





EXCLUSIVE INTERVIEW COMPARING ACROSS INDUSTRIES GREEN SOLUTIONS EXPERT INSIGHT www.furnaces-international.com - JUNE 2023
Zero Outsourced Engineering and Service
From concept to completion, all mechanical and controls engineering is completed in-house. Our trained service engineers and technicians use the most advanced tools to keep your equipment performing at peak efficiencies.
100% USA Engineered & Manufactured

All Granco Clark equipment comes from our 92,000 square foot modern Michigan facility providing the industry’s most innovative custom equipment built with the exceptional quality you come to expect from Granco Clark. Our repeat customers attest to that.



All-inclusive Turn-key System Supplier.





Granco Clark is your all-inclusive turn-key system supplier. Expect superior performance, industry knowledge, unmatched and proven solutions, onsite commissioning, support, and responsive service technicians.

Our industry knowledge and experience are superior and proven, with our custom-engineered equipment delivering the solutions and performance you expect from Granco Clark.



Being a full-service company means we are with you from the initial planning phase of the project through the start of production and beyond. You will have access to unmatched industry service, support and parts. Our global team of trained service technicians are available to keep your production facility always running smoothly and provide on-site service (in most cases, within 24 hours).
100%
Contact us to discuss your next project. +1-800-918-2600 | www.grancoclark.com We are 100% customer focused. Engineering. Manufacturing. Global Support. Excellence is our standard.
Employee-owned






1 Furnaces International June 2023 www.furnaces-international.com 34 22 32 10 8 C Editor: Nadine Bloxsome nadinebloxsome@quartzltd.com Tel: +44 (0) 1737 855115 Editorial Assistant: Zahra Awan Tel: +44 (0) 1737 855038 zahraawan@quartltd.com Production Editor: Annie Baker Sales Manager/Advertisement production: Esme Horn esmehorn@quartzltd.com Tel: +44 (0) 1737 855136 Subscriptions: Jack Homewood subscriptions@quartzltd.com Managing Director: Tony Crinnion Published by: Quartz Business Media Ltd, Quartz House, 20 Clarendon Road, Redhill, Surrey RH1 1QX, UK. Tel: +44 (0)1737 855000. Email: furnaces@quartzltd.com www.furnaces-international.com Furnaces International is published quarterly and distributed worldwide digitally © Quartz Business Media Ltd, 2023 Front cover: GILLESPIE & POWERS CONTENTS
LIFE OF A FURNACE
5 Life of a Furnace News
8 First Steps of energy and CO2 reduction - use of in-furnace thermal imaging initial step
10 Optimising efficiency in aluminium recycling: Delacquering furnaces
12 Furnaces and exhaust control as compulsor y twins GREENER FURNACES
15 Greener Furnaces News
16 Energizing the future of furnaces4 perspectives
22 A step ahead
GLOBAL FURNACES
29 Global Furnaces News
32 Pochet and Fives in electric glassmaking investment
34 The past, present and future of electric smelting furnaces
Welcome to the June issue of Furnaces International.

With so many events coming up over the next few months, we thought it only appropriate to make sure that all attendees, exhibitors, sponsors and the like are given the opportunity to enjoy their very own copy of an issue.
While most issues of Furnaces International are online only, it is a nice treat to work on a select few issues for distribution at major events - especially now that the world has re-opened to trade fairs and exhibitions!
Wherever you are reading this issue, I hope the event is successful for you and you get to meet with old industry colleagues, peers and friends, as well as some new faces.
Although this issue is slightly more condensed to fit into a print-size copy, it is still full of all the latest industry news, views, technology, and innovation updates. Greener furnace solutions continue to be a focus, with an article on Danieli’s Digismelter and how it has allowed for a technological breakthrough in electric steelmaking.
There is also a look at the use of in-furnace thermal imaging and an article on optimising efficiency in aluminium recycling with delacquering furnaces.
I hope you enjoy the issue and also get to meet some of the Furnaces International team at one of the events you pick up this copy!
Nadine Bloxsome, Editor, Furnaces International, nadinebloxsome@quartzltd.com

2 Furnaces International June 2023 www.furnaces-international.com CONTENTS AND C
OMMENT





GLASS SERVICE Are you looking to the future for CO2 reduction? Then look no further than FIC... Tying Technology Together The eventual solution is hybrid fur naces operating at up to 80% electricity BUT small steps increase electric boost to reduce the CO2 then superboost. GS and FIC are THE companies to supply CFD modelling of your flexible future fur naces. FIC ...the pathway to a cleaner future www.fic-uk.com +44 (0) 1736 366 962 The World,s Number One in Fur nace Technology FIC (UK) Limited Long Rock Industrial Estate, Penzance, Cornwall TR20 8HX, United Kingdom

WE ARE USING ALL OUR ENERGY DESIGNING YOUR FOREHEARTH, SO YOU DON'T WASTE YOURS! INNOVATION AS STANDARD ® TOLEDO ENGINEERING / TECOGLAS / ZEDTEC / KTG ENGINEERING / KTG SYSTEMS / EAE TECH www.teco.com
New SPOT MM Smart Application Pyrometer from AMETEK Land
improves process control and product quality

The SPOT MM offers a single-sensor solution for liquid metal temperature measurements in foundry and tapping applications.
This application pyrometer accurately measures tapping stream and liquid steel and metal temperatures independent of surface and condition changes during the process. This is done through optimised signal processing and a dedicated application mode, by just choosing the application mode of Plug’n’Play.
It also has millisecond responsivity with advanced time functions to monitor and hold the tapping temperature for a configured time,
or until the next tapping process starts.
Multiple digital and analogue interfaces enable easy integration into both new and existing process control systems or a fully autonomous operation.
The SPOT MM also incorporates an internal visual camera to aid alignment and provides a remote process view via the integrated webserver of the pyrometer.
Manfred Hayk, Global Infrared (IR) Product Manager at AMETEK Land, said:
“This smart SPOT MM pyrometer improves product quality and process efficiency through
accurate tapping stream temperature measurements, and enables measurement and capture of the real tapping temperature of each part being tapped into moulds, following the INDUSTRY 4.0 requirements and data storage.
“With a range of features, including remote access, multiple interfaces, intelligent processing time functions and process-specific configuration options, this pyrometer is the ideal solution for use in all foundry and tapping and liquid metal applications, including non-ferrous metals, copper, bronze, titanium and many more.”
Johns Manville restarts fiberglass furnace in Slovakia

Johns Manville will restart a glass melter next week at its Slovakian facility after it was taken out of service for a routine rebuild.
The furnace had previously reached the end of its service life after a record campaign of 10 years.

“This is an outstanding achievement from a technology perspective,” said John Vasuta, president of Johns Manville Engineered Products.
“The teams from Trnava and our Johns Manville Technical Center in the US worked together extremely well and did a fantastic job to achieve such a long life for the furnace. The rebuild also went remarkably smoothly.”
This furnace rebuild also affirms Johns Manville’s commitment to continue serving the industry in Europe with regional production.
NEWS LIFE OF A FURNACE 5 Furnaces International June 2023 www.furnaces-international.com
BDF supplies glass manufacturing furnace to Sotuver



One of the leading Chinese aviation companies has announced a cooperation with SECO/WARWICK and placed an order for a Vector® vacuum furnace for carburizing (LPC) and gas quenching. The furnace will be used for the manufacture of hydraulic pump components and other machinery.
The vacuum furnace will be used mostly for gas quenching parts sensitive to hardening deformations made from such types of steel as tool steel, stainless steel, structural steel, bearing steel or high-speed steel. The device designed

by SECO/WARWICK plans to feature the LPC option, which will be used for vacuum carburizing.


Maciej Korecki, VP, Vacuum Business Segment at the SECO/WARWICK Group commented on this development, “We are pleased that a Fortune Global 500 company has placed trust in us and commissioned the manufacturing of this technology,… Our furnace is a guarantee of the perfect quality of workpieces and of a highly repeatable and uniform carburizing process. We understand that the aviation industry is certainly very de -
manding. Meeting the strictest standards allows us to successfully cooperate with the largest companies in the aviation and automotive industries”

NEWS LIFE OF A FURNACE 6 Furnaces International June 2023 www.furnaces-international.com
FURNACES-INTERNATIONAL.COM CONNECTING THE INTERNATIONAL FURNACES INDUSTRY @Furnaces_Int Furnaces International Buyers’ Guide FOR MORE INFORMATION ON ADVERTISING OR HOW TO BE LISTED CONTACT: ESME HORN esmehorn@quartzltd.com | +44 (0) 1737 855 136 The Furnaces International Buyers’ Guide is the essential guide to furnace manufacturers and suppliers of furnace equipment and services to the industrial heating/process industry. FURNACES INTERNATIONAL BUYERS’ GUIDE 2023 Furnaces_Directory_HalfPageAd_PRINT.indd 1 09/01/2023 09:26



GLASS SERVICE Tying Technology Together Help the planet existing chnology educe CO2 with: l Boost l More boost l Electric forehearth l Superboost l Hybrid ur naces ble future from Glass Service and FIC The World,s Number One in Fur nace Technology FIC (UK) Limited Long Rock Industrial Estate, Penzance, Cornwall TR20 8HX, United Kingdom www.fic-uk.com +44 (0) 1736 366 962
First Steps of energy and CO2 reduction – use of in-furnace thermal imaging initial steps
With over 30 years of experience in combustion, Neil Simpson is an Independent Consultant based in Scottish Borders with over 20 published patent applications. His initial work was in Steel Reheat, Thermal Oxidisers and Process Industries, including designing burners for LCV wood gas.In the last 25 years he has focussed on the glass industry, including oxy-fuel. Whilst his primary focus has been supporting glass manufacturers since 2016, Neil has been a Consultant to AMETEK Land. He states: ‘he is a lucky guy in the right place at the right time who realised that In furnace thermal imaging can be used to optimise furnaces. Training is now a major portion of activities which, post Covid-19, are no longer online, but “hands-on”.’ For the last two years Neil has offered a Decarbonisation course.

This is the first article of a series Neil will look at energy and CO2 reduction in furnaces using commercially available technology. Whilst several technologies apply to glass melting furnaces, each will have applications in other industry segments, including Aluminium Reverb, Steel reheat, Cement kilns, Biomass and SMR.
In furnace thermal imaging
CCTV has been used in furnaces for over 30 years to support furnace operations. In-furnace, thermal imaging is a technology which has been commercially available for over ten years. Today with 2K, HD cameras, millions of continuously measured temperatures produce a high-definition visual image of the furnace. Sadly, in the majority of applications, operators consider the visual image only and not the relevance of the thermal data.
Traditional CCTV are used to see the process from the control room. Doug Moore was the first person to install a CCTV in his furnace at Gallo Glass however, he was the first to remove it when he realised that operators stopped physically looking inside the furnace!
CCTV can check the movement of billets,
blooms and slabs in steel reheat furnaces.
In glass, the primary purpose of a CCTV is to look at the batch pattern. Aluminium Reverb will look at the dross formation. Cement kilns will look at material flow. In most cases it will indicate damage or
failure of refractories in the field of view. In the majority of applications, it will show if there is a major combustion problem. Heat transfer is always from hot to cold. Thermal images show the thermal data. Which part of the process is hotter or colder than another? In all furnaces above 1100 degrees C, the portion of heat transfer is 90% by radiation and 10% by convection. In most high-temperature furnaces, the heat is produced by radiation from the flames or electrodes to the process and refractory furnace lining, which in turn radiates to the process. Scale, foam or dross can act as an insulator and reduce heat transfer. If the heat transfer to the process/load is reduced, then the refractories and exhaust can overheat. Refractory wear or damage typically results in reduced surface temperature as more heat is lost through conduction.
When analysing in furnace thermal data, it is best to consider not as a ‘view inside the furnace’ but the output from a ‘Computation Fluid Dynamic [CFD] model’. Were this an output from a CFD model then what changes would you consider to the furnace design? The majority
LIFE
FURNACE 8
OF A
Furnaces International June 2023 www.furnaces-international.com
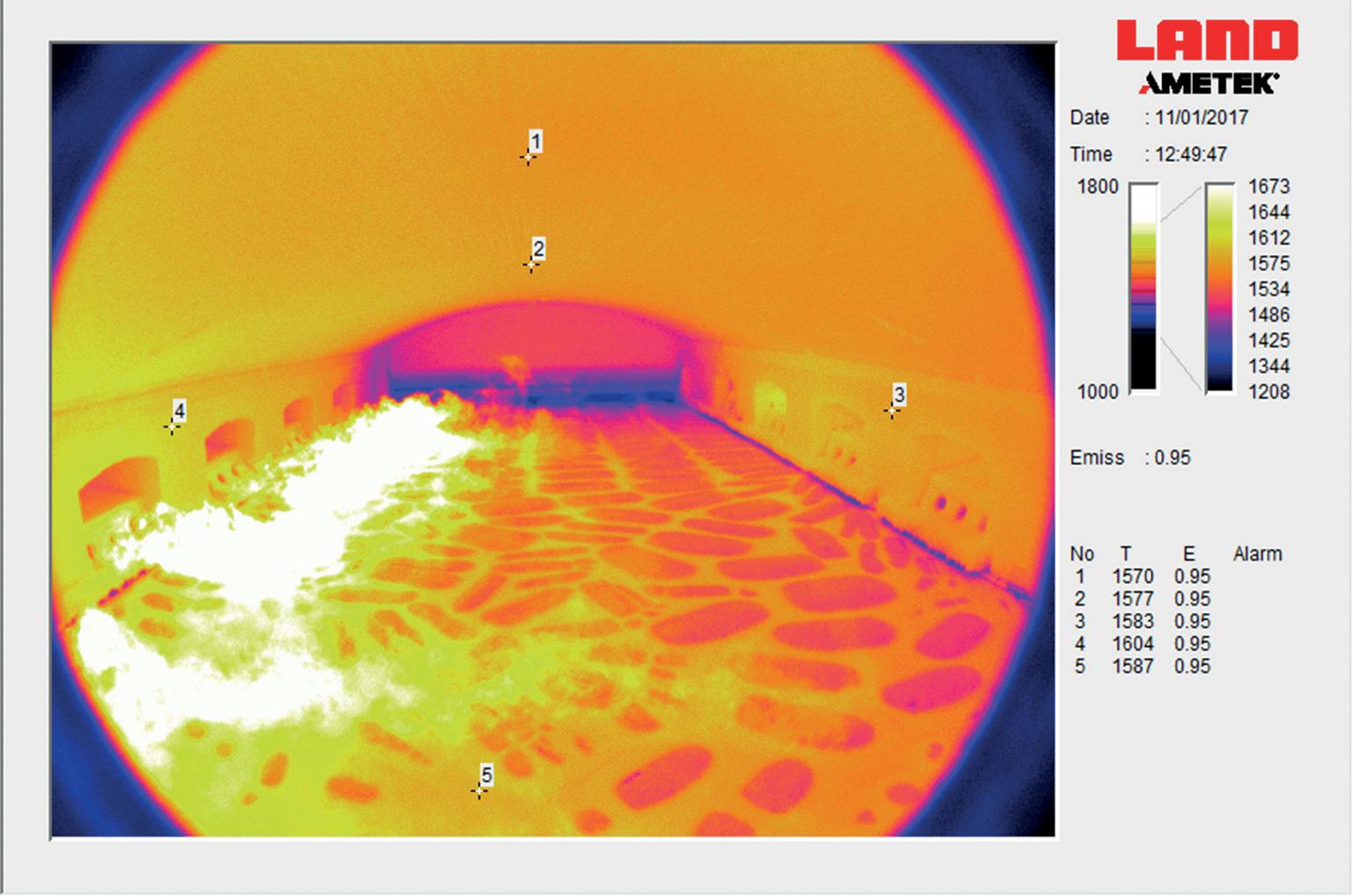
Image 1
Neil Simpson
of operators that I have met in control rooms understandably do not know what CFD is, and have a furnace which has already been designed and built!
The first step in adopting any new technology is trust. How can an operator gain confidence in any new technology? The simplest way to gain trust is to keep it simple. Whilst a Land NIR-B can have 2.9 million temperature points it is best to look at just one and initially ignore the other 2,799,999! What is the location of the primary control thermocouple or where the shift optical pyrometer readings are taken? Using zoom functions, zoom in to identify the thermocouple in the atmosphere or the thermocouple block if blind. Highlight as either a single spot or a region of interest. Run for a couple of weeks until each shift has the experience and there is the confidence that the reading is accurate. Many B&F managers now use the NIR B to verify their thermocouples and identify when the thermocouple is starting to drift before failure!
Once there is a consensus with the operators that the thermal data is accurate, extend to include all the visible thermocouples. For example, a well-instrumented container furnace may have four thermocouples on the crown centre and in some cases two off-centre, one on each side. Simply repeat for all thermocouples.
The next step is a good one to involve the furnace team. If they were given their choice of where to install two new thermocouples in their existing furnace, then where would they chose to put them? Include the instrumentation team to consider if some physical thermocouples could be removed in future furnaces to be replaced by digital equivalents.
Due to gravity and refractory “droop”, which reduces thermocouple life, it is unusual to have thermocouples horizontal in refractory. There is the opportunity to put virtual thermocouples in a vertical wall.
The image below is a glass furnace example where ROI 1 and 2 look at the existing crown thermocouple locations. Locations 3 and 4 are not practical for conventional thermocouple locations. Location 5 is an impossible location for a thermocouple. Image 1
Once an area of refractory concern or process heat transfer is identified, it can have a dedicated IR thermocouple to
monitor continuously. The preceding examples have essentially been single-point thermocouples. In many processes such as glass the furnace thermal profile is the most important factor to driving the convection currents below the glass surface. Taking a thermal profile of a cross-fired regenerative furnace can take 3-5hours which is critical for trouble-shooting quality. When you use an in-furnace thermal imaging camera, you get a full profile within 40 minutes or instantaneously if you record thermal data continuously.
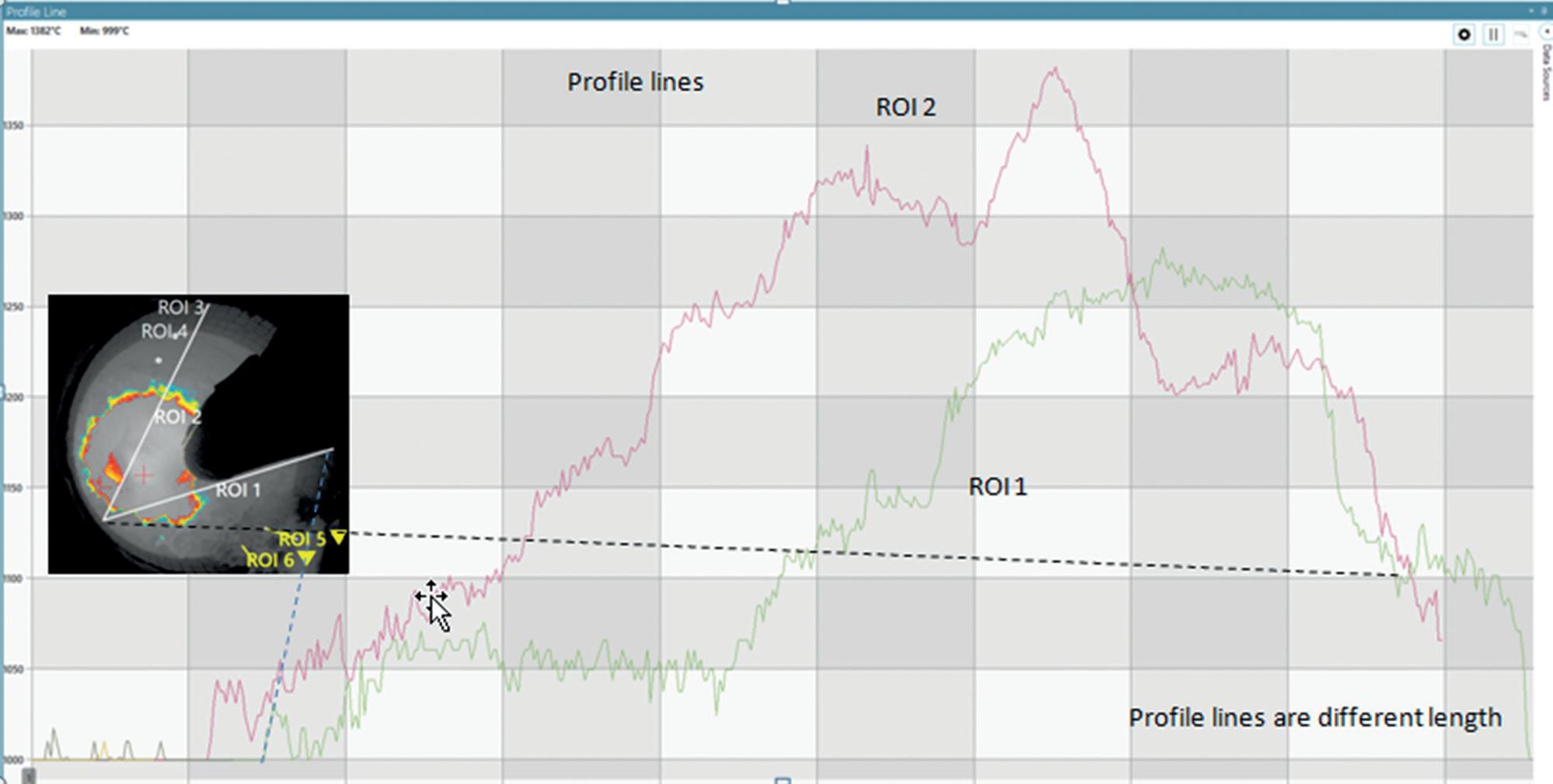
In the cement kiln image, image 2, digital thermocouples have been positioned where it would be physically impossible on a rotary kiln. Two profile lines have been generated to show the discharge temperature of the refractory at either end of the profile. Note, the isotherms shown will be part of the second article to show the 3D thermal impact on the process and flame mapping for heat release and thermal NOx formation.
Whilst the data on other IR in furnace suppliers may vary, there is the opportunity with the AMETEK Land Image Pro software to have up to 100 Regions Of Interest [ROI]. Each ROI can be analysed to show the minimum, maximum and mean values with optional alarms to the furnace digital control system. A thermal data image file is recorded whenever an alarm is tripped to enable analysis.
Most in furnace thermal imaging camera systems are permanent installations with a dedicated retraction system in event of failure of services. In some cases, such as the AMETEK Land NIR B, a survey camera system is possible. This can be used as part of the process to determine the optimum location of the camera on an existing furnace. The survey costs are typically recovered based on the value of the data obtained and provide a demonstration of the potential savings in energy and CO2 reduction. It is suggested that surveys include the use of a combustion gas analyser such as the Lancom 4 since can show the importance and impact of the excess oxygen on the peak flame temperature with resulting CO and NOx though this will be covered in future articles.
A question worth asking is the frequency that data is typically measured and recorded on furnaces. In the majority of personal experiences, there are more measurements taken on a furnace when it has a quality or energy problem. The reality is that more can be gained by collecting furnace data when the furnace is working well. This provides a reference point of good operation and show the differences when there are problems. In many process the QA process is performed downstream when product is cold. This could take several hours. Knowing the processing time from the furnace to QA testing and allowing for possible weekend determines the amount of data that should be stored. �
9 Furnaces International June 2023 www.furnaces-international.com
LIFE OF A FURNACE
Image 2
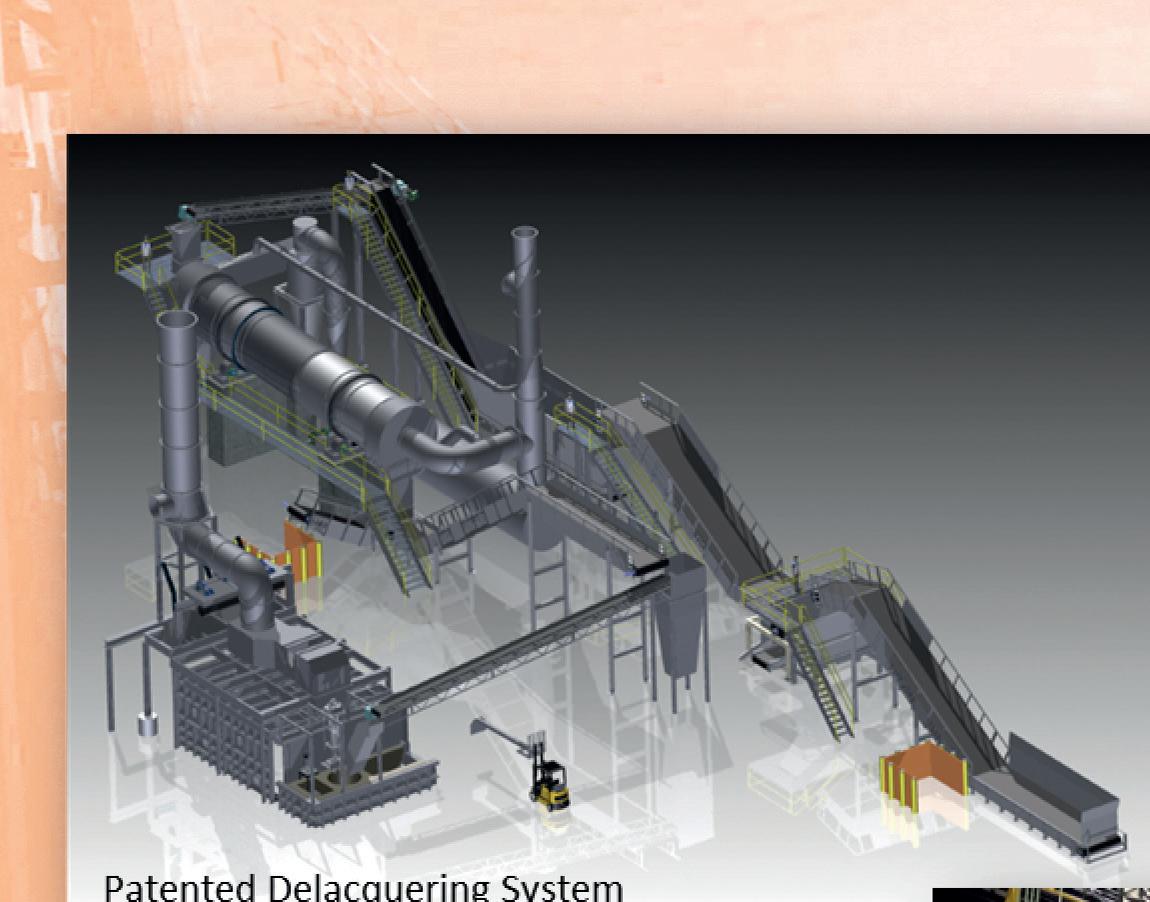
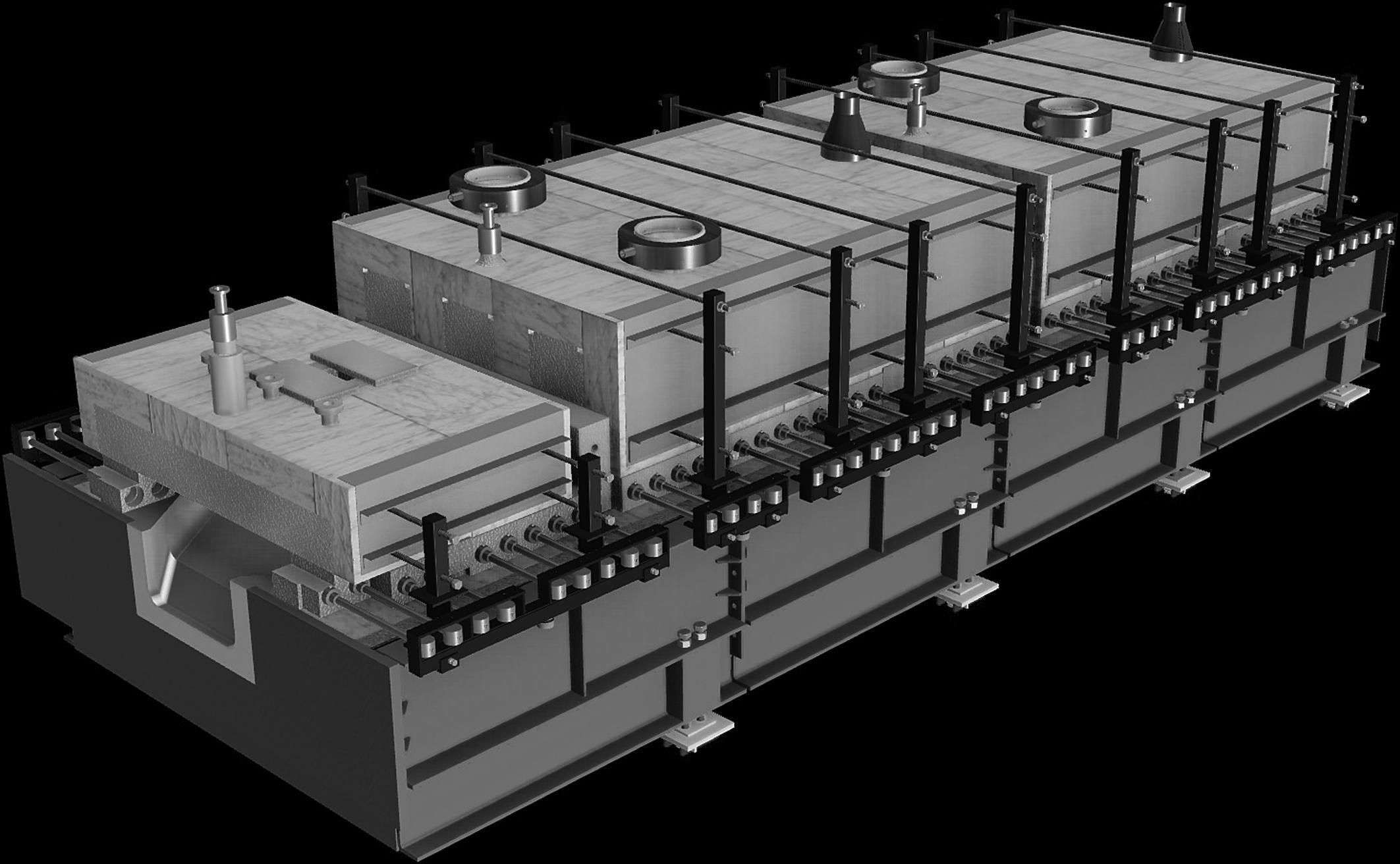
Optimising efficiency in aluminium recycling: Delacquering furnaces


The global energy crisis, rising costs, and the Green Deal’s requirements push manufacturers to adapt, and industries with energy-intensive processes must evolve more quickly than others. In February 2019, a consortium of 18 companies and research centers around Europe proposed a HORIZON project under the coordination of CIRCE, a technology center from Spain, to enable the use of an increasingly variable, bio-based, and circular feedstock in process industries through retrofitting core equipment. Accepting the consortium’s proposal, the European Commission decided in October 2019 to fund the Retrofeed project for 48 months with a 9.9 million Euro budget. A member of the consortium and the core equipment provider for the aluminum industry, Sistem Teknik R&D center has been dedicated to the project for the past four years with the goal of increasing material and energy efficiency in the aluminum recycling process.
Although aluminum can be recycled infinitely, organic and inorganic components hinder the process by dramatically reducing metal yield. For better melting quality, scrap should be shredded and scrubbed from these components before being charged into the melting furnace. As a part of the Retrofeed project, Sistem Teknik designed and developed a delacquering drum furnace to reduce annual energy consumption on heating and melting processes by increasing the use of scrap aluminium. Organic compounds are eliminated at high temperatures; mean-
while, inorganic compounds are removed from the surface of the materials when they strike each other during the delacquering process.
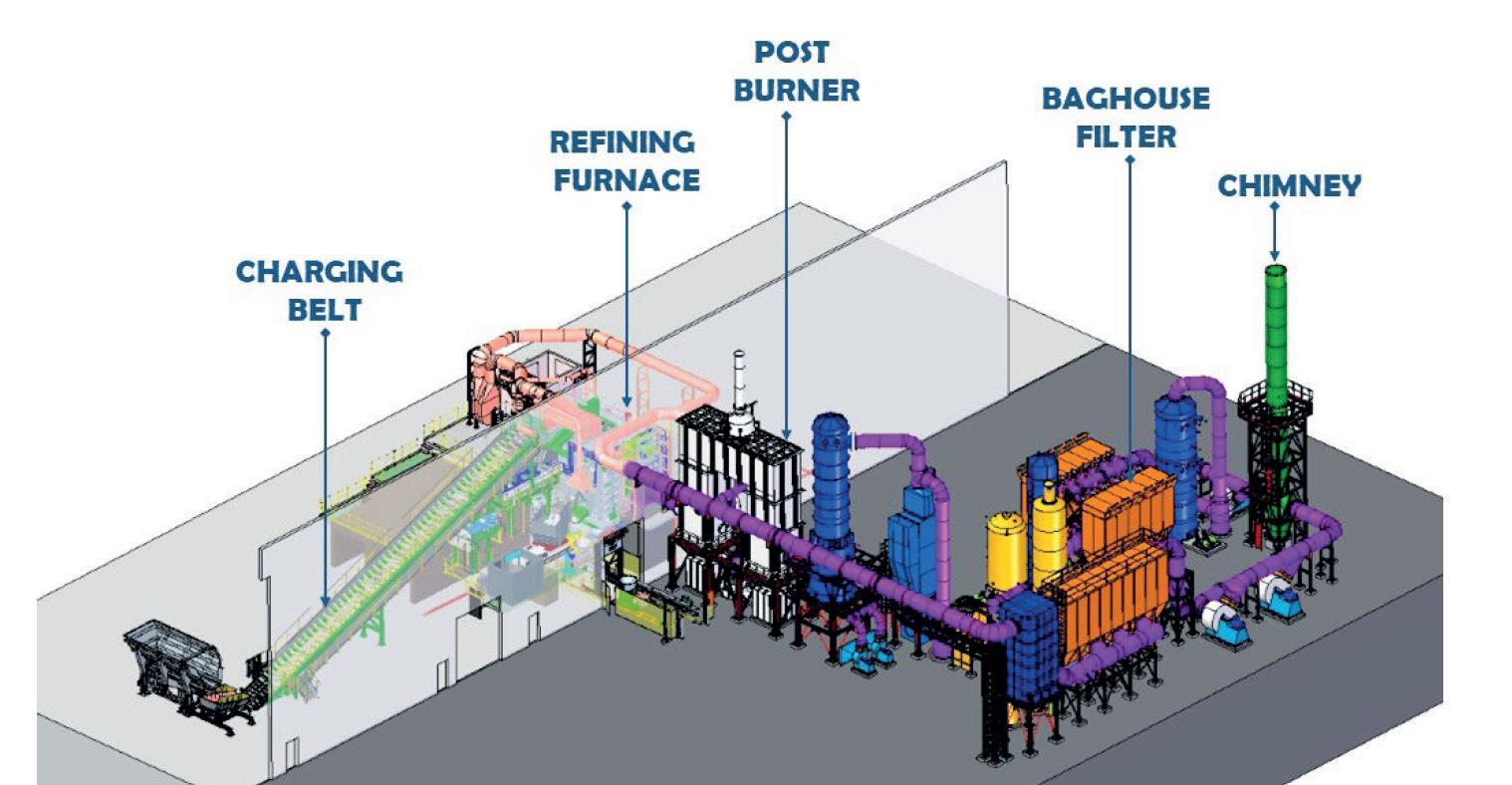
Post-consumer scrap is shredded with a double-shaft shredder and collected in the bunker section. Then, it is transferred to the rotary drum furnace by the loading conveyor. The circulation fan system directs hot air into the drum and de-coating occurs as the scrap surface contacts this hot air. Air enters the radiant tube heaters at 800˚C and is transferred to the cyclone at 600˚C as it passes through the material. Then, the heat from the cyclone is transferred into the afterburner by the circulation fan and the volatile organic components are burned with the heat and used as fuel.
The after-burner’s flame prompts the organic materials to burn, generating heat that is then partially transferred to the melting furnace and partially expelled through the exhaust. The exhaust gas is only released through the chimney after going through a heat exchanger. At this point, the combustion air reaches the required temperature. This thermal cycle provides energy savings by not only providing preheating but also using volatile organic compounds as fuel in the process.
The rotational movement of the drum puts the blades inside the furnace body into motion, making chips hit one another and generating friction to scrape the inorganic components from the scrap surface. The residence time of scrap in the drum
furnace is adjusted by determining the rotation speed. The scrap that is eliminated from the lacquer and paint on the surface is transferred to the vortex of the melting furnace through the vibrating conveyor.

The advantages of the delacquering furnace developed by the Sistem Teknik R&D Team are not limited to these. Preheating the material before melting speeds up the melting process. The de-coating process, which eliminates the scrap from the paint, increases the metal yield. In other words, even though dross formation will result in some metal loss, this process virtually negates that loss. Waste heat recovery, which benefits both the economy and the environment, is made possible by the use of waste heat from melting furnaces in the de-coating process. Post-consumer scraps are also allowed to participate in the recycling process. As a result, significant energy savings and reduction of large amounts of carbon emissions are both achieved.
The products which are developed for Retrofeed Project by Sistem Teknik are focused on lowering total raw material costs, increasing the amount of available raw materials supplied to the furnace, and improving the energy efficiency of the facility’s main process in order to reduce primary aluminum consumption. In this context, Sistem Teknik continues its research, adheres to the idea of demonstrating environmental awareness while preserving the continuity of the industry, and works in this direction. �
LIFE OF A FURNACE 10
Furnaces International June 2023 www.furnaces-international.com
Dry out



Hotwork International Group is “Your Best Solutions Partner” for your global projects. We provide services such as refractory dry out and heat up solutions for all industries. Thanks to our unique High Velocity Burner design, our dry out and heat up Services enable our clients to reduce pre mature refractory failure and down time in production.






HOTWORK HEAT TREATMENT & SPECIALIZED SERVICES provides Post Weld Heat Treatment services that improve weld microstructure and reduce residual stress to increase the lifespan of equipment. Our team of specialists offer heat treatment, pre heating but also a variety of mechanical services such as on site pipe cutting and beveling as well as bolting and torquing services.
IRSP provides comprehensive engineering services for refractory design and layout, including CAD project documentation. They select the appropriate refractory lining based on the unique physical and chemical requirements of each plant. IRSP also offers a wide range of refractory materials, anchors, and steel parts from their worldwide network of partners. Skilled professional teams available for installation and equipment handling in The Philippines.

www.hotwork.ag | contact@hotwork.ag
Post Weld Heat Treatment • Pre Heating • Mechanical Service
Heat Treatment & Specialized Services
Refractory Installation • Site Managment • Engineering & Design • Site Managment
Furnaces and exhaust control as compulsory twins
By Dimitri Cordublas*
Today environmental consciousness and stringent regulations are widespread throughout the world. But until recently, suppliers of furnaces and suppliers of complete systems for exhaust filtration and pollutants control have been on two divergent paths that would only occasionally cross.
Industrial processes typically generate and exhaust fumes. Systems in place to protect the environment are more or less well known, yet each process has its idiosyncrasies and advantages.
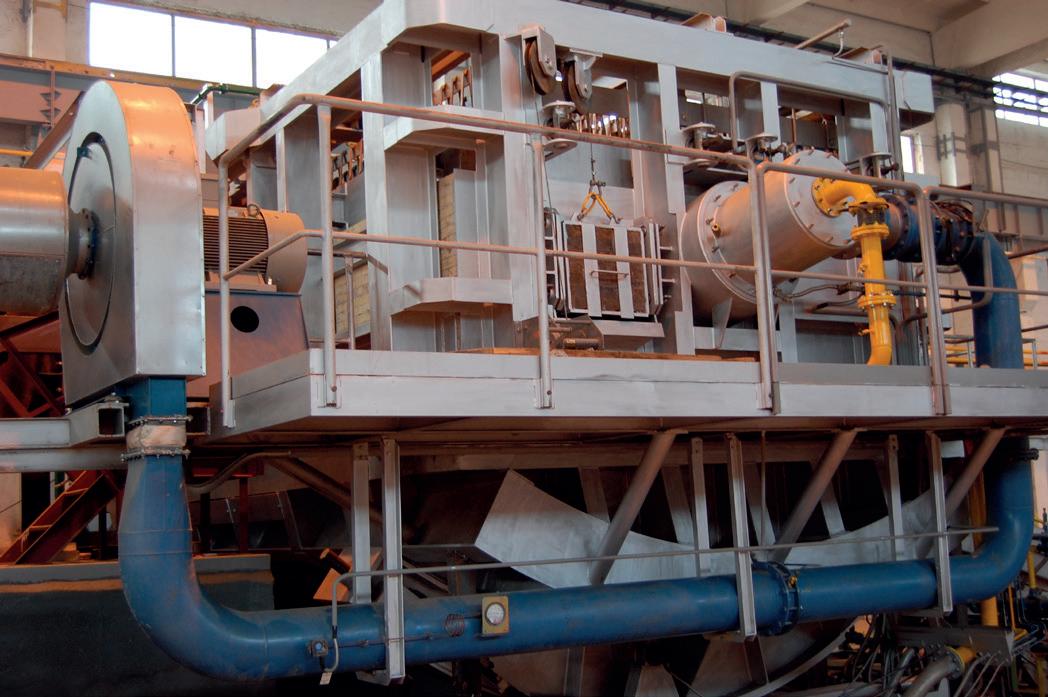
Over the last several decades, Continuus-Properzi – as a supplier of technology for the refining of copper scrap and of aluminium melting furnaces - were faced with having to choose the best supplier of fumes filtration systems.
Particularly, Continuus-Properzi has been developing a special technique for the refining of copper scrap in both tilting reverberatory furnaces and in vertical continuous melting and refining furnaces. At this time, dozens of these systems have been installed. Our systems safeguard our customer’s profitability while meeting the requirements and potentials of a circular economy.
The range of possibilities is vast.
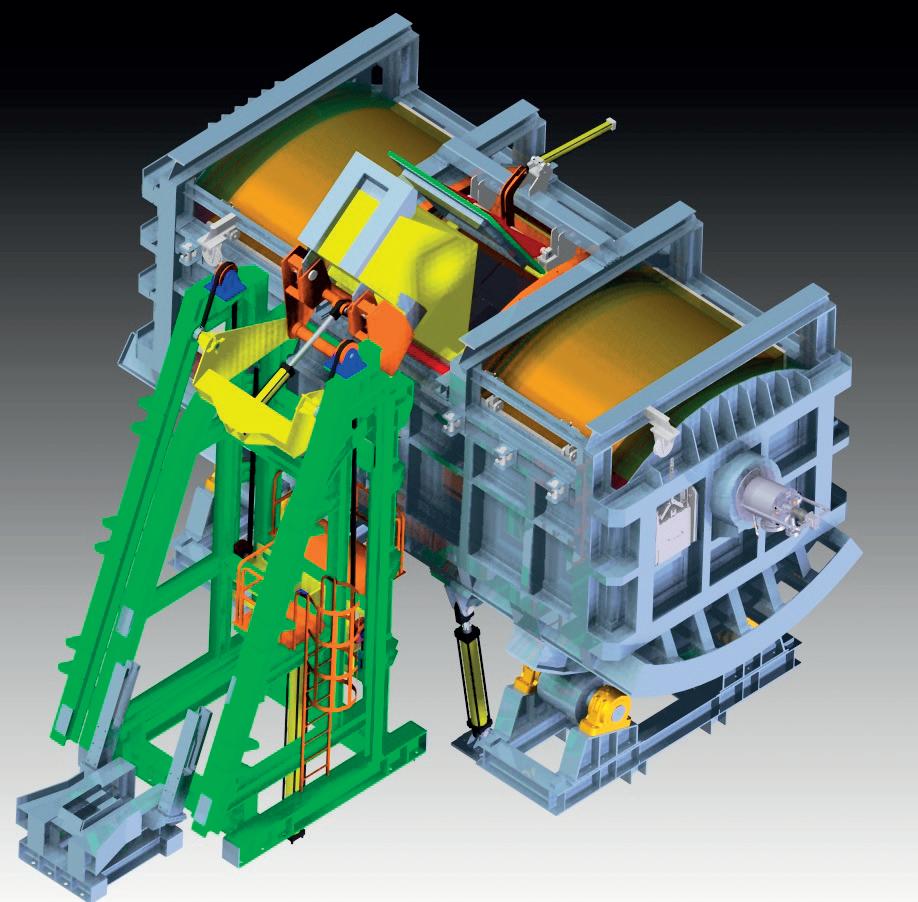
Reverberatory tilting furnaces have been developed to refine a mix of copper scrap having a medium copper content > 94% and even lower. Production per day can range from 40 ton up to a maximum of 300 ton. For larger furnaces, a new charging system was developed and patented in many countries. For cleaner scrap, with a minimum copper content of 97%, it is possible to use a continuous vertical furnace; different sizes have been sold and installed from 5 ton/hour up to 20 ton/hour targeting the remarkable production of 100.000 ton/year. These furnaces are suitable to produce downstream rod or ingot, billet or slab.
The exhaust volume, at the furnace outlet flange, ranges between 3000 and 12500Nm3/h and the contained pollut-
ants can vary due to the non-constant quality of the initial scrap. It must also be noted that while the reverberatory furnaces work in a batch mode with different emission during the 24-hour cycle, the vertical melter produces a constant emission at a lower temperature throughout its operation.
This results in two very different approaches when designing an optimised fume treatment system. It must be emphasised that the fume filtration system is not a minor entity as it involves a considerable CAPEX and tremendous responsibility on behalf of the User.
In the past, the Buyer was mainly focused on the selection of the best furnace(s) for the project; volumes from 10.000 ton/year up to 70 ÷ 100.000 ton/year are typically requested by market participants. Then attention was diverted towards the control of emissions; and thus began the relationship between the three players: the new investor, the fumes specialist, and Continuus-Properzi.
Buyers were engaging local suppliers of fumes treatment equipment. Often these suppliers lacked experience in the refining of copper scrap. Therefore, their fumes treatment equipment lacked the flexibility to handle the specific requirements posed by the daily variations in copper scrap since it is not a commodity. Unfortunately, this resulted in buyers not always achieving effective and efficient investment goals.
This is the reason why Giulio Properzi decided to initiate a joint venture – called Exus Company - with an experienced Italian specialist to provide the customers of Continuus-Properzi a one-stop-shop/
supplier of complete Refining and Fume Filtration Systems. Having knowledge of every detail of the copper scrap refining process is what determines the best consultant to place in charge of an optimised exhaust treatment system. Today Continuus-Properzi’s strategy is to propose not only a furnace or a set of furnaces but a complete package including: furnaces, exhaust control and the casting line, meaning a Properzi rod Line or a Properzi ingot Line, but also equipment in partnership with other companies to produce billet and/or granules.
Through Exus, the new subsidiary of the Continuus-Properzi Group, we are prepared to meet the market’s demands for a complete project supplier.
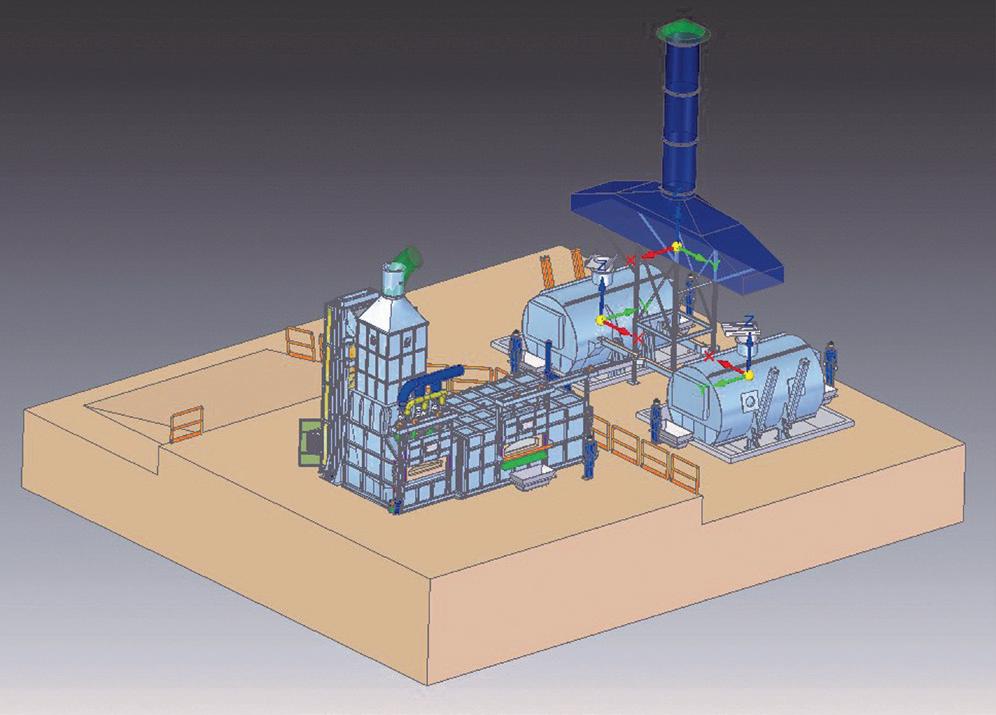
To summarise, a typical Exus system may include: the post combustion chamber (where fumes are kept at a specific temperature for a specific amount of time while appropriately mixed with Oxygen to address issues of VOCs, dioxin, and furans), followed by the quencher (with optional air cooler or waste heat boiler), a fumes purification dry section (for Dioxins, furans and acids removal), and lastly a bag house filter (that collects powders and fumes and directs them to an exhauster fan before being expelled by the chimney).
Exus does not cater to just copper scrap refining furnaces but can also supply fumes treatment systems for aluminium furnaces as well as other general nonferrous production applications.
The first system supplied by Exus is currently being installed for an important copper scrap recycling project in the USA.
12 Furnaces International June 2023 www.furnaces-international.com
LIFE OF A FURNACE
�
*BOD, CFO, Group Business Development, Special Projects




OUR ENGINEERING HAS TAKEN A STEP FORWARD We supply… FUMES TREATMENT SYSTEMS for CU and AL Continuous Casting and Rolling Lines, equipped with Properzi Furnaces www.properzi.com
OUR PLANET HAS ZERO FUTURE
Sustainability is the only answer, and SORG is determined to find it We are on a mission to reduce our carbon footprint To make a positive difference through innovative melting technology. To slash emissions and ultimately deliver net zero glass. It all starts right here, right now.
sustainablemelting.sorg.de
Salzgitter awarded €1b for hydrogen-based production
place part of its conventional blast furnace route.
The project will produce around 1.9Mt of raw steel and cut more than 2.5Mt of carbon emissions a year, according to Germany’s economy ministry.
Salzgitter, Germany’s second-largest steelmaker, has been awarded almost €1billion in government funding for its hydrogen-based steel production project, SALCOS.

Through SALCOS, Salzgitter hopes to set up a 100-megawatt electrolyser, a direct reduction unit and an electric arc furnace to re-
In October 2022, the project received European Commission approval as an Important Project of Common European Interest (IPCEI).
“With our substantial funding, Salzgitter can now enter the implementation phase and realize this flagship project,” economy minister Robert Habeck said in a statement.
Gunnar Groebler, chief executive officer of Salzgitter AG, added:
“Having taken our investment decisions last summer, we are well on the way towards implementing green steel production, and we are working at full speed in Salzgitter to realise this goal. With the final notice of funding, we now also have the policymakers fully on board, and we have the long-awaited certainty that support for SALCOS® will be forthcoming.’’
Germany also has plans for another initiative to further support industrial companies in the green transition, with plans for a programme in which companies will receive subsidies in exchange for cutting carbon emissions.
Tenova Contracted by Metalloinvest to Revamp OEMK Heating Furnace
Pilkington UK is to invest in a furnace at its Greengate, St Helens, UK flat glass production facility.

It said the multi-million investment will save 15,000 tonnes of carbon emissions each year while securing the future of rolled glass manufacturing in the UK.
Under the project, Pilkington UK will move its Watson Street manufacturing operations to its Greengate site in the town.
The Greengate furnace will be upgraded to accommodate its continued production of flat glass, while delivering the additional output required from the relocation of its Watson Street rolled glass manufacturing line.
Producing all glass out of the upgraded furnace, rather than running two, will save carbon emissions equivalent to taking 8,800 cars off the road each year.
The work will begin in August 2023, with the line due to be up and running by August 2024.
The project will benefit from a £3.7m grant via the government’s Industrial Energy Transformation Fund (IEFT), which helps cover the costs of industrial decarbonisation projects in the UK.
Neil Syder, managing director of Pilkington UK, said: “This project represents one of the single biggest investments we’ve made in our UK manufacturing facilities in decades, and will ultimately secure the future of rolled glass manufacturing in the UK.
“Working out of one furnace will enable us to make a permanent saving in CO₂ emissions.
“It’s a radical shift in the way we operate, but we know that if we are to achieve our net-zero ambitions, we need to make change across all areas of our business.
“The Watson Street site has been operating since the 1800s and forms a key piece of our history.
“Throughout the years, the site has been instrumental in the development of different products, paving the way for a rich history of innovation in glass solutions.
“Yet this move marks a new chapter in our story that allows us to embrace more sustainable ways of making glass and continue to drive forward our vision for change, in partnership with the industry.”
NEWS GREENER FURNACE 15 Furnaces International June 2023 www.furnaces-international.com
Energizing the future of furnaces — 4 perspectives
 By Furnaces International Editorial Team and Heat Treat Today Editorial Team
By Furnaces International Editorial Team and Heat Treat Today Editorial Team
What will the future run on? With growing discontent around current energy sources like natural gas and other fossil fuels, power sources for furnace equipment are due for a makeover. In this article written Furnaces International and by Heat Treat Today, learn from heat treat and energy insiders around the world as they consider current technology investments and future energy
opportunities that in-house heat treaters should consider when energizing the future of furnaces.
The four perspectives were written in response to the following questions: 1. What are the short-term and long-term investments for sustainable energy for heat treat furnaces?
2. What role does data and digitalization
20%–30%. In the 1980s, regenerative burners arrived. Based on the same principle of preheating air — though at higher levels — regenerative burners improved the energy efficiency of the installation, but also increased NOx emissions. This is clear for many large industrial companies in steel, glass, and cement, for whom the industrial electric furnaces reduce emissions and risks and require little maintenance. But the electrification of existing furnaces, which often run on gas, is far from obvious as fired furnaces are still numerous all over the world.
have in efforts to decarbonize heat treat furnace operations?
3. What other steps can be taken now in heat treat operations to decarbonize heat treat furnaces?
4. What challenges need to be overcome for (North American / European) heat treaters to leverage sustainable technology in furnaces?
� Upgrade to more efficient equipment
� Use advanced process control systems
By implementing these strategies, it is possible to significantly reduce energy consumption and improve the energy efficiency and emission of a fired glass furnace. However, it is important to note that the specific strategies used will depend on the furnace’s operating conditions.
Yesterday’s Attempts at Energy Efficiency
The industrial context where the improvement of productivity, energy efficiency and environmental performance is increasingly essential, in particular for high temperature furnaces, the coupling between hybridization of furnaces integrating different technologies becomes a solution to be seriously taken into account.
During the last century, with the appearance of energy and emission constraints, the steel and glass industries used for the most part the same energy saving techniques with heat recovery on flue gases for preheating combustion air, thus reducing energy consumption by
Today’s Solutions: Which Is the Way Forward, Gas or Electric? Today, what can be done to improve energy efficiency? Improving energy efficiency in a glass or steel reheat furnaces can be achieved by implementing various strategies. The approach for short terms investments needs to be pragmatic. It is possible to implement better practices and technologies on any furnace. We can point to some general shortterm steps that can help improve energy efficiency:
� Conduct an energy audit
� Insulate the furnace
� Upgrade insulation
� Install energy-efficient motors and drives
� Implement energy management systems
� Optimize combustion
� Use waste heat recovery systems
When heat treaters step back from burner-focused solutions and short-term plans, the next question is often: Do we need to change or upgrade our equipment? And is electric the only wise way to go when seeking energy efficiency?
The choice between gas and electric furnaces depends on a variety of factors, and there is no one-size-fits-all solution. It is important to consider the specific needs of the application and weigh the costs, energy efficiency, and environmental impact when making a decision. One might consider the following:
� Gas furnaces are generally less expensive to purchase and install than electric furnaces. However, the cost of operating a gas furnace can be higher due to the fluctuating price of natural gas. Electric furnaces, generally more expensive to purchase and install, typically have more stable operating costs.
� All the relevant references of use of electrical furnaces in the past were
GREENER FURNACE 16 Furnaces International June 2023 www.furnaces-international.com
Philippe Kerbois, Global Industry Manager for Glass, AMETEK Land
1. ENERGIZING OUR EVOLVING INDUSTRY: PAST, PRESENT, FUTURE
Image 1. “Investing in renewable energy sources such as solar or wind power can provide long-term energy savings and reduce greenhouse gases, but for most heat treaters, these are monumental decisions. The approach to long terms investments needs to be pragmatic focusing on renewable energy sources when available near the plants where a power grid is available.” — Philippe Kerbois (Source: Manny Becerra)
related to lake of flexibility especially in glass when changing the quality and types of glass or colors. This could cause some issues where flexibility is needed for production operations.
� Considering the environmental impact, gas furnaces produce carbon dioxide (CO2), and other greenhouse gases that contribute to climate change. Electric furnaces do not produce direct emissions, but their indirect emissions depend on the source of the electricity used to power them. If the electricity is generated from renewable sources such as wind or solar power, then electric furnaces can be more environmentally friendly.
Tomorrow’s Possibilities: Looking Beyond the Short-Term
In order to move into the future, education about the present is key. Focusing on environmental impact looks different regionally, and the lack of awareness and education of local teams needs to be considered as well. Regulations and standards related to emissions and energy efficiency could be regulatory barriers: what is true in China or India is not necessarily fit for Continental Europe, the UK, or U.S.
From region to region, the compliance with these regulations can be a significant challenge for heat treaters. Meeting these requirements may require significant investments in new technology or modifications to existing systems where electric furnaces are direct impact on the direct emissions.
Many heat treaters or glass manufacturers may not be aware of the benefits of sustainable technologies or may not fully understand how to implement them. Providing education and training sessions on sustainable technologies can help overcome this challenge. Data

About the Author
and digitalization play a critical role in efforts to decarbonize heat treat furnace operations. Here are some ways in which data and digitalization can contribute to decarbonization:
� Resistance to change
� Real-time monitoring
� Predictive maintenance
� Optimization of energy consumption
� Supply chain optimization
� Carbon accounting
Image 1.
Investing in renewable energy sources such as solar or wind power can provide long-term energy savings and reduce greenhouse gases, but for most heat treaters, these are monumental decisions. The approach to long terms investments needs to be pragmatic focusing on renewable energy sources when available near the plants where a power grid is available.
Any end-users can work with experts in sustainable technology to identify opportunities and develop strategies for implementation of Industry 4.0 technology using SCADA systems and predictive tools. It may also be helpful to collaborate with other companies or industry groups to share best practices and insights. Government incentives or funding programs may be available to help offset the costs of implementing sustainable technologies.

In conclusion, data and digitalization are critical tools in efforts to decarbonize heat treat furnace operations. By providing real-time monitoring, predictive maintenance, energy optimization, supply chain optimization, and carbon accounting, data and digitalization can help heat treaters to reduce their carbon footprint and transition towards more sustainable operations, including electric furnaces.

2 . WISE HEAT TREAT DECISIONS FOR SUSTAINABLE SOLUTIONS
Philippe Kerbois, previously Regional Sales Manager EMEA – Glass for AMETEK Land, has over 20 years’ experience in high value, complex technical solution sales with specialties in glass, renewable energies, automotive, water filtration, energy production, gas turbines, automation, building automation and oil and gas. He holds a degree in mechanical engineering (Diploma of Higher education) associated to ESTACA degree (Aeronautics and Automotive Engineering school).
“Don’t let the perfect be the enemy of the good,” is an excellent principle to follow when heat treaters look at making their operations more sustainable. Particularly when it comes to investments, the first step to reducing carbon output from heat treat equipment should always be to put in place a proper combustion maintenance system. I’ve never seen an investment that did not generate a savings that eclipsed the cost, well within one year. And this not only saves money, it also prolongs equipment life. It’s an allaround good thing to do from any angle.
Another area that heat treaters can improve is efficiently scheduling furnace up-time. All too often, I visit facilities where equipment not doing any work remains at operating temperature for a longtime, because operators do not know precisely when to introduce more work into the furnace. If possible, idling the furnace at a much lower temperature would save a lot of money.
Programs and scheduling are the low-hanging fruit. Not taking care of them first would be like putting new carpet in the basement before you fix the leak. It’s always best to take care of the fundamentals and make sure you’re doing the best you can with what you’ve got before you go ahead and make those other investments.
In the near term, capital investments are a bit more tricky. There are certainly technologies that will improve efficiency with greater capital investment. These include recuperation or other methods of enhancing heat transfer. For radiant
GREENER FURNACE 17 Furnaces International June 2023
John Clarke, Technical Director, Helios Electric Corporation
tubes, it could be inserts. The other elements could be pulse firing, particularly in instances where we’re trying to induce an increased rate of heat transfer by creating more mixing within the furnace chamber. These are “on-the-shelf” methods, though they have much longer payback periods, on average.
Switching equipment from gas to electric — or something drastic like that — may not be the answer. We have to focus on the incremental improvement. If I have an investment of 3 trillion dollars to make, it would be wise to first put it towards improving the efficiency of the existing equipment. That one change means fewer tons of CO2 emitted by the end of the year.
Speaking generally, evolutionary technologies must be developed. We have to pursue R&D aggressively, but let’s target the ultimate goal: reduce tonnage of CO2 emitted. That’s the goal. Let’s not confuse the technology or the tool with the ultimate goal. Image 2

Digitalization Empowers Investments
Digitalization, especially the improvement in data acquisition and analysis, is huge. With higher computational capacity on the controllers on a per furnace basis, we have the ability to start executing real-time analysis on the furnace and potentially implement a thermodynamic model of the furnace and how it’s operating. If I track measurements of total fuel flow, exhaust temperature, and time using the computational powers of a modern PLCs, for example, I can know the core temperature of the piece and exactly when I should pull the piece. That’s digitalization.
The other thing we need to keep in
mind is the ability to upload data for analysis. In a sense, this is “the internet of things” (IoT). If I am producing steel, let’s say I’m producing 100 tons of steel through this furnace per day. If I monitor the amount of natural gas that system consumes, I know that I have an energy intensity of X cubic feet of natural gas per ton of steel produced. If there’s a deviation, for whatever reason, I know to investigate. It could be the burners are out of tune, it could be something changed in the process, it could be a thermocouple is bad. So, there are a myriad of potential problems that could arise and, if I’m pulling that data, I can know that before I otherwise would.
This modern tendency of collecting and analyzing data is an incredibly powerful tool and should be encouraged and pushed forward. This is an example of the good and not the perfect; we’re trying to take the existing systems and make them more functional and effective.
Digitalization should also be considered holistically — energy is just one part of it, granted a large and expensive part. But it is worth noting that digitalization helps efforts to create safer operations by making systems more consistent.
Next Steps Require a Step Back
As a consultant, I often disrupt facilities, force people to stop thinking about dayto-day activities, and challenge them to think anew about some of these systems. Never underestimate the importance of thinking — and thinking slowly. And thinking requires quiet, but also requires collaboration, and it requires the plant manager to actually engage with the line operators. Often, we have silos of knowledge — we have maintenance, we have
operations, we have management — and they don’t communicate.
Second, in stepping back make the plan. Prepare the planning process for facility transitions.
Finally, we may always take a step back and ask if a material change to eliminate a heat processing step can be made. In some cases, eliminating the heat processing step entirely will have a big financial impact. Perhaps there are performance specifications that can be met with microalloyed steels that don’t require heat treating! In these cases, be aware that incoming steel costs do not chew up savings. From a decarbonization point of view, you would need to look at the overall supply chain carbonization and intensity of the mining of these more exotic materials. Depending on the supply chain carbon output of the new material, eliminating heat treating could be a plus on CO2 emissions, though perhaps not a total cost savings.
Challenges Are from Within: Interest Rates and Internal Investment
In North America, rising interest rates means that we are somewhat in a catch-22. When interest rates are low, investments into changing equity or the treasury level of the companies typically occur versus investing in the core business. Now that interest rates are higher, companies actually may start looking at optimizing the actual performance of their individual company. But too many people are too aggressively pursuing figures, caring more about the return on equity versus focusing on the core performance of the operations. Enterprise is often given a capital budget of X when, in reality, the capital budget really should be based on a two-year hurdle rate. Management wants to invest in the enterprise on all projects that will return 30% on internal investments because they see large corporations making major investments and other businesses are lucky to earn half that kind of return.
One of the impediments is simply convincing management and decisionmakers on the validity of internal investment. Your enterprise represents an internal investment opportunity that exceeds the
GREENER FURNACE 18 Furnaces International June 2023 www.furnaces-international.com
“If I have an investment of 3 trillion dollars to make, it would be wise to first put it towards improving the efficiency of the existing equipment. That one change means fewer tons of CO2 emitted by the end of the year.” — John Clarke (Source: Geralt via Pixabay)
“Never underestimate the importance of thinking — and thinking slowly. And thinking requires quiet, but also requires collaboration, and it requires the plant manager to actually engage with the line operators.”
John Clarke
return you’re likely to receive from an acquisition of a new enterprise. I know that runs counter to some of the thinking prevalent in the market today, but it is important to point out. I am an “internal return on investment” kind of guy, so I speak with a bias. But time and time again, I see opportunities go unexecuted because they don’t meet a preconceived budget. If your objective is to make money, invest it to maximize the return.
Our national laboratories and our universities throw out a lot of great technology. Some of it is ready for primetime, some is in the nascent of condition and needs more investment and time to mature. I’m not sure we have enough enterprises to partner with these design and research groups and commercialize the ideas. It’s in this “valley of death” — where the basic technology has been developed
About the Author
and proven to be viable, but the commercialization and the manufacturing is lacking — that we need to overcome and increase enterprise. Particularly in the heat treating industry, there is a problem of fewer “catchers” who will partner with and develop new technologies that could aid in decarbonization. This is because there have been a lot of acquisitions. If you look at the membership of IHEA, it’s the same people and the same businesses but there are fewer people. Everyone is buying everybody else. Larger corporations tend to be less likely to take the risk on a piece of technology that won’t immediately pay back. They also have a lot of “not-invented-here” issues as well. One solution is for the Department of Energy to invest. Though they already do this, even greater investments into brokers and advocates are necessary to pick
up this technology and pass it through instead of simply trying to contact people. During U.S. President G.W. Bush’s time, the Department of Energy had a “Save Energy Now” program during a natural gas spike. The program sent people, like myself, around to plants to run analyses for free. The program was extremely valuable because it gave enterprises motivation. I did speeches at many different automotive plants and participated in collaborative events as part of that program. I think refunding that program and refocusing on something like that would be beneficial.
My idea of the way forward is half technical and half promotional, demonstrating to people that there is another way. That is an effective role for government. I would like to see them redo that. It would be a different emphasis.
John Clarke is the technical director and owner of Helios Electric Corporation, a Fort Wayne, Indiana-based company that specializes in energy and combustion technologies. The depths of his knowledge on energy and combustion topics can be seen in the technical articles and columns that John has contributed to Heat Treat Today’s Combustion Corner.
3. A HYBRID FUTURE
currently being used, makes a very small difference to the CO2 emissions. The reason being that approximately 30% of the total energy is used for “holding heat” i.e. to keep the structure warm. A fair part of this holding heat is required in the regenerators which pre-heat the air and although 1kW of electricity should save 2kW of fossil fuel, in reality with regenerative furnaces it is difficult to get close to this figure. Anything from 1.3-1.8kW is the norm.
Less Fossil Fuels, More Hydrogen and Electrification
A Middle Way: Hydrogen in Combination with Fossil Fuels
There are a number of things to be taken into consideration for “energizing the future of glass furnaces”.
In the short-term, it is possible to add electric boost to an operating furnace on-the-run, to reduce the amount of fossil fuel being used. However, the proportion of electrical energy that can be installed, relative to the amount of gas
The next stage, which is a small incremental investment, is to go to superboost. Superboost, again, is not very effective unless the amount of air and gas going through the regenerators can be reduced, which is nigh on impossible on end-port furnaces and difficult on cross-fired furnaces. Therefore, the other option is to add hydrogen to the natural gas stream and this can only be done by Government edict. But is relatively easy to do with the existing burner set up, however, this is only feasible up to a maximum of 30% with current technology, before major technical issues are encountered. There are particular capital requirements needed for handling large amounts of hydrogen.
The proper progress for glass furnaces is to convert from fossil fuel, air/gas, regenerative furnaces to oxy-fired. This will give an improvement in thermal efficiency which will have a small impact on CO2 emissions but not significantly. The only way long term to have a major impact is either hydrogen firing or all-electric. In both cases a considerable amount of investment is required. However, the opinion of the author is that hydrogen will be a premium fuel and the only fuel in many industries and therefore if alternatives are available for the glass industry these will more likely to be adopted.
The issues regarding the safety of using hydrogen presents huge difficulties in terms of mitigating risk. We must also consider that burning hydrogen increases the level of foam in a glass furnace, which is detrimental to melting efficiency and the refining of glass. Whilst these two factors may be overcome, there is the final issue that currently, no refractories exist that can withstand the product of combustion of a hydrogen flame, which is superheated water, possibly at 2400°C. This is a major problem for the industry to overcome.

GREENER FURNACE 19 Furnaces International June 2023 www.furnaces-international.com
Stuart Hakes, Chief Executive, F.I.C (UK) Limited
For this reason the author believes that a hybrid furnace with 80% of the melting energy from electric and 20% from some kind of top heat, could be electric heating, or could be hydrogen flame or some other alternative fuel, is the answer. The issue with going all-electric is that a massive investment is needed in the grid reticulation system as well as finding sources to generate green electricity to cover the requirements. This is a major issue for the Government to address as many other industries will need to electrify as well.
About the Author
4. INVESTING IN EFFICIENCY
The major challenges for hydrogen are as enunciated above. In particular, the safety issue of hydrogen is a huge change, the other issue is that 3 times the volume of hydrogen is required than that of natural gas meaning reticulation systems will have to be changed. And finally, in container forehearths where air/ gas mixtures are used for conditioning the glass, this is not possible with hydrogen and so the only way to decarbonize this process is to go all-electric. This technology is currently available and already shows anything between 80-90% both
energy reduction and cost reduction. As I stated before, the only other major challenge is the amount of electricity available for industry and the public at large, in order to make these changes.
Short-Term Digitalization Efforts, Investments, and Impact



Big data and digitalization can assist decarbonization efforts, but this requires no more than what is currently available for fossil fuel fired furnaces. Capital investment is low, and the technology is available now.
A Low Carbon Future Could Be One Investment Cycle Away
It is helpful to put some numbers around sustainability. Recent reports from the IEA (International Energy Agency) indicate we need to improve energy intensity by around 4% between now and 2030 and about 3% from 2030 to 2050 to be close to achieving net zero goals. The 4% level is double what was achieved over the last decade.
Sustainable investments in heavy industry (steel, cement, chemical) have already started. Blast furnaces and cement kilns last for around 40 years, and 2050 as a net zero target is now less than one investment cycle away. North America is leading the way by investing in electrifying the industry via electric-arc furnaces
which aid in cleaning up an industry that has had a high dependency on coal. Newer technologies, including the electrolysis of steel, promise alternative ways of low-carbon manufacturing, but this technology will only likely provide significant production quantities after 2030.
At the lighter end of the industry, industrial furnaces for heat treatment may generally have a slightly shorter lifecycle. Still, investment decisions in new capital equipment today will directly impact the industry’s emission profile over the next 30 years. Therefore, this long-term investment needs to consider the potentially changing energy landscape.
At face value, in many places in the U.S. and Europe, the ratio between gas and electric pricing would steer investment
towards gas-fired furnaces if the only criteria were running costs (ignoring heat treat equipment that is only electric-fired, e.g., vacuum furnaces). This cost advantage is starting to change with increasing carbon taxes, potential disruption of fuel supply (currently in Europe), further stringent NOx emission requirements and continued supply challenges for complex gas trains.
Combustion burner design can significantly impact the energy efficiency of a furnace. Straight-through tubes are on the scrap heap, and recuperative and even regenerative burner systems now aid efficient energy use. In addition, dual-fuel burners that can work on hydrogen or natural gas are becoming available. Although the economics of carbon-free
GREENER FURNACE 20 Furnaces International June 2023 www.furnaces-international.com
Stuart Hakes has 58 years in the glass industry. He studied Glass Technology in England and worked in the United Kingdom with container plants affiliated to the O-I Group. Stuart joined F.I.C. (UK) Limited as CEO in 1999 and has been there ever since. is the CEO of F.I.C (UK) Limited.
Peter Sherwin, Global Business Development Manager, Watlow
Miranda Pizzella, Engineering Manager, Watlow
Andy Selvy, Chief System Designer, Watlow
hydrogen remains a constraint to its heavy use, this is expected to change over time, with innovations to improve the hydrogen landscape post-2030. There is a significant amount of research in next-generation elements for electric furnaces. The element material composition, desired life, and manufacturability are all areas currently being explored. In addition, the controllability of an electrical element is significantly better than its combustion alternative, and unique algorithms are in development to take advantage of this to aid efficient processing.
More Digitalization, Greater Efficiency
Today, heat treat operations lack visibility and access to critical process data, leaving operators reactive when mitigating performance factors such as utilization time, quality, yield, and energy consumption. Data and digitalization provide many opportunities to improve efficiency and reduce overall energy consumption within furnace operations. Poor thermal uniformity can lead to scrap and rework of material, which both result in excess energy consumption.
Process drift can also cause more energy to be consumed over time to achieve the same operational results. Examples of process drift include drift from target program set points, processing times, nominal values such as desired heater power output and thermal uniformity values. Lack of visibility to process drift can create rework when specifications are missed the first time or potentially result in a scrapped batch.
It is important to recognize that data can be a powerful input for decision making to improve process efficiency. However, data alone is not enough to
About the Authors
act to create significant improvement. To utilize data for process improvements, it must be delivered in a way that is easily consumed and creates clear action to be taken. Thus, it is important that we combine data with subject matter expertise to contextualize and transform data into actionable insights. For example, Watlow and Eurotherm have combined their expertise to enable value creation in collecting, interpreting, and transforming data into actionable insights that can be put in the hands of the operators when they need it, where they need it.
Through proper data collection and analytics combined with thermal systems expertise, problems can be overcome, which not only reduce carbon emissions but also improve productivity and profitability for heat treaters.
Steps Towards Digitalization
A heat treater’s first step towards digitalization should be to work with suppliers to understand what digital solutions are being offered. Watlow and Eurotherm have pooled their skills to find ways to offer better solutions. Driving towards data-driven decisions impacting process performance and energy consumption is relatively simple and gives operators an opportunity to take proactive measures, and it also lays the foundation for future investment through data-driven performance trade-offs and insights.
At a thermal-loop level, find suppliers that are focused on improving the performance of electric-fired furnaces from the transformer to the element to the power controller and process controller/ recorder.
Consult your supplier about recording strategies and leveraging power data. First, record data in a format that doesn’t
create data islands but protects the integrity of the raw data. And second, leverage power data in real-time allows you to share information between furnace zones or different furnace equipment, which can help lower peak-power demands by scheduling when the individual SCR power controllers fire.
Recently, we launched a new I4.0 pilot service program which provides data insights to enable peak performance. Tracking process performance through insightful data, correlations related to process inefficiencies can be established. Energy consumption improvements to the process can be made such as identifying and mitigating inefficient combustions.
Consider the Cost
Top of the list of challenges to adopting sustainable technologies is the ongoing cost conversation — the cost of gas versus electricity. The gas and electric prices do differ significantly across all regions. However, this equation is changing in even the most attractive gas districts. Once you add on rising compliance costs to emissions plus the ramp of renewables, this will ultimately favor an electric future.
In the U.S. and most parts of Europe, energy has been plentiful and reliable for a long time. The U.S. has also enjoyed decades of relatively low costs of all forms of energy. Contrast this with some regions of Asia where weekly and sometimes daily power interruptions still occur. As a result, there is a different mentality and behavior around resource use and abuse.
The higher price of energy in Europe, and the current spike in the Ukraine conflict, have started to impact behaviors. For example, we now see customers with a mid-cycle refurbishment of a furnace looking to evaluate a move from gas to electric.
Peter Sherwin is a global business development manager who is passionate about offering best-in-class solutions to the heat treatment industry. He is a chartered engineer and a recognized expert in heat treatment control and data solutions. He has lived and worked in the U.K., India and the U.S.
Miranda Pizzella holds a Ph.D. in aerospace engineering with a concentration in thermal-fluid science from Parks College, Saint Louis University. Miranda is leading the company’s Industry 4.0 strategy and has accelerated the adoption of related technologies to transform the business through leveraging data to create more value. Miranda currently leads the computational engineering team and the Industry 4.0 development team.
Andy Selvy holds a B.S. in ceramic engineering from Missouri University of Science and Technology and an MBA from Maryville University. In his current role as a chief system designer, he leverages 20 years of solving complex thermal system problems to help grow new technology into scalable products and services.
GREENER FURNACE 21 Furnaces International June 2023 www.furnaces-international.com
“Through proper data collection and analytics combined with thermal systems expertise, problems can be overcome, which not only reduce carbon emissions but also improve productivity and profitability for heat treaters.”
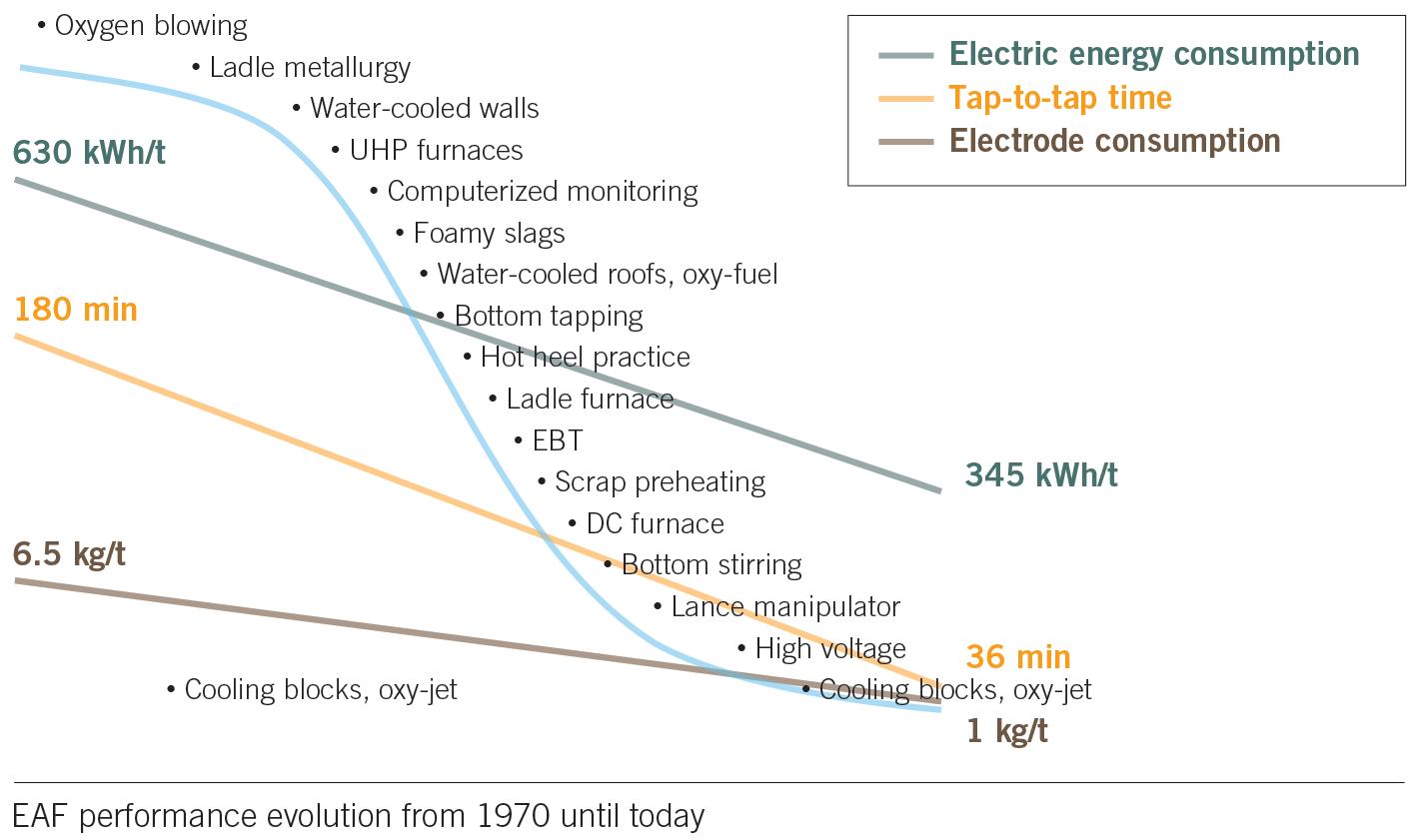
A step ahead
Over the last 50 years, electric furnace technology has continuously evolved (see Figure 1) towards increased efficiency, with electric energy consumption halved, tapto-tap time reduced fourfold, and electrode consumption reduced by more than five times. These results have been achieved thanks to a combination of chemical packages (oxygen blowing, burners), design improvement (water-cooled walls, EBT, lances, bottom stirring) and enhanced process controls.
Another important trend has been the increase in average power for individual furnaces, which has led to the development of ultra-high-power EAFs capable of producing in excess of 360 tons of steel per hour.
Electric arc furnaces have a powerful impact on power grids: the more powerful the EAF, the more severe the effects, with consequences like flicker, a phenomenon characterized by quick voltage variations that are visible in bulbs (flickering) and this can negatively affect power electronics, such as inverters in a rolling mill or similar processes. The arc furnace also impacts harmonic distortion and power factors with possible significant voltage drops, again impacting all plant auxiliaries, and in the worst case,s causing machine stoppages.
Many solutions have been developed over the years to dynamically compensate for such disturbances, namely SVCs (Static Var Compensators) and VSCs (Voltage Source Converters). These are high-power electronic systems designed to superimpose controlled reactive power to mitigate the impact of furnace disturbances.

The possible solutions for electric power transfer to the arc were the AC furnace and DC furnace. While AC furnaces are the most common technology applied – where arc voltage and current are controlled thanks to the positioning of electrodes – DC furnaces use rectifiers to impose the current of the arc, but with some significant implications for equipment design and related maintenance.
DC furnace technology reduces flicker generation and improves furnace control, but requires a different and more expensive mechanical and electrical design. DC furnaces, therefore, are more maintenance-intensive and the bottom shell refractories require much more attention.
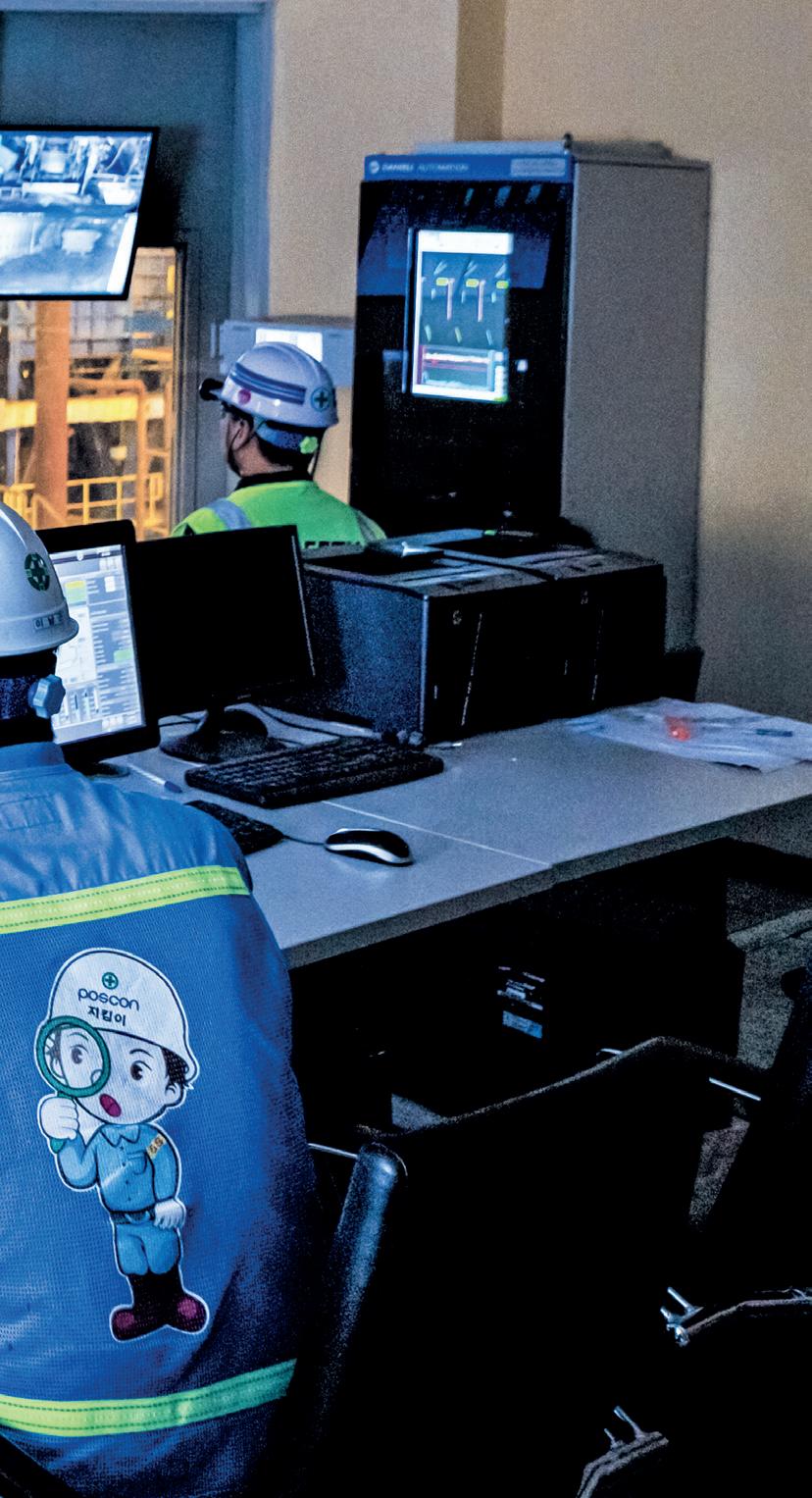
The Danieli Digimelter® for scrap/DRI
Digimelter® is Danieli’s solution for modern, clean, competitive, sustainable green steelmaking, recognized by the market as the new benchmark technology for electric steelmaking to melt scrap/DRI.
Courtesy of Steel Times International
It is a Danieli-patented technology with a combination of power, intelligence, and
GREENER FURNACE 22
Furnaces International June 2023 www.furnaces-international.com
Danieli’s Digimelter has allowed a technological breakthrough in electric steelmaking, with lower power and electrode consumption thanks to the Q-One power feeder, for zero impact on the power grid and the possibility to use renewable energies.
environmentally-friendly equipment for achieving 15,000 heats per year with minimal OpEx, the lowest environmental impacts, and high flexibility for raw materials.
� The Q-ONE electrical feeder provides the highest power factor and very low network flicker due to real-time arc control. It achieves high-power transfer thanks to independent control of arc current, voltage, and frequency, for each electrode.
� The Q-Melt intelligent controller runs EAF melting processes automatically by making use of the Q-Reg+ electrode regulator, Lindarc laser off-gas analyzer, and Melt-Model self-learning optimizer.
� The Zero-bucket concept is accom-
plished by the ECS continuous scrap charging and preheating system as well as continuous hot DRI feeding from the roof, for reduced environmental impact and enhanced energy saving.
� The Eco-Pro airtight design reduces pollutants to a minimum. Compared to a conventional EAF with the same charge mix, Digimelter® Eco-Pro reduces CO2 direct emissions (Scope 1) by more than 50% and overall CO2 emissions (Scope 2) by 25%.
Q-One, a breakthrough technology
Q-One is Danieli Automation’s patented, key technology and the basis of the Digimelter® concept.
In 2016 Danieli Automation installed the first Q-One, the first industrialized application of power electronics to control electric arc current and voltage in the EAF. In other words, using the conventional furnace design, this solution can impose arc current, with consequent benefits in process stability as well as a
drastic reduction of impacts on the connecting electric network.
In fact, Q-One operates with a power factor at a medium voltage above 0.96, generating a very low flicker, and also avoiding the use of compensation systems because the harmonic generation is well below IEEE limits.
The system is modular by design: not only can the power required by the process be adjusted by selecting the number of modules, but also the solution can be designed for progressive growth in stages, meaning that initial power can be increased just by adding modules in a second stage.
This modularity improves reliability and plant availability, considering the possibility to keep melting at reduced power (disabling one module) or even with two phases instead of three.
High availability is a must, and that’s why modules have also been designed with the same components and inverters, which minimize the quantity and value of spare parts. Digital control allows for remote monitoring and troubleshooting.

The working points are no longer discrete, dictated by the taps on a transformer, but can be chosen freely according to process needs.
One additional degree of freedom is given by the change of frequency, possible only in arc furnaces adopting Q-One technology. A frequency higher than network nominal improves arc stability and, therefore, is used during the boring stage, while a frequency below nominal, down to 20Hz – today used daily by our customers – is ideal for reducing energy consumption in the refining stage and for deeper penetration of the arc in the
GREENER FURNACE 23 Furnaces International June 2023 www.furnaces-international.com
Figure 1
molten bath, as well as to induce a beneficial stirring effect on the molten steel.
Lower frequency means a lower inductive reactance and consequently a lower consumption. Results from the field prove that up to 10% extra energy savings come from the low-frequency operation.

The control of arc current implies a much more stable operation of the furnace, visible during melting, due to the absence of cooled-cables swaying and electrodes oscillating. The outcome is reduced electrode consumption, up to 15%, and at least a 20% longer refractory life.
Q-Melt automatic furnace
The unique, reliable, and flexible green power solution of Q-One also benefits from Artificial Intelligence (AI) applications and advanced control solutions. Danieli Q-Melt advanced process control offers dynamic and automatic optimization of the melting profile. The system has been designed with Danieli’s Intelligent Plant architecture for continuous learning and improvement of the process.
In addition, Q-Melt furnace automation is fully integrated upstream with an automatic scrap-yard management system in order to optimize melting process control for accurate and consistent working points set-up and quality assignment. To conclude, the control pulpit is ergonomically designed to integrate human expertise and machine precision to achieve unique performances and superior quality with the best cost strategy.
Most importantly, these results are achieved with a no-man-on-the-floor philosophy, powered by advanced automation and the adoption of robots in the field to perform dangerous and repetitive operations and, therefore, achieve safe operation in steelmaking.

Zerobucket® ECS continuous scrap charge
Danieli Zerobucket EAF is the most environmentally friendly melting technology with the lowest CO2 footprint.
Characterized by high flexibility in raw materials, low energy consumption, high reliability and utilization factor, lowest noise and pollution emissions, the Danieli Digimelter® Zerobucket with ECS horizontal continuous charging system might provide a solution to the latest needs of steelmakers.
A stable and smooth process allows operators to introduce the system to optimized operating conditions, reducing risks of delays and providing a fast learning curve.
Zerobucket® Hytemp continuous hot DRI charge
The Hytemp pneumatic transport is the most efficient way to deliver hot DRI to
the EAF at > 600 °C with no dust losses. It has been in operation since 1998 at four reference installations (Ternium, Emirates Steel #1, Emirates Steel #2 and Suez Steel), and about 40Mt of DRI has been transported up to now. It offers outstanding reliability and availability close to 100%, with very low maintenance requirements.
Hytemp is fully integrated with the DRP and Q-Melt™ furnace control systems, and matches the highest safety standards thanks to the inert carrier gas and completely sealed design.
Eco-Pro airtight design
The Digimelter® Eco-Pro airtight design is conceived to minimize the emission of pollutants and their CO2 equivalent. Every detail of the Digimelter® has been carefully optimized in order to minimize air inlet to the melting area.
The furnace is always kept sealed, thanks to the Thor 3K automatic slag door and improved sealing between the furnace and the ECS conveyor.
The process itself is controlled automatically by the Q-Melt suite, leading to a minimization of oxygen and carbon injection, ensuring the most efficient melting with the lowest CO2 footprint. Compared to a conventional EAF with the same charge mix, Digimelter® Eco-Pro reduces direct CO2 emissions (Scope 1) by more than 50% and overall CO2 emissions (Scope 2) by 25%.
Hybrid-ready by design
Digimelter® fits in very well with the sustainable approach to steelmaking, thanks to the possibility of connecting the DC Link to renewable energy sources, such as photovoltaic, but also hydro or wind power, using the Q-One power feeder.
With hybrid feeding, the OpEx of a furnace would be further improved, while the carbon footprint is also reduced. The Q3-Jenius software suite has been designed to manage the different available sources, depending on their cost and availability, with consideration also paid to forecast energy consumption for specific products.
From BF to EAF using scrap/DRI
Having a very low impact on the grid, the Digimelter® represents an ideal solution for the decarbonization path, considering new arc furnaces melting scrap/DRI in place of blast furnaces. In fact, the elec-
GREENER FURNACE 24 Furnaces International June 2023 www.furnaces-international.com

















































ST. LOUIS, MISSOURI, USA 800 325 7075 | www.gillespiepowers.com | 314 423 9460 ✓SINGLE CHAMBER / MULTI CHAMBER FURNACES ✓SCRAP DECOATING SYSTEMS ✓TILTING ROTARY MELTING FURNACES ✓SCRAP CHARGING MACHINES ✓LAUNDER SYSTEMS ✓CASTING / HOLDING FURNACES ✓HOMOGENIZING OVENS ✓COOLERS ✓SOW PRE-HEATERS ✓REPAIR & ALTERATIONS
tric network close to integrated plants typically was not designed to supply high volumes of electric power, required by arc melting, and the impact of traditional transformer EAF solutions on the electric grid is critical.
With Q-One, even for high-power furnaces, in most cases there is no need for any additional compensation system to meet the electric authority requirements.
Furthermore, the modularity of the Q-One system makes it suitable for the furnace evolution ‘in phases,’ where hot metal can be charged in high percentages in a first phase, while DRI and scrap will be mainly used, with higher power requirements, in a second stage.
Digimelter orders for EAF transition
The industrial transition from ironmaking to electric steelmaking started with Algoma Steel in December 2021. It was the world’s first steelmaker to convert fully from BF to EAF steelmaking, resulting in a 70% CO2 reduction. To be installed at Sault Ste. Marie, Ontario, Canada, and started by early 2024, the plant’s new, green steel shop will have a design capacity of 3.7 Mt/yr of liquid steel.
Algoma Steel will operate two, 250-t Danieli Digimelters®, powered by two Q-One digital power systems with a rated capacity in excess of 190 MVA each. The design provides for the best-in-class environmental performance with engineered enclosures for the two furnaces to minimize noise and emissions, while the Q-Melt automatic process control will deliver superior energy efficiency.
Two new, off-gas treatment plants, including baghouses and a dedicated recirculating water treatment plant, will combine to provide the best available technology for emission control and filtration, and water conservation.
Liberty Ostrava in Europe to make the step from ironmaking to electric steelmaking in August 2022. Two Danieli Digimelters® with a combined capacity of 3.2 Mt/yr will be installed at the Ostrava steelworks in the Czech Republic, and start operation in 2025. With a target emission reduction of 80%, this is the first step for Liberty towards carbon neutrality.

In the initial phase of the project, the two 200-t Digimelters® will replace Ostrava’s existing four tandem steelmaking furnaces (oxygen converters) and perform decarburization with flexible inputs of hot
metal and scrap charges ranging from 8020% to 60-40%.
Starting from 2027, thanks to an enhanced electrical network, the furnaces will be able to melt HBI, DRI and scrap mixes, and up to 100% scrap, by fully exploiting the strengths of the Digimelter® Being powered by Q-One, Digimelter® ensures an almost negligible impact on the power network.
Digimelter® installations
Together with high-speed casting and Danieli Universal Direct Rolling, Digimelter® is one of the key technologies of Danieli MIDA minimills for long and flat products.
Due to the tangible advantages, the latest MIDA minimill orders, including those from CMC Steel, Bashundara, Pacific Steel, Nucor Steel, Tata Steel and Unitex, incorporate Digimelter® technology.
Danieli’s Jumbo QLP® will be installed in Chittagong and started up by mid2023. The Bashundhara minimill was designed with the latest, highly efficient and environmentally friendly technologies. Danieli’s Digimelter® – which is ready for connection to renewable energies – will melt scrap continuously charged and preheated by Daniel’si ECS system. Straight rebar, and ribbed and smooth wirerod will be produced in endless casting and rolling mode through a single-strand, 150-t/ph Octocaster® featuring FCC® and octagonal section, starting from mid-2023.
� Pacific Steel Group/USA
A world first MIDA-QLP® hybrid minimill featuring Q-One® and Q-Jenius and making use of solar energy.
To be installed in Mojave, California. Operational by early 2025, the new MIDA Hybrid endless casting-rolling
� CMC Steel Arizona 2 / USA
The first plant in the world to produce merchant bars in endless mode is CMC Steel Arizona 2/USA.
Operational in early 2023 in Arizona, CMC Steel Arizona 2 is home to the third Danieli MIDA QLP minimill for CMC Steel and will produce 0.5Mt/yr of rebar and small merchant sections. Hybrid-ready, it will melt local scrap using the Danieli Digimelter® (Q-One, Zerobucket, Q-Melt) and produce in endless casting and rolling mode. It will feature a patented layout specifically developed to fully match the needs of merchant products in terms of high plant uptime and excellent yield.
� Bashundhara / Bangladesh Jumbo QLP® minimill to produce 1-Mt/yr bars and wirerod.
minimill will produce 380kt/yr (short tons) of straight and spooled rebar in the most efficient and ecological way. Fed by a continuous charge system, the scrap will be processed through Digimelter® and LF digital melting and refining units, powered by the Q-One digital power feeder, which ensures the best power conditions at different frequencies. Hybrid by design, Q-One will make use of solar energy generated on-site, through Q-Jenius. This will be a fully automated plant, starting from automatic scrap management through final product tracking, featuring the Q3Met manufacturing execution system for production scheduling and tracking, for maximum plant efficiency.
� Nucor Steel / USA
This is the third order from Nucor Steel
GREENER FURNACE 26 Furnaces International June 2023 www.furnaces-international.com




www.rath-group.com Think higher! Accept only the best refractory solutions and expertise We are your premium refractory partner As a supplier of high-quality customized refractory solutions we can assure you of: • A comprehensive range of refractory materials for applications up to 1800 °C for all types of industries • Expert know-how of customer processes, engineering and installations • Long-term partnership in technology and services • Solutions to reduce your carbon footprint and to save energy RATH-W22018_Anzeige-Corporate-210x142-FurnacesInternational.indd 1 09.02.23 15:54 MELTING HOLDING POURING HEAT TREATMENT HEAT STORAGE RECYCLING AND MORE Experience our solutions at GIFA / THERMPROCESS June 12-16, 23 · Düsseldorf · Hall 10, Booth 10F57 INDUCTION MELTING AND THERMOPROCESSING PLANTS See how new and existing, energyintensive industrial furnaces become part of a green market economy. Modernization and Transformation www.otto-junker.com
for a MIDA-QLP® endless casting-rolling minimill for rebar.
Nucor’s new MIDA-QLP will produce 410kt/yr (short tons) of quality rebars from recycled steel scrap. It will be installed in Lexington, North Carolina and will feature Danieli’s Digimelter® and LF powered by a Q-One® digital power feeder. The system is capable of using renewable energy. A single-strand, high-productivity Octocaster® will feed the rolling mill in full endless mode. Managed by Danieli Automation’s advanced process technologies and artificial intelligence, the minimill will incorporate Q3 pulpits to support operators in supervising a fully automated plant, making extensive use of big-data analysis. Robotized solutions will increase plant safety according to the ‘zero-man on the floor’ concept. Handled by a Q3Met manufacturing execution system, production will start by summer 2024.
� Tata Steel / India
750kt of quality rebar produced in a sustainable way using a Digimelter® and endless casting-rolling technology.
Investment in a Danieli MIDA Hybrid QLP minimill for the production of long products is part of Tata Steel’s commitment to invest in a circular economy and to transition to low-carbon steelmaking through the steel recycling route.
The new MIDA QLP will be installed in the North of India, in Ludhiana, Punjab, and produce quality rebar, mainly 550 SD grade.
The minimill will feature the Danieli-patented Digimelter® (Q-One hybrid power feeder + the Zerobucket scrap charge system + the Q-Melt advanced process control suite) and Octocaster® feeding an ultra-compact rolling mill. Operations will commence by the end of 2024.
� Unitex Steel / Bangladesh
1Mt/yr minimill for bars and light sections featuring the Digimelter® melting unit with continuous hot charge.
A complete minimill, including auxiliary
plants for fumes and water treatment as well as the most advanced electrical and automation systems, to guarantee continuous and reliable production.
A highly efficient, 100-t Digimelter® featuring a Q-One digital power feeder and ECS continuous-scrap charging and preheating systems will competitively melt scrap. A four-strand, quality conticaster featuring FastCast Cube™ oscillator, Eco-Power Mould™ and EMS, will feed a super-flexible merchant rolling mill in hot-charge mode. It will be installed in the Feni district of Chittagong, in the eastern region of Bangladesh. The minimill is scheduled to be started up in Q4 2024.
Q-One for meltshop upgrades
Q-One is very suitable for meltshop upgrades, including those that need renovation to boost productivity and performances.
It is applicable to both EAFs and LFs and provides increased power input and operation savings in terms of electric power and electrodes, along with zero impact on the power grid and other related benefits.
The first EAF upgrade dates back to 2016. Then, in 2019 at an 80-ton capacity furnace at ABS Sisak, Croatia, +10% productivity, -8% energy consumption and -15% electrodes consumption were achieved.
The latest order is from Cognor, Poland, for an upgrade of a 48-ton EAF.
Tokyo Steel
The first ladle furnace upgraded to a Q-One power feeder has been in operation at Tokyo Steel since mid-2021, having a capacity of 125 tons, and that of CMC Steel Arizona 1 at the Danieli MIDA minimill operating since early 2022, confirms the smooth and quick start-up already performed at Tokyo Steel.
Scrap optimization and management
Q-Melt interfaces with the Danieli Automation Q-SYM2 advanced, unmanned,
upstream AI scrap-optimization and management system.
Q-SYM2 provides the furnace with the best classified raw material and scrap processing machine interaction according to the EAF/scrap bay’s needs.
Scrap is mapped from the moment it arrives at the steel plant right through to its use in the furnace, to ensure the quality and quantity of incoming material in line with the purchase order.
Artificial Intelligence
Real-time tracking allows for prompt, effective and simplified claim procedures when needed, thanks to artificial intelligence that makes possible automatic image acquisition and analysis.
Real-time scrap inventory is made continuously available, reducing human errors and operational times. Scrap tracking handles scrap movement within the yard including loading and unloading bays.
A native integration within the overhead cranes improves yard management yield.
Accurate ‘crane mission-generation’ results in optimized crane utilization, with repetitive actions promptly executed based on scheduled and predetermined patterns.
Conclusion
The Danieli Digimelter®, powered by Q-One, represents the best available solution for the substitution of blast furnaces/BOFs with electric arc furnaces of 300 tons capacity or more.
Thanks to the unique power control on the arc, Q-One introduces a new approach to the melting process, with frequency control and freedom of choice on working points, minimal impact on the grid, achieving minimum OpEx for furnace operation, with hybrid feeding, intelligent process controls and safe operation.
Digimelter® is widely used in modern minimills and enables steelmakers to enjoy the benefits of melting efficiency, reduced energy and electrode consumption. �
GREENER FURNACE 28 Furnaces International June 2023 www.furnaces-international.com
TimkenSteel Corporation joins Steel Manufacturers Association
TimkenSteel has joined the Steel Manufacturers Association (SMA) – the largest steel industry trade association in the United States and is the primary trade association representing North American EAF steel producers.
Timken’s president and chief executive officer, Mike Williams, has joined the SMA’s board of directors.

EAF steelmakers account for over 70% of domestic steelmaking capacity in the USA using an innovative, 21st century production process that is less energy-intensive and has lower carbon emissions than traditional steelmaking.
“We believe SMA shares our vision that the enduring power of steel makes the world a better place.”
Mike Williams, president and chief ex-
ecutive officer, Timken Steel Corporation
“We believe SMA shares our vision that the enduring power of steel makes the world a better place,” Williams said. “We look forward to partnering with our fellow SMA member companies to pursue smart policy on trade and regulation while strengthening the American steel industry’s global leadership in sustainability and environmental justice.”
TimkenSteel has steelmaking operations in Canton, Ohio, manufacturing facilities in Eaton, Ohio, and Columbus, North Carolina, and a distribution centre in Mexico. The company has 1,700 employees.
SMA president Philip K. Bell commented, “We are pleased to welcome TimkenSteel to the SMA. The company
has made steel in Canton, Ohio, for more than 100 years, combining tradition and innovation to create value. TimkenSteel will add to the growing group of American steelmakers committed to innovation, a lower carbon future, and 21st century steelmaking.
Borosil puts all-electric opal glass furnace into operation
Indian glassware manufacturer Borosil has installed an all-electric 42 tonnes/day opal glass furnace supplied by JSJ Jodeit. The furnace will be used to produce tableware glass at Borosil’s Jaipur, Rajasthan, India facility.
JSJ Jodeit is a subsidiary company of Horn Glass Industries and is a supplier for speciality glass furnaces.
Compared to the first furnace, the second furnace was brought up to the latest technical standards in all safety-relevant aspects and technically adapted accordingly using modern engineering solutions. The construction time was approximately five months, from July to December 2022 and the production line started operation on December 22.
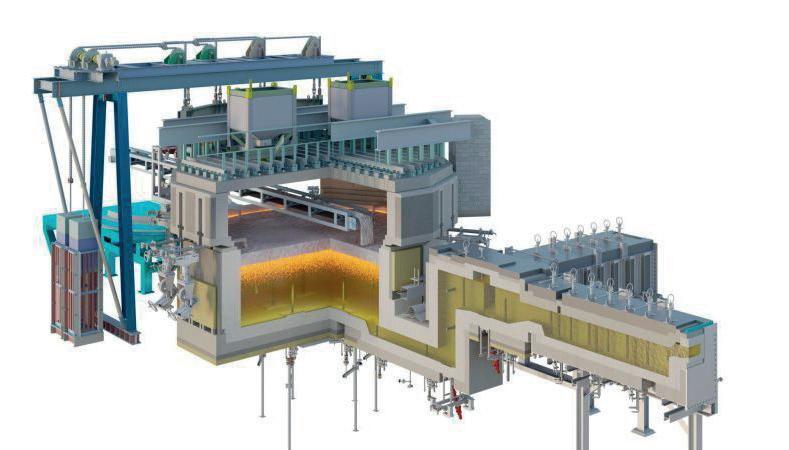
JSJ Jodeit’s scope of supply included the engineering of the refractory material and steel construction, the planning of the power and control cabinets for electrical heating.
Over its history, the company has gained extensive experience in
the development, planning and realisation of melting furnaces, systems and components for the production of high-quality speciality glasses.
NEWS GLOBAL FURNACE 29 Furnaces International June 2023 www.furnaces-international.com
BA Glass in €58 million Romanian furnace investment
Portuguese multinational BA Glass is to invest €58 million in a furnace at its Bucharest, Romania production facility. The investment marks the beginning of a new investment cycle in Romania and will also include a 55,000m2 warehouse at the site.
The new investments will expand the company’s production capabilities, as well as create job opportunities in Southeastern Europe. BA Glass CEO Sandra Santos said the investment should be completed in the last quarter of this year. The new furnace will be equipped with the latest technology, providing production process consistency and top-quality products. It will create new jobs by combining the operation of new technologies with digitalisation and automation.
BA Glass claims: This will not only benefit the production process, but also employees, as they will be able to work in a more efficient way and with better working conditions. BA Glass is also investing in a project to build a new furnace in Romania that will be ready in 2025. Together, these investments will enable BA Glass to double its production capacity in the country in the next three years.
BA Glass said the investments strengthened its commitment to the environment, particularly in terms of reducing CO₂ emissions.
BA Glass claims that by 2022, the investments in the use of renewable energies
and the implementation of photovoltaic panels in several sites ensure that 100% of electricity consumption is sourced from renewable energy sources which represents a reduction of 5% of the CO₂ emissions compared to the previous year.
Hatch and BHP partner to design electric smelting furnace
Australian mining company BHP has partnered with global engineering firm Hatch to design an electric smelting furnace (ESF) pilot plant, cited for construction in Australia.
The facility aims to demonstrate a pathway to lower CO2 intensity in steel production using iron-ore from BHP’s Pilbara mines for the company’s steelmaking customers.
The small-scale demonstration plant will be used to collaborate with steel producers and technology providers to generate and share learnings with the aim of accelerating scale-up of ESF plant designs.
The ESF is capable of producing steel from iron-ore using renewable electricity and hydrogen replacing coking coal, when combined with a direct reduced iron (DRI) step, says Hatch.
BHP said that estimates show that reductions of more than 80% in CO2 emission intensity are potentially achievable processing Pilbara iron-ores through a DRI-ESF pathway, compared with the current industry average for the conventional blast furnace steel route.
BHP and Hatch will assess several locations in Australia for the proposed facility based on supporting infrastructure, technology skills, and the availability of local partnerships to ‘build and operate the facility’.
“We see the ESF process as a critical breakthrough in significantly reducing the carbon emissions intensity of steel production and one that provides an opportunity for iron-ore from our Pilbara mines. The steel industry has identified the ESF as a viable option to use a wider range of
raw materials and steel companies globally are looking to build commercial-scale ESF plants as part of their CO2 emission reduction roadmaps,” BHP chief commercial officer Vandita Pant said.

NEWS GLOBAL FURNACE 30 Furnaces International June 2023 www.furnaces-international.com
THE LATEST FURNACE TECHNOLOGY NEWS

Furnaces International is an English language journal dedicated to the production of furnaces. Circulated each quarter in March, June, September and December to our database of over 20,000 readers across the Aluminium, Glass, Furnaces and Steel industries, Furnaces International contains a digest of global news, events, and statistics as well as more detailed technical articles, company and country profiles, and regular regional economic briefings.
Aluminium International
Today (AIT) is the leading bi-monthly English language journal dedicated to all sectors and regions of the international aluminium manufacturing and processing industry.
Subscribe to the free weekly newsletter at aluminiumtoday.com

Glass International o ers readers the latest news from across the hollow, container, flat, and speciality glassmaking industry and is the o icial media partner for Glassman events. In addition to 10 English language issues per year, it is also published in French and Spanish.
Subscribe to the free weekly newsletter at glass-international.com
PUBLISHED BY OFFICIAL PUBLICATION FOR

www.furnaces-international.com







Steel Times International is an English language magazine containing a digest of global news, events and statistics, as well as detailed technical articles, company and country profiles, conference reports and regular regional economic briefings.
Subscribe to the free weekly newsletter at steeltimesint.com
Sign up now to receive your FREE weekly Furnaces newsletter
ALUMINIUM FORUM DIGITAL
Pochet and Fives in electric glassmaking investment

French glass manufacturer Pochet du Courval has forged an agreement with technology supplier Fives for the engineering company to supply an electric furnace to its Guimerville plant in Normandy. We spoke to André Frezel, Pochet’s Technical Director, and Andy Reynolds, Fives Stein Business Development Director, about the partnership.
French luxury glass manufacturer Pochet du Courval is to invest in an electric furnace supplied by Fives.
The international engineering group, Fives, will design and supply the furnace for the Guimerville plant in Normandy, France. Fives said its Prium E-Melt cold-top vertical melter furnace is one of the most advanced technologies available to reduce CO2 emissions.
Pochet Group makes glass packaging for perfume, skincare and make-up and plans to reduce CO2 emissions of its production by 50% by the year 2033.
Its Guimerville plant manufactures and decorates more than one million glass bottles and jars every day for perfume and beauty brands.
The melter is designed based on Fives’ electric melting operational experience.
Courtesy of Glass International
ANDRÉ FREZEL, TECHNICAL DIRECTOR, POCHET DU COURVAL
Pochet du Courval, Hodeng-au-Bosc, France, https://www.groupe-pochet.fr/en/ourcompany-in-the-world/pochet-du-courval-guimerville/
We made the decision to invest in electrical melting in Guimerville. Fives has a long experience in electric melting and they have already succeeded several projects in high quality glass. That’s why we chose Fives.
Moreover, this project is the beginning of a partnership between two French companies with a long history: 400 years for Pochet du Courval and 200 years for Fives
An electric melter is the best way to reduce our CO2 footprint so far. Pochet is committed to reducing its carbon footprint by 50% in 2033 .
Electric melters are efficient in terms of energy consumption and electricity is a low carbon energy in France. This first reason drove our choice. The second reason is the high quality of Pochet glass. We’ve produce glass for the premium and luxury markets and electric melting is suited to achieve our quality requirements.
We know that we’ll have to adjust our batch recipe for an electric melter but it won’t change our quality requirements
GLOBAL
32 Furnaces International June 2023 www.furnaces-international.com
FURNACES
Pochet du Courval has produced high quality glass for the luxury market, that’s why our first priority was to check the ability of Fives’ Cold Top Vertical Melting (CTVM) to achieve our quality requirements.
During the pre-engineering stage, many tests were launched in partnership with Fives to check this keypoint.
Decarbonisation
The melter is a keypoint of Pochet’s decarbonisation plan and the melter is itself a part of the project. Indeed this project also includes five low consumption gas forehearths and electric annealing lehrs. The project will reduce Pochet’s CO2 footprint by 8000T / year and helps us achieve our CSR ambitions to reduce our gas emissions by 50% in 2033.

ANDY REYNOLDS, BUSINESS DEVELOPMENT DIRECTOR, FIVES STEIN


Fives Stein, https://www.fivesgroup.com/
All-electric furnaces currently offer the only viable means to eliminate carbon emissions produced from heating by combustion. The Prium E-Melt takes electric melting technology to an advanced level, offering exceptional energy efficiency, good service life and ease of operation and maintenance.
The Prium E-Melt design has evolved from both empirical review of installed references and design advancement through CFD modelling studies. Furnace geometry, electrode orientation and connection profiles have all advanced through incremental changes.
Pochet has stated its ambition to reduce its carbon footprint and all-electric melting is a significant step in the process. This furnace design also offers excellent glass quality and so is well aligned with the high-performance levels demanded.
We believe all-electric melting will play an important part in glassmaking in the future and will sit alongside other technologies such as hybrid furnaces utilising biofuel or H2 combustion.

All-electric melting has some limitations which mean sometimes it is not the most appropriate technology, however even in such cases some electrical heating is likely to remain such as supplemental boosting in hybrid furnaces.
In future, electric furnaces will have larger capacities. The current issues relate more to glass composition than furnace capacity.
In terms of infrastructure, we cannot speak for electric suppliers and their capacity to satisfy the market, moreover the situation varies in different countries in the world.
Fives, as an industrial engineering group, considers its mission in offering technologies that allow green glass production at point of use.
The new electric melter begins production at the end of 2024. It will be the first electric furnace dedicated to Luxury glass in France.
We placed Fives order last summer when the electricity prices were the highest. The decision to build an electric furnace is a long-term strategic investment taken by the group Pochet and linked to our CSR ambitious roadmap.
This project is a long-term project and we are convinced electric melting is the best existing solution for our needs.
The project includes investment in a new forming machine and we plan to invest in new cold end lines. These investments have the aim to develop 4.0 industry in this production unit.
Is electricity the future of glassmaking? Electric melting is an available technology for glassmaker which pull less than 100 t/day/melter. Pochet’s need is in this range of pull.
There is no technology available so far for high pull furnaces and I’m convinced that new melting technology will be developed for glassmakers which need to pull more.
Pochet celebrates its 400th anniversary this year and is well known for its pioneer mindset. We continue exploring renewable energy for the future.
GLOBAL FURNACES 33 Furnaces International June 2023 www.furnaces-international.com
Pochet Group makes glass packaging for perfume, skincare and make-up
Andy Reynolds, Business Development Director, Fives Stein
André Frezel, Pochet’s Technical Director
Pochet du Courval’s Guimerville plant in Normandy, France.
When it comes to electric furnaces in the iron and steel industry, the electric arc furnace (EAF) is usually the first that comes to mind. These tilting, swivel-roofed, batch melting furnaces have been widely used for over a century in scrap-based steelmaking. With the need for decarbonization becoming ever more pressing and novel iron and steelmaking flowsheets emerging, another type of electrically-powered metallurgical furnace – the electric smelting furnace (ESF) – is gaining attention. These stationary, sealed, fixed-roof, continuous operation furnaces are commonly used in the non-ferrous and ferroalloy industries and are the key to various viable decarbonization pathways, including replacing the blast furnace and enabling direct, continuous steelmaking from DRI.
Much like the EAF, the ESF consists of a molten metal-resistant refractory crucible. It uses electrical power, supplied from electrodes vertically inserted through an enclosed roof, to achieve heating, melting, and the required smelting reactions. That is where

*Global director, analytics and decision solutions, Hatch
Courtesy of Steel Times International
GLOBAL FURNACES 34 Furnaces International June 2023 www.furnaces-international.com
As the global push for decarbonisation intensifies, the steel industry will need to develop more sustainable ways to manufacture steel. Electric smelting furnaces will be a key innovation in creating a more sustainable future, says Yale Zhang*, with their ability to process high-gangue ore and increase the degree of electrification being a critical part in the industry’s strategy to decarbonize.
The past, present and future of electric smelting furnaces
continuous electric smelting and became the standard feature of metallurgical ESFs ever since.
The development of the rotary-kiln and electric smelting furnace (frequently referred to as RKEF) process for ferronickel in the 1950s, electric melting of DRI to produce pig iron in the 1960s, and non-ferrous slag cleaning processes saw the increasing application of ESFs. Thanks to its ability to handle large slag volumes, accommodate higher temperatures, as well as its versatility in furnace customization, the ESF is now the dominant technology used to produce FeNi, FeCr, FeSi, silicon metal, and PGMs (Platinum Group Metals). Despite that, it is limited to niche ore processing when it comes to ironmaking. This includes the processing of vanadium titaniferous ores at New Zealand Steel and the now defunct Highveld Steel to produce pig iron and TiO2-rich slag. ESFs are also used extensively to process titanium-bearing ilmenite (FeTiO3) ores, at operations by Rio Tinto Fer et Titane (RTFT) and Rio Tinto Richard’s Bay Minerals (RBM), to name a few. Several DRI-ESF ironmaking processes have also been developed over the past decades, including Kobe’s FASTMELT process and Inco’s Inmetco process. Currently, the rotary hearth furnace RHF-ESF process used by Iron Dynamics is the only active commercial ESF-based ironmaking operation to produce hot metal using a conventional ferrous slag system.
The present
the similarities end as the EAF and ESFs differ drastically in their design and operation. Although it replaces coal-based fuels with electricity, in many ways the ESF operates more like a blast furnace (BF) than an EAF, as summarized below:
The past
The EAF and ESF share the same roots dating back to the 19th century, when William Siemens demonstrated the first electric furnace for scrap melting at the Paris Expo in 1879. Paul Héroult developed this idea into the EAF steelmaking process, leading to a patent and commercial plant in 1907. Early development of the ESF started earlier, with a focus on phosphorus and calcium carbide production, commercialized in 1889 and 1894, respectively. The invention of Soderberg electrodes in 1919 was revolutionary for
The recent rise in the interest of applying ESF technology to iron and steel production follows the realization that the existing direct-reduced iron DRI-EAF processes – the foremost candidate to replace blast furnaces and basic oxygen steelmaking as a lower-emission alternative – is heavily constrained by pelletizing capacity and raw material supply, namely the limited availability of low-gangue iron ore. If high gangue iron ores are used directly in the DRI-EAF process, all gangue material from the ore is rejected at the EAF as steelmaking slag, which is inefficient due to the high volume and iron content of the slag. To produce pellets more suitable for EAF steelmaking, the iron ore must undergo a gangue rejection step prior to the DRI-EAF route. The losses from the ore beneficiation step are recovered through increased selling prices when using low-gangue, DR-grade iron ores. When applied to higher gangue, BF-grade iron ores, this leads to unacceptable levels of energy and yield losses that cannot be recovered through an increased selling price.

To support the world’s growing appetite for low-emission green steel through the DRI-EAF pathway, much of the high-gangue iron ore used in BFs today needs to be converted to low-gangue iron ore. Unfortunately, the capital cost and implementation timeline required for such a pursuit is prohibitive and introduces other risks, such as water availability and logistical issues regarding tailings storage and handling. For many lower grade ores, iron yield loss is significant during beneficiation, especially to produce what is considered DR-grade pellet feed. Significant decarbonization can only be achieved if proposed lower-emission steelmaking processes are suitable for most of the world’s ore supply, which is higher gangue, BF-grade iron ores.
This is where the ESF comes in. Well-proven in the non-ferrous and ferroalloy world where it is accustomed to dealing with much higher slag volume, the ESF is an ideal process to melt low-to-high gangue containing DRI using electrical energy. The resulting carbon-containing hot metal produced from the ESF can be transferred for subsequent oxygen and/or electrical steelmaking while gangue is removed in the form of low-Fe containing slag. This slag is comparable to blast furnace slag and can be valorized as a clinker substitute for the cement industry where this in-turn reduces the cement industry’s carbon emissions.
Besides effective gangue rejection and the possibility of using more cost-effective, BF-grade iron ore in a lower emission flowsheet, there are other benefits to the steel -
GLOBAL FURNACES 35 Furnaces International June 2023 www.furnaces-international.com
making processes from having an ESF upstream. The ability to turn DRI into hot metal opens the possibility for the BOF to be coupled with the lower-emission ironmaking process. This is a significant advantage, as it enables the production of steel grades that are otherwise difficult to produce with the DRI-EAF route (e.g., low nitrogen steel), as well as hot metal pre-treatment processes before steelmaking. In addition, in many cases this allows the continued use of existing and highly optimized steelmaking assets. This is the current decarbonization transition pathway being pursued by several major European steelmakers to replace their blast furnaces, with minimal impact to their existing ore supply, steelmaking assets and product mix. Notable steelmakers committed to this pathway include Tata Steel Netherlands and Germany’s thyssenkrupp.
EAF steelmaking fed by hot metal from an ESF also benefits from lower gangue input in addition to the latent and sensible heat of the molten hot metal, as it reduces yield loss and boosts productivity – much like many hot metal-based EAF operations today. The use of hot metal gives EAF operators an additional source of high-quality ore-based metallics (OBM) made from more cost-effective high gangue iron ore sources to fill the growing demand for merchant pig irons/hot-briquetted iron (HBI) – a situation that is likely to worsen with the continued deterioration of scrap quality and related impurities. The possibility of adding a hot metal pretreatment step (e.g., dephosphorization and carburization) before adding it to the EAF has the potential of unlocking more lucrative steel grades as well.
The future
DRI technology is evolving from using natural gas or syngas, to hydrogen-based reduction, to further reduce carbon emissions. One consequence of this transition is a rise in the production of low-carbon or even carbon-free DRI. Modern EAFs rely heavily on carbon in DRI for chemical energy, slag foaming, and yield improvement, with operators often preferring higher carbon content in the DRI. Without this carbon, EAF steelmaking can become less efficient, resulting from lower yields and increased energy consumption. This poses a challenge for the industry’s transition to low-carbon or carbon-free DRI.
Rather than feeding DRI to an EAF directly, an ESF has the flexibility of being able to process low-carbon or carbon-free DRI. Inside the ESF, carburization reactions occur that impart carbon into the molten metal. The key to this carburization is the ESF’s ability to maintain a strong reducing atmosphere within the crucible, unlike an EAF which experiences significant ingress of air. This lessens the reliance of an ESF on carbon chemically bound within the DRI, as it can better utilize carbon sources that are added to the furnace, such as anthracite. Furthermore, steelmakers have shown interest in potentially replacing coal-based reductants like anthracite for biomass – an emission-free carbon source to further drive emission reductions. If ESFs act as the bridge between low carbon DRI to EAF steelmaking, many of the challenges of transitioning to hydrogen-based DRI can be addressed.
Even more remarkable is the prospect of transforming an ironmaking/DRI-melting ESF into a direct steelmaking process, potentially replacing the traditional EAF altogether. To achieve this, Hatch developed the patented Continuous Reduced Iron Steelmaking Process (CRISP) to create the next generation of integrated steel mills. This can be either new construction, or Hatch can convert ironmaking CRISP+ furnaces into steelmaking CRISP furnaces to eliminate either oxygen steelmaking or electrical steel-
making. The concept involves altering the physical and thermochemical condition inside the ESF to achieve decarburization of the hot metal instead of reduction.
The stationary fixed-roof furnace design also allows for many of the operational advantages described for an electric smelting furnace in ironmaking service to evolve into a direct steelmaking operation.
The CRISP direct steelmaking process is an established concept, and a successful pilot was carried out in Sweden between 2008 and 2009. The pilot demonstrated the ability to produce low-nitrogen liquid steel comparable to BOF-made liquid steel while achieving improved yield, and low emissions. Additionally, this technology relies on solid waste oxides for decarburization, eliminating the need for oxygen injection, which reduces utility costs and boosts iron yield. Replacing the ESF-EAF pathway with one step, results in an innovative, efficient continuous steelmaking process that requires lower total energy with a higher degree of electrification.
As the global push for decarbonization intensifies, the steel industry will need to develop more innovative and sustainable ways to manufacture steel. While there are several new technologies in development that will help achieve this goal, the advancements of ESFs will be a key innovation in creating a more sustainable future.
The ability of ESFs to process highgangue ore and increase the degree of electrification of traditional iron and steelmaking will be critical in meeting the industry’s emission reduction targets; and the ESF’s effectiveness and versatility in performing different process functions makes it an instrumental piece of the green iron and steel value chain of the future.
GLOBAL FURNACES 36
� Furnaces International June 2023 www.furnaces-international.com Feature Typical Large AC EAF Typical Large AC ESF Operation Batched feeding, processing, and tapping Continuous feeding and processing, semi-continuous tapping Configuration 3-electrode circular 3-electrode circular, or -electrode rectangular Furnace Design Tilting furnace and swivel roof Stationary furnace and fixed roof Electrode Type Pre-baked or graphite Soderberg Refractory Campaign Life Short (months) Long (years-decades) Hearth Power Density Very high (>3000 kW/m2) Medium to Low (<600 kW/m2) Hearth Area Small (~40 m2) Large (up to 400+ m2) Hot Heel (tonne liquid iron or steel) Small (~50 t) Large (~1000-1500 t) Off Gas Rate High (~200,000 Nm3/h) Low (<20,000 Nm3/h) Furnace Slag Behavior Open bath foaming slag Variable depending on application
Go efficiency.
Emerson’s combustion technology provides superior quality and flow performance, enabling you to meet the highest standards of safety and energy efficiency in your industrial burner application.
Learn more at Emerson.com/Combustion














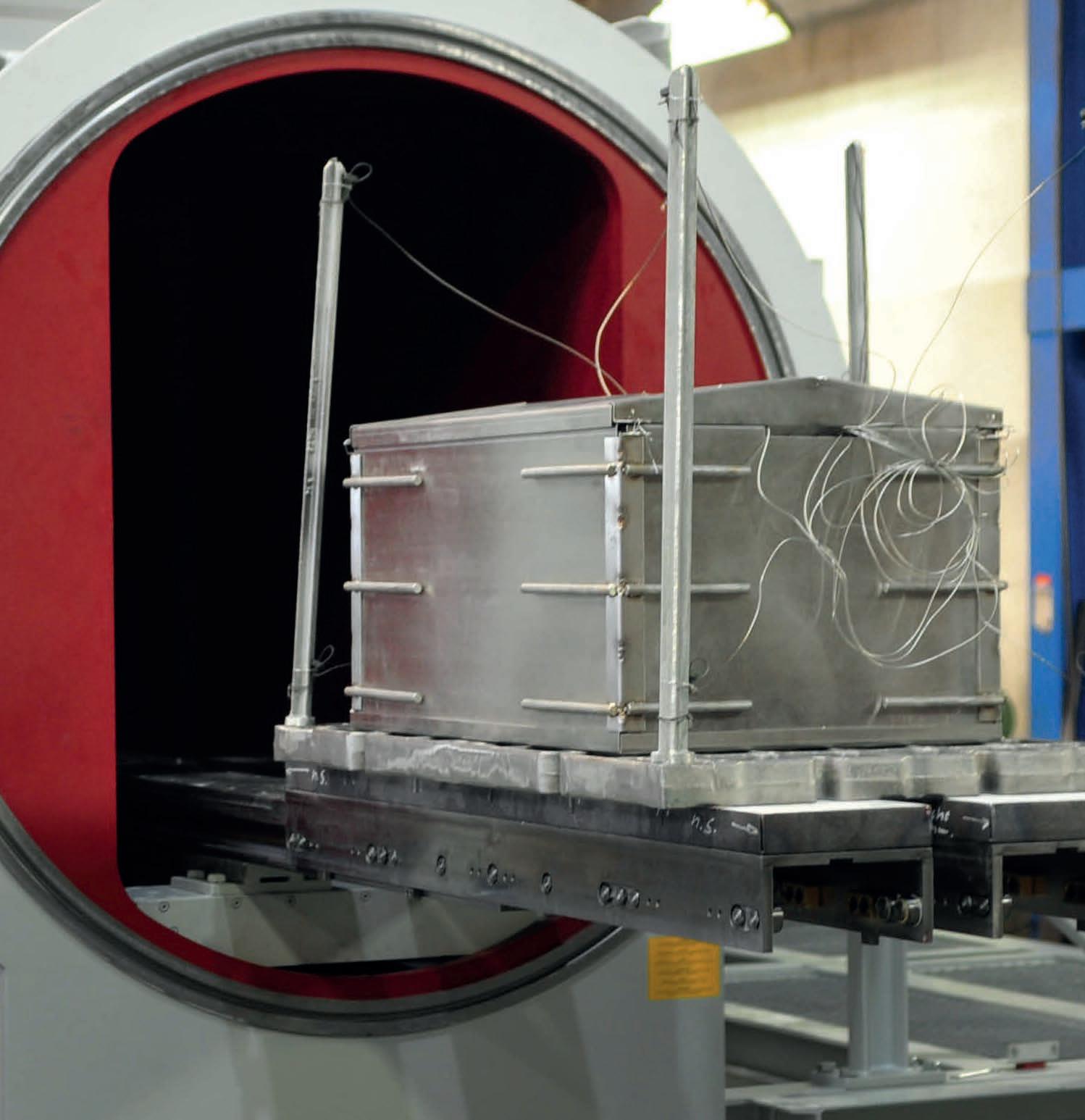
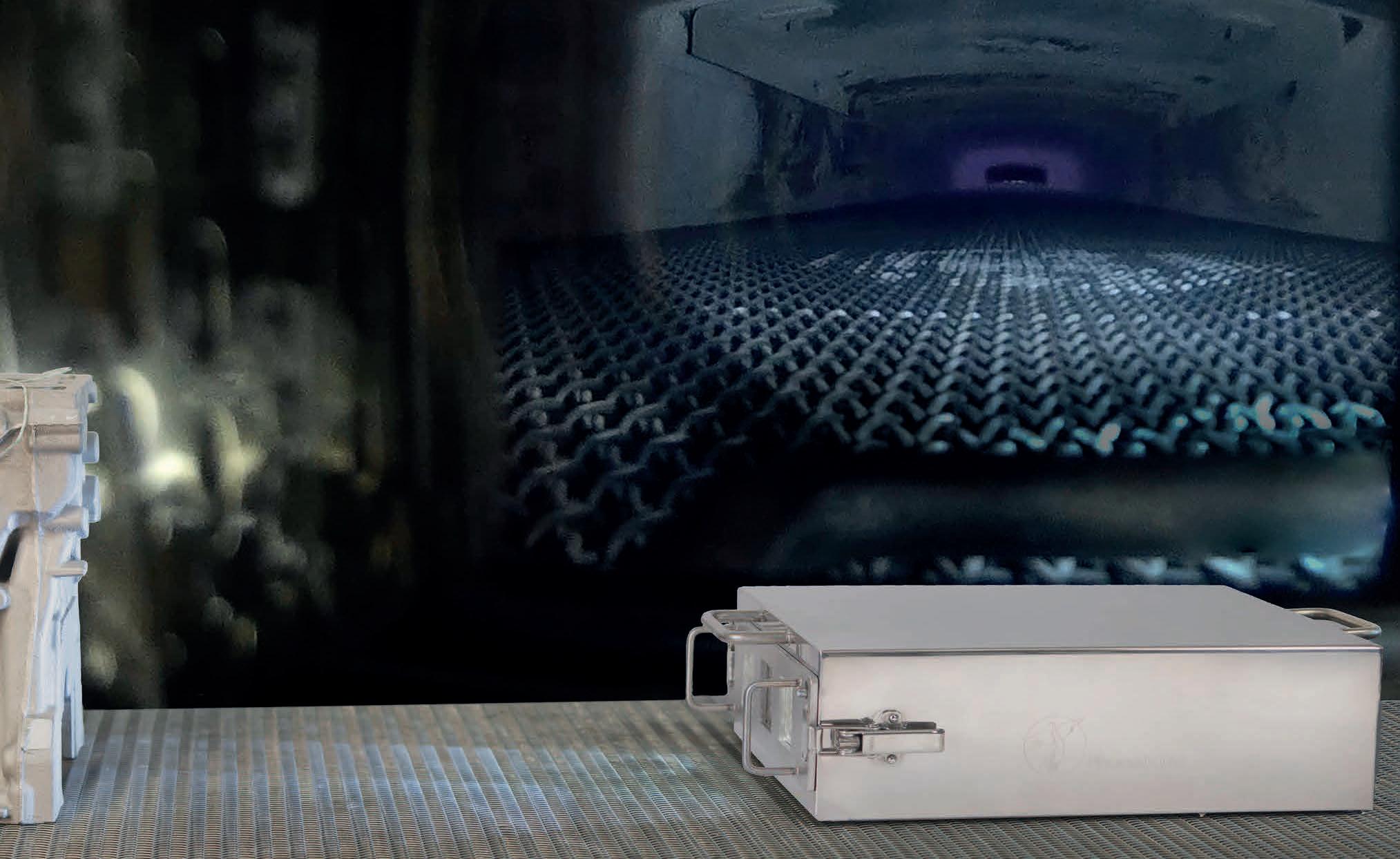









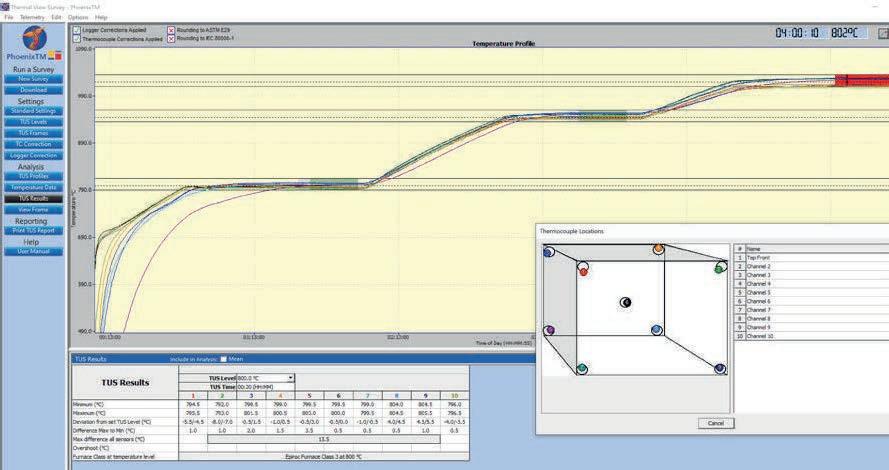
Temperature •Complete product temperature profile •Measure up to 20 points •No Trailing Thermocouples so quick, safe and cost effective •Custom systems to meet specific application challenges including Oil Quench! •Understand, control and improve your process TUS •Fully compliant to AMS2750 or CQI-9 •Live RF Telemetry TUS Data •Batch, Semi and Continuous Furnace Operation •Minimal Production Down Time •Quick easy TUS report generation Video •Inspect your furnace during live production •Find, fix and forget your furnace issues •Keep your furnace operational and productive . . . and Maintain ! Measure, Certify PhoenixTM GmbH Germany info@phoenixtm.de PhoenixTM Ltd UK sales@phoenixtm.com PhoenixTM LLC USA info@phoenixtm.com www.phoenixtm.com Visit us for more information: ... where experience counts ! Thru-process Temperature and Optical Monitoring
