Ccost: The Future of Paper Recycling in Europe:

THE FINAL REPORT OF COST ACTION E48
"THE LIMITS OF PAPER RECYCLING "
...........
\gl


THE FINAL REPORT OF COST ACTION E48
"THE LIMITS OF PAPER RECYCLING "
THE FINAL REPORT OF COST ACTION E48
"THE LIMITS OF PAPER RECYCLING"
Publ ished by The Paper Industry Technical Associat ion (PITA), Bury, Greater Mancheste r
Designed & Typese t by Pri vate Hire and Taxi Monthly Ltd Failsworth , Manchester
Cover design by Branka Lozo & Maja Stanic
Printed and bound in Great Britain by Carie Press Ltd , Dorse t
© COST Office , 2010
No perm ission to rep roduce or uti l ise the contents o f this book by any means is necessary, other than in the case of images , diagram s o r ot her material from other copy ri gh t ho lders In such cases , perm ission of the copy ri ght holder is requi red.
Th is book m ay be cited as: COST Ac tion E48- The Future of Paper Recycling in Europe: Opportunities and Li m itations
Please note : excep tions must be justified in writing by the Action Chair/MC
Neither the COST Office nor any person acting on its behalf is responsible for the use wh ich m igh t be made o f the information contained in th is publicat ion. The COST Office is not responsible for the external webs ites refer red to in this publicat ion.
The book of COST E48 benefited from the insights and direction of several people
The authors would like to express their gratitude to all those who gave the possibility to complete this book, among the o thers for professional help and providing the necessary data and information as well as for the technical ass istance and necessary cr itica l assessment of the content, also for a ll instruct ive comments provided timely and evaluation at every stage of the editing process, for the support by on-going editing the book ' s manuscript al lowing to comp lete this project on schedule .
Each individual provided insights that guided and challenged authors, substantially improving the finished product.
To all COST E48 members and the following external experts :
Axel Fischer, INGEDE
Ania Stawicka, Bumaga
Loud van Kessel , Kappa
Guenther Hennings , OMYA
Graham Moore , PIRA
Hans-Joachim Putz , PMV (University of Darmstadt)
Renke Wilken , PTS
Adrian Manoiu , PTS
Hans Wortman, SCA Recyc ling
Sanne Dirks , Smurfit Kappa
Jan-Erik Levlin
Harald Grossmann
llpo Ervasti
Frangois Ju lien Saint-Amand
Andreas Faul
Bartek Stawicki
Ruben Miranda
Maja Stanic
Barry Read
Arie Hooimeijer
Branka Lozo
Ala in Cochaux
Jori Ringman
Elena Bobu
Angeles Blanco
AF&PA . ... . . .Ame ri can Forest & Paper Association
SIR . . . ..... . .Bureau of International Recyc ling
CEPI . . .... . . .Confederation of European Paper Industr ies
CEN .. . . . .... .European Committee for Standardization
COMIECO Consorzio Nazionale Recupero e Ricic lo degli lmballagg i a base Ce ll ulosica
COST . . . . .. . .Co-operation in Scientific and Technical Research
CTP . . . ... .. . .Centre Techn ique du Papier
DIFTAR .Different Tariffs system fo r waste col lecti on
ERPA .. .. .... .European Recovered Paper Assoc iation
FPS . . .. . . ... .Forests , their Products and Services
GPP . .. . . ... . .Gross Primary Productivity
HG & PS . . . .. .High Grade De inking and Pu lp Substitutes
INGEDE . . . . .. .International Association of the Dei nking Industry
LCA Life Cycle Analysis
MC . . . . .. . ... Management Comm ittee
OCC . ... . . .. .Old Corrugated Containers
OMG .. . .. . ... Old Magazines
ONP . . . . . .. .. Old Newspapers
P&B .. . . . . .. . .Paper and Board
PBS Paper Bale Sensor
PTS Paper Technology Specialist s
REAC i-i Registra ti on, Eva luation and Au th ur isatior1or Chemicals
RP . . .. . . . . . . .Recovered Paper
SAICA . . . . . . . .Sociedad An6n ima lndustrias Celulosa Aragonesa
SWOT . .. . . . .. Strategic planning method used to evaluate Strengths Weaknesses Opportunities and Threats
TAPP I ... ... . .. Technica l Association of the Pu lp and Paper Industry
WRAP .. . . . . . .Waste & Resources Action Programme
When working on a book that looks into the future , it is almost impossible for the individuals involved (myself, at least) to avoid the temptation to look back over your shoulder and reflect on the events that lead to the publication of the book
Almost exactly th irty years ago, when I embarked on a career in the Paper Industry, recyc ling technology was very much in its infancy and supplies of raw material (known th en as 'Waste Paper') were both abundant and of a high quality (as mills were ab le to select the 'waste streams ' most appropriate to their requirements) . Nonetheless , the industry faced numerous technica l challenges to convert this new ' raw material ' into products capable of competing with their Virgin Fibre counterparts and researchers (in both research institutions , industry and supplier organisations) had a vital role to play in developing our understanding of the recycling processes and how they could be best util ised to produce high quality papers
The 1980's I 90 's were very much a 'Golden Age ' for recycling technology; seeing the introduction of exciting new techno logy, such as multip le loop f lotation deinking systems, dispergers, fractionation and much more into mainstream papermaking .
Over the years , the industry has continued to develop new technologies and strateg ies in response to new challenges that have arisen and 'Recovered Paper' has risen to be the dominant source of fibre within Europe in 2008 , with over 66% of paper in use being collected for recycling Such extensive recycling gives rise to a new set of challenges ; challenges which the industry (an d researchers serving the industry) continue to respond to in a positive manner.
Ironically, it is the 'D rive to Recycle ' that now creates the most significant challenges as ' Recovered Paper Co ll ect ion Systems ' captu re the last few percent of wha t is achievable, often bringing w ith it material which is less desirab le to the Paper Industry; wh ilst C0 2 em iss ion co ncerns (leading to the incineration of Paper as a non -foss il fuel) and th e development of the Far Eastern Paper Industry currently create alternative markets for Recovered Papers. Whilst we cannot and should not deny others access to this sustainable source of material , we should , at least , ensure that only papers no longer viable for use in the manufacture of new papers are condemned to a ' final use recycling option ' such as incineration or composting ; effectively ' borrowing ' a little more of the fibre for a little longer before it is assigned to its final fate and lost forever
To ach ieve this , the Paper Industry may be obliged to take a more proactive ro le in th e co llection and recovery systems delivering Recovered Papers and we have already
seen companies investing in the ir own Material Recycling Facil ities (increasing ly located on mill sites). Could it be that the Paper Industry will need to supervise the 'Urban Forest' in a similar manner to that required to oversee forestry operations in the Virgin Fibre arena?
Whatever happens, it seems inevitable that the industry will be required to deve lop greater understanding of the fibre flow s in recovery and recycl ing , new technolog ies to sort Recovered Paper and address the inevitable new chal lenges that will arise.
COST Act ion E48 " The Limits of Paper Recycling " provided (an d even though ended cont inues to provide) an excellent forum to lay the foundations of the research groups and research I industrial partnersh ips that wi ll address these issues in future rese arch p rojects During the four years of the action , o ld re lationships were renewed and new re lationships formed that wil l endure into the fores eeable future; re lationships that w ill form the nucleus of the teams that wil l respond to the chal lenges aris ing in the second decade of the 21st Millennia and beyond .
Paper has already been described, by greater authorities than myse lf, as probably being the one truly sustainable material known to mankind and I have li tt le hesitancy in suggesting that paper will still be wide ly used thirty years after the publication of this book. I sincerely hope that many of the Early Stage Researchers , who p layed such an active role in COST Action E48 , will be in a position to pass on their knowledge and experience to the Young Researchers and Papermakers of their t ime and that the COST Organisation wil l continue to encourage and support much needed and relevant Actions to ensure that the Limits of Paper Recyc ling are achieved and surpassed.
I cannot c lose this foreword without expressing gratitude to both Jan-Erik Levlin and Harald Grossman for their efforts in driving th is action forwards. Both gentlemen laboured above and beyond what could be expected of them resu lting in the Action being hugely successful and appreciated by the industry
 Barry Read
Barry Read
COST - the acronym for European Cooperation in Science and Technology - is the oldest and widest European intergovernmental network for cooperation in research Establi shed by the Minis ter ial Conference in November 1971 , COST is presently used by the scientific communities of 36 European countries to cooperate in common research projects supported by national funds
The fund s provided by COST - less than 1% of the total value of the projects - support the COST coopera tion networks (COST Actions) through which , w ith €30 million per yea r, more than 30 ,000 European scientis ts are involved in research having a to tal value which exceeds € 2 b illion per year. This is the f inanc ial worth of the Euro p ean added value which COST achi eves
A "bottom up approach " (the initiative of launching a COST Action comes from the Europe an scientists themselves) , "a Ia carte participation " (on ly countries interested in the Action participate) , " equality of access" (p articipation is open also to the scientific communities of countries not belonging to the European Union) and "flexible structure " (easy implementation and light management of the research initiatives) are the main characteristics of COST.
As precursor of advanced mu ltidiscip linary resea rch COST has a very important ro le for the realisat ion o f t he Eu ropean Resea rch Area (ERA) antic ipa t ing an d comp lementing the ac tivi ties o f the Framework Program m es , const itut ing a " bridge" towards the scienti fic communities of emerging countries, increasing the mobility of researchers across Europe and fostering the establishment of " Netwo rks of Excellen ce" in many key scientific domains such as: Biomedicine and Molecular Biosciences ; Food and Agriculture ; Forests , their Products and Services ; Materials , Physical and Nanosciences ; Chemistry and Molecular Sciences and Technologies ; Earth System Sc ience and Environmental Management ; Information and Communi cation Technologies; Tran sport and Urban Development ; Individuals , Societies , Cul tures and Health. It covers basic and more appl ied research and also addresses issues of pre-no rm ative natu re or of societal importance.
Web: http ://www cost.esf.o rg
This publication is supported by COST

Re cyc ling o f paper and board (p&b) has a long h is tory in Eu rope . W ith a total collection ra te of 62,6% for CEP I coun tr ies in 20051, Europ e is the world leader in p&b collect ion and recyc ling. Recovered p&b already measures up to virgin fibres as a raw material for the paper industry and there is no doubt that every effort will be undertaken to further increase the ut ilisation of this resource for papermaking. The main drivers for this have always been primarily financial and then , to a lesser degree , either the lack of virgin fibres in some coun tries or even environmental considerations or constraints.
A thorough SWOT (Strength , Weaknesses, Opportun ities & Threa ts) analys is of p&b recycling would , however, de tect a number of chal lenges wh ich are worth cons idering: In the last few years the global demand for recovered p&b has grown dramatical ly as a result of increased demand in the Far East countrie s (notably China) , some of which depend largely upon recovered p&b impo rts due to a lack of domestic fibre resources Simultaneously, the production capacities of paper mills in Europe based predominantly or entirely on recovered p&b has been significantly increased Furthermore , there is increasing competition for the used/recovered p&b for nonpapermaking purposes. Obvious impacts of thes e developments are increasing price s and deteriorating qualities of recovered p&b, but not. as yet, severe bottlenecks in supply as of now.
The b ackground of the Action can therefore be described by the fol lo wing statements :
• Recovered paper is an ind ispensable raw material for the European paper industry;
• Quality of the recovered paper determines its future utilisation options ;
• The critical balance between prices , availability, demand and supply determines the future of recovered paper.
Ag a in st this background a group o f European researchers launched an in itiative ded icated to the identification of th e limits of paper recyclin g in Europe and to deve loping ideas how these lim its cou ld poss ib ly be extended by ei the r development of co llection strategies and technol ogy o r through resear ch and educatio n This initiative was taken within the framework of th e oldest European research co -operation programme COST (Co-operation in Scientific and Technical Research ). COST Action E48 , started in March 2005 and today comprises 18 European countries and some 30 individual research organisations The work within the Action is organised into three working groups focusing on collection quality issues, technological constraints and legislative aspects. The overall objective is the development of scenarios on how p&b recyc lin g m igh t develop in Europe and what measures are appro priate to address th e threats ahead.
tBy 2008 the Total Collectio n Rate had ri sen to 66 6%, despi te the econo mic slowdown in the second half of tha t year.
The main objective of the COST Action E48 " Lim its o f Paper Recycl ing " is to collect facts, data and experiences and to develop , on the basis o f th is information , scenarios which - in a meaningful way - will help develop a better idea on how an ecolog ically and economically optimised uti lisation of recovered paper within Europe cou ld look like. In order to do th is it is important to identify ecological and economical lim its beyond which paper recycl ing would no longer be a reasonable option . Once these lim its are iden t ified , the paper industry will be in the position to undertake targe ted approaches aim ing at ext ending these lim its- or to make in-ti m e decisions to prepare for a gradual re -substitution of recycled fibres by vi rgin f ibres . The avai lab ility of such well and comprehens ive ly investigated scenari os are an impo rt ant prerequ isite for the European paper industry to undertake means which enable it to maintain an as high as possib le level of sus tainab ility and at the same time remain competi ti ve in Global Markets . Thus the way will be paved for targeted approaches in va ri ous fields , the aim of wh ich is to safeguard the raw material base fo r the European paper industry for which recovered paper p lays an important role and, at the same t ime , he lp the industry on its way towards sustainability.
The expected benefits of th e resu lts from th is Act ion inc lude :
• a sound base for:
- targeted resea rch ac tivities regard ing recovered p aper treatment technolog ies
- providing necessary arguments for d iscuss ions with governments and governmen ta l organisations , in o rder to avoid any further obstacles that reduce the attrac t iveness of recycling used paper produc ts ;
• guidelines for t he des ign of recycle- friendly paper products ;
• guidel ines for more effective , tai lor-made collect ion strategies for used paper products;
• background in formation for investment dec isions , tak ing into account like ly changes in raw materia l markets.
In o rder to ach ieve these benefits , it has been necessary to collect data and gain a better understand ing of the following areas:
• mid-term development of the European paper industry's raw material markets , includ ing availability o f different types of recovered paper ;
• expected im p rovements in existing p rocess ing techn iques as well as expected new technolog ies ari s ing in:
- equipment techno logy (particularly recycled pulp treat m en t techn iques wi th improved selectivity as well as techniques by which fibre p ropert ies can be regenerated) ;
- process technology (con t rol techniques , quality management, sensors etc );
- process chemistry (no t necessari ly rest ri c ted to de inking processes) ;
• mid -te rm development o f qual ity standards for all major paper and ca rd b oar d grades , incl u ding upcoming n ew standards for properties? ;
• pros and co n s o f establis h ed or p lan n ed collecting systems ;
• quality and vol u me of recovered paper resou rces not yet exploited ;
• the future composition of recovered paper with respect to potentially detrimental substances ;
• feasib le developm ent in national and European legislation relevant to pap er recyc ling.
The activities of E48 have focused on three scientific areas:
Umits Governed by the Characteristics of Recovered Paper & Board
This implied the characterisation and evaluation of, for example :
• the potential quality of existing resources for recovered paper and cardboard as well as those which might additionally be exploited in the mid or long-term ;
• the impact of foreseeable trends in paper converting and paper fin ishing on the quality (recyclability) of the product;
• the various strategies for the recovery of used paper and cardboard products;
• the impact of these recovery strategies on the quality of the paper recovered.
Umits Governed by Pulp Preparation Technologies
This implied the :
• assessment of the state of the art and future potentials of recovered paper pulping techniques as well as those for cleaning and improving recycled pulps (this not only includes machinery but also the chemica ls used for these process steps as well as process operation strateg ies (des ign of process chains including sensor technology and control systems);
• identification of changes in the composition of recovered paper in terms of nonpaper components, their accumulation and the microbial activities in extremely narrowed or even closed water circuits and the potential impacts of all these effects on both processes and product quality ;
• the recyclability of di fferen t raw material .
Umits Governed by Market Developments, Legislation & Sustainability Aspects
This implied the identification of the mid -term development of supply and demand of recovered paper, through, for example:
• monitoring of wo rl d -wide , m id - and long-term investment projects for new production capac ities for recycled fibre based paper and cardboard;
• identifying current and future trends in legislation with direct or indirect impacts on paper and cardboard recycling ;
• predicting the consumers ' attitude towards recycling based products and the future importance of environmentally sound processes and products ;
• evaluating future product quality requirements to be met by major grades or at least those relevant for recycling and their implications ;
• assessing the potential contribut ion to sustained paper recyc ling by the converti ng industri es, i.e. by the recyc ling-oriented des ign of paper and cardboard products.
A tot a l of 30 insti t utions from 18 countries have b een represented in the Act ion They are listed in Appendix 1 . In addition to t he ones mentioned in this list , CEP I, t he Confederation of European Paper Industries has parti cipated very actively in t he Action.
The o rgan isational structu re has consisted o f a Management Com m ittee controlling the Action and three Work ing Groups, one for each Scien tific Area The Act ion and its MC have been chai red by :
• Jan -Erik Levlin , Finland , Chair, jan-erik. levlin @ iki.fi
• Harald Gross m ann, Germany, Vice cha ir, harald.g rossmann @ gmx.net
The runn ing o f the Ac tion between the MC meetings has been taken ca re of by a Steering Group consisting of the Chairs and the WG coordinators ; see below. The Act ion has carried out its wo rk mainly by:
• arranging j oin t MCNVGs meeting twice a year in wh ich:
- the national representatives have described relevant resea rch and provided in form ation on collect ion and sorting systems in their respective countries;
- experts have provided information on re levant aspects such as process technology, leg islation etc;
- the main objec tives of the Ac t ion , the scenarios , have been discussed ;
• compiling information relevant to recycl ing from t he participants w ith the aid of questionnaires ;
• form ing Task Forces to compile and discuss special questions, inc luding " Competitiveness o f paper recycling" (Elena Bobu, Bartek Stawick i), " Collec tion and sorting " (Ruben M iranda) , " Statistics " (llpo Ervasti) , "Pub lication" (steering group and others).
The duration of the Act ion has been four years , 30 March 2005- 29 March 2009 .
Acco rding to the scientific areas defined above , the various activities of the Act ion have been organised and taken care by th ree Working Groups as follows :
WG 1: The Development of Recovered Paper Quality Coordinators:
• Angeles Blanco (ablanco @qu im .ucm .es)
• Andreas Faul (andreas fau i@I NGEDE o rg)
Th is group focused on :
• t he effects of modern converting technologies (including e.g. printing technologies and those by which paper and cardboard is comb ined w ith o ther materials) as well as market t rends in the convert ing industry on the future composition of recovered paper in te rms of type and amount o f e.g. p ri nting inks, adhesives, films and foi ls;
• the stra teg ies by which paper is recovered and thei r impact on recovered paper qual ity, in particu lar in terms of its co m ponents (share of graph ic pape rs, pac kaging papers and others) as well as non-paper materi al and impurities.
Coord inator :
• Julien Saint-A mand, fra nco is.julien-saint-am and@w ebc t p .co m
This g roup focused on:
• the assessmen t of exist ing and future recovered paper t reatment techno logies and their potentia l cont ribution to safeguard or even improve recycled pulp quality;
• the assessment of cleaning processes employed in the paper indus try fo r the treatment o f recycled pulps and the ty p e and amount o f re jects generated by these techniques ;
• the development o f techn iques for the treatment of re sidues fro m recycled pu lp stock preparation systems as we ll as the ir im pact on fu rt her utilisation or disposal of the treated residues .
Th i s WG has wor ked in c lose coo p era t ion wi t h COST E46 " Im provements in t he Understanding and Use of De in k ing Technology "
WG 3: Legislative aspects, market trends and societal issues .
Coord inator :
• Ari e Ho oi meijer, email : a. hooimeijer@kcpk.nl
This g roup focused on :
• t he monito ri ng and assessmen t of the potential im pac t of legis la t ive deve lopments w ithin the European Un ion as well as in their member countries on p a p er recove ring o r pape r recyc li ng (this i nc ludes e g was te disposal legi s lation , ag reem ents on trade and tariffs, waste legislati on);
• t he collec t ion o f data o n the basis of which a better estimation of the worl d w ide raw m ateri al supply and the wo rld-wide demand for recove re d pape r ca n be m ade ;
• t he fo ll owing , assessm ent and pred ict ion o f market trends wh ich have an impac t on the fu ture demand for va ri ous p ap er grades;
• the p redict ing o f the c onsumers' attitude towards paper recycl ing in general and its read iness to u se products conta ining recycled pu lp rather than those made from virg in pulps ;
• the assessmen t of recycl ing as a part of the strive fo r a sustainable society.
For further information on the Action, see th e web page www.cost-e48.net
The assess m en t is based on the p rojec t data received from the respons ible country rep resentat ives involved in the COST Act ion E48.
All ac tive coun tries have reported their data. The projec t data repo rt ed is g rouped by type of project repo rted : in ternat ional. b i lateral or na tional. Based on t he received information, the re are , identified as m ost significant and di rectly dealing w ith recycled paper issues , around sixty na t ional, four bi lateral and four international projects or scientific R&D p ro jects in the field o f paper recyc ling in Europ e recently fin ished or ongoing . International and bilateral pro jects are described in more deta il. Due to the ir high number, nat ional p rojects are further grouped by general theme o f research and presented in a tabled -style report in Append ix 5.
ECOTARGET - New & Innovative Processes for Radical Changes of the European Pulp & Paper Industry
www.ecotarget.com
The ECO TARGET pro ject ran between November 200 4 and Oc tober 2008 and was coo rdinated by Catharina Ottestam , fro m STFI-Pack forsk AB, Sweden. It involved 26 institu tions from 9 part icipating count ries , namely France , Greece , Sweden , Austr ia, Germany, Switzerland , Fin land, Spain and Netherlands ECOTARGET was an EUfunded (within the EU Sixth Framework Prog ramme) fo u r-year research proj ect, a iming a t suppo rting t he pu lp and paper industry in Eu rope with innovative new processes , from making pulp to produc ing paper. The overall objec t ive of ECOTARGET was to enhance the compe titiveness of the pulp and paper sector of Europe wh ile a t the same time im provin g the eco-efficiency. The projec t cons isted of six Subprojec ts , each d ivided in to two or three Wor king Packages Subprojec t 2 was devoted so lely to recycled fibre su p ply and reducing waste and increasing the use o f recyc led fibres. Subproject 2 was lead by Fran<;o is Ju lien Saint A m and , f ro m CTP, France The ai m o f the Subproject 2 was to deve lo p new solutions to increase recyc ling rates and improve recycling e c o -efficiency. A s tronge r focus was pu t on graph ic pape rs whe re t h e potent ia l to increase recycling , and thus save wood resources, is the h ighest. The obj ectives were (WP2 .1), to improve raw material quality by developing new sensors which replace hu m ans by automa tic recovered paper cont ro l; (WP2 .2) , to develop new and simplified de in k ing p rocesses and equipment to improve energy effic iency and reduce rej ects ; and (WP2.3) , to investigate new app roaches to reduce so lid waste, i.e . dein k ing s ludge and coarse rejec ts.
www.sortit.eu
SORT IT is a cur rently running projec t , wh ich started in May 2008 and has a durat ion o f 36 months. It is coordinated by Jean-Yves Escabasse . fro m PTS Munich and Ka i
Blasius , from PTS Heidenau , Germany. It involves 14 institutions , plus CEPI and INGEDE , from 8 participating countries , namely Germany, France , Netherlands , Norway, Austria , Romania , Sweden and Spain. SORT IT is an EU funded (wi thin the EU Seventh Framework Programme) three-year project. SORT IT aims at deve loping new technologies for a more efficient and profitable sorting of recovered paper and board from various col lection sys tems . Its main objectives are to enable sustainable and cost effective paper recovery from pre-sorted streams at more than a 95% yield for all recyclable paper and board grades, to provide recovered qua lities allowing the best possible re-use in paper & board products , to enable paper recovery from papercontaining waste streams and provide raw materials meeting the users' specifications by implementation of online quality assessment techniques
www.aidima.es/ modelpack
MODELPACK is a currently running project , which started in December 2006 and has a duration of 36 months It is coordinated by Jose Vicente Oliver, from AID IMA , Spain It involves 14 institutions from 7 participating countries , namely Spain , Belgium , Ireland , Greece , Germany, Poland and Sweden The project aims at improving the international competitiveness of European corrugated board industries , which are mainly SMEs , and of related sectors by an integrated , transnational research approach . Research is carried out by RTD performers in order to expand the know ledge base and improve the overall compe t itiveness of participating SMEs. The project wil l enable SMEs to increase their added -valu e in producing corrugated board, being one of the most valuable packaging materials, from a lternative resources with high proportion of recycled fibres . For the European corrugated board industry the variability in raw materials (packaging grade papers) with increasing percentages of recycled fibres is a very common technical problem. The difficulty of predicting the properties of paper products produced from heterogeneous sources puts several limitations, which therefore lead to severe economic losses and only a comprehensive characterisation enables their better utilization . The expected integrated results of the project are to predict the quality o f packaging from alternative raw materials with a special regard to feasibility, ri sks , costs , profit and energy inputs.
www. serecarb. millvisionweb.eu/
SERECARB is a currently running project , which started in February 2008 and has a duration of 24 months. It is coordinated by Jean -Yves Escabasse , from PTS Munich and Adrian Manoiu , from PTS Heidenau , Germany. It involves 6 institutions from 3 participating countries, namely Germany, Austria and Netherlands. SERECARB is an industrial research project. Currently, the paper industry is confronted with huge amounts of sludge. The sludge co ntains a high content of water, up to 40%, and a fa ir proportion of minerals , around two-thirds of the dry content , half of it being ca lcium
carbonate The project cons ists of developing a new process based on selective recovery of calc ium carbonate from paper m i ll effluen ts and sludge , purification , conversion into prec ipitated calcium carbonate (PCC) and reuse as filler in paper making . The main ta rget group of the project is deinking mills , wh ich produ ce large volumes of effluent and sludge conta in ing high amounts o f ca lcium carbonate Th e interest for de inking mi lls is, on the one hand , the reduction of eff luent and sludge to be disposed of, and on the oth er hand the production of PCC , a raw material th at can be used on -site , thu s avoid ing the purchase of fresh filler material. A lternatively, PCC can be sold to other m ills or other industries. Expected results are a proof -ofconcept , demonstration pilot plant and validation of the papermaking value of produced PCC .
Based on the reported data , there is little R&D activity in the form of bilatera l projects or coope ration on the European level. Activit ies of this kind are mainly tak ing place through the DIGIDEINK and FLEXO Task Forces/Projects. in which CTP (Franc e) and INGEDE (Germany) have had successful cooperation through the years , dealing with deinkability properties and efforts to increase the deinking potential of digital and flexo prints France and Germany, through cooperation between CTP and Pagora (France) and PTS (Germany), were involved in a project dealing with the understanding of the sizing of difficult pulps , namely deinked and high-yield pulps. Croatia and Slovenia, th rough a cooperation between the Faculty of Graphic Arts , University of Zagreb , and the Pulp and Paper Institute , Ljubljana, are involved in a bila teral project dealing with the deinking mechanism, a new formu lation of the graphic materials and waste water.
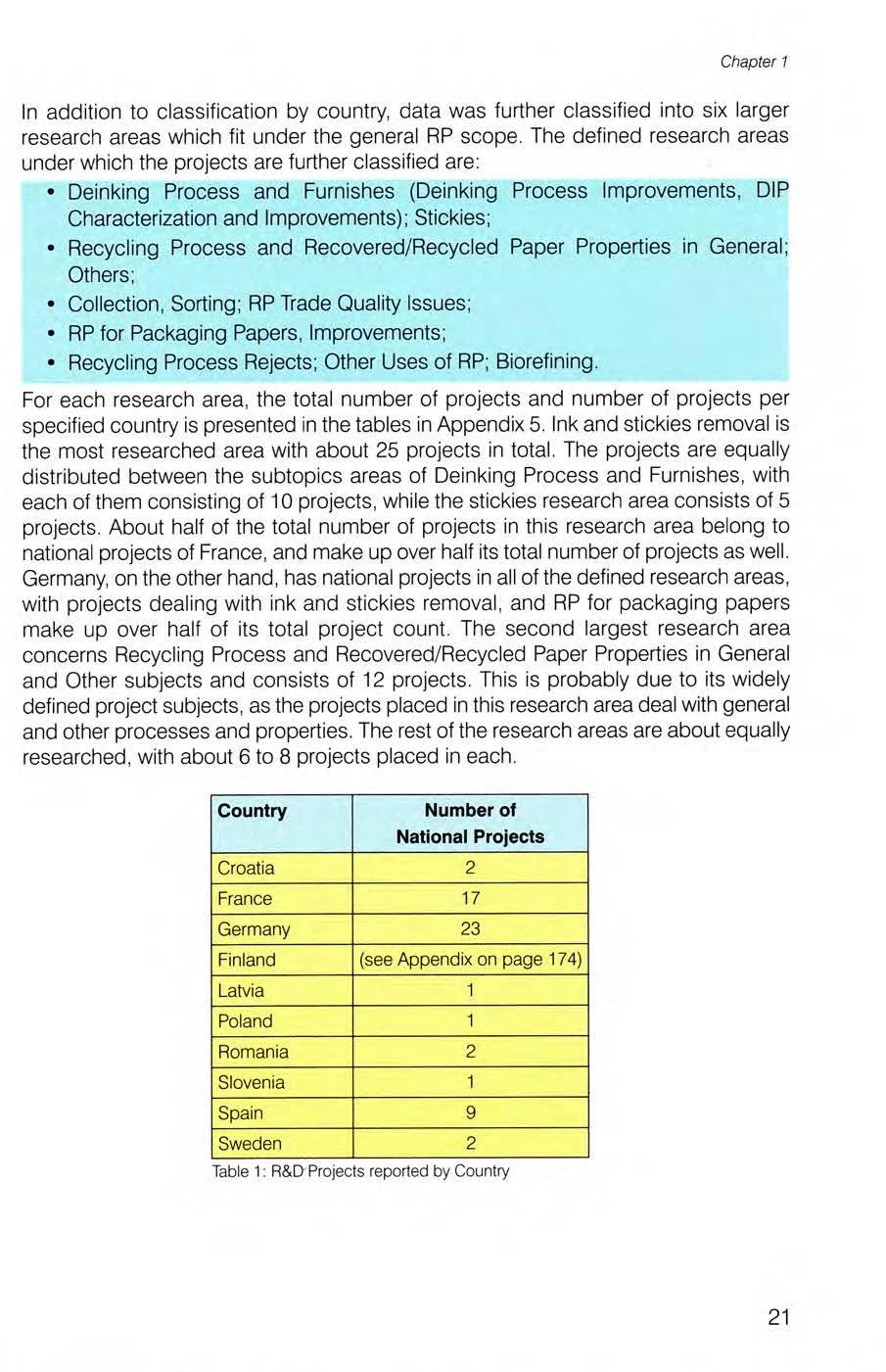
Reported R&D national projects are primarily classified according to the country (Table 1 on page 21 ) . It is clearly visible from the data reported that, regard ing the national projects Germany and France (23 and 17 projects , respectively) are the main centres in Europe for RP R&D research They are followed by Spain (9 projects) , while other coun tries have a mu ch lower number o f reported projects (mainly one or two) . Th ere are also a few countries th at have reported no recent o r cu rrent national R&D proj ects, such as the Un ited Kingdom . Bulgaria, Hungary and Italy. Finland (*) . on the other h and, h as a large Biorefin ery programme , with more th an fi fty projects includ ed. However, they are mostly ind irectly linked to pulp and paper, so th ey are not mentioned as separate projects
In add ition to classification by country, data was further classified into s ix larger research area s wh ich fit unde r the general RP scope The defined researc h areas under which the projects are fu rther c lassified are:
• Deinking Process and Furnishes (Deinking Process Improvements , DIP Characterization and Improvements) ; Stickies ;
• Recycl ing Process and Recovered/ Recyc led Paper Propert ies in General; Others ;
• Collection , Sorting; RP Trade Quality Issues ;
• RP for Packag ing Papers , Improvements;
• Recycl ing Process Rejects ; Other Uses o f RP; Biorefin ing
For each research area , the total number of projects and number of projects per specified country is presented in the tables in Appendix 5. Ink and stickies remova l is the most researched area with about 25 p rojects in total. The projects are equal ly d istribu ted between the subtop ics areas of Deinking Process and Furnishes , w ith each of them consisting of 10 proj ects , while the stickies resea rch area consists o f 5 projects About half of the tot al number of projects in th is research area belong to national pro jects of France , and m ake up over half its total nu mber of p ro jects as well. Germany, on the other hand, has national proj ec ts in al l of the defined research areas , with proj ects deal ing w ith ink and stickies remova l, and RP for packaging papers make up over half of its to tal project count. The second largest research area concerns Recycling Process and Recovered/ Recyc led Paper Properties in Gene ral and Other subjects and consists of 12 projects This is probab ly due to its w idely defined project subjects , as the p ro jec ts placed in this research area deal with general and other processes and properties. The res t of the research areas are abou t equally resea rched , with about 6 to 8 projects p laced in each.

Paper is a recyclable material; recovered paper has therefore been a valuable raw material for the paper industry s ince the early 20th Century and today it is the most important s ingle source of f ibre used in papermaking, providing about half of the total f ibre used fo r papermaking in Europe. The main drivers leading to increased paper recyc ling have trad itionally been economic , i.e. l imited availability and, hence , higher costs of virgin wood fibres , but during the las t decade environmental and ecological concerns have become increas ing ly i mportant. As t he Paper Industry strives towa rds full sustainability, recycl ing becomes an ever more important component of the supply cha in
The aim of this chapter is to describe the present status of paper recycling i n Europe and thereby to create a basis for an estimat ion of its future . Th is w i ll inc lude the following aspects , all of which are important for the understanding of paper recycl ing and its futu re :
• Definitions ;
• Statistics ;
• Collection and sorting systems be ing appl ied ;
• Cu rrent compos ition and quality of recovered paper;
• State-of-the-art treatment technologies for recove red paper ;
• Use of recovered fibres in d ifferent paper g rades ;
• Use of recovered paper fo r non-paper purposes;
• Market and trade issues ;
• Legis lation and regu lations.
Aspects influencing paper recycling are thus no t only of a technica l, but la rge ly also of an economical , ecological, soc ial and legislative nature , all interrelated in a rather complex manner.
There are several organisations which are responsib le for the monitoring of recovered paper related definitions and corresponding calculation methodologies. These organisations include :
• CEPI (The Confederation of European Paper Industries)
• ERPA (The European Recovered Paper Associat ion)
• BIR (The Bureau of International Recycling)
• CEN (The European Committee for Standardisation)
• INGEDE (International Association of the Deinking Industry)
The European Paper Industry n eeds commonly accepted methodolog ies and definiti ons which could be adopted for use in all member countr ies to define the grades and qualities of Recovered Paper. In this chapter, the COST Action E-48 has col lected material and definitions from the above mentioned sources and commented on them with a view of deve loping recom me ndations for de fin iti ons to be used in recovered paper related research. This work cou ld also be deve loped to provide updated methodolog ies and definitions relevant to commercia l aspects of the trade in Recovered Paper.
Classification of Recovered Pap e r ( European):
Used paper and board collected separately and in general processes accord ing to the European Standard List of Recovered Paper and Board Grades EN 643 .1 91
The list of European Standard Grades of Recovered Paper and Board (EN 643) divides recove red paper into 57 grades and gives a general desc ri ption of the standard grades by defin ing what they do and do not contain . It clearly states that co ll ected paper extracted from mixed was te streams in refuse sort ing stat ions is not suitable for use in paper industry, even though th is practice occurs w id ely.
In the EN 643 European List of Standard Grades the recovered paper grades are grouped to 5 main groups , which are subdivided into sub groups :
• Group 1 Ordinary grades (Sub Groups 1.01 - 1 11)
• Group 2 Medium grades (Sub Groups 2.01 - 2 12)
• Group 3 High grades (Sub Groups 3.01 - 3.19)
• Group 4 Kraft grades (Sub Groups 4.01 - 4 08)
• Group 5 Special grades (Sub Groups 5 .01 - 5.07)
However, for many statistical and com merc ial purposes the recovered paper grades are divid ed into four main groups :
Mi xed Grades:
Including other types of recovered paper e.g. mixed papers and boards (including EN643 grades 1.01 , 1 02 , 1 03 , 5 01 , 5 02 , 5 03 , 5 05) In Eurostat trade statistics , HS code: 470790.
OCC :
O ld Corrugated Containers ; kra ft sack and wrapping paper (old and new) i.e . contain ing mainly unbleached sulphate pu lp . CEP I class ification : Grades for Corrugating (including EN643 grades : 1.04 , 1.05, 4 01 , 4.02 , 4 03 , 4 04 , 4 05, 4 06, 4.07 , 4 .08 , 5.04). In Eurostat trade statistics , HS code : 470710.
ONP & OMG :
Old Newspapers and Magazines ; old and over issue newspapers and magazines , telephone directories , brochures etc. (including EN643 grades : 1 06 , 1.07, 1 08 , 1.09, 1 10 , 1.11 , 2.01 , 2.02) In Euros tat trade statistics, HS code : 470730
High G rade Deinkin g and Pulp Sub s t itutes; woodfree prin tin g and writing papers, bleached board cutt ings and other h igh-grade q ualities coming mainly f rom printing plants and converters , as well as from offices (including EN6
Eurostat trade statistics , HS code: 470720
Comment:
Th e purpose of the standard is to class ify recovered paper for subse quent recycling and to ensure that recovered paper is not to be cons idered as 'waste' by the industry and society. Most European countries have developed their own internal , historical classification system for recovered paper However, it is important that EN 643 should be adopted for use in all EU member states, not least of all to simplify cross border trade .
The EN 643 description of the standard grades is brief, and for this reason additional special spec ification s between buyer and supp liers are necessary.
Definitions related to recovered paper grades and calculation of different variables may vary considerably from country to country That is why, in many cases , prec ise comparison between different grades in different countries is not always possible and values of different variables are no t exactly compa ra b le between countries and some geog raph ic regions .
The cur rent EN643 s tandard is the subject of much debate a nd criticism , w it h the fundamentals elements of a new standard gradual ly emerging. Any future revision of EN643 is likely to incorporate amendments to the grouping system to accommodate the current needs of the Recovered Paper Industry Sector and the Pulp , Paper & Board Sector
Classification of RP (USA):
In the USA the recovered paper cla ssificat ion system : " Guidel ines for Pap e r Stock: PS-2008 " defines a much broader area , includi ng various aspects of the contract , including :
1. ) The purchase agreement
II.) Fulfilments by the seller
Il l. ) Fulfilments by th e buyer
IV.) Miscel laneous practises
V.) Arbitration
VI.) Grade definitions .
Comment:
The Un ited Stated system defines the allowable share s of proh ib ited materials and total "out throws " (contaminating materials) by ind ividual recovered paper grade . Th at is why the US classification is easier (than the EN 643) to use as a guideline in recovered paper trade . When the European classification system is revised , more detailed definitions in this respect should be considered
Collection of paper and board:
Separate co ll ection of paper and paper products from i ndustrial and co mmercial outlets, from households and offices for recovery. (Colle ct ion in cludes transport to the sorting/processing or recycling planVpaper m ill) .l 161
Comment:
Usually, statistical collection figures are based on apparent collection (utilisation plus exports and minus im port s of r ecovered paper). It is difficult to ge t reliable collection data from recovered pap e r co ll ec tors because fragmentation in the sector is fragmented and the large number o f c ompan ies I organ isation s invo lved. That is why co llection in mos t count ries is ca lculated from utilisation and net trade figures. Pap e r indus try sources usually supply reliable information for recovered paper utilisation , but recovered paper utilisation volumes in other end use sectors, such as moulded products insulation and composting are not well documented
This, however, leads to a belief that actual recovered paper to tal collection and uti lisation figures may already be higher than the official stat istic s i ndica te.
Collection rate:
The ratio between collection and consumption of paper & board in a given region .
Comment:
The collection rate refers to tota l recovered pap e r collec tion . However, today over half of all fibr e used by the pap er a nd board industry globally is recovered paper. That is why it is vital to define a commonly accepted calculati on methodology for th e collection rate of individual recovered paper grades This means that the coll ection rates of each individual recovered paper grade (ONP & OMG , OCC , HG & PS and Mixed grades) would have to be compared with corr e sponding paper and paperboard consumption figures , for instance :
• ONP & OMG co mpared with newsprint and wood-containing p rin ting & writ ing pap e r;
• OCC compared with containerboard ;
• HG & PS compared with woodfree printing & writing papers ;
• Mixed grades compared with carton boards and other paper & board grades. Even so , th is system would still not g ive a precise picture of the collection ac tivity, but if generally accepte d , would better describe the situation. A more detai led calculation sys tem fo r collect ion activit ies is needed.
Energy recovery:
Incineration of recovered paper (RP) in power plants w ith power or heat generation and use. 11911n some EU member states this is described as ' Energy from Waste (EfW), which pr esupposes that recovered Paper is considered to be a 'waste '.
Moisture:
Recovered paper and board should normally be supplied with moistu re of not more than the naturally occurring level i.e. i n equ ilibrium w ith the atmosphere This is normally taken to be a maximum of 10% moisture.
When the moisture conten t is higher than 10% (of the air-dried weight) the reduced fibre present (attributable to the moisture in excess of 10%) may be reclaimed as a discounted price fo r th e material to reflect the quantity of fibre present.
C o mm e nt:
The EN 643 standard includes general definitions for unusable materials . paper and board considered detrimental to production and non-paper components. However no exact li mits for the 'accep table inclusion rates '. e.g . unusable material by individual recovered paper grade, are given. This makes it necessary for both the buyer and the seller in the recovered paper trade to have a mutual understanding and agreement regarding the quality issues for each transaction
Clear guidance concerning these issues must be taken into account when updating the definition system in Europe , i.e. during a revision of EN 643
Non paper components:
Th ese consis t of any foreign matter in the recovered pap er and board whi ch, during subsequent processing , may cause damage to machines or interru ptions to production , or may reduce the value of the finished product, such as : metal , plastic , glass , textiles , wood , sand and building materials , synthetic materials and synthetic papers .19l
Paper consumption:
A cou ntry' s Paper consumption is used in calcu lating the paper collect ion rate, as it is generally assumed to describe the paper and board collection poten tial in a country In Europe (C EPI) the paper and board consumption is calculated through domestic deliveries and paper imports. In other regions . apparent paper consumption (paper production + net trade of paper) is the most common means to calculate paper consumption .
Comm ent:
The most reliable means to estimate the paper collection potential in a country would however be a " modified paper consumpt ion " which takes into account the net trade volume of traded converted paper and board products as well as boxes and papers used for packaging of imported goods .
Paper Recycling :
The reprocessing of recovered paper in a production p rocess either to produce saleable paper or to produce some other saleable product , typically this includes composting but excludes energy recovery.Ps 191
C o mm ent :
Th e reprocessing to convert recovered papers in to saleable paper (proc ess in g in to new paper and board), which is the total amoun t of recovered paper for paper industry utilisation , can be defined quite rel iably by using e g. CEPI statistics
There appears to be no reliable , coherent data about RP utilisation available outside the paper industry in Europe.
Recovered Paper (RP) :
Used paper and board separately collected and in general processed in accordance with the European Standard List of Recovered Paper and Board Grades. 116 1
Recovered Paper Collector:
An organ isat io n or individual who separately col lects used paper and board ; they may also be involved in processing (sorting, handl ing) , transport, and trade activities !161
Comment:
In the future , the waste management companies ' role in the paper collect ion cha in seems likely to become more important than it is today. Therefore more attention should be paid to controlling separate collection/ sorting of recyclables like paper and board . The EU waste hierarchy clearly favours material recycling over recovery (inc luding energy use) However, should recovered paper be 'contam inated ' during the waste collection process , recovery for energy generat ion is permitted. That is why recovered paper should in all circu mstances be treated as raw material, not as waste.
Recovered Paper Utilisation:
Use of recovered paper as raw material put into the pulper at the paper mill. l171
Recovery:
The underlying principle of waste management policy, includ ing re-use , material recycling , composting and energy recovery as well as exports to similar purposes ltBJ
Recycling rate:
The ratio between RP utili sed for Recyc ling includ ing RP net trade. and paper and board consumption .ltSJ
Sorting :
Manual sorting: Labour-intensive process of materials separation into distinct classes done by hand according to different paper and board grades.
Mechan ical sorting: Process of separation , done by machines , based on the physical properties of the materials such as size , stiffness or weight. In mechanical sorting different units exist. such as screens (disk , star, drum screens) , ballistic separators , gap separators (acce leration of material over, or into , a gap between conveyor belts) or "paper spikes".
Automatic sorting: Process of separatio n based on mechanical sorting coupled with sensors, such as : colour cameras , colour sensors or near infra-red sensors.
Sorting efficiency:
Ratio between refused and total unwanted materials detected .
Sorting purity:
Quantitative assessment of homogeneity after sorting. Ratio of the amount of desired paper or board from one grade to t he total amount of materials accepted during sorting.
Utilisation rate:
The ratio between recovered paper utilisation and p aper & board production.l 171
Waste:
Any substance or object which the holder discards or intends or is required to discard .P6J
Co mm ent:
Paper and board products, once they have been col lected and processed for further r ecycling , bec o me a valuable secondary raw ma terial and shou ld no longer be considered as waste
Unusable materials :
Material unusable in the production of paper and board typically consisting of " nonpaper components and paper and board detrimental to production". Recovered paper and board shou ld in princi p le be supp lied free of unusable materials, bu t for where specific grades a certain p roportion of unusable materials can be agreed upon between purchaser and supplier, it shal l refer sole ly to the element described as " paper and board detrimental to production ".
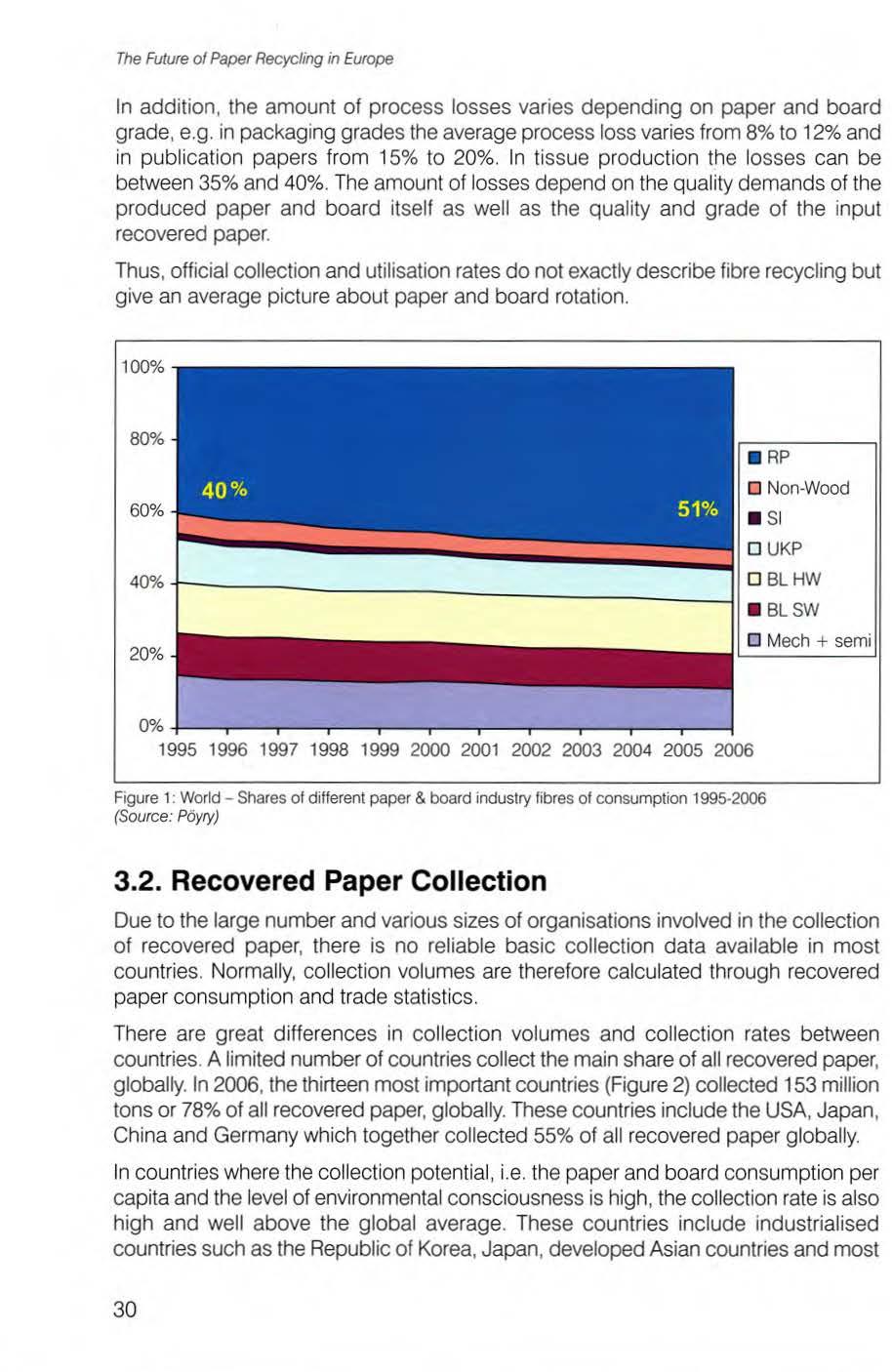
As stated previously, globally, recovered paper is already the most important source of fibre i n paper and paperboard manufacturing In 2006 the global paper and board industry used 196 million tons of recovered paper in the production of 383 million tons (these figures do not inc lude recovered pape r utilised outside the paper industry). Thus t he global recovered paper util isation r ate was a b o ut 5 1%. G lobal consumpt ion of other fibrous raw ma terials was as follows : 43 m illion tons of mechanical & semi-chemical wood pulp , 131 million tons of chemical wood pulp. and 17 m i ll ion tons of non-wood fibres .
The i mportance of recovered paper as a raw material in the paper industry has increased dramatically during the las t decade. In 1996, recovered paper provided 40% of al l fib re used in the paper industry By 2006 th is share had incre ased to 5 1%.
Basically, the g lobal paper and board production equals the consumption At the same time the recovered paper utilisation equals the collection , globally. This means that the global recovered paper collection rate i s 51% as we ll. However, there are significant regional variations between recovered paper collection and utilisation .
The recovered paper utilisation and co llection rates do not necessari ly reflect the true s ituation (fibre recyc li ng) because in most cases the recove red paper that is collected , de livered to a paper mil l and loaded into a pulper does not include only fibre but also several other substances such as minerals , starch , additives , inks , coating materials , non-paper components etc
In add ition , the amount of process losses varies depending on paper and board grade , e.g. in packaging grades the average process loss varies from 8% to 12% and in p u bl ication pap ers from 15% to 2 0 %. In tissue pro duc tio n th e losses can be between 35% and 40%. The amount of loss es depend on t he qu ality demands of the p roduced paper and b oard itse lf as we ll as the quality and grade o f the input recovered paper.
Thus , official collection and ut ilisation rates do not exactly describe fibre recycling but give an average pictur e about paper and board rotat ion.
Due to the large number and var ious sizes of organ isations involved in the collection of recovered paper, there is no reliable basic collec tion data available in most cou n tr ies. Norm ally, c o llecti on volu m es a re therefore ca lcu lated th rough recovered p ap er con s um ption and t rad e stat istic s.
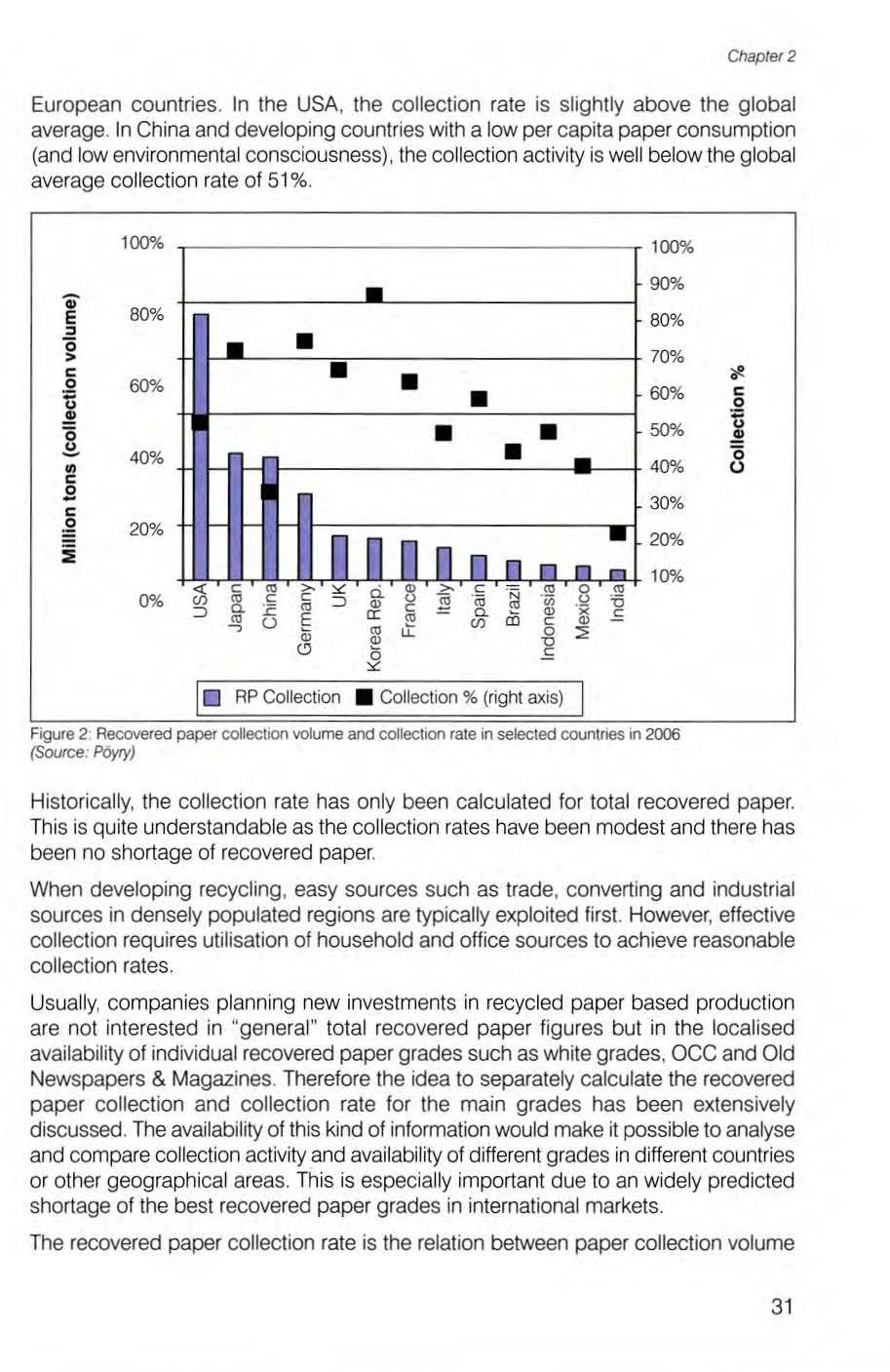
Th ere are great differen ces in collection volumes and c o llection rates be tween countries . A limited number of countries collect the main share of a ll recovered paper, globally In 2006, the thirteen most important countr ies (Figure 2) collected 153 million tons or 78% of all recove red paper, globally. These countries include the USA, Japan , C hi na and Germany w hich together co llect ed 55% of all recove red paper global ly
In c oun t ri es wh ere the col lect io n poten tia l, i.e. th e p aper and board co n su mptio n pe r capi ta and the level o f environmental consc iou sness is high , the col lec tion rate is also h igh and well above the global average These countries include industrialised countries such as the Republ ic o f Korea , Japan , developed Asian countries and most
European countr ies In the USA, the c ollection rate is sl ightly above the global average. In China and developing countries with a low per capita paper consumption (and low environmental consc iousness), the co llection activity is well below the global average co llection rate of 51%.
Historically, the collection rate has only been ca lcu lated for to tal recovered paper. Thi s is quite understandable as the collection rates have been modest and th ere has been no shortage of recovered paper
When deve loping recycling , easy sources such as trade , converting and industrial sources in densely populated regions are typically exploited first. However, effective collection requires utilisation of household and office sources to achieve reasonable collection rates.
Usually, companies planning new investments in recycled paper based p roduc ti on are not interested in "general " total recovered paper figures but in the localised availability of individual recovered paper grades such as white grades , OCC and Old Newspapers & Magazines Therefore the idea to separately calculate the recovered paper collection and collection rate for the main grades has been extensively discussed The availability of this kind of information would make it possible to analyse and compare collection activity and availabi lity of different grades in differen t countries or other geographical areas This is especially im portant due to an w id ely predicted shortage of the best recovered paper grades in intern at ional markets.
The recovered paper collection rate is the relation between paper collection volume
and paper consumption When calculating the collection rate for an individual RP grade , the collection volume of a RP grade should be compared to the consumption of corresponding paper and board grades. So far, collection rates have not been calculated for individual recovered paper grades because a generally accepted ca lculation methodology simply does not exist.
Recovered paper utilisation volumes and utilisation rates vary greatly by country In 2006 the thirteen most important countries (Fig ure 3) utilised 155 million tons of recovered paper. Th is is about 79% of the globa l RP utilisation. Already the most important four countries , namely China, the USA , Japan and Germany utilise over 108 million tons, or 55% of global recovered paper.
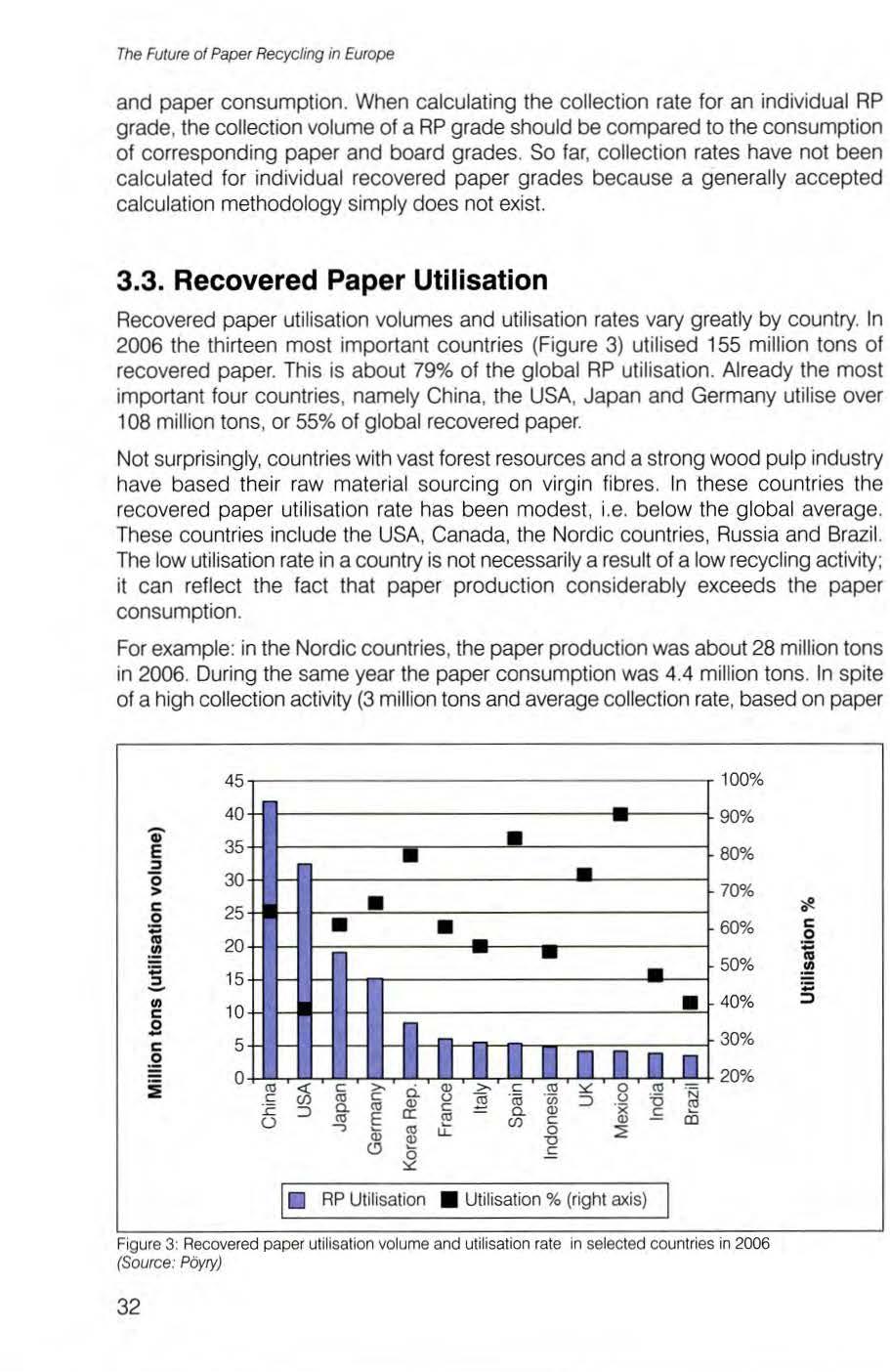
Not surprisingly, countries with vast fo rest resources and a strong wood pu lp industry have based thei r raw material sourcing on vi rg in fibres In these countr ies the recovered pa p er utilisation rate has been modest, i.e. below the global average . These count ri es include the USA. Canada , the Nordic countries, Russ ia and Brazil. The low utilisation rate in a country is not necessarily a result of a low recycling activity; it can reflect the fact that paper production considerably exceeds the paper consumption.
For example: in the Nordic countries the paper production was about 28 million tons in 2006. During the same year the paper consumption was 4.4 mi llion tons . In spite of a high col lection activity (3 million tons and average col lection rate , based on paper
consumed in the region. of about 70%). the utilisation rate was only about 11%. The majority of paper p roduced was exported , consumed and recyc led in other count ri es. Due to the differi ng structure of internal markets , the utilisation rate of an individual country is not a valid m etric describing recycling activity. In fact, due to the growth in international trade, the collection rate (ra ther than the utilisation rate) is a more reliable reflection of the recycling activity in a specific region or country.
Countries with cons id erably h ig h paper and board production but lim ited forest resources and pu lp industry have effective ly ut i lised recovered paper in the ir production . These count ri es include e.g. Japan, Germany, the UK, Spain, China , the Repub lic of Korea and Mexico.
In general , the " collect ion rate " provides the best benchmark for the importance given to " recycling" by the society with in a given region, state or coun try.
As a geograph ica l region, Europe consists of over 40 distinct member states. When considering recycling s ta ti s tics, there is no unambiguous concept of 'Europe'; therefore it is impossible to provide exact figures for European paper production or recovered paper co llection.
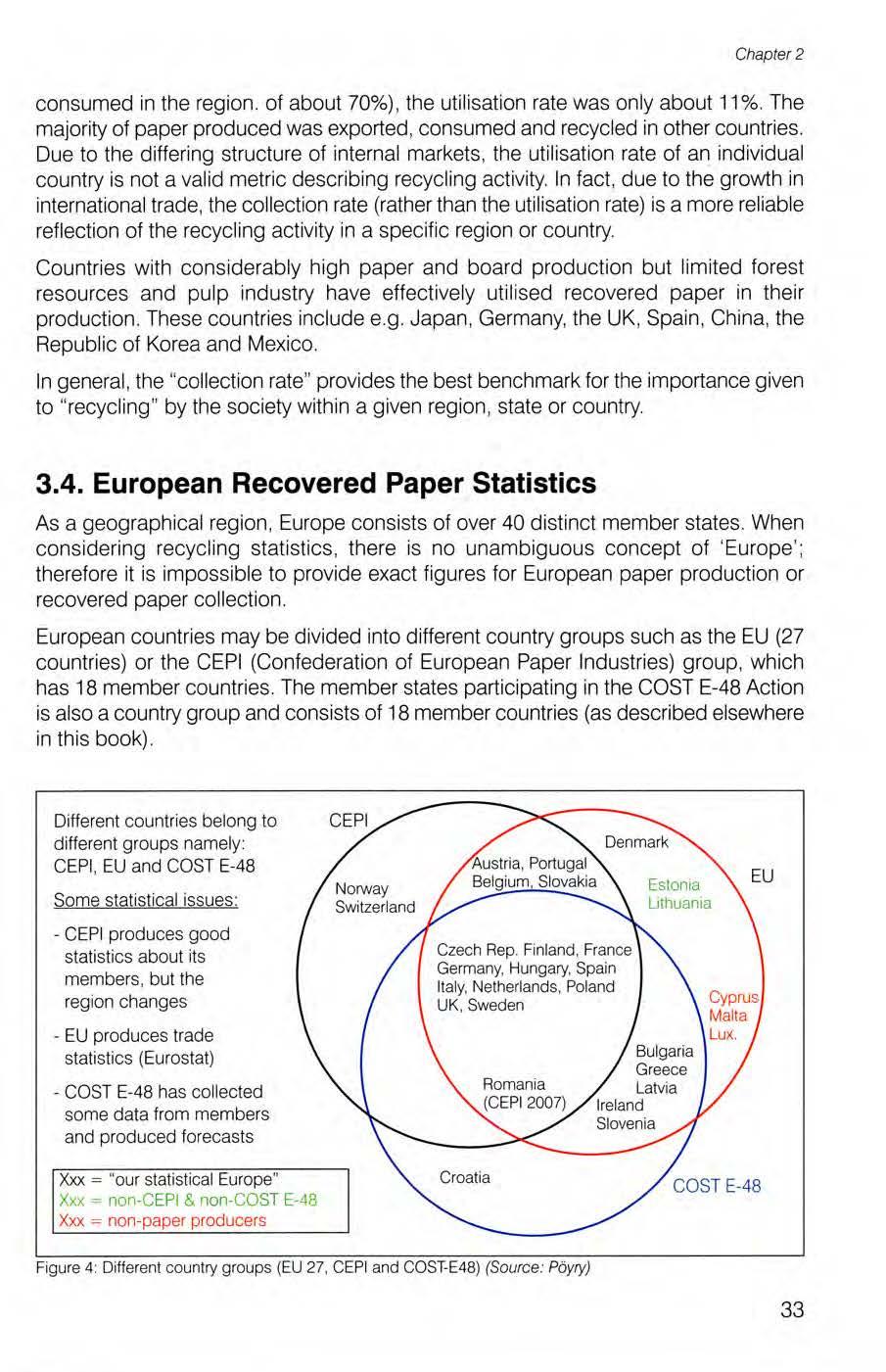
European countr ies may be d ivided in to d ifferen t country groups such as the EU (27 coun tries) or the CEPI (Confederation of European Paper Industries) group, which has 18 member countries. The member states participat ing in the COST E-48 Action is also a coun try g roup and cons ists o f 18 member countries (as described elsewhere in this book).
D ifferent countr ies belong to different groups namely:
CEPI , EU and COST E-48
Some stat ist ical is sues:
- CEPI produces good statistics abou t its members but the region change s
- EU produces trade statistics (Eurostat)
- COST E- 48 has collected some data from members and produced forecasts
Xxx = "our statistical Europe "
Xxx = non-CEPI & non-COST E-48
Xxx = non -paper producers
Czech Rep . Fi nland, France
Germany, Hungary, Spain
Italy, Netherlands, Poland
UK , Sweden
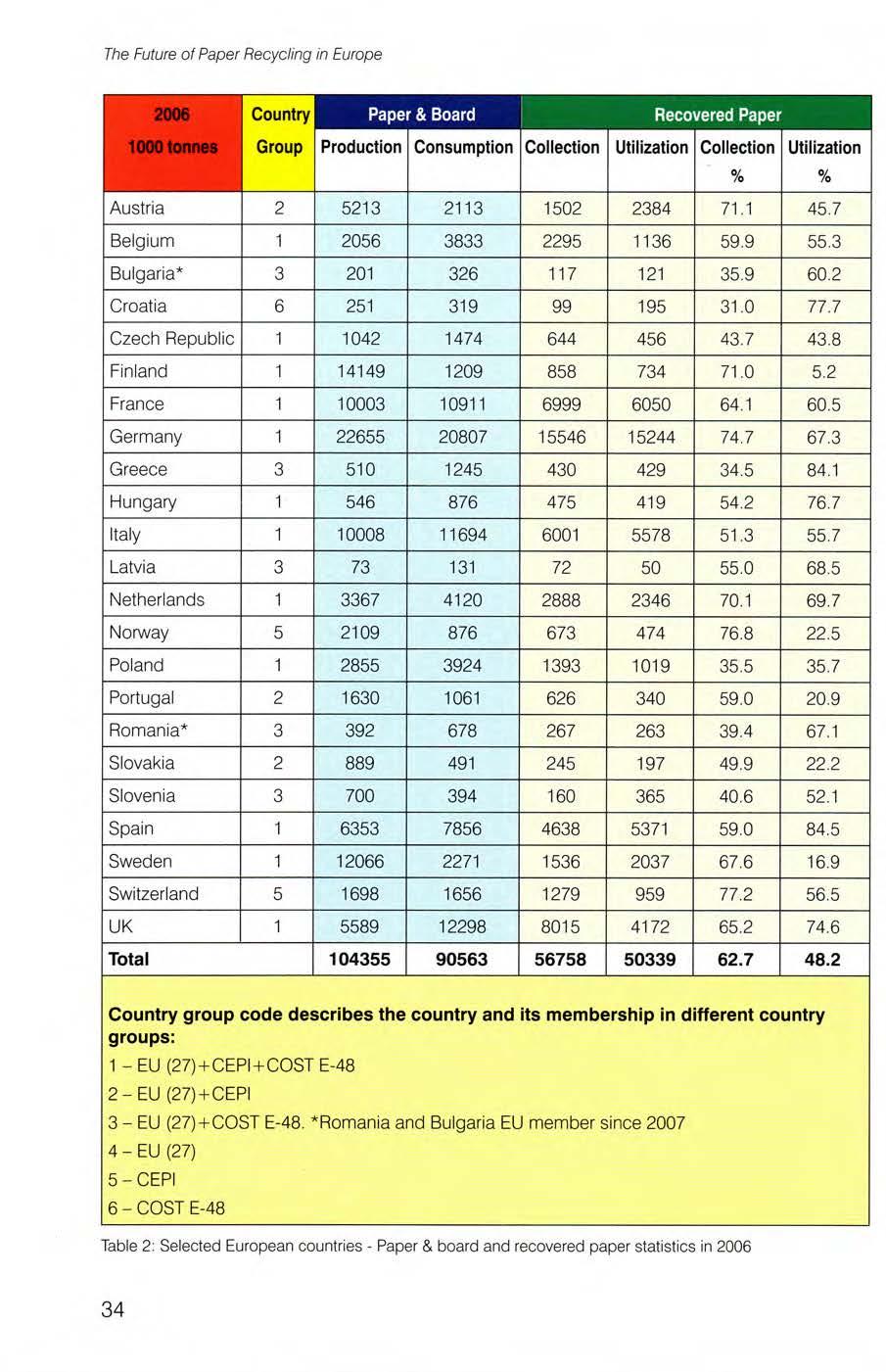
Country group co de d escribes th e co un try an d its memb ership in di fferent co unt ry groups:
1- EU (27)+CEPI +COS T E-48
2- EU (27)+CEPI
3- EU (27)+COST E-48 * Roman ia and Bu lgaria EU member since 2007
4 -EU (27)
5 - CEPI
6 - COST E-48
Table 2: Selected European countries - Paper & board and recovered paper statistics in 2006
Countries w ith a long history of paper manufacture have generally developed good statistical systems. CEPI acts as a centra l repository of th is information and regularly updates statistics o f its member countries.
Whilst a ll European countr ies consume paper, some European countries are very smal l and/or they do not have pape r or board production o f t he ir own . Reliable statistics , concern ing paper and recovered paper, is avai lable on ly for some of these countr ies.
Over many years CEP I has developed a robust stati stical syste m to co llect and process data f rom nat ional member associations. However, due to confidentia li ty reasons (e.g. on ly a limited number of compan ies in some countries or paper grades) , the detailed raw data is not avai lab le for public dis tribut ion. Based on this data, CEP I is in a position to p rovide aggregated data related to recovered paper in a format where no ind iv id ual company can be identified . A rel iable system to co ll ect and analyze annual data from all EU -member states needs to be developed as a part of an overarching need to develop a detailed report ing sys tem where information is d ivided by recovered paper g rade . This can only be achieved w ith ac t ive industry participation.
Some of the countries belong to more than one o f the g ro upings Tab le 2 , opposite , summarises paper & board and recovered pape r statistics in selec ted European countries Countri es wi th s m a ll paper and board production , missing sta t is t ics or lack o f reliable historical time series are not includ e d in th e tab le .
An in teres ting phenomenon of recovered paper is that due to recycling the sam e fibre mult ip le t imes . an individual fibre may be included in the statistics more than once. The fibre starts its l ife in the forest and may be haNested and used (am ongs t other th ings) for pulp p roduc t ion. The pulp will be used to make paper which . after use, is either collected fo r recycling (return ing the fib re to the loop) or d isposed of (removing the fibre f rom the loop).
The European fibre flow can be illus trated by using an allegory of a waterwheel. The whee l does not rotate without a virgin fib re inj ec tion to drive the wheel. Europe is a net export er of recovered paper and board , so some f ibres are exported from Europe as paper. On the other hand. Europe is a net importer of paper and board which is being imported together wi th goods , mainly from Asia and especially China.
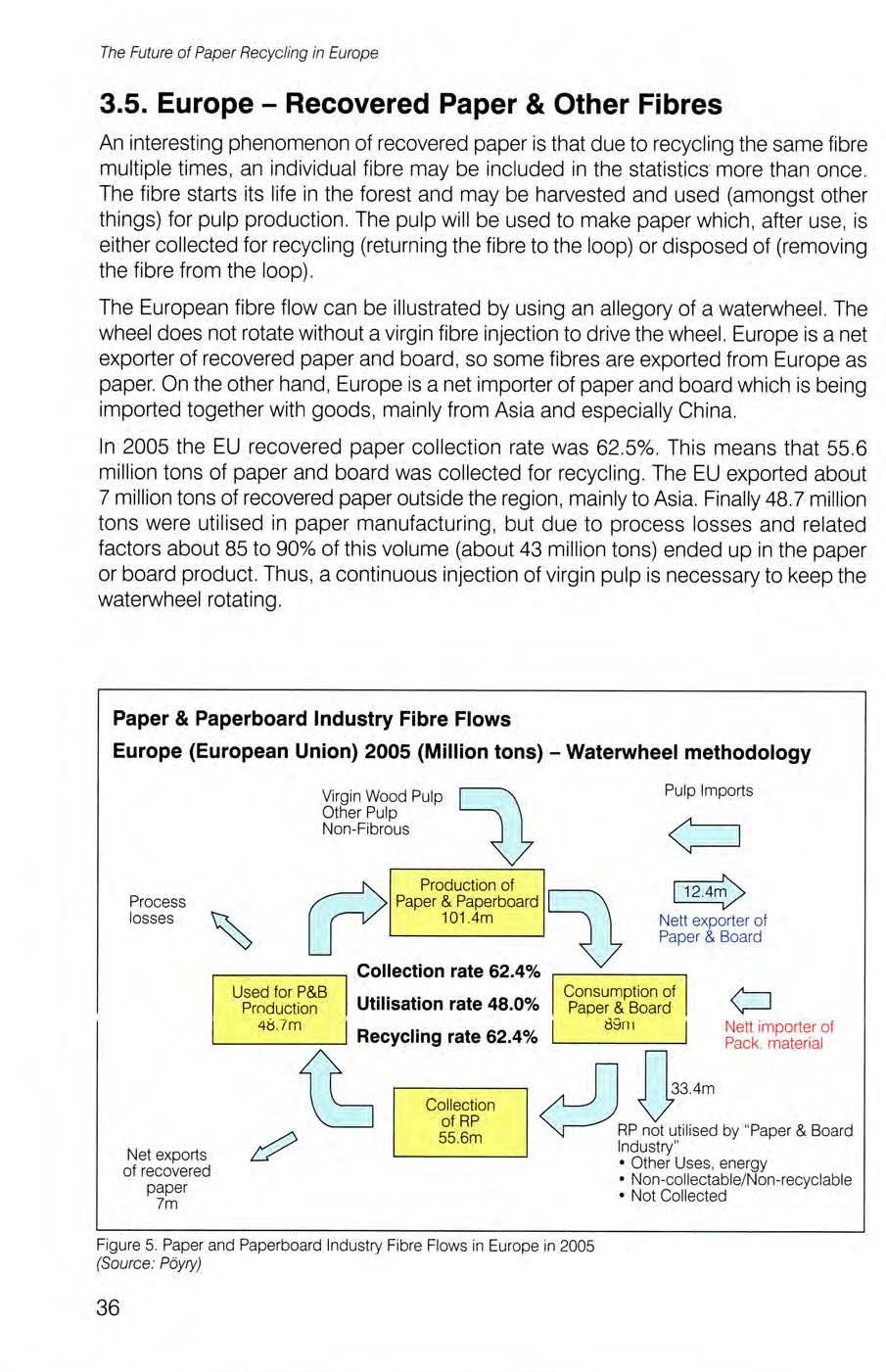
In 2005 the EU recovered paper co ll ection rate was 62 5%. This means t hat 55 6 million tons of paper an d board was collected for recycling. The EU exported about 7 m ill ion tons o f recovered paper ou ts ide the reg ion , main ly to Asia. Finally 48 7 million tons we re utilised in paper manufacturing , but due to p rocess losses and related factors about 85 to 90% o f this volume (about 43 m ill ion tons) ended up in the paper o r board product. Thus , a continuous injection of v irgin pulp is necessary to keep the waterwhee l rotat ing .
Whilst it is poss ib le to produce some individual paper and board grades by using 100% recovered paper as raw material on a regional basis (such as Newsprint production in the UK), recovered paper cannot be the so le raw material on a larger european wide or global scale .
Without the injection of virgin fibre and other raw materials, like minerals and additives , the European waterwhee l would cease rotation w ithin a few months.
When seeking to establish the future limits of paper recyc ling it is essential to review the historical development to try to f ind general patterns in the market as wel l as to predict development t rends for the future.
COS T-E48 carr ied out a forecast ing project to analyse the historica l development and to forecast future development in Eu rope. Th is p roject included 25 European countr ies which have or have had paper production . The countries were divided into four geographical regions:
• Northern Europe: Fin land , Latvia, Norway and Sweden;
• Western Europe: Austr ia , Belgium , Denmark , France , Germany, Ireland , The Netherlands , Switzerland , and the UK ;
• Southern Europe: Greece, Italy, Port ugal, Slovenia and Spain;
• Eastern Europe : Bulgaria , Croatia, Czech Republic , Hungary, Poland , Romania and Slovakia.
The study reg ion consists of count ri es from with in the EU, CEPI and COST E48 boundaries However, the total study region is large enough to be regarded as quite re liably represent ing the general deve lopment in the wider Europe.
Members of the COST Action E48 interviewed paper industry experts in 16 countries during the early part of the year 2008 When taking into account different variables i.e paper production , paper consumption , recovered paper collect ion and recovered paper utilisation, the interviews covered 85.2 to 87.9% of the tota l European volume in each of the categor ies Thus the results of the interviews can be considered as g iving a reliable overview of the future devel opment of the entire European paper industry ·
Historica l data (1995 - 2005) covers al l co u ntrie s Statist ical m aterial was sourced from CEP I and Poyry data banks. The re liab ility of the data for individual countr ies was ver ified by the appropriate national representat ives of the COST-E48 action.
In case of a " no " answer from an ind iv idual country for future development (from the base year 2005 up to 2015) , the country in question was assumed to follow the average pattern of other countries w ith in the same country category
The main findings of the project for the study region include, for the period from 2005 to 2015:
• Paper and board production is forecast to grow from 101 to 122 million tons ;
• Paper and board consumption is forecast to grow from 91 to 101 million tons ;
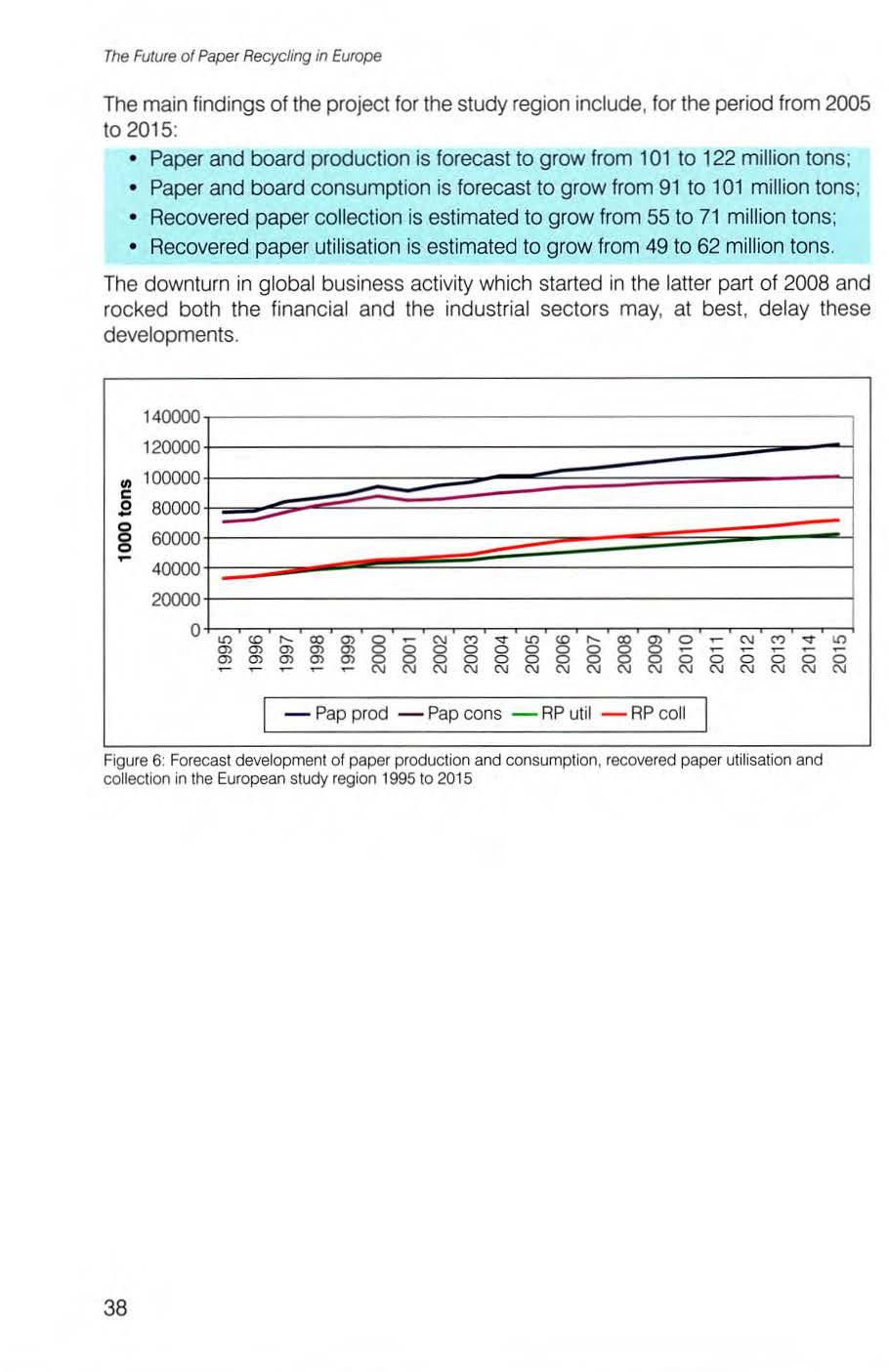
• Recovered paper col lection is estimated to grow from 55 to 71 mi llion tons ;
• Recovered paper ut ilisation is estimated to grow from 49 to 62 million tons.
The downturn in global business activity which started in the latter part of 2008 and rocked bo th the financial and the indust rial sectors may, at best , delay these developments.
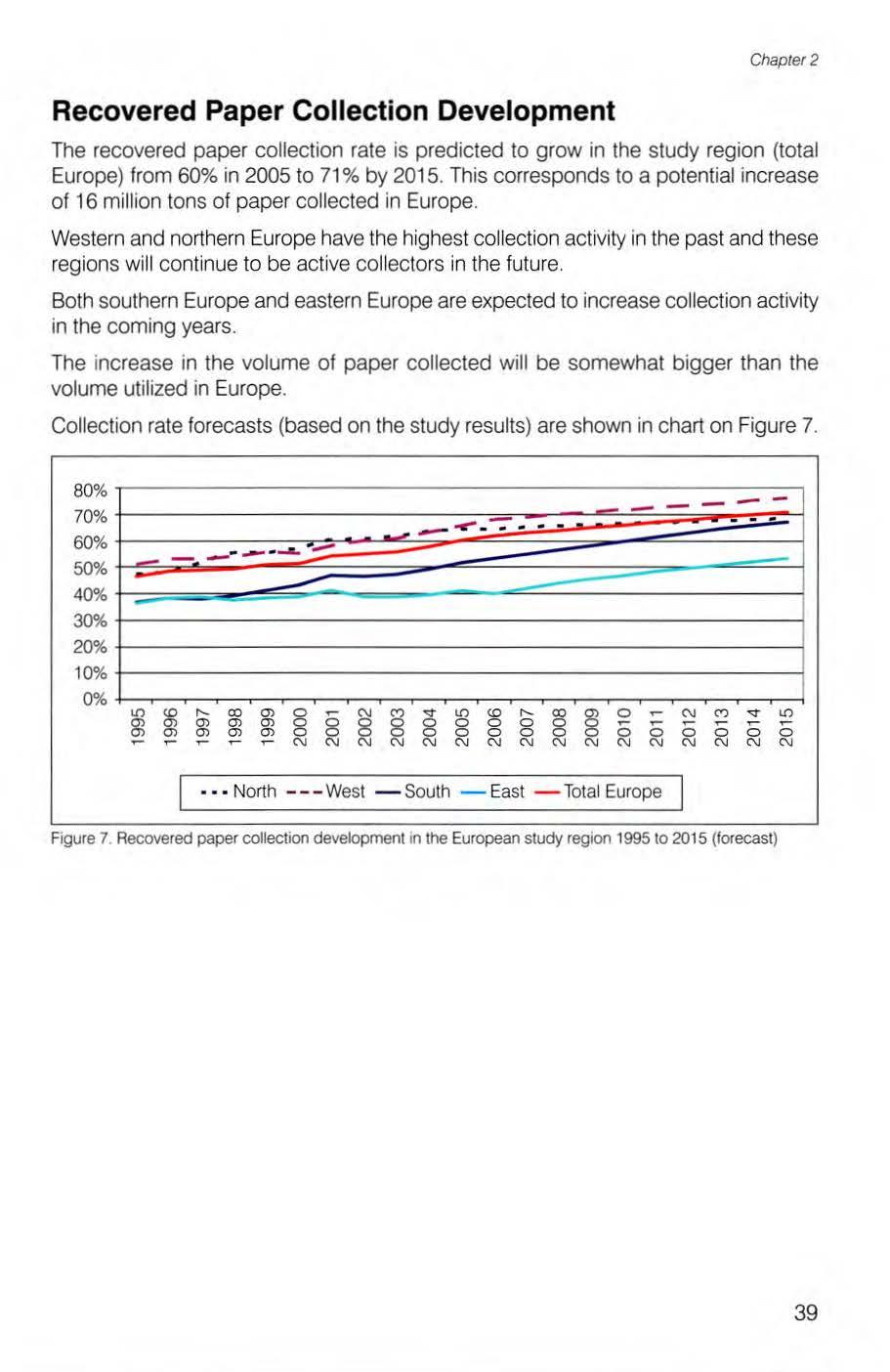
The recovered paper collect ion rate is predicted to grow in the study region (t otal Europe) from 60% in 2005 to 71% by 2015 . This corresponds to a potential increase o f 16 million tons of paper collected in Europe
We stern and northern Europe have th e highest col lection activity in the past and these reg ions will cont inue to be act ive col lectors in the future.
Both southern Europe and eastern Europe are expected to increase collection activity in the co ming years.
The in crease in the volume of paper collected will be somewhat bigger than the volume utilized in Europe.
Collection rate forecasts (based on the study results) are shown in chart on Figure 7.
For the whole study region (total Europe) the recovered paper utilisation rate is forecast to grow from 49 million tons to 62 million tons , i.e. from 48% in 2005 to 51% by 2015.

However, due to reason s mentioned earlier, great regional differences occur and wil l continue to do so.
In southern and western Europe the utilisation rate has historically been highest. By 2015 the utilisation rate in both of these country categories is predicted to reach a level of 65% .
The utilisation activity is expected to grow fastest in eastern Europe , a growth from 40% in 2005 to 54% by 2015. This suggests that a great number of new paper industry projects are expected in this region to utilize additional recovered paper as raw material.
In northern Europe th e recove red paper uti lisation rate is expected to s tay at th e present level in the future i.e. close to 12%.
The study also indicates that the overall volume of recovered paper utilized in Europe will increase less than the volume collected. This would suggest that the export of recovered paper from Europe could increase from the present level, but above all it implies that the availability of recovered paper should not limit the production of recovered fibre based paper in Europe. The availability of certain grades of sufficiently high quality could , nevertheless, become an issue.
Kerbside - door-to-door collection systems , where household is asked to leave their recyclab le wastes on the kerbs ide on spec ified dates to be separately co llected for recycling. Concerning paper and board kerbside co llec ti on , it has to be properly prepared (without plastic wrappings and inserts , the cardboard f lattened) and packed (some countries require use of special bags or the municipality m ight provid e a special conta iner (b i n) or the pub lic are asked to secure papers (with string) for co llec tion ) .
Blue Bins - convenient , easy-to-use wheeled bin col lection for recycl ing paper and board from households. The blue bin is provided to households to allow separation and storage of paper and cardboard for recycling. The contents of t he bi n are co llected by special services and taken to a materials recovery faci lity where they are sorted There are different sizes of blue b ins but their volume normally does not exceed 360 litres Bins are co llected from the kerbside every few weeks , depending on the service, according to scheduled collection dates.
Public Containers - system based on placing containe rs of d ifferent colours for separation o f d ifferent wastes within the commun ity. Containers must be accessible to all and the spacing of containers should be set to be within easy reach of all citizens (i.e. not too far distant from the home).
Recycling Yards - system requir ing the waste produce r (consumer) to carry t he recycling materials to a spec ific location, where containers for different categories of recyc lable materials are available.
Collection Shops - places where paper and cardboard can be sold. Shops pay for grades of recovered paper: m ixed, white. OCC and Old Newspapers and Magazines. To maximise the price paid for the recovered paper, people are encouraged to sort it before se lling Usual ly th is kind of collect ion technique does not need any fu rther sorting.
Recycling Centres (see Recycling Yards) - designed for all types of waste, usual ly operated by mun icipalities . These are manned s ites , where people can bring their recyclable wastes. Re cycl ing centres frequently conta in material rec lamation faci lities.
Drop Off Recycling Parks - special places, where you can deposit separated paper and board or other wastes. Drop-off recycling park resemb les other recycling facil ities wi th recycling bins , but there are conta iners underground for storing larger amounts of waste .
Generally speaking , the way of collecting recovered paper depends on the collection reg ion (rural, u rban), its character istics (population and housing structure , kind of industry) and customers for the collected recovered paper
Recovered paper and board co llection may be catego rised as :
• Industrial collect ion (from bus inesses)
• Private col lection (from households and individuals)
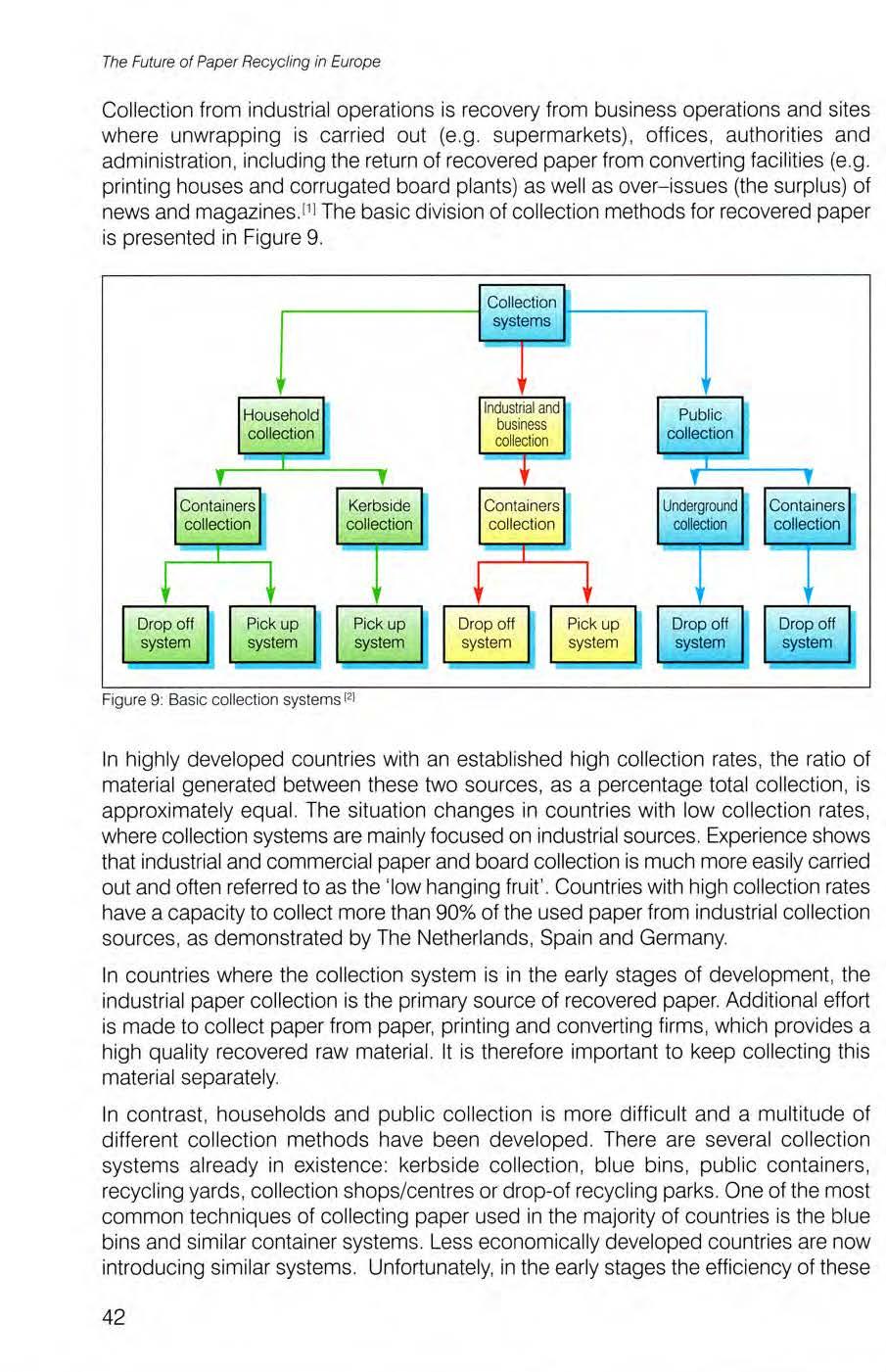
Collection from industrial operations is recovery from business operat ions and sites where unwrapping is car ried out (e.g. supermarkets) offices, authorities and administration , includ ing the return of recovered paper from converting fac ili ties (e .g . printing houses and corrugated board p lants) as well as over-issues (the surplus) of news and magazines. ll l The basic d ivision of collection methods fo r recovered paper is presented in Figure 9 .
In highly developed countr ies with an es tab lished high collect ion rates, the rat io of ma terial generated between these two sou rces. as a percentage tota l collection , is approximately equal. The situation changes in countries with low collection rates, where collect ion systems are main ly focused on industrial sources. Experience shows that industrial and commercia l paper and board collect ion is much more easily carried out and often referred to as the ' low hanging fruit' . Countries with high collection rates have a capacity to collect more than 90% of the used paper from industrial collection sources , as demonstrated by The Netherlands . Spain and Germany.
In countries where the collection system is in the early stages of development , the industrial paper collection is the p rimary source of recovered paper. Additional effort is made to collec t paper from paper, printing and converting firms, wh ich pro vides a high quality recov ered raw materia l. It is th erefo re important to keep collecting th i s materi al separate ly.
In contrast , households and publ ic co ll ec tio n is more difficult and a multitude of different co ll ection methods have been deve loped . There are several collect ion systems already in existence: kerbsid e collect ion, b lue b ins , pub li c conta iners, recyc ling yards , collection shops/ centres or drop-o f recycling parks. One of the most common te chn iques of collec ting paper used in the majority of countr ies is the b lue bins and s im ilar conta iner systems. Less econom ically developed countries are now introducing sim i lar systems Unfortunately, in the early stages the efficiency of these
systems is not high. It is affected by an insufficient number of containers and the inconvenience of accessibi lity in parallel with low consumer awareness.
In well established systems , such as Germany, where paper collect ion through blue bins was introduced much earlier and has become a part of everyday life, this gives the best results. Unfortunately, blue bins are not su itab le for board , as its stiffness and vo lume hinders col lection. Therefore in Spain a " door-to-door" system is being introduced for co llecting board. Kerbs ide collection is practiced in many countr ies and g ives sat isfying results In comparison with recyc ling ya rds or recycl ing centres, where people have to transport their wastes by ca r. this method is more accessible for people.
In some countries (Bulgaria for example), the main portion of recovered paper originates from collection shops. People manually sort paper themse lves to secure a better price . The advantage of this kind of collection system is that no further sorting is needed.
It has been said that the paper arising from indus trial and commercia l sources is the easiest, cleanest and most economical to co llect. Nevertheless , the predicted demand for recovered paper and board is anticipated to grow substantially, outstripp ing the quantity of material ava ilab le via this route; which is why it is so important that other sources and collection methods are being developed .
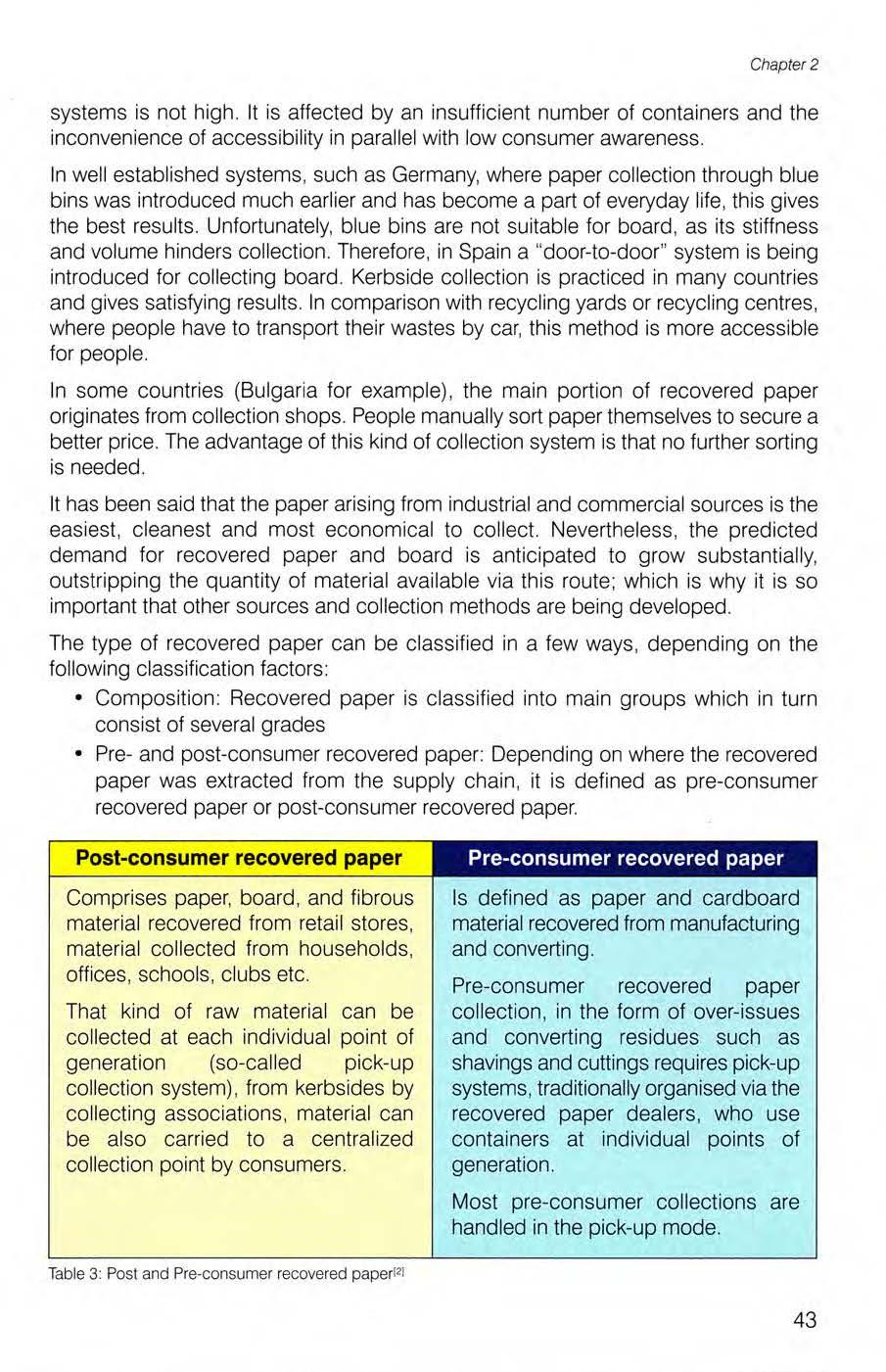
The type of recovered paper can be classif ied in a few ways , depending on the fo llowing classification factors:
• Composition : Recovered paper is classif ied into main groups which in turn cons ist of several grades
• Pre- and post-consumer recovered paper: Depending on where the re covered paper was extracted from the supply chain , it is defined as pre-consumer recovered paper or post-consu mer recovered paper.
Comprises paper, board, and fibrous material recovered from retail stores , material collected from households , offices , schoo ls, c lubs etc .
That k ind of raw materia l can be collected at each ind iv idual point of generation (so-ca ll ed pick-up col lection system) , from kerbs ides by co llecting associations. material can be also carried to a central ized collect ion point by consumers
Is defined as paper and cardboard material recovered from manufactu ring and convert ing
Pre-consumer recovered paper co ll ection , in the form of over-issues and convert ing residues such as shavings and cutt ings requ ires pick-up systems , traditiona lly organ ised via the recovered paper dealers , who use conta iners at individual points of generation.
Most pre-consumer collect ions a re hand led in the pick-up mode
To maintain a satisfactory level of collection and purity of collected material, not only is it necessary to ident ify su itable locations for the conta iners (clean, accessible by automobile and close to home) should be ensured, but a lso a balanced division of activities (promotion of separate co ll ect ion, sorting at source etc .) must be encouragedl2 JJ
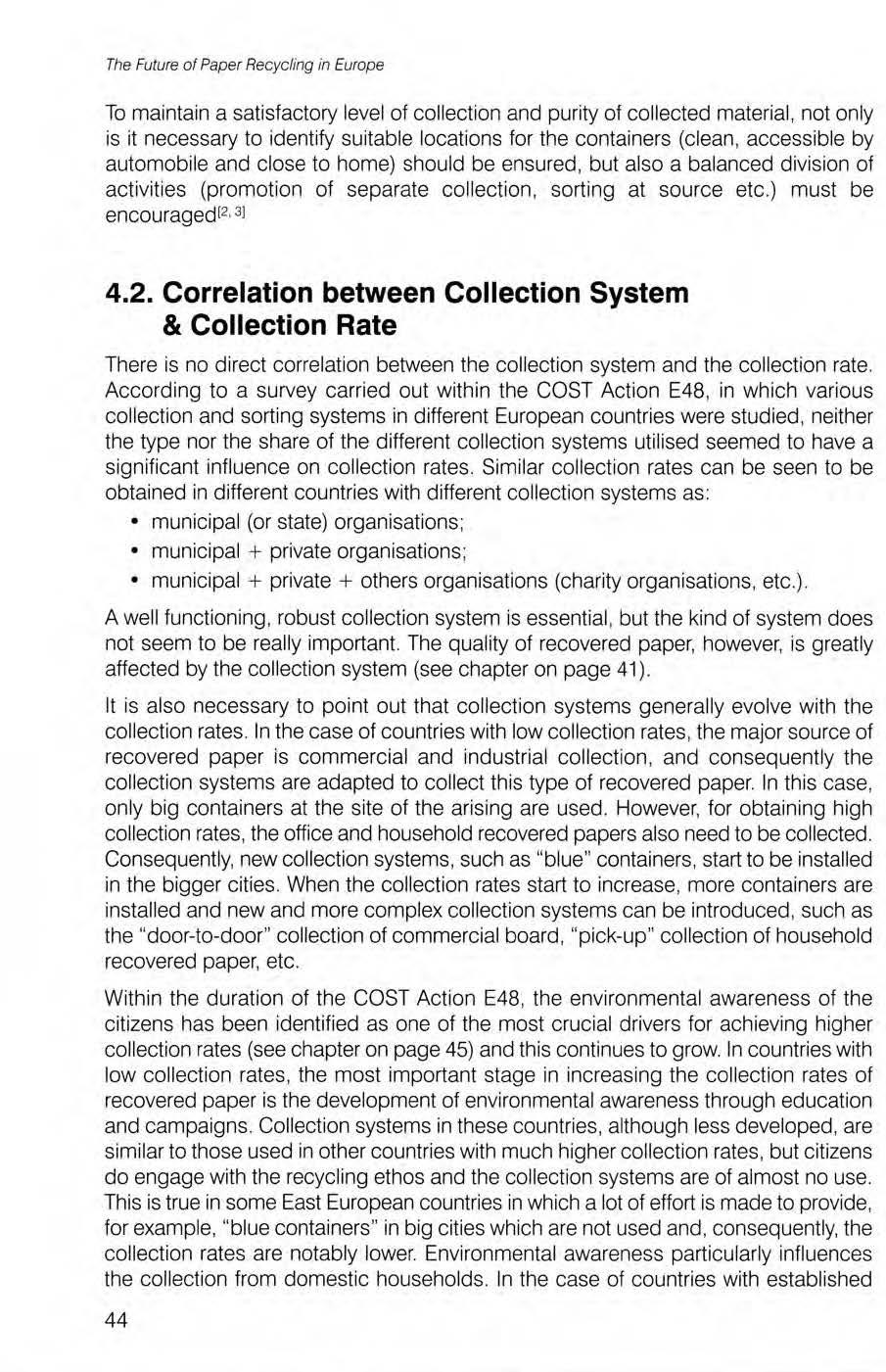
There is no direct correlation between the collection system and the collection rate. According to a survey carried out within the COST Action E48 , in which various collection and sorting systems in different European countries were studied, neither the type nor the share of the di fferent collection systems utilised seemed to have a s ignificant influence on collection rates. Sim i lar collect ion rates can be seen to be obtained in different countries with different collection systems as:
• municipal (or state) organisations;
• municipal + p riva te organisations;
• municipal + private + others organisations (charity o rganisations, etc.).
A well funct ioning , robust collect ion system is essential , but the kind of system does not seem to be really important. The quality of recovered paper, however, is greatly affected by the collect ion system (see chapter on page 41 )
It is also necessary to point out that collection systems gene ra lly evolve with the collection rates. In the case of countries with low collec tion rates , the maj or sou rce of recovered paper is commercia l and industrial collection, and consequent ly t he collection systems are adapted to collect th is type of recovered paper. In th is case , on ly b ig containers at the s ite of the arising are used. However, for obtaining high collect ion rates, the office and household recovered papers also need to be collected. Consequently, new collection system s, such as " b lue " containers, start to be installed in the bigger cit ies. When the collection rates start to increase , more containers are ins talled and new and more complex collection systems can be in troduced , such as the " door-to-door" collection of commercial board , "pick-up" collection of househo ld recovered paper, etc.
W ith in the duration of the COST Act ion E48 , th e environmental awareness of the citizens has been identified as one of the mos t crucial drivers for achieving higher collection rates (see chapter on page 45) and this con tinues to grow. In countries w it h low collect ion rates, the most important stage in increasing the collection rates of recovered paper is the development of environmental awareness through education and campaigns. Collection systems in these countries, although less developed, are sim ilar to those used in other countr ies with much higher collect ion rates , but ci tizens do engage with the recycling ethos and the collection systems are of a lmost no use . This is true in some East European countries in which a lot of effort is made to provide, for example , "blue containers " in b ig cities wh ich are not used and , consequently, the collection rates are no tably lower. Environmental awareness particu larly influences the collection from domestic househo lds. In the case of countries with establ ished
very high collection rates, in which a very positive environmental attitude is wide ly developed , improvemen ts in the collect ion systems can have some influence on the increase of the collection rate and their optimization can provid e a further increase in the collection rate.
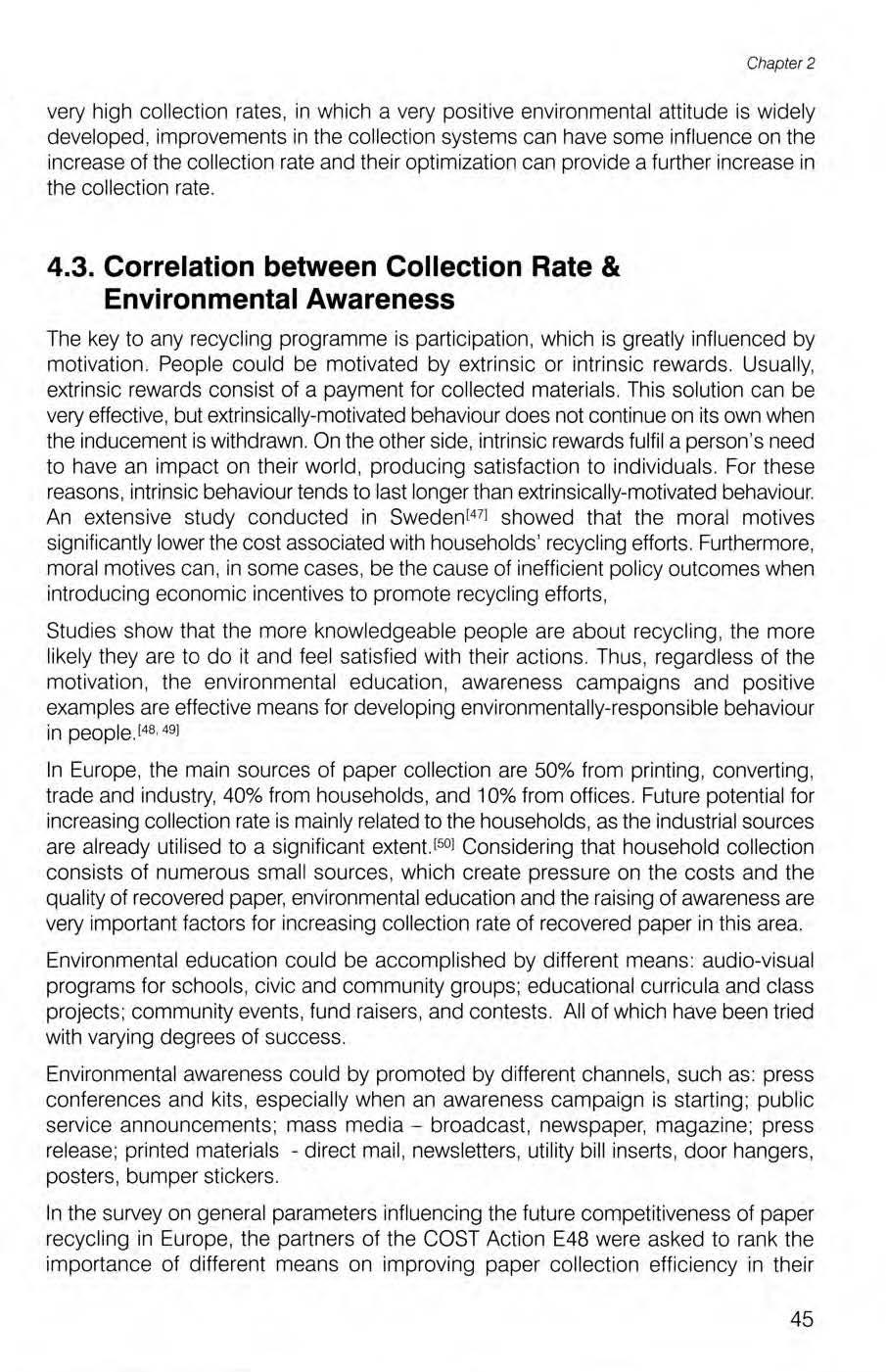
The key to any recycling programme is participation , which is greatly influenced by motivation. People cou ld be motivated by extrinsic or intrinsic rewards. Usually, extrinsic rewards cons ist of a payment for co llected materials. This solution can be very effective , but extrinsically-motivated behaviour does not continue on its own when t he inducement is withdrawn. On the other side , intrinsic rewards fulfi l a person's need to have an impact on their world , producing satisfaction to individuals . For these reasons , intrinsic behaviour tends to last longer than extrinsical ly-motivated behaviour. An extensive study conducted in Swedenl 471 showed that the moral motives significantly lower the cost associated with households' recycling efforts. Furthermore , moral motives can, in some cases, be the cause of ineffic ien t policy outcomes when introduc ing economic incentives to promote recycling efforts ,
Stud ies show that the more knowledgeable people are about recycling , the more likely they are to do it and feel satisfied with the ir actions Thus, regardless of the motivation, the environmenta l education , awareness campaigns and positive examples are effective means for developing environmentally-responsible behaviour in people .l48 • 491
In Europe, the main sources of paper collection are 50% from printing , converting , trade and indus try, 40% from households , and 10% from offices. Future potential for increasing collection rate is mainly re lated to the households, as the industrial sources are already utilised to a significant extent.l50 1 Considering t hat household col lection consists of numerous small sources , which create pressure on the costs and the quality of recovered paper, environmental education and the raising of awareness are very important factors for increasing collection rate of recovered paper in this area.
Environmental education could be accomplished by different means : audio-visual programs for schoo ls , civic and community groups; educational curricula and class projects; community events, fund raisers, and contests. A ll of which have been tried with varying degrees of success.
Environmental awareness could by promoted by different channe ls, such as: press conferences and kits , especial ly when an awareness campaign is starting; public service announcements ; mass media - broadcast , newspaper, magazine; press release ; printed materials - direct mail , news letters, uti lity b ill inserts , door hangers , posters , bumper stickers.
In the survey on general parameters influencing the future competitiveness of pape r recycling in Europe , the partners of the COST Action E48 were asked to rank the importanc e of different means on improving paper col lection efficiency in their
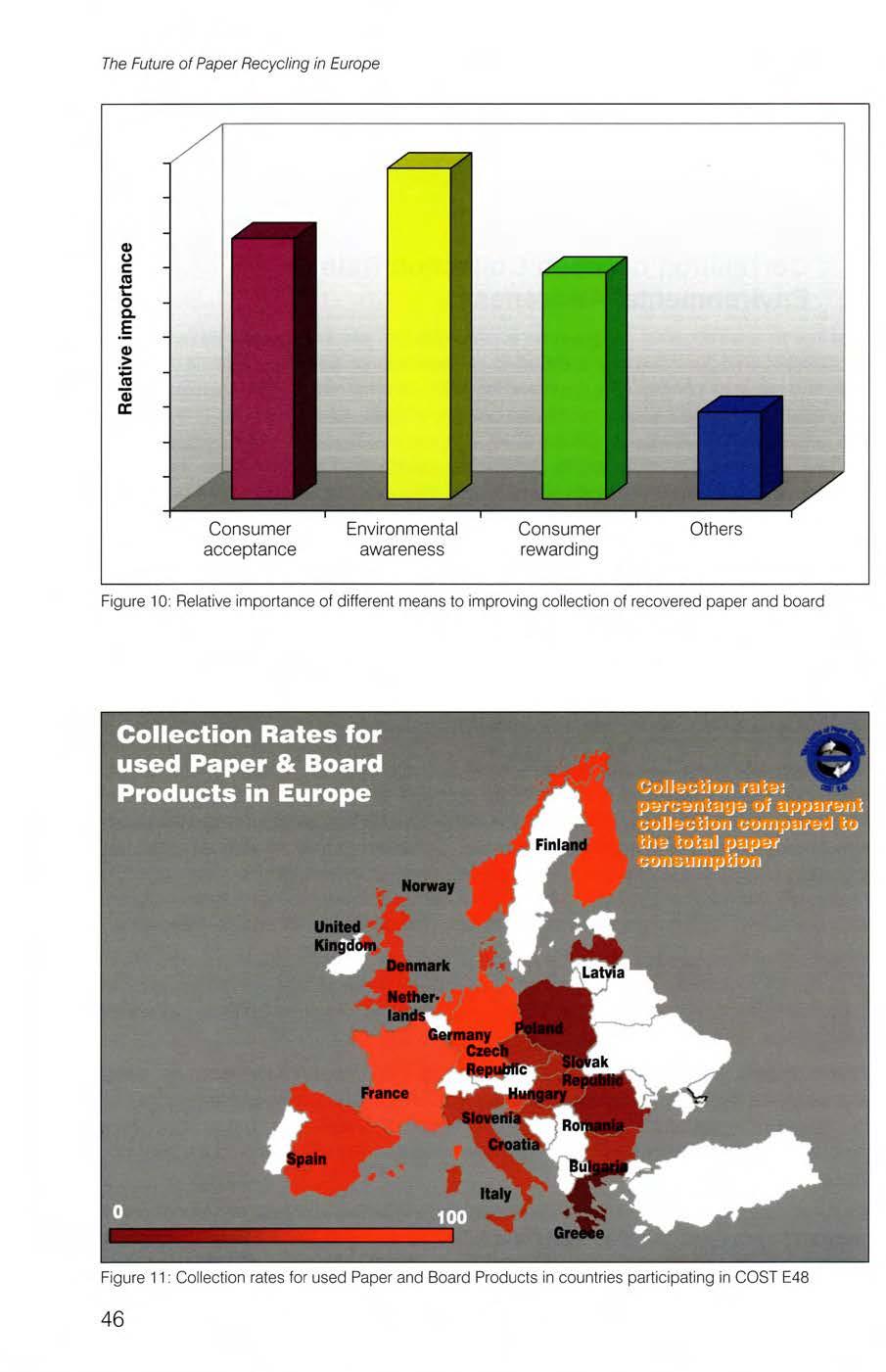
coun t ry.1 5 11 General results, expr essed as an ave rage of 19 countries, show t hat society's envi ronmental awareness is t he dominant prerequ is ite for an efficient recovery of used paper and board products (Fi gure 10).
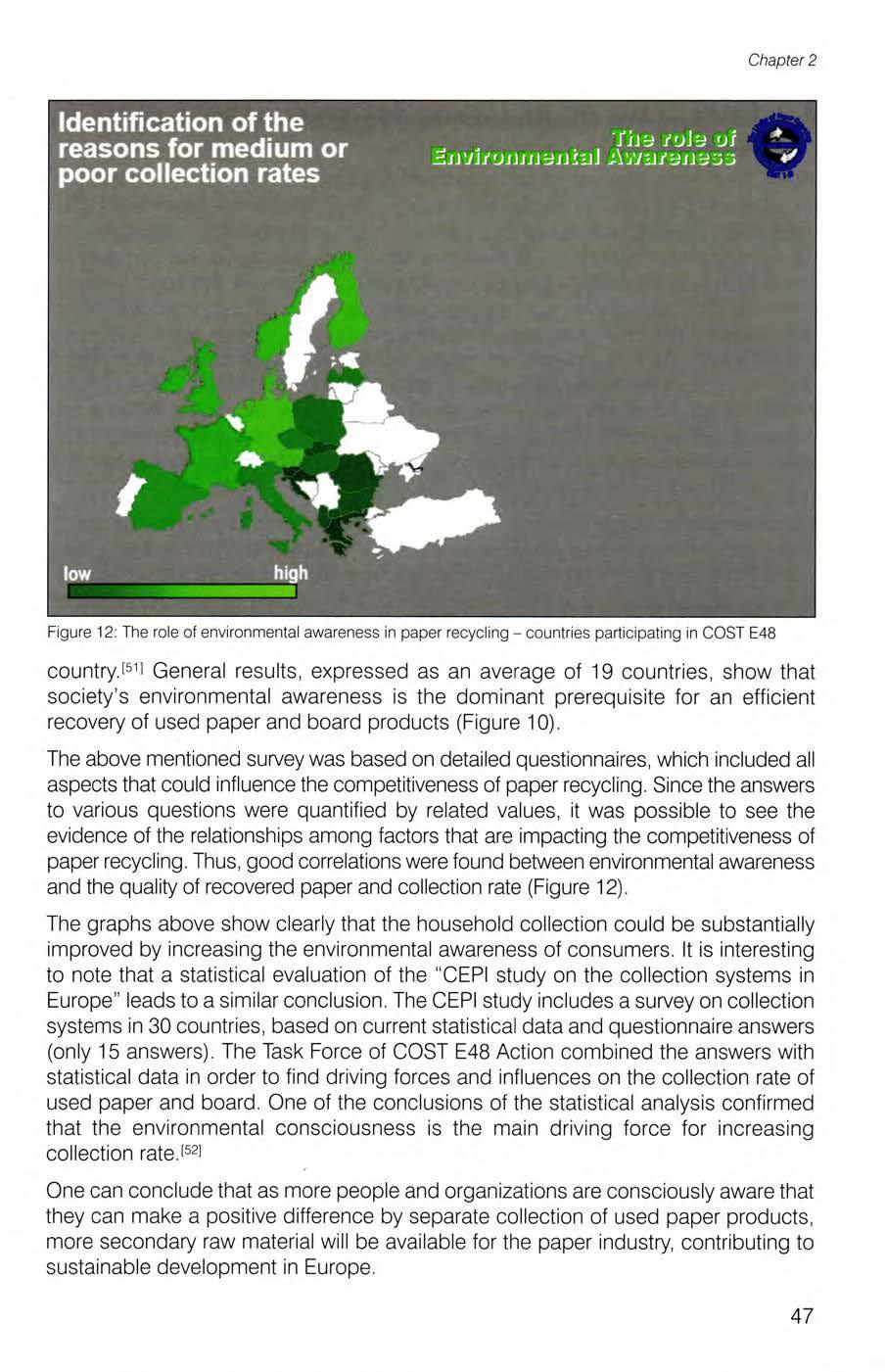
The above mentioned survey was based on de tai led questionnaires, which included a ll aspects that could influence the competitiveness of paper recyc ling. Since the answers to various questions we re quantified by re lated va lues, it was possible to see the evidence of th e relationsh ips among factors that are impacting the co mpetitiveness of paper recyc li ng. Thus, good correlat ions we re found between environmental awareness and the quality of recovered paper and collection rate (Figure 12).
T he g ra phs above show c learly tha t the household collection could be substan ti ally improved by inc reas ing the envi ron me ntal awareness of consumers. It is in te resting to note that a statis t ical evaluation of the "CE PI study on the collection sys tems in Europe " leads to a sim ilar conclusion. T he CEPI study inc ludes a survey on collection sys tems in 30 countries , based on cu rren t statistical data and questionnaire answers (on ly 15 answers) T he Task Force o f COST E48 Action comb ined the a n swer s with statistica l data in o rder to find driving forces and influences on the collect ion rate of used paper and board One of the conc lus ions of th e stati stica l analys is conf irm ed th at t he environmental consc iousness is the main d ri v i ng force for increasing collec ti on ra te. ts21
One can conc lude tha t as more people and o rganizations a re consc iously aware that they can make a positive difference by separate co llection o f used paper p roducts , mo re secondary raw materi al w ill be avai lab le fo r the paper industry, contributing to sus ta inab le development in Europe.
White , unprinted and woodfree , bleached pulp based on recovered paper is considered to be one o f the highest value grades. Recovered pape r and board derived from p rint ing and convert ing operations (pre-consumer RP) is usual ly c lean , i.e no significant cont ra ries or foreign matter, and easy to collect regula rly in reasonable quan t ities. Pos t-consumer recovered paper is more difficul t to manage It may be so rt ed at source , such as newspaper and white printed paper and board at househo lds or brown cor rugated cases at supermarkets. Where , paper and board are no t sorted at the source and are mixed, these have a lower value and are more li kely to contain con traries , like broken glass , plastics and othe r kinds of so lid contaminants. It has been found t ha t as more used paper and board products are co llected and recycled , they tend to conta in higher proportions of contaminants. M ixed co llec ti on can reduce t he cos t of co llect ion bu t simultaneously reduces the va lue of t he materi al for recycling .120. 211
Desp ite many technical deve lopmen ts , sorting of recovered paper subsequent to col lection continues to be a predominantly manual, labour- intensive act ivity at a level that is increas ing as the recovered paper becomes more and more heterogeneous and contaminated w ith non- paper components. If recovered paper is a compo nent o f a co-m ing led co llection of different materials for example , its sorting w ill be espec ially t roublesome and w ill requi re soph ist icated separation techno logies.
In the f irst instance, sorting systems can be d iv ided into manual , m echan ical o r automatic sys tems. The m anual sor ti ng can be carried out by sm all sorting companies with a relatively low p roductivity in t he range of 5000 to 20000 tons annually. Larger sorting centres use a combination o f all three systems . It is said that complete elimination of manual sorting is impossible and unprofitable. The number of people required to so rt depends on the sorting equipment app lied and type of recovered paper. 12 31
Mechanical separation technolog ies were developed specifically for fibre recyc ling and recent ly have become more widely used in the be lief that they are more cos t effective for sorting papers into the ir m arketable components. Nevertheless , to achieve both a high level of productivity and satis factory quality o f recovered paper it is essent ia l to apply a suitable sorting sys tem . Nowadays many var ious separation lines are available on the market. The main fac tors that the characte ri stics depend upon are effic iency and the quality of recove red paper that can be processed .l31
State-of- the-art sorting p rocesses for recovered paper are usual ly comprised of four s teps . The firs t step cons ists of charging the sort ing p lan t and ensuri ng a constant flow In the second s tep , m echanical sort ing is carried out. The thi rd s tep is carried out by a sensor-based so rting unit, where unwanted obj ec ts are iden ti fied and separated The fourth and last step is manual so rt ing, perfo rmed in order to remove residual unwanted materials Additional ly, loosening and sing ling stages may be imple m ented along the process to provide better condit ions for the single sorting operat ions .
Manual sorting is still the most common method for removal of unwanted materials , often carried out without any further preparation except flow control. Mechanical solutions are well estab l ished and are used to support the manual sorting In mechanical sorting the separation is based on physical properties like size, stiHness or weight. Several screen systems (disk , star, drum screens) , ball istic separators (ro tating screens) , gap techniques (accele ration of materia ls over or in to a gap between conveyor belts) and special appl ications such as the paper spike or deinking screens are currently operated. 12. 3, SJ
The preparation of the unsorted paper is decisive for the efficiency of the single separation steps of paper recovery For an efficient sorting , the recovered paper has to be loose and free of plastic bags , in particular. Typically, personnel are requ ired to check the input to sorting plants and manual ly open any v is ib le plastic bags or s imi lar items In standard mechanical screening , large objects are often m is taken: posters are often removed where they should be kept in and corrugated board is accepted when it should be removed When it comes to sensor-based sorting on ly the surface of an object is assessed. Paper products are often non-heterogeneous themselves , e g. the cover of a magazine is made from a diHerent type of paper and is converted in another way than the pages . Magazines and commercials packed in plastic foils may mistakenly be identified as plastic only In such cases , sensors only detect the properties of the thin laye r, but the main raw materia l content is not assessed. Moderate shredding can improve th is s ituation.1 2. 3. SJ
To achieve greater harmon ization in the field of the paper industry, to improve the implementation of the EN 643 standards and to facil itate commercia l relat ionsh ip between paper mills and recovered paper merchants in Europe, special attention should be paid to deve lopment and improvement of co l lect ion methods, sorting systems and sorting techniques .f91
Recovered Paper is a valuable Raw Material for Paper Manufacturers and demand is increasing The reasons for this include :
• Price Competitiveness
• Sources of Good Qual ity Recovered Papers (although these can be compromised by co -mingled col lections)
• Growing and Diversifying uses for paper produced from Recovered Fibres
Recyc ling helps make eHicient use of natural resources and supports sustainable development. Wood fibre can be recyc led several times and paper can be made from recycled fibre alone. However, some input of Virgin Fibre will always be required to ensure that the ' Paper Loop' remains sustainable.
In order to be recycled , papers and boards must be collected and , wherever possible , segregated (sorted) at source to separate white papers from brown papers. Typically, speci f ic categor ies of papers can be used for the production of graphic papers
whe re as others are used for the production of packaging materials We d is t inguish two main fami lies: deinking furnishes and packaging recyc ling furn is hes often ca lled packaging furnishes. Unfortunately, in reality, this d istinction is much more complex. The orig in of papers (office , converting shavings , etc. ), categories of papers (packag ing mater ials , wr iting / printing papers, san itary papers), type of fib re used to produce the pape rs (bleached/ unbleached f ibres chem ical or mechanical processed fibres) and uti lisation of papers all have to be taken into consideration in the co llection systems (househo ld , industry, etc ) and all these considerat ions lead to large variety of recovered papers and boards . In order to limit the range , the EN 643 standard "European Li st of Standard Grades of Recovered Paper and Board " was created to define the 57 possible grades of recovered pape rs classified into five groups (ordinary, medium, high , Kraft and special grades). This classi fication of raw material qualities was subsequently adapted to marke t needs 191
EN 643 has been adopted by Standards bodies throughout Europe , and endorsed by the European paper industry It defines grades and combinations of the types of recovered papers that are acceptable for recycling.
In its current version, EN 643 gives a general descript ion of the standard grades by defining what they do and do not contain. The description of the standard grades is brief and for this reason it is recognized that specific contractua l a rrangements between buyer and supplier for standard grades w ith special specifications wil l sti ll be necessary to meet individual requirements. In response to this ' requirement' , a revision has been discussed for some years. Th is proposed revision should lead to a standard with clearer definitions on the levels o f contam ination and the composit ion of the individ ual grades .
Quality of recovered papers and boards w ill depend on many parameters : moisture content unusable material content (including non-paper components and paper and board detrimental to production) and the possible varie ty of papers entering in the compos ition.
Two of the most decisive cr iter ia governing the future utilisation of recovered paper are grade and quality. This is a rathe r complex function of various factors However, the non- paper and non-recyc lab le , undesirable components in the recovered paper are an important factor influencing the qual ity of Recovered Paper as a raw material. Undesirable components (con tam inants) could either be inherent components of paper products like inks adhesives plastic fi lms, metal foil lam inations and the like , or simply d irt or waste unin tentionally co llected a longside the paper products . The paper industry has lim ited influence on these factors - in contrast to those who col lect the paper and even more to those who des ign paper products and convert them. In the past the paper industry has made steps to ra ise awareness of this cruc ial areawith limited success so far.
Recovered paper is the most important raw material used in paper produc ti on in Europe The tonnage of recovered paper co ll ected fo r recycling has increased continuously for decades (see F igure 1 on page 30) .1101
In pri n cip le, all non fibrous/ non paper components should be removed as far as possible from the p roduct stream a t the time of raw material co llection (recovery and sorting).
Figure 13 shows graphical view of the balance between marg in al costs and benefits , where the marginal costs cons ists o f sorting , cleaning and trans porting the respective frac tions o f the waste flow to collec t ion centres, costs fo r adm in istrat ion of keeping the recycl ing pol ic ies in force, etc. The marginal benefits refer to the value of recycled materials in new p roduct ion, exclud ing secondary benefits such reduced environmental impact and reduced deple t ion of primary resources caused by the use of secondary materials, etc. Recycling po licy with a goal of maximizing social welfare must a im at maxim izi ng the net benefits to socie ty, i.e . bring equality between the marginal costs and marg inal benefits of recycl ing
Co sts
marginal costs
marginal benefit s
The cri teri a , for determin ing the percentage of unusable materials for grades , defined in the Eu ropean paper indus t ry ' s EN 643 document , is subject to ind ividua l mills ' specifications defined in contracts between m ill and supplier. In the case of a high concen t rat ion of unusab le materia ls (e.g., more tha n 3%), customers most often refuse delivery of the recovered paper shipment, l9 · 12 l or seek a financ ial d iscount to compensate for the add itional work requ ired.
Paper producers need a high and constant quality of recove red pape r in s ign ificant volumes. Rising demands lead to increas ing numbers of compla ints as we ll as a greater demand for recovered paper grades with a contro lled qualityJ13• 14l
The ris ing demand fo r reco ve red paper, in connection w ith improved collect ion from sources such as househol ds and industry, has led to increased use of lower qual ity grades , often containing h igh amounts of contaminants or contraries . It follows that
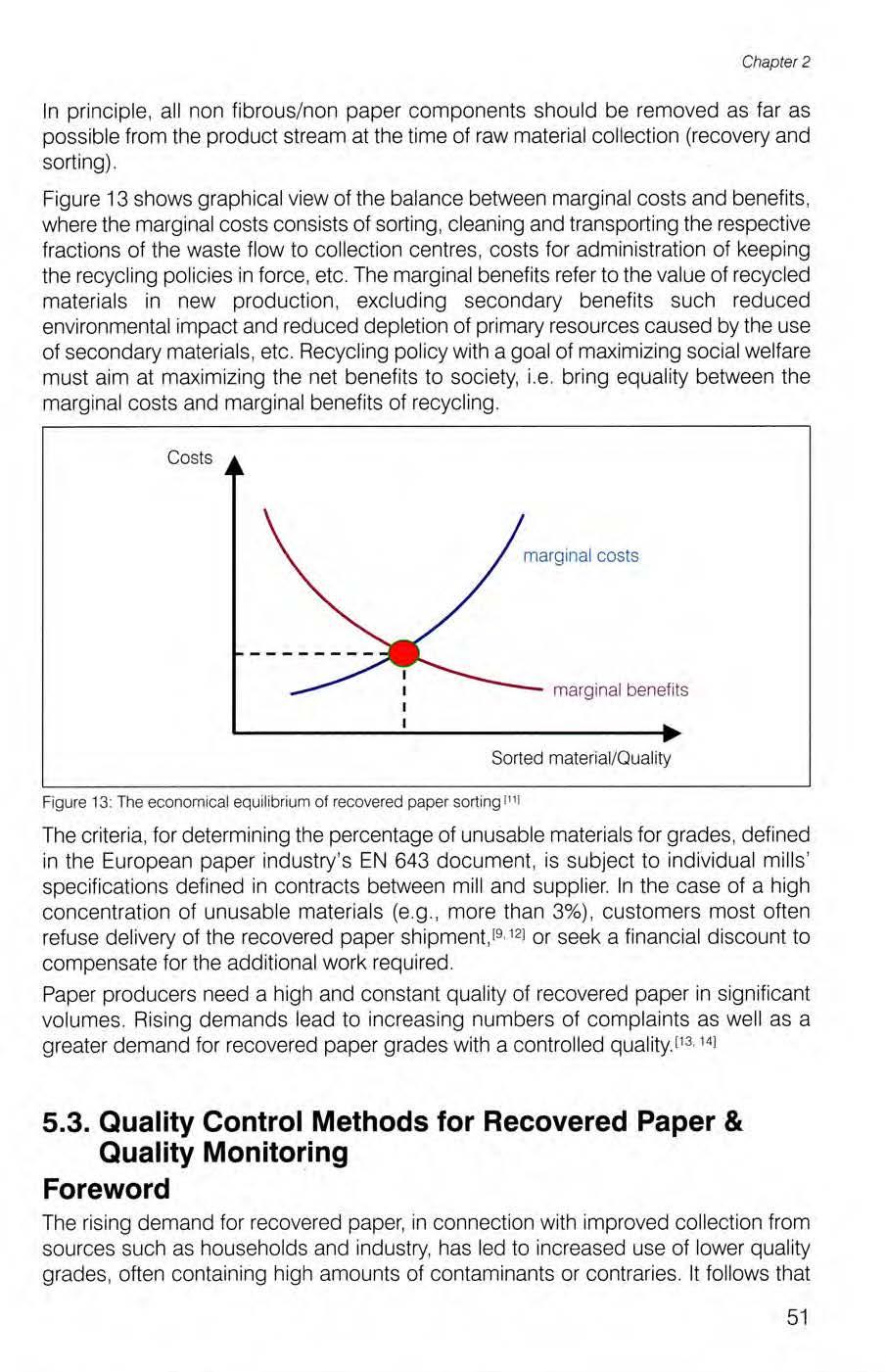
equipment and procedures have to be developed in order to improve the recovered paper quality control procedures current ly used by the packaging paper mil ls.
For a better contro l of the raw ma ter ial used in the recycl ing of packaging , it became imperative for recycler papermakers to obtain either monitoring tools / sensors or to use checking procedures. Indeed , the variabi lity of raw materials , in terms of unusable materials (form, origin, kind) or fibrous resources (type of pu lps) is one of the major concerns of papermakers . This raw material heterogeneity constant ly obliges to adapt the processes , to regu late the mach ines according to (not always advantageous) compromises between fibre losses and decontamination .
The comprehensive characterisation of the raw material source would make it possib le to opt imise the adjustments but also to d irect it for the manufacture of the best adapted products (fluting, cover )
As , with current technology, it re mains imposs ible to monitor the to tal ity (100% sampling) of the delivery (either loose or in bales) , on ly a sub set is checked after sampling. Samp ling can be performed manual ly or using appropriate devices deve loped specifical ly for th is task.
Manual sampling can be performed on bale or loose delivery For the former, the first step will consist in choosing one or two bales from the others in the delivery. The bales are then opened by dewiring and a s lice of 30 to 100 kg is separated from the bale, followed by manual sorting into various components (paper, p las tic , wood, glass. etc.). Each category of components is we ighed to al low quantificat ion of the amount of impurities. At the same time it is usual to determ ine the moisture content , typically performed by gravimetric method (sampling , weighting , drying and weighting again).
For the loose delivery, a procedure m ight consist of spreading the load on the floor and to sample on a 2 metre length on the ful l width of the delivery vehicle and to sort manually the various components as previously described . Moisture content has also to be determined. One additional po int for the deinking furnishes , is the age of the newsprint has to be assessed (read ing the date) because of d ifficu lties in de inking aged newspapers.
Whatever the type of deliveries (loose or bales) , the manual procedure is timeconsum ing and particu larly boring for operators (and therefore prone to errors) .
Core-drilling devices are often ref erred to as mo nitoring devices but are , in reality, sampling devices The goal of these devices is to take from within bales of recovered papers and boards , sample (which can vary from a hundred to thousand grams) on which character isations have to be carried out. These characterisations are most of the time moisture content and sometimes quantification of unusable materials , principal ly determined by the operator in charge of the core -drilling system . Even the procedure can be efficient , is s till relat ively time-consum ing and the main
consequence is that papermakers do not obtain an immediate characterisation of their raw materials .
Portable or f ixed core-drill ing exist equipped or not with conveyor. The principle remains always the same: a steel p ipe fitted w ith a calyx. It is mounted in a rigid saddle and held in position by a bushing. The extracted co re has between 20 to 40 mm diameter and the length is adjustable.
Several core-dr i ll ing systems are availab le on the market but whatever their characteristics, they remain "on ly " sampl ing devices and papermakers have to retrieve the cored samp les for further time consum ing analysis. The analysis is performed after col lection of the sample , it is time -consuming to monitor the cored sample.
Example of core-drilling systems:
• Lam ' Bale Sampler deve loped by CTP commercialised by Kadant (France) ;
• Recyc led Fibre Tester commercialised by SMS (Finland) ;
• Double core-drill commerc ialised by Verborg (the Netherlands).
A decade ago , before the emergence of modern non-contact sensor technology (particularly the Near Infra-Red one) , CTP developed an automatic compact device wh ich allowed a qu ick determ inat ion of the rate of impurit ies (non-usable matters to the paper manufacture) and to produce c lean pulp Th is "pu lp ing - screening" device is marketed under the name of Lam ' RCF Tester by the Kadant establishments .
Th is laboratory device can perform pulping and subsequent screening of about 1 kg of paper samp les , usually cored specimens taken from recovered paper bales.
The equipment automatically de livers two types of washed rejects from hole and slot screen ing to be inspected visually, and a clean pulp to be used for further analysis such as physical properties and clean liness measured on handsheets .
The weight of coarse rejects from ho le screening gives the amount o f cont raries or non- pu lpable material contained in the sample wh ile the analys is of the s lot screening rejects enables the amount and nature of f ine contraries which may affect product quality or cause prob lems during the recycl ing process to be assessed.
In the standard version, the operating conditions of the pulping and screening units were defined to simulate usual brown paper grade recyc ling conditions
For a fast and complete mon itor ing of the raw materials, papermakers have asked for several measurements. The most often quoted were :
• mois ture content ;
• unusable materials conten t ;
• qualification of grade (accord ing to EN643) .
These add itional ones are also of importance but are ra re ly asked:
• ash conten t ;
• volati le compounds (VOC) qualification and quantification;
• lignin con tent (to obtain informat ion about the m echanical pulp content);
• ink con tent (absolutely I flexo ink) ;
• chemicals (REACH Leg islation) ;
• stickies ;
• additives (we t streng th paper).
Various technologies are used for the development of sensors :
• image analys is ;
• near infra- red technique;
• mass spectrometry;
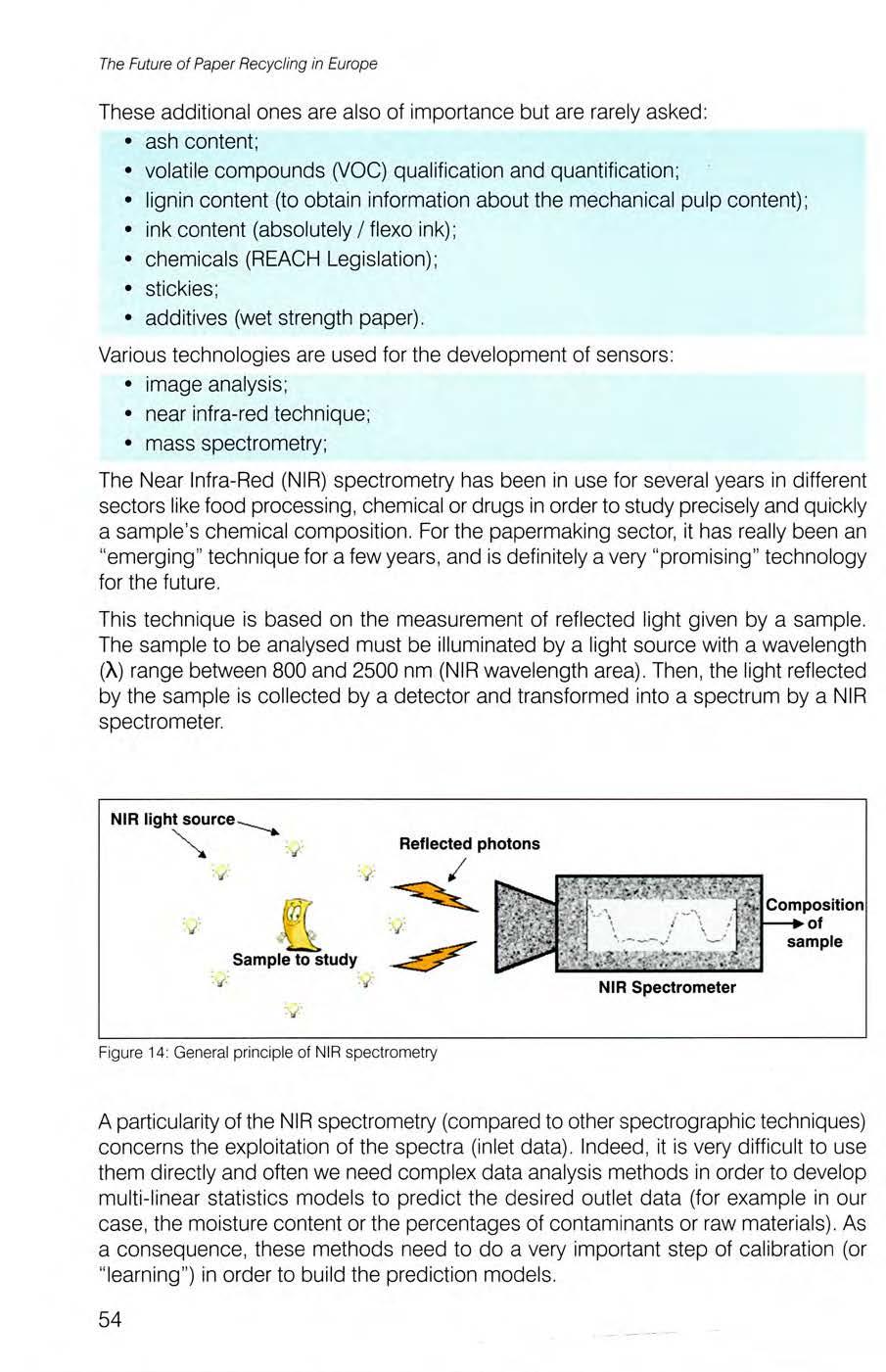
The Near Infra-Red (NIR) spec trometry has been in use for several years in d ifferent sectors like food processing, chem ica l or drugs in order to study prec isely and quickly a sample 's chemical composi t ion. For the papermaking sector, it has really been an " emerg ing " techn ique fo r a few years , and is definitely a very "promis ing " techno logy for the future .
Th is technique is based on the measurement of ref lec ted light given by a sample . The sample to be analysed m ust be i llum inated by a l ight source w ith a wavelength (A) range between 800 and 2500 nm (N IR wavelength a rea). Then , the light ref lected by the sample is col lected by a detector and trans formed into a spectrum by a NIR spec t rometer.
A particu larity of the NIR spectrometry (com pared to other spectrographic techn iques) concerns the exploitation of the spectra (in let data) . Indeed , it is very d ifficult to use them direct ly and often we need complex data analys is methods in o rder to deve lop mu lti- l inear statist ics mode ls to predict the d esi red outlet data (for examp le in our case , the mo istu re content or the percentages of contaminants o r raw m aterials). As a consequence, these methods need to do a very im po rtan t step of ca librat ion (or " learning " ) in order to bu ild the pred iction mode ls
Finally, the main advantages of the NIR spectrometry are:
• it gives data of the composition of samples
• there is no need of sample preparation
• non destruct ive technique and , above all for our project , very rapid measurements
The N IR technology is a very powerfu l techn ique, but it is sensitive to the measuremen t environment; optics (and mechanical components) and stat ist ica l models used , have to be fine-tuned in order to optimise the discrimination and ensure accurate results.
Most of the time fibre analys is sensors are based on image analys is.
In response to the papermakers ' request about the fibrous potential of the recovered papers and boards , CTP has developed a f ibre analyser which can be implemen ted of the pu lping -screening device. Indeed , the latter produces clean pulp after removal of the unusab le materials.
Th is fibre analyser is marketed by TechPap (commercial subsidiary company of the CTP) under the name MorFi. It is a research and quality control too l to comple tely character ise fibre morphology. The image analysis is performed on the fibre network in liquid phase , so that the measurement occurs in the fibre natural unres t rained environment.
Th is apparatus gives the dimens ional spec ifications of fib res and the shives as well as the distribution by size class. This sensor could be p laced on the accepted fraction of pulp obtained with the pulping-screening device in order to determine the principal fibre character istics resu lting from recycling from papers and boards.
This device is avai lable as an on-line version for the mon itoring of the recycling process or laboratory vers ion for quali ty laboratories in mills and fo r institutes or schools
One key issue for the appropriate consideration of raw material properties w ith regard to pu lp and paper quality is the characterisat ion of the w ide ly d istributed fibre morphology parameters Modern optical fibre measuring techn iques provide detailed information on several thousands of single fibres. Even after condens ing the measuring result to size c lasses (e.g 100 or more discrete groups of fibre length) it is still a challenge to handle the huge amount of data and consequent ly for pract ical use often on ly average va lues (e g. mean fibre length) are evaluated.
To overcome th is dissatisfying situation PTS deve loped a new Softsensor for virtual f ibre fractionation which provides data reduction without such drastic loss of information. The fractions determined by the algorithm are similar to those result ing from the well established and accepted laboratory fract ionation in Sauer-McNett or other devices . The Softsensor has proven to be a very effective too l to assess raw material var iation and separation or refin ing processes . Further advantages result from the h igh reproducib ility of calcu lation results and the availabi lity of the method for online applications in principle.
Several techno logies can be used to determine the moisture content of recovered paper and board deliveries:
• Near Infra Red technology : Moisture content of samples is determined with the NIR;
• techno logy by the two wavelength bands at 1440 and 1940 nm which correspond to water absorption bands (examp le: Mon itor developed by CTP and commercialised by TechPap , PaperBaleSensor deve loped and commercia lised by PTS);
• Dielectric : an electrode passes a harm less, low-power electron ic field through the sample. Moisture is measured thanks to an electrode through wh ich a field radio frequency passes In the case of recovered papers and boards, the unsuitable plastics, adhesives can disturb measurement and give a false value of moisture (example Forte 8000) ;
• Capaci t ive gauge: example AP500 commercial ised by Emco
Several possibil ities exist to quantify the unusable materials content:
• Screen ing and g ravi m etric me t hod: The quantificat ion of impurities can be performed using the pulping-screen ing device (see p revious ly) coup led with a co re-drill ing system. Other laboratory screening devices can be used (Hainld, Somerville ) ;
• Near Infra Red technology: By spect ra acquisit ions the metal and p lastic compounds can de detec ted. (examples o f sensors: Monitor developed by CTP and commercial ised by TechPap, PBS (Paper Bale Sensor) developed and commercialised by PTS, and a NIR syste m developed by PTS for loose recovered paper.
Presen tly grades are qualified in m il l by visua l inspection. This inspection is on ly performed on the vis ible part of the de livery which can induce m istakes in the c lassification of raw materials .
Attempts of grade determ ination were performed mainly using the NIR technology but the tec hn ique is limited by imprecision in the defini t ion of grade
The organic material residues can be a significant source of bacteria likely to generate a microbiological contam ina ti on . The consequence of this bacterial prolifera t ion, related e ither on the presence of organic materia ls or poor storage cond iti ons
(external storage) can result in an odour of the bale . Other typ es of chemical contam ination can also generate odours or vo latile compounds, prohib ited in paper recycling. Quantifying volatile compounds of recovered paper bales would make it possible to refuse raw materials heavily contaminated by micro-organisms or prohibited products and thus to limit the risk of contaminating the papermachine All of this requires a reliable means of detection.
Thus . a detection system must be developed in order to identify the bales likely to be contaminated by prohibited or forbidden products Electronic noses (sniffers) are measurement devices for the analysis of volatile compounds arising from a sample .
Electronic noses based on gas sensors have been developed du ring the last decade to analyse volati le compounds and have found applications in many areas such as the analysis of beverages foods and polymers However these systems offer significant improvement over existing methods . they present some drawbacks in terms of selectivity and reproducibility. Now a new generation of artificial noses , based on m ass spec trom etry, opens new opportunities in the analysis of odours and vo latile compounds.
Although the technique is still in development , particularly the adaptation of this device to the papermaking cond itions the results gained thus far are very encouraging
Presently with the use of the electron ic nose we have seen that it is poss ible to distinguish raw materials (4.02 and 1.05 from two co llection systems : industrial and commercial) by classifying the bale by their olfactory signature and to define a standard of acceptance for one type of raw material (to define criteria to refuse contaminated bales).
Monitoring procedures are often time-consuming , tiring and repetitive for operators Most of the time, they consist of sampling the delivery and perform ing various tests on the sample: labora tory c lassifica tion to determine unusable material content , drying sample to quantify the moisture content (gravimetric method) This both limits the amount of data that can be gathered and can lead to errors.
The following procedures are applied on recovered paper delivered in bales.
CTP procedu re 1: moisture con tent and unusab le material content
This monitoring procedure was based on the results of a statistical study. The appl ication of th is procedure calls for the core-drilling system and pulping-screening device commercialised by Kadant.
To determine the moisture content in bales of recove red papers. the recommendation is to take 4 measurements (cored samples) in order to have an accuracy of 2% . For loads (batches) known to be homogeneous , this same accuracy can be obtained with only two samples.
The resu lts of many tests have shown that the use of a micro-wave oven allows the determinat ion of the mo isture content (accurate va lue) in 10 or 15 m inutes instead o f 24 hours in a conventional oven at 105°C.
For the determination of the rate of contaminants , the recommendat i on is to carry out two operations with the pulping-screening device to have an accuracy of 1 .5%.
A visual obseNation of the slotted rejects w i l l give a qualitative information on the types of impurities present in pulp
TAPPI procedure : OCC load inspect ion
A " Control Card ", " Load Inspection Form " has been introduced in American mi l ls recycling Old Corrugated Cardboards. Th is card allows gathering info rmation on the quality of recovered papers in order to make a database characterising the various suppliers The essent ial points of c ontrol re late to :
• The load quality: evaluation of the load condition;
• The bale tagging : OCC b ales must have tags w ith the suppl ier name ;
• The moisture content: moisture content of the OCC loads must be determined when coming into the plant ;
• The visual quality: evaluation of the OCC material quality.
Th e OCC load inspections are done by the OCC truckers who un load the rail cars and trucks delivering OCC . These inspections look at how the bales we re shipped , the bale moi sture , contaminants shipped w ith the OCC , and the gross quality of the OCC Information for moi st ure deduction s, quality deductions are often generated here Any load rejections w ill also take place during these inspections .
REVIPAP : specification fo r "ord inary grades" (France)
REVIPAP is the French organ isation for papermakers using recycled papers and board s.
REVIPAP (in collaboration w ith the French papermakers) defines a specification for the "ord inary grades" w ith the following objectives:
• to improve the quality of raw materials;
• to define requirements;
• to inform on the origin of the products;
• harmon isati on of practices for delivery and cont ro l of entering p roducts ;
• procedure to solve discrepancies.
The content of the specificat ion i s :
• definition of the product;
• l ist of undesirab le matters ;
• strictly prohibited materials;
• moisture ratio ;
• conditioning;
• transport;
• information on the raw materials;
• monitoring and assessment of discrepancy;
• non-confo rmity.
In add ition severa l condi t ions must be also requi red for transport:
• the de liveries will be o f a minimum o f 23 tons;
• trucks have to be covered;
• transports of bale mixture and bulk in same load ings are strictly forbidden ;
• for bulk deliveries , mixtures of various qualities of paper and board are strictly forbidden.
SAICA uses the following procedures for the control of the raw materials . The monitoring controls are not performed at delivery but on the waste yard before using the bales when using the horizontal " Recycled Fibre Tester " or in another site on lorry directly with the vertical " Recycled Fibre Tester ".
Each truck load de live red is c on t rolled by rando m ly choosing two bales per load These bales are then placed on a conveyor and are cored by the " Fibre -Tester " device (see previous description). One or two corings are carried out (automatically) on the diagonal of the bale and constitute one sample There are thus two samples per loading On each sample the determ ination of moisture (conventional condition : drying 3 hours in a drying oven at 105°C) is performed and randomly a measurement of the con taminan ts rate by manual sorting o f the cored sam ple s (drying and we igh ing).
The objective of SAICA is to make a database of their suppliers in o rder to be able to negotiate with them in case the conditions of sale or specification have not been adhered to .
Counting of the visual unusable materials: the exte rn all y visible unu sable m aterials of the 8 chosen bales are counted This counting takes place at a dis tance of approximately 2m from the truck (e .g. of the materials to be counted: big parts out of foil and plastics , metallic part , rubber, glass , wood , packaging of building materials )
Definition of the bale condition: in o rder to define the bale cond it ion the chosen bales are evaluat ed reg arding t he fo llo wing cri teria :
• correct and careful w ires (no loose w ires ) ;
• press quality (suHicient and regular press density) ;
• cleanliness of the recovered paper bales (soiling , mould ... );
• the individual criteria is evaluated as follows: Good = 1; Normal = 3 ; Bad = 5
Evaluation of the control results and determin a tion of the quality index: the determined res u lts for the moisture con ten t , the amount of visib le unusable materials and the bale condition have to be evaluated with the help of a matrix.
The procedure propos ed consists in imp lemen t ing the NIR sensor developed to quant ify the moistu re content and th e unusable mate rial content on a manua l or automatic core-dri lling system to avoid hand-man operation. Res ults can be obtained immediately after drilling. optical flbretpowRr
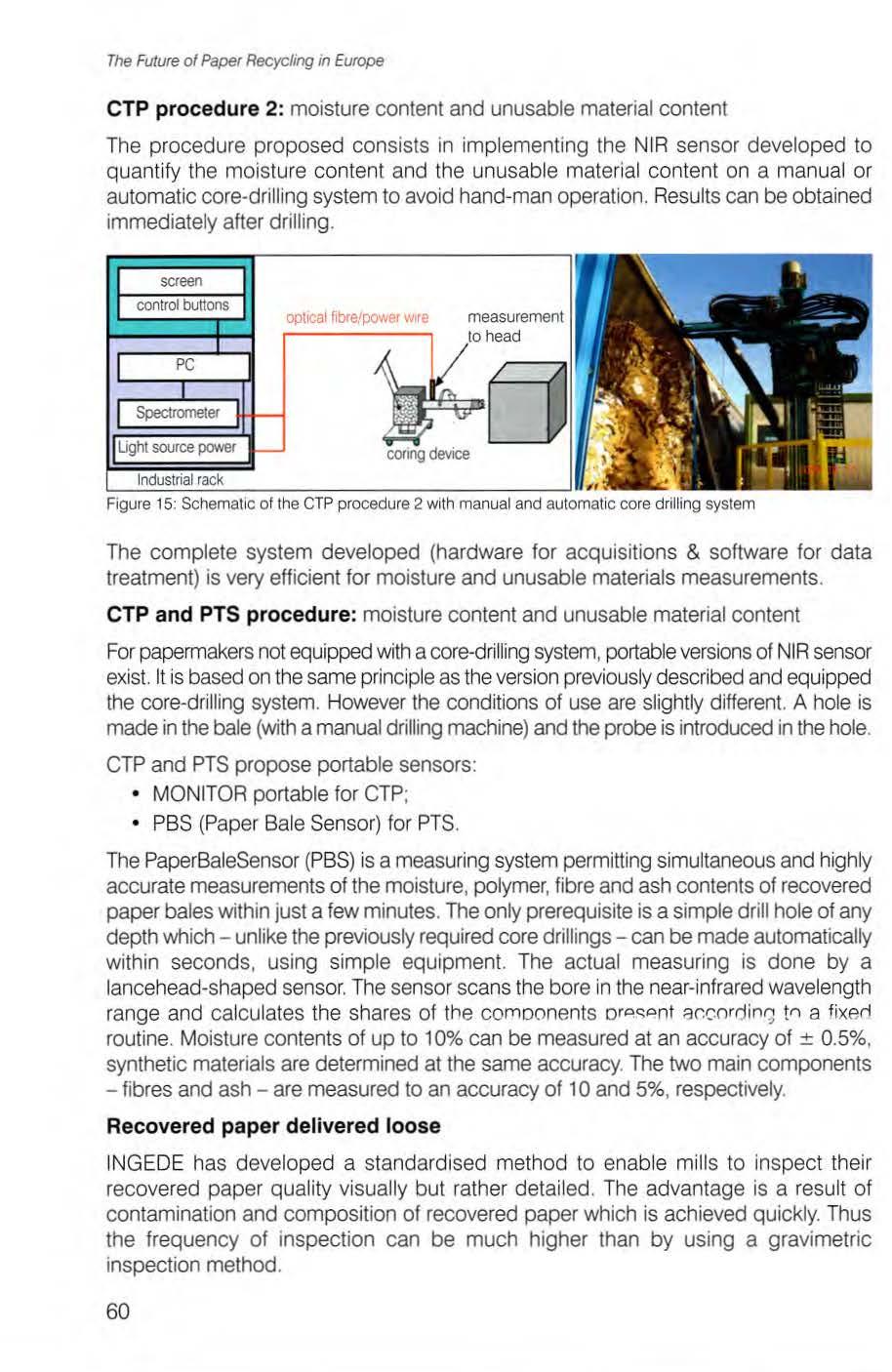
The complete system developed (hardware for acquisitions & software for data treatment) is very efficient for moisture and unusable materials measurements .
For paperm akers not equipped with a core-d rill ing system, portable versions of NIR sensor exis t. It is based on the same principle as the version previously described and equipped the core-drilling system. However the cond itions of use are slightly different. A hole is made in the bale (with a manual drilling machine) and the probe is introduced in the hole.
CTP and PTS propose portable sensors:
• MONITOR portable for CTP;
• PBS (Pape r Bale Sensor) for PTS.
The PaperBaleSensor (PBS) is a measu ring syste m permitting simultaneous and highly accurate measurements of the moisture , polymer, fibre and ash contents of recovered paper bales within just a few minutes. The only prerequisite is a simple drill hole of any depth which - unlike the previously required core drillings- can be made automatically within seconds , using simple equipment. The actual measuring is done by a lancehead -shaped sensor. The sensor scans the bore in the near- infrared wavelength range and ca lcu lates the shares of the co rnoonents 8r.c.nrr:Jinr:J tn a fixerl routine . Moisture co ntents of up to 10% can be measured at an accuracy of ± 0.5% , synthetic materials are determined at the same accuracy The two main components - fibres and ash - are measured to an accuracy of 10 and 5% , respectively.
IN GEDE has developed a standardised method to enable m ills to inspec t the ir recovered paper qua lity v isually but rathe r detai led. Th e advantage is a resu lt of contamination and composition of recovered paper which is achieved quickly. Thus the frequency of inspect ion can be much higher than by using a gravimetric inspection method.
The method descri bes the in spection of unbaled d el ive ri es of recove red paper wi th visual counting of unwanted material and subsequent conversion to their content by weight. The portion of accepted papers is visually assessed by estimation Both conversion and est imation need verif icat ion by a gravimetric inspection on a regular basis1951 .
Recently NIR measuring procedures for the quality control of loose recovered paper were developed They can determine the content of unwanted ma terial in recovere d pape r fo r deinking (1 .11 ) in a random sample (50 to 100 kg) of a 10 t lorry load.
In a joint project of INGEDE . CTR AG (Villach , Austria) and PTS (Heidenau , Germany) a prototype of a quality control device on the basis of a new NIR Imaging System has been developed. PTS has also developed a NIR quality con trol system on the basi s o f a diode array spectrometer. Bo t h devices can detect and quantify non -pap er components (plastics , textiles, wood) , unwanted papers , flexo printed newspapers and the deinking papers . The PTS system can also determine the ash and moisture con ten t of the sample .
Wit h t he d evelope d tools an d the proposed mon itorin g pro cedures, it is possible to characterize the raw material at reception of the loads . With automation , measurements can be performed quickly and reliably The advantage of these fast measurements is the acceptance or the refusal of a load and the pressure this exerts on the suppli ers to compl y with the t echnical sp ec if icat io ns of the types of raw materials (1 .02, 1.04 , 3 .02 , etc.) .
For the majority of the papermakers the development of tools for raw material mon ito ri ng is of considerabl e econom ic in terest; most paper mil ls are ' b lind ' in t his crucia l area and they work without objective measu rements
NIR can also be used at the beginning of the recovered paper treatment process to check and homogenise quality as long as the recovered paper is still dry. There is one installation at the pulper co nveyo r of a d ei nking plant. The ash measurement provided by the NIR system enables the loader drivers to keep the ratio of newspapers and magazines as constant as possiblel921.
This chapter deals with the quality or recovered paper as far as it is influenced by collect ion, hand ling and sto ra ge.
One of the decisive criteria for the future utilisation of recovered p&b is its quality However. quality is a complex function of :
• The co mposition of the recovered p&b ava ilable;
• Redu ctio n in fib re length ;
• The amount of undesirable compon ents in th e recovered paper ;
• Ash conten t ;
• The sta te of th e art of recovered paper treatment technolog ies;
• The accepted level of impurities in the finished pulp ;
• The accepted level of residues produced during recycling .
For most deinking mills the deci sive criteria are the optical properties of the deinked pu lp . The selec tio n of th e recovered pape r grades is determined by th e quality requirements for the deinked pu lp as well as the avai lable treatment process
The increasing volumes of recovered paper transported around the world mean that collectors will have to be more aware of quality issues As a resu lt encouraging separate collection streams and harmonizing standards and de finitions fo r recovered p aper have both become major issues in Europe and further afield ; tho ugh not in the UK
CEPI is lobbying hard to encourage legislators to promo te the separate collection of recovered paper, as well as trying to educate the authorities at all levels that recovered paper is not a "was te " produ ct at all, but sh ou ld be treated as a "valuab le raw material ".
The increased demand for recovered pap er coup led with a global push to increase recovery rates has meant that quality is declining It has alway s been known that the quality of the ind ividual recovered fibres deteriorates with time and the number of times they have been recycled However, quality is also being affec ted by the drive to collect f rom ever smaller sources , thus driving the move towa rds more efficient collection sys te ms, which are by the na ture mixed ; and further also b y increased collection rates which inevitably mean that the sources will become smaller and are likely to be more contaminated
The se quality issue s are c o incid ing with the requirement for many papermakers to develop and manufac ture lower b asis weight products which gave the sam e or better functional ity than higher basis weight grades
INGEDE is the " International Assoc iation of the Deinking Industry" and is dedicated to improving recyclability of recovered graphic papers and recovered paper quality INGEDE ' s members a re 32 paper m ills , mos tly European, uti lising more than 10 m i llio n tons of recovered paper per year. INGEDE has been running a statis t ical evaluation of recovered paper utilisation and quality in its member mills since 200 2 .
The majority of recovered paper for deinking mills is old newspapers (O NP) and magazines (O MG) - mostly " Sorted graphic paper for deinking " (grade 1. 11 ) accord ing to the EN 643 , but also recovered office papers . The production consis ts of newsprint, SC , LWC , o ff ice papers as well as hygiene papers
The INGEDE member mills using predominantly ONP and OMG purchase 80% of their recovered paper as 1 11 or similar, 7% as pure ONP, 12% as pure OMG and 1% as h igher grades . The overall compos itio n of this mix is about 47% newspapers , 50% magazines and 3% higher quali ties. There is no signi ficant trend over the years
EN 643 states that " recovered paper and board should in prin c i pl e be supplied free o f unusab le mate ri a ls", there fore no l im it is given in the c u rren t version of this standard. MostiNGED E members set their individual limits for unwanted material as an overall figure (non paper plus unusable papers) Some also split th is into two limits for non-paper components and for unusable papers.
The cu rrent conte n t of tota l u nwanted material is a b out 2 .5% . It c l im bed from a level of 2.4% in the year 2002 to a peak of 2 8% in 2005. In the past years the number improved slightly dropping to about 2.5% in 2007 .
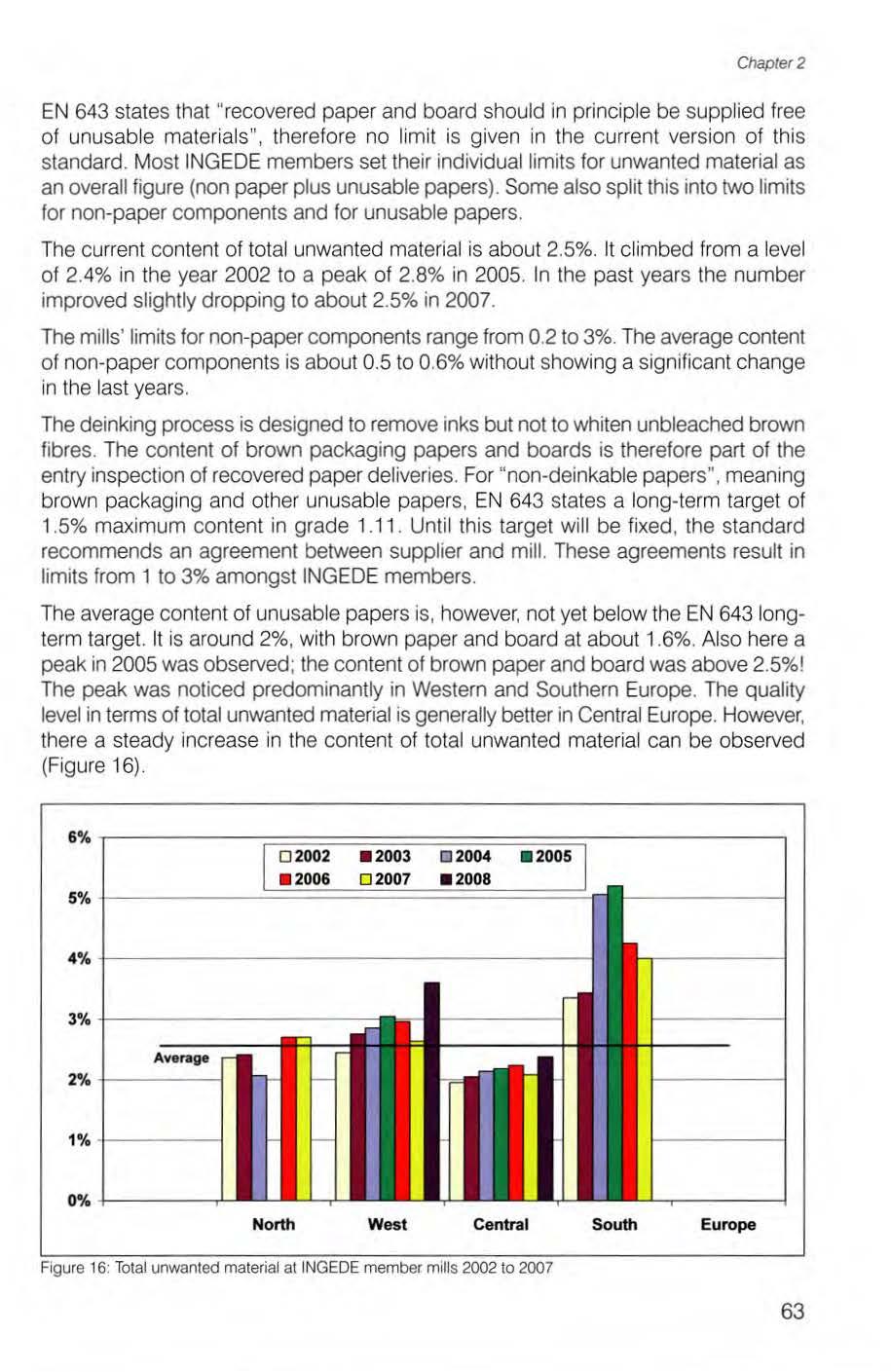
The mills' limits for non-paper components range from 0.2to 3% . The average content of non -p aper componen ts is about 0 .5 to 0 6% wi thout showing a significan t change in the last yea rs
The deinking process is designed to remove inks but not to whiten unbleached brown fibres . The content of brown packaging papers and boards is therefore part of the entry inspection of recove red paper del iveries. For " non-deinkable papers " , meaning brown packaging and o the r unu sab le p apers, EN 643 states a long-term target of 1 5% maximum content in grade 1 11 Unti l this target will be fixed, the standard recommends an agreement between supplier and mill. These agreements result in limits from 1 to 3% amongst INGEDE members
The average content o f unusab le pape rs is , however. not yet below the EN 643 lon gterm target. It is arou nd 2 % , with b rown pape r and board a t a b ou t 1.6% Also h ere a peak in 2005 was observed; the content of brown paper and board was above 2 .5%! The peak was noticed predominantly in Western and Southern Europe The quality level in terms of total unwanted material is generally better in Central Europe. However, the re a steady increas e in the cont en t o f to tal unwanted mate ri a l can be ob served
The moisture limit is defined at 10% in EN 643 for all recovered paper grades, this being also the lim it at most of the mills Although there are some regional differences, most mills record va lues safe ly below that limit. The average is between 8.6 and 9.0% with the lowest value in the year 2004 and slightly rising since then
A high age of printed products affects their deinkability, mainly in the case of offset prints due to the post-printing curing of the inks . Most INGEDE members set the limit for the age of recovered paper at 4 to 12 months ; the most common limit is 6 months Although single deliveries of high age occur, the average is normally between 1 and 2 months.
If the recovered paper de livery fai ls to meet these quality lim its the mi ll s react commerc ially or even refuse the paper. The most important reason for refusal is unwanted material - total unwanted material , unusabl e paper and/ or non-paper components. This is followed by moisture and bale quality, the latter often being a safety hazard. The composition of the graphic papers is dependent upon the reading habits in the region where the paper is collected. Since the mills have to adapt their processes to that indigenou s mix, there are only claims if the composition is largely deviating from the normal mixture of news , magazines or other desired papers. It is noteworthy that there are refusals due to high content of newspaper printed with waterbased flexographic inks , since deinking of conventional flexo inks is incompatible with flotation that has been developed for hydrophobic offset and rotogravure inks . Sin ce the targets for the age of the paper are usually met, there are not many c laims because of this parame ter
At the time of the COST Action, the Brown Recovered Paper appeared to be going th rou gh a number of changes:
- The natural moisture content of recove red paper is limited to 10%
- The content of non-paper components and paper detrimental to production is increasing over the last few years. Incoming recovered paper needs to be checked more frequently and thoroughly to make sure that the production process will not be d isturbed.
- Rec overed paper has been re-used I repulped for a long time peri od and m any times . The average fibre length is getting shorter and the fibre can shown signs of multiple use (debris and hornification) To balance th is , process paper mills are forced to use more process chemicals and introduce either virgin pulp or carefully selected sources of Recovered Paper to rejuvenate the fibre properties .
To fully understand this market , a good understanding of what is collected , how it is collected and what kind of factors influence the recovered paper market, espec ially the brown grades , is required.
The grades we do col lect and consume are mainly 1.04 and 1.05 (OCC) . The length of these fibres is longer that it' s for instance of mixed paper grades like 1-.02. Not all European countries have sufficient OCC available. Mixed paper is a good alternative. A lso within the OCC grades, the quality differs. This is partly depending on the amount of vi rgin fibres. In Scandanavian countries like Sweden paper mills are producing a lot of kraft liner which contains much virgin fibre. This is no problem at all in these countries because of the huge amount of forests. So the packaging which ends up as recovered paper is of much better quality than the packag ing which is mostly based on recyc led paper.
Another factor which influences the quality of recovered paper is the way in which it is collected. In each European country the col lection systems are different from each other. This is less s ignificant for the brown grades as long as they are collected separately from glass, metal and plastics. Unfortunately, this is not always the case in each country. When a bale contains a lot of non-paper components or paper detrimental to product ion the production process will be disturbed Since the end of 2008 the Waste Directive is supporting this separate collection and all European countries need to implement this into national law. As a result of this it is hoped that the quality of the brown grades will be (s lightly) better.
One of the more common collect ion systems are the so called " blue bins " . This is a collect ion system in some countr ies in Europe and is an in itiative from our supplier to fulfi l the requirements of separate collection and recovery. Collecting paper with these " blue bins " has given some indications that the system produces paper of a better quality than other methods of collect ion.
Due to some increas ing and new production capacities around Europe , even more recovered paper will be needed. One of the markets which has the opportunity to generate and to export more recovered paper is eastern Europe This could mean that recovered paper needs to travel significant distances before it reaches its final mill dest ination. Quality will become an even more important issue due to this factor and its important that all sources are following the European standards of recovered paper which are referr ing to quality
The market for brown grades is extremely vo latile driven by a complex system of supply and demand For instance when people are consuming less products. less packaging is needed (also paper packaging). less paper ends up in the recycle chain and less paper can be collected. Prices can go up because a shortage of brown grades might exit or prices stay low because paper mills don 't consume that much brown grades any more because less paper packaging is needed.
Another sign ificant factor is the export market. Recovered paper is now a worldw ide commodity and in the Far East the paper mills need much more brown grades than is collected in the interna l market. So the recovered paper users are a lso buying brown grades in the USA and Europe to get sufficient recovered paper.
Requiremen ts of customers are the third main factor. Customers are requiring more and more from producers o f containe r and boxboard . One o f t he mos t important requ irements of GMP and food contact is traceabil ity. To fu lfi l th is requirement, the paper industry of brown grades is focussing on bale ident ification which m akes it possible to demonstrate a v is ible link between recovered paper and the last owner of it. Other customers are asking for FSC and PEFC certif icat ion which makes sure that producer o f packaging and the ir customers are doing a good job for the environment. Due to the current economic recession , most paper m ills in Europe and in the USA which c losed during the last few months predominantly utilised pu lp as a raw material rather than recovered paper. In Ch ina where a numbe r of small paper mil ls wh ich used st raw (wh ich produces shorter fibres) as their raw m ateria l are closed by the governmen t , the new, big paper m ills are import ing recovered paper. This al l wi ll have an influence on the length o f the fibre c ircu lating in the recovered paper streams and the processing requ irements at the m i ll.
There are two key aspects of recovered paper qual ity for deinking : One is the character istics of the delivery in terms of conta m ination , moisture and composi t ion (see pages 49 onwards) , and the other is the recyc labil ity of the paper products in that delivery. The first aspect is in close connection with the collection system , handling and sto rage o f the recovered paper. It was addressed a lready on page 48 that co -mingled collect ion is detri m ental to quality. Therefore it is essen tial for the paper industry that paper and board are collected separate ly from other recyclables. The deinking industry favours a separate collection o f graph ic papers in order to reduce the contam inat ion with non-deinkable paper and board.
The aspect in this chapter deals with the recyclabi lity of paper products , a feature wh ich is a function of the product itself. It can basical ly be subdivided into two sections , the ease with which inks may be removed (Deinkabi lity) and any adhesive app lications . The first one - the deinkab i lity - is mainly dependen t on the printing process used
De inking by flo tation is the predominant technology used in Europe , As ia and North America. Wash ing is and wil l re m ain limited to sp ecia l products such as hygiene papers. For both processes the detachment o f ink from the paper surface is a prerequ is ite for a good deinking result. Cross-linked and vegetable oi l based inks are harder to detach than m ineral oi l, so lven t or water based inks. An efficient flotation process needs additional certain characteristics of printing inks They have to be hydrophobic and need to be in a certain particle size range in order to be floatable (Figure 17) .
From the chemica l and physical natu re of the inks, offset and rotog ravu re inks should not represent a cha llenge for flotation. Th e inks are hydrophobic and fragment into a proper particl e s ize during repulping . F lexographic and inkj et ink particles are too
hydroph ilic and too small for an effic ient flotat ion. Cured systems and some toners , part icularly liquid toners form agg lome rates that are too big for effective flotation. Examples of deinked pulps produced by f lotation deink ing of va ri ous inks are presented in Figure 18.
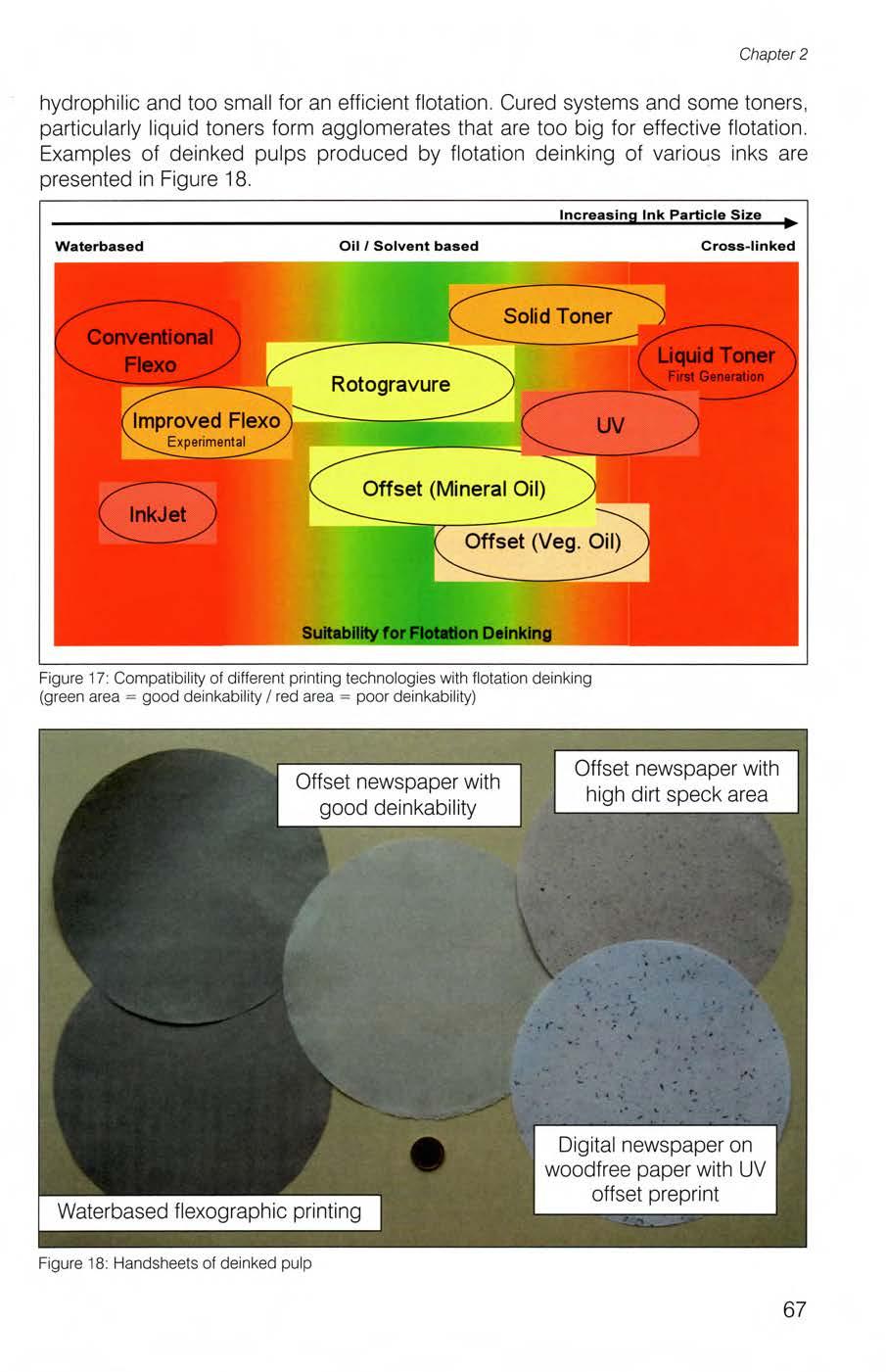
A proper assessmen t of the deinkabi lity of several printed products has been on the agenda of INGEDE's research activ ities for the las t few years . For th is assessment , de inkabi lity tests carr ied ou t accord ing to INGED E Method 1 11761 serve as the basis for compar ing deinkabili ty o f prin ts . In Ma rch 2008 the European Recovered Paper Counc i l (ERPC) adopted the Deinkab i lity Scores as assessment schemel 771 The ER PC is the comm ittee of the s ignatories and supporters of the European Declaration on Pape r Recycling.
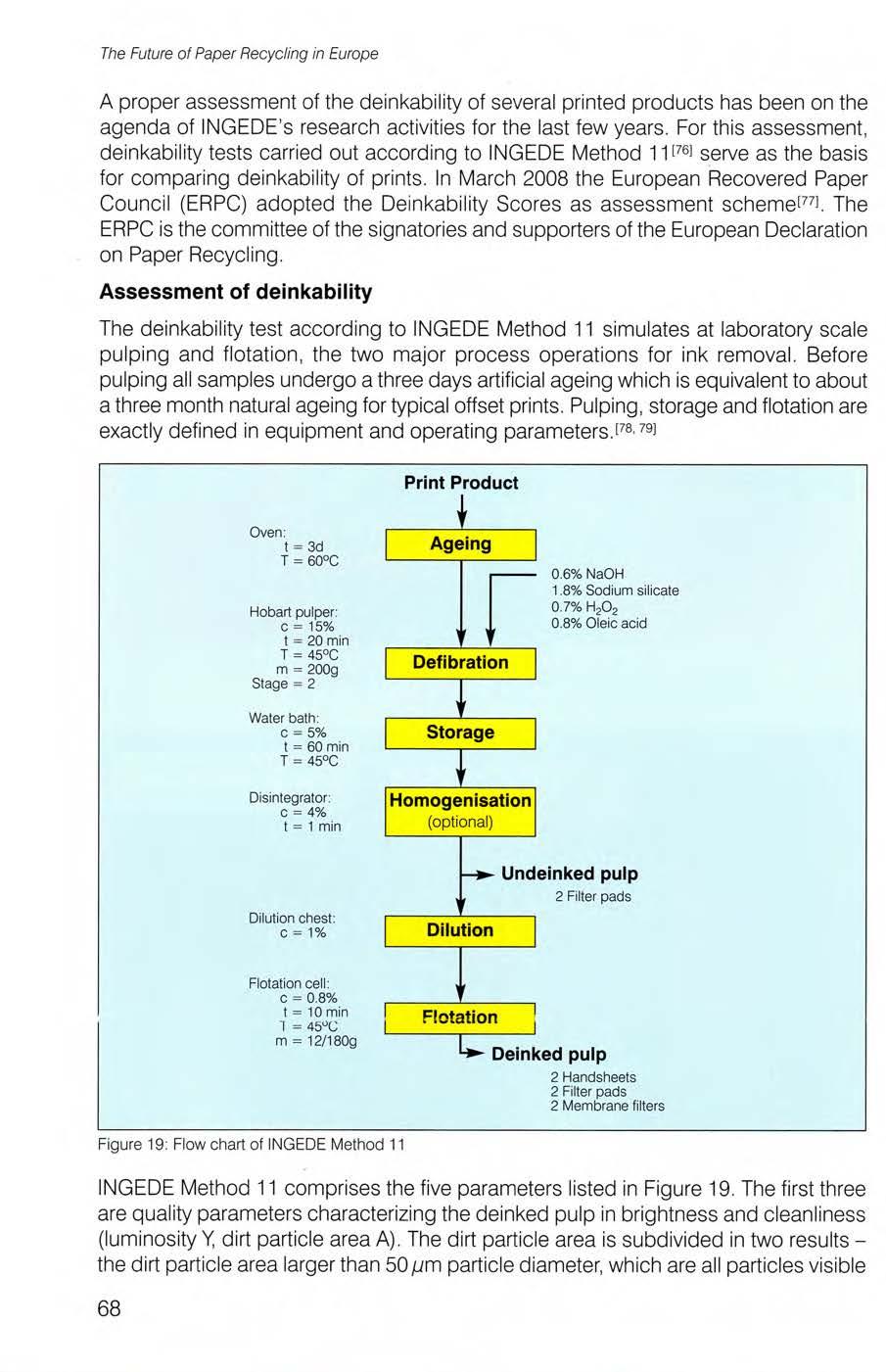
The dei nkability tes t accord ing to I NGEDE Me thod 1 1 s im u lates at laboratory scale pu l p ing and f lo tation , the two major process operati ons for ink removal. Before pu lp i ng al l samples undergo a three days artifi cial agei ng wh ich is equ ivalent to abou t a th ree month natu ra l ageing for typical offset p rin ts Pu lp i ng , storage and fl otation are exactly defined in equ ipment and operating parame te rs J7a. 791
Oven:
I = 3d
T = 600C
Hobart pu lper:
c= 15%
t = 20 min
T = 450C
m = 200g
Stage = 2
Water bath :
c = 5%
t = 60m in
T = 450C
D is integrato r:
c = 4%
I = 1 m in
Dilution chest:
c = 1%
Flotat ion ce ll :
c = 0 8%
t = 10min
1 = 45"C
m = 12/180g
2 Filter pads
2 Hand sheets
2 Fi lter pads
2 Membrane filt ers
INGEDE Met hod 1 1 compr ises t h e f ive para m ete rs listed in Figure 19 . The fi rst t hree a re quality parame te rs characteriz ing the de inked pu l p in brightness and c lean liness (lum inos ity Y, d irt particle a rea A). The d i rt part icle area is subd ivided in two res ul tst he d i rt part ic le area larger t han 50 J.l m parti c le d iameter, wh ich are a ll partic les visib le
with the naked eye, and the area of particles above 250 J.lm diameter. Th is is very close to the TAPPI assessment of dirt specks which counts all spots above 225 J.lm. Additiona lly, the colour shade on the red-green-ax is of th e deinked pulp is qetermined by t he a*-value due to the fact that the red disco loration is more critical than a discoloration on the yellow-b lue-axis (b*). The two last are process param eters (ink elimination IE, discoloration of the fi ltrate t:,.Y) giving information on possible effects of ink carry-over on the deinking process In the assessment , they complement the information provided by the three quality para meters.
High Ref lection
High Optical C leanliness
No Colour Shade
High Ink Removal
No Discolouration of White Water
Luminosity Y of Deinked Pulp
D irt Area A* of Deinked Pulp
A* Value of Deinked Pulp
Ink Elimination IE
Filtrate Darkening DY
The tes t results are converted to a score system, which in turn allows the deinkabi lity assessment in one figure by weighing the parameters according to their importance. Additional ly, t he Deinkability Scores provide t he opportunity for cross compar isons between different product categories. The maximum score is 100 points in al l product categories
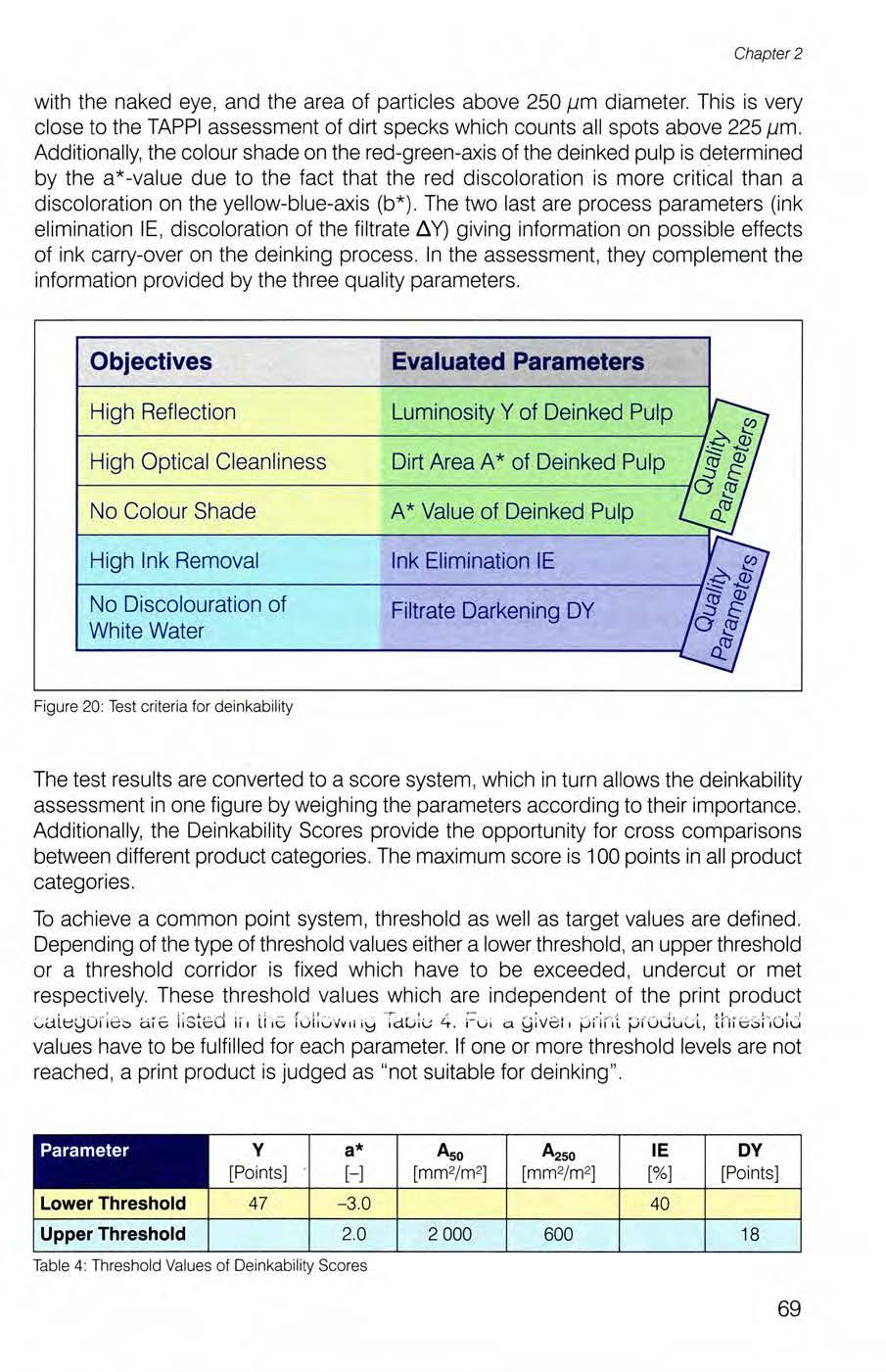
To achieve a common point system, thresho ld as well as target values are defined Depend ing of the type of threshold values either a lower threshold , an upper thresho ld or a th resho ld corridor is fixed which have to be exceeded , undercut or met respectively. Th ese th resho ld values which are independent of the print product
& li st &d ir, U,.3 fv ii;::, v., , Tctu iv 4 . i= v i a. giva1. iJi·ir.'t ;xvd uU , th rc-8 i·,oiJ values have to be fu lfilled for each parameter. If one or more threshold levels are not reached, a print product is judged as " not suitable for deinking " .
According to Table 5 target values are set for each group of print products and for each parameter. The target values of the parameters co lour (a*-value; green-red axis) , dirt particle area (A50 and A250) and filtrate darkening Y) are equal for each print product category. The target values of the luminosity of the deinked pu lp (Y) and the ink elimination (IE) have variab le levels depending on the print product category
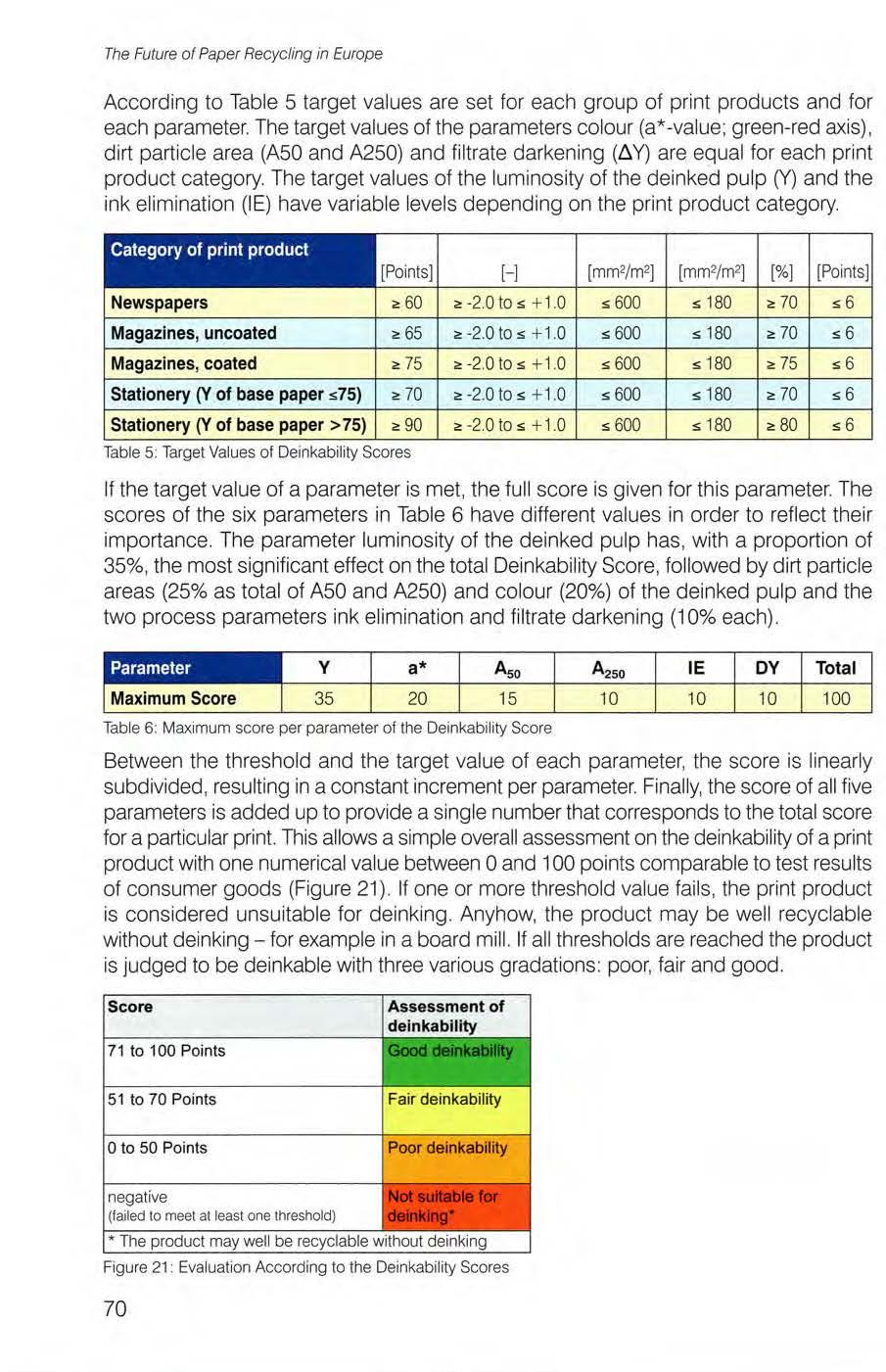
If the target value of a parameter is met, the ful l score is g iven for th is parameter. The scores of the six parame ters in Table 6 have different values in order to reflect the ir importance. The parame ter lum inos ity of the deinked pulp has , with a proportion of 35%, the most significan t effect on the total Deinkabi lity Score , fo llowed by di rt particle areas (25% as to tal of A50 and A250) and colour (20%) of the deinked pulp and the two process parameters ink elimination and fi ltrate darkening (1 0% each).
Between the thresho ld and the targe t value of each parameter, the score is linearly subdivided , resulting in a constant increment per parameter. Final ly, the score of all five parameters is added up to provide a single number that corresponds to the total score for a parti cular print. This allows a simple overall assessment on the deinkabili ty of a print product with one numerical va lue between 0 and 100 points comparable to test resu lts of consumer goods (Figure 21) If one or more threshold va lue fails , the print product is cons idered unsu itable for deinking. Anyhow , the product may be wel l recyc lable without deinking - for example in a board mi ll. If all thresho lds are reached the product is judged to be deinkable w ith three var ious gradations : poor, fair and good .
Score
71 to 100 Po ints
51 to 70 Points
0 to 50 Points
The research inst itutes have performed nearl y 300 tests on b ehalf of INGEDE. One way of displaying the results is according to p roduct category is described in Tab le 5 (on fac ing page).
The assessmen t scheme is sti ll too young in orde r to deliver re li able trends in de in kab ility. Howeve r, from the work wit h th is system it is now known which printing techno logies are obstacles for dein k ingl961:
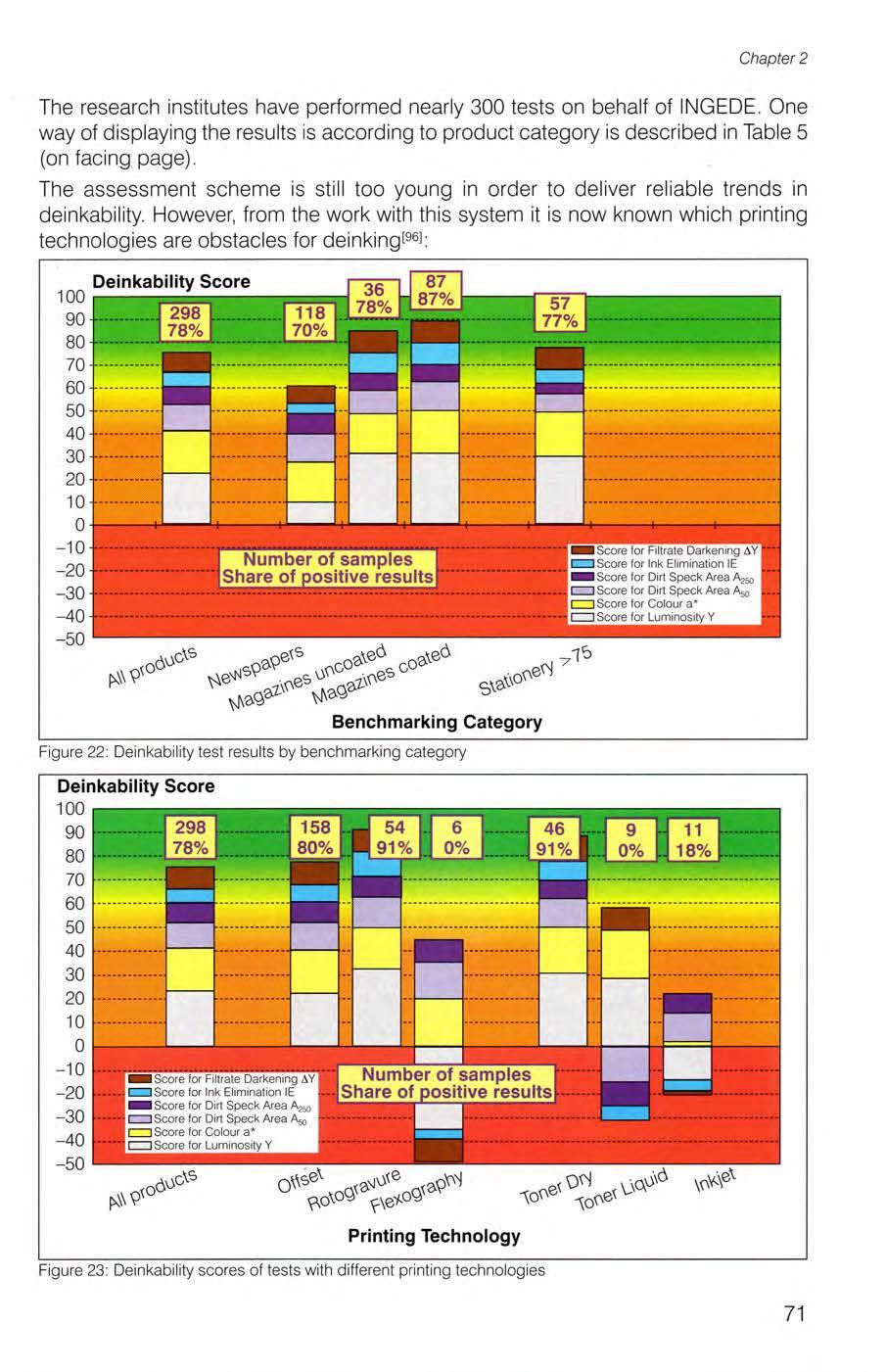
Each column in F igure 23 shows the average De inkability Scores g rouped by printing techno logy. The e lemen ts of the stacked columns represent the scores for the ind ividual assessment parameters.
A tota l of 80 per cent of t he offset prints - mainly newspapers and m agazinesach ieved a pos itive assessment of their deinkability. If they fai l, it is usually due to lum inos ity or dirt part ic le area . The latter o ft en occurs in case of UV cured prints. Luminosity de fic its are in connection with a h igh amoun t of inks on low weight paper, (as is the curren t trend in newspaper manufacture and p romotional flyers) . Waterless offse t was found to be rather trouble f reel97l.
Rotogravure prints generally have good deinkabi lity. The few ones which failed were due to dirt part icles. Red disco lou ration is some tim es visible but in no case lead to a negative assessment. Th is is an improvem ent compared to older historical results .
F lexograp hic printing in graphic p roduc ts is done for some newspapers in Italy and the United Kingd om All tests fail in lum inosity, ink el imination and filtrate darkening due to the hyd rophilic natu re of the ink particles
Toner prin ts are usuall y well deinkable if they are made w ith a dry toner process All sam p les of liqu id toner p rints fail a positive judgement because of a very high content o f dirt particles in the deinked pu lp The tone r f ilm s are very cohes ive and f lexib le ; they do not fragmen t well enough during pulping.
Inkjet prints in mos t cases fa i l to ach ieve a positive de in kabi lity result. Most of the samples inves t igated we re inkje t prin ted newspapers wh ich are nowadays promo ted for small vo lumes and remote locations , e g fore ign newspapers at internat ional ai rports. Sim ilar to flexog raph ic prints , inkjet fail due to luminos ity, in k elimination and fil trate darkening.
In the conventional printing technolog ies , the va riations in the deinkabi li ty are more pronounced with uncoated pape rs. t he worst resu lts were obtained for waterbased f lexographic newspape rs. Research has shown t ha t newly developed in ks can perform be tt er resu lts in the de inking plants but these new iks are not ye t established comme rcially. In a few cases the deinking process can be tuned a little to cope be tt er w ith flexo inks , bu t usually a t the expense o f a lower efficiency in the removal of o ther ink types p resent in the papers blend . Inkjet and liqu id toner prints represent real threats for deinking m ills M uch work is still needed to ensure that these two prin ting technolog ies produce deinkable prints.
The second product related quality aspect is the remova l ability o f adhesive appl ied to the sheet. These adhesive applications fo rm tacky particles in t he pape r recycling p rocess , refe rred to as " st ickies ". These " stickies " are c lass ified according to their sou rces as prim ary and secondary stickiesl98 l . The fi rst group of stickies is introduced by the recovered paper Secondary stickies originate from physico-chem ical e ffec ts during recovered paper process ing. Depending on the ir s ize , stickies are c lassified in macro, micro - and d isco (disso lved and collo idal) stickies The re is a c lear defin it ion to distingu ish between macro - and m icrostick ies us ing a mechan i cal screen ing process in laboratory scalel99l. The de finitions of disco stickies are not as clear and generally acknowledged
Research work proved that mechanical screening is the most efficient tool for sticky separation in the industrial process . This means that stickies have to be as large as possible in order to be screenable A particle size of the macrostickies above 2 000 J.1m as determined by means of INGEOE Method 4 is favourable in order to guarantee complete removal in a state-of-the-art recycling processlHJOI.
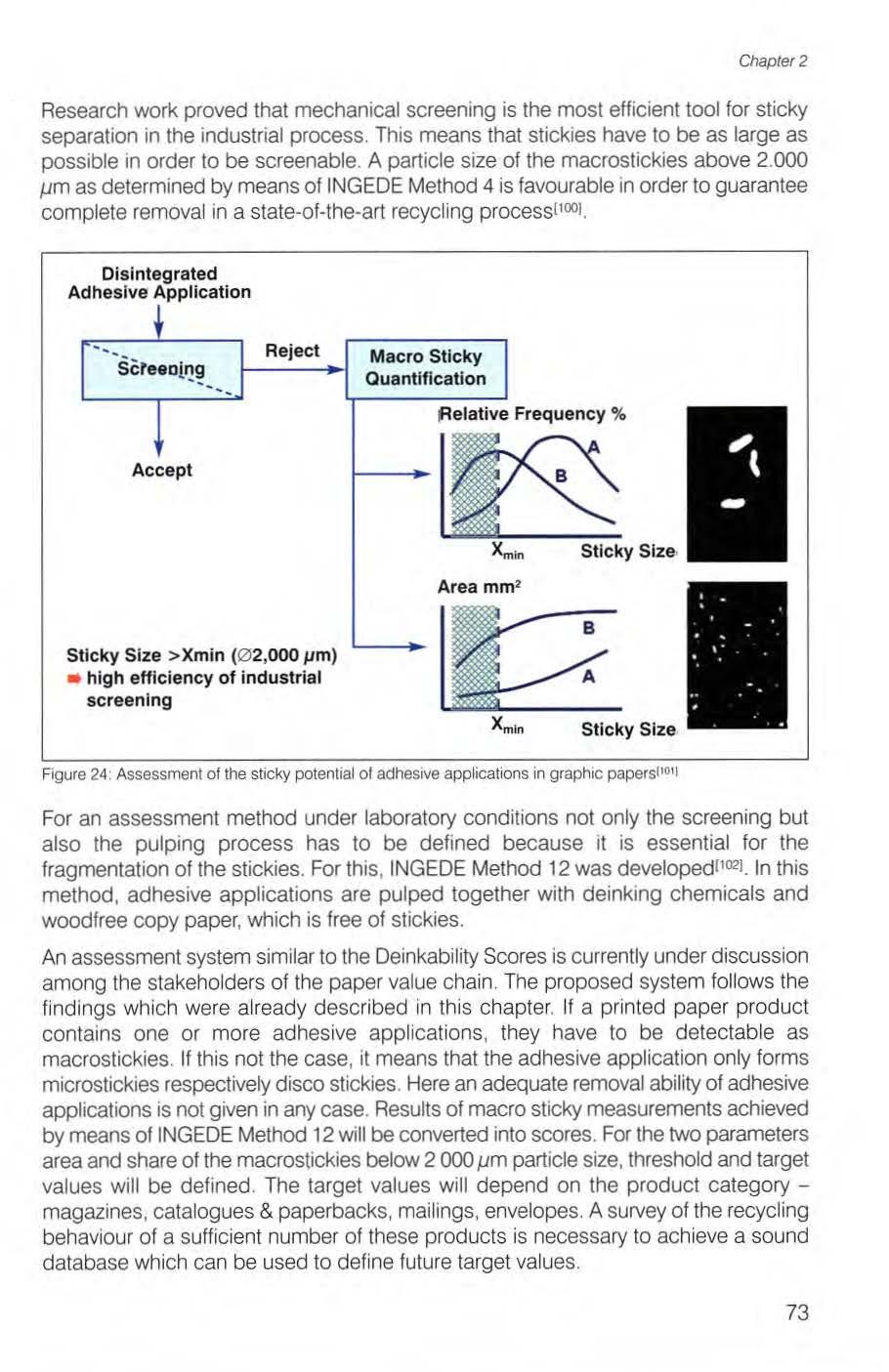
> Xmin (0
For an assessment method under laboratory conditions not only the screening but also the pulping process has to be defined because it is essential for the fragmentation of the stickies. For this , INGEDE Method 12 was developed l1021. In this method , adhesive applications are pulped together with deinking chemicals and woodfree copy paper, which is free of stickies.
An assessment system similar to the Oeinkability Scores is currently under discussion among the stakeho lders of the paper value cha in . The proposed system fol lows the f indings wh ich were a lready described in this chapte r If a printed paper product contains one or more adhesive applications, they have to be detectable as macrostickies If this not the case , it means that the adhesive application only forms microstickies respectively disco stickies . Here an adequate removal ability of adhesive applications is not given in any case Results of macro sticky measurements achieved by means of INGEDE Method 12 will be converted into scores . For the two parameters area and share of the macrostickies below 2 000 J.1m particle size , threshold and target values will be defined. The target values will depend on the product categorymagazines catalogues & paperbacks, mailings, envelopes. A survey of the recycling behaviour of a suffic ient number of these products is necessary to achieve a sound database which can be used to define future target va lues .
Wood free Copy Paper
(Ash 66 °C = 20% ± 3%)
Hobart Pu lper
Deinkin g Chemi cals
rl0.6 % Sodium Hyd ro xid e
1.8% Waterglass
0.7 % Peroxide
0.8 % Olei c Acid
t = 30 min
m= 150gb d Disintegration
T = 45° C
c = 15% INGEDE
Somervi ll e Classif ier or Haindl C lassifier f
m = 25gb d.
t = 20 m in
II= 10011m
Method 4
Im = 50gb. d. [
t = 5min
II= 10011m
n = 6 n = 3
'ilwater = 8.6 lim
'ilwater = 10 1/m
Ftgure 25: Flow c hart o f INGEDE Me thod 12
From earl ier surveys l6 7l it is known that g lued spines are no rm ally not critical for recycling if they are made w ith hot melt glues. Among those , polyurethane hot melt g lues perform even better. Hardly any label produc ts ful fi l the recyc ling criter ia . The thin fi lms and the chem ical nature of the used dispers ion glues provide a big challenge for recyc ling. There is an indication that UV cured d ispersions behave much more recycling ben ign
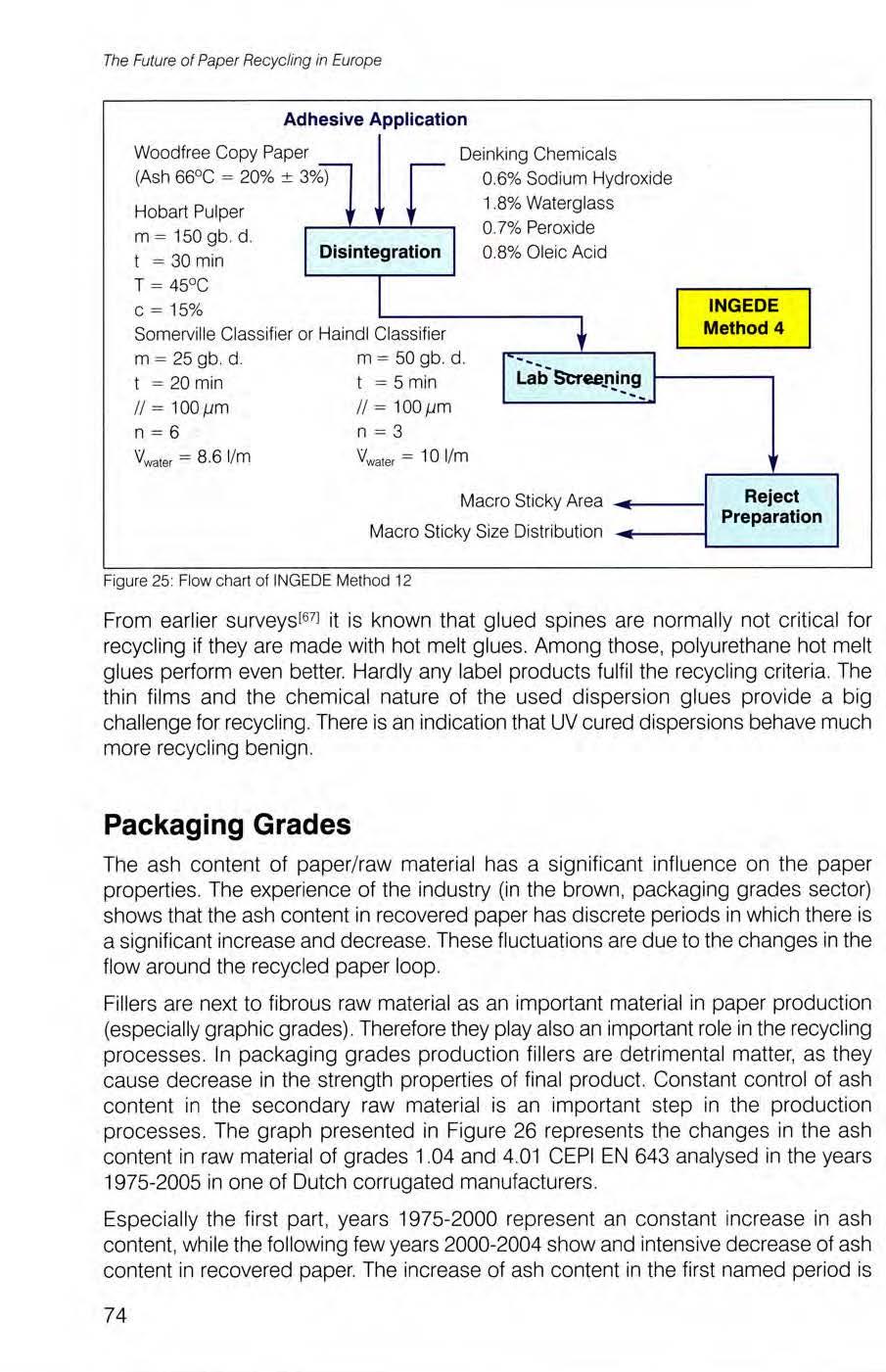
The ash content o f paper/ raw material has a sign if icant influence on the paper properties. The experience of the industry (in the brown , packaging grades sec tor) shows that the ash content in recovered paper has discrete periods in which there is a significan t increase and decrease. These fluctuat ions are due to the changes in the flow around the recyc led paper loop
Fillers are next to f ibrous raw ma terial as an important material in paper production (es pecially graph ic grades). Therefore they p lay also an important role in the recyclin g processes. In packag ing grades production f illers a re detr imenta l matter, as they cause decrease in the strength propert ies o f final product. Constant control of ash content in the secondary raw mate rial is an important step in the production processes. The graph presented in Figu re 26 represe nts the changes in the ash content in raw material of grades 1 04 and 4 01 CEPI EN 643 analysed in the yea rs 1975-2005 in one of Dutch corrugated manu facturers
Espec ially t he firs t part , years 1975 -2000 represen t an constant increase in ash content , wh ile the following few yea rs 2000-2004 show and intens ive decrease of ash content in recovered paper. The increase of ash content in the fi rst named period is
the resu lt of the increasing use of recovered paper as alternative fibrous raw material. In the second period , the explanation for the decrease is the fact, that the increasing popularity of using recovered pape r graph ic grades product ion , the refore more intensive sorting and separation of the fillers containing recovered paper g rades From 2004 the ash content appears to be more or less stable , and at that moment the precise situation has not yet established
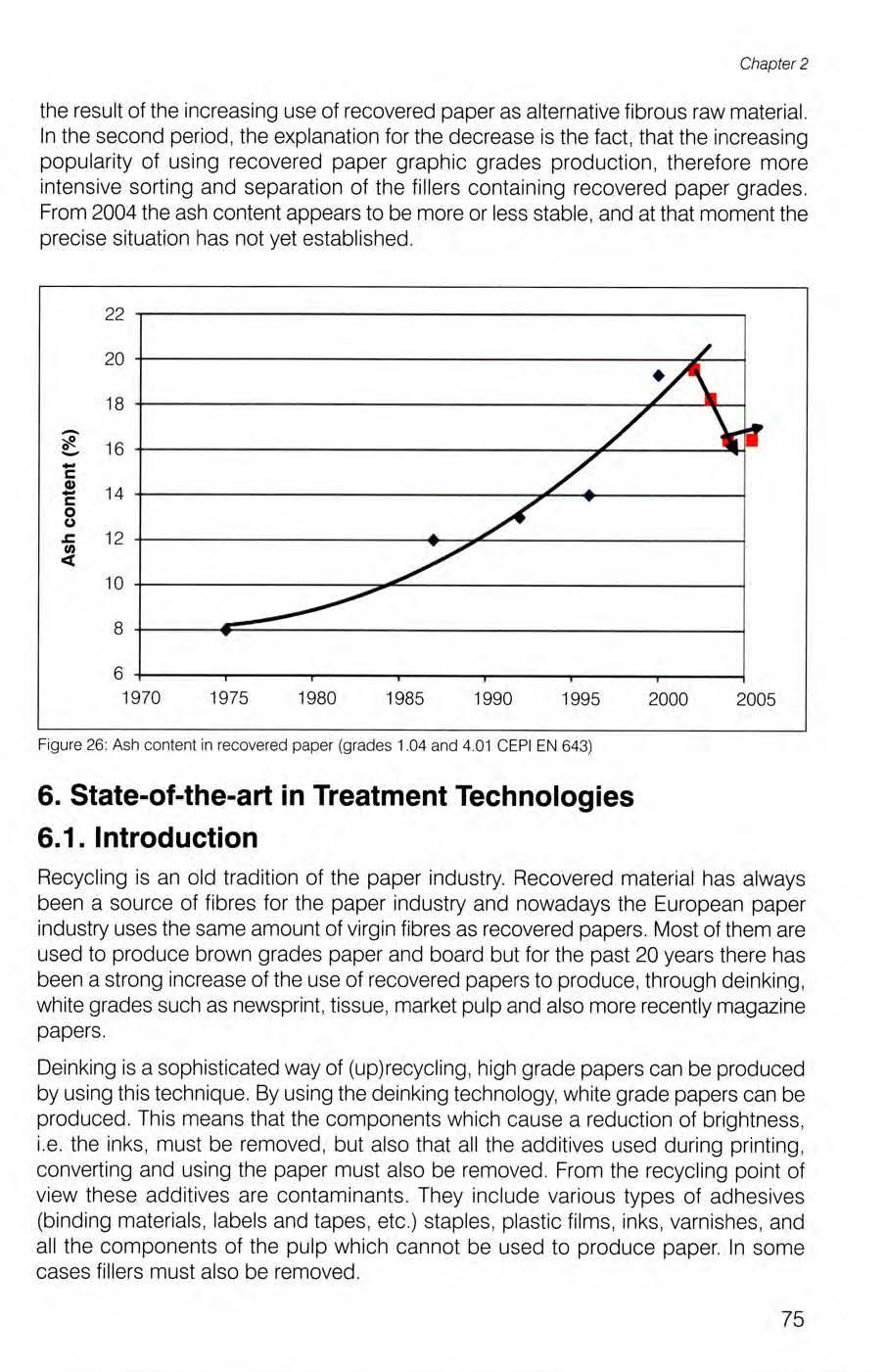
Recycl ing is an old tradition of the paper industry. Recovered material has always been a source of f ibres for the paper industry and nowadays the European paper indu stry uses the same amount of virgin fibres as recovered papers. Most of them are used to produce brown grades pape r and board but for the past 20 years the re has been a strong increase of the use of recove red papers to produce , through deinking , white grades such as newsprint , tissue , market pulp and also more recently magazine papers.
Deinking is a sophisticated way of (up)recycl ing , h igh grade papers can be produced by using th is technique By using the deinking techno logy, white grade papers can be produced. This means that the components wh ich cause a reduc tion of brightness , i.e the inks, mus t be re moved , but also that all the addi tives used during printing , converting and using the paper mus t also be removed . From the recyc ling po int of view these add iti ves are contaminants They include various types of adhesives (binding materials , labels and tapes , etc. ) staples , p lastic fi lms, inks , varnishes , and all the components of the pu lp wh ich cannot be used to produce paper In some cases fillers must also be removed.
Extended reviews on the state of the art of recyc ling technolog ies, from process unit ope rat ions to the complete process design and spec ial issues like stickie s deinking chemistry and deinkability, are available in different formats l30 3lJ and from different sources The summary below focuses on the description of process steps of recycling and deinking lines.
The deinking process is a combination of the various treatments needed to produc e p ul p from recovered papers and to clean it for the production o f paper The deinking te chno logy includes all t he main s teps of conventional recy cl ing technology, but special treatments are adde d in order to remove the ink.
Pu lp ing is always the first step . During pulping , fibres are separa ted and all the additives add ed to the paper during printing and converting process are (or should be) separated from the fibres. Various kinds of devices are used: low consistency pulpers, medium cons isten cy pulpers and drum pulpers are al l offe red by machinery suppliers. The cho ice of the type o f pu lper depend s on variou s parame ters including efficiency and en ergy consumption with resp ect to :
• defibring kinetic in order to minimise residual paper flakes ;
• minimising the breaking up of contaminants in order to improve their removal efficiency. Due to this requirement deflakers are no longer in used;
• efficient ink detachment (however this objective is sometime contradictory to the previous one)
For deinking application , chemicals (caustic soda , sodium silicate and soap) are most often used in the pu lping stage in orde r to faci litate ink release from the fibres even if there is a recen t trend to move to n eu tral re pu lp ing condit ions Bleaching chem icals (typ ically hydrogen peroxide) are a lso often used . Several studies describing these unit operations have been reported recently
The removal of contaminants is based on their different properties, compared with fibres , fines and fillers:
• differences in s ize : particles smaller than fibres can be removed by washing and contam inants larger than fibres , if stiff enough , can be removed by screening;
• differences in density: if sufficiently large, particles having a density from that of the water phase can be removed by centr ifugal cleaning ;
• differences in surface properties : flotation can remove hydrophobic particles , additives (synthe ti c sur factants or soap s) a re generally used to co ll ect ink particles which improves the flotat ion effic iency
Each technique is efficient for the removal of contaminants in a defined size range
The Figure 27 can be considered as a good approach to washing and screening efficiency For cleaning efficiency, the combination of size and density must also be considered and flotation efficiency depends main ly on surface properties .
dispersion
14 Size •• Surface- active proptries (Flotation) Specific gravity •• •• (Centrifugal cleaners)slze stiffness (Screens)
Particle size,
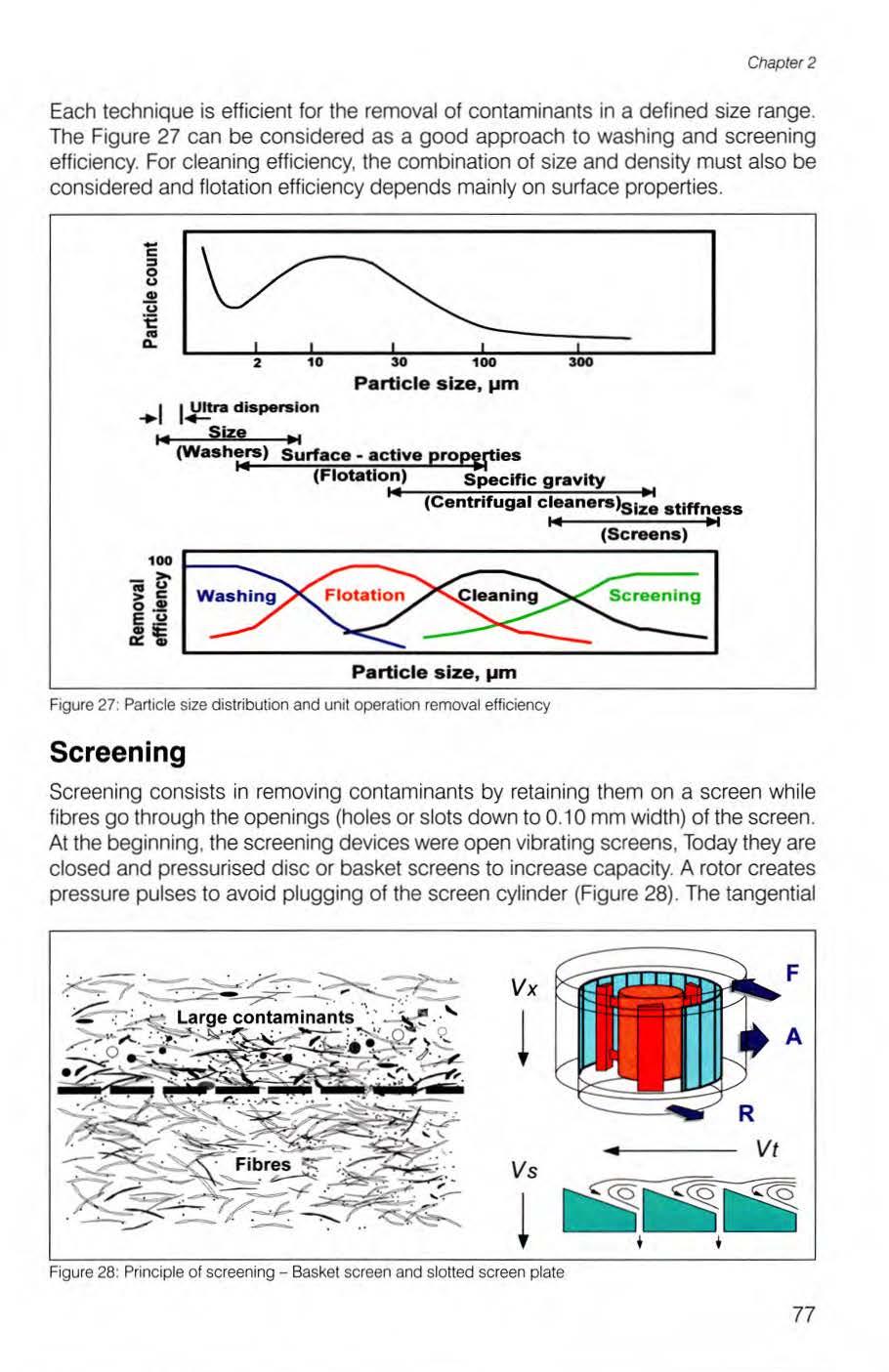
Figure
Screening cons ists in removing contaminants b y retaining them on a screen wh i le f ibres go through the o p en ings (holes or s lo ts down to 0 .10 mm width) of the screen . At the beginning , the screening devices were open vibrating screens, Today they are closed and pressurised disc or basket screens to increase capacity. A rotor creates pressure pulses to avoid plugging of the screen cylinder (Figure 28) The tangential
flow velocity (VI) produced by the rotor and the shape of the contours at the slot inlet induce hydrodynamic phenomena , i.e. some probability screening , which contributes to the contaminant remova l efficiency in addition to barrier screening. Screens remove large and stiff contam inants including plastic films, shives, paper flakes and macrostickies. A too large velocity through the slots (Vs) reduces the efficiency of screening, namely in the case of soft stickies, which can be extruded through the slots.
Cleaning is based on particle separation in a centrifugal flow field. A swirling motion is created by the tangential inlet flow. The vortex motion creates centrifugal forces which causes the particles heavier than the stock to m igrate to the outside of the cleaner, while lightweight particles migrate toward the vortex core (Figure 29).
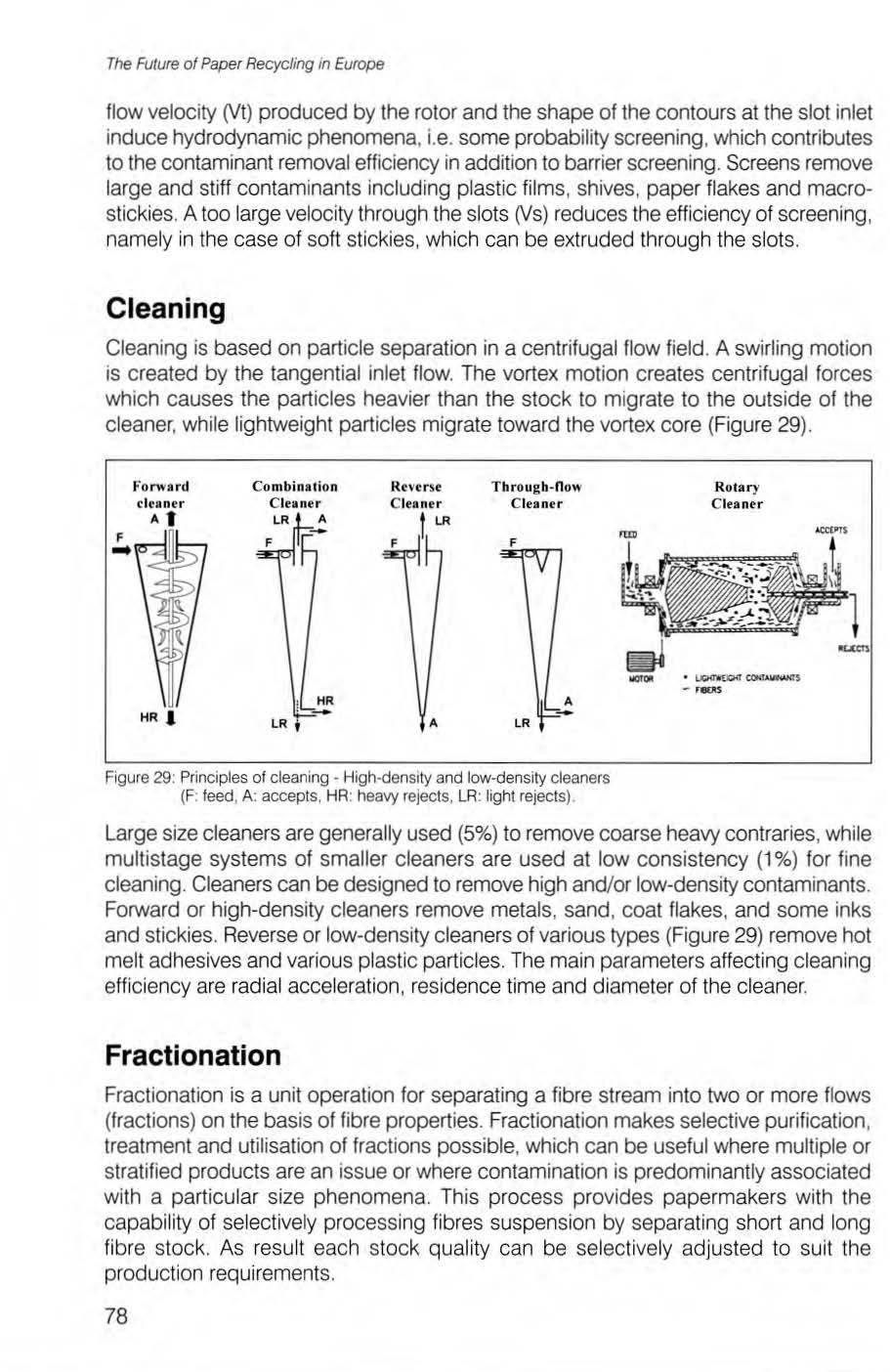
Large size cleaners are generally used (5%) to remove coarse heavy contraries , while multistage systems of smaller cleaners are used at low consistency (1 %) for fine cleaning. Cleaners can be designed to remove high and/ or low-density contaminants Forward or high-density cleaners remove metals , sand , coat flakes , and some inks and stickies. Reverse or low-density cleaners of various types (Figure 29) remove hot melt adhesives and various plastic particles. The main parameters affecting cleaning efficiency are radia l acce leration, residence time and diameter of the cleaner
Fractionation is a unit operation for separating a fibre stream into two or more flows (fractions) on the basis of fibre properties Fractionation makes selective purification , treatment and utilisation of fractions possible , which can be useful where multiple or stratified products are an issue or where contamination is predominantly associated with a particu lar size phenomena. This process provides papermakers with the capabi lity of selectively process ing fibres suspension by separating short and long fibre stock. As resu lt each stock quality can be selectively adjusted to suit the product ion requirements.
The basic equipment in fractionation processes are cylindrical or disc screens , very similar to those used for screening . Fractionation screens run under different conditions and have relatively smaller holes or narrower slots than similar screening equipment. Basket holes/ aperture size, flow split, and stock freeness are the dominant factors of a fractionator's performance.
Fractionation techno logy is proved to be an effective means in recyc ling applications and it not on ly provides the flex ibi l ity of treating pulp streams selectively, but also provides economic incentives , such as reducing operating costs . As a result it significantly broadens the spec trum of papermaking processes
Flotation consists in removing hydrophobic particles (particularly ink part icles) , by encouraging the ink particles to coalesce with air bubbles and floating them up to the surface for removal. Flotation aids are used to improve the attachment of ink part icles to ai r bubbles.
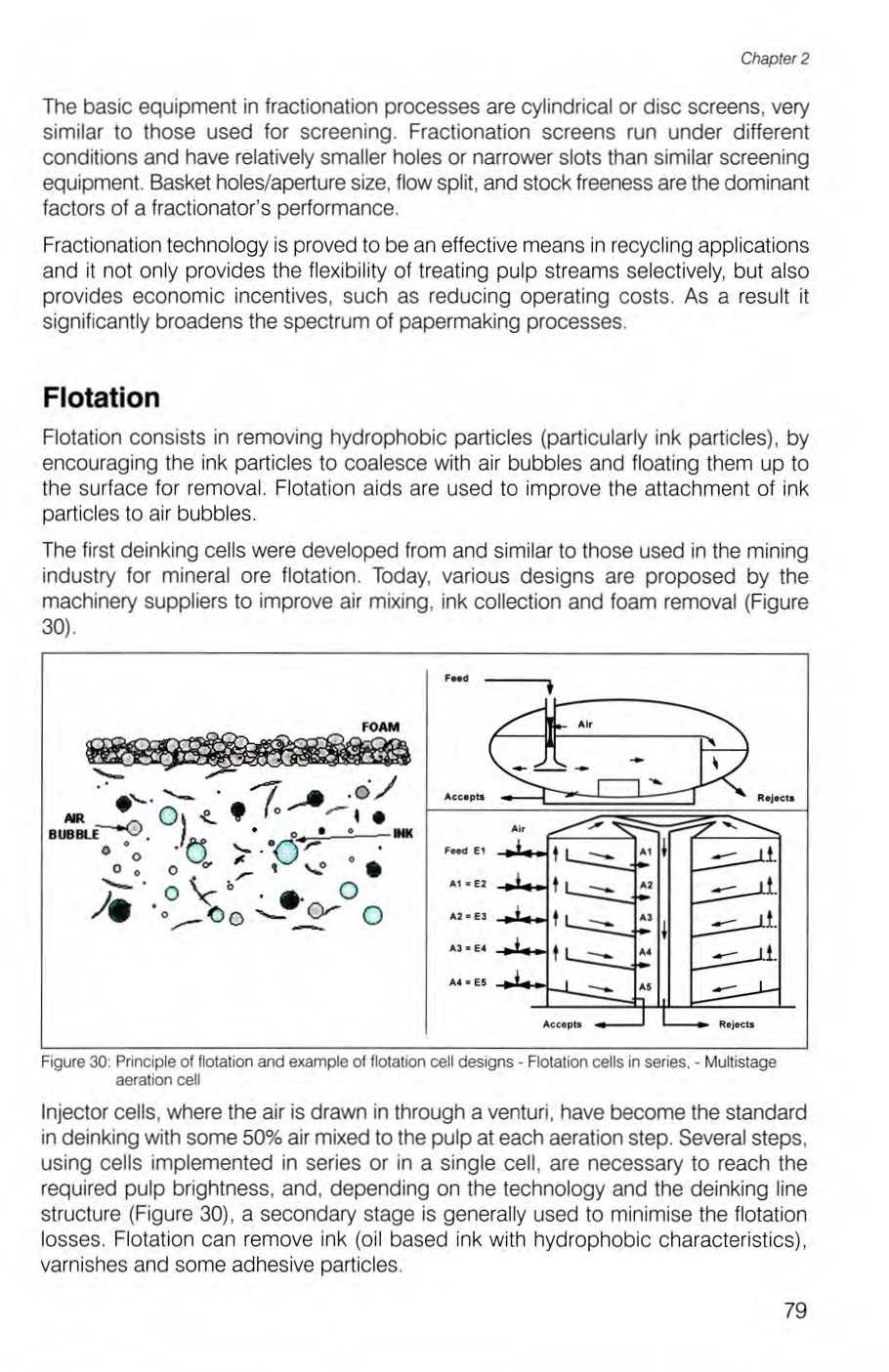
The first deinking ce lls were developed from and similar to those used in the m ining industry for mineral ore flotation. Today, various designs are proposed by the machinery suppliers to improve air mixing , ink collection and foam removal (Figure 30) .
In jector cells , where the air is drawn in through a venturi , have become the standard in deinking w ith some 50% air mixed to the pulp at each aeration step. Several steps , using cells implemented in series or in a single cell , are necessary to reach the required pulp brightness , and , depending on the technology and the deinking line structure (Figure 30) , a secondary stage is generall y used to min imise the flotation losses Flotat ion can remove ink (o i l based ink w ith hydrophobic charac te rist ics), varnishes and some adhesive particles .
Washing consi s ts in removing small part icles with water through a screen , larger particles includ ing fibres being re tained on the screen. The washing process always co rrespo nds to t ha t o f a thic ken ing s tag e and is derived from th e same te chnology. Various ty pe s of was h ers operating in di ffe rent c on sis tency ranges are used fo r w ashd einking: typically drum and d is k was hers or high-s p eed belt washers (F igure 3 1) at low consist ency and scre w -press devices a t h igh co nsis tency.
The washing efficiency depends on the pu lp consistency and on the tec h nology used to avoid fibre mat formation and maintain turbu lence in order to minimise the retention of fine particles b y the build up of a fibre network. The maximum theoretical ink or ash removal efficiency is given by the thickening factor as far as the fine particles tend to follow the flow split with the filtra te. Washing can remove fillers and finely d ivided ink particles, as well as dispersed colloidal ma terials.
Dissolved ai r o f micro-flo tation is norm ally used to treat the deinking p rocess waters in order to remove fillers and inks from washing waters and small disp ersed colloidal contaminants in thickening waters. Micro-bubbles are formed by releasing part of the process water stream where air has been dissolved under pressure Solids are flocculated and driven to the surface with the micro-bubbles (Figure 32). Compared to de inking froth flotation bubble size and ai r content are much lower and the process is not se lective a s t h e suspended parti cl es are floccu lated together.
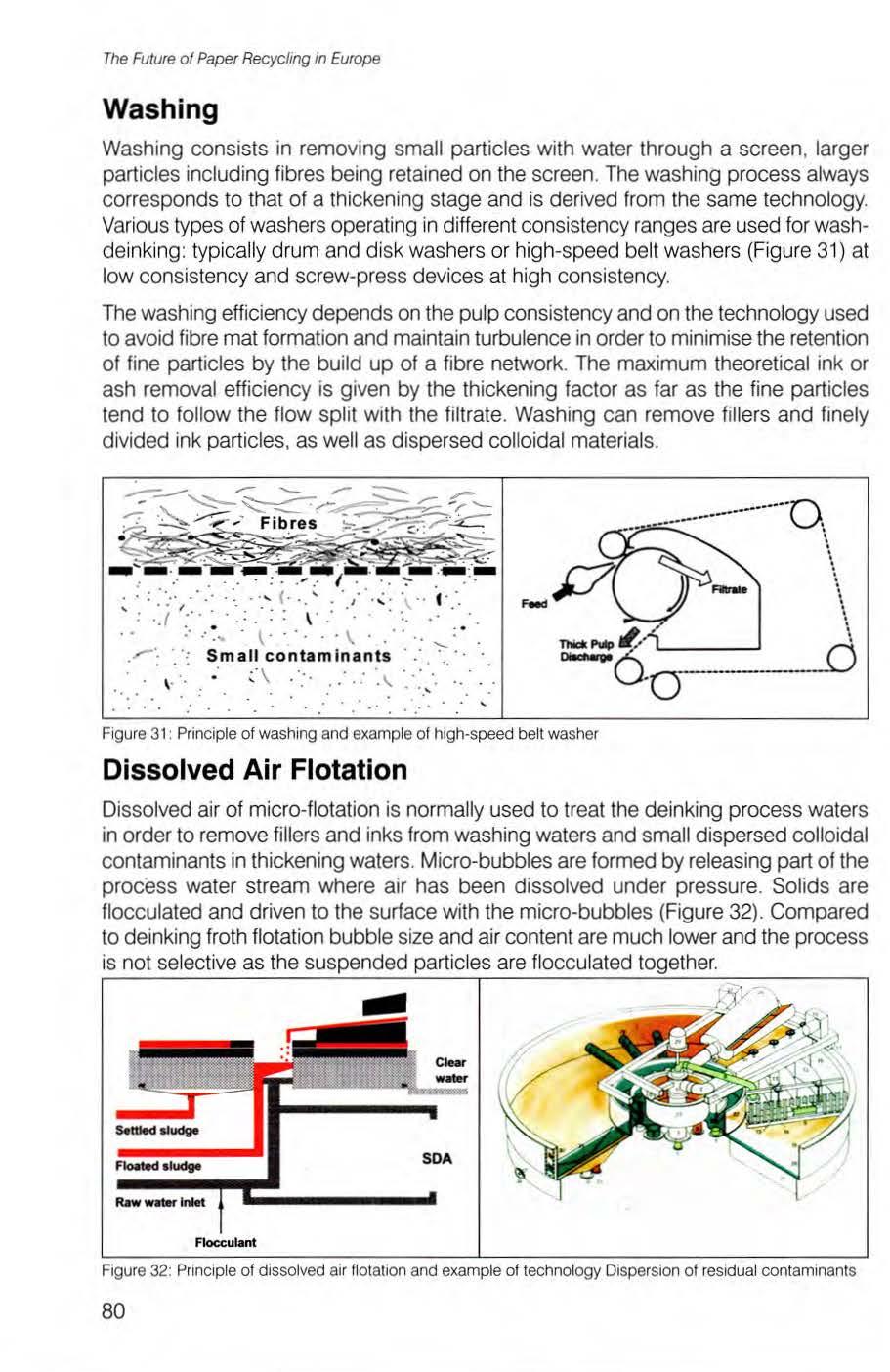
This thermo -m echanical process, which does not remove any contam inant , was first used for the recycling of packaging papers to d isperse wax and bi tumen and is now widely used in deinking lines. Hot d ispersing is performed after thickening the pulp at high consistency (25-30%) in low-speed kneaders or high-speed dispersers (F igure 33) in order to disperse residual contaminants such as hot- melt adhesives or specks from varnish particles and toner inks.
Some contaminants such as adhesive particles from labe ls or tapes show littl e dispersion ability Hot-d ispersing can be associated wi t h peroxide bleaching. In a multi-loop de inking process , th is treatment has been recognised as very effic ient for detach ing res idual ink before post-deinking , as wel l as to disperse res idual specks.
Var ious b leaching processes are used as brightness is often the main concern for D IP Hydrogen peroxide (oxida ti ve) b leaching and sod ium hydrosulfite or FAS (reductive) bleaching are the most common. Peroxid e is gene ra ll y added to the pulper, to avo id yel lowing of wood-contain ing pu lp, and/or at the in let of d ispersing and kneading. Peroxide under oxygen pressure and ozone can also be appl ied for h igh brightness woodfree deinked pulp. Bleaching is frequently used to 'trim bleach ' the fibre ; to ensure a consistent product.
The comple te process to be app lied on recovered paper to meet the recycled pulp quality requ irements is determined by the RP g rade and demands of the final paper product Almost half of the total recovered papers are recycled for the production o f case materials, i e flut ing and liner, mainly from Old Corrugated Carton (OCC) , as reported in chapter 7 (see Figure 37on page 88) . Besides these brown RP g rades, white RP grades, i e. main ly Old Newspapers (ONP) & Magazines (OMG) and some high qual ity grades , are reused in newsprint, tissue and other graphic paper grades as well as in whip top layers of packaging papers , and have thus to be deinked Mixed RP grades are used toge the r with OCC and for grey solid board layers and are thus not de inked. Some examples of typical recycling and de inking lines fo r d ifferent applications are presented below.
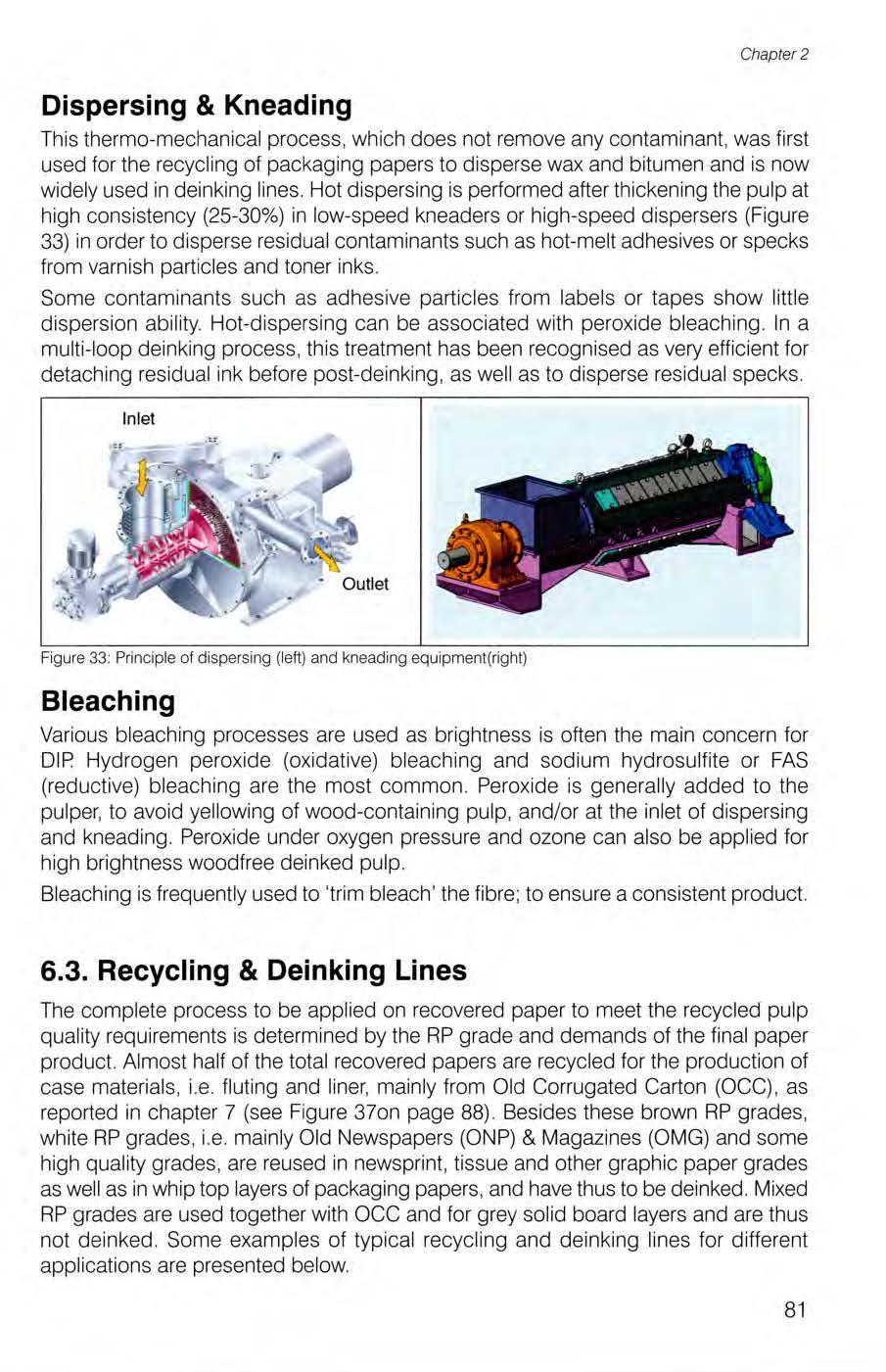
The recycling of corrugated board started with clean post-consumer carton boxes and converting rejects. Most of the recycling process was devoted to re-pulping , deflaking and refin ing of the kraft fibre rich raw material. The contaminant remova l process steps gained importance as the recycling rate increased and with the development of hot me lt glues and plastics in packaging. The hot-dispersing process has been developed to enable the recyc ling of bitumized and waxed cartons. The fractionation process was a lso developed for the recycling of packaging papers in order to limit the refining and hot-dispersing action to the long fibre rich fraction, reducing damage to the already shorter fibre fraction , which a lso contained the contaminants and residual flakes to disperse . Today, wi t h a recycling rate of more than 90% in the case material sector (Figure 37 on page 88) there is much less need to refine the multi-recyc led fibres. The need to preserve fib res and to save energy also led to shut down many hot-dispers ing treatments , thanks to progress in fine screening as it is more effective, in a recycl ing perspect ive, to remove the contaminants , like hot-melt glues, instead of keeping them d ispersed in the paper.
Figure 34 shows a typical OCC recycling line for test liner. Pulping is performed in a low consistency pulper, followed by coarse screening (typically plate screens with holes) and f ractionation (typically basket screens with 0. 15 mm slots) , both screening steps being protected by c leaners to remove sand and metals which could damage the equipment. The short-fibre fraction is particularly c lean due to the use of fine slots and can be used directly for top liner or top layers The long-fibre fraction has to be screened (typically with 0.25 mm slo ts) and the refining treatment i s optional depending on the quality of the raw material. The long-fibre fraction can also be used in top layers if pulp c leanliness is improved , e.g. using screens with finer slots (0 .150.20 mm) , additional low-density cleaning and dispersing l32l. The stock preparation and fract ionati on process can be adapted to produce 3 fractions for different paper layers and grades , i.e. test liner and flut ing l331.
The yield of packaging paper recycling lines depends essentially on the amount of non- paper components in the raw material, i.e. a few percent, and to a lesser ex tent on the recycl ing process, as f ibre and paper flake losses are normally limited to 1 or 2% Most of the RP soluble fract ion (main ly starch) is removed with the process water and treated at the b io logical water treatment plant. The typical yield of OCC recyc ling lines is in the range of 90-95% and the ene rgy consumption around 150 kWh/ t recycled pulp .
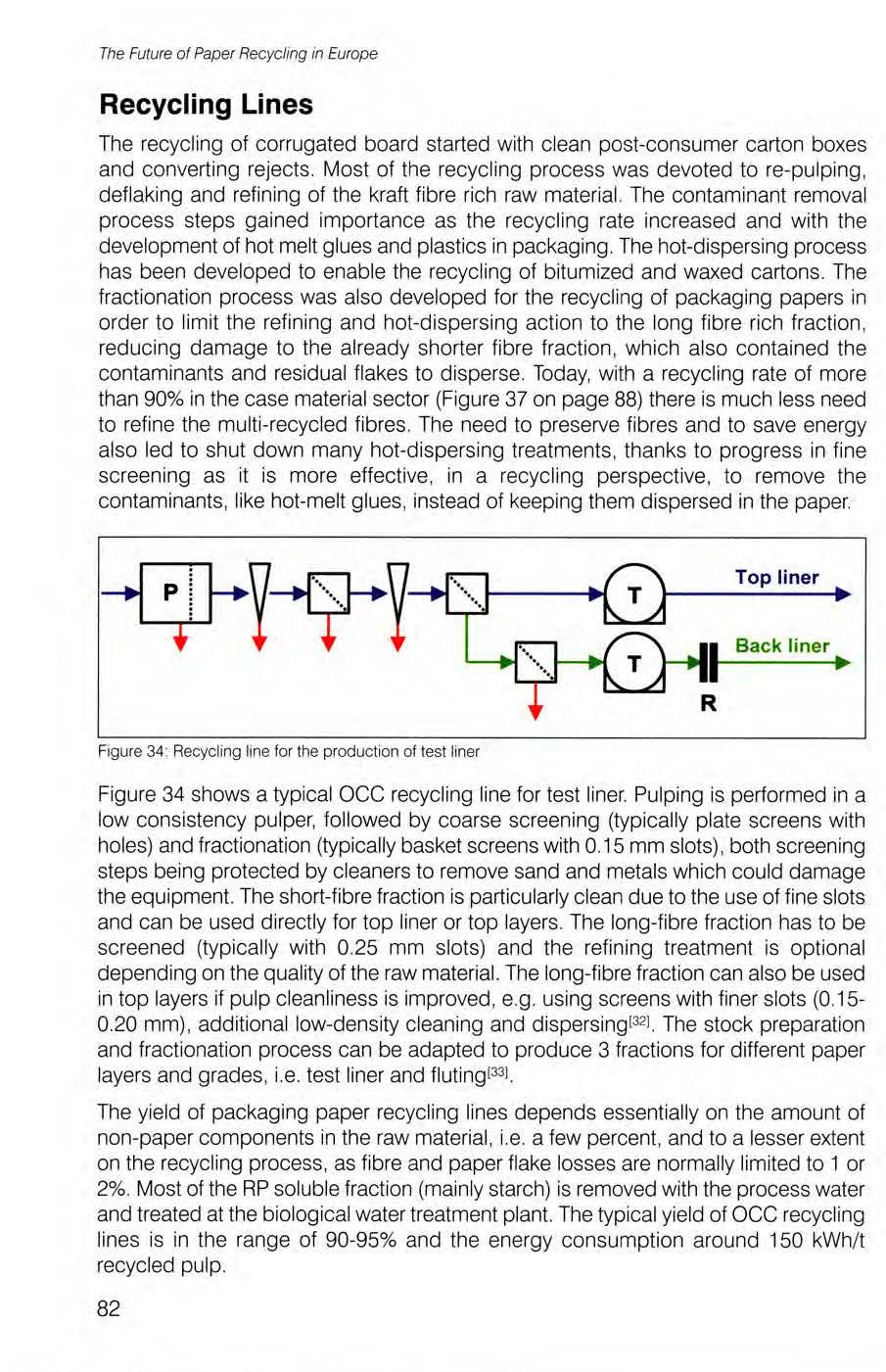
De inking lines are more complex than OCC recycling l ines , since , in add it ion to the re-pu lp ing and contaminant removal process steps , the pulp has to be deinked , i.e. inks have to be detached from the fibres and removed , and optionally bleached in order to reach the increasing brightness requirements. Remov ing inks d ifficu lt to deink, like flexo prints and some digital prints, and "stickies " from pressure sensit ive adhesives (PSA) are currently the main challenges in the field of deinking.
The basic single -loop deinking l ine typically used some 20 years ago for newsprint inc luded alkaline pulping (with hydrogen peroxide in order to avo id wood-conta ini ng pulp yellowing) , coarse and fine screen ing and cleaning , flo tation and final thickening for the rec irculation of process water in this single loop. In the conventional s ingle-l oop wash-deink ing process fo r t issue, the f inal flotation and thicken ing was replaced by washing and dispers in g followed by a final second washing stage.
Modern deinking lines are based on two - loop processes , as illustrated in Figure 35 showing a typical newsprin t DIP linel34l .The first (alkal in e) deinking loop includes highcons istency pu l p ing (drum or batch pulper and screen), coarse c lean i ng and screening (with holes), flo tation, fine clean in g and f ine screening (0.15 mm slots), thickening and p ress in g , and finally ho t- disper sing or kneading , optionally combined with peroxide bleach ing, to complete the ink de tach m ent from the fibres. The second loop with post- flota t ion (to remove the residua l free inks and specks) and thicken ing can be followed by reductive bleaching. A s in g le f ine s lo t screen ing step has been p roposed before flotat ion , together with the use of smaller holes at th e batch pulper to reduce the need for t he coarse screening step in order to simp lify the de inkin g l inesl35l.There is a trend to reduce the alkalin ity in the first loop in order to produce less collo id s du ri ng pulping step Increasingly neutral conditions are required to accommodate flexo printsf36l.
The current trend to increase the use of recycled fibres in h igher quality graphic paper grades (SC and LWC) has led to the development o f more sophisticated DIP l inesl36 1 as il lustrated in F igure 36. An addit iona l med ium consis tency slot screening s tep i mplemented after coarse screening improves the remova l of st ickies to reach the final pulp c leanliness requirements , essentia l when the sheet is to be coated The fi rst bleach ing step performed at the hot-dispersing step can be extended i n a bleaching tower to increase the final pu lp brightness
Rgure 36: Oeinkin g line fo r the production o f SC and LWC papers
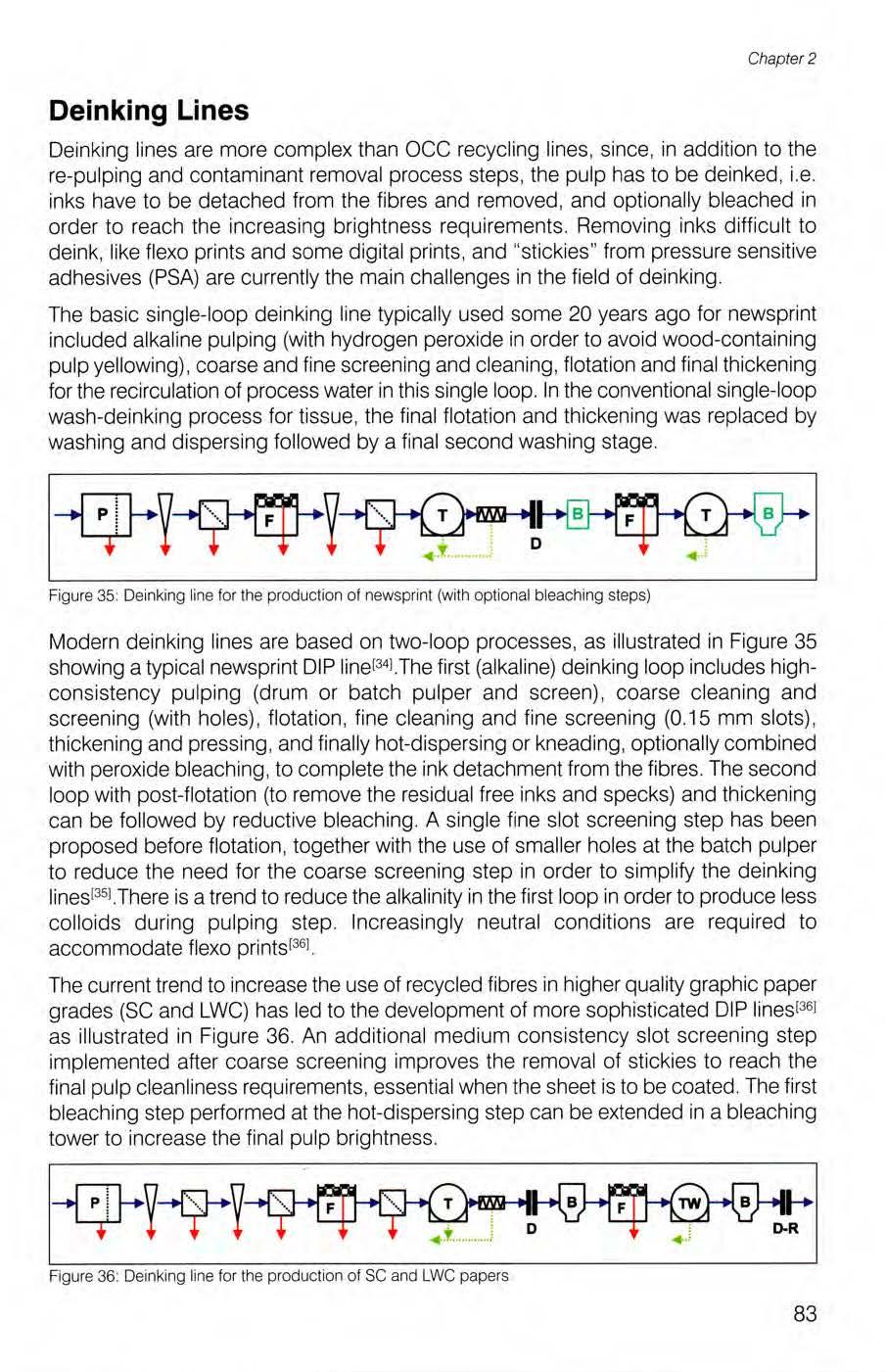
For LWC DIP li nes , a washing step replaces the fi nal thickening i n the second loop i n order to achieve the requ ired de-ash ing l371 and refining i s then recommended to further increase the base paper strengths , espec ially w ith 100% DIP based LWC. Washing can also be implemented i n a th i rd loop after a second dispersing stepi3SJ Three -loop deinki ng p rocesses are mainly used for the production of market DIP from wood-free m ixed office waste.
Di ssolved a ir f lotation (OAF) is i mp lemented on part of the thickening or washing waters to remove i nks , ash and colloids. The process water management is based on counter current design , w ith typical ly a first OAF on the paper machine water loop . a second in the second dei nki ng loop and a third on f lotat ion reject thicken ing water. The use o f screw presses at the end of the de inking line helps maintain separate process water loops i n order to reduce the carryover of colloids to the paper mach ine.
The tissue DIP li nes are based on two - loops wash -deinking processes rep laci ng the thicken ing steps in the layout shown in Figure 35 (previous page). Depending on the raw material (wood -free or wood -containing RP) and fina l product quality, the f lotat ion steps are kept or not in one or two deinking loops , the h ighest quality (deash i ng and brightness) being obtai ned at the lowest deinking yield (down to 60% or less) and consequently at the highest energy consumption with respect to the DIP production
The specific energy consumption for the production of deinked pulp depends on the deinking process and to a large extent on the de inking yield , as shown in Table 7!301 A typica l figure for newsprint is 350 kWh electrical power and 0.3 t steam per t DIP When add ing therma l energy (steam for hot-dispers ing) and electrical energy demand the total energy figures a re about 500 kWh/ t for newsprint DIP and 700 kWh/ t for SC , LWC and tissue DIP, compared to about 150 kWh / t for recycled f ibres from OCC.
Whilst considering the non- paper and non-recyclable fractions of recovered paper the whole va lue chain of paper and board products needs to be taken into account.
The majority of pape r and board p roducts, after their use, become waste or secondary raw material within relative ly sho rt periods. Reuse or recyc ling of those products contribu tes to sustainable developmen t by reduction of the volume of waste . However recycling processes generate new waste. This is mostly due to the contamination of the secondary raw material , which has to be removed during reprocessing . Disposal of this waste is becoming an important issue for paper mills .l31
There is a certain level of impurities that cannot be exceeded because the lower the quality is, th e more li mited the application for the raw material becomes, until such time as it cannot be used for the manufac tur e of paper. The level (and type) of conta m ination has direct influence on the am ounts of resi dues produced during recycl ing.
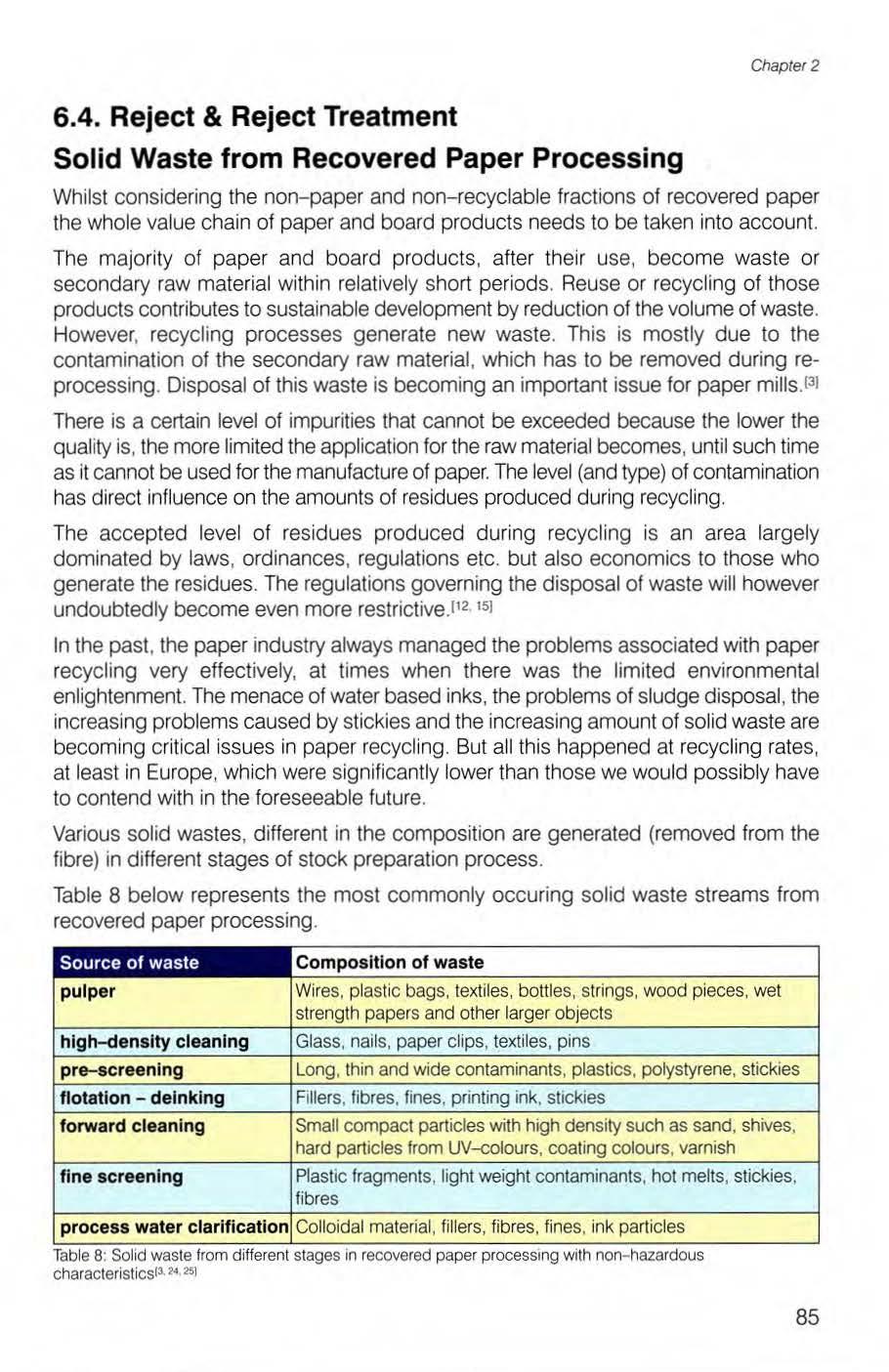
Th e accepted leve l of residues produced during recycling is an area la rg ely dominated by laws , ordinances , regulations etc. but also economics to those who generate the residues. The regulations governing the disposal of waste will however undoubtedly become even more restrictive .l 12 151
In the past , the paper industry always managed the problems associated with paper recycling very effectively, at times when there was the limited environmental enlightenment. The menace of water based inks, the problems of sludge disposal , th e increas ing problems caused by stickies and the increasing amount of so lid waste are becom ing c rit ical issues in paper recycl ing. But all this happened a t recycl ing rates , at least in Europe, wh ich were significantly lower t han those we would possib ly have to contend with in the foreseeable future.
Various solid wastes , different in the composition are generated (removed from the fibre) in different stages of stock preparation process
Table 8 below represents the most commonly occuring solid waste streams from recovered paper processing
Source of waste
C omp ositio n of waste
Wire s, plas ti c bags, textiles, bottle s, strings, wood pi eces, wet strength papers and other larger objects
Glass , nails, paper clips, textiles, pins
Long , thin and wide contaminants , plastics , polystyrene, stickies
Fillers, fibres , fines , printing ink, stickies
Small compact particles with high density such as sand , shives, hard particles from UV-colours, coating colours , varnish
Plastic fragments , light weight contaminants, hot melts, stickies , fibres
process w ate r c la rif icat ion Colloidal material , fill ers, fibres, fin es, ink particles
Table 8 : Solid waste from different stages in recovered paper processi ng w i th non - hazardous charact eri
It is essential to pay attention to the waste to learn more about the waste and to be conscious of what is needed for its remova l. especially since these materials can become very attractive and valuab le material for further processing in other indus try sectors And through further processing it the impact of the paper industry on the natural environment can be reduced th rough the lowe ring of emissions , while at the same time extending the Limits of Paper and Board Recycling.
A consequence of processing recovered paper in paper and board production is the number of unwanted material produced , but unwanted doesn ' t have to mean unusable, nor have a va lue. The nature and quantities of such materials will vary in line with the grade of raw materials used. Such material can add up to 15% of the tota l production. In addition those m ills that deink recovered paper will also produce sludge , in the amounts up to 40% of the total production capacity.
Not so long ago there was no problem with handling the rejects : collect ion, dewatering , loading onto trucks and transport to a landfill. The costs were low and perhaps in some European countries they still are but the situation is going to change and much more work needs to be done with the reuse option for rejects . The option of landfilling rejects has to disappear, the new purpose is to make the unusable usefu l. Development of the use of recycled fib res in the paper industry is the success story of the second half of the 20th Century. It was a development that was unseen in the 1950s At the threshold of the century, recyc led fibres are an indispensable raw material in the global paper industry to satisfy the need for fibres in industrial ized and developing countries
Management of residues from production processes is a sustainabil ity challenge for the industry and society as a whole . That is to say, residues , as by-products from production, are also part of the eco-cycle scheme. This is because of the real va lue of waste materials. Still in paper indus try, the sol id wastes are considered as detrimental for production by-streams with negative va lue (to the papermaker). First of all, balance has to be found between the costs and qual ity of the raw material (recovered paper) As it is known that. production of 100% recyclable fibres containing recovered paper is possible but very often are economically unattractive (Figure 13. on page 51) .122l
Environmentally, the disposal of great amounts of problematic , detrimental matter to be disposed can be problematic and for papermakers th is can incur extra costs that can in some situations can be as much as 5% of tota l annual paper mill operating costs . Very high waste disposal fees are paid for solid waste from paper recyc ling . In some European countr ies waste disposal fees have already reached the level of 150 € / ton .
It is obvious that the compos ition and amount of the rejects depends on the grade of processed raw material (see page 51) as well as on the efficiency of the stock preparation line equipment employed . The t reatment tec hnology to be applied to the rejec t stream , depends to a large extent on the quality of those materials. However the solid waste have to be p re-handled at the mil l's site. The pre-hand ling consists mainly from dewatering and drying of the wastes. in some cases certa in so lid waste streams should also be sorted in order to separate their va luable components (i.e. fibres with
high papermaking potential). There is thus a wide variety of different reject's treatment technologies available :
• Production of secondary fuels (especi ally with reject with high caloric value) ;
• Direct incineration and energy recovery (external and internal faci lities) ;
• Production o f ce m ent-like componen ts - non-organic components/ing re d ients used as an alternative raw mate ri al for other app li ca ti ons (e.g. cement substitutes);
• Certain rejects streams with high fibres content can still be used for paperm aking processes for lower quality products ;
• Applied as raw material for construction industry - building panels or insulation ;
• Composite semi -finished products ;
• Conversion of plastic containing wastes into kerosene and petroleum products ;
• Fillers/pigments recovery.
In the ideal case recovered paper would primarily be used for the manufacturing of the same grade of paper, i.e. newspapers for new newsprint , brown packaging papers for new packaging grades etc depending on the availability of recovered paper and the collection systems used . This principle can however not always be fully applied ; a certain mixing of recovered paper always takes place during the collection process .
In recovered paper utilisation downgrading is always an option This means that high qual ity recovered paper grades can be used in the production o f "lower paper grades" On the o t her hand, it is difficult to use low grade recovered papers in the p roduc ti on of h igh qual ity end products; e.g. mixed g rades cannot be uti lized in printing & writing paper manufacturing Clean recovered paper is , however, always a good raw material for the paper industry.
With suitable collection and treatment technologies recovered paper can be utilized in nearly all paper grades. This is illustrated in Figure 37 (overleaD. which indicates the utilisation rate of recovered paper in different major paper grades in Europe in 2005 This figure and the corresponding Table 9 on page 89 clearly show the following :
• The utilisation of recovered paper for d ifferent new paper grades varies largely, up to 100%, t he ov eral l Eu ropean utilisation being 48%;
• The world of recovered paper is c learly divided into two large groups:
- printed products which after deinking are used for manufacturing of new printing papers , mainly newsprint and similar grades ;
- packaging papers and board which without deinking are used for new packaging materials , brown grades for case materials ;
• These two major groups are relatively equal in size , covering c. 50 and 40% , respectively, of the total paper and board production ;
• Household and sani tary products are importan t app lications as well, but much smaller than p rin t ing grades or packag ing materials.
Figure 37 indicates that in the printing paper sector, newsprint is the dominant produc t using recovered paper as a raw materia l, its utilisation rate being as high as 82%. Even though it represents only c. 22% the overall print ing & wr iting paper production it sti ll absorbs c . 71% of the total amount of recovered paper used in the sector. At the same t ime th is indicates that printing & writ ing grades . other tha n newsprint , form the product area with the greatest potential for an increase in t he use of recovered paper. Increasing the uti lisation rate of recovered paper in these grades from the present level of c. 10% to. for instance , 30% wou ld increase the need for c lean and bright recovered fibres by as much as c. 7 mil lion tons annual ly in Europe.
Uti lisation of this new potential depends. however, on the availabil ity of su itab le recovered paper and technica l possibil ities to produce a deinked furnish clean and bright enough for these paper grades. This in turn would require a collection and sorting system that could col lect, sort and del iver recovered woodfree paper grades in large enoug h vo lumes.
The best recovered paper sources such as printing houses, converting faci lit ies . over issues and stores are a lready well covered. The share of white grades of the RP volume collected from househo lds varies between 3-7%. Optical sorting systems are available which can sort out wh ite grades from the recovered paper stream but they are not used to any large extent. Much also depends on the quality and degree of presorting of the input recovered paper
The lack of an unused collection capacity fo r high quality recovered prin ting paper and therefore available corresponding sorting systems thus form a c lear lim itation to an increase of the utilisation of recycled paper in the printing and writing sector.
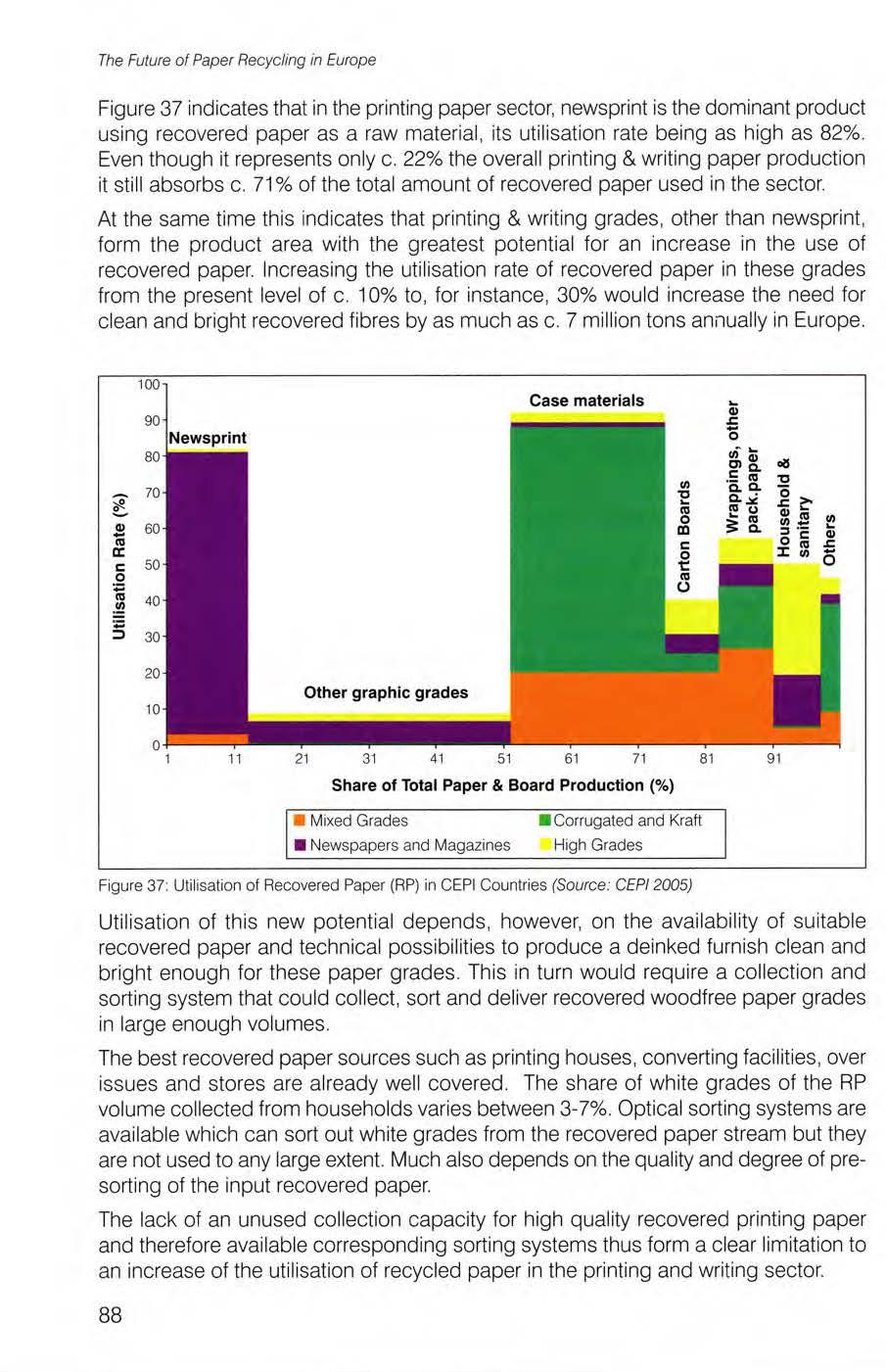
In the area of packaging grades liner and fluting are the main grades utilizing recovered paper, the util isat ion rate in these being c. 91% These grades are thus already " fi lled up " with recover ed paper. The ir share of the production of packaging mate ri als is c. 60% but their share of the sectors tota l use of recovered paper is c . 74%. Of the total use of OCC almost 90% goes into the production of case materials liner and fluting .
Fluting and liner together with newsprint in the graphic papers sector use about two thirds of the recovered paper collected in Europe.
Household and sanitary products a re often regard ed as big users of recovered paper. This is not the case neither in absolute nor re lative terms. With an utilisation rate of c. 50% th is sector uses only about 7% of the total amount of paper recovered The main raw material is white recovered paper grades from printing industry and offices The technical possibilities to increase the amount of deinked furnish going into these grades obvious ly exist ; an increased use is perhaps more a question of the attitudes of the end consumers to the use of recycled material in hygienic products .
To summarise , different pape r grades are being mixed with each other during the collection process and upgrading of a recovered paper furnish is much more difficult than downgrading . It is evident that as the total overall collection rate is increased , so the overall quality of the additional recovered paper furnish will decrease due to an increasing mixing of different paper grades It is also evident that the paper grades , that can absorb very la rge amounts of low qual ity recovered fibres , i.e. newsprint in the graph ic paper sector and f luting & l iner in the packaging sector are a lready very wel l "saturated" with recovered paper furnish. Therefore , the development of collection systems that minimize the degree of mixing of different paper grades during the collection process as we ll as enabling an efficient utilisation of the best collection sources and removes a bottleneck for an increased utilisation of recovered paper in printing & writing grades and thus also a c lear li m itat ion for a furthe r increase in paper re cycling in Europe.
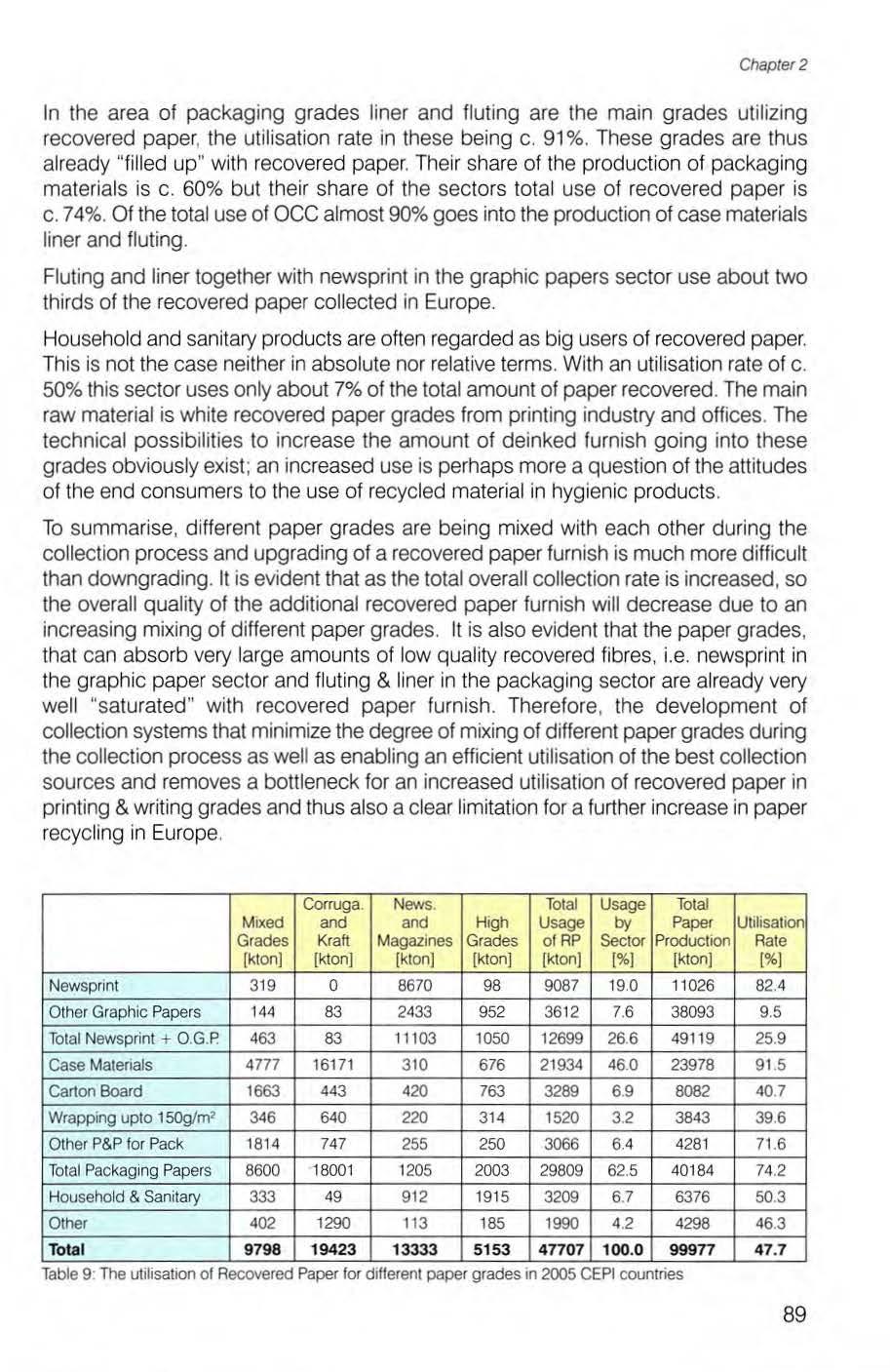
There is no reliable coherent data available about Recovered Paper utilisation outside the paper industry in Europe
In the USA, according to AF&PA (American Forest & Paper Association) statistics , the utilisation of recovered paper in paper and board manufacturing was 30 2 million (metric) tons . Addit ionally, 0.8 mill ion tons was used for construction purposes (inclu ding moulded products) and 1.6 m ill ion tons for o th er uses (including in sulation, mailing bags and other end uses) . These figures indicate that between 4.8% and 7 4% of all recovered paper is utilised outside the paper industry.
It is difficult to estimate the recovered paper utilisation for other purposes outside the paper industry in Europe , because reliable statistics simply do not exist. According to CEP I estimate s. in addit ion to the paper industry use, over 8% of col lected paper is used in o th er recovery appl ications (e.g. construction mate ri al , anima l beddings , composting , composting and energy) . Because this figure includes energy use (which according to current European definitions is not recycling) the recovered paper recycling for other end uses must be considerably lower than 8%.
If we assume that , for example , 4-5% of recovered paper in Europe is utilised for other end uses, outside the paper industry, the actual recycling rate would be about 4% above the level which the official sta tis tics show (61% in 2005 for COST E48 members countries. according to CEPI Key Statistics) . The reason fo r th is is that , so far, the recycling f igures have included only the paper industry end uses.
It is a frequently asked question ; is it more profitable to recycle paper for papermaking purposes or to compost it? Modern printing inks are mostly vegetable based , nontoxic and not damaging to the environment. Therefore, it seems recovered paper is a suitable material for a good compost .
However. there are good reasons why recycling is located higher than compost ing in the materials management hierarchy. Namely, the majority of energy in the paper lifecycle is spent to manufacture paper from virgin pulp (as opposed to growing trees , transporting the paper to retaile r, collection and processing) . Thus , recycling for papermaking purposes saves most of the manufacturing energy. It has to be kept in mind that, most of it w i ll b e los t when the recovered paper will be composted. Furthermore , the avoided costs of other raw ma teri als will be lost (water, bleachin g chemicals , minerals etc.).
Paper is a non-renewable resource and should be recycled , not composted However, the recent changes in the energy market proved that the above mentioned statement depends on the market needs Neither is better than the other Recycling or compos t ing occur where it is econo m ically feasib le and the advantages or disadvantages o f each mu st be conside re d on a s ite spec ific bas is.
From a papermaking standpoint , promotion of recycling should take priority over composting activities (or any other use which removes the material from the Paper Recycling Loop) For example , old corrugated cardboard is a great material to be
recyc led and utilised within the paper indus try as it is a secondary raw material of high quality, and should not be collected amongst the food scraps for composting
Finally, nearly all types of paper industry related waste are suitable for composting (fibre con taining sludges , deinking sludge, as well as biological sludges from waste water treatment plants). Solid wastes from recovered paper processing (pulping , screen in g and c leaning) are usually available for composting to a lim ited degree. In this typ e of solid waste , the content of materials like p lastics, g lass, stones and other non paper components has a detrimental influence on composting , and therefore efforts should be made in order to separate those materials .
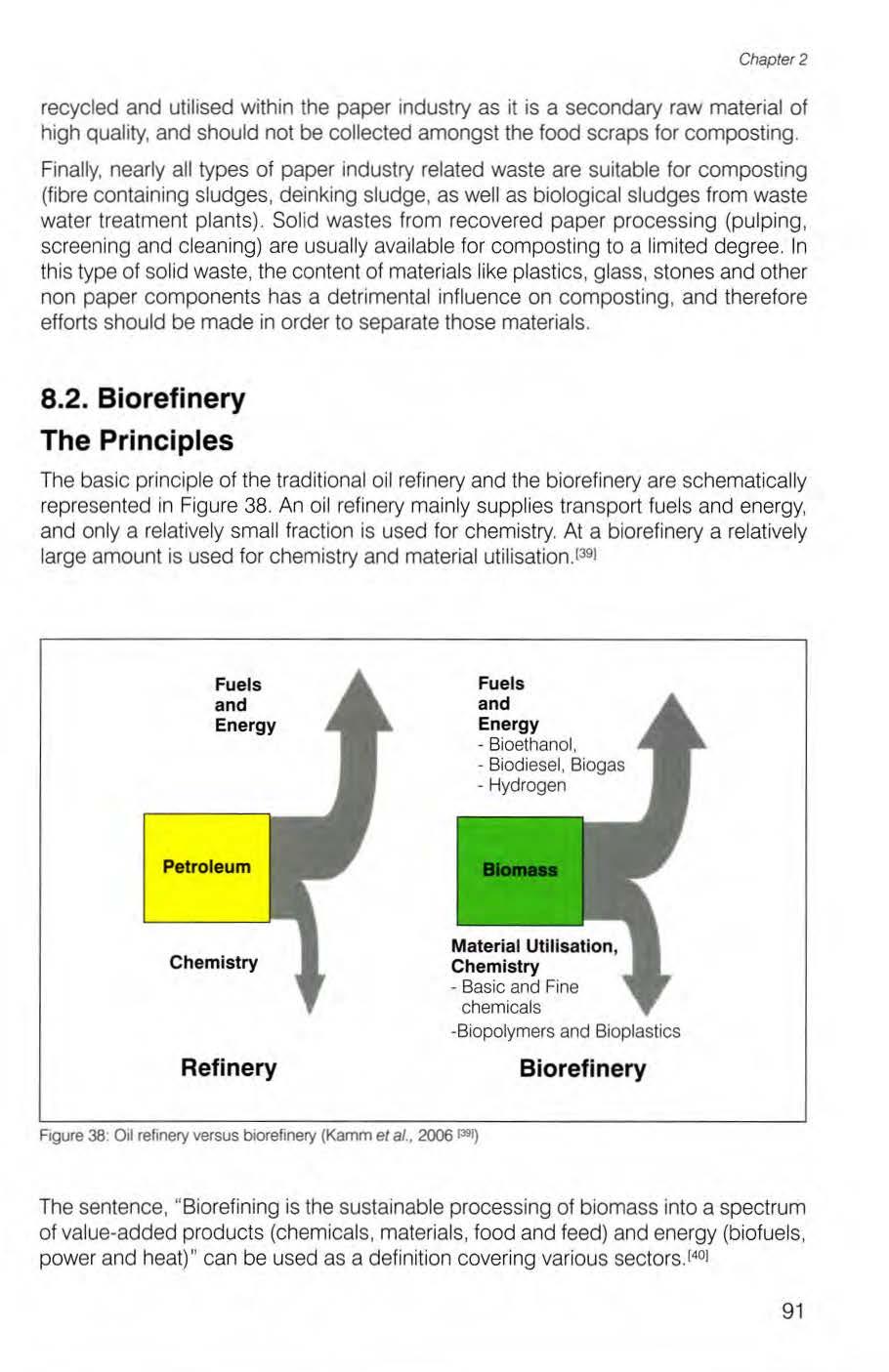
The basic principle of the traditional oil refinery and the biorefinery are schematically repre sented in Figure 38. An oi l ref inery mainly supplies transport fue ls and energy, and only a re latively smal l fraction is used for chemistry. At a b iorefinery a re latively large amount is used for chemistry and material utilisation. l39l
Fuels and Energy
Fuels and Energy
- Bioethanol,
- Biodiesel, Biogas
-Hyd rogen
Pet roleum Chemistry
Refinery
Material Utilisation, Chemistry
- Basic and Fine chemicals
-Biopolymers and Bioplas ti cs
Biorefinery
The sentence , " Biorefining is the sustainable processing of biomass into a spectrum of va lue-added products (chem icals , materia ls, food and feed) and energy (bio fue ls, power and heat)" can be used as a definition cover ing various sec tors .I 40I
A primary concern in the biorefinery approach for the production of fuels and chemicals to replace the current petrochemical products , is the availability of biomass , namely regarding the competition with food. Biomass sources can be categorised in different ways (Biofuels Technology Platform , WG1 Biomass availability & supply) including :
• Agricultu ral re sid ues and energy c ro p s;
• Forest bi om a ss;
• Biowaste streams, which inc ludes municipal solid waste , c onstruction, demolition , packaging and household wood waste, market and garden waste , food processing waste and sewage sludge ;
• Marine biomass, keeping in mind that it is generally accepted that of the global primary biomass production half is terrestrial and half aquatic.
In these categories , recycled fibres are gene rally considered as a component of municipal so lid waste , and not in the fores t b iomass where they primarily belong to .
Many exis ting industries, inc lud ing t he agro -foo d and the pu lp and paper ind u stri es are in fact al ready a type o f basic bio refi nery:
• Chemical pulp mi lls are among the largest producers of b io-energy as about half of the raw material is reused on site, which enable energy neutral production of chemical pulps Some specialty chemicals are also produced in some mills
• Paper recycling and deinking mills also produce bio-energy from solid rejects and deinking sludge (incineration , combustion & heat plan ts) . " Biofuels " in different forms (l ike fuels pellets from coa rse rejects using the Rofire process , me t hane from the water treat m ent plan t) and other by-p roduct s (li ke cement prod uc t s produ ce d from de inki ng s ludge incineration proc esse s) are also prod uce d in som e m ills.
The implementation of real biorefinery concepts in the pu lp and paper industry sector, means that , besides the main products (pulp and paper) the mill sites would produce significant biofuels and chemicals measured in terms of quantities , added-value and C02 impact regarding the replacement of fossil oil derived products.
In this respect, various " biorefinery processes " will have to be impl emented on pulp and paper mi ls sites to produce such bio-fuels and chemicals from bas ically wood or recovered paper biomass raw material. Typica l " biorefinery processes" include :
• C hemical pro cesses: extraction, fractio nat ion, synthesis, etc.;
• The rmo -chem ical processes: gas ificat ion , pyrolysis . etc.;
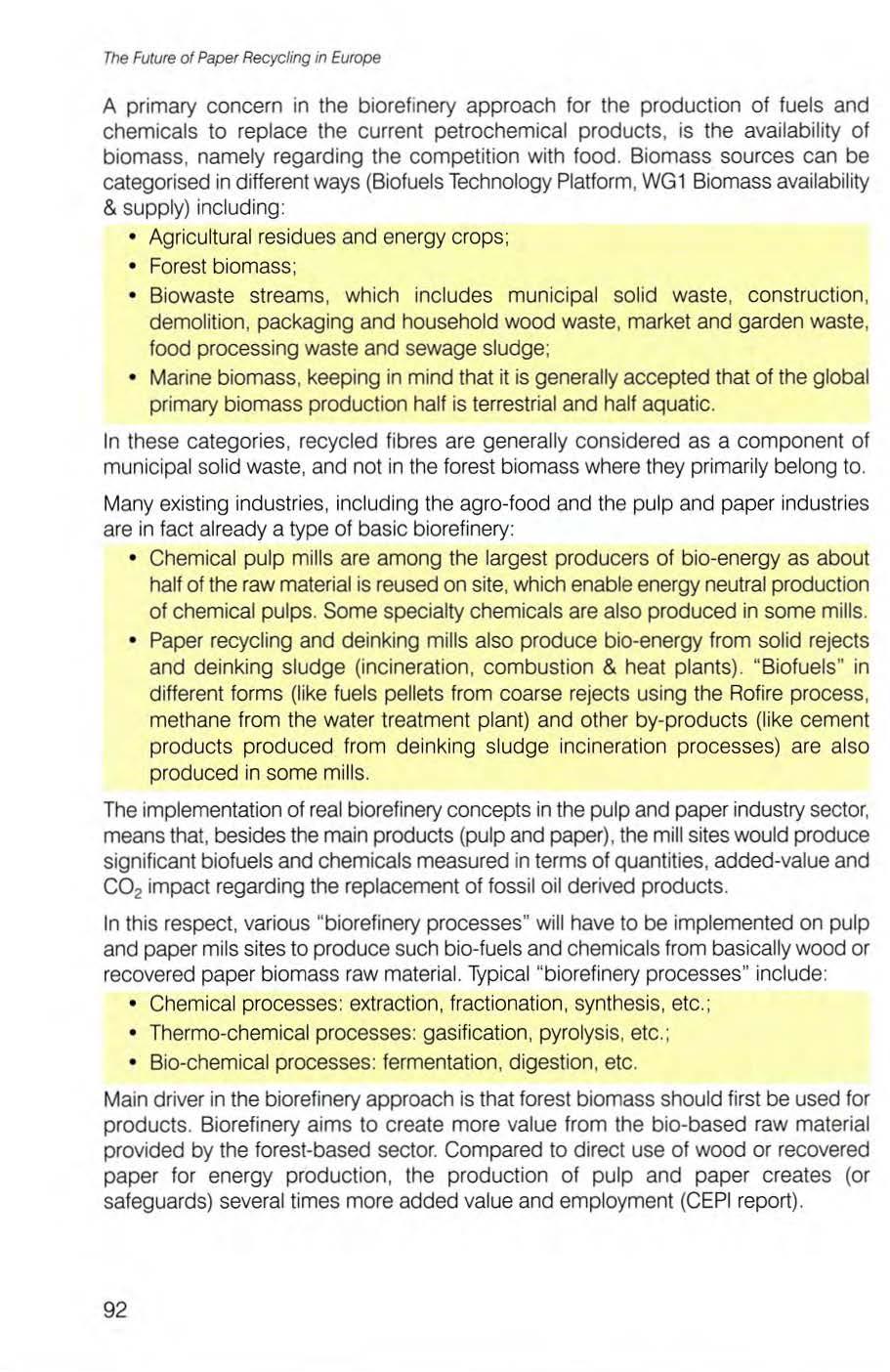
• Bio-chemical processes : fermentation , diges tion , etc.
Main driver in the biorefinery approach is that forest biomass should first be used for products . Biorefinery aims to create more value from the bio-based raw material provided by the forest-based sector Compared to direct use of wood or recovered paper for energy production , the production of pulp and paper creates (or safeguards) several times more added va lue and employment (CEPI report).
Various biorefinery concepts around the chemical pulp mills have been extensively investigated and will become reality : with the implementation of new processes and the collect ion of additional fo rest res idues, the pu lp mills wi ll produce bio -fu els and chem icals while remaining energy neutral. An example of such a wood-based or forest product based biorefinery concept1411 is shown in Figure 39
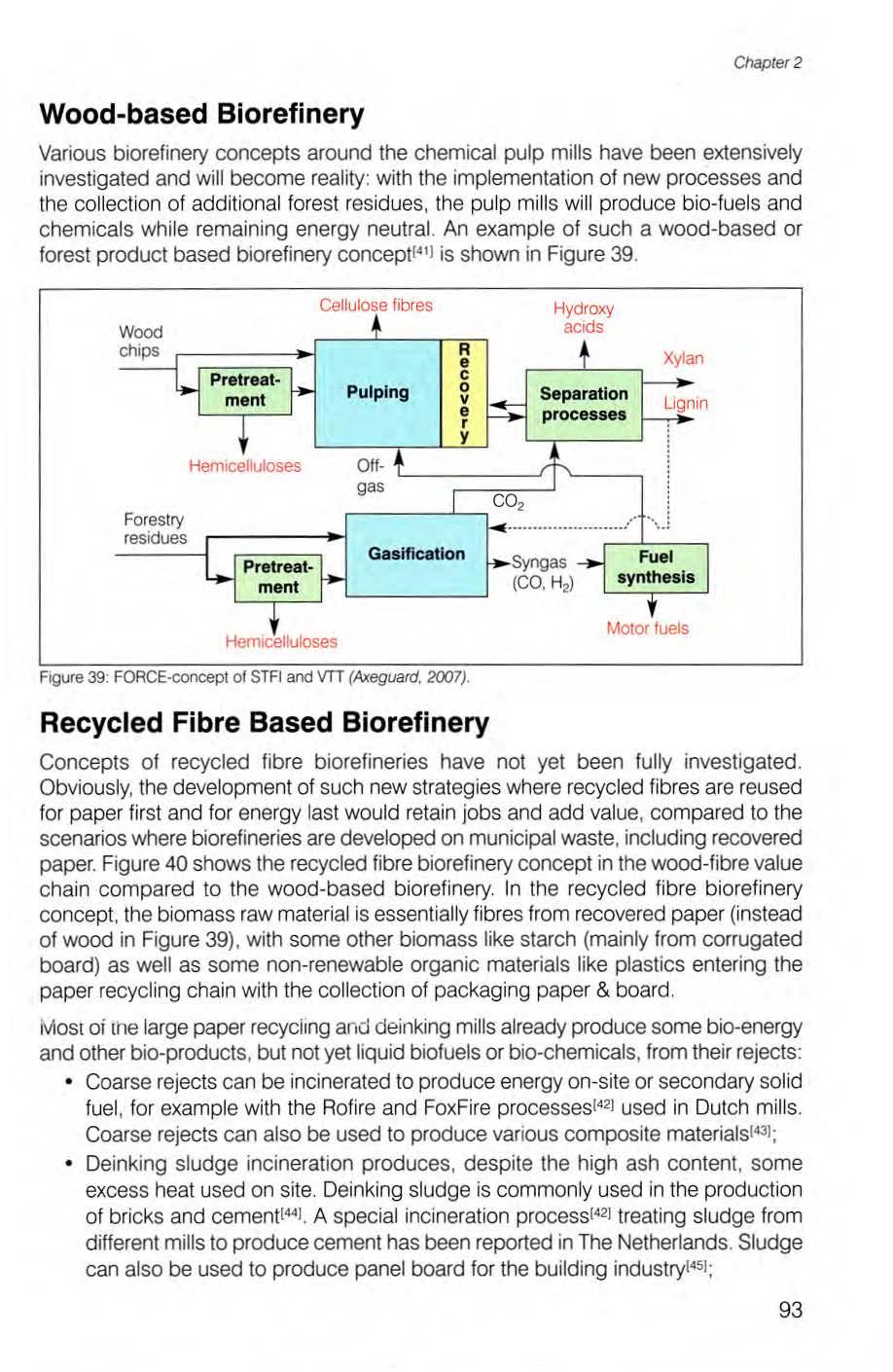
Concepts of recycled fibre biorefineries have not yet been fully investigated. Obviously, th e development of such new strategies where recycled fibres are reused for paper first and for ene rgy last would retain jobs and add value, compared to the scenarios where biorefineries are developed on municipal waste , including recovered paper. Figure 40 shows the recycled fibre biorefinery concept in the wood-fibre value cha in compared to the wood-based biorefinery. In the recycled fibre biorefinery conce pt , the biomass raw material is essential ly fib res from recovered paper (instead of wood in Figure 39) , with some other biomass like starch (mainly from corrugated board) as well as some non-renewable organic materials like plastics entering the paper recycl ing chain with the collect ion of packaging paper & board.
Mos1 of Ihe large paper recycling and deinking mills already produce some bio-energy and other bio-products , but not yet liquid biofuels or b io-chemicals , from their rejects :
• Coarse rejec ts can be incinerated to produce energy on-site or secondary sol id fuel , for example with the Refire and FoxFire processes1421 used in Dutch mil ls. Coarse rejects can also be used to produce var ious composite materials1431;
• Deinking sludge incineration produces , despite the high ash content , some excess heat used on site. Deinking sludge is com mon ly used in the production of bricks and cemen tl441. A special inc ineration process1421 treating sludge from different mills to produce cement has been reported in The Netherlands Sludge can also be used to produce panel board for the building industryl451;
• Biogas is generated at the anaerobic effluent treatment plan t , from the RP solub le bi o m ass fraction. The bio- m ethane produced in packagi n g pape r recycling mills can lead to significant savings on the gas consumption f461.
In addition to recycling and deinking rejects , RP sorting rejects should be included in the recyc led fibre (or RP) biorefinery domain considered in Figure 40 .
WOOD FIBRE BIOMASS CYCLE IN EUROPE - BIOREFINERY CONCEPTS
Wood - based Biorefl nery
(R!C"yc led Fibre B iore flnery
Import
Export
The insulation is made from a composite of recycled paper such as cardboard , newspaper and telephone directories Fibrous insulation can be used for building , renova ti on and re-insu lation pro jects. In addition to being more environmentally f ri endly than convent ional f ib reglass insu lation, it is als o d enser and good for both sound reduction and increased airflow.
There appears to be significant potential to develop the cellulose based insulation techno logy, although furthe r research is needed to develop appropriate technologies , an d inves tigate c osts.
The proven methods of application ensure the insu lation provides a complete seal to minimise heat loss , eliminating gaps , cracks or other cold bridges It has extremely low embod ied energy, requiring far less energy to produce than any other mainstream in su lation m aterial.
Its fire res istance is improved through the add ition of si mp le inorganic salts, enabl ing it to comfortably meet the fire protection standards required for timber-frame construct ion and conventional lofts . After additional treatment it i s also res istant to biological and funga l a tt ack , treated against insects and is unattractive to vermin Furth er it is a lso harm less to o the r common bu ilding componen ts su ch as coppe r pipes, electric cabl ing and metal nail-plate fasteners.
The trad itional process involves grind ing the paper in a hammermill to produce a fibre fluff , which is treated with fire retardant chemicals (boric acid or ammonium sulphate) , then bagged and sold . The finished product usually consists of about 80% postconsumer waste , with the remaining 20% cons is ting of fire re tardan ts and in some cases acrylic binding .
When , eventually, insulation is removed from a building , it can be recycled again or incinerated safely without creating toxic waste or biodegradability problem s
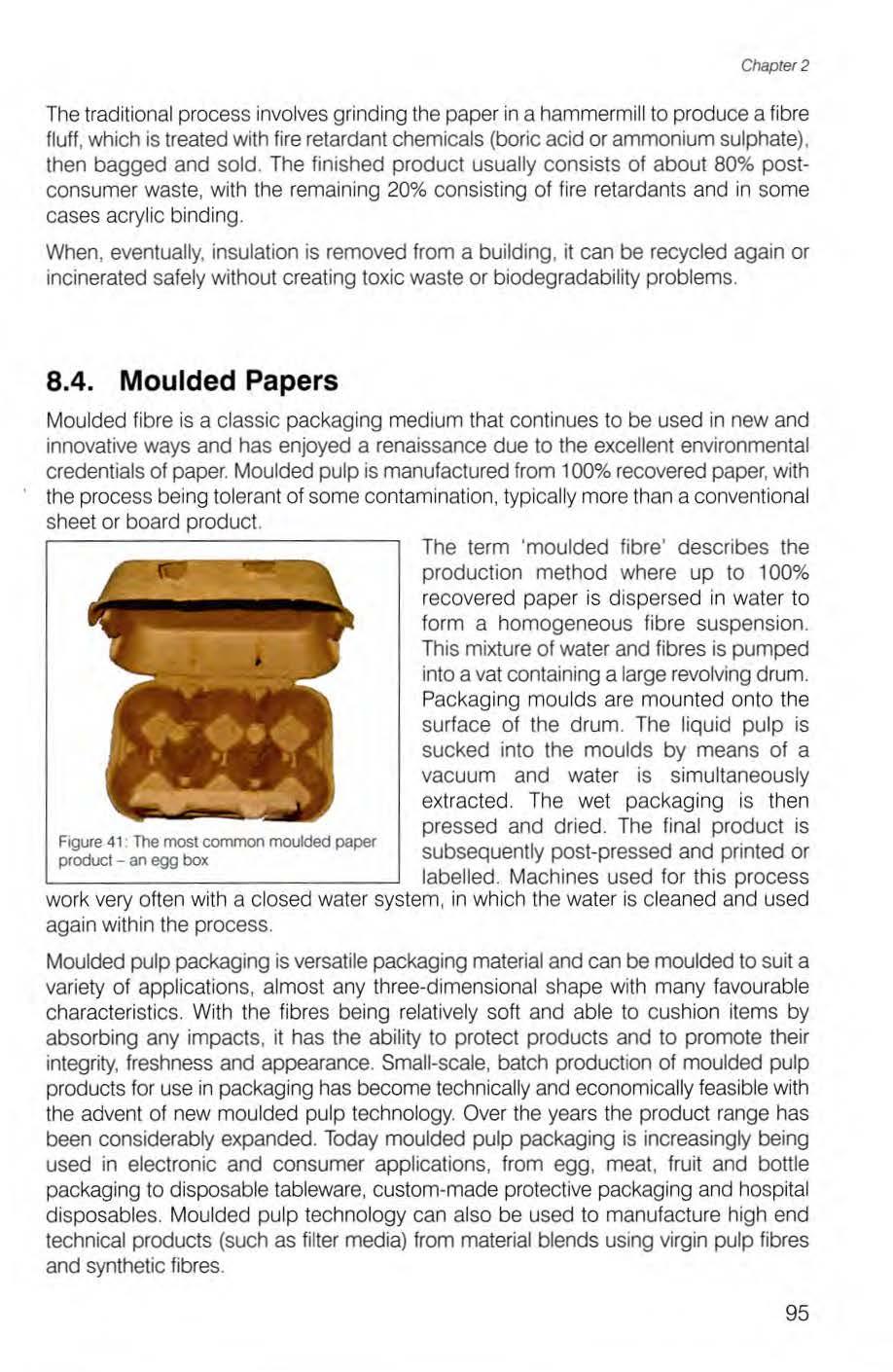
Mou lded fibre is a c lassic packaging medium that continues to be used in new and innovative ways and has enjoyed a renaissance due to the excellent environmental credentials of paper Moulded pulp is manufactured from 100% recovered paper, with the process bein g tolerant of some con tam ination , typical ly more th an a conventional sheet or board product.
The term ' moulded fibre ' describes the production method where up to 100% recove red paper is d i sperse d in water to form a homogeneous fibre suspension . Th is m ixture of water and fibres is pumped into a vat containing a large revo lving drum. Packaging mou ld s are moun ted onto the surface of the drum . The liquid pulp is sucked into the moulds by means of a vacuum and water is simultaneous ly extrac ted The wet packaging is then pressed and dried. The final product is subsequently post -pressed and printed or labelled Machines used for this process work very often w ith a c losed water system, in wh ich the water is cleaned and used again w ithin the process.
Moulded pulp packaging is versatile packaging material and can be moulded to suit a variety of applicat ion s, almost any three-di mens iona l shape w ith many favourable characteris t ics. With the fibres be ing relatively soft and able to cushion items by absorbing any impacts, it has the ability to protect products and to promote their integrity, freshness and appearance Small-scale, batch production of moulded pulp products for use in packaging has bec ome technically and economically fe asib le w ith the advent o f new moulded pulp technology Over the years the produc t range has been considerably expanded Today moulded pulp packaging is increasingly being used in electronic and consumer applications , from egg , meat , fruit and bottle packaging to disposable tableware, custom-made prot ective pa ckaging and hospital disposables . Mou lded pu lp technology can also be used to manufac ture high end technical products (such as fi lter media) from material blends using virgin pulp fibres and synthetic fibres .
Mo ulded fib re products are recyclable, biodegradable/compostable , easy to dispose of; they can be m anufactu red in different colours or sp eci al fi bre mixes
Quality of recovered paper is very often not seen as an issue , although large solid contamination such as compact discs in newspapers/ magazines causes problems (environmen ta l loads caused by decreased processing efficiency and higher waste generat ion, expen s ive w ast e d isposal fees).
An increase in the number of companies manufacturing moulded pulp could be advantageous ,(and the market could be grown to accommodate their output) particularly as the process can utilise the lower grades that currently have little market value. The re may in part icu lar be an opportun ity in the reg ions, where a proportion of pap er collected for recycl ing is currently landfilled. A niche market may also exis t in the regions where there is an existing concentration of other (non-paper) manu facturing activities that could consume the moulded pulp packaging , such as electronics
Many museums all over the world collect paper. In most cases not only for the material itself but for the image depicted on it, such as a drawing or a print , but it happens more often nowadays , that also three-dimensional objects made ou t of paper or recovered paper repr esent high arti st ic value.
In the last two centuries , paper has been used to an increasing degree as the basic ingredient for other forms of creative expression , in which the material aspect plays an important role Recen tl y, more and more artists have discovered the creative potential of pape r as w ell as raw ma terials used for paper production , among thos e also recovered paper.
Although this kind of activity will never provide a significant commercial outlet for Recovered Paper, it does have an important role to play in improving the consumer ' s perception of Recovered Paper as a valuable raw material and not as a waste product of society
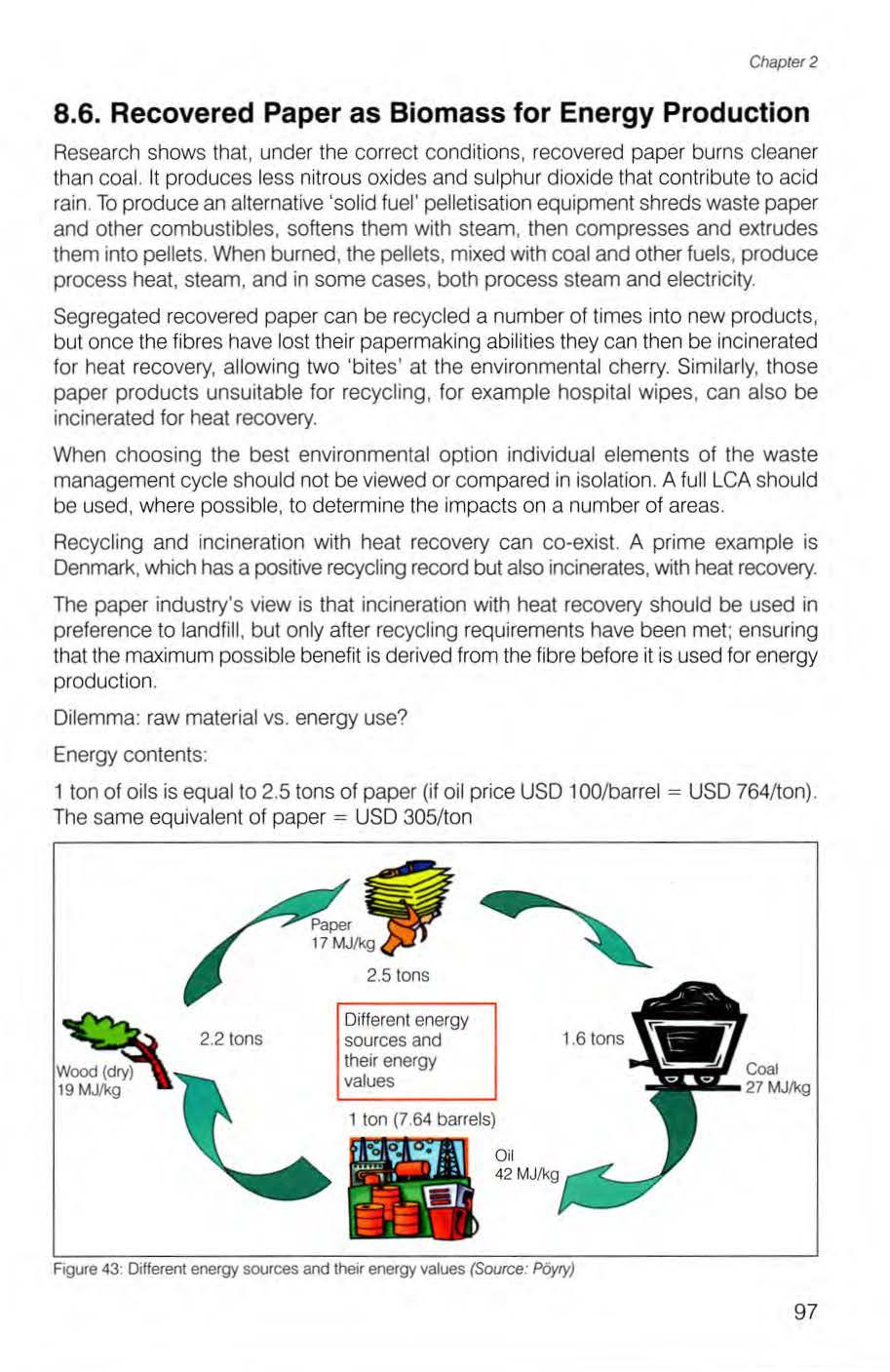
Research shows that, under the correct cond itions, re covered paper burns c leaner than coal. It produc es less n itrous oxides and su lphur dioxide that contribute to ac id rain To produce an alternative 'solid fue l' pelletisation equipment shreds waste paper and other combustibles , softens them with steam , then compresses and extrudes them into pellets When burned , the pellets, m ixed with coal and other fuels , produce process heat, steam , and in some cases , both process steam and electricity.
Segregated recovered paper can be recycled a number of times into new products, but once the fibres have lost their papermaking abilities they can then be incinerated for heat recovery, allowing two 'bites' at the envi ronm ental cherry. Similarly, those paper products unsuitable for recycling , for example hospital wipes , can also be incinerated for heat recovery
When choosing the best environmen tal option individual elements of the waste management cycle should not be viewed o r compared in isolation . A full LCA shou ld be used, where possible , to determ ine the i mpacts on a number of areas.
Recycling and incineration with heat recovery can co -exist. A prime example is Denmark , which has a positive recycl ing record but also incinerates, with heat recovery
The paper industry's v iew is that incineration with heat recovery should be used in pre ference to landfill , but only after recycling requirements have been met ; ensuring that the maximum possible benefit is derived fro m the fibre before it is used for energy produc tion.
Dilemma: raw material vs energy use?
Energy contents :
1 ton of oils is equal to 2 5 tons of paper (if oil price USD 100/barre l = USD 764/ ton)
The same equivalent of paper = USD 305/ton
1 ton (7 64 barrels)
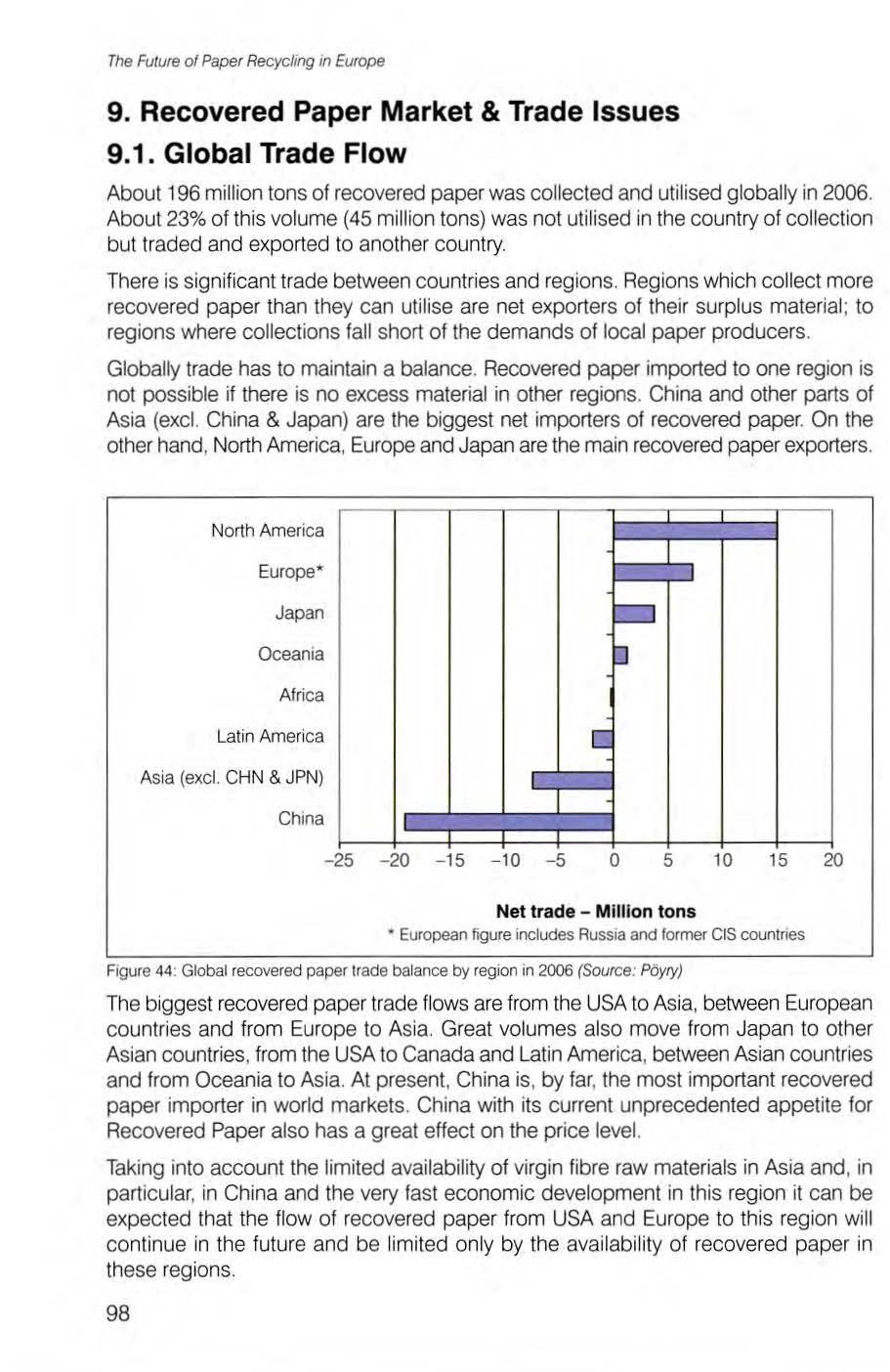
About 196 mi llion tons of recovered paper was collected and utilised globally in 2006 . About 23% of thi s volume (45 mi llion tons) was not utilised in the country of collection bu t traded and exported to anothe r coun try
There is sign ificant trade between count ri es and region s. Regions wh ich co llect more recovered paper than they can utilise are net exporters of their surplus material; to reg ions where collect ions fall short of the demands of local paper producers .
Globally trade has to maintain a balance Recovered paper imported to one reg ion is not possible if there is no excess material in other regions . China and other parts of Asia (excl. China & Japan) are the biggest net importers of recove red paper On the other hand , North America, Europe and Japan are th e main recovered paper exporters.
• European figure includes Russ1a and former CIS coun tries
The bigges t re covered paper trade flows are fro m the USA to Asia , between European count rie s and from Europe to As ia. Great volumes also move from Japan to other Asian coun tries , from th e USA to Canada and Latin Ameri ca, between As ian countries and from Oceania to As ia. At present , China is , by far, the most important recovered paper importer in world markets China with its current un precedented appetite for Recovered Paper a lso has a great effect on the price level.
Taking in to account the limited availability of virgin fibre raw materials in As ia and , in particular, in Ch ina and the very fast economic development in this region it can be expec ted th at the flow of recove red paper from USA and Europe to th is region will continue in the futu re and be limited only by the availabi lity o f recovered paper in th ese reg ions.
Eventually, China ' s internal market for Recovered Paper will develop and the region will satisfy more of it's needs from local material. The decline of this 'export market' could have a profound effec t on the g lobal recovered paper market and current 'exporters' should be looking to develop new markets I consumers to utilise current co llections when this happens.
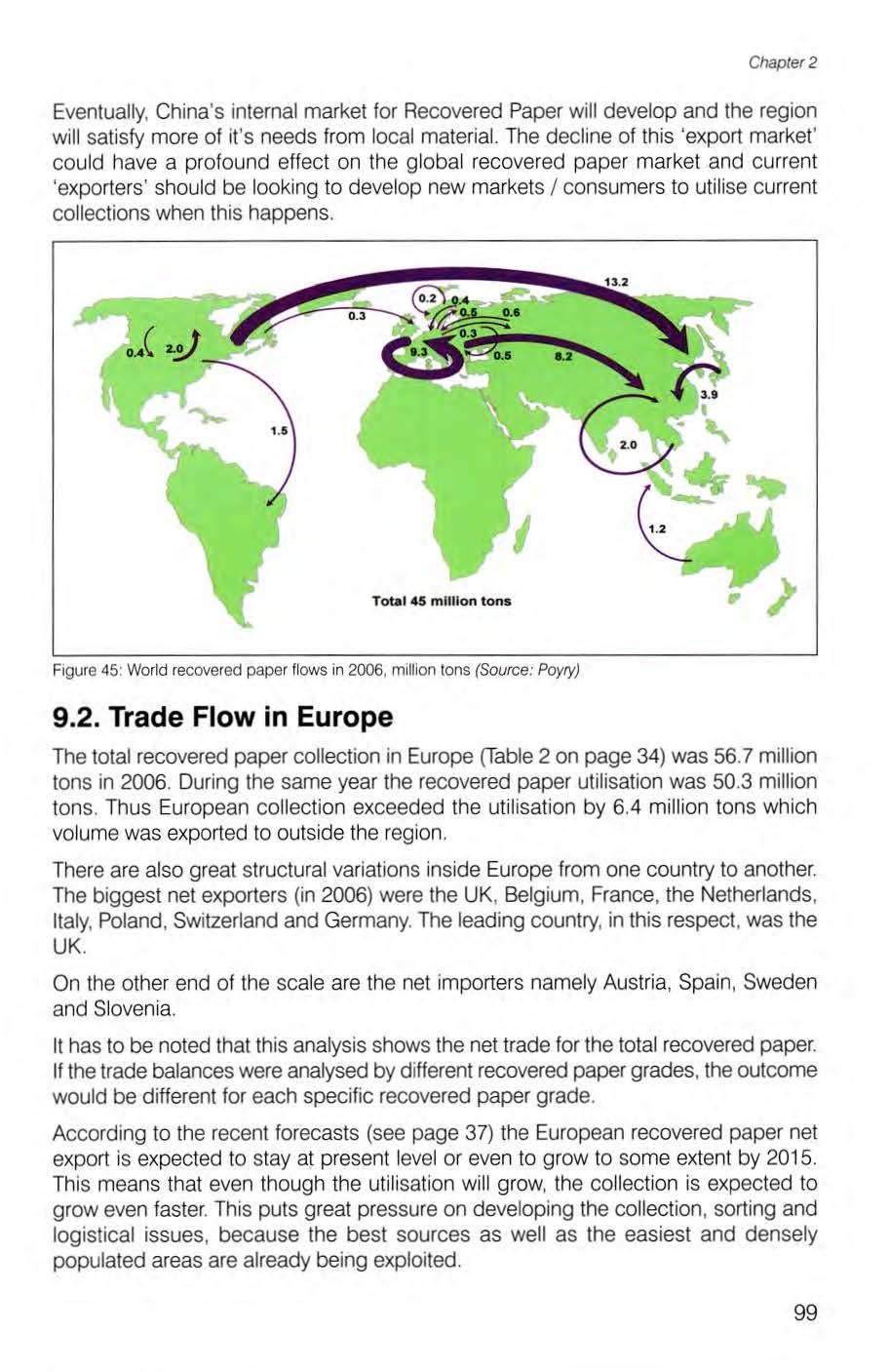
The total recovered paper collection in Europe (Table 2 on page 34) was 56.7 million tons in 2006. During the same year the recovered paper utilisation was 50.3 mi llion tons. Thus European co llection exceeded the util isation by 6.4 mill ion tons which vo lume was exported to outside the reg ion.
There are also great structural variations in s id e Europe from one country to another. The biggest net exporters (in 2006) were the UK , Belgium , France, the Netherlan ds , Italy, Poland , Switzerland and German y. The leading country, in this respect , was the UK.
On the other end o f the scale are the net impo rters namely Austria, Spain , Sweden and Sloven ia.
It has to be noted that this analysis shows the net trade for the total recovered paper. If the trade balances were analysed by d ifferent recovered paper grades, the outcome would be d ifferent for each specific recovered paper grade.
According to the recen t forecasts (see page 37) the European recovered paper net export is expected to stay at p resent level or even to grow to som e extent by 2015. This means that even tho ugh the util isat ion w ill grow, the co llec ti on is expected to grow even faster. This puts great pressure on deve loping the col lection , sorting and logistical issues , because the best sources as well as the easiest and densely populated areas are already being exploited.
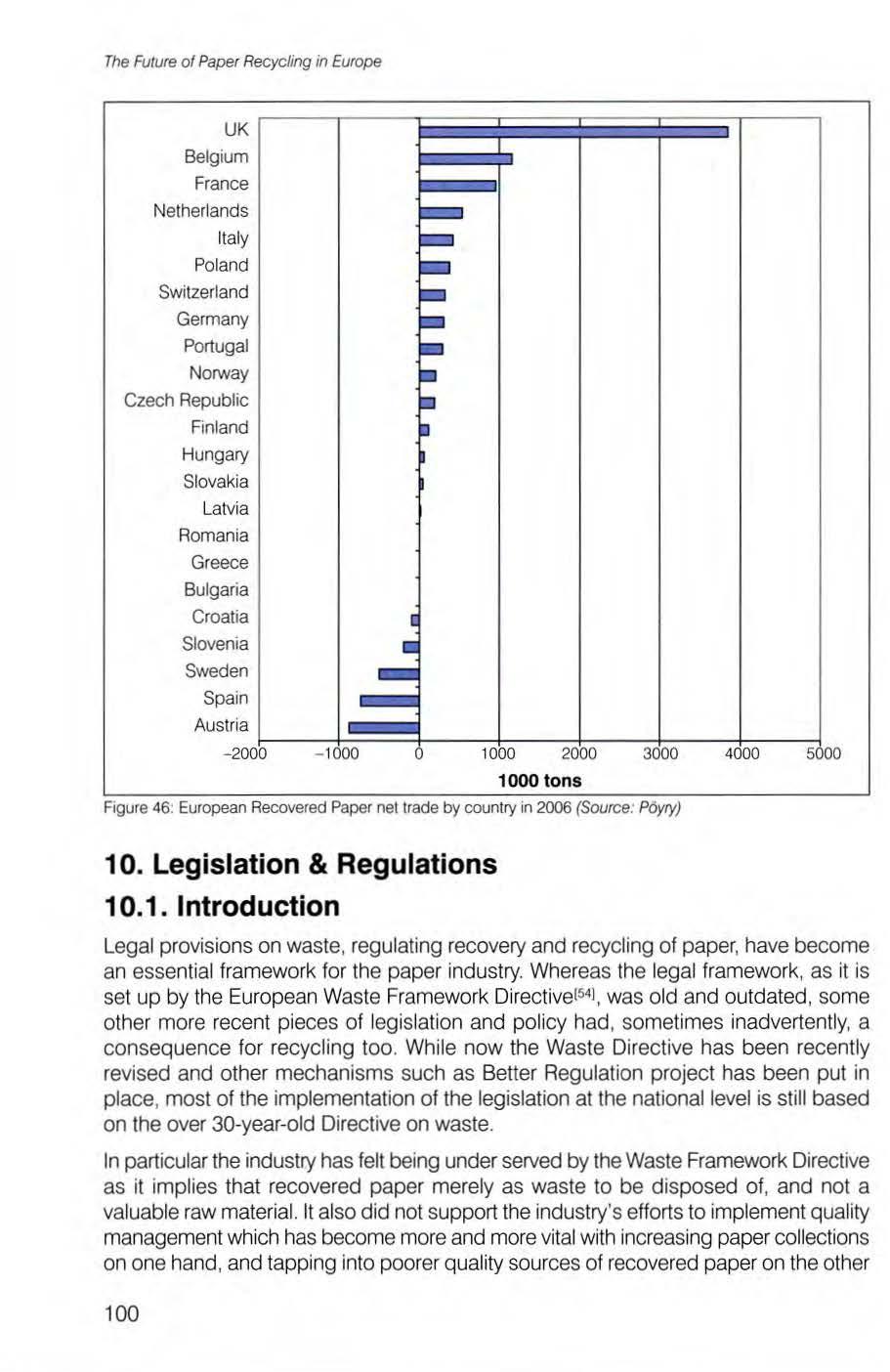
Legal provisions on waste , regu lating recovery and recycling of paper, have become an essential framework for th e paper industry. Whereas the legal framework, as it is set up by the European Waste Framework Direc tive1541, was old and outdated , some other more recent pieces of leg islation and policy had , sometimes inadvertently, a consequence for recycling too While now the Waste Directive has been rec ently revised and other mechanisms such as Better Regulation project has been put in place , most of the implementation of the legislat ion at the national level is still based on the over 30-year-old Directive on waste.
In particular the industry has felt being under served by the Waste Framework Directive as it imp lies that recovered paper merely as waste to be disposed of, and not a valuable raw material. It also did not support the indu stry 's efforts to implement quality management which has become more and more vita l with increasing paper collections on one hand , and tapping into poorer quality sou rces of recovered paper on the other
hand. In particu lar, increas ing volumes o f co-mingled collections (collec tions o f mul timateri als where several dry recyc lables are collected in a sing le s tream) were spread ing to more count ries , causing serious problem s in materi al efficiency.
In add it ion to Waste Direct ive much other legisla ti on have an im p ac t o n pape r recycling such as Landfill Di rect ive, Waste Shipment Regulation and Packag in g and Packaging Waste Direc tive, o r policies such as those on C limate Change and energy. Without clear guidance on waste hierarchy bu t with a strong focus on energy polic ie s related to cli m ate change , a concern of recovered paper be ing used as a renewable energy sou rce by other industri es has been growing.
More recycling has m eant more recovered paper and more d irect costs in was te p erm its and was te transpo rtation , as well as more cost s arising from quality m anagement to some t hing that was perceived as waste . There fo re industry was burdened with increased am ount of im purities , non-pape r elemen ts and crosscontamina t ion an d cost re lated to managing them .
At the same ti me paper p roducts contain more non -f ibre ele m ents (co m pos ite ma terials) and have become m ore comp lex, withou t having legal framework allowing for a cost efficien t - if any- outlet fo r residues from recyc ling. Perm it t ing p ractices c learly are ano ther issue defining the limits o f paper recycling; as legislat ion says what is and is not poss ib le, the local perm itting au thori ties decide what is and is not accep ted and implem en ted.
All t his has been contrasting the target EU has se t itse lf to become a "Recycling Society " . Th is ta rget was announced in a the m atic strategy on prevention and recyc ling of waste l55l : This long-term s t rategy aims to he lp Europe become a respons ible recycling society that seeks to avoid waste and uses waste as a resource . The waste and resources strateg ies are two of the seven 'thematic ' strategies required under the 6th Environment Action Programme (2002 -2012)1 561.
Paper recycl ing in Europe has been faced with an identity cr isis for the indus t ry recovered paper has become an essential raw materi al -whereas for pol icy makers used paper has simply been a was te prob lem . This has been culminated in the class ificat ion of recovered paper as was te as opposed to secondary m aterial. The very rigid leg islation de fined waste as "any substance o r object . . .wh ich the holder d iscards o r in tends or is requi red to discard " .
For paper industry: used paper is a
r esource
For policy makers : used paper is a
waste management prob lem
Once a substance or an object became waste, there was no mechanism for it, despite any recovery operation , to cease to be waste and to become non -waste aga in. Therefore recovered paper was waste , w ith a l l legal and bureaucratic requ i rements and red tape that follow from tha t status. W ith the i ncreased volumes of recycling, th is became a s ignificant burden for the industry, w ith very little if any va lue added to the environmental protection as paper recycl ing operations are in addition a lready covered by environmental perm its based on the Directive on Integrated Pollution Prevention and Controi iS 7J.
Quantifying the cost of the waste c lassification is difficu lt as the cu rrent implementation of the waste leg is lati on is not uniform throughout Europe A case study from one large paper recyc ling mill conc luded some years ago an extra cost of 12.50 €/tonne of recovered paper on ly from the waste perm it conditions at the mill s ite A study on the German metal industry quoted a cost of 5 to 10% of the annual turnover due to the waste legis lat ion requirements , which could be comparab le to paper industry. Yet , in some other countries there are no additional requirements at the mill site on top of the IPPC perm it. In all countries , however, transporting "waste " requ ires a specific p ermit and the poo l of such transporters to choose from i s smaller than when transporting secondary materia ls.
Most importantly, perhaps , hand ling secondary raw materials allows for creating more solid quality managem ent ru les than for those hand ling waste , simply due to the fact that the supply cha in does not take very seriously the risk of making "waste " any worse.
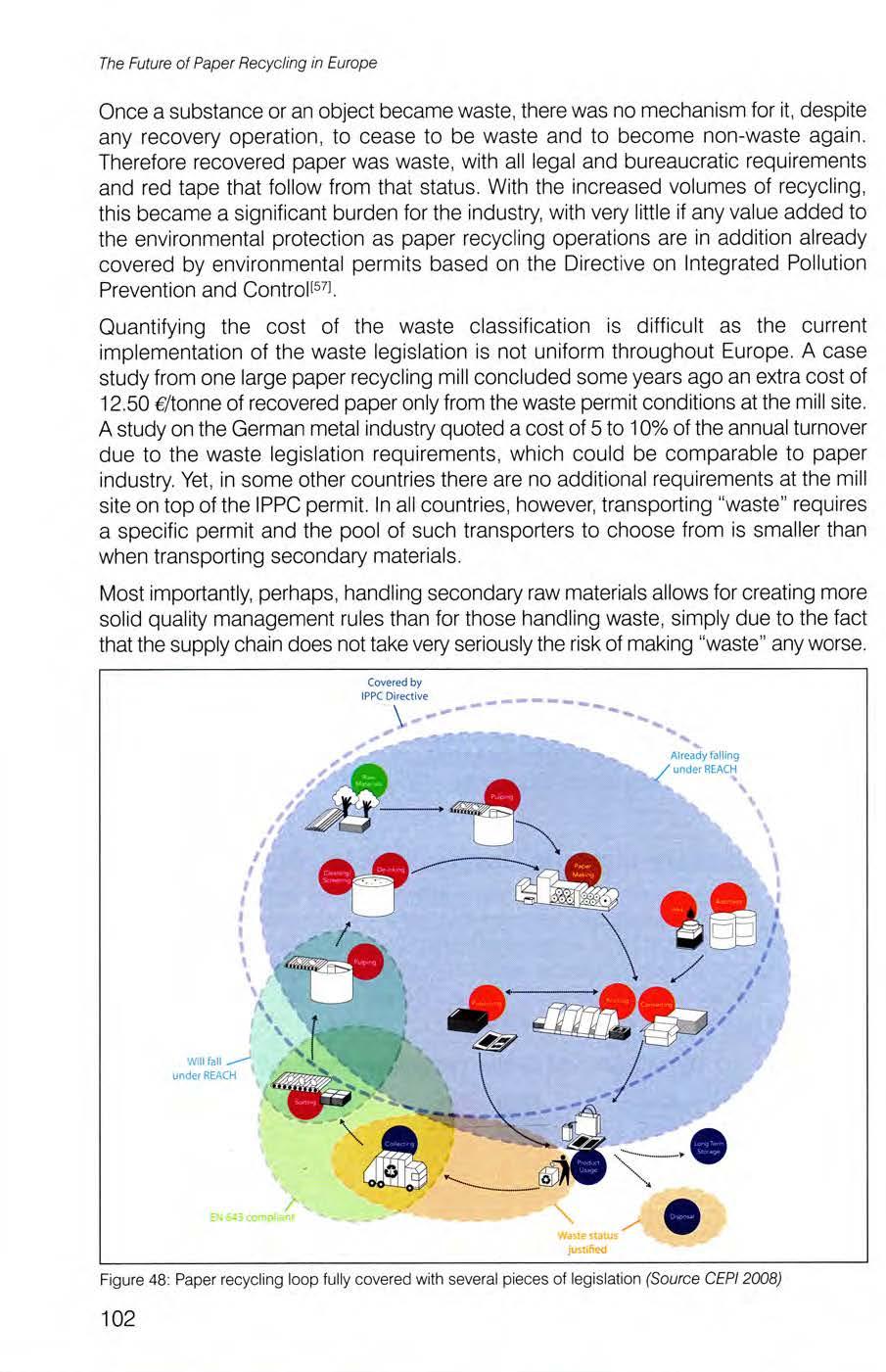
The industry fee ls the Waste Directive does not create any added value for the environment where the operation is already covered with more stringent leg islation . This situation may change with the rev ised Waste Directive which for the first time introduces a mechan ism , for a handful of specific material streams including paper, to cease to be waste. This would take place in a case-by-case assessment for each of the candidate materials and could st i ll take a long time before it was legally enforceable. (Se e p127 ; Future Legislation for details.) Until that day, European legisla t ion has not succeeded in what the indus try has done : closing the loop . Were that situation changed , Industry would then benefit from having more usab le materials , better yie ld and less cost for managing residues.
" By and large, waste is being better managed than it was. The industry that deals with it is becoming more efficient, the technologies are getting more effective and the pollution it causes is being controlled more tightly. In some p laces less waste is being created in the first place. But progress is slow because the po liticians who are try ing to influence what we discard and what we keep often make a mess of it. "1581 This quote from the editiorial in The Economist shows that paper is not a lone with the problem , and Europe is not the only reg ion in need of better legislation. However, w ith the high volumes of paper recycling in Europe, the problem here is probably more pronounced than elsewhere .
In particular this has been demonstrated in the ru les for good quality collection systems which are by and large lac king , confused and ambiguous ru les on rights and obligations throughout the recovery chain , and sluggish if not impossible permitting procedures. This has meant , in short, lack of understanding that waste is a starting point of another cycle of industrial prod uction process. The first steps by the industry to have this better understood by its stakeho lders , has included the development of a European Standard on recovered paper gradesl59l, and indeed the convention within the industry to use words "recove red paper" instead of "waste paper ". both actions dating back to 1990 's .
Many other tools from research to technological development have been used to overcome the obstacles the lack of proper leg islation has created . Notably the industry has deve loped voluntary measures to fill the gaps in the legislation. Guidelines on responsible sourcing and quality management of recovered paper b y Confederation of European Paper Industries (CEP I) , or CEP I' s in itiative to invite the who le paper value chain to join the European Declaration on Pape r Recycling are indus try own initiatives that have proven vital to all. ow for inc reased recycling despite the lacking support from the leg islation . Sim ilar positive impact is expected from the launch of the Industry Guidelines on paper and board in contact w ith food , as that would clarify, in the absence of a specific legal measure , how paper and board can comply with the Framework regulation on materials in contact with food i60J.
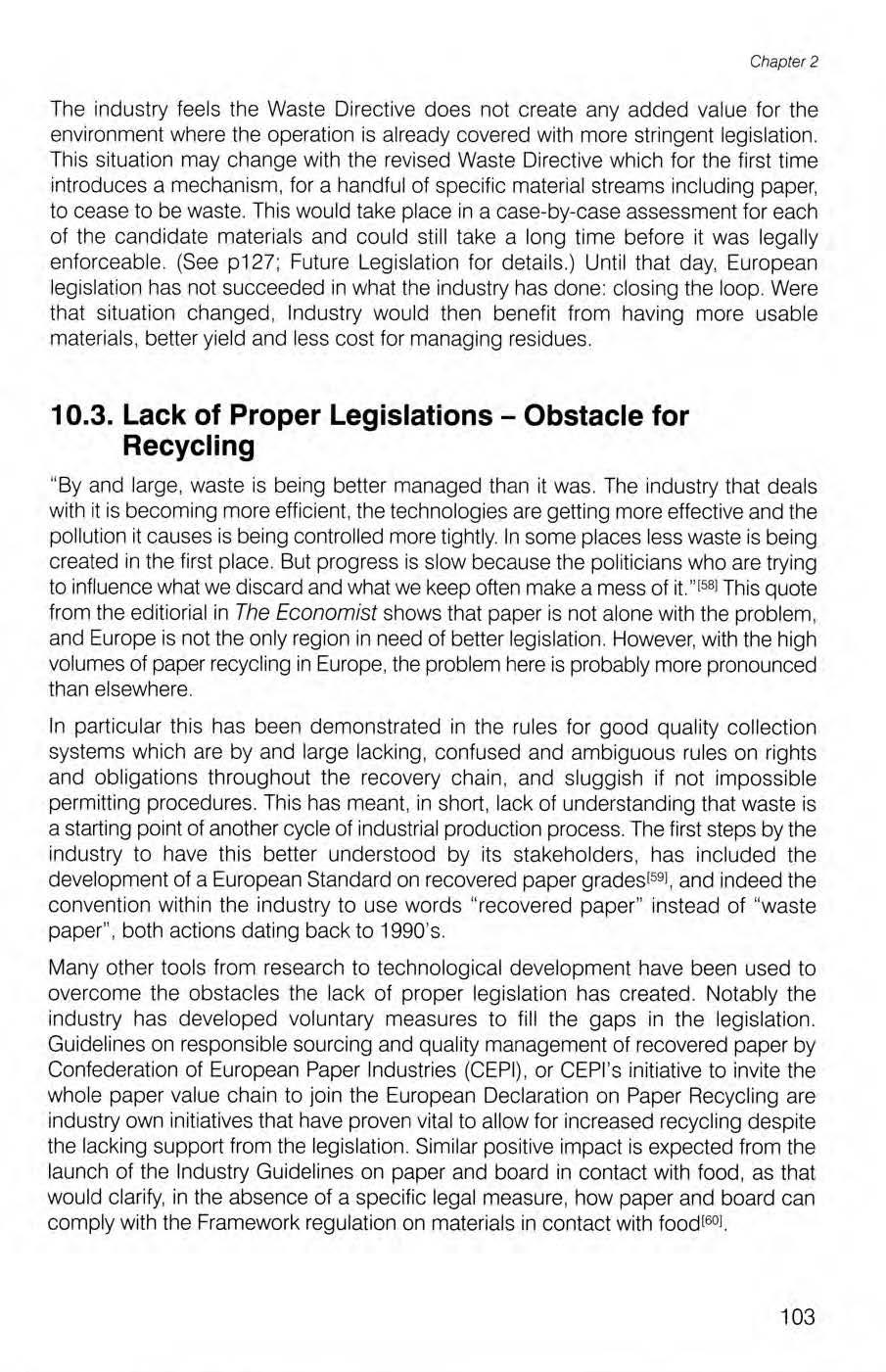
European Declaration on Paper Recycling (2000 - 2005, 2006 - 201 0) was noted as a success story in an assessment o f vo luntary agreements by the European Un ivers ity Institute (EU I) in lspra . Proactive ly respond ing to the indus try ' s own strateg ies , w ithou t push from spec ific NGO campa ign or publ ic crit ic i sm , " ambitious ta rge t s and organisational effort " have made European Dec laration on Paper Recycling a 'gold standard ' in the EUI evaluat ion[G 1l.
Was te leg islati on h its recyc ling in othe r ways other than d irectly impact ing the collec tion and quality of recovered paper. It also regulates the management options for by-produc ts, res idues and rejects from paper recyc ling m i lls.
While landfi lling has becom e uneconom ic option in most o f t he European count ries , in some , the perm itt ing autho rit ies have fa iled to p rov ide any other option for manag ing res idues fro m recyc ling operations, effect ively form ing a bot tl e neck fo r increas ing paper recycling . More i mpo rt antly, it seems to p roh ibi t in dus t ry in it iat ives to improve environmenta l I ecological perfo rmance.
New Waste Directive may p rovide sore ly needed c lari ty in tak ing at least by-products o u t o f the waste opera tions . defining them as non-waste , but yet they then have to comply w ith the strict European che m ica ls leg is la t ion set in REACH Regu lation l63l
The Landfi ll Directive f64 l on the other hand cou ld help the Industry by encourag ing the d ive rs ion of more pape r f rom disposal to recycl ing The Directive came into force on 16 J u ly 1999; w ith targets on d iversion increasing stepwise up to 2016 . Whereas it i s the local au t horities who usually have the monopo ly in deciding o n the management option for any waste mate ri al , paper industry can o n ly advocate recycling as a p referred op t ion and would we lco me all paper to be separately collected : Land fill Direc tive i s therefo re potentially a powerful too l.
Landfill Directive targets inc lude reduction o f biodeg radable mu n ic ipal waste going to landfi lls to 75% by 16 June 2006 ; to 50% by 16 J une 2009 ; and to 35% by 16 June
2016 EU member states depend ing highly on land fill , have a four year extension to each date
The potent ial of paper diversion from landfil ls to recycling was still up to 20 mill ion tonnes in Eu rope in 2007165l ; compared to the tota l paper consumption (100 million tonnes) , it seems that paper has already met and exceeded the target of max 35% landfill, but furthe r diversion would improve avai lability of recovered paper and help ach ieving the overall target of the Directive as other waste streams may have it harder to advance in d iversion . In a certain number of countries , a very high number of landfills for non-hazardous waste and for inert waste will have to be re -equ ipped o r closed by 2009 to conform to the Direct ive .
The Direct ive does not apply to the spreading on the soil of s ludges , the use of inert waste fo r redevelopment or restoration work in land f ills , neither does it apply to industrial waste.
A sustainable increase in paper recycl ing requires an increasing emphasis on ecodesign and was te prevent ion , wh ich the different sectors along the paper chain have pledged to support in the European Declaration on Paper Recycl ing l66l By jo ining the Declaration they committed to qual itative actions , in particular by the eco -design of paper products , to improve the recycling rate by 2010.
As waste preven t ion is not jus t reduct ion of " generation of waste " but also reduct ion of the presence of hazardous substances in waste and technolog ies focussing on recyc lab le p roducts, it seems tha t the paper industry has a lready m any prevention measures in its everyday practices If this is not correct ly understood, waste prevention becomes a limi t ing facto r for the industry.
The new Waste Direct ive de fi nes waste prevention in Article 3 .12 as follows:
' prevention ' means measures taken before a substance , materi al or product has become waste , that reduce:
(a) t he quantity of waste, including through the re-use of products or the extension of the life span of p roducts ;
(b) the adverse impacts of the generated waste on the environment and hu m an health ;
(c) the con te nt of harmful substances in materials and p roducts;
For example , lighter g rammage and librari es could be considered for the letter a) above; recycling operation (as opposite to landfilling) and good quali ty co ll ection schemes supporting resource effic iency could be cons idered for the le tter b) ; and eco-design throughou t the paper value chain to remove harmful substances from the auxi liary materials used on paper could be considered for the letter c) More examples can be easily thought of where necessary and depend ing on the actual con text of d iscussions .
Packag ing and Packaging Waste Directive (PPWD) I67l is the only EU legisla tion that se ts recycling and recovery targets for paper and board . In m any count ries it has been driving recycling as it obliges setting up collect ion schemes.
In reach ing those targets , paper based produc ts have been excel ling for years- the target of 60% recycl ing rate , to be met by 3 1 Dece m ber 2008 was met already in 19971681 and was in 2007 es t im ated to be at 80%1691. These targe ts are different for each packaging material and are e.g on ly 22 5% for plas tics This inequality between targets for competing packaging materials has so m etimes lead to discuss ions on eventual market bias the Di rec tive may cause between materials ; th is is somewhat iron ic as the Directive itself was origina lly se t up to ensu re the functioning of the Internal Market (of recyc lables)- in add ition to prevention and reduction o f the impact of packaging and packaging was te on the environment.
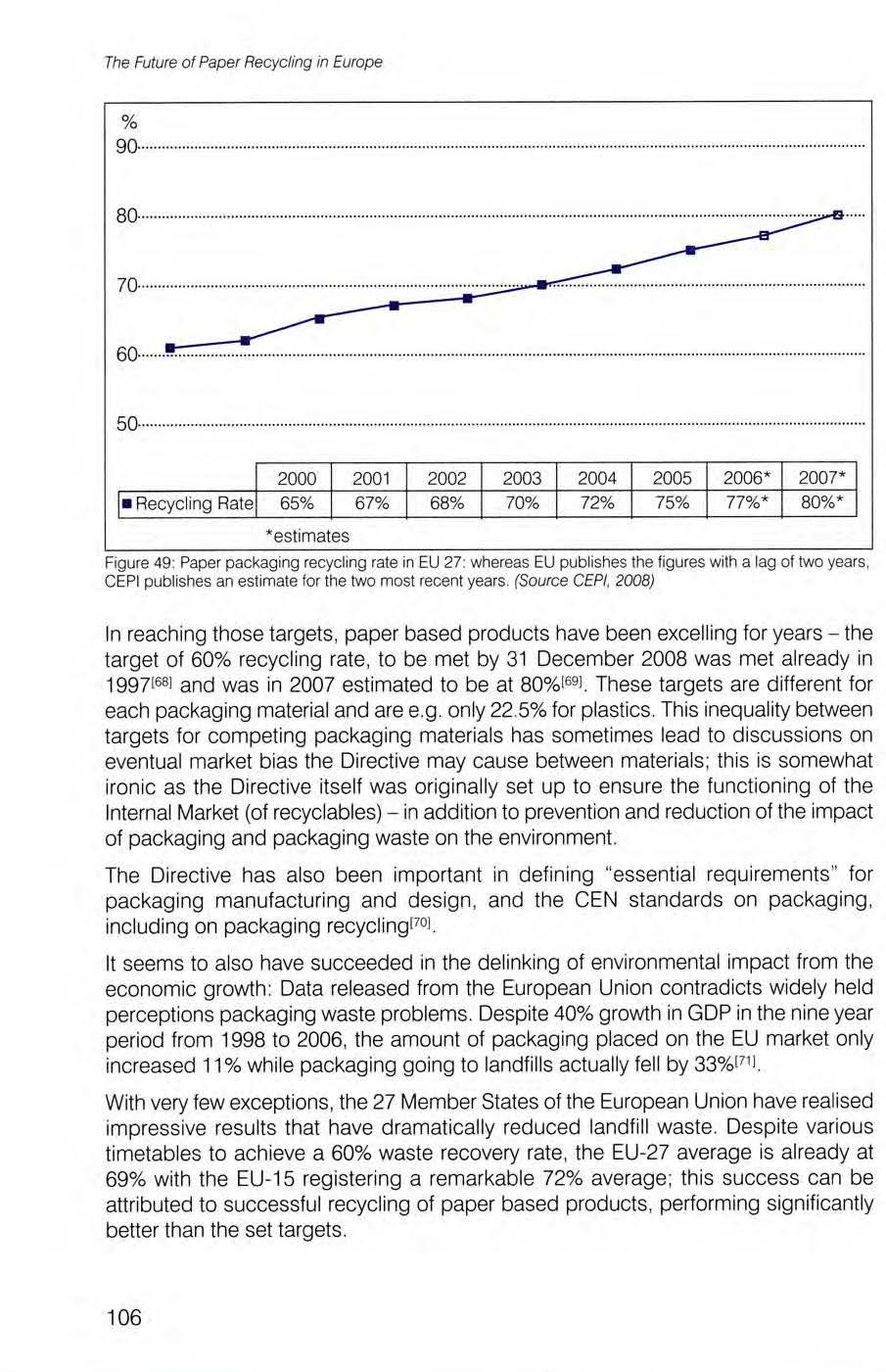
The Directive has also been important in de f ining "e ssential requ iremen ts " fo r packag ing manufactu ring and des ign , and the CEN standards on packaging , including on packag ing recycl ingi 70l
It seem s to also have succeeded in the de linking of environmental impac t f rom the economic growth: Data released from the Euro p ean Un ion co nt rad icts w idely he ld perceptions packaging waste p roblems. Despi te 40% growth in GOP in the nine yea r period from 1998 to 2006, the amount of packaging p laced on the EU m arke t only inc reased 1 1% whi le packaging going to landfil ls ac tually fel l by 33%1711.
With very few exceptions , the 27 Membe r States o f the Eu ropean Union have rea lised impressive resu lts t ha t have dramatically reduced landfill waste Despite various ti m etab les to ach ieve a 60% was te recovery ra te, the EU -27 average is al ready at 69% with the EU - 15 registe ri ng a remarkable 72% average; this success can be attri buted to successful recycling of paper based p roducts, perform ing significan t ly better than the set targets.
The data also shows the average recyc l ing rate across t he entire European community is just above the 55% target, even tho ugh the dead line to reach this goal ranges from 2008 to 20 15. Moreover, disposal of waste in landfi lls has fallen significant ly, as men tioned above , w ith on ly Greece and Portugal seeing marginal inc reases in packaging waste disposal.
Used packaging, l ike other products at the end of their life , is useful material for recycl ing Recovered paper has become a commodity on global market and an essent ial part of the functioning of the g lobal economy. G lobal shipments of used paper and board products are regu lated under Waste Sh ipment Regulat ion i721 that came into force 12 July 2007.
Recovered paper is under the " li st B of the Part 1 of the Annex V", usually (and understandably) referred to simply as "Green List". Recovered paper is thus not covered by an export prohib iti on (no t covered by Artic le 1(1) (a) of the Basel Convention) . Export of such " Green List" waste w ith in the OECD countries , or other countries with an agreement with EU , is not sub ject to notifica ti on and consent procedure and is done under normal commercial transactions ; however, the comp letion of an Annex VII form is requ i red in order to increase traceab i lity of c rossborder waste shipments and to prevent illegal shipmen ts of waste. Th is has increased somewhat the administrat ive costs of recovered paper trading but would improve transpa rency of the shipments as advocated by the paper industry.
Materials intended to come into contact with food are regulated under Food Contact Regulationl 731and under Good Manufacturing Practice (G MP) Regu lation1741 - none of which has paper and board specific ru les. The general requirement that materials for (d irect or indirect) food contact " must not transfer the ir constituents to the food in quant ities that could endange r human health or change the composition or organo leptic characte ristics of the food" applies to pape r based products, but no specific measure exists on European level to guide how paper and board is to comply with this requirement.
Instead several national (e g German recommendation BfR XXXVI) or regional (Nordic or Council of Europe) standards are be ing used , sometimes unnecessari ly res tr ictive or simply banning use of recovered paper. To fill this gap on the European leve l, and to update existing standards with most recent scientific know ledge , the paper packaging chain is preparing Indust ry Gu idel inel 751 fo r paper and board i n food contact to set a single European standard acceptab le for consumers and po l icy makers.
The Industry Guideline is l ikely to set specific rules for manag ing recyc ling paper and board for food contact. Traces of non i ntentionally added substances (NIASs) will occur in all packaging materials and their comp lete identification and tota l elimination is not possible The paper industry will select its raw materials to ensure NIASs in its products a re present at extremely low levels .
The Industry Guideline requi res that an operator mus t perform a risk analysis of the manufacturing to identify all operat ions wh ic h have the potential to in fluence the su itab ility of the final product for food contact pu rposes ; th is risk analysis may, for instance, lead to exclus ion o f unsu itab le sources or grades of recovered paper.
A qual ity managem ent system is requ ired to manage the risk on an accep tab le level. The cont inuing compliance with legis lative and customer specifications has to be demons trated and recorded
The GMP Regulation , appli cable as of August 2008, defines good manufacturing p ra c t ice for all packag ing to avoid food scares such as the ITX scandal in 2006. Food contact expert s estimate paper and board packaging already co m pl ies with the regulat ion However, the current pape r indus t ry GMP is under revision , to ensure cons is tency with the EU Regu lation, and w i ll be published in 2009.
These voluntary industry measures , build ing on the legislative EU framework, ensure safe recycling operations for food contact pu rposes based on several key elements:
• Selection of recovered paper o f an appropriate quality;
• Cooperation within the value cha in to ensure des ign for recyclab ility of auxi liary materials in paper p roduc ts (inks , adhesives e tc .) ;
• Selection o f appropriate processing technolog ies ;
• Operation of Good Manufacturing Practice, including Gu idelines on respons ible sourcing o f recovered paper;
• Testing of f inished products to ensu re t ha t a number o f known potent ia l contam inants are absent from the recycled paper and board.
The Pi ra Peer Review Report (March 2009) concluded on the Industry Guide line that "i t is very easy to argue that it provides a more useful set o f Guidelines for the safe use o f recyc led fi bres than is current ly in place under any of the National Regu lations ", and aligned w ith the requirements o f the EU legislations. "A s igni fi can tly more rigorous framewo rk is offered for the approval of recycled fibres when compa red to national legis lation includ ing fibre sou rce , c lean up processes and testing protoco ls, with the advantage over the Counci l of Europe Reso lut ion t ha t some of t he associated complex ity has been reduced" (Pira International 2009).
A g lobal Life Cyc le Analysis (LCA) study by the Waste and Resources Act ion Programme (WRAP) in UK looked in de tai l at the carbon balances be tween paper recycling and t he disposal op ti ons of land fi ll and incinerat ion. Th is report , Environmental Bene fits of Recyc li ng (WRAP 20061911), rev iewed over 108 global life cycle assessments for paper, re jecting 99 for a number of issues including incomplete life cyc le review, and studying 9 in detail.
The results , maybe reflecting ra t her the variab le quality of the LCA s , showed enormous var iation for paper recyc ling. A minority of situat ions existed where both incineration and landfill we re found to be preferable to recyc ling bu t these typ ical ly involved extreme scenarios that are not typica lly found in practice . In the majority of studies recycling was the preferred option and for reduced greenhouse gas em issions , 73% of scenarios favoured recycling. Identical resu lts were obtained by Eu ropean Environment Agency EEA in a sim ilar study.
Based on the study, WRAP considers that it is reasonable to say that recyc ling 1 tonne of paper and cardboard wi ll avoid 1 .4 tonnes of carbon dioxide equivalent compared to landfill, and 0 62 tonnes of carbon dioxide equivalent compared to incineration This alone would have meant a saving of 38 to 85 mi llion tonnes of C0 2 equivalent a year with cur rent volumes of recycling in Europe compared to everything incinerated and everything landfilled respect ive ly
Whereas recyc ling usually has other cl imate change benefits in addition to avoided em issions from landfilling or inc ineration, such as the savings availab le from the substitution of primary raw materia ls with secondary materials plus the energy efficiency gains achieved through the reprocessing stage , ca lculating spec if ic C02 savings from recycling is no t straight forward. The difficu lty in such calculat ions lies in the fact that paper manufacturing is extremely var ied , much more than other industries , in terms of product ion processes , raw materia l inputs, energy sources , output products and locat ions
Some estimates do exist, such as by In ternational Energy Agency (lEA) , wh ich ca lcu lated recently that each ton of recyc led pulp offers a net energy savings potential of 10 9 GJ/ t (lEA 2007) lEA Energy Techno logy Perspectives (2008) no tes that " between 10 and 20 GJ/ t can be saved per metric ton of paper recycled , depend ing on type of pulp and the efficiency of the pu lp product ion it replaces ".
Another WRAP study (2008) assessed the long distance hau l of recove red paper (and p lastics) to As ia : the study concluded that the benefits of recycling may outweigh em issions from shipping to the As ian market. The WRAP study found that emissions from shipping recovered paper from UK to Ch ina are less than 1/ 3 of savings from recycl ing , and less than 1/ 10 if the ship carry ing the waste would otherwise have returned empty
The Confederation o f European Paper Industries has set ou t a framework fo r paper manufacturers to measure t he ir carbon footpr ints (CEPI 2007). It will be up to the var ious paper industry sectors , and possibly individual compan ies , to determ ine th is number based on their own unique circums tances This work is in line with later developmen ts in standard isation such as PAS 2050.
However, the methodology for quantifying all benefits from paper recycling is s till not ready as one should be able to allocate C0 2 costs and savings be tween the phases of primary production and recycling , and as for examp le the method for calculat ing carbon storage in products (i n fibre) is not fully developed yet.
In any case , it is clear that recycling contr ibutes pos it ively to mitigating climate change. In the light of that , it is surprising that the EU policy package on energy and climate change can potentially be a maj or threat to recycling . The reason f or this is that EU has adopted a set of very ambitious targets for renewable energy wh ich could lead to recovered paper, in add it ion to much b igger vo lumes of wood biomass , cou ld be co llected in a " m ixed energy stream " and used to energy generat ion instead of material recycl ing. In a study for CEPI by McKinsey and Pbyry Consulting (2007) it was estimated that up to 25 m i llion tonnes of recovered paper could be used for energy generation by 2020 , lead ing to a gap comparab le to almost half of the es ti mated utilisation of recovered paper in the paper recycl in g .
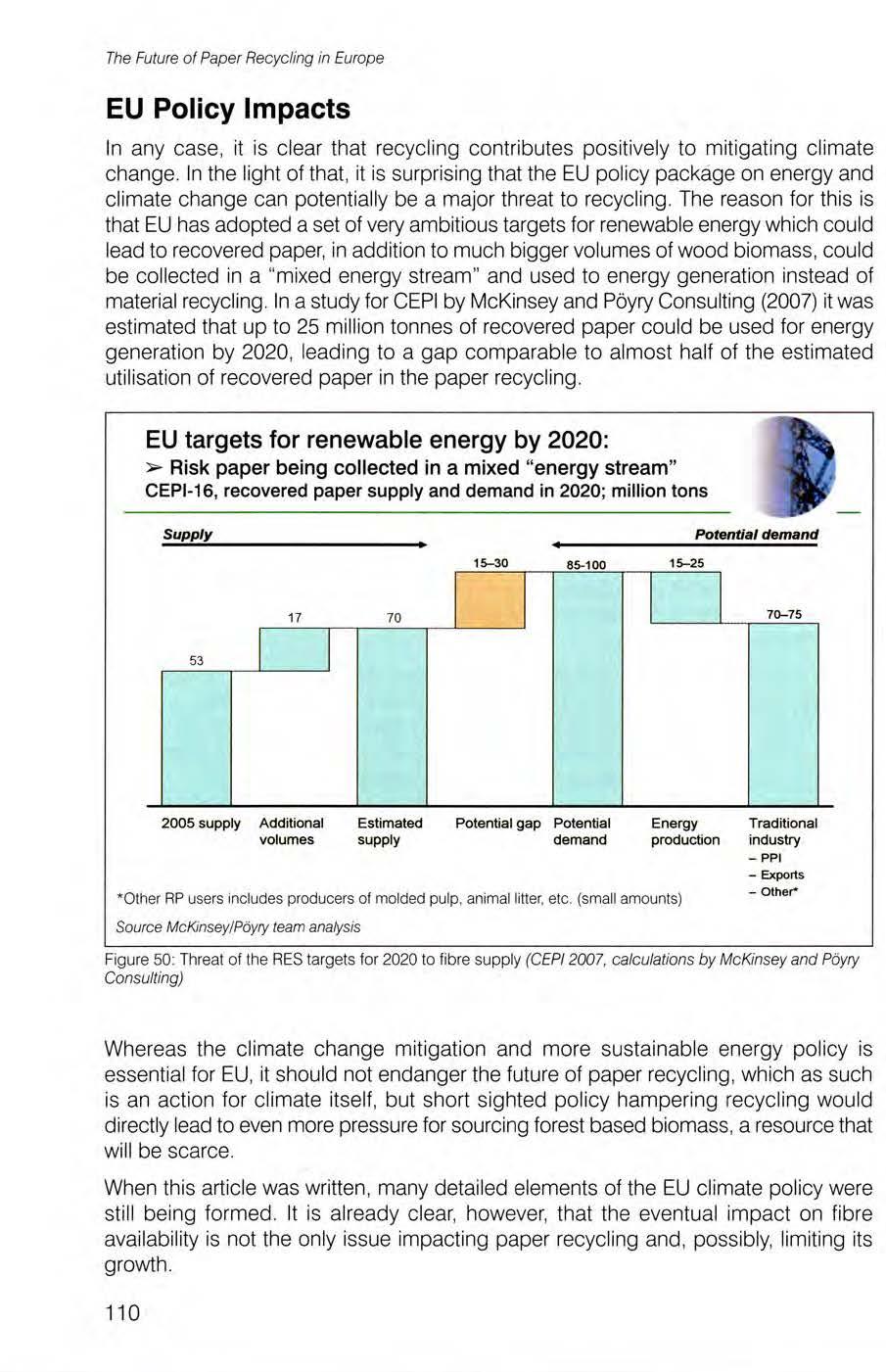
> Risk paper being collected in a mixed " energy stream"
CEPI-16 , recovered paper supply and demand in 2020; million tons
ani m al li tter e tc (sm all am oun ts)
Source McKinsey/Poyry team anatysis
Figure 50: Threat o f th e RES targets for 2020 to fib re supply (CEPI 2007, calculations by McKinsey and Poyry Consulting)
Whereas the climate change m iti gation and more sustainab le ene rgy po licy is essent ial for EU , it should not endanger the future of paper recycling , wh ic h as such is an action for climate itself, but short sighted pol icy hampering recyc ling wou ld d irectly lead to even more pressure for sourcing forest based biomass, a resource that will be scarce.
When this artic le was written, many detai led elements of the EU cl imate po licy we re sti ll being formed It i s a lready clea r, however, that the eventual impact on fibre availabi lity is not the only issue impacting paper recyc ling and, possibly, lim iting its growth
C02 abatement: 20% reduct ion of C0 2 em issions by 2020
Energy efficiency: 20% less energy consumed in 2020 than "business-as-usual "
Renewable energy : 20% of consumed energy in 2020 fr om renewab le sources
Biofuels: 10% of all transportat ion fue ls from b io-sources by 2020 (pa rt of renewab les)
Despite the final EU target (20% or 30% abatement by 2020 , or becomi ng 100% carbon free by 2050), already now it is clear that paper industry, including the recycling m il ls, meet the cha llenge set by the EU climate and energy po lic ies in several ways : The energy (e lectr icity and fue l) costs will go up, i ntentionally and considerably. Carbon em iss ions wi ll be a cost. Energy taxes wil l rise in future and , for the promotion of renewab le energies , the grid costs wil l increase as we ll. Raw material costs for wood, recovered paper and starch will increase as more (and more powerful) players enter the market. Also the costs of chemicals w ill rise.
Th is w ill , unavoidably, lead to new balances in the sector. Once the climate and energy package is being im p lemented fully, it will reset and readjust every known equilibrium in the paper industry between:
• forest -based biomass owners and buyers;
• mechanical and chemical pulps ;
• virgin and recycled materials ;
• integrated and non integrated producers ;
• countr ies and e lectric ity markets ;
• energy consumers and producers ;
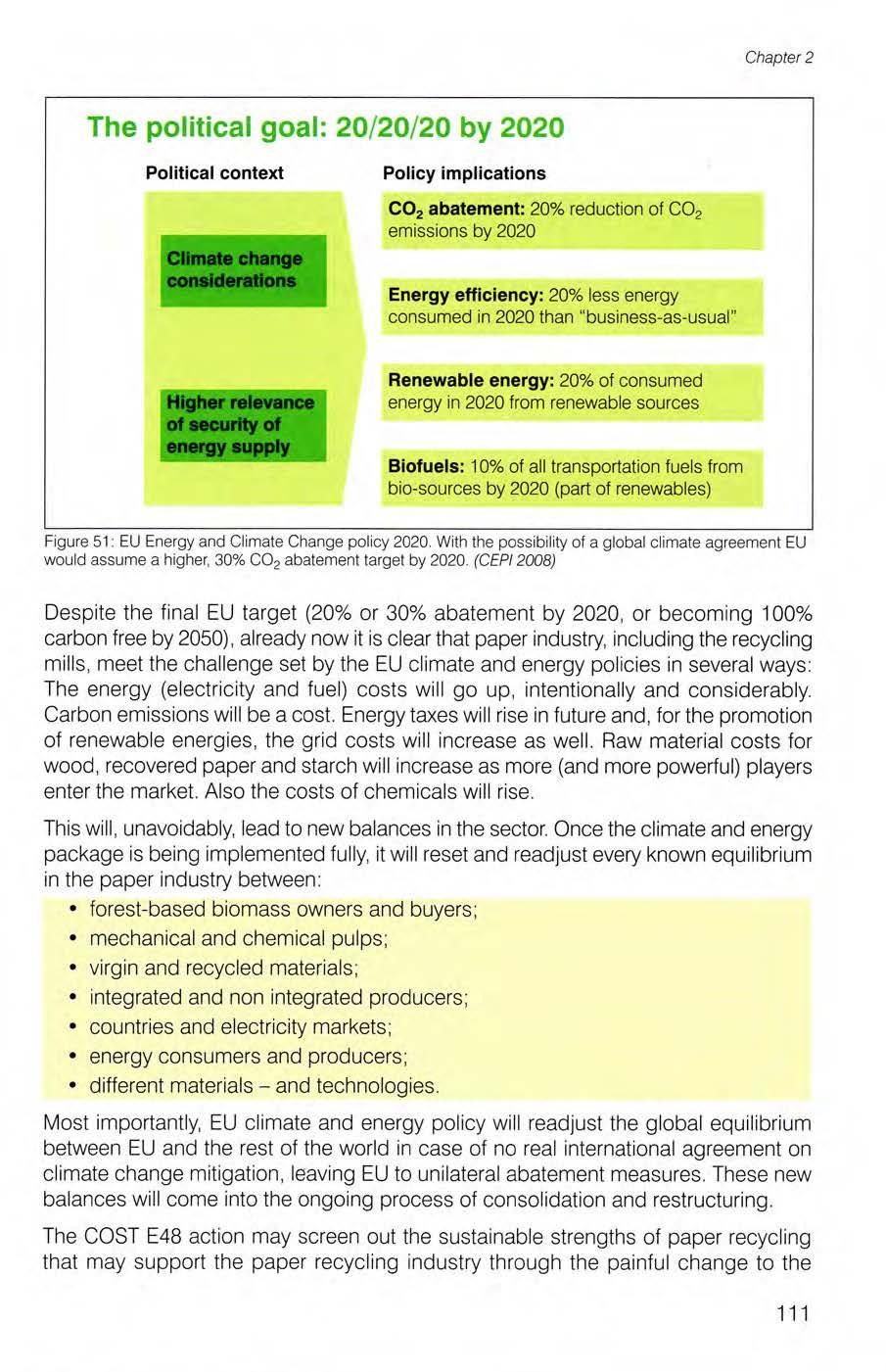
• different materials - and techno log ies .
Most importantly, EU c li mate and energy policy will readjust the g lobal equ i librium between EU and the rest of the world in case of no real in ternat ional agreement on cl imate change mit iga tion, leaving EU to unilateral abatement measures . These new balances will come in to the ongoing process of conso lidation and restructuring.
The COST E48 action may screen out the sustainab le strengths of paper recyc l ing that may support the paper recycl ing i ndustry through the painful change to the
opportunities that no doubt wait in the future. However, paper recycling can only be sustainab le if it is a part of the total paper loop where virg in production has an economic viab ility too Both parts of the industry comp lement and depend on each other, and the impact of the energy and c limate policy on any part of the sector w ill unavoidably limit the success of paper recycl ing.
Some current prob lems and bottlenecks concerning paper recycling in Europe can be summarised as follows :
The vast majori ty of paper & board currently col lected in Europe is used for paper production either in Europe or elsewhere or for energy production. The amounts collected in Europe as well as import and export are currently in balance Increasing demands for recovered papers as a result of e.g. increas ing paper production volumes or growing wood prices can on ly be satisfied ei ther by increased collection or imports . The globalization of the world economy has increased the recovered paper trade
Collection activities
Potentials for increas in g paper co llection and ut ilization exist in several European countries but part icu larly in southern and eastern Europe as well as in UK.
Intensifying collection activities alone , however, is not sufficient. It has to be made sure that newly installed col lection systems meet consumer's expectation in terms of accessib ility, comfort and user-fr iendliness. Furthermore , an increase in collection activities may also need developments in local paper production capacity.
Th e success of any efforts aiming at increas ing collection rates and thereby increased col lectio n volumes largely depends on individual's attitudes and environmental awareness . This is no t, however, adequate ly developed in al l parts of Europe .
In areas where already hi gh co llecti on rates are ach ieved , the exploitation of the rema ining potential m ight result in inferior qualities wh ich to some extent no longer meet the quali ty standards necessary for recycled paper. The same applies to paper & board co llected via newly installed but inadequate co llection systems. Separate collect ion of paper and board is a prerequ isite for a good recovered paper quality.
An overall decrease in the volume of paper consumpt ion w ill of course infl uence upon the volume of paper col lection. A dec rease in the consumpt ion of spec ific paper grades (e g newsprin t) or generally any deve lo pmen t lead ing to a change in the
structure of paper consu m ption i.e the division between the paper grades collected will influence the usabi lity of the quantities collected .
The paper grades that can absorb large amounts of relatively low quality recovered paper. i.e. newsprint and case materials , are already quantatively satisfied with recovered fibres. Any significant increase in the overal l ut ilization of recovered paper therefore will only be poss ib le us ing higher qual ity print ing & w ri ting papers. Th ey, however, require either recovered paper o f a higher quality in terms of c leanliness (specks. ink residues and stickies) or more powerful and selective though economic treatment technolog ies. Neither of them is available a t the moment.
The existing techno logies for treating recovered paper and board are rather well developed and are able to p roduce an acceptable recyc led pulp quality out of virtually any recovered paper - however on the expense of energy cost and the amount of waste generated. Not enough effort has been put on the development of energy saving, highly selective separation techn iques and process lines . New ways have to be found for further uti liz ing waste from recycling plants
The industries in which paper & board is further processed trad itionally did - and in some cases could - not sufficient ly consider the consequences of their product developments on recycling . This was partia lly due to their own specific needs and constra ints but to a not negligible extent a lso to a lack of mutual information. All corresponding attempts to im prove th is situation have yet not been successfu l.
Prices for recovered paper & board in Europe have been rather vo lati le in the last decade. They tend to be more sensitive to economical fluctuations than the price of wood. In the short term , the economical cr isis ahead may therefore have a detrimental effect on the attractiveness of recovered paper & board as a raw material.
Competing uti lization and , in particular, energy production may take over significant amounts of recove red paper. If used as a "renewab le" fuel , i.e . if it is "t hermally recycled" , recovered paper does not require costly sorting. From a soc ie ta l waste handling point of view in cine rat ion is the refore just as acceptable as recycling. The overall added value related to recycling into new paper products is , however, not w id ely and suffic ient ly well understood and this aspect needs further promotion.
There are sti ll no wide ly accepted methods to calculate the carbon footpr int of products but some of the suggestions currently discussed might have very detrimental though unintended consequences for paper recycling Moreover, C02 emissions entai led by transport may lim it the transportation of recovered paper over long d is tances This may c rea te local lim its to paper recycling

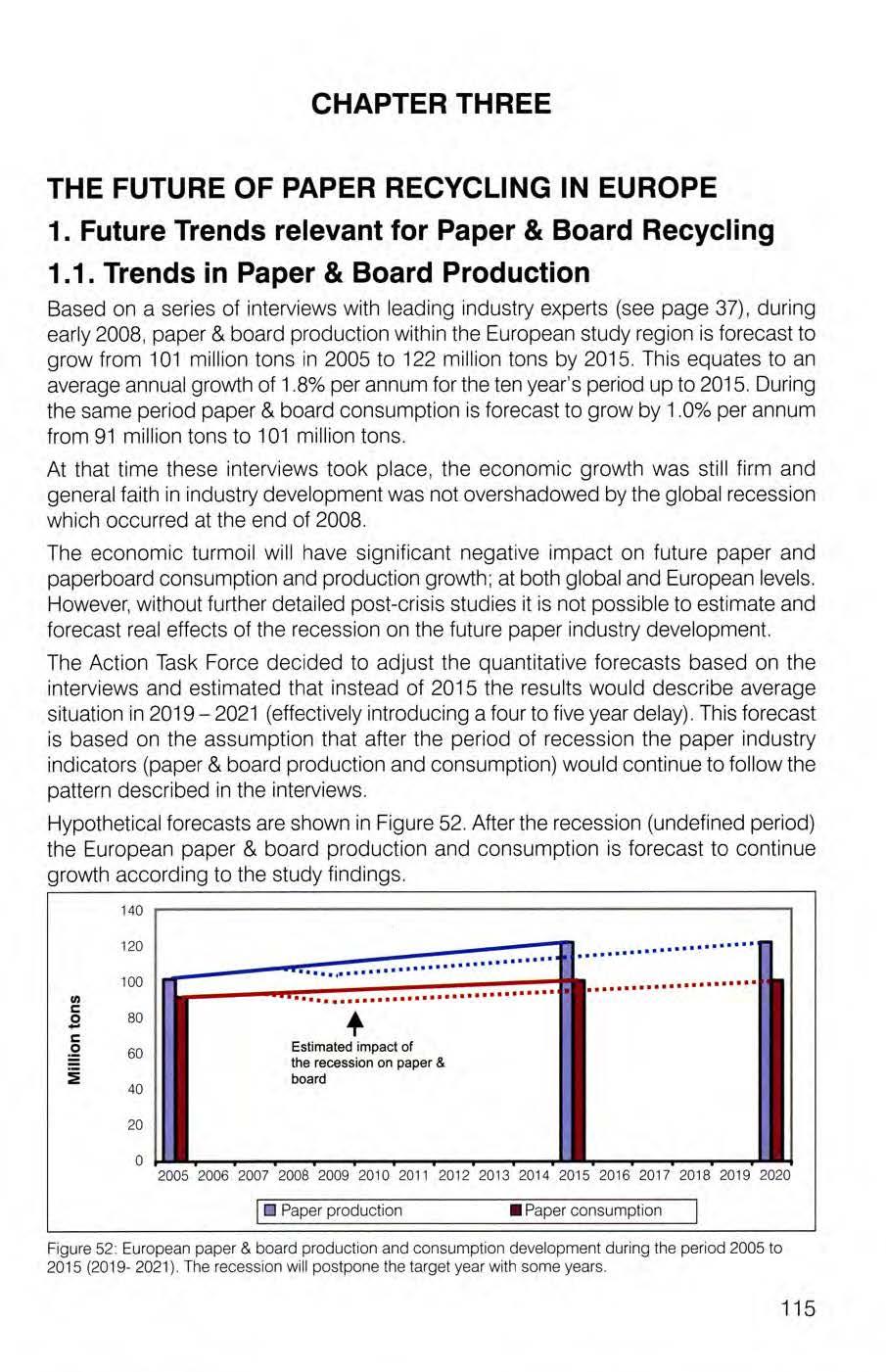
Based on a series of i nterviews w ith lead ing industry experts (see page 37), duri ng early 2008 , paper & board p roduction wi thin the European study region is forecast to grow from 10 1 m i ll ion tons in 2005 to 122 mill ion tons by 2015 Th is equates to an aver age annual growth of 1 8% per annum for th e ten yea r' s period up to 20 15 Duri ng the same period paper & board consumpt ion is forecast to grow by 1.0% per annum fro m 91 mi l lion tons to 101 million tons.
At tha t ti me these interviews took p lace , the economic growt h was st i ll firm and genera l faith in in d ustry development was not oversh adowed by t he g lobal recession which occurred at the end of 2008 .
T he econom ic turmoi l w i l l have s ignif icant negati ve impact on future paper and pap erboard consumpt ion and production growth ; at bot h g lobal and European levels. However, w ithout fu rt her detailed post-cris is studies it is not poss ib le to estimate and forecast rea l effects of the re cess ion on the f uture paper indus try development.
The Action Task Force decided t o adjust the quan tit ative forecasts based on the interviews and es ti ma ted that i nstead of 2015 the resu lts would describe average s itua tion in 2019 - 2021 (effectively i ntroduc ing a four to five yea r de lay). Thi s forecast is based on the assumpt ion that after the pe ri od of recession the paper industry indicators (paper & boar d production and consumption) would cont inue to fol low the pattern described in the i nterviews .
Hypothetica l forecasts are shown i n Figure 52 After the recession (undefined period) the European paper & boar d product ion and consumpt ion is forecast to continue growth
the study fi nd ings.
F igure 52: European pape r & board prod u cti on and co n sum pt ion development during th e p eriod 2005 to 2015 (20 19 - 2021) The recess ion will p ost p one the targe t year wi th some years
When carrying out the study, the forecas t indicators relate d to the total paper and board production and consumption. No analys is concerning fu ture development was made for ind ividual paper and board grades. This would have been extremely difficult, espec ially for recovered paper & board consumpt ion forecasts ; as raw material furn ishes vary greatly depending on paper & board grade being produced.
However, a general assumption can be made that production of packaging grades and t issue wi ll grow faster than the ave rage annual growth of 1.8% for the total paper and board indicates. On the other hand , production of communication pape rs (newsprint and printing & wr iting papers) is forecast to g row considerably less th an the average paper and board production growth f igure ind icates.
Figure 53 g ives an overal l p icture of the changes in the composition of the market, i.e. the changes of the shares of the main groups of paper & board grades produced in Europe during the period up to 2020 . In 2005 the share of communication papers (newsprin t and prin t ing and writing papers) was about 49% of the total production. Based on general understanding of changes in the consumpt ion patterns in the society, this share is expected to drop by some 4 to 5 percentage points by the end of the study period 2020. The share of tissue paper was 6.5% in 2005. This share is expected to increase to some extent. The share of packag ing grades (corrugating materials, carton and wrapp ing) was 44.5% of the total production in 2005. This share is expected to grow by 3 to 4 percentage po ints by 2020.
It is important to remember that acco rding to the study findings the total paper & board production is forecast to grow by about 20 million tons in Europe during the period concerned. This means that the product ion vo lumes o f individual paper & board grades do not necessarily have to decrease though the ir share of the total p rodu ction dim ini shes. It is also important to remember that paper & board product ion w ill develop at d iffering rates in different parts of Europe. Growth is forecast to be fastest in Eastern and Southern Europe On the other hand , in Western and Northern Europe the production growth is forecast to stay below the ave rage of 1.8% per annum.
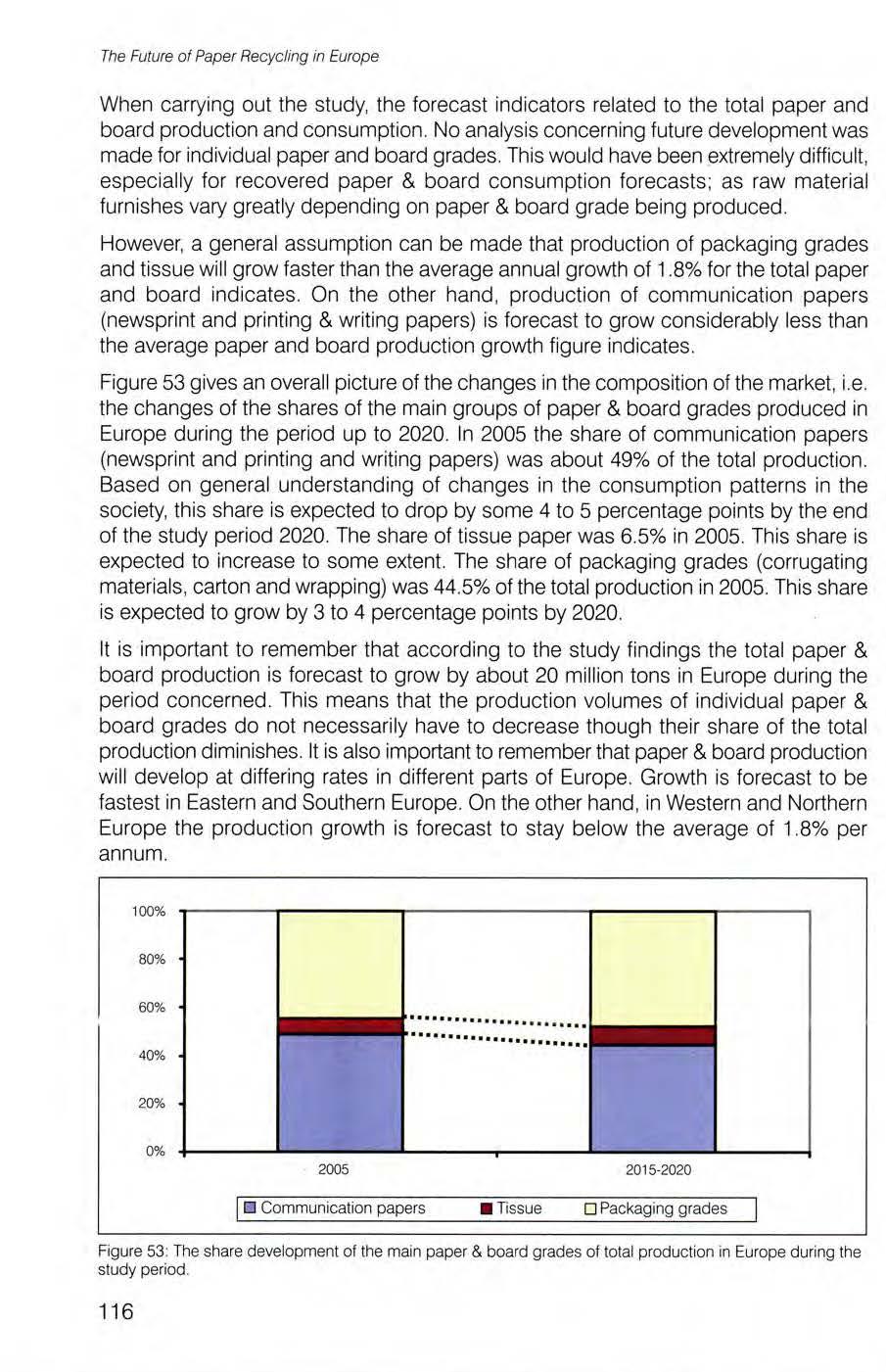
In the l ight of the recent developments (i.e. the global recession) it might also be said that an estimated production growth of 20 mil l ion tons in Europe could be "somewhat optimistic ".
When calculating average annual growth rates it is essential to define the leng th of th e time period in question. In this study the original forecast period was 10 years (from 2005 to 2015). Th is together with the inteNiew based growth volumes (for paper & board production and consumption) gave the average annual growth rates , mentioned above. However, if the time period is extended to e.g 15 years (including the time lag caused by the economic turmoil), and volume forecas ts are kept unchanged , the average growth rate for paper production for the whole extended period wi ll be very low (between 1.1 to 1 .4% per annum)
Europe is a heterogeneous reg ion in the sense that there are separate regions with d ifferent paper indus try structures, raw material base and growth potential. Eastern European countries wil l , accord ing to th e study interviews, experience a h igh percentage annual growth in the future. However, due to current low capacities the Eastern Eu ropean growth volumes will not be large and wi ll be insufficient to have a significant impact on overal l European growth rates
The Paper industry ' s demand for raw materia ls is a function of paper production volume and the ability to develop differing characterist ics from various raw material furnishes This means that different paper grades use raw materia ls which are characteris tic to individual paper grades.
In this chapter the raw material demand forecas ts are based on the COST E-48 study fo recasts which in turn are based on industry in teNiews carried out early 2008. The inteNiews suggest that during the 10 year period , the European paper and board production will grow by about 20 mil lion to ns. As m en tioned in the previous chapter, due to the present recession , this growth may take 15 years, instead of 10 years.
One of the key findings from the interview round was tha t great share of the new production growth is based on recovered paper. During the period concerned the European util isation of recovered paper is forecast to grow by about 14 milli on tons from 49 mil linn i n '2005 tn 62 millinn t r mc: Thic: that ovP.rall utilisation rate is predicted to grow from 48% in 2005 to over 51% by the end of the study period
When combining the study fore cas ts (paper production & recovered paper util isation) with general in fo rmation on paper and board raw material furni shes we can foresee that an additional 6 to 7 mill ion tons of v irgin wood pulp wi ll be needed to main ta in the supply of fibre to the Paper Industry ; not a ll new production growth ca nnot be based entirely on recovered paper.
Figure 54 (overleaQ shows c learly the s ituat ion described .
According to the in terviews the paper & board production is expected to grow to 122 mi llion tons by the end of the study period. The same experts expect that the utilisation of recovered paper wil l grow to 62 mi l lion tons. Using these forecasts as inpu t data to a POYRY F ibre Balance Model (FB M - POYRY F ibre balance Mode l takes into account paper industry production volumes (presen t and future ) and raw materia l furnishes to forecast future raw material volumes on country and regional bas is) . the result is tha t the fo recast paper production is not possible without adding inc reas ing vo lumes of virgin fibres in to the process.
The shares of diHerent types of virgin fibres will highly depend on the availabil ity and price of wood raw materia l and energy. We have to keep in m ind that also the demand for minerals and additives will increase . bu t this question is not analysed in this context.
Figure 54 : The European paper indus try fibre raw material demand is forecast t o grow from 96 million t ons in 2005 to 11 6 mi llion to ns by the end of the study period. Main of the additiona l raw material will be recove red paper
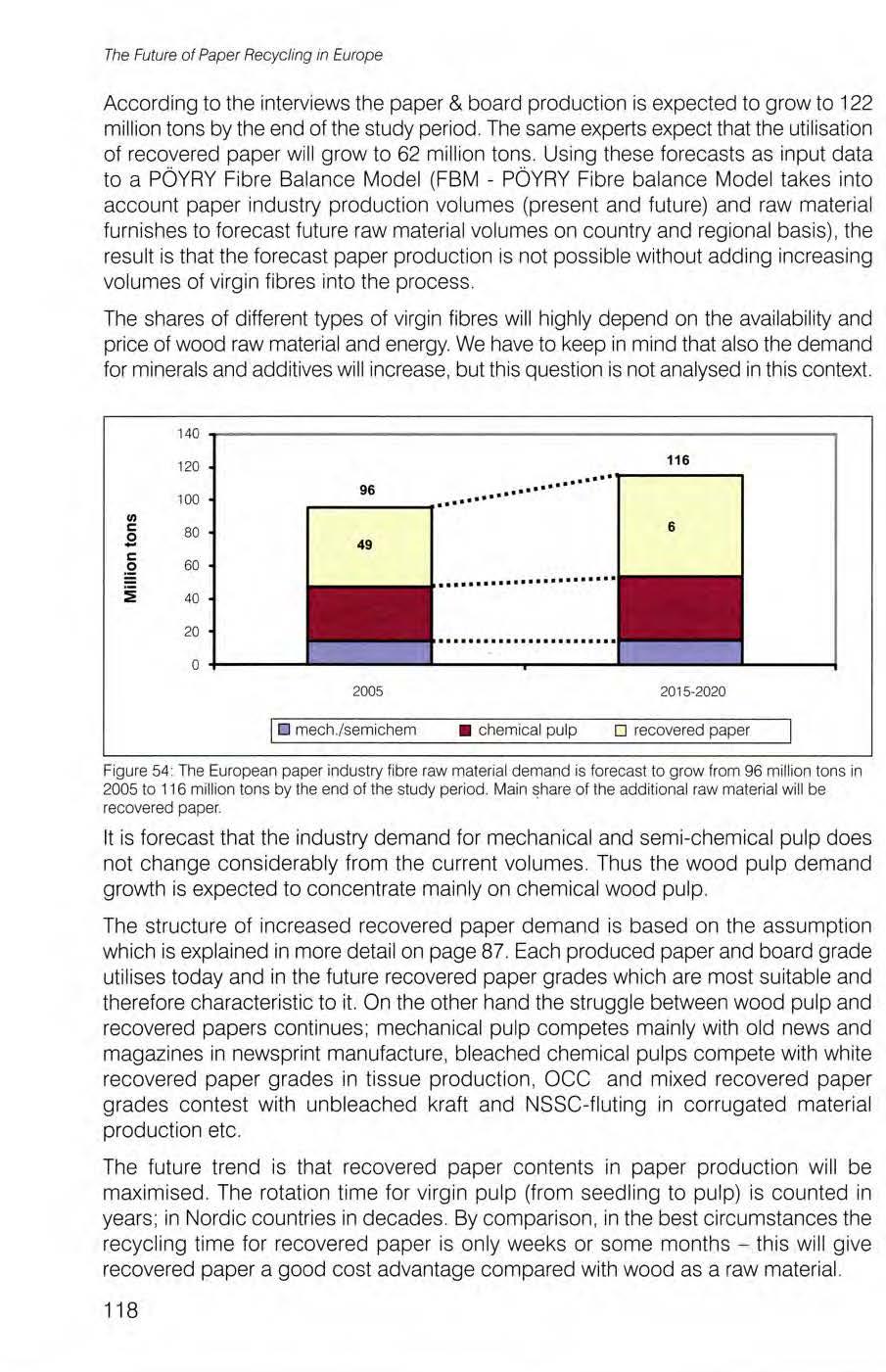
It is forecast that the industry demand for mechanical and semi-chemical pulp does not change considerab ly from the current vo lumes. T hus the wood pu l p demand growth is expected to concentrate mainly on chemical wood p ul p
The structure of increased recovered paper demand is based on the assumption which is exp la ined in more detai l on page 87. Each produced paper and board grade utilises today and in the future recovered paper grades wh ich are most suitable and therefore characteristic to it. On the other hand the strugg le between wood pulp and recovered papers continues; mechanical pulp competes mainly with old news and magazines in newsprint manufacture, b leached chemical pu lps compete w ith white recovered paper grades in tissue product ion , OCC and mixed recovered paper grades contest with unbleached kraft and NSSC-fluting in corrugated materia l production etc.
The future trend is that recovered paper contents in paper production will be maxim ised The ro tation time for virg in pu lp (from seedling to pu lp) is counted in years ; in Nordic countries in decades. By comparison , in the best circumstances the recyc ling time for recovered paper is only weeks or some months- this wi l l give recovered paper a good cost advantage compared with wood as a raw material.
These issues , combined with environmental perception , give recovered paper a clea r advantage compared with virg in wood pulp .
Ever increasing util isation of recovered paper is, however, lim ited by quality and availab ility issues of h ighest quality recovered paper grades .
The best white grades are already eff ect ive ly collected from printing and convert ing sources and good quality OCC sources like convert ing and retai l waste (preconsumer) are a lready fully exp loited . A furt her challenge arises from the use of Recove red Paper as an energy source and it remains to be seen how much of th e recovered paper potent ial will be used for Energy from Waste (E fW) despite the European Was te Hierarchy favour ing material recycl ing
According to s tudy find ings and in terviews the paper and board consumption in the European study region is expected to grow only by 10 mill ion tons during the fo recast pe ri od . This i s on ly half o f the forecast paper and board production growth. This ind icates an increasing overproduction of paper and board in Europe bu t it also means that considerab le efforts must be made to intensify collection activity.
Both recovered papers and virg in fib res are needed in Eu rop e ; it is most important to solve the European long term virg in f ibre sourc in g issue For example :
• In woodf ree printing and writing paper production bleached chem ical pulps will always p lay the vital ro le
• In the packaging industry a virgin fibre injection is needed to rep lace fibres lost in c irculation and to main tain the overall strength of the products
There is a d ilemma : paper recycling has its limits!
Each time paper passes around the recycling loop a certa in percentage of the postconsumer paper cannot be recycled due to contaminat ion. in e ff icient co ll ection systems , process losses , other uses and exports to outs ide Europe e tc. This lost ma terial must be replaced with ei ther loca l virgin fibres or papers import ed from distant producers. At a regional leve l, virgin f ibre injec te d in to the production sector is necessary to replace the occurring fib re gap. On the o ther hand , on a company level the overall targe t frequently is to minimize costs by maximizing re covered paper utilisation.
The optimum solut ion for the European marke t is to try to utilise the recovered paper recyc ling potential as much as is possible by intensifying collection activities , keeping different recovered paper g rades separated d uring the co llection process and improving sorting systems and utilisation techniques. The recycling of imported virg in fibre based papers produced in the Nordic countries and the Americas, combined w ith increasing vi rgin pulp imports from fast crop rotation regions (such as Latin Ame rica and Africa) will ensure the European paper industry maintains a long term , viable and sus tainable supply of fibre .
In the first half of the 1990s film presses were established for paper coat ing. This triggered a substitution of uncoated pape rs by "FC papers " (film press coated papers). Nowadays the substitution takes place from classic LWC papers (which are coated off -l ine) to FC papers That means that there is no significant increase in the share of coated graphic papers and also no major change in the composition o f the papers.
In coated papers. high brigh tness and gloss have lost some of thei r im portance when compa red t o cost considerations . The use o f optical brightening agents has also been reduced and the mills are looking for lower cost pigment combinations.
The use of functional coat ings , e. g. for enhan cing the image quality of inkj et prints , w ill increase
Boxes , whilst predom inately used to conta in products, are increasingly used as advertising vehic le . There is an inc rease in coating of liners thus increas ing the pigment content of recovered packaging paper.
Barrier coatings w ill p lay an increasing ro le in the development of fu ture produc ts
In general , dig ital printing techno logies a re advancing. The annual growth rate is predic ted to be abou t 10%. Looking at the two main technologies of d igital printing , electrophotog raphy w ill grow more than in kjet. In kj et needs a special paper t o reach high print quality. That is obviously the reason for this difference
It seems likely that Newspapers w ill con t inue to become more magazine like and will con ta in mo re sections, more supple m ents and mo re colour Digitally p ri nted ondem and newspapers will be available globall y, poss ib ly also personal ised issues of newspapers Even newspapers printed in conven tional printing techno log ies w i ll con tain d igitally printed sect ions . Niche publications can include special edition sections with in the main newspaper publication or separate publications that target speci fic demograph ics or specific top ics such as cars , houses , luxury goods etc. Micro-zone is the ability to ta rget readers by the ir postal code Typically, newspapers p rovide custom insert advert ising to these areas w ith the use of intelligen t newspaper insert ing devices Product ion digital printing technology can help enable more targeted printed pages for newspape r publ icat ions. Th is would allow publ ishers to increase the va lue of their newspaper and gain mo re local advertising revenue. In newspapers , inkjet wi ll be ahead of electrophotography.
Magazines will not change much in their print ing technology. There will be only little customisation of content. Personalisation will be limited to addressing purposes on ly. Promotional prints wil l be h ighly il lustrated in colour and increasingly comp lex in design and component m ix.
Non-paper insert or attachments to magazines are already common and wi ll continue to grow Examples for these are COs in computer magazines and all kind of toys and gimmicks in chi ldren's magazines. Th is often requires wrapping the magazines in transparent foi ls.
Business and transactional prints w ill use more special papers to provide exclusivity and also increase complexity. They will also incorporate electronics. magnetic stripes , RFID tags and the like . Transactional prints wil l be used for targeted promot ional messages (" Transpromo") . The high quality transpromo prints w i ll be the domain of electrophotography whereas inkjet w ill be used for less demanding applicat ions.
Paper converters shift from pure manufacturers of packages to seNice providers for the who le supp ly chain. Trends are generated by main players of the supply chain, namely the brand ho lder. General trends can be addressed by terms as " conven ience " and "wel lness ". Sustainability and recyc ling are te rms often spoken about. but not clear visible or addressed in trendsetting packaging solutions .
Trends are attractive packages with more colour and more upgrad ing. This will lead to more mu lti-colour presses , to hybrid presses (combination of d ifferent p rint techno logies), d ifferent lacquers and increased use of UV-technology. Combinations of different materials, compounds of paper and films will increase. New challenges will be products which are chi ldproof or fu lfi l demands of elderly people .
Added va lue can be achieved by adding more security elements like RF ID, tamper evidence and security inks which are integrated in the packages. The " convenience " and "we llness " requ irements wil l lead to codes for individual ized packages using inkjet or laser technolog ies and photosensitive lacquers, integrated barrier coat ings for water and grease resistance, introduct ion of nanotechnology (nano-p igments , nano-cel lulose fibrils) as wel l as more communicative elements, e.g. coded product information readab le via mobile phone .
The processes considered when looking at the perspectives of recycl ing technologies no rmal ly start with the re -pulping of recovered paper and are all performed in water suspension at different cons istencies or at least in a wet state.
The dry processes used for the sorting of recovered paper shou ld however also be
cons idered as bo th RP dry sorting and wet recycl ing tech n olog ies have a dec is ive im p ac t on the technolog ical lim its of paper recycling. The decreas ing RP quality in terms of unwanted co m ponen ts , like the increase of boards in ONP/ OM G m ixtu res , w i ll even more ca ll fo r prog ress in sorting technology. RP sorting has tradi t ionally been p erfo rm ed manual ly and the develop m en t of au tomat ic sorting is qui te recent. Fu t ure p rogress in t he development of RP sensors (on the basis of new tech niq u es us ing a broa d er wave leng th spec trum , i. e . in the vis ible, infra - red ra n ge , etc . - see p age 53) and fas t increas ing per formance of s ignal treatment and analysis technolog ies as well as in the deve lopment of automatic RP sorting techno logies (like robots) i s expec ted to increase the possibil ities of sorting sys tem s in a near fu tu re Not on ly the d iffe rent paper g rades but a lso some print ing and convert ing " additives " like flexo pri nts , labe ls and tapes , m ay become separab le or re mo vable a t the RP so rt ing p lants Th is w i ll consequen tl y m ake wor k eas ier at the recyc ling and d ei nking lines wh ile improving the fi nal quality of recycled and d einked pulps . In ad di tion , dry sorting processes do not require much energy co m pared to wet recycl ing processes .
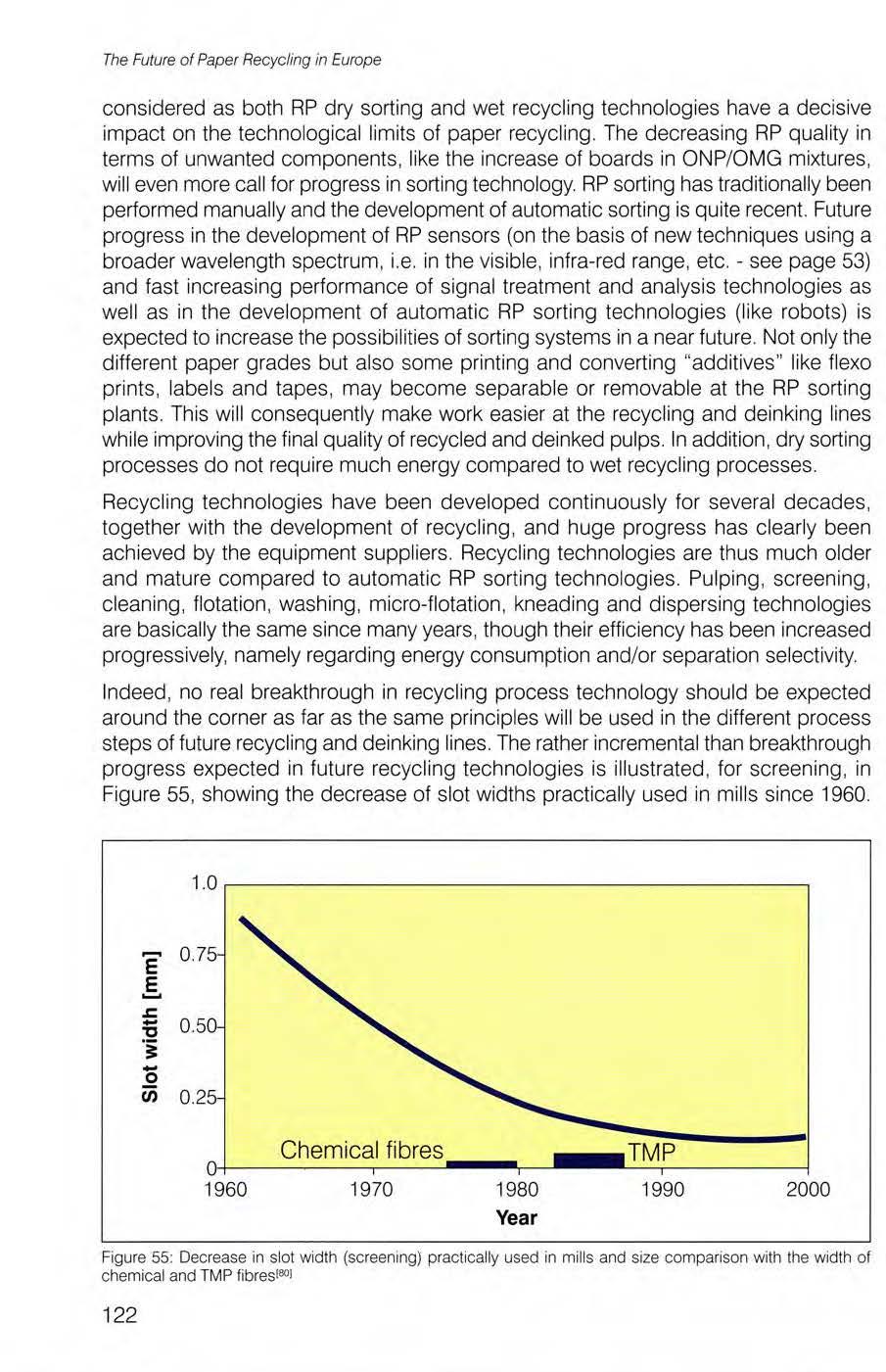
Recyc ling technolog ies h ave been deve loped con ti nuous ly fo r several decades, together with t he developmen t of recyc lin g, and huge prog ress has clear ly been ach ieved by the equ ipment suppliers Recycl ing technolog ies are thus much older and matu re compa red to automa t ic RP sor ti ng technologies . Pu lp ing , screen ing , clean ing , flotation , washing , m icro -flo tation , k nead ing and dispersing technolog ies are basica lly the same since many years , though thei r effic iency has been inc reased progress ive ly, namely rega rd ing energy consumption and/ or separa tion se lectivity.
Indeed , no rea l breakth rough in recycl ing p rocess techno logy shou ld be expected around the corner as far as t he same p rincip les w i ll be used in the d ifferent process steps of fu ture recycl ing and dein king lines . The rathe r incremental than breakth roug h prog ress expected in futu re recycl ing techno log ies is il lus tra ted , for screen ing , in Figure 55 , showing the decrease of slot w idth s practica lly u sed in m ills s ince 1960.
Slot width has been drastically reduced with the development of profiled screen plates at the end of the 1980 but the lower limits are still between 0 10 and 0.15 mm width , depending on the type of pulp , the lowest s lot width being used for wood-free DIP whi le 0 12-0 15 mm slots are used fo r wood-contain ing DIP, in order to avoid coarse TMP fi bres to be rejected. Even smal ler stickies have to be removed today but there are basically physical limits in the remova l of very small stickies from the pulp , as the f ibres have to be accepted by the screen at the same time .
Improving the separation selectivity of the recyc l ing and deinking process steps at reduced energy and equ ipment costs is a major objective of the equ ipment suppliers when developing new equ ipment. This can be achieved through the optimisation of complex physical processes but it seems that the so lutions currently proposed are close to the physical li m its. Physical-chem ical , chemical and bio-chemical process are also part of the recycl ing techno logies. Some more radica l changes may be expected in these fie lds. For example , the control of surfactants , i.e. the removal of unwanted surfactants from recovered paper, has been proposed recently, in the frame of the European project Ecotargetl811, to improve the selectivity of the flotat ion process Progress in biotechnologies , for examp le with the development of more efficient and selective enzymes to promote the detachment of inks or the removal of contaminants , cou ld lead to significant progress in recyc l ing technologies , namely regarding energy.
Future changes i n recyc ling technologies are be l ieved to be rather due to future changes in recovered paper components as a consequence of the development of new paper additives, and new printing and converting techno logies. The increase of re cycling rates, namely in graphic paper grades , progress in papermaking technology and the development of new approaches with respect to use of recovered paper components as bio-energy source should also affect fut ure recyc ling tech nologies .
Future changes in paper additives , including green chemicals, coating binders and new types of pigments and f il lers, such as organic or hybrid pigments, as well as the deve lo pment of new types of fibre raw materials, such as functiona lised fibres and nano-fibres from cellu loses (NFC) could lead to significant changes in the recycling process. New green coating binders or new organic pigme nts should behave much differently in the deinking p rocess , name ly at the flota tion step , and may lead to the development of new deinking chemistry. The development of new paper grades with reinforced properties , e .g . using NFC , and functiona l properties like water, va pour and ai r barrier properties , may lead to changes at the pulping and dispersing steps
Future changes in printing techno logies may also impact significantly on the deinking processes . For example the development of water based inks in the newsprint sector, using the flexo p rint ing process , is stil l a major threat for deinking , though no increase of flexo prints is predicted in the newsprint sectorl82l Digital printing wi ll develop and lead to changes in the deinking ability of recove re d pape r. Laser inks are for example more difficult to detach from the fibres, bu t the problem can be solved with reinforced dispersing , i.e. at the expenses of higher energy consumpt ion. On th e other hand , the development of in k jet printing will be more difficu lt to handle, as the inks a re soluble and tend to rede posi t on the fi b res . The deve lopment of flexo p rin t and other water so luble inks may in general lead to la rge decrease of the deinking yield , as such inks
The Future of Paper Recycling in Europe
are difficul t to wash o ut withou t increased fine element losses.
Future changes in conver ti ng techno log ies should also lead to changes in the recycling and deinking p rocesses. For example , the deve lopment o f more efficient pressure sensitive adhesives (P SA) has led to softe r an d thus small er adhesive parti c les aft er pu lping , i.e. small er macro -stickies and more micro- st ickies. Small macro -stickies , also called m ini-st ick iesl81 1, cannot be removed by fine slot screening , so t ha t mo re efficien t flota t ion cond it ions have t o be im plemented. Future deve lopmen t o f green adhesives and g lues may lead to m ore colloida l part icles and so lub le frac tions This m eans that , as fo r wate r soluble in ks, recycling and deinking y ields could b e reduced in the fut ure , and more e ff ort s wil l have to be devoted to process water and effluent clean ing processes.
Finally fu rt her developmen t o f recycling in high-quality g raphic papers (SC, LWC) will lead to higher DI P qual ity requi rements. Such developments have already started and led to deinking p rocess changes in ter m s o f reduced yield (see pag es 83-84). The
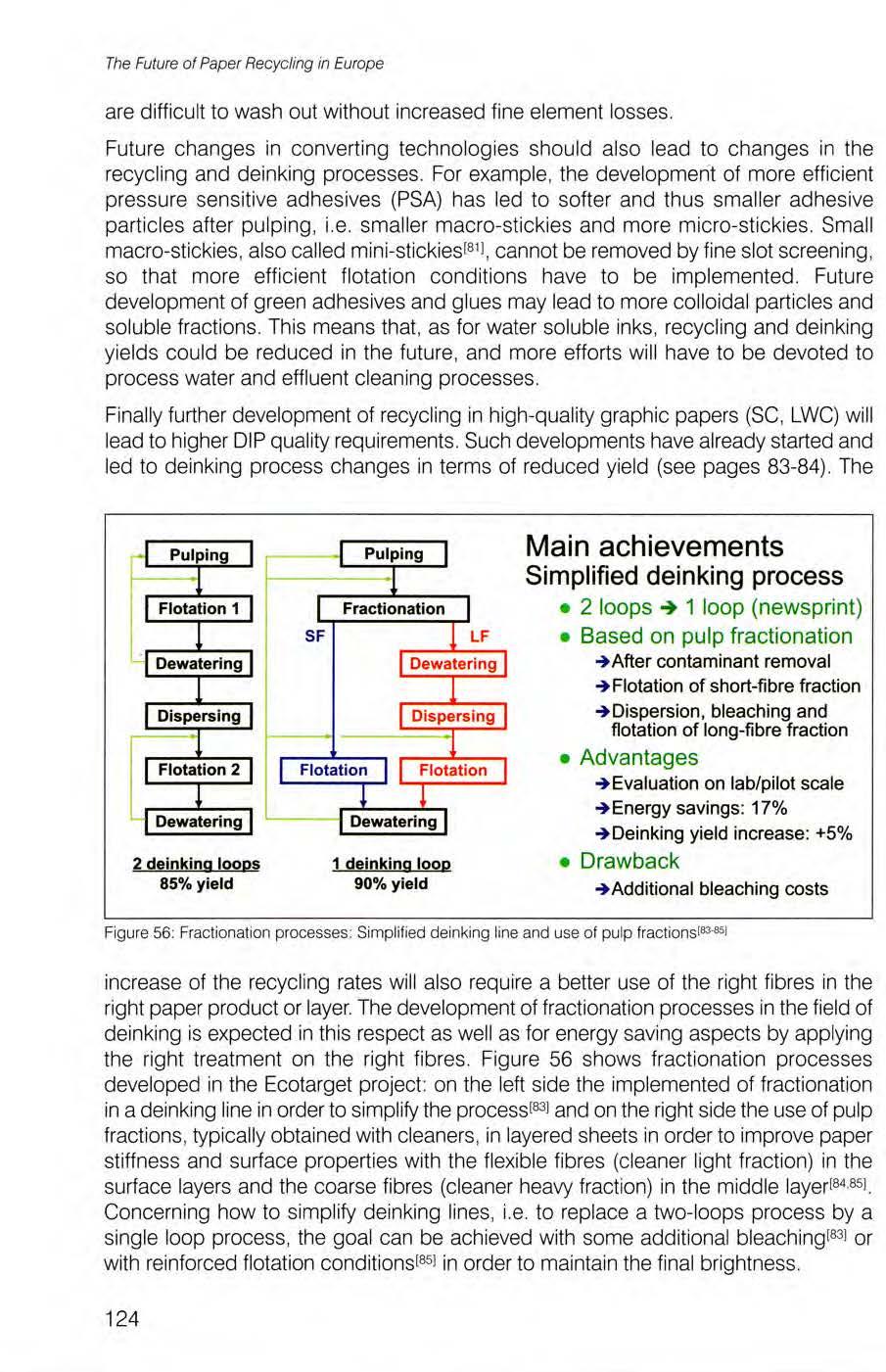
Simplified deinking process
• 2 loops -+ 1 loop (newsprint)
• Based on pulp fractionation
-+ After c ontaminant removal
-+ Flotation of s hort-fi b re fraction
-+ D ispersion , bleaching and flotation of long -fibre fracti on
• Advantages
-+ Evaluation o n lab/ pilot sca le
-+ En e rgy saving s: 17%
-+ Deinking yi eld increa se : +5%
• Drawback
-+ Add itiona l bleaching costs
increase o f the recycl ing rates will also req uire a better use of the right fibres in the right paper p roduct o r laye r The developmen t of frac t ionation processes in the field o f deinking is expected in this respect as well as for energy saving aspec ts by applying the righ t trea tmen t on the right fibres. Figure 56 shows fract ionation processes develop ed in the Eco targe t p roj ect: on the left side the im p lemented o f frac tionation in a deinking line in order to s im pl ify th e p rocessl831and on the righ t side the use of pulp fract ions , typ ically obtained with cleaners , in layered sheets in o rder to im prove paper s tiffness and surface p roperties wi th the f lexible fibres (c leaner light fract ion) in the surface layers and the coarse fibres (cleaner heavy f rac tion) in the m iddle layerl84 •851
Concern ing how to s im pl ify dein king lines, i.e. to replace a two- loops process by a single loop process, the goal can be ach ieved w ith some addit ional bleach ingl831 or w ith reinforced flotation condit ionsl85l in order to maintain the f inal brightness.
Some changes might also take place in the optimisation of yield and the use of rejects . Increasing the yield through the optimisation of process selectivity has always been a priority in order to improve both raw material and energy efficiency. The recycled fibre biorefinery approach descr ibed in the next section may change the situati on in the future, especial ly as compet ition on biomass for energy purpo se will increase.
To concl ude, and even if no breakthrough process techno logy changes are expected , important cha nges in the re cyc ling an d deinking processes shou ld take place in the future , mainly driven by changes in RP co mposi tio n and "contam ination ", which means that the eco-d esign of new paper products should be regarded as key issue Recycling technology innovations and research developments will continue and it is believed that Europe will keep its leading position in this field
The wood-based (or fo rest sector) biorefinery approach has been developed during the past decade and is already at industrial size demonstration phase (see section beginning on page 91) . On the other hand , the recycled fibre (or recovered paper sector) biorefinery is still at the conceptual stage (Figure 57) , though paper recycling and deinking mills already produce some bio-energy and side products from solid rejects and denking sludge. "Biofuels" in different forms (like fue ls pellets fro m coa rse rejects, methane from the effluent treatment plant) and other by-products (l ike cement products produced from deinkin g sl udge incineration processes) are curren tly produced in some mills
Th e ob jective of the recyc led fibre biorefinery approach is to deve lop new concepts , towards "zero waste" and "energy neutral " mill sites with minim ised C02 impact, and improved profitability through the produc t ion of new "side-products " and energy Moreover, the development of such concepts where recycled fibres are primarily used for paper would retain jobs and add value , compared to municipal waste biorefinery scenarios where recovered papers would mainly be used for their heat value. The biorefinery processes would essen tially be developed on all the material collected with recovered paper, but less su itab le for paper production Non-paper materia ls as well as unwanted papers are removed at the sort in g pl ants in a dry state. Non-paper materials (inks, adhesives, etc.) are then further removed during recycl ing , in a wet
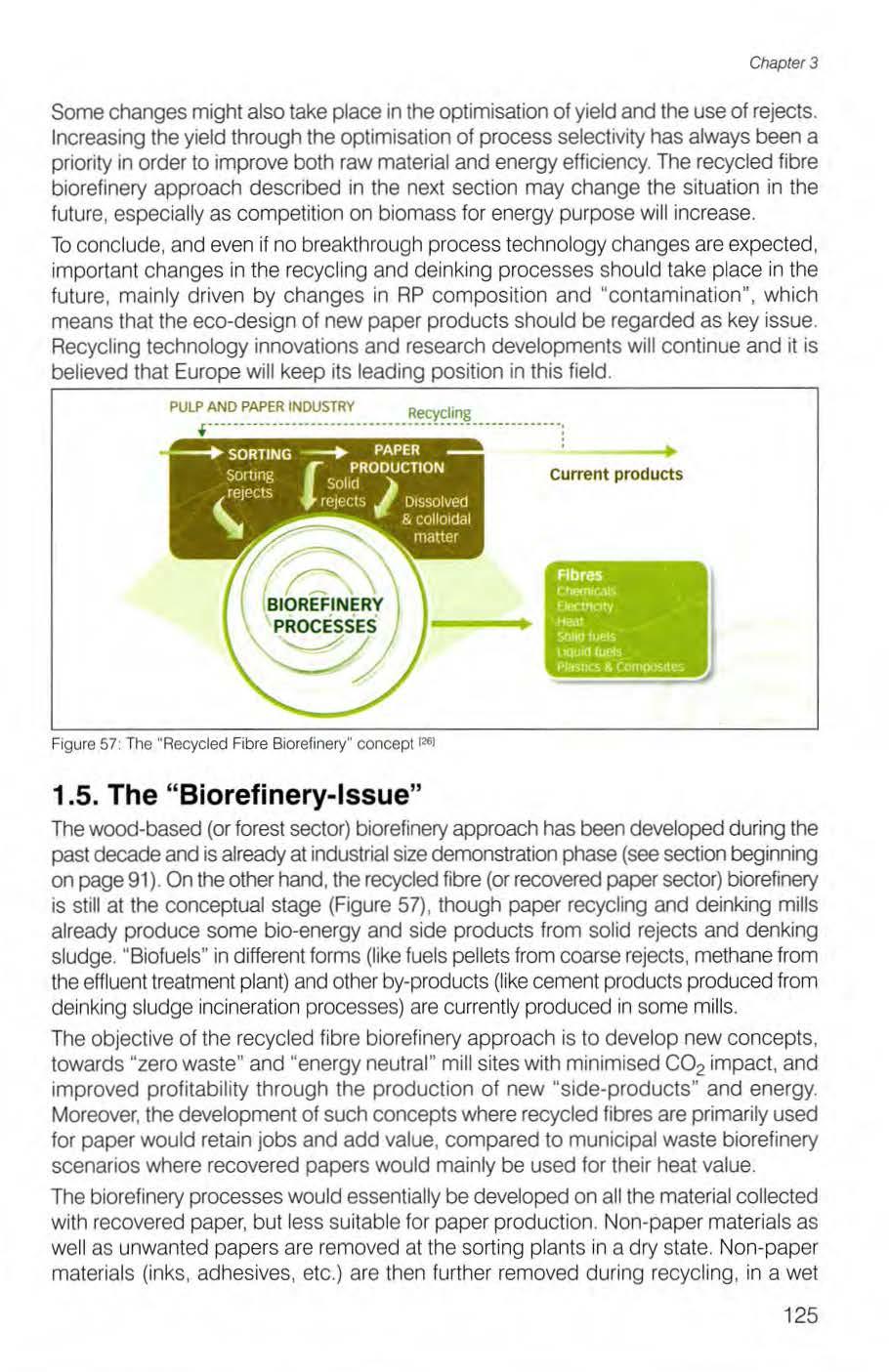
state . as coa rse rejec ts (pulping, screening, etc .) and fine sol id rejec ts (flotat ion and wat er clarificat ion sludge). Di sso lved matter is re moved by eff luent t reatmen t. These organic rej ects. as well as mi neral f ill ers and coati ng pigments (g enera lly reject ed v ia de inking o r p ri mary sludge) are an in teresting so urce of com po nents or molecules to be characteris ed and co nvert ed for further uti lisa tion in industrial sectors.
With t he recove red pap er sorting p rocess inc luded in the recycle d fibre biorefin ery dom ain, i.e. on the recyc ling mill site, additi on al raw ma terial bec o mes ava ilabl e , namely for energy p urpose. In add ition, ex ternal b iomass sou rces from ag riculture res iduest26.2 71 or urban waste cou ld considere d.
Va rious recycled fib re b iorefinery o pt ions cou ld be inves tigated on the basis o f the following ideas and techni cal o b jectivest2SJ :
- Collect more fibre raw material in the form of used paper and board products .
- Reuse on ly the "bes t fibres " for paper by removing unwanted components from the paper life cycle with adapted and new techno logy (used as kidney).
- Improve recyc led paper quality to increase recyc ling in high quality paper grades and / or produce papers with lower grammage us ing less f ibre raw materia l.
- Investigate bio-chemical p rocesses, e.g. fe rmentation for ethano l production. and thermo-chem ica l processes, e.g . gasificat ion , to be app lied on se lected recovered paper sorting and recyc ling/ deinking reject streams for the production of energy (heat and electricity) , b iofue ls and chem icals.
- Evaluate economic gains (increased added value from by-products and reduced energy and paper production costs) and assess environmental and social impacts.
One of the most importan t asp ec ts in the recycle d fib re b iorefinery approach from a papermaking po int o f view is that the recyclin g y ield should no mo re be conside red as a decisive parameter to increase for the reduct ion of raw mate ria l and energ y costs The idea is indeed to redu c e the y ield by re moving the pu lp componen ts w ith low papermaking valu e as far as highe r values can be o btaine d from t hese compon ents w ith re levan t biorefinery pro cesses (F ig ure 57) . As an exam p le , the remova l of f ines an d t hei r use fo r ene rgy pu rpose , e.g. in the fo rm of b iogas o r heat an d elect ricity, bec o mes attrac ti ve in the context of re latively high energy p rices (with resp ect to raw material) an d offer s add itional advantage in terms of paper q uality an d production eff iciency, inc lud ing reduce d drying energy. Moreover, even com ponent w ith good papermaking value could be remove d fro m the pul p and sub mitted to biorefinery processes as fa r as high er value wou ld be ac hi eved in a susta inable way.
Recycled fi b re biorefin ery is bel ieve d to become part of the fu ture of paper recycl ing as recently stated in the Jan uary 2009 CEP I Ietterl291:
"Imagine a day when , in add iti on to ma king the to p q uality produc ts custo mers w ill deman d, t he local pulp and paper mill t reats the waste of its local community and p rovid es all the heat an d power local res id en t need; when it will emit cleaner a ir and water than it takes in; when it will use its know-how in recycl ing and bi o mass to make the mos t of t he world ' s renewabl e resources. Pulp an d paper mills in Europe are al ready well on the way to realising these amb itions"
The EU has adopted a new Waste Directive which replaces the previous , over-30years-old Directive and repeals some others In thirty years the thinking has changed radically from seeing waste as a problem to managing it as a valuable material for reuse and recycling.
The new measu re, Directive 2 008/98/EC, estab li shes the generic envi ronmental standards for waste to be re-used or recycled , sets material-specific recycling targets for 2020 , modernizes and clarifies a whole lot of recovery and disposal definitions , amongst which the by-products are clear ly defined not being waste , and introduces a mechanism for waste ceasing to be waste.
The Directive also establishes a five-step hierarchy for waste. The waste hierarchy generally lays down a priority ord er of wha t cons titu tes the best overall environmen tal option in waste legislation and policy -whi le departing from such hierarchy may be necessary for specific waste streams when justified for reasons of, inter alia, technical feasibility, economic viability and environmental protection .
After entering into force on 12 December 2008, the Directive set a deadline for the member states to transpose it into their national law by 12 December 201 0. Reporting on the progress in implementation is set for every three years thereafter.
All 27 EU member states must prepare a national waste prevention plan by 2013 and set up separate col lection scheme for paper, metal, plastics and glass by 2015. They must promo te high quality recycl ing, and meet a target o f a t least 50 per cen t o f paper, metal, p lastic and g lass from households being re-used and recyc led by 2020.
Materials from other origins , as far as these waste streams are similar to waste from households , may be included to meet the target. Whether this means other materials such as green waste and food residues collected from households , or other sources of paper. metal, p lastic and glass such as collection from offices and microbus inesses (s imi lar to household collect ions) is left open in the Di rec t ive .
A higher target of 70 per cent is set for recyc ling construction and demo lition waste. Also bio-waste is defined and the Commission is requested to submit proposal on management of bio-waste if necessary
The Directive lays down the polluter-pays principle as well as extended producer responsibility. The former means an obligation for the waste produce r or previous waste holders to ca rry the cos t of was te manage m ent, whereas the latter applies to anyone who profess iona ll y deve lops , manufactures, processes, t reats, sells or imports products in the EU . The same principle has been part of the specific measures on packaging , waste electronics , end of life vehicles and batteries for many years
The introduct ion of producer responsib i lity i s meant to support the design and production of goods that facilitate the efficient use of resources throughout the ir whole life cycle.
Further obligations for the member states aim to make the EU self-reliant in waste recovery and disposal and less rel iant on exporting waste for such operations in other countries .
The European paper industry was an active advocator for the revision of the Waste Directive As over 60 mi llion tonnes of paper are collected for recycling in Europe annual ly, and recovered paper is the most important fibre source for European paper manufacturing, legal provis ions on waste have been an essential framework for the industry.
Before the revision , the industry felt under-served by the Directive as it considered recovered paper as merely waste to be disposed of, and not as a valuab le raw material. It also d id not support the industry' s efforts to imple ment quality management wh ich, with increasing paper collections and tapp in g into poorer quality sources of recove red paper, has become more and more vita l. In particular increasing vo lumes of co-mingled co llection were spreading to more countries . causing serious problems in material efficiency Finally, without c lear gu idance on waste hierarchy, a concern of recovered paper being used as a renewable energy source was growing. The outcome of the rev ision process , however, was very pos itive . In add ition to the general modern isation of the Directive , recove red paper was acknowledged as a secondary mater ial. In particular. recovered paper was clear ly noted as a priority stream for ceasing to be waste in a later case by case assessment by th e Comm ission .
Member States shal l take measures to promote high quality recycling and, to th is end , shal l set up , by 2015, separate collections of paper, meta l, plastic and g lass where techn ically, environmentally and economically practicable and appropriate to meet the necessary quali ty standards for the re levant rec ycling sectors.
Separate collection is conditioned to practicability, mean ing that for example hygiene papers may not need to be collected separately, but otherwise separate collection seems to be both technically, environmentally and econom ically practicable : separate collection has been carr ied out in most of the Member States with small and big popu lations in h igh and low de nsi ty fo r many decades ; separate collect io n leads to best resource efficiency and avoids unnecessary transportat ion of unusable materials; several stud ies , notably from the UK (WRAP, 2008) or Italy (Comieco, 2008) show that it is the best econom ic solution .
The Directive sets a priority for recycl ing over energy recovery and a target of a 50% recycling rate fo r municipal (and s imilar) waste by 2020. This target means almost doubling the current household waste recycling rate (+I- 30%) and would necessari ly requi re paper being recyc led at a rate at least as high as it is now
Recital 29 of the Directive raises paper recycl ing as an example member states need to promote: " Member States should support the use of recyclates, such as recovered paper, in line with the waste h ierarchy and with the aim of a recycling society, and should not support the landfilling or incineration of such recyc lates whenever possible. "
Final ly, the new Waste Directive clarifies that by-products are not waste. This creates new possibi lities for paper mills to increase the efficiency of managing by-streams and res idues from production and recycling operations , and create new va lue-added with by-products.
The paper indus try is preparing to turn a new page in paper recyc ling - years of techno logica l and product developmen t , investments in fac ilities and increasing capacity are now being supported by an up-to-date legis lative framework at European level. Detailed advice for transposit ion and implementation of the Waste Direct ive in the EU Member States has been given in CEPI guidelines issu ed in March 2009 (reference to the document at CEPI website)
This section wil l describe societal aspects of paper recycling using the example of The Netherlands , where a detailed , long term study was perfo rm ed on the influence of the collection systems on the contamination of recovered paper collected from households. Results of this study can be explained as the societal point of view on the proposed collection systems as being one of the lim iting factors of paper recycling , th is in terms of the quality of col lected secondary raw material.
According to the results of research performed on various col lection systems in The Netherlands in order to invest igate their impact on the qua lity of recovered paper t931, the most effect ive system for collect ion of recovered paper (in terms of the qual ity of col lected secondary raw material) is public collection with the use of 35m3 containers. This is due to the fact , that in th is system , consumers bring the collected material to ident ified collection points in relative ly small amounts (1-Skg) , pre-sorted at households Consumers seems to be quite we ll informed on what kind of paper products are suitable for recycling , and what needs to be done to improve the col lect ion Similar situation , however with a little lower efficiency, takes place with the kerbside collection. On the contrary drop-off recyc ling parks were the least effic ient (both with and without Diftar194 1 based on the Polluter Pays Principlei93J ) . Here consumers bring co llected recovered paper in bigger amounts (5- 20kg) , less often and less regularly, the material is not wel l contro lled and as revea led the results , more contaminated
App lication of Diftar system , is considered as more effic ient and more honest manner of charging consumers for generation of waste. However, it has definite ly had a negative influence on recovered paper as secondary raw ma terial collected from househo lds . Higher level of contam inat ions was observed tor systems w ith Diftar. It should be noted that re cove red paper, along with glass, is one of the waste stream with 'fre e disposal '; it would seem that consumers mix other 'chargeable ' waste
materials (often detrimental to paper) w it h the paper to avoid the extra paymen ts. Th i s does not happen in th e mun icipalities w ithout the system. These facts explain the h igh contamination level proved by the resu lts from the col lection syste m s, where Diftar was implemented (93J.
Obligatory payments for wastes (other than paper) can cause the growth of contaminations in reusable materials containers (wh ich are so far the only free of charge collected waste streams from households). Higher leve l of contaminations is a lso a s id e-effect of constant growth in recovered paper collection (increasing collect ion rates and amounts). Wh ile considering the matter of priorities, under the condition that paper mills can cope with some contaminations in recovered paper, the quantity of collect ion takes precedence over the quality. Nevertheless, improvements in that field of reduction o f contaminations are expected and required
The result of recent development of newspapers, magazines and brochures de livery towards mo istu re protection resu lts in the application of polyethylene films around pub lications. Easy in hand ling for the consumer became an obstacle for recovered paper collectors and for paper industry Packed in th is way material (sealed papers) , containing inside very often valuab les fibrous fraction i s difficu lt for processing.
Sealed paper was proven to be the main contaminat ion up to 2% in weight of the recovered paper The lowest contam ination w ith sealed paper (0.6%) was not iced by the publ ic col lection system where recovered paper was collected w ith the containers 35m 3 in the municipa li ty w ithout Diftar. Sealed paper conte nt in materials collected with curbside collection and at drop-off recyc ling parks is h igher, up to 2 8% in weight than by public containers .
The above mentioned facts are the basis for the conclusion , that the low quality of today 's co ll ected recovered paper is a result of introduction of d ifficult for recycling paper based products , as well as add ition of other non- paper contaminants to the collected recovered paper by consumers. It is much easier to prevent contamination with non- paper components than detrimental for processing in paper industry, difficu lt or impossible for recycl ing paper based products (laminates, wet strengths etc).
The increased collection rates have a negative influence on the quality, sorting can help but till a certain level , however, separate collection is an absolute must.
Collection i s st i ll developing , in some EU countr i es very rap i d ly That means that co ll ect ion of recovered paper is an international issue . In that respect public awareness campa i gns should be carr ied out in all member states. Influenc ing awareness of consumers as well as rewarding for separate col lection of high quality secondary raw material seems crucial factors in alleviating of the social limits of paper recycling .
Even w it h the most efficient col lection systems for recovered paper, the collected secondary raw material wil l still conta in certa in amoun t of contam ination . Those cou ld be removed by further sort ing processes , however, due to certain techn ical and econom ica l factors are not removed and end up as a fraction of recovered paper that is fina ll y generated as soli d waste with in stock p reparation lines of recycl ing paper mills (see also section beg inn ing page 41 ; Co llection and Sorting Systems) .
According to its MoU one of the main object ives o f COST E48 was to collect facts, data and experiences and to develop on this basis scenarios which are able to describe the potential future o f paper recycling in Europe.
These scena ri os shou ld reflect potential and basical ly likely developments within Eu rope. But it was neither the intent ion to predict the fut ure nor to assess the probabil ity of the scenarios to be developed to co m e true. It , however, was the intention to draw conclusions from each of said scenarios which could be instrumental in terms of
• identifying potential th reats to paper recycling
• identifying research needs the results of wh ich could in the med ium or long term be in strumental in order to overcome the th reats identified
W ith respect to the scenarios a comprehens ive analysis of the pertinent literaturel87•90l was conduc ted Th is analys is revealed that corresponding wo rk had been carried out in the last few years in a very professional way by several very competent groups. After rev iewing these stud ies tho roughly it was decided to use the resu lts of a work issued by the J o int Research Cen t re (DG JRC) of the European Comm ission and ca rri ed out by the Institute for Prospect ive Technolog ica l Studiesl89 l Entit led "The Future of Manufacturing in Europe 2015-2020 - The Challenge for Sustainability " it was used as a basis for the d iscussion abou t how and how far the pu lp and paper ind u stry in Eu rope cou ld be influenced by the developments characterising the various scenario s. This study was published in 2003.
The scenarios which were deve loped in this study o ffer imaginative p ictures of potentia l soc io-econom ic developments and new te chnologies that could poss ib ly shape the European manufacturing sector as a who le over the coming years. They highlight important trends , possible trend -breaks, cri tical cha ll enges and opportunities which we re summarized in fou r possib le vis ions of manufacturing in Europe until 2020.
These scenarios - and th is has always to be kept in m ind - had no t been developed in a way that either o f them m ight be the pure rea lity in a decade from now. Certain characteristics o f one scenario m ight also happen in other scenarios. The objective as rathe r to map t he space for deve lopments in the coming years based on the personal v iews and j udgemen ts of the expe rt group invo lved in the scenario build ing exercise. And the same procedu re has been applied by the members of E48 as when they in terpreted the potentia l impacts of these scenarios for the pulp and paper industry.
The unde rlying scenario process focused in the f irst place on four manufacturing sectors- electron ic components ; measuring , prec is ion and contro l instruments ; basic industri al chemicals ; and motor vehic les- and most of the information provided in the scenarios refers to these sec to rs Important developm ents in other m anufacturing fields (i.e pulp and pape r, aeronautics, the text i le indus t ry, food and beverages ,
pharmaceutical, and med ical ins truments) are therefore no t adequate ly covered by the scenarios p resented in this report . But t here can not be any doub t that th e very wel l elaborated m aster condi t ions characte rising the various scenarios of th is study can be considered the very same fo r any other indus try.
Against this background the main task of the scenario wor k within E48 there fore was to draw s p ec ific conc lus ions o f how these mas ter conditions wou ld affec t the p ulp and pap er ind ustry in gene ra l and the recyc l ing o f used paper and board p roduc ts in particu lar. The adapted scenarios and the conclusions thereof should b e used as a tool to s timula te strategic th in k ing about p o licy o ptions in order to b e prepared fo r the pap er and board recyc ling cha l lenges ahead.
The evaluation o f the poten tial impacts o f the var ious scenario characteris t ics on the issues o f paper and board recycl ing was p e rformed on a basis of a lis t of ques tions related to those charac te ristics. These aspects we re comp rehens ive ly d iscussed and assessed in the three wo rking grou p s of E48 and separat ely co m mented (du ring the Sofia meeting). Base d on the results o f the ind ividual assessments preli mi nary general conclus ions we re drawn an d d iscussed in plenary m eetings (during the lasi m eeting). On the bas is of these effort s final conclusions we re drawn and eventually adop ted
The m ost important of th e se conc lus ions we re then transfo rmed in a l ist o f activities which could b e undert aken by the pu lp and board indus try and the i r adm inistrative bo d ies in order to m a ke sure that recovered pape r and board is also in the mid and long run the va luab le , e nvironmen tally compat ib le and well accepted raw mate rial it has been for so long . The results o f the scenario exerc ise within E48 have also been used to es tablish a list of research p rior ities wh ich shou ld be wo rked at in t he next yea rs.
The scenarios develop ed by the Inst itute for Prospective Techno logical Studies and used fo r the scenario discussion with in E48 were called:
• GLOBAL ECONOMY
• FOCUS EUROPE
• LOCAL STANDARDS
• SUSTAINABLE TIMES
Each of these scenarios w i ll be described in detail later. Al l of them a re structu red a long two q ualita tive axes of change. On Figu re 58 , the first (vert ica l) axis relates to the modal ity of policy making, i.e. the integrat ion of sustainable developm en t (SO) p o licies. It ranges from G lobal Economy and Local Standards scenario to the Focus Eu rope and Sustainable Times scenario and inc ludes issues such as geo-pol itical deve lo p m ents, t he ba lance between cen t ral dec ision- m aking and subsidiar ity in
Europe, and the rate of co-ordination between different policy areas. The second axis refers to prevailing public values , consumer behaviou r and demand patterns. The dimens ion also includes issues of public acceptance of new technology and backing of policies in support o f sustainab le development.
The global economy scena ri o describes a situation in which consumers in the first place pursue the ir own interests. Environmental and soc ial impacts of production and consumption as well as environmental awareness is no longer very h igh on t he society 's agenda but has turned into a matter of ind ividua listic preferences. Liberalism is considered the most effective way to allocate resources and to ach ieve sustainable development and consequently policy-making principal ly aims to strengthen market mechanisms and competi tion
The long term aspects of sustainability, however, are sacrificed for more short or med ium term econom ic goals. The influence of national or supra-national (e .g the European Un ion) governments on internat ional trade po licies on a g lobal level has become rather weak.
In technology areas in which g loba l compet itors have f inanced large R&D programmes , Europe has already or is at risk of fall ing behind particu larly due to a considerable lack of R&D budgets in un iversities (for basi c research) and public research organisations (for advanced research) . Techno logy progress has been uneven Manufacturers focus on custom isat ion and individual isation of products rathe r than on the ir poten ti al re-u ti lisation or recyc ling.
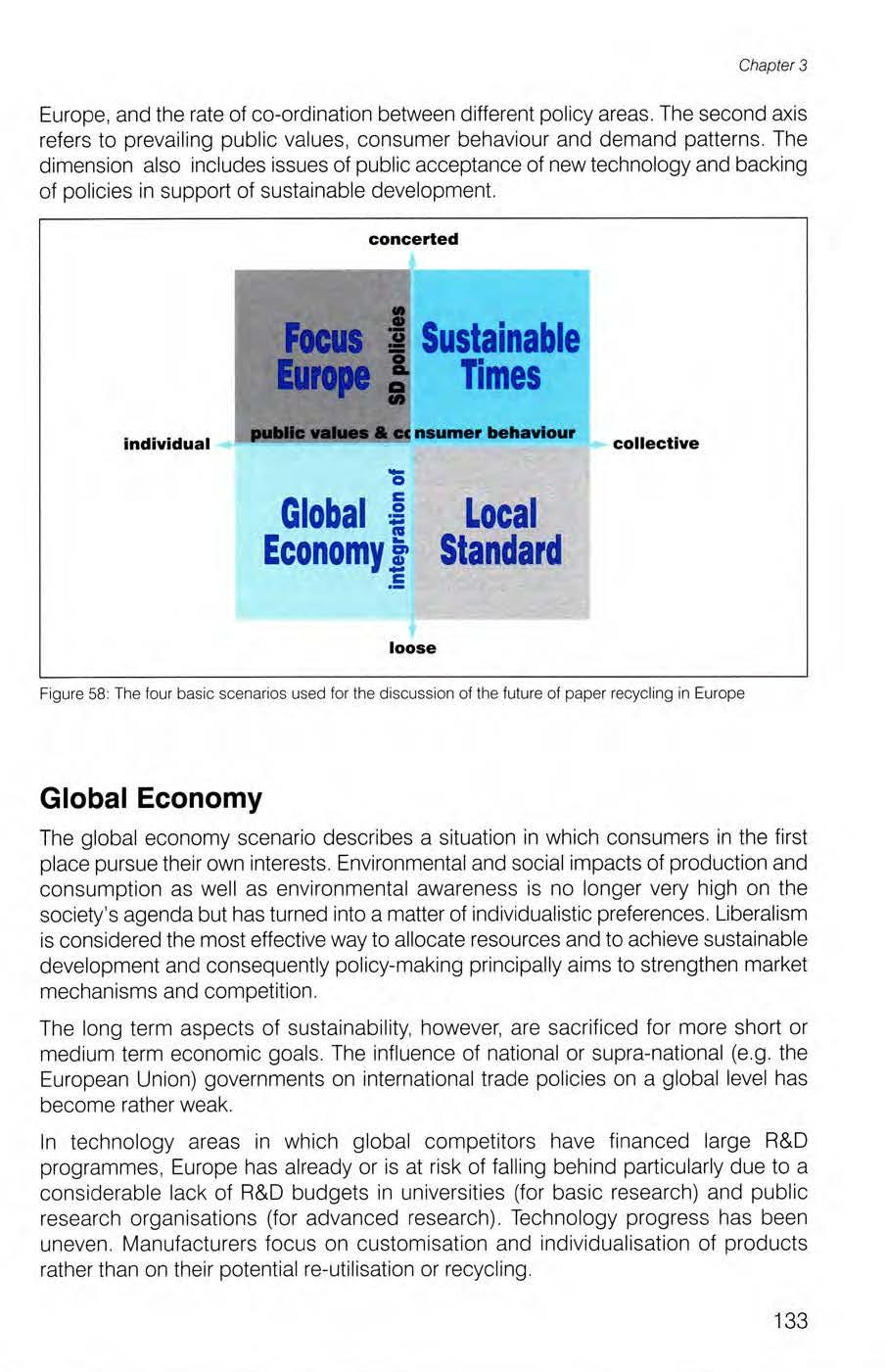
Environmental progress in manufacturing - if at all - happens as a side effect of e fforts aiming at cu tt ing costs by making more efficient and mo re economical use of energy and resou rces.
The structure o f the industry is highly specialised and diverse . Product liab ility governs health , safety and environ m ental standards and regulatio ns. Court lit igation becomes an import ant though somewhat questionabl e source o f product innovation - and a reason for the lack o f it.
Voluntary indust ri a l ag reements and sel f-compl iance of indus t ry on basic envi ronmental and safe ty standards are the ma in ins tr u m ents to sti mu la te sustainability. Their installa tion, however, depends largely on the individu al sense of responsibil ity of company leaders and to a much le sser extent on the influence o f po licy or environmental groups
The scenario favours short-term indust ri al research activ iti es the results of which have to have an as high as possible RO I in an as short as possible t ime - usua lly not exceeding a period of a year or two. Energy in tens it y of production rema ins rathe r high , because the necessary R&D e fforts wh ic h typically have a much longer ROI suffer from a lack of fu nding . The need for better energy and resou rce effici ency, however, beco m es more and more obvious since manufac tu rers are urged to reduce energy costs in t imes of s ky- rocketing energy and raw material p rices. Problems in t he enforcement of recyc ling prac ti ces in h ib it the adoption of recycl ing.
In this scenario national and local autho riti es have gained new powers . Regional governments de term ine p o licy priorities and drive regulation. European institutions have no t been in a p osition to co-o rdinate the d iverse interests o f reg ions and Member States effect ive ly. The civil society pursues most of their interests through a large number of NGOs, which have beco me an im port an t p layer in po licy-making p rocesses
Consumer and citizen groups push their agendas on local and environmenta l issues. The econom ic d isparities between European regions and between Eu rope and its ne ighbours remain high. However, a t local leve l d ive rse and c reative reg ional clusters -new sou rces of innova tion- have emerg ed. Mu ltiple local markets h ave surfaced , linked and co -ordinated through IC T. Comp lex systems management tools help industry to cope w ith a challenging business environ m ent. Some risky industry sectors face public oppos ition to the construct ion o f new plants and w itness the re location of production abroad.
However, strict environmental regu lation has a lso lead in so m e regions to the fast adoption of radica lly new manufac tur ing approaches and concentration of manufactu ring activities in industrial c lusters to retain production: localised alternative energy production concep ts have been rea lised and new s m all-scale production sys tems have reached application stage .
The Local Standard scenario implies both the centralisation and the decentralisation of manufacturing operations depend ing on sectors , processes and products Regional demand structures require new solutions for flexible specialisation in manufacturing Industry adopts new design strategies to focus on modular, simpler. and robust components . Intelligent logistics plays a key role. In some region s consumer choice drives manufacturers towards flexib le specialisation and c leaner, more soc ially responsible production . At regional level specialised advanced technology clus ters emerge, though overall public acceptance of new technology which might cause negative second order effects remains rather low. Since there is little trans -regional co-ordination of policies broader transitions such as the hydrogen economy are unlikely to materialise in this scenario
Due to strong ini tiatives and the fact that the impacts of resource over-utilization and global warming have become obvious for large parts of the society, the awareness that the ecological footprint of humanity was far too high, particularly in Europe , has grown . The citizens support the objectives of national and supra-national authorities to reconcile the economic , environmental , and social dimensions of sustainability and to reduce the ecological footprint. A European governance system has been establi shed wh ich strategically promotes sustainable development. The European Union takes the objectives defined in the early years of the century seriously and imp lements clear sustainability policies based on broad s takeho ld er participation , within Europe and between national governments. This po licy expresses itself both in market incent ives (e. g . energy taxes , em ission cha rges, other financia l incentives) and regula tion (market regu lation , performance and d irect regu lation) all aiming at fostering sustainabil ity. Emphasis is - a lso from the industry - given to socially responsible technology development. European manufacturing has been able to break the links between growth and resource use .
Many industries have undergone substantial changes in a rather short period of time because technological opportunities as well as organisational and social changes were linked successfully. Th e energy supply has already to a large extent undergone the transformat ion towards renewable resources. Bio-resources gradually begin to replace non-renewable materials.
The m anufac turing industry focuses on the provision of services not only on selling products. In the Sustainable Times scenario competitiveness is no longer just market success but takes into account environmental and social aspects of production and consumption . Major technological breakthroughs aiming at de-coupling material and energy use from production are on their way or have already been transferred into industrial practise . Renewable energy and bioresources help to reduce C0 2 emiss ions
The optimisation of product life-cycles has become another core objec tive of the m anufac turing industries The demand for a highly qualified labour force able to operate and manage sustainab le production systems is higher than in any other
scenario Public accep tance of new techno logy (e.g. ICT app licati ons or nanotechnology) has grown subs tant ially as governments and industry pay attention to the environmental and social impl ications when des ig ning and implemen tin g their strat eg ie s.
In the Focus Europe scenario , the development towards sustainability is regarded part of government' s respons ibi lities . Europe has become as powerfu l actor to gu ide the societies of its member countries towards sustainabi lity and has pursued a corresponding s trategic industria l policy, aimed at creating lead marke ts fo r sustainable technologies
This approach p roved to be successful , creating new export opportunities for European manufacturing industries. Strong emphasis is given to integ rate d util ity of po li cy measures (i.e. balance econom ic , environmental, and soc ial uti lity in sus ta inable development). Discussions between regu lators and indus t ry abou t adequate performance goals (i .e . What is Best Ava ilable Techno logy?) and the mos t appropriate means to implement policies (regula tion , se lf-regulation, standards , taxation, fisca l incentives etc.) have led to rather slow po licy imp lemen tat ion processes
At in ternationa l leve l, Europe is confronted wi th new compe titors, especially from Asia (e.g. China and India). The WTO has facilitated international trade , though there has been li ttle w illingness of WTO members ou tsid e Eu rope to take environmental and social issues on board. Since behaviour patterns of consumers have not changed significant ly, the scope for broader socio-technical innovat ions is lim ited . App lication of new technology follows m ore trad itional trajectories and does not break soc ietal , technological or infrastructural lock -i ns. For example , the zero-emission -car based on the internal co m bustion engine has become real ity but the problems associated w ith car-use prevail. Advanced ICT is implemented in both the publ ic (e.g . intelligent transport systems) and the private and industria l sphere (e.g. for cont ro l, surveillance and tracing applications).
In the Focus Europe scenario, regula t ion provides incentives for indus try to invest in sustainable manu fac turing solutions. Innovation is geared towards resource efficiency and c lean production Well designed and coo rdinated pol icies dri ve technolog y deve lopmen t towards lower carbon dioxide-in tensity. Strong pol icy support for large scale European research leads to more top -down innova tions. However, the scenario favours developments along existing applicat ion trajectories. Opportun ities offered by new technology cannot be fully exploited , since short ter m cost-effectiveness does no t favour rad ical innovation for sus tainability and consumer attitudes do not support them e ither. The p ri or ity given to strateg ically import ant sustainable techno logy deve lopment strengthens Europe's competitive advantage in advanced manufacturing technologies Industry works hard to attract and keep personne l experienced in using advanced manu facturing too ls , managing virtua l factor ies, us ing si m ulation methods , etc
The scenari o s suggest that t he in terp lay of a va rie ty o f d rivers -m ost notably rela te d to:
• globalisation ;
• new techno logy;
• market demand ;
• public values ;
• fiscal measu res ;
• regu lations and legis lat ions ;
• overall societal change. will contribute to shaping the future landscape of manufacturing in Europe, the pulp and paper industry being part of it. Many of the driving fac tors can be shaped and in fluenced (with in limits) by Europ ean pol icy to s upport the achievem en t of the goals and o bj ectives laid do wn in the Eu ro pean st rategy for s u stain able development.
The conclus ion to be drawn fro m th e analysis of th e scenarios is: Whe the r sustainable manufacturing will become a re ality seems to be hardly a question of technological opportunities alone . New technology, socio-economic factors , and the policy framewo rk will jointly determine the dynamics of change The scenarios indicate that progress to wards sustainabi lity wi ll depen d o n the succe ssfu l a lignment of tech nolog ical , o rgani sa tiona l, an d soc ie ta l factors th at are re qu ired fo r 's y s tem changes ' towa rds sustainabi lity.
The scenarios also sugges t that the main obstacles to achieve progress towards sustainable manufacturing seem to be primarily located in the political and market arena , rather than being caus ed by a lack of technological opportu nities.
The interfaces b etween the vari o us techno log ical, so c io-economic , and p o licy facto rs p resen ted in th e scena ri os point to po ten tial tr iggers for sys tem chang es tow ards a more sustain ab le manufac turin g futu re.
In order to devel op ideas with respect to how the future of paper & board recycling would develop under the possibilities and constraints described above for the various scenarios , the Action ' s participants formed working groups which discussed these issues with the help of question nai res
A first analysis aimed at identifying the relevance of the characte ristics of the var ious scenarios for paper and board recycling in general without assessing the specific impact. This analysis was performed by all working groups from their specific point of view durin g th e meeting in Bilbao in Spring 2007
In a second joint activity which took place during the meeting in Sofia in October 2007 th e impact of those characteristics which had been considered of strong or at least medium influences on selected criteria were discussed . The results of th is work are summarized in what follows.
These criteria were:
• The environmental awareness within the society;
• The performance of collect ion sys tem s ;
• The econ omic efficiency of RP sorting;
• The development of RP treatment technologies ;
• The competition between recycling and energy production ;
• The recycling-friendliness of printing & converting techniques;
• The consumer's behaviour :
• The consumption of communication paper ;
• The consumption of packaging paper;
• The impact of legislation RP recycling;
• The impact of RP composition on recyclabi lity;
• The supply of recovered p&b regarding world-wide developments;
• The importance of sustainability in policy;
• The impact of the structure of the EU paper production ;
• The impact of product liability policy;
• The speed of harmonization within the EU ;
• The in fluence of further acquisition & merging in the p&p industry;
• The consumer "e ducation ";
• The transport cost development ;
• The trends in mill size:
• Monitoring technologies ;
• Trends in paper production ;
• Paper product diversity
Eventually the impacts of the various scenarios were comprehe nsively discu ssed in several meeting of the steering group. The results of these efforts are summaris ed in th e following.
The main characte ristics of t he Global Economy scenario might be s umm a rized as follows:
• Industry structure is highly special ised and diverse
• Product liability compensates for safety and environmental standards
• Court ligitation becomes a source of innovation - and a reason for the lack of it.
• Volun tary industrial ag reements and self-compl iance of industry on basic standards are the main policy instruments to stimulate sustainabi lity
• Short-term industrial research activities are favoured
• Energy intensity of production remains high , though energy and resource efficiency improve since manufacturers are urged to reduce costs
• There is little prospect for the adoption of radical ly new approaches
• Prob lems in the enforcemen t o f recycling practices inhibit the adopt ion of recycl ing
The following more detailed characteristics were considered to have a strong influence on paper and board recycling:
• The EU Member States ' put strong emphasis on the role of market forces and free competition as the key enabler of economic development & technological innovation
• The challenges by the new economic powers such as China and India have fu rther grown
• The global compet ition is becom ing fierce and increasingly cost-driven .
• The stimulation of sustainability is to a large extent based on voluntary industrial agreements as basic environmental and safety standards are on se lfcomp liance of industry.
.
Society's environmental awareness will play a far smaller role than it used to The conviction that there are ecological advantages of paper and board recycling , however, will not rapidly disappear - at least not in those countries where recycling has some tradition. But it will definitely become less likely that corresponding attitudes can be generated in societies without such a history. This wi ll resu lt in gradually decreasing RPB qual ity and p&b collec t ion rates in Europe at least as far as separated co llections is concerned which from today's point of view is the major prerequisite for using p&b economically as a raw material for the paper industry.
Ebbing environmental awareness results in decreasing growth rates for collection and utilization rates as well in deteriorating qualities of recovered paper.
The increas ing role of market forces and free competition w il l lead to an intensified co llection and ut i lization of waste in gene ra l. The main driving forces , however, will no longer be a pronounced responsibility for resource utilization or the worry about a safe environment but rather economical considerations : The further increasing demand and the premium prices paid for RPB in developing countries. Alternative uses of RPB outside the p&b industry will gain importance and as a consequence of that, col lection criteria will change. If th is becomes a strong trend, separation from other waste potentially tC' recycling wi ll loose importance.
World wide growing demand for RPB will strengthen collection activities.
However, due to increasing exports, availability of recovered paper and board for the EU paper industry declines - at much higher prices. An increasing use of RP for energy purposes may i.he structure and performance of collection systems. Less sorting would be needed .
The increasing demand for RP from outside Europe and the corresponding quality requiremen ts will influence the sorting strategies. As lon g as s ort ing o f hig h g rad es for th e ut ilization in the p&b indus try and the u t ilization of the rest for energy recovery is econom ically accep table and as long as the paper industry is p re pared to p a y prem ium p ri ces fo r hig h qua lity sorted RPB , sorting technologies will be further developed though probably far slower than in the past.
Increasing RPB prices will allow for the development of more sophisticated sorting techniques. But this will not necessarily result in a better availability of the RP grades the European p&b industry needs as global trade with mixed RP and sorting at destination country (cheaper manual sorting costs) might increase
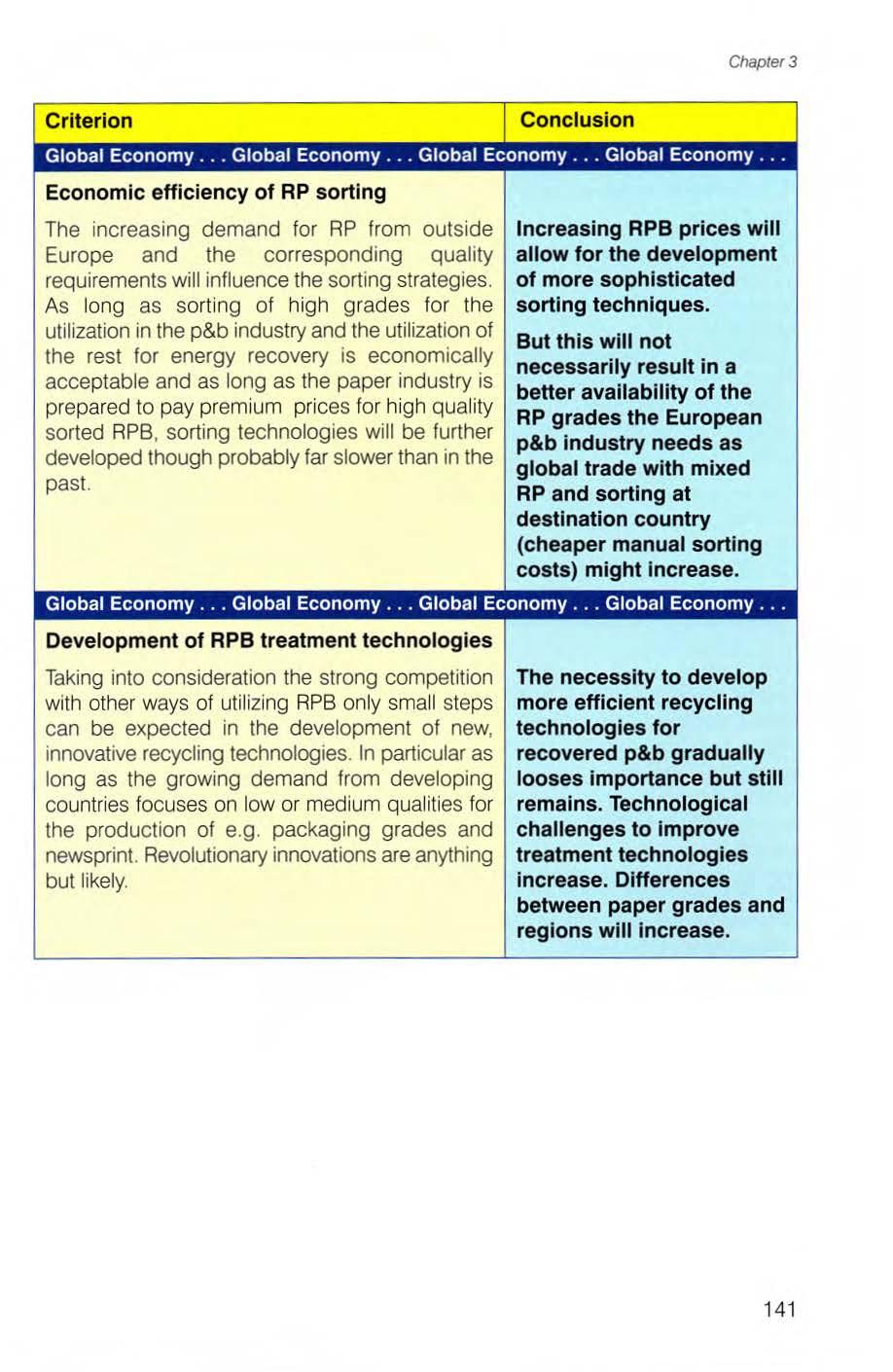
Taking into consideration the s trong co m pe t ition with other w ays of u ti lizin g RP B onl y sm all step s can be expected in the development of new, innovative recycling technologies In particular as long as the growing demand from developing coun tr ies focus es on low o r m ediu m qu alit ies fo r the production o f e .g. packaging grades and newsprint. Revolutionary innovations are anything but likely.
The necessity to develop more efficient recycling technologies for recovered p&b gradually looses importance but still remains . Technological challenges to improve treatment technologies increase. Differences between paper grades and regions will increase
In the global scenario the installation of new nuclear power plants all across the world to co n tro l greenhouse gas em1ss1on s and envi ronment al taxes on energy is very likely. Building up of power generation capacity will cont rol the rises in energy prices - to some extent. This might favourably influence the competition between recycling of RPB and turning it into energy.
This however appl ies only to regions where nuc lear power is availab le. In al l other reg ions energy generated fro m waste will beco me an economically very attractive alternative. This particularly applies to RPB due to its rather high heat value even o r especially if not separated from e.g. p lastic waste. Compared on the basis of heat c ontent per mass unsorted recovered paper grades mi ght become a cheaper ene rgy source than crude oil , coal or gas. Liability, however, might become an issue. The owner of used p&b products - the consumer - will see more and possibly m ore economic alternativ es than collect ing p&b fo r the paper industry without b eing rewarded .
Slower increase in energy prices due to the installation of new nuclear power capacities all across the world might reduce the pressure on the competition between recycling and energy generation in some areas.
In regions , however, where "cheap " energy is not available, waste containing suffic ient organic compounds like un-sorted RPB containing plastic waste and other high caloric substances will be increasingly used as an economic fuel.
As a net effect, RPB availability will decrease and prices will go up.
As recycling within the p&b industry is possibly no longer th e most ec onom ica l alternati ve for used p&b the pressure on printers and conv erters to use e.g recycling friendly inks or adhesives lessens further. The same applies to printing and converting techniques which may also have detrimental effects on the recyclability of the f in al products Rec ycla bil ity is no longer an accepted o bstacle to introduce new substances potenti al ly problematic detrimental to recycling in the paper chain.
Quality of RPB In terms of content of detrimental substances and recyclability decreases.
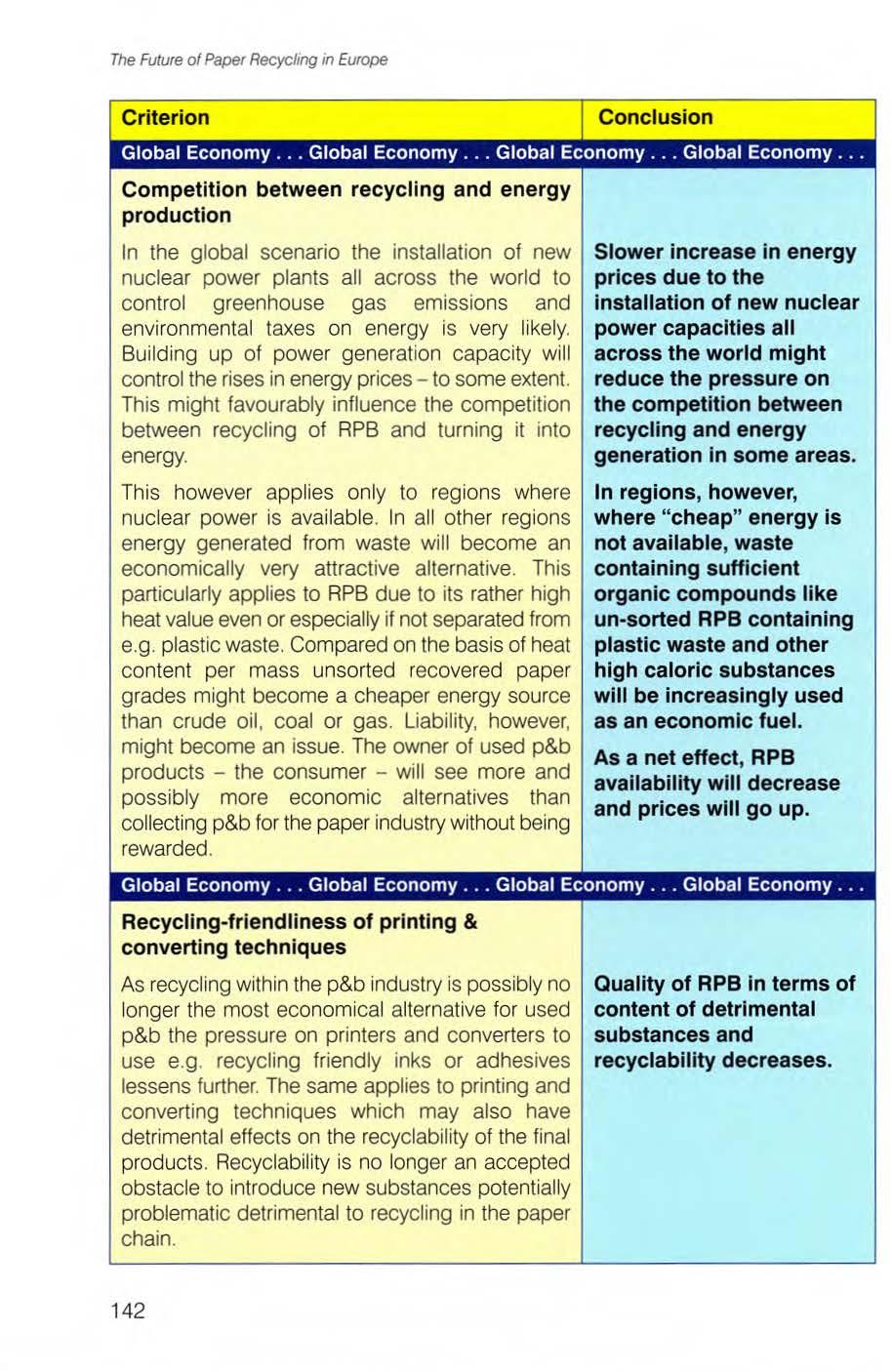
The establishment of a Global Economy which basicall y trus ts that techno lo gy w ill solve the problems caused by itself , the consumer ' s behaviour will also gradually change in terms of envi ron men tal awareness and responsibi lity. Contributing to closed and sustainable strategies is no longer regarded particu larly important.
Faith in technology and uncontrolled economic growth reduces environmental awareness and sensitivity for sustainability. In developed countries the development might be less pronounced .
of communication paper
The consumption o f communication paper w ill slightly decrease in highly developed countries but show med ium to strong increase in develop ing countries. The growth, however, compared to packaging paper wil l be definitely smaller.
Stagnant demand for p&w papers in developed countries , medium and strong growth in developing countr i es where the demand for ' 'white" RP will keep growing.
The demand for packag ing material in general will grow considerably because of an intensified regional and worldwide trade . For cost reasons , paper and board based packages should be in a pos ition to secure or even exten d the ir marke t shares if they successfully meet the growing demand for smart packaging .
Both th e con tent of re cycled m aterial and the recyclability of the finished packaging unit will dwindle away to purely emotional sales arguments . Again for cost reasons , the amount of packaging material per unit will decrease.
The demand for packaging papers will grow considerably and all across the world And so will the demand for suitable RPB Economics, however, is more important than recyclability. The quality of " brown " RPB will further go down.
As market interests are considered the most The installation of effec tive way to allocate resources and to achieve effective recovery systems sustainable development there is not much for p&b will not be support neither any direct discrimination . The lack strongly supported. of support may inhibit the ado p tion of recy c ling pract ices .
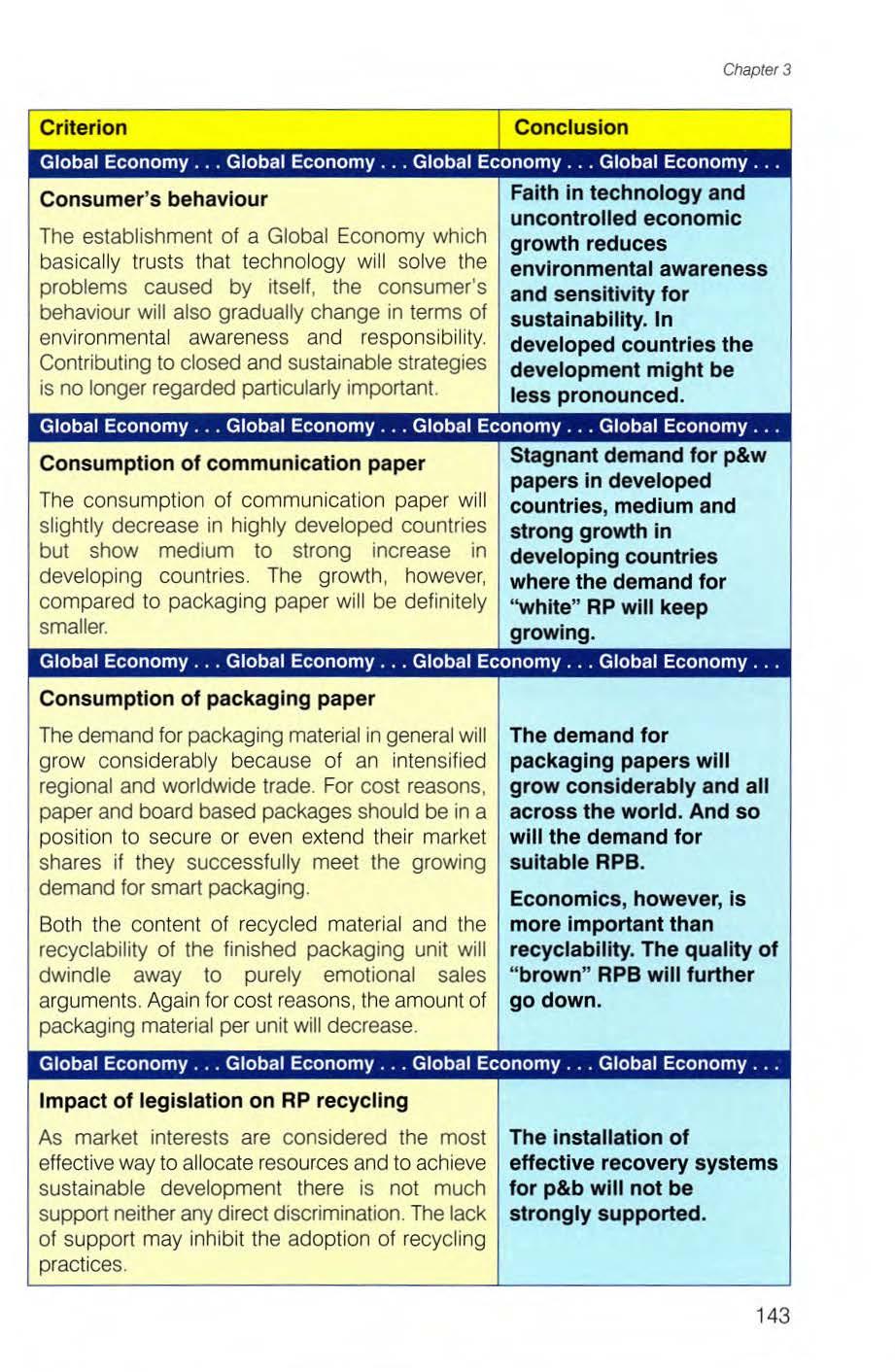
The increasing demand for more sophisticated paper and board based products can only be satisfied by more complex and in many cases co mposi te products, i.e. by combining paper and board wi th an increas ing var ie ty of other materials. Simultaneously the progress in printing technology will further accelerate and introduce new techniques and particularly new inks in ever shorter intervals RPB therefore will become more he terogeneous. And the decreasing environ mental awar ene ss of the Global Economy society will make its own co ntribution to this heterogeneity. All these developmen ts will inevitably deteriorate the quality of RPB requiring either better sorting or treatment techniques if it should serve as a valuable raw material for the paper industry.
The composition of RPB will become even more het erogeneous in terms of non -paper components and printing inks and recyclability even more challenging . RPB might loose of its attractivness for the manufacturers of p&w papers because reprocessing extremely heterogeneous RPB is less econom ic .
RP supply regarding world-wide developments
An increasing number of developing countries - RPB will become an even no longer restricted to China and India - will more attractive material benefit from g lobal economy and gain more for both paper production pr osperity, wh ic h - at least in t he past - has and energy generation. a lways strongly co rrelated with in c reas ing p&b This will lead to Increasing consumpt ion . It can be assumed that this holds prices for well sorted and true for the future as well - though probably to a high quality RP grades far lesser extent. But taking into account the rather globally. low per capita consumption a sig nificant add itional demand for pap er based p rodu cts can be expected in such countries . Due to th e preva iling lack of wood resources and efficient collection systems for used p&b , imported recycled fibres wi ll become one of the major options to satisfy th i s demand.
Another aspect is th e attractiveness of particu larly unsorted waste co nta inin g p&b products or unsorted RP as a substitute fo r foss il fue l particularly as long as environmental standards allow for this .
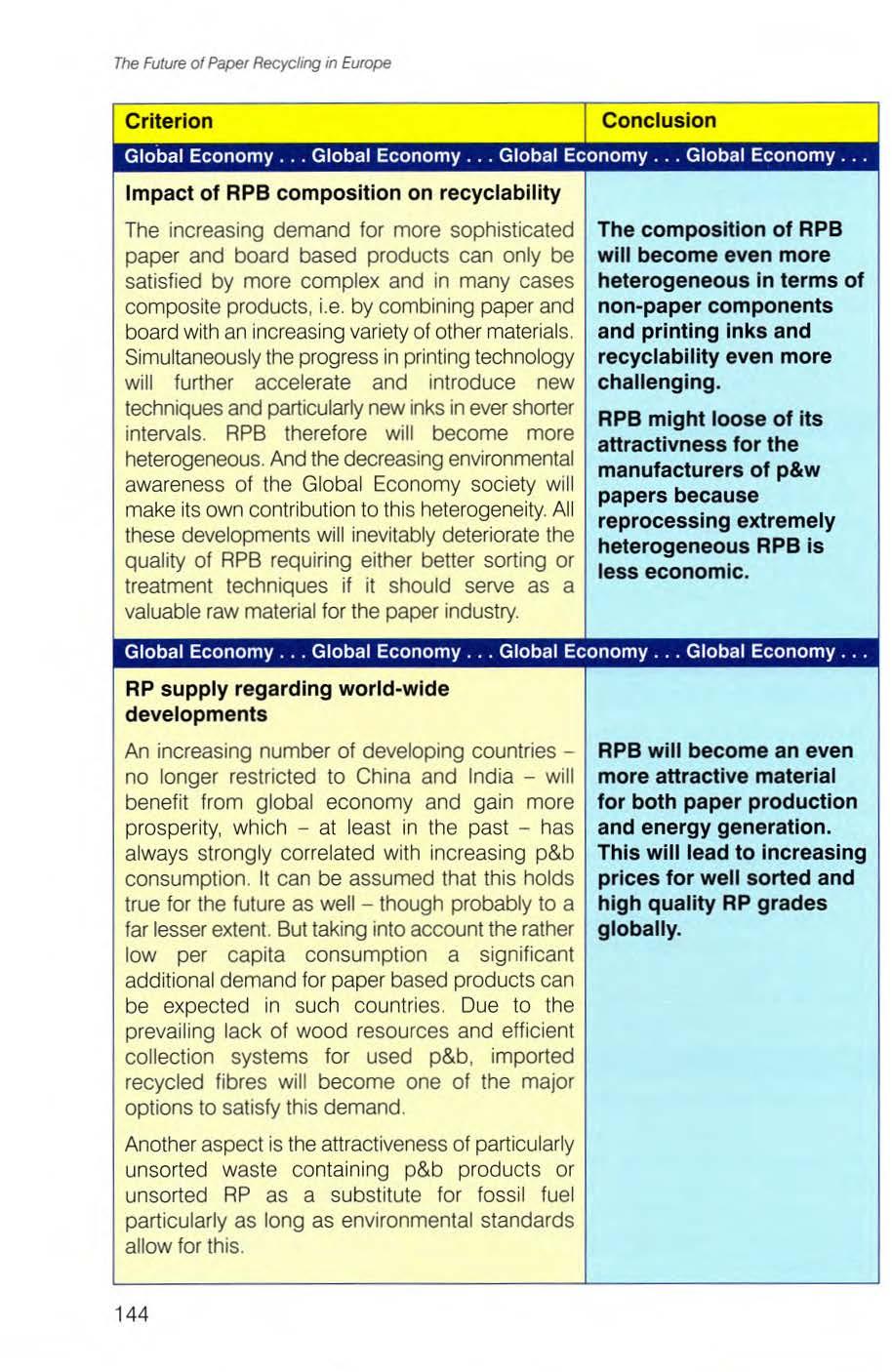
The manu fac ture of commodity paper grades in m edium sized or small production units is becoming increasingly expensive in Europe and therefore gradually shifts to other countries. Europe will focus on RP based large consumption products as well as on specialised products and innovations .
Europe will focus on RP based large consumption products as well as on specialised products and innovations . Recycling requires virgin fibre injection .
...
. ..
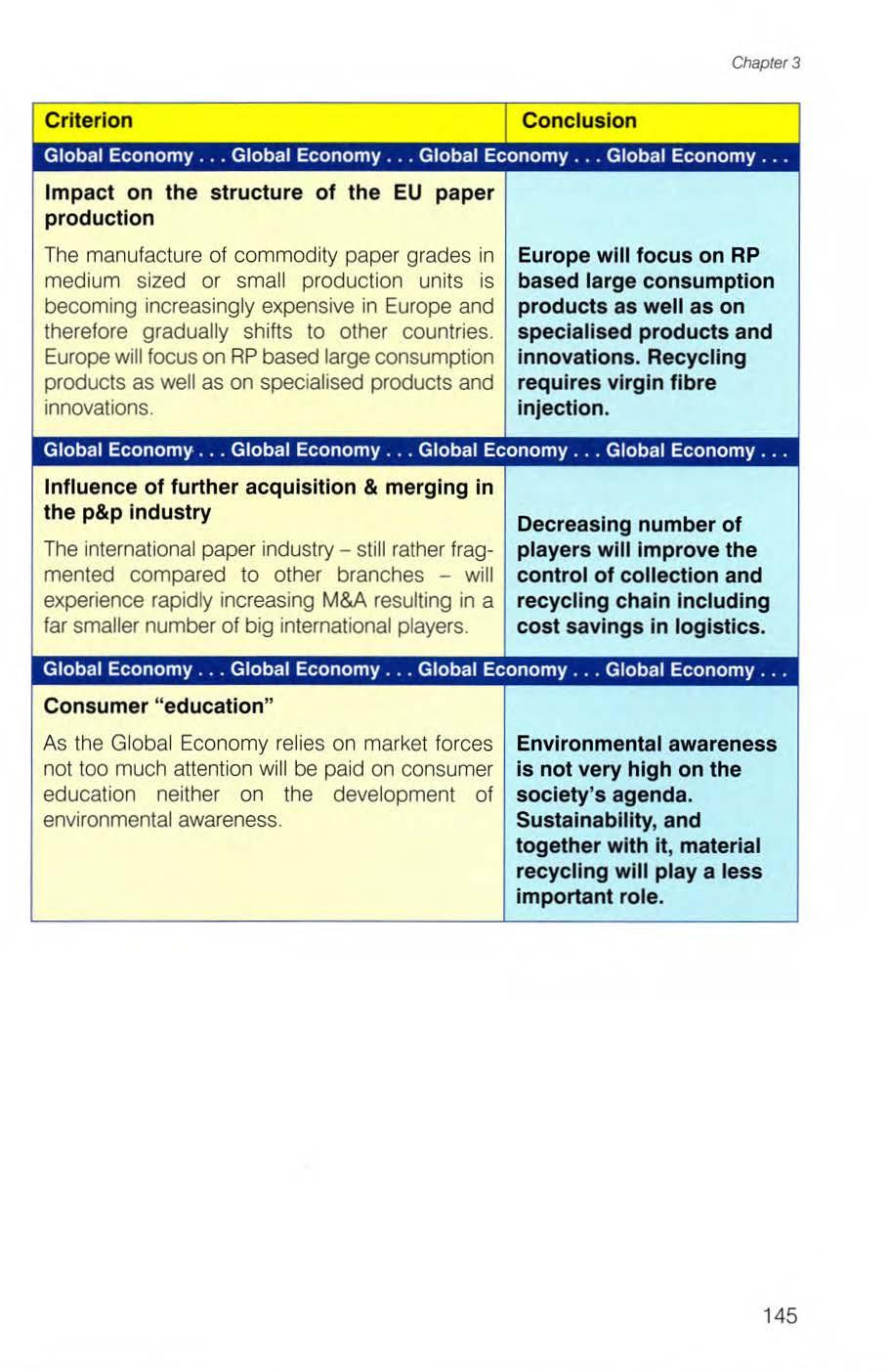
The international paper industry - sti ll rather fragmented compared to other branches - will experience rapidly increasing M&A resulting in a far smaller number of big internat ional p layers .
As th e G lobal Economy rel ies on market forces Environmental awareness not too much attention wi ll be paid on cons umer is not very high on the education neithe r on the development of society ' s agenda environmental awareness. Sustainabllity,
Decreasing number of players will improve the control of collection and recycling chain including cost savings in logistics .
and together with it, material recycling will play a less important role .
The main characteristics of the Local Standard scenario might be summarized as follows :
• The Local Standards Soc iety imp lies both the cent ra li sation and the decentral isation of manu facturing operat ions depend ing on sectors , p rocesses and products.
• Reg ional demand structures requ ire new so lutions for flex ible spec ialisation in m anu factu ri ng
• Industry adopts new design strateg ies to focus on m odu lar, sim pler, and robust components.
• Intelligent log istics p lays a key role.
• In some reg ions consumer cho ice drives manu facture rs towards flexib le specialisation and cleaner, more socially respons ible produc t ion .
• At regional level specialised advanced technology clusters emerge , tho ugh overall pub li c acceptance of new techno logy wh ich m igh t cause negat ive second order effects rema ins rathe r low.
• Since there is litt le trans - regional co -ord ination of policies broader t ransitions such as the hydrogen economy are un li kely to materialise in t h is scenario
The following more detailed characteristics were considered to have a strong influence on paper and board recyc ling:
• In many industri es manufac turers are under heavy pressu re to improve t heir environmen tal perform ance .
• The civil society has become an impo rt ant player in policy-making , especial ly at local level.
• Consu m er and ci t izen g roups push the ir agendas on local and enviro nm ental issues.
• Whereas in some regions the society h as shown a high level of awareness to environ m en tal and social issues in other regions econom ic and employment conside ra t ion s have attained m ore attention.
• Eu ropean reg ions have competed within the gene ra l European m arke t framework In line w it h the subsidiary princ iple the reg ions have developed the ir own specific pol ic ies relate d to sustainable deve lopment (e .g . ind ustry po licy. environmental po licy. consumer p rotection standards . RTD policy. taxat io n . etc .) .
• Stric t bu t reg ionally d iverse regu la tory frameworks have changed the o rganisat ional structu re of the manufacturing industry.
• Local autho rities·and reg ional governmen ts have gained new powers
• The new European reg ionalism puts lim its on policy co-ordinat ion in Eu rope.
European ins t itut ions face seve re difficu lt ies to co -o rd ina te th e in terests of reg ions and Member States.
• Strict environmental regulation in certain regions has partly led to the concentration of production sites which offer favourable regulatory condit ions. partly to the adoption of rad ica ll y new manufac t uring approaches to retain production. and partly to the relocation of production abroad.
• Local authorities and regional governments have gained a powerful role in key policy areas. Regional governments determine policy priorities and drive regulation.
• The voice of Europe at international level has not always been harmonious
The EU governance system has a imed - not a lways successfully - to provide co-ordination and reconciliation between sometimes conflicting interests.
Different soc ial groups in different areas of Europe have different expectations which affect product quality requirement , hence production techniques involved I utilised. Social awareness can also drive demand for recycled products. Incorrect expectation can have a severe negative impact.
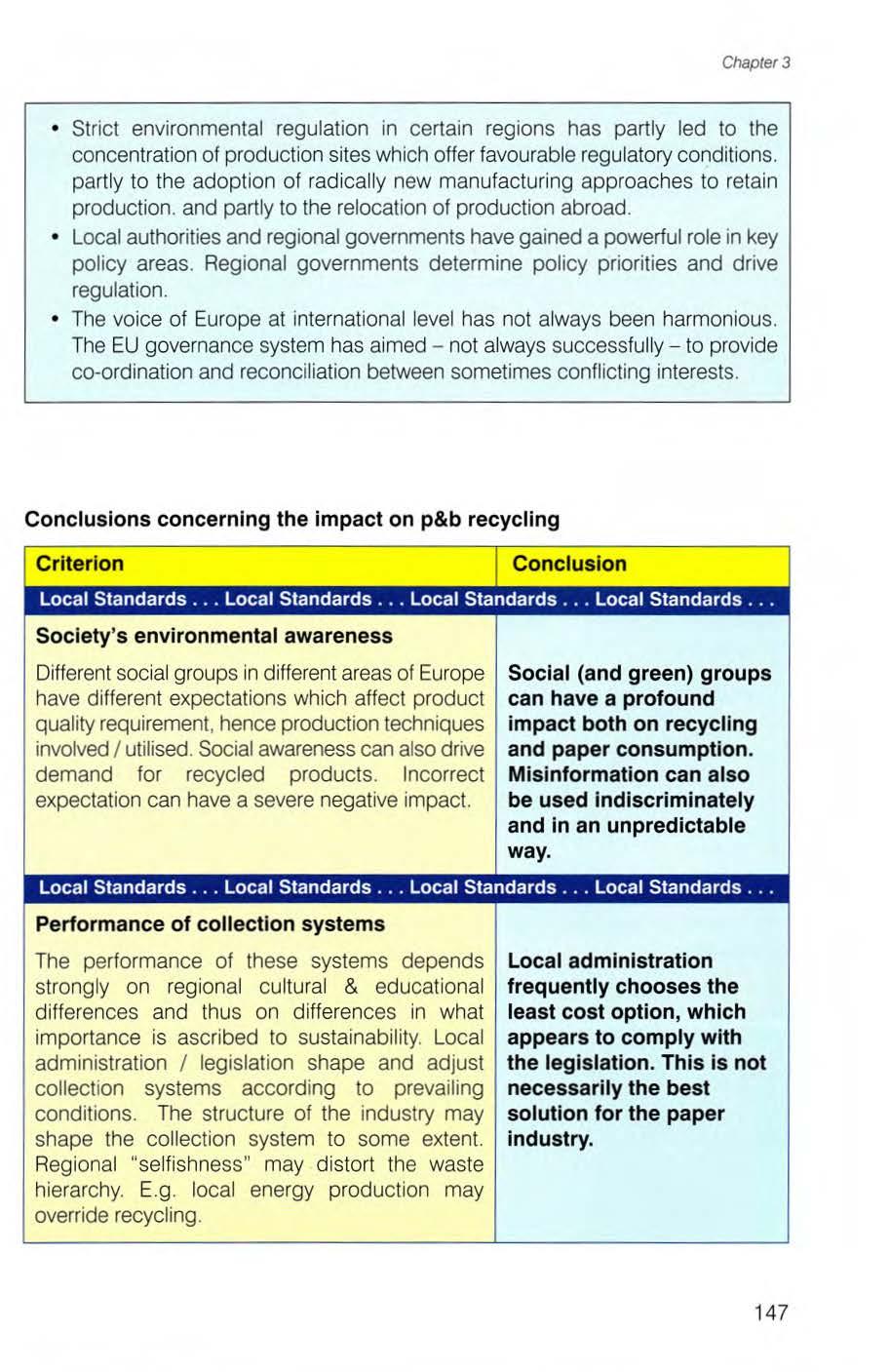
Social (and green) groups can have a profound i mpa ct both on recycling and paper consumption . Misinformation can also be used indiscriminately and in an unpredictable way.
The performance of these systems depends Local administration strongly on regional cultura l & educational frequently chooses the differences and thus on differences in what least cost option , which importance is ascribed to sustainability. Local appears to comply with administration I legislation shape and adjust the legislation. This is not collect ion systems according to prevailing necessarily the best conditions. The structure of the industry may solution for the paper shape the collection system to some extent. industry. Regional "se lf ishness" may distort the waste hierarchy E g. local energy produc t ion may override recycling .
Collection and sorting systems affect the qual ity of Due to local approaches "raw" recovered paper. Local economy determine unintented consequence the sorting systems used Everything from non- on collection rate and on existing to extremely efficient collection system can local and export markets be found in the Local Standards Europe. The could occur. By and large economic efficiency of sorting systems wil l only be this situation will bear the high in regions where recycling is important and risk of shortages in the so wi ll the quality o f RPB. In other regions on ly supply of clean and high lower qualities wil l be provided. This might lead to quality RPB . shortages in some RPB grades in Europe.
Local Standards . ..
Local Standards .. .
Local Standards .. . Local Standards .. .
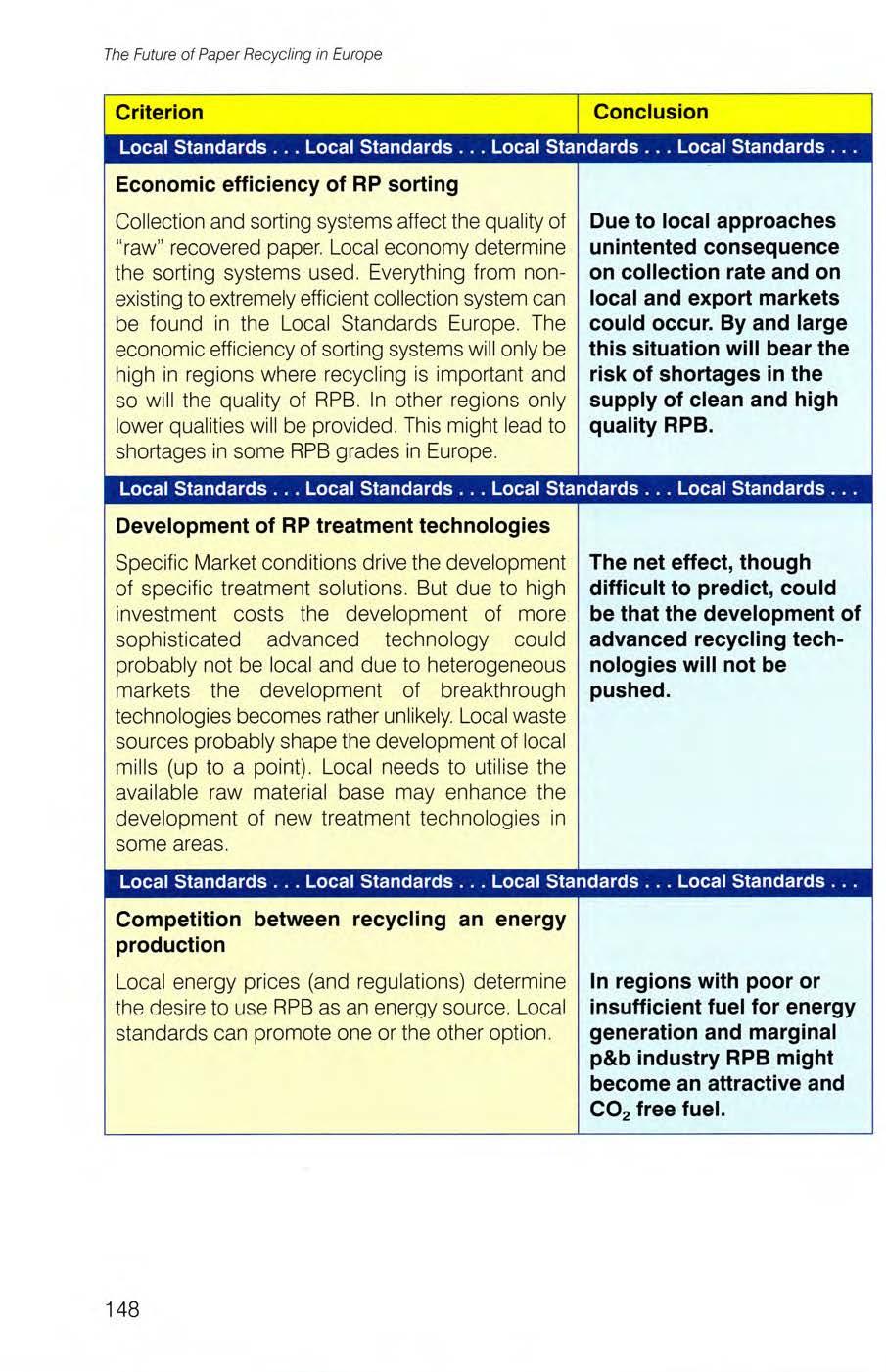
Specific Market cond itions drive the development The net effect, though of spec ific treatment solutions. But due to high difficult to predict, could investment costs the development of more be that the development of soph isticated advanced techno logy could advanced recycling techp robably not be local and due to heterogeneous nologies will not be markets the deve lopm ent of breakthrough pushed. technologies becomes rather un likely. Local waste sources probably shape the develo pment of local m ills (up to a po int). Loca l needs to ut ilise the availab le raw material base may enhance the development of new treatment technologies in some areas.
Local Standards
Local Standards
Local Standards
Competition between recycling an energy production
Local energy prices (and regulations) determine the desire to use RPB as an energy source. Local standards can promote one or the other option.
Local Standards
In regions with poor or insufficient fuel for energy generation and marginal p&b industry RPB might become an attractive and C02 free fuel.
Locally increasing demand for high grade RP grades might put some pressure on developing recycling friendly printing & converting techniques. However, if loca l cond itions favour energy recovery, the need to improve recycling friendliness will fade away.
Consumers' education , awareness and behaviour have a great effect on collection activity Increase in GNP per capita generally leads to improved recycling .
Environmental pressure groups, legislation and waste handl i ng costs al l influence consumers' behaviour.
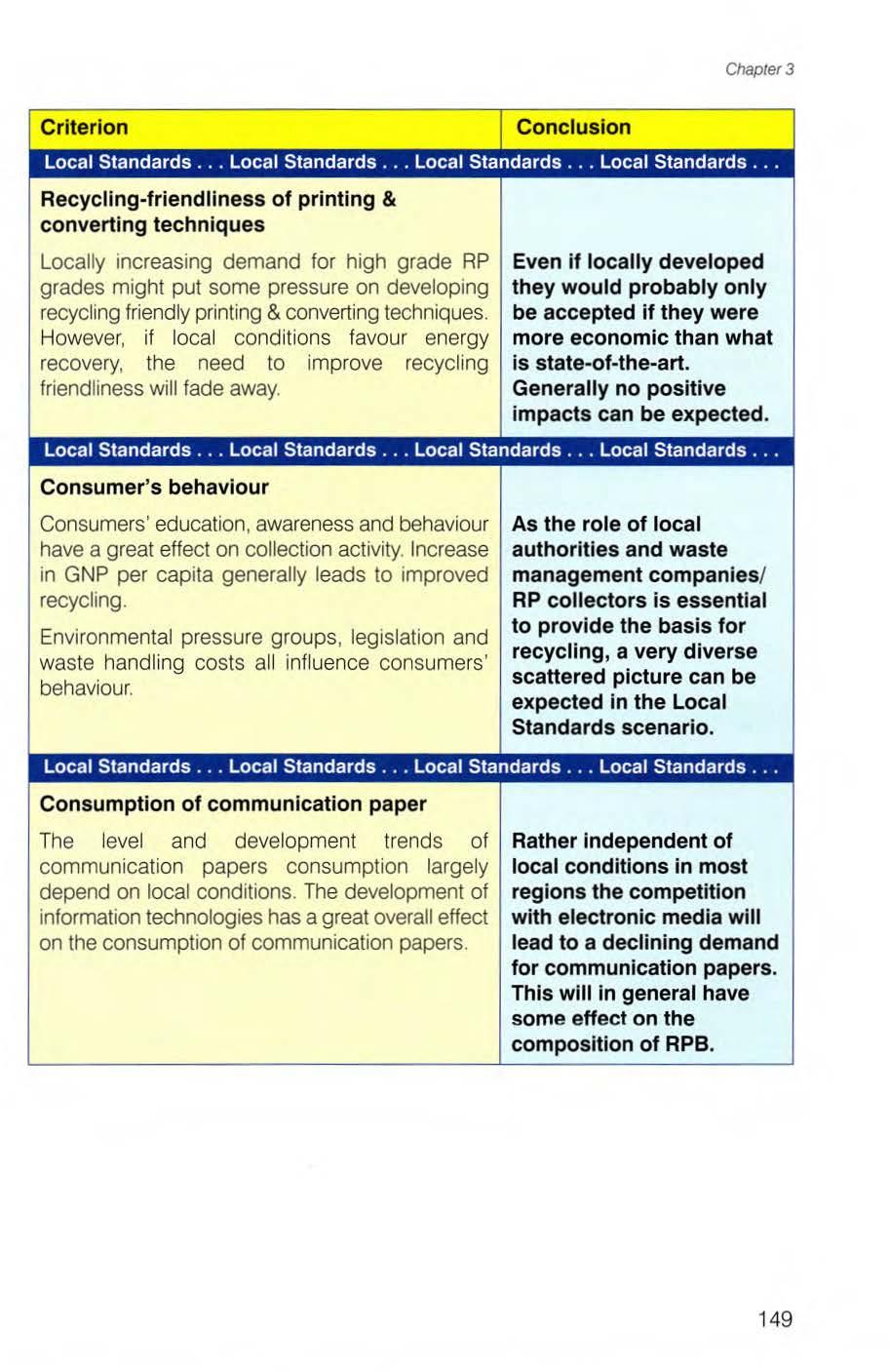
The level and development trends of communication papers consumption largely depend on local conditions. The development of information technologies has a great overall effect on the consumption of communication papers.
Even if locally developed they would probably only be accepted if they were more economic than what is state-of-the-art Generally no positive impacts can be expected
the Local Standards scenario.
Rather independent of local conditions in most regions the competition with electronic media will lead to a declining demand for communication papers . This will in general have some effect on the composition of RPB.
As the role of local authorities and waste management companies/ RP collectors is essential to provide the basis for recycling, a very diverse scattered picture can be expected in
Consumption of packaging pap e r
The overall consumption of packaging paper in a The consumption of reg ion is a funct ion of the export/import situation virtually all packaging Local Standard also means that the trade material will slightly connect ions to other countries are less intensive decrease. than with other scenarios Consequently the consumption of packaging grades will stagnate o r on ly sl ightly increase
Impact of legi slation RP recycling
Ove ra ll European standards do not necessaril y The world of European reflec t local situations and wil l be replaced with legi sla tion is full of local instructions tak ing into account local un intentional cond itions. consequences , some regions might choose to ignore it and do what is bestforthelocalpaper industry.
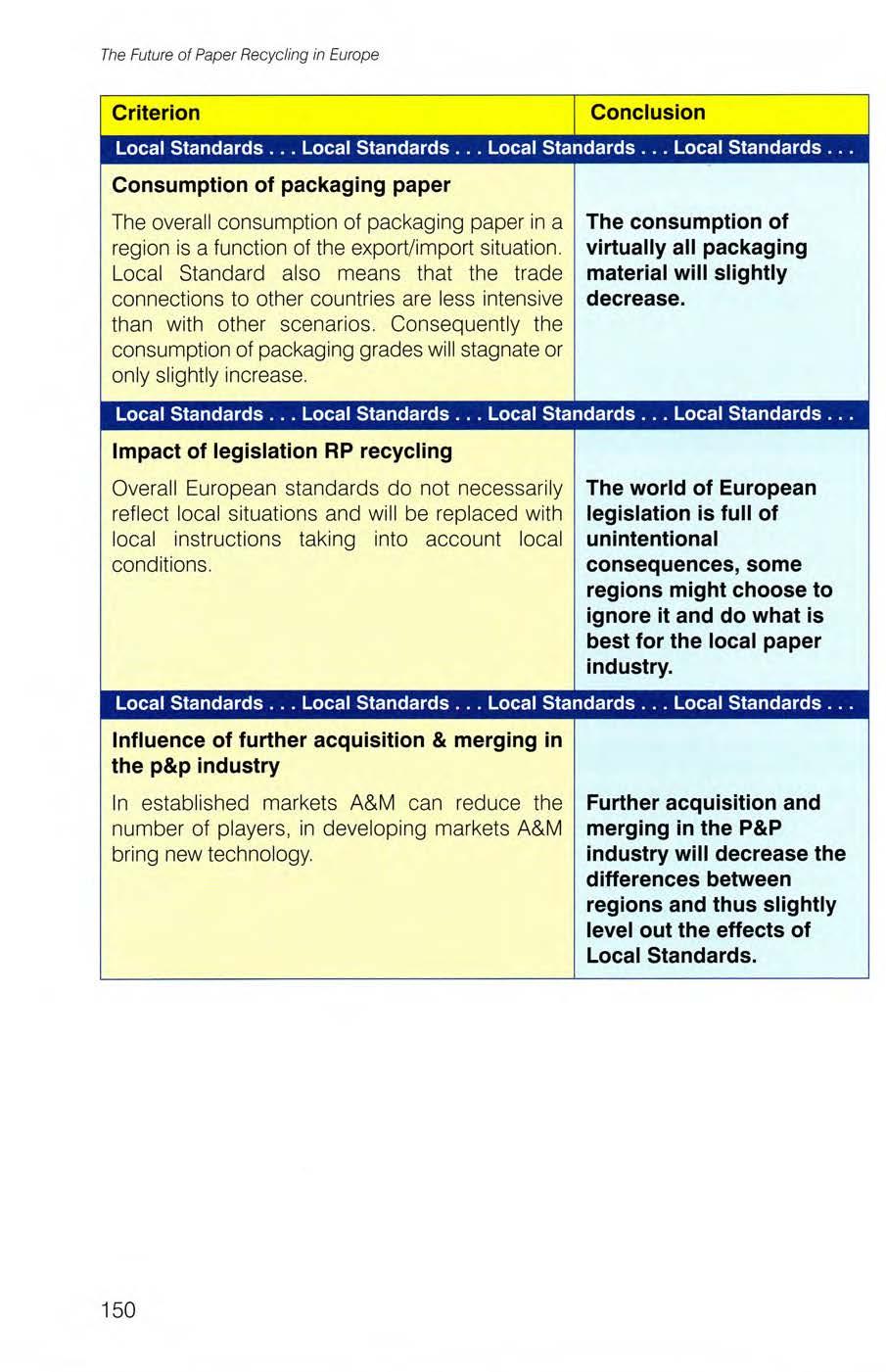
Influence
In estab lished markets A&M can reduce the numbe r of players , in developing markets A&M bring new techno logy.
Further acquisition and merging in the P&P industry will decrease the differences between regions and thus slightly level out the effects of Local Standards.
The ma i n characteristics of the Sustainable Times Scenario might be summarised as follows :
• Compet it iveness takes into accou nt envi ronmental and social aspects of production and consumption
• Industry seeks major technological breakthroughs to de-couple material and energy use from production (e g b io-materials, renewable resources).
• Renewable energy and bio-resources help red uce greenhouse gas emissions.
• The industry strives for the optimisa tion of product li fe-cycles , introducing full lifetime con tro l and management for their products
• The m anu facturing industry s trongly pursues service-orien tation in product design , and the p rodu<:;t becomes less importan t with in the v alue chain.
• Rebound effec ts due to lack o f public acceptance of new techno logy (e.g. ICT applications or nanotechnology) are unlikely.
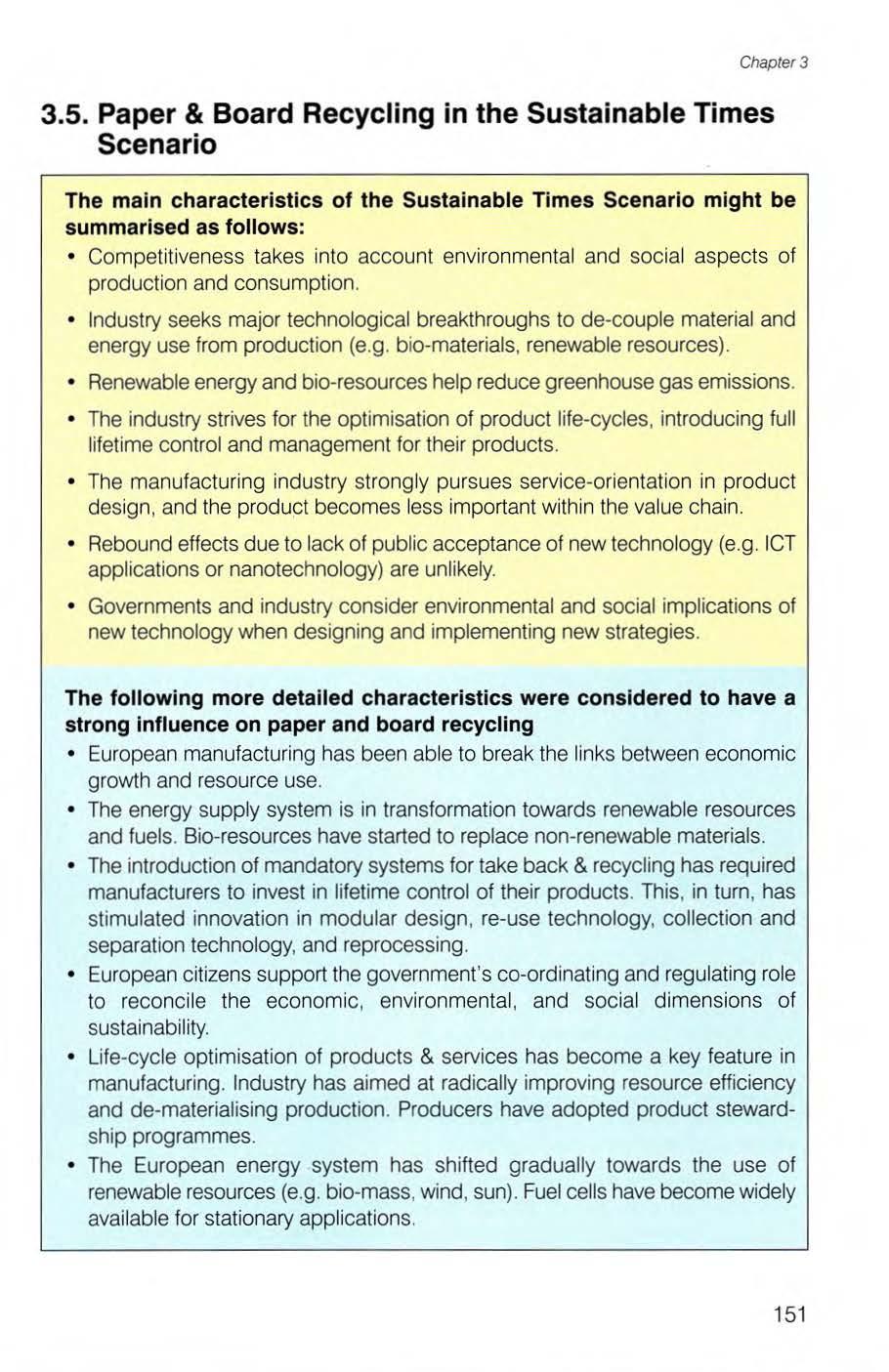
• Governments and industry consider environmental and social implications of new technology when designing and implementing new strategies.
The following more detailed characteristics were considered to have a strong influence on paper and board recycling
• European manufac tu ring has b een ab le to br eak t he links betw een economi c g rowth and resource use.
• The energy suppl y system is in transforma tion towards renewab le res o urc es and fuels Bio-resources have started to replace non-renewable materials.
• The introduction of mandatory systems for tak e back & recycling has required manufacturers to invest in lifetime control of their products This, in turn , has stimulated innovation in modu lar design , re -use technology, collection and separation techn o logy, and reprocessing.
• European c itizens supp ort t he govern men t's c o-ord in ati ng an d re gu lating rol e to recon c i le t he econ o m ic , envi ronm en tal , an d soc ial d imen si ons of sus tainabili ty.
• Li fe -cyc le op t im isation of products & services has become a key feature in manufacturing. Industry has aimed at radically improving resource efficiency and de-material ising production Producers have adopted product stewardsh ip programmes
• The European energy system has shifted gradually towards the use o f renewable resou rces (e g b io -mass, wind , sun) Fuel cells have become wide ly available for s ta ti onary applications
• Both market incent ives (e.g. energy taxes, em iss ion charges, other f inanc ial incentives) and regulation (market regulat ion, performance and d irect regulation) are used as policy tools to fos ter sustainabi l ity.
• A g lobal governance system has emerged that promotes sustainable economic deve lopment. Industry has been an active partner in sustainable development, close ly collaborat ing with governments and the c ivil soc iety.
• The EU has adopted a policy approach towards sustainable development that strong ly emphas ises mu ltilateral action on economic, environmental , and social challenges (e g. cl imate change , environmental consequences of the catch ingup process in deve loping count rie s, etc.) in accordance with the international commun ity.
• The emergence of g lobal level governance systems supports wor ld wide sustainable development.
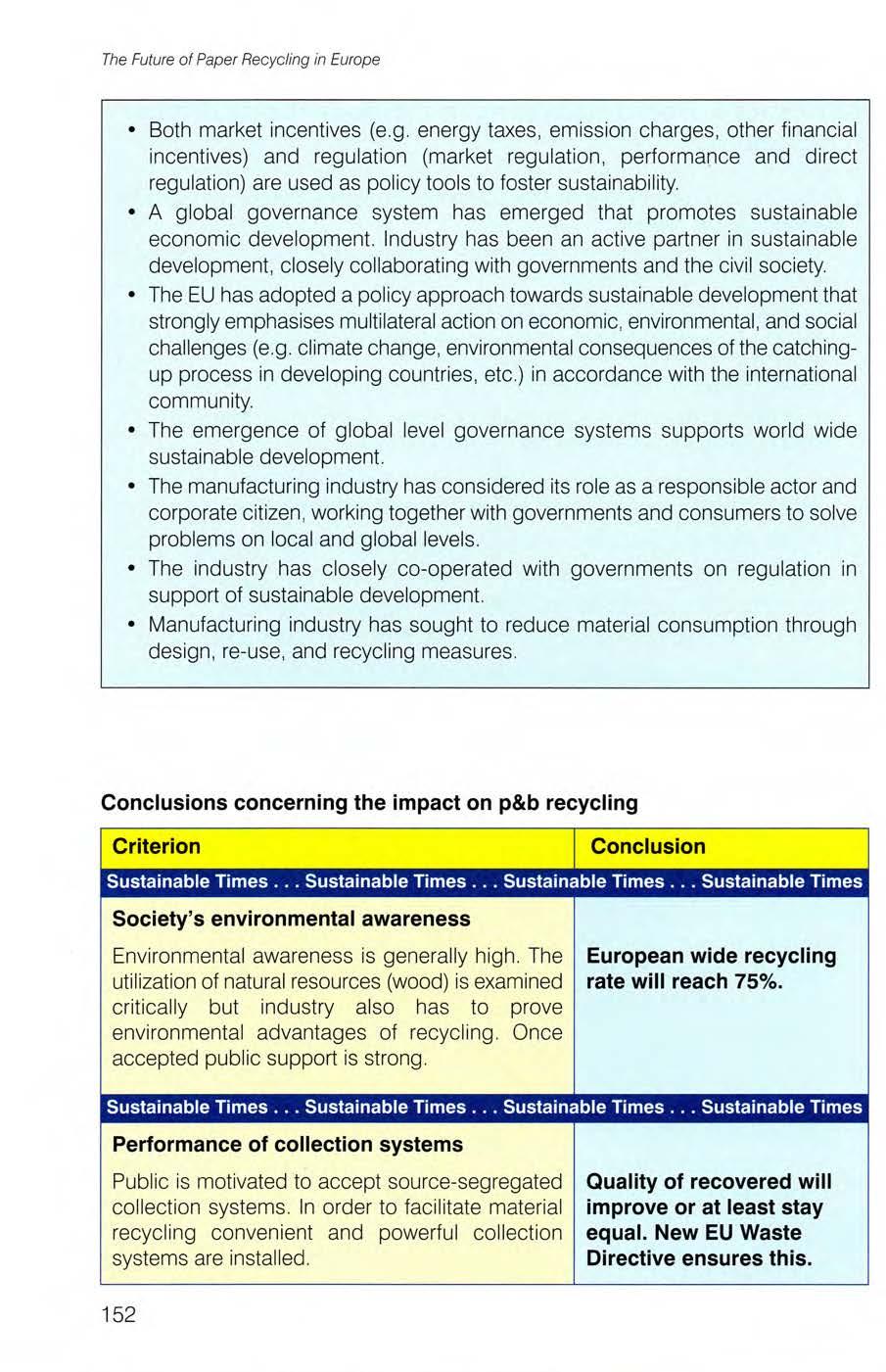
• The manufacturing industry has considered its role as a respons ible actor and corporate cit izen , working together with governments and consumers to solve problems on local and global levels
• The indus try has close ly co -operated w it h governments on regulation in support of sus tainab le deve lopment.
• Manufacturing industry has sought to reduce material consumption th rough design , re - use, and recyc ling measures
Environmenta l awareness is generally high. The European wide recycling utilization of natural resources (wood) is examined rate will reach 75 %. critically but indus try a lso has to prove environmental advantages of recycling Once accepted pub lic support is strong.
Public is mot ivated to accept source-segregated collection systems. In order to facilitate material recyc ling convenient and powerfu l co llection systems are instal led.
Qua li ty of recovered will improve or at least stay equal. New EU Waste Directive ensures th is.
Consumers follow the recommendations concerning separa te collection of paper and board and keep both separate from other used material. Sorting efficiency will be high if needed at all.
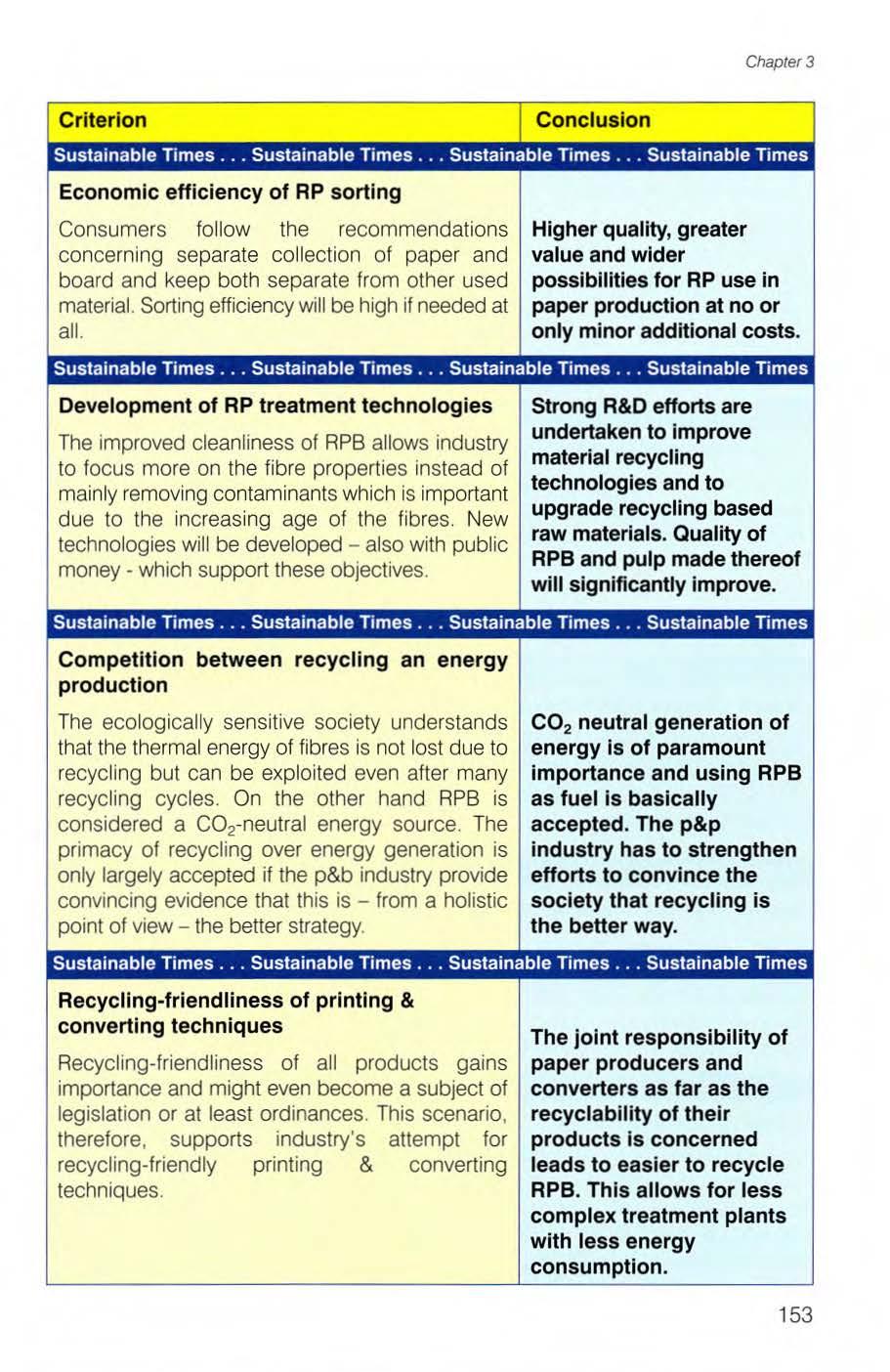
The improved cleanliness of RPB allows industry to focus more on the fibre properties instead of mainly removing contaminants which is impo rtant due to the increasing age of the fibres. New technologies will be developed - also with public money - which support these objectives
The ecologically sens iti ve society understands that the thermal energy of fibres is not los t due to recyc ling but can be exploited even after many recycling cyc les. On the other hand RPB is considered a C0 2- neutral energy source . The primacy of recycling over energy generation is only largely accepted if the p&b industry provide convincing evidence that th is is - from a holistic point of view - the better strategy
Recycling-friendliness of all products gains importance and might even become a subject of legislati on or at least ordinances . This scenario , therefore , supports industry' s attempt for recycling-friendly printing & converting techniques.
Higher quality, greater value and wider possibilities for RP use in paper production at no or only minor additional costs
C0 2 neutral generation of energy Is of paramount importance and using RPB as fuel is basically accepted . The p&p industry has to strengthen efforts to convince the society that recycling is the better way.
The joint responsibility of paper producers and converters as far as the recyclability of their products is concerned leads to easier to recycle RPB. This allows for less complex treatment plants with less energy consumption
Strong R&D efforts are undertaken to improve material recycling technologies and to upgrade recycling based raw materials. Quality of RPB and pulp made thereof will significantly improve.Sustainable Times Sustainable Times Sustainable Times Sustainable Times Sustainable Times Sustainable Times Sustainable Times Sustainable Times
Poss ib le de-coupling of GOP and consumpt ion , but at high recyc ling ra te; demand shifting to recyc led paper grades.
Sustainable Times
Sustainable Times
Consumption of packaging paper
Danger of unbalance between virgin and recycled fibres with negative impact on the development of p&b products and the long term quality of RPB.
Sustainable Times
Paper and board based packaging material wi ll outperform a number of competing products due to thei r advantages in a sustainable ecomomy.
Sustainable Times
Sustainable Times
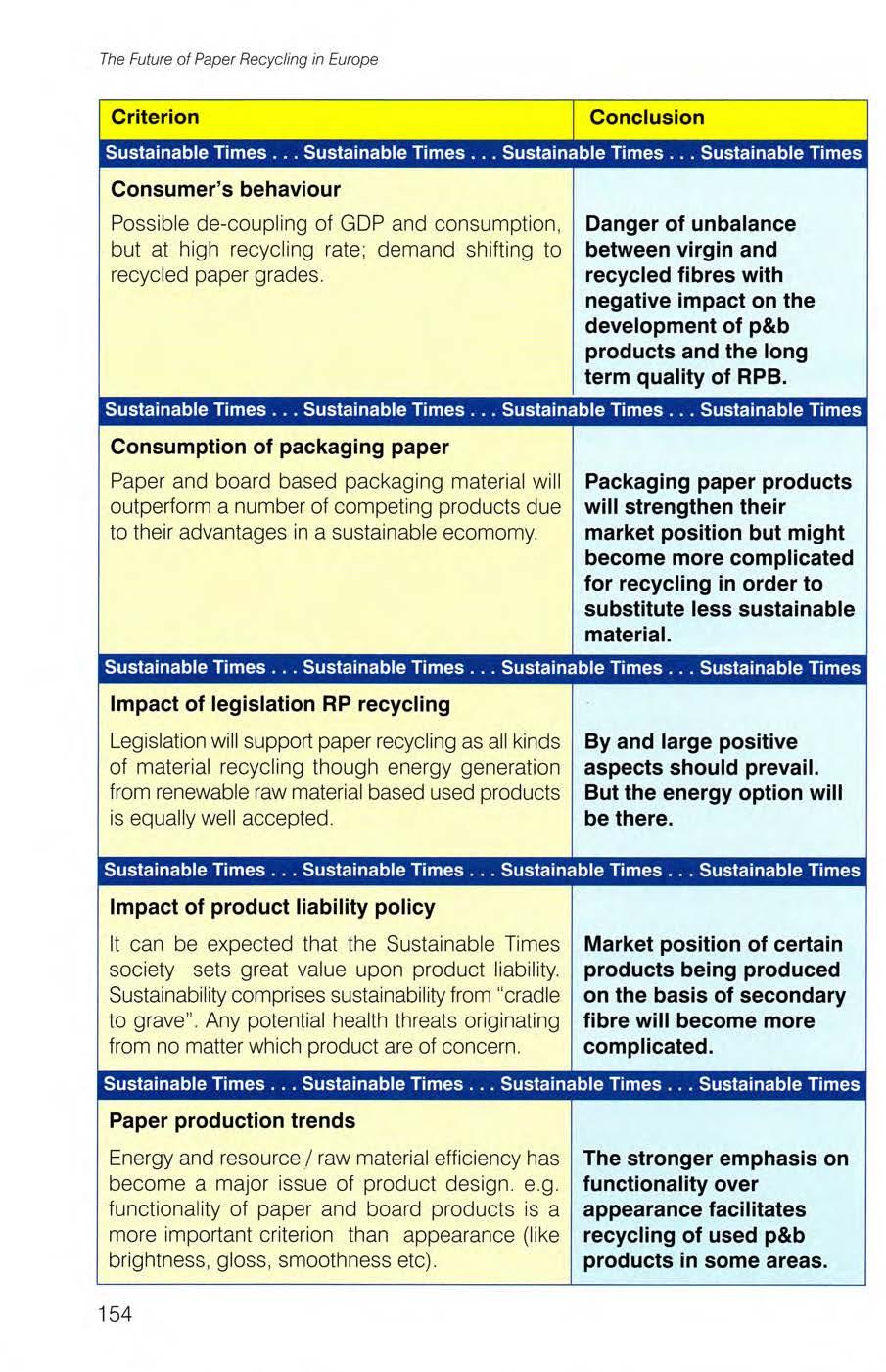
Sustainable Times
Packaging paper products will strengthen their market position but might become more complicated for recycling in order to substitute less sustainable material.
Sustainable Times
Leg islation wi ll support paper recycl ing as all kinds of material recyc ling though ene rgy generation from renewable raw material based used products is equally we ll accepted.
Sustainable Times
Sustainable Times
Sustainable Times
By and large positive aspects should prevail. But the energy option will be there.
Sustainable Times
It can be expected that t he Sustainable Times soc iety sets great value upon product liab ility. Sustainabi lity compr ises sustainabi li ty from "cradle to grave". Any potential health threats o ri g inating from no matter which p roduct are of concern
Sustainable Times
Sustainable Times
Sustainable Times
Market position of certain products being produced on the bas is of secondary fibre will become more complicated
Sustainable Times
Energy and resource / raw material efficiency has become a major issue of product design. e.g. funct ionality of paper and board products is a more importan t cr iterion than appearance (like brightness , g loss , smoothness etc).
Sustainable Times
The stronger emphasis on functionality over appearance facilitates recycling of used p&b products in some areas
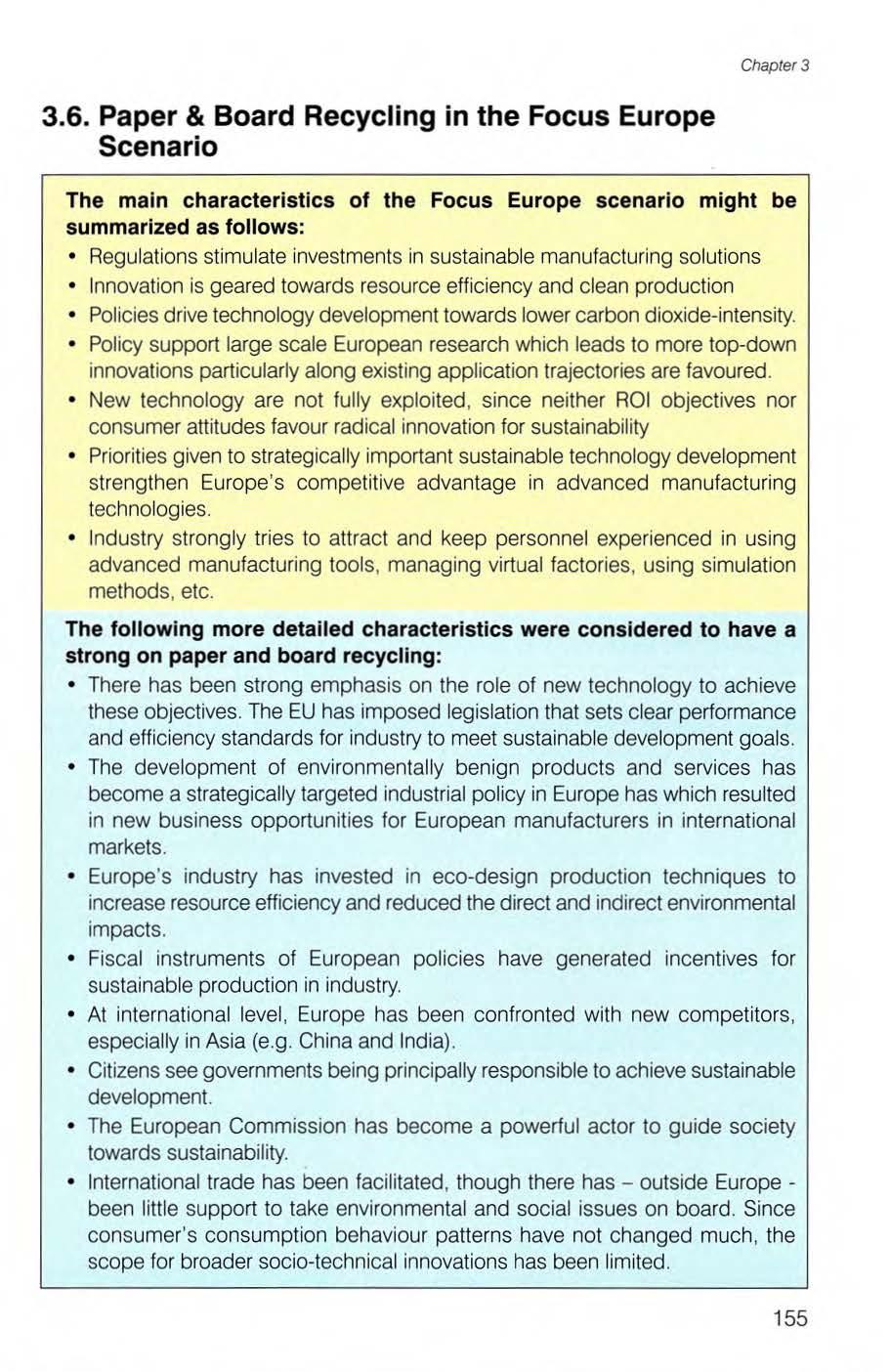
The main characteristics of the Focus Europe scenario might be summarized as follows:
• Regu lations s t im ula te investments in sustain ab le m anufacturing solut ions
• Innovation is geared towards resource efficiency and clean production
• Policies drive technology development towards lower carbon dioxide-intensity.
• Policy support large scale European research which leads to more top-down innovations particularly along existing application trajectories are favoured .
• New technology are not fully exploited , since neither ROI objectives nor consumer attitudes favour radical innovation for sustainability
• Priorities given to strategically important sustainable technology development strengthen Euro p e's competitive advantage in advanced manufacturing techno logies.
• Industry strong ly tries to attract and keep personnel experienced in using advanced manufacturing tools , managing virtual factories, using simulation methods , etc.
The following more detailed characteristics were considered to have a strong on paper and board recycling :
• There has been strong emphasis on the role of new technology to achieve these objec tives. The EU has imposed legis lation that se ts c lear performance and e ff iciency s tan dards for indus t ry to mee t sus tainab le developm ent goals.
• The deve lop m ent o f environmen tally benign products and servi ces has become a strategically ta rgeted industrial pol icy in Europe has wh ich res ul ted in new business opportunities for European manufacturers in interna ti onal markets .
• Europe 's industry has invested in eco -design production techniques to increase resource efficiency and reduced the direct and indirect environmental impacts.
• Fiscal inst ruments of European po lic ies have generated incentives for sus tainable pr odu c tion in industry.
• At internation al l eve l, Europe has been co n fronted with new co m p eti tors, especially in As ia (e.g China and Ind ia).
• Citizens see governments being principally responsible to achieve sustainable development.
• The European Commission has become a powerful actor to guide society towards sustainability.
• International trade has been facilitated , though there has - outside Europebeen little support to take environmental an d social issues on board. Since consumer's co nsu m p tion behaviour pattern s have not changed much , t h e scope for broader socio-technical innovations has been lim ited .
• EU has taken the lead in sus ta inable development has implemented sustainabil ity policies for manufacturing, in wh ich it has presented a vis ion of highly compe ti t ive industry that at the same time actively pu rsues the m inimisation of negative environmental effects & safe ty risks .
• However, discussions between regu lators and industry about adequate performance goals (i.e. What is BAT?) and the most approp riate means to im plement policies (regulat ion, se lf- regulat ion, standards , taxat ion, f isca l incentives, etc.) have led to rather slow pace of po licy implementation.
• Europe has also been success ful with developing new m aterials whi le finding innovative ways to reduce em issions , the use o f hazardous substances and the generation of waste in the p roduction processes .
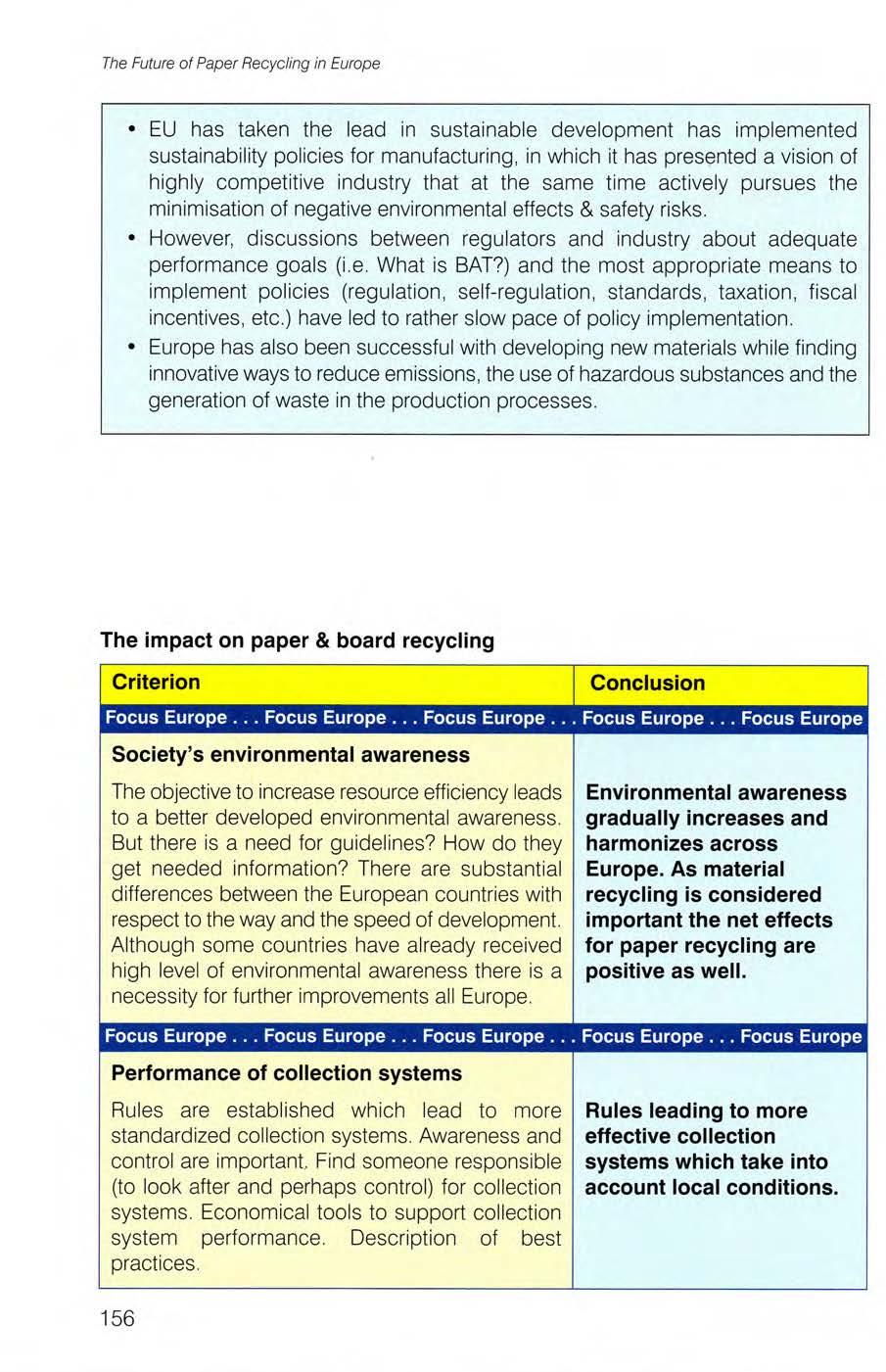
The obj ective to increase resource efficiency leads to a better deve loped environmental awareness. But there is a need for guidelines? How do t hey get needed information? There are substant ial differences between the European countries with respect to the way and the speed of development.
A lt hough some countries have already received high level of environmental awareness there is a necess ity for further improvements all Europe.
Environmental awareness gradually increases and harmonizes across Europe . As material recycling is considered important the net effects for paper recycling are positive as well.
Rules are estab lished wh ich lead to more standardized collection systems . Awareness and control are important Find someone respons ible (to look after and perhaps contro l) for collection systems Economical too ls to support collection system performance. Description of best practices.
Rules leading to more effective collection systems which take into account local conditions.
Recommendations and ordinances a1mmg at Logistics have to be making material recyc ling more efficient and optimized in order to economical also had positive effects on the respect the directive of development of sorting strategies . The separate collection to segregation of usable paper & board from other maximize the economic used materials as early as poss ible in the value of recycled material. col lection chain is g radually becoming the rule all over Europe .
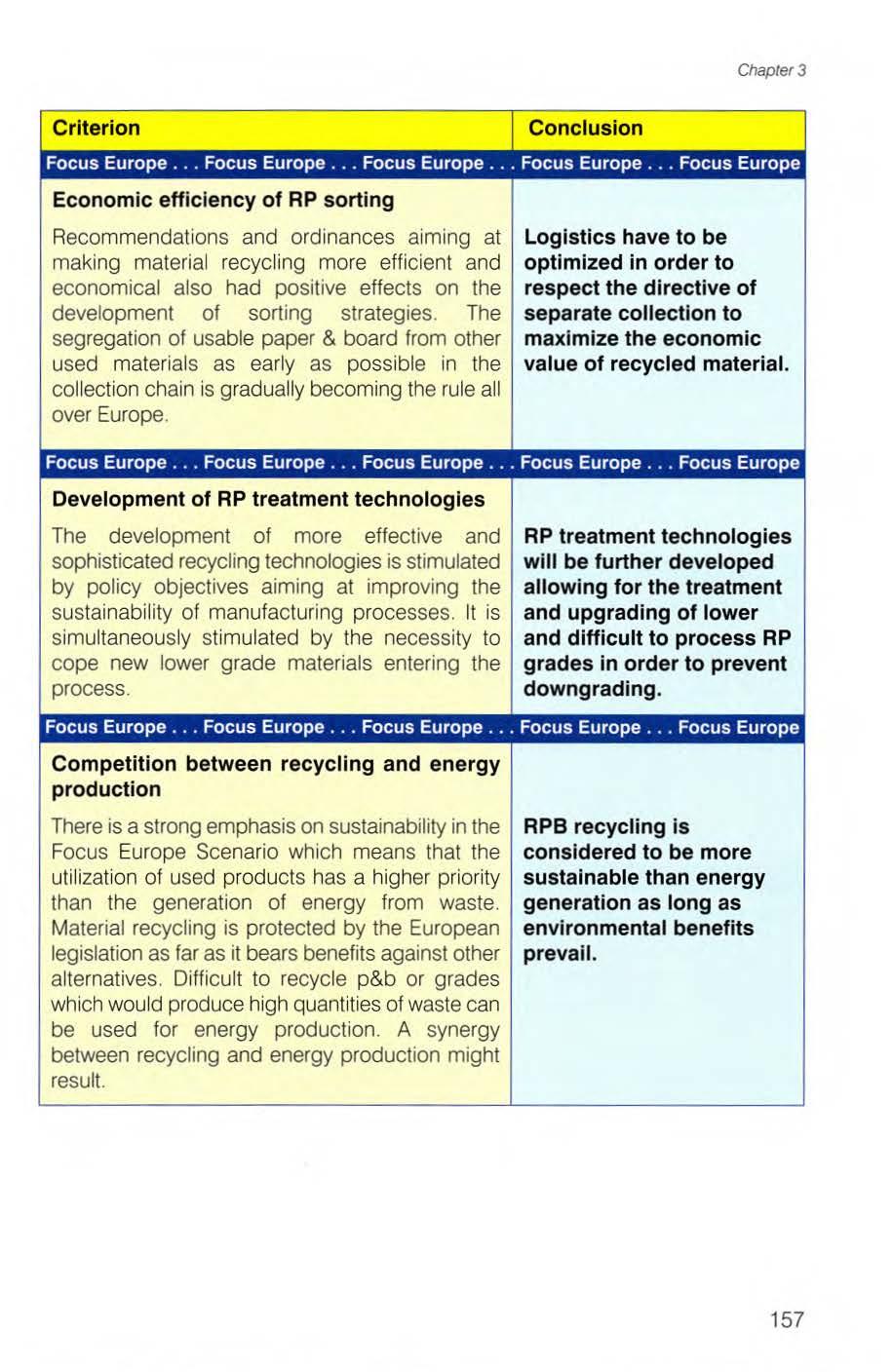
The development of more effective and sophisticated recycling technologies is stimulated by policy objectives aiming at improving the sustainab ility of manufacturing processes. It is simultaneous ly st imulated by the necessity to cope new lower grade materials entering the process.
RP treatment technologies will be further developed allowing for the treatment and upgrading of lower and difficult to process RP grades in order to prevent downgrading.
Competition between recycling and e n e rgy production
There is a strong emphasis on sustainability in the Focus Europe Scenario which means that the uti lizat ion of used p roducts has a higher prio ri ty than the generation of energy from waste. Material recycling is protected by the European legislation as far as it bears benefits against other a lternatives. Di fficult to recycle p&b or grades wh ich wou ld produce high quantities of waste can be used for energy production. A synergy between recycling and energy production might result.
RPB recycling is considered to be more sustainable than energy generation as long as environmental benefits prevail.
The development o f recycling-fr iend ly products is supported by policy. Radical changes, however, do not happen because the poss ibi lities avai lable are not ful ly explo ited due to a too low RO I or because the society is not p repared to accept radica l changes. The developmen t of more recycling-friendly inks as well as more powerful de-inking techno logies w ill be supported.
Communication along the whole supply chain is expected to improve. As a consequence recyclingfriendliness of printed and converted products and thus their recyclability will increase, although not as quickly as it could.
Con sumers are m otiva te d to buy products just f it
Policy and education have for the ir specific pu rp ose. Printing and writ ing shaped the consumer 's paper have too hig h brightness , wh iteness and behaviour. There is a archival life Ne wsprint quality is unnecessarily strong preference for ecohigh. People consu me paper because it is sti ll the friendly products (in all most econo m ic and convenien t substrate for aspects!) and paper in format io n. Th e decisions wh ic h product the producers should supply consumer can by, howeve r, wi ll large ly stay with the needed products. pub lishing compan ies and trade chains.
Con sumption of communicaton paper
Ro le of communication paper remains more or less the same but the basis of information slightly sh ifts from paper to electronic med ia.
P&W papers are becoming a low growth product group which possibly make it more difficult to just ify separate recovery.
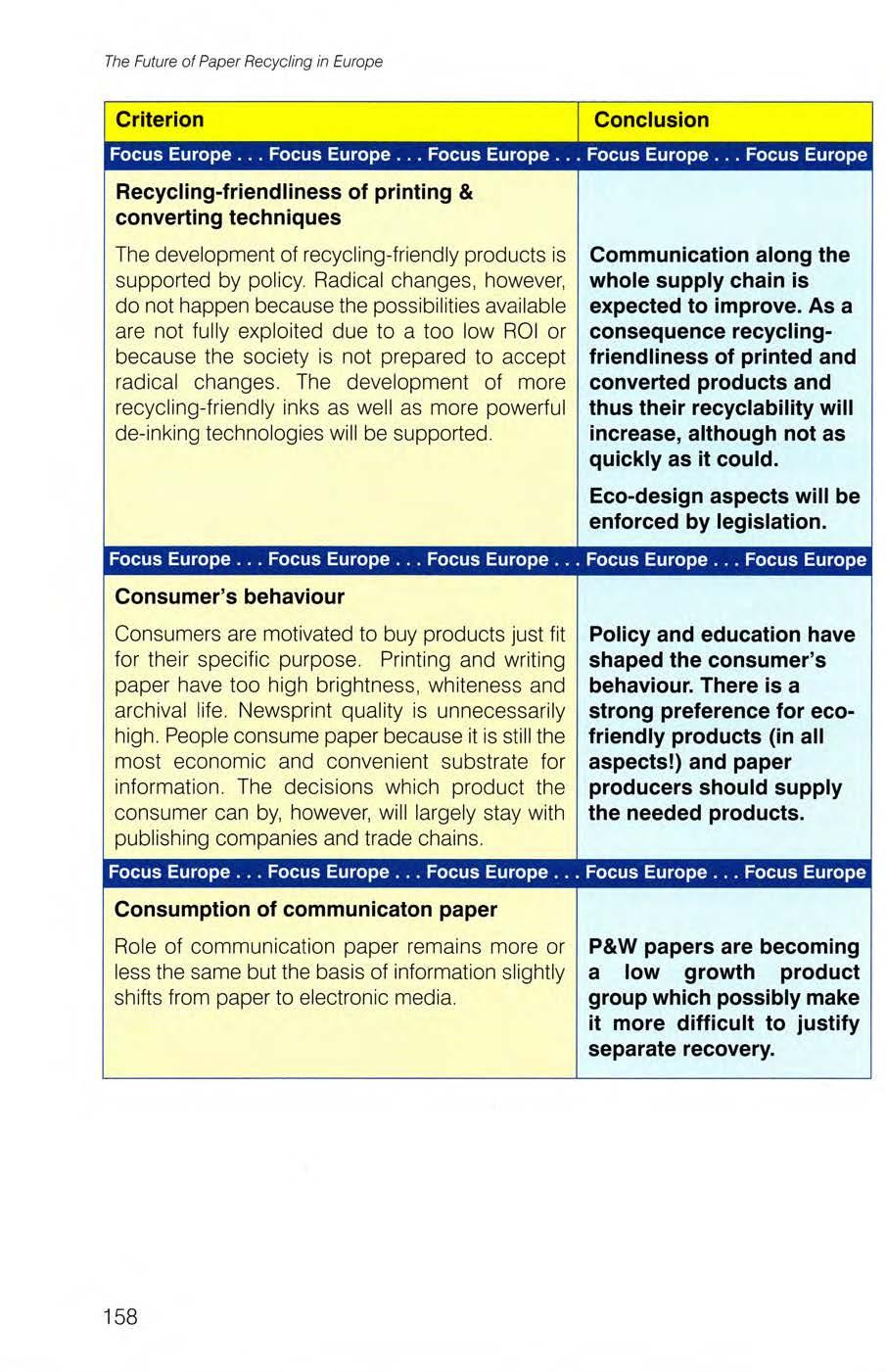
Packaging paper will increase , tailor-made products, individual products. Even if communicat ion paper consumption dec lines , packaging paper wi ll sti ll be needed. More complex packaging products, more compl icated to recycle (composite products). Trade flows of packaging materials need to be find out, while they are not in sta tistics as such but they are in collection potential. Different shares in d ifferent countr ies.
Consumption of packaging papers (which will become more specialized) will grow and recyclability may become more difficult. More information about the actual volumes and the recyclability are n·eeded .
One of the key issues. Control has to be developed, and it is local. Guidelin es for all European count ri es RP c lassification system and practices shou ld be adopted in all European countries. Better statist ica l system needed for different end uses. Transparency is essential
Implementation of new legislative principles needs agreements on definitions and statistics in order to provide transparency and reliability of statistics which are essential for achieving the political goals.
This is a very complex issue. The composi t ion of RP is going to become more complex . the recyclability o f these materia ls shou ld be taken into account during the deve lopment. New definitions in EN643 should be taken into accoun t. More soph isticated collec tion and sorting systems needed.
Recyclability issues should be taken into account when developing new paper products. Declaration of substances (materials) on the composites packaging materials. EN643 should be revised.
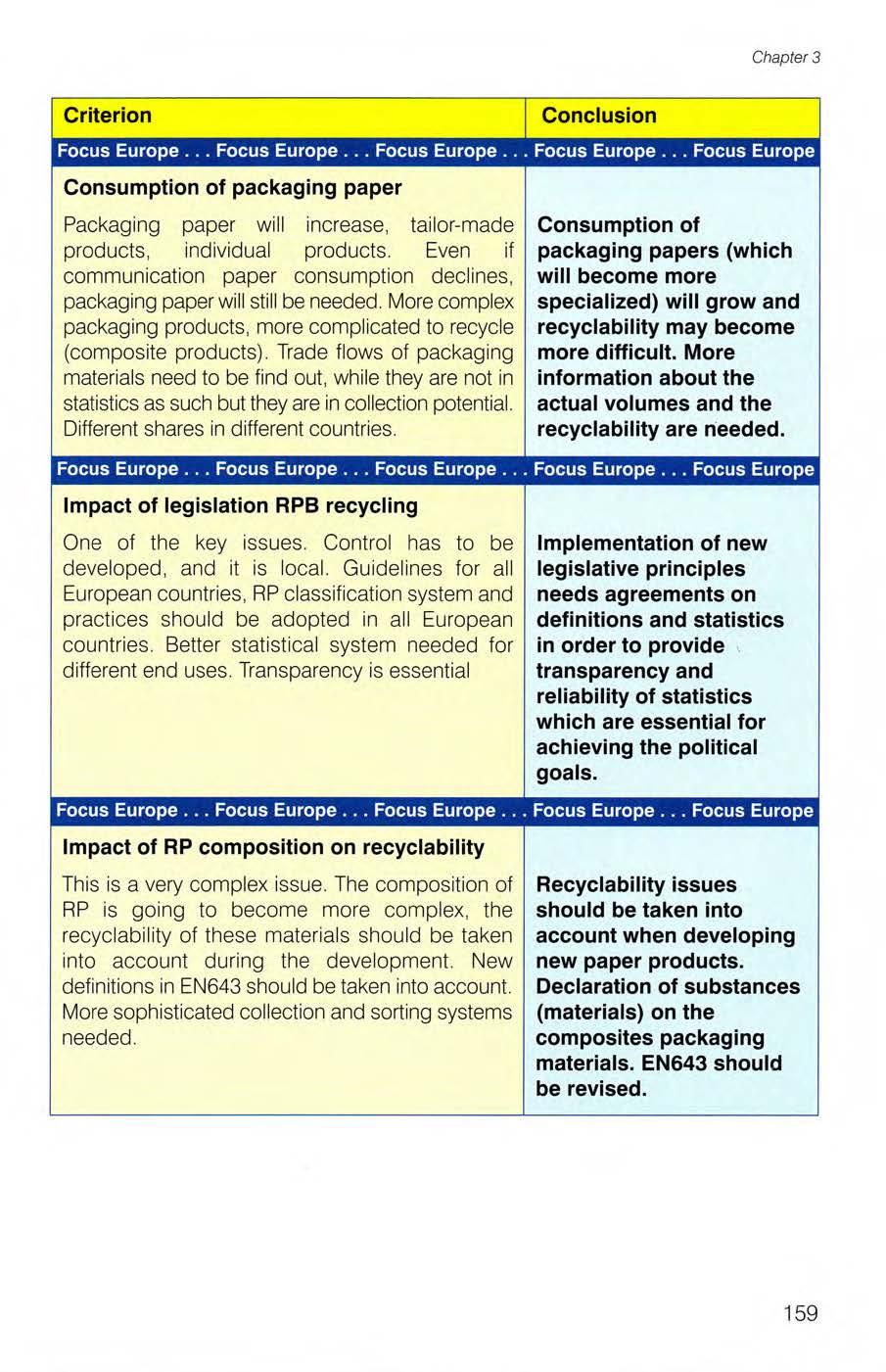
Too much paper on the market. W ill increase , Paper production will grow mainly in packag ing . The problem is that the virgin and the share of RP paper pu lp is more expens ive than the RP. If the virg in will increase shortage of paper m ills c lose, how to get the v irg in pulp , as virgin fibre will occur. the recycling paper producti on is increas ing Virgin fib re paper is too cheap to cover the costs. However, it is needed to produce pape r for recyc ling.
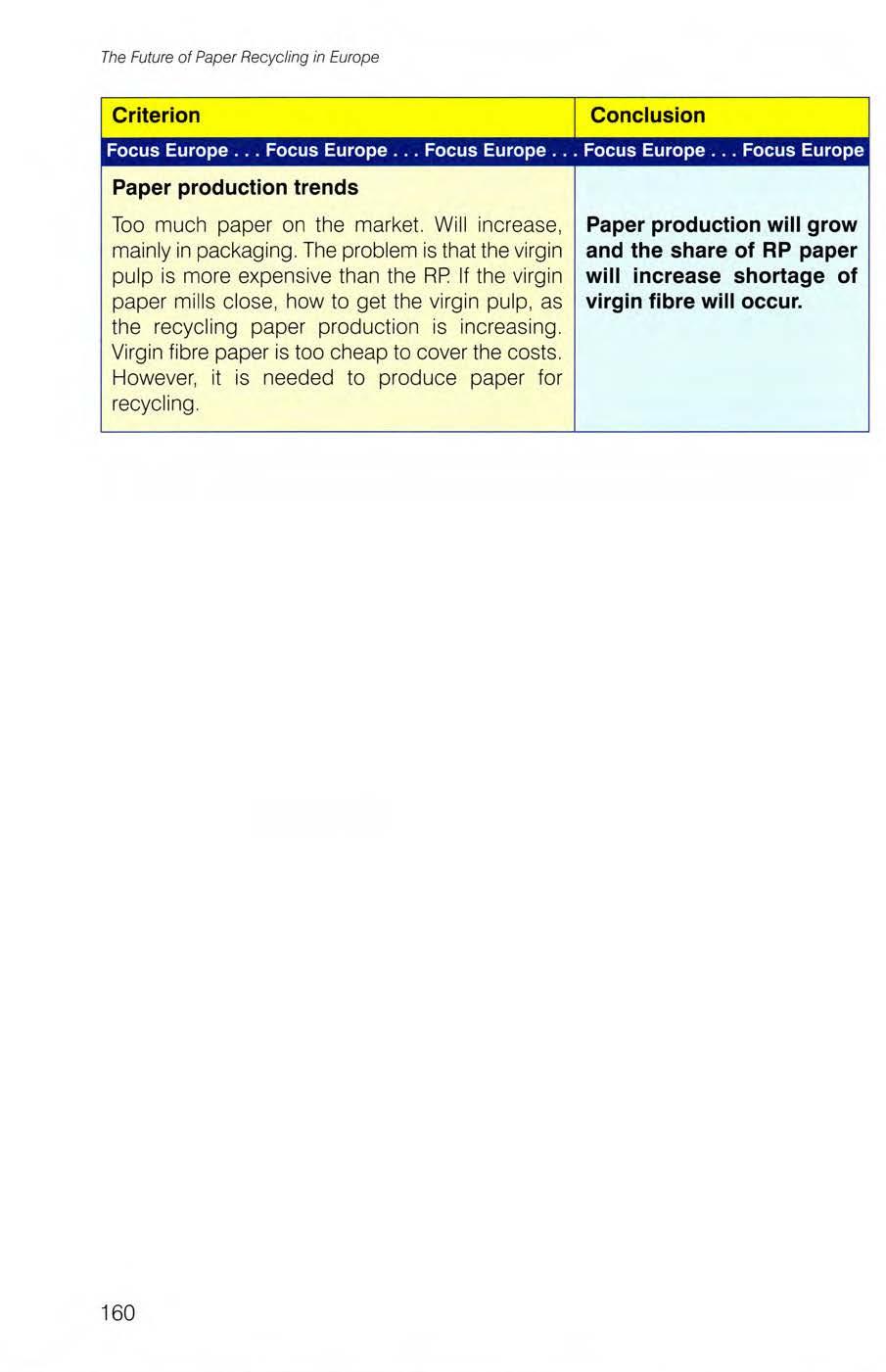
Recovered Paper provides an essential ' Raw Material' for the European Paper & Board Industry and, if the ind ustry is to survive , supp lies of t h is material must be pro tecte d , nur tured and developed in a manner wh ich is analogous to the management of Forestry resources used fm the production of t imber and pu lp.
The consideration , analys is and d iscussions of the various scenario s described in Chapter 3 suggested a number of potential 'threats' to this supply of raw materia l, but also provided possible solut io ns which fo rm th e basis of recom m endat ions to the European Paper Industry and the stakeholders a long the Paper Value Chain.
The fol lowing section summarises these recom m endations in a series of 'Key Ac tions' and ' Research Needs' wh ich form the framewo rk o f a possible industry strategy to protec t these essential resou rces and ensure the 'sustainabi lity' o f the 21st Century Paper Industry.
Some General ideas regarding the education and informing of members of the public
• Desc rib e the Role of the Paper Industry as a ' Sustainable Industry'
• Increase awareness that both the Forest and Post-Consumer Paper & Board Products (the 'Urban Forest') have a role to play in a sustainable society and the manageme nt of atmospheri s Carbon Dioxide
• Increase awareness that the vast majo rity of Post-Consumer Paper & Board (and Wood) is far too valuab le a resource to be inci nerated before al l o ther options have been exhausted.
• A lready Paper & Board Products are produced using Renewab le (in the case of the Forest) or Recyc led (in the case of the Urban Forest) Raw Materials and this cou ld be further developed.
• The Paper & Board Industry is one of the oldest and largest Recycling Industries in the Wor ld and Paper is acknowledged as be ing one of the truly Sustain able Products available.
• The Balance be tween the use of Virgin Fibre a n d Recycled Fibres is a Key Tool i n Maxi mising the Recycl i ng Potential and further deve lop ing a Sustainable Industry.
The Paper Industry should take control of the Recovered Paper Supply Chain and develop 'Consumer Friendly' Collection Systems:
• Wherever possible , Co -mingled Collection should be avoided
• The Industry should work to develop, secure and i mprove Recovered Paper Supplies and Qual ity to ensure clean liness .
• Nat ional Strategies should be adapted at a Local Leve l to accommodate both the Consumer and the Indigenous Paper Industry demands
• The Industry should be 'transparen t' regarding the economics of Collection and Recyc ling , with this information made avai lab le to Consumers
• Consumers cou ld be ' rewarded ' (ei ther d irectly or indirect ly) for their Recycl ing Efforts.
The Paper Industry should engage in two-way dialogue with other Stakeholders in the Value I Supply Chain :
• Encourage the Recycling of Suitable Paper Based Products
• Improve the Understanding of the Opportunities, Possibi lit ies and Limitations with in the Recycling Process .
• Work with others to reduce the Environmental Footprint of the Whole Value Chain from Forest to Final Disposal.
The Paper Industry (worki ng with Suppliers and Research Organisations) should continue to refine existing technology and to develop new technologies:
• To ensure and safeguard the Qual ity of Pulp produced from Recovered Papers
• To meet the demands of the Paper Industry's Customers in the Prin t ing & Converting Sectors and to reduce im prove their Environmenta l Performance
The Paper Industry (& Researchers) needs to ma ximise th e Potentia l of Recovered Paper Based Raw Materials :
• Maxim ise the Separation and Quality of F ib res for use in the Papermaking Process.
• Extract any High Value Components (either before or after the Paper Mi ll) suitable for use in other Industry Sectors.
• Develop the Use of Existing and New Processes to utilise the Potential of Material Rejec ted from the Papermaking Steam (including use for Energy Production).
Research Needs:
• The Paper Industry's Future Capacity to generate 'wea lth ' w ill re ly greatly on the Research Commun ities ability to generate Robust Scientific Answer and develop Innovative Solutions to the issues which face the Industry ; these inc lude :
• Developing a comprehensive, balanced understand ing (by means of a Life Cycle Assessment) of the fu l l Paper Value Chain from Cradle (the forest) to Grave (D isposal) Such a comprehens ive study should inc lude:
• The Environmenta l Impact of the Whole Prod uctio n Process , includi ng e lements such as Carbon Foo tprint. Water Footprint and Sustainabi lity for a wide range o f Paper & Board Products.
• Co l lecting and Reporting reliable and comp lete stat is ti cs describing the availabi lity o f Recovered Paper Streams by various grades to provide greater understanding and improved accuracy for Futu re Forecasts.
• Developing and comme rc ia lising innovative new technologies for the Separation of Paper (fibre) from the Waste Streams.
• Developing and commerc ialis ing innovative new technologies to reduce the Energy Demands of Paper & Board r ecycl ing operations
• Developing New Concepts to form the bas is of the 'Urban BioRe fi nery', including research into Bio-Chem ical and Thermo-Chemical Processes to treat residues
• Develop a 'Model ' and Tools to identify the Sustainable (Environmental , Energy and Economic) Level of Recyc ling for a g iven product in a given Papermaking Environment.
• Deve lop new techno logies to 'upgrade ' and 'rejuvenate ' t he Pape rm aking Properties of Recycled Fibres.
• Deve lop new products to improve the compa ti bi li ty of Paper & Board w ith Downstream Printing & Convert ing Processes whilst, at the same t ime , enabling Printers & Converters to ' bu ild in' Recyclab ility into their Products to be re t urned to the Paper Mi ll, effectively ' closing the loop'.

Appendix 1: Participants in the Management Committee

Management Committee
CHAIR : Jan-Erik Levlin
jan-eri k le vlin @ iki. f i
VICECHAIR : Harald Grossmann
harald .grossmann@tu-d resden .de
Bulgaria
PULP AND PAPER INSTITUTE
8, Poruchik Nedelcho Bonchev Str.
1528 Sofia , Bu lgaria
Stanka Nedeva
Christina Kiro va -Biajeva office@ppibg .com
Croatia
UNIVERSITY OF ZAGREB
Faculty of Graphic Arts
Getaldiceva 2
10000 Zagreb, Croatia
Branka Lozo
branka lozo@grf hr
Czech Republic
TECHNICAL UNIVERSITY BRNO
Antoninska 1
60190 Brno. Czech Republic
Peter Stehlik
stehlik@fme. vutbr.cz
POYRYFORESTINDUSTRY
CONSULTING OY
PO Box4
01621 Vantaa , Finland
llpo Ervasti
ilpo ervasti@poyry com
VTT
PO. Box 1602
02044 VTT, Finland
Juha Saari
juha.saari@vtt.fi
France
CENTRE TECHNIQUE DU PAPIER
BP 251
38044 Grenoble, France
Alain Cochaux
alain cochaux @webctp com
Francois Julien Saint Amand
francois.julien-saint-amand @webctp com
TECHNISCHE UNIVERSITAET DRESDEN
lnstitut fur Holz- und Papiertechnik
01062 Dresden , Germany
Harald Grossmann
harald.grossmann@tu-dresden de
INGEDE e. V
Gerokstrasse 40
743 21 Bietigheim-Bissingen, Germany
Andreas Faul
andreas. fau l@ingede.org
Greece
DEMOCRITUS UNIVERSITY OF THRACE
Pantazidou 193
68200 Orestiada, Greece
Stergios Adamopoulos sadamop@fmenr.duth.gr

Hungary
PAPER RESEARCH INSTITUTE LTD
Duna u. 57, PO Box 59
1215 Budapest, Hungary
Piroska Karolyi
pri -secr@t-on li ne hu
Sandor Hernadi
pki-lib@mail.elender hu
Ireland
NATIONAL UNIVERSITY OF IRELAND
Faculty of Science, Arts/Science Building, University Road , Galway, Ireland
Maria Tuohy
maria tuohy@nuiga lway.ie
STAZIONE SPERIMENTALE CARTA
Piazza Leonardo da Vinci 16
20133 Milano, Italy
Giorgio Capretti gcapretti@sper im entalecarta.it
LATVIAN STATE INSTITUTE OF WOOD CHEMISTRY
Ozerbenes iela 27, 1006 Riga, Latvia
Lubova Belkova lubel@edi lv
The Netherlands
KENNISCENTRUM PAPIER EN KARTON (KCPK)
Postbus 5486, IJsselburcht 3
6802 EL Arnhem , Netherlands
Arie Hooimeijer
a.hooimeijer@kcpk.nl
Bartek Stawicki
bartek .stawicki@gmail.com
Poland
INSTITUTE OF THERMAL MACHINERY
Czestochowa Univ. of Technology

42 200 Czestochowa Poland
Dariusz Asendrych
darek@imc pcz.czest.pl
Romania
"GH . ASACHI " TECHNICAL UNIVERSITY OFIASI
Faculty of Chemical Engineering
Blvd D Mangeron 71
70005 1 lasi, Roman ia
Elena Bobu
elbo@ch. t uiasi. ro
SC CEPROHART SA
Pu lp and Paper Research and Development Institute
Alexandru loan Cuza, Street, No 3
8100 19 Braila, Romania
Petronela Nechita
petronela nechita@ceprohart.ro
Slovenia
UNIVERSITY OF LJUBLJANA
Faculty of Natural Sciences and Engineering
Snezniska 5
1000 Ljubl jana . Slovenia
Tadeja Muck
tadeja.muck@ntf.un i-lj.si
COMPLUTENSE UNIVERSITY OF MADRID
Department of Chemical Eng ineering
Faculty of Chemistry
Avda. Complutense, s/n
28040 Madrid, Spain
Angeles Blanco
ablanco@quim.ucm.es
Ruben Miranda
rm iranda@quim.ucm.es
STFI-PACKFORSK AB
(INNVENTIA AB)
Box 5604
114 86 Stockholm, Sweden
Marianne Bjorklund Jansson
marianne jansson@stfi se
United Kingdom
FRC Ltd.
19 Wood lands Road
Bookham
Surrey KT23 4HG
United Kingdom
Roland McKinney
fibre_resea rch _ consul tants ltd@compuseNe.com
.
European level
CEPI - Confedera tion of European Paper
Indu stries
250 Avenue Louise Box 80
B-1050 Brussels, Belgium
http ://IN'NIN cep i o rg/
INGEDE e. V.
Geroks tr asse 40
74321 Bietigheim-Bissingen , Germany
http ://INININ.ingede.com/
Bulgaria
PULP AND PAPER INSTITUTE
8, Poruchik Nedelcho Bonchev Str
1528 Sofia, Bulgaria
http ://IN'NIN. ppibg com/
UNIVERSITY OF CHEMICAL TECHNOLOGY AND METALLURGY
Department of Pulp, Paper and Printing Arts
1756 Sofia, Bulgaria
http ://INININ uctm.edu/
Croatia
UNIVERSITY OF ZAGREB
Faculty of Graphic Arts
Getaldiceva 2
10000 Zagreb, Croatia
http ://IN'NIN. grf. hrI
Czech Republic
TECHNICAL UNIVERSITY BRNO
Anton inska 1
60190 Brno, Czech Repu b lic
http ://INININ.VUtbr.cz/
Finland
ABO AKADEMI UNIVERSITY
Laboratory of Pu lping Technology
Porthansgatan 3
20500 Abo, Finland
http ://IN'NIN.abo .fi/
KCL
PB 70
02151 Espoo , Finland
http ://INININ kel. fi/
POYRYFORESTINDUSTRY
CONSULTING OY
PO. Box4
01621 Vantaa , Finland
http ://INININ.poyry.com/
VTT
PO. Box 1602
02044 VTT, Finl and http ://INININ.vtt.fi/
France
CENTRE TECHNIQUE DU PAPIER
BP 25 1
38044 Grenoble, France
http ://IN'NIN. webctp. com/
INP PAGORA (EFPG)
461 rue de Ia Papeterie
BP65
38402 Sain t Martin d 'Heres Cedex, France htt p ://pagora grenoble-inp .fr/
DARMSTADT UNIVERSITY OF TECHNOLOGY
Paper Technology and Mechanical Process Engineering
Alexanderstrasse 8
64283 Darm s tad t, Germany
http://www tu-darmstadt de/
PAPIERTECHNISCHE STIFTUNG - PTS
Hess-s trasse 134
80797 Munich, Germany
http ://www ptspaper.de/
TECHNISCHE UNIVERSITAET DRESDEN
lnstitu t fur Holz- und Papiertechnik
01062 Dresden , Germany
http://tu-dresden.de/
DEMOCRITUS UNI VERSITY OF THRACE
Pantazidou 193
68200 Orestiada. Greece
http://www.duth gr/
Hungary
DUNAPACK
Duna u . 42
1215 Budapest. Hungary
http://WWW.dunapack-paper.com/
PAPER RESEARCH IN STITUTE LTD
Duna u. 57, PO Box 59
1215 Budapest, Hungary
http://www.papirkut. hu/
NATIONAL UNIVERSITY OF IRELAND
Faculty of Science
Molecular Glycobiotechnology Group

Arts/Science Building , University Road
Galway, Ireland
http://www nuigalway ie/biochemistry/
STAZI ONE SPERIMENTALE CARTA
Piazza Leonardo da Vinci 16
20133 Milano , Italy
http://www sperimentalecarta.iV
LATVIAN STATE INSTITUTE OF WOOD CHEMISTRY
Dzerbenes 1ela 27
1006 Riga , Latvia
http://www.woodchem lv/
The Netherlands
KENNISCENTRUM PAPIER EN
KARTON (KC P K)
Postbus 5486, IJss elburcht 3
6802 EL Arnhem, Netherlands
http://www.kcpk ni/
WAGENINGEN UR
Biobased products, Fibre and Paper Technology
PO Box 17
6700 AA Wageningen, Netherlands
http://www wur nl/
Poland
INSTITUTE OF THERMAL MACHINERY
Czestochowa Univ. of Technology
ai Armii Krajowej 21
42 200 Czestochowa , Poland
http://www.1 mc pcz czest pi/
Roman ia
"GH . ASACHI " TECHNICAL UNIVERSITY OF IASI
Facu lty of Chemical Engineering
Blvd D. Mangeron 71
700051 lasi , Romania
http://www tu iasi. rolf acultati/ic/
SC CEPROHART SA
Pulp and Paper Research and Development Institute
Alexandru loan Cuza , Street , No 3
810019 Bra11a Romania
http://WWW ceprohart ro/
Slovenia
PULP AND PAPER INSTITUTE
Bogisiceva ul8
1000 Ljubljana, Slovenia
htt p://www icp -lj si/
UNIVERSITY OF LJUBLJANA
Faculty of Na tural Sciences and Engineering
Snezniska 5
1000 Ljubljana, Slovenia
http://www.ntf.uni-lj .si/
Spain
COMPLUTENSE UNIVERSITY OF MADRID
Department of Chemical Engineering
Faculty of Chemistry
Avda Complutense, s/n
28040 Madrid , Spain
http ://www ucm es/info/ccqulm/
UN IVERS ITY OF GIRONA
Laboratory of Paper Engineering and Polymeric Materials
Campus Montilivi
17071 Girona, Spain
http ://lepa map. udg. edu/
Sweden
INNVENTIA AB (STFI-PACKFORSK AB) Box 5604
114 86 Stockholm , Sweden
http://www innventia com/
http://www stfi-packforsk.eu/
United K ingdom
FRC Ltd
19 Wood lands Road
Bookham
Surrey KT23 4HG
Un ited Kingdom
fibre_researc h _ consul tan ts ltd@compuserve com
FIBRE TECHNOLOGY ASSOCIATION
PO Box 600
Bury, United Kingdom
PITA
5 Frecheville Court , Bury, BL9 OUF United Kingdom
Jori Rtngman , CEPI
Andreas Faul, INGEDE
Bulgaria
Christina Kirova-Biajeva
Stanka Nedeva
Krasimir Savov
Kalina Todorova
Svetla Tsanova
lvo Valchev
Croatia
Sonja Jamnicki
Bran ka Lajic
Branka Lozo
Maja Stanic
Finland
llpo Ervasti
lsko Kajanto
Jan-Erik Levltn
Tom Lundtn
Donald McNeal
Tilna PaJula
Juha Saari
France
Francois Julien Saint-Amand
Alain Couchaux
Nathalte Marlin
Germany
Kai Blasius
Jorg-Karl Bosner
Harald Grossmann
Georg Hirsch
Ad rian Manoiu
All-Mathias Strunz
J6rg Wagner
Greece
Stergios Adamopolous
Vasiliki Mantzari
Hungary
Szilvia Biro
Zoltan Dobovari
Zsuza lsepy
Piro ska Karolyi -Sza bo
Istvan Lele
Zsolia Markne Varga
Italy
Giorgio Capretti
Graziano Eleg ir
Eliana Farotto
Latvia
Lubova Belkova
The Netherlands
Arie Hooimeijer
Ania Stawicka
Bartek Stawicki
Loud Van Kessel
Annita Westenbroek
Gulden Yil maz
Poland
Dariusz Asendrych
Tomasz Malinowski
Romania
Dan Belosinschi
Elena Bobu
Florin Ciolacu
Dan Gavrilescu
Petronela Nechita
Daniela Serban
Slovenia
Damjan Balabanic
Diana Gregor Svetec
Tadeja Muck
Vera Rutar
Spain
Cris tina Alan
Angeles Blanco 1
Ruben Miranda 1
Carlos Negro
Angels Pelach \
Sweden
Marianne Bjorklund Jansson
United Kingdom
Roland McKinney
David Powlson
Barry Read
J Baas AVEBE, THE NETHERLANDS
David Barrio
Angeline de Beaufort
M Biera
Kevin Bradley
Armando Cafiero
Maryse Chappin
C . Chira t
Werner Forster
Karol ina Fras
Dominika Gajda
Gerard Galland
N Gomez
Ala in Fernandez de Grado
Elisabeth Hanecker
R. Daniel Haynes
Jukka Heimonen
Erwin Hertl
Geoff Hill
Ulrich Hoke
Gerfried Jungmeier
Manuela Kron
Gerhard Lambrecht
Hanneke de Leeuw
Jari Leppakoski
Carlos Lopez
N Marli n
Noelia Marti n
Massimo Medugno
Roberto Di Molfetta
C Molleda
Graham Moore
M.A.B. Moura
J osef Murr
Gert-Jan Nabuurs
Bernhard Nellessen
PPCG
FEFCO
KADANT LAMORT, FRANCE
CITPA
ASSOCARTA, ITALY
UN IVERSITY OF UTRE CHT. THE NETHERLANDS
ECOLE FRAN<;AISE DE PAPETER IE, FRANCE
PTS, GERMANY
DG EN VIRONMENT, EUROPEAN COMMISSION
UNIVERSITY OF LODZ, POLAND
CTP, FRANCE
C IFOR-IN IA (CALIF ORNIA)
KADANT. FRANCE
PTS , GERMANY
AKZO NOBEL , EKA CHEM ICALS IN C.
METSO PAPER , FI NLAND
ANDR ITZ , AUSTRIA
ST REG IS, UNITED KINGDOM
STORA ENSO, GERMANY
JOANNEUM RESEARCH, AUSTRIA
COM IECO, ITALY

PTS , GERMANY
FEFCO
METSO AUTOMATION, FINLAND
ITENE , SPAIN
CE NTRE TECH NI QU E DU PAP IER
POLYTECN !C UN IVERS ITY OF MAnR in , SPAIN
ASSOCARTA, ITALY
COMIECO , ITALY
HO LME N PAPER , MADRID
PIRA INTERNATIONAL, UNITED KINGDOM
KLAB IN S.A. , BRAZIL
PTS , GERMANY
ALTERRA WAGE NINGE N, THE NETHERLAND S
NOPCO PAPER TECH NOLOGY, GERMANY
Hermann Onusseit
B.H . Peres
A. Rodriguez
J. Rodriguez
Alvaro Sanchez
L. Sanchez
Anne -Dirk Siebenga
C.M . Silva
Marian ne Svensen
Andras Szoke
Henry Vermuelen
v. Vida
J.C. Vil lar
Jose Luis Vinuesa
Thomas A Wielema
R. Wilken
HENKEL, GERMANY
FEDERAL UNIVERSI TY OF HOLMEN PAPER, MADR ID
ASPAPEL , SPAIN
HOLMEN PAPER MADRID , SPAIN
METSO PAPER , FINLAND
BOLLEGRAAF, TH E NETHERLANDS
KLABIN SA, BRAZIL
SWEDISH FOREST INDUSTRIES FEDE RATION , SWEDE N
DUNAPACK , HUNGARY
CEPI
EUIT FORESTAL, SPAIN
EU IT FORESTAL, SPAIN
GL&V SWEDEN AB , SWEDEN
AVEBE , THE NETHERLANDS
PTS , GERMANY
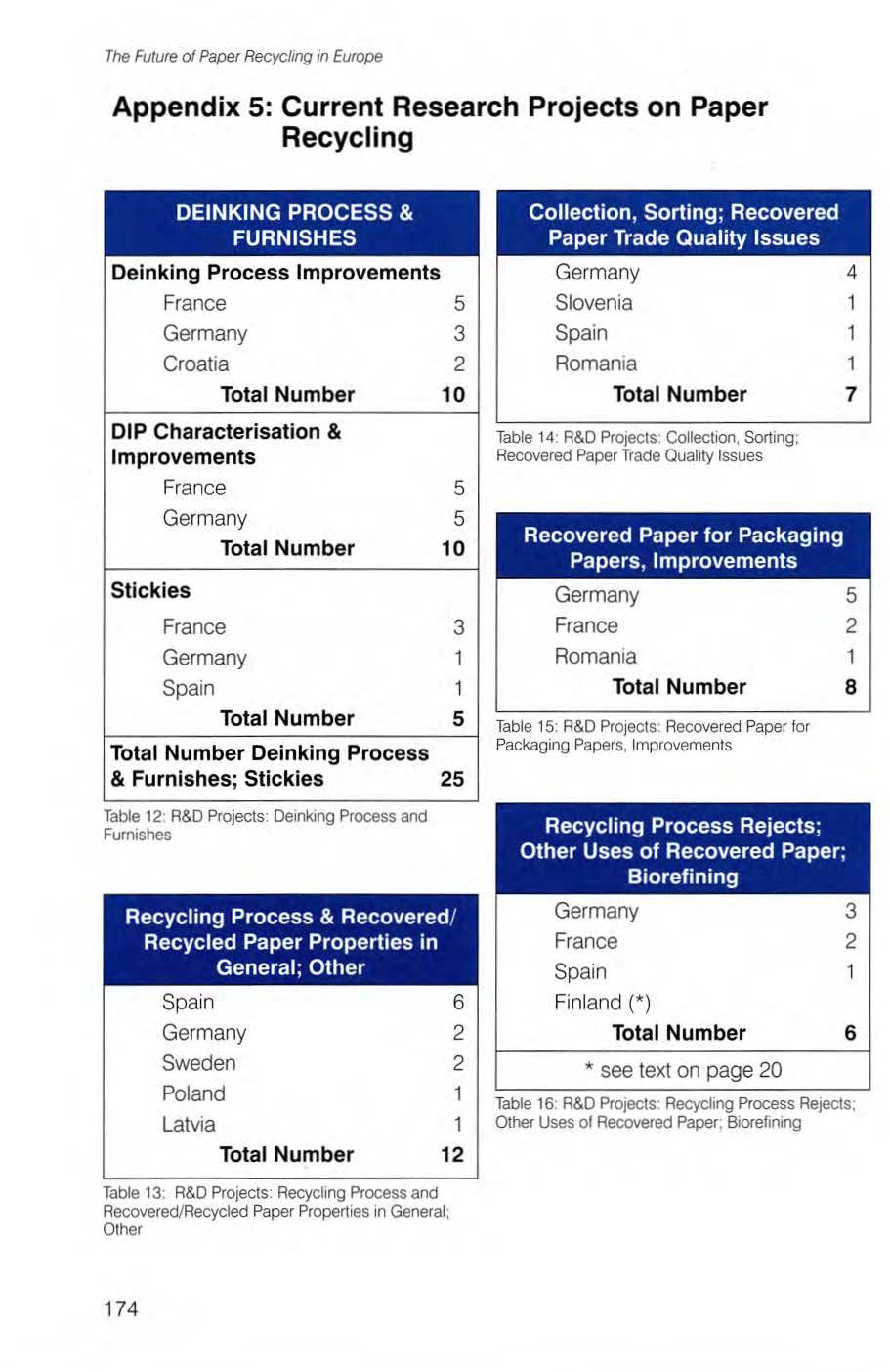
Introduction
Over the past few yea rs the development fo r packaging paper p roduct ion has been aimed to increased PM s izes , higher operating speed and lower basis weight. On the one hand (Figure 1) the quality of the used waste paper decreases , on the other hand the contaminant level gets higher. To meet t he targets and keep the quality, the complete system and subsystems , as well as all the single machines must be designed and optim ized to ful fil the demands. With the increased costs for utilities, energy saving is one o f t he most import an t targe ts for all paper mills support ed by the effort s of the m achine su p pli er
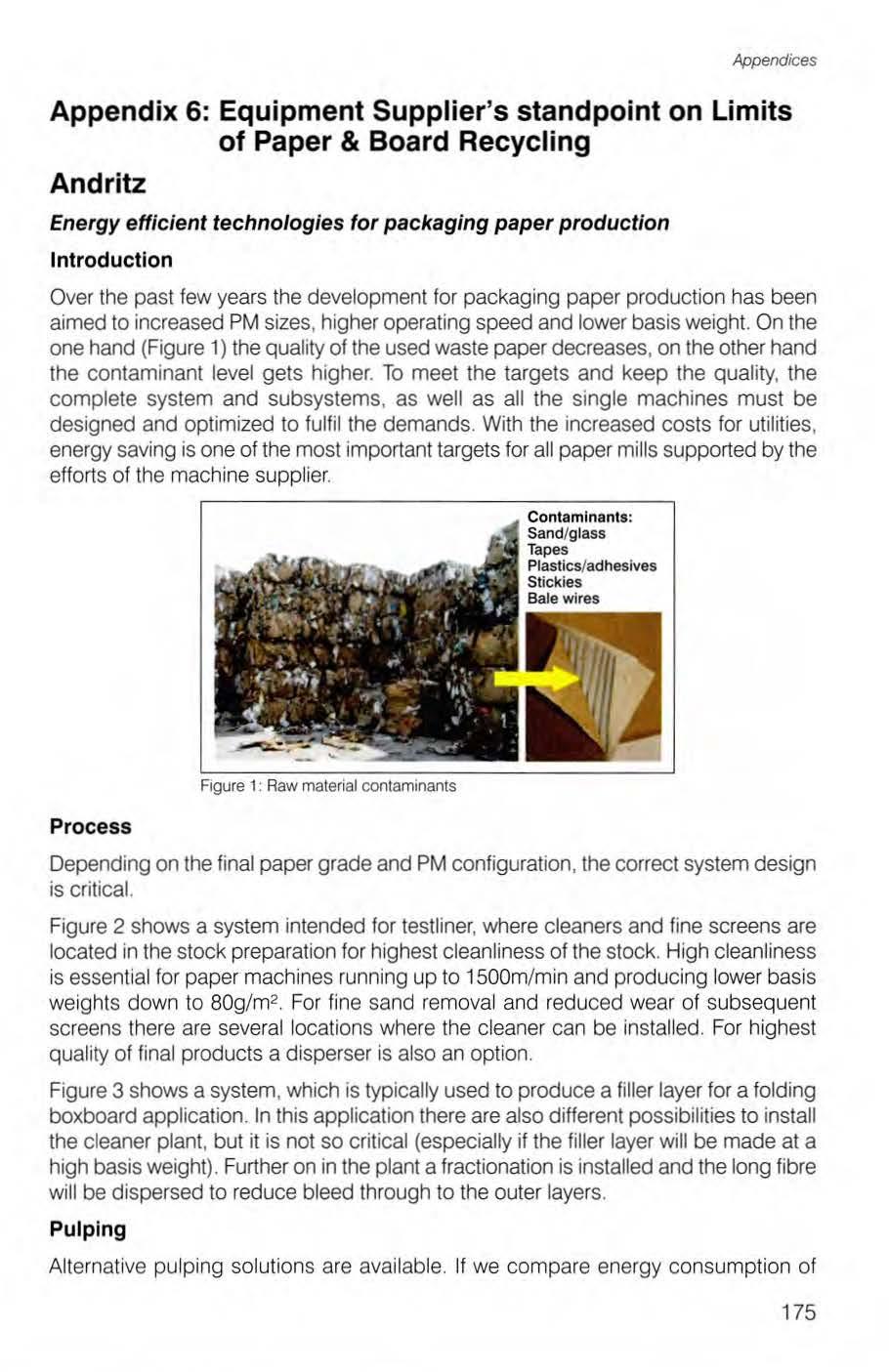
P rocess
Depending on the final paper grade and PM configuration , the correct system design is critical.
Figure 2 shows a system intended for testliner, where cleaners and fine scr ee ns are located in the stock preparat ion for h ighest cl e an line ss of the stoc k . High cl eanlin ess is essent ial for p ap er m ac h ines running u p to 1500m/ min an d pro du ci ng lower ba sis w eights dow n to 80g / m 2 For fi n e sand removal and reduced wear of subs eq uent screens th ere are s ev eral lo cations whe re th e c leaner can be ins tal led. For h igh est quality of final product s a d isperser is a lso an option.
Figure 3 shows a system, which is typically used to produce a filler layer for a fo lding boxboard application. In this application there are also different possibilities to install the cleaner plant , but it is not so critical (especially if the filler layer will be made at a high basis weight). Further on in the plant a fractionation is installed and the long fibre will be d ispersed to reduce b leed through to the o uter layers.
Pulping
A lte rn a tive p u lping solu ti o ns are available. If w e com pare en ergy co n s umpti on o f
drum pulping and LC pulping , these are on a s im ilar level. The FibreFiow ® drum pulper (Figure 4) works as continuous pu lper in a high consistency range of approx 20% . minimum breakdown of contaminan ts and lowes t sticky, dirt and flake content
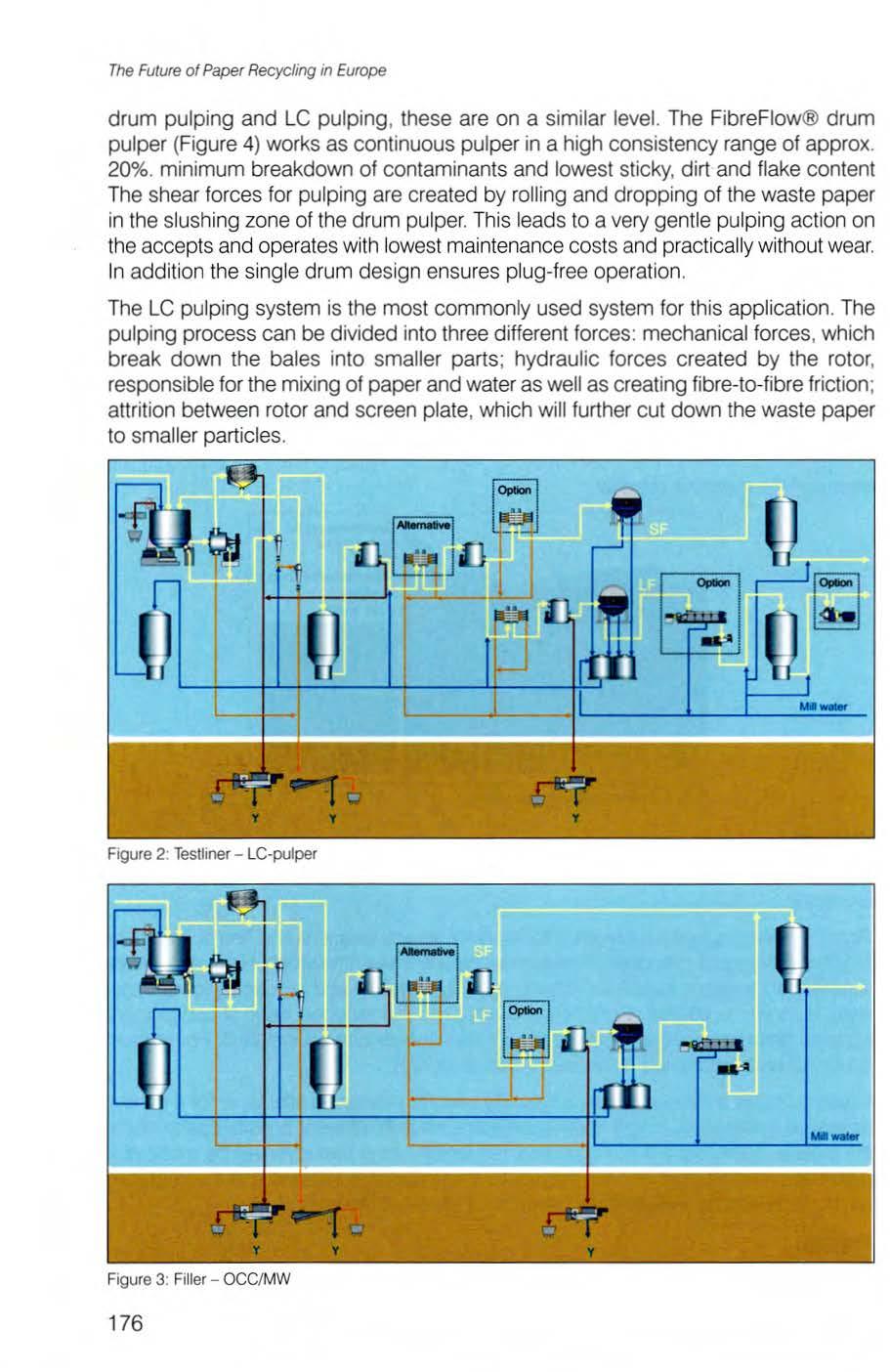
Th e shear forces for pulping are created by rolling and dropping of the waste paper in the slushing zone of the drum pulper. This leads to a very gentle pulping action on the accepts and operates w ith lowest maintenance costs and practically w ithout wea r In addit ion the s ing le drum design ensures p lug -free operation .
Th e LC pulping system is the most common ly used sys tem for this application . The pulping process can be divided into three different forces : mechan ical forces , which break down the bales into smaller parts ; hydraul ic forces created by the rotor, responsible for the mixing of paper and water as we ll as creating fibre -to-fibre friction ; attrition between rotor and screen plate , which will further cut down the waste paper to smaller particles .
The design of the Fi breSolve pulper has several d ifferent features. The main difference to convent ional LC pu lpers is the rotor, which is des igned to achieve two d ifferent targets. The lower part of the rotor is equ ipped w ith c leani ng blades , wh ich introd uce mechan ica l forces between rotor and screen p late Those are generating pressure pulses towards the screen p late with th e lead ing edge to inc rease the throughput. With the s lanted trail ing edge negative pulses a re then created to remove debris from the screen p late .
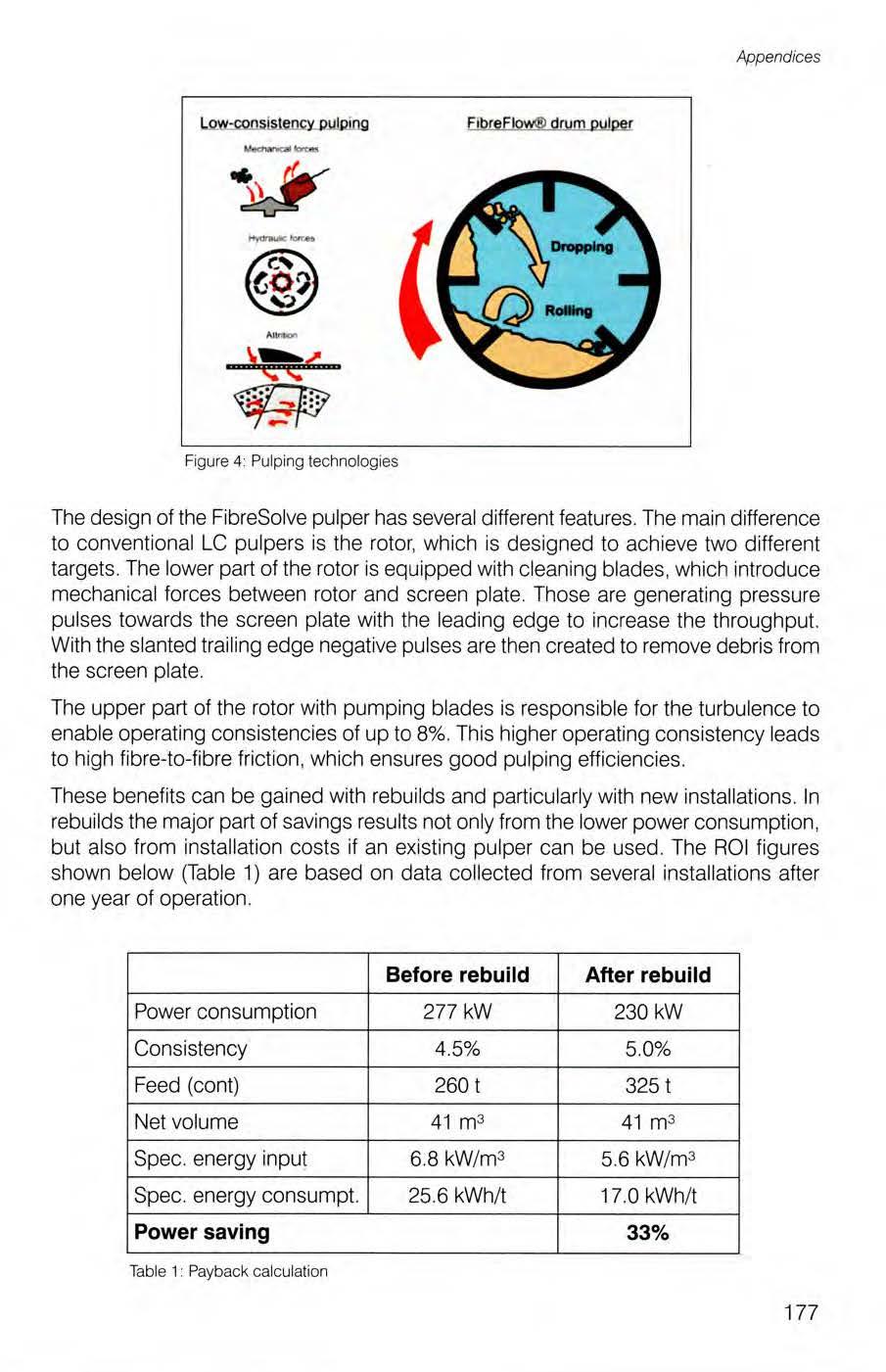
The upper part of the rotor with pumping b lades is responsib le for the turbu lence to enable operati ng cons istencies of up to 8% Th is h ighe r operati ng cons istency leads to high fibre -to -fi bre fr ict ion , wh ic h ensures good pu lp i ng effic iencies .
These benefits can be gained w ith rebuilds and particu larly w ith new installations In rebu ilds the major part o f savings resu lts not on ly from the lower power consumpt ion, but a l so from installation costs if an existi ng pu l per can be used The RO I figures shown be low (Tab le 1) are based on data collected from several i nstallations after one yea r of operation
Table 2
Cost calcu lation
In new installa tions (Tab le 2) , th e re are high savings on i nstallat ion costs ach ieved as smal ler p ulpers , motors and gear boxes can be used. B ut also in t his case , the main savings are achieved due to the low energy consumption. Comparing a pu lper with a size of 120m3 and energy costs of 85 € / MWh, cost savings of approx 185 K€ with in 1 year a re possible.
When des igning a coarse screening system , t he pu lpin g system mu st be investigated first. In th is area the main issue a re f lakes and the contam i nant level in t h e pu l per accepts. With a FibreFiow® drum pu l per a very low contam inant leve l as well as flake content (Figure 5) is reached w ith very low i nfluence regarding furn ish. Due to th is low f lake and contam inant leve l, screens with low deflaking potential operated at lower reject rates can be used , e.g . ModuScreen CR or F. If LC pulpers a re in front , t he debris content and espec ially the flake content is consider a b ly h igher (Figure 6) compared to the FibreFiow® drum. Th is requ ires a d ifferent coarse screeni ng set- up
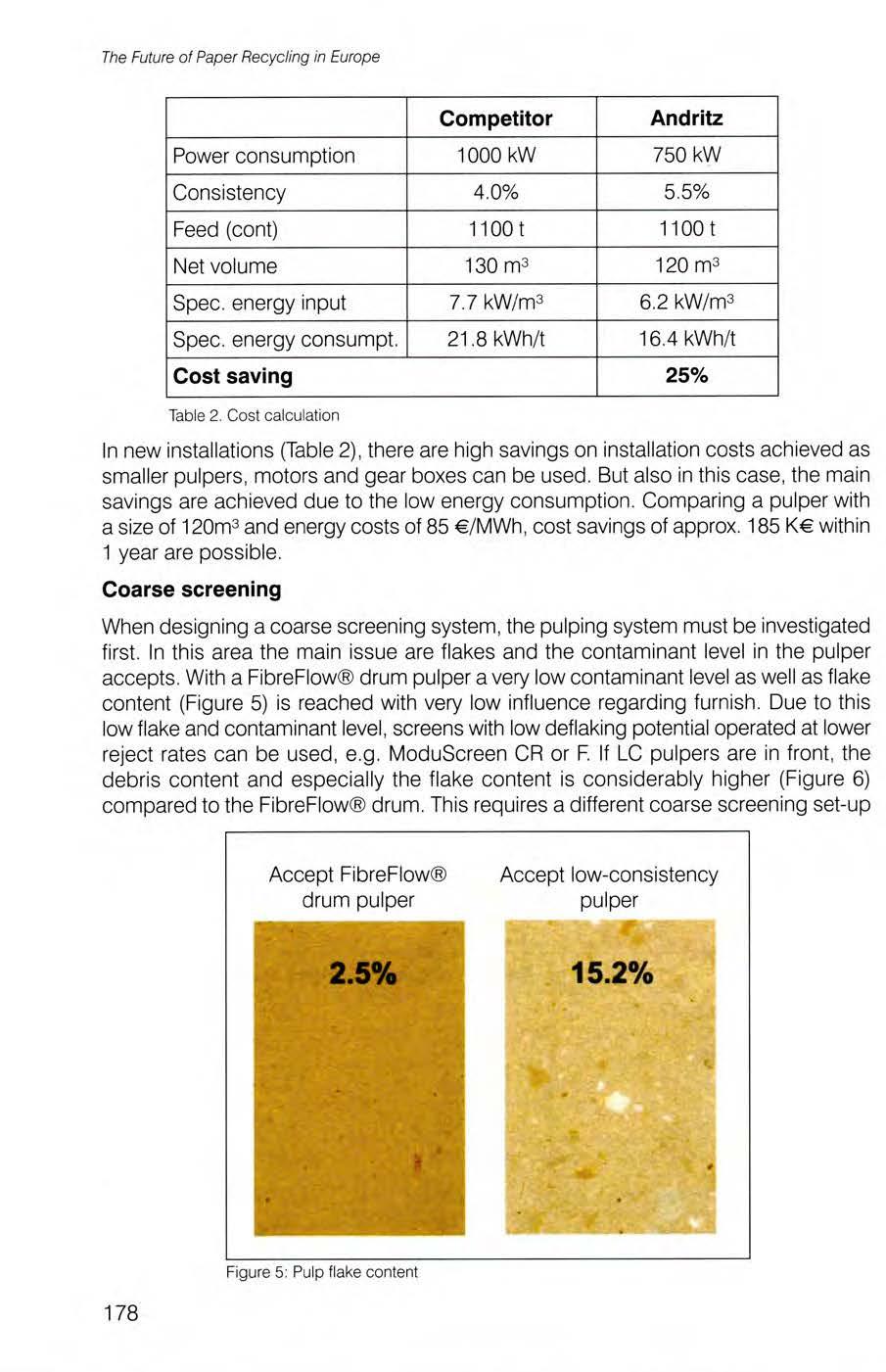
where the furn ish compos ition mus t a lso be taken into cons ideration. When was te pape r w it h lower pu lping resistance w i ll be used , a ModuScreen CR or F can be installed in the firs t stage. In the second stage , a screen w ith a high de fl aking potential, e.g. ModuScreen D, mus t be installed . Th is set-up ensu res that the final stage will not be ove rl oaded wi th flakes as this would lead to high fibre loss.
Waste paper w ith high pulping resistance needs de fl aking screens in the f irst stage to re d uce t he f lake content to the subsequent screens and to reduce t he fibre loss
The ta il ing screen , e.g ModuScreen TC , must be ab le to handle a l l the rejects and to reduce the flake content in the rejects , which would be rej ected and counted as fibre loss. The f inal rej ects m us t also be dewatered to a certain dry conten t , wh ich al lows the d irect feed into the reject press
As the contaminant level in waste paper is increasing toge t her w ith the fact tha t more syste m s a re being designed without d ispe rs ion, f ine screen i ng is becom ing increas ing ly i m portant.
For high PM runnab il ity and high qual ity, excel lent fine screening is a must. To ensure a high screening e ff iciency, a ModuScreen A (Fig ure 9) has to be installed, equ ipped w ith BarTee W baskets assuring h igh accuracy of the slot w idth .
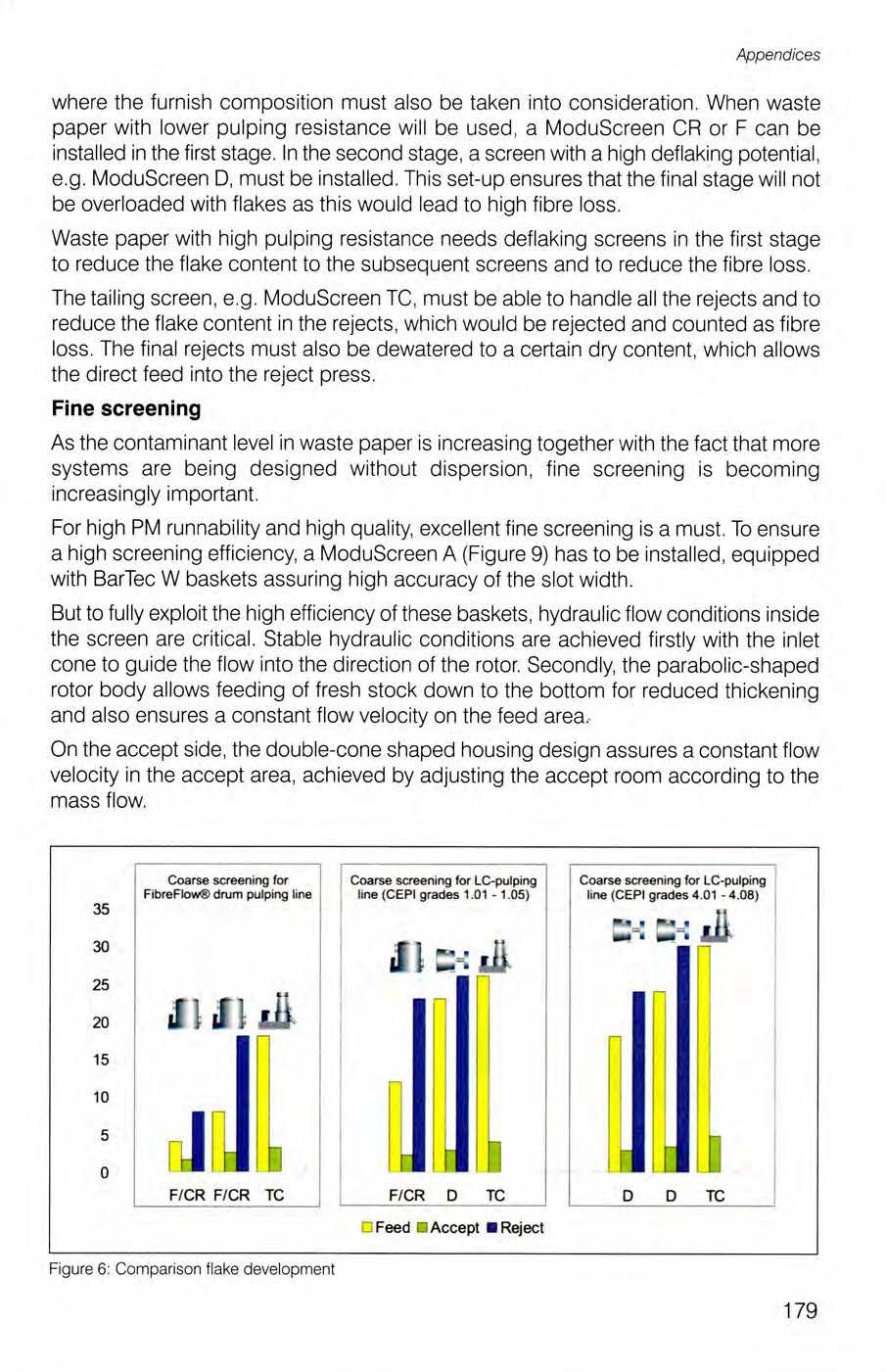
But to fully exploi t the high efficiency of these baske ts , hydrau lic fl ow cond itions insid e the screen are critical. Stable hydraulic cond itions are achieved f irs t ly w ith the in let cone to gu ide the f low into the direc tion o f the rotor. Second ly, the parabolic-shaped rotor body allows feeding of fresh stock down to the bottom fo r reduced th ickening and also ensu res a constan t fl ow velocity on the feed a rea ,
On the accept s ide, the double-cone shaped housing design assu res a co nstant f low velocity in the accept area , achieved by adjusting the accept room accord ing to the m ass f low.
For the final stage , besides a h igh screening effic iency also a low fibre loss must be ensured. In addition , this final stage furn ish is very coarse, wh ich makes this target much more cha lleng ing , This leads to high th ickening wh ich causes high reject rates and, consequently, a low yield. To overcome this situation , a special rotor design was deve loped. To reduce the thickening , di lut ion water is fed through the rotor body between the rotor and the screen cyl inder. Turbulence caused by the rotor mixes the water with the pulp efficiently, reduces the cons istency and this ensures constan t screen ing conditions over the whole screen cylinder area. With this un ique des ign the expectations of a tail screen are fulfilled
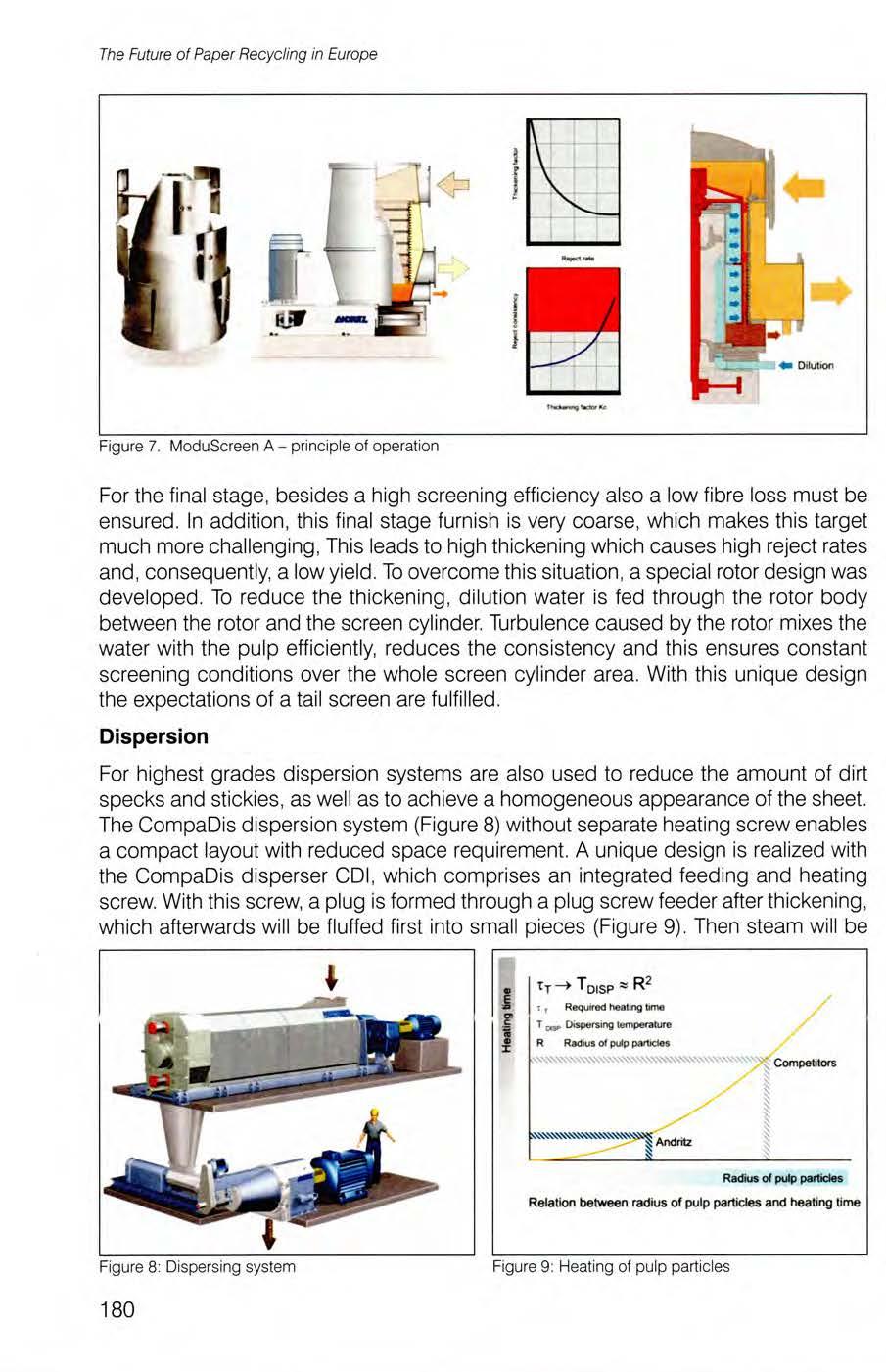
For h ighest grades d ispersion systems are also used to reduce the amount of d irt specks and stickies , as well as to achieve a homogeneous appearance of the sheet. The Com paD is dispersion system (F igure 8) without separate heating screw enables a compact layout w ith reduced space requi rement. A unique des ign is rea lized with the CompaDis d isperser CD I, wh ich comprises an integ rated feeding and heating screw. With this screw, a plug is formed through a p lug screw feeder after th ickening, which afterwards will be f lu ffed first in to small pieces (Figure 9) Then steam wil l be
added and , due to th is fluffed stock , heating is rapid and even which leads to h igh dispersion efficiency. And as the steam is prevented by the plug screw from flow ing backwards , the steam consumpt ion is further reduced
The presented technologies and practical results show, that the necessary investment costs soon pay off. Another important advantage of this technology is a more constant product quality Furnish quality fluctuations can be compensated for, w ith su itable adjustments of th e subsystems. With the developments in pu lping , screening and d ispersion Andritz can provide already today leading technologies for a successfu l future. In the future , the reject handling will become more important due to the increasing amount of impurit ies. To save resources and to improve the overall econom ic situation of a paper mill , it will be economical feas ib le to turn the reject into reusable material and sell it to other industries.
With more than 100 years of experience in t he fie ld of ce llulose fibres hand ling and paper recycl ing, Kadant Lamort and Kadant Black Clawson have partic ipated to the successive changes and trends in the paper industry. This paper wil l propose a vision of the future of paper recycling in re lation to the present situation.
Kadant is a key suppl ier for the paper industry and has always driven innovation to the market. Focused on the paper industry, Kadant is involved in Fibres stock preparation (through Kadant Black C lawson and Kadant Lamort) , Paper Machine equ ipment such as Doctors, Blades , Steam management (through Kadant Johnson) and Water treatment (fig 1). For more information, visit the Kadant webs ite www.kadant.com.
Kadant Products are Critical at Every Stage
The difficulty in presenting views on lim its of paper recyc ling is that this question can be unders tood either as "what are the existing lim its o f paper recyc ling " - this question being answered w ith a simple factual presentation of the existing techno logies used to recyc le paper, or as "wha t w il l be the fu ture o f pape r recyc ling" - this being answered with a much more d iff icult exercise of m ulti c ri teria "d ivination "
In this artic le we propose this second method as it is more challenging.
Th e question of future is also related to the potent ial o f companies to overcome obstac les by cons tant adaptation of p roducts and p rocesses on emerging new market demands. Kadant' act ivity in Stock Preparation p roposes always such "on demand" so lut ions , support ed by its R&D p ilo t station located in France (fig2 ) (previous page).
In this paper we p ropose to consider the paper recycl in g as a g lobal process with inputs (recycled paper, energy, wa ter, chem ic als) and outpu ts (f inal product li ke printing papers , ti ssue papers, packaging papers and re jec ts .. .). In be tween , the stock preparat ion process and the paper m achine p rocess can be characterized by comp lexity ( = cost o f investment) and runab ility (representing a huge amount o f money as d irectly connected to to nnage o f paper produced by day) (fig3).
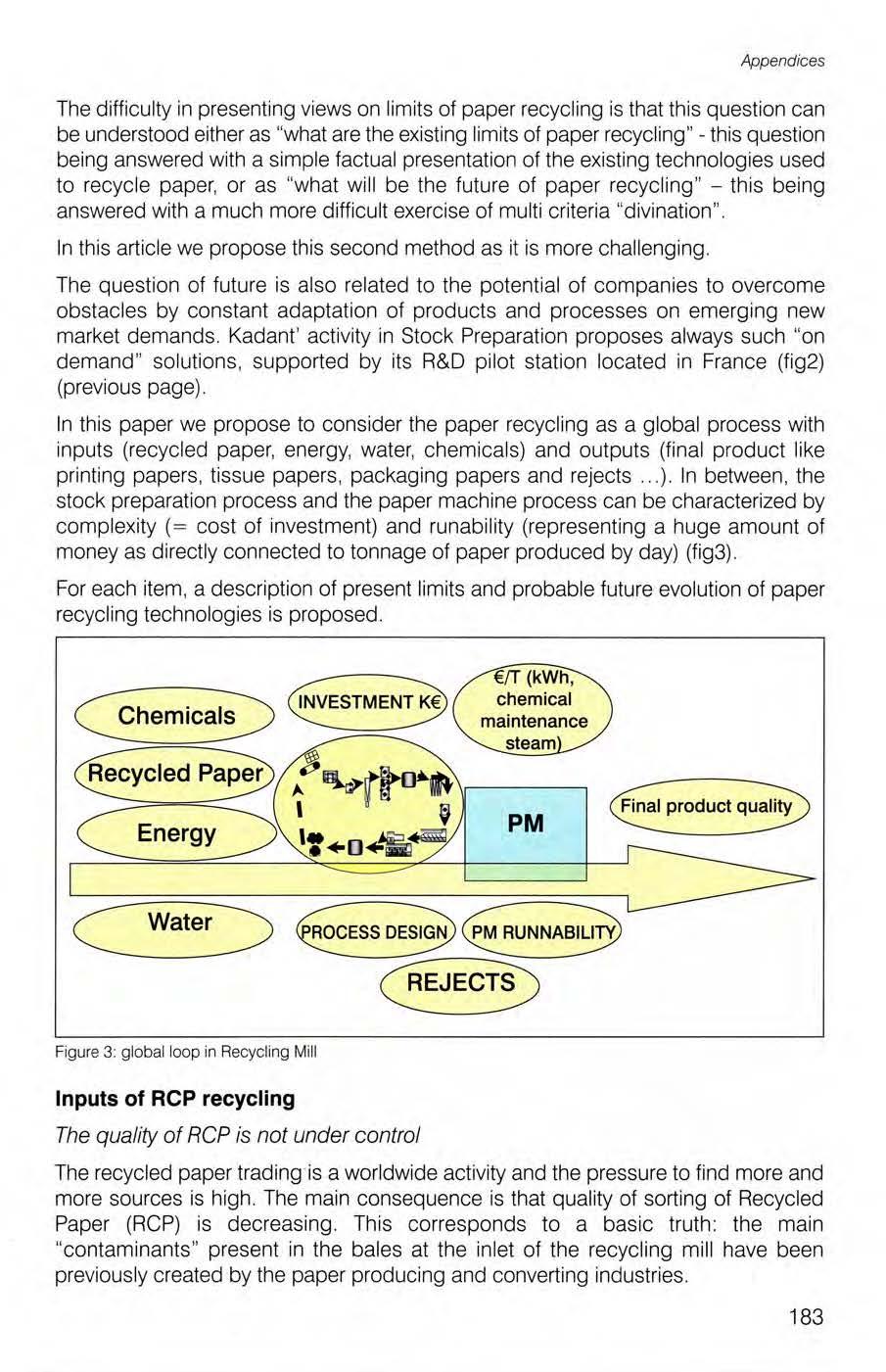
For each item , a description of p resen t limits and probable future evolution of paper recycl ing techno logies is p ro posed.
Th e quality of RCP
The recycled paper t rading is a wor ldwide activity and the pressure to find more and more sou rces is high. The main consequence is that qual ity o f sorting of Recycled Paper (RCP) is decreas ing. Th is co rresponds to a bas ic t ruth : the main " con tam in ants " p resen t in the bales at the inlet of the recyc ling m il l have been p revious ly created by the paper produc in g and converting industries
For examp le, standard f lexo ink and dig ital ink is a threat to basic de inking loops, but it is also a good too l to promote the consumption of waterbased printed packaging or papers printed on demand.
The ash content is increasing and requires a better deashing effect in s tock preparation lines, but th is ash is introduced in the sheet by papermakers to reduce the cost of f inal product and also to deve lop special properties.
The presence of adhes ives in the bales is always a pity, but it is the consequence of the wonderfu l potential of papers combined with glues to be used in a huge number of convert ing applications.
This situation of auto-contamination of paper sources is somehow a price of success; and th is trend w i ll hopefully continue because it proves that cellulose fibres wi ll continue to be a h ighly interesting produc t base , to create high value comp lex products.
Added to that, new sensors are actively tested to separate papers according to thei r nature It may be soon possib le to define very precisely the composit ion of a RCP bale, and th is know ledge would force to recons ider the definition of RCP grades. Today the grades definition expressed by the EN643 no rm is based on statistic composition allowing or not the use of the bale for such or such produc t ion. If , in the future, it is possible to cha racterize precisely the composi t ion of the ba le, then the papermaker will forecast the cost of undesired components in the bale that the stock preparation will reject. It cou ld defini tely change the re la t ionship between sorters and papermakers (fig4)
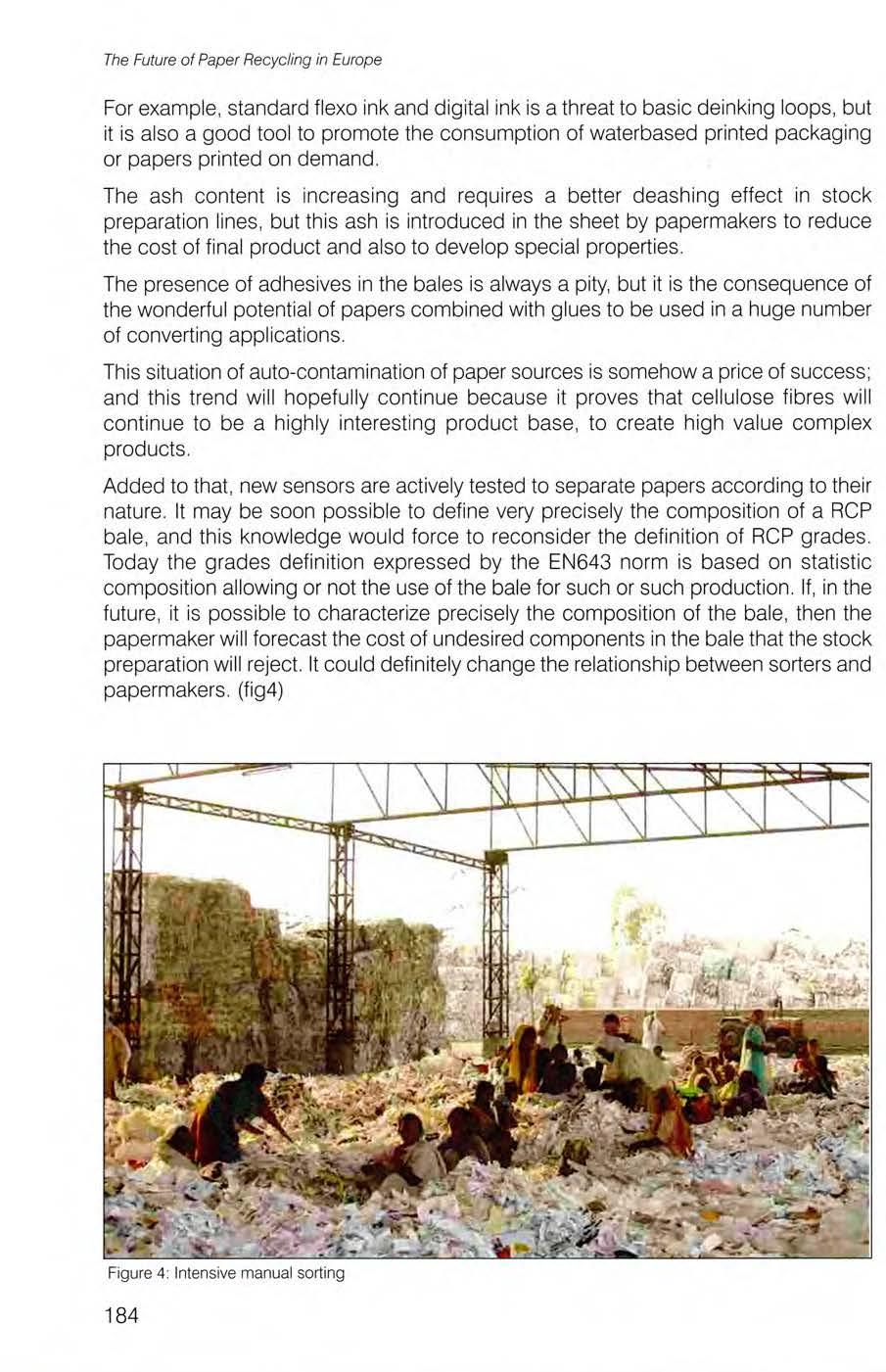
Once the composition of RCP is defined( = where we are), it is fundamental to check that this raw materia l is compatible with the market targeted by the customer (where we want to go) . It is not always possible to go from any RCP to any final product. Typica l distinction is made between Packaging grades and Deinking grades And within Deinking , wood-free and wood-conta i ning papers are another major subdivision.
From this separation motivated for examp le by the f i nal brightness object ive , the knowledge of RCP potential is possi ble thanks to specific easy lab test methods and equipments (for example pulping k i netic potential , screening , bleaching , flotat ion , washing , etc) After a detai led lab analysis , it is possi ble to check if the avai lable RCP " can do the job or not ", particu larly in relation to the design of an existi ng recyc li ng li ne. More precisely it can define the general process organ izat ion required {1 loop , 1.5, 2 loops, ) and the specific opti m ized position of steps like cleaners , flotat ion , etc.
Today, the experience of machinery suppliers can make 80% of the best process defi nit ion job , but , in the future , i ncreased contam i nat ion or specia l contamination li ke improved flexo or digital ink could requ ire specific customer oriented pi lot tests rather than a duplication of existing reference processes.
Water: a world issue and a challenge for the paper industry
A goal of zero effluent will become more and more strategic and needed for our industry. Challenges in th is direction w i ll be numerous . Some packag ing m ills are now close to this ob jective and technolog ical i nnovat ions w i ll make this today dream feas ible .
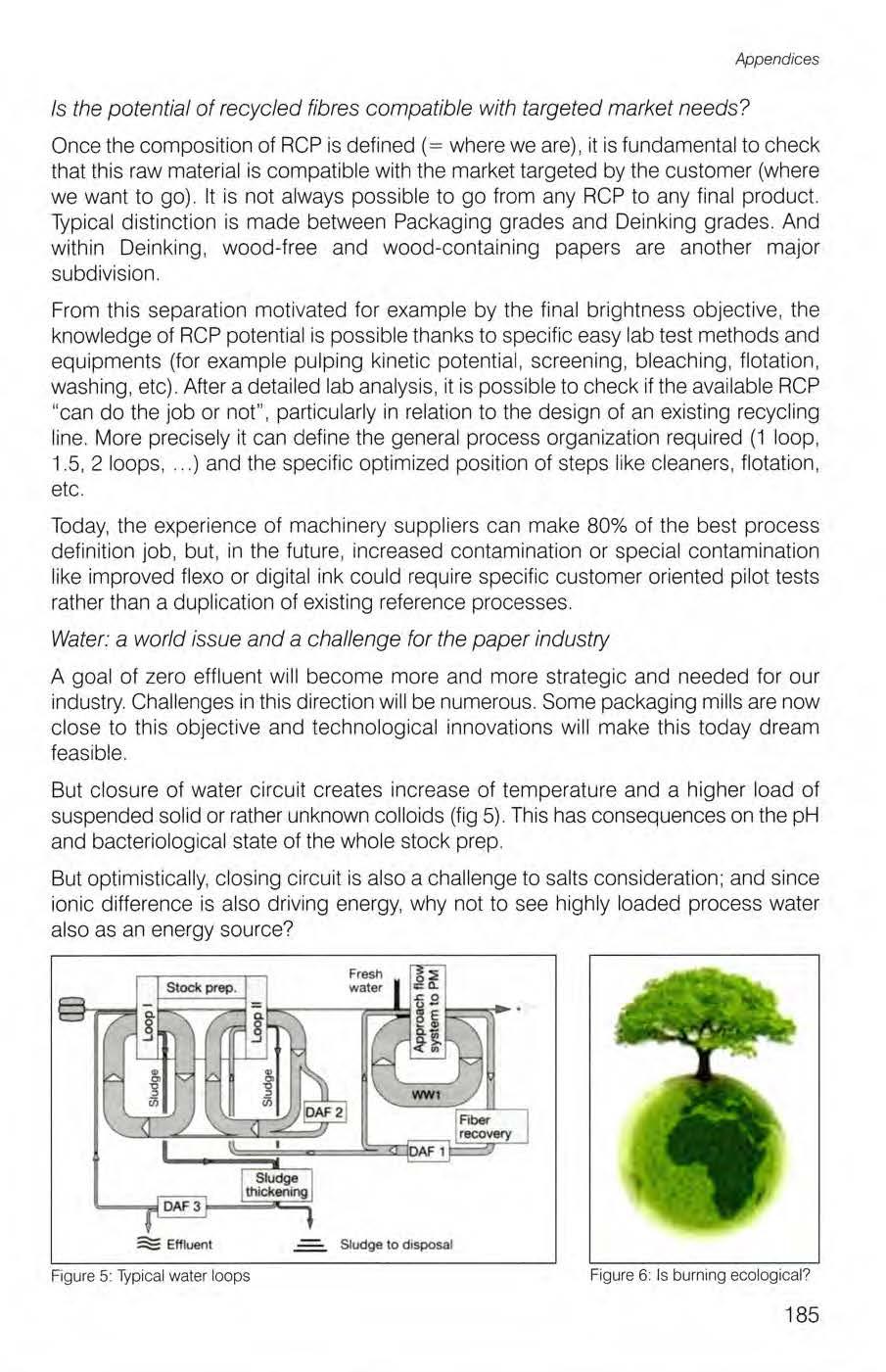
But c losure of water c i rcuit creates i ncrease of temperature and a h igher load of suspended sol id or rather unknown collo ids (fig 5). Th is has consequences on the pH and bacteriologica l state of the who le stock prep .
B ut optimistically, c losi ng c ircuit is also a challenge to salts cons ideration ; and s ince ionic d ifference is also driving energy, why not to see h igh ly loaded process water also as an energy source?
The ris ing cost of energy has g iven the idea to some peop le that the best way to recycle paper is to burn it (figure 6) . Except the fact that destruction has never been a "recyc ling act ivity "- it is exactly the definition of "non recyc ling" ; the key point for environmental impac t ca lculat ion is probably the number of uti lization before destruction . The production of virg in fibres is a sort of investment made by the paper industry to feed the worldwide ce llulose fibres market. And each time a virgin fibre is destroyed , an in itial invest ment is destroyed and wil l require the production of a new v irgin fibre, at high cost.
In the same way that agricultural products are first ded icated to human and animal feed ing, paper fibres are for paper making . Some of these basics have been a litt le forgotten nowadays but w ise views w ill reappear : to reseNe agro products for human and an imal food and to use only rejects from those processes for biomass energy generation .
A possible positive consequence of increased contamina ti on of RCP is that the amount of contaminants (basical ly made of plastics and burnable) is increasing
Several expe riences exist on pe llets of rejec ted plas t ics and energy generation by incineration . In the future , part of the stock preparation line could be devoted to reject separation depending on the energy generation potential.
One part icu larity of modern paper is that it is not made only from fibres Severa l chemical agents are introduced to improve the paper machine runab ility or the quality of the final paper. Those conta ined in the paper are then co llected back and reintroduced in the mill in the pulper stage. With the increased water circu it c losure, it is obvious that those componen ts remain in the pipes and w ill have an effect on the fresh chem icals . This uncontrolled chemical composit ion in RCP stock preparation lines will re inforce , for the reasons stressed before.
Some solutions for reduct ion of such unexpected chem icals are now introduced on the market. For example the CTP (Centre Technique du Papier- Grenoble- France) has patented so lutions to decrease the load of surface tens ion act ive substances in the pulp Kadant proposes industrial mach ines to apply this licenced patent. Major consequences of such chem ical contro l is an improvement of the deinking efficiency during flotat ion, and a reduct ion of consumpt ion of chemicals on the p aper machine.
Environmental awareness is improving all over the world
Final customer is sensitive to environmental issues and planet protection. Th is is driving up recycling processes , and generates new challenges right now. Recyc led fibres can be implemented in all pape r grades and the question is not any more "Is recycled stock able to reach th is or that qua lity? " but it is "how to do it cheaper with less mach ines, less operational costs , less final rejects? "
But we are not yet at a position where all consumers accept to use recycled papers of lower quality than the one obtained from v irg in fibres. Some exceptions exist locally, li ke a higher speck count accepted in North America on writing papers , or a lower brightness. Worldwide speaking , RCP is well accepted and even preferred if it allows the same usage , as equivalent product made from vi rg in fibres .

It is frequent to conside r that a recycling stock preparation line has this or that yield performance But this is a partial evaluation. Depending on the type of paper produced and the composition of the RCP introduced in the pulper. the recycling line must remove some material. It can be ash and fines for the production of Tissue or Wet strength papers accidentally mixed with a furn ish of ONP OMG , etc The performance of this removal must be called efficiency and not losses . Even some cellulose content can be remo ved on purpose, like shives with very poor mechanical properties potential. Then the defi nition of losses should only refer to the components removed whereas the target is to keep them in the pulp. And the components removed intentionally are proving the efficiency of the process .
But even here , we find sometimes situations where some fibres are needed in the sludge to allow its thickening. If the sludge contains no f ibres, then it will not be possible to thicken it at an acceptable dry content and it will not be poss ible to burn it economically. In such case, rejected fibres in the sludge are not losses, until the required percentage needed for correct thickening is reac hed.
Challenges will be to find the best valo ri zation of so called process rejects to consider them as a raw material for another f inal product development or energy recov ering .
Th is behavior w ill change today's paper cycle thoughts and wil l drive paper mills towards the zero reject objective. Like i n Natu re . the design of paper process will tend towards a fully integrated worldwide material loop
Th i s very famous global environmental approach is very real in our indus try and in the recycl ing business. Collection and sorting should i mprove in all countries , mill size could be reviewed in order to better serve local conditions and propose a wider products ra nge. Could we i magine flexible industrial sites , w ith d ifferent synergies between paper, chemicals, energy and other industries? Vegetab le f ibres mo lecu les , trees might be the best a lternative to replace petrochemical products in the future. This will create path for new complex products and new processes for virgin f ibres as well as for recycled fibres.
Very often the lines are operated with constant parameters to maximize the stability of operation. The fac t that RCP quality is not constant means that it could be advantageous to continuous ly survey RCP quality variat ions and adapt and change the process operation parameters.
Some equipment can be eas ily adapted to that change. For example a batch pulper equ ipped with a var iable frequency drive gives the possib ility to adapt the pu lping time and energy and increase the ink detachment if needed.
Another examp le is the installat ion of a multis tage screen with minimal fibre losses or as a last stage in an existing screening system. The re liab le operation of such 2 or 3 screens in one single mach ine (fig? and 8) has bee n made poss ible a lso because flowmeters, pressure d rop sensors and flow control valves exist.
For other stages it is much more compl icated, like for bleaching tower when a retention t ime of more than one hour is really a li m ita t ion to on line regulation.
• A screening system by its own
• White grade at 3 % with 0.15 to 0 .1Omm slots
• RRW lower than 1% Inlet
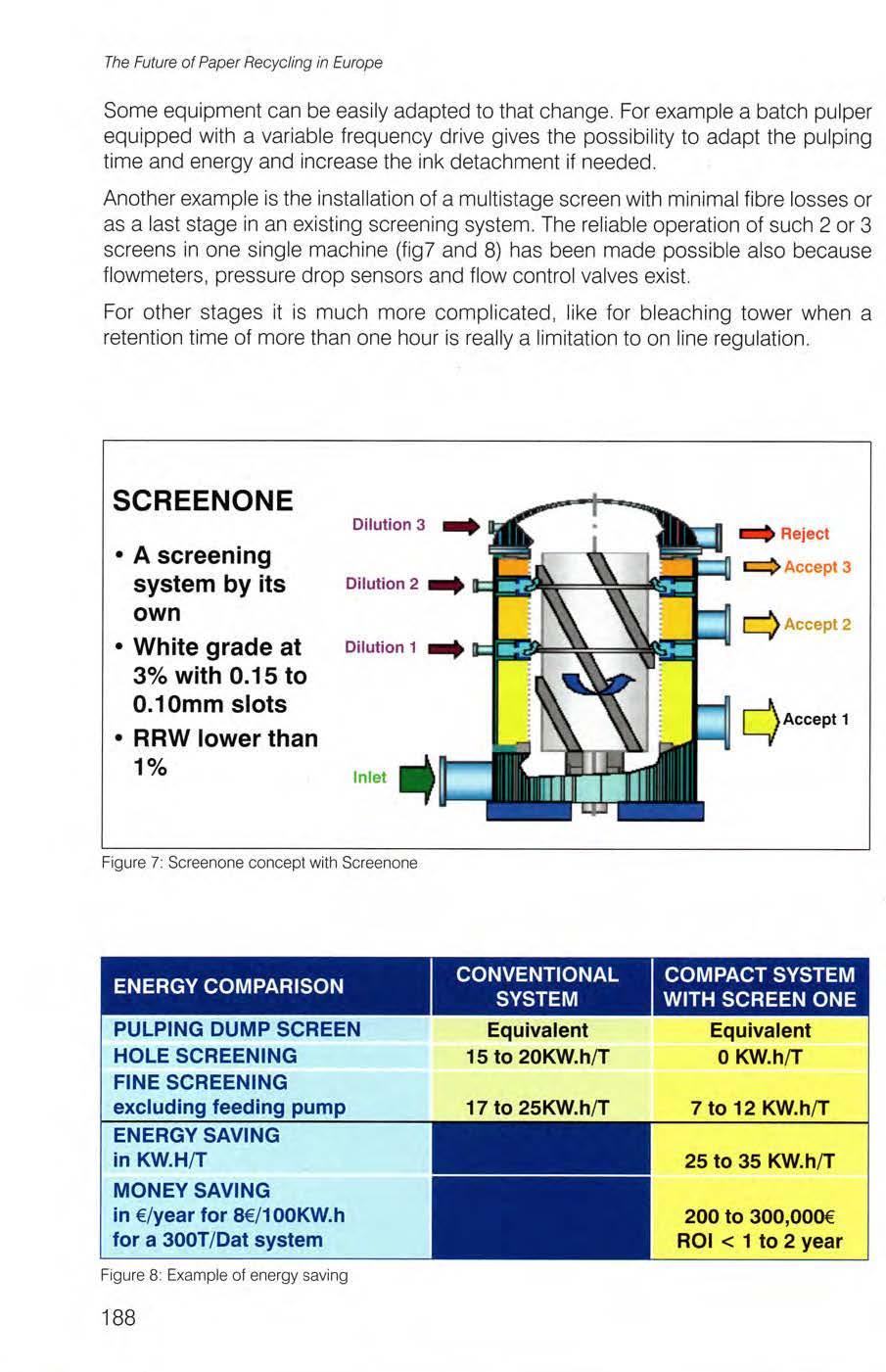
ENERGY COMPARISON
PULPING DUMP SCREEN
HOLE SCREENING
FINE SCREENING excluding feeding pump
ENERGY SAVING in KW.H/T
MONEY SAVING in €/year for 8€/1OOKW.h for a 300T/ Oat system
to 300,000€ ROI < 1 to 2 year
Since decades the quest for stickies full removal is permanent. Initially, stickies were with light density and easily removed by lightweight c leaner like the Gyroc lean. Meanwhile heavy stickies have appeared . The required technology is then fine s lotted screens , particularly with wedge w i re type basket for a compromise between fibre passage and stickies reject. The present situation is that stickies bigger than 1mm in diameter (so cal led Maxi-stickies) are correctly removed by fine s lots But stickies smaller than that (measured on a lab slotted screen of 0 .15 or 0.08mm s lots) are not well removed by industrial screens Such " m ini -stickies " are globally transported along the process line and send to the paper machine . (fig 9) . This issue will be even more important when water closure ratio is high
Up to now, it has been possible to find technological answers to the challenges of increasing " contaminant" content and request for high quality recycled stock . But the cost i s high when looking:
• at energy consumpt ion in kWh!T (fig 10)
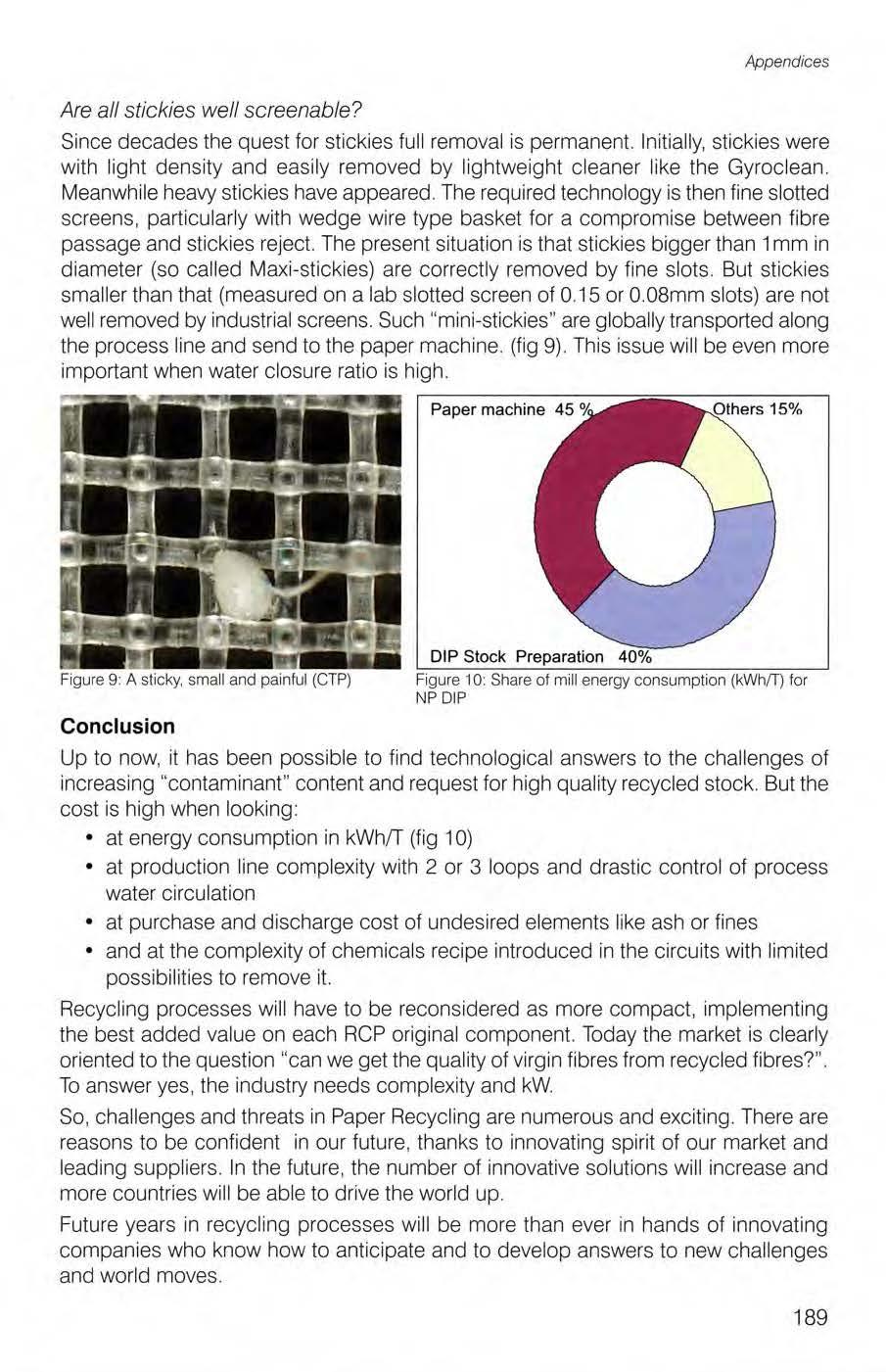
• at production line comp lexity with 2 or 3 loops and drastic contro l of process water circulat ion
• at purchase and discharge cost of undesired elements like ash or fines
• and at the complexity of chemica ls recipe introduced in the circu its with limited possibilit ies to remove it.
Recycl ing processes will have to be reconsidered as more compact, implementin g the best added value on each RCP original component . Today the market is clearly oriented to the question "can we get the quality of virg in f ibres from recycled fibres?"
To answer yes, the industry needs complexity and kW.
So , cha llenges and threats in Paper Recycling are numerous and exciting. There are reasons to be confident in our future , thanks to innovating spirit of our market and lead ing suppliers. In the future , the number of innovative so lutions will increase and more countries will be able to drive the world up
Future years in recycling processes wi ll be more than ever in hands of innovating companies who know how to anticipate and to develop answers to new challenges and world moves
"Limits of paper recycling " in Europe in the next 15 years.
Sign ifican t changes have happened during the last 15 years in world pol iti cs and econom ics. Our everyday life has been changed in many areas t hanks to deve lopm ent o f man's technolog ical know ledge , especiall y in t he a rea of IT- and commun ication sec tors. In newsprint pages , magazines and books have been described , reported and speculated abou t the things happening around us. Some of these " documents " have been archived , some documents after fu lfill ing their task as a information carrie r been recycled back to be p repared to do thei r job again. Business environ m ent fo r pulp and paper industry has changed drama t ically. Growth of u nit size of paper manufac t uring lines (larger & faster machines , DIP line capac ity 300-600 => + 1000 tpd) and huge papermaking capaci ty increase in Far- East area (China especially). There has been major g rowth of recove red fibre (RCF) uti lization in prin t ing and wr iting grades (major in newsprin t grades, but also for SC Band LWC g rades) , t issue and packaging ma terials. As utilization of RCF has increased , there has been dis t urb ing variation in availab il ity and cost o f RCF This has caused occasional lack of f ibre in certa in areas Inevitably, this has caused also deterioration o f the recyc led fibre qual ity. Some o f these local and global trends we re forecas t and some have arisen as a surprise. Howeve r, in process language can be said t ha t common for al l "events" is that always there has been found " operating window " after vo lun tary or compulsory, minor or majo r tun ing ac ti ons. The transfe r from o t her operating w indow to another has been most successfu l in those cases whe re history and exis ting knowledge is used to c reate something new and not used to maintain
o ld .
Depending on the paper grade (news , SC/LWC, fine paper, ti ssue) , quality demand and cost of utilit ies . it roughly can be est imated that total RCF cost is - 200-300 € / t , mechanical pu lp 280-350 €/t and chemica l pu lp + 500 €/t. RCF has been used and will be used in applications where it is quality and cost-wise justified (inves tment + opera tional costs vs pay-back time). RCF can be ei ther main componen t in paper furnish as is today fo r newspri nt. Fastest paper mach ines produce p remium quali ty newsprint from RC F. More and more are searched new applications where RCF is a part o f the furn ish m ix to produce the desired paper qual ity. Based on d iscussion with some paper makers the chal lenge is , tha t when applying RCF on highe r grade printing papers the chal lenge is to avo id " downg raded " image of p rin t ing paper. This requ ires development work and co -ope rat ion throughout the paper m aking techno logy chain up to printing house. In paper quality evaluation , focus shou ld be on " quality of printing surface " , not in furn ish mix.
Cost has been for a long time the main d ri ve r in most of the developm en t actions both for paper m il ls and techno logy suppl iers. Though this t rend reduces limited resources to develop new innovations , th is focus w i ll remain very probably also in fu ture The main factor for recycled pulp cost has been recovered fibre itself RCF cost will be paid second time in re ject handling . As the environmen tal regulations are beco m ing more and mo re stringent, new solutions for rejec t handling and disposal are required . This y ields to question , how to ensure the RCF quality in future?
Optimisation of
• Product quality
• Investment costs
• Operating costs
• Environmental impact
From a quality and cost optimization point of view, it's obvious that ex isting RCF c lassification standards are insufficient. From the mil l operational point of view existing classification standards specify very litt le or noth ing at al l that is related to paper making potential of specified furnish RCF system is a "separation process" where impurities are separated from the material (fi bre furnish , p igments) su itable for paper making. Too ls (" in-m ill ", "over the fence " ) fo r good and stable raw material enab le maximu m yie ld with m in imum environmenta l load. Hence, they must be further developed This means development for waste paper collecting sys tems and sorting technologies . On the other hand , th is creates potential for secondary products (e.g. energy fractions , as studied already in the 90 's). Th is is a kind of version of RCF bioref inery. There cou ld be also some potential for better ut ilizat ion of product ion unit synerg ies.
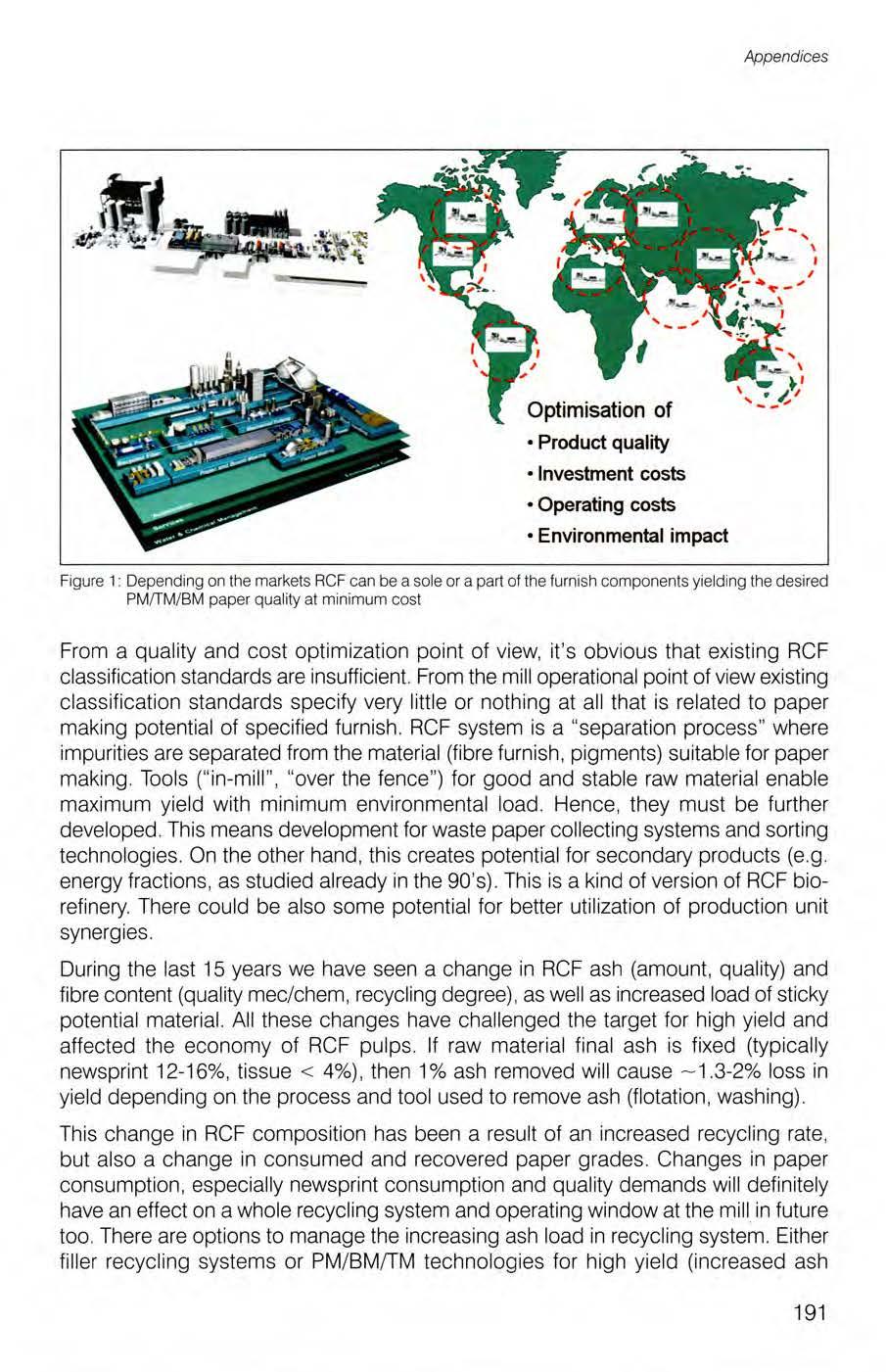
During t he las t 15 years we have seen a change in RCF ash (amou nt , quality) and fibre content (quality mec/chem , recycling degree) , as well as increased load of sticky potential material. All these changes have cha llenged the target for high yie ld and affected the economy of RCF pu lps. If raw material fina l ash is f ixed (typ ical ly newsprint 12- 16%, tissue < 4%) , then 1% ash removed will cause - 1.3-2% loss in yie ld
used to remove ash (flo tation, washing)
This change in RCF compos ition has been a result of an increased recyc ling rate , but also a change in consumed and recovered paper grades. Changes in paper consumpt ion , especially newsprint consumpt ion and quality demands w ill definitely have an effect on a whole recycl ing system and operating window at the mill. in future too . There are opt ions to manage the increasing ash load in recycl ing system. Either fil ler recyc ling systems or PM/ BM/T M techno logies for hig h yie ld (increased ash
contents) should be further searched . The chal lenge for f iller recycling techno logy is the low cost of minerals used for paper making. For high ash loaded paper products , better integ rat ion of machine chemistry automation is required. A th ird option is to study furt her and increase utilization of high yield RCF at paper grades as a partial component. This means that the quality and cost focus must be in head- box instead of RCF storage. Correspondingly, th is means optimization of total furnish qual ity, not partial opt imiza ti on of one component. Further, this approach wou ld enab le a comp letely new process solutions. About ten years ago a Mid -E uropean paper maker stated that the m ills that can combine different fibre sources "i n- mil l " are in strong position both quality and cost-w ise.
A major chal lenge for technology supplie rs is to develop improved/ innovative unit process tec hnolog ies for RCF processing which improve se lectivity and yield. Energy consumption w i ll stay as one of the main issues During the last 15 years major steps have been made in pulping (control of intensity, increased unit capac ity) , screening (narrow slotts, foils both in LC and MC range) , cleaning (MC operation) and dispersion (fillings deve lopment for good d ispersion and fibre development, reduced energy consump tion).

- Higher selectivity
- Higher capacity
- Lower energy
" Lower material weight " I new materials
- IEnvironmentally sound technology
Further, work to search so lution to decrease investment cos ts wi ll continue. One road towards th is is more simp le equipment technolog ies w ith high capacity (€ /t pd ), i. e. large r systems and less equ ipment. Another road is a search for new lower cost mate rials wh ich st i ll give required performance in RCF process condit ions. New intell igent approaches and combina ti ons of techno log ies (machinery, chem istry, automation) should be applied instead of " reject recycl ing " Deve lopment of better unit processes and better system integra ti on wil l enable "s imp ler " systems, e.g. "advanced " 1- loop systems when appl icab le.
As a summary the fol lowing assump ti ons can be made about the limits of pape r recycl ing in Europe in the next 15 years.
• Good and stable qual ity of RC F availability must be ensured in future . This has an effec t on RCF manu facturing cost and also the cost/qual ity o f reject disposal:
- RC F classif icat ion stan d ards should be developed ;
- collec tion systems and/ o r development in-mill sorting sys tems.
• Cost reduction of pape r m aking has been and will be dr iv ing force fo r RCF utilization:
- fo r standard newsprint g rades manufac t uring this means ai m ing for higher yield by better se lectivity Improved un it p rocesses and be tt er integ ra t ion o f chemistry and automation wi ll enable towards more s imple p rocess solu tions ,
- for h igher " eco " -g rades key issue is avai labili ty of su itable h ig h grade raw material. Unit p rocess efficiency and selec t ivity must b e also improved ;
- for h igher grades , search for appl icable comb ination o f RC F an d mechan ica l and che m ical fib re will g ive advantages regarding the cost and p roduct quality;
- c lose co -opera tion th rough -out paper making technology c hain up to p rin t ing house to s p ecify the required quality o f printing-surface.
• As history has shown , the re w i ll always be an app licable "operating window " w h en existing knowledge is used to create som ething new and not used to maintain o ld De finite ly, there are several new and also some older technolog ies and concepts (not been appl icab le when published) to rev iewed and wait ing to be app lied . Fro m techno logy poin t o f v iew t here are no seen limits fo r paper recycling.
Over the last several years , the use of recovered waste paper in the papermaking industry has steadily increased: Worldwide , the paper indus try now has an average reutilization rate of approximately 50%. At Voith Paper, we are dedicated to raising this average even further. There fore , we are continua lly working on new technica l innovations to make it a reality. But what can be done to make the use of recovered paper more profitable for qual ity-conscious paper manufacturers? And where are its lim itat ions?
First of all , we should recognize that enormous regional and national differences exist concerning the use of recovered paper. In Finland for examp le, the reut ilization rate is on ly 5 %, whi le in the USA it is 36% and in Brazil it is 41 % (based on statis tics from 2007). Central European countries such as Switze rl and and Germany can seNe as a ro le-model w ith reuti lization rates of more than 65 %. In German paper mi ll s for instance, recovered waste paper has now become one of the key raw materials for new paper products. In fact here, our goal for reuti lizing waste paper in the cases of packaging papers , cardboard and newsprint has already been reached: With a reut ilization rate of 97 % in 2008, these products set a new benchmark for recovered paper. Added to that , even graphic papers are produced w ith reutil ization rates of 47% (2008) The lowest reuti lizat ion rates of 28% are associated w ith specialized graphic papers . But even here , there have been improvements over recent years : In 2000, these products had reut ilization rates of on ly 18 %
So, how was it poss ib le to improve these reutilizat ion rates so dramatically?
The im provements were due to significant ly enhanced processing technolog ies. Compared to the past, there are, prec ise sorting mach ines and advanced fibre processing systems - wh ich not only remove impurities from recovered paper but also optimally process recycled pulp. Voith Paper, as a lead ing system supplier for the paper industry, invests heavi ly in research and deve lopment to support th is field and can now profit from its years of experience. As a result, we can offer the most advanced fibre pu lp processing systems, which provide paper mills w ith the ideal fibre characteristics - such as through our innovat ive de inking process and comb isorting systems. But for the successful use of recovered paper a second factor is important: Namely, the co ll ection of recovered was te paper. Here , the paper manufacturer Steinbeis Temming in G luckstad t , Germany, is a prime example. Steinbeis Temming produces high quality copying paper made from 100 % recovered paper. Besides a new deinking process developed by Voith Paper, the recovered paper is delivered pre-sorted and graded , wh ich means it has an excellent qual ity.
It is well known , that the use of recovered paper pays off fo r paper manufacturers . Today, especially in the production of newsprint , p lenty of paper mills use 100 % recovered paper. In m any cases , even magazine grade paper (includ ing uncoated paper and SC B) is often p roduced using 80 to 100 % recovered paper.
Voith Paper fu ll y supports the increased use of recovered paper due to its many advantages For manufacturers cost savings are of course a key advantage. The use of recovered paper generally results in lower expenses for raw material and energytwo cost types which have a large impact on the overall production cost of paper and board producers. Th e be low figure indicates for a number of important major grades that raw material and energy cost account for more than 60% of the production costs. Th is shows that the use o f recovered paper has an impress ive effect on the cost situation of the m ill.
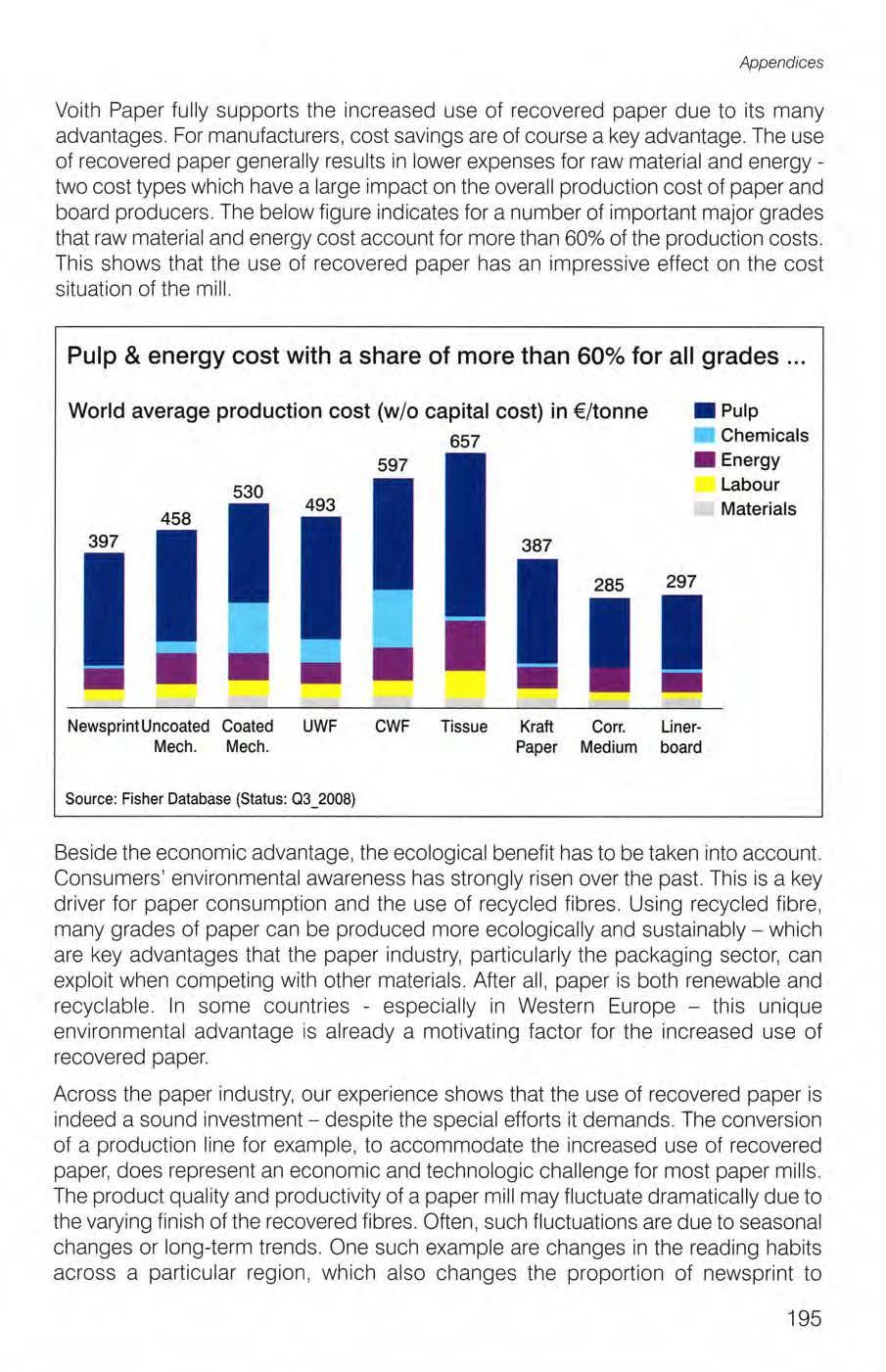
Beside the econom ic advantage , the ecological benefit has to be taken into account. Consumers ' environmental awareness has strong ly risen over the past. Th is is a key driver for paper consumption and the use of recycled fibres. Using recyc led fibre , many grades of paper can be produced more ecolog ically and sustainably - which are key advantages that the paper industry, particu larly the packaging sector, can exploit when compet ing w ith other materials. After all. paper is both renewab le and recyclab le. In some countr ies - espec ially in Western Europe - this unique environmental advantage is already a motivating factor for the increased use of recovered paper.
Ac ross the paper industry, our experience shows that the use of recovered paper is indeed a sound investment - despite the special efforts it demands. The convers ion of a production line fo r example. to accommodate the increased use of recovered paper, does represent an economic and techno logic challenge for most paper mills . The product quality and p roductivity of a paper mill may fluctuate dramatically due to the varying finish of the recovered fibres. Often, such fluctuations are due to seasonal changes or long-term trends. One such example are changes in the reading habi ts across a particular region , which also changes the proportion of newsprint to
magazine p aper in the loca l stocks of recove red p aper. For paper producers . th is is an important production factor: Then higher p ercen tages of magaz ine pape r significantly rise pigment levels a t a paper m ill , wh il e t he pigment leve ls f or the production of newsprint paper are li m ited to 25 %. Up to now, this p roblem can only be so lved th rough the addi t ion o f new f ibres (TMP) .
Typ ically, recovered paper stockpi les contain not only raw fibres , but also a w ide range of other associated materials such as pigments , fillers and b ind ings - plus undesired impu ri ties like paints , glue , m etal , wood , glass and minerals. However, the dec isive factor fo r the quality of recovered f ib res is not only the composition of these associa ted materi als - but the cha rac teristics o f the fibres themse lves: What are their optical quali ti es such as wh iteness an d b rightness? What a re thei r mechan ical characteris tics such as s trength and E-modulus? Wh ich structure and chem istry do these fibres possess? And wha t shape do these fibres have in terms of length , thickness and twis t?
The raw f ibre found in recovered paper stock p iles may be mixed o r well sorted , printed o r unprinted. In househo ld collect ions however, it is always a mixture of newspapers , magazines. packaging, cartons and undes ired impurities. A s a result , the raw materials need to be sorted - in some cases even by hand.
At th is stage however, the collection o f recovered paper, Vo ith Paper now sees the g reatest potential fo r increasing the reutil izat ion rate of recovered paper. That's chief ly because the curren t quality of recovered paper stocks simply is hardly good enough to produce m any h igher g rades of paper Plus , the qual ity of recovered paper stocks also varies greatly between countries , as well as be tween paper m ills. For example , some pape r m ills use the re m ai nde r stock from p rin t ing p lants - and thereby use recovered paper w ith a much highe r quali ty than paper m ills wh i ch depend on recovered paper from househo ld collect ions.
While the state-of-the-art in paper machinery can without a doubt be fu rt her im proved and elaborated . we at Vo ith Paper believe that the paper m achine is not the main bottleneck in using recove red paper. Because with m odern technologies it is already possible to produce high quali ty paper from 100 % recovered paper. What we do be li eve howeve r, is that the real problem occurs long before any paper is even p roduced : Paper collect ion systems as well as sorting and processing techniques need to be dramatically improved.
Viewing recycling from the standpo in t of how it is used to produce d ifferent g rades o f paper can be very usefu l. Because here , significant differences exist in how recovered paper is currently used , as well as w h at its future potential may be .
Newspr int- in our opinion , offe rs little potentia l fo r increased reu tili za ti on rates in Germany or Western Europe However, a t paper m ills in other countries there is sti ll a strong poten t ial for increasing the use of recove red paper regarding thei r technica l equipment: For example the reutil ization rate in Eastern Eu rope is on ly 10 % and in North America 30 %. With modern p rocessing systems , the use of recovered paper could be increased greatly.
Uncoated magazine paper (SC) - in most cases already uses recovered paper as a basis for its production Prime examples can be seen at numerous paper mills , such as: Schongau 9 (from UPM in Germany) , Ettringen 4 and 5 (from Lang Paper in Germany), Maxau 6 (from SE in Germany). Laakirchen 11 (from SCA in Austria) and Steyrermuhl 3 (from UPM in Austria) . In Schongau and Maxau the production lines even use 100 % recovered paper.
But in these cases problems can occur when h igh quality print ing (PPS value) is desired , such as with SC A papers. That is because SC papers , wh ich use a high percentage of recovered paper, tend to suffer from b lack glazing caused by cellulose fibres in the recovered paper. To solve this problem, a way must be found to selectively remove cellulose fibres from the recovered paper to prevent the black g lazing effect. In addition , better cleaning systems du ring pu lp processing , as well as the separat ion of wood-free from wood-based fibres would be requ ired.
High quality, coated magazine paper (LWC) - can also be produced using h igh percentages of recovered paper - but only if the tec hnical equipment is avai lable and the quality of the recovered paper stock are adequate For examp le , at the Leipa paper m i ll in Schwedt , Germany, almost 100 % recovered paper is used to successfu ll y produce very h igh quality paper - for Lufthansa Magazine , among others . But here too , these qual ity differences cou ld be m inimized through improved clean ing systems during pulp processing and the separation of wood -free from woodbased fibres. Afterwards, the fibr es cou ld be precisely mixed to meet even the strictest requ irements .
Uncoated woodfree pape r (copying , writing , and print ing paper) - is current ly be ing produced by a few paper mills using 100% recove red paper. With modern machinery and technology, the quality of this paper can be almost identical to papers produced from 100 % primary fibres However, this a lso requi res the use of we ll sorted , homogenous, recovered paper stocks . This c learly shows that us ing a un iform grade of recovered paper is the foundation for producing high quality paper products. And these same requ ire ments are essential for produc ing wood-free. coated papers (graphic arts papers)
To increase the reut i liza tion rate of recovered paper in high quality grades of papersuch as wood-free, coated and uncoated fine papers - the delivered fibres need to be separated, depending upon their optical and structura l c harac ter istics. To date however, it has not been possible to separate white from brown fibres , nor o ld from new fibres (TMP). Nevertheless , Veith Paper wi ll continue its research and development efforts in the field of renewab le fibre processing and intensify its work involving recovered waste paper
Thanks to th e successes of the many paper mi ll s , which Veith Paper proud ly supports, we believe that our strategy is right - both economical ly and ecological ly. Even for high quality paper, we have proven that h igh reutil izat ion rates for recovered paper are indeed possible- and at the same time we have shown how they can bring tang ib le econom ic advantages to paper m i lls. In the near future , we expect to see significant
The Future of Pap er Recycling in Europe
new poten tials for the use o f recovered paper, which may vary depending upon the paper grades produced , the country and the qual ity o f recovered pape r in use
Clearly, the future ho lds exc iti ng cha ll enges - such as deve loping ind ividualized conce pt s for ou r custo m er 's paper mills , as well as accom modating a w ide range of special requ i re m ents. And it will be equally exciting to deal w ith the local regu lations which ind ividual countries w ill no doubt create over t im e Because as governments begin to p romote the use o f recovered paper, they 'll also increase the acceptance , as well as the demand for a new generati on o f paper p roduc ts - wh ich Voith Paper is help ing to create: By turning the old into the new.
1. Bilitewski B ., Berger A. , Reichenbach J.: Co ll ect ing systems for paper and cardboard packaging in Germany 2000, 2001 ;
2 . Stawicka A. , Mas te r thes is : Non-paper fract ion in recove red pape r. Present and future methods of reduction , Poznan 2005;
3. Gottsching L Pakarinen H : Papermaking Science and Technology, Book 7 " Recycled Fiber and Deinking "- FAPET, 2000;
4 Berglund C. : Households' Perceptions of Perceptions of Recycl ing Effects: the Role o f Pe rsona l Motives , in Doctoral Thes is, Lulea University of techno logy, 2003 ;
5 Garces C ., Lafuente A. ,Ped ra ja M and Rivera P.: Urban Waste Recycling Behavior: An tecedents of Participation in a Selective Co ll ection Program, in Environmental M anage ment 30, No.3, September 2002 ;
6 Kollmuss A and Agyeman J. : Mi nd the Gap: why do people act envir.onmentally and what are the barrie rs to pro -environmental behavior? in Environmental Education Research 8 (3) , 239260, 2002;
7 Ri ng man J. and Leberle U : Recyc li ng Facts, January 2008 (http://www.cepi.org);
8 Bilitewski B ., Hardtle G Marek K. : Waste M anagement, Berlin , 1994;
9. Confederation of European Paper Industries (CEPI) : EN643 - Europ ean List of Standard Grades of Recove red Paper and Board , 2002 ;
10. Niskanen K : Papermak ing Science and Technology, Book 16 " Paper Physics "- FAPET, 2000:
11 . Berglund Ch .: Economic efficiency in waste management and recycling , Lu lea TU, 2003;
12 Confede ration of European Paper Industri es (CEPI) : Recovered Paper Quality Control Guidelines . 200 4 ;
13 Smook GA : Techno logia Przemys lu Ce lulozowo-Papierniczego - Pol ish Edition by IP-Kwidzyn SA. 1996 ;
14 . Putz H., Schabel S.: Rohs toff A ltpap ier - ein Ausbl ick. Wochenblad. 133;
15 Saint Amand F. J , Perrin B.: Fundamen tals of screening: Effect of screen p late design , TAP PI Pu lping/ Process and Product Qual ity Conference , Boston 2000;
16 EDPR - European Decla ration on Paper Recycling 2006 - 2010, European Recovered Paper Council ;
1 7. European Declarat ion on Paper Recovery, annual report 2004 ;
18. EU Council Resolut ion on Community Strategy on Was te management 09 12.96;
19. EU Packaging Directive 94/ 62/ EC ;
20 Moore G. : M ak ing the most of t he Urban Forest, Pu lp and Paper In ternationa l, May 2002;
21 . Kirwan Mark J .: Paper and Paperboard Packaging Technology, Blackwell Publishing ;
22. Berg lund C. " Econo mi c efficiency in was te management and recycling ", Lulea TU , Sweden 2003;
23 http: //www.ecotarget.com;
24. Spiess W. , Renner K :lmproving the effi c iency of recovered paper screen ing or: H ow to effectively con t ro l stickies, CTP-PTS Deinking- Symposium , Leipz ig , 2004 ;
25. Fornalski Z ., Godlewska K.: Wymagania jakosciowe dla odpadow z papie ru i tektury. Przeglq d Papierniczy, 10 2007 ;
26. Biorefinery Taskforce FTP. 2007. A Bi o-Solution to Climate Change: Final Report of the Biorefinery Taskfo rce to the Forest-based sector Techno logy Platform ;
27 . Westenbroek, A .: " Energy Transition in the Paper Product ion Chain- Reduc ing ene rgy by fib re control " , KCPK Int. Cont. " Fibre Raw Material for Paper & Board ", paper 8 , 21 March 2007 ;
28 . Julien Sain t Amand, F. : " Energy saving using fib re fractionation " , COST St rateg ic Workshop
'' Improving Energy Effic iency in Papermaking ", Ams terdam, Schiphol 9- 11 June 2008;
29. Presas T : " The European pu lp & paper industry: fit for the futurel " , CEPI letter, 20 January 2009;
30. Papermaking Science and Technology, Book 7 Recyc led Fibre and Deinking , Published by Fapet Oy, Helsinky, 2000;
31 Advanced Training Courses on Deinking and Recycling , CTP. Grenoble, 3-5 June 2009 including the documents : Overview of deinking technology, Pulp ing & ink detachment, Technology of screening, Technology of cleaning, Ink removal technology & phys ico -chemical aspects, Dispersion & knead ing ;
32 Malton , S., Kleuser, J "Recent developments in the evolution of fibre system concepts for board and packaging grades " , 60th Appita Annual Conference & Exhibi t ion, 3A 12:351-358, 35 April 2006 ;
33 Welt, T , Wirth , B., Jussila, T : " Stock preparation at Palm Worth's PM6 testliner and corrugated medium line" , 2005 Pra ctical Papermakers Conference: Session 6, Milwaukee , 22-24 May 2005;
34 Matzke, W. , Seider H .: Wochenbl. Papierfab 118(19):835(1996):
35 A paper from kadant- La mort ;
36 Galland , G. , Vernac, Y , Carre, B , Roussel , X. : " Effect of pulping conditions on ink redepos ition and ink remova l when recyclin g waterbased ink printed pape rs", 2001 TAPPI Pulping Conference, Seatle, 4-7 November 2001 ;
37. Seider, H. : "Recovered fibres for improved newsprin t, SC and LWC papers", 27th EUCEPA Confe rence: 219-224, Grenoble , France. 11-14 October 1999 ;
38. Lascar, A . , Bendiksen , P , Thummler, C . : " Burgo Mantova: A un ique recycling line for the product ion of LWC pulp ", 9th PTS-C TP Deinking Symposium , Munich , 9-11 May 2000;
39. Kam m, B., PR. Gruber & M . Kamm (edito rs) , 2006 . Biorefineries - Industrial Processes and Product s, edited by, Wil ey-VC H , ISBN: 3-527-31027-4 , Weinheim , Germany ;
40 . Van Ree , R, Anneve link, 8. : Status Report Biore finery 2007 , AFSG n°847 , Agrotechnology and Food Science Group, U-Wageningen , November 2007 ;
41 Axegard P , 2007 Swedish Country Report on Biorefinery., Second l EA Bioenergy Task 42 Meeting , 4/5 October 2007, Vienna, Austria:
42. Verhaevert , J.: " Utilizing the energy potential of paper production by-streams" , KCPK Int. Coni. "Fibre Raw Material for Paper & Board " , paper 12, 21 March 2007;
43. Chr istmas, P: "Invest. Tech. Pap" vol.39, n o148: 96-103, May 2002 ;
44 Hanecker, E. : Progress in Paper Recycl ing, vol.16 , no4 : 34-37 , August 2007 ;
45 Valtonen 0 Soukka R Martilla E , Hammo S.: Lappeenran ta Univ ers ity of Technology, Research Report EN B- 135, August 2000 ;
46. Clumpkens M : "The energy neutral mi ll ", COST Strategic Workshop "Improving En e rgy Efficiency in Papermaking ", Amsterdam , 9 -11 J une 2008;
47. Berglund C "Households' Perceptions of Recyc ling Effects: the Ro le of Personal Motives" in Doctoral Thesis. Lulea University of Technology, 2003;
48. Garces A, Lafuente M ., Pedraja M. and Rive ra P " Urban Waste Recycling Behavior: Antecedents of Participation in a Selective Collection Program " in Environ mental Management 30, No.3 (on- li ne) , 2002 ;
49. Kollmuss A and Agyeman J "Mind t he Gap : why do people act environ m ental and what are the barriers to pro-environmenta l behav io r?" in Environ ment Education Research 8 (3) : 239260, 2002 ;
50 Ringman J and Leberle U Recyc li ng Facts " (http ://www.cepi. org ), 2008 ;
51. Grossman H , Bobu E. , Stawicki B And Miranda R '' Factors influencing the competitiveness of paper and board recyc ling in Europe '', presented at International Sympo sium : Present and Future of Paper Recycling -Technology and Science , Bilbao , Spain , 24-25 May 2007
52. Blanco A, Carpetti G, Fau l A , M iranda , R. and Strunz A. "CEPI Study on Co ll ection Systems in Europe" presented at COST E48 Workshop, Mi lan , Italy, 10-11 May 2006;
53 Blanco A and Miranda, A. " Collection and Sorting of Recovered Paper in Spa1n " presented at COST E48 Meeting, Sofia , Bulgaria ; 25-26 October 2007 ;
54 Directive 2006/ 12/EC of 5 April 2006 , codified version of the Directive 75/ 442/EEC of 15 July 1975 on waste ;
55 Commission Communication CO M ()666 of 21 D ecembe r 2005 "Tak ing sustaina b le use of resources forward: A Themat ic St rategy on the prevent ion and recyc ling of waste"2005;
56 European Com m ission. Bru ssels. 2 1 December 2005 ;
57 Direc t ive 2008/1/EC o f 15 January 2008, codifie d ve rsion of the Directive 96/61/EC concerning integrated pollu ti on prevention and control;
58 The Economist , 26 February 2009 ;
59 EN 643 ; European Ust of Standard Grades of Recovered Paper and Board ;
60 . Regulat1on 1935/ 2004 of 27 October 2004 on materials and articles intended to come into contact with food ;
61 . Project Findings o f NEWGOV Research on Voluntary Agreements by ISPRA. 2006 ; see www.iue iVRSCAS for more in formation;
62 . CEPI Sustainabi lity Report 2007 ;
63 Regulation 1907/2006 o f 18 December 2006 concern ing Lhe Regist ration, Evaluation, Authorisation and Restrict ion of Chem icals (REACH ) ;
64 Directive 1999/3 1/E C of 26 April 1999 on the land fill of waste ;
65 Volume estimated for CEPI by a scientific consultant;
66. www.paperrecovery.eu ;
67 Putz H -J Schabel S Recyclabil ity 2003 (INGEDE Project 94 03) , May 2004 ;
68. European Comm ission . http://ec.europa.eu/ environmenVwaste/ packaging/data.htm ;
69 As the official ligures are published with a long time delay, CEPI publishes; estimates for Lhe most recent years for the time no officia l figures are yet availab le ;
70 EN 13430:2000 Requi rements for packaging recoverab le by materia l recyc li ng ;
71 EUROPEN (the European Organization for Packaging and the Environ ment), M arch 2009 ;
72 Regulation 1013/2006 of 14 June 2006 on sh ipments of wa ste;
73 Regu lation 1935/2004 of 27 October 2004 on mat erials and articles intended to come into contact with food:
74 Regulation 2023/ 2006 of 22 December 2006 on good manufacturing practice for materials and art icles intended to come into contact with food ;
75 Expected to be launched in 2009 ; independent peer review of the guidelines was finalised in March 2009;
76 Assessment of print product recyclability - Deinkability Test - INGEDE Method 11, January 2007, htt p ://www.ingede .org/ingindxe/methods/meth-e.html ;
77 Assessment of Print Product Recyc lab il ity - Deinkability Score, European Recove re d Paper Counc il, M arc h 2009 , http://www.paperrecove ry.org/files/ ERPC-005-09- 11 5018A .pdf;
78 Putz , H .-J , Fau l, A. : Recyclability of Graphic Paper Produ cts , Preprint in PAPTAC -TAPPI Conference, Niagara Falls. 2007 ;
79 Putz, H -J., Recycling Oriented Product Development - A Challenge not only for the Printing Industry, Progress in Paper Recycling , 16(2007) , No 2 , pages 4 to 8 ;
80 Schabel , S .: " Lasst sich die Sortierung von Stickies noch weiter verbessern ", Wochenblatt fOr Papierfabrikation , no 21 : 1098-1102 , November 1998 ;
81 Galland, G Fernandez de Grado, A ., Lascar, A. , Delagoutte , T Kumar, S. : " Mini-stickies are sma ll macro-stickies part icu la rl y di ff icu lt lo remove. Characterisation , origin and innovative solutions to re move them " Paper to be subm itted to Progress in Paper Recyc li ng;
82 . Moore, G.: "A ssessme nt of the chang ing p ri nt mark et and ist consequences for the deinking fibre", COST E46 Final Conference, Bordeaux, 22 -23 Oc tober 2008
83. Julien Saint Amand , F. "SP2 presentation" , Ecotarg et Final Open Conference, Stockholm, 1112 November 2008;
84. Vo mhoff, H. "SP3 presentation ", Ecotarget Final Open Con ference, Stockholm, 11 -12 November 2008 ;
85. Soderberg , D. "SP4 presentation ", Eco target Fi nal Open Conference, Stockholm , 11 -12 November 2008;
86. Fabry, B., Carn3, B.: " Interest for mechanical treatments prior to pre-flotation in order to simplify deinking lines" , 13th PTS/CTP Deinking Symposium, Le ipzig, 15-17 Apri l 2008;
87 . Algieri F. , Emmanouilidis JA and R. Maruhn Die Zukunft Europas - 5 EZU Szenarien http :// www. cap. uni-muenchen. de , 2004 ;
88. Adebahr M and C. Broekelmann Das Szenario , Europa 2015 " : Von der ,ungewissen Zukunft ' zur auBenpoliti schen Strateg ie http://www.eu rentrepreneur eu, 2004;
89 . Scapolo F. ; Geyer A, Boden ., Dory T and K. Ducatel The Future of Manufactu ri ng in Europe 2015-2020- The Cha ll enge for Sustainability European Commission, Joint Research Cen t re (DG JRC} Institute for Prospective Technolog ica l St udies (EUR 20705 EN) , 2003;
90 UN EP/RIVM Four Scenarios for Europe Based on UNEP' s third Globa l Envi ronment Outlook UN EP/DEIA&EW/TR.03-10 and RIVM 402001021 , 2003;
91. http://www wrap.org. uk/wrap corporate/about_wrap/what_does_wrap_do/environmental.html;
92. Berger K.: KrauseR.; Sundkvist A.; Schuster H. ; Online Aschegehalts-Messungen an Altpapier mittels NIR-Spektroskopie = On - line measurements of recovered papers by means of NIRspectroscopy; Wochenb latt fOr Papierfabrikation 2004 , vol. 132, no 14-15, pp. 870-876];
93 Papier Recycling Nederland - www prn.nl :
94. http ://nl. wikiped ia org/wi ki/Diftar;
95. Visua l inspecti on for recovered paper for deinking - Unbaled delivery. INGEDE Method 7, April 2009, http://wwwingede.org /ingindxe/methods/me th-e htm l;
96. Fau l A., Putz H.J , European deinkabi lity survey of prin ted p roducts , Wochenb latt fi.i r Papierfabrikat ion 2008. 11 - 12 , pages 595 to 607;
97. Fau l , A., Putz, H.-J., Scoring Deinkabi li ty, Progress in Paper Recycling , Vol. 18 , No. 2, First Quarter 2009, pages 17 to 23;
98. N. N., Terminology of Stickies, ZELLCHEMING Technical Leaflet RECO 1, 1/ 2006 , August 2006;
99 N N, Evaluation of Macro stickies in deinked pulp (DIP) ING EDE Method 4, December 1999 , http://www. ingede org/ingindxe/methods/meth-e html ;
100.Brun, J., Delagou tte, Th ., Hamann, L., Putz, H -J., Task Force "Adhesives Eco-Design" (IN GEDE Project 93 03), November 2004 ;
101.Putz , H.-J , Recyclabi li ty of Paper and Board Products, ipw 4/2007 , pages 37 to 43 ;
102. N. N., INGEDE Method 12: Assessment of the Recyclability of Printed Paper Products - Testing of th e Fragmentation Behaviour of Adhes ive App li cations , Nove mber 200 1, htt p://www. ingede. org/ingindxe/methods/meth-e. html






The main objective of the Action was to develop scenarios describing the future use of recovered paper within the European paper industry in order to provide a better background for focused research activities in the field as well as to facilitate investment decisions.
The benefits of the Action are the sound base for targeted research , provision of necessary arguments in the discussion with governmental organizations, guidelines for the design of recycle-friendly paper products, guidelines for more effective, tailor-made collection st rategies for used paper and a background for investment decisions.
ESF provides the COST Office through an EC contract
COST is supported by the EU RTD Framework programme