You make it. We pack it. BPA loads your packaged and naked products into cases, master bags and various secondary containers including your hffs machines, wrapper chain in-feeds and indexing thermoform machines.
Shown here are the two unit-of-sale formats that each of Energizer’s new packaging lines is capable of producing: a hang-tab carton that requires no separate sleeve (left) and carton(s) in a sleeve (middle and right). The hang-tab carton format is used for the single most popular quantity-per-pack that goes out the door. For all the rest of the formats, batteries are rst cartoned and then the carton or cartons get a sleeve.
FEATURES
26 COVER STORY
Energizer Gears Up for Paper-based Sustainable Packaging
To get to plastic-free packaging on its broad range of battery types and pack formats, Energizer and a key machinery partner started with a clean slate on both machines and materials.
32 Logitech Computer Mice Get a Paper-Based Makeover
With e-commerce on the rise and singleuse plastics on the way out, Logitech’s new paper-based packaging for its computer mice re ects a major shift in design thinking and a lighter footprint for its peripherals.
34
New Can Line and In-house Shrink Sleeve Labeling Distinguish This Craft Brewer
The Shop Beer Co. decommissioned one canning line and replaced it with another. Also part of its manufacturing mix is an in-house shrink sleeve labeling operation just down the street.
36 Building Packaging’s Workforce
The PACK Challenge offers high school students hands-on experience in packaging, fostering industry interest and providing CPGs with opportunities to support future talent.
38
Once Upon a Farm Automates Case Packing for New Recycle-ready Pouches
This marketer of high-quality nutritious baby food and children’s snacks has found a way to improve case packing while also getting its toes wet in recycle-ready pouches.
42
Used Fry Oil Fuels
Lamb Weston’s New Packaging in Europe
Potato product producer Lamb Weston’s latest packaging innovation starts in the fryer and ends in the freezer aisle, with 60% renewable content and fewer emissions.
Jan Brücklmeier Technical Application Group Packaging Technology Expert, Nestlé
M. Shawn French Director – Innovation & Packaging Engineering (Beverage), Danone North America
Patrick Keenan R&D Packaging Engineer, General Mills/Annie’s Organic Snacks
Tim Lehman Sr. Engineering Manager, Supply Chain, GOJO Industries, makers of Purell
Mike Marcinkowski Director of R&D Material Science, Packaging & Sustainability – Nature’s Vault/Fesh Loop
Shannon Moore Director Global R&D Packaging Sustainability, Kellanova
Andrew Seys Senior Director, Global Operational Excellence, Spectrum Brands
David Smith, PhD Principal, David S. Smith & Associates
Brian Stepowany Packaging R&D, Senior Manager, B&G Foods, Inc.
CONTENT
Matt Reynolds Chief Editor
Anne Marie Mohan Senior Editor
Sean Riley Senior News Director
Casey Flanagan Associate Editor
Kim Overstreet Director of Content
Pat Reynolds, Sterling Anthony, Eric F. Greenberg Contributing Editors
David Bacho Creative Director
ADVERTISING
sales@pmmimediagroup.com
Courtney Nichols Director, Client Success & Development cnichols@pmmimediagroup.com
Counter to my intuitions, I’ve noticed growing momentum around flexible packaging and Store Drop-off recycling. I first spotted it at the Sustainable Packaging Coalition’s (SPC) Impact last year. It resurfaced at the Packaging Recycling Summit (PRS). No one’s saying the system is fixed—or even fully functional. But signals are building, and the Store Drop-off model, though imperfect, may be gaining some real traction.
The Store Drop-off label (you’ll recognize it from the How2Recycle logo) asked consumers to bring flexible plastic packaging back to participating retail locations. But it never had a central driver, and collection has long been fragmented. For most consumers, the request is a heavy behavioral lift. Add to that inconsistent retail participation and limited recycling infrastructure, and skepticism is understandable.
So why the shift? Because the model appears to be expanding. Store Drop-off is starting to consider adjacent modes of return: municipal drop-off sites, subscription-based pickups, and thirdparty collection programs. It may no longer be confined to physical stores.
Much of this momentum stems from the formation of the Flexible Films Recycling Alliance (FFRA), launched by the Plastics Industry Association and supported by the Flexible Packaging Association (FPA) and Resource Recycling, Inc. And the urgency is clear. As FFRA’s Kurt Kurzawa noted at PRS: “Flexible packaging is the second largest packaging type in the United States. Corrugated is number one. In 2022 to 2023 we saw a 15% growth in flexible packaging... And it’s anticipated that the compound annual growth rate will grow four to 6% annually until 2030. So the material stream is getting larger and larger and larger. And right now, the estimated U.S. recycling rate of this material is less than 1%.”
Flexible packaging isn’t going anywhere. The end-of-life story just hasn’t caught up yet. At PRS, Paul Nowak, executive director of SPC parent GreenBlue, revealed another important development.
“Today, we are happy to announce that we’ll be creating a new collaborative at the SPC to study the evolution of the Store Drop-off label,” he said. “The goal of this is to combine everything that is not curbside recyclable, so that will go beyond store drop-off. It will include store drop off, municipal drop off, and subscription services, everything but curbside recycling collection. It’s an SPC collaborative so similar to the structure behind our refresh of the How2Recycle label from the previous design to How2Recycle Pro designs. We’re now also taking a deeper dive, just in the store drop off label. Whenever you do a refresh, you want to make sure you’re doing it very thoughtfully and meeting the consumer where they are. This way, we’re also bringing all the stakeholders to the table to make sure we’re making changes that are truly scalable across the industry.”
The focus isn’t just label design—it’s the ecosystem the label implies. Labels are only as effective as the systems that back them up. If the label tells a consumer to drop something off, a functioning system has to be waiting.
“FPA feels strongly that all solutions must be considered and made available, including curbside recycling, store drop off, municipal drop off, and subscription services. Bravo to [Nowak’s] teams for recognizing this as well and making a concerted effort to study it through their new collaborative. This is not easy work, and we of course won’t solve everything overnight, but it’s imperative we try for consumers and for our industry,” FPA’s Dan Felton said of Nowak’s news on LinkedIn.
But not everyone is convinced. Industry veteran Paul Foulkes-Arellano offered this candid take on LinkedIn: “If you can make it work in the USA it will be miraculous. The economics don’t add up. It’s a charitable function supported by retailers to keep legislators off their backs, or even worse in some cases. The players constantly fail and lose millions.”
That’s why Nowak’s collaborative is important. A well-grounded study could reveal whether the system can scale in ways that serve brands, retailers, and consumers alike.
“We need to drive collaboration, because not one organization can change this,” Kurzawa said. “Competition won’t get us there... unless we want to totally change the way we process material, we need to work with our competition to get the industry there collectively.”
For brand owners, the takeaway isn’t to immediately swap materials or update labeling, rather to stay tuned. If new collection methods reduce consumer friction and are supported by real logistics, flexible packaging could finally get the recycling path it’s been waiting for. PW
The Magic Behind Every Perfect Package
Clover Sonoma Cuts Plastic by 34K lb with New Paper Yogurt Cup
Sonoma County, Calif.-based dairy Clover Sonoma has debuted a new paper-based yogurt cup, marking a breakthrough for paper packaging in a category long dominated by plastic. The 5.3-oz cup, developed in partnership with Huhtamaki, comprises 80% renewable FSC-certified paperboard with a thin layer of low-density polyethylene inside and a foil lid.
According to Mike Benedetti, who leads sustainability, regulatory, and quality at Clover Sonoma, the move aligns with the company’s broader packaging strategy, which aims to lower its environmental footprint without compromising performance. “We’ve seen success and are proud of incorporating PCR into our gallon jugs, reducing plastic use, and launching a fully renewable paper half-gallon,” he says. “As we looked across more of our product line, we asked which packaging suppliers and partners could help us continue making progress.”
Benedetti explains that the paper-based cup cuts plastic use by more than 30,000 pounds annually and reduces the greenhouse gas footprint of the cup by approximately 75%, based on materials and production alone. The switch also results in a 30% weight reduction, delivering potential savings in transportation-related emissions. He concedes however that while the cup significantly reduces plastic use and has a lower carbon footprint, it does not yet meet recyclability standards in many areas.
While Clover Sonoma’s goal of a fully compostable yogurt package remains out of reach for the brand due to composting infrastructure and regulatory limitations, the Huhtamaki cup offered Clover Sonoma a near-term solution that could be implemented with minimal operational disruption. “That compatibility where you don’t have to buy a $2 million machine to use a new package really helps with implementing something quickly and smoothly,” Benedetti notes.
Even so, the shift did require some minor adjustments on the filling line and at retail. Because the paper cup is slightly more flexible than its polypropylene predecessor, it is more susceptible to being crushed during bagging or stacking. Clover Sonoma worked with retail partners and communicated with consumers to help them adapt to the new format. “Overall, it was really positive because everyone appreciated what we were doing and recognized that lowering that impact and still being able to enjoy delicious yogurt was a benefit to everyone,” Benedetti says.
The shift is part of a long-standing company ethos. Clover Sonoma, a Certified B Corporation, outlines its sustainability goals under the Clover Cares framework. The program reflects the brand’s commitment to environmental responsibility, community impact, and continuous improvement. From introducing 30% post-consumer recycled HDPE jugs in 2023
(see pwgo.to/8719) to sourcing from American Humane Certified dairies, the company takes a multifaceted approach to sustainability.
Benedetti acknowledges that packaging trade-offs remain a reality as brands balance environmental progress with practical constraints. “From my perspective, something that decreases the use of fossil fuels and makes your package more renewable by shifting to paperboard has an overall positive impact,” he says. “So yes, there are nuances, and I don’t think anything is always perfect. Until we get to a future where packaging isn’t needed, these slow steps toward improved packaging are important.”
Clover Sonoma is among the first in the U.S. to adopt a paper-based yogurt cup format. A similar move was made in Australia by organic yogurt brand five:am, which launched a 700-g (approximately 25-oz) paper yogurt tub developed with Greiner Packaging that is 90% paper, “with a thin polyethylene (PE) plastic lining to ensure the product maintains its quality and freshness.” That’s according to Packaging News Australia (PKN), which reported on the new package in February 2025.
Clover Sonoma’s paper-based yogurt cup began rolling out at retail in March 2025 and is currently available across 13 flavors in the brand’s Organic Low Fat Yogurt and Organic Cream on Top Yogurt lines.
—Anne Marie Mohan
SIMPLE IN MOTION
Find the right machine for your unique needs
OUR PURPOSE
Viking Masek is committed to making packaging a simple experience for our customers. Motivated by our story to build your story, we listen with curiosity and empathy to build strong relationships, confidently transforming the goals of our customers, colleagues, and community into realities.
It’ll pay off to stop at our Booth W-3454!
Clean Cult Rolls Out Redesigned Refill System at Target
Clean Cult, the brand that brought paper gabletop cartons to the cleaning aisle, is scaling up its sustainability mission with a national launch in as many as 1,800 Target stores and on Target.com. The rollout introduces a redesigned packaging system that pairs recyclable paperboard carton refills with prefilled, refillable aluminum bottles.
“Target is where home care meets lifestyle, and now, it’s where sustainability becomes second nature,” says Clean Cult Co-founder and CEO Ryan Lupberger. “This launch is about more than shelf space. It’s about meeting millions of consumers with products that are effective, beautiful, and better for the planet, at a price point that doesn’t ask them to think twice.”
The launch includes 17 SKUs across hand soap, dish soap, allpurpose cleaner, and laundry detergent. Each features the brand’s updated packaging system and introduces three new scents—Pink Grapefruit, Water Blossom, and Fresh Rain. The aluminum pump bottles, first introduced in late 2023, have been re-released with new graphics and structural improvements aimed at making reuse easier and more appealing to a mass-market audience.
The new packaging marks a shift from Clean Cult’s earlier pairing of its refill cartons with reusable glass bottles. The glass bottles, sold empty and requiring at-home filling, presented
too much of a behavioral barrier for many shoppers. “The glass format required too much behavior change from consumers,” says Lupberger. “So we really had to thread this needle—how do we deliver a reduction of plastic, really clean ingredients, and great packaging, but do it in a way that meets shoppers exactly where they are, without any sacrifice?”
The new aluminum bottles are filled and ready to use, offering a more familiar and convenient format that retains the brand’s commitment to reducing single-use plastic. To make them viable at scale, Clean Cult increased material thickness to prevent denting, modified its filling lines, and added protective packaging for shipping.
To complement these functional upgrades, Clean Cult partnered with U.K.-based design firm Robot Food to develop packaging graphics that highlight the aluminum substrate. The new designs feature unprinted metallic elements paired with botanical imagery to visually communicate scent and sustainability. “Our new designs graphically have really beautiful leaves that are not printed on that show the aluminum off,” says Lupberger. “We really had to balance the clarity of the aluminum to call out the value prop alongside being at the exact same price as plastic bottles and keeping the material thick.”
The refill cartons also received a design update. While the patented gabletop structure remains, the graphics now emphasize lighter color palettes and stronger scent cues for greater shelf appeal. “It’s a little bit whiter than our previous cartons, and it’s really brought through some of the free and clear,” Lupberger explains. “We also are heroing our scents a lot more. If you look at our old cartons, they heroed the bottles front of pack and not the scents. We’re now heroing the scents, not the bottles.”
Clean Cult’s commitment to sustainability is reflected throughout its supply chain. The cartons ship flat, enabling up to 26,000 units per pallet compared to roughly 600 plastic bottles, dramatically reducing transportation emissions and logistics costs.
That commitment extends to end-of-life as well. The cartons are recyclable in about 70% of U.S. communities and perform comparably to plastic bottles in recycling systems. The aluminum bottles are designed for repeated use and can be recycled indefinitely once retired.
With pricing set at $4.99 for a 12-ounce aluminum bottle and $7.99 for a 32-ounce refill carton, Clean Cult aims to offer a system that aligns with both sustainability goals and consumer expectations on cost. —Anne Marie Mohan
• Food processing systems
• On-machine and process area seasoning application
• Conveying and product handling
• Multihead/combination scale weighing and filling
• Snack bagmaking and case packing
• Metal detection and x-ray
• Check weighing and seal checking
• Controls and information systems
USA
Compostable Molded Fiber Cup, Plant-based Lidding for School Cafeterias
DNO Produce, a Columbus, Ohio-based distributor of fresh-cut and bulk produce, has introduced a new compostable cup and lid solution in collaboration with supplier Eco-Products. Specifically designed for K-12 school nutrition programs, the packaging features a 4-oz molded fiber cup made from renewable resources. Once food—typically cut fruit or vegetables—is placed inside, the cup is sealed with a plant-based lidding film.
The molded fiber cup is BPI-certified compostable, and the lidding film meets ASTM standards for compostability. More on that below.
“Our transition to more sustainable packaging is the culmination of a multi-year effort to align our operations with our sustainability goals,” says Alex DiNovo, DNO’s president. “During the COVID-19 pandemic, the demand for individually packaged produce surged, and we saw an opportunity to make some changes. Eco-Products has been an incredible partner, and we couldn’t be prouder to be part of this revolutionary product.”
With many school districts continuing to face staffing challenges, there is a growing need for individually packaged, pre-portioned food. DNO’s prepared produce eliminates the need for schools to sort, wash, cut, and portion fresh fruits and vegetables themselves.
Eco-Products notes that the tray is made from natural fibers—such as sugarcane and bamboo—that are both reclaimed and renewable. The materials are industrially compostable and compliant with ASTM standards. The lidding film is a BPI-certified structure made from a blend of PE, PLA, and cellulose materials. This formulation is engineered to replicate the performance of traditional non-compostable films while meeting compostability standards.
Shelf life considerations
Packaging World spoke with Randy Shepherd, national account manager–specialty packaging at Eco-Products, to learn more about the project. Shelf life is a critical factor when working with fresh produce, especially in the context of compostable packaging for schoolchildren.
“Our compostable packaging is engineered to match or exceed the functional requirements of conventional formats. This includes maintaining seal integrity, preventing moisture ingress or loss, and preserv-
ing product freshness throughout the intended shelf life,” Shepherd says. “Barrier properties are matched to current product needs. The lidding film offers oxygen and moisture transmission rates (OTR/WVTR) similar to non-compostable materials, preserving freshness, appearance, and food safety. The tray is lined with PBAT (polybutylene adipate terephthalate), providing adequate performance for short shelf-life applications.”
Machine compatibility
Another key factor is machinability. DNO, like many food producers, uses an established base of packaging equipment with significant remaining operational life. The need for major capital expenditures (CAPEX) on new machinery presents a barrier for brands and CPGs looking to switch packaging formats.
“This is one of the most important questions in any packaging transition,” says Shepherd. “Innovation is only valuable if it’s commercially viable—which means it must run on existing equipment with minimal adjustments and no major capital investment. Our molded tray is customdesigned to fit existing tray-sealing dies, and the lidding film was chosen to match current seal pressures and temperatures. We regularly visit customer facilities to provide hands-on manufacturing support, ensuring efficient implementation.”
In most cases, only a slight decrease in sealing temperature is required compared to non-compostable materials, making the packaging compatible with standard tray sealers without costly retrofits.
Additional design considerations
Shepherd outlined several other important design considerations:
• Moisture Retention: The tray uses an exterior compostable liner, leaving the interior unlined to absorb product purge. This eliminates the need for a soaker pad and enhances both compostability and material efficiency.
• Seal Integrity: The lidding film must maintain a strong seal despite exposure to cold, moisture, and potential surface contamination—especially important during cold chain distribution.
• Compostability Compliance: Both the tray and film components meet BPI commercial composting standards.
• End-of-Life Planning: The packaging system includes compostable communications, consumer education, and support for municipal or industrial composting streams, facilitated by Eco-Products’ Product& Zero Waste(PZW) team.
• Cost Neutrality: By removing the need for soaker pads and optimizing material usage, the overall cost of this compostable solution can be comparable to conventional formats—offering sustainability without added expense.
• Collection: Neither party commented on disposal or collection practices for spent packaging at schools, and the plastic lidding material could be seen as a potential contaminant to recycling streams in certain circumstances. Still it’s notable that locations like school lunch rooms (or stadiums or arenas or even fair grounds) tend to be closed environments where compostable materials do well in being collected and channeled to appropriate disposal locations, without contaminating municipal recycling.
DNO Produce currently serves school nutrition programs in 17 states, delivering fresh fruits and vegetables to thousands of K-12 students daily. With this new packaging format, DNO is advancing its goal of increasing the use of packaging made from renewable resources. —Matt Reynolds
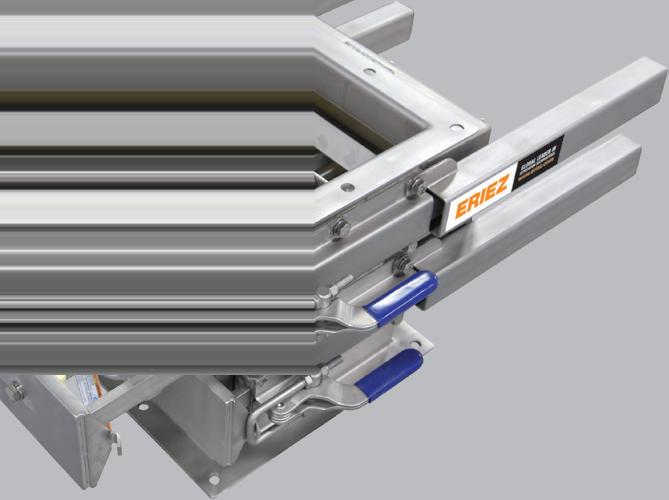
Malk Goes Vertical with Brand Mark to Beat Space Constraints
Clear, con dent packaging designs help beverage companies stand out to consumers and market products, and Malk Organics knew this when it launched redesigns for its shelf stable Unsweetened Almond and Original Oat SKUs in February 2025.
The plant-based milk producer from Austin, Texas debuted a new look for its products that re ects a bolder design with the brand name as the centerpiece. Stakeholders felt that the previous design was too constraining, and the company needed a way to make their brand shine more, according to Barrett Brynestad, Malk’s senior creative director.
The Alterion CL-170 is the newest large center, medium speed end
load cartoner, ideal for companies with a diverse product mix who need flexibility and reliability. This auto-load machine is designed for smooth, continuous motion while providing quick and repeatable changeovers.
Visit rajones.com to discover more!
“While the previous design helped us get this shelf-stable product to market in a way that was consistent with our refrigerated lines, the constraints of a narrow, at-facing label were too restricting and resulted in a quieterthan-desired presence on-shelf,” Brynestad says.
Malk’s almond and oat milk carton continues to use a ve-color exographicallyprinted Tetra Brik Aseptic 1-L Edge with a two-step screw cap closure over a membrane. No production ef ciencies were gained or lost with the redesign, and the company used the same materials used in the products’ previous packaging, Brynestad says. The real change was in the design, not the format. Malk worked with Riser, a San Francisco-based design agency, to help with the redesign.
Internal conversations about the need to better balance visual counterweights drove Malk’s redesign launch.
“The [previous design] constraint was coming through in trying to balance delicate, smaller elements. By pulling apart our previous approach and allowing ourselves to reorient design elements to better t within the vertical footprint of the facing, we struck a new balance and impact,” says Brynestad.
Malk says the balance it achieves with the redesign also gives it a more con dent shelf presence.
“[The redesigns] speak to the consumer in a clear, direct manner. No whispering here. This is Malk, and if you didn’t see us before, hopefully now you will,” Brynestad adds.
One of the most notable changes to the oat and almond product designs is a shift from Malk’s horizontal brand name layout to a vertical one. The motive for this change is rooted in having the Malk brand be more recognizable and impactful than the variety, avor, or ingredients.
“We wanted the hierarchy to be clear to connect the dots within the retail footprint: Malk [is recognized rst, followed by] Almond and Oat, then SKU speci c. The brand needs to jump off the shelf in a way that wasn’t happening before. Same great Malk, now available in a new aisle and form factor,” Brynestad explains.
Malk’s packaging redesign might still be fresh, but Brynestad says brand recognition is already increasing.
“[Consumers have had a] positive reaction. We’ve heard that customers are beginning to see us outside of the refrigerated section, and this bold refresh is leading that charge,” Brynestad states. —Christopher Smith
Previous design
Redesign
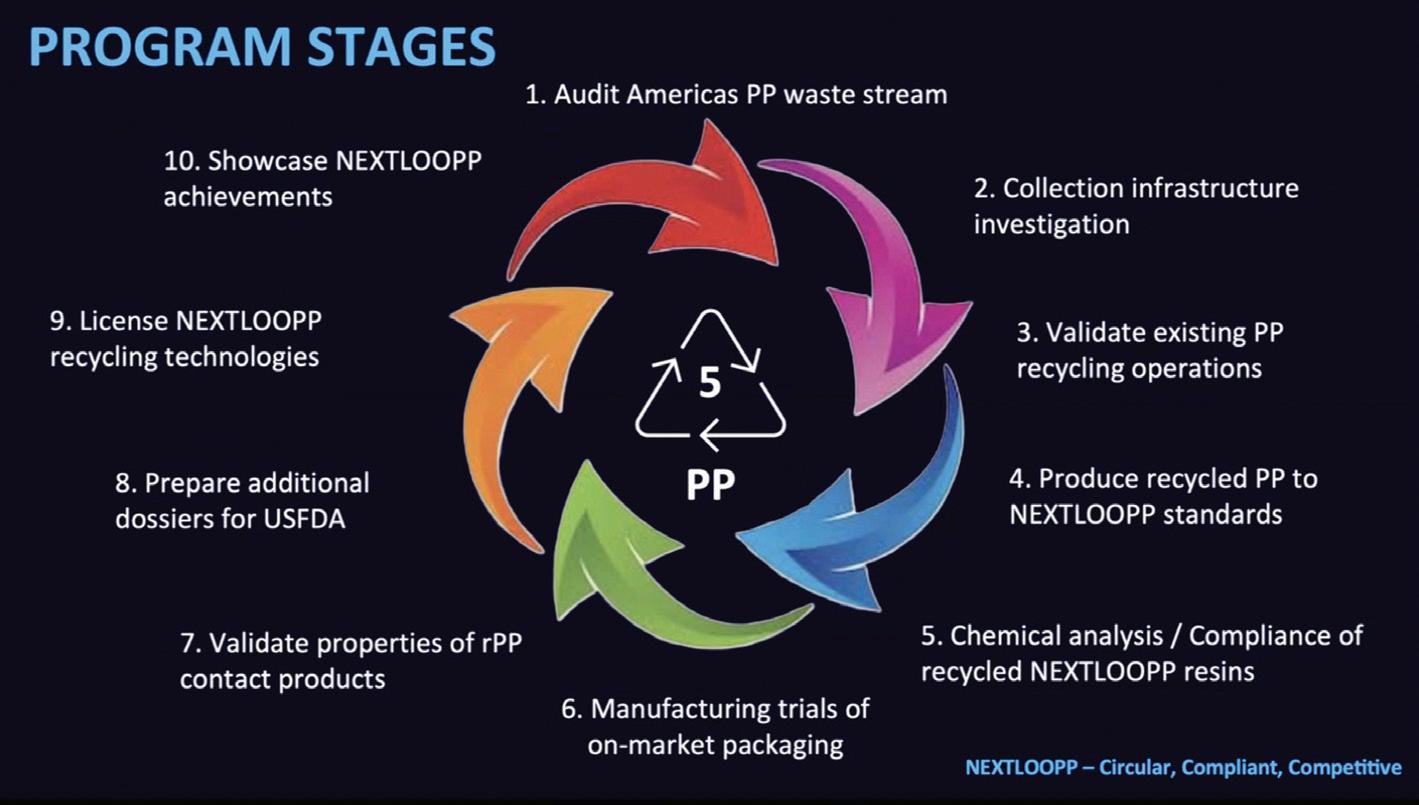
Nextloopp Launches U.S. Initiative to Scale Food-Grade rPP Recycling
Aiming to transform how polypropylene packaging is recovered and reused in the U.S., the Nextloopp initiative has officially launched its Americas division. The move marks a major expansion for the U.K.born project, which has spent the last four years building a commercially viable model for closed-loop recycling of food-grade polypropylene (PP).
Led by Nextek Ltd., the science and technology consultancy founded by Professor Edward Kosior, Nextloopp Americas held its virtual kickoff meeting June 5. The event introduced founding partners and showcased progress made possible by the group’s proprietary PPristine technology, which enables the production of high-purity, food-grade recycled PP from post-consumer packaging.
“This is more than just a launch; it’s the start of a transformational journey to accelerate circularity for food-grade polypropylene in the Americas,” says Kosior, who now serves as president of Nextloopp Americas.
In the U.S., only 8% of PP packaging is currently recycled, compared to much higher rates for PET and HDPE. Kosior sees that as a missed opportunity—both environmental and economic. “Polypropylene is as big a packaging material as PET, so it should be recycled in the same volume,” he says. “But right now, 92% of it ends up in landfill or incineration.”
Nextloopp’s strategy focuses on building cross-industry collaboration and deploying scalable technologies to reverse that trend. In Europe, the group partnered with companies like Tomra to bring artificial intelligence to the sorting line, allowing recyclers to identify food-grade PP with up to 97% purity, without the need for added markers or specialized labels.
“We can now sort at five tons per hour and get commercially viable levels of purity,” notes Kosior. “That’s what changes the economics.”
With demand for food-grade rPP estimated at more than 250,000 tons annually in the U.S., Kosior believes the market is primed for rapid growth if supply chain barriers can be addressed. Nextloopp Americas plans to support recyclers with FDA dossier preparation, decontamination validation, and process optimization to meet food-contact requirements.
“This isn’t a chicken-and-egg scenario,” says Kosior. “It’s a supply chain challenge. Everyone from brand owners to recyclers to MRF operators needs to be at the table.”
Read more about Nextloopp Americas at pwgo.to/8720
Nextloopp is not a materials trader but a technical facilitator, offering a platform for innovation sharing, production trials, and commercial matchmaking. Its partners have already tackled some key design-for-recycling issues, such as developing adhesives that wash off cleanly and replacing aluminum lids on dairy packs with recyclable PP alternatives.
Kosior said the U.S. regulatory process is proving faster than in Europe and expects some members to produce commercial quantities of food-grade rPP by year-end. —Anne Marie Mohan
EXPO PACK Guadalajara 2025 Sets Records
EXPO PACK Guadalajara 2025 welcomed 16,600 attendees from Mexico and throughout Latin America to EXPO Guadalajara. With 5,600 exhibitors staffing booths, total attendee and exhibitor attendance topped 22,000. Organized by PMMI, the 2025 edition ranks as the largest and most comprehensive to date with over 750 exhibitors showcasing their latest technologies and solutions across 205,000 net square feet of sold-out exhibition space.
“EXPO PACK Guadalajara 2025 not only broke records, it reinforced the region’s leadership in packaging and processing innovation,” said Jim Pittas, president and CEO, PMMI. “This year’s success proves that Latin America is not just keeping pace with global trends—it’s helping shape them. The energy, engagement, and high-caliber attendees made it clear that this is the place where real progress happens.”
The show floor was packed with innovations ranging from smart packaging and automation to sustainable materials. Sustainability was a major focus with the EXPO PACK Verde program reinforcing the industry’s growing commitment to environmental responsibility and spotlighting sustainable packaging practices and products such as biodegradable, recyclable, and low-impact packaging innovations. Live equipment demonstrations allowed attendees to experience machin-
ery in action and discover operational efficiencies in real time. The new Containers & Materials Pavilion presented the latest packaging materials innovations, while the Digital Transformation Pavilion demonstrated how capturing and analyzing data can maximize efficiency, boost productivity, and overcome workforce shortages.
“EXPO PACK is extremely important for the industry,” says Salvador Nondo, project maintenance lead at Bacardi. “It’s the only national-level event where you can see different processes and equipment for the industry firsthand.”
Veteran EXPO PACK Guadalajara attendee Arturo Villaseñor, project coordinator at Tequila Patrón, was impressed by the size of the show. “[There were] definitely more stands and two new pavilions, which was the most noticeable change. … we came with specific goals but also took the opportunity to explore new developments. EXPO PACK Guadalajara is a highly productive event both for us as clients looking for technology and for suppliers seeking to promote their brands.”
Concludes Marisol Escoto, print production specialist at Colgate, agrees about the value of EXPO PACK Guadalajara. “Having all suppliers in one place makes it much easier to develop projects and explore new alternatives.”
—PMMI
Global Solutions. Local Service.
When you need mission-critical labeling systems that will be reliable, cost-effective, and easy to use, you need a partner that you can trust.
Weber Packaging Solutions is a global label solutions company that has been helping customers look their best for over 90 years. We provide turn-key labeling solutions, like the new electric Model 4050B Series modular print-apply labeling systems and Alpha Compact G3 Series label applicators. With experience in just about every industry, we make sure you succeed in getting your product labeled correctly.
Visit us at www.weberpackaging.com and see how we can ensure your next project successfully
“Accessible design often requires thoughtful, user-friendly features such as tactile elements, larger fonts, or easy-to-open structures, which can sometimes be more costly in terms of materials and production. The key is to invest in smart, scalable solutions that don’t sacrifice the overall design or strategy. Many brands and retailers believe that accessible packaging is more expensive. However, the reality is quite the opposite—it just requires a shift in mindset. Larger organizations are resisting change, while agile challengers turn inclusivity and accessibility into an advantage with transformative physical and digital products and packaging. As we age, we demand solutions that truly fit—‘one-size-fits-all’ isn’t just outdated, it’s a liability.”
–Boma Krijgsman, brand and marketing manager at JDO Global, in an article from EasyFairs, “Designing for everyone: Why accessible packaging is the next brand differentiator”
“Our industry is reaching a tipping point. This year’s conference showed how molded fiber is no longer a niche alternative—it’s a mainstream, scalable solution that’s gaining traction across sectors and continents. From the students presenting bold design ideas to industry leaders developing global fiber strategies, the momentum in our field is undeniable. We’re solving real-world problems—plastic waste, carbon emissions, resource scarcity— and we’re doing it together. That kind of collaboration is what drives lasting change.”
–Gary Visser, executive chairman of the International Molded Fiber Assn. (IMFA), in a press release from the organization, “IMFA’s 27th Annual Conference Underscores Global Momentum for Molded Fiber”
“The humanoid robot market is currently experiencing substantial hype, fueled by a large addressable market and significant investment activity. However, despite the potential, our outlook remains cautious due to several key barriers that hinder widespread adoption, including high prices and the gap in the dexterity needed to match human productivity levels, both of which are likely to persist into the next decade. However, we maintain that there’s a significant potential in the mid- to long-term.”
–Rueben Scriven, research manager at Interact Analysis, in an article from The Robot Report, “Despite the hype, Interact Analysis expects humanoid adoption to remain slow”
With up to 40,000 cups per hour, freely selectable packing patterns, and a powerful 3D servo gripper system, the FLEXLINE combines speed and precision. All while offering reduced maintenance, maximum availability, and excellent integration into existing lines.
See the EOL Flexline packing at Pack Expo Las Vegas, in Standard-Knapp booth W-2110.
NAPCOR on Record U.S. PET Recycling Rates
The National Association for PET Container Resources’ (NAPCOR) “2023 Recycling Report” highlights positive gains in PET recycling along with record increases across several key metrics. In this Q&A, NAPCOR Executive Director Laura Stewart discusses the drivers behind this growth and what it will take to sustain the momentum.
Packaging World:
This year’s report (see pwgo.to/8739) indicates that the U.S. PET bottle recycling rate reached 33% in 2023—the highest since 1996. What specific initiatives or policies contributed to the 4% rise in the recycling rate from 2022 to 2023?
Laura Stewart:
We can point to two different levers. The first is a continued increase in the collection of PET bottles. Some of this is done through curbside initiatives—so an increase of PET bottles making their way into the bins at our households. The other is through legislation or deposit redemption systems [DRS]. We have 10 states that currently collect PET bottles through that system, and we continue to see good results from those states. In fact, states like Oregon, which has had a DRS for many years now, enjoys a nearly 72% recovery rate for PET bottles. This is much higher than the curbside collection rate. We’re also seeing mandates in states like California that require brand owners or beverage container producers to incorporate recycled content in their containers drive the demand for post-consumer recycled PET bottles. So we’re seeing success in those states as well, as brands try to achieve those percentages.
How did the combination of increased PET bottle collection in 2023 of 1.962 million pounds and the decrease in bottles available for recycling to 5.952 million pounds affect the overall recycling rate?
So the numerator, or the amount that’s collected and processed for recycling, in the U.S., at nearly 2 billion pounds of PET, was the highest ever recorded. So we did see an increase in the amount recovered, but at the same time, we saw a decrease in what we call bottles on the shelf. So the math in that situation works out that the percentage will be higher simply because the amount of bottles sold was lower. However, I don’t want to lose sight of the fact that the recovery rate continued to increase, so we are moving directionally on the right course.
Circularity is the thing to point out, over and above the amount that’s collected. More PET bottles are getting turned back into PET bottles. The percentage of PCR bottles being recycled that end up in new bottles is 16.2%. That’s also a record in 2023.
What factors drove the record bottle-to-bottle recycling rate of 16.2%?
I think the 16.2% incorporation of rPET into bottles is very significant. There are technical
advances that allow bottles to be made with such high levels of PCR, so that’s one area of improvement. The second is really the driver of legislative requirements.
Are there limitations in the U.S. recycling infrastructure that could impact the future growth of PET bottle recycling rates?
Read the full interview at pwgo.to/8740
In terms of the progress that’s been made and the infrastructure developments that have been made over time to make PET bottle recovery viable, there continue to be improvements. In just the last few years, we’ve seen market improvements in using automation and robotics to improve the yield and quality in bales. There is still more work to be done, and we want to make sure that whether it’s an aluminum can, paper, PET, or HDPE, those materials get to their proper recycling streams so they can be utilized into other products.
The challenge we all face is ensuring that folks don’t lose hope in recycling. When I open my newsfeed and I see things like recycling doesn’t work or we’d be better off putting it in the landfill, it’s really frustrating because I know that the livelihood of the reclamation industry really relies on consumer participation. So recycling does have to happen with all of us, each and every one, but we need to make it easy for consumers to recycle. It shouldn’t be something we have to think a lot about—it should just be an automatic practice.
Based on what you’re seeing right now, what do you project for the U.S. PET bottle recycling rates in say, the next five to 10 years?
Well, there’s what I’d like to see, and the reality. We’ll have to wait until our 2024 results, which will be published later this year. There’s a lot of energy and activity from many associations, from different industry groups, brand owners, and citizens too—communities and people that are working really hard to make sure we’re doing the best we can with the resources we have. We’re trying to keep product out of landfills where there are good recycling programs in place to recover materials like PET bottles.
I wish I had a crystal ball to see what the future holds. I’m an optimist, so I would like to think that we’re going to see a continued increase in the amount of PET that’s recovered and recycled and that the percentage increases, but some things will have to change in order for that to happen. And certainly the commitment to use the product in materials like beverage containers, thermoforms, and textiles, and also programs that help educate and encourage consumers about recycling. I feel optimistic that there is a desire to see the numbers grow and increase, but we have to see it manifest. And again, over time, improvements have been made. So I’d like to think that we’re on that continued path. —Anne Marie Mohan
By Sterling Anthony, CPP, Contributing Editor
Wooden Pallet Management Part 2 of 3: Supplier Selection
Any given CPG has policies for supplier selection. But those policies likely differ according to the importance of the item being purchased. By that association, supplier selection for wooden pallets should be governed by a formal, detailed policy. That’s because pallets enable the handling, storing, and transporting of goods throughout a supply chain, all the while impacting the costs and efficiency of those operations. Stating it differently, pallets are indispensable to commerce. There are a variety of factors (listed in Part 1 of this series, at pwgo.to/8742) that differentiate among pallets. If disregarded, they can result in mistakenly categorizing pallets as commodities.
Since many companies already have policies for highvalue procurements, little or no modifications are necessary to apply those policies to the selection of pallet suppliers. The suggestions presented in this column, therefore, will be familiar to many, and hopefully validating. After determining one’s needs, conveyed in detailed specifications, the task reduces to determining which supplier(s) can fulfill them. But as is often the case, matters are not as simple as they might sound.
characteristics have been aided in this digital age by posted reviews. But reviews can be manipulated, so it’s advisable to require references. Pallets are not complex constructions, and so the barriers to entry for the supply industry are low. Those facts combine for the possibility of fly-by-night operations. A start-up supplier can be at a disadvantage, but it still can be a viable prospect when properly vetted.
All things that are packaging-related are subject to scrutiny along sustainability lines. A company thinking that it has done due diligence regarding its primary packaging and even regarding its secondary packaging should guard against being blindsided by attacks against the sustainability of its pallets. Such vulnerability can happen if a company considers itself to be on solid ground simply because wood is a renewable resource and is recyclable/repairable. As for virgin vs. recycled/repaired, there are questions as to the allowable amount of recycled/repaired material, in addition to which components (deck boards, stringers) are to be thusly categorized. It injects more variance into conditions that already are fraught with variance. As an example, different states across the nation apply different criteria in the grading (A, B, C) of pallets.
The required volume is of utmost importance: A prospective supplier not only must be capable of making pallets to specification but also capable of supplying them in the needed quantities. It’s helpful if a projected annual volume can be broken into smaller time units—monthly, seasonal, weekly, whatever makes the most sense. The subsequent deliveries will impact the amount of inventory that the receiving company maintains, and in turn, whether it’s kept outside or inside (the latter at the expense of floorspace).
Geographical proximity can place a supplier in a favorable light. Transportation times are shorter, appreciated in times of emergency or when a delivery needs to be replaced. Proximity, of course, translates into lower transportation costs. Another benefit of proximity is the convenience with which a company can perform a site inspection, whether it’s of a prospective supplier or even of an approved supplier, e.g., for auditing purposes. On the other hand, proximity benefits both aforementioned types of suppliers, facilitating visits to a company’s site for a better understanding of that company’s operations.
A pallet supplier is a partner, so capability should be coupled with a good reputation and a good track record. Vetting for those
The preceding discussions underscore the importance of customer service. Challenges, in addition to the occasional crisis, will arise. Suppliers need to be problem-solvers. The requirement takes on additional importance when multiple locations are involved, whether owned by the supplier or by the client company. Whatever the makeup of the partnership, the objective should be the establishment of an agreed-upon level of quality and performance, and its consistent delivery. In that pursuit, effective communication channels are essential.
Then there is pricing. A low quote is alluring, no doubt. However, what should be kept in mind is the difference between price and value. While price is just a dollar amount, value is a measure of what is received for that price. Value, in other words, includes the purchased item plus all services and benefits that derive from the purchase. Returning to the earlier mention of multiple locations, an example of value is consolidated invoicing and reporting. The determination of value requires analytical chops. Factors have to be identified and prioritized, resulting in inevitable trade-offs, the objective being not necessarily the lowest price but the optimal price (i.e., value).
Part 3 will provide guidelines for storing pallets. PW
FOCUS ON PRODUCTION, NOT YOUR PRINTER
CODING & MARKING MADE SIMPLE
“It just runs smoothly in the background. That’s what I want from a printer.”
Maintenance Manager, PEZ Candy
LEIBINGER printers are designed to solve your biggest production challenges: less cleaning, more uptime, and guaranteed performance.
Forget constant cleaning
Say goodbye to printhead clogs and downtime. LEIBINGER’s unique automatic nozzle sealing technology seals the nozzle airtight when idle, preventing ink from drying out. That means instant start-ups and smooth, uninterrupted production.
Save time and money
Cut operating costs from day one. The latest IQJET is designed to run for up to five years without planned maintenance or the replacement of costly hydraulic components. You get reliable, uninterrupted performance, along with efficient solvent use to help reduce waste.
Code with confidence
Ensure every product is marked with precision to maintain quality and meet production demands, even in the toughest environments. Backed by German engineering, LEIBINGER printers deliver consistent, high-quality results you can trust.
Explore flexible solutions for every line
From entry-level models to our most advanced IQJET, LEIBINGER offers a broad range of solutions for every need. Trusted across industries, our printers deliver performance, reliability, and long-term value.
Your unique advantage: LEIBINGER‘s game-changing fully automatic nozzle sealing technology
Watch a 16-second video. Save thousands in downtime.
Local presence. Global reliability. With 150+ partners worldwide, LEIBINGER is always nearby.
Package Design Plants a Flag for Non-Alcoholic Craft Beer
By Anne Marie Mohan, Senior Editor
Craft beer company Summit Brewing’s Nialas non-alcoholic beer line is blazing its own trail— not just in the growing NA category, but on shelf—through an adventure-inspired packaging system brought to life by creative agency Favorite Child, part of Betty, a Quad company.
The St. Paul, Minn.-based brewery introduced the Nialas brand in 2022 with its IPA and IrishStyle Dark, later expanding the line with the addition of Latitude in 2024 and Ambler in 2025 to form its four-style Compass Pack variety multipack. While the beers reflect Summit’s brewing heritage and commitment to quality, the packaging signals both craftsmanship and a spirit of discovery.
“The Nialas brand is rooted in exploration and adventure,” says Julie Ebbesen, marketing director at Summit Brewing. “Our goal was to carry that feeling throughout our packaging. We created vignettes of outdoor experiences and explorations to connect with an adventurous and active lifestyle.”
Nicole Meyer, group creative director at Favorite Child, led the development of the can designs and illustrations across the entire Nialas lineup. Beginning in late 2021, the design team combined strategic brand workshops, consumer insight, and competitive audits to define the visual positioning.
“From strategic audits and audience testimonials, we learned that historically, NA beers have had a bit of stigma, that they were flavorless versions of beers and almost seen as an afterthought,” Meyer explains. “People were looking for a craft beer experience and taste without having to settle for a lesser product. Many also wanted to be able to bring a six-pack to a party and feel a sense of belonging while not imbibing.
“Nialas is a beer drinker’s fantasy, packed with flavor and crafted
with the same high-quality ingredients and perfectionism that Summit brings to all their beers, without the watered-down flavor found in some NAs. We created an illustration-heavy look to stand out on shelf, leaning into a theme of exploration and planting a flag in new territory.”
Each can depicts silhouetted hikers or explorers bearing flags—a symbolic nod to Summit’s entry into the NA segment. The design language reinforces the message that drinkers aren’t giving something up, but rather gaining something new.
Color plays a central role in expressing both product character and brand cohesion. “Each can’s scene evokes a different flavor mood through its illustration and color palette, while retaining consistency in illustration style across the Nialas line so they’re recognizable as a family on shelf,” explains Meyer.
For example, the newest SKU, Nialas Latitude, uses a bright, sunny palette and a lakeside mountain vista to mirror its crisp, easy-drinking profile. A companion image of a hiker planting a flag atop a ridge further reinforces the theme of reaching new heights.
While the cans carve out a distinct look, subtle connections to Summit’s master brand were important. “Our classic beers have a strong connection with our home in St. Paul, Minnesota, capturing images of significant landmarks,” says Brandon Bland, president and CEO of Summit Brewing. “Nialas connects more closely to the active lifestyle of the non-alcoholic consumer base.”
Adds Meyer, “The Summit logo and overall color palette cue to existing brand equity to connect with current fans, while the Nialas name is more prominent in size to differentiate the line.”
Messaging hierarchy was another key consideration. “Something top of mind for us through the design development process was having clear messaging that Nialas was non-alcoholic while still bringing in recognizable craft beer visual cues,” says Meyer. “The ‘non-alcoholic’ designation consistently appears clearly under the flavor name to avoid any confusion.”
According to Ebbesen, the response has been strong from both retailers and consumers. “Most of those who try it are surprised that Nialas is an NA beer product based on the taste profile, and often mention how happy they are to have great options that actually taste like great beer.”
Nialas is available in bars, restaurants, liquor stores, and some grocery outlets in Minnesota, North Dakota, South Dakota, Wisconsin, and Iowa. It’s also sold at Summit Brewing’s Ratskeller tap room in St. Paul. PW
JUST LIKE PLASTIC. IS NOT.
BIODOLOMER IS A LIMESTONE BASED MATERIAL THAT CAN DO MOST THINGS THAT FOSSIL PLASTIC DOES.
But it is fully compostable (certified by TÜV and BPI), and when decomposed, it will actually leave extra calcium from the limestone in the soil. And it is without a number of things you rarely want close to your brand: Gaia BioMaterials AB,
No Microplastics
No PFAS No Phtalates
No Bisphenol-A
Biodolomer can be used for thermoforming, film blowing, extrusion coating, injection molding... you name it. It does all the good stuff that plastic does. But not the bad.
It uses less energy in production and results in up to 80 % less CO2 than traditional plastic. You can even put it in your home compost and watch it disappear.
Biodolomer might just be the easiest way to make your brand more sustainable. For real.
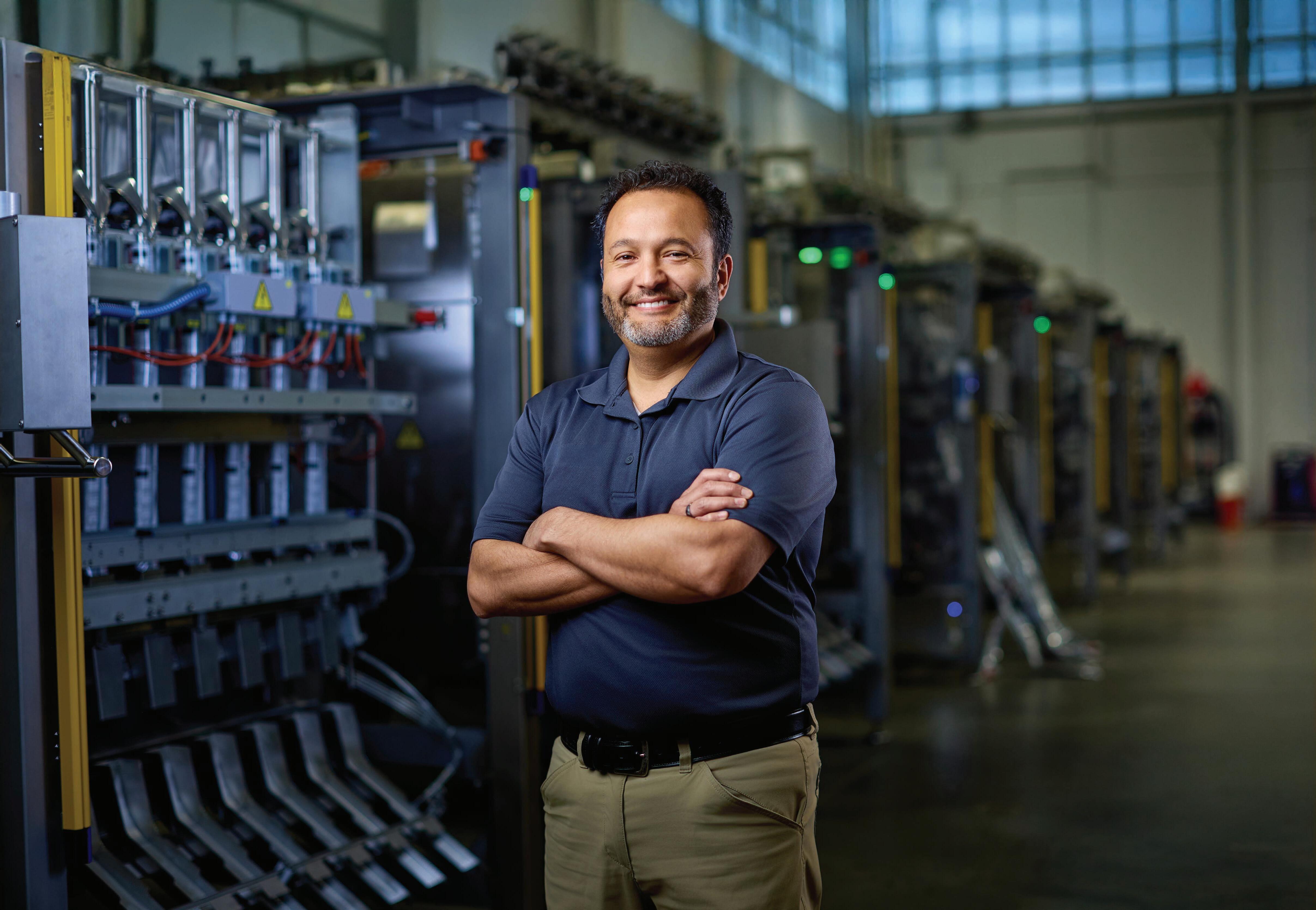
Energizer Gears Up for Paper-based Sustainable Packaging
To get to plastic-free packaging on its broad range of battery types and pack formats, Energizer and a key machinery partner started with a clean slate on both machines and materials.
By Pat Reynolds, Contributing Editor
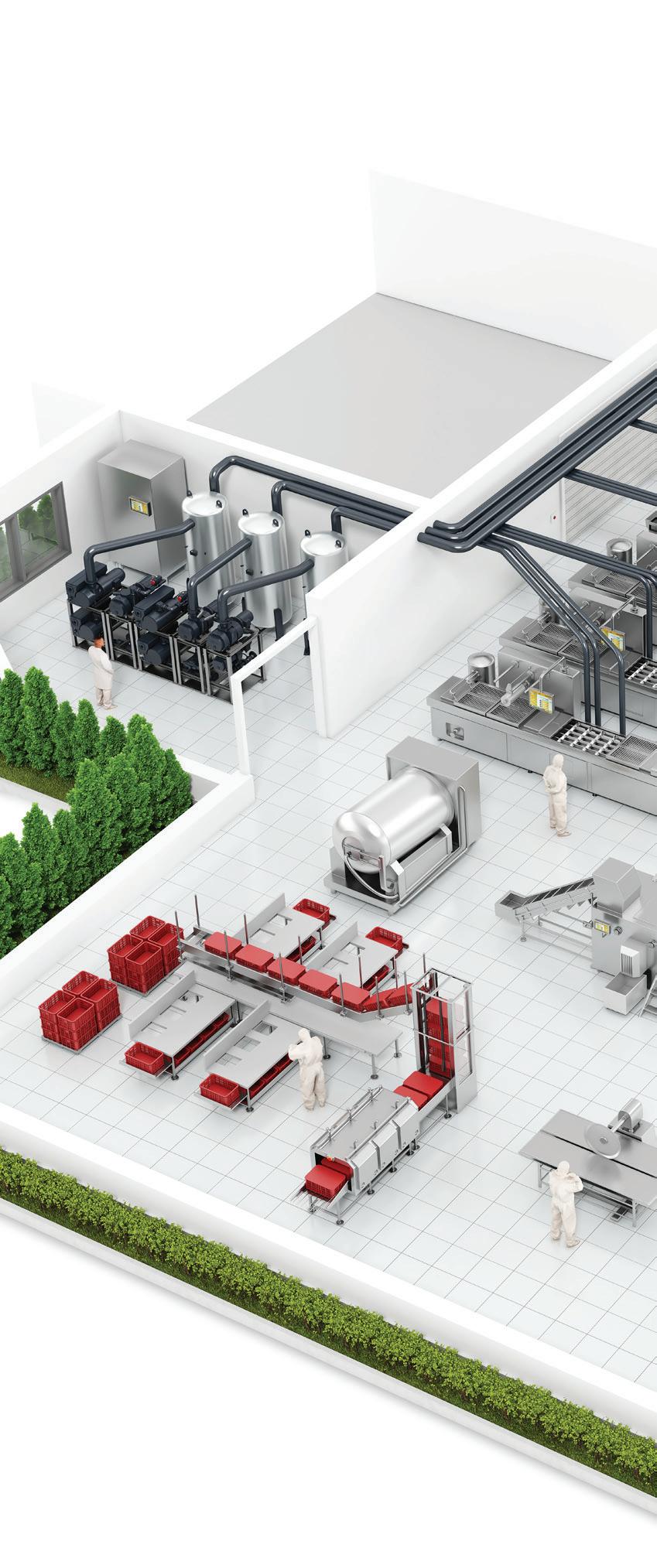
March of this year saw the rollout of 100% recyclable plastic-free packaging (on select packaging, excludes seals) for Energizer Holdings’ portfolio of Energizer household batteries. Rather than modifying existing packaging machinery, Energizer decided that a clean-slate approach was called for. Not only did that mean all new packaging materials, it also meant new primary, secondary, and tertiary packaging machines, all designed and built by Aagard. The transition required extensive collaboration between Energizer’s marketing, sales, engineering, and
procurement teams and Aagard’s senior engineers. The key challenges included ensuring the new packaging stood out on store shelves, adjusting to the loss of product visibility with the elimination of plastic, managing material costs, and improving operational flexibility.
Hugh Belgarde, senior director NA battery operations, looks back over the journey that Energizer and Aagard have been on for a year and a half now and sums it up this way. “We’re pleased with where we landed, and we know we made the right call by partnering with Aagard up front as we did. It meant that they got to participate in all of those discussions about machinery and material iterations. That’s what lies at the heart of this project. It really was a uniquely collaborative way of solving an industry challenge, of coming up with a new and effective manufacturing platform.”
“With a legacy of pioneering innovative solutions that benefit consumers globally, advancing the sustainability of our packaging was a natural next step,” says Lori Shambro, executive vice president and chief marketing officer at St. Louis-based Energizer. “We set out to create a more intuitive design tailored to meet the needs and expectations of our shoppers and retail partners. Our end result is a forward-thinking design that enhances the product experience and helps pave the way for a plastic-free future at Energizer Holdings.”
The new paper-based packaging made its first appearance in Walmart stores nationwide and online. It will replace the tried-andtrue thermoformed blister and backing card in over 90% of the brand’s
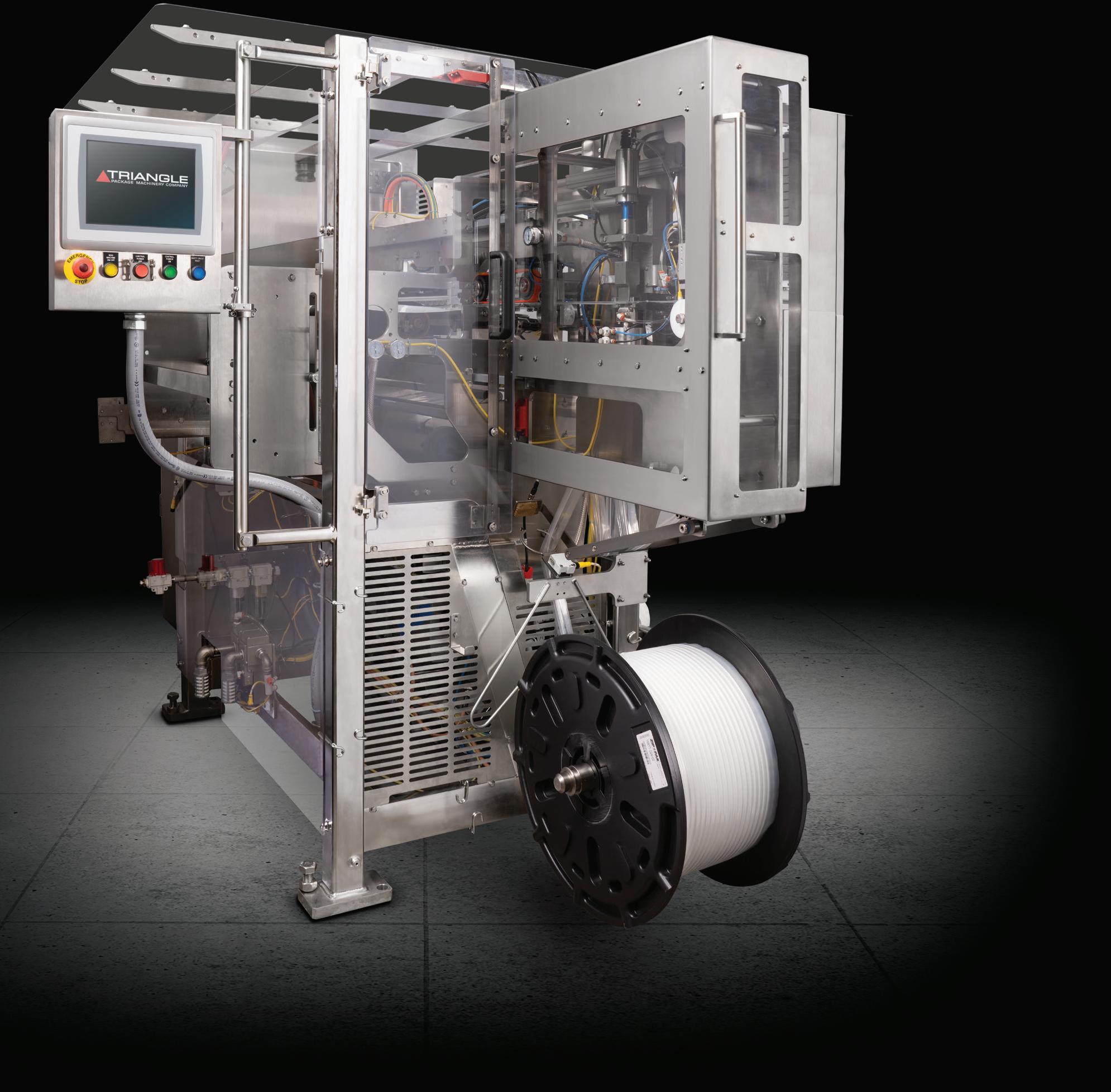
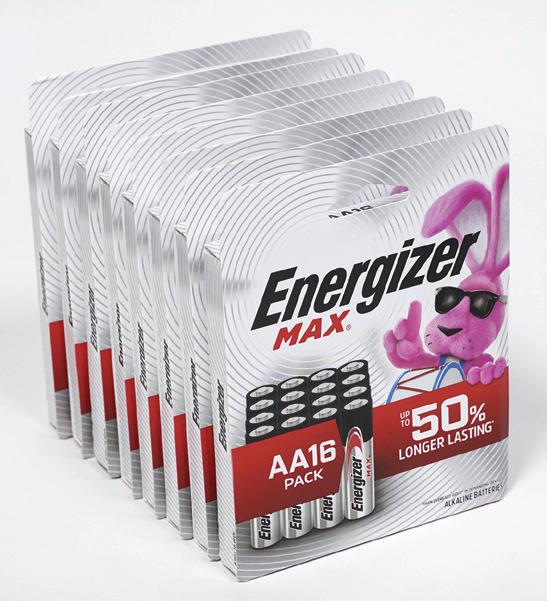
Among the many packaging formats produced on the new lines is the one shown here: sleeves of cartoned AA batteries.
This gantry style robot picks reusable plastic trays of batteries from a pallet one tray at a time and places them on a conveyor belt leading to a station where batteries are picked from trays.
Thoughtful Package Design
When it came to package design, two things the Energizer team wanted to keep front and center as the new paper-based packaging was developed were the performance claim and the iconic Energizer Bunny. Even a quick glance at the billboard facing of the new packaging makes it clear how successfully they kept these brand equity components in place.
One thing, however, that had to be eliminated in departing from the blisterpack format is product visibility. Knowing how familiar consumers are with seeing the number of batteries a package contains, the Energizer team took great care not only to use copy to identify how many batteries are in a pack but to also show that quantity visually. In the 16-count package of AA batteries shown here (D), for example, consumers can both read and see the quantity in each pack. It’s almost as if product visibility is still in the mix after all.
Another photo shown here is useful in illustrating the difference between the two unit-of-sale formats that each of the new packaging lines is capable of producing: a hang-tab carton that requires no separate sleeve (A) and carton(s) in a sleeve (B and C). The hang-tab carton format is used for the single most popular quantity-per-pack that goes out the door. For all the rest of the formats, batteries are first cartoned and then the carton or cartons get a sleeve.
One further observation on photo B, the single 4-count carton in a sleeve. If the tiny little carton were the finished package, we’d be looking at very little in-store stopping power. But with the addition of the sleeve it’s a whole different story from a shelf-impact point of view. Plus, in the store’s peg display it makes the 4- and 8-count packs of AAA batteries
North America portfolio once all retail partners complete the transition. And when the transition is complete, Energizer says it will mean the elimination of about 2.5 million pounds of plastic from the company’s manufacturing operations.
The equipment that emerged out of the Energizer/Aagard collaboration began arriving in Energizer’s Asheboro, N.C., facility in late 2024. By the end of 2025, the last of the multiple lines involved will be operational in the 34,000-sq-ft space. The number of lines is not speci ed. Each of the identical U-shaped lines has six primary operational units, all designed and built by Aagard: tray depalletizer, tray unloader, cartoner, sleever, case packer, and palletizer/stretch wrapper. If these lines have any one dominant distinguishing characteristic, it would be
identical in size. This element of pack size consistency is something on which the Energizer team was laser focused. Partly because it makes it easier on the consumer when pack sizes are not endlessly varied but rather are arranged logically in groups or categories like small, standard, and large.
“As we were building out our packaging we were very deliberate about helping the consumer along their journey,” says Kori Mizerny, Energizer marketing director. “We wanted to guide them through the shelf set. But the other piece of this is about making it easier for our retailers to create their shelf sets by bringing some element of standardization to pack sizes. Small packs all have the same height, standard packs have a common height, and large packs have their own common height. It helps retailers as they’re building out that planogram or shelf set to drive some consistency in the look and feel of it all rather than having to deal with each one of the pack sizes being a different size.”
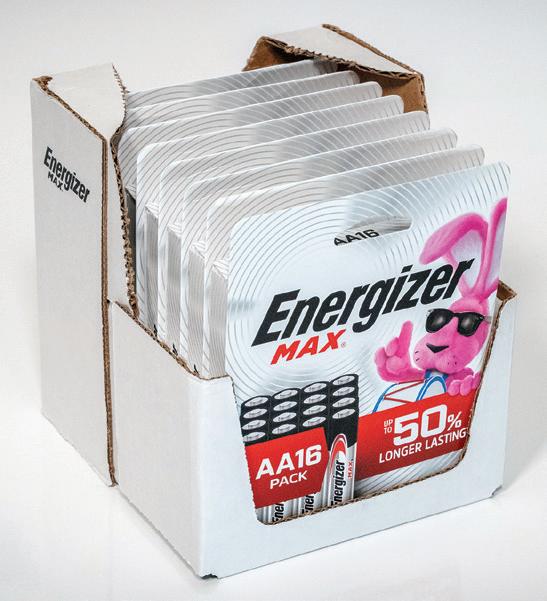
Finally, there’s the retail-ready corrugated case (E). (See an unboxing video at pwgo.to/ 8744.) All of these cases are of the retail-ready variety—i.e., they’re perforated in a way that makes it easy for store personnel to open them and either put the case right on the store shelf or remove the units in the case and hang them in a peg display. PW
versatility. In fact, any one of ve types of batteries—9V, AA, AAA, C, and D—can run on any one of the lines. Most often it’s a matter of putting batteries into a carton, cartons into a sleeve, sleeves into a retail-ready corrugated case, and cases on a pallet. The one exception to the carton into a sleeve format is when batteries skip the self-standing carton and instead go directly into a hang-tab carton that is the unit of sale. (See sidebar above for a better illustration of cartons, sleeves, hang-tab cartons, and corrugated cases.)
According to Aagard senior applications engineer Ross Feiler, “Our ability to change over quickly between all the battery formats and counts was essential for Energizer to respond to changing market demands and provide exibility for future formats.”
BOOST YOUR VACUUM PACKAGING
Tailored Vacuum Solutions
• Fast production cycles
• Enhanced performance
• IoT connectivity for smarter processes
• Cutting-edge technology for optimal results
Learn more
New HMI platform
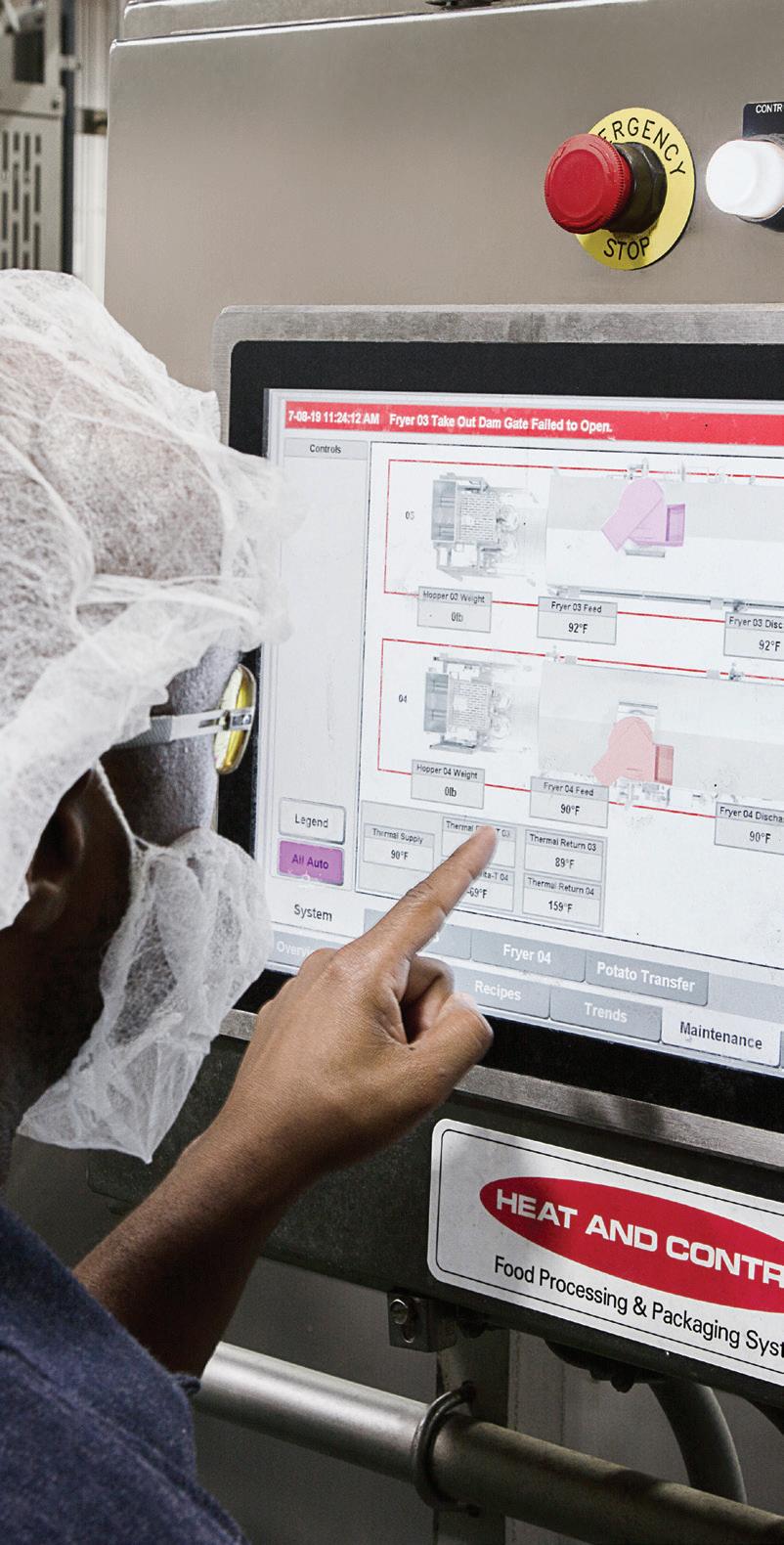
Visit pwgo.to/8744 or scan the QR code to view a video of the Energizer packaging line in operation, and follow along with the story below, referencing TIME STAMPS noted within the copy.
These seamless changeovers are thanks in large part to the use of Rockwell’s new HMI platform, the ASEM 6300B-JB1 box PC. Paired with FactoryTalk Optix, this platform provides a powerful user experience. Changeover can be done largely at the HMI touchscreen and partly with onmachine hand cranks. And wherever the cranks are involved, dialing in the precise positioning coordinates is simplified and accuracy ensured by the presence of electronic position indicators supplied by Siko
Here’s how each line is configured. Be sure to see the video at pwgo.to/8744, or scan the QR code above, for a full look at how these sophisticated machines handle both the batteries being packaged and the materials involved. Included in the copy below are TIME STAMPS that readers can use to view in the video the process or processes being described in the copy.
• Depalletizing. Batteries arrive at the depalletizer in reusable plastic trays (VIDEO TIME STAMP 0:23). Each pallet-load of trays is delivered by a Rockwell Otto AMR (Autonomous Mobile Robot). A gantry-style robot using a Gocator vision system from LMI Technologies picks trays one at a time using a magnet that affixes itself to the batteries and a clamping mechanism that grabs the plastic tray to ensure it comes along for the ride.
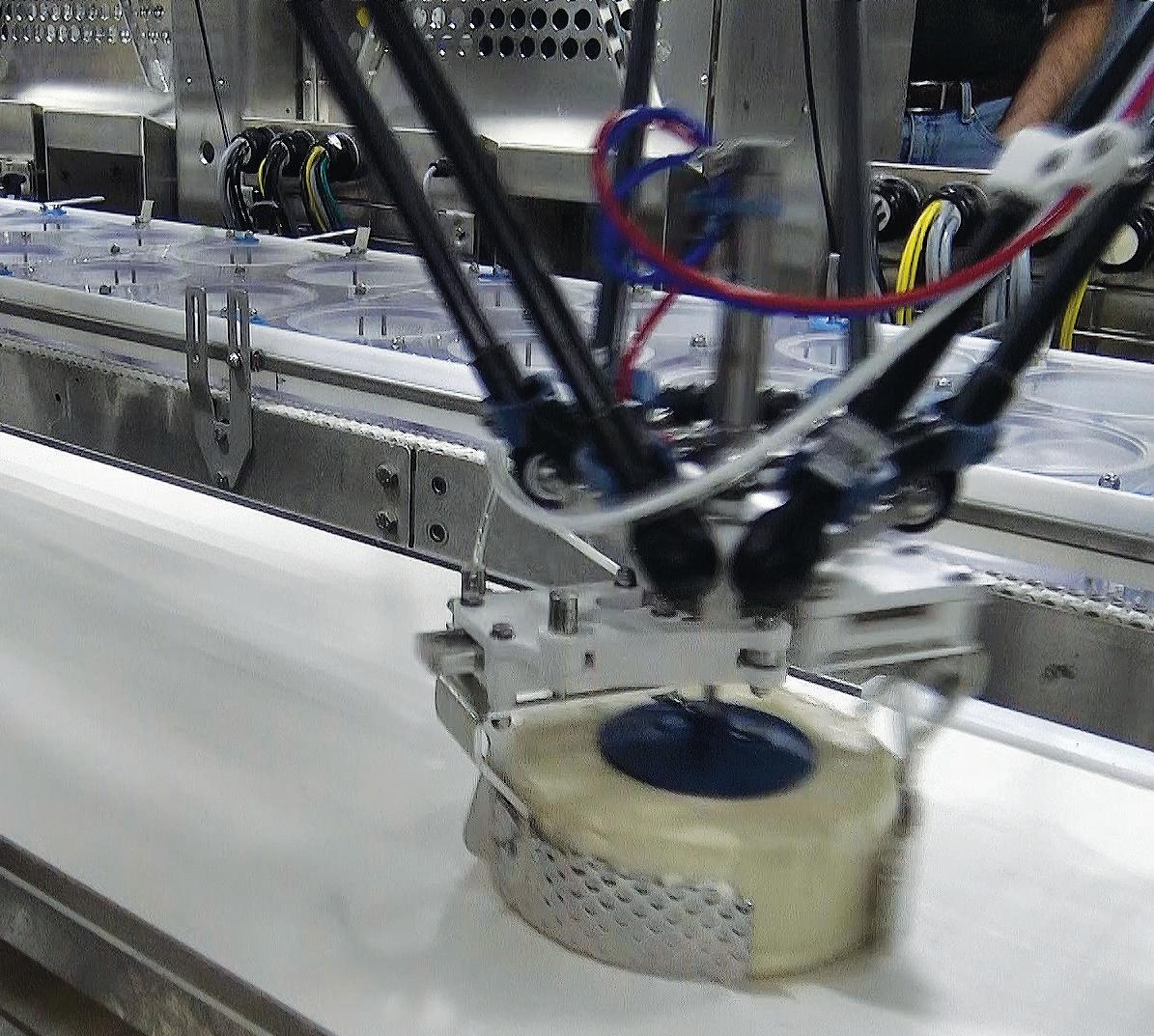
• Tray loading. The entire tray of batteries is lifted and placed on a conveyor belt. Another gantry-style robot uses a magnet to pick one entire tray load of batteries from a tray and place the batteries on one of four tilt platforms (VIDEO TIME STAMP 0:49). The gantry robot then removes the empty plastic tray and stacks it neatly. A flighted conveyor then elevates the batteries until they reach a track-and-gravity feed station. This guides the batteries downward vertically so that a star wheel can present whatever number of batteries is required for the carton being produced and send those batteries off horizontally (VIDEO TIME STAMP 1:21) to a flighted conveyor that brings the batteries to a side-load cartoner.
This gantry-style robot (right) uses a magnet to pick one entire tray load of batteries from a tray and place the batteries on one of four tilt platforms.
A track-and-gravity feed station (left) guides batteries downward vertically so that a star wheel can present whatever number of batteries is required for the carton being produced—in this case it’s eight—and send those batteries off horizontally to the next operation.
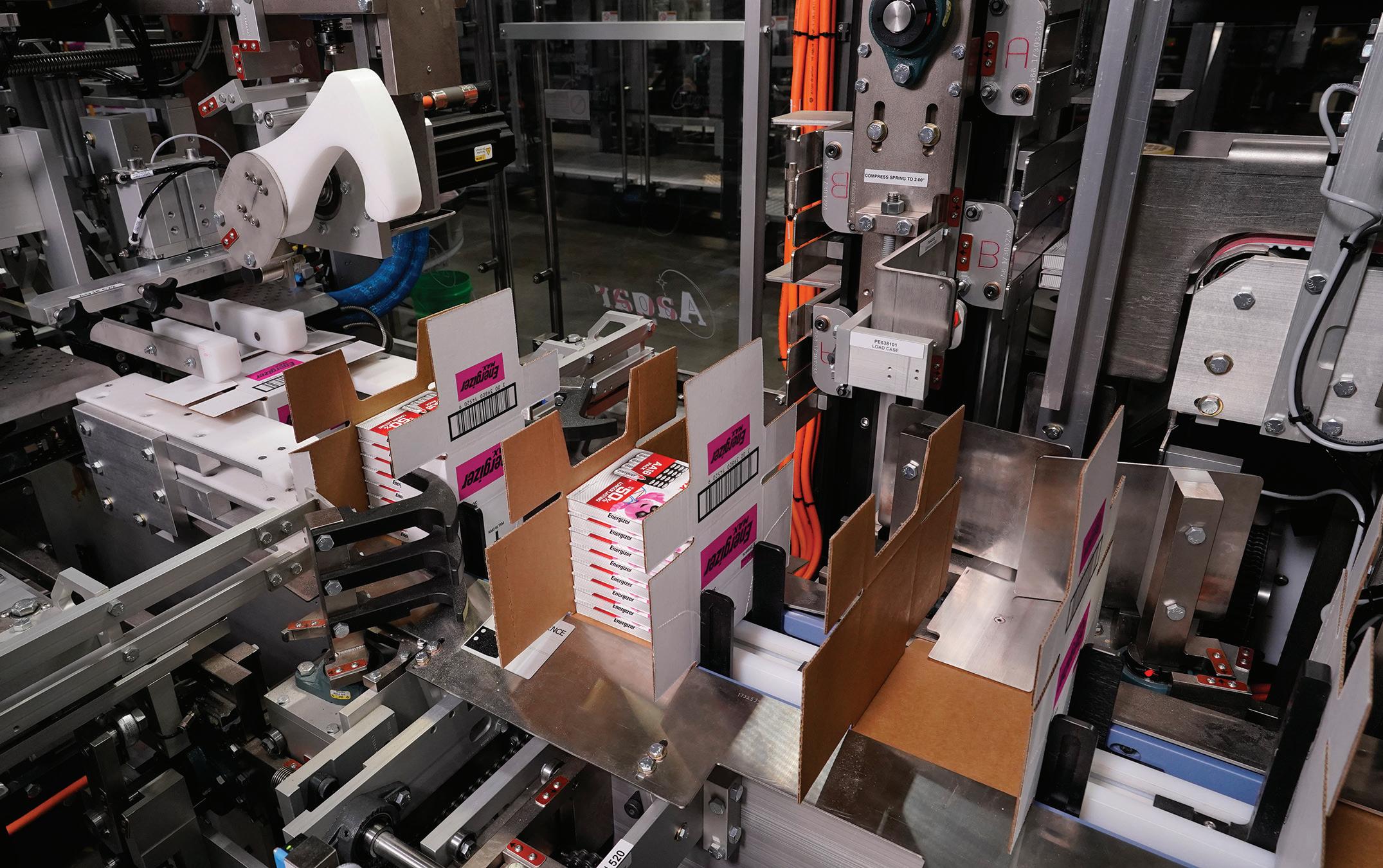
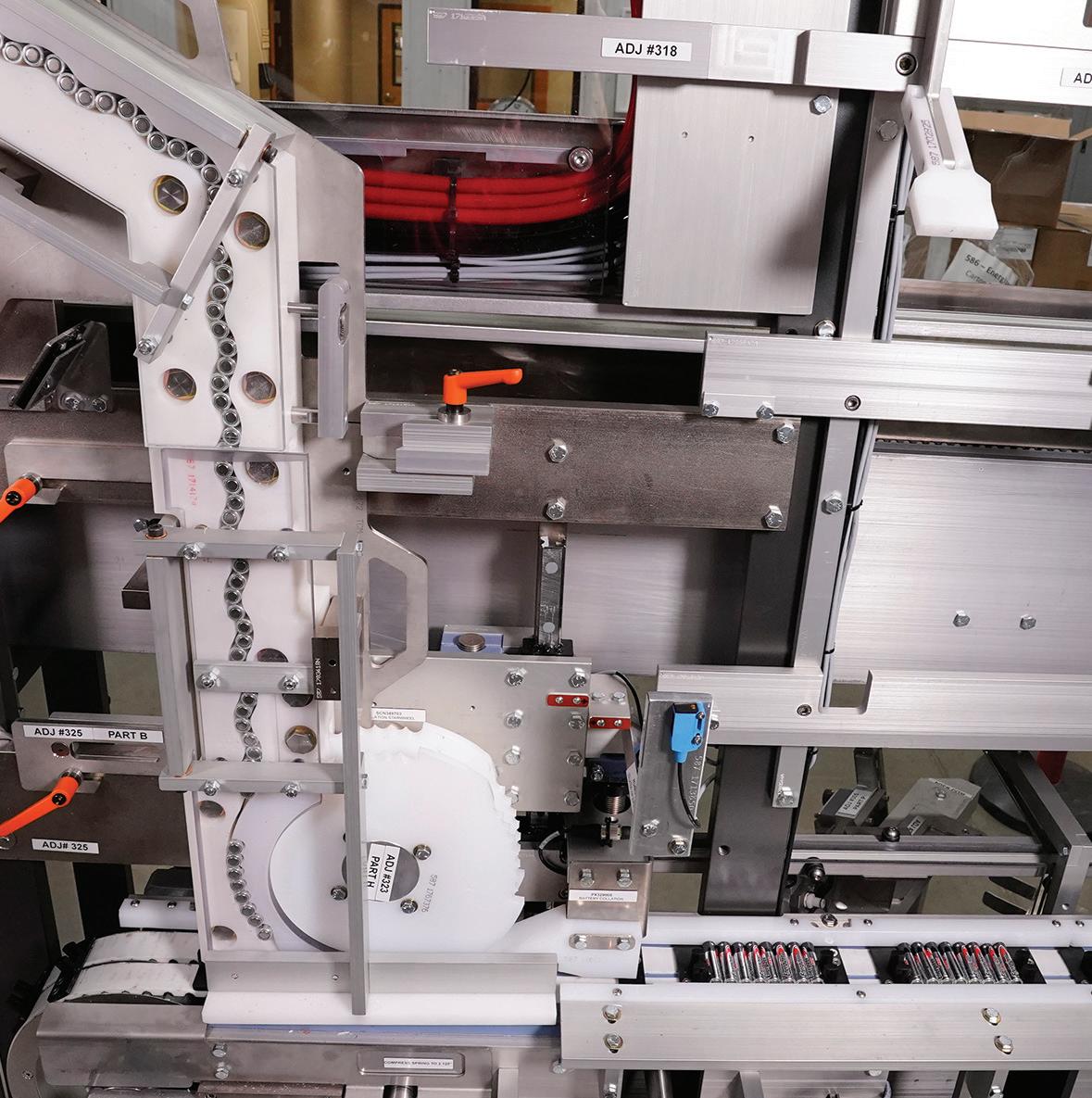
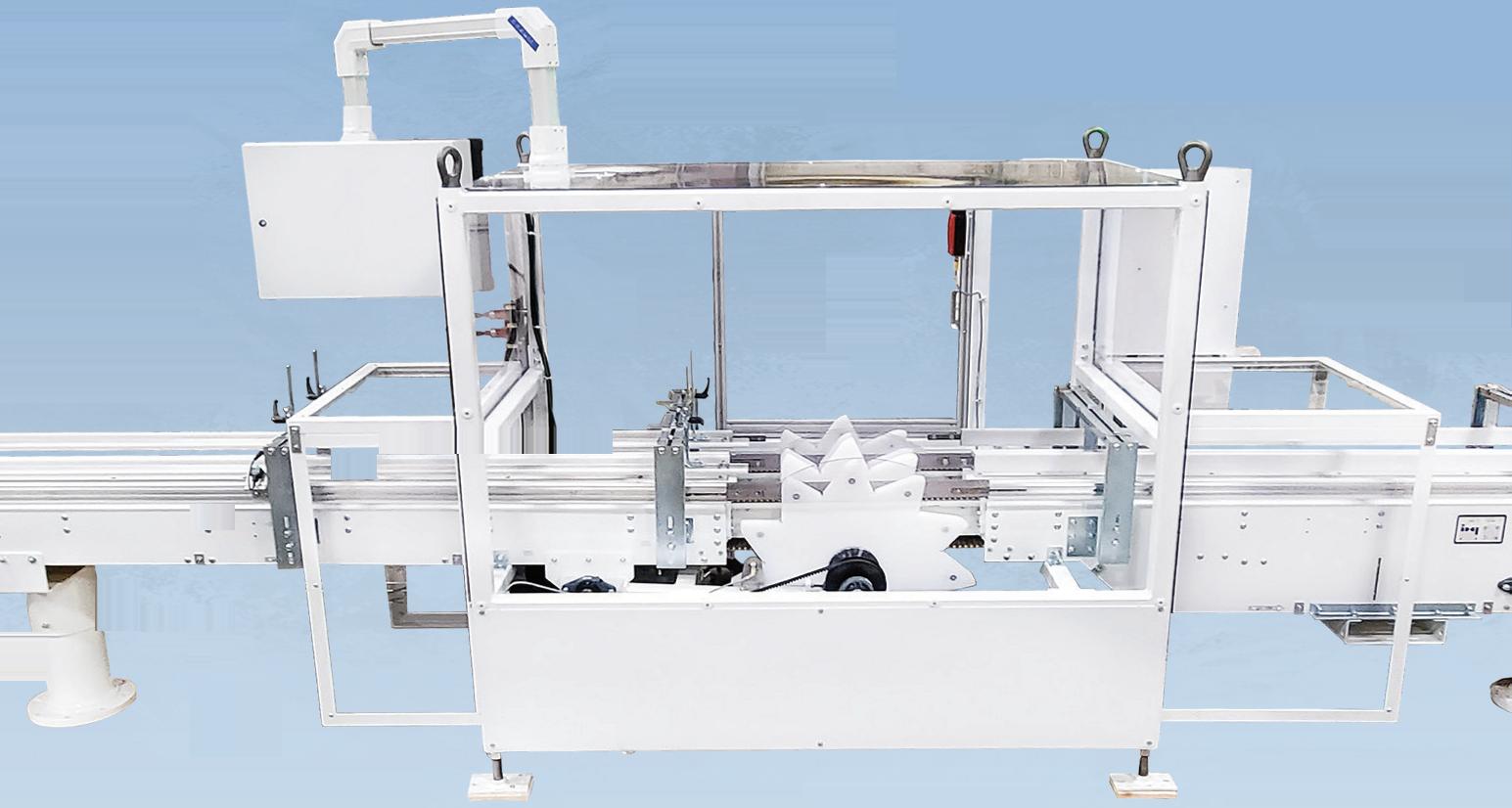
• Cartoning. Carton blanks are then picked from a magazine by a rotary placer. Aagard engineered specialized mechanical features to manage the varying carton sizes. Battery loading into cartons is notable because instead of the typical barrel cam systems found on comparable cartoners, it uses what Aagard calls a “tracking loader.” (VIDEO TIME STAMP 1:29). It is a reciprocating device that moves along with the batteries in their continuous-motion flighted conveyor. The
Empower Your Team. Make A Tangible Impact. Explore PMMI’s 2025 Workshops.
Successful Selling @ PACK EXPO
Designed specifically for exhibitors, this course gives you the tools to make meaningful connections with potential customers and achieve measurable results from PACK EXPO events.
AUGUST 26-27, 2025
PMMI Media Group; Chicago, IL
Certified Trainer
Being a great trainer goes beyond knowing the equipment. PMMI’s Certified Trainer Workshop is tailored for the packaging and processing industry, equipping trainers with techniques and skills to engage learners at every level.
SEPTEMBER 29-30, 2025
PACK EXPO Las Vegas; Las Vegas, NV
SheLeads: Navigating Leadership for Women
Elevate your career with this empowering course crafted to strengthen your leadership capabilities, foster new connections, and provide actionable insights.
OCTOBER 21-22, 2025
PMMI Media Group; Chicago, IL
Limited spaces are available. Don’t miss this chance to invest in your team’s potential and elevate your company’s success. Register at pmmiu.org
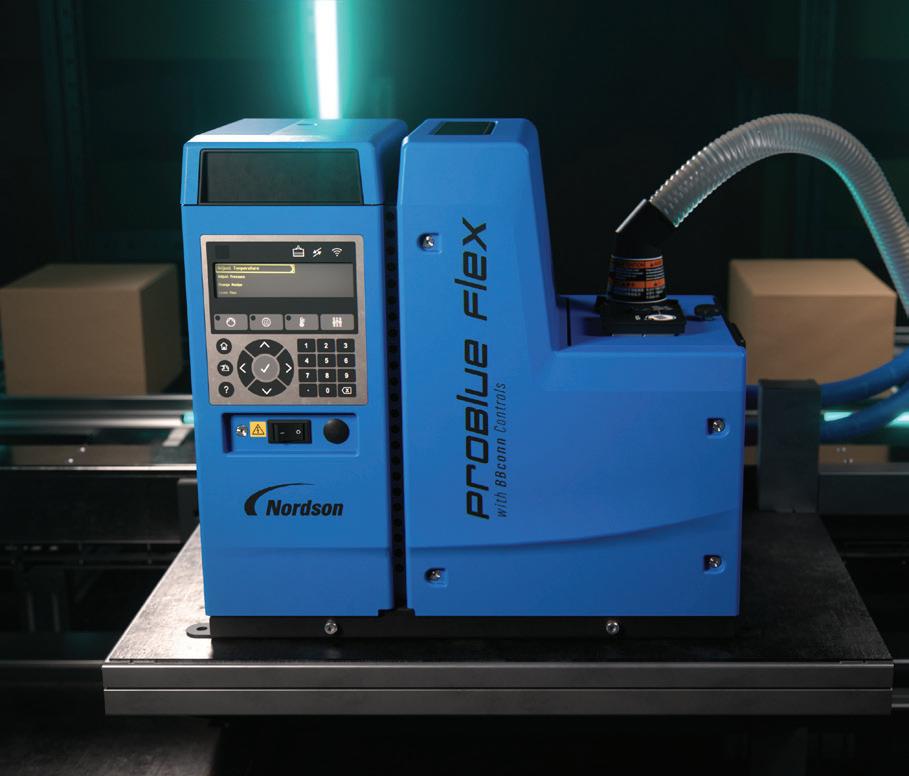
filled cartons are closed with rails, plows, and a Nordson adhesive application unit. At this point, cartons are picked and placed by an Aagard delta-style robot six at a time onto separate conveyor belts (VIDEO TIME STAMP 1:33) that lead to the sleever.
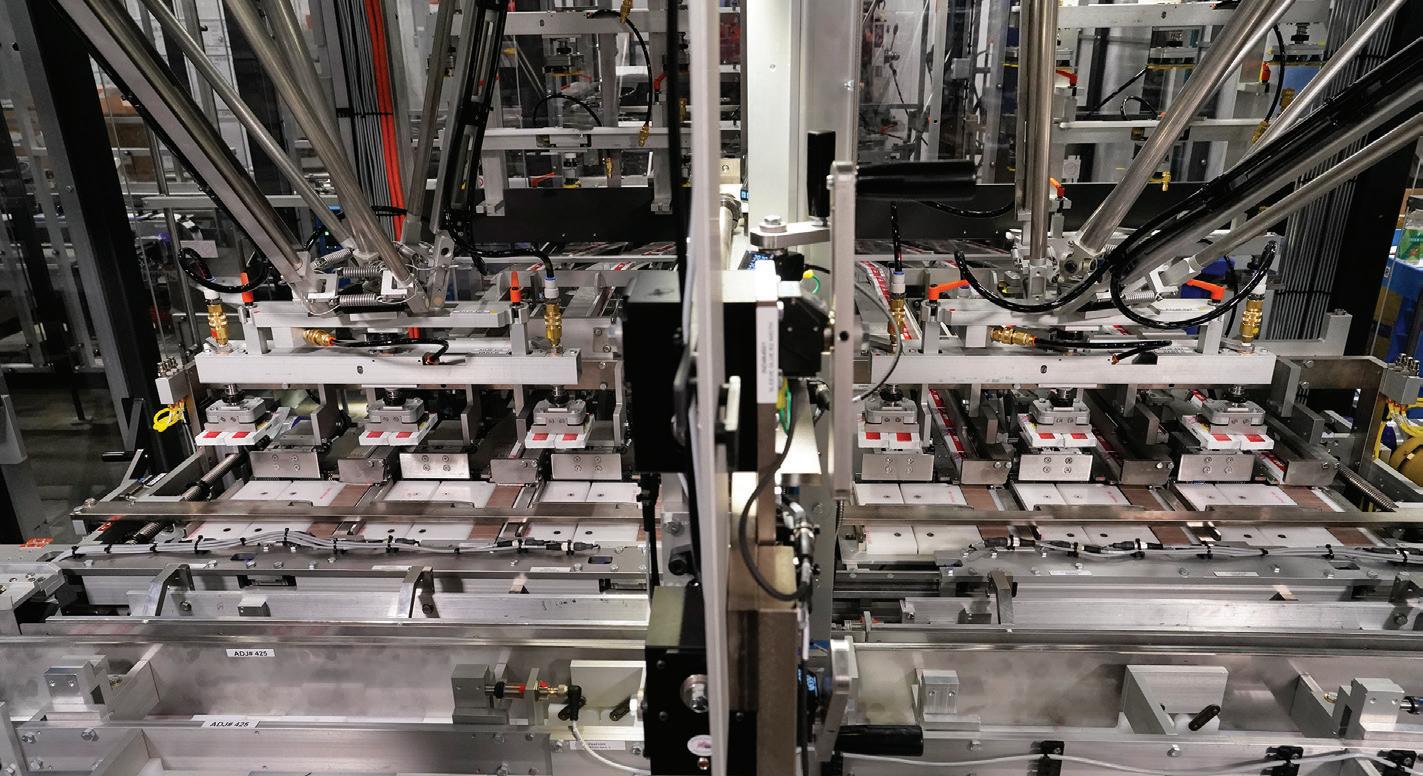
• Sleeving. This is the point where two 90-deg turns give the line its distinctive U-shape. Sleeves are rotary placed into flights (VIDEO TIME STAMP 1:38) and two Aagard delta-style robots pick and place groups of cartons onto sleeves (VIDEO TIME STAMP 1:43). All that is left now is for the sleeves to proceed through folding and adhesive application (VIDEO TIME STAMP 1:51), including dots of adhesive on the sleeve that bind each carton to the sleeve and keep cartons from falling out. Hang-tab cartons flow through the same path, but the sleever is not activated as there is no need for the application of a sleeve. Finally, near the sleever’s discharge station is a Videojet laser printer that puts date code information on the bottom of each unit. An ID Technology thermal transfer printer/applicator can also be used to print and apply pressure-sensitive labels to the display face of the sleeve.
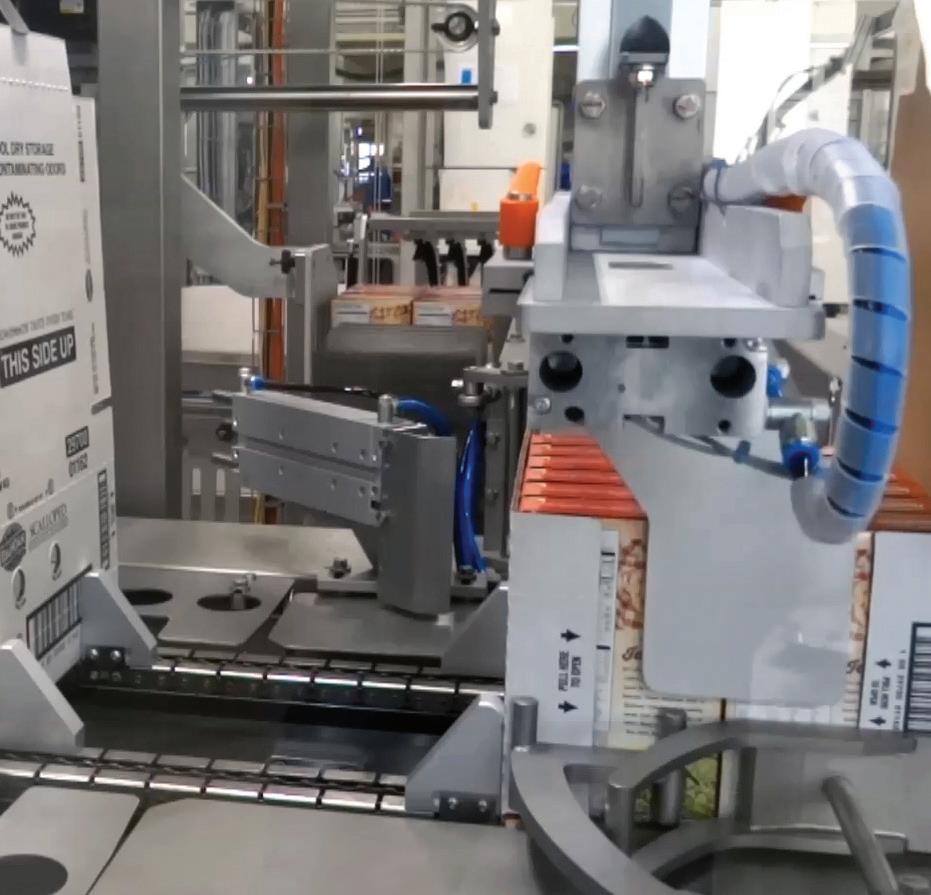
• Case packing. The case packer’s infeed conveyor runs parallel to the sleever discharge belt so that a robotic pick arm using vacuum cups can pick units of sale—whether cartons in a sleeve or hang-tab cartons—and place them on the case packer infeed belt (VIDEO TIME STAMP 2:21). Units of sale drop from this infeed belt into a collation station, and when the desired number of them are in place, a loader transfers the stack at a right angle (VIDEO TIME STAMP 2:32) into a corrugated case that has been partially erected and placed into a flighted conveyor upstream.
Cartons are picked and placed by an Aagard delta-style robot six at a time onto these conveyor belts that lead to the sleever.
Two delta-style robots pick and place groups of cartons onto sleeves that then proceed to folding and adhesive application.
Cases then proceed through a series of tucking arms and adhesive applications.
• Palletizing & stretch wrapping. Finished cases are conveyed past a Videojet ink-jet date coder single file to a pick head (VIDEO TIME STAMP 3:06) that uses a Joulin vacuum pick head to pick a row of cases and place them on a pallet. Each layer gets a paperboard slip sheet, and when a pallet is complete it is conveyed into an Aagard-built stretch wrapper head with turntable (VIDEO TIME STAMP 3:22). Finished pallets are positioned in the warehouse with Otto AMRs.
Better performance in the store
Aagard and Energizer’s goal was to solve all formats for all retailers, so the units-of-sale are peggable and can be displayed in Aagard’s patent-pending VersaCase Grip or presented on in-store fixtures.
When it comes to cost, it’s pretty much a given that paper is more expensive than plastic. But significant efficiencies were gained where output is concerned. “That’s one of the things that made the Aagard solution so attractive,” says Belgarde “Not to mention that in many cases the new packages are considerably more compact than what we had before. With compaction comes more product per case and more cases per pallet. That means less corrugated costs, less stretch wrap costs, fewer trucks, and less warehouse space required.”
Another advantage to this upgraded equipment setup is asset utilization. The new lines being installed in Asheboro will supply all product needed in Energizer’s North American market. The number of lines used formerly to supply that market was significantly higher. But the old lines tended to be more dedicated to specific formats, which meant they sat quietly once they’d met production quotas. The new vision utilizes more efficient and more flexible systems. When it’s time for a new format, the operator interacts with the HMI panel, makes a few adjustments with the hand cranks, checks with the Siko electronic position indicators to confirm all settings are good, and the line is back up and running.
“We were due for a modernization of our packaging footprint,” says Belgarde. “This prepares us extremely well for the future, as it gives us a solution that’s not only automated but will help us move into the future with tomorrow’s workforce. There are so many features that help us direct our operators and maintenance people to where a problem might be and to address it. It’s a much more guided system than what we’ve had in the past.”
The “guided system” that Belgarde describes is none other than the Rapid Launch technology that Aagard has been rolling out over the past few years. It’s a direct response to today’s hypercompetitive retail environment, where retailers are constantly looking to optimize their shelf space and reset their shelves with different products, sizes, and formats. Key features of it include auto-calculation of new packaging schemes. That means an operator simply enters the case dimensions into the machine, which then automatically calculates the optimal motion of all of the equipment’s operations. And when the operator goes to the HMI, it’s a simple and intuitive interface using touchscreens that any operator can get comfortable with quickly, and new schemes are set up in minutes. PW
After finished cases are palletized and stretch wrapped, they are positioned in the warehouse by way of Otto AMRs.
Logitech Computer Mice Get a Paper-Based Makeover
With e-commerce on the rise and single-use plastics on the way out, Logitech’s new paper-based packaging for its computer mice reflects a major shift in design thinking and a lighter footprint for its peripherals.
By Anne Marie Mohan, Senior Editor
As part of an across-the-board effort to eliminate single-use plastics, computer peripherals and software company Logitech has nearly completed a transition from plastic clamshells to paper-based packaging for its hallmark computer mice, a move that will remove an estimated 660 tons of plastic and reduce 6,000 tons of CO2 emissions annually.
“Shifting away from plastic clamshell packaging marks a significant step toward our goal of completely eliminating single-use plastics from our portfolio,” says Delphine Donné, general manager of the Personal Workspace Solutions business group at Logitech. “This milestone is about 90% complete and is our largest packaging endeavor to date.”
According to Logitech Head of Packaging Bliss ButerThompson, Logitech’s shift to paper is part of a broader evolution in the retail landscape. “At one time, clamshell packaging was favored by customers and retailers because it allowed consumers to see the product, get a sense of its size,
and feel confident about their purchase,” she says.
But as online shopping grew and environmental concerns intensified, Logitech recognized the need for a different approach. “The rise of online sales and environmental awareness prompted a transition to smaller, paper-based packaging,” Buter-Thompson notes. “Material innovations now provide product protection comparable to plastic, addressing the need for more sustainable options and consumer demand for accessible, lower-impact designs with clear graphics.”
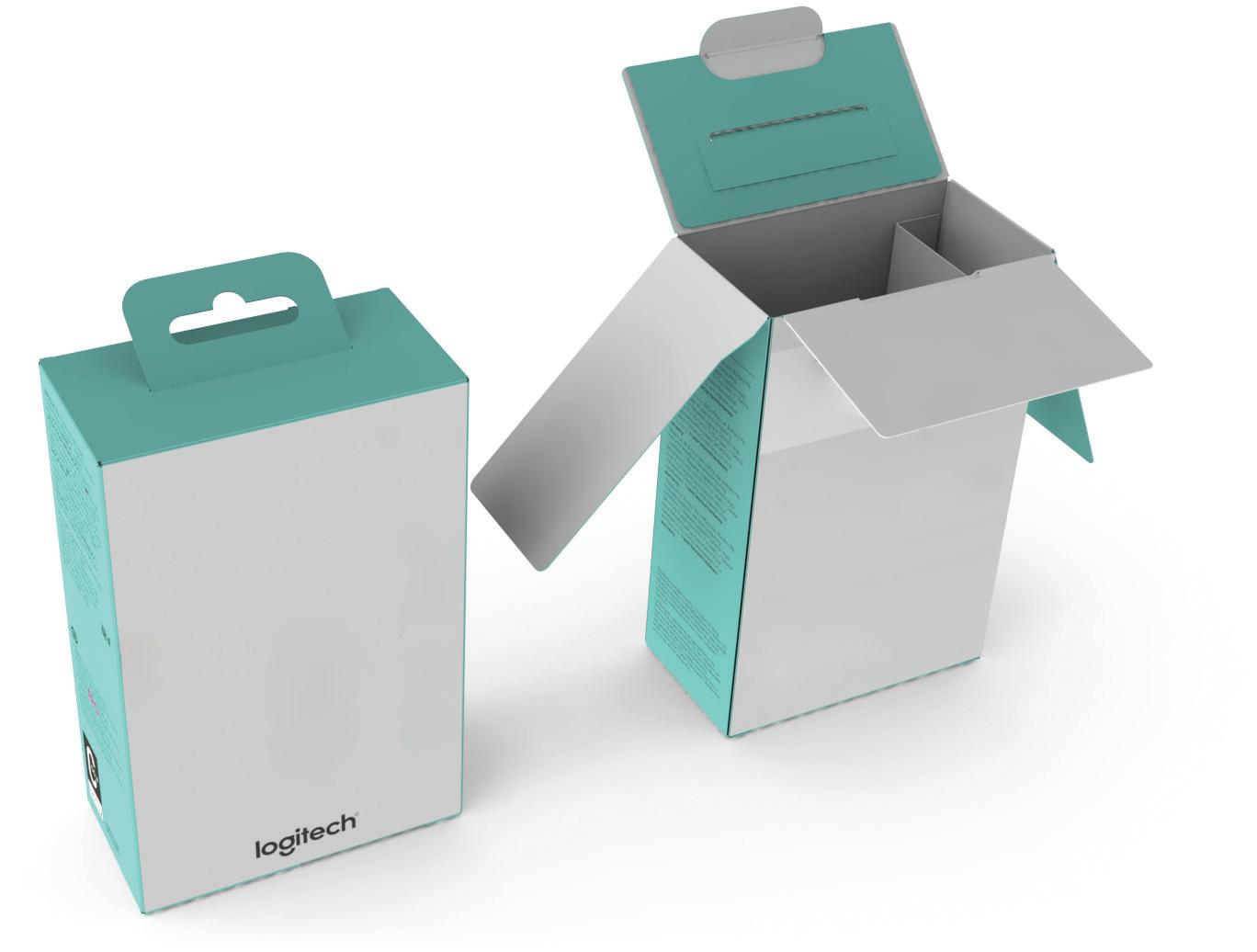
From clamshell to carton: redesigning for sustainability and retail
Logitech’s new paperboard packaging reduces plastic to less than 1% by weight, retaining only minimal plastic laminates in the hang tab and binder. In comparison, the previous packaging consisted of approximately 60% plastic (PETG and recycled PET) and 40% paperbased material, found in the backer card and documentation.
“Using paper instead of single-use plastic enhances the customer experience by making packaging easier to open, visually appealing, and informative,” says Buter-Thompson. “At the same time, we can optimize the weight and size of the package and lower the product carbon footprint, all in alignment with meeting our customers’ needs.”
During the design process for the new packaging, Logitech’s engineering and design teams faced challenges in ensuring the new paper packaging would match the protective qualities of plastic. “Paper is a natural fiber and can be abrasive,” Buter-Thompson explains. “Our engineering team tested various papers for softness, flexibility, and strength, ultimately selecting the best material for each product.”
As with most craft brewers, oor space at The Shop is limited, so management was mighty pleased that depalletizer (A), lowerator (B), and ller (C) don’t have too big a footprint. Insets show the 4-count carton of 16-oz cans (bottom) and the 12-count carton of 12-oz cans (top).
New Can Line and In-house Shrink Sleeve Labeling Distinguish This Craft Brewer
The Shop Beer Co. decommissioned one canning line and replaced it with another. Also part of its manufacturing mix is an in-house shrink sleeve labeling operation just down the street.
By Pat Reynolds, Contributing Editor
The Shop Beer Co. of Tempe, Ariz., has seen steady growth since its founding in 2016. No surprise, then, that a new canning line went into operation in early 2024.
“We decommissioned a canning line that was anchored by a sixhead ller,” says brewery President Dylan DeMiguel. “That equipment is still in great condition and we’re looking to sell it. We just outgrew it.”
In picking equipment for the new line (see pwgo.to/8665 for a video of this operation), two packaging machinery suppliers represented in
the old line were called on once again: Ska Fabricating and Pneumatic Scale Angelus, a BW Packaging company. Ska specializes in depalletizing, palletizing, and conveying systems, and it’s worth pointing out that The Shop also has two Ska systems at its sister company Handsome Packaging. Located about a mile from the brewery, Handsome Packaging is where full-body shrink sleeves are applied for beverage marketers of all stripes who choose not to buy pre-printed cans but don’t want the hassle of applying their own shrink sleeve labels in house. Cans being
filled on The Shop’s new canning line are all decorated at Handsome Packaging.
According to David Arnce, founder and creative director of The Shop, the existence of Handsome Packaging has a lot to do with the minimum order quantities that various can suppliers were requiring a few years back. “When that came about we saw it as an opportunity for us to not only address our own desire for access to cans in quantities we were comfortable with but also to meet the needs of other beverage producers in the region,” says Arnce.
air rinser and a Videojet ink-jet date coder that puts a code on the bottom of each can. Next is filling, done on a Pneumatic Scale Angelus 12head CB100R rotary machine that has a three-station rotary seamer integrated with it. “It’s a very efficient counter pressure filler, so our loss is less than 1%, and we run at about 100 cans per minute on the 12-oz size,” says DeMiguel. “It’s just the right system for the growth trajectory we’re on.”
Exiting the filler/seamer on MCE conveyors integrated by Ska Fabricating, cans pass through a Filtec inspection system that kicks out any cans with low fills. Next is an air knife from Republic Manufacturing that dries the cans before they enter an intermittent-motion cartoner from Smurfit Westrock. It produces either 4-count cartons of 16-oz cans or 12-count cartons of 12-oz cans. Supplied by Smurfit Westrock, the 18-pt paperboard cartons are printed offset in four to six colors.
Operating at Handsome Packaging are Ska’s CIB depalletizer and FAR bulk palletizer. In between the two are the SleevePro400 shrink sleeve labeling system from Karlville followed by a Tornado Tunnel, the latest heat shrinking system available from Karlville. Designed to deliver high-quality shrinkage without the challenges associated with steam-based systems, it uses precisely controlled hot air to achieve uniform shrinkage, thus eliminating the need for steam. Also setting it apart is that, like its name suggests, it includes an actual “tornado” section where high-volume air hits the container to shrink the label material quickly and efficiently.
Getting back to the new canning line at the brewery, depalletizing of cans is done on a CIB depalletizing system from Ska Fabricating. An overhead depalletizer, it sweeps cans off one layer at a time onto a platform where line pressure gradually and gently single files them. Then the cans run down a Mini-S-Grip lowerator conveyor also supplied by Ska Fabricating. “That lowerator played a big role in allowing us to shrink our overall footprint,” says DeMiguel.
On their way through the lowerator, cans pass through a Ska ionized
Changeover from one can size to the other takes about 40 minutes, says Arnce, which he finds very appealing. Perhaps more important is that the machine occupies minimal space. “We went for a year hand-packing cans into cartons, so putting that cartoner in was one of the easiest decisions we ever made,” says Arnce. “And the training that came along with it was great.”
One task still done by hand is the erection of corrugated trays and the loading of filled cartons into those trays. Arnce says automating this would be plenty attractive, but space constraints have so far ruled that out. All the same, he’s pleased with how things have shaken out now that the new canning line is in operation. “While we need two operators handling the corrugated trays, we need only two on the upstream depalletizing, filling, seaming, and cartoning operations,” he says. “The line has been a welcome addition.” PW
Changeover on the cartoner from 4-count to 12-count takes about 40 minutes.
The 12-head rotary filler (above) delivers 100 cans/min. Integrated into the Mini-S-Grip Lowerator is an ink-jet coding system (right).
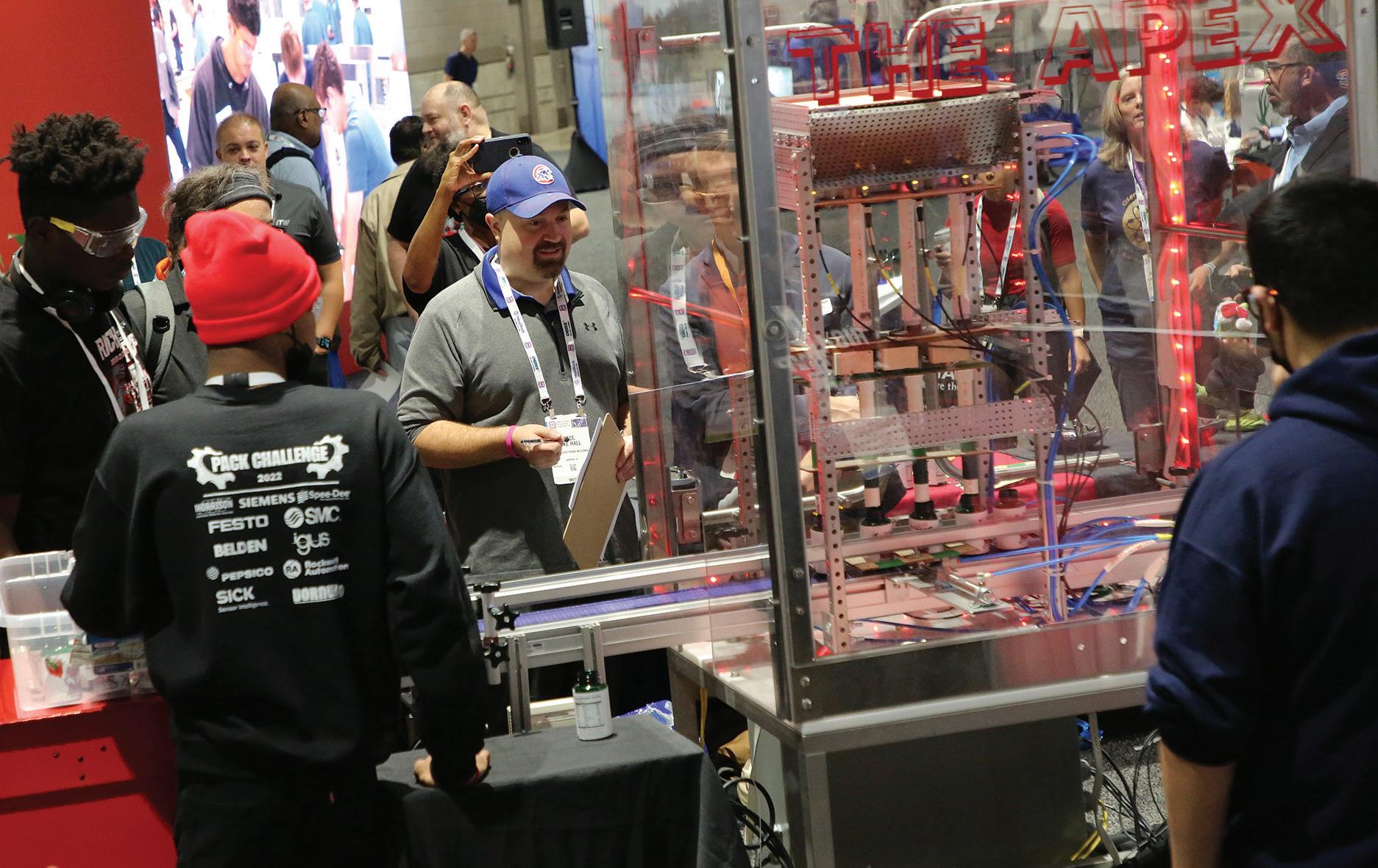
Building Packaging’s Workforce
The PACK Challenge offers high school students hands-on experience in packaging, fostering industry interest and providing CPGs with opportunities to support future talent.
By Casey Flanagan, Associate Editor
The halls of PACK EXPO International in Chicago reliably hum with energy as machine suppliers and CPGs connect every two years. But a keen observer might notice a different kind of event unfolding inside the show; a high-stakes packaging competition among high school students, bridging the classroom and the manufacturing floor—The PACK Challenge.
For the first time, The PACK Challenge is open to students nationwide. It starts with a virtual qualifier, where students develop a fiveminute video presentation to showcase their product design and plan.
Six finalists move forward from the qualifier, at which point PMMI provides a kit with all the components needed to start building.
“They’ll have a semester and a half to build what they came up with, and then those six finalists will ship their machines to PACK EXPO International, where we’ll have an operator training competition, a sales and marketing competition, and an FAT competition,” says Torrence.
What’s in it for these students?
The most immediate incentive for participating teams is a host of monetary rewards for several categories. Students compete for Overall Best in Show, second and third place prizes, and category-based awards like for the best FAT or sales and marketing pitch. That money goes directly to the schools, which can then choose how they wish to spend it.
But the benefits of The PACK Challenge extend far beyond the cash prizes—it offers valuable industry exposure to show these students what a career in packaging can entail. That even includes networking with nearby industry professionals.
Now in its third season, the competition challenges students to tackle real-world engineering problems.
“This year, we’re asking them to palletize,” explains Kate Torrence, director of workforce development at PMMI. “There are three different size blocks that we’ve already provided the files for, so they can 3D print them. They will take them from a single line conveyor, stop them, and put them on a pallet. We’ll judge them based on stability, how many blocks can go on a pallet, and how many layers they can get.”
The challenge doesn’t stop at engineering, though; It also includes a sales and marketing component.
“They get to say why they’re better than competitors. We want them to get some business acumen along with the engineering side,” explains Torrence.
“We try to match every single finalist team with a local PMMI company, so [students] can have them as a mentor, tour their facilities, and have that direct industry relationship,” says Torrence. “And on top of that, they get to come to PACK EXPO and see all the different vertical markets that are in the industry.”
This strategy is working; participants truly are getting excited for an engineering career ahead.
“PACK Challenge really sparked my love for engineering and made me want to go into manufacturing or industrial engineering,” said one previous participant.
Said another, “PACK Challenge has given me the push to go to college to pursue a degree in engineering. 14% of engineers are female, so I like being able to push those boundaries and encourage other girls to join STEM!”
Teams compete with their packaging machinery at PACK EXPO International after a semester and a half of building.
PACK Challenge not only equips students with hands-on, practical experience but also opens their eyes to the vast opportunities and innovations within the industry. By sponsoring this competition, we aim to inspire students and underscore the importance of innovative thinking and technical skills in driving the future of sustainable and efficient packaging solutions.
—Ron Khan, vice president, packaging, beverages at PepsiCo
How CPGs can get involved in The PACK Challenge
For CPGs, The PACK Challenge is a strategic opportunity to invest in the future workforce.
Take it from PepsiCo, the competition’s title sponsor in the past two seasons. “PACK Challenge not only equips students with hands-on, practical experience but also opens their eyes to the vast opportunities and innovations within the industry,” says Ron Khan, vice president, packaging, beverages at PepsiCo. “By sponsoring this competition, we aim to inspire students and underscore the importance of innovative thinking and technical skills in driving the future of sustainable and efficient packaging solutions.”
Sponsorship opportunities include several funding tiers for maximum accessibility for CPGs. They include season title sponsorship at $100,000 (as a two-year commitment of $50,000/year) all the way down to general supporters at $1,000+, and even in-kind technology and equipment sponsorships to provide equipment or components for the competition.
All sponsorship contributions go directly to supporting the competition, whether its travel expenses, prizes, or components, helping the expansion of a program built to generate future talent. Visit the PACK Challenge site at pwgo.to/8738 for more details on sponsorship opportunities.
Further, mentorship is another avenue for industry involvement. While mentors have traditionally been machine builders in previous years, CPGs have an opportunity to share valuable insights. “They’re essentially who the PACK Challenge customer is, so having that perspective when working with the schools would be very beneficial, in terms of engineering, programming, marketing, sales, and even just overall operations,” says Torrence.
By engaging with this competition, companies not only contribute to workforce development, but also position themselves as leaders in fostering the next generation of talent. As the competition grows, so too does the potential for shaping a skilled and informed workforce ready to face the challenges of tomorrow, PMMI says. PW
Once Upon a Farm Automates Case Packing for New Recycle-ready Pouches
This marketer of high-quality nutritious baby food and children’s snacks has found a way to improve case packing while also getting its toes wet in recycle-ready pouches.
By Pat Reynolds, Contributing Editor
Organic snack food company Once Upon a Farm has come a long way in a short time to establish its brand and prosper. In just nine years, the privately owned company based in Berkeley, Calif., has achieved one ambitious milestone after another.
Since 2018, Once Upon a Farm has nearly doubled the number of outlets that sell its stand-up pouches of nutritious baby food and snacks for children. Looking ahead to satisfy future demand, the company in February of 2024 installed automated SOMIC Packaging 424 W3 wraparound case packing systems at two of the contract manufacturers/packagers it works with, one in Milwaukee and one in Orange County, Calif.
“We heard about Somic and the 424 machine at PACK EXPO, and I had prior interaction with Stacy Schmeiser, their west coast regional sales manager,” says Douglas Blake, director of co-packer engineering at Once Upon a Farm.
“We were impressed by the machine’s capabilities and knew there
Upstream operators feed the casepacker from totes filled with pouches that have gone through HPP. When eight pouches are in the flights of the lamella chain, all eight are pushed into a forming cassette where the case is formed around them.
was an opportunity to streamline our production process,” adds Blake. “We considered two other companies, but Somic was the clear winner because of its accuracy, capabilities with different case sizes, and overall customer service.
Stacy’s persistence and tactful style of communication is a large reason why Somic earned our business. He was patient, strategic, straightforward, and knew Somic would deliver what we needed.”
It’s important to point out that Once Upon a Farm’s pouches are processed with High Pressure Processing (HPP). This makes the combination
of speed and efficiency all the more important where case packing is concerned. “Our product has a short refrigerated shelf life of four months,” says Blake. “Getting everything through the system quickly and safely is extremely important.”
Also a key factor was Somic’s ability to run the paperboard, as opposed to corrugated, cases that Once Upon a Farm wanted. “Their team was more than willing to work with us to create what we needed,” says Blake. “They also had prior experience with paperboard in the size and similar thickness that we were looking to implement. This gave us the confidence they would be able to execute the project successfully. The board itself, a 29-pt coated unbleached kraft, was critical to getting the cost reductions we needed to make the project viable. Case type, design and size, and labor reduction all played a part in the decisionmaking process.”
APC in Milwaukee
American Pasteurization Co. (APC) in Milwaukee is one of the Once Upon a Farm co-packers that runs a 424 W3 machine. Greg Zaja, APC’s vice president of business development, said they first heard of Somic through contacts in the food industry.
“The decision to invest in the machinery was ultimately made by Once Upon a Farm, and the functionality of the machine itself was key,” says Zaja, a 20-year veteran at APC. “Somic’s specifications were a good match for the production needs, and the responses from companies already using their equipment were all positive.” He notes that not only does the new case packer allow for greater hourly throughput, it also greatly reduces the risk of human error. “The older case packing equipment required a few extra sets of hands on the assembly line,” says Zaja. “Not to mention that the older machine just wasn’t intended to handle the volume level we currently do.”
The bottom-gusseted spouted pouches arriving at the Somic case packer are either 3.2- or 4-oz sizes. All are filled upstream on equipment from Gualapack. The newest of these is the Model CHP 2H, a two-head rotary system with a rated speed of 85 pouches/min. For both filling heads, the sequence of operations is as follows. Pouches arrive on 50-count rails. An operator loads rails into a feed system that brings the rails to a pusher that pushes those 50 pouches into a loading station. The loading station feeds two pouches at a time into a rotary table with notches into which the spouts of the pouches fit. With pouches suspended from these notches, the rotary table rotates to a filling station for a volumetric fill. The table then rotates to a capping station, a cleaning station, and then a cap tightening station. Also along the way is a laser coder from Keyence that puts a date code on the back of each pouch near the bottom of the pouch. Pouches then drop onto a discharge conveyor, run through a metal detector, and drop eventually into a tote holding around 4,000 pouches.
“We’ve found the Gualapack machines to be as good as it gets,” says Blake. “A lot of your pouching machines don’t do so well with cold fills. A lot of them like the liquid being filled to be warm and easy to run.
Once Upon a Farm’s spouted pouches of organic, dairy-free smoothies make for easy, resealable, on-the-go snacking.
Gualapack uses a volumetric servo-driven piston for their fillers, which gives you so much control over the actual drawback speeds and the push speeds even on cold products, which leads to really precise fills. We run the product at about 38ºF, and we can get within like a three-gram tolerance on fill weights.”
On to HPP
Now it’s on to the second phase, High Pressure Processing (HPP). APC has five HPP systems in operation, the newest of which is a Model 525L from Avure. Each of the HPP systems operates in batch mode, including the Model 525L. Operators load a large carrier with hundreds of pouches and send that carrier into the Avure system’s high-pressure water-filled chamber. The chamber is tightly sealed and pressurized to as much as 87,000 PSI and held for about three minutes. This non-thermal method, which kills microorganisms in food without damaging taste or nutritional value the way more traditional thermal processes do, is a way to extend refrigerated shelf life without any need for chemicals or preservatives. The Once Upon a Farm pouches have a refrigerated shelf life of four months.
At this point the pouches go back into large totes that are wheeled to phase three, which is case packing. Operators dump the pouches onto tables and then place them single file in the proper spout-trailing orientation on a belt conveyor leading into the Somic system, which is driven by servo technology provided by Schneider Electric. A total of 23 servo motors are used in this particular machine.
Compression tooling closes the case and it’s ready for discharge.
As pouches are conveyed into the Somic machine, they need to be spaced out properly. This is accomplished in a station where a phasing belt from below and a conditioning belt from above ensure spacing and uniformity of each pouch. At that point the pouches enter the in-
dividual flights of a “lamella chain.” Once eight pouches are standing upright in the flights of the lamella chain, all eight are pushed into a forming cassette that forms a case—picked as a flat blank from a magazine feed—around the pouches. With an assist from a Nordson adhesive dispensing system and the Somic compression tooling, the case is closed and ready for discharge. Shortly after discharge from the Somic machine, a Videojet 8520 ink jet system puts product identification information and a date code on each case. All that’s left is palletizing, which at this stage is done manually.
The other currently manual task that Blake would like to automate is the process of feeding individual pouches into the Somic case packer. “I just haven’t hammered out a good way of doing that yet,” he says. In the meantime, he’s plenty happy about progress made in case packing.
“In that plant we were using about 12 people to pack nine or ten cases per minute,” he points out. “Now we’re down to about four people and we do 13 to 15 cases per minute with that single-lane setup. We’re now working with Somic on a two-lane setup that will get us up to around 20 cases per minute. It will also provide a little accumulation buffer so the operators aren’t working quite so much on an on-demand basis.”
“Speed and downtime are always key considerations,” says Zaja. “Production efficiency, reducing delays—these issues are always at the forefront. The machine’s reliability and prompt service from Somic when there is an issue has minimized downtime, allowing us to maintain a consistent production schedule. Keeping costs in check helps us
This carrier filled with pouches has just exited one of the Avure HPP systems operating at APC.
offer our customers the most competitive pricing in the industry. Reducing the risk of delays or cost overruns helps our customers meet all their objectives, which is our number one priority.”
Recycle-ready pouch
Also making news at Once Upon a Farm is the premade spouted pouch. Supplied by Cheer Pack, it’s the CheerCircle PE spouted pouch, which, because of its composition, is recycle-ready—i.e., designed to be recycled when the necessary infrastructure is available. Cheer Pack makes it in its West Bridgewater, Mass., facility from stock, a PE film that is designed to meet the APR Design Guide for recyclability. The multilayer structure consists of a proprietary machine direction-oriented PE (MDO PE) film that is reverse printed on a gravure press and laminated to a coextruded PE sealant that contains EVOH for oxygen barrier. MDO PE film is stretched in the direction of the machine that produces it, which improves the film’s properties by making it more rigid, durable, and resistant to moisture. According to Amcor, the AmPrima rollstock in this application pro vides an OTR of 0.6cc/100 in. sq/day (0.93 cc/m of 0.08 g/100 sq in/day (1.3 gr/m2/day). The oxygen transmission rate testing was done at elevated humidity inside the package (90% RH) and ambient conditions outside the package (73F/50% RH) to better understand the barrier properties of the film in a real-world product environment.
Notably, the AmPrima material provides the necessary heat resistance to allow for spout insertion. In this case, the injection-molded one-part spout is
Cheer Pack’s CheerClassic 8.6-mm spout, which Cheer Pack affixes to pouches by way of a proprietary thermal sealing process.
Also notable is that the new pouch includes Cheer Pack’s Vizi caps, which APC applies to filled pouches after filling through the spout. Injection molded of HDPE, the one-piece cap is said to deliver not only a better grip but also improved visibility of tamper evidence. Plus, compared to the cap and spout used formerly, the new cap and spout bring a 30% reduction in plastic. According to Cheer Pack, for every 10 million CheerClassic spouted pouches and Vizi caps, Once Upon a Farm will remove 19 tons of plastic waste from landfills.
“Partnering with Cheer Pack N.A. to introduce the CheerCircle all-PE spouted pouch and Vizi cap is a major milestone in our journey to reduce our environmental impact,” says Larry Waldman, president and COO of Once Upon a Farm. “While our commitment to continuous improvement does not end here, we are proud to leverage all improvement strategies available today.” PW
Used Fry Oil Fuels Lamb Weston’s New Packaging in Europe
Potato product producer Lamb Weston’s latest packaging innovation starts in the fryer and ends in the freezer aisle, with 60% renewable content and fewer emissions.
By Anne Marie Mohan, Senior Editor
Lamb Weston, a global leader in frozen potato products, has taken an innovative step toward circular packaging by using its own used cooking oil to help create the very film that wraps its retail frozen French fries. Developed in collaboration with SABIC and Oerlemans Plastics, part of the Opackgroup, the flexible film contains at least 60% certified bio-renewable polyethylene derived from used frying oil, and is already being used for retail products in the U.K., the Netherlands, and beyond.
The new packaging structure not only reuses waste from Lamb Weston’s frying operations, but it also delivers a 30% reduction in carbon emissions compared to the previous material, thanks in part to a 20% reduction in film thickness.
“Distributors, retailers and consumers have become increasingly conscious of their environmental impact and show a growing preference for more sustainable packaging. We have anticipated this trend
and developed an industry-leading bio-circular retail packaging solution for our pre-fried frozen potato products that provides a highly responsible value proposition,” says Sebastiaan Besems, Lamb Weston VP commercial EMEA.
“As part of our ambitious sustainability plans and innovations for the frozen potato category, the brand’s new European retail pack is made with 60% bio-circular plastic originating from Lamb Weston’s used cooking oil and is ISCC Plus certified,” he adds. “By using SABIC’s bio-renewable polymer, [as well as] less and better packaging, this innovation reduces the carbon footprint of our retail bags by 30%, aligning with consumer expectations that FMCG brands are as environmentally friendly as possible. The success of this project also meets with our goals to halve our food waste, cut our overall product carbon footprint by 25%, and move to more circular production by 2030.”
From fryer waste to functional film
The concept is simple but transformative. Used cooking oil from Lamb Weston’s own production facilities is collected and refined into biodiesel by Quatra, a European company that specializes in this service. A byproduct of that process—bio-naphtha—becomes the feedstock for SABIC’s Trucircle bio-renewable PE. The certified material is then converted into a monomaterial, multilayer film by Oerlemans Plastics, and finally used on Lamb Weston’s vertical form/ fill/seal lines for retail frozen fries.
“The packaging feels like normal plastic,” says Jolanda Dings, director of sustainability and external relations at Lamb Weston Europe. “It actually is plastic. But instead of virgin fossil feedstock, the source material is used cooking oil. That’s a meaningful shift.”
Dings shares that the packaging redesign was driven by internal sustainability goals rather than external mandates. “We set out to reduce our packaging’s carbon footprint by 30%. Packaging is about 5 to 6% of our product’s overall footprint, so this is a significant reduction in a small but highly visible component.”
But the bio-based content alone wasn’t enough to get to the 30% carbon footprint reduction. Lamb Weston also reduced the film thickness from 70 microns to 55 microns—a 20% material savings—while maintaining seal integrity, machinability, and puncture resistance. “Our fries drop several meters into the bag during packaging,” Dings noted. “That creates high impact, and we needed the packaging to withstand it. Zero open seals and zero complaints were our baseline expectations.”
The final film, made from SABIC HDPE and Supeer mLLDPE, delivers the strength, flexibility, and sealing performance required by Lamb Weston’s frozen applications. Both resins are ISCC Plus certified and approved for food contact by the European Food Safety Authority (EFSA) and the U.S. FDA.
“This collaboration really demonstrates circularity in action,” says Khaled Al-Jalawi, SABIC’s global director of circular economy business. “We’re taking used frying oil and using it to create recyclable polymers in a certified, traceable system. The result is a lower-impact, high-performance packaging film.”
Retail rollout and what comes next
The first wave of Lamb Weston’s new bio-based packaging launched in September 2024 in the U.K., the Netherlands, and Italy, and is also being rolled out in the Middle East. Retail messaging highlights the bag’s renewable content. “Did you know our bags are made with 60% bio-circular plastic?” is one example of the brand’s on-pack communication. The project also earned recognition as a finalist in the Dutch Circular Economy Awards.
For Lamb Weston, this packaging marks a larger shift. “Retail is a strategic growth pillar for us,” says Dings. “It’s where consumers see and feel the brand. It’s also where packaging becomes a communications tool. This innovation sends a clear message.”
The company’s longer-term packaging strategy is aligned with the EU Packaging and Packaging Waste Regulation (PPWR), which will eventually require food packaging to contain postconsumer recycled content. “The next step for us is to include 10% PCR,” says Dings. “It’s not yet legally allowed in food-contact applications, but we’re preparing now.”
As Lamb Weston looks toward 2030, its goals include reducing overall product carbon footprint by 25%, halving food waste, and advancing toward fully circular production. Drawing on her experiences with the new retail bag, Dings advises brands seeking to create reduced carbonfootprint packaging solutions to embed sustainable packaging goals into the business strategy. “And above all, collaborate” she says. “Partnerships like this one are what make real progress possible.” PW
Palletized Drum Filler & IBC / Tote Filler
The most versatile and widely accepted filling machine is this palletized drum and IBC/tote filler. It is both a top and sub-surface liquid filling machine for filling a pallet of drums or a single IBC/tote ranging from 5 to 550 gallons.
Explosion Proof and Food Grade Options Available.
» User Friendly Benefits
» Improved Efficiencies & Accuracy
» Increase Production & Maximize Uptime
» Heavy-Duty & Long Lasting
This solution has a variety of product options available to meet your needs. To learn more, contact us by calling 833-467-3432.
We also provide installation, parts and field service 833-467-3432
www.specialtyequipment.com
Mono PET Lidding Film
KM Packaging’s K-Peel 4G is designed for versatile food packaging applications and offers a low seal initiation point, clean peels even through contamination, anti-fog properties, and ovenability, ensuring compatibility with all PET trays. KM Packaging pwgo.to/8733
Recyclable Labels and Packaging Products
PLPS launches EARTH+, a portfolio of 100% recyclable labels, shrink sleeves, and flexible packaging solutions that meet APR critical guidance and eliminate the need for consumers to remove them from PET and HDPE containers before recycling. Premium Labels & Packaging Solutions (PLPS) pwgo.to/8729
Die-cut Window Kraft Boxes
To meet increasing consumer demand for eco-friendly packaging, OXO Packaging’s customizable Kraft boxes feature die-cut windows and various finishing options, allowing retail brands to showcase products aesthetically while maintaining sustainability.
OXO Packaging pwgo.to/8722
Recyclable Paper Tape Dispenser
Cyklop’s Diamond, which complements its line of water-activated gummed paper tape as a sustainable and secure solution for sealing cardboard and corrugated boxes, offers strong adhesion, tamperevident sealing, and long-term durability. Cyklop pwgo.to/8731
Paperboard for Liquids
Developed in collaboration with Stora Enso, Elopak’s Natural White Board for fresh liquid cartons reduces the packaging’s carbon footprint by up to 14% compared to standard board while maintaining performance and aesthetic appeal. Elopak
Stora Enso pwgo.to/8735
Absolute Encoders
SICK’s ANS/ANM58 PROFINET compact sensors, available in single-turn and multiturn variants, are designed to boost machine and system productivity through rapid communication, precise movement control, and extensive diagnostics.
SICK Sensor Intelligence pwgo.to/8728
Thermal Inkjet Printer
The compact and cost-effective RNJet 100 is designed for small- to largescale track and trace applications, supporting high-quality printing of barcodes, batch codes, expiration dates, and serialized data on cartons, pouches, bottles, and flexible films. RNJet pwgo.to/8734
Paper Cushioning for E-commerce Packaging
Pregis expands its EasyPack on-demand paper portfolio with white GeoTerra paper, a curbside-recyclable, expandable, and wrappable cushioning solution that offers a clean, minimalist aesthetic for protecting products during transit.
Pregis pwgo.to/8727
Motion Control Portfolio
Siemens’ solution, which features SINAMICS servo-drive systems and the SIMATIC S7-1200 G2 controller, delivers performance and flexibility for basic automation applications including handling, moving, positioning, and processing. Siemens pwgo.to/8737
MEK Ink for the Beverage Industry
Markem-Imaje’s MB2253, which provides durable codes on a wide variety of substrates, meets stringent industry regulations and withstands condensation and water immersion, ensuring the ink matches the life cycle of returnable glass bottles.
Markem-Imaje pwgo.to/8724
Webbed Shrink Film
Designed specifically for tray wrapping applications like bottles, cans and jars, Film Source Packaging’s Webbed Shrink Film features a meshreinforced structure that delivers the durability of nylon mesh while using up to 50% less material.
Film Source Packaging pwgo.to/8721
Recyclable Polyolefin Shrink Label Film
Taghleef Industries’ SHAPE360 TDSW is a floatable white polyolefin TD shrink sleeve label film that enables opaque labeling on clear PET bottles while ensuring recyclability, improving print quality, and supporting bottle-to-bottle material reuse.
Taghleef Industries pwgo.to/8730
Modular Tray Forming & Loading Machine
MG America’s fully servomotor-controlled GTF60 Flexi offers modularity and versatility in a compact, balcony-style design (standalone or multi-module configuration), operating as many as four indexes at once and producing 240 cartons/trays per minute.
MG America pwgo.to/8732
Paper Container with Paper Bottom
Sonoco’s Paper Can is a sustainable packaging solution made from 100% recycled fiber (up to 90% post-consumer materials) with a paper bottom, engineered for easy recyclability and prequalified for the How2Recycle ‘Check Locally’ label. Sonoco pwgo.to/8725
Powell Systems Integration
Companies
ProMach acquires DJS Systems, a supplier of disposable food service packaging automation.
Pacific Labeling & Integration partners with Nita Labeling to expand pressure-sensitive labeling solutions to west of the Rockies.
BW Flexible Systems renovates its manufacturing facility in Mestrino, Italy, and centralizes its European operations, consolidating legacy brands Simionato, Sandiacre, Rose Forgrove, and Schibunder under the Hayssen umbrella.
Heat and Control acquires Fabcon Food Systems Ltd, a provider of custom-made processing and handling equipment systems.
Graphic Packaging International partners with co-packer JJM Packaging to bring its sustainable Boardio paperboard canister to a wider range of food products across North America.
The Alliance for Beverage Cartons and the Environment (ACE) and the European EXTR:ACT platform merge to create the Food and Beverage Carton Alliance (FBCA), a unified platform that aims to advance beverage cartons as essential, renewable, and circular packaging solutions.
Hoffmann Neopac signs an agreement to sell the assets of its tin business to the Massilly Group
Eco-Products partners with the San Francisco Giants to provide compostable products at Oracle Park stadium.
Pregis has matched 100% of the electricity consumed at six of its facilities with wind power, reducing its carbon emissions by over 4,000 metric tons annually.
Weidmuller USA commemorates its 50th anniversary with the grand opening of a facility in Richmond, Va., aimed at ramping up production of smart industrial connectivity and automation solutions.
People
The National Association of Container Distributors (NACD) appoints Gary Saltz as president.
Formost Fuji appoints Todd Gatti as vice president of sales and promotes Matthew Brown to mechanical engineering manager.
Brianna Wagner, a Future Workforce committee member with PMMI, is promoted to product line manager at Triangle Packaging Machinery Co.
Frank Winter is appointed chief financial officer of Accredo Packaging, where he also will oversee operations for its parent company, API Group.
Loma Systems appoints Alex Ramire as service director in North America.
Klaus Kraemer takes over as CEO of HERMA US, succeeding Peter Goff, and Gavin Purvis assumes the new post of sales and marketing director.
The Flexible Packaging Association (FPA) elects its 2025 Board of Directors, including Russell Grissett, president of Sonoco Flexible Packaging, as chair; William Jackson, chief technology officer, Amcor Flexibles, as past chair; and Printpack’s David Love, who is re-elected as treasurer.
Steriline appoints Paolo Pozzi as chief service officer to lead its after-sales service and support in aseptic processing lines for pharmaceuticals.
Morrison Container Handling Solutions appoints Craig Guzek as sales manager for the mid-south region, covering Texas, Louisiana, Arkansas, Oklahoma, Missouri, and Kansas.
Chase Swedersky is named E-PAK Machinery’s regional sales manager for the Southeastern territory. Somic Packaging hires Dave Billingsley as technical operations manager.
The packaging industry is experiencing a transformative wave, driven by automation, robotics, the Industrial Internet of Things (IIoT), digital twins, machine learning, and additive manufacturing (AM). These technologies are redefining efficiency, quality, and consumer engagement in packaging operations. High-speed systems handle precise dosing and quality checks, while collaborative robots (cobots), AI-driven tools, and digital twins—virtual replicas of physical systems—optimize processes in real time. Additive manufacturing, or 3D printing, delivers tailored, eco-friendly designs to meet modern demands. Smart packaging, featuring QR codes and sensors, enhances traceability and connects with consumers, a key priority for CPG professionals.
In 1998, the study “The Future of Packaging: a 2020 Vision” convened futurists and industry leaders to explore how emerging technologies might transform packaging by 2020. One bold concept was using fMRI (a new medical device) to generate consumer brain maps when experiencing packaging; Martin Lindstrom’s 2008 book Buy-ology documents his global study just a decade later. The 1998 vision also highlighted microtaggants, which are tiny, color-coded markers for tracing materials in applications like explosives detection and brand protection, and micro-electronic machine systems (MEMS), which embedded sensors and actuators in chips envisioned as functional packaging materials additives. Industrial automation was spotlighted, with advanced robotic arms, cobots, and AI-powered software like chatbots and recommendation systems, driven by robust microprocessors and the expanding internet. These early insights laid the groundwork for today’s intelligent, connected packaging systems.
Automation is revolutionizing packaging in 2025, tackling labor shortages, rising costs, and the need for speed. Automated dosing systems precisely measure ingredients and components, minimizing waste and ensuring uniformity. Robotic lines sort at unmatched speeds, streamlining assembly. Machine learning enhances quality control, with vision systems instantly spotting defects like cracks or misprints, protecting brand reputation. Cobots work alongside humans, boosting throughput and reducing costs. Digital twins create virtual models of packaging lines, fed by sensor data to monitor performance, detect bottlenecks, and optimize operations.
The IIoT links machines, feeding data to digital twins and machine learning models for real-time tweaks—adjusting line speeds or conditions. A 2024 Packaging World survey (part of the Annual Outlook Report, found at pwgo.to/8743) of 118 CPG/FMCG brand owners revealed 68% prioritize automation for cost savings, and 54% focus on waste reduction. Smart packaging connects producers and consumers: QR codes provide product origins or recycling guidance, while sensors ensure freshness. Circular economy initiatives use smart tracking,
vision systems, AI, and digital twins to sort and recover materials. Additive manufacturing excels, crafting lightweight, recyclable prototypes, and spare parts.
While nobody predicts the future, we use scenario planning tools with a range of possible futures to explore, help anticipate, and plan with a sense of probability. Imagine by 2035, fully autonomous lines powered by AI and machine learning will manage forming, filling, sealing, and palletizing without human intervention. Digital twins will model these systems, testing scenarios like rush orders for peak efficiency. AM will produce customized molds or lightweight containers rapidly, lowering inventory costs. Modular solutions— plug-and-play cobots, vision systems, or compact AM units—will empower mid-sized firms, increasing output by 30% without heavy investment. Industry projections suggest a 20-25% ROI by 2030, driven by predictive maintenance from digital twins and machine learning, plus energy-efficient AM, reducing downtime and costs.
Smart packaging will advance with AI, IIoT, and AM. By 2030, sensors monitored by digital twins will track conditions in real time—a milk carton could alert a retailer’s app to spoilage, or physically raised, designed-on-pack, 3D QR codes could offer consumers personalized recipes. Machine learning will tailor designs from consumer data, fostering loyalty, while blockchain and IIoT ensure tamper-proof traceability. AM will create smart, custom containers on-site, cutting transport needs. By 2035, augmented reality (AR) will emerge: scanning a 3D-printed package could trigger a digital twin-backed hologram sharing the brand’s story, merging physical and digital experiences.
Scalability will benefit mid-sized companies. Today’s $500,000 robotic or AM systems may seem daunting, but by 2035, lease-to-own models, open-source machine learning, and affordable 3D printers will lower barriers. A 50-employee manufacturer could deploy a modular line—dosing, packaging, and AM for custom trays—guided by a digital twin, boosting output by 40% and recovering costs in 18 months through labor and waste savings. Larger firms will see 30% efficiency gains, with IIoT, machine learning, and digital twins optimizing supply chains. Automation, AM, and digital twins will reduce waste, aligning with widespread Extended Producer Responsibility (EPR) laws. Sensors and machine learning, supported by digital twins, could cut spoilage by 15 to 20%, saving billions. AM’s bio-based materials will enhance sustainability, building consumer trust.
The packaging industry’s future lies in automation and smart technologies, driving efficiency, sustainability, and engagement. By embracing these innovations in 2025, companies can meet today’s demands and shape a resilient, consumer-focused tomorrow. PW
EXPERIENCE
A BREAKTHROUGH
in packaging & processing
Break out of the ordinary and discover your next big idea at PACK EXPO Las Vegas 2025. Explore the eye-opening show foor, go hands-on with new tech, collaborate with experts and uncover game-changing solutions that can transform your operations.
MACHINERY IN ACTION and materials to explore
NEXT-LEVEL TECHNOLOGY from 2,300 exhibitors
IDEAS & CONNECTIONS spanning 40+ industries
VISIONARY EXPERTISE shared in free on-floor sessions