At GRANCO CLARK, we do more than just custom-design and manufacture robust equipment for the aluminum extrusion industry. We are a technology advocate that partners with our customers worldwide to help provide solutions to produce the best ROI.
Whether the needs are to upgrade existing or integrate new equipment into your line or fully automated systems encompassed with the latest technology, our capabilities are
Subscriptions: Jack Homewood subscriptions@quartzltd.com
www.furnaces-international.com
Managing Director: Tony Crinion
Published by: Quartz Business Media Ltd, Quartz House, 20 Clarendon Road, Redhill, Surrey RH1 1QX, UK. Tel: +44 (0)1737 855000. Email: furnaces@quartzltd.com www.furnaces-international.com
Furnaces International is published quarterly and distributed worldwide digitally
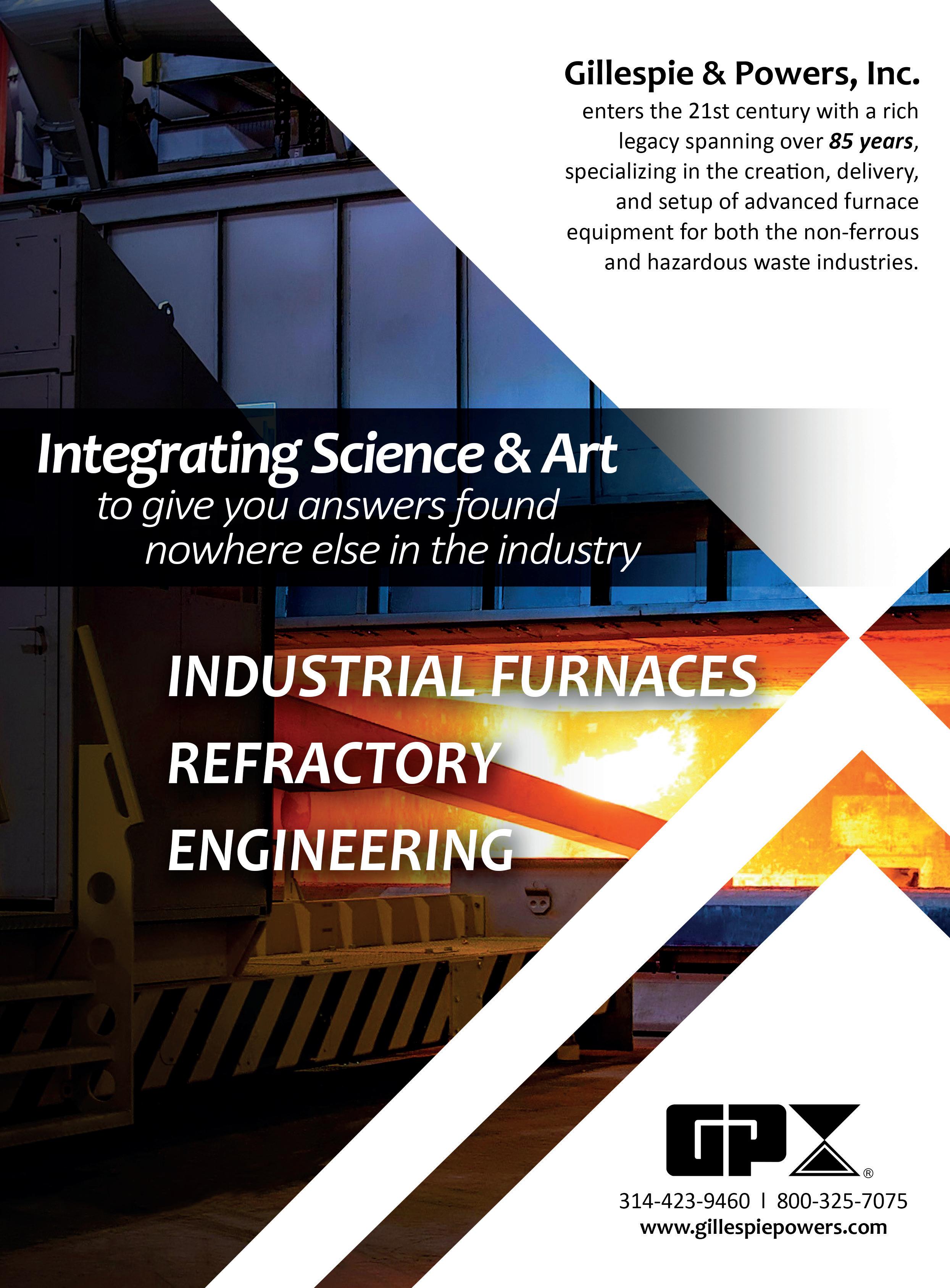
Front cover: GILLESPIE & POWERS, INC.
Technological
Charting
Extrutec
Optimising the use of furnaces
Decarbonisation
Qualification of hydrogen as fuel in aluminium casthouses
Hydrogen
The March issue of Furnaces International has been published amid a background of diplomatic and political uncertainty.
Tariffs, Trump and market turmoil has dominated the news in the first quarter of the year. Once the new President of the USA tore up the rulebook on international negotations, markets have been faced with uncertainty.
As always, there are winners and losers in this trade war. Much has been made of the impact on near-neighbours Mexico and Canada (Elbows up!). US-based aluminium group Alcoa warned it could cost 100,000 jobs while the American Iron and Steel Institute (AISI) said it favoured the 25% tariffs and called for the elimination of the steel ‘Section 232 that has been exploited as a loophole by foreign producers seeking to avoid tariffs.’
Collaboration still exists in the world of furnaces. In glass the Volta project has seen competitor manufacturers Saint-Gobain and AGC unveil a hybrid furnace, while the Swedish Hybrit project is examining the use of hydrogen in steelmaking.
These partnerships are an example for the politicians who represent us to follow.
Greg Morris, Group Editor, Furnaces International, gregmorris@quartzltd.com
The global leader in industrial infrared temperature measurement for over 75 years.
Delivering advanced pyrometers, line scanners, and thermal imaging systems for harsh conditions, enhancing product quality, production, and process efficiency.
Electric furnace approved in UK
Plans for a new electric arc furnace in Port Talbot have been approved by the local planning authority.
Tata Steel’s application was given the go-ahead on Tuesday morning at a meeting of Neath Port Talbot Council’s planning committee.
The company closed both of its blast furnaces last year and said they would be replaced by an electric arc furnace, as part of its transition to greener production methods.
The closure of the blast furnaces have seen nearly 3,000 jobs lost, but Tata says 5,000 UK-based jobs have been saved, with on-site CO2 emissions cut by 90%.
A supporting document considered by the planning committee, which recommended the application’s approval, noted that it was a “development of national strategic importance”.
The application included the demolition of existing buildings and structures as well as the construction of the new facility.
Rajesh Nair, chief executive of Tata Steel UK, said the company was “committed to begin large-scale work on site this summer”.
“This £1.25-billion investment is the most significant investment made in the UK steel industry in decades. The facility will secure high-quality steel production, preserve thousands of jobs and safeguard steel making in Port Talbot for generations to come,” he added.
British Steel ‘warm’ to keeping Scunthorpe blast furnaces open
British Steel has ‘warmed’ to a multi-union plan to keep two blast furnaces open in Scunthorpe.
However, the Chinese-owned steel manufacturer added that in order to achieve this, the British government must make progress on lowering carbon costs.
Unions GMB, Community and Unite met with bosses from British Steel owner Jingye this week and presented their plan to maintain a two blast furnace operation
throughout the transition to low-carbon steelmaking.
According to GMB, the company acknowledged that the alternative plan, prepared by the independent steel consultants Syndex, was ‘a serious and credible piece of work’, and accepted a number of the recommendations and findings.
However the future of the blast furnaces remains the most important issue to resolve, say the unions.
A spokesperson for the department for business and trade said the government ‘will simply not allow the end of steel making in the UK’.
“We’re working across government in partnership with trade unions and businesses, including British Steel, to secure a green steel transition that’s right for the workforce, represents a good investment for taxpayers and safeguards the future of the steel industry in Britain,” they added.
China’s Donghua Iron and Steel orders Danieli furnaces
A groundbreaking ceremony took place for the electric-arc furnace project of Donghua Iron & Steel, for the installation of two, new Danieli Zerobucket EAFs in Tangshan, Hebei province.
Danieli Zerobucket technology is characterized by continuous and flexible charging of metallics (scrap, DRI, HBI and hot metal), and quick tap-to-tap times.
Specifically, the two new Zerobucket EAFs of Donghua Steel will tap liquid steel every 33 minutes when operating with scrap and up to 40% of hot metal. This time
includes hot metal decarburization.
The continuous feeding of preheated scrap through process off-gases, along with no-opening of the EAF roof for bucket charging, permits overall energy savings (electrical + chemical) of 50 kWh/ ton.
Danieli Q-Reg electrode-regulation system will perform optimal arc control and a sand EBT filling system will ensure safe furnace operation.
Comparedg with conventional EAF, Danieli Zerobucket ensures 10% lower power-on time and 40-
50% lower power-off time.
In addition to increased productivity and lower energy consumption –resulting in lower operational costs– Zerobucket technology drastically reduces direct emissions.
The two new furnaces are expected to start operation in Q2 2026.
With 31 orders received in China, Danieli Zerobucket EAF technology has become a main trend for steel industry transformation and upgradation in the country.
Horn supplies oxyfuel furnace to Orora
Glass melting technology specialist Horn carried out the design, supply and cold repair works of Orora’s 475 t/d oxyfuel furnace at its Gawler, South Australia plant.
The existing recuperative furnace was replaced and converted into a modern and environmentally friendly oxy – gas heated furnace which will deliver sustainable glass containers with less carbon footprint.
The oxyfuel furnace with four forehearths from the Horn GCS301-advanced series is powered by oxyfuel technology provided by Horn.
Oxygen is drawn from Orora’s own onsite oxygen plant. The furnace is expected to deliver a reduction in nitrogen oxides of up to 80%, CO2 reduction of up to 30% and total furnace energy reduction of 30%.
Verallia to use hydrogen at German glass plant
Verallia is trialling hydrogen melting at its glass plant in Essen, Germany.
A five-year contract for gas deliveries will allow Verallia to test the long-term effects of hydrogen use in the two furnaces at its plant in Karnap, Essen.
ArcelorMittal will supply its hydrogen-rich energy gas from its Bottrop coking plant.
Uniper will provide the pipeline for gas transportation between the two industrial plants, which are approximately 3.5 km apart.
Verallia aims to operate 6MW hydrogen powered melting capacity on a daily basis, which it said was a world first for the glass industry.
Depending on the hydrogen injection rate, the Karnap plant will see its CO2 emissions reduced by 8 to 10% per year.
Romain Barral, Vice President Operations at Verallia, said: “Our goal is to ensure that hydrogen provides a large portion of the furnaces’ energy needs for the coming years.
“To our knowledge, this is a world first for the glass industry.”
The partnership came into effect at the end of 2024, and the Karnap plant is now operating with a large portion of hydrogen.
Mr Barral continued: “We will conduct various simulations, and
closely analyse all data to have the technical keys that will allow us to consider other energy conversions in the future, if this solution proves relevant.
“There are still many hurdles to overcome, particularly the availability of green hydrogen and the economic aspects of the cost of this energy.”
Before starting the project in Essen, Verallia conducted an initial test at its Zaragoza plant in Spain.
For several days, the furnaces operated with a mixture containing up to 60% hydrogen, delivered by truck.
This experiment, carried out with the support of Air Liquide, allowed Verallia’s R&D teams to characterise the implementation, equipment, safety, and monitoring issues.
Vitro starts $70 million furnace at Mexican glass plant
Mexican glass manufacturer Vitro has started Furnace #4 at its Toluca Plant.
The furnace has a capacity of 230 tpd, and represents a $70 million investment.
The investment will increase Vitro’s capacity to serve spirits and cosmetics customers in both local and international markets.
Shlomo Frymerman, President of Vitro Glass Containers, said: “We are very happy to have our newest furnace up and running.
“It increases our capacity to meet and exceed customers’ expectations, and strengthens our capabilities to serve them as a trusted partner in developing innovative and sustainable solutions for their products.”
This milestone will make Vitro’s Toluca facility one of the largest plants in the world that groups glass container production capabilities for cosmetics, spirits, and other specialties.
The plant offers container production and finishing processes in the same location.
The furnace was designed with technology to enhance production and environmental performance.
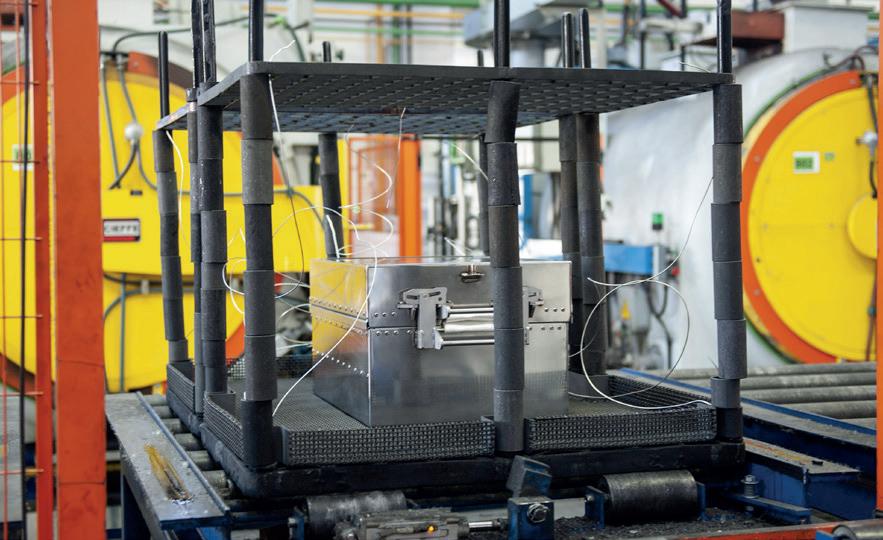
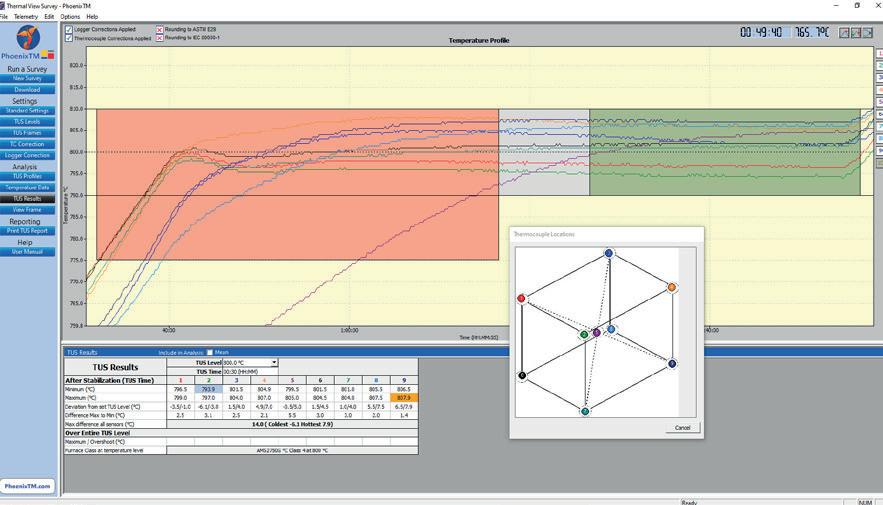
• No trailing thermocouples so quick, safe and effective
• Measure from up to 20 thermocouples with a single data logger
• Ideal for surveying semi-continuous, continuous or modular furnaces
• Live RF telemetry TUS data collection options
• Oil, salt and water quench thermal barrier options
Batch TUS
• Efficient real time TUS of static furnaces
• Robust compact external data logger design
• Easy to transport and set-up
• Thermocouple type and plug connection options for quick installation
• Cold junction compensation to give accurate data in changing environmental temperatures
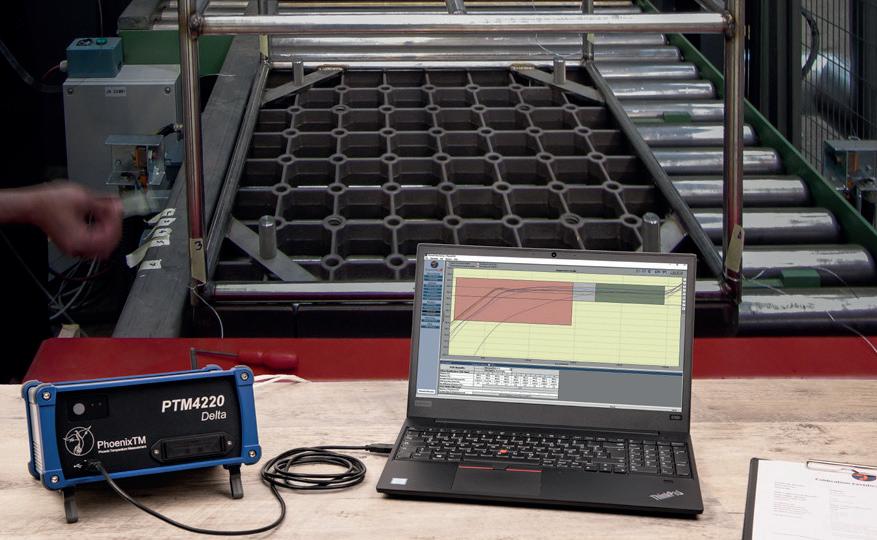
Thermal View Survey Software
• Fully compliant with AMS2750 & CQI-9
• Full 0.1 °C / 0.1 °F resolution/readability
• Apply accurate data logger and thermocouple correction factors with ease
• Full control over real time data collection and TUS analysis
• Generate your complete TUS reports with efficiency and confidence
Novelis tests hydrogen in recycling furnace at Latchford, UK aluminium facility
Novelis has successfully tested using hydrogen fuel to power a recycling furnace at its UK plant in Latchford, Warrington.
The tests were carried out as part of a UK government decarbonisation programme and required the installation of new burners, regenerators and furnace lining material.
Using hydrogen instead of the same amount of natural gas when operating a melting furnace can reduce CO2e emissions by up to 90%.
Several series of tests were conducted by blending different percentages of hydrogen with natural gas (30%-100%) to
evaluate the impact on existing infrastructure and equipment compatibility.
During the trial campaign, several hundred tonnes of 3000 series scrap aluminium alloy were remelted and cast into sheet ingots.
In addition, all relevant parameters were measured to assess any impact on the product, process, operating environment, and environmental emissions.
Further downstream processing, including rolling and finishing, will be now completed at other Novelis plants in Europe to establish the real ‘end-to-end’ parameters of a hydrogen-based, recycled alloy
production process.
Following the full post-trial evaluation and assessments, a report will be released as part of the UK government’s Industrial Fuel Switching programme later this year.
Allan Sweeney, Plant Manager, Novelis Latchford, said: “The results from Latchford will drive further research into the potential deployment of hydrogen in our recycling operations worldwide.”
The tests were carried out in collaboration with independent UK company Progressive Energy.
Alcoa outlines plan for San Ciprián, Spain aluminium smelter
Aloca has signed a plan to boost the long term future of its San Ciprián aluminium smelter.
Its subsidiary Alcoa Inespal has formed an agreement with Ignis Equity Holdings, the Spanish government and Galician state government to enhance the long-term viability of the San Ciprián operations in Cervo, Lugo, Spain.
Alcoa’s Global Vice President Energy Álvaro Dorado Baselga, aid: “We expect to use the momentum created today to progress dialogue with our remaining stakeholders,
particularly the national Trade Unions, and the local Workers Council, and reach the final elements necessary for San Ciprián’s future.”
Alcoa has operated San Ciprián for a number of years in a challenging economic environment, primarily due to the high cost of energy.
Following a robust sale process that did not result in a viable bid for 100% of the San Ciprián operations, a potential partnership with Ignis EQT emerged.
The Memorandum of Under-
standing between the groups outlines a process for the parties to work cooperatively toward the common objective of improving the long-term outlook for the San Ciprián operations.
The MoU will focus on: *A shortterm focus on continued dialogue with San Ciprián’s workers representatives for the stability of the operations through prioritization of restarting the smelter over capital investments that can be deferred to a later date.
*Streamline the authorisation of renewable energy projects and deploy policies to achieve competitive energy costs.
*Efforts to provide materially higher CO2 compensation support.
*Support for the residue storage area (RSA) capital projects approval.
Technological pathways to decarbonization
Decarbonizing the steelmaking industry, which accounts for around 11% of global CO2 emissions, is crucial for achieving the near-zero emissions target. One option is carbon capture, utilisation, and storage (CCUS), which could help manage residual emissions from traditional coal-based blast furnace (BF) operations. On the other hand, existing proven technologies have the potential to significantly reduce CO2 emissions in steel production. In this context, the current trend in reducing the carbon footprint of steelmaking involves replacing the ironmaking BF in integrated BF-BOF installations with gas-based Direct Reduction (DR) units. By Jorge Martínez1, Leonardo Tamez2, Pablo Duarte3
The Direct Reduction (DR) process, which uses natural gas (NG), results in a reduction of approximately 50% in CO2 emissions compared to the BF-BOF route and facilitates the gradual transition from NG to hydrogen (H2) that paves the way for further decarbonization. Understanding the characteristics of DR systems is essential for defining the most effective pathway for decarbonising the steelmaking industry using currently available technologies.
Traditional steelmaking routes
(1) Commercial director, Tenova HYL
(2) After sales and marketing manager, Tenova HYL
(3) Partner/consultant, Penguin Engineering
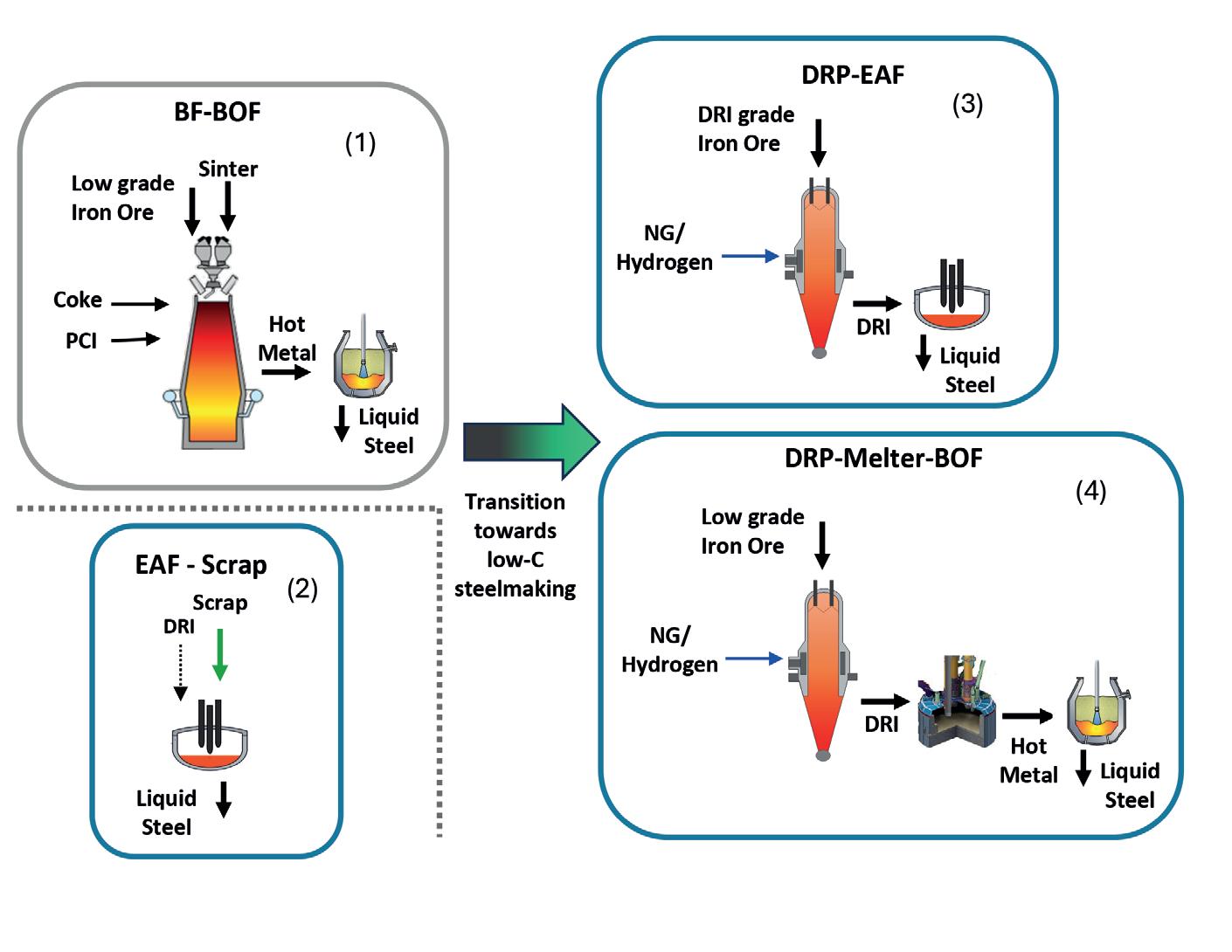
There are three conventional basic processes for steel production:
(2) Scrap-electric arc furnace (EAF), and (3) NG-based direct reduced iron (DRI) + electric arc furnace (EAF)
While being the most effective approach in terms of circular economy and minimal CO2 emissions (depending on the carbon intensity of electricity), the scrap-EAF process is limited in its ability to produce high-grade steels due to the concentration of trace elements in the recycled scrap.
Direct Reduced Iron (DRI), used as feedstock for EAF in the production of high-quality steels, relies on NG and/ or H2 as the primary energy source to reduce iron oxides. This is the current technological pathway for replacing the
coal-based BF-BOF process for decarbonization. As the composition and amount of gangue in the iron oxide can affect both the operation and economics of the EAF, high-quality iron ores are necessary for DRI production to optimise operating costs and/or steel quality.
An alternative and transitional approach for decarbonizing BF-BOF installations involves replacing the ironmaking
BF system with a gas-based DR plant coupled with an electric melter, while maintaining the BOF downstream steelmaking facilities in operation.
In this system, the DR plant, using NG and H2 along with low-grade iron ore pellets, produces hot DRI (HDRI), which is fed into the electric melter to produce hot metal, with the required % of carbon (C) content, as feedstock for the existing BOFs. To meet the decarbonization needs of integrated steelmakers, Tenova offers the iBLUE® scheme, which includes energy recovery from off-gases to be utilised as fuel in the DR plant (Figure 1).
DRI process configurations
The DRI-EAF and DRI-Melter-BOF configurations allow the production of a wide range of steel qualities. The DR plant is based on the use of NG (and/or H2) as the primary energy source for reduction and fuel, which is converted to H2 and CO through hydrocarbons reforming (CH4 CO + 2H2), for reduction of the iron ores, with final by-products consisting of CO2 and H2O, instead of coal (C CO2). The CO2 emissions are ~50% or less compared to those of the BF-BOF scheme.
There are two main methods for the direct reduction of iron ores using NG:
1) The direct injection of NG into the reduction loop of the DR plant, where in-situ reforming takes place within the reduction shaft to produce the required reductants for the reduction process.
2) Employing an NG reformer, an
integral and essential component of the reduction process, to generate the reductants H2 and CO.
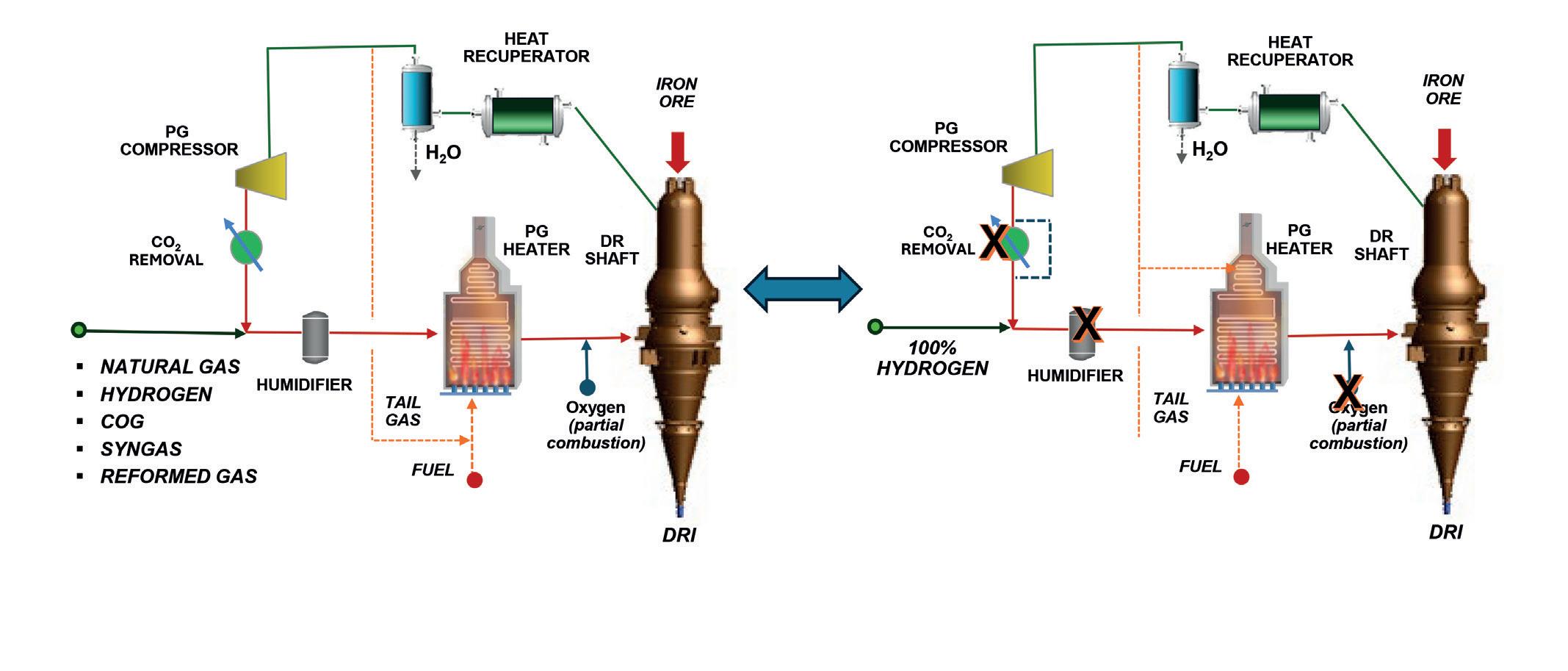
Method 1 is exemplified by the ENERGIRON process, which features the same core configuration for any reducing gas source, operating at a higher pressure. This innovative technology, jointly developed by Tenova and Danieli, includes an efficient and selective CO2 removal system, an inherent part of the process, supported by waste energy from top gas heat recovery. It incorporates a process gas heater (PGH) to raise the reducing gas temperature to the required levels, along with oxygen injection when necessary. The CO2 removal system enables the capture of approximately 60% of total CO2 emissions for CCUS, while optimising the recycling of unreacted H2 and CO back into the reduction shaft. The tail gas serves only for inert gas purging and pressure control within the system. As shown in Figure 2, the plant can operate with any combination of NG and H2, simply by adjusting operating modes.
Method 2, on the other hand, is an optimised configuration designed for 100% NG use. It includes the NG reformer, a heat recovery system with partial recycling of top gas through the reformer, and the use of tail gas as fuel, whose primary function is a non-selective carbon purge from the process via the flue gases. However, it lacks inherent capabilities (aside from capturing from the flue gases or tail gas, which would demand extra energy) for efficient CO2 removal. For other reducing gases, different configuration schemes will need to be adapted for each specific case.
The advantages of ENERGIRON DR technology in the transition to green steel
When choosing the approach for DRI production, the following scenarios should be considered:
a) The DR plant will operate with 100% NG and a certain proportion of H2 for a period, with the ultimate goal of transitioning to 100% H2 use in the foreseeable future.
b) The DR plant will operate exclusively with 100% H2 from the start.
For the first scenario, if the scheme includes a catalytic NG reformer and progressively replaces NG with H2, there are several considerations. These include
Figure 1. Steelmaking routes
the use of the reformer as an H2 heater, operating it whenever NG is used, diverting valuable H2 as fuel for the overall energy balance, or potentially exporting energy, depending on the NG/H2 ratio and overall energy efficiency. Ultimately, when nearing 100% H2 usage, the reformer may become an inefficient heater or could be replaced with a heater.
In this instance, the ENERGIRON scheme presents unique benefits in terms of reduction of CO2 emissions, energy optimisation, NG/H2 use and operational flexibility.
As illustrated in Figure 2, the ENERGIRON plant offers the unique flexibility to operate with any combination of reducing gases, utilising the same process scheme and equipment. This flexibility is demonstrated by DR plants using ENERGIRON technology, including the Hybrit plant in Sweden, which operates with 100% H2, and the Baowu plant in China, which uses NG, COG, and H2 (Picture 1). The DR plant can handle any mix of NG (and other gases) with H2, up to 100% H2, by adjusting process parameters and bypassing certain equipment, depending on the operational mode (Figure 2).
When using mixtures of NG/H2, the plant offers the flexibility to accommodate variations in H2 supply as well as the ability to transition between 100% NG and 100% H2, or any ratio in between, at any given time. This can be achieved in a short time span simply by adjusting operating conditions, based on predictive process algorithms, without compromising plant productivity and DRI quality. The carbon %in the DRI will vary depend-
ing on the proportion of H2 used.
As mentioned earlier, the ENERGIRON DR scheme already incorporates an inherent CO2 removal system as part of the process configuration, without any additional energy requirements (thus avoiding implicit extra CO2 emissions). This enables the process to reduce approximately 60% of CO2 emissions from the DR plant, without the need for a low-carbon H2 feed, provided CCUS is available. This is equivalent to using low-carbon H2 derived from NG via steam methane reforming with carbon capture and storage, or blue hydrogen. Picture 2
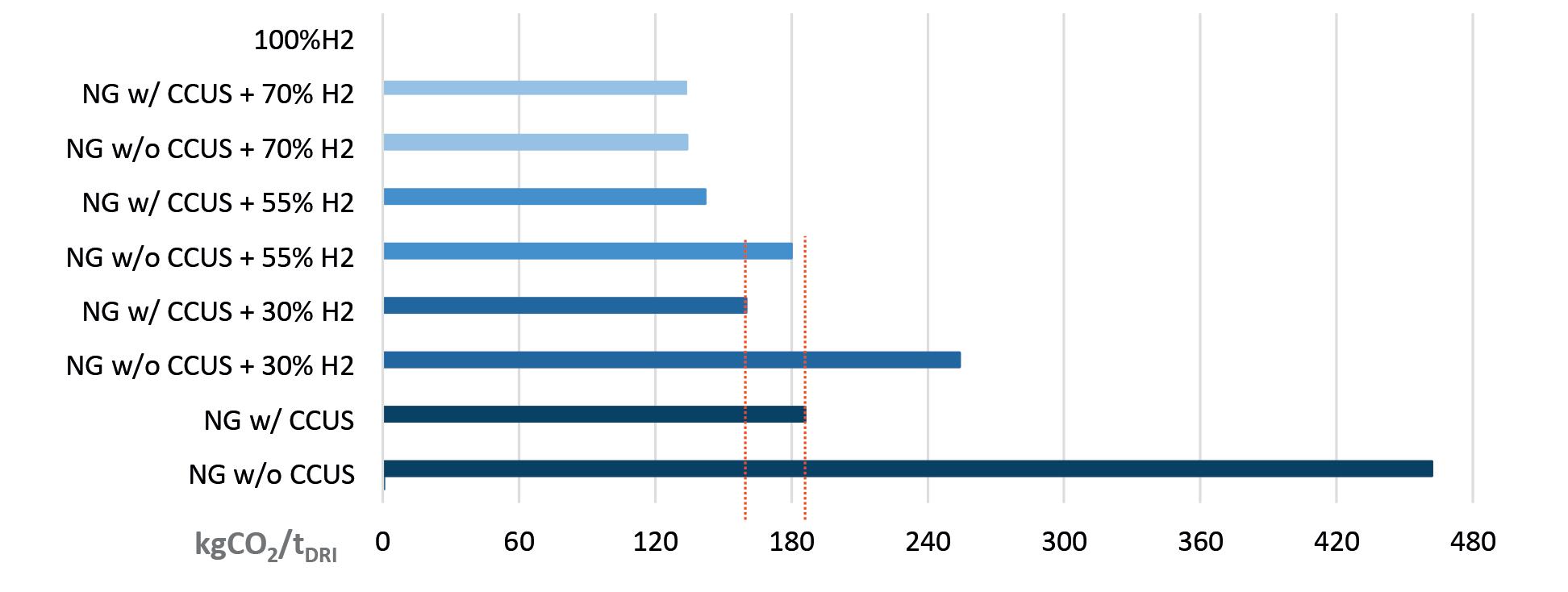
As shown in Figure 3, the CO2 emissions from the DR plant are nearly identical in the cases of NG without CCUS + 55% H2 (% energy), and NG with CCUS. Notably, the NG with CCUS + 30% H2 scenario results in lower CO2 emissions compared to NG without CCUS + 55% H2. Additionally, it can be observed that when the H2 exceeds 70%, CO2 removal is no longer required and can be by-
passed. This allows for the flexibility to achieve substantial emissions reductions and associated savings, depending on the specific costs and/or availability of effective CCUS options or low-carbon hydrogen use.
In the second scenario, provided that the DR plant operates exclusively with 100% H2, as shown in Figure 2, the ENERGIRON scheme can be simplified by omitting the CO2 absorption system, oxygen injection and the humidifier, as the latter is only necessary to control the %C in the DRI when a high %NG is used.
In this context, while other systems adopt the same process configuration by substituting the NG reformer with a heater, the ENERGIRON system provides substantial advantages:
� Due to the high operating pressure (6-8 barA at top gas), the reduction shaft diameter is smaller for a high-productivity plant, offering greater flexibility when processing high %H2. For lower gas molecular weight/density, gas velocity
Figure 2.Nucor ENERGIRON DR plant at Nucor Steel, Louisiana, USA with CCUS, which has achieved a worldwide record of combined 330tons/hr productivity with DRI @96%Mtz and 3.3%C.
Picture 1. ENERGIRON DR Plant at Baowu, China, using NG, COG & H2
and distribution can be adjusted by both volumetric flow and operating pressure, which is not at the lower limit and can be optimised for the required pressure drop (∆P), enhancing H2 recycling. In contrast, a low-pressure scheme with a wider shaft diameter for the same capacity needs much higher H2 flow to offset the lower ∆P and maintain proper gas distribution.
� Regarding operating pressure, recycling unreacted H2 from the top gas to the reduction shaft results in lower power consumption with higher suction pressure at the compressor, for the same ∆P. For comparison, with the same flow and ∆P, the power consumption of the recycling gas compressor in a lower-pressure scheme with 100% H2 is approximately four times higher than that of the ENERGIRON compressor, in addition to requiring higher volumetric flow in the wider shaft.
� The above improves the energy optimisation of the ENERGIRON scheme with just 8,3 GJ/tDRI, including fuel, or about 6,6 GJ/tDRI for process only, and power demand of only 35 kWh/tDRI (core plant).Depending on the carbon intensity and costs of grid/renewable electricity and H2, an electric PGH can replace the direct-fired heater.
Conclusion
The ENERGIRON process offers unique flexibility for processing NG, H2, and other reducing gases in any combination, all
within the same plant, ensuring efficient and seamless operation.
Regardless of the proportion of H2 used, the process configuration and operating conditions result in highly optimised thermal and electrical energy consumption.
Key advantages of monetising selective CO2 capture from the ENERGIRON DR plant:
� The ENERGIRON process provides the flexibility to consider selective CO2 capture for effective CCUS, either as a bridging alternative or in conjunction with the use of low-carbon H2, equivalent to approximately 55% H2 feed.
� There are no additional energy requirements or capital expenditure for
the CO2captured in the reduction loop, which is ready for CCUS, as is currently the case with several ENERGIRON DR plants in operation.
� Even when accounting for costs associated with CO2 storage (around 80 US$/t) or utilisation (around 60 US$/t), which equates to approximately 0,80 US$/kgH2and 0,55 US$/kgH2, respectively [IEA, Global Hydrogen Review 2023], these costs remain lower than those of low-carbon H2 produced from SMR with CCS and are significantly less than H2 produced via water electrolysis. However, it is important to note that the long-term environmental impacts of CO2 storage are still very much under analysis. �
-NG w/CCUS refers to CCUS applicable to selective and available CO2 capture in the ENERGIRON DR plant
-The analysis is based on only direct CO2 emissions, without including carbon footprint from Low-C H2 The difference between Low-C H2 from SMR w/CCS (@93% capture) and Green-H2 from water electrolysis powered by renewable energy, is about 1,1-2,7 kgCO2/kgH2, including upstream/midstream emissions.
Picture 2. Nucor ENERGIRON DR Plant at Nucor Steel, Louisiana, USA, which has achieved a worldwide record of combined 330 t/h productivity with DRI @96%Mtz & 3,3%C
Figure 3. Direct CO2 emissions from ENERGIRON DR plant under different CCUS/H2 use scenarios
Charting the course for a more sustainable and competitive Europe
By Gwenaelle Avice Huet*
Europe’s prominence in the world is shrinking but this is reversible, and we have to act now. High energy costs, limited access to energy sources, and an underutilised research and innovation system is hampering growth of our industries against global competition. The EU’s research and development (R&D) intensity sits at 2.2% of GDP [1], below that of US, Japan, South Korea and China, and in recent years we’ve seen a significant decline in the number of EU firms that form the Fortune Global 500 [2] and labour productivity [3]
In September, former European Central Bank President Mario Draghi delivered a significant report [4] emphasising the essential adaptations needed for Europe’s competitive revival. It serves as a wakeup call for immediate action in Europe, while also underscoring that Europe’s challenge is its greatest opportunity.
With a rich history of industrial prowess, innovation, and scientific breakthroughs, and favourable economic conditions, the continent is poised for change. To restore economic vitality, Draghi emphasises the need for a profound reshaping of industrial strategy. This includes accelerating innovation,
bridging the skills gap, and maintaining investment in critical sectors.
Energy and digitalisation are highlighted as catalysts for sustainable economic development, positioning Europe as a model for sustainable growth globally.
The key areas identified as powerful game changers for Europe to regain competitiveness, and to which we are committed, are as follows:
Interconnection of Decarbonisation and Economic Growth
The Draghi report underscores the critical role of decarbonisation in bolstering European competitiveness. As data centre demand is expected to surge [5] by 28% and other energy-intensive industries expand by 2030, the EU must prioritise grid modernisation, streamlined permitting, and clear standards to foster a sustainable energy system. This is pivotal in shaping the future energy landscape.
Existing policies are already driving this transition. The Net Zero Industry Act, for instance, aims to strengthen European manufacturing through clean technologies. By reducing administrative burdens and providing local support, this act aligns economic growth with the EU’s decar-
bonisation goals.
The EU Green Deal is a cornerstone of our future. We are committed to implementing the Fit for 55 [6] package to enhance Europe’s competitiveness through sustainable innovation. Policies like Fit for 55 and the Energy Performance of Buildings Directive [7] (EPBD) can stimulate job growth and revitalise the EU economy. A recent joint study [8] with Boston University suggests that adopting clean energy technologies in new and retrofitted buildings could create over two million new jobs in Europe and the United States.
The journey to net zero will profoundly impact both the environment and the economy. Europe has a unique opportunity to lead the way, setting a global standard for sustainable growth and innovation in response to climate change.
Strengthening Security and Reducing Dependence
Amid ongoing geopolitical tensions, Europe’s external reliance on critical raw materials (CRMs) and advanced technologies presents potential vulnerabilities. The impact was evident during the spike in energy prices following the Russia-Ukraine conflict, leading to business closures, and exacerbating the cost-of-living crisis. While energy prices have since decreased from their 2022 peak, projections indicate that even beyond 2025, they could be up to four times [9] higher than pre-crisis levels.
To enhance European resilience and security, significant investment in sectors such as mining and semiconductors seems essential. The most effective strategy to diminish current dependencies on fossil fuels involves transitioning to renewable energy sources and improving energy efficiency. Increased investment in the energy transition can expand our supply of green energy and align renewables with demand, crucial for supporting our industries and driving the innovation and growth necessary to fortify our economic resilience.
Fostering Innovation and Driving Digital Transformation
In today’s rapidly evolving digital landscape, innovation is crucial for the EU to maintain its global competitiveness. The region faces a significant funding gap in technology, particularly AI, compared to the U.S. To bridge this divide, the EU must prioritise increased investment in
research and development and cultivate a culture of innovation across various sectors.
Currently, U.S. companies dominate AI startup funding, receiving 61% of the global total, while EU startups lag behind at only 6%. To address this, the EU should provide greater support to startups and SMEs, which often serve as incubators for groundbreaking ideas. This could include:
� Incentivising investments: Offering tax breaks, grants, and other financial incentives to encourage investment in early-stage technology companies.
� Streamlining regulations: Reducing bureaucratic hurdles and simplifying compliance processes for startups and SMEs.
� Harmonising legislation: Creating a more unified regulatory framework across EU member states to foster a level playing field for innovation.
� Funding for scaling up existing technologies/market deployment: Providing targeted funding to support the growth and commercialisation of promising technologies that have already demonstrated their potential. This can help bring innovative solutions to market faster and create tangible economic benefits.
By focusing on both R&D and market deployment, the EU can create a more robust and competitive innovation ecosystem that drives digital transformation and benefits its citizens and businesses.
Digitalisation is a cornerstone of the EU’s economic growth. While Europe excels in green technologies, increased investment in AI is essential to maintain its global leadership. This investment will contribute to energy efficiency gains as technology adoption grows. By harmonising standards and frameworks, such as the NIST AI Risk Management Framework [10], and adopting a more unified industrial policy, the EU can revitalise its economy.
Tackling the Skills Gap
The EU continues to wrestle with a significant skills disparity, posing a substantial obstacle to its growth. While this challenge is widespread across various sectors, the green economy is facing a particularly acute shortage of skills, with a need for over 1 million solar workers [11] by 2030 for the EU to achieve its renewable energy goals.
As underscored in the Draghi report, fostering productivity growth “serves as the primary driver for long-term progress and contributes to the gradual improvement of living standards.” I strongly believe that accomplishing this requires collaborative efforts among governments, educational institutions, and the private sector to retrain and enhance the workforce’s skills.
Currently, Europe is at a real risk of a brain drain [12], exacerbated by language barriers and siloes between digital and green skills. We need more appealing policies that assist businesses in investing in talent and equipping the workforce with the skills necessary to adapt to technological advancements. This is crucial to keeping pace with evolving industries and global markets, ensuring sustained economic growth and prosperity.
Achieving Europe’s Competitive Vision
The Draghi report outlines a comprehensive and forward-looking strategy to enhance Europe’s competitiveness. Without implementing these robust measures, we risk falling behind on the global stage. Realising this vision will require substantial financial investment and collaborative efforts among all member states. Nevertheless, I am optimistic that by focusing on innovation, investment, and strategic policy reforms, Europe can establish itself as a global leader in technology and sustainability. �
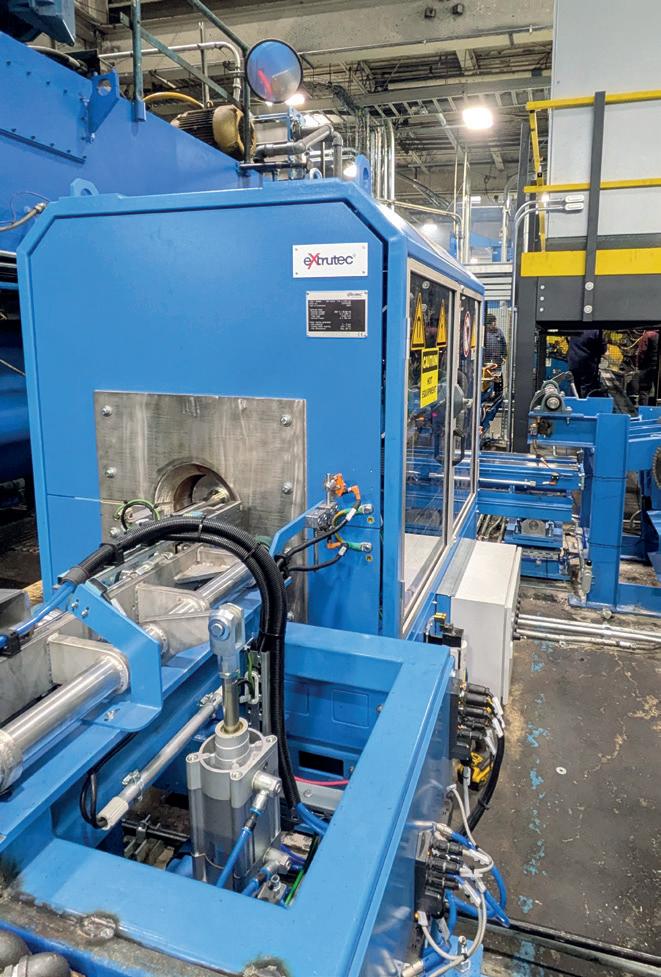
Extrutec completes General Extrusions furnace project
Michael Werner* highlights a recent successful furnace project which not only led to an improved energy management system for the customer, but was also completed in a rapid period of time.
Extrutec has completed a furnace replacement project at General Extrusions International (GEI) in Youngstown, Ohio, USA.
Previously billets on the existing 1675 ton, 7” press line were heated by a conventional induction furnace with a capacitor bank for power factor correction.
Due to the ageing technology of the furnace, GEI was experiencing production stoppages and temperature inconsistencies from billet to billet.
The project objectives were therefore defined as:
� provide high energy efficiency
� install during the 2024 Christmas shutdown
Several furnace concepts were investigated during the course of the project.
The preferred method from a process control perspective would have been to retain and modify the induction coil of the original furnace and add a new induction furnace to apply a temperature taper to the billet.
*Sales Manager, North and South America, Extrutec, Moos, Germany www.extrutec-gmbh.de
� To improve process reliability
� provide accurate temperature uniformity
In this scenario the original coil would be used to apply the base temperature, while the new furnace would be responsible for accurately tapering the billet.
Unfortunately, this concept proved to be impractical due to space limitations,
for economic reasons (complicated billet handling) and from a lead time perspective.
The objectives and constraints led to the development of the following furnace concept, an induction furnace with five multi-layer coils (zones) and a combination of preheat and taper sections in one furnace.
The five coils have a total length of 60”, but due to the coil design, the taper and preheat sections operate at different power densities.
The power to each coil is controlled by a 5 output IGBT converter using the latest IGBT converter technology. The first two zones, each 15.2” long, provide the base heating, and the last three zones, each 9.85” long, are responsible for applying the precise temperature profile to the billet.
The IGBT converter is equipped with an unregulated diode rectifier to achieve a constant power factor of 0.95 or better in every load condition.
A major advantage of this system is that the IGBT converter operates as a direct converter without a resonant circuit to reduce inter-sectional interference. The IGBT converter allows continuous adjustment of the power density in each coil section with a combined power and current control.
This level of control, combined with the feedback from the thermocouples, results in temperature accuracy. With billet lengths ranging from 15 to 45 inches, it is necessary to have a field extender at the furnace inlet to compensate for hot spots during the preheat cycle.
The main advantages of the chosen system include high throughput (up to 50 billets per hour), reduced energy consumption and considerable space reduction compared to the previous furnace.
It also includes thermocouples for better process control in each coil section, an energy management system and an IGBT direct converter with a power factor of 0.95 or better.
The system also allows for data collection, each billet can have a data package containing information such as set temperature, measured temperatures, time in the furnace, energy applied, for example. Alongside this, IGBT converter is equipped with data collection and analysis software for condition monitoring.
Extrutec was awarded the contract for the furnace replacement by GEI in
August 2024, and despite a challenging timeframe, was able to deliver the equipment for installation during the Christmas shutdown.
The power curve below shows the perfect heating of several billets during production.
Headquartered in Germany, extrutec is a global solution provider for the heating, heat treatment and controlled cooling of metals for the non-ferrous extrusion industry.
One of its latest developments is the world’s first electrically heated highspeed convection oven (EHKO) for heating aluminium billets. This technology offers a thermal efficiency of nearly 90%. �
Optimising the use of furnaces
Furnaces International highlights recent case studies from the Foundation Industries Sustainability Consortium (FISC) that demonstrate how global innovation in low carbon resource efficient sustainable solutions are addressing the challenges of various foundation industries.
Further information:
FISC brings together the global leaders in research and technology from the cement, metal, glass, ceramic, paper and chemical industries.
The products made from these materials are essential to our everyday lives, but together, they are responsible for 10% of the world’s CO2 emissions. We cannot do without the products of the foundation industries, so it is essential we work to make the products more sustainable and reduce their carbon footprint.
FISC has brought together partners in CPI, Glass Futures, Lucideon, Materials Processing Institute and the Henry Royce Institute. Calling for change, the group aims to deliver global innovation in low carbon resource-efficient sustainable solutions that will help to transform these industries.
The consortium is leading projects based on six themes: alternative fuels, digital sensing, process optimisation, sustainable materials, circular economy and training and skills.
Some case studies are highlighted below.
The Foundation Industries Sustainability Consortium (FISC): info@ukfisc.org https://ukfisc.org/ CPI: www.uk-cpi.com Glass Futures: www.glass-futures.org Henry Royce Institute: www.royce.ac.uk/economiser-project/ Lucideon: www.lucideon.com Materials Processing Institute: www.mipuk.com
THEME: PROCESS OPTIMISATION
Henry Royce Institute – DSF Refractories & Minerals
To work closely with industry to develop sensing and measuring approaches that improve the efficiency of existing processes and help develop new processes.
Data gathered will be analysed to help improve operations, but also to identify best practice across the foundation industries and transfer knowledge that aids the competitiveness of the UK.
What problem/s does industry have?
Industry wants and needs to decarbonise but is unsure how using new lower carbon materials and processes might affect
their business and needs a cost effective and sustainable method of exploring possible impacts.
There are concerns that using alternative fuels like hydrogen might corrode refractory materials (the materials used to line furnaces, kilns and other devices exposed to high temperatures).
How is FISC helping solve the problem/s?
FISC and its partner The Henry Royce Institute (Royce) at The University of Manchester partnered with the UK’s largest manufacturer of shaped refractories, DSF
Refractories & Minerals, to investigate the corrosive effects of hydrogen fuelling (as opposed to natural gas) on different refractory materials.
Hydrogen firing in glass melt furnaces changes the combustion atmosphere. As the glass melts, high levels of water vapour concentrate that might react with refractory blocks in the furnace.
In partnership with Glass Futures and the Materials Processing Institute, Royce used thermodynamic modelling to study the physical processes and the chemical reactions occurring on several different refractory materials in consultation with
Industry wants and needs to decarbonise but is unsure how to transition to lower carbon materials and processes and contribute to the UK government’s net zero ambitions.
How is FISC helping solve the problem/s?
Materials are the foundation of everything. Glass, metal, paper, cement, ceramics and chemicals are essential to everyday life, every supply chain and
THEME: SUSTAINABLE MATERIALS
Lucideon
every sector worldwide.
FISC and its partner Lucideon are developing capability to support the testing of new cement formulations and products that could help reduce CO2 in production processes when compared to Portland Cement.
Working with industry, they have carried out chemical and physical tests including load bearing and accelerated environmental exposure to investigate and document the viability and
THEME: DIGITAL SENSING
The Materials Processing Institute
commercialisation of new products and processes.
How does this benefit industry?
This research is supporting the cement industry in the development of new formulations, composite cements, encapsulation products, blast protection materials and other construction products that can be widely adopted at industrial scale.
What problem/s does industry have?
Industry wants to embrace wireless technologies to improve range, reliability, power consumption, security and cost. But the Foundation Industries face the challenge of taking these measurements in harsh environments which might be hot, dusty, humid or corrosive.
How is FISC helping solve the problem/s?
FISC and its partner the Materials Processing Institute are developing capabilities to develop and produce low-cost wireless sensors suitable for use across harsh static or process production environments.
Working with a metal manufacturer the team installed RFID tags on plant
DSF.
Two typical glass melt compositions were studied, a soda lime silicate melt and a special borosilicate glass. The results of these calculations informed guidelines for the selection of refractory types to optimise furnace operating conditions.
How does this benefit industry?
The results from this project have helped inform DSF on how refractory materials will likely behave under oxy-hydrogen atmospheres removing the need for any expensive physical trials at this stage. It means DSF have information relating to the high temperature evaporation from
equipment to track a steel-making ladle fleet from preparation through the process and during turnaround activities.
In this case the challenge involved the development of a sensor for continuous use, as a ladle travelled around different processes within the plant.
The first stage involved production of a prototype for testing. A wireless sensor module was developed and tested in the Institute’s tonnage scale Normanton pilot plant on the casting mould under the mould canopy, a hot and dusty environment with structures which might shield data transmission.
Accelerometers were used to monitor the mould oscillation. Software was written to calculate oscillation stroke length, harmonic distortion, and oscillation frequency.
Once complete this software was downloaded and an android phone was used to display information which worked well even away from the casting mould.
The successful trials demonstrated that tags could work within the challenging environment of steelmaking and casting areas.
How does this benefit industry?
This demonstrates the industrial potential for low-cost wireless sensors allowing transfer to the production environment across the FIs.
Once applied sensors can be used to reduce energy costs, increase refractory lining lives, optimise thermal flight paths, maximise capital asset life and improve health and safety.
two typical glass melt compositions and how it will affect existing and new lining compositions allowing them to focus practical testing on the most suitable materials.
Trevor Wilson, Area Sales Manager, DSF Refractories & Minerals, said: “The calculations succeeded in giving us the quantitative effect of oxy-hydrogen combustion on sodium borate vapourisation from the glass and the effect of this on existing and new lining compositions.
“We are happy with the quality and speed of the work, enabling us to move on the practical testing of these materials.”
Based near Buxton, DSF is one of the
Peak District’s largest employers with around 150 staff drawn from neighbouring towns and villages.
This modelling approach and knowledge offers a lower cost and more sustainable way for industry to optimise process conditions and inform future investments.
What problem/s does industry have?
Typically, 75-80% of CO2 generated by the Foundation Industries comes from fuel combustion so green energy and less polluting fuels such as hydrogen and biofuels are seen as one of the solutions to decarbonise.
But the challenge of moving away from fossil fuels is great as many FI processes need to maintain high temperatures and the risk of new fuels, possible impacts on equipment and product quality make trying new fuels commercially unviable.
How is FISC helping solve the problem/s?
FISC and its partners Glass Futures (GF), Lucideon, the Henry Royce Institute (HRI) and the Materials Processing Institute (MPI) have been working to derisk alternative fuels by looking at retrofitting existing furnaces and kilns and building new ones to run on low carbon fuels.
All the research centres have boost-
What problem/s does industry have?
Industry is sat on a lot of data but often does not have access to specialist skills it needs to unlock the value of the data. It can be challenging to know where to start and how to develop a data-driven strategy using the insights to grow, improve productivity and develop business model innovation.
How is FISC helping solve the problem/s?
FISC and its partner CPI worked with Therma-Chem, a Scottish, family-run SME that supplies cleaning agents for industrial boilers to support them to digitalise their operations and become a more data-driven business CPI supported the company to take its existing data held in Excel with hundreds
THEME: ALTERNATIVE FUELS Glass Futures
ed their research capabilities through equipment such as multi-fuel and 100% hydrogen furnaces and metal refining pilot rigs to mimic electric arc furnaces. And have been working across industry on specific decarbonisation challenges, including:
� Work with DSF Refractories to evaluate how two different glass materials will affect refractory corrosion if they move from an oxy-methane to a greener oxy-hydrogen atmosphere.
� Work with a plasma torch manufacturer to model and provide quantitative data on the heat characteristics of the plasma plume and the ratio between radiative and heat transfer.
� A review study into a new technique developed by a Swedish company to measure alkali vapours in furnace atmospheres. Seen by industry as a practical way to decarbonise furnaces it enables in-situ and continuous monitoring of the effects of changes in fuel type ((natural gas, hydrogen, biofuel) on the furnace atmosphere. Currently being
THEME: DIGITALISATION
CPI
– Therma-Chem
of columns and thousands of different data points to build an intuitive, interactive dashboard. This easy to understand and quick visualisation of data allows the boiler cleaning schedule and ROI to be monitored live for clients. Most significantly it also proved the concept of predictive models allowing for predictive maintenance.
How does this benefit industry?
For Therma-Chem, the digitalisation of its operations has saved time and money through automation. The creation of the dashboard shows clients how the running costs and carbon-emissions can be reduced and ROI increased through regular boiler cleaning.
In the future it might allow them to expand the business by offering clients access to these services to enable
used to measure potassium chloride vapours and sulphur dioxide in the hot flue gases of a biomass (wood chip) boiler at a paper mill, FISC has agreed future modifications to the sensor to conduct further tests for industry. The new prototype will measure both sodium hydroxide (instead of potassium chloride) and sulphur dioxide for a one-year test period in a glass furnace.
How does this benefit industry?
Data from this research is crucial for industry to understand the viability of transferring to new materials and processes and how this might affect commerciality and product quality. By measuring and modelling impacts on the process, emissions, degradation to the furnaces and final products and standards compliance this helps de-risk technologies hopefully enabling widespread adoption by industry in the future.
predictive maintenance to reduce unplanned and long shutdowns.
Digitalisation across industry as a whole not only saves time and money but can improve efficiency, reduce emissions and allow higher ROI throughout the supply chain. Using unused data and exploring its potential allows industry to optimise existing facilities and equipment and builds a data-driven culture providing a competitive advantage.
“The digitalisation of our business is integral for our growth and as a small business it can be time consuming and costly to acquire these skills. Working with CPI has allowed us to offer automated, data driven solutions to our clients and work towards developing modelling systems which will be vital for us going forward,” said Ron Semple, Therma-Chem CEO.
Decarbonising glass –a multifaceted challenge
Jodie Eaton* explores strategies to decarbonise the energy intensive manufacturing processes of the UK glass industry.
Over the last four decades, glass manufacturing in the UK has become more efficient. According to trade body British Glass, the UK glass manufacturing industry has increased the energy efficiency of its furnaces by 50% over that time.
Millions of pounds of investment have been deployed into the acceleration and adoption of waste heat recovery technologies, which re-use energy that would otherwise be disposed of or simply released into the atmosphere.
In its 2024 policy statement, British Glass detailed the progress made on its decarbonisation journey and the ongoing challenges.
The UK glass sector contributes in excess of £2 billion to the economy each year and provides more than 120,000 jobs across the supply chain. It manufactures three million tonnes a year from 19 sites in the UK. Output includes flat glass, container glass and glass wool.
The viability of UK glass manufacturing and the sector’s ability to achieve net-zero emissions is reliant on a secure supply of competitively priced low carbon energy. Major changes can only be made via high capital investments at furnace rebuilds every 10-15 years.
As an Energy Intensive Industry (EII), the sector already qualifies for exemptions and compensations for electricity costs and levies. However, to remain competitive it is advocating upgrades to the UK power grid to allow increased electrification of processes.
The establishment of the Glass Futures Global Centre of Excellence in St Helens aims to provide next-generation process and solutions to take the industry forward. The centre is funded by a public-private partnership comprising St Helens Council, national Government (UKRI/BEIS), the Liverpool City Region Combined Authority and international backers.
It will feature an experimental furnace alongside other technologies to explore ways of producing carbon-neutral glass.
Learning from the facility will not only help to revolutionise the glass industry and its net-zero ambitions, but could also help other energy-intensive industries to do the same.
Decarbonisation
For major energy users, the road to net-zero emissions is not without its challenges. Alternative fuel technologies to electrify heat, that will enable a switch from fossil fuels, are still being tested to give investors confidence that they will offer a long-term, resilient and sustainable solution for the future.
As with many energy intensive industries, the glass industry is focused on long-term advancements that will involve considerable time and financial investment before they can become widely adopted. Alongside this, the industry must implement measures to make decarbonisation decisions part of daily business processes.
In 2022, Pilkington UK became the world’s first flat glass manufacturer to fire its furnace on 100% biofuel. This resulted in 165,000 m2 of lower carbon glass over a four day period. The trial was part of a multimillion-pound project that demonstrated how biofuel can offer a realistic alternative to natural gas.
The industry can also address wider decarbonisation opportunities, whether in buildings, transport or supply chains. This is a back-to-basics approach to monitoring energy use and procuring wisely, to optimise opportunities to reduce costs and consumption in all areas of the business, such as office buildings, not just on key energy intensive processes.
But while glazing and insulation have a critical role to play in building performance, smart technologies and Artificial
Intelligence (AI) are enabling businesses to optimise efficiency in lighting and heating in real time.
Initiatives such as the Artificial Intelligence for Decarbonisation’s Virtual Centre of Excellence (ADViCE), part of the UK government’s larger AI for Decarbonisation Innovation Programme, is set to accelerate the development of AI technologies for decarbonisation applications, to support the UK’s transition to net-zero emissions.
The initiative forms part of the government’s £1 billion Net Zero Innovation Portfolio and will focus on four sectors: agriculture, the built environment, energy, and manufacturing. The project is led by the Digital Catapult, in partnership with Energy Systems Catapult and the Alan Turing Institute.
It promotes co-ordination and collaboration between AI organisations and businesses within the UK’s carbon-emitting sectors, to maximise the economic and environmental benefits of AI solutions in solving UK industry’s most pressing decarbonisation challenges.
The use of data and AI to quickly identify where savings can be made will enable efficiency savings to be fine-tuned and deliver cost and carbon savings across multiple sites.
Working with energy suppliers can help major energy users unpick opportunities in the near term while long-term, largescale investments materialise.
Thanks to our global reach, Shell Energy has developed a deep understanding of the specific needs of major energy users as they navigate their decarbonisation journey.
This includes giving them access to renewable energy options backed by UK-certified renewable certificates and working on innovative projects to decarbonise energy around the world. �
*CEO, Shell Energy UK, London, UK www.uk.shellenergy.com
Electric Boosting
Combustion
Technology
Air fuel
Oxy Fuel
CO2 Reduction: Hydrogen
Biofuel
Carbon Capture
Furnace Heat Up Expansion Control
Furnace Drain with Water Recyling
Qualification of hydrogen as fuel in aluminium casthouses
By Justin Dzik*
Aluminium production emits ~270 Mt CO2/year, according to the International Energy Agency, and is considered a key enabling material for the energy transition. Decarbonisation of aluminium production is therefore critical, not only for the aluminium sector, but also for sectors such as automotive, building and construction and energy.
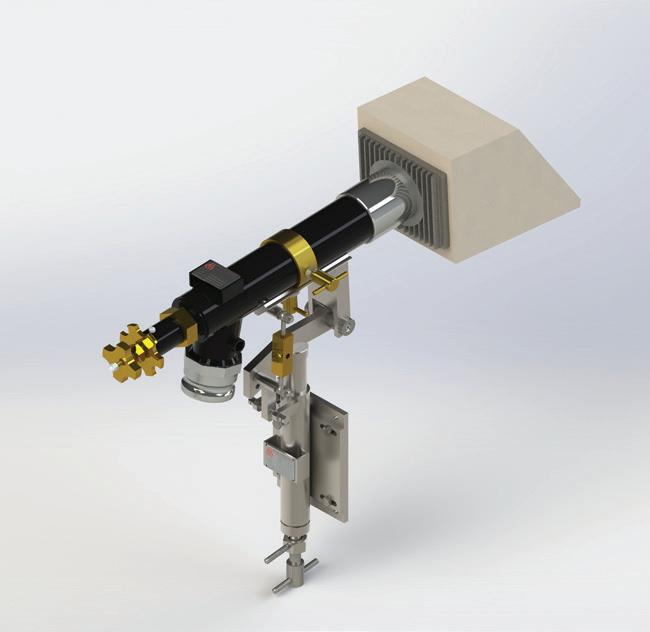
Fives North American Combustion (Fives) has performed a series of experimental tests in their combustion laboratory in Cleveland, OH, United States, to confirm the use of hydrogen as a fuel. The tests focused on the use of hydrogen in a regenerative burner, one of the most common burners used in secondary aluminium applications. Emissions, energy efficiency and safety were all studied during the tests.
Introduction
Casthouses consist of several energy intensive and high temperature processes, relying heavily on fossil fuels. These are pre-heaters, de-lacquering furnaces, holding furnaces, melting furnaces and homogenisation furnaces.
The tests presented in this article involved both natural gas (NG) and hydrogen (H2) in the test furnace. The test furnace simulates an industrial process having similar geometry and construction to an industrial aluminium furnace, running at temperatures seen in secondary aluminium melters.
Burner
The most common burner platform used in secondary aluminium applications is regenerative burner technology. Fives’ North American TwinBed™ regenerative burners offer high velocity operation in addition to high energy efficiency. The burner assembly has two main operating modes. Conventional mode where fuel
*Director of Innovation and Business Development, Fives North American Combustion, Inc.
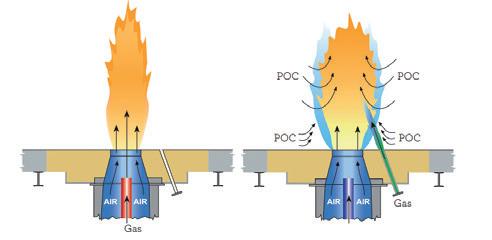
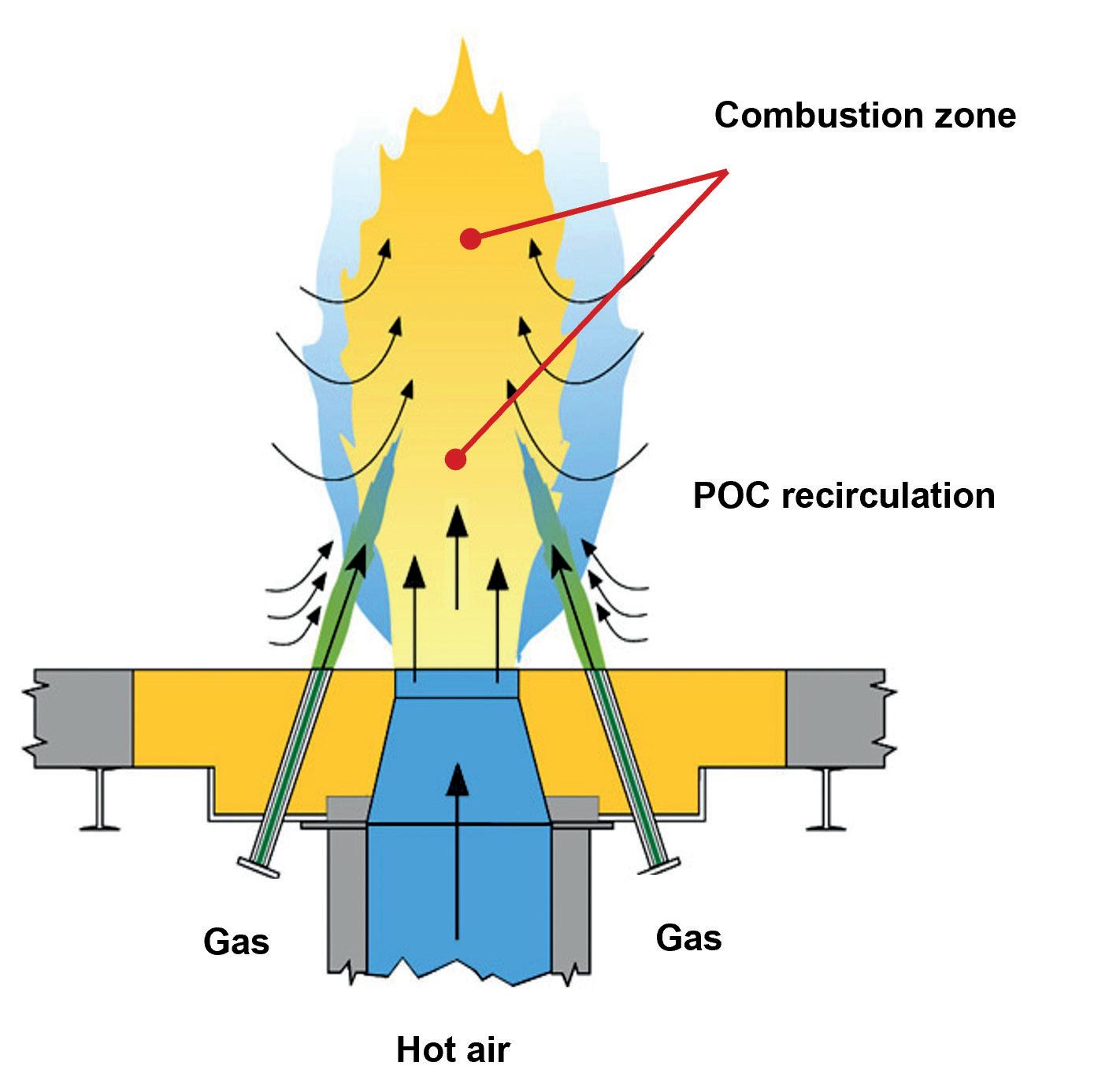
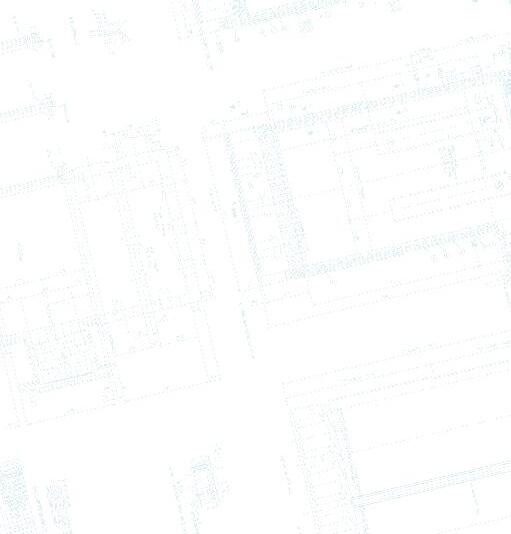
and air are injected through a nozzle mix burner (main burner) and LNI (low NOx injection) mode where only air is injected through the main burner and fuel is injected through a separate lance, see Figure 1 During the tests hydrogen was introduced in LNI mode only. The North American TwinBedTM (TM in exponent) II regenerative burner is shown in Figure 2
LNI reduces thermal NO x production by allowing the air and fuel jets to entrain mostly inert furnace gases and through that create a more distributed combustion process with lower temperature peaks. An additional benefit is that the peak oxygen concentration during combustion is reduced. Together, these two phenomena lead to “flameless” oxidation where the combustion occurs as a low intensity cloud in the furnace.
Hydrogen Supply
Fives’ North American Combustion Laboratory is equipped with a hydrogen supply system. The supply is delivered by
Figure 1. Fives’ North American TwinBed™ burner modes of operation, from FNAC literature GRM56, Magna-Flame LNI
compressed gas on tube trailers. At maximum capacity, a maximum flow rate of approximately 62,000 scfh (1,700 Nm3/h) is achievable. The facility is located at the rear of the property (shown in Figure 3), connected to the laboratory by approximately 300 m of stainless-steel pipe. It is connected to all furnaces in the laboratory to facilitate burner and process testing.
Challenges of using Hydrogen compared to Natural gas
There are certain challenges hydrogen poses as an industrial fuel compared to natural gas. Certain attributes of hydrogen combustion are well known such as higher flame temperatures and faster flame speeds. Others such as smaller molecule size and ease of ignition also pose challenges for industrial burner design. On average, the flame temperature is 200°C higher when burning hydrogen compared to natural gas. The flame speed is anywhere from four to ten times as fast with hydrogen, depending on the air
fuel ratio. The autoignition temperature is lower (520°C hydrogen compared to 640°C with natural gas) and hydrogen needs approximately fifteen times less spark energy compared to natural gas. All of these challenges need to be considered when designing burners and associated control equipment. Factors such as flame temperature not only pose a material concern on the equipment but also pose a risk to the material being processed.
However, hydrogen is nearly directly interchangeable with natural gas on a component and pipe sizing basis. This is based on the Wobbe index for natural gas (13.0 kWh/Nm³) and hydrogen (11.4 kWh/Nm³) being very close. Special consideration still needs to be given to materials for components and piping.
Operations and Burner Management System
Fives has integrated control and safety functions for the hydrogen operation to the existing burner management system, to ensure safe introduction of hydrogen. This includes standard control and safety functions similar to natural gas and additional permissive functions. Examples of these additional permissives include: preventing hydrogen supply when the furnace temperature drops below 760°C. This guarantees that hydrogen is introduced into an environment where combustion is ensured to happen.
Emissions
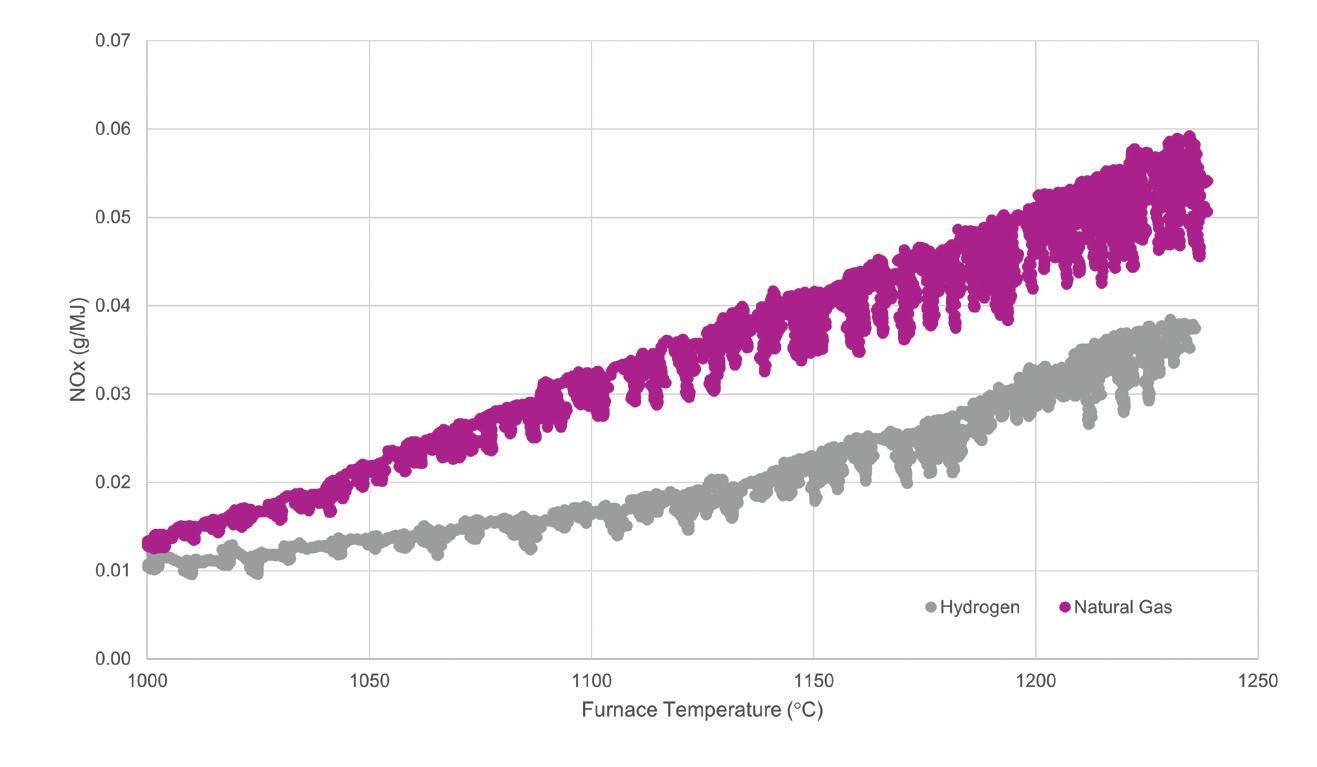
During testing in the Fives laboratory, the NO x emissions were measured with a chemiluminescent type of analyser. In these tests, the volumetric concentration (oxygen corrected ppmvol or mg/Nm3) of
NO x when operating on hydrogen were about 17 % higher than when operating on natural gas. However, when the emissions were compared on a mass per unit energy basis (g/MJ) the hydrogen emissions were 14 % lower than those on natural gas. This swing in relative emission performance supports the need to have appropriate emissions regulations to support the fuel switching to hydrogen.
Conclusions & Way forward
For new or existing furnaces operating on natural gas, regenerative burners can provide the highest efficiency to minimise the amount of fuel consumed thus reducing the total carbon emissions. Also, low NOx technologies, such as LNI, can be utilised to minimise NOx with regenerative technology. To reach future decarbonisation goals, installation of new equipment should be done with the thought that hydrogen may be in the future for industrial fuels.
This means that consideration should be taken when choosing future components to be ready for new fuels. Also,
regenerative systems will be applicable whenever hydrogen fuel becomes available. The cost of hydrogen will inevitably be higher compared to natural gas, so any means of reducing the amount used will be attractive.
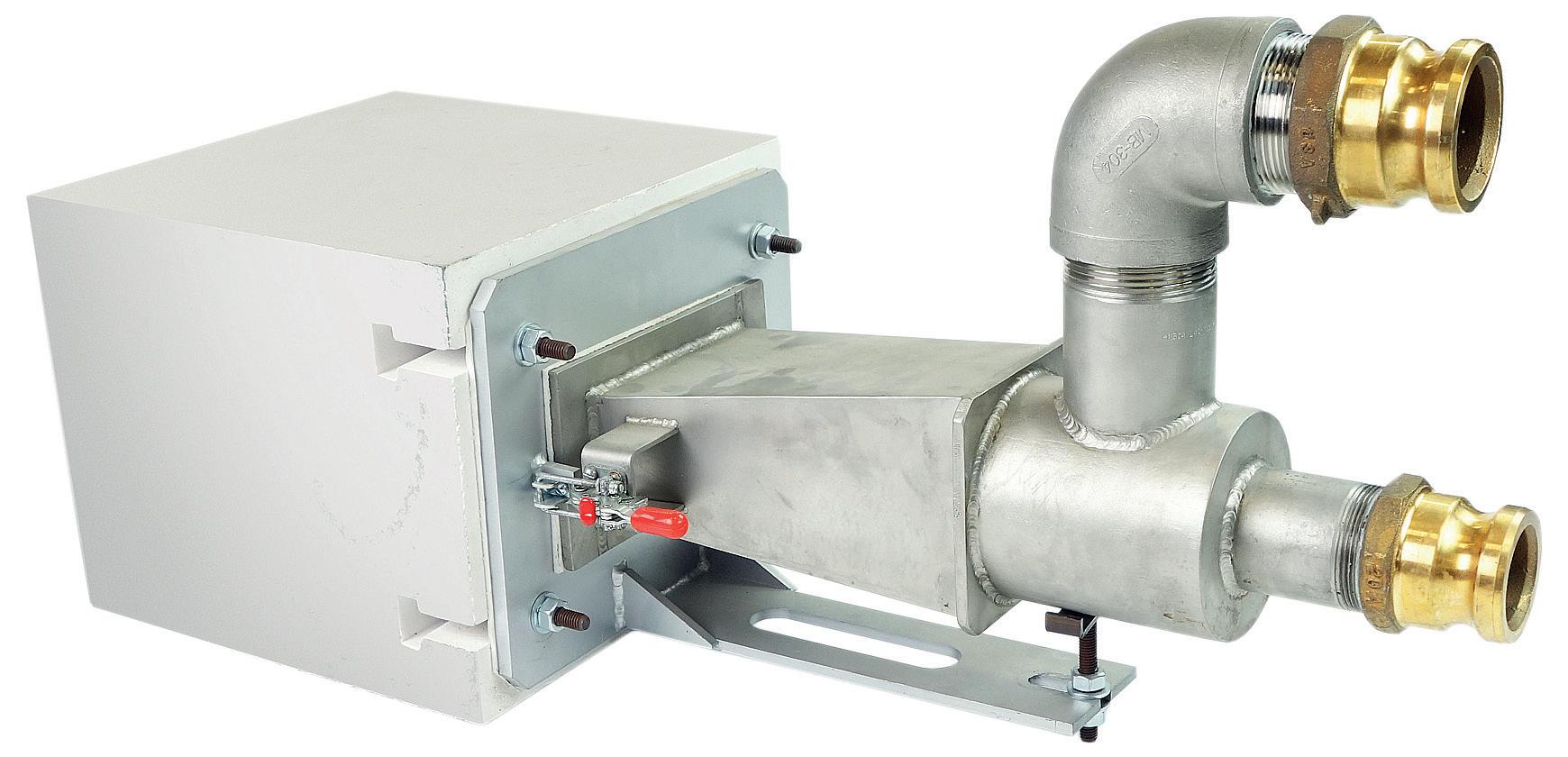
The tests indicate that introducing hydrogen as fuel has minimal negative implications on safety performance, energy efficiency, and operability of the test furnace Figure 4. NO x emissions are identified as a possible area for further study to ensure that changing the fuel to hydrogen does not have a negative impact on air emissions.
In addition to reduction in NO x emissions through technology development and process optimisation, work must be done on the regulatory side. Today, regulatory requirements are often expressed in concentration-based terms, but the industry needs regulatory requirements that are fuel agnostic and tie directly to the absolute amount of pollution being emitted into the atmosphere. This will give the industry flexibility to choose the optimal decarbonisation technology. �
Figure 3. Fives North American Hydrogen Infrastructure
Figure 2. Fives’ North American TwinBed™ II Regenerative Burner
Figure 4
MAGAZINE
Delivering 12 issues annually—8 printed and 4 digital—covering the latest in steel manufacturing and innovation.
DIRECTORY
Your essential guide to steel manufacturers, producers, and suppliers of equipment and services for the steel industry.
WEBSITE
NEWSLETTER
Get the latest steel news every week with our weekly newsletter, straight to your inbox.
ONLINE EVENTS
Join our annual webinars focusing on the key topics driving the ture of steel.
FUTURE STEEL FORUM
Attend the Future Steel Forum—a premier event discussing the technologies shaping steel manufacturing.
Visit www.steeltimesint.com for breaking news, industry trends, and key event dates in the steel community.
Don't miss the latest issue of Furnaces International - your essential guide to furnace technology and innovation. Available at the following upcoming events!
FURNACES MARCH ISSUE:
AISTech 5-8 May
2025 China (Guangzhou)
International Metal and Metallurgy Exhibition 10-12 May
Glassman Europe 14-15 May
ALUMINUM USA 28-29 May
FURNACES JUNE ISSUE:
Future Steel Forum June 25 Furnace Solutions June 25 ALUMINIUM China 9-11 July UK Metals Expo 10-11 Sept FURNACES SEPTEMBER ISSUE:
TBC
CONTACT US TO FIND OUT MORE:
Esme Horn Production & Sales Manager esmehorn@quartzltd.com
Hydrogen combustion feasibility for glass industry burners
Dave Fontes* describes how Selas staff recently outlined the effectiveness of its burner technology to glass industry partners when firing 100% hydrogen.
In the ongoing quest for sustainability, the glass industry is increasingly focused on reducing carbon emissions. Selas Heat Technology, an industrial burner manufacturer, is at the forefront of this movement.
Recently, Selas engineers conducted demonstrations for its glass industry partners, showcasing the efficacy of its burner technology when firing 100% hydrogen.
These demonstrations not only highlighted Selas’ commitment to staying ahead of its customers’ decarbonisation efforts, but also provided valuable insights into the performance and adaptability of their burners under various conditions.
Many Selas industry partners were already in the US for the annual Conference on Glass Problems in Columbus, Ohio, so it seemed an opportune time to invite some of them to visit Selas’s lab in nearby Streetsboro for a demonstration of the burners’ ability to burn hydrogen.
Over the course of two weeks, three different glass industry partners from Asia, Europe, and USA were shown glass melter burners, forehearth burners, and downstream process burners.
(293 to 1465 KW); Selas 02500 Oxy Flat Flame Staged Burner (146 to 732 KW); Selas 00500 Oxy Conical Flame Burner (36.6 to 146 KW); Selas 0030 Oxy Forehearth Burner (0.8 to 8.7 KW); Selas 0100 Oxy Forehearth Burner (11.6 to 29.3); Selas Superflame Series 250 - High Velocity Air Fuel Burner (0.25 MMBTU ,73 kWh); and Selas Package Burner PC Series: 0A (0.25 MMBTU, 73 kWh).
Flat flame staged burners
The oxy-fuel flat flame staged burners (Picture 1) are designed for high-efficiency combustion. They are commonly used in glass melting furnaces where precise temperature control and uniform heat distribution are crucial.
During the first trial of both the 2500 and 5000 model burners, the complete firing range was demonstrated, including staging from 0 to 50%.
Flame length and width were recorded during the trial. It was observed that staging was ineffective at minimum firing with these burners.
The close-up photo of the H2 flame shows the clear centre core (Picture 2) as the hydrogen has no carbon and soot generated with the flame.
*Selas Heat Technology, Ohio, USA, www.selas.com/
The following burners were tested: Selas 05000 Oxy Flat Flame Staged Burner
The flame is evenly distributed in the block with no overheating evident.
Above: Dave Fontes demonstrates hydrogen firing of an oxy-fuel flat flame staged burner in its testing-lab furnace
Conical flame burner
The oxy-fuel conical flame burner was demonstrated at low, mid and high firing.
Staging with hydrogen firing with this burner is effective up to 30%. Beyond that point, additional oxygen staging results in expansion of the hydrogen, to the extent that it begins impinging upon and overheating the burner block.
The conical flame burner is still appropriate for hydrogen burning below 30% oxygen staging, making it a suitable burner for smaller furnaces.
One glass partner is planning to apply the conical flame staged burner in this manner for its system with natural gas.
Oxy-fuel forehearth burners
For the 0030 Oxy Forehearth Burner, prior experimentation had shown that minor modification was necessary for effective hydrogen combustion, so this burner was demonstrated with a new oxygen nozzle and new tapered gas nozzle to accommodate hydrogen firing.
After the nozzle exchange, the burner proved to be quite effective throughout most of the firing range, only reducing peak firing by a small amount.
Also shown was the 0100 Oxy Forehearth Burner. A new oxy nozzle was used that is slightly larger than the nozzle for the 0030 Burner. This nozzle, along with a smaller gas tip, was able to effectively fire with hydrogen from about 40 to 100 SCFH (11.6 to 29.3 KW) natural gas equivalent.
The modified oxygen nozzle and tapered gas nozzle was able to accommodate hydrogen firing.
The current nozzles were found to be less flexible with hydrogen, as the hydrogen expansion could overheat the burner block or the opposite wall. The new nozzles proved effective, with only a slightly reduced firing range.
Air-fuel burners
In addition to the aforementioned oxy-fuel burners, two air-fuel burners were also demonstrated: the Selas Superflame and a Package Burner.
The Superflame High Velocity Air-Fuel Burner is designed for use in a variety of applications and industries, including tunnel kilns and metal applications. Lower velocity versions have been used in glass refiner applications such as binder ovens.
The PC Package Burner (Picture 3) is ideal for low-temperature applications of
100 to 500°C. In the glass industry these burners are used in drying applications, including ovens for binder drying in wool fibre and drying ovens for E glass.
Trials of both air-fuel burner types showed full functionality when burning hydrogen.
Conclusion
These demonstrations validate the feasibility of hydrogen firing with the selected Selas technology. In most instances, this can even be achieved without modification, or, in the case of the oxy forehearth burner, only the minor modification of changing out the oxy and gas tips.
The demonstrations conducted by Selas provided clear evidence of the efficacy of its burner technology in supporting the
glass industry’s decarbonisation efforts. By successfully firing 100% hydrogen, Selas showcased the adaptability and performance of its burners under various conditions. The data collected and shared with industry partners will be instrumental in planning future transitions to more sustainable practices.
As the glass industry continues to pursue sustainability, Selas Heat Technology remains a dedicated partner in these efforts. The recent demonstrations not only highlighted the potential of hydrogen firing but also reaffirmed Selas’ commitment to innovation and collaboration.
By understanding the goals and needs of their strategic partners, Selas is well-positioned to support the industry’s transition to a decarbonised future. �
Picture 1. Oxy flat flame in block
Picture 2. A view of the hydrogen flat flame in the Selas testing-lab furnace
Picture 3. A PC Package Burner
Why you can’t retain engineers
Yakup Bayram* discusses how digital transformation can support the changing workforce and improve retention, ultimately improving glass-making efficiency.
The glass industry’s workforce is changing, and manufacturers are struggling to adjust.
Factories that once employed multiple generations of a family are now struggling to retain young engineers for more than a year. This has led many industry executives to explore automation to bypass human talent; the consensus is that engineers no longer want to work in a hot, dirty manufacturing environment.
As the CEO of a digital transformation company, you might think that I welcome this idea. However, I would instead like to challenge it: humans are central to successful digital transformation. I would also like to assure you that there is a solution to your retention problem.
The impact of poor retention
I understand the impact of the high turnover rate. Increasing costs and decreasing demand have led to efficiency becoming the most important goal. However, efficiency depends on stable, consistent processes, and stability is hard to achieve when the workforce is constantly changing.
overcome this problem.
A discouraging cycle
Our company did some research into the retention problem. We find that engineers are not afraid of hard work, factories, or heat. The physical environment is not the source of the issue.
The real problem is that engineers want to solve problems. This is what they are educated to do, and it is the passion that drives them. If they can impact and improve processes, they are satisfied with their job. Most want to work with technology to help them achieve this, and young engineers want support to develop their skills in the industry.
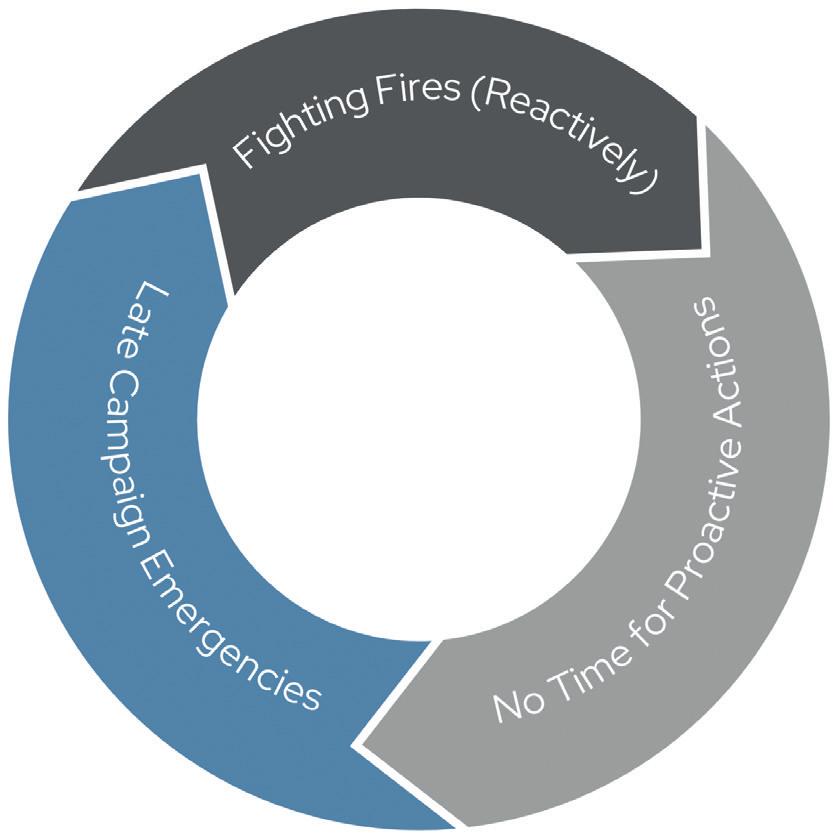
In the glass industry, young engineers are brought into a cycle of reaction (Figure 1), never finding a way to be proactive and solve problems. The constant firefighting, just to keep things running, slowly wears them down. They become discouraged and bored, eventually burning out. They leave because they realise they will never be able to use their talent to make a difference.
*CEO, PaneraTech, Virginia, USA https://paneratech.com/
Worker knowledge is the foundation of stable processes because experience effectively and efficiently responds to unexpected process disruptions and stability issues. If the retention for human talent issue is not solved it will be hard to
When engineers break the cycle of firefighting and learn to become proactive, the job outlook changes. Suddenly, they are optimising processes, production, and furnace life. As one former furnace manger explained to us: “then the job becomes interesting”.
Solutions
I’ve found that the glass industry is trying two different solutions, both with minimal to zero impact. Some are trying to train technicians to do the job of an engineer, and others, as I already mentioned, are trying to bypass human talent altogether.
Those who are investing in the training of technicians do see a small amount of improvement. They find that technicians will often stay with the company longer, and they will work hard to learn the job. However, they find that although technicians follow directions well, they do not have the confidence to make a judgement call when something goes wrong. Engineers add value because of their ability to problem-solve, which is ironically the skill they want to exercise.
Companies who are exploring automation are on the right track; they just need to make some adjustments. The issue arises when the goal is to replace humans. We have been successful in replacing tasks that require mobility, human muscle and low intelligence. However, replacing jobs with automation that requires high intelligence to co-work with humans has been a challenge.
As Lisa Bainbridge described in her 1983 study, The Ironies of Automation, automation creates a greater need for humans. When automation is deployed, a human must be available to intervene when problems arise. However, if the human operator has been removed from the day-to-day processes, that operator experiences skill loss and is less equipped to intervene.
Bainbridge describes this as paradox, and recommends that high-intelligence automation should support, rather than replace, human operators. Human-data
collaboration is the key to successful digital transformation.
Pairing
technology and human expertise
We know what efforts are failing, and we know that engineers add value with their problem-solving skills. We also know what engineers want, so why not give it to them?
Achieving human-data collaboration
Successful digital transformation is a process; you can’t simply install automated processes tomorrow and expect your team to adjust.
Imagine if your engineers had someone with 15-20 years of glass industry experience supporting them to break the cycle of firefighting and make proactive, data-driven decisions? What if they had the best technology available to support them in that decision-making process? When engineers are equipped to do the job they were hired for, everyone wins. Engineers are finding support through the Digital Furnace Management (DFM) programme at PaneraTech. We employ a team of Asset Managers, seasoned furnace experts who understand how to work with data. They are equipped with the best practices we have learned from working with over 500 furnaces in 40 different countries.
These Asset Managers support the plant teams who are enrolled in the DFM programme, helping them to become proactive and optimise processes by working with data. Asset Managers are pivotal in transforming company culture to prepare for human-data collaboration with Artificial Intelligence (AI).
For example, if workers don’t trust the data, they won’t use it. Furthermore, if AI learns from inefficient operations, automation will only replicate those inefficient processes. The foundation for confidently working with data needs to be built first.
Human-data collaboration happens in three phases.
Phase 1: acquire data
First, reliable sensors must be installed to collect data about furnace operations and furnace condition. That data must be made visible across the organisation for transparency.
Phase 2: engage with data
Once reliable data is available, your engineers need support to understand how to work with that data to make decisions about furnace operations. In other words, you must equip them with the knowledge and information they need to solve problems.
In this phase, best industry practices are shared and adopted. At PaneraTech, this is the role of the Asset Manager. As processes improve and working with data becomes part of the culture, your team becomes ready for the final stage.
Phase 3: human-data collaboration
In this stage, automation is deployed as a ‘co-pilot’, analysing conditions and giving the workforce data and recommendations for actions.
The co-pilot supports the engineer so that the engineer can focus on the problem-solving work that they love.
When engineers love their job, retention improves. Stability increases, boosting efficiency, which leads to profit. Digital transformation is essential for glass manufacturers to survive, and the core of this transformation is human. �
Elmet Technologies has launched a website focused entirely on its glass melting electrodes and molybdenum solutions for the glass industry.
The website offers visitors new content with the latest glass melting electrode (GME) product line information, including material types: molybdenum (Mo) and molybdenum-zirconium (MoZrO2).
Beyond the key features and product information about the electrodes, the website also highlights anti-oxidation and oxidation-protective coatings available for particularly aggressive glass melts.
Also highlighted are glass industry application examples that utilise molybdenum electrode products and materials, as well as the specific benefits of utilising Elmet Technologies’ glass melting electrodes.
In addition to its products and services, the website provides an in-depth look at Elmet Technologies’ full range of capa-
bilities, including its three US facilities in Lewiston, Maine; Coldwater, Michigan; and Euclid, Ohio, as a result of Elmet Technologies’ 2023 acquisition of H.C. Starck Solutions Americas.
With a new and improved look, and a
The new website can be found at: www.elmetglassmelting.com Elmet Technologies, Lewiston, Maine, USA https://www.elmettechnologies.com/
Experience endless possibilities up to 1200 °C
> Maintains strength and flexibility
> Ideal for fabrics, 3D printing, composites, weaving, braiding and more > German quality – developed and manufactured by RATH
dedicated platform to host all information regarding its glass melting electrodes, Elmet Technologies’ breadth of products, capabilities, and services are on full display. � www.rath-group.com/altraflex
Join us at Glassman Europe, the premier event dedicated to the glass manufacturing industry. Discover cutting-edge technologies, innovative solutions, and the latest trends shaping the future of glass production. Network with industry leaders, gain invaluable insights, and explore business opportunities with key stakeholders from around the world.
Maximize your brand’s exposure and reach industry decision-makers by becoming an exhibitor or sponsor. Contact our sales team now to secure your spot!
KEN CLARK
Sales Director +44 (0)1737 855 117 kenclark@quartzltd.com
GLASSMANEVENTS.COM
MANUEL MARTIN QUEREDA
International Sales Executive +44 (0)1737 855 023 manuelm@quartzltd.com
Vacuum furnace hot zone upkeep
Adrian Goodbrand* discusses how degradation in a vacuum furnace hot zone can impact energy efficiency and performance.
Energy efficiency has become more critical than ever for manufacturers looking to reduce carbon emissions and energy costs.
For companies relying on vacuum furnaces, efficiency isn’t just a buzzword — it’s a necessity. But what if a key factor driving up energy bills is hidden in plain sight — within the hot zone of your vacuum furnace, quietly eroding your bottom line?
The hot zone is the heart of your vacuum furnace, responsible for ensuring uniform heating and minimizing heat loss.
However, over time, its lining can degrade, leading to inefficiencies that cause a furnace to waste heat and consume more energy. This not only inflates energy costs but also hinders sustainability efforts and affects the quality of the components being produced.
Understanding how a worn-out hot zone impacts energy usage, recognising the signs that indicate it’s time for a reline, and thus improving the furnace’s
efficiency are essential steps.
By taking proactive measures, you can ensure that your furnace operates at peak performance while contributing to energy savings and environmental goals.
What Causes Hot Zone Degradation?
The hot zone is the core of a vacuum furnace, crucial for maintaining the precise temperatures needed for effective processing. It minimises heat loss and ensures uniform heating throughout the furnace chamber.
However, over time, various factors can degrade the hot zone lining, leading to inefficiencies and higher energy consumption.
Here are the common reasons for hot zone degradation:
� Thermal Cycling: Repeated heating and cooling cycles cause thermal expansion and contraction, leading to wear and tear on insulation materials, metal
components, and ceramics, contributing to material fatigue.
� Prolonged High Temperatures:
Continuous exposure to high temperatures breaks down insulation materials, reducing their effectiveness and causing heat loss.
� Oxidation and Contamination:
Even in a vacuum, traces of oxygen or contaminants can infiltrate the hot zone, causing oxidation or contamination that deteriorates materials over time.
� Mechanical Stress: Vibration, misalignment, or improper handling of furnace components can lead to physical damage, compromising the integrity of the hot zone.
There are also additional application-specific reasons which can contribute to hot zone degradation:
� Powder Metallurgy & Sintering Applications: The buildup of fine particles from sintering or powder processes accumulates on the hot zone lining, leading to contamination and increased wear.
*Sales Director, Busch Group, Telford, UK www.buschvacuum.com/uk/en/
� Quenching Processes: The introduction of high-pressure gases during the quenching process creates a turbulent environment in the furnace, leading to gas erosion, which contributes to the wear and tear of the hot zone lining.
� Heat Treating of Reactive Metals
(e.g., Titanium): Processing reactive metals in the furnace can lead to chemical reactions with the hot zone materials, causing localised degradation and loss of performance.
� Ceramics Manufacturing: High-temperature processes for ceramics introduce abrasive particles that wear down the hot zone insulation, reducing efficiency and speeding up degradation.
Increased Energy Costs
When the hot zone of a vacuum furnace degrades, it directly impacts energy efficiency, leading to higher operational costs. As insulation materials break down due to factors such as thermal cycling or prolonged high temperatures, the furnace loses its ability to retain heat effectively. This means the furnace heating system must work harder and consume more energy to maintain the required temperatures.
Additionally, issues such as oxidation and contamination can reduce the hot zone’s insulating properties, causing uneven heating and longer processing times. Mechanical stress and material fatigue further compromise the structural integrity of the hot zone, forcing the heating
system to compensate, leading to even greater energy consumption.
A degraded hot zone doesn’t just driveup energy costs — it can also compromise a vacuum system’s performance. Increased outgassing, contaminant buildup, and seal degradation make it harder for vacuum pumps to maintain optimal pressure levels, leading to longer pump-down times, higher maintenance demands, and potential pump failures.
Recognising the signs of hot zone degradation early can prevent costly energy inefficiencies and ensure a vacuum furnace continues to operate at peak performance (picture 1).
The above image shows an old hot zone on the left and a replacement unit built by VFE on the right. The old unit required replacement due to the insulation being severely contaminated, which significantly impacted vacuum pump down time.
Factors to lookout for….
� Uneven Heating: If your furnace is struggling to maintain consistent temperatures across the chamber, it could be a sign the insulation in the hot zone is wearing, leading to uneven heat distribution. A Thermal Uniformity Survey can help to identify this issue.
� Increased Energy Consumption: A noticeable spike in energy bills, without any changes in production output, often points to a hot zone that is no longer
functioning efficiently and requires more power to achieve the desired temperature.
� Visible Wear and Tear: Inspect the hot zone for any visible signs of damage, such as cracks, discolouration, chromium deposits on cold faces and ceramics or worn-out insulation materials. These physical signs often indicate that the hot zone is degrading and needs attention.
� Longer Heating Cycles: If your furnace is taking longer to reach the required temperatures, it could be due to degraded insulation that is no longer retaining heat effectively.
� Inconsistent Temperature Control: Fluctuations in temperature during processing may signal that the hot zone is no longer providing the stable environment needed for precise heat treatment, leading to potential quality issues in the processed components.
Hot zone degradation is an inevitable phenomenon in vacuum furnace operation. It has an impact on energy efficiency, process reliability, and equipment longevity.
To maintain peak furnace performance, the implementation of regular hot zone inspections to ensure insulation integrity is key, combined with preventive maintenance strategies and timely hot zone relines and/or refurbishments.
As industries continue to prioritise efficiency and sustainability, the upkeep of the hot zones should remain a focus in furnace maintenance programmes. �
An old hot zone on the left and a replacement unit built by VFE on the right. The old unit required replacement due to the insulation being severely contaminated, which impacted vacuum pump down time
CONNECTING THE FURNACES INDUSTRY
Digital Magazine
Furnaces International is an English language journal dedicated to the production of furnaces. Circulated each quarter in March, June, September and December to our database of over 38,000 readers across the Aluminium, Glass, Furnaces and Steel industries. Furnaces International contains a digest of global news, events, and statistics as well as more detailed technical articles, company and country profiles, and regular regional economic briefings.
Directory
The Furnaces International Directory is the essential guide to furnace manufacturers and suppliers of furnace equipment and services to the industrial heating/process industry. Providing comprehensive company listings, product information and key contact details, the directory is published in January each year.
Website
Packed with information on the furnaces industry and continually updated with news for professionals, furnaces-international.com also features special articles and interviews with leading industry figures.
Newsletter
A round-up of the top news stories is sent to more than 38,000 industry professionals every month. You can register online to receive the monthly newsletter and keep up-to-date with the latest news from across the furnaces manufacturing industry. Sign up at
Other Publications
Aluminium International Today (AIT) is the leading bi-monthly English language journal dedicated to all sectors and regions of the international aluminium manufacturing and processing industry. Subscribe to the free weekly newsletter at aluminiumtoday.com
Glass International offers readers the latest news from across the hollow, container, flat, and speciality glassmaking industry and is the official media partner for Glassman events. Subscribe to the free weekly newsletter at glass-international.com
Steel Times International (STI) is the key publication for the steel market, reporting on iron and steel making issues from all corners of the globe. Subscribe to the free weekly newsletter at steeltimesint.com