Lubrication
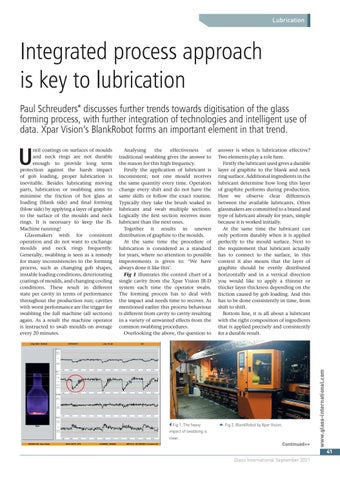
Integrated process approach is key to lubrication Paul Schreuders* discusses further trends towards digitisation of the glass forming process, with further integration of technologies and intelligent use of data. Xpar Vision’s BlankRobot forms an important element in that trend. Analysing the effectiveness of traditional swabbing gives the answer to the reason for this high frequency. Firstly the application of lubricant is inconsistent; not one mould receives the same quantity every time. Operators change every shift and do not have the same skills or follow the exact routine. Typically they take the brush soaked in lubricant and swab multiple sections. Logically the first section receives more lubricant than the next ones. Together it results in uneven distribution of graphite to the moulds. At the same time the procedure of lubrication is considered as a standard for years, where no attention to possible improvements is given to: ‘We have always done it like this’. Fig 1 illustrates the control chart of a single cavity from the Xpar Vision IR-D system each time the operator swabs. The forming process has to deal with the impact and needs time to recover. As mentioned earlier this process behaviour is different from cavity to cavity resulting in a variety of unwanted effects from the common swabbing procedures. Overlooking the above, the question to
� Fig 1. The heavy
answer is when is lubrication effective? Two elements play a role here. Firstly the lubricant used gives a durable layer of graphite to the blank and neck ring surface. Additional ingredients in the lubricant determine how long this layer of graphite performs during production. Here we observe clear differences between the available lubricants. Often glassmakers are committed to a brand and type of lubricant already for years, simple because it is worked initially. At the same time the lubricant can only perform durably when it is applied perfectly to the mould surface. Next to the requirement that lubricant actually has to connect to the surface, in this context it also means that the layer of graphite should be evenly distributed horizontally and in a vertical direction you would like to apply a thinner or thicker layer thickness depending on the friction caused by gob loading. And this has to be done consistently in time, from shift to shift. Bottom line, it is all about a lubricant with the right composition of ingredients that is applied precisely and consistently for a durable result.
� Fig 2. BlankRobot by Xpar Vision.
impact of swabbing is clear.
Continued>>
www.glass-international.com
U
ntil coatings on surfaces of moulds and neck rings are not durable enough to provide long term protection against the harsh impact of gob loading, proper lubrication is inevitable. Besides lubricating moving parts, lubrication or swabbing aims to minimise the friction of hot glass at loading (blank side) and final forming (blow side) by applying a layer of graphite to the surface of the moulds and neck rings. It is necessary to keep the ISMachine running! Glassmakers wish for consistent operation and do not want to exchange moulds and neck rings frequently. Generally, swabbing is seen as a remedy for many inconsistencies in the forming process, such as changing gob shapes, instable loading conditions, deteriorating coatings of moulds, and changing cooling conditions. These result in different state per cavity in terms of performance throughout the production run; cavities with worst performance are the trigger for swabbing the full machine (all sections) again. As a result the machine operator is instructed to swab moulds on average every 20 minutes.
41 Glass International September 2021
Xpar.indd 1
21/09/2021 06:12:46











