Italiana La Metallurgia
International Journal of the Italian Association for Metallurgy
n. 09 settembre 2025
Organo ufficiale dell’Associazione Italiana di Metallurgia. Rivista fondata nel 1909

International Journal of the Italian Association for Metallurgy
n. 09 settembre 2025
Organo ufficiale dell’Associazione Italiana di Metallurgia. Rivista fondata nel 1909
International Journal of the Italian Association for Metallurgy
Organo ufficiale dell’Associazione Italiana di Metallurgia. HouseorganofAIMItalianAssociationforMetallurgy. Rivista fondata nel 1909
Direttore responsabile/Chiefeditor: Mario Cusolito
Direttore vicario/Deputydirector: Gianangelo Camona
Comitato scientifico/Editorialpanel: Marco Actis Grande, Silvia Barella, Paola Bassani, Christian Bernhard, Massimiliano Bestetti, Wolfgang Bleck, Franco Bonollo, Irene Calliari, Mariano Enrique Castrodeza, Emanuela Cerri, Vlatislav Deev, Andrea Di Schino, Donato Firrao, Bernd Kleimt, Carlo Mapelli, Denis Jean Mithieux, Roberto Montanari, Marco Ormellese, Mariapia Pedeferri, Massimo Pellizzari, Barbara Previtali, Evgeny S. Prusov, Dario Ripamonti, Dieter Senk
Segreteria di redazione/Editorialsecretary: Flynn Russo
Comitato di redazione/Editorialcommittee: Federica Bassani, Gianangelo Camona, Mario Cusolito, Carlo Mapelli, Federico Mazzolari, Flynn Russo, Silvano Panza
Direzione e redazione/Editorialandexecutiveoffice: AIM - Via F. Turati 8 - 20121 Milano tel. 02 76 02 11 32 - fax 02 76 02 05 51 met@aimnet.it - www.aimnet.it
Reg. Trib. Milano n. 499 del 18/9/1948. Sped. in abb. Post. - D.L.353/2003 (conv. L. 27/02/2004 n. 46) art. 1, comma 1, DCB UD
Immagine in copertina: Shutterstock

Gestione editoriale e pubblicità Publisher and marketing office: siderweb spa sb Via Don Milani, 5 - 25020 Flero (BS) tel. 030 25 400 06 commerciale@siderweb.com - www.siderweb.com
La riproduzione degli articoli e delle illustrazioni è permessa solo citando la fonte e previa autorizzazione della Direzione della rivista. Reproduction in whole or in part of articles and images is permitted only upon receipt of required permission and provided that the source is cited.
siderweb spa sb è iscritta al Roc con il num. 26116

n.09 settembre 2025
Anno 116 - ISSN 0026-0843
Editoriale / Editorial
a cura di Elisa Fracchia, Giulio Timelli ................................................................................................................ pag.05
Memorie scientifiche / Scientific papers
Metalli leggeri / Light metals
Effetto dell’aggiunta di Cr e Ni sulla microstruttura e la resistenza a usura della lega riciclata AlSi9Cu3(Fe)
E. Fracchia, M. Actis Grande . pag.07
Confronto del comportamento a compressione, proprietà meccaniche ed energia assorbita dell’honeycomb e delle schiume a celle chiuse in alluminio
A. Ceci, G. Costanza, M.E. Tata ........................................................................................................................... pag.14
Studio della shell zone di billette in lega di alluminio ottenute mediante directchill casting con impiego di matrici hot-top innovative
A. Malandruccolo, C. Menapace, F. Canevari .................................................................................................... pag.30
Studio dell’effetto “Nero Cavolfiore” su Placche Omogeneizzate in Lega 5754 - 5182 e Modifiche nel Processo per Ridurne la Formazione
F. Bravaccino, C. Sinagra, A. Squillace, A. Astarita, A. Acquesta, T. Monetta ...................................................... pag.42
Attualità Industriale / Industry News
La tecnologia Jodovit J-Therm HPDC per le leghe leggere: termocamere e microdosaggio per ridurre il consumo di acqua
A cura di: M. Cucco, G. Calloni . pag.53
Atti e notizie / AIM news
Eventi AIM / AIM events ...................................................................................................... pag.59
Comitati tecnici / Technical Committees ........................................................................ pag.62
Federmeccaniche: difficile 2024 per l'industria italiana del bene strumentale .. pag.66
Normativa / Standards ........................................................................................................ pag.68
Palaexpo Veronafiere www.aimnet.it/estad2025



with the support of sponsored by
Engineering
www.cvengineering.com
The knowledge and the development of the new ideas enhance progress. With the 7th European Steel Technology and Application Days 2025 (7th ESTAD 2025) AIM offers attendants and visitors the opportunity to meet, exchange their ideas, perform fruitful discussion and create new professional relationships involving technology providers, suppliers, producers and customers.
The meeting will be focused on the technological advances, changes of the supply chain involving the raw materials and energy sources, transformation of the production processes and plants to accomplish the twin transition (ecological and digital) and the new perspective of steel applications.
The registration is open. Registration fees are available on the ESTAD 2025 Conference website: www.aimnet.it/estad2025
Monday 6 October 2025 (16:00-18:30):
Early Congress registration and new on-site registration (pick-up of Conference material; possibility for speakers to upload their presentation at the slide center
Tuesday 7 October 2025: Opening/plenary session | Technical sessions | Get-together
Wednesday 8 October 2025: Technical sessions | Conference dinner
Thursday 9 October 2025: Technical sessions | Closing session
The Conference will be enhanced by an Exhibition at which companies will have the opportunity to inform all delegates of their latest developments.
Moreover, together with our partner Siderweb, we would be pleased to offer you a sponsorship package tailored to suit your own needs.
You can find on the Conference website more information together with the already present exhibitors.
Via Filippo Turati 8 | 20121 Milano MI | Italy
Email: estad2025@aimnet.it Phone: +39 0276021132 www.aimnet.it/estad2025
"The development ofknowledgeregarding aluminiumalloys,heat treatments, and production processesisconstantly progressing."


Le leghe di alluminio ricoprono un ruolo chiave nel comparto industriale, sia europeo sia mondiale, grazie alle svariate applicazioni e campi di impiego a cui esse sono destinate.
Nel panorama mondiale attuale, l’applicazione di dazi sui prodotti di alluminio rischia di incentivare il mercato di esportazione del rottame, soggetto a tariffe di vendita maggiormente agevolate. Il rottame di alluminio, tuttavia, rappresenta un prodotto chiave per l’industria italiana ed europea, poiché l’alluminio può essere riutilizzato infinitamente e il processo di riciclo della lega ha un’impronta di carbonio molto ridotta; si pensi, infatti, che il processo di rifusione richiede solo il 5% circa dell’energia iniziale utilizzata nella produzione di alluminio primario. Le eccellenti proprietà delle leghe di alluminio, sia primarie sia secondarie, consentono l’impiego sia di leghe da fonderia sia da deformazione plastica, per esempio, nel comparto dell’autoveicolo,
Aluminium alloys play a key role in the industrial sector, both in Europe and worldwide, due to their different applications and fields of use.
In the current global view, the application of duties on aluminium products may lead to the increase of the export market for scrap, which is subject to more favourable sales tariffs. However, aluminium scrap represents a key product for the Italian and European industry, as aluminium can be reused infinitely, and the alloy recycling process has a very low carbon footprint. The remelting process requires only about 5% of the initial energy used in primary aluminium production. The excellent properties of both primary and secondary aluminium alloys allow for the use of both casting and wrought alloys, for example, in the automotive sector, where a reduction in vehicle weight is key to reducing polluting gas emissions or extending battery range.
In the programming of the AIM 2025 events, there are
laddove una riduzione del peso dei veicoli risulta chiave in termini di riduzione delle emissioni di gas inquinanti o di autonomia del pacco batterie.
Nella programmazione degli eventi AIM 2025, diversi sono i corsi e le giornate di studio inerenti alle leghe leggere, quali il corso di metallografia delle leghe non ferrose e il corso di base sulle leghe di alluminio, mentre è in programmazione per il 2026 il corso sulla saldatura delle leghe di alluminio. Nonostante a oggi settori chiave quali l’autoveicolo e l’aerospaziale utilizzino principalmente alcune specifiche leghe di alluminio, la ricerca e lo studio di nuove composizioni chimiche non si sono arrestate. La notevole spinta da parte dell’Unione Europea verso una transizione ecologica ha anch’essa influenzato notevolmente il mercato dei metalli leggeri. Si pensi ai recenti studi che hanno rivitalizzato, per esempio, l’attenzione delle leghe alluminio-magnesio-scandio, leghe altamente ingegnerizzate e caratterizzate da proprietà meccaniche elevate, destinate ad applicazioni nell’ambito dell’economia dell’idrogeno, grazie alla loro elevata resistenza all’infragilimento. Anche il settore della famiglia di leghe Al-Cu continua il suo sviluppo: nuove leghe prive di piombo, caratterizzate da elevata lavorabilità e resistenza meccanica, sono oggi disponibili per il mercato aeronautico e aerospaziale. Per queste ragioni, appare evidente che lo sviluppo delle conoscenze sulle leghe di alluminio, sui trattamenti termici e sui processi produttivi prosegue incessantemente, come ulteriormente dimostrano le memorie presentate in questo numero della rivista.
several courses and events related to light alloys, such as the course on metallography of non-ferrous alloys andthebasiccourseonaluminiumalloys,whileacourse on welding of aluminium alloys is planned for 2026. Although key sectors such as automotive and aerospace today mainly use some specific aluminium alloys, research and study of new aluminium alloys have not stopped. The strong push from the European Union towards an ecological transition has also significantly influenced the light metals market. Recent studies have revitalized, for example, the attention on aluminium-magnesium-scandium alloys, which are highly engineered alloys characterized by high mechanical properties, intended for applications in the hydrogen economy, thanks to their high resistance to embrittlement.ThefamilyofAl-Cualloysalsocontinues its development: new lead-free alloys, characterized by high workability and mechanical strength, are now available for the aeronautical and aerospace market. For these reasons, it is clear that the development of knowledge on aluminium alloys, heat treatments, and production processes continues incessantly, as further demonstrated by the studies presented in this issue of the journal.


Recentemente, nei vari scenari della produzione dei componenti per mezzo di colata, si è iniziato a valutare l’utilizzo di leghe provenienti da prodotti a fine vita e comunemente destinati allo smaltimento, senza che essi siano ulteriormente processati. Questo metodo di produzione può coinvolgere quindi la rifusione di parti di scarto anche per più di una volta. Tuttavia, la possibilità di formazione di fasi intermetalliche deleterie o grossolane dovute alla rifusione può essere un disincentivo. In questo lavoro, si è considerato l’effetto dell’aggiunta di Cr e/o Ni alla lega AlSi9Cu3(Fe) proveniente da scarti di fonderia, realizzando 6 tipologie di lega, contenenti lo 0,5 wt% o l’1% di cromo; contenenti lo 0,5 wt% o l’1% di nichel e infine contenenti lo 0,5 wt% di Ni e 0,5% di Cr oppure l’1wt% di Ni e l’1% di Cr. Queste leghe sono state valutate dal punto di vista microstrutturale e della resistenza a usura. Tali misure hanno evidenziato un maggiore incremento della durezza dell’eutettico se vi è aggiunta di nichel in lega; tuttavia, ciò risulta accompagnato da una minore resistenza all’usura.
INTRODUZIONE
Le leghe di alluminio da diversi anni rappresentano uno dei materiali maggiormente impiegati per la produzione di componenti per il settore dell’autoveicolo, specialmente per la produzione di parti powertrain [1]. L’interesse per tali leghe è dovuto alle buone proprietà meccaniche specifiche raggiungibili, nonché alla loro totale riciclabilità. Tale riciclabilità permette di riutilizzarne gli scarti di produzione, ovvero i getti difettosi, nella loro totalità, con reinserimento nel ciclo produttivo, ma apre anche alla possibilità di riciclare getti a fine vita [2-4]. Dal punto di vista della produzione di componenti powertrain, essi sono tipicamente realizzati tramite colata, tipicamente con colata in gravità, in alta o in bassa pressione. La colata in alta pressione (High Pressure Die Casting, HPDC) è una delle tecnologie produttive maggiormente usate, grazie agli ottimi risultati raggiungibili dai getti in termini di performance meccaniche, riduzione dei difetti e tempi di produzione notevolmente minori per la produzione su larga scala rispetto ad altre tecnologie produttive [5]. Inoltre, la possibilità di produrre getti a parete molto sottile permette una ulteriore riduzione del peso complessivo dei getti.
Elisa Fracchia
Università degli studi di Genova, Genova
Marco Actis Grande
Dipartimento Scienza Applicata e Tecnologia (DISAT), Politecnico di Torino, Torino
Tipicamente, per le colate in pressione di getti per automotive si utilizza la lega EN AC 46000 (AlSi9Cu3(Fe)) [6]. Questa lega trova vasta applicazione grazie all’elevato tenore di Si che le conferisce ottima colabilità ed elevato tenore di Cu che ne aumenta le caratteristiche meccaniche in condizioni as-cast, grazie alla presenza delle fasi intermetalliche tipo θ-Al2Cu e la fase Q- Al5Cu2Mg8Si6 [7]. In particolare, la riciclabilità delle leghe di alluminio assume particolare interesse nel caso di una lega come la AlSi9Cu3(Fe), considerato il suo vasto impiego. Alcuni studi e progetti europei, infatti, si stanno recentemente concentrando sull’utilizzo della lega riciclata e proveniente da scarti di produzione o prodotti a fine vita, senza l’aggiunta di lega proveniente da lingotti, per ridurre l’impatto energetico del processo [8]. Questi studi hanno evidenziato ottimi risultati in termini di proprietà dei getti ottenuti, a patto che il numero di rifusioni della lega di scarto non siano eccessivamente elevate, pena l’ingrossamento delle fasi intermetalliche del Fe e l’ingrossamento del Si eutettico, con notevoli effetti infragilenti [9]. In letteratura, sono oggetto di studio anche le alligazioni con elementi di transizione quali Mn, Cr o Ni [10,11]. L’aggiunta
di tali elementi va a modificare la composizione chimica delle fasi intermetalliche nucleate, nonché modifica più o meno profondamente il comportamento del materiale a determinate sollecitazioni o condizioni ambientali. In questo lavoro, visto l’interesse per l’utilizzo di leghe provenienti da scarti, delle porzioni di getti di scarto provenienti da scarti di fonderia (comunemente definiti come new scraps, ovvero ‘scarti nuovi’) sono stati rifusi e alligati con Cr, Ni o una combinazione dei due elementi, al fine di valutare la resistenza a usura delle leghe ottenute. I campioni così colati (tramite colata in gravità in scala di laboratorio) sono stati testati tramite prove al pin-on-disk.
La lega AlSi9Cu3(Fe), proveniente da scarti di fonderia, è stata ri-processata tramite colata in gravità, eseguendo la fusione della stessa in un forno elettrico a crogiolo, additivando la lega con quantità variabili di Cr e/o Ni. La composizione del materiale come pervenuto è riportata in tabella 1.
Tab. 1 - Composizione chimica della lega come pervenuta / Chemical composition of the alloy as delivered.
Composizione chimica - AlSi9Cu3(Fe)
In totale sono stati colati sei (6) campioni, identificabili rispettivamente come: Alloy #1 (0.5 wt% Cr e 0.5 wt% Ni); Alloy #2 (wt% Cr e 1 wt% Ni); Alloy #3 (0.5 wt% Cr); Alloy #4 (1 wt% Cr); Alloy #5 (1 wt% Ni); Alloy #6 (0.5 wt% Ni). I campioni, successivamente alla colata, sono stati sezionati rivelando la presenza di microporosità diffusa, che appare uniforme in tutte le composizioni chimiche colate.
I getti colati sono stati sezionati al fine di ricavarne dei dischi diametro Ø 25 mm per 10 mm di spessore, su cui eseguire le prove di usura pin-on-disk (standard ASTM G 99). I parametri di prova sono riportati in tabella 2. Per ogni composizione sono state eseguite due prove.
Tab. 2 - Parametri di prova pin-on-disk / Working parameters pin-on-disk.
Pin-on-disk
Velocità (rpm) Carico (N) Distanza complessiva di strisciamento (m)
Diametro di lavoro campione (mm)
Materiale pin
Diametro pin (mm)
In seguito alle prove di usura, si calcola il wear rate, in funzione del coefficiente di usura ottenuto dalle prove e in

Un disco per ciascuna composizione chimica è stato utilizzato per effettuare osservazioni microstrutturali. I campioni sono stati lucidati con carta abrasiva SiC e successivamente lappati con silice colloidale (0.04 µm) per ottenere una superficie lucidata a specchio. Le osservazioni microstrutturali sono state eseguite tramite microscopia ottica, al fine di identificare le fasi intermetalliche presenti. Sui campioni lucidati sono state effettuate misure di microdurezza, effettuando 5 misure sull’eutettico e 5 misure su α-alluminio, impiegando come parametri: 50 gf, 15 s. Inoltre, le misure di microdurezza sull’eutettico sono state effettuate principalmente sul Si eutettico, coinvolgendo al più solo fasi intermetalliche molto fini o non discernibili in microscopia ottica per bassi ingrandimenti, mentre le fasi intermetalliche α-Fe, grossolane, non sono state indentate, per non fornire indicazioni falsate in merito alla durezza media dell’eutettico.
Microstrutture
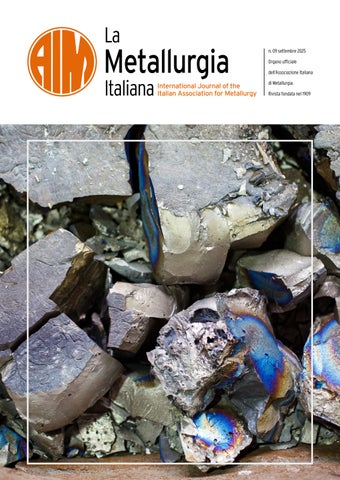
La microstruttura delle leghe è mostrata in figura 1. Alcune fasi possono essere facilmente osservabili tramite microscopia ottica, come riportato in figura 1, mentre altre possono essere evidenziate solo tramite microscopia elettronica.
funzione della densità del campione e del peso del campione, utilizzando la formula (1). (1)
L’aggiunta di Cr dà luogo alla formazione della fase intermetallica Al(Fe,Mn,Cr)Si, mentre in seguito all’aggiunta di Ni avviene la nucleazione di Al-Cu-Ni. Altre fasi intermetalliche normalmente presenti nella lega sono: Q-Al5Cu2Mg8Si6, π-Al8FeMg3Si6, Al15(Fe, Mn)3Si2, θ-Al2Cu e β-Mg2Si.
La fase Al15(Fe, Mn)3Si2 si osserva nelle leghe con aggiunta di solo Ni; al contrario, l’aggiunta di Cr porta alla nucleazione della fase Al15(Fe, Mn, Cr)3Si2, la cui forma varia in funzione del tenore di Cr aggiunto. La nucleazione delle fasi Al-Cu-Ni è attesa nelle leghe con aggiunta di Ni, ma tali fasi sono difficilmente discernibili tramite microscopia ottica. La fase Q-Al5Cu2Mg8Si6 si contraddistingue grazie alla colorazione grigio chiaro, simile a quella della fase θ-Al2Cu. Tale fase ha una conformazione poligonale. Spesso si è osservata la nucleazione di θ-Al2Cu nei pressi della fase Q.
La fase π-Al8FeMg3Si6, invece, ha una conformazione di tipologia denominata scrittura cinese, e appare grigio chiaro in microscopia ottica. Infine, il silicio eutettico ha forma generalmente aciculare nelle leghe as-cast; tuttavia, la conformazione dell’eutettico può anche essere molto fine, in funzione della velocità di raffreddamento del getto e della posizione del punto di osservazione.
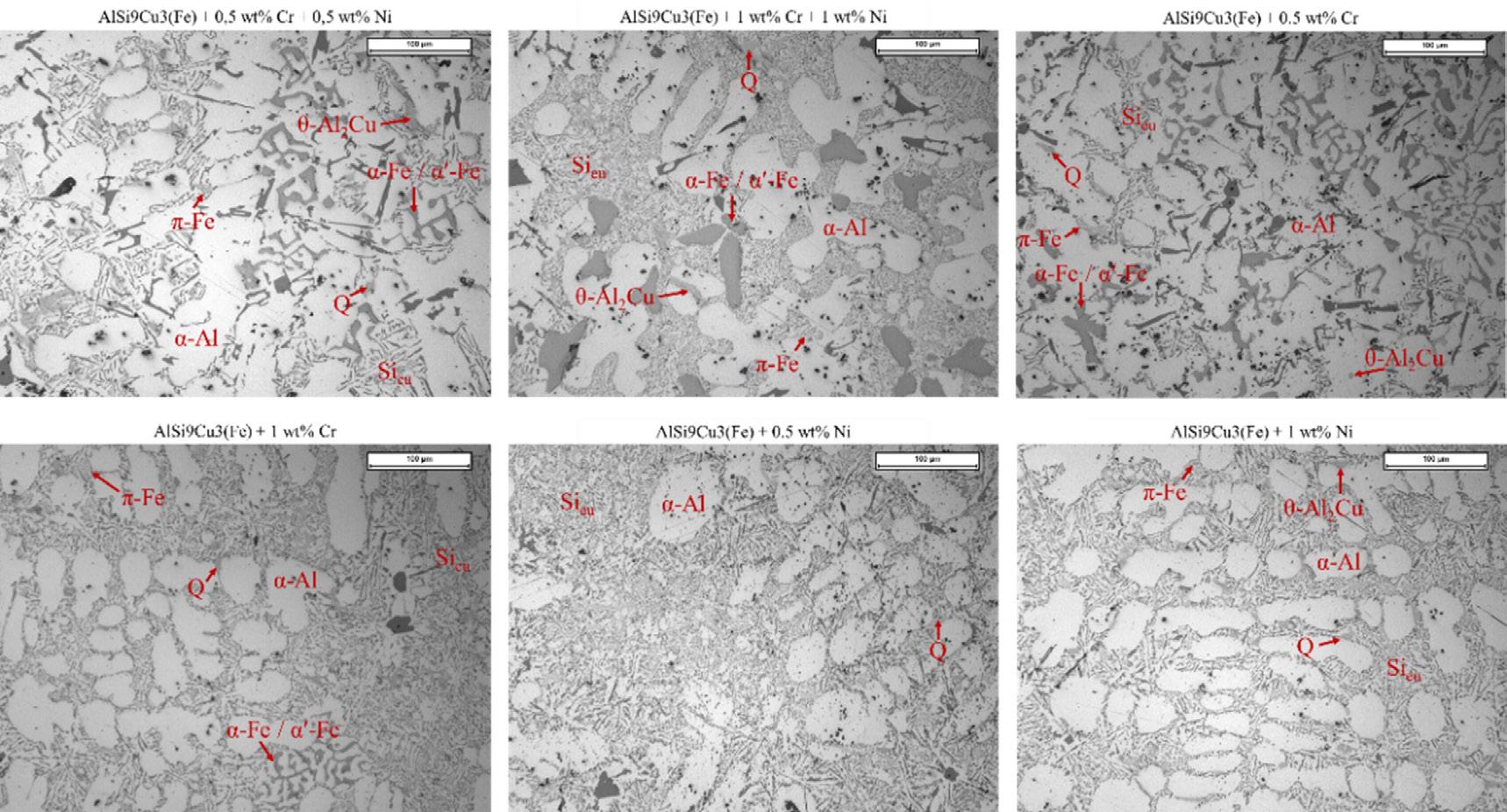
Fig.1 - Microstrutture (microscopio ottico) e fasi intermetalliche. Marker: 100 µm / Microstructures (optical microscope) and intermetallic phases. Marker: 100 µm.
Microdurezza
Le misure di microdurezza sono state eseguite sia sull’eutettico sia sulla matrice di α-alluminio. Complessivamente, la matrice di α-Al appare rafforzata in seguito all’aggiunta dell’1 wt% di cromo, mentre l’aggiunta di Ni porta all’ottenimento di elevate microdurezze nell’eutettico.
Ciò è dovuto all’aumentata durezza della fase θ-Al2Cu a cui il Ni si lega [12]. Viceversa, il Cr addizionato si lega principalmente alla fase intermetallica α -Fe senza apparentemente conferire alla fase una maggiore durezza alla fase [10,13]. La fase θ-Al2Cu, finemente dispersa, viene indentata conferendo valori di microdurezza medi maggiori. Al contrario, le fasi intermetalliche α-Fe (con o senza presenza di Cr), sono caratterizzate da dimensioni maggiori (50 - 100 µm di lunghezza) e non sono state indentate durante le misure di microdurezza dell’eutettico.
In figura 2 sono mostrati i risultati delle misure di microdurezza nei campioni, con distinzione dei risultati delle misure a seconda che esse siano state effettuate nell’eutettico o su α-Al.
I numeri da 1 a 6 indicano le sei differenti composizioni chimiche oggetto di studio, come precedentemente indicato.
Le deviazioni standard nei valori di microdurezza dell’eutettico risultano elevate a causa della possibile indentazione di fasi intermetalliche molto fini, non facilmente discriminabili tramite sola microscopia ottica (θ-Al2Cu).
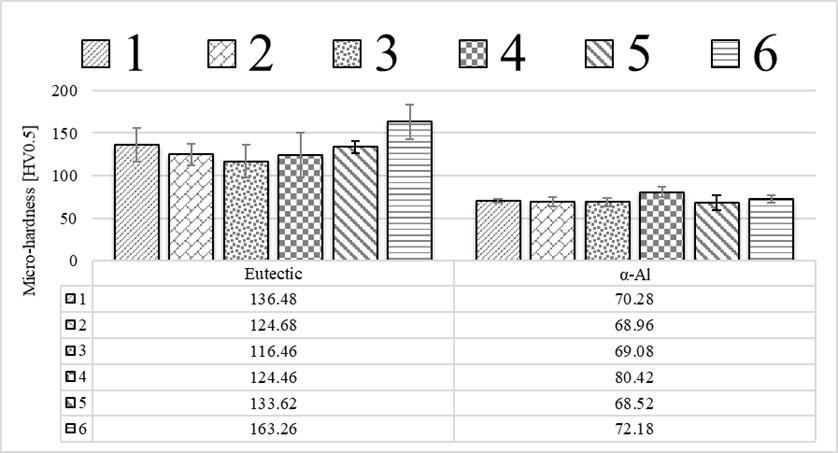
Pin-on-disk
Le prove di usura eseguite al pin-on-disk hanno evidenziato un comportamento differente nelle varie leghe. I risultati in termini di coefficiente di usura COF e tasso di usura (wear rate) sono presentati in figura 3.
I campioni contenenti Cr appaiono caratterizzati da una maggiore resistenza a usura, mentre i campioni contenenti Ni hanno mostrato una resistenza a usura inferiore ai campioni contententi solo Cr.
I campioni contenenti sia Cr che Ni sono caratterizzati da una resistenza a usura avente un valore medio tra le due condizioni viste in precedenza. Tale comportamento è presumibilmente associabile alla microdurezza media misurata nelle sei leghe (valor medio delle misure di microdurezza effettuate su eutettico e su fase α-Al). In figura 4 sono presentati i dati inerenti alle relazioni tra COF, tasso di usura e microdurezza.
- Misure di microdurezza su eutettico e su α-Al / Microhardness measures on eutectic and on α-Al.
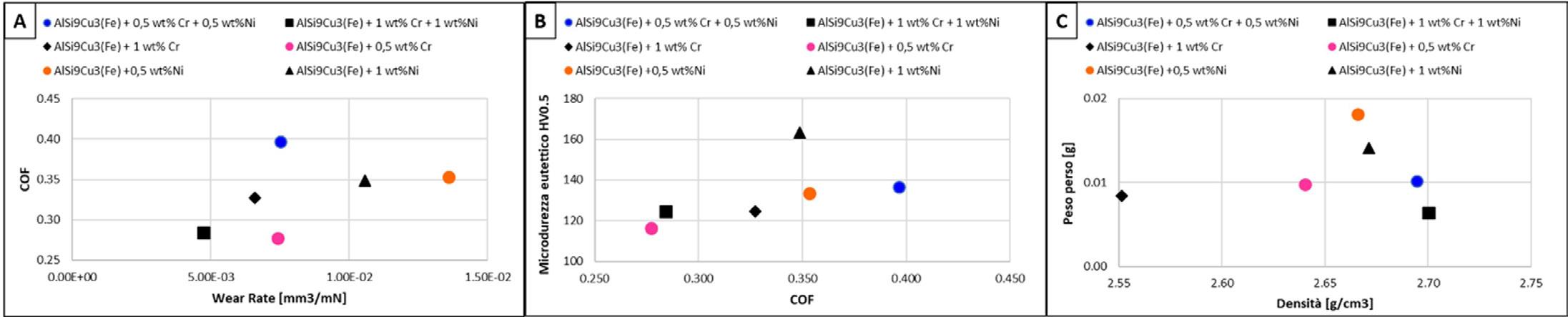
Fig.4 - A: Tasso di usura vs COF, B: COF vs microdurezza eutettico, C: densità vs peso perso / A: Wear rate vs COF, B: COF vs eutectic micro-hardness and C: specific weight vs lost weight.
In figura 4-A si osserva che i tassi di usura minori sono stati riscontrati per le leghe contenenti Cr, mentre il maggiore valore di tasso di usura è stato misurato per il campione contente lo 0.5 wt% Ni.
In figura 4-B è inoltre riportata la relazione tra microdurezza media dell’eutettico e il coefficiente di usura COF.
L’aggiunta di solo Cr porta a una durezza media dell’eutettico di 116 HV0.5, che aumenta sensibilmente (circa 124 HV0.5) quando Cr raggiunge il tenore di 1 wt%. L’aumento di durezza è associato a un COF medio più elevato: da 0.28 a 0.33.
L’aggiunta di Ni porta all’ottenimento di valori di COF medio circa uguali nei due campioni (0.353 e 0.349), nonostante la durezza media dell’eutettico sia notevolmente differente nei due campioni: 133 HV0.5 (con 0.5 wt% Ni) e 163 HV0.5 (con 1 wt% Ni). Con l’aggiunta sia di Cr che di Ni, invece, si osserva un maggiore COF nella lega avente maggiore durezza.
Infine, la perdita di peso, che è associata al tasso di usura con un rapporto direttamente proporzionale (figura 4-C), evidenzia come non sia stata osservata una correlazione tra perdita di peso e densità, sottolineando come i campioni con porosità maggiormente diffuse, e quindi aventi minore densità, non sono stati maggiormente proni all’abrasione della superficie dovuta alla presenza di difetti (piccole porosità e ritiri dendritici).
La figura 5 mostra micrografie SEM delle superficie dei campioni post usura pin-on-disk. Nei campioni contenenti Cr sono chiaramente distinguibili le fasi intermetalliche α-Fe, specialmente nel campione contenente sia 1 wt% di Cr che 1 wt% di Ni.
Sono evidenti fratture sulla superficie usurata, che appare disuniforme. A maggiori ingrandimenti, sono riscontrabili scanalature e solchi dovuti al processo di usura.
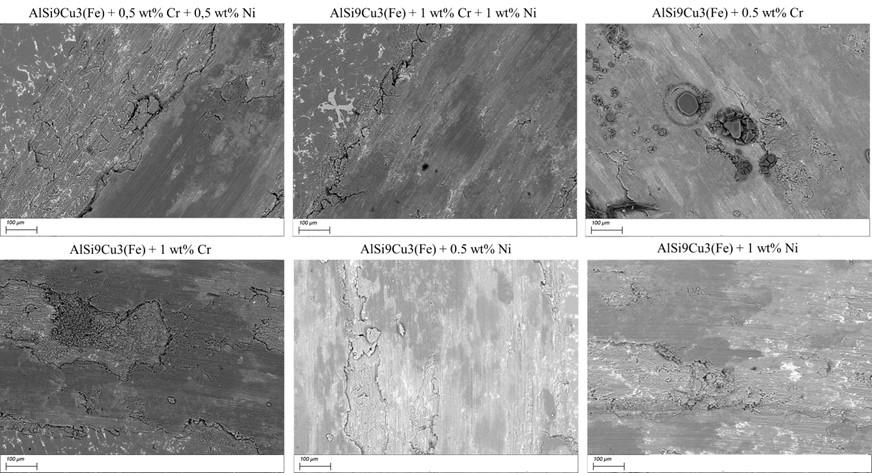
Fig.5 - Immagini SEM. Superfici di usura post pin-on-disk / SEM images. Wear surfaces after pin-on-disk tests.
In questo lavoro, la lega AlSi9Cu3(Fe) proveniente da scarti di processo è stata rifusa al fine da produrre getti alligati con Cr e/o Ni. Le microstrutture hanno evidenziato la formazione di fasi intermetalliche specifiche dovute all’aggiunta di tali elementi di lega. Inoltre, anche le misure di microdurezza hanno confermato un aumento della microdurezza della fase eutettica con l’aggiunta di Ni, grazie alla formazione di fasi intermetalliche con il Cu.
La resistenza a usura è stata valutata su provini in seguito a prove al pin-on-disk, evidenziando una maggiore tendenza all’usura per i campioni contenenti solo Ni, mentre i campioni alliganti solo con Cr hanno mostrato i risultati migliori. Da queste valutazioni è stato possibile confermare un aumento della resistenza a usura con l’aggiunta del Cr, mentre l’alligazione con il solo Ni, dai risultati preliminari qui mostrati, sembra condurre a elevati tassi di usura.
[1] T.A. Baser, E. Umay, V. Akinci, New trends in aluminum die casting alloys for automotive applications, in: Eurasia Proceedings of Science, Technology, Engineering and Mathematics, 2022. https://doi.org/10.55549/epstem.1227541.
[2] M. Bhaskar, G. Anand, T. Nalluswamy, M. Koilraj, P. Suresh, Recycling of Aluminum Chips in Die Casting Foundry, International Journal of Metalcasting (2021). https://doi.org/10.1007/s40962-021-00707-3.
[3] E. Velasco, J. Nino, Recycling of aluminium scrap for secondary Al-Si alloys, Waste Management and Research 29 (2011). https://doi.org/10.1177/0734242X10381413.
[4] A.K. Prasada Rao, W.Q. Ain, M.K. Faisal, B.I. Mazni, Undiluted Recycling of Aluminum Scrap Alloy Using Hume-Rothery’s Rule, Metallography, Microstructure, and Analysis 7 (2018). https://doi.org/10.1007/s13632-018-0431-8
[5] M.T. Murray, M. Murray, High pressure die casting of aluminium and its alloys, in: Fundamentals of Aluminium Metallurgy: Production, Processing and Applications, 2010. https://doi.org/10.1533/9780857090256.1.217.
[6] L. Hurtalová, E. Tillová, M. Chalupová, The structure analysis of secondary (Recycled) AlSi9Cu3 cast alloy with and without heat treatment, Engineering Transactions 61 (2013).
[7] L. Zuo, B. Ye, J. Feng, X. Kong, H. Jiang, W. Ding, Effect of Q-Al5Cu2Mg8Si6 phase on mechanical properties of Al-Si-Cu-Mg alloy at elevated temperature, Materials Science and Engineering: A 693 (2017). https://doi.org/10.1016/j.msea.2017.03.087.
[8] E. Fracchia, C. Mus, Low carbon footprint aluminium components for E-Mobility, Acta Metallurgica Slovaca 30 (2024) 24–28. https:// doi.org/10.36547/ams.30.1.1997
[9] J. Kasińska, D. Bolibruchová, M. Matejka, The influence of remelting on the properties of AlSi9Cu3 alloy with higher iron content, Materials 13 (2020). https://doi.org/10.3390/ma13030575.
[10] M. Tocci, R. Donnini, G. Angella, A. Pola, Effect of Cr and Mn addition and heat treatment on AlSi3Mg casting alloy, Mater Charact 123 (2017). https://doi.org/10.1016/j.matchar.2016.11.022
[11] L. Ding, X. Zhang, C. Lu, C. Wang, Y. Weng, Q. Dong, S. Xu, L. Cao, Z. Jia, Influence of the combined additions Mn, Cr or Ni on the formation of dispersoids and mechanical properties of Al–Mg–Si–Cu alloys, Materials Science and Engineering: A 892 (2024). https:// doi.org/10.1016/j.msea.2023.145962
[12] S. Jain, N. L, V. Kumar, S. Samal, Effect of Ni and Si alloying elements on the phase evolution, mechanical properties, tribological behaviour of Al–Cu alloys, Mater Chem Phys 297 (2023). https://doi.org/10.1016/j.matchemphys.2023.127421.
[13] E. de Rosso, C.A. dos Santos, A. Garcia, Microstructure, Hardness, Tensile Strength, and Sliding Wear of Hypoeutectic Al–Si Cast Alloys with Small Cr Additions and Fe-Impurity Content, Adv Eng Mater 24 (2022). https://doi.org/10.1002/adem.202001552
[15] Palmieri ME, Tricarico L. Physical simulation of laser surface treatment to study softening effect on age-hardened aluminium alloys. J Manuf Mater Process. 2022;6(3):64.
[16] Palmieri ME, Lorusso VD, Tricarico L. Laser-induced softening analysis of a hardened aluminum alloy by physical simulation. Int J Adv Manuf Technol. 2020;111:1503-1515.
[17] Ramachandran DC, Chandran D, et al. A comprehensive evaluation of tempering kinetics on 3rd generation advanced high strength steels. Materialia. 2022;26:101644.
Recently, in various scenarios of component production through casting, the use of alloys from end-of-life products, commonly destined for disposal, has begun to be re-used without further processing. This production method can therefore involve the remelting of scrap parts, even more than once. However, the possibility of forming deleterious or coarse intermetallic phases due to remelting can be a deterrent. In this work, the effect of adding Cr and/or Ni to the AlSi9Cu3(Fe) alloy from foundry scraps was studied by casting 6 types of alloys containing 0.5 wt% or 1% Chromium; 0.5 wt% or 1% Nickel; and finally, containing 0.5 wt% Ni and 0.5% Cr or 1 wt% Ni and 1% Cr. These alloys were evaluated from a microstructural and wear resistance point of view. Such evaluations highlighted a greater increase in the hardness of the eutectic if Nickel is added to the alloy; conversely, this is accompanied by lower wear resistance.
KEYWORDS: ALSI9CU3(FE), MICROSTRUCTURES, PIN-ON-DISK, CHROMIUM, NICKEL;
10.36146/2025_09_14
A. Ceci, G. Costanza, M.E. Tata
In questo lavoro l’attenzione è focalizzata sugli aspetti peculiari caratterizzanti le schiume di Al a celle chiuse e i pannelli di honeycomb in alluminio, in particolare la loro capacità di assorbimento di energia sotto condizione di sollecitazione statica di compressione. Mediante prove sperimentali è stata valutata l’energia specifica assorbita da diversi campioni: nei pannelli di honeycomb è stato analizzato il comportamento meccanico sia per strutture di grandi dimensioni sia per strutture con un numero ridotto di celle; inoltre, è stato studiato anche l’effetto del numero di celle. Per le strutture di dimensioni maggiori, inoltre, è stata calcolata l’energia specifica assorbita. Per le schiume di Al a celle chiuse, prodotte in laboratorio tramite powder compaction method con diverse percentuali di SiC e TiH2 e caratterizzate da diverse densità relative, è stata valutata l’energia specifica assorbita. I risultati sperimentali hanno dimostrato che l’energia specifica assorbita dall’honeycomb di Al risulta sempre superiore a quella delle diverse tipologie di schiume a celle chiuse. Tuttavia, nella scelta del materiale per ciascuna specifica applicazione, è necessario tenere conto di numerosi parametri quali: densità relativa, energia assorbita, sforzo di picco, sforzo di plateau, estensione del plateau, deformazione di densificazione e così via. Di conseguenza le prestazioni complessive devono essere valutate di volta in volta in base al tipo di applicazione.
INTRODUZIONE
Le strutture cellulari, come schiume, honeycomb e strutture reticolari, trovano sempre maggiore impiego nei settori dei trasporti, aeronautico [1], navale [2], aerospaziale, veicoli ad alte prestazioni [3, 4] e la bioingegneria, in cui il rapporto rigidezza/peso ha un ruolo cruciale [5].
L’honeycomb, in particolare, trova applicazione come assorbitore di energia grazie alle proprietà meccaniche che lo contraddistinguono [6]. Vari studi, infatti, hanno evidenziato l’importanza dell’honeycomb nel migliorare la resistenza agli urti dei componenti strutturali [7, 8, 9]. Queste strutture, come l’honeycomb super esagonale [7] e i pannelli di honeycomb riempiti di schiuma, dimostrano capacità di assorbimento di energia, assorbimento di energia specifica e assorbimento di energia volumica [7] superiori rispetto ai design tradizionali, mostrando progressi in termini di resistenza agli urti ed efficienza [6]. Anche le schiume metalliche sono sempre più utilizzate come assorbitori di energia grazie alla loro bassa densità e
Alessandra Ceci, Girolamo Costanza, Maria Elisa Tata Dipartimento di Ingegneria industriale, Università di Roma “Tor Vergata”, Roma, Italia
alla capacità di assorbimento di energia [10, 11, 12, 13, 14]. Tali schiume - realizzate con vari metalli come alluminio, magnesio, ferro, titanio, nichel, rame e le loro leghepossono essere prodotte a partire dal fuso o la metallurgia delle polveri, dando luogo a strutture a celle chiuse o aperte con diverse applicazioni in base alla densità. Diversi studi [15, 16] hanno dimostrato che l’inserimento di schiume metalliche in strutture come tubi, sandwich o sistemi più complessi può migliorare significativamente la capacità di assorbimento dell’energia, le modalità di deformazione e la riduzione della forza d’impatto, rendendole di notevole interesse nelle applicazioni ingegneristiche per la resistenza agli urti e il miglioramento delle prestazioni sismiche.
L’attività sperimentale ha avuto come obiettivo quello di calcolare l’energia specifica assorbita di strutture di honeycomb in Al e di schiume di Al. La prima fase della campagna sperimentale ha riguardato l’esecuzione delle prove di compressione statica su campioni di honeycomb. Dalle prove di compressione è stato possibile ricavare le curve sforzo-deformazione e da queste ultime calcolare l’energia specifica assorbita. Inoltre, si è voluto analizzare il comportamento meccanico di strutture con numero ridotto di celle, a partire da una singola cella fino ad arrivare
a una struttura con 6 celle, per stabilire una correlazione tra la variazione delle proprietà in base al numero delle celle. La seconda fase della campagna sperimentale ha avuto inizio con la realizzazione delle schiume di Al a celle chiuse tramite il metodo di compattazione delle polveri. Sono state realizzate diverse schiume al variare della quantità di agente schiumante (TiH2) e agente stabilizzante (SiC). Dopo la realizzazione, le schiume prodotte sono state tagliate per poter effettuare le prove di compressione statica, al fine di ottenere, come per l’honeycomb, il diagramma sforzodeformazione e successivamente calcolare l’energia specifica assorbita. Infine, è stato effettuato un confronto tra honeycomb e schiume a celle chiuse in termini di energia specifica assorbita.
MATERIALI E METODI
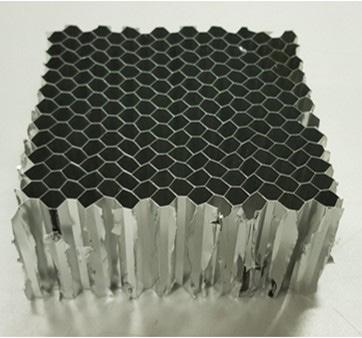
Le prove di compressione statica sull’honeycomb di alluminio sono state eseguite su 4 campioni (vedi figura 1) le cui dimensioni sono riportate in tabella 1, estrapolati da un unico pannello di honeycomb di alluminio a celle esagonali. Le prove sono state condotte con una velocità di avanzamento della traversa costante pari a 5 mm/min e sono state interrotte in prossimità di una deformazione dell’80%.

Fig. 1 - a) Vista laterale; b) vista dall’alto del provino di honeycomb di Al / a) Side view; b) top view of the Al honeycomb sample.
Tab. 1 - Caratteristiche geometriche dei provini di honeycomb di Al / Geometrical characteristics of honeycomb samples.
Come si può osservare dalla figura 1, a causa del taglio effettuato sul pannello in honeycomb per ricavare i vari provini, sono presenti difettosità sui bordi. Infatti, le celle più esterne, talvolta si presentano distorte e non regolari, rispetto alla originaria forma esagonale.
Oltre alle prove di compressione statica su campioni con
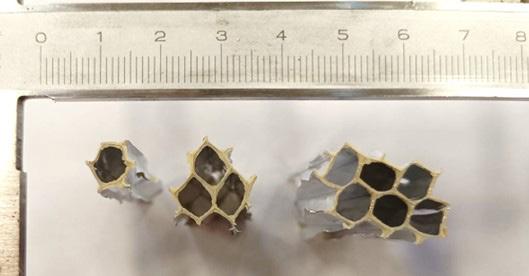
un elevato numero di celle, si è voluto anche valutare come varia, all’aumentare del numero di celle, la capacità di resistenza del materiale. Le prove sono state effettuate a partire da una singola cella, fino ad arrivare a 6 celle, aumentando di volta in volta di una unità il numero di celle.
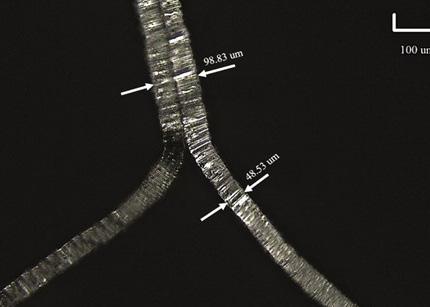
Fig.2 - a) Celle esagonali dell’honeycomb di allumino, 1 cella, 3 celle e 6 celle; b) micrografia al microscopio ottico con misurazioni dello spessore della parete della cella esagonale / a) Hexagonal cells of Al honeycomb, 1 cell, 3 cells and 6 cells; b) Optical micrograph with thickness measurements of the hexagonal cell walls.
La tecnica adottata in laboratorio per la produzione delle schiume di Al utilizzate per la prova di compressione è quella della fusione delle polveri compattate dettagliatamente descritta in precedenti lavori [17, 18]. Per la realizzazione delle schiume in alluminio è stato impiegato, come agente schiumante, l’idruro di titanio (TiH2), la cui temperatura di inizio decomposizione (400°C) si adatta bene alla temperatura di fusione dell’alluminio (660°C); come agente stabilizzante sono state utilizzate polveri di carburo di silicio (SiC). L’alluminio è il complemento a 100.
In tabella 2 sono riassunte le principali caratteristiche delle polveri suddette. In base a studi condotti in precedenza [6] si è stabilito di analizzare sperimentalmente il comportamento a compressione statica di sei diverse composizioni:
- 0,1% TiH2 - 2,8% SiC
- 0,1% TiH2 - 6,0% SiC
- 0,2% TiH2 - 2,8% SiC
- 0,2% TiH2 - 6,0% SiC
- 0,4% TiH2 - 2,8% SiC
- 0,4% TiH2 - 6,0% SiC
Tab. 2 - Caratteristiche delle polveri utilizzate per la realizzazione delle schiume di Al a celle chiuse / Characteristics of the powders used for the manufacturing of Al closed-cell foams.
Polveri di Alluminio Dimensione
Ti
H
Polveri di Idruro di Titanio
95% wt min
3.8% wt min
N 0.3% wt min
Dimensione massima
Dimensione media
Polveri di Carburo di Silicio
Dimensione massima
Il mescolamento delle polveri è determinante nella preparazione del precursore, perché solo una distribuzione omogenea dei componenti assicura alla schiuma una porosità di buona qualità, omogenea e regolare. Per mescolare le polveri è stato utilizzato un contenitore in plastica, montato eccentricamente sul mandrino di un trapano. Il tempo di mescolamento, che garantisce una sufficiente omogeneità della miscela, per pesi non superiori ai 30 grammi, è di 10 minuti. Il tipo di compressione utilizzata per ottenere il precursore è uniassiale a freddo e garantisce la frantumazione dello strato di ossido presente nelle polveri di Al quando la pressione di compattazione applicata è di almeno 200 MPa. L’operazione di schiumatura del precursore, ottenuto dalla pressatura, avviene introducendo in forno un crogiuolo in acciaio, in cui sono contenuti due precursori affiancati. Il crogiuolo funge da stampo per i precursori che, in fase liquida all’atto della

63 μm
5±1 μm
37 μm
schiumatura, ne assumono la forma. Il crogiuolo viene inserito all’interno del forno mantenuto a una temperatura di 700°C. Dopo 4-5 minuti inizia la schiumatura che si articola nei seguenti step: una prima fase in cui la crescita risulta lenta con formazione di piccole bolle sulla superficie del precursore ancora solido, poi un rapido aumento di volume del metallo liquido, per circa 20 secondi; una volta che si è raggiunta la crescita massima, il crogiuolo, contenente la schiuma, è estratto dal forno e immerso in acqua per farlo solidificare e fissare a temperatura ambiente la forma ottenuta al culmine della crescita (figura 3a). Le schiume prodotte con la procedura appena descritta hanno una forma esterna piuttosto grezza (figura 3a). Per ottenere dei provini impiegabili nelle prove di compressione è stato necessario limare le imperfezioni ed effettuare tagli per ottenere le facce parallele e poter eseguire la prova di compressione (figura 3b).

Fig.3 - a) Schiuma di Al prodotta con il metodo di compattazione delle polveri; b) vista in sezione della schiuma di Al prodotta / a) Al foam produced thought powder compaction method; b) cross-section view of the produced Al foam.
I provini di schiuma di Al analizzati hanno le caratteristiche geometriche riportate in tabella 3.
Memorie scientifiche - Metalli leggeri
Tab.3 - Caratteristiche geometriche dei provini in schiuma di Al / Geometrical characteristics of Al foam samples.
RISULTATI SPERIMENTALI HONEYCOMB
Di seguito è riportato l’immagine di un campione di honeycomb posizionato tra i piatti della macchina di com-
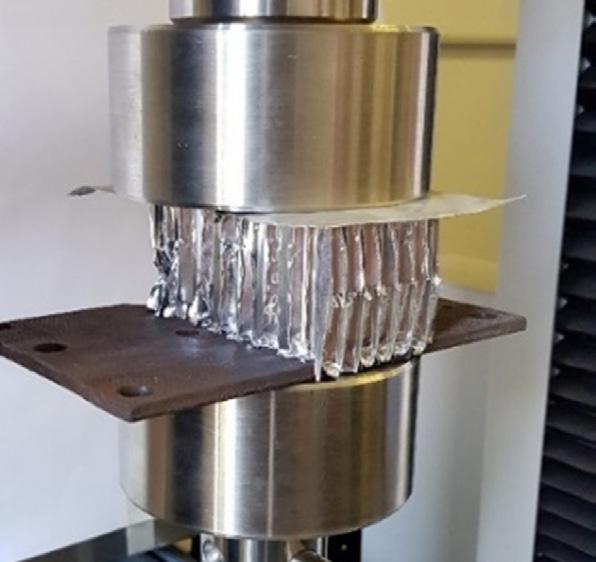
pressione in uno step iniziale della prova (figura 4a) e lo stesso provino a compressione terminata (figura 4b).
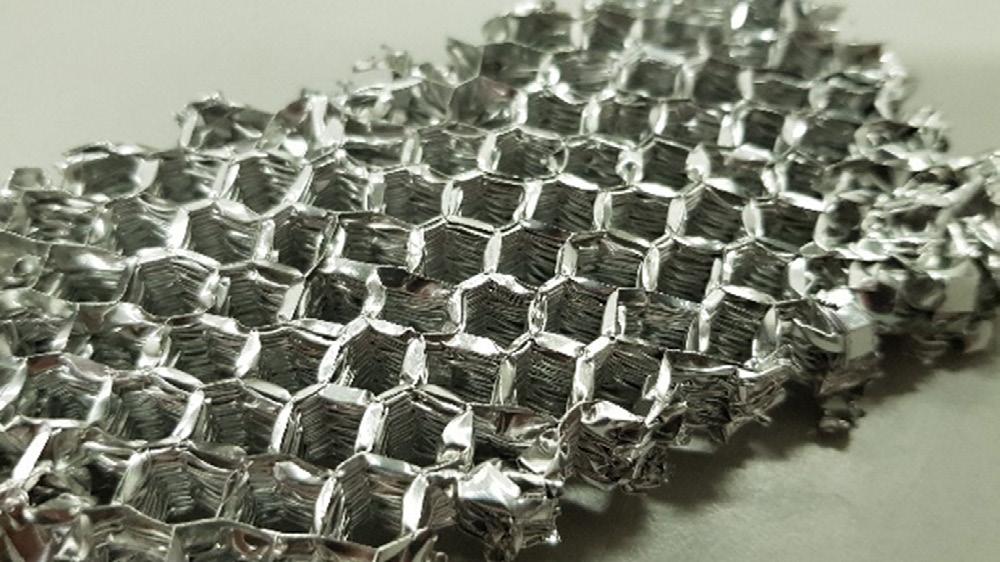
Fig.4 - a) Prova di compressione dell’honeycomb di Al; b) provino di honeycomb di Al al termine della prova di compressione statica / a) Al honeycomb compression test; b) Al honeycomb sample after static compression test.
Eccezion fatta per i bordi del provino, durante la compressione la deformazione delle celle esagonali interne è avvenuta uniformemente, senza slittamenti; il collasso plastico delle pareti della struttura esagonale ha dato luogo a strutture alveolari sovrapposte l’una sull’altra, come è possibile notare in figura 4b.
Nella figura 5 sono riportati i diagrammi sforzo-deformazione dei 4 provini di honeycomb analizzati: si nota un primo picco di stress dovuto all’instabilità delle pareti delle celle, seguito da un esteso plateau corrispondente al progressivo collasso plastico delle pareti delle celle esagonali e, infine, un ultimo tratto di densificazione finale.
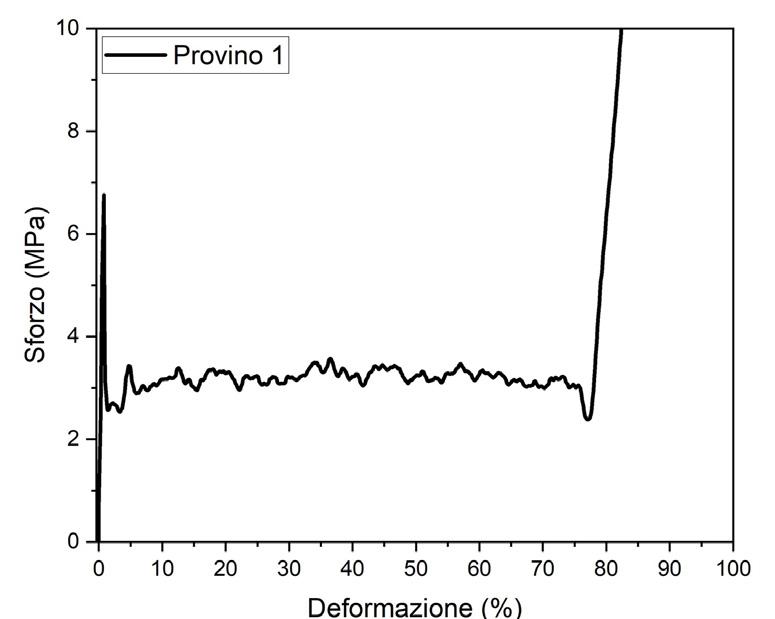

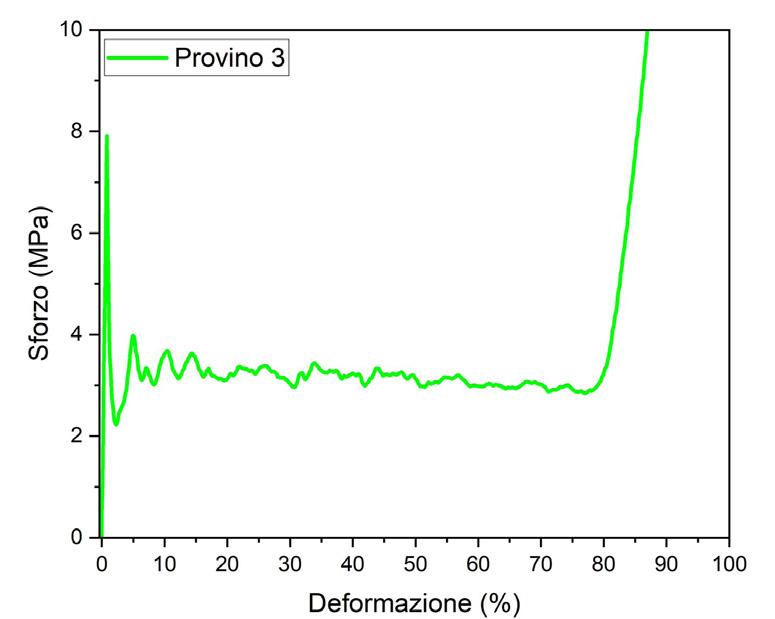
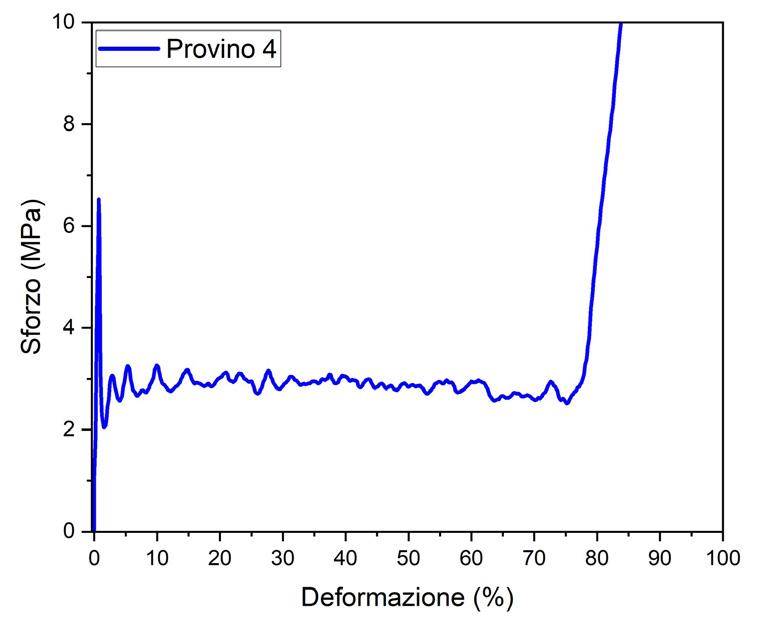
Fig.5 - Diagrammi Sforzo-Deformazione dei provini di honeycomb / Diagrams Stress-Strain of honeycomb samples.
Sono state inoltre effettuate delle prove di compressione su campioni di honeycomb di Al con un numero di celle
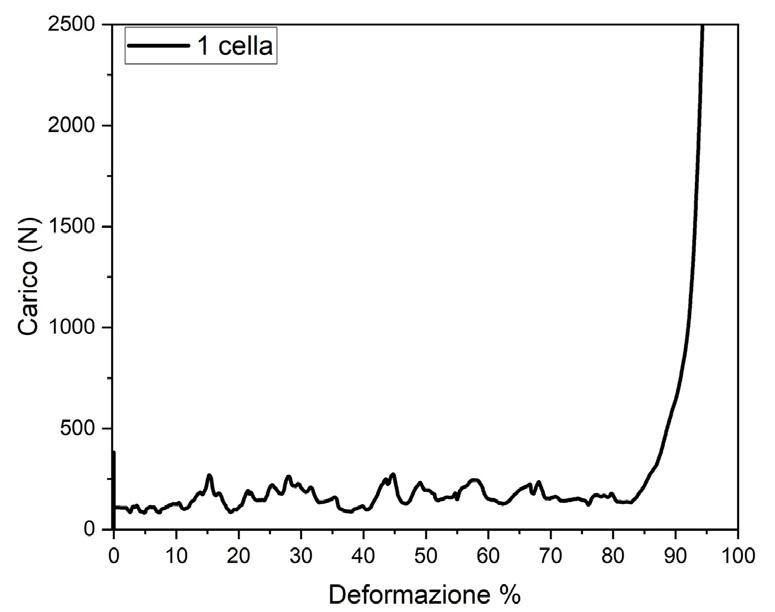
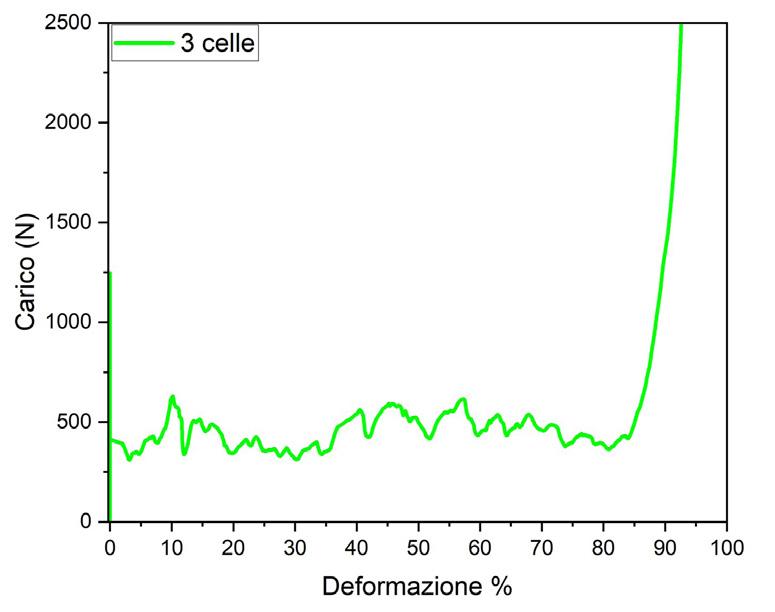
crescente, da 1 a 6, i cui diagrammi Carico-Deformazione sono riportati in figura 6.
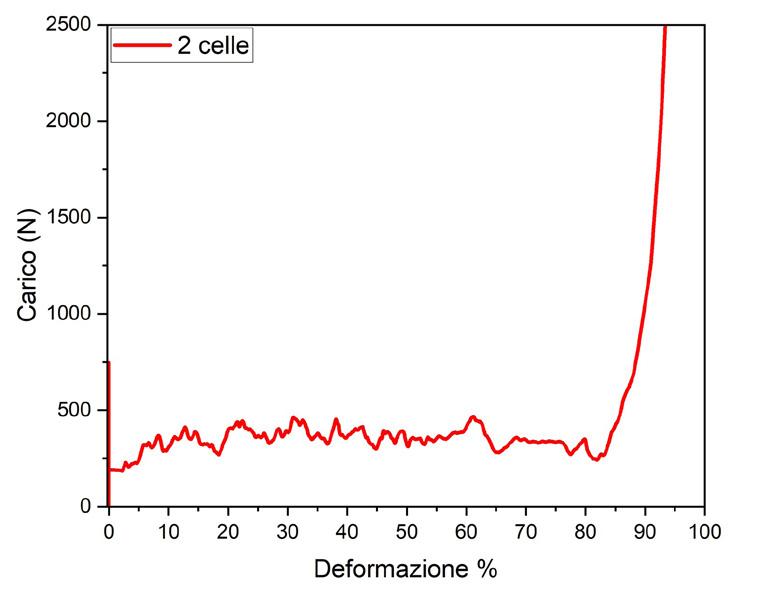
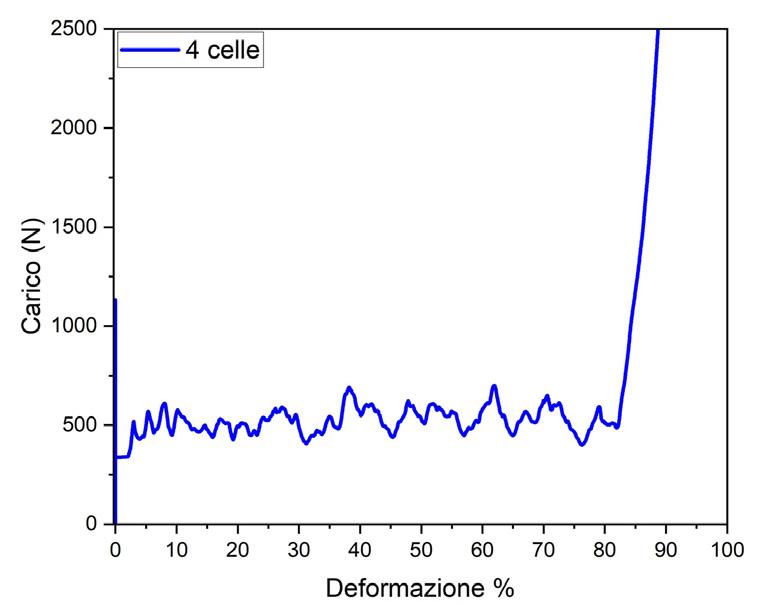
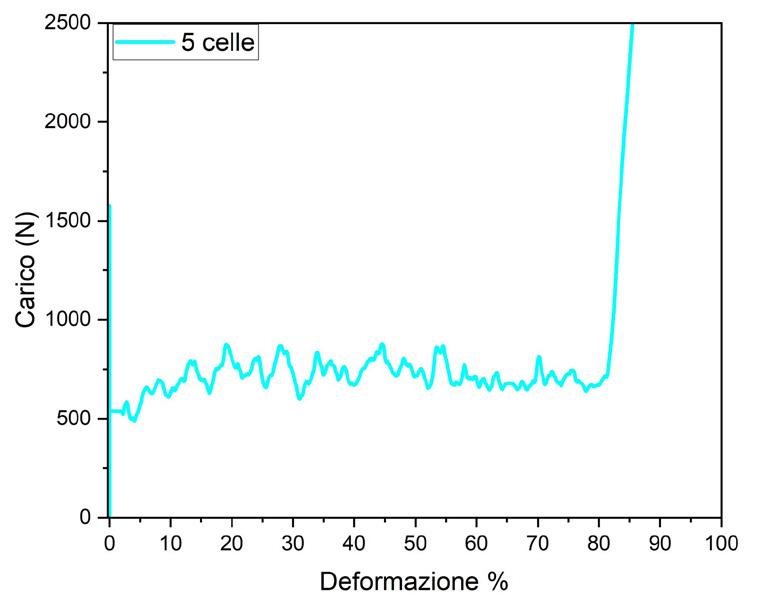
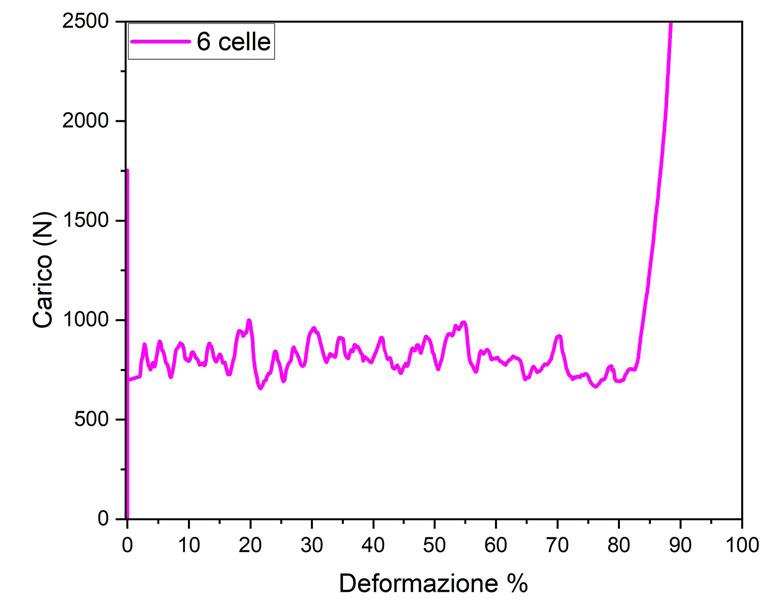
Fig.6 - Diagrammi Carico-Deformazione delle celle di Honeycomb di Al / Diagrams Load-Strain of Al honeycomb cells.
In figura 7 sono riportati i diversi step di avanzamento della prova di compressione e in figura 8 i corrispondenti diagrammi Sforzo-Deformazione delle schiume in Al. Dopo un primo tratto lineare segue un esteso plateau a sforzo


all’incirca costante durante il quale avviene la deformazione delle pareti delle schiume e, infine, si evidenzia un rapido incremento dello sforzo dovuto alla densificazione finale.


Fig.7 - Successivi step di compressione di un provino in schiuma di Al / Compression steps of an Al foam sample.
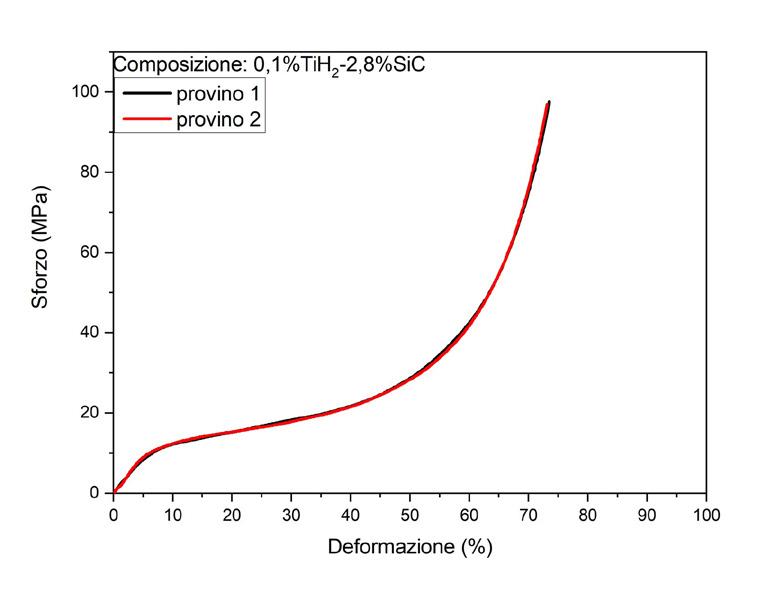
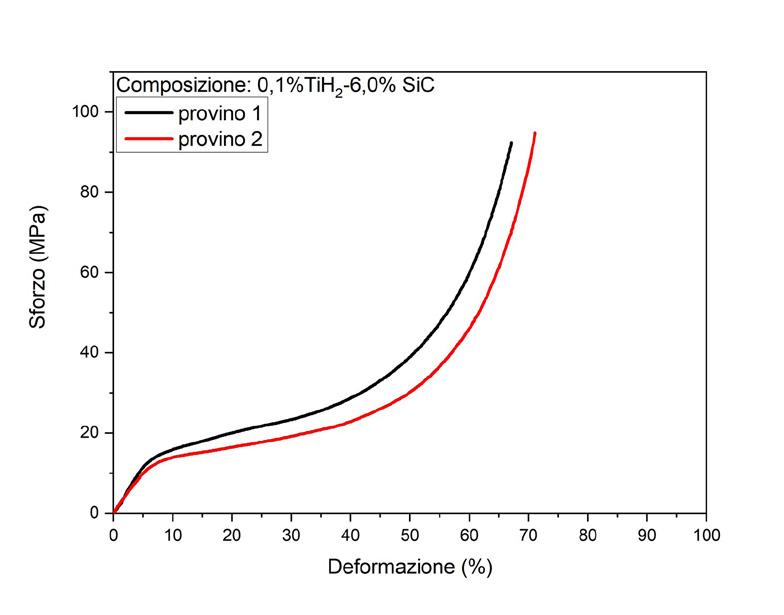
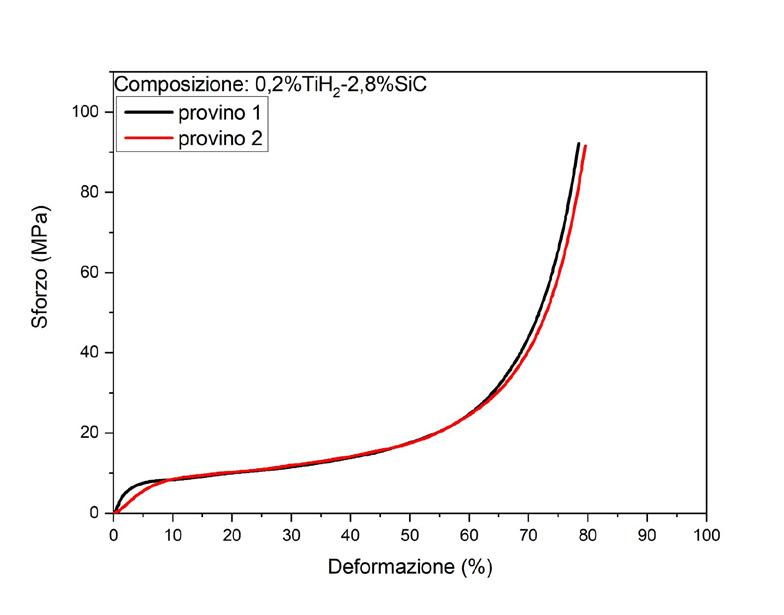
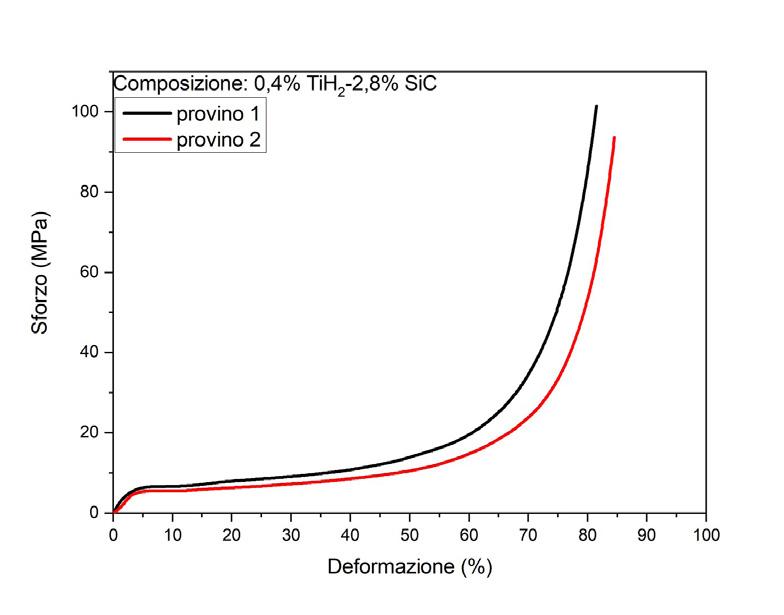
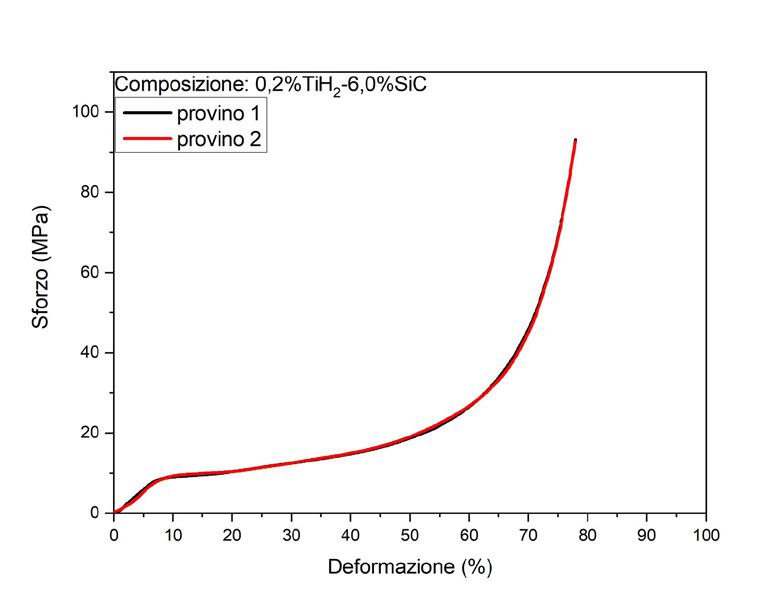
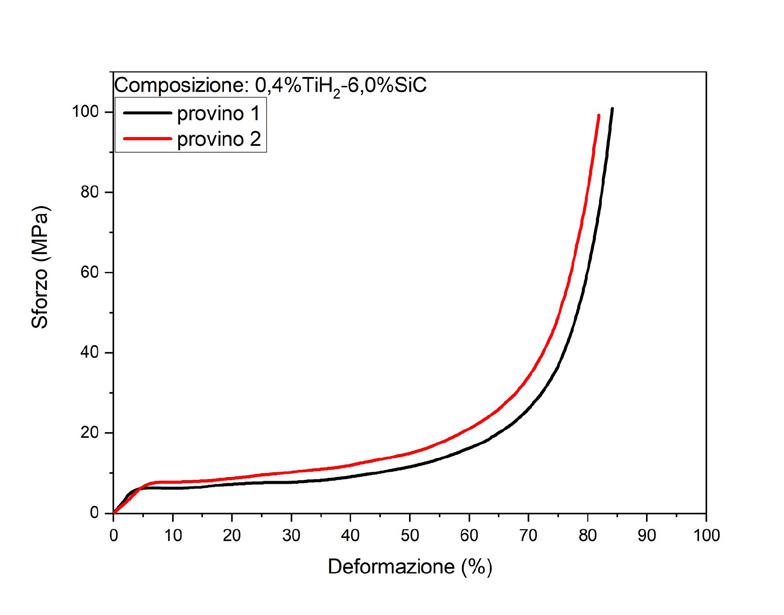
Fig.8 - Diagrammi Sforzo-Deformazione dei provini di schiuma in Al / Diagrams Stress-Strain of Al foam samples.
DISCUSSIONE
HONEYCOMB
Confrontando i dati ottenuti dalle quattro prove di compressione effettuate sui provini di honeycomb (figura 5), si può notare come a parità (o quasi) di area di base e di altezza del provino, il comportamento dell’honeycomb di alluminio sia all’incirca equivalente. Si osserva una buona ripetibilità dei dati nelle 4 prove; infatti, i valori di tensione di picco iniziale σ pk e di tensione di plateau σ pl si mantengono su un valore pressoché costante, come riportato nella tabella 4 ove si riportano i principali parametri ottenuti dalle curve di compressione. Con il pedice pk si
intende il punto in cui si ha il picco iniziale di sforzo massimo e la corrispondente deformazione ε pk, con il pedice pl il plateau. La σ pl è stata calcolata come valore medio che lo sforzo assume da 0,8% a 80% di deformazione. Questo trend costante evidenzia che l’honeycomb possiede una risposta meccanica intrinsecamente stabile, governata principalmente dalla geometria cellulare e dallo spessore delle pareti. Tale regolarità rende il comportamento del materiale prevedibile e particolarmente affidabile per applicazioni in cui la sicurezza e la ripetibilità delle prestazioni sono fondamentali.
Tab.4 -Caratteristiche meccaniche dei provini in honeycomb di Al / Mechanical characteristics of Al honeycomb samples.
Il grafico seguente (figura 9) riporta gli andamenti dell’assorbimento dell’energia specifica in funzione della deformazione subita dall’honeycomb di Al durante la compres-
Memorie scientifiche - Metalli leggeri
sione. I valori di energia specifica assorbita si calcolano con la formula seguente:
Dove è il volume specifico, dato dall’inverso della densità che da specifiche tecniche risulta

essere pari a .
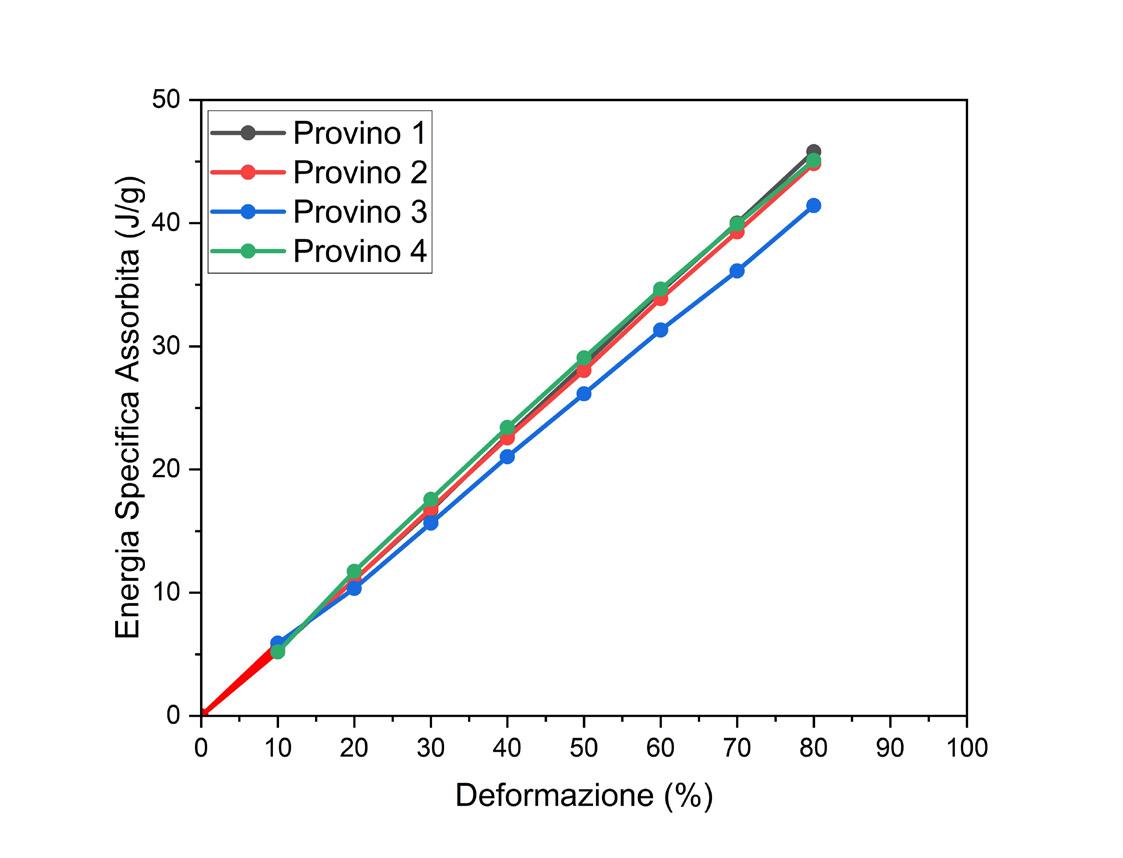
Fig.9 - Diagramma Energia specifica assorbita-Deformazione nelle prove di compressione statica sull’honeycomb di Al / Diagram Specific energy absorption-Strain in static compression test on Al honeycomb.
Nella tabella 5 sono riportati i valori di energia specifica assorbita per i vari provini in honeycomb di Al corrispon-
denti a diversi valori di deformazione.
Tab.5 -Caratteristiche meccaniche dei provini in honeycomb di Al / Mechanical characteristics of Al honeycomb samples.
Andando ad analizzare l’assorbimento di energia specifica (figura 9 e tabella 5), si può notare che il comportamento delle 4 prove sia pressoché simile. Per una deformazione dell’80% si ha un valore medio di energia specifica assorbita di circa 44 J/g. Questo risultato fornisce ulteriore conferma sulla buona ripetibilità dei dati sperimentali e dimostra come l’honeycomb presenti un comportamento stabile e prevedibile. La presenza di un plateau esteso e costante, legato al progressivo collasso plastico delle pareti cellulari, è un aspetto chiave: esso garantisce una dissipazione di energia regolare e controllata, evitando
picchi di sollecitazione che potrebbero compromettere la sicurezza strutturale. Questo comportamento rende l’honeycomb particolarmente interessante per applicazioni nel settore automobilistico e aerospaziale, dove la capacità di assorbire urti in modo controllato rappresenta un requisito di primaria importanza.
Per le prove di compressione statica condotte sulle strutture con numero ridotto di celle, in tabella 6, sono riportati i valori del carico massimo e del carico di plateau.
Tab.6 - Principali parametri delle prove di compressione di honeycomb di Al / Main parameters of Al honeycomb compression tests.
Infine, si è analizzato lo sforzo di picco ( σ pk), corrispondente al punto in cui si ha lo sforzo massimo, e lo sforzo di plateau ( σ pl) in funzione della deformazione per i campioni con un numero di celle crescenti da 1 a 6 (tabella 7). Come
area si è considerata quella totale dell’esagono, non considerando le cavità come tali (stessa considerazione effettuata per le prove sui campioni di grandi dimensioni).
Tab.7 - Valori di sforzo di picco σ pk e di sforzo di plateau σ pl per i campioni con diverso numero di celle / Stress peak values σ pk and plateau stress values σ pl for samples with different cell numbers.
di celle
Dai risultati delle prove condotte sulle singole celle di honeycomb, si può osservare il valore crescente del carico massimo e di quello di plateau all’aumentare del numero di celle (tabella 6). Questi valori crescenti, sia del carico massimo sia del carico di plateau, mettono in luce come all’aumentare del numero di celle, e quindi della superficie su cui è distribuito il carico, aumenta la resistenza dell’honeycomb di alluminio. Per quanto riguarda, inoltre, i valori ottenuti dividendo il carico per l’area, risultano essere pressoché costanti e indipendenti dal numero di celle. Il valore medio ottenuto risulta pari a 8 MPa per σ pk e 3,3 MPa per σ pl. Ciò suggerisce che le proprietà meccaniche specifiche non siano influenzate dalle dimensioni complessive del campione, ma siano caratteristiche della cella elementare. Ne deriva che l’honeycomb può essere scalato a diverse dimensioni mantenendo inalterate le
prestazioni relative: un aspetto cruciale per l’ingegneria modulare e per componenti che richiedono adattamenti dimensionali senza perdita di efficienza.
Il seguente grafico (figura 10) riporta il confronto fra i grafici delle schiume di Al con diversa composizione. Le singole curve sono state ricavate come medie degli andamenti dei due provini utilizzati per le varie composizioni. Inoltre, come confronto, viene riportato il valore dello snervamento allo 0,2% per una lega di alluminio EN AW1070 A-H22 (contenuto Al ≥ 99,70%) di 50 MPa (secondo la norma EN 485-2: 2016).
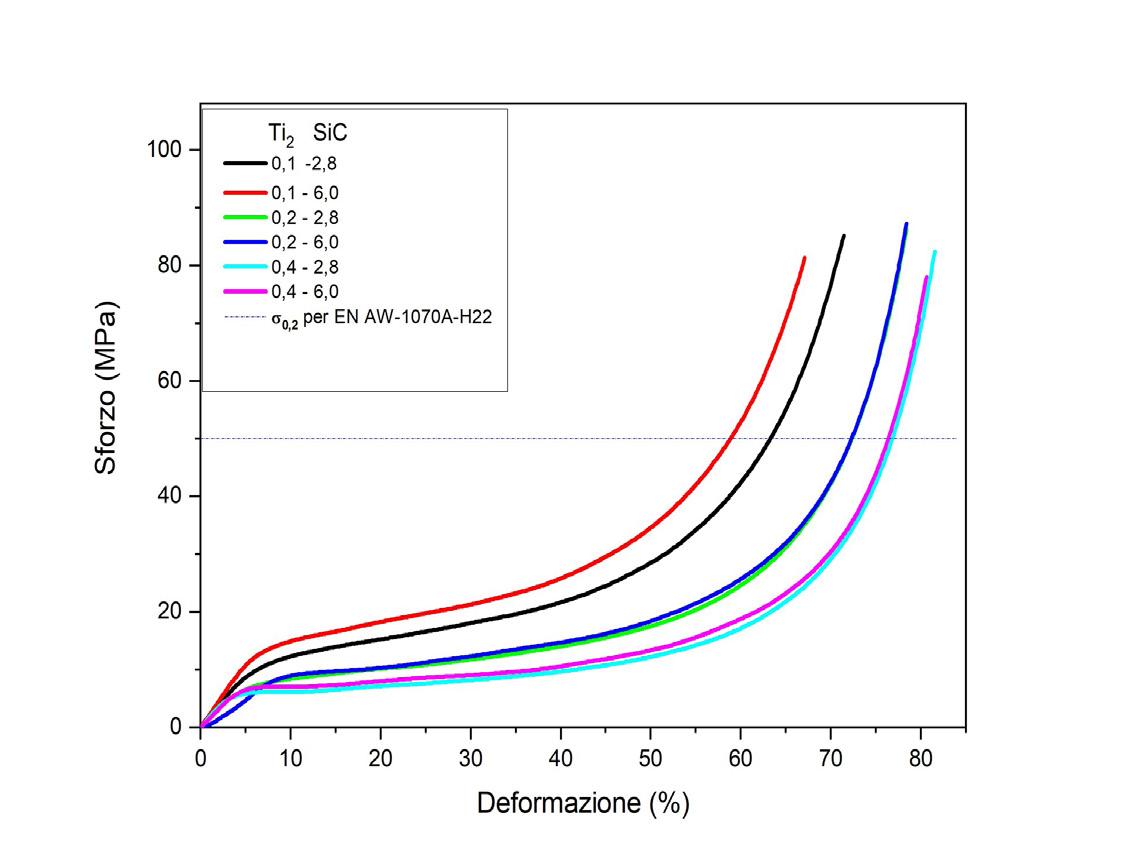
Fig.10 - Diagramma Sforzo-Deformazione delle schiume di Al / Diagram Stress-Strain of Al foams.
Il grafico seguente (figura 11) riporta gli andamenti dell’assorbimento dell’energia specifica in funzione della deformazione subita dalle schiume. Tale valore di energia specifica si calcola con la formula seguente:
Dove ν è il volume specifico, dato dall’inverso delle densità riportate in tabella 8.
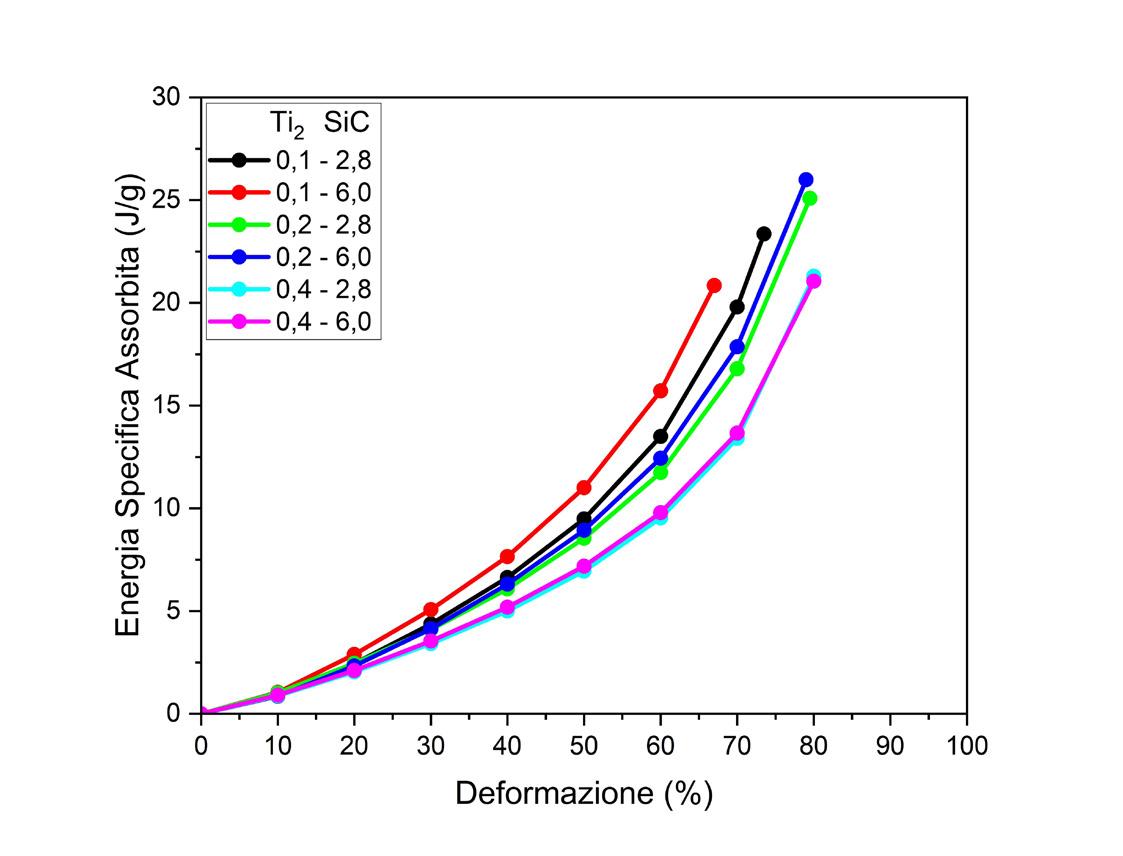
Fig.11 - Diagramma Energia specifica assorbita-Deformazione delle schiume di Al / Diagram Specific energy absorption-Strain of Al foams.
Si riportano in tabella 8 le caratteristiche principali ottenute per le varie composizioni di schiume di Al analizzate, in termini di resistenza, di densità e di crescita percentuale. Con ρ si intende la densità media della singola composizione di schiuma, mentre con ρ 0 si indica la densità del materiale massivo ( ρ 0 ≈ 2.72 g/cm3). E è il modulo di Young medio individuato per le varie composizioni, calcolato
attraverso la pendenza del tratto lineare della curva sforzo-deformazione. E0 è il modulo di Young dell’alluminio puro, pari a circa 68000 MPa. Con σ el lo sforzo al termine del tratto lineare elastico. Infine, la crescita o espansione è definita come dove Hiniziale è l’altezza del precursore non schiumato, pari a 8.0 mm.
Tab.8 - Caratteristiche meccaniche delle schiume di Al analizzate / Mechanical characteristics of the analyzed Al foams.
Nella tabella 9 sono riportati i valori di Energia specifica assorbita per tutti i provini in schiuma di Al.
Tab.9 -Energia specifica assorbita dalle varie schiume di Al prodotte / Specific energy absorption of the various produced Al foams.
Per quanto riguarda le schiume di Al a celle chiuse, dalla figura 11 si evince che anche in questo caso si è avuta una buona ripetibilità dei risultati. In particolare, si può notare che le schiume con lo 0.1% di TiH2 sono quelle che hanno il plateau ai più alti livelli di tensione; le schiume 0.2% TiH2 presentano un plateau più basso rispetto alle precedenti in termini di stress. Infine, le schiume con lo 0.4% TiH2 evidenziano i plateau più bassi e le maggiori deformazioni in assoluto. Questo andamento è riconducibile al ruolo del TiH2 come agente espandente: aumentando la sua percentuale, si ottiene una struttura con porosità di maggiori dimensioni e minore densità relativa, che comporta una riduzione dello sforzo sopportabile ma anche un incremento della capacità di deformazione. In applicazioni pratiche, ciò permette di “tarare” le proprietà delle schiume in base alle necessità: composizioni a basso TiH 2 per resistenze più elevate e assorbimento in spazi ridotti, composizioni a più alto TiH2 per deformazioni più ampie e smorzamento progressivo delle sollecitazioni.
Per quanto riguarda invece le deformazioni raggiunte, l’ordine è inverso. Andando ad analizzare l’assorbimento di energia specifica (tabella 9) si nota che, per deformazioni del 50%, le 0.1% TiH2 assorbono tra il 12%, per la composizione con 0.2 % TiH2, e il 38% in più di energia per la composizione con 0.4 % TiH2. Queste differenze salgono, a deformazioni del 60%, fino ad arrivare al 26 e 60% rispettivamente. Questi risultati confermano che le schiume non presentano un unico comportamento stan-
dard, ma offrono un margine di variabilità progettuale che può essere sfruttato per applicazioni diversificate. Tuttavia, tale variabilità rappresenta allo stesso tempo anche un limite in termini di riproducibilità e controllo industriale, in quanto piccole differenze di processo o composizione possono portare a variazioni significative delle proprietà finali.
Confrontando i risultati di honeycomb e schiume di Al a celle chiuse si nota come il comportamento dell’honeycomb sia nettamente superiore in termini di energia specifica assorbita. In particolare, per una deformazione pari al 50%, l’energia specifica assorbita dall’honeycomb è circa 160% più elevata rispetto a quella delle schiume. Tuttavia, questa differenza di comportamento va relativizzata alle applicazioni. L’honeycomb risulta più adatto quando è richiesto un elevato assorbimento di energia in spazi ridotti e con comportamento stabile (aerospazio, crash box automobilistici), mentre le schiume possono risultare preferibili in applicazioni dove è importante ridurre i picchi di sollecitazione e favorire una deformazione più graduale, come nei dispositivi di protezione individuale, nei componenti sportivi o nei sistemi di attenuazione delle vibrazioni.
In questo lavoro sono state effettuate prove di compressione statica su provini di honeycomb di Al e su schiume
di alluminio con lo scopo di calcolare l’energia specifica assorbita durante tali prove. È stato evidenziato che i dati ottenuti dalle 4 prove effettuate sull’honeycomb sono più o meno equivalenti e quindi si ha buona ripetibilità dei risultati. I valori dello sforzo di picco iniziale e dello sforzo di plateau si mantengono su un valore pressoché costante, pari a 6,8 MPa e 3 MPa rispettivamente, e l’energia specifica assorbita assume all’incirca gli stessi valori (per una deformazione del 50% pari a 28 J/g).
Si è voluto anche analizzare il comportamento delle singole celle per comprendere come il numero di queste influenzi il comportamento del materiale. Dallo studio sui provini con ridotto numero di celle si evince che i valori di stress di picco e di sforzo di plateau assumono un valore all’incirca costante, indipendentemente dal numero di celle, rispettivamente pari a 8 MPa e 3,3 MPa. Per quanto riguarda le schiume di Al, quelle con lo 0,1%
di TiH2 sono quelle che hanno il plateau ai più alti livelli di sforzo; le schiume 0.4% TiH2 presentano i plateau più bassi. Inoltre, a parità di deformazione le schiume 0,1TiH2-6,0%SiC presentano maggiore energia specifica assorbita delle altre e tale fenomeno è tanto più marcato quanto maggiore è la deformazione. Questo fatto è da imputare al maggiore sforzo a cui si ha il plateau nel caso della schiuma con lo 0.1% TiH2.
Confrontando l’energia specifica assorbita dall’honeycomb di Al e dalle schiume di alluminio si evince che l’honeycomb presenta valori più elevati a parità di deformazione rispetto alle schiume. Nella tabella 10 è riportato il confronto tra il provino 1 di honeycomb di Al (figura 9 e tabella 5) e la schiuma di Al con 0,1% TiH2-6,0%SiC (figura 11 e tabella 9) che risulta avere la più alta energia specifica assorbita:
Tab.10 -Confronto Energia specifica assorbita / Specific energy absorption comparison.
Energia Specifica Assorbita [J/g]
Deformazione %
Honeycomb di Al Provino 1
Schiuma di Al 0,1% TiH2-6,0% SiC
Dal confronto di tabella 10 si può osservare che, per una deformazione pari al 50%, l’honeycomb presenta un valore di energia specifica assorbita di circa il 160% maggiore rispetto alla schiuma con 0,1%TiH2-6,0%SiC.
In conclusione, le strutture analizzate si prestano bene per applicazioni nelle quali la riduzione dei pesi giochi un ruolo fondamentale. Ovviamente è da considerare che la scelta dell’uso di un materiale rispetto all’altro dipende dal tipo di applicazione e dalle specifiche di progetto. Anche tra la stessa tipologia di materiale, come le schiu-
me, c’è da sottolineare che ogni caratteristica deve essere rapportata alla specifica applicazione. Infatti, per esempio, pur avendo una maggiore energia assorbita la schiuma con lo 0,1% di TiH2 risulta meno adatta in caso di crash, in quanto il valore del plateau più alto indurrebbe maggiori sollecitazioni sia sulla struttura sia sui passeggeri.
[1] O. A. Ganilova, M. P. Cartmell, e A. Kiley, «Experimental investigation of the thermoelastic performance of an aerospace aluminium honeycomb composite panel», Composite Structures, vol. 257, p. 113159, feb. 2021, doi: 10.1016/j.compstruct.2020.113159.
[2] K. Liu, S. Zong, Y. Li, Z. Wang, Z. Hu, e Z. Wang, «Structural response of the U-type corrugated core sandwich panel used in ship structures under the lateral quasi-static compression load», Marine Structures, vol. 84, p. 103198, lug. 2022, doi: 10.1016/j. marstruc.2022.103198.
[3] G. Savage, «Development of penetration resistance in the survival cell of a Formula 1 racing car», Engineering Failure Analysis, vol. 17, fasc. 1, pp. 116–127, gen. 2010, doi: 10.1016/j.engfailanal.2009.04.015.
[4] Faculty of Mechanical and Aerospace Engineering, Bandung Institute of Technology, Indonesia, A. I. Komara, Bandung Polytechnic for Manufacturing, Indonesia, B. Budiwantoro, R. Setiawan, e Faculty of Mechanical and Aerospace Engineering, Bandung Institute of Technology, Indonesia, «Cellular Structure Design and Manufacturability for Electric Vehicle: A Review», IJSTT, vol. 5, fasc. 2, pp. 70–79, ott. 2022, doi: 10.31427/IJSTT.2022.5.2.5.
[5] L. J. Gibson e M. F. Ashby, Cellular Solids: Structure and Properties, 2a ed. in Cambridge Solid State Science Series. Cambridge: Cambridge University Press, 1997. doi: 10.1017/CBO9781139878326.
[6] G. Costanza, S. Ferrigno, e M. E. Tata, «Static compression study of honeycomb panel», Metallurgia Italiana, vol. 113, fasc. 5, pp. 13–21, 2021.
[7] Y. Yang, H. Liu, Q. Zhang, J. Ma, X. Yang, e J. Yang, «Energy absorption characteristics of a super hexagonal honeycomb under outof-plane crushing», Thin-Walled Structures, vol. 189, p. 110914, ago. 2023, doi: 10.1016/j.tws.2023.110914.
[8] M. Fathi, M. Sameezadeh, e M. Vaseghi, «Compressive response and energy absorption of foam-filled aluminum honeycomb composite: experiments and simulation», J Braz. Soc. Mech. Sci. Eng., vol. 45, fasc. 11, p. 562, nov. 2023, doi: 10.1007/s40430-02304489-z.
[9] G. Arquilla, A. Ceci, G. Costanza, M.E. Tata, «Effect of the load application angle on the compressive behavior of Al honeycomb under combined normal-shear stress», Materials, 2023, 16, 5462, doi.org/10.3390/ma16155462.
[10] H. Guo e J. Zhang, «A Novel Efficient Energy Absorber With Necking-Expansion of Foam Sandwich Tubes», Journal of Applied Mechanics, vol. 90, fasc. 101012, lug. 2023, doi: 10.1115/1.4062843.
[11] B. Xu, S. Wang, W. Yan, e B. Qin, «A NOVEL EX-SITU ALUMINUM FOAM-FILLED FOURFOLD-TUBE NESTED SYSTEM AS THE ENERGY ABSORBER», 32ND INTERNATIONAL SYMPOSIUM ON BALLISTICS, fasc. 0, Art. fasc. 0, 2022, doi: 10.12783/ ballistics22/36190.
[12] A. D. L. Peña, A. Sato, M. Latour, e G. Rizzano, «Conceptual design of anti-seismic devices with metal foam core for CBFs», Procedia Structural Integrity, vol. 44, pp. 2144–2151, 2023, doi: 10.1016/j.prostr.2023.01.274.
[13] M. Bhuvanesh, G. Costanza, e M. E. Tata, «Research Progress on Mechanical Behavior of Closed-Cell Al Foams Influenced by Different TiH2 and SiC Additions and Correlation Porosity-Mechanical Properties», Applied Sciences (Switzerland), vol. 13, fasc. 11, 2023, doi: 10.3390/app13116755.
[14] G. Costanza e M. E. Tata, «Parameters Affecting Energy Absorption in Metal Foams», Materials Science Forum, vol. 941, pp. 1552–1557, 2018, doi: 10.4028/www.scientific.net/MSF.941.1552
[15] Z. Wang, L. Jing, J. Ning, e L. Zhao, «The structural response of clamped sandwich beams subjected to impact loading», Composite Structures, vol. 93, fasc. 4, pp. 1300–1308, mar. 2011, doi: 10.1016/j.compstruct.2010.05.011.
[16] D. D. Radford, N. A. Fleck, e V. S. Deshpande, «The response of clamped sandwich beams subjected to shock loading», International Journal of Impact Engineering, vol. 32, fasc. 6, pp. 968–987, giu. 2006, doi: 10.1016/j.ijimpeng.2004.08.007.
[17] J. Banhart, «Manufacture, characterisation and application of cellular metals and metal foams», Progress in Materials Science, vol. 46, fasc. 6, pp. 559–632, gen. 2001, doi: 10.1016/S0079-6425(00)00002-5.
[18] G. Costanza, R. Montanari, e M. E. Tata, «Optimisation of TiH2, and SiC content in AL foams», Metallurgia Italiana, vol. 97, fasc. 6, pp. 41–47, 2005.
This work focuses on the peculiar characteristics of closed-cell aluminum foams and aluminum honeycomb panels, particularly their energy absorption capability under static compressive loading. Through experimental tests, the specific energy absorption of various samples was evaluated. For the honeycomb panels, the mechanical behavior was analyzed for both large-scale structures and configurations with a reduced number of cells, also assessing the effect of cell count. In larger structures, the specific energy absorption was calculated. For the closed-cell aluminum foams, produced in the laboratory using the powder compaction method with different contents of SiC and TiH 2 and characterized by varying relative densities, the specific energy absorption was also assessed. Experimental results showed that the specific energy absorption of aluminum honeycomb structures consistently exceeded that of the different types of closed-cell foams. However, the choice of material for each specific application must consider several parameters such as relative density, absorbed energy, peak stress, plateau stress, plateau extension, densification strain, and others. Therefore, overall performance should always be evaluated based on the specific application requirements.
KEYWORDS: CLOSED-CELL ALUMINUM FOAMS, ALUMINUM HONEYCOMB, STATIC COMPRESSION BEHAVIOR, SPECIFIC ENERGY ABSORPTION;
A. Malandruccolo, C. Menapace, F. Canevari
Il processo di direct-chill casting (DCC) che impiega lingottiere hot-top è una tecnica diffusa per la produzione di leghe di Al. Nella produzione moderna, il focus sul miglioramento della resa del processo produttivo ha spinto i produttori di attrezzature a ridurre al minimo la shell zone che si forma durante la solidificazione. La shell zone è caratterizzata da una microstruttura fine, da segregazione e da un alto rischio di inclusioni di gas e altri difetti. Questo studio analizza sistematicamente l’influenza dei parametri chiave sulle caratteristiche della shell zone. Tra questi: il design del sistema di raffreddamento, la velocità di colata, la posizione della zona di transizione liquido-solido e la geometria della lingottiera. L’obiettivo è stato quello di identificare la combinazione ottimale di parametri per ridurre al minimo lo spessore della shell zone, contribuendo allo sviluppo di lingottiere hot-top innovative. Le prove di colata sono state condotte in un impianto di produzione industriale utilizzando la lega AW 6082, rilevante dal punto di vista commerciale. La caratterizzazione microstrutturale, effettuata mediante microscopia ottica ed elettronica, ha confermato la velocità di colata come parametro maggiormente influente sulla riduzione lo spessore della shell zone. Inoltre, anche le variazioni nella geometria della lingottiera hanno avuto un impatto non trascurabile. Quest’ultimo risultato ha aperto alla considerazione dell’utilizzo di simulazioni termo-fluidodinamiche nelle future indagini relative a questo progetto.
INTRODUZIONE
Le leghe di Al hanno assunto una considerevole importanza nell’ingegneria moderna. Per via del loro processo di produzione primario che impiega l’elettricità, a differenza delle leghe a base Fe, possono essere classificate come relativamente giovani. Come per altri sistemi di leghe, la produzione avviene secondo due vie principali: dal minerale o dal rottame. In entrambi i casi, una volta elaborato il liquido, il passo successivo consiste nel processo di colata. Le leghe di Al possono essere prodotte attraverso processi continui, semicontinui o discontinui. All’inizio del XX secolo si è registrato un aumento della produzione di leghe di Al a causa dell’elevata domanda di mercato. I processi di colata discontinua, come la colata in stampo permanente, mostrarono tutti i loro limiti nel soddisfare la domanda del mercato: solidificazione lenta, scarso trasferimento di calore, struttura a grana grossa, precipitazione di intermetallici con dimensioni considerevoli e relativi problemi durante i processi di
Alessio Malandruccolo, Cinzia Menapace
Dipartimento di Ingegneria Industriale, Università degli Studi di Trento
Federica Canevari Almec Tech Srl, Rovereto
laminazione, forgiatura ed estrusione. Questo contesto ha fornito la base per lo sviluppo del direct-chill casting (DCC) negli anni ‘30, prima come processo discontinuo e poi come processo semicontinuo. Nella produzione moderna, il DCC è comunemente utilizzato per produrre leghe lavorabili e prevede di colare il liquido all’interno di una lingottiera inizialmente tappata per consentire la formazione di una parte solida iniziale che sarà poi lasciata avanzare verso il basso a una velocità di colata costante. La formazione della billetta avviene verticalmente fino a una lunghezza massima determinata dalla profondità del pozzo, all’interno del quale è posta l’attrezzatura di
supporto delle billette e che ne determina la velocità di colata [1, 2, 3, 4, 5].
Cercando di semplificare la trattazione, il principio di funzionamento del DCC si basa essenzialmente sulla solidificazione che impiega un processo di raffreddamento in due fasi: primario e secondario. Il raffreddamento primario è quello che si ottiene attraverso il contatto tra la superficie della lingottiera e il liquido, mentre il secondario si realizza quando la superficie appena solidificata viene investita da un getto d’acqua durante la sua discesa (figura 1).
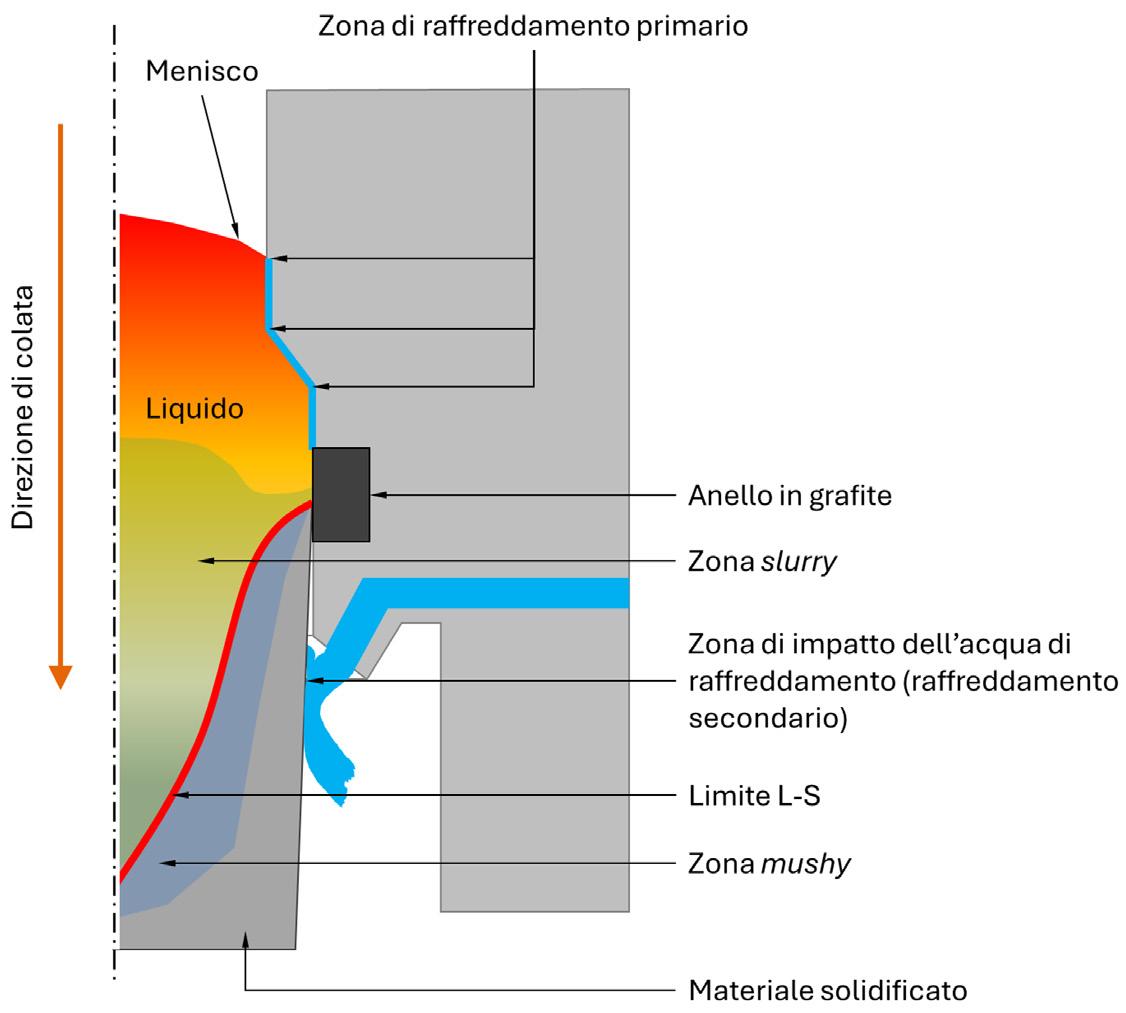
Fig.1 - Schematizzazione del principio di funzionamento della lingottiera per il processo di DCC con struttura generica di una lingottiera hot-top in sezione / Schematic outline of the working principle of the mold for the DCC process with generic cross-section of a hot-top mold.
Mentre la parte esterna della lega in via di solidificazione forma la cosiddetta shell zone a seguito dell’azione del raffreddamento primario, la parte interna è ancora in fase di solidificazione e quindi parzialmente liquida. L’ulteriore raffreddamento a opera del secondario permette di estendere rapidamente il fronte di solidificazione, mentre la billetta scende al di sotto del bordo inferiore della lingottiera. Attualmente esistono due tipologie di lingottiere utilizzate nei processi di DCC: convenzionali a galleggiante (conventional floating molds) e hot-top. Tra le due, quella in grado di garantire migliore qualità del prodotto e produttività risulta essere la hot-top [2, 3].
Il funzionamento della hot-top mold (figura 1) si basa su una lingottiera con la parte superiore che per prima entra in contatto con il liquido in grado di limitare il raffreddamento e rimanere pertanto “calda”. Questo permette di solidificare solamente un sottile strato di materiale e di abbassare la posizione limite di transizione liquido-solido fino ad arrivare in prossimità del raffreddamento secondario. Tra il raffreddamento primario e quello secondario è posto un anello di grafite attraverso cui può passare olio oppure una miscela di aria e olio per un migliore controllo della qualità della superficie [6].
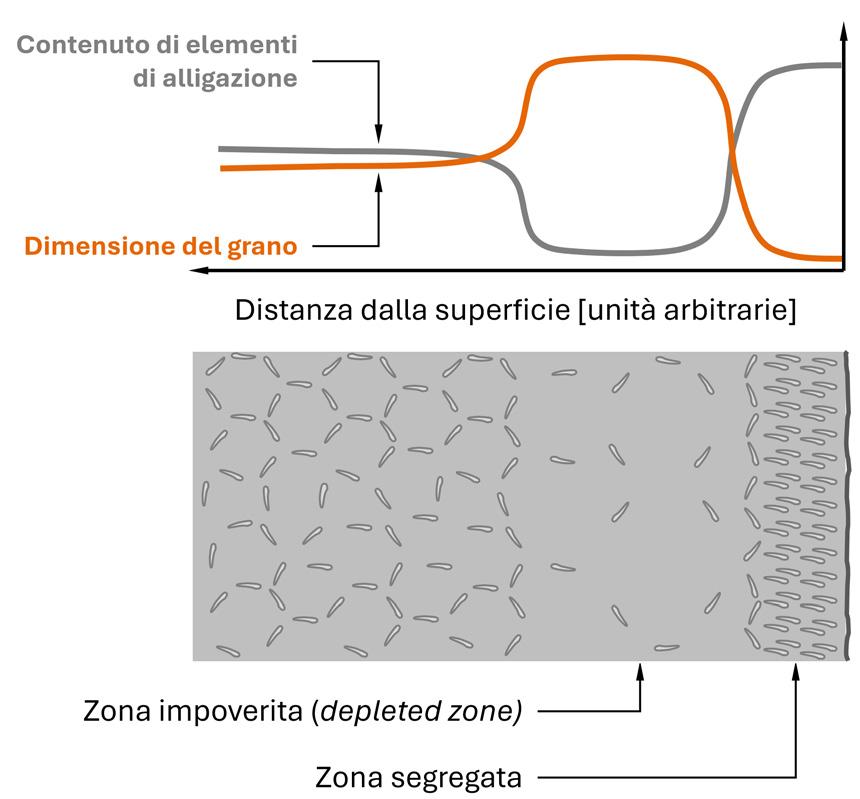
Fig.2 - Schematizzazione di una sezione di materiale solidificato nella zona corticale con evidenza della variazione della dimensione del grano e del livello di segregazione / Schematic of a section of solidified material near the surface with evidence of variation in grain size and level of segregation.
La shell zone (anche detta zona corticale) può essere definita come la parte del materiale vicino alla superficie che si solidifica per prima al contatto con le pareti della lingottiera. Essa è caratterizzata da una microstruttura fine nella regione più esterna, risultante dal rapido raffreddamento e dalla segregazione degli elementi di alligazione. A questo segue tipicamente una zona impoverita di elementi di alligazione e con grani di dimensioni maggiori. Spostandosi verso il centro del prodotto di solidificazione, la dimensione della microstruttura diventa più fine e la segregazione si riduce (figura 2). Come risultato di queste caratteristiche, la shell zone ha proprietà diverse dal resto del materiale. Ciò ha anche effetti a livello macroscopico, portando a una diminuzione della resistenza alla corrosione e a variazioni nelle proprietà tecnologiche [2, 7].
I miglioramenti per quanto concerne la tecnologia hottop si sono storicamente focalizzati sul raffreddamento primario al fine di minimizzare l’asportazione di calore, senza tuttavia evitare la solidificazione. Nello specifico, l’obiettivo è sempre stato quello di utilizzare il raffreddamento primario per formare una pelle solida il più possibile limitata nello spessore.
La parte iniziale del lavoro di ricerca in cui si colloca questo studio ha avuto come oggetto l’individuazione dei parametri maggiormente influenzanti sviluppo ed estensione della shell zone al fine di poter giungere alla progettazione di lingottiere di tipo hot-top innovative in grado di minimizzare lo spessore della zona corticale e di garantire
una maggiore qualità del materiale prodotto. I fattori inizialmente individuati risultano essere quelli rappresentati all’interno della figura 3. Alla luce del fatto che i dati di letteratura spesso si riferiscono a condizioni di processo molto differenti rispetto a quelle reali dal punto di vista delle attrezzature utilizzate e dei semilavorati prodotti, lo scopo della parte iniziale del progetto di ricerca è stato di rilevare l’effettiva incidenza dei parametri di processo sul design attuale delle lingottiere hot-top al fine di tracciare una linea di partenza per lo sviluppo delle nuove attrezzature.
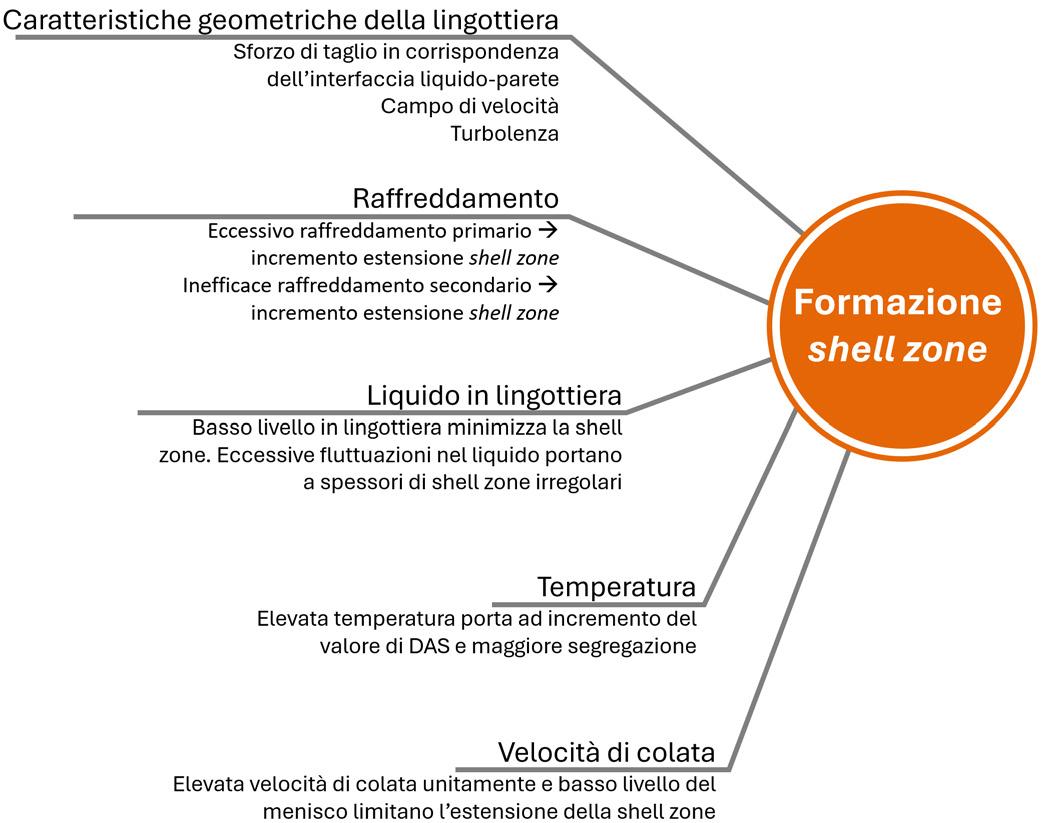
Fig.3 - Schematizzazione di alcuni dei parametri che influenzano formazione ed estensione della shell zone unitamente al loro effetto [1, 2, 3, 4, 6] / Schematic of some of the parameters that influence formation and extension of the shell zone together with their effect [1, 2, 3, 4, 6].
La lega scelta per l’esecuzione dei test è la EN AW 6082, la cui composizione chimica è fornita in tabella 1. In totale sono state prodotte tre colate in due prove utilizzando una placca da sei posizioni come raffigurato in figura 4. La placca è stata alimentata dal forno dell’impianto attraverso il sistema di canalizzazione e trasporto dell’alluminio
liquido con una temperatura del liquido in forno sempre compresa tra 718°C e 740°C per tutte le colate. La temperatura della lega liquida in lingottiera è sempre stata compresa tra 650°C e 660°C. Il diametro scelto per le billette prodotte è stato quello di 280 mm, un formato comune sul mercato.
Tab. 1 - Composizione chimica della lega EN AW 6082 in accordo con UNI EN 573-3 / Chemical composition of EN AW 6082 alloy in agreement with UNI EN 573-3.
Come riportato all’interno della figura 4, la configurazione della placca di colata utilizzata ha previsto l’assegnazione delle posizioni 5 e 6 alle prove, la 3 e la 4 alla produzione standard e per garantire una portata costante dal forno fusorio; mentre la 1 e la 2 sono rimaste chiuse e hanno quindi avuto la funzione di serbatoio di compensazione di lega liquida per la durata del processo di colata. Le due prove effettuate hanno avuto come obiettivo la verifica dell’influenza di alcuni dei parametri riportati all’interno della figura 3, più precisamente:
• design e azione del circuito di raffreddamento secondario;
• velocità di colata;
• posizione del limite di transizione liquido-solido;
• influenza della geometria della lingottiera sull’azione di raffreddamento operata dal primario.
I parametri valutati al fine di giudicare l’esito delle prove sono stati principalmente due: qualità della superficie delle billette prodotte ed estensione della shell zone.
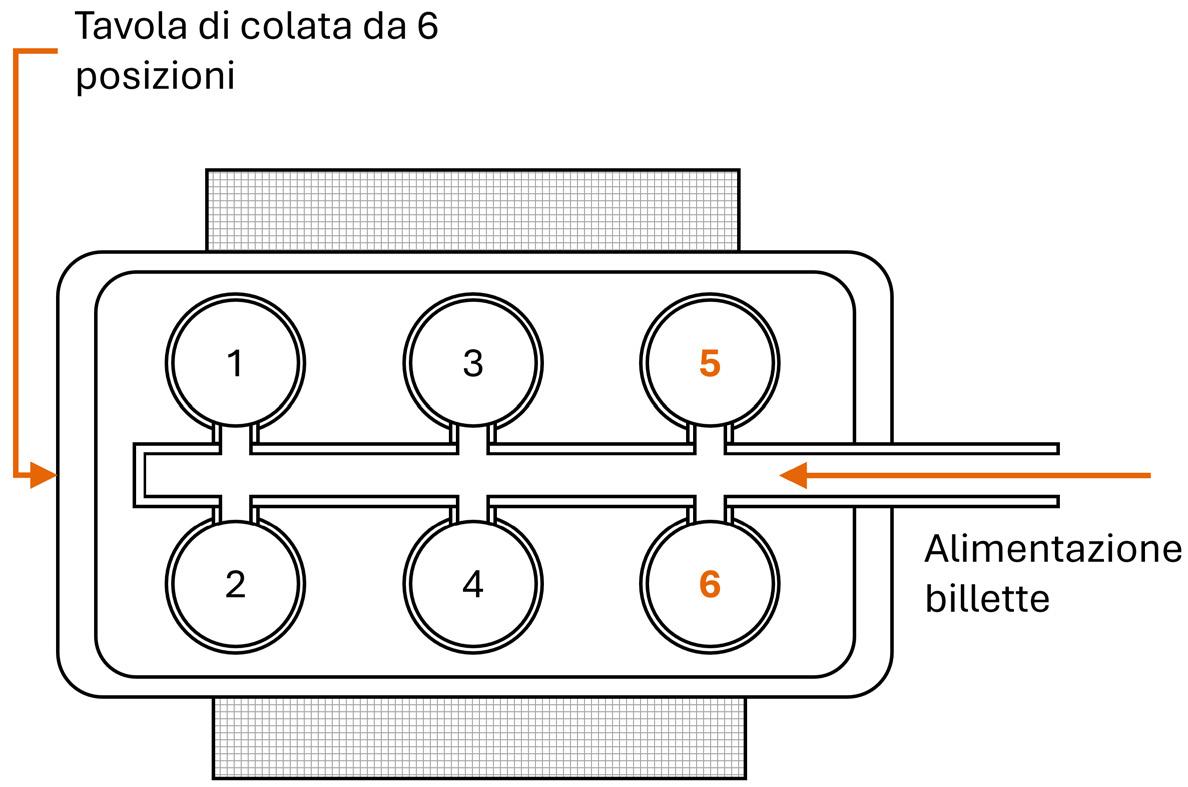
Fig.4 - Schematizzazione della configurazione della placca di colata utilizzata per le prove. Si noti che le posizioni utilizzate sono la 5 e la 6, mentre le posizioni 1 e 2 sono rimaste chiuse / Schematic of the casting plate configuration used for the trials. Note that the positions used are 5 and 6, while positions 1 and 2 remained closed.
La prima prova ha previsto l’impiego di quattro diverse lingottiere di tipo hot-top, le cui differenze sono riassun-
te all’interno della figura 5.
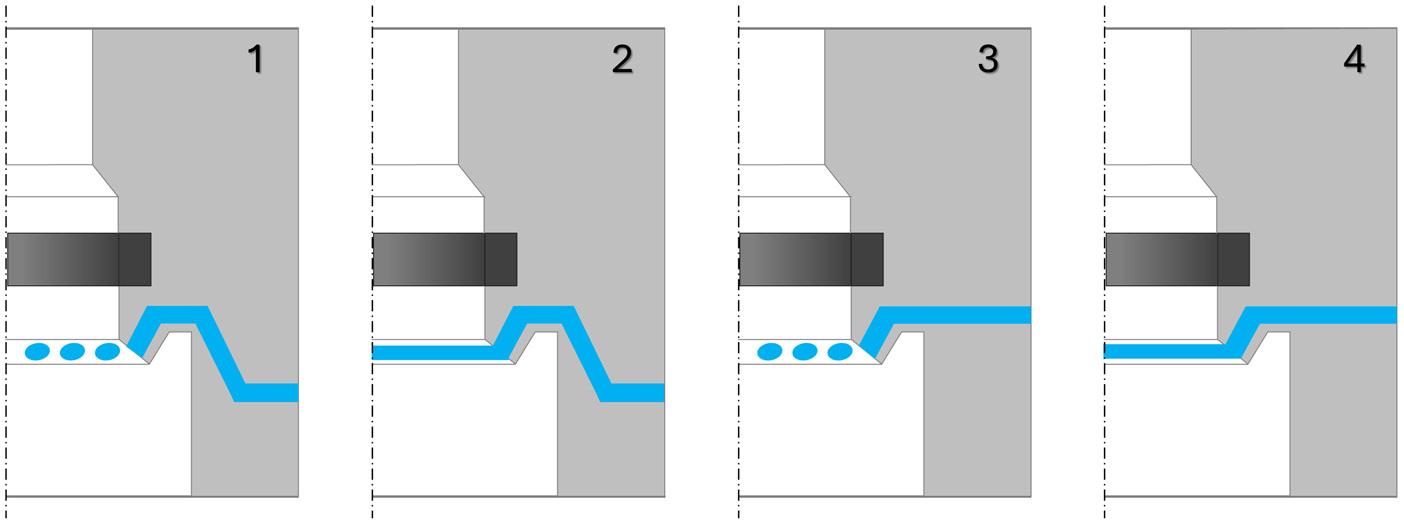
Fig.5 - Schematizzazione delle differenze tra le quattro lingottiere impiegate durante la prova 1. 1) circuito di raffreddamento risalente dal basso con nebulizzazione; 2) circuito di raffreddamento risalente dal basso con lama d’acqua; 3) circuito di raffreddamento verso l’alto con nebulizzazione; 4) circuito di raffreddamento verso l’alto con lama d’acqua / Schematic of the differences among the four molds used during trial 1. 1) cooling circuit rising from below with nebulization; 2) cooling circuit rising from below with water blade; 3) cooling circuit rising upwards with nebulization; 4) cooling circuit rising upwards with water blade.
Per la prova 1 sono state effettuate due colate e, con riferimento alla figura 4, la sequenza di impiego delle quattro lingottiere è riassunta all’interno della tabella 2. Per ogni colata sono state prodotte billette impiegando tre differenti velocità di colata. La velocità di base è stata v1 = 80 mm/min, mentre gli altri valori hanno visto un incremen-
to con v2 = v1 + 12.5% e v3 = v1 + 37.5. La portata dell’acqua di raffreddamento è rimasta invariata per tutte le configurazioni di prova.
Tab.2 - Configurazione di prova per il test 1 / Trial 1 configuration. Colata
Nebulizzazione
Risalente dal basso della lingottiera 1 6 2
La prova 2 ha previsto l’impiego delle impostazioni e della configurazione lingottiera-raffreddamento che avevano ottenuto i migliori risultati durante la prova 1, aggiungendo una variazione nella geometria della lingottiera per quanto riguarda il raffreddamento primario al fine di variare le condizioni termo-fluidodinamiche del liquido con l’obiettivo di limitare la crescita della shell zone (figura 6). Il diametro dell’ingresso d1 è lo stesso per entrambe
Risalente dal basso della lingottiera
Verso la parte alta della lingottiera
le configurazioni, così come il diametro dell’uscita d2. La differenza tra la configurazione 3 e quella del test 2 risiede nella forma del refrattario, ovvero nel profilo che passa da d1 a d2. La geometria modificata del test 2 presenta una transizione più graduale nel passaggio dal diametro dell’ingresso del liquido al diametro della sezione di uscita.
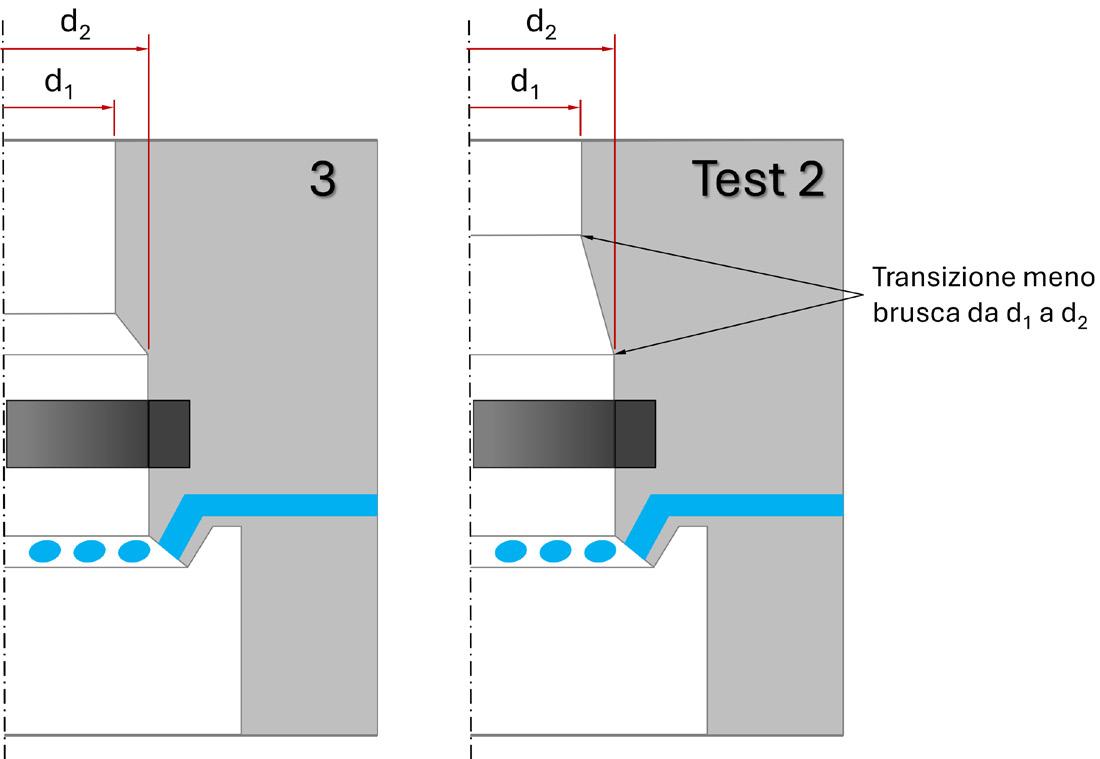
Fig.6 - Variazione nella geometria del raffreddamento primario per la lingottiera della seconda prova / Variation in the geometry of the primary cooling for the mold employed in the second trial.
Ricordando la definizione di portata massica, si presume che la lega liquida subisca una diminuzione costante della velocità su una distanza limitata nella direzione di colata (configurazione 3 in figura 6) a causa dell’improvviso aumento dell’area della sezione trasversale della cavità interna. Di conseguenza, si ipotizza che lo sforzo di taglio subito dal liquido all’interfaccia con le pareti diminuisca di conseguenza, raggiungendo il minimo per il diametro corrente dopo un breve percorso nella lingottiera. Alcuni studi relativi al movimento del liquido durante i processi
di DCC hanno dimostrato come variazioni di velocità nel liquido, e quindi dello sforzo di taglio subito dal liquido a contatto con le pareti della lingottiera, siano in grado di modificare la microstruttura e il processo di solidificazione riducendo la SDAS (secondary dendrite arm spacing), effetto unanimemente riconosciuto come positivo nella riduzione della segregazione [8]. Inoltre, un aumento dello sforzo di taglio favorirebbe un regime di moto più turbolento nel liquido con un incremento della velocità di estrazione del calore che si traduce in un gradiente di
temperatura più ampio sul fronte di solidificazione, favorendo così una microstruttura più fine e una microsegregazione ridotta [9, 10].
Per quanto riguarda la caratterizzazione del materiale, gli esami di microscopia ottica hanno previsto l’uso di un microscopio Zeiss con camera Leica DC300 (Leica Microsystems GmbH, Wetzlar, Germania), mentre le analisi SEM hanno previsto l’utilizzo di un microscopio elettronico JSM IT300LW (JEOL Ltd, Tokyo, Giappone) equipaggiato con EDXS Quantax (Bruker Corp., Billerica, MA, USA) e detector XFLASH 630M (Bruker Corp., Billerica, MA, USA).
RISULTATI E DISCUSSIONE
I risultati della prova 1 hanno evidenziato forti differenze per quanto riguarda la qualità superficiale delle billette prodotte. Nello specifico, per entrambe le colate la configurazione di raffreddamento con lama d’acqua ha causato la formazione di una superficie estremamente irregolare, tanto da risultare non conforme agli standard produttivi per prodotti da estrusione. Inoltre, l’esame macrografico ha evidenziato un’estensione della shell zone ampiamente sopra i 3 mm in media. In aggiunta a questo, l’andamento dello spessore della shell zone evidenziato dall’esame macrografico è risultato estremamente irregolare. Si ritiene che l’azione di raffreddamento della lama d’acqua delle lingottiere 2 e 4 abbia provocato una condizione
ascrivibile al fenomeno di liquazione del materiale, con conseguente formazione della superficie non conforme [2]. Riguardo al design del raffreddamento secondario, sembrerebbe che un percorso più breve delle canalizzazioni interne alla lingottiera come quello della numero 3 comporti risultati migliori riducendo l’ampiezza della shell zone. Si suppone che ciò possa essere provocato da variazioni nello scambio termico tra il circuito e i componenti della lingottiera; tuttavia, delle conclusioni certe in questa fase potrebbero avere puro carattere speculativo. Sarà necessario analizzare il fenomeno con maggiore dettaglio in futuro, avvalendosi di simulazioni dei flussi di calore e delle condizioni di scambio termico nella struttura interna della lingottiera.
Le billette prodotte dalle lingottiere 1 e 3 hanno presentato una superficie in linea con la qualità del prodotto standard per la successiva estrusione con una tendenza crescente a formare pieghe fredde all’aumentare della velocità di colata. La billetta prodotta dalla lingottiera 1 con velocità di colata v3 è stata scartata in quanto caratterizzata da superficie non conforme a causa delle pieghe fredde. Insieme all’incremento della velocità di colata si è impostato il processo al fine di ottenere un abbassamento del menisco e una conseguente riduzione dell’estensione della shell zone come riportato nei risultati in tabella 3 e figura 8.
Tab.3 - Risultati del primo test / First trial results.
1 5 1 v1 +37.5% Peggioramento eccessivo della qualità superficiale
2
2
2
I risultati riportati all’interno della tabella 3 evidenziano come la lingottiera 3 sia riuscita a garantire una maggiore riduzione dell’estensione della shell zone a parità di incremento di velocità di colata nel passare dal valore base al primo incremento del 12.5%. Si ritiene che il design
delle canalizzazioni interne del raffreddamento secondario abbia giocato un ruolo nella determinazione del risultato, causando una differente asportazione di calore dal materiale. Alla luce dei risultati riportati in tabella 3, la configurazione che ha causato la maggiore riduzione della
shell zone in funzione dell’aumento della velocità di colata è stata quella che ha impiegato la lingottiera numero 3. L’esame micrografico del materiale è rappresentato in figura 7. Per quanto riguarda i risultati ottenuti dalla lingottiera 3 con la velocità di colata più elevata, come evidenziato dalla figura 7, la depleted zone non è chiaramente distinguibile. La verifica dell’influenza della velocità di colata si è resa necessaria perché da una parte è sicuramente vero che un valore maggiore riduce l’estensione della shell zone, ma dall’altra è altrettanto vero che a parità di incremento percentuale ci saranno risultati differenti in funzione del design della lingottiera e della dimensione della billetta, a parità di tutti gli altri parametri (i.e., lega, temperatura del forno, etc.). In figura 7 è riportata anche la variazione della posizione della transizione liquido-solido misurata durante il processo in funzione della velocità di colata e, in accordo con i dati di letteratura, un abbassamento ha comportato una riduzione dell’estensione della shell zone. Come si può vedere, lo spostamento verso il
basso del limite L-S ha portato quindi a una riduzione della distanza dello stesso dalla parte terminale dell’anello di grafite e ha aumentato l’estensione del contatto con esso. L’anello di grafite ha una conducibilità termica di praticamente quattro ordini di grandezza maggiore rispetto al refrattario. Lo spostamento verso il basso del limite L-S dovrebbe aver contribuito a creare una condizione di solidificazione ritardata e caratterizzata da maggiore velocità di asportazione di calore causata dalla combinazione tra l’estrazione di calore a opera della grafite e dalla maggior vicinanza all’azione più drastica dell’acqua del raffreddamento secondario. In tali condizioni, lo spessore della shell zone dovrebbe quindi minimizzarsi. Infine, per poter garantire un risultato costante durante tutto il processo di colata, le fluttuazioni nella portata di liquido in lingottiera devono essere minimizzate in modo da garantire un livello costante del menisco e del limite L-S durante tutto il processo.
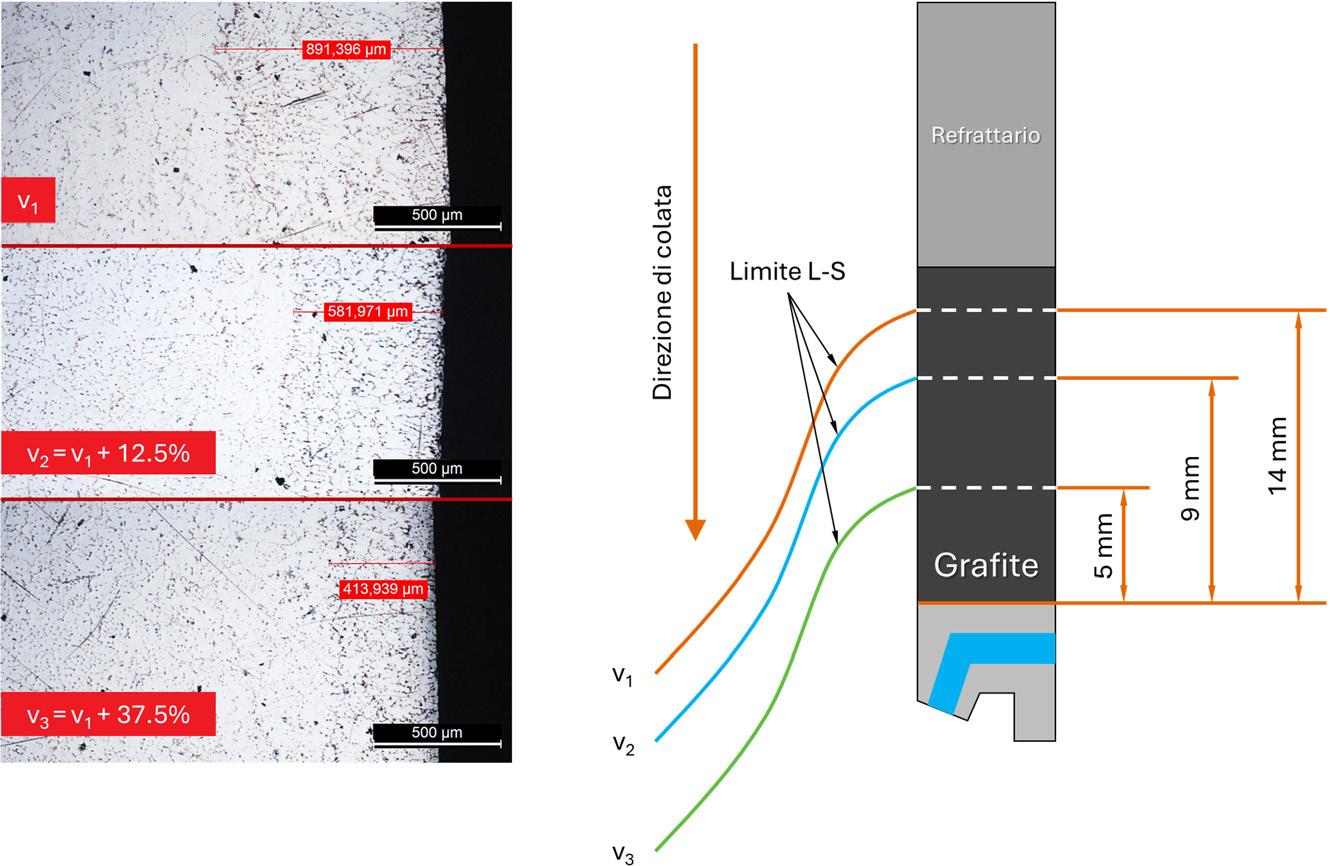
Fig.7 - Posizione del limite L-S in arancio, azzurro e verde in funzione della velocità di colata e micrografie risultanti della zona sub-superficiale delle billette prodotte con lingottiera numero 3. Il senso di osservazione della superficie è ortogonale alla sezione trasversale circolare della billetta e coincide con la direzione di colata / L-S boundary position in orange, blue and green as a function of casting speed and resulting micrographs of the sub-surface zone of billets produced with mold number 3. The direction of observation of the surface is orthogonal to the circular cross-section of the billet and corresponds to the casting direction.
Come evidenziato dalle micrografie presenti in figura 7, all’interno della shell zone è presente una frazione volumetrica non trascurabile di seconde fasi, corrispondente agli intermetallici formati in fase di solidificazione in luogo dell’arricchimento del liquido interdendritico causato dalla segregazione di elementi con coefficiente di partizione inferiore a 1 come Si, Fe, Mg e Mn, in maniera coerente con una struttura di tipo as-cast [11]. In figura 8 sono
riportate le mappe elementari di una colonia di precipitati rappresentativa di quelli presenti all’interno della shell zone. Dalla rappresentazione semi-quantitativa offerta in figura 8 si nota come siano presenti varie composizio-
Memorie scientifiche - Metalli leggeri
ni che, in accordo con quanto riportato dalla letteratura, possono essere ricondotte a Mg2Si, α-Al(FeMn)Si e stechiometrie ibride con differenti morfologie [12, 13].
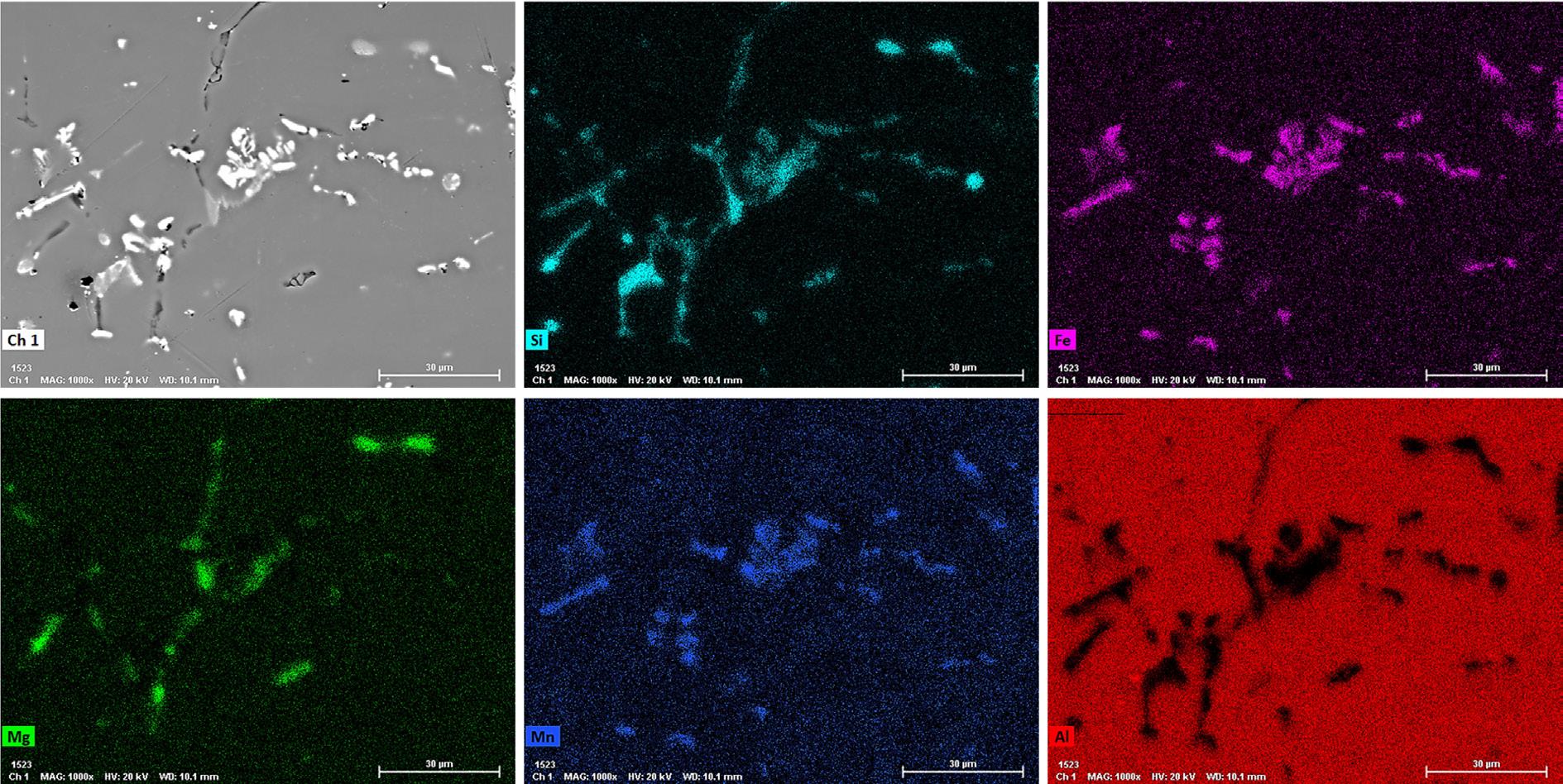
Fig.8 - Micrografia SEM in modalità BSE e mappe elementari EDXS di una colonia di intermetallici rilevata all’interno della shell zone / BSE - SEM micrograph and EDXS elementary maps of a colony of intermetallics detected within the shell zone.
La prova 2 ha previsto la replica delle condizioni che hanno portato a ottenere i risultati riportati in figura 7, con l’aggiunta delle modifiche geometriche esplicitate in fi-
gura 6. Il risultato del test ha evidenziato una variazione sostanziale nello spessore della shell zone, che risulta ora più che dimezzata come rappresentato in figura 9.
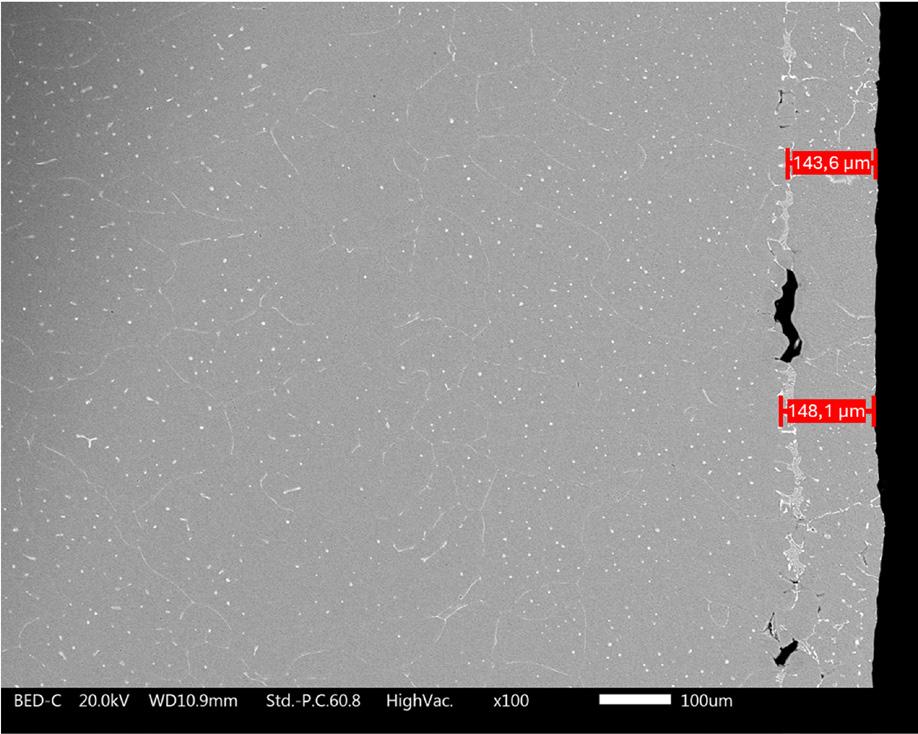
Fig.9 - Micrografia SEM in modalità BSE della zona sub-corticale in corrispondenza della shell zone del materiale prodotto durante la prova 2 con stessi parametri del miglior risultato del test 1 e geometria modificata della lingottiera / BSE-SEM micrograph of the sub-cortical layer corresponding to the shell zone of the material produced during test 2 with the same parameters of the best result of test 1 and modified ingot mold geometry.
In questo caso l’estensione è inferiore a 150 μm e anche la morfologia risulta differente, mostrando un allineamento/ interconnessione di intermetallici al limite dell’estensione della shell zone verso il centro della billetta. Inoltre, alcune cavità probabilmente causate dal ritiro in fase di solidificazione sono presenti anche in corrispondenza dell’allineamento di intermetallici al limite della shell zone. Anche la morfologia e la distribuzione delle seconde fasi rilevate nella shell zone e al suo limite di estensio-
ne risultano profondamente differenti da quanto riportato in figura 7 e figura 8. La figura 10 mostra intermetallici con morfologia principale di tipo script cinese, apparentemente costituiti in maniera preponderante da Al, Si e Fe. In accordo con la rappresentazione semi-quantitativa offerta in figura 10, e in funzione di quanto riportato in letteratura, la stechiometria più probabile ipotizzabile in questo caso risulta essere β-Al8Fe2Si [14].
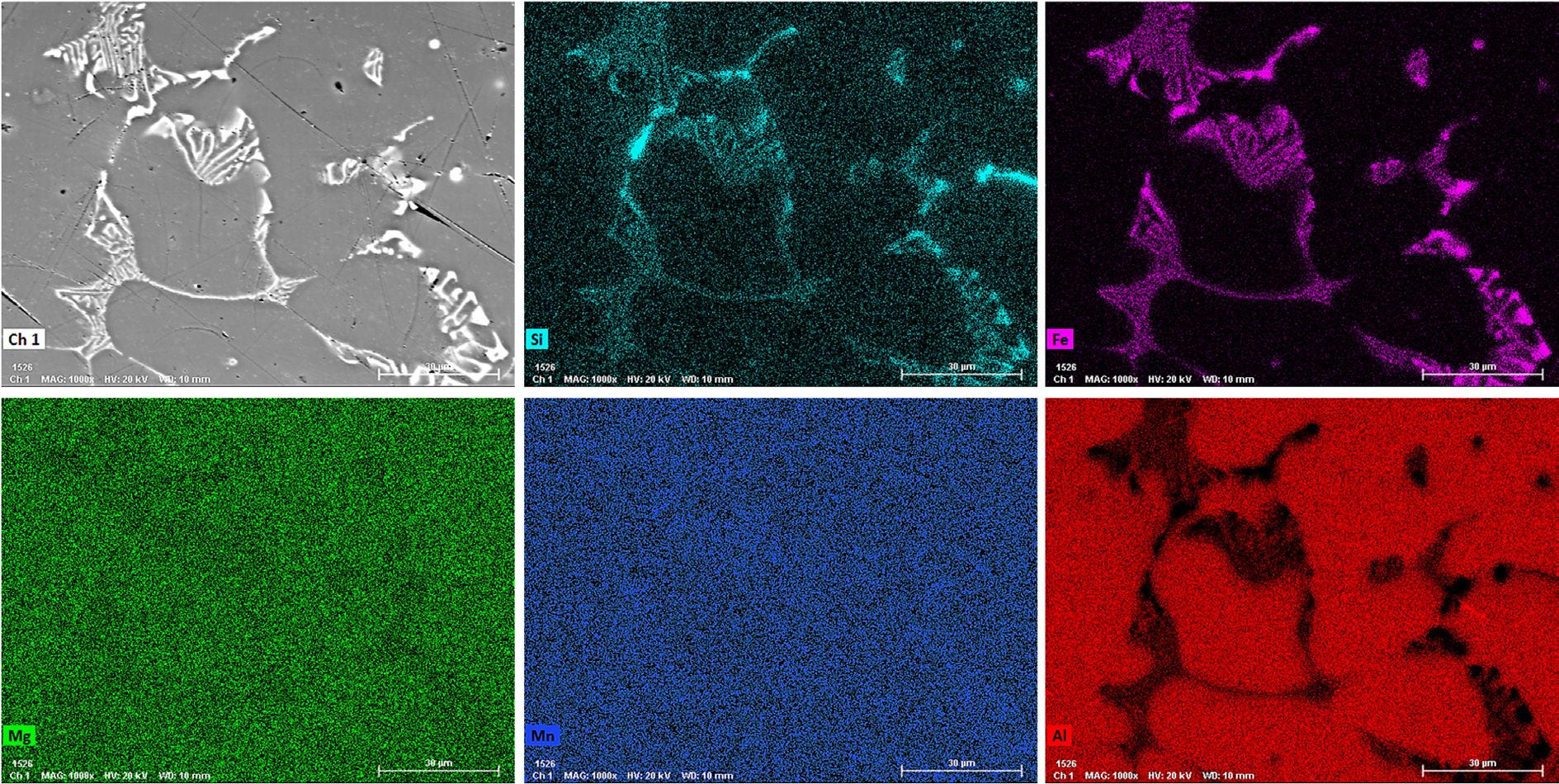
Fig.10 - Micrografia SEM in modalità BSE e mappe elementari EDXS degli intermetallici rilevata al limite dell’estensione della shell zone del materiale prodotto durante la prova 2 / EDXS elemental maps of intermetallics detected at the boundary of the shell zone extension of the material produced during test 2.
I risultati ottenuti dal test 2 sono probabilmente ascrivibili alle mutate condizioni dinamiche del liquido all’interno della lingottiera durante il processo di colata. Come detto in precedenza, una transizione più graduale dal diametro di ingresso a quello di uscita dovrebbe avere influenza sul campo di velocità nel liquido e sullo sforzo di taglio percepito dallo stesso nello strato a contatto con le pareti della lingottiera. A differenza della configurazione del test 1, quella del test 2 dovrebbe aver provocato un abbassamento graduale dello sforzo di taglio e non un suo brusco calo. Di conseguenza, si suppone che questa situazione abbia creato delle condizioni di rimescolamento all’interfaccia con la lingottiera meno favorevoli alla crescita dendritica e alla segregazione in maniera simile, ma con le opportune proporzioni, a quanto avviene nel
caso dell’applicazione di stirring elettromagnetico. Questa ipotesi, tuttavia, è basata per ora sulla teoria relativa alla dinamica dei fluidi e necessiterebbe di maggiore indagine avvalendosi di una combinazione tra simulazione termo-fluido dinamica e validazione sperimentale in successivi test di colata.
Conclusioni
L’evoluzione della shell zone di billette in lega di alluminio AW 6082 prodotte con il processo DCC è stata studiata concentrandosi su come le variazioni dei fattori che influenzano il processo determinino le sue caratteristiche. Nello specifico, sono state valutate l’efficacia e l’influenza del design del raffreddamento secondario in funzione della qualità della superficie della billetta e dello spessore
ottenuto della shell zone. L’influenza della velocità di colata è stata analizzata producendo billette con tre incrementi discreti. In conseguenza di ciò si sono state valutate la posizione della zona di transizione liquido-solido e la sua correlazione con l’estensione della shell zone. Infine, dopo aver determinato la combinazione ottimale di parametri di progettazione e produzione, è stata valutata una modifica della geometria del refrattario. Nelle stesse condizioni e con gli stessi parametri di processo, si è ipotizzato che questa modifica influenzasse il movimento del liquido durante il processo di colata. Le conclusioni principali possono essere riassunte come segue:
• Il getto d’acqua frazionato del raffreddamento secondario si è dimostrato più efficace. Inoltre, sembra che un percorso più breve e diretto possa fornire risultati migliori. Per valutare le ragioni alla base di questa osservazione, è possibile ricorrere a una simulazione termica del flusso di calore nello stampo.
• Come previsto dai dati della letteratura, l’aumento della velocità di colata porta a una diminuzione dello spessore della shell zone. Tuttavia, è necessario prestare attenzione alla qualità della superficie e al possibile sviluppo di difetti superficiali.
• Quando la zona di transizione liquido-solido è più vicina al confine inferiore dell’anello di grafite, la shell zone risultante ha uno spessore inferiore.
• A parametri di processo invariati, una modifica della
geometria del refrattario influenza lo spessore della shell zone. In particolare, una transizione più graduale tra i diametri di ingresso e di uscita ha portato a una riduzione della sua estensione; sebbene la qualità della superficie della billetta sia leggermente peggiorata, rimane comunque accettabile. Questo risultato sembra essere dovuto a una variazione dello sforzo di taglio nel liquido, causata da una diversa variazione della velocità dello stesso. Secondo la letteratura, ciò può avere effetti positivi nel limitare i fenomeni di segregazione.
• Oltre alla variazione dello spessore della shell zone, la modifica geometrica ha probabilmente influenzato il movimento del liquido, che a sua volta ha influenzato la segregazione. Una conseguenza diretta di ciò sembra essere la variazione della morfologia e del tipo di intermetallici rilevati.
• L’ottimizzazione dei parametri di processo e della geometria dello stampo per la riduzione dello spessore della shell zone richiede un’analisi più approfondita con uno studio termo-fluidodinamico. In questo contesto, nelle ricerche future saranno impiegate simulazioni CFD, unitamente a validazione sperimentale, per stabilire correlazioni più affidabili tra i risultati ottenuti e le relative cause.
[1] Bayat N, Carlberg T. Surface Structure Formation in Direct Chill (DC) Casting of Al Alloys. JOM. 2014; 66(5): 700-10 https://doi. org/10.1007/s11837-014-0950-y
[2] Grandfield J, et al. Direct-Chill Casting of Light Alloys: Science and Technology. Hoboken; New Jersey, USA: Wiley-TMS; 2013 DOI:10.1002/9781118690734
[3] Leonelli A, et al. Analisi della shell zone di placche in leghe di alluminio ottenute mediante colata semi continua. La Metallurgia Italiana. 2021; 113(1): 6-12
[4] ASM International. ASM Handbook Volume 15 – Casting. Materials Park; Ohio, USA: ASM International; 2008
[5] Gialanella S, Malandruccolo A. Aerospace Alloys. Cham; Switzerland: Springer Nature Switzerland AG; 2020
[6] Eskin D G. Physical Metallurgy of Direct Chill Casting of Aluminum Alloys. Broken Sound Parkway NW; Boca Raton: CRC Press; 2008
[7] Carlberg T, et al. Surface Segregation and Surface Defect Formation During Aluminum Billet Casting. Transaction of the Indian Institute of Metals. 2015; 68(6): 1065-1069 https://doi.org/10.1007/s12666-015-0647-0
[8] Wang R et al. Effect of Temperature Field on the Porosity and Mechanical Properties of 2024 Aluminum Alloy prepared by Direct Chill Casting with Melt Shearing. Journal of Materials Processing Technologies.2022; 307: 117687 https://doi.org/10.1016/j. jmatprotec.2022.117687
[9] Lebon B et al. Numerical modelling of melt-conditioned direct-chill casting. Applied Mathematical Modelling. 2020; 77: 1310-1330 https://doi.org/10.1016/j.apm.2019.08.032
[10] Wagstaff S, Allanore A. Minimization of Macrosegregation in DC Cast Ingots Through Jet Processing. Metallurgical and Materials Transactions B: Process Metallurgy and Materials Processing Science. 2016; 47 (5): 3132-3138 https://doi.org/10.1007/s11663-0160718-6
[11] Cahn R W, Haasen P. Physical Metallurgy 4th edn. North Holland; 1996
[12] Kumar S et al. Evolution of Fe bearing Intermetallics during DC Casting and Homogenization of Al-Mg-Si Al Alloy. Metallurgical and Materials Transactions A: Physical Metallurgy and Materials Science. 2016; 47 (6): 3000-3014 https://doi.org/10.1007/s11661-0163451-5
[13] Mrówka-Nowotnik G et al. Intermetallic Phase Particles in 6082 Aluminium Alloy. Archives of Materials Science and Engineering. 2007; 28 (2): 69-76
[14] Khan M H et al. Effects of Fe, Mn, Chemical Grain Refinement and Cooling Rate on the Evolution of Fe Intermetallics in a Model 6082 Al-alloy. Intermetallics. 2021; 132: 107132 https://doi.org/10.1016/j.intermet.2021.107132
The direct-chill casting (DCC) process with hot-top molds is a widespread technique for the production of Al alloys. In modern manufacturing, the emphasis on improving process yield has driven equipment manufacturers to minimize the shell zone that forms during the solidification process. The shell zone is characterized by a fine microstructure, segregation, and a high risk of gas inclusions and other defects. This study systematically investigates the influence of several key parameters on the characteristics of the shell zone. In particular, the design of the cooling system, casting speed, the position of the liquid-solid transition zone, and mold geometry, were investigated. The aim was to identify the optimal combination of parameters for minimizing the shell zone’s thickness, thereby contributing to the development of innovative hot-top molds. Casting tests were conducted in an industrial production plant using the AW 6082 alloy. Microstructural characterization, performed with optical and electron microscopy, confirmed that casting speed is the most influential parameter for reducing the shell zone’s thickness. Furthermore, variations in mold geometry also had a significant impact. This latter finding highlights the potential for using thermo-fluid dynamic simulations in future investigations related to this project.
KEYWORDS:
10.36146/2025_09_42
F. Bravaccino, C. Sinagra, A. Squillace, A. Astarita, A. Acquesta, T. Monetta
L’industria della laminazione delle leghe di alluminio ad alto contenuto di magnesio affronta la sfida del fenomeno noto come “nero cavolfiore”. Questo studio esamina la formazione di precipitati di MgO e Alα, caratterizzati da una colorazione spenta e poco argentea, che influenzano negativamente la qualità superficiale dei coil. Attraverso l’aggiunta di berillio (Be) a basse concentrazioni e modifiche nel processo di omogeneizzazione, questo lavoro dimostra la riduzione significativa del fenomeno, migliorando la resistenza alla corrosione e la qualità del prodotto finale.
PAROLE CHIAVE: NERO CAVOLFIORE, LEGHE DI ALLUMINIO, MAGNESIO, BERILLIO, OSSIDAZIONE, OMOGENEIZZAZIONE, RESISTENZA ALLA CORROSIONE, LAMINAZIONE;
INTRODUZIONE
Le leghe di alluminio ad alto contenuto di magnesio, come le 5754, 5182 e 5083, sono soggette a fenomeni di rifusione e riprese fredde che portano alla formazione di precipitati noti come “nero cavolfiore”. Questi precipitati, costituiti principalmente da MgO e Alα, emergono durante i processi di raffreddamento rapido e omogeneizzazione, influendo sulle caratteristiche superficiali del prodotto finito.
MATERIALI E METODI
Le leghe oggetto di studio sono prodotte in Laminazione Sottile S.p.A. con tecnologia Direct Chill Casting nelle loro fonderie di rifusione per la produzione di alluminio secondario come bramme che vengono poi sottoposte a processi di fresatura superficiale per rimuovere la zona più esterna, formata da molti ossidi e ricca di impurezze, e di omogeneizzazione (normalizzazione) per rendere il più possibile omogenea la composizione chimica dal cuore all’esterno delle bramme.
Si riportano di seguito le composizioni chimiche delle singole leghe adoperate.
Francesco Bravaccino, Ciro Sinagra
Laminazione Sottile, S. Marco Evangelista (CE)
Tullio Monetta, Annalisa Acquesta, Antonello Astarita, Antonino Squillace
Università degli studi di Napoli Federico II, Piazzale Tecchio 80, Napoli (Na)
Tab.1 e 2 - Range delle percentuali in presenza degli elementi di lega per le leghe AA 5182 e AA 5754 / Percentages in the presence of alloying elements for AA 5182 and AA 5754 alloys.
L’uso del berillio come alligante è stato sperimentato con concentrazioni minime di 2.5 ppm. Il berillio, formando uno strato di BeO+MgO, compete con il magnesio per l’ossidazione, migliorando la resistenza alla rifusione e la qualità superficiale del laminato.
Le aggiunte di berillio alla lega nei processi di prepara-
zione sono state fatte utilizzando dei piccoli dischetti di madrelega Al/Be al 5% per raggiungere le concentrazioni obiettivo, controllate con un quantometro Spark-OES Metal Analyser.
Sono state prodotte sei bramme le cui composizioni chimiche sono di seguito riportate in tabella 3.
Tab.3 - Composizione chimica delle colate DC prodotte per la sperimentazione / Chemical composition of DC castings produced for experimentation.
Per lo studio del fenomeno in scala micrografica, sono stati dapprima eseguiti dei prelievi di piccoli campioni dalle stesse bramme e successivamente eseguiti i seguenti
test di omogeneizzazione producendo i seguenti campioni, come mostrato in tabella 4.
Tab.4 - Denominazione dei campioni prelevati dalle bramme per i test di omogeneizzazione in muffola / Naming of the samples taken from slabs for homogenization testing in muffle furnaces.
As Cast
Lega 5754 senza Be aggiunto
Lega 5754 con aggiunta di Be
Lega 5182 senza Be aggiunto
Lega 5182 con aggiunta di Be
Ogni singolo campione è stato poi preparato per analisi metallografica, inglobandolo in resina conduttiva e lucidando la superficie con pasta diamantata fino a 1 micron, e osservate le varie sezioni al microscopio elettronico a scansione Tescan Vega Compact con sonda EDS per microanalisi a raggi X per la mappatura dei vari elementi chimici.
Infine, sono stati eseguiti dei test potenziodinamici, utilizzando un potenziostato/galvanostato/ZRA Gamry Reference 600+ sulle lastre laminate a freddo e trattate termicamente provenienti dalle bramme, con e senza aggiunta di Be; tale analisi è stata impiegata per la verifica del contributo del berillio a migliorare la resistenza alla corrosio-
x 8h
x 8h
x 8h
ne, studiandone i diagrammi di Evans in soluzione acquosa di NaCl al 3,5% in peso.
Effetto del berillio nelle leghe AlMg
L’aggiunta di berillio ha mostrato una significativa riduzione della formazione di precipitati di “nero cavolfiore”.
La pellicola di BeO risultante ha ridotto l’assorbimento di idrogeno nel bagno fuso e ostacolato la migrazione del Mg verso la superficie. Questo ha comportato una riduzione delle perdite di Mg sotto forma di ossido e un miglioramento della qualità superficiale.
Lega 5754 dopo ciclo di omogeneizzazione a 500°C x 8h / Alloy 5754 after homogenization cycle at 500°C x 8h.
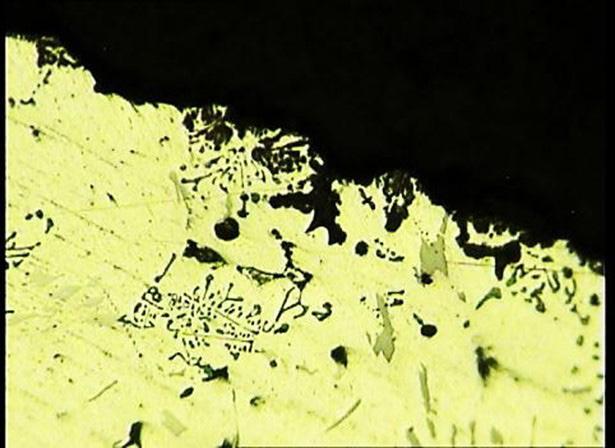
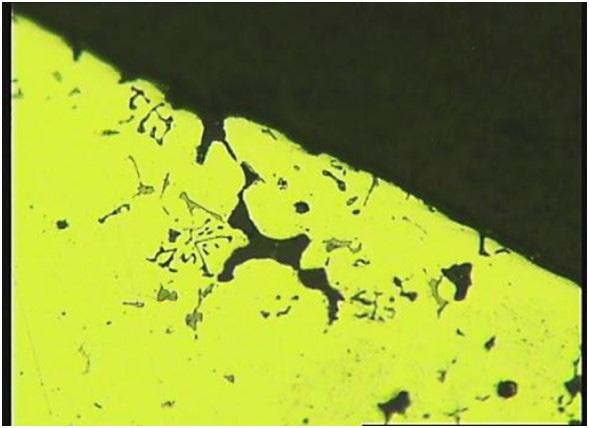
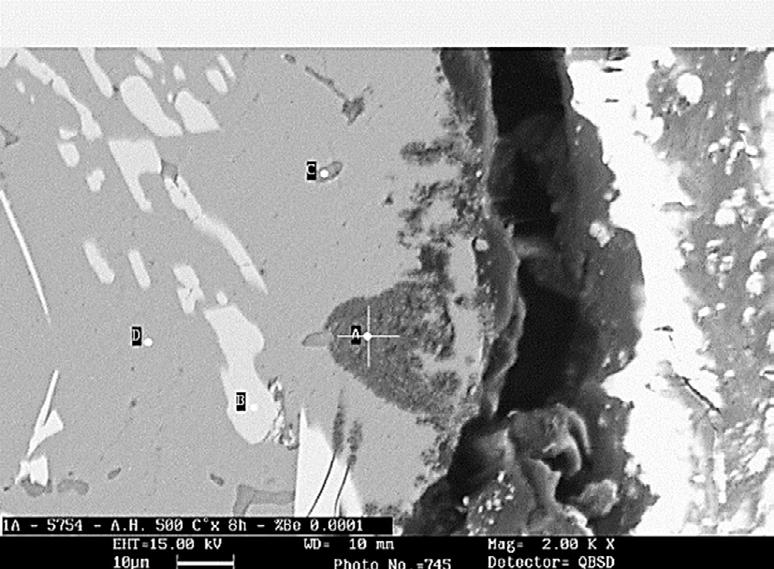
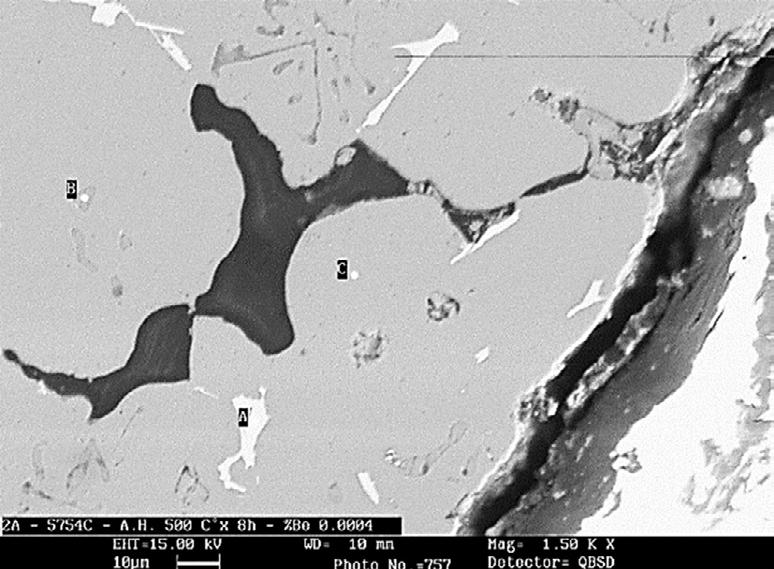
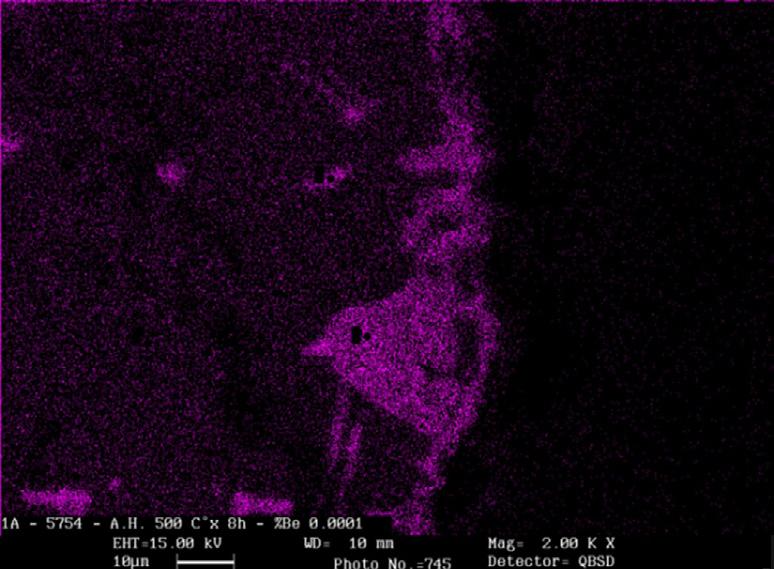
Lieve accenno dell’emersione di fasi eutettiche nerastre MgO in superficie, porosità da fasi eutettoidiche bassofondenti evaporate appena visibile nell’intorno della superficie (figure 1 e 3). L’aggiunta di berillio alla lega comunque
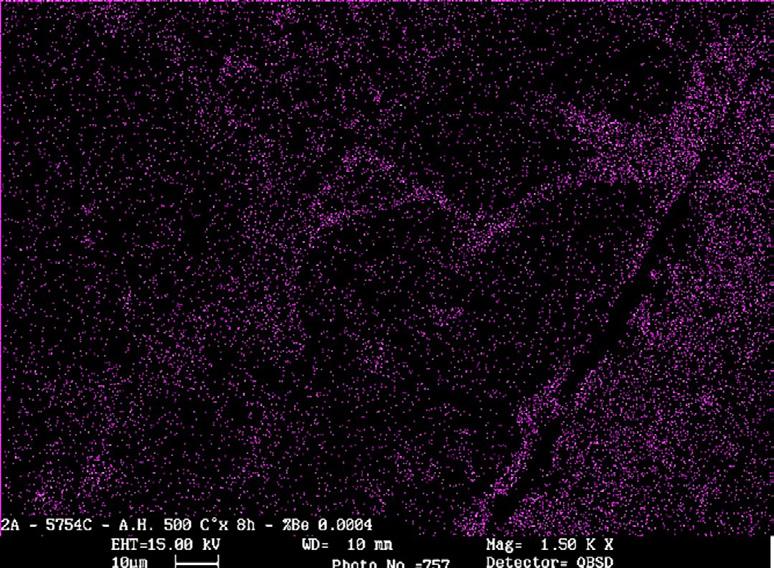
sembra limitare ancora di più l’effetto di tale emersione, le cavità riscontrate sono da reputare prettamente al raffreddamento (cavitazione da ritiro, figure 2 e 4).
Lega 5182 dopo ciclo di omogeneizzazione a 500°C x 8h / Alloy 5182 after homogenization cycle at 500°C x 8h.
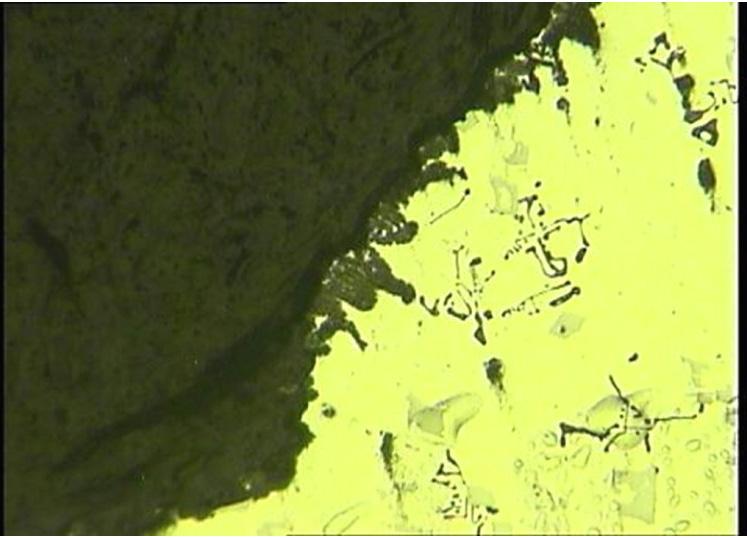
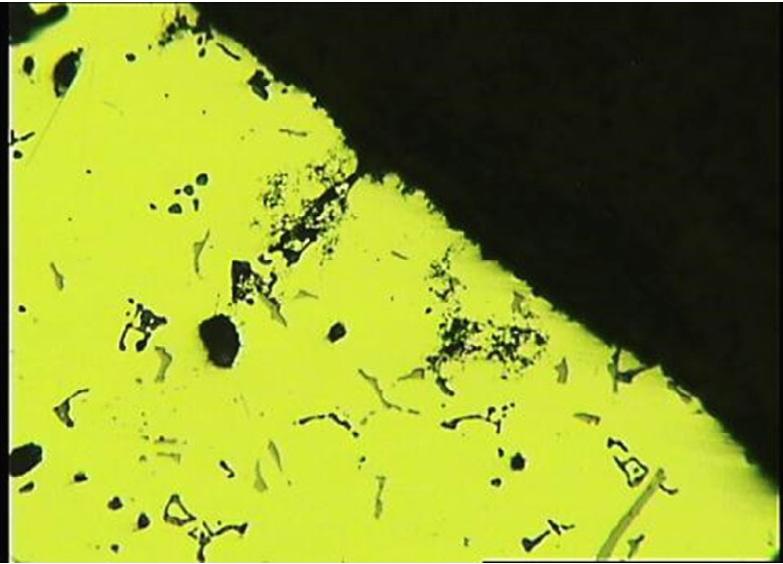
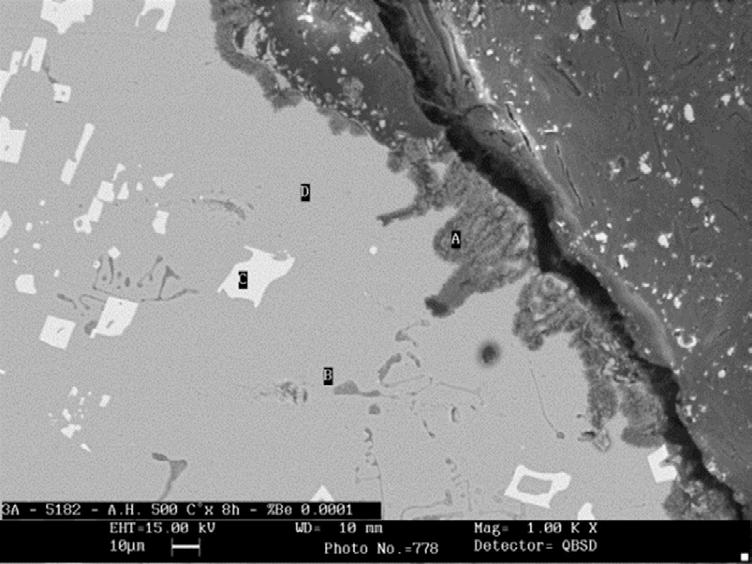
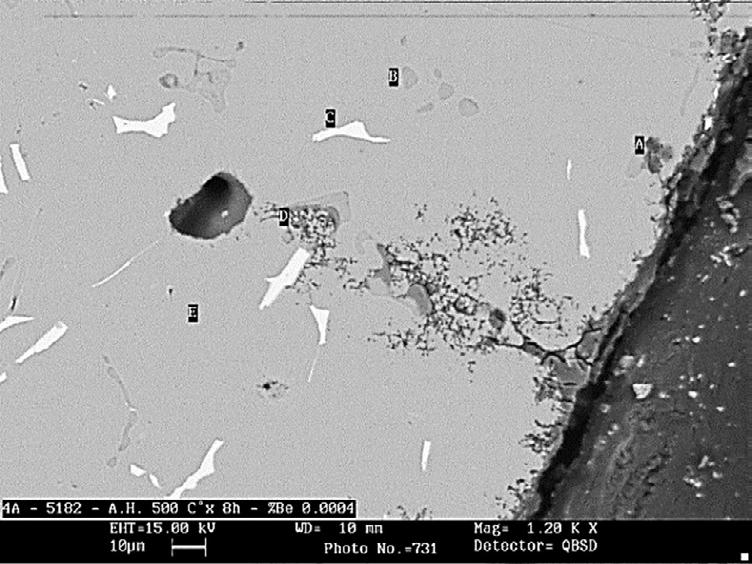
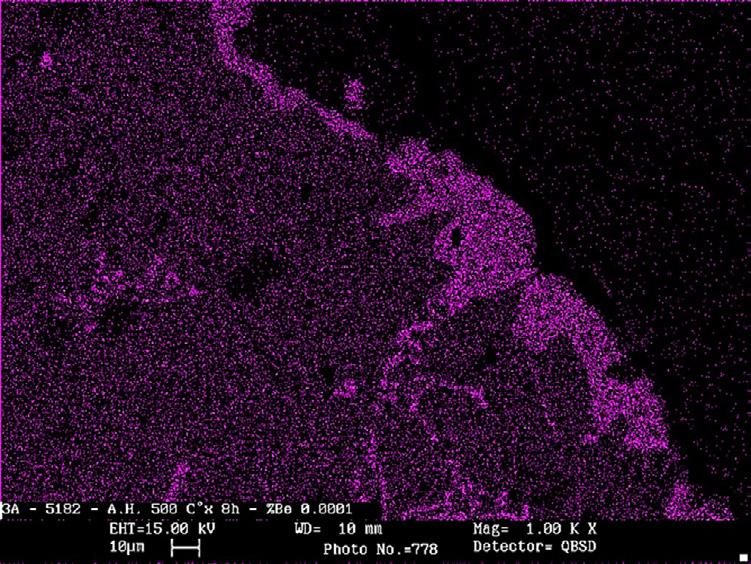
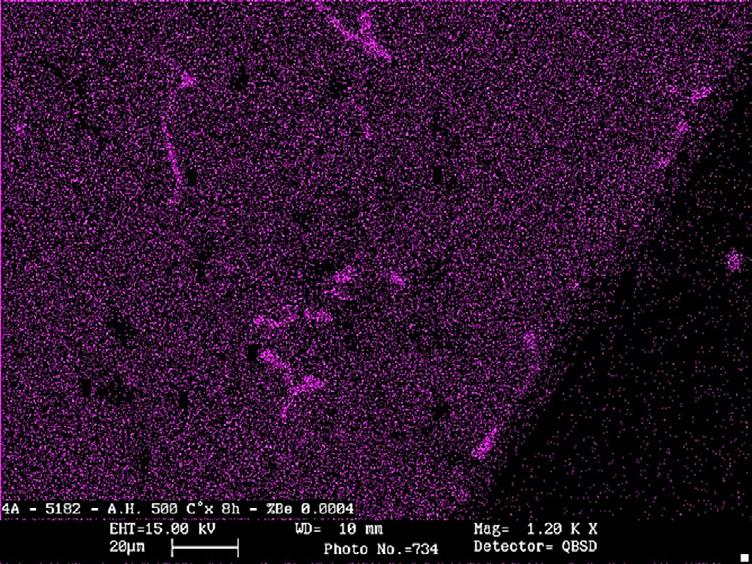
Il numero di “cavolfiori” è molto più alto sulla lega 5182 ed è dovuto ovviamente al più alto contenuto di Mg aggiunto in lega; non sono state riscontrate cavità localizzate nei pressi della superficie, ma la rifusione delle fasi di Mg con successiva formazione di ossidi neri interessa maggiormente la superficie, ricoprendola molto di più che nel
Memorie scientifiche - Metalli leggeri
caso precedente (figure 7 e 9); l’aggiunta di berillio sembra ancora una volta ridurre il riaffiorare di tali ossidi in superficie sebbene sia già possibile notare la presenza delle cavità lasciate dai vapori di fasi bassofondenti che confluiscono verso la superficie esterna, lasciando dietro tracce degli ossidi di Mg (figure 8 e 10).
Lega 5754 dopo ciclo di omogeneizzazione a 520°C x 8h / Alloy 5754 after homogenization cycle at 520°C x 8h
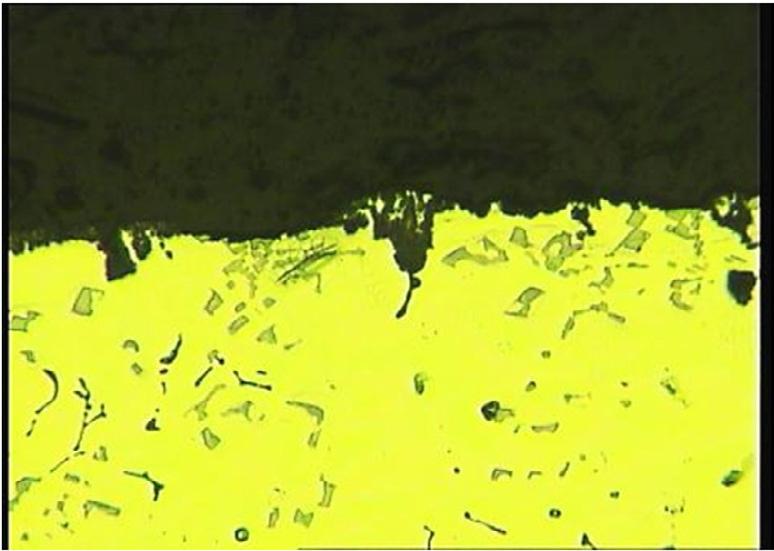
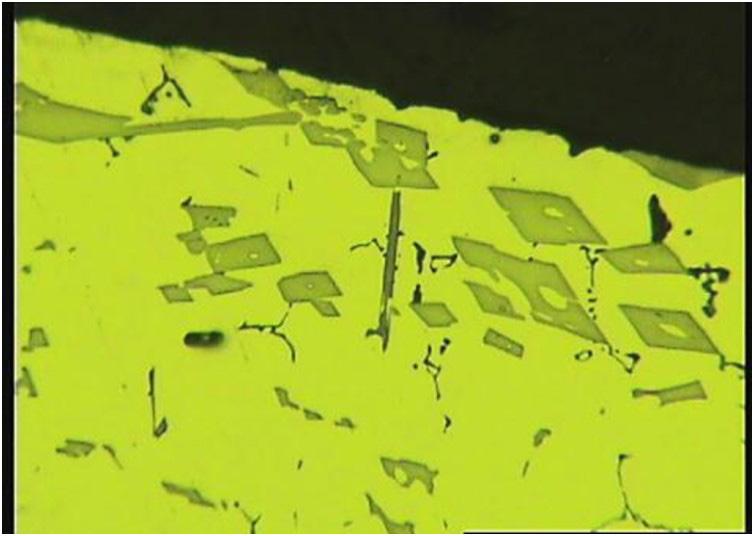
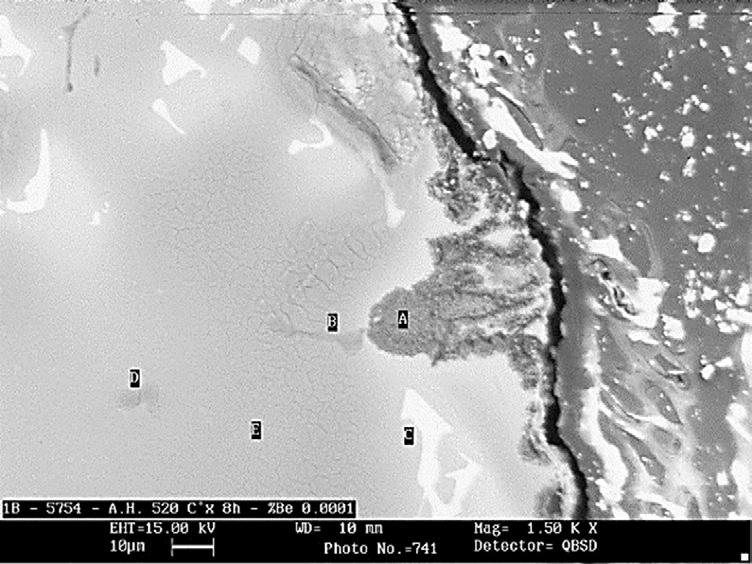
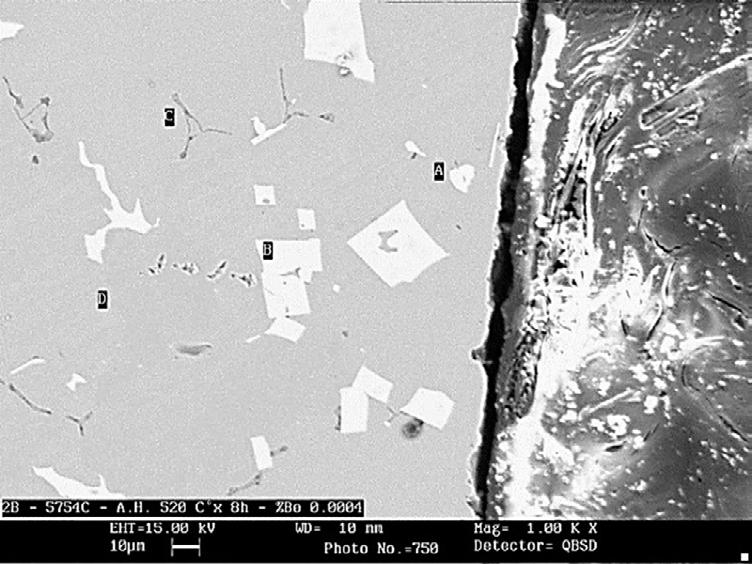
- Campione A2 microscopio elettronico. Fig.16 - Campione B2 microscopio elettronico.
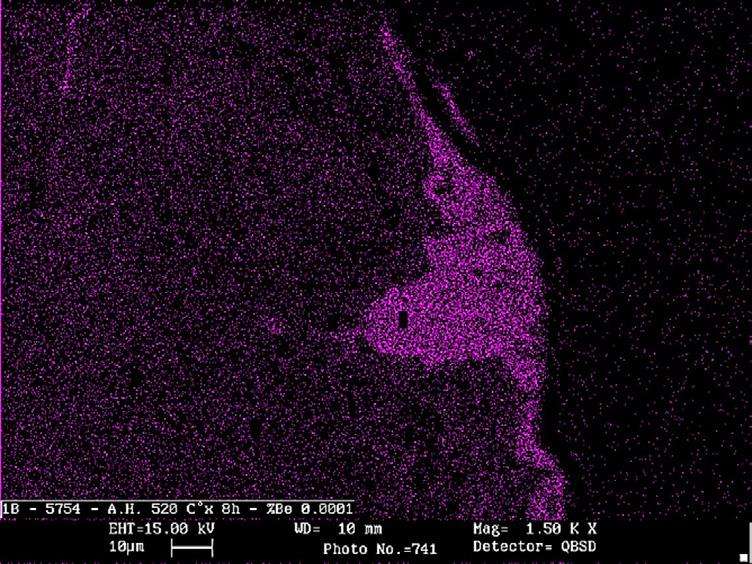
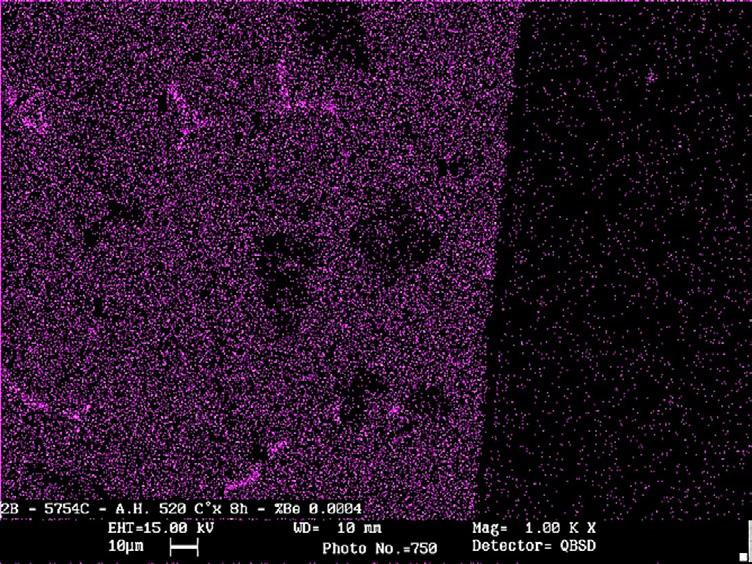
Fig.17 - Campione A2 mappatura EDS Mg. Fig.18 - Campione B2 mappatura EDS Mg.
L’aumento della temperatura di omogeneizzazione di soli 20°C sembra impattare particolarmente sulla distensione degli ossidi nerastri sulla superficie, più oblunghi e compatti (figure 13 e 15); sul campione con aggiunta di Be non si riscontrano grosse differenze superficiali, col campione
omogeneizzato a 500°C, ma risulta importante la formazione di fasi ipereutettiche di Al6(Fe-Mg) (fasi primarie di forma regolare), molto evidente dato l’infragilimento che comportano al materiale, dovuto alla loro geometria (figure 14 e 16).
Lega 5182 dopo ciclo di omogeneizzazione a 520°C x 8h / Alloy 5182 after homogenization cycle at 520°C x 8h.
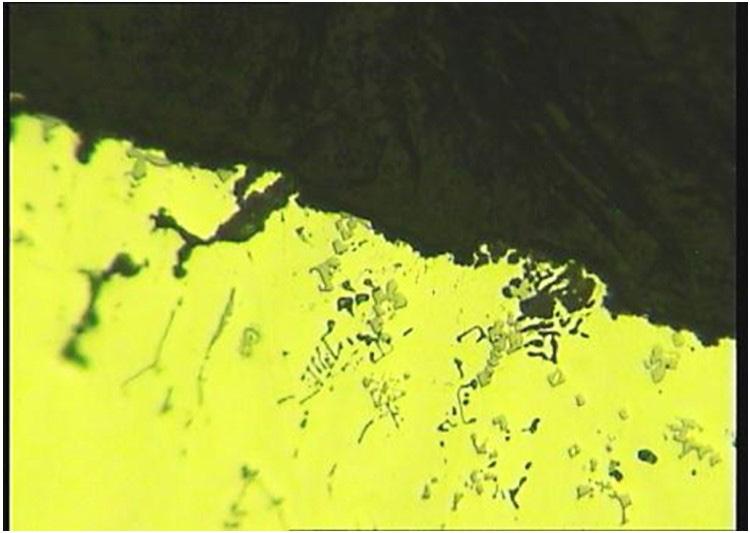
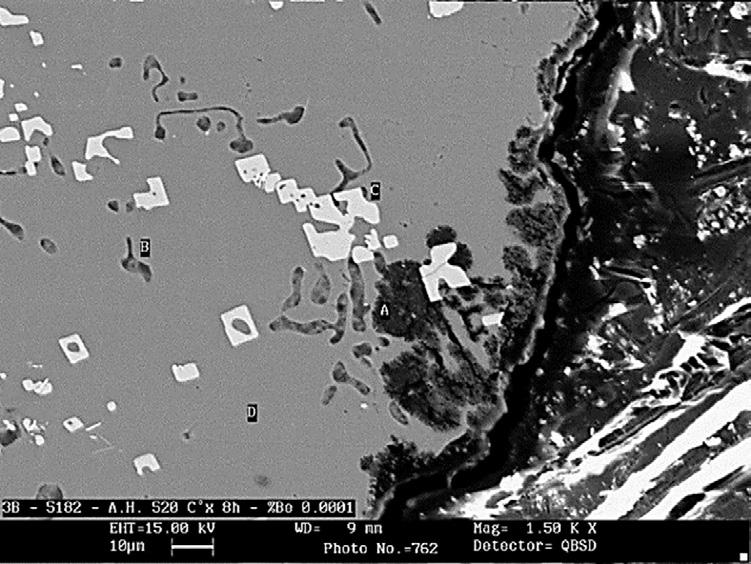
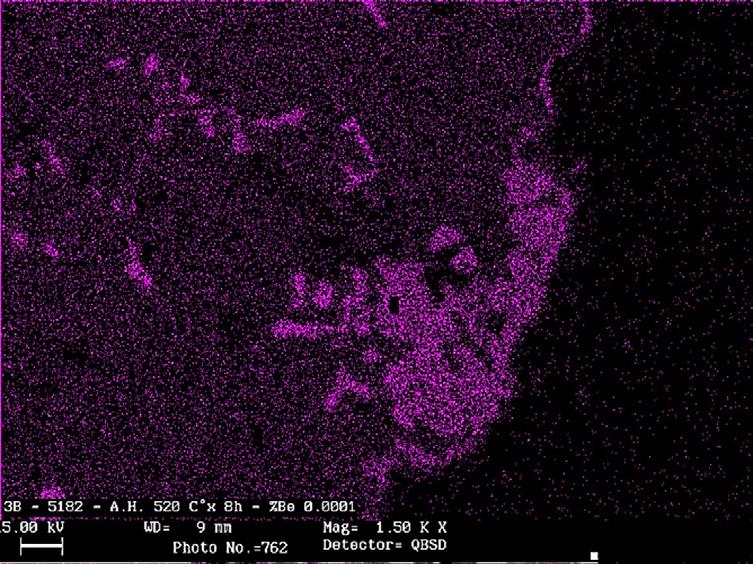
Anche sulla lega 5182 l’aumento della temperatura di omogeneizzazione sembra aumentare l’effetto della formazione degli ossidi neri, i quali si diramano ancor di più in profondità oltre ad aumentare di numero e distensione (figure 19 e 21); sul campione con aggiunta di berillio non
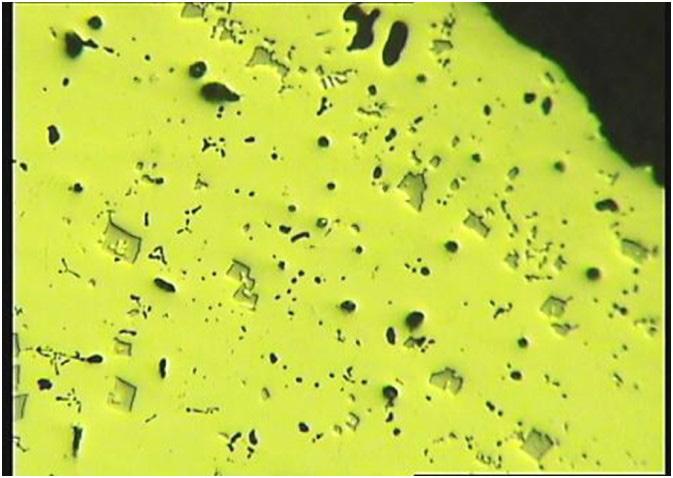
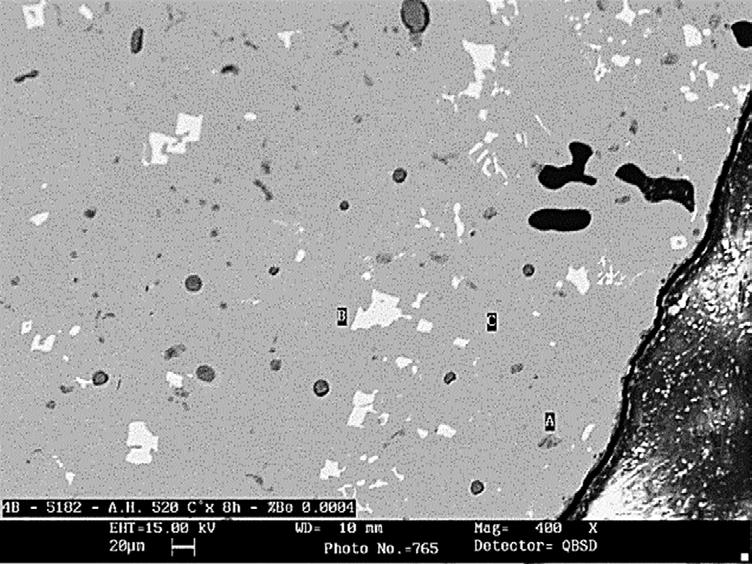
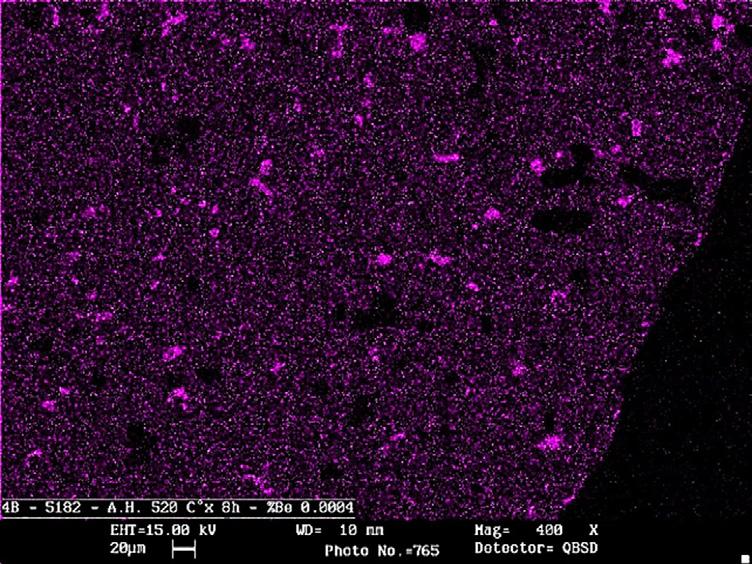
si riscontrano importanti evidenze di ossidi superficiali e l’aumento di dimensioni delle fasi di AlFeMn sembra interessare la struttura anche in questo caso, sebbene non allo stesso modo della lega 5754 (le fasi sono di gran lunga più piccole, figure 20 e 22).
Memorie scientifiche - Metalli
Lega 5754 dopo ciclo di omogeneizzazione a 550°C x 8h / Alloy 5754 after homogenization cycle at 550°C x 8h.
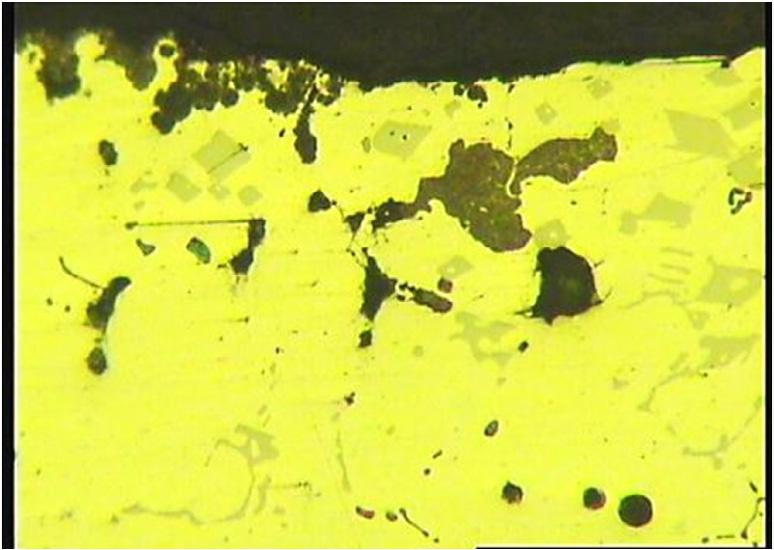
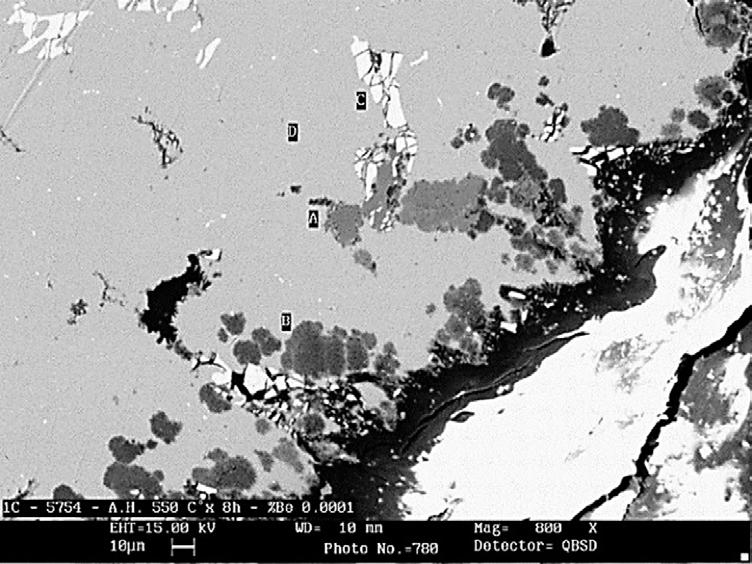
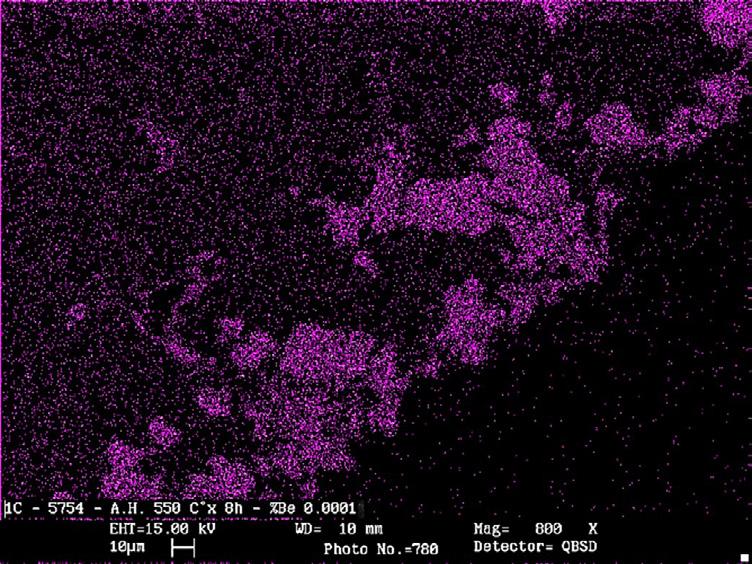
L’alta temperatura di omogeneizzazione ha praticamente ricoperto la superficie di uno strato di ossido nero di magnesio che ha diffuso anche in profondità; alcuni dei “cavolfiori” hanno ossidato internamente alla superficie, indicando una diffusione di ossigeno importante anche all’interno del lingotto; le fasi ipereutettiche di AlFeMn sono diventate ancora più numerose e hanno migrato ancor di più verso la superficie (figure 25 e 27); l’aggiunta del berillio sembra non aver inibito a sufficienza l’ossidazione
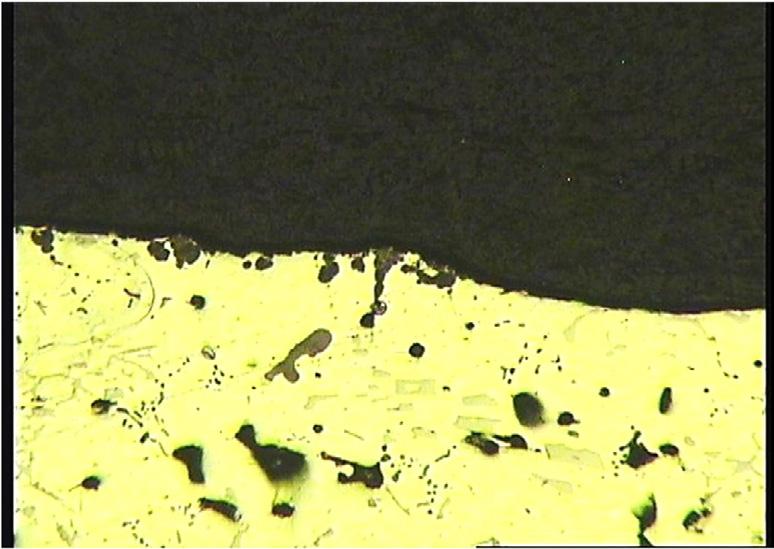
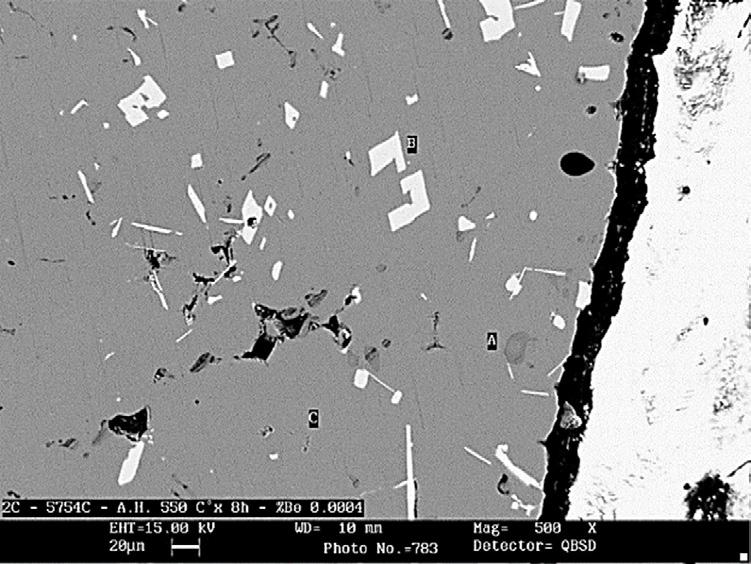
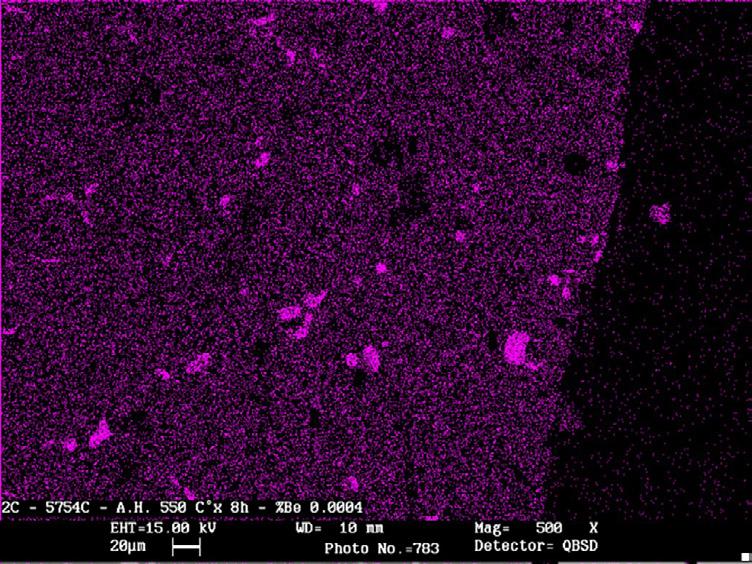
in modo tale da eliminare il riaffioramento dei “cavolfiori” in superficie (figure 26 e 28).
Lega 5182 dopo ciclo di omogeneizzazione a 550°C x 8h / Alloy 5182 after homogenization cycle at 550°C x 8h.
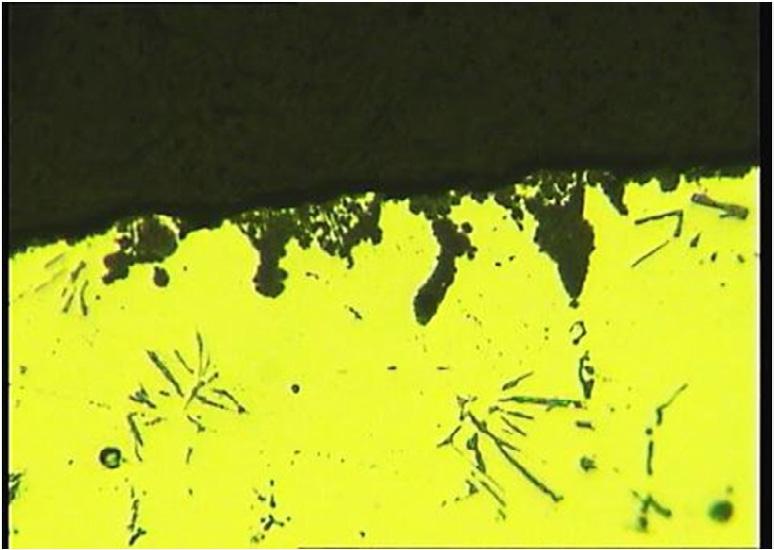
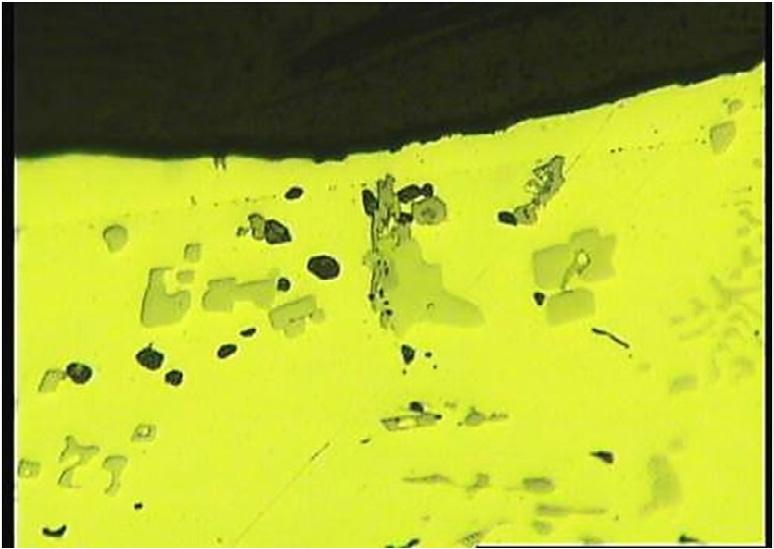
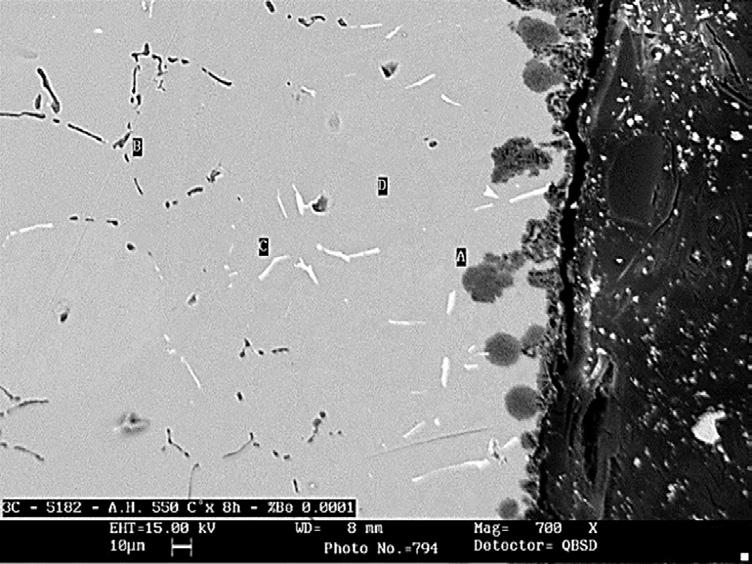
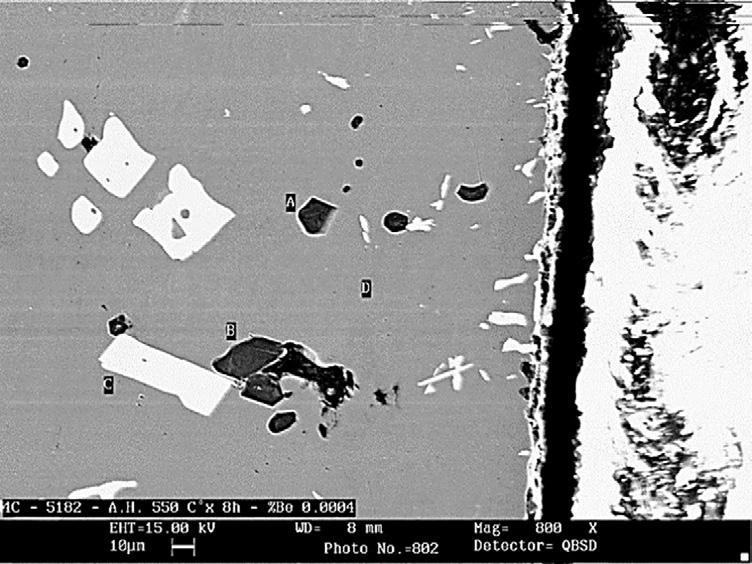
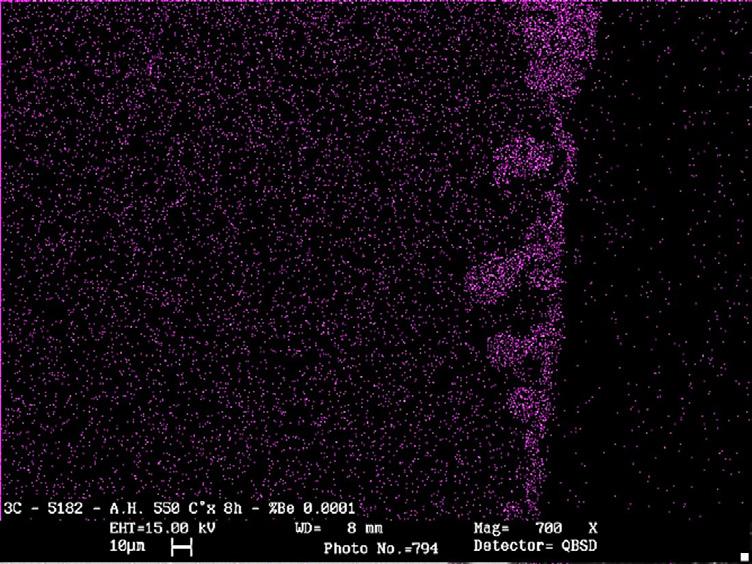
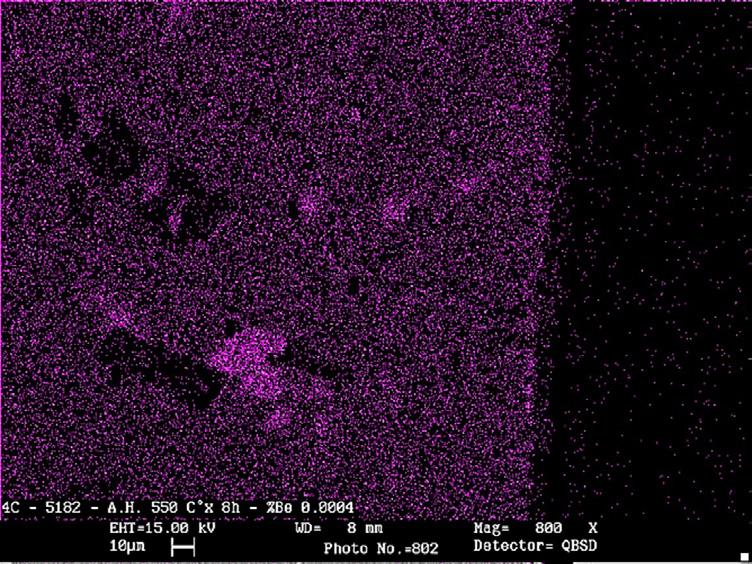
Come per la lega 5754, l’ulteriore aumento della temperatura di omogeneizzazione accentua maggiormente la presenza sia in numero sia in distensione degli ossidi neri (figura 25 e 27); l’aggiunta di berillio invece sembra aver ancora una volta inibito la fuoriuscita dei “cavolfiori” in superficie e limitato la diffusione dell’ossigeno nella matrice; resta comunque importante l’aumento delle dimensioni delle fasi ipereutettiche di AlFeMn (ancora più grandi, figure 26 e 28).
Memorie scientifiche - Metalli leggeri
Analisi superficiale delle bramme dopo omogeneizzazione
Le leghe 5754 e 5182 senza berillio hanno mostrato un numero maggiore di “cavolfiori”, specialmente la 5182 a causa del maggiore contenuto di Mg (figura 31). L’aggiunta di berillio ha ridotto significativamente il riaffioramento di ossidi in superficie, riducendo la decolorazione delle bramme dopo omogeneizzazione (figura 32).

Fig.37 - Bramma lega A0 dopo omogeneizzazione / Slab of Aloy A0 after homogenization.
Valutazione elettrochimica
Il test potenziodinamico, eseguito in soluzione acquosa di NaCl al 3,5% in peso naturalmente aerata, ha evidenziato che la quantità aggiunta di berillio alla lega 5754 determina

Fig.38 - Bramma lega B0 dopo omogeneizzazione / Slab of Aloy B0 after homogenization.
la diminuzione del potenziale di corrosione. Il campione con berillio ha mostrato una densità di corrente passante inferiore e un accenno di passività, indicando uno strato di ossido più spesso e resistente.
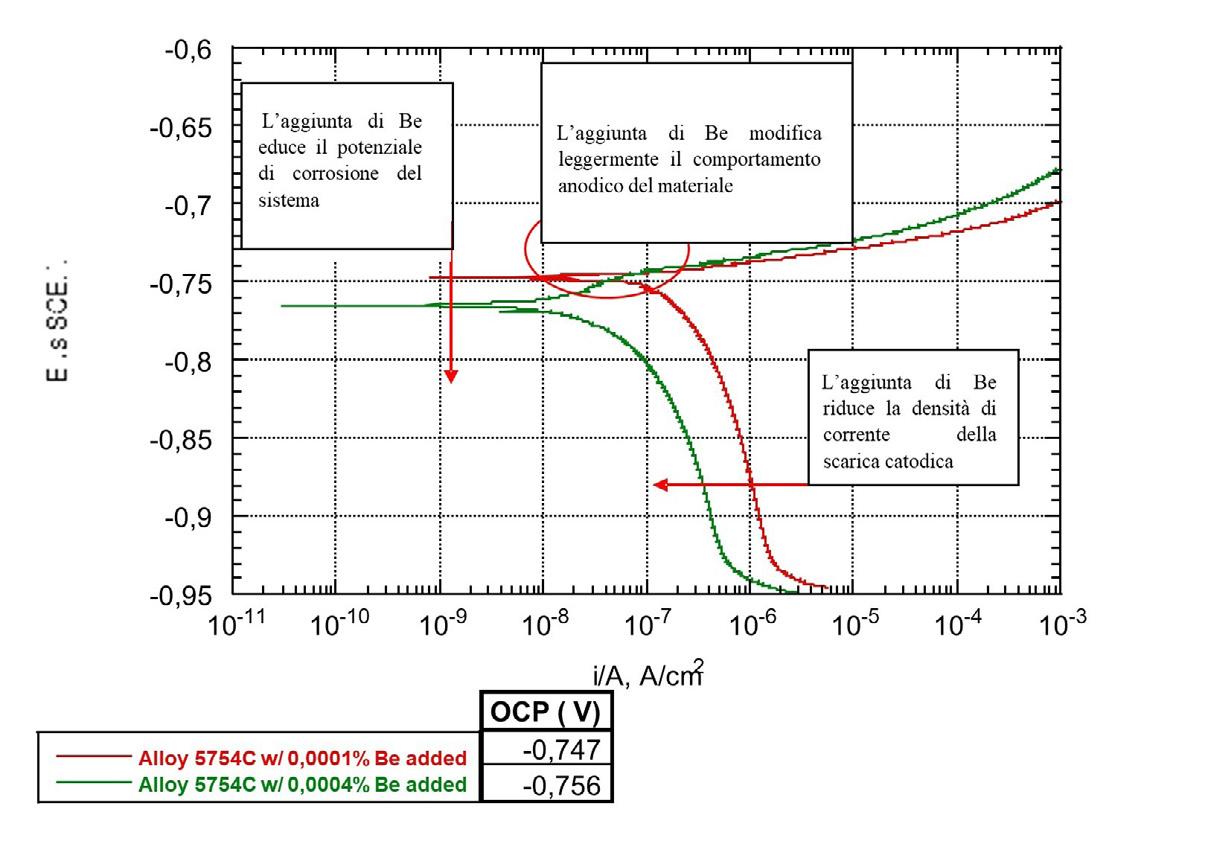
Fig.39 - Curve potenziodinamiche eseguite sui laminati a freddo a spessore 2.0 mm dopo ricottura finale di ricristallizzazione in acqua di mare simulata, al variare della concentrazione di Be nella lega / Power-dynamic curves performed on cold-rolled sheets with a thickness of 2.0 mm after final recrystallization annealing in simulated seawater, as the Be concentration in the alloy varies.
Il test potenziodinamico mostra come l’aggiunta del berillio alla lega 5754 renda meno nobile lo strato superficiale del materiale, costituito principalmente da ossidi di magnesio e berillio, abbassando lievemente il potenziale di corrosione rispetto alla stessa lega senza aggiunte. La densità di corrente di riduzione catodica dell’ossigeno è più bassa sul campione con aggiunta di Be (curva verde) di circa mezzo ordine di grandezza (ramo catodico spo-
stato più verso sinistra). In più, dai dati potenziodinamici, è possibile osservare che il sistema sembra mostrare, nel ramo anodico, una variazione di pendenza evidenziando, quasi, un breve intervallo di potenziali in cui essi esibiscono un comportamento di tipo attivato, mentre il campione con piccolissima quantità di Be mostra che il potenziale di corrosione coincide con quello di pitting.
CONCLUSIONI
I test condotti sui lingotti in lega 5754, con ciclo di omogeneizzazione 520°C per 36h, mostrano come la temperatura più bassa rispetto a un ciclo 550°C per 8h abbia un’influenza particolare sulla qualità della superficie delle leghe prese in esame, migliorata ancor di più con l’aggiunta di berillio alla lega. Al microscopio elettronico è evidente
BIBLIOGRAFIA
l’aumento della dispersione e della grandezza degli ossidi di magnesio (neri alla vista, magenta sulla mappatura elementare EDS) che riaffiorano in superficie con l’aumento della temperatura di omogeneizzazione; tale fenomeno viene inibito, seppur in modo parziale, dall’aggiunta del berillio, il quale ossidandosi in superficie molto prima del magnesio contenuto in lega, forma uno strato di ossido, che determina una riduzione del potenziale di corrosione e migliora leggermente la resistenza a corrosione del materiale. Non sono stati riscontrati difetti degni di nota nel prodotto a valle della laminazione a caldo. In definitiva, l’aggiunta di Be alla lega non determina variazioni sostanziali delle sue caratteristiche chimico/fisiche ma evita l’effetto cavolfiore nero.
[1] J. R. Davis & Associates: Aluminum and aluminum alloys, ASM International Handbook Committee, 1999, p. 41.
[2] C. N. Cochran, D. F. Belitskus, D. T. Kinosz: Met. Tran. B, 1977, vol. 8, pp. 323-332.
[3] G. K. Sigworth, T. A. Engh: Scand J. Metallurgy, 1982, vol. 11, pp. 143-149.
[4] Xiaoqin Zeng, Qudong Wang, Yizhen Lu, Wenjiang Ding, Yanping Zhu, Chunquan Zhai, Chen Lu, Xiaoping Xu: Materials Science and Engineering, A301, 2001, pp. 154-161.
[5] Tayler Lyman & Associates: Metals Handbook, vol. 8, Metallography, Structure and Phase Diagrams, 8th ed., ASM Handbook Committee, 1973, p. 261.
[6] M. H. Zayan: Oxidation of Metals, 1990, vol. 34, pp. 465-472.
[7] Jui-Kun Yu, Ching-Chung Lu, Chin-Shen Chan, Kuo-Feng Hsu: China Steel Technical Report, No. 24, pp. 48-55, (2011)
The rolling industry of high-magnesium aluminium alloys faces the challenge of the phenomenon known as ‘cauliflower black’. This study examines the formation of precipitates of MgO and Alα , characterised by a dull, low-silver colouring, which negatively affect the surface quality of coils. Through the addition of beryllium (Be) at low concentrations and modifications in the homogenisation process, this work demonstrates the significant reduction of this phenomenon, improving corrosion resistance and final product quality.
KEYWORDS: BLACK CAULIFLOWER, ALUMINIUM ALLOYS, MAGNESIUM, BERYLLIUM, OXIDATION, HOMOGENISATION, CORROSION RESISTANCE, ROLLING;
L’ing. Carlo Longaretti è nato il 17 novembre 1924 e la sua vita professionale rappresenta un’esperienza emblematica di interazione tra mondo della ricerca e produzione industriale. E’ stato ricercatore universitario, rappresentante italiano presso la Comunità Europea del Carbone e dell’Acciaio per la gestione dei progetti di ricerca, fu il primo ad introdurre in Italia la produzione e l’utilizzo delle ghise sferoidali e nel 1952 con il cugino Amanzio è stato fondatore della FGS, la fonderia di acciai e ghise speciali sita in Treviglio, tuttora attiva, che ha amministrato sino alla morte avvenuta il 29 marzo 2019.
Carlo Longaretti è stata una persona determinata e geniale, in grado di integrare nel proprio lavoro le competenze elettrotecniche, strutturali e metallurgiche attraverso le quali ha sviluppato impianti fusori, tecnologie di solidificazione e nuove leghe per la resistenza alle alte temperature.
Grazie alla sua generosità e a quella della famiglia, per ricordare una delle più insigni figure che si sono stagliate nel panorama dell’industria metallurgica italiana del XX e XXI secolo, l’AIM istituisce il Premio Carlo Longaretti. Il Premio, nella sua terza edizione, verrà conferito in occasione dell’International Workshop DIGIMET 2025 a Bergamo il 27 novembre 2025 ed include un contributo di €50.000 per sostenere il vincitore nello sviluppo della propria innovazione.
L’oggetto dell’innovazione proposta per il concorso può essere un nuovo materiale di natura metallica, oppure un nuovo materiale anche non metallico che abbia un impatto positivo nella produzione o nell’applicazione delle leghe metalliche oppure una nuova tecnologia metallurgica o a servizio del settore metallurgico.
Il concorso per il premio è rivolto ai soci AIM (a titolo personale o aziendale), l’iscrizione ad AIM può essere fatta contestualmente alla presentazione della propria candidatura al premio) e aperto a diplomati che abbiano frequentato o stiano frequentando un Istituto Tecnico Superiore, studenti di corsi di laurea, laureati, laureati magistrali, dottori di ricerca che dovranno presentare in lingua italiana o inglese:
• curriculum vitae;
• una descrizione dettagliata dal punto di vista tecnico e scientifico dell’innovazione proposta (massimo 15 pagine), che includa:
- elementi che validino l’innovazione e che escludano che si tratti di un’idea di carattere teorico senza prospettive concrete di sviluppo (es. dati sperimentali anche su scala ridotta, immagini, filmati ecc.).
- elementi che comprovino l’originalità dell’innovazione proposta;
- elementi che indichino quali esigenze intenda soddisfare la propria innovazione e quale è l’impatto atteso;
• lista delle proprie pubblicazioni, in particolare di quelle relative all’innovazione proposta.
Il termine di presentazione delle domande, da trasmettersi per e-mail a info@aimnet.it, è fissato al 31 ottobre 2025.
Contatti Segreteria:



Via F. Turati 8 . Milano t. +39 0276397770 / +39 0276021132 info@aimnet.it www.aimnet.it
a cura di: M. Cucco, G. Calloni
La pressofusione dell’alluminio presenta esigenze ambientali che richiedono di ridurre la produzione di acque reflue. In relazione alla crisi climatica si chiede inoltre che il processo riduca ora anche il consumo stesso di acqua. Jodovit sviluppa formulati distaccanti ad alta tecnologia da usare in microdosaggio al fine di aumentare la produzione e, nel contempo, diminuire gli impatti sul consumo di acqua e sulla produzione di reflui.
Per monitorare il processo con microdosaggio, è necessario usare un sistema con termocamera J-THERM HPDC e applicare il distaccante con teste di spruzzo idonee. Il sistema permette di ottenere diversi vantaggi, i quali includono la mappatura termica dello stampo, l’individuazione delle aree critiche, l’ottimizzazione del tempo di ciclo, il risparmio del consumo di distaccante, l’ottimizzazione in fase di start-up, il monitoraggio continuo dello stampo, la definizione di zone di allarme per variazioni di temperatura e la possibile creazione di database che garantiscono qualità e conformità sempre più consolidate.
INTRODUZIONE
La fonderia dell’alluminio e la pressofusione di leghe leggere in Italia presentano una evoluzione di mercato che va verso livelli tecnologici sempre più elevati [1].
Le esigenze ambientali richiedono di ridurre, se non eliminare totalmente, la produzione di acque reflue. In relazione alla crisi climatica si chiede inoltre che il processo riduca ora anche il consumo stesso di acqua [2].
In relazione a tutte queste esigenze la scelta del distaccante per stampi coinvolge sia aspetti chimici sia tecnico/ applicativi [3, 4].
Scegliere il giusto prodotto per diverse temperature, pezzi pressofusi e condizioni di lavoro è molto importante, ma questa selezione richiede anche tecnologia avanzata e chimica fine [5, 6].
Le attività di Jodovit sono orientate allo sviluppo di nuovi formulati distaccanti ad alta tecnologia da usare in microdosaggio al fine di aumentare la produzione e, nel contempo, ridurre gli impatti sul consumo di acqua e sulla produzione di reflui [2, 7, 8].
STATO ATTUALE DELLA TECNOLOGIA E NUOVE EVOLUZIONI DEL DISTACCANTE
Usando i distaccanti a base d’acqua si possono avere mac-
Mario Cucco
R&D Laboratory, Jodovit S.r.l., Lonate Pozzolo (VA)
Gianluca Calloni
IT Manager, Jodovit S.r.l., Lonate Pozzolo (VA)
chie nere e microporosità sui pezzi, mentre sugli stampi si hanno sempre grandi sbalzi termici con rischio di saldature o metallizzazioni. Con i distaccanti a base d’acqua i tempi ciclo sono più o meno lunghi, a causa della nebulizzazione del distaccante e del soffiaggio. Si ha inoltre l’utilizzo di grossi quantitativi di acqua con conseguente smaltimento dei reflui. Tra le problematiche di base e più significative nel processo di pressofusione dell’alluminio con distaccanti a base d’acqua si ha l’effetto Leidenfrost. La principale funzione del distaccante è formare un adeguato film lubrificante sulla superficie dello stampo. La temperatura dello stampo può variare da 420/400°C a 180/150°C. Per temperature troppo elevate, l’acqua crea un cuscino di vapore sulla superficie e i materiali attivi che formano il film non entrano in contatto con la superficie stessa, generando problemi di saldatura. Per ovviare a questo si tende ad aumentare il tempo di spruzzatura, causando un notevole raffreddamento di alcune aree dello stampo con possibili problemi di porosità. Il distaccante erogato in microdosaggio è esente da gran parte di questi problemi e rappresenta
quindi una potenzialità importante nell’evoluzione tecnologica della pressocolata dell’alluminio. Vanno tuttavia tenute in debita e puntuale considerazione alcune necessità e precauzioni.
PRECAUZIONI RICHIESTE CON IL MICRODOSAGGIO
Le peculiarità tecniche del microdosaggio, rispetto al distaccante diluito in acqua, richiedono un controllo molto buono degli aspetti termici dello stampo e una termoregolazione ottimale. Le teste di spruzzatura devono essere dedicate e ottimali per nebulizzare in modo uniforme le piccole dosi di prodotto erogato. Inoltre, dovrebbero essere modulari e combinate con un sistema a vuoto. Le quantità di distaccante microdosato sono normalmente dell’ordine di grammi, in dipendenza del peso e dimensione del pezzo stampato. Per mantenere sotto controllo costante e ottimizzare il processo di lubrifica con microdosaggio è necessario usare un sistema di monitoraggio con termocamere (J-THERM HPDC).
OTTIMIZZAZIONE DEL PROCESSO DI RAFFREDDAMENTO
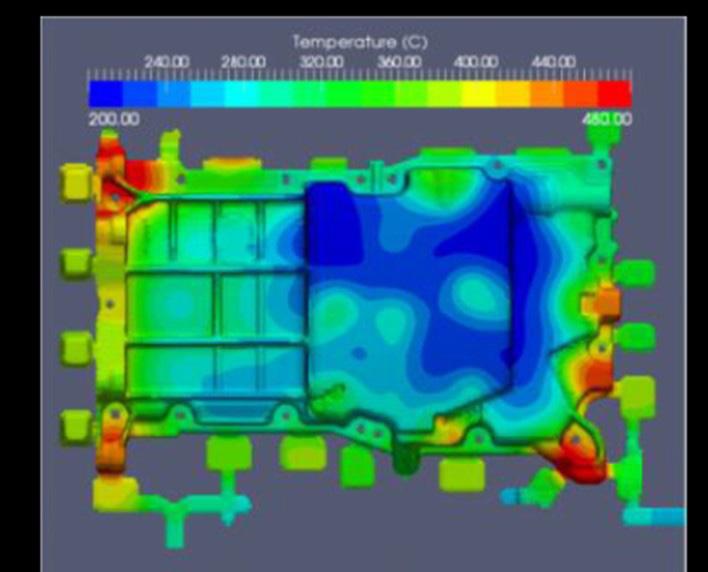
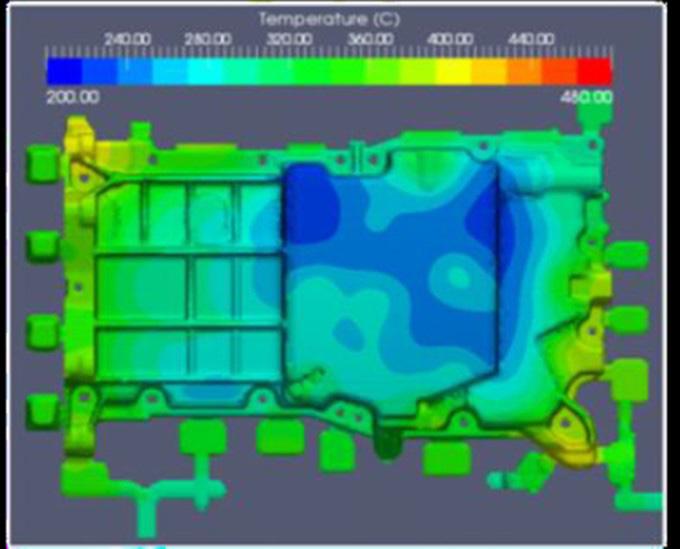
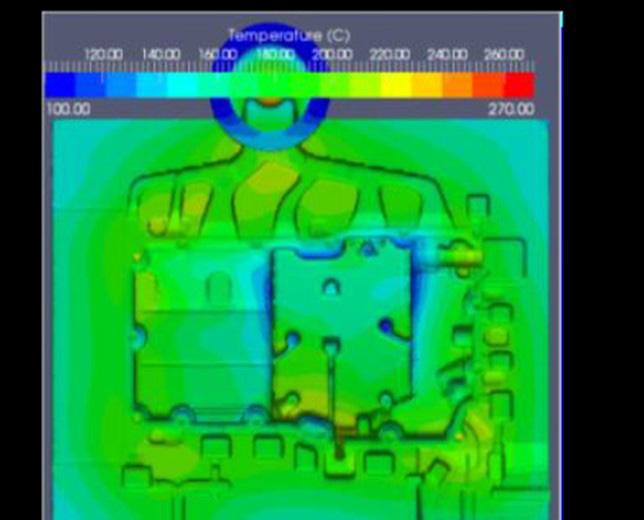
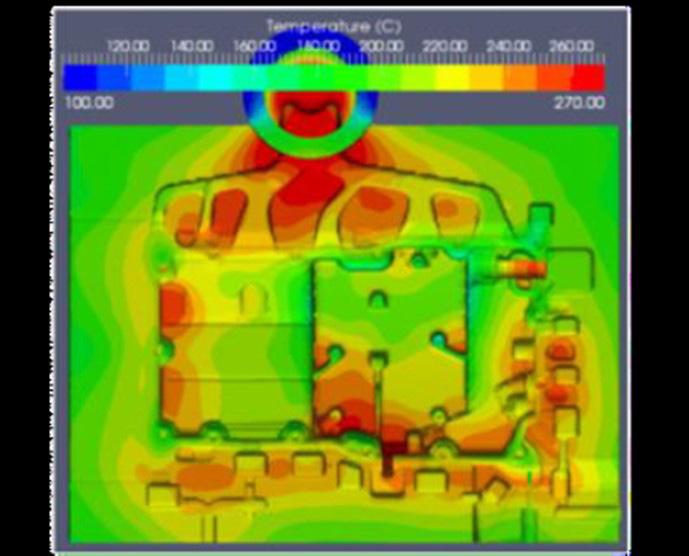
Fig.1 (a,b,c,d) - Andamenti delle temperature nel pezzo stampato (a sinistra) e nello stampo (a destra), prima della ottimizzazione (in alto) e dopo l’ottimizzazione con termocamere (in basso) [2, 8] / Temperature values in the piece (left) and in the die (right) before optimization (top) and after optimization with thermal imaging cameras (bottom).
COMPARAZIONE DEI DIVERSI FORMULATI IN TERMINI DI ADESIONE SULLO STAMPO CALDO
COMPARAZIONE DEI CONSUMI DI ACQUA
Usando un distaccante tradizionale si consumano 1-3 litri di acqua per stampata in base al peso/dimensione del getto, ovvero mediamente 250 litri di acqua consumata/ton di alluminio.
Il distaccante in microdosaggio (DIE MICROX) presenta proprietà bagnanti migliori rispetto ai distaccanti a base d’acqua. Con il microdosaggio si ha già la formazione del film distaccante sullo stampo a temperature più alte con eliminazione o drastica riduzione dei fenomeni di Leidenfrost. Infatti, a temperature intorno ai 200-300°C l’adesione dei distaccanti in microdosaggio risulta pressoché quantitativa, mentre i distaccanti a base d’acqua vengono persi in larga parte per via dei fenomeni di Leidenfrost [8].
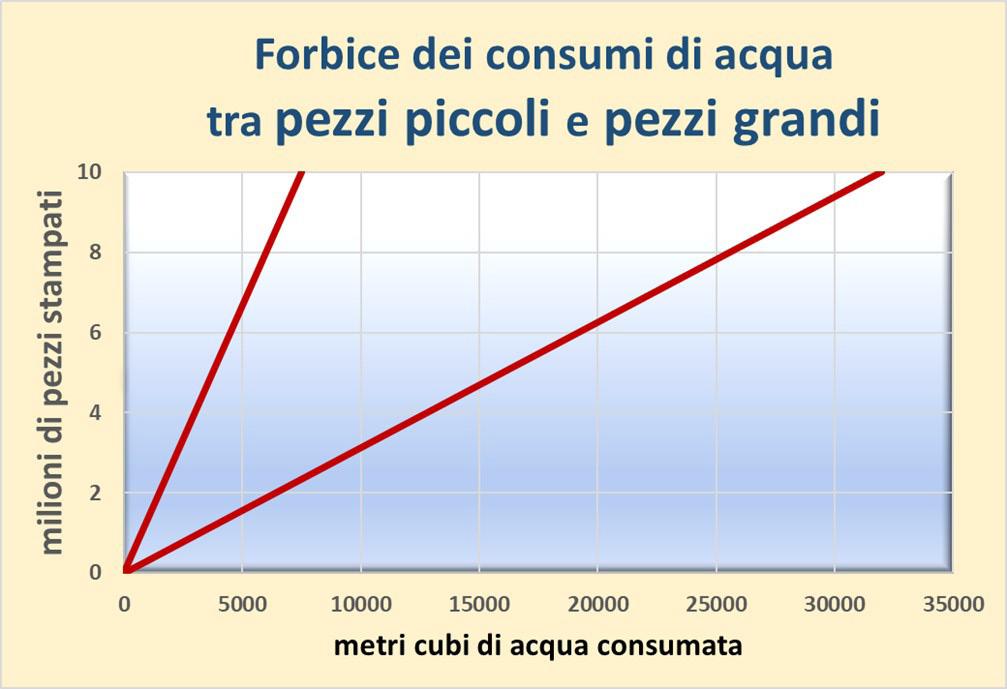
Fig.2 - Consumo di acqua con i distaccanti base acqua [2] / Water consumption with water-based release agents.
Il microdosaggio con stampi termoregolati in modo ottimale porta invece a zero litri di acqua per stampata. Rimarchiamo quindi che in questo caso il consumo di acqua, dovuto al distaccante, nel processo di pressofusione dell’alluminio viene annullato.
PRODUZIONE DI REFLUI
Usando un distaccante tradizionale si producono da 0,3 a 1 litro di acque reflue per stampata in base al peso/dimensione del getto. Ovvero mediamente 80 litri di acque reflue prodotte per tonnellata di alluminio.
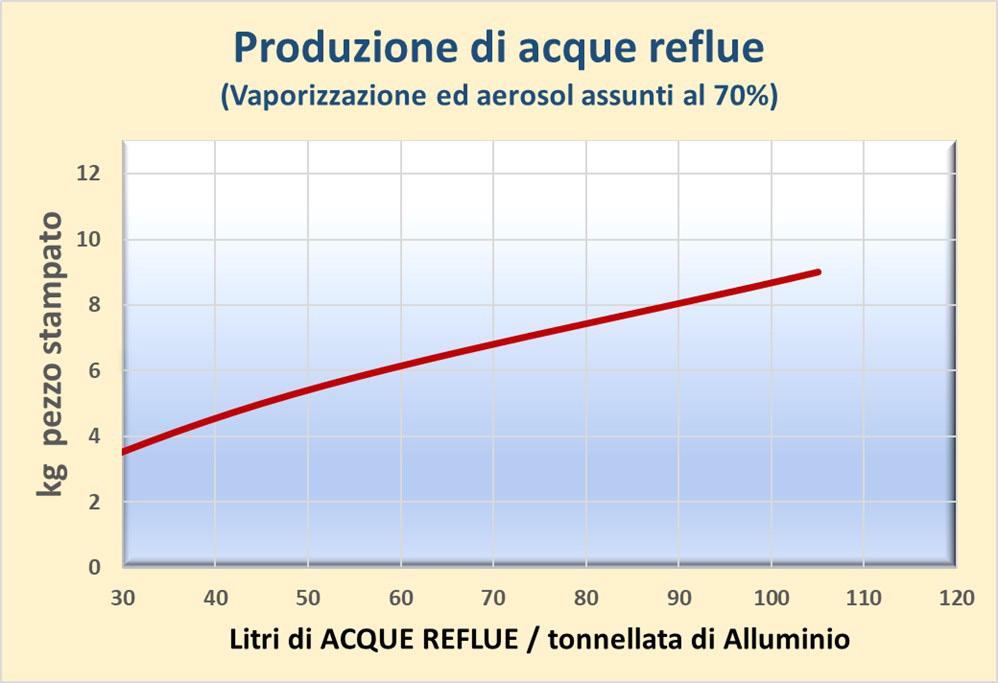
Fig.3 - Quantità di acque reflue prodotte con i distaccanti base acqua [2] / Quantity of waste water produced with water-based release agents.
Invece il microdosaggio con stampi termoregolati in modo ottimale azzera la produzione di acque reflue per stampata, eliminando così i costi di gestione e smaltimento correlati.
Il sistema (J-THERM – HPDC) può essere utilizzato per una serie di scopi importanti:
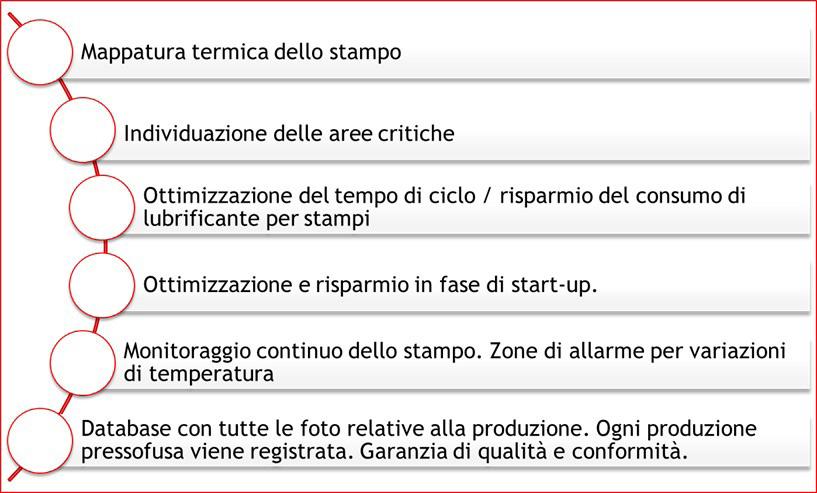
Il sistema di termocamere (J-THERM HPDC) è stato studiato per il monitoraggio continuo e il controllo termografico delle condizioni di lavoro degli stampi per pressofusione. È composto da 2 termocamere (ciascuna dotata di sensore ad alta risoluzione) che registrano 4 termografie per ogni pezzo prodotto: 2 prima della lubrificazione
(parte fissa e mobile) e 2 dopo la lubrificazione. Il sistema è dotato di raffreddamento ad acqua per ogni telecamera e controller di messa a fuoco remota [8].
L’uso dei nuovi distaccanti DIE-MICROX da usare in microdosaggio può portare i seguenti vantaggi:
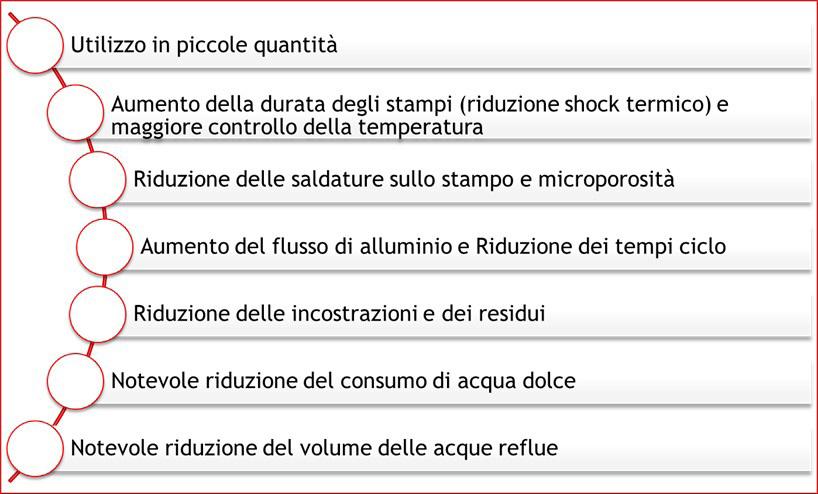
Il sistema permette di ottenere diversi vantaggi, i quali includono la mappatura termica dello stampo, la individuazione delle aree critiche, l’ottimizzazione del tempo di ciclo, il risparmio del consumo di lubrificante per stampi, l’ottimizzazione in fase di start-up, il monitoraggio con-
tinuo dello stampo, la definizione di zone di allarme per variazioni di temperatura, la creazione di database con tutte le foto relative alla produzione, la registrazione di ogni produzione pressofusa e in definitiva delle garanzie di qualità e di conformità sempre più assolute e consolidate.
[1] G. SACCHERO, I prodotti lubrificanti e i distaccanti nella pressofusione, Scuola di Pressocolata, C.S.M.T. Gestione, Brescia (2016).
[2] M. CUCCO, Jodovit J-Therm HPDC Technology for Light Alloys, XVI International Scientific Conference INNOVATIONS IN DIECASTING 2024, 13TH-15TH May 2024, Opalenica, Polonia (2024).
[3] G. SQUINZI, La chimica delle formulazioni: la sfida del XXI secolo, in RICHMAC Magazine (2003) 85, 63-68.
[4] D. GIROTTO, Redazione di una procedura analitica generale per l’analisi di prodotti chimici lubrificanti industriali, Tesi di Laurea, Relatrice Prof.ssa Ornella Abollino, Tutors Dott.ssa Elena Notario, Dott. Giovanni Sacchero, Università di Torino (2006).
[5] L. ANDREONI, M. CASÈ, G. POMESANO, Fenomeni chimico-fisici del processo di pressofusione, Quaderni della colata a pressione delle leghe di alluminio, Vol. 2, Edimet, Brescia (1994).
[6] L. ANDREONI, M. CASÈ, G. POMESANO, Lubrificazione della cavità dello stampo, Quaderni della colata a pressione delle leghe di alluminio, Vol. 7, Edimet, Brescia (1996).
[7] A. MIGLIERINA, Tecnica fusoria di pressocolata per leghe di alluminio: ottimizzazione del processo e del warm-up, Tesi di Laurea, Relatrice Prof.ssa Elisabetta Gariboldi, Co-relatori Dott. Ing. Roberto Dutto, Ing. Carmine del Grosso, Politecnico di Milano (2009).
[8] M. CUCCO, Archivio aziendale laboratori R&D, Jodovit srl, Lonate Pozzolo, Varese (2024).
Aluminium die casting presents environmental requirements that reduce the production of wastewater. In relation to the climate crisis, it is also requested a reduction of water consumption for the process itself. Jodovit develops high-tech release agents to be used in microdosing to increase production and, at the same time, to reduce the impact on water consumption and wastewater production.
In order to monitor the process with microdosing, it is necessary to use a J-THERM HPDC thermal imaging camera system and to apply the release agent with suitable spray heads. The system grants various advantages, which include thermal mapping of the mould, identification of critical areas, optimization of cycle time, saving in release agent consumption, optimization in the start-up phase, continuous monitoring of the mould, the definition of alarm zones for temperature variations and the possible creation of databases that guarantee increasingly consolidated quality and compliance.
International Workshop Carlo Longaretti on Digital Tools for the Metallurgical Industry
BERGAMO . ITALY . 27-28 NOVEMBER 2025

International Workshop Carlo Longaretti on Digital Tools for the Metallurgical Industry
DTMI 2025, the International Workshop Ing. Carlo Longaretti on Digital Tools for the Metallurgical Industry, will be an international meeting of excellent level for sharing knowledge and results about the applications of Artificial Intelligence, Machine Learning, Computational Simulation and Data Protection in the metallurgical fields. Theory, methodology, results and further potentialities will be dealt with. The aim of the Workshop is to provide a platform where researchers and practitioners from both academia will meet and share cutting-edge development about the aspects that are ruling the digital transitions.
Authors are invited to contribute to the Workshop by submitting presentations that illustrate research results, projects, surveying works, successful histories and industrial experiences that describe significant advances in the areas of computer science, engineering and applications applied to the Metallurgical sector.
The Workshop will be performed through invited presentations and on the basis of the selection of the abstracts sent by authors and companies interested in sharing their updated knowledge on the following topics.
• Artificial Intelligence Tools and Application
• Data Mining and Machine Learning Tools
• Computational simulation and modeling
• Simulations of metallurgical phenomena
• Improvement of the process efficiency
• Digital Twins Application of digital tools for quality assurance
• Innovative computational approach
• Control and simulation of Plastic Deformation
• Control and simulation of Melting and Solidification Process
• Control and simulation of the Thermal Treatments
• Simulation of Microstructural Evolution
• Robotics
• Recent Trends and Developments
• Succeful and promising applications of the digital tools in the metallurgical fields

BERGAMO . ITALY . 27-28 NOVEMBER 2025
Prospective speakers wishing to present are invited to submit a tentative title and an abstract of about 400 words (in English) to the Organising Secretariat (conference@aimnet.it).
The abstract should provide sufficient information for a fair assessment. Two ways to submit papers will be available:
• to send the title and the abstract, together with the requested information (Name and Surname, Affiliation, Mailing Address, Phone and e-mail) by e-mail to: conference@aimnet.it
• to fill in the form on the International Workshop page at www.aimnet.it
All participants will receive the pdf presentations in digital format at the Workshop. Authors interested in writing full papers for publication on “La Metallurgia Italiana - International Journal of the Italian Association for Metallurgy” (the scientific journal of AIM, which is covered in the Science Citation indexed by Clarivate Analytics (formerly Thomson Reuters), and in Scopus by Elsevier B.V) are invited to inform the Editorial Secretariat (met@aimnet.it) best while submitting their abstract.
The Workshop language will be English.
EXHIBITION & SPONSORSHIP OPPORTUNITIES
All information will be available at www.aimnet.it in the next months.
The Workshop will be held in Bergamo at the Congress Center Giovanni XXIII, Viale Papa Giovanni XXIII, 106 (www.congresscenter.bg.it).
Via Filippo Turati 8 20121 Milano - Italy
t. +39 0276021132 or +39 0276397770 conference@aimnet.it - www.aimnet.it
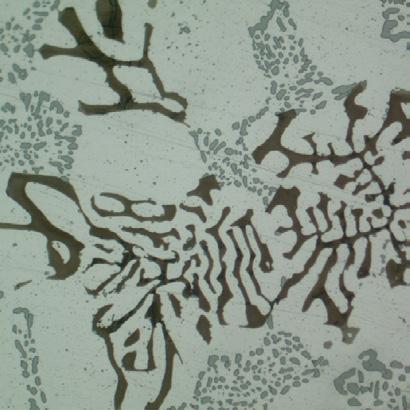



Corso
METALLOGRAFIA MODULO 2
ALLUMINIO, TITANIO, RAME, MAGNESIO
Genova, 16-17 settembre Zoom, 1° ottobre 2025
>> SCOPRI DI PIÙ
Corso
LE PROVE MECCANICHE NEL SETTORE METALLURGICO: STRUMENTI, METODOLOGIE ED APPROCCI APPLICATIVI
Milano c/o Centro FAST, 17 settembre - 1° ottobre 2025
Pozzo d’Adda, 18 settembre 2025
Castel San Giovanni, 2 ottobre 2025
>> SCOPRI DI PIÙ
Ciclo itinerante di seminari formativi METALLURGIA SICURA
Lecco c/o Caleotto, 25 settembre 2025
Pozzuolo del Friuli c/o ABS Acciaierie Bertoli Safau, 2 ottobre 2025
Vicenza c/o AFV Acciaierie Beltrame, 16 ottobre 2025
>> SCOPRI DI PIÙ
Giornata di Studio
OPEN DAY MASTER “PROGETTAZIONE STAMPI”
Partecipazione gratuita
Travagliato / Bedizzole, 3 ottobre 2025
>> SCOPRI DI PIÙ
7th European Steel Technology and Application Days 2025
7th ESTAD 2025
Verona, Palaexpo Veronafiere, 6-9 October 2025
>> MORE INFO




Corso di base
LEGHE DI ALLUMINIO
Milano c/o FAST e Zoom - 28 ottobre 2025
>> SCOPRI DI PIÙ
Giornata di Studio DONNE IN METALLURGIA: UNA RISORSA PER IL FUTURO Brescia c/o AIB - 29 ottobre 2025
>> SCOPRI DI PIÙ
Giornata di Studio MATERIALI PER IL NUCLEARE. SFIDE E OPPORTUNITÀ
Terni, 3-4 novembre 2025
>> SCOPRI DI PIÙ
Giornata di Studio Il Water Footprint come leva strategica per la siderurgia sostenibile
Bergamo c/o Kilometro Rosso Innovation District - 13 novembre 2025
>> SCOPRI DI PIÙ
Giornata di Studio Idrogeno: tra realtà attuale e le opportunità per il futuro
Milano - 18 novembre 2025
>> SCOPRI DI PIÙ


DTMI 2025 - International Workshop ing. Carlo Longaretti on Digital Tools for the Metallurgical Industry Bergamo - 27-28 November 2025
>> MORE INFO
EEC 2026 - EMECR 2026 Conferences - siderweb FORUM 4th European Electric Steelmaking conference, 5th International Conference on Energy and Material Efficiency and CO2 Reduction in the Steel Industry and the 2nd edition of the biennial event organised by siderweb to discuss the present and future of Italian and European steel Milano - 11-13 May 2026
>> MORE INFO
WCCM 2026
The 4th World Congress on Condition Monitoring Milano - Italy - 25-28 August 2026
>> MORE INFO
Fondato nel 2001, si occupa di legislazione, regolamentazione, innovazione e normative riguardanti i trattamenti termici.
Il Comitato Trattamenti Termici (CSTT) si occupa dello sviluppo tecnologico legato alle nuove tecnologie emergenti nel settore, della valutazione e del confronto tra normative, della condivisione di problematiche comuni e dell’analisi delle dinamiche nazionali e internazionali che interessano il mondo dei trattamenti termici e dei settori correlati.
Il CSTT rappresenta un fronte comune di studio, confronto e valorizzazione del know-how nazionale, con l’obiettivo di potenziare le competenze tecniche e sostenere la competitività delle aziende italiane del settore, promuovendo una cultura del trattamento termico avanzata, collaborativa e orientata all’innovazione.


Presidente:
Marco Trevisan - Trevisan Srl
Segretario: Karim Mattea - STT Srl
Andamento del settore
Il settore dei trattamenti termici, come molti altri ambiti industriali, si trova ad affrontare un periodo complesso. Negli ultimi quattro anni, numerose situazioni internazionali – dalle tensioni geopolitiche agli squilibri di mercato – hanno contribuito a un’impennata dei costi energetici, sia elettrici sia legati al gas metano. Ciò ha inciso profondamente sulla sostenibilità economica delle lavorazioni termiche, rendendo necessario un forte spirito di adattamento.
In questo contesto, il CSTT ha rappresentato un punto di riferimento fondamentale per le aziende associate, facilitando il confronto e la condivisione di strategie comuni per affrontare le criticità, con l’obiettivo di salvaguardare il settore e promuoverne lo sviluppo.
Partecipazione al CSTT e visione generazionale La partecipazione al Comitato è sempre stata positiva, con una presenza costante e interessata da parte delle aziende associate. Un momento di particolare slancio si è registrato durante e subito dopo il periodo della pandemia da COVID-19: in quella fase di grande incertezza internazionale, il confronto all’interno del CT è diventato ancora più centrale per affrontare insieme le difficoltà legate all’approvvigionamento energetico, alla logistica e ai cambiamenti normativi in atto.
Oggi il Comitato si trova a vivere un’importante fase di transizione generazionale. L’obiettivo è valorizzare e preservare l’esperienza e la competenza maturate nel tempo dai membri storici, favorendo allo stesso tempo l’ingresso di nuove figure, portatrici di flessibilità, apertura al cambiamento e nuovi strumenti di lettura
del mercato. Un equilibrio tra solidità e innovazione che rappresenta la vera forza del CSTT per il futuro.
Attività future
Il CSTT intende rafforzare ulteriormente la propria presenza e il proprio ruolo all’interno del settore, diventando un punto di riferimento ancora più autorevole per tutti gli operatori italiani coinvolti nei trattamenti termici. L’obiettivo è valorizzare sempre di più le competenze e l’esperienza maturate in Italia, promuovendo l’eccellenza tecnica del settore a livello nazionale e internazionale.
In quest’ottica, il Comitato si impegna a sviluppare iniziative orientate allo studio di metodologie e soluzioni tecniche che possano garantire competitività economica, pur nel rispetto delle stringenti normative ambientali e green. La sfida sarà dunque coniugare sostenibilità e performance, attraverso un percorso di condivisione e innovazione continua.
Scopo del centro di studio è la diffusione della cultura del controllo, del monitoraggio e della diagnostica di componenti, parti e impianti, con il fine principale e nobile di prevenire incidenti, disservizi, rotture e disastri; la diffusione della verifica, della ricerca delle cause di questi eventi nel momento in cui questi si dovessero verificare, con il fine principale di fornire gli strumenti necessari per evitare che gli errori si ripetano in futuro.

Il comitato negli ultimi anni ha visto una crescita notevole della partecipazione. I membri più affermati sono stati affiancati da nuove figure provenienti da settori diversi del mondo dell’industria. Se i laboratori indipendenti, insieme a nomi illustri del mondo accademico rappresentavano la grande parte del comitato, numerosi sono gli inserimenti negli ultimi 3-4 anni provenienti da diversi ambiti. Oltre che da laboratori indipendenti, laboratori interni alle aziende e mondo accademico, si sono aggiunte figure affiliate ad aziende produttrici di strumentazioni di prova, esperti di materiali, controlli non distruttivi e test provenienti dall’industria. I settori di esperienza spaziano da O&G, Energia e impianti all’aeronautico e automotive, garantendo una trasversalità di competenze che diventano propulsione per la divulgazione culturale della metallurgia.
Le attività del comitato si concentrano innanzitutto nella creazione di un network di collaborazione tra i partecipanti fondamentale a poter fornire il miglior mix di know-how tecnico e organizzativo alle attività proposte.
La divulgazione tecnica del comitato si articola tra corsi, giornate di studio e workshop relativi a diversi argomenti con l’obiettivo di garantire, un mix adeguato tra argomenti teorici e applicazioni pratiche, cercando di focalizzarsi sulle reali esigenze del pubblico che fruisce degli eventi.
La proposta didattica del comitato si è consolidata storicamente con:
- Il corso di Prove meccaniche, che negli anni è stato affinato e vestito maggiormente sulle esigenze del mercato. Il corso si divide ora in due



Presidente: Igor Giroletti - Omeco Srl
Segretario: Luca Bertolini - Libero Professionista
Segretario:
Francesca Bisaglia - RTM
Breda Srl
moduli, il secondo dei quali focalizzato sulle prove innovative e avanzate.
- Il corso di Analisi chimiche, che è l’unico evento che non ha subito nel tempo modifiche di sostanza. Questo perché rimane attualmente unico nel suo genere, concreto e utile professionalmente a chi lavora in laboratori chimici nell’ambito dei metalli.
- Il corso di Failure Analysis, sempre molto seguito, strutturato in modo sempre più lineare e pratico, con un adeguato mix di docenti accademici e professionisti coinvolti nel mondo dell’industria.
- Il corso di Controlli non distruttivi, sviluppato su due giornate, in passato rivolto alle tecniche più classiche e affermate, nell’edizione 2024 ha approfondito le tecniche più avanzate e particolari, per stimolare la ricerca e la sperimentazione.
A questi si sono aggiunte nuove iniziative, che stanno consolidando la loro periodicità e interesse, nate tutte con il primario obiettivo di fornire strumenti utili per il lavoro quotidiano ai tecnici del mondo dell’industria:
- Giornata di studio della microscopia elettronica applicata alla Failure Analysis. Evento giunto alla terza edizione nel 2024, ha sempre riscosso grande successo di pubblico. L’aspetto vincente è l’estremo taglio applicativo e pratico della giornata di studio, che si sviluppa unicamente con casi reali e pratici relativi a diversi settori e materiali, presentati da tecnici che si occupano direttamente di failure analysis.
- Giornata di studio: Stato di servizio degli impianti. Attivato nel 2023 vedrà la sua seconda edizione nel corso del 2026. La giornata è finalizzata a far comprendere le dinamiche metallurgiche legate
al processo che impediscono agli impianti di poter godere di vita infinita. Compreso ciò la giornata mostra le attività, sia a livello progettuale e normativo sia a livello tecnico e di controllo, necessarie per la verifica e il monitoraggio dell’impianto, fino alla determinazione della sua vita residua o all’indicazione delle operazioni necessarie all’estensione della stessa.
- Giornata di studio sulle tecniche analitiche derivate dai Raggi X. Questo evento, molto di nicchia, ha visto la sua prima edizione nel 2024. Il successo è stato enorme, determinato dall’estrema ampiezza di argomenti non sempre conosciuti dai tecnici di laboratorio. I partecipanti sono usciti dalla giornata consapevoli delle enormi potenzialità dei raggi X, anche per utilissime applicazioni quotidiane fin lì sconosciute.
- Nel corso del 2025 l’attività del comitato si è inoltre concentrata nello studio e organizzazione di nuove iniziative, che ci si auspica avranno lo stesso seguito delle ultime già introdotte:
- Giornata di studio: Caratteristiche e diagnostica dei prodotti in composito tra industria e tempo libero, 2 ottobre 2025. Nuova frontiera per il comitato che ha sempre focalizzato la propria attività sui materiali metallici. Il fondamentale ruolo dei materiali compositi nel mondo industriale moderno, si pensi ad aerospace, racing per dirne alcuni, rende necessario comprendere come questi siano da gestire anche in termini di test, monitoraggio e verifica. I nomi dei docenti di questo corso sono altisonanti e c’è grande aspettativa che diventi un evento fisso della programmazione del comitato.
- Giornata di studio: Caratterizzazione prodotti da processi Additive Manufacturing. Questa giornata di studio è da tempo nella mente del comitato e si concretizzerà finalmente all’inizio del 2026. La giornata si focalizzerà sulla caratterizzazione dei difetti, interpretando perfettamente il ruolo del comitato nell’ambito di uno dei processi industriali con il più alto rate di sviluppo e potenzialità degli ultimi anni, come la manifattura additiva. Completerà il programma della giornata, già di
per sé entusiasmante, la location: il laboratorio ProM di Trentino sviluppo a Rovereto (TN), dove i partecipanti avranno l’occasione di mettere fisicamente le mani sulle applicazioni e le evoluzioni più spinte di questa tecnologia.
- Giornata di studio: Controlli non distruttivi per l’edilizia. Non poteva mancare una declinazione del comitato nell’ambito civile, visti gli eventi degli ultimi anni e il conseguente innalzamento del livello di attenzione nel monitoraggio e diagnostica delle strutture civili. Anche qui il comitato propone le tecniche più avanzate, interessanti e utili come strumento per poter garantire la sicurezza di queste infrastrutture. L’aspettativa è alta anche per questa giornata, che vedrà la luce a fine gennaio 2026.
La crescita del comitato negli ultimi anni, come già accennato, ha permesso di ottenere un incredibile mix di diverse caratteristiche: si va da storici pilastri che possono attingere a competenze acquisite sul campo durante l’età dell’oro dell’industria italiana, fino agli ultimi inserimenti di giovani appena laureati. Questo porta da una parte una grande esperienza, e dall’altra un grande entusiasmo, curiosità e voglia di fare. La grande varietà di professionalità, grazie alla presenza accademica, dei diversi livelli del mondo industriale e dei laboratori, fino a rappresentanti di centri di ricerca e aziende di commercio nell’ambito del controllo e monitoraggio, fa da sfondo a un’ottima partecipazione da parte di tutti i membri all’interno del comitato e sfocia in una grande attività e creatività.
Oltre all’affinamento dei corsi e delle giornate di studio, più consolidati, le idee e le nuove proposte che si sono concretizzate, hanno fino a ora garantito grande partecipazione di pubblico e interesse all’interno dei vari eventi, permettendo oltre che di allargare notevolmente il network professionale, di puntare fortemente verso il fondamentale scopo del comitato, descritto all’inizio di questo articolo: la diffusione della cultura in ambito metallurgico.

Il dott. Tiziano Valente ha speso la sua vita professionale nel mondo della fonderia.
Tiziano Valente ha unito alla conoscenza una visione gestionale e tecnica importantissima, fattori che lo hanno portato a fare ricerca e ristrutturazioni in diverse aziende manifatturiere della provincia di Brescia e allo stesso tempo ad ottenere anche la Laurea.
Dopo queste prime esperienze professionali nel settore siderurgico ed industriale in generale, è passato a dirigere alcune aziende di pressocolata e negli anni ’80 fonda ECOTRE, l’azienda che ha condotto per oltre 40 anni, fornitrice di impianti, servizi e tecnologie d’avanguardia per il mondo manifatturiero.
Alla guida di ECOTRE inizia l’attività di promozione dei software di simulazione dei processi manifatturieri, con particolare attenzione al mondo della fonderia che da sempre è stata la sua passione: con la precisione e decisione che sempre lo hanno contraddistinto, aiuta questi strumenti a crescere dal punto di vista applicativo e fa in modo che diventino sempre più diffusi nel mondo industriale.
A seguito della sua scomparsa, grazie al contributo di ECOTRE Valente, l’AIM istituisce il Premio di Laurea Tiziano Valente.
Il Premio include un contributo di € 3000 come riconoscimento per una tesi di laurea nel mondo del Digital Manufacturing all’interno della quale sia utilizzato un software di simulazione della colata per i processi di fonderia o acciaieria oppure dei metodi innovativi per i quali viene sfruttata l’intelligenza artificiale.
Il concorso per il premio è rivolto a studenti dei corsi di Laurea Magistrale, laureati/e presso università italiane nell’anno accademico 2024/2025 ed entro luglio 2025 per l’anno accademico 2024/2025.
I/LE
• curriculum vitae;
• certificato di laurea;
• autocertificazione di ottenuta autorizzazione in caso di tesi soggetta a secretazione;
• una descrizione dettagliata dal punto di vista tecnico e scientifico dell’attività di tesi svolta con l’ausilio dei software di simulazione della colata (massimo 10 pagine).
Il termine di presentazione delle domande, da trasmettersi per e-mail (info@aimnet.it) alla Segreteria AIM, è fissato al 31 ottobre 2025.
PER CANDIDATURE E INFORMAZIONI:
Via F. Turati, 8 - 20121 Milano
Tel. +39 0276397770 . +39 0276021132
e-mail: info@aimnet.it www.aimnet.it

Nel 2024, l’industria italiana del bene strumentale ha visto calare tutti i principali indicatori economici Il risultato complessivo esprime tutta la difficoltà che l’intero manifatturiero ha incontrato nel corso dell’anno passato. Archiviato il 2024, tra i peggiori degli ultimi anni, il 2025 dovrebbe virare al bello ma restando comunque ancora sottotono; questo il quadro che emerge dai dati elaborati dal Gruppo Statistiche FEDERMACCHINE, presentati in occasione della Assemblea Annuale della federazione.
I dati
Nel 2024, il fatturato di settore si è attestato a 52,5 miliardi di euro, pari al 7,4% in meno rispetto al 2023. Il calo è stato determinato principalmente dalla riduzione delle consegne dei costruttori italiani sul mercato domestico, penalizzate dal blocco dei consumi, che si sono fermate a 16,4 miliardi, il 13,7% in meno rispetto al dato del 2023. Ma anche l’export ha accusato il colpo con un calo del 4,2%, fermandosi a 36 miliardi
Il consumo domestico ha superato di poco i 26 miliardi di euro, il 14,3% in meno rispetto al risultato dell’anno precedente. Di conseguenza, anche le importazioni sono state fortemente penalizzate, registrando un -15,2% pari a 9,8 miliardi di euro.
Le imprese italiane del settore hanno dimostrato, ancora una volta, di saper ben presidiare il mercato locale, come evidenziato dal dato import/consumo che si è attestato al 37,3%. Il rapporto export/fatturato è cresciuto al 68,7%.
Il 2025 può essere considerato “solo” anno di inversione di tendenza, con il fatturato che crescerà dell’1,6%, a 53,3 miliardi di euro. L’export, complice il contesto internazionale, resterà stazionario a 36,3 miliardi (+0,6%).
Il consumo, in crescita del 2%, si attesterà a 26,7 miliardi. I costruttori italiani vedranno crescere le loro consegne sul mercato domestico del 3,7%, a 17 miliardi. L’import resterà debole riducendosi ulteriormente a 9,7 miliardi (-1%).
Il presidente Bruno Bettelli, oltre a commentare i dati, ha lanciato un monito sulle guerre commerciali e sui dazi, il cui clima di incertezza rischia di bloccare gli investimenti. Ha quindi sollecitato le istituzioni europee a trovare accordi ragionevoli e il governo italiano a definire con urgenza un nuovo piano di politica industriale che prenda il posto dei provvedimenti Transizione 4.0 e 5.0 in scadenza, cruciali per sostenere la domanda di nuove tecnologie.
Cinisello Balsamo, 22 luglio 2025
Contact:
Claudia Mastrogiuseppe, Coordinatrice Gruppo Comunicazione FEDERMACCHINE e Ufficio Stampa, 0226 255.299, c.mastrogiuseppe@ucimu.it
Massimo Civello, Ufficio Stampa 0226255.266, m.civello@ucimu.it
Filippo Laonigro, Ufficio Stampa Tecnica, 0226 255.225, f.laonigro@ucimu.it
11th-13th May 2026
Milan
The 14th European Electric Steelmaking conference will cover a wide range of topics related to the production of steel using electric arc furnaces (EAFs) and other electric-based processes
The 5th International Conference on Energy and Material Efficiency and CO2 Reduction in the Steel Industry will host high level discussions on environmental related topics
The 2nd edition of the biennial event organised by siderweb to discuss the present and future of Italian and European steel
Norme pubblicate e progetti in inchiesta (aggiornamento al 31 agosto 2025)
Norme UNSIDER pubblicate da UNI nel mese di luglio e agosto 2025
UNI EN ISO 10855-3:2025
Container per strutture in mare e relativi dispositivi di sollevamento — Parte 3: Ispezione periodica, esame e collaudo
UNI EN ISO 19901-4:2025
Industrie del petrolio e del gas, compresa l’energia a basse emissioni di CO2 — Requisiti specifici per le strutture in mare — Parte 4: Considerazioni geotecniche e di progettazione delle fondazioni
UNI EN ISO 13503-2:2025
Industrie del petrolio e del gas, compresa l’energia a basse emissioni di CO2 — Fluidi di completamento e materiali — Parte 2: Misurazione delle proprietà dei materiali proppanti impiegati nelle operazioni di fratturazione idraulica e di filtraggio a solidi
UNI EN ISO 10855-2:2025
Container per strutture in mare e relativi dispositivi di sollevamento — Parte 2: Progettazione, produzione e marcatura dei dispositivi di sollevamento.
UNI EN 10253-4:2025
Raccordi per tubazioni da saldare di testa — Parte 4: Acciai inossidabili austenitici e austeno-ferritici (duplex) lavorati plasticamente con requisiti specifici di controllo
UNI EN ISO 10855-1:2025
Container per strutture in mare e relativi dispositivi di sollevamento — Parte 1: Progettazione, produzione e marcatura di container per strutture in mare.
UNI EN ISO 15630-3:2025
Acciaio per calcestruzzo armato e calcestruzzo armato precompresso — Metodi di prova — Parte 3: Acciaio per calcestruzzo armato precompresso
UNI EN ISO 10426-5:2025
Industrie del petrolio e del gas, compresa l’energia a basse emissioni di CO2 — Cementi e materiali per la cementazione dei pozzi — Parte 5: Determinazione della contrazione e dell’espansione della composizione dei cementi per pozzi
Norme UNSIDER ritirate con sostituzione da UNI nel mese di luglio e agosto 2025
UNI EN ISO 10855-3:2018
Container per strutture in mare e relativi dispositivi di sollevamento — Parte 3: Ispezione periodica, esame e collaudo
UNI EN ISO 19901-4:2016
Industria del petrolio e del gas naturale — Requisiti specifici per le strutture in mare — Parte 4: Considerazioni geotecniche e di progettazione delle fondazioni
UNI EN ISO 13503-2:2010
Industrie del petrolio e del gas naturale — Fluidi di completamento e materiali — Parte 2: Misurazione delle proprietà dei materiali di sostentamento impiegati nelle operazioni di fratturazione idraulica e di filtraggio a ghiaietto
UNI EN ISO 10855-2:2018
Container per strutture in mare e relativi dispositivi di sollevamento — Parte 2: Progettazione, produzione e marcatura dei dispositivi di sollevamento
UNI EN 10253-4:2009
Raccordi per tubazioni da saldare di testa — Parte 4: Acciai inossidabili austenitici e au-
steno-ferritici (duplex) lavorati plasticamente con requisiti specifici di controllo
UNI EN ISO 10855-1:2018
Container per strutture in mare e relativi dispositivi di sollevamento — Parte 1: Progettazione, produzione e marcatura di container per strutture in mare
UNI EN ISO 15630-3:2019
Acciaio per calcestruzzo armato e calcestruzzo armato precompresso — Metodi di prova — Parte 3: Acciaio per calcestruzzo armato precompresso
UNI EN ISO 10426-5:2006
Industrie del petrolio e del gas naturale — Cementi e materiali per la cementazione dei pozzi — Parte 5: Determinazione del ritiro e dell’espansione a pressione atmosferica della composizione dei cementi per pozzi
Norme UNSIDER pubblicate da CEN e ISO nel mese di luglio e agosto 2025
EN ISO 19905-1:2023/A1:2025
Oil and gas industries including lower carbon energy — Site-specific assessment of mobile offshore units — Part 1: Jack-ups: elevated at a site — Amendment 1: Corrections to strength of tubular members, Table B-2 and simplified free-field liquefaction assessment calculation method (ISO 19905-1:2023/Amd 1:2025)
EN ISO 23063:2025
Foundry machinery — Safety requirements for high pressure die casting machines (ISO 23063:2024)
EN ISO 9556:2025
Steel and iron — Determination of total carbon content — Infrared absorption method after combustion in an induction furnace (ISO 9556:2025)
EN 10338:2025
Hot rolled and cold rolled non—coated products of multiphase steels for cold forming — Technical delivery conditions
EN 10253-4:2025
Butt-welding pipe fittings — Part 4: Wrought austenitic and austenitic-ferritic (duplex) stainless steels with specific inspection requirements
ISO/PAS 16846:2025
Oil and gas industries including lower carbon energy — Thermoplastics lined tubing for wells
ISO 9556:2025
Steel and iron — Determination of total carbon content — Infrared absorption method after combustion in an induction furnace
ISO 4940:2025
Steel and cast iron — Determination of nickel content — Flame atomic absorption spectrometric method
EN ISO 377:2017/A1:2025
Steel and steel products — Location and preparation of samples and test pieces for mechanical testing — Amendment 1 (ISO 377:2017/Amd 1:2025)
ISO 16650:2025
Bead wire
ISO 5872:2025
Oil and gas industries including lower carbon energy — Pipeline transportation systems — Vocabulary
Progetti UNSIDER messi allo studio dal CEN (Stage 10.99) - agosto e settembre 2025
nitic and ferritic-austenitic (duplex) stainless steels — Corrosion test in nitric acid medium by measurement of loss in mass (Huey test)
prEN ISO 3651-2 rev
Determination of resistance to intergranular corrosion of stainless steels — Part 2: Ferritic, austenitic and ferritic-austenitic (duplex) stainless steels — Corrosion test in media containing sulfuric acid
prEN ISO 8434-1 rev
Metallic tube connections for fluid power and general use — Part 1: 24° cone connectors
Progetti UNSIDER in inchiesta prEN e ISO/DIS - agosto e settembre 2025
prEN – progetti di norma europei
prEN 1370
Founding — Examination of surface condition
prEN 1564
Founding — Ausferritic spheroidal graphite cast irons
prEN 12681-1
Founding — Radiographic testing — Part 1: Film techniques
prEN 12681-2
Founding — Radiographic testing — Part 2: Techniques with digital detectors
prEN ISO 21809-3
Oil and gas industries including lower carbon energy — External coatings for buried or submerged pipelines used in pipeline transportation systems — Part 3: Field joint coatings (ISO/DIS 21809-3:2025)
prEN ISO 5014
prEN ISO 10059-1
Dense shaped refractory products — Determination of cold compressive strength — Part 1: Referee test without packing (ISO 10059-1:2025)
prEN ISO 8894-2
Refractory materials — Determination of thermal conductivity — Part 2: Hot-wire method (parallel) (ISO 8894-2:2007)
ISO/DIS – progetti di norma internazionali
ISO/DIS 19905-4
Oil and gas industries including lower carbon energy — Site-specific assessment of mobile offshore units — Part 4: Jack-up installation and removal at a site
ISO/DIS 12490
Oil and gas industries including lower carbon energy — Mechanical integrity and sizing of actuators and mounting kits for pipeline valves
ISO/DIS 1035
Hot-rolled steel bars — Dimensions, shape, masses and tolerances
ISO/DIS 629
Steel and cast iron — Determination of manganese content — Spectrophotometric method
ISO/DIS 23936-3
Oil and gas industries including lower carbon energy — Non-metallic materials in contact with media related to oil and gas production — Part 3: Thermosets
ISO/DIS 21809-3
prEN ISO 3651-1 rev
Determination of resistance to intergranular corrosion of stainless steels — Part 1: Auste-
Dense and insulating shaped refractory products — Determination of modulus of rupture at ambient temperature (ISO 5014:2025)
Oil and gas industries including lower carbon energy — External coatings for buried or submerged pipelines used in pipeline transportation systems — Part 3: Field joint coatings
Progetti UNSIDER al voto FprEN e ISO/ FDIS - agosto e settembre 2025
FprEN – progetti di norma europei
FprEN 18035
Prestressing steels — Waxed and sheathed strands for construction applications
FprEN ISO 26203-1
Metallic materials — Tensile testing at high strain rates — Part 1: Elastic-bar-type systems (ISO/FDIS 26203-1:2025)
FprEN 10242
Threaded pipe fittings in malleable cast iron
FprEN 10284
Malleable cast iron fittings with compression ends for polyethylene (PE) piping systems
EN 10253-2:2021/FprA1
Butt-welding pipe fittings — Part 2: Non
alloy and ferritic alloy steels with specific inspection requirements
FprEN ISO 11970
Specification and qualification of welding procedures for production welding of steel and nickel-base castings (ISO/FDIS 11970:2025)
ISO/FDIS - progetti di norma internazionali
ISO/FDIS 23475-2
Testing method for steel tyre cord — Part 2: Adhesion test
ISO/FDIS 14577-6
Metallic materials — Instrumented indentation test for hardness and materials parameters — Part 6: Instrumented indentation test at elevated temperature
ISO/FDIS 10903
Scegli un partner di eccellenza per i refrattari nel trattamento termico dell’acciaio
> Una gamma completa di refrattari di alta qualità
> Progettazione, produzione, supervisione in loco
> Soluzioni per ridurre la tua impronta di carbonio
> Qualità senza compromessi
Oil and gas industries including lower carbon energy — Pipeline transportation systems — Pipeline geohazard monitoring processes, systems and technologies
ISO/FDIS 5490
Steel — Rating and classifying nonmetallic inclusions using the scanning electron microscope
ISO/DTS 5486
Metallographic determination of ferrite in an austenitic matrix of stainless steel
ISO/FDIS 26203-1
Metallic materials — Tensile testing at high strain rates — Part 1: Elastic-bar-type systems
ISO/FDIS 11970
Specification and qualification of welding procedures for production welding of steel and nickel-base castings

Punta a soluzioni refrattarie su misura
Apriamo le porte al talento femminile
SAVE THE DATE
BRESCIA . 29 OTTOBRE 2025
L’ evento si propone di affrontare in modo pratico e dettagliato le sfide e le opportunità legate all’inserimento di risorse femminili, sottolineando l’importanza di un approccio strutturato.
Gli esperti nel campo delle risorse umane, della medicina del lavoro e del change management condivideranno le loro competenze e best practices per facilitare questo processo. Inoltre, i fornitori di tecnologia potranno presentare soluzioni innovative per supportare l’inclusione e la diversità all’interno delle aziende.
Ampio spazio verrà lasciato a testimonianze dirette di donne che hanno già intrapreso con successo una carriera in questo settore.
La tavola rotonda finale rappresenterà un importante momento per il confronto e il dialogo, dove aziende e professionisti potranno discutere opportunità, esperienze e strategie per promuovere un ambiente di lavoro più inclusivo e paritario.
Organizzata da

