

PAPER making!
The e-magazine for the Fibrous Forest Products Sector


Produced by: The Paper Industry Technical Association
Publishers of: Paper Technology International®
Volume 10 / Number 1 / 2024


Volume 10, Number 1, 2024



CONTENTS:
FEATURE ARTICLES:
1. Corrugated: Deciphering Double-Walled Corrugated Board Geometry.
2. Tissue: Eco-friendly Sanitary Napkins made from Natural Fibres.
3. Chemistry: Spherical Polyelectrolyte Brushes as Flocculants and Retention Aids.
4. Artificial Intelligence: Paper Quality Enhancement using Machine Learning.
5. Water Treatment: Catalytic Ozonation for Pulp / Paper Mill Wastewater Treatment.
6. Sustainabililty: Sustainable Operations in Paper and Pulp Industry.
7. Wood Panel: Challenges for Recycling Medium-Density Fibreboard (MDF).
8. Packaging: Evaluating Hemp Bast Fibres in the Production of Packaging Paper.
9. LinkedIn Tips: 10 Time-Saving and Effective LinkedIn Hacks.
10. Packing a Suitcase: 12 Proven Packing Tips for Smarter and Lighter Packing.
11. Word Hacks: 6 Microsoft Word Hacks You Need to Know in 2024.
12. Working at Height: 10 Working at Height Tips that might Save a Life.
SUPPLIERS NEWS SECTION:
News / Products / Services:
Section 1 – PITA CORPORATE MEMBERS
ABB / KEMIRA / VALMET
Section 2 – PITA NON-CORPORATE MEMBERS
VOITH
Section 3 – NON-PITA SUPPLIER MEMBERS
PULPAC / TOSCOTEC
Advertisers: ABB / BLACKBURN CHEMICALS / PAPERMACHINE CONSULTANCY SERVICES LTD. / SPRAYING SYSTEMS / VAKUO / VALMET
DATA COMPILATION:
Events: PITA Courses & International Conferences / Exhibitions
Installations: Overview of equipment orders and installations between Nov. and Feb.
Research Articles: Recent peer-reviewed articles from the technical paper press.
Technical Abstracts: Recent peer-reviewed articles from the general scientific press.
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology International® and the PITA Annual Review , both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous Coating.
THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® R T P O P T
PAPERmaking! FROM
Page 1 of 1 Contents
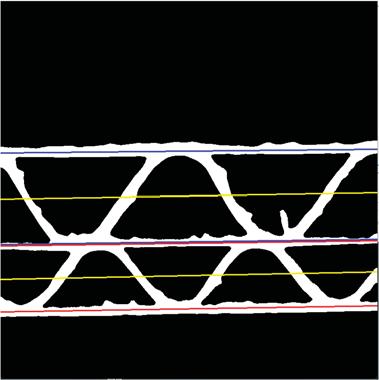
Deciphering Double-Walled Corrugated Board Geometry Using Image Analysis and Genetic Algorithm
MACIEJ ROGALKA1, JAKUB KRZYSZTOF GRABSKI1 & TOMASZ GARBOWSKI2Corrugated board, widely used in the packing industry, is a recyclable and durable material. Its strength and cushioning, influenced by geometry, environmental conditions like humidity and temperature, and paper quality, make it versatile. Double-walled (or five-ply) corrugated board, comprising two flutes and three liners, enhances these properties. This study introduces a novel approach to analyze 5-layered corrugated board, extending a previously published algorithm for single-walled boards. Our method focuses on measuring layer and overall board thickness, flute height, and center lines of each layer. Integrating image processing and genetic algorithms, the research successfully developed an algorithm for precise geometric feature identification of double-walled boards. Images were recorded using a special device with a sophisticated camera and image sensor for detailed corrugated board cross-sections. Demonstrating high accuracy, the method faced limitations only with very deformed or damaged samples. This research contributes significantly to quality control in the packaging industry and paves the way for further automated material analysis using advanced machine learning and image sensors. It emphasizes the importance of sample quality and suggests areas for algorithm refinement to enhance robustness and accuracy.
Contact information:
1 Institute of Applied Mechanics, Poznan University of Technology, Jana Pawla II 24, 60-965 Poznań, Poland
2 Department of Biosystems Engineering, Poznan University of Life Sciences, Wojska Polskiego 50, 60-627 Poznań, Poland
Preprints.org (www.preprints.org) – not peer-reviewed.
doi: 10.20944/preprints202401.1721.v1
Creative Commons CC BY License,
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology International® and the PITA Annual Review, both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous Coating.
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® R T P O P T Volume 10, Number 1, 2024 Page 1 of 21 Article 1 – Double-Walled Corrugated Board Geometry



•
The
and
contained in all
are
Preprints.org (www.preprints.org) | NOT PEER-REVIEWED | Posted: 24 January 2024 doi:10.20944/preprints202401.1721.v1 © 2024 by the author(s). Distributed under a Creative Commons CC BY license.
Disclaimer/Publisher’s Note:
statements, opinions,
data
publications
solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions, or products referred to in the content.


• • • • Preprints.org (www.preprints.org) | NOT PEER-REVIEWED | Posted: 24 January 2024 doi:10.20944/preprints202401.1721.v1
Preprints.org (www.preprints.org) | NOT PEER-REVIEWED | Posted: 24 January 2024 doi:10.20944/preprints202401.1721.v1


Preprints.org (www.preprints.org) | NOT PEER-REVIEWED | Posted: 24 January 2024 doi:10.20944/preprints202401.1721.v1

Preprints.org (www.preprints.org) | NOT PEER-REVIEWED | Posted: 24 January 2024 doi:10.20944/preprints202401.1721.v1





Preprints.org (www.preprints.org) | NOT PEER-REVIEWED | Posted: 24 January 2024 doi:10.20944/preprints202401.1721.v1
Preprints.org (www.preprints.org) | NOT PEER-REVIEWED | Posted: 24 January 2024 doi:10.20944/preprints202401.1721.v1



Preprints.org (www.preprints.org) | NOT PEER-REVIEWED | Posted: 24 January 2024 doi:10.20944/preprints202401.1721.v1
Preprints.org (www.preprints.org) | NOT PEER-REVIEWED | Posted: 24 January 2024 doi:10.20944/preprints202401.1721.v1



• • • • • • • Preprints.org (www.preprints.org) | NOT PEER-REVIEWED | Posted: 24 January 2024 doi:10.20944/preprints202401.1721.v1




Preprints.org (www.preprints.org) | NOT PEER-REVIEWED | Posted: 24 January 2024 doi:10.20944/preprints202401.1721.v1








Preprints.org (www.preprints.org) | NOT PEER-REVIEWED | Posted: 24 January 2024 doi:10.20944/preprints202401.1721.v1





Preprints.org (www.preprints.org) | NOT PEER-REVIEWED | Posted: 24 January 2024 doi:10.20944/preprints202401.1721.v1






Preprints.org (www.preprints.org) | NOT PEER-REVIEWED | Posted: 24 January 2024 doi:10.20944/preprints202401.1721.v1






Preprints.org (www.preprints.org) | NOT PEER-REVIEWED | Posted: 24 January 2024 doi:10.20944/preprints202401.1721.v1
Preprints.org (www.preprints.org) | NOT PEER-REVIEWED | Posted: 24 January 2024 doi:10.20944/preprints202401.1721.v1






Preprints.org (www.preprints.org) | NOT PEER-REVIEWED | Posted: 24 January 2024 doi:10.20944/preprints202401.1721.v1
Preprints.org (www.preprints.org) | NOT PEER-REVIEWED | Posted: 24 January 2024 doi:10.20944/preprints202401.1721.v1
Preprints.org (www.preprints.org) | NOT PEER-REVIEWED | Posted: 24 January 2024 doi:10.20944/preprints202401.1721.v1
Improvements to Eco-Friendly Sanitary Napkins made from Natural Fibres: Development and Characterization
M. MAHALAKSHMIA & V. MAHESHWARI
Three sanitary napkin types produced from natural fibers were put through a rigorous evaluation process to determine their performance attributes in this study. In order to give a thorough understanding of their absorbency, retention, rewet resistance, and leakage prevention capabilities, these napkins had different core compositions and top layers. The outcomes showed that although all the variations had different advantages and disadvantages, Sample S3, which had a bamboo-flax-hemp core, was the best performer. It had remarkable absorbency and retention, even though it slightly rewet under load. Sample S1 excelled in absorbency and dryness, while Sample S2 showed balanced performance. These results highlight the significance of customizing the composition of sanitary napkins to individual user preferences while maintaining an environmentally and biodegradably sound framework. Textiles play an essential role in assisting women in their struggle against numerous barriers. Women's health and hygiene are supported by absorbent hygiene, an essential type of medical textiles, particularly during the menstrual cycle, which presents several challenges for women. In order to make sanitary napkins more affordable, this research focuses on changing natural fibres to make them appropriate for use in them. This aids in breaking into the rural women's market, assisting the women in adapting to the physiological changes occurring during these vulnerable days, allowing them to make their vitalizing contributions to society with greater flair.
Contact information:
Department of Costume Design and Fashion, PSG College of Arts and Science, Coimbatore, Tamil Nadu, India.
Migration Letters, Volume: 21, No: S1 (2024), pp. 1053-1059
Open Source
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology International® and the PITA Annual Review, both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous Coating.
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® R T P O P T Volume 10, Number 1, 2024 Page 1 of 8 Article 2 – Sanitary Napkins from Natural Fibres
Volume: 21, No: S1 (2024), pp. 1053-1059
ISSN: 1741-8984 (Print) ISSN: 1741-8992 (Online)
www.migrationletters.com
Improvements to Eco-Friendly Sanitary Napkins made from Natural Fibres: Development and Characterization
M. Mahalakshmia1, V. Maheshwari2
Abstract:
Three sanitary napkin types produced from natural fibers were put through a rigorous evaluation process to determine their performance attributes in this study. In order to give a thorough understanding of their absorbency, retention, rewet resistance, and leakage prevention capabilities, these napkins had different core compositions and top layers. The outcomes showed that although all the variations had different advantages and disadvantages, Sample S3, which had a bamboo-flax-hemp core, was the best performer. It had remarkable absorbency and retention, even though it slightly rewet under load. Sample S1 excelled in absorbency and dryness, while Sample S2 showed balanced performance. These results highlight the significance of customizing the composition of sanitary napkins to individual user preferences while maintaining an environmentally and biodegradably sound framework. Textiles play an essential role in assisting women in their struggle against numerous barriers. Women's health and hygiene are supported by absorbent hygiene, an essential type of medical textiles, particularly during the menstrual cycle, which presents several challenges for women. In order to make sanitary napkins more affordable, this research focuses on changing natural fibres to make them appropriate for use in them. This aids in breaking into the rural women's market, assisting the women in adapting to the physiological changes occurring during these vulnerable days, allowing them to make their vitalizing contributions to society with greater flair.
Keywords: bamboo, flax, hemp, eco-friendly, hygienic, sanitary napkins, Super absorbent polymer.
1. Introduction:
This study on improving the eco-friendliness of this disposable sanitary product was initiated because to the increased consumer awareness of environmental friendliness and the need for disposable goods to maintain a healthy atmosphere. The prepared sanitary napkins are made up of an absorbent core, a super absorbent polymer, and a leak-proof substance, all of which are enclosed in cover stock [1].
People now expect more from textiles in terms of providing this sanitary functionality as consumer awareness of hygienic lifestyles grows. Research in the textile and garment industries has been heavily focused on developing novel fibres, textiles, finishes, and apparel items that will provide the wearer with this level of comfort. There are several synthetic commercial items on the market. But safer raw materials that can provide our fabrics with a wide range of applications are now flooding the market in an
1 Department of Costume Design and Fashion, PSG College of Arts and Science, Coimbatore, Tamil Nadu, India.
2 Department of Costume Design and Fashion, PSG College of Arts and Science, Coimbatore, Tamil Nadu, India.
Migration Letters
effort to meet the demands of sustainability and eco-friendliness on a global scale [2-4]. The revival of interest in products made from renewable resources is a result of ecological concerns. Natural fibres, agro-waste fibers and biodegradable polymers might be thought of as an environmentally safe option because of this [5]. All natural fibres and agro-waste fibers are low density, less harmful to technology used for processing them, economically viable, and biodegradable [6].
A unique aspect of female development is the use of sanitary napkins during the menstrual cycle, when a woman's body is most vulnerable and she needs to take the necessary safety steps to protect herself. A wear study conducted to assess the comfort of sanitary napkins revealed that a highly humid microclimate developed in the area between the napkin and the skin, which led to subjective pain. Inconvenience related to sultriness was reported by more than 60% of the individuals [7]. This discomfort is brought on by the increase in temperature inside the napkins, and adults who use diapers have also reported feeling it [8].
Due to the fact that vaginal bacteria like Candida albicans thrive in warm, moist environments and cause infections, women become more vulnerable to vulvo-vaginal infections as a result. A free flow of water vapor could lessen the pain caused by napkins [9]. The vulva region, which is made up of epithelial tissues, surrounds the vaginal opening. This tissue's structure, occlusion, moisture, and susceptibility to friction set it apart from other bodily parts. The vulva, like other epithelial tissues, defends the vagina from hazardous bacteria through the use of defense cells. However, inadequate ventilation, heated settings, and minor wounds brought on by friction between clothing and skin encourage the growth of microorganisms. This worsens if the user wears underwear, pantyliners, or sanitary napkins made of synthetic materials, which raise the temperature and pH of the vulva region and lead to a variety of skin infections that manifest as itchiness, soreness, redness, and swelling in the vaginal area [10]. The polypropylene (PP) spunbond nonwoven is used as the outer cover material for the majority of sanitary napkins, which are the absorbent pads worn externally by women during menstruation to absorb the menstrual flow [11]. This outer cover stock is better suited for sanitary napkins because it is in close contact with the skin of the vulva region [12]. This article discusses the various styles of sanitary napkins that have been produced from a variety of raw materials that have been improved and developed through earlier research.
2. Materials and Methods
2.1 Methods for Preparation of Sanitary Napkins from Natural Fibres
2.1.1 Assembly of sanitary napkins with prepared absorbent core layer
Absorbent core - 25 cm in length and 7.5 cm in width
Leak proof polyethylene sheet - 25 cm in length and 7.5 cm in width
+ (2 * Thickness of prepared absorbent core)
Cover stock polypropylene sheet - length-27 cm and width-18 cm
Polypropylene sheet was used to cover the absorbent core and leak-proof polyethylene sheet at the bottom. They are joined by a seal. The sanitary napkin is subsequently manufactured and sealed.
2.1.2 Top Layer
The top layer is made entirely of spun bamboo, which is hypoallergenic, soft, and biodegradable, by nature. A non-woven fabric with a web-like structure is produced by the spun lacing process, offering a soft and smooth surface.
1054 Improvements to Eco-Friendly Sanitary Napkins made from Natural Fibres: Development and Characterization2.1.3 Middle Layer
Super Absorbent Polymer (SAP) is a highly absorbent material that can hold many times its weight in liquid in the middle layer (B). Menstrual fluids can be quickly absorbed and retained with the help of sanitary napkins.
2.1.4 Core Layer
Bamboo Fiber: Gives the inner layer comfort and softness.
Flax Fiber: Provides the core with extra strength and absorbency.
Hemp Fiber: Boosts the absorbency of the core and adds to its environmental friendliness.
2.2. Testing methods for sanitary napkins
Table 1 lists the tests that were done to gauge sanitary napkin performance.
Table 1 Tests carried out to gauge sanitary serviette performance qualities
S.No. Performance Properties To Be Tested Testing Standards Remarks
1 Absorbency% IS:5405-1980 A-1.2
2 Retention% IS: 5405-1980 5.1
3 Rewet under load Modified IS: 5405-1980 5.1
4 Leak Factor Modified IS: 5405-1980 5.1
5 Fibre Absorbency
These tests were done in 2 ways:
1. In-house method
2. performance tester method
MA001-1-diapersworldwide.com
2.2.1 Absorbency test for sanitary napkins
A burette, a glass plate, a sample stand, a weighing device, a stopwatch, goat blood with anticoagulant, or test fluid—both of which represented menstrual blood—were used in this experiment. After the napkin's dry weight (IN) was determined, it was set on a level, flat glass plate so that its underside could be observed. Liquid was dripped onto the centre of a sanitary napkin at a rate of 15 ml per minute at a height of approximately 1-2 mm away from the burette. The sanitary napkin's capability to absorb liquid was tested until it reached its limit and started to leak (as seen by the pad leaking on the sides), at which point it lost its ability to absorb liquid. The amount of liquid absorbed up to the end point was measured in millilitres (ml) and the values were tabulated based on the burette readings.
The absorbency percent of the sanitary napkin was determined by measuring its capacity to absorb blood up until the point of leakage.
The absorbency% was calculated using the formula:
Absorbency% = ((FA-IN)/ (IN))*100
IN - Initial weight of the whole napkin
FA - Final weight of napkin
2.2.2 Retention%, leak factor and rewet under load
Menstrual blood with an anticoagulant or test fluid, which approximated menstrual blood, a burette, a glass plate, a stand to hold the sample, one kilogramme of weight, blotting
M. Mahalakshmia et al. 1055 Migration Letters
paper, a weighing machine, and a stopwatch were needed for this test. Blotting papers with known beginning weights were inserted on top and bottom of the pad, respectively, after weighing the sanitary napkin and identifying the leak's position. A standard weight of 1 kg was placed across this fluid-absorbed area for 1 minute. At the end of the loading time, the top and bottom of the pad are taken out in order to calculate the ultimate weight of the serviette and blotting sheets.The retention percentage measured how much blood the sanitary napkin could hold after absorbing it when 1 kg of weight was applied.
The retention% was calculated using the formula:
Retention% = ((FR-IN)/ (IN))*100
Where IN- napkin Initial weight
FR- napkin final weight
The sanitary napkin's ability to contain absorbed blood from its sides and bottom when one kilogramme of weight is applied is known as the leak factor. The leak factor was calculated using the formula:
Leak factor% = ((FTB-ITB)/ (ITB))*100
Where ITB- top blotting paper Initial weight
FTB- top blotting paper Final weight
The rewet under load is the ability of the sanitary napkin to resist leaking of the absorbed blood from the top of the sanitary napkin on application of 1 Kg weight. The Rewet under load was calculated using the formula:
Rewet under load% = ((FBB-IBB)/ (ITB))*100
Where IBB- bottom blotting paper Initial weight
FBB- bottom blotting paper Final weight
2.2.3 Techniques for evaluating the performance of the sanitary napkins in the made-up performance tester
A performance tester, test fluid, and a stop clock were used to conduct the testing. The aforementioned procedures were followed in order to utilise the fictitious performance tester. The integrated load cell made it unnecessary to take out the sanitary napkins from the apparatus each time the weight of the apparatus needed to be measured, making the process easier and more precise than with the previously mentioned internal approach.
Initially, the load cell controller is nullified to guarantee the accurate measurement. The exact centering of the burette was confirmed. The glass plate was placed on top of the sample sanitary napkin. The liquid was released from the burette at a rate of 15 drops per minute, with a distance of 1 to 2 millimetres from the sanitary napkin. Furthermore, there is a reservoir that will provide the liquid to the burette during the testing procedure, removing the need to empty the burette and add more liquid. The electronic weighing balance will show the weight of the sample. The stop clock was configured to run each time the time component required to be measured and reported. The weighing lever was skewed inward to the top of the napkin's centre, and the liquid reservoir holder was turned sideways to measure the fluid retention capacity. The sanitary napkin's rewet under load and leak factor might be measured by placing blotting paper over and below it before adding weight. To calculate weight, sanitary napkins and blotting sheets were weighed separately before being placed on the base plate. The sanitary napkin's performances were computed.
1056 Improvements to Eco-Friendly Sanitary Napkins made from Natural Fibres: Development and Characterization2.3 Performance tests for sanitary napkins developed from the natural fibres
The performance of sanitary napkins made from natural fibers was evaluated using the fabricated performance tester and tested according to the tests listed in Table 2.
Table 2 Dimensional and performance characteristics done for the developed sanitary napkins
Experiment Standard
Strike through rate
STN2: 138/90
Absorbency% IS:5405-1980 A-1.2
Retention% IS: 5405-1980 5.1
Rewet under load
Leak Factor
3. Results and Discussion
Modified IS: 5405-1980 5.1
Modified IS: 5405-1980 5.1
3.1 Varieties of Sanitary Napkins made from the natural fibres
Table 3 Varieties of Sanitary Napkins
M. Mahalakshmia et al. 1057 Migration Letters
Samples Top layer Middle layer Core layer Weight of absorbency Dimension of pad(cms) S1 100% bamboo spunlaced Super absorbent polymer bamboo 40 : flax 60 7.5 25 X 7.5 S2 100% bamboo spunlaced Super absorbent polymer bamboo 40 : hemp 60 7.5 25 X 7.5 S3 100% bamboo spunlaced Super absorbent polymer bamboo 40 : flax 30 + hemp 30 7.5 25 X 7.5
Samples Absorbency% Retention% Rewet under load Leak Factor Strike through rate (sec) extent spread of goat blood (mm) S1 142.48 138.65 0 2 12 L=55,B=40 S2 138.87 128.87 0.71 0 5.99 L=35,B=30 S3 184.68 183.81 6.9 0.65 8.78 L=50,B=45
Table 4 Performance analysis of prepared sanitary napkins
Tables 3 and 4, respectively, provide information on the different sanitary napkins manufactured with different natural fibers as well as the results of their performance analysis. The information supplied shows the extent of spread of goat blood for three distinct samples (S1, S2, and S3), each of which represents distinct properties of absorbent materials, as well as the absorbency, retention, rewet under load, strike-through rate, and leak factor. Sample S3 is the best of all the napkin samples because of its good absorbency, retention, and leak factor—even though it rewets under load more than the other samples.
With an absorbency percentage of 142.48%, Sample S1 exhibits good absorbency and can hold a significant volume of fluid. In addition, it has a high retention percentage of 138.65%, which indicates that the majority of the liquid that is absorbed is retained.
Interestingly, S1 does not rewet under load, indicating that it keeps its dryness under pressure. Its relatively high leak factor of 2 could, however, suggest that it is less successful in keeping liquid from passing through. The 14 second strike-through rate suggests that it absorbs quickly. Goat blood has spread quite a bit, measuring 55 mm in length and 40 mm in width, which suggests good coverage.
In spite having lower retention and absorbency percentages than sample S1, sample S2 still performs well. It shows some wetness under pressure with a minor rewet under load of 0.71. Effective liquid containment is suggested by the low leak factor of 0. The comparatively quick absorption is indicated by the strike-through rate of 5.99 seconds. Goat blood has spread less widely than S1, measuring 35 mm in length and 30 mm in width.
Sample S3 exhibits superior fluid absorption and retention capacity, as evidenced by its highest absorbency and retention percentages. Its notable rewet under 6.9 load, however, could compromise its dryness under pressure. At 0.65, the leak factor is comparatively low. An acceptable absorption speed is indicated by the strike-through rate of 8.78 seconds. With measurements of 50 mm in length and 45 mm in width, the goat blood spread is likewise significant, indicating good coverage.
As a result of their various strengths and weaknesses, these samples are suitable for a variety of applications depending on the particular requirements of absorbency, retention, rewet resistance, and leakage prevention.
4. Conclusion
Three different types of sanitary napkins made of natural fibers, each with specific performance characteristics, were thoroughly analyzed in the study. A number of standards, such as absorbency, retention, rewet under load, leak factor, strike-through rate, and the degree of goat blood spread, were carefully examined in order to evaluate these sanitary napkins. Important information about the effectiveness of these environmentally friendly and biodegradable menstrual products was provided by the results. With an absorbency percentage of 142.48%, Sample S1, which was made up of a core layer made of a blend of bamboo and flax and a top layer spunlaced entirely of bamboo, showed excellent absorbency, with a retention percentage of 138.65%, it effectively held onto liquid, and when under load, it showed no signs of rewetting, demonstrating its resilience to pressure. S1, which comparatively high leak factor of 2, indicating that there is still potential for improvement in stopping liquid seepage. At 14 seconds, the strike-through rate was rapid and the spread of goat blood was wide.
In comparison to Sample S1, Sample S2, which had a core layer made of a bamboo-hemp blend, showed slightly less absorbency and retention. It performed well with a leak factor of 0, ensuring efficient liquid containment, but it also displayed a low rewet under load of 0.71, indicating some wetness under pressure. The rate of strike-through was 5.99 seconds, and the spread of goat blood was marginally smaller than S1. With the highest absorbency and retention rates out of the three samples, Sample S3 remained out as the top performer. It was exceptional at absorbing and holding onto fluids. Its notable rewet under 6.9 load,
1058 Improvements to Eco-Friendly Sanitary Napkins made from Natural Fibres: Development and Characterization
however, may have an impact on its dryness under pressure. With a leak factor of 0.65, it was evident that liquid leakage was effectively prevented. Goat blood was widely dispersed, and the strike-through rate was 8.78 seconds.
The study's conclusions imply that sanitary napkins' performance can be greatly impacted by the type of natural fibers used in their development. The bamboo-flax-hemp core of Sample S3 showed excellent absorbency and retention, but it also had a minor rewet resistance issue. Sample S2, which combined hemp and bamboo, showed balanced performance traits. With a bamboo-flax core, Sample S1 was the most absorbent and driest, but its ability to prevent leaks could be strengthened. Because of these differences in performance, these sanitary napkins can be used for a variety of purposes. Women can select products that meet their unique needs, whether they are for absorbency, dryness, or leak prevention, and they are also biodegradable and environmentally friendly. This research opens the door for environmentally friendly sanitary napkin alternatives that put performance and sustainability.
References:
J. Saranya, C. Prakash, and S. Kubera Sampath Kumar, “Menstrual Hygiene Practices among Adolescent Girls”, International Journal of Innovative Technology and Exploring Engineering, vol. 8, no. 12, pp. 364-366, 2019.
M.P. Sathianarayanan, N.V. Bhat, S.S. Kokate, and V.E. Walunj, “Antibacterial finish for cotton fabric from herbal products”, Indian Journal of Fibre and Textile Research, vol. 35, no. 1, pp. 5058, 2010.
T.M. Choi, and T.E. Cheng, “Sustainable Fashion Supply Chain Management”, New York; Springer: 2015, pp. 15-25.
Y. Song, Q. Zheng, and C. Liu, “Green biocomposites from wheat gluten and hydroxyethyl cellulose: processing and properties”, Industrial Crops and Products, vol. 28, no. 1, pp. 56-62, 2008.
H.D. Rozman, K.R. Ahmadhilmi, and A. Abubakar, “Polyurethane (PU)-oil palm empty fruit bunch (EFB) composites: the effect of EFBG reinforcement in mat form and isocyanate treatment on the mechanical properties”, Polymer Testing, vol. 23, no. 5, pp. 559-565, 2004.
Y. Habibi, W.K. El-Zawawy, M.M. Ibrahim, and A. Dufresne, “Processing and characterization of reinforced polyethylene composites made with lignocellulosic fibres from Egyptian agroindustrial residues”, Composites Science and Technology, vol. 68, no. 7, pp. 1877-1885, 2008.
A.M.Z. Jukic, C.R. Weinberg, D.D. Baird, P.P. Hornsby, and A.J. Wilcox, “Measuring menstrual discomfort: a comparison of interview and diary data”, Epidemiology, vol. 19, no. 6, pp. 846850, 2008.
W. Audra, and A. Frank, “Comfort Perception of Breathable and Nonbreathable Diapers”, International Nonwovens Journal, vol. 14, no. 3, pp. 19-22, 2005.
I. Parkova, & A. Vilumsone, “Microclimate of Smart Garment”, Material Science, vol. 6, pp. 99103, 2011.
G.B. Marcela, G.G. Paulo, and L.B.P. Cristina, “Association of sanitary pads and clothing with Vulvo vaginitis”, Jornal Brasileiro De Doenças Sexualmente Transmissiveis, vol. 25, no. 3, pp. 123-127, 2013.
H.S. Mohapatra, A. Chatterjee, and P. Kumar, “New Generation Application of Polypropylene”, International Journal of Advanced Engineering and Nano Technology, vol. 1, no. 1, pp. 1-9, 2013.
G.M. Ingo, and S. Scarlet. 1987. Copper-Modified Carboxyalkyl-cellulose Fiber. US Patent US4637820A, filed March 4, 1987, and issued March 4, 2005.
M. Mahalakshmia et al. 1059 Migration Letters
Spherical Polyelectrolyte Brushes as Flocculants and Retention Aids in WetEnd Papermaking
NA SUAs the criteria of energy conservation, emission reduction, and environmental protection become more important, and with the development of wet-end papermaking, developing excellent retention aids is of great significance. Spherical polyelectrolyte brushes (SPBs) bearing polyelectrolyte chains grafted densely to the surface of core particle have the potential to be novel retention aids in wet-end papermaking not only because of their spherical structure, but also due to controllable grafting density and molecular weight. Such characteristics are crucial in order to design multi-functional retention aids in sophisticated papermaking systems. This review presents some important recent advances with respect to retention aids, including singlecomponent system and dual-component systems. Then, basic theory in papermaking is also briefly reviewed. Based on these advances, it emphatically describes spherical polyelectrolyte brushes, focused on their preparation methods, characterization, conformation, and applications in papermaking. This work is expected to contribute to improve a comprehensive understanding on the composition, properties, and function mechanisms of retention aids, which helps in the further investigation on the design of novel retention aids with excellent performance.
Contact information:
Department of Printing and Packaging Engineering, Shanghai Publishing and Printing College, Shanghai 200093, China;.
Molecules 2023, 28, 7984.
https://doi.org/10.3390/molecules28247984
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology International® and the PITA Annual Review, both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous Coating.
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® R T P O P T Volume 10, Number 1, 2024 Page 1 of 24 Article 3 – Retention Aids
Creative Commons Attribution 4.0 International License
molecules
Review

SphericalPolyelectrolyteBrushesasFlocculantsandRetention AidsinWet-EndPapermaking
NaSu
Citation: Su,N.Spherical PolyelectrolyteBrushesas FlocculantsandRetentionAidsin Wet-EndPapermaking. Molecules 2023, 28,7984.https://doi.org/ 10.3390/molecules28247984
AcademicEditor:Ecaterina
StelaDragan
Received:6November2023
Revised:2December2023
Accepted:5December2023
Published:7December2023
Copyright: ©2023bytheauthor. LicenseeMDPI,Basel,Switzerland. Thisarticleisanopenaccessarticle distributedunderthetermsand conditionsoftheCreativeCommons Attribution(CCBY)license(https:// creativecommons.org/licenses/by/ 4.0/).
DepartmentofPrintingandPackagingEngineering,ShanghaiPublishingandPrintingCollege, Shanghai200093,China;suna@whu.edu.cn
Abstract: Asthecriteriaofenergyconservation,emissionreduction,andenvironmentalprotection becomemoreimportant,andwiththedevelopmentofwet-endpapermaking,developingexcellent retentionaidsisofgreatsignificance.Sphericalpolyelectrolytebrushes(SPBs)bearingpolyelectrolyte chainsgrafteddenselytothesurfaceofcoreparticlehavethepotentialtobenovelretentionaidsin wet-endpapermakingnotonlybecauseoftheirsphericalstructure,butalsoduetocontrollablegraftingdensityandmolecularweight.Suchcharacteristicsarecrucialinordertodesignmulti-functional retentionaidsinsophisticatedpapermakingsystems.Thisreviewpresentssomeimportantrecent advanceswithrespecttoretentionaids,includingsingle-componentsystemanddual-component systems.Then,basictheoryinpapermakingisalsobrieflyreviewed.Basedontheseadvances, itemphaticallydescribessphericalpolyelectrolytebrushes,focusedontheirpreparationmethods, characterization,conformation,andapplicationsinpapermaking.Thisworkisexpectedtocontribute toimproveacomprehensiveunderstandingonthecomposition,properties,andfunctionmechanisms ofretentionaids,whichhelpsinthefurtherinvestigationonthedesignofnovelretentionaidswith excellentperformance.
Keywords: sphericalpolyelectrolytebrushes;flocculation;retentionaids;wet-endpapermaking
1.Introduction
Thewet-endofpapermakingisaverycomplexsystem,wherepaperstockisasuspensionbasedonfiberswithwaterasthemedium.Thecomponentsofpaperstockare relativelycomplex[1],mainlyincludingthefollowingcomponents:(a)Fibers.Based onthesourceofrawmaterials,thesecanbedividedintowoodpulp,reedpulp,straw pulp,etc.Thechemicalcomponentsmainlyincludecellulose,hemicellulose,andlignin. (b)Granularfillers.Theseconsistofinorganicfillerssuchasgroundcalciumcarbonate (GCC),precipitatedcalciumcarbonate(PCC),kaolinite,talcpowder,titaniumdioxide, etc.,andorganicpolymerfillerssuchaspolyethylenefillers,fiberfillers,etc.Thefiller particlesizeisgenerallylessthan10 μm[2].(c)Variousadditives.Thesecanbedivided intotwocategories[3]:processadditivesandfunctionaladditives.Theformerincludes retentionaids,filteraids,defoamers,fungicides,etc.,withafocusonimprovingeconomic benefits[4,5].Thelatterismainlydesignedtoimprovetheend-usepropertiesofpapers, involvingsizingagents[6],drystrengthagents[7],wetstrengthagents,whiteningagents, etc.(d)Solubleinorganicsaltsandotherimpurities.
Thedevelopmentofthepapermakingindustryhasputforwardhigherrequirements fortheapplicationofwet-endchemicalsinpapermaking.Twoapplicationpurposesof wet-endchemicalsaremainlyinvolved.Oneistogainaccesstovariouspropertiesof paper.Theotheristoincreaseproductionefficiencyandimprovetheoperationofthe papermachine.Accordingly,wet-endadditivesaremainlydividedintotwocategories: functionaladditivesandprocessadditives.Theclassificationofwet-endchemicalsin papermakingisshowninFigure 1.
Molecules 2023, 28,7984.https://doi.org/10.3390/molecules28247984https://www.mdpi.com/journal/molecules

Overthepastseveralyears,intenseresearchonnewtypesofretentionaidshasresulted inanenormousnumberoffundamental[8–11]andappliedstudies[12–15]duetotheir significanteffectonpaperstockquality,andtheoperationefficiencyofpapermachines.The retentionefficienciesofretentionaidsareofgreatsignificance,especiallyunderhighshear condition.Theappropriateuseofretentionaidsisaneffectivewaytoreduceenvironmental pollutionandsaveresourcesviatheretentionoffinesandfillers.
Sphericalpolyelectrolytebrushes(SPBs)refertothesystemthatlongpolyelectrolyte chainsaregraftedtocolloidalspheres[16].Recently,ithasattractedmuchattentiondueto itsexcellentretentionperformanceinpapermakingoriginatingfromitscore–shellstructure[17].Itnotonlytakestheadvantageoftheionizationsurfaceandthree-dimensional nanostructures,butalsohasthecontrollablechargedensityandmolecularweightofgraftingpolymerchains[18–20].Moreover,itssphericalsymmetryorquasi-symmetricstructure hastheabilityofshearresistance.Sotheflocsflocculationwouldbeeasiertobeinducedby SPBsthoughthebridgingeffect,thusmakingtheflocsstrongerinturbulence.Consequently, consideredasaneffectiveretentionaid,SPBshaveapromisingapplicationprospectin wet-endpapermaking.
Todate,aseriesofreviewsaboutretentionaidsinwet-endpapermakinghavefocused onchitosan[21],cellulose[22],andpolymer[23].AsforSPBs,sincethefirstreview reportedbyBallauff,M.,2007[24],manypublishedreviewshavemainlyconcentrated ontheconstructionofnanocomposites[25],ioniceffects[26]andtheirapplicationin sustainableenergy[27],andnanoreactors[28].However,thereisnoreviewrelatedto SPBsasaretentionaidinwet-endpapermaking,whichisstillneeded.Inthisarticle, recentstudiesontheretentionaidsandbasictheoryofwet-endpapermakingarereviewed firstly,includingsingle-componentsystemsanddual-componentsystemsaswellastheir applicationonpapermaking.Furthermore,thesynthesisandapplicationofSPBsinwet-end papermaking,andtheinteractionofSPBswithcalciumcarbonateandfibers,aredescribed. Throughthisreview,anewdirectioninretentionaidsinwet-endpapermaking,wherewe seegreatpotentialforSPBs,ishighlighted,emphasizingthestructure–functionrelationship withrespecttoretentionperformance.Finally,theexistingchallengesanddevelopment trendsofhighperformanceretentionaidsareproposedandprospected.
Molecules 2023, 28,7984 2of23
Figure1. Classificationofwet-endchemicals.
2.RetentionSystems
Theretentionoffinecolloidalparticles(e.g.,finefibersandfillerparticles)onthe meshintheslurrywithoutadditivesiscausedbymechanicalinterception.Therefore, theretentionrateismainlydeterminedbythesizeoftheinterstitialspaceinfibers.In practicalindustrialproduction,alargeamountoffillerandfinefibersarelostinwhitewater throughthemeshduetohighturbulenceandhighshearforces,resultinginarelatively lowretentionrate.Therefore,itisoftennecessarytoaddretentionaidstoimprovethe retentionrateoffinecolloidalparticlesintheslurryonthemesh.Retentionaidscanchange theaggregationbehaviorofhydrophobiccolloidal.Withthecontinuousdevelopmentof wet-endpapermakingsystems,retentionaidsarealsoconstantlyimproved.Accordingto thecompositionofretentionaids,commonlyusedretentionsystemsaresingle-component systemsanddual-componentsystems.
2.1.Single-ComponentSystems
Classicalsingle-componentsystemsareinorganicandorganic,amongwhichorganic retentionaidscanbefurtherdividedintotwocategories:naturalpolymersandsynthetic polymers.
CommonlyusedinorganicretentionaidsincludeAl2 (SO4 )3 [29,30],polyaluminium chloride(PAC)[31,32],andFeCl3 [33,34].Duetotheexistenceofanegativechargeonthe surfaceofpaperpulp,theelectroneutralizationofmultivalentmetalionsresultsinflocculation[35,36].Aluminumsaltsinwaterhavecomplexstructuresandioncharacteristicswith changesinpHvaluesandchangingconditions,resultingindifferentadsorptionproperties onthesurfaceofpaperpulp[37].MasatoKatoetal.[38]investigatedtheretentionperformanceofAl2 (SO4 )3 inbleachedwoodpulp.ItwasfoundthatoxalicacidorMg2+ reduced thecontentofaluminum,whichwashardlyaffectedbyionicstrength.However,theshear resistanceoftheflocsinturbulenceislimited,makingitdifficultforinorganicflocculants tomeetthedevelopmentneedsofmodernpapermaking[39,40].
Naturalpolymersarewidelyusedbecauseoftheircharacteristicsofbeingcheap, renewable,andenvironmentallyfriendly.Thecommonlyusednaturalpolymersinpapermakingarestarch,chitosan,guargum,andcellulose.Amongthesenaturalpolymers, naturestarchisbyfarthemostusedpolymerduetoitswidesourceandlowprice[41,42]. However,starchwithlowcationicdegree( ≤ 0.2)[43],whichisavailableinmanycommercialareas,cannotprovidesufficientattractiontostabilizeadsorbedsubstances,resultingin itslowretention[44].Sostarchisusuallymodifiedphysicallyorchemicallytoextendits usefulness.SvetlanaBratskayaetal.[45]reportedacationicstarchwithacationicdegree rangingfrom0.25to1.54.Theyfoundthatthecationicdegreehadasignificantimpact onretentionperformance,andtheretentionwassignificantlyimprovedwithincreased cationicdegree.Chitosan,asanothertypeofnaturalpolymer,hasalsobeenwidelyappliedinpapermaking[46–49].Lietal.[50]studiedtheretentionofmodifiedchitosanin reedpulp/CaCO3 ,indicatingthatthemaximumretentionrateofCaCO3 couldreach80%. However,thelowchargedensityanduncontrollablestructureofnaturalpolymerslimit theirapplicationinpapermaking.Soeffortstoovercomethesedrawbackshaveledtoa largeamountofresearchattentionfocusingonthesyntheticpolymers.
Currently,polyacrylamide(PAM)andpolyethyleneimine(PEI)arethemostwidely usedsyntheticpolymersinpapermaking,suchaslinearpolyacrylamide[51],hyperbranchedpolyacrylamide[52],dendriticorstar-shapedpolyacrylamide[53],branched polyethyleneimine[54],etc.ThestructureofpolymerretentionaidsisshowninFigure 2.
PEIisamulti-branchedpolymerwithdifferentweightandchargedensity.However, PEIunmodifiedbycationicactivationisnotsuitableforalkalinepapermaking[55–57]. ItisbecauseitloseschargewhenthepHisabove5.5.Carrascoetal.[58]studiedthe performanceofcationicPEIinbleachedwoodpulpusingzetapotentialmeasurementand colloidaltitrationmethod.Itwasfoundthatthepresenceofelectrolyteshadanegativeeffect onflocculation.Betterretentioneffectofpapermaterialwasachievedwhenzetapotential fluctuatedbetween 5mVand5mV,buttheshearresistanceofPEIwasnotimproved.
Molecules 2023, 28,7984 3of23

Basedonchargecharacteristics,polyacrylamide(PAM)isdividedintofourtypes: cationicpolyacrylamide(CPAM),anionicpolyacrylamide(APAM),amphotericpolyacrylamide(ACPAM),andnonionicpolyacrylamide(NPAM).APAMandNPAMaremainly usedinacidicpapermakingprocess,sotheirapplicationscopeisrestricted[59].Dueto thefactthatpaperpulpsaregenerallynegativelycharged,CPAMhasbeenappliedin single-componentretentionsystems[60–63].TheretentioneffectofCPAMisinfluenced byitschargedensityandmolecularweight.ACPAMiswidelyusedinpapermaking owingtoitsanti-polyelectrolyteeffect[64–67],whichmeansitsviscosityincreaseswiththe increaseinsaltionconcentration.Luetal.[68]preparedACPAMwithdifferentstructures byinverseemulsionpolymerizationandfoundthatfavorableretentionoffillersinthe pulpwasobtainedwhentheanionicdegreewas5%,thecationicdegreewas20%,andthe molecularweightwas200,000–300,000.
Recently,hyperbranchedpolyacrylamidehasattractedconsiderableinterestbecause ofitscharacteristicsasacoagulantaidoriginatingfromitshighcationicdensityandlow molecularweight[69–73].Theformedflocshavetheadvantageofsmallvolume,dense structure,andstrongshearresistance.Furtherstudieshighlightedthatbranchedpolymers havehigherretentionandshearresistancethanthoseoflinearpolymers[74–76].Angeles Blancoetal.[77]studiedtheflocculationprocessofhyperbranchedPAMonpaperpulps usingfocusedbeamreflectancemeasurement(FBRM).Itwasnotedthatthechargedensity hadasignificantimpactonthepropertiesoftheflocs.Lowchargedensityhadanegative impactonthegrowthofpolyelectrolytechain,therebyaffectingtheflocculationprocess, whilehighchargedensitymayreducetheproportionofbridgingmechanismandincrease theproportionofpatchingmechanism.Polyacrylamidewithahighmolecularweightand hyperbranchedstructurehasgoodapplicationprospectsinpapermaking.
Additionally,dendrimerorstarpolymershavegraduallybecomeresearchhotspotsas retentionaidsinpapermakingduetotheirhighlybranchedthree-dimensionalmorphology[78–81].Comparedwithlinearpolymers,theyusuallyexhibithighsolubility,lowsolutionviscosity,smallhydrodynamicradius,highshearresistance,smallmolecularvolumes, andhigh-densityfunctionalgroups[82].Shanetal.[83]synthesizedstar-shapedCPAM
Molecules 2023, 28,7984 4of23
Figure2. Structuraldiagramsofdifferentpolymerretentionaids.
byreversibleaddition–fragmentationchaintransferpolymerization,whichisamethodof acrylamideandmethacryloyloxyethyltrimethylammoniumchloridecopolymerizion.The retentionrateoffillersandfinefiberswasimprovedthroughbridgingmechanism.
Forcationicmicroparticles,whetherorganicorinorganicparticles,fewconformational changesincelluloseflocculationoccurbecauseoftheirrigidstructure[84–86].ZeguiYan etal.[87]exploredtheretentionperformanceofcationicSiO2 particlesandcationicorganic polymerparticlesinunwashedbleachedkraftsoftwoodpulp/PCCandfoundasignificant improvementinretentionrate.XiaohongPengetal.[88]preparedcopolymerparticlesof acrylamide,acyloyloxyethyltrimethylammoniumchloride(DAC),andpolyethyleneoxide (PEO)throughinverseemulsionpolymerization,andstudiedtheretentioneffectofDAC andPEOonthefiber.ResultsindicatedthattheincreaseintheratioofDACandthechain lengthofPEOisbeneficialtobridging,therebyimprovingtheretentionrate.
Insummary,thereareseveraltheoreticalmodels,namely“Electricneutralization”, “Patching”,and“Bridging”,thatdescriberetentionmechanismofretentionaids.The neutralizationeffectismainlycausedbysimpleelectrolytesandlow-molecular-weight polyelectrolytes,suchasAl2 (SO4 )3 ,FeCl3 ,andPEI.Thepatchingeffectismainlycausedby cationicpolyelectrolyteswithhighchargedensityandmediummolecularweight(100,000 to1million)(e.g.,PEIandPAM).Forhigh-molecular-weightpolyelectrolytes,bridging effectshavehigherpossibilitythanthatoflow-molecular-weightones.
2.2.Dual-ComponentSystems
Withthecontinuousdevelopmentofpapermaking,existingsingle-componentsystemshavebeenincreasinglyunabletomeettheneedsofretentionaidsunderhighshear conditions.Inordertoobtainflocswithhighershearresistance,greatattentionhasbeen paidtodevelopdual-componentsystems.Theprocessofdual-retentionsystemsgenerally refertotheadditionofcationicadditivesfirst,followedbytheadditionofanionicadditives.
Ingeneral,dual-componentsystemsmainlyinvolvetwodifferentsystems:“dual polymericretentionsystem”and“microparticleretention-aidsystem”.Theformeris composedoffixativeswithalowmolecularweightandhighchargedensity,andflocculants withahighmolecularweightandlowchargedensity.Thissystemcanachievearelatively goodretentioneffect,butthepaperformingperformanceislimitedbyforminglarge andlooseflocs.Thelattersystem,theso-called“microparticleretention-aidsystem”,has developedintooneofthemostsuccessfullycommerciallyavailableproducts.Compared totraditionalretentionsystems,itnotonlyhasexcellentretentioneffectsonwet-end chemicaladditives,finefibers,andfillers,butalsoreducestheconcentrationofwhitewater andincreasesthepapermachinespeed,thusgeneratingenvironmentalandeconomic benefits[89,90].Interestingly,eveniftheaddingorderofbinarycomponentsisreversed, thereisalmostnodifferenceinitsflocculationindex.Classicalmicroparticleretentionaids areanionicparticlesandcationicparticles.
TypicalanionicparticlesarecomposedoftheCompzilsystem(starch-colloidalsilicon)[91]andtheHydrocolsystem(CPAM-bentonite)[92].B.Alinceetal.[93]studied thedepositionbehaviorofcalciumcarbonate(PCC)onpaperfibersinCPAM-bentonite systems.BychangingthedosageofCPAM,itwasfoundthatCPAMprovidedananchor pointforbentonitetofunctiononthefibersandPCC.Bentoniteplayedabridgingrole betweenthefibersandPCC.ExcessivedosageofCPAMwouldweakenthebridgingeffect ofbentonite.TheinteractionforcebetweenfibersandPCCobtainedthroughtheCPAMBentonitesystemwasstrongerthanthatoftheCPAMsystem.NorlitoCezaretal.[94] reportedcationicparticlesbymodifyingthesurfaceofSiO2 with2,3-epoxypropylHmethylammoniumchloride.Resultsshowedthatitsignificantlyimprovedtheflocculation efficiencyofclay.Theoptimaldosageratioofcationic(SiO2 )toanionic(APAM)wasinthe rangeof2:1and5:1.Moreover,therigidityofSiO2 improvedtheefficiencyofbridging. Cationicmagnesiumaluminumhydroxide/APAMwasusedbyWangSonglinetal.to studyitsretentionperformanceontalcpowder/reedpulp.Theretentioneffectimproved withthedecreaseincolloidalparticlesizeofmagnesiumaluminumhydroxideparticles.
Molecules 2023, 28,7984 5of23
Theretentionratewashighestattheconditionsoftheamountofmagnesiumaluminum hydroxide0.6%andtheamountofAPAM0.06%.
Inaddition,organicpolymerparticlesnotonlyhavethethree-dimensionalnanostructureoftheionizedsurfaceofinorganicparticles,butalsopossessthecontrollablecharge densityandflexiblechainsoforganicpolymers,whichisexpectedtobeanovelretention aid[95–98].Takingcationicorganicpolymerparticlesasanexample, XiaoHetal.[99] preparedcationicorganicparticlesbyemulsifier-freeemulsifierpolymerizationandstudied theirflocculationonfineclay.Itwasfoundthatthedosageratioofcationicparticlesand anionswas8:1attheoptimalflocculationpoint,andthedosageofanionsaccountedfor 0.06wt%ofclay.Thesebinarycomponentsplayedasynergisticroleintheflocculation process.OnoHiroshietal.[100]synthesizedcationicpolymerparticles(CPMP)with differentchargedensitiesandsizesbyemulsionandmicroemulsionmethods,andstudied theeffectofCPMPonpositivelychargedandnegativelychargedcalciumcarbonate.It wasfoundthatCPMPhadnoobviouseffectonpositivelychargedcalciumcarbonate.For negativelychargedcarbonate,however,theoppositeistrue.TheadditionofAPAMcould improvetheflocculationeffect.
3.EvaluationMethodsofRetentionAids
Forsingle-componentsystemanddual-componentsystem,thereareavarietyof waystomeasuretheretentionefficiency,suchasfluorescencemicroscopy,fieldemission electronmicroscopy(FE-SEM),transmission(TEM),focusedbeamreflectancemeasuring instrument(FBRM),flocculationturbidity,zetapotential,anddynamicretention.The DynamicDrainageJar(DDJ)isawidelyusedreliableinstrumentfortestingtheretention efficiencyofsingleormultipleretentionaids.Thefirst-passretention(FPR)ofpulp suspensionandPCCcanbecalculatedbasedonEquation(1):
FPR = Ci C0 Ci × 100%(1)
where Ci and C0 aretheconcentrationsofcolloidalparticlesinslurryandinfiltrate,respectively.
4.BasicTheoryinWet-EndPapermaking
Wet-endchemistryofpapermakingmainlystudiestheinteractionamongvariouscomponentsofpaperstockduringretention,filtration,forming,andwhitewatercirculation,as wellastheireffectsontheoperationalperformanceofpapermachinesandproductquality. Interfacechemistryisanimportanttheoryinwet-endchemistryofpapermaking.Dueto thecomplexcompositionofcolloidsinpapermaking,althoughmostfibersizesarebeyond thescopeofcolloids,thegapsinfibersbelongtothecolloidsize.Therefore,papermaking processcanbestudiedbythetheoriesrelatedtocolloidandinterfacechemistry.
4.1.MainForces
Thewet-endpapermakingisacomplexanddiversepolydispersesystem,inwhich therearevariousforcesinvolved[101].Intermsofmacroscopiccomponents,itcanbe mainlysummarizedintofollowingseventypes:(l)adsorptionofvariousadditiveson fibers,finefibers,andfillers;(2)aggregationoffibers,fillers,andfinefibers;(3)aggregationamongvariousadditives;(4)interactionwithwaterbetweenfibers,finefibers, andadditives;(5)neutralizationofsurfacechargesofsuspendedandsolubleanionicsubstances;(6)formationanddevelopmentofmicellesthatcomprisesurfactantmolecules; (7)establishmentofdynamicequilibriumbetweensolubleinorganicsaltsandinsoluble electrolytes.
Fromtheperspectiveofmicro-force,theforcesamongmaincomponentsmentioned abovearemanifestedasvanderWaalsforces,hydrogenbonds,ionicbonds,andcovalentbonds.Asfordryingpaper,thestrengthoftheforcesamongfibersvaries:the hydrogenbondis8.81KJ/mol,theionicbondis41.8–54.34KJ/mol,thecovalentbondis 292.6–351.12KJ/mol[102],andthevanderWaalsstrengthisweakerthantheothers.
Molecules 2023, 28,7984 6of23
4.2.MachinismofInterfaceInteraction
4.2.1.TheConformationofPolyelectrolytes
Theconformationoflinearpolyelectrolytesinsolutionchangescontinuously.Numerousstudieshaveshownthatpolyelectrolytesmainlyexistintheconfigurationofcircular adsorptionorflat[103–106].Forhigh-levelpotentialenergysurface‚polyelectrolyteshave asmallmolecularweight,highchargedensity,andstrongelectrostaticinteractions.Sopolyelectrolytesarepronetoexistonsolidsurfacesinaflatconfiguration.Figure 3 displaysthe adsorbedpolyelectrolytes,whichwasdividedintothreesegmentsby Böhmeretal.[107]: train,loop,andtails.Thelengthofeachsegmentdependsonitschargedensity,molecular weight,negativechargeonthesolidsurface,etc.Forexample,thestrongertheelectrostatic effect,thesmallerthemolecule‚thusresultinginmoretrains‚andfewerloopsandtails. Theoretically,itispredictedthatwhenpolyelectrolytechainsdrivenbystrongelectrostatic forcesareabsorbedonthesolidsurface,theyarecomposedof80%trains‚20%loops‚and raretails.

4.2.2.AdsorptionbetweenPolyelectrolytesandFibers
Generallyspeaking‚theadsorptionprocessbetweencationicpolyelectrolytesand fiberscanbedividedintothreestages[108]:adsorption,reconstruction,anddiffusion, asshowninFigure 4.Forcationicpolyelectrolyteswithdifferentstructures,thestages willvary.

Forpolyelectrolyteswithlowmolecularweightandhighchargedensity‚theyrapidly adsorbonthefibersurfaceinaflatconfigurationbyion-exchangemechanism.Anditalmost immediatelydiffusesintothefiberwithoutanymolecularreconstructionprocess.Cationic polyelectrolyteswithmediummolecularweightdisplayaflatconfigurationduringinitial adsorption‚resultinginlowpositivechargedensityonthesurfaceofpulps.Subsequently, onlyminorreconstructiononthesurfaceofpulpshappens.Therefore,thechargedecayat thesecondstageisalsosmallerthanthatofpolyelectrolyteswithhighmolecularweight. Afteradsorptionofcationicpolyelectrolyteswithhighlybranchedstructuresandhigh molecularweightonpulpfibers‚thesurfacechargeoffibersrarelydecays.Thisisbecause itisdifficultforthereconstructionanddiffusionprocessofpolyelectrolytesonthesurface ofpulpfiberstooccur.
Molecules 2023, 28,7984 7of23
Figure3. Conformationofadsorbedpolyelectrolytesonsolidsurfaces.
Figure4. Schematicdiagramsofadsorption,reconstruction,anddiffusionofpolyelectrolytes.
4.2.3.RetentionMechanism
(a) Single-componentsystems
Accordingtothetheoryofcolloidalaggregation‚theretentionmechanismcanbe dividedintothreemodes:coagulation,flocculation,andagglomeration.
Coagulationimpliesthatfornegativelychargedcolloidalparticlessuchasfinefibers, talcpowder,calciumcarbonate,titaniumdioxideetal.,thedoublelayerbecomesthinner andzetapotentialfallsundertheactionofelectrolytes.Therefore,theelectrostaticrepulsion forceswhichcommonlyexistbetweencolloidparticlesdecrease‚resultingintheinstability ofcolloidparticles.Theretentionisproducedbytheformationofsmallaggregates(also knownas“softaggregates”).
Colloidalparticlesarebondedtogetherbypolymerswithahighmolecularweight (greaterthan100,000)duetotheinstabilityphenomenon[109].Thecoagulantadsorbsonto thesurfaceofcolloidalparticlesinarandomcoilconformationthroughelectrostaticor non-electrostaticforces.Theseadsorbedpolymersformso-called“hardaggregates”by reactingwithanothercolloidalparticle.Wecallthisprocessflocculation.
Agglomerationreferstotheinstabilityphenomenonofcolloidalsuspensionscaused bytheactionofpolymerswithlowmolecularweight(lessthan100,000)andhighcharge density.Duetothehighpositivechargedensityofretentionaids‚theyadsorbedonthe surfaceofnegativelychargedparticlesthroughionbonds‚formingso-called‘patch’[110]. Thesepositivechargepatcheswillagglomeratewiththenegativechargeofanotherparticle by“bridging”(seeFigure 5).

(b) Dual-polymericretentionsystem
Therearesomedefectsinsingle-componentsystems.Theformedflocsaresensitiveto hydrodynamicforces,leadingtoflocsfragmentexposedtoturbulentshearforces.While theshearforceslowsdownordisappears,thesedispersedflocswillnotberestored,making itsretentionabilitygreatlyreduced.Anovelretentionsystemhasemerged,whichisso thatthatthesynergisticeffectisgenerallyachievedthroughdualcomponents[111].
Researchhasfoundthathardandtoughflocscanbegeneratedbycombiningtwo typesofpolyelectrolyteswithdifferentchargesandcontrollingaddingorder.Ifacationic polyelectrolyteisaddedbeforeaddingananionicpolyelectrolyte‚theretentioneffectis farbetterthanthatofsingle-componentsystems[112].Theactingmechanismmaybe explainedasfollows:
Afteraddingcationicpolyelectrolyteswithlowmolecularweightandhighchargedensity‚polyelectrolytesareadsorbedbynegativelychargedparticlesinaflatconfiguration‚ causingcationicpatches.Theseadsorbedpolyelectrolytesonlyhaveveryfewloopandtails extendingintotheaqueoussolution‚butprovidinganchoringpointsforanionicpolyelectrolytes.Anionicpolyelectrolyteswithhighmolecularweightandlowchargedensityare thenbondedontocationicpatches.However,manysegmentsofanionicpolyelectrolytes willextendintoaqueoussolutionsduetotherepulsiveforceofnegativechargesonthe
Molecules 2023, 28,7984 8of23
Figure5. Mechanismdiagramsof“Patch”and“Bridging”.
particlesurface.Theybindwithcationicpatches‚justlikeabridge‚agglomeratingsmall particlesintolargeflocs.
(c) Microparticleretention-aidsystem
Aspreviouslymentioned,thedual-microparticleretention-aidsystemiscurrently recognizedasthemostadvancedandeffectiveretentionsystem.Itcanbeusedinhighspeedsprayformingmachinesandfullyenclosedcirculationsystems.
TheCompzilsystemwasdevelopedandappliedinpapermakingbyaSwedishcompany.ItisacontrolsystemcomposedofcationicstarchandSiO2 nanoparticles(3–5nm) withhighspecificsurfaceareaandhighnegativechargedensity.Theretentionmechanismoffillerisgenerallybelievedtobethatfinefibersandfillerparticlesareaggregated bycationicstarch,thusgeneratingflocculent.WhenSiO2 nanoparticlesareadded,this flocculentmaybetornapartintosmallflocs.Forlow-charge-densitypolyelectrolytes,the flocculationmechanismseemstobemainlythebridgingeffect[113].Asforpolyelectrolytes withahighchargedensity,electrostaticattractionplaysamajorrole.Obviously,dueto themigrationofSiO2 nanoparticlesintotheadsorbedcationicstarch,thepulpandsilicon particlesformanetworkflocthathasatendencytoreaggregateaftershearing.Therefore, theuniformityofpaperwillnotdeteriorateevenunderhighretentionrate.Inaddition,the structureoffinishedpaperwillbecomeloose,resultinginincreasedporosityandimproved waterfiltrationperformance.
TheHydrocolsystemisatypicalduplexcontrolsystemwhichwasdevelopedinthe UnitedKingdom.Theworkingprinciplemaybethatrelativelycoarseflocsareformed whencationicelectrolyteswithahighmolecularweightareaddedintothepulp.However, theseflocswillbecutintosmallflocswhenitissubjectedtotheactionofamixingpump andascreeningmachine.Thesetinyflocs,undertheactionofHeidelbergpigments,will reaggregateintoauniformnetworkflocculent.Sofillerparticlesorfinefibersareretained inthepaperpulptoachievethepurposeofretention.
5.SphericalPolyelectrolyteBrushes
Polymerbrushes[114]withuniquepropertiessuchasahighchargedensity,high symmetryorquasi-symmetricstructure,andlowmolecularweightprovidegreatpotential andlimitlesspossibilitiesforitsapplicationsinbiomedicalapplications[115–117],nanoreactors[118–120],durableprotectiveclothing[121,122],etc.Thebrushconformationis influencedbythecurvatureofgraftedsurface.Figure 6 displaysthestructureofpolymer brushesondifferentgraftingsurface.Whentheradiusofcolloidalparticlesismuchgreater thanthethicknessofthegraftedbrushlayer,planarbrushesform(seeFigure 6a).The colloidalparticlesizeismuchlessthanthethicknessofgraftedbrushlayer,resultingin theformationofastar-polymer(seeFigure 6c).Ifthepolyelectrolytechainsaffixtothe spheresurface,then,e.g.,sphericalpolyelectrolytebrushes(SPBs)result[25].Asshownin Figure 6b,thecoreradiusRc denotesinitiator-immobilizedspheressurface,fromwhich polyelectrolytechainsaregrafted.Lreferstothethicknessofthebrushlayer,Rh isthe hydrodynamicradius,and ζ isthezetapotential.SPBsnotonlypossessmanyadvantagesoriginatingfromtheirspecialmolecularstructure,butalsohasasimplesynthesis process[123,124]andeasy-to-controlmolecularweight[125,126].Therefore,SPBshave recentlyattractedworldwideresearchinterest[127–132].
Molecules 2023, 28,7984 9of23


5.1.SynthesisMethods
5.1.1.Physisorption
Physisorptionisareversibleprocess,whichistheself-assemblyprocessofmacromoleculeswithsurfaceactivityorpolymerswithendgroupfunctionalgroups[133],as showninFigure 7A.Bothgraftcopolymersandblockcopolymerscanbeformedbyphysisorption.Theessenceoftheprocessisbasedonselectivesolvation.Theinsoluble segmentssettledownandaffixonthematrix,whilethedissolvedsegmentsstretch,formingapolymerbrush.Additionally,polymerbrushescanalsobeformedwhenselective adsorptionofgraftcopolymersoccursonthesubstratesurface.

Molecules 2023, 28,7984 10of23
Figure6. Thestructurediagramofpolyelectrolytebrushes:(a)Planarpolymerbrushes,(b)Spherical polymerbrushes,and(c)Star-polymer.
Figure7. Schematicrepresentationofphysisorption(A)andcovalentattachment(B).
Takingtolueneasaselectivesolvent,ParsonageEetal.[134]studiedthepolymer brushformedbytheadsorptionofaPS-b-PVPcopolymerwithdifferentmolecularweight onthesubstrate.PVPwasaffixedtothesubstratesurfaceandPSformedapolymerbrush. MotschmanHetal.[135]discussedtheadsorptionkineticsandadsorptionisothermsof PS-b-PEOcopolymeronthesurfaceofsilicagelintoluenesolvent.Theresultsindicated thatapparenttwo-rateprocesseswereshowedinadsorptionkineticsinacertaintime range.Atfirst,weakinteractionsliedinthegraftingchainsduetotheeffectofsurface diffusion.Subsequently,denselypolymerbrushesformedbyosmosisbehavioramong graftingchains.
Intheprocessofphysisorption,desorbingoftheadsorbedmacromoleculeshappens easilyduetotheweakhydrogenbondorvanderWaalsforce.
5.1.2.CovalentAttachment
Covalentattachmentisanirreversibleprocess.Thatis,thepolymerchainsareconnectedbychemicalbondsonsubstratesurface.Thisprocesscanberealizedbytwo technologies,namely“graftingto”and“graftingfrom”,asshowninFigure 7B.
“Graftingto”meansthatunderappropriatereactionconditions,thesynthesized polymerswithfunctionalend-groupswillreactwithmodifiedsubstratesurface,andthen polymerscovalentlybondedtosubstratesurfacetoformapolymerbrush[136,137].Auroy Petal.[138]synthesizedaPSSbrushonthesubstratesurfaceofsilicagelbyatwo-step method.Firstly,PSchainwithtrichlorosilaneend-groupswasgraftedonthesubstrate surfacebyusingthe“graftingto”technology,andthenthePSSbrushwasobtainedby insitusulfonationreactiononsubstratesurface.Theshortcomingofthe“graftingto” techniqueisthatonlyafewkindsofpolymershavebeengraftedtothesubstratesurface. Oncethepolymerchainsonsubstratesurfacehavereachedacertainamount,theremaining chainscouldnolongerbegraftedduetosterichindrance.Inparticular,asforthegrafted polyelectrolytechains,electrostaticrepulsionshouldbeconsidered.Therefore,thismethod hasanegativeinfluenceonthegraftingdensityofpolymerbrushes.
The“graftingfrom”techniqueisbasedonthesurfacebeingmodifiedbypolymerizationinitiatorsunderlightorheat[139–142].Thepolymerbrushpreparedbythismethodis firmlybondedbecauseofbearinginitiatorfunctionalitiesonsubstratesurface,thusleading toadenselayerofbrush.Bothconventionalfreeradicalpolymerizationandactivefree radicalpolymerizationareemployedtopreparepolymerbrushwithhighgraftingdensity.
Conventionalfreeradicalpolymerization,bywhichthelinearpolymersareformed,is suitableformostvinylmonomers.Sothismethodisthemostwidelyusedinthepolymer industry.HandJ[143]reportedapoly(4-vinylpyridine)polymerbrushcreatedbyfree radicalpolymerization,andthenthequaternizationwascommencedbyaddingCH3 Ito prepareapolyelectrolytebrush.Whenpreparingbrushesusingacrylicacidasthemonomer, itwasfoundthatincreasingthereactiontimeandthesolidcontentofthemonomerwere beneficialforincreasingthelengthofbrush.Itisasimpleandeffectivemethodforthe synthesisofpolymerbrush,butlowmonomerutilizationisaproblem.Itismainlybecause thatthetwofreeradicalsdecomposedbyaninitiatorareonthesubstratesurfaceandin thecontinuousphase,respectively,leadingtoalowmonomerconversionrate(41.48%).
Activeradicalpolymerizationmainlyincludestwostrategies:atomtransferradical polymerization(ATRP)[144–147]andreversibleaddition–fragmentationchaintransfer (RAFT)[148–151].ZhaoBetal.[152]synthesizedmixedpolymerbrushesofPSand PMMAusingATRPtechnologyandnitroxide-mediatedradicalpolymerizationtechnology. Thegraftingdensity,molecularweight,anddistributionofthemixedpolymerbrushare controllable.BaumMetal.[153]synthesizedPS,PMMA,andPAA-coPMMApolymer brushesusingRAFTtechnologybybondingnitrogen-containinginitiatorsontothesurface ofsilicon.Duetothelowconcentrationofsurfaceinitiators,additionalinitiatorsare requiredtoincreasepolymerizationrate.
Molecules 2023, 28,7984 11of23
5.2.CharacterizationandConformation
Sofar,variousexperimentalmethodshavebeenadoptedtocharacterizetheSPBs.For example,themorphologyofSPBscanbecharacterizedbycryogenictransmissionelectron microscopy(Cryo-TEM)[154–157],small-angleneutronandX-rayscattering[158–161].The particlesizecanbemeasuredbyatomicforcemicroscopy(AFM)[162–164]anddynamic lightscattering(DLS)[165–168].Themolecularweightanddistributionofpolymerbrushes canbecharacterizedbygelpermeationchromatography(GPC)[169–171],andthensurface graftingdensityiscalculated[172,173].CurieEPKetal.[174]studiedthepolymerbrush ofhydrogenatedPS-b-PEOdiblockcopolymerbytheneutronreflectiontechnique.Itwas foundthatchaindensitychangedfromstepdistributiontoparaboladistributionwith theincreaseingraftingdensity.Guoxetal.[175]studiedthehydrodynamicradiusRH ofmicellarpolyelectrolytebrushconsistingofPScore(50~100nm)andPAAbrushes atdifferentKClconcentration(10 3 ~3m)byDLS.ItwasfoundthatRH wasinversely proportionaltotheionicstrength,whichwasconsistentwiththeDaoud–Cottonmodel. PruckerOetal.[176]studiedaPSbrushwithdifferentgraftingdensitiesgraftedonsilicon waferbyAFM.Theresultsshowedthatthestructureofthebrushwasdependentonthe graftingdensity.Whenthegraftingdensitywaslow,thesurfacewasunevenbecauseof theaggregationofPSchain.Onthecontrary,thecollapseofthePSchaincouldforma uniformcoating.
InordertoexploretheconformationofSPBs,manytheoreticalmodelshavebeen explored[177].Accordingtothecomplexityofmodels,itcanbedividedintothefollowing categories:scaletheory[178–180],numericalself-consistentfieldtheory(NSCFT)[181–183], analyticalself-consistentfieldtheory(ASCFT)[184,185],moleculardynamics(MD)[186], Browniandynamics(BD)[187,188],andsoon.HariharanRetal.[189]studiedanSPB systemusingtheDaoud–Cottonmodel.UsingtheMonteCarlomodel,LuoMB[190] studiedtherelationshipbetweentheconformationalparametersofpolymerbrushesand thestretchingvolumeofrandomandrestrictedchains.Theresultsshowedthattheeffects oftheextendedvolume(EV)oftwotypesofchainsonthemeansquareenddistance<R2 > andthemeansquareradiusofrotation<S2 >arebasicallyidentical.
Inaddition,researchonthefundamentalnatureofSPBshasbeenreported.ConsideringthespecialconstitutionofSPBs,theinfluenceofexternalfactors(ionicstrength, pH)ontheconformationalparametersofpolyelectrolytebrushcanalsobemonitoredby physicaltestmethods.Forexample,BallauffM[191]investigatedtheinfluenceofpH valueandionicstrengthonbrushthicknessinaPS-PAAsystem.TheyfoundthatthepH valueofthesystemaffectedthedissociationdegreeofpolyacrylicacidbrush.Intheacid condition,acrylicacidwasdifficulttodissociate.WhenNaOHwasaddedtothesystem, OH- wasneutralizedwithH+ ,causingthepresenceofcarboxylateanionontheacrylic acidchain.Duetotheincreaseintheelectrostaticrepulsionforce,theswellingofchains happens.Moreover,theeffectofelectrolyteconcentrationonthemorphologyofPAA brushonmicrosphereswasmainlyduetotheelectrostaticeffect.Thehigherelectrolyte concentrationwas,themoreobvioustheelectrostaticshieldingeffectwas,whichledto theshrinkageofthepolymerbrush.Yu[192]foundthatthebrushchaininthespherical PSSbrushcouldfullyswellinthewaterphase,andthebrushcollapsedafteraddingLa3+ , whichmaybecausedbythedecreaseinosmoticpressure.
5.3.ApplicationinPapermaking
Asinourpreviouswork(seeFigure 8),cationicsphericalpolyacrylamide(CSPAM) brushesweresynthesizedbygraftingmannichedpolyacrylamide(PAM)fromthesurfaceof γ-methacryloxypropyltrimethoxy-silane-modifiedSiO2 nanoparticles[193].Theretention effectofCSPAMrevealedthatthehighestfirst-passretentionwas71.1%whenthedosage ofCSPAMwas3.5mg · g 1
Molecules 2023, 28,7984 12of23


SchematicrepresentationsofsynthesisprocessofSPBs(A)andcationizationprocessof SPAM(B).CopiedfromDeGruyter[193].
Cationicsphericalpolyelectrolytebrushes(CSPBs),withpoly(2-(acryloyloxy) ethyltrimethylammo-niumchloride)chainsweregraftedfromthesurfacesofcolloidalsilica particlesbyZhangXiongzhietal.[194].TheCSPBswerecharacterizedbyvariouscharacterizationmethodsinvolvingFourier-transforminfraredspectrometry,thermo-gravimetric analysis,transmissionelectronmicroscopy,andX-rayphotoelectronspectroscopy,asdisplayedinFigure 9.Andthen,theCSPBswereinvestigatedasflocculationandretention-aids forbleachedeucalyptuskraftpulpandkaolin/pulpparticles.Theresultssuggestedthat theflocculationandretention-aidpropertieswereimproved.
HuangYuetal.[195]reportedadual-componentsystemconsistingofCSPBsand anionicpolyacrylamide(APAM)toimprovetheretentionanddrainagepropertiesof bleachedeucalyptuskraftpulpandprecipitatedcalciumcarbonate(PCC).CSPBscomprised asilicacoreandashellofcopolymerofacrylamide(AM)and[2-(methacryloyloxy)ethyl] trimethylammoniumchloride(METAC).TheCSPB/APAMsystemshowedbetterretention efficiencythanthecationicstarch/APAMsystemunderdifferentturbulentconditions.As illustratedinFigure 10,theCSPB/APAMdual-componentsysteminteractedwithfibers andPCCthroughapatchingandbridgingmechanism.
Molecules 2023, 28,7984 13of23
Figure8.


Figure9. FTIR(A),XPS(B)(“*”denotesthesignalpositionofnitrogenatomsinthespectrumofSiO2 ), andTGA(C)ofCSPBs;TEM(D)ofSiO2 (a)andCSPBs(b);meanchordlengthofpulpsuspension inducedbycationicadditives(E).Reprintedwithpermissionfrom[194].Copyright:2016,Elsevier.


Figure10. FSEMimagesofPCCflocsadheringtothesurfaceoffibers(A):(a)Withoutanyadditives, (b)withcationicstarch/APAM(cationicstarch=35mg/g,APAM=0.03wt%),and(c,d)withCSPB3/APAM(CSPB-3=18mg/g,APAM=0.03wt%);FlocculationmechanismoftheCSPB/APAM dual-componentsystem(B).Reprintedwithpermissionfrom[195].Copyright:2015,Elsevier.
Molecules 2023, 28,7984 14of23
Y.Meietal.[196]presentedacomprehensivestudyoftheinteractionofSPBswith cationicmodifiedpolyacrylamide(CPAM),calciumcarbonate(CaCO3 )particles,and cellulosefibers.Intheirwork,italsoelaboratedthissystemasamodelforretentionaidsin thepapermakingprocess.Theresultssuggestedthatthedualflocculationsystemusing anionicSPBsworkedsoefficientlycomparedtobentonite,whichcanbeattributedtothe highcationexchangecapacity(CEC)ofSPBs.AnionicSPBsactedasaparticlebridge betweenfibersandCaCO3 .
6.ConclusionsandOutlook
Asfollowsfromtheaboveoverview,numerousretentionaidshavebeenutilizedin wet-endpapermaking.Itcanalsobenoticedthatcurrentstudiesaremainlyfocusedona basicdescriptionofsingle-componentsystemsanddual-componentsystems,whilemuch lessattentionispaidtothecorrelationofstructureparametersinvolvingchargedensity, molecularweight,andtheretentionperformancesofretentionaids.Therefore,theprospect ofdevelopingnovelretentionaidswithhighlybranchedstructuresandcontrollablecharge densityandmolecularweightisanexcitingdirectionthathasyettoberealized.Previous studieshavefoundthatsphericalpolyelectrolytebrushescanadapttothecurrentdemand forpapermaking.
Lookingforwardtothefuture,however,awidescopeofchallengeswillcontinueto createexcellentperformanceretentionaidsduetothecomplexityofwet-endpapermaking. Firstly,therearelimitedpublicationsfocusingonSPBsasretentionaidsinpapermaking. InadditiontoCSandSiO2 ,othertypesofnanoparticlesastemplatesshouldbefurther studied.Moreimportantly,furtherdevelopmentofSPBswithdifferentgraftingdensities, molecularweights,andchargedensitieswillbeakeytorealizetheapplicationsinwet-end papermaking.Secondly,currentanalysisinvolvingtheinteractionforcebetweenCSPBs andfibershasbeenrestrictedtomacroscopicanalysis.Thatistosay,thespecificinteraction force,whethervanderWaalsorelectrostaticforces,hasnotbeenclearlyunderstood.Finally, thefractaldimensionofflocsinwet-endpapermakingandtheretentionmechanismof SPBscanalsobefurtherstudied.
Interestingly,furtherresearchwillcontinuetofocusonmulti-componentadditives.
Funding: ThisworkissponsoredbyNaturalScienceFoundationofShanghai(21ZR1422100).
InstitutionalReviewBoardStatement: Notapplicable.
InformedConsentStatement: Notapplicable.
DataAvailabilityStatement: Dataarecontainedwithinthearticle.
Acknowledgments: KeyLabofIntelligentandGreenFlexographicPrinting(KLIGFP-01)technical support.
ConflictsofInterest: Theauthordeclaresnoconflictofinterest.
Abbreviations
AbbreviationsName
GCCGroundcalciumcarbonate
PCCPrecipitatedcalciumcarbonate
SPBsSphericalpolyelectrolytebrushes
PACPolyaluminiumchloride
PAMPolyacrylamide
PEIPolyethylene
CPAMCationicpolyacrylamide
APAMAnionicpolyacrylamide
ACPAMAmphotericpolyacrylamide
Molecules 2023, 28,7984 15of23
NPAMNonionicpolyacrylamide
FBRMFocusedbeamreflectancemeasurement
DACAcyloyloxyethyltrimethylammoniumchloride
PEOPolyethyleneoxide
DDJDynamicDrainageJar
CPMPCationicPolymerMicroparticle
ATRPAtomtransferradicalpolymerization
RAFTReversibleaddition–fragmentationchaintransfer PSPolystyrene
PMMAPolymethylmethacrylate
PAAPolyacrylicacid
Cryo-TEMCryogenictransmissionelectronmicroscopy
DLSDynamiclightscattering
AFMAtomicforcemicroscopy
GPCGelpermeationchromatography
NSCFTNumericalself-consistentfieldtheory
ASCFTAnalyticalself-consistentfieldtheory
MDMoleculardynamics
BDBrowniandynamics
EVExtendedvolume
CSPAMCationicsphericalpolyacrylamide
CSPBsCationicsphericalpolyelectrolytebrushes
AMAcrylamide
METAC2-(methacryloyloxy)ethyltrimethylammoniumchloride
CECCationicexchangecapacity
References
1. Ma,H.Areviewofwaystoadjustpapermakingwet-endchemistry:Manipulationofcellulosiccolloidalbehavior. Lignocellulose 2014, 3,69–107.
2. Gibbs,A.;Pelton,R.;Cong,R.Theinfluenceofdextranderivativesonpolyethyleneoxideandpolyacrylamide-inducedcalcium carbonateflocculationandflocstrength. ColloidsSurf.A 1999, 159,31–35.[CrossRef]
3. Lima,D.U.;Oliveira,R.C.;Buckeridge,M.C.Seedstoragehemicellulosesaswet-endadditivesinpapermaking. Carbohydr.Polym. 2003, 52,367–373.[CrossRef]
4. Fatemeh,N.;Hamidreza,R.;Hossein,R.;Hossein,J.T.Applicationofbio-basedmodifiedkaolinclayengineeredaspapermaking additiveforimprovingthepropertiesoffilledrecycledpapers. Appl.ClaySci. 2019, 182,105258.
5. Boufi,S.;González,I.;Delgado-Aguilar,M.;Tarrès,Q.;Pèlach,M.À.;Mutjé,P.Nanofibrillatedcelluloseasanadditivein papermakingprocess:Areview. Carbohydr.Polym. 2016, 154,151–166.[CrossRef][PubMed]
6. Ibrahim,M.M.;Mobarak,F.;El-Din,E.I.;Ebaid,A.E.;Youssef,M.A.ModifiedEgyptiantalcasinternalsizingagentforpapermaking. Carbohydr.Polym. 2009, 75,130–134.[CrossRef]
7. Lourenco,A.F.;Gamelas,J.A.F.;Sarmento,P.;Ferreira,P.J.T.Enzymaticnanocelluloseinpapermaking—Thekeyroleasfiller flocculantandstrengtheningagent. Carbohydr.Polym. 2019, 224,115200.[CrossRef][PubMed]
8. Koshani,R.;Tavakolian,M.;vandeVen,T.G.Cellulose-baseddispersantsandflocculants. J.Mater.Chem.B 2020, 8,10502–10526. [CrossRef]
9. Huang,C.;Li,H.;Liu,W.;Zhan,H.Theretention-anddrainage-aidbehaviorofquaternarychitosaninpapermakingsystem. ColloidsSurf.A 2007, 297,147–153.
10. Malik,S.;Rana,V.;Joshi,G.;Gupta,P.K.;Sharma,A.ValorizationofWheatStrawforthePaperIndustry:Pre-extractionof ReducingSugarsandItsEffectonPulpingandPapermakingProperties. ACSOmega 2020, 5,30704–30715.[CrossRef]
11. Lossmann,K.;Hecht,R.;Saame,J.;Heering,A.;Leito,I.;Kipper,K.Retentionmechanismsofacidicandbasicanalytesonthe Pentafluorophenylstationaryphaseusingfluorinatedeluentadditives. J.Chromatogr.A 2022, 1666,462850.[CrossRef][PubMed]
12. You,Y.;Zhang,J.;Sun,X.Fabricationofanovelhigh-performanceleatherwaste-basedcompositeretentionaid. RSCAdv. 2019, 9, 16271–16277.[CrossRef][PubMed]
13. Karim,Z.;Svedberg,A.Controlledretentionanddrainageofmicrofibrillatedcelluloseincontinuouspaperproduction. NewJ. Chem. 2020, 44,13796–13806.[CrossRef]
14. Dichiara,A.B.;Song,A.;Goodman,S.M.;He,D.;Bai,J.Smartpaperscomprisingcarbonnanotubesandcellulosemicrofibersfor multifunctionalsensingapplications. J.Mater.Chem.A 2017, 5,20161–20169.[CrossRef]
15. Xu,Q.;Kong,Q.;Liu,Z.;Zhang,J.;Wang,X.;Liu,R.;Yue,L.;Cui,G.Polydopamine-coatedcellulosemicrofibrillatedmembrane ashighperformancelithium-ionbatteryseparator. RSCAdv. 2014, 4,7845–7850.[CrossRef]
16. Baharvand,H.;Rabiee,A.Synthesisofpolyelectrolytebrushesonsphericalmagneticpolymerparticles. J.Polym.Res. 2014, 21, 596.[CrossRef]
Molecules 2023, 28,7984 16of23
17. Huang,Y.;Xue,X.;Fu,K.Applicationofsphericalpolyelectrolytebrushesmicroparticlesysteminflocculationandretention. Polymers 2020, 12,746.[CrossRef][PubMed]
18. Li,Y.;Hao,Q.H.;Xia,S.Y.;Yan,D.X.;Tan,H.G.Morphologiesofsphericalbidispersepolyelectrolytebrushesinthepresenceof trivalentcounterions. Chem.Phys. 2020, 539,110941.[CrossRef]
19. Wang,W.;Li,L.;Henzler,K.;Lu,Y.;Wang,J.;Han,H.;Tian,Y.;Wang,Y.;Zhou,Z.;Lotze,G.;etal.ProteinImmobilization ontoCationicSphericalPolyelectrolyteBrushesStudiedbySmallAngleX-rayScattering. Biomacromolecules 2017, 18,1574–1581. [CrossRef]
20. Lqbal,D.;Yan,J.;Matyjaszewski,K.;Tilton,R.D.Swellingofmuti-responsivesphericalpolyelectrolytebrushacrossawiderange ofgraftingdensities. ColloidPolym.Sci. 2019, 298,35–49.
21. Azmana,M.;Mahmood,S.;Hilles,A.R.;Rahman,A.;Arifin,M.A.B.;Ahmed,S.Areviewonchitosanandchitosan-based bionanocomposites:Promisingmaterialforcombattingglobalissuesanditsapplications. Int.J.Biol.Macromol. 2021, 185,832–848. [CrossRef]
22. Lenze,C.J.;Peksa,C.A.;Sun,W.;Hoeger,I.C.;Salas,C.;Hubbe,M.A.Intactandbrokencellulosenanocrystalsasmodel nanoparticlestopromotedewateringandfine-particleretentionduringpapermaking. Cellulose 2016, 23,3951–3962.[CrossRef]
23. Moud,A.A.Polymerbasedflocculants:Reviewofwaterpurificationapplications. J.WaterProcessEng. 2022, 48,102938. [CrossRef]
24.Ballauff,M.Sphericalpolyelectrolytebrushes. Prog.Polym.Sci. 2007, 32,1135–1151.[CrossRef]
25. Nie,G.;Li,G.;Wang,L.;Zhang,X.Nanocompositesofpolymerbrushandinorganicnanoparticles:Preparation,characterization andapplication. Polym.Chem. 2016, 7,753–769.[CrossRef]
26. Yuan,H.;Liu,G.Ioniceffectsonsyntheticpolymers:Fromsolutionstobrushesandgels. SoftMatter 2020, 16,4087–4104. [CrossRef][PubMed]
27. Giussi,J.M.;Cortez,L.;Marmisollé andAzzaroni,O.Practicaluseofpolymerbrushesinsustainableenergyapplications: Interfacialnanoarchitectonicsforhigh-efficiencydevices. Chem.Soc.Rev. 2019, 48,814–849.[CrossRef][PubMed]
28. Lu,Y.;Ballauff,M.Sphericalpolyelectrolytebrushesasnanoreactorsforthegenerationofmetallicandoxidicnanoparticles: Synthesisandapplicationincatalysis. Prog.Polym.Sci. 2016, 59,86–90.[CrossRef]
29. Bajza,E.;Hitrec,P.;Muic,M.InfluenceofdifferentconcentrationsofAl2 (SO4 )3 andanionicpolyelectrolytesontannery wastewaterflocculation. Desalination 2005, 171,13–20.[CrossRef]
30. Dong,Y.;Shen,Y.;Ge,D.;Bian,C.;Yuan,H.;Zhu,N.Asodiumdichloroisocyanurate-basedconditioningprocessforthe improvementofsludgedewaterabilityandmechanismstudies. J.Environ.Manag. 2021, 284,112020.[CrossRef]
31. Zhao,C.;Shao,S.;Zhou,Y.;Yang,Y.;Shao,Y.;Zhang,L.;Zhou,Y.;Xie,L.;Luo,L.Optimizationofflocculationconditions forsolublecadmiumremovalusingthecompositeflocculantofgreenanionpolyacrylamideandPACbyresponsesurface methodology. Sci.TotalEnviron. 2018, 645,267–276.[CrossRef][PubMed]
32. Huang,J.;Yang,Z.H.;Zeng,G.M.;Ruan,M.;Xu,H.Y.;Gao,W.C.;Luo,Y.L.;Xie,H.M.InfluenceofcompositeflocculantofPAC andMBFGA1onresidualaluminumspeciesdistribution. Chem.Eng.J. 2012, 191,269–277.[CrossRef]
33. Ren,J.;Wei,H.;Li,A.;Yang,H.EfficientremovalofphosphorusfromturbidwaterusingchemicalsedimentationbyFeCl3 in conjunctionwithastarch-basedflocculant. WaterRes. 2020, 170,115361.[CrossRef][PubMed]
34. Chen,Y.;Yang,C.;Hu,J.;Huang,M.;Zhao,L.;He,J.;Zhang,S.;Shen,F.;Tian,D.Cascadeutilizationofcropstrawthrough aFeCl3 -mediateddeepeutecticsolventbiorefinery:Lignin-containingcellulosenanofibersflocculantfabricationfollowedby fertilizerproduction. Chem.Eng.J. 2023, 472,144823.[CrossRef]
35. Verma,A.K.;Dash,R.R.;Bhunia,P.Areviewonchemicalcoagulation/flocculationtechnologiesforremovalofcolorfromtextile wastewaters. J.Environ.Manag. 2012, 93,154–168.[CrossRef]
36. Li,Z.;Zhang,Y.;Wei,X.;Huang,L.;Zhang,J.;Wu,Y.;Zhang,Y.;Xiang,Y.Acomprehensivestudyontheperformanceand mechanismofmicroplasticsremovalbyenhancedcoagulationmethods. J.WaterProcessEng. 2023, 56,104238.[CrossRef]
37. Rong,H.;Gao,B.;Dong,M.;Zhao,Y.;Sun,S.;Yue,Q.;Li,Q.Characterizationofsize,strengthandstructureofaluminum-polymer dual-coagulantflocsunderdifferentpHandhydraulicconditions. J.Hazard.Mater. 2013, 252–253,330–337.[CrossRef]
38. Kato,M.;Isogai,A.;Onabe,F.Adsorptionbehaviorofaluminumcompoundsonpulpfibersatwet-end. J.FoodSci. 1998, 44, 361–368.[CrossRef]
39. Dai,Q.;Ren,N.;Ning,P.;Ma,L.;Guo,Z.;Xie,L.;Yang,J.;Cai,Y.Inorganicflocculantforsludgetreatment:Characterization, sludgeproperties,interactionmechanismsandheavymetalsvariations. J.Environ.Manag. 2020, 275,111255.[CrossRef]
40. Wei,X.;Tao,J.;Li,M.;Zhu,B.;Li,X.;Ma,Z.;Zhao,T.;Wang,B.;Suo,B.;Wang,H.;etal.Polyacrylamide-basedinorganichybrid flocculantswithself-degradableproperty. Mater.Chem.Phys. 2017, 192,72–77.[CrossRef]
41. Huang,X.;Shen,J.;Qian,X.Fillermodificationforpapermakingwithstarch/oleicacidcomplexeswiththeaidofcalciumions. Carbohydr.Polym. 2013, 98,931–935.[CrossRef]
42. Sharma,M.;Aguado,R.;Murtinho,D.;Valente,A.J.M.;Mendes,A.P.;Ferreira,P.J.T.Areviewoncationicstarchandnanocellulose aspapercoatingcomponents. Int.J.Biol.Macromol. 2020, 162,578–598.[CrossRef]
43. Kweon,M.;Sosulski,F.;Bhirud,P.Cationizationofwaxyandnormalcornandbarleystarchesbyanaqueousalcoholprocess. Starch-Starke 1997, 49,59–66.[CrossRef]
44. Huang,X.;Qian,X.;Li,J.;Lou,S.;Shen,J.Starch/rosincomplexesforimprovingtheinteractionofmineralfillerparticleswith cellulosicfibers. Carbohydr.Polym. 2015, 117,78–82.[CrossRef][PubMed]
Molecules 2023, 28,7984 17of23
45. Bratskaya,S.;Schwarz,S.;Petzold,G.;Liebert,T.;Heinze,T.Cationicstarchesofhighdegreeoffunctionalization:12.Modification ofcellulosefiberstowardhighfillertechnologyinpapermaking. Ind.Eng.Chem.Res. 2006, 45,7374–7379.[CrossRef]
46. Abdallah,A.F.;Jawaid,M.;Mohamed,A.Z.;Paridah,M.T.;Abdullah,U.H.Performanceofnanofibrillatedcellulosewithchitosan asawet-endadditiveforpaperapplications. Ind.Crop.Prod. 2023, 203,117219.[CrossRef]
47. Gal,M.R.;Rahmaninia,M.;Hubbe,M.A.Acomprehensivereviewofchitosanapplicationsinpaperscienceandtechnologies. Carbohydr.Polym. 2023, 309,120665.[CrossRef]
48. Harikrishnan,M.P.;Thampi,A.;NandhuLal,A.M.;Warrier,A.S.;Basil,M.;Kothakota,A.Effectofchitosan-basedbiocoatingon mechanical,structuralandphysicalcharacteristicsofmicrofiberbasedpaperpackaging:Analternativetowoodpulp/plastic packaging. Int.J.Biol.Macromol. 2023, 253,126888.[CrossRef][PubMed]
49. Miranda,R.;Nicu,R.;Latour,I.;Lupei,M.;Bobu,E.;Blanco,A.Efficiencyofchitosansforthetreatmentofpapermakingprocess waterbydissolvedairflotation. Chem.Eng.J. 2013, 231,304–313.[CrossRef]
50. Li,H.;Du,Y.;Wu,X.;Zhan,H.Effectofmolecularweightanddegreeofsubstitutionofquaternarychitosanonitsadsorptionand flocculationpropertiesforpotentialretention-aidsinalkalinepapermaking. ColloidsSurf.A 2004, 242,1–8.[CrossRef]
51. Musa,M.;Wolf,J.;Stephens,E.;Hankamer,B.;Brown,R.;Rainey,T.J.Cationicpolyacrylamideinducedflocculationandturbulent dewateringofmicroalgaeonaBrittDynamicDrainageJar. Sep.Purif.Technol. 2020, 233,116004.[CrossRef]
52. Chakraborty,S.;Dutta,S.;Chatterjee,R.;Chanda,J.;Pal,S.;Bandyopadhyay,A.Flocculationoflowconcentrationkaolin suspensionusingarchitecturallymodifiedXanthangum:Effectofgraftingtohyperbranching. J.TaiwanInst.Chem.E 2023, 150, 105066.[CrossRef]
53. Kutsevol,N.;Kuziv,Y.;Cabrera,T.;Husson,S.M.;DeVol,T.A.;Bliznyuk,V.Biodegradablestar-likepolymerflocculantsforrapid, efficientpurificationofwatercontaminatedwithindustrialradionuclides. Sep.Purif.Technol. 2021, 273,118630.[CrossRef]
54. Pöhler,T.;Mautner,A.;Aguilar-Sanchez,A.;Hansmann,B.;Kunnari,V.;Grönroos,A.;Rissanen,V.;Siqueira,G.;Mathew,A.P.; Tammelin,T.Pilot-scalemodificationofpolyethersulfonemembranewithasizeandchargeselectivenanocelluloselaye. Sep. Purif.Technol. 2022, 285,120341.[CrossRef]
55. Wu,S.;Li,G.;Liu,W.;Yu,D.;Li,G.;Liu,X.;Song,Z.;Wang,H.;Liu,H.Immobilizationofpectinaseonpolyethyleneimine-coated pulpfiberfortreatmentofwhitewaterfrompapermaking.Fabricationofpolyethyleneimine-papercompositeswithimproved tribopositivityfortriboelectricnanogenerators. NanoEnergy 2022, 93,106859.[CrossRef]
56. Jiang,S.;Xi,J.;Dai,H.;Wu,W.;Xiao,H.Multifunctionalcellulosepaper-basedmaterialsandtheirapplicationincomplex wastewatertreatment. Int.J.Biol.Macromol. 2022, 207,414–423.[CrossRef][PubMed]
57. Tian,Y.;Zhao,Y.;Yin,C.;Tan,S.;Wang,X.;Yang,C.;Zhang,T.;Zhang,X.;Ye,F.;Xu,J.;etal.Polyvinylaminewithmoderate bindingaffinityasahighlyeffectivevehicleforRNAdelivery. J.Control.Release 2022, 345,20–37.[CrossRef]
58. Carrasco,F.;Mutjé,P.;Pelach,M.Controlofretentioninpaper-makingbycolloidtitrationandzetapotentialtechniques. Wood Sci.Technol. 1998, 32,145–155.[CrossRef]
59. Kumar,A.;Bhardwaj,N.K.;Singh,S.P.Polyacrylamidestabilizedalkenylsuccinicanhydrideemulsionassizingagentforvarious cellulosicpulpsandfillers. Carbohydr.Polym. 2020, 236,116069.[CrossRef]
60. Mcliesh,H.;Sharman,S.;Garnier,G.Effectofcationicpolyelectrolytesontheperformanceofpaperdiagnosticsforbloodtyping. ColloidsSurf.B 2015, 133,189–197.[CrossRef]
61. Zhang,B.;Yang,X.;Fan,C.;Hao,W.;Zhao,Y.;Zeng,Y.CationicpolyacrylamidealleviatedtheinhibitoryimpactofZnO nanoparticlesonanaerobicdigestionofwasteactivatedsludgethroughreducingreactiveoxygenspeciesinduced. WaterRes. 2021, 205,117651.[CrossRef]
62. Chen,B.;Zheng,C.;Bi,J.;Qu,X.;Zhang,R.;Liu,X.;Yang,Y.Improvedemulsifiedoilremovalapproachforindustrialcoal pyrolysiswastewaterbyflocculationunderpressurizedCO2 atmosphere. J.Clean.Prod. 2023, 418,138213.[CrossRef]
63. Raghuwanshi,V.S.;Garusinghe,U.M.;Raj,P.;Kirby,N.;Hoell,A.;Batchelor,W.;Garnier,G.Cationicpolyacrylamideinduced nanoparticlesassemblyinacellulosenanofibernetwork. J.ColloidInterf.Sci. 2018, 529,180–186.[CrossRef]
64. Heo,J.W.;An,L.;Kim,M.S.;Youn,D.H.Preparationandcharacterizationofzwitterion-substitutedlignin/Nafioncomposite membranes. Int.J.Biol.Macromol. 2023, 253,127421.[CrossRef][PubMed]
65. Shaikh,S.M.R.;Nasser,M.S.;Hussein,I.A.;Benamor,A.Investigationoftheeffectofpolyelectrolytestructureandtypeonthe electrokineticsandflocculationbehaviorofbentonitedispersions. Chem.Eng.J. 2017, 311,265–276.[CrossRef]
66. Wang,Q.;Oshita,K.;Takaoka,M.Flocculationpropertiesofeightmicroalgaeinducedbyaluminumchloride,chitosan,amphoteric polyacrylamide,andalkaline:Life-cycleassessmentforscreeningspeciesandharvestingmethods. AlgalRes. 2021, 54,102226. [CrossRef]
67. Liu,M.;Qin,M.;Fang,G.;Liang,S.;Wang,X.;Luo,Z.Realizationrestrainvanadiumdissolutioninaqueouszinc-ionbatteries withamphotericionicpolyacrylamidegelelectrolyte. J.AlloysCompd. 2023, 959,170455.[CrossRef]
68. Lu,S.;Liu,R.;Sun,X.Astudyonthesynthesisandapplicationofaninverseemulsionofamphotericpolyacrylamideasa retentionaidinpapermaking. J.Appl.Polym.Sci. 2002, 84,343–350.[CrossRef]
69. Lai,N.;Li,S.;Liu,L.;Li,Y.;Li,J.;Zhao,M.Synthesisandrheologicalpropertyofvariousmodifiednano-SiO2 /AM/AA hyperbranchedpolymersforoildisplacement. Russ.J.Appl.Chem. 2017, 90,480–491.[CrossRef]
70. Pu,W.;Du,R.;Liu,R.;Gu,J.;Li,K.;Zhang,Y.;Liu,P.Synthesisandcharacterizationofhyperbranchedassociativepolyacrylamide. RSCAdv. 2016, 6,39522–39529.[CrossRef]
Molecules 2023, 28,7984 18of23
71. Li,S.N.;Li,B.;Gong,L.X.;Yu,Z.R.;Feng,Y.;Jia,D.;Zhou,Y.;Tang,L.C.Enhancedmechanicalpropertiesofpolyacrylamide/chitosanhydrogelsbytuningthemolecularstructureofhyperbranchedpolysiloxane. Mater.Design 2019, 162,162–170. [CrossRef]
72. Zhao,T.;Zhang,Y.;Peng,G.;Chen,Y.Abranchedhydrophobicityassociatedwithpolyacrylamidebasedonsilica:Synthesisand solutionproperties. J.Polym.Res. 2019, 26,250.[CrossRef]
73. Mahdavi,H.;Amirsadeghi,M.Synthesisandapplicationsofquaternizedhighlybranchedpolyacrylamideasanovelmulti-site polymericphasetransfercatalyst. J.Iran.Chem.Soc. 2013, 10,791–797.[CrossRef]
74. Shin,J.H.;Sin,H.N.;Sohn,C.;Ow,S.K.;Mah,S.Highlybranchedcationicpolyelectrolytes:Finesretention. TappiJ. 1997, 80, 185–189.
75. Liu,Z.;Liu,T.;Zhang,J.;Li,Y.;Luo,J.;Li,J.;Shi,S.Q.;Gao,Q.;Mao,A.Preparationofastrong,highprepressingintensity,and multifunctionsoybeanproteinadhesivebyusinghyperbranchedfunctionalpolymer. Polym.Test. 2023, 119,107931.[CrossRef]
76. Lai,N.;Wu,T.;Ye,Z.;Zhou,N.;Xu,Q.;Zeng,F.Preparationandpropertiesofhyperbranchedpolymercontainingfunctionalized Nano-SiO2 forlow-moderatepermeabilityreservoirs. Russ.J.Appl.Chem. 2016, 89,1681–1693.[CrossRef]
77. Blanco, Á.;Fuente,E.;Monte,M.C.;Cortés,N.;Negro,C.Polymericbranchedflocculanteffectontheflocculationprocessofpulp suspensionsinthepapermakingindustry. Ind.Eng.Chem.Res. 2009, 48,4826–4836.[CrossRef]
78. England,R.M.;Moss,J.I.;Gunnarsson,A.;Parker,J.S.;Ashford,M.B.Synthesisandcharacterizationofdendrimer-based polysarcosinestarpolymers:Well-defined,versatileplatformsdesignedfordrug-deliveryapplications. Biomacromolecules 2020, 21,3332–3341.[CrossRef]
79. Fuller,K.M.;Clay,D.;Almahdali,S.R.;Paterson,A.;Barratt,C.M.;Desyatkin,V.D.;Rodionov,V.O.Arm-firstsynthesisof hyperbranched-corestarpolymersviacopper-catalyzedazide-alkynecycloaddition. Eur.Polym.J. 2023, 190,111987.[CrossRef]
80. Yao,X.;Zhang,S.;Qian,L.;Du,M.Dendrimer-assistedboronateaffinitycellulosefoamsfortheefficientandselectiveseparation ofglycoproteins. Carbohydr.Polym. 2021, 265,118082.[CrossRef]
81. Yan,L.;Dang,X.;Yang,M.;Zhang,M.;Rui,L.;Han,W.;Li,Y.One-potsynthesisofPAMAM-graftedhyperbranchedcellulose towardsenhancedthermalstabilityandantibacterialactivity. Prog.Biophys. 2022, 121,78–86.[CrossRef]
82. Wever,D.A.Z.;Picchioni,F.;Broekhuis,A.A.Branchedpolyacrylamides:Synthesisandeffectofmoleculararchitectureonsolution rheology. Eur.Polym.J. 2013, 49,3289–3301.[CrossRef]
83. Shan,Y.Y.;Fu,Y.J.;Qin,M.H.Synthesisofstarcationicpolyacrylamideanditsapplicationintheretentionanddrainagesystemof papermaking. Adv.Mater.Res.Trans.Tech.Publ. 2012, 476,2256–2259.[CrossRef]
84. Ovenden,C.;Xiao,H.Flocculationbehaviorandmechanismsofcationicinorganicmicroparticle/polymersystems. ColloidsSurf. A 2002, 197,225–234.[CrossRef]
85. Yoon,D.H.;Jang,J.W.;Cheong,I.W.Synthesisofcationicpolyacrylamide/silicananocompositesfrominverseemulsionpolymerizationandtheirflocculationpropertyforpapermaking. ColloidsSurf.A. 2012, 411,18–23.[CrossRef]
86. Dai,K.;Chen,P.;Wang,Z.;Yang,P.;Li,M.;Tang,C.;Zhang,W.;Zhu,C.;Ying,H.;Wu,J.MagneticcompositeCa(OH)2 /Fe3 O4 for highlyefficientflocculationinpapermakingblackliquorwithoutpHneutralization. Adv.PowderTechnol. 2021, 32,2457–2468. [CrossRef]
87.Yan,Z.;Deng,Y.Cationicmicroparticlebasedflocculationandretentionsystem. Chem.Eng.J. 2000, 80,31–36.[CrossRef]
88. Peng,X.;Shen,J.;Xiao,H.Preparationandretentionofpoly(ethyleneoxide)-graftedcationicpolyacrylamidemicroparticles. J. Appl.Polym.Sci. 2006, 101,359–363.[CrossRef]
89. Feng,X.;Zhang,Y.;Wang,G.;Miao,M.;Shi,L.Dual-surfacemodificationofcalciumsulfatewhiskerwithsodiumhexametaphosphate/silicaanduseasnewwater-resistantreinforcingfillersinpapermaking. PowderTechnol. 2015, 271,1–6.[CrossRef]
90. Mohamed,D.;Denis,C.;Nabila,E.;Mohammed,L.H.;Ibrahim,F.Z.;Evelyne,M.Biobasedpolymersandcationicmicrofibrillated celluloseasretentionanddrainageaidsinpapermaking:Comparisonbetweensoftwoodandbagassepulps. Ind.Crop.Prod. 2015, 72,34–45.
91. Ornanong,S.K.;Nisit,K.Preparationandphysicomechanicalpropertiesofco-precipitatedricestarch-colloidalsilicondioxide. PowderTechnol. 2012, 271,377–382.
92. You,Y.;Sun,X.;Yang,W.;Dai,L.;He,L.;Wang,H.;Zhang,J.;Xiang,W.Ahigh-performanceandlow-coststrategytoharvest saltwater Chlorellavulgaris usingcationicpolyacrylamidecoupledwithbentonite. AlgalRes. 2019, 41,101579.[CrossRef]
93. Alince,B.;Bednar,F.;vandeVen,T.G.M.Depositionofcalciumcarbomateparticlesonfibersurfacesinducedbycationic polyelectrolyteandbentonite. ColloidsSurf.A 2001, 190,71–80.[CrossRef]
94. Cezar,N.;Xiao,H.Novelretentionsystembasedon(2,3-epoxypropyl)trimethylammoniumchloridemodifiedsilicananoparticles andanionicpolymer. Ind.Eng.Chem.Res. 2005, 44,539–545.[CrossRef]
95. Guo,K.;Gao,B.;Tian,X.;Yue,Q.;Zhang,P.;Shen,X.;Xu,X.Synthesisofpolyaluminiumchloride/papermakingsludge-based organicpolymercompositesforremovalofdisperseyellowandreactivebluebyflocculation. Chemosphere 2019, 231,337–348. [CrossRef]
96. Escamilla-Lara,K.A.;Lopez-Tellez,J.;Rodriguez,J.A.Adsorbentsobtainedfromrecycledpolymericmaterialsforretentionof differentpollutants:Areview. Chemosphere 2023, 335,139159.[CrossRef]
97. Gibson,T.F.;Watanabe,W.O.;Losordo,T.M.;Whitehead,R.F.;Carroll,P.M.Evaluationofchemicalpolymersascoagulationaids toremovesuspendedsolidsfrommarinefinfishrecirculatingaquaculturesystemdischargeusingageotextilebag. Aquacult.Eng. 2020, 90,102065.[CrossRef]
Molecules 2023
28,7984 19of23
,
98. Gardi,I.;Mishael,Y.G.;Lindahl,M.;Muro-Pastor,A.M.;Undabeytia,T.Coagulation-flocculationof Microcystisaeruginosa by polymer-claybasedcomposites. J.Clean.Prod. 2023, 394,136356.[CrossRef]
99. Xiao,H.;Liu,Z.;Wiseman,N.Synergeticeffectofcationicpolymermicroparticlesandanionicpolymeronfineclayflocculation. J.ColloidInter.Sci. 1999, 216,409–417.[CrossRef]
100. Ono,H.;Deng,Y.Flocculationandretentionofprecipitatedcalciumcarbonatebycationicpolymericmicroparticleflocculants. J. ColloidInter.Sci. 1997, 188,183–192.[CrossRef]
101. Hämäläinen,J.;Lindström,S.B.;Hämäläinen,T.;Niskanen,H.Papermakingfibre-suspensionflowsimulationsatmultiplescales. J.Eng.Math. 2011, 71,55–79.[CrossRef]
102.Nissan,A.H.;Sternstein,S.S.Cellulose-fiberbonding. TappiJ. 1964, 47,1–5.
103. Samanta,M.;Chaudhury,S.Coarse-grainedmoleculardynamicssimulationsstudyoftheconformationalpropertiesofsingle polyelectrolytediblockcopolymer. Biphys.Chem. 2020, 266,106437.[CrossRef][PubMed]
104. Li,R.;Wu,M.;Guo,Y.;Zhang,H.Comprehensivephysicalvisualisationofthechainconformationandsolutionpropertyof carboxymethylatedkonjacglucomannan:Comparisonofchargedandunchargedpolyelectrolytes. FoodHydrocoll. 2021, 118, 106725.[CrossRef]
105. Quezada,G.R.;Jeldres,R.I.;Fawell,P.D.;Toledo,P.G.Useofmoleculardynamicstostudytheconformationofananionic polyelectrolyteinsalinemediumanditsadsorptiononaquartzsurface. Miner.Eng. 2018, 129,102–105.[CrossRef]
106. Lee,H.Effectofpolyelectrolytesizeonmultilayerconformationanddynamicsatdifferenttemperaturesandsaltconcentrations. J.Mol.Graph.Model. 2016, 70,246–252.[CrossRef][PubMed]
107. Böhmer,M.R.;Evers,O.A.;Scheutjens,J.M.H.M.WeakPolyelectrolytestwosurfaces:Adsorptionandstabilization. Macromolecules 1990, 23,2288–2301.[CrossRef]
108. Falk,M.;Ödberg,L.;Wågberg,L.;Risinger,G.Adsorptionkineticsforcationicpolyelectrolytesontopulpfibersinturbulentflow. ColloidsSurf. 1989, 40,115–124.[CrossRef]
109. Nasser,M.S.;Twaiq,F.A.;Onaizi,S.A.Effectofpolyelectrolytesonthedegreeofflocculationofpapermakingsuspensions. Sep. Purif.Technol. 2013, 103,43–52.[CrossRef]
110. Lai,M.;Lin,H.;Luo,Y.;Li,H.;Wang,X.;Sun,R.Interactionbetweenchitosan-basedclaynanocompositesandcelluloseina chemicalpulpsuspension. Carbohydr.Polym. 2016, 137,375–381.[CrossRef]
111. Cui,J.;Niu,X.;Zhang,D.;Ma,J.;Zhu,X.;Zheng,X.;Lin,Z.;Fu,M.Thenovelchitosan-amphotericstarchdualflocculantsfor enhancedremovalof Microcystisaeruginosa andalgalorganicmatter. Carbohydr.Polym. 2023, 304,120474.[CrossRef]
112. Wang,D.;Wang,D.;Deng,C.;Wang,K.;Tan,X.Flocculationofquartzbyadualpolymersystemcontainingtannicacidandpoly (ethyleneoxide):Effectofpolymerchemistryandhydrodynamicconditions. Chem.Eng.J. 2022, 446,137403.[CrossRef]
113. An,Z.;Hou,X.;Zhou,P.;Zhang,R.;Fang,D.Anovelflexible,layered,recoverableSiO2 fiberskeletonandaerogelcomposites materialpreparedbypapermakingprocess. Ceram.Int. 2021, 47,12963–12969.[CrossRef]
114. Bhayo,A.M.;Yang,Y.;He,X.Polymerbrushes:Synthesis,characterization,propertiesandapplications. Prog.Mater.Sci. 2022, 130,101000.[CrossRef]
115. Yang,R.;Wang,X.;Yan,S.;Dong,A.;Luan,S.;Yin,J.Advancesindesignandbiomedicalapplicationofhierarchicalpolymer. Prog.Polym.Sci. 2021, 118,101409.[CrossRef]
116. Zhao,K.;Gao,Z.;Song,D.;Zhang,P.;Cui,J.Assemblyofcatechol-modifiedpolymerbrushesfordrugdelivery. Polym.Chem. 2022, 13,373–378.[CrossRef]
117. Chang,L.;Yan,H.;Chang,J.;Gautrot,J.E.Cationicpolymerbrush-coatedbioglassnanoparticlesforthedesignofbioresorbable RNAdeliveryvectors. Euro.Polym.J. 2021, 156,110593.[CrossRef]
118. Cheng,Y.;Xia,Q.;Liu,H.;Solomon,M.B.;Ling,C.D.;Müllner,M.Polymerbrush-graftedcellulosenanocrystalsforthesynthesis ofporouscarbon-coatedtitaniananocomposites. Polym.Chem. 2023, 14,2181–2189.[CrossRef]
119. Jia,H.;Cao,J.;Lu,Y.Designandfabricationoffunctionalhybridmaterialsforcatalyticapplications. Curr.Opin.GreenSust. 2017, 4,16–22.[CrossRef]
120. Yang,Q.;Li,L.;Zhao,F.;Wang,Y.;Ye,Z.;Guo,X.GenerationofMnO2 nanozymeinsphericalpolyelectrolytebrushfor colorimetricdetectionofglutathione. Mater.Lett. 2019, 248,89–92.[CrossRef]
121. Wang,X.;Chen,X.;Cowling,S.;Wang,L.;Liu,X.PolymerbrushestetheredZnOcrystaloncottonfiberandtheapplicationon durableandwashableUVprotectiveclothing. Adv.Mater.Interfaces 2019, 6,1900564.[CrossRef]
122. Hu,Q.;Wang,W.;Ma,T.;Zhang,C.;Kuang,J.;Wang,R.Anti-UVandhydrophobicdual-functionalcoatingfabricationforflame retardantpolyesterfabricsbysurface-initiatedPETRAFTtechnique. Eur.Polym.J. 2022, 173,111275.[CrossRef]
123. Cozens,E.J.;Kong,D.;Roohpour,N.;Gautrot,J.E.Thephysic-chemistryofadhesionsofproteinresistantandweakpolyelectrolyte brushestocellsandtissues. SoftMatter 2020, 16,505–522.[CrossRef][PubMed]
124. Su,N.;Li,H.;Zheng,H.;Yi,S.;Liu,X.Synthesisandcharacterizationofpoly(sodium-p-styrenesulfonate)/modifiedSiO2 sphericalbrushes. Express.Polym.Lett. 2012, 8,680–686.[CrossRef]
125. Hirai,T.;Kobayashi,M.;Takahara,A.Controloftheprimaryandsecondarystructureofpolymerbrushesbysurface-initiated living/controlledpolymerization. Polym.Chem. 2017, 8,5456–5468.[CrossRef]
126. Khan,M.;Wu,Z.;Mao,S.;Shah,S.N.;Lin,J.M.Controlledgraftedpoly(quaternized-4-vinylpyridine-co-acrylicacid)brushes attractbacteriaforeffectiveantimicrobialsurfaces. J.Mater.Chem.B 2018, 6,3782–3791.[CrossRef][PubMed]
20of23
Molecules 2023, 28,7984
127. Su,N.Polyaniline-dopedsphericalpolyelectrolytebrushnanocompositeswithenhancedelectricalconductivity,thermalstability, andsolubilityproperty. Polymers 2015, 7,1599–1616.[CrossRef]
128. Irigoyen,J.;Arekalyan,V.B.;Navoyan,Z.;Iturri,J.;Moya,S.E.;Donath,E.Sphericalpolyelectrolytebrushes’constantzeta potentialwithvaryingionicstrength:Anelectrophoreticstudyusingahairylayerapproach. SoftMatter 2013, 9,11609–11617. [CrossRef]
129. Cao,Q.;Bachmann,M.Polyelectrolyteadsorptiononanoppositelychargedsphericalpolyelectrolytebrush. SoftMatter 2013, 9, 5087–5098.[CrossRef]
130. Hao,Q.;Xia,G.;Tan,H.;Chen,E.;Yang,S.Surfacemorphologiesofsphericalpolyelectrolytebrushesinducedbytrivalentsalt ions. Phys.Chem.Chem.Phys. 2018, 20,26542–26551.[CrossRef]
131. Zhang,R.;Yu,Z.;Hou,X.;Shen,Z.;Deng,J.;Zhou,Z.;Guo,X.;Wang,J.;Zhu,X.Highlyselectiveseparationofdyesusing compressedCO2 andsphericalpolyelectrolytebrushes. RSCAdv. 2016, 6,42693–42700.[CrossRef]
132. Masoomi,H.;Wang,Y.;Fang,X.;Wang,P.;Chen,C.;Liu,K.;Gu,H.;Xu,H.Ultrabrightdye-loadedsphericalpolyelectrolyte brushesandtheirfundamentalstructure-fluorescencetuningprinciples. Nanoscale 2019, 11,14050–14059.[CrossRef][PubMed]
133. Bakhshandeh,A.;Segala,M.;Colla,T.E.Equilibriumconformationsandsurfacechargeregulationofsphericalpolymerbrushes instretchedregimes. Macromolecules 2022, 55,35–48.[CrossRef]
134. Parsonage,E.;Tirrell,M.;Watanabe,H.Adsorptionofpoly(2-vinylpyridine)-poly(styrene)blockcopolymersfromtoluene solutions. Macromolecules 1991, 24,1987–1995.[CrossRef]
135. Motschmann,H.;Stamm,M.;Toprakcioglu,C.Adsorptionkineticsofblockcopolymersfromagoodsolvent:Atwo-stageprocess. Macromolecules 1991, 24,3681–3688.[CrossRef]
136. Li,C.;Mao,J.;Li,S.;Wang,Y.;Liu,H.Alongchain-induceddepletioneffectforabnormalgraftinginthepreparationofbimodal bidispersepolymer-graftednanoparticles. Phys.Chem.Chem.Phys. 2023, 25,5627–5637.[CrossRef]
137. Tan,H.;Xia,G.;Liu,L.;Miao,B.Morphologiesofapolyelectrolytebrushgraftedontoacubiccolloidinthepresenceoftrivalent ions. Phys.Chem.Chem.Phys. 2019, 21,20031–20044.[CrossRef]
138.Tran,Y.;Auory,P.Synthesisofpoly(styrenesulfonate)brushes. J.Am.Chem.Soc. 2001, 123,3644–3654.[CrossRef]
139. Su,N.Synthesisofpoly(2-Acrylamido-2-methylpropanesulfnoincSalt)modifiedcarbonspheres. Polymers 2023, 15,3510. [CrossRef]
140. Wolski,K.;Szuwarzy´nski,M.;Zapotoczny,S.Afacilerouteelectronicallyconductivepolyelectrolytebrushesasplatformsof molecularwires. Chem.Sci. 2015, 6,1754–1760.[CrossRef]
141. Neri-Cruz,C.E.;Teixeira,F.M.E.;Gautrot,J.E.Aguidetofunctionalisationandbioconjugationstrategiestosurface-initiated polymerbrushes. Chem.Commun. 2023, 59,7534–7558.[CrossRef][PubMed]
142. Banerijee,S.;Paira,T.K.;Mandal,T.K.Surfaceconfinedatomtransferradicalpolymerization:Accesstocustomlibraryof polymer-basedhybridmaterialsforspecialityapplications. Polym.Chem. 2014, 5,4153–4167.[CrossRef]
143. Zhang,H.;Ruhe,J.WeakPolyelectrolytebrushesassubstratesfortheformationofsurface-attachedpolyelectrolyte-polyelectrolyte complexesandpolyelectrolytemultilayers. Macromolecules 2005, 38,10743–10749.[CrossRef]
144. Wang,S.;Song,J.;Li,Y.;Zhao,X.;Chen,L.;Li,G.;Wang,L.;Jia,Z.;Ge,X.Graftingantibacterialpolymerbrushesfromtitanium surfaceviapolydopaminechemistryandactivatorsregeneratedbyelectrontransferATRP. React.Funct.Polym. 2019, 140,48–55. [CrossRef]
145. Kalelkar,P.P.;Geng,Z.;Cox,B.;Finn,M.G.;Collard,D.M.Surface-initiatedatom-transferradicalpolymerization(SI-ATRP)of bactericidalpolymerbrushesonpoly(lacticacid)surfaces. ColloidsSurf.B 2022, 211,112242.[CrossRef][PubMed]
146. Yin,R.;Wang,Z.;Bockstaller,M.R.;Matyjaszewski,K.Tuningdispersityoflinearpolymersandpolymericbrushesgrownfrom nanoparticlesbyatomtransferradicalpolymerization. Polym.Chem. 2021, 12,6071–6082.[CrossRef]
147. Zhou,J.;Sun,Y.;Huang,Z.;Luo,Z.;Yu,B.;Zou,X.;Hu,H.Growingantifoulingfluorinatedpolymerbrushesonpolyvinyl alcoholhydrogelsurfaceviag-C3 N4 @InVO4 catalyzedsurface-initiatedphotoatomtransferradicalpolymerization. ColloidsSurf. A 2021, 622,126598.[CrossRef]
148. Lee,Y.;Boyer,C.;Kwon,M.S.PhotocontrolledRAFTpolymerization:Past,present,andfuture. Chem.Soc.Rev. 2023, 52, 3035–3097.[CrossRef]
149. Hu,L.;Hao,Q.;Wang,L.;Cui,Z.;Fu,P.;Liu,M.;Qiao,X.;Pang,X.Theinsitu“graftingfrom”approachforthesynthesis ofpolymerbrushesonupconversionnanoparticlesviaNIR-mediatedRAFTpolymerization. Polym.Sci. 2021, 12,545–553. [CrossRef]
150. Cho,M.K.;Seo,H.;Lee,J.;Cho,W.K.;Son,K.Polymerbrushgrowthbyoxygen-initiatedRAFTpolymerizationonvarious substrates. Polym.Chem. 2021, 12,7023–7030.[CrossRef]
151. Xing,Y.;Li,Q.;Chen,X.;Li,M.;Wang,S.;Li,Y.;Wang,T.;Sun,X.;Li,X.Preparationofisoelectricpoint-switchablepolymer brush-graftedmesoporoussilicausingRAFTpolymerizationwithhighperformanceforNi(II)adsorption. PowderTechnol. 2022, 412,117980.[CrossRef]
152.Zhao,B.;Brittain,W.J.Polymerbrushes:Surface-immobilizedmacromolecules. Prog.Polym.Sci. 2000, 25,677–710.[CrossRef]
153. Baum,M.;Brittain,W.J.Synthesisofpolymerbrushesonsilicatesubstratesviareversibleadditionfragmentationchaintransfer technique. Macromolecules 2002, 35,610.[CrossRef]
154. Wittemann,A.;Drechsler,M.;Talmon,Y.;Ballauff,M.Highelongationofpolyelectrolytechainsintheosmoticlimitofspherical polyelectrolytebrushes:Astudybycryogenictransmitionelectronmicroscopy. J.Am.Chem.Soc. 2005, 127,9688–9689.[CrossRef]
21of23
Molecules 2023, 28,7984
155. Lu,Y.;Proch,S.;Scrinner,M.;Drechsler,M.;Kempe,R.;Ballauff,M.Thermosensitivecore-shellmicrogelasa“nanoreactor”for catalyticactivemetalnanoparticles. J.Mater.Chem. 2009, 19,3955–3961.[CrossRef]
156. Sharma,G.;Mei,Y.;Ballauff,M.;Irrgang,T.;Proch,S.;Kempe,R.Sphericalpolyelectrolytebrushesascarriersforplatinum nanoparticlesinheterogeneoushydrogenationreactions. J.Catal. 2007, 246,10–14.[CrossRef]
157. Newcomb,C.J.;Moyer,T.J.;Lee,S.S.;Stupp,S.I.Advancesincryogenictransmissionelectronmicroscopyforthecharacterization ofdynamicself-assemblingnanostructures. Curr.Opin.ColloidInterfaceSci. 2012, 17,350–359.[CrossRef][PubMed]
158. Henzler,K.;Haupt,B.;Rosenfeldt,S.;Harnau,L.;Narayanan,T.;Ballauff,M.Interactionstrengthbetweenproteinsand polyelectrolytebrushes:AsmallangleX-rayscatteringstudy. Phys.Chem.Chem.Phys. 2011, 13,17599.[CrossRef][PubMed]
159. Penfold,J.;Thomas,R.K.Neutronreflectivityandsmallangleneutronscattering:Anintroductionandperspectiveonrecent progress. Curr.Opin.ColloidInterfaceSci. 2014, 19,198–206.[CrossRef]
160. Reese,C.J.;Boyes,S.G.Newmethodsinpolymerbrushsynthesis:Non-vinyl-basedsemiflexibleandrigid-rodpolymerbrushes. Prog.Polym.Sci. 2021, 114,101361.[CrossRef]
161. Kilbey,S.M.;Ankner,J.F.Neutronreflectivityasatooltounderstandpolyelectrolytebrushes. Curr.Opin.ColloidInterfaceSci. 2012, 17,83–89.[CrossRef]
162. Yoshioka,H.;Aoki,Y.;Nonaka,K.;Yamada,N.L.;Kobayashi,M.Effectofmolecularweightdistributiononthethermaladhesion ofpolystyreneandPMMAbrushes. Polymer 2023, 264,125561.[CrossRef]
163. Jalili,K.;Abbasi,F.;Behboodpour,L.Insituprobingofswitchablenanomechanicalpropertiesofresponsivehigh-densitypolymer brushesonpoly(dimethylsiloxane):AnAFMnanoindentationapproach. J.Mech.Behav.Biomed. 2019, 93,118–129.[CrossRef] [PubMed]
164. Eskhan,A.;Johnson,D.Microscalecharacterizationofabioticsurfacesandpredictionoftheirbiofouling/anti-biofoulingpotential usingtheAFMcolloidalprobetechnique. Adv.ColloidInterfaceSci. 2022, 310,102796.[CrossRef][PubMed]
165. Riley,J.K.;Matyjaszewski,K.;Tilton,R.D.Frictionandadhesioncontrolbetweenadsorbedlayersofpolyelectrolytebrush-grafted nanoparticlesviapH-triggeredbridginginteractions. J.ColloidInterfaceSci. 2018, 526,114–1123.[CrossRef][PubMed]
166. Yuan,J.;Wunder,S.;Warmuth,F.Sphericalpolymerbrusheswithvinylimidazolium-typepoly(ionicliquid)chainsassupportfor metallicnanoparticles. Polymer 2012, 53,43–49.[CrossRef]
167. Qin,X.;Chen,K.;Cao,L.;Zhang,Y.;Li,L.;Guo,X.Antifoulingperformanceofnano-sizedsphericalpoly(N -hydroxyethyl acrylamide)brush. ColloidsSurf.B 2017, 155,408–414.[CrossRef][PubMed]
168. Joafshan,M.;Shakeri,A.;Razavi,S.R.;Salehi,H.Gasresponsivemagneticnanoparticleasnoveldrawagentforremovalof RhodamineBviaforwardosmosis:Highwaterfluxandeasyregeneration. Sep.Purif.Technol. 2022, 282,119998.[CrossRef]
169. Li,T.H.;Robertson,M.L.;Conrad,J.C.MolecularweightanddispersityaffectchainconformationandpH-responseinweak polyelectrolytebrushes. Polym.Chem. 2021, 12,6737–6744.[CrossRef]
170. Conrad,J.C.;Robertson,M.L.Shapingthestructureandresponseofsurface-graftedpolymerbrushesviathemolecularweight distribution. JACSAu 2023, 3,333–343.[CrossRef]
171. Ramesh,A.;Neelaveni,M.;Tamizhdurai,P.;Ramya,R.;Sasirekha,N.;Shanthi,K.Facilesynthesisofpoly(benzylamine)brushes stabilizedsilvernanoparticlecatalystfortheabatementofenvironmentalpollutantmethyleneblue. Mater.Chem.Phys. 2019, 229, 42–430.[CrossRef]
172.Li,H.;Chen,G.;Das,S.ElectricdoublelayerelectrostaticsofpH-responsivesphericalpolyelectrolytebrushesinthedecoupled regime. ColloidsSurf.B 2016, 147,180–190.[CrossRef][PubMed]
173. Su,N.;Li,H.;Huang,Y.;Zhang,X.Synthesisofsaltresponsivesphericalpolymerbrushes. J.Nanomater. 2015, 2015,956819. [CrossRef]
174. Currie,E.P.K.;Wagemaker,M.;CohenStuart,M.A.;VanWell,A.A.Structureofmonodisperseandbimodalbrushes. Macromolecules 1999, 32,9041–9050.[CrossRef]
175. Guo,X.;Ballauff,M.SpatialDimensionsofcolloidalpolyelectrolytebrushesasdeterminedbydynamiclightscattering. Langmuir 2000, 16,8719–8726.[CrossRef]
176. Prucker,O.;Ruhe,J.Synthesisofpoly(styrene)monolayersattachtohighsurfaceareasilicagelsthroughself-assembled monolayersofazoinitiators. Nacromolecules 1998, 31,592–601.[CrossRef]
177. Polanowski,P.;Jeszka,J.K.;Matyjaszewski,K.PolymerbrushesinporesbyATRP:MonteCarlosimulations. Polymer 2020, 211, 123124.[CrossRef]
178. Utz,M.;Begley,M.R.Scalingtheoryofadsorption-inducedstressesinpolymerbrushesgraftedontocompliantstructures. J. Mech.Phys.Solids 2008, 56,801–804.[CrossRef]
179.Marsh,D.Scalingandmean-fieldtheoriesappliedtopolymerbrushes. Biophys.J. 2004, 86,2630–2633.[CrossRef]
180. Manav,M.;Anilkumar,P.;Phani,A.S.Mechanicsofpolymerbrushbasedsoftactivematerials–theoryandexperiments. J.Mech. Phys.Solids 2018, 121,296–312.[CrossRef]
181. Adeli,F.;Abbasi,F.;Ghandforoushan,P.;Külahli,H.E.;Meran,M.;Abedi,F.;Ghamkhari,A.;Afif,S.Recentadvancesin formulationandapplicationofmolecularpolymerbrushesinbiomedicine:Therapeutic,diagnostic,andtheranosticscapabilities. Nanotoday 2023, 53,102010.[CrossRef]
182. Ackerman,D.M.;Delaney,K.;Fredrickson,G.H.;Ganapathysubramanian,B.Afiniteelementapproachtoself-consistentfield theorycalculationsofmultiblockpolymers. J.Comput.Phys. 2017, 331,280–296.[CrossRef]
183.Wiebe,M.;Leermakers,F.A.M.Modelingthestructureofapolydispersepolymerbrush. Polymer 2009, 50,305–316.
22of23
Molecules 2023, 28,7984
184. Zhulina,E.B.;Amoskov,V.M.;Polotsky,A.A.;Birshtein,T.M.Analyticalself-consistentfieldmodelofarm-graftedstarlike polymersinnonlinearelasticityregime. Polymer 2014, 55,5160–5167.[CrossRef]
185. Kritikos,G.;Terzis,A.F.Variabledensityselfconsistentfieldstudyonboundedpolymerlayeraroundsphericalnanoparticles. Eur.Polym.J. 2013, 49,613–629.[CrossRef]
186. Daniel,J.S.;Jan-Michael,Y.C.;Andrey,V.D.Moleculardynamicssimulationsofpolyelectrolytebrushes:Fromsinglechainsto bundlesofchains. Langmuir 2007, 23,12716–12728.
187. Zhang,Q.;Xiang,X.Adsorptionofasphericalnanoparticleinpolymerbrushes:Browniandynamicsinvestigation. PhysicaA 2013, 392,3857–3862.[CrossRef]
188. Sugimura,N.;Ohno,K.AMonteCarlosimulationofwater+oil+ABAtriblockcopolymerternarysystemII.Rheologyunder shearflowfieldbyMonteCarloBrownianDynamicsmethod. Chem.Phys.Lett. 2021, 777,138382.[CrossRef]
189. Hariharan,R.;Biver,C.;Mays,J.;Russel,W.B.Ionicstrengthandcurvatureeffectsinflatandhighlycurvedpolyelectrolyte brushes. Macromolecules 1998, 31,7506–7513.[CrossRef]
190. Luo,M.B.;Huang,J.H.Influenceofexcludedvolumeontheconformationalpropertyoftail-likechainonthesimplecubiclattice. Eur.Polym.J. 2003, 39,135–141.[CrossRef]
191. Guo,X.;Ballauff,M.Sphericalpolyelectrolytebrushes:Comparisonbetweenannealedandquenchedbrushes. Phys.Rev.E 2001, 64,051406.[CrossRef][PubMed]
192. Yu,M.;Karlheinz,L.;Martin,H.;Borisov,O.V.;Ballauff,M.;Jusufi,A.Collapseofsphericalpolyelectrolytebrushesinthepresence ofmultivalentcounterions. Phys.Rev.Lett. 2006, 97,158301–158304.
193. Su,N.Preparationandperformanceofretentionanddrainageaidmadeofcationicsphericalpolyelectrolytebrushes. E-Polymers 2022, 22,676–685.[CrossRef]
194. Zhang,X.;Huang,Y.;Fu,K.;Yuan,S.;Huang,C.;Li,H.Preparationandperformanceofcationicflocculantforpapermaking basedonthegraftpolymerizationofcationicchainsfromcolloidalsilicaparticles. ColloidsSurf.A 2016, 491,29–36.[CrossRef]
195. Huang,Y.;Zhang,X.;Fu,K.;Li,H.;Huang,C.;Yuan,S.Synthesisandapplicationofcationicsphericalpolyelectrolytebrushesas retentionanddrainageaidinbleachedeucalyptuskraftpulp. J.Ind.Eng.Chem. 2015, 31,309–316.[CrossRef]
196. Mei,Y.;Abetz,C.;Birkert,O.;Schädler,V.;Leyrer,R.J.;Ballauff,M.Interactionofsphericalpolyelectrolytebrusheswithcalcium carbonateandcellulosefibers:Mechanisticstudiesandtheirapplicationinpapermaking. J.Appl.Polym.Sci. 2006, 102,233–241. [CrossRef]
Disclaimer/Publisher’sNote: Thestatements,opinionsanddatacontainedinallpublicationsaresolelythoseoftheindividual author(s)andcontributor(s)andnotofMDPIand/ortheeditor(s).MDPIand/ortheeditor(s)disclaimresponsibilityforanyinjuryto peopleorpropertyresultingfromanyideas,methods,instructionsorproductsreferredtointhecontent.
Molecules 2023
28
23of23
,
,7984
Paper quality enhancement and model prediction using machine learning techniques
T. KALAVATHI DEVI1, E.B. PRIYANKA2 & P. SAKTHIVEL3A machine learning approach demonstrated in the proposed study predicts the parameters involved in paper quality enhancement in real time. To control the steam pressure during paper manufacture, machine learning algorithms have been used to model different parameters such as moisture, caliper, and weight (grammage). The training and testing data sets were obtained to develop several machine learning models through several data from the parameters of the paper-making process. The inputs considered were moisture, weight, and grammage. As a result, the developed model showed better results by showing less execution time, fewer error values such as root mean squared error, mean squared error, mean absolute error, and R squared score. In addition, modelling was carried out based on model interpretation and cross-validation results, showing that the developed model could be a more useful tool in predicting the performance of the steam pressure and input parameters in the paper-making process. A comparison of results shows that the k-Nearest Neighbor algorithm outperforms the other machine learning techniques. Machine learning is also used to predict the efficiency of steam pressure reduction.
Contact information:
1. Department of Electronics and Instrumentation Engineering, Kongu Engineering College, Perundurai, Tamil Nadu, India
2. Department of Mechatronics Engineering, Kongu Engineering College, Perundurai, Tamil Nadu, India
3. Department of EEE, Vellalar College of Engineering and Technology, Tamilnadu, India
Results in Engineering 17 (2023) 100950
https://doi.org/10.1016/j.rineng.2023.100950
This is an open access article under the CC BY-NC-ND lice
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology International® and the PITA Annual Review , both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous Coating.
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® R T P O P T Volume 10, Number 1, 2024 Page 1 of 10 Article 4 – Paper Quality & AI

journal homepage: www.sciencedirect.com/journal/results-in-engineering


–––◦

–



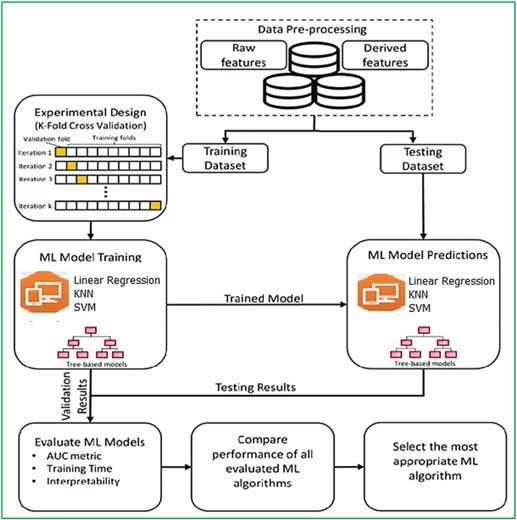
Y = m(x 1 + x 2 + x 3)+ c – ; –– –(∑ (i = 1)k (|x i y i|N q ))1/q
E (T , X )= ∑ (C ∈ X )P(c)E (c)
Y = a 0 + a 1x 0 ; 1
’
RSME =( ∑ ( = 1)N (({Predicted i}−{Actual i}) ) / N ) –
MSE = 1 / n ∑ (i = 1)n {yi −(y)i }{yi −(y)i }2
/ ∑ ( = ) – ( ) –
MAE = 1 / n ∑ (i = 1)n |yi −(y)i |
/ ∑ ( = ) – ( ) –
R2 =(1 −[SSE / SSW ]; SSE = ∑ (y y )2 ; SSW = ∑ (y y)2 ˆ
– –
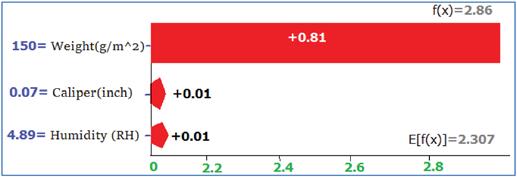

̂ E = 1 2 ∑ n j 1 ∑ m i 1 (y i j ̂ y i j )2 ’ ’ ’ “ ”


= + +


––––
–––´ –––––––––
Catalytic Ozonation for Pulp and Paper Mill Wastewater Treatment: COD Reduction and Organic Matter Degradation Mechanism
CHENXU ZHOU, JIAMING ZHANG, YUXUAN CAI & JIANHUA XIONGRapid degradation of pulping and papermaking wastewater in a pulp and paper mill is crucial for recycling purposes yet challenging to achieve. The purpose of this research is to provide a technical guide for the ozone degradation treatment process of pulp and paper mill wastewater and to explore the reaction mechanism of dissolved and colloidal substances (DCSs). This study is vital for effectively treating pulp and paper mill wastewater through ozonation. In the catalytic ozonation process to treat pulp and paper mill wastewater, a polyurethane sponge loaded with titanium dioxide was used as a catalyst. The optimal process conditions were determined to be 8 min of treatment time, a 16 mg/L ozone concentration, pH 9, and a 7.5% catalyst filling ratio. The COD reduction under these conditions is approximately 52%. The catalytic ozonation system, according to the FI-IR and GC-MS analyses, could degrade the large-molecule volatile organic compounds in the raw wastewater into small-molecule substances. Furthermore, the relative content of common DCSs in paper wastewater, such as palmitic acid and stilbene, could be reduced. The catalytic ozonation system is more effective for treating refractory organic compounds and has a higher COD reduction than the ozonation system.
Contact information:
College of Resources, Environment and Materials, Guangxi University, Nanning 530004, China
Separations 2023, 10, 148.
https://doi.org/10.3390/separations10030148
Creative Commons Attribution 4.0 International License
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology International® and the PITA Annual Review , both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous Coating.
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® R T P O P T Volume 10, Number 1, 2024 Page 1 of 16 Article 5 – Wastewater Ozonation
separations
Article
CatalyticOzonationforPulpandPaperMillWastewater Treatment:CODReductionandOrganicMatter DegradationMechanism
ChenxuZhou,JiamingZhang,YuxuanCaiandJianhuaXiong*
CollegeofResources,EnvironmentandMaterials,GuangxiUniversity,Nanning530004,China
* Correspondence:xjh@gxu.edu.cn
Citation: Zhou,C.;Zhang,J.;Cai,Y.; Xiong,J.CatalyticOzonationforPulp andPaperMillWastewater
Treatment:CODReductionand OrganicMatterDegradation Mechanism. Separations 2023, 10,148. https://doi.org/10.3390/ separations10030148
AcademicEditors:AminMojiriand HongboGu
Received:31December2022
Revised:14February2023
Accepted:17February2023
Published:22February2023
Copyright: ©2023bytheauthors. LicenseeMDPI,Basel,Switzerland. Thisarticleisanopenaccessarticle distributedunderthetermsand conditionsoftheCreativeCommons Attribution(CCBY)license(https:// creativecommons.org/licenses/by/ 4.0/).
Abstract: Rapiddegradationofpulpingandpapermakingwastewaterinapulpandpapermillis crucialforrecyclingpurposesyetchallengingtoachieve.Thepurposeofthisresearchistoprovide atechnicalguidefortheozonedegradationtreatmentprocessofpulpandpapermillwastewater andtoexplorethereactionmechanismofdissolvedandcolloidalsubstances(DCSs).Thisstudy isvitalforeffectivelytreatingpulpandpapermillwastewaterthroughozonation.Inthecatalytic ozonationprocesstotreatpulpandpapermillwastewater,apolyurethanespongeloadedwith titaniumdioxidewasusedasacatalyst.Theoptimalprocessconditionsweredeterminedtobe8min oftreatmenttime,a16mg/Lozoneconcentration,pH9,anda7.5%catalystfillingratio.TheCOD reductionundertheseconditionsisapproximately52%.Thecatalyticozonationsystem,accordingto theFI-IRandGC-MSanalyses,coulddegradethelarge-moleculevolatileorganiccompoundsinthe rawwastewaterintosmall-moleculesubstances.Furthermore,therelativecontentofcommonDCSs inpaperwastewater,suchaspalmiticacidandstilbene,couldbereduced.Thecatalyticozonation systemismoreeffectivefortreatingrefractoryorganiccompoundsandhasahigherCODreduction thantheozonationsystem.
Keywords: ozonation;GC-MSanalysis;FT-IRanalysis;pulpandpapermillwastewater
1.Introduction
Thepaperindustryisanindustrialsectorwithahighconsumptionofwaterresources. Withthedevelopmentofthepulpandpaperindustryinrecentyears,moreandmore pollutantsarebeingproducedandthetypesarecomplex.Morethan250organicpollutants havebeendetectedinpulpandpulpandpapermillwastewater[1].Theycomefrom thewooditselfandwithvariouspaper-makingadditives.Thesepollutantsaremore diverseandincludefattyacids,resinacids,alcohols,phenols,etc.Theyarealsousually complicatedtodegrade.AccordingtodatafromtheFoodandAgricultureOrganization oftheUnitedNationsStatistics(FAOSTAT),globalpaperproductionin2015exceeded 390milliontons[2].China’stotalpulpconsumptionwas100.51milliontons,ofwhich 63.02milliontonsofwastepulpaccountedfor63%in2019.In2017,importedwastepaper accountedfor36%oftherawmaterialcompositionofwastepaperinpapermaking.The releaseofthedischargestandardofwaterpollutantsforthepulpandpaperindustryin 2008(GB354-2008)alsoreflectsthetrendofincreasinglystrictrequirementsforpulpand papermillwastewaterinChina.Therefore,moreandmoreenterpriseshavethedemand ofaclosedwatercycle.DCSsgenerallyrefertoadhesiveswithasizeoflessthan5 μm. ThemainsourcesofDCSsareadhesivesandresincomponents(fattyacidsandesters)in adhesivesandprintinginks[3].AlthoughtheDCScontentisnotmuch,itisdifficultto remove,andeasytogatheragainwiththechangeofsystemenvironmentalconditions[4], whichgreatlyimpactsthereuseofwastewaterfromthepapermill[5].Asaresult,more andmorerecycledpulpandpapermillwastewaterinChinaneedstobetreated.
Separations 2023, 10,148.https://doi.org/10.3390/separations10030148https://www.mdpi.com/journal/separations
Inordertoreducethepollutionandemissionscausedbypulpandpapermillwastewater,moreandmoretreatmentmethodshaveemerged,suchascoagulation,flocculation, chemicalprecipitation,membraneseparation,biologicaltreatment,advancedoxidation technology,etc.However,applyingasinglemethodisoftendifficulttoachievebetterprocessingresults.Chemicalcoagulationsedimentationisaphysicalandchemicaltreatment processthatcanseparatesolidandliquidphasesundertheactionofacoagulant.However, theseparatedsolidwillproducechemicalsludge,andthetreatmentanddisposalofthis sludgewillbringnewproblems[6].Membraneseparationisalsoaneffectivephysical technology.Itsseparationmechanismistoremovemacromolecularpollutantsthrough thesmallporesizeofthemembrane.Ithasbeenreportedthatultrafiltrationcansignificantlyreduce54%ofCOD[7].Althoughthetreatmenteffectofthemembraneseparation methodisexcellent,itwillreducetheservicelifeofthemembraneduetothedeposition ofpollutants.Withthemembraneporesizebecomingsmaller,theoperatingcostswill increasemoreandmore[8].Biologicaltreatmentiswidelyusedasatreatmenttechnology withloweconomiccost.Theactivatedsludgemethodformsamixedsolutionbymixing wastewaterwithactivatedsludgeandcontinuouslyinjectsoxygenintothemixedsolution tomaintaintheaerobicrespirationconditionsofmicroorganisms.Thisresultsinlower BODlevelsinthewater.However,italsohasthedisadvantageofhavingalowabilityto removerefractoryorganicmatter.
Ozonationtreatmenthasashorterreactiontime,smallerequipmentfootprint,andno secondarypollutiongeneration;ozonationtechnologyisgraduallygainingtheattentionof manyenterprises.Ozoneoxidizesorganiccompoundsintwoways:directoxidationby ozoneandindirectoxidationbyhydroxylradicals,whichcanoxidizemanylargemolecules oforganiccompounds,thusdegradinglargemoleculesintosmallmolecules[9].Because ozonehasagoodoxidationability,moreandmoreresearchoncatalystsisappearing. Catalystscanbedividedintotwocategories:homogeneouscatalystsandheterogeneous catalysts[10].Itisnotappropriatetousehomogeneouscatalystsinwastewatertreatment becausetheywillintroducenewimpuritiesintothewater.Themainresearchdirection ofcatalystsinthewastewatertreatmentfieldisapplicationsofheterogeneouscatalysts. Heetal.[11]usedaFe–Alcompositecatalystforcatalyticozonation,whichcouldimprove theTOCreductionefficiencyofpulpandpapermillwastewaterby25%.Zhuang[12] usedactivatedcarbonloadedwithmanganeseoxideasacatalystforozone-catalyzeddeep treatmentofpulpandpapermillwastewaterwithspecialreductionof58.5and77.5%for chromaticityandCOD,respectively.Inaddition,catalyticozonationtechnologycanimprovethebiochemicalpropertiesofpulpandpapermillwastewater.Ramosetal.[13]found thatthebiochemicalpropertiesofpulpandpapermillwastewaterincreased (0.067–0.29) duringozonationofpulpandpapermillwastewater.Yanetal.[14]usedFe2+ ,Mn2+ ,and Cu2+ homogeneouscatalyticozonationtodegradepolyvinylalcohol(PVA)inwater.The PVAremovalratecouldreachabout85%.Yangetal.[15]usedrutile-typetitaniumdioxide nanoparticlesasacatalystforthedegradationofnitrobenzene.About55%ofnitrobenzene inwatersolutioncouldbeoxidizedbyozoneinthepresenceofTiO2 calcinedat500 ◦ C. Duetoozonationhasgoodperformanceinwatertreatment,theresearchoncatalysthas becomeincreasinglyhotinrecentyears.
Titaniumdioxideoftenhasgoodcatalyticozonationactivityatarelativelylowprice.It isnon-toxicandinsoluble[16],anditsozonecatalyticperformanceinpulpandpapermill wastewaterneedstobeexplored.Becauseofthelargespecificsurfaceareaofpolyurethane sponge,itcanbeloadedwithsufficienttitaniumdioxidecatalystandisconducivetoits recycling.Inthisstudy,titaniumdioxidenanoparticleswereloadedonapolyurethane spongetotreatpulpandpapermillwastewatertoreduceCOD.Thisstudyexploredthe optimalreactionconditionsoftheprocessandinvestigatedthedegradationmechanismof organiccompoundsinpulpandpapermillwastewaterbyFourierinfraredtransformspectroscopyandgaschromatography–massspectrometryunderoptimalreactionconditions. Itprovidesatechnicalreferencefortitanium-dioxide-catalyzeddegradationofpulpand papermillwastewater.
Separations 2023, 10,148 2of15
2.MaterialsandMethods
2.1.MaterialsandNaturalWastewater
TheexperimentalwaterwasobtainedfromapapermillinDongguanafteranaerobic biologicaltreatment.AsshowninTable 1,thewaterhadCOD953mg/L,pH7.8,ammonia nitrogen(NH3 -N)14.23mg/L,totalnitrogen(TN)13.55mg/L,totalphosphorus(TP) 0.61mg/L,chromaticity3841,andsuspendedsolid(SS)2439mg/L.GuangdongGuanghua TechnologyCo.Ltd(Shantou,China)Thesuppliedmethylenechloride,andShanghai MacleanBiochemicalTechnologyCosuppliedthepotassiumbromide.ChengduKolon ChemicalCo.,Ltd(Chengdu,China)providedthehydrochloricacid,andNanjingChemical ReagentCo.providedtheethanol.Anozonegenerator(Anseros,Anshan,China,COMAD-02:theconcentrationrangesfrom10mgto100mg),apHmeter,Fouriertransform infraredspectrophotometer(Shimadzu,Kyoto,Japan,IRTracer-100),magneticstirrer,and gaschromatography-massspectrometrywerethemaininstrumentsused(GC-MS).
CODmg/LBOD5 mg/LNH3 -Nmg/LTNmg/LTPmg/LChromaticitySSmg/L Wastewater95325414.2313.550.6138412439
2.2.SpongeCubesandTitaniumDioxideCoatingProcedure
ForthepolyurethanespongepurchasedfromShandongBanhorEnvironmentalProtectionTechnologyCo.,Ltd.(Linyi,China),accordingtotheinformationprovidedbythe company,thepolyurethanespongecarrierisa1cm3 cube(98%porosity,1.01–1.02g/cm3 wetdensity,422.2%waterabsorption,100%retention,4000specificsurfacearea,and40PPI averageaperture).Theaverageparticlesizeoftitaniumdioxideis15nm.Titaniumdioxide wasfixedonthesurfaceofthespongecarrier,andalayerofTiO2 filmwasformedonthe surfaceofthespongecarrier.Itisaheterogeneouscatalyst,andwascharacterizedinour previouspublicationbySEM-EDS(1000 × )[17].
Figure 1 depictsthespecificpreparationprocedure.Fortypolyurethanespongecarrierswereplacedinbeakersandultrasonicallytreatedwithultra-purewater,ethanol, andacetoneinthatorder.OnegofTiO2 powderwasweighedandplacedinabeaker, followedby10mLand0.3g/Ldioctylsodiumsulfosuccinate(DSSC)solution,whichwas magneticallystirredtoformsolutionA.Approximately0.3gofhydroxypropylmethyl cellulose(HPMC)powderwasweighedandplacedinabeaker,followedby20mLofDSSC solutionandmechanicalstirringtoformsolutionB.SolutionAandBweremixedand mechanicallystirredtoformTiO2 slurry;thespongecarrier,whichhadbeencleaned,was placedintheTiO2 slurryandmechanicallystirred;toobtaintheTiO2 /spongecomposite material,thepolyurethanespongecarrierwasremovedandheatedinanovenat70 ◦ Cfor 8h.Thematerialwasthenultrasonicallycleanedwithultra-purewatertoremoveexcess TiO2 onthesurface.Subsequently,theTiO2 /spongecompositematerialcleanedtoproduce noTiO2 sheddingwasplacedintheovenat70 ◦ Canddriedtoaconstantweighttoobtain TiO2 -coatedspongecompositecarriers.
Separations 2023, 10,148 3of15
Table1. Pulpandpapermillwastewaterqualityindicators.

2.3.ExperimentalProcedure
Atatemperatureof25 ◦ C,theexperimentwascarriedoutbyadding500mLofactual wastewatertoa1000mLbeaker.Therawmaterialfortheozonegeneratorswasoxygen. Theozonegeneratorwaspreheatedfor10minwhiletheozoneflowratewasadjusted usingtheflowmeter.Thecatalystwasthenaddedatthestartofthereaction.Followingthe reaction,thesupernatantwascollectedforanalysis.
2.4.AnalysisMethods
HJ828-2017,“Waterquality—determinationofthechemicaloxygendemand—dichromate method”was usedtocalculateCOD.HJ535-2009,“Waterquality—determinationofammonianitrogenreagent—Nessler’sspectrophotometry,”wasusedtodetermineammonianitrogen.HJ670-2013,“Waterquality—determinationoforthophosphateandtotal phosphorus—continuousflowanalysis(CFA)andammoniummolybdatespectrophotometry,”wasusedtocalculatetotalphosphorus.Inaddition,thedeterminationoftotalnitrogenwasbasedonGB11894-89“Waterquality—determinationoftotalnitrogen—alkaline potassiumpersulfatedigestionUVspectrophotometricmethod”.Thesuspendedsolids weredeterminedaccordingtoGB11901-89,“Waterquality—determinationofsuspended substance—gravimetricmethod”.ThepHvaluewascalculatedusingtheGB/T6920-1986 glasselectrodemethod.TheabovetestmethodsweredevelopedbytheChinesegovernmentasnationalorindustrialstandards.Oneachsample,threerepeatedtestswere performed,andtheresultswerereportedwithanaveragevalueoflessthan5%. ThewastewaterfunctionalgroupchangeswereinvestigatedusingFouriertransform infrared(FT-IR).Topreparethesample,300mLwasfilteredthrougha0.45 μmmembrane, concentratedto15mLbyrotaryevaporationofthesolventat50 ◦ C,andfreeze-driedto obtainasolidpowder.ForFT-IRdetection,theproductwascombinedwithapotassium bromidetablet.Thescanningwavelengthwassetto400–4000cm 1 ,theresolutionwas setto4cm 1 ,andthescanningnumberwassetto32[18].Gaschromatography–mass spectrometry(GC-MS)isanaccurateanalyticaltoolfordeterminingwaterqualityand organicmatter.Thefollowingarethespecificsteps:atotalof100mLofwastewaterwas filteredthrougha0.45 μmmicroporousmembranebeforebeingtransferredtoapartition funnel.Followingthat,10gsodiumchloridewasaddedandshakentodissolve.Then,
Separations 2023, 10,148 4of15
Figure1. Theprocessofcarrierpreparation.
40mLofdichloromethanewasaddedandshakentoreleasegas,followedbyanothershake. Theorganicphasewasextractedfor10minandthenleftfor10minbeforebeingcollected. Theorganicphasewasextractedfor10minandleftfor10min,andtheorganicphasewas collected.Theaqueousphasewasextractedagainwith20mLofdichloromethane,and theorganicphasewascombinedanddehydratedbyaddinganhydroussodiumsulfateto theorganicphase.Afterthat,theorganicphasewasconcentratedto12mLusingarotary evaporatorat36 ◦ CforanalysisbyGC-MS.Theheatingprocedure:40 ◦ C(holdfor3min) → 200 ◦ C(5 ◦ C/minholdfor3min) → 280 ◦ C(10 ◦ C/min,holdfor10min)withasolvent delayof4min.
3.ResultsandDiscussion
3.1.ExplorationofOptimumProcessConditions
3.1.1.EffectofOzoneConcentrationandTime
Undertheexperimentalconditionsofa10minreactiontime,25 ◦ C,apH7.8,anda catalystfillingrateof7.5%,theeffectoftheozoneconcentrationontheCODreductionwas examined.Figure 2 showstheeffectofdifferentozoneconcentrationsandtimeonCOD reduction;itcanbeseenthattheCODreductionincreasedwithtimebefore8min.The CODreductionof16mg/Land20mg/Lreachedtheplateauafter8minandtheCOD reductionsof12mg/L,16mg/L,and20mg/Ldecreasedafter8min[19],whichproves thatthereactiontimeplaysaroleinCODreduction.Thismaybeduetotheoxidationof thesuspendedsolidsinthewaterwiththeincreaseinthereactiontime,thusreleasinga largenumberofsolublecompounds[20,21].Forthisreason,wechose8minastheoptimal reactiontime.
Figure 2 alsoshowsthattheCODreductionishighatozoneconcentrationsof16mg/L and20mg/L,whiletheCODreductionatanozoneconcentrationof4mg/Lislow.Itcan thereforebeassumedthatthereductioninCODisproportionaltotheozoneconcentration. TheCODreductionincreasesby11%at8minastheozoneconcentrationisincreased from4mg/Lto8mg/L.However,theCODreductiononlyincreasesby3%at8min astheozoneconcentrationisincreasedfrom16mg/Lto20mg/L.AlthoughtheCOD reductionefficiencyisbetterat20mg/L,thebestexperimentalconditionshouldbe16mg/L ozoneconcentrationconsideringthelimitedimprovementofreductionefficiencyandthe treatmentcost.
Separations 2023, 10,148 5of15
Figure2. EffectofozoneconcentrationonCODreduction.
3.1.2.EffectofpH
TheefficiencyoftheCODreductionalsovariessignificantlyatdifferentpHconditions. Figure 3 showstheeffectofpHonCODreductionatareactiontimeof8min,atemperature of25 ◦ C,andanozoneconcentrationof12mg/minduringcatalyticozonation.Itcan beseenfromFigure 3 thattheCODreductionincreasesastheinitialpHisincreased from3to9inthecatalyticozonationsystem.Thisismainlyduetothefactthatthe decompositionratioofozoneinthewaterbodyisslowinacidicconditions,soozone reactsdirectlywithreducingsubstancesinwaterinmolecularform,whileunderalkaline conditions,itcanenhancethedecompositionofozoneandpromotethegenerationof hydroxylradicals[20,21].ItalsocanbeseenfromFigure 3 thattheCODreductionat pH11ishigherthanpH9before6min.However,after6min,theCODreductionat pH11waslowerthanthatatpH9.Thisismainlyduetothequenchingofhydroxyl radicalscausedbytoohighpH[22].Therefore,pH9wasselectedastheconditionforthe treatmentofpulpandpapermillwastewaterbycatalyticozonation.
3.1.3.EffectoftheCatalystFillingRatio
Thetitaniumdioxidecompositecarrierswereusedasacatalyst,andthecatalystfilling ratiowastheratioofthevolumeofthecarriertothevolumeofwater.Furthermore,the catalystfillingratioalsohasasignificanteffectontheCODreduction[23].Theeffectofthe catalystfillingratioontheCODreductionwasinvestigatedatareactiontimeof8min,an ozoneconcentrationof12mg/L,andpH9.AsshowninFigure 4,whenthecatalystfilling ratiois10%,theCODreductionreachesthehighestof37%.Itcanthereforebeassumed thatthecatalystfillingratioof10%shouldbeselectedasthebestexperimentalcondition. However,theCODreductionofthe10%catalystfillingratiowasonly1%differentfrom thatofthe7.5%catalystfillingratio.Itmeantthatsimilarresultscanbeobtainedunderthe conditionof7.5%CODreduction.Therefore,consideringtheproblemoftreatmentcosts, a7.5%catalystfillingratiowasselectedastheoptimalexperimentalcondition.
Separations 2023, 10,148 6of15
Figure3. EffectofinitialpHonCODreduction.
3.2.KineticStudy
ThekineticofCODreductioninozonationandcatalyticozonationwerecarriedout. TheequationofCODreductioninozonationandcatalyticozonationwithrespecttotime canbewrittenasEquations(1)and(2)[24].Where[COD0 ],[CODt ],[O3 ][TiO2 ],[K1 ], and[K2 ]aretheinitialCOD,finalCOD,ozone,catalystfillingrate,andrateconstants ofozonationandcatalyticozonationprocesses,respectively.InEquation(1),theCOD concentrationisalwaysmuchhigherthantheozoneconcentration.InEquation(2),the rateofCODreductionisdependentonthereactionbetweenO3 concentrationsand[TiO2 ]; bothO3 and[TiO2 ]werenearlyconstant,whiletheCODconcentrationvarieswithtime.In fact,bothozonationandcatalyticozonationareregardedaspseudo-first-orderreactions. Therefore,Equation(2)canbereducedtoEquation(3).Finally,Equation(3)wasintegrated toobtainEquation(4).
COD0 )
dt = K1 ( CODt )(O3 ) (1)
d ( COD0 )
dt = K2 ( CODt )(O3 )( TiO2 ) (2)
d ( COD0 )
dt = K ( CODt ) (3)
ln ( COD0 ) ( COD ) = Kt (4)
ThesolutionofEquation(4)isobtained.AsshowninFigure 5,Kisthequasi-primary kineticrateconstant.Intheexperimentswithdifferentcatalystfillingratios,therate constantsofCODreductionare0.03202,0.03986,0.04572,0.05045,and0.05307,andthe correlationcoefficientislarge(R2 >0.9),sothequasi-first-orderkineticmodelfitsthe experimentaldatawell.Withtheincreaseinthecatalystfillingratio,theKvalueincreases, andthereactionrateconstantincreasesfrom0.03202to0.05307whenthecatalystfilling ratioincreasesfrom0to7.5%.Therefore,theuseofacatalystaffectstheinitialkineticsof CODreduction.
Separations 2023, 10,148 7of15
Figure4. EffectofthecatalystfillingratioonCODreduction.
d (
3.3.ReusabilityTest
Threeroundsofcontinuousdegradationexperimentsofpulpingandpapermaking wastewaterweresetuptotestthereusabilityofTiO2 /spongecompositematerials.Atthe endofeachroundofexperiments,thegravitysedimentationmethodwasusedtoseparate thecompositecarrier,andthecompositecarrierwaswashedthreetimeswithultra-pure water,andthenputintotheovenfordryingbeforebeingused.Theresultsofrepeated cycleexperimentareshowninFigure 6.Theresultsshowthatcatalyzedozonationcan degrade52%ofCODwithin8min.Afterthreeroundsofrepeatedexperiments,THECOD reductioneffectdecreasedslightly,butwasbasicallystable,provingthattheTiO2 /sponge compositecarrierhasgoodreusability.
Separations 2023, 10,148 8of15
Figure5. KineticsofozonizationandcatalyticozonizationforCODreduction.
Figure6. RecyclabilityoftheTiO2 /spongecomposite.
3.4.WaterQualityIndicatorsunderOptimalProcessConditions
Thepulpandpapermillwastewaterwastreatedundertheexperimentalconditions determinedaccordingtothesingle-factorexperiment;theconditionswereareactiontime of8min,anozoneconcentrationof16mg/L,apH9,andacatalystfillingratioof7.5%.
Table 2 showsthewaterqualityindicatorsofwastewaterbeforeandaftertreatment.It canbeseenthattheBOD5 /COD(B/C)valueincreasesfrom0.26to0.33afterozonation treatment.Incontrast,theB/Cvalueis0.37aftercatalyticozonationtreatment,which meansthatcatalyticozonationtreatmentcanimprovebiodegradabilitymoreeffectively. Furthermore,thecontentsofNH3 -N,TN,andTPchangeslightlyafterdifferenttreatments, whichcanbeinferredthatthesetreatmentsareinsufficienttoeffectivelyremoveNH3 -N, TN,andTP.However,ozonationtreatmentandcatalyticozonationtreatmenthavegood reductioneffectsonthechromaticityandSS(suspendedsolid).Afterozonationtreatment, chromaticitydecreasesfrom3481to184,andaftercatalyticozonationtreatment,chroma decreasesfrom3481to153.Comparedwithozonation,thereductionefficiencyofCODand SSbycatalyticozonationisbetter,andthereductionefficiencyofCODandSSbycatalytic ozonationreaches52%and65%,respectively.
Table2. Waterqualityindicatorsofwastewaterbeforeandaftertreatment.
CODmg/LB/CNH3 -Nmg/LTNmg/LTNmg/LChromaticitySSmg/L
Wastewater9530.2624.2313.550.6138412439.4
Ozoneoxidation7150.3323.0512.310.63184982.2
Ozone-catalyzedoxidation4530.3725.0311.970.67153849.4
Ingeneral,ozonetreatmentcannoteffectivelyremovenitrogenandphosphorus,but thereductionofCOD,chroma,andSSisefficient.
3.5.FT-IRAnalysisofEffluentWaterQualityinDifferentSystems
Figure 7 showstheFouriertransforminfraredspectrameasuredbeforeandafter thetreatmentoftheozonationsystemandcatalyticozonationsystem.Theabsorption peakat616cm-1maybeduetothepresenceofhalides[25].Theabsorptionpeakat 1116cm 1 representstheO-Hin-planebendingvibrationofphenolsoralcoholsandthe C-O-Cstretchingvibrationofethers.Theabsorptionpeaksat1465cm 1 and1567cm 1 arecausedbytheC=Cstretchingvibrationonthebenzenering[26].Thepeaksgenerated at1410cm-1and1663cm 1 representthepresenceofamideinthewater,whichmay comefromtheprintinginkresidueinthepapermillwastewater.Theabsorptionpeakat 1796cm 1 canbeinferredasthecharacteristicpeakofthecarbonylgroup,whichisthe primarysourceofchromaticityofpapermillwastewater.
Furthermore,itcanbeseenfromFigure 7 thattheabsorptionpeakheredisappearsafter treatment,whichalsoexplainsthereductionofthechromaofwastewater.Abroadband andstrongabsorptionspectrumofO-Hstretchingvibrationat3450cm 1 indicatethatthe rawwatermaycontaincarboxylicacids,phenolsandalcohols[27].TheFigure 7 shows thepeakformedbytheC-Hstretchingvibrationofmethylat2965cm 1 [28].Mostof theabsorptionpeaksofthesamplestreatedbyinitialozonationandcatalyticozonation arethesame.Afterbeingtreatedbytheozonationsystemandthecatalyticozonation system,theirabsorptionpeakintensitiesarereduced,whichindicatesthattheyhaveagood effectonremovingorganicmatterfrompapermakingwastewater.Theabsorptionpeak intensityofwastewatertreatedbycatalyticozonationat3450cm 1 ,1410cm 1 ,1465cm 1 , 1567cm 1 ,and1663cm 1 decreasesmorethanthatofwastewatertreatedbyozonation, indicatingthatcatalyticozonationhasarelativelystrongdegradationeffectonorganic substancesinpapermakingwastewater.Inaddition,anewbenzeneringsubstitutionpeak wasformedat785cm 1 ,indicatingthatnewaromaticorganiccompoundswereproduced duringozonation.
Separations 2023, 10,148 9of15

tionsystems.
3.6.GC-MSAnalysisofPulpandPaperMillWastewaterbeforeandafterDegradationby DifferentSystems
Table 3 showsGC-MSanalysisofpulpandpapermillwastewaterbeforeandafter treatmentofthepulpandpapermillwastewater.Thewastewatercontainsalotoforganic compoundsanditscompositioniscomplex.TherearetwoorganiccompoundsinDCSs[28], namelystilbeneandpalmiticacid.Stilbeneisderivedfromstyrene–butadiene–styrene copolymersandstyrene–butadienerubber,andpalmiticacidisusuallyderivedfrom dispersant,surfactant,orin-pulpsizingagentsinthepapermakingprocess[29].The relativecontentofstilbeneis2.09%,anditcanbedegradedintwodifferenttreatments.The relativecontentofpalmiticaciddecreasesfrom5.67%to2.11%afterozonation.Incontrast, thecatalyticozonationsystemcompletelydegradespalmiticacid[30,31].Meanwhile,nine kindsofesteraredetectedinpulpandpapermillwastewater,suchasdibutylphthalateand diethylphthalate,whicharecommontoxicandhazardousorganicsinpulpandpapermill wastewaterandarealsoincludedinAnnexCoftheUSAEPAPriorityPollutantControl “ProtocolOrder”[32].Thereisalsoanesterafterozonation,andtheesteriscompletely degradedaftercatalyticozonation,mainlyduetotheesterhavinganunsaturatedbond, whichiseasilyoxidizedbycatalyticozonation.Inaddition,manyofthesaturatedalkanes, suchasdodecane,octadecane,tetradecane,etc.,generatedaftertreatmentmaybedue totheoxidationofamplemolecularweightorganicsbyozonewithhydroxylradicalsto generatesmallermolecularweightalkanes.Ingeneral,theozonationtechniqueissuitable foresters,aromaticrings,long-chainalkanes,halogenates,fattyacids,andotherlargemoleculevolatileorganiccompounds,whichcanbedecomposedintosmalleralkanes, alcohols,esters,andacids(e.g.,dodecane,dimethoxyethane,pentadecanoicacid,methoxy aceticacid-tetradecylester,and2-ethylhexanol)byozonemoleculesandhydroxylradicals.
Separations 2023, 10,148 10of15
Figure7. FT-IRspectraofwastewaterbeforeandaftertreatmentbyozonationandcatalyticozona-
RT OrganicCompound
RelativeContent(%)
WastewaterOzonationCatalyticOzonationPureTiO2 /O3
4.3442-Methyl-2-pentenoicacid0.11---
6.5022-Aminoanthracene-0.060.180.12
6.634Benzaldehyde-0.12-0.06
6.9342,2-Diethoxyacetophenone-0.720.60.52
7.7412-Ethylhexanol-0.340.550.42
8.145Nineteenalkane0.13---
8.154Dodecane-0.050.130.07
8.241Octadecane-0.720.030.34
8.379Acetophenone--0.03-
8.8673,6-Dimethyldecane--0.05-
8.911Nonylaldehyde-0.82-0.12
9.133Phenethylalcohol0.02---
9.416p-Ethylbenzoicacid0.01---
9.68Diethoxymethane-0.10.130.11
9.9683,4-Dimethylaniline--0.030.01
10.103Myristylalcohol---0.27
10.218Dodecene0.13---
10.441,13-Tetradecanediene0.01---
10.52Styrene---0.61
10.6872,4-Dimethylbenzaldehyde0.08---
11.2672-Ethylhexylhexylester0.01---
11.4Nonanoicacid-0.050.130.27
11.506Pentadecane-0.130.120.11
12.324Myristicaldehyde---0.02
12.582 1,3-Diisocyanato-2methylbenzene --0.220.13
13.107Tetradecane0.030.120.080.09
13.252Tetrahydro-alpha-naphthol--0.070.01
13.3663-Isopropylaniline0.04---
13.905Dimethylphthalate0.04---
14.6213,5-Di-tert-butylphenol0.771.892.562.04
14.7654-Tetradecylmethoxyacetate-0.120.050.07
14.888Tetradecane0.05---
15.178Dodecanoicacid--0.030.52
15.386Dihexadecane0.04---
15.603Diethylphthalate0.03---
15.746Octadecylchloride0.04---
15.918stilbene2.09---
15.9964-Methyloctane0.05---
16.156Dodecylbenzene0.07---
16.428Triallylisocyanurate0.1---
16.701Heptadecane0.09---
16.841n-hexadecane0.11---
16.849Tridecane0.250.190.140.17
16.9314-Methyldodecane0.11---
17.1415-Phenyldodecane0.07---
17.271Eighteenmethylcarbonate0.07---
17.318Octadecane--0.120.14
17.477 2,4,6-Trimethyl-N-(2,4,6trimethylphenyl)-aniline 0.12---
17.574 3,5-Di-tert-butyl-4hydroxybenzaldehyde 0.17---
17.854n-octacosane0.450.320.120.22
18.152-Methyl-benzo[f]quinoline--0.13-
18.2137,11-Hexadecadienylacetate0.64---
18.453Oleicacidamide6.58---
Separations 2023, 10,148 11of15
Table3. GC-MSanalysisofpulpandpapermillwastewaterbeforeandaftertreatment.
Table3. Cont.
RT OrganicCompound
RelativeContent(%)
WastewaterOzonationCatalyticOzonationPureTiO2 /O3
18.581Dimethylphthalate--0.110.09
18.8412-Pentadecanone2.461.350.210.65
19.082Eicosane-0.210.370.32
19.186Stearamide0.19---
19.448Palmiticacid5.672.21-0.09
19.502Dibutylphthalate0.24---
19.726Ethyloleate0.48---
19.856N-Pentadecanenitrile--0.05-
20.092 2,2 -Methylenebis(4-methyl-6tert-butylphenol) 1.45---
20.6071-21Alcohol0.59---
20.871N,N-Dimethyldodecanamide0.84---
21.096 9,12-Octadecadienoic acid(Z,Z)- -1.822.111.76
21.133Oleicacid4.172.321.732.11
21.311Pentadecanoicacid0.5---
21.448StearylNitrile2.15---
21.6151-Chlorononane1.220.540.140.22
21.696(5E)-5-Octadecene1.07---
21.703Cyclohexadecane--0.330.14
22.147N,N-Dimethyloctanamide-0.250.340.17
23.188Oleicacidamide1.45---
23.51Ditetradecane--0.40.43
23.548Eruvicacidamide7.513.250.641.23
23.6556-Ethyl-3-octanol2.34---
24.699Nonylhexanoate1.10.64-0.12
24.724Dihexadecanoicacid-1.151.643.22
26.219Nineteenalkane-0.320.480.34
Whenpuretitaniumdioxidepowderwasusedtocatalyzetheozonationtreatment,intermediatesproducedbythedegradationoffattyacidssuchastetradecanolandtetradecyl aldehydeweredetected.Atthesametime,palmiticacidwasnotcompletelydegradedafter treatment,andstyrenewascompletelydegraded,buttheintermediatestyrenestillexisted. Thisshowsthatthedegreeofmineralizationofpuretitaniumdioxidepowdercatalytic ozonationtreatmentisnothigh,andsomecompoundscannotbecompletelydegraded, whichmaybecausedbythefactthattitaniumdioxidepowderiseasytoagglomeratein water,resultinginaseriousdeclineinactivity.
3.7.AnalysisofDegradationMechanismofTwoKindsofDCSs
AsshowninFigure 8,accordingtotheresultsofFT-IRandGC-MS,thedegradation mechanismsoftwokindsofDCSsareanalyzedandthepossiblereactionpathsarededuced. Underthestrongoxidationofhydroxylradicals,thepalmiticacidisfirstdecarboxylatedto aradicalwiththereleaseofthefirstCatomtoCO;theC14 H29 radicalisthenoxidizedto pentadecanol(C15 H32 O).ThealcoholC15 H32 Oisthenoxidizedtopentadecanal(C15 H30 O), followedbyoxidationtopentadecanoicacid(C15 H30 O2 )[33].Subsequently,theacid undergoeschainreactionstoreleasethesecondandadditionalCO2 untilthepentadecanoic acidachievescompletemineralizationintoCO2 andH2 O[29].Alcoholsandaldehydes, theintermediateproductsofpentadecanoicacid,arenotdetectedbyGC-MS,whichmay beattributedtotheirrapiddecompositionandoxidation.
Separations 2023, 10,148 12of15




AsshowninFigure 9,thedegradationofstilbenemayfollowas:ozoneandC=Con styrenegenerateunstableprimaryozonate-4-phenyl-1,2,3-trioxanethroughthedipolar cycloadditionreaction.Duetotheasymmetricstructureofstyrene,theprimaryozonides 4-phenyl-1,2,3-Trioxolanerecombinetoformnewepoxides3-phenyl-1,2,4-Trioxolane;the epoxidesaredecomposedtoformintermediatebenzaldehyde,whichisthenoxidizedto benzoicacidbyozone;subsequently,thearomaticringinbenzoicacidisdestroyedby ozone;then,itopenstoformmaleicanhydrideandformaldehyde,whichareeventually oxidizedanddegradedintocarbondioxideandwaterbyozone.



Separations 2023, 10,148 13of15
Figure8. Possibledegradationpathsofpalmiticacid.
Figure9. Possibledegradationpathsofstilbene.
References
4.Conclusions
Inthisstudy,thepolyurethanesponge/TiO2 compositecarrierwasusedasacatalyst tocatalyzetheoxidationofpapermakingwastewater.ThehighestCODreductionof52% wasobservedatpH9,anozoneconcentrationof16mg/L,acatalystfillingratiorateof 7.5%,andareactiontimeof8min,meanwhile,thecolordecreasedfrom3481to153andthe B/Cvalueincreasedfrom0.26to0.37.Comparedwiththeozonationsystem,thecatalytic ozonationsystemhadabettereffectonCODreduction,chroma,B/CvalueandSS.Kinetic studiesshowedthatbothozonationandcatalyticozonationconformedtopseudo-firstorderkinetics.Thereactionrateconstantofcatalyticozonationwassignificantlyhigher thanthatofozonation.TheGC-MSresultsshowedthatthecatalyticozonationsystem waseffectiveindegradingDCS,asstilbeneandpalmiticacidwerecompletelydegraded; itcouldbeconcludedthatitissuitablefortreatingwaterthatcanbereusedindifferent papermakingprocesses.Furthermore,thedegradationpathandmechanismofstilbene andpalmiticacidwerededuced.
Insum,thisstudyimprovesourunderstandingofcatalyticozonationmechanismof DCSandprovidestechnicalreferencesforclosedwatercyclepapermills.Allnineestersin therawwaterwereremoved,andmanysmallmoleculesweregenerated,whichindicated thatthelargemoleculeswereeffectivelydecomposed.Thereisalsoagoodtreatmenteffect fororganicsubstancessuchaspalmiticacidandstyrenethataffectwastewaterreuse.That is,palmiticacidandstyreneweredecomposedentirelyattheendofthereaction.This provedthatozonecatalysiscouldtreatpulpandpapermillwastewaterefficientlyand provideanewideaforwastewatertreatmenttechnology.
AuthorContributions: C.Z.:Writing—originaldraft,Conceptualization,Methodology,Software, Formalanalysis,Writing—review&editing;J.Z.:Datacuration,Investigation,Visualization;Y.C.: Validation,Visualization;J.X.:Fundingacquisition,Projectadministration,Supervision.Allauthors havereadandagreedtothepublishedversionofthemanuscript.
Funding: ThisresearchwasfundedbytheNationalNaturalScienceFoundationofChina,grant number[No.21968005].AndGuangxiBaGuiScholarsProgram,grantnumber[2019A33].
DataAvailabilityStatement: Notapplicable.
Acknowledgments: Theauthorsgratefullyacknowledgefinancialsupportforthisworkfromthe NationalNaturalScienceFoundationofChina(No.21968005).
ConflictsofInterest: Theauthorsdeclarenoconflictofinterest.
1. Kumar,A.;Srivastava,N.K.;Gera,P.Removalofcolorfrompulpandpapermillwastewater-methodsandtechniques—Areview. J.Environ.Manag. 2021, 298,113527.[CrossRef][PubMed]
2. Toczyowska-Mami´nska,R.Limitsandperspectivesofpulpandpaperindustrywastewatertreatment—Areview—ScienceDirect. Renew.Sustain.EnergyRev. 2017, 78,764–772.[CrossRef]
3. Zhang,C.H.AnalyticalMethodsfortheDissolvedandColloidalSubstancesinWastepaperPulp-WaterSystem. ShanghaiPap. Mak. 2006, 37,52–56.
4. Liang,J.;He,Y.;Zhu,J.;Du,W.Accumulationofdissolvedandcolloidalsubstancesinwaterrecycledduringpapermaking. Chem. Eng.J. 2011, 168,604–609.
5. Blanco,M.A.;Negro,C.;Gaspar,I.;Tijero,J.Slimeproblemsinthepaperandboardindustry. Appl.Microbiol.Biotechnol. 1996, 46, 203–208.[CrossRef]
6. Rekhate,C.V.;Srivastava,J.K.Recentadvancesinozone-basedadvancedoxidationprocessesfortreatmentofwastewater—A review—ScienceDirect. Chem.Eng.J.Adv. 2020, 3,100031.[CrossRef]
7. Sousa,M.R.S.;Lora-Garcia,J.;López-Pérez,M.-F.Modellingapproachtoanultrafiltrationprocessfortheremovalofdissolved andcolloidalsubstancesfromtreatedwastewaterforreuseinrecycledpapermanufacturing. J.WaterProcessEng. 2018, 21, 96–106.[CrossRef]
8. Jepsen,K.L.;Bram,M.V.;Pedersen,S.;Yang,Z.MembraneFoulingforProducedWaterTreatment:AReviewStudyFroma ProcessControlPerspective. Water 2018, 10,847.[CrossRef]
9. Liu,S.;Yang,D.M.;Fang,J.;Gao,S.;Tan,T.MechanismofAdvancedOxidationProcessesandTheirApplicationProgressin PapermakingEffluentTreatment. Trans.ChinaPulpPap. 2010, 25,56–62.
Separations 2023, 10,148 14of15
10. Jin,X.;Wu,C.;Fu,L.;Tian,X.;Wang,P.;Zhou,Y.;Zuo,J.Development,dilemmaandpotentialstrategiesfortheapplicationof nanocatalystsinwastewatercatalyticozonation:Areview. J.Environ.Sci. 2023, 124,330–349.[CrossRef]
11. He,S.;Li,J.;Xu,J.;Mo,L.;Zhu,L.;Luan,P.;Zeng,J.Heterogeneouscatalyticozonationofpaper-makingwastewaterwith α-Fe2 O3 /γ-Al2 O3 asacatalystforincreasedTOCandcolorremovals. Desalin.WaterTreat. 2017, 95,192–199.[CrossRef]
12. Zhuang,H.;Guo,J.;Hong,X.Advancedtreatmentofpaper-makingwastewaterusingcatalyticozonationwithwasterice straw-derivedactivatedcarbon-supportedmanganeseoxidesasanovelandefficientcatalyst. Pol.J.Environ.Stud. 2018, 27, 451–457.[CrossRef]
13. DelosSantosRamos,W.;Poznyak,T.;Chairez,I.Remediationofligninanditsderivativesfrompulpandpaperindustry wastewaterbythecombinationofchemicalprecipitationandozonation. J.Hazard.Mater. 2009, 169,428–434.[CrossRef]
14. Yan,Z.;Zhu,J.;Hua,X.;Liang,D.;Zhang,L.Catalyticozonationforthedegradationofpolyvinylalcoholinaqueoussolution usingcatalystbasedoncopperandmanganese. J.Clean.Prod. 2020, 272,122856.[CrossRef]
15. Yang,Y.;Ma,J.;Qin,Q.;Zhai,X.Degradationofnitrobenzenebynano-TiO2 catalyzedozonation. J.Mol.Catal.AChem. 2007, 267, 41–48.[CrossRef]
16. Wang,S.J.;Ma,J.;Yang,Y.X.;Liang,J.DegradationandTransformationofOrganicCompoundsinSonghuaRiverWaterby CatalyticOzonationinthePresenceofTiO2 /Zeolite. OzoneSci.Eng. 2011, 33,236–242.[CrossRef]
17. Zhao,T.Y.;Cheng,H.;Liang,Y.N.;Xiong,J.H.;Zhu,H.X.;Wang,S.F.;Liang,J.X.;Chen,G.N.PreparationofTiO2 /Sponge CompositeforPhotocatalyticDegradationof2,4,6-Trichlorophenol. WaterAirSoilPollut. 2020, 231,412.[CrossRef]
18. Liang,Y.;Jiao,C.;Pan,L.;Zhao,T.;Zhou,Q.Degradationofchlorinedioxidebleachingwastewaterandresponseofbacterial communityintheintimatelycoupledsystemofvisible-lightphotocatalysisandbiodegradation. Environ.Res. 2021, 195,110840. [CrossRef][PubMed]
19.Li,Y.P.;Gorenflo,A.;Frimmel,F.H.Ozonationandbiodegradabilityoflignininwater. J.BeijingInst.Technol. 2002, 11,290–294.
20. Wang,X.;Xia,J.;Ding,S.;Zhang,S.;Ding,J.Removingorganicmattersfromreverseosmosisconcentrateusingadvanced oxidation-biologicalactivatedcarbonprocesscombinedwithFe3+ /humus-reducingbacteria. Ecotoxicol.Environ.Saf. 2020, 203,110945.[CrossRef][PubMed]
21. Catalkaya,E.C.;Kargi,F.Color,TOCandAOXremovalsfrompulpmilleffluentbyadvancedoxidationprocesses:Acomparative study. J.Hazard.Mater. 2007, 139,244–253.[CrossRef][PubMed]
22. Bijan,L.;Mohseni,M.Usingozonetoreducerecalcitrantcompoundsandtoenhancebiodegradabilityofpulpandpapereffluents. WaterSci.Technol. 2004, 50,173–182.[CrossRef]
23. Naydenov,A.;Mehandjiev,D.Completeoxidationofbenzeneonmanganesedioxidebyozone. Appl.Catal.AGen. 1993, 97, 17–22.[CrossRef]
24. Nakhate,P.H.;Gadipelly,C.R.;Joshi,N.T.;Marathe,K.V.Engineeringaspectsofcatalyticozonationforpurificationofrealtextile industrywastewateratthepilotscale. J.Ind.Eng.Chem. 2019, 69,77–89.[CrossRef]
25. Nie,S.;Wang,S.;Qin,C.;Yao,S.;Li,K.Removalofhexenuronicacidbyxylanasetoreduceadsorbableorganichalidesformation inchlorinedioxidebleachingofbagassepulp. Bioresour.Technol. 2015, 196,413–417.[CrossRef]
26. Haq,I.;Kalamdhad,A.S.;Pandey,A.Genotoxicityevaluationofpaperindustrywastewaterpriorandpost-treatmentwithlaccase producingPseudomonasputidaMTCC7525. J.Clean.Prod. 2022, 342,130981.[CrossRef]
27. Sonkar,M.;Kumar,M.;Dutt,D.;Kumar,V.Treatmentofpulpandpapermilleffluentbyanovelbacterium Bacillus sp.IITRDVM-5 throughasequentialbatchprocess. Biocatal.Agric.Biotechnol. 2019, 20,101232.
28. Veluchamy,C.;Kalamdhad,A.S.Enhancementofhydrolysisoflignocellulosewastepulpandpapermillsludgethroughdifferent heatingprocessesonthermalpretreatment. J.Clean.Prod. 2017, 168,219–226.[CrossRef]
29. Lin,Z.;Li,J.;Shen,W.;Corriou,J.-P.;Chen,X.;Xi,H.Differentphotocatalyticlevelsoforganicsinpapermakingwastewater byflocculation-photocatalysisandSBR-photocatalysis:DegradationandGC–MSexperiments,adsorptionandphotocatalysis simulations. Chem.Eng.J. 2021, 412,128715.[CrossRef]
30. Ledea-Lozano,O.E.;Fernández-García,L.;Gil-Ibarra,D.;Tena,N.;Salas,J.J.Characterizationofdifferentozonizedsunfloweroils I.Chemicalchangesduringozonization. GrasasAceites 2019, 70,329.[CrossRef]
31. DíazGómez,M.F.;LedeaLozano,O.E.;GómezRegüeiferio,M.;GarcésMancheño,R.;AlaizBarragán,M.S.;MartínezForce,E. Comparativestudyoftheozonationofgeneticallymodifiedandnotmodifiedsunfloweroils. QuímicaNova 2009, 32,2467–2472. [CrossRef]
32. Cox,H.H.J.;Deshusses,M.A.Biologicalwasteairtreatmentinbiotricklingfilters. Curr.Opin.Biotechnol. 1998, 9,256–262. [CrossRef][PubMed]
33. Lim,S.;Shi,J.L.;vonGunten,U.;McCurry,D.L.Ozonationoforganiccompoundsinwaterandwastewater:Acriticalreview. WaterRes. 2022, 213,118053.[CrossRef][PubMed]
Disclaimer/Publisher’sNote: Thestatements,opinionsanddatacontainedinallpublicationsaresolelythoseoftheindividual author(s)andcontributor(s)andnotofMDPIand/ortheeditor(s).MDPIand/ortheeditor(s)disclaimresponsibilityforanyinjuryto peopleorpropertyresultingfromanyideas,methods,instructionsorproductsreferredtointhecontent.
Separations 2023, 10,148 15of15
Sustainable Operations in Paper and Pulp Industry: Analysis of Challenges
BISWAKSEN MISHRA & RAJESH KUMAR SINGHA paper making process adopts primarily a generic flow of steps across industries. This industry is one of the largest in the world and is touted to be growing further with incremental demand for paper and its affiliated products for its eco-friendliness. However, paper and pulp industry is a heavily resource dependent industry be it forest resource, water resource, energy or chemicals. In fact, it is said to be one of the top five leading consumers of energy. Given such, this industry is a major contributor to depleting natural resources and increasing greenhouse gas emission, adding intensively to the global warming. Against such a backdrop, it offers relevant cause to study the scholarly discussion and debate on sustainable issues in paper and pulp industry playing around the academic universe and also to poke into and discuss some of the issues of sustainability in the industry emerging out of the articles. Accordingly, through this article, the present state of affairs in the academic fraternity on the above topic has been laid out through a bibliometric analysis, while some of the common challenges of environmental sustainability associated with the paper making process have been identified from the literature and discussed thereof.
Contact information:
Management Development Institute, Gurgaon, India
Proceedings of the International Conference on Industrial Engineering and Operations Management, Manila, Philippines, March 7-9, 2023. IEOM Society International.
https://doi.org/10.46254/AN13.20230086
Creative Commons Attribution 4.0 International License
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology International® and the PITA Annual Review , both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous Coating.
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® R T P O P T Volume 10, Number 1, 2024 Page 1 of 14 Article 6 – Sustanability
Sustainable Operations in Paper and Pulp Industry: Analysis of Challenges
Biswaksen Mishra1 and Rajesh Kumar Singh2 Management Development Institute, Gurgaon, India 1fpm22biswaksen_m@mdi.ac.in, 2rajesh.singh@mdi.ac.in
Abstract
A paper making process adopts primarily a generic flow of steps across industries. This industry is one of the largest in the world and is touted to be growing further with incremental demand for paper and its affiliated products for its eco-friendliness. However, paper and pulp industry is a heavily resource dependent industry be it forest resource, water resource, energy or chemicals. In fact, it is said to be one of the top five leading consumers of energy. Given such, this industry is a major contributor to depleting natural resources and increasing greenhouse gas emission, adding intensively to the global warming. Against such a backdrop, it offers relevant cause to study the scholarly discussion and debate on sustainable issues in paper and pulp industry playing around the academic universe and also to poke into and discuss some of the issues of sustainability in the industry emerging out of the articles. Accordingly, through this article, the present state of affairs in the academic fraternity on the above topic has been laid out through a bibliometric analysis, while some of the common challenges of environmental sustainability associated with the paper making process have been identified from the literature and discussed thereof.
Keywords
Paper, Pulp, Sustainable, Challenge, Resources
1.Introduction
The history of ‘Paper’ is attributed to 3700 BC ago to its Greek origin from the word ‘Papyrus’, derived from its formation out the stalks of a papyrus plant used as a surface or base for writing (Chauhan and Meena 2021). The process of wood-based paper making starts from debarking and scrubbing of wood (Corcelli et al. 2018). The debarked and scrubbed wood is then chipped into smaller chunks of defined range, a process called chipping. The chipped woods are then sent to digesters where it is mixed with chemicals and given steam-bath to dissolve lignin and decouple the cellulose (Corcelli et al. 2018). The resultant product is the cooked pulp and the byproduct is a waste called black liquor. The cooked pulp is further washed, screened and refined to remove any residual fiber, chemical and impurities. Thereafter the material goes through a bleaching process to remove residual lignin. The bleached pulp is then sent to final paper production stage, where it goes through multiple processes and ultimately emerges out as paper sheet. In the last stage, coating and finishing operations are carried out to produce the material in its consumable form (Corcelli et al. 2018).
Being one of the largest industries in the world, the pulp and paper industry is increasingly contributing to the growth of world economy with continents such as North America (38%), Europe (27%) and Asia (18%) being the major players (Baffani 2018; Chauhan and Meena 2021). Global production of paper has exceeded more than 400 MMT with China, USA and Japan consuming more than 50% of the production (Haggith 2018). According to Haggith (2018), the global average of per capita consumption of paper is 55 Kg annually, with maximum consumption in the North American region, the per capita figure being 215 Kg annually. According to IEA (2009), the demand or world paper and paperboard is expected to increase with annual production expected to touch a figure between 700 – 900 MT by 2050. China, India and other developing countries of Asia are predicted to be the major contributing players to this growth (Kong et al.2016; Chauhan and Meena 2021). As of 2020, there are nearly 5000 pulp and paper mills around the world (Vaez and Zilouei 2020). Primary demand for Paper and pulp industry is as writing and reading materials, but also has demand for other applications such as packaging, decoration, graphics, signage, cleaning etc. In fact, the demand for packaging accounts for more than 55% of global paper consumption (Chauhan and Meena 2021). Post Pandemic, due to growing preference and compatibility with digital technology, the pattern of demand is shifting towards paper as a packaging product. Even with the introduction of environmental regulations over ban on non-bio degradable items such as polyethene’s, is also expected to account for increasing demand for their paper substitutes.
Proceedings of the International Conference on Industrial
Operations Management
© IEOM Society International
Engineering and
Manila, Philippines, March 7-9, 2023
311
Proceedings of the International Conference on Industrial Engineering and Operations Management
Manila, Philippines, March 7-9, 2023
However, paper and pulp making process is highly unsustainable, capable of disrupting the environmental fabric of the society. Major threats emerging out of a paper making business are deforestation, hazardous chemical effluents, heavy fuel consumption etc., all contributing to proliferation of carbon dioxide and other GHGs. Wood is a major raw material for paper industry (Kulkarni 2013). Deforestation is one of the most direct and obvious source of carbon gas emission. Most of the GHG emitted from paper and pulp industry is CO2 (Jauhar et al. 2015). Atmospheric emission of CO2 and chloroform, comprising of the major greenhouse gases, is a prime contributor to global warming (Setthasakko 2010). In order to counter the increasing threat of global warming, reduction in industrial usage of energy is most essential as human use of fossil fuel is a significant contributor to the global warming (IPCC 2014). Being energy efficient is the primary solution in the present scenario to arrest global CO2 emission (Cullen and Allwood 2010; Carrillo-Hermosilla et al. 2009; Ragsdell 2000). It is predicted that about half of the cumulative emission reductions, required to meet the 2oC target, can be met by improving energy-efficiency (IEA 2011). Other essential natural resources exploited extensively in a paper production process are energy and water, primarily for steam generation and electricity production (Setthasakko 2010). Paper and pulp industry is world’s fifth-leading consumer of energy (Jauhar et al. 2015). Being a capital and resource-intensive industry, the pulp and paper industry contributes adversely to the environmental sustainability causing greenhouse emission, human toxicity, ecological toxicity, water contamination and others (Blazejczak and Edler 2000; Pineda-Henson et al. 2002).
Taking cognizance of the adverse impact of the pulp and paper making process and sharp scrutiny of the social community and the governments alike, practices of sustainable supply chain to mitigate negative impact caused by unsustainable production systems are finding space (Das 2018; Ghadge et al. 2018; Beckmann et al. 2014; Meckenstock et al. 2016). Being sustainable only in the bottom line is no longer a measure of a firm’s image, rather it is measured by its performance towards all-encompassing sustainable activity (Barbosa-Povoa et al. 2018; Zhang and Anjali 2014). With even the supply chain partners becoming aware of the importance of triple bottom line (TBL) performance, it is in the interest of every business unit, irrespective of whether it is a supplier or manufacturer or customer, to ensure that it adheres to some practice of sustainable business operations, if it intends to continue its business growth. So, given the adverse impact that a paper and pulp industry have on the environment and the human sustenance, it becomes very relevant to explore the issues of sustainability in one of the unsustainable industries, i.e., paper and pulp industry, prevailing in the academic world and the society in more depth. This is where the focus of the current article lies.
1.1 Objectives
Accordingly, the research questions this paper pursues to address are:
RQ1. What is the present status of academic discourse on sustainability in paper and pulp industry?
RQ2. What are the challenges of sustainability throughout the paper making process impacting the paper and pulp industry?
Through this paper, the author intends to present the pressing issues of sustainability in the paper and pulp industry, as discussed in the literature, through a bibliometric analysis and highlight some of the pressing challenges which emerge out of the same. The flow of this paper is described thus: Section.2 describes the research methodology adopted for the study and the details of the process followed for literature search and literature selection. Section.3 discusses the data analysis modules adopted for the present study. Section.4 interprets the results out of the bibliometric analysis to make some meaningful inferences, discusses some of the sustainability related challenges concerning ecological issues of the paper making industry emerging out of the existing literature and proposes some improvement areas. Section.5 concludes the present study with some future research directions under “Conclusion”.
2.Research Methodology
The first research objective stated for this paper is analysed through a bibliometric study of the prevailing literature on paper and pulp industry to get an outlook on the depth of the academic discourse on sustainable, or rather unsustainable, practices in this industry. Bibliometric tools aid in tracing the evolution of sustainability as well as to identify emerging research focus within the domain of interest (Ertz & Leblanc-Proulx 2018). Through bibliometric analysis, various properties of knowledge domains can be understood with the help of mathematical and statistical outcomes (Mora et al. 2017).It is a scientific method of synthesizing scientific literature to identify new and rich areas in business research (Donthu et al. 2021). The second research objective is to identify the specific challenges of sustainability pertaining to pulp and paper industry. In order to achieve the said objective, content analysis of important and relevant literature on the extant topic was conducted since this technique allows replication and making valid inferences from texts or other meaning matters within any given context (Krippendorff 2004). Bengtsson (2016) says that qualitative content analysis aids in extracting meaningful data from literature and draw
© IEOM Society International
312
Proceedings of the International Conference on Industrial Engineering and Operations Management
Manila, Philippines, March 7-9, 2023
realistic conclusions from it. It enables to bring out insights on topics beyond what quantitative data can provide (Gaur and Kumar 2018). Content analysis along with bibliometrics provides valuable insights into emerging research field (Ayan et al. 2022) and has found application across several studies (Gaur and Kumar 2018).
2.1 Data Collection
In order to collect data for the present study, relevant literature from the database of Scopus and Science Direct were obtained, as Scopus and Science Direct are widely accepted repository of online bibliographic databases (Aria and Cuccurullo 2017). In Scopus, literature search was carried out over two rounds through different criteria to ensure relevant literature situation. In the first round under the search option, the keywords were selected as (("SUSTAINABLE" OR "SUSTAINABILITY") AND ("PAPER") AND ("PULP") AND "INDUSTRY" AND "WOOD")) within ‘TITLE, ABSTRACT, KEYWORDS’ limited to document type ‘Articles’ and within the journals pertaining to the subject area of ‘Environmental Science’, ‘Agricultural and Biological Science’, ‘Energy’, ‘Business, Management and Accounting’, and ‘Earth and Planetary’. In the second round under the search option, the choice of keywords for search were ‘("sustainable" OR "circular economy" OR "recycle" OR "recycling" OR "reuse" OR "net zero") AND ("carbon" OR "decarboni*ation" OR "wood" OR "chemical*" OR "effluent") AND "challenge*" AND ("paper and pulp" OR "pulp and paper")’ within ‘TITLE, ABSTRACT, KEYWORDS’ limited to document type ‘Articles’. In science direct database, the criteria for selection used was ‘("carbon" OR "decarboni" OR "wood" OR "chemical" OR "effluent") AND ("paper and pulp" OR "pulp and paper")’ within the body of the articles restricted to the terms ‘("sustainable" OR "circular economy" OR "recycle" OR "recycling" OR "reuse" OR "net zero") AND "challenge")’ within ‘TITLE, ABSTRACT, KEYWORDS’.
The search result from Scopus elicited 143 numbers of articles for the first search, while the subsequent search gave 68 articles. The search result from Science Direct generated 405 numbers of articles (Table.1). Out of the same, through further scrutiny of the titles and reading through the abstracts, only 54 number of articles from Scopus and 33 number of articles from Science Direct were found to be relevant to the subject of concern and so the rest articles were excluded from the study. (Table.1). Out of the same, 07 papers were found to be overlapping across both the databases. Excluding the repeat articles, a total of 80 articles pertaining to the interest of the paper under study were selected for examination.
3. Data Analysis
3.1 Bibliometric Analysis
With the objective to perform Bibliometric analysis, the R-package, ‘bibliometrix’ was used. According to Aria and Cuccurullo (2017) bibliometrix is the most preferred open-source software tool for quantitative research in bibliometrics having best techniques of statistical algorithms, quality numerical routines, integrating data visualization tools and certain inbuilt data cleaning options and offers the most comprehensive science mapping of scientific literature. Further the platform is highly compatible with the bibliometric database, Scopus and automatically connects with Scopus API to collect metadata. The details of articles obtained from Science Direct were merged with that of the 54 articles obtained from Scopus in the csv file format of Scopus and so a combined csv file of 80 articles was used to extract bibliometric inference. In order to capture the research objectives stated for the study, the following graphs and plots are discussed as bibliometric inference:
© IEOM Society International
Databases Articles obtained Articles excluded Exclusion criteria Shortlisted articles Exclusion of repeat articles Final articles selected Scopus 143 117 Scrutiny of Title and Abstract 26 07 80 68 40 Scrutiny of Title and Abstract 28 Science Direct 405 372 Scrutiny of Title and Abstract 33
Table 1. Search results across the databases used for literature extraction
313
Proceedings of the International Conference on Industrial Engineering and Operations Management
Manila, Philippines, March 7-9, 2023
3.1.1 Annual Scientific Production
This graph is expected to present the trajectory of academic discourse on pulp and paper industry related to its (un)sustainable practices over the years. Given the recent global focus on sustainability on environmental, social as well as economic dimensions, it would be worthwhile to see if the academic community is at par with the global concern in identifying the issues of sustainability in pulp and paper industry and discussing the same with vigor.
3.1.2 Sources Description
The plot on sources description will highlight the journals which are at the forefront in discussing the sustainability issue in pulp and paper industry and the journals which are not that active or are dormant. It would also be worthwhile to figure out whether the journals, which go by the nomenclature referring to sustainable or clean operations, truly are practicing what they preach.
3.1.3 Word Dynamics
Whereas Word Frequency presents the most discussed word within the bibliographic collection, the plot Word dynamics presents the evolution of the words or concepts under discussion over a temporal scale. This plot will throw some light on the evolving words or concepts of concern related to sustainability, as perceived from the academic studies, plaguing the pulp and paper industry at any given point in time.
3.1.4 Thematic Evolution
This plot was considered in the analysis as it would also throw light on the temporal evolution of the themes on discussion concerning sustainability in pulp and paper industry, quite similar to the Word Dynamics.
3.2 Content Analysis
For the purpose of content analysis, the literature collection resulting out of the Scopus and Science Direct database search were inspected. Out of the entire bibliographic collection of 80 articles out of the search results, 20 relevant articles were considered for detailed study and content analysis for identification of challenges of sustainability in pulp and paper industry. The selection of articles were restricted to only 20, as the idea was to capture the most prominent and broadly discussed challenges in the literature, rather than going deep into specific engineering or technical evaluation of the challenges therein.
4. Results and Discussions
4.1 Bibliometric Analysis
4.1.1 Annual Scientific Production
The time span of total number of 80 articles on the domain is 26 years with first article published in 1996 and last article under consideration being published in 2022 (Figure.1). The annual growth rate of the articles in the present field of interest over 26 years is 10.03%. A total of 259 authors have contributed cumulatively in these 80 articles. On an average, the number of co-authors per document is computed as 3.42. From the plot depicting annual growth of the journals under Figure.1, it can be inferred that the publication of the papers on the domain of sustainability of paper and pulp industry has picked up pace from 2008 onwards with focal publications happening only recently from 2018 onwards. Though the exponential growth visible during the recent years can be attributed to the spurt in publication of journal articles during and after COVID-19 Pandemic in general, but the fact that the sharp growth of the publications concerning the subject of sustainability and recycling in paper and pulp industry is visible from 2018 onwards and that the publication growth rate only on the subject of study has touched 12.0% is indicative of the relevance of the issues pertaining to sustainability in paper and pulp industry has found recently.
© IEOM Society International
314
Proceedings of the International Conference on Industrial Engineering and Operations Management

4.1.2 Sources’ Description
A total number of sources or journals publishing the 80 articles of interest is 50. Out of the said 50 sources, the frequency of top10 most relevant or contributing sources are as depicted below (Figure.2). As can be observed, the highest number of papers (11) relevant to our subject matter, ie., sustainability in paper and pulp industry, has been published under Journal of Cleaner Production, followed by IPPTA: Quarterly Journal of Indian Pulp and Paper Technical Association (6). Two journals, namely, Forest Policy and Economics and Renewable and sustainable energy reviews, feature jointly at the third spot from the top in terms of the number of articles published (4 documents each). Rest 06 sources such as Business Strategy and The Environment, Chemosphere, Energy, Journal of Environmental Management, Paper technology and Paper360 have published 02 articles each pertaining to sustainable pulp and paper industry.

That the major contributor to the discussion on the sustainability and recycling issues in paper and pulp industry has been ‘Journal of Cleaner Production’(JoCP), is also evident from the Source Dynamics plot (Figure.3), even though it was the Journal of Environmental Management which published the first article of our interest in the year 1996. Subsequently, the journal continued to lead the race in term of a leading publisher of the articles on sustainable paper and pulp industry till 2012 from which point the position was occupied by the quarterly journal of ‘Indian Pulp and Paper Technical Association’(IPPTA), which continued to hold the place as the leading publisher till 2018. Since 2018 till 2022, the Journal of Cleaner Production (JoCP) has been at the forefront of publishing maximum
Manila, Philippines, March 7-9, 2023
© IEOM Society International
Figure 1. Year-wise annual scientific production of the bibliometric collection
Figure 2. Most relevant sources of articles
315
Proceedings of the International Conference on Industrial Engineering and Operations Management
Manila, Philippines, March 7-9, 2023
number of documents concerning sustainability in paper and pulp industry. In fact, growth of the number of such articles published in JoCP has seen a sharp climb since 2014 which might be construed as the relevance accorded to

and its ability to capture the burning issue of sustainability in paper and pulp industry by JoCP. This might also be due to the compounding effect with authors researching on the above domain preferring JoCP over other journals for publication of their articles. So, it may be inferred that JoCP and IPPTA have been able to capture the burning issue better.
4.1.3 Word dynamics
The word dynamics plot presents a visual description of the top 10 words as on 2022, discussed in the bibliographic collection, along with the historical cumulative occurrences. From the plot at Figure.4 below, it can be seen that the most discussed words as on 2022 are ‘paper and pulp industry’ and ‘sustainable development’. The ranking of the words at the first and second position of relevance is not surprising as the keywords were a part of the search criteria for selection of the articles. Yet, the sudden emergence of the concepts from 2020 onwards is an indication that academic discourse on sustainable pulp and paper industry is bustling under active mode. But, listing of the word “Recycling” at third position as on 2022 and seen to be dominating the word list from 1996 to 2020 in the present bibliographic pool of study implies that predominantly the focus of journal articles on pulp and paper industry from 1996 till 2020 revolved around recycling activities, which could be related to the effluents, the quintessential and the most toxic by-product of the process, though the discourse was been fairly consistent even till 2022, as is event from the trajectory of occurrence. Other words featuring in the list of top 10 prominent words as on 2022, in the order of relevance are ‘supply chains’, ‘forestry’, ‘paper’, ‘pulp’, ‘paper industry’, ‘pulp and paper industry’ and ‘supply chain management’ and all of these words were found to have been discussed in the academia from 2005-2006 onwards fairly consistently.
© IEOM Society International
Figure 3. Graph showing the cumulative occurrences of journals over the years.316
Engineering and

4.1.4 Thematic Evolution
The plot on thematic evolution (Figure.5 below) tells us the gradual progression of literature discourse on sustainability in pulp and paper industry over the period of 26 years from 1996. The plot reveals that the progression of the themes of the articles could be bifurcated into two timelines according to the relevance of the topics of discourse, one from the beginning, i.e, 1996 to 2019 and the second from 2020 to 2022. The primary focus of the themes from 1996 to 2019 has been on topics such as ‘effluent treatment’ followed by ‘forest management’ and so on. The terms ‘Sustainable development’ and ‘waste management’ were not on top of the most discussed topics between 1996 and 2019. However, during the period from 2020 to 2022, ‘sustainable development’ was the most discussed topic followed by ‘paper and pulp industry’ and ‘waste management, in that order. On analysis of the plot on Thematic evolution, it can be construed that the prime theme of discussion between 1996 and 2019 on sustainability, circular economy, decarbonisation in paper and pulp industry was ‘effluent treatment’ followed by ‘forest management’. So, even though the theme on ‘sustainable development’ featured at later positions between 1996 to 2019, before occupying the position of most discussed themes from 2020 onwards, the essential discourse concerning paper and pulp industry has all throughout been around its unsustainable nature of business involving deforestation and waste generation. It is just that the terminology of ‘sustainable development’ and ‘waste management’ were used frequently, which by the way encompasses the concepts of deforestation and effluent generation as could be found out from the literature study. So, the thematic evolution plot indeed confirms the relevant issues plaguing paper and pulp industries.
© IEOM Society International
Proceedings of the International Conference on Industrial
Operations Management Manila, Philippines, March 7-9, 2023
Figure 4. Plot depicting word dynamics in cumulative occurrences over the years
317

4.2 Challenges for Sustainability
From the analysis of the bibliometric charts as above and on content analysis of 20 most relevant articles out of the bibliometric collection, the following sustainability challenges were identified in the paper and pulp industry:
4.2.1 Depletion of green sources
Being a resource-intensive industry, paper and pulp industry leave a trail of negative impact on natural resources, primary among them being greenhouse effect (Blazejczak and Edler 2000; Pineda-Henson et al. 2002). The major raw material for a paper and pulp industry, throughout the world, is wood (Kulkarni 2013). The only sources of wood are trees. And so, cutting down trees to obtain raw material for the paper and pulp industry is an indispensable part of the paper production process for most of the paper mills (Avs and Demirer 2008). It leads to depletion of green covers which not only are the prime source of oxygen, but also are the prime consumer or absorber of carbon dioxide from the atmosphere. Even during processing of wood, carbon dioxide stored in it is released into the atmosphere. In fact, pulp and paper industry contributes to almost 2% of direct industrial CO2 emissions (IEA, 2016). So, removing trees contribute heavily to carbon emission and hence propagation of greenhouse gases. As observed by Pant (2021), paper and pulp industry must accord severe attention to protect deforestation due to heavy demand of tree-wood for paper making in countries such as India. The vitality of forest management also clearly emerges out from the thematic evolution under bibliometric analysis above, where ‘forest management’ has remained a most discussed theme for all the researcher from the beginning (1996) till date (2022). The word ‘forestry’ also finds high prominence in the word cloud, while being the fifth most referred word in all the articles under study over past 26 years. However, now organisations are taking cognizance of this vital aspect and have started contributing towards decarbonisation through initiatives such as reforestation, switching to non-wood agrobased raw materials, using recycled pulp from disposed or wasted papers as raw materials etc. Even the nonintegrated paper making organizations, those purchasing raw material such as wood or pulp from outside, are emphasising on supplier selection. Having environmental certification is gradually becoming one of the prime criteria for supplier selection to ensure sustainability of the environment (Mota et al.2018; Jauhar et al. 2015; Pant et al. 2021).
4.2.2 Energy intensive sector
Paper and pulp industry requires high levels of energy consumption for its paper production process (Setthasakko 2010; Mandeep et al. 2019). The industry ranks among the top five energy consuming industries of the world (Andersson and Thollander 2019). With increasing demand for paper and paperboard world over, consumption of
Proceedings of the International Conference on Industrial Engineering and Operations Management Manila, Philippines, March 7-9, 2023
© IEOM Society International
Figure 5. Plot of thematic evolution over the years.
318
Proceedings of the International Conference on Industrial Engineering and Operations Management
Manila, Philippines, March 7-9, 2023
energy by the paper and pulp industry has increased even further (Kong et al. 2016). Consumption of energy takes place at all stages of pulp and paper making be it during chipping, digesting, pulp washing, bleaching and paper production. As per IEA report (2016) and Man et.al (2019), the pulp and paper industry accounts for almost 6% of total industrial energy consumption in the world. Accordingly, this industry is responsible for gradual depletion of fossil fuels and electricity (Avs and Demirer 2008), leaving the environment and the society to the risk of an unsustainable future. The threat of increasing global warming, caused by the emission of GHGs, can be arrested through reduced industrial energy usage and energy conservation (IPCC 2014; Man et al. 2019). The intensity of energy consumption in the paper and pulp industry is also evident from the fact that the concept of carbon positive or decarbonisation does not feature anywhere in the top 10 most discussed term or topic or theme from the bibliometric analysis. So, it is imperative that innovative technologies and strategies are built into the pulp and paper industry to mitigate energy and environmental loss inflicted to the society (Corcelli et al. 2018). Organizations have now acknowledged the same and innovative measures are being taken towards energy consumption to create a sustainable future. Use of bio-mass (from wood waste), black liquor (a liquid waste ejected during digesting process) and bio-sludge (generated from waste water treatment) in generation of power (Corcelli et al. 2018; EC 2015; IEA 2017) is a reflection towards responsible thinking and sustainable business. Even with increase in paper and paper production by 23% in 2017 over past two decades, the energy usage has only grown by 1% (EC 2015; IEA 2017). Nevertheless, the road to being energy positive in an energy-intensive industry is a long one. Many innovative measures are still to be adopted to restrict energy usage and CO2 emissions in order to meet the target of limiting global warming to 2oC by 2025 (IEA 2017).
4.2.3 Extensive water consumption
Another significant contribution by the paper and pulp industry to an unsustainable environment is the extensive use of water, causing severe stress on the water conservation (Setthasakko 2010; Avs and Demirer 2008). Water is primarily used during digesting process for steam generation and washing the cooked and chemically treated pulp (Setthasakko 2010; Corcelli et al. 2018). Even though adoption of circular economy measures in this domain is visible from the industry practices where the clean water generated through effluent treatment of waste water are being recycled back into the system thereby conserving water usage, still exploitation of water from natural resources is a reality in paper and pulp industry as reflected in the literature depicted under thematic evolution plot. And so, further discussions, propositions and actions are warranted to make the paper and pulp industry water positive, if we aim for a sustainable water resource for future generation.
4.2.4 Role of toxic chemicals
Chemicals are the quintessential by-products as well as raw materials at multiple stage of paper making in the paper and pulp industry. The chemicals are consumed during the process of digesting and bleaching and released, as byproducts, during the process of digesting (black liquor), pulp washing and bleaching (Corcelli et al. 2018; Man et al. 2019). Even the application of the chemicals as fertilizers used during the eucalyptus plantation (prominent source of wood for paper making industry) contributes adversely to the environment (Xu & Becker 2012). These chemicals are very harmful and cause human toxicity, ecological toxicity, acidification among others (Blazejczak and Edler 2000; Pineda-Henson et al. 2002). Laden with chemicals, the effluents are discharged into rivers or other water bodies by many organizations, thereby leaving a negative impact on both the society and the environment, including damage to human health and other living organisms (Setthasakko 2010). Increasing spread of water-borne diseases world over is an obvious testimony to such threats of industrial byproducts.
This threat can be addressed through effective effluent treatment and recycling or proper treatment of other harmful by-products of a paper making process. However, even in this regard, from a moral standpoint and also in view of rising consumer and societal interest, wide awareness on environmental and social responsibility is gaining ground amongst the business community. Effluent treatment has become almost a conventional part of the paper making process, whereby the waste water are not only treated to distill the liquid of toxic chemicals, but both the treated water and the biosludge are being channeled through respective value chains for recycling into external and internal consumption respectively. In fact, the recycling technology of black liquor and the biosludge to meet the energy requirement (Corcelli et al. 2018) is contributing to energy conservation and hence serving as an added bonus to the society, environment and the business community. In fact this could also be the reason why ‘recycling’ featured as a most discussed word in bibliometric analysis. In spite of the above direction of development, with the threat of global warming and unsustainable resources, including that of contaminated and scarce water sources, looming over the future of a sustainable biosphere and with ever demanding consumers and the vigilant civil society, it remains a challenge not only to restrain the penetration of harmful effluents into the society but also to contribute to the society more than what is taken from it.
© IEOM Society International
319
4.3 Proposed Improvements
The challenges emerging out of the literature clearly warrant transformation, not just in terms of the business processes and operations, but also change in the worldview held by the industrial community as a whole encompassing the entire supply chain of pulp and paper industry. Given the processual challenges discussed above, the following improvements may be considered as the mitigating forces for such challenges:
4.3.1 Re-forestation or Afforestation
Considering the act of uprooting of trees a routine affair for a wood based pulp and paper industry, this operation could be coupled with sampling plantation measures. For tree which is uprooted, all firms may consider planting atleast 2-3 samplings. The saplings could be of the same variety of trees or could be a mix of the desired variety with some most eco-friendly ones. It might take some years to actually give off the benefits of sustainability, but once the system is in order after the first few years of inception, it will be a perennial design of mitigating the issue due to deforestation.
4.3.2 Renewable sources of energy consumption
Pulp and paper industry will continue to remain an energy intensive industry, unless the industry is bombarded with some new disruptive technologies. So, the best way to address the hurdle of fossil fuel consumption as well as emission of greenhouse gases is to make use of renewable energy sources. With the tariff of renewable energy seeing a downward progress, economic feasibility of introducing such sources could be explored in depth. Also, the pulp and paper making process itself offers multiple avenues of recycling its waste for sustainable consumption, prime among which is energy. The wood dust or scrap generated during wood chipping and black liquor during digesting are very useful renewable fuel sources.
4.3.3 Water recycling and rain-water harvesting
As with energy sources, the consumption of water for a pulp and paper making process awaits some revolutionary technology to reduce water intake per unit of pulp and paper production. Till such time, recycling of water through efficient and effective treatment of waste water is a most feasible solution to address the threat of incessant water consumption in this industry. Also, as an industrywide practice, efforts may be pulled towards implementing rainwater harvesting projects from the water sourcing regions and the surrounding vicinity.
4.3.4 Effluent treatment
The toxicity of chemicals released by way of effluents can be completely isolated from environmental diffusion through effective effluent treatment plans. In fact, through effective effluent treatment many pulp and paper making firms are able to recycle the chemical back into the production process, thereby restricting the toxic effects of the chemicals to spread into the atmosphere, while also making the firm more resourceful in terms of use of chemicals for paper making process.
Apart from the measures related to the pulp and paper making industry, the following improvements are proposed for the academic community for making greater contribution to making this industry a sustainable one:
4.3.5 Research on state-of-the-art technologies
The technology for pulp and paper making has still broadly remained the same over its long history. Research studies focusing on how state of the art technologies can be utilized in the pulp and paper industry need to be encouraged to bring about a discernible transformation for making the process of pulp and paper making more sustainable and resourceful. Studies on how digital technologies can improve the processes through some experimental data would be more appreciated and considered reliable for the practitioners in the industry. Simulation studies could also be presented through research publications for the industry audience for their consideration.
4.3.6 Wider discourse on prominent journals
Barring one or two journals, the academic dissemination of sustainability issues in pulp and paper industry has largely fallen behind, given the global discussion on the topic taking the hot seat. So, encouraging active research and publication on the area of sustainable pulp and paper industry is a must, if we wish to strive to achieve sustainable living and consumption in a targeted time frame.
© IEOM Society International
Proceedings of the International Conference on Industrial Engineering and Operations Management Manila, Philippines, March 7-9, 2023
320
Proceedings of the International Conference on Industrial Engineering and Operations Management
Manila, Philippines, March 7-9, 2023
5.Conclusion
Through the bibliometric analysis and study of the articles covered by the bibliometric collection, the state of the literary discourse and discussions on environmental impact of paper and pulp industry was discussed. The discussions on the issues of sustainability pertaining to the paper and pulp industry, in the academic world, were studied through the journal-wise and article-wise analysis using bibliometric tool. Further, various challenges for sustainable business practices in the paper and pulp industry, identified from the bibliometric collection were discussed. On the basis of the research outcome, few suggestions of improvement were proposed. From this paper, it is evident that paper and pulp businesses all throughout had major environmental and societal concerns and threats which are ingrained in their business models. However, with rising awareness and concerns not just amongst the society at large, but also amongst the customers and the organisations themselves, several measures to mitigate the adverse effects resulting from the business models of paper and pulp industries are being adopted. Yet, achieving a completely sustainable and environment friendly model of paper making is a far cry. And so, further discussions, propositions and actions, as proposed above, are desired to make the paper making business a net resource contributor to the society from a net resource consumer as per the present time.
References
Andersson, E. and Thollander, P., Key performance indicators for energy management in the Swedish pulp and paper industry, Energy Strategy Reviews, 24, 229-235, 2019.
Aria, M. and Cuccurullo, C., bibliometrix: An R-tool for comprehensive science mapping analysis, Journal of Informetrics, 11, 4, 959-975, 2017.
Ayan, B., Güner, E. and Son-Turan, S., Blockchain Technology and Sustainability in Supply Chains and a Closer Look at Different Industries: A Mixed Method Approach. Logistics, 6, 4, 2022.
Avs¸ ar, E. and Demirer, G.N., Cleaner production opportunity assessment study in SEKA Balikesir pulp and paper mill, Journal of Cleaner Production, 16, 422-431, 2008.
Baffani S, Responsible fiber sourcing, In: Martin J, Haggith M, editors, The state of the global paper industry, shifting seas-new challenges and opportunities for forests, people and the climate, Environmental Paper Network, 35, Available: https://environmentalpaper.org/wp-content/uploads/2018/04/ StateOfTheGlobalPaperIndustry2018_FullReport-Final-1.pdf, Accessed on September 28th, 2022.
Barbosa-Povoa, A. P., da Silva, C., and Carvalho, A., Opportunities and Challenges in Sustainable Supply Chain: An Operations Research Perspective, European Journal of Operational Research, 268 (2), 399–431, 2018.
Barr, K, Buckland reduces water and drain losses - Closing up in a traditional mill, Paper Technology, 37, 40-X3, 1996.
Beckmann, M., Hielscher, S. and Pies, I., Commitment strategies for sustainability: How business firms can –win outcomes, Business Strategy and the Environment, 23(1), 18–37, 2014.
Blazejczak, J. and Edler, D., Elements of innovation-friendly policy regimes: an international comparative study for the paper industry, in Hemmelskamp, J., Rennings, K. and Leone, F. (Eds), Innovation-Oriented Environmental Regulation; Theoretical Approaches and Empirical Analyzes, ZEW Economic Studies 10, New York, NY, pp. 175-92, 2000.
Carrillo-Hermosilla, J., del González, P.R. and Könnölä, T., What is eco-innovation?, In: Eco-Innovation, 1st edition, Palgrave Macmillan, London, 2009.
Chauhan, S. and Meena, B. L., Introduction to pulp and paper industry: Global scenario, Physical Sciences Reviews, vol. 6, no. 5, 2021, pp. 81-109, 2021.
Corcelli F., Fiorentino G., Vehmas J. and Ulgiati S., Energy efficiency and environmental assessment of papermaking from chemical pulp - A Finland case study, Journal of Cleaner Production,198, 2018.
Cullen, J.M. and Allwood, J.M., The efficient use of energy: Tracing the global flow of energy from fuel to service, Energy Policy, 38, 75-81, 2010.
Das, Debadyuti, The impact of Sustainable Supply Chain Management practices on firm performance: Lessons from Indian organizations, Journal of Cleaner Production. 203, 179-196, 2018.
Date, M., Patyal, V., Jaspal, D., Malviya, A. and Khare, K., Zero liquid discharge technology for recovery, reuse, and reclamation of wastewater: A critical review, Journal of Water Process Engineering, 49, 2022.
Donthu, N., Kumar, S., Mukherjee, D., Pandey, N. and Lim, W.M., How to conduct a bibliometric analysis: An overview and guidelines, Journal of Business Research, 133, 285-296, 2021.
EC (European Commission), 2015. Best Available Techniques (BAT). Reference Document (BREF) for the Production of Pulp, Paper and Board. Available: https:// https://eippcb.jrc.ec.europa.eu/sites/default/files/2019-11/PP_revised_BREF_2015.pdf (accessed September 2022).
© IEOM Society International
321
Proceedings of the International Conference on Industrial Engineering and Operations Management
Manila, Philippines, March 7-9, 2023
Ertz, M and Leblanc-Proulx, S., Sustainability in the collaborative economy: A bibliometric analysis reveals emerging interest, Journal of Cleaner Production, 196, 1073-1085, 2018.
Gaur, A. and Kumar, M., A systematic approach to conducting review studies: An assessment of content analysis in 25years of IB research, Journal of World Business, 53, 2, 280-289, 2018.
Ghadge, A., Kidd, E., Bhattacharjee, A. and Tiwari, M, Sustainable procurement performance of large enterprises across supply chain tiers and geographic regions, International Journal of Production Research. 57, 764778, 2018.
Haggith M. Reducing paper consumption and ensuring fair access. In: Martin J, HaggithM,editors. The state of the global paper industry, shifting seas-new challenges andopportunities for forests, people and the climate. Environmental Paper Network NorthAmerica, 35. Available: http://epd.canopyplanet.org.
IEA(International Energy Agency), Energy technology transitions for industry: strategies for the next industrial revolution, OECD Publishing, Available: https://iea.blob.core.windows.net/assets/cbe43f12-1bb4-4d54bd59-d036258be297/industry2009.pdf (Accessed September 2022), 2009.
IEA (International Energy Agency), World Energy Outlook 2011, IEA Publications, France, Available: https://iea.blob.core.windows.net/assets/cc401107-a401-40cb-b6cec9832bb88d85/WorldEnergyOutlook2011.pdf (Accessed September 2022), 2011.
IEA (International Energy Agency), International Energy Outlook 2016 with Projection to 2040. IEA Publications, France. Available: https://iea.blob.core.windows.net/assets/680c05c8-1d6e-42ae-b95368e0420d46d5/WEO2016.pdf (Accessed September 2022), 2016.
IEA (International Energy Agency), Energy Technology Perspectives 2017: Tracking Clean Energy Progress 2017. IEA Publications, France. Available: https://iea.blob.core.windows.net/assets/580c0f94-0db8-4dc8-994766720737cb3a/TrackingCleanEnergyProgress2017.pdf (Accessed September 2022), 2017.
IPCC (Intergovernmental Panel on Climate Change), Climate Change 2014: Synthesis Report. Contribution of Working Groups I, II and III to the Fifth Assessment Report of the IPCC, Geneva, Switzerland, Available: https://www.ipcc.ch/site/assets/uploads/2018/02/SYR_AR5_FINAL_full.pdf, (Accessed September 2022), 2014.
Jauhar, S. K., Pant, M. and Nagar, M. C., Differential evolution for sustainable supplier selection in pulp and paper industry: A DEA based approach, Computer Methods in Materials Science, 15, 118–126, 2015.
Kong, L., Hasanbeigi, A. and Price, L., Assessment of emerging energy-efficiency technologies for the pulp and paper industry: A technical review, Journal of Cleaner Production, 122, 5–28, 2016.
Kulkarni, H. D., Pulp and paper industry raw material scenario - ITC plantation a case study, IPPTA: Quarterly Journal of Indian Pulp and Paper Technical Association, 25, 79–89, 2013.
Man, Y., Han, Y., Li, J., and Hong, M., Review of energy consumption research for papermaking industry based on life cycle analysis, Chinese Journal of Chemical Engineering, 27, 1543–1553, 2019.
Mandeep, Gupta, G. K., Liu, H., and Shukla, P., Pulp and paper industry–based pollutants, their health hazards and environmental risks. Current Opinion in Environmental Science & Health, 12, 48–56, 2019. and Carvalho, A., The wicked character of sustainable supply chain management: Evidence from sustainability reports, Business Strategy and the Environment, 25, 449–477, 2016.
Mora, L., Deakin, M., and Bolici, R, The First Two Decades of Smart-City Research: A Bibliometric Analysis, Journal of Urban Technology, 24,1, 3-27, 2017.
Mota, B., Carvalho, A., Gomes, M. I., and , Green supply chain design and planning: The importance of decision integration in optimization models, Operational Research, 223, 249–257, 2018.
Pant, K., Yadav, V. S., and Singh, A. R., Design of multi-tier multi-time horizon closed-loop supply chain network with sustainability under uncertain environment for Indian paper industry, International Journal of Sustainable Engineering, 14, 107–122, 2021.
Pineda-Henson, R., Culaba, A.B. and Mendoza, G.A., Evaluating environmental performance of pulp and paper manufacturing using the analytic hierarchy process and life-cycle assessment, Journal of Industrial Ecology, Vol. 6 No. 1, pp. 15-28., 2002.
Ragsdell, G., Engineering a paradigm shift?: An holistic approach to organizational change management, Journal of Organizational Change Management. 13 (2), 104-120, 2000.
Setthasakko, W., Barriers to the development of environmental management accounting: An exploratory study of pulp and paper companies in Thailand, EuroMed Journal of Business, 5, 315–331, 2010.
Vaez E., and Zilouei H., Towards the development of biofuel production from paper mill effluent, Renewable Energy, 146 (2020), pp. 1408–1415, 2020.
Xu, W. and Becker, G., Environmental Impact Assessment of Wood Pulp from a Eucalyptus Plantation in South China by Using Life-Cycle Analysis, Forest Products Journal. 62. 365-372, 2012.
© IEOM Society International
322
Proceedings of the International Conference on Industrial Engineering and Operations Management
Manila, Philippines, March 7-9, 2023
Zhang, Z. and Awasthi, A., Modelling customer and technical requirements for sustainable supply chain planning, International Journal of Production Research, 52, 2014.
Biographies
Biswaksen Mishra is a research scholar at Management Development Institute, Gurgaon, India. He is pursuing his fellowship program in the discipline of Operations Management. He has received the degree of Bachelor of Engineering in the discipline of Electronics and Instrumentation from Ghanashyam Hemalata Institute of Technology and Management, Utkal University, Puri, India. He holds the Master of Business Administration degree in the area of Marketing and Operations Management from Xavier Institute of Management, Bhubaneswar, India. He has work experience of more than ten years in service industry in India, primarily related to supply chain operation. His research interest covers the areas of Supply Chain Management and Circular Economy.
Dr. Rajesh Kumar Singh is a Professor in Operations Management Area at Management Development Institute (MDI), Gurgaon, India. His areas of interest include Supply Chain management, Industry 4.0, Circular Economy. Currently he is serving as Associate Editor to International Journal of Consumer Studies (Wiley) and International Journal of Global Business and Competitiveness (Springer). He is also in Editorial Board of Journal Of Supply Chain Management Systems, Operations Management Research and Vision-The Journal of Business Perspective. He has also worked as Guest Editor for special issues of Resources, Conservation and Recycling, Competitiveness Review, Journal of Modelling in Management, Administrative Sciences, Global Journal of Operations and Strategic Sourcing etc. He has published papers in journals such as Resources, Conservation and Recycling, Journal of Cleaner Production, Production planning and Control, Annals of Operations Research, International Journal of Production Research, Applied Soft Computing, Clean Technologies and Environment Policy, Industrial Management and Data Systems, Singapore Management Review, International Journal of Productivity and Performance Management, Benchmarking: An International Journal, Journal of Modelling in Management, Competitiveness Review: An International Business Journal.
Society International
© IEOM
323

Challenges for Recycling Mediumdensity Fiberboard (MDF)
ANDRÉ ZIMMER & SUYANNE ANGIE LUNELLI BACHMANN
Medium-density fiberboard (MDF) is commonly used for furniture manufactured. The increase in demand and the short relative lifecycle have increased the generated waste volume, increasing concerns about disposal. Despite being mainly composed of input from a renewable source, very little of this material is recycled. In this sense, this aim article performed a literature overview of MDF recycling technologies presenting the challenges and perspectives to overcome this problem. The relevant articles considered for this review were selected from the Web of Science and the Scopus databases. The first step for MDF recycling is its disintegration, which inevitably changes the properties of the wood fibers from MDF waste. Allied with this, the other constituents, like resin, are a challenge to a recycling process that, a priori, is more appropriately carried out only with fibers. Ideally, it would be recycling the MDF in new panels, however, due to the mentioned issues, it is not possible in its entirety, and in a continuous way (in several recycling cycles). As MDF waste is a material with caloric capacity during combustion, converting it to energy is a possibility, especially when other more sustainable alternatives are difficult. An emerging alternative is the pyrolysis and enzymolysis of MDF to obtain valued products. Further studies are needed, both for the disintegration processes to preserve the characteristics of the MDF fibers and the other constituents together with the MDF to favor its recycling. It is lacking evaluation of the economic, and principally environmental issues of each recycling alternative.
Contact information:
Federal Institute of Education, Science and Technology of Rio Grande Do Sul, Feliz Campus, Feliz, RS, Brazil.
Results in Engineering 19 (2023) 101277
https://doi.org/10.1016/j.rineng.2023.101277
Creative Commons Attribution 4.0 License
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology International® and the PITA Annual Review , both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous Coating.
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® R T E P O P T Volume 10, Number 1, 2024 Page 1 of 10 Article 7 – MDF Recycling




Challenges for Recycling Mediumdensity Fiberboard (MDF)
ANDRÉ ZIMMER & SUYANNE ANGIE LUNELLI BACHMANNMedium-density fiberboard (MDF) is commonly used for furniture manufactured. The increase in demand and the short relative lifecycle have increased the generated waste volume, increasing concerns about disposal. Despite being mainly composed of input from a renewable source, very little of this material is recycled. In this sense, this aim article performed a literature overview of MDF recycling technologies presenting the challenges and perspectives to overcome this problem. The relevant articles considered for this review were selected from the Web of Science and the Scopus databases. The first step for MDF recycling is its disintegration, which inevitably changes the properties of the wood fibers from MDF waste. Allied with this, the other constituents, like resin, are a challenge to a recycling process that, a priori, is more appropriately carried out only with fibers. Ideally, it would be recycling the MDF in new panels, however, due to the mentioned issues, it is not possible in its entirety, and in a continuous way (in several recycling cycles). As MDF waste is a material with caloric capacity during combustion, converting it to energy is a possibility, especially when other more sustainable alternatives are difficult. An emerging alternative is the pyrolysis and enzymolysis of MDF to obtain valued products. Further studies are needed, both for the disintegration processes to preserve the characteristics of the MDF fibers and the other constituents together with the MDF to favor its recycling. It is lacking evaluation of the economic, and principally environmental issues of each recycling alternative.
Contact information:
Federal Institute of Education, Science and Technology of Rio Grande Do Sul, Feliz Campus, Feliz, RS, Brazil
Results in Engineering 19 (2023) 101277
https://doi.org/10.1016/j.rineng.2023.101277
Creative Commons Attribution 4.0 License
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology International® and the PITA Annual Review, both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous Coating.
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® Volume10, Number1, 2024 Page 1 of 10 Article 7 – MDF Recycling
journal homepage: www.sciencedirect.com/journal/results-in-engineering
´ “ ” ’


’ ’ “ ” “ ” –––’ ’ “ ” “ ”

“ ” ◦ ’ ◦ –´

’ ł = = = = ◦
–◦ –◦ < – –Ø ◦ ◦ ◦ ◦ ◦ ◦ –◦ ’ ◦ ◦ ◦ ◦ = ◦ ◦ ◦ Ø –––––◦ ◦ ◦ ◦ ◦ ◦ Ø –––◦
◦ ◦ ◦ ◦ “ –◦ ” < ◦ –◦ –◦ –◦ ◦ ◦
´ ◦ ◦ ◦
––––––––––’ –––––––––––ł ––––––––––ł ´ ´
––––––––––’ –´ –––––Δ
Evaluating the Performance of Hemp Bast Fibres in the Production of Packaging Paper using Different Wastepaper Blends
DILEK YAYLALI1, CANAN URAZ1 & ESATGÜMÜŞKAYA2
The predicted scarcity of wood-based fibre supplies has necessitated the search for alternative sources including non-woods by paper manufacturers. As a raw material for pulping, hemp bast fibre has some potential. To provide a guide for the pulp and paper industries, the suitability of hemp bast fibres for the pulp and paper industries was evaluated in this study, and blending trials with wastepaper pulp were conducted. In the hemp bast fibre preparation, the length of the fibres was first reduced to 4 mm. Subsequently, kraft pulping was applied to them. Along with the preparation of wastepaper pulps, hemp bast fibres and wastepaper handsheets were prepared according to a blending plan. Finally, the handsheets were subjected to paper strength tests. The properties of raw, cooked and beaten hemp bast fibres were investigated by characterisation methods such as optical microscopy, X-ray diffraction and Fourier-transform infrared spectroscopy. Additionally, carbohydrate components, solubility and ash content tests were run on raw hemp bast fibres. As a result of the experiments and analyses, the targeted results were achieved. Following the resolution of the fibrillation problem, it was determined that hemp bast fibre pulp can be used in adequate blends of wastepaper pulp when the strength values of the end product are desired to be increased (including CMT, CCT, RCT, SCT, stiffness and tear resistance) or decreased (air resistance).
1. Ege University, Faculty of Engineering, Department of Chemical Engineering, İzmir, Turkey ,
2. Karadeniz Technical University, Faculty of Forestry, Department of Pulp and Paper, Trabzon, Turkey
Drewno 2022, Vol. 65, No. 209
DOI: 10.12841/wood.1644-3985.400.02
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology International® and the PITA Annual Review , both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous Coating.
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® R T P O P T Volume 10, Number 1, 2024 Page 1 of 20 Article 8 – Packaging from Hemp Bast
4.0
This work is licensed under the Creative Commons Attribution 4.0 International License http://creativecommons.org/licenses/by/
Drewno 2022, Vol. 65, No. 209 DOI: 10.12841/wood.1644-3985.400.02

This work is licensed under the Creative Commons Attribution 4.0 International License http://creativecommons.org/licenses/by/4.0
1
EVALUATING THE PERFORMANCE OF HEMP BAST FIBRES IN THE PRODUCTION OF PACKAGING PAPER USING DIFFERENT WASTEPAPER BLENDS
The predicted scarcity of wood-based fibre supplies has necessitated the search for alternative sources including non-woods by paper manufacturers. As a raw material for pulping, hemp bast fibre has some potential. To provide a guide for the pulp and paper industries, the suitability of hemp bast fibres for the pulp and paper industries was evaluated in this study, and blending trials with wastepaper pulp were conducted. In the hemp bast fibre preparation, the length of the fibres was first reduced to 4 mm. Subsequently, kraft pulping was applied to them. Along with the preparation of wastepaper pulps, hemp bast fibres and wastepaper handsheets were prepared according to a blending plan. Finally, the handsheets were subjected to paper strength tests. The properties of raw, cooked and beaten hemp bast fibres were investigated by characterisation methods such as optical microscopy, X-ray diffraction and Fourier-transform infrared spectroscopy. Additionally, carbohydrate components, solubility and ash content tests were run on raw hemp bast fibres. As a result of the experiments and analyses, the targeted results were achieved. Following the resolution of the fibrillation problem, it was determined that hemp bast fibre pulp can be used in adequate blends of wastepaper pulp when the strength values of the end product are desired to be increased (including CMT, CCT, RCT, SCT, stiffness and tear resistance) or decreased (air resistance).
Keywords: Hemp bast fibre, wastepaper, pulp, packaging paper
Dilek YAYLALI, Canan URAZ, Esat GÜMÜŞKAYA Dilek YAYLALI (dilek.chemeng@gmail.com), Canan URAZ (canan.uraz@ege.edu.tr), Ege University, Faculty of Engineering, Department of Chemical Engineering, İzmir, Turkey; Esat GÜMÜŞKAYA (gkaya@ktu.edu.tr), Karadeniz Technical University, Faculty of Forestry, Department of Pulp and Paper, Trabzon, Turkey Dilek YAYLALI, Canan URAZ, Esat GÜMÜŞKAYAIntroduction
Paper has a huge impact on the social and economic advancement of countries in terms of education, communication and industrialisation. The demand for wood in the pulp and paper industries is increasing globally as a result of population and economic growth [Bowyer 2001]. About 40% of the goods produced by the pulp and paper industries come directly from wood-based sources [Danielewicz and Surma-Ślusarska 2017; Dutt et al. 2008]. Research into the wood economy has long sought to improve the yield of fibrous semi-manufactured products. It is widely acknowledged that these methods will not be able to solve the anticipated problem of a future wood raw material scarcity for paper production, and it is necessary to modify the proposed area of research. In addition to the expected scarcity of the raw materials needed to produce pulp and paper, the increasing environmental consciousness of society has prompted paper manufacturers to search for alternative sources of virgin cellulose fibres including those derived from non-wood or agricultural sources. These factors led researchers in the 21st century to focus on non-wood fibre materials and recyclable paper wastes as major sources. Currently, 89% of the world’s paper production is based on wood sources, and just 11% of the world’s pulp production originates from non-wood sources [Malachowska et al. 2015]. Straw is currently the most commonly used non-wood fibre, although abaca, reeds, cotton, cotton linters, hemp, sisal, kenaf, sugar cane bagasse and bamboo are also major non-wood fibres for the pulp and paper industries [Plazonic et al. 2016; Ashori 2006]. Regardless of the origin of the fibre (wood, non-wood, agricultural residues, industrial residues, or wild plants), it is crucial to determine whether specific fibres contribute significantly to the strength and quality of the paper [Plazonic et al. 2016]. One of the major problems in the world today is the increasing volume of waste generated together with insufficient collection and recycling methods. Wastepaper recycling is important because it helps to preserve forest resources over the long run while reducing the continuous deposition of wastes into the environment. While the potential benefits of recycling may appear positive, the performance of the endproduct may not seem to benefit as much from the use of recovered raw materials owing to the degradation in quality, compared to virgin materials. The use of industrial hemp (Cannabis sativa) for the production of pulp and paper is a trending issue since it has demanded advantageous properties such as strength, high fibre content and low lignin content [Malachowska et al. 2015]. Researchers have primarily focused on resolving the major limitations of hemp usage, including the low tendency of its fibres for internal fibrillation, low hemicellulose percentage and high cost of hemp pulp. Pulps made from hemp bast fibres must be subjected to beating after the pulping process to shorten and fibrillate the fibres. In this experiment, the hemp bast fibres were shortened to 4 mm just before pulping, and the effect of size reduction and beating with a Hollander-type beater
on the fibrillation of the fibres was assessed. Additionally, the drawbacks of using wastepaper during pulp preparation and the benefits of using hemp bast fibres pulp were demonstrated through pulp blending trials (hemp pulp and wastepaper pulp). These studies can contribute to the paper production industry, particularly in our country where it is based on the usage of wastepaper. The blending study results can be used to meet market demands for paper mills in terms of paper grade and required quality by suggesting that the degradation in recovered material quality may be compensated by blending with virgin material or that low cost may be obtained by blending the virgin source with the recovered source. This study is aimed at providing information to wood-based or wastepaper-based mills that lack wood-based pulp but are located in areas with non-wood fibre sources that are readily available. It also aims at demonstrating the feasibility of incorporating a non-wood pulping line to meet fibre demands.
Materials and methods
Commercial-grade hemp bast fibres were obtained from a hardware store. Wastepaper with the CEPI grade number ‘1.04.00’ was randomly selected from the wastepaper stockpile of ‘Selkasan Kağıt ve Paketleme Malzemeleri A.Ş.-Turkey’. Glycerine with a purity of 86.5% used during microscope imaging was supplied from Frank P-TI GmbH, Germany. Tap water was used as a fibre-waster suspension preparation aid and diluent. In this study, the preparation of hemp bast fibre pulps was divided into three steps (size reduction, kraft pulping and beating). Subsequently, hemp bast fibre and wastepaper handsheets were prepared by increasing the hemp bast fibre ratio from 0% to 100% and decreasing the ratio of wastepaper by 20%, along with the preparation of wastepaper pulps. Additionally, certain analyses were performed to determine the properties of cooked and beaten hemp bast fibres (fibre morphology, crystallinity and chemical changes). Finally, paper strength tests were run on the handsheets prepared according to the blending plan. According to the fibre classification results of Tutuş et al. [2016], hemp bast fibre pulps are among the long-fibred pulps. The size of the hemp bast fibres must be reduced before processes to prevent clumping. A fine cutting mill (NETZSCH, model type: CS-Z) was used to size-reduce the hemp bast fibres to 4 mm (processed twice). The size-reduced hemp bast fibres are denoted as ‘raw hemp bast fibres’ from this point forward. In this study, two batches of hemp bast fibre pulps were produced under the same conditions. The batches were cooked (pulping) in a batch digester, which rotates four times in one minute and has temperature control capabilities. For each batch, 500 g of ovendry raw hemp bast fibres were charged into the digester. The conditions selected for kraft pulping are given in Table 1.
Evaluating the performance of hemp bast fibres in the production of packaging paper using differentTable 1. Kraft pulping conditions
The digested materials were washed with hot water to remove the dissolved substances and black liquor. After the removal of residual chemicals, the uncooked bundles of fibre were separated from the pulp and disintegrated using a lab-type disintegrator on a lab-type screen with a 0.15 mm slot width. The sieved parts were dried to a dry matter percentage of 20–25%, mixed, and then placed in polyethylene bags. The bag vent was left open for 24 h to achieve moisture equilibrium. The moisture content was determined using the TAPPI T 210 standard [TAPPI T 210:2003]. The dewatered pulp was stored in a refrigerator for further studies. The pulp yield for each batch was determined using the oven-dry weight of the hemp bast fibres that were initially charged into the digester. The pulp yields were calculated using the following equation [Ruraltech 2020]:
(1)
where w1 is the oven-dry weight of the hemp bast fibre pulp and w2 is the oven-dry weight of the hemp bast fibres initially loaded into the digester.
Beating
The strength of a handsheet significantly depends on the strength and bonding capacity of the fibres. The cooked hemp bast fibres were beaten using a Hollander beater (L&W, model type: 3-1) for fibrillation. A suspension of tap water and cooked hemp bast fibre (pulp) with a consistency of 1.76% was prepared and used as the stock suspension for the blending studies. The prepared slurry was disintegrated in the raceway of the beater for 30 min before the beating motion was initiated by decreasing the distance between the beater wheel and plate. The beating degree of the pulp was determined using the Schopper Riegler-type beating degree tester (L&W, model: 2-4) and the TAPPI T 227 standard [TAPPI T 227:1999]. The beating degree was calculated as follows: , (2)
Dilek YAYLALI, Canan URAZ, Esat GÜMÜŞKAYACooking parameters Unit Value Temperature °C 170 Pressure bar 10 Time required to reach max temp. min 80 Pulping time min 90 Total pulping time min 170 Na2S % 5 NaOH % 15.5 Liquor/raw material 5/1
Evaluating the performance of hemp bast fibres in the production of packaging paper using different
where ‘Vwater’ is the volume of water drained in a measuring cylinder. After beating for 37 min, a 20°SR beating degree of hemp bast fibre pulp was achieved.
Preparation of wastepaper pulp
For each blending, the required amount of wastepaper was weighted and torn from a 3-ply corrugated cardboard-type box into pieces measuring about 3 cm × 3 cm. To easily separate the box piece layers, the box pieces were then soaked for 5 min in a 1 L beaker filled with tap water. The paper layers were separated and kept in the same beaker for an additional 10 min to fully absorb the water. Finally, the wastepaper was disintegrated using a 3-blade rotor-type pulp disintegrator (L&W, model:5-1) at 1150 rpm for 20 min to obtain wastepaper pulp.
Preparation of handsheets
To prepare each blending stock suspension, the required amounts of beaten hemp bast fibre pulp (20°SR) and prepared wastepaper pulp were diluted with tap water. The pulp was subsequently disintegrated using a 2-blade rotor-type pulp disintegrator (Frank PT-I) at 1250 rpm for 20 min. Handsheets were made on a sheet former (Rapid-Köthen type) according to the TAPPI T-205 sp-02 standard [TAPPI T 205:2002].
Optical microscopy (OM) measurements
To examine the morphology of the cooked and beaten hemp bast fibres (length, diameter and wall thickness) as well as manually quantify the size of the raw material, trinocular-type OM (SOIF, model: BK5000, software: MSHOT MicroShot v1.2 Image Processing System) was employed. A glycerine and water solution of 65% was prepared and used as a medium to distribute the overlapping fibres evenly on the slide. The diameter, wall thickness and length of the raw fibres were measured manually from the images taken. The repetition number was 75 for each size measurement type [Dutt et al. 2008].
Carbohydrate component, solubility and ash content tests of hemp bast fibre
Carbohydrate components, solubility and ash content tests of hemp bast fibre as a raw material were conducted by the department of forest industry engineering at Karadeniz Teknik University. Table 2 lists common test types and standard operating methods. Hemp bast fibres were sampled and prepared for chemical component analysis using the TAPPI T257 cm-08:2012 test method [TAPPI T 257:2012]. The moisture content for hemp bast fibres was determined based on the TAPPI T210 cm-03:2003 test method [TAPPI T210:2003]. Wise’s Chloride
Dilek YAYLALI, Canan URAZ, Esat GÜMÜŞKAYA
method was used to determine the holocellulose content of the hemp bast fibres, and Kürschner–Hoffner’s approach was used to determine the cellulose content [Browning 1967]. The TAPPI T 222 om-11:2011 test method was t determine the amount of acid-soluble lignin in the hem bast fibres [TAPPI T 222:2011]. The hemp bast fibre ash content was determined using the TAPPI T 211 om-93:1993 test method [TAPPI T 211:1993]. The solubility of the hemp bast fibres was tested using the following TAPPI test methods: TAPPI T 204 cm-07:2007 [TAPPI T 204:2007] for solvent extractives of hemp bast fibres, TAPPI T 207 cm-08:2008 [TAPPI T 207:2008] for water solubility of hemp bast fibres and TAPPI T 212 om-12:2012 [TAPPI T 212:2012] for 1% sodium hydroxide solubility of hemp bast fibres.
Carbohydrate components tests
Applied standard
Holocellulose Wise's chlorite method
Cellulose
Lignin
Solubility and ash content tests
Hot water solubility
NaOH %1 solubility
Alcohol-benzene solubility
Ash content
X-ray diffraction (XRD) measurements
Kurschner-Hoffner method
TAPPI T-211 om-88
Applied standard
TAPPI T-207 om-88
TAPPI T-212 om-88
TAPPI T-204 om-88
TAPPI T-207 om-88
The degree of crystallinity is determined by the crystallinity index (CrI), which is useful for grading the crystallinity of various cellulose types and observing the effects of physical and chemical treatments on crystallinity [Gümüşkaya and Usta 2006]. The crystallisation behaviours of raw, beaten and cooked hemp bast fibres were analysed by XRD patterns, and the degree of crystallinity was calculated using the patterns. The patterns were captured using a Panalytical Empyrean XRD system with a Cu Kα radiation source running at 45 kV voltage and 40 mA current. The patterns were obtained in the 2θ = 3–44° range. The CrI of the samples were calculated using the following equation, which was proposed by Segal et al. [1959] for native cellulose:
, (3)
where I002 represents crystalline and amorphous regions of cellulose (max intensity at 2θ = 22,7°) and Iamorph represents the merely amorphous phase (intensity of the diffraction at 2θ = 14,8°). All experiments were repeated twice.
Table 2. The applied standard test methods for determination of carbohydrate components, solubility and ash content of hemp bast fibreFourier-transform infrared (FTIR) spectroscopy analysis
The functional groups of the raw, beaten and cooked hemp bast fibres were characterised by FTIR analysis using an FTIR spectrometer (PerkinElmer FTIR Spectrum 65). According to Zhbankov [1966], a layer of parallel, closely packed fibres was used for the investigation of the fibrous material, and 32 scans with a resolution of 0.5 cm 1 and absorption between 4000 and 600 cm 1 were taken for each sample.
Physical strength tests
Handsheets were conditioned for 24 h in an atmosphere (23 ± 1 °C, 65% relative humidity) following TAPPI T 402 om-88 [TAPPI T 402: 2008]. The average mass per unit area of the conditioned sheets was determined and recorded for the index calculations. Physical strength tests were run following the TAPPI T sp-220 standard [TAPPI T 220: 2001]. The physical strength tests were done in Selkasan Kağıt’s laboratory (L&W testers). Thereafter, all of the test results were indexed using the conditioned mass per unit area of the test sheets. Finally, the indexed results were reported as the average of 6 replicates.
Results and discussion
Carbohydrate components, solubility and ash content
Carbohydrate components, solubility and ash content test results of the raw material hemp bast fibre are shown in Table 3. Similar carbohydrate content and solubility results were obtained in the study of Gümüşkaya and Usta [2006]. Hemp bast fibres were found to contain more holocellulose and cellulose than wood and several non-wood sources while having less lignin. The ash content of the hemp bast fibres was found to be 1.5% by Danielewicz and Surma-Ślusarska [2017] and 2.17% by Tutuş et al. [2016].
Evaluating the performance of hemp bast fibres in the production of packaging paper using differentTest type Content (%) Holocellulose 87.7 Cellulose 74.8 Lignin 9.1 Ash content 3.5
Table 3. Carbohydrate and ash content test results of hemp bast fibres
Dilek YAYLALI, Canan URAZ, Esat GÜMÜŞKAYA
These values are less than the ash content in this study (3.5%). These differences can be attributed to the different types of hemp bast fibre sources used. Tutuş et al. [2016] reported that the ash content of wood-based fibre sources ranges between 0.2% to 0.7%, and the ash content ranges between 2% and 7% for nonwood-based sources. Compared to wood-based sources, hemp bast fibres have high ash contents, although it is not as high as some non-wood fibre sources such as sunflower (7%–10%) and straw (4.9%) fibres [Gümüşkaya 2002]. The solubility test results of the hemp bast fibres (in this study) and some other fibre sources are presented in Table 4.
The cell wall contents of non-wood sources have an impact on the solubility of hemp bast fibres, as do their morphological and structural properties [Gümüşkaya 2002]. Table 4 shows that hemp bast fibres are more soluble than hardwood and softwood fibre sources, but they are less soluble than wheat straw fibres. These aspects allow us to conclude that hemp bast fibre is an appropriate fibre source for the pulp and paper industry.
Kraft pulping and beating
Figure 1 depicts the colour change of the hemp bast fibres after different treatments. The colour of the hemp bast fibres (size-reduced raw material) was yellowish-brown before pulping. After pulping, the colour became lighter (cream). After beating, the whiteness increased.

Solubility (%) Test type Alcohol-benzene Hot Water %1 NaOH Hemp bast fibers 3.8 9.3 24.1 Wheat straw 5.3 10.5 40.1 Hardwoods 2.3-13.5 1.1-13.8 8-19 Softwoods 0.4-4.7 0.6-12.8 11-22
Table 4. Solubility test results of hemp bast fibers and some other fibre sources
Fig. 1. The appearance of hemp bast fibres a) after size reduction, b) after pulping and c) after beating
According to Chieng et al. [2017], the degradation in cellulose, hemicellulose, and lignin after certain treatments is relevant to the change in fibres, and degradation is also associated with weight loss and changes in the chemical compositions of fibre. The yield of a given raw material is a very important factor that influences the profitability of processing the fibre source. The calculated pulping yields for the two batches were 70.4% and 71.2%. The average value was 70.8%, which is a high yield value for cooking. According to Cheremisinoff and Rosenfeld [2010], the yields between 40% and 55% ranged as low. According to the study results of Danielewicz and Surma-Ślusarska [2010], hemp bast fibre kraft pulp has a higher yield than commonly used woods. In their study, they evaluated the kraft pulping yields of hemp bast fibres, birch and pine and found that the yields were 73% (Kappa no: 20), 52% (Kappa no: 20) and 44% (Kappa no: 30), respectively. The high yield might be due to the low lignin and hemicellulose content of hemp bast fibres, most of which are dissolved during cooking. If hemp bast fibres contained a high amount of these substances, the yield would have been naturally lower. Additionally, the high amount of crystalline and highly stable crystalline structure of cellulose in the raw material has a negative impact on the accessibility and swelling of the cellulose fibres, which in turn reduces the rate at which other substances dissolve and the amount of cellulose that is lost during cooking [Gümüşkaya et al. 2007]. As a result, the yield increases.
Fibre fibrillation significantly affects the strength of the end product. The properties of cellulosic fibres are greatly optimised by beating or refining to remove primary fibre walls. This allows the fibres to become hydrated before swelling, increasing their flexibility and bonding power [Kumar Agrawal et al., 2015]. According to Danielewicz and Surma-Ślusarska [2017], the freeness value of pulp exceeded 23°SR after beating for 45 min. Therefore, to determine the mechanical treatment that the pulp had been subjected to, the beating degree was measured repeatedly until the targeted 20–25°SR was reached (hemp bast fibre pulp consistency: 1.76%). As with their investigation, it took 37 min to achieve the 20°SR. This was due to the highly stable crystalline structure and low hemicellulose content of hemp bast fibres [Gümüşkaya et al., 2007]. These properties caused a decrease in swelling capacity, which lowered the external fibrillation of the hemp bast fibres. This phenomenon leads to high energy consumption for beating since it takes too much processing time to reach the desired fibrillation degree.
OM analysis
The results of 75 measurements of size-reduced raw hemp bast fibres were analysed, and histograms were tabulated in terms of diameter, wall thickness and length. The master thesis of Yaylali [2020] contains the histograms for length,
Evaluating the performance of hemp bast fibres in the production of packaging paper using different Dilek YAYLALI, Canan URAZ, Esat GÜMÜŞKAYAdiameter and wall thickness. In this study, a targeted raw hemp bast fibre size of 4 mm on average was attained using a fine cutting mill. The lengths of the hemp bast fibres ranged from 2.2 to 8.6 mm with an average length of 4.9 mm. The average value deviated by 22.5% from the targeted average value. The highest percentage (24%) of fibre lengths was within the 5 mm range. The length distribution was primarily found in the 5–6 mm range. These results and the average value indicate that despite processing the fibres twice, the targeted average length of hemp bast fibres was achieved using the fine cutting mill. For further studies, other size reduction methods can be considered for better precision. The diameters of the hemp bast fibres ranged from 11 to 39 μm with an average diameter of 23 μm. The highest percentage (24%) of the fibre diameter was in the 26 μm range.
The cell wall thickness of the hemp bast fibres ranged from 3.2 to 9.2 μm, with an average wall thickness of 6 μm, and the highest percentage (24%) of fibre wall thickness was in the 5 μm–7 μm range. The average cell wall thickness determined in this study was 10.4% lower than that in the results of Dutt et al. [2005] and 9.1% higher than that in the results of Danielewicz and SurmaŚlusarska [2017]. These differences in diameter and cell wall thickness of hemp bast fibres could be due to the OM measurement methods or the nature of the raw materials. The results indicate that there may be some variations in hemp bast fibre cell wall thickness amongst different cultivars of hemp. The cultivation conditions, harvesting time, subgenre difference, etc. also affect this phenomenon. The method of producing pulp from hemp stalks is also effective in this difference.
Figure 2 presents OM images of hemp bast fibres before and after treatments as well as the images of hemp bast fibres in (a) raw, (b) cooked and (c) beaten forms.

These figures show that cooking has no effect on fibre fibrillation, but it is apparent that beating has some fibrillation effect on the cooked hemp bast fibres. Since the low degree of external fibrillation after beating, it seems to be the main problem for the wide usage of hemp bast fibres.
Fig. 2. Optical microscope images of (a) raw, (b) cooked and (c) beaten hemp bast fibresXRD analysis
XRD measurements were performed to investigate the change in crystallinity of the hemp bast fibres after different treatments. Figure 3 shows the XRD patterns of raw, cooked and beaten hemp bast fibres.

According to Fig. 3., the XRD patterns of the hemp bast fibres (raw, cooked, beaten) exhibited identical peaks at three different planes, including 2θ = 14.8° (plane 101), 2θ = 16.5° (plane 101) and 2θ = 22.7° (plane 002). Peaks at 14.8° and 16.5° were more intense for cooked and beaten hemp bast fibres when compared to raw material. During cooking, hemicellulose and lignin were dissolved, leaving just the crystalline components. Since the amorphous parts are effectively removed by this phenomenon, the peaks were sharper. The degree of crystallinity of raw, cooked and beaten hemp bast fibres were 51%, 56% and 57%, respectively (according to Segal’s method). The results show that the degree of crystallinity of hemp bast fibres increased after cooking. Gümüşkaya and Usta [2006] also stated that the degree of crystallinity of hemp bast fibre increases when the amorphous parts of cellulose are chemically degraded. The crystallinity of cooked hemp bast fibres increased by 1% after beating. The number of amorphous regions increased after beating the cooked hemp bast fibres, resulting in a decrease in the degree of crystallinity [Eroğlu and Usta 2004]. This unexpected increase in the degree of crystallinity indicated that the applied beating did not affect the fibrillation of the fibres, as also indicated by the OM results of this study.
FTIR analysis
The raw material contained hemicellulose and lignin, and since pulping is meant to remove lignin and hemicellulose, the interpretation of the FTIR analysis results
Evaluating the performance of hemp bast fibres in the production of packaging paper using different Fig. 3. X-ray diffraction patterns of raw, cooked and beaten hemp bast fibresDilek YAYLALI, Canan URAZ, Esat GÜMÜŞKAYA
was useful for examining the changes in functional groups. Figure 4 shows that the raw, cooked and beaten hemp bast fibres had peaks at about 3338 cm 1 , indicating the presence of cellulose polymeric OH stretches [Menon et al. 2018].

The peaks at 2900 cm 1 were due to stretching vibrations of the C-H functional group. Also, the absorbance peaks between 1500 and 900 cm 1 indicate the C-O-C functional group (1050 cm 1, 1028 cm 1 and 984 cm 1). These functional groups do not conflict with the base structure of the cellulose molecule [Munajad et al. 2018]. When cooked, the intensity of the peak at wavenumber 3338 cm−1 increases due to an increase in OH concentration as the alkaline weakened the hydrogen bonding in cellulosic hydroxyl groups [Chieng et al. 2017]. After beating, the peak intensity of the fibre was lower than that of the cooked fibres because of the increase in hydrogen bonding. The peak, which only appears in the raw material spectrum at 1732 cm 1, corresponded to the C=O stretching of carbonyl functional groups from hemicellulose and lignin fractions. Cooking causes the removal of carboxylic groups, which may be traces of fatty acids on the fibre surface, and causes the C=O stretching to vanish [Chieng et al. 2017; Munajad et al. 2018]. The raw material spectrum at 1232 cm−1, which corresponds to the syringyl ring and C–O stretching of lignin and xylan, declined in intensity before decreasing, demonstrating that lignin and a small amount of hemicellulose were removed from the raw material after treatment [Chieng et al. 2017; Zhbankov 1966]. At 900 cm 1 in the spectrum, the peak of beaten fibre was sharper because the cellulose was ground up. Therefore, the band around 900 cm 1 is only referred to as ‘amorphous’ because its intensity increased [Zhbankov 1966].
Wastepaper and handsheet preparation
In this study, wastepaper pulp and hemp bast fibre pulp (20°SR) were used to prepare handsheets. The wastepaper grade number 1.04.00 was chosen because it
Fig. 4. FTIR spectral plot of raw, cooked and beaten hemp bast fibresis one of the lowest quality and abundant wastepaper grades. This choice supports this study’s aim of compensating for the diminishing strength properties of wastepaper, which is typically observed when using lower-grade wastepaper. During the wastepaper pulp preparation step, some impurities/contaminants were observed on the wastepaper. Since the wastepaper was in a corrugated box, there were rusty staples and adhered box sealing tapes. The box was also mouldy and contained some nits inside of the corrugated part. To obtain real-condition results, the wastepaper pieces were torn from these contaminated parts of the box by way of sampling. After the wastepaper ply-pieces had been soaked in water for 10 min, it was observed that the corrugated medium plies did not absorb water as much as the liner plies, as shown in Fig. 5.

Sizing chemicals are used to reduce the water permeability of paper. This corrugated medium might have been highly sized, so the rewetting for 10 min was insufficient for this paper ply compared to face paper.
Figure 6 depicts the physical characteristics of handsheets with different hemp bast fibre percentages. There are some brown speckles on the handsheets shown in Fig. 6, particularly on the handsheets with 40%, 60% and 80% hemp bast fibre. These speckles are the paper clumps that were not disintegrated during wastepaper preparation and handsheet formation steps. The disintegration problem of the wastepaper was due to the low water absorption of the corrugated medium plies that did not dissociate completely during disintegration. In addition, few white speckles were smaller than the aforementioned brown speckles. These white speckles must have originated from the white top face ply of the corrugated wastepaper. The white top face ply differs from the brown ply in nature of the fibre (the white fibres are bleached) and may also contain fillers such as calcium carbonate [Eroğlu and Usta 2004]. These differences could be the cause of this slight disintegration problem of the white top face ply of the wastepaper corrugated box. The handsheet with 0% hemp bast fibre (100% wastepaper) had the same colour as wastepaper pulp. Since the hemp bast fibre pulp has white
Evaluating the performance of hemp bast fibres in the production of packaging paper using different Fig. 5. The water absorption difference between a) corrugated medium ply and b) face plycolour, the colour of the resultant handsheet lightened as the hemp bast fibre percentage increased (from 0% to 100%).

Physical strength tests
In this study, physical strength tests were performed on the handsheets produced from wastepaper pulp and hemp bast fibre pulp (20°SR). The effect of the hemp ratio of the blend on the CMT, CCT, RCT, SCT and stiffness values of the papers were investigated, and the graphical results are included in the thesis of Yaylali [2020]. As shown in Fig. 7, the CMT, CCT, RCT SCT and stiffness indexes increase as the hemp bast fibre pulp ratio in the paper increases. The subsequent positive increase in the resultant compressive and bending strengths of the paper was due to the high stiffness of hemp bast fibres and the drawbacks of wastepaper. Hemp bast fibres are similar to pine in length and have thick cell walls. These properties increase the stiffness of hemp bast fibres. Recycling wastepaper results in flexibility decline, hornification, decreased fibre length and increased fines content [Kumar et al. 2020].
Dilek YAYLALI, Canan URAZ, Esat GÜMÜŞKAYA Fig. 6. The physical appearance of the hand sheets0,80887 0,8076 0,799 0,8755 0,99028 1,03355 R² = 0,8326 0,7 0,8 0,9 1 1,1 00,20,40,60,8 1 CMT-index (N.m2/g) Hemp ratio
Fig. 7. The effect of hemp ratio of blend on the CMT value of paper
Evaluating the performance of hemp bast fibres in the production of packaging paper using different
When paper made entirely from wastepaper (0% hemp) was compared with paper made with 100% hemp, the increases in paper indexes were as follows:
27.8% for CMT, 26% for CCT, 27.2% for RCT, 23.5% for stiffness and 6.2% for SCT. These increases are not significant because it was expected that blending with hemp bast fibres would considerably increase the compression strength values of the paper. Numerous analyses have shown that the main cause of this low increase is a fibrillation issue with the hemp bast fibres. The tear resistance index normally increases as the hemp bast fibre ratio in the paper increases [Yaylali 2020]. Danielewicz and Surma-Ślusarska [2017] suggested the same phenomenon with this study on adding hemp bast fibre pulp in small amounts to pulp with low tear strength, such as wastepaper pulp, to improve this property. The increase for paper made from 100% hemp compared to that of 0% hemp was 10.8% and 15.4% in the cases of paper made from 40% and 60% hemp, respectively. In contrast, the paper made of 80% hemp had a 24.6% higher tear resistance index than paper made of 0% hemp. This low and imbalanced increase in tear resistance index could be due to the low external fibrillation of the hemp bast fibres after beating. Numerous authors have noted that the hemicellulose content and consequently the degree of external fibrillation of fibres increase the tensile strength of paper [Gümüşkaya et al. 2007; Danielewicz and SurmaŚlusarska 2017]. During pulping and mechanical refining, hemicelluloses are absorbed into fibre surfaces, where they may facilitate inter-fibre bonding. Owing to their non-crystalline hydrophilic nature, they may also contribute to pulp swelling and facilitate sheet formation [Kalia et al. 2011; Kumar Agrawal et al. 2015]. Hemp bast fibres exhibit low external fibrillation due to their highly stable crystalline structure and low hemicellulose content, which aids swelling. In this study, these results are consistent with the drawbacks of hemp bast fibres. Breaking length and stretch indexes decrease generally with an increase in the hemp bast fibre ratio of the paper [Yaylali 2020]. The decrease in breaking length and stretch index of paper was 19.6% and 24%, respectively, for the 100%-hemp and 0%-hemp papers. With an increase in hemp bast fibre ratio, the ‘low degree of external fibrillation of hemp fibres’ phenomenon also generally causes a decline in the bursting strength index of paper [Yaylali 2020]. In the case of the 100% hemp sample (compared to the 0% hemp sample), there was a 22.6% fall in the paper bursting strength index. This was due to the inter-fibre bonding decreasing as the hemp bast fibre ratio increased. The air resistance index (passage time of 100 ml in air through the paper per g/m2) generally decreases as the ratio of hemp bast fibres in the paper increases [Yaylali 2020]. Compared to the 0% hemp, the decrease in the air resistance index of the paper was 68.9% for the 100% hemp sample. Since hemp bast fibre pulps have low specific gravity and high bulk with open and looser fibre structures, papers made from hemp bast fibres have high air permeability and low air resistance [Ashok Kumar et al. 2017; Dutt et al. 2009]. In addition, wastepaper contains fines that are higher than those in refined
Dilek YAYLALI, Canan URAZ, Esat GÜMÜŞKAYA
virgin pulp due to cycles of reuse. These fines block inter-fibre vacancies, and the hornification of the fibres causes the internal pore structure to collapse [Kumar et al. 2020]. The low extent of fibrillation of the hemp bast fibres after beating is also beneficial in this decrease since there are large pores between the fibres as they are not fibrillated at the desired level, allowing free flow of air to pass through the paper.
Conclusions
The conclusions for each examination topic are as follows:
Hemp bast fibre is an appropriate fibre source for the pulping and papermaking industries in terms of holocellulose, cellulose, lignin content, ash and solubility.
Hemp bast fibres are initially yellowish-brown in colour, but they become lighter (cream) after cooking and even lighter after beating.
When compared to wood-based sources, the yield of kraft cooking is determined to be 70.8%, which is a high yield value.
The low hemicellulose content and highly stable crystalline structure of hemp bast fibres reduce external fibrillation. Since it takes too long to process to reach the desired degree of fibrillation, it consumes a lot of energy to beat.
With the use of a fine cutting mill, the desired average length of hemp bast fibres was successfully obtained. Alternative size reduction methods can be considered for better precision. The diameter and cell wall thickness of the hemp bast fibres used in this work were consistent with those in other studies. Cooking did not affect the fibrillation of the fibres; however, applied beating had some fibrillation effect on the cooked hemp bast fibres, but it was less than that of wood sources.
According to XRD results, the degree of crystallinity of hemp bast fibres increases after cooking owing to degradation in the amorphous domains of cellulose. The unexpected increase in crystallinity indicates that the applied beating did not affect the fibrillation of the fibres, as supported by the OM results.
FTIR results confirm the removal of lignin and small amounts of hemicellulose from the raw material after treatment. During the preparation of wastepaper pulp, some impurities/contaminants were observed. There were some apparent brown and white speckles on the handsheets made from wastepaper pulp and hemp bast fibre pulp, especially on the handsheets with 40%, 60% and 80% hemp bast fibre, due to a disintegration problem with wastepaper. This problem was due to low water absorption of the corrugated medium and white top face plies
Evaluating the performance of hemp bast fibres in the production of packaging paper using different
that were not dissociated completely during the disintegration phase. These observations confirm the problematic nature of using wastepaper as a fibre source.
The colour of the handsheet made of 0% hemp bast fibre was similar to that of wastepaper pulp. Additionally, since the hemp bast fibre pulp has a white colour, increasing the hemp bast fibre ratio lightens the colour of the resultant handsheet.
According to the physical strength test results, CMT, CCT, RCT, SCT, stiffness and tear resistance increase as hemp bast fibre ratio in the paper increases, while breaking length, stretching percentage, bursting strength and air resistance decrease.
Overall, it was concluded that in addition to the size of the fibres, the carbohydrate components and the crystalline structure of the hemp bast fibre have an impact on the beating degree and fibrillation, which in turn affects the strength properties. Furthermore, it was determined that some strength properties of the paper increase as others decrease when the hemp bast fibre ratio is increased. The results can be a guide for the pulp and paper industries by showing that the hemp bast fibre pulp can be used in proper blends of wastepaper pulp when it is desired to increase the end product’s (paper) strength values (such as CMT, CCT, RCT, SCT, stiffness or tear resistance) or decrease them (e.g. air resistance) after resolving the fibrillation problem. The conducted experiments and their results lay the groundwork for process optimisation and implementation under industrial conditions in the future.
References
Ashok Kumar T.N.V., Subash Kumar J. and Vijay Kumar J. [ 2017]: Fabrication and investigation of mechanical properties hemp fibre reinforced polyester composites. Science and Technology 2 [3]
Ashori A. [2006]: Nonwood fibres – A potential source of raw material in papermaking. Polymer-Plastics Technology and Engineering 45
Bowyer J.L. [2001]: Industrial hemp as a papermaking raw material in Minesota: technical, economic and environmental considerations] access date 17 June 2019
https://www.votehemp.com/wp-content/uploads/2018/09/hemp.pdf
Browning B.L. [1967]: Methods of Wood Chemistry. Vol. II. John Wiley and Sons Inc. New York
Cheremisinoff N.P. and Rosenfeld P.E. [2010]: Handbook of Pollution Prevention and Cleaner Production, Elsevier Inc.
Chieng B.W., Lee S.H., Ibrahim N.A., Then Y.Y. and Loo Y.Y. [ 2017]: Isolation and characterization of cellulose nanocrystals from oil palm mesocarp fibre. Polymers 9 [355]
Danielewicz D. and Surma-Ślusarska B. [2010]: Processing of industrial hemp into papermaking pulps intended for bleaching. Fibres and Textiles in Eastern Europe 18-6 [83]
Dilek YAYLALI, Canan URAZ, Esat GÜMÜŞKAYA
Danielewicz D. and Surma-Ślusarska B. [2017]: Properties and fibre characterisation of bleached hemp, birch and pine pulps: A comparison. Cellulose 24
Dutt D., Upadhyaya J.S., Malik R.S. and Tyagi C.H. [2005]: Studies on the pulp and papermaking characteristics of some Indian non-woody fibrous raw materials. Cellulose Chemistry and Technology 39 [115]
Dutt D., Upadhyaya J.S., Tyagi C.H., Kumar A. and Lal M. [2008]: Studies on Ipomea carnea and Cannabis sativa as an alternative pulp blend for softwood: An optimization of kraft delignification process. Industrial Crops and Products 28
Dutt D., Tyagi C.H., Agnihotri S., Kumar A. and Siddhartha A. [ 2009]: Alkoxygen and alkoxygen-AQ delignification of Ipomea carnea and Cannabis sativa Indian Journal of Chemical Technology 16
Malachowska E., Przybysz P., Dubowik M., Kucner M., Buzala K. [2015]: Comparison of papermaking potential of wood and hemp cellulose pulps. Annals of Warsaw University of Life Sciences-SGGW 91
Eroğlu H. and Usta M. [2004]: Kağıt ve Karton Üretim Teknolojisi Esen Ofset Matbaacılık Trabzon, 1
Gümüşkaya E. [2002]: Kendir (Cannabis sativa L.) soymuk liflerinden asidik ve alkali ortamlarda üretilen kağıt hamurlarının kimyasal ve kristal yapı özellikleri (Chemical and crystalline structure properties of hemp ( Cannabis sativa L.) bast fibres pulp obtained with alkaline and acidic processes. Doctor of Philosophy Thesis, Karadeniz Teknik University
Gümüşkaya E. and Usta M. [2006]: Dependence of chemical and crystalline structure of alkali sulfite pulp on pulping temperature and time. Carbohydrate Polymers 65
Gümüşkaya E., Usta M. and Balaban M. [ 2007]: Carbohydrate components and crystalline structure of organosolv hemp bast fibres pulp. Bioresource Technology 98
Kalia S. (ed.) [2011]: Cellulose fibers: bio- and nano-polymer composites. Springer, Berlin, pp 123–146. doi:10.1007/978-3-642-17370-7
Kumar Agrawal N., Agarwal A. and Mukherjee S. [ 2015]: Chemistry of raw materials for electrical grade paper: An overview. International Journal of Engineering Technology, Management and Applied Sciences 3 [2]
Kumar V., Pathak P. and Bhardwaj N.K. [ 2020]: Waste paper: an underutilized but promising source for nanocellulose mining. Waste Management 102
Menon A., Akhil T. and Prasad R.K. [2018]: Spectral characterization and surface morphology of delignification of kraft pulp with carbamide peroxide. Journal of Environmental Chemical Engineering 6
Munajad A., Subroto C. and Suwarno [2018]: Fourier-transform infrared (FTIR) spectroscopy analysis of transformer paper in mineral oil-paper composite insulation under accelerated thermal aging. Energies 11 [364]
Plazonic I., Barbaric-Mikocevic Z., Bates I. and Malnar L. [2016]: Chemical stability of prints made of hemp fibre based papers. Acta Graphica 27 [3]
Ruraltech [Pulp and Paper] access date 31 March 2020
http://www.ruraltech.org/projects/conversions/briggs_conversions/briggs_ch08/chapter0 8_combined.pdf
Segal L., Creely J.J., Martin Jr. A.E. and Conrad C.M . [1959]: An Empirical Method for Estimating the Degree of Crystallinity of Native Cellulose Using the X-Ray Diffractometer. Textile Research Journal 29: 786-794. doi: http://dx.doi.org/10.1177/004051755902901003
Evaluating the performance of hemp bast fibres in the production of packaging paper using different
Tutuş A., Karataş B. and Çiçekler M. [2016]: Pulp and paper production from hemp by modified kraft method. 1st International Mediterranean Science and Engineering Congress
Adana
Yaylali D. [2020]: Evaluation of the performance of hemp bast fibres in the production of packaging paper with different waste paper blends, Master Thesis, Ege University
Zhbankov R. G. [1966]: Infrared spectra of cellulose and its derivatives. Springer, Minsk
List of standards
TAPPI T 204 cm-07:2007 Solvent Extractives of Wood and Pulp
TAPPI T 205:2002 Forming handsheets for physical tests of pulp
TAPPI T 207:2008 Water solubility of wood and pulp
TAPPI T 210:2003 Sampling and testing wood pulp shipments for moisture
TAPPI T 211 om-93:1993 Ash in Wood, Pulp, Paper and Paperboard: Combustion at 525 Degrees Celsius
TAPPI T 212 om-12:2012 One Percent Sodium Hydroxide Solubility of Wood and Pulp
TAPPI T 220:2001 Physical testing of pulp handsheets
TAPPI T 222 om-11:2011 Acid-Insoluble Lignin in Wood and Pulp
TAPPI T 227:1999 Freeness of pulp (Canadian standard method)
TAPPI T 257 sp-12:2012 Sampling and Preparing Wood for Analysis
TAPPI T 402:2008 Standard conditioning and testing atmospheres for paper
Acknowledgements
The authors acknowledge the technical support from Selkasan Kağıt ve Pak. Malz. San. ve Tic. A.Ş. and the financial support from Ege University Scientific Research Fund under project no. FYL-2019-21080. We are grateful to Ege University Planning and Monitoring Coordination of Organizational Development and Directorate of Library and Documentation for their support in editing and proofreading service of this study.
Submission date: 27.08.2021
Online publication date: 31.07.2022
10 Time-Saving and Effective LinkedIn Hacks
If you are like most people, you have little time to devote to LinkedIn. You certainly don’t have time to follow every change the platform makes.
Thankfully, you don’t have to.
To help you make the most of your time on LinkedIn, I stay up-to-date on the most recent LinkedIn changes and hacks and compile them for you.
Here is a list of ten helpful LinkedIn hacks and how you can make the best use of your time on LinkedIn.
20th Nov 2022
https://topdogsocialmedia.com/10-linkedin-hacks/
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® R T P O P T Volume 10, Number 1, 2024 Page 1 of 6 Article 9 – LinkedIn Tips

1. Make full use of your LinkedIn cover photo

A picture is worth a thousand words! Your LinkedIn cover photo is a great place to tell your profile viewers a little bit about you, your services, what is important to you or something about your company.
Use this space to highlight the most important information you want people to know about you!
The recommended size of your LinkedIn cover photo should be 1584 x 396 pixels.
2. Stop sending prospects to your competitor’s LinkedIn profiles
When checking out a prospect’s profile, you can see a feature called People Also Viewed on the right side of the page.
While this feature can be handy for you when you are looking for potential prospects to connect with, you don’t want those same potential prospects to see this feature if they visit your profile. If you leave this feature on, any prospect who visits your profile will see a handy list of your competitors they can check out. Don’t let people leave your profile to view your competitors.
Go into your Settings & Privacy page. Click on Privacy in the top navigation area. In this list, locate “Viewers of this profile also viewed,” and make sure this is set to No.
3. LinkedIn character count limits
If you’ve done any work on your LinkedIn profile, you’ve probably run into a character count limit in at least one of LinkedIn’s profile sections.
The character limitation (that is the number of letters, spaces and punctuation marks) can cause some frustration as you try to find the best way of communicating your message in the least number of words or characters.
But did you know your status updates and LinkedIn Publisher posts also have character count limits? Here are the current character count limits:
Status Update: 1,300 characters maximum (only about 200 characters are readable before the reader needs to click to see more)
LinkedIn Publisher Headline: 100 characters maximum
LinkedIn Publisher Article: 110,000 characters maximum
4. Better leverage of the Who viewed your profile feature
A great place to find potential prospects is in your Who viewed your profile page. On this page, you will see a list of those who have checked out your LinkedIn profile in the last 90 days.
If you have a paid subscription, you can see the full list of people who viewed your profile over the last 90 days. With a free account, you will see only the last five people who viewed your profile.
You can check out each person to see if any is a potential prospect, and when relevant, you can follow up with them by sending a personalized connection request.
LinkedIn has a filter Interesting views, which provides you with a list of profile viewers it thinks you will find of interest.
With its help, you will find:
three top companies whose people are viewing your profile the most popular job titles of people viewing your profile the most frequent way people find your profile.
This data can give you a comprehensive view of which companies people looking at your profile work for and what positions they usually hold.
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY® Volume 10, Number 1, 2024 Page 2 of 6 Article 9 – LinkedIn Tips
If you notice a trend in the position or type of company viewing your profile, this may suggest a niche or industry you previously hadn’t considered.
5. Increase the number of your LinkedIn Followers
You may or may not be aware that LinkedIn has a network size limit. This limits you to a maximum of 30,000 1st-degree connections. While most people will never exceed this number, those who use LinkedIn for lead generation or for establishing their thought leadership may exceed that number.
Thankfully, LinkedIn has provided a solution to this: the ability to follow people without connecting to them.
What this means is you can reserve your “30,000 connections” for people you know, clients you work with and potential prospects. And you can “follow” others, e.g., those you’d like to learn from, and you can allow others to follow you.
LinkedIn explains following this way:
“Following someone on LinkedIn allows you to see the person’s posts and articles on your homepage without being connected to them. However, the person you are following won’t see your posts. You can reach a larger audience by allowing others to follow your activity and read what you’re sharing on LinkedIn.”
It is important to note that your number of followers is a combination of your existing LinkedIn connections and the people who have clicked the Follow button. You can find your list of Followers by clicking on Manage followers in the Activity section of your profile.
On this page, you will see a list of the people who have followed you most recently. Here, you can see the number of their followers and easily follow them back if you are so inclined.
But how do you go about getting people to follow you on LinkedIn?
While there is definitely social proof that can be gained by the quantity of followers you have on LinkedIn, the goal is not to have the most followers, but rather to build your credibility as an authority on your topic. As you work to build your authority by posting regular status updates and long-form LinkedIn publisher posts, you will naturally gain new followers.
Just don’t make any of these LinkedIn content strategy mistakes.
Below are four LinkedIn hacks and strategies that will increase your followers’ count and help you establish your expertise while providing value to your target market.
a) Create high-value content
I cannot stress enough the importance of ensuring that everything you share on LinkedIn is high-value from the perspective of your potential prospects. Be aware that what you consider high-value and what they believe to be high-value may be different.
There’s no better or faster way to build your authority and build your LinkedIn following than through creating and sharing high-value content.
b) Focus on your topic(s) of expertise
While the content you create must be considered high-value by your prospects, your best content will typically be on the topics you know best.
When you know a topic well, you provide deeper insights and can share stories that people can relate to and remember most.
c) Write what you are most passionate about Passion is vital to creating great content that people will want to follow or engage with. It is what will allow you to create valuable content consistently.
Your passion is important as it is tied to your why – why you do what you do – and how you communicate that message to your prospects and your network on LinkedIn.
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY® Volume 10, Number 1, 2024 Page 3 of 6 Article 9 – LinkedIn Tips
The clearer your message and the degree of intensity with which you share your content, the better it will be received.
d) Consistently create and share content
Create and share content regularly to increase the number of your followers, whether you are sharing insights, writing long-form Publisher posts, creating graphics, videos or posting curated content.
Consistently sharing content will over time increase your LinkedIn following.
6. Leave or Mute group conversations on LinkedIn
Few things are more annoying than being added to a group conversation you have no interest in. If and when this happens to you, I have just the LinkedIn hack for you
LinkedIn makes it easy for you to modify the controls of each of your conversations. To edit the controls of an individual conversation, click the three dots located in the top right corner of that conversation.
Sometimes, you won’t want to leave the conversation but rather to stop receiving notifications every time someone replies. You can do this by clicking Mute.
In some cases, you will want to remember to come back to a message. In this case, you can click Mark as unread.
If you have no interest in participating in a particular group message, you can leave the conversation completely. Doing this will remove you from the conversation, and you will no longer receive any new messages from the thread. To do this, select Leave conversation
Once you leave the conversation, you will see this indicated in the message area. You won’t be able to rejoin the conversation once you leave it.
You can take this a step further by deleting the conversation completely from your message inbox by selecting Delete conversation.
It is important to note that if you delete a conversation without first leaving it, you will still receive new replies and notifications added to the group message. So be sure to leave the conversation first and then delete it.
7. Combine LinkedIn advanced search results with Boolean search LinkedIn’s Advanced Search allows for Boolean search that gives you the ability to filter your search more specifically to find exactly what you are looking for. You do this by adding or eliminating elements from the search parameters.
Let’s say you wanted to find an expert in personal branding and you used that as a keyword in your search. Your search results would show anyone who has the words personal and branding in their profile, even if the two words were located separately in the profile. Adding quotes around “personal branding” would return search results of profiles that have those two words together.
Here is another example. Let’s say, you want to find someone who has expertise in both social selling training and personal branding. A Boolean search “social selling training” AND “personal branding” will give you more relevant search results.
Here is a summary of how to use Boolean search in LinkedIn’s Advanced Search and all of the different ways you can use it to create a much more targeted search result.
QUOTES
If you would like to search for an exact phrase, enclose the phrase in quotation marks. You can use them in addition to other modifiers.
Examples:
“social selling training”
“personal branding”
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY® Volume 10, Number 1, 2024 Page 4 of 6 Article 9 – LinkedIn Tips
PARENTHESES
If you would like to do a complex search, you can combine terms and modifiers.
Examples:
sales AND (trainer OR speaker)
(social selling training OR social selling trainer) AND
If you would like to search for profiles which include two terms, you can separate those terms with the uppercase word AND. However, you don’t have to use AND. If you enter two terms, the search program will assume there is an AND between them.
Examples:
digital AND selling
digital+selling [You can also add a plus + in between the words with no space]
OR
If you would like to broaden your search to find profiles which include more than one term, you can separate those terms with the uppercase word OR.
Examples:
“Microsoft” OR “LinkedIn”
“Vice President” OR VP OR “V.P.” OR SVP OR EVP
NOT
If you would like to do a search but exclude a particular term, type that term with an uppercase NOT immediately before it. Your search results will exclude any profile containing that term.
Examples:
CEO NOT (owner OR consultant)
(Google OR Salesforce) NOT LinkedIn
8. Take advantage of LinkedIn’s Saved searches feature If you find a search term that produces good search results using LinkedIn’s Advanced Search, you can save that search so you can continue getting fresh results from it.
This is a powerful tool because you will get search alerts directly from LinkedIn when new people match that criteria. You can come back to these search results at any time and check for new potential prospects. You can then go through the profiles and connect with those who fit your criteria of a prospect. Additionally, LinkedIn will send you an email once a week with new profiles that match your Saved Search parameters.
This feature is currently available with both free and paid membership levels, but the number of saved searches you can have varies depending on which membership level you have. With a free account, you can set up three saved search results.
NOTE: With a free account, you need to search a keyword and then select “People” to make the Saved searches feature appear; otherwise, it is hidden.
9. Personalize LinkedIn connection requests on mobile
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY® Volume 10, Number 1, 2024 Page 5 of 6 Article 9 – LinkedIn Tips
One of the most important and easiest LinkedIn hacks I can share with you is to personalize every connection request you send out.
I get it, LinkedIn makes it easy to accidentally send the default connection request, especially on the mobile app. You must consciously avoid sending the default invitation and take a moment to write a personalized connection request if you want to be successful at social selling.
This one LinkedIn hack will be the difference between someone clicking Accept and hitting Ignore in response to your connection request. If someone clicks Ignore, they will also have the option to select I don’t know this person.
WARNING: If as few as five people click I don’t know this person, your account could be restricted.
To send a personalized connection request on your mobile device, go to the profile of the person you wish to connect with, and click the three dots “…” to the far right of Connect.
It will open a new window, giving you the opportunity to select Personalize invite from the menu.
Now, you can create your personalized connection request in 300 characters or less and hit Send Invitation.
10. Write the way you would speak
Want to know how to write great posts or even personalized messages that sound like they just rolled off your tongue?
It’s simple. Say it out loud first. Literally pretend you’re having a conversation with someone.
I use this hack all the time. The easiest way to do it is through an app called Otter.ai. This is an amazing tool that lets you speak your idea straight into your phone (just like with your voice memo app), except Otter instantly gives you a transcript of your words.
Take that transcript, make a few edits and viola – you’ll have the perfect social media post or message to send to a prospective client.
No more staring at a blank screen for hours, wondering what to write. Just speak your mind, and let Otter transcribe it for you.
The key is to write as you would speak!
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY® Volume 10, Number 1, 2024 Page 6 of 6 Article 9 – LinkedIn Tips
12 Proven Packing Tips That Will Help You Travel Smarter and Lighter
Traveling soon? These foolproof packing tips will have you maximizing space and packing your suitcase like a pro in no time.
By Lois Alter Mark, 19 Jan. 2024 https://www.rd.com/list/best-way-pack-suitcase/[Also, look up the numerous videos and articles about Marie Kondo and her approach to packing suitcases; they really do work! - editor]
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology International® and the PITA Annual Review, both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous Coating
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® R T P O P T Volume 10, Number 1, 2024 Page 1 of 4 Article 10 – Packing a Suitcase
Travel-smarter packing tips
Going on vacation should be a relaxing, exciting experience, but it’s the preparation that can create stress. There’s so much to think about, plan and schedule, from renewing passports and booking flights (use online travel tools), to finding the best luggage sets and actually packing! Luckily, we’ve got all the packing tips you’ll need to simplify the process.
Don’t know what to pack in a carry-on, which family-sized suitcase to carry to cut on baggage fees, or even how to pack a carry-on or checked luggage? No problem. We’ll show you how to make a packing list, how to roll clothes for packing and how to use packing cubes to make the most of your space. In fact, these packing tips are so easy and effective, they’ll make prepping for your next trip a breeze. So whether you’re sailing on the best cruise lines like the Caribbean cruise, flying off to the best European cities or adventures by Disney, taking the ultimate American road trip or just learning how to travel cheap, you’ll never stress about packing a suitcase again.

PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY® Volume 10, Number 1, 2024 Page 2 of 4 Article 10 – Packing a Suitcase
Make a packing list
Taking the time to create a packing list (this is different than an organized traveler’s checklist) a week or two before your trip is one of the best packing tips because it makes certain you don’t forget anything and saves you time later on. Starting early ensures you’ll be able to purchase things you still need or place an Amazon order without lastminute stress.
Begin by creating your main categories (clothing, toiletries, charging accessories, documents, etc.). Under each category, list the items you want to bring and get specific. How many times can you wear a specific top? Which days will you actually be at the beach and need swimwear? Do you anticipate needing sneakers? If you consider yourself an overpacker (or don’t want to incur hefty baggage fees), packing lists help you pack lighter—you’ve already done the work to build your vacation wardrobe and won’t be tempted to add another outfit or two. Plus, you can refer to it when you go home so you don’t leave anything in the hotel room or Airbnb.
Don’t pack everything in your checked bag
As tempting as it can be to pack all your belongings in a checked bag and not think about it again until it comes around the carousel, keep in mind that lost luggage happens to even the most experienced travelers. Checking luggage is convenient and gives you the freedom to pack more, but to be on the safe side, keep medications, jewelry and other valuables with you in a carry-on, travel backpack or handbag.
Take the right size suitcase
Once you have a complete packing list, you’ll know whether you need a carry-on, a checked bag or both, and some of the best luggage brands offer a variety of sizes, styles and weights. Frequent travelers typically recommend taking a carry-on whenever possible, whether you’re on a weekend getaway, mini vacation or something slightly longer. Doing so not only helps you avoid airline baggage fees (most airlines allow at least one free carry-on bag, but some budget airlines do not), it also makes for quicker airport departures (no waiting at baggage claim) and limits any restrictions you might have moving around with heavier, larger luggage. Underseat luggage that fits beneath the seat in front of you can be a super convenient and surprisingly roomy option. So too can rolling carry-ons that fit in overhead bins. (Just don’t close the bins when you’re done; it’s one of the airplane travel mistakes many people make.)
Decide on a color palette
Choosing a color palette for your travel wardrobe might sound like an unnecessary step, but it will make packing and getting dressed so much easier. Similar to creating a capsule wardrobe (which includes a minimum number of wardrobe staples that coordinate for maximum efficiency), sticking to coordinating colors (and versatile capsuleapproved items) allows you to mix and match the pieces you bring, creating more outfits, saving space and limiting endless clothing decisions.
Opt for travel-friendly fabrics
Because you don’t want to have to iron or steam your clothes when you get to your destination (and you definitely don’t want to make room for the travel -size devices), make sure you pack clothing items that will travel well that means no linens or cotton twills that wrinkle easily. Wrinkle-resistant knits and stretchy fabrics are great choices.
Wondering what to wear on a plane? Layer and wear your bulkiest items, when possible. Choose travel-ready, comfortable fabrics. If you’re taking a long trip, look for fabrics that are odor -resistant and quick drying as well so you can wear them more than once and rinse them out in your hotel sink.
Lay everything out
It’s much easier to pack if you lay everything out before you begin rather than going back and forth to your closet. Refer to your packing list and place each item in front of you. This way, you can see what you might be missing, as well as what needs to go into your suitcase in the order that most makes sense.
Laying everything out also ensures you’re not packing items that will get your checked luggage flagged by TSA. You can decide if you want to use packing cubes, which many travelers swear by to organize and save space.
Know when to roll, when to fold
Folding clothes that could be rolled is one of the most common packing mistakes travelers make. Tightly roll items such as T-shirts, pajamas, casual pants and dresses to optimize suitcase space and avoid creasing. Roll heavy items (such as jeans) first and place at the bottom. Follow with thinner rolled items on top of those to make it easier to force your suitcase closed.
If you’re packing bulky or stiff items, such as sweaters or starched shirts, fold these (try using a garment folder) and place them on top of any rolled clothing the length of your suitcase. If you’re using packing cubes, they should be packed the same way as suitcases: Roll whatever you can and place folded items on top.
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY® Volume 10, Number 1, 2024 Page 3 of 4 Article 10 – Packing a Suitcase
Place shoes on their sides away from your clothes
Ideally, you want to place your shoes in a different area of your suitcase than your clothes, and fortunately, most hard-shell luggage does provide two separate compartments so you can do that. Try to place shoes on their sides to take up the least amount of space and consider stuffing smaller items, such as jewelry, underwear and socks inside the shoes. If you still need to pack around them, place shoes in dedicated shoe bags, Ziploc bags or packing cubes to keep the dirt on their soles from soiling your clothes.
Keep toiletries separate
Remember Murphy’s Law? “Anything that can go wrong, will go wrong.” Put anything that can spill in a separate toiletry bag to avoid damaging your clothes. If you’re only taking a carry -on, make sure all your toiletries follow the TSA carry-on rules, which state that liquids must be 3.4 ounces or less and must all be placed in a one-quart size bag.
Keep bulky makeup at home and remember to pack your toiletry bag last so it doesn’t get squished under your clothes in a checked bag and so you can remove it quickly when you go through security with a carry-on. A transparent bag not only makes it easier for agents to see what’s inside, it’s also a top travel tip to ace airport security. Oh, and while you’re at it, get yourself a luggage rack to make unpacking and packing on your trip so much easier.
Maximize space for accessories and undergarments
Roll socks inside shoes and use nooks and crannies for small items, such as underwear, workout gear, swimwear or scarves, all of which can be tucked into the corners of your suitcase. If you’re bringing a hat, place it upside down in the middle of the suitcase. Stuff smaller items inside it and clothing around it to keep its shape. Hair tools, brushes and belts can fit around the edges of the suitcase and between clothes.
This is also where compression cubes come in. Not only will they keep your stuff compartmentalized, but they also work to compress your clothing and free up space for accessories and undergarments.
Toss in extra bags
Extra bags will always come in handy, whether for packing wet swimsuits, separating dirty laundry from clean clothes or bringing home souvenirs from the best places to travel this year. Reusable, waterproof bags will add another layer of protection. Because they lay flat and take up practically no room, they’re definitely worth adding to your packing list.
Put delicate items on top
If you’re going to need cold-weather gear when you get off the plane or a more professional outfit because you’re heading straight to a business meeting, pack it last in your hard-shell luggage so it’s easily accessible. Anything delicate, like formalwear or items with fragile embellishments, should also be placed on top to avoid being crushed. Consider protecting those items even further in a compact garment bag designed to fit inside your luggage.
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY® Volume 10, Number 1, 2024 Page 4 of 4 Article 10 – Packing a Suitcase
6 Microsoft Word Hacks You Need to Know in 2024
There are those certain things that are staples of your average workday. Coffee. Your trusty to-do list. Email. And, if you’re like most people, Microsoft Word.
Yes, while other word processing programs like Google Docs have given Microsoft Word a run for its money in recent years, Word is still a tried and true standard in many offices (just ask the 1.2 billion people across the world who use Microsoft Office).
All in all, Word is pretty simple to use —it doesn’t carry the same level of intimidation and mystery as Microsoft Excel, for example.
But, even if you consider yourself a pretty proficient Microsoft Word user, there are probably still a few things you can learn to be even more efficient and effective.
Like what? Well, let’s roll up our sleeves and dig into the details of six different Microsoft Word hacks that will save you all sorts of time and frustration. It won’t be long before you’ll wonder how you ever lived without them.
Want to learn more?
By Kat Boogaard https://www.goskills.com/Microsoft-Office/Resources/Microsoft-Word-hacksThe Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology International® and the PITA Annual Review , both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous Coating.
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® R T P O P T Volume 10, Number 1, 2024 Page 1 of 3 Article 11 – Word Hacks
1. Start with a template
This first trick is painfully simple —yet often overlooked. So, we knew we couldn’t go without mentioning the beauty of templates here.
Are you always starting from scratch? Do you always opt for a totally blank document regardless of what you’re creating? Perusing some of Word’s existing templates can save you tons of time.
From resumes to brochures, Word offers tons of helpful templates that can eliminate all of your formattingrelated headaches (and help you end up with a polished and professional-looking document).
So, how do you find these? When you open up Word, instead of creating a blank document, you can take a look at some different template options right there and even use the search bar to look for something specific.
Not seeing that screen when you open Word? No worries. Head to the “File” menu within Word, and then select “New from Template” (or just “New” on a PC) to take a look at the different options you have at your fingertips.
NOTE: Want to get crazy and create your own template? When you have your document set the way you want it, click “File,” “Save as Template,” and then name it accordingly. You’ll have everything set for those documents you make repeatedly. On a PC, click “File,” > “Save as” > “Browse” to the folder you’d like to save the file, and under “Save as type” select “Word template (*.dotx)” from the dropdown.
2. Know your keyboard shortcuts
If you’re that person who’s constantly annoying your co -workers by frantically clicking on your mouse like a crazy person, it’s time to familiarize yourself with some keyboard shortcuts.
There are so many that can come in handy in Word (seriously, check out our list of 99 Microsoft Word Shortcuts for PC and Mac).
There’s no way we can share them all right here. But, here are a few of our favorite shortcuts to take the hassle out of some common scenarios:
Shift F3 on PC / FN Shift F3 on Mac: Accidentally type something in ALL CAPS? There’s no need to retype that. Simply highlight the text and then press this shortcut. Doing so will toggle through all of the styles uppercase, lowercase, and title case.
* and Spacebar: Want to quickly create a bulleted list without moving away from where you are in your document? Type an asterisk and then hit the spacebar, and you’ll instantly start your list!
CTRL A: Have a long (or short!) document and need to select the whole thing without endless scrolling? This quick keyboard shortcut will select all of your text for you.
Again, there are tons of different keyboard shortcuts you can use to speed things up in Microsoft Word this barely scratches the surface!
Your best bet is to identify some tasks you’re repeatedly doing in Word, and then see if there are existing keyboard shortcuts for those.
3. Save your favorite formatting
Let’s say that you have a document that you’re creating repeatedly—like a weekly report, for example.
Each week, you find yourself resetting the same formatting for your text.
Here’s the good news: There’s no need to do that anymore! Using Microsoft Word’s “Quick Styles,” you can save all of those formatting preferences so that they’re ready to go next time you need to create a document.
Let’s look at an example using the heading of a weekly report. Each week, I re -format that title so that it’s bolded, centered, and size 18 font.
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY® Volume 10, Number 1, 2024 Page 2 of 3 Article 11 – Windows Hacks
The better way to do that? After you have it formatted, highlight that text and then visit the “Styles Pane” menu in the Home ribbon. Click the button for a “New Style,” name it accordingly, and then—boom! you have it saved there for future use.
You can now simply highlight necessary text and apply those formatting rules with the click of a button.
Want to find out more about “Quick Styles”? Check out Microsoft’s own breakdown of how to use these to your advantage.
4. Have sentences and phrases ready to go
Much like you can quickly insert formatting and styles, you can also insert common phrases or sentences you use with the click of a button.
Pretty handy, right?
Sticking with our same weekly report example, let’s say that I always need to include a legal disclaimer at the bottom. Rather than copying and pasting it from a past report or re-writing it each and every time, I could have that disclaimer saved as an “Auto Text.”
To do so, I would draft the disclaimer and then highlight it. Then, I’ll click “Insert” at the very top, head down to “Auto Text,” and then click “New.” From there, I can name this piece of text (i.e. “Weekly Report Legal Disclaimer”) and save it. On a PC, these steps are: Insert --> Quick Parts --> AutoText --> Save selection to AutoText gallery --> Name the piece of text.
Once it’s stored in there, I can easily insert it in future documents!
5. Improve your copying and pasting
We all love to copy and paste. But, when you need to do so over and over again, it can be annoying to repeatedly have to go back to the original document and copy snippets one at a time.
Fortunately, there’s a trick that can help you step up your copy -and-paste game! It’s called Spike, and it does away with that one-at-a-time copying and pasting.
It might sound like something out of an action movie, but Spike is actually fairly simple to use.
Select the text that you would like to move to the Spike (this is where your copied bits and pieces are stored!) and then hit COMMAND + FN + F3 (or CTRL + F3 on PC). You’ll notice that your text disappears— this means it has been moved to the Spike and is being stored there.
Simply want to copy your text to the Spike and still have it remain where it is on that document? Immediately hit COMMAND + Z (or CTRL +Z on PC). That will restore the text while still keeping a version in the Spike.
Continue copying what you need using the COMMAND + FN + F3 shortcut.
When you’re ready to paste all of that information? Simply hit COMMAND + SHIFT + FN + F3 (or CTRL + SHIFT + F3 on PC). That empties the Spike and pastes all of that necessary information where you need it.
6. Make use of find and replace
Did you make an error in your document? For example, perhaps you spelled someone’s last name incorrectly—it should’ve been “Smith,” but you have it listed as “Smit.”
Think you need to go through that whole document and fix your error everywhere it appears?
Think again. Word has a “Find and Replace” feature that can help you immediately repair your error—while only manually fixing it once.
Head to the main “Edit” menu of Word. Once there, scroll down to “Find” and then select “Replace”. Within that popup, type the error that you want to find, as well as the correct version it should be replaced with.
Click the “Replace All” button, and that mistake will be corrected within your entire document!
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY® Volume 10, Number 1, 2024 Page 3 of 3 Article 11 – Windows Hacks
10 Working at height hacks that might save a life
These tips can make all the difference when it comes to worker safety. Although relating to Australian working practices, it is quite detailed and is translatable to the UK without problem.
1 May 2019
https://kattsafe.com.au/resources/blog/10-working-at-height-hacks-that-might-save-a-life
This article is offered in part as an introduction to No Falls Week, 13-17 May 2024: https://nofallsweek.org/
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology International® and the PITA Annual Review , both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous Coating.
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® R T P O P T Volume 10, Number 1, 2024 Page 1 of 4 Article 12 – Working at Height
1. The law and who’s responsible
Taking ownership for your responsibilities is essential when it comes to ensuring that you are covered from all angles.
Acts, Regulations, Codes and Standards all need to be complied with and no matter which end of the process you are; designer, builder, manager or user they must be followed and adhered to. As a brief guide the hierarchy of legislation is as follows:
2. Correct use of ladders
According to Safe Work Australia, falls from ladders are the second highest cause of falls-related fatalities.
Whether it be non-compliance, incorrect placement or overbalancing, this is a statistic that is hard to go past and shows that while many people regard climbing a ladder as a basic task requiring little skill, correct training and proper supervision is still required.
Portable ladders, due to their ease of use, are particularly prone to mishaps.
Regular inspections are vital towards ensuring that ladders are not missing any components, have not suffered any damaged to the stiles, rungs or brackets and that the structural integrity has not been compromised. It is also essential to remember that if there is a risk of a person falling more than two metres, a SWMS (Safe Work Method Statement) should be undertaken.
3. Stop unwanted access
Have you controlled access to unwanted areas on your building sites or premises?
The installation of a lockable ladder cage gate or door can eliminate intruders or unauthorised workers entering locations of high risk, ensuring that only trained and qualified personnel are accessing the area.
4. Check those skylights
Falls through skylights and voids still contribute to a large amount of incidents and deaths and are very much a hidden danger.
Skylights are often inadequately protected and may not be easily seen due to a build up of debris or can simply be mistaken as a solid surface. Guardrail or skylight protectors will ensure they cannot be accidentally fallen through or stood on and are the most effective form of protection.
If safety mesh is installed it is always essential to check that it offers substantial and compliant protection. For more information on this subject read our article Skylight roof safety mesh is not enough - find out why
5. Scaffolding – is it up to the task?
The erection of scaffolding can assist greatly in fall protection however, according to the project findings in a construction blitz run by Safework NSW, many infringements for missing components or inadequate edge protection were recorded. Nothing has highlighted the deadly consequences of this more than the recent tragic death of a young worker, who was killed when the scaffolding he was on collapsed at a Sydney worksite.
Safework NSW’s Construction Blitz Initial Findings contains interesting reading and statistics about the problem of falls from height. You will also find an extremely handy falls from height checklist at the back of this document which can assist in ensuring compliance around your work areas.
6. Use the correct equipment
Do you know differences between equipment that is used for fall restraint, fall arrest, fall prevention and what these terms mean? Did you know that not all anchors can be used for rope access? What is the benefit of using rigid rails vs overhead cable systems for fall arrest?
We have several reference articles which may be of assistance.
“Understanding anchor selection and why it matters” – the differences between fall arrest and rope access anchors and why it is critical that the right anchor is chosen for the required task.
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY® Volume 10, Number 1, 2024 Page 2 of 4 Article 12 – Working at Height
“Fall arrest, fall restraint and prevention” – learn and be able to identify the different types of access and fall protection equipment.
Correct equipment selection is necessary to ensure that workers are operating in safety and the importance of it cannot be underrated.
7. Hierarchy of Control
Design and use of access and fall protection systems is governed by the Hierarchy of Control for Working at Height.
The Hierarchy of Control is a system that is used to minimise or eliminate risks associated with specific tasks or hazards.
With regard to working at height, the ultimate goal is to ensure a fall from height cannot occur. This can be achieved either by eliminating the need to work above the ground or to provide a solid elevated construction from where the work can be performed. If it is not possible to achieve this, the risk of a fall must be minimised through the application of control measures further down the Hierarchy of Control.

For more information visit our Hierarchy of Control for Working at Height blog.
8. Don’t forget SWMS for high risk work
A Safe Work Method Statement is a document that is to be completed for all high risk construction work.
Working at heights is considered high risk and a SWMS is always required to be prepared before any work of this type is carried out.
For more information on SWMS and a template go to our post What is a SWMS?
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY® Volume 10, Number 1, 2024 Page 3 of 4 Article 12 – Working at Height
9. Rescue plans – you can’t afford not to have one
A rescue plan is an essential piece of documentation that must be completed before undertaking any work at heights.
This should detail:
the type of work being undertaken
the risks involved
what actions need to be implemented in the event of an incident or accident occurring.
Emergency service details should be included, but their attendance should be considered as only a part of the overall rescue plan. Emergency services may take time to arrive at the scene and it is imperative that rescue procedures are commenced as soon as possible to enable the situation to be rectified and to ensure injuries are not exacerbated.
Assessment of the building, on site rescue equipment and available access to the area by rescuers and emergency services are all factors that must be considered and detailed in the plan.
Training of persons who will be conducting the rescue must also be undertaken to ensure that they are skilled in the use of the rescue equipment.
If the person being rescued sustains injuries which result in unconsciousness rescue may be even more difficult and additional procedures must be put in place to cover this contingency.
Persons sustaining a fall while using fall arrest equipment are in significant risk of Suspension Trauma and for this reason it is imperative that they are rescued as soon as possible to lessen the likelihood of this condition occurring.
10. Don’t forget about PPE
PPE or Personal Protective Equipment always needs to be checked before use. This type of equipment can lay dormant for periods of time and there is always the chance that deterioration or damage could have occurred since it was last used.
Correctly fitting and adjusting your harnesses is vital to ensure that they work correctly and effectively arrest a fall should this occur. View our Fall Arrest Anchor Operation Manual which gives instructions on the correct method to ensure the right fit. And don’t forget to adjust them from season to season.
Further information and links to industry websites, documents and other invaluable resources can be found on our Know the Law page. You can also visit our FAQS page for help with many industry queries.
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY® Volume 10, Number 1, 2024 Page 4 of 4 Article 12 – Working at Height
Volume
Products & Services & News
PITA CORPORATE SUPPLIER MEMBERS
Page 2 ABB IE5 Ultra-Premium Motor
Page 3 ABB advert “ABB Pulp & Paper Tour 2024”
Page 4 Kemira Biomass-balanced Wet Strength Resins
Page 5 ABB advert “ABB Sheet Break Performance”
Page 6 PCS Ltd SZ8 SealCooler™ thermosiphon system
Page 7 Pilz PSENmlock mini safety locking device
Page 9 Blackburn Chemicals advert “World Leaders in Foam Control”
Page 9 Spraying Systems advert “Experts in Spray Technology”
Page 10 Valmet Polymer Concentration Measurement
Page 11 Valmet Calender Roll Covers CL-W and CL-S
Page 12 Valmet advert “Tissue Converting”
PITA NON-CORPORATE SUPPLIER MEMBERS
Page 13 Voith OnView.Energy
Page 14 Voith Pluralis Hot Stock (HS) refiner
NON-PITA SUPPLIER MEMBERS
Page 15 PulPac Scala Moulded Fibre Platform
Page 16 Toscotec Distributed Control System TT Brain DCS
Page 17 Vakuo advert “Vacuum Pumps & Systems”
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology International® and the PITA Annual Review , both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous Coating
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® R T P O P T
10,
1, 2024 Page 1 of 17 Products & Services
Number

ABB IS FIRST IN WORLD TO DELIVER IE5 ULTRA-PREMIUM MOTOR EFFICIENCY IN EXPLOSIVE ENVIRONMENTS
ABB has extended its award-winning IE5 SynRM (synchronous reluctance motor) series with a brand-new addition: the IE5 SynRM Increased Safety motor. In a world-first, customers operating in hazardous area industries can now ensure safety and boost their energy efficiency by deploying motors that offer up to 40 percent lower energy losses compared to commonly used IE3 motors.
The new version of the IE5 SynRM motor has been developed for use in potentially explosive atmospheres across a wide range of demanding variable speed industrial applications. It offers accurate control and high efficiency throughout the whole speed range, even at partial loads. This makes it the ideal upgrade choice for standard induction motors in pumps, fans and compressors for industries where explosive gas, vapor or dust might be present, such as oil and gas, chemicals, wood processing and flour milling.
In addition to energy savings, the new SynRM Increased Safety motors can help customers specify a more cost-effective installation. For example, in Zone 1, the cooler running design could allow the use of an increased safety motor where a flameproof motor with a special enclosure would be the traditional choice. While in Zone 2, the improved loadability of SynRM motors, that enables more power to be delivered from the same s ize as an induction motor, is important. This could enable a smaller, and therefore lower-cost, motor to fulfill the same duty.
Stefan Floeck, Division President IEC Low Voltage Motors, ABB, says: “We have achieved a significant world-first by bringing the benefits of IE5 ultra-premium efficiency to the hazardous area sector. Adopting best-in-class technology has made our IE5 SynRM motors a gamechanger for operators in a wide range of industries. They see the capability to improve energy-efficiency as key to achieving their net zero ambitions while optimizing their business costs.”
A key benefit of IE5 SynRM Increased Safety motors is that they run cooler than standard designs. Bearing temperatures are reduced by up to 15°C and winding temperatures by up to 30°C. This provides increased reliability, prolongs the motor’s lifetime and reduces maintenance needs.
The SynRM design combines the performance advantages of permanent magnet technology, with the simplicity and service-friendliness of an induction platform. To ensure an environmentally friendly design, the motors don’t contain magnets or rare earth metals.
IE5 SynRM Increased Safety motors are available with output power of 5.5 to 315 kilowatt (kW) in frame sizes IEC 132-315.

PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® Volume 10, Number 1, 2024 Page 2 of 17 Products & Services
(1/2) IE5 SynRM Increased Safety motor shown on test in ABB’s development facility

PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® Volume 10, Number 1, 2024 Page 3 of 17 Products & Services
KEMIRA ACCELERATES THE SWITCH TO RENEWABLE SOLUTIONS BY LAUNCHING BIOMASS BALANCED WET STRENGTH RESINS FOR THE PAPER INDUSTRY
Kemira, a global leader in sustainable chemical solutions for water intensive industries, expands its renewable products portfolio by launching two new ISCC PLUS certified biomass balanced polymers for the papermaking industry, wet strength resins and polyamines. The wet strength resins are the market’s first ISCC -certified PAE-based chemistries (polyamideamine epichlorohydrin), derived from renewable feedstocks.
Biomass balanced products are a genuine drop-in solution with immediate sustainability benefits: they provide a technically equivalent alternative for the conventional fossil-based products, and don’t require changes to the customers’ processes nor to Kemira’s own production process.
“This is a concrete step forward in our strategy to build the leading renewable solutions portfolio to support sustainability transformation and transition to a more circular economy. With the biomass balance approach, we can immediately and effectively reduce the use of fossil-based raw materials. For our customers, these products provide a way to take climate action and contribute to the shift away from fossil carbon, advancing their targets for renewable raw materials,” says Antti Matula, Senior Vice President, Global Product Lines & Business Development, Pulp & Paper.
In 2021, Kemira became the first in the world to start full-scale production of biomass balanced polyacrylamide, a polymer used in various industries, such as municipal and industrial wastewater treatment, papermaking, and mining. The now-launched biomass balanced wet strength resins and polyamines are produced at Kemira’s manufacturing site in Estella, Spain, where Kemira is set to phase out the production of conventional fossil-based wet strength resins and polyamines.
All of Kemira’s polymer manufacturing sites in Europe are now certified by ISCC. Kemira also plans to certify more sites during 2024, building capabilities to produce a range of other products according to the biomass balance principle. ISCC is a widely acknowledged global sustainability certification system.
In the biomass balance approach, fossil-based raw materials such as oil and gas are replaced by renewable resources at the beginning of the production value chain. A corresponding amount of renewable raw materials is attributed to the products sold as biomass balanced. Kemira’s biomass balanced products contain at minimum 50% renewable carbon, through either partial or full mass balance attribution. By increasing the amount of renewable raw materials in the production system, the biomass balance approach helps reduce fossil carbon throughout the supply chain.
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® Volume 10, Number 1, 2024 Page 4 of 17 Products & Services

PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® Volume 10, Number 1, 2024 Page 5 of 17 Products & Services
PAPERMACHINE CONSULTANCY SERVICES LTD NOW OFFER SZ8 SEALCOOLER™ THERMOSIPHON SYSTEM TO THE UK
The SZ8 SealCooler™ thermosiphon system is designed to be used with double mechanical seals with pumping features.
Together they form a closed sealing liquid circulation loop, keeping the seal lubricated and cooled and preventing the seal from running dry, extending the life of the seal.
SZ8 SealCooler™ thermosiphon system offers significant savings in seal water consumption compared to external flow-through.
The structure of the SZ8 SealCooler ™ thermosiphon system is simple, robust and reliable. It is possible to select optional features to fulfil the seal flushing system requirements.
Basic scope:
• Ball valve
• Hoses 3 m / 10 ft. length with fittings
• Level indicator
• Pressure gauge
• Relief valve
• Reservoir with a volume of 8 liters / 2 USg
• Support foot / base
• Temperature gauge
Available options:
• ATEX approval
• Breather
• Finned air cooling
• Hand refill pump
• Leakage indicator
• Low and/or high alarm sensor
• Multiple connections and fittings
• Pressure accumulator
• Pressure reducing valve
• Pressure switch
• Pressure transmitter
• Hard piping option
• Winter package (-40°C / -40°F)
Product information:

• Designed for pressurized and non-pressurized double seals (API 52 and 53)
• Suitable for water, glycol-water and white oil applications
• Process temperature max. 100˚C / 210˚F
• Sealing fluid temperature -20 to 70˚C / -4 up to 158˚F
• Pressure max. 10 bar / 145 psi
• Manufactured in AISI304 stainless steel
Papermachine Consultancy Services Ltd, Blackburn, BB1 9PW, UK
M: 07884 556542 W: www.pm-consults.com
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® Volume 10, Number 1, 2024 Page 6 of 17 Products & Services
SAFETY LOCKING DEVICE PSENMLOCK MINI
The safety locking device PSENmlock mini is used for efficient protection of safeguards such as flaps, covers or swing gates and sliding gates, for example. With its compact design of just 30 x 30 x 159 mm, there’s always space for the safety switch, even in space -critical applications. This small safety locking device has a holding force FZH of 1950 N (F1max: 3900 N), enabling safe guard locking for personnel protection applications up to PL d, Cat. 3 of EN ISO 13849-1.

The safety locking device for extra flexibility and productivity
The safety locking device PSENmlock mini offers you an economical solution for safety gate guarding. Designed to be extra compact, the safety locking device is ideal for integrating into your machine and saves valuable space. The PSENmlock mini also offers a high level of flexibility for installation, as the actuator can be attached from the right, left and front. As a result, there is much greater flexibility for designing machines.
PSENmlock mini can be connected in series up to PL d, Category 3, minimising wiring and simplifying commissioning – saving you time and costs.
The bistable guard locking principle guarantees a high level of safety. In the event of a power failure, the last state is maintained and so the gate is either closed and locked, or open. This principle reduces energy consumption, as the guard locking device only needs to have power applied whenever the gate is locked or released. High level of safety through dual-channel operation of the solenoid; in the event of an error, the OSSDs are switched off but guard locking is retained. This can then be released through a targeted, one-off deactivation.
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® Volume 10, Number 1, 2024 Page 7 of 17 Products & Services
Reliable safeguarding where space is limited – Your benefits
Installed quickly – time saved
The PSENmlock mini can be quickly and easily secured with just two screws
Flexible actuator can be installed inside and outside the safeguard and can be attached from the right, left and front
Compact design – space saved
With its compact design of just 30 x 30 x 159 mm, the PSENmlock mini is 60% smaller than the PSENmlock and is ideal for space-critical applications
Can also be used for gates with a minimal gate radius from 200 mm
Strong in use – productivity increased
Safe holding force FZH up to 1950 N
Bistable guard locking principle ensures safe operation and reduces energy consumption
High level of safety up to PL d, Category 3, through dual-channel operation of the solenoid
High degree of manipulation protection; coding freely selectable
Safety locking device PSENmlock mini in detail
Safe guard locking for personnel protection up to PL d, Cat. 3 (EN ISO 13849-1)
Robust in use due to safe holding force FZH up to 1950N, integrated latching force 11N
RFID safety switch with high level of manipulation protection thanks to a coded actuator
Protection type IP67
High level of safety due to dual-channel operation of the solenoid
Simple to operate via the power-to-unlock guard locking principle
bistable guard locking principle ensures safe operation and reduces energy consumption; in the event of a power failure, the OSSDs are switched off and the safeguard remains locked
Safe series connection minimises wiring and simplifies commiss ioning
Integrated auxiliary release on two sides
Simple installation: M12 plug-in connector, 8 or 12-pin
Economical and reliable safety gate guarding
The safety locking device PSENmlock mini can be used anywhere that movable guards, such as covers, flaps or small swing gates and sliding gates, need safeguarding. Even on plants containing several protective devices, the PSENmlock mini provides efficient safeguarding through safe series connection up to PL d, Cat. 3.
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® Volume 10, Number 1, 2024 Page 8 of 17 Products & Services


PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® Volume 10, Number 1, 2024 Page 9 of 17 Products & Services
VALMET LAUNCHES POLYMER CONCENTRATION MEASUREMENT FOR MUNICIPAL AND INDUSTRIAL WASTEWATER AND PAPER AND BOARD POLYMER APPLICATIONS
Valmet introduces the new Valmet Polymer Concentration Measurement (Valmet PCM), which is the first advanced optical inline polymer measurement for municipal and industrial wastewater treatment, as well as pulp and paper processes. Real -time, continuous polymer concentration data creates new opportunities for process optimization, such as more accurate polymer dosage, savings in polymer usage, faster reaction to process disturbances, among others.
Knowing the actual polymer levels allows facilities to significantly reduce polymer consumption through accurate preparation and dosing. Steady polymer concentration in turn improves flocculation, clarification, dewatering and other key processes. Better performance saves energy and lowers sludge transport and incineration needs, furthering the positive environmental and social impacts of efficient wastewater treatment.
In paper and board processes, chemicals, typically polymers, are added to improve retention of fine particles and fillers during web formation. Accurate information about polymer concentration helps optimize wet end retention and increase process efficiency.
Proven optical measurement technology
Valmet PCM leverages decades of experience in Valmet’s optical measurement know -how in board and paper processes. The optical measurement technology in the Valmet PCM brings industrial-grade quality and reliability to wastewater treatment.
Despite a compact probe design, the optics maximize measurement volume. With more optical channels to collect scattered and reflected light, the probe delivers six times more information compared to conventional solutions improving the performance.
Integrated cleaning for easy maintenance
To counter probe contamination common in wastewater applications, Valmet developed a new automatic flushing system to keep the Valmet PCM probe clean and measurements stable. The integrated sensor probe flushing unit also includes support for a manual lab sampling valve.

PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® Volume 10, Number 1, 2024 Page 10 of 17 Products & Services
VALMET INTRODUCES NEW CALENDER ROLL COVERS FOR MAXIMAL PERFORMANCE AND ROBUSTNESS
Valmet is launching two new calender roll covers to extend its roll cover selection. In the new Valmet Calender Roll Covers CL-W and CL-S, the highest wear res istance has been combined with the best load-speed durability and impact resistance. Due to the improvements in material technology, these covers give the longest regrinding intervals under the most difficult calendering conditions in soft and multinip calenders. In addition to graphical papers, they are suitable for specialty papers, as well as container and packaging boards.
“Valmet Calender Roll Cover CL-W provides the best wear resistance, longest running times, excellent barring resistance and high cover surface stability. In the development of CL-W, wear resistance improvement has been the main target. The cover’s exceptionally high wear resistance has been proven both under laboratory and mill conditions. For example, at a mill producing light-weight coated paper (LWC), the roll change interval was increased up to fourfold,” says Tatu Pitkänen, Global Technology Manager, Roll Covers and Maintenance at Valmet.
“Valmet Calender Roll Cover CL-S, in turn, has been developed to improve robustness further and offer the best impact resistance for runs under harsh conditions. It offers a smooth and elastic nip contact. As the impact resistance was the main development target with CL-S, our research and development team combined polymer technology with the latest material additives to improve the elasticity and impact strength in the composite structure. This lowers the risk for sudden cover damages, dents or cover surface marking. Longer lifetime has been proven, for example, at a paper mill that suffered from repeated cover damages due to high nip stresses. The mill is producing supercalendered magazine paper, SC-A,” says Rob Stapels, Global Product Manager, Roll Covers and Maintenance at Valmet.
Valmet Calender Roll Cover CL-W is an extremely wear resistant cover, offering excellent performance against barring related issues.
Significant potential for improving production efficiency and saving costs
Choosing Valmet Calender Roll Cover CL-W or CL-S leads to cost savings due to longer calender roll run times, leading to less roll change and grinding costs. The overall cost is also lower due to the improved cover lifetime. The wear resistant CL-W offers potential for opening barring or shut down interval related production bottlenecks. CL-S can improve product bulk, thus, allowing savings in fiber costs. These allow better time and material efficiency for the production.

PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® Volume 10, Number 1, 2024 Page 11 of 17 Products & Services

PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® Volume 10, Number 1, 2024 Page 12 of 17 Products & Services
VOITH PRESENTS DIGITAL SOLUTION ONVIEW.ENERGY FOR THE PAPER INDUSTRY
Voith introduces OnView.Energy, an innovative digitalization solution for energy monitoring that enables paper manufacturers to visualize, monitor and reduce energy consumption to lower their operating costs while minimizing environmental footprint. As part of the full-line supplier’s Papermaking 4.0 portfolio, OnView.Energy is based on the IIoT platform dataPARC cloud. With this launch, Voith strengthens its position as the leading supplier of digital solutions in the paper industry.
OnView.Energy offers numerous benefits for paper manufacturers. Dashboards adapted to the needs of the paper industry and intuitive analysis tools increase transparency and identify potential savings. In a clear cockpit, operators receive warnings and alarms in the event of unusually high energy consumption, and countermeasures can optionally be displayed to support the optimum operating mode and thus reduce energy consumption, CO2 emissions and costs. Automatically generated and distributed reports also support companies with ISO 50001 certification and save time and effort.
“With OnView.Energy, we offer our customers a new solution for optimizing energy consumption in paper production,” says Heiko Held, Director Product Group Digital at Voith Paper. “The customized dashboards and reports, optimized for the requirements of the paper industry, enable operators to identify potential energy savings and make production more efficient and sustainable.”
One reference project for OnView.Energy is Laakirchen PM 10, where the Voith experts have already successfully installed the solution. The intelligent use of existing data is intended to reduce costs and increase added value.
“Our collaboration with Voith enables us to exploit the full potential of digitalization in the paper industry and maintain our competitiveness in an increasingly demanding market,” says Dr. Thomas Welt, CEO of Laakirchen Papier AG. “OnView.Energy provides us with helpful tools to optimize our energy consumption, reduce our CO2 emissions and achieve our sustainability goals.”
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® Volume 10, Number 1, 2024 Page 13 of 17 Products & Services
VOITH INTRODUCES NEW PLURALIS HOT STOCK (HS) REFINER FILLINGS
Voith is supplementing its proven Pluralis family with new Plur alis Hot Stock (HS) refiner fillings. Representing a significant advancement in refining technology, they are specifically designed to meet the demanding requirements of pulp mills and to minimize resource consumption. In addition, Pluralis HS refiner fillings can significantly improve paper quality, energy efficiency and overall pulp mill performance.
Designed for long service life and highest production throughput
The use of STT alloy provides increased abrasion resistance and longer service life, even under the harsh conditions of a pulp mill with operating temperatures above 90 °C and high throughput requirements. The arrangement of the bars in a non-parallel orientation ensures that the edges intersect at an optimal angle and treat the largest possible percentage of fibers. The design was developed specifically for high kappa pulps and offers the highest production throughput and high shive reduction with extended service life.
“The new Pluralis Hot Stock refiner fillings combine the high efficiency of the leading Pluralis technology with ideal shive reduction. Offering impressive shive reduction of 75 to 90 percent, HS fillings significantly increase fiber yield and reduce energy consumption ”, says Elias Fleschhut, Global Product Manager at Voith Paper
Pluralis HS refiner fillings can be used in Voith refiners as well as refiners from other common manufacturers with diameters from 20 to 54 inches.
To learn more about fiber preparation and Voith's proven Pluralis product line, please visit: Fiber treatment with Pluralis and TheWall

PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® Volume 10, Number 1, 2024 Page 14 of 17 Products & Services
PULPAC LAUNCHES THE WORLD’S FIRST INJECTION MOLDING MACHINE FOR FIBER-BASED PRODUCTS
PulPac makes good on its promise to make Dry Molded Fiber more accessible to people worldwide. With the launch of a new machine platform, the PulPac Scala, the company takes a significant step in the Dry Molded Fiber revolution. The Scala platform is based on injection molding, a technology associated with plastic conversion, combined with PulPac’s new and unique Mill-to-Web fiber unit. The first Scala machines are sold by launch partner Huarong Group and equipped for producing fiber-based lids.
“Any producer that wants to gain market leverage in this new, exciting, and fast -growing market can start small and then scale up” Sanna Fager, Chief Commercial Officer.
Dry Molded Fiber is a game-changing fiber-forming technology invented and licensed by Swedish packaging tech company PulPac to replace single-use plastic on a global scale. The technology makes it possible to produce sustainable packaging that’s resource -, energy-, and cost-efficient. Together with turnkey partner Huarong Group from Taiwan, PulPac is now launching a compact and scalable Dry Molded Fiber machine platform.
PulPac’s Chief Commercial Officer, Sanna Fager, has talked to many packaging producers about Dry Molded Fiber, its benefits, and future possibilities. “When we launched Dry Molded Fiber a few years ago, we did it with a great machine platform. The PulPac Modula is still the best fit for producers with high volumes and a need for modularity. But one size doesn’t fit all, and we saw an opportunity to make Dry Molded Fiber approachable to even more packaging producers.”
About 100,000 injection molding machines are produced yearly, and most of them make single-use plastic – that needs to be replaced with sustainable alternatives. The PulPac Scala offers all the benefits of Dry Molded Fiber, fits in a 40 -foot container, and comes at a significantly lower investment than the PulPac Modula.
Sanna Fager again: “Its name is, of course, a play on words. Due to its low investment threshold, any producer that wants to gain market leverage in this new, exciting, and fastgrowing market can start small and then scale up.”
Viktor Börjesson, PulPac’s Chief Partnerships Officer, describes partnership gains and the power of collaboration. “As the inventors of Dry Molded Fiber, our knowledge about the technology is unrivaled. Huarong brings 40 years of experience in building machines for the plastic industry. We merged our cutting-edge tech to Huarong’s existing and functioning clamping unit, and the result is a compact, hassle-free, plug-and-play machine for Dry Molded Fiber manufacturing.”

PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® Volume 10, Number 1, 2024 Page 15 of 17 Products & Services
TOSCOTEC LAUNCHES A NEW GENERATION DESIGN OF TT BRAIN DCS
Toscotec has successfully launched a new generation design of its Distributed Control System TT Brain DCS, which offers a whole breadth of innovative functions and add-on customized tools. Numerous tissue producers are already efficiently operating their tissue machines through this upgraded DCS.
Open system for maximum freedom
TT Brain DCS is an open system developed on standard Advanced Process Libraries (APL) by Siemens. Based on specific customer requests, Toscotec has designed several additional customized functions that have been successfully integrated into the DCS, including tracing systems for jumbo and rewound rolls, and recipe management systems.
TT Brain DCS: a system for all
Apart from machine operators, Toscotec’s new DCS offers useful functions to various users, including maintenance managers and technicians, process engineers, energy managers, production engineers, etc.
TT Brain DCS integrates perfectly with Voith’s QCS and BTG Group’s dataPARC, and it can also easily exchange data with the paper mill’s Manufacturing Execution Systems (MES) and Enterprise Resource Planning system (ERP).
Innovative message management: focus on key info for spot-on diagnostics
Based on customer feedback and extensive in-field experience, Toscotec developed a forward-thinking message management system that shows only messages (including warnings and alarms) that operators need to view to be able to diagnose the issue at hand. TT Brain DCS offers alarm filtering points for every system or piece of equipment that enables operators to instantly understand problems. Diagnostics on the DCS have never been this easy. Instead of sorting through hundreds of messages to retrace the root cause of the problem, operators can now quickly filter by the machine affected area and are assisted by the underpinning optimized logics that generate messages.
Sebastiano Goddi, Software Department Manager at Toscotec, says: “By building on customer feedback, Toscotec has pushed ahead with the development and implementation of a wide array of functions designed precisely to simplify and streamline the daily work of operators, maintenance and process managers, or anyone else closely working on the tissue machine. The breakthrough idea behind this effort was to create an even more open system tailored to the reality of each individual paper mill.”

PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® Volume 10, Number 1, 2024 Page 16 of 17 Products & Services

PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® Volume 10, Number 1, 2024 Page 17 of 17 Products & Services
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® R T P O P T Volume 10, Number 1, 2024 Page 1 of 1 Events CALENDAR OF EVENTS –2024 PITA TRAINING COURSES Ian Padley Modern Papermaking 4-5 June Ian Padley Introduction to Tissue 17-18 Sept. Debbie Stringer EPR Permits 16 Oct. Mark Smith Introduction to Wet End Chemistry Nov. Papierzentrum Gernsback Fundamentals of Papermaking Dec. INTERNATIONAL CONFERENCES & EXHIBITIONS IMPS Symposium Munich, Germany 19-21 Mar. Pulp & Beyond Helsinki, Finland 10-11 Apr. Paper One Show Sharjah, UAE 16-18 Apr. Paper Arabia Dubai, UAE 14-16 May Paper & Biorefinery Graz, Austria 15-16 May Pulp Paper Industry Expo Guangzhou, China 28-30 May CPA&G 2024 Belgrade, Serbia 10-12 June Paper Vietnam Ho Chi Minh City, Vietnam 12-14 June Zellcheming Wiesbaden, Germany 18-20 June Technologie Kring Apeldoorn, The Netherlands 26-27 June CPI Health & Safety Chesford Grange Hotel, Kenilworth, UK 2 July PRIMA 2024 Vienna, Austria 2 Sept. Specialty Papers Europe Vienna, Austria 3-4 Sept.
Installations
The following pages contain a summary of the various installations and orders from around the world of papermaking, wood panel and saw mills, and bio-power generation, received between the start of November 2023 and the end of February 2024.
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology International® and the PITA Annual Review , both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous Coating
FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® R T P O P T Volume 10, Number 1, 2024 Page 1 of 6 Installations
PAPERmaking!
Andritz Växjö
Sweden
Asia Symbol for three tissue mills (Guangdong, Shandong and Jiangxi)
China
Australian Panels
Mount Gambier
Australia
Bati Kipas
Söke/Aydin
Turkey
Cartiera Pirinoli S.C.
Italy
Dezhou Taiding New Material Science and Technology Co., Ltd.
Pingyuan County
Dezhou City
Shandong Province
China
DS Smith
Lucca Mill
Italy
PCF Maintenance
ABB
To deliver one tail cutter for the wet section. Link
To provide Manufacturing Execution System (MES) and, by integrating with third-party systems such as distributed control system (DCS), QCS, transportation management system (TMS), and SAP Enterprise Resource Planning (ERP) software, supporting improved data flow and connectivity across Asia Symbol's operations.
Siempelkamp To provide a complete MDF line. The scope of delivery also includes the expertise of three Siempelkamp subsidiaries: Pallmann supplies a drum chipper, CMC Texpan a wood chip screening, and Büttner contributes a drying system.
ProJet BV
ProJet BV
Andritz
To supply three forming fabric cleaners (PM2)
Link
URL
Link
Link
To deliver four Power Cleaners for the forming fabrics. Link
To deliver a second chemithermomechanical pulp line.
Link
Valmet
To supply consistency measurements to complement the wide automation package to be delivered with the new container board making line (PM3). Delivery includes seven Valmet Microwave Consistency Measurements (Valmet MCA), six Valmet Blade Consistency Measurements (Valmet SP) and six Valmet Optical Consistency Measurements (Valmet OCR and OC2R) from the latest generation to measure total consistency as well as ash content.
Link
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOL OGY INTERNATIONAL ® Volume 10, Number 1, 2024 Page 2 of 6 Installations
COMPANY, SITE SUPPLIER ORDER DESCRIPTION
COMPANY, SITE SUPPLIER ORDER DESCRIPTION URL
Gascogne Papier
Mimizan
France
German Paper Solutions
Wuppertal
Germany
Grünewald Papier
Kirchhundem
Germany
Guiping Qiaoyu Paper Co., Ltd.
China
Hamburger Containerboard Group
Çorlu Paper Mill
Turkey
Hyogo Pulp Industries Ltd.
Tanigawa mill
Japan
ABB
PCF Maintenance
ProJet BV
A.Celli
Toscotec
Andritz
Kartogroup España S.L.
Burriana Mill
Spain
Kokkolan Energia
Finland
Kuantum Papers Ltd
Andritz
BMH Technology
India BTG
Jiangxi Five Star Paper Co., Ltd.
Jiujiang Plant
Jiangxi
China
LongJing Paper
China
Metsä Group
Goole
UK
Metsä Group
Mariestad Tissue Mill
Sweden
Metsä Group
Mariestad Tissue Mill
Sweden
Mondi Richards Bay
South Africa
A.Celli
ProJet BV
Arup
Valmet Tissue Converting S.p.A
C.G Bretting Manufacturing Co., Inc.
ProJet BV
To supply control systems and drives to support the installation of the world’s widest uncoated machine-glazed (MG) paper machine.
To supply Press Felt cleaners with Moisture and Permeability measuring capability.
To provide ProCleaners for the Wire Section of PM1.
To supply a new paper rewinder for testliner.
To supply an entire dryer section rebuild (PM3) including steel can shells.
To supply a methanol liquefaction plant, as by-product of the chemical recovery process. This is the first plant of its kind in the Japanese pulp industry.
To supply a new hightemperature hood and air system for a tissue machine rebuild.
To supply biomass handling system (energy site).
To supply Advanced Process Controls as part of the mill’s digitalization journey.
To supply rewinder designed for decorative papers.
Link
To supply a Tail Cutter for the Wet End for a Tissue machine.
To design a planned new, stateof-the art tissue paper mill.
To provide two new state-of-theart converting lines to produce rolled tissue papers.
To deliver one converting line for folded paper towels for professional use.
To supply roll cleaner to clean the grooved roll in the 3rd press section of PM41.
Link
Link
Link
Link
Link
Link
Link
Link
Link
Link
Link
Link
Link
Link
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOL OGY INTERNATIONAL ® Volume 10, Number 1, 2024 Page 3 of 6 Installations
Navigator Company
Setúbal Pulp Mill
Portugal
Navigator Company
Setúbal Pulp Mill
Portugal
Nine Dragons Paper (Hubei) Co., Ltd.
China
Nordic Paper
Bäckhammar Mill
Sweden
Nordic Paper
Bäckhammar Mill
Sweden
Papel Prensa S.A.
Buenos Aires
Argentina
Andritz
BMH Technology
Enelco Environmental Technology Co., Ltd. (EETC)
To supply a new recovery boiler, new ash leaching system and an upgrade of the non-condensable gases (NCG) collection and incineration system.
To deliver and install a wood fines handling system to convert one of the gas burning kilns into biomass.
To supply electrostatic precipitators (ESPs); the contract includes delivery of a 4,600 tds/d recovery boiler ESP and a 700 t/d lime kiln ESP as part of Nine Dragons' Phase III expansion for chemical pulp production.
AFRY Has been selected as the engineering and project management partner for the strategic investment projects, to include a new wood room and a new electrostatic filter.
Valmet
Andritz
To deliver electrostatic precipitators (ESP) for the existing recovery boiler.
To a complete old corrugated containers (OCC) line including LC pulping system with a FibreSolve FSR pulper and an innovative detrashing system, a protection cleaning, fractionation and screening stage, and an innovative reject handling system.
Link
PT Papertech
Indonesia
Ranheim Paper & Board
Norway
PCF Maintenance
Toscotec
To supply a PCF Tail Cutter for wet section (core board).
Link
Link
Link
Link
Link
Link
Link
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOL OGY INTERNATIONAL ® Volume 10, Number 1, 2024 Page 4 of 6 Installations
COMPANY, SITE SUPPLIER ORDER DESCRIPTION URL
Placed an order for a technological upgrade, which will attain the highest felt tension in the dry end - the existing long shaft drive system of PM5 will be upgraded, with the application of a silent drive concept in the dryer section. Toscotec will also supply a new electrical drive and related control system for the entire paper machine. The service package includes the full erection with supervision, training, commissioning, and start-up assistance. COMPANY, SITE SUPPLIER ORDER DESCRIPTION URL
Raipaper s.r.l.
Isola del Liri
Frosinone
Italy
Rexcell Tissue & Airlaid
Skåpafors Mill
Sweden
Rondo Ganahl
Frastanz Paper Mill
Austria
Sappi
“Pollux” project
Ehingen Mill
Germany
SCA multiple sites
Schut Paper
Heelsum
The Netherlands
Shandong Jin Tian He Paper
De Iuliis
Toscotec
Andritz
Bellmer
To rebuild the wet end, with a new couch roll and drive roll, and provide a complete revamping of the press section, with a Combi Press with new stabilizer boxes for easy sheet transfer.
To supply press section upgrade, a latest generation TT SYD Steel Yankee Dryer with new steam and condensate system, and a high efficiency TT Hood with a complete air system (PM1).
To supply dewatering and dispersing equipment.
Link
Link
Link
To supply a new winder for PM6. Link
TietoEvry Renewal of an agreement to supply the latest SAP technologies and the introduction of the S/4HANA integration for SCA’s business systems.
PCF Maintenance
China Valmet
Smurfit Kappa
Cerro Gordo Mill
Mexico
Sofidel America
Circleville
Ohio USA
Sonae Arauco Deutschland
GmbH
Meppen site
Germany
AFT
Konecranes Oyj
To deliver one Wet end Tail Cutter including the electrical controls and low pressure water pump.
To supply key technology, including headboxes, a former and press section, finishing technologies, automation and services, for PM13 (a food grade FBB line).
To deliver new approach flow system including a new MaxFlow™ HB 2200 headbox screen and POMp™ degassers.
To deliver three top-running double-girder cranes and runways for a new paper mill.
Link
Link
Link
Link
Link
Anthon
To supply sophisticated highcapacity finishing line for processing wood-fibre-insulationboards and packaging of blow-in insulation.
Link
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOL OGY INTERNATIONAL ® Volume 10, Number 1, 2024 Page 5 of 6 Installations
COMPANY, SITE SUPPLIER ORDER DESCRIPTION URL
Sonoco Products Co.
Subang Mill
Indonesia
Runtech
Star Paper
India
Suzano
Limeira Pulp Mill
Brazil
Suzano
Ribas do Rio Pardo state of Mato Grosso do Sul
Brazil
Union Paper Mills
Dubai
UAE
UnionPel
Pacheco Mill
Buenos Aires
Argentinian
Yueli Machinery
Cellwood
To deliver a vacuum system rebuild including a RunEco EP600 Turbo Blower with EcoDrop water separator and EcoFlow dewatering measurements.
To supply dispersing unit to produce kraft/test liner paper grades, to be installed in their top layer (capacity: 150 TPD) and back layer (capacity: 250 TPD).
Andritz Received an order for a major conversion project to increase its eucalyptus-based fluff pulp production capacity from 100,000 to 440,000 tons per year.
Andritz
Valmet
Toscotec
Taiwan PCF Maintenance
Yueyang Forest & Paper
Yueyang City China
Yueyang Forest & Paper
Yueyang City
China
Link
Link
Link
To provide modular maintenance services for its new mill under construction.
To supply Distributed Control System (DCS) and Quality Control System (QCS) with the latest web-based User Interface (PM2).
To supply a Yankee hood upgrade to PM1, replacing the cast iron Yankee with a steel version.
To supply tail cutters for dryer section (kraft bag paper).
Link
Link
Link
Andritz
To relocate and upgrade a fibreline to produce premium quality fibres for its new paper machine.
Link
Link
Valmet
To supply IQ Web Inspection System (PM8).
Link
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOL OGY INTERNATIONAL ® Volume 10, Number 1, 2024 Page 6 of 6 Installations
Research Articles
Most journals and magazines devoted to the paper industry contain a mixture of news, features and some technical articles. Very few contain research items, and even fewer of these are peer-reviewed.
This listing contains the most recent articles from three of the remaining specialist English language journals alongside one Korean journal and one Japanese journal, all of which publish original peer-reviewed research:
IPPITA JOURNAL (Peer-reviewed and other)
JAPAN TAPPI JOURNAL (English abstract only)
JOURNAL OF KOREA TAPPI (English abstract only)
NORDIC PULP & PAPER RESEARCH JOURNAL
TAPPI JOURNAL
Notes:
1. JAPAN TAPPI JOURNAL is a members-only journal that contains excellent research articles – abstracts are in English but articles are in Japanese.
2. JOURNAL OF KOREA TAPPI is an excellent open-access research journal –abstracts are in English but articles are in Korean.
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology International® and the PITA Annual Review, both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous Coating
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® R T P O P T Volume 10, Number 1, 2024 Page 1 of 6 Research Articles
IPPTA JOURNAL, Vol.35(3), 2023
1. Achieving Consistent Quality in Coated Packaging Board manufactured with Recovered Paper – Innovation in Paper Coating Latex
2. Enhancing Efficiency in the Collection and Processing of Recovered Paper through Technology and Governmental Policies
3. Enhancing Yield and Quality through Technological Advancements in Recovered Paper Processing
4. Green, Biobased Technologies For Recycled Paper Industry
5. Improving The Recycled Pulp Yield By Retaining Inherent Starch Of Waste Paper
6. Opportunities for Enhanced Productivity and Quality in Indian recycled paper mills approaching Zero liquid discharge - UNIDO’s intervention
7. Paper Waste Recycling In India: Current Scenario and Future Prospects
8. Plastic Waste Disposal In Recycled Fiber Based Pulp & Paper Mills – Recent Technological Developments
9. Recycled Fibre in High Grade Writing and Printing Paper Manufacture Safe Storage of Paper & Waste Paper and its Handling for Accident Free Operation
10. UNIDO’S Innovative Approach for Utilization of Plastic Waste from the Indian Paper Industry as Resource under Circular Economy Framework
JAPAN TAPPI JOURNAL, VOL.77(11), November 2023
1. Report on the 90th Pulp and Paper Research Conference: Wood Science Committee
2. Building a Cellulosic Biomass Fractionation Industry for a Decarbonized Society
3. Improving Retention by Optimizing the Charge of Papermaking Materials with Coagulants
4. Effect of Rosin-based Plastic Additives to Improve Physical Properties of Polyethylene/Cellulose Fiber Composites
5. Application of Amphoteric Acrylamide Copolymers as High Performance Papermaking Additives
6. Reduction of Basic Unit by Digester Additive in the Pulp Cooking Process
7. A Report of the 21st International Symposium on Wood, Fiber, and Pulping Chemistry (ISWFPC) 2023, Venice
8. Utilizing Robotics for “Smart Inspection/DX” of Factories, Plants, etc.
9. DX in the Process Industry as a Reflection of Contemporary Social Demands
10. Consistency and Fiber Morphology – Key Process Factor for Pulp Process Control
JAPAN TAPPI JOURNAL, VOL.77(12), December 2023
1. A Report of the 30th Environmental Conference
2. Countermeasures Against Factory Odor Using Odor
3. By Ultra BM-R System Ultra Fine Bubble + Recycled Raw Material Modifier Environmental Odor Countermeasures and Energy and Cost Saving M easures
4. Standards for Synthetic Resin Utensils, Containers and Packaging Under the Food Sanitation Act
5. Container and Packaging Standards for Milk, etc. and Association Voluntary Standards: Past, Present, and Future
6. 30 by 30 for Biodiversity
7. The Outline of “M-fine”, Submerged Membrane Unit for Wastewater Treatment
8. Domestic and International Trends Regarding Climate Change and GX League Initiatives
9. Carbon Footprint and Corporate Emissions Accounting
10. Noise and Odor Countermeasures in Manufacturing Factories
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® Volume 10, Number 1, 2024 Page 2 of 6 Research Articles
11. Drainage Load and Odor Reduction Measures Using the AQUAS CLEANJET System
12. A Report on Revision of the Japanese Standard (JIS P 8149 Paper and board –Determination of opacity paper backing Diffuse reflectance method
13. A Report on the 63rd National Conference of the Pulp and Paper Industry on Safety and Health
14. Co-creation of Communities Research Division, Institute for Future Initiatives, the University of Tokyo Kikuchi Lab., Department of Chemical System Engineering, the University of Tokyo Presidential Endowed Chair for “Platinum Society”, the University of Tokyo
15. Novel Analysis of Recycled Pulp-Containing Paper, Including Fluorescent Whitening Agent: Part 2 – A Comparison of Quantitative Measures of Wastepaper Pulp Content in Recycled Paper Prepared from Softwood Bleached Kraft Pulp
JAPAN TAPPI JOURNAL, VOL.78(1), January 2024
1. The 66th-2023 JAPAN TAPPI Annual Meeting: Contributing to a Sustainable Society – Pulp and Paper Industry Creating Green Growth
2. General Review of the 66th-2023 JAPAN TAPPI Annual Meeting at Arcrea HIMEJI, Hyogo
3. Application to Improve Productivity and Reduce CO2 Emissions in Dryer Process
4. Next Generation Technology for Continuous Pulper Detrash “S -PAL SYSTEM”
5. Operating Experience with Chelating Agents in Kraft Pulp Process at Ishinomaki Mill 1 KP Plant
6. Energy Demand and Carbon Footprint of Bleaching Chemicals
7. Evolution of On-demand Printing Machines and Media Developme nt
JAPAN TAPPI JOURNAL, VOL.78(2), February 2024
1. Food Applications of Cellulose Nano Fiber “Cellenpia ”
2. Features and Developments of Phosphorylated Cellulose Nanofibers
3. Development Status of CNF Reinforced Plastics cellenpia PLAS
4. Novel Agricultural Materials Utilizing Cellulose Nanofibers Produced by Aqueous Counter Collision
5. Development of CNF Reinforced Plastics Manufacturing Process
6. Introduction of Eco-friendly Chemicals for Household Paper
7. Latest Press Technology for Energy-Saving and High-Quality Products Installation of AdvantageTM ViscoNip press on Existing Machines
8. Wire and Felt Cleaner for Tissue Machines – CleanLine Excell
9. Example of Energy Saving and Improvement of Operation with Wire
10. Visualization of Yankee Coating and Crepe – Realtime Monitoring by Image Analysis
11. Saving Fiber Cost for Tissue
12. Evaluating to Functional Paper by Imaging Software and LIBS Technology
13. Introduction of Research Laboratories 155 College of Bioresource Sciences, Nihon University Laboratory of Biomass Resource Chemistry, Department of Forest Science Course of Bioresource Utilization Sciences, Graduate School of Bioresource Sciences.
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® Volume 10, Number 1, 2024 Page 3 of 6 Research Articles
JOURNAL OF KOREA TAPPI, Vol.55(5), October 2023
1. Particle Size and Dispersion Properties of Cellulose Beads Fabricated via Coaxial Needle Spray Method
2. Predictive Modeling of Korean Traditional Paper Characteristics Using Machine Learning Approaches (Part 2): Prediction of Carbonyl Content and Analysis of Variable Importance Using Random Forest
3. Evaluation of Physical Properties and Drying Efficiency of the Pulps Used in Thin Paper Production
4. Effects of Application of Wood By-products to Hot Pressed Pulp Mold
5. Study of Dry Fiberization of Waste Paper by Using Dry Milling
6. A Study on the Liquid-solid Separation Properties of Citrus Pomace
7. Spectral Preprocessing and Machine Learning Modeling for Discriminating Manufacturing Origins of Mulberry Bast Fiber
8. Analysis of Formation and Characterization of Electrospun Fibers of Carboxymethyl Cellulose/Poly (vinyl alcohol) Polymer Solution
9. Predictive Modeling for Degree of Substitution of Cellulose Acetate using Infrared Spectroscopy and Machine Learning
10. Development of Domestic Taylor-flow Nanogrinder for Manufacturing Cellulose Nanofiber III -Evaluation of Physical Properties of Cellulose Nanofibers Manufactured with Scale-up Taylor-flow Nanogrinder
JOURNAL OF KOREA TAPPI, Vol.55(6), December 2023
1. Study of Applicability of Brewer’s Spent Grain to Dry Molded Paper Products
2. LMDI Decomposition Analysis for GHG Emissions of Korea’s Paper Industry
3. Quality Analysis of Papermaking Water from Hanji Paper Mills and a Proposal for Water Quality Standards
4. Investigation of Optimal Experimental Conditions for the Wet Tensile Strength Test of Hanji (Korean Paper)
5. A Study on the Properties of Adhesives Used in Lining for Conservation Treatment of 1920s Newspapers
6. The Analysis of the Relationship between Morphological Properties and Surface Profile Parameters of Printing and Writing Paper
7. Identification of Mulberry Bast Fiber Using a Multivariate Analysis Technique
8. Effects of CMC-Starch Mixing Ratio and Ethanol Exchange on Structure and Absorption Capacity of Superabsorbent Polymer
9. Power Spectrum Analysis of Surface Roughness for Paper and Paperboard
10. Fractal Dimension Analysis of the Surface Softness of Facial Tissues
11. Unsupervised Dimensionality Reduction Modeling for Analyzing Aging Characteristics of Hanji
12. Fundamental Study on Highly Transparent Films for Solar Cell Substrate Using Nanocellulose
13. Stability Evaluation of Noerok Painting Depending on Glue Solution Concentration
14. Hydrophobic Film by Quaternary Amine Preatreated CNF and Rosin
15. Effect of Plate Patterns on TMP Refining Performance
16. Corrigendum to: Predictive Modeling for Degree of Substitution of Cellulose Acetate using Infrared Spectroscopy and Machine Learning
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® Volume 10, Number 1, 2024 Page 4 of 6 Research Articles
NORDIC PULP & PAPER RESEARCH JOURNAL, Vol.38(4), December 2023
1. Biorefining: Effects of trace elements (Fe, Cu, Ni, Co and Mg) on biomethane production from paper mill wastewater
2. Paper Technology: Water-dispersible paper for packaging applications – balancing material strength and dispersibility
3. Paper Technology: Recyclable oil resistant paper with enhanced water resistance based on alkyl ketene dimer modified sodium alginate
4. Coating: Preparation and properties of a novel decorative base paper for formaldehyde-free adhesive impregnation
5. Coating: The effect of carbon nanoparticles on cellulosic handsheets
6. Environmental Impact: Effects of programmed maintenance shutdowns on effluent quality of a bleached kraft pulp mill
7. Environmental Impact: Carbon emissions analysis of the pulp molding industry: a comparison of dry-press and wet-press production processes
8. Nanotechnology: Effect of cellulose nanofibril concentration and diameter on the quality of bicomponent yarns
9. Nanotechnology: The preparation of cellulose acetate capsules using emulsification techniques: high-shear bulk mixing and microfluidics
10. Lignin: Great potentials of lignin-based separator for Li-ion battery with electrospinning in aqueous system
11. Lignin: Using guaiacol as a capping agent in the hydrotherm al depolymerisation of kraft lignin
12. Lignin: Preparation of flexible and binder-free lignin-based carbon nanofiber electrode materials by electrospinning in aqueous system
TAPPI JOURNAL, October 2023
1. Editorial: The innovation engine and the forest products industry value chain
2. Pulp and paper mills: The original biorefineries past performance and limitations to future opportunities
3. Kraft pulp viscosity as a predictor of paper strength: Its uses and abuses
4. Rice straw-based sustainable food packaging material with im proved strength and barrier properties: Development and characterization
5. Using bleaching stage models for benchmarking hardwood ECF bleach plants
TAPPI JOURNAL, November 2023
1. Editorial: Special coating issue contains highlighted works from TAPPICon 2023
2. Impact of different calendering strategies on barrier coating pickup
3. Multilayering of conventional latex-based dispersion coatings containing small amounts of silica nanospheres: Runnability on a pilot scale flexographic coater and barrier performance
4. Use of kaolin clay in aqueous barrier coating applications
5. Measurement and control of extensional viscosity in barrier coating dispersions
6. Multifunctional barrier coating systems created by multilayer curtain coating
7. Surface energy considerations for offset printing of coated paper and paperboard
TAPPI JOURNAL, January 2024
1. Editorial: Special issue showcases new additive approaches for a lignocellulosebased future
2. Next generation dry strength additives: Leveraging on-site synthesis to develop high performance glyoxalated polyacrylamides
3. Improving monochloramine performance with innovative sensor-controlled dosing
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® Volume 10, Number 1, 2024 Page 5 of 6 Research Articles
4. The use of minerals in fiber-based packaging and pulp molding
5. Alkyl ketene dimer (AKD) sized paper reversion due to oxidative photodegradation
6. Amphoteric dry strength chemistry approach to deal with low- quality fiber and difficult wet-end chemistry conditions in the Asian and North American markets
TAPPI JOURNAL, February 2024
1. Editorial: TAPPI Journal Best Research Paper for 2023 focuses on black liquor concentration using graphene oxide membranes
2. Effects of tissue additives on copy paper forming and properties
3. Effects of carboxymethyl starch as a papermaking additive
4. Quantification of hardwood black liquor contamination in pine black liquor
5. The role of hornification in the deterioration mechanism of physical properties of unrefined eucalyptus fibers during paper recycling
6. Dynamic out-of-plane compression of paperboard Influence of impact velocity on the surface
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® Volume 10, Number 1, 2024 Page 6 of 6 Research Articles
Technical Abstracts
The general peer-reviewed scientific and engineering press consists of several thousand journals, conference proceedings and books published annually. In among the multitude of articles, presentations and chapters is a small but select number of items that relate to papermaking, environmental and waste processing, packaging, moulded pulp and wood panel manufacture. The abstracts contained in this report show the most recently published items likely to prove of interest to our readership, arranged as follows:
Page 2
Coating
Page 3 Energy Fillers
Moulded Pulp
Page 4
Page 5
Nano-Science
Packaging Technology Papermaking
Page 6 Pulp Testing
Page 7
Page 8
Page 9
Tissue
Waste Treatment
Wood Panel
The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. Formed in 1960, it serves the Industry, both manufacturers and suppliers, by providing a forum for members to meet and network; it organises visits, conferences and training seminars that cover all aspects of papermaking science. It also publishes the prestigious journal Paper Technology International® and the PITA Annual Review , both sent free to members, and a range of other technical publications which include conference proceedings and the acclaimed Essential Guide to Aqueous Coating.
PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY INTERNATIONAL® R T P O P T Volume 10, Number 1, 2024 Page 1 of 11 Technical Abstracts
COATING
“Oil- and water-resistant paper coatings: A review”, Sumanta Basak, Milind Shrinivas Dangate & Shanmugha Samy, Progress in Organic Coatings , Vol.186, January 2024, 107938. Paper coatings based on petroleum-based compounds such as fluoro-compounds, polyethylene, and waxes are utilized to alter the properties of paper, such as wettability and oil and water transport. Although such polymers promote surface water resistance, their unfavorable qualities poor recycling and lack of biodegradability have led to their decline. However, using such non-renewable and non-biodegradable materials not only poses a threat to the environment and human health but also releases greenhouse gases. In addition, the use of plastic and fossil-fuel-based materials as barrier coatings in paper-based packaging boxes makes recycling difficult, enhancing overall recycling costs and causing environmental concerns about the waste created due to lack of biodegradation. Due to increasing worries about using petroleum-based polymeric packaging compounds and coatings and rising consumer demands for items with nutritive quality and prolonged shelf life, studies on alternative packaging materials are getting more popular. On the other hand, fresh techniques for environmentally friendly coatings may be constructed by employing biological polymers like polyesters, amino acids, and carbohydrates. These biopolymer coatings are powerful oil and water protectors that can substitute chemical-based paper and paperboard coatings. They could also stop inadvertent water transfer in food products. Nevertheless, many biopolymers may encounter challenges during manufacturing due to the material's innate water-holding capacity, crystallinity, and fragility, which precludes their usage in industrial applications. For that reason, it will be preferable to use polymer blends by combining them with other polymers, fillers, and plasticizers to enhance coating efficacy. This review paper will cover a detailed analysis of the water and oil resistance characteristics of several synthetic and naturally occurring polymers and their composites used as paper coatings for food packaging applications. The combination of polymers and their modifications with various agents and fillers can be utilized to build coatings that enhance the water and oil resistance of papers. There are also discussions about different coating techniques and the various solvents used to prepare coating solutions.
“Whole whey As A New In Bulk Additive During Papermaking and Paper Coating Processes”,
Tamer YA Fahmy, Mohamed El Sakhawy, Amal Abdel Kader & Mohamed Diab, Egyptian Journal of Chemistry (in preparation). The present work introduces whole whey as a new in bulk additive during papermak ing and paper coating processes. In bulk Addition of whole whey to pulp during papermaking, as well as, paper coating with whole whey both succeeded in promoting strength of paper and decreasing its water vapor permeability in comparison to paper, which did not involve whole whey as an additive. Previous studies, by the authors and others, have shown that each of the three major components of dairy products, as an isolate, improv es paper properties (protein isolates, sugars, and fat isolates). Whey is a dairy Industry byproduct - involving these three non-isolated components. Whole whey - including the three non-isolated previous mentioned components - has not been evaluated for papermaking. Using whole whey for paper improvement is more money, time, and energy saving compared to separating each component and using it alone as isolate. Moreov er, such approach avoids the use of chemicals and processes required for isolation of the previous mentioned dairy components. This would increase the sustainability of both milk and paper industries by finding new uses for dairy industry byproducts and improving paper properties through natural environmentally safe additives in contrast to synthetic additives.
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOL OGY INTERNATIONAL ® Volume 10, Number 1, 2024 Page 2 of 11 Technical Abstracts
ENERGY
“Pulp-paper industry sludge waste biorefinery for sustainable energy and valueadded products development: A systematic valorization towards waste management”, Vineet Kumar & Pradeep Verma, Journal of Environmental Management, Vol.352, 14 Feb. 2024, 120052. The pulp-paper industry is one of the main industrial sectors that produce massive amounts of residual sludge, constituting an enormous environmental burden for the industries. Traditional sludge management practices, such as landfilling and incineration, are restricted due to mounting environmental pressures, complex regulatory frameworks, land availability, high costs, and public opinion. Valorization of pulp-paper industry sludge (PPIS) to produce high-value products is a promising substitute for traditional sludge management practices, promoting their reuse and recycling. Valorization of PPIS for biorefinery beneficiation includes biomethane, biohydrogen, bioethanol, biobutanol, and biodiesel production for renewable energy generation. Additionally, the various thermo-chemical technologies can be utilized to synthesize bio-oil, hydrochar, biochar, adsorbent, and activated carbon, signifying potential for value-added generation. Moreover, PPIS can be recycled as a byproduct by incorporating it into nanocomposites, cardboard, and construction materials development. This paper aims to deliver a comprehensive overview of PPIS management approaches and thermo-chemical technologies utilized for the development of platform chemicals in industry. Substitute uses of PPIS, such as making building materials, developing supercapacitors, and making cardboard, are also discussed. In addition, this article deeply discusses recent developments in biotechnologies for valorizing PPIS to yield an array of valuable products, such as biofuels, lactic acids, cellulose, nanocellulose, and so on. This review serves as a roadmap for future research endeavors in the effective handling of PPIS.
FILLERS
“Synthesis of high-length calcium sulfate whisker, an ideal substitute of the plantbased pulp fiber for papermaking”, Zeshan Tian, Yuxin Liu, Yi Mei, Delong Xie, Bing Sun & Kai Li, Environmental Technology, Vol.45(2), 2024. As a byproduct of the industrial synthesis of phosphoric acid, there was a large quantity of phosphor gypsum (PG) accumulation, which needs enormous storage space and endangers the environment. The preparation of calcium sulfate whisker (CSW) from waste PG could solve the large amounts of PG accumulation and substitute the plant-based pulp fiber, reducing the pollution of wastewater in paper and pulp industries. In this work, the CSW, which length could reach 230 μm, was fabricated from the PG in a glycerol–water solution. It could be found that the glycerol –water volume ratio of 4:6 was the best ratio that could reduce the water activity and accelerate the phase transition from calcium sulfate dihydrate (CSD) to CSW. Meanwhile, the CSW, after calcination, could prepare the anhydrous calcium sulfate whisker (ACSW) with low solubility in water; when the ACSW substitution rate reached 50%, the property of the complex paper could still satisfy the standard of mechanical and optical for offset book paper.
MOULDED PULP
“Sustainable Paper-based Packaging from Hemp Hurd Fiber: A Potential Material for Thermoformed Molded Fiber Packaging”, Chi Hou Lo, Kelly R. Wade, Kate G. Parker, Anthony N. Mutukumira & Michelle Sloane, BioResources, Vol.19(1), (2024). Hemp hurd fiber, a low-value waste stream from the hemp industry, has potential downstream applications as an alternative to non-renewable plastics for single-use food service ware and packaging applications. Packaging paper substrates made from chemically pulped hemp hurd, mixed in varying ratios with bleached thermomechanical radiata pine pulp
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOL OGY INTERNATIONAL ® Volume 10, Number 1, 2024 Page 3 of 11 Technical Abstracts
were developed and tested. Handsheets were characterized using several mechanical property tests including tensile strength, tearing resistance, burst strength, short-span compression, ring crush, together with Gurley air resistance, contact angle, and Cobb60 tests. Generally, addition of hemp hurd fibers significantly improved handsheet mechanical properties. Hot-pressing of the handsheets so as to approximate molded fiber thermoforming further enhanced their performance, with pure hem p hurd handsheets having the highest mechanical properties and barrier performance. A prototype was successfully thermoformed from hemp fiber, demonstrating overall feasibility of this fibre source for molded fibre objects.
NANO-SCIENCE
“Fundamental investigation of micro -nano cellulose and lignin interaction for transparent paper: Experiment and electrostatic potential calculation ”, Hongfu Bi, Yuan Wei, Zi Wang & Gang Chen, International Journal of Biological Macromolecules, Vol.260, Part 1, Mar. 2024, 129180. Plastic has significant negative consequences for the environment and human health, demanding greener alternatives. Lignocellulose is a sustainable biomass material, and its paper has been considered as a potential material to replace plastics. Micro-nano lignocellulose, derived from natural plants, possesses a small size and abundant hydrogen bonding capacity. However, there is no clear explanation for the interactions between lignin and micro-nano cellulose, and little understanding of how the interaction can affect the papers' structure and optical properties. Electrostatic potential calculation is a reliable tool to explain non-covalent interactions, and can explore the binding between lignin and micro-nano cellulose. In this paper, kenaf – a non-wood fiber raw material – was employed to prepare micro-nano lignocellulose. The resulting slurry facilitated the production of transparent paper via a simple casting method. The prepared transparent micro-nano paper exhibited high transparency (~90 %), UVA resistance (~80 %), and hydrophobicity (~114°). More importantly, the electrostatic potential calculation demonstrates the inherent relationship between structure and performance, providing practical knowledge for constructing film materials.
“Mechanically strong micro-nano fibrillated cellulose paper with improved barrier and water-resistant properties for replacing plastic ”, Huiping Lin, Olonisakin Kehinde, Chengwei Lin, Mingen Fei, Ran Li, Xinxiang Zhang, Wenbin Yang & Jian Li, International Journal of Biological Macromolecules , Available online 10 Feb. 2024, 130102. Replacing nonbiodegradable plastics with environmentally friendly cellulose materials has emerged as a key trend in environmental protection. This study highlights the development of a strong and hydrophobic micro-nano fibrillated cellulose paper (MNP) through the incorporation of micro-nano fibrillated cellulose fiber (MNF) and chitin nanocrystal (Ch), followed by the impregnation of polymethylsiloxane (PMHS). A low-acid, heat-assisted colloidal grinding strategy was employed to prepare MNF with a high aspect ratio effectively. Ch was incorporated as a reinforcing matrix into the cellulose fiber scaffold through straightforward mechanical mixing and mechanic al hot-pressing treatments. Compared to pure MNP, the 5Ch-MNP exhibited a 25 % improvement in tensile strength, reaching 170 MPa, and showed enhanced barrier properties against oxygen and water vapor. The impregnation of PMHS rapidly confers environmentally resistant hydrophobic properties to 1 % PMHS -5Ch-MNP, leading to a water contact angle exceeding 112°, and a 290 % increase in tensile strength under wet conditions. Additionally, the paper demonstrated excellent antibacterial adhesion properties, with the adhesion rates for E. coli and S. aureus exceeding 98 %. This study successfully produced functional cellulose paper with remarkable mechanical properties and barrier properties, as
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOL OGY INTERNATIONAL ® Volume 10, Number 1, 2024 Page 4 of 11 Technical Abstracts
well as hydrophobicity, using a simple, efficient, and environmentally friendly method, making it a promising substitute for petroleum-based plastics.
PACKAGING TECHNOLOGY
“A novel paper-based composite film with enhanced oxygen and water vapor barrier properties”, Xiangjie Chen, Bin Xiao, Yutian Yang, Yu Jiang, Xiaoming Song, Fushan Chen, Wentao Wang, Jianqing Wu & Yao Meng, Progress in Organic Coatings , Vol.186, Jan. 2024, 108042. Paper-based composite films have demonstrated significant potential in the field of packaging materials. However, the gas barrier properties of these films have been found to be less than satisfactory, primarily due to the inherent porosity and hydrophilic nature of cellulose-based paper. Consequently, the challenge of enhancing the gas barrier performance, particularly in relation to oxygen and water vapor, remains a formidable obstacle. In this study, drawing inspiration from the well-established multilayer composite model, which incorporates both organic and inorganic layers, an efficient strategy has been devised to enhance the gas barrier performance of paperbased packaging materials. The organic barrier layers in this approach utilize polyvinyl alcohol and polyacrylate. Meanwhile, the critical inorganic barrier layer is composed of functionalized SiO2@polydopamine nanoparticles (SiO2@PDA NPs). Importantly, due to the isotropic nature of the SiO2@PDA NPs, concerns related to the orientation control and exfoliation of 2D layered materials are alleviated within this system. The introduction of a crosslinker, 3-aminopropyl triethoxysilane, serves to bridge the gap between SiO2@PDA NPs, facilitating the tight concatenation of NPs through Schiff base or Michael addition reactions. Utilizing coating technology, a paper-based multilay er film was fabricated. As a result, the oxygen transmission rate of the composite film was substantially reduced to 0.3077 cm3/cm2·24 h·0.1 MPa, and the water vapor transmission rate was lowered to 4.1109 g/m2·24 h. Significantly, these composite films exhibit exceptional water resistance and mechanical properties, rendering them highly suitable for the packaging of a wide range of sensitive products, including food items, pharmaceuticals, electronic devices, and other gas-sensitive products.
PAPERMAKING
“Enzyme-assisted dewatering and strength enhancement of cellulosic fibers for sustainable papermaking: A bench and pilot study”, Nelson Barrios, Madilynn M. Smith, Richard A. Venditti & Lokendra Pal, Journal of Cleaner Production , Vol.434, 1 Jan. 2024, 140094. Water removal during paper manufacturing is of primary importance to production rate and cost efficiency for the pulp and paper industry. It is crucial to develop methods to reduce energy consumption by increasing the percent solids in the paper web entering the dryers from the presses. This research aimed to develop a fundamental understanding of the effect of bio-chemo-mechanical pretreatments on a bleached softwood fiber matrix and evaluate the impact on the percent solids of the paper web after pressing. Experiments included enzymatic, refining, and cationic polymer pretreatments on the bleached softwood pulps, followed by laboratory papermaking and determining the equilibrium moisture content (EMC) after pressing and the pulp and paper properties. The combined effect of mild refining, controlled enzymatic pretreatments, and cationic strength aids proved to enhance the water removal during wet pressing (up to 35 % reduction) and increase paper strength (up to 60 % increase). The results of increased solids after pressing were used to calculate the potential reduction in drying energy during paper manufacturing. Energy savings of around 10 % for paper drying could be achieved through fiber matrix modification by bio-chemo-mechanical pretreatment. Enzymatic pretreatments have previously been conventionally applied before refining as an energy-saving method. However, this research shows that synergistic actions of enzymes added after refining
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOL OGY INTERNATIONAL ® Volume 10, Number 1, 2024 Page 5 of 11 Technical Abstracts
modify the fibers and create the optimal conditions for enhancement in drainage, press dewatering, and paper properties.
PULP
“Application of frass from black soldier fly larvae treatment of cattle dung in pulp and papermaking”, Hao -Chen Sun, Yu-Hsun Lai, Jiann-Gwo Shyu & Yuan-Shing Perng, Scientific Reports, Vol.14, Article number: 2986 (2024). Cattle dung treatments in Taiwan have developed a process called Black soldier fly larvae (BSFL) treatment, which can digest cow dung and generate the frass (larvae drops), the residue fiber in cow dung. This study aims to assess frass for its potential in pulp and papermaking, considering its chemical compositions, appearance, and fiber morphology, and also evaluate its suitability for pulping by soda method to create added value. The frass exhibits favorable material properties for pulping and papermaking, including a high holocellulose (67.37%) and α-cellulose (48.00%) content, along with a lower ash content (4.61%); the microstructure and surface mesoporous pores benefit for pulping; and the nonwood-fiberlike fiber morphology. The pulping experiment shows that 7% NaOH and 75 min of pulping conditions result in proper disintegration of fiber, and the highest accepts ratio (34.06%). The NaOH causes fiber disintegration during pulping, resulting in a higher strength property of the handsheet. The frass pulp blended with TOCC can achieve the ring crush index standards required for cardboard products. In summary, the frass from BSFL treatment of cattle dung can be utilized in pulp and papermaking to enhance circular utilization value.
TESTING
“Full-field hygroscopic characterization of paper inter-fiber bonds and the implications on network hygro-expansivity”, Niels Vonk, Ron Peerlings, Marc Geers & Johan Hoefnagels, Cellulose, Vol.31, 567–586, (2024). The state-of-the-art in paper micro-mechanics calls for novel experimental data covering the full-field hygro-expansion of inter-fiber bonds, i.e., the 3D morphological changes and inter-fiber interactions. Therefore, a recently developed full-field single fiber hygro-expansion measurement methodology based on global digital height correlation is extended to orthogonal inter-fiber bonds, to investigate their full-field quasi-3D hygroscopic behavior. A sample holder has been developed which enables the quasi-3D characterization of the initial geometry of individual inter-fiber bonds, including the fiber thickness and width along the length of the fibers as well as the degree of wrap around and contact area of the bond, which are vital for understanding the inter-fiber bond hygro-mechanics. Full-field hygroscopic testing reveals the inter-fiber interactions: (i) the transverse hygro-expansion of each fiber strongly reduces when approaching the bonded area, due to the significantly lower longitudinal hygro-expansion of the other bonded fiber. (ii) The relatively large transverse strain of one fiber stretches the other crossing fiber in its longitudinal direction, thereby significantly contributing to the sheet scale hygro-expansion. (iii) Out-of-plane bending is observed in the bonded region which is driven by the significant difference in transverse and longitudinal hygro-expansion of, respectively, the top and bottom fiber constituting the bond. A bi-layer laminate model is employed to rationalize the bending deformation and an adequate match is found with the experimental data. Under the assumption of zero bending, which represents constrained inter-fiber bonds inside a paper sheet, the model can predict the contribution of the transverse strain in the bonded regions to the sheetscale hygro-expansion.
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOL OGY INTERNATIONAL ® Volume 10, Number 1, 2024 Page 6 of 11 Technical Abstracts
“Degrees of hornification in softwood and hardwood kraft pulp during drying from different solvents”, Mozhgan Hashemzehi, Björn Sjöstrand, Helena Håkansson & Gunnar Henriksson, Cellulose, Vol.31, 1813–1825, (2024). Hornification, a complex phenomenon occurring during drying of lignocellulosic materials because of formation of irreversible chemical bonds, remains a subject of scientific interest. This study aims to shed light on the underlying mechanisms of hornification by investigating interactions between the liquid and solid phases through a solvent exchange treatment. The treatment involved replacing water with various solvents in suspensions of never-dried cellulose samples, including alcohols (methanol, ethanol, isopropanol) capable of forming hydrogen bonds, albeit to a lesser extent than water, as well as non-alc ohol solvents (acetone, ethyl acetate, toluene, heptane) that do not possess the ability to form chain of hydrogen bond, and no hydrogen bond between each other. The impact of solvents on the hornification process was evaluated using WRV measurements. Our findings reveal that water, as a solvent, plays a dominant role in the hornification process, primarily due to its excellent capability to form bridges of hydrogen bonds. In comparison, hornification with alcohols was considerably lower than with water, likely attributed to the smaller ability of alcohols to engage in such interactions. Furthermore, our results indicate a tendency for reduced hornification also when using non-hydrogen bond solvents with decreased polarity. This strengthens the hypothesis related to chains of hydrogen bonds. Additionally, the interaction between hydrophobic surfaces on cellulose through hydrophobic interactions could provide another plausible explanation.
TISSUE
“Life Cycle Assessment of Tissue Paper: Effects of Bioenergy Integration”, Ana Dias, Ricardo Carvalho, Cristina Marques, Raquel A. Bértolo, Ana M. Carta & Luís M. Machado, Pre-Print not peer-reviewed, ssrn.com. Globally, the use of tissue products such as toilet paper has been growing. One possible strategy to decrease greenhouse gas (GHG) emissions in tissue production is the integration in the same site of pulp and paper mills and their energy systems, to maximize slush pulp and bioenergy supply for paper production. However, the environmental trade-offs associated with this strategy are still unclear. This study aims to: i) assess the environmental impacts of tissue paper produced in a typical industrial site in Portugal using slush and market pulp as the main raw material, and ii) assess the effects of the integration of bioenergy produced in the pulp mill in tissue production through the quantification of GHG emission reductions and assessment of trade-offs in other environmental impact categories. For this purpose, a life cycle assessment was conducted from cradle-to-gate using real data from the production of eucalyptus wood, eucalyptus pulp, and tissue paper. The ReCiPe 2016 impact assessment method was applied as default and the Environmental Footprint (EF) method was used in a sensitivity analysis to ensure the robustness of the conclusions. The results show that energy consumption in tissue paper production is the main hotspot for most impact categories. When bioenergy is used in tissue production, the environmental impacts calculated with the ReCiPe and EF methods decrease up to 20% for categories other than marine eutrophication and mineral resource scarcity. In conclusion, bioenergy integration in tissue production not only enhances industrial decarbonisation but, in general, also contributes to reducing the environmental footprint of tissue products. These results are relevant to support decision-making not only for the pulp and paper industry but also for authorities in charge of defining environmental policies, incentives and tax regulations.
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOL OGY INTERNATIONAL ® Volume 10, Number 1, 2024 Page 7 of 11 Technical Abstracts
WASTE TREATMENT
“Influence of hygiene tissue paper used as an additive on the physicochemical and mechanical properties of CO2-cured belite-rich cement paste”, Kunal Krishna Das, Raju Sharma, Xuanru Wu & Jeong Gook Jang, Cement and Concrete Composites , Vol.145, Jan. 2024, 105317. The present study investigated the fresh, hardened, and physicochemical properties of CO 2-cured belite-rich cement (BRC) paste incorporating hygiene tissue paper (HTP) as an additive. HTP was added at 0.5% and 1.0% by wt. of BRC paste. The BRC paste was prepared at a water-to-cement ratio of 0.4 and cured under water and carbonation. The results demonstrated that upon carbonation, the incorporation of HTP at 1.0% increases the CO 2 uptake and compressive strength of specimens by 18.60% and 22.29%, respectively. A pore structure analysis shows a decrease in the threshold pore size diameter with an increase in the HTP content for CO 2cured samples. An SEM analysis revealed precipitation and impregnation of calcites in and around the HTP microfiber particles. The incorporation of HTP under water curing on the other hand did not significantly influence the strength or the physicochemical properties. It was observed that HTP contributes to improving the properties of CO 2-cured BRC paste in two ways; the porous structure of HTP provides pathways for the deep permeation of CO 2 into the matrix, and the surface of HTP offers an additional area for calcite precipitation.
“Study on the pollutant emission characteristics of the co -combustion of high S/Cl waste mixed with recycled papermaking waste”, Min Lyu, Renjie Zou, Guangqian Luo, Yi Xiao, Haoyu Zhang, Tianyu Zhao, Xian Li & Hong Yao, Fuel, Vol.358, Part B, 15 Feb. 2024, 130355. Using solid waste to replace coal for power generation is one of the effective ways to reduce CO 2 emissions, but the incineration of some high-sulfur and high-chlorine solid waste will lead to the increase of pollutant emissions. This paper proposed a new way to self-control pollutant emissions by co-incinerating different solid wastes with specific properties. In this work, the recycled papermaking waste residue (RPR) and sludge (RPS) with high calcium content were chosen to co-combustion with high-sulfur and high-chlorine solid waste, and the emission characteristics and control mechanism of pollutants under co-combustion were explored. The primary calcium compound in the recycled papermaking solid waste was CaCO 3. When RPR and RPS were mixed at a ratio of 1: 1, HCl could be fully captured, res ulting in the least emissions. Pollutant emissions was controlled by adding RPR and RPS to high-sulfur textile dyeing sludge and polyvinyl chloride. The sulfur-fixing efficiency rose from 65 % to 91 % and the chlorine-fixing efficiency rose from 69 % to 93 % with an increase in Ca/(S + 0.5Cl) from 1 to 3. As the reaction temperature rose from 700 °C to 1000 °C, the sulfur-fixing efficiency and chlorine-fixing efficiency initially increased and subsequently dropped. The CaCO 3 in the material was rapidly decomposed at 800 °C, which accelerated the positive reaction rate with SO2 and HCl, so that the sulfur-fixing efficiency and chlorine-fixing efficiency reached the maximum, which were 89 % and 92 %, respectively. CaSO 4 and CaClOH were the principal reaction products at the temperature range of 700 °C to 1000 °C.
“New insights into toxicity reduction and pollutants removal during typical treatment of papermaking wastewater”, Fei Di , Donghui Han, Jinquan Wan, Guang Wang, Bin Zhu, Yan Wang & Yang Shou, Science of The Total Environment , Vol.915, 10 Mar. 2024, 169937. Papermaking wastewater contained various of toxic and hazardous pollutants that pose significant threats to both the ecosystem and human health. Despite these risks, limited research has addressed the detoxification efficiency and mechanism involved in the typical process treatment of papermaking wastewater. In this study, the acute toxicity of papermaking wastewater after different treatment processes was assessed using luminousbacteria, zebrafish and Daphnia magna (D. magna). Meanwhile,
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOL OGY INTERNATIONAL ® Volume 10, Number 1, 2024 Page 8 of 11 Technical Abstracts
the pollution parament of the corresponding wastewater were measured, and the transformation of organic pollutant in the wastewater was identified by three-dimensional fluorescence and other techniques. Finally, the possible mechanism of toxicity variation in different treatment processes were explored in combination with correlation analyses. The results showed that raw papermaking wastewater displayed high acute toxicity to luminousbacteria, and exhibited slight acute toxicity and acute toxicity effect to zebrafish and D. magna, respectively. After physical and biochemical processes, not only the toxicity of the wastewater to zebrafish and D. magna was completely eliminated, but also the inhibitory effect on luminousbacteria was significantly reduced (TU value decreased from 11.07 to 1.66). Among them, the order of detoxification efficiency on luminousbacteria was air flotation > hydrolysis acidification > IC > aerobic process. Correlation analyses revealed a direct link between the reduced of Total Organic Carbon (TOC) and Chemical Oxygen Demand (COD) and the detoxification efficiency of the different processes on the wastewater. In particular, the removal of benzene-containing ar omatic pollutant correlated positively with decreased toxicity. However, the Fenton process, despite lowering TOC and COD, increased of the acute toxicity of the luminousbacteria (TU value increased from 1.66 to 2.33). This may result from the transformation generation of organic pollutant and oxidant residues during the Fenton process. Hence, oxidation technologies such as the Fenton process, as a deep treatment process, should be more concerned about the ecological risks that may be caused while focusing on their effectiveness in removing pollutant.
“Solar photocatalytic hydrogen production from pulp and paper wastewater”, Ananth Steephen, Preethi V, Annenewmy B, Parthasarathy R, Reshwanth Reddy P, Sairam M & Sathish Kumar M, International Journal of Hydrogen Energy , Vol.52, Part A, 2 Jan. 2024, 1393-1404. The solar photocatalytic degradation of pulp and paper mill wastewater has been reported by several scientists. However, this is the first time we are reporting for solar photocatalytic hydrogen production from pulp and paper mill wastewater and simultaneous degradation of pollutants. In this work, CuO based photocatalysts and novel square type photocatalytic reactor of 5 L capacity were used. The result shows that the prepared photocatalysts are solar active, efficient in hydrogen recovery and pollutant degradation from the pulp and paper wastewater. The effects of catalyst loading, sacrificial agent, pollutant removal efficiency and stability check were investigated. At 0.25 g/L of CuO/Fe 2O3, 0.2 M of sacrificial agent (Na 2SO32−) and hydrogen yield of 1000 mL from 1000 mL of wastewater was achieved. The removal efficiency of TSS, TDS, BOD, COD, turbidity and TOC are around 70, 50, 60, 65, 70 and 45% respectively. Reusability study revealed that CuO/Fe 2O3 was chemically stable and could be reused successively (five cycles) without significant changes in its photoactivity and intrinsic properties.
WOOD PANEL
“Environmental impact assessment of melamine coated medium density fiberboard (MDF-LAM) production and cumulative energy demand: A case study in Türkiye”, Emrah Yılmaz, Case Studies in Construction Materials , Vol.20, July 2024, e02733. Melamine-coated medium density fibreboard (MDF-LAM) is widely used in the construction industry, furniture industry and other structural applications due to its easy processing, low cost, high strength and high dimensional stability. In this study, the effects of MDF on the environment throughout its life cycle were determined by the Life Cycle Assessment (LCA) method. For this purpose, it presents the results of a research conducted to evaluate the environmental impacts and identify hot spots of MDF-LAM production in Türkiye using the LCA method, considering a cradle-to-gate system. The MDF-LAM production process is
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOL OGY INTERNATIONAL ® Volume 10, Number 1, 2024 Page 9 of 11 Technical Abstracts
studied in four subsystems: fibre preparation, board forming, finishing and lamination (LAM). In the analysis of the environmental effects of MDF-LAM, detailed data were obtained from a company producing in Türkiye. In this study, the functional unit is “1 m 3 MDF-LAM production in Türkiye”. The environmental impacts of MDF -LAM were estimated in SimaPro 9.1 software using the Ecoinvent database v3.5 with CML-IA impact assessment and Cumulative Energy Demand (CED) methods. Various impact categories were considered in the analysis, such as global warming, acidification, eutrophication, water use, fossil fuels, human toxicity and cumulative energy demand. The analysis results show that the fiber preparation stage is the main hotspot in terms of environmental impacts and emissions. And shows that this is followed by the lamination step. It has been determined that urea formaldehyde (UF) resin, which is used as a synthetic adhesive, has the largest share in the environmental effects of MDF-LAM production. In this study, CED was evaluated as another impact category. This evaluation result showed that the fiber preparation subsystem had a higher CED than the other stages. In addition, it was determined that renewable biomass and non-renewable fossil were the most affected categories, while UF resin use and electricity consumption were the most important hot spots in terms of non-renewable and renewable resources.
“Production of environmentally friendly and antibacterial MDF (Medium -density fiberboard) surfaces with green synthesized nano silvers”, Arife Kübra Yontar, Sinem Çevik & Şeyma Akbay, Inorganic Chemistry Communications , Vol.159, Jan. 2024, 111865. The study involves modifying green nano silver particles (AgNP) synthesized from the extracts of Cannabis Sativa seeds onto Medium-Density Fiberboard (MDF) surfaces. Microstructural examinations and chemical analyses of the produced surfaces were performed with Scanning Electron Microscope (SEM) and Energy Dispersive Spectroscopy (EDS). A peak at 415 nm was found in the UV –Vis spectrophotometer analysis range of the aqueous media containing green synthesized silver nanoparticles. The average size of AgNPs was found to be 45 nm by particle size distribution analysis. Performance tests of the modified surfac es revealed that the abrasion and scratch resistance of the coating containing 1 % AgNP increased twice and that all modified surfaces were resistant to staining. With nano silver modification, energy efficiency was achieved by shortening the gelation (drying) time of the surfaces coming out of the bath by one and a half minutes during coating production. Nano silver-modified MDF surfaces have shown antibacterial properties that are at least 1000 times more effective. MDF surface coatings modified with new-generation plant-based nanoparticles can prevent and reduce bacterial diseases that can be contaminated by the environment. The production of MDF surfaces that provide low energy consumption and antibacterial properties with green production will be possible.
“Optimisation of particle distribution and performance in three -layer tubular particleboards using response surface methodology”, Yuanjie Li, Zhenhua Dai, Chuanshuang Hu, Dengyun Tu & Hong Yun, Journal of Building Engineering , Vol.82, 1 Apr. 2024, 108256. To explore the impact of manufacturing parameters on the modulus of rupture (MOR), internal bond strength (IB), and 24-h water absorption thickness swelling (24 h TS) of tubular particleboards, the geometry of the particles and the combination and distribution of the particles were investigated and integrated with response surface modeling (RSM). The results show that coarse particles with high aspect ratios form the network skeleton structure of tubular particleboards and provide the basic mechanical strength of the panels. The addition of an appropriate amount of fine particles can reduce the internal voids of the board and improve its mechanical strength. In addition, the surface fine particles flowed from the gaps of the coarse particles to the interior of the
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOL OGY INTERNATIONAL ® Volume 10, Number 1, 2024 Page 10 of 11 Technical Abstracts
boards, making the boards more compact, which was conducive to improving the modulus of rupture and internal bond strength of the tubular particleboards. It was also found that the tube spacing limited the distribution of particles of different sizes, and regulating the tube spacing could lead to boards with good performance. According to the response surface data, the derived mathematical model of the second-order response function has an R2 of 0.954 for MOR, 0.956 for IB, and 0.923 for 24 h TS. The results predicted by the RSM are close to the experimental results when the fine particle content (FoC) in the core layer is 39.35 %, the surface particle content (Sf) is 37.45 %, the tube spacing (TD) is 18.81 mm, the MOR of the tubular particle board is 17.47 MPa, the IB is 0.70 MPa, and the 24 h Ts is 7.30 %. The optimized tubular particleboard has a thermal conductivity of 38.89 mW m−1K−1, which provides efficient thermal insulation. The RSM is important in the development and structural optimization field.
PAPERmaking FROM THE PUBLISHERS OF PAPER TECHNOL OGY INTERNATIONAL ® Volume 10, Number 1, 2024 Page 11 of 11 Technical Abstracts