
Italiana
International Journal of the Italian Association for Metallurgy
n. 11/12 novembre/dicembre 2022 Organo ufficiale dell’Associazione Italiana di Metallurgia. Rivista fondata nel 1909

La Metallurgia Italiana
International Journal of the Italian Association for Metallurgy
Organo ufficiale dell’Associazione Italiana di Metallurgia. HouseorganofAIMItalianAssociationforMetallurgy. Rivista fondata nel 1909
Direttore responsabile/Chiefeditor: Mario Cusolito
Direttore vicario/Deputydirector: Gianangelo Camona
Comitato scientifico/Editorialpanel: Marco Actis Grande, Silvia Barella, Paola Bassani, Christian Bernhard, Massimiliano Bestetti, Wolfgang Bleck, Franco Bonollo, Irene Calliari, Mariano Enrique Castrodeza, Emanuela Cerri, Vlatislav Deev, Andrea Di Schino, Donato Firrao, Bernd Kleimt, Carlo Mapelli, Denis Jean Mithieux, Roberto Montanari, Marco Ormellese, Mariapia Pedeferri, Massimo Pellizzari, Barbara Previtali, Evgeny S. Prusov, Dario Ripamonti, Dieter Senk
Segreteria di redazione/Editorialsecretary: Marta Verderi
Comitato di redazione/Editorialcommittee: Federica Bassani, Gianangelo Camona, Mario Cusolito, Carlo Mapelli, Federico Mazzolari, Marta Verderi, Silvano Panza
Direzione e redazione/Editorialandexecutiveoffice: AIM - Via F. Turati 8 - 20121 Milano tel. 02 76 02 11 32 - fax 02 76 02 05 51 met@aimnet.it - www.aimnet.it
Reg. Trib. Milano n. 499 del 18/9/1948. Sped. in abb. Post. - D.L.353/2003 (conv. L. 27/02/2004 n. 46) art. 1, comma 1, DCB UD
Immagine in copertina: Inclusione di ossido in campione di alluminio-silicio, rifuso in laboratorio.
Gestione editoriale e pubblicità Publisher and marketing office: siderweb spa Via Don Milani, 5 - 25020 Flero (BS) tel. 030 25 400 06 - fax 030 25 400 41 commerciale@siderweb.com - www.siderweb.com
La riproduzione degli articoli e delle illustrazioni è permessa solo citando la fonte e previa autorizzazione della Direzione della rivista. Reproduction in whole or in part of articles and images is permitted only upon receipt of required permission and provided that the source is cited.
siderweb spa è iscritta al Roc con il num. 26116
n.11/12 novembre/dicembre 2022 Anno 113 - ISSN 0026-0843
Editoriale / Editorial
Editoriale
A cura di Paola Bassani.............................................................................................................................. pag.05
Memorie scientifiche / Scientific
papers
Metallurgia Fisica/ Physical Metallurgy

Effetto del vanadio micro-legato sulla microstruttura della zona termicamente alterata di giunti saldati in acciai per applicazioni strutturali A. Di Schino, M. Gaggiotti, D. M. Gattia, R. Schmidt, M. Sgambetterra, G. Stornelli, C. Testani, A. Tselikova, G. Zucca pag.08
Un approccio predittivo al design degli acciai da cementazione R. Valentini, V. Colla, L. Bacchi, E. Morgano .......................................................................................................... pag.15
Produzione di radionuclidi per la medicina: tecnica Spark Plasma Sintering per realizzare bersagli solidi per ciclotrone S. Cisternino, G. Sciacca, M. El Idrissi, J. Esposito; U. Anselmi-Tamburini, S. Bortolussi, C. Gennari, I. Calliari........................................................................................................................................................................ pag.24
Studio della struttura e della distribuzione degli elementi nella lega eutettica PbBi allo stato liquido A.Varone ...................................................................................................................... pag.31
nd i ce
Affinamento microstrutturale e miglioramento delle proprietà meccaniche dell’acciaio EUROFER97 G. Stornelli, R. Montanari, A. Varone, A. Di Schino, M. Rallini................................................................ pag.42
Attualità industriale / Industry news
Toughness properties influence on the automotive stamped components edited by: M.M. Tedesco, D. F. Gutiérrez.................................................................................................... pag.50
Ricordo Prof. Stagno
La metallografia a colori: contributo allo studio dei materiali metallici a cura di: E. Stagno, M.R. Pinasco, D. Petta............................................................................................... pag.57
Atti e notizie / AIM news
Riassunto corso Prove non Distruttive – Ezio Trentini pag.70
Saluto Panza 36° Congresso tecnico di Fonderia pag.71 Eventi AIM / AIM events pag.72
Comitati tecnici / Study groups pag.75
Normativa / Standards pag.78
Indice analitico 2022 / Analytic index pag.80 Indice autori 2022/ Author index pag.86
Italiana La
n. 11/12 novembre/dicembre 2022 Organo ufficiale Italian Association for Metallurgy
Metallurgia
i
co-organised by
17TH INTERNATIONAL CONFERENCE ON
SEMI SOLID PROCESSING OF ALLOYS AND COMPOSITES
BRESCIA · ITALY, 6-8 SEPTEMBER 2023
On behalf of the Organizing Committee, we are pleased to invite you to the 17th International Conference on Semi Solid Processing of Alloys and Composites (S2P2023), which will be held from September 6th to 8th, 2023 in Brescia, Italy. The 17th S2P International Conference focuses on the advancement in fundamental knowledge and development of materials and industrial processes for semi-solid manufacturing of high-performance metal components. This conference will continue a successful series of conferences on semi-solid processing of alloys and composites started in 1990. We are looking forward to welcoming you in Italy!
TOPICS
The Conference is devoted to all aspects of semi-solid processing of metals alloys and composites with emphasis on basic research, engineering application as well as market aspects. Results of engineering research and experience as well as scientific issues are relevant for the conference.
In particular, the Conference topics will cover, but will not be limited to:
• Material development and characterization
• Semi-solid slurry preparation and process developments
• Rheology, modelling and simulation
• Mold design and simulations

• Economic and environmental aspects
• Industrial applications
• Additive manufacturing in SMS processing
CALL FOR PAPERS
Abstract submission is open, send your abstract not later than January 15 and join the Conference. Visit the website www.aimnet.it/s2p/ and follow the instructions. All accepted papers will be published, after single-blind peer-review, in Solid State Phenomena (https://www.scientific.net/SSP/Details), indexed in the main database.
ORGANISING SECRETARIAT
AIM – Associazione Italiana di Metallurgia Via Filippo Turati 8 – 20121 Milano – Italy Tel. +39 0276021132 or 0276397770 met@aimnet.it – www.aimnet.it/s2p/
“
La naturale vocazione al miglioramento e all’ottimizzazione, da sempre presenti, sono ancor più sollecitati dalla spinta ad una maggior sostenibilità ambientale e alla riduzione del consumo energetico; semplici ‘ritocchi’ a prodotti e processi possono non essere sufficienti a raggiungere gli obiettivi normativi richiesti.

Thealwayspresentnatural vocation for improvement and optimization, is nowadaysstressedwith thepushforgreater environmentalsustainability andreductionofenergy consumption; simple 'tweaks' to products andprocessesmaynot beenoughtoachieve therequiredregulatory objectives.
I MOLTEPLICI ASPETTI DELLA RICERCA: NUOVI MATERIALI MA ANCHE NUOVI PROCESSI E METODI
In questo numero saranno presentate le memorie in parte presenti nelle sessioni Metallurgia Fisica e Scienza dei Materiali del Convegno Nazionale di Padova, del cui indubbio successo si è parlato nel numero di ottobre. Gli argomenti trattati spaziano da studi su materiali e processi ben noti (come acciai strutturali, saldatura e cementazione) ad argomenti molto più particolari. Tra di essi materiali sperimentali, come le leghe ad alta entropia, le leghe PbBi, o prodotti mediante processi innovativi.
Il tema che li accomuna è la ricerca, l’esplorazione di
THE VARIOUS ASPECT OF RESEARCH: NEW MATERIALS, BUT ALSO NEW PROCESSES AND METHODS.
This issue collects some memories of the sessions PhysicalMetallurgyandMaterialsScienceoftheNational Conference of Padua, whose undoubted success was discussed in the October issue.
The topics covered range from studies of well-known materials and processes (such as structural steels, welding,andcementation)tomuchmorespecificissues.
Among them there are experimental materials, such as high entropy alloys, PbBi alloys, as well as commercial materials produced by innovative processes.
The common topic of these works is research; the
La Metallurgia Italiana - November/December 2022 pagina 5
Ing. Paola Bassani CNR ICMATE
editoriale - editorial
oggetti totalmente nuovi o frutto di combinazioni mai provate prima di elementi noti.
Ciascuna memoria offre infatti un esempio diverso di interpretazione del modo di fare ricerca; si va dallo studio di una nuova lega ottenuta dalla combinazione di elementi chimici in proporzioni mai esplorate, allo studio viceversa di un materiale ben noto (come gli acciai inossidabili o gli acciai per utensili) ma combinati tra di loro in una nuova modalità attraverso un processo innovativo.
Siamo certamente in un periodo in cui la ricerca di nuove soluzioni è quanto mai importante e strategica; la naturale vocazione al miglioramento e all’ottimizzazione, da sempre presenti, sono ancor più sollecitati dalla spinta ad una maggior sostenibilità ambientale e alla riduzione del consumo energetico; semplici ‘ritocchi’ a prodotti e processi possono non essere sufficienti a raggiungere gli obiettivi normativi richiesti. Questa carrellata può sperabilmente offrire spunti di riflessione anche a chi opera in settori molti distanti da quelli presentati, e suggerire nuove strategie o favorire l’apertura a nuove tematiche.
exploration of totally new objects or the result of known mixed elements and never tried before in this unique combination.
Eachtopicoffersadifferentexampleoftheinterpretation of the way of doing research; it goes from the study of a new alloy obtained from the combination of chemical elements in proportions never explored to the study of a well-known material (such as stainless steels or tool steels) but combined in a new way through innovative processes.
We are certainly in a period in which new solution research is critical and strategic; the always present natural vocation for improvement and optimization, is nowadays stressed with the push for greater environmental sustainability and reduction of energy consumption; simple 'tweaks' to products and processes may not be enough to achieve the required regulatory objectives.
This roundup can offer food for thought even to those who work in sectors far from those presented and suggest new strategies or encourage openness to contemporary issues.
La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 6
first announcement & call for papers
Heat Treatment & Surface En gine ering
GENOvA - ITALY
29-31 may 2023
AIM is glad to announce the ECHT 2023 Conference, to be held in Genova, at Magazzini del Cotone, on 29-31 May 2023! ECHT 2023 will cover all relevant topics for the Heat Treatment & Surface Engineering community. The Conference will have a special focus on SUSTAINABILITY!
Sustainability, with its three pillars - environmental, economic and social dimensions - is playing a keyrole to address the ongoing and future challenges. The metallurgical and mechanical industry are leading the way in creating a healthy development model for the environment and for the future generations. Presentations and papers from Industry, University and Research Centres on the topic will encourage the discussion and increase awareness on the matter.
We are looking forward to meeting you in beautiful Genova!

IMPORTANT DATES
Abstract Submission Deadline: December 16, 2022
Notification of acceptance: January 31, 2023 Preliminary program: February 27, 2023 Full Paper Submission Deadline: March 31, 2023
CALL FOR ABSTRACTS
Please submit your abstracts (300-400 words) via the Conference website: www.aimnet.it/echt2023.htm
EXHIBITION & SPONSORSHIP
The Conference will feature a technical exhibition that will represent many areas of industry with the latest equipments, facilities, products and services in the field of the conference topics.
CONFERENCE VENUE
The Conference will be held in Genova, at Magazzini del Cotone (https://portoantico.it/en) Genova sits in a prime location, which encompasses the waterfront, centre and port. The city has always been a place of exchange, gatherings, trade and invention, and it is among the most musical Italian cities in terms of the number of musicians and singer-songwriters born and bred there. It offers an endless array of gastronomic specialities, imitated all around the world.
For more information visit the conference website: www.aimnet.it/echt2023.htm or contact the Organising Secretariat: aim@aimnet.it
Organised by in cooperation with
Verenging voor Warmtebehandelingstechniek
Effetto del vanadio micro-legato sulla microstruttura della zona termicamente alterata di giunti saldati in acciai per applicazioni strutturali
A. Di Schino, M. Gaggiotti, D. M. Gattia, R. Schmidt, M. Sgambetterra, G. Stornelli, C. Testani, A.
Tselikova, G. ZuccaLa zona termicamente alterata nell’intervallo di temperature inter-critiche (ICRCGHAZ) risulta essere una delle sezioni più fragili nelle saldature di acciai micro-legati alto resistenziali (HSLA). In seguito a cicli di riscaldamento multiplo nell’intervallo di temperature compreso tra Ac1 e Ac3, la zona termicamente alterata con grano ingrossato va incontro ad una forte perdita di tenacità e resistenza a fatica, causata principalmente dalla formazione di austenite residua (RA). La presenza di micro-leganti in acciai HSLA induce delle variazioni nella microstruttura e nella distribuzione di alcuni costituenti microstrutturali, più o meno benefici, che permettono di migliorare le prestazioni meccaniche di un giunto saldato. A tal fine, per mettere in evidenza l’influenza del vanadio sulle variazioni microstrutturali di un acciaio C-Mn in zona ICRCGHAZ, è stato preso in esame il grado S355 micro-legato con un contenuto di V del 0.1 wt.%. Per questo sono stati simulati cinque cicli termici di saldatura in doppia passata, mediante dilatometro, con temperatura massima del picco secondario in zona inter-critica, nell’intervallo compreso tra 720 °C e 790 °C. Il lavoro riporta le analisi relative all’evoluzione microstrutturale con attenzione principale alla formazione di RA e conseguente influenza sui valori di durezza Vickers.
INTRODUZIONE
Negli ultimi anni il vanadio ha ricoperto una posizione molto importante nello sviluppo di acciai HSLA grazie alla sua attitudine termodinamica e cinetica di formare carburi e nitruri [1 - 3]. Questa tipologia di acciai ha consentito di sviluppare nuove tecnologie costruttive e ha reso possibile una progettazione innovativa ed economicamente maggiormente sostenibile [4 - 6]. Lo sviluppo di acciai per applicazioni come condotte, strutture offshore o navi, è stato guidato dalla necessità di ottenere prodotti ad elevata resistenza, tenacità e saldabilità su scala industriale, mantenendo una convenienza economica [7, 8]. Nell’ambito dei trasporti di liquidi e gas attraverso condotte, il miglioramento delle proprietà degli acciai in termini di resistenza, ha portato ad un beneficio economico valutabile in miliardi di dollari [9]. Lo scopo di questo lavoro è approfondire le conoscenze relative all’effetto dei micro-leganti, sulle proprietà di una saldatura
Andrea Di Schino, Matteo Gaggiotti
Dipartimento di Ingegneria, Università di Perugia, 06125 Perugia, Italia
Daniele Mirabile Gattia
Dipartimento Sostenibilità dei Sistemi Produttivi e Territoriali, ENEACR Casaccia, Roma
Rolf Schmidt, Anastasiya Tselikova
EastMetals AG, Zug, Svizzera
Mirko Sgambetterra, Guido Zucca
Aeronautica Militare – Divisione Aerea di Sperimentazione Aeronautica e Spaziale, Via Pratica di Mare 45, 00040 Pomezia RM
Giulia Stornelli
Dipartimento di Ingegneria Industriale, Università di Roma ‘‘Tor Vergata’’, 00133 Roma, Italia
Claudio Testani
CALEF-ENEA CR-Casaccia
La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 8 Memorie scientifiche - Metallurgia Fisica
PAROLE CHIAVE: ZONA TERMICAMENTE ALTERATA, ACCIAI MICRO-LEGATI, VANADIO, EVOLUZIONE MICROSTRUTTURALE, PROPRIETA’ MECCANICHE;
[10, 11]. Nonostante l’importanza dei micro-leganti, per l’ottenimento di una buona combinazione di resistenza meccanica e tenacità, in letteratura vengono riportati effetti negativi di quest’ultimi sulle proprietà di giunti saldati [12]. L’equilibrio tra resistenza meccanica e durezza negli acciai HSLA dipende dai cicli termici realizzati durante la saldatura, che possono causare comportamento di bassa tenacità nella zona termicamente alterata (ZTA). Durante la saldatura infatti, la ZTA subisce picchi di temperatura senza raggiungere fusione, seguiti poi da un rapido raffreddamento. Storicamente la tenacità più bassa è prevista nella zona termicamente alterata con grano ingrossato (CG ZTA), la quale rappresenta la parte immediatamente adiacente alla linea di fusione della saldatura [13, 14]. Le elevate temperature possono provocare un ingrossamento del grano austenitico, e la combinazione tra una granulometria grossolana dell’austenite ed un rapido raffreddamento, promuove la formazione di strutture fragili. Negli ultimi anni è emerso che la parte più degradata della zona termicamente alterata, è la ZTA a grana grossolana riscaldata in zona intercritica (IC CG ZTA), ovvero tra le temperature Ac1 ed Ac3 [15]. Durante questo tipo di riscaldamento, si verifica una parziale trasformazione in austenite, principalmente nelle aree in cui sono segregati gli elementi stabilizzatori dell’austenite, come il carbonio o il manganese [16]. Al rapido raffreddamento dunque, segue la trasformazione di queste zone ad alto contenuto di carbonio, in perlite/bainite o austenite residua (RA), a seconda della temprabilità e della velocità di raffreddamento [17]. La presenza della RA però è considerata la principale causa della riduzione di tenacità della ZTA. Il niobio viene comunemente aggiunto per aumentare le capacità di resistenza degli acciai HSLA, ma tale elemento risulta avere un impatto negativo sulla tenacità della ZTA [18]. È stato in particolare verificato come, durante il processo di saldatura, gli effetti vantaggiosi dell’aggiunta di niobio, legati all’affinamento del grano ed il conseguente miglioramento delle proprietà del metallo base, siano superati dagli effetti dannosi dovuti alla formazione di martensite [19]. L’effetto del vanadio sulla ZTA è sostanzialmente diverso da quello del niobio. Il vanadio consente di ottenere un’affinamento del grano ed un miglioramento della resistenza per precipitazione negli acciai HSLA, riducendo
le dimensioni delle colonie bainitiche e promuovendo la nucleazione della ferrite aciculare.
MATERIALE E METODI
L’acciaio la cui chimica è riportata nella Tab. 1, è stato prodotto in un impianto di fusione ad induzione sottovuoto (VIM), sottoforma di lingotto di 80 kg e successivamente laminato a caldo fino allo spessore di 16 mm. Nella Fig. 1 viene mostrata la microstruttura del materiale laminato a caldo. A partire dal materiale laminato a caldo poi, sono stati ottenuti campioni cilindrici delle dimensioni di 10 mm in lunghezza e 4 mm in diametro, da sottoporre a trattamento termico in condizioni controllate, per mezzo di un dilatometro. I cicli di trattamento termico sono stati scelti allo scopo di riprodurre le microstrutture corrispondenti alle ZTA di un giunto saldato, in diverse condizioni di processo. Nello specifico è stato simulato un processo di saldatura in doppia passata, con temperature di picco (secondario) comprese tra 720 e 790 °C. Al fine di valutare la presenza di austenite residua nell’acciaio, dopo il trattamento termico mostrato in Fig. 2, sono stati utilizzati tre diversi metodi, quali la diffrazione dei raggi X (XRD), la diffrazione da retrodiffusione elettronica (EBSD) e l’attacco chimico selettivo. La diffrazione dei raggi X è stata condotta attraverso un diffrattometro Smartlab Rigaku. Le misure all’EBSD sono state condotte allo scopo di rilevare la presenza e la posizione delle isole di austenite residua, attraverso un microscopio a scansione elettronica ad emissione di campo (C Nano Oxford Instruments United Kingdom), utilizzando un passo di scansione di 0.1 μ m. L’austenite residua è stata rivelata costruendo mappe di fase, tenendo conto sia delle fasi cubiche a facce centrate (fcc), che di quelle a corpo centrato (bcc). L’analisi automatica dell’immagine di tali mappe ha permesso di determinare la frazione di volume di austenite residua. Invece, per quanto riguarda l’attacco chimico selettivo, è stata utilizzata la soluzione LePerà mantenendo il campione in immersione per circa 60-90 secondi. Successivamente all’attacco chimico la microstruttura è stata osservata mediante microscopio ottico (Eclipse LV150 NL). Infine, sono state eseguite misure di durezza Vickers con un carico di 10 kg.
La Metallurgia Italiana - November/December 2022 pagina 9
Scientific papers - Physical Metallurgy
Tab.1 - Composizione chimica dell’acciaio sottoposto ad analisi / Steel chemical composition of the considered steel.
Composizione chimica (wt%)
C Mn V Fe 0.16 1.45 0.10 Eq.
Fig.1 - Microstruttura del materiale laminato a caldo (attacco chimico Nital 2%) / Hot rolled material microstructure (2% Nital etching)
RISULTATI
Dalla Fig. 3 si nota come, passando da una temperatura di picco (secondario) di 790 °C ad una di 720 °C, la microstruttura passi da una fase principalmente composta da ferrite-perlite, ad una fase formata maggiormente da bainite. Al fine di valutare la quantità di RA sui campioni considerati, sono stati acquisiti degli spettri mediante diffrazione dei raggi X. I risultati hanno dimostrato come i valori di RA registrati, siano al di sotto della soglia di accettabilità di tale tecnica (<1%), ad indicare il fatto che il metodo XRD non è adatto a determinare l’austenite residua nella ZTA degli acciai considerati [20].

Le mappe di fase invece, mostrate in Fig. 4, sono state ottenute tramite la tecnica EBSD; il contenuto di austenite residua (Tab. 2) è stato valutato in funzione della temperatura di picco. L’ultima tecnica utilizzata per la valutazione della RA è stata l’analisi quantitativa al microscopio ottico dopo attacco chimico selettivo Le Perà (Fig. 5). I risultati in Tab. 3, riferiti ai risultati ottenuti dall’analisi d’immagine (Fig. 5), dimostrano come i valori di austenite residua misurati siano maggiori rispetto a quelli ottenuti mediante EBSD. In Fig. 6 sono riportati a confronto. i valori di RA
Fig.2 - Ciclo termico sperimentale acquisito dalle termocoppie / Experimental heat treatment as acquired by thermocouples.
ottenuti attraverso queste due diverse metodologie d’indagine da cui sono visibili degli andamenti similari. Si noti come mediante EBSD, i risultati non risultano influenzati da fattori esterni, quali la profondità di incisione dell’attacco chimico che potrebbe alterare la misura. Allo stesso modo, l’EBSD permette di analizzare aree molto piccole, non permettendo così un’analisi d’insieme. A tal proposito, i risultati devono essere considerati entrambi come complementari. La Fig. 7 mostra come lo stesso andamento è seguito dai valori di durezza. Questi risultati dimostrano come la presenza di RA, anche per valori molto bassi, influenzi le proprietà meccaniche del materiale. Inoltre, in Fig. 6 e 7 sono stati riportati gli andamenti della % di austenite residua e della durezza per lo stesso grado d’acciaio senza V (acciaio S355). Da questo emerge che l’aggiunta di V favorisce la formazione di più austenite residua alla quale è possibile associare un maggiore indurimento a seguito di trattamenti termici in zona intercritica.

La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 10 Memorie scientifiche - Metallurgia Fisica
Fig.3 - Microstrutture ottenute passando da 790 °C a 720 °C (attacco chimico 2% Nital) / Microstructure evolution with temperature (2% Nital etching)


Fig.4 - Mappe di fase ottenute tramite tecnica EBSD / Phase maps as obtained by EBSD. Temperatura di picco [°C]
Tab.2 - Austenite residua in funzione della temperatura di picco, valutata tramite tecnica EBSD / Residual austenite as a function of temperature as measured by EBSD.
La Metallurgia Italiana - November/December 2022 pagina 11 Scientific papers - Physical
Metallurgy
790
775
750
°C
°C
°C 735 °C 720 °C Composizione chimica (wt%) 0.7 % 0.2 % 0.3 % 0.2 % 0.4 %
Fig.5 - Microstrutture ottenute tramite attacco chimico Le Perà / Microstructure evolution with temperature (Le Perà etching).
Tab.3 - Austenite residua in funzione della temperatura di picco, valutata tramite analisi d’immagine condotta sulle micrografie al microscopio ottico / Residual austenite as a function of peak temperature by image automatic analysis.

Temperatura di picco [°C] 790 °C 775 °C 750 °C 735 °C 720 °C
Austenite residua [%] 1.5 % 2 % 4.5 % 4.6 % 3.3 %
Fig.6 - Dipendenza dell’austenite residua dalla temperatura di picco (confronto tra EBSD e microscopio ottico) / Peak temperature dependence of residual austenite.

CONCLUSIONI
I risultati delle indagini qui riportate hanno evidenziato il comportamento del grado acciaio S355, con l’aggiunta dello 0.1% di vanadio, all’interno della regione di temperatura intercritica. Tramite un dilatometro, sono stati riprodotti cinque diversi cicli termici di saldatura in doppia passata, in un range di temperature di picco secondario comprese tra 720 °C e 790 °C. I risultati ottenuti mostrano
Fig.7 - Dipendenza della durezza dalla temperatura di picco / Hardness dependence on peak temperature
una diretta correlazione dell’andamento dalla RA misurata con quello della durezza in funzione della temperatura inter-critica. Inoltre, dal confronto con i valori di RA e di durezza per lo stesso acciaio senza l’aggiunta di V si vede come l’effetto dell’elemento alligato è quello di stabilizzare maggiormente per l’austenite residua, con conseguente incremento della durezza.

La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 12 Memorie scientifiche - Metallurgia Fisica
BIBLIOGRAFIA
[1] Benz JK, Thompson SW. The effect of vanadium and other microalloying elements on the microstructure of bainitic HSLA steels. Materials science and Technology Conference and Exhibition. 2017;1:490.
[2] Fazeli F, Amirkhiz BS, Scott C, Arafin M, Collins L. Kinetics and microstructural change of low-carbon bainite due to vanadium microalloying. Materials Science & Engineering A. 2018;720:248-256.
[3] Baker TN. Ironmaking & Steelmaking. 2016;43:264-307.
[4] Di Schino A. Analysis of phase transformation in high strength low alloyed steel. Metalurgija. 2017; 56:3-4:349-352.
[5] Di schino A, Gaggiotti M, Testani C. Heat treatment effect on microstructure evolution in a 7% Cr steel for forging. Metals. 2020;10(6):808.
[6] Tian Y, Zhao MC, Zeng YP, Shi XB, Yan W, Yang K, Zeng TY. Elimination of primary NbC carbides in HSLA steels for oil industry tubular goods. The Minerals , Metals & Material Society. 2022;74:6.
[7] Kim DW, Yang J, Kim YG, Kim WK, Lee S, Sohn SS. Effects of granular bainite and polygonal ferrite on yield strength anisotropy in API X65 linepipe steel. Materials Science & Engineering A. 2022;843:143151.
[8] Roy S, Romualdi N, Yamada K, Poole W, Militzer M, Collins L. The relationship between microstructure and hardness in the heataffected zone of line pipe steels. The minerals, Metals & Materials Society. 2022;74:6.
[9] Bay Y, Bhattacharyya R, Mc Cormick ME. Use of high strength steel. Elsevier Ocean Engineering. 2001;3:19:353-380.
[10] Narimani M, Hajjari E, Eskandari M, Szpunar JA. Electron backscattered diffraction characterization of S900 HSLA Steel Welded Joints and Evolution of Mechanical Properties. JMEPEG. 2022;31:3985-3997.
[11] Sci SC, Wang WC, Ko DK. Influence of inclusions on mechanical properties in flash butt welding joint of high-strength low-alloy steel. Metals. 2022;12(2):242.
[12] Lambert-Perlade A, Gourges AF, Besson J, Sturel T, Pineau A. Mechanism and modeling of cleavage fracture in simulated heataffected zone microstructures of a high-strength low alloy steel. Metallurgical and materials transactions A. 2004;35:1039.
[13] Shi Y, Han Z. Effect of weld thermal cycle on microstructure and fracture toughness of simulated heat-affected zone for a 800 MPa grade high strength low alloy steel. Journal of materials processing technology. 2008;207:30-39.
[14] Prasad K, Dwivedi DK. Some investigations on microstructure and mechanical properties of submerged arc welded HSLA steel joints. Int J ADV Manuf Technol. 2008;36:475-483.
[15] Di Schino A, Alleva L, Guagnelli M. Microstructure evolution during quenching and tempering of martensite in a medium C steel. Materials Science Forum. 2012;715-716:860-865.
[16] Ouchi C. Development of steel plates by intensive use of TMCP and direct quenching processes. ISIJ International. 2001;41:6:542553.
[17] Spanos G, Fonda RW, Vandermeer RA, Matuszeski A. Microstructural changes in HSLA -100 steel thermally cycled to simulate the heat-affected zone during welding. Metallurgical and Materials Transactions A. 1995; 26:3277-3293.
[18] Di Schino A, Di Nunzio PE. Effect of Nb microalloying on the heat affected zone microstructure of girth welded joints. Materials letters. 2017;186:86.
[19] Lee S, Kim BC, Kwon D. Correlation of microstructure and fracture properties in weld heat-affected zones thermomechanically controlled processed steels. Metallurgical Transactions A. 1992;23:2803-2816.
[20] Stornelli G, Gaggotti M, Gattia DM, Schmidt R, Sgambetterra M, Tselikova A, Zucca G, Di Schino A. Vanadium alloying in S355 structural steel: effect on residual austenite formation in welded joints heat affected zone. Acta Metallurgica Slovaca, in stampa
La Metallurgia Italiana - November/December 2022 pagina 13
Scientific papers - Physical Metallurgy
Vanadium micro-alloying effect on heat affected zone microstructure in welded joints for structural applications
The thermally heat affected zone in the inter-critical temperature range (ICRCGHAZ) appears to be one of the most fragile sections in the welding of high-strength micro-alloy steels (HSLA). Following multiple heating cycles in the temperature range between Ac1 and Ac3, the heat affected zone with coarsened grain undergoes a toughness and fatigue resistance loss, mainly caused by the formation of residual austenite (RA). The presence of micro-alloying elements in HSLA steels promotes variations in the microstructure and in the distribution of some microstructural constituents, more or less beneficial, which allow to improve the mechanical performance of a welded joint. To this aim, to highlight the influence of vanadium on the microstructural variations of a C-Mn steel in the ICRCGHAZ area, the micro-alloyed S355 grade with a V content of 0.1 wt.% was considered. Five double-pass welding thermal cycles were simulated, using a dilatometer, with the maximum temperature of the secondary peak in the inter-critical area, in the range between 720 ° C and 790 ° C. The work reports results related to microstructural evolution with main attention to the formation of RA and consequent influence on the Vickers hardness values.
KEYWORDS: HEAT AFFECTED ZONE, MICRO-ALLOYED STEELS, VANADIUM, MICROSTRUCTURE, MECHANICAL PROPERTIES;
La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 14 Memorie scientifiche - Metallurgia Fisica
TORNA ALL'INDICE >
Un approccio predittivo al design degli acciai da cementazione
R. Valentini, V. Colla, L. Bacchi, E. MorganoViene proposto un nuovo approccio per la progettazione di componenti in acciaio da cementazione per applicazioni automobilistiche realizzati attraverso il processo di carburazione a gas a bassa pressione. Tale approccio si basa sull’identificazione della curva di temprabilità equivalente desiderata per conferire al componente le caratteristiche desiderate e sull’impego di strumenti numerici per associare il profilo di durezza Jominy target completo alla composizione chimica necessaria per realizzarlo. Vengono inoltre impiegati strumenti numerici data-driven anche per la stima dei diagrammi di Continuous Cooling Transformation dell’acciaio considerato. Tali strumenti si rivelano efficaci nel supportare il rispetto dei severi standard di riferimento per l'applicazione considerata. I risultati sono stati validati attraverso indagini metallografiche e profili di temprabilità sperimentale, che mostrano un buon accordo tra simulazione e risultati sperimentali, dimostrando la validità dell'approccio proposto.
INTRODUZIONE
Il processo di cementazione è un trattamento superficiale applicato solitamente ad acciai a basso tenore di carbonio per assicurare una buona tenacità dopo la bonifica e, allo stesso tempo, una elevata resistenza a usura, a fatica e al danneggiamento superficiale [1, 2]. Talvolta vengono aggiunti elementi di lega come Cr-Ni, Cr-Mo o Mn-Cr, per raggiungere una migliore temprabilità e quindi struttura completamente martensitica dopo tempra.
Il processo di cementazione è utile per applicazioni impegnative quali ad esempio ingranaggi per la trasmissione e alberi a camme [3]. Questo processo termomeccanico consiste in due fasi principali: innanzitutto il componente viene scaldato fino ad arrivare in campo austenitico per favorire l’arricchimento di carbonio nella superficie e la sua diffusione verso l’interno (favorita dal gradiente di concentrazione), segue poi il trattamento di tempra e rinvenimento.
La velocità è un punto chiave nella cementazione e l’arricchimento è un processo che richiede tempo, per questo motivo negli anni sono stati fatti alcuni tentativi per ridurre il tempo di processo aumentando la temperatura e al contempo cercando di mantenere sotto controllo la crescita dei grani.
R. Valentini
V. Colla
L. Bacchi
E. Morgano
La Metallurgia Italiana - November/December 2022 pagina 15 Scientific papers - Physical Metallurgy
PAROLE CHIAVE: ACCIAI DA CEMENTAZIONE, RETI NEURALI, MODELLI PREDITTIVI, DIAGRAMMI CCT, PROFILO JOMINY.;
Università di Pisa
Scuola Superiore Sant’Anna, Pisa
Letomec s.r.l., Pisa
SILCO s.r.l.., Rivalta (TO)
Proprio per questo, sono stati sviluppati modelli che riproducessero la distribuzione di carbonio nei pezzi cementati, tenendo in considerazione l’influenza dei precipitati [4], oltre che la chimica del metallo che è fondamentale per raggiungere le proprietà volute. Per esempio i comuni accia per ingranaggeria sono microlegati con alluminio e quindi non sono idonei a processi di carburazione ad alte temperature a causa della eccessiva crescita dei grani [5]. Ad oggi, esistono varie tecniche di cementazione, solida, a bagno di Sali e gassosa. Tra queste, la cementazione gassosa è quella più applicata grazie al notevole controllo di processo e velocità. In questo caso l’atmosfera carburigena consiste in idrocarburi dissociati come propano, metano o acetilene. Un approccio abbastanza innovativo è poi la cementazione in gas a bassa pressione (LPC), che viene appunto eseguita in idrocarburi gassosi a pressione molto bassa e viene seguita poi da una tempra in gas ad alta pressione [6]. La messa a punto dei parametri di processo determina l’evoluzione microstrutturale dell’acciaio, come descritto in alcuni studi recenti [7], si ottiene una buona efficienza eseguendo una serie di piccoli boost. Attualmente il processo LPC assicura caratteristiche meccaniche omogenee, ridotto contenuto di austenite residua, basse deformazioni e assenza di ossidazione superficiale. Oltre a benefici metallurgici poi, si hanno anche vantaggi economici quali una maggiore flessibilità degli impianti, inoltre non serve l’olio di tempra per cui si evitano anche i relativi problemi di smaltimento e pulizia delle superfici con conseguente risparmio sui prodotti per la pulizia. Tutti questi vantaggi consentono una riduzione del costo stimata intorno al 30% in confronto all’approccio standard [8].
I requisiti specifici su componenti cementati, solitamente riguardano la temprabilità e quindi la curva Jominy del materiale (ad esempio in FCA lo standard dedicato a 27MnCr5 [9]).
In letteratura è già stata analizzata la correlazione fra le curve di temprabilità e la microstruttura di una classe di acciai per cementazione [10]. Tuttavia, sia la temprabilità che la microstruttura sono pesantemente influenzate dalla composizione chimica e, in particolar modo, dal contenuto di elementi microleganti. Ecco che, da un punto di vista industriale, la disponibilità di uno strumento di simulazio-
ne pratico per stimare la temprabilità può rendersi molto utile in fase progettazione della chimica di un acciaio per cementazione. Soprattutto se in grado di suggerire la chimica più idonea a raggiungere una certa curva Jominy target. Consentendo un miglioramento della risposta alla domanda del cliente e una riduzione costi.
La letteratura presenta numerosi modelli data-driven per la stima della curva di temprabilità, ad esempio le Reti Neurali Artificiali (ANN) sono state ampiamente utilizzate a partire dagli anni ’90 per prevedere le curve Jominy in funzione della chimica e talvolta anche dei parametri di processo [11-14]. Più recentemente, è stato sviluppato un predittore a struttura gerarchica [15-16], costituito da un insieme di ANN connesse in cascata e ciascuna specializzata nella previsione di un punto della curva, giacche gli input di ciascuna ANN sono le frazioni di alcuni elementi di lega ed alcuni valori di durezza relativi ai punti precedentemente stimati del profilo Jominy. Tale predittore, addestrato e validato su un database di prove Jominy industriali e relative composizioni chimiche, è stato successivamente integrato in un sistema di ottimizzazione della composizione chimica dell’acciaio basato su algoritmi genetici (GA) denominato JoMiner [17]. JoMiner, data una curva Jominy di riferimento, suggerisce la composizione chimica più idonea a ottenere tale profilo. L’ottimizzazione può essere eseguita secondo diversi criteri, che possono includere sia una tolleranza prefissata su ciascun punto sia criteri di costo e/o impatto ambientale degli elementi di lega adottati. Nel presente studio, dedicato alla realizzazione di un ingranaggio soggetto a LPC, è stato fatto un passo avanti nell’utilizzo di strumenti data-driven a supporto della progettazione della chimica dell’acciaio da cementazione, al fine di migliorare la performance del componente aggiornando il materiale e il trattamento. Nel presente studio è stato utilizzato il metodo del Jominy equivalente per determinare la curva Jominy necessaria a migliorare il profilo di durezza del componente reale, inizialmente prodotto in 17NiCrMoS6-4. Tramite JoMiner è stata poi ottimizzata la chimica dell’acciaio LPC, individuando così una composizione idonea a soddisfare i requisiti della applicazione considerata in termini di profilo Jominy. Sfruttando un secondo modello data-driven, anch’esso sviluppato dagli autori [18], sono state estrapo-
La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 16 Memorie scientifiche - Metallurgia Fisica
papers - Physical Metallurgy
late le curve Continuous Cooling Transformation (CCT) dell’acciaio, al fine di definire un ciclo termico adeguato a raggiungere la microstruttura e le proprietà meccaniche volute. Infine, considerando la coerenza fra la chimica predetta dagli strumenti predittivi e le specifiche, è stata realizzata una colata di prova, validando la metodologia con un’analisi metallografica del componente prodotto e valutazione sperimentale del profilo di durezza. Lo studio ha così mostrato che sistemi di simulazione di tipo data-driven, accoppiati con un predittore di curve Jominy ANN, possono effettivamente offrire supporto alla progettazione di acciai da cementazione.
MATERIALI E METODI
Utilizzando il metodo del Jominy equivalente è stato possibile determinare la curva Jominy del materiale in grado
di restituire un certo profilo di durezza nel componente finito, in particolare un ingranaggio per applicazione automotive attualmente realizzato in 17NiCrMoS6-4. L’approccio del Jominy equivalente consiste nel determinare sperimentalmente l’equivalenza fra il profilo di durezza di un componente reale, prodotto secondo determinate condizioni, e la curva Jominy del materiale considerato. Conseguentemente, il profilo di durezza desiderato può essere rapportato a un requisito sulla curva Jominy [19].
Il profilo di durezza del fianco del dente dell’ingranaggio in oggetto, realizzato in 17NiCrMoS6-4, è stato misurato prima del trattamento di cementazione con prova micro-Vickers applicando un carico di 1kg. In figura 1 sono riportati sia il profilo corrente sia il profilo desiderato.
Fig.1 - Profilo di durezza sul fianco del dente dell’ingranaggio realizzato in 17NiCrMoS6-4 (rosso) e i valori desiderati (blu) / Hardness profile on gearbox realized with steel 17NiCrMoS6-4 (red dots) and new requirements (blue dots).

JoMiner è stato utilizzato per stimare la composizione chimica ideale dell’acciaio corrispondente alla curva Jominy desiderata e, successivamente, sono state valutate una serie di chimiche di acciai corrispondenti. L’ottimizzazione è stata quindi eseguita per andare incontro alle specifiche del cliente, utilizzando come vincoli l’errore commesso sui primi 4 punti della curva e il costo degli elementi di lega, evitando quindi elementi come il nichel o il molibdeno. La composizione chimica risultato di questo processo è conforme a un acciaio 27MnCrB5 (figura 2).
Una volta trovata una buona coerenza fra le curve Jominy, è stato ulteriormente affinata la valutazione andando a stimare le proprietà meccaniche e la microstruttura in funzione della velocità di raffreddamento. Per fare questo, le curve CCT sono state calcolate tramite un modello data-driven [17] e basato sull’approccio di Wierszyllowski [20] per la definizione del tempo di inizio trasformazione bainitica e ferritica. Per temperature inferiori viene utilizzato un modello basato sull’equazione di Koistinen and Marburger [20] per determinare la cinetica della trasformazione martensitica. La temperatura di Bainite Start (Bs)
La Metallurgia Italiana - November/December 2022 pagina 17
Scientific
è calcolata sulla base della chimica dell’acciaio tramite equazioni di letteratura, mentre quella di Martensite Start (Ms) si calcola da ulteriore modello di regressione lineare
messo a punto su dati sperimentali. In figura 3 è riportato il diagramma CCT stimato.
Fig.2 - curva Jominy dell’acciaio 27MnCr5 (arancione) e curva desiderata (verde) / Jominy curve of 25MnCr5 steel (orange dots) and new requirements (green dots).


Fig.3 - Diagramma CCT stimato per la colata selezionata / Estimated CCT diagrams for the selected casting.
È stata quindi prodotta una colata di prova di un acciaio al Cr-Mo-B, in particolare il 27MnCrB5. Su tale colata è stata quindi eseguita una prova Jominy sperimentale in accordo alla ASTM A255. La composizione chimica della cola-
ta è riportata in tabella 1, inoltre in figura 4 è riportato il confronto fra il profilo Jominy simulato e i valori ottenuti sperimentalmente.
La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 18 Memorie scientifiche - Metallurgia Fisica
Tab.1 - Composizione chimica della colata sperimentale (contenuti espressi in massa%) / Chemical analysis of the considered casting (contents are expressed in wt%).
C Mn Si P S Cr Ni Mo Cu Al V Nb Ti B
0.25 1.21 0.24 0.012 0.020 0.34 0.06 0.01 0.19 0.024 0.004 0.001 0.05 0.003
Fig.4 - curva Jominy simulata vs curva reale della prova Jominy eseguita sulla colata di prova per acciaio 27MnCr5 / Estimated vs real Jominy curves for the selected casting.

La stessa colata è stata poi utilizzata per la produzione dell’ingranaggio, sul quale è stato poi eseguito il processo di cementazione in bassa pressione e tempra in gas.
Al termine è stato anche eseguito il tipico trattamento di distensione a 180°C. Successivamente, dal componente sono stati prelevati alcuni campioni per l’analisi metallografica e la misura del profilo di durezza, necessari al fine di validare il processo.
RISULTATI
La microstruttura finale è stata valutata sia sulla superficie del fianco del dente sia in profondità, previo attacco metallografico Nital. La figura 5 mostra uno strato cementato interamente martensitico con alcune tracce di austenite residua, mentre l’interno è caratterizzato da martensite mista a bainite.
Il profilo di durezza è stato quindi misurato mediante me-
todo Vickers, applicando un carico di 1kg.il test è stato eseguito sia sul fianco del dente sia nella zona di raccordo alla base del dente. I risultati sono riassunti in figura 6. Assumendo un contenuto di carbonio stimato di circa 0.80-0.85% nello strato cementato, la durezza che si estrapola è pari a circa 850HV [21]. Il contenuto di carbonio è stato poi misurato, risultando pari a 0.83%, la durezza relativa è risultata leggermente inferiore a quanto atteso, compatibilmente con la presenza di tracce di austenite residua. La profondità effettiva di cementazione, corrispondente a 525HV, è stata inoltre misurata ed è risultata corrispondente a 0.55-0.65mm.
Il diagramma CCT è stato conseguentemente simulato anche per lo stato cementato utilizzando la specifica composizione chimica (figura 7).
La Metallurgia Italiana - November/December 2022 pagina 19 Scientific papers - Physical
Metallurgy
Fig.5 - Immagine al microscopio ottico della sezione dell’ingranaggio prodotto post processo di cementazione e relative analisi metallografiche in superficie e a cuore / Microscope image of gear box tooth section after CH with micrographs of the case-hardened surface and of the inner core.
Fig.6 - Profilo di micro durezza Vickers sul fianco del dente (blu) e sul raccordo alla base del dente (rosso) / Hardness profile assessed through micro-Vickers method on tooth flank (blue line) and radius area (red line).


La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 20 Memorie scientifiche - Metallurgia Fisica
Fig.7 - Curve CCT stimate per la composizione chimica dello strato cementato / Estimated CCT diagrams for the chemical composition of the carburized film.

Assumendo un rateo di raffreddamento pari a 12°C/s (rappresentato dalla linea tratteggiata in figura 7), la microstruttura finale restituita dalla simulazione mediante un modello data-driven, include una frazione di austenite residua del 6-8% nella microstruttura finale, con martensite la restante parte. La misura del contenuto di austenite residua è essenziale per garantire un trattamento di pallinatura adeguato e conseguentemente le tensioni residue di compressione. La misura sperimentale è stata eseguita mediante diffrattometria a raggi X.
CONCLUSIONI
Questa memoria propone un approccio innovativo per l’ottimizzazione di processi di cementazione in bassa pressione e per la definizione dei range di composizione chimica in funzione di specifiche da rispettare, basate su proprietà desiderate e/o vincoli economici.
La presente analisi è stata supportata da due strumenti data-driven, il primo per la previsione del profilo Jominy e determinazione della chimica ottimale al raggiungimento di una certa forma target della curva, l’altro per la determinazione dei diagrammi CCT. Il primo strumento ha consentito di identificare gli acciai
al Mn-Cr-B per la specifica applicazione, evitando così elementi costosi quali nichel e molibdeno. Il secondo strumento ha fornito i valori delle caratteristiche meccaniche e la microstruttura dei vari punti del componente di cui sono state estrapolate le velocità di raffreddamento grazie al confronto con la curva Jominy. È stato quindi realizzato un componente reale, in particolare un ingranaggio per applicazioni automotive, il quale è stato analizzato mediante analisi metallografiche e profilo di durezza, evidenziando l’effettiva profondità di cementazione. Il contenuto di austenite residua è molto importante per garantire un adeguato trattamento di pallinatura e ottenere adeguati livelli di tensioni residue di compressione sulla superficie. Ecco che la differenza di durezza nell’area di interesse e nel resto del componente deve essere inferiore ai 50HV. Sia il profilo di durezza sperimentale che le curve CCT stimate con la simulazione, indicano una piccola frazione di austenite residue nello strato cementato, in accordo ai range di accettabilità del controllo qualità del prodotto. La suddetta procedura ha quindi consentito di confermare la bontà della metodologia proposta.
La Metallurgia Italiana - November/December 2022 pagina 21 Scientific papers - Physical Metallurgy
BIBLIOGRAFIA
[1] A. Schmid, M. Kluge, E. Roos, Fatigue strength under vibratory stresses and notch reduction of casehardened steel 25Mocr4 depending on various manufacturing processes for hollow transmission shafts, Steel Research International, 82 (11), pp. 1278-1286 (2011).
[2] Y.-G. Cao, L. Xu, G.-Q. Zhang, J. Shi, M.-Q. Wang, Rolling Contact Fatigue Properties of SAE 8620 Steel after Case Carburizing, Journal of Iron and Steel Research International, 23 (7), pp. 711-716 (2016).
[3] G. Kripak, M. Sharma, R. Kohlmann, B. Clausen, U. Prahl, H.-W. Zoch, W. Bleck, Development of an aluminium-reduced niobiummicroalloyed case hardening steel for heavy gear manufacturing, HTM - Journal of Heat Treatment and Materials, 74 (1), pp. 36-49 (2019).
[4] J. Rudnizki, B. Zeislmair, U. Prahl, W. Bleck, Thermodynamical simulation of carbon profiles and precipitation evolution during high temperature case hardening, Steel Research International, 81 (6), pp. 472-476 (2010).
[5] Y.-H. Yang, M.-Q. Wang, J.-C. Chen, H. Dong, Microstructure and mechanical properties of gear steels after high temperature carburization, Journal of Iron and Steel Research International, 20 (12), pp. 140-145. (2013).
[6] M. Dahlström, M. Larsson, Y. Giraud, High performance PM components heat treated by low pressure carburizing and gas quenching, Int. Powder Metallurgy Congress and Exhibition, Euro PM (2013).
[7] O.B. Tapar, M. Steinbacher, J. Gibmeier, J. Epp, Investigation of the Effects of Low-Pressure Carburizing Process Parameters on Microstructural Evolution by Means of In Situ Synchrotron X-Ray Diffraction, Advanced Engineering Materials (2021).
[8] G. Hiller, Advantages of low-pressure carburising and high-pressure gas quenching technology in manufacturing, Int. Heat Treat. Surf. Eng., 8(1) 35-41 (2014).
[9] Fiat Group Automobiles standard 52414. Acciai da Cementazione Acciai al Manganese – Cromo (2010).
[10] S.R. Elmi Hosseini, H. Khosravi, R. Sohrabi, Z. Hosseini, E. Zohour Karimi, M. Makarem, Correlation between hardenability curves and microstructure of a cementation steel carburized in the presence of na2co3 as an energizer material, ISIJ International, 53 (12), pp. 2213-2217 (2013).
[11] B. Chan, M. Bibby, N. Holtz, Predicting HAZ hardness with artificial neural networks. Can. Metall. Quart. 34(4) 353-356 (1995).
[12] W.G. Vermeulen, P.J. Van Der Wolk, A.P. De Weijer, S. Van Der Zwaag, Prediction of jominy hardness profiles of steels using artificial neural networks. J. Mater. Eng. Perform. 5(1): 57-63 (1996).
[13] L.A. Dobrzański, W. Sitek, Modelling of hardenability using neural networks. J. Mater. Process. Tech., 92-93, pp 8-14 (1999).
[14] V. Colla, L.M. Reyneri, M. Sgarbi, Neuro-wavelet parametric characterization of Jominy profiles of steels. Integr. Comput.-Aid.E. 7(3), pp 217-228 (2000).
[15] S. Cateni, V. Colla, M. Vannucci, M. Vannocci, Prediction of steel hardenability and related reliability through neural networks. IASTED International Conference on Artificial Intelligence and Applications, AIA, 169-174 (2013).
[16] V. Colla, M. Vannucci, L. Bacchi, R. Valentini, Neural networks-based prediction of hardenability of high-performance carburizing steels for automotive applications, Metall. Ital., 112(1), 47-53 (2020).
[17] M. Vannucci, V. Colla, Automatic steel grades design for Jominy profile achievement through neural networks and genetic algorithms, Neural Computing and Applications 13(23), 16451-16470 (2021).
[18] V. Colla, M. Desanctis, A. Dimatteo, G. Lovicu, R. Valentini, Prediction of continuous cooling transformation diagrams for dual-phase steels from the intercritical region, Metall. Mater. Trans. A., 42(9) 2781-2793 (2011).
[19] R.C: Sharma, Principles of heat treatment of steels, pp 202 (1996).
[20] I.A. Wierszyllowski The effect of the thermal path to reach isothermal temperature on transformation kinetics. Metall. Mater. Trans. A. 22A, 993-999 (1991).
[21] Hardness and Hardenability of Steels, ASM Handbook (2013).
La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 22
Memorie scientifiche - Metallurgia Fisica
A predictive approach to case hardening steel design
A novel approach for case hardening steel design in automotive application is proposed. Such approach is based on the identification of the desired equivalent hardenability curve to provide the component with the desired characteristics and on the use of numerical tools to associate the complete Jominy target hardness profile to the required chemical composition. Moreover, data-driven numerical tools are applied to estimate Continuous Cooling Transformation diagrams of this steel. These tools are effective in supporting compliance with the strict reference standards for the considered application. The results were validated through metallographic investigations and experimental hardenability profiles, which show a good agreement between simulation and experimental results, demonstrating the validity of the proposed approach
La Metallurgia Italiana - November/December 2022 pagina 23 Scientific papers - Physical Metallurgy
CASE HARDENING STEELS, NEURAL NETWORKS, MATERIAL PROPERTIES PREDICTION, CONTINUOUS COOLING TRANSFORMATION DIAGRAMS, JOMINY PROFILE;
KEYWORDS:
TORNA ALL'INDICE >
Produzione di radionuclidi per la medicina: tecnica Spark Plasma Sintering per realizzare bersagli solidi per ciclotrone
S. Cisternino, G. Sciacca, M. El Idrissi, U. Anselmi-Tamburini, S. Bortolussi, C. Gennari, I. Calliari, J. Esposito
La tecnica Spark Plasma Sintering (SPS) (o Field Assisted Sintering Technique (FAST) o Pulsed Electric Current Sintering (PECS)) è una tecnica versatile utilizzata in diversi campi. Nell'ambito del progetto LARAMED (LAboratorio di RAdionuclidi per la MEDicina) presso i Laboratori Nazionali di Legnaro dell’INFN (Istituto Nazionale di Fisica Nucleare), è stata utilizzata per la prima volta per la realizzazione di bersagli per la produzione, tramite ciclotrone, di radionuclidi medicali destinati allo sviluppo di nuovi radiofarmaci per la medicina nucleare. In questo lavoro sono riportati i primi studi di fattibilità eseguiti con diversi materiali (Cr, Y, Au, Nb, ZnO) realizzati mediante l’uso di un nuovo prototipo di macchina SPS, appositamente progettata in collaborazione con l'Università di Pavia. Sono state effettuate analisi microstrutturali all’ interfaccia volte a valutare il processo di produzione e le caratteristiche dei bersagli realizzati, in collaborazione con il gruppo di metallurgia dell'Università di Padova.
INTRODUZIONE
La medicina nucleare è una branca della medicina che utilizza radiofarmaci per eseguire diagnosi e/o trattamenti di alcuni tipi di malattie come tumori, malattie neurologiche, cardiache, ecc. I radiofarmaci sono farmaci contenenti radionuclidi (atomi radioattivi), i quali vengono prodotti principalmente irraggiando specifici bersagli con ciclotroni.
Negli ultimi anni, il crescente interesse per nuovi radionuclidi teranostici indirizzati verso una medicina personalizzata, ha portato la comunità scientifica a sviluppare nuove tecnologie per la loro fornitura e consentire così di condurre ricerche pre-cliniche e cliniche. Tuttavia, il loro attuale limite risiede nella mancanza di una tecnologia adeguata alla realizzazione di un bersaglio solido per la loro produzione. In questo contesto, la scienza e l’ingegneria dei materiali e la metallurgia sono di cruciale importanza per raggiungere tale obiettivo. Un approccio multidisciplinare in questo campo è comunque fondamentale perché gli aspetti tecnici relativi alla progettazione e realizzazione di un bersaglio hanno un impatto diretto sulla quantità e
S. Cisternino
Istituto Nazionale di Fisica Nucleare, Laboratori Nazionali di Legnaro e Università degli studi di Padova
G. Sciacca
Istituto Nazionale di Fisica Nucleare, Laboratori Nazionali di Legnaro e Università degli studi di Padova
M. El Idrissi
Istituto Nazionale di Fisica Nucleare, Laboratori Nazionali di Legnaro
U. Anselmi-Tamburini
Università di Pavia
V. Vercesi
Istituto Nazionale di Fisica Nucleare, Sezione di Pavia
S. Bortolussi
Istituto Nazionale di Fisica Nucleare, Sezione di Pavia e Università di Pavia
C. Gennari
Università degli studi di Padova
I. Calliari
Università degli studi di Padova
J. Esposito
Istituto Nazionale di Fisica Nucleare, Laboratori Nazionali di Legnaro
La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 24 Memorie scientifiche - Metallurgia Fisica
PAROLE CHIAVE: PRODUZIONE DI RADIONUCLIDI, BERSAGLI SOLIDI PER CICLOTRONE, MEDICINA NUCLEARE;
qualità del prodotto finale. In figura 1 sono rappresentati i principali step volti alla produzione di un radiofarmaco. In generale, un bersaglio è costituito dal materiale da irraggiare depositato su un materiale di supporto. Il bersaglio deve soddisfare stringenti requisiti essenzialmente dettati dalla fisica nucleare, dalle condizioni di irraggiamento e dallo step di dissoluzione radiochimica per l’estrazione del radionuclide di interesse. Il materiale bersaglio e il suo spessore sono definiti dalla reazione nucleare scelta per una produzione più efficiente del radionuclide di interesse; molto spesso è isotopicamente arricchito e quindi molto costoso, fornito sottoforma di polvere metallica o ossido. Il materiale di supporto deve essere opportunamente selezionato in base alle sue caratteristiche termo-meccaniche (per resistere alle potenze termiche depositate sul bersaglio durante l’irraggiamento) e di inerzia chimica (per evitare contaminazioni nel prodotto finale dovute al processo di dissoluzione). Di conseguenza, la scelta della tecnica di produzione del bersaglio è di grande importanza perché dipende dai tipi di materiali in gioco e deve garantire elevata uniformità di spessore e minima introduzione di impurezze. Inoltre, per avere una produzione economicamente sostenibile, la perdita del materiale di partenza durante il processo di realizzazione del bersaglio deve essere trascurabile in modo da preservare l’eventuale costoso materiale isotopicamente arricchito (bassa % di abbondanza in natura).
Esistono diverse tecniche di produzione di bersagli solidi
per ciclotroni (elettrodeposizione, laminazione, pressatura, ecc.) ognuna delle quali ha peculiarità utili per specifici materiali (1). Tuttavia, per la produzione di radionuclidi emergenti è necessario l’impiego di tecnologie innovative in questo ambito perché sono necessari materiali bersaglio difficili da lavorare con tecniche standard. L’obiettivo è riuscire a produrre una quantità sufficiente di radionuclide al fine di effettuare test pre-clinici e clinici con nuovi radiofarmaci sperimentali e, per questo, occorre che il bersaglio sia in grado di resistere ad elevati apporti termici (prodotto corrente per energia del fascio di particelle).
Il progetto LARAMED (Laboratorio di Radionuclidi per la MEDicina) ai Laboratori Nazionali di Legnaro dell’INFN ha l’obiettivo di costruire un’infrastruttura costituita da diversi laboratori dedicati ad ogni step della catena di produzione di un radiofarmaco mediante attivazione diretta di un bersaglio tramite ciclotrone. Presso i LNL, è stato recentemente installato un potente ciclotrone che sarà utilizzato sia per ricerche in fisica nucleare sia per lo sviluppo di nuovi radionuclidi per la medicina. La nuova facility è in fase di completamento, tuttavia, grazie alla vasta rete di collaborazioni nazionali ed internazionali, il gruppo LARAMED ha già iniziato a studiare e sviluppare le tecnologie necessarie per la produzione di alcuni radionuclidi standard e innovativi (2). Questo lavoro si focalizza sul primo anello della catena, ossia la produzione del bersaglio con una tecnica mai utilizzata in questo campo, la tecnica Spark Plasma Sintering.

La Metallurgia Italiana - November/December 2022 pagina 25
Scientific papers - Physical Metallurgy
Fig.1 - Step di produzione di un radiofarmaco da ciclotrone. / Steps for the cyclotron production of radiopharmaceutical.
LA TECNICA SPARK PLASMA SINTERING PER LA MEDICINA NUCLEARE
La tecnica Spark Plasma Sintering (SPS) (o Field Assisted Sintering Technique (FAST) o Pulsed Electric Current Sintering (PECS)) si differenzia dalle convenzionali tecniche di sinterizzazione. Il processo avviene in vuoto e l’oggetto viene sinterizzato applicando simultaneamente un carico uniassiale (dai 5 ai 100 MPa) e una corrente elettrica (103 104 A, bassa tensione 5-10 V). Il risultato è il consolidamento di polveri (metalliche e non) in modo molto rapido, inoltre, è possibile fare aderire diversi materiali senza utilizzare materiali filler aggiuntivi (3,4). Solitamente si usano stampi in grafite ad alta densità ma può essere usato anche SiC per arrivare a carichi fino a 1 GPa. Le basse temperature di sinterizzazione e heating rate fino a 1000 °C/min garantiscono brevissimi tempi di sinterizzazione rispetto alle tecniche tradizionali (minuti invece che ore). Questa tecnica risulta dunque molto vantaggiosa per la realizzazione di bersagli per la produzione di radionuclidi medicali nel caso in cui i materiali di partenza siano difficili da lavorare con le tecniche tradizionali e/o quando

sia necessario usare materiali isotopicamente arricchiti. In questi casi, infatti, il materiale viene di solito fornito sottoforma di polvere (metallica o ossidi), ed essendo molto costoso, è auspicabile che la perdita del materiale di partenza durante il processo di preparazione sia trascurabile. Con la tecnica SPS è possibile utilizzare l’esatta quantità di materiale necessario per la preparazione di un bersaglio. Nell’ambito del progetto LARAMED, e in collaborazione con l’Università di Pavia e la sezione INFN di Pavia, è stata progettata e realizzata una macchina ad hoc, versatile e di facile utilizzo, al fine di utilizzarla per la preparazione di bersagli per la medicina nucleare a scopo di ricerca. I vari componenti sono stati progettati per garantire la massima flessibilità per studi con diversi materiali e dimensioni dei bersagli. La camera da vuoto e gli elettrodi punzonati sono raffreddati ad acqua, il generatore fornisce una corrente elettrica alternata e il carico viene impresso mediante l’uso di un pistone idraulico verticale monoassiale. La temperatura del campione viene misurata con una termocoppia inserita nel pistone inferiore di grafite. In Figura 2 è rappresentata la macchina TT_Sinter.
Fig.2 - Sinistra: rappresentazione schematica della macchina TT_Sinter. Destra: foto dell’apparato. / Left: schematic representation of TT_Sinter machine. Right: picture of the apparatus.
REALIZZAZIONE DI DIVERSI BERSAGLI E CARATTERIZZAZIONE
Bersagli di Y. Per la produzione del radionuclide 89Zr (5) il materiale di partenza è l’Ittrio (Y), che, essendo monoisotopico è facilmente reperibile in forma di fogli dello spes-
sore desiderato. In questo caso, il materiale di supporto selezionato è il Niobio (Nb) perché è chimicamente inerte nella soluzione usata per sciogliere il materiale bersaglio dopo l’irraggiamento (HCl 2 M a temperatura ambiente). Per realizzare l’adesione del disco di Y (12 mm di diame-

La
pagina 26
scientifiche -
Fisica
Metallurgia Italiana - Novembre/Dicembre 2022
Memorie
Metallurgia
papers - Physical Metallurgy
tro e 150 µ m di spessore) sul disco di Niobio (diametro 24 mm e spessore 1 mm) è stato utilizzato uno stampo in grafite ad alta densità opportunamente lavorato in modo che il disco di Y sia coassiale al disco di Nb. Il mantenimento a 700 °C per 3 minuti (heating rate 200 °C/min) alla pressione di 11 MPa consente di ottenere una buona adesione dei due materiali che hanno temperature di fusione diverse tra loro (Tm Nb = 2469 °C, Tm Y = 1526 °C). L’analisi microstrutturale dell’ interfaccia, riportata in Fig. 3 (destra), conferma l’adesione e l’immiscibilità dei due metalli come previsto dal diagramma di fase (6). La banda più scu-
ra è probabilmente dovuta allo stress residuo del foglio di Y dopo l’adesione sul Nb, infatti, dalle analisi EDS, la composizione del foglio di Y risulta uguale sia nella zona più chiara sia in quella più scura. I puntini bianchi corrispondono al Ta perché la purezza del foglio di Y era pari al 99%, invece quelli più scuri sono dovuti alla preparazione del campione.
Diversi bersagli di Y sono stati utilizzati con successo per produrre il radionuclide 89Zr e ottenere il radiofarmaco desiderato come riportato in una recente pubblicazione (5).
Fig.3 - Sinistra: foto del bersaglio di Y (foglio di Y adeso su disco di Nb). Destra: immagine al SEM della zona all’ interfaccia. / Left: picture of the Y target (Y foil adhered to Nb disk). Right: metallurgical interface analysis.


Bersagli di Cr. Per la produzione del radionuclide 52Mn, utile per imaging diagnostico multimodale, si utilizza la reazione nucleare 52Cr(p,n)52Mn ad energia del fascio di particelle <16 MeV (7). Quindi, in questo caso, è necessario utilizzare il cromo metallico come materiale di partenza. In particolare, al fine di evitare la co-produzione di contaminanti che influenzano la marcatura del radionuclide con il radiofarmaco, è preferibile utilizzare 52Cr isotopicamente arricchito dell’isotopo 52. In natura, la sua abbondanza isotopica è 83.789% ed è relativamente costoso. È quindi importante utilizzare una tecnica di produzione del bersaglio che eviti la perdita del materiale durante il processo. Per questo motivo è stata usata la tecnica SPS che, inoltre, permette la sinterizzazione di metalli che presentano alte temperature di fusione. In questo lavoro è stata utilizzata polvere di 52Cr con arricchimento isotopico pari al 98.859% per la realizzazione del bersaglio finale utilizzato per la produzione del primo batch di 52Mn a scopo di ricer-
ca, nell’ambito del progetto METRICS dell’INFN. L’ottimizzazione dei parametri del processo SPS è stata realizzata utilizzando polvere di Cr naturale perché più economico. L’obiettivo era quello di ottenere un bersaglio di Cr composto da un pellet di Cr di 10 mm di diametro e 400 µ m di spessore (per sfruttare il range di energia del fascio in cui si ha la massima produzione di 52Mn) adeso su un materiale di supporto chimicamente inerte in HCl 8 M a 70 °C, la soluzione utilizzata per dissolvere il Cr dopo l’irraggiamento.
La realizzazione del bersaglio è avvenuta in 2 passaggi: preparazione del pellet di Cr a partire da polvere metallica (mesh -325) e adesione del pellet al materiale di supporto. Per il materiale di supporto è stato utilizzato inizialmente un disco di Niobio (spessore 1 mm, diametro 23.5 mm) e nella configurazione finale è stato inserito un sottile strato di oro (spessore 25 µ m e diametro 20 mm) in modo da rendere chimicamente inerte la superficie in contatto con
La Metallurgia Italiana - November/December 2022 pagina 27
Scientific
la soluzione usata per la dissoluzione (8). In Fig. 4 è possibile vedere i due tipi di bersagli realizzati e le rispettive analisi di interfaccia metallurgica effettuate sui bersagli di cromo naturale in collaborazione con il gruppo di metallurgia dell’Università di Padova. Come si può notare dalle immagini SEM i diversi materiali sono ben adesi tra loro. Grazie alla rugosità del pellet di Cr (densità circa 65%) l’adesione su Nb e su Au avviene per via meccanica. Bisogna però sottolineare che l’adesione tra il Cr e il Nb è più debole rispetto al Cr-Au e Au-Nb a causa della simile durezza dei due materiali che impedisce una sufficiente deformazione e compenetrazione tra le asperità. Infatti, durante il taglio per la preparazione di un campione per l’analisi di interfaccia, in una metà del bersaglio il pellet di Cr si è staccato dal disco di Nb e si è analizzata l’altra metà integra.
Nonostante ciò, tutti i tipi di bersagli hanno resistito alla massima corrente (50 µ A e 16 MeV di energia) di irraggiamento fornita dal ciclotrone medicale presso il dipartimento di Ciclotrone e Radiofarmacia dell’Ospedale “Sacro Cuore Don Calabria” di Negrar (VR). Infatti, dopo l’irraggiamento i bersagli erano integri e pronti per il successivo step di dissoluzione radiochimica (9). Questo dimostra che la densità del pellet di Cr e l’adesione con i diversi materiali di supporto, insieme al sistema di raffreddamento tipico di un ciclotrone ospedaliero (flusso di elio nella parte frontale a contatto con il materiale bersaglio, Cr, e acqua nella parte posteriore a contatto con il Nb) garantiscono un efficiente smaltimento della potenza termica generata durante l’irraggiamento con protoni in quelle condizioni.
Fig.4 -A sinistra: foto dei bersagli di Cr-Nb e Cr-Au-Nb. A destra: Immagine al SEM della zona di interfaccia. /
Left: pictures of Cr-Nb and Cr-Au-Nb targets. Right: metallurgical interface analysis.




La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 28
scientifiche -
Memorie
Metallurgia Fisica
Bersagli di ZnO. Il radionuclide 67Cu presenta delle caratteristiche fisico-chimiche ideali per la cosiddetta teranostica, cioè l’utilizzo di uno stesso radiofarmaco per fare sia diagnosi sia terapia, aprendo la strada verso una terapia personalizzata su ogni paziente (10). Il problema principale è l’approvvigionamento del 67Cu in quantità sufficienti per la ricerca in clinica. Il gruppo LARAMED ha già investigato dal punto di vista della fisica nucleare la via di produzione tramite irraggiamento con protoni di un bersaglio di Zn-68 e Zn-70 per sfruttare il ciclotrone installato a Legnaro (11). Lo studio del metodo più adeguato alla preparazione del bersaglio è in corso. I primi pellet di ZnO
con densità pari al 99% sono stati realizzati con tecnica SPS a partire da polvere di dimensioni minori di 10 µ m. Per ottenere un miglior consolidamento della polvere è stata raggiunta la temperatura di 850 °C, mantenuta per 5 minuti, con una velocità di riscaldamento pari a 200 °C/ min fino ai 600 °C e 10 °C/min per gli ultimi 250 °C. La velocità di raffreddamento è stata impostata a 20°C/min fino ai 300 °C. Come si può vedere dalla foto mostrata in Fig. 5 il pellet di ZnO (spessore circa 500 µ m) è traslucente e dall’immagine SEM della sezione è possibile notare che la dimensione dei grani è di circa 5 µ m (12)
Fig.5 -Sinistra: foto del pellet di ZnO. Destra: Immagine SEM della sezione del pellet. / Left: picture of the ZnO pellet. Right: SEM image of the pellet cross-section.


CONCLUSIONI E PROSPETTIVE FUTURE
La tecnica SPS è una tecnologia usata in diversi campi di interesse industriali e risulta dunque molto promettente per la ricerca e sviluppo di bersagli adeguati a produrre radionuclidi per scopi medicali, come dimostrato dai primi risultati riportati in questo lavoro. La conoscenza della metallurgia e dell’ingegneria dei materiali è sicuramente fondamentale per scegliere i parametri ottimali per gli specifici scopi.
Lo studio dei bersagli di ZnO è uno degli obiettivi principali del progetto LARAMED, che mira alla produzione del 67Cu. I LNL con il centro ARRONAX (Nantes, Francia) potrebbero, in futuro, diventare i primi fornitori europei di
questo radionuclide teranostico. Inoltre, grazie alla versatilità e i vantaggi della tecnica, si inizierà a ottimizzare la sinterizzazione del 155Gd2O3 da utilizzare come bersaglio per la produzione del 155Tb, uno dei radioisotopi del terbio molto promettente per scopi diagnostici (13).
La Metallurgia Italiana - November/December 2022 pagina 29 Scientific
papers - Physical Metallurgy
BIBLIOGRAFIA
[1] Stolarz A. Target preparation for research with charged projectiles. Journal of Radioanalytical and Nuclear Chemistry. 2014;299(2):913–31.
[2] Esposito J, Bettoni D, Boschi A, Calderolla M, Cisternino S, Fiorentini G, et al. LARAMED: a LAboratory for RAdioisotopes of MEDical interest. Molecules. 2018;
[3] Anselmi-Tamburini U, Gennari S, Garay JE, Munir ZA. Fundamental investigations on the spark plasma sintering/synthesis process. Materials Science and Engineering: A. 2005 Mar;394(1–2):139–48.
[4] Hu ZY, Zhang ZH, Cheng XW, Wang FC, Zhang YF, Li SL. A review of multi-physical fields induced phenomena and effects in spark plasma sintering: Fundamentals and applications. Materials & Design. 2020 Jun 1;191:108662.
[5] Cisternino S, Cazzola E, Skliarova H, Amico J, Malachini M, Gorgoni G, et al. Target manufacturing by Spark Plasma Sintering for efficient 89Zr production. Nuclear Medicine and Biology. 2022 Jan 1;104–105:38–46.
[6] Mattern N, Zinkevich M, Löser W, Behr G, Acker J. Experimental and Thermodynamic Assessment of the Nb-Ni-Y System. J Phs Eqil and Diff. 2008 Apr;29(2):141–55.
[7] El Sayed R, Massicano A, Queern S, Loveless C, Lapi S. Manganese-52 production cross-section measurements via irradiation of natural chromium targets up to 20 MeV. Applied Radiation and Isotopes. 2019 Mar 1;147.
[8] Sciacca G, Martini P, Cisternino S, Mou L, Amico J, Esposito J, et al. A Universal Cassette-Based System for the Dissolution of Solid Targets. Molecules. 2021 Jan;26(20):6255.
[9] Martini P, Cisternino S, Sciacca G, Mou L, Boschi A, Cazzola E, et al. P-219 - Cyclotron-production of Mn-52: an update on the METRICS project. Nuclear Medicine and Biology. 2022 May 1;108–109:S169–70.
[10] Mou L, Martini P, Pupillo G, Cieszykowska I, Cutler CS, Mikołajczak R. 67Cu Production Capabilities: A Mini Review. Molecules. 2022 Feb 23;27(5):1501.
[11] Mou L, Pupillo G, Martini P, Pasquali M. A METHOD AND A TARGET FOR THE PRODUCTION OF 67CU. [Internet]. WO/2019/220224, 2019 [cited 2019 Nov 29]. p. Patent WO/2019/220224. Available from: https://patentscope.wipo.int/search/en/detail. jsf?docId=WO2019220224&tab=PCTBIBLIO&_cid=P12-K3K9C7-25184-1
[12] Lin D, Fan L, Shi Y, Xie J, Lei F, Ren D. Elaboration of translucent ZnO ceramics by spark plasma sintering under low temperature. Optical Materials. 2017 Sep;71:151–6.
[13] Favaretto C, Talip Z, Borgna F, Grundler PV, Dellepiane G, Sommerhalder A, et al. Cyclotron production and radiochemical purification of terbium-155 for SPECT imaging. EJNMMI radiopharm chem. 2021 Dec;6(1):37.
Production of Medical Radionuclides: Spark Plasma Sintering Technique for Cyclotron Solid Target Manufacturing
The Spark Plasma Sintering Technique (SPS) (or Field Assisted Sintering Technique (FAST) or Pulsed Electric Current Sintering (PECS)) is a versatile technique used in different application fields due to its advantages. In the framework of the LARAMED project at Legnaro National Laboratories of INFN (National Institute for Nuclear Physics) it was used, for the first time, for manufacturing cyclotron targets for the production of medical radionuclides aimed at the development of novel radiopharmaceutical for nuclear medicine. In this work, the first feasibility studies performed with different materials (Cr, Y, Au, Nb, ZnO) realized by using a new prototype SPS machine appropriately designed for this purpose, in collaboration with the University of Pavia, are presented. The microstructural interface investigations, aimed at evaluating the manufacturing process capabilities and properties of the obtained targets, were performed in collaboration with the metallurgy group of the University of Padova.
KEYWORDS: RADIONUCLIDE PRODUCTION, CYCLOTRON SOLID TARGETS, NUCLEAR MEDICINE; TORNA ALL'INDICE >
La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 30 Memorie scientifiche - Metallurgia Fisica
Studio della struttura e della distribuzione degli elementi nella lega eutettica PbBi allo stato liquido
A. VaroneLa struttura e l’omogeneità chimica della lega eutettica PbBi allo stato liquido nell’intervallo di temperatura 125-720 °C sono state studiate mediante diffrazione dei raggi X ad alta temperatura (HT-XRD), spettroscopia di fotoemissione con raggi X (XPS) e microscopia a scansione di fotoemissione (SPEM). Si è osservato che l’ordine a breve raggio del fuso evolve progressivamente da una configurazione di tipo cubo-ottaedrica a una di tipo icosaedrica all’ aumentare della temperatura.
La variazione dell’ordine a breve raggio è accompagnata da una progressiva omogeneizzazione della distribuzione degli elementi di lega che inizialmente ha luogo su scala micrometrica per arrivare infine ad una su scala atomica. Le trasformazioni di struttura e distribuzione evidenziate da questo studio spiegano anomalie della conducibilità elettrica e del modulo elastico riportate precedentemente in letteratura.
INTRODUZIONE
Molte proprietà fisiche dei metalli liquidi dipendono dalla loro struttura. La sua conoscenza è pertanto di fondamentale importanza per la comprensione di una grande varietà di comportamenti osservati nei metalli liquidi, oltre che per controllare le strutture di solidificazione, di fondamentale importanza per i fini applicativi. Ad esempio, possibili cambiamenti strutturali del liquido possono influenzare l’interazione di quest’ultimo con i materiali con cui entra in contatto. Altri esempi riguardano la possibilità di ottenere vetri metallici massivi in sistemi, come Nb-Y, dove le due fasi liquide possono essere congelate in due fasi metalliche mediante rapido raffreddamento [1]. I risultati sperimentali confermano la stretta relazione tra la struttura vetrosa e il corrispondente liquido. Oppure la possibilità di realizzare leghe di Al contenenti dispersoidi di Pb di dimensioni nanometriche mediante solidificazione rapida che presentano un miglior comportamento ad usura se confrontati con le loro controparti con grano di taglia maggiore [2].
In passato sono stati fatti diversi tentativi per descrivere i liquidi come cristalli disordinati oppure gas molto densi, con risultati controversi. Una scoperta di grande importanza sull’ ordine a breve raggio nei metalli liquidi la si
La Metallurgia Italiana - November/December 2022 pagina 31 Scientific papers - Physical Metallurgy
PAROLE CHIAVE: LEGA EUTETTICA PB-BI LIQUIDA, OMOGENEITÀ CHIMICA, ORDINE A BREVE RAGGIO, HT-XRD; XPS; SPEM.;
Alessandra Varone
Dipartimento di Ingegneria Industriale, Università di Roma “Tor Vergata” - Via del Politecnico, 1, 00133 Romaalessandra.varone@uniroma2.it
deve a Reichert et al. [3], che hanno osservato una simmetria a base cinque nel Pb fuso mediante esperimenti con la radiazione X evanescente. Questo è stato un importante passo avanti nella comprensione della struttura dei liquidi, tuttavia molto resta ancora da fare. Di particolare interesse scientifico e applicativo sono i seguenti temi: (i) una possibile correlazione strutturale tra solido e liquido durante la solidificazione; (ii) le transizioni di fase liquido-liquido in metalli puri e leghe e (iii) l’omogeneità della distribuzione degli elementi di lega.
Per quanto riguarda il primo punto, il gruppo di metallurgia di Roma “Tor Vergata”, studiando mediante diffrattometria X ad alta temperatura (HT-XRD) la solidificazione di leghe bassofondenti In-Sn di varia composizione, ha dimostrato che esiste una stretta correlazione tra la struttura del solido e quella liquido da cui esso si forma [4-5]. Più in particolare, durante il raffreddamento la struttura del fuso subisce una trasformazione in prossimità del liquidus per cui si osservano aggregati atomici, che prefigurano le fasi solide che si verranno poi a formare. Transizioni di fase liquido-liquido sono state osservate sia in fusi ad un solo componente [6-10] che in leghe binarie [11-14]. Tali transizioni si verificano centinaia di gradi al di sopra della curva di liquidus e sono spesso associate ad anomalie delle proprietà del liquido come quelle osservate nella conduttività elettrica da Plevachuk et al. [15] e Li et al. [16]. Queste trasformazioni di fase sono state anche discusse sulla base del concetto di micro-eterogeneità [17]. Esperimenti di diffrazione dei raggi X ad alta temperatura (HT-XRD) hanno mostrato la presenza nel liquido di domini arricchiti dei diversi elementi di lega in sistemi eutettici e monotettici. A tal proposito, un gran numero di esempi conferma l'importanza di possibili trattamenti termici dei liquidi al fine di migliorare la struttura e le proprietà fisiche di numerose leghe. Tanto maggiore è la velocità di raffreddamento durante la solidificazione tanto più la struttura del fuso influenza quella del solido. Questo lavoro focalizza l’attenzione sull’omogeneità della distribuzione degli elementi di lega e sulla relazione tra omogeneità chimica e struttura del liquido. La lega esaminata è stata l’eutettico Pb-Bi ma i risultati che vengono presentati hanno un valore più generale. La scelta del materiale è dovuta fondamentalmente a due fattori: (i) essendo una lega liquida di interesse per applicazioni
nei reattori nucleari [18] esiste una vasta quantità di dati sulle sue caratteristiche e proprietà, (ii) la temperatura eutettica relativamente bassa (~125 °C) rende più agevoli le misure sperimentali. La struttura della lega è stata studiata mediante misure HT-XRD mentre la distribuzione degli elementi di lega ed eventuali fenomeni di clustering nel liquido sono stati esaminati con misure di spettroscopia di fotoemissione ai raggi X (XPS) e di microscopia a scansione di fotoemissione (SPEM) condotte presso la beamline del sincrotrone di ELETTRA (Trieste).
MATERIALI E METODI
Il materiale esaminato è la lega Pb-Bi con composizione eutettica (Pb 44.1-Bi 55.9 at %) ottenuta a partire da metalli ad alta purezza: 99.999% Pb and 99.9999% Bi (Goodfellow Cambridge Ltd, Huntingdon, UK).
La lega è stata studiata nello stato liquido mediante esperimenti di HT-XRD condotti in atmosfera di gas inerte utilizzando una camera (ANTON PAAR HT-16) dotata di un porta-campioni per metalli liquidi. La temperatura è stata controllata mediante l’impiego di una termocoppia a diretto contatto con il liquido ed è stata mantenuta costante (± 0,1 °C) durante ciascuna misura. Le figure di diffrazione sono state registrate utilizzando la radiazione Mo-Kα (λ= 0,07093 nm), nell'intervallo angolare 2θ= 5-55° con passi angolari 2θ di 0.05° e tempo di conteggio per passo di 5 s. I test sono stati effettuati in un ampio intervallo di temperatura, da 125 °C (temperatura eutettica Te) a 720 °C, e dagli spettri di diffrazione si è calcolata la funzione di distribuzione radiale (RDF), mediante la procedura descritta in [19]. La RDF fornisce informazioni sull’ordine a breve raggio del liquido.
Le misure XPS e SPEM sono state condotte su campioni solidi temprati ad alta velocità da alta temperatura in fase liquida.
Il metallo è stato preliminarmente fuso all'interno di un contenitore a parete sottile di acciaio AISI 316L chiuso ad un'estremità e sigillato anche dall’altra dopo solidificazione della lega.
Successivamente, il porta-campioni è stato sospeso in un forno tubolare verticale, riscaldato alla temperatura selezionata, mantenuto in temperatura per 30 minuti e infine temprato in acqua. La temperatura della lega è stata monitorata tramite una termocoppia inserita nel campione. La
La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 32
scientifiche -
Fisica
Memorie
Metallurgia
procedura è stata ripetuta per diverse temperature nell’intervallo compreso tra 125 °C e 720 °C. Nelle condizioni utilizzate sperimentalmente, le misure XPS e SPEM effettuate sulla superficie dei campioni temprati da diverse temperature descrivono la distribuzione micro-chimica degli elementi nelle lega che rappresenta in modo fedele lo stato del liquido alla temperatura da cui è stata eseguita la tempra. Questo aspetto verrà discusso in maggior dettaglio nella sezione successiva.
Le misure XPS sono state realizzate mediante lo spettrometro ESCALAB 250Xi (Thermo Fisher Scientific, UK) equipaggiato con una sorgente monocromatizzata Al Kα e con un sistema di 6-channeltron per la spettroscopia in fotoemissione.
Le misure XPS con alta risoluzione laterale e le mappe chimiche sono state eseguite mediante l’apparecchio SPEM, posto sulla beamline del sincrotrone di ELETTRA (Trieste). Il fascio monocromatico di raggi X dalla sorgente di sincrotrone è focalizzato sul campione con un diametro di
circa 150 nm per mezzo di un’ottica Fresnel “zone plate”. I fotoelettroni sono raccolti attraverso un analizzatore emisferico e rilevati con un sistema di rilevamento a 48 canali. Gli spettri di fotoemissione delle regioni selezionate e le mappe chimiche sono state acquisite con energia di fascio di 667 eV e risoluzione in energia di 0.2 eV. Prima delle misure, la superficie di tutti i campioni è stata pulita mediante sputtering con ioni Ar+, operando ad un’energia di 2.0 keV ed una corrente di 5 ÷ 10 µA. Le mappe chimiche sono state elaborate utilizzando il software Igor v.6.3. Maggiori dettagli sono riportati in ref [20].
RISULTATI E DISCUSSIONE Misure HT-XRD
Dagli spettri di diffrazione della lega allo stato liquido è stata determinata la RDF (Eq.1), che fornisce informazioni sul numero di atomi posti a una distanza compresa tra r e r+dr dal centro di un dato atomo.
è stato possibile determinare la curva differenziale G(r), che si riporta in Fig. 1 per alcune temperature. Tutte le curve presentano due massimi centrati a r1 e r2, che corrispondono ai raggi medi del primo e del secondo guscio atomico attorno ad un dato atomo.

Fig.1 - Curve G(r) del liquido a tre differenti temperature / G(r) curves of the liquid at three different temperatures.
La Metallurgia Italiana - November/December 2022 pagina 33
Scientific papers - Physical Metallurgy
dove ρe è la densità elettronica media nel campione, Q = 4π sinθ / λ, i(Q) è l’intensità diffratta normalizzata, Zj il numero atomico delle specie atomiche j ( j = 1 Pb, j = 2 Bi) e UC l’unità di composizione. Sottraendo il contributo parabolico 2πr2 ρe ∑UCZj dalla RDF (1)
Dal rapporto r2/r1 è possibile ottenere indicazioni sul tipo di organizzazione degli atomi nel liquido (Fig. 2). Tale rapporto vale ~ 1.41, appena dopo la fusione, e tende ad
aumentare fino a ~ 1.61 quando la temperatura raggiunge i 720 °C. Nell’intervallo compreso tra ~350 °C e 560 °C presenta un andamento pressoché costante.

Fig.2 - Distanza media r1 e r2 tra primi e secondi vicini e loro rapporto r 2 / r1 a diverse temperature / Average distances r1 and r2 of 1st and 2nd nearest neighbors and their ratio r2 / r1 at different temperatures.
Questo risultato indica che l’ordine a breve raggio del liquido cambia gradualmente in funzione della temperatura, passando da una configurazione di tipo cubo-ottaedrica (Fig. 3a), in cui il rapporto tra secondi e primi vicini
vale √2 ≅ 1.41, ad una icosaedrica, in cui il rapporto r2 / r1 corrisponde a quello aureo ϕ = 1.61, quando la temperatura raggiunge i 720 °C (Fig. 3b).
Fig.3 - Evoluzione strutturale della lega liquida dalla configurazione cubo-ottaedra (a) a quella icosaedrica (b) in funzione della temperatura. Vengono mostrate le posizioni dei 1° e 2° vicini rispetto ad un dato atomo O (atomo rosso) / Structural evolution of the liquid alloy from the cuboctahedral configuration (a) to the icosahedral one (b) as temperature increases. The positions of 1st and 2nd nearest neighbors of a given atom O (red atom) are shown.

La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 34
scientifiche - Metallurgia Fisica
Memorie
I valori di r1 e r2, non forniscono tuttavia informazioni sulle due specie atomiche (Bi e Pb), in quanto i massimi della funzione G(r) sono determinati dalla somma dei contributi provenienti dalle coppie Pb–Pb, Bi–Bi e Pb–Bi. I singoli contribuiti alla G(r) possono essere determinati attraverso le funzioni di coppia Pij : (2)
dove Nij è il numero medio di atomi nel guscio i ad una distanza rij da un atomo di tipo j, fj e fi sono i fattori di scattering atomico degli atomi che formano la coppia e α2Q2 è un fattore di convergenza. La RDF può essere espressa tenendo conto delle funzioni di coppia Pij come segue: (3) combinando l' Eq. (1) e l' Eq. (3) si ottiene la seguente espressione: (4)
Le funzioni di coppia Pij(r) sono state determinate per ciascun rij e poi usate per determinare i valori di Nij che consentono di ottenere la migliore interpolazione del termine a destra dell’ Eq. 4. Il metodo descritto è stato utilizzato per analizzare gli spettri di diffrazione della lega ottenu-
ti alle diverse temperature. A titolo di esempio si riporta in Fig. 4 il fitting del primo picco della RDF utilizzando le funzioni di coppia. A 126°C, la funzione G(r) si può interpolare considerando il solo contributo delle coppie Pb–Pb, Bi–Bi mentre le coppie miste Pb–Bi risultano assenti.
Fig.4 - Fitting del primo massimo della RDF a 126°C mediante le funzioni di coppia / Fitting of the first radial distribution function (RDF) peak at 126 °C peak by means of the pair functions.


La Metallurgia Italiana - November/December 2022 pagina 35 Scientific papers - Physical Metallurgy
Dal fitting del 1° e del 2° massimo della RDF è stato determinato il rapporto r2/r1 per le coppie Pb–Pb, Bi–Bi e Pb–Bi (Fig. 5).
Si osserva che r2/r1 per le coppie Pb–Bi e Bi–Bi aumenta
Memorie scientifiche - Metallurgia Fisicaleggermente con la temperatura mentre per le coppie Pb–Pb mostra una variazione pronunciata passando da ~ 1.39 (configurazione cubo-ottaedrica) a ~ 1.62 (configurazione icosaedrica).
Fig.5 - Rapporto r2/r1 per le coppie Bi–Bi, Pb–Pb e Pb–Bi vs temperatura / Ratios r2/r1 of Bi–Bi, Pb–Pb and Pb–Bi pairs vs. temperature.
Sono state determinate anche le quantità relative delle coppie Bi–Bi, Pb–Pb e Pb–Bi in funzione della temperatura (Fig. 6).
Fig.6 - Quantità relative delle coppie Bi–Bi, Pb–Bi and Pb–Pb in funzione della temperatura / The relative amount of Bi–Bi, Pb–Bi and Pb–Pb pairs vs. temperature.
Dalla Fig. 6 si osserva che le coppie miste Pb–Bi sono assenti dalla temperatura di fusione fino a 350 °C, temperatura oltre la quale il loro contributo diviene significativamente più importante. L’incremento delle coppie

miste, per temperature superiori a 350 °C, comporta una diminuzione delle coppie Bi–Bi e Pb–Pb e di conseguenza una distribuzione più omogenea degli elementi di lega su scala atomica.

La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 36
Misure XPS e SPEM
La composizione chimica superficiale della lega è stata studiata mediante XPS dopo tempra da alta temperatura. Questa tecnica di analisi è sensibile alla superficie ed è tipicamente impiegata per studiare la composizione chimica dei primi strati (~ 4 - 5 nm) di materiali allo stato solido. Le curve di raffreddamento della lega liquida sono state misurate in diverse posizioni all'interno del porta-cam-
pioni. La velocità di raffreddamento dipende dalla distanza dalla superficie dove il materiale subisce il raffreddamento più rapido, pari a ~ 3200 °C s−1 rispetto al centro dove è ~ 520 °C s−1. In tali condizioni, è stato determinato il libero cammino medio (W) del Bi e del Pb sulla superficie del liquido in funzione della temperatura di tempra (Fig. 7). W ad una temperatura T e tempo t vale:
(5)
dove D è il coefficiente di diffusione. I coefficienti di diffusione di Pb e Bi nella lega possono essere determinati mediante le Eq. 6 e 7 [21]: (6) (7)


dove R è la costante dei gas. Ciascun valore di W è stato calcolato integrando l'Eq. 5 lungo la curva di raffreddamento nell'intervallo di temperatura dove avviene la solidificazione, ovvero tra la temperatura di tempra e 125 °C. La diffusione allo stato solido è trascurabile rispetto a quella nel liquido, pertanto non è stata considerata. I risultati mostrano che alla temperatura di tempra più alta
(720 °C) W è pari a 105 nm per il Bi e 80 nm per il Pb e tali valori diminuiscono rapidamente con la temperatura. Pertanto, le misure XPS e SPEM, effettuate sulla superficie dei campioni temprati consentono di descrivere la distribuzione microchimica degli elementi di lega che rappresenta in modo fedele lo stato del liquido alla temperatura da cui è stata eseguita la tempra.
Fig.7 - Libero cammino medio W di Bi e Pb nel liquido vs temperatura di tempra / Random walk of Bi and Pb atoms in the liquid vs. the quenching temperature.

La Metallurgia Italiana - November/December 2022 pagina 37
Scientific papers - Physical Metallurgy
I risultati delle misure XPS rivelano in tutti i campioni la presenza di Bi, C, Pb e O. Il carbonio è dovuto alla contaminazione ambientale ed è stato rimosso dopo alcuni cicli di sputtering ionico (Ar+), mentre la presenza di O è correlata alla formazione di ossidi di Bi e Pb. L’ analisi degli spettri ha rivelato che il segnale Pb 4f è composto da due picchi Pb 4f7/2 con energia di legame BE = 136,7 e 138,4 eV, che sono stati identificati rispettivamente come metallo e PbO2. Allo stesso modo, il segnale Bi 4f7/2 è composto da due picchi, con BE = 156,0 e 158,5 eV, che corrispondono rispettivamente al metallo e all’ossido Bi2O3. Sulla base dei risultati dell'XPS, anche le misure SPEM sono state eseguite dopo sputtering ionico. La microscopia SPEM è molto sensibile alla superficie e permette di osservare la distribuzione chimica degli elementi ad alta risoluzione laterale (~100 nm). Per studiare la distribuzione
micro-chimica, le misure SPEM sono state eseguite raccogliendo mappe di area superficiale (100 µm × 100 µm) su campioni temprati da diverse temperature, scelte sulla base dei risultati di HT-XRD. Queste mappe (Fig. 8) sono composte da 128 × 128 o 256 × 256 pixel, dove ogni pixel rappresenta l'intensità del segnale di fotoemissione selezionato (Pb 4f7/2 e Bi 4f7/2), mediato su 48 canali [22]. La scala dei colori posta alla destra delle mappe indica la concentrazione locale degli elementi di lega. Si osservano zone ricche in Bi nei campioni temprati da temperature comprese tra 125 e 315 °C, la loro dimensione è dell'ordine di pochi micron a 125 °C e tende a diminuire con la temperatura. A 400 °C sono ancora visibili alcune zone residue ricche di Bi con dimensione ≤ 5 μm, mentre a 520 °C Pb e Bi sono omogeneamente distribuiti.


Fig.8 - Mappe chimiche di Bi (sinistra) e Pb (destra) raccolte sulla superficie di campioni temprati da diverse temperature (200, 315, 400, 520 °C) / Chemical maps of Bi (left column) and Pb (right column) collected on the sample surface after quenching from increasing temperatures (200, 315, 400, 520 °C).

La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 38
Memorie scientifiche - Metallurgia Fisica
Scientific papers - Physical Metallurgy
L'evoluzione delle aree ricche di Bi viene mostrata in Fig. 9 per alcune temperature significative. Le immagini sono ottenute dalle mappe di Fig.8 riportando in rosso solo le zone dove il contenuto di Bi è nell'intervallo 80–100 at

%. Si osserva che gli aggregati ricchi di Bi si dissolvono all'aumentare della temperatura: a 315 °C rimangono solo poche piccole aree, e il processo si completa sostanzialmente a 520 °C.
Fig. 9 - Evoluzione delle aree ricche in Bi / Evolution of the areas rich in Bi
Le mappe SPEM confermano i risultati di HT-XRD e forniscono informazioni aggiuntive sui processi che si verificano nel liquido. Dalla Te fino a 350 °C, gli atomi della stessa specie tendono a legarsi tra loro (non sono presenti coppie Pb–Bi) formando aggregati, che si dissolvono progressivamente all'aumentare della temperatura. Solo pochi residui sono presenti a 315 °C (Fig. 9). Quando la temperatura supera i 350 °C, inizia anche un processo di omogeneizzazione su scala atomica: la frazione di coppie Pb–Bi aumenta a discapito di quelle Bi–Bi e Pb–Pb e gli aggregati si rompono e scompaiono completamente a
520 °C. Il comportamento del liquido suggerisce che l'omogeneizzazione su scala micro è la condizione per una riorganizzazione generale su scala atomica che porta alla formazione di coppie Pb–Bi.

Una rappresentazione schematica delle trasformazioni che avvengono su scala atomica e micro nella lega è riportata in Fig. 10.
Fig.10 - Rappresentazione schematica delle trasformazioni che avvengono su scala atomica e micro nella lega all’aumentare della temperatura / Schematic view of the atomic and micro-scale transformations occuring in the alloy at increasing temperature
La Metallurgia Italiana - November/December 2022 pagina 39
Memorie scientifiche - Metallurgia Fisica
In conclusione, l'eterogeneità chimica nel liquido si verifica sia su scala micro che atomica. Le trasformazioni osservate su scala atomica e micro avvengono nello stesso intervallo di temperatura in cui misure di spettroscopia meccanica, condotte in precedenza sulla stessa lega, hanno mostrato anomalie nell’andamento del modulo elastico dinamico e la presenza di massimi di frizione interna [23]. Questi risultati sono anche in accordo con anomalie della conduttività elettrica σ(T) osservate da Plevachuk et al. [15] e Li et al. [16], i quali attribuirono queste deviazioni dalla linearità a una disomogeneità strutturale del metallo liquido.
CONCLUSIONI
I risultati ottenuti sulla lega euttetica Pb-Bi liquida dalla temperatura eutettica a 720 °C possono essere riassunti come segue.
1- Dopo la fusione, l'ordine a breve raggio nel metallo liquido corrisponde a una configurazione di tipo cubo-ottaedrica che evolve progressivamente verso una icosaedrica all'aumentare della temperatura.
2- L’evoluzione dell’ordine a breve raggio è accompagna-
ta da variazioni della distribuzione chimica sia su scala micrometrica che atomica.
3- Su scala atomica si osserva una variazione del numero relativo di coppie Pb–Pb, Pb–Bi e Bi–Bi: le coppie Pb–Bi appaiono solo a temperature superiori a 350 °C e la loro frazione aumenta progressivamente determinando una distribuzione più omogenea degli elementi nella lega.
4- Le mappe chimiche SPEM, raccolte sulla superficie dei campioni dopo tempra da diverse temperature, confermano un processo di omogeneizzazione chimica su scala micrometrica. Gli aggregati atomici ricchi di Bi e Pb, che si osservano dopo la fusione, si dissolvono progressivamente all'aumentare della temperatura. Solo pochi residui sono presenti a 315 °C e risultano completamenti assenti a 520 °C.
5- L'omogeneizzazione su scala micrometrica sembra essere la condizione per il verificarsi di quella su scala atomica.
6- I risultati di questo studio permettono di spiegare alcune anomalie del modulo elastico e della conducibilità elettrica osservate in altri studi.
BIBLIOGRAFIA
[1] MATTERN N, Structure formation in liquid and amorphous metallic alloys. J. Non-Cryst. Solids 2007;353:1723-1731.
[2] BHATTACHARYA V, CHATTOPADHYAY K, Microstructure and wear behaviour of aluminium alloys containing embedded nanoscaled lead dispersoids. Acta Mater. 2004;52:2293-2304.
[3] REICHERT H, KLEIN O, DOSCH H, DENK M, HONKIMAKI V, LIPPMANN T, REITER G, Observation of five-fold local symmetry in liquid lead. Nature 2000;408:839-841.
[4] MONTANARI R, GAUZZI F, XRD investigation of binary alloys solidification, Ed. S.S. Sadhal, Annals of the New York Academy of Sciences, 2009;1161:407-415.
[5] GAUZZI F, GIURANNO D, MONTANARI R, NOVAKOVIC R, RICCI E, VARONE A, Surface and bulk characterization of molten In and In-Sn alloys. European Physical Journal Web of Conferences 2011; 01007.
[6] GRIMSDITCH M, Polymorphism in Amorphous SiO2. Phys. Rev. Lett. 1984;52:2379–2381.
[7] WINTER R, SZORNEL C, PILGRIM WC, HOWELLS WS, Egelstaff PA, Bodensteiner T, The structural properties of liquid sulphur. J. Phys. Condens. Matter 1990;2:8427–8437.
[8] BRAZHKIN VV, POPOVA SV, VOLOSHIN RN, High-pressure transformations in simple melts. High Press. Res. 1997;15:267–305.
[9] KATAYAMA Y, MIZUTANI T, UTSUMI W, SHIMOMURA O, YAMAKATA M, FUNAKOSHI K, A first-order liquid-liquid phase transition in phosphorus. Nature 2000;403:170–172.
[10] GLOSILI NJ, REE FH, Liquid-Liquid Phase Transformation in Carbon. Phys. Rev. Lett. 1999;82:4659–4662.
[11] ZU FQ, ZHU ZG, GUO LJ, QIN XB, YANG H, SHAN WJ, Observation of an Anomalous Discontinuous Liquid-Structure Change with Temperature. Phys. Rev. Lett. 2002;89:125505.
[12] ZU FQ, LI XF, GUO LJ, YANG H, QIN XB, ZHU ZG, Temperature dependence of liquid structures in In–Sn20: Diffraction experimental evidence. Phys. Lett. A 2004;324:472–478.
[13] ZU FQ, GUO LJ, ZHU ZG, FENG Y, Relative Energy Dissipation: Sensitive to Structural Changes of Liquids. Chin. Phys. Lett. 2002;19:94–97.
[14] ZU FQ, ZHU ZG, FENG Y, Post-melting anomaly of Pb-Bi alloys observed by internal friction technique. J. Phys. Condens. Matter 2001;13:11435–11442.
[15] PLEVACHUK Y, SKLYARCHUK V, ECKERT S, GERBETH G, Some physical data of the near eutectic liquid lead–bismuth. J. Nucl. Mater. 2008;373:335–342.
[16] LI Q, ZU FQ, LI XF, XI Y, The electrical resistivity of liquid Pb-Bi alloy. Mod. Phys. Lett. B 2006;20:151–158.
La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 40
[17] POPEL PS, CALVO-DAHLBORG M, DAHLBORG U, Metastable microheterogeneity of melts in eutectic and monotectic systems and its influence on the properties of the solidified alloy. J. Non Cryst. Solids 2007;353:3243–3253.
[18] CINOTTI L, GIRAUD B, ABDERRAHIM HA, The experimental accelerator driven system (XADS) designs in the EURATOM 5th framework programme. J. Nucl. Mater. 2004;335:148-155.
[19] MONTANARI R, Real-time XRD investigations on metallic melts. Int. J. Mater. Prod. Technol. 2004;20, 452.
[20] GREGORATTI L, MARSI M, CAUTERO G, KISKINOVA M, MORRISON GR, POTTS AW, Spectromicroscopy of interfaces with synchrotron radiation: Multichannel data acquisition. Nucl. Instrum. Methods Phys. Res. A 2001;467:884–888
[21] GAO Y, RAOS G, CAVALLOTTI C, TAKAHASHI M, Molecular Dynamics Simulation on Physical Properties of Liquid Lead, Bismuth and Lead-bismuth Eutectic (LBE). Procedia Eng. 2016;157:214–221.
[22] GREGORATTI L, BARINOV A, BENFATTO E, CAUTERO G, FAVA C, LACOVIG P, LONZA D, KISKINOVA M, TOMMASINI R, MAHL S, 48-Channel electron detector for photoemission spectroscopy and microscopy. Rev. Sci. Instrum. 2004;75:64–68.
[23] MONTANARI R, VARONE A, Mechanical Spectroscopy Investigation of Liquid Pb-Bi Alloys. Solid State Phenom. 2012;184:434–439.
Study of the structure and elements distribution in the liquid PbBi eutectic alloy
The structure and chemical homogeneity of the liquid Pb-Bi eutectic alloy have been investigated by means high temperature X-ray diffraction (HT-XRD), X-ray Photoemission Spectroscopy (XPS), and Scanning Photoemission Microscopy (SPEM) in the temperature range 125-720 °C.
An evolution of the short-range order was observed in the liquid that progressively evolves from a cubo-octahedral atomic arrangement to an icosahedral one as temperature increases.
The variation of the short-range order is accompanied by a progressive homogenization of alloying elements distribution that initially takes place on micro-scale and finally to atomic scale. The structural and distribution transformations, highlighted by this work, explain anomalies of the electrical conductivity and elastic modulus previously reported in literature.
La Metallurgia Italiana - November/December 2022 pagina 41
Scientific papers - Physical Metallurgy
KEYWORDS: : LIQUID PB–BI EUTECTIC ALLOY; CHEMICAL HOMOGENEITY; SHORT RANGE ORDER; HT-XRD; XPS; SPEM.; TORNA ALL'INDICE >
Affinamento microstrutturale e miglioramento delle proprietà meccaniche dell’acciaio EUROFER97
G. Stornelli, R. Montanari, A. Varone, A. Di Schino, M. RalliniL’acciaio EUROFER97 per applicazioni di fusione nucleare sono solitamente prodotte mediante laminazione a caldo e successivi trattamenti termici: austenitizzazione a 980°C per 30 minuti, raffreddamento in aria e rinvenimento a 760 °C per 90 minuti. L’obiettivo di questo lavoro è quello di affinare la microstruttura dell’acciaio EUROFER97 tradizionale mediante un trattamento termo-meccanico, al fine di migliorarne le proprietà meccaniche senza perdere in duttilità. A partire dalle condizioni di trattamento tradizionali, l’acciaio ha subito un processo di laminazione a freddo e un trattamento di ricottura, con lo scopo di studiarne gli effetti sulla microstruttura e sulle proprietà meccaniche. La sperimentazione è stata condotta 40 campioni, combinando 5 diversi tassi di riduzione a freddo (CR: 20%, 40%, 50%, 60%, 80%) e 8 diverse temperature di trattamento termico nell’intervallo da 400 °C a 750 °C (ΔT: 50 °C) con un tempo di mantenimento di 1 ora. Per le diverse condizioni di trattamento sono state condotte misure di durezza Vickers, di diffrazione dei raggi X e una caratterizzazione microstrutturale mediante microscopia ottica ed elettronica a scansione. Inoltre, sono riportati i risultati preliminari di prove di trazione sui campioni deformati con il più alto tasso di riduzione (CR: 80%). In seguito a ricristallizzazione primaria si osserva una microstruttura con grani equiassici di dimensione sub-micrometriche. In particolare, per il campione con CR: 80%, dopo trattamento termico a 650 °C si realizza un forte affinamento microstrutturale che garantisce il rafforzamento con duttilità paragonabile alla condizione tradizionale dell’acciaio. Il lavoro ha dimostrato la possibilità di rafforzare l’acciaio EUROFER97 senza compromettertene la duttilità.
INTRODUZIONE
Gli acciai ferritico-martensitici ad attivazione ridotta (RAFM) sono una classe di acciai candidati per la costruzione di parti strutturali nei futuri reattori nucleari a fusione e a fissione di IV generazione [1]. EUROFER97 è ritenuto in Europa l’acciaio RAFM di riferimento per il modulo TBM (test blanket module) in ITER [2, 3], nonché uno dei potenziali materiali per la prima parete di DEMO e altre parti strutturali sottoposte ad elevata energia di irraggiamento: blanket, divertor e vessel [4, 5]. L’acciaio Eurofer97 è tradizionalmente prodotto attraverso un processo di laminazione a caldo seguito da tre step di trattamento termico [6]: austenitizzazione a 980 °C per 30 minuti, raffreddamento rapido in aria e rinvenimento a 760 °C per 90 minuti; d’ora in poi questa condizione di processo sarà richiamata come “tradizionale” nel confronto con le varianti sperimentate nel corso dell’attività. Alla luce della sperimentazione di irraggiamento fatta finora,
Giulia Stornelli, Roberto Montanari, Alessandra Varone
Dipartimento di Ingegneria Industriale, Università di Roma ‘‘Tor Vergata’’, 00133 Roma, Italia; giulia.stornelli@students.unitoma2.eu (G.S.); roberto.montanari@uniroma2.it (R.M.); alessandra.varone@ uniroma2.it (A.V.)
Andrea Di Schino
Dipartimento di Ingegneria, Università di Perugia, 06125 Perugia, Italia; andrea.dischino@unipg.it (A.D.S.)
Marco Rallini
Dipartimento di ingegneria Civile e Ambientale, Università di Perugia, 06125 Perugia, Italia; marco.rallini@collaboratori.unipg.it (M.R.)
Claudio Testani
CALEF-ENEA CR-Casaccia, Via Anguillarese 301, 00123 S. Maria di Galeria, Rome, Italia; claudio.testani@consorziocalef.it (C.T.)
La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 42 Memorie scientifiche - Metallurgia Fisica
PAROLE CHIAVE: EUROFER97, ACCIAI RAFM, TRATTAMENTI TERMOMECCANICI, RICRISTALLIZZAZIONE, MICROSTRUTTURA;
Scientific papers - Physical Metallurgy
EUROFER97 mostra buone prestazioni nell’intervallo di temperature da 350 °C a 550 °C [7-9] e sono numerosi gli studi condotti per ampliare l’intervallo operativo di temperatura. Il limite inferiore di temperatura (350 °C) è legato ad una perdita di duttilità dovuta all’incremento di durezza causata dai difetti prodotti dall’irraggiamento neutronico [10]. In generale, affinamento del grano a bassa temperatura aumenta la resistenza del materiale, ma la duttilità è ridotta a causa della maggiore densità di dislocazioni [11]. Ad alta temperatura, l'affinamento del grano porta ad una maggiore resistenza senza perdere duttilità [12]. Lo scopo di questo lavoro è quello di sviluppare un trattamento termomeccanico che migliori le prestazioni meccaniche di EUROFER97 senza ridurne la duttilità, mediante affinamento della microstruttura [13,14]. Inoltre, una microstruttura più fine mostra molteplici vantaggi nelle applicazioni nucleari [14] poiché i bordi grano agiscono da centri di cattura per i difetti di punto prodotti dall’ irraggiamento e per gli atomi di He e H dovuti alle reazioni di trasmutazione nucleare [15, 16].
MATERIALI E METODI
La composizione chimica dell’acciaio EUROFER97 di riferimento è 9% Cr, 1% W, 0,11% C, 0,4% Mn, 0,2% V, 0,07% Ta, 0,03% N (% in peso). Il materiale nelle condizioni di fornitura (trattamento tradizionale) è stato laminato a freddo con cinque diversi tassi di riduzione (CR): 20, 40, 50, 60, 80 %. Successivamente, per ogni CR, sono state sperimentate diverse condizioni di trattamento termico di ricottura, con 8 diverse temperature da 400 °C a 750 °C (step di 50 °C), per 1 ora in atmosfera controllata con argon. Le temperature dei trattamenti termici permettono di operare in campo ferritico [7]. Sui campioni così trattati sono state condotte misure di durezza Vickers (HV5), di diffrazione dei raggi X (XRD) (PW 1739, Philips) e una caratterizzazione microstrutturale mediante microscopio ottico (Eclipse LV150 NL) ed elettronico a scansione (FESEM- Zeiss, Gemini Supra 25). Gli spettri XRD sono stati ottenuti utilizzando una radiazione Mo-k (l = 0.15408 nm) nel range angolare 2θ 15-55° (passo di scansione 0.05° e tempo di conteggio di 5 s per passo). Dall’analisi dei picchi di diffrazione dei raggi X e mediante la relazione di Williamson-Smallman [18] è stata calcolata la densità di dislocazioni ρ. Sulla base dei risultati di durezza, sono state eseguite prove di trazione sull'acciaio EUROFER97 de-
formato con CR dell'80% dopo i trattamenti termici a 400 °C, 500 °C, 600 °C e 650 °C. Le misure sono state eseguite su provini piatti, lungo la direzione trasversale alla laminazione e sono state eseguite prove di trazione secondo la norma ASTM E8, utilizzando una macchina di trazione servomeccanica MD 100 (MAYES). Ulteriori dettagli sulla sperimentazione svolta sono riportati in [17].
RISULTATI
Comportamento ad incrudimento dell’acciaio EUROFER97 L’effetto della laminazione a freddo sulla microstruttura dell’acciaio EUROFER97 è mostrato nelle immagini SEM di Figura 1. La Figura 1(a) mostra la microstruttura dell’acciaio dopo processo tradizionale caratterizzata da una martensite rinvenuta con i carburi che decorano i grani primari austenitici (PAG) e i bordi dei pacchetti delle lamelle di martensite. Le immagini in Figura 1(b-f) mostrano, invece, la microstruttura dopo laminazione a freddo, all’aumentare del tasso di riduzione. Come atteso, i grani originali tendono a diventare sempre più allungati lungo la direzione di laminazione e tale caratteristica è tanto più evidente quanto più alto è il tasso di riduzione CR. Come indicato dalle frecce rosse (Figura 1(b)), all’interno dei grani originari si forma una popolazione di nuovi grani con dimensione minore di 1 μm. Dall’analisi dei profili dei picchi XRD è stata calcolata la densità di dislocazioni ρ e i risultati sono riportati in Figura 2. Alcune osservazioni TEM, già pubblicate in un precedente lavoro [6] confermano i dati XRD. La densità di dislocazioni aumenta all’aumentare del tasso di riduzione CR e, dopo una deformazione dell’80%, è di circa due ordini di grandezza maggiore di quella del materiale tradizionale. Come atteso, l’incremento di ρ porta a valori di durezza via via maggiori (Figura 2): HV5 per l’acciaio EUROFER97 tradizionale (CR: 0%) è 200 HV e aumenta progressivamente fino a circa 300 HV nel caso di materiale laminato a freddo dell’80 %.
Comportamento di ricristallizzazione dell’acciaio EUROFER97
La ricristallizzazione avviene in tutti i campioni trattati termicamente con cinetiche dipendenti dalla temperatura di trattamento e dal rapporto CR. Naturalmente, rapporti CR maggiori promuovono l'inizio della ricristallizzazione a temperature più basse. L’effetto dei trattamenti termici,
La Metallurgia Italiana - November/December 2022 pagina 43
per i cinque tassi di riduzione CR, sulla durezza è mostrato in Figura 3; il valore HV5 dell’EUROFER97 tradizionale è riportato per confronto. All’aumentare della temperatura di trattamento si assiste ad una riduzione di durezza che risulta essere tanto più pronunciata quanto maggiore è il tasso di riduzione CR. Nel caso di CR: 60 % e 80 %, e per temperature al di sopra di 650 °C, si osserva una rapida perdita in durezza con valori largamente al di sotto di quello di EUROFER97 tradizionale. Lo stesso vale per CR: 40% e 50 %, ma per temperature più alte (al di sopra di 700 °C). Al contrario, per il tasso CR: 20 %, la durezza resta sempre al di sopra di quella di EUROFER97 tradizionale, indipendentemente dalla temperatura di trattamento termico. In questo lavoro si è posta l’attenzione sull’acciaio EUROFER97 laminato a freddo con il tasso di riduzione dell’80 % e le micrografie in Figura 4 mostrano l’evoluzione microstrutturale in seguito a trattamenti termici con temperature via via crescenti: 400 °C, 450 °C, 500 °C, 550 °C, 600 °C e 650 °C. La struttura tipica a grani allungati, provenienti dalla laminazione a freddo, sparisce progressivamente all'aumentare della temperatura di trattamento e, a 650 °C, si osserva una popolazione di grani equiassici di dimensioni sub-micrometriche che indicano il completamento della ricristallizzazione primaria. Per temperature di trattamento termico più elevate (700 e 750 °C) alcuni

grani subiscono una crescita abnorme a spese dei vicini (Figura 5). Alcuni grani, solitamente allineati lungo la direzione di laminazione, possono raggiungere una dimensione di circa 60 - 70 μm (Figura 5(a)) mentre quella dei vicini è di circa 350 nm (Figura 5(b)). Il risultato è in accordo con quanto riportato da Oliveira et al. [7], che hanno discusso la crescita abnorme del grano in questo materiale. Dall'analisi dei profili dei picchi di diffrazione dei raggi X sono state determinate sia la dimensione media del grano D che la densità delle dislocazioni ρ (Figura 6(a)). Nella stessa figura sono visualizzati per confronto i valori dell'acciaio non trattato (N.T.), in condizione tradizionale. All'aumentare della temperatura di trattamento la densità delle dislocazioni mostra un andamento decrescente continuo come conseguenza della formazione di nuovi grani, privi di difetti, durante la ricristallizzazione. La dimensione media del grano ha un comportamento analogo fino a 650 °C. La matrice fortemente deformata dell'acciaio ha un gran numero di siti di nucleazione preferenziale per i nuovi grani. Molti siti di nucleazione e una bassa temperatura di trattamento che determina una crescita lenta, producono una popolazione di grani di piccole dimensioni. Invece, al di sopra di 650 °C si verifica un aumento repentino della dimensione media del grano.





La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 44 Memorie scientifiche - Metallurgia Fisica
Fig.1 - Acciaio EUROFER97 tradizionale (a) e dopo
freddo
CR
40
(c), 50
(d), 60
(e)
80
→ Cold
(a) (d) (b) (e) (c) (f)
laminazione a
con tasso di riduzione
del: 20 % (b),
%
%
%
e
% (f). Immagini SEM.
rolling direction
Fig.2 - Effetto del tasso di riduzione CR sulla densità di dislocazioni ρ e sulla durezza Vickers HV 5 dell’acciaio EUROFER97.
Fig.3 - Effetto del tasso di riduzione CR e del trattamento termico sulla durezza Vickers dell’acciaio EUROFER97.
(a) (d)
(b) (e)
(c) (f)
Fig.4 - Acciaio EUROFER97 deformato con CR dell’80 % e trattato termicamente per 1 ora alle temperature: 400 °C (a), 450 °C (b), 500 °C (c), 550 °C (d), 600 °C (e), 650 °C (f). Immagini SEM.


Sulla base dei risultati mostrati in Figura 3, alcuni campioni (CR: 80 % trattati termicamente a 400 °C, 500 °C, 600 °C e 650 °C) sono stati selezionati per eseguire delle prove di trazione. La Figura 6(b) mostra i valori di YS, UTS e A % e, come previsto, la UTS e la YS diminuiscono all'aumentare della temperatura mentre A % mostra un comportamento opposto. Dopo i trattamenti termici a 400 °C, 500 °C e 600 °C i valori di YS e UTS sono molto maggiori rispetto a quelli di EUROFER97 tradizionale [8] ma il rafforzamento




è associato ad una minore duttilità. Al contrario, il trattamento a 650 °C aumenta YS di circa il 12 % con un allungamento totale comparabile. Pertanto, questo lavoro ha dimostrato che è possibile rafforzare l'acciaio EUROFER97 senza comprometterne la duttilità. Il risultato è abbastanza promettente per le applicazioni di fusione nucleare e il completamento delle analisi microstrutturali e delle prove meccaniche per tutte le condizioni sperimentate consentirà di identificare i parametri di processo più efficaci.


La Metallurgia Italiana - November/December 2022 pagina 45 Scientific papers - Physical Metallurgy
Fig.6 - (a) Dimensione media del grano e densità di dislocazioni, determinati dall’analisi dei picchi di XRD dell’acciaio EUROFER97 con tasso di riduzione dell’80 % e trattamento termico nell’intervallo da 400 a 750°C (step di 50 °C). (b) UTS, YS e A % dell’acciaio EUROFER97 con tasso di riduzione dell’80 % trattato termicamente a 400 °C, 500 °C, 600 °C e 650 °C per 1 ora. I valori relativi all’acciaio nelle condizioni tradizionali [8] sono riportati per confronto.
CONCLUSIONI
Questo lavoro riporta i risultati preliminari di un'ampia campagna sperimentale volta a migliorare la resistenza dell'acciaio EUROFER97 attraverso l’affinamento della microstruttura, senza introdurre effetti dannosi sulla sua duttilità. I risultati possono essere riassunti come segue:
- La laminazione a freddo porta a grani allungati lungo la direzione di laminazione, con un aumento della densità di dislocazioni e della durezza.
- La ricristallizzazione avviene con cinetica dipendente dalla temperatura di trattamento e dal rapporto CR.
- Fatta eccezione per i campioni deformati con CR del
20 %, la durezza scende al di sotto di quella di EUROFER97 tradizionale per trattamenti al di sopra di una temperatura critica (650 °C per CR del 60% e 80 %, 700 °C per CR inferiori).


- Nei campioni con CR dell'80 % a 650 °C si osserva una popolazione di grani equiassici di dimensione sub-micrometrica che indica il completamento della ricristallizzazione primaria. Una temperatura di trattamento più elevata induce in questi campioni una crescita abnorme del grano.

- Dalle prove di trazione condotte su una serie di campioni selezionati (rapporto CR dell'80 %, temperature di

La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 46 Memorie scientifiche - Metallurgia Fisica
Fig.5 - Acciaio EUROFER97 deformato con CR dell’80 % e trattato termicamente per 1 ora a 750 °C. (a) micrografia al microscopio ottico, (b) micrografia SEM.
Scientific papers - Physical Metallurgy
trattamento di 400, 500, 600 e 650 °C) risulta che rispetto a EUROFER97 tradizionale, il trattamento a 650 °C porta ad un aumento di YS di circa il 12 % mantenendo inalterato A % (~ 22 %). Al contrario, dopo trattamenti termici a temperature più basse (400, 500 e 600 °C) YS e UTS risultano essere maggiori ma a discapito della duttilità.
- Questo lavoro ha dimostrato che si può rafforzare l'acciaio EUROFER97 senza comprometterne la duttilità. - Il completamento delle analisi microstrutturali e delle
prove meccaniche consentirà di identificare i parametri di processo più efficaci.
RINGRAZIAMENTI
Gli autori sono grati al Sig. Piero Plini del Dipartimento di Ingegneria Industriale, Università di Roma “Tor Vergata”, per l’assistenza nella preparazione dei provini e nella realizzazione dei trattamenti termici.
BIBLIOGRAFIA
[1] ] M. Rieth, M. Schirra, A. Falkenstein, P. Graf, S. Heger, H. Kempe, R. Lindau, H. Zimmermann. EUROFER 97 Tensile, Charpy, Creep and Structural Tests.Report FZKA6911, Eurofusion programme, Forschungzentrum Karlsruhe g.m.b.h., Karlsruhe. 2003
[2] A.A.F. Tavassoli, A. Alamo, L. Bedel, L. Forest, J.M. Gentzbittel, J.W. Rensman, E. Diegele, R. Lindau, M. Schirra, R. Schmitt. Materials design data for reduced activation martensitic steel type EUROFER. Journal of Nuclear Materials. 2004; 329–333: 257–262
[3] G. Stornelli, M. Rallini, C. Testani, R. Montanari, A. Di Schino. Effetto di trattamenti termomeccanici su acciaio EUROFER97 per applicazioni in reattori a fusione nucleare. La Metallurgia Italiana. 2020; 112: 34–44.
[4] X. Chen, A. Bhattacharya, M.A. Sokolov, L.N. Clowers, Y. Yamamoto, T. Graening, K.D. Linton, Y. Katoh, M. Rieth. Mechanical properties and microstructure characterization of Eurofer97 steel variants in EUROfusion program. Fusion Engineering and Design 2019; 146: 2227–2232
[5] R. Montanari, G. Filacchioni, B. Iacovone, P. Plini, B. Riccardi. High temperature indentation tests on fusion reactor candidate materials. Journal of Nuclear Materials. 2007; 367-370 A: 648–652.
[6] G. Stornelli, R. Montanari, C. Testani, L. Pilloni, G. Napoli, O. Di Pietro, A. Di Schino. Microstructure Refinement Effect on EUROFER 97 Steel for Nuclear Fusion Application. Materials Science Forum. 2021; 1016: 1392–1397.
[7] V.B. Oliveira, H.R.Z. Sandim, D. Raabe. Abnormal grain growth in Eurofer-97 steel in the ferrite phase field. Journal of Nuclear Materials. 2017; 485: 23-38
[8] R. Lindau, A. Möslang, M. Rieth, M. Klimiankou, E. Materna-Morris, A. Alamo, A.A.F. Tavassoli, C. Cayron, A.M. Lancha, P. Fernandez. Present development status of EUROFER and ODS-EUROFER for application in blanket concepts. Fusion Engineering and Design. 2005; 75–79: 989–996.
[9] J. Fu, J.C. Brouwer, R.W.A. Hendrikx, I.M. Richardson, M.J.M. Hermans. Microstructure characterisation and mechanical properties of ODS Eurofer steel subject to designed heat treatments. Materials Science and Engineering: A. 2020; 770.
[10] C. Testani, P.E. Di Nunzio, I. Salvatori. Manufacturing of ODS RAFM Steel: Mechanical and Microstructural Characterization. Materials Science Forum. 2016; 879: 1639–44.
[11] S.J. Zinkle, A. Möslang. Evaluation of irradiation facility options for fusion materials research and development. Fusion Engineering and Design. 2013; 88: 472–482.
[12] W. Zhou, J. Yu, J. Lin, T.A. Dean. Manufacturing a curved profile with fine grains and high strength by differential velocity sideways extrusion. International Journal of Machine Tools and Manufacture. 2019; 140: 77-88.
[13] F.B. Pickering, T. Gladman. Metallurgical developments in carbon steels. 1963; Vol. ISI special
[14] A. Di Schino, L. Alleva, M. Guagnelli. Microstructure Evolution during Quenching and Tempering of Martensite in a Medium C Steel. Materials Science Forum. 2012; 715–716: 860–865.
[15] I.J. Beyerlein, A. Caro, M.J. Demkowicz, N.A. Mara, A. Misra, B.P. Uberuaga. Radiation damage tolerant nanomaterials. Materials Today. 2013; 16: 443–449.
[16] M. Song, Y.D. Wu, D. Chen, X.M. Wang, C. Sun, K.Y. Yu, Y. Chen, L. Shao, Y. Yang, K.T. Hartwig. Response of equal channel angular extrusion processed ultrafine-grained T91 steel subjected to high temperature heavy ion irradiation. Acta Materialia. 2014; 74: 285–295.
[17] G. Stornelli, A. Di Schino, S. Mancini, R. Montanari, C. Testani, A. Varone. Grain Refinement and Improved Mechanical Properties of EUROFER97 by Thermo-Mechanical Treatments. Applied Science. 2021; 11: 10598
[18] G.K. Williamson, R.E. Smallman. Dislocation densities in some annealed and cold-worked metals from measurements on the X-ray Debye-Scherrer spectrum. Philosophical Magazine. 1956; 1: 34–46.
La Metallurgia Italiana - November/December 2022 pagina 47
Microstructure Refinement and mechanical properties improvement of EUROFER97 steel
EUROFER97 steel for nuclear fusion applications are usually manufactured by hot rolling and subsequent heat treatments: austenitization at 980 °C for 30 minutes, rapid cooling and tempering at 760 °C for 90 minutes. The aim of this work is to refine the microstructure of traditional EUROFER97 steel by means of a thermo-mechanical treatment, in order to improve its mechanical properties without losing ductility. Starting from the traditional treatment conditions, the steel has undergone a cold rolling process and an annealing treatment, with the aim of studying its effects on the microstructure and mechanical properties. The experimentation was conducted on 40 samples, combining 5 different cold reduction ratios (CR: 20%, 40%, 50%, 60%, 80%) and 8 different heat treatment temperatures in the range of 400 ° C to 750 ° C (ΔT: 50 ° C) with a soaking time of 1 hour. For each treatment condition, Vickers hardness measurements, X-ray diffraction and microstructural characterization by optical and scanning electron microscopy were performed. Furthermore, the preliminary results of tensile tests on the samples deformed with the highest reduction ratio (CR: 80%) are reported. Following primary recrystallization, a microstructure with equiaxed grains of sub-micrometric size is observed. In particular, for the sample with CR: 80%, after heat treatment at 650 ° C a high microstructural refinement is achieved which guarantees the strengthening with ductility comparable to the traditional condition of steel. The work has shown the possibility of strengthening EUROFER97 steel without compromising its ductility.
La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 48 Memorie scientifiche - Metallurgia Fisica
TORNA ALL'INDICE >
KEYWORDS: EUROFER97, RAFM STEEL, HEAT TREATMENT, RECRYSTALLIZATION, MICROSTRUCTURE;
SCUOLA “CECILIA MONTICELLI” 7-8-9 FEBBRAIO 2023
Tecniche elettrochimiche per lo studio della corrosione
Nel corso degli anni, lo studio dei processi di corrosione dei materiali metallici, lo sviluppo di tecniche diagnostiche e l’elaborazione di strategie di protezione hanno enormemente beneficiato del grande sviluppo delle tecniche elettrochimiche.
Queste tecniche si sono rivelate di grande utilità sia perché permettono di misurare le grandezze chimico-fisiche correlate ai processi corrosivi sia perché utili a studiare i meccanismi fondamentali coinvolti in tali fenomeni.
La scienza e l’ingegneria della corrosione utilizzano queste tecniche nella previsione delle prestazioni dei materiali metallici e nello sviluppo di strategie di prevenzione e protezione dalla corrosione grazie alla loro elevata accuratezza e affidabilità e, in molti casi, facilità di applicazione e non distruttività.
L’obiettivo di questa scuola è quello presentare un quadro approfondito delle tecniche elettrochimiche, tradizionali ed avanzate, utilizzate nella scienza e nell’ingegneria della corrosione e di fornire i fondamenti che consentono selezionare la tecnica più adeguata ad uno specifico problema, comprenderne i limiti ed interpretare in modo corretto i risultati ottenuti.

La scuola è dedicata alla memoria della Prof.ssa Cecilia Monticelli recentemente scomparsa, che, da studiosa molto attenta, ha dato un notevole contributo alla scienza della corrosione nella sua professione didattica e scientifica svolta all’Università di Ferrara.
Target
La Scuola si rivolge principalmente agli studenti di dottorato di ricerca, ma anche a giovani ricercatori, assegnisti, borsisti di ricerca e ad esperti del settore che nel corso della loro specializzazione o professione si trovino ad affrontare tematiche legate ai fenomeni di corrosione e che intendano approfondire le loro conoscenze sulle tecniche elettrochimiche utili alla comprensione di tali fenomeni.
Coordinatori:
Andrea Balbo - Università degli Studi di Ferrara
Tiziano Bellezze - Università Politecnica delle Marchie
Fabio Bolzoni - Politecnico di Milano
7-8-9 FEBBRAIO 2023
h. 9.30 > 17.30
In presenza c/o
Università degli Studi di Ferrara
Polo Scientifico Tecnologico Via G. Saragat 1 - Ferrara
Evento patrocinato da

Sponsorizzato da
Segreteria organizzativa
Via F. Turati, 8 · 20121 Milano
Tel. 02-76021132 Tel. 02-76397770 e-mail: aim@aimnet.it www.aimnet.it
Event no. 492
Toughness properties influence on the automotive stamped components
edited by: M.M. Tedesco, D.F. GutiérrezThe CO2 emissions of passengers cars and commercial vehicles are becoming more and more important year by year because they have a direct effect on climate change. For this reason, the main OEMs are increasing the usage of Advance High Strength Steel (AHSS) to replace the common low carbon steels (mild steel) in order to reduce the vehicle weight and so in parallel reduce the CO2 emissions in compliance with the international requirements that are becoming more restrictive than the past.
AHSSs forming operations are complicated due to their lower formability (global and local). , Therefore, it is crucial to be able to predict and select the best material for the components based on their shape and mechanical properties. This is the reason why CRF and Eurecat are working on several projects together, such as ToughSteel, to implement new fracture criteria for edge cracking sensitivity prediction in order to prevent and/or solve potential problems during forming. In this paper, case study in which the Essential Work of Fracture (EWF) measurement was essential to define failure’sroot cause during the forming operation will be presented.
INTRODUCTION
Global climate change issues leading to catastrophic natural disasters in recent times have transformed consumer awareness and their priorities. Transport represents almost a quarter of Europe’s CO 2 gas emission and is the main cause of air pollution in cities. The transport sector has not seen the same gradual decline in emissions as other sectors. The EU aims to achieve a 90% reduction in greenhouse gas emissions from transport by 2050, compared with 1990. This is part of its efforts to reduce CO2 emissions and achieve climate neutrality by 2050 under the European Green Deal roadmap.
CO2 emissions from passenger transport vary significantly depending on the transport mode. Passenger cars are a major polluter, accounting for 61% of total CO2 emissions from EU road transport.
At the moment, the average occupancy rate was only 1.6 people per car in Europe in 2018. Increasing it by car sharing or shifting to public transport, cycling and walking, could help to reduce emissions [1].
David Frómeta Gutiérrez Eurecat, SpainLa Metallurgia Italiana - Novembre/Dicembre 2022 pagina 50 Attualità industriale - Industry news
KEYWORDS: FRACTURE, TOUGHNESS THIN SHEETS, EDGE CRACKING, HIGH STRENGTH SHEET METAL FORMING, TOUGHSTEEL;
Michele Maria Tedesco Stellantis (CRF), Italy
Nowadays, the well-informed customers of automobiles place fuel efficiency and environmental friendliness design among their top four priorities, as reported by a recent comprehensive assessment of the global automotive industry by KPMG International [2]. By the year 2020, the automotive market is expected to grow to 100 million new vehicles per year. “Lightweighting” in the transport industry has become a major theme of research in recent years; the main motives being anticipated fuel savings and meeting stricter environmental legislations in various jurisdictions such as Europe, North America, and Asia. In order to meet the CO 2 emission targets set for Europe in 2020, i.e., 95 g CO 2/km, a 200 - 300 kg weight reduction of the vehicle is required. Innovative steel designs must achieve significant increases in strength while offering thinner gauges to reduce vehicle mass. During the next ten years, applications of Advanced High-Strength Steels (AHSS) in OEM and supplier plants will increase, and users of AHSS will need to rapidly accumulate application knowledge. AHSSs are characterized by their complex multiphase microstructures containing a mix of different microstructural constituents, such as martensite, bainite, tempered martensite, and retained austenite, which provide them with unique mechanical properties in terms of tensile strength, fatigue, forming and crashworthiness. Formability is highly impacted by microstructure. This is especially critical in multiphase AHSS and has made it necessary to divide this important material characteristic into two: global and local formability. Global formability


refers to forming modes where deformation occurs in the plane of the sheet over relatively large regions of material. Local formability failure modes are an entirely different failure condition, where fractures occur out of the plane of the sheet in response to concentrated deformation created when forming localized features like stretch flanges, extruded holes, or bends around a radius too small for the selected steel grade. These failures typically occur without any observable thinning or necking [3]. Therefore, they cannot be predicted through conventional global ductility approaches based on necking instability, like elongation values from uniaxial tensile tests or Forming Limit Curves (FLCs).
Over the last years, several research studies have demonstrated that fracture toughness, measured through the Essential Work of Fracture (EWF) methodology, is a well-suited property to predict this kind of fracture related to the material’s local formability, such as edge fractures or crack formation during crash tests [4-6].The present work aims to show how the the EWF methodology was used as a tool to identify the problem’s root cause during the failure analysis of a Stellantis’ automotive component.
COMPONENT & MATERIAL
The component under investigation was the under-seat beam, highlighted in red in Figure 2. This is a fundamental component because it has the goal to absorb energy during the lateral crash and limit the intrusion to safeguard the vehicle occupants.
La Metallurgia Italiana - November/December 2022 pagina 51 Industry news - Attualità industriale
Fig.1 - CO2 emission trend in different sectors (left); transportation emissions in Europe (right)
Fig.2
- Under-seats beam position on the vehicle
Generally, these components are done in a Dual Phase (DP) steel, DP800 or DP1000. DP steels have a ferritic matrix with embedded islands of martensite to increase the tensile strength while time ensuring good formability. To reduce the weight and so save CO2 emission for the
vehicle, the higher grade of dual phase (DP1000) was chosen to manufacture the component analysed in this study. In the table below, the comparison between the mechanical properties of the two materials (DP800 and DP1000):
Tab.1 -Mechanical properties comparison between DP800 and DP1000.
DUAL PHASE STEELS COMPARISON
DP800 DP1000
Yield Strength [MPa] 420 – 550 700 – 800
Tensile Strength [MPa] Min. 780 Min. 980 Elongation [A80] Min. 14% Min. 7%
FAILURE ANALYSIS
During forming simulation, the component resulted feasible without the presents of any cracks or wrinkles. The most common material cards used for the formability study take care about: elasto-plastic curve, anisotropy, biaxial plane deformation and the forming limit diagram.
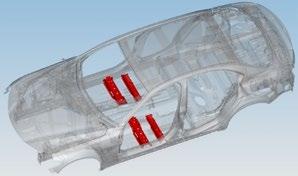
During the component physical forming operation, sometimes, cracks occurred. To investigate the reason for this failure, different investigations were performed to check if the material was compliant with the standard: tensile tests, chemical and micrographic analysis. The results are reported below.
Fig.3 - Cracks during the forming operations.

La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 52 Attualità industriale - Industry news
Fig.4 - Mechanical properties, chemical composition and microstructure of DP1000
As observed, all the material characteristics are in compliance with DP1000 specifications. To solve the problem, the DP1000 was substituted by a CP1000, a complex phase steel (bainite, martensite, and retained martensite) that has higher fracture toughness than DP1000. Using the EWF methodology, together with Eurecat, it was possible to quantify this difference in fracture toughness and understand the reason behind the


higher cracking sensitivity of the DP1000. The EWF for the CP1000 is 4 times more than the DP1000, this means that its crack propagation resistance is much higher than the one of DP1000. The CP1000 has slightly lower global formability compared to the DP1000, as can be observed from the elongation during the tensile test, but higher local formability as shown by the EWF measurement.
Fig.5 - Comparison between DP1000 and CP1000.
La Metallurgia Italiana - November/December 2022 pagina 53 Industry news - Attualità industriale
CONCLUSION
In this case study, the EWF methodology was fundamental to selecting the appropriate material for the under-seat beam. This method is able to quantify the fracture toughness of thin sheet materials and predict their edge cracking sensitivity without using the Hole Expansion Test which has a higher scatter, and the results depend strongly on the operator. According to this, the EWF is a basic test for
REFERENCES
material selection in components in which edge stretching and bending are applied and it is a key parameter for the safe implementation of high strength sheet metal products. The next step is to work on implementing the fracture toughness values obtained by this methodology on conventional virtual forming software to be able to anticipate edge cracking problems during the development phases.
[1] https://www.europarl.europa.eu/news/en/headlines/society/20190313STO31218/co2-emissions-from-cars-facts-and-figuresinfographics
[2] KPMG International: Global Automotive Executive Survey, 2017
[3] WORLDAUTOSTEEL_https://ahssinsights.org/forming/formability/global-vs-local-formability/
[4] D. Casellas, A. Lara, D. Frómeta, D. Gutiérrez, S. Molas, Ll. López, J. Rehrl, C. Suppan, Fracture Toughness to Understand StretchFlangeability and Edge Cracking Resistance in AHSS, Metallurgical and Materials Transactions A, 48 (2017) 86-94.
[5] D. Frómeta, A. Lara, S. Molas, D. Casellas, J. Rehrl, C. Suppan, P. Larour, J. Calvo, On the correlation between fracture toughness and crash resistance of advanced high strength steels, Eng. Frac. Mech. 205 (2019) 319-332
[6] D. Frómeta, A. Lara, L. Grifé, T. Dieudonné, P. Dietsch, J. Rehrl, C. Suppan, D. Casellas, J. Calvo. Fracture resistance of advanced high strength steel sheets for automotive applications. Metall Mater Trans A 52 (2021) 840–856.
TORNA ALL'INDICE >La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 54
- Industry news
Attualità industriale
Ricordo della Professoressa Enrica Stagno
Maria Rosa Pinasco, Danilo PettaCon grandissimo piacere ricordiamo sulla nostra rivista, ripercorrendo una carriera molto prestigiosa nel campo della metallurgia, chi tanto ha contribuito alla ricerca in campo metallurgico e siderurgico lasciando un’impronta indelebile nello sviluppo del settore.
Un personale ricordo, prima di ripercorrere le tappe fondamentali di una carriera unica, anche delle capacità didattiche non comuni della Prof.ssa Stagno che si potrebbero riassumere in un equilibrio di autorevole competenza miscelato con capacità di comunicazione non comuni dedicate ai propri studenti. Questo e altro hanno caratterizzato una Sua Scuola basata su indimenticabile passione per la metallurgia.
Giornate passate a “leggere” dentro l’acciaio immergendosi negli oculari del microscopio che disegnavano un mondo totalmente nuovo per gli occhi di uno studente e che veniva raccontato con una passione coinvolgente.
La professoressa Enrica Stagno ha iniziato la carriera universitaria all‘Università di Genova nel 1953 appena laureata in Chimica all'età di 23 anni col massimo dei voti e ne ha attraversato tutti gli stadi da:
• Assistente volontario e poi Assistente di Ruolo alla Cattedra di Siderurgia e Metallurgia,
• Professore Associato di Metallurgia
• fino alla qualifica, nel 1986, di Professore Ordinario di Metallurgia
Nel 1968 ha conseguito la Libera Docenza in Metallografia
Nell'anno 2003 fu insignita del premio internazionale Henry Clifton Sorby Award dall‘International Metallographic Society dell’ASM INTERNATIONAL Premio di eccellenza mondiale nel campo della Metallografia
Dal 1969 e stata socia dell'AlM, con la quale ha collaborato attlvamente essendo membro intelligente e stimolante di numerosi Comitati tecnici che si occupano di problematiche nel settore dai Trattamenti Termici, alla Metallografia, alla Metallurgia antica.
La collaborazione con l'Associazione Italiana di Metallurgia è continuata fino al 2005, anche utilizzando le sue competenze per lezioni a corsi organizzati per ingegneri, chimici e tecnici del settore
Dall'anno accademico 1965/66 sino al 2004/2005 ha svolto, presso la Facoltà di Scienze Matematiche, Fisiche e Naturali dell’Università di Genova numerosi Corsi di Metallurgia afferenti ai Corsi di Laurea in Chimica, Chimica Industriale, Scienza dei Materiali nonché alle Scuole di Specializzazione e di Dottorato.
Il pensionamento, per limiti di età, alla fine del 2002 non ha Interrotto l'attività scientifica né quella didattica e la Prof. ssa Stagno è stata presente nel Dipartimento di Chimica e Chimica Industriale fino ai primi mesi del 2006, anno della sua morte
Durante la sua lunga carriera accademica ha seguito come relatore le tesi sperimentali scientifiche di più di cento laure-
La Metallurgia Italiana - November/December 2022 pagina 55 Industry news - Attualità industriale
andi in Chimica, Chimica Industriale, Scienza dei Materiali e di dottorandi in Chimica, Scienza dei Materiali e Ingegneria.
Come didatta ha goduto della stima di colleghi e studenti per la sua capacità di collegare chiaramente aspetti teorici e pratici e di rendere semplici argomenti ostici ai più.
Ad esempio di tale capacità, propria di chi ha conoscenze profonde della materia e insieme grandi doti di comunicazione, si cita il fatto che, attraverso I 'insegnamento della prof. Stagno, anche semplici operai di industrie metallurgiche sono riusciti ad apprendere i concetti base della metallurgia e ad applicarli nel loro usuale lavoro.
L’attività scientifica della Prof.ssa Stagno inizia nei lontani anni cinquanta quando con il Professor Antonio Scortecci, Direttore ILVA e titolare alla Facoltà di Ingegneria dell’Università di Genova di una delle tre prime cattedre nazionali in Siderurgia, costruisce una struttura universitaria attiva in campo metallurgico denominata Laboratorio di Metallurgia e Metallografia, all'interno dell'lstituto di Chimica Generale ed Inorganica e successivamente provvede con passione e capacità al suo sviluppo e ampliamento.
Antesignana della necessità di un supporto della ricerca universitaria di base alla produzione industriale organizzò e svolse la ricerca in stretta collaborazione con industrie nazionali ed internazionali e affrontò le problematiche relative insieme ai rappresentanti della comunità scientifica del settore.
Il mondo industriale manifestò da subito grande interesse per la ricerca e la formazione svolta dalla Prof.ssa Stagno.
I progetti di ricerca che impegnarono la Prof.ssa Stagno sono stati supportati finanziariamente dal Ministero dell’Università e della Ricerca Scientifica, dal CNR, da Enti Locali, da Centri di ricerca industriale e da PMI.
Andando avanti nella stesura ci si accorge che è impossibile sintetizzare una così ampia attività, tuttavia ci piace ricordare come i primi studi della prof. Stagno risalgono agli anni in cui SEM e microanalisi erano appannaggio di pochissimi centri di ricerca e, nonostante ciò, attraverso tecnologie di minor costo ed, in particolare, utilizzando la metallografia ottica in sinergia con tecniche scelte di volta in volta fra quelle disponibili e idonee al problema, mise in evidenza importanti fenomeni metallurgici.
Di importanza rilevante fu la messa a punto insieme al Prof. Scortecci di una particolare METALLOGRAFIA A COLORI, basata sull'ossidazione a caldo e capace di rivelare eterogeneità, fenomeni di ereditarietà e orientazione di grani e stati tensionali non visibili o meno evidenti con la metallografia tradizionale.
Nell’articolo di seguito un esempio di tale attività,
Con infinita stima e affetto Prof.ssa Maria Rosa Pinasco Dott. Danilo Petta
La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 56
news
Attualità industriale - Industry
La metallografia a colori: contributo allo studio dei materiali metallici
a cura di: E. Stagno, M.R. Pinasco, D. PettaLa metallografia, come è noto, è una tecnica di studio sperimentale che dà informazioni sulla microstruttura dei materiali metallici mediante l’osservazione al microscopio di sezioni significative del materiale. Le tecniche metallografiche all’inizio si basavano solo sulle osservazioni al microscopio ottico e al macroscopio. Successivamente sono state sviluppati mezzi di indagine più “potenti” e a più alto potere risolutivo che non rappresentano un’alternativa ma sono complementari agli esami al microscopio ottico. Infatti questi ultimi forniscono una visione generale della microstruttura che permette di focalizzare gli obiettivi e di valutare le tecniche più idonee a raggiungerli. Ormai da molti anni, fin dagli ultimi anni 50, nel Laboratorio di Metallurgia e Metallografia dell’Università di Genova è stata ideata e messa a punto, sotto la guida del Prof. Antonio Scortecci e sviluppata insieme alla Prof. Enrica Stagno, una tecnica di metallografia ottica a colori che si è mostrata di grande potenzialità; essa è stata applicata inizialmente alle leghe ferrose (acciai e ghise anche legati) e successivamente anche a numerose altre leghe tra cui quelle di oro, di titanio e di zirconio Essa risulta da una combinazione tra un attacco effettuato con un reattivo di dissoluzione seguito da una ossidazione a caldo in aria a temperature e per tempi differenti in funzione della natura della lega. Questa procedura provoca la formazione di sottili film di ossido il cui diverso spessore origina differenti colori per fenomeni di interferenza.
Lo spessore dell’ossido (e quindi il colore che ne deriva) è in relazione simultanea con la natura della fase o del costituente microstrutturale, con l’eterogeneità chimica della soluzione solida, con l’orientazione cristallina dei grani e con gli stati tensionali.
Sin dagli anni 60, quando il SEM e la microanalisi anche nelle sue forme più rudimentali erano proprietà di pochissimi centri di ricerca, la tecnica di ossidazione a caldo è risultata un mezzo molto utile e assai poco costoso per rivelare chiaramente e simultaneamente i diversi aspetti strutturali necessari alla conoscenza del materiale.
Questo lavoro di rewiew si propone di illustrare con qualche esempio, tratto da alcune ricerche sperimentali, la potenzialità e l’importante contributo di questa tecnica di metallografia a colori nello studio dei materiali metallici.
PREMESSA
Il Laboratorio di Metallurgia e Metallografia dell’Università di Genova ha svolto ricerca scientifica a cominciare dagli anni 50. Successivamente convertito nel “Gruppo di ricerca di Metallurgia” e inserito nella Sezione di Chimica Inorganica e Metallurgia del Dipartimento di Chimica e Chimica Industriale dell’Università di Genova. Le competenze e l’attività scientifica sono situate nell’ambito della metallurgia e della scienza dei materiali. La ricerca ha riguardato una serie di tematiche che, partendo da studi di base concernenti gli aspetti chimico/fisico/ strutturali di differenti metalli e leghe, si sono sviluppate (in virtù della costante collaborazione con specialisti del settore) nello studio della correlazione fra le caratteristi-
Enrica Stagno
già Professore ordinario di Metallurgia presso il Dipartimento di Chimica e Chimica Industriale dell’Università degli Studi di Genova
Maria Rosa Pinasco
Dipartimento di Chimica e Chimica Industriale dell’Università degli Studi di Genova – mariarosa.pinasco@gmail.com
Danilo Petta
Gearchem S.r.l, Castello d’Argile (BO) - d.petta@gearchem.it
La Metallurgia Italiana - November/December 2022 pagina 57 Industry news - Attualità industriale
PAROLE CHIAVE: METALLOGRAFIA, METALLOGRAFIA A COLORI, MATERIALI METALLICI;
che metallurgiche e le proprietà d'impiego più strettamente connesse all'applicazione industriale. Le tematiche di ricerca sono state numerose così come i materiali esaminati. Lo sviluppo delle ricerche è stato reso possibile da una pluriennale collaborazione con Università, Centri di ricerca e Industrie nazionali e internazionali, a livello sia di Laboratori per l’innovazione e lo sviluppo che di unità produttive. Ciò ha permesso di studiare materiali prodotti in ambito e con tecnologie industriali e di trasferire direttamente nella pratica di stabilimento i risultati delle ricerche stesse.
In tutti gli studi come punto di partenza è stata sempre utilizzata la Metallografia nelle sue differenti tecniche.
INTRODUZIONE
La metallografia, come è noto, è una tecnica sperimentale che dà informazioni sulla microstruttura delle leghe esaminate mediante l’osservazione al microscopio di sezioni significative del materiale preparate specificatamente in modo idoneo. L’esame metallografico permette di mettere in evidenza aspetti molto importanti come la natura, la distribuzione, la morfologia, la taglia dei grani, delle fasi e dei costituenti microstrutturali presenti. Questo metodo è anche in grado di rivelare la presenza di eterogeneità delle soluzioni solide, di inclusioni non metalliche e di dare informazioni sull’eventuale deformazione plastica subita dal materiale.
Le tecniche metallografiche che all’inizio si basavano solo sulle osservazioni al microscopio ottico e al macroscopio si sono successivamente arricchite con la metallografia elettronica (SEM coi suoi vari segnali SE e BSE) la microanalisi, la diffrazione elettronica (EBSD), l’analisi quantitativa di immagine…. Tali tecniche più “potenti” e a più alto potere risolutivo non rappresentano un’alternativa ma sono complementari agli esami macro e al microscopio ottico; infatti questi ultimi forniscono informazioni preliminari generali sulla microstruttura che permettono di focalizzare gli obiettivi e quindi di orientare le ulteriori analisi allo scopo di valutare quantitativamente quanto evidenziato qualitativamente.
Le operazioni preliminari all’esame metallografico comportano anzitutto il prelievo di uno o più campioni rappresentativi del pezzo, la pulitura meccanica e/o elettrolitica seguite dall’attacco della superficie con reattivi differenti in funzione del materiale.
I reattivi si possono dividere in due gruppi: al primo appartengono quelli i cui prodotti di reazione con i metalli si sciolgono nel reattivo stesso; al secondo i reattivi i cui
prodotti di reazione sono insolubili e rimangono in loco formando una sottile pellicola più o meno stabile. I reattivi del primo gruppo attaccano con velocità diverse le varie fasi presenti alla superficie del campione in funzione della natura, dell’orientazione, dell’eterogeneità chimica e dell’eventuale stato tensionale del reticolo. Lo spessore del materiale asportato si apprezza solo grossolanamente per effetto di ombre e di luci.
I reattivi del secondo gruppo possiedono, nelle prime fasi dell’attacco, un potere selettivo analogo a quelli del primo gruppo. Le pellicole che si formano sulla superficie del campione hanno quindi uno spessore che è funzione dell’eterogeneità chimica delle fasi presenti, dell’orientazione cristallina e dello stato tensionale. Lo spessore della pellicola e soprattutto le differenze di spessore da un punto all’altro possono essere molto facilmente stimate per mezzo dei colori di interferenza che si generano.
LA METALLOGRAFIA A COLORI
Ormai da molti anni, fin dagli ultimi anni 50, nel Laboratorio di Metallurgia e Metallografia è stata ideata e messa a punto, sotto la guida del Prof. Antonio Scortecci, una tecnica metallografica a colori applicata inizialmente alle leghe ferrose (acciai e ghise anche legati) [1-12] e successivamente anche a numerose altre leghe tra cui quelle di oro, di titanio e di zirconio [13-22].
Essa risulta da una combinazione tra un attacco effettuato con un reattivo di dissoluzione (I gruppo) seguito da una ossidazione a caldo in aria a temperature e per tempi differenti in funzione della natura della lega.
Le temperature utilizzate sono di circa 250-300°C per gli acciai al carbonio, variabili tra 500 e 600°C per gli acciai legati; i tempi di permanenza sono al massimo di qualche minuto. Quando il campione in superficie ha raggiunto il colore desiderato (rosso porpora) viene raffreddato velocemente.
Durante i brevissimi tempi in cui si sono formate le pellicole di ossido non si sono mai osservate differenze strutturali apprezzabili nei materiali esaminati. È chiaro tuttavia che questa tecnica non sarebbe applicabile a diversi materiali attuali come per esempio gli acciai altoresistenziali. Questa procedura provoca la formazione di sottili film di ossido il cui diverso spessore origina differenti colori per fenomeni di interferenza.
Lo spessore dell’ossido è in relazione con:
• La natura della fase o del costituente microstrutturale
La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 58
Industry news
Attualità industriale -
• L’eterogeneità chimica della soluzione solida
• L’orientazione cristallina dei grani
• Gli stati tensionali
A causa dell’elevata sensibilità di questa tecnica agli stati tensionali è indispensabile una preparazione particolarmente accurata della superficie del campione in esame. Sin dagli anni 60, quando il SEM e la microanalisi anche nelle sue forme più rudimentali erano proprietà di pochissimi centri di ricerca, la tecnica di ossidazione a caldo è risultata un mezzo molto utile e assai poco costoso per rivelare con chiarezza simultaneamente l’orientazione cristallina, l’eterogeneità primaria, i fenomeni di ereditarietà strutturale e lo stato tensionale.
Questo lavoro di rewiew si propone di illustrare con qualche esempio (tratto dai dati sperimentali delle ricerche effettuate) la potenzialità e l’importante contributo di questa tecnica di metallografia a colori nello studio dei materiali metallici. Essa in alcuni casi è risultata determinante.
EVIDENZE SPERIMENTALI DEL RUOLO ESERCITATO DALLA METALLOGRAFIA A COLORI NELLO STUDIO DEI MATERIALI METALLICI

In un rapporto presentato alle “Journèes Internationales de la Grosse Forge”, Paris 1963 sono stati resi noti i primi risultati di una ricerca indirizzata a mettere in evidenza l’influenza dei fenomeni di ereditarietà strutturale chimica e cristallografica sulle proprietà meccaniche dei grossi fucinati attraverso l’utilizzo della metallografia a colori. Negli acciai greggi di fusione è stata osservata dopo ossidazione la presenza di colonie di grani di colore analogo e quindi isorientati invisibili dopo attacco in bianco e nero (figure 1 e 2 a confronto); sono state seguite le loro modificazioni a seguito di deformazioni e trattamenti termici. Si è potuto così evidenziare la relazione tra ereditarietà chimica e strutturale e le proprietà.
Fig.1 - (MO, 200x). Acciaio a basso carbonio greggio di fusione. Grossi grani di ferrite con morfologia irregolare / Large ferrite grains with irregular morphology (MO, 200x)
Fig.2 - (MO, 300x). Stesso materiale dopo ossidazione a caldo. Sono messi in evidenza clusters di grani con simile colore e orientazione / Same material after hot oxidation, grains clusters with similar colour and orientation are pointed out (MO, 300x)

La Metallurgia Italiana - November/December 2022 pagina 59 Industry news - Attualità industriale
All’interno della stessa tematica di ricerca è stata studiata la relazione tra eterogeneità di colore dei grani ferritici, effetti microstrutturali e proprietà meccaniche. Si sono presi anche in considerazione fucinati che presentavano alla prova di trazione allungamenti differenti, Dopo trattamento di ricottura a 950°C le differenze fra gli aspetti microstrutturali

dei materiali con allungamento diverso sono risultate particolarmente evidenti. Infatti solo nei campioni con basso allungamento si osservano, intorno alle scorie, aree ferritiche bianche (colore del II ordine) per effetto della elevata velocità di ossidazione nei confronti della restante matrice ferritica (figura 3 a confronto con figura 4).
Fig.3 - (MO, 100x). Acciaio al C fucinato con più basso allungamento Presenza di “aree bianche” con velocità di ossidazione maggiore a causa dello stato tensionale localizzato intorno alle impurezze / (MO, 100x). Forged carbon steel with lower elongation). Presence of “white-areas” with higher oxidation rate. It depends on the localised impurity content.
Fig.4 - (MO, 100x). Acciaio al C fucinato con più alto allungamento. Le “aree bianche” sono assenti / (MO, 100x). Forged carbon steel with higher elongation. The “white-areas” are missing.
Questi aspetti microstrutturali così utili a differenziare i materiali con diverso allungamento sfuggono completamente in metallografia tradizionale
La metallografia a colori ha dato un sensibile contributo anche nello studio della deformazione a caldo e a freddo e della ricristallizzazione: ha simultaneamente messo in evidenza la loro influenza sulla eterogeneità, sull’orientazione cristallina e sulla ereditarietà strutturale che ne deri-
va. L’immagine a colori permette anche nel complesso di valutare sia pure in modo grossolano l’entità degli effetti prodotti da tali operazioni sulla struttura del materiale. La deformazione a freddo, come è noto, modifica decisamente le proprietà del materiale metallico e la sua microstruttura. Le figure 5,6 e 7 in sequenza mostrano l’effetto su un acciaio al carbonio lavorato a caldo dell’aumento del tasso di deformazione a freddo. Dopo attacco a colori in partenza il laminato a caldo (figura5) presenta grani ferritici,

La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 60
news
Attualità industriale - Industry
di forma poligonale, ben disorientati con ampio spettro di colore. Con l’aumentare del tasso di deformazione i grani si allungano e si allineano nella direzione di lavorazione (figura 6) fino a trasformarsi in fibre per deformazioni superiori al
75%; contemporaneamente la disorientazione diminuisce, lo spettro di colore si restringe e per forti deformazioni le orientazioni delle fibre si riducono a due messe in evidenza da due sole colorazioni (figura 7).

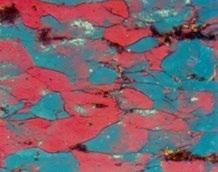

Fig.5 - (MO, 500x), Acciaio al C laminato a caldo allo stadio iniziale prima della lavorazione a freddo / (MO, 500x), Hot rolled carbon steel beginning step of cold working.
Fig.6 - (MO, 500x) Stesso materiale dopo riduzione a freddo del 40% mediante trafilatura / (MO, 500x). Same material after 40% cold reduction by drawing
Fig.7 - (MO, 500x) Stesso materiale dopo riduzione a freddo del 90% mediante trafilatura / MO, 500x) Same material after 90% cold reduction by drawing
La Metallurgia Italiana - November/December 2022 pagina 61
news
Industry
-
Attualità industriale
Come è noto l’entità della ricristallizzazione di un materiale metallico deformato a freddo dipende all’unisono dalla temperatura, dal tempo di permanenza a temperatura e dal tasso di deformazione subito.

Le figure 8,9 e 10 illustrano l’influenza della permanenza alla temperatura di 550°C (campo α) di un acciaio al C lavorato a freddo fino a un tasso del 99%.
Dopo i primi tempi di permanenza la figura 8 mostra che la ricristallizzazione è iniziata: sono ben visibili i nuovi piccoli grani di colore blu-verde, colore simile a quello della fibra da cui hanno avuto origine. All’aumentare del tempo di permanenza (figura 9) la ricristallizzazione progredisce
considerabilmente: molti più grani sono presenti ma essi prevalentemente conservano la colorazione della fibra lungo la quale sono allineati. Per il tempo di permanenza illustrato dalla figura 10 la ricristallizzazione è completa; le fibre non sono più evidenti, i grani poligonali mostrano diversi colori a testimonianza della loro disorientazione ma lo spettro dei colori non è molto ampio. Quando il trattamento è stato eseguito in campo gamma (950°C) a fine ricristallizzazione lo spettro dei colori dei grani è risultato molto più ampio a testimonianza di una più perfetta rigenerazione strutturale

Fig.8 - (MO, 500x). Acciaio al carbonio lavorato a freddo dopo il primo stadio di permanenza a T=550°C. Si possono già vedere i primi grani ricristallizzati di colore blu-verde / (MO, 500x) Carbon steel, the first recrystallised grains can already be seen: they are blue-green
Fig.9 -- (MO, 500x) Stesso material della figura 8. Per un maggior tempo di permanenza la ricristallizzazione è sensibilmente progredita / (MO, 500x) Same material; recrystallisation has progressed considerably
La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 62
news
Attualità industriale - Industry
Fig.10 - (MO, 500x). Stesso materiale dopo ulteriore permanenza a temperatura: la ricristallizzazione è completa / MO, 500x) Same material; recrystallisation is complete
L’attacco a colori è risultato particolarmente utile nello studio degli acciai legati. In particolare negli acciai inossidabili austenitici ad elevato tenore di nichel e di cromo il confronto tra le micro in bianco e nero e le corrispondenti a colori fa notare quante più informazioni si possono trarre



da queste ultime nelle quali sono visibili immediatamente e simultaneamente l’eterogeneità primaria, la disorientazione dei grani e la relazione tra struttura primaria e separazione delle fasi presenti (figura 11 in bianco e nero a confronto con figura 12 con attacco a colori).
Fig.11 - (MO, 100x). Acciaio inossidabile greggio di fusione(24Cr-20Ni). Soluzione solida austenitica e giunti dei grani / (MO, 100x). As cast stainless steel (24Cr-20Ni). Austenite solid solution
Fig.12 - (MO, 100x). Stesso materiale della figura 11 dopo ossidazione in aria Sono chiaramente visibili sia l’eterogeneità chimica della soluzione solida austenitica sia l’orientazione dei grani / (MO, 100x). Same material heat tinting. Both chemical heterogeneity of austenitic solid solution and grain disorientation are clearly showed
La Metallurgia Italiana - November/December 2022 pagina 63 Industry news - Attualità industriale
Il material degli assi dendritici, a più basso tenore di lega si ossida ad una velocità superiore ed appare di colore blu mentre il materiale infradendritico, più ricco in cromo, è colorato in giallo. Le sfumature di colore della matrice austenitica dal blu al giallo sono in relazione col profilo di concentrazione degli elementi in lega come è stato con-

fermato con la microanalisi in tempi successivi alla ricerca.

La metallografia a colori permette anche una facile identificazione delle fasi separate: i carburi, molto ricchi in cromo, situati nell’infradendritico, sono praticamente inossidabili e appaiono bianchi (figura13).
Fig.13 -(MO, 100x). Acciaio inossidabile (24Cr-20Ni) greggio di fusione dopo attacco a colori. I carburi ricchi in cromo sono praticamente inossidabili e appaiono bianchi / (MO, 100x). As cast stainless steel (24Cr-20Ni) (MO, 100x), after heat tinting. Cr-rich carbides practically not oxidable are white
L’esame a colori rende immediata anche l’identificazione della ferrite delta che è visibile in bianco e nero solo se non troppo dispersa. La ferrite delta più ricca in cromo rispetto
alla matrice austenitica risulta meno ossidabile e di colore giallo (figura 14).
Fig.14 -(MO, 500x). Acciaio inossidabile (18Cr--8 Ni) greggio di fusione. La fase ferrite delta appare gialla in una matrice austenitica di colore cremisi o azzurra. La ferrite delta risulta più ossidabile dei carburi ma meno della matrice austenitica / (MO, 500x). As cast stainless steel (24Cr-20Ni) (MO, 500x). The d ferrite phase appears yellow coloured in a magenta austenitic matrix. The d ferrite results more oxidable than carbides
La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 64
news
Attualità industriale - Industry
A causa del colore ben diverso dalla matrice austenitica di fondo la ferrite delta è facilmente identificabile anche allo stato finemente disperso come si trova nei lavorati. Si distingue facilmente anche dai carburi che appaiono bianchi.
La struttura di un acciaio rapido 18-4-1 è costituita da baini-
te globulare, carburi eutettici ed austenite residua nell’infradendritico. Anche in questo caso l’esame a colori si è rivelato assai sensibile per evidenziare la natura dei diversi costituenti strutturali e le relazioni tra questi e la struttura primaria (figura 15 a confronto con figura 16)
Fig.15 -(MO, 300x). Acciaio rapido greggio di fusione (18W-4Cr-1V) (MO, 300x). Sono presenti bainite globulare, carburi eutettici e austenite residua / (MO, 300x). As cast high speed steel (18W-4Cr-1V). Globular bainite, eutectic carbides and retained austenite are shown
Dopo ossidazione i costituenti microstrutturali sono distinguibili più chiaramente: la bainite è colorata in verde


blu, i carburi ricchi in cromo sono bianchi e l’austenite residua è rossa
Fig.16 - (MO, 300x). Stesso materiale della figura 15 dopo attacco a colori. Le fasi sono distinguibili più chiaramente: la bainite è colorata in verde blu, i carburi ricchi in cromo sono bianchi e l’austenite residua è rossa / (MO, 300x). Same material after heat tinting (MO, 300x). The phases are most clearly distinguished: bainite is blue-green coloured, Cr-rich carbides are white and retained austenite is red
Sono presenti due tipi di carburi la cui natura differente appare evidente solo dopo ossidazione: carburi di Vanadio (come testimoniato dalla microanalisi EDXS in tempi successivi alla ricerca) di forma arrotondata, molto ossidabili, che nelle condizioni sperimentali utilizzate appaiono blu e
carburi eutettici, ricchi in cromo, di natura complessa, praticamente inossidabili (figura 17). L’austenite residua più ricca in elementi di lega (come poi confermato dalla microsonda) appare rossa.
La Metallurgia Italiana - November/December 2022 pagina 65 Industry news -
Attualità industriale
Fig.17 - (MO, 500x). Stesso materiale. A più forte ingrandimento si distinguono due tipi di carburi: carburi eutettici bianchi non ossidabili e carburi globulari più ricchi in V più ossidabili di colore blu / (MO, 500x). Same material. At higher magnification two different carbides are distinguished: white eutectic carbides not oxidable and V-rich most oxidable globular carbides blue coloured
Dopo aver largamente sperimentato gli acciai al carbonio e gli acciai legati, è stato iniziato uno studio sulle ghise austenitiche a partire dalle ghise Ni-resist a grafite lamellare. Nelle strutture di queste leghe, ad alto contenuto di nichel, l’eterogeneità chimica della soluzione solida è notevole. In metallografia tradizionale è praticamente

impossibile osservarla mentre dopo ossidazione diventa evidentissima (figura 18 a confronto con figura 19). Inoltre risulta netta la relazione tra la distribuzione dei carburi e la struttura primaria; di regola i carburi si trovano nell’infradendritico, sono di tipo eutettiforme e del tutto inossidabili rispetto alla matrice
Fig.18 - (MO, 100x). Ghisa Ni-resist. Matrice austenitica, grafite lamellare e carburi. L’ereditarietà strutturale è evidenziata solamente dalla distribuzione dei carburi / (MO, 100x). Ni-resist iron. Austenitic matrix, lamellar graphite and carbides. The structural heredity is shown only through carbides arrangement

La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 66 Attualità industriale - Industry news
Fig.19 - (MO, 100x). Stesso materiale dopo ossidazione. I differenti colori evidenziano l’eterogeneità chimica della soluzione solida. I carburi, praticamente non ossidabili, sono localizzati nella zona infradendritica / (MO, 100x). Same material after oxidation (MO, 100x). The different colours point out the solid solution heterogeneity. The carbides, practically not oxidable, are localized in infradendritic zone.
A più forte ingrandimento (figura 20) sono chiaramente visibili l’eterogeneità chimica della matrice austenitica e e la natura complessa dei carburi.
Fig.20 - (MO, 500x). Ghisa Ni-resist. Matrice austenitica con grafite e carburi / (MO, 500x). Ni-resist iron. Austenitic matrix with graphite and carbides.
In alcune ghise più ricche in cromo la metallografia a colori ha messo in evidenza che i carburi lamellari sono circondati da una matrice austenitica di colore blu chiaro che risulta quindi più ossidabile rispetto a quella contigua rossa (figura 21).
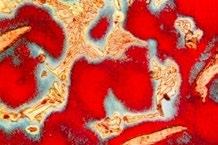

Fig.21 - (MO, 500x). Ghisa Ni-resist (MO, 500x). In alcune ghise più ricche in cromo i carburi sono circondati da una matrice austenitica di colore blu chiaro più ossidabile di quella rossa / (MO, 500x). In some most Cr-rich Ni-resist iron, carbides are surrounded by a light blue austenitic matrix more oxidable than the red one

La Metallurgia Italiana - November/December 2022 pagina 67 Industry news - Attualità industriale
Al momento della ricerca (in cui il SEM e la microanalisi non erano disponibili) si fece l’ipotesi che il fenomeno della colorazione blu chiaro della matrice fosse in relazione con l’impoverimento localizzato di Cr nell’austenite dovuto alla precipitazione dei carburi che causava così la maggiore ossidabilità. Tale ipotesi è stata successivamente confermata da profili di concentrazione e analisi quantitative mediante microanalisi al SEM.
La potenzialità dell’attacco per ossidazione nell’ individuare fenomeni altrimenti non evidenziabili nello studio delle leghe è stato così ancora una volta confermato. Molti sono i materiali che sono stati studiati utilizzando anche l’attacco a colori (leghe di titanio, zirconio, oro, argento e rame…) e in tutti i casi si sono ottenute informazioni qualitative molto utili sempre, successivamente rese quantitative dalle moderne tecniche di indagine. È bene anche ricordare che la metallografia a colori è un mezzo di indagine poco costoso e non necessita di apparecchiature sofisticate. L’elevata sensibilità agli stati di tensione rende però indispensabile per il suo utilizzo un’accuratissima preparazione del provino.
CONCLUSIONI
- La metallografia a colori per ossidazione a caldo è una tecnica di microscopia ottica ideata e utilizzata nello studio dei materiali metallici fin dagli ultimi anni 50. Essa ri-
sulta da una combinazione tra un attacco effettuato con un reattivo di dissoluzione seguito da una ossidazione a caldo in aria a temperature e per tempi differenti in funzione della natura della lega - Quando applicata allo studio delle leghe metalliche si è rivelata un mezzo di indagine molto utile e assai poco costoso per evidenziare chiaramente e simultaneamente l’orientazione cristallina, l’eterogeneità primaria, i fenomeni di ereditarietà strutturale e lo stato tensionale; in alcuni casi si è mostrata determinante nel segnalare fenomeni ignorati dalla metallografia tradizionale. - I fenomeni messi in evidenza in modo qualitativo nelle ricerche effettuate dalla metallografia a colori sono stati in tempi successivi sempre confermati quantitativamente da strumenti ad alto potere risolutivo (SEM, microanalisi, EBSD...) nel frattempo entrati in uso comune - Questo lavoro di rewiew ha illustrato con qualche dato, tratto da alcune ricerche sperimentali, la potenzialità e l’importante contributo che la tecnica di metallografia a colori per ossidazione ha nello studio dei materiali metallici.
REFERENZE
[1] Scortecci, E. Stagno, Etude de I'hétérogéneité de la ferrite des aciers par la Metallographie en couleur ; ses rapports avec les deformations plastiques, les cycles Thermiques et les proprieties mecaniques, Journèes Internationales de la Grosse Forge, Paris,1963,
[2] A. Scortecci, E. Stagno, Rapporto tra struttura primaria e secondaria dell'acciaio e Metallografria a colori, La Fonderia Italiana,1965, XIV / 11,421-428
[3] E. Stagno, Rapporto tra proprietà meccaniche e particolari aspetti metallografici degli Acciai, Atti dell'Accademia Ligure di Scienze e Lettere, Genova,1967, vol. XXIV, 1-16
[4] E.Stagno, M.R.Pinasco, Structure des aciers inoxydables austenitiques, Memoires Scientifiques de la Révue de Metallurgie,1967,vol. LXIV I 9,709-722
[5] E.Stagno, M.R.Pinasco, Sulla struttura degli acciai inossidabili austenitici, L'Acciaio Inossidabile Edizioni AvestaSPA, Milano, 1967,vol XXXIV / 4,119-133
[6] E.Stagno,M..R.Pinasco,Sur la formation des structures metallografiques des alliages de Fe-Cr-Ni-C, Memoires Scientifiques de la Revue de Metallurgie, 1968,vol. LXV /9,627 -642
[7] E .Stagno , M.R. Pinasco, Les aciers inoxydables a l’état brut de coulee et apres deformation: relations entre les structures , Memoires Scientifiques de la Revue de Metallurgie, 1970 , vol . LXVII / 3, 181-19110
[8]
E. Stagno, M.R.Pinasco, Acciai austenitici inossidabili e refrattari: getti e deformati, Bollettino Tecnico Finsider, 1970,286, dicembre, 1-20
[9] E.Stagno M.R.Pinasco, Structures métallografique des aciers à coupe rapide a l’ètat brut de coulee et aprés deformation plastique et traitements thermiques, Memoires Scientifiques de la Révue de Metallurgie, 1969, vol. LXVI / 11, 810-832
La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 68 Attualità industriale - Industry news
[10] E.Stagno, M.G.Ienco, Metallographische Gesichtspunkte zur industriellen Entwicklung eines neuen Schellstahles, Sonderdruck aus Radex-Rundshau, Osterrreichisch-Amerikanische Meagnesit, Radenthein (A ), 1980, Heft 4, 317- 324
[11] Stagno, M.R.Pinasco, Struttura metallografica della ghisa Ni-Resist a grafite Lamellare e sferoidale, Bollettino Tecnico Finsider,1971,289, 3, [12] E. Stagno, M.R.Pinasco, Struttura metallografica della ghisa Ni -resist a grafite Lamellare e sferoidale, La Fonderia Italiana,1970, vol. XIX / 10,331-342
[13] E.Stagno, M.G.Ienco, Esame metallografico a colori del titanio e della lega TA6V, Alluminio, 1971, n3,3-14
[14] E.Stagno, M.G.Ienco, Untersuchung des Zirkoniums und Zircalloy 2 mit Hilfe der Farbmetallographie.(Esame metallografico a colori dello zirconio e della lega zircalloy2) ,Sonderdruck aus Radex-Rundshau, Osterrreichisch-Amerikanische Magnesit, Radenthein( A), 1972,heft 3/4,284-294
[15] E.Stagno,M.G.Ienco, Metallographische untersuchungen der gefugeumwandlungen in Zirkon-Niob-Legienrngen nach verschiedenen Abkuhlungsbedingungen (Esame metallografico delle trasformazioni strutturali nelle leghe Zirconio-Niobio in relazione a differenti velocità di raffreddamento),Sonderdruckaus Radex-Rundshau, Osterrreichisch-Amerikanische Magnesit, Radenthein (A), 1974, heft 3, 144-153
[16] E.Stagnoo, M.G.Ienco, Einfluss der warmebehandlung auf gefuge von Zirkon-Chrom-Leigerungen, Sonderdruck aus RadexRundshau, Osterrreichisch-AmerikanischeMagnesit, Radenthein (A), 1977 ,heft 1 , 15-28
[17] E.Stagno,M.G.Ienco, Esame metallografico della trasformazione beta -> alfa nello zirconio e nelle sue leghe, La Metallurgia Italiana, EDIMET, Brescia, 1978, LXX – 7/8, [18] E.Stagno, M.R.Pinasco, Das Gefuge von Ni-Hard-Gusseisen im Gusszustand und nach Warmbehandlung, Sonderdruck aus RadexRundshau, Osterrreichisch-Amerikanische Magnesit, Radenthein (A ),1973,heft 5, 664-674 [19] E.Stagno,M.R.Pinasco, Structure métallographique de l'or blanc 750 °/oo, à l'etat brut de fusion et apres traitement thermique, Memoires Scientifiques de la Revue de Metallurgie,1976 LXXIII,1,35-55 [20] E .Stagno, M.G.Ienco, Structure d'un certain nombre d'alliages binaires et ternaires riches en or à l'etat brut de fusion et après traitement thermiques, Mémoires Scientifiques de la Revue de Metallurgie, 1976, LXXIII, 2, 117-140 [21] E.Stagno, M.R.Pinasco, Structure métallographique de I'or blanc après laminage a froid:-influence des traitements thermiques et recristallisation, Memoires Scientifiques de la Revue de Métallurgie,1978, LXXV, 8-9, 529-542
[22] E.Stagno, M.R.Pinasco, Deformation and recrystallization of a jewellery white gold alloy, Gold Bulletin, 1979, vol 12, n.2, 53-57
TORNA ALL'INDICE >
La Metallurgia Italiana - November/December 2022 pagina 69 Industry news - Attualità industriale
Reportage dal corso CND
Il 16 e 17 novembre si è tenuto a Milano il tradizionale corso sui controlli non distruttivi che da qualche anno ha scandito una rinvigorita collaborazione con l’AIPND (Associazione Italiana Prove Non Distruttive), che ha patrocinato il corso ed ha partecipato con numerosi docenti qualificati, in buona parte associati anche ad AIM.
In particolare, abbiamo avuto il piacere di annoverare tra i docenti l’ing Daniele Bisi del Centro Ricerche Fiat, ora Stellantis, che oltre ad intervenire ad inizio corso con i saluti dell’AIPND in qualità di Vicepresidente, ha presentato, nel corso del secondo giorno, le PND nell’industria automobilistica.
Altri importanti contributi sono venuti dal prof Carboni del Politecnico di Milano sul tema Efficacia ed Affidabilità delle PND e dall’ing Korpus dell’IBG, che ci ha tuffato nel futuro dell’intelligenza artificiale applicata ai segnali delle correnti indotte.
Senza avere la pretesa di completezza, il corso si è confermato una panoramica molto esaustiva dello stato dell’arte di queste metodologie di controllo in costante rapida evoluzione, senza dimenticare l’ancoraggio ai principi di base, che hanno le loro radici nella conoscenza dei materiali e delle loro applicazioni, così come la diagnostica medica non può prescindere da approfondite conoscenze del corpo umano.
Grazie alle tecnologie di comunicazione sviluppate con grande celerità ed efficienza dallo staff AIM nei periodi di lockdown, il corso è stato disponibile anche a distanza, malgrado l’efficacia ne risulti particolarmente ridotta, per la difficoltà di interazione docente-partecipante e soprattutto dei partecipanti tra di loro.
Va ricordato infine che tutti i docenti, compreso il sottoscritto, danno volentieri la disponibilità per la fornitura di ulteriori informazioni e documentazione, direttamente o tramite la Segreteria AIM.
Ezio Trentini ezio.trentini@fastwebnet.itLa Metallurgia Italiana - Novembre/Dicembre 2022 pagina 70 Atti e notizie - AIM news
Il saluto del Presidente AIM ing. Silvano Panza al Congresso Assofond

Buongiorno a tutti, onorato per l’invito, porto con grande piacere il saluto dell’Associazione Italiana di Metallurgia a questa importante 36ma edizione del Congresso Tecnico di Fonderia, alla cui programmazione ha collaborato il nostro centro di studi Fonderia AIM e ASSOFOND e di questo sono molto orgoglioso.
È questo un momento importante e particolare per l’economia di molte aziende e, se mi permettete, vorrei portarvi alcune mie considerazioni. Lo faccio ipotizzando una SWOT veloce che guarda al vostro settore.
Partendo doverosamente con i punti di forza, elencherei i diversi gradi di competenze tecnico e umane presenti in questo comparto industriale, fatto da un migliaio di realtà imprenditoriali piccole e grandi, con un fatturato molto importante e che vedono il loro prodotto impiegato trasversalmente all’interno della nostra struttura produttiva.
Passando poi alle debolezze, pur consapevole di quanto sia stato fatto e si faccia quotidianamente, penso alle molteplici e impegnative attività volte a minimizzare l’impatto ambientale e salvaguardare la sicurezza dei lavoratori. Non è però di meno il notevole sforzo per il contenimento dei consumi energetici e delle risorse preziose, quali ad esempio l’acqua.
Rivolgendomi poi alle minacce, beh, qui oltre al costo dell’energia e del gas pesano gli effetti negativi a cui porterà l’inarrestabile transizione del motore termico verso quello elettrico. Giusto o sbagliato che sia, ciò comporterà una grande riduzione dei componenti in acciaio, in ghisa e in parte in metalli leggeri impiegati nell’automotive. E i tempi sono domani.
Infine, resta la casella delle opportunità. Come coglierle? Sono certo che l’iniziativa dei nostri imprenditori saprà prima individuarle e poi coglierle al meglio. Noi, come AIM, abbiamo sempre messo e metteremo tutto il nostro impegno per far sì che i nostri centri di studio siano sempre più portatori di soluzioni all’avanguardia della tecnica, per fare cultura nelle giornate a tema e nei congressi. I valori dovuti alla molteplicità dei relatori consentono il confronto sulle nuove conoscenze della tecnologia, della scienza e lasciatemi dire della coscienza, perché questa facoltà ci permette di avvertire, comprendere e analizzare i fatti che si verificano nella sfera dell’esperienza individuale e possono poi essere condivisi in un presente che traguarda al futuro.
In conclusione, lavoriamo tutti per il valore della conoscenza e la conoscenza del valore, così facendo sono certo che potremo affrontare insieme con maggior forza e serenità il futuro.
Buon lavoro a tutti.
Silvano Panza
La Metallurgia Italiana - November/December 2022 pagina 71 Atti e notizie - AIM news
Eventi AIM / AIM events
CONVEGNI
ECHT 2023 EUROPEAN CONFERENCE HEAT TREATMENT & SURFACE ENGINEERING – Genova, 29-31 maggio 2023
XV GIORNATE NAZIONALI CORROSIONE E PROTEZIONE - Torino, 5-7 luglio 2023 http://www.aimnet.it/gncorrosione/
S2P 2023 INTERNATIONAL CONFERENCE ON SEMISOLID PROCESSING OF ALLOYS AND COMPOSITES –Brescia, 6-8 settembre 2023 http://www.aimnet.it/s2p/
CORSI E GIORNATE DI STUDIO
Corso CREEP – Milano, 17-18 gennaio e 15 marzo
Giornata di Studio I METALLI E LO SCAMBIO TERMICO: NUOVI TREND E APPROCCI INNOVATIVI PER SCAMBIATORI DI CALORE E GESTIONE DEL CALORE – Milano, 24 gennaio
Scuola di TECNICHE ELETTROCHIMICHE PER LO STUDIO DELLA CORROSIONE “CECILIA MONTICELLI” –Ferrara, 7-8-9 febbraio
Giornata di Studio TECNICHE SPERIMENTALI PER LA CARATTERIZZAZIONE DEI MATERIALI – Vicenza, 23 febbraio
Giornata di Studio EMERGENZA COSTI ENERGETICI: CHE FARE IN FONDERIA? – Webinar FaReTra, 24 febbraio
Giornata di Studio VERIFICA E MANUTENZIONE DI STRUTTURE METALLICHE STORICHE – Milano, 9 marzo
Corso CREEP – Modulo AVANZATO – Milano, 15 marzo
Giornata di Studio PROCESSI POST STAMPA ADDITIVA: DAL DESIGN DEL CICLO DI PRODUZIONE AL MANUFATTO – Bergamo, aprile
Corso FAILURE ANALYSIS – ibrido, 20-21-27 aprile
Giornata di Studio DUPLEX E SUPERDUPLEX: FILIERA DI PRODUZIONE E NETWORKING – 18-19 maggio
Corso RIVESTIMENTI – I MODULO RIVESTIMENTI SOTTILI – 14-15 giugno
Giornata di Studio SOSTENIBILITÀ NELLA PRODUZIONE DI COMPONENTI MECCANICI – 21 giugno
XV GIORNATE NAZIONALI CORROSIONE E PROTEZIONE – Torino, 5-7 luglio
Giornata di Studio METALLO DURO – Macugnaga, settembre
Giornata di Studio CARATTERIZZAZIONE DELLE SUPERFICI MODIFICATE - novembre
Giornata di Studio PALLINATURA E DIFFRATTOMETRIA RX – Agrate Conturbia (NO) c/o GNR, novembre
Per ulteriori informazioni rivolgersi alla Segreteria AIM, e-mail: info@aimnet.it, oppure visitare il sito internet www.aimnet. it
La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 72 Atti e notizie - AIM news
FaReTra (Fair Remote Training) - FORMAZIONE E AGGIORNAMENTO A DISTANZA
Modalità Asincrona (registrazioni)
Corso PROVE NON DISTRUTTIVE
Giornata di Studio TRATTAMENTI SUPERFICIALI SU ALLUMINIO, A SCOPO DECORATIVO E PROTETTIVO
Corso Modulare METALLOGRAFIA – I MODULO, II MODULO “METALLI NON FERROSI”
Corso modulare FONDERIA PER NON FONDITORI
Corso TRIBOLOGIA INDUSTRIALE – I MODULO
Giornate di Studio GETTI PRESSOCOLATI PER APPLICAZIONI STRUTTURALI
Corso DIFETTOLOGIA NEI GETTI PRESSOCOLATI: METALLIZZAZIONI
Corso ADDITIVE METALLURGY
Corso METALLURGIA PER NON METALLURGISTI
Giornata di Studio PRESSOCOLATA IN ZAMA
Giornata di Studio LA SFIDA DELLA NEUTRALITÀ CARBONICA
Corso itinerante METALLURGIA SICURA
Corso modulare TRATTAMENTI TERMICI
Corso modulare I REFRATTARI E LE LORO APPLICAZIONI
Corso GLI ACCIAI INOSSIDABILI 11ª edizione
Corso FAILURE ANALYSIS 11a edizione
Giornata di Studio PERFORMANCE E DEGRADO DEI MATERIALI METALLICI UTILIZZATI IN CAMPO EOLICO: CAPIRE PER PREVENIRE
L’elenco completo delle iniziative è disponibile sul sito: www.aimnet.it
(*) In caso non sia possibile svolgere la manifestazione in presenza, la stessa verrà erogata a distanza in modalità webinar
www.aimnet.it
La Metallurgia Italiana - November/December 2022 pagina 73 Atti e notizie - AIM news
presentazione
La XV edizione delle Giornate Nazionali sulla Corrosione e Protezione si terrà in presenza a Torino nei giorni 5, 6 e 7 luglio 2023, presso il Politecnico di Torino.
Le Giornate rappresentano l’evento di riferimento a livello nazionale per la discussione ed il confronto sulle questioni scientifiche, tecnologiche e produttive, nell’ambito della corrosione e protezione dei materiali. In particolare, il Convegno prevede la presentazione dei risultati raggiunti da vari gruppi di studio e da numerose aziende del settore, in forma orale e poster.
aree tematiche principali
• Corrosione delle strutture metalliche esposte all’atmosfera
• Corrosione e protezione delle reti idriche interrate
• Corrosione negli impianti industriali
• Protezione catodica: progettazione, collaudo, gestione e monitoraggio
• Comportamento a corrosione di leghe di titanio, nichel e acciai inossidabili
• Corrosione delle opere in calcestruzzo armato
• Corrosione dei beni culturali
• Corrosione negli impianti Oil & Gas
• Degrado e rilascio dei biomateriali metallici

• Rivestimenti e trattamenti superficiali
• Inibitori di corrosione
• Impatto delle nuove tecnologie produttive sulla corrosione
• Tecniche di studio e monitoraggio della corrosione
• Meccanismi di corrosione

• Case histories
presentazione di memorie
Premio Cecilia Monticelli
L’AIM - Associazione Italiana di Metallurgia bandisce un premio riservato a studenti di dottorato o titolari di borsa o assegno Post Doc.
Per l’edizione 2023 il Comitato Tecnico Corrosione dell’Associazione Italiana di Metallurgia ha deciso di intitolare il premio alla memoria della Prof.ssa Cecilia Monticelli, Università di Ferrara, come riconoscimento alla sua attività di ricerca nei settori della corrosione industriale e del patrimonio culturale.

Ulteriori dettagli sono disponibili sul sito dell’evento.
Il Comitato Scientifico del Convegno ha prorogato la deadline per proporre lavori tecnici e scientifici a venerdì 20 gennaio 2023
Le memorie potranno essere proposte: - compilando il form online presente sul sito dell’evento: www.aimnet.it/gncorrosione - inviando titolo, riassunto e recapiti dell’autore a mezzo e-mail: info@aimnet.it
spazio aziende e sponsorizzazione
Le aziende interessate alla sponsorizzazione dell’evento o ad uno spazio per l’esposizione di apparecchiature, la presentazione dei servizi e la distribuzione di materiale promozionale, potranno richiedere informazioni dettagliate alla Segreteria AIM. segreteria organizzativa
EDIZIONE ANNO SEDE · I 1992 Milano · II 1994 Milano · III 1996 Milano · IV 1999 Genova · V 2002 Bergamo · VI 2005 Senigallia · VII 2007 Messina · VIII 2009 Udine · IX · 2011 Monte Porzio Catone · X 2013 Napoli · XI 2015 Ferrara · XII 2017 Milano · XIII 2019 Palermo · XIV 2021 Torino
· XV 2023 Torino Tori no, 5-6-7 luglio 2023 www.aimnet.it/gncorrosione Evento patrocinato da giornate nazionali Torino 2023 e protezione corrosione le edizioni
(online)
8
20121
Via Filippo Turati
·
Milano t. +39 0276021132 +39 0276397770 info@aimnet.it · www.aimnet.it/gncorrosione
Comitati tecnici / Study groups
CT LAVORAZIONI PLASTICHE DEI METALLI (LPM) (riunione telematica del 13 ottobre 2022)
Consuntivo di attività svolte
• La GdS “Lo sviluppo tecnologico degli impianti di produzione a caldo di vergelle di alta qualità per usi speciali” – coordinatore Parimbelli – si è svolta il 5 maggio 2022 presso Caleotto a Lecco con la fondamentale collaborazione del Politecnico di Milano – Polo Territoriale di Lecco, e delle Società Caleotto e Arlenico del Gruppo Feralpi. Si è registrato un ottimo risultato per qualità delle memorie presentate ed elevato numero di partecipanti (circa 120) con considerevole presenza di tecnici dell’ambiente siderurgico. Si è ancora una volta confermato come il successo di una GdS dipenda anche dell’importante richiamo costituito dalla possibilità di visitare un impianto operativo.
Iniziative future
• La GdS relativa a tematiche riguardanti l’alluminio è stata rimandata al 2023. La GdS, in collaborazione con il Centro AIM Metalli Leggeri, si potrà svolgere grazie alla disponibilità di due società ospitanti della provincia di Brescia ed affronterà temi relativi all’innovazione nel campo della produzione di billette di alluminio e la successiva deformazione plastica per estrusione.
• Il presidente Capoferri ritiene verosimile organizzare una seconda giornata di studio nel 2023, ma la situazione determinata dal Covid e dalla crisi energetica comporta ancora incertezze che ritardano le decisioni da parte delle potenziali società ospitanti. Ci sono diverse iniziative al momento, tutte allo stato embrionale, che potranno essere meglio sviluppate nel prossimo futuro.
CT MATERIALI PER L’ENERGIA (ME)
(riunione telematica del 21 ottobre 2022)
Manifestazioni in corso di organizzazione
• Il Corso “Creep” si terrà in presenza nei giorni 17 e 18 gennaio 2023 (Modulo Base) e 15 marzo 2023 (Modulo Avanzato). Il programma definitivo è stato ultimato, e AIM lancerà il volantino nei prossimi giorni.
Iniziative future
• Manifestazione su “Stesura specifiche”: il gruppo di lavoro incaricato di organizzare l’evento ha preparato una proposta di scaletta. Si pensa di chiedere collaborazione al CT Forgiatura e per questo sarà interpellato il presidente Rampinini. Viene auspicata la presenza di un giornalista del Sole 24ore e di contributi di esperti di PoliMi, Ansaldo, ENEA ecc.
• Manifestazione su Materiali per Nucleare: la proposta fatta alla precedente riunione può essere sviluppata, ma si considera anche la possibilità di fondere la giornata con la precedente sulla stesura specifiche. Si discute dell’argomento ma si decide di rinviare i dettagli dopo questa decisione.
• Thermal Storage: la manifestazione è stata posticipata al 2023, con il titolo: “Lo scambio termico: nuovi trend e approcci innovativi per scambiatori di calore e gestione del calore”.
CT METALLURGIA FISICA E SCIENZA DEI MATERIALI (MFM) (riunione del 22 settembre 2022)
Consuntivo di attività svolte
• La presidente Paola Bassani relazione sul Corso SEM che si è svolto il 21 giugno (presso CNR Ricerca a Milano) e il 22 giugno (presso CRN Icmate Lecco. L’iniziativa ha raggiunto il numero massimo ammesso di iscrizioni (28). I partecipanti hanno manifestato soddisfazione così come le aziende sponsor.
Manifestazioni in corso di organizzazione
• La GdS “EBSD: come e perché) si svolgerà in presenza ad Aosta il 13 ottobre 2022 presso Cogne Acciai Speciali.
• Varone aggiorna il Comitato sul Corso “Tecniche sperimentali per la caratterizzazione dei materiali”, che si terrà a Vicenza a fine novembre. Il programma e relatori sono sostanzialmente definiti, tranne il contributo su metallografia.
• Paola Bassani informa sulla Giornata di Studio relativa a “materiali e applicazioni termiche” che sarà focalizzata sulla gestione termica. L’iniziativa, organizzata in collaborazione con Elisabetta Gariboldi del CT Materiali per l’energia, e in programmazione per il 3/11 a Milano
La Metallurgia Italiana - November/December 2022 pagina 75 Atti e notizie - AIM news
presso il campus Bovisa.
Iniziative future
• Donnini comunica che la GdS sulla Fatica sarà programmata per il 2002.
CT CORROSIONE (C) (riunione telematica del 22 settembre 2022)
Riunione specifica dedicata alla organizzazione delle Giornate Nazionali sulla Corrosione e Protezione.
Manifestazioni in corso di organizzazione
• La 15° edizione delle “Giornate Nazionali sulla Corrosione e Protezione” si terrà presso il Politecnico di Torino dal 5 al 7 luglio 2023. Nella prima giornata del convegno è programmata la sessione plenaria al Castello del Valentino con due/tre relazioni con ospiti da individuare e invitare; seguirà un welcome cocktail. Nei giorni 6-7 luglio sono previste due o tre sessioni parallele nella sede centrale del Politecnico. I workshop specialistici, della durata di circa mezza giornata, sono affidati a: AMPP-Italy Chapter (argomento oil&gas e corrosione in raffineria); APCE (protezione catodica con argomento più dettagliato da definire in seguito); corrosione microbiologica (in relazione anche a un’azione COST su questo tema, iniziata lo scorso anno). Bolzoni ricorda che sarà previsto il premio dedicato a Cecilia Monticelli da assegnare alla migliore presentazione di un giovane ricercatore. La cena di gala si terrà alla Reggia della Venaria Reale il 6 luglio. Vengono definite 13 sessioni e per ciascuna vengono nominati i referenti/revisori, che si occuperanno di raccogliere e sollecitare l’invio delle memorie e la revisione degli articoli finali da pubblicare sulla Rivista La Metallurgia Italiana.
CT METALLI LEGGERI (ML)
(riunione telematica del 15 luglio 2022)
Manifestazioni in corso di organizzazione
• Il modulo del corso di Metallografia dedicato ai metalli non ferrosi si terrà a Ferrara il 14 ottobre (capienza fino a 20 persone in presenza) e in modalità webinar il 20 e 25 ottobre. Al momento ci sono oltre 40 iscrizioni.
• Il seminario webinar “Trattamenti superficiali dell’alluminio a scopo decorativo e protettivo” si svolgerà il 10 e 11 novembre 2022. La locandina con il programma definito è stata già distribuita. Ci sono molti temi non trattati in questa giornata che potrebbero essere presentati in una seconda edizione o addirittura utilizzati come base per un corso di formazione strutturato su più giornate.
• Una GdS sulla laminazione è in programmazione per primavera 2023 presso la sede del gruppo Laminazione Sottile, in provincia di Caserta, dove potrebbe essere messa a disposizione un’aula attrezzata con circa 150 posti. Si sta valutando la possibile visita agli impianti produttivi. Durante la discussione viene fissata una possibile scaletta degli interventi.
Iniziative future
• Il presidente Timelli segnala la possibilità di una GdS sulla saldatura delle grandi strutture, forse in collaborazione con IIS. Si pensa ad un approccio empirico con testimonianze di chi lavora sul campo, integrato da relazioni su simulazione e calcolo. Bisogna definire i temi da trattare e i relatori.
• Timelli e Vedani non hanno novità circa la GdS sull’innovazione delle leghe di alluminio, da organizzare con il CT Lavorazioni Plastiche presso una azienda di Brescia.
CT PRESSOCOLATA (P)
(riunione telematica dell'11 ottobre 2022)
Manifestazioni in corso di organizzazione
• GdS sulla sostenibilità nelle fonderie HPDC – coordinatore Bonollo: non ci sono novità circa la ri-programmazione di questa manifestazione. Occorre raccogliere ulteriori informazioni sul tema.
• Il Master itinerante di “Progettazione Stampi” è stato spostato al 2023 per il rischio Covid e per la situazione di incertezza del settore
La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 76 Atti e notizie - AIM news
industriale (automotive e non automotive). Timelli preparerà una locandina promozionale per dare risalto a questa iniziativa al fine di raccogliere delle pre-adesioni.
Iniziative future
• Si sta pensando ad una GdS su getti strutturali legati al settore della mobilità elettrica. Parona prenderà contatto con le aziende del settore per ottenere supporto tecnico/logistico e possibilmente per una visita ad uno stabilimento.
• A seguito di precedenti brevi manifestazioni online (“pillole”), Parona propone di valutare una quarta “pillola” legata ai difetti nei getti di pressocolata, da effettuarsi on-line come le precedenti. Il focus dell’intervento è sulle giunzioni fredde. Valente preparerà una possibile locandina per la prossima riunione.
• Parona propone una possibile GdS legata alla valutazione di quali possano essere le attività da inserire in una fonderia per ottimizzare/ ridurre l’impatto economico dovuto ai costi elevatissimi dell’energia. Alcuni dei temi, che potrebbero anche essere trattati anche in una tavola rotonda, sono: l’isolamento dei forni, la gestione periferiche e presse mediante inverter, la possibilità di sostituire il tipo di combustile nei forni valutando GPL – IDROGENO e BIOGAS. Parona prenderà contatto con ASSOFOND per capire se è possibile creare una sinergia per questo tema.
CT METALLI E TECNOLOGIE APPLICATIVE (MTA)
(riunione telematica del 24 novembre 2022)
Manifestazioni in corso di organizzazione
• GdS sulla sostenibilità ambientale nel campo delle costruzioni civili: il presidente Loconsolo potrebbe far circolare il programma della manifestazione entro la fine dell’anno. La data dell’evento sarà a metà giugno 2023.
• Manifestazione sui metalli nel settore automotive: Morri ha contattato Ducati, Ferrari GT e Lamborghini, e sono tutti potenzialmente disponibili ad interventi nella GdS. Altri contatti sono possibili con aziende che producono motori elettrici per veicoli ad alta prestazione (Formula E) e moto elettriche, così come con produttori di materiali magnetici dolci e duri, lamierino magnetico e materiali magnetici da sinterizzazione. La giornata si potrebbe completare con interventi sulle evoluzioni degli avvolgimenti di rame e la costruzione dei rotori. La data potrebbe essere a fine aprile o inizio maggio 2023, con sede a Bologna o Modena. Il presidente Loconsolo contatterà il CR Metalli Leggeri e preparerà una bozza di scaletta.
Iniziative future
• La GdS sui Trattamenti per la rimozione del Piombo resta per il momento sospesa.
• Anche per la GdS “Utilizzo leghe di nichel in saldatura” non ci sono al momento novità..
La Metallurgia Italiana - November/December 2022 pagina 77 Atti e notizie - AIM news
Normativa / Standards
Norme pubblicate e progetti in inchiesta (aggiornamento 1 dicembre 2022)
Norme UNSIDER pubblicate da UNI nel mese di novembre 2022
UNI EN ISO 4943:2022
Acciai e ghise - Determinazione del rame - Metodo mediante spettrometria di assorbimento atomico nella fiamma
UNI EN ISO 23936-1:2022
Industria del petrolio e del gas inclusi sistemi energetici a ridotta emissione di carbonio - Materiali non-metallici in contatto con fluidi correlati alla produzione di petrolio e gas - Parte 1: Materiali termoplastici
Norme UNSIDER pubblicate da CEN e ISO nei mesi di ottobre e novembre 2022
ISO 14577-5:2022
Metallic materials — Instrumented indentation test for hardness and materials parameters — Part 5: Linear elastic dynamic instrumented indentation testing (DIIT)
EN ISO 13704:2022
Petroleum, petrochemical and natural gas industries - Calculation of heater-tube thickness in petroleum refineries (ISO 13704:2022)
EN ISO 14284:2022
Steel and iron - Sampling and preparation of samples for the determination of chemical composition (ISO 14284:2022)
EN 10025-6:2019+A1:2022
Hot rolled products of structural steels - Part 6: Technical delivery conditions for flat products of high yield strength structural steels in the quenched and tempered condition
EN ISO 1179-2:2022
Connections for general use and fluid power - Ports and stud ends with ISO 228-1 threads with elastomeric or metalto-metal sealing - Part 2: Heavy-duty (S series) and light-duty (L series) stud ends with elastomeric sealing (type E) (ISO 1179-2:2022)
ISO 24139-1:2022
Petroleum and natural gas industries — Corrosion resistant alloy clad bends and fittings for pipeline transportation system — Part 1: Clad bends
ISO 4698:2022
Iron ore pellets for blast furnace feedstocks — Determination of the freeswelling index
ISO 404:2013/Amd 1:2022
Steel and steel products — General technical delivery requirements — Amendment 1
Progetti UNSIDER messi allo studio dal CEN (Stage 10.99) –novembre-dicembre 2022
prEN 10333 rev
Steel for packaging - Flat steel products intended for use in contact with foodstuffs, products and beverages for human and animal consumption - Tin coated steel (tinplate)
prEN 10334 rev
Steel for packaging - Flat steel products intended for use in contact with foodstuffs, products and beverages for human and animal consumption - Non-coated steel (blackplate)
prEN 10335 rev
Steel for packaging - Flat steel products intended for use in contact with foodstuffs, products or beverages for human and animal consumption - Non alloyed electrolytic chromium/chromium oxide coated steel
prEN ISO 21809-2 rev
Petroleum and natural gas industriesExternal coatings for buried or submerged pipelines used in pipeline transportation systems - Part 2: Single layer fusionbonded epoxy coatings
Progetti UNSIDER in inchiesta prEN e ISO/DIS – novembre e dicembre 2022
prEN – progetti di norma europei
prEN ISO19901-5
Petroleum and natural gas industries - Specific requirements for offshore structures - Part 3: Topsides structure (ISO/DIS 19901-3:2022)
prEN ISO 25457
Petroleum, petrochemical and natural gas industries - Flare details for general refinery and petrochemical service (ISO/ DIS 25457:2022)
prEN ISO 6508-2
Metallic materials - Rockwell hardness test - Part 2: Verification and calibration of testing machines and indenters (ISO/DIS
La
pagina 78 Atti e notizie - AIM news
Metallurgia Italiana - Novembre/Dicembre 2022
6508-2:2022)
prEN ISO 6508-3
Metallic materials - Rockwell hardness test - Part 3: Calibration of reference blocks (ISO/DIS 6508-3:2022)
prEN ISO 6508-1
Metallic materials - Rockwell hardness test - Part 1: Test method (ISO/DIS 65081:2022)
prEN ISO 13520
Determination of ferrite content in austenitic stainless steel castings (ISO/DIS 13520:2022)
ISO/DIS – progetti di norma internazionali
ISO/DIS 24202
Petroleum, petrochemical and natural gas industries — Bulk material for offshore projects — Monorail beam and padeye
prEN ISO19901-5
Petroleum and natural gas industries - Specific requirements for offshore structures - Part 3: Topsides structure (ISO/DIS 19901-3:2022)
prEN ISO 25457
Petroleum, petrochemical and natural gas industries - Flare details for general refinery and petrochemical service (ISO/ DIS 25457:2022)
prEN ISO 6508-2
Metallic materials - Rockwell hardness test - Part 2: Verification and calibration of testing machines and indenters (ISO/DIS 6508-2:2022)
prEN ISO 6508-3
Metallic materials - Rockwell hardness test - Part 3: Calibration of reference blocks (ISO/DIS 6508-3:2022)
prEN ISO 6508-1
Metallic materials - Rockwell hardness test - Part 1: Test method (ISO/DIS 65081:2022)
prEN ISO 13520
Determination of ferrite content in austenitic stainless steel castings (ISO/DIS 13520:2022)
Progetti UNSIDER al voto FprEN e ISO/FDIS – novembre e dicembre 2022
FprEN – progetti di norma europei
prEN ISO19901-5
Petroleum and natural gas industries - Specific requirements for offshore structures - Part 3: Topsides structure (ISO/DIS 19901-3:2022)
FprEN ISO 10113
Metallic materials - Sheet and stripDetermination of plastic strain ratio (ISO/ FDIS 10113:2019)
ISO/FDIS – progetti di norma internazionali
ISO/PRF 5451
Ferrovanadium — Specification and conditions of delivery
ISO/FDIS 24139-2
Petroleum and natural gas industries — Corrosion resistant alloy clad bends and fittings for pipeline transportation system — Part 2: Clad fittings
ISO/FDIS 19960
Cast steels and alloys with special physical properties
ISO/FDIS 13583-1
Centrifugally cast steel and alloy products
— Part 1: General testing and tolerances
ISO/FDIS 13583-2
Centrifugally cast steel and alloy products — Part 2: Heat-resistant materials
ISO/FDIS 13521
Austenitic manganese steel castings
ISO/FDIS 13520
Determination of ferrite content in austenitic stainless steel castings
ISO/DTR 10809-1
Cast irons — Part 1: Materials and properties for design
ISO/FDIS 4998
Steel sheet, zinc-coated and zinc-iron alloy-coated by the continuous hot-dip process, of structural quality
La Metallurgia Italiana - November/December 2022 pagina 79 Atti e notizie - AIM news
Indice analitico 2022 / Analytic index 2022
ACCIAI DA CEMENTAZIONE / CASE HARDENING STEELS
Un approccio predittivo al design degli acciai da cementazione n.11/12 pag.13
R. Valentini, V. Colla, L. Bacchi, E. Morgano
Thermodynamic property of hydrogen in molten stainless steel n.7/8 pag.24
J.Y. Kim, H.R. Lee, I.H. Kwon, Y. Kang
ACCIAI MARAGING / MARAGING STEELS
Selective laser melting manufacturing of stainless steels: heat treatment effect on microstructure and hardness in maraging steels n.7/8 pag.28
G. Stornelli, D. Gaggia, M. Gaggiotti, M. Rallini, A. Di Schino
ACCIAIO INOSSIDABILE PATINATO / PATINATED STAINLESS STEELS
Acciaio inossidabile patinato nei progetti di conservazione del patrimonio costruito n.2 pag.69 a cura di: R. Pellicanò, G. Nisticò, L. Toniolo, M.C. Giambruno, S. Goidanich
ALLUMINIO E LEGHE DI ALLUMINIO / ALUMINUM AND ALUMINUM ALLOYS
Studio della resistenza a corrosione localizzata della lega di alluminio AA5083 sottoposta a deformazione plastica severa n.2 pag.28
A. Viceré, M. Cabibbo, P. Forcellese, G. Giuliani, T. Bellezze
Design and analysis of various cooling conditions of an aluminum wheel mold n.3 pag.56
O. Özaydin, Y. Çatal, A.Y. Kaya
Evaluation by nanoindentation of the influence of heat treatments and the consequent induced microstructure on the mechanical response of the heat-treated L-PBF AlSi10Mg alloy n.6 pag.08
G. Di Egidio
Tailoring superhydrophobic surfaces on AA6082 aluminum alloy by etching in HF/HCl solution for enhanced corrosion protection n.9 pag.08
A.Khaskhoussi, L. Calabrese, E. Proverbio
ALTOFORNI / BLASE FURNACES
Application of Muon Radiography to Blast Furnaces: the BLEMAB project n.10 pag.62
A. Lorenzon, P. Andreetto, P. Checchia, I. Calliari, L. Pezzato, F. Ambrosino, L. Cimmino M. D’Errico G. Saracino, V. Masone, L. Bonechi, S. Bottai, C. Cialdai, R. Ciaranfi, O. Starodubtsev, L. Viliani V. Ciulli, R. D’Alessandro, S. Gonzi, G. Bonomi, D. Borselli,
T. Buhles, F. Finke, A. Franzen, J. Sauerwald, U. Chiarotti, V. Moroli, F. Volzone, B. Glaser, B. V. Rangavittal, O. Nechyporuk, D. Ressegotti
CARATTERISTICHE MECCANICHE DELL’ACCIAIO / MECHANICAL PROPERTIES OF STEEL
Affinamento microstrutturale e miglioramento delle proprietà meccaniche dell’acciaio EUROFER97 n.11/12 pag.42 G. Stornelli, R. Montanari, A. Varone, A. Di Schino, M. Rallini
Toughness properties influence on the automotive stamped components n.11/12 pag.51 edited by: M.M. Tedesco, D. F. Gutiérrez
COLATA CONTINUA / CONTINUOUS CASTING
Neuromelt model for estimating mold flux melting behaviour n.1 pag.23 M. Vargas Hernandez, C. Mapelli, J. Cho, N. Kölbl, I. Marschall, M. Alloni, R. Carli
Technologies in billets and bloom continuous casters supplied by SMS Concast in recent projects in China n.1 pag.62 M. Abram, P. Nolli, D. Kabosch, M. Meier, P. Rivetti, Q. Chen
Textured mould for improved casting performance n.1 pag.72 A.Thiele, D. Kolbeck
Effects of cooling methods and cooling conditions on behavior of thermal distortion and stress generation of steel blooms cast continuously on reverse transformation treatment n.4 pag.18 K. Isobe
Quantification of critical parameters for prediction of surface crack formation in continuous casting n.4 pag.29 R. Krobath, C. Bernhard
Reduction of transverse corner cracks in Tata Steel’s Direct Sheet Plant in Ijmuiden n.4 pag.39 R. Kalter, J.A. Kromhout, M.B. Santillana, A.J.C. Burghardt, J. Link, C. Toeniges, E. Gillebaart, L. Koomen, G.J.C.H. Goessens, J. van ‘t Hul, S. Meijer"
Utilizzo di un sistema di ispezione ottica automatica atto al rilevamento dei difetti di colata continua basato su algoritmi di Machine Learning per l’analisi dell’incidenza delle marche di oscillazione su bramme di acciaio inossidabile austenitico AISI 316L e 316LI n.4 pag.59 A. F. Ciuffini, F. Di Giovanni, D. Mombelli
La Metallurgia Italiana -
2022 pagina 80 Atti e notizie - AIM news
Novembre/Dicembre
The intelligent ultra-wide caster for high-quality slabs at Rizhao Shandong n.4 pag.71 edited by: L. Fischer, Q. Zheng, D. Zhao, J. Yuan, P. Heidemann, I. Olgemöller, J. Wans, R. Wilmes
Dynamic SuperHeat determination in a continuous casting machine – process, practice and benefits n.4 pag.96 edited by: P. Hughes-Narborough, P. White, G. Humphrey
COLATA PER GRAVITÀ / GRAVITY CASTING
Formation and distribution of oxide-related defects in gravity AlSi7Cu0.5Mg alloy castings n.3 pag.07 G. Scampone, G. Timelli, R. Pirovano, S. Mascetti
Evaluation of the use of foundry sand cores on solidification and on the characteristics of structural castings: a comparison between organic and inorganic cores and validation with simulation n.10 pag.85 A. Mantelli
COLLAUDI E CONTROLLI / TESTING AND INSPECTIONS
Advanced cast product quality testing n.1 pag.79 S. Six, L. Fischer, T. Gusarova, S. Schulze, R. J. van den Bogert, A. A. Kamperman
CONVERTITORE AD OSSIGENO / OXYGEN CONVERTER
Flow field optimization in BOF based on bottom tuyeres arrangements n.10 pag.85 edited by: L. Zhang, N. Ali, C. Zhang, A. Zhao, W. Zhang, B. Zhang, W. Ouyang
CORROSIONE / CORROSION
Uso dell’acciaio Thor™ 115 in ambienti corrosivi ad alta temperatura n.2 pag.64 a cura di: R. Locatelli, A. Ferrara, M. Ortolani
Studio della corrosione in condense sature di CO2 n.5 pag.52 S.Lorenzi, M.Cabrini, F.Carugo, T.Pastore
CORROSIONE DEGLI ACCIAI INOSSIDABILI / CORROSION OF STAINLESS STEELS
Influenza delle condizioni di trattamento sulla resistenza a corrosione di acciai inossidabili austenitici nitrurati a bassa temperatura n.2 pag.07 F. Borgioli, E. Galvanetto, S. Caporali, L. Gabellini, T. Bacci
Effect of multi-pass cold rolling on the corrosion properties of 2101 duplex stainless steel n.9 pag.31 edited by: L. Pezzato, C. Gennari, A.G. Settimi, I. Calliari, A. Kemény, I. Mészáros
Field experience - Localized corrosion behavior of lean duplex stainless steel DX2202 in urban wastewater treatment plants n.9 pag.37 edited by: A. Allion, C. David, B. Emo, N. Larché
CORROSIONE PER PITTING / PITTING CORROSION
Resistenza a corrosione per pitting e resistenza meccanica di tubi in 441 utilizzati per la produzione di scambiatori di calore nelle caldaie a condensazione n.2 pag.13 A. Viceré, P. Forcellese, T. Bellezze, M. Rossi, L. Amicucci, P. Ferretti
Se permettete parliamo ancora di pitting n.2 pag.34 L. Lazzari, G. Rondelli
CORROSIONE SOTTO TENSIONE / STRESS CORROSION
Effetto della velocità di deformazione sulla corrosione sotto sforzo di leghe di alluminio saldate tramite friction stir welding n.2 pag.23 S.Lorenzi, N.Galizzi, M.Cabrini, S.Bocchi, G.D’Urso, C.Giardini, C.Testa, T.Pastore
Stress corrosion cracking of carbon steel in methanol n.2 pag.74 edited by: C. Farina, U. Grassini
DECAPAGGIO CHIMICO DEGLI ACCIAI INOSSIDABILI / CHEMICAL PICKLING OF STAINLESS STEELS Stato dell’arte sulle tecniche industriali per il recupero dei fanghi di decapaggio nel processo n.9 pag.48 a cura di: C. Tirasso, C. Rocchi, K. Brunelli
Industrial techniques for recovery of stainless steel pickling sludge: a review n.9 pag.57 edited by: C. Tirasso, C. Rocchi, K. Brunelli
GIUNTI SALDATI IN ACCIAIO / STEEL WELDED JOINTS
Effetto del vanadio micro-legato sulla microstruttura della zona termicamente alterata di giunti saldati in acciai per applicazioni strutturali n.11/12 pag.06 A. Di Schino, M. Gaggiotti, D. M. Gattia, R. Schmidt, M. Sgambetterra, G. Stornelli, C. Testani, A. Tselikova, G. Zucca
INCRUDIMENTO DEGLI ACCIAI INOSSIDABILI AUSTENITICI / WORK HARDENING OF AUSTENITIC STAINLESS STEELS
Enhancement of ductility of work hardened strips in AISI 301 austenitic stainless steel n.7/8 pag.07 D. Montepagano, I. Citi, R. Guerra, P.E. Di Nunzio, F. Ruffini
La Metallurgia Italiana - November/December 2022 pagina 81 Atti e notizie - AIM news
LAMINAZIONE A CALDO DI ACCIAI INOSSIDABILI FERRITICI / HOT ROLLING OF FERRITIC STAINLESS STEELS
The effect of hot rolling and coiling temperature on microstructure and texture of ferritic stainless steel n.7/8 pag.16
A. Kisko, A. Kaijalainen, L. Kurtti, S. Kodukula, T. Ylimäinen
LEGA EUTETTICA PB-BI / EUTECTIC ALLOY PB-BI
Studio della struttura e della distribuzione degli elementi nella lega eutettica Pb-Bi allo stato liquido n.11/12 pag.30 A.Varone
METALLOGRAFIA / METALLOGRAPHY
La metallografia a colori: contributo allo studio dei materiali metallici n.11/12 pag.57 a cura di: E. Stagno, M.R. Pinasco, D. Petta
MAGNESIO E LEGHE DI MAGNESIO / MAGNESIUM AND MAGNESIUM ALLOYS
Eco-sustainable lightweight automotive part manufacturing: GHGs-free die casting of brake leverage prototype made of AZ91D-1.5CaO magnesium alloy n.3 pag.36
F. D’Errico, A. Gruttadauria, G. Perricone, D. Casari, M. Romeo
MODELLAZIONE / MODELLING
A comprehensive slice model for continuous casting of steel n.1 pag.52 B. Šarler, B. Mavrič, T. Dobravec, R. Vertnik
Development of a model for the prediction of mechanical properties for Al-Si-Mg casting n.3 pag.18
C. Ransenigo, M. Tocci, A. Pola, C. Viscardi, M. Serafini
Investigations on primary cooling in CC mould through the use of modelling approach n.4pag.48
J-F. Domgin, S. Gauthier
NICHEL E LEGHE DI NICHEL / NICKEL AND NICKEL ALLOYS
Effect of macro and microstructural features on the corrosion behavior of additively manufactured Alloy 625 n.9 pag.22
F. Carugo, M. Cabrini, A. Carrozza, S. Lorenzi, T. Pastore, G. Barbieri, F. Cognini, M. Moncada
NITRURAZIONE IN BASSA PRESSIONE / LOW PRESSURE NITRIDING
Resistenza a fatica di acciai basso legati al Cr-Mo nitrurati a bassa pressione n.10 pag.12
D. Firrao, G. Ubertalli, E. Morgano, A. Brunelli, D. Sabena
PRESSOCOLATA / DIE CASTING
An investigation on effect of rotary degassing-ultrasonic method on high pressure die casting products n.3 pag.13
R. Haghayeghi
Applications of automotive lean production tools on casting industry n.3 pag.65 Ü. Ayyildiz
Suction system from the self-induced mold cavity (Venturi) n.3 pag.73 F. Tonolli
PRODUZIONE ADDITIVA / ADDITIVE MANUFACTURING
Mechanical properties and microstructure of Ti6Al4V Extra Low Interstitial alloy produced via laser and electron beam additive manufacturing processes n.10 pag.69 E. Ghio, E. Cerri, M. Riccio, J. Sisti
PRODUZIONE DEGLI ACCIAI INOSSIDABILI / STAINLESS STEEL PRODUCTION
Technologies paving the way to carbon neutral stainless steel production n.7/8, pag.49 edited by: J. von Schéele, H. Alshawarghi, D. Razzari
Effetto della temperatura di piastra sulla corrosione localizzata della lega AlSi10Mg ottenuta per Laser Powder Bed Fusion n.2 pag.18 M. Cabrini, S. Lorenzi, T. Pastore
PROTEZIONE CATODICA / CATHODIC PROTECTION
Elettrodo di riferimento CSE innovativo con doppio coupon per una misura più accurata del potenziale n.2 pag.43 a cura di: P. Marcassoli, D. Pesenti Bucella, M. Tironi, G. Martinelli
Acquisizione delle misure Eoff e proposta di valutazione n.2 pag.53 a cura di: C. Casaroli
Valutazione dell'isolamento tra una condotta e un tubo camicia mediante l'utilizzo di monitoraggio remoto e coupon n.2 pag.58 a cura di: I. Magnifico, R. Gutiérrez, A. Bonetti
RADIONUCLIDI / RADIONUCLIDES
Produzione di radionuclidi per la medicina: tecnica Spark Plasma Sintering per realizzare bersagli solidi per ciclotrone n.11/12 pag.22 S. Cisternino, G. Sciacca, M. El Idrissi, U. Anselmi-Tamburini, S. Bortolussi, C. Gennari, I. Calliari, J. Esposito
La
pagina 82 Atti e notizie - AIM news
Metallurgia Italiana - Novembre/Dicembre 2022
RAME E LEGHE DI RAME / COPPER AND COPPER ALLOYS
Characterization of 205 and 206 copper alloys for space and ground applications n.6 pag.17
A. Brotzu, F. Felli, F. Fraccaroli, A. Paolozzi, C. Paris, D. Pilone
Ottoni bifasici stampati a caldo per utilizzo con acqua potabile: ottimizzazione del ciclo produttivo e del trattamento termico per incrementare la resistenza a corrosione n.6 pag.36
P. Martelli, J.C.I. Vilches, G.M. La Vecchia, E. Aime, P. Peli
RIVESTIMENTI A BASE CARBONIO / CARBON BASED COATINGS
Nuovi sviluppi e applicazioni dei rivestimenti base carbonio (DLC) n.10 pag.06
P. Recanati, F. Rovere, O. Jarry
RIVESTIMENTI COLD SPRAY / COLD SPRAY COATINGS
Comportamento ciclico di ricoprimenti in lega ad alta entropia CrMnFeCoNi depositati mediante cold spray n.10 pag.40 P. Cavaliere, A. Perrone, A. Silvello
SALDATURA AD ATTRITO / FRICTION WELDING
Microstructural and electrochemical characterization of dissimilar joints of aluminum alloy AW5083 and carbon steel S355 obtained by friction welding n.9 pag.15 A.Khaskhoussi, G. Di Bella, C. Borsellino, L. Calabrese, E. Proverbio
SIMULAZIONE / SIMULATION
Investigation of pressure distribution during flow regulation with a stopper and associated mould level stability in a continuous casting simulator based on liquid metal n.1 pag.42 J. Eck, Ramirez, Cervantes
Simulation in support of the development of innovative and unconventional lightweight casting processes n.3 pag.24 R. Pirovano
SOLIDIFICAZIONE / SOLIDIFICATION
Higher than one. Triggering crystallization in mold flux slag n.1 pag.06
R. Carli, M. Alloni, G. Martino, O. Wunderlich
Significance of an inclined plane test for mould slag assessment n.1 pag.14
Marschall, H. Harmuth, V. Kircher
Correlation between lab-scale wedge mould castings and slab samples, a method for new alloy development n.1 pag.32 B. Santillana, K. Hechu, A. SenGupta, M. Auinger
Technology and controls improvements on the continuous casting of Acciaierie di Calvisano for improvements on solidification process and new steel grades n.4 pag.07
L. Angelini, P. Frittella, G. Tsymokh, C. Di Cecca, B. Cinquegrana, A. Milan, F.Fredi, M. Bersani, C. Senes, F. Guerra, G. Miglietta, S. Conte, V. Duro, A. Zurru, R. Muhlemann, C. Mapelli, S. Barella, L. Calligarich, G. Galeazzi, S. Maurina, S. De Monte, C. Persi, S. Spagnul, M. Saba, G. Flor, B. Palm
Powder dosing with mould temperature feedback control in continuous casting of stainless steel for high quality billet surfaces n.4 pag.82 edited by: C. Scarabelli, D. Olivero, F. Bego
Automated mold flux feeders for Industry 4.0 application n.4 pag.91 edited by: M. Zinni
The mold temperature mapping with Ultrasonic Contactless Technology is the key for the real time initial solidification process control tools n.4 pag.107 edited by: I.Mazza, S. Miani, G. Schiavon, S. Spagnul
SOSTENIBILITÀ E RICICLO / SUSTAINABILITY AND RECYCLING
Development of a new process to recover aluminium from thin complex aluminium scrap to employ for primary aluminium alloys n.3 pag.29
I.Vicario, J. Antoñanzas Gonzalez, L. Yurramendi Sarasola, J.C. Múgica Iraola, A. Abuin Ariceta
The new biocide regulation - their impact and innovative sustainable solutions for casting lubricants n.3 pag.61 U. Schmidt-Freytag, A. Kelly
Economia Circolare e Simbiosi Industriale in una recente analisi dei progetti europei rilevanti relativi all'industria siderurgica n.5 pag.08
V. Colla, T. A. Branca, A. Morillon, D. Algermissen, H. Granbom, S. Rosendahl, U. Martini, R. Pietruck, D. Snaet
Silicon-PV panels recycling: technologies and perspectives n.5 pag.16
P. Cerchier, M. Dabalà, L. Pezzato, M. Tammaro, A. Zucaro, G. Fiorentino, G. Ansanelli, K. Brunelli
A way to use ladle slag to partially replace lime in BOF n.5 pag.27
R. K. Pathak, C. Gollapalli, M. V. M. Rao, B. Kumar Guttula, S. Jee, Bhaskar K, V Suguna Soumya
Q-SYM2 and Automatic Scrap Classification. A joint solution for the Circular economy and sustainability of Steel Manufacturing, to ensure the scrap yard operates
La Metallurgia Italiana - November/December 2022 pagina 83 Atti e notizie - AIM news
competitively n.5 pag.44
Edited by: M. Ometto, C. Ponton, D. Armellini
Laser OES - How an efficient melt shop monitoring tool tackles increasing energy and raw material costs n.7/8 pag.38 A. Schlemminger
TRATTAMENTI TERMICI DELL’ACCIAIO / STEEL HEAT TREATMENT
Ottimizzazione del trattamento di bonifica per acciai forgiati attraverso simulazioni virtuali n.10 pag.20 E. Anelli
Scelte ottimizzate per il trattamento termico di ruote ferroviarie nel rispetto dei criteri di sicurezza e ambiente n.6 pag.26 A. Ghidini, D. Petta, S. Cantini
Inductive fixture hardening and tempering: a big step forward in gear manufacturing n.6 pag.48 edited by: R. Jenne, M. Bergmeir
Fluidi da tempra; stato dell’arte in campo automotive n.6 pag.54 a cura di: E. Morgano, D. Petta
La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 84 Atti e notizie - AIM news



vision GREEN market PRICES work SPONSORED BY HOSTED BY POWERED BY Made in Steel, la Conference & Exhibition internazionale dedicata alla filiera dell’acciaio. TI ASPETTIAMO! 09-10-11 Maggio 2023 | fieramilano Rho
Indice autori 2022 / Author index 2022
Abram, M. n.1, pag.62
Abuin Ariceta, A. n.3, pag.29
Aime, E. n.6, pag.36
Algermissen, D. n.5, pag.08
Ali, N. n.10, pag.85
Allion, A. n.9, pag.37
Alloni M. n.1, pag.06 - pag.23
Alshawarghi, H. n.7-8, pag.49
Amicucci, L. n.2, pag.13
Anelli, E. n.10, pag.20
Angelini, L. n.4, pag.07
Ansanelli, G. n.5, pag.16
Anselmi-Tamburini, U. n.11-12, pag.22
Antoñanzas Gonzalez, J. n.3, pag.29
Armellini, D. n.5, pag.44
Auinger, M. n.1, pag.32
Ayyildiz, Ü. N.3, pag.65
Bacchi, L. n.11-12, pag.13
Bacci, T. n.2, pag.07
Barbieri, G. n.9, pag.22
Barella, S. n.4, pag.07
Bego, F. n.4, pag.82
Bellezze, T. n.2, pag.13, pag.28
Bergmeir, M. n.6, pag.48
Bernhard, C. n.4, pag.29
Bersani, M. n.4, pag.07
Bhaskar, K. n.5, pag.27
Bocchi, S. n.2, pag.23
Bogert, R.J. n.1, pag.79
Bonetti, A. n.2, pag.58
Borgioli, F. n.2, pag.07
Borsellino, C. n.9, pag.15
Bortolussi, S. n.11-12, pag.22
Branca, T.A. n.5, pag.08
Brotzu, A. n.6, pag.17
Brunelli, A. n.10, pag.12
Brunelli, K. n.5, pag.16, n.9, pag.48, pag.57
Burghardt, A.J.C. n.4, pag.39
Cabibbo, M. n.2, pag.28
Cabrini, M. n.2, pag.18, pag.23, n.5, pag.52, n.9, pag.22
Calabrese, L. n.9, pag.08, pag.15
Calliari, I. n.9, pag.31, n.11-12, pag.22
Calligarich, L. n.4, pag.07
Cantini, S. n.6, pag.26
Caporali, S. n.2, pag.07
Carli, R. n.1, pag.06 - pag.23
Carrozza, A. n.9, pag.22
Carugo, F. n.5, pag.52, n.9, pag.22
Casari, D. n.3, pag.36
Casaroli, C. n.2, pag.53
Çatal, Y. n.3, pag.56 Cavaliere, P. n.10, pag.40
Cerchier, P. n.5, pag.16 Cerri, E. n.10, pag.69 Cervantes, M. J. n.1, pag.42 Chen, Q. n.1, pag.62
Cho, J. n.1, pag.23
Cinquegrana, B. n.4, pag.07
Cisternino, S. n.11-12, pag.22
Citi, I. n.7-8, pag.07
Ciuffini, A. F. n.4, pag.59
Cognini, F. n.9, pag.22
Colla, V. n.5, pag.08, n.11-12, pag.13
Conte, S. n.4, pag.07
D’Errico, F. n.3, pag.36
D’Urso, G. n.2, pag.23
Dabalà, M. n.5, pag.16
David, C. n.9, pag.37
De Monte, S. n.4, pag.07
Di Bella, G. n.9, pag.15
Di Cecca, C. n.4, pag.07
Di Egidio, G. n.6, pag.08
Di Nunzio, P.E. n.7-8, pag.07
Di Schino, A. n.7-8, pag.28, n.11-12, pag.06, pag.42
Dobravec, T. n.1, pag.52
Domgin, J-F. n.4, pag.48
Duro, V. n.4, pag.07
Eck, J. n.1, pag.42
El Idrissi, M. n.11-12, pag.22
Emo, B. n.9, pag.37
Esposito, J. n.11-12, pag.22
Farina, C. n.2, pag.74
Felli, F. n.6, pag.17
Ferrara, A. n.2, pag.64
Ferretti, n.2, pag.13
Fiorentino, G. n.5, pag.16
Firrao, D. n.10, pag.12
Fischer, L. n.1, pag.79, n.4, pag.71
Flor, G. n.4, pag.07
Forcellese, P. n.2, pag.13, pag.28
Fraccaroli, F. n.6, pag.17
Fredi, F. n.4, pag.07
Frittella, P. n.4, pag.07
Gabellini, I. n.2, pag.07
Gaggia, D. n.7-8, pag.28
Gaggiotti, M. n.7-8, pag.28, n.11-12, pag.06
Galeazzi, G. n.4, pag.07
Galizzi, N. n.2, pag.23
Galvanetto, E. n.2, pag.07
Gattia, D.M. n.11-12, pag.06
Gauthier, S. n.4, pag.48
Gennari, C. n.9, pag.31, n.11-12, pag.22
Ghidini, A. n.6, pag.26
Ghio, E. n.10, pag.69
Giambruno, M.C. n.2, pag.69
Giardini, C. n.2, pag.23
Gillebaart, E. n.4, pag.39
Giovanni, F. n.4, pag.59
Giuliani, G. n.2, pag.28
Goessens, G.J.C.H. n.4, pag.39
Goidanich, S. n.2, pag.69
Gollapalli, C. n.5, pag.27
Granbom, H. n.5, pag.08
Grassini, U. n.2, pag.74
Scampone, G. n.3, pag.07
Gruttadauria, A. n.3, pag.36
Guerra, F. n.4, pag.07
Guerra, R. n.7-8, pag.07
Gusarova, T. n.1, pag.79
Gutiérrez, D.F. n.11-12, pag.51
Gutiérrez, R. n.2, pag.58
Haghayeghi, R. n.3, pag.13
Harmuth, H. n.1, pag.14
Hechu, K. n.1, pag.32
Heidemann, P. n.4, pag.71
Hughes-Narborough, P. n.4, pag.96
Hul, J. n.4, pag.39
Humphrey, G. n.4, pag.96
Isobe, K. n.4, pag.18
Jarry, O. n.10, pag.06
Jee, S. n.5, pag.27
Jenne, R. M. n.6, pag.48
Kabosch, D. n.1, pag.62
Kaijalainen, A. n.7-8, pag.16
Kalter, R. n.4, pag.39
Kamperman, A.A. n.1, pag.79
Kang, Y. n.7-8, pag.24
Kaya, A.Y. n.3, pag.56
Kelly, A. n.3, pag.61
Kemény, A. n.9, pag.31
Khaskhoussi, A. n.9, pag.08, pag.15
Kim, J.Y. n.7-8, pag.24
Kircher, V. n.1, pag.14
Kisko, A. n.7-8, pag.16
Kodukula, S. n.7-8, pag.16
Kolbeck, D. n.1, pag.72
Kölbl, N. n.1, pag.23
Koomen, L. n.4, pag.39
La Metallurgia Italiana - Novembre/Dicembre 2022 pagina 86 Atti e notizie - AIM news
Krobath, R. n.4, pag.29
Kromhout, J.A. n.4, pag.39
Kumar Guttula, B. n.5, pag.27
Kurtti, L. n.7-8, pag.16
Kwon, I.H. n.7-8, pag.24
La Vecchia, G.M. n.6, pag.36
Larché, N. n.9, pag.37
Lazzari, L. n.2, pag.34
Lee, H.R. n.7-8, pag.24
Link, J. n.4, pag.39
Locatelli, R. n.2, pag.64
Lorenzi, S. n.2, pag.18 – pag.23, n.5, pag.52, n.9, pag.22
Lorenzon, A. n.10, pag.62
M.M. Tedesco, M.M. n.11-12, pag.51
Magnifico, I. n.2, pag.58
Mantelli, A. n.3, pag.42
Mapelli, C. n.1, pag.23, n.4, pag.07
Marcassoli, P. n.2, pag.43
Marschall, I. n.1, pag.14 - pag.23
Martelli, P. n.6, pag.36
Martinelli, G. n.2, pag.43
Martini, U. n.5, pag.08
Martino, G. n.1, pag.06
Mascetti, S. n.3, pag.07
Maurina, S. n.4, pag.07
Mavrič, B. n.1, pag.52
Mazza, I. n.4, pag.107
Meier, M. n.1, pag.62
Meijer, S. n.4, pag.39
Mészáros, I. n.9, pag.31
Miani, S. n.4, pag.107
Miglietta, G. n.4, pag.07
Milan, A. n.4, pag.07
Mombelli, D. n.4, pag.59
Moncada, M. n.9, pag.22
Montanari, R. n.11-12, pag.42
Montepagano, D. n.7-8, pag.07
Morgano, E. n.6, pag.54, n.10, pag.12, n.11-12, pag.13
Morillon, A. n.5, pag.08
Múgica Iraola, J.C. n.3, pag.29
Muhlemann, R. n.4, pag.07
Nisticò, G. n.2, pag.69
Nolli, P. n.1, pag.62
Olgemöller, I. n.4, pag.71
Olivero, D. n.4, pag.82
Ometto, M. n.5, pag.44
Ortolani, M. n.2, pag.64
Ouyang, W. n.10, pag.85
Özaydin, O. n.3, pag.56
Palm, B. n.4, pag.07
Paolozzi, A. n.6, pag.17
Paris, C. n.6, pag.17
Pastore, T. n.2, pag.18 – pag.23, n.5, pag.52, n.9, pag.22
Pathak, R.K. n.5, pag.27
Peli, P. n.6, pag.36
Pellicanò, R. n.2, pag.69
Perricone, G. n.3, pag.36
Perrone, A. n.10, pag.40
Persi, C. n.4, pag.07
Pesenti Bucella, D. n.2, pag.43
Petta, D. n.6, pag.26, n.6, pag.54, n.11-12 pag.57
Pezzato, L. n.5, pag.16, n.9, pag.31
Pietruck, R. n.5, pag.08
Pilone, D. n.6, pag.17
Pinasco, M.R. n.11-12, pag. 57 Pirovano, R. n.3, pag.07, pag.24
Pola, A. n.3, pag.18
Ponton, C. n.5, pag.44
Proverbio, E. n.9, pag.08, pag.15
Rallini, M. n.7-8, pag.28, n.11-12, pag.42 Ramirez Lopez, P.E. n.1, pag.42
Ransenigo, C. n.3, pag.18
Rao, M.V.M. n.5, pag.27
Razzari, D. n.7-8, pag.49 Recanati, P. n.10, pag.06 Riccio, M. n.10, pag.69 Rivetti, P. n.1, pag.62
Rocchi, C. n.9, pag.48, pag.57 Romeo, M. n.3, pag.36 Rondelli, G. n.2, pag.34 Rosendahl, S. n.5, pag.08 Rossi, M. n.2, pag.13 Rovere, F. n.10, pag.06 Ruffini, F. n.7-8, pag.07 Saba, M. n.4, pag.07 Sabena, D. n.10, pag.12
Santillana, B. n.1, pag.32, n.4, pag.39 Šarler, B. n.1, pag.52
Scarabelli, C. n.4, pag.82 Schéele, J. n.7-8, pag.49 Schiavon, G. n.4, pag.107 Schlemminger, A. n.7-8, pag.38 Schmidt, R. n.11-12, pag.06
Schmidt-Freytag, U. n.3, pag.61 Schulze, S. n.1, pag.79 Sciacca, G. n.11-12, pag.22
Senes, C. n.4, pag.07
SenGupta, A. n.1, pag.32 Serafini, M. n.3, pag.18 Settimi, A.G. n.9, pag.31
Sgambetterra, M. n.11-12, pag.06
Silvello, A. n.10, pag.40
Sisti, J. n.10, pag.69
Six, S. n.1, pag.79
Snaet, D. n.5, pag.08
Spagnul, S. n.4, pag.07, pag.107
Stornelli, G. n.7-8, pag.28, n.11-12, pag.06, pag.42
Suguna Soumya, V. n.5, pag.27
Tammaro, M. n.5, pag.16
Testa, C. n.2, pag.23
Testani, C. n.11-12, pag.06
Thiele, A. n.1, pag.72
Timelli, G. n.3, pag.07
Tirasso, C. n.9, pag.48, pag.57
Tironi, M. n.2, pag.43
Tocci, M. n.3, pag.18
Toeniges, C. n.4, pag.39
Toniolo, L. n.2, pag.69
Tonolli, F. n.3, pag.73
Tselikova, A. n.11-12, pag.06
Tsymokh, G. n.4, pag.07
Ubertalli, G. n.10, pag.12
Valentini, R. n.11-12, pag.13
Vargas Hernandez, M. n.1, pag.23
Vertnik, R. n.1, pag.52
Varone, A. n.11-12, pag.30, pag.42
Vicario, I. n.3, pag.29
Viceré, A. n.2, pag.13, pag.28
Vilches, J.C.I. n.6, pag.36
Viscardi, C. n.3, pag.18
Wans, J. n.4, pag.71
White, P. n.4, pag.96
Wilmes, R. n.4, pag.71
Wunderlich, O. n.1, pag.06
Ylimäinen, T. n.7-8, pag.16
Yuan, J. n.4, pag.71
Yurramendi Sarasola, L. n.3, pag.29
Zhang, B. n.10, pag.85
Zhang, C. n.10, pag.85
Zhang, L. n.10, pag.85
Zhang, W. n.10, pag.85
Zhao, A. n.10, pag.85
Zhao, D. n.4, pag.71
Zheng, Q. n.4, pag.71
Zinni, M. n.4, pag.91
Zucaro, A. n.5, pag.16
Zucca, G. n.11-12, pag.06
Zurru, A. n.4, pag.07
La Metallurgia Italiana - November/December 2022 pagina 87 Atti e notizie - AIM news
MILANO 27-30 MAY 2024

International ForgeMasters Meeting
Call for papers
Prospective authors wishing to present papers are invited to submit a tentative title and an abstract of about 400 words (in English), specifying a maximum of two topics for each proposal, to the Organising Secretariat.
Visit website www.ifm2024.org to submit your abstract.
Deadline
Submission of abstracts: 30 June 2023
Information on acceptance: 13 October 2023
Submission of full papers and speakers registration: 15 December 2023
Exhibition & sponsorship opportunities
Save the date!
The appointment will be in Milan on 27-30 May 2024.
All involved in and interested in the area of open die forging are warmly invited to attend.
At IFM 2024 the most important and current issues affecting the sector will be discussed. Experts in the fields of greatest interest will be attending and addressing such issues.
IFM is a unique forum to meet researchers, skilled technicians and decision makers; in other words IFM 2024 is an unmissable event for the forging industry!
The Conference will be enhanced by an Exhibition at which companies will have the opportunity to inform all delegates of their latest developments. The detailed exhibiting and sponsorship packages will be available on the IFM 2024 website in the following months. In the meantime, companies interested in taking part in the Exhibition or sponsoring the event may contact: e-mail: commerciale@siderweb.com tel. +39 030 2540006
Organising secretariat
Via Filippo Turati 8 - Milan - Italy t. +39 0276021132 or +39 0276397770 aim@aimnet.it - www.aimnet.it
Organised by
AIM and Federacciai proudly announce that the 22nd International ForgeMasters Meeting will be held in Italy in 2024.