


8
Los defectos más comunes en los quesos (parte II)
Artículo del boletín Ha-La Biotec 170 de Novonesis (Valinhos, Brasil)
Coordinación y Edición: Raquel Chiliz.
Consultoría y redacción técnica: Tiago Silva, Michel M. Saito y Lúcio A. F. Antunes. Versión en español: Graciela Taboada.
4
Entrevista a Guillermo
El Director Ejecutivo de CAFYPEL habla sobre los objetivos y logros de la institución
Nacida en la ciudad santafesina de El Trébol, la Cámara Argentina de Fabricantes y Proveedores de Equipamientos, Insumos y Servicios para la Cadena Láctea (CAFyPEL) es una entidad gremial empresaria que hoy representa a 65 firmas. Su Director Ejecutivo es el Mg. Guillermo Ferrero, que se desenvuelve en el cargo desde los inicios de la institución. Con justificado entusiasmo, muestra los logros de una entidad dinámica y en crecimiento.
16
Tomás y Francisco Meyer - Deiman Aditivos
Su empresa ofrece sabores originales y de alta calidad
20 23 24 26
Desinmec Ingeniería S.A.
Tecnología, innovación y compromiso: el ADN de Desinmec en 20 años de historia.
Busch Vacuum Solutions
Presenta la mayor bomba de vacío seca y refrigerada por aire del mundo: la Cobra NC 2500 C
SIMES
Bombas lobulares con by-pass y válvula limitadora de presión
BIOTEC S.A.
Cheese Academy 2025: un viaje sensorial e innovador por el mundo del queso
Invitación al XIX Congreso
Cibus Tec Forum 2025
La muestra-conferencia que revoluciona el Food Tech 30
Koelnmesse e IFEMA Madrid
lanzan Anuga Select Ibérica
Con el foco en España y Portugal como mercados de crecimiento, el proyecto refuerza la posición de Anuga en Europa con impulso al comercio, la innovación y la cooperación
BIOTECNOLOGÍA
Significativo avance para la producción de caseína de origen microbiano
Investigadores desarrollaron dos tecnologías para lograr su fosforilación, con propiedades funcionales y nutricionales semejantes a la caseína bovina

Dulce de leche de cabra de producción artesanal: caracterización fisicoquímica, microbiológica y sensorial
Acosta, Magali; Suarez, Daniela; Pereyra, M. Alejandra; Gugole, M. Fernanda; Maggiore, Marina; Mignino, Lorena
David Tomat; Cecilia Casabonne; Virginia Aquili; Andrea Quiberoni 54 INOCUIDAD 38 FORMULACIÓN
Evaluación de aditivos de grado alimentario sobre la viabilidad de diez fagos de Shigella flexneri para mejorar la seguridad de los alimentos


El Director Ejecutivo de CAFYPEL habla sobre los objetivos y logros de la institución

Nacida en la ciudad santafesina de El Trébol, la Cámara Argentina de Fabricantes y Proveedores de Equipamientos, Insumos y Servicios para la Cadena Láctea (CAFyPEL) es una entidad gremial empresaria que hoy representa a 65 firmas. Su Director Ejecutivo es el Mg. Guillermo Ferrero, que se desenvuelve en el cargo desde los inicios de la institución. Con justificado entusiasmo, muestra los logros de una entidad dinámica y en crecimiento. “Estamos demostrando que pertenecer a esta institución genera resultados a mediano y largo plazo que son muy importantes y que hoy ya se pueden ver en la gestión de una década”, afirma.
¿Cuál es el objetivo de CAFYPEL?
Esta gremial empresaria se pensó desde un comienzo con características diferentes a otras similares. Está diseñada para potenciar el desarrollo tecnológico y la formación de los recursos humanos de las empresas que representamos y de los eslabones con los que se vinculan, como por ejemplo la producción de leche en tambo o el procesamiento de la leche en la industria. No representa a ninguna industria láctea, representa a los fabricantes de equipamientos de la industria láctea, pero interactuamos con ella para potenciar tecnológicamente a nuestras empresas. Hoy CAFYPEL representa a 65 firmas de diferentes puntos del país, pero en nuestro circuito hay más empresas que podrían ingresar y que esperamos sumar. En nuestro recorrido por las cuencas lácteas vemos que hay mucho trabajo por hacer. Ese proyecto inicial se concretó en el 2021 con la inauguración del Centro Tecnológico, que tiene características únicas en el país. Allí funcionan laboratorios de ensayos y simulación de componentes y equipos que nos permiten validar y certificar los parámetros más importantes. CAFYPEL es el único ente que lo puede hacer a nivel nacional y tal vez en Latinoamérica. Dentro de esto, desarrollamos trabajos según las necesidades de las empresas en función de las demandas que nos presentan. Por ejemplo, desarrollamos una plataforma que se llama Cafycontrol, para monitoreo de quipos vinculados a la producción primaria. Este Centro Tecnológico también nos habilita para dos grandes actividades, hoy muy fuertes, que son Investigación y Desarrollo, e Innovación.
¿Qué diferencia hay entre validaciones y certificaciones?
Hoy CAFYPEL llega hasta las validaciones. Una empresa puede pedir la validación de un equipo de ordeñe según las normas ISO o IRAM y la cámara realiza esta gestión. Se hacen los ensayos dinámicos y estáticos correspondientes en función de la normativa y se emite un informe técnico indicando si se cumplen o no las normas. Pero aún la cámara no recorrió el camino de la certificación, porque el mercado no lo está requiriendo, pero creemos que vamos en esa dirección para lograr mayor competitividad.

Participantes de la Diplomatura para el sector industrias láctea
¿Cómo funciona el Cafycontrol?
Es un sistema de monitoreo remoto para los principales parámetros de un equipo de ordeño o de un tanque refrigerador de leche. Está conformado por una plataforma que captura y gestiona los datos vinculados con sensores instalados en esos equipos. Esto permite un monitoreo constante de los parámetros de funcionamiento. Frente a algún incidente que ocurra en el proceso, se disparan alarmas a un teléfono móvil o a una PC del usuario donde inmediatamente se comunica lo que está ocurriendo. Esto mejora el servicio técnico del equipamiento en cuestión al que le llega la alarma del funcionamiento negativo y la detección inmediata del problema. Antes, cualquier problema que aparecía en un tambo llevaba mucho tiempo para identificar, ahora no. Lo pensamos para el mejor mantenimiento y mejora de los equipamientos. Es un apoyo importante para el fabricante.
¿De dónde provienen las tecnologías para el sector lácteo?
Hoy ya no se habla de tecnologías nacionales o extranjeras. Tenemos dentro de la cámara algunas firmas internacionales, pero no nos interesa pararnos sobre el binomio nacional o del exterior. Nuestras tecnologías no podrían existir sin componentes que son importados. La apertura de los mercados a partir de fines del 2023 no resintió el desarrollo de nuestras empresas. La industria nacional da buenos servicios de posventa, de repuestos, el trabajo a medida de lo que requiere el cliente, etcétera. Nos esforzamos para que esto sea un diferencial.
También la Cámara promueve las empresas argentinas en el exterior…
Hacemos dos misiones comerciales al exterior por año. Este año hicimos México-Honduras y luego Ecuador-Perú, y tendremos –también como todos los años- una misión comercial inversa en la primera semana de diciembre. Estoy muy conforme, porque en marzo cuando hicimos la primera misión comercial de este año al exterior llevamos catorce empresas que representaron el espectro total de los proveedores de la cadena láctea, desde el fermento al envasado, lo que significó mostrar la potencia de la oferta tecnológica argentina. Esto es un logro importante para presentarnos a nivel internacional. También hay otras acciones que programamos en forma habitual para comercio exterior, como las visitas técnicas en conjunto con la Prov. de Santa Fe y la Cancillería. Normalmente buscamos una feria profesional en el exterior, la visitamos durante un día y medio y luego organizamos una agenda de trabajo durante toda una semana para conocer la realidad y los avances que existen. Se visitan empresas proveedoras, laboratorios, tambos e industrias.
¿La oferta tecnológica de las empresas nacionales cubren todos los requerimientos de la producción láctea?
Nuestras tecnologías cubren todas las necesidades, salvo dos grandes equipos que no fabricamos en el país. Una es la desnatadora, que es necesaria para separar la nata de la leche y a partir de allí generar un sinnúmero de derivados. El segundo es el equipo de envasado tipo Tetrapak o larga vida, que tampoco tenemos. En todo el resto podemos ofrecer tecnología con diferentes características, con automatización y a diferentes escalas para aplicar según los requerimientos de los establecimientos de nuestro país.
¿Y en cuanto a envases para productos lácteos?
Cafypel cuenta con fabricantes de envases que tienen un vínculo fuerte con nuestra cámara, pero no tenemos un laboratorio de ensayo y simulación de equipos de envasado. Este es un tema que podría ser tomado por el Instituto Argentino del Envase. Pero sí
tenemos en nuestro consejo directivo fabricantes de equipamientos para envasado. Algunos de ellos están radicados en San Carlos, Prov. de Santa Fe, y nos acompañan en nuestras misiones.
¿Cuál es el panorama de la producción y la industria en cuanto a la tecnología?
Hoy tenemos entre el 50 y 60% de los tambos que producen menos de 6000 litros diarios. Es un tema importante, porque son bajas las escalas. Nosotros estamos dando servicios tecnológicos para tambos de 500, 1000 o 1500 litros, donde uno se pregunta cuál es la razón de existir de estos establecimientos. Hay casos, como la Unión Tamberos de Frank, que reúne unos 280 tambos que hacen un pool de comercialización de leche. Ahí encuentran una solución a la escala, tranqueras hacia adentro se puede ver que se están incorporando poco a poco tecnologías y que hay una apertura mayor que años atrás. Hay un 40% de tambos que avizoramos con una fuerte concentración en el sentido de elevar los litros de producción y esto indefectiblemente termina por decantar en incorporación de tecnología. En cuanto a la industria, cuando se cerró Sancor se pensó que iba a suceder una gran concentración, pero pasó lo opuesto. Hubo una gran diseminación de empresas lácteas a lo largo del territorio, lo que generó un flujo muy interesante. Hay 670 industrias lácteas de las cuales la mayoría está incorporando tecnologías.
¿Cómo se están desarrollando las diplomaturas? Tenemos una diplomatura sobre Instalación, Mantenimiento y/o Reparación de Equipos Vinculados a Producción Primaria que está ya transitando la cuarta cohorte. Nos vinculamos con la Facultad de Ciencias Veterinarias de la UNR, que nos valida la certificación de esta diplomatura. Con las mismas características diseñamos otra diplomatura para la industria láctea. Instalación, Mantenimiento y/o Reparación de Equipos y Componentes Vinculados al Procesamiento de la Leche. En este caso está certificada por la Universidad Nacional Tecnológica.
¿Qué acciones están realizando en relación con la eficiencia energética, un tema que hoy preocupa a todo el mundo?
Hemos hecho allí un avance interesante proponiendo una matriz de eficiencia energética para tambo desarrollada por CAFYPEL. Esta matriz nos permite elaborar un informe donde aparecen los puntos críticos de consumo de energía en los establecimientos. A partir de estos datos se toman acciones para mejorar esas situaciones. incluso con una proyección de inversión. Luego hicimos lo mismo con una matriz pensada para la industria láctea. Allí recién estamos comenzando.
¿Cuál es la conclusión de estos años de gestión?
Hay un número de variables sobre las cuales trabajamos y que dan el sentido al esfuerzo hecho en estos años: la mejora en el testeo del funcionamiento de la tecnología, el desarrollo e innovación de tecnología, la formación de recursos humanos vinculados a la instalación y mantenimiento de esas tecnologías. Y estamos muy orgullosos del éxito de las visitas técnicas y comerciales a diferentes países, que nos permiten la apertura mental para ver la realidad desde otra óptica, saber qué es lo que ocurre en el mundo y lo que requieren los clientes en el exterior. Todas estas variables llevan a mejorar la situación de los fabricantes, que son nuestro objetivo.
Director Ejecutivo
Director Técnico
Asistente Técnico
Asesores Externos
Tecnología para Ordeño
Tecnología para Refrigeración de leche
Tecnología para Productos lácteos
Tratamiento de Efluentes
Tratamientos Químicos


Mg. Guillermo O. Ferrero
Ing. Marcelo A. Lenzi
Tec. Agustin Bergamasco
Ing. Gabriel Manfré
Ing. Rodolfo Baricco
Esp. Mauro Bonafede
Ing. Leonardo Genero
Mg. Ma. Carolina Garnero
Artículo del boletín Ha-La Biotec 170 de Novonesis (Valinhos, Brasil)
Coordinación y Edición: Raquel Chiliz. Consultoría y redacción técnica: Tiago Silva, Michel M. Saito y Lúcio A. F. Antunes.
Versión en español: Graciela Taboada.

En el proceso de producción de quesos en rebanadas, dos de los principales retos son el exceso de peso de las rebanadas y la falta de corteza en los quesos. Estos factores afectan directamente a la eficacia de la producción, la rentabilidad y la calidad de los productos. La textura excesivamente blanda del queso es uno de los principales factores que dificultan un corte preciso, aumentando la probabilidad de variaciones del peso de las rebanadas y, en consecuencia, el riesgo de sobrepeso. Este problema tiene un impacto directo en los procesos de producción, generando residuos, retrabajos y aumento de costos, además de exponer a la empresa a riesgos legales y comerciales.
El proceso de proteólisis, especialmente la proteólisis primaria, desempeña un papel crucial en este contexto. Durante la estabilización/maduración del
Analizar los principales defectos de los quesos en rebanadas es esencial para la industria láctea, sobre todo teniendo en cuenta el importante crecimiento de este formato de consumo en el mercado, impulsado principalmente por la demanda de mozzarella. En este artículo se analizarán los principales defectos encontrados en los quesos en rebanadas, con énfasis en los impactos sobre la productividad y en no comprometer las características visuales y estructurales del producto final.
queso, se produce la hidrólisis de las caseínas, en particular de αs1 y β-caseína, dando lugar a la formación de péptidos de alto peso molecular. La αs1caseína es la fracción más susceptible a la ruptura inicial y desempeña un papel decisivo en la definición de la textura del queso, asociándose a menudo con la firmeza de la matriz proteica. Su hidrólisis precoz puede contribuir a una textura más blanda, incluso en los quesos más jóvenes, lo que facilita el corte previo. Sin embargo, este ablandamiento acelerado tiene un costo: los procesos de degradación más rápidos pueden poner en peligro la estabilidad de la textura a largo plazo, acortando la vida útil y aumentando el riesgo de defectos estructurales en el producto final.
Este proceso está influenciado por las proteasas naturales de la leche y por la enzima coagulante uti-
lizada. La elección del coagulante es decisiva en el grado de la proteólisis primaria. Coagulantes con baja relación C/P (relación entre la capacidad coagulante y la actividad proteolítica) tienen una alta actividad proteolítica, lo que promueve una degradación más intensa de las proteínas durante la estabilización/maduración. Como resultado, el queso adquiere una textura excesivamente blanda y pierde su geometría original.
Para minimizar la proteólisis excesiva y mantener la firmeza adecuada del queso, se recomienda usar coagulantes con una alta relación C/P, lo que facilita un corte preciso y reduce el riesgo de variaciones en el peso de las rebanadas. En el gráfico 1 y
Tabla 1 se observa que la muestra preparada con el coagulante CHY-MAX® Supreme (relación C/P = 80) presentó una menor variabilidad en el peso de los cortes en comparación con la muestra producida con quimosina de primera generación (relación C/P = 20). Esta conclusión se ve reforzada por el análisis del coeficiente de variación (C.V.) de los datos en relación con la media. Cuanto menor es el coeficiente de variación, mayor será la uniformidad entre las muestras analizadas. Los resultados muestran que CHY-MAX® Supreme alcanzó un coeficiente de variación de 0,67, mientras que la quimosina de primera generación mostró un valor superior, de 1,11.
En términos prácticos, esto significa que el uso de CHY-MAX® Supreme proporciona rebanadas con pesos más homogéneos, con un 40% menos de variación en comparación con el coagulante tradicional. Estos resultados demuestran que CHY-MAX® Supreme es la elección ideal para los productores que buscan pesos estandarizados de las rebanadas, lo que contribuye a la consistencia del producto y a reducir el desperdicio, con ganancias de eficiencia y calidad en la producción.
La ausencia de corteza en los quesos aumenta la adherencia de la superficie húmeda a las cuchillas, lo que aumenta la fricción y dificulta el deslizamiento durante el corte. Este efecto perjudica la uniformidad y genera pérdida de fragmentos, llamados “finos”, especialmente en cortes más delgados, debido a una mayor deformación y rotura de los bordes, lo que requiere ajustes en la velocidad de corte. Por ello, la formación de corteza es esencial para garantizar la estructura del queso destinado a
rebanadas. La lixiviación es un fenómeno fisicoquímico caracterizado por la eliminación de sustancias solubles de un sólido en contacto con un líquido, y es una de las principales causas de la ausencia de corteza en los quesos. Esto se produce cuando el calcio de la superficie migra a la salmuera debido a un desequilibrio osmótico, lo cual debilita la matriz proteica y dificulta la formación de la corteza. Este proceso es más intenso en salmueras nuevas, desprovistas de calcio disuelto. La lixiviación excesiva de calcio puede predisponer al queso a la peptización, un fenómeno en el que las caseínas de la superficie se vuelven más solubles debido a la pérdida de calcio unido, lo que aumenta la capacidad de absorción de agua y da como resultado una textura suave y gelatinosa.
En los procesos continuos (vías), surge la pregunta: si los primeros quesos dan calcio a la salmuera, ¿no debería haber un equilibrio que evite la lixiviación en los quesos posteriores? La respuesta está en el hecho de que el calcio liberado por los quesos a menudo precipita en forma de sales insolubles, como el fosfato de calcio (Ca3(PO4)2) o el carbonato de calcio (CaCO3). Como este calcio no permanece en forma soluble, no contribuye al equilibrio iónico necesario para preservar la estructura de la superficie de los quesos. Por lo tanto, el uso continuo de salmuera sin una reposición adecuada de calcio mantiene el gradiente de concentración, intensificando la lixiviación y perjudicando la formación de la corteza en los quesos posteriores. Para evitar este problema, además de agregar cloruro de calcio (CaCl2) en salmueras nuevas, es esencial controlar regularmente el contenido de calcio soluble en salmueras de uso continuo. Se recomienda realizar reposiciones semanales con una solución de cloruro de calcio al 0,10% para mantener el equilibrio necesario.
Es importante destacar que el proceso de filtración de salmuera, ya sea por ultrafiltración (UF) o microfiltración (MF), elimina únicamente el calcio insoluble aportado por los quesos, sin afectar el calcio en forma iónica. Por lo tanto, estos procesos no interfieren con el equilibrio iónico de la salmuera, lo cual contribuye al mantenimiento de las condicio-
nes ideales para la formación de la corteza, sin comprometer el contenido de calcio necesario para el equilibrio osmótico durante la salazón.
Además de la calidad del queso, la elección del equipo de corte ejerce un papel importante en la obtención de cortes consistentes y estandarizados.
Las máquinas bien diseñadas, con cuchillas afiladas y sistemas de ajuste precisos, contribuyen a un corte uniforme, disminuyendo la variación de peso entre las rebanadas y reduciendo la formación de “finos”. El rendimiento de este equipo depende en gran medida de las características del queso, especialmente de su textura. La combinación de un queso con una estructura optimizada, una geometría perfecta y un equipo eficiente maximiza el rendimiento, reduce el desperdicio y asegura el cumplimiento de las normas regulatorias, fortaleciendo la competitividad de la industria en el mercado.
PRODUCTO FINAL CON DEFECTOS
Grietas
Las grietas en los quesos en rebanadas no sólo comprometen el aspecto visual del producto, sino que también dificultan su manipulación y utilización. Este defecto está relacionado con el equilibrio entre la relación molar de calcio y fósforo presente en la matriz proteica del queso, y puede ser causado por una deficiencia o un exceso de solubilización del calcio. El fosfato de calcio coloidal formado a partir de esta relación es un compuesto que actúa como agente estabilizador de las micelas de caseína, y es esencial para asegurar la estabilidad estructural y la calidad en el proceso de corte. La matriz proteica del queso está formada principalmente por micelas de caseína, cuya integridad estructural depende de la unión entre las proteínas y el fosfato de calcio. Cuando hay un exceso de calcio en la forma insoluble, se produce una reticulación excesiva de las células, lo que da lugar a una estructura rígida y quebradiza. Esta rigidez reduce la flexibilidad de la red proteica, lo que hace que las rebanadas sean más susceptibles de agrietarse. Este defecto es más frecuente en los “quesos jóvenes”, que tienen un mayor contenido de calcio no solubilizado y también contribuyen al desprendimiento de pequeños fragmentos de queso durante el corte en rebanadas. Por otro lado,
una acidificación excesiva, caracterizada por una caída brusca del pH durante las etapas de fabricación, provoca la disolución excesiva del fosfato de calcio y elimina parte del calcio estructural de las micelas de caseína. Como resultado, la red de proteínas pierde cohesión y se vuelve inestable y menos elástica, lo que también conduce al agrietamiento (Gráfico 2)
La acidificación del queso se puede dividir en cuatro etapas (Gráfico 3). Los principales aspectos para examinar en la identificación de fallas durante este proceso son la presencia de inhibidores en la leche, levadura fuera de las condiciones de almacenamiento recomendadas y su fraccionamiento inadecuado, que ocurren en la etapa 1.
Gráfico 2 – Desequilibrio en la relación molar entre calcio y fósforo.
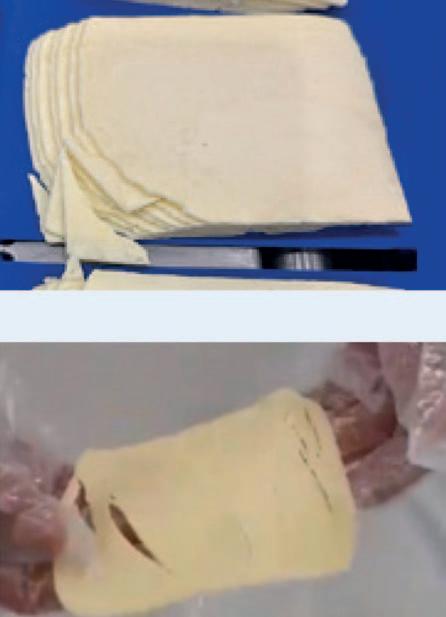
Gráfico 3 – Etapas en el proceso de acidificación
Deficiencia en la solubilización del calcio.
Queso aún joven para soportar el proceso de corte en rebanadas. En los primeros días, ocurre la solubilización del fosfato dicálcico, crucial para la formación de una red proteica cohesiva que permita el corte perfecto en rebanadas y minimice las pérdidas.
Exceso de solubilización del calcio.
La red de proteínas debilitada no logra mantenerse unida, lo que lleva al desarrollo de una textura frágil y a la formación de grietas durante el corte.
Durante la etapa dos, el período entre el rango de pH de 6,3 y 6,1, puede producirse una demora, especialmente cuando se utiliza el microorganismo Streptococcus thermophilus, que puede indicar una alta concentración de urea o un nivel significativo de oxígeno disuelto en la leche. En la etapa tres, entre el rango de pH de 6,1 a 5,5, la proporción más probable para la demora es el ataque de bacteriófagos y/o fallas en el proceso de fabricación del queso. Al final de la cinética de acidificación, en la cuarta etapa, un problema muy común es la post-acidificación y las razones más probables son el desequilibrio entre las cepas, altos recuentos de NSLAB, largos intervalos de limpieza CIP del pasteurizador o exceso de suero dentro de los gránulos. Este desequilibrio perjudica la integridad de las rebanadas, aumentando el riesgo de roturas durante el corte. Es esencial controlar el equilibrio del fosfato cálcico para garantizar la estabilidad estructural del queso, minimizar la aparición de grietas y optimizar el rendimiento en el corte en rebanadas.
ADHESIVIDAD
La adhesividad en los quesos en rebanadas se refiere a la tendencia del queso a adherirse a las superficies de corte y entre sí, causando molestias a los consumidores. Este fenómeno está influenciado por la proteólisis, reacción determinante para la alteración de la textura de los quesos, haciéndolos más pastosos y, en consecuencia, aumentando su adhesividad (Gráfico 4). Podemos identificar cuatro agentes proteolíticos principales: enzimas del coagulante, proteasas endógenas, proteasas y peptidasas del cultivo añadido, y enzimas liberadas por NSLAB.
- Enzimas del coagulante. La proteólisis inducida por la quimosina durante la maduración afecta significativamente a la textura del queso.
- Proteasas endógenas de la leche. La plasmina es la principal enzima proteolítica endógena de la leche y desempeña un papel decisivo en la hidrólisis de la caseína durante la maduración del queso, lo que influye directamente en la adhesividad de los quesos en rebanadas. La actividad de la plasmina da lugar a la degradación de la caseína, especialmente de la β-caseína y de la αs2-caseína, lo que conduce
a la formación de péptidos menores que alteran la estructura del queso. Su concentración aumenta cuando la leche procede de vacas con mastitis, lo que indica un alto recuento de células somáticas. El plasminógeno es su precursor cuatro veces más abundante, ambos relacionados con la micela de la caseína. Este hecho es de gran importancia, ya que una vez que el plasminógeno se convierte en plasmina, actuará sobre la proteína de la leche, hidrolizando las caseínas.
- Proteasas y peptidasas del cultivo añadido. Las bacterias del cultivo lácteo son esenciales en la fabricación de quesos, tanto por su rápida producción de ácido láctico, que reduce el pH, como por la liberación de enzimas proteolíticas. Estas enzimas degradan las caseínas en péptidos menores, lo que influye en la textura y el sabor del queso. La elección de cultivos bacterianos, como Streptococcus thermophilus (a menudo utilizado en la fabricación de queso Mozzarella y Prato), es esencial para controlar la proteólisis y, en consecuencia, la textura y adhesividad de los quesos, debido a su baja actividad proteolítica. Es importante destacar que la utilización de microorganismos como Lactobacillus helveticus contribuye significativamente al desarrollo del sabor en los quesos. Sin embargo, su uso se ha vuelto menos común debido a su alta capacidad proteolítica. Algunas pocas bacterias producen polisacáridos en cápsulas (CPS) que ayudan a retener agua en el queso sin ablandarlo. Por lo tanto, el uso de cultivos bacterianos que producen CPS mejora la textura, el rendimiento y la experiencia del consumidor al manipular y consumir quesos en rebanadas. Bacterias con esta capacidad son extremadamente raras, pero Novonesis cuenta con estas cepas en algunos de sus cultivos, específicamente indicados para la fabricación de queso Mozzarella y Prato, con el objetivo principal de combinar rendimiento y facilidad de corte en rebanadas.
- Enzimas liberadas por NSLAB. Las NSLAB son conocidas por su capacidad para crecer durante la maduración del queso y producir enzimas proteolíticas. Estas enzimas contribuyen a la degradación de las proteínas del queso, aumentando la liberación de péptidos y aminoácidos libres, que pueden afectar a la textura y adhesividad de las rebanadas.
Además de los agentes proteolíticos, algunos factores catalíticos influyen en la proteólisis, tales como: la composición del queso (HMD y sal en humedad) y la temperatura de almacenamiento/estabilización, que afecta la actividad enzimática y, por lo tanto, la tasa de proteólisis. El gráfico 4 muestra que la proteólisis secundaria del queso Prato producido con el
Gráfico 4 – Proteólisis secundaria en el queso Prato
cultivo DVS® BALANCE™ Max fue aproximadamente un 25% menor en relación con el cultivo de línea, utilizando leche del mismo silo. Estos resultados indican que el DVS® BALANCE™ Max promueve una mayor estabilidad estructural, optimizando la eficiencia en el proceso de corte en rebanadas.
Para monitorear las acciones de las enzimas del cultivo iniciador y todas las derivadas de la contaminación, se utiliza el índice de profundidad de proteólisis. Este índice se relaciona principalmente con la actividad de las endo y exoenzimas del cultivo utilizado en la fabricación del queso, así como las NSLAB.
PRESENCIA DE CRISTALES DE LACTATO DE CALCIO (CLC)
La presencia de cristales de lactato de calcio es un fenómeno que se puede producir en los quesos, especialmente en los cortados en rebanadas y envasados en bandejas de atmósfera modificada (ATM). Estos cristales se forman a partir del lactato, un subproducto de la fermentación de la lactosa por las bacterias lácticas. La formación de CLC puede verse influenciada por diferentes factores, incluyendo el pH del queso, la concentración de calcio y la actividad de las bacterias lácticas. El lactato formado puede presentarse en las formas isoméricas L o D, dependiendo de su conformación química espacial, la cual, a su vez, está determinada por el metabolismo de los microorganismos. El D-lactato de calcio es menos soluble que el L-lactato de calcio. Durante la maduración de los quesos, se produce un aumento del D-lactato. Las NSLAB, como Lactobacilli, Pediococci y Leuconostoc, son capaces de formar más
D-lactato y convertir el L-lactato en D-lactato, debido a la presencia de racemasas. Las poblaciones altas de la NSLAB, con índices superiores a 104/g, son suficientes para inducir un aumento significativo de Dlactato, contribuyendo a la formación de CLC. La presencia de CLC en los quesos a menudo es pasada por alto por la industria, principalmente porque las quejas de los consumidores a menudo describen estos cristales como moho blanco (Gráfico 5).
El desuerado es un fenómeno común en los quesos envasados en bandejas de ATM. Podemos identificar dos momentos distintos de desuerado en los quesos envasados en la bandeja, uno relacionado con la humedad superficial, similar a la condensación, y el otro con la exudación de suero, correlacionado con la solvatación de la caseína. La humedad superficial o “sudor” es el resultado de la salida de la humedad intersticial, agua presente en los espacios entre las
Gráfico 5 – Causas de formación de cristales de lactato de calcio

micelas de caseína. Cuando hay diferencia de temperatura entre el interior y el exterior del paquete, esta humedad puede migrar a la superficie del queso, donde se condensa y forma pequeñas gotas. Este proceso es más común en quesos cortados antes del período de estabilización y puede verse exacerbado por las fluctuaciones de temperatura en las góndolas de los supermercados. Cuando un queso mozzarella envejece en una bandeja de ATM y empieza a liberar suero, este proceso puede asociarse con la solvatación de la caseína y la disminución del pH causada por las bacterias
- Baja actividad de la levadura: mayor residuo de lactosa proporciona más sustrato para que la NSLAB forme D-lactato. La NSLAB siempre será la fuente principal del defecto.
- Corte de quesos con altos recuentos de NSLAB, seguido de la utilización del equipo sin una limpieza adecuada: puede comprometer la calidad microbiológica de los lotes posteriores y aumenta el riesgo de contaminación cruzada.
- Exposición de las rebanadas: a menudo, un queso con la presencia de D-lactato no presenta problemas visibles. Sin embargo, cuando se corta en rebanadas y se expone a temperatura ambiente durante unos minutos, se produce una ligera deshidratación superficial, suficiente como para saturar el lactato y dar lugar a la formación de cristales.
- Propensión a la formación de cristales en quesos cortados en ATM: cuando el queso en rebanadas se envasa en ATM, el CO2 de la mezcla de gases puede reaccionar con el agua libre del queso formando ácido carbónico. Este ácido se disocia en iones de hidrógeno (H+) y bicarbonato (HCO3-). Los iones de hidrógeno pueden reaccionar con los iones de calcio (Ca2+) en el queso, formando carbonato de calcio (CaCO3). El lactato producido por la fermentación de la lactosa puede interactuar con el calcio, dando lugar a la formación de CLC.
acidificantes (Gráfico 6). La solvatación se refiere a la capacidad de las micelas de caseína para interactuar con las moléculas de agua, formando una capa de hidratación esencial para la estabilidad de la matriz proteica. Algunas cepas de NSLAB, con alta capacidad de producción de ácido láctico y reducción del pH, pueden ser responsable de la pérdida en la solvatación, esto puede conducir a mayor liberación de humedad, especialmente en la maduración, cuando la estructura de la caseína es menos eficiente para retener agua.
Gráfico 6 – Solvatación y variación de pH 3,00 2,80
Solvatación de la caseína (mL HaO/g proteina) pH
3,004,005,006,007,00
Efecto del pH en la solvatación de caseína a 20ºC (Snoeren et al., 1984)
Otro mecanismo capaz de alterar la solvatación de las caseínas es la alta proporción de CO2 en la bandeja. Este gas tiene un efecto bacteriostático, inhibiendo el crecimiento de bacterias aerobias de deterioro y prolongando la vida útil del queso, lo que explica el interés de las industrias por aumentar su concentración. Sin embargo, esta práctica puede ser perjudicial, ya que, al disolverse en la humedad del queso, el CO2 forma ácido carbónico (H3CO2), que reduce el pH del producto. Este proceso está relacionado con el concepto de pKa (fuerza de un ácido), que representa el valor de pH en el que el ácido se disocia en un 50% en sus iones. Cuando el pH del queso se aproxima al pKa del ácido carbónico, se produce una mayor liberación de iones H+, intensificando la acidificación de la matriz proteica. Como consecuencia, la solvatación de las micelas de caseína se ve afectada, lo que resulta en la liberación de suero.
Se sabe que la causa más común para hinchazón de quesos Mozzarella y Prato en bandejas de ATM es la presencia de bacterias del grupo NSLAB, especialmente las bacterias heterofermentadoras de citrato. Otra posible causa de hinchazón en la bandeja es la descarboxilación de los aminoácidos. Durante el
Los quesos con alta posacidificación tienden a presentar:
pH muy bajo.
Poca o ninguna elasticidad.
Textura quebradiza.
Sabor extremadamente ácido.
Desuerado.
proceso de maduración y/o estabilización del queso, la caseína es degradada en péptidos y aminoácidos por las enzimas proteolíticas de las bacterias y los coagulantes. Los aminoácidos libres son sustratos para una serie de reacciones catabólicas que generan muchos compuestos de sabor importantes. Algunos aminoácidos, como el glutamato, pueden sufrir descarboxilación para producir ácidoaminobutírico y una cantidad bastante alta de CO2 por la acción de la enzima glutamato descarboxilasa, que puede activarse en condiciones ácidas y anaeróbicas -como en el queso- favoreciendo la “hinchazón” de la bandeja. Algunas bacterias, como Streptococcus thermophilus y Lactococcus subsp., tienen un sistema enzimático de descarboxilasa de glutamato que puede activarse en condiciones específicas, como pH bajo y ambientes anaeróbicos, comunes en la tecnología de atmósfera modificada (ATM). Esto crea un ambiente anaeróbico dentro del envase, eliminando casi todo el oxígeno y reemplazándolo con otros gases, como el nitrógeno y el dióxido de carbono. Es crucial garantizar que los cultivos utilizados en la elaboración de queso no contengan este sistema de descarboxilasa. Las cepas de cultivo de Novonesis están libres de este complejo, lo que asegura la calidad y seguridad de los productos.

¿Qué ofrece Deiman Aditivos al mercado?
Si bien nuestra familia tiene una larga trayectoria en el sector alimentario, Deiman es una empresa relativamente joven y muy innovadora que está irrumpiendo en el mercado de sabores. Venimos trabajando en este proyecto desde hace dos años y ahora tenemos ya todas los registros y autorizaciones correspondientes para comercializarlos. Diría que, además de alta calidad, lo que ofrecemos es innovación, frescura. Queremos ser una empresa descontracturante, disruptiva, pero sin dejar de lado el profesionalismo que conlleva este rubro. A través de nuestra experiencia en el sector notamos que todas las empresas de sabores son muy tradicionales. Nosotros buscamos salir del molde, traer sabores nuevos, experiencias nuevas. Más allá de nuestro muy amplio catálogo de productos (tenemos más de 100) ofrecemos la posibilidad de llegar a nuevas notas, nuevos desarrollos. Queremos que las empre-
En el Parque Industrial de Burzaco se alza una nueva y moderna planta para elaboración de aditivos alimentarios. Pertenece a Deiman Aditivos, una empresa familiar que ha decidido confiar en el mercado argentino con una gran inversión, no sólo edilicia y en maquinaria sino también en capacitación de su personal. Entrevistamos a Tomas Meyer, y su hermano Francisco, ambos integrantes de la firma. “Somos una empresa innovadora, nuestra idiosincrasia es la cercanía al cliente, jamás vamos a dejarlo solo. Queremos acompañarlo en todos aspectos: calidad de producto, precios, relación comercial, logística… Eso es lo que nos va a destacar, la cercanía y la calidad”, enfatizan.
sas creen su producto con la identidad que representa a cada una, Deiman abre las puertas a la creatividad.
¿Trabajan en conjunto con el cliente?
A cada cliente le ofrecemos la oportunidad de usar un sabor base y a partir del mismo, si se requiere, dirigir el desarrollo hacia lo que quisiera alcanzar, porque nuestro concepto es dar a cada producto final una identidad propia. Para nosotros, el sabor hace al producto, por ejemplo, cada galletita tiene que tener su propia identidad, y el sabor es la idiosincrasia de eso. No queremos venderle el mismo sabor a la empresa A que a la empresa B porque si no sus productos pierden originalidad. Averiguamos que aspecto quiere resaltar el cliente, ¿la frescura?, ¿el amargor? Entonces lo orientamos para aportar notas que sean más frescas o más amargas, hasta encontrar el toque justo para una galletita o un hela-
do. En nuestro laboratorio de ingeniería hacemos el desarrollo profundo de cada producto. Siguiendo con ejemplos, en el caso de los lácteos podemos lograr un queso con notas ahumadas más o menos intensas, y lo mismo en un producto cárnico. Esto lo hacemos en conjunto entre nuestros ingenieros y el área de desarrollo del cliente, conociendo sus necesidades y objetivos.
¿A qué sectores del mercado están dirigidos los sabores de Deiman?
Abarcamos todos los sectores de la industria de alimentos. Tenemos un gran abanico de sabores, que van de lo cárnico, los lácteos, frutales, productos de panadería, de heladería, galletitas, etc. Incluso podemos llegar a restaurantes o empresas de catering, por ejemplo, comercializamos esencias de humo y sazonadores en polvo, que se utilizan en las cocinas profesionales. Nuestra idea es abarcar todo el mercado, si bien hoy estamos más orientados al segmento semi industrial e industrial, incluso proyectamos que nuestros sabores, en un futuro, puedan ser usados por el consumidor final directamente. Por ahora nuestras presentaciones van preferentemente de los 20 a 25 kg, pero según las necesidades podemos llegar a comercializar a partir del kg en adelante.
Han hecho una importante inversión en una planta totalmente nueva…
Así es, la idea de establecernos en el Parque Industrial de Burzaco fue para estar bien ubicados, en una zona sin problemas de logística, y con todo el espacio necesario para tener oficinas, áreas de producción, depósitos de materias primas y laboratorios. Trabajamos en cabinas cerradas de alta higiene en las cuales están las máquinas para trabajo de los polvos y de líquidos, zonas de ingeniería, etc. Necesitábamos un espacio grande y decidimos hacer una gran inversión. También tenemos transporte propio, la logística es nuestra para poder cubrir cualquier necesidad. Nuestra idea es llegar a todo el país, de hecho, ya estamos trabajando con empresas en el interior, de Córdoba y de Mendoza, eso lo manejamos todo por expreso. En el caso de la provincia de Buenos Aires, lo que está hasta dos horas de viaje lo manejamos en forma directa con nuestro transporte.



La planta reúne todas las condiciones óptimas para producir con calidad e inocuidad… Contamos con todos los registros, nuestros productos tienen todos los análisis correspondientes e incluso son todos libres de gluten, con su respectivo certificado. Elaboramos fórmulas en polvo y en líquido y más adelante queremos ampliar toda la gama de productos y cubrir todas las necesidades de aditivos de las empresas.
Han tenido una muy buena recepción… Excelente. Durante todo el proceso de armado de nuestra planta hemos tenido contacto con varias empresas de alimentos haciendo las pruebas con mucho éxito. Una vez que conseguimos los registros de planta y de producto hemos empezado a comercializar y a contactar clientes. Obviamente con la confianza de que nuestras fórmulas son de alta calidad y están perfectamente probadas, ya que provienen de una firma establecida en México. Son esencias diferentes a las habituales en nuestro mercado. Pero además de la calidad y originalidad del pro-
ducto, creo que los empresarios notaron en nosotros la cercanía, la buena relación comercial que se puede generar, el vínculo, porque somos muy cuidadosos en ese aspecto. Al ser una empresa joven tenemos la vocación de estar siempre en contacto ante cualquier necesidad o cualquier modificación que quieran hacer. Queremos que el cliente se sienta acompañado y también guiado, porque muchas veces hay temas que se pasan por alto, por ejemplo, la dosificación óptima y su relación con el precio. Podría decir que estamos más presentes en el área de desarrollo de nuestros clientes que en el sector de compras. Preferimos hablar con los especialistas por una cuestión de buscar que el producto sea único, original.
¿Las fórmulas que trajeron consideran las costumbres del mercado argentino o trajeron también fórmulas no habituales?
Ofrecemos muchas esencias que pueden ser muy disruptivas, incluyendo sabores picantes que acá no se acostumbran y que tuvieron muy buena recepción, sobre todo en los snacks. Y si bien trajimos fórmulas ya predeterminadas, en todo este proceso nos preocupamos de capacitar a nuestros especialistas para responder con rapidez a los deseos de los clientes en modificaciones o en el desarrollo de sabores nuevos. Por supuesto, sobre todo tuvimos en cuenta las costumbres del mercado argentino, con todos los sabores que son habituales y los mas innovadores. Por ejemplo, desarrollamos un sabor pistacho con diferentes notas, chocolate, vainilla; también un sabor nuevo a mandarina con picante para helados que es muy único y diferente. En definitiva, la idea es abarcar todo y que la creatividad no tenga fin.
MÁS INFORMACIÓN: Tel.: +54 (11) 7503-0988 info@deiman.com.ar https://deiman.com.ar/

Tecnología, innovación y compromiso: el ADN de Desinmec en 20 años de historia.

Desde San Carlos Sud, esta empresa santafesina combina ingeniería, alianzas globales y sustentabilidad para ofrecer soluciones llave en mano de alto valor agregado, adaptadas a los desafíos actuales de la industria alimentaria, láctea, frigorífica y química.
Con dos décadas de trayectoria y una visión en constante evolución, Desinmec Ingeniería S.A. se consolida como una empresa referente en el diseño y fabricación de soluciones tecnológicas para procesos de envasado, empaque, paletizado y envoltura. Desde su planta ubicada en San Carlos Sud, Santa Fe, abastece a empresas de los sectores lácteo, alimentario, frigorífico y químico, tanto a nivel nacional como internacional. El Gerente General de la empresa, Ing. Sebastián Benzi, destaca que "la honestidad, la ética profesional, el compromiso y la innovación constante son las bases del crecimiento y la consolidación que ha tenido nuestra empresa en estos primeros 20 años". En este lapso, Desinmec ha logrado no sólo expandir su infraestructura productiva, sino también integrar alianzas estratégicas que potencian su
propuesta de valor: con Yaskawa Motoman Robotics de Japón, líder mundial en robótica y con Tosa Group de Italia, líder mundial en máquinas envolvedoras y flejadoras para cargas paletizadas.
SOLUCIONES A MEDIDA PARA CADA ETAPA DEL PROCESO PRODUCTIVO
La firma desarrolla máquinas y sistemas automatizados que cubren de manera integral las necesidades de producción de sus clientes, adaptándose a distintos tipos de productos, formatos de envases y presentaciones. En la actualidad ya hay más de 700 máquinas diseñadas y fabricadas por Desinmec operando en la Argentina y América Latina, “Seguimos aprendiendo y compartiendo experiencias con nuestros clientes todos los días. Estamos muy agradecidos

de que nos permitan ser parte fundamental de sus procesos productivos”, resalta Benzi. Estos procesos incluyen:
Envasado: máquinas de envasado automático de productos líquidos, viscosos y sólidos en diferentes envases preformados de plástico, de cartón, de metal y de vidrio. Diseño sanitario. Métodos de dosificación por caudalímetro, volumétrico y gravimétrico. Cabinados con flujo laminar. Sistema de limpieza CIP y de esterilización SIP.
Empaque: sistemas de empaque automático para diferentes productos y contenedores. Transportes para piezas, bandejas, cajas y palets, con operaciones de control, codificado, etiquetado y trazabilidad de producto. Armado y cerrado de embalaje con hot-melt o cinta adhesiva.
Paletizado: celdas robotizadas para manipulación de productos. Paletizado automático para piezas, cajas, bandejas y bolsas. Alimentación de insumos: palets, slip sheets y separadores.
Envoltura: soluciones para envoltura automática de cargas paletizadas con film stretch o flejes para garantizar su estabilidad, seguridad y protección. Precisión mecánica y eficiencia en el uso de materiales consumibles. Opcionales: ciclo anti-polvo, ciclo anti-lluvia, colocación de esquineros, entre otros.

Uno de los factores clave en el diferencial de Desinmec es su capacidad para ofrecer soluciones completas y personalizadas. La empresa lleva adelante proyectos de integración llave en mano que combinan know-how con tecnología propia y la de sus partners de primer nivel. En este sentido, Sebastián Benzi resalta "las alianzas estratégicas desarrolladas con Yaskawa y con Tosa en los últimos años han permitido a la empresa desarrollar soluciones integrales llave en mano muy versátiles y confiables, ampliando notablemente nuestro portfolio técnico-comercial". Esta interacción permite integrar robots Yaskawa para tareas de manipulación y paletizado de productos y los equipos Tosa para estabilizar y proteger las cargas paletizadas mediante su

envoltura o flejado, dentro de celdas integradas por Desinmec con control centralizado. De esta manera, la empresa logra conformar líneas automáticas altamente eficientes, confiables y adaptadas a las necesidades específicas de cada cliente. Cada proyecto se analiza, diseña y ejecuta con una visión integral que combina ingeniería, tecnología y asesoramiento técnico permanente.
COMPROMISO CON LA CALIDAD Y LA SUSTENTABILIDAD
Desinmec cuenta con certificación de calidad ISO 9001 y desarrolla todos sus procesos bajo estrictas normas de seguridad y cuidado ambiental. A través de su programa de Responsabilidad Social y Ambiental “SINERGIA”, impulsa acciones concretas como la generación de energía solar con autoabas-
tecimiento interno del 90%, el tratamiento de sus efluentes líquidos en su propio biodigestor, el compostaje de todos sus desechos orgánicos y el reciclado de su scrap de producción, articulando además acciones público-privadas con los distintos niveles del sistema educativo. La combinación de profesionalismo, tecnología, compromiso social y una fuerte cultura de trabajo han permitido a Desinmec posicionarse como un proveedor estratégico de soluciones industriales, preparado para acompañar a sus clientes en los desafíos del presente y del futuro.

MÁS INFORMACIÓN:
Tel: +54-3404-420785/423185
Cel: +54-9-3404-523895
contacto@desinmec.com www.desinmec.com

Presenta la mayor bomba de vacío seca y refrigerada por aire del mundo: la Cobra NC 2500 C

Busch Vacuum Solutions anunció el lanzamiento al mercado de la versión refrigerada por aire de la bomba de vacío seca de tornillo COBRA NC 2500 C, la mayor bomba de vacío seca y refrigerada por aire del mundo. Desarrollada y fabricada por Busch en Suiza, esta innovadora bomba de vacío cuenta con un nuevo sistema de refrigeración por radiador integrado que elimina la necesidad de una refrigeración por agua externa. Esta mejora aporta numerosas ventajas operativas y ambientales para las industrias que dependen de la tecnología de vacío de alto rendimiento, como el ahorro de recursos, la flexibilidad en la configuración y la reducción de los costos de funcionamiento.
La nueva configuración refrigerada por aire incluye una bomba de agua eléctrica (de serie en todos los modelos COBRA NC 2500 C) junto con un radiador de aire/agua equipado con dos ventiladores eléctricos de alta eficiencia. El líquido refrigerante circula en
un circuito cerrado entre la bomba de vacío y el radiador. Este radiador, junto con los dos ventiladores eléctricos, funciona como intercambiador de calor. La configuración permite a los clientes hacer funcionar la bomba de vacío sin un suministro externo de agua de refrigeración, un valioso beneficio en instalaciones donde el agua de refrigeración no está disponible o es de mala calidad.
Los clientes también se beneficiarán de una reducción notable de los costos de funcionamiento en comparación con las bombas de vacío lubricadas con aceite y las bombas de vacío con un sistema externo de refrigeración por agua. El diseño ayuda a conservar el agua y reduce las necesidades de refrigeración en la infraestructura de la instalación, especialmente en plantas que funcionan con sistemas de circuito cerrado. Además, la alta eficiencia de la bomba de vacío en seco reduce el consumo energético, lo que contribuye a la sostenibilidad general y a la rentabilidad. Las necesidades de mantenimiento son mínimas, y se limitan a cambios periódicos de refrigerante para el radiador y cambios de aceite necesarios para la unidad de engranajes y los rodamientos. Esto refuerza el atractivo de la bomba de vacío como solución de bajo mantenimiento para entornos exigentes.
La Cobra NC 2500 C está diseñada para una gran variedad de aplicaciones, incluida la captura de carbono, y sistemas de vacío centralizados en industrias como la fabricación de semiconductores, la producción de tabaco, la fabricación de botellas de vidrio y el embotellado. También es adecuada para la refrigeración por vacío y el proceso de biogás.
MÁS INFORMACIÓN:
Tel.: (54 11)4302-8183 info@busch.com.ar www.busch.com.ar
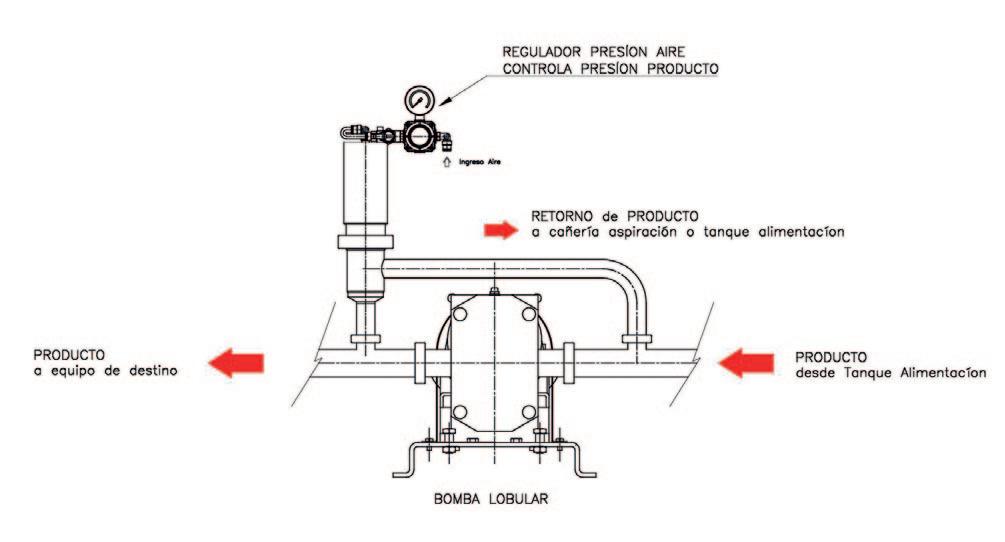
Bombas lobulares con by-pass y válvula limitadora de presión

Simes S.A. es una empresa santafesina dedicada desde hace cinco décadas al diseño y fabricación de máquinas y equipos para las industrias procesadoras de alimentos. En su moderna planta ubicada en Monte Vera, fabrica equipos con tecnología propia para cubrir las necesidades del mercado nacional y del Mercosur. Las exigencias de estos mercados le demandan una permanente actualización y renovación para continuar atendiendo a industrias de primera línea. Es así que se encuentra siempre a la vanguardia en la adopción de tecnologías eficientes y adaptadas a las necesidades de sus clientes, con calidad asegurada y precios competitivos. En esta oportunidad presenta sus bombas lobulares con by-pass y válvula limitadora de presión.


En este tipo de bombas positivas, al limitarse en forma parcial o total la circulación del producto en su impulsión, se produce un aumento de la presión que puede llegar a valores que dañen la misma o los equipos de la instalación. Para evitar ese problema se puede colocar una válvula de alivio o limitadora de la presión como se muestra en el esquema 1. Esta válvula neumática permite su regulación para una apertura total o parcial cuando la presión en la cañería de impulsión de la bomba supera el valor de consigna fijado, abriéndose para retornar el caudal excesivo a la cañería de aspiración o al tanque de alimentación. De esta forma se garantiza que la presión de servicio no supere el valor prefijado.
Las bombas positivas modifican su caudal conforme a las revoluciones de las mismas.
En general, el caudal resulta insuficiente para un lavado eficiente de la instalación, que requiere velocidades de circulación del fluido mayores para una limpieza CIP satisfactoria. Mediante la apertura de la válvula se consigue con el by-pass de la bomba, cumplir con el requisito anterior.
La válvula de alivio puede trabajar en dos alternativas:
Cerrada: en esta condición controla de acuerdo al valor fijado de consiga la presión en la cañería de impulsión.
Abierta: durante la limpieza CIP, permitiendo pasar un caudal superior por las cañerías, debido a que realiza un by-pass a la bomba.
MÁS INFORMACIÓN: ventas@simes-sa.com.ar / info@simes-sa.com.ar / whatsapp: (54 9 342) 4797687 www.simes-sa.com.ar
Cheese Academy 2025: un viaje sensorial e innovador por el mundo del queso


El pasado 19 de agosto, en el Hotel Marriot de Buenos Aires, se llevó a cabo Cheese Academy 2025, un seminario exclusivo organizado por Lactosan y Biotec S.A., destinado a profesionales de la industria alimentaria.
El encuentro reunió a especialistas, técnicos y desarrolladores de alimentos en una jornada que combinó conocimiento técnico, tendencias globales y experiencias sensoriales. El programa incluyó cuatro ejes temáticos:
• Ingredientes con historia, donde se destacó al queso en polvo como un aliado estratégico para la creación de nuevos productos.
• Queso en polvo: mucho más que sólo sabor, con un enfoque en las propiedades funcionales de este ingrediente dentro de los sistemas alimentarios.
• Tendencias que inspiran, un repaso por innovaciones y lanzamientos a nivel global y regional.
• Experiencia sensorial, que permitió a los participantes realizar un verdadero “viaje por los quesos del mundo”, explorando aromas, texturas y sabores. Con una participación activa y un cupo completo de
asistentes, el seminario se consolidó como un espacio de referencia para la actualización y el networking en la industria. Biotec y Lactosan agradecen profundamente la presencia y el interés de todos los participantes y renuevan su compromiso de seguir generando espacios que impulsen la innovación, la creatividad y la conexión entre profesionales. El Cheese Academy 2025 refuerza un camino de colaboración e intercambio y deja abierta la comunicación para seguir acompañando a la industria en sus próximos desafíos.
José María Demichelis Director Relaciones Institucionales
MÁS INFORMACIÓN: www.biotecsa.com.ar biotec@biotecsa.com.ar








Nos dirigimos a todos los profesionales y estudiantes del sector con el agrado de invitarlos a participar del XIX Congreso CYTAL® 2025, XIX Congreso Argentino de Ciencia y Tecnología de Alimentos, que se llevará a cabo los días 12, 13 y 14 de noviembre del corriente año en la Pontificia Universidad Católica Argentina, sede Puerto Madero, Ciudad Autónoma de Buenos Aires.
Este evento es organizado por la Asociación Argentina de Tecnólogos Alimentarios (AATA) y reúne a profesionales, académicos, investigadores y representantes de la industria alimentaria con el objetivo de generar un espacio de intercambio científico y técnico sobre los principales avances y desafíos del sector. Bajo el lema "Alimentos del futuro: innovación, sostenibilidad y salud", el Congreso busca promover el de-sarrollo de soluciones que respondan a las nuevas demandas del consumidor, integrando la innovación tecnológica con la responsabilidad social y ambiental.
La AATA reafirma así su compromiso histórico con las instituciones académicas, los institutos de investigación y la industria de alimentos, impulsando vínculos que favorezcan la cooperación, el conocimiento compartido y la mejora continua en la calidad y seguridad de los alimentos que llegan a la mesa de los consumidores. Estamos seguros que el Programa del Congreso proporcionará información valiosa sobre la diversidad educativa, los avances científicos y las innovaciones tecnológicas, el liderazgo y la experiencia laboral de los miembros de la academia y de la industria de alimentos.
Creemos que la comunidad científica en un esfuerzo conjunto puede enfrentar los desafíos actuales y proyectar nuestro conocimiento al mundo a través de una difusión responsable de los avances de la ciencia de alimentos. Los invitamos a agendar la fecha del evento. Estaremos compartiendo en una próxima comunicación el programa preliminar y los detalles para la inscripción y presentación de trabajos científicos.
Cordiales saludos a todos y los esperamos en el XIX CYTAL® 2025.
Ing. Gabriel Busnardo Presidente de Asociación Argentina de Tecnólogos Alimentarios (AATA)

Después del éxito obtenido en su primera edición, vuelve a la Fiere di Parma el Cibus Tec Forum, una innovadora muestra-conferencia inteligente e imperdible dedicada al sector de las tecnologías alimentarias y de bebidas. Bajo un concepto de evento novedoso y original, presentará en las jornadas del 28 y 29 de octubre las soluciones más creativas y las tendencias más influyentes que tendrán un impacto en nuestras futuras costumbres.

Cibus Tec Forum es la combinación perfecta de las empresas tecnológicas más avanzadas, los protagonistas de la industria alimentaria y las voces más autorizadas de la escena nacional e internacional, en un ámbito único de intercambio, negocios y contactos para construir una nueva estrategia global del sector de alimentos y bebidas. Publitec fue invitada a este acontecimiento único que revoluciona el Food Tec, donde los expositores podrán presentar y des-
cubrir las soluciones y las tecnologías más interesantes para la industria de alimentos y de bebidas. Cibus Tec Forum también revoluciona el concepto de evento, ofreciendo a expositores y visitantes un ambiente informal pero orientado al futuro, con el fuerte compromiso de proporcionar oportunidades concretas de networking. Está diseñado para fomentar la innovación y la colaboración entre los sectores alimentario y tecnológico.
Participar en Cibus Tec Forum no es sólo la ocasión para crear sinergias y establecer contactos en 2025, sino también un trampolín esencial de cara a Cibus Tec 2026, la manifestación global sobre tecnologías alimentarias y de bebidas, que se llevará a cabo, como siempre, en Parma, del 27 al 30 de octubre de 2026. Este año, además, Cibus Tec Forum se celebrará simultáneamente con Labotec, la nueva feria dedicada al mundo de los laboratorios y el análisis. Una razón más para no faltar.
Cibus Tec Forum es una gran oportunidad para promover tecnologías y soluciones innovadoras, pero su formato no convencional lo convierte en una plataforma exclusiva para exponer, compartir, formar y hacer networking para toda la industria alimentaria y de tecnologías alimentarias. Los proyectos y áreas especiales que hacen único el Cibus Tec Forum incluyen conferencias y talleres, un área demostrativa, un área Start Up, premios a la excelencia, oportunidades de formación, talentos y empleo, y un evento nocturno de networking.
PROGRAMA DE CONFERENCIAS
Cibus Tec Forum ofrecerá una nutrida programación de conferencias, talleres y actividades de formación organizadas gracias a la colaboración con los más prestigiosos socios científicos y tecnológicos a nivel nacional e internacional. Oportunidades de encuentro sobre temas clave para todos los profesionales involucrados en el sector de tecnologías para alimentos y bebidas, para encontrar nuevas ideas y anticipar visiones del futuro. Las conferencias y los congresos de Cibus Tec Forum se llevarán a cabo en las cuatro salas especialmente equipadas dentro de los pabellones 7 y 8.
Cibus Tec Forum albergará un área expositiva innovadora dedicada a las mejores startups del sector FoodTec. Estas nuevas realidades tendrán la oportunidad de entrar en contacto directo con el sector de alimentos y bebidas, proveniente de Italia y de todo el territorio EMEA, para promover sus soluciones creativas y tecnológicamente avanzadas listas para responder a los nuevos desafíos.



TALENT ACADEMY
La búsqueda de jóvenes talentos altamente especializados caracteriza hoy el panorama de todas las empresas más dinámicas, innovadoras y tecnológicamente avanzadas. "Talent Academy" es un proyecto especial de la feria, concebido para promover un encuentro fructífero y virtuoso entre los actores de polos formativos y los referentes de las empresas relacionadas con el sector de alimentos y tecnología alimentaria, con el fin de compartir el valor añadido que ofrece la colaboración a múltiples niveles entre las realidades del sector y los institutos de formación.
Con el foco en España y Portugal como mercados de crecimiento, el proyecto refuerza la posición de Anuga en Europa con impulso al comercio, la innovación y la cooperación


Koelnmesse, empresa organizadora de Anuga, la mayor feria del mundo dedicada a alimentación y bebidas, e IFEMA Madrid, uno de los mayores centros feriales de Europa, anunciaron el 3 de septiembre una alianza estratégica para reforzar el mercado alimentario español e ibérico. La cooperación combina las fortalezas de ambos socios para estrenar un nuevo formato ferial: Anuga Select Ibérica, que celebrará su primera edición del 16 al 18 de febrero de 2027 en Madrid. El objetivo es reunir a los actores nacionales e internacionales del sector, impulsar el intercambio comercial y seguir desarrollando España como relevante centro del negocio alimentario internacional.
Anuga Select Ibérica es el resultado de la integración y el desarrollo de dos formatos feriales consolidados de IFEMA Madrid:
• Meat Attraction es una feria internacional que cubre toda la cadena de valor de la industria cárnica, centrándose en la producción, la exportación y las correspondientes tecnologías.
• InterSICOP, bajo su nueva marca Bake & Ice Attraction, dirigida a las industrias de la panadería y confitería, de los helados y del café, que reúne a fabricantes, proveedores y expertos. Presenta tendencias actuales del mercado, maquinaria, ingredientes y un amplio programa con seminarios, concursos, demostraciones y oportunidades.
Ambos formatos se fusionan ahora bajo el paraguas de la marca Anuga, el mayor mercado y centro de comercio internacional para la industria de la alimentación y las bebidas. El acuerdo tiene como objetivo crear una plataforma industrial central en España que sirva de manera óptima al mercado en continuo crecimiento de la península ibérica, combinando las necesidades locales con el alcance internacional. Además, en línea con el concepto ferial de Anuga, la oferta de productos y servicios se ampliará con nuevos segmentos del sector de los alimentos y las bebidas para dirigirse a grupos objetivo adicionales.
Enfocada en España y Portugal como importantes motores de crecimiento, Anuga Select Ibérica envía una señal clara a favor de la región. Gracias a su situación geográfica, la península ibérica juega un papel clave en el comercio entre Europa, América Latina y el norte de África. Anuga Select Ibérica quiere aprovechar al máximo el potencial del mercado ibérico y, al mismo tiempo, tender puentes con los mercados de exportación latinoamericanos. “Para nosotros, España y Portugal no son unos mercados más, sino el corazón de una región que marca tendencia en todo el mundo.
Conjuntamente con IFEMA Madrid, agrupamos nuestro alcance internacional y nuestra experiencia local para ofrecer a las empresas del sector alimentario un potencial de crecimiento sin precedentes. Este proyecto es una clara apuesta por un éxito sostenible a largo plazo en la península ibérica”, destaca Gerald Böse.
Daniel Martínez, por su parte, comentó, “Con Anuga Select Ibérica enviamos una señal decisiva al sector alimentario español. Al reunir dos formatos feriales de probada eficacia bajo el reconocido paraguas de Anuga, buscamos impulsar el crecimiento sostenible, atraer a más expositores y visitantes internacionales y fortalecer el papel de Madrid en la industria alimentaria. Este sector es uno de los principales impulsores de las ferias de IFEMA Madrid”.
Con Anuga Select Ibérica, Koelnmesse e IFEMA MADRID envían un mensaje claro y fuerte para el futuro de la industria alimentaria en España y Portugal: una industria arraigada en la región, conectada internacionalmente y orientada al futuro.
MÁS INFORMACIÓN: www.anuga-iberica.com

Investigadores desarrollaron dos tecnologías para lograr su fosforilación, con propiedades funcionales y nutricionales semejantes a la caseína bovina

La capacidad de unión al calcio es esencial para la formación de micelas de caseína, las cuales son críticas para su funcionalidad en matrices alimentarias. Un desafío importante en la producción de caseínas en sistemas microbianos es su dependencia de modificaciones postraduccionales esenciales, en particular la fosforilación. Lograr el patrón correcto de fosforilación es un desafío significativo para la utilización de caseínas recombinantes en aplicaciones alimentarias, ya que resulta fundamental para su funcionalidad. En un trabajo publicado en marzo en la revista Trends in Biotechnology(1), un grupo de investigadores comunicaron la utilización con éxito de la coexpresión de quinasas bacterianas para fosforilar la αs1-caseína, imitando el patrón de fosforilación nativo. También desarrollaron una estrategia fosfomimética alternativa que permite evitar el requisito de fosforilación. Estas caseínas fueron evaluadas por su capacidad de unirse al calcio a escala de laboratorio. La espectrometría de masas y la electroforesis bidimensional en gel (2DE) confirman la fosforilación sitio-específica, mientras que los ensayos funcionales revelan la capacidad de unión al calcio y la semejanza estructural, ofreciendo una base para la innovación en proteínas lácteas sin origen animal.
(1)Production of phosphorylated and functional αs1-casein in Escherichia coli. Suvasini Balasubramanian; Golnaz Mobasseri; Lei Shi; Carsten Jers; KohlerJulie Bonne Køhler; Adeline Boire; Claire Berton-Carabin; Ivan Mijakovic; Peter Ruhdal Jensen. Trends in Biotechnology, Month 2025, Vol. XX, No XX. https://doi.org/10.1016/j. tibtech.2025.05.015
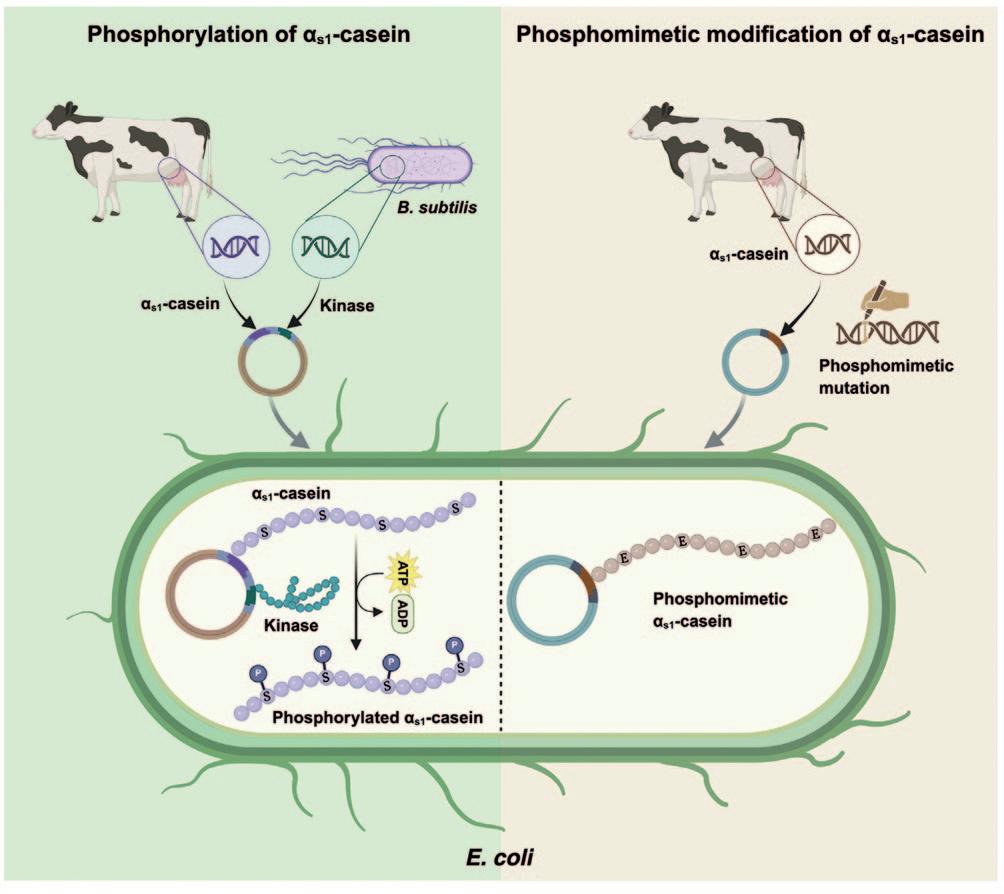
El estudio demuestra dos estrategias: la fosforilación de la αs1-caseína utilizando las quinasas PrkD y YabT de Bacillus subtilis y la sustitución fosfomimética de la αs1-caseína, para generar αs1-caseína recombinante funcional en Escherichia coli.
Las proteínas lácteas son una parte integral de la nutrición humana y presentan una variedad de propiedades funcionales que contribuyen de manera significativa al sabor, la textura y el aroma de diversos productos lácteos. Estas proteínas, clasificadas habitualmente como caseínas y proteínas de suero, son muy valoradas por su perfil nutricional y su biodisponibilidad, lo que las convierte en una fuente preferida de proteína tanto para lactantes como para adultos. De hecho, el mercado mundial de caseína fue valuado en U$S 2.700 millones en 2023, con proyecciones que indican un crecimiento a una tasa compuesta anual del 6,3%, alcanzando los 4.900 millones de dólares en 2033.
En el caso de las caseínas, son especialmente valoradas en las industrias alimentaria y farmacéutica debido a su biocompatibilidad, versatilidad y propiedades funcionales. En aplicaciones alimentarias, contribuyen a la formación de espuma, la emulsificación y la estabilización; mientras que, en farmacéutica, sus propiedades de solubilidad, gelificación y capacidad de unión las hacen ideales para la formulación de fármacos. Además, las caseínas son un nutracéutico preferido tanto por deportistas como por personas con necesidades nutricionales específicas. No obstante, satisfacer la creciente demanda de productos a base de caseína requiere un aumento en la producción láctea, lo que agrava las preocupaciones ambientales y estimula el desarrollo de tecnologías alternativas de producción.

En este contexto, la fermentación de precisión y la agricultura celular ofrecen alternativas prometedoras para producir proteínas animales sostenibles. Los microorganismos se han utilizado desde hace tiempo como fábricas celulares en aplicaciones alimentarias y farmacéuticas, facilitando la producción de suplementos dietarios, enzimas y otras biomoléculas. Los avances en biotecnología han ampliado el repertorio de hospedadores microbianos más allá de los organismos modelo tradicionales, permitiendo la reingeniería de diversas especies microbianas para la producción de proteínas recombinantes. Esto ha llevado a la expresión exitosa, a escala comercial, de proteínas de suero mediante fermentación de precisión, las cuales ya se comercializan.
Sin embargo, lograr la producción funcional de caseínas a través de sistemas microbianos sigue siendo un desafío importante. Uno de los principales obstáculos es la necesidad de modificaciones postraduccionales (PTMs), en particular la fosforilación. Mientras que las proteínas de suero, especialmente la β-lactoglobulina, pueden expresarse de manera eficiente en hospedadores microbianos debido a la ausencia de PTMs como la fosforilación o la glicosilación, las caseínas requieren una fosforilación precisa para conservar sus propiedades funcionales, en especial su capacidad de unirse a fosfatos de calcio amorfos y formar micelas. Para solucionarlo, los
autores de la investigación proponen dos enfoques complementarios. La primera solución consiste en diseñar bacterias para coexpresar quinasas bacterianas, lo que da como resultado caseínas recombinantes con el patrón de fosforilación nativo y con propiedades funcionales. “Logramos fosforilar la αs1-caseína en Escherichia coli utilizando quinasas bacterianas, alcanzando la fosforilación en todos los sitios nativos”, afirman. Como complemento de este enfoque, desarrollaron también una estrategia fosfomimética mediante la sustitución de residuos de serina por aspartato para imitar la fosforilación. Esta caseína ofrece una alternativa viable y mantiene las propiedades funcionales.
La caracterización estructural y funcional de todas las αs1-caseínas recombinantes, tanto fosforiladas como fosfomiméticas, demostró propiedades comparables a las de la α-caseína bovina, incluidas la afinidad de unión al calcio, la digestibilidad y la integridad estructural. Cabe destacar que la αs1caseína fosfomimética puede ofrecer un sistema más simple, mientras que la caseína fosforilada se asemeja más estrechamente a la caseína bovina.
Tanto las caseínas fosforiladas como las fosfomiméticas mostraron una capacidad de unión al calcio significativamente mayor en comparación con las caseínas no fosforiladas.
Este enfoque tiene implicaciones significativas para el desarrollo de fuentes alternativas de proteínas, respondiendo tanto a las demandas de sostenibilidad como a las funcionales en la industria alimentaria. Las caseínas obtenidas mostraron estructura, digestibilidad y capacidad de unión al calcio muy similares a las de origen bovino. Esto abre la puerta a la elaboración de quesos, yogures y otros alimentos con las propiedades de los lácteos tradicionales, pero producidos mediante procesos innovadores que pueden contribuir a la sustentabilidad del sistema alimentario global. Si bien todavía quedan pasos para avanzar en su desarrollo a escala industrial, este trabajo muestra cómo la ciencia y la biotecnología puede contribuir a diversificar las formas de producción de proteínas, complementando a los sistemas actuales y ofreciendo nuevas opciones para la alimentación del futuro.


Acosta, Magali(1); *Suarez, Daniela(1); Pereyra, M. Alejandra(1); Gugole, M. Fernanda(2,4); Maggiore, Marina(3); *Mignino, Lorena(1)
(1)Grupo Innovación y Desarrollo de Alimentos Regionales - Departamento Calidad y Tecnología de Alimentos - Facultad de Ciencias Agrarias - UNMDP. Mar del Plata, Argentina.
(2)Instituto Superior Experimental de Tecnología Alimentaria – Comisión de Investigaciones Científicas de la Provincia de Buenos aires (ISETA-CICPBA). Buenos Aires, Argentina.
(3)Universidad Tecnológica Nacional Regional Mar del Plata (UTN-RMDP). Mar del Plata, Argentina.
(4)Comisión de Investigaciones Científicas de la Provincia de Buenos Aires (CIC) La Plata, Argentina. *lmignino@mdp.edu.ar, dsuarez@mdp.edu.ar

RESUMEN
La empresa Itaupé S.A. cuya marca comercial es “Granja La Piedra”, situada en la ciudad de Mar del Plata, elabora productos lácteos de origen caprino de producción agroecológica y articula con diversos proyectos del Grupo de Investigación en Innovación y Desarrollo de Alimentos Regionales de la Facultad de Ciencias Agrarias, UNMdP. Varios han sido los pro-
ductos que se han desarrollado y mejorado. Continuando con la estrategia de diversificación, se planteó elaborar un dulce de leche (DDL) de producción artesanal utilizando leche de cabra, para lo cual se ajustaron distintas variables del proceso utilizado por la empresa y se evaluaron las características fisicoquímicas, microbiológicas y sensoriales del producto final, determinando su calidad, vida útil y aceptación por parte de los consumidores. Los resultados mostraron que la composición del DDL fue: proteína 7,7%; materia grasa 8,99%; humedad 26,28%; cenizas 1,52%. Desde el punto de vista microbiológico, los recuentos de Staphylococcus aureus y de hongos y levaduras, exigidos por el CAA para este tipo de alimento, realizados a las 48 horas y a los tres y cinco meses de elaborado el DDL, se encontraron dentro de los parámetros establecidos por el CAA. Esto reveló que el producto fue elaborado a partir de materia prima con buenas condiciones higiénicas y utilizando buenas prácticas de manipulación durante su elaboración, que aseguraron su calidad e inocuidad. La aceptabilidad se evaluó comparando con otro DDL de cabra de elabora-
ción regional y artesanal. Se encontraron diferencias significativas en apariencia y aroma, pero ambas muestras presentaron aceptabilidad media-alta, en ambos casos el Puntaje Global fue superior a 8 puntos en una escala de 1 a 10. Además de reunir las bondades de la leche de cabra, este producto constituye un desarrollo local de excelente calidad y producción agroecológica.
Palabras clave: leche de cabra, dulce de leche, alimento funcional, producción agroecológica, aceptabilidad.
El creciente interés en los mercados de leches no tradicionales como opción a la de vaca favoreció la producción e industrialización de la de cabra, proyectada como un nicho propicio para pequeños y medianos productores, que sólo la utilizaban como un medio de subsistencia familiar, permitiéndoles la apertura hacia nuevos mercados para su comercialización (Ministerio de Producción y Trabajo, 2015). Cabe resaltar que la industria láctea caprina, a diferencia de la bovina, es una actividad relativamente nueva en ciertas regiones de la Argentina y con poco valor agregado. Actualmente presenta una producción de dos millones de litros de leche a nivel nacional (MAGYP, 2025) y se encuentra segunda después de la de vaca, en cuanto a niveles de producción, de acuerdo a un relevamiento realizado por el Ministerio de Agricultura, Ganadería y Pesca (20162018). En particular, la provincia de Buenos Aires se incorporó al proceso productivo sobre la base de su ubicación privilegiada respecto a la cercanía a los mercados más importantes (Paz, 2006).
La industria láctea caprina ha evolucionado hacia la búsqueda de valor agregado de la leche, ofreciendo yogur, distintos tipos de quesos y dulce de leche (DDL) que, además, satisfacen requerimientos nutricionales específicos como los de aquellos consumidores con algún tipo de sensibilidad a la leche vacuna (Tziboula, 2013). La empresa Itaupé S.A. cuya marca comercial es “Granja La Piedra” situada en la localidad de Batán, partido de General Pueyrredón, elabora productos lácteos caprinos de producción agroecológica y articula con diversos proyectos del Grupo de Investigación de Innovación
y Desarrollo de Alimentos Regionales de la FCAUNMdP. En este camino, y como estrategia de diversificación de sus productos, se desarrolló un DDL artesanal utilizando leche de cabra. Se ajustaron variables del proceso y se caracterizó el producto final en cuanto a su calidad e inocuidad y su aceptación por el consumidor.
MATERIALES Y MÉTODOS
Obtención y análisis de la leche caprina
El DDL se elaboró con leche caprina provista por el establecimiento Granja La Piedra, obtenida a partir del rodeo de cabras de la raza Saanen. Dicho establecimiento contaba con la habilitación para tal fin. La leche de analizó de acuerdo a los requerimientos del CAA. Condiciones higiénico-sanitarias: se realizó Recuento de Células Somáticas: método FIL 148A:1995 y de Recuento Aerobios Mesófilos (RAM): método FIL 100B:1994) y según sus parámetros físico-químicos y composicionales. Se evaluó la acidez empleando NaOH 0,1 N en presencia de una solución alcohólica de fenolftaleína (AFNOR, 1980). La acidez se expresó como porcentaje de ácido láctico (1 mL de NaOH 0,1 N=0,009 g de ácido láctico). El porcentaje de acidez se calculó mediante la siguiente ecuación: %Acidez= (ml de NaOH) x (N de NaOH) x9/(Peso de la muestra) x100. Medición del pH: con pHchímetro digital calibrado con soluciones Buffer de pH 4 y 7. Determinación de proteína bruta: método Micro-Kjeldahl (Norma 20B, Fil-IDF 1993). El contenido de proteína de la muestra se calculó con el factor 6,38. Determinación de grasa bruta: método Rose Gottlieb (AOAC 905.02). La leche utilizada para su transformación en DDL se mantuvo almacenada en un tanque refrigerado a 5 °C, con agitación constante, hasta el momento de su utilización.
Puesta a punto del proceso de elaboración del DDL
Se llevó a cabo en tres etapas: a) observación del procedimiento de elaboración del DDL que llevaba a cabo la empresa, a fin de conocer la dinámica de trabajo aplicada, que permitiera realizar el diagnóstico y la adecuación del proceso. b) Determinación y ajuste de las variables de control de los procedimientos para la obtención del DDL. c) Elaboración de un protocolo de trabajo.
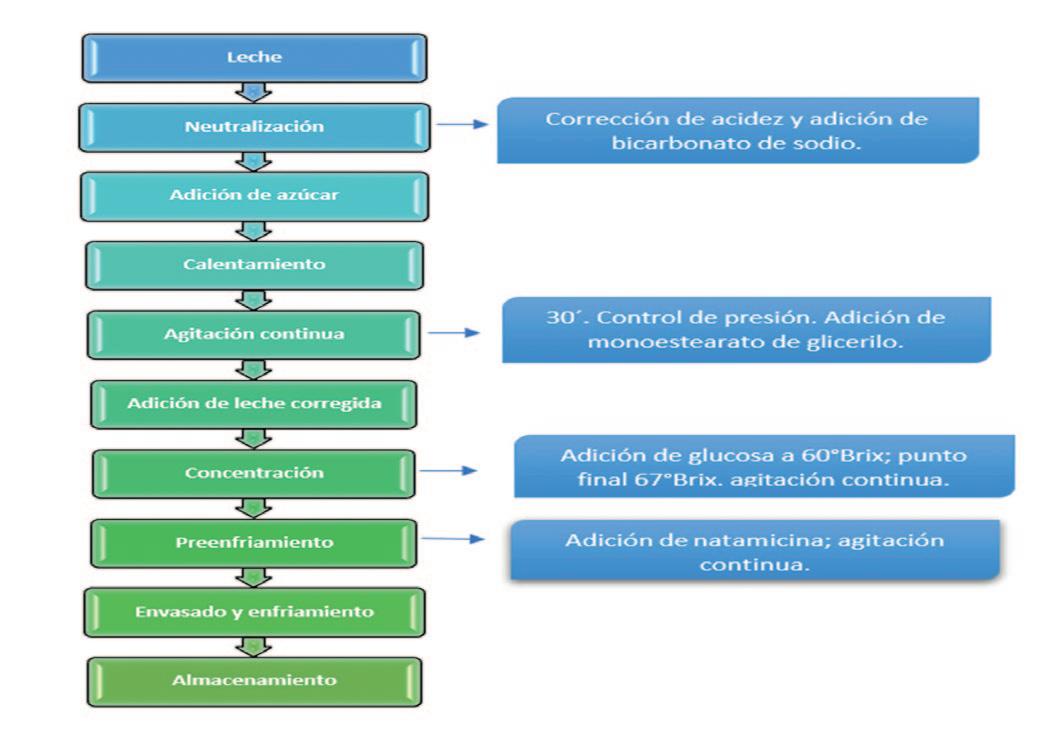
Elaboración de dulce de leche de cabra
La elaboración se llevó cabo según protocolo elaborado en el punto anterior (Figura 1).
Análisis de parámetros físico químicos, microbiológicos y sensorial del dulce de leche
Se tomaron tres muestras de DDL que fueron colectadas en vasos estériles y mantenidas refrigeradas hasta la llegada a los laboratorios para su análisis.
- Análisis fisicoquímicos: Determinación de acidez: empleando NaOH 0,1 N en presencia de una solución alcohólica de fenolftaleína (AFNOR, 1980). La acidez se expresó como porcentaje de ácido láctico (1 mL de NaOH 0,1 N=0,009 g de ácido láctico). El porcentaje de acidez se calculó mediante la siguiente ecuación: %Acidez= (ml de NaOH) x (N de NaOH) x9/(Peso de la muestra) x100. Medición del pH: con pHchímetro digital calibrado con soluciones Buffer de pH 4 y 7. Determinación de proteína bruta: método Micro-Kjeldahl (Norma 20B, Fil-IDF 1993). El contenido de proteína se calculó con el factor 6,38. Determinación de grasa bruta: método Rose Gottlieb
(AOAC 905.02). Determinación de cenizas: por digestión seca a 500°C (AOAC 940.26) partiendo de 5 gramos de DDL.
- Análisis microbiológico del dulce de leche: se llevó a cabo a tiempo 0 (48h de elaboración) y a los tres y cinco meses con el propósito de evaluar la vida útil microbiológica del DDL. Las muestras se almacenaron en recipientes cerrados herméticamente que se conservaron en lugar fresco y preservados de la luz. Recuento de hongos y levaduras: norma FIL 94B:1990. Recuento de Staphylococcus aureus : norma FIL 145:1990.
- Análisis sensorial del dulce de leche: se evaluaron dos dulces de leche: “Granja La Piedra” (DDL Granja) y un DDL elaborado con leche de cabra en la planta piloto de la Escuela de Educación Técnica Agraria San José de la ciudad de Balcarce (DDL Escuela). Este DDL fue solicitado a fin de ser comparado con el
DDL objeto de esta práctica. La formulación y el procedimiento de este último producto fueron los aplicados y utilizados de rutina por la planta piloto de dicha escuela. Para evaluar la aceptabilidad, se realizó un ensayo sensorial con 60 consumidores con edades comprendidas entre 18 y 70 años. Los atributos evaluados fueron: apariencia, aroma, sabor y untabilidad. Se utilizó una escala hedónica de 9 puntos siendo 1: me disgusta mucho, 9: me gusta mucho. Al finalizar, debían dar un puntaje global (PG) a cada muestra, en una escala de diez puntos. Además, para conocer las razones/motivos de su evaluación, se utilizó la metodología “Tilde todo lo que corresponda” (en inglés CATA, check-all-thatapply), en la cual debían tildar todas las frases que asociaba o relacionaba a la muestra evaluada.
Análisis estadístico
Los datos obtenidos de los análisis fisicoquímicos de la leche y DDL se analizaron con el programa estadístico InfoStat, versión 2015 (Di Rienzo et al., 2015). Se realizó un análisis de varianza (ANOVA) (Tukey, con una significancia del 5%). Los datos obtenidos en el ensayo sensorial se analizaron mediante ANOVA para determinar si hubo diferencias significativas entre las muestras, en los atributos evaluados y en el puntaje global. Se trabajó con un nivel de significación del 5%. Para la comparación de promedios, cuando se hallaron diferencias significativas, se utilizó el método de mínima diferencia significativa de Fisher (MDS). Se realizó un análisis por correspondencia con las menciones de las frases incluidas en la metodología TICO (Clausen, 1998). Se utilizó el paquete estadístico Genstat, VSN International Ltd.
Análisis de la leche
La leche obtenida del pool de dos ordeños diarios se analizó de acuerdo a los estándares requeridos por el CAA (Tabla 1). Todos los parámetros estuvieron dentro de los rangos establecidos para leche de cabra, al igual que los recuentos de CS y RAM (Tabla 2), indicando que la leche presenta calidad aceptable asociada a los aspectos higiénicos-sanitarios.

Tabla 1 - Parámetros físico-químicos de la leche de cabra utilizada para la obtención del DDL.
Parámetros Promedio* Valores de referencia C.A.A.
pH 6,76 ± 0,113 6,57 a 6,96
Acidez (g de ácido láctico/100ml)
Densidad (g/ml)
0,19 ± 0,354
1,0341± 0,002
0,14 a 0,22
1,027 a 1,039 (a 15°C)
Prueba de peroxidasa Positiva Positiva
Prueba de ebullición Negativa Estable
Proteína
Materia grasa
*Valores promedio n=6 ±DS
3,89 ± 0,085
4,195 ± 0,007
Mín. 2,8
Mín. 3,0
Tabla 2 - Parámetros microbiológicos de la leche de cabra utilizada para la obtención del DDL.
Análisis Resultado Valores de referencia CAA
Recuento de bacterias aerobias mesófilas 77,5 x 104UFC/ml <1.000.000
Recuento de células somáticas 1.069.700 CCS/ml <2.000.000
Puesta a punto del proceso de elaboración del DDL
Se analizó la dinámica de trabajo de la empresa y se identificaron los puntos de control antes y durante el proceso, las cuales se consideraron críticas para el aseguramiento de la calidad del producto final. Las variables a controlar antes del proceso de elaboración del DDL fueron: a) Temperatura de la leche: indica que el producto se encuentra en óptimas condiciones higiénico-sanitarias (refrigerada desde el ordeño y a una temperatura no mayor a 5°C) y b) Higiene de la leche: debe estar libre de moscas y polvo que pueden contaminar en la sala de ordeño. Como variable asociada al proceso de elaboración del DDL se debe controlar y registrar la presión de vapor de la paila, que no debe exceder el valor de 5atm, a fin de controlar el aumento de volumen de la leche por espumado y para que no sobrepase el nivel de llenado de la paila (se controla mediante el agregado de pequeñas cantidades de monoestearato de glicerilo).
Obtención del DDL
El proceso de obtención del DDL de cabra se realizó según el procedimiento mostrado en la Figura 1. Los pasos fueron los siguientes:
A) Almacenamiento refrigerado (2-4 °C) de 250 litros
de leche recolectada de los dos ordeños diarios que realiza la empresa, con agitación continua hasta el momento de elaboración del DDL.
B) Análisis físico-químicos (temperatura, acidez y pH) que permiten establecer las cantidades de álcali a agregar para realizar la corrección de acidez (con tripolifosfato (antiespumante) y soda cáustica).
C) La leche (30% del volumen total) con acidez corregida se vierte en la paila y se añade bicarbonato y azúcar y se mezclan en frío.
D) Se cocinan aproximadamente 30 minutos a presión constante hasta la obtención de un jarabe color caramelo. NOTA: Es muy importante que la presión no exceda de 5 atm (la misma se regula mediante apertura de la válvula) y que se controle el volumen de espuma de la leche, que no exceda el nivel de las paletas de la paila (en caso de que esto suceda se van añadiendo pequeñas cantidades de monoestearato de glicerilo, antiespumante).
E) Una vez obtenido el color deseado, determinado de manera empírica, se añade el resto del volumen de leche, de forma paulatina y con agitación suave y continua.
F) El punto final del proceso de concentración de la leche se determina mediante refractometría, midiendo los °Brix. Cuando la mezcla llega a los
60°Brix se incorpora glucosa y se mezcla con agitación continua.
G) Se continúa con el mezclado hasta llegar a los 67°Brix, momento en el cual el DDL llegó al punto final de cocción. En ese momento el DDL presenta color amarronado, la consistencia es más espesa y se detiene la transmisión de calor.
H) se continúa agitando y se llena la camisa de agua fría para facilitar el enfriado.
I) Envasado del DDL caliente en frascos de vidrio de 200 gramos de capacidad, previamente esterilizados. Se los tapa, previo rociado de natamicina e inmediatamente se los coloca boca abajo con el fin
Dulce de leche Granja
*se presentan los valores promedio n=3 ± Desvío Estándar
Caracterización microbiológica del DDL
La muestra fue analizada a las 48 horas y a los dos y cinco meses de elaboración (Tabla 4). El primer muestreo se realizó con el fin de evaluar la calidad microbiológica y garantizar la inocuidad del producto para la evaluación por panel de consumidores. Los dos meses hacen referencia de la fecha de vencimiento que informa la empresa en su rótulo. Los cinco meses se tomaron con la finalidad de hacer un estudio de vida útil del DDL y evaluar si existe un margen de inocuidad del producto y si su conservación se extiende en el tiempo. Los bajos valores de S. aureus obtenidos en el DDL en los tres tiempos de análisis indican que se aplicaron buenas prácticas de manufactura del producto. Con respecto a los hongos y levaduras, los valores en los primeros dos muestreos reflejan las buenas condiciones higiénico-sanitarias en las que el DDL fue elaborado, cumpliendo con lo establecido en C.A.A. Sin embargo, a los cinco meses, el producto mostró un crecimiento por encima del permitido por el Código, lo que lo haría inapropiado para consumo. El DDL posee baja actividad acuosa y altas concentraciones de azúcar,
de generar vacío, evitar la formación de vapores en la tapa y por consiguiente la formación de hongos. El valor en grados Brix final al momento del envasado fue de 68.
Caracterización físico-química del DDL
La composición del DDL se presenta en la Tabla 3 junto a valores de referencia establecidos en el C.A.A. para un DDL tradicional, elaborado con leche vacuna. El DDL elaborado con leche de cabra no tiene valores de referencia en el C.A.A. Sin embargo, los parámetros fueron acordes a los requisitos establecidos para el DDL de leche de vaca.
por lo que, el mayor riesgo en el almacenamiento lo constituyen los mohos y las levaduras, que son contaminantes capaces de desarrollarse bajo estas condiciones. Estos microorganismos son indicadores relevantes del deterioro del DDL.
Evaluación sensorial del DDL
Perfil de los consumidores. En la Figura 2 se presentan las distribuciones de perfiles de los consumidores que participaron del ensayo clasificados por rango de edad (A), sexo (B) y frecuencia de consumo de productos caprinos (C). Los porcentajes se obtuvieron en base al total de 60 consumidores que participaron del ensayo. Casi el 80% de los participantes fueron mujeres y más de la mitad no habían consumido productos lácteos caprinos ninguna vez.
Aceptabilidad sensorial y TICO.
Las dos muestras de DDL evaluadas presentaron aceptabilidad media-alta en los atributos evaluados y en el Puntaje Global (PG), con valores mayores a 6 (Tabla 5). En el ANOVA se observó que la apariencia y el aroma presentaron diferencias significa-
Tabla 4 - Resultados microbiológicos del DDL en función del tiempo analizado.
TIEMPO
0 Recuento de hongos y levaduras < 100 UFC/g
Recuento de Staphylococcus aureus < 10 UFC/g
3 Recuento de hongos y levaduras < 100 UFC/g
Recuento de Staphylococcus aureus < 10 UFC/g
5 Recuento de hongos y levaduras 12 x 102 UFC/g
Recuento de Staphylococcus aureus < 10 UFC/g
2 - A) Distribución de participantes por rango de edad. B) Distribución de los consumidores por sexo.
C)Porcentaje de consumidores de productos caprinos
Rango de edad
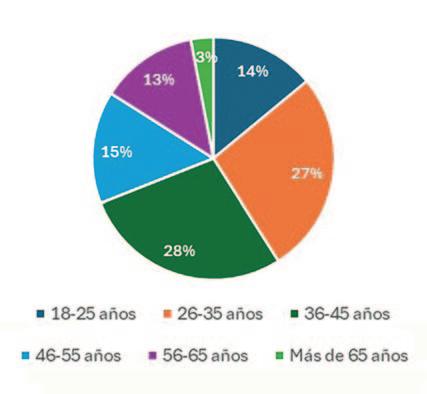
Consumo de productos de cabra A C B
tivas (p<0,05), siendo mayor la aceptabilidad del DDL elaborado por la escuela. El puntaje global no presentó diferencias entre las muestras (p>0,05) (Tabla 5). Se obtuvo y analizó por metodología TICO la frecuencia de las 20 frases más mencionadas para cada DDL (Figura 3) . La muestra de DDL Granja se caracterizó por las frases: “Color claro”, “Parece de buena calidad”, “Sabor agradable”, “Poco aroma”, “Para acompañar postres”, “Rico”, “Para toda la familia” y “Para el desayuno/merienda” y presentó mayor número de menciones en “Color claro”, “Poco aroma” y “Consistencia blanda” que el DDL Escuela (datos no mostrados). En la opción “Otra” se obtuvieron seis menciones para el DDL Granja y nueve para el DDL Escuela, las cuales se detallan a continuación: DDL Granja: “Similar a leche condensada” (3), “Leve sabor ácido”, “Suave” y “Presencia de grumos”. DDL Escuela: “No parece de buena calidad “(2), “Con cristales” (2),
Alguna vez consumieron productos de cabra Nunca consumieron productos de cabra
“Consistencia arenosa” (2), “Deja residual arenosa”, “Color ideal, buena consistencia” y “Gusto fuerte a leche de cabra”.
CONCLUSIONES
- Los resultados permitieron caracterizar un DDL de cabra de producción regional, de perfil agroecológico e innovador para el mercado local, identificando características propias del producto.
- Se confeccionó un diagrama de flujo para el proceso de obtención del DDL de cabra el cual se transfirió como insumo para la empresa Itaupé S.A.
- El DDL presentó una composición acorde con los valores establecidos por el C.A.A. para DDL elaborado con leche de vaca.
- Tomando como marco la normativa, los resultados microbiológicos indicaron que el producto DDL mantuvo su inocuidad y es apto para consumo, como mínimo hasta los tres meses.
Tabla 5 - Aceptabilidad sensorial promedio de los diferentes atributos evaluados y Puntaje Global (PG), en los dulces de leche de cabra (DDL granja y DDL escuela).
Nota: Los atributos letras minúsculas diferentes (a y b) presentaron diferencias significativas entre las muestras (p < 0,05).
MSD: Mínima diferencia significativa. NS: No significativa (n=60). PG: puntaje global.
Figura 3 - Frases y número de menciones para cada muestra.
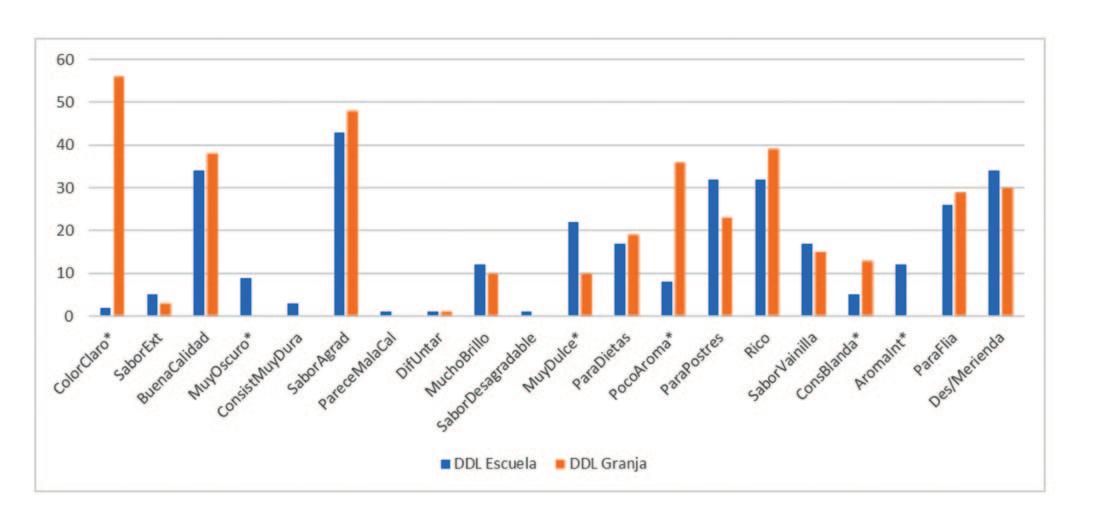
- El ensayo sensorial permitió concluir que DDL de la empresa presentó altos valores de PG (mayores a 8 puntos). También fue caracterizado por su apariencia como de color claro y de poco aroma, lo cual surgió como una de las frases con más menciones en la metodología TICO.
- Asociación Française de Normalisation, 1980. NF V 04-213, in: Recueil de norms françaises. Laits et produits laitiers. Méthodes d’analyse. AFNOR. Paris La Défense. pp. 222–225.
- AOAC. Association of Official Analytical Chemists. (1990). Official Methods of Analysis. 15ta edition, Virginia, USA
- Código Alimentario Argentino (C.A.A.) (act. al 04/2023). Capítulo VIII: Alimentos lácteos https://www.argentina.gob.ar/anmat/codigoalimentario
- Clausen, S.E. 1998. Applied correspondence analysis, an introduction. Sage Publications
- Di Rienzo, J.A.; Casanoves, F.; Balzarini, M.G.; González, L.; Tablada, M.; Robledo, C.W. 2015. InfoStat versión 2015. [Software Estadistico] Grupo InfoStat, FCA, Universidad Nacional de Córdoba, Argentina. https://www.infostat.com.ar/index.php
- Fil-IDF. 1993. Determinazione del tenore in azoto. Metodo di riferimento. N° 20B.International Dairy Federation. Bruselas,
Bélgica. pp 74-107
- Ministerio de Agricultura, Ganadería y Pesca (Argentina), 2019. Estado de situación de la industria láctea argentina, para la definición de políticas públicas 2019-2018. https://www.magyp.gob.ar/sitio/areas/ss_lecheria/industria/estado/estado.pdf
- Ministerio de Agricultura, Ganadería y Pesca (Argentina), (s.f.). Características nutricionales de la leche de cabra. Recuperado el 25/07/2025 https://www.magyp.gob.ar/sitio/areas/caprinos/lecheria/_archivos//000001-Informes/000002_Caracteristicas%20nutricionales%20de%20la%20leche%20de%20cabra.pdf
- Ministerio de Producción y Trabajo (Argentina). 2015. Leche de Cabra: Propiedades y Beneficios. https://alimentosargentinos.magyp.gob.ar/HomeAlimentos/seguridad-alimentaria-ynutricion/fichaspdf/Ficha_45_Leche_de_Cabra.pdf
- FIL-IDF. (1990b). International Dairy Federation (IDF). Milk and Milk-based Products. Enumeration of Staphylococcus aureus (Standard 145). Brussels, Belgium.
- FIL 94B:1990. Compendium of Methods for the Microbiological Examinations of Foods. 3º Edición.
- Paz, R. 2006. El complejo Agroindustrial Lechero Caprino Argentino. Iniciativas para su desarrollo y mejora de la competitividad global. Revista Interdisciplinaria de Estudios Agrarios. 24(1):29-47.
- Tziboula Clarke, A. 2013. Goat milk. Encyclopaedia of Dairy Sciences. 2: 1270-1279.
Calderón, L.; Paulazzo, M.; Moreyra, E.; Giacosa, M.; Rozycki, S. Instituto de Tecnología de Alimentos (ITA) – Facultad de Ingeniería Química (FIQ)Universidad Nacional del Litoral (UNL). Santa Fe, Argentina. *leo_caldera@hotmail.com
INTRODUCCIÓN
El lactosuero es un subproducto de la industria láctea quesera, que es tratado en muchas ocasiones como un residuo contaminante, debido a que por su elevado contenido en azúcar fermentescible (lactosa), calcio y aminoácidos esenciales (proteínas de suero - PS de elevado valor biológico, figuras 1 y 2),
posee una elevada DBO y DQO, pudiendo usarse como una adecuada fuente nutricional para diversos microorganismos fermentativos, produciendo olores desagradables por la liberación de grupos sulfhidrilos (H2S), que genera polución ambiental y contaminación de napas freáticas.
Figura 1 - Aminoácidos esenciales que contienen distintos alimentos
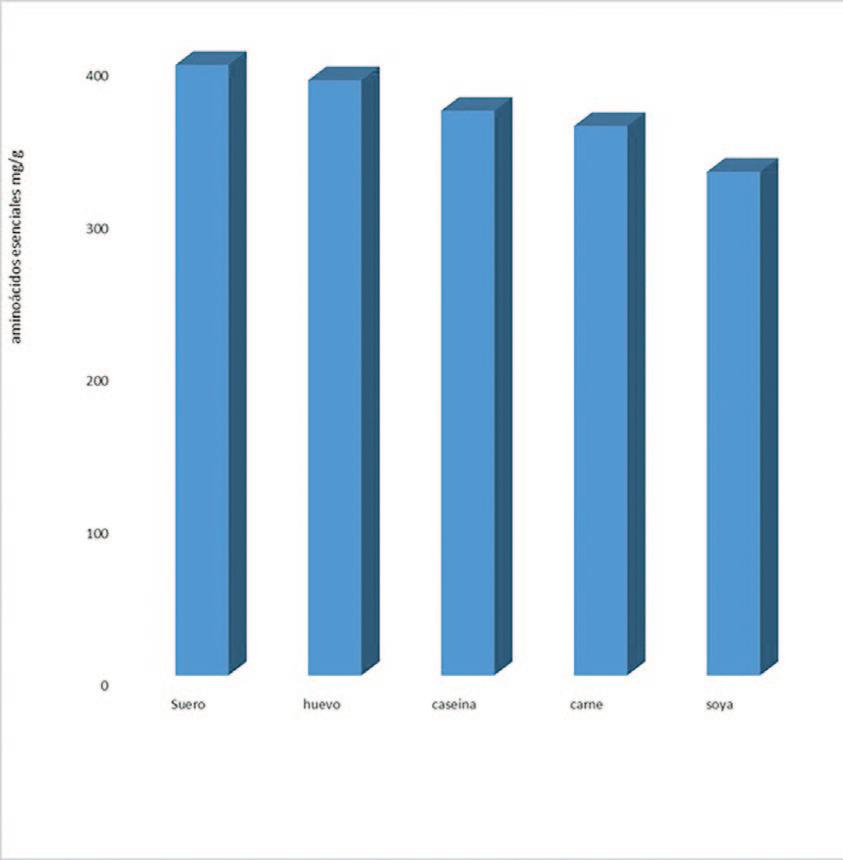

En la figura 3 se observa la descarga de lactosuero en terrenos, posiblemente sin el tratamiento térmico previo reglamentario, situación que suele ocurrir en poblaciones del interior del país. El lactosuero tratado en forma adecuada (previo tratamiento térmico y enfriado) puede ser vertido en corrientes acuíferas, mientras que aquel no tratado debe pasar por un proceso adecuado en lagunas de tratamiento (aerobias o anaerobias). En la Argentina, la temperatura máxima
permitida para el descarte de lactosuero, previamente tratado térmicamente, varía según la normativa específica de cada provincia o región, así como las regulaciones locales sobre efluentes industriales. En general, muchas normativas establecen un límite de temperatura de 50°C para el descarte de efluentes en cuerpos de agua, para evitar daños al ecosistema. La adecuada revalorización del lactosuero es de suma importancia, ya que permite lograr una importante

Figura 3 - Vuelco antirreglamentario de lactosuero, a cielo abierto.
disminución del impacto ambiental, aumentando además la sustentabilidad y rentabilidad de las empresas lácteas, principalmente PyMEs queseras, al reutilizarlo, implementando la circularidad.
El Código Alimentario Argentino, en el capítulo XII “Bebidas Hídricas, Agua y Agua Gasificada”, define al helado como el producto obtenido por mezclado y congelado de mezclas líquidas constituidas, fundamentalmente, por leche, derivados lácteos, agua y otros ingredientes permitidos, con el agregado de los aditivos autorizados en el artículo N° 1.075.
Goff y Hartel (2013) describen en su libro el notable aumento de la producción mundial de helados, donde en 2010 se produjeron 16.300 millones de litros frente a 15.300 millones producidos en 2006, de los cuales la Argentina produjo 175 millones de litros. En cuanto al consumo de helados, en el año 2010 Australia registró un consumo anual per cápita de 17,9 litros, encabezando el ranking mundial, seguido de Nueva Zelanda y Estados Unidos. Por su
parte, la Argentina se ubicaba en el puesto 22 de un total de 28 países, con un consumo anual per cápita de 4,3 litros (Goff y Hartel, 2013).
En la Argentina, los helados se clasifican en tres tipos: al agua, de leche o de crema, debiendo tener en estos últimos dos casos un mínimo de 6% m/m de sólidos lácteos no grasos (SLNG). En cuanto al porcentaje de materia grasa de leche (MG), los helados de leche deben tener un mínimo 1,5% m/m y los de crema un mínimo 6% m/m (CAA, 2025).
En nuestro país, la lactosa sólo puede ser agregada como parte de un ingrediente, por ejemplo, suero de quesería, leche o dulce de leche, debido a que el CAA en el capítulo XII artículo Nº 1074 excluye el agregado de lactosa como tal, a diferencia de legislaciones de otros países (Taboada y col.,1993; CAA, 2025). La lactosa tiene el inconveniente de ser poco soluble y si hay fluctuaciones de temperatura y un almacenamiento prolongado, recristaliza formando cristales de α-lactosa que pueden conferir al producto una textu-
ra arenosa (Kessler, 1981). Se recomienda no pasar del 25% del total de SLNG para evitar que el exceso de lactosa cristalice y genere una textura arenosa en el producto, pudiendo emplearse lactosa hidrolizada para disminuir estos defectos (Rothwell, 1997).
OBJETIVO
Desarrollar helados revalorizando el lactosuero, como estrategia de aumento de la rentabilidad y sustentabilidad de empresas lácteas.
METODOLOGÍA
Se desarrollaron formulaciones de helados con un importante agregado de lactosuero, entre 60 y 70% en la mezcla inicial, variando la relación entre con-
centrado de proteínas de suero en polvo y leche en polvo descremada (WPC 35/LPD), a distintos porcentajes de materia grasa (% MG) y manteniendo la relación entre azúcares constante (glucosa y sacarosa).
Luego se evaluaron los resultados a través de parámetros de calidad, utilizando análisis: fisicoquímicos, reológicos, texturales y sensoriales.
La formulación del mix incluyó: agua (65-70%), sacarosa (12-16%), leche en polvo entera (7-12%), crema de leche (0-7%), suero en polvo DEMI 40 (24%), relación WPC 35/LPD (0-2,5%), glucosa (0,51,5%), goma guar y goma xántica (ambas entre 0,10,3%) y emulsionante (0,2-0,4%). En la Figura 4 se observa el diagrama de elaboración utilizado.
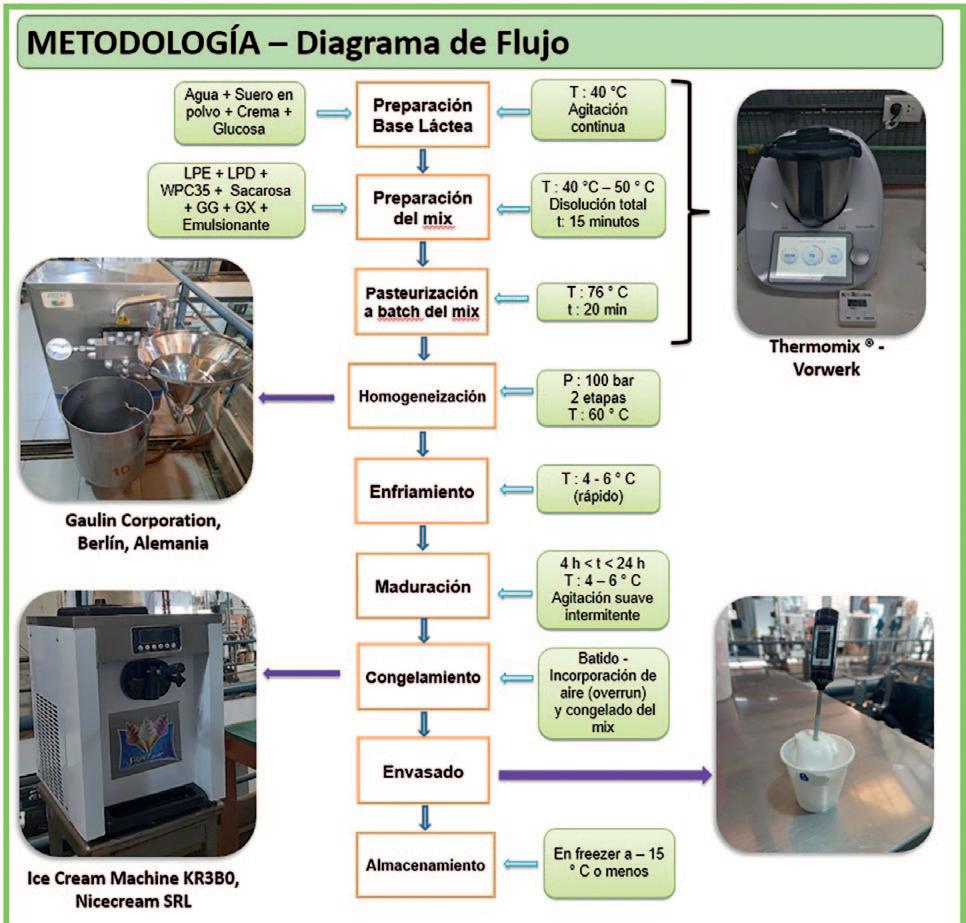
Se utilizó un diseño experimental, factorial, de dos variables: porcentaje de materia grasa (2, 4 y 6 %) y relación WPC 35 / LPD (0 y 2,5 %) agregados. Se evaluaron parámetros fisicoquímicos (pH, acidez, % Sólidos Lácteos No Grasos y % MG); funcionales (% overrun, velocidad de derretimiento y tiempo de
caída de la primera gota), y texturales (dureza), junto con el análisis sensorial a través de un análisis descriptivo cualitativo (QDA) (Figura 5) , con panel semientrenado (PSE), a los 180 días de almacenamiento.
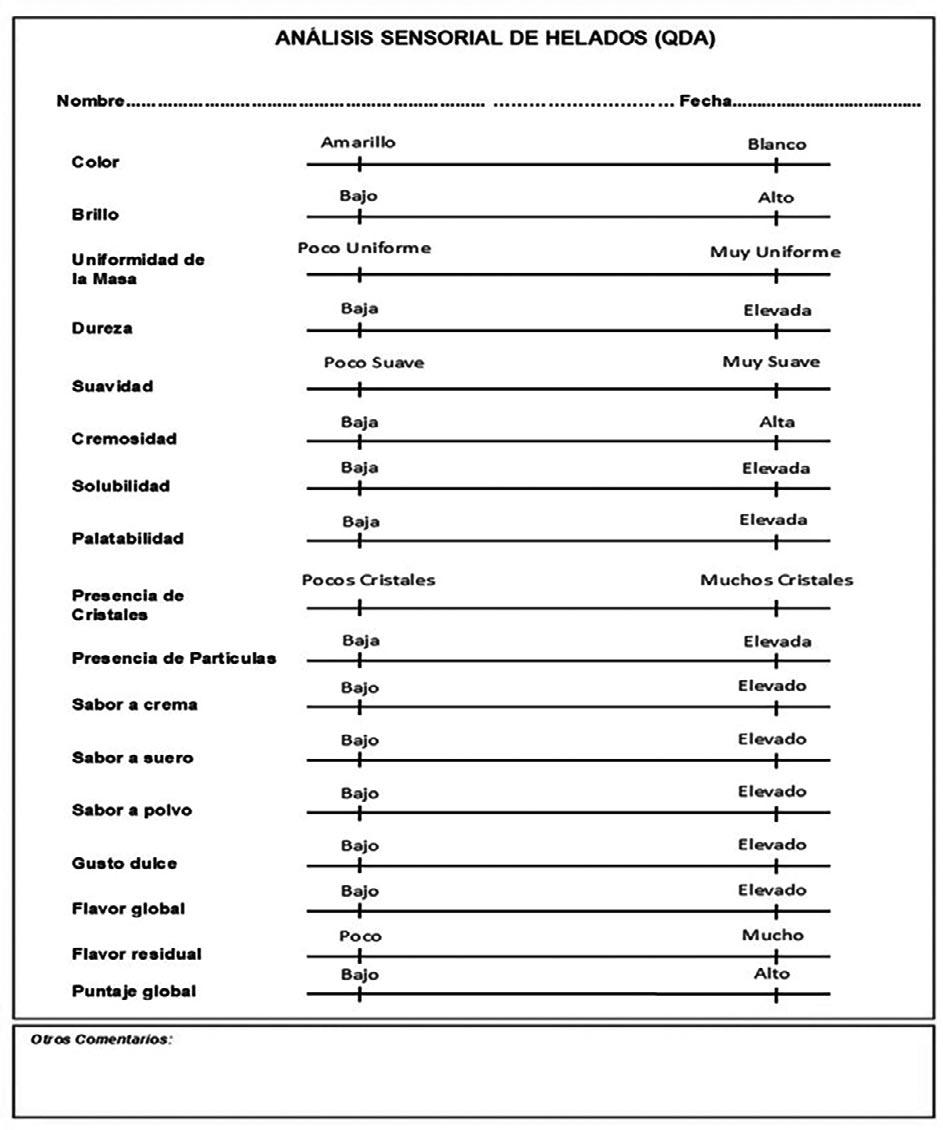
Los porcentajes de MG seleccionados (2, 4 y 6%) permitieron estudiar helados de leche y helados de crema. Las formulaciones desarrolladas mostraron similares características y parámetros fisicoquímicos, resultando un pH promedio = 6,60 (acidez: 15 ºD); % SLNG superior a 6 % (entre 10-12,5 %) y un % MG entre 2-6,4 %, dependiendo de la formulación utilizada, pudiendo clasificar a los productos desarrollados como helados de leche o helados de crema, según define el CAA (Cap. XII - Art. 1077).
El porcentaje de overrun se vio incrementado al aumentar la concentración de WPC 35 (proteínas de
suero = PS), debido a que estas proteínas presentan excelentes propiedades emulsionantes y espumantes. Lo mismo sucedió con el análisis textural (simple-penetración), ya que al aumentar el WPC (PS) se evidenció un aumento en la dureza y generalmente sobre el tiempo de goteo, debido a las asociaciones generadas por puentes disulfuros de las PS, con el resto de los componentes del helado (glóbulos grasos y micelas de caseínas). En la Figura 6 se observa que al aumentar el WPC aumenta visiblemente el overrun, debido principalmente a la proteosa-peptona, que tiene excelentes propiedades emulsificantes / espumantes.
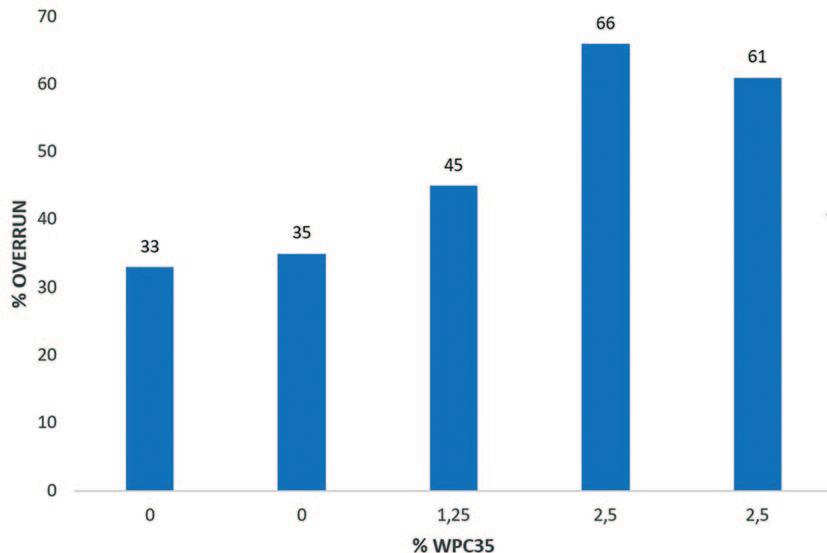
En la Tabla 1 aparecen valores promedio de las experiencias (tiempo que tarda en caer la primera gota, a una temperatura ambiente constante de 25°C, y velocidad de derretimiento - k), encontrándose que a mayor porcentaje de WPC 35 (PS) más tiempo tarda en caer la primera gota y más lento se derrite el helado (menor coeficiente específico de velocidad de derretimiento = k). Por ende, más estable es el producto.
En la Tabla 2 se ve que al aumentar el WPC, a porcentaje de MG constante, aumenta notoriamente la firmeza (de 6,12 a 20,50 y de 2,96 a 14,20; entre tres y cinco veces). Esto se debe a que las PS son ricas en azu-
fre (aminoácidos metionina y cisteína), que les permite asociarse por puentes disulfuro a los demás componentes de la leche (glóbulo graso, caseínas), generando un adecuado crosslinkeado (aumenta la dureza y consistencia) y una matriz más cerrada, lo cual desmejora el movimiento de suero dentro de dicha matriz (aumentando el tiempo de goteo y disminuyendo k).
Todo esto podría deberse a que el elevado tratamiento térmico de la mezcla inicial promueve una elevada desnaturalización de las PS y una gran asociación con las caseínas y glóbulos grasos. Las PS influyen en bastante mayor medida que la materia grasa en los aspectos descriptos.
Tabla 1 - Tiempo de desprendimiento de la primera gota y velocidad de derretimiento (k).
% WPC 35 Tiempo 1° gota (min) k (min-1) = velocidad de derretimiento
Tabla 2 - Análisis símil Perfil de Textura (TPA) (simple penetración).
En todas las formulaciones, evaluadas sensorialmente a los 180 días de almacenamiento, se destacan los atributos de palatabilidad, suavidad y uniformidad de la masa (puntuación > 7, muy perceptibles). No se registró presencia de cristales o partículas, como tampoco sabor a suero o a polvo (> 95 %, PSE), indicando que la adición controlada de lactosuero no perjudica el flavor ni la textura.
CONCLUSIONES
- El porcentaje de overrun aumenta al aumentar el porcentaje de WPC 35 (proteínas de suero), ya que éstas poseen alta capacidad para formar espumas, contribuyendo a la estabilización de la interface con el aire (acción emulsionante), estando adsorbidas principalmente en la superficie del glóbulo graso, estabilizando a las burbujas de aire.
- A igual porcentaje de WPC 35, la dureza aumenta al disminuir el porcentaje de materia grasa (MG), es decir, al reducirse MG hay un aumento en los cristales de hielo causando una textura más dura, debido al conocido comportamiento de la materia grasa que imparte cremosidad y untuosidad.
- La dureza aumenta al aumentar el porcentaje de WPC 35, ya que las grandes redes de proteínas formadas por β-lactoglobulina serían responsables de cambiar las características del fluido que rodea las celdas de aire.
- El análisis sensorial a 180 días de almacenamiento arrojó alta puntuación para los atributos suavidad,
palatabilidad y uniformidad de la masa (>70%), ausencia de arenosidad, cristales o partículas y sin detección de sabor a polvo o a suero (>95% PSE).
- Los resultados muestran que la adición controlada de lactosuero (constante e igual al 30% respecto de leche) y proteínas de suero no produjeron incidencia negativa sobre los parámetros de calidad evaluados, indicando que es posible su adición en estos tipos de productos, incrementando su valor agregado y mejorando la rentabilidad de empresas y PyMES lácteas, principalmente queseras que poseen el lactosuero como un subproducto o efluente, sin costo extra.
AGRADECIMIENTOS
Este trabajo se llevó cabo con la subvención de la UNL, programa CAID Orientado, y con la colaboración de las empresas Nutralia S.R.L., La Raíz S.A., Veneto S.A., PB Leiner S.A, Glutal S.A., Saporiti S.A., y Chr. Hansen S.A.
BIBLIOGRAFÍA
CAA (2025). Código Alimentario Argentino. Capítulo XII “Bebidas Hídricas, Agua y Agua gasificada.
Goff, H. D., & Hartel, R. W. (2013). Ice Cream the 7th. ed. Editorial Springer. DOI10.1007/978-1-4614-6096-1. Kessler, H. G. (1981). Food engineering and dairy technology. Rothwell, J. (1997). Ice cream. Sugars and other sweeteners for ice cream and other frozen desserts. International Dairy Federation. Proceedings of the InternationalSymposium, Atenas, Grecia.
Taboada, R., Weill, R, Manno, R., Carelli, L., Zamboni, E., Sobol, R., Andrich, O.,Dasso, Irene., Buffa, B., Chozas, M., Rueda, A. (1993). Helado Total. Ed. PUBLITEC. CABA, Argentina.
Sistemas Frigoríficos Compactos a base de REFRIGERANTES NATURALES.



Compresores a tornillo
Compresores reciprocantes
Rack Multicompresores
Condensadores evaporativos
Recibidores de líquido
Unidades de recirculado
Enfriadores de líquido
tipo Baudelot
Evaporadores
Productoras de hielo en cilindros
Productoras de hielo escamas
Intercambiadores de placas
Sistemas de tratamiento de aire de áreas críticas (STAAC)
Evaporadores tubulares











David Tomat1*; Cecilia Casabonne1; Virginia Aquili1; Andrea Quiberoni2
1Área de Bacteriología - Facultad de Ciencias Bioquímicas y Farmacéuticas - Universidad Nacional de Rosario. Rosario, Argentina.
2Instituto de Lactología Industrial (UNL - CONICET) - Facultad de Ingeniería Química. Santa Fe, Argentina.
*dtomat@fbioyf.unr.edu.ar
Las especies de Shigella son patógenos transmitidos por los alimentos y el agua (Maurelli, 2013; Tack y col., 2019) que se han aislado de diferentes alimentos (OMS, 2005), como verduras, carnes, frutas y verduras y productos lácteos (Ahmed y col., 2014; Hsu y col., 2010). Los países en desarrollo presentan una alta incidencia de shigelosis (Zafar et al., 2005), que afecta especialmente a niños menores de cinco años (Havelaar y col., 2015). Específicamente, Shigella flexneri es el patógeno más prevalente responsable de la shigelosis en la Argentina (Torrez Lamberti y col., 2020). Estas bacterias son responsables de brotes de intoxicación alimentaria en todo el mundo (Lee y col., 2016) y son una causa importante de mortalidad infantil en nuestro país (Rubinstein y col., 2018).
El tratamiento de alimentos con aditivos como ácidos orgánicos es un método eficaz para reducir las poblaciones de patógenos (Tetteh y Beuchat, 2003). Sin embargo, Shigella puede sobrevivir durante períodos de tiempo considerables en condiciones como altas concentraciones de ácidos orgánicos (Small y col., 1994; Lin y col., 1995). Asimismo, biocidas como el hipoclorito y el etanol se utilizan comúnmente en la industria alimentaria para descontaminar y desinfectar superficies relacionadas con los alimentos, como equipos y herra-
TECNOLOGÍA
mientas. Los bacteriófagos son herramientas de biocontrol que pueden utilizarse como una tecnología económica y más natural para mejorar la seguridad alimentaria. A diferencia de los aditivos, los fagos son agentes muy específicos que atacan únicamente a las bacterias objetivo sin afectar las propiedades organolépticas de los alimentos. Por lo tanto, la caracterización tecnológica de fagos activos contra Shigella flexneri en diferentes entornos alimentarios para combatir patógenos transmitidos por los alimentos puede permitirnos seleccionar fagos para tratamientos de biocontrol más eficaces.
En nuestros estudios previos, se aislaron diez fagos líticos contra cepas de S. flexneri y se caracterizaron según su rango de hospedadores, ensayos de desafío, ensayos de adsorción y pruebas de estabilidad bajo diversas condiciones de estrés (Tomat y col., 2022a y 2022b). Por lo tanto, el objetivo del presente trabajo fue evaluar la influencia de los aditivos presentes en alimentos y biocidas presentes en entornos relacionados con alimentos sobre la viabilidad de los fagos. Si bien se han realizado estudios de fagos de Shigella en varios alimentos (Magnone y col., 2013; Soffer y col., 2017; Zhang y col., 2013), no se han documentado aquellos centrados en evaluar la viabilidad de los fagos de S. flexneri enfrentados contra aditivos y biocidas de uso diario.
MATERIALES Y MÉTODOS
Bacterias y fagos
La cepa ATCC12022 de Shigella flexneri (serotipo 2b) se utilizó para propagar (stocks de fagos, gelatina de tris-magnesio, TMG, 4 °C) y enumerar (unidad formadora de placa por mililitro; UFP mL-1) fagos en estudios de viabilidad. Los stocks bacterianos (caldo de tripteína de soja, CTS, glicerol al 15 % v/v, -80 °C) se reactivaron (TSB, 37 °C) durante la noche para ensayos de viabilidad con fagos. Diez (10) fagos (AShi, Shi3, Shi22, Shi30, Shi33, Shi34, Shi40, Shi88, Shi93, Shi113) previamente aislados de 114 muestras de heces (Tomat et al., 2022a) se utilizaron para evaluar su viabilidad frente a diversas concentraciones de diversos biocidas y conservantes.
Viabilidad de los fagos frente a aditivos alimentarios
Se evaluó la viabilidad de diez fagos de Shigella frente a conservantes de grado alimentario. Las suspensiones de fagos (buffer TMG con 105-106 UFP mL-1) se expusieron a ácidos orgánicos débiles y sus sales. Los ensayos se realizaron a 25 °C con un volumen final de 1 mL. Tratamientos (concentración del conservante; tiempo de incubación): Ácido acético: 2 % y 4 %; 5 min, 15 min, 30 min, 60 min y 24 h. Ácidos láctico y cítrico: 2 % y 4 %; 5 min, 15 min, 30 min y 60 min. Acetato (sodio), lactato (sodio) y citrato (sodio): 2 % y 4 %; 60 min, 120 min y 24 h.
Benzoato (sodio): 0,1 %; 60 min, 120 min y 24 h.
Sorbato (potasio): 0,3 %; 60 min, 120 min y 24 h. Propionato (sodio): 0,32 %; 60 min, 120 min y 24 h. Las concentraciones utilizadas corresponden a las máximas permitidas (o inferiores) para cada conservante en alimentos (Código Alimentario Argentino). Tras la incubación con cada conservante, se realizó el recuento de fagos mediante el método de titulación en placa de doble capa (Tomat y col., 2013). Los resultados se expresaron como UFP mL-1. Los controles se realizaron en agua destilada estéril sin conservantes.
Viabilidad de los fagos frente a los aditivos en una matriz alimentaria
Para evaluar la viabilidad de los fagos frente a los conservantes alimentarios en una matriz alimenta-
ria, se cortaron asépticamente trozos de carne (1 cm2; pH 5,7), se colocaron en placas de Petri y se preequilibraron a 25 °C. A continuación, se pipetearon 20 µ L de cada fago (~105–106 UFP mL-1) y 20 µ L de cada ácido orgánico (4%) (acético, láctico y cítrico) sobre la superficie de la muestra de carne y se dejaron secar (10 min a 25 °C) tras la adición de cada volumen. Para alcanzar el 100 % de viabilidad de los fagos, las muestras con fagos también se inocularon con 20 µ L de tampón TMG en lugar de los ácidos orgánicos. Los controles y los tratamientos se incubaron a 25 °C. Tras cada periodo de incubación (30 min, 60 min), los trozos de carne se transfirieron a una bolsa estéril, se añadió 1 ml de tampón TMG y las muestras se procesaron durante 2 min en un Stomacher (Seward, Londres, Reino Unido). A continuación, todo el líquido del Stomacher (1 ml) se transfirió a un tubo Eppendorf estéril, se centrifugó (3000 rpm, 10 min) y se sembraron 0,1 ml del sobrenadante para la enumeración de fagos, como se describió previamente (Tomat y col., 2013).
Viabilidad de fagos frente a biocidas
También se realizaron estudios de viabilidad de fagos frente a diversas concentraciones de diferentes biocidas. Se incubaron suspensiones de fagos en buffer TMG con un contenido de ~105–106 UFP mL-1 con soluciones biocidas. Todos los biocidas se diluyeron con agua destilada estéril. Los ensayos se realizaron a 25 °C con un volumen final de 1 mL. Tratamientos (concentración de biocida; tiempo de incubación): hipoclorito de sodio (50 ppm, 100 ppm y 500 ppm; 1 min y 10 min). Etanol: (10 %, 70 % y 96 %; 15 min, 30 min, 60 min y 24 h). Cloruro de amonio cuaternario (CAC): (2 %, 3 % y 4 %; 15 min, 30 min, 60 min y 24 h). Peróxido de hidrógeno (H2O2): (2 %, 3 % y 4 %; 15 min, 30 min y 60 min). Tras cada tiempo de incubación, se enumeraron los fagos (Tomat y col., 2013). Las placas (agar tripteína soja, ATS, 1,5 %) se incubaron durante 18 h a 37 °C y se contaron las UFP para evaluar la viabilidad de cada fago. Los fagos incubados en agua destilada estéril sin biocidas se utilizaron como control.
Análisis estadístico
Se compararon las medias de dos muestras (tratamiento y control) mediante la prueba t de Student con un valor de p < 0,05, con n = 3 observaciones (tres experimentos independientes) en cada grupo.
Viabilidad de los fagos frente a aditivos alimentarios
Para determinar si los diez fagos de Shigella en estudio pueden soportar las condiciones presentes en una matriz alimentaria y ser útiles como herramienta de biocontrol, se evaluó su viabilidad frente a diferentes conservantes. El efecto del ácido acético en la viabilidad de los fagos se muestra en la Figura 1. Tres fagos, AShi, Shi3 y Shi22, mostraron una alta resistencia a este conservante, ya que sus viabilidades se vieron ligeramente afectadas solo a la concentración más alta (4%) analizada tras largos perio-
dos de incubación (30 y 60 min). AShi fue el único fago detectado (70 UFP mL-1) tras 24 h de incubación a la concentración más baja (2%) analizada (datos no mostrados). Con respecto a los otros siete fagos, Shi30, Shi33, Shi34, Shi40, Shi88, Shi93 y Shi113, se observó una disminución significativa en UFP mL-1 a baja concentración (2%) de ácido acético después de 30 y 60 min de incubación, aunque un número significativo de partículas de fagos (102 - 103 UFP mL-1) permanecieron viables. De acuerdo con nuestros resultados, Lee y colaboradores encontraron que el fago HY01 activo contra S. flexneri resultó altamente resistente a condiciones ácidas (Lee y col., 2016), lo que sugiere que este fago es adecuado para aplicaciones alimentarias. Además, a alta concentración de ácido acético (4%), los fagos (103 - 104 UFP mL-1) resistieron hasta 15 min de incubación y se produjo una inactivación completa después de tiempos de
Figura 1 - Viabilidad del fago a 25 °C sin ( ) y con 2 % ( ) y 4 % ( ) de ácido acético tras 5 min (rellenos), 15 min (rellenos y discontinuos), 30 min (rellenos y bloques) y 60 min (rellenos y flechas) de incubación.
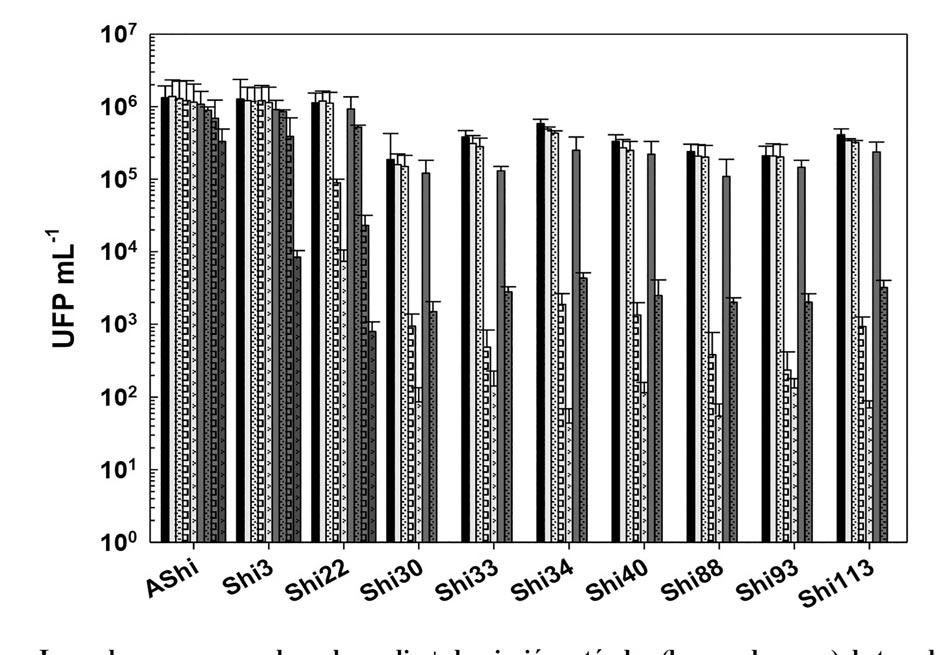
Los valores corresponden a la media ± desviación estándar (barras de error) de tres determinaciones (tratamiento: fago, concentración de fago, tiempo de incubación) que se compararon con los controles mediante la prueba t de Student con un valor de p < 0,05.
incubación más largos. No se detectó viabilidad cuando estos siete fagos se evaluaron después de un período de incubación de 24 h. La Figura 2 muestra la viabilidad de los fagos evaluados frente a dos concentraciones (2 y 4%) de ácido láctico. AShi y Shi3 demostraron ser los fagos más resistentes a este ácido orgánico débil en particular. Aunque se observó una disminución significativa para estos dos fagos al 2% de ácido láctico, se detectaron 102 (UFP mL-1; Shi3) y 104 (UFP mL-1; AShi) partículas al final de los experimentos (60 min). Además, a alta concentración de ácido láctico (4%), la inactivación completa se produjo solo después de 30 min de incubación. Los ocho fagos restantes (Shi22, Shi30, Shi33, Shi34, Shi40, Shi88, Shi93, Shi113) resultaron ser significativamente más sensibles que AShi y Shi3. En concreto, se detectaron partículas de los fagos Shi33, Shi88 y Shi93 tras una incubación de 5 min, tras lo cual se observó una inactivación completa a ambas concentraciones analizadas. En cam-
bio, para los fagos Shi22, Shi30, Shi34, Shi40 y Shi113, sólo se detectaron partículas tras un tiempo de incubación más prolongado (15 min) a la concentración baja (2 %). Otros autores han observado que los fagos de Salmonella enteritidis pueden aumentar su tolerancia al ácido tras un estrés previo (Humphrey y col., 1993), por lo que se requieren más estudios para evaluar si es posible mejorar la resistencia de los ocho fagos.
En cuanto a la viabilidad frente al ácido cítrico, todos los fagos evaluados mostraron una resistencia moderada al 2% de este conservante, ya que 10-2 UFP mL-1 o más partículas permanecieron viables hasta 30 min de incubación (Figura 3). Al 4%, se detectó un número significativo de partículas tras 30 min (AShi y Shi3), 15 min (Shi22) y 5 min (Shi30, Shi33, Shi34, Shi40, Shi88, Shi93, Shi113) de incubación. Sin embargo, tiempos de incubación más prolongados resultaron en la inactivación completa de todos los fagos analizados.
Figura 2 - Viabilidad del fago a 25 °C sin ( ) y con 2 % ( ) y 4 % ( ) de ácido láctico tras 5 min (lleno), 15 min (lleno y discontinuo), 30 min (lleno y con bloques) y 60 min (lleno y con flechas) de incubación
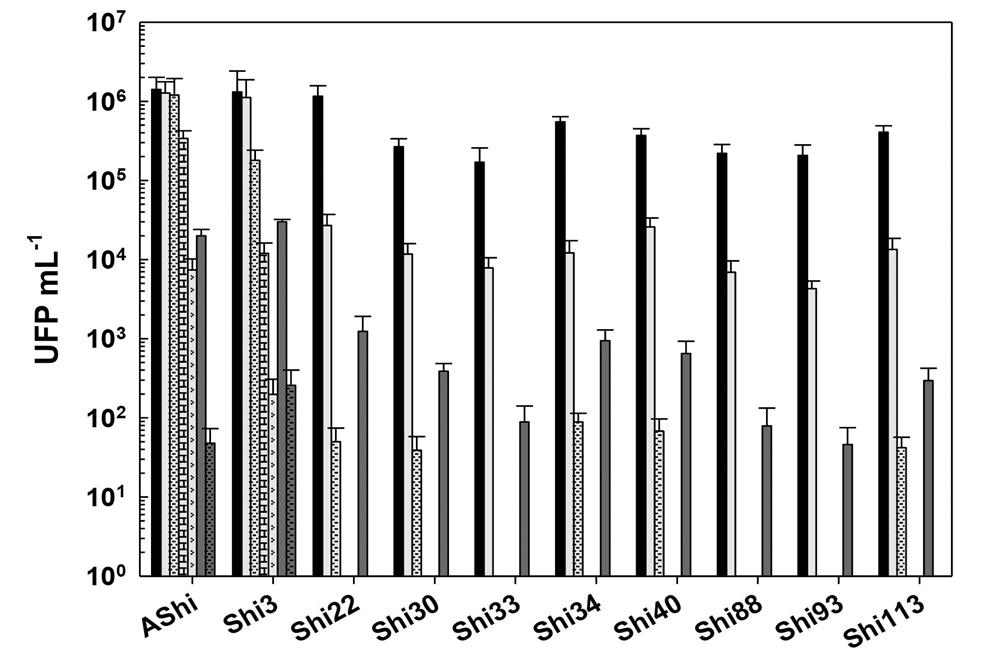
Los valores corresponden a la media ± desviación estándar (barras de error) de tres determinaciones (tratamiento: fago, concentración de fago, tiempo de incubación) que se compararon con los controles mediante la prueba t de Student con un valor de p < 0,05.
Figura 3 - Viabilidad del fago a 25 °C sin ( ) y con 2 % ( ) y 4 % ( ) de ácido cítrico tras 5 min (lleno), 15 min (lleno y discontinuo) y 30 min (lleno y en bloques) de incubación.
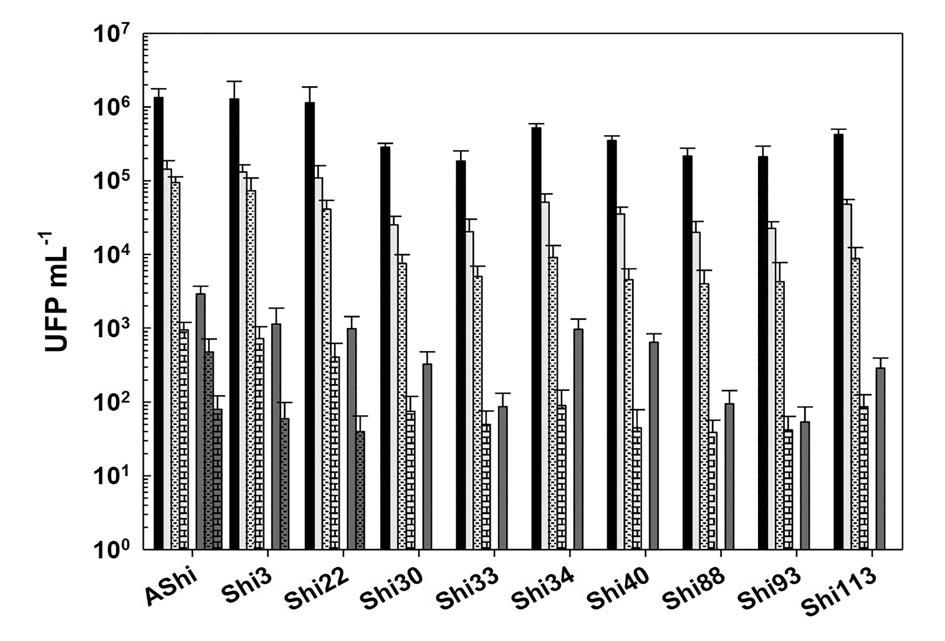
Los valores corresponden a la media ± desviación estándar (barras de error) de tres determinaciones (tratamiento: fago, concentración de fago, tiempo de incubación) que se compararon con los controles mediante la prueba t de Student con un valor de p < 0,05.
En resumen, cuando comparamos los tres tratamientos diferentes, concretamente el ácido acético (Figura 1), el láctico (Figura 2) y el cítrico (Figura 3), el ácido más eficaz para inactivar los fagos fue el láctico, seguido en eficacia por el cítrico. Por lo tanto, los fagos de Shigella evaluados podrían emplearse en combinación con conservantes químicos como se sugiere contra otros patógenos como Listeria (Zhang y col., 2013) y Escherichia coli (Tomat y col., 2018).
Finalmente, el ácido acético fue el tratamiento más amigable con los fagos evaluados. Además, también se evaluaron conservantes como acetato (sodio), lactato (sodio), citrato (sodio), benzoato (sodio), sorbato (potasio) y propionato (sodio) y no se observaron diferencias significativas en la viabilidad de los diez fagos probados con respecto a las condiciones de control (datos no mostrados).
Viabilidad de los fagos frente a los aditivos en los alimentos
A continuación, para evaluar si nuestros fagos pueden resistir la acción de ácidos orgánicos en una matriz alimentaria, se evaluó su viabilidad en carne frente a conservantes previamente ensayados (Figura 4). Como ya se sabe, las células de Shigella pueden aumentar su tolerancia al ácido cuando se exponen previamente a ambientes ácidos (Gorden y Small, 1993; Small y col., 1994), por lo que es necesario encontrar fagos resistentes a ácidos orgánicos y condiciones ácidas. Cuando los fagos se desafiaron con ácido acético, AShi, Shi3 y Shi22 no se vieron afectados, ya que sus viabilidades no se redujeron significativamente en ambos tiempos de incubación evaluados. Se observó un comportamiento similar para los fagos restantes sólo después de 30 min de incubación, donde el recuento
de fagos se mantuvo en el mismo orden de magnitud que los controles. Por otro lado, cuando se evaluó la viabilidad de estos fagos (Shi30, Shi33, Shi34, Shi40, Shi88, Shi93 y Shi113) después de 60 min, se observó una reducción significativa (2 log10 UFC mL-1) para todos ellos, sin embargo, aún se pudo detectar una cantidad significativa de partículas (103-104 UFC mL-1).
El ácido láctico produjo una reducción significativa en la viabilidad de los fagos tras 30 min de incubación, aunque la mitad de las partículas (103104 UFP mL-1) permanecieron viables para cada fago evaluado. Tras una incubación de 60 min, solo se detectaron AShi y Shi3 (102-103 UFP mL-1), ya que los otros ocho fagos estaban completamente inactivados. Asimismo, el ácido cítrico tuvo un efecto similar en la viabilidad de los fagos que el ácido láctico. Es decir, AShi y Shi3 fueron los fagos más resistentes a ambos ácidos orgánicos. Los tratamientos con ácido cítrico al 4% resultaron en la detección de ~103 UFP mL-1 (30 min) y ~102 UFP mL1 (60 min) de estos dos fagos. En cuanto a los otros virus (Shi22, Shi30, Shi33, Shi34, Shi40, Shi88, Shi93 y Shi113), ~102 UFP mL-1 de partículas sobrevivieron sólo después de un período de incubación de 30 min, mientras que después de 60 min todos ellos estaban completamente inactivados. Aunque se realizaron varios estudios de biocontrol con fagos de Shigella en diferentes matrices alimentarias (Zhang y col., 2013; Soffer y col., 2017; Shahin y col., 2021), no se encontraron ensayos en los que los fagos se enfrentaran contra aditivos de grado alimenticio. Al comparar la influencia de los tres ácidos débiles en la solución (Figuras 1, 2 y 3) con la matriz alimentaria al 4% (Figura 4), los fagos parecieron verse significativamente más afectados por los ácidos en la solución que por el mismo ácido en la matriz de la carne. Esto puede deberse a que los valores de pH de los ácidos orgánicos en solución (pH ~ 2,20 a 2,72) son inferiores a los valores de pH alcanzados en la superficie de la carne (pH ~ 4,5 a 5,0) tras la aplicación de ácido (Tomat y col., 2016). Nuestros resultados previos indicaron que la viabi-
lidad de los fagos no se vio afectada significativamente entre pH 5 y pH 11; sin embargo, a pH 3, se observó una reducción significativa de la viabilidad (Tomat y col., 2022a). Además, al comparar la viabilidad entre los tratamientos con los diferentes ácidos orgánicos evaluados, los resultados indicaron que los fagos fueron altamente resistentes al ácido acético (pKa = 4,7) e igualmente resistentes a los ácidos láctico (pKa = 3,8) y cítrico (pKa = 3,1).
Solo AShi y Shi3 mostraron una resistencia diferencial a los ácidos láctico y cítrico (Figura 4). De forma similar, otros autores hallaron que un cóctel de fagos fue eficaz para eliminar células de S. flexneri de diversos alimentos (Magnone y col., 2013). Sin embargo, estos fagos no fueron enfrentados contra aditivos alimentarios.
Viabilidad de los fagos frente a biocidas
Los fagos se pueden utilizar en diversas aplicaciones, como la descontaminación de superficies y equipos de procesamiento de alimentos. Los desinfectantes químicos de uso común son capaces de inactivar fagos (Sukumaran y col., 2015). Por lo tanto, los virus utilizados en la industria alimentaria deben evaluarse exhaustivamente para determinar si pueden soportar las condiciones que se encuentran en los entornos alimentarios. La Figura 5 muestra la viabilidad de los fagos de Shigella frente a varias concentraciones de hipoclorito de sodio. Seis (AShi, Shi3, Shi22, Shi30, Shi33 y Shi88) de los diez fagos analizados mostraron una alta resistencia a este biocida, ya que resistieron a concentraciones de hasta 100 ppm durante 10 min. Además, se detectaron partículas de AShi (102 UFP mL-1) y Shi22 (101 UFP mL-1) a la concentración más alta de hipoclorito ensayada después de 1 min de incubación. Por otro lado, Shi34, Shi40, Shi93 y Shi113 fueron los más sensibles a este biocida. Su viabilidad se vio significativamente afectada tras el periodo de incubación más corto (1 min) a la concentración más baja evaluada (50 ppm), y se inactivaron casi por completo (101 UFP mL-1) tras 1 min a 100 ppm.
Figura 4 - Viabilidad de fagos en carne a 25 °C sin ( ) y con un 4 % de ácido acético ( ), láctico ( ) y cítrico ( ) tras 30 min (lleno) y 60 min (lleno y discontinuo) de incubación.
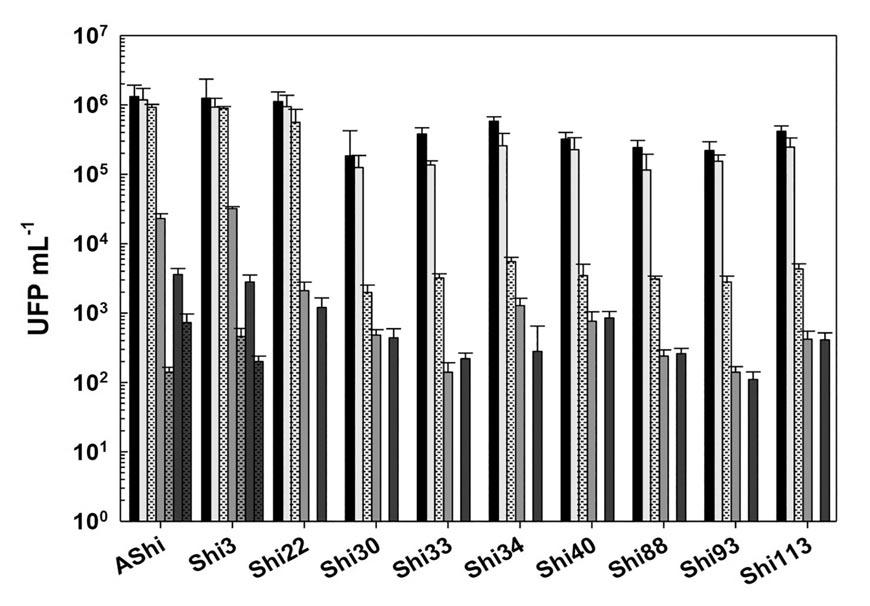
Los valores representan la media ± desviación estándar (barras de error) de tres determinaciones (tratamiento: fago, concentración de fago, tiempo de incubación) que se compararon con los controles mediante la prueba t de Student con un valor de p < 0,05.
Figura 5 - Viabilidad del fago a 25 °C sin ( ) y con 50 ppm ( ), 100 ppm ( ) y 500 ppm ( ) de cloro libre residual (hipoclorito de sodio) tras 1 min (lleno) y 10 min (lleno y discontinuo) de incubación.
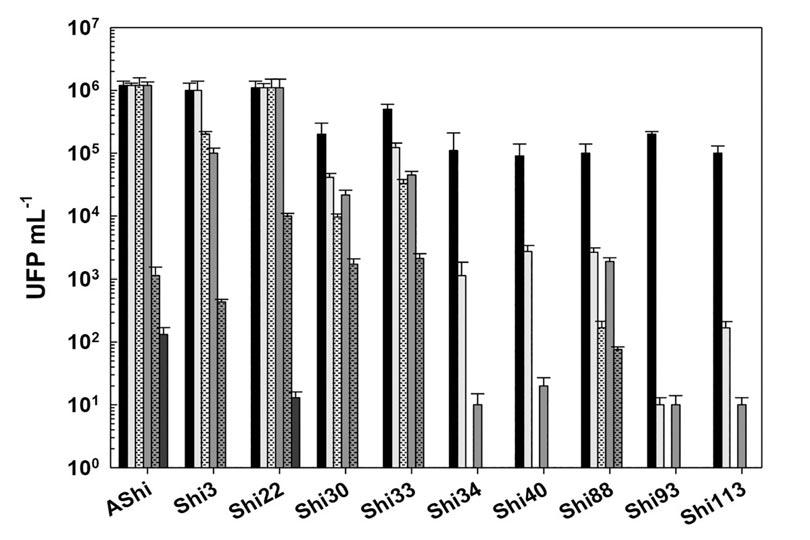
Los valores representan la media ± desviación estándar (barras de error) de tres determinaciones (tratamiento: fago, concentración de fago, tiempo de incubación) que se compararon con los controles mediante la prueba t de Student con un valor de p < 0,05.
A continuación, se evaluó la viabilidad de los fagos frente al etanol (Figura 6). Al 10 % de etanol, los fagos demostraron ser altamente resistentes ya que no se observó una reducción significativa en los recuentos de UFP mL-1. A una mayor concentración de etanol (70%), los fagos más resistentes fueron AShi, Shi40, Shi93 y Shi33. Es decir, las partículas de AShi, Shi40 y Shi93 se detectaron después de 30 min, sin embargo, después de 60 min de incubación estos fagos se inactivaron completamente. Por el contrario, el fago Shi33 mostró la mayor resistencia contra este biocida en particular, ya que un gran número de partículas (103 UFP mL-1) permanecieron viables hasta los 60 min. El resto de los fagos probados (Shi3, Shi22, Shi30, Shi34, Shi88 y Shi113) mostraron una alta sensibilidad a este biocida y sólo se detectaron partículas de 103 UFP mL-1 después de 15 min. Con tiempos de incubación más largos, todos resultaron completamente inactivados. Además, con la concentración más alta de etanol (96%), los diez fagos se inactivaron completamente en 15 minutos, como también se observó tras 24 horas de incubación con 10 y 70% de etanol (datos no mostrados). En consecuencia, la aplicación
simultánea de bacteriófagos activos contra Salmonella spp. y conservantes químicos (biocidas) resultó en la inactivación de los fagos (Rodríguez y col., 2004).
Todos los fagos de Shigella mostraron una alta resistencia al CAC (Figura 7). La viabilidad de los diez fagos no se vio afectada al 2% después de un período de 30 min. Esto también fue cierto sólo para Shi22 después de 60 min; para los otros nueve fagos, se observaron reducciones significativas después del mismo período de tiempo (60 min). Al 3% de CAC, ~ 103–104 UFP mL-1 permanecieron viables para la mayoría de los fagos evaluados dentro de los 15 min. A medida que aumenta el tiempo de exposición, los recuentos de fagos disminuyeron hasta 101 (Shi33, Shi34, Shi88), 102 (Shi40, Shi93, Shi113) y 103 (AShi, Shi3, Shi22, Shi30) PFU mL-1, un nivel aceptable de supervivencia de los fagos cuando se expusieron a biocidas. El CAC a una concentración del 4% redujo los recuentos de fagos por debajo del límite de detección en 15 minutos, como también se observó en el último momento de incubación (24 h) para todas las concentraciones de CAC analizadas (datos no mostrados).
Figura 6 - Viabilidad del fago a 25 °C sin ( ) y con 10 % ( ) y 70 % ( ) de etanol tras 15 min (lleno), 30 min (lleno y discontinuo) y 60 min (lleno y en bloques) de incubación.
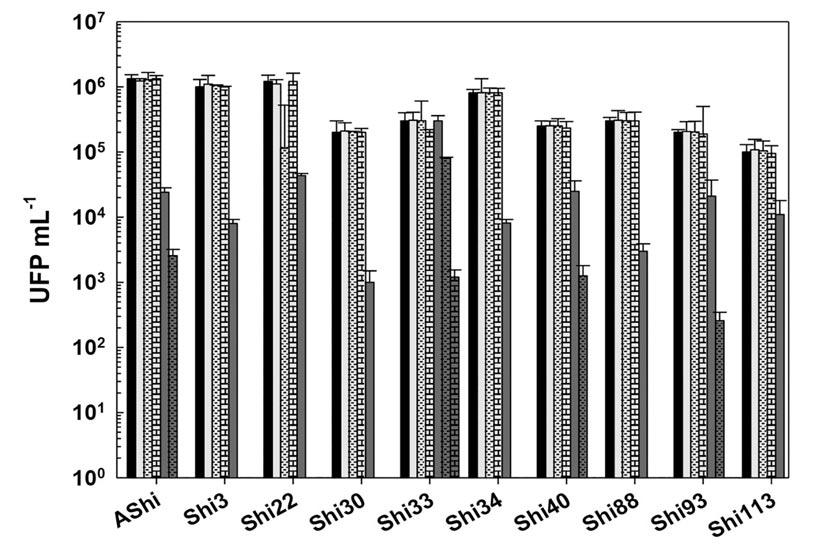
Figura 7 - Viabilidad del fago a 25 °C sin ( ) y con 2 % ( ) y 3 % ( ) de cloruro de amonio cuaternario (CAC) tras 15 min (lleno), 30 min (lleno y discontinuo) y 60 min (lleno y en bloques) de incubación.
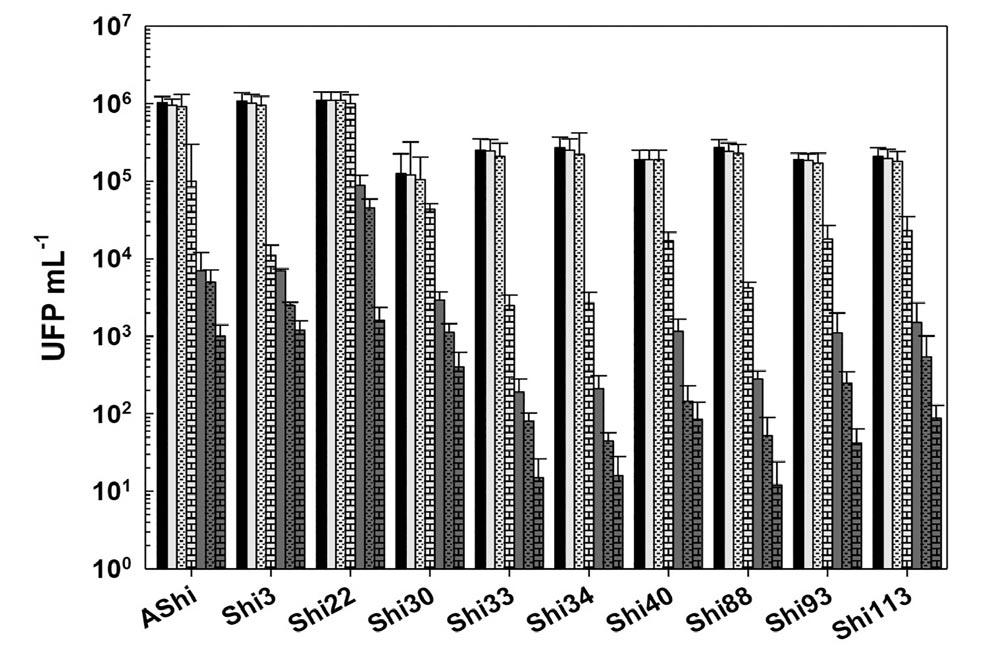
Los valores representan la media ± desviación estándar (barras de error) de tres determinaciones (tratamiento: fago, concentración de fago, tiempo de incubación) que se compararon con los controles mediante la prueba t de Student con un valor de p < 0,05.
La Figura 8 muestra la viabilidad de los fagos de Shigella frente a diversas concentraciones de peróxido de hidrógeno. Se observó un comportamiento similar en la mayoría de los virus evaluados al ser expuestos a H2O2. A la concentración del 2%, las reducciones oscilaron entre 1 y 4 log10 UFP, mientras que 104-105 y 101-102 partículas permanecieron viables tras 30 y 60 min, respectivamente. Al 3%, se observó una mayor reducción de la viabilidad en los diez fagos; sin embargo, los recuentos sólo descendieron de ~104 UFP mL-1 (15 min) a 101-102 UFP mL-1 tras una exposición de 30 min. Tras 60 min, se logró la inactivación completa del fago, ya que no se detectaron partículas viables. El fago Shi93 demostró la mayor sensibilidad a este biocida. Sólo se detectaron 103 y 102 partículas tras 15 min frente al 2% y el 3% de H2O2, respectivamente, mientras que con tiempos de exposición más prolongados se
observó una inactivación completa. Al 4%, la inactivación completa de los fagos de Shigella se produjo en los 15 min de incubación. Si bien varios autores encontraron una resistencia variable entre otros fagos al tratarlos con diferentes biocidas (Mercanti y col., 2012; Tomat y col., 2017), nunca antes se había probado la viabilidad de los fagos de S. flexneri frente a los biocidas evaluados en este trabajo.
Los hallazgos presentados en este trabajo demostraron que el uso de fagos y diferentes biocidas contra cepas de Shigella en aplicaciones alimentarias es compatible con diversas concentraciones de biocida y tiempos de exposición. En concreto, los fagos de Shigella analizados pueden utilizarse en combinación con 50 y 100 ppm (1 min) de hipoclorito de sodio, 10 y 70 % (15, 30 y 60 min) de etanol, y 2 y 3 % (15, 30 y 60 min) de CAC y H2O2.
Figura 8 - Viabilidad del fago a 25 °C sin ( ) y con 2 % ( ) y 3 % ( ) de peróxido de hidrógeno (H2O2) tras 15 min (relleno), 30 min (relleno y discontinuo) y 60 min (relleno y ladrillos) de incubación.
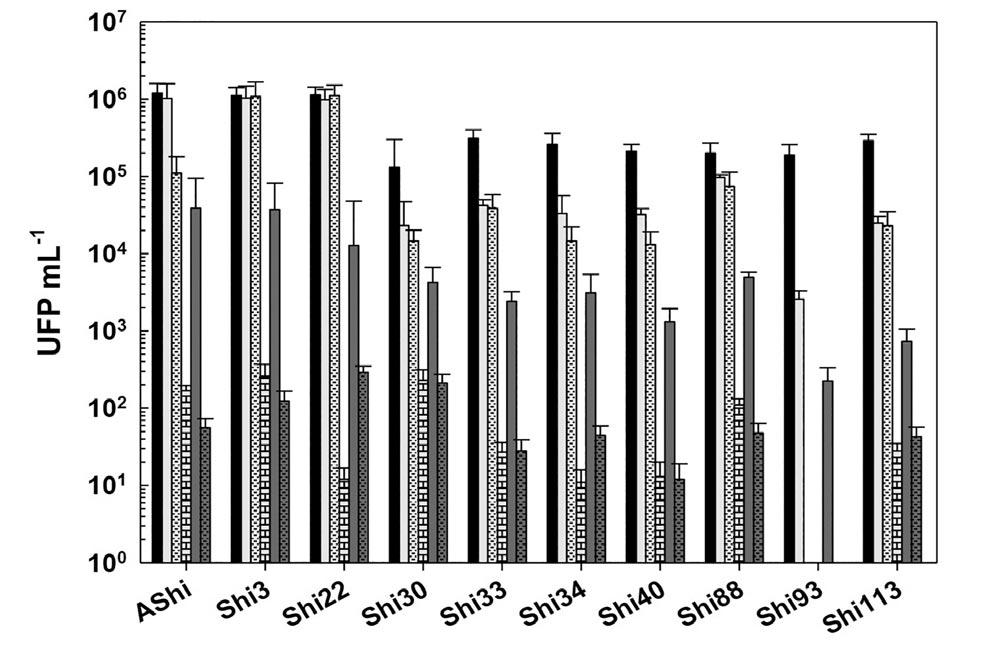
Los valores representan la media ± desviación estándar (barras de error) de tres determinaciones (tratamiento: fago, concentración de fago, tiempo de incubación) que se compararon con los controles mediante la prueba t de Student con un valor de p < 0,05.
CONCLUSIONES
El presente estudio demuestra que al menos 103 UFP del número inicial de fagos sobreviven en presencia de aditivos aplicados en alimentos. Además, el nivel de fagos que sobrevivieron fue mayor en la matriz alimentaria, lo que sugiere que pueden utilizarse en combinación con los aditivos evaluados como un obstáculo adicional para mejorar la inocuidad alimentaria. Por otro lado, los resultados indican que estos fagos fueron altamente compatibles con los biocidas evaluados. Hasta donde sabemos, este es el primer estudio que evalúa la viabilidad de fagos activos contra S. flexneri en las condiciones descritas. Además, nunca antes se habían realizado ensayos con fagos en alimentos contra cepas de S. flexneri circulantes en nuestra región.
BIBLIOGRAFÍA
Ahmed, A.M., Shimamoto, T. (2014). Isolation and molecular characterization of Salmonella enterica, Escherichia coli O157:H7 and Shigella spp. from meat and dairy products in Egypt. International Journal of Food Microbiology, 168, 57–62. Gorden, J., & Small, P.L.C., (1993). Acid resistance in enteric bacteria. Infection and Immunity, 61, 364–367.
Havelaar, A.H., Kirk, M.D., Torgerson, P.R., Gibb, H.J., Hald, T., Lake, R.J., Praet, N., Bellinger, D.C., de Silva, N.R., Gargouri, N., Speybroeck, N., Cawthorne, A., Mathers, C., Stein, C., Angulo, F.J., Devleesschauwer, B. (2015). World Health Organization global estimates and regional comparisons of the burden of foodborne disease in 2010. PLoS Med, 12, e1001923.
Humphrey, T.J., Richardson, N.P., Statton, K.M., Rowbury, R.J. (1993). Effects of temperature shift onacid and heat tolerance in Salmonella enteritidis phage type 4. Applied and Environmental Microbiology, 59, 3120–3122.
Hsu, B.-M., Wu, S.-F., Huang, S.-W., Tseng, Y.-J., Ji, D.-D., Chen, J.-S., Shih, F.-C. (2010). Differentiation and identification of Shigella spp. and enteroinvasive Escherichia coli in environ-
mental waters by a molecular method and biochemical test. Water Research, 44 (3), 949–955.
Jun, J.W., Giri, S.S., Kim, H.J, Yun, S.K., Chi, C., ChaiJ.C., Lee, B.C., Park, S.C. (2016). Bacteriophage application to control the contaminated water with Shigella. Scientific Reports, 6, 22636.
Lee, H., Ku, H-J, Lee, D-H, Kim, Y-T, Shin, H, Ryu, S, Lee, J-H. (2016). Characterization and genomic study of the novel bacteriophage HY01 infecting both Escherichia coli O157:H7 and Shigella flexneri: Potential as a biocontrol agent in food. PLoS ONE, 11 (12): e0168985.
Lin, J., Lee, I., Frey, J., Slonczewski, J.L., Foster, J.W. (1995). Comparative analysis of extreme acid survival in Salmonella typhimurium, Shigella flexneri, and Escherichia coli. Journal of Bacteriology, 177, 4097–4104.
Magnone, J.P., Marek, P.J., Sulakvelidze, A., Senecal, A.G. (2013). Additive approach for inactivation of Escherichia coli O157:H7, Salmonella, and Shigella spp. on contaminated fresh fruits and vegetables using bacteriophage cocktail and produce wash. Journal of Food Protection, 76, 1336-1341.
Maurelli, A. T. (2013). Chapter 7 - Shigella and enteroinvasive Escherichia coli: Paradigms for pathogen evolution and host–parasite interactions. In M. S. Donnenberg (Ed.), Escherichia coli (2nd ed., pp. 215–245). Boston: Academic Press. Mercanti, D. J., Guglielmotti, D. M., Patrignani, F., Reinheimer, J. A., Quiberoni, A. (2012). Resistance of two temperate Lactobacillus paracasei bacteriophages to high pressure homogenization, thermal treatments and chemical biocides of industrial application. Food Microbiology, 29, 99e104.
Rodriguez, E., Seguer, J., Rocabayera, X., Manresa, A. (2004). Cellular effects of monohydrochloride of L-arginine, Nα-lauroyl ethylester (LAE) on exposure to Salmonella typhimurium and Staphylococcus aureus. Journal of Applied Microbiology, 96, 903912.
Rubinstein, A., Aruachan, D., Burgos, M., Angeleri, P.I. (2018). Direccion Nacional de Epidemiologia y Analisis de la Situacion de Salud Ministerio de Salud de la Nacion Argentina. Boletın Integrado de Vigilancia, 1-90.
Shahin, K., Zhang, L., Soleimani Delfan, A., Komijani, M., Hedayatkhah, A., Bao, H., Barazandeh, M., Mansoorianfar, M., Pang, M., He, T., Bouzari, M., Wang, R. (2021). Effective control of Shigella contamination in different foods using a novel sixphage cocktail. LWT - Food Science and Technology, 144, 111137. Small, P., Blankenhorn, D., Welty, D., Zinser, E., Slonczewski, J.L. (1994). Acid and base resistance in Escherichia coli and Shigella flexneri: role of rpoS and growth pH. Journal of Bacteriology, 176, 1729–1737.
Soffer N., Woolston, J., Li, M., Das, C., Sulakvelidze, A. (2017). Bacteriophage preparation lytic for Shigella significantly reduces Shigella sonnei contamination in various foods. PLoS One, 12, e0175256.
Sukumaran, A.T., Nannapaneni, R., Kiess, A., Sharma, C.S. (2015). Reduction of Salmonella on chicken meat and chicken
skin by combined or sequential application of lytic bacteriophage with chemical antimicrobials. International Journal of Food Microbiology, 207, 8-15.
Tack, D.M., Marder, E.P., Griffin, P.M., Cieslak, P.R., Dunn, J., Hurd, S., Scallan, E., Lathrop, S., Alison Muse, M., Ryan, P., Smith, K., Tobin-D’Angelo, M., Vugia, D., Holt, K.G., Wolpert, B.J., Tauxe, R., Geissler, A.L. (2019). Preliminary incidence and trends of infections with pathogens transmitted commonly through food - foodborne diseases active Surveillance network, 10 U.S. sites, 2015–2018. MMWR Morbidity and Mortality Weekly Report, 68, 369-372.
Tetteh, G.L., Beuchat, L.R. (2003) Exposure of Shigella flexneri to acid stress and heat shock enhances acid tolerance. Food Microbiology, 20, 179–185.
Tomat, D., Mercanti, D., Balague, C., Quiberoni, A. (2013). Phage biocontrol of enteropathogenic and Shiga toxin-producing Escherichia coli during milk fermentation. Letters in Applied Microbiology, 57, 3-10.
Tomat, D., Balague, C., Casabonne, C., Verdini, R., Quiberoni, A. (2016). Resistance of foodborne pathogen coliphages to additives applied in food manufacture. LWT - Food Science and Technology, 67, 50-54.
Tomat, D., Balague, C., Aquili, V., Verdini, R., Quiberoni, A. (2017). Resistance of phages lytic to pathogenic Escherichia coli to sanitisers used by the food industry and in home settings. International Journal of Food Science and Technology, 53 (2), 533-540.
Tomat, D., Casabonne, C., Aquili, V., Balague, C., Quiberoni, A. (2018). Evaluation of a novel cocktail of six lytic bacteriophages against Shiga toxin producing Escherichia coli in broth, milk and meat. Food Microbiology, 76, 434–442.
Tomat, D., Gonzales, A., Aquili, V., Casabonne, C., Quiberoni, A. (2022a). Characterization of ten newly isolated phages against the foodborne pathogen Shigella flexneri. Journal of Food Processing and Preservation, 46 (6), e15676.
Tomat, D., Aquili, V., Casabonne, C., Quiberoni, A. (2022b). Influence of physicochemical factors on adsorption of ten Shigella flexneri phages. Viruses, 14, 2815.
Torrez Lamberti, M.F., Lopez, F.E., Valdez, P., Bianchi, A., Barrionuevo Medina, E., Pescaretti, M.L.M., Delgado, M.A. (2020). Epidemiological study of prevalent pathogens in the Northwest region of Argentina (NWA). PLoS One, 15 (10), e0240404.
World Health Organization. (2005). Guidelines for the control of shigellosis, including epidemics due to Shigella dysenteriae type 1. WHO Document Production Services, Geneva.
Zafar, A., Sabir, N., Bhutta, Z.A. (2005). Frequency of isolation of Shigella serogroups/serotypes and their antimicrobial susceptibility pattern in children from slum areas in Karachi. Journal of Pakistan Medical Association, 55, 184–188.
Zhang, H., Wang, R., Bao, H.D. (2013). Phage inactivation of foodborne Shigella on ready-to-eat spiced chicken. Poultry Science, 92, 211-217.









ASEMA S.A.
Ruta Provincial Nº 2 al 3900 (Km 13) (3014)
Monte Vera - Santa Fe – Argentina
Tel.: (54 342) 490-4600 LR Fax: (54 342) 490-4600 asema@asema.com.ar www.asema.com.ar
Asesoramiento, diseño y fabricación de equipos para la industria alimentaria, transportes sala de despostes y empaque. Tanques sanitarios. Intercambiadores de calor. Tecnología en concentración y secado. Túneles de congelado I.Q.F.
BIA CONSULT SRL
Buenos Aires 365 (5900) Villa María – Córdoba – Argentina
Tel.: (+54 353) 452-3878
info@biaconsult.com.ar www.biaconsult.com.ar Biotecnología Alimentaria. Soluciones tecnológicas para una industria que busca la más alta calidad.
BUSCH ARGENTINA
Guayaquil 3160, Parque Industrial Panamericana 36 (1615) Tortuguitas, Buenos Aires, Argentina
Tel.: (54 11) 4302-8183
Fax: (54 11) 4301-0896 info@busch.com.ar/ www.busch.com.ar Bombas y sistemas de vacío para envasado.
DEIMAN ARGENTINA
Madariaga 1187 (B1852AHI) Burzaco
Prov. Buenos Aires – Arg. Tel.: 7503-0988 info@deiman.com.ar www.deiman.com.ar
Empresa dedicada a la elaboración de esencias para la industria alimentaria. Sabores de calidad con innovación, tecnología y compromiso. Amplia variedad de dulces, salados, cítricos, picantes y panificados.
DESINMEC INGENIERIA S.A.
Ruta Nº 6 KM 27,7 (3017)
San Carlos Sud - Santa Fe - Arg. Tel.: (54 3404) 420785-423185 desinmec@scarlos.com.ar; www.desinmec.com.ar Asesoramiento y desarrollo de máquinas especiales a medida para envasado y empaque en industria alimentaria, láctea, frigorífica, laboratorios y agroquímica.
FRIO RAF S.A.
Lisandro de la Torre 958 (S2300DAT)
Rafaela - Santa Fe - Argentina
Tel. (54 3492) 432174Fax. (54 3492) 432160 info@frioraf.com / www.frioraf.com
Refrigeración Industrial, experiencia como mayor capital. Tecnología en equipamiento y capacitación. Servicio como fuerza de ventas, calidad como síntesis absoluta.
INGENIERO LÓPEZ Y ASOCIADOS S.R.L.
Lote 178 Pque Ind. Sauce Viejo (3017) Santa Fe - Argentina Tel./Fax: (54 342) 4995535/4995666 ventas@ilasrl.com.ar ww.ilasrl.com.ar Asesoramiento para la ind. láctea. Representante en Argentina: SALES FUNDENTES JOHA, Alemania; CUAJOS MILAR. Recubrimientos para quesos con y sin funguicida Domca, España, DANISCO, PREMA, Venta de insumos en general.
INGRASSI SRL
Bv Carcano 578
CP 5903 Villa Nueva Córdoba - Argentina (0353) 155693267 info@ingrassi.com https://www.ingrassi.com Utilizamos tecnología aplicada a insumos, ingredientes y coadyuvantes que permiten al elaborador lácteo lograr una mejor capacidad productiva mejorando además la calidad de sus productos.
INGREDIENTS SOLUTIONS SA
Administración: Cabrera 3568 Piso 1 (C1186AAP) CABA - ARGENTINA
Tel.: (54 11) 4861-6603
Planta Industrial: Int. Lumbreras 1800 (ex Ruta 24), parcela 13
SIP Gral. Rodríguez – Argentina
Tel.: (54 237) 4654-617 /634 / 635 / 636 info@ingredients-solutions.com www.ingredients-solutions.com www.sensoris-solutions.com
Desarrollo de soluciones para la industria láctea: Conservantes, estabilizantes para yogurt, crema, dulce de leche. Agente reductor de colesterol. Lactasa. Antioxidantes a base de tocoferoles. Vitaminas y minerales Tailor Made. Colorantes. Aromas. Edulcorantes y azúcares especiales. Lecitina especial para leche en polvo, entre otros ingredientes.
José Ingenieros 2475 (B1610ESC)
Bº Ricardo Rojas - Tigre - Arg. Tel.: (54 11) 2150-6670 al 74 comercial@ionics.com.ar www.ionics.com.ar
Ionización gamma de: Alimentos Agronómicos - NutracéuticosFarmacéuticos - CosméticosDispositivos médicos - VeterinariosDomisanitarios.
IP INSUMOS PATAGONIA SRL
Av. Argentina 6625 (C1439HRG) CABA
Tel.: (54 11) 2104-8523/ 2104-3055/ 2105-6473/ 2105-9812/ 4686-5299 info@insumospatagonia.com.ar www.insumospatagonia.com.ar Proteínas. Carrageninas. Fosfatos. Conservantes. Sistemas Funcionales.
KUAL SA
Ageo Culzoni 2097
(S2300) Rafaela – Prov. Santa Fe –Argentina
Tel.: +54 3492 50-4060 info@kualsa.com www.kualsa.com
Moldes y multimoldes microperforados para elaboración de quesos de pasta semidura y dura. Faceras de acidificación. Columnas de moldeo. Moldes y multimoldes para la elaboración de quesos de pasta blanda y fundido.
MEDIGLOVE SRL
Pedro Mendoza 1883 (Cp. 1686) Hurlingham – Pcia. Bs. As. –Argentina
Tel.: (54 11) 3199 0590 tel y WhatsApp empresa.
Skype: leonardo.menconi 115301-5394 ventas@mediglove.com.ar
Web: www.mediglove.com.ar Guantes de látex, nitrilo, vinilo, polietileno y domésticos.
MERCOFRÍO SA
Av. Roque Sáenz Peña 719 (S2300) Rafaela – Santa Fe – Arg. Tel.: (54 3492) 452191 / 433162/ 503162 http://www.mercofrio.com.ar
Servicio post venta, mantenimiento, puesta en servicio, ingeniería y supervisión de obras de equipos frigoríficos.
NOVA S.A.U.
RN9 Km 373,9, S2500. Cañada de Gómez, Santa Fe
Teléfono: +54 9 03471 422312
Email: info@laboratoriosnova.com
www.laboratoriosnova.com
Desarrollo y producción de enzimas
NOVONESIS
Cecilia Grierson 422, 4° piso (1107) Buenos Aires – Argentina Tel: +54 11 5070-7700 www.novonesis.com
Cultivos y enzimas que mejoran la calidad de los alimentos y la salud de las personas en todo el mundo.
REFRIGERATION QUALITY
SERVICE S.A.
Lisandro de la Torre 931 (2300) Rafaela – Prov. Santa Fe – Arg. Tel.: 0800-444-3746 www.rqs-sa.com
Nos enfocamos en la ejecución de servicios técnicos como reparación de compresores reciprocantes y de tornillos, intercambiadores de calor a placas, automatización y monitoreo de componentes/ sistemas y estudios predictivos como análisis de vibraciones y termografías.
SIMES S.A.
Ruta Provincial N°2 altura 3800 (3014) MONTE VERA – SANTA FE
Tel.: (54 342) 412-5308 / 412-6073 ventas@simes-sa.com.ar info@simes-sa.com.ar
Calidad y tecnología argentina para la industria de proceso.
Equipos de mezclado. Bombas inox sanitarias.www.simes-sa.com.ar
TESTO ARGENTINA SA
Yerbal 5266 4º Piso (C1407EBN) CABA - Argentina
Tel.: (54 11) 4683 -5050
Fax: (54 11) 4683-2020 info@testo.com.ar, www.testo.com.ar Instrumentos de medición para la verificación y monitoreo de calidad de los alimentos.
VMC REFRIGERACIÓN S.A.
Av. Roque Sáenz Peña 729 (2300) Rafaela
Santa Fe – Argentina
Tel.: (54 3492) 43-2277 / 87 ventas@vmc.com.arwww.vmc.com.ar
Soluciones en refrigeración industrial. Instalación de proyectos frigoríficos “llave en mano”.
PRESIDENTE Néstor E. Galibert
DIRECTORA GENERAL: Prof. Ana María Galibert
DIRECTOR EDITORIAL: M.V. Néstor Galibert (h)
RELAC. INTERNAC.: M. Cristina Galibert
DIRECCIÓN, REDACCIÓN Y ADM. Av. Honorio Pueyrredón 550 - Piso 1 (1405) CABA - ARGENTINA Tel.: 54-11-6009-3067 info@publitec.com.ar http://www.publitec.com.ar
C.U.I.T. N° 30-51955403-4 ESTA REVISTA ES PROPIEDAD DE PUBLITEC S.A.E.C.Y.M.
PROPIEDAD INTELECTUAL: 82826213
IMPRESIÓN BUSCHI EXPRESS Uruguay 235 - Villa Martelli Buenos Aires - Argentina (+54 11) 4709-7452 www.buschiexpress.com.ar
VISITE NUESTRAS
PUBLITEC ES