METEC 2023 PREVIEW PROFILE STRUCTURAL STEEL FUTURE STEEL FORUM
We take a look at some of the exhibitors
Carol Jackson, CEO, Harbison Walker Intl
Come to Vienna for the seventh Future Steel Forum
Pinkham examines the situation in the USA
For more info

Hall 1
Booth # C05
JVD (Jet Vapor Deposition) line

A state-of-the-art solution for the coating of metal strip and a genuine alternative to common steel strip galvanizing owned by ArcelorMittal and commercialized worldwide by John Cockerill


www.steeltimesint.com May/June 2023 - Vol.47 No4
Myra
STEEL TIMES INTERNATIONAL May/June 2023 –Vol.47 No4 ENTER THE ELECTRIC IRON SMELTER...
Since 1866
METEC












Production Management Solutions Today for Generations to Come
Excellence
PSImetals
Software
for Steel and Aluminium Producers
31 Transitioning for growth.
38 Enter the electric iron smelter...
49 Drives to decarbonize. Structural

55 Biding its time.
60 Cutting edge hangar shows its steel.
EDITORIAL
Editor
Matthew Moggridge
Tel: +44 (0) 1737 855151
matthewmoggridge@quartzltd.com
Editorial assistant
Catherine Hill
Tel:+44 (0) 1737855021
Consultant Editor
Dr. Tim Smith PhD, CEng, MIM
Production Editor
Annie Baker
Advertisement Production
Martin Lawrence
SALES
International Sales Manager

Paul Rossage paulrossage@quartzltd.com
Tel: +44 (0) 1737 855116
Sales Director
Ken Clark kenclark@quartzltd.com
Tel: +44 (0) 1737 855117
Managing Director
Tony Crinion tonycrinion@quartzltd.com
Tel: +44 (0) 1737 855164
Chief Executive Officer
Steve Diprose
SUBSCRIPTION
Jack Homewood
Tel +44 (0) 1737 855028
Fax +44 (0) 1737 855034
Email subscriptions@quartzltd.com Steel


Rolling into the future – we talk to Günther Schnell, managing director, sales and marketing.
79 History
We revisit Romanian steelmaking history with a look at a 19th Century blast furnace at Zimbru, Western Romania
www.steeltimesint.com
Times International is published eight times a year and is available on subscription. Annual subscription: UK £215.00 Other countries: £284.00 2 years subscription: UK £387.00 Other countries: £510.00 3 years subscription: UK £431.00 Other countries: £595.00 Single copy (inc postage): £47.00 Email: steel@quartzltd.com Published by: Quartz Business Media Ltd, Quartz House, 20 Clarendon Road, Redhill, Surrey, RH1 1QX, England. Tel: +44 (0)1737 855000 Fax: +44 (0)1737 855034 www.steeltimesint.com Steel Times International (USPS No: 020-958) is published monthly except Feb, May, July, Dec by Quartz Business Media Ltd and distributed in the US by DSW, 75 Aberdeen Road, Emigsville, PA 17318-0437. Periodicals postage paid at Emigsville, PA. POSTMASTER send address changes to Steel Times International c/o PO Box 437, Emigsville, PA 17318-0437. Printed in England by: Stephens and George Ltd • Goat Mill Road • Dowlais • Merthyr Tydfil • CF48 3TD. Tel: +44 (0)1685 352063 Web: www.stephensandgeorge.co.uk ©Quartz Business Media Ltd 2023 ISSN0143-7798 Cover courtesy of John Cockerill CONTENTS – MAY/JUNE 1 Decarbonization
steel
63 Refractories
69 Handling Conveying and
Q&A: Kocks
Maximum longevity.
cooling. 75 Perspectives
2 Leader By Matthew
4 News round-up The latest global steel news. 10 USA update Steel’s price paradox. 15 Latin America update Vallourec’s 70 years in Brazil, Pt.3 18 India update Domestic demand. 22 METEC preview Bringing steel together. 27 Profile: Carol Jackson Making things new. 38
Moggridge.
Net Zero by 2050? What if we don’t achieve that goal?
All over the world, a lot of people are taking more than a passing interest in green steelmaking and, needless to say, doing their bit to save the planet. Millions of dollars are being invested in developing processes to enable makers of the world’s most versatile and infinitely recyclable metal even greener than it is today.

If you want to know where the greenest steel is produced, look no further than North America where over 70% of steel produced comes out of an electric arc furnace. North American steelmakers are rightly proud of their achievements and some of the more vocal stateside steel CEOs are pleased to note that Europe is way behind and may never catch up.
Matthew Moggridge Editor

matthewmoggridge@quartzltd.com
There are, of course, two magical dates that are top-of-mind: 2030 and 2050 – and by the latter date the plan is that everything has to be considerably greener than it is at present. It probably will be, but nobody appears prepared to contemplate words like ‘probably’ as it’s all about ‘definitely’ and not ‘maybe’. That said, there are gathering headwinds. Some observers don’t believe it, and those proffering a more extreme view suggest the current noise is mere posturing. Others

argue that the game is already up and that any hope of mass net zero steelmaking by 2050 is a pipe dream. Steelmakers already know it’s not going to happen on the vast scale envisaged, and that only a minority of manufacturers will wear the slightly smug ‘halo of sustainability’ with pride. For many of the sceptical, the problem is summed up in two words: blast furnaces (BF). Over 70% of steel worldwide is produced in the BF, they’re still being built and there’s more of them to come – particularly in India and China. Blast furnaces are designed to last for decades, a worldwide ban isn’t realistic and some argue that carbon capture – the go-to solution for greener BF steel – sweeps CO2 emissions under the carpet where it lurks ominously.
Others wonder what happens if 2050 doesn’t deliver net zero. The world cannot live without steel, so manufacturers won’t lose any sleep. Steel won’t be banned, mills won’t close and new net zero deadlines will magically appear. There will be heroes among the many zeros, and the steel industry will lurch forwards knowing it is possible to decarbonize and that one day steelmaking will be a carbon-free process.
2 www.steeltimesint.com May/June 2023 LEADER

Norwegian engineering firm Aker Solutions has pledged to buy at least 10% of its steel from low-emissions sources by the end of this decade, by joining the decarbonizing coalition First Movers Coalition (FMC). Led by the World Economic Forum and the US Department of State, the global initiative FMC has been launched by more than 60 companies to establish early markets for clean technologies. Aker Solutions CEO Kjetel Digre said: “Aker Solutions is proud to join the First Movers Coalition to support demand for emerging technologies essential for a net-zero transition.’’

Source: Mining Technology, 30 March 2023
ArcelorMittal SA has announced that AM/NS Luxembourg, the parent company of ArcelorMittal Nippon Steel India (AM/ NS India), has entered into a $5 billion loan deal with a consortium of Japanese lenders. The proceeds will be used to fund the expansion of AM/NS India's annual capacity at its Hazira plant in India to 15Mt from 9Mt, the European steelmaker said in a statement. The expansion will include the development of downstream rolling and finishing facilities for a string of sectors as well as adding 60,000 jobs.
Source: Reuters, 31 March 2023
Staff at Tata Steel’s Corby, UK site handed over 900 Easter eggs to children across the town. The firm holds an annual egg donation scheme which distributes to schools and community groups across Corby. Site communications co-ordinator Marion Dorman commented: “The appeal has been without doubt a phenomenal success and exceeded our wildest expectations. We say this time and time again, but the generosity of our employees never ceases to amaze our community.’’

Source: Northamptonshire Telegraph, 1 April 2023
The former CEO of a collapsed British steel trader was sentenced to six and a half years in jail by a London court for his part in a ‘widespread and systematic’ trade financing fraud. Nasser Alaghband, who was the chief executive of London-based commodities trader Balli Steel, had pleaded guilty to one count of fraudulent trading before the trial. Prosecutors said he helped obtain trade financing for Balli Steel, which involved telling ‘increasingly egregious lies’ to banks as the company's financial position deteriorated in 2012 and 2013.

Source: Reuters, 4 April 2023
ArcelorMittal Europe and Spanish steel producer Bamesa have entered into a memorandum of understanding (MOU) to enhance their joint efforts to decrease CO2 emissions and leverage XCarb solutions. The MOU was signed at Bamesa’s headquarters located in Barcelona, Spain, and centres on the collaboration between the two companies to explore strategies for decreasing scope three emissions, which are linked to purchased steel. It also focuses on ways to advance and assess the utilization of recycled steel in products with low-carbon emissions.
Source: yahoo!news, 4 April 2023
Steel has been cut for the first of the second batch of Type 26 warships, following a £4.2 billion contract awarded to UK aerospace company BAE Systems in November 2022. The UK minister for defence procurement, Alex Chalk, marked the occasion at the steel cutting ceremony, with HMS Birmingham becoming the fourth of eight anti-submarine warships being constructed for the Royal Navy at BAE Systems’ Govan shipyard in Glasgow.
Source: Gov.uk, 4 April 2023
ArcelorMittal has signed a joint venture with energy supplier Vulkan Energiewirtschaft Oderbrücke (VEO) and McPhy Energy, a company that specializes in low-carbon hydrogen production and distribution equipment (electrolyzers and refueling stations), with the goal of building a pilot electrolysis plant and a hydrogen filling station at its Eisenhüttenstadt site.


The State of Brandenburg is funding the project with an investment of €5.1 million as part of a regional innovation cluster. Source: yahoo!finance, 5 April 2023


4 NEWS ROUND-UP
ORANGE IS THE NEW GREEN.
REDEFINING SUSTAINABLE METALS PRODUCTION
As the metals industry transforms in pursuit of green steel, the future of sustainability demands pioneers and leaders with vision, courage, and a willingness to push the boundaries of innovation and eco-friendly metals production. Primetals Technologies is redefining sustainable metals production.
We’re making orange the new green.

LEARN MORE AT METEC 2023
primetals.com
Greenwave Technology Solutions Inc. of Chesapeake, Virginia, has opened a scrap metal facility in Cleveland on a 10-acre site. The property has access to an adjoining railroad to transport processed scrap metal. Hundreds of local businesses and individuals are accustomed to selling their metal scrap to facilities in the vicinity on a regular basis, according to Greenwave Technology. The scrap facility will create 15 to 20 local and offer an opportunity to repurpose ferrous and nonferrous scrap metal from the industrial sector.

Source: Recycling Today, 7 April 2023
Australian steel products manufacturer Molycop and its research partners have commercialised a way of using waste rubber for a cleaner steelmaking process. Molycop produces over 240kt of train wheels, steel bars and other products annually and has worked with recycling scientist Professor Veena Sahajwalla on her breakthrough technology for green steel. Sahajwalla initially worked with OneSteel to develop a process to make green alloys by using waste rubber and plastic. Since then, working with industry partner Molycop for the past decade, millions of tyres have been diverted from landfill.
Source: The West Australian, 6 April 2023
Oman's Public Authority for Special Economic Zones and Free Zones (Opaz) has signed an agreement with Japanese steelmaker Kobe Steel, and investment company Mitsui & Company, for setting up a low CO2 iron metallics project in the special economic zone in Duqm. Under the agreement, the companies will commercialise the manufacture and sale of direct reduced iron (DRI) produced through Kobe Steel’s Midrex Process in co-ordination with Opaz.

Source: Zawya, 11 April 2023
A legal challenge against the Financial Conduct Authority’s (FCA) decision to set up a redress scheme for former British Steel Pension Scheme (BSPS) members has been scrapped. According to press reports, the British Steel Advisor Group (BSAG) has dropped its challenge and paid the FCA £100,000 towards its costs. It had hired legal solicitors to represent its challenge to the redress scheme and the lawyers filed an application on 23 December at the Upper Tribunal Tax and Chancery Chamber.
Sheffield Forgemasters has landed a multi-million-pound US order which is set to keep the plant ‘busy for a year’. The Brightside steelmaker will produce three 147-tonne ’ultra-large steel rolls’ for a new mill near Louisville, Kentucky. Customer Nucor, the largest steel producer and recycler in North America, will use the rolls to produce steel plates used in bridges,
ships and oil rigs. The deal will help safeguard jobs at Forgemasters which employs more than 600, bosses say.
Source: The Star, 12 April 2023
Friends of the Earth and South Lakes Action on Climate Change (SLACC) have asked the UK High Court to reconsider its refusal to hear a legal challenge over the government’s decision to grant planning permission for a new coal mine in Cumbria, UK. Friends of the Earth and SLACC sought permission for a legal challenge after Michael Gove, secretary of state for levelling up, housing and communities, gave planning permission to the controversial coking coal mine in December 2022. The climate organisations were the two main parties opposing the coal mine at the planning inquiry which took place in September 2021.
Source: Friends of the Earth, 12 April 2023

Source: Financial Planning Today, 12 April 2023

ArcelorMittal Brazil has received Responsible SteelTM certification for developing ‘high quality standards for steel production at its Vega plant in Sao Francisco do Sul in Brazil’s Santa Catarina state. Having obtained certification in 2022 for ArcelorMittal Tubarão and ArcelorMittal Monlevade, ArcelorMittal aims to have all the groups’ production units in Brazil certified in the coming years.


Source: Steel Orbis, 12 April 2023

6 NEWS ROUND-UP










































#turningmetalsgreen Our mission to create a climate-neutral and digital metals industry Hall 1, booth E40/41 Experience our solutions and technologies for turning this mission into reality. We are looking forward to your visit and excited to discuss your ideas on future technologies. Get your free ticket and register as a #connect member on our website. Join our "Leading Partner Talks" on the booth or in our livestream. www.sms-group.com/metec2023
European steel giant Voestalpine has identified a former container terminal site in Hull, UK, as ‘ideal’ for a new logistics facility, having won a major contract on the highprofile build. The Austrian business’s railway systems subsidiary will supply points and crossings for the first two phases of the project. A total of 20 jobs could be created at the rail-linked location, with an application lodged with Hull city council for a 50m by 20m warehouse, a two-storey modular office building, and a welfare unit.


Source: Business Live, 13 April 2023
India’s Tata Steel Ltd. is in talks to raise as much as $400 million, according to people familiar with the matter, in what could become the company’s first green loan. The debt could have a tenor of about five years and the proceeds would be used for capital expenditure, said the people, who declined to be named. The lenders include Bank of America, HSBC Holdings, JPMorgan Chase & Co. and Mitsubishi UFJ Financial Group Inc.

Source: Bloomberg UK, 18 April 2023
Tata Steel officials, with the help of West Bengal Police, recently conducted a raid on a manufacturing unit situated in Kolkata. The officials together with the police undertook the raid because of citizens having ‘infringed the Tata brand name and allegedly manufactured and sold fake Tata-bearing products illegally’. The products were being manufactured and sold under the registered ‘TATA’ trademark in similar packaging in an attempt to deceive consumers into believing that they were purchasing genuine Tata products. Those responsible have been charged and are awaiting trial.

Source: Goa Chronicle, 14 April 2023
Low-sulphur fuel-grade petroleum coke may gain some support from a recent Indian Supreme Court ruling allowing the country's steelmaking industry to resume coke imports. The court ruled in late March that Indian steelmakers may import petroleum coke for blending with coking coal, subject to a number of conditions. As a result, at least two Panamax cargoes of US west coast sulphur coke have already been sold to an Indian steelmaker, one trader said.
Source: Argus Media, 14 April 2023
South Africa must accelerate its programme to produce decarbonized steel if it is to take advantage of Europe’s scramble to be carbon neutral, according to an industry expert. Speaking at a workshop hosted by Trade and Industrial Policy Strategies (TIPS) and the Leadership Group for Industry Transition (LeadIT), in Johannesburg, independent consultant Hilton Trollip said hydrogen direct reduced iron (H-DRI) – which is produced
Engineering company Siemens Gamesa says its next generation of turbine towers will be built from steel with a 63% lower carbon footprint than before. At 120 metres and taller, the manufacturer says the giant structures’ strength, longevity and other in-service characteristics will be unaffected. Until now the steel used in tower construction has accounted for around a third of a turbine’s lifetime carbon emissions. However, with new production methods employed by the multinational’s suppliers, emissions have been cut to 0.7 tonnes of CO2 per tonne for steel.

The US Justice Department has announced the indictment and arrest of John Can Unsalan, the president of Metalhouse LLC, for engaging in a three-year scheme to violate US sanctions against oligarch Sergey Kurchenko and two of his companies by providing those sanctioned parties with over $150 million in return for steelmaking materials. As alleged in the indictment, between July 2018 and October 2021, Unsalan, acting through his company, Metalhouse, transferred over $150 million to Kurchenko and companies controlled by Kurchenko. In return, Unsalan received metal products used in steelmaking and attempted to collect millions of dollars of funds for undelivered products.

Source: United States Department of Justice, 17 April 2023
using green hydrogen instead of natural gas – is almost certain to be a central component of steelmaking and will need to be adopted by the region’s producers.

Source: Business Day, 19 April 2023
Source: The Energyst, 21 April 2023
8 NEWS ROUND-UP
Solid fuel manufacturer and supplier CPL Industries has commenced construction of what will be a £5 million industrial process plant. The aim of the facility is to provide technology to help clean up steel and other heavy industries in the Port of Immingham, UK. The company is investing after securing a significant grant from the government’s net zero innovation portfolio to ramp up research and development in turning food waste into biochar, a high-carbon material that, if processed further, could be used as a coal replacement.
Source: Business Live, 21 April 2023
A Dorset structural steel firm has resigned its membership of the Confederation of British Industry (CBI) with immediate effect. Christchurch-based John Reid & Sons (Strucsteel) – known as REIDsteel –left the business lobbying group after further serious allegations emerged about misconduct. Simon Boyd, managing director, has resigned his position as a founder member of the CBI’s manufacturing council. The business – which employs 130 people – acted immediately, citing allegations of misconduct at the organisation as completely incompatible with its own company values.

Source: Dorsetbiznews.co.uk, 22 April 2023



North American mine operator Bens Creek Group has completed the delivery of 44kt of coal to an Indian steel producer. The company said the order, which was delivered to a ship at Norfolk, Virginia, using four trains, is part of a larger order made through its offtake partner Integrity Coal Sales Inc, which will be completed by July 2023. Bens Creek said the unnamed steel producer is ‘India's largest’.
Source: Alliance News, 28 May 2023
Tata Steel has inaugurated the JN Tata Vocational Training Institute near its plant at Khopoli, in western India, with a focus on skill development for local youth. The institute aims to empower local students by improving their skills and increasing employment opportunities. Expressing gratitude for the initiative, Subodh Pandey, vice president, operations, Tata Steel Meramandali, said, “As the industrial expansion is rapidly advancing, it is resulting in a demand for a significant number of skilled workforces. I hope the institute [will] contribute to the growth of a skilled manpower pool for the local industry ecosystem and beyond.’’
Source: India CSR, 30 April 2023
carbon neutrality by 2050. The company has also installed electric charging stations at its Mont-Wright and Port-Cartier facilities to support and encourage the electrification of transportation.
ArcelorMittal Mining Canada

GP has become the first mining company in Québec and on the North Shore to use electric buses to transport its employees. The initiative is a part of ArcelorMittal’s sustainable development strategy, which aims to reduce its greenhouse gas emissions by 25% by 2030 and achieve

Source: Energy and Mines, 1 May 2023
China's biggest listed steelmaker, Baoshan Iron and Steel, has signed agreements with natural gas company Saudi Aramco and Saudi Arabia’s sovereign wealth fund, Public Investment Fund (PIF), to build a steel plate manufacturing joint venture. Baosteel will a take 50% stake in the joint venture, while
Saudi Aramco and PIF will take 25% stake each, Baosteel said in a statement. The joint venture will involve the construction of a steelmaking manufacturing base in Saudi Arabia, with the designed annual capacity of 2.5Mt of direct reduced iron and 1.5Mt of steel plate.


Source: Reuters, 2 May 2023
Italian plant supplier Danieli has shipped melt shop cranes and a Q-SYM2 automated scrap yard, featuring automatic cranes, scrap visual-recognition, and automatic scrap sorting and charging equipment, to Canada-based Algoma Steel. Danieli says four additional fully automated cranes are being built for the Algoma scrap yard, and one has been inspected. The cranes will be equipped with scanning technology, which according to the company, makes it possible to check ‘for any undesirable type of material within the scrap before the transfer into the scrap bucket.’ Source: Recycling Today, 2 May 2023.
www.steeltimesint.com 9 NEWS ROUND-UP
Steel’s price paradox
The rise of steel prices is a ‘paradox’ says Manik Mehta*, with demand remaining stable despite prior market predictions.
IT is indeed a paradox of how – or rather why – steel prices have risen in previous months and now seem to be stabilizing, according to market indications. If in 2022 the Ukraine crisis coupled with shortages of vital raw materials led to price increases in the US, the discussion about the heady price surge concentrates on a plurality of issues.
As 2022 ended, US servicing centres had envisaged an abundance of flat steel to be available and, consequently, decided not to engage in purchases at higher prices, amid signs at that time that prices were on the verge of declining.
Nonetheless, demand has remained stable, by and large, repudiating the market expectations. Even before the year 2023 commenced, US facilities had begun to slash their stocks bringing them down to levels that were unprecedented before. They acted out of fear that if demand cooled down, they would have piled stocks purchased at higher prices.

Although there is demand for additional steel, producers with new production facilities, such as Steel Dynamics in Texas and Nucor’s expanded mill in Kentucky, have yet to return to normal production levels. However, they believe that they will fare better in the second quarter of the year.
Notwithstanding the inventory issue, data on steel production in the Great Lakes region, for instance, showed a steady rise for the sixth consecutive week as of early April. Steel production rose by 12kt in the Great Lakes region, rising by 54kt after its sixth straight week of increases, according to the American Iron & Steel Institute (AISI). Steel mills in the Great Lakes region –concentrated mainly along the south shore of Lake Michigan in Northwest Indiana –produced 574kt of the metal in the week ending 8 April, up 562kt from the previous week.
However, steel mills remained well below the 80% capacity which is considered a
*US correspondent, Steel Times International
key threshold determining financial success for the steel sector. On a national basis, steel production in 2023 totalled 23.23Mt, a 4.3% decline from the 24.32Mt of last year’s corresponding period. Capacity utilization had also declined to 74.4% in the week of 8 April, down from 80.3% in the same week of 2022, AISI data suggested.
In a regional comparison, steel production in the southern region, which has many mini-mills and rivals the Great Lakes in output, totalled 677kt in the week under report, up from 671kt the week before. But volume in the rest of the Midwest fell to 206kt, down from 222kt the week prior.
Pittsburgh-based steel producer US Steel has, meanwhile, resumed operations of its No.8 blast furnace at its Gary Works steel mill. US Steel had idled both the No.3 blast furnace at Mon Valley Works in Pennsylvania and the No.8 furnace in Gary, Indiana, last year following the sharp decline from the high levels of 2021 as fears
www.steeltimesint.com May/June 2023 USA UPDATE 10
LEVEL UP GO ELECTRIC
Bring your heating operations to a new level while avoiding emissions. Electric heating technology improves safety, reduces maintenance needs, increases energy efficiency, is quiet to run and enables minimal CO ².
Kanthal will help you get started today.

of a recession had seized the market.
US Steel resumed operations at both blast furnaces as the market recovered with rising demand and improving prices. US steelmakers benefited, particularly, from the auto industry’s production surge after having been hit, in past years, by semiconductor and other supply chain shortages.

US Steel, in a press release, said that the flat-rolled segment’s order book reflected ‘broad improvements across most endmarkets’.
The Gary plant’s blast-furnace, which has a capacity of 1.5Mt/yr of iron, had been idled for a maintenance project last year, with the plan to resume operations in August following construction work of three months duration; however, market conditions did not appear to be favourable for the planned re-start, making US Steel postpone the re-opening until the revival of demand.
US Steel’s spokesperson, Amanda Malkowski, said that the company was monitoring market conditions closely and planned to resume operation of the furnaces when business conditions allowed, adding that there would be no impact on employment at the plant.





Meanwhile, a debate seems to have erupted within the US industry on the overall impact of tariffs imposed on steel and aluminium imports. The latest study by the US International Trade Commission analyzes the impact of tariffs on imports of a number of China-made products.
The USITC studied the effects of Section 232 on steel and aluminium from China as well as Section 301 tariffs on scores of other imports from the country. The added duties date back to 2018, when they were introduced by the Trump Administration which acted against China’s industrial and

trade policies.
The USITC study found that as a result of tariffs between 2018 and 2021, steel imports fell by 24% on average as a result of the tariffs, while US production volume increased 1.9% and prices by 2.4%.
Aluminium imports fell 31.1% on average, while US production volumes increased 3.6% while prices rose 1.6%.
Imports of other China-made products that faced Section 301 tariffs, fell by 13% on average while the value of domestic production rose by an average of 0.4%.
Even as the US steel and aluminium industries benefited from increased production and higher prices, the effects were ‘largely negative’ on downstream manufacturers purchasing the metals as inputs, though the precise effects varied by industry, according to USITC.
Production decline

Overall, production for those industries downstream from steel and aluminium production — which include various machine and tool manufacturers and other producers — fell by nearly 3%, and by as much as $469 million in some industries.
The Biden administration has retained the tariffs imposed by the Trump administration and has signalled it will continue to do so for the foreseeable future.
Based on the Commerce Department’s most recent Steel Import Monitoring and Analysis (SIMA) data, the AISI reported recently that steel import permit applications for the month of March had totalled 2.7Mt (net tons). This was a 23.1% increase from the 2.19Mt (net tons) recorded in February and an 18.2% increase from the February final imports total of 2.28Mt (net tons). Import permit tonnage for finished steel in March was 1.94Mt (net tons), up 11.1% from the final imports total
of 1.74Mt (net tons) in February. For the first three months of 2023 (including March SIMA permits and February final imports), total and finished steel imports were 7.6Mt and 5.6Mt (net tons), down 10.4% and 14.0%, respectively, from the same period in 2022. The estimated finished steel import market share in March was 22% and 23% year-to-date.
In March, the largest steel import permit applications were for Canada (636kt), up 18% from February; Brazil (509kt), up 44%); Mexico (435kt, up 14%), South Korea (179kt), down 21%; and Japan (124kt), up 129%). Through the first three months of 2023, the largest suppliers were Canada (1,76Mt), up 4%; Mexico (1,27Mt), down 18%; and Brazil (1,25Mt), up 27%.
In other news...

The Global Steel Dynamics Forum (GSDF) is scheduled to take place in New York from 26-28 June 2023. The GSDF is being organized by World Steel Dynamics (WSD) and the AIST.







WSD is based in Englewood, New Jersey, while AIST is headquartered in Pittsburgh, Pennsylvania. The GSDF will feature high-profile speakers from the steel sector, including Lourenco Goncalves, chairman/president/CEO of Cleveland Cliffs, Inc., Leon Topalian, chair, president/CEO of Nucor Corp., Jeong Woo Choi, CEO of POSCO Holdings, Mark Millett, cofounder/chairman/CEO of Steel Dynamics, Inc, Yuri Byzhenskov, CEO of Metinvest, Ron Ashburn, executive director of AIST, Philipp Englen, CEO of WSD, Edwin Basson, director general of the World Steel Association, Philip Bell, president of the Steel Manufacturers’ Association, Kevin Dempsey, president/CEO of the AIST, and Alan Kestenbaum, executive chairman/CEO of Stelco. �

www.steeltimesint.com May/June 2023 USA UPDATE 12


DANIELI INTELLIGENT PLANT A NEW CONCEPT FOR PLANT AND PROCESS SUPERVISION Data-driven approach, AI and machine learning for continuous improvement of plant performances, simplifying metals complexity Via Bonaldo Stringher, 4 33042 Buttrio (UD) Italy Phone +39 0432 518 111 www.digi-met.com www.dca.it Follow us on Linkedin
Global greenhouse gas emissions continue to rise despite the global effort to decarbonize. The need for action is now more urgent than ever before.
John Cockerill is committed to help its steelmaking clients enhance product performance and effectively reduce emissions, all while preparing for the needs of tomorrow’s steels.



11th international metallurgical trade fair with congresses June 12-16, 2023 Düsseldorf, Germany Join us booth Hall 1 #C05 Follow us on johncockerill.com/industry
Vallourec’s 70 years in Brazil (Pt. three)
In part three of his series of articles on Vallourec, Germano Mendes de Paula* examines how Brazil’s strong economic recession in the mid-2010s led to the company’s decision to close its Barreiro mill and focus on production at its greenfield Jeceaba mill, which started up in 2001.
AS commented in part two of this article, Jeceaba’s greenfield mill started-up in 2001 and now consists of a 1.5Mt/yr pelletising plant, a 300kt/yr blast furnace, a 1Mt/ yr EAF-based steel shop and a 600kt/yr rolling mill dedicated to seamless tubes. It had a relatively gradual ramp-up, as it amplified its crude steel production from 39kt in 2011 to 352kt in 2014. Meanwhile, seamless tube output jumped from 17kt to 287kt, respectively.
However, Brazil faced a strong economic recession in the mid-2010s when GDP diminished by 3.6% in 2015 and by an additional 3.3% in 2016. The recession generated a strong political crisis, which affected the oil and gas sector – the main customer of Vallourec. Indeed, Brazilian apparent consumption of seamless tubes plummeted from 459kt in 2013 to only 164kt in 2016, with a tiny recovery to 173kt in 2017.
This unsatisfactory environment prompted Vallourec to interrupt the activities of its Barreiro mill. In February 2016, the company announced the imminent shut down (in April 2016) of one blast furnace and the later closure
of the site’s remaining blast furnace and steel shop as of 2018. Consequently, pig iron and crude steel production would take place at the Jeceaba facility. In 2016, according to Exame magazine, Barreiro employed 3,400 people and Jeceaba an additional 2,100. As planned, Barreiro stopped producing pig iron and crude steel in 2018.
In February 2006, the company announced its intention to merge the Barreiro mill with VSB, owner of Jeceaba. Originally, VSB was a joint-venture between Vallourec (56%), SMI (40%) and Sumitomo Corp. (4%). In the merged company, the ownership structure would comprise Vallourec (84.6%), Nippon Steel & Sumitomo Metals Corp. (15%) and Sumitomo Corp. (0.4%). It is important to highlight that, under the merger agreement, the Barreiro mill would maintain its rolling mill and premium finishing facilities. However, the new entity would not include the iron ore mine or the assets of the eucalyptus plantations. The transaction was concluded in October 2016.
According to Vallourec’s statement: “By
creating a single production hub, Vallourec will generate significant industrial synergies, capex avoidance, as well as administrative and tax synergies while resulting in the full consolidation of VSB debt of approximately €200 million”.

The firm explained that a cut of 450 people would be necessary to readjust the staff to the company’s new reality. It stated that it would take two years to minimise the social impacts of these measures with various actions.
In the previous year, 1,100 workers had already been dismissed in Brazil due to the sector’s crisis.
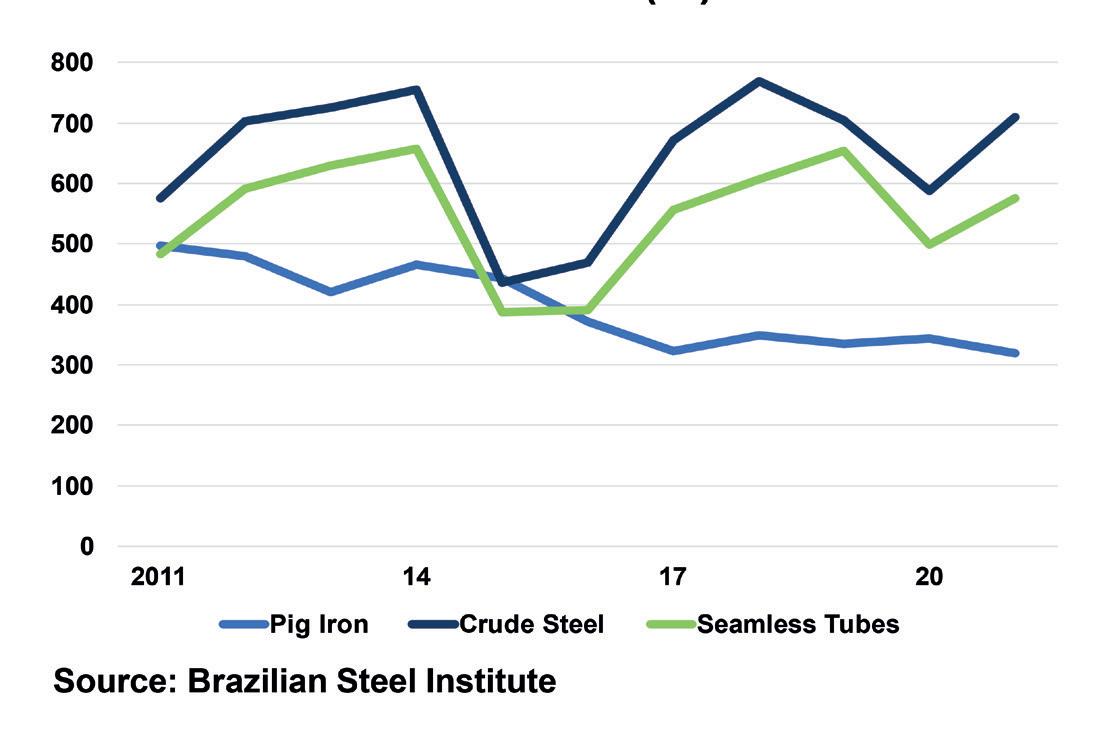
Production performance (2017-2021 period)
Fig 1 shows the evolution of joint production at the Barreiro and Jeceaba mills over the period 2011-2021. Information relating to 2022 was not available. The most remarkable trend was related to the continuously decreasing pig iron output, which diminished from 497kt in 2011 to 320kt in 2021. It should be remembered that Barreiro had two blast furnaces with a combined capacity to 620kt/yr, while
* Professor in Economics, Federal University of Uberlândia, Brazil. E-mail: germano@ufu.br
LATIN AMERICA UPDATE 15 www.steeltimesint.com May/June 2023
Jeceaba has just one (with a 300kt/yr capacity). It has been operating, therefore, above its nominal capacity.
It is understood that Vallourec is likely to install a second charcoal blast furnace in Jeceaba, aiming to reduce scrap consumption in its melt shop. The company unveiled that the proportion of scrap input to the EAF enlarged from 53% in 2019 to 63% in 2022, mainly due to load limitations at Jeceaba’s blast furnace.
Regarding crude steel production, it can be observed that after the slump between 2015 and 2016, it reached a 690kt/yr plateau during the 2017-2021 period. Similarly, seamless tubes recovered to around the 580kt/yr level. In 2021, Brazilian apparent consumption of seamless tubes was equivalent to 314kt.
In March 2021, Vallourec acquired Nippon Steel’s 15.4% interest in the Brazilian joint-venture VSB. Further to this transaction, Vallourec gained full control of VSB’s capital. Thus, the industrial restructuring in Brazil was followed by a simplification of ownership.
European restructuring
In 2022, Vallourec engaged in a comprehensive industrial restructuring plan. It stated that: “In May 2022, Vallourec announced the initiation of the closure process of its German tube plants and the transfer of the German rolling activity for oil and gas to Brazil. This process will take place over the next two years and will include the sale of land and buildings. The transfer will require approximately €120 million of capex in the Brazil operations to support the transition of premium tubular volume from Europe by end 2023. (…) The closure of the German operations implies further rationalization of other European operations involved in the finishing of tubes rolled in Germany. This rationalization will entail the consolidation of all the European threading activities in a single location in Aulnoye, France. The Group has also launched the closure processes of the heat treatment line at Saint-Saulve (France) and the threading line at Bellshill (Scotland). Elsewhere, Vallourec completed the sale of Vallourec Bearing Tubes. The Aulnoye
Competence Centre will lead the ‘one R&D’ organization”.
Once the restructuring programme is completed, Vallourec will no longer produce tubes in Europe. Reuters reported that the company sees the planned upgrade of its Brazilian capabilities resulting in better competitiveness and enhanced margin and cash flow generation, as well as a positive CO2 impact.

In its latest financial report, Vallourec said it has nearly 3.2Mt/yr of rolled production capacity, which is distributed by four operational regions: Brazil (35%), North America (24%), Europe (23%) and China (18%). In Brazil, the current 1.1Mt/yr rolling mill capacity is effectively limited by steel production of 950kt/yr.
Another key indicator of Brazil’s relevance is the fact that, in 2022, the country’s operations employed 7,231 people, equivalent to 45% of the whole company, against 26% in Europe, 14% in NAFTA, 13% in Asia, and 2% in the Middle East.
In terms of revenues, South America (mainly Brazil, including mine and forests) was responsible for some 21% of the enterprise in 2022. This outcome was negatively affected in January 2022 by an iron mine incident in Brazil after exceptionally heavy rainfall in Minas Gerais State.

Consequently, operations were suspended and then partially restarted in May 2022. When installed capacity, number of employees, and revenues are considered, the importance of Brazil to Vallourec’s present and future is crystal clear. �
www.steeltimesint.com May/June 2023 LATIN AMERICA UPDATE 16
Fig 1
Ceran greases for the Steel Industry
TotalEnergies - your local partner with global solutions

With offices all around the world, TotalEnergies is also present in the Nordic countries. With our unique Ceran greases, we help our customers improve productivity, save overall operating costs (TCO) and reduce their CO2 footprint.
Are you in the steel industry in the Nordic countries? Would you like to implement a unique grease for your heavy operations that enables savings in time, efficiency, and energy – all at once?

Contact us today to learn more about how you can put the pedal to the metal and get way ahead of your competition.
Learn more at nordic.totalenergies.com
TotalEnergies 552 006 454 RCS Nanterre - France. Photos: 123rf - Design: ms.industry@totalenergies.com nordic.totalenergies.com TotalEnergies Industry Solutions
Domestic demand

India’s steel producers have shifted their focus from overseas to domestic markets while production continues to ramp up, offsetting the cost of plunging exports.
 By Dilip Kumar Jha*
By Dilip Kumar Jha*
TRIGGERED by a slowdown in global demand in the wake of the ongoing war in Ukraine, steel producers in India have shifted their focus from overseas to the domestic market to ensure future growth. Indian steel producers now feel that the federal government’s unwavering support for infrastructure will lead to higher steel consumption growth in India than in any other country in the world.
As evident from the figures compiled by the country’s leading think tank, the Centre for Monitoring Indian Economy (CMIE), India’s steel consumption reported double-digit growth for the second year in a row, after a year of pandemic-impacted decline. CMIE reported India’s finished steel consumption at 95Mt in the financial year 2020-21, a decline of 5.3% from 100Mt in the previous year. Since the financial year 2020-21, the country’s finished steel consumption has posted double-digit growth by 11.6% to 106Mt in the financial year 2021-22 and 11.4% to 107Mt in the 11-month period ending February 2023.
During the period of April 2022 to February 2023, India’s crude and finished steel production increased by 4% and 6.2%, respectively, on a year-on-year basis. Domestic finished steel production grew by 18% to 114Mt in the financial year 202122, due to the increased pace of execution of infrastructure projects as well as the resumption of real estate and construction activities in the financial year 2020-21.
With robust growth taking place in the economy as well as expectations of a 6% jump in the gross domestic product (GDP)
in the current financial year, India’s steel producers anticipate the local government to continue building new roads, malls, and railway coaches, in addition to modernizing existing infrastructure projects. According to T V Narendran, managing director of Tata Steel, India’s overall steel demand looks positive with money being set aside
for infrastructure development. “All major consumption sectors such as oil and gas, water pipelines, supply chains, and warehousing are looking very strong. We estimate India’s annual steel demand to grow close to the growth rate of GDP i.e. over 6% in the next few years, Narendran said, after announcing the December quarter financial results.
Within India, rural demand has remained slightly fragile in the last six to eight months, but urban demand has witnessed phenomenal growth because of a robust automotive industry that has returned to pre-pandemic levels. Commercial vehicles, which are the most steel-intensive part of the automotive demand, are now back on track. Additionally, the construction sector is reasonably strong but continues to have more room for growth in the future with extended plans such as ‘housing-for-all’.
www.steeltimesint.com May/June 2023 INDIA UPDATE 18
*India correspondent, Steel Times International
Financial
(April-March) Volume (Mts) Growth (%) 2019-2020 100 1.5 2020- 2021 95 (-)5.3 2021-2022 106 11.6 2022- 2023* 107 11.4
Domestic consumption of finished steel
year
Source: Centre for Monitoring Indian Economy; *April 2022 – February 2023 period, growth compared with the same period last year.
Financial
(April-March) Imports Exports 2019-2020 6.8 8.4 2020-2021 4.8 10.8 2021-2022 4.7 13.5 2022-2023^ 5.6 5.9
Overseas trade of finished steel (Mts)
year
Source: Centre for Monitoring Indian Economy; ^ April 2022 - February 2023 period.
Danieli Corus Rooswijkweg 291 1951 ME Velsen–Noord
THE FUTURE IS SUSTAINABLE
As a leading plant builder with decades of track record in all areas of integrated steelmaking as well as the metallurgical processes of the future, we commit to the vision of being a step ahead. We will make the decarbonization of our industry happen as a joint effort along every step of the way: from strategy development to technology implementation.


CO2 emission reduction studies using our proprietary, state–of–the–art software models for plant–wide energy and raw material flow analysis.
Carbon footprint reduction based on top gas recirculation and the injection of alternative reductants such as hydrogen and syngas.
Innovative process technology for the introduction of direct reduction ironmaking while maintaining maximum flexibility with respect to raw material input.

We provide proven, world–class solutions for every step towards a carbon–free steel industry
www.danieli–corus.com 2030 VISION DANIELI CORUS
GREEN TRANSITION A STEP AHEAD
Netherlands E info@danieli–corus.com T +31 (0) 251 500 500
The
Exports plunge




After experiencing an upward trend in exports for three consecutive years i.e. the financial year 2019-20, 2020-21 and 2021-22, India’s steel exports saw a reversal in trend. The country’s steel exports plunged by a massive 52% to 5.9Mt in April 2022 – February 2023 compared to 13.5Mt in the previous financial year. The decline can be attributed to the 15% export duty imposed on steel products between May and November 2022, which made shipments from India less competitive with the world market. Weak international demand, continued geopolitical tensions, and global inflationary headwinds also impacted exports.







From October 2022 to February 2023, India became a net importer of steel, with its import growing by around 56%, totalling 3.03Mt compared to 2.3Mt exported during the same period. In fact, the outbound shipment slumped to 338kt in November 2022, the lowest monthly exports in the last five years. The trend, however, reversed in the steel trade with the removal of the export duty on steel products in November 2022. Since then, exports have rebounded which will get full benefit in the financial year 2023-24. Experts now forecast India’s steel exports to skyrocket once again this year.


Jayanta Roy, senior vice-president of investment agency ICRA, believes that India will witness two significant milestones for the steel sector in the months to come. “Firstly, the central government’s current year capital expenditure is expected to touch the average annual run-rate envisaged in the national infrastructure pipeline for the very first time. Secondly, the sector steel will be witnessing two back-to-back years of double-digit domestic consumption growth rates after a gap of more than a decade. The last time this rate was achieved was in 2010-11.”
Roy further added, “While private sector investments remained generally muted at least for now, the government’s capital expenditure drive has helped maintain the industry’s capacity utilisation rate at an estimated 79% in the financial year 2022-23. With steel consumption expected to witness nearly double-digit growth in the financial year 2023-24, we expect the industry’s capacity utilisation rate to improve to over 80% this year, in addition to the commissioning of some new expansion projects later in the year.”
Conclusion
India’s domestic steel consumption growth rate is expected to remain healthy in the financial year 2023-24, driven by increased infrastructure spending, a surge in real estate and construction activities, and strong auto sales. As India enters its pre-election year in 2023, the government is projected to increase investments in central- and state-driven projects. This was indicated in the last union budget when the government increased budgetary capital expenditure by 33% to INR 10,000 billion for infrastructure, created a capital outlay of INR 240 billion for Indian railways, and announced 100 transport infrastructure projects. These initiatives bode well for domestic steel demand. Additionally, the uptick in construction and real estate activities is driving demand for steel products. The automobile sector, which recorded a 21% yearon-year growth during April 2022-February 2023 period, further indicates the growing domestic demand for steel. �
www.steeltimesint.com INDIA UPDATE 20
GIFA/METEC 2023 June 12–16, 2023
Bringing steel together
METEC 2023, the international industry gathering, promises key insights into the world of metals – with over 1,600 exhibitors, and 78,000 visitors from over 120 countries.
SUSTAINABLE SOLUTIONS FROM DASSAULT SYSTÈMES
French software provider Dassault Systèmes claims it is focused on the belief that ‘virtual universes will be a key enabler for our customers – and the world – to imagine, design, and test the radically new products, materials, and manufacturing processes of tomorrow’s sustainable economy at the fastest possible speed’. With this in mind, the company will be presenting a portfolio of products driven towards sustainable engineering and design and leveraging sustainability and circularity KPIs. These solutions include the DELMIA Quintiq S&OP, which considers all rules, financial constraints and KPIs to model its customers supply chain and create mathematically optimal plans. There is also the DELMIA Quintiq Scheduler, which offers optimized and integrated production scheduling; the CATIA, which integrates sustainability management into core business strategies, and Dassault’s SIMULIA tools, which simulate manufacturing processes such as forming (hot/cold rolling) and casting, and material modelling activities such as material model calibration. Dassault will also be exhibiting its Virtual Twin Experience, which creates an accurate virtual model of operations and supply chain so that users can test and optimize processes and resources before execution.
Dassault Systèmes will be exhibiting in Hall 5, stand B09
AUMUND TO SHOWCASE PAN CONVEYOR

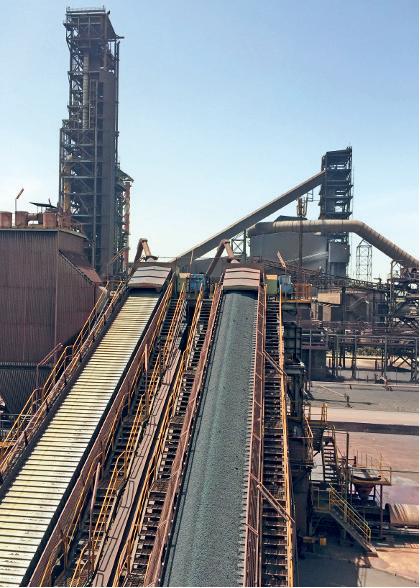
AUMUND Fördertechnik GmbH (AUMUND), an international supplier of specialist conveying solutions for metallurgical processes in the iron and non-iron industries, will be showcasing its product range which includes solutions for handling and discharge of the iron oxide material produced in the agglomeration process of pelletising. A specific solution the company will be focusing on during the event, is the AUMUND Pan Conveyor type KZB-KP, which involves cooling with perforated conveyor sections. The physical principle is based on forced convection, as negative pressure is generated by a powerful radial blower. Air from underneath the conveyor is sucked in through the perforations of the conveyor sections and flows through the layer of pellets on the conveyor. The heat energy is transmitted from the pellets into the medium of the air flowing through them, and discharged via the exhaust hoods. An appropriate dedusting system follows downstream. This cools the product down carefully to below 100°C so that it can be transferred to the onward conveying technology without problems, says AUMUND, and transported to the stockyard. AUMUND has received an order for a 100 m long KZB-KP for a conversion project to increase the capacity of the existing pelleting plant in an Eastern European steelworks. The conveyor will lengthen the existing cooling line and cool the iron ore pellets.
AUMUND will be exhibiting in Hall 04, stand F18
METEC PREVIEW 22 May/June 2023
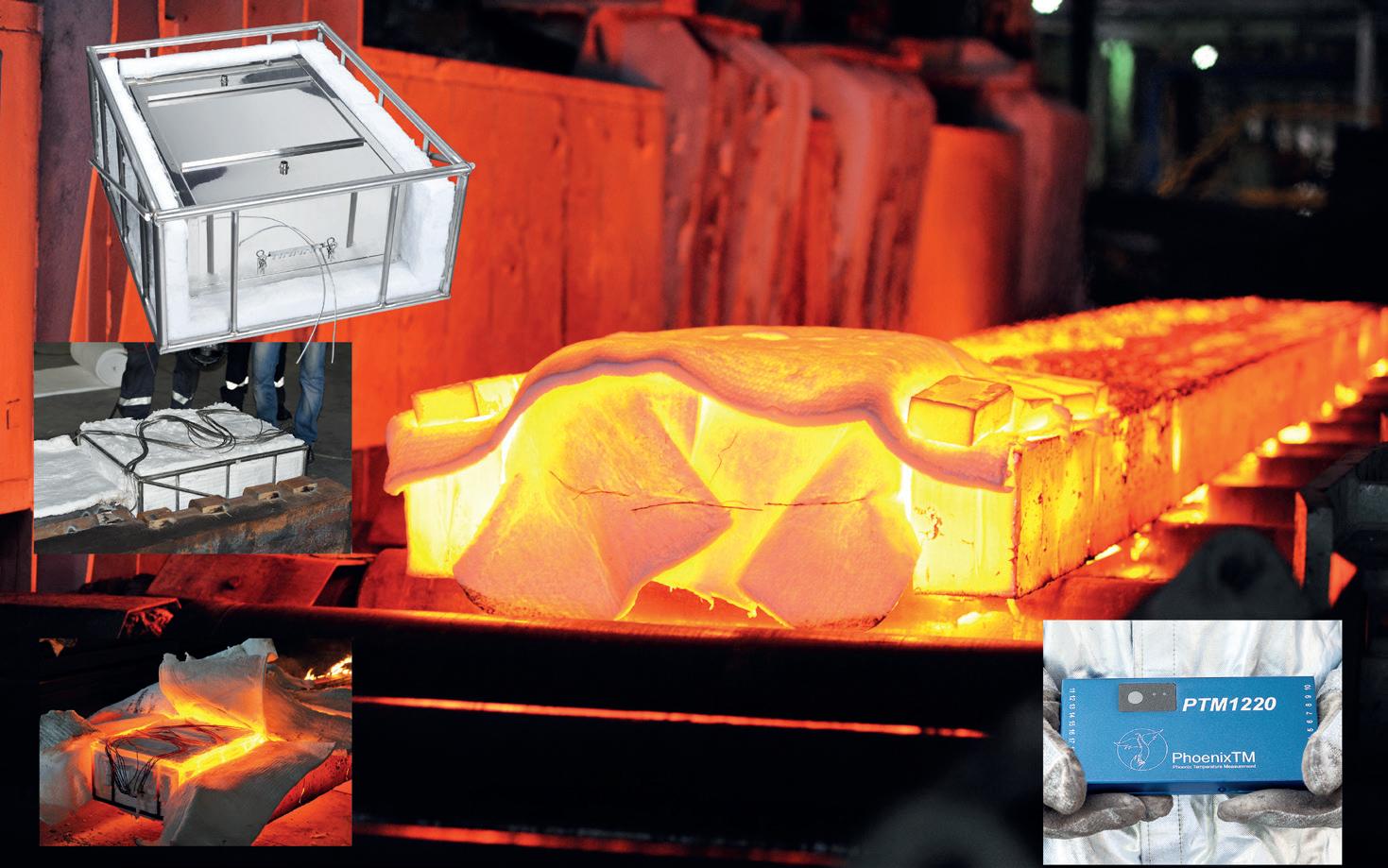
PHOENIXTM TO EXHIBIT TEMPERATURE SYSTEM
Phoenix Temperature Measurement (PhoenixTM), a global provider of temperature measurement systems, will be exhibiting its ‘thru-process’ temperature profiling system which has been designed specifically to allow comprehensive monitoring of the entire slab/billet furnace reheat process. Offering up to 20 thermocouple inputs using the PhoenixTM high temperature PTM1-220-HT data logger, temperatures can be measured at the surface, centre, and base of the product, at various positions along its length. The resulting temperature profile data can be imported directly into the furnace controller model to allow accurate validation.
Passing through the reheat furnace reaching temperatures of up to 1300°C /2372°F, the data logger requires significant thermal protection. The specially designed TS07 thermal barrier is manufactured using graded insulation layers and an evaporative inner water tank, which maintain the logger temperature at a safe 100°C/212°F. The thermal barrier is mounted in a cut-out
INDUCTION HEATING TECH FROM INDUCTOTHERM
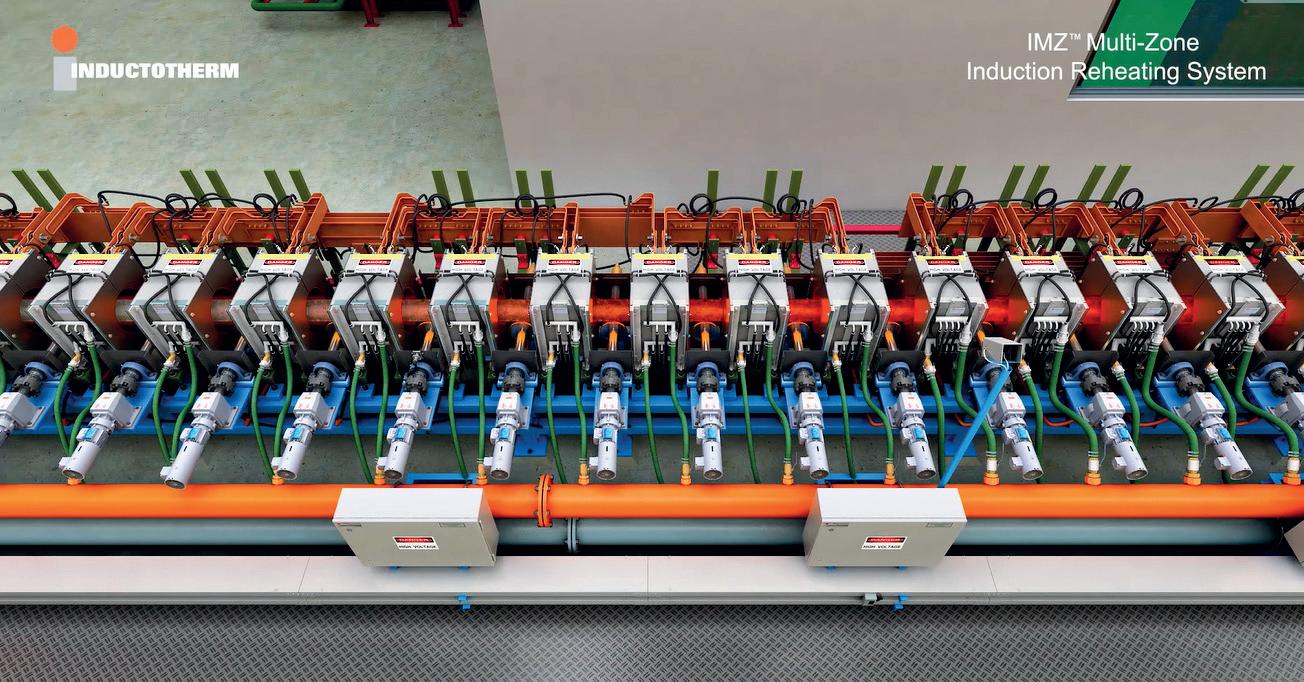
Induction equipment manufacturer Inductotherm Corp. will be presenting its IMZ™ Multi-Zone Technology for induction heating and reheating. This ‘game-changing technology’ for heating and reheating hot-rolled products ensures accurate and repeatable heating results for each combination of size and steel grade required to produce the highest quality products, says Inductotherm. With several coil zones, each individual heating zone can be controlled to provide any desired temperature profile along the workpiece to meet the specific requirements of the rolling mill. According to Inductotherm, since IMZ™ Multi-Zone Technology allows for precise heating, rolling mills have the flexibility to heat a range of material grades and sizes with little to no downtime or loss of production. Rolling mills can reduce their operating costs by using an IMZ™ Multi-Zone induction
within the slab, allowing heavy duty MI thermocouples to be run safely along the slab to where measurement is required. Transfer of the test slab with PhoenixTM’s self-contained monitoring system installed, to and from the furnace, can resultantly be facilitated safely and efficiently.
By applying accurate profile data to mathematical models, targeted roughing mill exit temperatures can be set to obtain a desired furnace drop-out temperature throughout the product thickness. Accurate control of such variables allows a successful rolling operation with minimal scale build-up maximising mill yields, says PhoenixTM, saving significant energy and maximising production throughput. By accurate optimisation and reduction of the furnace operating temperature, furnace life can be extended. At the same time, under-temperature stock can be prevented, further protecting downstream processing machinery.
heating furnace in conjunction with a traditional furnace, claims Inductotherm, as when combustion and walking beam furnaces are used at higher temperatures – up to 1200°C or greater – there is a tremendous amount of on-going maintenance that is needed. Keeping the traditional furnaces at a lower temperature allows them to run smoothly for up to 20 or 30 years with little need for any expensive extraordinary maintenance such as revamping. Additionally, maintaining these furnaces at a lower constant temperature significantly reduces the amount of fuel and energy required for operation.
Inductotherm will be exhibiting in Hall 10, stand B42
METEC PREVIEW 23 May/June 2023
PhoenixTM will be exhibiting in Hall 09, stand B57
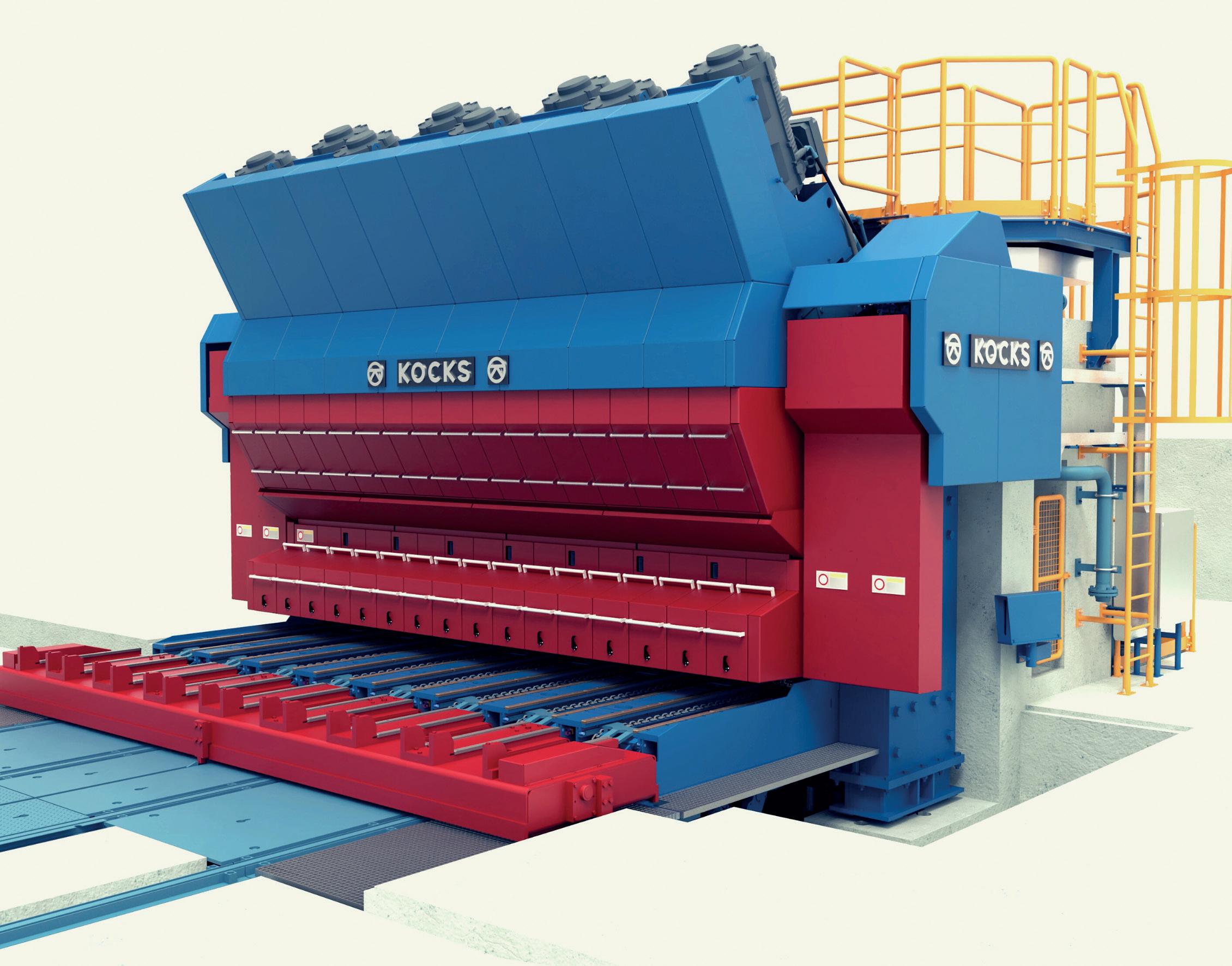
KOCKS TO INTRODUCE 3-ROLL INTERMEDIATE BLOCK
KOCKS, a leading supplier of innovative solutions for long products rolling mills, will be introducing the latest addition to its portfolio; a 3-roll intermediate block. Generally, the company’s flexible Reducing & Sizing Block (RSB®) is used as a finishing unit in highperformance SBQ mills to roll straight bar or bar in coil, or as pre-finisher in high-speed sizing applications for wire rod. Now, KOCKS has adapted its proven 3-roll technology to be integrated as an intermediate mill. The new iRSB® has been developed to replace traditional 2-high stands.
Featuring several advantages, the 3-roll intermediate block gives rolling mill operators more options in terms of flexibility and safety, says KOCKS. Particularly in rolling mills where space is limited, the possibility to add additional reduction capacities provides some crucial advantages. For example, bigger billet sizes can be used, or a different, more fl distribution of the reduction in the stands is feasible – which allows operators to further optimize the quality of the finished product.

KOCKS’ iRSB® 3-roll intermediate block and other advanced rolling mill equipment for the production of bar, wire rod and seamless tubes will be on display at METEC, alongside its holistic portfolio of automation solutions, digital tools and advanced technology.

KOCKS will be exhibiting in Hall 01, stand A79



DR SCHENK TO LAUNCH NEW INSPECTION SYSTEM
Dr. Schenk GmbH will be launching its new AI channel and camera-based surface inspection system, MIDA X, which was developed to mimic the human brain to analyze each defect from multiple, virtual perceptions. A reliable coil grading system requires high confidence in defect detection and classification. Dr. Schenk has developed configurations of advanced cameras and lighting hardware for nearly every metal application at any production speed, usually needing only one set of cameras. MIDA, the physical inspection channel, was developed to detect defects from multiple optical views. Using multiple light sources, this multiplexing technology requires minimal space on the production
light sources, this multiplexing technology
line, says Dr. Schenk. This works by
sending an image to the classifier engine to determine the defect class. MIDA X then gives the system a second chance to view the image, by enhancing and correcting the original physical data in real time. This corrected image is sent to the classifier, resulting in improved classification and grading accuracy. Additionally, setting the detection sensitivity of an inspection system has always been a time-consuming task. The artificial intelligence in MIDA X adjusts detection sensitivity, greatly simplifying the start-up process and decreasing commissioning time by
to view the image, by enhancing and sent




The artificial intelligence in MIDA X simplifying the start-up process and 25%, claims Dr. Schenk.

May/June 2023
flexible
24
Dr. Schenk will be exhibiting in Hall 01, stand E23
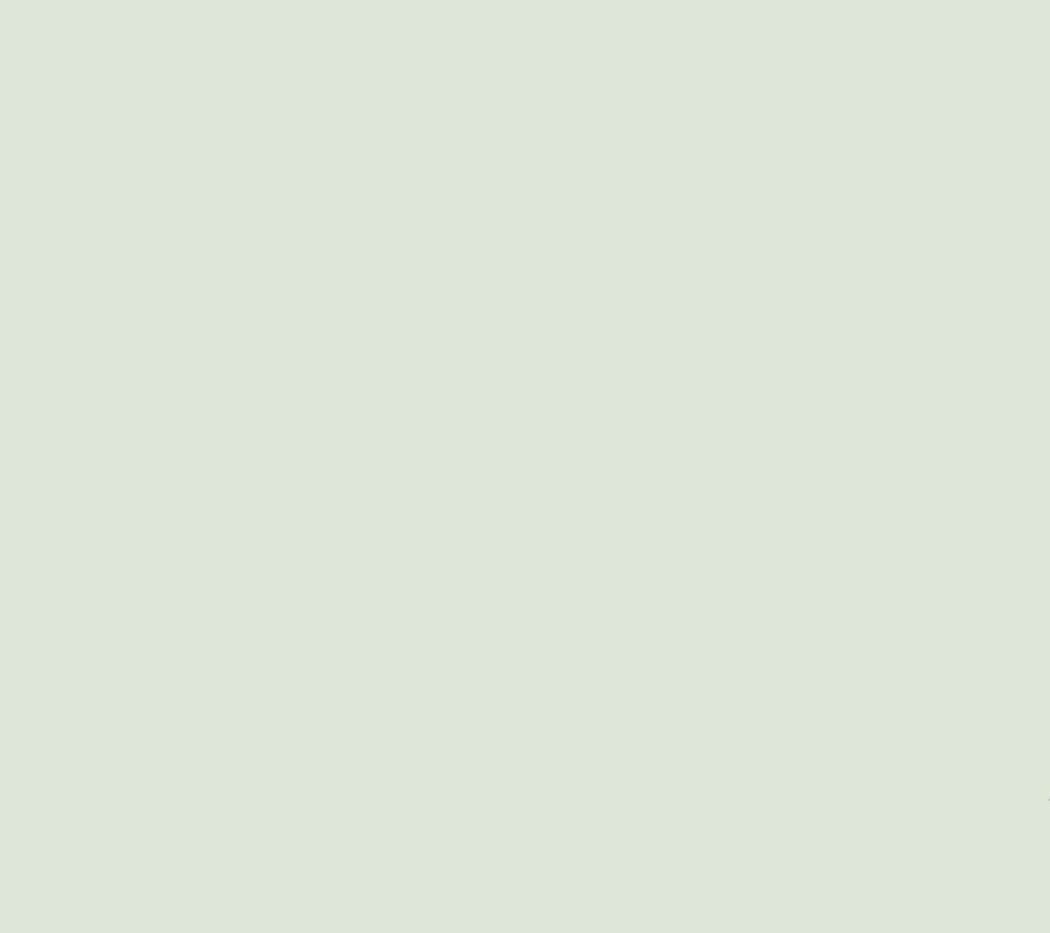
LAP will be highlighting its CONTOUR CHECK family of laser measurement systems and its intelligent evaluation software SMART CORE PRO. CONTOUR CHECK SHAPE is a laser measurement system for the 3D measurement of rolled long products using laser light section sensors. It enables steel manufacturers to improve their manufacturing quality and optimize their production processes by making available real-time, accurate, and reliable data on the shape of steel products, says LAP. SMART CORE PRO software provides users of CONTOUR
MEASUREMENT TECHNOLOGY FROM LAP



CHECK SHAPE systems with geometrical data that can be applied directly in the process line and in the data structures of an Industry 4.0 production environment. CONTOUR CHECK SHAPE integrates seamlessly with SMART CORE PRO, says LAP, providing a complete and robust solution for optical contour capturing and surface defect analysis. According to the company, the solution helps detect the smallest surface defects, such as scale scars, scratches, and roll breaks, immediately during production with high precision and reliability.

LAP will be exhibiting in Hall 01, stand A23
QuantoLux GmbH from Kleve, Germany, will present the QLX9, a high-end laser spectrometer for rapid slag analysis, at METEC this June. A significant advantage over previous analysis methods, says the company, is the sample-preparation-free analysis process – which takes place in less than six seconds. Steel mills can analyse their slag samples within seconds after sampling and thus react in-situ to deviations. Fewer inclusions in the steel, longer refractory life and higher throughput with lower energy consumption are just some of the benefits that lead to annual savings. QLX9 components used for the analyser are non-contact and wear-free, which the company claims reduces costs per analysis by up to 95%. In addition to the new flagship QLX9, QuantoLux is showing other laser OES products that are setting standards. The AlloyChecker, the lightest handheld spectrometer on the market, offers portable metal analysis, and is smaller and lighter than classic spark spectrometers, says QuantoLux. The QLX3 and QLX5 fulfil demanding analytical tasks, virtually crosscontamination-free and with minimal argon consumption.


QuantoLux will be exhibiting in Hall 12, stand D41-1




company



May/June 2023
www.steeltimesint.com
METEC PREVIEW
25
RAPID SLAG ANALYSIS FROM QUANTOLUX
Safety Storage Efficiency

Combilift is the perfect fit for the steel industry. Our multidirectional forklifts, straddle carriers and mobile gantry cranes are perfect for handling long product, allowing you to maximise your storage, efficiency and safety.


• Safer product handling


• Optimised production space






• Improved storage capacity

• Increased productivity & output

• Enhanced profits
combilift.com








MAXIMUM

for new

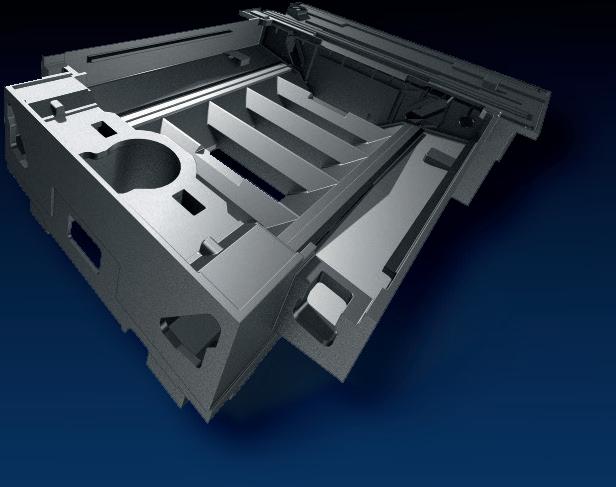
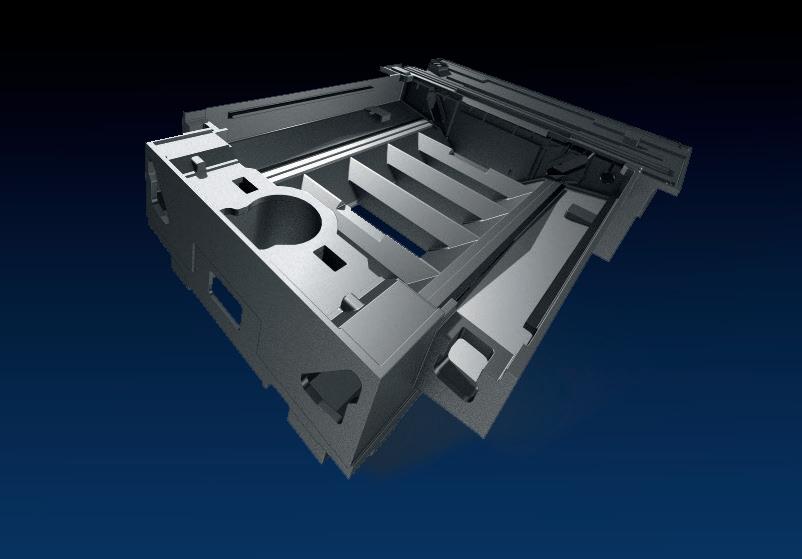
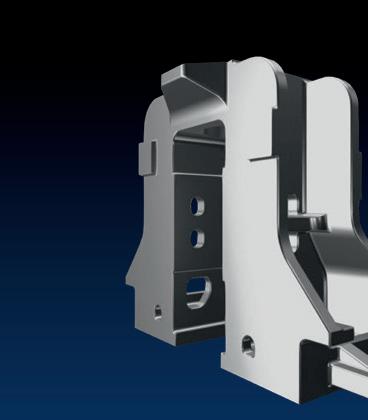
COSWIG means first class roll cast and mould cast products as well as innovative engineering. Since more than 125 years we develop, engineer and produce sophisticated cast parts for various industrial sectors and requirements.








Steel SPI Liz A5 rev 1.1.indd 1 07/03/2023 10:06:57
FLEXIBILITY
www.walze-coswig.com See us at METEC DUSSELDORF HALL1, BOOTH 1C38
ideas.
Making things new
THE word refractory, from the Latin ‘refractarius’, signifies stubbornness. A refractory horse does not wish to be ridden; a refractory toddler refuses to eat their broccoli. In the context of steelmaking, the stubbornness applies to an intrinsic chemical quality in which materials resist the extreme conditions of a furnace, in which temperatures can climb to 3000°F, with workers citing horror stories of 1980s haircuts being singed by a ‘rainfall’ of heat. It’s not an easy environment to cater for by any means – but Harbison Walker International, a company that this year will celebrate its 158th birthday, has been
bred from the beginning to take on the challenge.
Led by Carol Jackson, in her fifth year as president and CEO, the company has gone from the not-so-humble beginnings of designing Andrew Carnegie’s ‘Lucy furnace’– the largest blast furnace ever built at the time – to giant-like status within the industry, shipping over 130 million pounds of materials worldwide in 2020.

Being a part of the refractory industry, Jackson tells me, is all linked to her love of ‘making things’– efforts of creation, design, and functionalization, that initiate a chain ending in products that we use and
encounter everyday. ‘‘I’ve always been in industrial businesses’’, Jackson continues, telling me that from a young age, she was inspired by her father to work in business, and following on from her early career beginnings at PPG industries, a paint and coating manufacturer, she felt the urge to continue in the line of industrial product – that is to say, being a part of a long human heritage of ‘making things’ that are tangible, and influence all levels of experience.
Once Jackson began at HWI, within three years she became the company president and CEO. In a rapid transition to top
PROFILE 27 www.steeltimesint.com May/June 2023
*President, chairman of the board, and CEO, Harbison Walker International **Editorial assistant, Steel Times International
Carol Jackson* sits down with Catherine Hill** to discuss all things refractory, personal inspirations, ignoring bad advice, and her love of quotes.
leadership, Jackson wasn’t jarred by the change in pace, but instead ‘never looked back’– inspired by the fact that the products being made were ‘absolutely essential’, and contributing to a century’s old legacy of heat, chemicals, and fire. All that history, however, drives tricky encounters with ideas of tradition, and progression; ‘the question often is ‘why change it?’ ’’, says Jackson, ‘‘But, we need to pay off for the next generation, and change with the world – our customers are changing, and we have to change in order to be relevant and to sustain ourselves long-term. The reality of refractories is that our products are manufactured from mined raw materials, which are in and of themselves finite – we have a responsibility to be innovative, we have to ensure that we are supporting industry’s ESG initiatives.’’
An example Jackson cites as a way in which HWI is engaging with these initiatives, is its recent reclamation of the company’s fire clay mines, in which, following the effects of mining, through removing and separating unwanted materials, and building dams, land is restored. The key, says Jackson, is ‘working with communities to ensure the land is in a better state than it was before the mining took place’. As a part of a collective agreement between HWI and the surrounding communities impacted by the mining, the onus is to collaborate to deliver environmental sustainability that not only restores the land used, but allows
plant growth to flourish. ‘‘I take no credit for the work’’, Jackson says, adding that as part of her journey as a leader, she has felt the need to give voices to all, both those inside the company, and those that are impacted by its production. HWI’s Focused Intense Rotational Education (FIRE) programme is another way in which the company hopes to drive positive change, in which people from a variety of career backgrounds are able to experience the industry, and receive mentorship and training. ‘‘The more diverse our pool of incoming talent is, the more possibilities are opened up for us as a company. Part of our definition of diversity is diversity of thought, background, and capabilities – and that in itself brings in all kinds of potential that we otherwise wouldn’t have.’’
It’s not always easy for these spaces to even get filled, however, with the ongoing ‘war for talent’ meaning that every company is vying for the attention of incoming potential employees. Jackson used to ‘hate’ the term, but, she stated with a shrug – ‘‘it’s true.’’ ‘‘It’s a war that’s being fought on multiple fronts; we support a wide variety of industries so we’re certainly competing against refractory companies, but also anyone that is hiring talent.’’ As a result, HWI has challenged itself on the criteria written for every given role, and has
resultingly become more ‘open-minded’ regarding qualifications – but it isn’t a case of compromise, Jackson assures me, more a means of modifying the aperture in which talent is viewed. Ultimately, Jackson hopes the fact that ‘you can’t make things without [HWI] is pretty cool to candidates’, but, ‘there must be more’; pertaining to what opportunities the company can create, and how it can appeal to multiple generations of employment.
There are five generations of employees currently working at HWI, which, says Jackson, creates a need for consistent reciprocal communication – with the


company surveying each employee on their work anniversary date, and building the basis of their ESG strategies through a ‘grassroots effort’– asking the employees, ‘‘what are you passionate about?’’ Jackson ‘refuses to greenwash’ sustainability efforts by hiring personnel externally; for her, the most crucial resources lie in the bounds of the company itself, where those with real knowledge of its inner workings can discuss meaningful actions to ensure the company moves forward, rather than stagnates in realms of empty promises.
It hasn’t always been easy for Jackson to make these decisions, however, as she mentions the ‘inconsistent and contradictory feedback’ she received in her early career. ‘‘In the course of the twoyear period when I was in the automotive industry, I went from being perceived as a pushover, to being perceived as a bitch. I was given feedback on both ends of it, and if I had listened, I don’t know what I would have done,’’ she tells me, adding that she was ‘forced to assess’ who she really was, and ultimately came to the conclusion that she had to learn to be comfortable with
PROFILE 28 www.steeltimesint.com May/June 2023
her personality, and its resulting impact on her leadership. ‘‘Over the course of time, I modified my style and embraced an emotional and intuitive style that I was suppressing because it initially seemed like a weakness, when in fact, it’s a strength,’’ Jackson continued, saying that she learned as much from the ‘good bosses’ as the bad, using her experience and self-knowledge to build the trust with employees she enjoys today. She recites a quote that has been in the ‘back of [her] mind for 20 plus years’; ‘‘Become a student of this business: you are smart but you don’t know everything’’. Nothing ever stays the same; much like her love of ‘making things’ her focus is kept on ‘making things new’, challenging viewpoints, seeing the same thing in different shades of light. Being resilient, open minded, and having the ‘gumption’ to remain true to your ideals is a ‘steel thing’, Jackson tells me, saying that industries that see ‘ups and downs’ learn to never give up; to try again, and to learn from failure. There’s another quote she’s reminded of; ‘make better mistakes’;



an attitude that Jackson feels ‘transcends global barriers.’ ‘‘I’ve never known failure’’, she continues, ‘‘hopefully it doesn’t sound arrogant, but it’s about the idea of keeping trying’’. Jackson loves quotes, but to her, words shouldn’t only imply action, but commit to it – unlike the slippery slopes of New Year’s resolutions, making ‘better mistakes’ demands engagement that goes beyond a few erratic months of selfimprovement; it’s a fundamental shift in how we view failure, and how we react to its impacts.
On a more concrete level, however, other changes are taking place at the company this year, with ‘new technologies, new initiatives, and digitalization efforts taking place’, as well as HWI being recently acquired by Platinum Equity, a move that Jackson feels will allow for positive growth to continue while business continues ‘as usual’. ‘As usual’, for HWI, and for Jackson, means many things; acts of making, learning, evolving, and at their core, fulfilling, and even reshaping legacies to fit the future. �








PROFILE 29 www.steeltimesint.com May/June 2023
E xcellence in Ox ygen lancing ww w. beda .com
“Over the course of time, I modified my style and embraced an emotional and intuitive style that I was suppressing because it initially seemed like a weakness, when in fact, it’s a strength”
[ State of the art Roll Texturing technology ]


The Multi-Servo Array EDT delivers unrivalled roll texture control and consistency. The informed choice for surface critical strip. First orders secured. Please enquire below for further information.
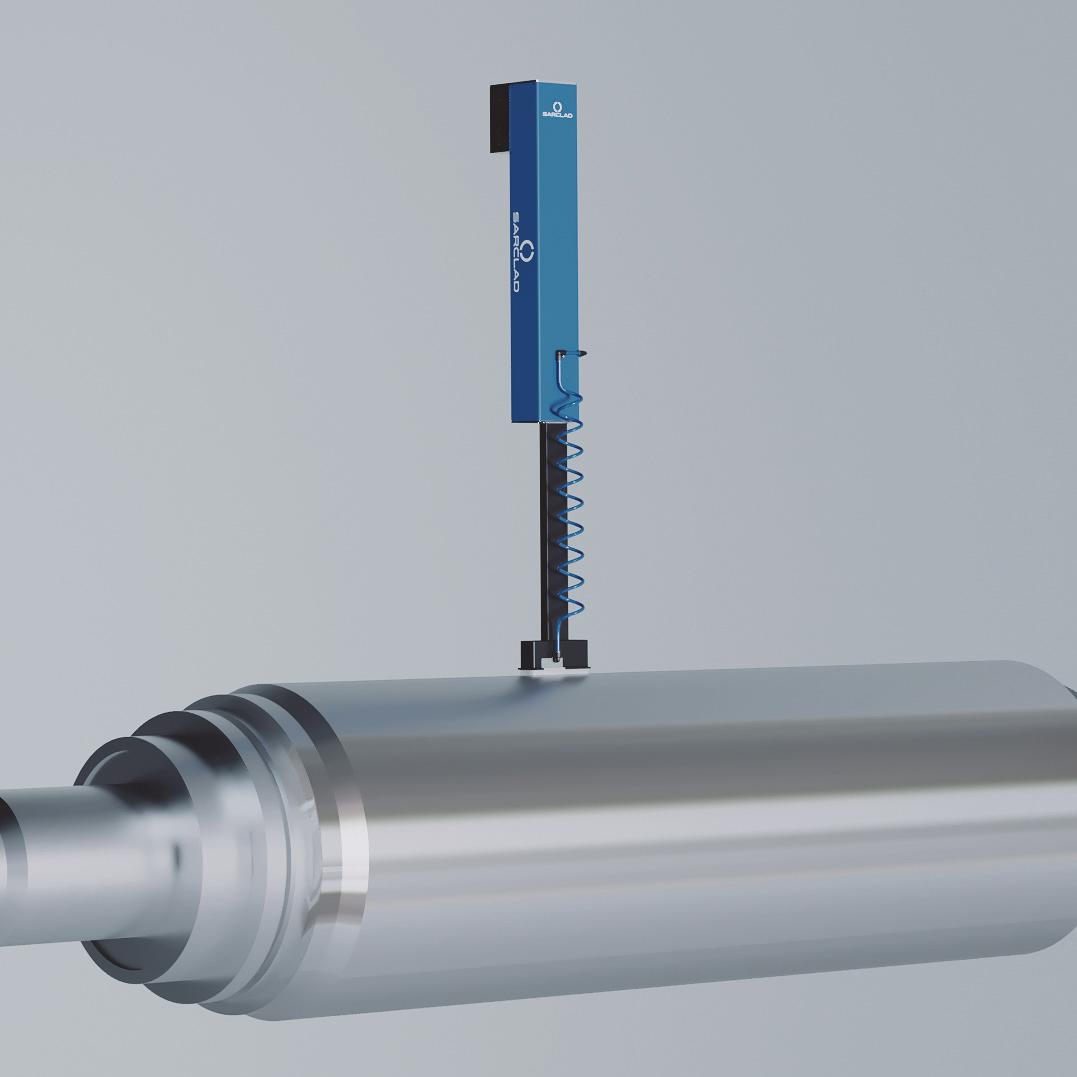
[ Rollscan Roll Inspection ]
Surface to core roll inspection for back up and working rolls in hot and cold mill applications. A choice of units to meet your needs, backed by local engineering, service and support.
[ Strand Condition Monitors for Continuous Casting ]

sales@sarclad.com
sales@sarcladna.com



sales.china@sarclad.com
sarclad.india@sarclad.com
Sarclad is your proven partner for a bespoke solution for your caster. In-Chain and off-line SCM solutions available. Please enquire below. sarclad.com

RolltexMSA
Transitioning for growth

EU steel producers need to transform to become climate-neutral and less dependent on coal, while ensuring future growth. New opportunities associated with almost climate-neutral ‘green steel’ offer a promising way forward. By Dr. Andrew Zoryk* and Benedikt Meyer-Bretschneider**
DUE to rising EU CO2eq (eq = equivalent) costs and related policy changes aimed at decarbonizing the economy, demand for green steel is set to experience rapid growth, while conventional grey steel demand is expected to see a strong decline. While the costs incurred by steelmakers for CO2eq currently are effectively passed through to the steel consumers, this is unlikely to be the case when these costs rise during the coming years and green steel becomes available.
Direct Reduced Iron with hydrogen
To produce green steel, the use of direct reduction technology with green H2 is the favoured solution of the EU steel industry. In the first part of this article, we highlight
key factors that steel producers should evaluate when considering their pathway to decarbonization. We then derive three key levers that will enable EU steel producers to drive this historical green transformation forward, namely a business operating model, financial drivers, and green steel pricing.
1. EU steel producers need to modernize to become climate-neutral and less dependent on coal, while ensuring future growth: green steel offers a promising way forward EU steel producers face four key challenges: Firstly, the EU steel industry has the ambition to cut CO2eq by at least 30% by 2030 versus 2018 and achieve climate
neutrality by 20501. Similarly, key EU steel customers are increasingly demanding green steel to fulfil their own climate neutrality goals, e.g., in construction, automotive, mechanical engineering, and metalware. Secondly, and as a consequence of increasing green steel demand, EU steel producers need to become less dependent on coal, for which prices are expected to stay significantly above the levels seen before the onset of the Ukrainian war. Thirdly, and coincidentally, EU steel producers will need to replace a significant amount of their key existing iron and steelmaking assets: It is estimated that at least ~70% of existing EU grey steel capacities will reach their end-of-life by 20302. Fourth, EU steel market growth is
DECARBONIZATION 31 www.steeltimesint.com May/June 2023
*Metals sector lead, Deloitte Consulting ** Manager, Monitor Deloitte
expected to continue stagnating until 2050, increasing the pressure to even maintain market shares, as well as to offer the market substantial differentiation.
To master these challenges, EU steel producers are starting to progressively shift their current production towards green steel. Green steel is effectively climate neutral and neither coal nor gas are necessary. It can be produced at the same quality and in the same quantities as grey steel. Overall, it offers a rapidly growing and innovative margin pool in line with key endcustomer ambitions. Of course, such a value chain transformation cannot be tackled alone, but needs multiple stakeholders: producers, customers, suppliers (equipment, raw materials), governments (regulation/industry protection, public funding), investors, as well as other partners along the value chain to join forces and pull together in one direction.
direct emissions), the EU steel industry had to buy allowances on the EU-ETS (Emissions Trading Scheme) for ~60 €/tCO2eq, yielding a total CO2eq cost of ~€2.6 bn in 2021, i.e., ~2% of the EU steel industry revenue of ~€125 bn (the remaining ~76% of direct CO2eq were free allowances).
The business-as-usual situation would be expected to become much worse for grey steel by 2035: assuming no CO2eq decrease in the production process, direct CO2eq would grow in line with the grey steel market to ~200Mt CO2eq. Moreover, free allowances are expected to decline by at least ~2.2% per annum and to end at the latest by around 2035, after phase four of the EU-ETS. Likewise, CO2eq prices are expected to rise to ~100-150 €/tCO2eq by about 2035. This would yield total CO2eq costs to be at least ~€26 bn – about a tenfold increase to 20216
Due to their currently relatively small
transforming, with green steel production capacity in 2030 expected to reach ~20% of the EU steel market, and almost all major EU steel producers are already aiming to participate9. This poses an existential threat for grey steel producers. Over the next years, towards 2030, the forecasted strongly increasing CO2eq costs for grey steel cannot be expected to be passed through to customers sufficiently for steel producers to remain profitable. Most key customers are expected to choose green over grey steel, even at significant price premiums, all else being equal10
In a stagnating steel market, this means predatory competition, as green replaces grey steel step-by-step. If anything, grey steel will only be sold with insufficient or no CO2eq cost pass-through, making it immediately unprofitable. As a result, investments into further grey steel production assets in the EU are not only at risk of becoming stranded assets and consuming capital, but also pose existential risks for a steel producers’ overall business.
3. Direct reduction with green H2 is the favoured solution of the EU steel industry

2. Rising EU CO2eq costs push green steel demand and erode grey steel business
On the one hand, the EU steel industry produced ~153Mt of crude steel in 20213, supporting ~0.33 million direct and ~2.5 million indirect jobs4. Growth, however, is expected to continue stagnating at about 1%/yr until 2050. The industry is even expected to shrink until at least 2023 due to the Russian invasion of Ukraine. To even maintain market share in such a sharply competitive market, steel producers need to differentiate.
On the other hand, the EU steel industry in 2021 has produced ~228Mt CO2eq, accounting for ~6% of EU CO2eq emissions. This came at a price5: for ~44Mt CO2eq (~24% of ~185Mt CO2eq
levels, CO2eq emission costs have mostly been passed through by steel producers to customers7. As of 2021, ~84% were in four key steel consuming sectors: construction (~37%), automotive and other transport (~18%), mechanical engineering (~15%), and metalware (~14%)8. For these sectors, steel constitutes typically anywhere between ~23% (for construction of a mid-sized steel hall warehouse) and more than ~90% (for metal products) of their CO2eq footprints. Since all steel consuming sectors have at least moderate climate neutrality goals, with many companies having signed up for sciencebased targets that cover Scope 3 emissions, they will require green steel as a key enabler sooner or later.
And the EU steel industry is indeed
Global steel production is split between so-called primary and secondary routes. While the primary route is defined through transformation of iron ore via a blast furnace (BF), the secondary route consists of recycling, melting, and processing of scrap through an electric arc furnace (EAF). To reduce CO2eq emissions, shifting a higher share of global capacity to the less energy intensive secondary production route, could offer a solution. However, as EU secondary production will be constrained by the limited availability of the necessary prime scrap as ferrous feed, decarbonizing the primary production route remains key to achieving a net zero scenario by 2050. Despite ~85% of EU steel being recycled, limitations in its quality mean that most steel produced by secondary production is used in lower-quality steel applications. Significant investments in the handling and sorting of recycled steel would be needed to increase the current ~50% of scrap used as a steelmaking input.
Today’s primary steel production is defined through the conventional BF route, transforming iron ore into molten iron, utilizing high quality coke as a reduction agent. The molten iron produced passes through a basic oxygen furnace (BOF),
DECARBONIZATION 32 www.steeltimesint.com May/June 2023

cleansing impurities from the material and creating liquid steel for downstream casting, rolling, and finishing. ~80% of CO2eq arise at the BF stage and can be reduced either through CCSU (Carbon Capture, Storage and Utilization) or truly abated by switching to a H2-based DRI route (direct reduced iron), utilizing green H2 as the primary energy source instead of coke. Since the potential storage or conversion of CO2eq into low carbon chemicals requires large supplies of energy, CO2eq capture rates are limited (~5080%), and emissions are only prevented from polluting the atmosphere rather than eliminated. CCSU must, therefore, be critically compared with other key available technologies, although some steelmakers are already establishing projects to explore the viability of CCSU technology11
Given these limited options to decarbonize, almost all EU steel players have recently announced gradual planttransformation strategies, for example, replacing parts of their existing BF-BOF assets with DRI-based capacities. In the H2-DRI-EAF route, iron ore can be reduced to DRI pellets using green H2 generated by electrolysis (~58 kg/t DRI). The pellets are then fed into an EAF to produce crude steel for further downstream processing. This approach yields a ~95-100% CO2eq reduction compared to grey steel, delivering the same product quality and quantity and with much larger independence from fossil fuel markets than the BF-BOF route.
An alternative approach is to use a H2DRI-SAF-BOF route, where DRI pellets are melted in a Submerged Arc Furnace (SAF) prior to being used in a BOF. This alternative route enables steel producers to benefit from using their existing BOF steelmaking assets and is less sensitive to the quality of iron ore used as feedstock in the DRI process. Even when initially using natural gas instead of insufficiently available green H2 in the DRI process, emissions can already be reduced by up to ~70%. This allows for a switch from natural gas to green H2 over time, in line with green H2 production and infrastructure ramp-up. It should be noted, that ‘green’ typically excludes H2 powered through nuclear electricity for most key steel consumers.
The levers for steel producers to realize this solution are the business operating model, financial drivers, and pricing
Based on our work with steel producers, industrial steel consumers, energy suppliers, and the public sector in developing H2DRI-EAF/SAF routes, and replacing grey steel capacities, we see three key levers for steel producers to master the green steel transformation: The business operating model, financial drivers, and pricing.

Business operating model
Since the H2-DRI-EAF/SAF route requires new production facilities and a steady supply of green H2, the key business operating model decisions are regarding partnerships to leverage synergies and share risks, value chain integration to optimize make-or-buy decisions, plant configuration and capacity to meet customer demands, and location to secure H2 supply at reasonable cost.
• Partnership: The first decision set of
briquetted Iron’, designed for safer longdistance shipping and ease of handling and storage. However, as the first H2-based merchant HBI plants globally (i.e., capacity for external commercialization) are only planned from 2025 onwards, most EU steel producers plan to produce DRI themselves, also leveraging energy and process efficiencies from ‘hot feeding’ DRI into either the EAF or SAF units.
• Plant configuration and capacity: Subject to producer and customer green steel ambitions, downstream processing capacities, access to high grade iron ore, and green H2 supply, the size of the designed DRI plant needs to be carefully evaluated, with a currently typical market average of around 2–5Mt/yr. The choice between H2-DRI-EAF and H2-DRI-SAF-BOF is dependent, for example, on existing plant configuration, steel grades, and
the steel producer to realize the H2-DRI-EAF/ SAF transformation is whether to produce green steel alone or with partners, such as industrial players, mining companies, or energy producers. Potential synergies may arise regarding access to raw materials, speed of knowledge development, transport, general risk-sharing, or takeoff agreements and market access. Partnerships, however, can also create potential risks regarding quality, price, and supply logistics. Moreover, public funding support (see below) may be limited.
• Value chain integration: The second decision set is at which level of value chain integration that production is realized. In principle, the necessary DRI could be procured externally and fed, in the form of compacted DRI: HBI – ‘Hot
products to be produced. While replacing a conventional BOF unit with a proven EAF unit might be the optimal set-up within a greenfield approach, integrating a SAF unit into an existing BOF facility has value in reducing potential downstream production cycle time conflicts and retrofitting issues.
• Location and green H2 procurement: The fourth decision set is where to establish the DRI plant and how to procure the green H2 needed. While Swedish greenfield start-up steel producer H2 Green Steel (H2GS) has opted for a fully integrated ‘H2 to Steel’ approach, leveraging extremely low renewable energy costs, for other EU brownfield plants, proprietary green H2 capacities might be hard to produce at cost parity. Even given the current EU efforts in building up a
DECARBONIZATION 34 www.steeltimesint.com May/June 2023
The most technically advanced coil joining equipment available. Period.
Guild International can design and build the welding machinery you need to keep your coil processing lines up and running smoothly and profitably. We are the world leader in supplying highly-engineered coil processing equipment known for reliability and performance. Contact us today to begin designing the perfect coil joining equipment for your processing lines.
For more information, visit our website at www.guildint.com or call +1.440.232.5887
World Leader in Coil Processing Equipment for the Steel Processing, Tube Producing and Stamping Industries Since 1958

~20Mt green H2 backbone by 203012
Since green merchant H2 will also remain scarce until 2030 – even at very high prices – a brownfield player might also think about partnerships and joint ventures in low-cost regions to secure green H2 supply. In such a scenario, different set-ups are possible, ranging from an integrated offshore approach, building proprietary electrolyser capacity in favourable regions such as the Middle East, to a co-island setup in which only the proprietary DRI plant is outsourced.

Financial drivers
Expenditures for new production facilities and green H2 need to be managed, and public support should be leveraged.
CAPEX and OPEX: Building the new DRI-based assets will require significant CAPEX and OPEX, estimated at ~190 €/t crude steel (tCS) in total: ~40 €/tCS/ yr specific CAPEX to build an average DRI plant, and ~150 €/tCS/yr of additional OPEX compared to BF-BOF production.
Green H2: Green H2 is expected to make up ~40-50% of the total OPEX of green steel production for an average EUbased DRI-plant in 2030. This is due to a substantial expected H2 supply gap in the EU, despite EU efforts to build a hydrogen backbone. Therefore, green H2 purchase agreements play a key role.
Public support: While CO2eq costs are a key driver for making grey steel unprofitable, public support for green steel through EU trade and industry policy, as well as public funding is also substantial – in addition to national measures. For example, the EU Carbon Border Adjustment Mechanism (CBAM) is set to impose similar CO2eq costs on otherwise cheaper grey steel importers from 2026, increasingly replacing free EU-ETS CO2eq allowances. Moreover, the EU green steel market will be subject to increasing market development activities, such as standardisation, certification, or public green steel procurement (e.g., in the EU Sustainable Product Initiative13 and the revision of the EU Energy Performance of Buildings Directive14 ). Regarding public funding of green steel, the Important Project of Common European Interest (IPCEI)15 process, for example, identifies projects worthy of special funding needs and examines alignment with competitive regulation and state aid, with a recent strong focus on hydrogen. Green steel is already among them, and further potential remains.16
Pricing
The expected high excess demand and similar quality of green steel compared to grey steel opens up the possibility of new pricing power for EU steel producers and their customers. Since green steel carries additional production costs and presents a new value proposition compared to grey steel, a value-based rather than traditional cost-based pricing approach is recommended. A green price premium must be sufficient to cover for higher production costs of ~190 €/tCS, as outlined above, but also capitalize on the customer ‘green value-added’, as well as grey steel with CO2eq cost pass-through, including potential imperfections of industry protection through CBAM.
An exemplary premium of around ~250 €/tCS should cover both OPEX and specific
risks, and by seizing opportunities –including public support and the realization of the substantial green premium potential – EU green steel can become a truly sustainable business model. �
References
1. EUROFER: Low-CO2 emissions projects in the EU steel industry, May 2022.
2. Agora Energiewende: Global Steel at Crossroads, November 2021.
3. EUROFER: European Steel in Figures, June 2022.
4. European Commission: EU climate targets: how to decarbonize the steel industry, June 2022.
5. EUROFER: Low Carbon Roadmap Pathways to a CO2-neutral European Steel Industry, November 2019.
6.EUROFER: EU ETS revision: benchmarks and CBAM free allocation phase outImpact assessment on the EU steel industry, November 2021.
7.EUROFER: Can the steel industry pass through carbon costs without losing market shares?, January 2016.
8. EUROFER: European Steel in Figures, June 2022.
9. Green Steel Tracker: https://www. industrytransition.org/green-steel-tracker/
10. Fast Markets: ‘Green steel’ premiums to become commonplace within the next decade, June 2022.
11.See, e.g., 3D DMX Demonstration in Dunkirk: https://3d-ccus.com/
CAPEX, as well as quality margin. According to our estimates, such a premium would only lead to a <~3% price increase for important products in all mentioned key EU steel customer segments. As a substantial H2 cost reduction is expected from 2030 onwards, the long-term price premium could move with overall OPEX development, further increasing market attractiveness, while maintaining a valuable margin opportunity.
Conclusion
The EU steel industry is really staring into the abyss. Grey steel will no longer be a profitable business model. In contrast, green steel promises many benefits, even beyond saving CO2eq emissions. The technological path of H2-based direct reduction is ready to be taken, both for green- and brownfield players. By customizing the business operating model, understanding and mitigating financial
12.European Hydrogen Backbone: https:// www.ehb.eu/
13.EU Sustainable Products Initiative: https://ec.europa.eu/info/law/betterregulation/have-your-say/initiatives/12567Sustainable-products-initiative_en
14. Energy performance of buildings directive: https://energy.ec.europa.eu/topics/ energy-efficiency/energy-efficient-buildings/ energy-performance-buildings-directive_ en#:~:text=As%20of%202021%2C%20 all%20new,conditioning%20systems%20 must%20be%20established.
15. Communication from the Commission Criteria for the analysis of the compatibility with the internal market of State aid to promote the execution of important projects of common European interest 2021/C 528/02, Document 52021XC1230(02)
16. IPCEI Hy2Tech press release: https:// ec.europa.eu/commission/presscorner/ detail/en/ip_22_4544
DECARBONIZATION 36 www.steeltimesint.com May/June 2023
Digital Transformation impacts not only industry but also society and the relations between humans. By developing intelligent robots and advanced automation technologies, we make our skills available not only to upgrade production efficiency, but also the way of working, with the goal of improving quality of life as a whole.
Everyone at Polytec works with competence and enthusiasm to create a sustainable, people-centered industry.



































MAKE STEEL INDUSTRY ATTRACTIVE FOR FUTURE
polytec.bmgroup.com sales@bmgroup.com
WE
GENERATIONS
EVENTS METEC & GIFA | 12-16 June 2023 | Dusseldorf - Germany | Booth 1B17 ABM Week | 1-3 August 2023 Sao Paulo - Brazil | Booth 10
OUR DIGITAL TECHNOLOGIES CREATE ADDED VALUE FOR YOUR BUSINESS.
Enter the electric iron smelter…
Decarbonizing the steel making process is a multi-faceted, multi-national enterprise embracing many different technologies and ideas; and while the big money is on hydrogen steelmaking as the ‘gold standard’, it’s important that we don’t lose sight of the many other developments in the field that can act as a starting point for steelmakers eager to decarbonize, but unable to state with any certainty that they will be in the position to adopt the Holy Grail of emissions reduction – that of hydrogen steelmaking using renewable energy sources. Matthew Moggridge* talks to Reinoud van Laar** about the potential of pre-melter technology and the development of the electric iron smelter.
IN the Netherlands, Daniel Corus is focused on blast furnace ironmaking and BOF steelmaking. Reinoud van Laar, senior technology manager, explained that his colleagues in Italy have a similar responsibility for EAF steelmaking and DRI plant engineering. “So, we’re the same organization but in different locations,” he said.
For Reinoud, the buzz word is
‘decarbonization’ and he acknowledges that in recent months there has been a lot of activity surrounding the development of technologies designed to reduce CO2 emissions, particularly in the field of blast furnace iron making. “Most emissions are caused by blast furnaces,” he says, and one of the chief reasons for this is that blast furnaces use coke and coal. It is also true to say that most steel is produced via the blast
furnace.
Globally, around 73% of steelmaking capacity is BOF-based and that figure increases to 90% in countries that have announced a net-zero target. In Asia, 70% of steel is made by the BOF process with only 20% from an EAF and more than half of newly planned global capacity is BOF. The BF-BOF process emits four times the carbon of an EAF. In fact, the only nation that can

DECARBONIZATION 38 www.steeltimesint.com May/June 2023
*Editor,
Steel Times International **Senior technology manager, Danieli Corus
“Modern Energiron® plant, fully prepared for future H2–based production”
(and does) brag about the greenness of its steelmaking processes is the USA where over 70% of steel produced comes from an EAF.
“Our business in the Netherlands is blast furnaces and BOFs and logically we need to wonder what decarbonization will mean to our organization. We are dependent on blast furnace and BOF development, so we’ve been in many discussions in the industry, and we are aware of developments in blast furnace ironmaking to reduce CO2 emissions using, for example, shaft injection, but these are rather challenging developments and ultimately need either carbon storage or CO2 utilization,” said Reinoud.
He understands the development of such technology in Asia – particularly in China where most blast furnaces are new. “They have many large blast furnaces in India and China,” he said, “and large BOFs which are brand new, so logically they’ll
want to retain blast furnace ironmaking and BOF steelmaking for another, let’s say, one generation, maybe beyond, and this is why they are looking into shaft injection of blast furnaces: to retain their newer assets. Ultimately, it’s a rather significant update depending upon the implementation of CCUS (carbon capture, utilization and storage).”
I suggest that CCUS technology is often linked to the decarbonization of BF-BOF steelmaking, whereas electric steelmaking emissions reduction is very much dependent on direct reduced iron (DRI). “Yes, there are other methods which could be deployed and are already being demonstrated,” said Reinoud. “You can charge a moderate amount of HBI [hot briquetted iron] and DRI into a blast furnace, you can inject natural gas, you can inject coke oven gas and you can switch from sinter to pellets, so there are methods to reduce blast furnace CO2 emissions now, at moderate effort,” he explained, adding that, DanieliCorus is aware of these technologies and they mainly relate to the materials and operations of the blast furnace, but not particularly to plant engineering.
For more significant CO2 reductions, the simplest method is to use recycled scrap metal in an EAF, but there isn’t enough scrap, and that is why blast furnaces are still being built in India and China. “Scale also matters to a certain extent and, of course, there may be scrap but at a premium cost,” said Reinoud, adding that in India it is more economical to continue investing in blast furnace ironmaking and BOF steelmaking because it is the most economic option. “As we speak, we are working on three new blast furnaces in India which are designed for one, possibly two generations. The larger contracts for two large blast furnaces allow for shaft injection within the design, so we’re accounting for the fact that maybe in the mid-term a more significant reduction of CO2 could be accomplished using shaft injection if CCUS is added into the plant,” he said.
Scrap demand
Will there ever be enough scrap? “I don’t think so unless steel demand contracts. If steel demand is stable, or maybe growing, scrap cannot catch up, that’s one of the more intriguing challenges facing the industry; at this moment, it is not possible to produce all the steel grades using EAFs with recycled scrap,” he said, mentioning
scrap contamination from copper and, to a lesser extent, zinc, and the potential for nitrogen contamination, which rules out the EAF for automotive exposed steel grades, even taking into account that EAF technology is becoming increasingly sophisticated. But never say never. EAF technology is being upgraded to ensure that it can produce the highest grades using either scrap or pig iron, DRI or hot metal.
No limits
Reinoud said there were no limits to tonnage or quality when it comes to BOF steelmaking, but the process demands hot metal and, to a lesser extent, scrap. Where EAFs are concerned, tonnage has increased. Today they boast capacities of up to 2Mt/ yr and Danieli is working on increasing that to 2.5Mt/yr, but it is still challenging to produce the highest grades of steel.


“Most of the steel we use in the world is ‘normal’ steel so there is no clear reason why the entire industry needs to aim for the highest grades. Perhaps a few companies should aim for the higher grades using the BF-BOF process and, hypothetically, the remainder of the industry should rely upon, for example, EAFs while progressing electric steelmaking methodology to – hopefully – produce current or future demand for higher grade steels.
Blast furnaces produce hot metal with a good carbon content, liquid hot metal, and the DRI plant produces DRI with a moderate amount of carbon. Most DRI is made using higher grade ores with a low gangue and low silicon content and these, says Reinoud, could be converted to steel using EAF technology – but this is not true for ores with a higher gangue, silica or alumina content; DRI could still be made (with lower grade ores) using the Energiron process, but DRI with a high gangue content cannot easily be converted to steel in an EAF as it would create high slag volumes and compromise tap-to-tap time and dust productivity. “It would also cause large losses in slag and this is one reason why we at Danieli Corus and the industry at large are promoting alternative intermediate smelting technology,” he said. “We could call this an electric smelter, some people call it a DRI smelter, others might call it an open bath furnace. Simply put, it would be an intermediate smelter to convert DRI made in a standard direct reduction plant with a higher alumina or silica content or a higher gangue content. It would be smelted
DECARBONIZATION 39 www.steeltimesint.com May/June 2023
“Steel producers and plant builders such as Danieli continue to work hand in hand to meet the industry’s green ambitions”
which is melting and smelting reduction in electric furnaces – to produce ‘synthetic’ hot metal with a carbon content a little less than a blast furnace, but good enough to continue converter steelmaking – so it would be an intermediate electric smelter.”
Danieli Corus is analysing such a process with a view to developing such equipment with a view to better understanding its methodology and its challenges – “because these smelters are not without risk if the DRI is made with 80% or 100% hydrogen.”

“DRI made with 90% or 100% hydrogen will have no carbon so we would need carburization in a smelter to produce a liquid for converter steelmaking and this is not very simple, this is why you would need a direct reduction plant using hydrogen and a downstream EAF to produce steel; but the EAF poses limits to the gangue content of its feed, so our understanding of – let’s call it the Scandinavian transformation – is that it is designed for hydrogen. People produce DRI without excess carbon using renewable energy sources and it could be molten in an EAF to produce steel. However, raw materials are limited to the higher DR
grades, and the reality, if you take the entire industry including China, India and Asia, is that there will be a shortage of high-grade iron ores.”
However, whether there would be a shortage is unclear because, says Reinoud, there could be shifts in beneficiation, depending on demand, and it is possible to blend high- and low-grade ores. “Nonetheless, we believe there is potential for new DRI smelting technology enabling the use of low-cost, low-grade ores to produce DRI pellets, melt them in an open bath furnace and retain existing BOF operations rather than switch to electric steelmaking,” he added.
From BOF to EAF








Switching from BOF to EAF steelmaking is not always straightforward on existing sites because of logistics, which include the secondary metallurgy of BOF steelmaking, which is not the same as EAF secondary metallurgy.

At Tata Steel Europe in IJmuiden, which is visible from Danieli Corus’ headquarters, they are looking into different scenarios,
but are aware of the challenges of conversion from BOF to EAF in terms of optimizing logistics. “It may be easier to build an entire new plant, but that would result in stranded assets in the casting and rolling mill,” Reinoud explained.

Where SSAB’s HYBRIT initiative and the development of H2 Green Steel’s hydrogen facility in Boden, Northern Sweden, are concerned, both technologies are generally regarded as the Holy Grail of future steelmaking, but neither can be replicated throughout the world.









Reinoud said that HYBRIT and H2GS were both dedicated and committed to make it happen and that their circumstances were far favourable than many other companies: they have access to large amounts of energy and to high-grade ores. That said, their seemingly guaranteed success will not be easily replicated across the entire industry because there may not be enough higher-grade ores to go around. “And this is why we are looking at the majority of the industry,” he said. “For Danieli Corus, any individual company maybe of great interest to understand technological

DECARBONIZATION 40 –
Your leading Refractory Technology Partner for the Transition to DRI and Hydrogen Atmospheres
developments, but we also need to better understand what is happening elsewhere in the industry as well,” said Reinoud. The constraint on high-grade ores will drive alternative options for the steel industry, to retain existing BOF steelmaking and replace ironmaking with electric smelters charged with DRI, preferably hot DRI, which could contain higher amounts of silica and alumina.
“Another important factor is the simple assumption or precondition that Scandinavian hydrogen may be green. I could imagine that France will claim pink hydrogen using nuclear reaction without CO2 emissions, but most countries will actually have higher CO2 emissions by producing the necessary hydrogen,” he said, explaining how he believed that only a few countries in Europe, such as Sweden and France could have a meaningful reduction in CO2 emissions if they converted to hydrogen iron and steelmaking. “All the other countries would raise their CO2 emissions even if they converted compared with the alternative of using natural gas,” Reinoud said.
Hydrogen is not without CO2 emissions unless it is generated using green electricity. “And I find it hard to believe that this is possible within the next 10 to 20 years,” Reinoud said, suggesting that rather than a few companies reducing their emissions to zero it would be far preferable – there would be a much more significant effect on industrial CO2 emissions – if the entire industry tried to reduce CO2 more gradually ‘compared to maybe a dozen companies eliminating their CO2 emissions entirely’. We touched upon the decoupling of ironmaking and steelmaking and how some regions of the world have access to lower cost natural gas or low-cost green energy to produce green hydrogen and green DRI. “I’m tempted to believe that that’s everywhere and anywhere but the UK and the Netherlands,” he quipped, and we moved on to discuss North American steelmaking, the ‘greenest’ in the world, thanks to a predominantly EAF-based industry. “Their circumstances are not the same as Europe or Asia. In Europe we are in transition towards EAF steelmaking and in transition towards direct reduction plant


technology, but there are certain limits to the availability of gas to replace the blast furnaces,” he said.
Electric iron smelters
Reinoud and his team are working on electric iron smelters. “The first step would be what they would look like and why. It is a new technology considering the scale that is required. Second, we’re looking at an entirely different technology, which is the pre-melter, and we are discussing this with our colleagues in Italy. The pre-melter could be used to raise the scrap rate in converter steelmaking because the more scrap we use in BOF steelmaking, the less hot metal is needed from the blast furnace,” Reinoud explained. Danieli is in advanced discussions with a European steelmaker with a view to conducting preliminary engineering for the pre-melter concept. The pre-melter would melt scrap, raise the carbon content, and then blend it with other scrap in a BOF.
Danieli Corus in the Netherlands and in Italy are discussing the further evaluation of the pre-melter concept, retaining the BOFs and maximising the scrap – which currently

DECARBONIZATION 41
STEULER-KCH GmbH | 56427 Siershahn | GERMANY Phone: +49 2623 600-216 | E-Mail: info@steuler-kch.de www.steuler-linings.com
is not more than 20% using cold scrap in BOF steelmaking because it has no carbon, that’s one reason, and it is cold, that’s another’.
“The pre-melter would then allow total scrap – I think 40% – so it would reduce hot metal demand by 20%, representing substantial emission reduction,” said Reinoud.
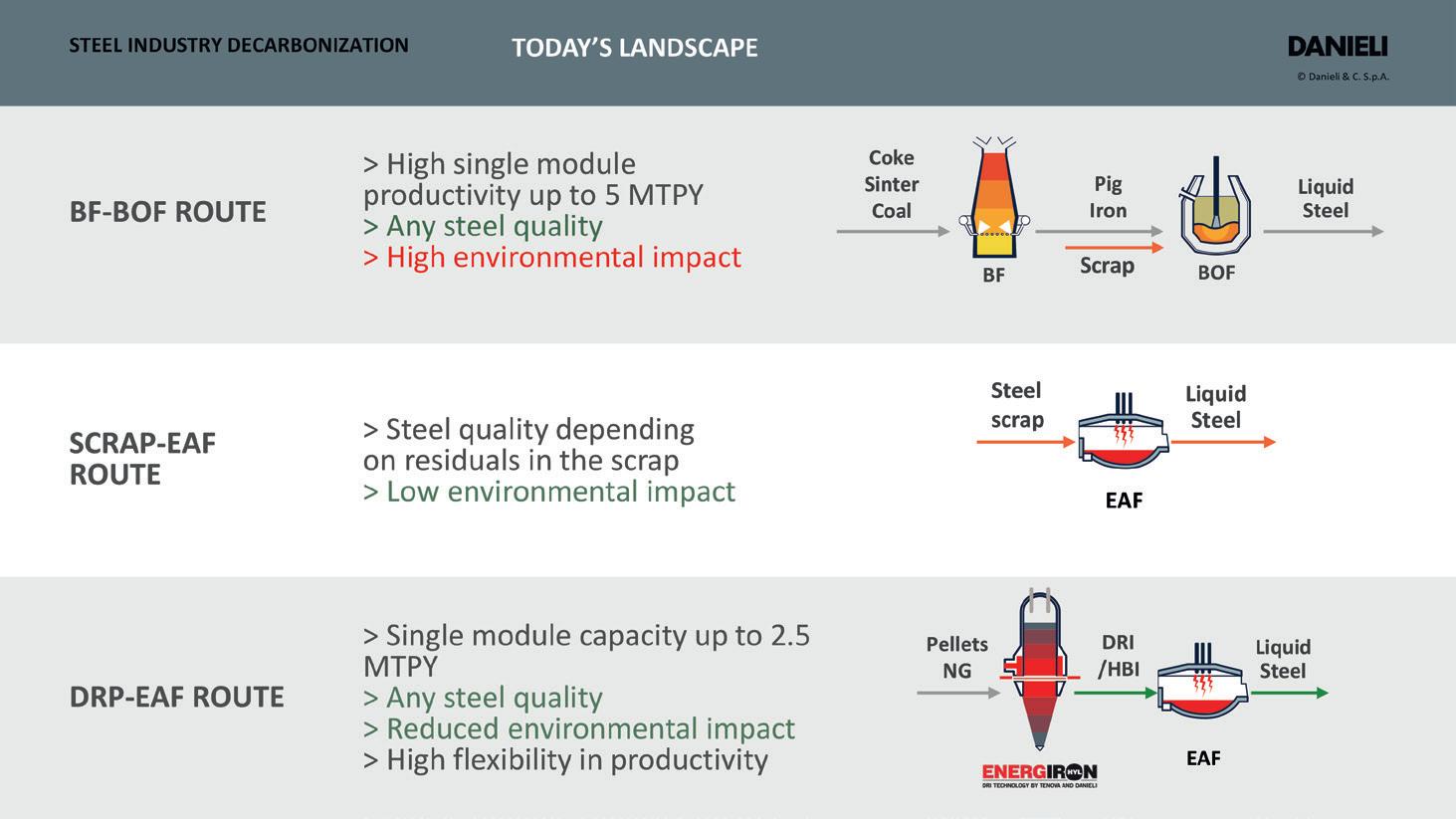
He believes that the pre-melter would be a moderate investment in plant engineering and a moderate risk in technological terms. “Many people seem to believe that we should leapfrog existing steelmaking technologies, which is not so simple as there are many modern iron and steel plants. This is not just capital investment (which would be enormous), but you also need manpower, resources and time, so there’s a whole grey area,” he said, adding that “HYBRIT and H2GS may define ideal iron and steelmaking without any CO2 emissions, and I sincerely hope they will be successful, but it is not just that I hope they will be successful, I also hope that the costs will be moderate because otherwise the cost of steelmaking will be so high that nobody will be interested in purchasing it except for niche applications.”
On the cost of green steel it is a given that it will be more expensive than the latter and that there will be levels of ‘greenness’.
“The simplest method for most iron and steel companies today using blast furnaces and BOFs, would be to maximise scrap in BOFs, there would be no need for significant investment in EAF steelmaking, you can continue to use your certificates on the steel grades made in the BOF and you would simply add a pre-melter. “This
is what we’re advancing in discussions with Danieli and steelmakers in an effort to understand what they would look like in reality,” Reinoud said. But there is no prototype at present. “We believe that existing technologies that could be combined are basically an electric melter, ladle, induction furnace, and additional carburization technology. We’re currently discussing carburization technology as we know it is being used in other industries and believe that the experiences of other sectors could be used to the advantage of our pre-melter technology in iron and steelmaking,” he said.
Pre-melter technology could be available for industrial demonstration in ‘another few years’. If demand is high it could be developed fast because it would be an add-on to existing plants. “That’s one of the beauties,” he said. “Existing iron and steelmaking could be retained and this would be bolted on, so there’s limited risks and the costs would not necessarily be prohibitive,” he said, explaining that the pre-melter would not only look like an EAF, it could later be used as one. “It would be an investment, so you would develop the pre-melter to maximize scrap utilization in BOFs and ultimately it would be converted to an EAF,” he said. The investment would be less than an ESF and more than a ladle furnace.
It is likely that other plant builders are working on similar technology, albeit a different design, as there are different opinions about what a pre-melter looks like, Reinoud said. “It’s a relatively recent development and it wasn’t clear to the industry a decade ago. It’s limited to
moderate investment, and steelmakers can continue to run their existing blast furnaces and BOFs and can gradually reduce blast furnace ironmaking by maximizing the charging of liquid scrap, which has been carbonized in parallel to existing operations,” he said.
The pre-melter is relatively straightforward, but needs demonstration, which can only be achieved in conjunction with the iron and steelmaking industry. “At Danieli we, as plant engineers, have the research and development resources but not necessarily for an industrial scale project, so the steel industry must assist in the demonstration otherwise it’s going nowhere,” he said. “The other alternative configuration would be a new electric iron smelter to replace hot metals currently produced by the blast furnace. The iron smelter would be charged with lower grades of hot DRI to produce synthetical metal to retain converter steelmaking.”
Replacing the blast furnace
The pre-melter retains the blast furnace and BOF, but the electric iron smelter replaces the blast furnace and would reduce all BF CO2 emissions as the iron smelter would only need green electricity and hot DRI, which would be made with natural gas or hydrogen. So why not use EAF steelmaking to do the same? “The simple fact is that there may not be enough high-grade ores to allow for direct reduction plant ironmaking and EAF steelmaking, but we do not believe these high-grade ores will be exhausted in a few years, it will take time. Our industry is not very fast moving so it’s pointless discussing transformation in the next one-to-three years. It is more reasonable to look ahead 10, 20, maybe 30 years,” Reinoud said.
Daniel Corus is currently working on a concept study with a time line for industrial development stretching to 2040. The study embraces metallurgy and process engineering. For Reinoud, the challenge is one of scale. While iron smelters exist already, the scale on which the steel industry is planning to use them is one million tonnes or more.
“Each smelter will need to produce 1Mt, maybe up to 1.5Mt of liquid hot metal and that scale has yet to be demonstrated. We’re discussing smelters with a power capacity of 80-100MW, this is not necessarily straightforward for continuous smelting,” Reinoud said.
DECARBONIZATION www.steeltimesint.com May/June 2023
42
The flow schemes on this page show that the world used to be simple and either one thing or the other (above)...
The plan is to charge hot DRI as opposed to cold as the latter will challenge the smelter ‘quite significantly’. The same argument applies to HBI. The focus will be on the Energiron direct reduction process.
Currently, there are only two industrial shaft-based reduction processes for pellets (Energiron and Midrex) and there are other production technology companies investigating fluidized bed systems, but not Danieli Corus. Fluidized bed systems, however, have not yet been demonstrated on an industrial scale, unlike Energiron, which has been – to 2Mt and beyond and it can run on 100% hydrogen. “It’s proven technology,” said Reinoud. “Less proven is using Energiron or Midrex DRI technology on lower grade pellets, but it has been demonstrated and it is being done. Several of Danieli’s clients are looking into the effects of charging lower grade pellets with a higher gangue content using Energiron technology.”
When it comes to the present day and the future, it is important to point out that the pre-melter is now, but electric smelting is the future. Reinoud claims that Danieli has ambitions to lead the industry and commit to decarbonization, but it also needs to be realistic. Some plant engineers will claim that the industrial iron smelter can be deployed immediately. “We are more careful,” he said, explaining the company’s focus on process engineering and design, and has several experts on the case. Electric iron smelting is not without risk: ie that the electric smelting intensity is too high and could lead to a break out, or, if too low, cause the smelters to be clogged with clusters or Ferrobergs, all of which has
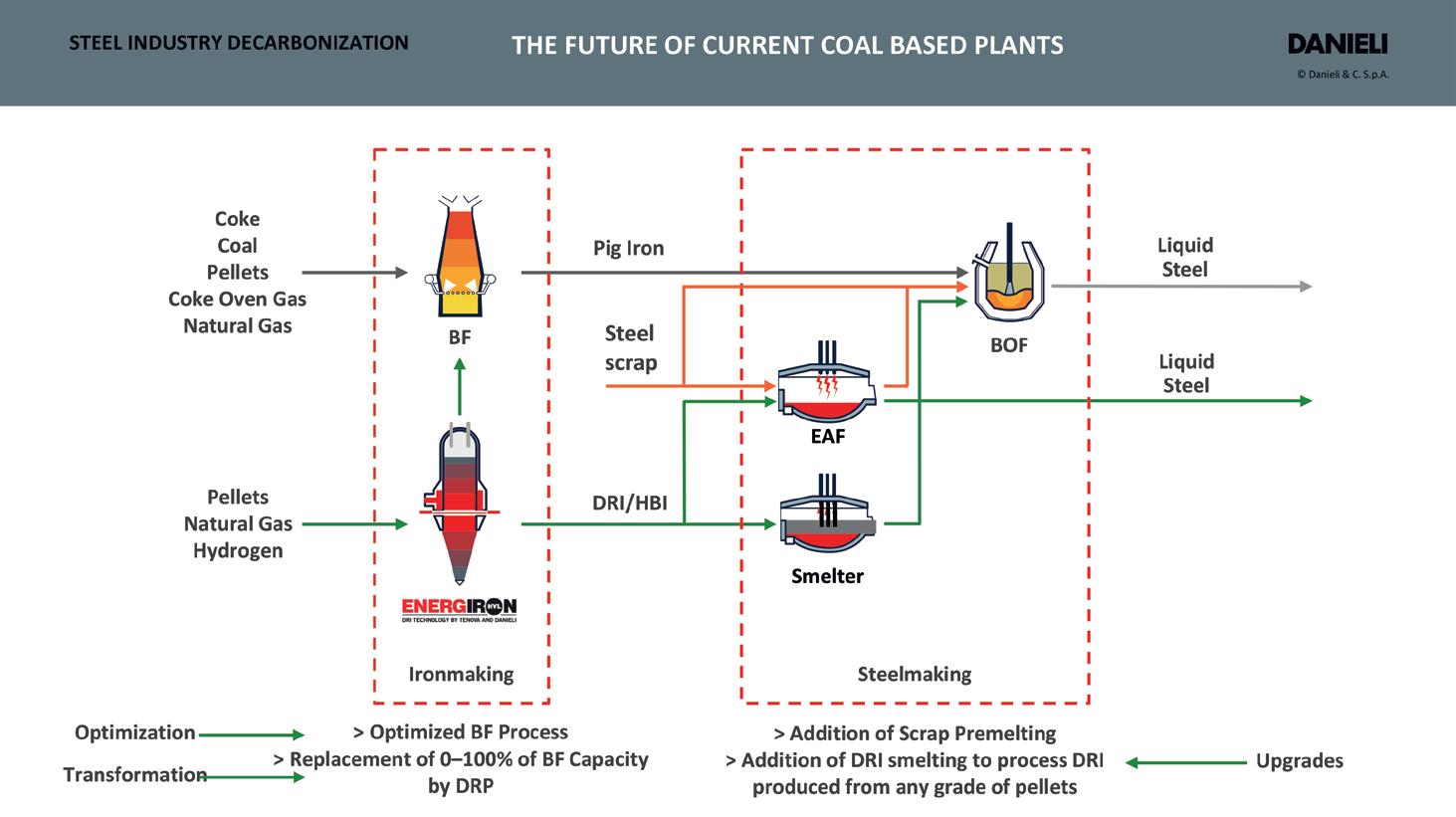
happened in other industries. Mega smelters, therefore, are not without risk and these risks would be completely unacceptable if an entire integrated steelmaking plant was reliant on the production of hot metal by these smelters, Reinoud argued. “It is completely unacceptable to advance smelters unless we have the confidence and certainty that they will work reliably at nominal capacity,” he said.
But there is still a long way to go. The development of the electric iron smelter has not yet been proven to be risk-free. Whether they can work with lower carbon DRI at the required capacity is unknown. Current desk assessments and process engineering studies must be concluded and, indeed, continued in the laboratory, said Reinoud. “The entire programme will
take many years so the decision to convert iron and steel making plant as if the electric smelters will work without risk in another one to three years is not realistic or reasonable,” he said.
Discussions are ongoing within Danieli Corus as to what would need to be demonstrated in laboratory testing. There are different types of smelter steps that could be deployed, and it is not clear which would present the least risk. There is no pilot plant yet, everything is on paper. “We’re making the calculations, the simulations, and trying to understand which configurations will work and, as usual, some designs suggest potential advantages, but others highlight more significant risks, so it depends a little bit on the risk appetite of the industry,” said Reinoud. Ultimately it’s down to whether the industry wants to

DECARBONIZATION 43 www.steeltimesint.com May/June 2023
Hoa Phat in Dunq Quat Steel in Vietnam. Danieli Corus is now working on the plant’s fifth and sixth blast furnaces.
... and that things are about to get complicated, ie that future plants (above) will basically be hybrid.
pursue a high risk strategy (and enjoy high rewards) or a low risk approach with lower rewards.
Either way, Reinoud is confident. “I have no doubt that the iron smelter will have a place in our industry,” he said, explaining how some steelmakers will embrace it while others will pursue different methods to reduce CO2 emissions. “The real catch is the fact that, at this moment, we are assuming that a DRI electric smelter would need to be charged with hot DRI, not HBI – or maybe small amounts – but not cold DRI (or perhaps smaller amounts) and this is a challenge because decoupling iron and steelmaking may make sense of relocating ironmaking to regions with low-cost gas and electricity to produce DRI, but we don’t know whether the smelter would work because it is much more difficult to smelt cold DRI, and it may be impossible to smelt large tonnages of cold HBI efficiently. The fact that HBI is charged in the EAF today is not a good example of what we’re trying to pursue with the iron smelter.”
A substantial amount of testing is required, and that will take several years. “This means that steel companies with the ability to look ahead 10 years and beyond could reasonably include an electric iron smelter in their strategies if we’re confident that the industrial smelter will have been demonstrated in the next decade. A lot depends on commitment from the iron and steel industry. “As plant engineers, we can’t do it on our own, we need partners, operators, raw materials suppliers, we need sites, we need permitting, and all of that is logically being provided by existing iron and steel companies and, may be, to a certain extent, the mining companies if they have an interest in participating in green steelmaking.”
Reinoud believes that the electric iron smelter will start to transform the steel industry in around 10 years’ time, assuming that funding is available. “The point is, this will be beyond 2030 so it will be quite a stretch to get this realized within Europe if we are contingent to 2030 CO2 emissions reductions,” he said. “Most of the European steelmaking companies have already made a decision to convert to direct reduction plants and EAF steelmaking and to use available scrap to the advantage of Europe instead of exporting it.”
Ten years is a good target for the electric iron smelter, but the pre-melter will be faster, says Reinoud. “It suits transition because with the pre-melter you still retain blast furnaces because you need liquid hot metal for BOF steelmaking,” he said.
If traditional steelmakers need to eliminate CO2 emissions immediately, the pre-melter must come first, but if there is less urgency, says Reinoud, it might be possible to leapfrog the pre-melter stage and go straight to the electric iron smelter as and when it becomes available. This will be of interest to Asian steelmakers, who might have longer to convert their industry. Instead, they could use DRI, possibly cold DRI, produced in a local electric smelter to make synthetic hot metal and retain (rather than strand) at least 50% of their BOF steelmaking assets.
Reinoud is optimistic by nature. With the electric iron smelter concept he believes it is unreasonable to assume that ‘de-risking’ can be demonstrated without extensive testing in the laboratory and through the use of pilot scale testing, which will take a few years to achieve. Starting pilot scaling immediately doesn’t mean that a pilot plant would be ready quickly. In Western Europe, for example, any pilot plant takes
time to comply with permitting. Danieli Corus is assessing how existing smaller smelters could be used for conversion to demonstrate smelting on DRI, but this is the next step, he said. The main risk factor in the smelter is carbon content. “We are determined to ensure that the metal produced in an electric iron smelter furnace will have a carbon content of, let’s say, 3% to retain converter steelmaking. That will change converter steelmaking because the current carbon content is 4.5%, so converter steelmaking would already need to be changed if carbon content is only 3%,” he said. “One of the main challenges is carbonization: how do we get the carbon in the smelter because the carbon will logically float in slag. We have some really good ideas, but it’s not straightforward.”
Danieli Corus has realised that the new synthetic hot metal may have a low carbon content and is putting its best people on the job to better understand the impact this will have on existing BOF steelmaking. “We are trying to better understand if and how converter steelmaking limits can be stretched either by changing the metallurgy of the process or by better understanding changes that could be realized in secondary metallurgy in order to increase dephosphorization. We have people who have been in commissioning and they recently confirmed several parties are working on a dual converter process.” An electric iron smelter within the plant configuration, however, could be optimized if changes in converter steelmaking allowing for hot metal with a lower carbon content are accepted.
With a pre-melter, Reinoud explained, you are basically producing steel, which is then mixed with hot metal from the blast furnaces, so you already need to make steel with a low carbon input.
The silicon coming from the DRI or iron smelter will be lower in carbon than most operators are used to receiving from a blast furnace. Both the carbon and silicon are a major source of energy in the converter process, and this needs to be balanced in other ways.
Reinoud finds it unrealistic to believe that many steelmakers will eliminate their emissions within 10 years, particularly in Asia. “There’s not immediately a need to convert to hydrogen all at once, that could be done in a stepwise manner, particularly using Energiron because it is possible to raise the hydrogen content,” he said. �
www.steeltimesint.com May/June 2023
DECARBONIZATION 44
“Modern Blast Furnace Plant including Dry Gas Cleaning System and provisions for shaft injection practices.”













FORMERLY KME SPECIAL PRODUCTS & SOLUTIONS Prepared for the future – KME Special Products & Solutions now called cunova MORE INFO CUNOVA.COM Visit us at METEC 2023! Hall 1 · Booth C64 12 – 16 June 2023 · Düsseldorf Let ’s create future! Save the date! 13 June · 4 pm · at our booth (C64) Special Event »Transformation Story«
FUTURE STEEL FORUM
2023
DIGITALIZATION AND




The Future Steel Forum, now in its SEVENTH successful year, is heading for Vienna this September to examine the important relationship between digital manufacturing and the decarbonization of the steelmaking process. Come and listen to experts from the two most important areas of global steelmaking at present. This is a must-attend conference for anybody with an interest in the fast-developing world of Industry 4.0 technologies and those responsible for sustainable steel manufacturing.
CONFIRMED SPEAKERS FOR FUTURE STEEL FORUM IN VIENNA INCLUDE:



www.FutureSteelForum.com @Future_Steel Join our Future Steel Forum Group
Stanislav Zinchenko GMK Center
Emmanuel Placier AMI Automation
Kurt Herzog Primetals Technologies
Pankaj Kumar Tata Steel Ltd, India









20-21 SEPTEMBER 2023 HILTON VIENNA PARK | AUSTRIA
SOMETHING TO SAY AND WANT TO CONTRIBUTE?
programme for the 2023 Future Steel Forum is now complete and online. Please email programme director Matthew Moggridge on matthewmoggridge@quartzltd.com if you have an article for the show catalogue or a last minute idea for a presentation.
OR EXHIBIT
discuss any sponsorship opportunities or exhibition enquires, please contact Paul Rossage now on paulrossage@quartzltd.com Sponsored by O cial Media Partner Since 1866 Organised by To be the first to hear when registration opens for the Future Steel Forum event in Vienna, please scan this QR code
DECARBONIZATION HAVE
The
SPONSOR
To
Dr. Roman Stiftner Austrian Mining & Steel Association
Prof. Vito Logar University of Ljubljana
Carlos Russell Ternium
Dr. Klaus Peters ESTEP
NCCM Company is a global roll technology company with manufacturing facilities strategically located throughout the world. Our nonwoven roll coverings promote cost saving by roll usage reduction, reduced maintenance hours, optimal production line repeatability, and enhancement of strip quality. NCCM is driven to partner with all of our customers on sustainability and cost savings goals.
Highest Coefficient of Friction
Self-healing
Cut Resistant
Porosity
QUALITY. SERVICE. COMMITMENT.
For more information and to view our complete product line


NCCM Sustainability
NCCM Nonwoven Rolls play an integral part in reducing carbon emissions
• Electricity usage reduction
• Carbon footprint reduction
• Oil cost reduction
• Downtime reduction
• Logistical cost reduction
• Chemical cost reduction
NCCMCO.com
Drives to decarbonize
THE global metals industry is one of the biggest producers of carbon dioxide, with iron and steel production representing around 7 to 9% of global CO2 emissions. In light of ambitious net-zero targets, metal production plants across the globe are under immense pressure to reduce their carbon footprint.
At the same time, the use of steel is expected to increase by 1.5 times by 2050 to meet the demands of a growing population, making it a core pillar of a growing society. Therefore, the metals industry must find ways to balance boosting performance and output while simultaneously decarbonizing its operations.
Iron and steel producers must assess, evaluate, and decide on a technologically and economically viable way to achieve both these business objectives. Using the right motors and drives in metal production machinery – such as energy-intensive rolling mills – is the ideal starting point.

Rolling mills are very dynamic, involving wide acceleration and deceleration rates and huge variations in power demand. This is much more challenging than the nominal power demands in any other motor-drive application. It calls for the drive to be extremely flexible to meet this broad
range of power demands and overloads. Anything that gives the operator better mill control with tighter precision and response can deliver sizeable benefits in production quality, sustainability, and safety.
Boosting production quality and output
The core objective for any rolling mill operation is to produce high-quality products consistently while using the lowest energy and raw materials input. The mill must also achieve it with minimal scrap and waste production. Meeting these criteria will generate high profitability consistently. Moreover, high productivity and profitability based on effective raw material usage go hand-in-glove with reduced environmental impact.
Improvements in product quality mainly focus on finding ways to decrease tolerances in thickness and flatness and improve surface quality. Furthermore, increasing rolling mill flexibility is essential to satisfy the growing demand for product variety. An important prerequisite within a rolling mill to successfully control the material profile, thickness, flatness, and tension is the fast and accurate control of torque and speed under all operating
conditions.
Variable speed drives (VSDs) act as the ‘brain’ and ‘muscles’ of the rolling mill as they physically transfer the control request to the motor and, ultimately, the mill’s rolls. They are, therefore, a critical component to achieving the highest quality and reliability by managing demand swings, minimizing downtime, and ensuring safe operation.
Choosing the right and most optimal variable frequency driver (VFD) is a challenging task; there are, however, some key features the rolling mill operators must focus on.
Reliability in high-power rolling mills
A key factor in reaching superior reliability and maximum efficiency is the architecture of the VFD itself. A design that can ensure the minimum number of components, for example, will avoid more points of failure both in the VSD, and on the system level. This is why the typical 3-level neutral point clamped topology is the most widely used in the market.
Also, the choice of the type of semiconductors plays a key role: for example, the use of Integrated Gate Communicated Thyristors (IGCTs), which utilize a fuseless design and proven Gate
ROLLING 49 www.steeltimesint.com May/June 2023
*Global OEM account manager, ABB Drives. **Global product manager, ACS6080, ABB Drives
By using the right motors and drives in metal production technology, rolling mills can boost their production quality, sustainability, and safety. By Ester Guidi* and Jess Galang**





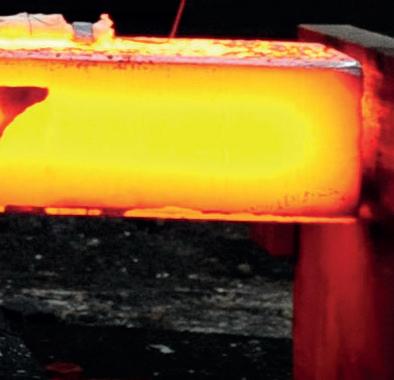






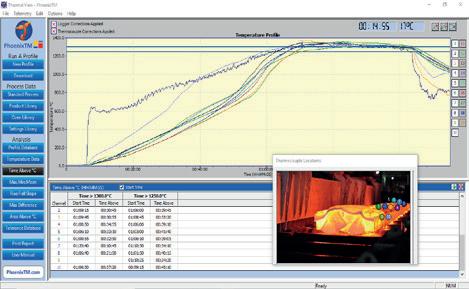









Temperature Profiling Solutions In the Steel Reheat Industry Comprehensive • Passes through furnace with Slab • Get an accurate Slab temperature profile • Measurement at up to 20 points • Live 2 way radio communications Safe • Safe system installation without production delays • Reliable protection of data logger up to 1300°C Easy • Optimise your process accurately • Validate your furnace mathematical model. PhoenixTM GmbH Germany info@phoenixtm.de PhoenixTM Ltd UK sales@phoenixtm.com PhoenixTM LLC USA info@phoenixtm.com Benefits • Optimise furnace programs • Save energy and increase production • Obtain optimal drop out temperatures • Minimise scale build up • Prevent hot roller wear & tear Where experience counts ! www.phoenixtm.com
Turn-off Thyristor (GTO) technology, which maximizes efficiency and avoids turn-on losses. They are also proven to be one of the most robust switching devices on the market – as with no electrical contact they are not subjected to ageing, making them virtually eternal.
The power circuit’s simplicity and modular design ensures high availability with minimum outages and easy maintenance and repair. Nowadays, having full drive redundant set-up is not a wise choice to increase reliability, rather the choice of vendors with the easiest and modular architecture should be considered together with a selected set of spare parts on site. A complete phase module can, in fact, be replaced in less than 15 minutes due to the optimal mechanical design of the drive units with fast disconnectors on the back.
Four-quadrant-operation
New regulations enacted by many international organizations aim to lower the carbon footprint of the metals industry. An obvious way to do this is through improved energy efficiency. A VFD with an active rectifier unit (ARU) can assure fourquadrant operation and efficiently manage cyclical or continuous braking. This supports regenerative braking in both motor rotation directions across the entire power range and reduces overall energy consumption.
In addition, using an active rectifier unit in the VSD allows reactive power to be compensated, and controls the power factor across the whole operating range. Moreover, the active rectifier unit (ARU) could compensate for the reactive power generated by other loads connected to the same network.
Active rectifier units can also compensate for any grid disturbances (like undervoltages) when compared to a passive diode front-end by providing higher current in case of lower grid voltage. The choice of the right VFD is also based on these criteria – the higher the capability of compensating for high disturbances, the less the risk of unexpected downtime.
Metal processes also present challenging conditions where significant load changes and large speed-controlled drives can cause disturbances and harmonics on the supply network. Harmonics can have a significant effect not only on power network efficiency, but on reliability too. The use of an optimized pulse pattern on the rectifier
side of VSDs can be used to minimize these disturbances.
In conclusion, operators can avoid additional heavy and expensive filters on the input line by correctly dimensioning and configuring the VFD. This improves the plant’s overall efficiency, lowers the energy costs, and helps the mill avoid costly penalties from its energy supplier.
Multi-motor drive topology
Further energy gains are made easy with the multi-motor drive, also known as common DC-bus topology. The significance
directly via a DC link without the need to feed the required power from the network (like the rectifier). This means that in case of excessive power or full braking, ‘green’ energy can be fed into the grid.
It is important to note that braking energy can also cut peak energy demand. When the motors operate simultaneously, and high peak power is required (for example, 200% of the nominal), the equipment may experience high peak energy consumption. This is usually the biggest source of inflated energy costs for the plant. By using an independent motor
of multi-motor configuration is that with a single VFD, it is possible to control more than one motor. Indeed, this feature is not new, and nowadays, we see VFDs on the market that can control up to eight motors simultaneously. For a single-drive configuration (one VFD driving one motor), the savings are considerable, and the footprint can be reduced by up to 50%.
This is a significant feature in dynamic applications like rolling mills. The VFD must be able to independently control all the motors connected to the same DC-bus and ensure the same dynamic performances. Only a few VFD vendors can provide this on a larger scale.
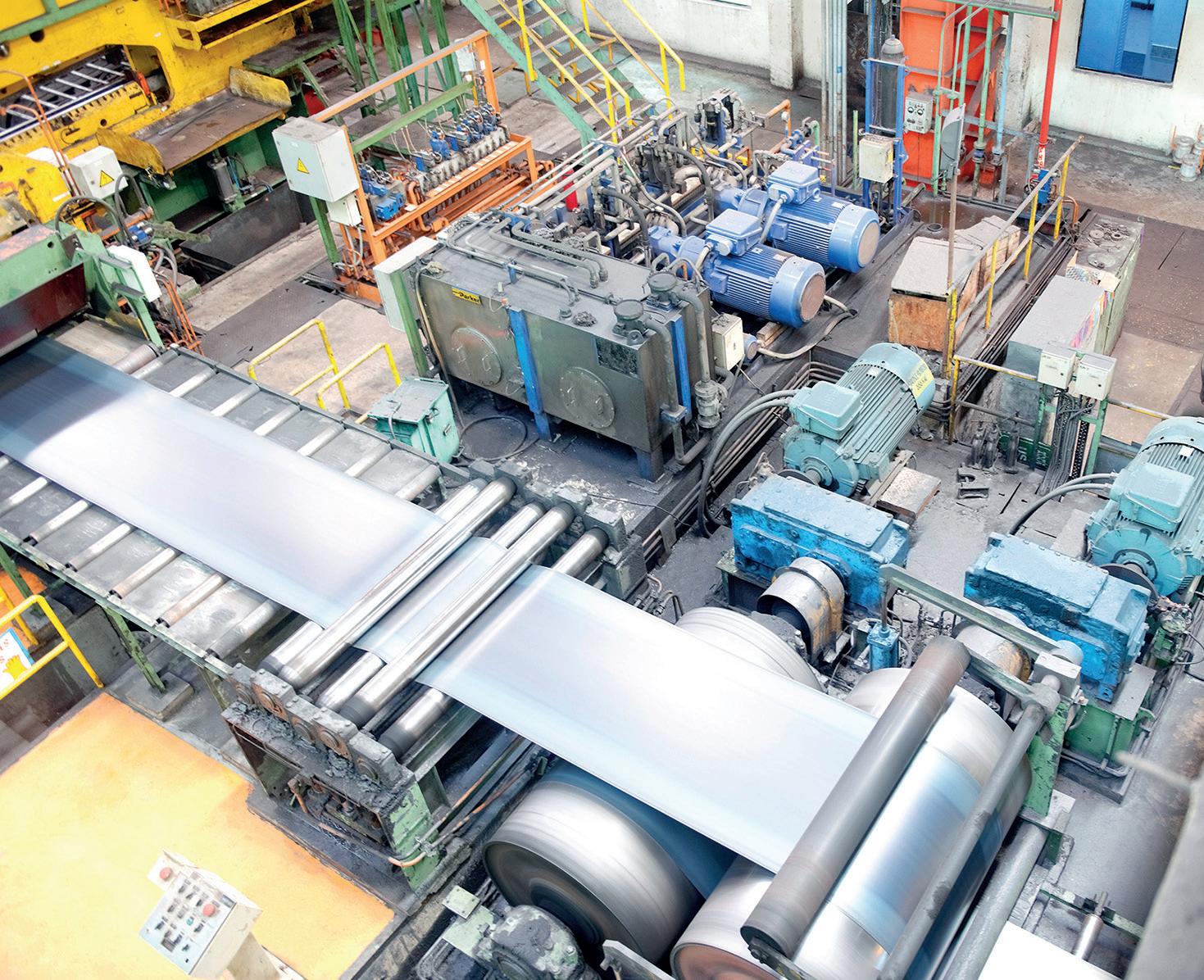
Lower energy consumption is possible because the braking energy generated in one motor can be transferred to another
control with braking energy regenerating on the DC-bus, these energy peaks can be lowered.
One of the major topics concerning mill operations is reliability. The multi-motor configuration greatly increases reliability on the plant level due to having fewer single points of failure. For example, a pay-off and tension reel combination or a two-motor mill stand is best served with a multidrive configuration since one motor is not functional without the other.
Additionally, whenever the process allows, redundant configurations are nowadays possible only with multi-motor topology. Even if one module fails, the mills can still roll out the material at reduced speed if needed, whereas in the case of a single motor configuration, one mill will
ROLLING 51 www.steeltimesint.com May/June 2023
We understand how it is important to efficiently extract and process precious metals and minerals.
























PROCESS + PROTECT

You save valuable resources while keeping your employees and the environment safe.







Liquiline CM44 and CPS11D: Versatile transmitter and Memosens pH sensors ensure reliable measurement and safe calibration in the lab.

Do you want to learn more? www.de.endress.com/primaries-metal
FieldPort SWA50: Intelligent Bluetooth or WirelessHART adapter for the easy connection of all HART field devices to the Netilion Cloud via Edge Devices.
Cerabar PMC51B: Absolute and gauge pressure transmitter combining measurement accuracy with IIoT functionalities.




Improve your processes with our comprehensive portfolio of measuring instruments:
be entirely out of power and the material would remain stuck.
As a result, plants can achieve significant and consistent cost saving, higher reliability, and benefit from the regeneration of green energy on the network.
Digital services for minimizing downtime














Having precise control of the operating condition of the rolling mill is essential to
optimize plant reliability and profitability. One of the biggest advances of modern drive technology is the wide range of digital connectivity tools available to empower mill operators to make better decisions in terms of maintenance and equipment usage. In the end, this also ensures better process performance and equipment reliability in mill operations, including machine diagnostics, digital services, fault prediction functions, and remote condition monitoring.
Digitally enabled drives meet longer-





























term maintenance needs through the remote condition monitoring of critical components on the rolling mill. Built-in sensors spot irregularities long before they become unforeseen and cause expensive breakdowns. They can also track energy usage to help inform decisions on how to improve energy efficiency.
Increasingly sophisticated diagnostics capability is also extending the ability of VSDs by providing a platform for predictive maintenance. For instance, built-in, self-diagnostic maintenance systems can generate concise error messages which indicate the error type and location. This shows precisely where disturbances are and reduces time spent on fault finding.
Drive technology
By choosing the drive technology and advanced built-in digital solutions wisely, cold- or hot-rolling mill operators can reach superior control, energy efficiency, and productivity levels. This will contribute toward a decarbonized, more sustainable future for the global metals industry. �
PROFILEMASTER® SPS Profile Measuring System






The PROFILEMASTER® SPS is a light section measuring device for measuring contours and dimensions on profiles of all kinds in cold and hot steel applications.
Benefits:
Maximum measuring accuracy thanks to temperaturestabilized measuring systems

















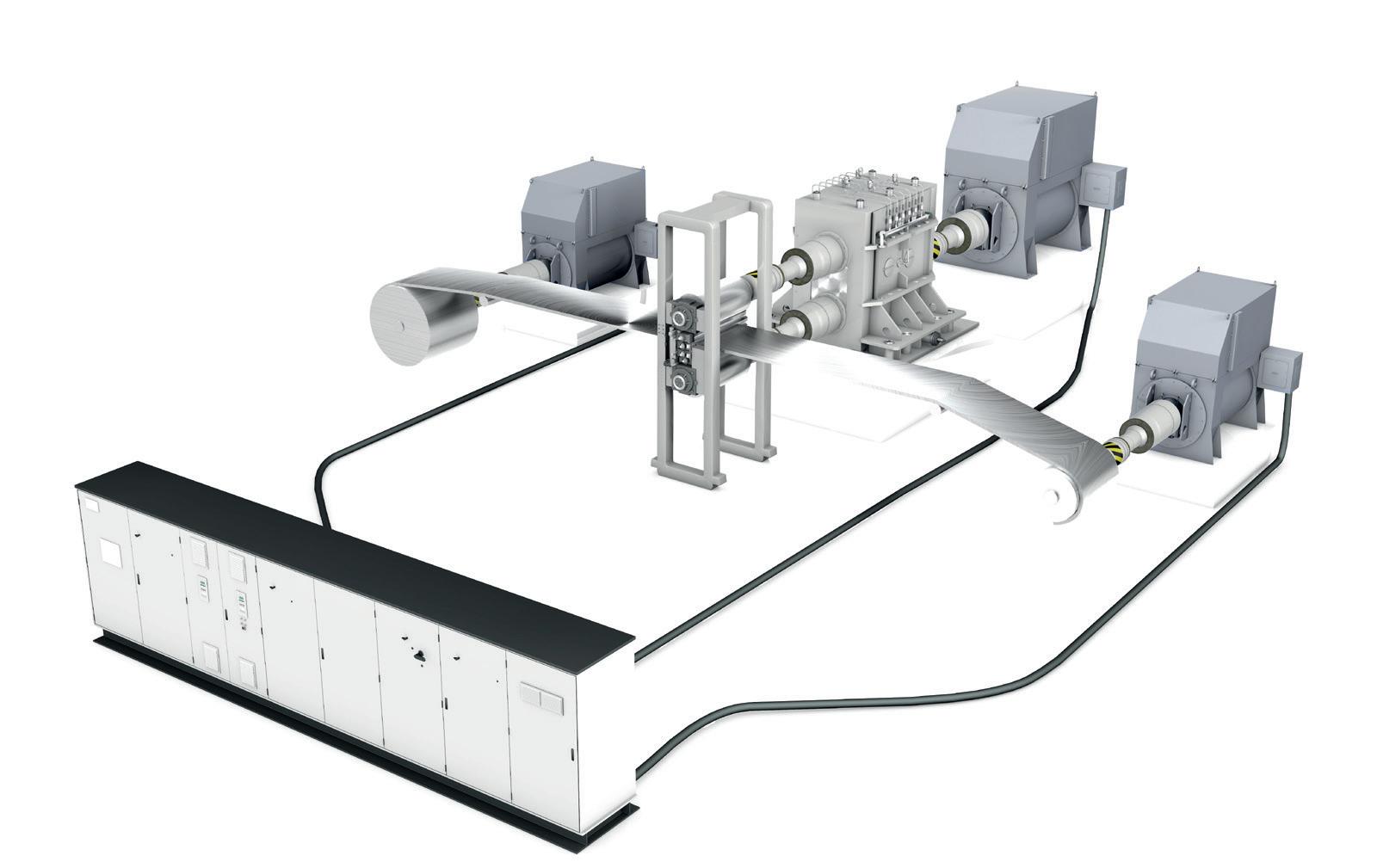
Shape fault detection (SFD) thanks to high sampling rate
High-precision measurements
Detects process problems at an early stage


Fast maintenance and easy cleaning

53
ROLLING Zumbach Electronic AG | Hauptstrasse 93 | 2552 Orpund | Schweiz Telefon: +41 (0)32 356 04 00 | sales@zumbach.ch | www.zumbach.com
4 - 8 Number of cameras min 5 Min. object diameter (mm) max 720 Max. object diameter (mm)
LINEAR POSITION SOLUTIONS FOR STEEL APPLICATIONS







ABSOLUTE POSITION SENSORS WITH HIGH TEMPERATURE OPTIONS




Highest performance with Industry 4.0
and 85 ºC (185 ºF)
Higher temperatures up to +105 °C (+221 °F)

temposonics.com | info.us@temposonics.com | 800 633 7609
Biding its time
US steel companies are continuing to manage their structural steel inventories ‘close to the vest’, says Myra Pinkham*, as a result of economic uncertainty and anticipated decline.
WHILE the US structural steel market is remaining relatively strong, there are signs that it is going through at least a modest correction, driven by weakening activity in certain construction sectors. There is, however, some optimism that the market will eventually be supported once the impact of certain recently passed federal legislation, such as the Infrastructure Investment and Jobs Act (IIJA) bipartisan infrastructure bill, the Inflation Reduction Act (IRA) and the CHIPS and Science Act, is felt.
“Overall, US structural steel demand is healthy,” Paolo Frediani, a senior steel analyst at Fastmarkets said, as could be seen by its price. He noted that the pricing differential between sections and reinforcing bar is wide – from a historical perspective – at about $350 per ton in late March compared with a $174 per ton average for the past six years in March. According to Frediani, this is due to the
support from the US non-residential construction market, particularly sectors such as the building of manufacturing, warehousing and distribution facilities. Also, while the US hasn’t yet seen the wave of infrastructure construction that it is anticipating, public works construction has still remained resilient and multi-family residential construction has been strong –much stronger than the US housing market.

Hump in demand for structurals
However, Charlie Carter, president of the American Institute of Steel Construction (AISC) says that the US structural steel market has already been seeing a hump in its demand curve, similar to what had previously occurred in 2015 and 2019. He explained that while demand for structural steel increased about 17% in the first half of 2022, it declined about 21% in the second half of the year. He noted that in 2015
and 2019 when the market experienced a similar hump, it was followed first by a plateau and then by a slight upward trend.
“But there is no guarantee that what happened in the past will happen now,” Carter declared, considering inflation, rising interest rates, and other factors that are impacting the market this time around. Nevertheless, he is optimistic that the market will eventually stabilize at a relatively high level. He pointed out that a year ago, the percentage of steel fabrication projects either put on hold or cancelled declined to 13%, which was their lowest level in recent times, and that even though they have since increased to 21%, it is still a low value compared with historic survey results.
While there are always ebbs and flows, Philip Gibbs, a senior KeyBanc Capital Markets metals equity analyst, observed that the cycle for structural steel demand has been good for a long time – and *USA correspondent, Steel Times International
STRUCTURAL STEEL 55 www.steeltimesint.com May/June 2023
was particularly strong in 2021, due to a combination of the strength of nonresidential construction projects and restocking activity. Gibbs added that a waning of building activity momentum in the second half of 2022 in certain key construction sectors, which coincided as most construction companies were well stocked with structural steel, has led US steel mills to state that structurals and plate were among the weaker part of their order books in 2022.

“We are expecting more of a decline at least during the first half of 2023,” Alexandra Anderson, a CRU steel analyst, said, due to a combination of fears of an economic slowdown and a slowing in construction activity. However, she said, it remains unclear about what will happen in the back half of this year due to a discrepancy between recent industry data and market sentiment. She explained that while ever since late last year several data sources have reported declines in nonresidential construction spending, it has been holding up.
This, however, hasn’t universally been the case. Ken Simonson, chief economist of the Associated General Contractors of America (AGC) noted that there has also been a discrepancy between certain forward-looking indicators. For example, he noted that while the American Institute of Architects’ (AIA) Architecture Billings Index (ABI) has been negative for five months in a row through February when it moved further down month-on-month to a score of 48.0 points, the Dodge Momentum Index continues to be positive for both commercial and institutional construction. Philip Bell, president of the Steel Manufacturers Association (SMA), said another item of concern is the fact that the Institute of Supply Management’s manufacturing purchasing managers index (PMI) has also been negative for the past five months. Also, AISC’s Carter noted that
Dodge Analytics is predicting a 4% decline in non-residential construction starting this year, followed by a flat 2024 and increased activity thereafter.
“Neither the ABI nor the Dodge Momentum Index fully captures the level of public works construction spending that will eventually come,” Simonson said. “We’ve already seen some pick-up in infrastructure construction spending on the state and local level,” he pointed out, but the industry is still awaiting a lot of federal money, which is expected to flow into many kinds of construction over the next several years. Philip Bell, president of the SMA, said that federal money, whether from the IIJA, the IRA, the CHIPS Act, or the US Department of Energy grants, will help US structural steel demand. He noted that about a month ago, the Biden administration released $2 billion specifically designated for certain new bridge projects, which, he said, was the start of the push to have the promised infrastructure monies in a real and tangible way.
Non-residential construction healthy
Kermit Baker, the AIA’s chief economist, pointed out that despite recent contractionary ABI results, overall, the nonresidential construction sector is extremely healthy – as strong as it had been prior to pandemic. “But it does suggest that there are some modestly dark clouds on the horizon affecting the outlook going forward.” Frediani agreed, noting that concerns existed despite the backlog of ongoing non-residential construction projects which have continued to be significant. In fact, Alex Carrick, chief economist at ConstructConnect, said that the US market had never seen as many ground breakings on ‘mega’ construction projects as the 30 that occurred last year.
“Thank God for that backlog,” Bell said, noting that even with the jitters about the potential for an economic downturn,
construction projects that have already been approved, financed, and greenlit have a good chance eventually to at least come to fruition. AGC’s Simonson agreed that property owners have not been cancelling ongoing projects, although he admitted that that there have been delays with some companies looking to wait for project costs to come down. Frediani said that he believes the project backlog could evaporate quickly once the impact of rising interest rates begins to be felt.
Baker noted that there will be a lot of variability in terms of various construction sectors, regional and metro trends, and the types and scales of individual projects. Not only are performances mixed, but certain construction sectors that had previously been quite strong now appear to have peaked and/or are starting to soften. He said one striking example is multi-family residential construction, which, because of rising prices and mortgage rates for singlefamily homes, had been the strongest sector in recent years. But, he said, it now seems to be weakening dramatically. That, Simonson said, comes amid reports that the number of renters is topping out or even dropping, in some previously very active regional markets. Some industry observers attribute that to a doubling up at certain rental units or previous renters moving in with family members.
CRU’s Anderson said that currently, the top non-residential construction sector is manufacturing. Frediani agreed, noting that even though manufacturing construction could be affected by the higher interest rates and questions about consumer demand, it will also benefit from reshoring as well as incentives from certain recently passed legislation. In fact, even though its growth pace could potentially slow down somewhat from its 54% year-on-year increase in January, Simonson added that with the easing of certain supply chain issues and the reshoring of production,
56 www.steeltimesint.com May/June 2023
You don’t need new bearings

Your bearings have more to give than to be run from new to scrap. Unlock their built-in potential with SKF Remanufacturing and restore their full useful life at a lower cost, using fewer resources, and with a shorter delivery time than new bearings. But with the same SKF performance. Unlock the full potential in your bearings. SKF Remanufacturing


® SKF is a registered trademark of the SKF Group. | © SKF Group
manufacturing construction is expected to continue to see double digit increases in 2023. This, according to Baker, will mean that it will continue to be the strongest US commercial/industrial construction sector.
It is such recent federal legislation as the CHIPS Act and the IRA, as well as increased Buy America requirements, that are supporting this sector now and will continue to do so over the coming years. According to Anderson, the CHIPS Act will likely start to have a more immediate impact than the IRA. Simonson pointed out that there has already been a push for more semiconductor chip fabrication facilities and automotive plants to produce more electric vehicles and the batteries they use, with more ground breakings announced every month. That, he said, is having a big impact given that those projects are many tens of thousands – even hundreds of thousands – of square feet in size. “These projects are real and have not yet crested [in terms of] the amount of steel being ordered and put in place,” Simonson noted.
Meanwhile, other manufacturing sectors – including steel and aluminium producers – are also stepping up their construction. In fact, according to Bell, between now and 2025 it is expected that another 20Mst of steelmaking capacity (both greenfield mills and expansions of existing capacity) will be coming online.

ConstructConnect’s Carrick said that the push for mega US construction projects is also coming from the power sector, given the push to clean up the environment and fight climate change. This transformation could be as important as the Industrial Revolution of the late 1800s or the high technology movement of the late 1900s, as it is supporting the construction of not just EV-related production facilities, but those related to carbon capture and storage, hydrogen plants, wind and solar farms and liquefied natural gas facilities.
On the other hand, there has been a negative shift in warehouse and distribution construction. AISC’s Carter noted that not very long ago everyone was clamouring to build warehouses – with Amazon leading the charge. KeyBanc’s Gibbs observed that while previously Amazon wanted to build as many warehouses as it could, as soon as possible, no matter the cost, that has now changed. “Now they are at the point where they have stopped building warehouses and need to sublease some of the warehouses they already built,” he said.
Consumer-driven boom time
Simonson said that the previous boom in warehouse construction was partly driven by consumers ordering more goods online during the pandemic, as well as supply chain logjams that caused retailers and distributors to stock more goods. But now those trends have reversed, he said, explaining that, with consumers switching some of their spending from goods to services while there is an easing of supply chain issues, there is less of a need for warehouse space. Baker noted that office construction has also been affected by the amount of remote work continuing to go on, explaining, “While office space occupancy is starting to climb back up, it is still only about half of what it was prior to the pandemic.”
Meanwhile, in terms of the impact of the IIJA upon infrastructure construction, Gibbs said that even though there has been some bidding and discussions, there hasn’t been a lot evidence of new projects being added into the pipeline quite yet and, given that it is yet to be determined how the IIJA will get dispersed, it will probably be closer to 2024 before there will be any significant movement. “At this point the IIJA funds aren’t flowing to the states as fast as they should,” SMA’s Bell said, explaining that even though it is federal
dollars, infrastructure projects need to be implemented by the states. Other issues, such as the difficult approval process and the shortage of construction workers, have also been a problem.
But Carter said that while he expects there to be some pullback in many infrastructure sectors, that will not likely be the case for bridge construction. As structural steel fabrication backlogs are much longer than they have been historically – as long as about 23 weeks in the fourth quarter of 2022 – construction companies have been waiting a long time to address such infrastructure issues. “The states have already started to address this in advance of the IIJA bill,’’ Carter added, which is getting some bridge projects done.
“Right now, structural steel demand continues to be good, helped by strong backlogs, Carter said. “However, inflation, interest rates and slowing demand in a number of construction sectors are setting the stage for a contraction in structural steel demand for the next few years.” Frediani agreed, but he said that given all the unknown factors in the construction market and the US economy, there is some uncertainty as to what the pace of that slowdown will be.
CRU’s Anderson said that one moderating factor will be the support that the market will get starting later this year or early next from the IIJA, IRA and other governmental policies. She said that once that happens, either structural steel supply will catch up, or the market will stabilize – and prices could normalize. “Nevertheless, both structural steel prices and demand should remain high longer term,” she said, given that it is believed that even if there is a recession, it will likely be short-lived. But Gibbs said that until there is more economic clarity, he believes that companies will continue to be careful to manage their inventories close to the vest. �
STRUCTURAL STEEL 58 www.steeltimesint.com May/June 2023
Pellet Cooling and Transport
Preparation Technologies for Metallurgy

Tailor-made Solutions



• Preparation of pellets and micropellets

• Sinter mix preparation
• Recycling of valuable residues like dusts, ashes, sludges, slurries
• Fine grinding
• Preparation of carbon paste for graphite electrodes, anodes, cathodes

• Coal preparation

• eirich.de
• AUMUND Pan Conveyors for cooling and transport of Fe-Pellets










• For hot pellets up to 800 °C
• Designed with special air flow features and dedusting at the inlet






WE CONVEY QUALITY
AUMUND Foerdertechnik GmbH metallurgy@aumund.de • www.aumund.com
:»
Cutting edge hangar shows its steel

Innovation was the key to success for the UK’s largest dual cantilever hangar which recently opened at Biggin Hill Airport, with the complete steel frame being designed and installed by UK-based engineering company, REIDsteel.

BUILT for occupation by aerospace giant Bombardier, the London Biggin Hill Service Centre has set a new benchmark for maintenance, repair and overhaul (MRO) facilities.
The ‘super-hangar’ features a 160m long central core supporting twin 45m cantilever roofs, which allow the structure to have two 160m clear span entrances and two vast floor spaces of 77,500 sq ft (7,200 sq m) unobstructed by supporting columns.
Inside, there are 22 service bays and room to accommodate up to 14 global 7500 aircraft at the same time. The complex – sitting on 650,000 sq ft of apron area and surrounds – also includes modern offices and a VIP lounge.
It is the largest business jet MRO facility in the UK, according to Bombardier, which is the largest tenant at the airport.
This impressive structure would have been impossible to build within budget in any other material than steel.
John Reid & Sons (Strucsteel) – known as REIDsteel – worked closely with main contractor Civils Contracting on the landmark development.
The Christchurch-based firm was contracted to provide the design, drawing, fabrication and installation of the complete steel frame, electrically operated hangar doors and underslung crane as well as the floor decking, cladding and glazing elements.
Early engagement of REIDsteel was crucial given the need for elements to be erected and aligned on the 45m cantilever trusses with requirements to accommodate complex hangar door head gear and underslung cranes – both of which required more stringent deflection criteria than usually anticipated on a large span structure.
After investigating traditional hangar solutions, a cost-saving design was proposed which was highly efficient in its structural performance. This featured a cantilever truss design for the hangar, ‘beam and stick’ construction for the offices and an elegant, glazed lounge, which has minimal bracing by virtue of the diaphragm within its roof structure.
The value-engineered cantilever design, along with load sharing elements, allowed
significant reductions in material use, producing a much lower tonnage than other concepts.
REIDsteel addressed a number of technical difficulties posed by long span cantilevers in the project – including concerns that they could be inherently vulnerable to disproportionate collapse due to the nature of the tension connections in the top chord.
Furthermore, REIDsteel says, the deflection limits were extremely tight on this project due to the presence of the underslung crane and bottom rolling hangar doors.
Innovative design solutions to meet these challenges included the introduction of load sharing trusses, careful planning of the erection sequence and pre-cambering. Through the design development process
STRUCTURAL STEEL 60 www.steeltimesint.com May/June 2023
with key stakeholders in the project, it was possible to provide additional floor area above first floor offices which has been used to good effect for M&E equipment, plant and storage.
As a result, the mass needed to counterbalance the cantilevers was used for productive purposes rather than being buried in the ground as part of the mass foundations.
Steel’s durability, strength and flexibility as the ultimate construction material has given the service centre a 50-year design life as well as potential for life-extension, re-use, or recycling. Because of its dual cantilever design, it can be extended to meet changing requirements.
REIDsteel’s value-engineering saved on steel, erection, and fabrication time as well as the project’s environmental impact, as sourcing of products domestically from British Steel substantially cut the project’s carbon footprint.
With the company’s early involvement, several structural forms were considered to
operating in a live airport environment –with challenges such as flight schedules and restrictions on lifting during poor visibility –as well as activities of other site users.
The service centre was the 11th aircraft hangar designed and erected by REIDsteel at Biggin Hill, many in partnership with Civils.
It was recognised in the latest Structural Steel Design Awards held last October when it received an ‘Award’, which is the top accolade followed by a ‘Commendation’ and then a ‘Merit’.
Simon Boyd, managing director of REIDsteel, said: “We are proud to have worked so closely together with Civils Contracting, London Biggin Hill Airport and Bombardier on this landmark project.
“Our company values are central to how we work and everything we do. Our ‘One Team’ ethos puts people and safety first to deliver for our customers.
“This One Team ethos extended to our partners throughout this development, which allowed us to deliver a truly
exceptional structure of which we all, and the steel industry, can be proud.”
REIDsteel designs, engineers, manufactures and erects high-quality steelframed structures of all kinds plus cladding, glazing and doors.
The business, which celebrated its centenary in 2019, directly employs 130 people and remains family-owned with a dynamic and progressive management team. It has exported to more than 140 countries to date.
It provides a ‘conception to completion service’ as well as value-engineering whether it is steel only that is required or the whole building envelope.
Value engineering for pre-designed schemes can create the same or greater structural strength and integrity using less steel. Equally, for new projects REIDsteel delivers optimum solutions with the least amount of steel yet the highest quality design and durability.

Ultimately, this saves money, time, materials, and energy while reducing
achieve the 160m clear openings the client required.
Among these were king trusses, traditional clear span, and alternative cantilever arrangements.
The roof was designed to take solar panels and assuming 50% coverage, this has the potential to save 300 tons of CO2 per year.
Safe and efficient delivery
Close co-ordination was required between London Biggin Hill, Civils and REIDsteel to ensure the steelwork was delivered efficiently and safely for assembly, which included the choice of opting for tandem lifts of the 45m rafter trusses to reduce jib heights from that required for a single crane.

Logistical challenges to consider included
the overall carbon footprint of a scheme including production, fabrication, road miles and erection.
The company’s portfolio includes aircraft hangars, bridges, sports stadia, and industrial and commercial buildings across the UK, Europe and the world, alongside its special projects – which include hurricane and earthquake resistant structures, car parks, defence structures, water treatment plants, the power sector, infrastructure, specialist bridges and bespoke designs.
The latest addition to the list, the twin-cantilever service centre at Biggin Hill, opened amid much fanfare last November – considerably enhancing the airport’s capabilities and the UK’s aviation infrastructure as well as demonstrating the cutting-edge capabilities that steel continues to offer. �


STRUCTURAL STEEL 61 www.steeltimesint.com May/June 2023
· Honours existing mill attachment points and guide base, no machining on your stands required
· Made from stainless steel and speci cally tailored to your mill ensuring perfect t, operation and longevity
· Single point, centralized adjustment during operation
· 2, 3 and 4 roller con gurations
· Rigid, stainless steel construction
· Broad size range
· Fewer surface defects and better scale control
· Available in Box, Trough and Restbar-mounted con gurations
info@fabris.com www.fabris.com 905.643.4111 Contact Us ® spiral cooling system ® Our roller entry guides keep your product on the pass Maximize your mill speed while meeting your quenching requirements on all bar sizes. Not just controlled cooling, but correct cooling Traversing Restbars allow for quick and accurate pass changes
box con guration
trough con guration
With over 50 years in the Steel Industry, we have a wide variety of solutions to keep your mill rolling.
Maximizing longevity
Refractory installation is a demanding application. Harsh kiln environments take a heavy toll on bricking machines and other equipment, making routine maintenance a priority and vital for facilities and contractors looking to ensure the longevity of their bricking machine. By Heather Harding*
WITH proper care, a bricking machine won’t just be ready for the next job, but for decades to come. Robust engineering and heavy-duty components from top-tier
manufacturers play a major role in this reliability, but operators are also responsible for protecting their investment to optimize ROI.
To make it easier for crews and foremen, here are six tips to streamline routine maintenance.
1. Designate a responsible employee
For facilities that provide a bricking machine for use by a third party, it’s important to designate an employee who is responsible for the machine. This employee can work with the bricking crew to ensure the facility’s bricking machine is handled properly during set-up, operation and teardown. He or she can also track parts or systems that might need to be repaired after operation by performing after-use inspections and routine maintenance.
Refractory installation contractors who provide their own bricking machine don’t necessarily need to be reminded how important the equipment is to their operation. But designating a specific employee to oversee maintenance can still ensure things don’t fall through the cracks, such as ordering parts and performing service during downtimes.
By having an employee with intimate knowledge of the equipment, facilities and contractors can rest assured that the bricking machine is well cared for and ready for operation when it’s needed, helping ensure a successful shutdown and relining project. It also increases rig longevity and overall ROI.


2. Follow manufacturer instructions
From set-up and operation to tear down and storage, following manufacturer recommendations is the best way to ensure your bricking machine is ready when you need it. To help contractors and facilities ensure proper operation, some industryleading manufacturers offer onsite training with equipment commission, as well as follow-up training by request. However, since the crew on the job site tomorrow might not be the same as the one on hand for the initial training, these manufacturers also recommend operators frequently review key procedures in-house.
It’s important to follow operational and
REFRACTORIES 63 www.steeltimesint.com May/June 2023
*Managing director, Bricking Solutions
Heather Harding is the managing director for Bricking Solutions, a world leader in kiln refractory installation solutions
Inset above: In addition to a visual inspection of the pneumatic cylinders before use, operators should make sure the oil reservoir is full and the lubricator filter is working properly. Two to three drops of oil should fall each time the master valve is cycled.
maintenance instructions for all bricking machine components. There are also a few systems that might require extra care and attention, as well. The arch’s pneumatic system is chief among these. This system powers pneumatic cylinders that push the bricks into place. It was designed to reduce the risk of crew injuries from unsupported overhead bricks, which is common with earlier bricking methods, and is available on many top-tier bricking machines.
In addition to a visual inspection of the pneumatic cylinders before use, operators should make sure the oil reservoir is full and the lubricator filter is working properly. Two to three drops of oil should fall each time the master valve is cycled. Air pressure should also be double-checked. Optimal pressure will vary by manufacturer, but most require 90 to 120 psi for proper function. During operation, masons should keep an eye on oil levels and air pressure.
The pneumatic system is also vulnerable during transportation, since the lubricator filter can be damaged by accidently striking it against a wall or other surface. Use a spotter during transportation and take care when hanging or leaning the machine against a wall to ensure all systems are undamaged and ready for operation the next time the rig is needed.
3. Cleanliness is key
Kilns are dirty. Left unchecked, the dust and debris that accumulates on a bricking machine during refractory installation can shorten useful life and increase maintenance costs – especially for pneumatic cylinders. For optimum performance, keep bricking machines clean. Wipe down cylinder rods and other surfaces after each shift. Once the job is complete, a more thorough cleaning is necessary before storage. Clean the arches, handles and cylinder bodies.
To prevent rusting, open the bleed valves and drain any moisture. Leave valves open during storage since changing temperatures could create condensation.
4. Carefully inspect machine after use
It’s natural for tired crews to want to hurry through inspections and maintenance after an installation. But, as the saying goes, ‘an ounce of prevention is worth a pound of cure’– especially in the refractory industry where even slight delays cost facilities dearly in lost production.
Here are some key areas to focus on for after-use evaluation:
Machine frame
• Visually inspect all welds – including frame and all structural members such as leg and outriggers – for cracks, stress or distortions.
• For machines eight years or older, manufacturers recommend a dye test to ensure the viability of welds with follow up testing every two years thereafter.
Arch trolley cart
• Visually inspect trolley cart for stress and weld cracks.

• Ensure wheels are lubricated and in good working condition. Lubricate with standard grease if necessary.
• Check condition of pins, locks and brakes.
• Inspect arch adjustment plates for sagging or bending. Arches
• Visually inspect all panels for cracks, stress or distortions.
• Ensure all ledges are straight and free of major gouges.
• Make sure hinges are in good working order.
Cylinders and rubber bumpers
• Make sure cylinders extend, retract freely, and aren’t leaking.
• Handles should be free of damage.
• Bumpers should not be able to rotate more than 10 degrees and be free of major gouges.
• Check quick connections for cracks and leaks.
REFRACTORIES 64 www.steeltimesint.com May/June 2023
To help with equipment inspection and recertification, certain industry-leading companies offer on-site equipment safety evaluations. These one- or multi-day visits include a visual inspection, safety and machine systems testing.
ACCUBAND Crop Optimization


Best head and tail imaging (ACCUBAND) “+”

Best transfer bar tracking (ACCUSPEED) “+”

Best crop shear control (ACCUCROP) “=”
Best overall crop shearing accuracy
Very quick return on investment (ROI)
+1-416-445-5850 | kelk.sales@vpgsensors.com



kelk.com

For 50 years, Köppern briquetting machines have played a key role throughout the world in the production of HBI for DRI processes.



And HBI is still in demand, as demonstrated by the new HBI plants equipped with Köppern roller presses at LEBGOK (Russia), ArcelorMittal (USA), CLIFFS (USA) and upcoming installations, reducing the CO2 footprint of the steel industry.

» State of the art technology
» Experts in process technology



» High plant availability
» Long-lasting equipment
Köppern – Quality made in Germany. www.koeppern.com
CONNECTING
INTERNATIONAL
The Directory is the essential guide to steel manufacturers, producers, suppliers of plant equipment and services to the steel industry. It provides comprehensive listings, product information and key contact details. A GLOBAL STRATEGIC o ering: TECHNOLOGIES, INC. A GLOBAL STRATEGIC o ering: STEEL TIMES INTERNATIONAL DIRECTORY 2022 DIRECTORY 2022 1866 WWW.STEELTIMESINT.COM @SteelTimesInt FOR MORE INFORMATION ON ADVERTISING OR HOW TO BE LISTED CONTACT: ESME HORN esmehorn@quartzltd.com | +44 (0) 1737 855 136 FROM JUST £105 STI_Directory_HalfPageAd_PRINT.indd 2 08/12/2022 10:19 HBI is here to stay!
THE
STEEL INDUSTRY Steel Times International Directory
Visit us at hall 04 booth
12973-EN_Apr23 © 2023 VPG - All Rights Reserved scan for video
4G34
+ + ACCUBAND ACCUCROP ACCUSPEED
System
Optimise yourcasting performance DysonsrangeofZPZ™highperformance meteringnozzlesareindustry proven to provideextended castingsequencetimes . Consistent and stable castingconditions. Contributingtowards improved tundishlife, reduced energyusageand increased operatorsafety. Celebratingover200yearsattheforefrontofrefractorymanufacture DysonTechnicalCeramicsLtd,WestHunwickWorks,Hunwick,CountyDurhamDL150LB.UnitedKingdom Email: enq@dysontc.com www. dysontc .com withthegloballeaders inzirconiaflowcontrolnozzles
• Inspect hoses for cracks and leaks.





Keying jack


• Make sure hoses and fittings are free of leaks, damage and debris.





• Ensure gauges work properly.
• Ensure fingertip control and foot treadle are in good working order.
• Visually inspect the swivel feet for cracks and damage.
















Carefully inspecting and evaluating your bricking machine at the end of operation ensures maximum lead time for any necessary parts orders or repairs.

5. Storage


Once a bricking machine has been cleaned, inspected and disassembled, it should be carefully stored until the next installation.
For contractors working with their own machines, this might only be a short time. However, for facilities that will be storing a unit for a longer period of time, manufacturers recommend finding a storage location that keeps the machine out of the way of normal operations. This location should be away from the burner to avoid unnecessary heat damage. A specialized container can also help to keep machine components protected and contained during storage. These are available from select manufacturers.
6. A Partner for success






After five years, manufacturers recommend on-site equipment inspections annually or every two years. Equipment inspections and recertification helps facilities and contractors remain compliant with








regulations and provides assurance that equipment is safe and ready for operation. To help with this, certain industry-leading companies offer on-site equipment safety evaluations. These one- or multi-day visits include a visual inspection, safety and machine systems testing. At the end of the evaluation, the facility or contractor is provided with a complete report of findings, as well as recommended repairs and replacements.
A bricking machine is a significant investment. And, with proper care and routine maintenance, it can last several decades, making that investment a longterm one.
It is important, therefore, to choose a manufacturing partner with proven longevity in the industry and a commitment to continued service. �



























REFRACTORIES 67
www.lechler.com Meet us at Hall 1 / E011 NEW INSIGHTS FROM IRON ORE TO FINISHING LINES Next level descaling Spray applications for metallurgical and rolling mill technology METEC Düsseldorf, Germany 12–16 June 2023 • Saving energy • Reducing emissions • Cutting costs • Increasing quality NEW
A specialized container can also help to keep bricking machine components protected and contained during storage. These are available from select manufacturers
High temperatures, intensely bright arcs and welding fumes are part of every welder’s day-to-day life. Personal protective equipment with proven Fronius quality ensure the welder feels safe at all times.



Think higher! Insist on tailored refractory solutions
We offer
Solutions
No compromise on
RATH-W22018_Anzeige-Metals-1-185x128-SteelTimesInternational.indd 1 13.02.23 14:42
www.rath-group.com/metals We are your premium partner for refractory solutions for the heat treatment of steel
solutions of the highest performance to meet your most demanding requirements. With RATH you can count on: • A comprehensive range of premium refractories • Engineering, production, on-site supervision •
to reduce your carbon footprint and to save energy •
quality, here we remain as tough as steel
Full protection to unleash your welding potential
For further information, visit: www.fronius.com
Conveying and cooling
Market-driven pressure of strict energy efficiency policies and environmental standards in the steel industry have demanded the development of patented solutions which will reduce emissions, and drive productivity.
By Matthias Moritz* and Frank Reddeman**
AS an international supplier of specialist conveying technology for metallurgical processes in the iron and non-iron smelting industry, AUMUND Fördertechnik GmbH is an established provider of solutions for handling hot, abrasive and chemically reactive bulk materials.

Steel production is responsible for around 7% of global CO2 emissions, a large portion of which results from the production of steel from iron ore, particularly in China, India, Japan, South Korea, Russia and EU countries, which in 2018 generated 90% of
the world’s CO2 emissions between them, by producing steel with coking coal. The pressure on the steel industry from climate and energy efficiency policies continues to increase, and the decarbonization trend is growing.
Intensive efforts are being made to develop low CO2 production processes such as replacing coal with electricity or hydrogen, and capturing, storing, or using CO2. At the beginning of the 2000s, direct reduction established itself as a viable large-scale alternative to the classic
blast furnace process. Direct reduction by natural gas produces pig iron from iron ore pellets. Depending on the technology used, either DRI (direct reduced iron) or HBI (hot briquetted iron) is produced. The operators of direct reduction plants take advantage of highly innovative solutions for handling these products in the cooling and charging processes.
Global crude steel production reached 1,864Mt in 2020, with around 110Mt or approximately 6% produced using direct reduction technology, and this percentage
HANDLING 69 www.steeltimesint.com May/June 2023
*Sales director, Dipl.-Ing.
**Senior manager, AUMUND Fördertechnik GmbH, Dipl.-Ing.
AUMUND hot DRI conveyor for 250 t/ph in Hadeed, Saudi Arabia
is increasing. The 6% of direct reduction products is divided between DRI and HBI at a ratio of 5 to 1.
Unlike the classic blast furnace route, where steel is produced in an oxygen converter, direct reduction uses an electric arc furnace, the DR-EAF route, which can process both DRI and HBI. Solutions can also be designed for use with OBF (open bath furnace) technology. Among the direct reduction processes in use, the technology from MIDREX, USA, has been predominant since the 1970s.
An important contribution both to considerable improvements in production and increased savings in energy, is the connection of the direct reduction plant with the EAF by continuous feeding with a hot material conveyor. AUMUND’s hot DRI charging system transports the DRI straight from the MIDREX direct reduction shaft furnace, using a heat insulated AUMUND bucket apron conveyor under inert conditions, directly to the EAF in the steel plant.
The challenges in conveying hot DRI
The major benefits of charging hot DRI into
the EAF are reduced power consumption and shorter melting cycle times. The challenge when conveying hot DRI is not only that the material is hot, but also that it must be transported under inert, nonoxidising conditions.
Depending on the plant layout and the conveying distance and capacity, mechanical conveying of hot material represents the most appropriate solution for modern applications. Pneumatic transportation systems are well-suited for small capacities, but require much more power and maintenance, have complicated start and stop procedures, and are more expensive to purchase.
Mechanical conveying combines the advantages of a closed system with the benefits of hot charging into the furnace vessel. The inert gas system integrated into the conveyor prevents re-oxidation of the material. (Fig 1)
A further important feature, the air seal provided by the inert gas cover system, has been improved to enable dust to be contained inside the system and oxygen kept outside.
A completely sealed conveying system has
been developed, using a special enclosure and sealing in combination with the inert gas system. No dust is emitted from the conveyor and no spillage is generated underneath. Dust can be collected at defined areas with a common exhaust air system, and special sensors monitor safe operation as well as the oxygen content inside the system.
AUMUND patented cooling and conveying of HBI
To convey and cool HBI (hot briquetted sponge iron) the patented AUMUND mist cooling process is used. The HBI is sprayed with water mist on an AUMUND Flat Plate Conveyor and cooled down, for example from 800°C to 100°C, in a way which does not damage the material (HBI-SlowCooling). The first installation of this type was installed by AUMUND in Venezuela in 2006. Further HBI projects followed in Russia and the US.
In the meantime, this technology has reached such a degree of maturity through the continuous optimisation of details that it is increasingly favoured over conventional solutions, both by operators and general contractors. (Fig 2)
The patented AUMUND method is to feed the HBI onto a metallic plate conveyor and to distribute it evenly using special conveying technology. Cooling is achieved by the production of steam, which disperses the heat. Thermodynamic modelling is adjusted individually to each application to calculate the exact quantity of steam required for the capacity of the plant.
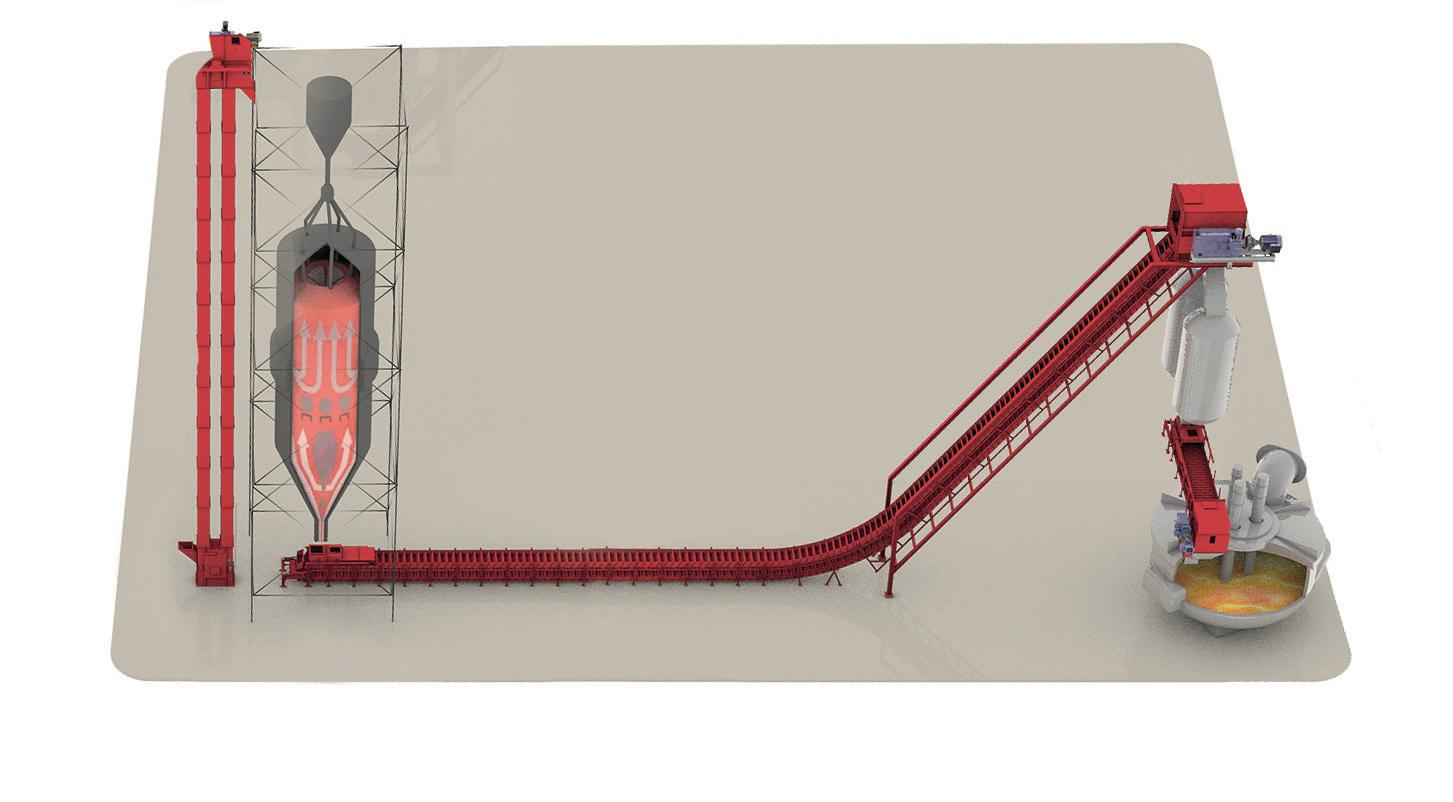
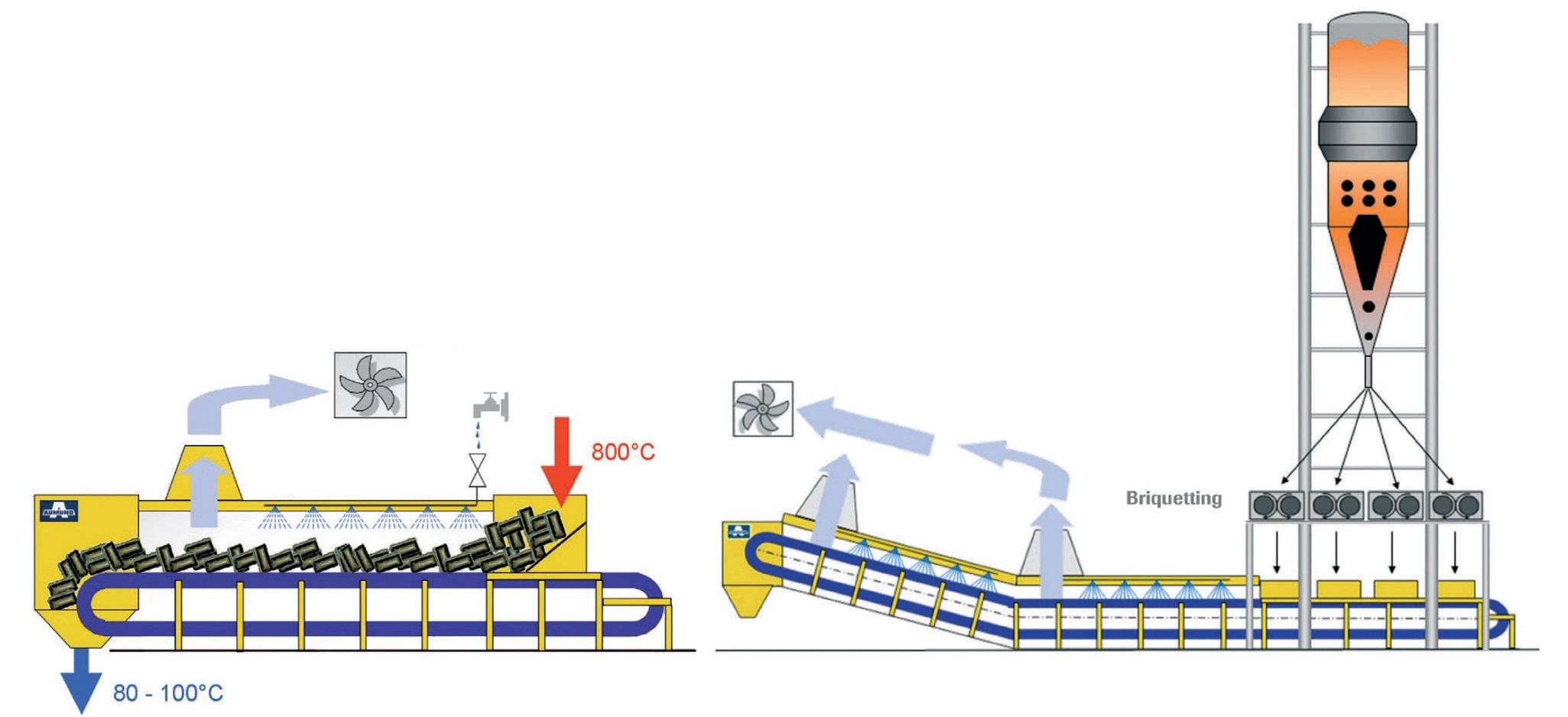
HANDLING 70 www.steeltimesint.com May/June 2023
Fig 1. HDRI charging under seal gas with the AUMUND bucket apron conveyor type BZB-HI (HI = for hot material in a gas-sealed atmosphere. Graphics by AUMUND)
Fig 2. Conveying and cooling of HBI
This optimised use of vapour drastically reduces the amount of water required so that practically no fluid is present, which is a huge advantage for plants with limited water supply. There are points at which the water vapour can be extracted by suction, and if required, re-used in the circuit. With the use of water vapour, an inert protective atmosphere is created around the HBI, which minimises re-oxidisation and loss by metallisation. The amount of heat which can be extracted by the specific enthalpy of the water vapour is greater than that achieved by conventional quench cooling.
An additional advantage is that cooling with a calculated quantity of water vapour does not produce the shock effect created by a quench bath, and consequently this equipment has been found to produce lower amounts of dust and fine particles in the exhaust gas, which in turn means less wear on downstream filter and ventilator equipment.
Product quality is the priority
AUMUND has its own software to calculate the geometrical design of the cooling conveyor according to requirements and conditions. As well as the length and width, the final temperature can be determined in advance in connection with conveying speed. A maximum temperature below 100°C is required for the transportation of HBI to its interim storage facility and onwards by ship or rail. Product moisture content also has a considerable influence on possible redox reactions, therefore the AUMUND solution concept can be enhanced by an optional product drying line, integrated at the end of the cooling line, to preserve the quality of the HBI product. �
REDUCTION OF CO2 EMISSIONS: “AUMUND IS CENTRE STAGE IN THIS PROCESS”
The iron and steel industry is one of the core markets of the metallurgy division of AUMUND Fördertechnik GmbH. It is an industry facing the enormous technological challenge posed by climate policies necessitating the reduction of CO2 emissions and the creation of energy sustainability.
With its many references in DRI and HBI conveying and process technology, AUMUND has already made a successful contribution to projects in the Middle East, Algeria, India, Russia, the US, and South Korea.
Solutions for agglomeration processes, sintering and pelletising
AUMUND offers conveying solutions in the iron and steel industry for handling and extraction of the iron oxide material produced in agglomeration processes. One example is the conveying of sinter between the sintering machine and the cooler. Another is transportation of iron ore pellets with AUMUND pan conveyors. In particular, when production increases and the cooling capacity of existing stationary equipment reaches its limit, AUMUND’s idea of an extended cooling zone with its linear air cooler presents an efficient and cost-effective approach for many pellet producers when compared with other alternatives which would consume more capital and operating expenditure. (Fig 3)
‘‘AUMUND Metallurgy is making its contribution and is at the centre of this process, because the proportion of direct reduction products such as HBI being used as charge in the blast furnaces of the steel industry is increasing. This leads to a reduction in usage of sinter and coke, which reduces the level of CO2 emissions,” commented Matthias Moritz, sales director metallurgy, AUMUND Fördertechnik. The fact that DRI is introduced into the DR-EAF routes when it is hot, again lowers energy consumption by up to 130 kWh/t of crude steel and contributes to a significant increase in productivity in this alternative, sustainable manufacturing of steel.
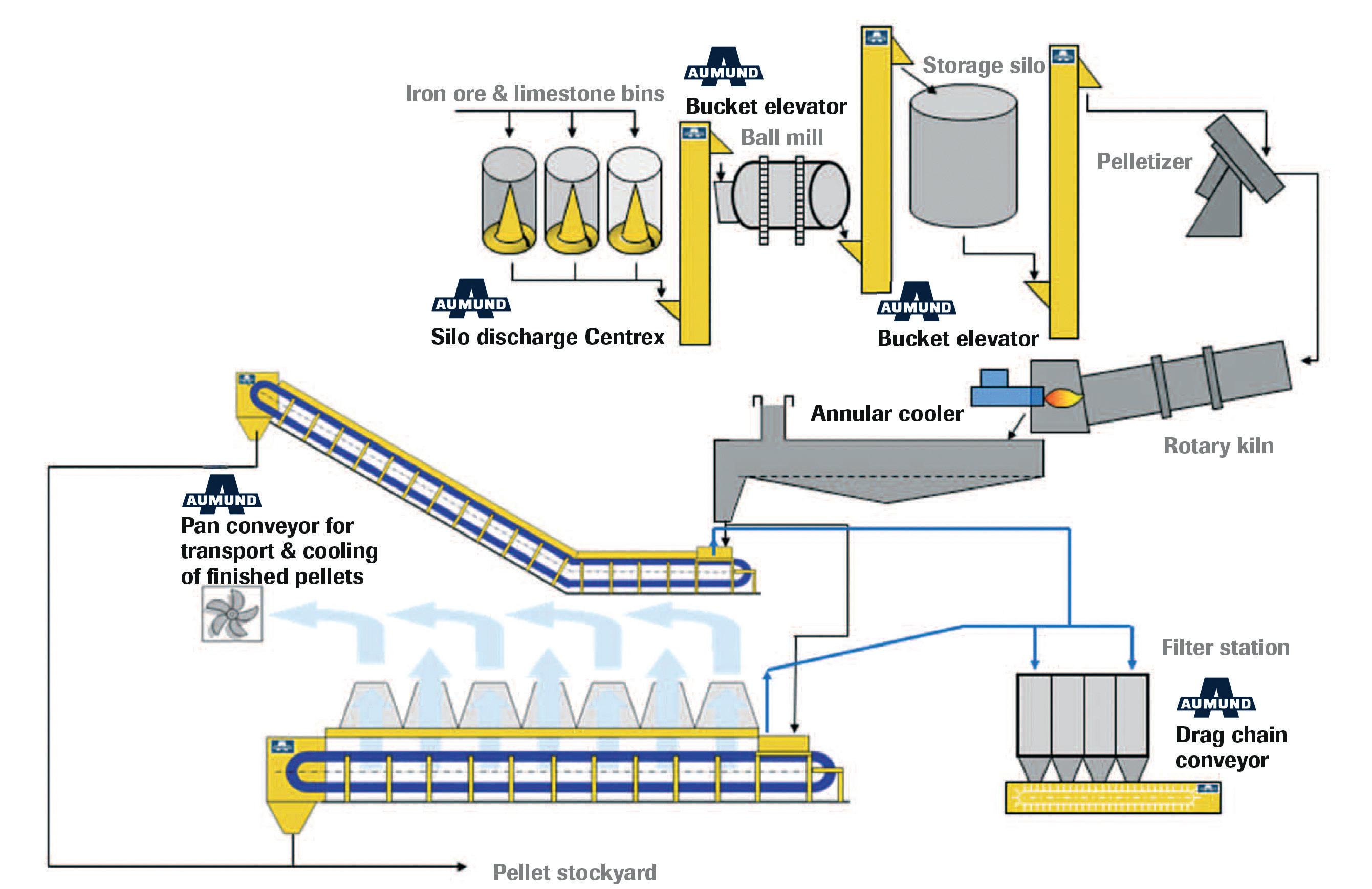
HANDLING 72 www.steeltimesint.com May/June 2023
Fig 3. Material transportation in pelleting plants (graphics by AUMUND)
Metal is the backbone of our society. It’s in the structures we ride, work and live on every day. That’s why you’ve trusted the detection technology inside every ARL iSpark for over 80 years to ensure every piece of steel and metal you produce is safe. With so much riding on that, why would you choose anything else?
When you need to know it’s safe* Elemental Analysis Learn more at thermofisher.com/ispark or email us at info.spectrometry@thermofisher.com © 2023 Thermo Fisher Scientific Inc. All rights reserved. All trademarks are the property of Thermo Fisher Scientific and its subsidiaries unless otherwise specified. AD41408 0223 ARL iSpark. The trusted standard.
*Based on a data comparison, completed by Thermo Fisher Scientific in 2021, of detection limits for OES systems using data published in specifications and applications notes for ARL iSpark and competitors.
Rolling into the future
The future is being built from steel, says Günther Schnell*, creating a need for companies like KOCKS to stay ahead of the curve, and continue to foster growth in the increasingly relevant areas of digitalization and sustainability.

1. How are things going at KOCKS?
Is the steel industry keeping you busy?
Our success is highly determined by our ability to innovate, respond quickly to market changes, and provide high-quality machinery and solutions to customers in the steel industry. We are committed to keeping pace and maintaining our position as a leader in the steel industry.
2. What is your view on the current state of the global steel industry?
The global steel industry has been impacted by a number of factors in recent years, including fluctuations in demand, trade tensions, and the COVID-19 pandemic. Additionally, the industry is facing pressure to reduce its carbon footprint and adopt more sustainable practices. To survive and thrive in this demanding market environment, it is essential for companies to understand and adapt to the new factors.
3. In which sector of the steel industry does KOCKS mostly conduct its business?
KOCKS is a manufacturer of machinery and equipment for the steel industry. Our main focus is on providing solutions for the production of bar, wire rod and seamless tubes. We also offer further services for the steel industry, including metallurgical consulting, software and automation solutions. Overall, KOCKS is primarily focused on the downstream sector of the steel industry, which involves the processing and sizing of SBQ and seamless tubes.
4. Where in the world are you busiest at present?
We are very pleased to be working with special steel producers all over the world on future-oriented projects. At present, we have several projects across China, as well as in India, the US, and Europe. We are excited about the opportunities that lie ahead and are looking forward
to continuing our work with special steel producers and shaping the future of the industry together.
5. Can you discuss any major steel contracts you have recently worked on?
Probably one of our most interesting orders came from Nucor Steel in Nebraska. Here, we implemented our most modern Reducing & Sizing Blocks (RSB®), which is a direct result of our commitment to fostering innovation and meeting the needs of our customers. The so-called iRSB® (‘i’ for intermediate) features KOCKS’ 3-roll technology and eight 3-roll stands replacing the six traditional 2-high stands in the intermediate mill – within a much smaller footprint. This brings numerous benefits, including increased efficiency and productivity.
6. Where does KOCKS stand on the aluminium versus steel argument?
We are committed to the steel industry and believe that the future is being built from steel. While we acknowledge that
aluminium has some advantages, we believe steel offers superior strength, durability, and versatility.
7. What are your views on Industry 4.0 and steelmaking?
It is important for steel producers to stay up and ahead. What we see, is that the steel industry is increasingly incorporating Industry 4.0 technologies such as the Internet of Things (IoT) or big data analytics. A promising approach in this context is the enhanced integration of automation technology and software into our asset-dominated ‘old economy.’ At KOCKS, for example, we have been able to improve the efficiency, performance, and quality of the rolling process through digital tools and automation.
8. In your dealings with steel producers, are you finding that they are looking to companies like KOCKS to offer them solutions in terms of energy efficiency and sustainability? If so, what can you offer them?
Although, efficiency has always played a vital role in our dealings with steel producers, we recognize that energy efficiency and sustainability are becoming increasingly important concerns for the industry. Our focus, combined with our expertise in the steel industry, allows us to develop the best solutions for our customers. From more efficient equipment designs, to process optimization and waste reduction by absolute reliability, we are dedicated to helping our customers achieve their sustainability goals.
9. How quickly has the steel industry responded to ‘green politics’ in terms of making the production process more environmentally friendly and are they succeeding or fighting a losing battle?
The steel industry is definitely turning to so-
www.steeltimesint.com May/June 2023 PERSPECTIVES Q&A: KOCKS
*Managing director, sales and marketing, KOCKS
75
Günther Schnell
called green steel production methods, with a great focus on minimizing CO2 emissions in primary steel making. At KOCKS, we believe, the future of the steel industry is green. This shift may be challenging, but it is necessary for the long-term sustainability of the industry and the preservation of ecosystems in our world.
10. Where does KOCKS lead the field in terms of steel production technology?
KOCKS stands for excellence in the SBQ and seamless tube market. Over 75 years ago, our unique 3-roll technology has gained us a reputation as an innovator. And this legacy of innovation and excellence continues to guide us today. In the heart of the rolling mill, our 3-roll blocks produce the highest quality bars, wire rod and seamless tubes.

11. How do you view KOCKS’ development over the short-tomedium term in relation to the global steel industry?
We see a positive development over the short-to-medium term. The global steel industry is facing a number of challenges, but we are confident that our expertise and experience will allow us to adapt and prosper. KOCKS is a niche player in the market with a clear focus and the courage to break new ground. This allows us to develop customized solutions for customers that work. As the steel industry continues to evolve, the demand for advanced rolling technology will likely increase, and KOCKS will be at the forefront of this innovation.
12. China dominates global crude steel production and is accountable for almost half of world production. How should the industry react to this situation?
China’s position in the global steel market has been a topic of discussion and concern in the industry every once in a while. It is important to recognize that China’s production capabilities and cost structures are unique, and other producers may not be able to compete directly on price. However, the industry can focus on other areas such as quality, customization, and sustainability to differentiate their products and add value for their customers.
13. What is KOCKS’ experience of the Chinese steel industry?
In terms of regional trends, China remains the world’s largest producer and is a significant market for KOCKS and an important part of our global operations. We have worked with many Chinese steel producers over the years, providing them with our rolling mills and equipment to support their production processes. We value our relationships with our Chinese customers and are committed to continuing to provide them with high-quality products and services that meet their needs.
14. Where do you see most innovation in terms of production technologies – primary, secondary or more downstream?
Clearly, there has been a significant focus on innovation in primary steelmaking. Hydrogen-based steelmaking offers undoubtedly the biggest possibilities for reducing the CO2 footprint in steel
16. What exhibitions and conferences will KOCKS be attending in over the next six months?
KOCKS will be attending METEC 202,. one of the world’s leading trade fairs for the metallurgy and steel industry, and we are excited to be participating in it. You can visit us at our booth A79 in hall 1.
17. KOCKS is headquartered in Europe, but what’s happening steelwise in the area?
The steel industry forms a fundamental part of the European economy and is an essential provider of materials to flagship industries. One of the most significant trends in recent years has been the increased focus on sustainability. Also, many companies are adopting new digital tools and automation technologies to improve efficiency, reduce costs, and enhance quality.
production. There is also innovation in terms of secondary production technologies across the entire value chain.
15. How optimistic are you for the global steel industry?
I am optimistic. This may be a challenging situation, but there is no need to throw in the towel. The steel industry has experienced many upheavals in its history. Whether of a social, political, economic or technological nature – the traditionsteeped industry has always been able to adapt wisely. Nonetheless, it may be a bumpy road in the short-to-medium term, as the industry landscape is facing dysfunctional supply chains, the green transition, increasing competition, and new technologies as part of the Industry 4.0 era.
18. Apart from strong coffee, what keeps you awake at night?
We navigate in a rapidly changing world characterized by multi-faceted challenges. This requires continuous effort and innovation to ensure we are always ahead of the curve and maintaining our position as a leader in the industry.
19. If you possessed a superpower, how would you use it to improve the global steel industry?
At KOCKS, we all possess a superpower. It’s the ‘Steel Sense’ that lets us see the needs and challenges of our worldwide customers, and we are working hard day-in and day-out with full dedication to serve their needs to full satisfaction. �
PERSPECTIVES Q&A: KOCKS 76 www.steeltimesint.com May/June 2023

SUSTAINABLE STEEL STRATEGIES SUMMIT OCTOBER 2023 | ONLINE










The Sustainable Steel Strategies Summit 2023, brought to you by the makers of the Future Steel Forum and Steel Times International, is shaping up to be an exciting two-day event aimed exclusively at the global steelmaking industry.
As the steel industry strives for a more sustainable future, the Sustainable Steel Strategies Summit will hear what the steelmakers themselves have to say about climate change and how they intend to make greener steel in the near future.
SPEAK

If you would like to present a paper at the Sustainable Steel Strategies Summit then please contact programme director: MATTHEW MOGGRIDGE | matthewmoggridge@quartzltd.com
WHY SPONSOR?
GENERATE NEW LEADS
POSITION YOUR BRAND
DEMONSTRATE YOUR PRODUCTS & SERVICES
If you would like to exhibit or discuss sponsorship opportunities, please contact the international sales manager: PAUL ROSSAGE | paulrossage@quartzltd.com

ORGANISED BY BUSINESS MEDIA LTD SPONSOR FROM THE PUBLISHERS OF FIND OUT MORE AT SustainableSteelStrategies.com GET INVOLVED - CONTACT US TO DISCUSS SPONSORSHIP, SPEAKING OR EXHIBITING AT THE EVENT
IN ASSOCIATION WITH STEEL TIMES INTERNATIONAL
Zimbru – A 19C Romanian blast furnace built on 18C lines
Avid readers of this page will have fond memories of articles written by our correspondent Romulus Loan1 in 2021. Now, he is back, examining the history behind a 19th Century blast furnace at Zimbru in Western Romania.
STEEL Times International2 looked at early ironmaking in Romania in 2021, starting with the building of the first forge at Bosca in 1718-19 at, what is today, SW Romania, then part of the Austro-Hungarian Empire, ruled by the Hapsburg crown. Three further articles followed the development of the iron and steel industry which moved to nearby Recitza in 1771. The move followed the emergence of Romania as an independent country in 1763, when the
hold of the Hapsburgs fell following the Treaty of Paris. The third article examined the 19C industry around Recitza, and the
final article of that year took us from WWI to the present day where, TMK Resita is a modern electric arc furnace works with a capacity of 450kt/yr, producing seamless pipe.
We now look at the 19C blast furnace at Zimbru in Western Romania, north of Bosca and Recitza. Built between 1844 and 1864, in the Arad Province, the furnace was one of three owned by an Austrian, Count Ernest Waldstein, the others at
[FOOT 1] Dr Ioan is author of the book ‘250 years of steel in the Resita Plant 1771-2021’. Written in the Romanian language, the 355 pages of text are followed by extensive summaries in English and Russian. Multiple tables of production and costs are scattered throughout the book. Copies are available from the author romulus.ioan@gmail.com [FOOT 2] The previous articles are

79 www.steeltimesint.com May/June 2023 HISTORY
Furnace Output Tons Moneasa & Rastirata de jos (lower) 1400 Rastirata de sus (upper) (Dezna) 467 Zimbru 112 Vascau 92
Table 1. Output of cast iron of each furnace in 1858
STI 2021 March, April,
published in
July/Aug & September.
The 19C pillar blast furnace at Zimbru
Moneasa and Reschirata. He also leased a fourth furnace at Vascau. The ore was rich in manganese and contained around 40% iron oxide. It was mined at Ponoras, about 10km from the furnace. Local forests provided the wood to make charcoal. The iron produced in these four furnaces was cast into pigs and transported by ox cart to refining forges at Sebisş, Zugau and Prajesti. Some of the iron from Zimbru was refined in the village of Zimbru at a place called ‘La Cou’, later known by the German name, Eisenhammer. Here, bar iron was produced.
The Zimbru furnace has a footprint of 7x7m and a height of 15m. It is classified as a ‘pillar’ furnace as the belly does not widen above the hearth, a characteristic of a crucible furnace.
The complex of furnaces, mines and forges belonged to the Waldstein Watemberg Cistian family who owned the land from 1847. They were of Austrian heritage with their main residence in Prague. Count Ernest Waldstein was the main investor in mines and forges in the Arad Province of Romania, founding a company in 1861. The company managed an iron mine in the Codru-Moma mountains, and ran forges and workshops in Moneasa, Restirata, Zimbru, Vascau, Sebi, Zugau and Prsjesti. In total, these workshops produced 1345 tonnes of refined iron in 1867 from the four blast furnaces and employed 387 workers. See table 1
Charcoal consumption of the Zimbru furnace alone required 40 hectares of forest. The ironworks had two steam engines of 33 bhp. In 1867, documents for Zimbru record the blast furnace and, in the village at La Cou, a refining forge, equipped with a water wheel-driven forge hammer.
Later, the Zimbru furnace was acquired by Bogdanovici Sandor who also built a furnace for melting cast iron. Output was 25-30 cwt/yr (1270-1524kg) of bar iron produced at the La Cou forge in Zimbru village. Decarburisation of the iron was achieved by heating the iron in open hearths, fuelled with charcoal burning in a blast of air. This was then consolidated under the forge hammer powered by a water wheel.
The author collected samples of iron, blast furnace slag and forge slag during a recent visit to Zimbru. The analysis of each is shown in the tables 2, 3 and 4
The low carbon content for blast furnace iron (Table 2) may be due to partial
refinement of the samples available. For two samples, the manganese is extremely high.
The high manganese content of the BF slag (Table 3) suggests it acted as a flux in the reduction of the high Mn bearing ore.
The loss of iron to the forge slag (Table 4) is typical of the slag produced on decarburising blast furnace iron.
The furnace and workshop at Zimbru
suffered during the economic crisis of 1873. It is recorded that privately owned companies were abandoned.
The method of construction of the Zimbru furnace in 1844-1866 was already outdated being like the 18th century furnace at Banat, commissioned in 1718, and those at Luncani (1720) and in Transylvania on the Hunedoara estate at Toplita (1782). By the 19th century, these furnaces were obsolete and furnace construction techniques had evolved with such examples as Govâjdia, near Hunedoara (1806-1810). The refining technology in the forge at Zimbru was also outdated compared to the steel factories then established at Banat and Transylvania.

No documentary evidence regarding ironmaking at Zimbru has been found prior to 1844 so it is possible that the 18C design of the furnace, built some 125 years later, may have resulted from that of an earlier furnace. Likewise, did the furnace survive beyond the 1873 crisis? However, there is evidence that a narrow-gauge railway linking Zimbru with Gurahont was running in 1890 indicating activity between the village and adjacent community.
Today, the furnace is in the care of the historic monument organisation, Ambulanta Monumentelor, which, together with archaeologists from the Arad Museum, have started rescue and restoration works to put the industrial archaeology of the area on the tourist circuit. �
HISTORY 80 www.steeltimesint.com May/June 2023
C Si Mn P S Cu Ni Cr Fe 2.781 0.01 17.14 0.256 0.002 0.03 0.01 0.04 balance 2.814 0.033 16.87 0.441 0.002 0.03 0.02 0.04 2.553 0.024 1.44 0.139 0.002 0.02 0.01 0.01
MnO SiO2 Al2O3 Fe2O3 CaO K2O MgO BaO TiO2 49.94 25.12 13.52 4.96 1.40 2.21 0.85 0.62 0.60 40.15 34.73 12.71 3.32 3.92 2.01 1.40 0.53 0.54 45.37 29.68 13.05 4.29 2.32 2.23 0.94 0.75 0.52
Table 2. Analysis of cast irons from Zimbru furnace (w/o)
Fe2O3 SiO2 MnO Al2O3 CaO K2O MgO 59.98 19.11 7.69 6.23 3.38 1.62 1.06 58.00 21.08 5.89 6.86 3.83 1.70 1.47 55.03 21.66 7.03 6.75 4.47 1.88 1.79 43.88 23.85 10.97 5.52 8.35 2.41 2.36
Table 3. Analysis of blast furnace slags (w/o)
Table 4. Analysis of forge slags (w/o)






























www.fivesgroup.com/steel Recognizing your needs, Fives is your best partner to find a right solution for new generation steel. Thermprocess - Düsseldorf 9E58 Visit us at Fives’ stand JUNE 12 – 16, 2023 • Process and technology expertise • Reheating technologies • Cold rolling mills • Strip processing lines • Advanced digital solutions
#itsmorethanjustamachine
UNIQUE
3-ROLL TECHNOLOGY FOR SBQ SIZING. A Reducing & Sizing Block for long products keeping its promises. Achieve your goals with KOCKS RSB®

VISIT US
12.-16.6.2023
Hall 1 / Booth A79
up to 160mm
finishing size in round or hexagonal dimensions
up to 20% up to 10% energy savings in the mill line
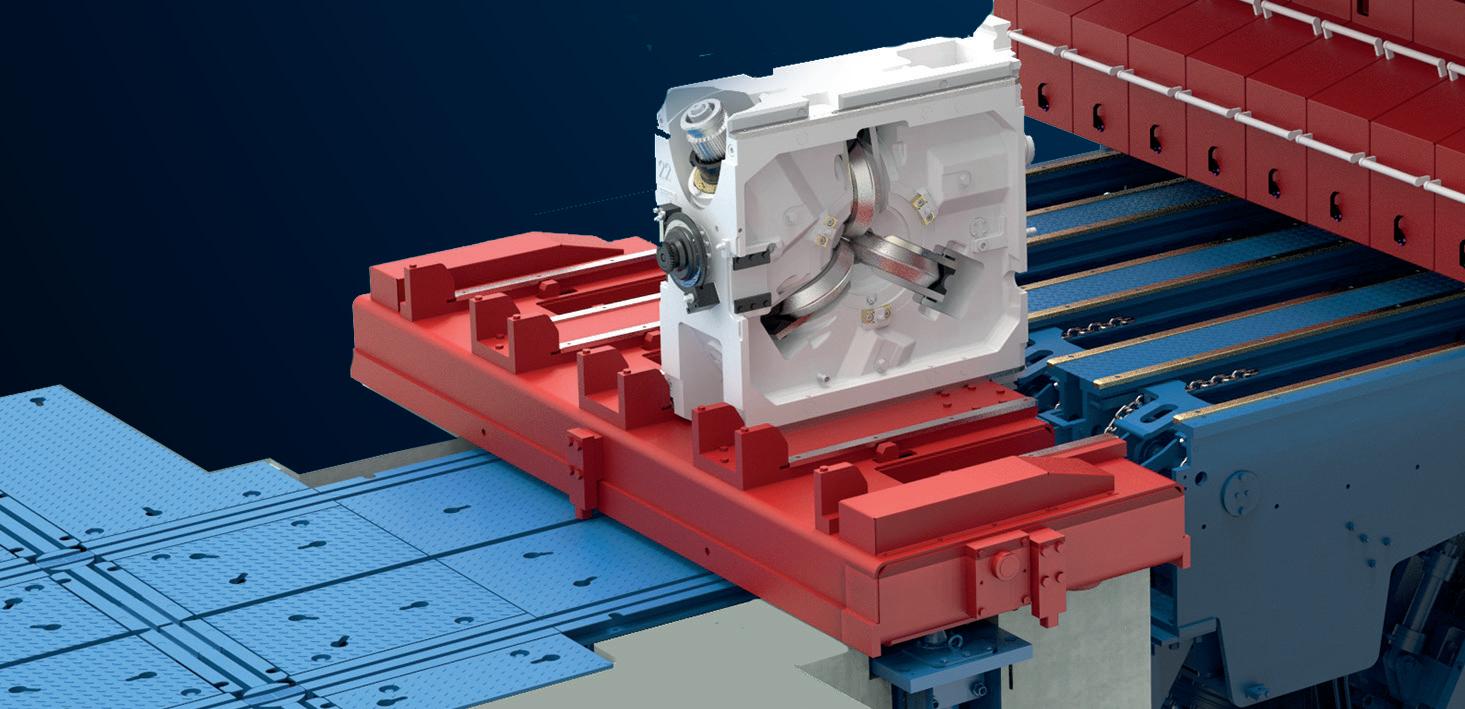
increase in production
WE MAKE YOUR PRODUCT GOLD www.kocks.de
