



Minebea Intec
Atomizadores para cámaras de secado spray 10
Asegura una detección precisa del nivel con la tecnología más adecuada
SIMES
Kaya Busch – Director de Busch Group
“El diseño y la innovación siempre han sido una parte central de nuestra cultura empresarial”
Cultivos de maduración en quesos continentales
La gama de cultivos y coagulantes de Novonesis ofrece diversas posibilidades para crear sabores únicos sin resignar eficiencia y funcionalidad
Los principales quesos de pasta semidura elaborados y consumidos en el país comprenden al Gruyere, Emmenthal, Pategrás, Gouda, Fontina, Holanda, Tandil, Colonia y los también coloquialmente conocidos como “queso en barra” o “queso de máquina”, tales como Pategrás Sándwich, Danbo, Prato y Tybo.

HostMilano 2025
Una feria continental que se vuelve global
TUTTOFOOD prepara una edición 2026 a medida del co-packer internacional
Se está armando un intenso programa de actividades de networking bajo la temática Private Label.
El INTA Avanza en el desarrollo de una vacuna para la mastitis bovina
Junto con la Universidad del Litoral lograron una vacuna experimental que demostró ser eficaz
FEPALE y ASOLECHE de Colombia
organizan el mayor congreso del sector lácteo de las Américas
Tendrá lugar en la ciudad de Medellín
IX Simposio Latinoamericano de Inocuidad Alimentaria - VII
Simposio Argentino de Inocuidad
Alimentaria
Se desarrollarán el 28 y 29 de setiembre de 2026 en la sede de la UCA en Buenos Aires bajo el lema
“Inocuidad alimentaria: un desafío global, una responsabilidad compartida”

Impacto de la fermentación de la leche en las características microbiológicas, fisicoquímicas y nutricionales del yogur
Sergio Britos; Mónica Katz; Florencia Flax-Marco; María Elena Torresani y Gabriel Vinderola
Determinación de variantes de beta-caseína bovina con distintas aptitudes para la industria láctea
Caffaro, M.E.; Raschia, M.A.; Poli, M.A.
Procedimiento operativo estandarizado: un aliado en la productividad
Juan Sebastián Ramírez-Navas


La gama de cultivos y coagulantes de Novonesis ofrece diversas posibilidades para crear sabores únicos sin resignar eficiencia y funcionalidad
Autores: Agustina Díaz Gorostegui y Cristian Ishiguro. Coordinación y edición: Raquel Chiliz y Graciela Taboada. Artículo basado en la publicación Ha-La Biotec Cono Sur –Edición 20
En la Argentina existe una larga tradición quesera con raíces europeas, la cual llevó a desarrollar a lo largo del tiempo variedades de quesos inspiradas en las encontradas en el viejo continente. Los principales quesos de pasta semidura elaborados y consumidos en el país comprenden al Gruyere, Emmenthal, Pategrás, Gouda, Fontina, Holanda, Tandil, Colonia y los también coloquialmente conocidos como “queso en barra” o “queso de máquina”, tales como Pategrás Sándwich, Danbo, Prato y Tybo. Por un lado, los “quesos en barra” suelen apuntar a la funcionalidad y practicidad, en donde el laminado o trozado, el sabor y su vida útil juegan un papel fundamental. Por otro lado, el resto de los quesos apuntan a ocasiones de consumo de mayor indulgencia, como picadas o snacks, en los que se busca que el producto tenga un perfil diferenciado y característico.
Según el Observatorio de la Cadena Láctea Argentina (OCLA), los quesos semiduros representan un porcentaje significativo de la producción de quesos en el país, abarcando un 22,5% de litros de leche equivalente para el último año. La venta de estos productos en el mercado interno aumentó un 15% entre 2024 y 2025 (en toneladas o millones de litros de leche), al igual que su precio, en alza en los últimos 18 meses. Si bien gran parte de la producción de quesos semiduros se destina al consumo local, también hay exportaciones a países vecinos como Brasil (6,2% en dólares del total exportado), Chile y Uruguay, y en menor medida a mercados europeos y americanos. Los quesos continentales representan 7,3% de las exportaciones totales.
En este contexto, es crucial el desarrollo de quesos que se adapten a las preferencias del consumidor y exigencias del mercado, tanto local como internacional. Para ello debemos elegir cuidadosamente los cultivos y coagulantes que se utilizarán en su elaboración, ya que determinarán sabores, olores, vida útil y funcionalidad, entre otras características que pueden condicionar el éxito del producto. A través del poder de las bacterias y las enzimas es posible alcanzar las infinitas posibilidades que ofrece la leche. Pero, para implementar este proceso de desarrollo o mejora del sabor y funcionalidad del queso, el primer paso es identificar las características deseadas.
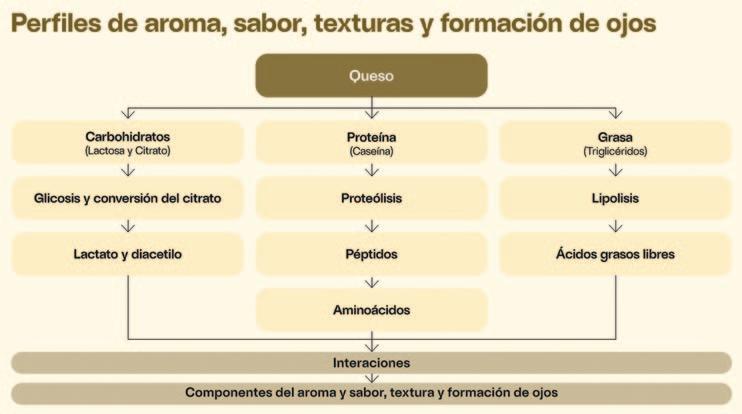
BIOQUÍMICAS DE LA MADURACIÓN DEL QUESO
Los cultivos iniciadores, coagulantes, cultivos de maduración y enzimas lipasas afectan las vías que influyen en la maduración del queso. La conversión de lactosa, citrato, caseína y grasa (Figura 1) contribuye a diferentes resultados en los perfiles de sabor, texturas y la formación de ojos. El control de estas vías influirá en el proceso y en la velocidad de maduración en todos los tipos de queso.

La proteólisis primaria, relacionada con la textura y estructura, se debe a la acción de las proteasas. Está condicionada por la proteasa de la leche llamada plasmina, proteasas provenientes de bacterias psicrotróficas, coagulante (dosis y relación C/P = impacto proteolítico generado por la especificidad del coagulante) y las proteasas del cultivo iniciador. Una baja proteólisis primaria es de vital importancia para reducir el riesgo de notas amargas.
La proteólisis secundaria, que afecta el sabor, debida a la acción de las peptidasas, está dirigida por los cultivos iniciadores, cultivos de maduración y bacterias lácticas que no son propias de los cultivos (NSLAB). También influye la tasa de inoculación (la proporción de cultivos añadidos afecta la cantidad de enzimas disponibles, lo que impacta la intensidad de la proteólisis secundaria y los perfiles sensoriales finales), así como el nivel de lisis celular, ya que una mayor lisis de las células microbianas libera un mayor número de enzimas intracelulares, como las endopeptidasas, aminopeptidasas, peptidasas específicas de prolina, dipeptidasas y tripeptidasas, intensificando la proteólisis secundaria y contribuyendo a una mayor complejidad en el sabor del queso.
La proteólisis terciaria, también está dirigida por los cultivos iniciadores, cultivos de maduración y las NSLAB. Implica la transformación de los productos generados durante la proteólisis secundaria en compuestos volátiles y no volátiles que contribuyen al desarrollo del sabor y el aroma. En este proceso par-
ticipan diferentes enzimas como las aminotransferasas, descarboxilasas, liasas, deaminasas, al igual que la variación entre cepas, ya que tienen actividad enzimática variable (Figura 2). Es muy importante contar con una actividad equilibrada de las aminotransferasas, responsables de convertir aminoácidos
en cetoácidos, los cuales son precursores de compuestos aromáticos como aldehídos, alcoholes y ácidos, para asegurar una producción controlada de estos precursores de sabor, evitando la formación
de sabores indeseados y mejorando las características sensoriales. También es fundamental seleccionar el cultivo y orientar el sabor del queso en una dirección específica.
Figura 2 – Vías bioquímicas primarias de maduración de quesos


La proteólisis terciaria, también está dirigida por los cultivos iniciadores, cultivos de maduración y las NSLAB. Implica la transformación de los productos generados durante la proteólisis secundaria en compuestos volátiles y no volátiles que contribuyen al desarrollo del sabor y el aroma. En este proceso participan diferentes enzimas como las aminotransferasas, descarboxilasas, liasas, deaminasas, al igual que la variación entre cepas, ya que tienen actividad enzimática variable (Figura 2). Es muy importante contar con una actividad equilibrada de las aminotransferasas, responsables de convertir aminoácidos en cetoácidos, los cuales son precursores de compuestos aromáticos como aldehídos, alcoholes y ácidos, para asegurar una producción controlada de estos precursores de sabor, evitando la forma-
Tabla 1 – Maduración sin amargores
ción de sabores indeseados y mejorando las características sensoriales. También es fundamental seleccionar el cultivo y orientar el sabor del queso en una dirección específica.
¡EL SABOR DEL QUESO ARTESANAL BAJO CONTROL!
La gama de cultivos y coagulantes de Novonesis ofrece diversas posibilidades para crear sabores únicos sin resignar eficiencia y funcionalidad. Al seleccionar de manera adecuada estas herramientas, los productores pueden crear un perfil único, combinando características para formar la identidad de su queso, lo que genera autenticidad bajo control. En la Figura 3 se muestran algunas opciones disponibles en el portafolio de Novonesis para llevar los quesos al siguiente nivel, según sus objetivos específicos.
Producto Acidificación* Metabolismo Proteólisis Lisis Reducción de Formato del azúcar amargores
CR-312 Ausencia Lac-; Gal+ Proteinasa media, Media Media F-DVS® alta aminopeptidasa
CR-319 Baja Lac+; Gal+, Ausencia de actividad Alta Alta F-DVS® con lenta tasa proteinasa, alta de consumo aminopeptidasa
*Acidificación potencial basada en el metabolismo de la lactosa. En aplicaciones de ST indicadores, la acidificación puede verse impactada debido a la actividad de la galactosa.

ACELERAR LA MADURACIÓN DEL QUESO SIN AMARGORES
La mezcla de Lactococcus lactis subsp lactis y cremoris (Línea CR-300) contribuye en la textura, debido a diferentes niveles de actividad de proteasas y reduce el amargor gracias a la combinación de la actividad peptidasa y su potencial de lisis. Estos cultivos tienen bajo impacto en el perfil general de sabor y en la acidificación (Tabla 1).
Tabla 2 – Rápida maduración y sabores complejos
LOGRAR RÁPIDA MADURACIÓN Y SABORES COMPLEJOS
La combinación de Lactococcus lactis y Lactobacillus (Línea CR-500), mejora las características sensoriales del queso y controla el amargor. Posee bajo impacto en la acidificación durante la elaboración del queso, lo que la convierte en una opción interesante para quesos bajos en grasa (Tabla 2)
CR-501 L. helveticus, L. paracasei, Baja Baja intensidad, sabor a queso Bajo F-DVS® L. cremoris
CR-520 L. helveticus, L. paracasei, Media Umami, notas a queso Bajo F-DVS® L. cremoris, L. lactis
CR-530 L. helveticus, L. paracasei, Media Notas tostadas y a caramelo Dulce F-DVS® L. cremoris, L. lactis
CR-540 L. helveticus, L. paracasei, Alta Alta intensidad, notas frutales Dulce F-DVS® L. cremoris, L. lactis
CR-550 L. helveticus, L. paracasei, Baja Tostado, caldo No dulce F-DVS® L. cremoris
INTENSIFICAR LOS SABORES NATURALES A MANTECA Y REDUCIR TIEMPO DE MADURACIÓN
La línea CR-Buttery permite la producción de diacetilo y sabores naturales a manteca intensos en quesos continentales jóvenes. Es una solución robusta contra fagos, que además controla la formación de ojos y mejora la feteabilidad. Acelera los tiempos de maduración, asegurando que se alcance su sabor característico en pocas semanas (Tabla 3).
COMBATIR AMARGORES Y FORMACIÓN DE SABOR
Los Lactobacillus helveticus producen mayor sabor en quesos duros y continentales, así como la formación de cristales en quesos de larga maduración. Generan dulzor intermedio y tienen un bajo impacto en la acidificación. Además, influyen en la proteólisis secundaria debido a la elevada generación de peptidasas. Algunos cultivos pueden acelerar la proteólisis gracias a su elevada autólisis, mientras que otros, por su actividad aminopeptidásica, eliminan notas
amargas y aumentan la proteólisis. También pueden generar sabores equilibrados debido a la formación de compuestos volátiles como consecuencia de la elevada actividad aminotransferasa o generar sabores tostados debido a la producción de pirozina (Tabla 4).
CR-Buttery 01 L. paracasei, L. lactis, L. rhamnosus Media aminopeptidasa Alto F-DVS®
CR-Buttery 0 Lac+; Gal+, con lenta tasa de consumo Baja aminopeptidasa Muy alto F-DVS®
4 – Amargores y formación de sabor
LH-32 L. helveticus Dulzor medio, Baja Baja proteinasa, Alta F-DVS® maduro y de granja peptidasa alta y media aminotransferasa
LH-B02 L. helveticus Alto dulzor y Moderada Baja proteinasa, Baja F-DVS® sabor maduro alta peptidasa y aminotransferasa
LH-B01 L. helveticus Sabor a queso y Baja Sin proteinasa, Baja F-DVS® bajo dulzor alta peptidasa y aminotransferasa
EMFOUR® L. helveticus Sabor a tostado Baja Alta proteinasa, Baja F-DVS® media peptidasa y aminotransferasa
Delight® L. helveticus Suave y cremoso Ninguna Sin proteinasa, - F-DVS® alta peptidasa y aminotransferasa
Por largo tiempo los Lactobacillus helveticus fueron usados con éxito, pero siempre ligados con los aromas dulces. Los cultivos CR-Full Flavor ofrecen nuevos perfiles de sabores no dulces. Las combinaciones de cepas se diseñaron basadas en el conocimiento de las interacciones, en lo experimental y en testeo de quesos. Los sabores son distintivos e indulgentes, en la Tabla 5 se puede ver los diferentes perfiles. Producto
5 – Sabores y aromas únicos Producto
CR-Mature 01 L. lactis, L. cremoris, Produce componentes Genera sabor a queso maduro. S. thermofilus y P. pentosaceus aromáticos y metilcetona Notas a carne y sabores tostados.
CR-Bouquet 01 Blend de L. lactis, Alta liberación de aminoácidos. Notas picantes, de nueces, L. cremoris y S. thermophilus Producción de metilcetonas, afrutadas y dulces. ésteres y aldehídos


Asegura una detección precisa del nivel con la tecnología más adecuada

Ya sea en silos, depósitos o contenedores de proceso, la detección precisa de los niveles de llenado es crucial para que los procesos de producción sean estables, seguros y económicos. Sin embargo, muchos métodos de medición habituales alcanzan rápidamente sus límites en la práctica. Este artículo técnico compara tecnologías consolidadas como el radar, los ultrasonidos o los sensores capacitivos con el método gravimétrico, y muestra por qué la tecnología de pesaje es superior allí donde realmente importa.
En muchos sectores, como la alimentación, la química o la farmacia, la precisión es uno de los requisitos clave en las operaciones de producción diarias. La medición fiable del nivel de llenado desempeña un papel decisivo, ya sea para evitar el llenado excesivo, para garantizar la disponibilidad de material en los procesos de dosificación o para el control continuo. La selección de la tecnología de medición depende de diversos factores que influyen: desde las propiedades del producto y las condiciones estructurales hasta los requisitos normativos en áreas sensibles. Un requisito clave es determinar de forma fiable y precisa el contenido real de un envase en todas las condiciones, independientemente de la forma, el medio o las condiciones ambientales.
MÉTODOS DE MEDICIÓN TRADICIONALES Y SUS LIMITACIONES
En la práctica se utilizan diversos principios de medición, desde sensores de radar y microondas hasta métodos ultrasónicos y capacitivos, pasando por sistemas hidrostáticos u ópticos. Sin embargo, muchas de estas tecnologías sólo registran un valor de medición indirecto -como la distancia a la superficie o la presión en el fondo del recipiente- a partir del cual se calcula el nivel de llenado. Esto conlleva incertidumbres, por ejemplo, en caso de formación de espuma o puentes, conos de vertido desiguales, apelmazamiento o densidad variable. La experiencia industrial, por ejemplo en la empresa química Solvay Fluor de Frankfurt, también muestra los límites prác-
ticos de los sistemas convencionales. Allí, los métodos de medición sin contacto dieron resultados insatisfactorios, ya que los cambios de temperatura y densidad mermaban gravemente la precisión. La solución sólo se encontró reequipando la serie de células de carga PanCake® de Minebea Intec, fabricante líder mundial de tecnologías de pesaje e inspección, que permitió una medición precisa y fiable del nivel de llenado por peso, con una desviación máxima de sólo el 1,1%, frente a alrededor del 2,5% con los métodos anteriores.
MEDICIÓN GRAVIMÉTRICA: OBJETIVA, SIN CONTACTO, PRECISA
A diferencia de todos los demás métodos, la medición gravimétrica de nivel no mide una señal de proceso derivada, sino que mide la masa. Células de carga como PanCake® o Inteco® registran el peso de todo el contenedor, incluido su contenido, independientemente de las propiedades del material, los cambios de densidad o los factores de forma. El resultado es una medición precisa y lineal en todo el rango de llenado, incluso con medios difíciles como líquidos viscosos, materiales a granel o productos químicos agresivos. Otra ventaja: la tecnología de sensores se encuentra completamente fuera del recipiente. Esto elimina la necesidad de perforar el recipiente, las incrustaciones, la corrosión o las calibraciones propensas a errores. Esto es especialmente importante para aplicaciones críticas para la higiene en la industria de alimentación o la producción farmacéutica. Las células de carga de diseño higiénico son aptas para CIP/SIP, compatibles con salas limpias y se han desarrollado conforme a los requisitos de EHEDG y la FDA.
FIABILIDAD DEL PROCESO Y RENTABILIDAD: UN SISTEMA QUE VALE LA PENA
La célula de carga PanCake® se ha desarrollado especialmente para el reequipamiento y la integración en sistemas existentes. Puede instalarse en forma rápida y sin cambios estructurales en el contenedor, una clara ventaja frente a alternativas como la tecnología de radar o ultrasónica. Los análisis internos y las comparaciones de mercado lo demuestran: Se puede ahorrar hasta un 50% sólo en los costos de adquisición. PanCake® también convence por sus bajos costos totales durante el funcio-

Las Pancake Load Cell® fueron desarrolladas específicamente para el pesaje de silos y tanques horizontales.
namiento. El mantenimiento es casi innecesario, ya que no hay piezas de desgaste. Al mismo tiempo, la precisión se mantiene estable durante años. Esto reduce los costos de mantenimiento y prolonga la vida útil, factores que mejoran mucho el costo total de la propiedad.
INCLUSO EN CONDICIONES EXTREMAS
Ya sea en atmósferas potencialmente explosivas o a temperaturas muy fluctuantes, los sistemas de pesaje gravimétrico que utilizan sensores como la célula de carga PanCake® están certificados para condiciones extremas (ATEX, IECEx) y ofrecen la máxima seguridad. En sectores donde se utilizan medios tóxicos, altamente inflamables o particularmente viscosos, esto supone una ventaja decisiva. En Solvay Fluor, la introducción de las células de carga PanCake® no sólo ha mejorado la seguridad del proceso, sino que también ha hecho que todo el proceso de medición de nivel sea más eficiente.
PREPARADOS PARA EL FUTURO GRACIAS A LA INTEGRACIÓN DIGITAL
Otra ventaja de los sistemas gravimétricos es su conectividad digital. La electrónica de pesaje moderna, como los indicadores de peso MiNexx®, puede integrarse en los sistemas de control existentes, ya sea a través de interfaces analógicas o de estándares digitales como ProfiNet, Ethernet/IP o Modbus. Esto hace que el control de nivel forme parte de un sistema de control y gestión de calidad de nivel superior, con datos en tiempo real, trazabilidad y documentación completa del proceso.

LA MASA ES LA VERDADERA REFERENCIA
Los requisitos de la medición de nivel son cada vez mayores, al igual que la complejidad de los procesos industriales. Métodos como el radar o los ultrasonidos alcanzan rápidamente sus límites. Los sistemas gravimétricos, en cambio, ofrecen una solución objetiva, precisa y económica, independientemente de los medios, las formas de los recipientes o las condiciones ambientales. Con soluciones como la célula de carga PanCake®o la célula de carga Inteco®, Minebea Intec suministra tecnologías probadas que marcan la diferencia. No sólo ofrecen la máxima precisión y fiabilidad en los procesos, sino también una auténtica rentabilidad a lo largo de todo el ciclo de vida. En una época en la que la seguridad, la eficiencia y la higiene de la producción no son un deseo, sino un requisito, la tecnología de pesaje es el punto de referencia con el que deben medirse las soluciones modernas para la determinación del nivel de llenado.
SOBRE MINEBEA INTEC
Minebea Intec es uno de los principales fabricantes mundiales de tecnologías de pesaje e inspección industrial. Con sede en Hamburgo (Alemania), la empresa ofrece productos y servicios que son sinóni-
MINEBEA INTEC
- Se mide la masa real del contenido del contenedor, no sólo un valor derivado.
- Medición precisa del peso mediante células de carga montadas externamente.
- Completamente sin contacto. Ideal para medios agresivos, pegajosos o viscosos.
- Independiente de la densidad, la forma, la espuma o el apelmazamiento.
- Fiable incluso con fluctuaciones de temperatura o en zonas con riesgo de explosión.
- Higiénico: sin contacto con los productos, apto para CIP/SIP.
- Retroadaptable: puede integrarse fácilmente en contenedores existentes.
- Económico: requiere poco mantenimiento, precisión de medición estable durante muchos años.
- Diseñada para recipientes de almacenamiento y de proceso: allí donde la precisión, la seguridad y la eficiencia son importantes.
mo de innovación, rendimiento y fiabilidad desde hace más de 150 años. Su cartera de productos incluye básculas de plataforma de alta resolución, células de carga, básculas para tolvas y silos, controladoras de peso, detectores de metales, sistemas de inspección visual y por rayos X, así como soluciones de software intuitivas. Más de 1.000 empleados en 18 sedes aumentan la precisión y la eficacia de los procesos de pesaje y producción de los clientes industriales. Una red de más de 200 socios en 72 países complementa los puntos de venta y servicio de la empresa global. El alto rendimiento y la distintiva calidad alemana se reflejan en la promesa de marca "The true measure". Minebea Intec forma parte del grupo MinebeaMitsumi, proveedor líder de piezas de producción de alta precisión, como rodamientos de bolas y motores, así como de componentes electrónicos de alta calidad, como sensores, antenas y soluciones IoT. Con sede en Tokio y unos 84.000 empleados en todo el mundo, el Grupo registró unas ventas netas consolidadas de 1.522.703 millones de yenes (9,3 mil millones de euros) en el ejercicio 2025.



La empresa santafesina SIMES, con más de medio siglo en el mercado argentino y de América Latina, sigue diseñando equipos pensados para las necesidades específicas de la industria de alimentos. En esta oportunidad, ha desarrollado un equipo de alta eficiencia para atomizar productos que deben deshidratarse en cámaras de secado por sistema spray, con un disco rotativo de alta velocidad. La amplia variedad de productos a secar obliga a disponer de equipos de distintas características y capacidades, ya que incluso pueden ser procesados líquidos corrosivos o erosivos previa determinación de las condiciones de operación.
El atomizador centrífugo SIMES es de construcción monoblock, con motor, trasmisión y zona de tratamiento del producto, toda en una sola unidad. En su desarrollo se ha combinado una avanzada concepción con una disposición simple y la más actualizada tecnología aplicada a la mecanización de sus partes. La experiencia alcanzada con estos equipos y la cantidad de unidades en funcionamiento han confirmado el acierto de su diseño, la facilidad de operación, la bondad de su esmerada construcción y su máxima confiabilidad.
CARACTERÍSTICAS TÉCNICAS GENERALES
- Capacidad nominal de alimentación: hasta 8000 kg/hora (de producto concentrado).
- Potencia: hasta 75 Kw (100 HP).
- RPM: hasta 25.000, según modelo.
- Velocidad: fija y variable.
- Ejecución: sanitaria, la zona en contacto con el producto en acero inoxidable AISI 304/316.
- Exterior: terminación esmalte epoxilínico, cono AISI 304/316.
- Camisa: cónica o cilíndrica conforme modelo.
- Tablero eléctrico: no suministrado.
- Sensores: de temperatura y presión aceite, electrodo para detectar derrame, incluido según modelo.
- Lubricación: por motobomba con filtro.
- Disco atomizador: con orificios redondos o rectangulares.
- Distribuidor producto: anular, con cuba compensadora.
- Transmisión movimiento: correa plana alto rendimiento.
- Sentido de giro: derecho o izquierdo, según requerimiento.
- Servicios requeridos: Aire refrigeración limpio máx. 35ºC. Energía eléctrica.
- Caballete soporte: para traslados, mantenimiento y limpieza.
- Herramientas: suministradas para operaciones normales.
Para cada aplicación deberán suministrarse las características físico-químicas del producto en la alimentación y las requeridas a la salida, para definir las condiciones del trabajo y el equipo más conveniente.
MÁS INFORMACIÓN: whatsapp . + 54 9 342 4 797 687 ventas@simes-sa.com.ar / info@simes-sa.com.ar www.simes-sa.com.ar

“El diseño y la innovación siempre
han sido una parte central de nuestra cultura empresarial”

Visitó nuestro país Kaya Busch, uno de los directores del Busch Group, una empresa familiar fundada por su padre Karl en Alemania y que hoy tiene 19 plantas de producción en todo el mundo. Su división Busch Vacuum Solutions diseña y fabrica las bombas de vacío más utilizadas en una gran variedad de industrias, como el envasado de alimentos, los productos químicos y los plásticos, mientras que la división Pfeiffer Vacuum+Fab Solutions se especializa en bombas de alto y ultraalto vacío para fabricación de semiconductores y equipos de alta tecnología. Con una facturación que supera los 2000 millones de euros por año, Busch Group es un ejemplo de empresa familiar exitosa y comprometida con el ambiente y la sociedad. Con gran amabilidad, Kaya nos comenta las características de su empresa.
¿En qué año se establecieron en Argentina?
La sucursal en la Argentina fue fundada oficialmente en 2008, pero comenzamos actividades a mediados de 2009. Fue mi padre quien tuvo una fuerte convicción sobre el mercado sudamericano, especialmente el argentino. Por eso decidió crear nuestra propia compañía de ventas. Y comenzamos con Carlos Santarelli, quien ha estado con nosotros desde el principio como responsable de la sede local. Hemos tenido mucho éxito y creemos que ese éxito seguirá creciendo. Queremos expandirnos porque vemos mucho potencial en el mercado argentino. Uno de los rubros para el uso de nuestras bombas es el del enva-
sado de carne. La Argentina tiene mucha industria de alimentos y de carne, pero también industria química, farmacéutica y de tecnologías ambientales. Así que es un mercado muy importante para nosotros.
Busch es pionera en el uso de la tecnología de vacío para la industria alimentaria. ¿Por qué es tan importante esta tecnología?
La tecnología de vacío en el envasado ayuda a prevenir la oxidación y el crecimiento de bacterias, y no sólo en la carne, sino que también se usa para envasar queso y otros productos. Sin esta tecnología, mucha gente no podría acceder a comprar carne. La
tecnología de envasado al vacío surgió en las décadas de los ‘50 y ‘60 con el desarrollo de los supermercados y la venta de carne envasada y lista para consumir. Antes, había que ir a la carnicería y especificar la cantidad deseada. Funcionó muy bien. Con este sistema, la carne se puede conservar en el refrigerador durante mucho tiempo, lo que contribuye a combatir el desperdicio de alimentos, un gran problema actual. Por eso, la tecnología de envasado al vacío es tan importante en la industria alimentaria.
Busch se ha caracterizado por sus desarrollos innovadores. ¿Qué importancia tiene el diseño de nuevas tecnologías para la evolución de su empresa?
La compañía fue fundada por mis padres: mi madre -una gran emprendedora- y mi padre, un excelente ingeniero que diseñó las dos primeras bombas desarrolladas especialmente para el envasado de alimentos. La primera fue la Huckepack, que todavía vendemos hoy. La segunda fue la R5, la bomba de vacío más exitosa del mundo, de la cual hemos vendido más de tres millones de unidades, aunque el diseño sigue siendo esencialmente el que hizo mi padre hace 60 años. Después de esos primeros diseños, la empresa creció y mi padre contrató un equipo de ingenieros para el desarrollo de las bombas, pero él siempre lideró el diseño. Siempre formó parte del equipo aportando nuevas ideas. Podemos decir que el diseño y la innovación siempre han sido una parte central de nuestra cultura empresarial. Y mi hermana, mi hermano y yo crecimos en ese ambiente.

¿Cuántas plantas de fabricación tienen?
Tenemos 19 plantas en todo el mundo. Cada una se especializa en diferentes productos, algunas por cuestiones tecnológicas, otras por temas comerciales. Por ejemplo, construimos una planta en EE. UU. para evitar aranceles y servir mejor a ese mercado. Hace unos años incorporamos a nuestro grupo a la empresa Pfeiffer Vacuum+Fab Solutions, que ofrece las mejores soluciones en el rango de alto y ultraalto vacío, dirigidas a las necesidades de semiconductores, análisis, investigación y diversas otras aplicaciones. En Pfeiffer se inventó la bomba de vacío turbomolecular, que es el equipo de alto vacío número uno del mundo. Es muy interesante, porque nosotros somos los inventores del R5, así que ahora en
Busch tenemos las dos bombas más exitosas en alto vacío y en vacío industrial. El mercado de estas bombas de alto vacío se centra en la fabricación de semiconductores, equipos para análisis y para I+D. Por ejemplo, para los espectrómetros de masas. Mucha investigación científica se realiza con productos Pfeiffer. Estas bombas se utilizan mucho en la industria farmacéutica y nuclear. Son mercados muy importantes para nosotros, de alto valor, sólo hay que considerar que el mercado de semiconductores es el mayor mercado de vacío del mundo.
¿Tienen planes de expansión en el mundo?
Sí, siempre. Estamos estableciendo nuevas empresas en dos países de Asia y tenemos la intención de seguir expandiéndonos en América Latina. Ya estamos en la Argentina, Brasil, Chile, Perú, Colombia y México, tenemos socios en Uruguay y estamos estableciendo empresas en Guatemala y Ecuador.
¿Cómo afrontan los desafíos de sostenibilidad ambiental?
La sostenibilidad, por supuesto, es un tema importante para nosotros. Medimos nuestra huella de carbono cada año y buscamos alcanzar la neutralidad en los próximos años. En el caso de Pfeiffer, queremos lograrlo en 2030. Muchos de nuestros clientes nos solicitan objetivos de neutralidad de carbono, y por eso es tan importante. Aún más importante es que ofrecemos a nuestros clientes un servicio llamado Auditoría de Diagnóstico de Vacío. Mediante esta auditoría, podemos detectar ineficiencias en la planta del cliente y en el funcionamiento de la bomba. Este servicio suele tener un gran potencial para reducir la huella de carbono, ya que hay millones de bombas en funcionamiento que consumen electricidad. Si trabajamos en conjunto con el cliente, podemos encontrar soluciones para ahorrar energía. Casi siempre podemos, cambiando el motor, utilizando soluciones de monitorización y control o modificando la disposición de la instalación de vacío, ahorrar mucha electricidad. Con frecuencia, estas inversiones se amortizan en uno, dos o tres años. Así que también es económico. Tiene mucho sentido, pero lo más importante es que ahorra electricidad.
¿Podría mencionar algunas iniciativas de responsabilidad social que lleva adelante Busch? Somos una empresa familiar, así que sentimos una responsabilidad que va más allá de los resultados económicos. Llevamos adelante iniciativas de diverso tipo y siempre animamos a nuestros gerentes a ayudar a la comunidad local. Por ejemplo, acá en la Argentina donamos computadoras y laptops a asociaciones que trabajan con minorías, especialmente mujeres. La RSE también incluye aspectos ambientales, estamos instalando pantallas solares en nuestras fábricas e impulsando el uso de vehículos eléctricos en Europa, básicamente, obligamos a nuestros gerentes y vendedores a utilizar automóviles eléctricos. Y son muy importantes para nosotros las iniciativas de diversidad, en ese sentido, siempre intentamos aumentar el número de empleadas en la empresa.
¿Pueden las empresas familiares seguir siendo exitosas hoy?
Sí, definitivamente. Las empresas familiares pueden tener éxito. Siempre he pensado que una buena empresa familiar puede ser mejor que cualquier empresa que cotiza en bolsa. Pero también puede ser peor. Así que no se puede decir que una sea mejor que la otra. Claro, en una empresa que cotiza en bolsa existen los sistemas de control, el consejo de administración y el consejo de supervisión. En una empresa familiar no hay muchas opciones, pero si la familia trabaja bien unida, como es nuestro caso (éramos mi hermano, mi hermana y yo trabajando con nuestros padres, cinco en total), podemos tener mucho éxito porque podemos ser muy ágiles. Además, los dueños son los gerentes, así que se pueden tomar decisiones importantes en forma rápida. Y diría también que quienes toman las decisiones están mucho más cerca de la gente de primera línea. Creo que ese es el secreto. Pero, sin duda, llevarse bien en familia es fundamental. Es lo más importante. En nuestro caso, ahora somos tres y siempre llegamos a acuerdos. Así que podemos avanzar mucho más rápido que cualquier empresa que cotiza en bolsa.
Sistemas Frigoríficos Compactos a base de REFRIGERANTES NATURALES.



Compresores a tornillo
Compresores reciprocantes
Rack Multicompresores
Condensadores evaporativos
Recibidores de líquido
Unidades de recirculado
Enfriadores de líquido
tipo Baudelot
Evaporadores
Productoras de hielo en cilindros
Productoras de hielo escamas
Intercambiadores de placas
Sistemas de tratamiento de aire de áreas críticas (STAAC)
Evaporadores tubulares












HostMilano es la feria mundial dedicada al universo de la restauración y la hospitalidad. Se celebra cada dos años y ofrece todo lo necesario para un local exitoso: materias primas, semielaborados, maquinarias, equipos, muebles, vajilla… poniendo el foco en las tendencias, tecnologías e innovaciones. La 44ª edición se llevó a cabo del 17 al 21 de octubre de 2025 en el predio ferial Fiera Milano.
Editorial Publitec estuvo invitada por Host Milano en una edición que volvió a sorprender por la ampliación de las superficies de exhibición, la presentación de más de 2000 expositores y la asistencia de público profesional de todo el mundo. En el acto inaugural, el vicepresidente de Fiera Milano, Roberto Foresti, expresó su satisfacción por el lugar de liderazgo que ocupa la feria en el continente europeo a la vez que anticipó una primicia: el acuerdo de cooperación entre Host y la Asociación Norteamericana de Fabricantes de Equipos para la Alimentación (NAFEM). Esto significa, en términos concretos, que se configurará a partir de la próxima edición una plataforma global en donde Host se hará presente en los Estados Unidos, acompañada de un número significativo de operadores que forman parte de su car-
tera, con lo que amplía su participación en el mercado mundial de procesos gastronómicos.
Host 2025 organizó 800 eventos, con la participación de aproximadamente 3.000 líderes de opinión –incluidos académicos, expertos, maestros, chefs y figuras de la industria– que animaron la feria con ideas, debates y nuevas visiones para el futuro de la hospitalidad. La sostenibilidad ocupó un lugar central. Host 2025 fue el primer evento en Fiera Milano en implementar una estrategia ESG (Environmental, Social and Governance), que integra la sostenibilidad ambiental, la innovación y la inclusión como palancas competitivas y elementos clave de su posicionamiento internacional. Este compromiso es compartido por muchos expositores, que presentaron novedosos productos ecológicos.

Fueron cinco días vibrantes que cautivaron tanto a expositores como a visitantes, con un notable crecimiento de afluencia desde Europa (Alemania +16%, Dinamarca +45%) y de otros continentes: Australia +20%, Brasil +29%, Emiratos Árabes Unidos +21% y EE.UU. +27%, que consolidaron a Host Milano como una plataforma internacional Horeca. Entre los visitantes profesionales, más de 700 fueron compradores invitados, traídos a Milán con la colaboración de ICE – Agencia Italiana de Comercio.
Los 2.050 expositores eligieron Host para presentar nuevos productos y soluciones innovadoras, con el objetivo de fortalecer su visibilidad y consolidar relaciones comerciales. Hubo una gran satisfacción por las interacciones con profesionales internacionales y la calidad de los contactos establecidos, confirmando a Host como un evento estratégico e imperdible para el sector de la hospitalidad. Muchos operadores asistieron con el objetivo de descubrir soluciones distintivas, innovación y nuevas oportunidades de negocio.
Los comentarios fueron muy positivos: la amplitud de la oferta, que abarca todo el sector de la hospitalidad, y la integración intersectorial -cada vez más reconocida como una tendencia estratégicafueron valoradas como un gran beneficio adicional del evento. Las soluciones para automatizar procesos complejos también atrajeron un interés significativo, mientras que las propuestas de diseño integradas con IA despertaron una considerable atención, en particular a nivel internacional. La feria se estructuró en pabellones temáticos. Seis pabellones y medio estuvieron dedicados a la restauración pro-


fesional; cuatro y medio al sector del café; dos al mobiliario, tecnología y vajilla; uno al helado y la pastelería; y uno y medio a la panadería, pastelería, pasta y pizza.
Un párrafo aparte merece la importancia dada a la innovación en Host a través del Smart Label –Host Innovation Award. Este premio es un galardón a la innovación en la industria de la hospitalidad, promovido por HOST - Fiera Milano en colaboración con POLI.design. El premio se entregó a aquellos productos, servicios o proyectos que se destacaron




por características distintivas en términos de funcionalidad, tecnología, sostenibilidad ambiental o implicaciones éticas o sociales. Los premios se otorgan en tres categorías: Smart Label, para productos con una innovación distintiva en su esencia; Innovation Smart Label, para aquellos que desafían las tendencias establecidas, especialmente a través de soluciones digitales; y Green Smart Label, que destaca los productos que sobresalen por sus credenciales sostenibles. El comité evaluó 107 productos de acuerdo con los criterios eficiencia funcional del producto o servicio; eficacia del rendimiento del producto o facilidad de uso del servicio; e innovación en el modo de uso y la tecnología, así como los beneficios para los usuarios. Después de esta evaluación, otorgó el reconocimiento Innovation Smart Label a tres productos por poseer características


que rompen y superan las tendencias consolidadas; el Green Smart Lavel a siete productos con un alto nivel de innovación y características distintivas en términos de ahorro energético, compatibilidad ambiental y sostenibilidad ecológica; y el Smart Label a otros 15 productos.
Host se confirma como una plataforma global de hospitalidad, extendiéndose más allá de Italia: del 15 al 17 de diciembre el evento tendrá lugar en Riad con Host Arabia, nacido de la colaboración entre Fiera Milano y Semark, mientras que la alianza estratégica con NAFEM llevará la Host a EE.UU. a partir de 2027. Estos contextos internacionales consolidan la estrategia de expansión global de la feria, creando nuevas conexiones entre mercados, puentes entre culturas y oportunidades de negocio en todo el mundo.

Andrea Sozzi, Francesca Cavallo y Roberto Foresti presentaron el proyecto de internacionalización de Host.
Host Milano, que hasta ahora era una plataforma líder continental, se convierte en líder global. Ya empezamos con la Feria Host Arabia Saudita, pero en forma paralela hemos realizado un acuerdo con la feria más grande del continente americano para realizar un intercambio de operadores. En Estados Unidos haremos una colaboración con NAFEM Show, la idea es desarrollar juntos un proyecto en ese país, así como ellos desarrollarán un proyecto en Host Milano. Es decir, en la próxima edición de NAFEM habrá una importantísima presencia de operadores de la Host, y en la próxima Host habrá una marcada presencia de operadores americanos. La intención es darle a través de esa complementación un nuevo valor en el mercado americano, aportando contenido sobre cómo las empresas pueden interpretar y gestionar el momento actual, también desde el punto de vista económico. La pasada edición de NAFEM Show se llevó a cabo en febrero de 2025 en Atlanta. La próxima se realizará en febrero de 2027 en Orlando, Florida, en la cual se desarrollará la primera parte de este proyecto. La segunda parte tendrá lugar en Milano en noviembre de 2027. Nosotros también estamos presentes
Luego de la presentación del proyecto de internacionalización de Host Milano en NAFEM Show de Estados Unidos, Publitec mantuvo una conversación con Roberto Foresti, Gerente General de Fiera Milano; Francesca Cavallo, Directora de Ferias de Hospitalidad, y Andrea Sozzi, Director Internacional de Desarrollo de Negocios.
“Host, que era una plataforma líder continental, ahora se convierte en una plataforma líder global”, aseguran.

en Brasil con una sociedad en San Pablo, y estamos analizando posibles desarrollos en la región. Pero la colaboración estratégica que tenemos en este momento ya concretada con North American Association of Food Equipment Manufacturers es para NAFEM Show 2027. Nuestro deber como líderes nos obliga a tener compañeros de viaje en el futuro.
Se está armando un intenso programa de actividades de networking bajo la temática Private Label.

No sólo marca, ni “marca país”. La próxima edición de TUTTOFOOD Milán (11-14 de mayo de 2026) ofrecerá a sus visitantes, provenientes de más de 100 países, la mayor selección de productores de white label y private label en el panorama de ferias de alimentación del sur de Europa. Una declaración de intenciones importante, que se suma a la ya conocida de convertir la feria en una plataforma internacional para el abastecimiento de alimentos, gracias también a la colaboración con Koelnmesse, organizador de Anuga.
TUTTOFOOD parte de los números récord de la edición pasada, que vio el debut de Fiere di Parma al frente del evento: 4.200 empresas expositoras, espacios casi duplicados, más de 95.000 visitantes profesionales y más de 3.000 top buyers de todo el mundo, invitados a participar en el evento gracias al programa especial desarrollado en colaboración con ICEAgenzia. Cifras propias de una feria internacional, a las que se suma la tasa de confirmaciones cercana al 80% de los expositores, a unos seis meses del evento.
Riccardo Caravita, Food & Beverage Brand Manager de Fiere di Parma, explica cómo la Private Label se ha convertido en un pilar central de la feria:
“Alrededor del mundo son muchas las ferias locales o hiperlocales que reúnen a los co-packers de ese mercado específico. TUTTOFOOD Milán va más allá: en la edición 2026 encontrarán una plataforma de negocio que reúne a co-packers experimentados, compradores especializados en private label y marcas industriales que aspiran a entrar en el segmento de marca privada. Esta mezcla que ofrecemos es fruto de la particularidad del mercado del sur de Europa: para muchas empresas productoras del área mediterránea, el desarrollo de sus marcas se ha complementado, desde hace muchos años, con el suministro de productos white label y private label para la distribución
nacional y, aún más, internacional”. Este doble carril ha sido un campo de entrenamiento fundamental, que ha permitido a muchos productores trabajar codo a codo con el Food Retail y construir soluciones a medida del mercado y altamente flexibles. Por eso –continúa Caravita– “Quien busque productos de private label que traspasen fronteras nacionales encontrará en TUTTOFOOD su feria de referencia”.
Para facilitar el intercambio y la construcción de relaciones sólidas entre empresas co-packer y Top Buyers, la feria TUTTOFOOD está trabajando en un intenso programa de actividades de networking bajo la temática Private Label. Además de escuchar testimonios de casos exitosos, los expositores podrán conocer personalmente a los representantes de los grupos de distribución líderes en los distintos mercados y profundizar con ellos en todas aquellas dinámicas y detalles útiles para construir un go-tomarket efectivo en mercados extranjeros: desde cuestiones burocráticas y administrativas hasta tendencias de mercado, pasando por la adaptación de sus pliegos de condiciones y formulaciones a los gustos locales. El completo programa de eventos y actividades de networking estará dirigido exclusivamente a expositores y Top Buyers.
La Private Label Internacional, tema fundacional de la próxima edición de la feria, al igual que otros pilares temáticos, será presentada oficialmente en los próximos días, junto con todas las demás novedades estructurales de la edición 2026 de TUTTOFOOD. Una confirmación más de la principal ambición de Fiere di Parma: hacer de la feria un evento cada vez más abarcador, global y eficaz para aquellas empresas orientadas al crecimiento en los principales mercados internacionales en expansión.



Junto con la Universidad del Litoral lograron una vacuna experimental que demostró ser eficaz

El desarrollo conjunto del INTA y la UNL mostró resultados prometedores frente a la bacteria
Staphylococcus aureus, la principal causa de pérdidas en tambos. En fase experimental, esta vacuna argentina disminuyó la incidencia de las infecciones intramamarias. Se trata de un logro científico significativo para el sector, que permite mejorar la calidad de la leche y disminuir pérdidas económicas, con impacto directo en la competitividad.
En la Argentina, cerca de 9 mil tambos producen alrededor de 11.500 millones de litros de leche al año y generan 187.000 puestos de trabajo directos e indirectos. Sin embargo, la mastitis bovina sigue siendo una de las principales causas de pérdidas económicas en el sector. Entre los patógenos más frecuentes, el Staphylococcus aureus representa un desafío complejo: está presente en casi todos los rodeos y responde mal a los tratamientos antibióticos, lo que genera altas tasas de contagio y un fuerte impacto en la productividad. Frente a esta problemática, un equipo de investigación del Instituto de Investigación de la Cadena Láctea (INTA-CONICET) y la Facultad de Bioquímica y Ciencias Biológicas de la
Universidad Nacional del Litoral (FBCB-UNL) desarrolló una vacuna experimental de origen local que demostró ser eficaz en condiciones de campo. “Los resultados observados son muy prometedores. En los animales vacunados logramos reducir un 60,7% los nuevos casos de infecciones intramamarias y prolongamos el tiempo hasta la aparición de una nueva infección”, explicó la investigadora Cecilia Camussone, integrante del proyecto.
La innovación es significativa porque, hasta el momento, las únicas vacunas disponibles comercialmente en el país son importadas y con eficacia limitada. “Nuestro producto está compuesto por cuatro antígenos recombinantes y utiliza un adyuvante
liposomal diseñado en nuestros laboratorios. Esto marca una diferencia tecnológica y estratégica respecto de las formulaciones clásicas” , detalló Camussone. Además de disminuir la prevalencia de mastitis y las pérdidas de producción, la vacuna apunta a reducir el uso de antibióticos, una práctica extendida que genera resistencia antimicrobiana y representa un problema creciente para la salud animal y humana. “Tener una herramienta alternativa y no antibiótica es clave para un control más sustentable de la enfermedad”, subrayó la investigadora.
El ensayo a campo se realizó en vaquillonas de primera lactancia bajo condiciones de exposición natural. Ahora, los equipos avanzan en pruebas controladas de infección experimental, un paso necesario para validar su eficacia en distintas poblaciones y contextos productivos. “Queremos verificar que la protección se sostenga en rodeos con diferentes poblaciones de S. aureus. Ese será un punto decisivo para empezar a trabajar en la producción a mayor escala” , señaló el equipo del Laboratorio de Inmunología Experimental de la FBCB-UNL e IdicaL. El impacto potencial de este desarrollo trasciende lo sanitario. Para los productores, contar con una vacuna nacional implica menores costos, acceso a una solución adaptada a las condiciones locales y la posibilidad de mejorar la calidad de la leche. Los investigadores resaltan que la vacuna no reemplaza las prácticas de manejo recomendadas, pero suma

El uso extendido de antibióticos genera resistencia bacteriana
una herramienta más que puede marcar la diferencia en términos de prevención y rentabilidad. Si bien aún restan etapas de validación y escalado, la vacuna argentina contra la mastitis bovina se perfila como un hito para la sanidad animal. “El hecho de que haya sido desarrollada íntegramente en el país y con conocimiento regional refuerza la capacidad del sistema científico-tecnológico para dar respuestas concretas a problemas productivos”, concluyó la investigadora. De consolidarse, este avance abrirá la puerta a un control más efectivo del Staphylococcus aureus en los tambos y, al mismo tiempo, ofrecerá a la lechería argentina un modelo de innovación propio, con impacto directo en la competitividad y la sustentabilidad del sector.

Tendrá lugar en la ciudad de Medellín


Del 8 al 10 de julio de 2026, el Centro de Convenciones Plaza Mayor de Medellín (Colombia) será sede del 18º Congreso Panamericano de la Leche y el 12º Congreso Internacional de la Industria Láctea, uno de los encuentros más importantes del sector en América Latina, organizado por FEPALE y Asoleche.
El evento contará con la participación de más de 1.200 asistentes entre productores, empresarios, académicos, autoridades y representantes de organismos internacionales, quienes se reunirán para intercambiar conocimientos, experiencias y estrategias que impulsen la competitividad y sostenibilidad de la industria láctea en la región. Durante las dos jornadas centrales de congreso (8 y 9 de julio), los participantes podrán acceder a espacios de conocimiento y networking, con la presencia de destacados speakers nacionales e internacionales. Además, se llevarán a cabo workshops, foros técnicos y espacios comerciales, diseñados para promover el diálogo entre todos los eslabones de la cadena láctea.
El 10 de julio se realizarán las visitas a campo, una oportunidad única para conocer de cerca las innovaciones en producción, procesamiento y sostenibilidad que están transformando al sector.
Como antesala al evento, el 7 de julio se celebrará la Reunión del Consejo Directivo de FEPALE, abierta a todos los miembros de la Federación. El Congreso se organiza a través de comités especializados de con-
tenidos, mercadeo y finanzas, encargados de definir la agenda temática, la selección de conferencistas, las tarifas y los esquemas de patrocinio.
- Panorama macroeconómico. Análisis de las tendencias económicas globales y regionales que impactan la producción, distribución y consumo de lácteos en América Latina.
- Perspectivas y desafíos del sector lácteo. Reflexiones estratégicas sobre el presente y futuro de la industria láctea, desde la producción primaria hasta el consumo, considerando aspectos sociales, económicos y regulatorios.
- Comercio internacional y mercados. Oportunidades, retos y dinámicas del comercio de productos lácteos en un contexto global cambiante, con foco en tratados, aranceles, bloques regionales y acceso a nuevos mercados.
- Competitividad. Estrategias para fortalecer la productividad y eficiencia en toda la cadena láctea, desde el campo hasta la góndola, integrando tecnología, gestión y valor agregado.

- Innovación. Casos y herramientas que están transformando el sector: digitalización, biotecnología, automatización, nuevos modelos de negocio y transformación de productos.
- Salud y nutrición. El rol de los lácteos en la alimentación saludable, seguridad alimentaria y políticas públicas, con base científica y enfoque en el bienestar de las poblaciones.
- Sostenibilidad. Buenas prácticas, modelos circulares y estrategias para avanzar hacia una industria más sostenible ambiental, social y económicamente.
- Inteligencia artificial. Aplicaciones reales y emergentes de la IA en la cadena láctea: desde el análisis predictivo en el campo hasta la automatización en plantas y la toma de decisiones basada en datos.
MÁS INFORMACIÓN: www.asoleche.org | www.fepale.org

Se desarrollarán el 28 y 29 de setiembre de 2026 en la sede de la UCA en Buenos Aires bajo el lema “Inocuidad alimentaria: un desafío global, una responsabilidad compartida”

El Simposio Latinoamericano de Inocuidad Alimentaria (IAFP Latinoamericano) se realiza cada dos años organizado por asociaciones y sociedades científicas de diferentes países de Latinoamérica, filiales de la IAFP - International Association of Food Protection. En esta oportunidad para la Comisión Organizadora es un honor y una enorme alegría anunciar que el próximo IX Simposio IAFP Latinoamericano se realizará en Buenos Aires, Argentina, los días 28 y 29 de septiembre de 2026.
En nombre de la Comisión Argentina de Inocuidad
Alimentaria (CAIA), les damos la bienvenida y los invitamos a participar de este evento que constituye una oportunidad única, donde se reunirá a la comunidad científica, académica y de la industria de nuestro país y de la región, para tratar los temas relacionados con la inocuidad y la calidad de los alimentos. Durante estas jornadas tendremos la posibilidad de escuchar conferencias de destacados referentes nacionales e internacionales, presentar y discutir trabajos originales, y generar un espacio enriquecedor para la formación de jóvenes investigadores y profesionales de las áreas de incumbencia. Deseamos que este Simposio sea un ámbito de inspiración, aprendizaje y colaboración, y que cada uno de ustedes pueda aprovechar al máximo las actividades científicas, sociales y de intercambio que estamos preparando con mucho entusiasmo. Desde la Comisión Organizadora esperamos contar con la participación de todos ustedes en este IX Simposio IAFP Latinoamericano 2026.
COMISIÓN ORGANIZADORA
Presidente: Isabel Chinen
Secretaría General: Laura Duverne, Gabriela Stancanelli
Secretaria de Actas: Graciela Vaamonde
Tesorero: Fabiana Guglielmone
Protesorero: Fernando Gallegos Sola
Secretaría Científica: Juan Martín Oteiza
Comité Científico: Diego Baulde, Jorge Culasso, Gastón Maraulo, Juan Martín Oteiza, Soledad Sarniguet, María Teresa Senosain, Gabriel Vinderola, Analía Volpe.
Área Relaciones Públicas y Comercial: Diego Rómulo, Fernando Gallegos Sola, Juliana Simone.
Área Técnica y Difusión: Josefina Cabrera Durango, Silvia Raffellini, Juliana Simone, Andrea Curcio, Agustín Albanesi, Florencia Goya.
Comité Internacional: Fabiana Guglielmone
MÁS INFORMACIÓN: caia@aam.org.ar


Caffaro, M.E.1*; Raschia, M.A.1.2; Poli, M.A.1.3
1Instituto de Genética Ewald Favret – INTA-CICVyA. Hurlingham, Buenos Aires. Argentina
2Facultad de Ciencias Médicas - Universidad Nacional de La Plata. La Plata, Buenos Aires, Argentina
3Facultad de Ciencias Agrarias y Veterinarias - Universidad del Salvador Campus del Pilar. Pilar, Buenos Aires, Argentina
*caffaro.maria@inta.gob.ar

La composición proteica de la leche de vaca es un factor importante en cuanto a sus propiedades nutricionales y tecnológicas. Las cantidades y proporciones de caseínas y proteínas de suero de la leche tienen un rol crucial en la coagulación y formación de la cuajada. De las cuatro caseínas bovinas, la variante β ocupa el segundo lugar en abundancia, luego de la variante α Las variantes de β-caseína se pueden separar en dos grupos, según el aminoácido
que se encuentre en la posición 67 de la proteína, siendo Tipo A2 (Pro) y Tipo A1 (His).
En la elaboración quesera, la β -caseína es esencial para la formación de la cuajada y determina las propiedades superficiales de las micelas. Las variantes Tipo A2 retardan el tiempo de coagulación y forman micelas más pequeñas que se asocian con un empeoramiento de las características tecnológicas de la leche y como consecuencia con un proceso de elaboración de queso menos eficiente en comparación con las variantes Tipo A1 (Bisutti et al, 2022; Vigolo et al, 2023). Con respecto al consumo de leche fluida, en los últimos años se observa una tendencia hacia la comercialización de “leche A2” atribuyéndole una mejor digestibilidad, junto con un aumento de los niveles de glutatión en el organismo. Contrariamente, las leches provenientes de vacas portadoras de genotipos Tipo A1, se asocian con problemas de digestibilidad, ya que las enzimas propias del estómago producen un corte en una posición específica de la proteína generando
una pequeña proteína de ocho aminoácidos que no se digiere, llamada BMC-7, la cual estaría asociada a trastornos severos de salud por su actividad opioide tanto en infantes como en adultos (Chitra, 2022; Kaplan et al, 2022).
Objetivos. Nos propusimos en este trabajo modificar un método patentado por McLachlan en 2006 para obtener los genotipos Tipo A1 y Tipo A2 de βcaseína y determinar sus frecuencias en las vacas de dos tambos, con diferentes sistemas de producción de leche.
METODOLOGÍA
Se realizó extracción de ADN desde bulbo piloso con kit comercial (MasterPure DNA Purification Kit, Epicentre, Madison, WI, USA), de muestras de pelos de 1528 vacas de raza Holando. Estas muestras provenían de dos tambos, 1.152 pertenecían a un
tambo comercial ubicado en la región sudeste de la provincia de Córdoba y 376 provenían de un tambo familiar en la región centro oeste de la provincia de Santa Fe.
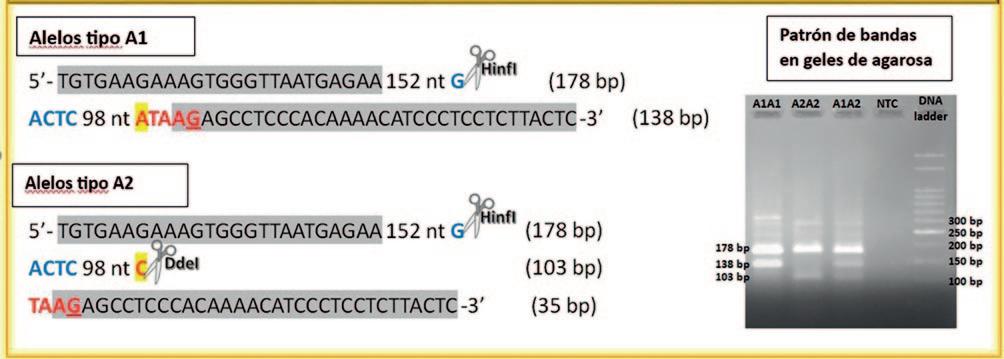
Las variantes de β-caseína fueron determinadas mediante la técnica de ACRS-PCR-RFLP. Brevemente, se amplificó un fragmento de 316 pb del gen CSN2, creándose un sitio de restricción para la enzima DdeI, este sitio de restricción se utiliza para diferenciar las variantes de β-caseína. Además, el producto amplificado poseía un sitio de restricción para HinfI, que se utilizó como control interno de corte. El producto obtenido luego de realizar la PCR se digirió con las dos enzimas de restricción DdeI y HinfI juntas. La identificación de variantes se realizó mediante electroforesis en geles de agarosa y posterior visualización de los fragmentos obtenidos (Figura 1)
Figura 1 - Fragmentos producidos a partir de amplicones de 316 pb tras la digestión con las enzimas de restricción DdeI y HinfI (Raschia et al).

RESULTADOS
Con la modificación realizada en la metodología se pueden determinar las variantes Tipo A1 y Tipo A2 de manera rápida y sencilla. Con los resultados de los genotipos obtenidos se calcularon las frecuencias alélicas y genotípicas para las variantes Tipo A1 y
Tabla 1 – Frecuencia genotípica de tipos
A1A1, A2A2 y A1A2 (n=1528)
Genotipos Frecuencia genotípica
tipo A1/tipoA1 0,046
tipo A2/tipo A2 0,497
tipo A1/tipo A2 0,457
Tipo A2. En las tablas 1 y 2 se pueden observar las frecuencias genotípicas que fueron de 0,046, 0,497 y 0,457 para A1A1, A2A2 y A1A2, respectivamente, con frecuencias alélicas de 0,274 y 0,726 para las variantes Tipo A1 y Tipo A2, respectivamente.
Alelos Frecuencias alélicas
tipo A1 0,274
tipo A2 0,726
CONCLUSIONES
El método utilizado demostró ser confiable para la identificación y diferenciación de variantes de βcaseína Tipo A1 y Tipo A2, permitiendo la determinación del genotipo de animales individuales. Los animales pertenecían a dos establecimientos con sistemas de producción de leche distintos y que nunca seleccionaron sus animales por variantes de β-caseína. Por lo tanto, estos resultados brindan a los productores herramientas disponibles y simples para poder realizar los cruzamientos según orienten su producción a la comercialización de “leche A2” o a tener un rodeo de vacas con β-caseína Tipo A1 para comercializar su producción en la industria quesera.
FUENTE DE FINANCIAMIENTO
INTA (proyectos PE I018, PE I087, PE I108 y PT I513), ANPCyT-2017-4208, FAO-IAEA CRP D3.10.30.

Bisutti V, Pegolo S, Giannuzzi D, Mota LFM, Vanzin A, Toscano A, Trevisi E, Ajmone Marsan P, Brasca M, Cecchinato A (2022). The β-casein (CSN2) A2 allelic variant alters milk protein profile and slightly worsens coagulation properties in Holstein cows. Journal of Dairy Science 105(5), 3794-3809. doi: 10.3168/jds.2021-21537.
Chitra P (2022). Bovine Milk: A1 and A2 Beta Casein Milk Proteins and their Impact on Human Health: A Review. Agricultural Reviews 43(3), 374-378. doi: 10.18805/ag.R-2126.
Kaplan M, Baydemir B, Günar BB, Arslan A, Duman H, Karav S (2022). Benefits of A2 milk for sports nutrition, health and performance. Frontiers in Nutrition 9, 935344. doi:10.3389/fnut.2022.935344
McLachlan C.N. (2006). Breeding and milking cows for milk free of b-casein A1, United States Patent 7094949 (2006) https://image-ppubs.uspto.gov/dirsearchpublic/print/downloadPdf/7094949.
Raschia MA, Caffaro ME, Rossi ÚA, Poli MA (2023). Modification of a previously patented method to unequivocally score A2-like and A1-like bovine β-casein variants. MethodsX 10, 102183. doi: 10.1016/j.mex.2023.102183.
Vigolo V, Visentin E, Ballancin E, Lopez-Villalobos N, Penasa M, De Marchi M (2023). β-Casein A1 and A2: Effects of polymorphism on the cheese-making process. Journal of Dairy Science 106(8), 5276-5287. doi: 10.3168/jds.2022-23072.



yogur
Sergio Britos1; Mónica Katz2; Florencia Flax-Marco3; María Elena Torresani4 y Gabriel Vinderola5*
1Facultad de Ciencias Médicas - Pontificia Universidad Católica Argentina. CABA, Argentina.
2Facultad de Ciencias Médicas - Universidad Favaloro. CABA, Argentina.
3Ministerio de Salud - Gobierno de la Ciudad Autónoma de Buenos Aires. Argentina.
4Facultad de Ciencias de la Salud - Universidad del Norte Santo Tomás de Aquino. Tucumán y Facultad de Ciencias Médicas - Universidad Favaloro. CABA, Argentina.
5Instituto de Lactología Industrial (INLAIN, CONICET-UNL) y Facultad de Ingeniería Química - Universidad Nacional del Litoral. Santa Fe, Argentina. *gvinde@fiq.unl.edu.ar

Publicación original: Actualización en Nutrición Vol. 26 Nº 1 Enero- Marzo de 2025: 103-110 ISSN 1667-8052 (impresa) ISSN 2250-7183 (en línea). https://doi.org/10.48061/SAN.2025.26.1.27
RESUMEN
La fermentación de la leche para su transformación en yogur es un proceso tecnológico que se realiza de forma controlada, segura, inocua, reproducible y trazable y que implica el desarrollo de dos bacterias lácticas denominadas Lactobacillus delbrueckii subsp. bulgaricus y Streptococcus thermophilus . Estos cultivos iniciadores operan en simbiosis para transformar la leche en yogur, mediante la producción de ácido láctico. En este proceso se producen cambios microbiológicos y fisicoquímicos que tienen impacto nutricional y sensorial en el alimento obtenido. El objetivo de esta revisión no sistemática del tipo narrativa es actualizar el conocimiento disponible sobre el impacto de la fermentación de la leche en las características microbiológicas, fisicoquímicas y nutricionales del yogur. La fermentación de la leche por parte de las bacterias lácticas iniciadoras implica profundos cambios microbiológicos y fisicoquímicos que hacen del yogur un alimento nutricionalmente superior que la misma cantidad de
leche de partida. Parte de la lactosa se consume, favoreciendo su ingesta en intolerantes a la lactosa. La fermentación de la leche aumenta el contenido de algunas vitaminas del complejo B, como el ácido fólico. Algunas vitaminas liposolubles, como la vitamina A y D, permanecen estables, ya que no son afectadas directamente por la fermentación. En relación con la disponibilidad de minerales, la fermentación aumenta la biodisponibilidad de calcio y magnesio. En el caso del fósforo, una parte de éste, presente en forma de fosfato, se vuelve más disponible para la absorción. La aparición de numerosos péptidos bioactivos es otro factor que diferencia al yogur de la leche, así también como la producción de ácido láctico, un metabolito microbiano con reconocida capacidad antiinflamatoria. Finalmente, el aporte de microorganismos vivos, en el contexto del concepto emergente de “Dosis Diaria de Microorganismos Vivos”, y su asociación a la salud, es un aspecto particular que pocos otros alimentos ofrecen.
Palabras clave: leche; yogur; fermentación; minerales; vitaminas.
INTRODUCCIÓN
La fermentación de la leche para su transformación en yogur es un proceso tecnológico que se realiza actualmente de forma controlada, segura, inocua, reproducible y trazable y que implica el desarrollo, en leche pasteurizada, de dos bacterias lácticas como Lactobacillus delbrueckii subsp. bulgaricus y Streptococcus thermophilus, denominados cultivos lácticos o iniciadores. A este ecosistema microbiano se suelen agregar bacterias probióticas que son cepas específicas de las especies Lacticaseibacillus casei , Lacticaseibacillus rhamnosus o Bifidobacterium lactis. Los cultivos iniciadores operan en simbiosis (una sinergia denominada proto-cooperación) para transformar la leche en yogur, con producción de ácido láctico, en un proceso fermentativo que suele durar unas 5-6 horas1 . En este proceso fermentativo se producen numerosos cambios microbiológicos y fisicoquímicos que tienen impacto nutricional y sensorial en el alimento obtenido y que hacen del yogur un alimento nutricionalmente diferente y superior a la leche de
partida. El objetivo de esta revisión no sistemática del tipo narrativa es compilar y actualizar el conocimiento disponible sobre el impacto de la fermentación de la leche en las características microbiológicas, fisicoquímicas y nutricionales del yogur.
MÉTODOS
La metodología utilizada fue una revisión no sistemática del tipo narrativa, sobre los efectos de la fermentación de la leche en las características microbiológicas, fisicoquímicas y nutricionales del yogur. Los autores utilizaron las bases de datos: www.scopus.com, www.sciencedirect.com, www.pubmed.com y toda otra fuente que consideraran de interés. GV realizó la estructuración del trabajo y abordó los efectos de la fermentación sobre la producción de microorganismos, SB el efecto en minerales, MK en proteínas, FFM en vitaminas y MET en saciedad. Todos los autores revisaron y aprobaron la versión final de este artículo.
RESULTADOS Y DISCUSIÓN
Efecto de la fermentación en el contenido de microorganismos vivos
El desarrollo en leche de los cultivos lácticos constituidos por S. thermophilus y L. bulgaricus se logra gracias a la capacidad de estos de hidrolizar la lactosa en glucosa y galactosa y del consumo parcial de estos azúcares para producir ácido láctico. La reducción de la lactosa por fermentación puede llegar hasta el 70%2. También es posible elaborar yogur con leche sin lactosa o deslactosada, en la que este azúcar se hidroliza in situ antes de la fermentación mediante la enzima lactasa, dejando la glucosa y la galactosa disponibles para los microorganismos fermentativos3. La fermentación conduce a la proliferación y enriquecimiento del yogur con bacterias lácticas vivas hasta niveles cercanos a 108 UFC/ml. En algunos casos, los yogures son adicionados de cultivos probióticos, mayormente cepas específicas de las especies L. casei, L. rhamnosus o Bifidobacterium lactis. El consumo de lactosa por parte de las bacterias lácticas genera, por vía glicolítica, ácido láctico, el cual reduce el pH de la leche de alrededor de 6,7 a aproximadamente 4,5, dejándolo en valores de acidez que le confieren seguridad microbiológica, además este ácido le da al yogur su sabor ácido característico, actúa como un conser-
vante natural y es un potente antiinflamatorio4. El consumo parcial de la lactosa, junto con el contenido de la enzima lactasa microbiana, que puede seguir actuando en la hidrólisis de la lactosa durante el tránsito gastrointestinal, hacen que una porción de yogur sea mejor tolerada que la misma porción de leche, en casos de intolerancias a la lactosa5 . Los estudios epidemiológicos han demostrado que el consumo de yogur se asocia a una reducción del riesgo de diabetes de tipo 2, síndrome metabólico y cardiopatías, junto con un mejor manejo del peso y la mejora de los hábitos alimentarios. El yogur, comparado con la leche –el sustrato de partida–, es una compleja mezcla de principios potencialmente bioactivos (microorganismos vivos, péptidos bioactivos, exopolisacáridos) y no siempre es posible saber cuál, o cuál combinación de principios bioactivos, es la responsable de un determinado efecto benéfico4, es decir, cuál es el mecanismo de acción por el cual se verifica el efecto benéfico. Tal vez, uno de los mecanismos mejor documentados es la capacidad del yogur de mejorar los síntomas de intolerancia a la lactosa, respecto de la misma cantidad de leche. Esto se debe a tres factores. Primero, el yogur contiene menos lactosa que la leche, ya que ésta se consume parcialmente durante la fermentación. Segundo, las enzimas digestivas liberan la lactasa microbiana de Streptococcus thermophilus y Lactobacillus delbrueckii subsp. bulgaricus, permitiendo que continúe hidrolizando la lactosa remanente. Por último, la mayor viscosidad del yogur retrasa la liberación de lactosa en el intestino, para ser hidrolizada por la lactasa humana expresada en el borde en cepillo de la microvellosidad del enterocito del epitelio intestinal5 .
Al considerarse de forma colectiva los resultados de las investigaciones sobre el microbioma humano, los ensayos controlados aleatorizados sobre microorganismos específicos (es decir, los probióticos) y los estudios asociativos sobre el consumo de alimentos fermentados, se infiere que existen efectos beneficiosos del consumo regular de microorganismos vivos. Para probar la hipótesis de que la inclusión de microbios vivos y seguros en la dieta favorece y mejora la salud, se debería analizar la evidencia
disponible sobre la magnitud de la ingesta de microorganismos, a partir de datos disponibles en las bases de datos dietarias6
Se ha planteado la hipótesis de que los microorganismos vivos de la dieta contribuyen a la salud humana. Con esta conjetura, se pretendió determinar si el consumo de microorganismos vivos está relacionado con una mejor salud. Para responder a esto, se utilizaron cifras de la base de datos dietarios norteamericana NHANES, utilizando los disponibles para 27.000 personas en el período 2001-2018, para evaluar la ingesta microbiana y sus asociaciones ajustadas con parámetros fisiológicos seleccionados (por ejemplo, presión arterial, medidas antropométricas y biomarcadores) en adultos. La ingesta microbiana se evaluó como una variable continua y como una variable categórica de tres niveles: personas con un consumo alto (más de 107 UFC de microorganismos vivos totales/día), medio (aprox. 105 UFC totales/día) y bajo (menos de 10 3 UFC totales/día) de microorganismos vivos. En los modelos continuos, se observó que una ingesta diaria de 100 g de alimentos con microorganismos vivos se asoció con una menor presión arterial sistólica, proteína C reactiva, glucosa e insulina plasmática, triglicéridos, perímetro de cintura y un mayor nivel de lipoproteínas de alta densidad. Este estudio es el primero en cuantificar, en un conjunto de datos representativos a nivel nacional de adultos estadounidenses y utilizando conjuntos estables de covariables en los modelos de regresión, las asociaciones ajustadas de la ingesta dietaria de microorganismos vivos con una variedad de resultados, como medidas antropométricas, biomarcadores y niveles de presión arterial. Los resultados sugieren que los alimentos con alta concentración de microorganismos vivos se asocian con mejoras de la salud7. Estudios posteriores asociaron un patrón dietario alto en microorganismos vivos con menor incidencia de depresión8 , sarcopenia9, osteoporosis10, periodontitis11, constipación12 y mayor expectativa de vida13
Según el Código Alimentario Argentino, el yogur debe contener un mínimo de 107 UFC/ml de bacterias lácticas totales. En este contexto, el consumo de una porción diaria de un alimento fermentado como
el yogur estaría aportando la cantidad necesaria de microorganismos vivos para ubicar al consumidor de yogures en la categoría de una ingesta alta de microorganismos vivos, adecuándose al concepto emergente de una “Dosis diaria de microorganismos vivos”.
BIODISPONIBILIDAD DE MINERALES
La lactosa, como tal, parecería favorecer el aumento de la absorción de calcio, aunque el mecanismo no está totalmente dilucidado. Podría involucrar su fermentación por la microbiota, transformación a ácido láctico y acidificación del medio colónico14 Otra explicación lo relaciona con la optimización de la difusión pasiva del calcio a través de las células entéricas. Sin embargo, las dosis de lactosa requeridas deberían ser relativamente altas, probablemente mayores que las presentes en la leche y en productos lácteos fermentados15. La biodisponibilidad de los minerales puede aumentar con el consumo de lácteos. En las leches fermentadas, debido a la acidez del medio, algunos minerales como el hierro, cobre y cinc pueden formar sales parcialmente solubles, lo que facilita su absorción. Por otra parte, los elementos mayoritarios como el calcio, fósforo y magnesio, presentes en la fase coloidal, al descender el pH pasan a la fase soluble. La hidrólisis de la proteína láctea por la acción de las enzimas microbianas facilita la formación de complejos entre péptidos y aminoácidos e iones como el calcio, magnesio y fósforo, facilitando también su absorción16 .
En general, aunque la absorción intestinal del calcio de los lácteos es muy similar en comparación con otras fuentes, como por ejemplo hortalizas, su efecto neto sobre la retención del mineral es generalmente mayor. Por lo tanto, las dietas que incluyen lácteos presentan ventajas para prevenir los efectos adversos en salud relacionados con un balance negativo de calcio15. Debido a la acidez y al proceso de fermentación, minerales como calcio, fósforo, potasio, magnesio, zinc y yodo están más biodisponibles en la leche fermentada que en la leche de partida. El pH más bajo de la leche fermentada, en comparación con el de la leche, determina que el calcio y el magnesio se presenten principalmente en sus formas iónicas, lo que las convierte en

una buena fuente de esos minerales17. Se evaluó la digestibilidad y biodisponibilidad del calcio y el zinc con diferentes matrices alimentarias (mezcla de pan y curry, yogur natural y con frutas, zumos de naranja, manzana, zanahoria y tomate, café, agua y batidos). Se agregaron en cada caso 20 mg de calcio y 3 mg de zinc y se determinaron la digestibilidad y la biodisponibilidad. Los resultados mostraron que la mayor digestibilidad del calcio (49,75%) se observó con el yogur natural y la menor (10,10%) con el agua con gas. La biodisponibilidad del calcio más alta (22,80%) y más baja (6,20%) se observaron con el yogur de frutas y el zumo de zanahoria, respectivamente. La digestibilidad del zinc más alta (13,55%) y más baja (10,20%) se observaron con los zumos de café y naranja, respectivamente. La biodisponibilidad de zinc más alta (4,85%) y más baja (1,05%) se hallaron en el yogur con frutas y la mezcla de pan y curry, respectivamente. Los autores señalan que el principal desafío para optimizar la digestibilidad y biodisponibilidad está asociado a prevenir la interacción con otros minerales de la matriz alimentaria, y que un alto contenido de proteínas en matrices alimentarias como el yogur puede mejorar la absorción del calcio y el zinc18
La acidez del yogur, además de aumentar la absorción de calcio, fósforo y magnesio comparado con otros lácteos, también podría reducir el efecto de algunos compuestos inhibidores de la absorción, conocidos como “antinutrientes”, como el ácido fítico, conocido por interferir en la absorción de minerales, especialmente el calcio. Estudios realizados en modelos animales también han sugerido que el contenido de calcio del yogur puede conducir a una mayor mineralización ósea que el calcio presente en los productos lácteos no fermentados. Otros factores, como los probióticos y el remojo, pueden afectar a la biodisponibilidad de nutrientes de los alimentos y suplementos. Incluir yogur en dietas basadas en plantas aumenta la biodisponibilidad del zinc, sin afectar la del hierro. Esas propiedades hacen del yogur una fuente alimentaria con potencial para reducir el efecto negativo de los antinutrientes. Distintas investigaciones demuestran que es muy amplia en el mundo la carencia de micronutrientes, y que los productos alimentarios enriquecidos pueden reducir drásticamente las mismas. Debido a sus propiedades fisicoquímicas y microbiológicas, el yogur es un vehículo adecuado para aumentar la biodisponibilidad de minerales19 .
EFECTO DE LA FERMENTACIÓN EN EL CONTENIDO DE PÉPTIDOS
La hidrólisis parcial de las proteínas lácteas libera al medio de fermentación fracciones cortas de aminoácidos denominadas péptidos. Para varios de estos péptidos se ha demostrado su bioactividad, por lo que se los denomina péptidos bioactivos20. Estas secuencias peptídicas poseen entre dos (di péptidos) y 20 (polipéptidos) aminoácidos y varían según el tipo de leche, las cepas de cultivos iniciadores utilizadas y el proceso mismo de fermentación. Sus propiedades pueden ser múltiples: agonistas opioides, antioxidantes, antitrombóticos, anticitotóxicos, antibacterianos, transportadores de minerales, incluso efectos psicológicos. Es por estas funciones múltiples que a estos derivados bioactivos de las proteínas alimentarias se han denominado “hormonas alimentarias”21 Las proteínas lácteas se pueden dividir principalmente en dos fracciones, las caseínas y las proteínas del suero, que están presentes en una proporción de
aproximadamente 80:20 en la leche bovina. La caseína (CN) es una mezcla de diferentes proteínas, una de estas proteínas, la más abundante, es la betacaseína (β-CN) que tiene dos formas más comunes: la beta-caseína A1 y A2. A su vez las CN se pueden clasificar en cuatro tipos diferentes: αs1-CN, αs2CN, β-CN y κ-CN. Aproximadamente, un tercio del contenido total de proteínas en la leche es β-CN. Los polimorfismos en la cadena peptídica de la β-caseína bovina son responsables de las variantes genéticas que dan lugar a la liberación de diferentes péptidos bioactivos durante la fermentación22 .
Entre los efectos benéficos reportados para estos péptidos, se destaca que las casomorfinas son agonistas opioides que disminuyen la motilidad intestinal, enlentecen el vaciado gástrico y son antitumorales23,24. Las casokininas son inhibidores de la ACE (enzima convertidora de angiotensina), por lo que aumentan el flujo sanguíneo25,26,27. Los fosfopéptidos actúan en la unión a minerales y aumentan la absorción de calcio, fósforo, zinc y hierro28,29,30 . Las casomorfinas y casokininas son también inmunopéptidos que aumentan la respuesta inmune y la actividad fagocítica 31,32. La isracidina demostró efecto antimicrobiano33,34, igual que la casocidina35. Las casoxinas son antagonistas opioides36, las casoplatelinas tienen efectos antitrombóticos37, el caseinglico-macropeptido es un estimulante del desarrollo de bacterias benéficas endógenas como las bifidobacterias38,39,40, las lactorfinas funcionan como un agonista opioide41,42, la beta-lactoglobulina es un inmunomodulador43, la serorfina es un agonista opioide36, mientras que las lactokininas son también inhibidoras de la ACE44 .
Los compuestos bioactivos obtenidos de la fermentación láctea, no presentes en la leche de partida, representan una estrategia de interés para el desarrollo de productos con beneficios en salud. El yogur se considera una fuente de péptidos bioactivos45. Los desafíos que quedan por delante incluyen continuar con su identificación y cuantificación, determinar su biodisponibilidad, además de estudios sobre la potencial toxicidad y alergenicidad para establecer la seguridad de cada uno y sus ingestas recomendadas o tolerables46 .
La fermentación puede modificar el contenido y la biodisponibilidad de los nutrientes de la leche, incluidas las vitaminas B2 (riboflavina), B3 (niacina), B9 (ácido fólico o folato) y B12 (cobalamina). El proceso de fermentación puede aumentar el contenido de folatos47, aunque la capacidad de los cultivos iniciadores de sintetizar folato depende de las cepas utilizadas48. La leche contiene sólo entre 2 y 5 µg/100 ml de ácido fólico, mientras que en el yogur el contenido puede aumentar a más de 20 µg/100 ml49. La capacidad de las bacterias lácticas para producir ácido fólico depende de las condiciones de fermentación, la presencia de precursores de ácido fólico, la temperatura y tiempo de fermentación, entre otros factores50
En relación con la riboflavina (B2), el nivel puede variar en los productos lácteos fermentados, según la tecnología de procesamiento y los microorganismos utilizados para la fermentación. Mientras que algunos cultivos iniciadores de yogur disminuyen las concentraciones de riboflavina, otros aumentan significativamente el nivel de esta vitamina en comparación con la leche no fermentada51. La riboflavina es sensible a la luz y a las altas temperaturas, por lo que es necesario tener en cuenta estos factores para su estabilidad en productos alimentarios y preparados farmacéuticos. También se han identificado otros factores que afectan su estabilidad, como las fuentes de radiación, su intensidad y longitud de onda, el pH, la presencia de oxígeno, la fuerza iónica, la polaridad y viscosidad del disolvente donde se encuentre48. El contenido de riboflavina en muestras de yogur natural puede estar en el rango de 0,289 – 3,078 µg/g BS, mientras que en la leche ultrapasteurizada y pasteurizada fue de 0,61-13,64 µg/g BS y 11,73-15,41 µg/g BS, respectivamente, siendo los valores de los tres productos suficientes para satisfacer los requerimientos52 .
Con respecto a la vitamina B12 (cobalamina), varios estudios han demostrado que la fermentación de la leche conduce a una disminución de ésta. La concentración de vitamina B12 en el yogur disminuyó progresivamente durante la fermentación53 . La reducción continuó cuando las leches fermentadas se almacenaron a 4°C durante 14 días y se obser-

varon disminuciones del 40 al 60% en general54 . Estas pérdidas se deben principalmente a su utilización por las bacterias lácticas, ya que requieren de vitamina B12 para su desarrollo en leche.
EFECTO DE LA FERMENTACIÓN EN LA FUNCIONALIDAD DE LAS PROTEÍNAS: SACIEDAD
Durante la fermentación, y a medida que el pH disminuye, las proteínas de la leche, especialmente la caseína, modifican su forma estructural espacial, en un fenómeno conocido como “desnaturalización”, una palabra que podría remitir a un fenómeno negativo, pero que nutricionalmente es justamente lo contrario. Este fenómeno de desnaturalización favorece su agrupamiento y formación de un gel viscoso, que enlentece su tránsito gastrointestinal. La acidificación de la leche, causada por el ácido láctico que se va generando, provoca que las micelas de caseína pierdan su carga negativa. Esto permite que se aglutinen y formen una red tridimensional, que es la estructura responsable de la textura del yogur, por la formación de una red que aumenta la viscosidad del producto final. Este aumento de la viscosidad también imparte mayor saciedad55,56
Existe en la actualidad un creciente interés en la búsqueda de alimentos con un elevado poder de saciedad y bajo índice glucémico. Entre los mecanismos involucrados en la regulación del hambre y la saciedad, se han postulado señales moleculares
centrales y periféricas, tales como hormonas gastrointestinales, citocinas, intermediarios metabólicos y determinados nutrientes57. Las proteínas alimentarias promueven un efecto marcado sobre la saciedad58,59,60. Mientras que la regulación de la saciedad por los carbohidratos está relacionada con la liberación de insulina dependiente de glucosa, las proteínas son las responsables de un mayor control sobre el apetito, asociándose su mecanismo con los niveles de 5-HT (receptores de serotonina 5-hidroxitriptamina). Además, las proteínas tienden a retardar el vaciamiento gástrico, provocando mayor estímulo sobre la secreción de insulina y, en consecuencia, reducción de la respuesta glucémica en individuos sanos. Los lípidos en cambio tienen un efecto muy pobre sobre la saciedad a corto plazo61. Sin embargo, las proteínas deben estar combinadas en una proporción equilibrada con los carbohidratos, a los fines de no aumentar demasiado los requerimientos de insulina y causar hiperglucemia tardía con la consiguiente hiperfagia62 .
En este contexto, resulta interesante analizar el efecto del yogur sobre la saciedad, al considerarse como un alimento de bajo índice glucémico y fuente de proteínas de alta calidad, que promueve la saciedad y ayuda a controlar el peso corporal63,64. Se observó que el consumo de yogur se asocia con un menor índice de masa corporal, peso corporal, circunferencia de cintura y grasa corporal en estudios epidemiológicos65. Si bien son limitados los estudios realizados en humanos que comparan el efecto saciante de diferentes tipos de proteínas, se han reportado mayores efectos de saciedad de las proteínas séricas frente a la caseína, así como niveles circulantes postprandiales más elevados de colecistoquinina y de péptido similar al glucagón (GLP-1), dos importantes hormonas gastrointestinales moduladoras de la sensación de apetito66,67 .
La caseína es la principal fracción proteica del yogur, representando alrededor del 80% de las proteínas totales. No obstante, las proteínas del suero son un subproducto con un alto valor nutricional para ser incorporadas en formulaciones de otros tipos de alimentos68. Los productos lácteos fermentados, con una relación superior de proteínas/carbo-
hidratos y un menor índice glucémico, se asociaron a un mayor grado de prevención de patologías metabólicas69. En un estudio en mujeres adultas se comparó el efecto sobre la saciedad de dos desayunos con diferente concentración proteica, obteniéndose mayor control del apetito luego de la ingesta del desayuno hiperproteico70. Cuando se ofreció como merienda un yogur hiperproteico, a igual porción estándar, se obtuvo mayor saciedad postprandial que con un yogur similar normoproteico, sin afectar la glucemia postprandial71. Por otra parte, meriendas con baja densidad energética y mayor proporción de proteínas de lactosuero administrados a mujeres adultas con obesidad tuvieron mayor inferencia significativa en la percepción de saciedad, pudiendo resultar una estrategia dietética eficaz para mejorar el control del apetito72. A su vez, los mismos autores, tras evaluar barras nutricionales adicionadas con proteínas de lactosuero, caseína o carbohidratos, encontraron los mismos resultados, siendo las primeras las responsables del mayor efecto en la saciedad73. Cuando se evaluó el efecto de las proteínas del suero en la respuesta glucémica de bebidas con diferente concentración proteica en individuos sanos, se comprobó que a valores crecientes de éstas se redujeron significativamente los niveles de glucosa post-prandial74. Finalmente, la combinación de fibras y proteínas lácteas puede aumentar la viscosidad gástrica, retrasar el vaciado gástrico y provocar una sensación de saciedad durante más tiempo. Así es que investigaciones recientes sostienen la importancia de diseñar alimentos funcionales que presenten estas características para controlar el apetito en personas con sobrepeso y obesidad75
La fermentación de la leche por parte de las bacterias lácticas iniciadoras para dar yogur implica profundos cambios microbiológicos y fisicoquímicos, que convierten al yogur en un alimento nutricionalmente superior que la misma cantidad de leche de partida. La fermentación de la leche aumenta el contenido de algunas vitaminas del complejo B, como el ácido fólico. Algunas vitaminas liposolubles, como la vitamina
A y D, permanecen estables, ya que no son afectadas directamente por la fermentación. En relación con la disponibilidad de minerales, la fermentación aumenta la biodisponibilidad de calcio y magnesio. En el caso del fósforo, una parte de éste, presente en forma de fosfato, se vuelve más disponible para la absorción. La aparición de numerosos péptidos bioactivos es otro factor que diferencia al yogur de la leche, así también como la producción de ácido láctico, un metabolito microbiano con reconocida capacidad antiinflamatoria. Finalmente, el aporte de microorganismos vivos, en el contexto del concepto emergente de “Dosis diaria de microorganismos vivos”, y su asociación a la salud, es un aspecto particular que pocos otros alimentos ofrecen.
Danone Argentina S.A. financió el tiempo requerido para la redacción de este artículo, sin tener injerencia en los contenidos ni en la versión final del artículo.
CONFLICTOS DE INTERÉS
Los autores realizan tareas de asesoramiento y consultorías con empresas elaboradoras de productos lácteos. GV es miembro del cuerpo de directores de la International Scientific Association of Probiotics and Prebiotics (ISAPP).
1. Ishfaq K, Iqbal F, Khan I, Azar, A. (2022). Yoghurt: processing technology and nutritional profile. Int J Integ Health Sci. 2022; 3. Doi.10.56536/ijpihs.v3i1.22.
2. Schmidt C, Mende S, Jaros D, Rohm H. Fermented milk products: effects of lactose hydrolysis and fermentation conditions on the rheological properties. Dairy Sci Technol 2015; 96. 10.1007/s13594-015-0259-9.
3. Li A, Zheng J, Han X, Yang S, Cheng S, Zhao J, Zhou W, Lu Y. Advances in Low-Lactose/Lactose-Free Dairy Products and Their Pro-duction. Foods 2023; 12(13):2553. https://doi.org/10.3390/foods12132553
4. Mukherjee A, Breselge S, Dimidi E, Marco ML, Cotter PD. Fermented foods and gastrointestinal health: underlying mechanisms. Nat Rev Gastroenterol Hepatol 2024; 21(4):248-266. doi: 10.1038/s41575-023-00869-x.
5. Savaiano DA. Lactose digestion from yogurt: mechanism and relevance. Am J Clin Nutr 2014; 99(5 Suppl):1251S-5S. doi: 10.3945/ajcn.113.073023.
6. Marco ML, Hill C, Hutkins R, Slavin J, Tancredi DJ, Merenstein D, Sanders ME. Should There Be a Recommended Daily Intake of Mi-crobes? J Nutr. 2020; 150(12):3061-3067. doi: 10.1093/jn/nxaa323.
7. Hill C, Tancredi DJ, Cifelli CJ, Slavin JL, Gahche J, Marco ML, Hutkins R, Fulgoni VL 3rd, Merenstein D, Sanders ME. Positive Health Outcomes Associated with Live Microbe Intake from Foods, Including Fermented Foods, Assessed using the NHANES Database. J Nutr. 2023; 153(4):1143-1149. doi: 10.1016/j.tjnut.2023.02.019
8. Wang X, Wang H, Yu Q, Fu S, Yang Z, Ye Q, Lin F, Cai G. "High dietary live microbe intake is correlated with reduced risk of depressive symptoms: A cross-sectional study of NHANES 20072016". J Affect Disord 2024; 344:198-206. doi: 10.1016/j.jad.2023.10.015.
9. Yan K, Ma X, Li C, Zhang X, Shen M, Chen S, Zhao J, He W, Hong H, Gong Y, Yuan G. Higher dietary live microbe intake is associated with a lower risk of sarcopenia. Clin Nutr 202443(7):1675-1682. doi: 10.1016/j.clnu.2024.05.030.
10. Yuan F. Association of dietary live microbe intake with prevalence of osteoporosis in US postmenopausal women: a crosssectional study. Arch Osteoporos 2024; 19(1):69. doi: 10.1007/s11657-024-01429-9.
11. Lin J, Yang H, Lin Z, Xu L. Live dietary microbes and reduced prevalence of periodontitis: A cross-sectional study. Oral Dis 2024; 30(7): 4639-4649. doi: 10.1111/odi.14869.
12. Yang C, Hong Q, Wu T, Fan Y, Shen X, Dong X. Association between Dietary Intake of Live Microbes and Chronic Constipation in Adults. J Nutr 2024; 154(2):526-534. doi: 10.1016/j.tjnut.2023.11.032
13. Zhu X, Chen W, Xue J, Dai W, Maimaitituerxun R, Liu Y, Xu H, Zhou Q, Zhou Q, Chen C, Wang Z, Xie H. Dietary Live Microbes Intake Associated With Biological Aging and Mortality. J Gerontol Biol Sci Med Sci 2024; 79(11). doi: 10.1093/gerona/glae202
14. Kwak HS, Lee WJ, Lee MR. Revisiting lactose as an enhancer of calcium absorption. Int Dairy J 2012; doi 10.1016/j.idairyj.2011.09.002.
15. Melse-Boonstra A. Bioavailability of Micronutrients From Nutrient-Dense Whole Foods: Zooming in on Dairy, Vegetables, and Fruits. Front Nutr 2020; 7:101. doi: 10.3389/fnut.2020.00101.
16. Moreno Aznar, Luis A.; Cervera Ral, Pilar; Ortega Anta, Rosa M.ª; Díaz Martín, Juan José; Baladia, Eduard; Basulto, Julio; Bel Serrat, Silvia; Iglesia Altaba, Iris; López-Sobaler, Ana M.ª; Manera, María; Rodríguez Rodríguez, Elena; Santaliestra Pasías, Alba M.; Babio, Nancy; Salas-Salvadó, Jordi Evidencia científica sobre el papel del yogur y otras leches fermentadas en la alimentación saludable de la población española Nut Hosp 2013; 28(6): 2039-2089.
17. Zhang, T., Geng, S., Cheng, T. et al. From the past to the future: fermented milks and their health effects against human diseases. Food Frontiers 2023; 4, 1747–1777.
18. Khan, M., Ahmad, N., Nisa, M.U. & Jadaan, A. (2024). Optimal food matrix model for digestibility and bioavailability of calcium and zinc. J Food Qual 2024; 1–7.
19. Hashemi Gahruie H. Yogurt. The most suitable carrier for increasing bioavailability of minerals. Progr Nutr [Internet]. 2018 Nov. 5 [cited 2024 Nov. 30];20(2-S):294-6.
Available from: https://www.mattioli1885journals.com/index.php/progressinnutrition/article/view/5690
20. Clare D A, Swaisgood H E. Bioactive Milk Peptides: A Prospectus1, J Dairy Sci 2000; 83; 6: 1187-1195. ISSN 0022-0302. https://doi.org/10.3168/jds.S0022-0302(00)74983-6.
21. Tremblay A, Doyon C, Sanchez M. Impact of yogurt on appetite control, energy balance, and body composition. Nutr Rev 2015; 73 Suppl 1:23-7. doi: 10.1093/nutrit/nuv015
22. Daniloski D, McCarthy NA, Vasiljevic T. BovineCasomorphins: Friends or Foes? A comprehensive assessment of evidence from in vitro and ex vivo studies. Trends Food Sci Technol 2021; 116:681-700. https://doi.org/10.1016/j.tifs.2021.08.003
23. Leischner C, Egert S, Burkard M, Venturelli S. Potential Protective Protein Components of Cow's Milk against Certain Tumor Entities. Nutrients 2021; 13(6):1974. doi: 10.3390/nu13061974.
24. Contreras M M, Sánchez D, Sevilla M Á, Recio I, Amigo L. Resistance of casein-derived bioactive peptides to simulated gastrointestinal digestion. Int Dairy J 2013; 32(2): 71-78. http://dx.doi.org/10.1016/j.idairyj.2013.05.008.
25. Li J, Zhao J, Wang X, Qayum A, Hussain MA, Liang G, Hou J, Jiang Z, Li A. Novel Angiotensin-Converting Enzyme-Inhibitory Peptides From Fermented Bovine Milk Started by Lactobacillus helveticus KLDS.31 and Lactobacillus casei KLDS.105: Purification, Identifica-tion, and Interaction Mechanisms. Front Microbiol 2019; 10: 2643. doi: 10.3389/fmicb.2019.02643.
26. Ibrahim HR, Ahmed AS, Miyata T. Novel angiotensin-converting enzyme inhibitory peptides from caseins and whey proteins of goat milk. J Advanced Res 2017; 8(1):63-71. DOI: 10.1016/j.jare.2016.12.002.
27. Aihara K, Kajimoto O, Hirata H, Takahashi R, Nakamura Y. Effect of powdered fermented milk with Lactobacillus helveticus on sub-jects with high-normal blood pressure or mild hypertension. J Am Coll Nutr 2005; 24(4):257-65. doi: 10.1080/07315724.2005.10719473
28. Bouhallab S, Bouglé D. Biopeptides of milk: caseinophosphopeptides and mineral bioavailability. Reprod Nutr Dev 2004; 44(5):493-8. doi: 10.1051/rnd:2004053
29. Bouhallab S, Cinga V, Aít-Oukhatar N, Bureau F, Neuville D, et al. Influencia de varios fosfopéptidos de caseínas en la absorción de hierro. Revista de Química Agrícola y Alimentaria. 2002; 50 (24) 7127-7130. 10.1021/jf025554v hal-01568889
30. Sun S, Liu F, Liu G, Miao J, Xiao H, Xiao J, Qiu Z, Luo Z, Tang J, Cao Y. Effects of casein phosphopeptides on calcium absorption and metabolism bioactivity in vitro and in vivo. Food Funct 2018; 9(10):5220-5229. doi: 10.1039/c8fo00401c
31. Li X, Lu X, Liu M, Zhang Y, Jiang Y, Yang X, Man C. The Immunomodulatory Effects of A2 -Casein on Immunosuppressed Mice by Regulating Immune Responses and the Gut Microbiota. Nutrients 2024; 16(4):519. doi: 10.3390/nu16040519.
32. Agyei D, Danquah MK. Rethinking food-derived bioactive peptides for antimicrobial and immunomodulatory activities. Trends Food Sci Technol 2012; 23(2):62 - 69. doi: 10.1016/j.tifs.2011.08.010
33. Abadía-García L, Cardador A, Martín del Campo ST, Arvízu SM, Castaño-Tostado E, Regalado-González C, GarcíaAlmendarez B, Amaya-Llano SL. Influence of probiotic strains added to cottage cheese on generation of potentially antioxidant peptides, anti-listerial activity, and survival of probiotic microorganisms in simulated gastrointestinal conditions. Int Dairy J 2013; 33: 191-197. 10.1016/j.idairyj.2013.04.005.
34. Lahov E., Regelson W. Antibacterial and stimulating caseinderives substances from milk: casecidin, isracidin peptides. Food Chem Toxic, 1996; 34:131-145. https://doi.org/10.1016/02786915(95)00097-6
35. Zucht HD, Raida M, Adermann K, Mägert HJ, Forssmann WG Casocidin-I: a casein-alpha s2 derived peptide exhibits antibacterial activity. FEBS Lett. 1995 Sep 25;372(2-3):185-8. doi: 10.1016/0014-5793(95)00974-e. PMID: 7556666.
36. Teschemacher H. Opioid receptor ligands derived from food proteins. Curr Pharm Des 2003; 9(16):1331-44. doi: 10.2174/1381612033454856
37. Jolles P, Lévy-Toledano S, Fiat AM, Soria C, Gillessen D, Thomaidis A, Dunn FW, Caen JP. Analogy between fibrinogen and casein. Effect of an undecapeptide isolated from kappacasein on platelet function. Eur J Biochem 1986; 158(2):379-82. doi: 10.1111/j.1432-1033. 1986.tb09764. x.
38. Qu Y, Park SH, Dallas DC. The Role of Bovine Kappa-Casein Glycomacropeptide in Modulating the Microbiome and Inflammatory Responses of Irritable Bowel Syndrome. Nutrients. 2023; 15(18):3991. doi: 10.3390/nu15183991.
39. Feeney S., Ryan J.T., Kilcoyne M., Joshi L., Hickey R. Glycomacropeptide Reduces Intestinal Epithelial Cell Barrier Dysfunction and Adhesion of Entero-Hemorrhagic and EnteroPathogenic Escherichia coli in Vitro. Foods 2017; 6:93. doi: 10.3390/foods6110093.
40. Rhoades JR, Gibson GR, Formentin K, Beer M, Greenberg N, Rastall RA. Caseinoglycomacropeptide Inhibits Adhesion of Pathogenic Escherichia coli Strains to Human Cells in Culture. J Dairy Sci 2005; 88:3455–3459. doi: 10.3168/jds. S00220302(05)73029-0.
41. Tyagi A, Daliri EB, Kwami Ofosu F, Yeon SJ, Oh DH. FoodDerived Opioid Peptides in Human Health: A Review. Int J Mol Sci 2020; 21(22):8825. doi: 10.3390/ijms21228825
42. De Noni I, FitzGerald RJ, Korhonen HJ, Le Roux Y, Livesey CT, Thorsdottir I, Tomé D, Witkamp R. Review of the potential health impact of -casomorphins and related peptides. EFSA Sci Rep 2009; 231:1–107. https://doi.org/10.2903/j.efsa.2009.231r
43. Tai CS, Chen YY, Chen WL. -Lactoglobulin Influences Human Immunity and Promotes Cell Proliferation. Biomed Res Int 2016; 2016:7123587. doi: 10.1155/2016/7123587.
44. Fitzgerald RJ, Meisel H. Lactokinins: whey protein-derived ACE inhibitory peptides. Nahrung. 1999; 43(3):165-7. doi: 10.1002/(SICI)1521-3803(19990601)43:3<165.
45. Sultan S, Huma N, Butt MS, Aleem M, Abbas M. Therapeutic potential of dairy bioactive peptides: A contemporary perspective. Crit Rev Food Sci Nutr 2018; 58(1):105-115. doi: 10.1080/10408398.2015.1136590.
46. Peres Fabbri L, Cavallero A, Vidotto F, Gabriele M. Bioactive Peptides from Fermented Foods: Production Approaches, Sources, and Potential Health Benefits. Foods. 2024 Oct 23;13(21):3369. doi: 10.3390/foods13213369.
47. Iyer, R., & Tomar, S. K. Dietary effect of folate-rich fermented milk produced by Streptococcus thermophilus strains on hemoglobin level. Nut 2011; 27(10), 994–997. https://doi.org/10.1016/j.nut.2011.01.003.
48. Mahara, F. A., Nuraida, L., Lioe, H.N. Fermentation of milk using folate-producing lactic acid bacteria to increase natural
folate con-tent: A review. J Appl Biotechnol Rep 2019; 6(4), 129–136. https://doi.org/10.29252/JABR.06.04.01.
48. Sheraz MA, Kazi SH, Ahmed S, Anwar Z, Ahmad I. Photo, thermal and chemical degradation of riboflavin. Beilstein J Org Chem. 2014 Aug 26;10:1999-2012. doi: 10.3762/bjoc.10.208. PMID: 25246959; PMCID: PMC4168737.
50. Laiño JE, Leblanc JG, Savoy de Giori G. Production of natural folates by lactic acid bacteria starter cultures isolated fromartisanal Argentinean yogurts. Can J Microbiol 2012; 58(5):581588. doi:10.1139/w2012-026.
51. LeBlanc, J. G., Laiño, J. E., del Valle, M. J., Vannini, V., van, S. D., Taranto, M. P., de Valdez, G. F., de Giori, G. S., & Sesma, F. B-group vitamin production by lactic acid bacteria. Current knowledge and potential applications. J Applied Microbiol 2011; 111(6), 1297–1309.
52. Bueno -Solano, C., Campas-Baypoli, O. N., Díaz-García, A. S., Izaguirre-Flores, E. I., Verdugo-Zamorano, W., EstradaAlvarado, M. I., Sánchez-Machado, D. I., & López-Cervantes, J. (s.f.). Quantification of riboflavin (vitamin B2) in dairy products by HPLC. Instituto Tecnológico de Sonora, 2009.
53. Kneifel W, Holub S, Wirthmann M. Monitoring of B-complex vitamins in yogurt during fermentation. J Dairy Res. 1989; 56(4):651-656. doi:10.1017/S0022029900029174.
54. Arkbåge K, Cornelia M, Rangne F, Jägerstad M. Retention of vitamin B12 during manufacture of six fermented dairy products using a validated radio protein-binding assay. Int Dairy J 2003; 13: 101-109.
55. Ortinau LC, Hoertel HA, Douglas SM. et al. Effects of highprotein vs. high- fat snacks on appetite control, satiety, and eating ini-tiation in healthy women. Nutr J 2014; 13, 97. https://doi.org/10.1186/1475-2891-13-97.
56. Tarrega A, Marcano J, Fiszman S. Yogurt viscosity and fruit pieces affect satiating capacity expectations. Food Res Int 2016; 89(Pt 1):574-581. doi: 10.1016/j.foodres.2016.09.011.
57. García Flores CL, Martínez Moreno AG, Beltrán Miranda CP, Zepeda Salvador AP, Solano Santos LV. Saciación vs Saciedad: Regu-ladores del consumo alimentario. Rev Méd Chil 2017; 145 (9): 1172-1178. http://dx.doi.org/10.4067/s003498872017000901172
58. Anderson GH, Moore SE. Dietary proteins in the regulation of food intake and body weight in humans. J Nutr. 2004; 134(4):974S-9S. doi: 10.1093/jn/134.4.974S.
59. Weigle DS, Breen PA, Matthys CC, Callahan HS, Meeuws KE, Burden VR et al. A high-protein diet induces sustained reductions in appetite, ad libitum caloric intake, and body weight despite compensatory changes in diurnal plasma leptin and ghrelin concen-trations. Am J Clin Nutr 2005; 82(1):41-48. doi: 10.1093/ajcn.82.1.41
60. Paddon-Jones D, Westman E, Mattes RD, Wolfe RR, Astrup A, Westerterp-Plantenga M. Protein, weight management, and satiety. Am J Clin Nutr 2008; 87(5):1558S-1561S. doi: 10.1093/ajcn/87.5.1558S.
61. Pinheiro AC, Canaan FA, Gonçalves AR. Insulinemia, ingesta alimentaria y metabolismo energético. Rev Chil Nutr 2008; 35 (1): 18-24. http://dx.doi.org/10.4067/S0717- 75182008000100003.
62. Neu A, Behret F, Braun R, Herrlich S, Liebrich F, LoeschBinder M et al. Higher glucose concentrations following proteinand fat-rich meals-the Tuebingen Grill Study: a pilot study in adolescents with type 1 diabetes. Pediatric Diabetes 2015; 16 (8): 587-91. doi: 10.1111/pedi.12224.
63. Jones KW, Eller LK, Parnell JA, Doyle-Baker PK, Edwards AL, Reimer RA. Effect of a dairy- and calcium-rich diet on weight loss and appetite during energy restriction in overweight and obese adults: a randomized trial. Eur J Clin Nutr 2013; 67(4):371-6. doi: 10.1038/ejcn.2013.52.
64. Hadjimbei E, Botsaris G, Chrysostomou S. Beneficial Effects of Yoghurts and Probiotic Fermented Milks and Their Functional Food Potential. Foods 2022; 11(17):2691. doi: 10.3390/foods11172691.
65. Eales J, Lenoir-Wijnkoop I, King S, Wood H, Kok FJ, Shamir R et al. Is consuming yoghurt associated with weight management out-comes? Results from a systematic review. Int J Obes 2016; 40(5):731-46. doi: 10.1038/ijo.2015.202.
66. Hall WL, Millward DJ, Long SJ, Morgan LM. Casein and whey exert different effects on plasma amino acid profiles, gastrointestinal hormone secretion and appetite. Br J Nutr 2003; 89(2):239-48. doi: 10.1079/BJN2002760.
67. Veldhorst MA, Nieuwenhuizen AG, Hochstenbach-Waelen A, van Vught AJ, Westerterp KR, Engelen MP et al. Dose-dependent sa-tiating effect of whey relative to casein or soy. Physiol Behavior 2009; 96(4-5):675-82. doi: 10.1016/j.physbeh.2009.01.004.
68. Cámara-Martos F, Moreno-Rojas R, Pérez-Rodríguez F. Cheese as a source of nutrients and contaminants: dietary and toxicological aspects. En: Castelli H, du Valle L, editors. Handbook of cheese: production, chemistry and sensory properties. 1st ed. New York: Nova Science Publishers; 2013. p. 341-70.
69. Morales Guerrero JC, Rosas Romero R, García Zepeda RA, Oropeza Hernández R, Ruiz Jiménez S, Ríos Chávez AR y col. Determi-nación del índice glucémico y la carga glucémica de productos lácteos fermentados en sujetos adultos sanos, sedentarios y de-portistas. Nutr Hosp 2016; 33(5): 572. doi: 10.20960/nh.572.
70. Squillace MC, Alorda MB, Masu C, Sanchez G, Varela MD, Vega P, Torresani ME. Efecto sobre la saciedad de un desayuno hiper-proteico versus uno normoproteico y consumo prospectivo de alimentos durante el día en mujeres Adultas. DIAETA 2018; 36(163): 8-13. doi:10.13140/RG.2.2.14711.47524.
71. Arce CP, Di Iorio MS, Olaverry P, Sica S, Torresani ME. Efecto sobre la saciedad y glucemia postprandial de un yogur hiperproteico vs otro normoproteico en mujeres adultas. Act en Nutr 2020; 21 (3): 80-87. Article em Es | LILACS | ID: biblio-1282373
72. Reyna N, Moreno Rojas R, Mendoza L, Urdaneta A, Artigas C, Reyna E, Cámara Martos E. La merienda con elevada proteína de lac-tosuero mejora el nivel de saciedad y disminuye el apetito en mujeres sanas. Nutr Hosp 2015; 32(4): 1624-1628. doi:10.3305/nh.2015.32.4.9405.
73. Reyna N, Moreno Rojas R, Mendoza L, Parra K, Linares S, Reyna E y col. Formulación de barras nutricionales con proteínas lácteas: índice glucémico y efecto de saciedad. Nutr Hosp 2016; 33(2): 122. doi: 10.20960/nh.122.
74. Gunnerud UJ, Ostman EM, Björck IM. Effects of whey proteins on glycaemia and insulinemia to an oral glucose load in healthy adults; a dose-respon se study. Eur J Clin Nutr 2013; 67(7):749-53. doi: 10.1038/ejcn.2013.88.
75. Chu Montiel D, Palma Milla S, López-Plaza B, Valero Pérez M, Gómez Candela C, Bermejo LM. Effects of a functional yogurt enriched with soluble dietary fiber or vegetable proteins on appetite profile. An acute randomized controlled clinical trial. Nutr Hosp; 2024 41(5): 994-1002. doi: 10.20960/nh.05261.
Juan Sebastián Ramírez-Navas
Departamento de Alimentación y Nutrición. Centro Interdisciplinario de Estudios en Salud. Facultad de Ciencias de la Salud. Pontificia Universidad Javeriana Cali. Colombia.

INTRODUCCIÓN
La estandarización de procesos en la industria alimentaria constituye una herramienta esencial para garantizar la calidad, la seguridad y la eficiencia en la producción de alimentos. A través de ella se busca reducir la variabilidad inherente a las operaciones humanas y asegurar que cada etapa del proceso se ejecute bajo condiciones controladas y verificables. La necesidad de uniformidad surgió con la industrialización y la masificación de la producción alimentaria, donde las exigencias de inocuidad y consistencia del producto impulsaron la adopción de métodos documentados. La estandarización no sólo proporciona una base técnica para la repetibilidad, sino que también facilita la trazabilidad, el control de riesgos y la optimización de los recursos. Su aplica-
ción ha permitido evolucionar desde modelos empíricos de trabajo hacia sistemas de producción sustentados en evidencia y control documental.
En este contexto, los Procedimientos Operativos Estandarizados – POE (Standard Operating Procedures o SOPs en idioma inglés) representan el núcleo operativo de la estandarización, al traducir el conocimiento técnico en instrucciones claras, secuenciales y reproducibles. Su propósito es fortalecer la cultura de la calidad, garantizar la inocuidad del producto y optimizar la eficiencia operativa mediante la documentación técnica adecuada. A través del análisis conceptual, metodológico y práctico, este documento busca consolidar en el lector una visión estructurada y aplicada de los POE como herramientas indispensables para la sostenibilidad y
competitividad de la industria alimentaria moderna, promoviendo su uso como instrumentos de gestión y mejora continua.
Los POE son documentos técnicos que describen de manera precisa, secuencial y controlada cómo debe realizarse una actividad específica dentro de un proceso productivo. Su finalidad es asegurar que todas las tareas se ejecuten siempre de la misma forma, independientemente de quién las realice o cuándo se lleven a cabo. Cada POE constituye una herramienta escrita de control operativo, orientada a mantener la uniformidad, la trazabilidad y la reproducibilidad de los resultados, elementos esenciales en la gestión moderna de la calidad.
El término procedimiento hace referencia al conjunto ordenado de acciones necesarias para alcanzar un resultado definido, mientras que una instrucción de trabajo es una guía más detallada que especifica la forma exacta de ejecutar cada paso, incluyendo parámetros operativos, instrumentos y precauciones de seguridad. En cambio, un protocolo suele referirse a una secuencia más amplia, empleada en contextos

de validación, investigación o control sanitario, y puede englobar varios procedimientos o métodos relacionados. Los POE se sustentan en los principios de los sistemas de gestión de la calidad, como ISO 9001, las Buenas Prácticas de Manufactura (BPM) y el Análisis de Peligros y Puntos Críticos de Control (HACCP). Estas normas promueven la documentación sistemática de las operaciones, la verificación continua y la mejora permanente de los procesos. En la industria alimentaria, un POE constituye una garantía escrita de cumplimiento normativo y de coherencia técnica, indispensable para proteger la inocuidad, la eficiencia y la confiabilidad de la producción.

Los POE surgieron en la primera mitad del siglo XX como respuesta a la necesidad de documentar las operaciones críticas en la industria farmacéutica, donde la precisión y la repetibilidad de los procesos eran esenciales para garantizar la seguridad de los productos. Las agencias regulatorias, como la Food and Drug Administration (FDA) de los Estados Unidos, comenzaron a exigir registros detallados que demostraran la uniformidad de la producción y el control de la variabilidad entre lotes. Esta exigencia condujo a la formalización de los procedimientos escritos, que luego fueron adoptados por otras industrias con altos requerimientos de control de calidad, entre ellas la industria alimentaria, debido a sus estrechos vínculos con la salud pública y la inocuidad alimentaria. Con el tiempo, los POE se convirtieron en componentes obligatorios de los programas de BPM, actuando como respaldo documental para las auditorías y las inspecciones regulatorias. Durante las décadas de 1980 y 1990, la aplicación de los POE se extendió con la expansión de los sistemas de gestión de calidad total y la adopción de normas internacionales como la ISO 9001, el Codex Alimentarius y los sistemas HACCP. Esta evolución transformó a los POE de simples manuales de instrucciones en instrumentos estratégicos de gestión, orientados a la mejora continua, la trazabilidad y la estandarización global de los procesos industriales. En la actualidad, los POE constituyen la base documental sobre la que se estructuran los sistemas integrados de calidad, seguridad alimentaria, inocuidad y sostenibilidad, consolidando su papel como eje operativo y normativo de la industria moderna.
IMPORTANCIA DE LOS POE EN LA INDUSTRIA ALIMENTARIA
La relevancia de los POE dentro del sector alimentario se sustenta en su función como pilar técnico del control operativo. Un POE no sólo unifica criterios de trabajo, sino que permite que cada operación se ejecute bajo condiciones reproducibles, asegurando que las variaciones entre turnos, equipos o instalaciones no alteren la calidad final del producto. Esta
estandarización convierte la práctica operativa en un proceso medible y verificable, lo que facilita el análisis de desempeño y la identificación de causas en caso de desviaciones. En sistemas productivos complejos, los POE reducen la dependencia de la memoria o la experiencia individual del operario, reemplazándola por un conocimiento institucionalizado y accesible a todos los niveles de la organización.
Desde la perspectiva técnica, los POE fortalecen la integración entre la uniformidad, la precisión y la trazabilidad, factores que determinan la consistencia del producto alimentario. Su aplicación permite mantener parámetros críticos dentro de rangos definidos, como temperaturas de pasteurización, tiempos de mezcla o concentraciones de sanitizantes, evitando fluctuaciones que comprometan la inocuidad o las propiedades sensoriales. Además, los registros derivados de su cumplimiento proporcionan evidencia documental, facilitando la verificación del proceso y la toma de decisiones basada en datos.
La elaboración de un POE comienza con la observación sistemática de la actividad que se pretende documentar. Este primer paso implica analizar directamente el proceso en su entorno real, registrando cada acción, condición operativa y resultado esperado. Es fundamental involucrar al personal que ejecuta la tarea, pues su experiencia práctica permite identificar detalles críticos que podrían pasar desapercibidos para quienes no participan en la operación diaria. Durante esta etapa se recopilan datos técnicos, tiempos, materiales utilizados y riesgos asociados, con el fin de establecer una descripción completa y fiel del procedimiento.
Una vez finalizada la observación, se procede al registro estructurado de la información. El redactor técnico debe organizar los datos recopilados conforme a la estructura formal del POE, transformando la práctica operativa en una secuencia lógica y comprensible. En esta fase es importante definir con precisión los parámetros de control, las tolerancias permitidas y las condiciones ambientales o higiénicas
que afectan la operación. Todo el contenido debe expresarse con lenguaje impersonal, evitando ambigüedades o interpretaciones subjetivas. Además, se recomienda emplear frases cortas y verbos en modo imperativo para facilitar la lectura y ejecución por parte de los operarios.
La validación del procedimiento constituye la etapa que asegura su aplicabilidad real y su coherencia técnica. Antes de su aprobación oficial, el borrador del POE debe someterse a pruebas piloto en condiciones controladas, evaluando si las instrucciones pueden cumplirse tal como están redactadas y si conducen consistentemente al resultado esperado. Este proceso permite detectar errores, omisiones o secuencias ineficientes, los cuales deben corregirse antes de la versión definitiva. La validación también verifica que el procedimiento cumpla con los requisitos de las normas de calidad y seguridad alimentaria aplicables.
Finalmente, una vez revisado y validado, el POE debe ser aprobado y emitido formalmente por la autoridad competente dentro del sistema de gestión de la empresa. En esta etapa se asigna el código de control documental y se distribuye en su formato final, impreso o digital, asegurando que cada copia sea legible, accesible y esté disponible en el punto donde se realiza la operación. El formato visual del documento debe adaptarse al nivel educativo y técnico del personal, incorporando diagramas, cursogramas, íconos o fotografías que faciliten la comprensión inmediata.
ESTRUCTURA FORMAL DE UN POE
Un POE debe seguir una estructura formal que asegure su comprensión y aplicación homogénea. A continuación, se describen los puntos básicos que debe contener un POE, pueden incluirse algunos puntos adicionales de acuerdo a la necesidad.
a) Título y código del documento: debe expresar con precisión la actividad o proceso que describe, evitando ambigüedades y facilitando su identificación inmediata por parte del personal operativo. A este título se le asocia un código alfanumérico único que permite su control dentro del sistema documental de la empresa. Dicho código garantiza la trazabilidad del documento, facilita su actualización y evita

duplicaciones o confusiones entre procedimientos de naturaleza similar.
b) Propósito u objetivo: define la razón de existencia del POE, explicando brevemente qué se busca lograr con su aplicación. Este apartado establece la conexión entre la actividad descrita y los objetivos del sistema de gestión de calidad, como la inocuidad, la eficiencia o el cumplimiento normativo. Además, orienta al lector sobre la importancia técnica y funcional del procedimiento dentro del proceso productivo.
c) Alcance o campo de aplicación: especifica los límites del procedimiento, indicando dónde, cuándo y sobre qué productos, áreas o equipos se aplica. También aclara a quiénes involucra el POE y en qué circunstancias debe ejecutarse.
d) Definiciones y responsabilidades: en esta sección se incluyen los términos técnicos, abreviaturas y conceptos relevantes para la correcta comprensión del documento. Igualmente, se detallan las responsabilidades de cada puesto de trabajo involucrado, precisando quién ejecuta, supervisa, valida o autoriza las actividades descritas.
e) Materiales y equipos requeridos: aquí se enumeran los instrumentos, utensilios, equipos, insumos o productos necesarios para ejecutar el procedimiento de manera segura y eficaz. Se indican las especificaciones mínimas de funcionamiento, las condiciones de limpieza o calibración y las precauciones asociadas a su uso.

f) Procedimiento: es la parte central del POE y contiene la descripción secuencial, detallada y cronológica de todas las actividades necesarias para cumplir el objetivo establecido. Cada paso debe expresarse de forma clara, verificable y sin ambigüedades, incluyendo parámetros críticos de control, tiempos, frecuencias, temperaturas y condiciones operativas. Su redacción debe permitir que cualquier operario capacitado pueda ejecutar la tarea sin requerir supervisión constante.
g) Acciones correctivas o contingencias: este apartado define las medidas a aplicar cuando se detectan desviaciones respecto al procedimiento establecido o cuando ocurren situaciones imprevistas. Se indican los pasos para identificar la causa del problema, registrar la incidencia, implementar la acción correctiva y prevenir su repetición.
h) Referencias normativas y anexos: en esta última parte se consignan las normas, reglamentos, manuales y documentos técnicos que respaldan el contenido del POE, garantizando su validez científica y legal. Los anexos pueden incluir formatos de registro, diagramas de flujo, cursogramas, listas de verificación, fotografías o planos que faciliten la aplicación práctica del procedimiento.
A continuación, se presenta el ejemplo del control de tempe ratura en un pasteurizador, en el cual se evidencia cómo un procedimiento correctamente estructurado garantiza la inocuidad, la uniformidad y la trazabilidad del proceso térmico. El modelo propuesto constituye una referencia aplicable para la elaboración de otros POE dentro de diferentes etapas de la cadena de producción alimentaria, promoviendo la estandarización y la mejora continua en las operaciones industriales.
Procedimiento Operativo Estandarizado (POE)
Título: Control de temperatura en el pasteurizador de líquidos alimenticios
Código: POE-CTP-002
Versión: 02
Fecha de emisión: 10/11/2025
Área responsable: Producción / Control de calidad
1. Propósito u objetivo
1.1 Establecer el método estandarizado para la verificación, registro y control de la temperatura del proceso de pasteurización de productos líquidos alimentarios, asegurando la destrucción de microorganismos patógenos y la conservación de las características sensoriales y nutricionales del producto final.
2. Alcance o campo de aplicación
2.1 Este procedimiento aplica al control de temperatura en pasteurizadores de placas o tubulares utilizados en la producción de leche, jugos, néctares, bebidas vegetales o similares, en todas las etapas del tratamiento térmico (calentamiento, mantenimiento y enfriamiento). Incluye el monitoreo durante el arranque, operación continua y finalización del proceso.
3. Definiciones y responsabilidades
3.1 Pasteurización: Proceso térmico que consiste en calentar un producto líquido a una temperatura y durante un tiempo específico para eliminar microorganismos patógenos sin alterar significativamente su calidad.
3.2 Operario de producción: Realiza las lecturas y registros de temperatura conforme a este procedimiento.
3.3 Técnico de mantenimiento: Garantiza el correcto funcionamiento y calibración de los sensores térmicos y equipos de registro.
3.4 Supervisor de calidad: Verifica el cumplimiento de los parámetros y valida los registros para asegurar la conformidad del producto.
4. Materiales y equipos requeridos
4.1 Termómetros digitales calibrados, registradores automáticos de temperatura, hojas de control (FR-CTP-01), cronómetro, agua helada para pruebas de eficiencia del sistema de enfriamiento, termopares de referencia certificados y elementos de protección personal: guantes térmicos, gafas, botas antideslizantes y delantal ignífugo.
5. Procedimiento
5.1Encender el pasteurizador y verificar que los sensores y registradores de temperatura se encuentren conectados y calibrados según el certificado vigente.
5.2 Registrar la temperatura inicial del producto antes del ingreso al sistema.
5.3 Aumentar progresivamente la temperatura hasta alcanzar el valor de pasteurización especificado para el produc-

to: por ejemplo, 72 °C durante 15 s para leche o 90 °C durante 30 s para jugos ácidos.
5.4 Mantener el tiempo de retención térmica mediante el controlador automático del equipo y verificar la estabilidad del sistema cada cinco minutos.
5.5 Confirmar que la temperatura no descienda por debajo del límite mínimo establecido; en caso contrario, redirigir el flujo al tanque de recirculación hasta que se restablezcan las condiciones adecuadas.
5.6 Verificar el enfriamiento inmediato del producto hasta una temperatura máxima de 6 °C para evitar proliferación microbiana.
5.7 Registrar en el formato correspondiente las temperaturas de entrada, salida y mantenimiento, indicando hora y firma del operario responsable.
5.8 Finalizado el ciclo, comparar las lecturas del registrador con el termómetro de referencia y documentar cualquier desviación detectada.
5.9 Entregar los registros diarios al supervisor de calidad para su revisión y archivo.
6. Acciones correctivas o contingencias
6.1 Si se detecta una temperatura inferior al límite crítico durante la fase de mantenimiento térmico, el producto debe ser recirculado para nueva pasteurización o, si no cumple las condiciones de seguridad, eliminado según el procedimiento de disposición de producto no conforme. En caso de falla del registrador o sensor, suspender la producción, notificar a mantenimiento y reemplazar el equipo antes de reiniciar la operación.
7. Referencias normativas y anexos
7.1 Basado en la ISO 22000:2018, Codex Alimentarius –CAC/RCP 57-2004 (Code of Hygienic Practice for Milk and Milk Products), FDA 21 CFR 131.3(b) y las Buenas Prácticas de Manufactura (BPM).
7.2 Anexo 1: Formato de registro de temperaturas de pasteurización (FR-CTP-01).
7.3 Anexo 2: Diagrama esquemático del flujo térmico del pasteurizador.
OPERATIVOS ESTANDARIZADOS DE SANEAMIENTO
Los Procedimientos Operativos Estandarizados de Saneamiento (POES) son directrices documentadas que establecen de forma metódica las actividades necesarias para mantener las condiciones higiénicas en las plantas procesadoras de alimentos. Su aplicación sistemática abarca la limpieza y desinfección de áreas, equipos y utensilios, antes, durante y después de la producción, con el fin de eliminar residuos y microorganismos que puedan comprometer la inocuidad. Estos procedimientos se sustentan en principios de ingeniería sanitaria y microbiología aplicada, definiendo con precisión los agentes de limpieza, las concentraciones, los tiempos de contacto, las frecuencias y los responsables de ejecución. Además, integran mecanismos de verificación y registro que permiten evaluar la eficacia del saneamiento y garantizar la trazabilidad del proceso.
En la práctica industrial, los POES representan el ejemplo más difundido y funcional de los POE, debido a su impacto directo en la prevención de riesgos de contaminación. Su correcta formulación implica documentar de manera secuencial las operaciones de lavado, enjuague, aplicación de desinfectantes y enjuague final, además de establecer los controles visuales o microbiológicos que confirman la efectividad del proceso. Estos documentos se revisan y actualizan conforme a los resultados analíticos y a los cambios en los equipos o formulaciones de productos químicos, asegurando su vigencia y pertinencia. Los POES actúan como un eje de la gestión sanitaria preventiva, fortaleciendo los programas de BPM y sirviendo como base operativa del sistema HACCP.
La implementación de un POE constituye una fase decisiva en la consolidación de los sistemas de gestión de calidad e inocuidad dentro de la industria alimentaria. Una vez aprobado, el documento debe comunicarse eficazmente a todos los niveles de la organización mediante programas de capacitación técnica, que garanticen la comprensión y correcta aplicación del contenido. Este proceso formativo
debe adaptarse al perfil educativo de los operarios, utilizando ejemplos visuales, demostraciones prácticas y simulaciones en planta. La empresa debe además asegurar la distribución controlada de los documentos, de modo que las copias oficiales sean fácilmente accesibles en los puntos donde se ejecuta el procedimiento, evitando versiones obsoletas o no autorizadas. Cada empleado involucrado debe reconocer su responsabilidad en el cumplimiento del POE, comprendiendo que su correcta aplicación no solo asegura la uniformidad operativa, sino también la protección sanitaria y la eficiencia del proceso. El control de los POE implica un seguimiento continuo de su ejecución y vigencia, con revisiones periódicas que verifiquen su coherencia frente a cambios tecnológicos, normativos o de infraestructura. Esta supervisión se apoya en registros documentales, observaciones en campo y auditorías internas que evalúan la conformidad con los requisitos establecidos. Las auditorías externas, por su parte, validan ante organismos certificadores o autoridades sanitarias que los procedimientos cumplen con las normativas nacionales e internacionales vigentes. Cuando se detectan desviaciones, deben implementarse acciones correctivas que aseguren la mejora continua y la actualización oportuna de los documentos. La implementación y el control de los POE no se limitan a la distribución de un texto, sino que constituyen un proceso dinámico de gestión, aprendizaje y verificación que fortalece la cultura de calidad en toda la organización.
BENEFICIOS OPERATIVOS Y PRODUCTIVOS DE APLICAR LOS POE
La consistencia alcanzada en la producción refuerza la confianza del consumidor y la reputación institucional, al ofrecer alimentos seguros y uniformes que cumplen con los estándares nacionales e internacionales. La aplicación sistemática de los POE genera beneficios significativos en la eficiencia operativa de las plantas alimentarias. Al establecer una secuencia única y controlada para cada actividad, los POE reducen tiempos improductivos y eliminan la variabilidad asociada a la ejecución empírica. Esto optimiza el uso de materias primas, energía y mano de obra, al asegurar que cada tarea se realice de forma

correcta desde el primer intento. La estandarización de métodos también permite detectar con rapidez los cuellos de botella o ineficiencias estructurales, facilitando su corrección antes de que afecten la productividad. Además, al garantizar la repetibilidad de los resultados, los POE contribuyen a la estabilidad de la calidad del producto terminado, mejorando el rendimiento global de los procesos y reduciendo la tasa de reprocesos o pérdidas por no conformidad.
Desde el punto de vista de la inocuidad y la gestión integral de la calidad, los POE actúan como una barrera preventiva que minimiza la posibilidad de contaminación cruzada, errores humanos o incumplimientos normativos. Su aplicación constante asegura que las condiciones de limpieza, temperatura, presión o almacenamiento se mantengan dentro de los rangos críticos establecidos, preservando la seguridad alimentaria. A nivel económico, la correcta implementación de los POE se traduce en ahorro de recursos mediante la reducción de desperdicios, mantenimiento planificado y disminución de incidentes laborales. Los POE no solo incrementan la eficiencia técnica, sino que consolidan la competitividad y sostenibilidad del sistema productivo alimentario.
Uno de los errores más frecuentes al redactar un POE es la falta de claridad y coherencia en la redacción técnica. Muchas veces los redactores utilizan un lenguaje ambiguo, con términos subjetivos o interpretaciones abiertas que dificultan la correcta ejecución de las tareas. Expresiones como “aproximadamente”, “de forma adecuada” o “cuando sea necesario” generan confusión en el personal operativo, especialmente cuando no existe experiencia previa. Para evitar este problema, el contenido del POE debe redactarse en modo impersonal, empleando verbos en imperativo y valores numéricos verificables. Además, cada paso debe tener un propósito definido y un resultado esperado, garantizando que cualquier operario capacitado pueda reproducir el procedimiento sin necesidad de interpretación adicional.
Otro error común es la falta de alineación entre el documento y la práctica real. En numerosas ocasiones, los POE son elaborados por personal administrativo o técnico sin consultar a quienes ejecutan las operaciones, lo que produce documentos teóricamente correctos pero inaplicables en planta. Este desajuste conduce al incumplimiento y a la pérdida de credibilidad del sistema documental. Para evitarlo, es indispensable involucrar desde el inicio a los
operarios, supervisores y responsables de mantenimiento durante la observación, redacción y validación del procedimiento. Su participación asegura que el POE refleje las condiciones reales del proceso, los riesgos asociados y las limitaciones del entorno de trabajo.
Otro caso, es la ausencia de control documental y actualización periódica compromete la vigencia y confiabilidad de los POE. En muchos casos, los documentos permanecen sin revisión durante años, a pesar de los cambios tecnológicos, normativos o de materiales utilizados. Esto genera incongruencias entre lo escrito y lo ejecutado, exponiendo a la empresa a fallas operativas o incumplimientos regulatorios. Para prevenirlo, cada POE debe someterse a un programa formal de revisión anual o cuando ocurra una modificación en el proceso. Esta práctica, combinada con auditorías internas y retroalimentación del personal, garantiza que los procedimientos se mantengan actualizados, precisos y útiles como herramientas efectivas para la gestión de la calidad y la inocuidad alimentaria.
Los POE constituyen la base sobre la cual se construye la confiabilidad industrial: una combinación equilibrada entre rigor técnico, disciplina operativa y responsabilidad compartida hacia la producción de alimentos seguros y de alta calidad. Su adopción en la industria alimentaria representa una estrategia esencial para consolidar sistemas productivos seguros, eficientes y sostenibles. Su aplicación no sólo uniforma las operaciones, sino que institucionaliza el conocimiento técnico, transformando la experiencia individual en práctica organizacional verificable. Este proceso documental constituye una herramienta de gestión que fortalece la trazabilidad, facilita la capacitación del personal y mejora la respuesta ante auditorías y requerimientos regulatorios. Además, los POE impulsan la profesionalización de las tareas operativas al integrar la disciplina técnica con el compromiso del recurso humano, asegurando que cada actividad se ejecute con precisión y coherencia dentro del marco normativo vigente. De este modo, los procedimientos dejan de ser simples textos
administrativos para convertirse en instrumentos dinámicos de control y mejora continua.
Para lograr una adopción sostenible de los POE, las empresas alimentarias deben fomentar una cultura organizacional basada en la estandarización, la revisión periódica y la retroalimentación constante. La actualización de los procedimientos frente a innovaciones tecnológicas, cambios en los procesos o nuevas exigencias legales garantiza su vigencia y efectividad. Asimismo, la comunicación clara, el liderazgo técnico y la participación activa del personal operativo son factores decisivos para su cumplimiento. La gestión documental, el monitoreo sistemático y la mejora continua deben integrarse como principios permanentes del sistema de calidad.
Aguilar, P. V., et al. (2016). The Art of Writing and Implementing Standard Operating Procedures (SOPs) for Laboratories in Low-Resource Settings: Review of Guidelines and Best Practices. PLOS Neglected Tropical Diseases, 10(11). https://doi.org/10.1371/journal.pntd.0005053
Bischoff, S. C., et al. (2015). Standard operating procedures for ESPEN guidelines and consensus papers. Clinical Nutrition, 34(6), 1043-1051. https://doi.org/10.1016/j.clnu.2015.07.008
Bodur, A. (2018). The Need for Standard Operation Procedures for Unexpected Events. International Journal of Advanced Research, 6(1), 37-41. https://doi.org/10.21474/ijar01/6181
Ho, K.-L. G., & Sandoval, A. (2020). Sanitation Standard Operating Procedures (SSOPs). In Food Safety Engineering (pp. 175-190). https://doi.org/10.1007/978-3-030-42660-6_7
Markelova, Y., et al. (2024). Key aspects of developing standard operating procedures. Meditsinskaya sestra, 39-42. https://doi.org/10.29296/258799792024-03-07
Mills, K. E., et al. (2020). Dairy farmer advising in relation to the development of standard operating procedures. Journal of Dairy Science, 103(12), 11524-11534. https://doi.org/10.3168/jds.2020-18487

ANIVERSARIO 1966-2025
Fecha y lugar: …………………………………………………………………………………………
DATOS DE LA EMPRESA
Razón social …………………………………………………………………………………………
Dirección ………………………………………………………… Código Postal ………………
Localidad ………………………… Provincia ……………………… País ………………………
Teléfono
Nombre y Apellido del titular ………………………………………………………………………
La Alimentación Latinoamericana (LAL)
La Industria Cárnica Latinoamericana (LIC)
Tecnología Láctea Latinoamericana (TLL)
Heladería Panadería Latinoamericana (HPL)
Suscripción a dos títulos
Suscripción a tres títulos
Suscripción a cuatro títulos
DATOS DE FACTURACIÓN
$ 240.000.- U$S 250.-
$ 240.000.- U$S 250.-
$ 240.000.- U$S 250.-
$ 330.000.- U$S 250.-
$ 540.000.-
$ 720.000.-
$ 900.000.-
Razón social …………………………………………………………………………………………
Dirección ………………………………………………………… Código Postal ………………
Localidad ………………………… Provincia ……………………… País ………………………
Teléfono …………………………………………… E-mail………………………………………… IVA ………… Resp. Insc. Resp. No Insc Exento Cons. Final CUIT Nº ……………………………………………………………………………………………
FORMA DE PAGO
Efectivo
Depósito bancario o transferencia a BANCO GALICIA - SUC CABALLITO.
CTA. CTE. N° 425/5 136/6 a nombre de Publitec S.A.
CBU: 007013612000-0000425566
Para suscribirse a cualquiera de nuestras publicaciones complete esta planilla y envíela por mail a claudia@publitec.com.ar – Tel.: (54 11) 6009-3067



ASEMA S.A.
Ruta Provincial Nº 2 al 3900 (Km 13) (3014)
Monte Vera - Santa Fe – Argentina
Tel.: (54 342) 490-4600 LR Fax: (54 342) 490-4600 asema@asema.com.ar www.asema.com.ar
Asesoramiento, diseño y fabricación de equipos para la industria alimentaria, transportes sala de despostes y empaque. Tanques sanitarios. Intercambiadores de calor. Tecnología en concentración y secado. Túneles de congelado I.Q.F.
BIA CONSULT SRL
Buenos Aires 365 (5900) Villa María – Córdoba – Argentina
Tel.: (+54 353) 452-3878
info@biaconsult.com.ar www.biaconsult.com.ar Biotecnología Alimentaria. Soluciones tecnológicas para una industria que busca la más alta calidad.
BUSCH ARGENTINA
Guayaquil 3160, Parque Industrial Panamericana 36 (1615) Tortuguitas, Buenos Aires, Argentina
Tel.: (54 11) 4302-8183
Fax: (54 11) 4301-0896 info@busch.com.ar/ www.busch.com.ar Bombas y sistemas de vacío para envasado.
DEIMAN ARGENTINA
Madariaga 1187 (B1852AHI) Burzaco
Prov. Buenos Aires – Arg. Tel.: 7503-0988 info@deiman.com.ar www.deiman.com.ar
Empresa dedicada a la elaboración de esencias para la industria alimentaria. Sabores de calidad con innovación, tecnología y compromiso. Amplia variedad de dulces, salados, cítricos, picantes y panificados.
DESINMEC INGENIERIA S.A.
Ruta Nº 6 KM 27,7 (3017)
San Carlos Sud - Santa Fe - Arg. Tel.: (54 3404) 420785-423185 desinmec@scarlos.com.ar; www.desinmec.com.ar Asesoramiento y desarrollo de máquinas especiales a medida para envasado y empaque en industria alimentaria, láctea, frigorífica, laboratorios y agroquímica.
FRIO RAF S.A.
Lisandro de la Torre 958 (S2300DAT)
Rafaela - Santa Fe - Argentina
Tel. (54 3492) 432174Fax. (54 3492) 432160 info@frioraf.com / www.frioraf.com
Refrigeración Industrial, experiencia como mayor capital. Tecnología en equipamiento y capacitación. Servicio como fuerza de ventas, calidad como síntesis absoluta.
INGENIERO LÓPEZ Y ASOCIADOS S.R.L.
Lote 178 Pque Ind. Sauce Viejo (3017) Santa Fe - Argentina Tel./Fax: (54 342) 4995535/4995666 ventas@ilasrl.com.ar ww.ilasrl.com.ar Asesoramiento para la ind. láctea. Representante en Argentina: SALES FUNDENTES JOHA, Alemania; CUAJOS MILAR. Recubrimientos para quesos con y sin funguicida Domca, España, DANISCO, PREMA, Venta de insumos en general.
INGRASSI SRL
Bv Carcano 578
CP 5903 Villa Nueva Córdoba - Argentina (0353) 155693267 info@ingrassi.com https://www.ingrassi.com Utilizamos tecnología aplicada a insumos, ingredientes y coadyuvantes que permiten al elaborador lácteo lograr una mejor capacidad productiva mejorando además la calidad de sus productos.
INGREDIENTS SOLUTIONS SA
Administración: Cabrera 3568 Piso 1 (C1186AAP) CABA - ARGENTINA
Tel.: (54 11) 4861-6603
Planta Industrial: Int. Lumbreras 1800 (ex Ruta 24), parcela 13
SIP Gral. Rodríguez – Argentina
Tel.: (54 237) 4654-617 /634 / 635 / 636 info@ingredients-solutions.com www.ingredients-solutions.com www.sensoris-solutions.com
Desarrollo de soluciones para la industria láctea: Conservantes, estabilizantes para yogurt, crema, dulce de leche. Agente reductor de colesterol. Lactasa. Antioxidantes a base de tocoferoles. Vitaminas y minerales Tailor Made. Colorantes. Aromas. Edulcorantes y azúcares especiales. Lecitina especial para leche en polvo, entre otros ingredientes.
José Ingenieros 2475 (B1610ESC)
Bº Ricardo Rojas - Tigre - Arg. Tel.: (54 11) 2150-6670 al 74 comercial@ionics.com.ar www.ionics.com.ar
Ionización gamma de: Alimentos Agronómicos - NutracéuticosFarmacéuticos - CosméticosDispositivos médicos - VeterinariosDomisanitarios.
IP INSUMOS PATAGONIA SRL
Av. Argentina 6625 (C1439HRG) CABA
Tel.: (54 11) 2104-8523/ 2104-3055/ 2105-6473/ 2105-9812/ 4686-5299 info@insumospatagonia.com.ar www.insumospatagonia.com.ar Proteínas. Carrageninas. Fosfatos. Conservantes. Sistemas Funcionales.
KUAL SA
Ageo Culzoni 2097
(S2300) Rafaela – Prov. Santa Fe –Argentina
Tel.: +54 3492 50-4060 info@kualsa.com www.kualsa.com
Moldes y multimoldes microperforados para elaboración de quesos de pasta semidura y dura. Faceras de acidificación. Columnas de moldeo. Moldes y multimoldes para la elaboración de quesos de pasta blanda y fundido.
MEDIGLOVE SRL
Pedro Mendoza 1883 (Cp. 1686) Hurlingham – Pcia. Bs. As. –Argentina
Tel.: (54 11) 3199 0590 tel y WhatsApp empresa.
Skype: leonardo.menconi 115301-5394 ventas@mediglove.com.ar
Web: www.mediglove.com.ar Guantes de látex, nitrilo, vinilo, polietileno y domésticos.
MERCOFRÍO SA
Av. Roque Sáenz Peña 719 (S2300) Rafaela – Santa Fe – Arg. Tel.: (54 3492) 452191 / 433162/ 503162 http://www.mercofrio.com.ar
Servicio post venta, mantenimiento, puesta en servicio, ingeniería y supervisión de obras de equipos frigoríficos.
NOVA S.A.U.
RN9 Km 373,9, S2500. Cañada de Gómez, Santa Fe
Teléfono: +54 9 03471 422312
Email: info@laboratoriosnova.com
www.laboratoriosnova.com
Desarrollo y producción de enzimas
NOVONESIS
Cecilia Grierson 422, 4° piso (1107) Buenos Aires – Argentina Tel: +54 11 5070-7700 www.novonesis.com
Cultivos y enzimas que mejoran la calidad de los alimentos y la salud de las personas en todo el mundo.
REFRIGERATION QUALITY
SERVICE S.A.
Lisandro de la Torre 931 (2300) Rafaela – Prov. Santa Fe – Arg. Tel.: 0800-444-3746 www.rqs-sa.com
Nos enfocamos en la ejecución de servicios técnicos como reparación de compresores reciprocantes y de tornillos, intercambiadores de calor a placas, automatización y monitoreo de componentes/ sistemas y estudios predictivos como análisis de vibraciones y termografías.
SIMES S.A.
Ruta Provincial N°2 altura 3800 (3014) MONTE VERA – SANTA FE
Tel.: (54 342) 412-5308 / 412-6073 ventas@simes-sa.com.ar info@simes-sa.com.ar
Calidad y tecnología argentina para la industria de proceso.
Equipos de mezclado. Bombas inox sanitarias.www.simes-sa.com.ar
TESTO ARGENTINA SA
Yerbal 5266 4º Piso (C1407EBN) CABA - Argentina
Tel.: (54 11) 4683 -5050
Fax: (54 11) 4683-2020 info@testo.com.ar, www.testo.com.ar Instrumentos de medición para la verificación y monitoreo de calidad de los alimentos.
VMC REFRIGERACIÓN S.A.
Av. Roque Sáenz Peña 729 (2300) Rafaela
Santa Fe – Argentina
Tel.: (54 3492) 43-2277 / 87 ventas@vmc.com.arwww.vmc.com.ar
Soluciones en refrigeración industrial. Instalación de proyectos frigoríficos “llave en mano”.
PRESIDENTE Néstor E. Galibert
DIRECTORA GENERAL: Prof. Ana María Galibert
DIRECTOR EDITORIAL: M.V. Néstor Galibert (h)
RELAC. INTERNAC.: M. Cristina Galibert
DIRECCIÓN, REDACCIÓN Y ADM. Av. Honorio Pueyrredón 550 - Piso 1 (1405) CABA - ARGENTINA Tel.: 54-11-6009-3067 info@publitec.com.ar http://www.publitec.com.ar
C.U.I.T. N° 30-51955403-4 ESTA REVISTA ES PROPIEDAD DE PUBLITEC S.A.E.C.Y.M.
PROPIEDAD INTELECTUAL: 82826213
IMPRESIÓN BUSCHI EXPRESS Uruguay 235 - Villa Martelli Buenos Aires - Argentina (+54 11) 4709-7452 www.buschiexpress.com.ar
VISITE NUESTRAS REVISTAS ONLINE: WWW.PUBLITEC.COM.AR
PUBLITEC ES MIEMBRO DE: