Subscriptions $140.00 per annum (inc GST) Overseas prices apply Ph: (03) 9690 8766
Copyright Manufacturers’ Monthly is owned by Prime Creative Media and published by John Murphy. All material in Manufacturers’ Monthly is copyright and no part may be reproduced or copied in any form or by any means (graphic, electronic or mechanical including information and retrieval systems) without written permission of the publisher. The Editor welcomes contributions but reserves the right to accept or reject any material. While every effort has been made to ensure the accuracy of information, Prime Creative Media will not accept responsibility for errors or omissions or for any consequences arising from reliance on information published.
The opinions expressed in Manufacturers’ Monthly are not necessarily the opinions of, or endorsed by the publisher unless otherwise stated.
All articles submitted for publication become the property of the publisher. The Editor reserves the right to adjust any article to conform with the magazine format.
Sydney Office Suite 11.01, 201 Miller St, North Sydney, NSW 2060
Printed by: The Precision Group 83-89 Freight Drive. Somerton Vic 3062
Welcome to the April edition of Manufacturers’ Monthly.
For this edition’s Manufacturer Focus, we speak to Vast, who manufacture concentrated solar thermal technology to bolster Australian renewable capability. Next is a 2025 market update from director of corporate finance at RSM Australia, Oliver Gaunt, who talks us through raising capital as a manufacturer. Additionally, this edition’s Engineering Focus is an insight into a Charles Darwin University project that hopes to develop fluorine-free firefighting foams that match the performance of PFAS-based firefighting foams, which are notably harmful to the environment. Rounding out the edition is Decision Makers comment Unilever Australia, which explores trends in Australian manufacturing and in the home care, personal care, food and beverage sectors.
Assuring the quality of a Future Made in Australia
As we approach what is Australian manufacturing’s biggest month of the year, the industry has seen many positive developments despite international concerns. These announcements and investments in sectors like renewables, critical minerals, steel manufacturing and Defence, all play vital parts of a sovereign future made in Australia.
Manufacturers’ Monthly’s April edition explores Australian-made success stories alongside the latest in electronics manufacturing. It also delves into how quality assurance and testing solutions help deliver consistency in sectors vital to the nation’s economy.
We kick off with a technology manufactured by Vast, who produce concentrated solar thermal (CSP) technology that generates, stores, and delivers zero-carbon, renewable and dispatchable energy. In this Manufacturer Focus piece, founder Craig Wood takes us through the company’s major projects as well as its manufacturing capabilities, which come as a result of support from ARENA and a recent NASDAQlisting.
Remaining on the idea of sustainability, April’s Engineering Focus delves into a Charles Darwin University project that hopes to develop effective alternatives to PFAS-based firefighting foams, which can be harmful to the environment. This mission to increase the effectiveness of fluorine-free firefighting foams (F3) is led by Professor Bogdan Dlugogorski and Dr Vinuthaa Murthy.
For the Decision-maker comment, we again dive into Ibis World’s 2024 Top 100 Manufacturers for inspiration. Unilever Australia manufactures a diverse range of consumer products across the sectors of home care, personal care, food and beverage. In this article, the company’s supply chain director discusses its Australian manufacturing facilities which produce products under brands like Lipton, Knorr, Dove, Axe and Hellmann’s.
The April edition also follows Capral Aluminium in its journey as a new member of the Australian Made Campaign. This development comes at a time where the importance of
supporting Australian-made aluminium couldn’t be more clear.
Shifting to an offering at the core of this edition’s messaging, Minitab provides us with insights on the company’s software analytics solutions that ensure businesses produce high-quality products and services.
Also on theme is a preview of Electronex, an electronics design and assembly expo that brings together industry professionals to explore advancements in electronics design, manufacturing, and assembly. The event will be held from May 7-8 at the Melbourne Convention and Exhibition Centre. Finally, we hear from association partners such as Weld Australia, Ai Group and CSIRO regarding the state of Australian manufacturing and quantum technologies.
As we progress through what has been a fast-paced 2025, Australian manufacturing continues to motivate with advancements in technologies that almost seem impossible, providing hope for a future of innovation, sustainability and sovereignty.
Lower-Carbon Aluminium
WELD COMMENT
Rebuilding or Regressing? A snapshot of Australia’s manufacturing industry
Those of us who grew up in the 1960s will recognise the unmistakable sound of the TARDIS taking off. Right now, it feels like we’re caught in a time warp, hurtling backwards at full speed.
We don’t need to look too far into the past for evidence of our regression.
In 2019, the Federal Government released Australia’s National Hydrogen Strategy. This put forth a vision of Australia as a hydrogen economy superpower. And yet major hydrogen projects have been cancelled. The Queensland government withdrew support for the $12.5 billion Central Queensland Hydrogen Project (CQ-H2) project, which aimed to produce more than 1 million tonnes of green hydrogen annually. BP shelved its Kwinana Green Fuels Project in Western Australia, citing high costs and technical challenges. Woodside Energy cancelled the H2Tas Project—a Tasmanian green hydrogen project, citing unfavourable market conditions.
The Western Plains Wind Farm in Tasmania, the Wooroora Station and Moonligh Range Wind Farms in Queensland, Corack East Wind Farm in Victoria, Barneys Reef Wind Farm in New South Wales, the Seadragon offshore wind project off the Gippsland coast, and an as-yet-unnamed offshore wind farm in the Illawarra have all been abandoned. Why? Repeated delays in planning and approval processes, opposition from local communities and fluctuating government policy. In 2023, the UN Climate Change Conference in Glasgow (COP26) brought together 120 world leaders. Countries reaffirmed the Paris Agreement goal of limiting the increase in the global average temperature to well below 2°C above pre-industrial levels and pursuing efforts to limit it to 1.5°C. Countries agreed to a provision calling for a phase-down of coal power and a phase-out of “inefficient” fossil fuelsubsidies.
As a result, the world was amazed at the number of fuel companies committing to sustainable green energy; BHP, Shell, Woodside and BP among them. However, global fuel companies
are reducing their commitment to sustainable greenenergy.
Similarly, it’s a case of history repeating itself for the almost 22,000 people who call Whyalla home with administrators recently appointed at its steelworks for the second time. The Whyalla steelworks was losing $1.5 million a day before the South Australian government forced it into administration, with liabilities estimated to be $1.34 billion.
The steelworks reportedly only had 4,000 tonnes of coking coal available when the administrators took over on February 19, equivalent to three days of use of the blast furnace. Minimal repairs, maintenance, and capital expenditure have been performed over the last 18 months, creating safety concerns at the steelworks. Not even the traffic lights on the front gate are operating.
The last time that happened was in 2016 when the steelworks — at the time owned by Arrium — was placed into voluntary administration with debts of more than $4 billion.
Once again, the steelworks have been saved by the government and, once again, there is a discussion about which lucky investor might take the opportunity.
The next six months
As the TARDIS keeps whirring, pulling us further back in time, one thing is certain, the next six months could accelerate a backwards trajectory or propel us forward.
Prime minister Anthony Albanese recently announced a new initiative to strengthen Australia’s renewable energy manufacturing sector. This initiative includes ambitious local content requirements and a commitment of $500 million from the $1.7 billion Future Made in
Australia Innovation Fund to focus on domestic manufacturing of wind turbines, which are being imported fromChina.
The announcement by Albanese is a win for our industry. While it lacks specific details, it lays a foundation for securing Australian jobs and ensuring that renewable energy projects are built with Australian steel by Australian welders – not unsafe, imported alternatives. It may help us turn back time and rebuild our once flourishing manufacturing industry.
Australia’s renewable energy transition will require somewhere between 6,000 and 10,000 wind towers, 78,000 transmission towers, and more than 25,000km of transmission lines. The opportunities presented by the sheer scale of work are huge, particularly for regional Australia. Enforceable local content policies will help create countless jobs in regional Australia. These policies will help the regional communities most likely to be impacted by a transition to renewable energy where coal-fired power stations and mines are currently the largest employers.
However, there is still a huge amount of legislation and various regulations that will need to be drafted to bring these policies to fruition.
The impossible tasks for Australia’s energy industry
With a Federal Election on the horizon, a change in government could see the energy industry tasked with theimpossible.
The first impossible task: keep Australia’s ageing fleet of coal-fired power stations operating efficiently for the foreseeable future. According to the Climate Council, Under Peter Dutton’s plan, the first nuclear reactor is unlikely to be ready for at least 20 years, requiring 15 years for construction alone. This means that the first
nuclear reactor would not be operational until at least 2045.
Many of Australia’s coal-fired power plants have already exceeded their design life two or three times over. It will be a magnificent feat of Australian engineering if these power stations reach their scheduled retirement dates, let alone operate beyond them until 2045 – even with extraordinary investment.
Weld Australia – through its Power Generation Industry Group (the members of which include all the major power generators) – is currently undertaking a project to develop technical guidelines for maintaining aging plants to extend design life as much aspossible.
The idea that you can simply replace ageing components – boilers, generators, turbines – and keep these plants running indefinitely is a myth. Rebuilding and refurbishing takes years, comes at an enormous cost, and requires prolonged shutdowns. The reality is, Australia does not have the capacity, workforce, or infrastructure to make this happen.
The second impossible task: deliver seven nuclear reactors by 2035 (a full 10 years earlier than what experts like the Climate Council and CSIRO believe is feasible). The issues associated with nuclear power have been well publicised and are extraordinary. Just to name a few:
1. Australia is the driest continent in the world. Nuclear power plants require an infinite source of fresh water. Therefore, the only likely solution will be to build these nuclear reactors near the coast and start by building a desalination plant, powered off the nuclear reactor, thereby sucking a significant percentage of its output, adding to the cost of construction and power.
2. Nuclear reactors discharge water at a
temperature of around 24 degrees. The thought of that warm outflow spilling into our local beaches isn’t exactly appealing to most Australians (particularly central coast Queenslanders who will see even more Great Barrier Reef bleaching).
3. The engineering complexity and lack of trained staff makes the task almost unthinkable.
4. We have to come up with a nuclear waste storage and reprocessing facility. I can’t see the states and Indigenous land councils queuing up for that honour.
5. Last but not least, the legislation in every state in Australia will need to be changed – getting the state, territory and federal governments to agree is likely to pose the largest challenge of all.
If securing community support for wind towers is a challenge, imagine the battle to convince locals to accept a nuclear reactor in their backyard.
For decades, affordable and reliable energy has been the backbone of Australia’s manufacturing industry, driving our aluminium production, steel mills, and heavy industry. Since World War II, cheap electricity has been a key factor in our economic growth. But as successive governments have offshored manufacturing, industrial demand for power has plummeted (offset by our growing population and increased residential power demand).
Australia’s manufacturing sector has been in decline for 40 years, with the sector’s share of GDP declining by nearly two-thirds since the late 1970s. As a result, Australia now has the lowest manufacturing share in the OECD. In the Harvard economic complexity rankings, Australia comes in at number 102 in the world, behind Bangladesh, Honduras andUganda.
Despite this decline, manufacturing remains
critical to our nation’s future – for multiple reasons. It significantly contributes to the nation’s GDP and exports, driving innovation and productivity growth across the economy. The sector provides more than 850,000 high-quality jobs and supports extensive supply chains, enhancing economic resilience and sovereign capabilities.
Manufacturing plays a crucial role in technological advancement, research, and development, positioning Australia as an innovation leader. It also contributes to environmental sustainability through local production standards and circular economy initiatives.
With its far-reaching economic linkages and strategic importance, a robust manufacturing sector is essential for Australia’s economic diversity, long-term prosperity, and ability to withstand global challenges.
The reality is, Australia now stands at a crossroads. We can invest in a future powered by sustainable, low-cost energy that rebuilds our manufacturing base and positions Australia as a global leader in advanced industry. Or we can continue the trend of outsourcing jobs, offshoring critical projects, and dragging our economy backwards.
We’ve already witnessed the devastation caused by the destruction of Australia’s car industry, a move that sent shockwaves through the manufacturing sector. At the same time, state governments continue to send infrastructure projects overseas, stripping Australian workers of opportunities.
The choice is clear: either Australia breaks away from the global chaos and moves forward with a dynamic, advanced manufacturing industry founded on low-cost sustainable energy – or we continue in reverse, heading back to 1925 in the TARDIS.
Weld Australia insists that manufacturing plays a crucial role in technological advancement, research, and development for Australia.
Austal Australiasia awarded $270 million ferry contract
Austal Australasia has been awarded a contract valued up to $275 million for the design and construction of a vehicle passenger ferry.
Part of Gotlandsbolaget’s ‘Horizon X’ program, the 130-metre combined cycle, ‘hydrogen-ready’ ROPAX catamaran will be the largest vessel ever constructed by Austal. It will feature a combined cycle propulsion system that includes both gas and steam turbines.
“Horizon X is an incredibly exciting project that is going to re-define commercial ferry capabilities, with a multi-fuel and hydrogen-capable combined cycle power plant and a class-leading, efficient hull design,” said Austal Limited CEO, Paddy Gregg. “The flexible fuel technology demonstrated in Horizon X is leading the transition to decarbonisation of commercial ferries.”
With a capacity to transport up to 1,500 passengers and 400 vehicles, the catamaran will be designed and built by Austal, with construction commencing the first half of CY2026.
It will utilise green aluminium produced using energy efficient processes and technologies that use less carbon, resulting in lower emissions. Construction is scheduled to complete in mid-2028.
Gregg emphasised that the high-speed catamaran represents a step towards climate-neutral
With a capacity to transport up to 1,500 passengers and 400 vehicles, the
emission targets while providing an exceptional passenger experience. Gotlandsbolaget CEO, Håkan Johansson, expressed his agreement and enthusiasm for the Horizon X project.
“Horizon X is not only designed for speed and efficiency but also for sustainability, as it incorporates cutting-edge green technology, including a hydrogen-ready, highly efficient gas turbine propulsion system,” he said. “This vessel is a key step in our strategy to achieve climate-neutral
$480 million investment in shipbuilding
The Federal Government has announced a $480 million investment to build a skills and training academy targeted at the naval shipbuilding and submarine construction workforce.
The academy is set to deliver high-tech education and training needed to meet the needs of continuous naval shipbuilding and AUKUS in South Australia. Located at the state’s Osborne shipyard, it dates back to the AUKUS Pathway announcement in 2023 where the Federal and SA Governments agreed to establish a dedicated Skills and Training Academy.
“South Australia’s industry will deliver billions of dollars in defence capabilities and thousands of well-paid, high skilled jobs – and the Skills and Training Academy Campus at Osborne is at the centre of this work,” said deputy prime minister, Richard Marles.
At its peak, up to 4,000 Australian workers will be employed to design and build the infrastructure for the submarine construction yard. Ground works have now commenced at the site for the Skills and Training Academy Campus, which will be delivered
by Australian Naval Infrastructure (ANI).
Kellogg, Brown and Root, and Architectus have also been engaged as design partners, with Australia’s Sovereign Submarine Build Partners of BAE Systems and ASC also supporting the design and build. A further 4,000 5,500 direct jobs are set to be created to build Australia’s conventionally armed, nuclear powered submarines when the program reaches its peak.
“This isn’t just an investment in bricks and mortar – it is also an investment in generations of Australian workers who will be building our submarines, making their contribution to defending our nation and building a career for
operations, utilising lightweight green aluminium and advanced hydrodynamic design to minimise fuel consumption and emissions.
Austal and Gotlandsbolaget first announced plans for the development of ferry design in April 2023. Since then, Austal and Gotland Tech Development, a part of Gotlandsbolaget, have engaged with technology providers from around the world to select preferred main equipment, and to define system arrangements.
themselves as part of a future made in Australia,” said Marles.
The design of the Skills and Training Academy Campus will simulate the submarine construction yard, providing hands-on skills and classroom-based learning. The facility will include trade workshops, classrooms and a central submarine mock-up area.
The courses and skills will also support the workforce required to deliver the Hunter class frigate, which is set to sustain at least 2,000 jobs and create at least 500 new jobs over the next decade.
The campus is a part of $30 billion worth of investment over the coming decades that is set to support thousands of well-paid, high-skilled jobs.
Ground works have now commenced at the site for the Skills and Training Academy Campus at Osborne Shipyard in South Australia.
‘Horizon X’ catamaran will be designed and built by Austal Australasia.
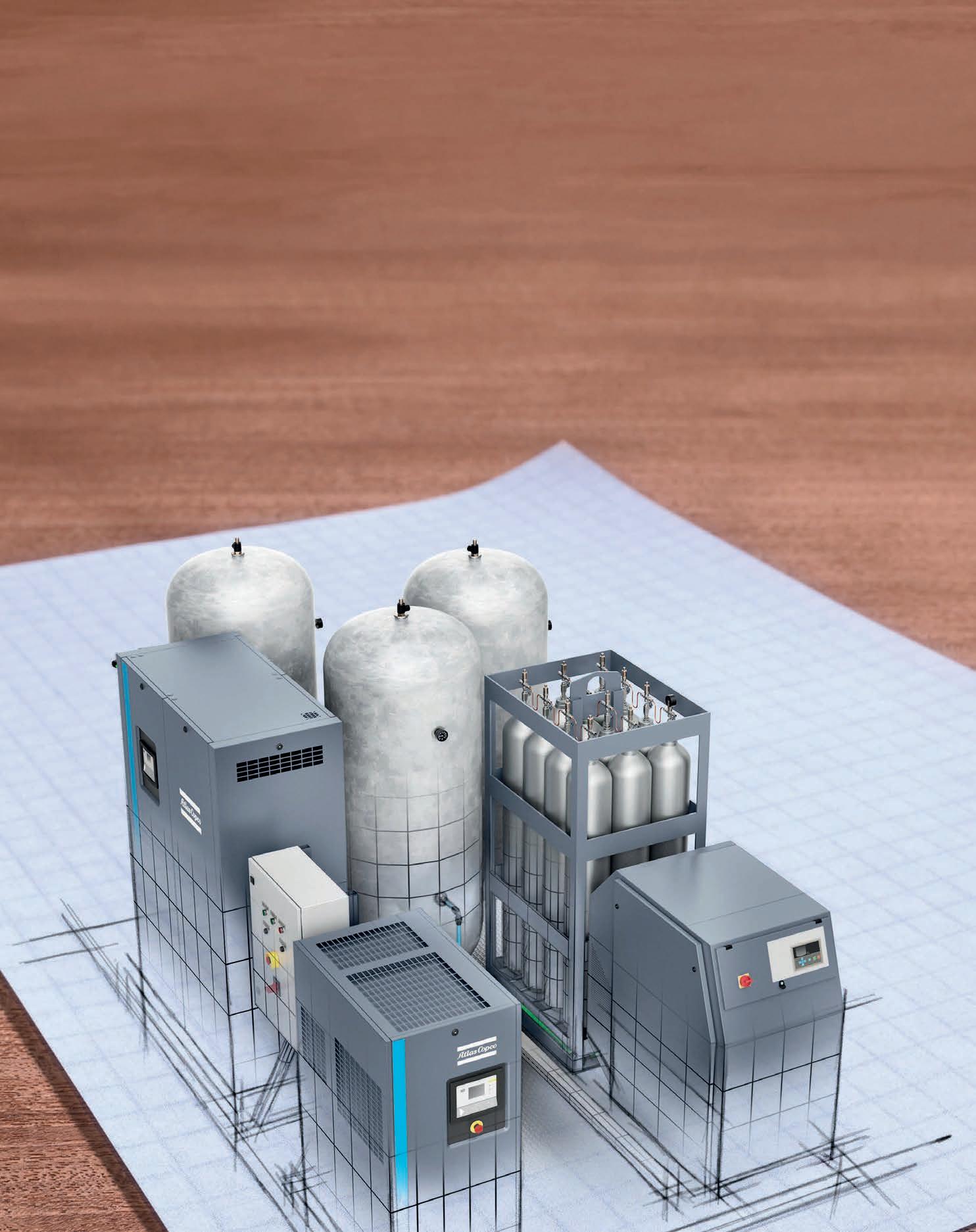
Revolutionise Your Nitrogen Supply: Generate On-Site!
Say goodbye to the hassle of nitrogen tank rentals and deliveries! With Atlas Copco’s on-site nitrogen generators, you can produce your own nitrogen with ease and efficiency.
Why choose on-site nitrogen generation?
Cost Savings: Reduce your nitrogen costs by up to 80%
Continuous Supply: Enjoy 24/7 availability of high-purity nitrogen
Safety: Eliminate the risks associated with handling high-pressure cylinders
Environmental Impact: Lower your carbon footprint with on-site generation
Take control of your nitrogen supply today!
Scan the QR code to download our free eBook and learn more about the benefits of on-site nitrogen generation.
INDUSTRY UPDATE
New multimillion-dollar Arnott Group facility
Image: Arnott’s Group
The Arnott’s Group has opened a multimilliondollar manufacturing facility that spans 45,000 sqm in Rowville, Victoria.
The site features three main manufacturing areas, including a dedicated allergen-free and extruded products zone, an R&D culinary centre and two logistics warehouses. Annually, it has the capacity to produce 180 million muesli and protein bars, 40 million oat sachets and 300 million bowls of muesli.
Arnott’s Group CEO, George Zoghbi, said the
business was proud to be back in Melbourne with its new facility, which is set to enhance product innovation to cater to consumer trends as they emerge.
“Arnott’s has been at the forefront of manufacturing in Australia for 160 years. We know that Australian consumers are increasingly seeking nutritious snacking options that deliver on both taste and quality,” he said.
The facility is set to both build upon and reignite local Victorian manufacturing relationships
and partnerships.
“Our success is built upon strong partnerships with Australian suppliers and logistics providers. This announcement strengthens these important relationships across Victoria and the country and further cements our footprint in the state,” said Zoghbi.
The site manufactures recognised brands including Freedom Cereals, Messy Monkeys, Sunsol, Heritage Mill, Arnold’s Farm, Arnott’s Treatles and Sam’s Pantry.
$500 million investment in Australian steel manufacturing
The Federal Government has announced a $500 million investment aimed at ensuring Australian steel manufacturers can scale up and seize the opportunities of the energy transition.
Through the Australian Renewable Energy Agency (ARENA), a $500 million allocation from the Future Made in Australia Innovation Fund will provide merit-based grants for manufacturing opportunities. These opportunities include projects that build new capability in wind tower steel fabrication and related sectors.
“We will back Australian industry to compete
and succeed, so we can create the next generation of good local jobs,” said prime minister, Anthony Albanese.
Along with manufacturing within the wind industry, funds could be directed to clean energy technology manufacturing, including:
•Battery and storage technologies.
• Hydrogen electrolysers.
• Energy efficiency and electrification technologies.
• Other components critical to the clean energy transition, like cables.
This is the first allocation from the broader $1.75
billion Future Made in Australia Innovation Fund.
While Australia makes around 5.7 million metric tonnes of steel each year, it requires more investment to expand its fabrication capacity.
This investment is targeted at addressing this to ensure Australian manufacturers have the backing they need to scale up and seize the energy transition’s opportunities.
ARENA is set to help commercialise these newto-Australia onshore manufacturing capabilities, with further allocations from the Fund being announced soon.
The $500 million allocation is the first from the broader $1.75 billion Future Made in Australia Innovation Fund.
A new Arnott’s facility in Rowville has the capacity to produce 180 million muesli and protein bars.
Filling the gap in Australian renewables MANUFACTURER FOCUS
With prototyping now complete and $180 million of conditional funding recently announced from ARENA, Vast is taking its commercially ready concentrated solar thermal technology to the world of renewables. Here’s what’shappening.
Founded more than 15 years ago, Vast manufactures concentrated solar thermal power (CSP) technology solutions that capture, store and generate zero carbon, ondemand heat and power.
“We’ve developed the world’s leading CSP technology,” said CEO, Craig Wood.
Wood said the idea behind the technology originated from a realisation that, to completely decarbonise, Australia needed a renewable energy technology that had long-duration energy storage capabilities. While he admitted that all renewable technologies are excellent, the challenge remains the “annoying thing called night-time,” when intermittent renewables – like solar PV – are not available.
“Our technology can take daytime energy, store it, and then reliably generate during peak pricing periods at nighttime. It’s one of the few
technologies that we still need in the energy mix to transition to a properly green future,” he said.
Vast has strong backing from government, with its first utility-scale project, VS1 in Port Augusta, recently awarded up to $180 million of conditional funding from the Federal Governmentowned Australian Renewable Energy Agency (ARENA,) and up to $110 million of concessional finance from the Australian Government already committed.
In addition to Australian Government support, in 2023 Vast also expanded its reach globally by listing on the NASDAQ under the symbol VSTE and is backed by global energy leaders EDF and Nabors. After recently completing prototyping, Vast is primed to take the renewables manufacturing market by storm with a pipeline of demonstration and commercial scale plants in development around the world.
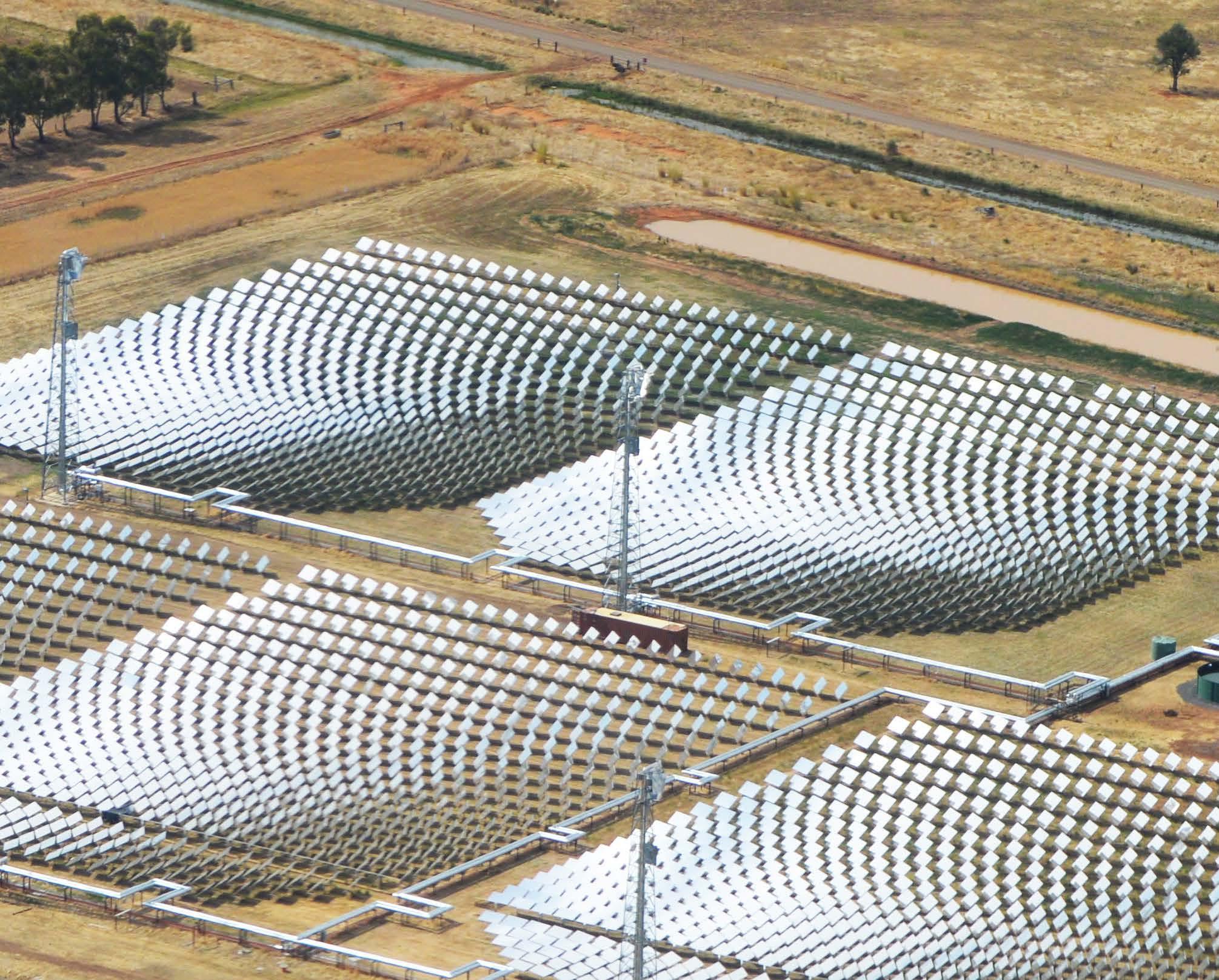
An idea over a decade in the making Behind what is already becoming a successful manufacturing business is a first of its kind technology. Vast’s next generation CSP technology utilises large mirrors – called heliostats – that are precisely curved to concentrate the sun’s energy towards a receiver tower that gathers sunshine and stores it within a sealed chamber full of molten salt. After it is stored, the energy can be taken and used directly as electricity or heat to power the grid, fuels production for shipping and aviation, specialist industries such as data centres, and hard to abate industries like mining and refining.
“What we’re doing, it’s very similar to a kid shining sunlight with a magnifying glass, except it’s on a giant industrial scale,” said Wood.
Each standard Vast solar module contains around 2500 heliostats pointing at the receiver
Each standard Vast solar module contains around 2500 heliostats, with each of them pointing to a receiver tower.
tower, which itself is 50 metres tall and contains a 4.2-metre by 4.2-metre solar receiver.
“Each of those heliostats is 6.4 square metres of glass, has one gearbox, a foundation and the capability to track the sun,” said Wood. “We concentrate up to 1000 suns on the front face of the receiver, and then we cool the receiver and take that heat away using liquid sodium metal. There’s a door on the tower that keeps the receiver warm so that sodium doesn’t freeze. The door seals to create a little hot box to keep the sodium loop contained overnight.”
A past, present and future of projects
The first project developed to demonstrate the viability of this technology began 10 years ago when Vast first got involved with mechanical and thermodynamic systems to capture, concentrate and move heat.
“This research ultimately led to the development and operation of a 1.1-megawatt grid connected power station,” said Wood.
The project was the first that proved the company’s technology and the scalability of its modular systems. It consisted of 3,500 heliostats configured into five modular tower arrays and was successful in connecting to Australia’s electricity grid. This project garnered international attention, receiving International Energy Agency’s SolarPACES 2019 Technical Innovation Award.
In the five years since this project was commissioned, Vast continued to perfect its technology, resulting in the development of the utility-scale clean energy project, VS1, in Port Augusta, South Australia.
“Since running that demonstration project for nearly three years, we continued to refine the technology, develop the manufacturing methods, and push towards the first commercial reference plant, which will be a 30-megawatt power station with eight hours of storage located in Port Augusta, South Australia,” said Wood.
The 30MW plant will use Vast’s modular tower CSP v3.0 technology and is expected to commence construction after reaching final investment decision in 2025.
“The 30-megawatt plant is going to have eight of our modules,” said Wood.
Vast is also developing a co-located green methanol production facility, South Australia Solar Fuels in Port Augusta, in partnership with global energy company, Mabanaft. This worldfirst renewable methanol demonstration plant is set to receive approximately $40 million in funding as part of the German Australian Hydrogen Innovation and Technology Incubator (HyGATE). It will use the renewable heat from VS1 to produce methanol, leveraging VS1’s clean energy to decarbonise the hard-to-abate shipping
industry. Once operational, SM1 has the potential to produce up to 7,500 tonnes per annum of renewable methanol.
Another future Vast project with large implications is VS2, a hybrid 50MW commercial plant that will use the company’s CSP v3.0 technology, combined with solar PV for daytime generation and a large-scale battery and gas engines for firming to produce a generator that delivers low-cost, dispatchable, clean energy 24/7.
“VS2 will have 30 of our modules to allow us to gather more energy,” said Wood.
Wood also noted VS3, a project in the pipeline that will be co located with VS1 in Port Augusta, and have in the order of 70 to 80 modules.
Developing capability for such an ambition
Wood emphasised that the potential scale of eventual operations has meant the company has prioritised modularity within manufacturing processes to ensure costs remain low and processes remain straightforward.
“We don’t want unnecessarily complicated manufacturing techniques that mean that the end product ends up having a cost without a better outcome,” said Wood. “We’re simple people. We just like using things like steel and concrete and glass. We think that they result in high quality system with a much more straightforward, cheap and reliable supply chain.”
Thanks to its modular manufacturing
Craig Wood has been CEO of Vast for just under 10 years.
Vast’s green methanol production facility, Solar Methanol 1 (SM1), has the potential to produce up to 7,500 tonnes of renewable methanol per annum.
MANUFACTURER FOCUS
capabilities, Vast is set to scale up to automated manufacturing to support its project pipeline. With a team of just over 50 people of diverse expertise, Vast’s has leveraged largely manual manufacturing processes for prototyping and testing to date.
“Our office is in North Sydney and our main manufacturing facility is near Ipswich in Queensland. That facility is where we’ve done all the development prototyping and testing,” said Wood.
Upgrades to manual manufacturing capabilities are already in the pipeline for Vast, who are set to purchase an automated manufacturing line from a German partner. The line will be purpose-built for Vast’s site in Port Augusta, and will have the ability to be packed up and moved to the next project.
“When it’s installed, it will have capacity to manufacture in the order of 200,000 to 250,000 heliostats per annum. The line itself has significant capacity,” said Wood. “We need a production line of this sort because our technology really works best when it’s at 100MW+ scale, with 12 to 20 hours of storage. With those size plants, you will have 70+ solar fields, and 200,000+ heliostats per plant.”
Wood said that embedded throughout the company’s manufacturing capabilities is an emphasis on quality assurance and quality control (QA QC). Because what Vast does is a precise operation – with mirrors curved to within one millimetre of accuracy – it has spent time working on automated solutions and ensuring appropriate quality measurements are met.
“At each point, we’ve worked extremely closely with our supply chain partners to make sure that our quality measures are integrated through the systems that they’re working on,” said Wood. He attributed his focus on quality to the importance that nothing happens at the factory.
Partnerships and funding
The progress Vast has made in its manufacturing capabilities and technology expertise wouldn’t be possible without partnerships that emerge in “two different buckets,” financial backers and research partnerships.
“In the somewhat heated renewable technology debate in this country, I think there is an understanding on both sides that our technology is important, and that’s why we’ve been supported by both sides,” he said. “We have been backed by ARENA for 10 years and the level of support has increased. It’s just been critical in terms of technology development.”
Wood also said that in addition to support from ARENA, another large investment came from a high-net-worth backer who took the company through the first 14 years and eventually brought it to the point of being listed on the NASDAQ. He believes that there are huge opportunities for Vast in the US.
“We have three staff in Houston. And while we are an Australian company, the reality for us is that there are major international opportunities, and the first one that we’re focusing on is the US,” he said. “Our technology works best in hot, sunny places, so places like Arizona, Nevada, New Mexico, West Texas and California are great for us.”
Aside from financial backers, Wood also emphasised the importance of research partnerships with the likes of ASTRI (Australian Solar Thermal Research Institute), CSIRO, EDF, Fichtner, Mars, Nabors, National Renewable Energy Laboratory (NREL), the U.S. department of energy and the German Government. These partnerships helped Vast pull expertise from a lot of people in a lot of different areas.
“We’ve gone to the very best people in the world, and said, ‘Here’s what we’re trying to do, we want
this from you. Are you prepared to work with us on that basis?’ Often, people say yes,” said Wood. “You can see that we’ve gone and found the right people to work with from all around the world and within Australia that have contributed to getting to where we are now.”
Going forward
Moving forward, Wood has emphasised the importance of building CSP plants in Australia that are critical to decarbonising our country, rather than exporting technology to the rest of the world. To achieve this, he noted that the Government must continue to support sovereign efforts.
“What we have at Vast is actually a homegrown opportunity to be the world leader in this technology,” he said.
In the near future, Wood also expects to explore other global markets, including the Middle East, which lacks a viable alternative to CSP.
This global vision represents the ambition of Wood and his colleagues at Vast, a company that is now primed to scale up manufacturing operations and take its already functional technology to change the international energy landscape.
Renewable gas, like biomethane, is being demonstrated and developed right here in New South Wales, and already being used successfully overseas.
Biomethane can help industry and manufacturing sectors to lower emissions without any operational changes.
If we look at the big picture we can find big opportunities, more solutions and more ways to support the energy transition for industry.
AUSTRALIAN MADE ALUMINIUM
A future of Aluminium made in Australia
As U.S. tariffs show potential to disrupt Australia’s aluminium trade, Capral Aluminium has joined the Australian Made Campaign to reinforce a crucial message.
Australian aluminium is in the spotlight, as shifting global trade policies and tariffs create uncertainty for local producers. The recent imposition of tariffs on Australian aluminium exports to the United States has added pressure to the industry, according to Capral CEO, Tony Dragicevich. This has raised concerns about potential trade disruptions and the increasing threat of dumped aluminium entering the Australian market.
Now, more than ever, Dragicevich said the importance of supporting Australian-made aluminium is clear. In this landscape, Capral Aluminium is reinforcing its commitment to local manufacturing by joining the Australian Made Campaign. This move strengthens the
company’s position as an Australian manufacturer, while ensuring consumers and businesses can easily identify and support locally produced aluminium products.
“Joining the Australian Made Campaign is an exciting step for Capral. The logo is widely recognised and carries a strong message about supporting local industry. We are proud to display it on our Australianmade aluminium products,” said Dragicevich.
Australian Made
The Australian Made Campaign was established in 1986 to promote and support locally manufactured products, helping consumers easily identify and choose Australian-made goods. This logo, an iconic green and gold kangaroo is a symbol of trust, signifying that a product has been manufactured or grown in Australia to high-quality standards.
Over the decades, the campaign has played a crucial role in strengthening Australia’s manufacturing sector, driving economic growth, and fostering national pride in locally produced goods. Today, with global trade challenges and supply chain uncertainties, the campaign is more important than ever in ensuring that Australian industries remain competitive and resilient.
“The iconic green-and-gold kangaroo logo has been clearly identifying Australian goods for more than 35
years. It is Australia’s most recognised and trusted country-of-origin product symbol,” said Australian Made chief executive, Ben Lazzaro.
“By choosing products with the Australian Made logo, consumers, businesses, and all levels of government can buy with confidence knowing that they are getting an authentic Aussie product made to some of the highest standards in the world, while generating economic activity and supporting thousands of Australians throughout the supply chain.”
Capral Aluminium:
A proud Australian manufacturer
Capral Aluminium is Australia’s largest producer and distributor of aluminium products, with a history spanning more than 85 years. As an Australian business, Capral operates a manufacturing and distribution network, employing more than 1,000 Australians across the country.
Capral’s commitment to local manufacturing is evident through its six extrusion plants strategically located in Queensland, New South Wales, Victoria, South Australia, and Western Australia. These facilities produce a range of aluminium extrusions used across various industries, including building and construction, transport, marine, industrial applications, and renewable energy.
Capral Aluminium has reinforced its commitment to local manufacturing by joining the Australian Made Campaign
Capral’s commitment to local manufacturing is evident through its six strategically located extrusion plants.
Images: Capral Aluminium
Beyond extrusion, Capral has an extensive distribution network, with trade centres and branches spread nationwide. This national footprint ensures timely supply to customers while reinforcing the importance of supporting Australian-made aluminium products.
The importance of buying Australian Made aluminium
In the current global trade environment, buying Australian-made aluminium has never been more critical, according to Dragicevich. He believes the imposition of tariffs on Australian aluminium exports to the United States presents numerous challenges for local producers. Trade flows could be disrupted, and the risk of foreign aluminium –potentially produced under unfair trade conditions – being dumped into the Australian market is higher than ever.
This dumped aluminium – sold in Australia at artificially low prices due to government subsidies or excess production overseas – poses risks to the viability of local manufacturers, according to Dragicevich. He said it can lead to unfair competition, job losses, and a decline in domestic industry standards. Choosing Australian-made aluminium ensures that businesses and consumers are supporting ethically produced, high-quality materials while safeguarding Australia’s manufacturing future.
“At Capral, we value the campaign’s mission, and we know how much this initiative means to our customers, many who are Australian manufacturers themselves and who actively choose to support Australian manufacturing,” said Dragicevich.
Capral Aluminium has long been an advocate for fair trade policies and the enforcement of anti-dumping measures to support the Australian
aluminium industry. The company has actively engaged with the Australian Government and trade regulatory bodies to ensure that local manufacturers can compete on a level playing field.
“Capral has been manufacturing extruded aluminium in Australia for decades, and we remain as committed as ever to supporting local industry. Australian manufacturing is vital to our economy, and we are proud to contribute to its strength and resilience,” said Dragicevich.
In addition to its advocacy efforts, Capral is committed to ensuring that its customers have access to high-quality, Australian-made aluminium that meets strict industry standards. By continuously investing in technology, sustainability initiatives, and local workforce development, Capral reinforces the value of supporting Australian manufacturing.
As Australia navigates a rapidly evolving global trade landscape, Dragicevich emphasised the importance
of choosing Australian-made products is paramount.
The Australian Made Campaign provides a vital platform for businesses like Capral Aluminium to showcase their commitment to local manufacturing.
“It’s great to see Capral Aluminium bolster their commitment to local manufacturing by certifying their aluminium products as Australian Made. Aussie products are made to some of the highest standards in the world, they are trusted and known for their safety and quality,” said Lazzaro.
By supporting Capral’s Australian-made aluminium products, businesses and consumers help sustain local jobs, ensure fair competition, and protect Australia’s industrial capabilities.
In an era of increasing trade uncertainty, Dragicevich said standing behind Australian manufacturers is not just an economic decision – it’s a commitment to a stronger, more resilient future for the nation’s aluminium industry.
Capral is committed to ensuring that its customers have access to high-quality, Australian-made aluminium.
Capral has an extensive distribution network, with trade centres and branches nationwide.
INDUSTRIAL GAS SOLUTIONS
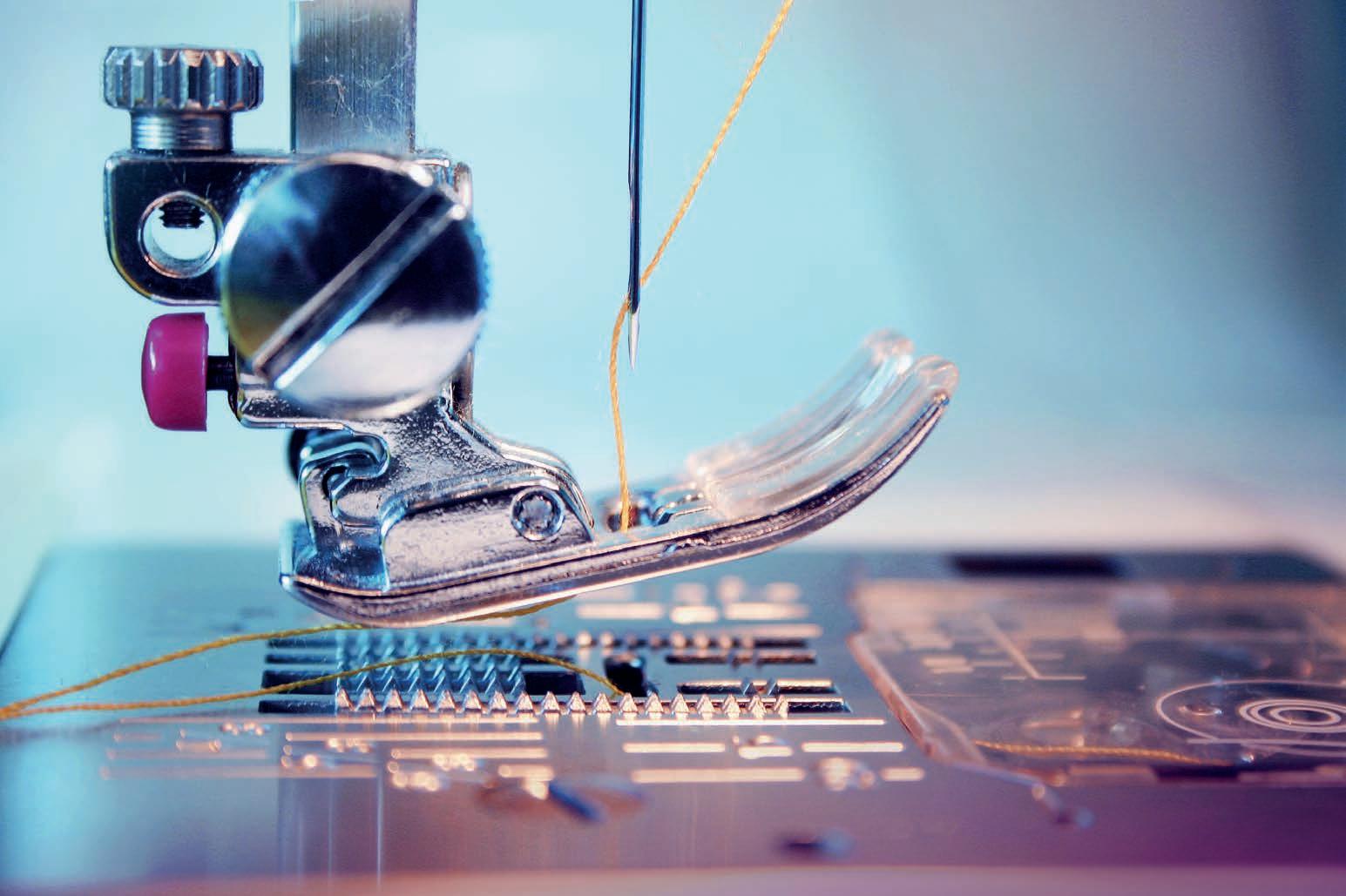
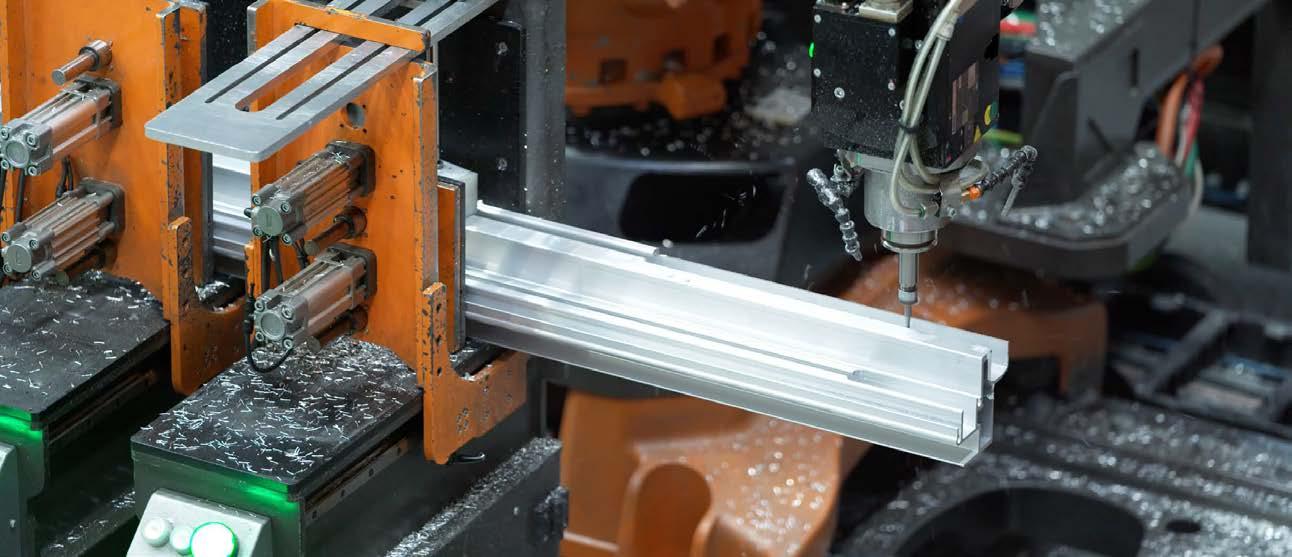
Enhancing laser cutting efficiency with on-site nitrogen generation
Atlas Copco offers on-site nitrogen generation solutions that can boost productivity for industrial laser cutting companies. This means you can produce nitrogen right where you need it, helping to improve efficiency and reduce costs.
Laser cutting is a method that uses heat to cut through materials, commonly used in industrial manufacturing. It’s especially useful for cutting sheet metal. For instance, laser cutting is used to create panels for equipment canopies to reduce noise levels, as well as exhaust ducts for hot air.
These laser cutting systems can engrave metal and quickly cut sheet metal for complex tasks and for a wide variety of materials, including aluminium, stainless steel, titanium, and more. Nitrogen gas (N2) is needed at varying pressures, ranging from 15 bar to 35 bar, depending on the material and thickness being cut by laser cutting machines.
With the added support of Atlas Copco on-site nitrogen gas solutions, laser cutters showcase their versatility in industrial manufacturing by enabling the precise and swift cutting of complex shapes in a variety of metal materials.
Why use nitrogen?
Nitrogen is one of Atlas Copco’s on-site gas solutions that plays a crucial role in laser cutting. As an inert and non-reactive gas, nitrogen prevents oxidation and discoloration, enhancing the quality of the cut. By preventing oxidation, nitrogen clears a path for the laser beam to precisely reach the targetarea.
Laser cutting machines also rely on nitrogen to provide an inert atmosphere for cutting, as its oxygen-free environment helps prevent the material from undergoing chemical reactions. This is beneficial when working with materials like stainless steel and alloy steel, which are prone to oxidation. Additionally, nitrogen’s cooling properties contribute to achieving superior edge quality and can help regulate the temperature of the material during the cutting process, reducing the risk of material distortion. This ensures that intricate designs and fine details can be maintained with precision, eliminating further material handling.
This controlled atmosphere created by nitrogen is vital in ensuring the quality of the cutting process, making it indispensable in most laser cutting operations.
Using nitrogen also offers several other industrial
uses, including its ability to ensure continuous operation with minimal operator attention, allowing for uninterrupted production. Nitrogen helps maintain a clean laser stream by purging the beam’s travel path, preventing contamination and irregularities in the cut.
Perhaps the most important benefit of the nitrogen for the customer is how it can ensure a burr-free environment while laser cutting, leading to a lot less material handling. Combining increased productivity from higher cutting speeds with the cost-saving benefits of on-demand nitrogen generation makes this an obvious premium choice for laser cutting customers.
On-site N2 solution
As part of a complete on-site nitrogen generation system, Atlas Copco’s NGP+ range of nitrogen generators can produce nitrogen at 99.999 per cent purity while also storing nitrogen onboard in a bottle rack to meet production demands and ensure customers never run out of nitrogen.
Atlas Copco’s high-pressure nitrogen generation system is an all-in-one, plug-and-play system that provides independent gas supply and cost savings. This complete system on a compact skid includes a Variable Speed Drive (VSD) compressor, a nitrogen generator, air and nitrogen receivers, booster,
dryers, filters, and a high-pressure bottle bank for storage.
Atlas Copco’s available nitrogen skid features:
•Low operating costs for extra cost-efficiency.
• Plug-and-play high-pressure skid system that delivers nitrogen at 40 or 300 bar nitrogen purity: 99.9 per cent to 99.999 per cent .
•Reliability for 24 hours a day, 7 days a week.
More cost-efficient and environmentally friendly
Atlas Copco’s on-site gas generators can make a laser cutting application more cost-efficient and environmentally friendly by reducing operational expenditure including lowering the overall energy consumption. Most importantly customers can generate their own nitrogen gas at their doorstep, which will never run out.
Having nitrogen generation on-site, users also eliminate the need for cylinder deliveries and reduce reliance on external suppliers. This not only streamlines operations but also ensures a reliable and uninterrupted supply of nitrogen gas.
Atlas Copco on-site nitrogen generation solutions provide a beneficial way to enhance laser cutting precision and reduce dependency on external gas supplies, ensuring consistent quality and cost efficiency.
Nitrogen ensures a burr-free environment while laser cutting and thus eliminates material handling.
Image: Atlas Copco
BUILT FOR THE FUTURE
For decades, Amada has provided the Australian industry with cutting-edge, productivityenhancing sheet metal machinery from Japan. Our product range includes sheet metalworking machinery, tooling, software, and automation systems.
At this year’s exhibition, Amada will showcase the EML-AJe Series Punch-Laser Combination Machine. This all-electric punching system features an in-house-developed fiber laser
engine, offering flexible, low-cost production.
Equipped with a 3kW fiber laser engine utilising the industry’s highest-power single diode modules, the EML-AJe enhances the success of Amada’s EML CO2 combination machine. Designed for minimal operator intervention, it enables the full-range processing of simple to complex parts.
manufacturing. A full-table cabin enclosure and ensure quick manual
Additionally, various automation systems support extended, and unmanned manufacturing.A second-origin setting point operation, improved safety, and ease of use.
The (available in the 1003 and 2204
EGB1303ATCe and the , both equipped with an
We will also present two semi-automated bending systems: the HRB1003ATC
Automatic Tool Changer (ATC)
EGB1303ATCe
HRB-ATC Series models) is designed for processing smallsized batches using integrated VPSS 4i Bend offline software times are drastically reduced, increasing efficiency and precision. Even operators with varying experience levels can effectively use this
servo-controlled press
. Featuring a high-performance, high-
The Series represents Amada’s latest generation of brakes tonnage electric drive system, a revolutionary back-gauge system, and voice command control, it ensures high-speed bending with repeatable accuracy, even for less-experienced operators.
AFH-ATC tools. With an Automatic Tool Changer (ATC) and powerful , setup system.
WL-P105A, a compact designed vertical doors 180-degree workspace access, along with a for easy process
Another highlight is the desktop fiber laser marking machine for low-volume production and R&D applications across various industries. This machine features manually operated with large viewing window monitoring.
SMART SOFTWARE SOLUTIONS FOR ENHANCED PRODUCTION
tracks machine performance, downtime, energy
V-factory: A real-time monitoring system that consumption, and material usage. This data is factory application, improving efficiency and
IoT Remote Support technologies with Amada experts in real time, providing immediate support and troubleshooting.
Stand MT800 , to explore Amada’s latest innovations and see our machines in
LIVLOTS (Live Variable LOT Production System): A powerful smart factory software
: Utilising AI and remote that integrates , and , ensuring sustainable process improvements.
May 6th to 9th metal production challenges, Amada has introduced V-factory, IoT Remote Support, and LIVLOTS:
www.amada.com.au
AMADA Oceania - AMW Melbourne 2025
MARKET DYNAMICS
Raise capital, accelerate growth
RSM Australia’s director of corporate finance, Oliver Gaunt, explores the complex world of raising capital from the perspective of a manufacturing business.
“Living and breathing” finance has been the reality for RSM Australia’s director of corporate finance, Oliver Gaunt, for the past decade. With experience in banking, insolvency and mergers and acquisitions across a variety of industries, Gaunt delivers outcomes for clients through capital advisory, raising both debt and equity, one of RSM’ keyofferings.
Gaunt expressed his enthusiasm going into 2025 and urged manufacturers to keep a keen eye on developing market dynamics. These dynamics surround the Reserve Bank of Australia’s (RBA) interest rate cuts that provide a great backdrop for raising capital.
“There are more opportunities for business at the moment to seek more debt as it is becoming cheaper, and more accessible,” said Gaunt. “ It’s been helped by the rise in private debt providers over the last five years that provide debt funding where banks will not.”
Gaunt said this growth of private debt has ultimately made it easier to raise debt for businesses in a market that has traditionally been dominated by the four major players.
The growth in debt providers has emerged in two forms. One of these is challenger banks, like Judo Bank, who entered the market to support small and medium-sized businesses. The most growth in this space, however, has been private credit funds.
“Where debt takes lower risk and equity takes higher risk, private credit funds take the middle ground. Taking on more risk than banks but charging more in interest, ranging from low to mid double digits,” said Gaunt.
Despite being more expensive, Gaunt said they fill a gap where banks don’t operate.
“They are short term lenders and typically look at providing debt facilities that they expect to get refinanced within 12 to 24 months,” he said. “Banks don’t generally deal with businesses that don’t have a trading history of more than 24 months, a private credit fund wouldn’t have that issue.”
Considerations when seeking capital
To paint the picture for businesses wishing to pursue external capital in this potentially beneficial market, Gaunt identified growth as a common trend that has historically led businesses to doing so.
“We’ve seen a lot of growth in the manufacturing industry. The discussion begins to be about how to then fund that growth because with that growth comes funding requirements, to scale production, acquire machinery, grow inventory,” he said.
“For manufacturing businesses there’s quite a high level of investment that needs to go into facilitating growth.”
Born from a need to raise capital due to factors like growth, Gaunt said manufacturers are often
confused in deciding between taking on debt or seeking equity investment. He said that there are numerous factors that should be considered when making this decision, including the fact that despite debt being cheaper than equity, it’s not necessarily catered for your requirements.
“For one, you won’t be able to raise the same amount of debt as you would equity,” said Gaunt. Because of these variabilities, Gaunt believes that ultimately it comes down to a business and what its objectives are.
Gaunt is enthusiastic going into 2025, urging manufacturers to keep a keen eye on falling interest rates and an active investor market.
Growth is the most common factor that has historically led businesses to pursue external capital.
“For debt, you’re looking at more specific objectives. This may include the purchasing of a machine or building,” he said. “An equity investor is looking at the broader picture. They’re going to be looking at what your long-term growth plans are. Is it geographical expansion, investing in innovation and R&D or looking at entering new markets?”
To raise equity for growth the business must issue new shares to the investor and as a result the business needs to be valued to determine the share price. Gaunt advises that there are a number of factors that drive valuation and suggests seeking an independent valuation from an experienced valuer, a service offered by RSM. A major factor impacting valuation is the market that the business operates in, and what position it holds within this market?
“This comes down to a business’s market share, geographical coverage and the market outlook for that industry. Is it just in Australia, is it in the AsianPacific, is it worldwide?” he said. “The wider the coverage and the larger the market share, the more valuable you’re going to be.”
Another question that Gaunt emphasised was whether a business is what he refers to as a ‘price maker’ or a ‘price taker.’
“This can be influenced by the businesses intellectual property,” he said. “If you have a unique product that only you can manufacture you are more likely to be able to influence price and be a price maker.”
Gaunt also noted numerous other factors that impact the value of your business. These included: • Brand value: The better-known the brand is, the more valuable it is.
• Customer and supply diversity: Investors don’t like customer concentration or only having one supplier and no alternate supply sources.
• Keyman risk: This is where one individual holds all the things of value such as IP and relationships with customers and suppliers.
• Housekeeping: Ensuring a well-maintained plant and equipment, and good inventory and debtor management is important.
• Market outlook and regulation: While you can’t control these aspects, it’s benefits to have a positive market outlook and a less regulated marketplace.
Gaunt said that in addition to these factors investors also look for a compelling growth story and businesses that are ready for investment. To attract investors and enable them to make an informed investment decision, businesses must prepare and provide an investor proposal or memorandum.
“That’s a document that sets out the history of the business, and its model, operations, facilities, customers, and suppliers,” he said.
Additionally, Gaunt noted that the investors find value in a forecast model, which looks at the future financial performance of the business – how it’s going to increase profitability and how the proposed investment will be spent. Gaunt said it is essential that the forecast is input driven, and shows profit and loss, cash flow as well as a balance sheet.
“The reason for this is because investors look toward the future, and they will want to run various scenarios and sensitivities using the input drivers that impact growth and profitability,” he said.
Gaunt also sees the development of these
documents as useful decision-making tools for the businesses themselves.
Simplifying a challenging process
In what seems to be a complex process, RSM Australia has services available to help businesses in understanding the best options available to them to ensure they reach their objectives. Its services help clients develop and implement growth strategies to achieve financial outcomes and acquire the funding they need to execute these strategies.
“We prioritise getting business investment ready by preparing high quality investor proposals, financial forecast models and devising a compelling growth story,” said Gaunt.
Past this, the company has a broad network of debt and equity providers – including private credit funds and family offices – that a lot of businesses aren’t typically aware of or don’t have access to, that want to invest in growing and successful manufacturing businesses.
Putting these services into practice, RSM helped a timber business to raise capital at different stages of its business cycle. The first growth phase involved scaling production and raising debt to acquire plant and equipment. The second phase was focused on the long-term growth strategy of the business and involved raising equity to acquire businesses and diversifying into new markets and growing their geographical footprint.
RSM Australia’s corporate advisory in this case – and many others – has helped businesses execute on their growth strategies and accelerate the growth of their businesses by raising external capital.
RSM helped a timber company in raising capital across different phases of its business cycle, scaling production and funding acquisitions.
Expanding access to essential automation components AUTOMATION COMPONENTS
With the launch of its new TreoShop platform, Treotham promises to take the accessibility of its industrial automation component offerings to the next level.
As a player within Australian manufacturing, Treotham Automation supplies components to industrial automation sectors including manufacturing, food and beverage, mining, medical, robotics, packaging, machining tools and more.
“We supply the highest quality products including a wide range of cables, connectors, sensors, safety equipment, and robotics. These products are sourced from manufacturers internationally and are known for their reliability and durability,” said marketing manager, Treotham, Ralph Harpur.
These products – which are used across all automated processes – are backed by technical expertise from experienced engineers and technical specialists who offer personalised support through documentation, product specifications, and assistance. This ensures companies choose solutions suited to their applications.
“Every project has unique needs. Therefore, we work closely with clients to develop customised solutions tailored to their requirements,” said Harpur. “Whether it is recommending a custom cable assembly or finding a suitable sensor for food processing equipment, Treotham’s assistance is personalised.”
Witnessing automated processes for years,
Harpur brought attention to the critical role of the components Treotham distribute that is often hidden within equipment.
These are products or equipment everyone uses on a daily basis. As an example, a digital printer uses “micro components” cables, connectors and a protective housing for the cables called “Energy chain®”. These components are connected to the computer interface that instructs the printer head to move backwards and forwards in the printing process.
Other examples would be the automation used to make the arms move in a car wash or moving up a notch in a food processing plant with bottle-filling. The list is endless. Automation also includes largeend services in bulk handling areas. An example of this would be cranes that move containers in shipping and ports or stackers in mining. Treotham Automation provides products integral to automation processes across thousands of industries.
Treotham scrutinises the products and services it offers to ensure smooth and efficient automated processing. At the heart of this scrutiny is a reliable distribution supply chain that was created by maintaining strong partnerships with manufacturers and suppliers worldwide.
TreoShop allows the customer to filter products by availability, size, colour, cable makeup, thread size and more.
“The local warehouses hold many stock items. This allows companies to have access to the products they need when they need them, minimising downtime and disruptions to their operations,” said Harpur.
Making an already established offering more accessible
A new development is poised to make Treotham’s supply chain more efficient. TreoShop is an online platform aimed at providing customers with access to the company’s industrial automation components. Harpur said it is a representation of an increase in distribution to service a wide array of needs.
“We started working on this roughly 12 months ago with a vision to allow clients the convenience to go online and buy day-to-day products simply, easily and cost-effectively,” he said. “A client can now purchase a cable gland and have it delivered to them within a day. Or they could purchase a selection of products, which will be processed and delivered to them.”
To supply a broad range of industries each with specific needs, Treotham provides components in broad range of industries.
TreoShops’ range includes cables, connectors, energy chains, conduits and cable glands. Additional products will be added weekly as the platform continues to grow.
“We are most definitely going to grow the product offerings. We started TreoShop with day-to-day items that people are ordering consistently,” Harpur said.
The platform provides a detailed product search at the top of each page to assist the customer in finding the product they need easily. Within this search bar, users have the option of searching by part number, description or product series.
“You can type in an existing product number or product and place the order, which goes straight to our warehouse division. They will then process the order and ship them to you,” said Harpur.
Additionally, on TreoShop the customer can filter products by availability, size, colour, cable makeup, thread size and more when browsing. Also available are detailed product specifications – including the features, benefits, and makeup of each product – and the ability to view quotations, order history,
invoices and stock availability. Harpur said this is especially important when clients are putting together estimates for specific projects. Customers also have the ability to check what we have in stock and where that stock is located. This is perfect when timing is anissue.
“The ability for clients to be able to jump straight on and build a quote, keep the quote, and then go back to it afterwards is key,” he said.
Once an order is placed, TreoShop offers delivery or pickup options from the NSW, VIC or QLD warehouses, depending on stock availability.
With the platform “rolling out as we speak,” Harpur said that testing with limited clientele has so far seen nothing but positives.
Complete Treotham offering:
To properly supply a broad range of industries each with specific needs, Treotham provides components in the following categories:
• Flexiblecables.
• Energy chain.
• Chainflexcables.
• Flexible conduits.
• Industrial connectors.
• Robotics.
• Safetyequipment.
• Bearings.
• Cable glands.
• Gearboxes.
• Linear units.
•Measuring systems.
• Sensors.
Images:Treotham
TreoShop is an online platform aimed at providing customers with convenient access to Treotham’s industrial automation components.
TESTING
Manufacturing quality, safety and assurance
Managing director and founder of Test Machines Australia, Paul Cibotto, explores the company’s material testing systems that help businesses assure quality and prevent malfunctions.
While only being born in 2016, Test Machines Australia (TMA) has roots in the manufacture of materials testing systems that date back more than two decades. These roots involve the company’s managing director – Paul Cibotto – who has been at the centre of the specialised testing machine industry for over 25 years.
“TMA started in 2016, but I’ve been in the industry since 2000,” said Cibotto.
Cibotto said the company has grown since its foundation to design solutions for specialised tests in various industries, including manufacturing. Based out of Melbourne, TMA grew to this prominence by selling tailored, not standard solutions.
“We don’t have a catalogue, we custom manufacture machines to suit your application,” said Cibotto. “We avoid customer dissatisfaction by making it exactly the way you want. We found a hole in the market where nobody was willing to design things to suit certain applications.”
A range to meet a diverse industry
To address the broad applications, TMA offers a suite of material testing machines that service an array of industries. At the top of this list is the company’s Tensile Testers, which – in sizes from 50 newtons all to 5000 kilo newtons – measure the strength of a structure or material and identify where its failure point is.
“They test simple things like plastic and packaging, to more complex items like train, truck and ship couplings,” said Cibotto. “It can be important for safety. For example, a chain or a strap might be holding a human.”
Another important TMA offering is its Torsion Testers, which are offered from 10 Newton metre to around five thousand Newton metre and are used to test the strength of a rotating lock – including its bolts and screw heads – that would hold something in place.
“It’s vital to build something to meet a certain torsion standard so the item is safe and usable,” said Cibotto.
Then there are the company’s strain gauges, which are available from half a millimetre in size up to about 200 millimetres. These gauges
measure strain and forces that are often invisible or unrecognisable, making them suited for testing the materials of structures that are built to move, like a large building.
“It’s incredibly hard to work out if something’s going to crack or fracture, for the right or wrong reasons,” he said.
Another diverse TMA offering is its Melt Flow Indexes, which are sold to moulders and recycling plants to ensure their plastics products are up to standards. TMA also has a load cell offering –ranging from five newtons up to 5000 kilonewtons – that is vital to measure the force, whether it be in tensile direction, compression direction, or both.
TMA’s coefficient of friction testers measure the potential slip of any material, including plastics, timber and concrete.
“If you’ve got two pallets stacked up, you don’t want a pallet slipping off, you want friction,” said Cibotto. “On the other hand, if you’ve got plastic bags, you want them to be slippery, so you can access them easily.”
This adaptability is also seen within the company’s pressure and displacement transducers which can remotely measure the pressure and the displacement of liquids, air and gas material. Its impact testers range from 50 to 800 joules and are designed to measure a materials’ strength.
“Sometimes you need something of a certain strength, or you need it to be weak and break in a certain way,” said Cibotto.
TMA’s ASTM Cutting Dies are all billet tool steel cutting dies that are manufactured to suit various shapes, ensuring samples used for testing are consistent and repeatable.
A material specific range that TMA offers is its concrete compression testing machines that test the strength of concrete by testing samples. This is necessary as there is different concrete for different applications, which have different strengths, qualities and temperature adaptabilities.
“This system offers tests that make sure the concrete meets these certain applications,” said Cibotto.
Aside from its testing systems, TMA manufactures data acquisition and displays that are provided in many multiple channel loggers. These systems
allow measurements from sensors to be recorded, displayed, replayed and studied.
“You can take measurements, study them and act upon them,” said Cibotto.
TMA also has a range of made-for-purpose accessories that link back to the company’s focus of manufacturing to order. Cibotto said the accessories allow people to test exactly what they want to make the system more simple, effective, efficient andrepeatable.
“This gives more repeatable and accurate results. That’s why we have a full workshop design team for it,” he said.
Additionally, TMA has a repairs and servicing offering that is born from the company’s expertise and motivation to fix and re-calibrate not only its own machines, but even those from other brands.
“A big misconception is because you didn’t buy the machine from us, we’re not going to help you.
This leaves the customer unhappy and with a broken machine,” said Cibotto. “We will repair their machines and look after them because later on in life, they will feel more confident with dealing with us.”
TMA offers concrete compression testing machines that test the strength of concrete by testing samples.
This emphasis on service extends throughout the entire operations of the business, according to Cibotto. While the pricing of things is sometimes fixed, TMA believes that an aspect businesses can control the most is the quality of service.
“That can be taking a phone call at seven o’clock at night, or a five-minute phone call on the weekend. It’s five minutes of your life that can save someone three days of production,” he said.
Testing a testing machine?
This quality of service extends to quality assurance and testing of TMA’s own product.
After manufacturing its machines, TMA runs the customer’s sample on its machine and application before it leaves the factory. The company has a guarantee that if it doesn’t work, you don’t pay.
“We video it and send it to the customer. The machine does not leave the factory until the customer has seen it operating the way that it was promised,” said Cibotto. “We do everything to ensure the customer is happy, so the next time there’s another machine needed, people remember that it was such a smooth transaction.”
A company who has witnessed this service is Jenmar, who manufactures steel reinforcements for the mining industry. With branches all around Australia, the company’s operations – which are critical to the nation’s economy – must not stop. To
address this, TMA supplies, services and maintains its machines to ensure everything goes to plan.
Going forward, Cibotto said TMA is looking to expand with more servicing and concrete testing, as well as a renewed focus on more custom procedures. Despite rapid growth being a positive indication, he said that the company is trying to do
so without sacrificing what the businesses core.
“We have to be careful not to grow too fast because service is our number one thing, and if we let that fall, then we ruin everything we’ve earned,” he said. “It’s all fine to say I want to take over the world, but I would rather we look after our people.”
SOFTWARE SOLUTIONS
Solutions designed to assure quality
Minitab’s Analytics Solutions design manager, Bass Masri, explores the company’s analytics solutions that ensure businesses produce high-quality products and services.
Software solutions provider, Minitab, has been helping companies to improve product quality with its analytics solutions for more than 50 years. Its integrated platform combines analytics software, process improvement methodologies, and training initiatives to help organisations achieve quality outcomes.
“Minitab is the leader in quality improvement software. This reputation is reflected in an extensive range of quality-specific tools and features that are needed in real world quality processes,” said Analytics Solutions design manager, Minitab, Bass Masri.
“Minitab’s strength lies in its ability to provide robust, user-friendly, and comprehensive solutions for organisations that are seeking to improve quality and drive process excellence.”
In his new role, Masri is involved in the design and implementation of these solutions. As someone that loves simple past times like going to the beach, Masri drew a comparison between his own work and that of a surf life saver.
“My major goal at Minitab is to help businesses to stay safe managing data, learn to swim in turbulent economies and ride the analytics wave successfully,” he said.
With a background in engineering, mathematics and statistics, Masri believes Minitab’s solutions, which prioritise quality in products, processes and services, are essential for manufacturers to thrive in today’s competitive landscape. This portfolio of solutions targets different aspects of quality assurance, such as deciding quality, verifying accurate measurement, and quantifying how well they are meeting goals.
“It leads to happier customers, reduced costs, a stronger brand, and a culture of continuous improvement,” said Masri.
He said prioritising quality within manufacturing is a vital consideration because it results in minimising defects, improving reliability, and decreasing warranty returns. Additionally, he said that product quality supports the meeting of regulations and innovative processes.
“Robust product quality ensures adherence to quality management system regulations and compliance to rigorous product safety standards,” he said. “A commitment to quality advances innovation by providing a data-driven platform for problemsolving and process enhancement.”
Masri said that by delivering high-quality products, a business’s reputation is solidified by fostering
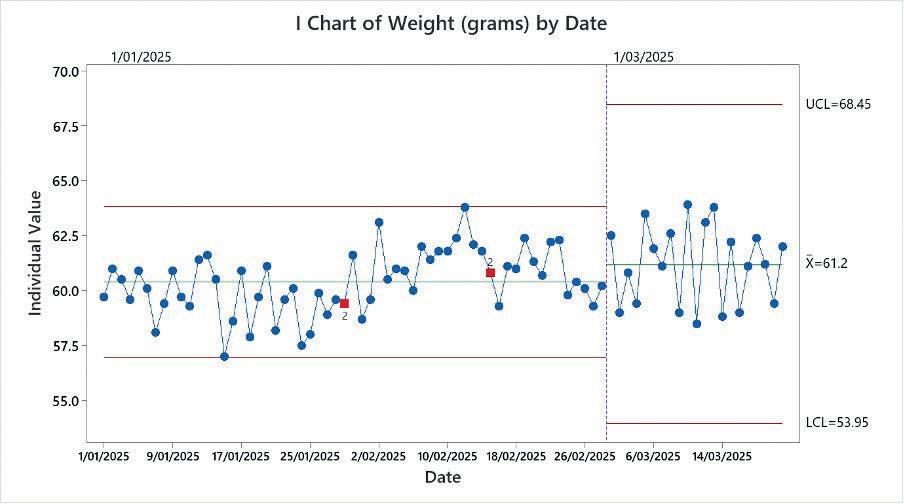
SPC
control charts can demonstrate whether a process is stable, consistent and effective.
Minitab’s continuous improvement and quality assurance solutions are beneficial for manufacturers in today’s competitive landscape.
customer loyalty and cultivating brand awareness.
“Delivering high-quality products and services is crucial for meeting customer expectations, building trust, and developing a sustainable competitive edge,” he said.
A comprehensive quality-assurance offering
Due to the importance of delivering high-quality products and services, Minitab utilises core statistical methodologies in its suite of improvement solutions that are broad reaching and easy to interact with.
“Minitab provides a big suite of quality tools, covering areas like Statistical Process Control (SPC), Measurement System Analysis (MSA), Design of Experiments (DOE), and reliability analysis,” he said.
Image:
Minitab
The company’s continuous improvement platforms integrate idea generation, workflow and project planning, approvals and management, through a multifaceted dashboard.
“Dashboards, project tracking, and measurement are combined with a suite of standardised problemsolving methodologies, techniques, and tools,” said Masri.
Minitab also goes the extra mile with its educational training programs and tutorials that help users maximise benefits.
These offerings are part of Minitab’s mission to ensure the reliability of vital systems in an age where everyone is dependent on technology and adversely affected if a product or component they depend onfails.
Assembling a suit of quality-inducing solutions
At the core of Minitab’s continuous improvement offerings is its Quality Analytics Solutions, which is modelled on a strict analysis framework to ensure consistency and viability. This framework helps simplify what is an all-encompassing analytics solution that uses mathematics, statistics, graphics, predictive modelling and machine learning techniques to find patterns and knowledge.
“Analytics can be descriptive [what happened], diagnostic [why it happened], predictive [what might happen next] and prescriptive [what is the best course of action to take],” said Masri
One offering that adheres to this framework is the company’s Statistical Process Control (SPC) solution that ensures production processes remain stable, consistent, and predictable. Despite the inevitability of variation, SPC control charts can demonstrate whether a process is stable and consistent, assess the effectiveness of a process improvement change and communicate the performance of a process.
“Assessing process stability enables businesses to
for more than 100 years, Crayola
discover and correct variation that reduces quality,” said Masri.
“A control chart turns time-ordered data for a particular characteristic – such as product volume or the time it takes to complete a transaction – into a picture that is easy to understand and warns you when shifts in a process occur.”
Adapting to a data-driven industry
As more data continues to be collected from processes, Minitab prides itself in implementing tools that utilise new technologies alongside traditional statistical tools. This has led the company to evolve from classical regression methods to the Predictive Analytics Module used today that utilises modern machine learning techniques.
“While traditional regression techniques offer valuable insights, they often rely on parametric assumptions and can struggle with complex, nonlinear data,” said Masri.
An example of this evolution within Minitab’s continuous improvement offerings is its Classification and Regression Tree (CART) model and Multivariate Adaptive Regression Splines (MARS) solution that help identify root causes of issues.
“An example that may start with binary logistic regression for a response that is pass or fail, good
or bad or conforming or non-conforming, and ends with the Predictive Analytics Module and a robust nonparametric CART model,” said Masri.
Because gathering this data is vital to predictive analytics, the company also scrutinises products, processes and service statistics to ensure accuracy. It does this through Power, Sample Size and Sampling Plans, which help estimate the required sample size to perform an analysis.
“Sampling can bolster confidence that the information you provide to customers is data-driven, accurate, and precise,” said Masri.
Painting a practical picture
Minitab’s continuous improvement software was seen in action within the operations of global crayon manufacturer, Crayola. Manufacturing for more than 100 years, the company has become a leader in the manufacture of crayons. What is often hidden, however, are the measures undertaken to ensure that the 2.2 billion crayons they make every year meet the highest standards.
To uphold these standards and enhance the quality of their crayons, the company relies on Minitab’s Statistical Software to analyse data and continuously pursue improvements.
“We start with the assumption that everything we do, we can do better,” explained vice president of Manufacturing, Crayola, Gary Wapinski. “And that’s why Minitab is key – it helps us understand statistical analysis and lets the data reveal where we need to go.”
Going Forward
Looking forward, Minitab’s product development pipeline will continue to focus on new ways to manage work. One of these developments is the recent acquisition of simulation software Simul8. This new solution helps simulate the operations of a system – such as a day-to-day manufacturing production line.
“By using a virtual simulation to test the impact of process changes and test ‘what-if’ scenarios, you can find an approach that delivers the best results,” said Masri.
Minitab continues to bring its data-driven solutions and predictive analytics to help manufacturers worldwide in improving product and service quality.
Minitab offers plans to help estimate the required sample size to perform an analysis.
Image: Minitab
Manufacturing
relies on Minitab’s Statistical Software to analyse data and continuously pursue improvements.
EVENTS
Australian Electronics Expo returns to Melbourne
The Electronics Design and Assembly Expo, Electronex, returns to the Melbourne Convention and Exhibition Centre from May 7-8, 2025.
First held in 2010 and alternating between Melbourne and Sydney, Electronex is Australia’s major exhibition for companies using electronics in design, assembly, manufacture and service in Australia. The SMCBA Electronics Design and Manufacture Conference will also be held featuring technical workshops from international and local experts.
Electronex will also be co-located with Australian Manufacturing Week with trade visitors able to visit both events on the Wednesday and Thursday.
“Following the success of the co-location in 2023 we are delighted to again be holding Electronex alongside Australia’s premier manufacturing event with more than 27,000 sqm of space being used at the MCEC,” said managing director of Electronex, organiser AEE, Noel Gray.
“Hundreds of exhibitors will be meeting face to face with thousands of trade visitors creating the largest event for the manufacturing sector in Australia.
“Electronex focuses on the hi-tech end of manufacturing and visitors will now be able to see the entire spectrum of the latest products, technology and turnkey solutions for the electronics and manufacturing industries at the one venue.”
Visitors will need to register separately for each event either prior to the show online or at the
entrance to the Expos.
Electronex features a range of electronic components, surface mount and inspection equipment, test and measurement and other ancillary products and services.
Companies can also discuss their specific requirements with contract manufacturers that can design and produce turnkey solutions for their products. Many companies will be launching and demonstrating new products and technology at the event and more than 100 local and international companies will be represented.
The show attracts designers, engineers, managers, and other decision makers who are involved in designing or manufacturing products that utilise electronics.
In a post-show survey at the last Expo in Melbourne in 2023, 98 per cent of attendees said that a dedicated exhibition such as Electronex was beneficial for their industry. With many Australian manufacturers now focussing on niche products and hi-tech applications, the event provides an important focal point for the industry in Australia.
Free seminars
A series of free seminars will also be held on the show floor with visitors able to attend on the day
with no pre-booking required. These sessions will provide an overview of some of the hot topics and key issues for the industry.
Topics include:
•Reliability in programmable power supplies.
• Affordable yet versatile multifunction 12-in-1 test and measurements.
•Devices successful product development.
• Handling complexity in PCB manufacturing and assembly.
• Compliance and regulatory approval to sell products in AU & globally.
•Microchip’s AI-centric 64-Bit processors.
•Cmart AI in conformal coating and dispensing.
• Software-defined test: A more efficient way to automate and validate.
•High mix SMT manufacturing.
• Leveraging strategic partnerships to transform traditional products into smart innovations.
•Advancing edge computing with AMD.
• Technology and process capabilities for SMT PCB assembly in Australia.
•Building a product test system the right way.
Visit the show website for times and session details.
Images: Electronex
Electronex is beneficial for Australian manufacturers who focus on niche products and hi-tech applications.
SMCBA Conference
Australia’s most anticipated electronics design and manufacturing conference is back. The threeday event brings together industry professionals, engineers, innovators, and manufacturers to explore the latest advancements, trends, and challenges in the ever-evolving electronics landscape.
Tuesday 6 May: The future of advanced manufacturing
Following opening addresses from Nadia Court, CEO of Semiconductor Support Service Bureau, and Ben Kitcher, executive director of Advanced Manufacturing Readiness Facility on Australian advanced manufacturing, Jasbir Bath of Bath Consultancy LLC, will share an in-depth review of the most recent INEMI Board Assembly Chapter Roadmap.
He will detail some challenges the electronics assembly industry will face in the next 10 years and discuss potential solutions to those challenges including component developments like larger BGAs and CPU sockets, press-fit technology, SMT printing, reflow and rework/repair of electronic assemblies, and the developments needed for the assembly materials used.
Wednesday 7 May:
Feeding the hungry Lion
Designs for high power consumption devices require careful consideration of thermal management, power integrity and signal integrity.
Chuck Corley, of Speeding Edge, will provide a course focused on the practical knowledge and design techniques needed for a power delivery system that supports the demands of modern power-hungry ICs; covering types of power system components and their extremely undesirable system side effects if incorrectly selected.
Thursday 8 May: Invisible terminations
Bottom Termination Components present a unique set of challenges in modern electronics manufacturing. Dave Hillman, of Hillman Electronic Assembly Solutions LLC, will provide a workshop focused on the evolution and introduction of BTC and LGA components into the electronics industry.
The component package design attributes and manufacturing aspects from land patterns, solder paste and stencilling through to cleaning, will all be discussed. Solder joint reliability, for both Sn/ Pb and Pb-free soldering processes, is covered in
terms of thermal cycling, vibration and drop shock under IPC Class 2/3 high-performance product testing. The impact of voids in terms of solder joint integrity and thermal attributes will be covered in depth.
Access free expo registration at www.electronex.com.au, and the SMCBA Conference program at www.smcba.asn.au/conference
The leading supplier of the BIGGEST names in automation
INDUSTRIAL GASES
Cutting costs, time and emissions
H2Cut Oxyfuel Technology, a new initiative by Coregas, uses hydrogen gas to accelerate productivity, lower emissions, and ensure safety in steel cutting and heating operations.
Established in 1974, Coregas has been manufacturing and supplying industrial, medical, and specialty gases for over 50 years. The company’s industrial portfolio serves the welding, cutting, heating, and additive metal manufacturing markets. Market managerIndustrial, Scott Sutton, leverages his welding and engineering background to ensure Coregas products deliver top performance and meet industry expectations.
“We strive to find solutions with our high performing gases to meet our customers evolving needs,” said Sutton. “Our goal is to ensure they’re practical, tangible solutions that deliver measurable value.”
One of Coregas’ latest products is H2Cut Oxyfuel Technology, a solution that utilises hydrogen as an alternate fuel gas to aid in more sustainable and efficient steel cutting and heating. Developed in collaboration with Messer Cutting Systems, the initiative is supported by its exclusive access to the HyCut range of equipment.
H2Cut has shown advantages in cutting and heating speed, evidenced by results during testing, where it consistently achieved high performance with faster cutting speeds and lower overall costs.
“From our testing, the unique heat transfer properties of hydrogen enabled much faster heating and cutting,” he said. “It relates to less labour required, and client jobs are completed much faster. Overall, we typically saw a lower production cost.”
Sutton said the low heat impact on the equipment had positive effects on the longer lifespan of consumables, such as cuttingtips.
“It has long-term benefits and cost savings outside of day-to-day use,” he said.
When evaluating the performance of this new process, it is important to consider the total cost of the job. Sutton said H2Cut’s use of hydrogen allows for a cleaner, more precise cut. This also poses additional productivity benefits outside of the cut or heating, as a cleaner cut reduces the time and labour needed for the abrasive post-cut finishing, which has its own environmental and productivity issues.
Additionally, hydrogen delivers reduced carbon dioxide (CO₂) emissions, contributing to a cleaner environment compared to traditional LPG and acetylene gases used in cutting and heating. Sutton said that because customers were coming to Coregas for solutions to assist their decarbonising efforts, this
reduction in emissions was a key focus of Coregas’ R&D into using hydrogen for oxyfuelcutting.
“Most people know hydrogen as a clean-burning gas. During the R&D process, we observed an expected reduction in CO₂ emissions, but we also identified additional benefits, including reductions in NOx, heat, dust, and light, providing improved wellness for the operator,” said Sutton.
“Australians and New Zealanders are faced with a big challenge. The industry is trying to reduce cost, and improve wellbeing at the same time. We are excited to demonstrate how H2Cut can support both productivity and wellbeing,” he said.
Sutton explained that using hydrogen eliminates draw-off rate limitations that alternative gases present, thus increasing efficiency. Hydrogen is a permanent gas – meaning it is in a constant gas state – unlike LPG and acetylene.
“LPG and acetylene are stored in cylinders as liquids or dissolved gases, meaning the rate at which they convert to usable gas is limited. This restricts how much can be drawn off at a time,” said Sutton. “Hydrogen, on the other hand, is stored as a compressed gas, so as long as there is enough in the cylinder, you can extract it continuously without needing multiple cylinders. This simplifies project setup and operation.”
Finally, H2Cut also addresses one of the most critical considerations for industrial equipment:
safety. Like all gases, hydrogen is safe to use when handled correctly. Sutton highlighted that hydrogen’s properties provide additional safety benefits, including its rapid dispersion in air, which reduces the risk of accumulation in the workspace compared to heavier gases like LPG and even acetylene.
“Hydrogen is approximately 14 times lighter than air and significantly lighter than acetylene,” said Sutton. “From a safety perspective, this means it disperses rapidly, reducing the risk of accumulation in confined spaces. In contrast, heavier gases can linger, increasing the danger of oxygen displacement or reaching explosive concentrations in poorly ventilated areas.”
Safety also extends to the gas cylinder itself. H2Cut cylinders come with a type 22 valve connection instead of the standard type 20 connection that is typically shared across both hydrogen and acetylene cylinders. We identified a risk that customers may try to use a low-pressure acetylene regulator on a highpressure hydrogen cylinder so as a risk management decision, we upgraded the valve to a higher spec and different connection type.
Despite H2Cut’s evident benefits, the offering wouldn’t be possible without Coregas’ partnership with global company, Messer Cutting Systems.
“Messer’s HyCut equipment is engineered to maximize the performance of Coregas’ H2Cut solution,” said Sutton. “Designed specifically for
Coregas’ H2CUT Oxyfuel Technology offering is one backed by a distribution network and production capability.
hydrogen applications, this high-performance equipment delivers superior cutting and heating capabilities. With a comprehensive range of accessories—including precision hand and machine torches—Messer provides the most advanced and reliable hydrogen-optimised solutions available.”
Coregas is uniquely positioned to identify and bring the best global technologies to Australia, ensuring local industries have access to cutting-edge solutions tailored to their specific needs.
“Our mission is to help customers do amazing things. We want to ensure they achieve productivity improvements and get the greatest value from our products,” said Sutton. “We offer a complete range of hydrogen-cutting and heating solutions, from hoses and regulators to torches and consumables— everything needed for an easy transition to hydrogen.”
In what has been a soft launch with selected customer trials, Coregas has begun introducing H2Cut to the market. Sutton said that customers can access more information through the company’s website or to contact Coregas to speak with an Industrial Specialist for an onsite complimentary demonstration of how H2Cut can help your application.
“Our experienced team is available to provide onsite demonstrations and expert guidance, helping customers see the benefits of switching to hydrogen with H2Cut firsthand,” said Sutton. “We can also generate a detailed report to quantify the improvements achieved.”
Matching innovation with distribution
Coregas’ H2Cut offering is one backed by a distribution network and production capability. The company has coverage across Australia and New Zealand, with a presence in all states and territories in Australia and in both the North and South Islands of New Zealand.
“Coregas’ extensive network spans both metropolitan and regional areas, ensuring that no matter where you are, a Coregas branch or agent is always within reach,” said Sutton. “With a formidable fleet of liquid gas tankers and cylinder trucks, Coregas guarantees timely delivery of gas to meet your needs.”
Coregas also has channel partner networks that play a key role in its success in these regions.
“We can’t be everywhere for everyone on our own, so we work with channel partners to stock and supply gases and equipment to those areas,” said Sutton.
“Coregas boasts a vast distribution network, with gas production and filling capabilities extending nationwide. Our largest facility is located in Port Kembla, NSW.
“Our air separation plants produce essential cryogenic liquefied gases such as nitrogen, oxygen, and argon for major industrial applications. These facilities provide the bulk liquid used to supply compressed cylinder products.
“Additionally, Coregas operates the largest merchant hydrogen production plant in Australia, leading the way in hydrogen supply.”
The company also owns several businesses that form a welding specialist division, which offers industrial hard goods that complement the gas offerings.
“We have Migomag Welding Supplies in Victoria, Toowoomba Welding Supplies in Southeast Queensland and Blacksmith Jacks located in Northern Queensland,” said Sutton.
He said that leading from the front requires the company to be in constant review of how it can support customers to do great things.
“Whether it’s new product innovation or making it easier to transact with us, we’re always looking ahead to what’s next,” said Sutton. “Watch this space, we’ve always got something new to offer.”
One location where customers can be sure to see H2Cut alongside other Coregas innovations is
Australian Manufacturing Week (AMW) 2025 at the Melbourne Convention Centre, from May 6-9.
“AMW is a great platform for us to share some of these messages to the market alongside our media partners,” said Sutton. “It’s a great opportunity to showcase the H2Cut Oxyfuel Technology to a wide audience of attendees.”
To see a solution in H2Cut that offers clear benefits in sustainability, production efficiency, safety and cutting costs, visit Coregas’ AMW 2025 stand that will be located within the Welding Air Solution Zone at stand WA108.
Hydrogen
Acetylene
Coregas’ gas production capability extends across the country, with its largest manufacturing facility in Port Kembla, NSW.
H2Cut’s use of hydrogen allows for a cleaner, more precise cut.
H2Cut reduces carbon dioxide emissions that would usually be present with the use of LPG and acetylene gases in cutting and heating. Data per 60s, Source: Leibnitz University Hanover
Image: Messer Cutting Systems
Switching automation to double output and safeguard local manufacturing
When Legrand Australia needed to drive efficiency, it partnered with Applied Robotics for an intelligent automation solution that doubled output.
Part of the global Legrand network, Legrand Australia is a designer and manufacturer of more than 15,000 electrical components under several brands, providing electrical infrastructure for residential and commercial applications nationwide.
At their Sydney facility, Legrand Australia was producing a high-volume commodity product – light switches. With every home and building requiring multiple switches, maintaining efficient and cost-effective production was crucial.
Faced with global supply chain disruptions during the COVID pandemic, Legrand sought an Australian automation partner to streamline local production.
The limitations of manual assembly
The existing production process required continuous operator presence, with staff manually selecting and orienting base components from bulk storage; placing fastening components in the correct position; testing and inserting switch components; operating a foot-press to stamp the components together; and completing QC checks throughout the process.
“With the automation technologies available today, for this high-volume commodity, Legrand identified the opportunity for automation. The process required constant operator attention across two shifts, performing repetitive work,” said Solutions general manager, Applied Robotics, Andrew Hambly.
This labour-intensive approach limited production throughput, potentially risking competitive disadvantage against international manufacturers.
Local intelligence combats the risk of offshoring
Due to similar cost pressures, many small components are moving offshore, so production lines need to remain competitive to avoid loss of jobs and manufacturing capabilities.
“For Australian manufacturers, the challenge is either innovate to stay competitive, or risk losing production to overseas” said Hambly. “Our
objective was to help Legrand maintain and strengthen their local manufacturing capabilities through intelligent automation.”
Solution: Automated assembly with intelligent component handling
To address these challenges, Applied designed an automation solution, transforming the assembly process from manual handling to autonomousoperation.
At the heart of the solution is a system of three bowl feeders that automatically sort, orient and singulate the key components. Here’s how it works:
• Base components are fed from bulk storage into a vibratory bowl that guides them up a spiral track, orienting them correctly for placement.
• Switch components enter through a similar process, with an integrated vision system identifying their orientation for proper handling.
• Fastening components are automatically fed into the system in the correct position.
“The bowl feeders eliminate the need for
manual sorting and orientation. Staff can simply tip bulk components into the system and let it run, rather than handling each piece by hand,” explained Hambly.
Vision-guided robotics for precise assembly
A key innovation in the system is the visionguided robotic assembly process:
1. The system captures images of each switch component as it enters the assembly area.
2. Software instantly analyses the orientation of the component.
3. A robot picks up the switch and rotates it to the precise position based on the vision data.
4. The robot places the component in the base, applying consistent force to ensure proper seating while simultaneously verifying the correct assembly.
“The vision system examines each switch mechanism and tells the robot how to rotate it for perfect placement every time – something that previously relied on a manual operator,” said Hambly.
Images:
Continuous assembly motion eliminates bottlenecks
The automated assembly process takes place on a rotary table that moves components through multiple stations. First, grid plates are loaded onto the table at the first position, then the table rotates to a station where screw clusters are applied. Next, the vision-guided robot places the switch mechanism. After assembly, the components continue to a cover plate application station. Finally, completed assemblies are bagged automatically.
This approach enables continuous production without stopping for component changes, with multiple assemblies being processed simultaneously at different stages.
Easily switch between switch types and styles
The flexible system allows Legrand to adapt
to different products to meet demand. Programmable ‘recipes’ enable operators to switch between product configurations and the system handles configurations from single switches up to six-gang units. Also, traditional or contemporary designs can be processed with minimal changeovertime.
Results: Doubled output with reduced labour and enhanced quality
The automation solution has transformed Legrand Australia’s light switch production capabilities. It has doubled production output compared to the previous manual process and reduced labour requirements from continuous operator presence to periodic monitoring. It has also enhanced product quality through consistent component placement and assembly and increased production flexibility with rapid changeover between different product types. This has
preserved local manufacturing by making Australian production cost-competitive.
From constant operation to monitoring multiple processes
The most immediate impact has been the change in staff interaction with the production process.
“This kind of automation maximises human input by transforming the entire operation. Instead of an operator being tied to the machine for an entire shift, staff can now oversee multiple processes, returning periodically to replenish components,” explained Hambly.
This switch from dedicated operators to monitoring roles has allowed staff to tend to multiple machines and various tasks throughout the facility, optimising Legrand’s workforce.
Strengthening Australian manufacturing
Perhaps the most significant outcome is how the project has helped Legrand maintain and potentially expand their Australian manufacturing operations.
“When products can’t be produced cost-effectively locally, they inevitably move offshore. What we’ve done here is help Legrand stay competitive while keeping manufacturing jobs in Australia,” said Hambly.
Building a competitive future
The partnership between Applied Robotics and Legrand Australia demonstrates how intelligent automation can make local manufacturing viable, even for high-volume commodity products facing intense international competition.
Combining innovative feeding systems, vision technology and flexible robotics, Applied Robotics has helped transform a manual assembly process into an efficient, adaptable production system.
Legrand Australia is a designer and manufacturer of more than 15,000 electrical components.
Delivering logistics growth through invoice finance
Keeping freight on the move – and cash flowing – has been at the heart of more than two decades of success for Global Trade Logistics.
For a smaller freight-forwarding company to compete with international behemoths, Global Trade Logistics (GTL) founder, Gary Coutsoudis, knows he and his team must outperform.
That includes crucial factors, such as delivering exceptional customer service and playing it smart with financing. On the service front, he is proud of the culture the company has created – built around personalisation, flexibility and relationships – as it handles air and sea freight, customs clearances, warehousing and distribution services.
“From the smallest client to the big multinationals, they all want service. We’re very good at that and it’s something I’ve instilled in the staff from the very beginning,” said Coutsoudis, who leads the team of 15 at GTL, which has offices in Sydney and Brisbane that service every port and location throughout Australia, as well as agents in Asia, Oceania, Europe and the UnitedStates.
The service-led approach has paid off. Operating for more than two decades as a family business, GTL has built its reputation across Australia, Asia,
Europe and the US for transporting goods from food and wine to furniture, stone, tiles and marble products, oversized machinery, plus vehicles and automotive products.
One memorable instance demonstrates the benefit of great service for Coutsoudis. Many years ago, another freight forwarder opted out of an air-freight shipment for its client, a Hungarianbased water-treatment company. So, GTL stepped up, did the job and impressed the client, securing its business.
“Unbeknown to me, they were just about to be bought out by a big multinational,” Coutsoudis recalled. “That relationship has since grown from one small shipment into a multi-milliondollar client.”
GTL’s pledge is to ensure businesses safely and cost-effectively navigate an increasingly dynamic trade environment. Being smaller and more agile helps. For example, having multiple independent agents in China is advantageous when setting freight rates.
“We can pick and choose rates from different agents, whereas the big guys have to stick to rates set by their head office,” said Coutsoudis.
Money matters
Financing has been another vital area of focus for Coutsoudis since he set up the business in 1999, following a split from a previous long-term business partner.
After that upheaval, money was initially tight. Relying on a simple cheque account and not having property as collateral for bank financing, GTL was operating on a “shoestring” budget that restricted growth.
“For the first three or four years, I just had to rebuild,” Coutsoudis recalled.
Key to the turnaround is the banking relationship he initiated with Westpac that has become a 20+ year partnership.
“They’ve helped us all along the way with home loans and business facilities. They’ve been very, very supportive,” Coutsoudis said.
GTL’s biggest challenge in the early days was cash flow. Fortuitously, in 2008, Coutsoudis’s accountant recommended invoice finance – aka debtor finance – and it’s been a game-changer.
“I would highly recommend this facility to others,” Coutsoudis said. “If they’ve got a good client base, but their cash flow is tight, you just can’t beat it.”
How does it work? In essence, invoice finance is a flexible line of credit linked to and secured by outstanding accounts receivable. The Westpac facility allows businesses to use unpaid invoices to unlock up to 85 per cent of their value, boosting cash flow for operating expenses and growth opportunities – and it’s a tool that can grow with a business. The more invoices issued, the more funds that can be accessed.
It also allows for the customer to apply online, get dedicated support from an Invoice Finance specialist and is easily integrated with Xero.
Westpac also offers a new 24/7 self-serve portal, enabling the businesses to upload invoices in seconds and draw down funds in minutes, which helps reduce paperwork and administration.
No cash flow hurdles
Today, GTL has a large invoice finance facility with Westpac. This means GTL can service its global partners and support global trade as goods are moved quickly and seamlessly. Coutsoudis said it has been crucial to GTL’s growth.
There’s no waiting for invoices to be paid. Coutsoudis explained that with a multinational client, one invoice alone could be worth hundreds of thousands of dollars.
“If you are operating just on an overdraft, you’ve got to wait 30-90 days to get that money. However, with invoice finance, GTL gets 85 per cent of the invoice up front, freeing up cash to service the client and funds to run the business,” he said.
“Just like an overdraft though, it’s crucial you stay on top of your collections. With this product, you can manage your own customer’s relationships.”
It created cash flow for GTL to expand beyond traditional markets such as Australia and the US into fast-growing locations across Spain, Turkey and China, with the Asian powerhouse being a strong growth region.
Future positives
With GTL performing well in multiple markets, Coutsoudis is confident of ongoing success.
The business’s experience and service ethic will hold it in good stead, he believes, and it’s in sound hands with son Christopher following in his footsteps, supported by GM Daniel Jovanovic, CFO Toufic Khoury and a fabulous team.
Invoice finance has also been key to the business’s expansion to date and Coutsoudis anticipates his
long-term relationship with Westpac will ease any financing needs as the business seeks further growth, with hopes to open a Melbourne office soon.
The bank has also helped with mortgages to purchase several commercial properties. “They’ve been brilliant,” he concluded.
T&CS
This information is general in nature and has been prepared without taking your personal objectives, circumstances and needs and into account.
You should consider the appropriateness of the information to your own circumstances and, if necessary, seek appropriate professional advice. Consider the terms and conditions for the product before making any decision.
Financing has been a vital area of focus for Global Trade Logistics since its foundation in 1999
Coutsoudis leads a team of 15 at Global Trade Logistics (GTL), which has offices in Sydney and Brisbane servicing every port and location throughout Australia.
Image: Westpac
VEGA VAULT: Solving industrial problems one sensor at a time INDUSTRIAL INSTRUMENTATION
VEGA prioritises not only the reliability of its sensors but also puts an emphasis on its back-up services that ensure the success of industrial processes.
Hipex is a company that specialises in equipment for the food and beverage manufacturing industry and therefore expects a high standard of service and quality when it comes to instrumentation.
One of its specialties is making pilot plants for companies so they can trial new products under real working conditions. Doing so, it saves companies money as it doesn’t have to shut down production lines to trial the production runs, and it allows them to make errors without having to waste a batch of produce.
Hipex mechanical engineer, Jay Edward, works at the cutting edge of the research and development aspects of these mini plants. He knows the intricacies involved in making these plants work and how the machinery and equipment used to build them has to be top of the range.
“It’s quite complex mimicking a production-scale plant on a tiny pilot plant. It is not without many complications. Most off-the-shelf components and instruments are designed for much larger capacities than we handle in our range of Mini plants. We had one instance when we made a plant for the Queensland Department of Agriculture and Fisheries. We had a little batch tank, and we needed level adjustment and control within the batch tank,” he said. “However, it had an agitator, it had steam, both pressure and vacuum at various stages of the process – all sorts of complications that would affect any instrumentation”
To solve the issue, Edward contacted instrumentation specialist VEGA, who offered up a solution.
“It was the VEGAPULS 64 sensor that has this really great function in that it could learn to ignore the agitator so it didn’t affect the results,” said Edward. “It worked extremely well. It was a very small plant, but the whole system was complex and expensive. It went off without a hitch. Because it is an R&D device, the Department had people coming in from all over the place trialling products. With new operators all the time it had to be accurate, repeatable and reliable. It got a lot of publicity.”
VEGA’s area manager, Geoff Agg, who looks after the Hipex account, knew straight away how the company could help.
“It was a really small pilot plant – the size of a kitchen table,” said Agg. “The 80Ghz liquid radar VEGAPULS 64 was a perfect solution for the application. As Jay said, it had steam, there were agitators in there, and there was Sterilise in Place (SIP) involved at a high temperature. Once the radar was in place, it could adapt to all those differentchanges.
There was a vacuum, liquid boiling, an agitator, and the aforementioned SIP, which took temperatures up
to 135˚C – it could handle the temperature.
“Having an agitator spinning around meant we had to do false signal suppressions. It dealt with all those issues they had inside the vessel.”
“We did shop around, and we looked at every possible way we could solve this problem,” said Edward. “The VEGAPULS 64 was the only one that did the job. It would not have been done without the radar. There were a set of conditions that couldn’t be met by any other traditional product.”
One of the reasons it is critical that the instrument meets the specifications is that Hipex is an OEM, which means not only are local companies its
To solve an issue occurring within a pilot plant, Hipex contacted instrumentation specialist VEGA, who offered a solution.
A pilot plant needs precise instrumentation so it can showcase what it is capable of doing.
Images: VEGA
competition, but overseas corporations are, too.
“A reasonable percentage of our business is export,” said Edward. “We compete with many of the international companies, both here and abroad. We do get a call for local support, especially in these times we are in at the moment, so we can’t wait on responses from an overseas head office. Local support and product knowledge is key to our support and ultimately our customers’ success.”
A key factor in Hipex continually turning to VEGA for its products is that there is immediate support and local knowledge about the complex instrumentation they offer. Overseas training of
local specialists is key in this regard. Edward cited many examples where a lack of local knowledge has resulted in delayed responses to customer queries.
“Not only has VEGA been excellent with their support, but a comprehensive range of high-quality instruments means that they are able to cover almost all of our needs,” said Edward.
Hipex has a lot of transmitters out in the field, which is why they require high-quality products, local support that can respond in a timely fashion and is a customer-oriented organisation with the ability to provide backup.
The VEGAPULS 64 is suitable for pilot plants because it can read a lot more information than some similar products.
AI GROUP COMMENT
INNES WILLOX, CHIEF EXECUTIVE, AUSTRALIAN INDUSTRY GROUP
Productivity-enhancing reform key to prosperity
Australia may be unable to meet its priorities unless there are changes around regulation, the workplace and tax framework.
Ai Group’s annual survey of more than 220 senior executives across manufacturing, construction, technology and supply chain and industrial services fields paints a picture of a slowing economy, rising costs and, for the first time in the survey’s history, a sub-par outlook for profits.
As we head toward the federal election, our leaders must acknowledge the time has come to look at real change, not the piecemeal efforts that have illustrated the most recent past decades.
Standing still, fiddling around the policy edges or implementing productivity-killing measures mean we will continue a slide to mediocrity, declining living standards and increasing irrelevance.
The world around us is changing rapidly.
President Trump’s first week is proof that standing still or doing the same old things will push us down the ladder of growth, economic complexity, innovation and competitiveness.
Our business leaders recognise this. Negative sentiment from inherently optimistic business leaders who drive our economy’s engine room is alarming.
Ai Group’s annual survey reaches across more than 220 senior executives across manufacturing, construction, technology, supply chain and industrial fields.
The message from industry is that it needs governments to deliver productivity-enhancing reform to ensure our national success and prosperity.
Three factors stand out.
First, we have weak market conditions. The local economy offers limited opportunities for growth, and businesses say a lack of demand is the top-ranked challenge, with some reporting that investment is being reoriented to protect existing markets rather than drive business expansion.
The disappointing national accounts figures released in December – which pointed to recession-like conditions across much of the private sector – reinforce the urgent need to enable and encourage investment.
Second, lingering inflation and high energy prices mean businesses have a laser-like focus on controlling costs. This year is the first in the tenyear history of our survey that more businesses expect their profitability to decline than rise.
Third, a chronic shortage of both higher and lower-skilled labour continues to drag on business. More than 70 per cent of industry leaders expect workforce shortages to affect their operations, identifying negative impacts on their productivity, growth strategies and financial performance.
Many also said the increased inflexibility of the industrial relations system was a new factor that made workplace challenges harder to manage. With expectations that the low growth, rising costs and workforce shortages of 2024 will persist into 2025, improving productivity has emerged as the central focus for the year ahead.
Basically, businesses need to try and do more with less.
Investment plans have a ‘back to basics’ flavour, with leaders saying they will focus on improving processes, lifting their current workforce skills and upgrading technology to improve productivity. Business leaders are counting on technology to alleviate ongoing labour and skills shortages, which will impact employment and workforce skills needs in the years ahead.
Growth strategies are focused on the nearterm rather than long-term. Most firms intend to introduce new or improve existing market offerings, rather than expand investment or employment. However, there are costs associated with this economic drive. One major victim is R&D spending, now ranked last of all investment priorities, with intentions at their lowest level in a decade.
Given uncertainties about the global environment, industry leaders report a preference for selling to Australian customers over international markets, which means opportunities from internationalisation have been placed on the back burner to focus on near-term pressures.
It is logical that short-term shoring up rather than longer-term growth dominates business strategy, but it has risks for our broader economy. If conditions of low growth, high inflation and workforce shortages become entrenched, industry will be unable to make the long-term
As we head toward the federal election, leaders must acknowledge the time has come to look at real change.
investments needed to foster the growth and resilience we crave.
A genuine reform agenda targeted at productivity must form the bedrock of our approach. It is an indictment that five years on, our labour productivity still languishes at prepandemic levels.
Our prosperity relies on lifting our productivity. As long as we are held back by a restrictive workplace relations system, an uncompetitive tax framework, box ticking and unnecessary regulation, a poor investment climate and watching from the sidelines as massive technological change unfolds, we will continue drifting to mediocrity.
Our business leaders recognise all of this, but they can only labour under the policies set by federal and state governments. Resilience will get you only so far.
We are in a period of enormous change. This year is very different from 2020, and 2030 will be hugely different again. The message from industry is that it needs governments to deliver fundamental, productivity-enhancing reform to ensure our national success and prosperity.
Read Ai Group’s Australian Industry Outlook for 2025 survey here: https://www.aigroup.com.au/resourcecentre/ research-economics/australian-industryoutlook-2025/
ENGINEERING FOCUS
Enhancing PFAS-free firefighting foams
A new project out of Charles Darwin University focuses on developing fluorine-free firefighting foams that are just as effective as PFAS-based foams, but less toxic.
Spearheaded by Professor Bogdan Dlugogorski and Dr Vinuthaa Murthy, a new Charles Darwin University (CDU) project aims to improve the effectiveness of fluorine-free firefighting foams (F3).
Supported by the US Department of Defense, the project focuses on developing new additives and formulations that can one day lead to the manufacture of F3 as a viable replacement for toxic, PFAS-based foams. Currently, PFAS-based foams are the best performing fire suppressants, despite being a risk to the environment andhealth.
“Due to regulatory pressures to eliminate PFAS, fluorine-free firefighting foams are being developed as environmentally safer alternatives. However, current F3 do not match the performance of AFFF (Aqueous film-forming foam) in critical fire suppression scenarios,” said Dlugogorski.
“The need to improve F3 foams arises from a combination of regulatory, environmental, and performance factors.”
Titled Fuel Pick-up and Its Emulsification as a Means to Improve Fire Performance of FluorineFree Firefighting Foams, the project seeks to address a key limitation of F3, with its first-phase research expected to continue through 2027.
Born from a drive to innovate
Dlugogorski and his team at Charles Darwin University’s Energy and Resources Institute in Darwin were initially drawn to this issue by a combined interest to either recover, transport or transform energy.
“Hydrocarbons are still the most important energy carriers, and in those processes, there are a lot of risks, including fires and explosions. There’s no better way to fight fires than with firefighting foams,” he said.
However, Dlugogorski’s interest peaked when in 2000, 3M announced it would stop producing firefighting foams, despite being a leader in the manufacturing vertical.
“3M’s foams were the best, they worked very well. Yet, the company announced it was stopping. For us this was a shock, we thought ‘why
would 3M do this?’” said Dlugogorski.
Yet, Dlugogorski would quickly learn that this move was no accident and was instead a result of the foams containing fluorochemical surfactants that were toxic, bioaccumulative and persistent in the environment. This inspired him to search for a safer, less toxic approach to firefighting foams, which he found while investigating the steady advancements of F3.
“We’ve been in this business for more than two decades. The F3 firefighting foams have been making steady progress, since the beginning of 2000 and especially within the last five to ten years,” he said.
Assembling a capable team
This research into F3 prompted Dlugogorski to assemble a skilled, multidisciplinary team that now resides out of Charles Darwin University.
“We have a broad team of people with different perspectives, from formulators of firefighting foams and developers of fire safety equipment to people who look at foams from a molecular perspective,” he said.
At the top of the list of influential team members is Ted Schaefer. Originally a formulation chemist with 3M Australia, Schaefer would be forced in a different direction when the company ultimately stopped producing firefighting foams.
“Ted was basically formulating PFAS foams, known as LightWater, that the Australian military was buying, with the foams also used at the Australian airports,” said Dlugogorski. “Once 3M withdrew from making the foams, he thought ‘what can I do better?’ This led Ted to being the inventor of one of the most important Australian discoveries – the first highly functional F3.”
Schaefer would develop F3 in 2002, start marketing it in 2003 and achieve great commercial success not long before 2009.
“Australia was one of the first to move from PFAS to F3, whereas the US is just doing this now, 15 years after,” said Dlugogorski.
Two other people that Dlugogorski said are vital to the research are David Meyer, the principal of Orion Fire Engineering, and Dr Vinuthaa Murthy, his co-lead and computational chemist.
Fluorine-free firefighting foams currently do not match PFAS-based foam performance in fire suppression scenarios.
“David is a success story in Australian manufacturing. He manufactures fire safety equipment and exports it to about 30 countries,” he said. “Vinuthaa basically analyses molecules and how those molecules arrange themselves and the interfaces around bubbles in firefighting foams.”
How harmful are PFAS foams, and why are they superior?
At the core of assembling such an expert team is the complex situation of a harmful yet effective compound.
Dlugogorski said that despite the progress made on PFAS based foams and several different projects aimed at removing toxicity, they will always be potentially harmful. The embodiment of an attempt to develop non-toxic PFAS-based foam took place in 2015 with a formulation referred to as C6 Pure. While ‘pure’ from other toxic aspects like C8 that have meant it’s not very harmful, it is still not biodegradable and persistent in the environment. This is the current PFAS technology offering on the market.
“Though the technology of PFAS foams has gone a long way, it’s still persistent. That’s why we prefer F3 even though they underperform compared to PFAS-based foams,” he said.
This reality led Dlugogorski to investigate the limitations behind F3, which currently he describes as “very good, but not excellent.” Within this investigation, he would discover that F3 falls short in performance because of a fundamental issue known as ‘fuel pick-up.’ F3 picks up
water solution present in the foam. This becomes a problem in performance, as the more fuel that is picked up and mixed with the foam, the more likely it is for the foam blanket to
“Despite even higher fuel pick-up of AFFF, as high as 90 percent of fuel, PFAS-based foams make mixtures with fuel to be nonflammable, unlike F3. The present F3 doesn’t adequately stabilise the fuel during firefighting,” said Dlugogorski.
This pick-up issue within F3 means that while
The US Department of Defense has dedicated a special program to developing F3 firefighting foams.
Alongside Dr. Vinuthaa Murthy, Professor Bogdan Dlugogorski is spearheading the new Charles Darwin University project.
Image: Professor Bogdan Dlugogorski
Image: Mario Hoesel/stock.adobe.com
ENGINEERING FOCUS
the foam will still extinguish the fire, it takes about 50 per cent longer for very large fires. This deficiency of F3 has a direct consequence to the involvement of the US Department of Defense as a collaborator and a sponsor on the project. This specific limitation presents itself for naval [offshore] applications, as at this moment, it’s not possible to use F3 on warships for safety reasons.
“Warships like aircraft carriers are isolated and must be self-reliant. They cannot call for a new fire brigade to come in. They are on their own in the middle of the ocean, and if an aircraft crashes on an aircraft carrier, firefighters need to take down the fire in 30 seconds, or at most a minute, before they lose the pilot,” said Dlugogorski. “In an application like this, at the moment we have no choice.”
The department’s involvement directly links back to a program called the Strategic Environmental and Research Development Program (SERD), which is dedicated to developing F3.
A plan to tackle a costly limitation
To address this issue, and to one day manufacture F3 capable of performing to the level of PFASbased foams, Dlugogorski and his team have
begun to target the realisation of the pick-up issue. This involves observing how PFAS operates, and how specifically, PFAS surfactants are very effective in separating oil and water.
“We’re trying to redress the situation by introducing new types of surfactants that are more effective in separating fuel and foam solutions,” he said. “The biggest difficulty is how to add the new set of surfactants to firefighting foams without changing their properties. If we are able to increase the performance, the next step is to make sure that we have the good properties for deployment. We would also have to do toxicity tests to ensure that the foams are no more toxic than the present generation.”
Dlugogorski said the path to reach the commercial manufacturing of effective F3 will take place in three stages, of which they are currently in the first.
“Now is time to demonstrate at a lab on a small scale – through numerical modelling and computational chemistry – that our surfactants would work,” he said.
In this phase, Dlugogorski and his team will be using small laboratory fires the space of around quarter of a square metre in surface area to prove that the solutions have the same
performance as PFAS foams. If successful here, the next step will be testing performance of larger fires of four-square metres. Eventually, he predicts that after several years, this will result in testing the solution on a 100 square metre fire, which will ultimately be the final step before commercialisation.
“Judging from Ted Schaefer’s experience, it’s still probably around six years away to be realistic,” said Dlugogorski.
Potentially broader implications
Despite looking a few years away from completion and commercialisation, Dlugogorski said if the new technology is successfully developed, it could have even more widespread applications. These could include improving the performance of cleaning products, water-resistant fabrics, nonstick cookware, cosmetic devices, food packaging and more.
“This technology could be transferable everywhere – where foam type materials are used and need to be stable in presence of oils, from ice cream to mayonnaise to emulsion explosives,” said Dlugogorski. “Funding of this research may have ramifications not only to firefighting foams, but also to a range of consumer products.”
The project seeks to address a key limitation of F3, with first phase research expected to continue through 2027.
ACCESS UP TO 85% OF YOUR UNPAID INVOICES IN MINUTES
With Westpac’s all-new Invoice Finance, you could manage your cash flow on your terms. Access up to 85% of your unpaid invoices in less than 15 minutes and enjoy seamless integration with Xero, a 24/7 self-service portal and dedicated support from an Invoice Finance specialist.
Now powered by
CSIRO COMMENT
The quantum promise
With 2025 marking the International Year of Quantum Science and Technology, CSIRO director Chris Vale explores the promises and challenges facing Australia’s quantum industry.
Quantum technologies offer revolutionary approaches to computing, sensing and communications with features unachievable in conventional machines based on classical physics. The emerging quantum industry has attracted attention and investment in recent years. But among the excitement and promise it can be challenging to know what to expect. This article attempts to provide some realistic guidance as to what might be on the horizon and when.
Year of quantum
The United Nations has officially declared 2025 as the International Year of Quantum Science and Technology. This acknowledges both the contribution and opportunities for quantum science to make the world a better place for everyone.
Around 100 years ago, the key elements of quantum mechanics were formulated. Since then, they have proven successful in describing the behaviour and properties of matter at a microscopic scale. Despite some of its counterintuitive predictions, quantum theory has stood up to every test or measurement we’ve devised, and each time has passed with astonishing accuracy. The knowledge we’ve gained has been crucial to creating many of the technologies that are central to our modern way of life. This includes semiconductors that power computers and mobile phones, lasers, medical imaging and many others.
Currently, the world is going through a second quantum revolution where we are creating new devices that exploit uniquely quantum behaviours at the heart of their operation [behaviours such as superposition, tunnelling or entanglement]. These “Quantum 2.0” technologies are now opening new possibilities for capturing, processing and sharing information.
Powerful computing
The area that’s attracted the most attention is quantum computing, because of its potential for transformative change. A large quantum computer could be transformational to society, as it can solve a selection of problems that we can’t easily do now. Some of the possibilities are in optimising traffic flow, designing molecules that can collect even more energy from the sun than today’s rooftop solar panels and increasing the efficiency of fertiliser production
to improve global food security. But quantum computing also requires further development, making it a high-risk, high-reward endeavour.
We’re currently in the era of Noisy Intermediate Scale Quantum computers (NISQ) where hardware noise and errors in the fragile quantum systems limit the size and complexity of applications. Reaching a level of ubiquity and performance where quantum computers are capable of outperforming computers based on classical physics is still some decades off. It is worth remembering that the real advantages of quantum computing have only been proven theoretically for a handful of select [but nonetheless significant] computational problems. Scientists and engineers are working hard to identify the best way to make a quantum computer, and it’s an open bet as to which technology, or selection of technologies, will be successful.
Looking around the globe at quantum computing hardware, several vastly different approaches are being pursued. Australia has invested nearly $1B into a company, PsiQuantum, which is using particles of light [photons] as the ‘quantum bits of information’ [called qubits] to build a useful quantum
computer. Other companies, including IBM and Google, use superconducting circuits to store and manipulate information. Then there are others who trap arrays of individual atoms and address these with lasers. Further platforms include trapped arrays of ions, doped silicon, semiconductors and diamonds. Several of these are being developed in Australia. With each of these approaches, comes different challenges and bottlenecks that need to be overcome before we’ll have a quantum computer that would generally be classified as “useful”. Nonetheless the progress in the last decade has been staggering.
It’s also critical that we have the software and algorithms that will actually run on a quantum computer, and make it do something useful despite the inevitable noise and errors that can build up in quantum devices. Without this, a computer would be little more than a collection of expensive, hightech toys. While we are not developing quantum computers at CSIRO, we are very interested in working out how they can be made useful. For example, we have teams answering key questions like, “When we have a quantum computer, what
The United Nations has officially declared 2025 as the International Year of Quantum Science and Technology.
Image: CSIRO
should we get it to do?” Some of the most promising early applications appear to be in materials design and chemistry, which are inherently quantum systems that are difficult to model on classical devices. Other promising avenues are artificial intelligence and machine learning where quantum approaches can make machine learning algorithms more robust and less easily tricked by noise or deliberate hacks.
Information security
One of the problems that a quantum computer could solve quickly is factorising large numbers. This classically difficult task is the basis of standard encryption schemes. It could also mean that quantum computers pose a threat to the security of digital information and communications. However, quantum technologies may in fact come to the rescue and provide the next generation of secure communications technologies. One way this could happen is through a highly non-intuitive property of quantum physics known as entanglement, where the laws of physics can guarantee the safety of shared data. Quantum communications based on entangled states can ensure that attempts to intercept or eavesdrop on a signal will destroy the information. This means that any attempt to hack a quantum communication channel will be pointless and immediately detected.
We have teams at CSIRO working to develop secure applications – including post-quantum cryptography and quantum key distribution – and secure communication devices. In one example, we are developing free-space optical
quantum communication channels to transmit information stored in quantum states of light from a base station to a receiver some distance away. While our experiments so far traverse several kilometres across the Adelaide Hills, this work might lead to quantum-secured Earth-to-satellite communications.
Quantum communications may also provide solutions for geo-location, as back-up or supplement to the GPS we’ve all come to rely on. Classical GPS signals can be easily disrupted or mimicked, which can impact military and commercial operations like airplanes and delivery services. Or consider that GPS doesn’t work underground at all. Quantum secured time transfer may provide a means to overcome this vulnerability. This can be complemented by a new generation of quantum inertial that can track exactly where you move from a known starting location, independent of a GPS signal from a satellite [see below].
Sensing
Quantum sensing is one of the most promising near-term technologies. Indeed, sensing is already used in several industries today, including mining, but there are some exciting new developments just around the corner.
Quantum systems are by their nature very fragile, such that even very weak signals like changes in temperature or magnetic field will ‘upset’ or perturb the quantum state in a way that we can measure. This means we can detect and quantify signals in a more sensitive way than previously possible. In some cases, quantum technologies can offer
practical advantages, like enabling smaller and more portable devices for medical diagnostics, or measuring tiny changes in the earth’s magnetic field that can be used for geolocation or detection of certain materials.
At CSIRO we have a range of active projects, from sensing magnetic fields in deposits of minerals underground to pinpoint what’s there and then minimise the environmental impact of locating and extracting the precious minerals, to bio-compatible quantum sensors that can provide an accurate measure of iron levels in blood.
What’s next for Australia’s quantum industry?
For decades, Australia has, per capita, punched above its weight in driving basic research in quantum science. There is now a clear opportunity to translate this homegrown expertise into a thriving national industry. Australia could be an internationally significant player in the quantum sector. This opportunity is captured in CSIRO’s 2020 quantum roadmap, Growing Australia’s Quantum Technology Industry and the 2023 National Quantum Strategy Making this a reality will require commitment, coordination and innovation across government, the research sector and industry. It’s impressive to see the progress that’s been made over the past two decades and much of this is now ripe for translating to commercial applications. The scene is set but will require a strong workforce [of both quantum and non-quantum people], infrastructure, investment and real-world applications as the foundation of a strong national quantum industry.
DECISION MAKER COLUMN
Unilever’s vision for Australian manufacturing
Unilever’s Glen Thoms explores the company’s recent investments in automation, renewable energy, and advanced manufacturing technology.
I’ve seen a lot of change in my 25-year tenure at Unilever. I started my career at the company as an engineer and have since worked in roles across the end-to-end supply chain in ANZ and internationally. Automation has created huge efficiencies in the manufacturing and logistics sector in recent years. Automation, digitisation and use of AI is fuelling continuous change, along with the need to decarbonise manufacturing at pace.
Unilever is a supplier of beauty and wellbeing, personal care, home care, foods and ice cream products, with sales in more than 190 countries and products used by 3.4 billion people every day. Here in Australia, approximately 70 per cent of what we sell is manufactured locally in our three factories located in Tatura, Minto and North Rocks, and in collaboration with local contract manufacturers.
The Food and Grocery industry is the largest manufacturing sector in Australia, accounting for almost a third of all manufacturing and contributing $163 billion to the Australian economy. It supports more than 280,000 employees, with roughly 40 per cent located in rural and regional areas.
When companies like Unilever commit to manufacturing in Australia, their strategic investments and initiatives enhance production capabilities, support local economies, and promote sustainability.
Investment in technology to meet changing consumer needs
A strong manufacturing industry in Australia ensures Unilever can adapt to supply chain challenges and continue to provide popular laundry brands like Omo and Surf. We recently invested $9.5 million into our North Rocks facility. Packaging and processing machinery was installed, including cobots and laser-guided vehicles.
This facility is one of only three Unilever factories globally that produce laundry capsules, making it a critical hub for innovation and production. Laundry capsules are growing in popularity due to their convenience and effectiveness. They also use 80 per cent less water in production and are contained in biodegradable film.
Factory modernisation not only enhances production efficiency, but requires new skills,
fostering a culture of excellence and continuous improvement. We’ve also made upgrades across our other sites to on shore production of Australian favourites. For example, we recently made investments in our Tatura factory in regional Victoria to produce retail sizes of Hellmann’s and Best Foods mayonnaise, which were previously imported.
Safety, efficiency and quality is paramount
Over the past couple of years, our ice cream factory at Minto, which makes iconic brands like Magnum, Golden Gaytime, Weis and Blue Ribbon, has undergone a multi-million-dollar upgrade, strengthening its capacity to continue producing Australia’s favourite ice creams locally.
The upgrades have helped improve safety, quality, efficiency, speed and the factory’s overall production
output. It’s an example of Unilever’s ongoing commitment to invest in the latest technology and skills to meet the evolving needs of customers and consumers and drive sustainable business growth. Australians rank as the third-largest consumers of ice cream globally, with New Zealand holding the top position. Operating in a market of discerning ice cream enthusiasts necessitates a commitment to product quality and consumer safety.
To ensure the highest standards of product quality, our Minto team does hourly checks on all parameters for all products. For example, Weis is made with fresh fruit, so every batch slightly varies in colour and flavour based upon the fruit season. To ensure consistency in quality, our team continuously tests to ensure all batches meet our high standards.
Our factories are enhancing productivity to deliver products faster and with the same unmissable
Unilever is a supplier of beauty and wellbeing, personal care, home care, foods and ice cream products.
quality consumer’s trust. The future of manufacturing will continue to evolve as new technology emerges. AI and predictive analytics will enable manufacturers to optimise operations, reduce downtime, and improve quality control. For example, one of Unilever’s facilities in Germany is piloting AI-enabled cameras to automate quality checks for Dove Beauty Bars, enabling faster inspections. It is only a matter of time before this type of technology becomes operational and is rolled out more widely.
Leading in Sustainability
We have an ambitious target to reduce absolute operational GHG emissions (Scope 1 & 2) by 100 per cent by 2030 from a 2015 baseline. All three of Unilever’s Australian factories have been powered by 100 per cent renewable electricity since 2020, achieving a 91 per cent reduction in Scope 1 & 2 emissions compared to 2015.
In order to reduce our emissions further, we need to transition to 100 per cent renewable heat. This means transitioning away from using gas in our factories and using renewable energy alternatives instead.
Our Tatura factory was the first of our Australian sites to have solar thermal technology installed. As a result, approximately 169 tonnes of CO2 emissions are now saved every year – around the same amount of energy used by a car driving around the earth 12 times. Tatura continues to investigate options for alternative generation of industrial process heat, such as electrical thermal energy storage.
Our manufacturing sites also have a zero waste to landfill policy. For example, at Minto, for any ice cream that we can’t sell (e.g. it has a defect), it’s either re-purposed as animal feed, or used for soil injection, which re-introduces nutrients back into soil in farming. To make this process more efficient,
we’re currently trialling a “de-packaging machine” which separates the ice-cream from its sticks and wrapping. This is just one of the waste reduction projects at Minto, which have contributed to an overall waste reduction of 69 per cent compared to 2023.
The transition to sustainable operations is not without its challenges. As with all decisions relating to capital investment for the future – the business case and return on investment needs to stack up.
The cost of the energy transition when multiplied across all local manufacturers is high – often with long-dated returns. The recent government inquiry into food manufacturing in Australia made several recommendations to enhance the sector’s efficiency, sustainability, and innovation. Any opportunity to incentivise the adoption of renewable energy solutions, skills development, and circular economy principles across the industry is welcomed
to support Australia’s sustainability efforts.
Logistics and warehousing are other important parts of the supply chain where decarbonisation is needed to meet national climate targets and reduce overall carbon footprint. Freight transport contributes significantly to Australia’s greenhouse gas emissions. It is estimated that road freight alone accounts for around 40 per cent of all transport emissions. We are working with our logistics partners on solutions to optimise our end-to-end supply chain.
These strategic initiatives illustrate Unilever’s vision of establishing a sustainable and resilient manufacturing ecosystem capable of adapting to evolving market demands and environmental challenges. Adaptation and investment in new technology, continued commitment to high levels of quality and safety, while transitioning to more sustainable operations will support ongoing success of manufacturing in this country. I am proud that our operations contribute to a robust FMCG manufacturing sector in Australia, delivering highquality products while advocating for sustainable practices.
Operating in a market of discerning ice cream enthusiasts necessitates a commitment to product quality and consumer safety.
Unilever’s ice cream factory at Minto makes iconic brands like Magnum, Golden Gaytime, Weis and Blue Ribbon.
Unilever adapts to supply chain challenges and continues to provide popular laundry brands like Omo and Surf.
Neousys’ Nuvo-9200VTC Series in-vehicle computer
Backplane Systems Technology has announced the Nuvo-9200VTC by Neousys, an in-vehicle controller powered by Intel 13th/ 12th-Gen core processors. With Intel’s 7nm photolithography technology at its heart, this device has up to 24 cores and 32 threads.
Coupled with DDR5 memory and PCIe Gen4 NVMe capabilities, it outperforms its predecessors with up to a 1.8x performance boost.
The Nuvo-9200VTC’s range of features are tailored for in-vehicle applications, including connectivity options like 2.5Gb and 1Gb ethernet ports and up to eight 802.3at PoE+ ports, catering to peripherals like IP cameras.
To ensure reliability, the system integrates x-coded M12 connectors and screw-lock mechanisms, and for enhanced communication, it offers multiple slots for wireless modules.
The system stands out with its E-Mark certification and a patented Cassette module, facilitating extra PCIe add-on cards. Other noteworthy features include hot-swappable SATA HDD trays, isolated CAN bus, and wide-range DC input, ensuring its suitability for varied invehicle requirements.
• 4x or 8x 802.3at PoE+ ports via M12 or RJ45 connectors.
• 1x USB 3.2 Gen2x2 type-C and 8x USB 3.2/ 2.0 type-A ports.
• On-board isolated CAN bus for invehicle communication.
• 4-CH isolated DI and 4-CH isolated DO.
• M.2 Gen4 x4 NVMe SSD slot.
• 2x hot-swappable SATA HDD trays, supporting RAID 0/ 1.
• 8V to 48V wide-range DC input with built-in ignition power control.
• Patented Cassette for PCIe add-on card accommodation.
• E-Mark certified and EN 50155 EMC compliant.
In essence, the Nuvo-9200VTC isn’t just a computer – it’s an advanced solution for modern in-vehicle applications.
Contact
Unit 14/12 Yatala Rd, Mount Kuring-Gai NSW 2080 (02) 9457 6400 www.backplane.com.au
Our answer: Yes! What was the question?
When your measurement is crucial, VEGA is the right choice. Our level and pressure measurement technology is not just state of the art – it sets the industry standard. With clear vision, technical expertise and strong innovation, we always have the right answer. No matter what the question is.
Everything is possible. With VEGA.
WHAT’S NEW IN WELDING
Welded Structures training: Residual stress, distortion control and fatigue design
Need help with the engineering and design of welded structures? Need to brush up on residual stresses and distortions?
Facilitated by USA expert Pingsha Dong, this two day course – taking place in Adelaide on the 2 and 3 June 2025, and in Sydney on June 4 and 5, 2025 – will cover the fundamentals that every engineer should know when designing welded components. From weld in-situ strength, residual stresses, and geometric discontinuities, every aspect plays a different role in contributing to resultant joint strength, and fatigue resistance. Implications on metallic additively manufactured (AM) parts will also be discussed.
With plenty of opportunities for questions, this course can help attendees mitigate the detrimental effects of welding defects, therefore reducing inefficiencies and costs, and improving project schedules and productivity.
Why attend?
Every weld has a story – its strength, durability, and resistance to fatigue depend on in-situ strength, residual stresses, and geometric discontinuities. This course delves into how these factors influence joint performance, providing attendees with the tools to mitigate defects, reduce costs, and improve project outcomes. With a strong focus on real-world applications, including metal additive manufacturing (AM) implications, this course will equip engineers with practical solutions that enhance quality and efficiency.
What you’ll gain
• Knowledge of residual stress and distortion control strategies.
• Techniques for fatigue design and life evaluation.
• Solutions to help reduce inefficiencies and costly rework.
• Practical insights from case studies in shipbuilding, aerospace, automotive, pressure equipment, and more.
• Direct access to an industry leader, with plenty of opportunities for Q&A.
Who should attend?
This course is ideal for designers, structural engineers, consultant engineers, mechanical
engineers, welding and production engineers, maintenance and quality control engineers, as well as researchers. Attendees are encouraged to bring their own design challenges for discussion, making this a highly interactive and practical learning experience.
Relevant industries
Professionals working in automotive, aerospace, steel construction, steel bridge design, power generation, naval and shipbuilding, offshore construction, pipelines, and other weldingintensive industries will benefit from thistraining.
Meet the presenter: Professor Pingsha Dong
Professor Pingsha Dong of the University of Michigan, is the inventor of the mesh-insensitive structural stress method (also referred to as the Master S-N Curve Method) adopted by the 2007 ASME Div 2 and API 579/ASME FFS-1 Codes and Standards mandated by more than 50 countries. Over the past 20 years, Dong has taught courses in
fatigue design, fracture control, residual stress and distortion control in over a dozen countries around the globe.
Dong has published more than 260 peerreviewed papers in archive journals and major conference proceedings, including over 20 plenary and keynote lectures at international conferences. He has received numerous national and international awards, including AWS Comfort Adams Lecture Award (2019), SNAME Helmer L. Hann Awards (both in 2012 and 2007), IIW Evgeny Paton Prize (2008), R&D Magazine’s R&D 100 Award (2006), TIME Magazine’s Math Innovator (2005), Aviation Week and Space Technology’s Aerospace Laurels Award (2004), SAE Henry Ford Award (2003), AWS R.D. Thomas Award, and ASME G.E.O Widera Literature Award (2002), among many others. He is also a Fellow of ASME, AWS and IIW.
For more information and to register, visit: https://weldaustralia.com.au/design-ofwelded-structures/
Image: Weld Australia
Manufacturing without compromise — precision, compliance, and e ciency built in.
Optimise production with NetSuite — dynamically adjust schedules, manage work orders with ease, and gain real-time cost insights.
At Fusion5, we’ve guided countless manufacturers through successful ERP transitions, ensuring seamless operations and maximum e ciency.
Talk to a Fusion5 NetSuite expert today by calling 1300 156 640 or scan the QR code for more