmaking Process,» Metallurgical and Materials Transactions B: Process Metallurgy and Materials Processing Science, vol. 41, pp. 1354-1367, 2010.
[55] J. E. Anderson, N. Y. Somers, D. R. Farrenkopf, C. Bethal, US Patent 5 823 762, USA, 1998.
[56] M. B. Ferri, F. Memoli, E. Malfa, «Industrial application of supersonic lance-The KT system-numeric simulation, operating practice, results and perspectives,» AISTech, Iron and Steel Technology Conference, pp. 483-490, 2006.
[57] C. Candusso, «Electric Arc Furnace sidewall fixed injectors developments and operational results,» In AISTech 2006: Iron & Steel Technology Conference Proceedings(I & II), 2005.
[58] M. Jeong, V. Kumar, H. D. Kim, T. Setoguchi, S. Matsuo, «A computational characterization of the supersonic coherent jet,» In 40th AIAA/ ASME/SAE/ASEE Joint Propulsion Conference and Exhibit, p. 3525, 2004.
[59] M. Alam, G. Brooks, «Computational Fluid Dynamics Simulation of Supersonic Oxygen Jet Behavior at Steelmaking Temperature,» Metallurgical and Materials Transactions B, vol. 41, pp. 636-645, 2010.
[60] F. Liu, R. Zhu, K. Dong, S. Hu, L. Yang, T. Tang, X. Wu, «Effect of main gas composition on flow field characteristics of supersonic coherent jets with CO2 and O2 mixed injection (COMI) at steelmaking temperature,» ISIJ International , vol. 58, n. 5, pp. 842-851, 2018.
[61] F. Liu, R. Zhu, K. Dong, S. Hu, «Flow field characteristics of coherent jet with preheating oxygen under various ambient temperatures,» Metallurgical and Materials Transactions B, vol. 47, 2015.
[62] G. Tang, Y. Chen, A. K. Silaen, Y. Krotov, F. M. Riley, C. Q. Zhou, «Effects of fuel input on coherent jet length at various ambient,» Applied Thermal Engineering, vol. 153, pp. 513-523, 2019.
[63] G. Tang, Y. Chen, A. K. Silaen, Y. Krotov, F. M. Riley, C. Q. Zhou, «Investigation on coherent jet potential core length in an electric arc furnace,» teel research international, vol. 90, n. 4, p. 1800381, 2019.
[64] G. Tang, Y. Chen, A. K. Silaen, C. Q. Zhou, «Investigation of supersonic oxygen jet potential core length at various ambient temperatures,» JOM, vol. 71, n. 2, pp. 633-643, 2018.
[65] I. Klioutchnikov, H. Olivier , H. J. Odenthal, «Numerical investigation of coaxial jets entering into a hot environment,» Computers & Fluids, vol. 86, pp. 490-499, 2013.
[66] H. J. Odenthal, S. Buess, P. Starke, R. Nörthemann, M. Lohmeier, «The new generation of SIS injector for improved EAF processes,» Conference: METEC & 2nd ESTAD – European Steel Technology and Application Days At: Düsseldorf, 2015.
The European goal of achieving carbon-neutral industrial production by 2050 requires a special effort from the most “emissive” (“hard-to-abate”) sectors, including the steel sector, which is responsible for about 20% - 25% of the total. This requires both technological, to reach industrial maturity levels, and economic commitment, due to the high associated costs, for which significant support from institutions is required in terms of financing programs. Of the two production methods (integrated cycle and electric furnace), the latter has the best potential for reducing CO 2 emissions, and the most advantageous innovative cycles for the future include direct reduction and electric furnace production. This work aims to provide useful elements for the development and consolidation of sustainable “carbon-neutral" steel production processes, focusing on the fundamental and complex operations at the melting furnace as a gateway to subsequent operations towards the finished product.
KEYWORDS:
A cura di: V. Colla, S. Dettori, S. Cateni, M. Vannucci, T.A. Branca, E. Paluzzano, C. Pietrosanti, D. Onesti, D. Venier, N. Holtzknecht, A. Wolff, F. Nkwitchoua
Nel contesto della produzione dell’acciaio da forno elettrico, la gestione dell’energia è un fattore chiave per ridurre i costi di produzione garantendo la soddisfazione delle esigenze dei processi coinvolti. L’ottimizzazione dei consumi energetici della filiera produttiva dell’acciaio può essere raggiunta solo guardando contemporaneamente ai singoli processi come a una rete di utenze, nella quale ogni singolo processo è già vicino al punto di lavoro ottimale. Ciò comporta un gran numero di consumatori di energia da gestire e, per questo scopo, di solito viene utilizzato uno schedulatore. Il progetto Europeo EnerMIND mira a una produzione di acciaio efficace ed efficiente e a un alto tasso di utilizzo degli impianti di produzione, tramite l’implementazione di un dimostratore software basato su di un nuovo modello di gestione dell’energia che utilizza un’infrastruttura flessibile. Tale dimostratore, comprendente l’intera catena di produzione, considera le aree degli stabilimenti siderurgici in cui è maggiore la domanda di energia, ovvero i processi di fusione e affinamento dell’acciaio e i forni di riscaldo dei semi-lavorati che alimentano i laminatoi, sia in termini di valori totali sia di picco.
CHIAVE:
L’industria siderurgica europea, parte della categoria delle industrie ad alta intensità energetica, è anche caratterizzata da considerevoli emissioni dirette e indirette di CO2. A causa di ciò, le azioni intraprese dalla UE volte alla regolamentazione hanno un impatto significativo sull’industria siderurgica, a causa della corrente volatilità dei mercati combinata con requisiti ambientali molto più stringenti di quelli cui è soggetta la concorrenza extraeuropea. Per poter produrre a prezzi competitivi, l’industria siderurgica europea ha compiuto e sta compiendo grandi sforzi per ridurre i propri consumi energetici, anche attraverso numerosi progetti di ricerca. Per esempio, in [1] è stato sviluppato un nuovo controllo adattivo in linea per il forno elettrico che considera le proprietà dei materiali effettivamente caricati per ottimizzare l’efficienza dell’energia chimica in ingresso, ridurre il consumo totale di energia e migliorare la resa metallica. Tuttavia, i singoli processi come la fusione nel forno elettrico, le fasi di successivo riscaldo in forno dei semilavorati da fusione e colaggio che alimentano i laminatoi a valle, sono già caratterizzati da un elevato livello di efficienza molto vicino alle condizioni ottimali riducendo significativamente gli ulteriori margini di miglioramento. Vantaggi molto maggiori possono, inve-
Valentina Colla, Stefano Dettori, Silvia Cateni, Marco Vannucci, Teresa Annunziata Branca
Scuola Superiore Sant’Anna, TeCIP Institute, Pisa, Italia
Enrico Paluzzano, Costanzo Pietrosanti, Davide Onesti, Daniele Venier
Danieli Automation S.p.A., Buttrio, Italia
Norbert Holzknecht, Andreas Wolff, Fabien Nkwitchoua
VDEh-Betriebsforschungsinstitut, Düsseldorf, Germania
ce, essere conseguiti attraverso un approccio integrato che considera l’intera catena produttiva e gestisce la schedulazione dei processi considerando sia le esigenze produttive sia gli eventi che caratterizzano i mercati dell’energia e la rete di trasmissione. Molti risultati di letteratura evidenziano l’importanza della gestione combinata di processi ed energia [2]: per esempio in [3] viene presentato un algoritmo basato sul prezzo che viene determinato in tempo reale, riducendo al minimo il costo energetico degli impianti industriali e soddisfacendo i requisiti di produzione allo stesso tempo.
In [4, 5] viene implementato un approccio basato su agenti per la gestione degli eventi provenienti dal mercato (per esempio, le variazioni anche negative del prezzo collegate con sovra-disponibilità di energia) e dalla rete di distribuzione dell’energia elettrica (la già menzionata sovra-disponibilità o eccesso di domanda con le necessarie interruzioni etc.). Tuttavia, nonostante tutti gli sforzi anche in termini di ricerca di algoritmi in grado di collegare significativamente la domanda e l’offerta di energia e i relativi prezzi, la combinazione dell’evento pandemico e l’instabilità geopolitica ha di fatto impedito di cogliere le relative opportunità da
parte dei grandi consumatori, in particolare l’industria siderurgica, spingendoli a privilegiare promise ed efficienza produttiva, cioè a irrigidirsi sul rispetto dei vincoli contrattuali rinunciando alla flessibilità produttiva in senso lato. Solo secondariamente al programma di produzione sono stati introdotti fattori di ottimizzazione dell’approvvigionamento energetico per determinare il miglior portafoglio energetico disponibile. Tale soluzione solitamente è sub-ottimale e negli ultimi tre anni si è dimostrata particolarmente complessa e bisognosa di un ripensamento metodologico, basato all’introduzione di tecnologie digitali e all’utilizzo sempre più spinto di soluzioni basate sull’intelligenza artificiale. In questo periodo è stata registrata infatti una rottura delle serie storiche basate su domanda-offerte-prezzo dell’energia a causa della sempre più spinta volatilità di tali fattori (vedi figura 1) [6], che emerge anche dalla variabilità del cosiddetto Day-Ahead Price, il quale regola di fatto la negoziazione delle forniture energetiche inclusi i contratti di interruzione [6]. Sussiste dunque una difficoltà sostanziale a prevedere le condizioni ottimali di fornitura energetica e l’influenza sulla produzione.

Fig.1 - Domanda di energia elettrica: calo complessivo nel 2023, ripresa nell’ultimo trimestre. Variazioni del consumo di energia elettrica e dei prezzi medi del giorno prima nell’UE-27/SEE (Norvegia), Svizzera, 2019-2023 (rispettivamente % e EUR/MWh) [6] / Electricity demand: overall decrease in 2023, rebound at the last quarter. Changes in electricity consumption and average day-ahead prices in the EU-27/EEA (Norway), Switzerland, 20192023 (% and EUR/MWh, respectively) [6].
In tali condizioni operative di crisi e incertezza permanente, è evidente come la pianificazione combinata e l’ottimizzazione dell’approvvigionamento energetico, formulate come un modello di ottimizzazione integrato, risultino di particolare difficoltà in questo periodo di intensi cambiamenti rendendo difficilmente trattabile dal punto di vista matematico la definizione di soluzioni affidabili, la cui determinazione già in tempi normali richiedeva ingenti risorse di calcolo. Per esempio, in [7] l’applicazione di un approccio iterativo basato su Mean Value Cross Decomposition (MVCD) per risolvere il problema combinato. In [8] i problemi della schedulazione vengono formulati tramite
MixedIntegerLinearProgramming (MILP), mentre per l’ottimizzazione del costo energetico si impiega un modello di tipo Minimum-Cost Flow Network (MCFN). I prodotti commerciali esistenti sono principalmente focalizzati sul monitoraggio e la gestione della fornitura di energia e molto pochi sono specificatamente progettati per il settore acciaio. Inoltre, la maggior parte di essi è ancora basata su un’architettura ICT convenzionale non ancora allineata con l’approccio Industria 4.0 orientato a una maggiore flessibilità e diponibilità dei dati, per un loro utilizzo anche in ottica predittiva.
Nonostante tutto ciò, in ottemperanza alle condizioni operative del periodo in cui il Progetto EnerMIND è stato pensato, si pensa che sia sempre più importante porsi l’ambizioso obiettivo di implementare un dimostratore su scala industriale di un nuovo approccio e di nuovi sistemi di Energy Management (EMS) basati su componenti innovativi e infrastrutture flessibili, che siano progettati per gestire l’intera catena produttiva, considerando le aree più importanti dell’acciaieria (per esempio l’area a caldo e i laminatoi) in cui sono installate apparecchiature che sono particolarmente energivore, ovvero i processi di fusione

e affinamento dell’acciaio e i forni a riscaldo che alimentano i laminatoi. Tale sistema è pensato per supportare la gestione dei consumi anche tramite una ottimizzazione del programma di produzione che consideri le fluttuazioni del mercato insieme ai vincoli di produzione. Grazie alla disponibilità di modelli in grado di stimare i consumi associati ai singoli lotti produttivi, è possibile ottenere una stima di massima del profilo di consumo dell’intero impianto su un orizzonte temporale anche abbastanza ampio (svariati giorni) e modificarlo in maniera da avere i maggiori consumi nei periodi di minor costo dell’energia, armonizzando allo stesso tempo i consumi dei diversi aggregati in maniera da evitare “picchi” che possono incrementare drasticamente i costi dell’energia.
STRUMENTI E CAMPO DI
Il sito di prova che è stato selezionato per la dimostrazione del sistema EnerMIND è Acciaierie Bertoli Safau (ABS) Sisak d.o.o. Si tratta del sito produttivo situato in Croazia non lontano da Zagabria che produce, con la route basata sul forno elettrico, billette e blumi a sezione quadrata o circolare in acciai al carbonio e bassolegati (vedi figura 2a) e ha una capacità produttiva media di 300.000 ton/a con 15 turni/sett. e una capacità massima di circa 440.000 ton/a, raggiungibile con 20 turni/sett. La catena produttiva, schematicamente rappresentata in figura 2 (b), è composta da un forno elettrico (EAF) con una capacità di 70 ton che raggiunge una temperatura del bagno di fusione di 1.700°C, un forno siviera (LF) per la metallurgia secondaria, una stazione di degasaggio sottovuoto (VD) è per la produzione di acciaio degasato al 100% e per il raggiungimento di una pressione del vuoto inferiore a 1 Torr, e una macchina di colata continua.
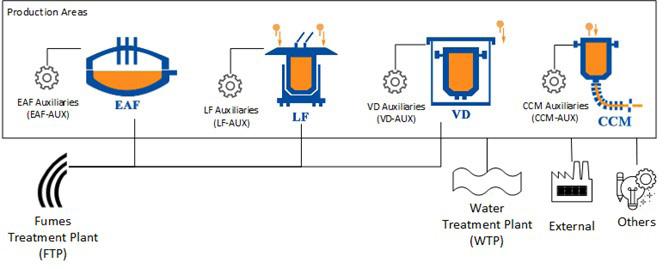
Fig.2 - a) laminatoio di ABS Sisak d.o.o.; b) schema del ciclo di produzione / a) rolling mill of di ABS Sisak d.o.o.; b) scheme of the production cycle.
Come base per la realizzazione del software è stato utilizzato il sistema Q3I di Danieli Automation, partner del progetto, che permette un efficace ed efficiente monitoraggio continuo dei consumi energetici nei processi produttivi. In particolare, è stato preso a riferimento ed esteso per gli scopi del progetto il modulo Q3-DEMS dedicato al forno elettrico in quanto già realizzato come strumento intuitivo e facile da usare; già dotato di strumenti per l’analisi di dati, oltre che di una interfaccia utente semplice e logica che permette di gestire misure in tempo reale e di analizzare l’andamento dei dati storici, registrare eventuali allarmi e ottenere informazioni diagnostiche di rete e strumentazione. Questo ha consentito di focalizzare il lavoro sugli aspetti realmente innovativi del progetto, ossia l’adattamento della architettura, lo sviluppo di modelli predittivi per i consumi energetici degli aggregati più significativi e lo sviluppo di logiche di ottimizzazione.
NUOVA ARCHITETTURA ICT
L’installazione del dimostratore in uno stabilimento di concezione tradizionale ha richiesto un adattamento del sistema ICT esistente, nel quale era implementata la classica architettura gerarchica per l’automazione di impianto
conforme alle norme IEC 66242/ISA88-ISA95. Ogni Area di Produzione (AP) è collegata orizzontalmente (ma non integrata) alle altre tramite la dorsale Ethernet. All’interno di ogni AP, i dati fluiscono dal basso verso l’alto e viceversa, a seconda delle relazioni tra mittente e destinatario della query seguendo la piramide gerarchica (si veda la parte superiore di figura 3). Ogni AP segue tale schema a seconda della sua complessità in termini di apparecchiature, dispositivi e processi. Tale soluzione gerarchica, che è ancora la più diffusa nel settore siderurgico almeno per questo tipo di impianti, offre alcuni vantaggi, per esempio in termini di sicurezza, ma si è dimostrata non favorevole alle applicazioni data-driven in particolare nella loro fase di sviluppo. Inoltre, le prestazioni in termini di scambio di dati e condivisione di risorse di calcolo, intercambiabilità e interoperabilità sono limitate. L’accelerazione dei processi e l’efficienza (uno dei fattori chiave per la sostenibilità) dipendono anche dal miglioramento dell’hardware locale che richiede grandi investimenti, e rappresenta una differenza qualificante per promuovere l’implementazione dei paradigmi tipici di Industria 4.0/5.0.
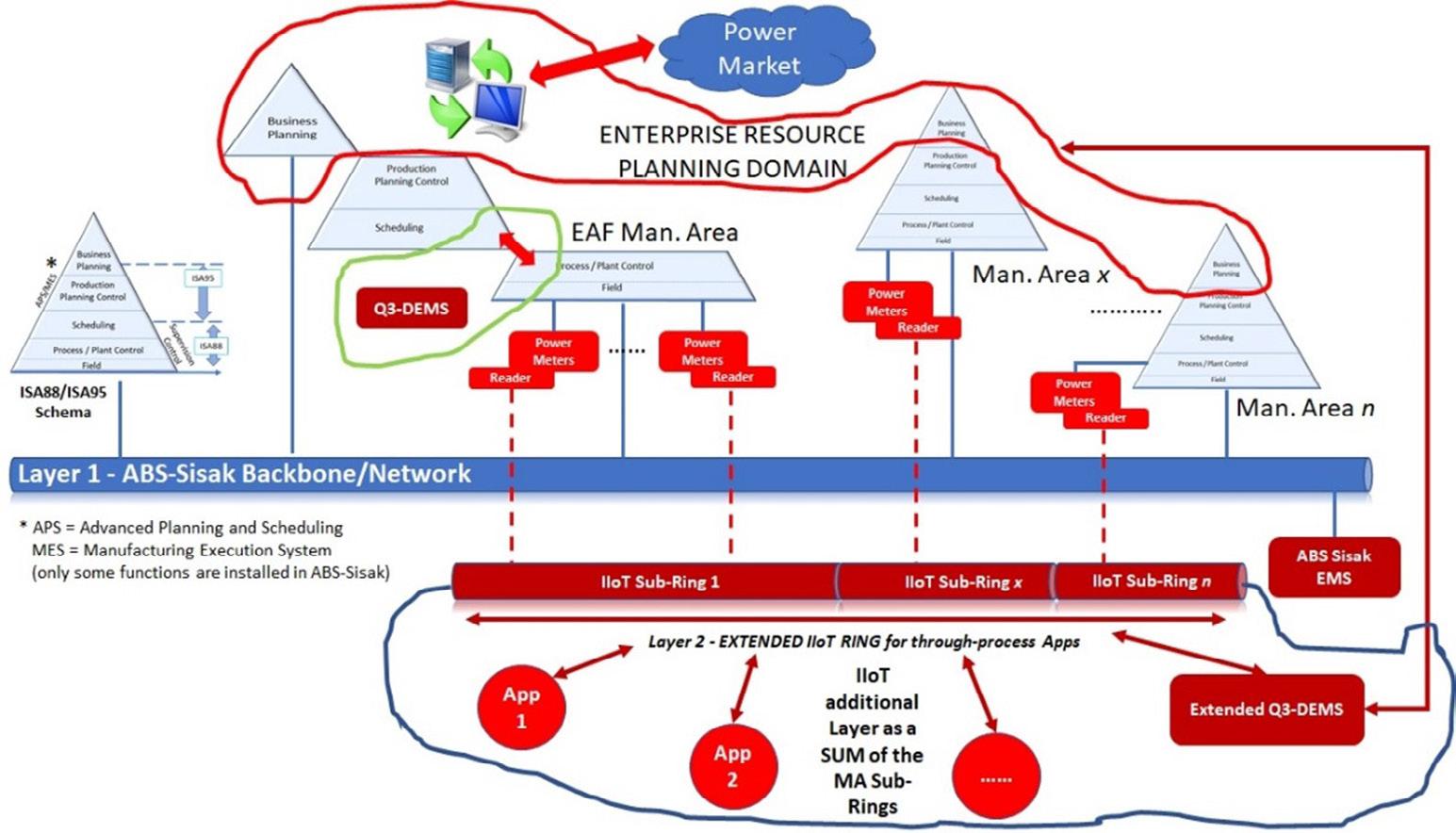
Fig.3 - ICT landscape adeguato alle esigenze dell’EMS di nuova concezione realizzato nel progetto / ICT landscape adapted to the demands of the novel EMS realised in the project.
Pertanto, per gli scopi del progetto è stato necessario aggiornare ed estendere l’architettura ICT dello stabilimento, aggiungendo il cosiddetto Extended IIoT ring, che in figura 3 è evidenziato dal cerchio blu, al fine di migliorare il flusso dei dati e rendere direttamente disponibili al server di sviluppo i dati energetici (energia prenotata, energia consumata, ecc.). Esso si trova all’interno del dominio Enterprise Resource Planning; tuttavia, questo non è un
obbligo. È stato inoltre introdotto il concetto di extended Q3-DEMS, ossia un sistema con le capacità del Q3-DEMS installato nell’AP del forno elettrico ma estendibile a tutte le altre AP. Tale sistema raccoglie i dati direttamente dove vengono generati, ovvero dai misuratori di potenza, che sono collegati direttamente a un secondo livello da implementare in parallelo alla dorsale. Quanto sopra può essere realizzato in due modi: il primo consiste nel collegare i misuratori di potenza alla linea di alimentazione tramite l’applicazione di livello 1 e renderli disponibili alla dorsale e quindi al livello Q3-DEMS esteso, ma così facendo si riduce significativamente la velocità e persino la larghezza di banda per lo scambio di dati. Alternativamente, occorre duplicare la connessione tra il lettore e la dorsale su un lato anche al nuovo strato. In questo modo, le applicazioni esistenti in esecuzione sui livelli 1 e 2 non richiedono modifiche e aggiornamenti, e lo scambio di dati tra il campo e il sistema Q3-DEMS esteso è più efficiente perché è diretto.
Questa seconda modalità è stata preferita per lo sviluppo del progetto, in quanto ha il vantaggio di consentire il superamento dei problemi di legacy aumentando le prestazioni del flusso di dati grazie alla connessione diretta non mediata da dispositivi più lenti. Inoltre, offre una maggiore sicurezza della gestione dei dati, dove devono essere posizionati i dispositivi di backup e risulta più adattabile alle successive evoluzioni del sistema. L’implementazio-
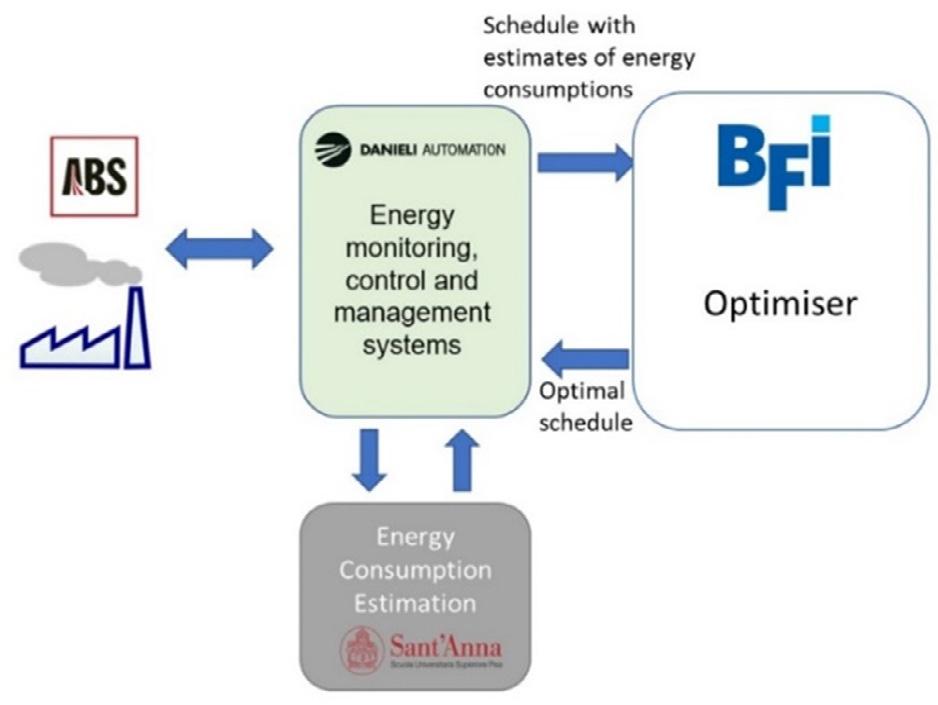
ne dell’anello IIoT, separatamente dalla soluzione convenzionale IEC62264/ISA95-ISA88, consente di sfruttare il potenziale delle tecnologie digitali più avanzate garantendo intercambiabilità e interoperabilità, ivi incluse tecnologie cloud per archiviare i dati e aumentare la potenza di calcolo, anche se in questo caso sono preferibili soluzioni di Edge Computing
Il nucleo del dimostratore sviluppato in EnerMIND risiede nell’extended Q3-DEMS, ossia il sistema di monitoraggio, controllo e gestione dell’energia sviluppato da Danieli Automation, il quale interagisce con l’impianto ricevendo da esso il programma di produzione originario (non ottimizzato), nonché le informazioni su costi e disponibilità dell’energia (vedi schema semplificato in figura 4a). Il sistema di gestione richiama due web-app: la prima fornisce una previsione del fabbisogno energetico futuro dei singoli aggregati utilizzando modelli di vario tipo a seconda dei dati a disposizione, quali modelli statistici o basati su strumenti di Machine Learning [9]. La seconda ottimizza il programma di produzione sulla base dei consumi futuri stimati e delle informazioni sull’energia e può utilizzare al momento due diverse strategie (selezionabili dall’utente) e restituisce al sistema un programma di produzione ottimizzato.
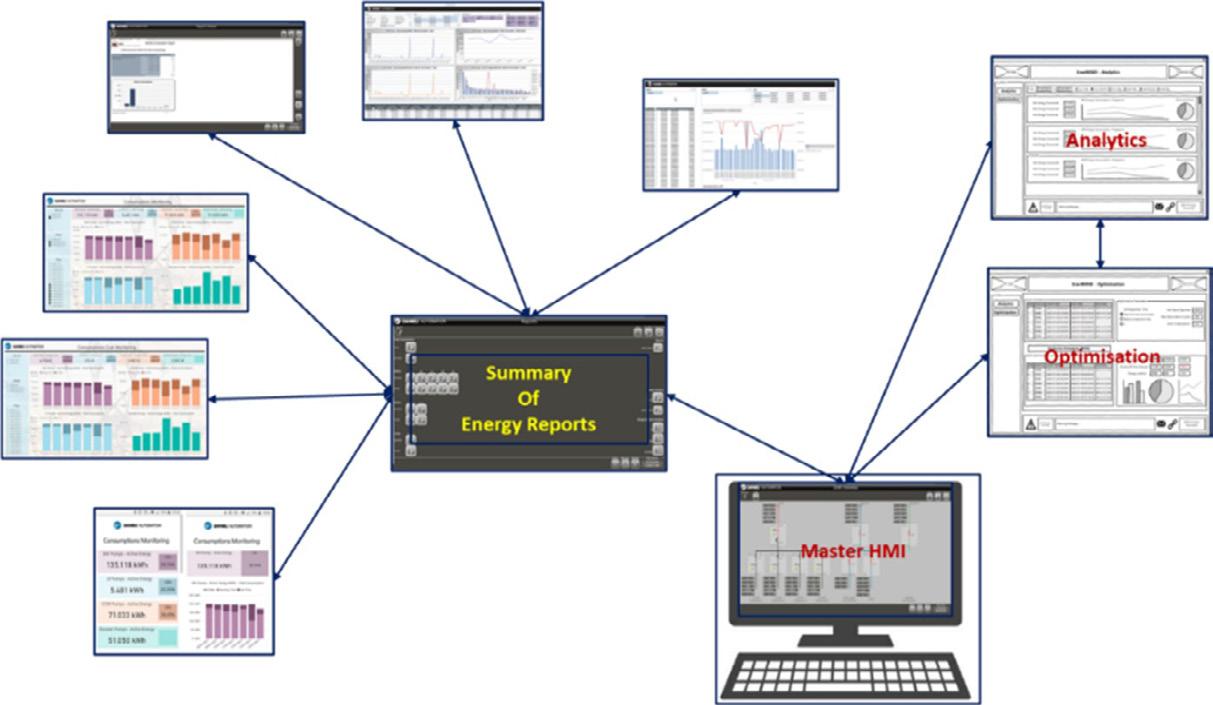
Fig.4 - a) Rappresentazione schematica del dimostratore; b) schema dell’interfaccia utente del sistema / a) Schematic overview of the demonstrator; b) overview of the Human-Machine Interface of the system.
Il sistema di monitoraggio è dotato di una interfaccia utente di facile impiego e pensata per gli energy manager che lavorano sull’impianto (vedi Figura 4b), che permette di visualizzare i diversi report di consumo, effettuare analisi di base e avanzate sui dati raccolti, visualizzare le stime dei modelli e confrontarle con i dati reali per valutarne le prestazioni, visualizzare il risultato della ottimizzazione, modificandolo ove necessario.
Il sistema così concepito è altamente flessibile e adattabile nel tempo, in quanto la complessità dei modelli, che vengono realizzati a partire da dati storici, può essere variata nel tempo man mano che si raccolgono dati nuovi, che sono utili per affinare i modelli e consentire una loro evoluzione necessaria sia al variare della produzione, sia perché lo stabilimento può dotarsi in futuro di nuovi sistemi di misura che acquisiscono più informazioni e/o sono caratterizzati da frequenze di campionamento superiori. Inoltre, anche le strategie e gli algoritmi di ottimizzazione possono essere modificati per adattarli alle specifiche configurazioni di impianto nonché alle dinamiche del mercato dell’energia con i quale l’impianto interagisce.
CONCLUSIONI
Questa memoria descrive le caratteristiche del prototipo su scala industriale di un EMS avanzato, che sfrutta le potenzialità di paradigmi e strumenti tipici di Industria 4.0/5.0 ma è pensato per essere installato in impianti siderurgici a ciclo elettrico esistenti, facilitando una loro evoluzione e modernizzazione grazie a una architettura digitale flessibile e alle relative infrastrutture. Il sistema supporta non solo la gestione ottimale dei consumi dell’intero processo, ma anche una interazione dinamica e vantaggiosa con il mercato dell’energia, le cui caratteristiche variano a seconda della nazione e per il quale è prevista una evoluzione consistente, anche sulla spinta della progressiva elettrificazione dei sistemi di trasporto e di produzione industriale connessa con gli ambiziosi obiettivi di riduzione dell’impatto climatico che l’Europa si è posta. Le opportunità fornite da un EMS che tenga conto del mercato dell’energia possono essere viste da due prospettive distinte: la prospettiva degli operatori di rete e la prospettiva dei consumatori di elettricità. L’obiettivo principale del gestore di rete è quello di aumentare l’efficienza (in termini di attenuazione delle fluttuazioni e per-
sino di interruzione del servizio energetico, garantendo l’equilibrio tra la domanda di energia e l’offerta effettiva, ovvero la stabilità della rete elettrica). In questo contesto, un EMS avanzato come quello sviluppato in EnerMIND, oltre a monitorare i consumi contribuendo a ridurre e a evitare gli sprechi, appiattisce la curva di carico e riduce la capacità di generazione di picco richiesta. Inoltre, fornisce la flessibilità necessaria per reagire rapidamente allo squilibrio tra domanda e offerta nella rete, regolando i carichi aumentando la flessibilità della programmazione produttiva e l’accesso all’energia in modo quanto più possibile ottimizzato e prevedibile, anche in condizioni particolarmente difficili come quelle passate e probabilmente ancora a venire. D’altra parte, l’obiettivo dei consumatori di energia elettrica è prevalentemente la riduzione dei costi per diminuire parallelamente l’impatto ambientale. Per i consumatori di energia elettrica l’ESM aiuta ad adattarsi alle fluttuazioni di prezzo del mercato energetico e a trarre vantaggio da nuovi incentivi finanziari creati appositamente per i mercati digitali. Inoltre, specialmente in impianti complessi e con molti impianti altamente energivori, uno scenario sempre più realistico nella prospettiva attuale della transizione verso processi C-lean, evitare i picchi di consumo risulta fondamentale sia per l’operatività sia per limitare i costi energetici. Pertanto, idealmente, un EMS di questo tipo porta a una situazione vantaggiosa per tutti in cui sia la rete elettrica sia i consumatori ne traggono vantaggio.
Il lavoro descritto nel presente articolo è stato sviluppato nell’ambito del progetto intitolato “Energy Management in the Era of Industry 4.0,” (Rif. – EnerMIND, Grant Agreement No. 899345)”, finanziato dall’Unione europea attraverso il Research Fund for Coal and Steel, a cui vanno i nostri ringraziamenti. La responsabilità dei temi trattati nel presente lavoro è unicamente degli autori; la Commissione non è responsabile dell’uso che potrà essere fatto delle informazioni qui contenute.
[1] L. Schlinge, R. Pierre, T. Kordel, S. Gogolin, S. Haverkamp, O. Hellermann, T. Rekersdrees, S. Elsabagh, B. Kleimt. Adaptive on-line control of the EAF based on innovative sensors and comprehensive models for improved yield and energy efficiency (AdaptEAF – RFSRCT-2014-00004) 1/7/14-30/6/17.
[2] D.C. Mazur, J.A. Kay, K.D. Mazur, B.K. Venne. The value of integrating power and process for the metals industry, Iron and Steel Technology, 15 (5): 56-62, 2018.
[3] L. Renzhi, B. Ruichang, Y. Huang, L. Yuting, J. Jiang, Y. Ding. Data-driven real-time price-based demand response for industrial facilities energy management, Applied Energy, 2020. https.//doi.org/10.1016/j.apenergy.2020.116291
[4] F. Marchiori, M. Benini, S. Cateni, V. Colla, A. Ebel, M.J. Neuer, L. Piedimonte, A. Vignali. Agent-based approach for energy demand-side management, Stahl und Eisen, 138(2): 25-29, 2018.
[5] F. Marchiori, A. Belloni, M. Benini, S. Cateni, V. Colla, A. Ebel, M.J. Neuer, L. Piedimonte, A. Vignali. Integrated dynamic energy management for steel production Energy Procedia, 105, 2772-2777, 2017. https://doi.org/10.1016/j.egypro.2017.03.597
[6] European Union Agency for the Cooperation of Energy Regulators (ACER) Key developments in EU electricity wholesale markets 2024 Market Monitoring Report, 20.03.2024, Last access July 12, 2024 https://www.acer.europa.eu/sites/default/files/documents/ Publications/ACER_2024_MMR_Key_developments_electricity.pdf
[7] H. Hadera, J. Ekstrőm, G. Sand, J. Mantasaari, I. Harjiunkoski, S. Engell. Integration of production scheduling and energy-cost optimization using Mean Value Cross Decomposition, Computers and Chemical Engineering, 129, 2019. https://doi.org/10.1016/j. compchemeng.2019.05.002
[8] P.M. Castro, G. Dalle Ave, S. Engell, I.E. Grossman, I. Harjiunkoski. Industrial Demand Side Management of a Steel Plant Considering Alternative Power Modes and Electrode Replacement, Industrial & Engineering Chemistry Research, 59: 13642-13656, 2020. https://doi. org/10.1021/acs.iecr.0c01714
[9] V. Colla, C. Pietrosanti, E. Malfa, K. Peters. Environment 4.0: How digitalization and machine learning can improve the environmental footprint of the steel production processes, Materiaux et Techniques, 108: 5-6, (2020). https://doi.org/10.1051/mattech/2021007
In the context of electric steelworks, energy management is a key factor to reduce production costs while ensuring satisfaction of energy demands of all the different processes. Energy consumption optimization in the steel production chain can only be achieved by jointly considering individual processes as a network of users, in which each process is already close to the optimal operating point. This results in a large number of energy consumers to be managed, and to this aim a scheduler is usually adopted. The European project EnerMIND aims at effective and efficient steel production and a high utilization rate of production facilities through the implementation of a software demonstrator of a new energy management system based on a new energy management model exploiting a flexible infrastructure. This demonstrator, which covers the whole production chain, considers the areas of the steelworks showing the highest energy demands, i.e. Electric Arc Furnace, secondary steelmaking and the reheating furnaces that feed the rolling mills, in terms of total and peak values.
KEYWORDS:



Corso di base
LEGHE DI ALLUMINIO
Milano c/o FAST e Zoom - 28 ottobre 2025
>> SCOPRI DI PIÙ
Giornata di Studio
DONNE IN METALLURGIA: UNA RISORSA PER IL FUTURO
Brescia c/o AIB - 29 ottobre 2025
>> SCOPRI DI PIÙ
Giornata di Studio
MATERIALI PER IL NUCLEARE. SFIDE E OPPORTUNITÀ
Terni, 3-4 novembre 2025
>> SCOPRI DI PIÙ
Giornata di Studio
Il Water Footprint come leva strategica per la siderurgia sostenibile
Bergamo c/o Kilometro Rosso Innovation District - 13 novembre 2025
>> SCOPRI DI PIÙ
Giornata di Studio
Idrogeno: tra realtà attuale e le opportunità per il futuro
Milano - 18 novembre 2025
>> SCOPRI DI PIÙ


DTMI 2025 - International Workshop ing. Carlo Longaretti on Digital Tools for the Metallurgical Industry Bergamo - 27-28 November 2025
>> MORE INFO
Giornata di Studio Workshop Additive Metallurgy Milano c/o Politecnico di Milano, Campus Bovisa - 21-22 gennaio 2026
>> MORE INFO
Corso Failure Analysis Milano e Monza c/o OMECO, 4-5-12 febbraio 2026
>> MORE INFO
Corso Master in Progettazione stampi Itinerante, febbraio-luglio 2026
>> MORE INFO
EEC 2026 - EMECR 2026 Conferences - siderweb FORUM 4th European Electric Steelmaking conference, 5th International Conference on Energy and Material Efficiency and CO2 Reduction in the Steel Industry and the 2nd edition of the biennial event organised by siderweb to discuss the present and future of Italian and European steel Milano - 11-13 May 2026
>> MORE INFO

WCCM 2026
The 4th World Congress on Condition Monitoring Milano - Italy - 25-28 August 2026
>> MORE INFO
5th International Conference on INGOT CASTING, ROLLING & FORGING
Bardolino, Verona - 13-15 October 2026
>> MORE INFO
Il Centro si pone l’obiettivo di identificare e integrare soluzioni innovative ed efficaci nel campo dei trattamenti termici e termochimici, tutto ciò partendo da una comprensione approfondita delle tecnologie attuali.
Questo approccio mira a garantire il miglioramento della qualità e dell’affidabilità dei componenti metallici, contribuendo significativamente alla sicurezza e all’efficienza dei prodotti finali.




Presidente: Enrico Morgano - MotivexLab Rosta (TO)
Segretario: Massimo PellizzariUniversità di Trento Trento
Segretario:
Antonio De Sario - Vimi Fasteners Novellara (RE)
Negli anni, il Comitato Tecnico ha accolto nuove risorse giovani che stanno portando notevoli benefici di idee, competenze aggiornate, nuova energia e dinamismo. Le manifestazioni del 2025 hanno riguardato diversi settori come la normativa, gli aspetti dei trattamenti dopo stampaggio, la formazione metallurgica e la simulazione; di seguito i dettagli:
• GdS da remoto in febbraio sulla Normativa nel campo dei trattamenti termici, appuntamento annuale (siamo alla terza edizione) che tiene accesi i riflettori sulla normativa e i vari aggiornamenti, in particolare sui metodi di misura. Al riguardo, a gennaio è stato istituito ed è partito un tavolo ristretto di tecnici che vede coinvolto il presidente del CTM Enrico Morgano, per la revisione di tutte le norme sui trattamenti termici e termochimici con l’aggiornamento dei contenuti (tecniche di misura, etc.), in modo da rendere disponibili al mercato norme nuove, aggiornate e pienamente utilizzabili che siano valide almeno fino al 2030.
• GdS in marzo c/o la sede della Confindustria del Canavese a Ivrea (TO), sui trattamenti termici e formazione metallurgica nel mondo dello stampaggio degli acciai; i temi hanno riguardato lo stampaggio a caldo, i trattamenti termici, i sinterizzati per gli stampi, la simulazione e gli aspetti predittivi sulle deformazioni del pezzo finale. È stata anche sperimentata la formula che prevede il coinvolgimento di alcuni relatori in modalità alternativa allo speech, sottoforma di intervista. La survey ha dato un riscontro molto positivo; verrà ripetuta.
• GdS sulla simulazione dei TT in giugno c/o
Franchini Acciai Mairano BS; l’evento è stato organizzato in concerto con il comitato della Forgiatura. La simulazione dei trattamenti termici rappresenta un’innovazione fondamentale nell’industria manifatturiera e metallurgica. Con l’utilizzo di software avanzati è possibile prevedere, con grande accuratezza, il comportamento dei materiali e le caratteristiche finali dei manufatti.
• Corso Modulare di Metallografia suddiviso in due moduli; il primo sui materiali ferrosi che si è concluso nel mese di maggio, mentre il secondo, svolto in settembre e ottobre, ha riguardato i materiali non ferrosi. Il numero dei discenti è stato elevato e ha visto la partecipazione attiva degli iscritti attraverso un’interazione molto costruttiva con i docenti. Il corso rappresenta un appuntamento biennale che si alterna con il corso modulare sui trattamenti termici, previsto nel 2027.
Per il 2026 in cantiere troviamo, oltre alle varie GdS, il convegno nazionale dei Trattamenti Termici (biennale), con sede da definire.
Sul versante AI è in pianificazione, per il 2026, un evento sulla gestione e analisi dei dati, declinato ad applicazioni pratiche di metallografia, con il coinvolgimento del MFM di Lecco.
Il mondo del trattamento termico è un settore dinamico, con nuove leghe, processi e tecnologie in continua evoluzione.
Tuttavia, in Italia, sebbene rappresenti una componente cruciale e strategica per l’intera industria metallurgica e meccanica, non sempre si trova sotto i riflettori come altri comparti manifatturieri.
Il mondo del trattamento termico è intrinsecamente legato all’industria automotive, data la necessità di conferire agli acciai e ad altri materiali metallici le proprietà meccaniche specifiche (durezza, resistenza all’usura, tenacità, ecc.) ed essenziali per la funzionalità e la sicurezza dei componenti del veicolo.
La crisi che sta attraversando il settore, combinata con la transizione verso la mobilità elettrica, sta avendo un duplice impatto sul settore dei trattamenti termici.
Ciò riguarda, da un lato, le sfide immediate dovute alla contrazione della produzione e ai cambiamenti nella filiera, e dall’altro le
opportunità e le nuove esigenze dettate dall’evoluzione tecnologica. Riteniamo che la ricerca e lo sviluppo debbano accelerare proprio in un momento di crisi del settore; è una condizione indispensabile per la competitività futura delle aziende manufatturiere.
Considerare la R&D un “lusso” da tagliare in tempi di crisi è un errore strategico; al contrario, rappresenta l’investimento più importante che un’azienda possa fare per navigare attraverso la tempesta, per emergere più forte e cogliere le opportunità del futuro.
Apriamo le porte al talento femminile
SAVE THE DATE
BRESCIA . 29 OTTOBRE 2025
L’ evento si propone di affrontare in modo pratico e dettagliato le sfide e le opportunità legate all’inserimento di risorse femminili, sottolineando l’importanza di un approccio strutturato.
Gli esperti nel campo delle risorse umane, della medicina del lavoro e del change management condivideranno le loro competenze e best practices per facilitare questo processo. Inoltre, i fornitori di tecnologia potranno presentare soluzioni innovative per supportare l’inclusione e la diversità all’interno delle aziende.
Ampio spazio verrà lasciato a testimonianze dirette di donne che hanno già intrapreso con successo una carriera in questo settore.
La tavola rotonda finale rappresenterà un importante momento per il confronto e il dialogo, dove aziende e professionisti potranno discutere opportunità, esperienze e strategie per promuovere un ambiente di lavoro più inclusivo e paritario.
Organizzata da


Norme pubblicate e progetti in inchiesta (aggiornamento al 30 Settembre 2025)
Norme UNSIDER pubblicate da UNI nel mese di settembre 2025
UNI EN ISO 23063:2025
Macchine per fonderia — Requisiti di sicurezza delle macchine per colata ad alta pressione o pressofusione
UNI EN ISO 377:2025
Acciaio e prodotti di acciaio — Prelievo e preparazione dei campioni e dei provini per prove meccaniche
UNI EN ISO 9556:2025
Acciaio e ghise — Determinazione del contenuto totale di carbonio — Metodo di assorbimento nell’infrarosso dopo combustione in un forno a induzione
UNI ISO/TS 20790:2025
Industrie del petrolio e del gas, compresa l’energia a basse emissioni di CO2 — Linee guida per la manifattura sostenibile e la riduzione delle emissioni di carbonio delle attrezzature e dei materiali per l’industria petrolifera e del gas
UNI EN 10338:2025
Prodotti piani non rivestiti laminati a caldo e a freddo di acciai multifase per formatura a freddo — Condizioni tecniche di fornitura
UNI ISO 6398-1:2025
Industrie del petrolio e del gas, compresa l’energia a basse emissioni di CO2 — Sistemi di motori lineari a immersione per sollevamento artificiale — Parte 1: Motore lineare a immersione
Scoria nera da forno ad arco elettrico — Metodo per la preparazione del campione da sottoporre a prova di lisciviazione secondo la UNI EN 12457-2
Norme UNSIDER ritirate con sostituzione da UNI nel mese di settembre 2025
UNI EN ISO 377:2017
Acciaio e prodotti di acciaio — Prelievo e preparazione dei campioni e dei provini per prove meccaniche
UNI EN ISO 9556:2003
Acciaio e ghise — Determinazione del contenuto totale di carbonio — Metodo di assorbimento nell’infrarosso dopo combustione in un forno a induzione
UNI EN 869:2009
Sicurezza del macchinario — Requisiti di sicurezza per unità di fusione a pressione di metalli
UNI EN 10338:2015
Prodotti piani non rivestiti laminati a caldo e a freddo di acciai multifase per formatura a freddo — Condizioni tecniche di fornitura
UNI/PdR 94:2020
Scoria nera da forno ad arco elettrico (EAF) — Metodo per la preparazione del campione da sottoporre a prova di lisciviazione secondo la UNI EN 12457-2
Norme UNSIDER pubblicate da CEN e ISO nel mese di settembre 2025
EN 15979:2025
UNI 11991:2025
Testing of ceramic raw materials and ceramic materials — Direct determination of mass fractions of impurities in powders and granules of silicon carbide by optical emission spectrometry by direct current arc excitation (DCArc-OES)
EN 15991:2025
Testing of ceramic raw materials and ceramic materials — Direct determination of mass fractions of impurities in powders and granules of silicon carbide by inductively coupled plasma optical emission spectrometry with electrothermal vaporisation (ETV-ICP-OES)
EN ISO 10280:2025
Steel and iron — Determination of titanium content — Diantipyrylmethane spectrophotometric method (ISO 10280:2025)
EN 10378:2025
Welded stainless steel square and rectangular tubes for mechanical and structural engineering and decorative use — Technical delivery conditions
EN ISO 15363:2025
Metallic materials — Tube ring hydraulic pressure test (ISO 15363:2017)
ISO 10280:2025
Steel and iron — Determination of titanium content — Diantipyrylmethane spectrophotometric method
ISO 5490:2025
Steel — Rating and classifying nonmetallic inclusions using the scanning electron microscope
Progetti UNSIDER messi allo studio dal CEN (Stage 10.99) - ottobre 2025
prEN 10143 rev
Continuously hot-dip coated steel sheet and strip — Tolerances on dimensions and shape
prEN 10131 rev
Cold rolled uncoated and zinc or zinc-nickel electrolytically coated low carbon and high yield strength steel flat products for cold forming — Tolerances on dimensions and shape
prEN 10250-2 rev
Open die steel forgings for general engineering purposes — Part 2: Non-alloy quality and special steels
Progetti UNSIDER in inchiesta prEN e ISO/DIS - ottobre 2025
prEN – progetti di norma europei
prEN ISO 15136-1
Petroleum and natural gas industries — Progressing cavity pump systems for artificial lift — Part 1: Pumps (ISO/DIS 15136-1:2025)
prEN ISO 28300
Venting atmospheric and low-pressure storage tanks (ISO/DIS 28300:2025)
prEN ISO 24817
Petroleum, petrochemical and natural gas industries — Composite repairs for pipework — Qualification and design, installation, testing and integrity management (ISO/DIS 24817:2025)
ISO/DIS – progetti di norma internazionali
ISO/DIS 28300
Venting atmospheric and low-pressure storage tanks
ISO/DIS 24817
Petroleum, petrochemical and natural gas industries — Composite repairs for pipework — Qualification and design, installation, testing and integrity management
ISO/DIS 23414
Oil and gas industries including low carbon energy — Workover rigs for offshore fixed platforms
ISO/DIS 22238
Design, construction and testing of high-pressure natural gas marine transfer arms
ISO/DIS 15136-1
Petroleum and natural gas industries — Progressing cavity pump systems for artificial lift — Part 1: Pumps
ISO/DIS 1099
Metallic materials — Fatigue testing — Axial force-controlled method
Progetti UNSIDER al voto FprEN e ISO/ FDIS - ottobre 2025
FprEN – progetti di norma europei
ISO/DTR 25088
Guidance for the application of low-carbon technologies in steel plants
ISO/PRF 23296
Metallic materials — Fatigue testing — Force controlled thermo-mechanical fatigue testing method


The 4th WCCM will take place on August 25-28, 2026, at NH Milano Congress Centre, Milan, Italy. The primary objective of the World Congress on Condition Monitoring (WCCM) is to facilitate the global exchange of research and applications in Condition Monitoring (CM) and related areas, with a strong emphasis on scientific and technological advancements, industrial applications and international cooperation. The Congress serves as a worldwide platform for scientists and professionals from both academia and industry to share knowledge and insights. The event is organized in collaboration with condition monitoring and NDT societies worldwide.
• 2017: WCCM 2017 London, UK
• 2019: WCCM 2019 Singapore
• 2024: WCCM 2024 Beijing, China
The congress technical programme includes:
• Plenary keynote presentations
• Distinguished overview presentations
• Invited and contributed presentations, including case study presentations
• Industrial sessions for major industrial sectors
• Workshops/tutorials on advanced topics in condition monitoring, led by recognised scientists and engineers
• Expert panel session on hot topics in condition monitoring and related areas
• Exhibition, vendor presentations and a plenary spotlight session for exhibitors and sponsors
• Deadline for abstract submission: January 30, 2026
• Notification of abstract acceptance: ........................ February 28, 2026
• Deadline for submission of full papers: April 30, 2026
• Deadline for Speakers registration & payment: April 30, 2026
• Deadline for early bird registration & payment: June 10, 2026
• Standard Registration deadline: July 31, 2026
NH Milano Congress centre. Address: Strada 2, 7, Assago (MI) - Italy. NH Milano Congress Centre is located in Assago, Milan business district just 15 minutes away from the city center and nearby the vibrant Navigli area.
The detailed exhibiting and sponsorship packages will be available on the WCCM 2026 website.


Prof. Dr. Len Gelman
The University of Huddersfield, UK
Prof. Dr. Hamid Reza Karimi Politecnico di Milano, Italy
For inquiries, contact:
• E-mail: conference@aimnet.it
• Phone: +39 0276021132
• Website: www.aimnet.it/wccm2026
Social media
Follow us for updates: