Danieli Intelligent Plant Control Desk utilises mixed reality technologies while emphasizing inter-operability and human factors. It offers a direct view of processes, equipment and information to operators and managers.
Tony Crinion tonycrinion@quartzltd.com / Tel: +44 (0) 1737 855164
Steel Times International is published eight times a year and is available on subscription. Annual subscription: UK £226.00 Other countries: £299.00
2 years subscription: UK £407.00 Other countries: £536.00
3 years subscription: UK £453.00 Other countries: £625.00 Single copy (inc postage): £50.00 Email: steel@quartzltd.com
Digital subscription: (8 times a year) - 1 year: £215.00 - 2 years: £344.00 3 years: £442.00. Singe issue: £34.00
Published by: Quartz Business Media Ltd, Quartz House, 20 Clarendon Road, Redhill, Surrey, RH1 1QX, England. Tel: +44 (0)1737 855000 Fax: +44 (0)1737 855034 www.steeltimesint.com
Steel Times International (USPS No: 020-958) is published monthly except Feb, May, July, Dec by Quartz Business Media Ltd and distributed in the US by DSW, 75 Aberdeen Road, Emigsville, PA 17318-0437. Periodicals postage paid at Emigsville, PA. POSTMASTER send address changes to Steel Times International c/o PO Box 437, Emigsville, PA 17318-0437.
Printed in England by: Stephens and George Ltd • Goat Mill Road • Dowlais • Merthyr Tydfi • CF48 3TD. Tel: +44 (0)1685 352063 Web: www.stephensandgeorge.co.uk
Sandvik Coromant on high-speed rail infrastructure. 9 USA update
The tariff storm rages in the US. 11
Latin America update
Scraping export restrictions. 13
India update
Protection from cheap imports.
Carbon capture
Carbon capture: utile or futile?
Automotive
Myra Pinkham on the US automotive industry and President Trump.
Automation Automation and efficiency.
Direct reduced iron
DRI Hubs for the energy transition.
Molten Oxide Electrolysis.
Nickel production – urgent ethical issues.
Filtration Filtration and decarbonization. 41
Decarbonization
Forging the future. 44
Climate policy EU CBAM – the implications.
48
Perspectives: Marr Consulting “We can add significant value.” 51 History
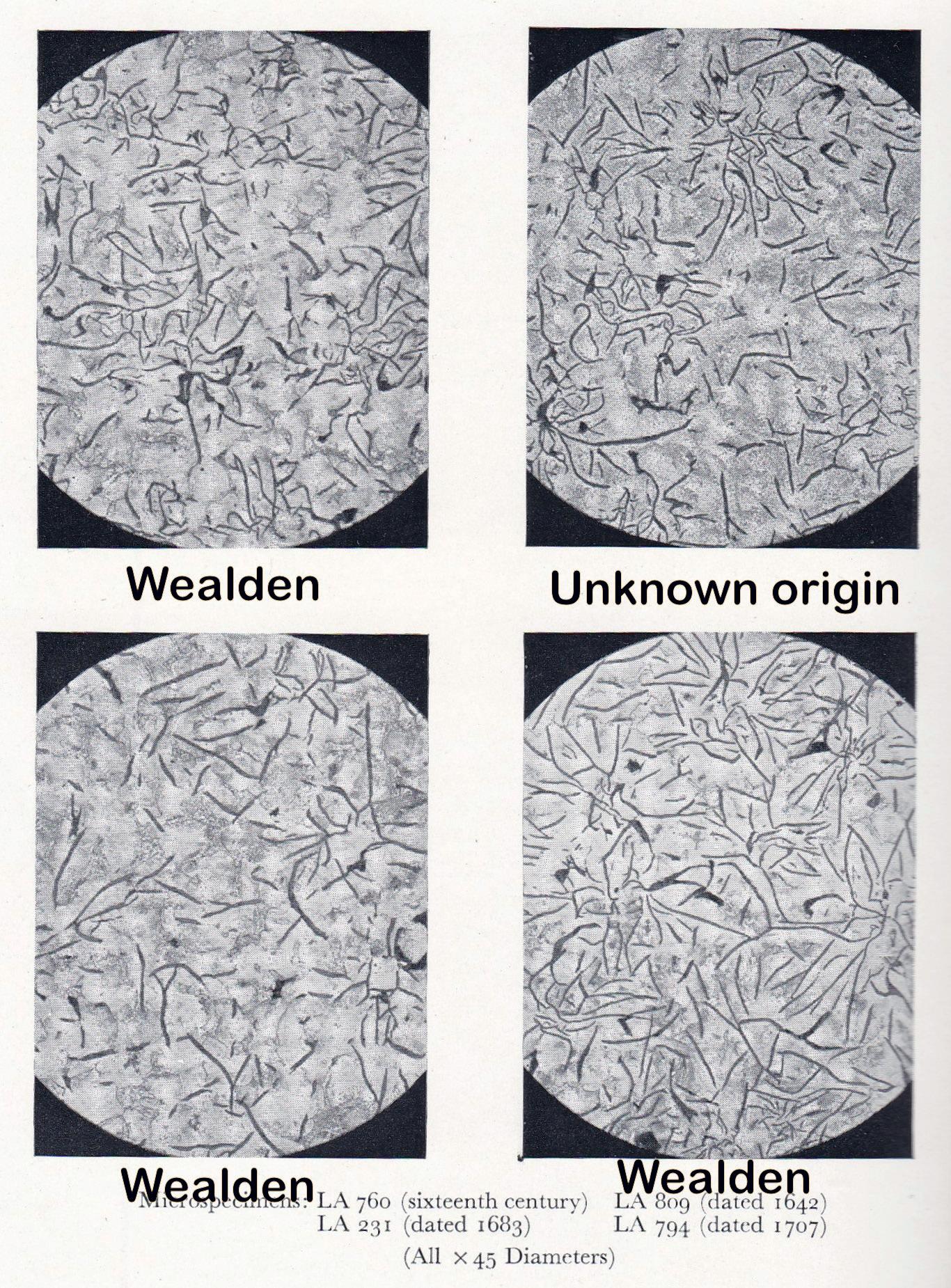
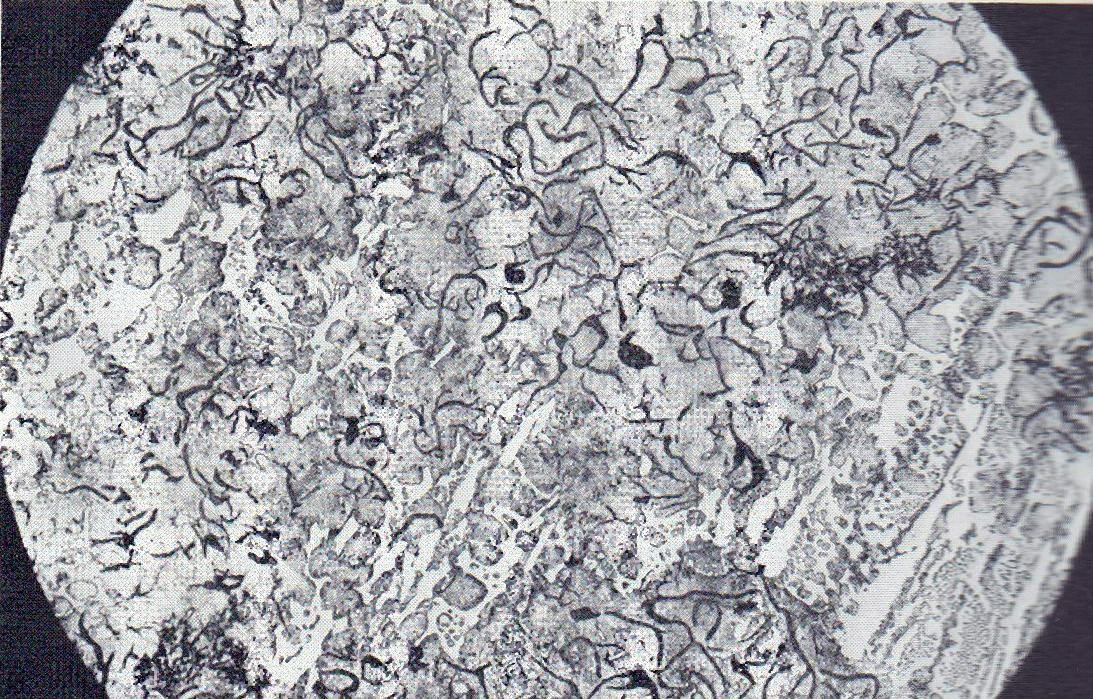
Analysing cast iron firebacks.
Photo courtesy Andrea Fragiacomo (Danieli Automation).
Solid support for President Trump’s tariffs at AISTech 2025
Matthew Moggridge Editor
matthewmoggridge@quartzltd.com
On 3 May I flew direct to Nashville in Tennessee, USA, for what would have been my 12th AISTech convention (had the pandemic not messed up the numbers). As it stands, I’ve attended 10 live events and, as readers know, I love it! This year, like every year, the event was on the money, bringing together the great and the good from the North American steel industry and beyond. In fact, the event is now so popular that it has outgrown previous host venues.
As always, there was plenty to discuss. The key issue was trade, and with President Donald Trump’s second term barely exceeding 100 days, the North American steel industry is 100% on-side with tariffs.
The Town Hall Forum ran with the title of Shake, Battle and Roll and as delegates took their seats in the Karl F Dean Grand Ballroom, battle commenced. Or rather, it didn’t, as everybody appeared to be in agreement, which was good news for the North American steel industry, but not so good for steel industries elsewhere in the world; except, of course, the United Kingdom, which – while I was in Nashville – had its slate wiped clean.
Nicholas R
Kohlhas, senior vice president
of operations and steelmaking at Cleveland Cliffs, said 25% was not enough, telling the audience: “We look at tariffs as a good thing.” He supported across-the-board tariffs with no exemptions and spoke of how there were some products that needed help due to low demand and low pricing. Imports, he argued, played a big role in plant closures.
Dan M Killeen, vice president, Gary Works, for US Steel, agreed, claiming he had been a huge supporter of Section 232. “The Government has made a stand to protect what we value,” he added, stating that tariffs will provide a lot of sustainability moving forward.
While there are counter arguments regarding tariffs, one has to respect the American stance. As Dan J Keown, vice president of Steel Dynamics put it, ‘tariffs are a net benefit to the US steel industry’, arguing that 25% was a good starting point and calling for a targeted approach for the biggest offenders. Perhaps the last word should go to Trevor Saunders of DJJ (part of Nucor) who said a healthy and vibrant steel industry was the end goal as, indeed, was competing on a level playing field. “The health of the industry matters.”
Process
improvement is like climbing. With a strong partner, you
can overcome any
obstacle.
Just as athletes rely on their teammates, we know that partnering with our customers brings the same level of support and dependability in the area of manufacturing productivity. Together, we can overcome challenges and achieve a shared goal, optimizing processes with regards to economic efficiency, safety, and environmental protection. Let’s improve together.
Do you want to learn more? www.endress.com
• A report by Steel Orbis claims that Pittini, a long steel producer from Italy, is to invest in a new rebar rolling mill at the company’s Verona facility. The plan is to be operational by the end of 2025. The plant will produce rebar for the construction industry and will be jampacked with hi-tech systems focused on energy efficiency, process optimization and environmental sustainability. Pittini plans to consolidate it’s competitiveness in the Italian and central European markets.
Source: Steel Orbis, 12 May 2025.
• Submarines are flavour of the month in Singapore at present, as witnessed by the country’s Ministry of Defence ordering two more subs from the German company ThyssenKrupp Marine Systems.
• Following the UK Government’s decision to take Chinese-owned British Steel under its wing in an eleventh hour move to save the steel business from collapse, attention is now focused on Mingyang, China’s biggest offshore wind company, the preferred choice for an offshore wind farm being developed by Green Volt, which is building the first commercial scale floating offshore wind farm in Europe. Green Volt is owned by a Scottish company, Flotation Energy and a Norwegian business, Vårgrønn.
Source: The Guardian, 12 May 2025.
The country had already ordered four subs, two of which have already been delivered and commissioned last September (2024). The latest two subs will be delivered around 2034, it is claimed. Why the interest in submarines? It’s all to do with ‘security’ concerns after Russia’s illegal invasion of Ukraine.
Source: The Defense Post, 13 May 2025.
• Jorge Gerdau Johannpeter, owner and chairman of Brazilian steel giant Gerdau, has blasted US President Donald Trump’s tariffs for dismantling ‘decades of global economic agreements built on international co-operation’, according to a report by Valor International. He accepts, however, that Trump’s actions might be part of ‘a broader negotiating strategy’.
Source: Valor International, 12 May 2025.
• Directors of South Korean steel giant POSCO subsidiary Posco Future M – a manufacturer of battery materials – have approved a rights offering to raise 1.1 trillion won (£771 million) to expand production in
• India’s Supreme Court has ordered the liquidation of 3Mt/yr Bhushan Power and Steel (BPSL) and has rejected an acquisition bid from Indian steelmaker JSW Steel. According to a report by MSN, JSW’s failure to implement a resolution plan over a two-year period was cited by the court. While it is possible for JSW to appeal the decision, a ‘review petition’ is restricted to correcting errors or presenting new evidence. A rehearing is not permitted. The National Company Law Tribunal has adjourned a petition by Janjay Singhal of BPSL for one month.
Source: MSN, 13 May 2025.
• Good news for convenience store owners located close to the construction site of Nucor Steel’s planned West Virginia mill. Elise Crank, store manager of Jerry’s Run Food Mart at the southern end of the Nucor site is reporting booming business and claims that Nucor is keeping her ‘very busy’. Construction workers at the Nucor site can indulge themselves with prepared meals to enjoy at the store or as a takeaway offering. At the northern end of the site, Williams Apple Grove Market, which had a soft opening recently, is expecting similar results.
Source: Mountain Media News, 12 May 2025.
preparation for the growth of electric vehicle sales in the country. The plan is to enhance and expand production in Korea and North America.
Source: The Korea Herald, 13 May 2025.
• Following approval by the Reserve Bank of India, Tata Steel plans to invest $2.5 million in T Steel Holdings, its Singapore-based business. According to a report by Times of India the reason behind the investment is two-fold: one, to bolster its European operations and two, to repay debt. T Steel Holdings is 100% owned by Tata Steel. As is now well known and reported, Tata Steel’s UK and Netherlands businesses are under transformation due to regulatory changes that are ‘driving decarbonization in Europe’.
Source: Times of India, 13 May 2025.
• Governments in Westminster and Cardiff Bay should have been better prepared when Tata Steel UK announced its plan to switch from blast furnaces to one huge electric arc furnace. According to the UK’s Climate Control Committee, Government ministers “should
• News about US tariffs impositions is fast-changing, but Reuters has reported that India is considering import duties (tariffs) on products made in the USA to counter the USA’s steel and aluminium tariffs. No mention of specific products was made.
Source: Reuters, 13 May 2025.
have been better at planning ahead and making sure other green jobs were available locally”, according to a BBC News report. The CCC said that ‘a more proactive and decisive transition plan should have been developed.”
Source: BBC News, 14 May 2025.
• In mining news, Rio Tinto is expecting it’s first shipment of iron ore from Guinea’s Simandou project in November, according to the mining giant’s managing director for Simandou, Gerard Rheinberger. The Simandou project is a Chinese venture in the main with companies like Baosteel controlling 75% of production. The other 25% is in the hands of Rio Tinto, the largest iron ore miner in the world.
Source: Mining Weekly, 13th May 2025.
• A cyber security incident has forced North American steel giant Nucor Corporation to halt certain production at various locations, according
• At the recent China International Metal & Metallurgy Exhibition in Guangzhou, China, Russian steelmaker Magnitogorsk Iron & Steel Works (MMK) was present and looking to drum up business in the Asian market. MMK focused on the sale of hot-rolled coils which, claims a report by Metal Info, are in high demand.
Source: Metal Info, 13 May 2025.
to a report by Reuters. The company has now begun a process of restart operations as an investigation into the attack continues apace. The Reuters report claims that ‘potentially affected systems’ have been taken offline and that Nucor has implemented ‘other containment, remediation or recovery measures’.
Source: Reuters, 14 May 2025.
• International plant builder and technology provider Primetals Technologies is working with a Chinese steelmaker on upgrading the company’s 1-strand thick-slab continuous caster. The upgrade is to expand the caster’s thickness range to 360mm and thus enable heavy gauge plate production for highend applications such as wind turbines, according to a report by Yieh Corp.
The two companies have a long-established association with one another, it is reported.
Source: Yieh Corp, 15 May 2025.
Dedicated solutions to improve your productivity
TotalEnergies Lubrifiants provides a comprehensive range of innovative steel rolling oils, casting fluids and maintenance lubricants. With TotalEnergies Lubrifiants you can:
• Improve product quality and safety standards
• Reduce overall operating costs (TCO) and CO2 footprint (TCO2)
• Significantly increase your productivity
• Decrease in maintenance failures
Tracks to the future
The world’s railway network spans over 1.3 million routekilometres. Urban and highspeed rail infrastructures have scaled up rapidly over the past decade, laying the foundation for convenient, low-emissions transport. As one of the most efficient modes of transport for freight and passengers, continued investment in rail forms a high priority for a more sustainable and resilient future. But how can this look from an engineering level? Here, Harish Maniyoor* analyses the opportunities.
ACCORDING to the International Energy Agency, rail is among the most energy-efficient modes of transport — representing just 2% of total transport energy demand, while accounting for 8% of world passenger and 7% of global freight transport. It’s easy to see why world leaders are taking rail investment seriously.
Railway advancements
In Europe, significant investments are being made to double high-speed rail traffic and increase rail freight volumes by 50% by 2030, as part of the European Union’s sustainable mobility strategy. Elsewhere, the Biden Administration announced nearly $30 billion in investments for rail projects, demonstrating a commitment to enhancing rail infrastructure and service.
Perhaps most significant of all, the railway sector in India has undergone many developments in recent years, driven by government initiatives like dedicated freight corridors (DFCs), high-speed rail projects and the modernisation of railway
infrastructure.
But, to continue driving progress, rail infrastructure will need to undergo substantial upgrades and expansions to meet rising demand, ensure safety and accommodate technological advancements. This includes modernising aging rail networks, increasing capacity through electrification, implementing advanced signalling systems and integrating digital technologies for more efficient operations.
Meeting tough demands
The production of railway components such as axles, wheels, railway tracks, suspension tubes and other structural parts requires high-quality machining tools, capable of delivering exceptional accuracy, durability and efficiency. These components must withstand heavy loads, intense wear and harsh environmental conditions, making precision machining critical to ensuring the reliability and safety of rail systems. High-quality machining tools must offer tight tolerances, con-
sistent performance and the ability to work with a wide range of materials.
Take rail wheels, for instance, which are subject to extreme stresses and wear from continuous contact with rails, often under heavy loads and at high speeds. Several machining challenges present themselves here. First is the need to maintain very tight tolerances, with even a slight deviation from the specified dimensions possibly leading to issues like uneven wear, vibrations or noise during train operation, compromising both passenger comfort and safety.
Another major challenge is working with materials that can withstand the intense mechanical stresses and harsh environmental conditions trains are exposed to. Train wheels are typically made from high-strength steel or steel alloys with excellent fatigue resistance and wear properties. However, these materials are often difficult to machine due to their hardness and toughness. As a result, thermal management during machining is also a key consideration. Machining high-
strength steel generates significant heat, which can cause thermal deformation in the workpiece, affecting dimensional accuracy.
It’s important to recognise that components for different rail types will present their own sets of requirements. Freight trains for instance are heavy, hence the wear on the wheels is high and brake marks from cargo cars often appear on the outer diameter of the wheels. Metro wheels, in contrast, are far smaller and may feature rubber layers between the outer diameter of the wheel and hub to minimise noise. On the other hand, those operating on high-speed rail networks have high demands on exact wheel dimensions, as it is directly related to the comfort of the passenger. To ensure that the wheels are balanced, the tolerances on the outer diameters are high and wheels are frequently re-tuned.
On track with precision machining
There are several machining strategies that, when paired with robust machine tools, can support the production of resilient rail components. Heavy turning is an excellent strategy for machining rail components due to its ability to
handle the large components and high-strength materials involved, as well as its efficiency and precision when working with complex shapes and heavy-duty parts.
Buying tips
When performing heavy turning for rail components, tool life can be significantly improved by focusing on a few key factors. First, choose a cutting tool with a strong, wear-resistant grade that suits the material’s hardness, ensuring stability throughout the cut. Minimise cutting forces by using the right feed rate and depth-of-cut to balance tool pressure, and always ensure proper coolant application to control heat and prevent thermal deformation. Finally, ensure that tool setup and machine stability are optimised to handle high forces and maintain accuracy in turning.
External turning
Sandvik Coromant recommends the T-Max® P product range for external turning, offering enhanced cutting stability, improved chip control and extended tool life to enable precise and efficient machining of tough rail components
such as wheels and axles. Optimised for external turning, from roughing to finishing, T-Max® P handles medium-to-large components in steel, stainless steel, cast iron, heat-resistant alloys and hardened steel. Available with high precision over-and-under coolant and Coromant Capto® quick tool change interface, high stability and minimised tool inventory can be easily achieved in rail machining.
The most suitable turning grades
Additionally, Sandvik Coromant offers recommendations on the most suitable turning grades for your rail application, ensuring a complete machining solution tailored to the specific requirements of the workpiece.
The future of rail infrastructure hinges on precision machining and innovative technologies to meet increasing demands for safety and efficiency. By focusing on effective machining strategies and tailored recommendations, we can ensure that the rail industry not only meets today’s challenges but also paves the way for a sustainable and efficient transportation network for the future. �
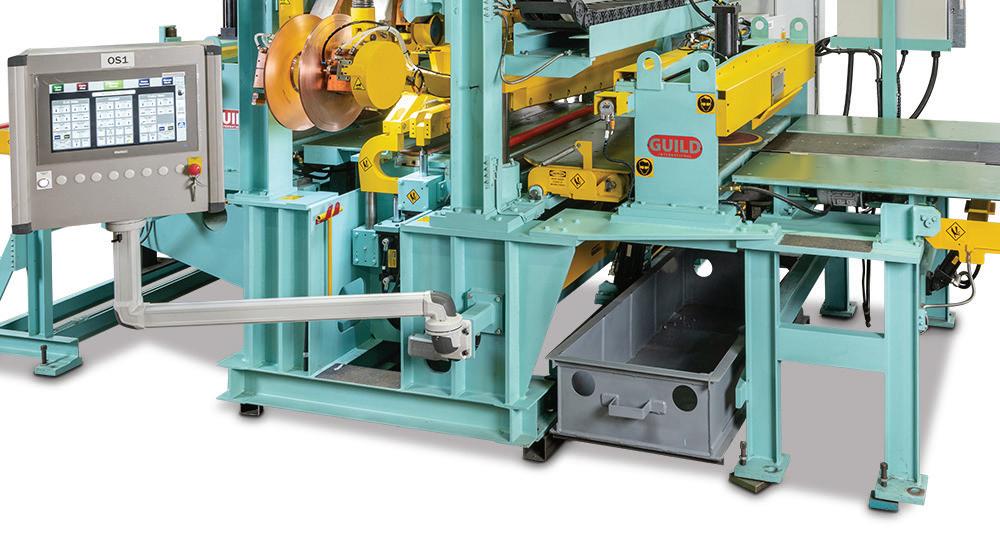
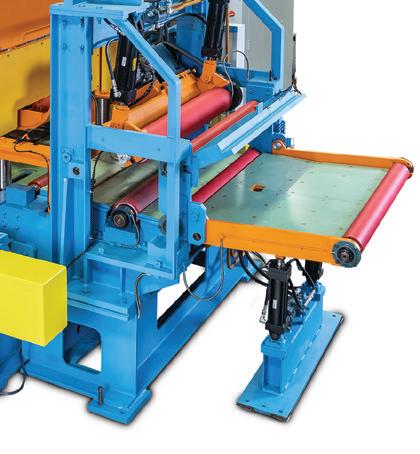
With over 50 years in the Steel Industry, we have a wide variety of solutions to keep your mill rolling.
Traversing Restbars
allow for quick and accurate pass changes
· Honours existing mill attachment points and guide base, no machining on your stands required
· Made from stainless steel and speci cally tailored to your mill ensuring perfect t, operation and longevity
Our roller entry guides keep your product on the pass
· Single point, centralized adjustment during operation
· 2, 3 and 4 roller con gurations
· Rigid, stainless steel construction
· Broad size range
Maximize your mill speed while meeting your quenching requirements on all bar sizes. Not just controlled cooling, but correct cooling
· Fewer surface defects and better scale control
· Available in Box, Trough and Restbar-mounted con gurations
The domestic steel industry welcomes President Trump’s “bold new measures” to protect the US steel sector. By Manik Mehta*
The tariff storm rages in the US
THE tariff storm, with tariffs on many products imported into the US, has shaken steel-consuming industries which complain about the rising production costs because of the import tariffs, pointing out that US consumers will bear the brunt of rising costs as they are passed on to them.
Inflation is a sensitive issue in a nation which, some pundits say, is headed towards a recession and high unemployment, thus defeating the purpose of tariffs as an employment-generating tool.
The US announced a sweeping 25% tariff on steel and aluminium imports from all countries. This is the first time that the administration announced sector-based tariffs in President Donald Trump’s second term.
Reaction from the affected trading nations was swift, with the European Union, for example, announcing retaliatory tariffs against the move, targeting US exports worth some $28 billion. China also announced substantial tariffs on US products.
The Japanese chief cabinet secretary Yoshimasa Hayashi called the US tariffs “regrettable”, adding that high-quality steel and aluminium products imported by the US are “irreplaceable and essential” for strengthening the US manufacturing sector’s competitiveness, and did not threaten US national security.
But US Commerce Secretary Howard Lutnick rejected this argument on Fox TV, alleging that “Japan dumps steel.
China dumps steel. That means … they overproduce and sell it dirt cheap to try to drive our guys out of business”.
In 2018, during his first term, President Trump had announced 25% tariffs on steel against China and other countries, citing national security concerns. But the EU and Japan were allowed duty-free quotas for steel imports during Joe Biden’s presidency, with Japan’s annual quota fixed at 1.25Mt effective April 2022. Steel exported in excess of the quota would face tariffs.
While Japan and the US have now agreed to hold further discussions in Washington, Japan’s minister for economic revitalization, Ryosei Akazawa, ‘strongly’ urged the US to reconsider the tariffs on automobiles, steel, aluminium and other products.
Cleveland-Cliffs lays off over 1,200 workers
While the tariffs’ purported aim is to preserve American jobs, it is ironic that some US steel companies are laying off workers. Cleveland-Cliffs said it will lay off workers in Michigan and Minnesota. The company’s operations at its Dearborn, Michigan, plant have been affected by falling automotive demand affecting 600 jobs, according to a company statement. It will also idle work at two iron-ore mines in Minnesota, affecting 630 jobs. ClevelandCliffs said that these actions would allow it to operate more efficiently and in a “more cost-competitive way for the current market environment”, hoping that once
*US correspondent, New York.
President Trump’s policies take full effect and automotive production is re-shored, the company would be able to resume steel production at Dearborn.
Cleveland-Cliffs’ chairman/president/CEO Lourenco Goncalves had maintained during an earnings call on 25 February that tariffs would “penalize the foreign competitors who have been playing by a different set of rules, while strengthening the domestic producers who actually invest in American workers, American manufacturing and American supply chains”.
Nucor also voiced support for the Trump tariffs, though it has some operations in Mexico, a joint venture with Japan’s JFE Steel; the joint venture produces hot-dip galvanized sheet steel for automotive concerns. But Nucor’s performance has fallen short of expectations, considering that its steel mills are predicted to again fall in its Q1 2025 earnings as it did in Q4 2024.
Steel industry applauds Trump Trump claimed that he had saved the US steel industry during his first presidency by using tariffs against China’s ‘massive’ dumping. Indeed, the Section 232 tariffs imposed during his first term were softened by allowing exclusions and exemptions for certain nations if they met some conditions. This time round, such exclusions and exemptions have now been ruled out. Trump claimed recently that his aim was to fortify and invigorate the steel industry.
The steel industry and trade associations welcomed Trump’s tariff announcement. Indeed, in a 2 April statement the Steel Manufacturers Association (SMA) president Philip Bell hailed Trump as a “champion of the domestic steel industry”.
“President Trump is a champion of the domestic steel industry, and his America First Trade Policy is designed to fight the unfair trade that has harmed American workers and weakened manufacturing in the United States,” he said. “On a level playing field, American workers can outcompete anyone,” Bell noted, adding that Trump’s “America First Trade Policy had already started to create American jobs and bolster the domestic steel industry”.
Kevin Dempsey, the president/CEO of the American Iron and Steel Institute (AISI), echoed similar sentiments, saying that the AISI thanked President Trump “for standing up for American workers by restoring fairness in international trade and addressing non-reciprocal trade relationships”.
“American steel producers are all too familiar with the detrimental effects of unfair foreign trade practices on domestic
industries and their workers,” he said.
CFIUS to re-examine US Steel-Nippon merger
After emphasizing last year that he would not like US Steel, a steel industry icon, to be acquired by a foreign corporation, President Trump recently directed the Committee on Foreign Investment in the US (CFIUS) to reexamine the national security aspects of the proposed merger.
A re-examination would ‘help the President determine whether further action would be appropriate’, the administration said.
The CFIUS, during its first review, was unable to make any recommendation to former President Joe Biden who, ultimately, blocked the deal; thereupon, US Steel and Nippon Steel decided to sue the administration on the decision.
US Steel welcomed President Trump’s action, saying that the move by the two merging partners had validated the ‘bold decision’ by the company’s board to challenge President Biden’s ‘unlawful order’.
However, many observers were surprised
by President Trump’s comment that US Steel should remain an American company, after directing the CFIUS to re-examine. “We don’t want to see it go to Japan,” he said.
Nevertheless, some steel industry experts believe the administration would, ultimately, approve the deal though it could stipulate some conditions to be met by Nippon and US Steel.
The two partners argued that the proposed merger could raise the efficiency and competitive vitality of a major player in the strategically important American steel industry, thus also contributing to the overall competitiveness of the American steel industry.
US Steel shareholders had formally approved Nippon’s bid to acquire it for $ 14.9 billion in April 2024.
According to some US studies, including an Atlantic Council analysis, the deal would benefit both the merger partners as well as the US economy, besides enabling Nippon to compete against Chinese firms that dominate global steel markets.
It remains to be seen how this merger saga will further evolve. �
UNLOCK
Scraping export restrictions
Germano Mendes de Paula* looks at the lifting of a 16-year ban on the export of metallic scrap from Argentina following scrap export restrictions since January 2009.
JAVIER Milei is seen as having been elected President because of his promises to deregulate many aspects of life and commerce in Argentina. In January 2025, the government lifted a 16-year ban on the export of metallic scrap. Argentina had put restrictions on scrap exports starting on 8 January 2009, which included materials classified under HS codes 7204.10.00, 7204.21.00, 7204.29.00, 7204.30.00, 7204.41.00, 7204.49.00, 7204.50.00, 7404.00.00, and 7602.00.00.
Initially, the export prohibition on metallic scrap was set to last for 180 days. However, it was renewed multiple times in July 2009, December 2009, June 2010, August 2012, March 2014, June 2015, June 2016, October 2017, October 2018, September 2019, December 2020, December 2021, and February 2023. As a result, the ban was extended 13 times (STI, Nov-Dec 2023, p. 16). This illustrates the persistent nature of restrictions on ferrous scrap exports.
The announcement to end the embargo came from Federico Sturzenegger, Argentina’s Minister of Deregulation and State Transformation, via the Ministry’s website and the Minister’s X account (formerly known as Twitter). The two decrees, 1040/20 and 70/23, were not renewed. The government stated that this decision aims to facilitate the import and export of metallic scrap, thereby reducing production costs for small to medium-sized enterprises (SMEs).
Minister Sturzenegger pointed out that the previous ban was detrimental for several reasons. First, it depressed the local price of scrap, discouraging recycling efforts.
More importantly, the embargo hindered a multitude of recycling businesses across various sectors of the economy. Through his X account, the minister underscored: “President Javier Milei has consistently stated that the power of the State should not be used to arbitrarily redistribute income among market players,” and that “the elimination of such measures is the triumph of freedom over lobbying.”
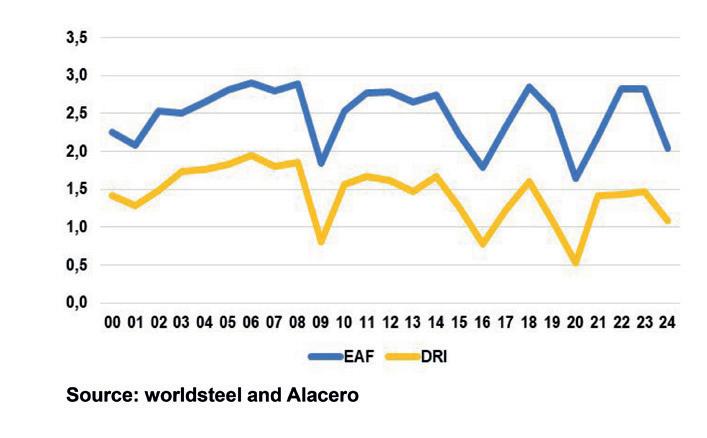
The removal of the embargo had adverse effects on the interests of Argentinian steelmakers. This development is particularly concerning, as during the first year of Milei’s administration, the country saw a decline in production, including: a 15.4% decrease in pig iron production, a 25.9% drop in DRI, a 21.8% reduction in crude steel, a 32.9% decline in hot-rolled longs (including seamless tubes), a 22.9% decrease in hot-rolled flats, and a 23.5% diminution in cold-rolled flats (STI Digital, Feb 2025, p. 22).
DRI ouput and crude steel production via EAFs
Before analysing the international trade of ferrous scrap, it is important to discuss Argentina’s DRI output and crude steel production via EAFs. Argentina was among the pioneers of adopting direct reduction technology, with TenarisSiderca, a seamless tube manufacturer based in Campana, Buenos Aires Province, commissioning a Midrex module in 1976. This facility currently has a capacity of 960kt/yr and produced 870kt of DRI in 2023, according to the latest available data. Similarly, ArcelorMittal Acindar Villa Constitución,
a long steel producer based in Villa Constitución, Santa Fe Province, began operations with a Midrex module in 1978. This facility now has a nominal capacity of 600kt/yr and produced 558kt of DRI in 2023.
It is noteworthy that Argentina is believed to have very low natural gas prices. As reported by GlobalPetrolPrices, in June 2024, the price of natural gas was $0.017/ kWh for businesses in Argentina, compared to a global average price of $0.065/kWh in the same month.
Sidersa’s 360kt/yr steel mill
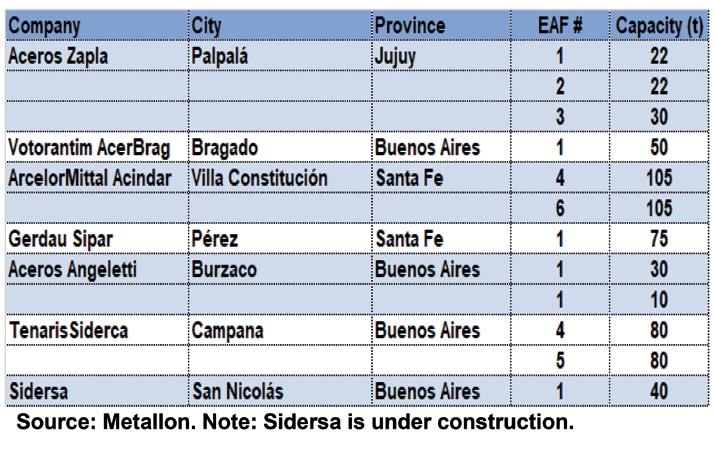
Fig 1 summarizes the characteristics of the EAFs currently installed and under construction in the Argentinian steel industry. In June 2024, the domestic steel distributor and service centre Sidersa announced plans to establish a steel mill in San Nicolás, Buenos Aires Province, where Ternium Argentina (former Siderar) operates the country’s only coke-integrated mill. The proposed new steel mill will have a capacity of 360kt/yr, focusing on rebar production, and is projected to require an investment of $300 million. The InterAmerican Development Bank is in the process of structuring a sustainability-linked loan, guaranteed for the long-term, for up to $100 million. It is estimated that 30% of output will be exported.
Fig 1 illustrates the trends in crude steel production from EAFs between 2000 and 2024, indicating that it fluctuated around a plateau of roughly 2.5Mt/yr. The lowest production level was 1.6Mt in 2020, impacted by COVID-19, while the
* Professor in Economics, Federal University of Uberlândia, Brazil. E-mail: germano@ufu.br
highest was 2.9Mt in 2006, during the commodities boom. Notably, in 2017, Gerdau commissioned a greenfield steel shop in Pérez, Santa Fe Province, with a capacity of 650kt/yr at a cost of $232 million. Despite this new EAF, the country was unable to surpass the production peak recorded in 2006.
Additionally, Fig 1 indicates that DRI production between 2000 and 2024 averaged around 1.4Mt/yr, exhibiting a similar timing pattern with minimum and maximum values of 525kt in 2020 and 1.9Mt in 2026, respectively. On average, DRI output was equivalent to 58% of total steel production through EAFs, along the period 2000-2024.
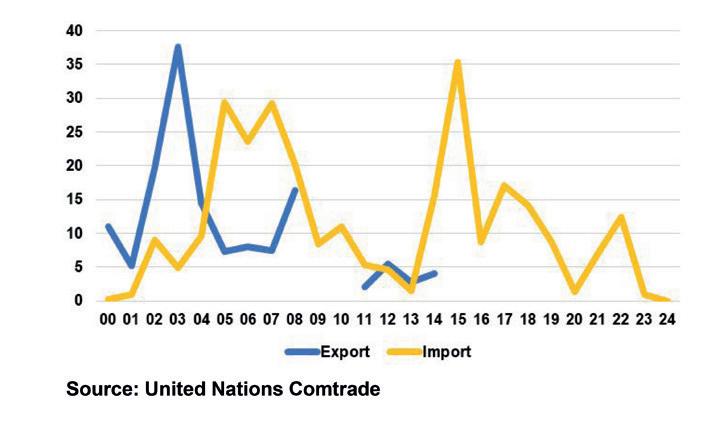
Ferrous scrap trade
Fig 2 focuses on Argentina’s international trade in ferrous scrap, utilising data from United Nations Comtrade. From 2000 to 2008, the year prior to the imposition of the export embargo, Argentina maintained a balanced trade flow, exporting and importing an average of 14 kt/yr. However, following the embargo, exports occurred in only five years, averaging just 3 kt/yr, while imports decreased to 9kt/yr.
The highest level of ferrous scrap exports was reached in 2003, with an export volume of 38kt. Conversely, the peak of import volume was recorded in 2015 at 35kt. It is noteworthy that even prior to the export ban, the volume of international
trade was relatively modest. Following the embargo, as mentioned previously, annual imports declined too. In this context, Argentina managed to navigate the restricted scrap reservoir, which is common in emerging countries, by adopting DRI technology early on.
President Milei’s choice not to renew the ferrous scrap embargo was part of broader efforts toward trade liberalisation. Nevertheless, this decision contradicts the prevailing trend observed in the global steel industry, where an increasing number of countries have been imposing restrictions on scrap exports due to limited scrap reservoirs and rising demand for decarbonisation efforts. �
1500C for
> MAX efficient – maximum service life with optimum cost-effectiveness
> MAX flexible – easy handling and installation, blankets are highly flexible and provide high mechanical strength
> MAX compatible – fits with the entire ALTRA® product range – non-classified according to CLP
Fig 1. Argentina’s DRI and EAF steel production, 20202025 (Mt).
Fig 2. Argentina’s ferrous scrap exports and imports, 2000-2024 (kt).
Table 1. EAFs in Argentina.
Protection from cheap imports
The recommendation by the Directorate General of Trade Remedies (DGTR), the Indian agency responsible for investigating fair overseas trade practices, to levy a 12% safeguard duty for 200 days on cheap steel imports has brought much-needed relief to domestic primary steel producers, says Dilip Kumar Jha*
FOLLOWING the DGTR’s recommendation, India’s Finance Ministry must notify the same or modified guidelines to ensure the implementation of the safeguard levy. The categories covered under the proposed duty include hot-rolled, cold-rolled, and coated steel products.
Until then, finished steel imports will continue at an accelerated pace, especially from China and Vietnam, as these countries face a challenging global business environment amid US President Donald Trump’s persistent threats to impose secondary import tariffs, either directly or indirectly. Surplus-producing countries, such as China and Vietnam, are finding it increasingly difficult to access the US market. The safeguard duty has been proposed for 5.34Mt of flat steel imports, representing 62% of the total import volume in the financial year (FY) 2023-24, thereby limiting the scope for a significant reduction in import volumes.
As European markets continue to struggle with economic growth, the only viable market left for these steel-surplus countries is India, which has achieved the fastest economic growth even in a challenging environment. Notably, the Reserve Bank of India (RBI) projects India’s GDP growth at 6.5% for FY 2024-25 (April-March), potentially the fastest among major economies, although lower than the 9.2% recorded in the previous year.
Rationale behind the duty
India, the world’s second-largest steel producer, recorded its highest finished steel imports in recent years at 8.32Mt during
Source: Joint Plant Committee
FY 2023-24, compared with 6.02Mt the previous year and 4.67Mt in FY 2021-22. The over 38% increase in imports from the previous year and an almost 100% surge from FY 2021-22 were driven by the economic slowdown in Europe and trade disruptions in the Red Sea caused by continuous Houthi attacks on merchant ships in the Suez Canal.
As a result of these disruptions, exporters from China, South Korea, and Japan redirected their shipments to India, offering steel at prices substantially lower than the prevailing domestic market rates. Local steel producers experienced reduced orders from downstream industries, despite robust demand, as their products with similar specifications were 7–8% more expensive than imported alternatives.
The DGTR has determined that critical circumstances exist where any delay in applying provisional safeguard measures would cause irreparable damage, necessitating immediate action. The imposition of a safeguard duty on steel imports has been a long-standing demand of the industry. While the government sympathizes with the concerns of the
*India correspondent.
domestic steel sector, it seeks to balance the interests of local producers with those of downstream and end-users, ensuring the availability of affordable steel.
India’s leading brokerage firm, Kotak Institutional Equities, noted that domestic steel prices are already at a 7–8% premium to import parity, leaving little room for further price hikes if a safeguard duty is implemented. “While margins for these companies have bottomed out in the December quarter, potential supply reforms in China pose an upside risk,” it added.
A breather
If implemented, the 12% safeguard duty on imports of alloy and non-alloy steel flat products for a period of 200 days will provide significant support to domestic steel prices. The levy is expected to create room for an increase in domestic steel prices by up to 13% (comprising the safeguard duty of 12% and a 10% cess on the safeguard duty), amounting to approximately INR 6,000 (~US$71) per metric tonne of hotrolled coil (HRC) based on prevailing prices in February 2025, while keeping prices competitive.
India’s steel scenario
“The move is likely to provide some relief to the subdued profitability of domestic steel players, who have been facing headwinds due to increasing import volumes of low-cost products since October–December 2023. The surge in imports resulted in a decline in EBITDA margins to around 10% in April–December 2025, compared to approximately 12% in FY 2022-23 and FY 2023-24. The anticipated increase in steel realisations will improve the spreads of domestic steel producers, as raw material prices are unlikely to rise in the same proportion. Furthermore, debt levels are expected to reduce from FY 2024-25, as major industry players completed significant capital expenditures to capitalise on the demand prospects for FY 2025-26,” said Rohit Sadaka, director and head of materials and diversified industrials at India Ratings, a leading credit rating agency.
Impact
Imports originating from developing countries, except China and Vietnam, shall be exempt from the levy of safeguard duty
as they account for less than 3% individually and less than 9% cumulatively of the total imports of non-alloy and alloy steel flat products. These imports are not considered a threat. The safeguard duty has been imposed on 5.34Mt of flat steel imports in FY 2023-24, representing 62% of the total flat steel import volume and 58% of the total import volume into India in 2024. This may limit the scope for a significant reduction in import volumes.
The safeguard duty on steel imports will primarily benefit flat products, including hot-rolled flat products, cold-rolled flat products, and coated steel coils, sheets, and plates. These include hot-rolled (HR) coils, sheets, and plates, HR plate mill plates, cold-rolled (CR) coils and sheets, metalliccoated steel (zinc, aluminium-zinc, or zincaluminium-magnesium), and colour-coated steel. However, higher-priced value-added and specialized steel products, such as cold-rolled grain-oriented electrical steel, cold-rolled non-oriented electrical steel coils and sheets, coated electro-galvanized steel, tinplate, stainless steel, and various other coated or clad steels, are exempt from the duty.
Imports of hot-rolled coils, sheets and plates, HR plate mill plates, cold-rolled coils and sheets, metallic-coated steel, and colour-coated steel will also be exempt if their cost, insurance, and freight (CIF) import prices meet the specified thresholds. Currently, the CIF prices of these products are approximately 25% lower than the threshold prices. This will help protect end-user industries from significant cost increases, thereby limiting the overall impact of the duty.
Outlook
India’s move is expected to support the profitability of the domestic steel sector by enabling higher realisations, particularly for large integrated flat steel producers, thereby providing sufficient headroom to absorb external challenges. However, given the sustained global oversupply scenario, the measure may not significantly curb import volumes if exporters choose to lower their base prices to remain competitive in the Indian market until the global demandsupply balance improves. �
Exclusive Sale at Hyundai Steel Dangjin, South Korea
Hot Compact Strip Mill
Hyundai Steel Dangjin Facility (widely known as “Thin Plate Mill”) is a premier steel production plant featuring a Compact Strip Process (CSP) as the main production line, complemented by a 150 -ton Heat-size.
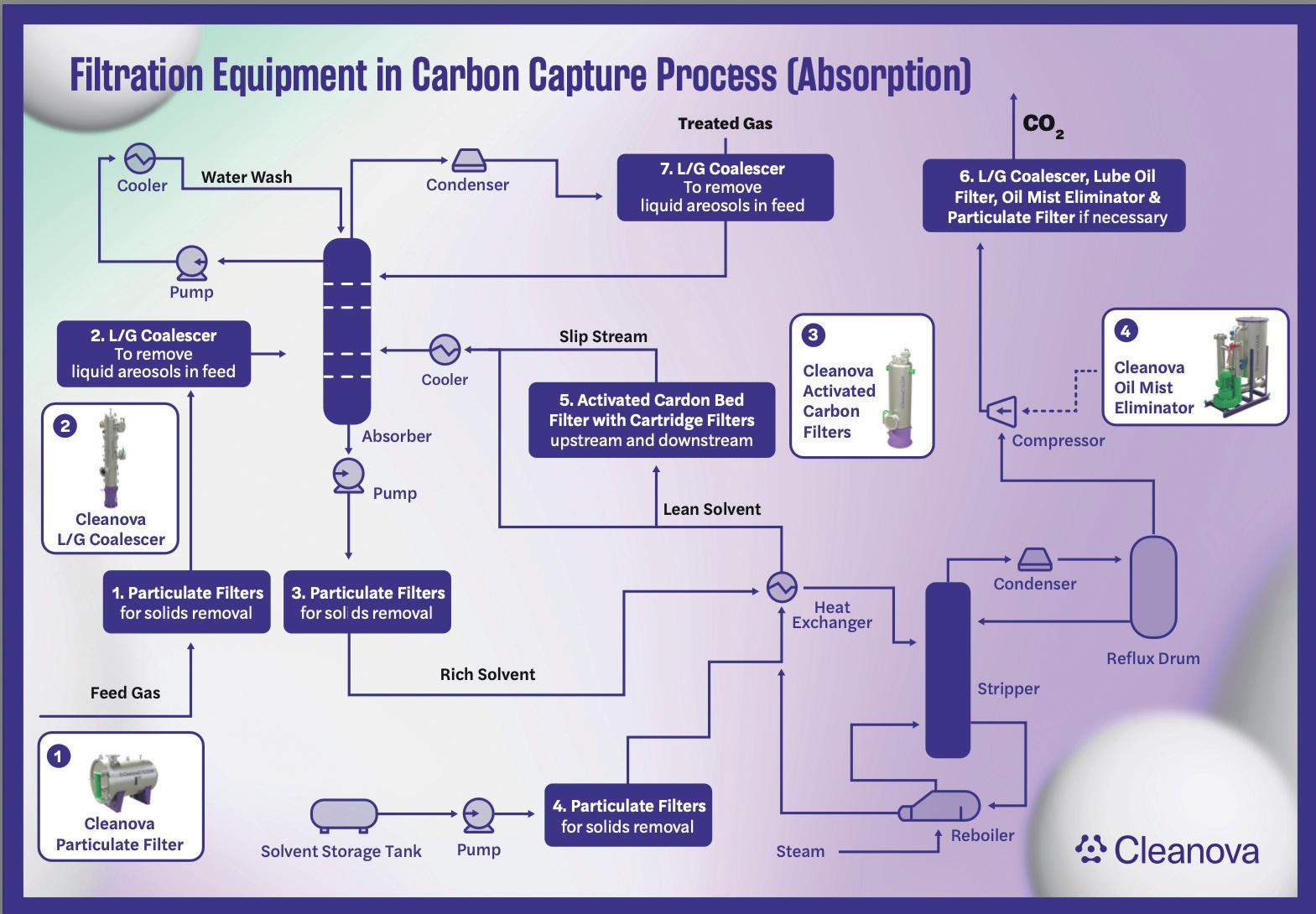
Carbon capture: utile or futile?
Is carbon
capture
an ‘essential tool’ in the fight against climate change, or a distraction from the reality of its true potential?
By
Stefan Erdmann*
LAST year was the planet’s warmest year on record. Global average temperatures reached 1.46°C above pre-industrial levels. Scientists warn that if greenhouse gas emissions continue at current levels, we could see temperature increases of up to 5°C in the coming decades.
Steel production accounts for 10% of global greenhouse gas emissions. On average, for every ton produced, 1.89 tons of CO2 are released. In 2023, the steel industry reached a market value of $928 billion, producing nearly 2 billion tons of steel. By 2050, we need to cut emissions by 90% compared to 2022 levels to meet global decarbonization targets.
Innovation, then, is imperative – but where should the focus be? One of the critical debates today is the role of carbon capture and storage. Is it an essential tool in the fight against industrial carbon emissions? Or could it be a distraction that diverts attention from deeper systemic change?
Reduction versus removal: getting the balance right At Outokumpu, despite the high alloying
content of our stainless steel, we have managed to lower our emissions to 1.52 tons of CO2 per ton of crude steel (2023). This progress highlights the importance of tackling carbon reduction at every stage of production.
Direct emissions are primarily from fossil fuels used in ferrochrome production. Switching to bio-based alternatives or moving towards a carbon-free reduction process could dramatically cut emissions. Buying in carbon-free electricity sources – wind, solar, nuclear and hydro – can address indirect emissions. That shift is speeding up thanks to regulatory pressures like the European Union’s Emissions Trading System.
But what of value chain emissions? Low-carbon raw materials might not yet be
:*Chief technology officer, Outokumpu
viable at scale – but we can’t afford to wait for the perfect solution. So that’s an area where carbon capture can come into play.
In my view, we should always prioritize carbon reduction where it’s feasible and economically viable. Carbon capture can play a part only where deep reductions are currently unachievable. Economic realities, advances in technology and industrial collaborations will ultimately dictate the optimal balance between the two.
Repurposing captured carbon presents a strategic opportunity
Critics argue that carbon capture risks becoming a costly excuse for maintaining business-as-usual operations, rather than driving necessary systemic change. Others see it as a vital technology that complements other decarbonization efforts.
For instance, in sustainable fuels and green chemicals manufacturing, captured CO2 and CO can serve as essential feedstocks – helping other industries to decarbonize in the process.
At Outokumpu, we are actively exploring carbon capture for both utilization and storage as part of our broader
decarbonization roadmap. As we increase our use of biocoke, these carbon gases will transition from gray to green – creating new industrial opportunities while reducing emissions.
So why isn’t carbon capture scaling up faster?
It’s a sizeable upfront investment to build the infrastructure for storing or utilizing captured carbon. Businesses will hesitate to make large-scale commitments without strong economic incentives, and dedicated infrastructure for CO2 transportation and storage is not yet widely available in many key steel-producing regions.
Captured carbon must also have viable market applications, for which we need more cross-industry collaboration. Industrial symbiosis, where companies share resources and infrastructure, is still in its infancy.
Expanding global carbon pricing mechanisms and trade policies to encourage decarbonization could also make capture and storage more viable, while regulatory support and green procurement policies – along with private investment –
can drive stable demand for low-emission steel.
We need a co-ordinated policy framework for carbon capture
We can make carbon capture a meaningful part of the decarbonization toolkit. To do that, we need:
• regulatory frameworks to encourage industries to share CO2 resources and infrastructure, creating viable carbon markets
• government investment in zeroemission energy, prioritizing grid
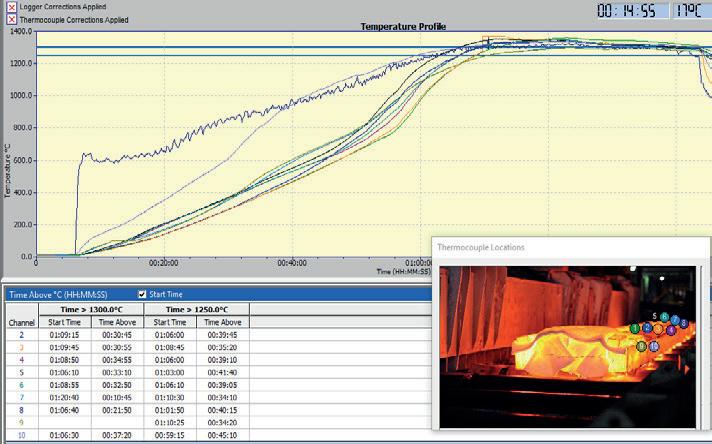
Temperature profiling for Steel Reheat Applications
decarbonization and energy storage solutions
• expanded emissions trading systems and harmonized carbon border adjustment mechanisms to drive investment in lowcarbon steel production
• regulatory alignment with clear, long-term incentives for decarbonization technology investments, rather than shortterm subsidies.
Let’s embrace carbon capture as a tool, not a support
At Outokumpu, we are driving the next generation of low-emission stainless steel by investing in both direct reductions and smart carbon capture applications. As the transition speeds up, steelmakers cannot wait for regulations to force change – we must create scalable, economically viable solutions now.
The green transition is not just a necessity – it is an opportunity. But to seize it, industry players must act decisively and collaboratively. The time for debate is over; the time for large-scale implementation is now. �
Tariffs are causing problems for everybody, but the North American automotive industry finds itself in a state of flux as it tries to second guess what’s going to happen next in terms of tariffs and retaliatory tariffs. Auto production is expected to slip and it will never go back to pre-pandemic levels, says Myra Pinkham*
In a state of flux
MUCH like many other steel consuming end-use markets, the North American automotive market – which had been relatively flattish for much of the past year or so – is currently somewhat in a state of flux given a lack of clarity about what impact tariffs, tariff retaliations and other changes under Trump 2.0 will have.
This has been increasingly challenging given the ever-changing news about the auto, reciprocal and retaliatory tariffs. That was well illustrated by the 9 April announcement by the Trump administration that certain reciprocal tariffs (not including those upon imports from China) that were to be implemented that day will now be delayed another 90 days. However, at least for the time being, it appears that the recent automotive, steel and aluminium and Chinese, Canadian and Mexican tariffs remain in effect.
At the time of going to press, US reciprocal tariffs upon Chinese imports and retaliatory tariffs upon US imports by China were being raised measurably, sometimes on a daily basis. However, it appears as if the US tariffs upon Canadian and Mexican autos and auto parts and the 25% Canadian retaliatory tariff upon those imported from the US only include those that aren’t compliant with terms of the United States-Mexico-Canada Agreement (USMCA), which is very significant given that, several industry observers have noted that at times auto parts and components are transported between the three countries
six times or more.
Meanwhile another question being asked is what this means for the companies that supply the steel used by automotive and auto parts manufacturers.
“Actually, NA auto sales and production have been on a wild ride for a while,” Mike Wall, executive director of automotive analysis for S&P Global Mobility, said. That started in 2020 at the beginning of the Covid pandemic when North American light vehicle output fell to about 13 million units, Wall noted, but was followed by the resultant supply chain issues and a rebuilding, then a drawdown, of inventories.
He pointed out that even with consumer demand generally holding up, NA light vehicle production over the past several years never got back up to the 16.3 million unit level it had achieved pre-Covid. In fact, after its production peaked in 2023 at 15.7 million vehicles, it inched back down to 15.4 million units last year – largely because the automakers built up their inventories too well.
*North America correspondent
The NA automotive industry is now at an interesting crossroads, Jonathan Smoke, Cox Automotive’s chief economist, declared during the company’s recent forecast webcast. He noted that while at the end of last year Cox believed that the auto market would perform to the upside this year, it has since downwardly revised its forecast, largely because of concerns that both recently implemented tariffs and the expected additional tariffs (and retaliation to them) will likely be highly disruptive to NA vehicle production and could lead to a full-scale global trade war and a much weaker economy.
Smoke said that not only have the Trump administration’s policy changes been far more aggressive than expected, but that he doesn’t believe that they are a negotiation gambit, but rather an attempt to restructure the US auto market in a way to favour domestic production.
Other analysts have expressed a similar point of view. Bill Rinna, director of Americas vehicle forecasts for GlobalData, said that, while prior to the Trump
administration’s tariff announcements NA auto production was expected to remain largely flattish this year, there is now considerable downside risk with the output potentially falling to 14.5 million light vehicles in 2025 and to 14.3 million light vehicles next year.
John Anton, director of S&P Global Market Intelligence’s pricing and purchasing service, said perhaps the biggest problem has been the Trump administration’s tendency to constantly change its policies, particularly those related to import tariffs, including that on auto and auto parts, on steel and aluminium or on other products.
It has, however, been going beyond that, noted Philip Gibbs, a senior equity analyst, explaining that while there was initially a lot of optimism about the pro-business nature of the new Trump administration, now
changing market dynamics and regulatory policies.
“The automakers want the certainty that they get from long-term consistent policies to enable them to make the necessary investment and business decisions, Mark Schirmer, Cox Automotive’s director of industry insights, declared. “However, the uncertainty surrounding such factors as tariffs, interest rates, fuel economy and emissions standards and electric vehicle (EV) incentives has made it hard for the auto OEMs to make such plans.”
In fact, while it varies by company, there have been reports that the 25% auto tariffs are having at least a temporary negative impact upon the domestic Big Three automakers. Most notably Stellantis announced that it was temporarily laying off a total of 900 workers at five of its US
many see its actions as being more proconfusion and pro-inflation.
He said that is the case for the tariffs that the administration has imposed upon autos and are expected to be imposed upon automotive components in early May (although, based upon recent history that it isn’t absolutely certain when they will go into effect if they do at all), as they could impact automotive production cost and, if so, that cost increase would flow down to the consumer. “That will definitely be a watch point.”
It is widely believed that government policies as a whole have been and will continue to have an impact upon the auto market and that automakers will be adjusting their product offerings and production strategies in response to these
facilities as well as pausing production at two assembly plants in Canada and Mexico.
Ultimately it is expected that the tariffs will result in more reshoring, but industry observers note that it will take time for the automakers to reconfigure their operations and supply chains.
While recently a lot of attention has clearly been paid to the impact that tariffs will have upon the US auto market, some of Trump’s other policies, as well as other market dynamics, have been and could continue to impact the auto market in a number of ways, including its vehicle and materials mix, and, therefore, have an impact upon demand for steel (and other metals) for automotive applications and, therefore, investments in auto and steel plants.
Even under past administrations –including Biden’s – internal combustion engine (ICE) vehicles have remained the vehicle of choice in the US. However, largely due to incentives, such as those that were in the Inflation Reduction Act (IRA), and the general push towards sustainability and lower carbon emissions, demand for electric vehicles – both battery electric vehicles (BEVs) and hybrids – have been picking up, albeit much slower than was anticipated about five years ago.
S&P Global’s Wall noted BEVs in particular remain very much a work in progress with their consumer demand being clearly not as strong as US automakers had hoped. In 2024 they only had about a 10% share of domestic sales and that share is only expected to grow to about 10% this year given the still strong consumer interest in certain higher fuel efficiency ICE vehicle models.
But he said that there has been growing interest in hybrid vehicles – both traditional full hybrids and plug-in hybrids. KeyBanc’s Gibbs called hybrids an intriguing consumer option given that they are not as dependent upon charging infrastructure and could be a more affordable option. Other market observers agree, calling them a great bridge between ICE vehicles and BEVs.
Bill Rinna, director of Americas vehicle forecasts for GlobalData, believes that BEVs could potentially see some downward pressure from the Trump administration, especially if it eliminates some of the incentives which currently make BEVs somewhat more affordable. He noted that this comes while BEV demand continues to be hampered by the range anxiety of consumers given the weight of their battery packs and with charging infrastructure availability paling.
Amid these dynamics some domestic BEV programmes have been pushed back, delayed or cancelled by both legacy and start-up BEV automakers. For example, Leonard Ling, automotive knowledge manager at Ducker Carlisle, noted that Ford’s new West Tennessee plant has been delayed from 2025 to 2027, Toyota delayed the start of EV production at its new North Carolina plant until the first half of 2026 after delaying EV drive unit production at its Toledo (OH) Propulsion Systems plant until Q4 2024. General Motors delayed the start of production at its Indiana battery plant until 2027 and temporarily halted production of its BrightDrop electric delivery
van in Ontario.
On the other hand, in late March Hyundai formally announced plans to invest $21 billion in the US, including a 2.7Mt/ yr electric arc furnace (EAF) steel mill in Louisiana (its first in the US) that, once online in 2029, will provide steel for the EVs it plans to produce in Georgia and Alabama.
Philip Bell, president of the Steel Manufacturers Association (SMA) said he viewed this announcement as being positive for the US steel industry seeing it as an indication that the tariffs are incentivizing steel industry investment and production in the US and that mills can make a variety of auto grade steels using EAFs.
But given that consumers are voting with their dollars (especially in these uncertain economic times), and with BEVs continuing to be more expensive than other types of cars, S&P Global’s Wall said they are particularly showing interest in higher fuel efficiency ICE and hybrid vehicle models. GlobalData’s Rinna agreed, noting that while down from 95% in 2019, ICE vehicles still have a 75% share of US light vehicle sales and that the hybrid share has increased to 12% from 3% over that timeframe.
Even with these dynamics, as well as expectations that the Trump administration could eventually seek to ease US emissions and fuel efficiency regulations, Abey Abraham, Ducker Carlisle’s managing principal, said that automakers will continue to take a mixed mosaic material approach to further lightweight their vehicles, declaring that there isn’t one silver bullet strategy to do that.
Abraham said that automotive engineers are increasingly using different materials for different applications. “They are not taking square pegs and trying to fit them into round holes,” he explained. “Automakers need to be very precise about how they control the weight of their vehicles and how they balance that with their costs, while also making vehicles that consumers want to drive,” which, he said, isn’t an easy task.
Ryan McKinley, a senior CRU steel analyst,
said that for a while – especially after Ford introduced its aluminium-bodied F150 pickup truck in 2016 and when demand expectations for BEVs (which use about 30% more aluminium than ICE vehicles) were higher – that aluminium would be overtaking steel in many vehicles.
But while aluminium is expected to make further inroads, it is generally believed that the rate of the transition will not be nearly as pronounced going forward, especially given the cost differential between steel and aluminium.
Less pressure to use aluminium?
Also, under the Trump administration’s policies, automakers could feel less pressure to lower the steel content for North American-produced vehicles, which, McKinley said, averages about one ton per vehicle (but about 0.8 ton for BEVs). He noted, however, that steel volumes could also be affected by moves to replace some of the vehicles’ mild steel with advanced high strength steels (AHSS), which is lighter in weight.
While AHSS is more expensive than some of the mild steel it is replacing, it is less expensive than aluminium.
This comes as NA steelmakers are making moves to either maintain or increase their automotive exposure.
KeyBanc’s Gibbs pointed out that given their incumbency, the few remaining domestic integrated steelmakers –Cleveland-Cliffs and US Steel – continue to have a stronghold upon the auto sector and are desperately trying to hold onto that, given that it is pretty much their last market niche, with the potential exception of white goods.
Cleveland-Cliffs, however, announced in late March that it was idling some of the operations at its Dearborn, MI, plant due to softer than desired automotive demand. However, the company expressed confidence that production would be resumed should the policies of the Trump administration result in the reshoring of auto production as expected.
But at the same time EAF steelmakers are
making some inroads supported by all of the new EAF steelmaking capacity that has either recently come online, is expected to come online soon or has been announced.
S&P Global’s Anton pointed out that in addition to Hyundai’s planned Louisiana steel mill, there are a number of other EAF capacity increases or planned increases to produce steel for auto applications.
While it has come online slower than initially anticipated, Steel Dynamics has recently announced that its Sinton, TX, greenfield sheet mill is now at over 80% of its production capacity. Anton said that similarly, Nucor has completed the expansion of its Gallatin mill in Ghent, KY. The company’s greenfield Apple Grove, West Virginia, flat roll mill is expected to come online either next year or early in 2027. Anton said there was some additional capacity coming online to produce rod and bar for automotive applications.
One looming question, however, remains whether US EAF steelmakers will also be able to make exposed auto sheet.
While SMA’s Bell says that EAF steelmakers can make any type of steel required for automotive applications, Anton pointed out that despite trying to break into that market for the past 15-20 years, to date they have only made very meager inroads with the auto OEMs being reluctant to buy steel for those applications from them and he said he isn’t sure if and when that will change.
“In the near term, the US auto market is in a bit of a holding pattern with all of the uncertainty – including the impact of the tariffs and other governmental policies having a negative impact upon consumer sentiment,” Gibbs said.
Wall agreed, stating that S&P Global believes that while NA auto production will slip slightly this year, it will still remain well above pandemic lows, albeit not quite back to its pre-Covid levels. “Also, as long as the market doesn’t blow up because of the tariffs I am hopeful that light vehicle production will improve year-on-year in 2026.” �
DYSENCASTER®
HYDROGEN-READY AND ELECTRIC TUNNEL FURNACES
Performances, operational reliability and quick startups are the result of 30 years of continuous R&D activities, carried out at the Danieli research center and onsite together with partnering customers.
QSP-DUE can make use of more than 20 Danieli patents covering technological layouts, production equipment and Danieli Automation solutions, such as power, instrumentation and intelligent digital controls.
— The most efficient, digitally controlled electric steelmaking with no impact on the power grid.
— 6 m/min casting speed, allowing up to 4.5-Mtpy productivity on a single strand, with dynamic adjustment of slab thickness and width at any speed. In-mould fluidodynamic control with MultiMode Electromagnetic Mould Brake (MM-EMB) for no quality limitation.
— Hydro-MAB burners ready for 100% hydrogen operations and electric tunnel furnaces for carbon-free slab reheating.
— Split mill layout, intensive cooling and dynamic transfer bar reheating for true thermomechanical rolling and endless operation of ultra-thin gauges.
— Danieli Automation robotics and artificial intelligence for zero-men on the floor.
— Least power-consuming process with the lowest carbon footprint.
— The most competitive plant in terms of CapEx and OpEx.
— The highest production flexibility due to three rolling modes available in a single line.
QSP-DUE® ENDLESS CASTING-ROLLING PLANTS
UNIQUE PATENTED DANIELI TECHNOLOGIES
THE TRUE AND ONLY ONES
PERFORMING WORLDWIDE
SGJT and Yukun are enjoing their QSP-DUE plants operating in coil-to-coil, semi-endless and endless mode, based on HRC market requests. The Nucor Steel QSP-DUE plant is under construction.
15 QSP PLANTS
DANIELI THE COMPETITIVE GREEN STEEL
How automation orchestrates efficiency
IN the world of metal processing, the journey from raw material to a highquality finished product is an intricate series of steps. While the metallurgical processes themselves – annealing, pickling, galvanizing – take centre stage, the unseen maestro behind peak performance is often the control and automation system.
The quality of processed metal is determined by the quality of the technology used in its processing. Surface characteristics, flatness, and strip tensions must be perfectly monitored and controlled to produce a flawless product. Ensuring each element of the processing line is synchronized and operating harmoniously is the exact job that the control system is there to do. It dictates the precise speed and tension of the metal strip as it travels through numerous stages, from unwinding to coiling. This seemingly simple task becomes critical when dealing with materials of varying thicknesses, widths, and material grades.
The power of precise control
Control and automation systems act as the central nervous system of processing lines, silently ensuring efficient and consistent operation. At the heart of
these systems lie sophisticated control algorithms that constantly monitor and adjust strip speed and tension throughout the line. These algorithms consider multiple factors, including material properties, line configuration, and real-time feedback from sensors positioned along the line.
By maintaining continuous monitoring and precise adjustments, ABB’s control systems, including ABB Ability™ System 800xA distributed control system (DCS) with the Roll@xA and the ABB Ability™ Manufacturing Operations Management for metals software solutions, as well as digital twin solutions, contribute to reduced product defects, improved productivity, and material savings. Consistent tension throughout the line minimizes the risk of breaks, tears, or uneven coiling. Optimized speed settings ensure the line operates at its peak capacity without compromising quality. These improvements translate to significant cost reductions for metals manufacturers.
One prime example of this efficiency in action is the recent implementation of ABB’s advanced processing line solutions based on the aforementioned DCS, for Jindal Stainless Ltd. at its Kalinganagar facility. This complex project, commissioned
in 2023, underscores how automation can transform a metal processing line, driving productivity while maintaining superior quality.
Jindal Stainless Ltd case study: Orchestrating success through automation
In 2021, Jindal Stainless Ltd, an Indian stainless-steel producer, embarked on an ambitious project to install a Direct Reduction Annealing and Pickling (DRAP) line at its facility in Kalinganagar, Odisha. The DRAP line was designed to enhance the company’s production capabilities by enabling the processing of both hot- and cold-rolled stainless steel coils – earning it the moniker ‘Combo Line.’
The project was a collaboration between Jindal Stainless Ltd. and ABB, with ABB providing the advanced control and automation systems required to manage this complex processing line. ABB’s comprehensive solution included the Ability™ System 800xA automation platform, incorporating the high-end AC 800PEC controller for process control and the AC 800HI controller for safety functions. In addition, ABB implemented low- and medium-voltage line drives, auxiliary drives, and advanced mathematical set-up models
In metals processing, the smallest variations can significantly impact quality, explain Andreas Vollmer* and Deng Bo**
Beyond control:
for inline tandem mills, ensuring precise synchronization and optimal operation. The project team worked diligently from 2021 to 2023, utilizing digital twin technology for in-house testing, which enabled seamless system implementation.
Challenges and solutions
One of the primary challenges faced in this project was the need to commission a highly complex processing line equipped with advanced technology, including a 3-stand S6-high inline tandem cold mill, degreasing section, furnace section, scale breaker, shot blaster, pickling section and 2-high skin pass mill. This required precise synchronization of multiple sophisticated components, such as the automatic roll change device, the auto sequences for entry and exit sections, and micro-tracking for section setpoint handling, all while maintaining high-speed operation and quality output.
Based on ABB’s extensive experience with similar projects, including their previous work with Jindal Stainless Ltd. on the hotand cold rolled annealing and pickling lines in 2010-11, ABB delivered a control system that included features such as accurate load share control of driven rolls, tension control across the line, and advanced thickness control solutions. These features ensured
that the processing line could operate smoothly, even under the demanding conditions of producing both hot- and cold-rolled coils.
Technical innovations
The DRAP line was outfitted with several technical innovations that [ABB claims] set it apart from other solutions available on the market. Key among these was the rollable weld system, which allowed for seamless transition through the inline 3-stand tandem cold mill and the inline skin pass mill. The system featured an auto-sequence for the tandem cold mill roll change device and a 4-roll carousel stand that enabled roll changes without reducing line speed. These advancements were made possible by ABB’s advanced Direct Torque Control (DTC) technology for AC drives and a wide range of metals standard for processing line control.
These innovations improved the efficiency and reliability of the processing line and enhanced the final product’s quality. Within six months of the commissioning process, Jindal Stainless Ltd started producing 2BD surface quality stainless steel ideal for use cases such as pipes and tubing, a new product developed specifically for the DRAP line.
advanced diagnostics and data insights ABB’s control and automation systems extend beyond maintaining optimal speed and tension. They provide a wealth of data and insights that empower operators to proactively manage the processing line. The system continuously monitors equipment health and performance, identifying potential issues before they can lead to downtime. This proactive approach allows for implementing preventive maintenance strategies, maximizing equipment lifespan and minimizing unexpected disruptions. By analyzing historical data and realtime performance metrics, the system can identify trends and patterns. This information can be used to further optimize control settings, identify areas for improvement, and even predict potential issues before they occur. In the case of Jindal Stainless Ltd., these capabilities translated to significant reductions in downtime and maintenance costs, ensuring the processing line operated at peak efficiency.
Collaborative approach and seamless integration
One of the strengths of ABB’s control and automation solutions lies in their ability to integrate seamlessly with existing equipment, regardless of brand. This allows metal manufacturers to leverage advanced automation without the need for a complete line overhaul. ABB’s systems harmonize the various elements of a processing line – from older equipment to newer technology – into an efficient, well-co-ordinated production line. This collaborative approach ensures that companies can maximize the value of their existing assets while improving overall performance.
For Jindal Stainless Ltd, this meant integrating the new DRAP line with existing infrastructure at its Kalinganagar facility, creating a cohesive system that operated efficiently and effectively. The result was a processing line that not only met but exceeded the customer’s expectations, driving productivity and product quality to new heights.
The future of metal processing: evolving for efficiency
The world of processing lines is constantly evolving, with new materials and processes emerging all the time. ABB remains at the
AUTOMATION 24
forefront of this evolution, continuously developing and refining its control and automation solutions.
High quality results
The intricate world of metal processing demands consistent, high-quality results. By leveraging advancements in areas like artificial intelligence and machine learning, ABB is exploring ways to further optimize control strategies, predict potential issues with even greater accuracy, and unlock new levels of efficiency. Through sophisticated algorithms, advanced diagnostics, and seamless integration capabilities, ABB empowers companies like Jindal Stainless Ltd to achieve optimal speed, tension, and overall line performance. These technologies are poised to revolutionize the way metal processing lines operate, driving even greater productivity and quality in the years to come.
The big picture
While ABB’s advanced automation and control systems are transforming the way metals are processed, the broader
implications extend beyond the steel mill. For customers buying metals or consumers purchasing the end product, these operational gains mean better quality and reliability in everyday items. Whether it’s the steel in home appliances, automotive parts, or industrial equipment, improved consistency and durability are guaranteed. By enhancing efficiency and minimizing defects, ABB’s technology not only lowers costs for manufacturers but also ensures that consumers benefit from longer-lasting, higher-quality products.
Additionally, the automation-driven improvements in energy efficiency and sustainability contribute to reducing
the environmental impact of metal production. For consumers who are increasingly conscious of the carbon footprint of the products they buy, this represents a significant step forward. Metal manufacturers adopting these systems can boost their competitiveness and help shape a more sustainable future for the global supply chain, where innovation leads to responsible production and consumption practices.
To summarize, companies that embrace these technologies today position themselves to meet the challenges of tomorrow, producing higher-quality products more efficiently and sustainably. �
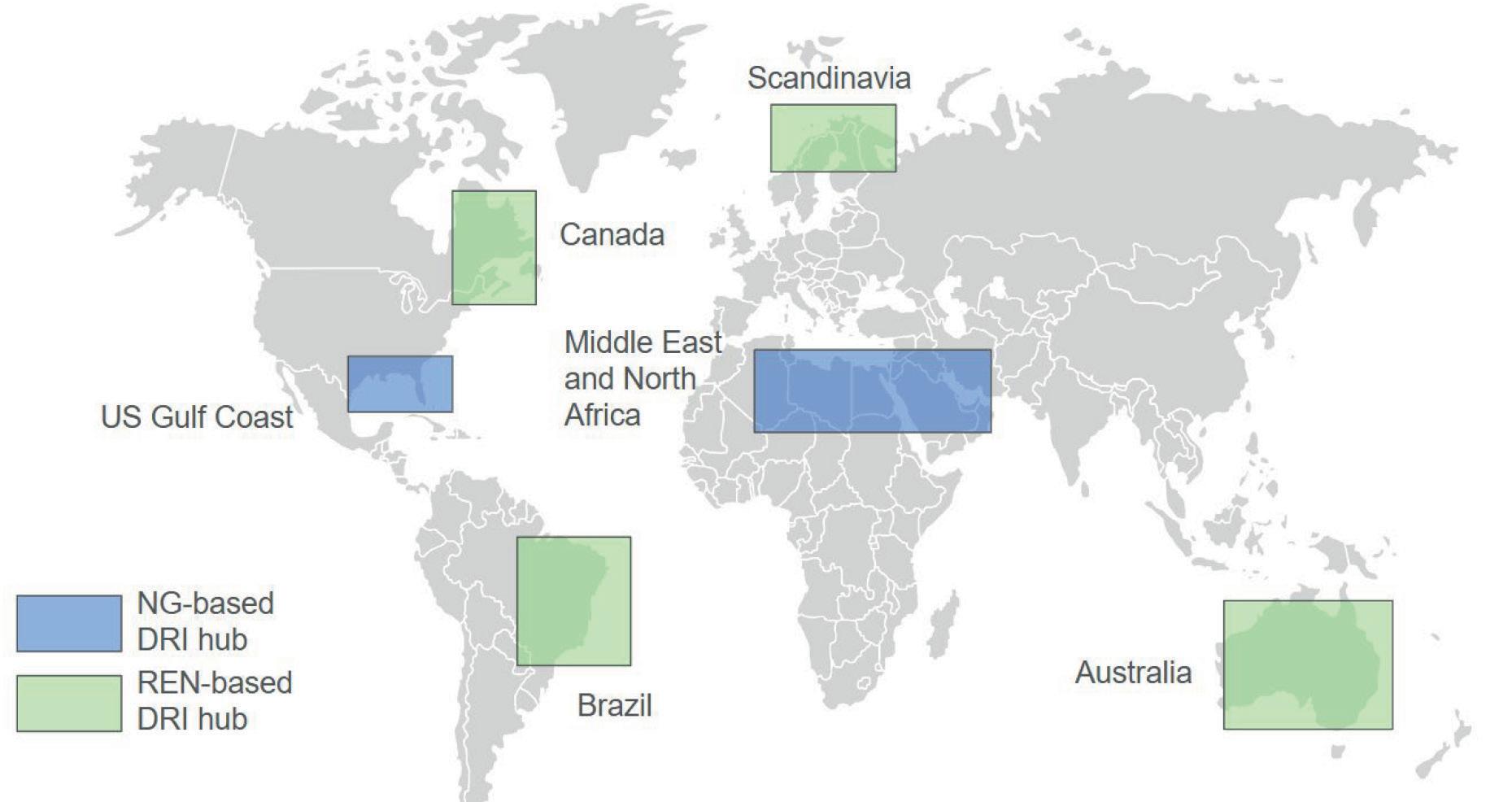
DRI hubs for the energy transition
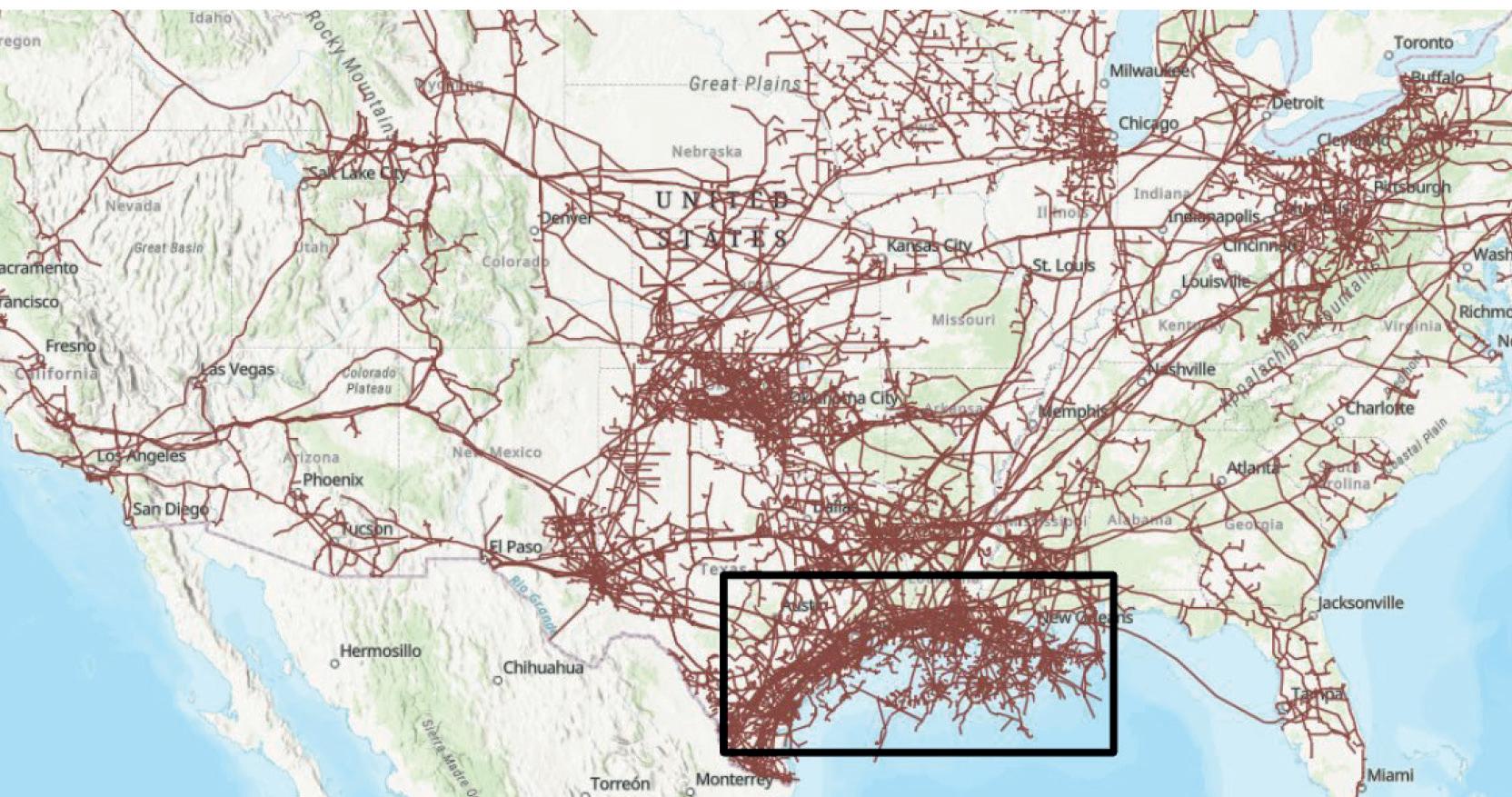
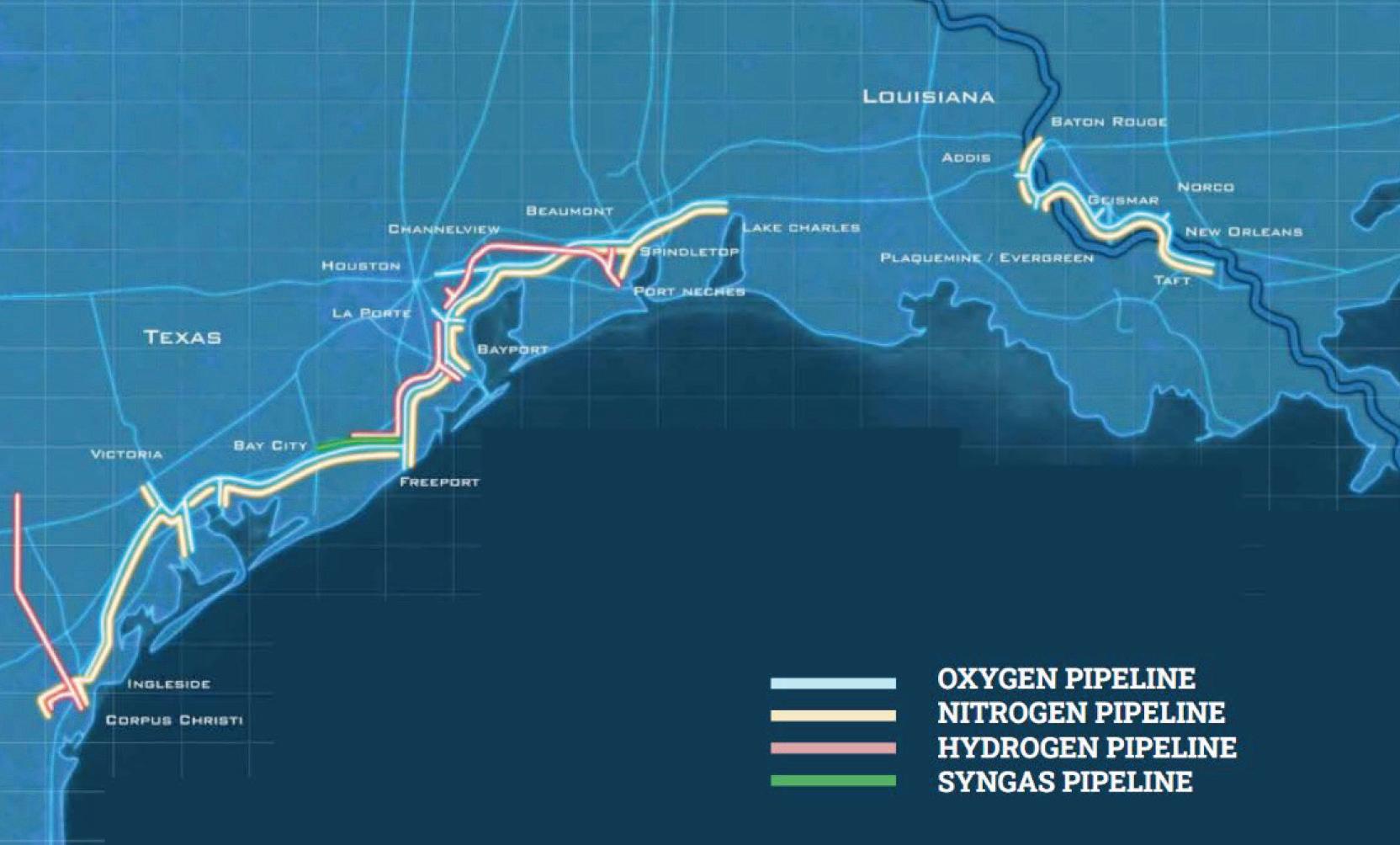
In the frame of energy transition, direct reduced iron (DRI) is a strongly developing technology, with projects based on natural gas (as a classical reducing gas) or hydrogen (in new approaches). This article recalls the merits of using DRI for CO2 emissions reduction, the advantages of potential ‘DRI hubs’ located in suitable regions, such as the US Gulf Coast, and the benefits of having industrial gases networks to provide flexibility for operations. By
Vivienne Balicki, Philippe Blostein, Errico De Francesco, Mike Grant, Geneviève Samson*
THE energy transition is a challenge for society as a whole, including industry. The steel industry in particular, which accounts for 7% of global CO2 emissions, is strongly committed to meeting the challenge of decarbonization.
Since there is no ‘silver bullet’, many different solutions are being explored, and these are regionally dependent. Solutions that apply in the US and in the Middle-East may be very different from solutions that apply in Europe. The two main categories of solutions include, on the one hand, Carbon Capture Utilization and Storage (CCUS), with a wide range of technologies such as cryogenic capture, absorption and adsorption membranes; and, on the other hand, replacement of carbon with another
reducing agent, such as hydrogen.
Blast furnaces are a huge generator of steelmaking emissions, but their potential for decarbonization of the sort required is limited. The most effective steelmaking route for reducing CO2 emissions is the conversion from blast furnaces/basic oxygen furnaces (BOF) to scrap-based electric arc furnaces (EAF), especially where renewable electricity can be found. However, when scrap alone cannot be used, because of its unavailability or because of the quality required, then DRI is the next best alternative.
DRI: a key to decarbonization
DRI is used with gas or coal as a reducing agent. Coal-based DRI is a high CO2
*Air Liquide
emitter. Gas-based DRI can be produced with natural gas (NG), with hydrogen (H2), or by a combination of both. If hydrogen is used, it must be produced through a low-carbon route to achieve overall CO2 emissions reduction objectives. Typically it can be ‘green’ hydrogen, obtained by water electrolysis thanks to renewable electricity, or ‘blue’ hydrogen, obtained through the classical Steam Methane Reformer (SMR) technology but with a CCUS scheme. ‘Pink’ hydrogen, generated from nuclear power plants, can also be a low CO2 emission production route.
Global DRI production has been steadily increasing over years. Production has been multiplied by 20 since 1980 and by three since 2000, and it is set to develop even
further in the years ahead. DRI use enables the decarbonization of steel production. Natural gas-based DRI achieves a substantial 60% reduction in CO2 emissions compared to the conventional BF/BOF route. Hydrogen-based DRI can achieve CO2 emissions reductions higher than 90%. This explains why there have recently been many DRI projects inaugurated or announced around the world, such as the Midrex unit for Tosyali in Algeria (2024), or the Tenova unit for Baosteel in China (2024). Compared with hydrogen-based DRI, the
quality of the DRI produced is generally believed to provide an advantage when DRI is produced in a natural gas based DRI with CCS treatment of its off-gas, since the higher carbon content of the DRI will be a significant energy bonus for downstream EAF operations. With oxygen injection into the bath, carbon will react exothermically to produce carbon monoxide.
Anyway, given the current limited availability of hydrogen (both blue and green), conversion to DRI will initially be to natural gas-based production, while waiting for hydrogen to be available in sufficient quantities and at a competitive price, and for infrastructures to develop. For instance, a 2.5Mt/yr hydrogen-based DRI plant would require about 1000 MW for hydrogen production, meaning the typical unit size of a nuclear power plant. Today, DRI is
produced almost exclusively in countries where the cost of natural gas is low, with the notable exception of India where DRI production is mostly coal-based. In 2023, four geographies concentrated 96% of global DRI production: 44.6% of global DRI was produced in the Middle-East and North Africa, 36.1% in India, 9.5% in North America, and 5.7% in Russia.
Raw materials access
The economic viability of DRI hinges on two critical factors: access to iron ore of adequate quality and cost, and access to a reducing gas at competitive cost. If DRI production is currently limited by the availability of iron ore suitable for DRI (today estimated at about 8% of global iron ore production), some initiatives (still at the development stage) are being explored to overcome this by adding a smelting step after the DRI process. This combination of DRI and smelting would produce hot metal
for BOF and slag suitable for the cement industry, from ‘standard’ BF quality iron ore hot metal.
However, these two constraints (iron ore and reducing gas) of a decarbonized steelmaking process limit the possible implementation areas. Some best-fit locations, where the combination of these elements can be found, could become future DRI-hubs for production. DRI that has been pressed into hot briquetted iron (HBI) form is fully transportable. It could, therefore, be transported to regions which do not meet the most attractive conditions of competitive natural gas or renewable energy sources and high-grade iron, through green or blue ‘corridors’ (transportation routes of blue or green material). Europe, with the notable exception of Scandinavia, is likely to become an importer of DRI from these hubs. This would be a more cost-effective solution than local DRI-based production
Map 1: Regions for potential DRI hubs (this map does not claim to be exhaustive)
Map 2: Natural gas pipelines in the US (source: US Energy Atlas)
with imported iron ore. Map 1
The US Gulf Coast: an emerging DRI hub
As an example, the US Gulf Coast is particularly well-positioned to become a leading DRI hub, thanks to three decisive advantages. First, it benefits from its access to low-cost natural gas (prices were six times lower than European natural gas prices at the end of 2024) and from a well-developed gas infrastructure network (extraction sites, pipelines, and terminals). Second, existing logistical links supply the Gulf Coast with high-quality iron ore, suitable for DRI production. DRI grade pellets either come from Minnesota or are imported from Canada, Mexico and Brazil. Finally, the Gulf Coast is a competitive ecosystem for CCS, with a well-known geology, the availability of large onshore storage sinks, the ability to leverage on experience acquired over decades of Enhanced Oil Recovery (EOR) operations, and on existing CO2 pipeline infrastructure. The recent announcement of an agreement signed by Nucor and ExxonMobil for the capture, transport, and CO2 storage from a DRI plant in Convent, Louisiana is a sign of the strong low-carbon steelmaking fundamentals of the Gulf Coast Hub. Map 2
Different industrial gases
Among others, the existing industrial gas pipeline infrastructure is also a core element of attractiveness for low-carbon steelmaking in the Gulf Coast. DRI
necessitates the use of different industrial gases (IG): oxygen (up to 80 Nm3 per metric tonne of DRI produced), nitrogen (between 20 and 30 Nm3/t) and potentially hydrogen (if H2-based, up to 600 Nm3/t).
Evolving demand
The demand for these industrial gases in the production process may evolve. A simple example would be a natural gasbased DRI plant, shifting progressively towards partly hydrogen-based production. As a natural gas-based DRI plant, it uses a certain amount of oxygen (up to 80Nm3/t). With the share of hydrogen increasing in DRI production, the quantity of oxygen needed will decrease (down to 0 for 100% H2-based DRI), and hydrogen consumption will increase (up to 600 Nm3/t for 100% H2-based DRI). A capacity extension may also occur at some plants and trigger a need for additional industrial gases.
The proximity to Industrial Gases networks built over the years to serve diverse industries such as petrochemical plants, refineries and metals manufacturing has the potential to provide extra competitiveness in terms of flexibility, reliability and efficiency in industrial gases use, enabling a fast response to technical evolutions. For a producer, the presence of existing industrial gases pipelines also means that no initial investment is required to access industrial gases, and capital can be focused on core business innovation. Map 3 �
Map 3: Air Liquide Pipeline of Industrial Gases (oxygen, nitrogen, hydrogen, syngas) in Texas and Louisiana
Molten Oxide Electrolysis for the future
Adam Rauwerdink* details the groundbreaking technology currently in development at Boston Metals, which aims to eliminate the need for high-emissions coke production and blast furnace reduction.
FROM consumer goods like cars and appliances to infrastructure projects spanning skyscrapers and bridges, steel is a key component to daily life. As such, it’s no surprise that roughly two billion tons of steel are produced yearly. Producing all that steel accounts for nearly 10% of global carbon emissions every year. To put this in perspective, if steel were a country, it would be the fifth largest CO2 emitter in the world, just after China, India, Russia and the US. As the premier structural material in everything around us, demand for steel will only continue to grow. In fact, The World Economic Forum estimates that global steel demand will increase 30% by 2050. This expected increase in demand will likely result in an increase in emissions, unless action is taken.
While vital to modern society, the fundamentals of steelmaking established in the mid-19th century have remained the same. There has been some innovation in parts of the sector, but the industry requires a transformation of the very processes at the heart of its operations. The question becomes, is it possible to reduce emissions while meeting production demands and without driving up costs?
Traditional steelmaking is carbonintensive
For years, there have been two primary methods of making steel: the use of the blast furnace and, more recently, the electric arc furnace. The former requires coal and
coke, includes multiple processing steps and is a heavy emitter of CO2. While the latter is more emissions-friendly, recycled steel that’s melted inside electric arc furnaces makes up just 30% of global steel production. This is due to a few reasons, namely that the amount of scrap collected globally isn’t enough to produce the amount of steel needed, and concerns surrounding the final quality of the steel produced. In short, recycled steel alone can’t and won’t meet growing demand for steel.
In the United States and beyond, steelmakers are exploring alternative methods to turn iron into steel and do so in a way that is clean and cost-competitive in order to meet the needs and demands of steel consumers across the automotive, construction and technology sectors. Technologies such as carbon capture and sequestration (CCS), natural gasbased direct reduced iron (NG-DRI) and
*SVP business development, Boston Metal
hydrogen-based direct reduced iron (H2DRI) offer alternatives to coal-powered steel production and have the potential to reduce greenhouse gas emissions in the steel industry. However, these technologies have significant limitations. For example, while there will continue to be improvements in the cost of CCS, it will always be an additional cost on top of the price of steel – about a 25% increase to the levelized cost of steel – and will never compete on cost in the absence of government subsidies. H2DRI, a method that follows the traditional multi-step steelmaking process but uses hydrogen made with renewable power to produce steel, is more cost-competitive, yet requires premium grades of iron ore as feedstock – about 3% of the global iron ore supply – and is dependent on highcost green hydrogen production and its accompanying infrastructural barriers.
Taking a more direct approach
Boston Metal is commercializing a one-step platform technology to efficiently produce cost-competitive green steel. Molten Oxide Electrolysis, commonly known as MOE, uses clean electricity to convert all iron ore grades to high-quality liquid metal, an advantage that protects against the scarcity and price volatility of premium ores. This direct approach eliminates many steps in the steelmaking process and does not require coke production, iron ore sintering and pelletizing, blast furnace reduction or basic oxygen furnace refinement.
Pure liquid metal
In the MOE cell, an inert anode is immersed in an electrolyte containing iron ore, and then it’s electrified. When the cell heats to 1600°C, the electrons split the bonds in the iron oxide in the ore, producing pure liquid metal. No carbon dioxide or other harmful byproducts are generated, just oxygen. This process uses the power of the electrons to do what historically would have been done
with the carbon atom – and can be directly integrated into conventional steelmaking processes and is able to scale from thousands to millions of tons of output.
MOE is already at work creating benefits throughout the steel value chain.
Today in Brazil, it is helping to recover high-value metals from mining waste, which is substantially more efficient and cost-effective than the incumbent
methods of producing ferroalloys such as ferroniobium and ferrotantalum. Further, as MOE is modular, it can be scaled and tailored to recover multiple target metals from waste.
The future of clean and efficient steel production
Recently, Boston Metal achieved a major technical milestone on the path to commercializing MOE for green steel production with the successful launch of a multi-inert anode industrial cell. Serving as the final development phase of MOE for green steel, this launch provided the essential validation of performance and design to deploy the first industrialscale demonstration plant by 2026 – an important step forward to making clean steel production a reality.
The commercialization outlook for technologies like MOE is promising. Driven by critical innovation, Boston Metal and others are continuing to work rapidly to transform the steel industry into a more efficient and cleaner sector for all. �
STEELMASTER SMR
Rotating Precision Laser Measuring System for Hot & Cold Steel Rolls
Benefits:
Complete system for precision measurement of diameter, ovality, height, width, diagonals and shape variances.
Maximum precision thanks to laser scan measuring principle up to 6000 measurements per second.
Provides measurement of all shapes, detecting faults and irregularities.
Higher productivity thanks to faster start-up times.
Low service and maintenance costs thanks to non-contact energy transmission technology.
In Indonesia, nickel production is destroying forests and livelihoods in the process, along with spewing pollution from plants that run on coal. Matthew Groch* and Amanda Hurowitz**, report.
Nickel production –there are urgent ethical issues
WHILE the current discussions around decarbonizing the steel industry largely revolve around the transition away from coal-powered production, there are other embodied emissions that steelmakers must consider when addressing decarbonization. There is no better example than the industry’s use of nickel in producing stainless steel. It has been widely accepted that the recent boom in nickel mining can be attributed to the rise of electric vehicle (EV) batteries, however in 2023 only 15% of the world’s nickel went towards battery production while the steel industry used 65% to create stainless steel. Unfortunately, a significant percentage of that nickel is being processed using coal. Stainless steel is an essential component of modern life, but frontline communities in countries like Indonesia feel the impacts of nickel
extraction from deforestation and water pollution to toxic waste and human rights abuses.
Stainless steel and nickel
Stainless steel (like all steel) is considered to be a sustainable product because it can be recycled an infinite number of times without any reduction in quality and can contain a high amount of recycled material. In 2023, reports showed that recycled stainless scrap comprised up to 60% of new stainless steel globally. With an increase in consumer, automotive, and heavy industry demand, the global stainless steel market is expected to grow from $118.9 billion in 2023 to $241.70 billion by 2034, a projected annual growth rate of 6.6%. Some of the largest stainless steel producers include Baosteel, POSCO,
Outokumpu, Cleveland-Cliffs, Nippon Steel Corporation, and Tata Steel. Outokumpu, the largest stainless steel manufacturer in Europe, is currently producing stainless steel made with 90% recycled steel while cutting emissions by 75% compared with the global average. While many of these companies highlight sustainable stainless steel, few if any mention sourcing of nickel for their stainless steel products.
Globally, nickel accounts for another 0.27% annually in greenhouse gas (GHG) emissions on top of the 9% the steel industry emits. Nickel plays a critical role in stainless steel, a material known for its excellent corrosion resistance, strength, and versatility. As one of the primary alloying elements, nickel contributes to the distinctive properties that make stainless steel invaluable in a wide
*Senior director of the decarbonization campaign, Mighty Earth **Senior Director for Forest Commodities at Mighty Earth
chemical plants, construction, and medical equipment.
While austenitic stainless steel has more nickel, other stainless steels require little to no nickel at all. Ferritic stainless steel accounts for about 20% of global stainless production annually and contains very little if any nickel. Less ductile and resistant to corrosion compared to austenitic steels, ferritic steels are commonly used in automotive exhaust systems, kitchen knives and other utensils, and industrial machinery. Martensitic stainless steels, mainly used in applications like cutlery, turbine blades, and medical instruments, only contain 0-2% nickel. Finally, duplex stainless steels, a hybrid of austenitic and ferritic stainless steels, contain 5-6% nickel. Duplex steels are often used in the oil and gas industry,
corrosion resistance and improves are often used in the oil and gas industry, chemical plants, and the construction
range of industries, from construction and manufacturing to medical devices and consumer goods. Nickel enhances toughness, durability, and resistance to high temperatures far superior to ordinary carbon steel. About 75% of stainless steel is made using nickel. Austenitic stainless steel is the most widely used type and is characterized by its nickel content along with chromium. Typically, austenitic stainless steels contain around 18% chromium and 8-10% nickel, although some grades can have higher nickel content. One of the most popular austenitic stainless steels is the 304 grade, which is known as “18/8” steel, due to its composition of 18% chromium and 8% nickel. The properties of austenitic stainless steel make it the material of choice in many applications requiring high corrosion resistance and durability. It is commonly used in cookware,
industry because of their strength and resistance to stress corrosion cracking. While the steel industry currently accounts for the vast majority of nickel used globally, according to the International Energy Agency (IEA)’s Sustainable Development Scenario, demand for nickel in batteries and renewables is forecasted to reach 60% of demand by 2040. As noted previously, demand for stainless steel is also expected to increase over that same period. While stainless steel is infinitely recyclable, to keep up with demand, the steel industry must continue to create new primary stainless steel – and that will require nickel extracted from the Earth. As the EV and battery industries demand a larger share of nickel mined annually, countries are
attempting to ramp up production.
Nickel mining in Indonesia
Nickel is mined worldwide but the largest producers are Indonesia, the Philippines, New Caledonia, Australia, Russia and Canada. Half of the world’s nickel supply currently comes from Indonesia, with the share projected to grow to three-quarters by 2029. The Indonesian nickel industry is booming, helped in large part by a ban on the export of raw nickel, making it so that nickel must be processed in-country. Nickel production is destroying forests and livelihoods in the process, along with spewing pollution from plants that run on coal.
Chinese companies own many of the refiners in Indonesia that convert nickel ore into more concentrated forms of nickel, which can then be used as precursors to stainless steel. Tsingshan Group, the world’s largest producer of stainless steel is a major player.
Nickel occurs in two broad ore types, sulfide and laterite. The laterite nickel found in Indonesia has low concentrations of nickel and requires processing to be turned into nickel pig iron and ferronickel. The nickel industry is exacerbating Indonesia’s growing reliance on coal. The country’s processing facilities will soon be able to produce more than eight gigaWatts of captive coal, or the generating capacity of the entire country of Pakistan.
Indonesia’s nickel industry is already responsible for over 185,000 acres of deforestation, with an additional 1.2 million acres at risk– all the in the middle of a biodiversity hotspot that is home to an array of endemic species and that, like the Galapagos, has been called a “living laboratory of evolution.” Species rely on the biodiverse forest, like the anoas, adorable miniature buffalos; the babirusa (‘pig deer’) with long curved upper tusks; the critically endangered maleo bird which uses geothermal vents to incubate eggs; and 17 different species of macaque monkeys and tarsiers. Offshore exist some 30% of the world’s precious coral reefs. An analysis by Mighty Earth of 329 nickel mines found many operating in intact high carbon stock forests and key biodiversity areas with a number of them operating illegally in protected forest or without the necessary permits to clear production forest. Others are clearing forests within 100 metres of the ocean.
DANIELI DIGIMELTER
Q-ONE TECHNOLOGY
Q-ONE reduces EAF overall OPEX with a shorter power-on time and very low network disturbances. It is a scalable system that can be implemented on new or existing AC EAFs, and it can be directly powered by renewable energy sources.
Beyond deforestation, nickel mining is harming communities in Indonesia. In Sulawesi, the island of Kabaena is home to the Bajau people who rely on the sea for their livelihood and can extraordinarily hold their breath up to 10 minutes at a time while diving. Mining companies have threatened the Bajau people by illegally clearing forest and neglecting to use Free, Prior and Informed Consent (FPIC) to consult with local communities. Companies have not adequately compensated the Bajau people for damage to their land and livelihoods, and people on the island are suffering from the economic and severe health impacts of the toxic disposal of mine waste, or tailings, in their waters which they rely on as fisherfolk. Three Bajau children died in one village because the water was too cloudy with mine waste for their parents to see them when they fell in.
Workers fare poorly in the nickel industry. Across Indonesia, some 91 workers have died in fatal accidents linked to the nickel processing industry. One of the worst incidents was in December 2023 at Indonesian Tsingshan Stainless Steel when a smelter explosion killed 13 Indonesian and eight Chinese workers. Last month, the United States added Indonesian nickel to a list of goods produced by forced labour citing concern over Chinese workers who were deceptively recruited and then forced to work in the industry under the threat of violence.
Stainless steel and sustainable nickel Nickel supply chains are difficult to track due to insufficient traceability and transparency in the industry. However,
it is clear that the nickel mining industry in Indonesia is at the centre of global stainless steel production. As worldwide demand for nickel continues to rise, it is essential for companies engaged in stainless steel production to immediately audit their supply chains to ensure their nickel does not contribute to human rights abuses, deforestation, or pollution. Buyers of stainless steel have a responsibility to put pressure on their suppliers to ensure ecosystems and livelihoods are not put at risk. The stainless steel industry and its customers must act now to curb the nickel industry’s destructive practices. Specifically, mining companies need to adopt and fully implement the mitigation
hierarchy: Avoid mining in sensitive areas, minimize environmental damage, restore degraded lands, and offset unavoidable impacts. Mighty Earth’s analysis found that while many mining concessions overlap with intact high carbon stock forest and key biodiversity areas, a significant share contain degraded land allowing the potential to mine in a way that is less harmful. Additionally, stainless steel companies should aim for transparency and accountability by publicly disclosing the environmental and social impacts of their nickel sourcing. In Indonesia, the government must take action to address the human and environmental impacts of nickel mining. This includes enforcing existing forestry laws, expanding environmental regulations, and imposing a moratorium on new permits for captive coal plants used for nickel smelting.
Indonesia should serve as a cautionary tale for other countries looking to get in on the boom for nickel. Indonesia’s nickel mining has caused deforestation, loss of biodiversity, and pollution of vital water sources threatening ecosystems and local communities. The massive build-out of captive coal allows Indonesia to produce nickel cheaply while production elsewhere in the world struggles to compete. The potential for human rights abuses and exploitation of workers in the nickel industry raises urgent ethical issues. While stainless steel is a critical material for modern infrastructure and everyday products, and as the world looks to decarbonize steel production, the environmental and human impacts of nickel sourcing for stainless steel must be part of the conversation. �
Future Steel Forum 2025, our seventh live event, unites decarbonization and digitalization in modern steelmaking. With presentations from leading steelmakers including home-grown Spanish company CELSA Group as well as newcomers to the world of green steelmaking like Hydnum Steel, and not forgetting other leading European players and larger Far Eastern businesses, such as JFE Steel, it looks as if the Forum will score big with delegates once again. Secure your spot today!
SPONSOR OR EXHIBIT: For any exhibition or sponsorship opportunities, contact Paul Rossage paulrossage@quartzltd.com +44 (0)1737 855116
WHAT THIS YEAR’S ATTENDEES HAD TO SAY…
“Very well organized event with a good line of speakers focused on digitalization and decarbonization.”
“Great immersive atmosphere and excellent platform to learn and network.”
“Unique blend of upcoming technologies, challenges and the latest innovation in digital transformation for the iron and steel industries.”
“A good mixture of high-level presentations, panels and networking opportunities at an excellent location.”
CELSA
Decarbonizing steel: the essential role of filtration
The sustainability imperative is raising new challenges for the steel sector. Carbon capture and storage is currently the only realistic option for fossil fuel-based operations – but how can steel producers recoup the cost? One way is to ensure the captured carbon becomes a revenue stream – and filtration holds the key to success, argues Colm Joy*
DECARBONIZING energy-intensive industries such as steel production is a crucial part of mitigating climate change, but it raises many questions. Is the technology available at the scale necessary to be effective? How do steel producers finance their investment in carbon capture technology? And what happens to all that carbon dioxide once it is captured?
Let’s consider the scale of the decarbonization challenge. Countries around the world signed the Paris Agreement in 2015, committing to limit a global temperature rise to well below 2°C above pre-industrial levels1. Achieving this target requires aggressive decarbonization efforts. Estimates suggest that between 350 and 1,200 Gt of CO2 will need to be captured and stored this century. Currently, around 40 Mt of CO2 are captured and stored annually, so capacity must increase at least 100-fold by 2050 to meet the
necessary targets2
Several projects across Europe aim to replace existing steel production processes with new steel plants based on the direct reduction of iron using hydrogen3 However, it will be some time before this technique can be applied globally. Meantime, development and deployment of carbon capture, utilisation and storage (CCUS) technologies to reduce the impact of traditional blast furnaces is going to be required.
CCUS encompasses a suite of technologies designed to capture CO2 emissions from point sources such as steelmaking facilities, preventing their release into the atmosphere. The captured CO2 can then be processed for storage underground or repurposed for industrial use. Whatever the final application, filtration plays a critical role at every stage: from initial capture to compression, transportation, and storage or reuse.
*Chief technical officer, Cleanova.
Does sequestration
pay?
Arguably, the biggest question is what to do with all that carbon once we capture it. As any filtration expert will tell you, it is the desired outcome that drives effective system design.
The practical challenges of permanent CO2 storage are considerable. Identifying and assessing potential storage sites can be time-consuming and expensive. Where appropriate geological sites are identified, they may need to be adapted and monitored continuously. Arguably, proximity to suitable sequestration locations is likely the biggest global impediment to carbon capture and storage. Transportation distances are generally considerable, and sometimes utterly impractical. Building, monitoring, and maintaining the necessary infrastructure adds significant costs4. It’s
highly likely these costs will be charged back to the producers of the CO2 – in this case, the steel industry – either directly or indirectly.
So, for carbon capture to become viable at scale, storage is unlikely to present the most economical or practical long-term solution. The alternative is utilisation. Applying circular economy principles and reusing captured CO2 in other industrial applications clearly supports the spirit and intent of the Paris Agreement by making the process more sustainable. Plus, there are already established markets for CO2, including carbonated drinks, food packaging, fire suppression, and enhanced plant growth, as well as emerging markets like the production of eFuels. Crucially, this means that captured CO2 becomes a value stream rather than a financial burden for carbon-intensive industries like steel5
Whether you invest in a carbon capture system with a view to storage or utilisation, the quality of the captured CO2 is critical for success – and this is where filtration comes into its own. Filtration not only removes contaminants to deliver the desired final product quality, it also protects processing equipment and improves operational efficiency.
Let’s examine in more detail how filtration is applied in the different phases of carbon capture, as defined by the National Energy Technology Laboratory (NETL)6
Filtration during capture CCUS primarily focuses on capturing CO2emissions from point sources. Correctly applied, filtration maintains carbon capture system efficiency and delivers the CO2 to downstream processes with minimal contamination.
Chemical absorption is the most mature technology for post-combustion capture. This process uses solvents such as amines to selectively absorb CO2 from the flue gas. It is already used in power plants and other industries that burn hydrocarbons
to produce energy. Closed loop heat regeneration cycles are then employed to the captured CO2 from the solvents, thus allowing the concentrated CO2 to be compressed for transportation or storage.
Fig 1 illustrates the primary points where filtration should be applied in a solvent absorption system. An effective filtration system will utilise a combination of gas filters to reduce flue gas contaminant, allied with liquid particulate filters to maintain solvent quality and reduce absorber fouling, foaming, and solvent degradation, phenomena that result in a lower per unit CO2 capture rate and exhausted CO2 escaping into the atmosphere. Activated carbon filtration is important in removing residual organics and hydrocarbons for much the same reasons. Oil mist eliminators ensure that only clean and oil-free air is exhausted by rotating equipment, in compliance with air quality standards. Carbon dioxide can also be separated from the fuel before combustion occurs, but this technique is mainly used in integrated gasification combined cycle (IGCC) plants.
Fossil fuels can also be burnt in an environment of pure oxygen (O2) instead of air. This oxy-combustion method reduces the presence of nitrogen in the flue gas, leaving primarily CO2 and water vapour as combustion byproducts. The water vapour can be easily condensed, leaving a highly concentrated stream of CO2. In this system, filtration is essential for removing impurities
Fig 2. Filtration equipment in the CO2 compression and dehydration process.
Fig 1. Filtration equipment in the absorption carbon capture process.
from the air entering the air separation unit (ASU) to ensure efficient oxygen production.
CO2 storage and transportation
After CO2 has been captured, it is dehydrated and compressed to high pressure for transportation and storage. This is known as the ‘supercritical’ or ‘dense phase’ state. Filtration is essential for efficiency and safety during this stage.
Contaminants such as water, lube oil, oxygen, and hydrogen sulfide (H2S) in the CO2 can threaten pipeline integrity by causing corrosion or pipeline blockages. Solid corrosion products and pipe scale can also be carried downstream, fouling critical equipment such as control valves, metering stations, and high-pressure injection pumps. This increases maintenance costs and can involve equipment replacement or unscheduled downtime. Solid contaminants can also plug permeable storage reservoir pore structures, requiring increased energy for CO2 injection and limiting the amount of available reservoir storage capacity.
Fig 2 illustrates where filtration should be applied during the supercritical phase. In selecting filters and separators for dense phase CO2 applications, substantial care must be taken over which materials are used, how filter sizing is performed, and the correct filtration rating. To protect reservoirs, the filter rating must be selected based on reservoir permeability and approximate pore diameter.
Advances in CCUS filtration
While on a rapid development track, the carbon capture, utilisation, and storage sector is far from mature and focused primarily on finding new CCUS technologies and materials. The challenge for filtration specialists is to leverage the proven benefits of technologies that have been used reliably for many years in conventional natural gas applications and redesign these to meet the requirements of CCUS applications. This is not dissimilar to the current position of the steel industry in attempting to modify blast furnace technology to use green hydrogen instead of coal as a fuel.
One example of success is Cleanova’s UNIQ-MAX filter technology. It has been developed to address the problems that arise in absorption-based CCUS systems where high levels of particulate contaminants can impede the effectiveness of the solvent and lead to clogging of
downstream process equipment. These filters provide a market-leading solid removal capacity per unit area and are configurable across a wide range of filtration efficiencies (1 – 100µ) and physical solvent types. This allows steel producers more freedom to use their solvent of choice – monoethanolamine, diethanolamine (MEA/DEA), SelexolTM, or Purisol for example – in pre-combustion carbon capture systems. The filters are equally effective during high-pressure supercritical CO2 injection where low particle concentrations are critical to the efficient sequestration of the gas.
The way forward
Better filtration equipment alone will not solve the challenges of decarbonizing the steel industry. No ‘standard’ design for CCUS exists and each application will have unique process challenges. Identifying the best solution, therefore, requires the steel industry, CCUS system designers, and filtration experts to work together in a new way so that there is early and direct access to market-leading filtration products and a global pool of engineering and process expertise7
This innovative approach recognises that each process has unique parameters and each customer has specific needs and desired outcomes. It provides tailored filtration solutions designed for each carbon capture process, based on the chosen method, load quantities, type of contaminants, CO2 concentration, pressure, and temperature. The aim is to collaborate with steel producers and their CCUS system designers from the earliest concept stages, because considering filtration requirements from the outset, and within the context of the entire system design and business
model, will yield the best results and deliver optimal return on investment.
Conclusion
Driving down costs, optimising uptime, and delivering high-quality products are common aims in any industrial application. The successful adaptation of existing technologies, including filtration, to meet the specific requirements of carbon capture in the steel industry is an ongoing process, and early collaboration is crucial to success, financially and environmentally. �
This article is based on the whitepaper ‘Carbon capture, utilisation and storage: a filtration perspective’, which can be downloaded here: https://www.cleanova. com/ccuswhitepaper/
The consequences of passivity in response to the climate crisis are not only economically costly, but deadly; with those living near to coal-based steel mills in the US experiencing higher cancer rates and premature deaths. Given the turbulence of the current political climate, the question remains: will the US lead or lag in the clean steel transition? By Hilary Lewis*
FOR more than a century, steel mills have been the backbone of America’s industrial power, fuelling the automotive and construction sectors, building our cities, and driving economic prosperity. But as global markets shift to lower-emission materials, US steelmakers face mounting pressure to cut pollution, modernize, and keep pace with international rivals investing in clean steel. Federal policies and corporate pledges are driving change, but the US risks falling behind without coordinated action.
The global steel industry accounts for 11% of global climate emissions. In the US, emissions from coal-based steel mills are linked to nearly 900 premature deaths and 250,000 asthma cases annually, disproportionately affecting low-income communities and communities of colour. Cancer rates in communities near steel and coke plants are 12–27% higher than the national average. The economic toll of this pollution is substantial, with up to $13.2 billion in healthcare costs and lost productivity each year. These aren’t just statistics. Each number reflects a worker battling respiratory illness, a child missing school due to asthma, or a family grieving the loss of a loved one.
The US steel industry, once a global leader, has faced significant challenges over the past several decades. In the late 20th century, domestic production declined sharply, with employment in coal-based steel mills falling by 58% between 1990 and 2021, even as productivity more
than doubled. As the industry faces another inflection point, some of the most challenging decisions lie in the Great Lakes region, home to the country’s most polluting steel plants.
Seven ageing steel plants in this region are approaching a critical decision point. Facilities like Gary Works, Burns Harbor, and Dearborn Works account for 31% of US steel production but produce an outsized 75% of the industry’s emissions. This continued reliance on outdated blast furnace technology makes them and the workers whose livelihoods rely on them in Great Lakes communities increasingly vulnerable to clean, modern competition.
A 21st-century steel industry will require a highly skilled workforce, creating opportunities for retraining, long-term employment, and economic revitalization in regions that have long depended on steel production. A recent Ohio River Valley Institute (ORVI) analysis found that transitioning Mon Valley Works to clean steel could increase the total jobs supported by steelmaking in the region by 27% to 43% by 2031, reversing the decline projected under a business-as-usual scenario. This transition must be done in partnership with workers, ensuring strong job protections, fair wages, and benefits so that no community is left behind.
Yet, rather than taking decisive action to modernize, some steelmakers are choosing to reline ageing blast furnaces. This shortterm fix will lock in decades of continued
*Steel director, Industrious Labs
pollution while postponing the inevitable transition to cleaner alternatives. Each relining requires an investment of up to $400 million per furnace, yet does little to secure the industry’s long-term future.
Markets are shifting, and countries investing in low-emissions iron and steel will gain a competitive edge. If the US fails to keep pace, these mills could become stranded assets, jeopardizing the industry and the workers who depend on it. Some companies are clinging to fossil fuels even as they claim to decarbonize. Hydrogen injection and carbon capture fall far short of what’s needed to address the industry’s health and climate impacts. Hydrogen injection can only reduce carbon emissions by about 20%, and full-scale carbon capture has never been successfully implemented at a blast furnace. US Steel’s carbon capture project at Gary Works would capture less than 1% of total site emissions, nowhere near the level of transformation required. Without a clear investment in modern, sustainable technologies, the steel industry risks repeating the same cycle of plant shutdowns, layoffs, and broken promises to workers and communities.
The most viable path forward is green hydrogen-powered Direct Reduced Iron (DRI) furnaces paired with Electric Arc Furnace (EAF). This approach significantly cuts emissions while ensuring steelmakers remain competitive in an evolving global market. Several pilot projects are already underway, but scaling to commercial levels
requires substantial investment and demand from key buyers.
Major industries, particularly automakers and construction firms, have pledged to reduce supply chain emissions. Yet, most have not committed to purchasing low-carbon steel at the scale needed to drive industry-wide change. A recent poll found that nearly half of global businesses are willing to pay a premium for cleaner steel, and initiatives like RMI’s Sustainable Steel Buyers Platform are working to accelerate procurement. While widespread commitments remain elusive, some steelmakers are investing in cleaner production.
In Europe, leading automakers are already securing offtake agreements for clean steel. Ford Europe, Volvo, Polestar, and BMW signed MOUs to purchase low-carbon steel, signalling a shift in customer preferences. The First Movers Coalition (FMC), a global initiative leveraging corporate purchasing power to decarbonize heavy industry, is amplifying this demand. Through FMC commitments, automakers, including Ford and General Motors, have committed to sourcing at least 10% of their steel from near-zero-emissions providers by 2030. Cleveland-Cliffs is taking steps in this direction. The company is replacing a blast furnace with a hydrogen-ready DRI plant at its Middletown Works facility in Ohio. According to the company, this project is projected to cut emissions while reducing production costs by approximately $150 per ton of liquid steel. It will also secure 2,500 existing union jobs, create 170 new permanent positions, and support 1,200 construction jobs. Cliffs claims that hydrogen availability remains a challenge, but for this project to realize its full benefits, including earning a green
premium, it must ultimately run on green hydrogen, not fossil-based alternatives.
One action steelmakers, particularly in the US, can take today to prepare for the future investments in clean steelmaking is to start working with green hydrogen providers. Steelmakers can bring a lot to the table, including land, secure financials, and meaningful demand that can de-risk projects. Today, clean steel investments and green hydrogen companies are moving in parallel but not collaborating. Connecting these two industries is vital to their success.
Companies that move early stand to benefit. Stegra (formerly H2 Green Steel) has stated that buyers are willing to pay a price premium of up to 30% for clean steel made with 100% green hydrogen. This green premium is critical to making clean steel projects financially viable, helping offset the upfront costs of transitioning away from coal-based production.
In addition to the premium, government programmes like the European Union’s new Clean Industrial Deal, backed by the Carbon Border Adjustment Mechanism (CBAM) and the Green Deal Industrial Plan, are pouring billions into steel decarbonization. These policies signal that the global steel market is shifting toward clean production, and
countries leading the transition will secure long-term benefits.
With government support and a green premium at its back, Sweden is proving what’s possible. Stegra’s Boden facility, set to produce 5Mt of near-zero-emissions steel annually by 2025, has received $300 million in public subsidies. Similarly, SSAB’s HYBRIT project in Gällivare, backed by $500 million in public funding, is part of a $1.9 billion investment in fossil-free steel. These projects set the global benchmark, using green hydrogen-based direct reduced iron (DRI) to eliminate coal. If the US fails to act, it risks falling behind competitors already embracing the clean energy transition.
Meanwhile, the US is taking a different approach. The newly announced 25% tariff on imported steel and aluminium could support a green premium if paired with domestic investment. While tariffs provide a financial boost to domestic steelmakers, history shows they don’t necessarily drive investment in modernization. The last round of Trump-era tariffs temporarily boosted coal-based production, reviving Granite City Works in Illinois, only to eventually be idled again. Without strong policy incentives, clear customer demand signals, and forward-thinking investments by steelmakers, these tariffs are unlikely to move the industry toward decarbonization, leaving the industry at risk.
The future of US steel hinges on the decisions made today. Relining ageing blast furnaces will lock in pollution and cause a decline in industry. Investing in clean steel secures jobs, public health, and global competitiveness. While emerging investments offer a glimmer of hope, a strong national commitment is still needed. If the US wants to lead in clean manufacturing rather than cede ground to international competitors, it must embrace the transition to a clean, modern steel industry before it’s too late. �
Steel Times International is a leading publication serving the global steel industry and offering its readers a strong focus on all aspects of the production process embracing both basic oxygen and electric steelmaking.
Choose your subscription package...
PRINT + DIGITAL SUBSCRIPTION
8 print copies and a printed copy of the Steel Times International Directory
Digital copy of the magazine delivered to your inbox every month
Four special digital only issues per annum
Access to our digital archive of past issues and webinars
Weekly Steel Times International newsletter
Printed A1 annual wallplanner
PLUS access to all digital issues of Furnaces International
With a digital subscription you will receive all the benefits of the Print + Digital option, excluding print copies!
The EU CBAM – strategic and financial implications
On 1 October 2023, the EU’s Carbon Border Adjustment Mechanism (CBAM) came into effect. CBAM fundamentally changes global trade in CO2-intensive products. Since October 2023, importers of iron and steel products have to report embedded emissions in their products. Starting with imports in 2026, importers will also have to pay for the emissions contained in the imported products – a development with far-reaching implications for procurement, risk management, and supply chains. The potentially significant financial risks for producers, industry, and traders can be mitigated with forward-looking strategies. By Simon Goess* and Hendrik Schuldt**
AT the end of February 2025, the European Commission proposed changes to the CBAM regulation, which are not implemented yet, but will likely be adopted this year. This article discusses those changes where relevant.
The mechanism and scope of CBAM
CBAM aims to reduce the relocation of industries subjected to the European Emissions Trading System (EU ETS) to regions with lower environmental regulations. In the EU ETS, companies at risk of carbon leakage receive free emission allowances based on their emission intensity relative to a sectoral benchmark. This mitigates the competitive disadvantage of carbon pricing within the EU. The allocation of free emission allowances in the EU ETS
will be gradually phased out by 2034 while CBAM is phased in. Protecting the EU’s competitiveness, CBAM currently covers six sectors: iron and steel, aluminium, cement, electricity, fertilisers and hydrogen. CBAM-liable goods are classified using the Combined Nomenclature (CN) tariff numbers.
During the transition period from October 2023 to the end of 2025, CBAM is limited to reporting obligations. Importers or indirect customs representatives introducing CBAM goods into the EU are required to report the embedded emissions in their products. They rely on producers in non-EU countries for the emission data. The regular and definitive phase of CBAM begins in 2026. From this point, importers must either report verified emission data
or use higher default values for imported goods. Regardless of the method, they have to purchase CBAM certificates for the respective imported emissions. The price of CBAM certificates is linked to the price of emission allowances in the EU ETS, which currently trade between 65-80 Euros per ton of CO2 equivalent. Any CO2 price already incurred in the countries of origin can be subtracted, reducing the number of CBAM certificates to be surrendered. This mechanism aligns the CO2 price for foreign and domestic goods sold in the EU market.
Effective CBAM cost management
From 2026, authorised CBAM declarants must submit annual CBAM declarations instead of quarterly CBAM reports during the transitional phase. The CBAM
*Managing director, Carboneer. ** Carbon advisor and managing director
declarations contain information about the CBAM goods imported in a calendar year and must be submitted by 31 August of the following year. Along with the declarations, importers must hand over CBAM certificates for each ton of imported emissions to the national authorities. The exact number of CBAM certificates depends on either verified emissions of importer products or default values with a mark-up for data gaps, and CBAM benchmarks.
Importers must purchase and hold CBAM certificates by the end of each quarter representing 50% of imported emissions during the import year (exception: 2026 for which CBAM certificates can only be purchased between February and August 2027). The price of CBAM certificates is calculated from the average weekly price of allowances in the EU ETS. Prices for EU ETS emission allowances fluctuated between 50 and 100 EUR/tCO2 in 2023-2024. Due to tightening EU climate policies, they are projected to rise further, reaching 120 to 200 EUR/tCO2 by 2030. Combined, these factors pose a challenge for accurately estimating CBAM certificate costs.
From the perspective of an importer, it is advantageous to know future CBAM costs today and when payments are due. Otherwise, the strategic relevance of the issue and the impact on risk and liquidity
management of this additional financial burden may be misjudged. A solid forecast of expected costs enables:
• Planning the budget for purchasing CBAM certificates,
• Developing a purchasing strategy for acquiring CBAM certificates to avoid buying at peak prices,
• Understanding price uncertainties of CBAM certificates and thus costs for imported goods,
• Adjusting supplier and customer contracts to avoid bearing CBAM costs alone,
• Integrating the impact of CBAM into strategic purchasing decisions.
To illustrate the cost management approach, the following case study uses an annual import volume of 100kt of steel ingots.
Demand for CBAM certificates
Calculating the number of CBAM certificates to be surrendered for importing goods within a calendar year is the starting point for further analysis. For simplicity, we assume that no CO2 prices were paid in the upstream supply chain. Fig 2 shows the key parameters of the calculation formula.
CBAM benchmarks are expected to be published in Q4 2025 and will be based on the benchmarks for determining free allocations in EU ETS. While CBAM benchmarks will be officially announced relatively shortly before 2026, a good estimate of CBAM certificate demand through scenario analysis is already possible.
In our case study, the quantity of CBAM certificates to be acquired annually by the
importer rises from over 130,000 for its imports in 2026 (to be acquired in 2027) to more than 300,000 in 2034. Depending on the emission intensity of the imported products, a significant share of imported emissions can thus already be priced at the start of the definitive phase. Analysing the CBAM certificate demand per import, product and supplier provide insights into important metrics such as their absolute and relative contributions to the additional CBAM cost. Such information and cost mark-ups can be utilised when designing cost-pass through clauses in supplier or final customer contracts.
Cost estimation and risk management for CBAM certificates
Annual costs for CBAM certificates with constant import volumes of the case study can now be estimated. Forecasts and scenarios for prices of emission allowances in the EU ETS are used for this purpose, as CBAM certificate prices are formed on a rolling basis through the weekly average of EU ETS auction prices. The Carboneer CBAMCC model uses projections from various fundamental EU ETS price models and publications. The projected costs for CBAM certificates are shown in Fig 2, with the uncertainty in EU ETS prices illustrated by the bars.
The costs for CBAM certificates for imports from 2026 to 2034 increase from roughly 10 million Euros to 25-45 million Euros in 2030. Depending on the emission intensity of the imported products, this can lead to price increases of 10-30% for imported iron or steel from the start of the definitive CBAM phase. CBAM certificates are neither tradable between companies
Fig 1. Calculation of annual CBAM certificate demand and relevant data sources (without considering CO2 prices paid in the upstream supply chain) (source: Carboneer)
Fig 2. Forecast of annual CBAM certificate costs for imports of 100kt of steel ingots per year (2026 CBAM certificates costs only to be paid during 2027). Assumptions: no CO2-prices paid in country of production; direct specific emissions: 2.58 tCO2/tProduct; indirect specific emissions: 0.43 tCO2/tProduct; EU ETS “hot metal” benchmark as proxy for CBAM benchmark; inclusion of indirect emissions from 2030 onwards. (source: carboneer CBAMCC model)
3. CBAM certificate procurement strategies based on exemplary CBAM certificate prices in 2023 (left) and mid-term financial hedge for CBAM certificates required in 2026-2028 via the EU ETS (right) (source: Carboneer CBAMCC model).
nor bankable long-term. Therefore, affected companies should prepare by developing a smart procurement strategy for CBAM certificates, for example, using technical signals to evaluate purchasing decisions. Preliminary analysis showed that such a strategy can allow for up to 10% of cost savings. A further risk management approach is to hedge costs by purchasing emission allowances in the EU ETS. These allowances can be resold at the time of CBAM certificate purchase, enabling medium- to long-term hedging of CBAM costs (compare examples in Fig 3).
For effective risk and cost management, a strategic approach should consider company-specific characteristics concerning:
• Liquidity constraints and risk profile,
• Potential for cost pass-through in the supply chain,
• Planning and purchasing/import processes and periods,
• Price volatility in EU ETS.
Summary and outlook
CBAM obliges importers of certain products to report emission data from the supply chain and, for imports from 2026, to pay a CO2 price for the imported emissions corresponding to the allowance price in the EU ETS. CBAM is not just a regulatory issue – it changes global trade. However, companies can prepare for the changes through well-founded cost analyses, strategic procurement, and intelligent price hedging.
CBAM remains subject to significant regulatory uncertainty and dynamics: several changes have been proposed by the EU Commission in late February 2025 and up to 10 legal acts are expected to be adopted in 2025. Therefore, some of the deadlines or rules mentioned above may still change. A decision to extend CBAM to additional sectors and further downstream products of affected sectors is also pending in the coming months. The determination of emission data in traded products, their efficient communication in the supply chain and understanding cost implications will play an increasingly important role in the coming years. �
Author Profiles carboneer is a Berlin-based consulting company with expertise in the areas of CO2 markets, CBAM, decarbonisation
Fig
We can add significant value
Marr Contracting (Marr) is an interesting company that supports the construction and modernisation of major steel plants. We talk to Simon Marr* about all things steel and get back some interesting answers!
1. In which sector of the steel industry does Marr Contracting (Marr) mostly conduct its business?
As heavy lift craneage specialists, Marr is not involved in steelmaking per se, but in supporting the construction and modernisation of major steel plants (including plant refurbishments, renewals and new investments in process plant). We also believe we can add significant value to projects in the new build ‘green furnaces’ sector.
2. What is your view on the current state of the global steel industry?
US President Trump’s recent announcement about intended tariffs on steel and aluminium imports will obviously have enormous consequences for the global steel industry. How the industry responds is yet to be seen.
3. Where in the world are you busiest at the moment?
As an Australian-owned business with operations in the UK, we are currently working with clients across a broad range of sectors including major infrastructure, metro projects, power generation and renewable energy, technology and data centres, oil and gas, and process plants.
4. Can you discuss any major steel contracts you are currently working on?
In Australia, we are working with BlueScope on the No.6 Blast Furnace Reline Project at the Port Kembla Steelworks (PKSW). With previous experience on a similarly congested worksite during a prior reline project, the BlueScope team knew that adopting the ‘traditional’ approach using a large crawler crane and superlift combination to remove large sections of plant would present numerous challenges – particularly for the removal and replacement of the 170-tonne downcomer – due to the location and
restricted space on the site.
BlueScope contacted us early in the planning stages to develop a safer and less complex approach using one of our 330-tonne capacity M2480D Heavy Lift Luffing tower cranes installed on a specifically designed 7.5 x 7.5m piled foundation.
With safety and minimising disruption to production imperative, the M2480D solution is helping to mitigate risk to critical path by providing the project with the heavy lift capacity required with the additional benefits of a small footprint and long reach across the project. It also provides an instant craneage solution for unscheduled lifting and emergent work during the relining process.
According to the PKSW project’s Justin Reed, “The capability and capacity of the M2480D is a true game-changer for our project. At vertical industrial sites like a blast furnace we have always wished there was a ‘sky hook’ that could deliver a lift at any point on the plant, and now we have a solution with significant lifting capacity.”
5. What are your views on digital manufacturing and steelmaking?
*Managing director, Marr Contracting
In theory, the technological advancements that come with Industry 4.0 to enhance productivity, cost-savings and more sustainable manufacturing and production, should subsequently drive the industry to renew or upgrade old, inefficient plants. As craneage providers, we are not in a position to influence the transformation of the industry, but we can support the accelerated construction and upgrading of plants.
6. In your dealings with steel producers, are you finding that they are looking to companies like Marr to offer them solutions in terms of energy efficiency and sustainability? Projects like the BlueScope No.6 Blast Furnace Reline Project are supporting steel producers in extending the life/production campaign of existing plants while they invest in lower emissions technologies. Where we can add value is in designing craneage solutions that leverage our heavy lift fleet to help improve safety, accelerate projects and maintain productivity with minimal disruption to site activities.
7. How quickly has the steel industry responded to ‘green politics’ in terms of making the production process more environmentally friendly and are they succeeding or fighting a losing battle?
We’re somewhat removed from industry politics, but it’s no secret that the construction industry more broadly faces urgent sustainability risks; and finding solutions to the challenges any industry faces, (whether environmental, geo-political or economic), requires looking at the issues from a multi-dimensional point of view. Like most industries on the planet right now, there is inevitably a need to go further and faster.
8. Where does Marr lead the field in
Simon Marr
terms of steel production technology?
We’re not engaged at the front end of steel production, but where we are adding value to clients is in delivering craneage solutions that help to reduce complexity and congestion on worksites, improve safety performance, shorten project schedules and future-proof plant layouts for maintenance and shut-down works.
Our unique technology and approach is also enabling modern methods of construction and the facilitation of more off-site manufacture and on-site pre-assembly of larger modules and components (including larger steel products such as columns and beams) on large-scale construction projects.
9. How would you view Marr’s development over the short-tomedium term in relation to the global steel industry?
We will continue to support clients in accelerating projects and enabling them to construct and/or manage projects according to their preferred construction methodology.
10. Where do you see most innovation in terms of production technologies – primary, secondary or more downstream?
We’re not really in a position to comment on that, but we see that the energy sector is ripe with opportunity and we’ve already engaged with a number of significant players in the market seeking our support for efficient craneage solutions to enable the successful delivery of their projects. Advances in that sector have a natural flowon effect to the steelmaking sector through the increased availability of good, cheap, reliable energy.
Obviously, the shift towards new, more efficient, ‘greener’ technology means that steelmakers also need to embrace more efficient, greener, technology to remain competitive in a global market. I imagine that every steel mill in the world wishes they could adopt the latest technology available, but the reality is that the transition takes time and money. What we can offer producers is a solution that allows them to get to market quicker and at a lower cost – and the project we are working on with BlueScope is a good example of that.
11. How optimistic are you for the global steel industry going forward?
Given the threat of US trade tariffs, political uncertainty and a volatile economic environment (not just in the US, but globally), it’s hard to predict what will happen. The Trump factor suggests that ‘unpredictable’ will be the case for many sectors and gauging the viability of future projects, at least in the short term.
12. How does Marr address sustainability challenges in the supply chain?
The nature of our work means that we have a relatively short supply chain and a number of long-term supplier relationships that have been built over years and decades. Self-delivery is a major part of our approach, as is setting our own sustainability targets and working with our supply chain.
As part of our Social Impact Strategy & Roadmap (2021), in June 2023 we undertook a supply chain mapping exercise with the aim of understanding the risks and opportunities in our supply chain from both a strategic and sustainability/social
impact point-of-view. The exercise identified that 74% of our supply chain have a proactive approach to ESG drivers, with the remainder indicating an average approach. Based on the findings of this survey, we are mapping our direct suppliers and their supply chain (+1) with the view to better risk management from a procurement point-of-view and engagement with key suppliers.
Importantly, we also look for opportunities to leverage the sustainability efforts of our key suppliers, or in the instance of a critical supplier who doesn’t have an existing strategy or capability, support them in developing their own capability.
13. What exhibitions and conferences will Marr be attending over the next six months?
We are not planning to attend any steelmaking events in the next six months.
14. If you possessed a superpower, how would you use it to improve the global steel industry?
Encouraging the industry to think differently about how craneage can be procured and delivered. We know through experience that the greatest benefits are achieved through early engagement with us – and the earlier the better. There is enormous potential to accelerate the construction of new-build and renewal projects in the sector by adopting unique craneage solutions – for those who are willing to think differently.
15. Apart from strong coffee, what keeps you awake at night?
Albert Einstein famously said, “We cannot solve our problems with the same thinking we used to create them.” The most common question we get from clients is, “How can we shorten the programme?”, usually followed by, “How many hooks can we get on the project?” because there is a tendency in our industry to think that more cranes on a job is a sign of productivity. That is frustrating because we know there is an alternative approach that is more efficient and productive with fewer cranes, fewer lifts and less cluttered worksites – and the ability for project managers to control the critical path. So, I wish we had more clients coming to us saying, “This is how we want to construct our project. How can you help us?” �
CONNECTING THE FURNACES INDUSTRY
Digital Magazine
Furnaces International is an English language journal dedicated to the production of rnaces. Circulated each quarter in March, June, September and December to our database of over 38,000 readers across the Aluminium, Glass, Furnaces and Steel industries. Furnaces International contains a digest of global news, events, and statistics as well as more detailed technical articles, company and country pro les, and regular regional economic brie ngs.
Directory
The Furnaces International Directory is the essential guide to rnace manufacturers and suppliers of rnace equipment and services to the industrial heating/process industry. Providing comprehensive company listings, product information and key contact details, the directory is published in January each year and also online at rnacesinternationaldirectory.com.
Website
Packed with information on the rnaces industry and continually updated with news for professionals, rnaces-international.com also features special articles and interviews with leading industry gures.
Newsletter
A round-up of the top news stories is sent to more than 38,000 industry professionals every month. You can register online to receive the monthly newsletter and keep up-to-date with the latest news from across the rnaces manufacturing industry. Sign up at rnaces-international.com/subscribe
Other Publications
Aluminium International Today (AIT) is the leading bi-monthly English language journal dedicated to all sectors and regions of the international aluminium manufacturing and processing industry. Subscribe to the free weekly newsletter at aluminiumtoday.com
Glass International o ers readers the latest news from across the hollow, container, flat, and speciality glassmaking industry and is the o cial media partner for Glassman events. Subscribe to the free weekly newsletter at glass-international.com
Steel Times International (STI) is the key publication for the steel market, reporting on iron and steel making issues from all corners of the globe. Subscribe to the free weekly newsletter at steeltimesint.com
An example of a fireback. This, dated 1636, is unique in showing the Ironmaster Richard Lenard of
(illustrated bottom left) surrounded by the tools of his trade (C
An analysis of examples of cast iron firebacks
The literature on chemical analysis and metallographic images of iron artifacts from the Weald of Southern England, where the first blast furnace was established in 1490, is very sparse, writes Tim
Smith*
AN exception to the scarcity of literature on chemical analysis and metallographic images of iron artifacts from the Weald of Southern England is the analysis of a number of firebacks, both from the Weald and the Wallonia district of Belgium, from where the technology of the blast furnace first arrived in Britain. H R Schubert in his book ‘History of the British Iron and Steel Industry’ provides the chemical analysis of 11 of the many thousand cast along with the date of casting where known. At least five of these are identified as cast on the Weald (Table 1). Firebacks were used to protect the brickwork at the back of a domestic fireplace from the heat of the fire, and were frequently exhibited in scenes from scripture or on heraldic shields, cast in relief.
Images of polished and etched samples at x45 magnification, indicate the irons to be grey irons in which free graphite is present as flakes. Schubert reports small regions of ‘mottled’ iron in some of the castings in which some of the carbon is present as free carbide, which is characteristic of the much harder and more brittle white iron.
The chemical analysis presented in the Table show surprisingly low silicon contents to form a grey iron in the relatively thin section of a fireback which is typically 20 to 30mm thick.
The lower the carbon content, the more likely is the iron to solidify as a white iron – a desirable feature for iron destined for refining at the forge, but undesirable for iron intended for castings as too brittle. Si and P have the same effect as they increase the carbon content – known as the Carbon Equivalent – raising the value by one third of their sum ie Ceq = (%Si + %P)/3 and thus help to enable the iron to solidify
grey. A second factor, a slow cooling rate, also encourages grey iron to form, such as achieved by a thick casting in a sand mould. The mass of a casting will also slow its cooling rate and the weight of these firebacks is calculated to range from 12 to 7.6kg. Conversely, a fast cooling rate provided by a thin section or chill mould – such as an iron mould, is likely to form a white iron. Schubert states that mottled iron – an intermediate between grey and white iron – is found at the edges of some of the castings, the result of a faster cooling rate here.
The micrographs are typical of grey irons with random flakes of graphite showing black. The matrix surrounding these is mainly pearlite (so called from its lustrous appearance under the microscope like mother-of-pearl in an oyster shell) which is a lamellae structure of alternate layers of ferritic iron (αFe) and iron carbide (Fe3C). There is also some free ferrite with the exception of the bottom right micrograph (sample LA 794) which shows some excess iron carbide instead of ferrite, a result
of the carbon equivalent of this fireback (4.36%) being just above that at the lowest melting point of the iron (the eutectic temperature – a fixed value – which occurs at 1135°C and 4.3% carbon composition). Compositions above this value are known as hypereutectic, while those below are hypoeutectic compositions, based on the carbon equivalent values. We see the fireback from the Arlon Musée is also hypereutectic. The result of this excess iron carbide over that in the pearlite is to produce areas of mottled iron. In each sample, there are small areas of phosphide eutectic (lowest melting point for FeP) present due to the phosphorus in the irons, which incidentally, would be a problem in any refined iron causing cold shortness unless removed in the fining slag.
Source from Schubert’s History of the British Iron and Steel
Table. Chemical analysis of assorted firebacks
*Hon sec, Wealden Iron Research Group
Brede Furnace
Wealden Iron Research Group)
The low silicon in these irons would cause a white iron to form in a thin-walled casting such as a cooking pot which would render it brittle and prone to easily breaking under mechanical or thermal shock. In contrast, the famous ‘bellied’ cooking pots produced in iron by Abraham Darby I at Coalbrookdale had more than 3% Si and over 1% P present – partly through the use of coke rather than charcoal in the blast furnace. This not only resulted in a grey iron forming but also produced a fluid iron able to easily flow to completely fill the mould. Darby’s innovation was to cast his pots in green-sand moulds, a much cheaper alternative to loam moulds used by others. Loam moulds – a mixture of sand, clay and organic material such as dung – were baked to harden them prior to casting and remained near red-hot when filled, so encouraging grey iron to form by slow cooling even when using the lower silicon iron characteristic of charcoal furnaces. Darby’s use of coke from coal rather than charcoal in his furnace, elevated the silicon and phosphorus content of the iron which resulted in a grey iron forming on solidification.
Firebacks were cast in sand beds as
Left: Micrographs of three Wealden and one unknown fireback. Graphite flakes show black in a matrix of pearlite and a small amount of ferrite. Sample LA 794 (bottom right) has a higher carbon equivalent exhibiting free iron carbide instead of ferrite. X45 (From Schubert 1957)
shallow mouldings about 20-30mm thick by pressing a wooden pattern into the levelled sand, removing the pattern to leave an indentation, building up a sand wall around the edges to the thickness required for the fireback, and ladling molten metal from the furnace into the mould – ideally via a side gate to prevent erosion of the sand by the running metal. Thus the back of the fireback was open to the air. For these relatively thin castings, analytically, a Si content of 2% would be necessary to ensure a grey iron formed –and yet the maximum Si content shown in the analysis is 1.14% with others as low as 0.52%. It was thus necessary to slow down the cooling rate to ensure a grey iron was formed which could be achieved by throwing sand onto the back of the casting as soon as a solid skin had formed. A video of the casting of replica firebacks was recorded at Rother ironworks, Rye, Sussex, in the 1980s and, indeed, workers are seen throwing sand onto the backs of the castings to slow the cooling rate. The seven-minute video is well worth viewing on You Tube at: https://hodgers.com/ firebacks/fireback-casting-using-traditionalopen-moulds
Above: Micrograph of mottled cast iron – intermediate between grey iron and white iron. The near-white areas are free iron carbide Fe3C, the black rosettes and flakes, graphite and the remaining matrix pearlite. (From ‘Cast Iron’ by HT Angus).
Guns cast on the Weald required grey iron to avoid shattering on firing. Analysis of some pre-1760 guns show 1.5 to 0.7% Si, sufficient to produce a grey iron in the relatively thick-walled casting of a hollow gun barrel. Guns were cast vertically in a loam mould contained in a pit, surrounded by sand or earth to counter the weight of the metal in the mould. A core was inserted into the mould to cast the barrel hollow. Dimensions of a 42-pounder Culverine gun cast by John Brown in 1673 had a bore of 183mm (7.2”) and an external diameter of 345mm (13.6”) at its narrowest part giving a barrel thickness here of 81mm (3.1”). Weighing in at 3075kg plus approximately 60kg for a gun head (later cut off) to feed metal to counter shrinkage during solidification, this mass of metal would take days to cool in the casting pit ensuring a grey iron throughout.
It is possible to improve the ductility of grey cast irons by prolonged heat treatment over a matter of weeks to spheroidise the graphite flakes. Some gun castings were treated this way in a process termed ‘nealed’ (annealed) and was accompanied by removing a thin surface layer of the gun by turning it on a lathe thus imparting a bright smooth surface. The improved strength enabled a thinner walled barrel and breach to be cast, thus saving weight – an important consideration when arming a ship – but the additional cost – rising from £16 to £60 per ton – of this treatment meant that few guns were treated this way. Today, spheroidised graphite is made by adding small quantities of caesium and magnesium to the melt. �
MAGAZINE
Stay
DIRECTORY
WEBSITE
NEWSLETTER
Unlock green steel production
From hot to cold: John Cockerill
Metals offers the entire steel value chain an exceptional opportunity for curbing their CO2 emissions.
The unique combination of its historic and recently developed product portfolio, make John Cockerill one of the industry’s most relevant suppliers of equipment for both the hot and cold phase of the steelmaking and processing industry.
Our three distinct business segments are addressing todays and tomorrow’s challenges supporting sustainable and green steel production:
Iron & Steelmaking: decarbonizing steelmaking, a strategic imperative
Our new upstream offering related to DRI (Direct Reduced Iron), EAF (Electric Arc Furnaces) technologies and the use of hydrogen in steelmaking. Next to offering indirect electrification (DRI-EAF&H2-DRI-EAF),John Cockerill is also working on Volteron®: A first-of-a-kind iron reduction and steel processing route via direct cold electrolysis. This CO2 free steelmaking process, has been co-developed with the world’s leading steelmaker ArcelorMittal.
Processing & Rolling: game changing downstream technologies
Regrouping our historical downstream product portfolio, this segment also includes:
¡ the Jet Vapor Deposition (JVD®) technology set to replace today’s hot-dip or electro galvanizing processes. This novel high-productivity vacuum coating technology provides previously unknown coating flexibility and possibilities, all while offering lower CAPEX and OPEX.
¡ our E-Si® equipment & processing lines specifically designed to produce high-quality Non-Grain Oriented (NGO) steel in response to the need for electrical steel meeting precise metallurgical properties, essential to support the shift towards green mobility.
Services & Energy Efficiency: our unique know how to the benefit of our clients
This segment not only embraces all services and after-sales activities but will be strongly focusing on downstream furnace electrification (reheating and processing line furnaces), as well as hydrogen combustion, and the optimization of plant operations, including energy audits and the modernization of steel production equipment and installations.