Non-Destructive Testing of Composite Helmets Using Ultrasonic Thermography 23
Adam Kowalewski
Extremal Problems for Infinite Order Parabolic Systems with Multiple Time-Varying Lags
Andrzej Karbowski
Amdahl’s and Gustafson-Barsis’s Laws Revisited 39
Robert Bieda
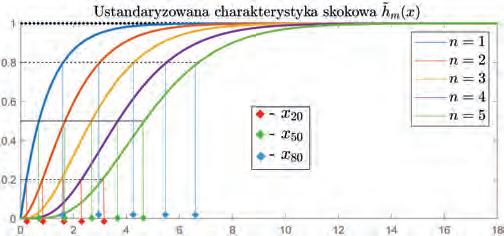
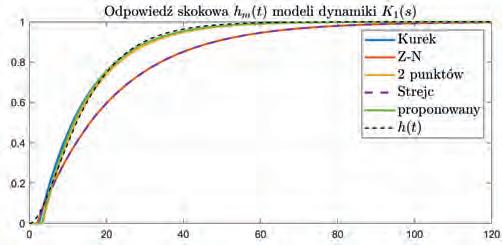
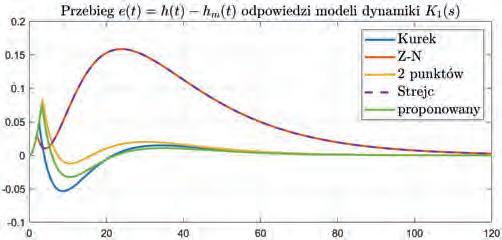
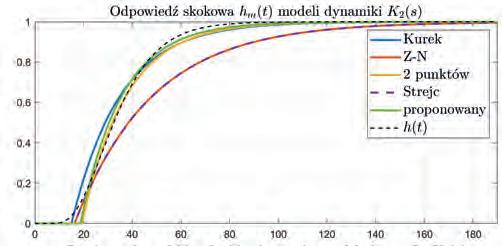
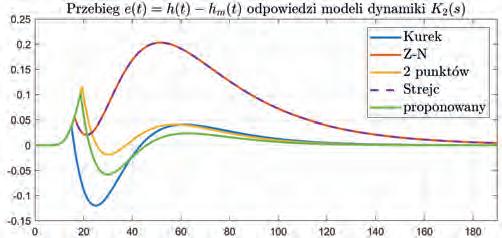
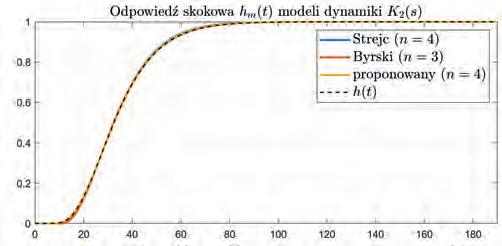
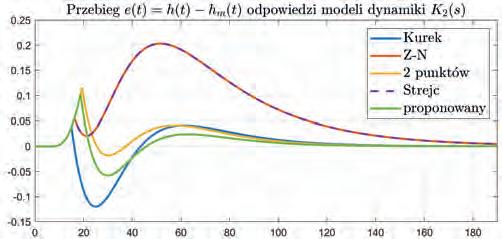
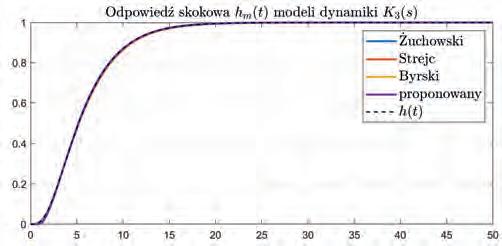
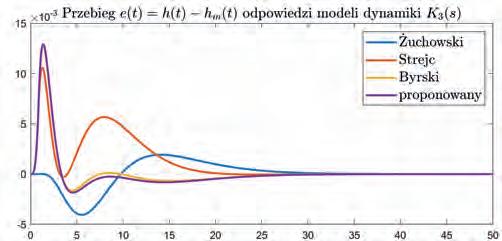
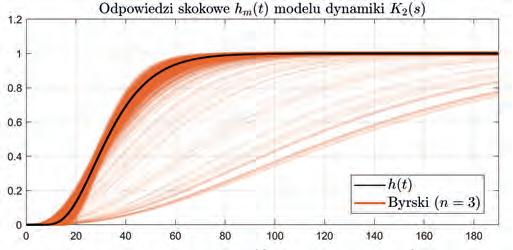
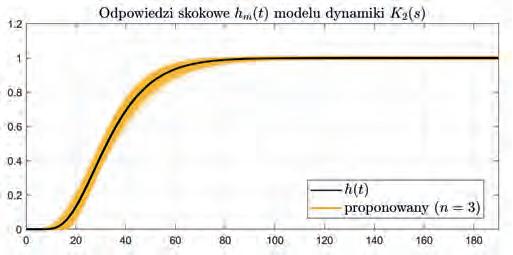
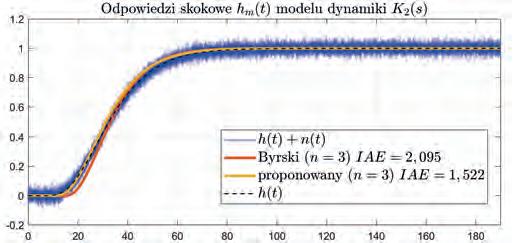
Prosta dwupunktowa metoda wyznaczania parametrów dynamicznych rozszerzonego modelu Strejca
Kamil Wyrobek, Roman Stryczek
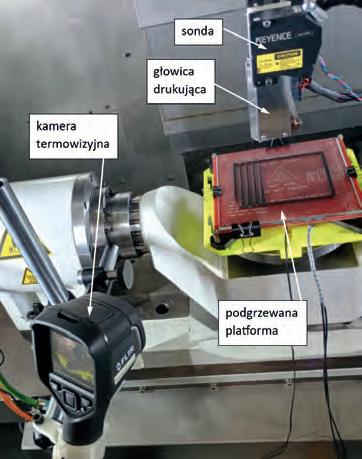
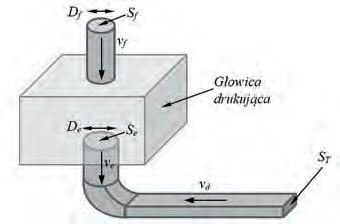
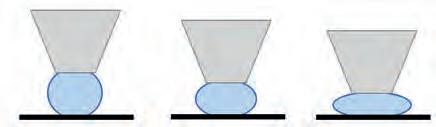
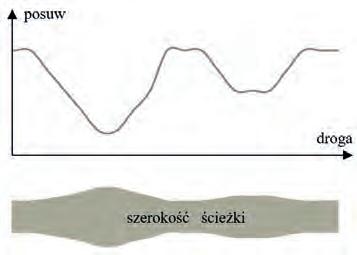
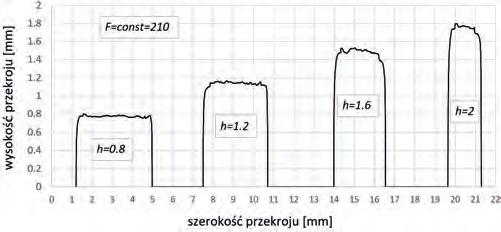
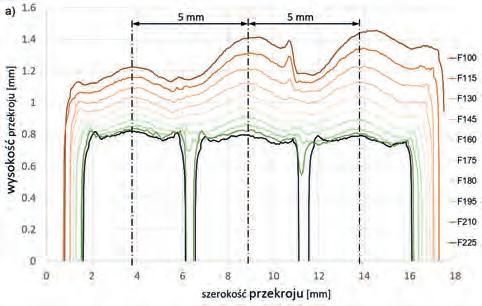
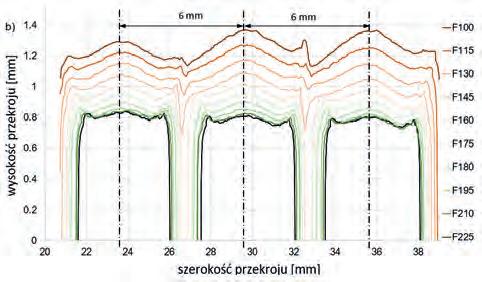
Laserowy pomiar geometrii ścieżki druku 3D 57
Konrad Szczepankiewicz, Marian Wnuk
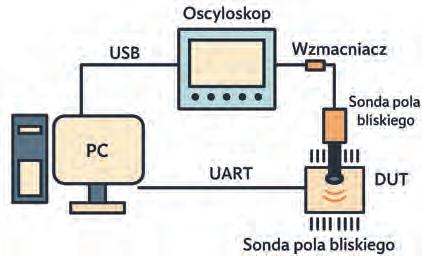
Wykorzystanie metod sztucznej inteligencji w analizie kanału bocznego: detekcja anomalii i klasyfikacja wzorców emisji elektromagnetycznej
Ponadto:
Rok 29 (2025) Nr 4 (258)
ISSN 1427-9126, Indeks 339512
Redaktor naczelny
prof. Cezary Zieliński
Zastępca redaktora naczelnego dr inż. Małgorzata Kaliczyńska
Zespół redakcyjny dr inż. Jerzy Borzymiński
prof. Wojciech Grega – automatyka prof. Krzysztof Janiszowski dr inż. Małgorzata Kaliczyńska – redaktor merytoryczny/statystyczny dr inż. Michał Nowicki – mechatronika prof. Mateusz Turkowski – metrologia prof. Cezary Zieliński – robotyka
Korekta
dr inż. Janusz Madejski
Skład i redakcja techniczna
Ewa Markowska
Druk
Drukarnia „PAPER & TINTA” Barbara Tokłowska Sp. K. Nakład 400 egz.
Wydawca
Sieć Badawcza Łukasiewicz –Przemysłowy Instytut Automatyki i Pomiarów PIAP Al. Jerozolimskie 202, 02-486 Warszawa
Pomiary Automatyka Robotyka jest czasopismem naukowo-technicznym obecnym na rynku od 1997 r. Przez 18 lat ukazywało się jako miesięcznik. Aktualnie wydawany kwartalnik zawiera artykuły recenzowane, prezentujące wyniki teoretyczne i praktyczne prowadzonych prac naukowo-badawczych w zakresie szeroko rozumianej automatyki, robotyki i metrologii. Kwartalnik naukowo-techniczny Pomiary Automatyka Robotyka jest indeksowany w bazach BAZTECH, Google Scholar oraz ICI Journals Master List (ICV 2023: 98,13), a także w bazie naukowych i branżowych polskich czasopism elektronicznych ARIANTA. Przyłączając się do realizacji idei Otwartej Nauki, udostępniamy bezpłatnie wszystkie artykuły naukowe publikowane w kwartalniku naukowo-technicznym Pomiary Automatyka Robotyka. Wersją pierwotną (referencyjną) jest wersja papierowa.
Punktacja Ministerstwa Edukacji i Nauki za publikacje naukowe w kwartalniku Pomiary Automatyka Robotyka wynosi obecnie 70 pkt. (wykaz czasopism naukowych i recenzowanych materiałów z konferencji międzynarodowych z dnia 5 stycznia 2024 r., poz. 29984). Przypisane dyscypliny naukowe – automatyka, elektronika, elektrotechnika i technologie kosmiczne.
Kwartalnik jest organem wydawniczym Polskiego Stowarzyszenia Pomiarów, Automatyki i Robotyki POLSPAR – organizacji prowadzącej działalność naukowo-techniczną w obszarze metrologii, automatyki, robotyki i pomiarów, reprezentującej Polskę w międzynarodowych organizacjach IFAC, IFR, IMEKO.
Rada Naukowa
prof. Jan Awrejcewicz
Katedra Automatyki, Biomechaniki i Mechatroniki, Politechnika Łódzka
prof. Milan Dado University of Žilina (Słowacja)
prof. Ignacy Dulęba Wydział Elektroniki, Fotoniki i Mikrosystemów, Politechnika Wrocławska
prof. Tadeusz Glinka Instytut Elektrotechniki i Informatyki, Politechnika Śląska
prof. Evangelos V. Hristoforou National Technical University of Athens (Grecja)
dr Oleg Ivlev University of Bremen (Niemcy)
prof. Larysa A. Koshevaja Narodowy Uniwersytet Lotnictwa, Kiev (Ukraina)
prof. Igor P. Kurytnik Małopolska Uczelnia Państwowa im. rot. W. Pileckiego
prof. J. Tenreiro Machado Polytechnic Institute of Porto (Portugalia)
prof. Jacek Malec Lund University (Szwecja)
prof. Andrzej Masłowski Sieć Badawcza Łukasiewicz –Przemysłowy Instytut Automatyki i Pomiarów PIAP, Warszawa
prof. Maciej Michałek
Wydział Automatyki, Robotyki i Elektrotechniki, Politechnika Poznańska
dr Vassilis C. Moulianitis University of Patras (Grecja)
prof. Joanicjusz Nazarko
Wydział Inżynierii Zarządzania, Politechnika Białostocka
prof. Serhiy Prokhorenko „Lviv Polytechnic” National University (Ukraina)
prof. Eugeniusz Ratajczyk
Wydział Inżynierii i Zarządzania, Wyższa Szkoła Ekologii i Zarządzania w Warszawie
prof. Jerzy Sąsiadek Carleton University (Kanada)
prof. Rossi Setchi
Cardiff University (Wielka Brytania)
prof. Waldemar Skomudek Wydział Elektrotechniki, Automatyki, Informatyki i Inżynierii Biomedycznej, Akademia Górniczo-Hutnicza
dr Dragan Stokic
ATB – Institute for Applied Systems Technology Bremen GmbH (Niemcy)
prof. Eugeniusz Świtoński Wydział Mechaniczny Technologiczny, Politechnika Śląska
prof. Peter Švec
Slovak Academy of Sciences (Słowacja)
Wydawanie kwartalnika Pomiary Automatyka Robotyka – zadanie finansowane w ramach umowy 907/P-DUN/2019 ze środków Ministra Nauki i Szkolnictwa Wyższego przeznaczonych na działalność upowszechniającą naukę.
prof. Wojciech Włodarski RMIT University, Melbourne (Australia)
Spis treści
3 Od Redakcji
5 Piotr Szynkarczyk, Józef Wrona, Cezary Zieliński
Rozwój robotów lądowych w Łukasiewicz – PIAP
Development of Land Robots in Łukasiewicz – PIAP
15 Waldemar Świderski
Non-Destructive Testing of Composite Helmets Using Ultrasonic Thermography Badania nieniszczące hełmów kompozytowych z wykorzystaniem termografii ultradźwiękowej
23 Adam Kowalewski
Extremal Problems for Infinite Order Parabolic Systems with Multiple Time-Varying Lags
Problemy ekstremalne dla systemów parabolicznych nieskończonego rzędu z wielokrotnymi zmiennymi opóźnieniami czasowymi
35 Andrzej Karbowski
Amdahl’s and Gustafson-Barsis’s Laws Revisited
Prawa Amdahla i Gustafsona-Barsisa – ponowne spojrzenie
39 Robert Bieda
Prosta dwupunktowa metoda wyznaczania parametrów dynamicznych rozszerzonego modelu Strejca
A Simple Two-Point Method for Determining the Dynamic Parameters of the Extended Strejc model
49 Kamil Wyrobek, Roman Stryczek
Laserowy pomiar geometrii ścieżki druku 3D Laser Measurement of 3D Printing Path Geometry
57 Konrad Szczepankiewicz, Marian Wnuk
Wykorzystanie metod sztucznej inteligencji w analizie kanału bocznego: detekcja anomalii i klasyfikacja wzorców emisji elektromagnetycznej
Application of Artificial Intelligence Methods in Side-Channel Analysis: Anomaly Detection and Classification of Electromagnetic Emission Patterns
63 Michał Brasel
Projektowanie adaptacyjnego regulatora modalnego dla nieliniowego modelu statku wiertniczego
Design of an Adaptive Pole Placement Controller for a Nonlinear Drilling Vessel Model
71 Tomasz Pogorzelski, Sebastian Rutkowski
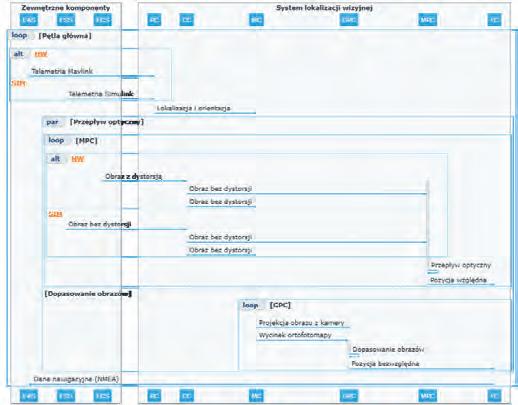
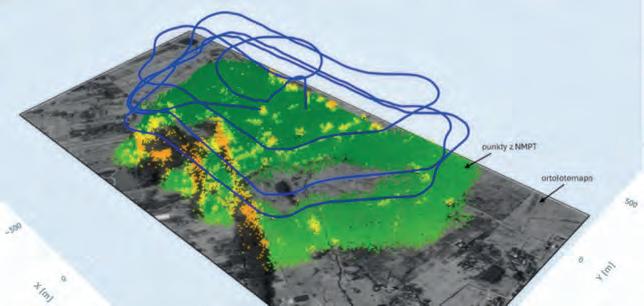
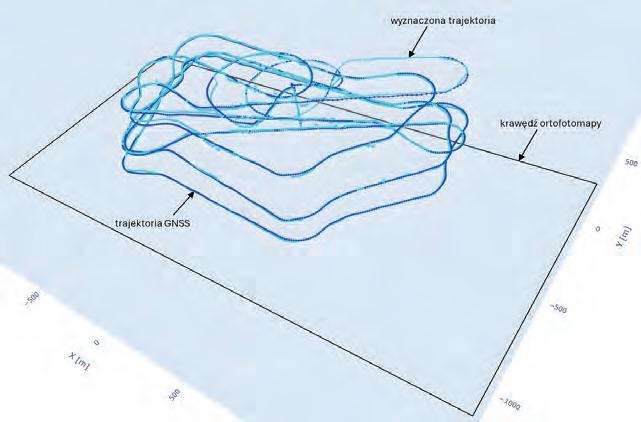
Specyfikacja wymagań dla systemu wizyjnej lokalizacji bezzałogowego statku powietrznego
Requirements Specification for Visual Localization System of Unmanned Aircraft
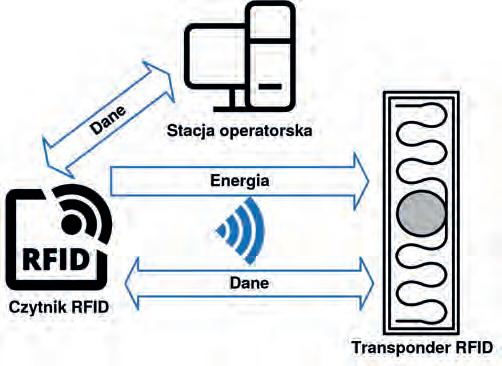
81 Karol Siwiec, Michał Ćmil, Andrzej Paszkiewicz, Bartosz Pawłowicz, Łukasz Pachla Efektywność identyfikacji towarów w magazynach stosujących technikę RFID
Efficiency of Goods Identification in Warehouses Using RID Technology
89 Krzysztof Sawicki, Tomasz Sosnowski, Mariusz Mścichowski
Loss-Resilient Thermal Image Fragmentation for LoRa Mesh IoT Networks
Odporna na straty metoda fragmentacji termogramów przeznaczona dla kratowych sieci IoT LoRa
103 Rafał Kasikowski
Selected Resonant Topologies for Non-wireless and Wireless Power Transfer
Wybrane topologie rezonansowe dla przewodowego i bezprzewodowego systemu przesyłania energii
117 Krzysztof Dziarski, Arkadiusz Hulewicz
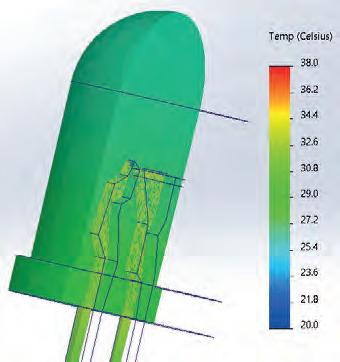
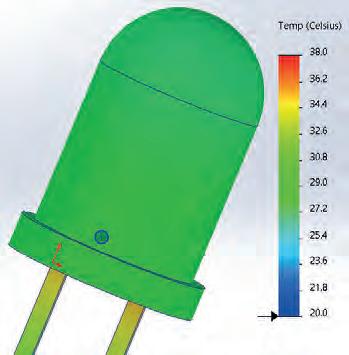
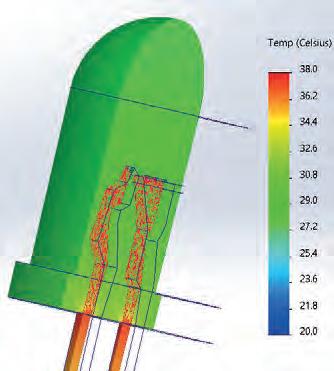
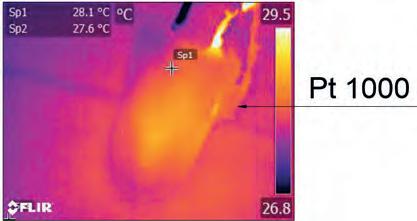
Measurement of the Junction Temperature of Light-Emitting Diodes Based on the Thermographic Measurement of the Case Temperature
Pomiar temperatury złącza diod elektroluminescencyjnych (LED) na podstawie termograficznego pomiaru temperatury obudowy
127 Włodzimierz Szewczyk, Paweł Pełczyński, Adam Łuc, Łukasz Wobik
Dobór parametrów produkcji tektury falistej z zastosowaniem liniowych modeli zależności między zmiennymi procesowymi
Setting the Parameters of Corrugated Board Production Using Linear Models of Dependencies Between Process Variables
139 Małgorzata Milczarek, Piotr Maj, Wioleta Serweta
Wpływ dodatków stopowych i obróbki na właściwości elektromagnetyczne stopów aluminium oraz na proces detekcji nieciągłości z wykorzystaniem defektoskopu wiroprądowego
Effect of Alloying Additions and Processing on the Electromagnetic Properties of Aluminum Alloys and on Discontinuity Detection Using an Eddy Current Flaw Detector
149 Katarzyna Kłosowska, Agnieszka Wilk-Ilewicz Prawa twórcy – pracownika uczelni wyższej lub instytutu badawczego Rights of the Creator – an Employee of an University or Research Institute
157 Informacje dla Autorów
161 Nasze wydawnictwa
162 Awans naukowy | Habilitacja Rozwój eksperymentalnych i obliczeniowych metod badawczych w lotnictwie, ukierunkowany na zwiększenie bezpieczeństwa, niezawodności oraz efektywności zadań pomiarowych i rejestracyjnych, szczególnie w odniesieniu do bezzałogowych statków powietrznych – dr hab. inż. Rafał Perz
Drodzy Czytelnicy,
przed nami najnowszy numer kwartalnika. Dominuje w nim tematyka pomiarowa, mniej liczne są prace poświęcone automatyce, natomiast dwie prace poświęcone są robotyce. Przyporządkowanie prac tym trzem kategoriom bywa arbitralne, bo często tematyka artykułów jest interdyscyplinarna. Aby ułatwić Czytelnikom wybór lektury zgodnie z zainteresowaniami, jak co kwartał przedstawiam zwięzłą charakterystykę artykułów, grupując je zgodnie z kryteriami określonymi tytułem czasopisma. Na początek pomiary. Jedna z prac przedstawia metodę detekcji mikropęknięć pojawiających się w hełmach kompozytowych, wykorzystującą wzrost temperatury na krawędziach uszkodzeń napromieniowywanych falami utradźwiękowymi, co można wykryć za pomocą termowizji. Inny artykuł opisuje zastosowanie lasera oraz kamery termowizyjnej do bezdotykowego pomiaru geometrii powierzchni tworzonych podczas nakładania warstw druku 3D. Ciekawy artykuł dotyczy pomiaru i analizy sygnałów elektromagnetycznych generowanych przez sprzęt kryptograficzny w trakcie jego pracy szyfrującej. Kolejny artykuł analizuje szybkość odczytu i sprawność identyfikacji towarów przez czytniki RFID w różnych środowiskach. Na uwagę zasługuje praca poświęcona fragmentacji obrazów termowizyjnych niskiej rozdzielczości, który umożliwia odtworzenie danych pomiarowych przesyłanych przez sieć o niskiej przepustowości oraz wysokim poziomie utraconych pakietów. Inna praca omawia pośrednią metodę termograficzną zastosowaną do pomiaru temperatury złącz diod elektroluminescencyjnych. To wydanie kwartalnika publikuje też pracę poświęconą technice doboru parametrów modeli liniowych procesu produkcji tektury falistej na podstawie pomiaru temperatury surowców oraz prędkości ich przemieszczania. Ostatnia praca z tej grupy nawiązuje do pomiarów prądów wirowych indukowanych w stopach metalowych podlegających procesom obróbczym, stosowanych do wykrywania defektów materiałowych w częściach samolotowych.
Teraz pora na automatykę. Pierwszy artykuł jest poświęcony znajdowaniu ekstremów w równaniach stanu parabolicznych nieskończonego rzędu, gdzie występują opóźnienia zmienne w czasie. W kolejnym rozważane są ograniczenia przyspieszania obliczeń przez ich zrównoleglenie, wskazując związki między prawami Amdahla oraz Gustafsona-Barsisa. W następnej pracy przytoczono metodę określenia optymalnego rzędu modelu transmitancyjnego Strejca oraz jego parametrów na podstawie punktów charakterystycznych odpowiedzi skokowej. Ostatnią pracą zakwalifikowaną do artykułów związanych z automatyką jest publikacja zajmująca się syntezą liniowego regulatora modalnego o strojonych parametrach, stosowanego w układzie pozycjonowania statku wiertniczego opisanego nieliniowym modelem dynamicznym o wielu wejściach i wyjściach.
Tym razem grupa artykułów poświęconych robotyce nie jest liczna. Jedna z prac poświęcona jest przeglądowi opisującemu historyczny rozwój robotów lądowych opracowanych i produkowanych w Sieci Badawczej Łukasiewicz – Przemysłowym Instytucie Automatyki i Pomiarów PIAP. W drugiej pracy z tej grupy przybliżono sposób tworzenia specyfikacji systemu nawigacji wizyjnej dla bezzałogowych statków powietrznych.
Zamieszczamy też pracę z pogranicza wymienionych kategorii, która została poświęcona bezprzewodowemu przekazywaniu energii na odległość za pomocą układów rezonansowych stosowanych do ładowania baterii, np. pojazdów elektrycznych. Na koniec trochę praktycznych informacji dla zainteresowanych prawami twórcy. Mam nadzieję, że wśród poruszanych tematów znajdą Państwo ciekawe artykuły. Życzę interesującej i miłej lektury.
Redaktor naczelny kwartalnika Pomiary Automatyka Robotyka prof. dr hab. inż. Cezary Zieliński
Rozwój robotów lądowych w Łukasiewicz – PIAP
Piotr Szynkarczyk, Józef Wrona
Sieć Badawcza Łukasiewicz – Przemysłowy Instytut Automatyki i Pomiarów PIAP, Al. Jerozolimskie 202, 02-486 Warszawa
Cezary Zieliński
Politechnika Warszawska, Instytut Automatyki i Informatyki Stosowanej, Nowowiejska 15/19, 00-665 Warszawa
Streszczenie: W artykule przedstawiono historyczny rozwój robotów opracowanych i wyprodukowanych przez Sieć Badawczą Łukasiewicz – Przemysłowy Instytut Automatyki i Pomiarów PIAP, a przeznaczonych do realizacji zadań na lądzie. Roboty te wytwarzane były i nadal są przede wszystkim dla wojska i służb specjalnych, takich jak straż pożarna, straż graniczna, policja czy jednostki antyterrorystyczne. Potrzeby tych służb były motorem rozwoju tej linii robotów. Studia literaturowe oraz wieloletnie doświadczenia własne dotyczące konstruowania robotów lądowych doprowadziły do sformułowania metodyki ich projektowania, której zarys został omówiony.
Słowa kluczowe: robot lądowy, robot bojowy, robot dla służb specjalnych
1. Wprowadzenie
Robotami lądowymi są wszystkie urządzenia poruszające się po lądzie, niezależnie od tego, czy robią to autonomicznie czy są zdalnie sterowane przez operatora. Tym terminem nie są objęte urządzenia, które do realizacji swych zadań potrzebują kierowcy znajdującego się na ich pokładzie. Roboty lądowe mogą poruszać się na kołach (roboty kołowe), nogach (maszyny kroczące) lub gąsienicach, bądź mogą mieć konstrukcję hybrydową (np. gąsienicowo-kołową). Natomiast autonomia jest pojęciem stopniowalnym. Przyjęło się, że urządzenia teleoperowane przypisuje się zerowemu poziomowi autonomii, natomiast te działające w pełni samodzielnie poziomowi piątemu [13, 15]. Potrzebę autonomii działania robotów bojowych i specjalnego przeznaczenia dostrzeżono w Polsce na początku XXI w. [27], ale wobec konfliktu w Ukrainie prace nad tym zagadnieniem stały się koniecznością [30].
Środowisko, koncepcja użycia, doświadczenia z produkcji i eksploatacji zbiorczo determinują konstrukcję bezzałogowych systemów lądowych. W ostatnich latach można zaobserwować nieustanną ewolucję robotów stosowanych w wojsku, policji i innych służbach [19]. Powstają też nowe taktyki, techniki i procedury ich użycia. Na początku były to bardzo proste urządzenia powstałe w wyniku osobistego zaangażowania pirotechników. Później prace te zostały zinstytucjonalizowane i roboty stały się bardziej zaawansowane. Przez wiele kolejnych lat kształt tych konstrukcji był głównie wynikiem uwarunko-
Autor korespondujący:
Piotr Szynkarczyk, Piotr.Szynkarczyk@piap.lukasiewicz.gov.pl Artykuł recenzowany nadesłany 25.09.2025 r., przyjęty do druku 17.11.2025 r.
się na korzystanie z artykułu na warunkach
wań technicznych. W efekcie dalszego rozwoju roboty zaczęły dysponować funkcjami w coraz większym stopniu wynikającymi z potrzeb użytkowników, taktyki ich użycia i środowiska, ale też doświadczeń wynikających z zarządzania całym cyklem ich życia. Zakres zastosowań robotów poszerzył się znacząco w ostatnich latach. Związane jest to zarówno z postępem technologicznym, jak i ze wzrostem świadomości użytkowników, którzy coraz wyraźniej dostrzegają zasadność zastąpienia człowieka w wielu zadaniach przez systemy robotyczne, a także dostrzegają korzyści wynikające ze współpracy ludzi z robotami. Celem artykułu jest przedstawienie rozwoju robotów lądowych projektowanych przez Instytut Łukasiewicz – PIAP. Rozwój ten podyktowany był koniecznością wypełnienia luki w zdolnościach obronnych i wpisanie się w potrzeby Sił Zbrojnych RP, wynikające z koncepcji użycia CONOPS (ang. Concept of Operations) oraz taktyk, technik i procedur TTPs (ang. Tactics, Technics and Procedures) dotyczących bezzałogowych systemów lądowych. W kontekście prowadzonych konfliktów zbrojnych, obecnie dużą wagę przykłada się do mobilności robotów lądowych.
2. Typowe zastosowanie robotów lądowych specjalnego przeznaczenia
Dotychczas jedne z najczęstszych zastosowań robotów specjalnego przeznaczenia to neutralizacja improwizowanych ładunków wybuchowych IED (ang. Improvised Explosive Devices) [22]. Jest to zadanie bardzo niebezpieczne, zatem zasadne jest wykorzystanie do tego celu robotów zamiast ludzi. Roboty o takim przeznaczeniu znacznie redukują lub całkowicie eliminują czas przebywania pirotechnika w strefie zagrożenia. Taktyki, techniki i procedury stosowane podczas neutralizacji IED obejmują: inspekcję i rozpoznanie, identyfikację, w tym wykonywanie zdjęć rentgenowskich, niszczenie ładunków różnymi metodami lub podejmowanie ładunków wybuchowych, w celu ich wywiezienia w bezpieczne miejsce
do ich neutralizacji (np. na poligon). Realizacja takich zadań wymaga dostarczenia w pobliże zagrożonego rejonu różnego rodzaju czujników i narzędzi. Niezbędne są także zdolności robotów do manipulowania różnymi przedmiotami. Podobne uwagi dotyczą sytuacji, kiedy mamy do czynienia z innymi zagrożeniami, np. skażeniem chemicznym środowiska. Niezależnie od doświadczenia i fachowości, ryzyko podejmowane przez pirotechnika jest bardzo duże, gdyż IED mogą być zdalnie detonowane (np. za pomocą telefonów komórkowych nawet z bardzo dużej odległości). Kiedy całe ryzyko zostaje przejęte przez robota, pirotechnik może skoncentrować się na wykonywanym zadaniu, co zwiększa skuteczność jego działań. Nawet jeśli robot nie może dotrzeć bezpośrednio do bomby, w dalszym ciągu może skutecznie wspomagać pirotechnika, np. przez inspekcję drogi dojścia, czy też dostarczanie mu narzędzi niezbędnych do rozminowania ładunku. Ponadto kamery robota mogą być użyte do nagrania przebiegu wydarzeń, w celu budowania bazy danych dotyczących doświadczeń, tzw. „Lessons Learned” (LL), celem ich przyszłej analizy i wykorzystania w kolejnych misjach, jak również do szkolenia. Rezultaty analiz danych typu LL są także wykorzystywane do formułowania nowych TTP, mają też wpływ na rozwój konstrukcji robotów lądowych specjalnego przeznaczenia.
Oprócz misji wykrywania, identyfikowania, usuwania, neutralizacji ładunków wybuchowych EOD (ang. Explosive Ordnance Disposal) roboty lądowe mogą realizować wiele innych zadań stawianych m.in. przed Wojskami Specjalnymi. Zaliczyć można do nich wsparcie działań antyterrorystycznych –zarówno wsparcie bierne (rozpoznanie zagrożeń chemicznych, wykrywanie i neutralizacja improwizowanych ładunków wybuchowych, rozpoznanie obrazowe na małych odległościach np. w budynkach), jak i aktywne (udział w działaniach wyłomowych, torowanie podejść do obiektów szturmu, nadzór techniczny i utrzymanie kontroli nad opanowanymi elementami celu, oślepianie i ogłuszanie przeciwnika, odwracanie uwagi i działania pozoracyjno-mylące.
3. Metodyka projektowania
Nie tylko same roboty podlegały ewolucji, ale również sposoby ich projektowania. Obecnie w Łukasiewicz – PIAP korzysta się z metod stosowanych podczas prac nad projektem Europejskiej Agencji Obrony dotyczącego bezzałogowych systemów lądowych [2] oraz metody PDCA (ang. Plan-Do-Check-Act) [6, 7], zaadoptowanej do rozwoju robotów lądowych. Poszczególne etapy PDCA, w kontekście rozwoju robotów lądowych, zostały zastosowane w następujący sposób:
1. Planowanie (Plan): Określenie celu rozwojowego dla robota oraz opracowanie strategii ich osiągnięcia. Obejmuje określenie funkcji, które robot ma wykonywać, środowiska, w którym ma operować, identyfikację wymagań technicznych, harmonogram prac oraz alokację zasobów.
2. Realizacja (Do): Wykonanie zaplanowanego działania. Obejmuje projektowanie, konstruowanie i programowanie robota zgodnie z wcześniej ustalonymi specyfikacjami. Może również zawierać wstępne testowanie prototypów oraz weryfikację ich funkcji.
3. Sprawdzanie (Check): Ocena wyników działań podjętych w fazie realizacji. Testuje się roboty pod kątem ich wydajności, niezawodności, bezpieczeństwa i zgodności z wymaganiami sformułowanymi przez użytkownika końcowego. W przypadku robotów przeznaczonych dla wojska i służb wymagania są efektem tzw. Wymagań Operacyjnych OR (ang. Operational Requirements), wynikających z koncepcji ich użycia CONOPs oraz TTP. Analizuje się uzyskane dane w celu identyfikacji ewentualnych niezgodności lub obszarów wymagających poprawy.
Fot. 1. Goliath w Muzeum Wojska Polskiego w Warszawie [Adrian Grycuk/CC BY-SA 3.0-pl/Wikimedia Commons]
Photo 1. Goliath tracked mine in the Polish Army Museum in Warsaw
4. Działanie (Act): W oparciu o wyniki dokonanej oceny podejmuje się działania korygujące i doskonalące. Może to obejmować wprowadzanie poprawek do projektu, modyfikację oprogramowania, wprowadzanie usprawnień w konstrukcji lub procesach produkcyjnych. Następnie cykl PDCA może być powtórzony, aby zapewnić ciągłe doskonalenie robotów lądowych.
Stosowanie metody PDCA usystematyzowało podejście do rozwoju robotów, umożliwiając identyfikację i eliminację problemów, tym samym ciągłe doskonalenie jakości tworzonych robotów oraz ich wydajności.
4. Roboty lądowe do zastosowań specjalnych w Polsce
Pierwsze roboty lądowe, które pojawiły się na ziemiach Polski nie kojarzą się szczególnie dobrze. Urządzenia przypominające współczesne roboty lądowe dały znać o sobie w czasie II Wojny Światowej. Zostały opracowane w Niemczech w 1942 r. Najbardziej znaną konstrukcją był Goliath (Fot. 1) [16], który był samobieżną zdalnie sterowaną miną i służył do niszczenia umocnień, robienia przejść w polach minowych itp. Pojazd ten był stosowany między innymi do niszczenia barykady podczas Powstania Warszawskiego. Do napędu Goliatha przesyłano elektryczne sygnały sterujące za pośrednictwem kabla wleczonego przez pojazd. Repertuar poleceń ograniczał się do wskazania kierunku ruchu: przód-tył, lewo-prawo oraz rozkazu detonacji ładunku wybuchowego. W 1945 r. w magazynach niemieckich było wciąż ponad 2,5 tysiąca sztuk tej broni. W sumie do końca drugiej wojny światowej wyprodukowano 2650 lekkich nosicieli ładunków wybuchowych Goliath o napędzie elektrycznym i 5079 o napędzie spalinowym.
Fot. 2. Robot SR-10 Inspector
Photo 2. SR-10 Inspector robot
Piotr Szynkarczyk, Józef Wrona, Cezary Zieliński
Po raz drugi roboty lądowe w Polsce dały znać o sobie również w mało przyjemnych okolicznościach. Tym razem był to rezultat tragicznej w skutkach detonacji ładunku wybuchowego, podłożonego na warszawskiej stacji benzynowej Shell, w kwietniu 1996 r. By w przyszłości nie narażać antyterrorystów, zakupiono pierwsze trzy roboty pirotechniczne MV-4 (produkcji niemieckiej firmy Telerob). W Polsce pojawiły się na początku 1997 r. Jednakże najprawdopodobniej pierwszym wykorzystywanym w Polsce robotem był robot HOBO produkcji irlandzkiej firmy Kentree Ltd, stanowiący pod koniec XX w. wyposażenie służb antyterrorystycznych na lotnisku Okęcie. Historia robotów pirotechnicznych polskiej produkcji rozpoczęła się w 1999 r., kiedy skonstruowano (opracowany w Instytucie Łukasiewicz – PIAP) prototyp robota SR-10 Inspector (Fot. 2 i 3). Od 2000 r. roboty te były sukcesywnie wprowadzane na wyposażenie oddziałów pirotechnicznych polskiej policji oraz wojsk inżynieryjnych, oddziałów saperskich. Inspector [10] miał masę 550 kg, osiągał prędkość 1 km/h, jego manipulator o pięciu stopniach swobody miał zasięg 2 m i mógł podnieść masę do 60 kg, a robot na w pełni naładowanych akumulatorach mógł pracować przez 8 godzin. Wyposażony był w cztery kamery.
Typowym zastosowaniem robota SR-10 Inspector było rozbrajanie i usuwanie ładunków wybuchowych [9]. Możliwość dostosowania tego robota do różnorodnych zadań pozwalało na użytkowanie go przez takie służby, jak policja, jej oddziały prewencji oraz grupy antyterrorystyczne, wojsko – szczególnie wojska inżynieryjne, w tym oddziały saperskie, wojska chemiczne, straż graniczna.
Sukces robotów klasy SR-10 Inspector zachęcił konstruktorów Łukasiewicz – PIAP do tego, aby bazując na dotychczasowych doświadczeniach podjąć się zaprojektowania i wdrożenia nowego robota Expert (Fot. 3, 4 i 5). Pierwszy egzemplarz sprzedano w 2004 r.
Zakres zastosowań robota Expert jest praktycznie taki sam, jak robota SR-10 Inspector, jednak robot Expert został zaprojektowany z myślą o wykorzystaniu go w małych przestrzeniach, tam gdzie większy robot nie mógłby swobodnie operować [20, 21]. Takie przestrzenie to przede wszystkim środki transportu: samoloty, autobusy czy też wagony kolejowe oraz inne ciasne przestrzenie (np. korytarze między fotelami na stadionie). Założenie o pracy wewnątrz środków transportu, a przede wszystkim w samolotach, narzuciło ostre wymagania co do wymiarów bazy mobilnej (mała) oraz samego manipulatora (długi). Na robocie zainstalowano sześć kamer umieszczonych na: manipulatorze (kamera główna), chwytaku oraz z tyłu i z przodu, a ponadto dwie kamery usytuowano po bokach gąsienic przednich, co pozwala na inspekcję np. przestrzeni pod fotelami. Dzięki zainstalowaniu dwóch zestawów gąsienic, w tym przednich o zmiennym nachyleniu, robot z łatwością pokonuje takie przeszkody jak schody. Ponadto robot ma stabilizatory boczne, które po ich rozłożeniu stabilizują robota umożliwiając podnoszenie dużych ciężarów. Masa Experta z podstawowym wyposażeniem wynosi 197 kg, maksymalna prędkość to 2 km/h, maksymalny udźwig to 8–15 kG w zależności od obszaru w przestrzeni roboczej manipulatora, zasięg ramienia to 290 cm w pionie od podłoża i 230 cm w poziomie od pionowej osi obrotu. Robot może pracować do 4 godzin na w pełni naładowanych akumulatorach. Zasięg transmisji radiowej służącej zdalnemu sterowaniu i pozyskiwaniu obrazów z kamer wynosi 800 m w terenie otwartym. Nowe zastosowania, a w związku z tym i wymagania dotyczące robotów do zastosowań specjalnych, pojawiły się na początku XXI w. wraz z konfliktami w Afganistanie i w Iraku i pokazały, jak środowisko i koncepcja użycia bezzałogowych systemów lądowych determinuje rozwój ich konstrukcji. W tym czasie w USA realizowany był już program Future Combat Systems, lecz po nowych doświadczeniach tzw. wojny asymetrycznej, program ten został zmodyfikowany. Dotychczasowa doktryna zakładała użycie robotów skomplikowanych i drogich.
Fot. 3. Robot SR-10 Inspector (po lewej) i Expert (po prawej)
Photo 3. SR-10 Inspector (left) and Expert (right) robots
Fot. 4. Robot Expert podczas testów
Photo 4. Expert robot undergoing tests
Fot. 5. Robot Expert podejmuje ładunek spod podwozia samochodu
Photo 5. Expert robot acquiring a load from underneath a car
Do 2004 r. w Afganistanie i w Iraku armia amerykańska dysponowała 162 robotami [1], które wzięły udział w 11 000 akcji. Okazało się jednak, że takie drogie konstrukcje zaczęły same w sobie stawać się celami ataków terrorystycznych. Ponadto stwierdzono, że oprócz ceny zakupu istotny jest także czas szkolenia operatora oraz koszt cyklu życia produktu, w tym bieżący serwis. Po zrewidowaniu strategii, do października 2008 r. liczba robotów będących w użyciu przekroczyła 6000 sztuk [3].
Konstrukcje robotów zostały uproszczone. Dotychczas przy projektowaniu robotów priorytetem było obdarzenie maszyny jak największą liczbą funkcji możliwych do realizacji, przy marginalnym traktowaniu kwestii ekonomicznych i ergonomicznych. Oprócz koncepcji użycia i warunków środowiskowych, w dużej mierze rozwój techniki i technologii dyktował ostateczny kształt robota. Tworząc nowe konstrukcje wzięto pod uwagę cenę robota i prostotę jego serwisu, jednocześnie projektowano je tak, aby dysponowały funkcjami niezbędnymi do wykonywania różnorodnych zadań.
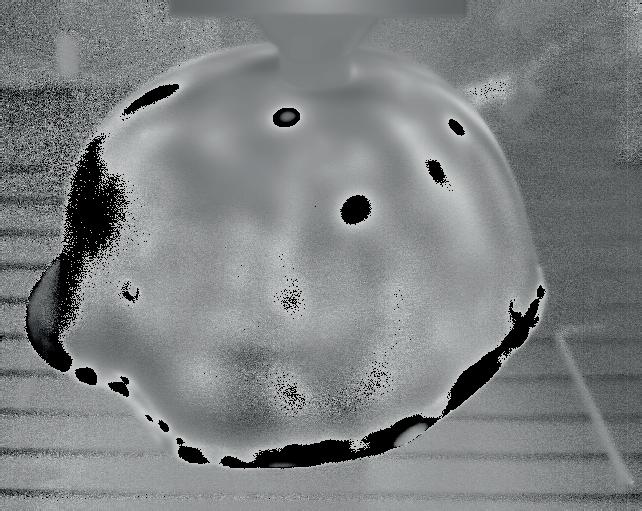
Przykładami konstrukcji zbudowanych zgodnie z nowymi trendami są dwa roboty powszechnie stosowane w Afganistanie oraz w Iraku: Packbot (prod. iRobot) oraz Talon (prod. Foster-Miller). W Polsce również pokazały się pierwsze nowe konstrukcje odpowiadające nowym wymaganiom. Są to dwa roboty powstałe w Łukasiewicz – PIAP: PIAP SCOUT® i PIAP IBIS® [28].
Robot PIAP SCOUT® (Fot. 6 i 7) jest przeznaczony do szybkiego rozpoznania terenu i miejsc trudnodostępnych, takich jak przestrzeń pod podwoziami pojazdów, gruzowiska, szyby wentylacyjne, miejsca pod fotelami w środkach transportu i wąskie pomieszczenia. Został zaprojektowany z myślą o użyciu przez jednostki specjalne wojska i policji, ale może też być wykorzystany do monitorowania bezpieczeństwa publicznego [18]. Duża szybkość poruszania (7 km/h) i solidna, modułowa konstrukcja o małej masie (27,5 kg) i gabarytach sprawiają, że robot PIAP SCOUT® [25, 26, 29] znakomicie uzupełnia możliwości dużych robotów, które z racji na swoje wymiary i masę mają ograniczenia sprawiające, że w pewnych sytuacjach nie mogą zastąpić człowieka. Robot PIAP SCOUT® dysponuje manipulatorem o dwóch stopniach swobody, udźwigu 5 kG, i zasięgu 1,17 m; jest wyposażono w cztery kamery, a czas jego pracy na w pełni naładowanych akumulatorach wynosi 2 godziny. Do sprzedaży został wprowadzony w 2010 r.
Jednostki specjalne wojska, policji lub innych formacji używają robota PIAP SCOUT® do wykrywania i neutralizowania ładunków wybuchowych, przemieszczania ładunków, ułatwiania prowadzenia zdalnych negocjacji z terrorystami, dokonywania szybkiego rozpoznania terenu, nagrywania przebiegu akcji dzięki towarzyszeniu zespołowi szturmowemu lub wykonywania zdjęcia rentgenowskich. Wielkość i masa robota umożliwiają przenoszenie go w plecaku wojskowym.
Robot PIAP SCOUT® był również zrealizowany w wersji badawczej. W ramach projektu NCBiR RobREx – Autonomia dla robotów ratowniczo-eksploracyjnych, prowadzonego w latach 2012–2015, korzystano z jego prototypu z niezależnym napędem każdego z czterech kół. Wersja komercyjna miała dwa silniki, każdy za pomocą pasa zębatego napędzał dwa koła znajdujące się z jednego boku pojazdu, jeden dla lewej, a drugi dla prawej strony robota. Egzemplarz badawczy był testowany zarówno przez PIAP [24], jak i Politechnikę Warszawską [8, 9, 23] i Politechniką Wrocławską [8, 9]. Celem tego projektu było stworzenie technologii, by robot mógł wspomagać ludzi w akcjach ratowniczych i eksploracyjnych prowadzonych w pomieszczeniach mieszkalnych, biurowych, budynkach użyteczności publicznej lub w ich bezpośrednim otoczeniu.
Robot PIAP IBIS® to duży i szybki robot pirotechniczno-bojowy zaprojektowany do dynamicznych operacji w trudnym terenie. Robot jest posadowiony na platformie mobilnej o napędzie sześciokołowym. Każde z kół ma niezależny napęd, a unikalna konstrukcja ruchomego zawieszenia z niezależnymi
wahaczami zapewnia stabilność i kontakt wszystkich kół z podłożem podczas jazdy terenowej lub po płaskiej nawierzchni. Może się poruszać z prędkością do 10 km/h. Jego masa wynosi 295 kg. Udźwig manipulatora wynosi 30 kG, a jego zasięg 3,15 m. Może być sterowany za pośrednictwem radia bądź światłowodu. Pierwsze egzemplarze tego robota przekazano klientom w 2011 r.
Robot PIAP IBIS® (Fot. 8 i 9) przystosowany jest do współpracy z wyrzutnikami pirotechnicznymi, czujnikami skażeń chemicznych i radioaktywnych, magistralą do zdalnej detonacji ładunków wybuchowych, systemem negocjacyjnym, nożycami do cięcia drutu, wiertarkami, urządzeniami rejestrującymi i bronią strzelecką.
Robot PIAP IBIS® doskonale radzi sobie na sypkim podłożu (również piaszczystym), skałach, śniegu lub w terenie zurbani-
Fot. 6. Robot PIAP SCOUT®
Photo 6. PIAP SCOUT® robot
Fot. 7. Robot PIAP SCOUT®
Photo 7. PIAP SCOUT® robot
Fot. 8. Robot PIAP IBIS®
Photo 8. PIAP IBIS® robot
zowanym z dużą liczbą przeszkód terenowych, gdzie jego duża prędkość, zwrotność i stabilność mogą być w pełni wykorzystane. Istnieje również odmiana robota IBIS nazwana PIAP IBIS® MEDEVAC (Fot. 10), która służy do transportu i ewakuacji medycznej. W miejsce standardowego manipulatora został zamontowany wytrzymały kosz wraz z systemem mocowania noszy dla transportowanego pacjenta lub kosza do transportu sprzętu. Na burtach kosza zostały zamontowane panele systemu MOLLE, które umożliwiają montaż różnorodnego wyposażenia (np. plecaków medycznych). Parametry robota są następujące: maksymalna prędkość 10 km/h, masa własna pojazdu 250 kg, maksymalna masa załadunkowa 200 kg, a zasięg sterowania radiowego wynosi 1000 m.
Robot PIAP GRYF® (Fot. 11) [11] stanowi istotnie rozszerzoną wersję robota PIAP SCOUT® . Zmiana jest na tyle duża, że producent (Łukasiewicz – PIAP) postanowił nadać tej konstrukcji oddzielną nazwę. W stosunku do PIAP SCOUT® , PIAP GRYF® ma nowe cechy, pozwalające mu na wykonywanie znaczenie rozszerzonego zakresu zadań. Wśród tych różnic wymienić należy: większą i silniejszą bazę mobilną (masa robota 47 kg); zwiększoną ruchliwość manipulatora (pięć stopni swobody, dodatkowy obrót manipulatora względem bazy mobilnej, zasięg 2,5 m); większy udźwig manipulatora (do 15 kG), możliwość demontażu kół w celu redukcji wysokości robota, co umożliwia prowadzenie akcji w ciasnych duktach.
Pozostawiono kołowo-gąsienicowy układ jezdny zdolny przemieszczać pojazd z prędkością do 6,5 km/h. PIAP GRYF® , podobnie jak PIAP SCOUT® na w pełni naładowanych akumulatorach może działać przez 2 godziny oraz może być szybko rekonfigurowany przez użytkownika na miejscu akcji. Dodatkowo można przesuwać manipulator wzdłuż bazy mobilnej. Do tej samej szyny, wzdłuż której przesuwany jest manipulator, można szybko mocować różnego rodzaju wyposażenie dodatkowe (np. koszyk, automatyczną nawijarkę światłowodu, czujnik skażeń). Zasięg transmisji radiowej niezbędnej do sterowania i akwizycji danych wynosi 800 m. Badano też możliwość sterowania
Fot. 9. Robot PIAP IBIS®
Photo 9. PIAP IBIS® robot
Fot. 10. Robot PIAP IBIS® MEDEVAC
Photo 10. PIAP IBIS® MEDEVAC robot
Fot. 11. Robot PIAP GRYF®
Photo 11. PIAP GRYF® robot
tym robotem z wykorzystaniem wirtualnej rzeczywistości [17]. Komercjalizację robota PIAP GRYF® rozpoczęto w 2011 r. Robotem podobnym do PIAP GRYF® jest PIAP FENIX®. Jego masa wynosi zaledwie 18 kg, prędkość maksymalna 8,5 km/h i może pracować do 5 godzin na w pełni naładowanych akumulatorach. Maksymalny zasięg transmisji radiowej w terenie otwartym to 800 m, a transmisji światłowodowej to 300 m. Transmisja światłowodowa jest odporna na zakłócenia elektromagnetyczne, obecnie często wykorzystywane przez wroga. Udźwig manipulatora wynosi 5 kG. Robot PIAP FENIX® [13] został zaprojektowany do prowadzenia rozpoznania w bezpośredniej styczności z nieprzyjacielem oraz w miejscach trudno dostępnych dla człowieka. Zamontowane na bazie mobilnej kamery, m.in. dzienno-nocna lub termowizyjna, umożliwiają prowadzenie obserwacji przez całą dobę. Robot może pracować z różnym ekwipunkiem dodatkowymi, takim jak: wyrzutniki pirotechniczne (np. Mini Mamba – Richmond Defence Systems), urządzeniami rentgenowskimi (PROTOS – LOGOS IMAGING) oraz aktywną nawijarką światłowodową. Sprzedaż robota PIAP FENIX® rozpoczęto w 2023 r. Robot PIAP PATROL® [15] został skonstruowany do wykonywania zadań C-IED (ang. Counter – Improvised Explosive Device) i obrony przed czynnikami CBRN (Chemicznymi, Biologicznymi, Radiologicznymi i Nuklearnymi). Jego sprzedaż rozpoczęto w 2022 r. Jest to robot gąsienicowy o masie 95 kg, poruszający się z prędkością do 8 km/h, na w pełni naładowanych akumulatorach działający do 5 godzin i zasięgu łączności radiowej wynoszącym 800 m w terenie niezabudowanym. Jego manipulator o sześciu stopniach swobody ma zasięg 2 m i jest zdolny do podnoszenia ładunków o masie do 22 kg. Konstrukcja robota umożliwia montaż kilku akcesoriów jednocześnie, takich jak mobilne systemy rentgenowskie i czujniki CBRN [12]. Robotem o odmiennej konstrukcji i przeznaczeniu jest PIAP TRM® (Taktyczny Robot Miotany), który został zaprojektowany do aktywnej teleobserwacji w zastosowaniach militarnych, policyjnych i ratowniczych [6]. Jest on odpowiedzią na zapotrzebowanie na rozpoznanie terenu prowadzone przez jednostki specjalne przed przystąpieniem do akcji. Sprzedaż tego robota rozpoczęto w 2010 r.
PIAP TRM® (Fot. 12) to urządzenie, którego masa to zaledwie 1,5 kg, porusza się z maksymalną prędkością 3,3 km/h, jest odporny na upadek z wysokości 9 m, zasięg transmisji radiowej w budynkach wynosi od 30 m do 100 m, a w przestrzeni otwartej do 350 m. Baza mobilna może się przemieszczać przez 1 godzinę na w pełni naładowanym akumulatorze. Urządzenie wyposażone jest w kamerę, mikrofon, oświetlacze LED, i/lub LED IR. Dzięki temu wyposażeniu oraz swoim parametrom robot może być wrzucony do obiektu, ale też wprowadzony do obiektu z pewnej odległości, w sposób teleoperowany. Umieszczona w urządzeniu kamera, mikrofon oraz mobilne zdolności robota powodują, że jest to znakomite narzędzie rozpoznawcze, znacząco ograniczające ryzyko utraty zdrowia lub życia członków grup specjalnych i sekcji szturmowych wykonujących akcje w niebezpiecznym terenie. PIAP TRM® w założeniach może być wyposażony w dodatkowe urządzenie zewnętrzne, które pozwala na przenoszenie specjalizowanych ładunków: oślepiających, ogłu-
szających, sygnalizacyjnych oraz wybuchowych. Wyposażenie dodatkowe pozwala na wykorzystanie PIAP TRM® do akcji bezpośrednich takich jak np. odwracanie uwagi przeciwnika od kierunku szturmu, czy krótkotrwałej dezorganizacji jego działań. Ważną cechą PIAP TRM® jest to, że może on sam stanowić wyposażenie dodatkowe dla większych robotów produkcji Łukasiewicz – PIAP. W takim przypadku może on zostać dowieziony przez większą platformę na miejsce misji lub może zostać użyty jako dodatkowa ruchoma kamera do wspomagania skomplikowanej akcji wykonanej przez większego robota (PIAP SCOUT®, PIAP GRYF® lub PIAP IBIS® ). Podsumowując PIAP TRM® może realizować scenariusze typu inspekcja i rozpoznanie terenu i obiektów, nasłuchiwanie dźwięków i rozmów w bezpośrednim otoczeniu robota, działając w różnych warunkach oświetlenia, z możliwością oświetlania celów lub niebezpiecznych przedmiotów oraz rejestracji obrazu i dźwięku na karcie pamięci SD. Z jednego panelu sterowania można kierować trzema robotami PIAP TRM®
Mimo że typowym zastosowaniem robotów lądowych są misje typu EOD/IED, to Łukasiewicz – PIAP projektuje roboty dostosowane do konkretnych misji, tak aby mogły jak najskuteczniej i jak najszybciej realizować zamiar taktyczny dowódcy operacji. PIAP SCOUT® oraz PIAP GRYF® doskonale nadają się do skrytej obserwacji przeciwnika. W przypadku wyposażenia ich w urządzenia noktowizyjne, termowizyjne lub inne optoelektroniczne (takie wyposażenie było testowane w Łukasiewicz – PIAP), robot może przez wiele godzin przebywać w niekorzystnych lub niebezpiecznych dla człowieka warunkach, dostarczając cennych informacji o przeciwniku i terenie działania.
Podobne zastosowanie może mieć robot PIAP TRM® , z tym że w tym przypadku jest to raczej wsparcie rozpoznawcze. To samo urządzenie może być również użyte do celowego i kontrolowanego odwrócenia uwagi przeciwnika od kierunku ataku. W tym celu możliwe jest wykorzystanie dodatkowego wyposażenia robota TRM zawierającego materiały pirotechniczne lub wybuchowe przeznaczone do generowania huku, dymu lub błysku. W krańcowym przypadku może to być misja samobójcza robota TRM.
Roboty Łukasiewicz – PIAP mogą być także wyposażone w broń. W zastosowaniach policyjnych takim wyposażeniem używanym w praktyce są wyrzutnik pirotechniczny i strzelba gładkolufowa, a w wojsku nawet systemy rakietowe.
Realizacja zadań związanych z wykrywaniem skażeń CBRN jest w pewnym stopniu związana z działaniami Wojsk Specjalnych. Odpowiednie wyposażenie robotów w czujniki skażeń nie stanowi specjalnego problemu od strony technicznej. Roboty produkcji Łukasiewicz – PIAP były testowane z wieloma rodzajami takich czujników.
W Łukasiewicz – PIAP zaprojektowano dużą bezzałogową platformę hybrydową HUNTeR® (Fot. 13) przeznaczoną do realizacji zadań szybkiego reagowania. Ów robot może osiągać prędkość ok. 50 km/h i pokonywać zróżnicowany teren. Ma masę ponad 4 ton, długość 470 cm i szerokość 220 cm. Rozstaw osi pojazdu wynosi 220 cm, a koła mają średnicę 1 m. Jest zbudowana na zawieszeniu zależnym typu 3-link z drążkiem Panharda, ze sprężynami śrubowymi i amortyzatorami o sterowanym tłumieniu. Pojazd jest napędzany przez dwa trakcyjne silniki elektryczne. W konstrukcji zastosowano blokadę mechanizmów różnicowych i dwie osie skrętne poprawiające dzielność terenową. Zamontowana na platformie spalinowa prądnica zasila akumulator. Hybrydowy układ zasilania umożliwia długą pracę robota oraz ciche poruszanie się przy wyłączonym silniku spalinowym. Platforma ma hamulce tarczowe oraz hamulce postojowe. Jest teleoperowana z przenośnego panelu.
Wysoka mobilność jest możliwa dzięki zastosowaniu aktywnego zawieszenia oraz osiąganiu dużej prędkości. Robot może przewozić drona (UAV), który zwiększa możliwości komunikacyjne w terenie, co daje zdalnemu operatorowi lepsze rozeznanie
w otoczeniu. System może realizować zadania patrolowe w trybie działania autonomicznego, wykorzystując zaawansowane techniki planowania ścieżki, omijania przeszkód i rozpoznawania obiektów. służyć do obserwacji i patrolowania granic, terenów wojskowych lub miejskich, a także do wsparcia ogniowego lekkiej piechoty czy osłony kolumny wojsk zmechanizowanych. Robot jest wyposażony w kamerę termowizyjną, kamerę dzienną, kamery jezdne oraz system komunikacji radiowej. Ponadto w robocie zastosowano Zdalny Moduł Uzbrojenia ZMU-03, opracowany przez Zakład Automatyki i Urządzeń Pomiarowych AREX Sp. z o.o., należącej do Grupy WB (największej prywatnej grupy kapitałowej realizującej zadania z zakresu obronności państwa). Moduł ZMU-03 jest lekkim systemem wieżowym wyposażonym w karabin maszynowy kaliber 12,7 mm (M2 Browning), cztery wyrzutniki granatów dymnych oraz głowicę obserwacyjną. Jest przeznaczony do lekkich pojazdów kołowych, w tym platform bezzałogowych. Głowica obserwacyjna systemu jest wyposażona w kamerę dzienną, termowizyjną oraz dalmierz laserowy, umożliwiając wykrycie, rozpoznanie i śledzenie obiektów na polu walki zarówno w warunkach dziennych, jak i nocnych. Moduł ZMU-03 ma również system stabilizacji karabinu maszynowego oraz głowicy, a także serwomechanizm wizyjny, dzięki któremu operator może prowadzić zdalnie niezakłóconą obserwację oraz kierować ogniem podczas jazdy.
5. Znaczenie stosowania robotów w wojsku, kierunki dalszych prac,
wnioski końcowe
W ostatnich czasach można zaobserwować dwie nowe linie rozwojowe robotów do zastosowań wojskowych. Po pierwsze są to działania idące w kierunku osiągnięcia autonomii robotów podczas wykonywania misji. Zaznaczyć należy, że osiągnięcie autonomii działań robotów lądowych UGV (ang. Unmanned Ground Vehicle) jest znacznie trudniejsze niż w przypadku bezzałogowych platform latających. Wynika to z faktu, że środowisko robota latającego, drona, jest zdecydowanie mniej skomplikowane niż środowisko lądowe. W rezultacie roboty nowej generacji bezzałogowych platform lądowych będą musiały nie tylko sprawnie poruszać się po drogach i bezdrożach, a także podejmować kluczowe decyzje, np. czy zniszczyć cel.
Ostatnie działania zbrojne wskazują na coraz częstsze wykorzystanie bezzałogowych platform na polu walki. Roboty konstrukcji i produkcji Łukasiewicz – PIAP są używane nie tylko przez polskie wojsko i służby specjalne, ale także w ponad dwudziestu innych krajach.
Istotny jest dialog między producentem robotów i wojskiem, będącym użytkownikiem końcowym robotów, aby rozumieć wymagania i potrzeby wojska. Dialog jest elementem optymalizującym zarządzanie cyklem życia tych skomplikowanych, technologicznie zaawansowanych systemów. Ciągłość zamówień zapewnia ciągłość dostaw i utrzymanie mocy produkcyjnych na optymalnym poziomie z możliwością osiągnięcia kolejnych, wyższych poziomów, w razie takiej konieczności.
Kierunki dalszych prac dotyczących robotów lądowych dla wojska i służb mundurowych powinni nakreślać użytkownicy końcowi. Jednakże producenci powinni wskazywać możliwości ich rozwoju na podstawie informacji pozyskanych z obszaru eksploatacji (ang. end-user inputs) oraz technologii innowacyjnych (ang. emerging and disruptive), które mogą poszerzyć możliwości tych systemów o nowe konstrukcje napędów (np. silniki bezszczotkowe) tak, aby uzyskać duży moment obrotowy przy niskich prędkościach, baterie (o większej mocy, mniejszej wadze), innowacyjne technologie nowych materiałów (większa wytrzymałość, mniejszy ciężar), digitalizacja (mniej kabli, mniej awarii) modułowość systemu, innowacyjna komunikacja, w tym cyfrowe radia (większy zasięg, mniejsze zużycie energii, odporność na zagłuszanie, autonomia działania). Istotna jest integracja technologiczna, standaryzacja systemów, opracowanie taksonomii dla tego obszaru, ustanowienie zasad etycznych i prawnych dla całego cyklu zarządzania życiem bezzałogowych platform lądowych.
Zdobyte doświadczenie pozwala na wyciagnięcie wniosków odnoszących się do rozwoju robotów lądowych. Wskazuje ono wyraźnie, że zarówno środowisko, jak i koncepcja użycia bezzałogowych systemów lądowych determinuje ich rozwój w obszarze kształtowania ich konstrukcji.
Przyszłe działania będą określane na podstawie analizy potrzeb, a w przypadku systemów wojskowych analizy potrzeb zwiększania możliwości pozyskania zdolności obronnych i definiowania luk technologicznych, których opracowanie spełniłoby wymagania stawiane tym systemom zarówno w środowisku cywilnym, jak i wojskowym [5] udowadniając, że zarówno środowisko, jak i koncepcja użycia bezzałogowych systemów lądowych determinuje ich rozwój.
6. Podsumowanie
W artykule przedstawiono rozwój konstrukcji robotów lądowych wytwarzanych przez Łukasiewicz – PIAP. Instytut rozpoczął swoją przygodę z robotyką w latach 80. XX w., kiedy kupiono licencję na produkcję robotów przemysłowych IRb-6 od szwedzkiej firmy ASEA (obecnie ABB). Sterowniki tych robotów były udoskonalane w Instytucie, co skutkowało ich zastosowaniami w przemyśle. W ten sposób zdobyto niezbędne kompetencje do projektowania różnorodnych robotów. Pod koniec XX w. postanowiono zainteresować się robotami dla służb specjalnych i wojska. Ten artykuł koncentruje się właśnie na tych urządzeniach. Prezentuje ich parametry oraz zakres zastosowań. Można go uznać za podsumowanie dokonań Łukasiewicz – PIAP w zakresie konstrukcji terenowych robotów lądowych. Obecnie prace koncentrują się na obdarzeniu robotów autonomią działania [30].
Bibliografia
1. The Emerging UMV and UGV Markets 2008-2018 – a new report, Shephard, December 2008.
2. Unmanned Ground Systems Landscaping and Integration Study (UGS-LIS), FINAL STUDY REPORT, European Defence Agency, GMV-UGS-LIS-PRS-001-15, 2015.
3. Unmanned Systems Roadmap 2007–2032, US Department of Defence, December 2007.
Fot. 13. Platforma mobilna PIAP HUNTeR®
Photo 13. PIAP HUNTeR® mobile platform
4. Budny E., Szynkarczyk P., Wrona J., Unmanned Ground Military and Construction Systems Technology Gaps Exploration, 2017 Proceedings of the 34th International Symposium on Automation and Robotics in Construction (ISARC), National Taiwan University of Science and Technology (NTUST), 577–581, DOI: 10.22260/ISARC2017/0080.
5. Czupryniak R., Szynkarczyk P., Trojnacki M., Tendencje rozwoju mobilnych robotów lądowych (2), Nowe kierunki w robotyce mobilnej, „Pomiary Automatyka Robotyka”, R. 12, Nr 7-8, 2008, 10–13.
6. Dong Y., Li L., The Application Practice of PDCA Cycle in Improving Product Quality, “Frontiers in Business, Economics and Management”, Vol. 19, No. 2, 2025, 169–172, DOI: 10.54097/db53kn09.
7. Jagusiak-Kocik M., PDCA cycle as a part of continuous improvement in the production company – a case study, “Production Engineering Archives”, Vol. 14, 2017, 19–22.
8. Janiak M., Zieliński C., Platforma mobilna Rex – struktura układu sterowania, XIII Krajowa Konferencja Robotyki, Kudowa Zdrój, 2-6 Lipca 2014, Postępy robotyki. Prace Naukowe – Elektronika, z. 194, Red. K. Tchoń, C. Zieliński. Oficyna Wydawnicza Politechniki Warszawskiej, Warszawa 2014, 45–54.
9. Janiak M., Zieliński C., Control system architecture for the investigation of motion control algorithms on an example of the mobile platform Rex, “Bulletin of the Polish Academy of Sciences – Technical Sciences”, Vol. 63, No. 3, 2015, 667–678, DOI: 10.1515/bpasts-2015-0078.
10. Klimasara W., Koncepcja, projekt oraz konstrukcja mechaniczna mobilnego robota interwencyjno-inspekcyjnego SR-10 Inspector, VII Krajowa Konferencja Robotyki, 5-8 września 2001, Lądek Zdrój. Prace Naukowe Instytutu Cybernetyki Technicznej Politechniki Wrocławskiej, Konferencje, Vol. 102, Nr 46, 2001, 139–148.
11. Kowalski G., Główka J., Macias M., Puchalski S., Modular robotic system for forensic investigation support, “Counterterrorism, Crime Fighting, Forensics, and Surveillance Technologies”, Proceedings of SPIE, Vol. 10441, 2017, DOI: 10.1117/12.2278735.
12. Kowalski G., Wołoszczuk A., Sprońska A., Buliński D., Czubaczyński F., Modular Robotic Toolbox for Counter-CBRN Support, International Conference on Systems, Control and Information Technology, SCIT 2016, “Advances in Intelligent Systems and Computing”, Vol 543, 2017, 396–408, DOI: 10.1007/978-3-319-48923-0_43.
13. Krakówka T., Stankiewicz B., The Development of PIAP Fenix Mobile Robot, International Conference Automation, ICA 2017, “Advances in Intelligent Systems and Computing”, Vol 550, 2017, 380–389, DOI: 10.1007/978-3-319-54042-9_35.
14. Krakówka T., Typiak A., Problematyka doboru obciążeń przy projektowaniu i optymalizacji manipulatorów przenośnych robotów mobilnych do zastosowań specjalnych, „Pomiary Automatyka Robotyka”, R. 26, Nr 1, 2022, 61–67, DOI: 10.14313/PAR_243/61.
15. Litman T., Autonomous Vehicle Implementation Predictions: Implications for Transport Planning, Victoria Transport Policy Institute, November 2018, [www.vtpi.org/avip.pdf].
16. Łysoń M., Dlaczego zdalnie sterowane miny Goliath nie opłaciły się nazistom?, „Chip”, 19.03.2022.
17. Maciaś M., Dąbrowski A., Fraś J., Karczewski M., Puchalski S., Tabaka S., Jaroszek P., Measuring Performance in Robotic Teleoperation Tasks with Virtual Reality Headgear, Conference on Automation 2019, “Advances in Intelligent Systems and Computing”, Vol. 920, 2020, 408–417, DOI: 10.1007/978-3-030-13273-6_39.
18. Piwiński J., Sprońska A., Zawieska K., Domański M., Wnioski z projektu innowacyjnego „Wpływ robotów mobilnych na zbiorowe zachowanie ludzi”, „Pomiary Automatyka Robotyka”, R. 15, Nr 2, 2011, 484–494.
19. Szynkarczyk P., Ewolucja konstrukcji robotów mobilnych specjalnego przeznaczenia w kontekście zmian wymagań dla bezpieczeństwa publicznego [w:] „Bezpieczeństwo społeczności lokalnych” (red. B. Bębenek, I. Żuchowski), Pułtusk 2022, ISBN 978-83-7549-298-9, 17–34.
20. Szynkarczyk P., Neutralising and assisting robot SMR-100 Expert – design problematics, “Bulletin of the Polish Academy of Sciences Technical Sciences”, Vol. 53, No. 1, 2005, 87–92.
21. Szynkarczyk P., Czupryniak R., Trojnacki M., Andrzejuk A., Current State and Development Tendency in Mobile Robots for Special Applications, International Conference WESIC ’08, 2008, 30–41.
22. Szynkarczyk P., Wrona J., Pasternak M., Rubiec A., Serafin P., Unmanned Ground Vehicle Equipped with Ground Penetrating Radar for Improvised Explosives Detection, “Journal of Automation, Mobile Robotics and Intelligent Systems”, Vol. 15, No. 2, 2021, 20–31, DOI: 10.14313/JAMRIS/2-2021/10.
23. Trojanek P., Zieliński C., Kornuta T., Winiarski T., Metoda projektowania układów sterowania autonomicznych robotów mobilnych. Cz.2: Przykład zastosowania, „Pomiary Automatyka Robotyka”, R. 15, Nr 10, 2011, 84–90.
24. Trojnacki M., Dąbek P., Badania symulacyjne i doświadczalne ruchu robota kołowego SCOUT podczas manewru zakręcania, XII Forum Inżynierskiego ProCAx, Kraków 15–17 października 2013 r., „Mechanik”, Vol. 87, Nr 2, 2014.
25. Trojnacki M., Dąbek P., Kacprzyk J., Hendzel Z., Motion Stabilization System of a Four-Wheeled Mobile Robot for Teleoperation Mode: Experimental Investigations in Indoor Environment, Intelligent Systems’2014, “Advances in Intelligent Systems and Computing”, Vol. 323, 2014, 117–128, DOI: 10.1007/978-3-319-11310-4_11.
26. Trojnacki M., Dąbek P., Kacprzyk J., Hendzel Z., Trajectory Tracking Control of a Four-Wheeled Mobile Robot with 16w Rate Linear Controller, “Advances in Intelligent Systems and Computing”, Vol. 267, 2014, 507–521, DOI: 10.1007/978-3-319-05353-0_48.
27. Trojnacki M., Szynkarczyk P., Tendencje rozwoju mobilnych robotów lądowych (3), Autonomia robotów mobilnych – stan obecny i perspektywy rozwoju, „Pomiary Automatyka Robotyka”, R. 12, Nr 9, 2008, 5–9.
28. Trojnacki M., Szynkarczyk P., Andrzejuk A., Tendencje rozwoju mobilnych robotów lądowych (1), Przegląd robotów mobilnych do zastosowań specjalnych, „Pomiary Automatyka Robotyka”, R. 12, Nr 6, 2008, 11–14.
29. Wilk Ł., Trojnacki M., Dąbek P., Cader M., Modelowanie nietypowej opony robota mobilnego SCOUT z zastosowaniem systemów CAx, XII Forum Inżynierskie ProCAx, Kraków 15–17 października 2013 r., „Mechanik”, Vol. 87, Nr 2, 2014.
30. Zieliński C., Arabas J., Belter D., Kasprzak W., Kowalczuk Z., Ławryńczuk M., Malinowski M., Mazur A., Mazurczyk W., Niewiadomska-Szynkiewicz E., Pazderski D., Skrzypczyński P., Sochacki M., Szmidt J., Szynkarczyk P., Szynkiewicz W., Wrona J., Zielińska T., Autonomia robotów pola walki i robotów specjalnego przeznaczenia, Sieć Badawcza Łukasiewicz – Przemysłowy Instytut Automatyki i Pomiarów – PIAP, Wydawnictwo Naukowe Łukasiewicz – Instytut Technologii Eksploatacji, 2025, https://lukasiewicz.gov.pl/wp-content/uploads/2025/06/ Autonomia-Robotow.pdf
Development of Land Robots in Łukasiewicz – PIAP
Abstract: The purpose of this article is to present the historical development of land robots designed and manufactured by the Łukasiewicz Network – Industrial Institute for Automation and Measurements (PIAP). These robots have been manufactured primarily for the military forces and emergency services, such as firefighters, border guards, police, and anti-terrorist units. Because the requirements of these services were the driving force behind the development of this line of robots, the article also presents these needs. Literature studies and many years of experience in constructing land robots have led PIAP to formulate a design methodology. The thus elaborated methodology is also outlined here.
Keywords: land robot, combat robot, robot for special forces
dr hab. inż. Piotr Szynkarczyk piotr.szynkarczyk@piap.lukasiewicz.gov.pl
ORCID: 000-0002-1937-5000
Doktor habilitowany (2019), absolwent polsko-amerykańskich studiów podyplomowych w zakresie Komercjalizacji Innowacyjnych Przedsięwzięć i Nowych Technologii realizowanych przez Uniwersytet Łódzki wraz z University of Texas w Austin w USA (2010), doktor (2000), magister, specjalność – robotyka (1992). W 2023 r ukończył studia podyplomowe we Francuskim Instytucie Zarządzania uzyskując dyplom Executive MBA. Od 1993 r. zatrudniony w Instytucie PIAP, obecnie dyrektor Sieć Badawcza Łukasiewicz – Przemysłowego Instytutu Automatyki i Pomiarów PIAP. Współtwórca pierwszych polskich robotów pirotechnicznych Inspector i Expert stosowanych w kraju i za granicą. Autor i współautor 12 zgłoszeń patentowych i ponad 70 publikacji naukowo-technicznych w wydawnictwach polskich i zagranicznych. Od wielu lat odnosi sukcesy we wdrożeniach, marketingu i globalnej sprzedaży robotów mobilnych specjalnego przeznaczenia. Jako ekspert kształtuje kierunki rozwoju, konstrukcji i produkcji robotów w instytucie Łukasiewicz-PIAP. Odznaczony Krzyżem Kawalerskim Orderu Odrodzenia Polski (2015) Złotym medalem „Za Zasługi dla Obronności Kraju” (2015), oraz Brązowym Krzyżem Zasługi (2005).
dr hab. inż. Józef Wrona jozef.wrona@piap.lukasiewicz.gov.pl
ORCID: 0000-0003-3318-6844
Absolwent Wojskowej Akademii Technicznej (mgr inż. 1985, doktorat 1998, habilitacja 2019). Dyrektor Programu Współpracy Międzynarodowej w Obszarze Technologii Obronnych w Łukasiewicz – PIAP oraz koordynator Kierunku Horyzontalnego w Sieci Badawczej Łukasiewicz „Rozwiązania z zakresu podwójnego zastosowania – cywilnego i wojskowego (dual use)”. Był Dyrektorem Instytutu Budowy Maszyn w Wojskowej Akademii Technicznej (WAT). W ramach NATO Advanced Fellowships Programme odbył staż naukowy w Purdue University, w USA. W Ministerstwie Obrony Narodowej był Krajowym Dyrektorem ds. Badań i Technologii Obronnych, w tym w Organizacji NATO ds. Badań/Nauki i Technologii (NATO RTO/STO) i Europejskiej Agencji Obrony (EDA). Był przewodniczącym Komitetu Sterującego w NCBiR. Uczestniczył w zarządzaniu (po stronie rządowej) 57 programami i projektami krajowymi i międzynarodowymi, oraz kilkunastoma projektami po stronie wykonawcy. Zajmuje się inżynierią mechaniczną, szczególnie załogowymi i bezzałogowymi platformami lądowymi. Autor ponad 50 prac z tego zakresu. Członek Rady Dyrektorów I.A.A.R.C. (International Association for Automation and Robotics in Construction).
prof. dr hab. inż. Cezary Zieliński cezary.zielinski@pw.edu.pl
ORCID: 0000-0001-7604-8834
Jest profesorem na Wydziale Elektroniki i Technik Informacyjnych (WETI) Politechniki Warszawskiej (PW). W PW pracuje od 1985 r., a od 2008 r. również w Przemysłowym Instytucie Automatyki i Pomiarów. W PW sprawował funkcje: prodziekana ds. nauki i współpracy międzynarodowej WEITI (2002-2005), zastępcy dyrektora ds. naukowych Instytutu Automatyki i Informatyki Stosowanej (IAiIS) (2005-2008), dyrektora IAIS (2008-2016, 2020–) oraz prodziekana ds. ogólnych WEiTI (2016–2020). Od 1996 r. jest kierownikiem Zespołu Robotyki w IAiIS. Od 2007 roku jest członkiem Komitetu Automatyki i Robotyki Polskiej Akademii Nauk. Pracował również w Loughborough University of Technology (1992) oraz Nanyang Technological University (1999–2001). Jego zainteresowania badawcze koncentrują się na zagadnieniach związanych z metodami programowania i sterowania robotów. Jest autorem i współautorem ponad 200 publikacji z tego zakresu.
Piotr Szynkarczyk, Józef Wrona, Cezary Zieliński
Non-Destructive Testing of Composite Helmets Using Ultrasonic Thermography
Waldemar Świderski
Military Institute of Armament Technology, Prymasa Stefana Wyszyńskiego 7, 05-220 Zielonka
Abstract: Due to the shape and material of composite helmets, ultrasonic thermography is the most effective method of detecting subsurface defects using non-destructive testing methods. This method was created by combining the ultrasonic method with infrared thermography. Ultrasonic waves flowing through the tested material cause vibrations at the edges of material discontinuities, which results in heat release. A thermal camera is used to locate places on the surface of the helmet with elevated temperature. Defects are located in these places. Since changes in temperature above defects often do not exceed the noise level, various methods of image processing (thermograms) are used to improve the effectiveness of detecting defects. The article presents the results of tests of composite helmets with intentionally introduced defects and helmets after many years of use. It also shows the possibilities of improving the results of defect detection using various image processing methods.
Personal ballistic covers, i.e. composite helmets (and armor vests), use multi-layer composite materials, which are woven materials (including aramid fibers) connected with plastic as a binder. These types of materials are characterized by the fact that they are light, resistant to corrosion, and can be easily formed, which allows them to be adapted to the surface they are intended to protect. Light ballistic shields are most often several to a dozen or so millimeters thick. Defects that may occur in multi-layer composite materials include defects resulting from the technological process and use. These defects affect the properties of the composites, i.e. their number, dimensions, shape and arrangement. Technological defects are related to the method of producing the cover and arise during an incorrectly conducted technological operation. Defects that may occur in this type of composite materials include: inaccuracies in gluing the composite layers, disbanding, thin gas gaps, most often filled with air, delaminations occurring between the composite layers, occurring during impacts caused by impacts, fragments and shell fire as a result of destructive ballistics tests, material discontinuities, inclusions of foreign materials, flat cracks, etc. The above-mentioned defects may also occur together. Each composite helmet is individual equipment and is used differently by each user. In addition to objective factors affecting its efficiency, such as climatic conditions, its technical
Autor korespondujący: Waldemar Świderski, waldemar.swiderski@wp.pl
Artykuł recenzowany nadesłany 11.06.2025 r., przyjęty do druku 09.09.2025 r.
condition after many years of operation is also influenced by the user himself. The user influences the technical condition of the helmet by demonstrating technical culture and attention to compliance with the manufacturer’s operational requirements by independently carrying out a visual inspection of the condition of the helmet, especially after its use, in order to detect damage or disruption of the continuity of the outer layer of the helmet. It is also important to exercise appropriate supervision and control over maintaining appropriate storage conditions of helmets, inspecting them and transporting them in appropriately designed transport packaging.
Due to the complicated shape of composite helmets, many non-destructive testing methods are not effective in detecting defects that may occur in them. Among the tests carried out at the Institute using various non-destructive testing methods for helmets, the best results were obtained using ultrasonic thermography.
2. Ultrasonic thermography
Ultrasonic infrared thermography [1–3] is a method of active non-destructive testing based on ultrasound and infrared thermography. After introducing them into the sample, ultrasonic waves will move freely through the homogeneous material. However, an internal defect causes a complex combination of absorption, scattering, beam dispersion and wave dispersion, which will ultimately be in the form of heat. The heat will then move by conduction in all directions. If an infrared (IR) camera is pointed at one of the sample surfaces, a trace of the defect can be detected. The advantage of using this method is the ability to identify the defect regardless of its orientation in the sample and the ability to detect both internal and open surface defects. Hence, this method is useful for detecting delaminations and cracks. The ultrasonic wave is produced by a transducer composed of a stack of piezoelectric elements. The
Non-Destructive Testing of Composite Helmets Using Ultrasonic Thermography
transducer relay should be properly pressed against the sample to ensure proper ultrasonic transmission, otherwise poor ultrasonic transmission may occur or cause unwanted heat near the point of ultrasound introduction [4].
Compared to optical (external) techniques, the heat wave travels half the distance in ultrasonic thermography studies. This is because heat propagates from the defect to the surface (for optical techniques, heat moves from the surface to the defects and back to the surface). Therefore, ultrasonic thermography tests are quick. Damage just beneath the surface can become apparent within seconds of initiating thermal stimulation with an ultrasonic signal. Of course, longer heating times are required to detect remaining defects. The deepest defects can be located during the cooling phase. Additionally, the longer the transducer operates on a surface, the more heat is released at the contact surface, increasing the likelihood of damage to the area. It should be borne in mind that the pressure exerted on the sample has a large impact on the thermal response [4]. Although ultrasonic thermography examinations are fast compared to optical heating (because they do not require reducing the impact of uneven heating of the tested surface on the obtained results – the testing time using optical methods can be several times longer), to inspect a large area it is necessary to move the transducer and re-immobilize the sample.
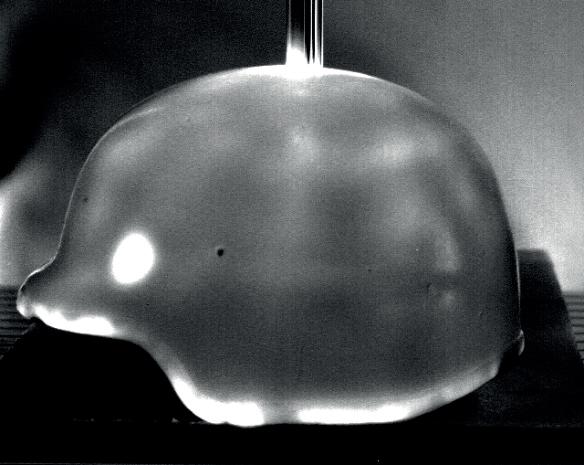
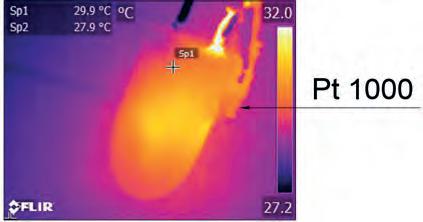
The experiments at the Military Institute of Armament Technology (MIAT) was made using a FLIR SC 7600 IR imager (image format 640 × 512) in a sequence of 300 thermograms. Ultrasonic stimulation was performed with an ultrasound generator at the frequency from 15 kHz to 25 kHz. Output power was from 300 W to 0.9 kW (the maximum allowed power was 2 kW). The ultrasonic signal was generated from 50 s to 100 s. While the registration time was from 120 s to 240 s. Figure 1 presents the set-up used for the thermographic tests containing an ultrasonic thermal stimulation.
3. Results
3.1. Helmes with intentionally introduced defects
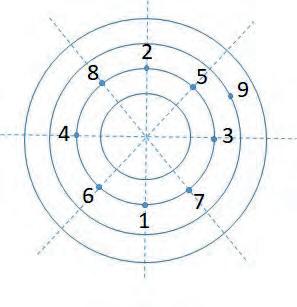
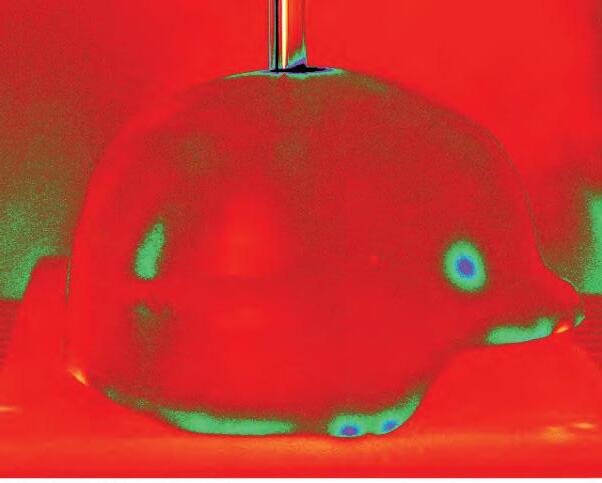
Our previous research presented in publications [5, 6] carried out on helmets with intentionally introduced defects into the internal structure of the helmet showed that the ultrasonic thermography method can be effective in detecting internal defects in composite helmets. The publication [7] presents the possibilities of detecting defects in the form of inclusions of other materials and those located at various depths under the helmet surface, as shown in Figures 2 and 3. Figure 2 shows a thermogram of the composite helmet with the detected defects. The square-shaped defects introduced into the helmet were approximately 0.1 mm thick and had different areas of 0.5 cm2 (defects D1, D2 and D3), 1 cm2 (D4, D5, D6) and 1.5= cm2 (D7, D8, D9). The defects were located at various depths under the upper surface of the helmet, i.e. between the 1st and 5th layers (D1, D4, D7), the 8th and 12th layers (D2, D5, D8) and the 16th and 20th layers (D3, D6, D9). The defects were introduced during the technological process of making the helmet in the manufacturing plant.
The distribution of defects in the helmet is shown in Figure 3 [7].
In order to select the most effective ultrasound frequency for the type of composite (aramid) considered in this work, experimental tests were carried out using samples with deliberately introduced defects at different ultrasound frequencies [8].
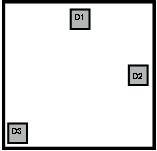
Samples with dimensions of (100 × 100) mm contained introduced defects in the form of air gaps, each with dimensions of (10 × 10) mm and a thickness of approx. 0.1 mm. The defects were located between the 1st and 5th aramid layer (D1 defect),
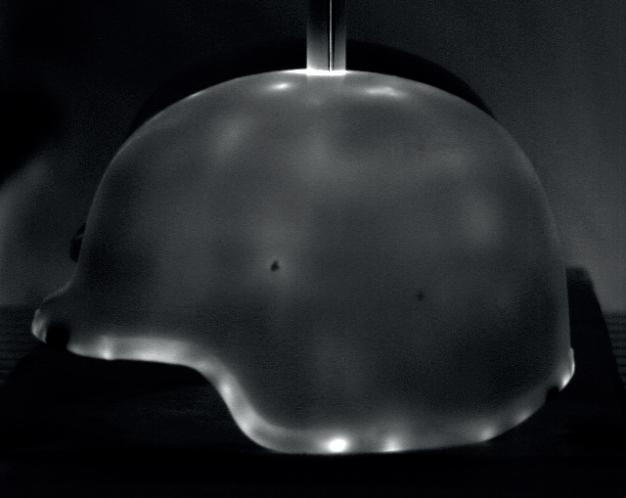
Fig. 1. Photo showing the helmet on the test stand during testing Rys. 1. Zdjęcie przedstawiające hełm na stanowisku badawczym podczas badań
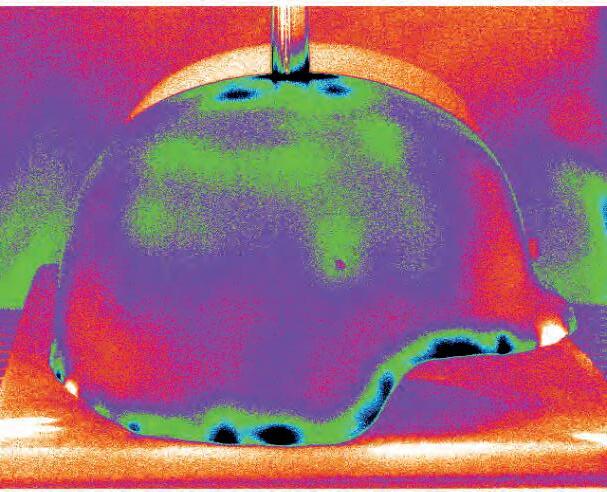
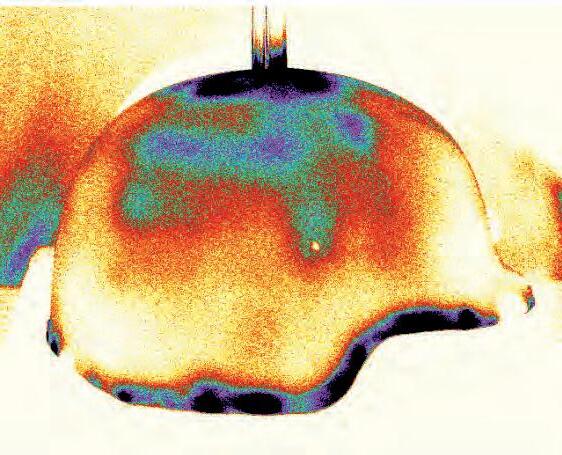
Fig. 2. Results of helmet tests using ultrasonic thermography – phasograms (view from the left side of the helmet) obtained for various test parameters: a) generator power 0.9 kW, stimulation time 100 s, frequency 23,5 kHz, recording time 240 s; b) generator power 0.9 kW, frequency 22 kHz, stimulation time 80 s, recording time 240 s
Rys. 2. Wyniki badań hełmów z wykorzystaniem termografii ultradźwiękowej – fazogramy (widok z lewej strony hełmu) uzyskane dla różnych parametrów badania: a) moc generatora 0,9 kW, czas stymulacji 100 s, częstotliwość 23,5 kHz, czas rejestracji 240 s; b) moc generatora 0,9 kW, częstotliwość 22 kHz, czas stymulacji 80 s, czas rejestracji 240 s
a)
b)
between the 8th and 12th aramid layer (D2 defect) and between the 16th and 20th aramid layer (D3 defect) (Fig. 4).
During stimulation, the ultrasound frequency ranged from 15 kHz to 23 kHz. Changes in the temp erature field on the sample surface were recorded with a thermal imaging camera.
The obtained ΔT results for individual ultrasound frequencies (using 80 % of the generator power) are presented in Table 1. The parameter ΔT in the table was determined as the maximum difference between the temperature on the front surface of the sample above the defect located at a given depth under the sample surface, recorded during the heating and cooling phase, and the initial temperature for the same point in the sample. The camera error was 1–2 % of the measurement range.
3.2. Helmets after 10 years of use
3.2.1. Image processing
Non-destructive testing using thermographic methods, as well as other test methods, has limitations relating to types, geometric dimensions, and depth of defect position below the surface of tested materials. Relevant techniques are used to process images (thermograms) obtained during experimental testing. In the process of analyzing hundreds of images containing details, they are replaced by a limited set of distinct features, prone to use of methods and algorithms for recognition. In addition to standard methods used in digital image processing, special data processing techniques are used, the most important of which are: thermal tomography, Fourier transform, wavelet analysis, thermographic signal reconstruction, dynamic thermography standardization, principle component analysis, neural networks especially deep learning and data synthesis.
In the case of improving the imaging of defects in non-destructive tests carried out using ultrasonic thermography of helmets, the best results were achieved by two methods: principal component analysis (PCA) and wavelet analysis.
Principal Component Analysis (PCA) is a transformation that turns a large amount of information contained in the interrelated input data into a set of statistically independent components according to their importance. It is therefore a form of lossy compression, known in information theory as the Karhunen-Loeve transform [9]. It is used in statistical procedures, which in recent years have become more and more popular in the issues of image recognition and data compression, especially data of very large volumes [10].
The principal components method has been used relatively recently in thermographic tests. The PCA uses the decomposition method to extract both spatial and temporal information from a thermographic data matrix. Three-dimensional matrix (the sequence of thermal images recorded) is converted into two-dimensional, wherein the time values are arranged in columns а spatial data in rows. Thereafter, the two-dimensional matrix is decomposed and the resulting matrix can again be represented as an image sequence.
The most common use of this method is to reduce the size of the data set. The task is to describe large-dimension data (high number of features) with fewer features, while keeping maximum information. In the case of PCA, this information is measured by variance, which in statistics is a classic measure of volatility. Principal components analysis allows to describe multivariate data with a small number of uncorrelated coordinates (determined by the eigenvectors of the covariance matrix), maintaining the dispersion between the data. The dimension of the new space will depend on how much of the features we want to keep [11].
ΔT uzyskane na podstawie przeprowadzonych badań doświadczalnych
* generator power
Fig. 3. Diagram of locating defects in the helmet Rys. 3. Schemat lokalizacji uszkodzeń w hełmie
Fig. 4. Distribution of defects in the test sample
Rys. 4. Rozkład defektów w próbce testowej
Table 1. ΔT values obtained from the experimental tests
Tabela 1. Wartości
Non-Destructive Testing of Composite Helmets Using Ultrasonic Thermography
The wavelet transformation enables a simultaneous representation of time and frequency signals and it leads to the approximation of the signals by isolating their characteristic structural elements. In contrast to the Fourier transform, the wavelet transform decomposes the signal into elementary signals called wavelets, which are continuous waveforms of a different duration and different spectra [12]. The disadvantage of the Fourier transform, which is the most popular method of analysing temperature
signals, is that switching from time-value to frequency-value results in the loss of time information. On the other hand, the wavelet transform enables the analysis of the signal frequency change as a function of time. The wavelet analysis is a useful tool for analysing short time signals, transient data or complex images. ThermoFitTM Pro software allows you to perform wavelet analysis using two methods: CWT and Complex CWT. CWT (Continuous Wavelet Transform) and Complex CWT (Complex
a)
b)
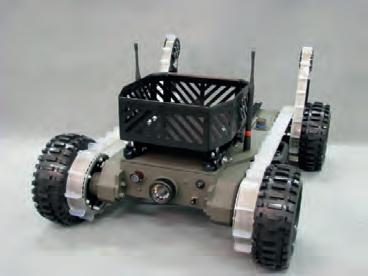
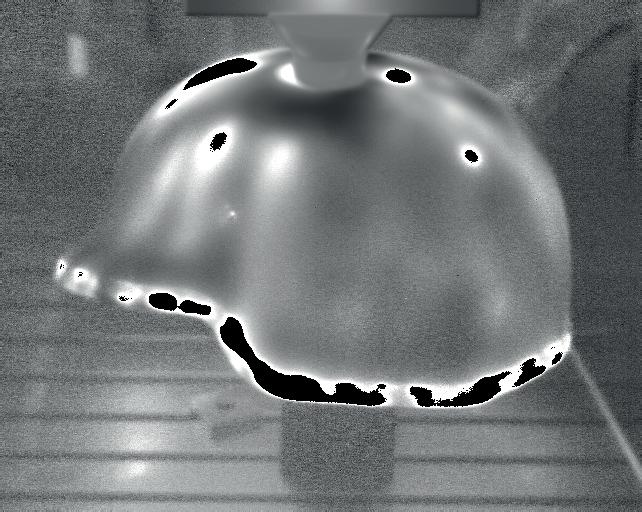
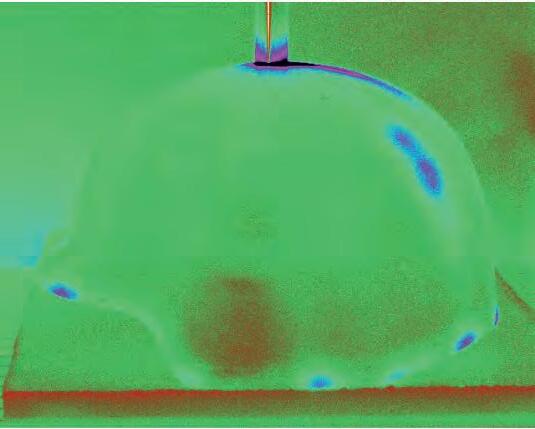
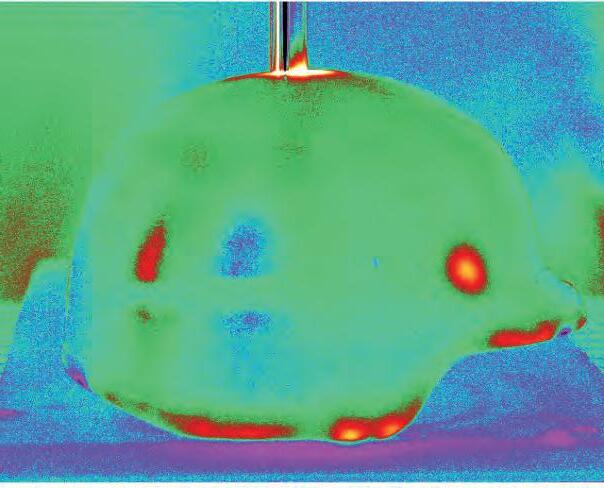
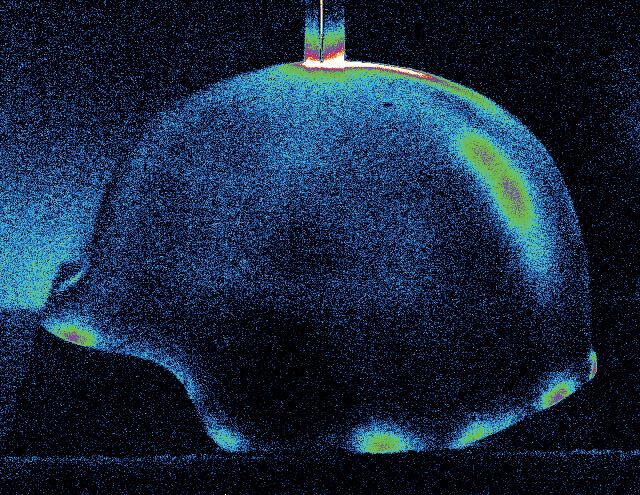
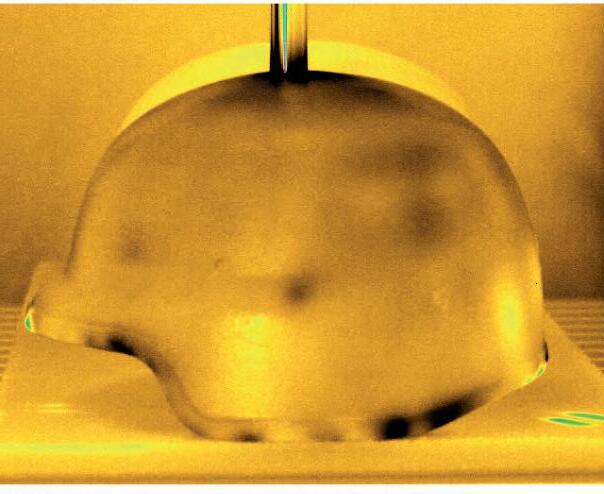
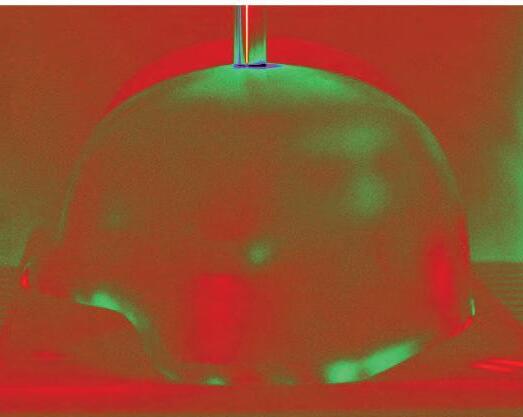
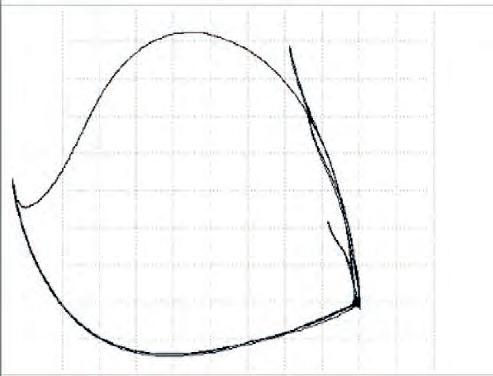
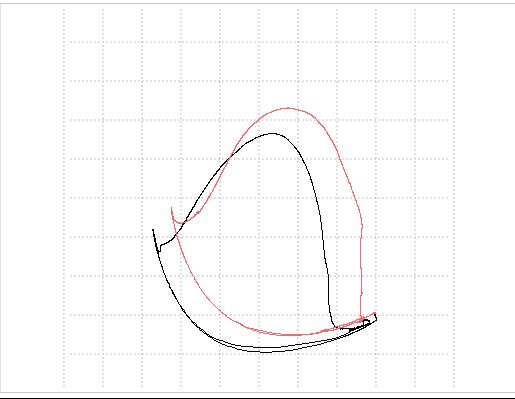
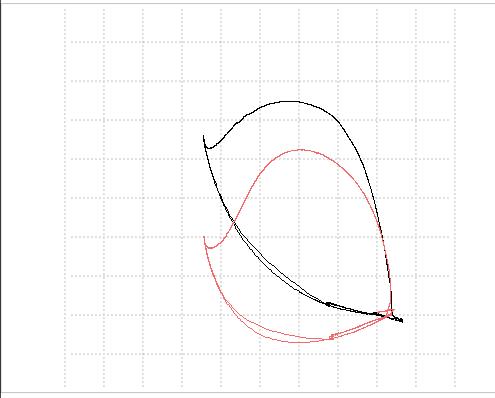
Fig. 5. Source thermograms of helmet No. 1 obtained by ultrasonic thermography: a) left side, b) right side Rys. 5. Źródłowe termogramy hełmu nr 1 uzyskane metodą termografii ultradźwiękowej: a) strona lewa, b) strona prawa
a)
b)
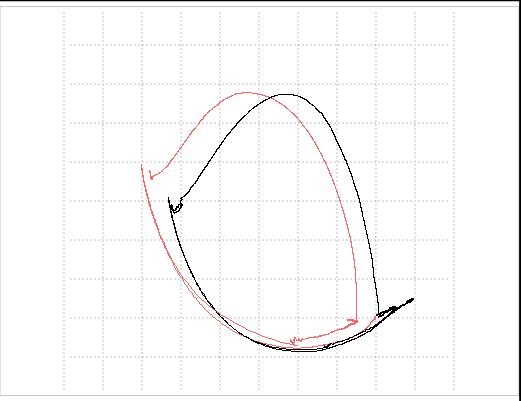
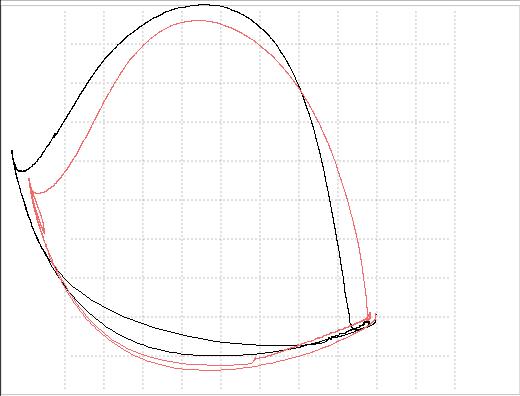
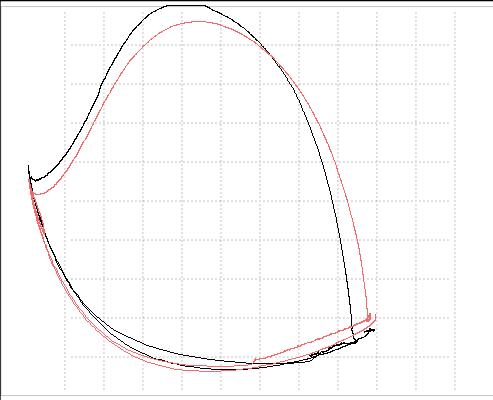
Fig. 6. Images of helmet No. 1 (left side) with visible defects: a) PCA (second component), b) CWT wavelet analysis (Morlet, a = 9, b = 10) Rys. 6. Obrazy hełmu nr 1 (lewa strona) z widocznymi defektami: a) PCA (druga składowa), b) CWT analiza falkowa (Morlet, a = 9, b = 10)
a)
b)
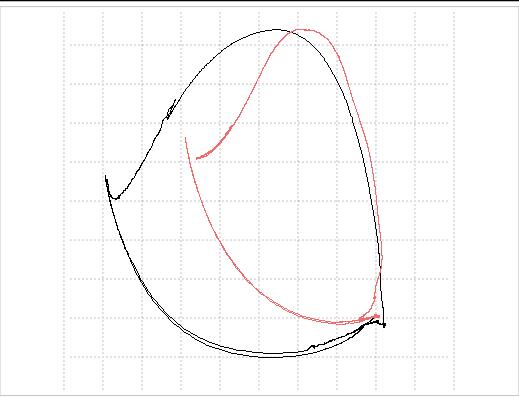
Fig. 7. Images of helmet No. 1 (right side) with visible defects: a) PCA (second component), b) CWT wavelet analysis (Morlet, a = 8, b = 11) Rys. 7. Obrazy hełmu nr 1 (strona prawa) z widocznymi defektami: a) PCA (druga składowa), b) CWT analiza falkowa (Morlet, a = 8, b = 11)
8. Source thermograms of helmet No.2 obtained by ultrasonic thermography: a) left side, b) right side Rys. 8. Źródłowe termogramy hełmu nr 2 uzyskane metodą termografii ultradźwiękowej: a)
Continuous Wavelet Transform) are two different signal analysis methods that use wavelet transforms. They differ primarily in the type of wavelets used and the interpretation of the results. CWT uses real wavelet functions, while Complex CWT uses complex wavelets, which allows for analysis of the signal phase and amplitude. CWT is a real-valued function of scale and position [13]. CWT is a real-valued function of scale and
position. In the software used, the maximum scale is a = 20 and the position is also b = 20.
3.2.2. Results of helmets after 10 years of use
A production batch of composite helmets after intensive use was subjected to non-destructive testing using ultrasonic thermography. The aim of the non-destructive testing was to
Fig.
lewa strona, b) prawa strona
Fig. 9. Images of helmet No. 2 (right side) with visible defects: a) PCA (second component), b) CWT wavelet analysis (Morlet, a = 14, b = 8) Rys. 9. Obrazy hełmu nr 2 (strona prawa) z widocznymi defektami: a) PCA (druga składowa), b) CWT analiza falkowa (Morlet, a = 14, b = 8)
Fig. 10. Images of helmet No. 1 (left side) with visible defects: a) PCA (second component), b) CWT wavelet analysis (Morlet, a = 16, b = 11) Rys. 10. Obrazy hełmu nr 1 (lewa strona) z widocznymi defektami: a) PCA (druga składowa), b) CWT analiza falkowa (Morlet, a = 16, b = 11)
assess the condition of all helmets and to select those in which damage was detected. Helmets in which damage was detected were subjected to destructive shooting tests. The weakening of the ballistic resistance of these helmets was assessed. Figures 5 and 8 present selected test results for two example helmets. They present source thermograms with the most visible changes in the internal structure of these helmets. A sequence of 300 images was recorded at a frame rate of 2 Hz. The figures show the last source thermogram.
Image processing methods were used to select the areas in the helmets where the damage was greatest. The ThermoFitTM Pro software developed by prof. Vavilov [14]. This software enables the use of various thermogram processing algorithms. The Program is able to treat IR image sequences produced as sets of single image files. The number of images in analyzed sequences can be arbitrary. All ThermoFitTM Pro processing algorithms are applied to all images in a sequence except the first image. It is assumed that the first image in a sequence is recorded at the ambient (initial) temperature, i.e. before heating/cooling. It can be subtracted from each image in the sequence or skipped in further processing. An ambient temperature image can be added separately to any sequence.
A certain disadvantage is that as a result of dividing the sequence of thermograms into individual thermograms using the MATLAB software, we have a mirror image of the thermograms in the ThermoFitTM Pro software.
As can be seen in the source thermograms, in addition to visible areas where defects may occur, the internal structure of composite helmets is also visible. In order to visualize the places where defects occur, two most effective methods were used: principal component analysis and wavelet analysis. Very similar results were obtained, as can be seen in the images presented in Figures 6, 7, 9 and 10.
4. Conclusions
The presented results confirm the potential of infrared ultrasonic thermography in the examination of objects made of aramid fiber-reinforced composites with complex shapes, such as composite helmets.
The presented method enables testing of composite helmets of various shapes and sizes. The usefulness and effectiveness of image analysis methods have also been confirmed, which enable more precise localization of places where potential defects may occur.
In future work, we want to automate the process of detecting defects in composite helmets to shorten their examination time.
Acknowledgements
The research was co-financed by the National Center for Research and Development (Project no. DOB-SZAFIR/ 02/A/001/01/2020).
References
1. Hong Y., Miao P., Zhang Z., Zhang Shu-yi., Ji X., Installation and application of ultrasonic infrared thermography, “Acoustical Science and Technology”, Vol. 25, No. 1, 2004, 77–80, DOI: 10.1250/ast.25.77.
2. Favro L.D., Han X., Li L., Ouyang Z., Sun G., Thomas R.L., Richards A., Thermosonic imaging of cracks and delaminations, “Progress in Natural Sciences”, Vol. 11 (Suppl.), 2001, 133–136.
3. Choi M., Kang K., Lee S., Fatigue Crack Detection by Ultrasound Infrared Thermography, 17th World Conference on Nondestructive Testing, Special Issue of “e-Journal of Nondestructive Testing”, Vol. 13, No. 11, 2008.
4. Fernandes H., Ibarra-Castanedo C., Zhang H., Maldague X., Thermographic Non-destructive Evaluation of Carbon Fiber-Reinforced Polymer Plates After Tensile Testing, “Journal of Nondestructive Evaluation”, Vol. 34, 2015, DOI: 10.1007/s10921-015-0303-y.
5. Świderski W., Non-destructive testing of fibre-reinforced composites by infrared thermography methods, Monograph, Wydawnictwo Wojskowego Instytutu Technicznego Uzbrojenia, Zielonka 2022, ISBN 978-83-962484-3-5.
6. Pracht M., Świderski W., Non-destructive evaluation of composite helmets by ultrasonic IR thermography, Proceedings of 8th International Conference on Mechanics and Materials in Design, Bologna, 2019, 33–34.
7. Świderski W., Pracht M., Non-Destructive Evaluation of Composite Helmets Using IR Thermography and Ultrasonic Excitation, “Pomiary Automatyka Robotyka”, Vol. 25, No. 4, 2021, 23–26, DOI: 10.14313/PAR_242/89.
8. Hlosta P., Pracht M., Świderski W., Processing infrared (IR) images in non-destructive testing multilayer aramide composite by IR thermography methods, 12th ECNDT, Session: Thermography and Thermosonics Applications, Gothenburg, Sweden 2018.
9. Cichocki A., Unbehauen R., Neural Networks for Optimization and Signal Processing, Wiley, New York, 1993
10. Hermosilla-Lara S., Joub ert P.-I., Placko D., Lepoutre F., Piriou M., Enhancement of open-cracks detection using a principal component analysis/wavelet technique in photothermal nondestructive testing, International Conference: 2002 Quantitative InfraRed Thermography, Dubrovnik (Croatia), 2002, 12–13, DOI: 10.21611/qirt.2002.002.
11. Vavilov V.P., Burleigh D.D., Review of pulsed thermal NDT: Physical principles, theory and data processing, “NDT & E International”, Vol. 73, 2015, 28–52, DOI: 10.1016/j.ndteint.2015.03.003.
12. Białoszewski J.T., Wavelets and approximations, WNT, Warszawa, 2000 (in Polish).
Other sources
13. MATLAB Help Center, Continuous Wavelet Transform and Scale-Based Analysis, [https://nl.mathworks.com/ help/wavelet/gs/continuous-wavelet-transform-and-scalebased-analysis.html].
14. ThermoFitTM Pro Operation manual, Innovation Ltd., Russia, 2017.
Badania nieniszczące hełmów kompozytowych z wykorzystaniem termografii ultradźwiękowej
Streszczenie: Ze względu na kształt i materiał, z którego wykonane są hełmy kompozytowe, termografia ultradźwiękowa jest najskuteczniejszą metodą wykrywania wad podpowierzchniowych przy użyciu metod badań nieniszczących. Metoda ta została stworzona poprzez połączenie metody ultradźwiękowej z termografią w podczerwieni. Fale ultradźwiękowe przepływające przez badany materiał powodują drgania na krawędziach nieciągłości materiału, co powoduje wydzielanie ciepła. Kamera termowizyjna służy do lokalizowania miejsc na powierzchni hełmu o podwyższonej temperaturze. W tych miejscach znajdują się wady. Ponieważ zmiany temperatury powyżej wad często nie przekraczają poziomu szumu, stosuje się różne metody przetwarzania obrazu (termogramu) w celu poprawy skuteczności wykrywania wad. Artykuł przedstawia wyniki badań hełmów kompozytowych z celowo wprowadzonymi wadami oraz hełmów po wieloletnim użytkowaniu. Pokazuje również możliwości poprawy wyników wykrywania wad przy użyciu różnych metod przetwarzania obrazu.
Słowa kluczowe: termografia ultradźwiękowa, badania nieniszczące, przewarzanie obrazów, hełmy kompozytowe, włókna aramidowe
Prof. Waldemar Świderski, DSc PhD Eng. waldemar.swiderski@wp.pl
ORCID: 0000-0003-4040-2197
A graduate of the Department of Electro-Mechanical Arms of Military University of Technology (1978). Since 1980, an employee of Military Institute of Armament Technology, at present in the position of professor. Research interests include non-destructive testing using infrared thermography and terahertz radiation and the use of infrared technology in military applications. Author and co-author of more than 270 various scientific publications and 19 patents.
Extremal Problems for Infinite Order Parabolic Systems with Multiple Time-Varying Lags
Adam Kowalewski
AGH University of Krakow, Institute of Automatic Control and Robotics, Al. Mickiewicza 30, 30-059 Krakow, Poland
Abstract: Extremal problems for infinite order parabolic systems with multiple time-varying lags are presented. An optimal boundary control problem for infinite order parabolic systems in which multiple time-varying lags appear in the state equations and in the boundary condition simultaneously is solved. The time horizon is fixed. Making use of Dubovicki–Milutin scheme, necessary and sufficient conditions of optimality for the Neumann problem with the quadratic performance functionals and constrained control are derived.
Extremal problems are now playing an ever-increasing role in applications of mathematical control theory. It has been discovered that notwithstanding the great diversity of these problems, then can be approached by a unified functional-analytic approach, first suggested by Dubovicki and Milutin. The general theory of extremal problems has been developed so intensely recently that its basic concepts may now be considered complete.
Extremal problems were the object of mathematical research at the very earliest stages of the development of mathematics.
The first results were then systematized and brought together under the heading of the calculus of variations with its innumerable applications to physics, automatic control, and mechanics.
Technological progress presented the calculus of variations with a new type of problem – the control of objects whose control parameters are varied in some closed set with boundary. Quite varied problems of this type were investigated by Pontryagin, Boltyanskii, Gamkrelidze and Mishchenko, who established a necessary condition for an extremum the so-called Pontryagin maximum principle.
The nature of this condition and the form of the optimal solutions were so different from the classical theorems of the calculus of variations that popular science writers began to speak of the advent of a new calculus of variations.
In 1962 Dubovicki and Milutin found a necessary condition for an extremum in the form of an equation set down in the language of functional analysis. They were able to derive, as special cases of this condition, almost all previously known necessary extremum conditions and thus to recover the lost theoretical unity of the calculus of variations.
Autor korespondujący: Adam Kowalewski, ako@agh.edu.pl Artykuł recenzowany nadesłany 25.02.2025 r., przyjęty do druku 01.10.2025 r.
The Dubovicki–Milutin method has been applied to solve many sophisticated mathematical problems. For this purpose, we shall present the following papers.
The main object of the paper [13] is to extend the Dubovicki–Milutin results and to show that the necessary optimality conditions can be derived for a broader class of optimisation problems [12, 13]. To do that, a type of conical approximation weaker than those employed by Neustadt [27, 28] and Dubovicki–Milutin [4] is introduced; and it leads to a stronger kind of separation theorem [12, 13]. Using this theorem, the necessary optimality conditions given by Neustadt [27, 28] and Dubovicki–Milutin [4] are generalised [12, 13]. The theoretical considerations are illustrated by an example.
In the paper [16], the Dubovicki–Milutin method presented in [6] is applied to obtain a necessary condition for a problem with only one equality constraint. In [31] some generalisation of the Dubovicki–Milutin method is shown for the case of n equality constraints in any form under the same assumptions about the tangent cones and the cones dual to them. This generalisation is applied in [29] and [30]. Consequently, in the paper [16] a specification of the Dubovicki–Milutin method is obtained without those assumptions from [31], but in the case of n equality constraints given in the operator form.
In the paper [17], the method of contractor direction obtained by Altman is to applied to the Dubovicki–Milutin formalism. By using this method, some specification of the Dubovicki–Milutin theorem is proved for the case of n equality constraints given by Gâteaux – differentiable operators.
Next in the paper [18] two kinds of optimal control problems of hyperbolic systems with additional equality constraints are considered: a problem with the operator equality constraint in the form of terminal condition and a problem with nonoperator equality constraint in the form (),uU ⋅∈ where U – some set. The extremum principles are proved: for the first problem – by using some specification of the Dubovicki–Milutin method in the case of n equality constraints in the operator form and for the second one – by using some generalisation of the Dubovicki–Milutin theory.
In the paper [19] the problem of optimal control with mixed equality and inequality operator constraints is considered under the assumption of Gâteaux differentiability. The extremum prin-
ciple for this kind of problem is obtained by using some specification of the Dubovicki–Milutin method [16] for the case of n equality constrains given by Gâteaux differentiable operators.
A some specification of the Dubovicki–Milutin method is given by without any additional assumption about the cones but for the case on n equality constraints given in the operator form in [16]. This specification is applied in the paper [20] to obtain a necessary condition for the problem of an optimal control with equality constrains on the phase coordinates and the control.
In the paper [21], an optimisation problem with inequality and equality constraints in Banach spaces is considered in the case when the operators which determine the equality constraints are nonregular. In this case, the classical Euler–Lagrange equation has degenerate form, i.e., does not depend on the functional to be minimized. Applying some generalisation of the Lusternik theorem to the Dubovicki–Milutin method, the family of Euler–Lagrange equations is obtained in the nondegenerate form under the assumption of twice Fréchet differentiability of the operators. The Pareto–optimal problem is also considered.
In the paper [22], optimal control problems of systems governed by parabolic equations with an infinite number of variables and with additional equality constraints are considered. The extremum principles as well as sufficient conditions of optimality are formulated by using certain extensions of the Dubovicki–Milutin method.
In the paper [23], an optimal control problem with terminal data is considered in the so–called abnormal case, i.e., when the classical Pontryagin–type maximum principle has a degenerate form which does not depend on the functional being minimized. An extension of the Dubovicki–Milutin method to the nonregular case, obtained by applying Avakov’s generalisation of the Lusternik theorem, is presented. By using this extension, a local maximum principle which has a nondegenerate form also in the abnormal case is proved. An example which supports the theory is given.
In the paper [24], a general distributed parameter control problem in Banach spaces with integral cost functional and with given initial and terminal data is considered. An extension of the Dubovicki–Milutin method to the case of nonregular operator equality constraints, based on Avakov’s generalisation of the Lusternik theorem, is presented. This result is applied to obtain an extension of the Extremum Principle for the case of abnormal optimal control problems. Then a version of this problem with nonoperator equality constraints is discussed and the Extremum Principle for this problem is presented.
In the paper [25], two types of general distributed parameter control problems in the Banach space with integral cost functional, with given terminal data and with initial data, given or insufficient, are considered. By using of the Dubovicki–Milutin method and some of its extensions, the extremum principles as well as sufficient conditions of optimality are proved for both types of problems.
Distributed parameter systems with delays can be used to describe many phenomena in the real world. As is well known, heat conduction, properties of elastic-plastic material, fluid dynamics, diffusion-reaction processes, transmission of the signals at the certain distance by using electric long lines, etc., all lie within this area. The object that we are studying (temperature, displacement, concentration, velocity, etc.) is usually referred to as the state.
We are interested in the case where the state satisfies proper differential equations that are derived from basic physical laws, such as Newton’s law, Fourier’s law, etc. The space in which the state exists is called the state space, and the equation that the state satisfies is called the state equation. In particular, we are interested in the cases where the state equations are one of the following types: partial differential equations, integro-differential equations, or abstract evolution equations.
Extremal problems for multiple time-varying lag infinite order parabolic systems are investigated. The purpose of this paper is to show the use of Dubovicki–Milutin method in solving optimal control problems for infinite order parabolic systems in which multiple time-varying lags appear both in the state equations and in the Neumann boundary conditions.
As an example, an optimal boundary control problem for a system described by a linear infinite order partial differential equation of parabolic type with different multiple time-varying lags appearing both in the state equation and in the Neumann boundary condition is considered. Such an equation constitutes in a linear approximation universal mathematical model for many diffusion processes.
The performance functional has the quadratic form. The time horizon is fixed. Finally, we impose same constraints on the boundary control. Making use of the Dubovicki–Milutin theorem, necessary and sufficient conditions of optimality with the quadratic performance functionals and constrained control are derived for the Neumann problem.
2. Principal Notations
R – set of real numbers.
R n – real n -dimensional euclidean space.
Ω ⊂ R n – b ounded, open set with smooth b oundary Γ.
x = {x1, ..., xn} – denotes the space variable such that x ⊂ Ω ⊂ R n . t – denotes time variable such that t ∈ (0, T), T < ∞.
Q = Ω × (0, T) – cylinder.
Σ = Γ × (0, T) – b oundary of the cylinder Q
v – b oundary control.
v 0 – optimal b oundary control.
y(x,t; v) – denotes the state variable corresp onding to a given control v
p(x,t; v) – denotes the adjoint variable corresp onding to a given control v
I(v) – denotes the cost function.
X, Y – are the Hilb ert spaces.
X ′ , Y ′ – denote the dual spaces of X and Y respectively.
A, B – denote op erators.
A∗, B ∗ – denote the adjoint operators to A and B respectively.
(A) – domain of the op erator A
∥ · ∥X – norm in the space X.
< ·, · >X – denotes scalar pro duct defined in the space X
(X, Y) – space of linear op erators on X into Y
3. Main function spaces
– is a Sobolev space of order m (m ≥ 0 and is integer) of functions defined on (a, b) and taking value in X and such that
(1) () 2 (,;)|,,,dd (,;) d d m mm m yy HabXyyyyLabX t t
== =∈
with the scalar product
()() (,;) 0 , (),()d m b n jj HabX X j a y ytttϕϕ = ∑ ∫
– is a Hilbert space.
L2(a, b; X) – is a space of measurable functions y defined on (a, b) and taking values in X and such that 2 1 2 2 (,;) ()d b LabX X a y ytt = <∞ ∫
where: X is a Hilbert space.
Finally, for any pair or real numbers r, s ≥ 0, we introduce the Sobolev space – a Sobolev space ([15], Vol. 2, p. 6) defined by
()() ,0 0 ()0,;()0,;() rs r s HQHTHHTH=Ω∩Ω
which is a Hilbert space normed by 0 1 2 22 () (0,;()) 0 ()drs T H HTH yttyΩΩ + ∫
where: H r(Ω) and H s(0,T;H 0(Ω)) are defined as a interpolation of the following spaces 0 (),()() mr HHH Θ ΩΩ=Ω
The Dubovicki–Milutin theorem arises from the geometric form of the Hahn-Banach theorem (a theorem about the separation of convex sets).
Let us assume that E – a linear top ological space, locally convex I(x) – a functional defined on E Ai , i = 1, 2, ..., n – sets in E with inner points which represent inequality constraints B – a set in E without inner points representing equality constraint.
We must find some conditions necessary for a local minimum of the functional I(x) on the set 1 , n i i QAB = =∩ or find a point 0 , xE ∈ so that 0 ()min(), QU IxIx ∩ = where U means a certain environment of the point x0
We define the set A0 = {x : I (x) < I (x0)}.
Then we formulate the necessary condition of optimality as follows: in the environment of the local minimum point, the intersection of system of sets (the set on which the functional attains smaller values than I (x0) and the sets representing constraints) is empty or 0 n i i AB = ∩=∅
The condition 0 n i i AB∩=∅ is also equivalent to the one in which there are approximations of the sets Ai , i = 1, 2, ..., n and B instead of Ai or B ones. These approximations are cones with the vertex in a point {0}.
We shall approximate the inequality constraints by the regular admissible cones RAC (Ai , x0) (i = 1, 2, ..., n), the equality
constraint by the regular tangent cone RTC(B, x0) and for the performance functional we shall construct the regular improvement cone RFC(I, x0).
Then we have the necessary condition of the optimality I(x) on the set 1 n i i QAB = =∩ in the form of Euler-Lagrange’s equation 1 1 0, n i i f + = ∑ where fi (i = 1, 2, ..., n + 1) are linear, continuous functionals, all of them are not equal to zero at the same time and they belong to the adjoint cones 0 (,),1,2,,ii fRACAxin ∗ ∈= 1000 (,),(,) i fRTCBxfRFCIx ∗∗ + ∈∈ { } 00 (,)()0(,)iii i fRACAxfxxRACAx ∗ ∈ ⇔≥∀∈
For convex problems, i.e. problems in which the constraints are convex sets and the performance functional is convex, the Euler-Lagrange equation is the necessary and sufficient condition of optimality if only certain additional assumptions are fulfilled (the so-called Slater’s condition).
5. Preliminaries
Let Ω be a bounded open set of R n with smooth boundary Γ. We define the infinite order Sobolev space {,2}()Ha α ∞ Ω of functions Φ(x) defined on Ω [1, 2] as follows
where () C ∞ Ω is a space of infinite differentiable functions, a α ≥ 0 is a numerical sequence and ∥·∥2 is a norm in the space L2(Ω), and (2)
where: α = (α1, ..., αn) is a multi-index for differentiation,
The space {,2}()Ha α −∞ Ω [1, 2] is defined as the formal conjugate space to the space {,2}(),Ha α ∞ Ω namely: (3)
where 2 () L α Ψ∈Ω and 2 2 ||0 . a αα α ∞ Ψ<∞ ∑
The duality pairing of the spaces {,2}()Ha α ∞ Ω and {,2}()Ha α −∞ Ω is postulated by the formula (4) where: {,2}(),Ha α ∞ Φ∈Ω {,2}().Ha α −∞ Ψ∈Ω
From above, {,2}()Ha α ∞ Ω is everywhere dense in 2 () L Ω with topological inclusions and {,2}()Ha α −∞ Ω denotes
Adam Kowalewski
the topological dual space with respect to 2 () L Ω so we have the following chain: 2 {,2}()(){,2}().HaLHa αα ∞ −∞ Ω⊆Ω⊆Ω (5)
6. Existence and uniqueness of solutions
Consider now the distributed parameter system described by the following parabolic equation
() 1 (),() ,(0,) m i i y AtyyxthtuxtT t = ∂ ++−=∈Ω∈ ∂ ∑ (6) ) 0 (,)(,),(0),0 yxtxtxt ′′′ =Φ∈Ω∈−∆ (7)
() 1 ,() ,(0,) l s s A y yxtktvxtT η = ∂ =−+∈Γ∈ ∂ ∑ (8) ) 0 (,)(,),(0),0 yxtxtxt ′′′ =Ψ∈Γ∈−∆ (9) 0 (,0)() yxyxx=∈Ω (10)
where: Ω has the same prop erties as in the Section 5. (,;),(,),(,), yyxtvuuxtvvxt ≡≡≡ ) 0 (0,),[0,], (0),0 QTQTQ =Ω×=Ω×=Ω×−∆ ) 0 (0,), (0),0 T Σ=Γ×Σ=Γ×−∆
hi(t), k s(t) are functions representing multiple time-varying lags, 0 Φ is an initial function defined on Q0, 0 Ψ is an initial function defined on 0 Σ
Moreover, { } 12 12 (0)max(0),(0),(0),(0),(0),(0) ml hhhkkk ∆=
The operator A t ∂ + ∂ in the state equation (6) is an infinite order parabolic operator and A is given by (11) and (12)
is an infinite order elliptic partial differential operator [3].
The equations (6)–(10) constitute a Neumann problem [3]. The left-hand side of (8) is written in the following form (13)
where A
∂ ∂ is a normal derivative at Γ, directed towards the
exterior of Ω, cos(n, xi) is an i-th direction cosine of n, n-being the normal at Γ exterior to Ω and () 1 (,),()(,) l s s qxtyxtktvxt =−+ ∑ (14)
Let t − hi(t) for i = 1, ..., m and t − k s(t) for s = 1, ..., l be strictly increasing functions, hi(t) and k s(t) being non-negative in [0, T ] and also being a C 1 functions. Then, there exist the inverse functions of t − hi(t) and t − k s(t) respectively.
Let us denote ()() ii rttht and ()(), ss ttkt λ then the inverse functions of r i ( t ) and λ s ( t ) have the form ()() iiiii tfrrsr ==+ and ()(), sssss trrqr ε ==+ where si(ri) and qs(r s) are time-varying predictions.
Let fi(t) and ε s(t) be the inverse functions of t – hi(t) and t – k s(t) respectively. Thus we define the following iteration:
First we shall prove sufficient conditions for the existence of a unique solution of the mixed initial-boundary value problem (6)−(10) for the case where the boundary control 2 (). vL∈Σ For this purpose we introduce the Sobolev space ,1()HQ ∞ ([15], Vol. 2, p. 6) defined by
which is a Hilbert space normed by
(0,;())
where: the space H 1(0, T; H 0(Ω)) is defined in Chapter 1 of [15], Vol. 1 respectively.
The existence of a unique solution for the mixed initial-boundary value problem (6)–(10) on the cylinder Q can be proved using a constructive method, i.e., first, solving (6)–(10) on the subcylinder Q1 and in turn on Q2, etc. until the procedure covers the whole cylinder Q. In this way the solution in the previous step determines the next one.
For simplicity, we introduce the notation
Using the Theorem 15.2 of [15] (Vol. 2, p. 81) we can prove the following lemma.
Lemma 1 Let
where
() 1 1 (,)(,),() m j ji i fxtuxtyxtht =−− ∑
() 1 ,(1){,2}() j yjaHaα ∞ ⋅−∈Ω (19)
2 ()qLjj ∈Σ (20) where
() 1 1 (,),()(,) l jjs s qxtyxtktvxt =−+ ∑
Then, there exists a unique solution ,1()jj yHQ ∞ ∈ for the mixed initial-boundary value problem (6), (10), (19).
Proof: We observe that for j = 1,
()() 0 10 11 |,(),() mm jQi i ii yxthtxtht = = ∑∑−=Φ− and
respectively. Then the assumptions (18), (19) and (20) are fulfilled if we assume that ,1 00(), HQ ∞ Φ∈ and 2 00(). L Ψ∈Σ These assumptions are sufficient to ensure the existence of a unique solution ,1 11(). yHQ ∞ ∈ In order to extend the result to Q2, we have to prove that ()11 ˆ ,{,2}(),ytHaα ∞ ⋅∈Ω 1 2 11 |()yL Σ ∈Σ and () ,1 22(). fHQ ∞ ′ ∈ Really, from the Theorems 2.1 and 2.2 [7] ,1 11() yHQ ∞ ∈ implies that the mapping 1(,)tyt →⋅ is continuous from 1 ˆ [0,]{,2}(). tHa α ∞ →Ω Thus, 11 ˆ (,){,2}().ytHaα ∞ ⋅∈Ω
Then using the Trace Theorem (Theorem 2.3 of [7]) we can verify that ,1 11() yHQ ∞ ∈ implies that 1 11 | yy Σ → is a linear, continuous mapping of ,1 ,1 11 ()().HQH∞∞→Σ Thus, 1 2 11|().yL Σ ∈Σ
Also it is easy to notice that the assumption (18) follows from the fact that ,1 11() yHQ ∞ ∈ and . Then, there exists a unique solution ,1 22().yHQ ∞ ∈ The foregoing result is now summarized for j = 3, ....
Theorem 1 Let y 0 , Φ 0 , Ψ 0 , v and u be given with 0 {,2}(),yHaα ∞ ∈Ω ,1 00(), HQ ∞ Φ∈ 2 00(), L Ψ∈Σ 2 () vL∈Σ and (),1().uHQ ∞ ′ ∈ Then, there exists a unique solution ,1()yHQ ∞ ∈ for the mixed initial-boundary value problem (6)− (10). Moreover, for j = 3, ... .
We refer to Lions and Magenes ([15], Vol. 2) for the definition and properties of Hr,s and (Hr,s)′ respectively.
In the sequal, we shall fix (),1().uHQ ∞ ′ ∈
7. Problem formulation. Optimization theorems
We shall restrict our considerations to the case of the boundary control. Therefore we shall formulate the optimal control problem in the context of Theorem 1.
Let us denote by ,1()YHQ ∞ = the space of states and by 2 () UL=Σ the space of controls. The time horizon T is fixed in our problem.
Kowalewski
The performance functional is given by 2 12 0 ()(,;) () T d Q IvyxtvzdxdtNvvddt λλ Γ =−+Γ ∫
(21)
where 0 i λ ≥ and 12 0; λλ+> zd is a given element in L2(Q) and N is a strictly positive linear operator on L2(Σ) into L2(Σ). We note from Theorem 1 that for any ad vU ∈ the cost function (21) is well-defined since ,12 ()()(). yvHQLQ ∞ ∈⊂
We assume the following constraints on controls:
ad vU ∈ is a closed, convex subset of U with non-empty interior, a subset of U (22)
The optimal control problem (6)–(10), (21), (22) will be solved as the optimization one in which the function v is the unknown function.
Making use of the Dubovicki–Milutin theorem [10] we shall derive the necessary and sufficient conditions of optimality for the optimization problem (6)–(10), (21), (22).
The solution of the stated optimal control problem is equivalent to seeking a pair 00,12 (,)()() yvHQL ∞ =×Σ that satisfies the equation (6)–(10) and minimizing performance functional (21) with the constraints on control (22).
We formulate the necessary and sufficient conditions of the optimality in the form of Theorem 2.
Theorem 2 The solution of the optimization problem (6)–(10), (21), (22) exists and it is unique with the assumptions mentioned above; the necessary and suffcientconditionsofthe optimality are characterized by the following system of partial differential equations and inequalities:
Maximum condition
Outline of the proof:
According to the Dubovicki–Milutin theorem [10], we approximate the set representing the inequality constraints by the regular admissible cone, the equality constraint by the regular tangent cone and the performance functional by the regular improvement cone.
a) Analysis of the equality constraint
The set Q1 representing the equality constraint has the form
We construct the regular tangent cone of the set Q1 using the Lusternik theorem (Theorem 9.1 [6]). For this purpose, we define the operator P in the form
The operator P is the mapping from the space ,12()()HQL ∞ ×Σ into the space () ,1 ,1 22 00 ()(){,2}()()(). HQHQHaLL α ∞∞∞ ′ ××Ω×Σ×Σ
Really, t ∂ ∂ (Theorem 2.8 [26]), A(t) (Theorem 2.1 [14]) and Aη ∂ ∂ (Theorem 2.3 [15]) are linear and bounded mappings.
Using Theorem 1, we can prove that P ′ is the operator “one to one” from the space ,12()()HQL ∞ ×Σ onto the space () ,1 ,1 22 00 ()(){,2}()()(). HQHQHaLL α ∞∞∞ ′ ××Ω×Σ×Σ
Considering that the assumptions of the Lusternik’s theorem are fulfilled, we can write down the regular tangent cone for the set Q1 in a point (y 0 , v 0) in the form
It is easy to notice that it is a subspace. Therefore, using Theorem 10.1 [6] we know the form of the functional belonging to the adjoint cone
00
11 (,)0(,),(,) fyvyvRTCQyv =∀∈ (39)
b) Analysis of the constraint on controls
The set 2 ad QYU =× representing the inequality constraints is a closed and convex one with non-empty interior in the space E. Using Theorem 10.5 [6] we find the functional belonging to the adjoint regular admissible cone, i.e.
() 00 22 (,) ,(,)fyvRTCQyv ∗ ∈
We can note if E1, E2 are two linear topological spaces, then the adjoint space to 12EEE =× has the form { } 121122 (,);, EffffEfE ∗ ∗∗ ==∈∈ and 1122 ()()() fxfxfx =+
So we note the functional 2 (,)fyv as follows
212 (,)()() fyvfyfv =+′′ (40)
where: 1()0 fyyY ′ =∀∈ (Theorem 10.1 [6]), 2 ()fv ′ is a support functional to the set Uad in a point v0 (Theorem 10.5 [6]).
c) Analysis of the performance functional
Using Theorem 7.5 [6] we find the regular improvement cone of the performance functional (21)
where 00 (,)(,)Iyvyv ′ is the Fréchet differential of the performance functional (21) and it can be written as
The Fréchet differential of the operator P can be written in the following form: (37)
On the basis of Theorem 10.2 [6] we find the functional belonging to the adjoint regular improvement cone, which has the form
d) Analysis of Euler-Lagrange’s equation
The Euler-Lagrange’s equation for our optimization problem has the form
Let p(x, t) be the solution of (28)–(32) for (v 0 , y 0) and denote by y the solution of (,)0Pyv ′ = for any fixed v . Then taking into account (39), (40) and (42) we can express (43) in the form
Using the boundary condition (8), the second term on the right-hand side of (47) can be written as (48)
where t s = t − k s(t), t = t s + qs(t s) and [1()]. sss dtqtdt ′ =+
We transform the first component of the right-hand side of (44) introducing the adjoint variable by adjoint equations (28)–(32).
For this purpose, multiplying both sides of (28)–(29) by , y then integrating over () 0,() ThTΩ×− and () (), ThTTΩ×− respectively, and then adding both sides of (28)–(29), we get
The last term in (47) can be rewritten as (49)
Using the equation (6), the first integral on the right-hand side of (45) can be written as (46)
where ti = t – hi(t), t = ti + si(ti) and [1()]. iii dtstdt ′ =+
The second integral on the right-hand side of (45) in view of Green’s formula can be expressed as
Substituting (48), (49) into (47) and then (46), (47) into (45) we obtain (50)
Substituting (50) into (44) gives
(47)
Using the definition of the support functional [6] and dividing both members of the obtained inequality by 0 , λ we finally get
The last inequality is equivalent to the maximum condition (33).
In order to prove the sufficiency of the derived conditions of the optimality, we use the fact that constraints and the performance functional are convex and that the Slater’s condition is satisfied (Theorem 15.3 [6]). Then, there exists a point 2 (,)int yvQ ∈ such that 1 (,). yvQ ∈
This fact follows immediately from the existence of non-empty interior of the set Q2 and from the existence of the solution of the equation (6)−(10) as well.
This last remark finishes the proof of Theorem 2.
One may also consider analogous optimal control problem with the performance functional
The idea of the proof of the Theorem 3 is the same as in the case of the Theorem 2.
Remark 1 The coupled system (23)–(27) with (54)–(58) corresponds to the case of the observation on the boundary for the optimal control problem (6)–(10) with (22) and (53)
Remark 2 The existence of a unique solution for the adjoint problem (54)–(58) on the cylinder Q can be proved using a constructive method. It is easy to notice that for given d z Σ and v, the problem (54)–(58) can be solved backwards in time starting from t = T, i.e. first, solving (54)–(58) on subcylinder QK and in turn on QK−1, etc. until the procedure covers the whole cylinder Q. For this purpose, we may apply Theorem 1 (with an obvious change of variables) to the adjoint problem (54)– (58) (with reversed sense of time, i.e. t′ = T t). Then, for given and any 2 (), vL∈Σ there exists a unique solution ,1 ()() pvHQ ∞ ∈ for the adjoint problem (54)– (58).
where: d z Σ is a given element in 2 (). L Σ
From Theorem 1 and the trace theorem ([15], vol. 2, p. 9) for such 2 (), vL∈Σ there exists a unique solution ,1()HQ ∞ with 2 |().yL Σ ∈Σ Thus ˆ (,)Iyv is well-defined. Then the solution of the formulated optimal control problem is equivalent to seeking a pair 00 ,12 (,)()() yvEHQL ∞ ∈=×Σ that satisfies the equation (6)−(10) and minimizing the cost function (53) with the constraints on controls (22).
We can prove the following theorem:
Theorem 3 The solution of the optimization problems (6) (10), (53), (22) exists and it is unique with the assumptions mentioned above; the necessary and sufficient conditions of the optimality are characterized by the following system of partial differential equations and inequalities: State equations (23)–(27).
Adjoint equations
We must notice that the conditions of optimality derived above (Theorems 2 and 3) allow us to obtain an analytical formula for the optimal control in particular cases only (e.g. there are no constraints on boundary control). It results from the following: the determining of the function p(x,t) in the maximum condition from the adjoint equation is possible if and only if we know that y 0(x,t) will suit the control v 0(x,t). These mutual connections make the practical use of the derived optimization formulas difficult. Thus we resign from the exact determining of the optimal control and we use approximation methods.
In the case of performance functionals (21) and (53) with 1 0 λ > and 2 0, λ = the optimal control problem reduces to the minimizing of the functional on a closed and convex subset in a Hilbert space. Then, the optimization problem is equivalent to a quadratic programming one [7, 8] which can be solved by the use of the well-known algorithms, e.g. Gilbert’s [5, 7, 8] ones.
The practical application of Gilbert’s algorithm to optimal control problem for a parabolic system with boundary conditions involving multiple time-varying lags is presented in [8]. Using of the Gilbert’s algorithm a one dimensional numerical example of the plasma control process is solved ([8], 98–107).
8. Conclusions and perspectives
The derived conditions of the optimality (Theorems 2 and 3) are original from the point of view of application of the Dubovicki–Milutin theorem for solving optimal control problems for infinite order parabolic systems in which different multiple time-varying lags appear both in the state equations and in the Neumann boundary conditions. The existence and uniqueness of solutions for such infinite order parabolic systems were proved – Lemma 1 and Theorem 1.
The results presented in the paper can be treated as a generalization of the results obtained in [9] to the case of infinite order parabolic systems with multiple time-varying lags.
The proved optimization results (Theorems 2 and 3) constitute a novelty of the paper with respect to references [7] and [8] concerning application of the Lions scheme [14] for solving linear quadratic parabolic problems for the case of the Neumann problem.
Moreover, the optimization problems presented here constitute a generalization of optimal control problems considered in [10]
for parabolic systems with constant time lags appearing in the state equations and in the boundary conditions simultaneously.
The obtained optimization theorems (Theorems 2 and 3) demand the assumption dealing with the non-empty interior of the set Q2 representing the inequality constraints.
Therefore, we approximate the set Q2 by the regular admissible cone (if 2 int, Q =∅ then this cone does not exist).
It is worth mentioning that the obtained results can be reinforced by omitting the assumption concerning the non-empty interior of the set Q2 and utilizing the fact that the equality constraints in the form of the parabolic equations are “decoupling”. The optimal control problem reduces to seeking 02vQ ′ ∈ and minimizing the performance index I(v). Then we approximate the set 2Q ′ representing the inequality constraints by the regular tangent cone and for the performance index I(v) we construct the regular improvement cone.
One may also derive the necessary and sufficient conditions of optimality for infinite order parabolic system with the Neumann boundary conditions involving integral time lags [11].
Finally, one may consider more complex optimization problems with non-differentiable and non-continuous performance functionals.
According to the author similar optimal control problems can be solved for infinite order hyperbolic systems.
Another direction of future research will be sophisticated numerical examples concerning the determination of optimal control with constraints for infinite order parabolic systems with multiple time-varying lags.
The ideas mentioned above will be developed in forthcoming papers.
Appendix
For the functions , (), rs yH∈Ω we shall formulate three central theorems. For this purpose we shall define the following spaces
i. The space W(a, b) ([15], Vol. 1, p. 10) Let a and b be two real numbers, finite or not, a < b. Let X, Y be Hilbert spaces and m be an integer 1. ≥
We set 2 ()2 d (,)|(,;), (,;) d m m m y WabyyLabXyLabX t
which is a Hilbert space provided with the form
2 () (,) ( ,;) (,;) () m Wab L abX LabY yyty
ii. The space B(a, b; E) ([15], Vol. 1, p. 19).
= ≥→
Adam Kowalewski
Consequently, using the results of ([15], Vol. 1, p. 19) we can formulate theorem.
Theorem 2.1 [7]: With the notation (A3) for (,)yWab ∈ we have () 1 ()/ 2 ,;[,],01 j jm yBabXY jm +
∈ ≤≤− (A5)
Then () j yy → being a continuous and linear mapping of 1 ()/ 2 (,),;[,]. jm WabBabXY + →
In ([15], Vol. 1, p. 43) the following interpolation theorem is proved.
Theorem 2.2 [7]: Assume that the boundary Γ of Ω is a (n − 1) dimensional infinitely differentiable variety, Ω being locally on one side of Γ. Moreover, in general we assume that Ω is bounded. Then
12 12 (1) (),() () ss ss HHH −Θ+Θ Θ ΩΩ=Ω
(A6)
for all s1 > 0, s2 < s1, 0 < Θ < 1 (with equivalent norms).
For purposes of application one of the most useful results is the Trace Theorem. Consequently, using the results of ([15], Vol. 2, p. 9) we may formulate the following theorem.
Theorem 2.3 [7]: For , () rs yHQ ∈ with 1 , 2 r > 0, s ≥ we may define: , 1 onif(integer0)
(A7) where 1 2 (0if0) jj j rj v vs rsr µ == == (A8)
Then j j A y y η ∂ → ∂ are continuous linear mappings of , , ()(). jj v rs HQH
BabE taEa b REab = →
Generally, if E is a Hilbert space, we set () 0 [,;]continuousfunctionsof[,]ifandarefinite; (,;)continuousboundedfunctionsof ifisfiniteand; continuousboundedfunctionsofif, CabE abEab
= →
BabE taEa b REab
Afterwards, we shall present the following theorems. Let K will denote the cone of directions of decrease for the functional F(x) at the point x0
Theorem 7.5 [6]: If F(x) is differentiable at x0, then F(x) is regularly decreasing at x0 and K = {h : (F′(x0), h) < 0}.
We provide B(a, b; E) with the norm (,;) (,) sup() BabE E tab y yt ∈ = (A4)
Theorem 9.1 [6] (Lusternik): Let P(x) be an operator mapping E1 into E2, differentiable in a neighbourhood of a point x0, P(x0) = 0. Let P′(x) be a continuous in a neighbourhood of x0, and suppose that P ′(x0) maps E1 onto E2 (i.e., the linear equation P ′(x0)h = b has a solution h for any b ∈ E2). Then the set of tangent directions K to the set Q = {x : P(x) = 0} at the point x0 is the subspace K = {h : P ′(x0)h = 0}.
Theorem 10.1 [6]: Let K be a subspace. Then {:()0forall} KfEfxxK ∗ ′ =∈=∈ (this set is sometimes known as the annihilator of K).
Theorem 10.2 [6]: Let , fE ′ ∈ 1 {:()0},Kxfx== 2 {:()0},fxfx=≥ 3 {:()0}.Kxfx=>
Then 1 {, }, Kfλλ ∗ =−∞<<∞ 2 {,0},Kfλλ ∗ =≤<∞ 3 KE ∗ ′ = for f = 0 and 32KK∗∗ = for 0. f ≠
Let Q be a set in a topological linear space E, 0 ,xQ ∈ Kb the cone of feasible directions for Q at x0 and Kk the cone of tangent directions for Q at x0. In turns out that in some cases the duals of these cones coincide with the set of linears functionals which are supports for the Q at the point x0. Denote the latter set by , Q ∗ i.e., 0 {:()()forall}. QfEfxfxxQ ∗ ′ =∈≥∈
Theorem 10.5 [6]: Let Q be a closed convex set. Then . k KQ∗∗ = If moreover 0 , Q ≠Φ then b KQ∗∗ =
Acknowledgements
The research presented here was carried out within the subvention no. 16.16.120.773 of AGH University of Krakow, Poland.
References
1. Dubinskii J.A., Sobolev spaces of infinite order and behavior of solution of some boundary value problems with unbounded increase of the order of the equation, “Mathematics of the USSR-Sbornik”, Vol. 27, No. 4, 1975, 163–184. DOI: 10.1070/SM1975v027n02ABEH002506.
2. Dubinskii J.A., Nontrivality of Sobolev spaces of infinite order for a full Euclidean space and a Tour’s, “Mathematics of the USSR-Sbornik”, Vol. 29, No. 3, 1976, 436–446. DOI: 10.1070/SM1976v029n03ABEH003675.
3. Dubinskii J.A., About one method for solving partial differential equations, [In:] Doklady Akademii Nauk SSSR, Vol. 258, 1981, 780–784.
4. Dubinskii J.A., Milyutin M.Y., Extremal problems with certain constraints, [In]: Doklady Akademii Nauk SSSR, Vol. 149, No. 4, 1963, 759–762.
5. Gilbert E.S., An iterative procedure for computing the minimum of a quadratic form on a convex set, “SIAM Journal of Control”, Vol. 4, No. 1, 1966, 61–80, DOI: 10.1137/0304007.
6. Girsanov I.V., Lectures on the Mathematical Theory of Extremal Problems. Russian. Publishing House of the University of Moscow, 1970.
7. Kowalewski A., Optimal control of distributed parabolic systems with multiple time-varying lags, “International Journal of Control”, Vol. 69, No. 3, 1998, 361–381, DOI: 10.1080/002071798222712.
8. Kowalewski A., Optimal Control of Infinite Dimensional Distributed Parameter Systems with Delays, AGH University of Krakow, Krakow, 2001.
9. Kowalewski A., Extremal problems for parabolic systems with multiple time-varying lags, Proceedings of the 23rd International Conference on Methods and Models in Automation and Robotics (MMAR), Międzyzdroje, Poland, 2018, 791–796, DOI: 10.1109/MMAR.2018.8485815.
10. Kowalewski A., Miśkowicz M., Extremal problems for time lag parabolic systems, Proceedings of the 21st International Conference of Process Control (PC), Strbske Pleso, Slovakia, 2017, 446–451. DOI: 10.1109/PC.2017.7976255.
11. Kowalewski A., Miśkowicz M., Extremal problems for infinite order parabolic systems with boundary conditions involving integral time lags, “Pomiary Automatyka Robotyka”, Vol. 26, No. 4, 2022, 37–42, DOI: 10.14313/PAR_246/37.
12. Lasiecka I., Conical approximations of sets with applications to optimization problems, PhD thesis, Technical University, Warsaw, 1974.
13. Lasiecka I., Generalization of the Dubovitzky-Milutyn optimality conditions, “Journal of Optimization Theory and Applications”, Vol. 24, No. 3, 1978, 421–436, DOI: 10.1007/BF00932886.
14. Lions J.L., Optimal Control of Systems Governed by Partial Differential Equations, Springer-Verlag, Berlin, 1971.
15. Lions J.L., Magenes E., Non-Homogeneous Boundary Value Problems and Applications, Vols. 1 and 2, Springer-Verlag, Berlin, 1972.
16. Łędzewicz-Kowalewska U., On some specification of the Dubovitskii-Milyutin method, “Nonlinear Analysis: Theory, Methods & Applications”, Vol. 10, No. 12, 1986, 1367–1371, DOI: 10.1016/0362-546X(86)90107-0.
17. Łędzewicz-Kowalewska U., Application of the method of contractor directions to the Dubovitskii-Milyutin formalism, “Journal of Mathematical Analysis and Applications”, Vol. 125, No. 1, 1987, 174–184, DOI: 10.1016/0022-247X(87)90172-7.
18. Łędzewicz-Kowalewska U., Optimal control problems of hyperbolic systems with operator and nonoperator equality constraints, “Applicable Analysis“, Vol. 27, No. 1–3, 1988, 199–215, DOI: 10.1016/0362-546X(88)90028-4.
19. Łędzewicz-Kowalewska U., On the optimal control problems with Gâteaux differentiable operator constraints, “Journal of Mathematical Analysis and Applications”, Vol. 130, No. 2, 1988, 301–315, DOI: 10.1016/0022-247X(88)90307-1.
20. Łędzewicz-Kowalewska U., Application of some specification of the Dubovitskii-Milyutin method to problems of optimal control, “Nonlinear Analysis: Theory, Methods & Applications”, Vol. 12, No. 2, 1988, 101–108, DOI: 10.1080/00036818808839733.
21. Łędzewicz-Kowalewska U., Euler-Lagrange equation in the case of nonregular equality constraints, “Journal of Optimization Theory and Applications”, Vol. 71, No. 3, 1991, 549–568, DOI: 10.1007/BF00941403.
22. Łędzewicz-Kowalewska U., On the optimal control problems of parabolic equations with an infinite number of variables and with equality constraints, “Differential and Integral Equations”, Vol. 4, No. 2, 1991, 369–381, DOI: 10.57262/die/1371569618.
23. Łędzewicz U., Extension of the local maximum principle to abnormal optimal control problems, “Journal of Optimization Theory and Applications”, Vol. 77, No. 3, 1993, 661–681, DOI: 10.1007/BF00940455.
24. Łędzewicz U., On distributed parameter control systems in the abnormal case and in the case of nonoperator equality constraints, “Journal of Applied Mathematics and Stochastic Analysis”, Vol. 6, No. 2, 1993, 137–151, DOI: 10.1155/S1048953393000139.
25. Łędzewicz-Kowalewska U., The extremum principle for some types of distributed parameter control systems, “Applicable Analysis”, Vol. 48, No. 1–4, 1993, 1–21, DOI: 10.1080/00036819308840146.
27. Neustadt L.W., An abstract variational theory with applications to a broad class of optimization problems. I. General theory, “SIAM Journal on Control”, Vol. 4, No. 3, 1966, 505–527, DOI: 10.1137/0304040.
28. Neustadt L.W., An abstract variational theory with applications to a broad class of optimization problems. II. Applications, “SIAM Journal on Control”, Vol. 5, No. 1, 1967, 90–137, DOI: 10.1137/0305007.
29. Walczak S., The local extremum principle for problems with constraints upon phase coordinates, “Bulletin de la Société des Sciences et des Lettres de Łódź”, Vol. 32, No. 3, 1982.
30. Walczak S., On some control problem, “Acta Universitatis Lodziensis. Folia Mathematica”, Vol. 01, 1984, 187–196.
31. Walczak S., Some properties of cones in normed spaces and their application to investigating extremal problems, “Journal of Optimization Theory and Applications”, Vol. 42, No. 4, 1984, 561–582. DOI: 10.1007/BF00934567.
Problemy ekstremalne dla systemów parabolicznych nieskończonego rzędu z wielokrotnymi zmiennymi opóźnieniami czasowymi
Streszczenie: Zaprezentowano ekstremalne problemy dla systemów parabolicznych nieskończonego rzędu z wielokrotnymi zmiennymi opóźnieniami czasowymi. Rozwiązano problem optymalnego sterowania brzegowego dla systemów parabolicznych nieskończonego rzędu, w których wielokrotne zmienne opóźnienia czasowe występują zarówno w równaniach stanu oraz w warunkach brzegowych typu Neumanna. Tego rodzaju równania stanowią w liniowym przybliżeniu uniwersalny model matematyczny dla procesów dyfuzyjnych. Korzystając z metody Dubowickiego-Milutina wyprowadzono warunki konieczne i wystarczające optymalności dla problemu liniowo-kwadratowego.
Słowa kluczowe : sterowanie brzegowe, systemy paraboliczne nieskończonego rzędu, wielokrotne zmienne opóźnienia czasowe
Prof. Adam Kowalewski, DSc, PhD, Eng. ako@agh.edu.pl
ORCID: 0000-0001-5792-2039
Adam Kowalewski was born in Cracow, Poland, in 1949. He received his MSc degree in electrical engineering and his PhD and DSc degrees in control engineering from AGH University of Krakow in 1972, 1977 and 1992 respectively. At present he is Professor of Automatic Control and Optimization Theory at the Faculty of Electrical Engineering, Automatics, Computer Science and Biomedical Engineering at AGH University of Krakow. His research and teaching interests include control and optimization theory, biocybernetics and signal analysis and processing. He has held numerous visiting positions,including Visiting Researcher at the International Centre for Pure and Applied Mathematics in Nice, France, International Centre for Theoretical Physics in Trieste, Italy, Scuola Normale Superiore in Pisa, Italy and the Department of Mathematics at the University of Warwick in Coventry, Great Britain.
Adam Kowalewski
Amdahl’s and Gustafson-Barsis’s Laws Revisited
Andrzej Karbowski
Warsaw University of Technology, Faculty of Electronics and Information Technology, Institute of Control and Computation Engineering, Nowowiejska 15/19, 00-665 Warszawa, Poland
Abstract: Amdahl’s and Gustafson-Barsis’s laws, which belong to the most influential concepts in parallel and distributed processing, describe limits on the speedup obtained owing to parallelization of an application when the sequential fraction of the time of the execution of it on, respectively, sequential and parallel machines, are given. In the literature these two laws are derived separately or their connections are shown in rather complicated ways. In this paper it is shown that by simple arithmetic transformations in few lines Gustafson-Barsis’s Law can be obtained from Amdahl’s Law and vice-versa.
Amdahl’s Law [1] was formulated about six decades ago and has been one of the most influential concepts in parallel and distributed processing [24]. The law describes the limits on the speedup obtained from the execution of an application on a parallel machine with its relation to the single-processor 1, sequential machine. More precisely, Amdahl’s Law connects the speedup of the application on the parallel machine with the sequential fraction of the program and the number of processors.
Although several alternative efficiency measures have been proposed [6, 13, 23, 19] Amdahl’s Law is still the most powerful tool to assess the performance of parallel systems. Only small modifications are necessary to describe the speedup in current systems with multicore processors [14, 9, 22, 10, 16].
About a decade after Amdahl’s paper, on the basis of some experiments, Gustafson claimed that “the assumptions underlying Amdahl’s 1967 argument are inappropriate for the current approach to massive ensemble parallelism” [7]. Furthermore, he formulated, using his words, “an alternative to Amdahl’s Law suggested by E. Barsis at Sandia [National Laboratories]”, in which the size of the problem increases with the number of processors. The so-called Gustafson-Barsis’s Law is said to vindicate the use of massively parallel processing [18].
However, in the author’s opinion, when we analyze deeper both laws, we see that they are strongly connected, that is
1 In this paper the term “processor” is used in the abstract sense, that is understood as a core.
Autor korespondujący:
Andrzej Karbowski, andrzej.karbowski@pw.edu.pl
Artykuł recenzowany nadesłany 13.08.2025 r., przyjęty do druku 08.12.2025 r.
Gustafson-Barsis’s Law can be directly derived from Amdahl’s Law and vice-versa. To the author’s knowledge, there is no publication showing this formally. Even in the latest works [2, 3, 11, 16, 12, 19, 5, 17] these two laws are derived separately and recognized as the alternative descriptions of the complicated world of parallel processing.
In 1996 Shi in an unpublished manuscript [21] stated that “there is really only one law but two different formulations”. He showed calculations on sample data how to get the speedup due to the Amdahl’s Law having serial percentage from the Gustafson’s Law and that both speedups are equal. Unfortunately, there is no formal analysis, and the formula connecting serial percentages in both laws is given arbitrarily.
There were trials to show the connection between these two laws done by Sun and Ni [23] and recently by Schryen [20]. They treated Amdahl and Gustafson-Barsis’s laws as particular, simplified forms of a more general law estimating speedup, considering uneven workload allocation and communication overhead.
In this paper the author will show that the connection between Amdahl’s and Gustafson-Barsis’s laws is more direct and simpler and points out the essence of this relationship.
2. Derivation of Amdahl’s and Gustafson-Barsis’s laws
Although in the original Amdahl’s paper [1] there were no equations, basing on the verbal description one may present his concept formally. It is assumed in the model that the program consists of two parts: sequential and parallel. While the time () seq Tn of the execution of the sequential part for a given size n is the same on all machines, independently of the number of processors p, the parallel part is assumed to be perfectly scalable, that is the time (,) par Tnp of its execution on a machine with p processors is one p-th fraction of the time of the execution on the machine with one processor
(,1)
(,) par par Tn Tnp p = (1)
If we take into account, like Amdahl and Gustafson, only the structure of the application, neglecting communication and synchronization overheads and other factors influencing the real time of the execution of the application (e.g. process/thread creation time)2 the total real-time (,)Tnp of the execution of the program on a machine which uses p processors will be equal to
(,)()(,) seq par TnpTnTnp =+ (2)
We can define now the sequential fraction coefficient (,) np ξ of the application as:
The sequential part time seq T for a given problem size n and every p = 1, 2, ... satisfies the equation
()(,)(,) seq TnnpTnp ξ =⋅ (4)
In particular, for the sequential machine we express the sequential part time
()(,1)(,1) seq TnnTn ξ =⋅ (5)
and the parallel part time
() (,1)1(,1)(,1) par TnnTn ξ =−⋅ (6)
The parallel part time par T on the machine with p processors, owing to (1) and (6), may be calculated from the expression
() 11 (,)(,1)1(,1)(,1) par par TnpTnnTn pp ξ =⋅=⋅−⋅ (7)
The total time (,)Tnp on this machine due to (2), (5) and (7) is the sum of the sequential and the parallel parts time, that is () (,)()(,) 1(,1)(,1) (,1)(,1) 1(,1) (,1) (,1) seq par TnpTnTnp nTn nTn p n n Tn p ξ ξ ξ ξ =+ =⋅+ =+⋅
From (8) we get directly the formula for the speedup (,)Snp obtained due to the parallelization of the application:
(,1)1 (,) 1(,1) (,) (,1) Tn Snp n Tnp n p ξ ξ == +
The formula (9) is called Amdahl’s Law.
We may look at the parallel application from a different view. Gustafson was the first who noticed that “it is the parallel or vector part of a program that scales with the problem size” [7]. In some experiments described in [7, 8] it was assumed that the run time was constant, while the problem size scaled with the number of processors. More precisely, the time of the sequential part was independent, while the work to be done in parallel varied linearly with the number of processors.
Following Gustafson, the total time required by a serial processor to perform the task equals to 3
(,1)()(,) seq par TnTnTnpp =+⋅ (10)
so, using this and (2), the scaled sp eedup of the process executed on the parallel system is equal to [15]:
2 The precise speedup model was presented e.g., in [4, 15]. The most important consequence of taking into account the overhead component in the formula of the total time T(n, p) is that the expressions on the speedup for all p > 1 will define the upper bound.
In short:
The last equation is called the Gustafson-Barsis’s Law.
3. The main result
We shall demonstrate now that by merely a simple substitution and elementary arithmetic operations Gustafson-Barsis’s Law can be directly derived from Amdahl’s Law. The derivation is based on the observation that for a given problem size n there is a constant in all executions of the program, on machines with different number of processors. This constant is the time of the execution of the sequential part () seq Tn for the given problem size n, as expressed in Eqn. (4). It is independent of the number of processors p, that is:
()(,)(,)const.,1,2,3, seq TnnpTnp p ξ =⋅== (13)
So, for any p = 1, 2, 3, ... (,1)(,1)(,)(,) nTnnpTnp ξξ⋅=⋅ (14)
From equation (14) we get: (,) (,1)(,) (,1) Tnp nnp Tn ξξ=⋅ (15)
Replacing (,1) n ξ in equation (8) by (15) we will get: (,1)(,)(,) (,)(,)(,) TnnpTnp TnpnpTnp pp ξ ξ =⋅+− (16)
3 For the consistency of the presentation, similar to other publications (e.g. [15]), time normalization used by Gustafson has been abandoned
Now, multiplying both sides by p and moving all components with (,)Tnp to the left hand side we obtain: (,)(,)(,)(,)(,)(,1) pTnppnpTnpnpTnpTn ξξ ⋅−⋅⋅+⋅= (17)
To get the value of speedup (,)Snp resulting from the parallelization we divide both sides of the equation (17) by (,).Tnp So, eventually, the speedup is equal to:
12. Li Z., Duan F., Che H., A unified scaling model in the era of big data analytics, Proceedings of the 3rd International Conference on High Performance Compilation, Computing and Communications, HP3C ‘19, 67–77, DOI: 10.1145/3318265.3318268.
14. Paul J.M., Meyer B.H., Amdahl’s law revisited for single chip systems, “International Journal on Parallel Programming”, Vol. 35, No. 2, 2007, 101–123, DOI: 10.1007/s10766-006-0028-8.
In this way we received exactly Gustafson-Barsis’s Law (12). By performing the presented operations in the backward order the reverse derivation may be done.
4. Conclusions
In this paper it is shown that Gustafson-Barsis’s Law can be directly derived from Amdahl’s Law and vice-versa. It was obtained owing to the unification of terms and noticing that in both models, for any number of processors, one thing is constant – time of the execution of the sequential part. After that only simple mathematical operations are necessary to pass from one law to the other. This derivation should clarify the relationship between the two laws.
References
1. Amdahl G.M., Validity of the single-processor approach to achieving large scale computing capabilities, Proceedings of Spring Joint Computer Conference AFIPS ‘67, Vol. 30, 1967, 483–485, DOI: 10.1145/1465482.1465560.
2. Barlas G., Multicore and GPU Programming: An Integrated Approach, Morgan Kaufmann, Waltham, MA, 2015.
3. Basu S.K., Parallel and Distributed Computing: Architectures and Algorithms, PHI Learning, Delhi, 2016.
5. Chattopadhyay A., Handbook of computer architecture, Springer Nature Singapore Pte Ltd., 2025.
6. Foster I., Designing and Building Parallel Programs: Concepts and Tools for Parallel Software Engineering, Addison Wesley, Boston, 1995.
7. Gustafson J.L., Reevaluating Amdahl’s law, “Communications of the ACM”, Vol. 31, No. 5, 1988, 532–533, DOI: 10.1145/42411.42415.
8. Gustafson J.L., Montry G.R., Benner R.E., Development of parallel methods for a 1024-processor hypercube, “SIAM Journal on Scientific and Statistical Computing”, Vol. 9, No. 4, 1988, 609–638, DOI: 10.1137/0909041.
9. Hill M.D., Marty M.R., Amdahl’s law in the multicore era, “Computer”, Vol. 41, No. 7, 2008, 33–38, DOI: 10.1109/MC.2008.209.
10. Huang T., Zhu Y., Qiu M., Yin X., Wang X., Extending Amdahl’s law and Gustafson’s law by evaluating interconnections on multi-core processors, “The Journal of Supercomputing”, Vol. 66, 2013, 305–319, DOI: 10.1007/s11227-013-0908-9.
11. Hwang K., Cloud Computing for Machine Learning and Cognitive Applications, MIT Press, Cambridge MA, 2017.
15. Quinn M., Parallel Programming in C with MPI and OpenMP, McGraw-Hill Higher Education, New York, 2003.
16. Rafiev A., Al-Hayanni M.A.N., Xia F., Shafik R., Romanovsky A., Yakovlev A., Speedup and power scaling models for heterogeneous many-core systems, “IEEE Transactions on Multi-Scale Computing Systems”, Vol. 4, No. 3, 2018, 436–449, DOI: 10.1109/TMSCS.2018.2791531.
17. Raub er T., Rünger G., Parallel Programming: for Multicore and Cluster Systems, Springer Nature Switzerland AG, 2023, DOI: 10.1007/978-3-031-28924-8.
18. Reilly E.D., Milestones in Computer Science and Information Technology, Greenwood Press, Westport, 2003.
19. Robertazzi T.G., Shi L., Amdahl’s and Other Laws, [In:] Networking and Computation, Springer Nature Switzerland, Cham, Switzerland, 2nd edition, 2020, 139–149, DOI: 10.1007/978-3-030-36704-6_6.
20. Schryen G., Speedup and efficiency of computational parallelization: A unifying approach and asymptotic analysis, “Journal of Parallel and Distributed Computing”, Vol. 187, 2024, DOI: 10.1016/j.jpdc.2023.104835.
21. Shi Y., Reevaluating Amdahl’s Law and Gustafson’s Law, [www.cis.temple.edu/~shi/docs/amdahl/amdahl.html], October 1996, Unpublished manuscript.
22. Sun X.-H., Chen Y., Reevaluating Amdahl’s law in the multicore era, “Journal of Parallel and Distributed Computing”, Vol. 70, No. 2, 2010, 183–188, DOI: 10.1016/j.jpdc.2009.05.002.
23. Sun X.-H., Ni L., Scalable problems and memory-bounded speedup, “Journal of Parallel and Distributed Computing”, Vol. 19, No. 1, 1993, 27–37, DOI: 10.1006/jpdc.1993.1087.
24. Theys M.D., Ali S., Siegel H.J., Chandy M., Hwang K., Kennedy K., Sha L., Shin K.G., Snir M., Snyder L., Sterling T., What are the top ten most influential parallel and distributed processing concepts of the past millenium? “Journal of Parallel and Distributed Computing”, Vol. 61, No. 12, 2001, 1827–1841, DOI: 10.1006/jpdc.2001.1767.
Prawa Amdahla i Gustafsona-Barsisa – ponowne spojrzenie
Streszczenie: Prawa Amdahla i Gustafsona-Barsisa, należące do najbardziej wpływowych koncepcji w dziedzinie przetwarzania równoległego i rozproszonego, opisują ograniczenia przyspieszenia uzyskiwanego dzięki zrównolegleniu aplikacji, gdy podany jest sekwencyjny ułamek czasu jej wykonania na maszynach sekwencyjnych i równoległych. W literaturze te dwa prawa są wyprowadzane oddzielnie lub ich powiązania są przedstawiane w dość skomplikowany sposób. W niniejszym artykule wykazano, że za pomocą prostych przekształceń arytmetycznych w kilku wierszach prawo Gustafsona-Barsisa można uzyskać z prawa Amdahla i odwrotnie.
Słowa kluczowe : obliczenia równoległe, obliczenia rozproszone, przyspieszenie, miary wydajności
Andrzej Karbowski, DSc, PhD andrzej.karbowski@pw.edu.pl
ORCID: 0000-0002-8162-1575
M.Sc. 1983, Ph.D. 1990 from WUT, D.Sc. 2012 from WUT. With WUT since 1983. Research visitor: Politecnico di Milano and Universita di Genova, 1992, Edinburgh Parallel Computing Centre, 2000. Interests: Large scale systems, distributed computations, optimal control and management in risk conditions, decision support systems, neural networks, environmental systems management, control and decision problems in computer networks.
Prosta dwupunktowa metoda wyznaczania parametrów dynamicznych rozszerzonego modelu Strejca
Robert Bieda
Politechnika Śląska, Wydział Automatyki, Elektroniki i Informatyki, Katedra Automatyki i Robotyki, ul. Akademicka 2A, 44-100 Gliwice
Streszczenie: W artykule przedstawiono metodę identyfikacji parametrów rozszerzonego modelu Strejca. Proponowane rozwiązanie umożliwia określenie optymalnego rzędu modelu oraz jego parametrów: wzmocnienia statycznego, stałej czasowej i czasu opóźnienia, wykorzystując mechanizm punktów charakterystycznych odpowiedzi skokowej. Zdefiniowano punkty charakterystyczne, które są niezależne od rzędu identyfikowanego modelu. Dzięki temu procesowi proponowane rozwiązanie zachowuje prostotę działania porównywalną z klasycznymi metodami dwupunktowymi, umożliwiając jednocześnie uzyskanie wyników na poziomie zaawansowanych metod analizy charakterystyki czasowej układu dynamicznego. Zaproponowaną metodę skonfrontowano symulacyjnie ze znanymi algorytmami identyfikacji parametrów dynamik inercyjnych z czasem opóźnienia.
Słowa kluczowe: obiekty wieloinercyjne, model Strejca, uproszczone modele dynamiczne, modelowanie układów dynamicznych, identyfikacja układów dynamicznych
1. Wprowadzenie
Często pełne transmitancje obiektów dynamicznych mają skomplikowaną postać i zawierają wiele parametrów. Niejednokrotnie są to modele wyższego rzędu, a więc niezbyt wygodne w procesie syntezy czy analizy układu regulacji. Na ogół pożądanym jest, aby model obiektu był względnie prosty. Dlatego też w literaturze można znaleźć mnóstwo różnych metod związanych z redukcją skomplikowanych modeli operatorowych [1–3], czy związanych z identyfikacją parametrów modeli dla procesów dynamicznych o nieznanych modelach operatorowych. Do tej drugiej grupy należy jeden z najpopularniejszych, zaprezentowany przez Zieglera oraz Nicholsa już w 1942 r. [4], mechanizm wyznaczania zastępczej operatorowej funkcji przejścia procesu dynamicznego, bazujący na analizie odpowiedzi skokowej h(t) nieznanego układu dynamicznego. W przypadku różnych klas procesów dynamicznych podstawową są dynamiki klasy aperiodycznej. W przypadku metody Zieglera-Nicholsa (Z-N) [4], jest to często stosowany model dynamiki inercyjnej pierwszego rzędu z czasem opóźnienia: 1() 1 o sT m k Kse Ts = + (1)
Autor korespondujący: Robert Bieda, robert.bieda@polsl.pl Artykuł recenzowany nadesłany 08.07.2025 r., przyjęty do druku 06.10.2025 r.
W metodzie tej parametry modelu (1), wzmocnienie statyczne k, stała czasowa T oraz czas opóźnienia To, wyznaczane są z wielkości charakterystycznych dla odpowiedzi skokowej h(t) procesu opisanych przez punkt przegięcia oraz styczną do przebiegu h(t) w tym punkcie. W praktycznych zastosowaniach wyznaczenie punktu przegięcia oraz stycznej zarejestrowanej odpowiedzi skokowej h(t) generalnie może być zadaniem bardzo trudnym. Dlatego też dla takiego rodzaju modelu zastępczego powstało wiele prostszych metod bazujących na analizie odpowiedzi h(t) w pewnych, odpowiednio wybranych, punktach charakterystycznych, dla których zachodzi ()0,01, h ht α α =∆ gdzie h∆ oznacza zmianę wartości sygnału wyjściowego procesu w reakcji na skokową zmianę wartości wejściowej. Przykładowo Cohen i Coon w 1953 r. [5, 6] zaproponowali metodę identyfikacji parametrów modelu (1) bazującą na analizie odpowiedzi skokowej dynamiki aperiodycznej w punktach 50 ()0,5, h ht =∆ 63 ()0,632. h ht =∆ Podobnie w [6, 7] (1969) zaproponowano metodę bazującą na analizie odpowiedzi skokowej dynamiki aperiodycznej w punktach 28 ()0,28, h ht =∆ 40 ()0,4. h ht =∆ Także zaprezentowana w [8] (rozdział 4.2) metoda może być swoistego rodzaju wypadkowym reprezentantem metod „dwupunktowych” dla modelu (1), która bazuje na analizie h(t) w punktach 28 ()0,283, h ht =∆ 63 ()0,632. h ht =∆
Z perspektywy opisu procesów dynamicznych model inercyjny pierwszego rzędu z opóźnieniem (1) często okazuje się niewystarczający. Między innymi z tego powodu, innym spotykanym w literaturze jest wieloinercyjny model Strejca, który w najprostszej postaci opisany jest transmitancją [1, 6, 9–13]: (2)
Model ten charakteryzowany jest za pomocą trzech parametrów: rzędu modelu n, wzmocnienia statycznego k oraz stałej czasowej T n . Klasyczną metodą określania parametrów tego modelu, oraz modelu w wersji rozszerzonej (z dodatkowym czasem opóźnienia To), jest zaprezentowana w 1959 r. metoda Strejca [9]. Bazuje ona, podobnie jak algorytmy wcześniejsze, na analizie odpowiedzi skokowej procesu dynamicznego w punkcie przegięcia. Z perspektywy działania, dla wariantu pierwszego rzędu (n = 1), uzyskane metodą Strejca wyniki praktycznie są takie same, jak metody Zieglera-Nicholsa. Można zatem powiedzieć, że metoda Strejca [9] jest swoistego rodzaju rozszerzeniem algorytmu Zieglera-Nicholsa [4], zwłaszcza w wariancie modelu rozszerzonego [1, 6, 10, 14, 15]:
Pierwszy z parametrów modelu (4), opisujący wzmocnienie statyczne można określić z wykorzystaniem zależności:
lim()(). mm t khth →∞ ==∞ (6)
W kolejnym etapie, według schematu działania zbliżonego do [6], czasowa charakterystyka skokowa h m(t) poddana zostaje unormowaniu zgodnie z zależnością:
()()/.mm hthtk = (7)
w którym dodatkowym (czwartym) parametrem, względem modelu (2), jest czas opóźnienia T o
W ramach tej klasy modeli można znaleźć również podejście bazujące na algorytmach dwupunktowych. W 2017 r. Byrski [6] zaproponował rozszerzenie metod „dwupunktowych” na wariant modelu Strejca z opóźnieniem. Podobnie liczne prace Żuchowskiego [10–12, 14], pokazują różne warianty identyfikacji parametrów modelu (3).
Wśród metod identyfikacji parametrów modeli o aperiodycznej charakterystyce odpowiedzi skokowej h(t) spotkać można również propozycje metod bazujących na przekształceniach algebraicznych modeli wyższego rzędu. Przykładowo Kurek [16] czy Żuchowski [17] w 2010 r. zaprezentowali metody, w których dokonując analizy i przekształceń algebraicznych parametrów modelu wyższego rzędu, uzyskali modele zastępcze o dynamikach przytoczonych wcześniej.
2. Proponowana metoda identyfikacji parametrów rozszerzonego modelu Strejca
Prezentowane podejście bazuje na koncepcji algorytmów „dwupunktowych”, których prostota działania umożliwia identyfikację parametrów modelu (1). Jednocześnie stanowi swoistego rodzaju rozszerzenie podejścia prezentowanego w [8] (rozdział 4.2), które umożliwia uwzględnienie modelu o bardziej złożonej postaci typu rozszerzonego modelu Strejca (3). Inaczej jednak niż w [6] proponowane podejście zachowuje prostotę i schematyczność obliczeń metod prostych (dwupunktowych), bez potrzeby analizowania punktów charakterystycznych zależnych od wybranego rzędu modelu n W proponowanym algorytmie estymacji nieznanego modelu dynamicznego o charakterze aperiodycznym rozważany zatem będzie „rozszerzony” model Strejca opisany następującą operatorową funkcją przejścia (podobnej postaci jak (3)):
() 1 () o sT m n k Kse Ts = + (4)
Rozpatrując reakcję modelu K m(s) na skokową zmianę wartości wejściowej u(t) = 1(t) można pokazać, że odpowiedź skokowa przyjmuje postać:
W prowadzając dodatkową standaryzację względem czasu: o , tT x T = (8)
można krzywą charakterystyki odpowiedzi skokowej modelu (4) zapisać w postaci ustandaryzowanej: 1 0 ()1. ! i n x m i x hxe i = =− ∑ (9)
Przebieg ustandaryzowanych krzywych odpowiedzi skokowej modelu (4) pokazane zostały na rys. 1.
Rys. 1. Przebieg ustandaryzowanej krzywej odpowiedzi skokowej dynamiki inercyjnej n -tego rzędu z zaznaczonymi punktami charakterystycznymi {x20; x50; x80}
Fig. 1. The profile of the standardized step response curve of an n -th order inertial dynamic system with marked characteristic points {x20; x50; x80}
W celu określenia nieznanych parametrów modelu (4) na charakterystyce odpowiedzi skokowej h m(t) (5) wybrane zostały dwa (lub trzy w przypadku automatycznego określenia rzędu modelu n) punkty (,()), m tht αα gdzie α określa zmianę sygnału odpowiedzi skokowej w przedziale od zera do %α całego zakresu zmiany wyjścia modelu. W ogólności punkty te spełniają poniższą zależność:
0:(). 100 m thtk αα α >= (10)
Natomiast związek chwil czasowych t α z ustandaryzowanym parametrem x (8) opisany jest zależnością:
W rezultacie, dla danego ,α wartości parametrów x α można wyznaczyć rozwiązując równanie:
Dla (0,100) α ∈ wartości te jednoznacznie charakteryzują krzywe odpowiedzi skokowej modelu. W prezentowanym rozwiązaniu wybrane wartości α tworzą zbiór {20;50;80}. α ∈ Rozkład punktów charakterystycznych na krzywej ustandaryzowanej () m hx zaznaczono na rys. 1.
Dla wyznaczenia czasowych parametrów modelu (4) wykorzystano mechanizm zbliżony do metod bazujących na dwóch punktach [5, 7, 8]. Skrajne wartości wybranego zbioru α definiują parę punków, które w oparciu o (11) pozwalają zdefiniować następujący układ równań:
którego rozwiązanie umożliwia jednoznaczne określenie parametrów czasowych modelu:
8020 8020 , tt T xx = (14)
o80802020 TtxTtxT
Jednocześnie, wykorzystując dodatkową wartość parametru x50, można określić współczynnik „prędkości zmiany” krzywej odpowiedzi skokowej modelu:
80508050 50205020 n xxtt xxtt ∆== (16)
Wartość tego współczynnika zależna jest jedynie od rzędu modelu (4). Umożliwia zatem identyfikację wartości rzędu n modelu gwarantującego najlepsze „dopasowanie” odpowiedzi dynamiki zastępczego modelu operatorowego (4) do zarejestrowanej odpowiedzi nieznanej dynamiki procesu.
Poniżej zaprezentowane zostały obliczenia parametrów charakterystycznych modelu (4) dla kilku pierwszych rzędów n Z perspektywy proponowanej metody wartości tych parametrów wyznaczane są tylko raz. Wykorzystanie uzyskanych wartości charakterystycznych umożliwia bowiem określenie parametrów modelu K m(s).
2.1. Parametry charakterystyczne dla modelu
n = 1 rzędu
Dla modelu operatorowego pierwszego rzędu ustandaryzowana postać reakcji skokowej modelu opisana jest zależnością:
()1. x m hxe =− (17)
Wartości parametrów charakterystycznych, dla wybranych wartości ,α można wyznaczyć z równania:
0,2231435:20 1 0,6931472:50. 100 1,6094379:80 x ex
(18)
Natomiast współczynnik charakteryzujący rząd modelu, zgodnie z (16), przyjmuje wartość:
8050 1 5020 1,9495397. xx xx ∆= (19)
2.2. Parametry charakterystyczne dla modelu
n = 2 rzędu
W przypadku modelu rzędu drugiego ustandaryzowana postać odpowiedzi ()hx opisana jest funkcją:
()1(1). x m hxex =−+ (20)
Wartości parametrów charakterystycznych można zatem wyznaczyć rozwiązując poniższe równanie:
0,8243883:20 (1)1 1,6783470:50. 100 2,9943083:80
(21)
Współczynnik n ∆ charakteryzujący rząd modelu przyjmuje wartość: 8050 2 5020 1,5410129. xx xx ∆= (22)
2.3. Parametry charakterystyczne dla modelu n = 3 rzędu
Dla modelu trzeciego rzędu funkcja ()hx przyjmuje postać: 2 ()11. 2 x m x hxex
(23)
Wartości parametrów x α można wyznaczyć rozwiązując, dla danych ,α równanie:
Współczynnik n ∆ charakteryzujący rząd modelu przyjmuje wartość:
(25)
2.4. Parametry charakterystyczne dla modelu
n = 4 rzędu
W przypadku modelu rzędu czwartego ustandaryzowana odpowiedź skokowa ()hx opisana jest funkcją:
Wartości parametrów charakterystycznych tego modelu można wyznaczyć rozwiązując poniższe równanie:
Natomiast współczynnik charakteryzujący rząd modelu przyjmuje wartość:
8050 4 5020 1,3400857. xx xx ∆= (28)
2.5. Parametry charakterystyczne dla modelu
n = 5 rzędu
Dla modelu piątego rzędu ustandaryzowana funkcja ()hx przyjmuje postać:
Krok 1 – dla zarejestrowanej odpowiedzi skokowej h(t) nieznanej dynamiki określ wartość wzmocnienia k modelu oraz znormalizuj amplitudę zarejestrowanego przebiegu czasowego: (32)
gdzie t s oznacza czas regulacji/ustalania (ang. settling time) nieznanego układu dynamicznego.
Krok 2 – wyznacz wartości chwil czasowych , t α dla których amplituda unormowanego przebiegu odpowiedzi skokowej ()ht przyjmuje wartość /100: α
Parametry , x α dla danych ,α można wyznaczyć rozwiązując równanie: (30)
W rezultacie współczynnik n ∆ charakteryzujący rząd modelu przyjmuje wartość:
8050 5 5020 1,2963891. xx xx ∆= (31)
W podobny sposób można wyznaczyć wartości powyższych parametrów charakterystycznych dla wyższych rzędów modelu (4).
W tabeli 1 zebrane zostały, obliczone wartości wielkości charakterystycznych 205080 {;;;}, n xxx ∆ które wykorzystane w prostym (kilku krokowym) algorytmie pozwalają w sposób schematyczny wyznaczyć szukane wartości modelu (4).
Tabela 1. Wartości parametrów charakterystycznych krzywej ()hx odpowiedzi skokowej modelu
Table 1. Values of the characteristic parameters of the model step response curve ()hx
n 1 2 3 4 5
n ∆ 1,9495401,5410131,4090841,3400861,296389
x20 0,2231430,8243881,5350442,2967873,089540
x50 0,6931471,6783472,6740603,6720614,670909
x80 1,6094382,9943084,2790305,5150466,720979
x∆ 1,3862942,1699202,7439863,2182593,631439
W efekcie przeprowadzonej analizy odpowiedzi skokowej modelu K m(s) (4) oraz wyznaczenia wielkości charakterystycznych (tab. 1) algorytm wyznaczania parametrów modelu zastępczego można przedstawić w czterech (opcjonalnie pięciu) krokach:
−
Krok 3 (opcjonalny) – wykorzystując informację o wartościach wskaźnika n ∆ oraz wartości czasów t20, t50 oraz t80 określ rząd modelu n zgodnie z zależnością:
8050 5020 :min1 () n n tt n tt−∆ (34)
Krok 4 – wykorzystując wartości współczynników x20 oraz x80 dla danego (lub opcjonalnie wyznaczonego) rzędu modelu n oblicz wartości parametrów czasowych modelu:
80208020 8020 , ()()() tttt T xnxnxn = = −∆ (35)
o8080 2020 ()(). TtxnTtxnT =−=− (36)
Krok 5 – jeżeli T o < 0, można skorygować wartość stałej czasowej modelu: 50o 50 , () tT T xn = (37)
oraz przyjąć czas op óźnienia modelu T o = 0.
3. Przykłady
Weryfikacja zaprezentowanej metody przeprowadzona została na przykładach dynamik zaczerpniętych z literatury [16, 17]. Jako obiektywny wskaźnik jakości uzyskanego rozwiązania (modelu zastępczego K m(s) nieznanej dynamiki procesu) wykorzystano poniższą definicję błędu IAE (ang. Integrated Absolute Error) między odpowiedzią skokową nieznanego procesu h(t) oraz odpowiedzią otrzymanego modelu h m(t) 0 ()(). z zm t IAEhthtdt = =− ∫ (38)
We wszystkich przedstawionych przykładach, dla wszystkich badanych metod, dla modelu (4) wartość wzmocnienia statycznego wyznaczona została w ten sam sposób: ().kh ∞
Robert Bieda
3.1. Przykład 1
Pierwszy przykład bazuje na analizie dynamiki procesu K1(s), zaczerpniętej z pracy Kurka [16], określonej transmitancją: 1 1 () (101)(51) Ks ss = ++ (39)
Autor pracy [16], wykorzystując przekształcenia algebraiczne, dla założonego modelu pierwszego rzędu n = 1 otrzymał wartości parametrów czasowych: T = 12,5 oraz T o = 2,5. Uzyskany wynik został skonfrontowany z rezultatami działania metod bazujących na analizie odpowiedzi skokowej h(t) procesu K1(s). Zweryfikowano wynik działania proponowanego podejścia, metody Zieglera-Nicholsa [4], metody „dwóch punktów” [8] oraz metody Strejca [9]. Ze względu na założony niski rząd modelu (n = 1) nie można było zweryfikować zmodyfikowaną metodę Strejca zaproponowaną przez Byrskiego w [6]. W sposób zwarty otrzymane dla poszczególnych metod wyniki (wartości parametrów czasowych modeli), wraz z wartościami błędu IAE120 (38) zebrane zostały w tabeli 2.
Tabela 2. Wartości parametrów modelu K m (s) dla dynamiki K1(s) oraz wartości błędu IAE z
Table 2. Parameter values of the model K m (s) for the dynamics K1(s) and the error values IAE z
Metoda nT T o IAE120
Kurek [16]112,52,51,0915
Z-N [4]119,99991,931476,8938
2 punktów [8]112,39253,431770,9602
Strejc [9]119,99991,931476,8938
proponowana111,96493,24038 0,8256
Strejc [9]27,358300,4042
proponowana*27,54120 0,3859
Rys. 2. Charakterystyki skokowe h m (t) oraz przebieg błędu e (t) uzyskanych modeli pierwszego rzędu dla dynamiki K1(s) w przykładzie 1
Fig. 2. Step response characteristics h m (t) and the error e(t) of the first-order models obtained for the dynamics K1(s) in Example 1
Wyniki uzyskane poszczególnymi metodami zobrazowane zostały także w postaci przebiegów czasowych odpowiedzi skokowej procesu oraz uzyskanych modeli (rys. 2). Dla uwypuklenia różnic między uzyskanymi rozwiązaniami pokazany został także przebieg sygnału błędu e(t) między reakcją procesu i danego modelu.
Z analizy przedstawionych przebiegów (rys. 2) oraz wartości w tabeli 2 można zauważyć, że popularna metoda Zieglera-Nicholsa daje najgorsze wyniki. Jak to zostało zauważone już na wstępie, metoda Strejca dla modelu rozszerzonego o niskim rzędzie n = 1 daje wyniki identyczne z metodą Zieglera-Nicholsa. Natomiast metody dwupunktowe zarówno literaturowa, jak i proponowana wersja, pozwalają uzyskać wyniki lepsze niż rozwiązanie pokazane w [16]. Proponowany wariant metody modelu pierwszego rzędu daje najmniejszą wartości błędu IAE120 spośród uzyskanych rozwiązań. Uwzględniając opcjonalny Krok 3 proponowanej metody (zależność (34)), można pokazać, że optymalny/„sugerowany” model o dynamice (4) powinien być rzędu drugiego. W analizowanym eksperymencie zwiększenie rzędu modelu prowadzi do jeszcze lepszych wyników niż arbitralnie założony rząd pierwszy. Wyraźnie pokazuje to tabela 2, w której wartość IAE120 w ostatnim przypadku jest blisko dwa razy mniejsza od najmniejszej dla modelu rzędu pierwszego.
3.2. Przykład 2
Drugi przykład bazuje na analizie dynamiki procesu K2(s), ponownie zaczerpniętej z pracy Kurka [16], określonej operatorową funkcją przejścia: 5 2 () (101)(81)(61)(41)(21) s e Ks sssss = +++++ (40)
Dynamika ta jest znacznie wyższego rzędu niż w przykładzie wcześniejszym oraz dodatkowo zawiera w sobie opóźnienie T o Autor pracy [16], ponownie wykorzystując przekształcenia algebraiczne, dla założonego modelu pierwszego rzędu (n = 1) otrzymał wartości parametrów czasowych T = 20 oraz T o = 15. Uzyskany wynik został skonfrontowany z rezultatami działania metod bazujących na analizie odpowiedzi skokowej h(t) procesu K2(s). Zweryfikowano działanie proponowanego podejścia, metody Zieglera-Nicholsa [4], metody „dwóch punktów” [8] oraz metody Strejca [9]. Druga część eksperymentu umożliwiła ocenę działania poszczególnych metod w przypadku założenia wyższego rzędu modelu (2). n ≥ W tym wariancie zweryfikowano metodę Strejca [9], jej zmodyfikowany wariant pokazany przez Byrskiego w [6] oraz proponowany mechanizm metody dwupunktowej.
Wyznaczone dla poszczególnych metod wartości parametrów czasowych modeli, wraz z wartościami błędu (38) zebrane zostały w pierwszej części tabeli 3. Podobnie jak w przykładzie 1 widać, że model uzyskany metodą Zieglera-Nicholsa oraz metodą Strejca pokrywają się. Natomiast najlepsze wyniki (najmniejsze wartości błędu IAE190) uzyskano dla metod dwupunktowych w tym najlepszy wynik uzyskano proponowaną metodą.
Wyniki uzyskane poszczególnymi metodami, dla modelu pierwszego rzędu, zobrazowane zostały również w postaci przebiegów czasowych odpowiedzi skokowych procesu oraz uzyskanych modeli (rys. 3). Dla uwypuklenia różnic pomiędzy uzyskanymi rozwiązaniami pokazany został także przebieg sygnału błędu e(t) między reakcją procesu i danego modelu. W drugiej części tabeli 3 przedstawiono wyniki identyfikacji parametrów modelu (4) przy założeniu wyższego rzędu modelu (2). n ≥ W tej części eksperymentu porównano wyniki otrzymane dla metody Strejca [9], metody Byrskiego [6] oraz proponowanego rozwiązania. Zweryfikowano kilka pierwszych wartości rzędu modelu K m(s). Pogrubioną czcionką zaznaczono najmniejsze wartości błędu IAE190 dla danej metody. Z analizy tej wynika, że w skali porównywanych rzędów modeli dla procesu K2(s)
Tabela 3. Wartości parametrów modelu K m (s) dla dynamiki K2(s) oraz wartości błędu IAE z
Table 3. Parameter values of the model K m (s) for the dynamics K2(s) and the error values IAE z
Metoda nT T0 IAE190
Kurek [16]120 153,8907
Z-N [4]132,094916,236513,1875
2 punktów [8]118,072119,30532,6627
Strejc [9]132,094916,236513,1875
proponowana116,971118,6964 2,2944
proponowana210,842313,54510,7891
38,57409,32190,1817
*47,31045,6928 0,1727
56,47872,46730,4050
Byrski [6]210,406814,25850,7722
38,45219,7533 0,1744
47,39705,32040,1958
56,65131,57010,4374
Strejc [9]211,808312,89861,5155
38,68609,23980,2981
47,19135,9982 0,2421
56,26983,07760,5746
*65,63170,41370,7974
Rys. 3. Charakterystyki skokowe h m (t) oraz przebieg błędu e (t) uzyskanych modeli pierwszego rzędu dla dynamiki K2(s) w przykładzie 2
Fig. 3. Step response characteristics h m (t) and the error e(t) of the first-order models obtained for the dynamics K2(s) in Example 2
najlepsze przybliżenie udało się uzyskać z wykorzystaniem proponowanej metody dla modelu n = 4 rzędu. Dodatkowo dla proponowanego algorytmu oraz metody Strejca zaznaczono wartości rzędu n modelu „sugerowane” przez algorytm (wartości oznaczone symbolem *). W przypadku proponowanej metody wartość „sugerowana” rzędu modelu (n = 4) faktycznie pokrywa się z wariantem o najmniejszym błędzie IAE190 dla tej metody. Natomiast w przypadku metody Strejca „sugerowany” rząd (n = 6) daje, w procesie określenia parametrów czasowych, znacznie gorsze wartości w porównaniu do najlepszego dla tej metody rzędu n = 4. W przypadku algorytmu pokazanego w [6] nie ma możliwości oszacowania rzędu modeli (4).
Najlepsze (dla najmniejszych wartości IAE190) uzyskane wyniki dla poszczególnych metod zobrazowane zostały w postaci przebiegów czasowych odpowiedzi skokowych procesu oraz uzyskanych modeli (rys. 4). Dla uwypuklenia różnic pomiędzy uzyskanymi rozwiązaniami pokazany został także przebieg sygnału błędu e(t) między reakcją procesu i danego modelu.
3.3. Przykład 3
Trzeci przykład bazuje na analizie dynamiki procesu K 3(s), zaczerpniętej z pracy Żuchowskiego [17], określonej transmitancją:
3 1 () (0,51)(21)(31) Ks sss = +++ (41)
Dla powyższej dynamiki, autor, stosując przekształcenia algebraiczne parametrów modelu (41), wyznaczył parametry modelu zastępczego wieloinercyjnego o stałych czasowych tworzących ciąg geometryczny:
4 23 () , (1)(1)(1)(1) m k Ks TsqTsqTsqTs = ++++ (42) w którym parametr q stanowi iloraz tego ciągu.
Wynik uzyskany w [17] skonfrontowano z rezultatami działania metod bazujących na analizie odpowiedzi skokowej h(t) pro-
Rys. 4. Charakterystyki skokowe h m (t) oraz przebieg błędu e (t) uzyskanych modeli wyższego rzędu dla dynamiki K2(s) w przykładzie 2
Fig. 4. Step response characteristics h m (t) and the error e(t) of the higher-order models obtained for the dynamics K2(s) in Example 2
cesu K3(s). Zweryfikowano działanie proponowanego podejścia, metody Strejca [9] oraz metody Byrskiego [6].
Wyznaczone dla poszczególnych metod wartości parametrów czasowych modeli, wraz z wartościami błędu (38) zebrane zostały w tabeli 4. Z analizy tych wartości wynika, że modele otrzymane metodą proponowaną oraz zmodyfikowaną metodą Strejca uzyskują najmniejsze i bardzo zbliżone do siebie wartości błędu IAE60
Jednocześnie optymalne rozwiązanie dla proponowanej metody uzyskane zostało dla modelu rzędu n = 2, przy czym jednocześnie jest to wartość rzędu modelu „sugerowana” przez prezentowaną metodę. W przypadku metody Strejca najlepszy wynik również otrzymano dla n = 2, przy czym sam algorytm wartość optymalną rzędu modelu „sugerował” na poziomie n = 3.
Dla zilustrowania najlepszych rozwiązań (z najmniejszą wartością IAE60) dla poszczególnych metod pokazane zostały przebiegi czasowe odpowiedzi skokowych procesu oraz uzyskanych modeli wraz z przebiegami sygnału błędu e(t) między reakcją procesu i danego modelu (rys. 5).
Rys. 5. Charakterystyki skokowe h m (t) oraz przebieg błędu e (t) uzyskanych optymalnych modeli wyższego rzędu dla dynamiki K3(s) w przykładzie 3
Fig. 5. Step response characteristics h m (t) and the error e(t) of the higherorder models obtained for the dynamics K3(s) in Example 3
Tabela 4. Wartości parametrów modelu K m (s) oraz K m4(s) dla dynamiki K3(s) oraz wartości błędu IAE z
Table 4. Parameter values of the model K m (s) and K m4(s) for the dynamics K3(s), and the error values IAE z
Metoda nT q IAE60
Żuchowski [17]40,3742,060,0377
Metoda nT T o IAE60
Strejc [9]22,61240,83050,0565
Byrski [6]22,56580,8766 0,0304
proponowana*22,56260,87960,0338
4. Wpływ szumu pomiarowego
Przedstawione w przykładach wyniki identyfikacji paramentów uzyskane został w warunkach „idealnych”, gwarantują-
Robert Bieda
cych jakościowo najlepszy z możliwych przebieg odpowiedzi skokowej h(t) identyfikowanego procesu. W sposób naturalny rodzi się jednak pytanie, jak skutecznie proponowana metoda będzie sobie radziła w warunkach rzeczywistych, jeśli charakterystyka czasowa odpowiedzi zniekształcona jest obecnością szumu pomiarowego.
Próbą odpowiedzi na tak sformułowane pytanie były przeprowadzone eksperymenty symulacyjne, w których do przebiegu sygnału odpowiedzi skokowej h(t) dodano sygnał szumu n(t). W eksperymentach założono, że sygnał szumu jest przebiegiem losowym opisanym modelem o rozkładzie normalnym 2 (()(,)) nt µσ z zerową wartością średnią (0) µ = oraz odchyleniem standardowym 0,3. σ = W celu obiektywnej, niezależnej od danej próby wygenerowanego sygnału szumu, oceny metody identyfikacji parametrów dynamicznych modelu K m(s) jako kryterium oceny przyjęto wartość uśrednioną wskaźnika IAE z (38) dla N powtórzeń danego eksperymentu:
1 1 N N z i IAE IAE N = ∑ (43)
Poniżej przedstawiono wyniki eksperymentu przeprowadzonego dla identyfikacji parametrów dynamicznych modelu zastępczego procesu o funkcji przejścia K2(s) (40) (przykład 2). W celu oceny proponowanego, pięciokrokowego, algorytmu identyfikacji parametrów modelu K m(s) otrzymane wyniki zestawiono z wynikami najlepszej (względem wartości błędu IAE190) metody „odniesienia” w przykładzie 2. W omawianym przypadku jest to metoda Byrskiego [6], przy założonym rzędzie modelu n = 3. Wyniki oceny określono na postawie próby N = 1000 powtórzeń eksperymentu opisanego wcześniej.
Warto zwrócić uwagę, że w przypadku metody „odniesienia”, dla zakłóconych sygnałem n(t) charakterystyk czasowych h(t), często w procesie identyfikacji metoda ta zwracała wartość parametru czasu opóźnienia T o < 0. Wynik taki jest trudny do zaakceptowania. Sugeruje bowiem, że wyznaczony dla modelu K m(s) czas opóźnienia właściwie jest „czasem wyprzedzenia” odpowiedzi układu, który reaguje na sygnał zewnętrzny zanim ten zacznie oddziaływać na układ. W takich przypadkach, ze względu na brak innych wytycznych w pracy [6], przyjęto arbitralną zamianę wyznaczonej wartości czasu opóźnienia na T o = 0. Wyniki przeprowadzanych eksperymentów pokazane zostały w postaci graficznej (rys. 6) prezentującej reakcje wyznaczonych, dla danych metod, modeli parametrów na podstawie zaszumionych przebiegów odpowiedzi skokowej procesu K2(s). Dla prezentowanego eksperymentu wyznaczone wartości średnie błędu IAE190 wynoszą odpowiednio: = 5,2086 dla metody Byrskiego [6] oraz = 1,5403 dla proponowanego algorytmu. Duża różnica, na niekorzyść algorytmu przedstawionego w pracy [6], wynika w znacznym stopniu z przypadków, dla których metoda ta zwracała ujemną wartość czasu opóźnienie (arbitralnie modyfikowaną na wartość T o = 0). Przypadki te można zaobserwować wyraźnie na rys. 6, jako przebiegi silnie odbiegające od krzywej referencyjnej h(t) (przebieg określony czarną krzywą). Wielokrotnie przeprowadzone serie tego eksperymentu pokazują, że przypadki błędnie zidentyfikowanej wartości T o obejmują od 5 % do 10 % wszystkich eksperymentów dla tej metody.
W przypadku pominięcia eksperymentów, przy wyznaczeniu oceny, dla których metoda przedstawiona w [6] błędnie wyznaczyła parametry modelu (T o < 0) wartości uśrednionego wskaźnika dla obydwu metod zbliżyły się do siebie. W prezentowanej serii warunek poprawności o (0), T ≥ dla metody Byrskiego, spełniony został w przypadku 927 eksperymentów. Dla takiej podgrupy modeli uśrednione wartości błędu IAE190 wynoszą odpowiednio: = 2,0929 dla metody Byrskiego [6] oraz =1,5376 dla proponowanego rozwiązania.
Rys. 6. Seria charakterystyk skokowych h m (t) modeli dla odpowiedzi skokowych z szumem pomiarowym dynamiki K2(s)
Fig. 6. A series of step response characteristics h m (t) of models for step responses with measurement noise of the dynamics K2(s)
Rys. 7. Przykładowe charakterystyki skokowe hm(t) modeli dla badanych metod identyfikacji o reprezentatywnych dla nich wartościach średnich
Fig. 7. Example step response characteristics hm(t) of models for the identification methods under study, corresponding to their representative mean values
Tabela 5. Analityczne reguły obliczania parametrów dynamicznych modelu K m (s)
Table 5. Analytical rules for calculating the dynamic parameters of the K m (s) model
n Etap 1 Jeśli T o < 0: Etap 2
1
T = 0,51294(t80 – t20)
T o = t80 – 1,60944T T = 1,44269(t50 – To) T o = 0
2 T = 0,64892(t80 – t20)
T o = t80 – 2,99431T T = 0,59582(t50 – To) T o = 0
T = 0,70968(t80 – t20)
3
4
5
T o = t80 – 4,27903T T = 0,37396(t50 – To) T o = 0
T = 0,74622(t80 – t20)
T o = t80 – 5,51505T
T = 0,77137(t80 – t20)
Otrzymane wyniki pokazują, że proponowane rozwiązanie wykazuje większą odporność działania w przypadku zaszumionych przebiegów odpowiedzi skokowej procesu. Łatwo zaobserwować, że otrzymane modele tworzą przebiegi odpowiedzi czasowych bliskie przebiegowi referencyjnemu (bez dodatkowego sygnału n(t)) identyfikowanego procesu K2(s).
Przykładowe reakcje modelu K m(s) dla prezentowanego przypadku, które gwarantują IAE190 ≃ na poziomie wartości dla odpowiednich metod pokazano na rys. 7.
5. Podsumowanie
W artykule zaprezentowana została metoda identyfikacji parametrów dynamiki rozszerzonego modelu Strecja K m(s) w oparciu o analizę odpowiedzi skokowej h(t) nieznanego procesu. Proponowane rozwiązanie pozwala uzyskać modele o jakość bardzo zbliżonej (a często i lepszej) do metody zaproponowanej przez Byrskiego w pracy [6]. Inaczej niż w tej metodzie, proponowane rozwiązanie umożliwia identyfikację parametrów modelu n = 1 rzędu, co w rozwiązaniu Byrskiego jest niemożliwe ze względu na specyfikę punktu przegięcia odpowiedzi skokowej elementu inercyjnego (model pierwszego rzędu nie został uwzględniony w pracy [6]). Dzięki definicji stałych punktów charakterystycznych, niezależnych od rzędu modelu, w proponowanym rozwiązaniu została zachowana prostota obliczeń na poziomie metod „dwupunktowych” modeli pierwszego rzędu [5, 7, 8].
W tabeli 5 pokazane zostały, w formie zbiorczej, przykładowe zależności analityczne wynikające z kroków 1–5 proponowanego algorytmu, umożliwiające w prosty sposób wyznaczenie parametrów dynamicznych modelu opisanego operatorową funkcją przejścia (4).
Jednocześnie schematyczność obliczeń wielkości 2080 {;;} n xx ∆ umożliwia proste rozszerzenie proponowanego rozwiązania na modele wyższego rzędu. Ponadto uwzględnienie w proponowanej metodzie dodatkowej wielkości charakterystycznej x50 umożliwia automatyczne oraz skuteczne (inaczej niż w klasycznej metodzie Strejca [9]) oszacowanie rzędu modelu gwarantujące optymalne dopasowanie charakterystyki skokowej modelu h m(t) do odpowiedzi skokowej nieznanego procesu h(t). Dodatkowa wielkość charakterystyczna x50 umożliwia również ewentualną korektę parametrów dynamicznych w przypadku, gdy z obliczeń numerycznych metody uzyskany czas opóźnienia T o przyjmuje wartości ujemne. Zjawisko ujemnego czasu opóźnienia (T o < 0), które jest trudno interpretowalne w kontekście modelu dynamicznego (sugeruje, że model reaguje na wymuszenie zanim to wymuszenie pojawi się na wejściu układu), można także zaobserwować w działaniu innych metod „dwupunktowych”. Jednak zwyczajne „wyzerowanie” czasu opóźnienia (T o = 0) zwykle prowadzi do pogorszenia właściwości uzyskanego modelu (w kontekście dopasowania charakterystyki czasowej h m(t) oraz h(t)). Natomiast zaproponowana korekta, z wykorzystaniem punktu x50, pozwala zachować jakość dopasowania reakcji modelu na bardzo wysokim poziomie.
Przedstawione wyniki eksperymentów identyfikacji paramentów dynamicznych modelu, przy obecności szumów pomiarowych w odpowiedzi skokowej pokazują, że proponowane rozwiązanie wykazuje dużą odporność na tego rodzaju zakłócenia.
Bibliografia
= 0,27233(t50 – To) T o = 0
T o = t80 – 6,72098T T = 0,21409(t50 – To)
T o = 0
1. Isermann R., Münchhof M., Identification of Dynamic Systems, An Introduction with Applications, Springer-Verlag Berlin Heidelberg 2011, DOI: 0.1007/978-3-540-78879-9.
2. Åström K.J., Hägllund T., PID controllers: theory, design and tuning, 2nd ed., Instrument Society of America, 1995.
3. Fortuna L., Nunnari G., Gallo A., Model Order Reduction Techniques with Applications in Electrical Engineering, Springer-Verlag London, 1992, DOI: 10.1007/978-1-4471-3198-4.
4. Ziegler J.G., Nichols N.B., Optimum settings for automatic controllers, “Transactions of the ASME”, Vol. 64, No. 8, 1942, 759–768, DOI: 10.1115/1.4019264.
5. Cohen G.H., Coon G.A., Theoretical Consideration of Retarded Control, “Transactions of the ASME”, Vol. 75, No. 5, 1953, 827–834, DOI: 10.1115/1.4015451.
6. Byrski W., A new method of multi-inertial systems identification by the Strejc model, [In:] Trends in Advanced Intelligent Control, Optimization and Automation, KKA 2017, Springer, Vol. 577, 2017, 536–549, DOI: 10.1007/978-3-319-60699-6_52.
7. Broida V., L’extrapolation des reponses indicielles aperiodiques, “Automatisme”, T. XIV, No. 3, 1969, 105–114.
8. Bequette B.W., Process Control: Modeling, Design, and Simulation, 2nd ed., Pearson, 2002.
10. Żuchowski A., Wyznaczanie parametrów rozszerzonego modelu Strejca w oparciu o pomiar charakterystyki skokowej, „Pomiary Automatyka Kontrola”, R. 46, Nr 7, 2000, 6–9.
11. Żuchowski A., Nietypowe metody eksperymentalnego wyznaczania parametrów zastępczego modelu Strejca, „Pomiary Automatyka Kontrola”, R. 59, Nr 1, 2013, 55–58.
12. Żuchowski A., Eksperymentalne wyznaczanie parametrów modelu Strejca z uwzględnieniem korekcji, „Pomiary Automatyka Kontrola”, R. 60, Nr 12, 2014, 1221–1223.
13. Papliński J.P., Żuchowski A., The Strejc model parameters identification with analysis of influence of random disturbances, 18th International Conference on Methods & Models in Automation & Robotics (MMAR), 2013, 666–671, DOI: 10.1109/MMAR.2013.6669990.
14. Żuchowski A., Wyznaczanie parametrów rozszerzonego modelu Strejca w warunkach silnych zakłóceń, przy wykorzystaniu specjalnych charakterystyk, „Pomiary Automatyka Kontrola”, R. 60, Nr 12, 2014, 1215–1217.
15. Ostaszewicz D., Rogowski K., Application of Genetic Algorithms for Strejc Model Parameter Tuning, “Electronics”, Vol. 13, No. 18, 2024, DOI: 10.3390/electronics13183652.
16. Kurek J., Aproksymacja modelem inercyjnym I rzędu z opóźnieniem układu inercyjnego n-tego rzędu, „Pomiary Automatyka Robotyka”, R. 14, Nr 11, 2010, 49–51.
17. Żuchowski A., Model dynamiki obiektu o stałych czasowych tworzących postęp geometryczny i jego wybrane aplikacje, „Pomiary Automatyka Kontrola”, R. 56, Nr 4, 2010, 305–307.
A Simple Two-Point Method for Determining the Dynamic Parameters of the Extended
Strejc Model
Abstract: The article presents a method for identifying the parameters of the extended Strejc model. The proposed solution facilitates the determination of the optimal model order and its parameters: static gain, time constant, and delay time, by utilizing the mechanism of characteristic points of the step response. Characteristic points, which are independent of the order of the identified model, have been defined. This process allows the proposed solution to maintain operational simplicity comparable to classical two-point methods while simultaneously achieving results at the level of advanced methods for analyzing the time characteristics of a dynamic system. The proposed method was compared, through simulation, with known algorithms for identifying the parameters of inertial dynamics with delay time.
Keywords: multi-inertial objects, Strejc model, simplified dynamic models, modeling of dynamic systems, identification of dynamic systems
dr inż. Robert Bieda robert.bieda@polsl.pl
ORCID: 0000-0001-7485-0073
Absolwent Wydziału Automatyki, Elektroniki i Informatyki Politechniki Śląskiej w Gliwicach. Uzyskał tytuł magistra inżyniera w 2002 r. oraz stopień doktora nauk technicznych w 2006 r., w dziedzinie automatyka i robotyka. Obecnie na stanowisku adiunkta w Ka tedrze Automatyki i Robotyki na Wydziale Automatyki, Elektroniki i Informatyki Politechniki Śląskiej. Jego zainteresowania badawcze obejmują zagadnienia związane z analizą i fuzją sygnałów, systemami sterowania, systemami klasyfikacji i podejmowania decyzji oraz sterowaniem opartym na informacji wizyjnej z zastosowaniem w bezzałogowych statkach powietrznych i interakcji człowiek-komputer.
Robert Bieda
Laserowy pomiar geometrii ścieżki druku 3D
Kamil Wyrobek, Roman Stryczek Uniwersytet Bielsko-Bialski, Katedra Technologii Maszyn I Automatyzacji, ul. Willowa 2, 43-309 Bielsko-Biała
Streszczenie: Praca przedstawia opis stanowiska badawczego do bezdotykowego pomiaru geometrii powierzchni, uzyskanych w trakcie nakładania kolejnych warstw druku 3D metodą MEX. Stanowisko bazowało na 6-osiowym, hybrydowym centrum obróbkowym wyposażonym w głowicę drukującą, laser pomiarowy oraz kamerę termowizyjną. Badania wykonano dla różnych rozmiarów dysz głowicy drukującej, szybkości nakładania ścieżki oraz strategii budowy kolejnych warstw. Uzyskane wyniki pomiarów pozwalają lepiej zrozumieć procesy formowania powierzchni zewnętrznych drukowanych części i mogą być podstawą do budowy dokładniejszych modeli predykcyjnych w wytwarzaniu przyrostowym. Możliwość realizacji druku 3D na obrabiarce wieloosiowej otwiera nowe obszary badań i potencjalnie, nowe perspektywy optymalizacji strukturalnej i parametrycznej operacji druku 3D.
Słowa kluczowe: centra hybrydowe, pomiary laserowe, druk 3D metodą MEX, optymalizacja druku 3D, OMM, szum pomiarowy
1. Wprowadzenie
Wytwarzanie przyrostowe AM (ang. Additive Manufacturing) stanowi obecnie jeden z filarów czwartej rewolucji przemysłowej. Zalety zrównoważonej produkcji zapewniane przez procesy AM to mniej surowca potrzebnego w procesie łańcuchu dostaw, wyższa efektywność wykorzystania dostępnych zasobów, mniejsze odpady produkcyjne, większa stopa recyklingu, mniejsze zanieczyszczenie środowiska, mniejsza liczba czynności transportowych, mniejszy ślad węglowy, zdecentralizowana i bliska konsumentom produkcja, wydłużenie żywotności produktów przez ułatwienie regeneracji i naprawy istniejących produktów, a także możliwość pełnej cyfryzacji procesu [1–5].
Metoda MEX (ang. Material Extrusion) jest obecnie najpowszechniej stosowaną i najszybciej rozwijającą się technologią wytwarzania przyrostowego w XXI wieku. W jej ramach mieści się między innymi technika FFF (ang. Fused Filament Fabrication), znana również pod nazwą FDM (ang. Fused Deposition Modeling), w której materiał w postaci uplastycznionego tworzywa jest nakładany warstwa po warstwie w celu wytworzenia trójwymiarowego obiektu [6]. Składa się na to dostępność drukarek 3D oraz rozwój i coraz większa różnorodność materiałów do druku, zarówno w postaci filamentu, jak i granulatu. Ze względu na liczne czynniki wpływające na przebieg oraz jakość procesu wytwarzania, nie jest on dotychczas w pełni przebadany. Obecnie wciąż brakuje wystarczającej wiedzy niezbędnej do opracowania dokładnych modeli predykcyjnych, umożliwiających wiarygodne przewidywanie skutków doboru, odpowied-
Autor korespondujący: Kamil Wyrobek, kwyrobek@ubb.edu.pl Artykuł recenzowany nadesłany 02.10.2025 r., przyjęty do druku 18.11.2025 r.
Zezwala się na korzystanie z artykułu na warunkach licencji Creative Commons Uznanie autorstwa 4.0 Int.
niego zestawu parametrów procesu. Wynika to przede wszystkim z niedostatecznej liczby badań eksperymentalnych prowadzonych w tym obszarze [6–10]. Brak takich modeli uniemożliwia optymalizację procesu w trybie off-line [11] i sprawia, że użytkownik często dochodzi do odpowiednich nastaw parametrów metodą prób i błędów, co generuje straty produkcyjne. Powoduje to straty materiałowe i czasowe oraz generuje dodatkowe obciążenia środowiskowe. Badacze zajmujący się powyższą tematyką [6–11] opracowują najczęściej modele cząstkowe, które są następnie stopniowo weryfikowane i doskonalone na podstawie wyników własnych badań eksperymentalnych oraz danych dostępnych w literaturze.
Na Uniwersytecie Bielsko-Bialskim (UBB) prowadzone są badania nad drukiem 3D metodą MEX [36], realizowane w dobrze wyposażonych laboratoriach i wspierane bogatym doświadczeniem zespołu. Jednym z kluczowych kierunków prac jest analiza jakości powierzchni zewnętrznych drukowanych elementów. W procesach wytwórczych, szczególnie istotne jest zapewnienie odpowiedniej jakości powierzchni, ponieważ wszelkie jej niedociągnięcia, mogą negatywnie wpłynąć na funkcjonalność techniczną lub estetykę gotowego wyrobu. Nieodpowiednia jakość powierzchni często wymaga dodatkowych operacji postprocessingu zarówno mechanicznych [12, 13], jak i chemicznych [14], co zwiększa końcowy koszt produkcji.
Badaczy najczęściej interesują dwa źródła nierówności powierzchni części wytwarzanych metodą MEX: błąd wynikający ze schodkowej budowy powierzchni skośnych w stosunku do kierunku druku oraz błąd wynikający z odchyleń ścieżki w kierunku normalnym do drukowanej powierzchni [15, 16]. Ponieważ drukując na wieloosiowej obrabiarce, pierwszy rodzaj błędu można wyeliminować, autorów interesował drugi z tych błędów, który ma bezpośrednie przełożenie na strukturę geometryczną powierzchni tj. odchyłki kształtu, falistość i chropowatość, tworzące trójwymiarową topografię powierzchni [17]. Stan wydrukowanej powierzchni można określić za pomocą parametrów profilowych 2D lub stereometrycznych: powierzchniowych lub objętościowych. W opublikowanych dotychczas badaniach teksturę powierzchni wykonywanych technikami AM zwykle
podaje się jako wartość parametru chropowatości Ra, mierzoną w poprzek formowanych ścieżek [18].
Najważniejsze czynniki wpływu na jakość uzyskanych powierzchni zewnętrznym to: materiał filamentu lub granulatu, grubość nakładanych warstw, szczelina powietrzna między nakładanym materiałem a dyszą, szerokość ścieżki zależna głównie od średnicy otworu wyjściowego dyszy, stopień wypełnienia powierzchni, rozkład temperatur, prędkość wytłaczania oraz topologia nanoszenia ścieżek w sąsiednich warstwach [19, 20]. Oddziałują także czynniki zewnętrzne jak wilgotność, przepływ powietrza, czas krzepnięcia, czystość końcówki dyszy, czy wibracje głowicy drukującej [19]. Zasadnicza różnica w jakości powierzchni wynika z pozycji osi dyszy w stosunku do formowanej powierzchni. Jedną z zalet druku 3D na wieloosiowych urządzeniach jest możliwość wyboru tej pozycji i dokładnego kontrolowania pozycji dyszy dla prawie wszystkich powierzchni zewnętrznych. Inną, istotną zaletą druku wieloosiowego jest możliwość takiej dekompozycji modelu, która ogranicza lub eliminuje konieczność stosowania podpór [16]. W konsekwencji uzyskujemy krótszy czas operacji druku, mniejsze zużycie filamentu oraz lepszą jakość powierzchni zewnętrznych drukowanych obiektów.
Metrologia na maszynie OMM (ang. On-Machine Metrology) staje się obecnie bardzo popularna, ponieważ pozwala
uniknąć czasochłonnych operacji ponownego ustawiania i możliwych uszkodzeń podczas transportu między maszyną a platformą pomiarową [21]. Szczególnego znaczenia pomiary OMM nabierają w przypadku wytwarzania hybrydowego. Zastosowanie bezdotykowej sondy pomiarowej było niezbędne, gdyż należy mieć na uwadze, że mierzona powierzchnia w momencie pomiaru jest gorąca, lepka i w stanie półpłynnym. Optyczne sondy triangulacyjne mają swoje zalety i ograniczenia. Są bardzo dokładne, łatwe w obsłudze, szybkie w zakresie pomiarów punktowych i stosunkowo tanie. Niepewność pomiaru w dużym stopniu jest uwarunkowana od chropowatości powierzchni oraz materiału z którego zbudowany jest mierzony obiekt [22]. Sam pomiar chropowatości powierzchni urządzeniami bezdotykowymi, np. w postaci chromatycznych konfokalnych laserów, jest możliwy, a zaobserwowane błędy pomiaru utrzymują się w zakresie 5–10 % [23, 24]. Dopiero od niedawna na komercyjnym rynku oferowane jest urządzenie dedykowane OMM, pracujące w oparciu o holografię cyfrową, które przewyższa możliwościami dokładnego obrazowania 3D dotychczasowe rozwiązania [25].
Celem prowadzonych prac badawczych jest zdobycie danych, które w drugim etapie umożliwią, dzięki adaptacyjnym metodom, budowę sparametryzowanych modeli, opartym na inteligentnych algorytmach. W kolejnych krokach wirtualne,
Rys. 2. Profesjonalny ekstruder z wymiennymi głowicami (opracowanie własne)
Fig. 2. Professional extruder with interchangeable print heads (own work)
Rys. 1. Widok ogólny centrum hybrydowego Hermes (opracowanie własne)
Fig. 1. General view of the Hermes Hybrid Center (own work)
Rys. 3. Głowica sondy laserowej typu punktowego [28]
Fig. 3. Point-type laser probe head [28]
Rys. 4. Obraz z kamery termowizyjnej (opracowanie własne)
Fig. 4. Thermal camera image (own work)
Rys. 5. Widok przestrzeni roboczej stanowiska badawczego (opracowanie własne)
Fig. 5. View of the research setup’s workspace (own work)
symulacyjne testy pozwolą na optymalizację procesu pod względem ograniczenia liczby braków produkcyjnych, poprawy stabilności procesu oraz poprawy jakości estetycznej produkowanych elementów.
2. Struktura stanowiska badawczego
Stanowisko badawcze do pomiaru nierówności powierzchni zewnętrznych drukowanych elementów zostało zbudowane na bazie 6-osiowego centrum hybrydowego Hermes (rys. 1), z układem sterowania SINUMERIK ONE. Hermes jest obrabiarką prototypową, zbudowaną na bazie pionowego centrum, wyposażoną w przyrząd uchylno-obrotowy (osie obrotowe A i C) oraz indeksowane wrzeciono robocze, pozwalające na powtarzalne położenia sondy pomiarowej w przestrzeni roboczej. Centrum, obok standardowego magazynu narzędzi, wyposażone jest w dodatkowe ramię pozwalające automatycznie wymieniać narzędzie niestandardowe jakim jest głowica drukująca. Dodatkowo HMI układu sterowania zostało wzbogacone o okna dialogowe użytkownika, pozwalające zadawać parametry druku oraz śledzić aktualną temperaturę głowicy drukującej. Kluczowym elementem stanowiska badawczego jest wysokowydajny, profesjonalny ekstruder Typhon firmy Dyze Design wraz z kompletem trzech głowic drukujących o średnicy dyszy: 0,6 mm, 1,2 mm oraz 2,5 mm. Głowice mają po dwie spirale grzewcze (rys. 2), co umożliwia elastyczne sterowanie uplastycznianiem filamentu. Powyższy ekstruder został zintegrowany z laserową sondą przemieszczenia wysokiej precyzji LK-H152 f-my Keyence (rys. 3), o długości fali 655 nm (czerwony), odległości referencyjnej 150 mm i powtarzalności 0,25 µm. Sonda optyczna obsługiwana jest przez kontroler LK-G5001P, umożliwiający zarówno ciągły tryb pracy, jak i pojedyncze odczyty uaktywniane wyzwalaczem z poziomu programu NC, zawierającego odpowiednie akcje synchroniczne. Dostęp do parametrycznej konfiguracji odczytów sondy pomiarowej oraz wizualizację i zarządzanie wynikami pomiarów umożliwia pakiet oprogramowania LK-Navigator-2. Fizyczna integracja sondy pomiarowej z ekstruderem umożliwia synchroniczne pomiary, bez potrzeby wymiany tych urządzeń, umożliwiając równocześnie zachowanie stabilnych warunków cieplnych procesu druku.
Rys. 6. Uproszczony schemat kształtowania się ścieżki druku (opracowanie własne) Fig. 6. Simplified diagram of print path formation (own work)
Rys. 8. Zmiana kształtu eliptycznego przekroju ścieżki w zależności od wysokości warstwy (opracowanie własne)
Fig. 8. Changing the shape of the elliptical cross-section of the path depending on the layer height (own work)
Kamil Wyrobek, Roman Stryczek
Odpowiednie warunki cieplne zapewniono poprzez zastosowanie podgrzewanej szklanej platformy. Zastosowanie jej wynikało z potrzeby zapewnienia płaskości, która nie przekraczała 0,02 mm dla całej powierzchni. Stanowisko uzupełnia kamera termowizyjna Flir serii Ex (rys. 4), pozwalając na kontrolę i rejestrowanie rozkładu ciepła zarówno w formowanym przedmiocie jak i głowicy drukującej. Rozmieszczenie instrumentów w przestrzeni roboczej obrabiarki ilustruje zdjęcie (rys. 5). Dodatkowo do pomiarów weryfikujących pomiar chropowatości w trybie OMM korzystano z mobilnego chropowatościomierza MarSurf M310 firmy MAHR.
3. Podstawy teoretyczne formowania ścieżki druku
Jakość druku jest bezpośrednio związana z kształtem przekroju ścieżki druku, który determinowany jest głównie objętością osadzanego materiału wzdłuż ścieżki drukowania v e (rys. 6), zmianami posuwu (rys. 7) oraz wysokością osadzanej warstwy ST (rys. 8).
Zbyt niski wydatek materiału prowadzi do niedostatecznego wypełnienia warstw, natomiast nadmiar materiału skutkuje jego nadlewaniem, pogarszając jakość powierzchni i efekty wizualne [26, 27]. Istotna jest tu również właściwa wartość przesunięcia końcówki dyszy od drukowanej powierzchni. Zazwyczaj odstęp między końcówką dyszy a powierzchnią drukowania odpowiada żądanej grubości warstwy.
Szybkość osadzania (posuw F) vd to wartość, z jaką porusza się końcówka dyszy głowicy ekstrudera wzdłuż zaprogramowanej ścieżki druku. Szybkość ta jest zazwyczaj inna niż szybkość przemieszczania się filamentu w ekstruderze vf, a także szybkość ekstruzji v e, czyli szybkość wypływu stopionego tworzywa z dyszy [28]. Wynika to z faktu, że najczęściej średnica filamentu Df (pole przekroju filamentu Sf) jest inna aniżeli średnica końcówki dyszy D e (pole przekroju ekstrudatu S e). Natężenie przepływu to objętość przemieszczającego się materiału, odniesiona do jednostki czasu [mm3/s] lub jednostki odcinka drogi [mm3/mm]. W tym drugim przypadku wygodniej posługiwać się polem przekroju poprzecznego osadzanej ścieżki ST [mm2].
Rys. 7. Zmiana szerokości ścieżki w zależności od szybkości osadzania (opracowanie własne)
Fig. 7. Change in track width due to change in deposition rate (own work)
Rys. 9. Formowanie się kształtu przekroju ścieżki druku (opracowanie własne)
Fig. 9. Formation of the cross-sectional shape of the print path (own work)
Aby prawidłowo dobrać parametry ruchu głowicy w procesie MEX, konieczne jest szczegółowe zrozumienie ich wpływu na rzeczywisty przekrój poprzeczny ścieżki materiału. W praktyce wytłoczone tworzywo termoplastyczne nie odwzorowuje geometrycznie kształtu dyszy. W trakcie osadzania materiał ulega spłaszczeniu, a następnie łączy się z sąsiednimi ścieżkami i warstwami, co prowadzi do powstania jednorodnej struktury. Proces ten zależy w szczególności od temperatury dyszy, temperatury stołu oraz rozkładu temperatur w komorze roboczej, które determinują czas chłodzenia. W symulatorach ścieżek druku przyjmuje się różne kształty przekroju ścieżki, począwszy od regularnego kołowego, poprzez eliptyczne, po prostokątny. Stąd symulatory te nie oddają rzeczywistego stanu powierzchni zewnętrznych [29–31]. Producenci drukarek 3D przyjmują najczęściej uproszczony model przekroju poprzecznego, składający się z prostokąta i dwóch półkoli o średnicy równej wysokości warstwy (rys. 9). W takim przypadku, ustalając przekrój poprzeczny ścieżki ST (1) oraz grubość warstwy LT, łatwo oszacować szerokość ścieżki w (2).
poprzecznego dotyczyły pierwszej warstwy druku nanoszonej na płytce szklanej. Pomiary były realizowane na maszynie CT Nikon XT H 225 z użyciem zaawansowanego oprogramowania VGStudio MAX do wizualizacji stosów obrazów. Metoda zapewniła dokładność odwzorowania pikseli 10 µm. W pracy [33] autorzy podjęli szczegółowe badania nad modelowaniem procesu wiązania dyfuzyjnego pomiędzy osadzanymi ścieżkami żaroodpornego materiału PEEK w technologii FDM. Opracowany model uwzględnia sprzężenie zjawisk transportu ciepła z procesem dyfuzji na styku sąsiednich ścieżek, analizując zarówno rozkład w obszarze kontaktu, jak i zmiany geometrii przekroju poprzecznego osadzanych ścieżek w funkcji parametrów procesu. Uzyskane wyniki pozwoliły na powiązanie mechanizmu formowania się szyjki łączenia między ścieżkami z kształtowaniem topografii i chropowatości powierzchni wytwarzanych elementów. Do pomiaru topografii powierzchni użyto laserowego mikroskopu skaningowego VK-X200K. W obu przypadkach pomiary realizowane były więc na zaawansowanych, drogich urządzeniach pomiarowych poza przestrzenią roboczą urządzenia drukującego.
4. Badania własne
Zakres badań, uwzględniony w pracy, obejmował trzy zagadnienia:
Rysunek 10 przedstawia hipotetycznie optymalną sytuację, od której należy oczekiwać dobrej jakościowo powierzchni zewnętrznej warstwy. W tym przypadku suma S1 + S3 równa się S2. W praktyce osiągnięcie tego warunku jest niezwykle trudne. W pracy [6] podano wzory pozwalające obliczyć pole powierzchni S2 (3) oraz S1 (4) równą S3, gdzie a i b są to wartości półosi teoretycznej elipsy.
Rys. 10. Optymalny rozkład materiału w sąsiednich ścieżkach (opracowanie własne) Fig. 10. Optimal distribution of material in adjacent paths (own work)
−szacowanie i odfiltrowanie szumu pomiarowego, pomiar geometrii konturu przekroju poprzecznego ścieżki druku, przy liniowo zmiennym posuwie, dla różnych grubości drukowanej ścieżki, pomiar geometrii styku sąsiednich ścieżek przy liniowo zmiennym posuwie oraz dyskretnie zmiennym rozstawie ścieżek.
4.1. Szacowanie szumu pomiarowego
Stanowiący składową sygnału wyjściowego szum pomiarowy, będący kombinacją szumu wewnętrznego przyrządu pomiarowego oraz oddziaływania środowiska zewnętrznego, jest zazwyczaj istotną składową niepewności pomiaru [34]. W przypadku pomiarów realizowanych bezpośrednio na obrabiarce istnieje wiele źródeł zakłócających precyzyjne pomiary, z których najistotniejszymi są drgania układu OUPN (obrabiarka-uchwyt-przedmiot-narzędzie). Szacowanie składowej błędu wynikającej z szumu pomiarowego przeprowadzono porównując dwa zestawy wyników pomiarów, dla tych samych fragmentów profilu powierzchni, przeprowadzonych z tymi samymi parametrami dynamicznymi ruchu oraz w bardzo zbliżonych warunkach zewnętrznych (temperatura, przepływ powietrza, zakłócenia elektromagnetyczne). Pomiar wzdłuż tej samej ścieżki pomiarowej jest możliwy przez dokładne zsynchronizowanie ruchu pomiarowego z odczytami wyników pomiaru. Wyjście cyfrowe NCK uruchamia programowo start zapisu kolejnej serii wyników pomiaru.
Na rys. 11 zaprezentowano wykresy dla dwóch zestawów wyników. Szum pomiarowy Δy został oszacowany jako średnia
Zakładając stałą wartość zewnętrznej średnicy dyszy Dzd poszukiwanymi zmiennymi nastawczymi są: wysokość warstwy LT oraz rozstaw sąsiednich ścieżek R
Prace badawcze realizowane w ostatnich latach odnośnie druku 3D zawierają także próby weryfikacji kształtu przekroju ścieżki druku. W kontekście poruszanej tutaj tematyki należy zwrócić uwagę na pracę [32], gdzie autorzy przedstawili metodę pozyskiwania układu równań do przewidywania wartości wysokości, szerokości i pola przekroju poprzecznego dla danych parametrów przetwarzania w procesie FFF. Pomiary przekroju
Rys. 11. Fragment wyników dla powtórzonego pomiaru (opracowanie własne)
Fig. 11. Fragment of results for repeated measurement (own work)
różnica rzędnych y1 i y2 (5) odwzorowanych profili. W każdym z dwóch cykli pomiarowych (serie 1 i 3) zarejestrowano n = 4000 punktów pomiarowych, w odstępie 4 µm. Wyznaczony tak Δy osiągnął wartość 2,20 µm. Ze względu na wielkość i charakter tych zakłóceń, można je łatwo ograniczyć przez zastosowanie uśredniania lub filtru dolnoprzepustowego. Filtr uśredniający dla użytej sondy oblicza średnią ruchomą mierzonej wartości w zakresie od 1 do 262 144 razy. Częstotliwość odcięcia dla filtru dolnoprzepustowego można ustawiać od 0,1 Hz do 3000 Hz. Przesunięcie w fazie (poziome) nie ma tutaj istotnego znaczenia, gdyż jest jednakowe dla wybranych, niezmiennych danych ustawczych. Dla częstotliwości odcięcia 30 Hz (serie 2 i 4) średnia kwadratowa różnic odfiltrowanych profili (profili pierwotnych) wyniosła 0,68 µm.
2 12 1 1 () n i yyy n ∆=− ∑ (5)
Powyższe próby wykonano z szybkością posuwu 60 mm/min. Dla zmniejszonego posuwu do 15 mm/min i większej gęstości odczytu 0,001 mm oraz 16 tys. punktów pomiarowych, obliczone wartości różnic były na bardzo zbliżonym poziomie, odpowiednio 1,79 µm i 0,66 µm.
Niezależnie od prezentowanych w pracy wyników pomiarów geometrii ścieżki wcześniej przeprowadzono obszerne badania niepewności pomiarów OMM na centrum hybrydowym sondą dotykową, na podstawie testów obejmujących wyznaczenie środka precyzyjnego wzorca kulowego. Każdy z testów obejmował 30 pełnych cykli pomiarowych. Stwierdzono, przy nierozgrzanej obrabiarce, dryft temperaturowy w osi pionowej Z, który znikał po około 1 h pracy obrabiarki. Ze względu na krótki (około 3 min.) czas pomiaru geometrii ścieżek oraz fakt, że pomiar profilu ścieżki był pomiarem względnym, tzn. wynik pomiaru w osi Z zawsze odnoszono do podstawy platformy druku, dryft temperaturowy nie ma wpływu na niepewność pomiaru profilu ścieżki druku. Wyznaczona, standardowymi metodami dla pomiarów współrzędnościowych, niepewność wyników pomiarów środka wzorca kulowego była o rząd wielkości mniejsza od zarejestrowanego szumu pomiarowego przy pomiarze ścieżki druku, stąd nie uwzględniono jej w dalszej analizie wyników.
4.2. Pomiar geometrii przekroju ścieżki
Zasadnicze badania dotyczyły określenia kształtu i wymiarów przekroju ścieżki przy liniowo zmiennym posuwie głowicy drukującej względem platformy wydruku oraz zmiennej wysokości końcówki dyszy nad platformą druku. Tego typu badania pozwalają na określenie, przy jakich parametrach dochodzi do połączenia się ścieżek, bez nadmiernego wypływania materiału. Wydruki próbne wykonano dyszą o średnicy otworu 2,5 mm i średnicy zewnętrznej 6 mm. Średnica użytego filamentu wynosiła 2,85 mm, a stały wydatek objętościowy dla wszystkich prezentowanych w tej pracy testów wynosił 750 mm3/min, co kwalifikuje je do kategorii wysokowydajnego druku 3D. Rysunek 12 ilustruje wyniki testu dla jednej zakładanej wysokości ścieżki 0,8 mm, przy zmiennym liniowo posuwie w zakresie 100–400 mm/min.
Wysokość ścieżki dla niewielkich wartości posuwu (F100 i F160) wyraźnie przekracza wysokość końcówki dyszy nad platformą druku, co świadczy o tym, że wydajność objętościowa druku jest zbyt duża dla tych wartości posuwu. Oczywiście jest to zjawisko niekorzystne, gdyż nie pozwala kontrolować wysokości uzyskanej warstwy. Z kolei szerokość ścieżki dla małych szybkości druku była duża, bliska średnicy zewnętrznej dyszy i stopniowo malała wraz ze wzrostem posuwu. Należy zwrócić uwagę, że dla najwyższej badanej wartości posuwu (F400) szerokość ścieżki była mniejsza od średnicy dyszy. Dla porównania zamieszczono (rys. 13) wyniki pomiaru przekroju ścieżki dla różnych wysokości druku przy jednakowym
Rys. 12. Sekwencja przekrojów ścieżek przy zmiennym posuwie dla wysokości warstwy 0.8 mm (opracowanie własne)
Fig 12. Sequence of path cross-sections at variable feed rates for a layer height of 0.8 mm (own work)
Rys. 13. Przekrój 4 ścieżek o zmiennej wysokości przy niezmiennych pozostałych parametrach druku (opracowanie własne)
Fig. 13. Cross-section of four paths with varying heights under constant remaining printing parameters (own work)
posuwie F210 mm/min. Z wykresu wynika, że zakładaną wysokość ścieżki osiągnięto dla h = 0,8 mm. Dla większych wysokości druku, wysokość przekroju ścieżki była mniejsza od zakładanej, co oznacza, że szybkość posuwu dla tych wysokości druku i założonej wydajności objętościowej była już zbyt duża. Wraz ze wzrostem założonej wysokości druku następuje znaczne zwężenie uzyskanych szerokości ścieżki.
Kolejna część badań dotyczyła wzajemnego położenia ścieżek druku przy liniowo zmiennym posuwie oraz zmiennym rozstawie ścieżek. Tego typu wiedza jest istotna dla oszacowania spójność ścieżek oraz stopnia wypełnienia warstwy druku. Rysunek 14 prezentuje widok wydrukowanych ścieżek przy posuwie zmiennym liniowo w zakresie od 100–400 mm/min i zmiennym rozstawie 5 i 6 mm.
Wyniki przeprowadzonych testów dla wysokości druku 0,8 mm prezentuje rys. 15. Z wykresów można zaobserwować proces powstawania szczeliny pomiędzy sąsiednimi ścieżkami oraz stopniowe wyrównywanie powierzchni warstwy wraz ze wzrostem posuwu. Na podstawie takiego eksperymentu można dobrać właściwą dla danego materiału oraz wydajności objętościowej druku wartość szybkości posuwu F, tak aby ścieżki były spójne i powierzchnia warstwy wyrównana. Jak wynika z przedstawionych zdjęć i wykresów, szczelina w przypadku większego rozstawu (6 mm) pojawia się szybciej, tzn. przy mniejszym posuwie. Stąd pytanie, czy większy rozstaw ścieżek i równocześnie mniejszy posuw rekompensuje możliwość uzyskania bardziej wyrównanej powierzchni warstwy przy mniejszym rozstawie ścieżek? Należy również zwrócić uwagę, że szczelina między ścieżkami
Rys. 14. Widok wydrukowanych ścieżek przy liniowo zmiennym posuwie i różnym rozstawie (opracowanie własne)
Fig. 14. View of the printed paths at linearly varying feed rates and different spacings (own work)
Rys. 15. Sekwencja przekrojów ścieżek przy zmiennym posuwie dla rozstawu 5 mm (a) i 6 mm (b) (opracowanie własne)
Fig. 15. Sequence of path cross-sections at variable feed rates for a spacing of 5 mm (a) and 6 mm (b) (own work)
o rozstawie 6 mm pojawia się już w momencie, gdy wysokość ścieżki przekracza założoną grubość warstwy 0,8 mm.
5. Podsumowanie
Punktowa sonda laserowa okazała się skutecznym i dobrze dostosowanym narzędziem do bezdotykowego pomiaru kolejnych linii depozycji, nanoszonych na gorącej powierzchni stołu grzejnego. Przeprowadzone pomiary geometrii ścieżek dla druku 3D wykazały dużą zmienność w zależności od zmieniających się parametrów termicznych i kinematycznych druku. Potwierdziły się przypuszczenia, że teoretyczne modele kształtowania się geometrii ścieżki druku dla najczęściej stosowanych w popularnych urządzeniach drukujących parametrów, tj. średnica dyszy mniejsza od 1 mm oraz grubość nakładanej
warstwy 0,1–0,3 mm, nie mają zastosowania dla druku 3D wykorzystującego wyższe średnice dysz oraz wysokości warstw.
Zgodnie z poprzednią tezą, wydaje się celowe posiadanie na niestandardowych urządzeniach drukujących jak obrabiarki CNC lub roboty przemysłowe urządzeń pomiarowych w trybie OMM dla szybkiej oceny jakości druku oraz optymalizacji parametrów druku.
Potencjał zaprezentowanego w pracy stanowiska badawczego nie ogranicza się tylko do przedstawionych eksperymentów. Jest wskazane aby przeprowadzić dalsze badania dotyczące bezwładności głowicy drukującej, tzn. jak szybko po zmianie parametrów druku nastąpi zmiana kształtu i wymiarów ścieżki druku. Tego typu wiedza jest niezbędna dla celów uzyskania dobrych jakościowo i powtarzalnych wydruków.
Podziękowania
Praca została wykonana w ramach projektu „Wysokoprecyzyjne, hybrydowe centrum druku 3D w pięciu osiach z synchronicznym frezowaniem części drukowanych”, wspieranego przez Regionalny Program Operacyjny Województwa Śląskiego (nr WND-RPSL.01.02.00-24-009A/19-005), z Funduszy Unii Europejskiej na lata 2014–2020.
Bibliografia
1. Dehghan S., Karganroudi S.S., Echchakoui S., Barka N , The Integration of Additive Manufacturing into Industry 4.0 and Industry 5.0: A Bibliometric Analysis (Trends, Opportunities, and Challenges), “Machines”, Vol. 13, No. 1, 2025, DOI: 10.3390/machines13010062.
2. Bigliardi B., Bottani E., Gianatti E., Monferdini L., Pini B., Petroni A., Sustainable Additive Manufacturing in the context of Industry 4.0: A Literature Review, “Procedia Computer Science”, Vol. 232, 2024, 766–774, DOI: 10.1016/j.procs.2024.01.076.
3. Hegab H., Khanna N., Monib N., Salem A., Design for sustainable additive manufacturing: A review, “Sustainable Materials and Technologies”, Vol. 35, 2023, DOI: 10.1016/j.susmat.2023.e00576.
4. Shah H.H., Tregambi C., Bareschino F., Pepe F., Environmental and Economic Sustainability of Additive Manufacturing: A Systematic Literature Review, “Sustainable Production and Consumption”, Vol. 51, 2024, 628–643, DOI: 10.1016/j.spc.2024.10.012.
5. Kunovjanek M., Knofius N., Reiner G., Additive Manufacturing and Supply Chains – A Systematic Review, “Production Planning & Control”, Vol. 33, No. 13, 2022, DOI: 10.1080/09537287.2020.1857874.
6. Jiang J.C., Xu X., Rui W., Jia Z., Ping Z., Line width mathematical model in fused deposition modelling for precision manufacturing, E3S Web of Conferences 231, 2021, DOI: 10.1051/e3sconf/202123103003.
7. Hebda M., McIlroy C., Whiteside B., Caton-Rose F., Coates F., A method for predicting geometric characteristics of polymer deposition during fused-filament-fabrication, “Additive Manufacturing”, Vol. 27, 2019, 99–108, DOI: 10.1016/j.addma.2019.02.013.
8. Shi X., Sun Y., Tian H., Abhilash P.M., Luo X., Liu H., Material Extrusion Filament Width and Height Prediction via Design of Experiment and Machine Learning, “Micromachines”, Vol. 14, No. 11, 2023, DOI: 10.3390/mi14112091.
9. Gharehpapagha B., Dolen M., Yaman U., Investigation of Variable Bead Widths in FFF Process, “Procedia Manufacturing”, Vol. 38, 2019, 52–59, DOI: 10.1016/j.promfg.2020.01.007.
10. Oskolkov A.A., Bezukladnikov I.I., Trushnikov D.N., Mathematical Model of the Layer-by-Layer FFF/FGF Poly-
mer Extrusion Process for Use in the Algorithm of Numerical Implementation of Real-Time Thermal Cycle Control, “Polymers”, Vol. 15,No. 23, 2023, DOI: 10.3390/polym15234518.
11. Nath P., Olson J.D., Mahadevan S., Lee Y.-T.T., Optimization of Fused Filament Fabrication Process Parameters under Uncertainty to Maximize Part Geometry Accuracy, “Additive Manufacturing”, Vol. 35, 2020, DOI: 10.1016/j.addma.2020.101331.
12. Mertkan İ.A., Tezel T., Kovan V., Improving surface and dimensional quality with an additive manufacturing-based hybrid technique, “The International Journal of Advanced Manufacturing Technology”, Vol. 128, 2023, 1957–1963, DOI: 10.1007/s00170-023-12055-z.
13. Pascu S., Balc N., Process parameter optimization for hybrid manufacturing of PLA components with improved surface quality, “Polymers”, Vol. 15, No. 17, 2023, DOI: 10.3390/polym15173610.
14. Chohan J.S., Singh R., Pre and post processing techniques to improve surface characteristics of FDM parts: A state of art review and future applications, “Rapid Prototyping Journal”, Vol. 23, 2017, 495–513, DOI: 10.1108/RPJ-05-2015-0059.
15. Golhin A.P., Tonello R., Frisvad J.R., Grammatikos S., Strandlie A., Surface Roughness of As-Printed Polymers: A Comprehensive Review, “The International Journal of Advanced Manufacturing Technology”, Vol. 127, 2023, 987–1043, DOI: 10.1007/s00170-023-11566-z.
16. Isa M.A., Lazoglu I., Five-Axis Additive Manufacturing of Freeform Models Through Buildup of Transition Layers, “Journal of Manufacturing Systems”, Vol. 50, 2019, 69–80, DOI: 10.1016/j.jmsy.2018.12.002.
17. Bouzaglou O., Golan O., Lachman N., Process Design and Parameters Interaction in Material Extrusion 3D Printing: A Review, “Polymers”, Vol. 15, No. 10, 2023, DOI: 10.3390/polym15102280.
18. Triantaphyllou A. et al., Surface texture measurement for additive manufacturing, “Surface Topography: Metrology and Properties”, Vol. 3, No. 2, 2015, DOI: 10.1088/2051-672X/3/2/024002.
19. Kechagias J., Chaidas D., Vidakis N., Salonitis K., Vaxevanidis N.M., Key Parameters Controlling Surface Quality and Dimensional Accuracy: A Critical Review of FFF Process, “Materials and Manufacturing Processes”, Vol. 37, No. 9, 2022, 963–984, DOI: 10.1080/10426914.2022.2032144.
20. Dey A., Yodo N., A Systematic Survey of FDM Process Parameter Optimization and Their Influence on Part Characteristics, “Journal of Manufacturing and Materials Processing”, Vol. 3, No. 3, 2019, DOI: 10.3390/jmmp3030064.
21. Jiang X., J., Gao F., Martin H., Williamson J., Li D., On-machine metrology for hybrid Machining, Hybrid Machining: Theory, Methods, and Case Studies, edited by: Luo, X., Qin, Y., Elsevier Science & Technology, 2018, DOI: 10.1016/B978-0-12-813059-9.00010-5.
22. Knauer M.C., Richter C., Häusler G., 3D sensor zoo – Species and natural habitats, “Laser Technik Journal”, Vol. 3, No. 1, 2006, 33–37, DOI: 10.1002/latj.200790081.
23. Lishchenko N., O’Donnell G.E., Culleton M., Contactless method for measurement of surface roughness based on a chromatic confocal sensor, “Machines”, Vol. 11, No. 8, 2023, DOI: 10.3390/machines11080836.
24. Fu S., Kor W.S., Cheng F., Seah L.K., In-situ measurement of surface roughness using chromatic confocal sensor, “Procedia CIRP”, Vol. 94, 2020, 780–784, DOI: 10.1016/j.procir.2020.09.133.
26. Kim M.K., Lee I.H., Kim H.-C., Effect of Fabrication Parameters on Surface Roughness of FDM Parts, “International Journal of Precision Engineering and Manufacturing”, Vol. 19, 2018, 137–142, DOI: 10.1007/s12541-018-0016-0.
27. Badarinath R., Prabhu V., Real-Time Sensing of Output Polymer Flow Temperature and Volumetric Flowrate in Fused Filament Fabrication Process, “Materials”, Vol. 15, No. 2, 2022, DOI: 10.3390/ma15020618.
28. Lendvai L., Fekete I., Rigotti D., Pegoretti A., Experimental Study on the Effect of Filament-Extrusion Rate on the Structural, Mechanical and Thermal Properties of Material Extrusion 3D-Printed Polylactic Acid (PLA) Products, “Progress in Additive Manufacturing”, Vol. 10, 2025, 619–629, DOI: 10.1007/s40964-024-00646-5.
29. Pranzo D., Larizza P., Filippini D., Percoco G., Extrusion-Based 3D Printing of Microfluidic Devices for Chemical and Biomedical Applications: A Topical Review, “Micromachines”, Vol. 9, No. 8, 2018, DOI: 10.3390/mi9080374.
30. Comminal R., Serdeczny M.P., Pedersen D.B., Spangenberg J., Numerical Modeling of the Strand Deposition Flow in Extrusion-Based Additive Manufacturing, “Additive Manufacturing”, Vol. 20, 2018, 68–76, DOI: 10.1016/j.addma.2017.12.013.
31. Stryczek R., Wyrobek K., Projektowanie operacji druku 3D metodą FFF, Uniwersytet Bielsko-Bialski, 2022.
32. Hebda M., McIlroy C., Whiteside B., Caton-Rose F., Coates F., A method for predicting geometric characteristics of polymer deposition during fused-filament-fabrication, “Additive Manufacturing”, Vol. 27, 2019, 99–108, DOI: 10.1016/j.addma.2019.02.013.
33. Wang P., Zou B., Ding S., Modeling of surface roughness based on heat transfer considering diffusion among deposition filaments for FDM 3D printing heat-resistant resin, “Applied Thermal Engineering”, Vol. 161, 2019, DOI: 10.1016/j.applthermaleng.2019.114064.
34. Dobrowolski T., Tomasik J., Tandecka K., Magdziak M., Reizer P., Szum pomiarowy jako składowa niepewności pomiarów struktury geometrycznej powierzchni, „Mechanik”, Nr 12, 2018, DOI: 10.17814/mechanik.2018.12.202.
Inne źródła
35. ISO/ASTM 52900:2021, Additive manufacturing — General principles — Fundamentals and vocabulary, International Organization for Standardization, Geneva, 2021.
36. ISO/ASTM 52900:2015, Additive Manufacturing — General Principles — Terminology, International Organization for Standardization, 2015.
25. Seyler T., Engler J., Beckmann T. et al., HoloPort –design and integration of a digital holographic 3-D sensor in machine tools, “Journal of sensors and sensor systems”, Vol. 9, 2020, 33–41, DOI: 10.5194/jsss-9-33-2020.
Kamil Wyrobek, Roman Stryczek
Laser Measurement of 3D Printing Path Geometry
Abstract: The study presents a description of a research setup designed for non-contact measurement of surface geometry formed during the deposition of successive layers in MEX 3D printing. The setup was based on a six-axis hybrid machining center equipped with a printing head, a laser sensor, and a thermal imaging camera. The experiments were conducted for various nozzle sizes of the printing head, different path-deposition speeds, and multiple layer-construction strategies. The obtained measurement results provide a deeper understanding of the mechanisms governing the formation of outer surfaces in printed parts and may serve as a basis for developing more accurate predictive models in additive manufacturing. The capability to perform 3D printing on a multi-axis machine tool opens new areas of research and, potentially, new opportunities for structural and parametric optimization of 3D printing processes.
Pracownik Katedry Technologii Maszyn i Automatyzacji Uniwersytetu Bielsko-Bialskiego. Specjalista w zakresie komputerowego projektowania procesów wytwórczych, optymalizacji parametrycznej i strukturalnej, elastycznego programowania obrabiarek, sterowania adaptacyjnego obrabiarek, sieci Petri, zastosowania metod sztucznej inteligencji w wytwarzaniu maszyn, identyfikacji i kompensacji błędów obrabiarek NC.
mgr inż. Kamil Wyrobek
kwyrobek@ubb.edu.pl
ORCID: 0000-0002-5881-8054
Absolwent Wydziału Inżynierii Mechanicznej i Informatyki UBB, ze specjalizacją Inżynieria Mechaniczna i Projektowanie Maszyn. Ma duże doświadczenie praktyczne w programowaniu i eksploatacji obrabiarek CNC i zaawansowanych systemów CAD/CAM. Jego zainteresowania naukowe skupiają się na druku 3D, postprocessingu, symulacjach komputerowych i inżynierii odwrotnej.
Wykorzystanie metod sztucznej inteligencji w analizie kanału bocznego: detekcja anomalii i klasyfikacja wzorców emisji
elektromagnetycznej
Konrad Szczepankiewicz, Marian Wnuk
Wojskowa Akademia Techniczna, Instytut Systemów Łącznościi, ul. Gen. Sylwestra Kaliskiego 2, 00-908 Warszawa
Streszczenie: W artykule przedstawiono metodę dwustopniowej analizy emisji elektromagnetycznej generowanej przez mikrokontrolery realizujące operacje kryptograficzne, z wykorzystaniem technik sztucznej inteligencji. Pierwszy etap obejmuje detekcję anomalii w sygnale przy użyciu autoenkodera jednowymiarowego (1D AE), co umożliwia wyznaczenie fragmentów sygnału zawierających aktywność szyfrującą. Następnie, zidentyfikowane okna są klasyfikowane przy użyciu jednowymiarowej konwolucyjnej sieci neuronowej (1D CNN) w celu określenia, który algorytm szyfrowania był użyty. Podejście to pozwala na zwiększenie dokładności klasyfikacji i efektywność ekstrakcji informacji w kontekście ataków kanałem bocznym (Side Channel Analysis – SCA). Eksperymenty przeprowadzone na platformach STM32 i RP2040 potwierdzają skuteczność metody, wykazując, że połączenie autoenkodera i sieci CNN może stanowić wartościowe narzędzie do pasywnej analizy bezpieczeństwa sprzętowego.
Słowa kluczowe: konwolucyjne sieci neuronowe, sieci neuronowe, autoenkoder, kanał boczny, rozpoznawanie wzorców emisji
1. Wprowadzenie
Bezpieczeństwo układów wbudowanych staje się kluczowym zagadnieniem we współczesnych systemach elektronicznych, w szczególności w urządzeniach IoT oraz zastosowaniach kryptograficznych.
Jednym z istotnych zagrożeń dla integralności takich systemów są ataki kanałem bocznym SCA (ang. Side Channel Attacks), które polegają na pozyskiwaniu informacji na podstawie analizy fizycznych emisji generowanych przez urządzenia – w tym emisji elektromagnetycznej (EM). Emisje te mogą zawierać wzorce charakterystyczne dla konkretnych operacji kryptograficznych, a ich analiza umożliwia nie tylko rozpoznanie wykonywanego algorytmu szyfrującego, ale także w niektórych przypadkach ekstrakcję kluczy szyfrujących. Tradycyjne metody analizy takich sygnałów oparte są na przetwarzaniu sygnałów i statystyce, jednak mają one ograniczoną skuteczność w warunkach dużego szumu lub złożonych scenariuszy czasowych. W artykule zaproponowano podejście dwustopniowe z wykorzystaniem metod głębokiego uczenia. W pierwszym etapie
Autor korespondujący:
Konrad Szczepankiewicz, konrad.szczepankiewicz@wat.edu.pl
Artykuł recenzowany nadesłany 07.08.2025 r., przyjęty do druku 30.09.2025 r.
Zezwala się na korzystanie z artykułu na warunkach licencji Creative Commons Uznanie autorstwa 4.0 Int.
zastosowano autoenkoder jednowymiarowy (1D AE) w celu wykrycia fragmentów sygnału, w których występuje aktywność szyfrująca – na podstawie analizy rekonstrukcji sygnału i detekcji anomalii. Taka metoda pozwala automatycznie wyodrębnić interesujące okna czasowe bez konieczności stosowania ręcznej synchronizacji.
W drugim etapie wyodrębnione fragmenty są klasyfikowane przy pomocy jednowymiarowej konwolucyjnej sieci neuronowej (1D CNN), która rozpoznaje charakterystyczne cechy emisji związane z użyciem konkretnego algorytmu szyfrowania, takiego jak: AES-128, DES, 3DES, SM4, IDEA czy Blowfish. Połączenie tych dwóch modeli umożliwia zbudowanie systemu, który w sposób zautomatyzowany i skuteczny analizuje emisję EM w kontekście pasywnych ataków kanałem bocznym.
2. Powiązane prace
Ataki kanałem bocznym stanowią istotne zagrożenie dla bezpieczeństwa systemów kryptograficznych, zwłaszcza w przypadku urządzeń wbudowanych. Tradycyjna analiza emisji elektromagnetycznej (EM) opiera się na metodach statystycznych i klasycznym przetwarzaniu sygnałów. Do najczęściej stosowanych technik należą różnicowa analiza mocy (DPA), różnicowa analiza emisji elektromagnetycznej (DEMA) oraz analiza korelacyjna (CPA) [1, 2]. Metody te wymagają jednak uprzedniego ręcznego wyodrębnienia fragmentów sygnału zawierających operacje kryptograficzne, co utrudnia ich automatyzację i zastosowanie w analizach masowych. W ostatnich latach rośnie zainteresowanie wykorzystaniem metod sztucznej inteligencji w analizie kanałów bocznych.
Badania [3, 4] wykazały, że sieci neuronowe, a zwłaszcza sieci konwolucyjne (CNN), mogą przewyższać podejścia klasyczne w zadaniach klasyfikacji sygnałów EM – szczególnie w warunkach zaszumienia lub braku precyzyjnej synchronizacji sygnału [5]. Pomimo wysokiej skuteczności CNN w rozpoznawaniu wzorców, rzadko spotyka się rozwiązania, które automatycznie identyfikują fragmenty sygnału zawierające aktywność szyfrującą. Zazwyczaj proces ten opiera się na ręcznej synchronizacji lub stosowaniu znaczników czasowych. W artykule zaproponowano zintegrowane podejście łączące autoenkoder i konwolucyjną sieć neuronową. Autoenkoder służy do automatycznej detekcji anomalii i wyodrębniania okien czasowych zawierających operacje kryptograficzne, natomiast CNN dokonuje klasyfikacji typu użytego algorytmu szyfrującego. Taka kombinacja metod umożliwia zwiększenie autonomii i dokładności analizy SCA, otwierając drogę do bardziej efektywnych systemów monitorowania bezpieczeństwa sprzętowego.
3. Stanowisko pomiarowe
Pomiar emisji elektromagnetycznej został przeprowadzony na dwóch platformach sprzętowych: STM32L476RG oraz RP2040. Oba mikrokontrolery zostały wybrane ze względu na swoją popularność w systemach wbudowanych oraz możliwość implementacji szyfrów w sposób programowy.
Każdy mikrokontroler był zaprogramowany do wykonywania operacji szyfrowania blokowego z użyciem sześciu algorytmów: AES, DES, 3DES, SM4, IDEA oraz Blowfish. Dodatkowo zarejestrowano klasę sygnałów tła (szum). W przypadku AES zastosowano klucz 128-bitowy, natomiast pozostałe algorytmy realizowano w standardowych parametrach implementacyjnych (tryb ECB). Nie rozważano innych algorytmów szyfrujących.
Rys. 1. Schemat stanowiska pomiarowego Fig. 1. Measurement setup diagram
W celu przechwytywania emisji EM zastosowano sondę bliskiego pola umieszczoną możliwie blisko układu scalonego. Zastosowano również wzmacniacz niskoszumowy (LNA). Do rejestracji sygnałów użyto cyfrowego oscyloskopu (Picoscope 3206D).
Tabela 1. Wykaz elementów stanowiska pomiarowego
Table 1. List of components of the measurement setup
Element
Model
Oscyloskop Picoscope 3206D
Sonda Riscure EM probe (ø1,25mm)
Wzmacniacz (LNA) Wzmacniacz stanowi zintegrowaną część wykorzystanej sondy firmy Riscure
Badane układy (DUT)STM32L476RG, RP2040
Komputer klasy PC pełnił funkcję jednostki sterującej – wysyłał dane wejściowe (plaintext) przez port szeregowy do mikrokontrolera i rejestrował przebiegi z oscyloskopu. Dodatkowo komputer służył do dalszego przetwarzania i analizy zarejestrowanych danych.
Schemat stanowiska pomiarowego przedstawiono na rys. 1. W tabeli 1. zamieszczono wykaz zastosowanych na stanowisku pomiarowym komponentów.
4. Zbiór danych
Dla każdego z algorytmów kryptograficznych i dla obu mikrokontrolerów (STM32L476RG i RP2040) zarejestrowano po 600 przebiegów czasowych zawierających operację szyfrowania. Zebrane dane zapisano w formie jednowymiarowych sygnałów czasowych, zorganizowanych w katalogi odpowiadające poszczególnym algorytmom szyfrowania. Każdy przebieg został znormalizowany do zakresu [–1, 1] oraz przepróbkowany do długości 128 000 próbek, co zapewniło spójność wejścia modeli. Zbiór danych został podzielony na część treningową (70 %), walidacyjną (10 %) oraz testową (15 %), przy zachowaniu równowagi liczby przykładów dla każdej klasy.
Zastosowano techniki augmentacji danych: przesunięcia w czasie, losowe skalowanie amplitudy oraz dodanie białego szumu Gaussowskiego.
Tak przygotowany zbiór danych sygnałów posłużył zarówno do nauki autoenkodera do detekcji anomalii, jak i do treningu konwolucyjnej sieci neuronowej (CNN) do klasyfikacji typu algorytmu szyfrującego.
5. Architektura modelu analitycznego
Zaproponowana metoda analizy sygnałów kanału bocznego składa się z dwóch głównych etapów: detekcji istotnych fragmentów czasowych oraz klasyfikacji typu algorytmu szyfrującego. Każdy z tych etapów realizowany jest przez odrębny model sieci neuronowej, tworząc spójną architekturę przetwarzania sygnałów elektromagnetycznych.
Pierwszym komponentem systemu jest autoenkoder, którego zadaniem jest automatyczne wykrywanie fragmentów sygnału zawierających aktywność kryptograficzną. Tradycyjne podejścia do analizy SCA często opierają się na ręcznym wycinaniu sygnałów w oparciu o synchronizację lub znaczniki czasowe. W proponowanej metodzie etap ten został zastąpiony uczeniem nienadzorowanym, które pozwala zidentyfikować anomalie w przebiegach EM – związane z momentami wykonywania operacji szyfrowania – bez konieczności wcześniejszej wiedzy o strukturze sygnału. Autoenkoder uczony jest na „nieaktywnych” fragmentach sygnału (pozbawionych operacji kryptograficznych), a następnie stosowany do rekonstrukcji całych przebiegów. Miejsca o wysokim błędzie rekonstrukcji są interpretowane jako potencjalne obszary aktywności i poddawane dalszej analizie (okna czasowe do dalszej klasyfikacji przez sieć konwolucyjną).
Drugim komponentem systemu jest konwolucyjna sieć neuronowa, której celem jest klasyfikacja typu algorytmu szyfrującego na podstawie wcześniej wyodrębnionych przez autoenkoder fragmentach przebiegu emisji EM.
Sieci CNN wykazują wysoką skuteczność w zadaniach przetwarzania sygnałów 1D, dzięki zdolności do automatycznego wykrywania istotnych cech reprezentatywnych dla danej klasy. W proponowanym rozwiązaniu CNN analizuje wyłącznie te okna czasowe, które zostały uznane przez autoenkoder za potencjalnie istotne, co zwiększa trafność klasyfikacji i pozwala pominąć duże fragmenty danych nieistotnych z punktu widzenia bezpieczeństwa.
W ramach etapu detekcji wykorzystano autoenkoder 1D o architekturze enkoder–dekoder. Enkoder zawiera warstwy konwolucyjne z funkcją aktywacji ReLU (ang. Rectified Linear Unit), która przepuszcza tylko wartości dodatnie sygnału, wprowadzając nieliniowość i umożliwiając wychwycenie skomplikowanych zależności w danych. Dodatkowo zastosowano warstwy pooling (warstwy podpróbkowania), które zmniejszają wymiar sygnału, wyodrębniają najistotniejsze cechy i zwiększają odporność modelu na niewielkie zakłócenia. Dekoder opiera się na warstwach dekonwolucyjnych (ang. transposed convolution), które przywracają sygnał do pierwotnej długości, a końcowa warstwa ogranicza wartości do przedziału [–1, 1].
Model autoenkodera był trenowany wyłącznie na fragmentach pozbawionych aktywności kryptograficznej, co pozwoliło mu wiernie odtwarzać przebiegi typowe dla pracy „spoczynkowej” mikrokontrolera. Anomalie są identyfikowane na podstawie błędu rekonstrukcji: jako próg przyjęto średnią + 2 × odchylenie standardowe błędu na zbiorze walidacyjnym. Analiza prowadzona jest w oknach 1024 próbek, przesuwanych co 256 próbek, a zdarzenie uznaje się za potencjalną operację kryptograficzną, jeśli obejmuje co najmniej kilka kolejnych okien (> 4096 próbek).
W ten sposób autoenkoder pełni funkcję modułu wstępnej detekcji, przekazując do CNN jedynie te fragmenty sygnału, które zawierają potencjalnie istotne wzorce emisji elektromagnetycznej.
Konrad Szczepankiewicz, Marian Wnuk
7. Klasyfikacja wyróżniających
się wzorców
sygnałowych
Do klasyfikacji, z jakiego algorytmu szyfrowania pochodzi dany fragment sygnału, wykorzystano jednowymiarową konwolucyjną sieć neuronową (1D CNN) [19]. Sieć ta została zaprojektowana w celu rozpoznawania typu algorytmu szyfrującego — AES-128, DES, 3DES, SM4, IDEA, Blowfish — oraz odróżniania ich od fragmentów szumu, na podstawie fragmentów sygnału wskazanych przez autoenkoder jako najbardziej informatywne.
Zastosowana architektura CNN składa się z trzech kolejnych warstw konwolucyjnych [20], w których liczba filtrów wzrasta wraz z głębokością sieci (odpowiednio 32, 64 i 128 filtrów), a długości filtrów maleją (7, 5, 3), co umożliwia wychwytywanie zarówno długoterminowych, jak i krótkoterminowych zależności w sygnale. Po każdej warstwie konwolucyjnej stosowana jest funkcja aktywacji ReLU oraz warstwa pooling [21], co redukuje wymiary danych i wprowadza translacyjną odporność na przesunięcia w czasie sygnału. Na końcu części konwolucyjnej zastosowano warstwę uśredniania adaptacyjnego, pozwalającą na standaryzację długości wyjściowych reprezentacji niezależnie od rozmiaru wejściowych fragmentów sygnału.
Część klasyfikacyjna sieci obejmuje liniową warstwę redukującą wymiar z 128 do 64 neuronów, po której zastosowano funkcję aktywacji ReLU oraz warstwę dropout (p = 0,3) w celu ograniczenia przeuczenia. Na końcu znajduje się warstwa wyjściowa dopasowana do siedmiu klas odpowiadających poszczególnym algorytmom szyfrowania oraz szumowi.
Trening sieci przeprowadzono z użyciem optymalizatora Adam (learning rate = 0,001, betas = (0,9, 0,999)) przy batch size = 32, a funkcją kosztu była entropia krzyżowa (ang. cross-entropy) dla problemu klasyfikacji wieloklasowej. Model trenowano przez 50 epok z mechanizmem early stopping monitorującym brak poprawy przez pięć kolejnych epok, co pozwoliło uniknąć nadmiernego dopasowania do danych treningowych.
Tak zaprojektowana architektura umożliwia automatyczne wyodrębnianie najbardziej istotnych fragmentów sygnału z punktu widzenia rozróżnienia algorytmów szyfrujących oraz ich skuteczną klasyfikację, jednocześnie eliminując znaczną
Fig. 4. Emission signal with annotations (Yellow – noise, Red – DES)
Tabela 2. Dokładność klasyfikacji CNN dla poszczególnych algorytmów szyfrowania
Table 2. CNN classification accuracy for individual encryption algorithms Algorytm Dokładność klasyfikacji [%]
część danych nieistotnych, co zwiększa efektywność analizy i pozwala na bardziej precyzyjne wnioski w kontekście bezpieczeństwa kryptograficznego. Cały model został zaimplementowany z wykorzystaniem biblioteki PyTorch.
8. Wyniki
Opracowany system analizy sygnałów elektromagnetycznych został przetestowany na rzeczywistych danych pomiarowych, obejmujących różne klasy operacji szyfrowania blokowego. Zastosowanie autoenkodera pozwoliło na skuteczne wykrywanie fragmentów sygnału zawierających struktury nietypowe lub odbiegające od wzorca – co umożliwiło wyodrębnienie istotnych okien czasowych do dalszej analizy. Na tej podstawie klasyfikator CNN dokonywał przypisania każdego z wykrytych segmentów do jednej z zadanych klas (AES-128, DES, 3DES, SM4, IDEA, Blowfish, szum). System osiągnął wysoką skuteczność klasyfikacji, przekraczając 90 % dokładności na zestawie testowym.
Wprowadzenie etapu detekcji anomalii pozwoliło znacząco ograniczyć liczbę fałszywych klasyfikacji, eliminując fragmenty tła lub zakłóceń z dalszego przetwarzania. W praktyce przyczyniło się to do poprawy stabilności i interpretowalności wyników końcowych. Ponadto model wykazywał odporność na niewielkie zakłócenia pomiarowe i różnice w długości sygnału, co potwierdza jego użyteczność w warunkach rzeczywistych.
Wynikiem działania całego systemu analitycznego był oryginalny sygnał emisji elektromagnetycznej z nałożonymi oznaczeniami czasowymi. Fragmenty zidentyfikowane jako zawierające operacje szyfrowania zostały wyróżnione kolorystycznie – każda klasa operacji była reprezentowana przez inny kolor, co pozwalało intuicyjnie wskazać, w którym miejscu sygnału wystąpiła konkretna aktywność kryptograficzna.
W analogiczny sposób system wizualizuje przebiegi z zaznaczonymi fragmentami emisji odpowiadającymi pozostałym zaimplementowanym algorytmom szyfrowania, tj. 3DES, SM4, IDEA oraz Blowfish.
Najwyższą skuteczność klasyfikacji uzyskano dla klas AES, DES/3DES, SM4 oraz dla klasy „szum”. Największe trudności sprawiała natomiast poprawna identyfikacja sygnałów pochodzących z algorytmów Blowfish i IDEA, co może wynikać z faktu, że przebiegi emisji generowane przez te algorytmy zawierają najmniej unikalnych cech charakterystycznych, pozwalających na ich jednoznaczne odróżnienie od pozostałych klas. Weryfikację przeprowadzono poprzez analizę map cech CNN (ang. feature maps) – warstwy konwolucyjne wydo-
bywały mniej zróżnicowanych aktywacji dla tych klas niż dla AES czy DES. Ewentualnym usprawnieniem w tej kwestii może być rozszerzenie CNN o kolejne warstwy lub zastosowanie hybrydowej architektury (CNN+LSTM). LSTM to sieć rekurencyjna do przechowywania informacji w czasie (ang. Long Short-Term Memory).
9. Wnioski
W artykule zaprezentowano zintegrowane podejście do analizy sygnałów elektromagnetycznych w kontekście ataków kanałem bocznym, oparte na wykorzystaniu metod sztucznej inteligencji. Proponowana architektura, składająca się z autoenkodera i konwolucyjnej sieci neuronowej, umożliwia skuteczną i w pełni automatyczną detekcję oraz klasyfikację aktywności kryptograficznej w sygnałach generowanych przez mikrokontrolery.
Zastosowanie autoenkodera pozwoliło wyeliminować ręczną synchronizację sygnału oraz efektywne wyodrębnienie istotnych fragmentów czasowych. Klasyfikator CNN z powodzeniem przypisywał wykryte okna do odpowiednich klas algorytmów szyfrujących, osiągając wysoką skuteczność (powyżej 90 % na zestawie testowym), nawet w warunkach umiarkowanego zakłócenia i przy zmiennej długości sygnału.
Opracowany system wykazał się dużą odpornością na szum oraz potencjałem do zastosowań praktycznych, np. w pasywnych systemach monitorowania bezpieczeństwa sprzętowego. Dodatkowo metoda charakteryzuje się dobrą skalowalnością i może zostać rozszerzona o nowe klasy algorytmów lub zaadaptowana do innych typów kanałów bocznych (np. analizy poboru mocy).
W dalszych pracach planuje się: −zwiększenie rozdzielczości czasowej lokalizacji zdarzeń, dostosowanie architektury do pracy w czasie rzeczywistym, rozszerzenie zbioru danych o inne typy operacji i platformy sprzętowe, −badanie innych kanałów bocznych (np. pobór prądu).
Zaproponowane rozwiązanie stanowi krok w kierunku bardziej autonomicznych, precyzyjnych i adaptacyjnych narzędzi do analizy bezpieczeństwa układów elektronicznych z wykorzystaniem nowoczesnych metod głębokiego uczenia.
Bibliografia
1. Kocher P., Jaffe J., Jun B., Differential Power Analysis, Advances in Cryptology — CRYPTO, Vol. 1666, No. 25, 1999, 388–397, DOI: 10.1007/3-540-48405-1_25.
2. Mangard S., Oswald E., Popp T., Power Analysis Attacks, Springer US, 2007, DOI: 10.1007/978-0-387-38162-6.
3. Zaid G., Bossuet L., Habrard A., Venelli A., Methodology for Efficient CNN Architectures in Profiling Attacks, “IACR Transactions on Cryptographic Hardware and Embedded Systems”, Vol. 2020, No. 1, 2019, 1-36, DOI: 10.13154/tches.v2020.i1.1-36.
4. Ahmed A.A., Hasan M.K., Aman A.H., Abdulkadir R.A., Islam S., Farhan B.A., Efficient Convolutional Neural Network Based Side Channel Attacks Based on AES Cryptography, IEEE Student Conf. Research and Development (SCOReD), No. 12, 2023, 144–149, DOI: 10.1109/SCOReD60679.2023.10563332.
5. Maghrebi H., Portigliatti T., Prouff E., Breaking Cryptographic Implementations Using Deep Learning Techniques, Security, Privacy, and Applied Cryptography Engineering, Vol. 10076, No. 1, 2016, 3–26, DOI: 10.1007/978-3-319-49445-6_1.
6. Jin M., Zheng M., Hu H., Yu N., An Enhanced Convolutional Neural Network in Side-Channel Attacks and Visual-
ization, Proceedings of 2020 the 10th International Workshop on Computer Science and Engineering (WCSE 2020), 2020, 30–36, DOI: 10.18178/wcse.2020.06.006.
7. Wang H., Luo Y., Long F., Fu Y., Anomalous Radio Signal Detection Based on an Adversarial Autoencoder, “Electronics”, Vol. 14, No. 9, 2025, DOI: 10.3390/electronics14091785.
8. Li L., Yan J., Wang H., Jin Y., Anomaly Detection of Time Series with Smoothness-Inducing Sequential Variational Auto-Encoder, “IEEE Transactions on Neural Networks and Learning Systems”, Vol. 32, No. 3, 2021, 1177–1191, DOI: 10.1109/TNNLS.2020.2980749.
9. Chen Z., Zhou Y., Dual-Rail Random Switching Logic: A Countermeasure to Reduce Side Channel Leakage, Cryptographic Hardware and Embedded Systems – CHES 2006, Vol. 4249, No. 20, 2006, 242–254, DOI: 10.1007/11894063_20.
10. Wang R., Wang H., Dubrova E., Far Field EM Side-Channel Attack on AES Using Deep Learning, ACM Workshop on Attacks and Solutions in Hardware Security, 2020, 35–44, DOI: 10.1145/3411504.3421214.
11. Gong D., Liu L., Le V., Saha B., Mansour M.R., Venkatesh S., Van Den Hengel A., Memorizing Normality to Detect Anomaly: Memory-augmented Deep Autoencoder for Unsupervised Anomaly Detection, 2019 IEEE/CVF International Conference on Computer Vision (ICCV), 2019, 1705–1714, DOI: 10.1109/ICCV.2019.00179.
12. Feng H., Lin W., Shang W., Cao J., Huang W., MLP and CNN-based Classification of Points of Interest in Side-channel Attacks, “International Journal of Networked and Distributed Computing”, Vol. 8, No. 2, 2020, 108–117, DOI: 10.2991/ijndc.k.200326.001.pdf.
13. Liu W., Zhang Y., Chen Y., Wang Q., Side-Channel Profiling Attack Based on CNNs’ Backbone Structure Variant, “Electronics”, Vol. 14, No. 10, 2025, DOI: 10.3390/electronics14102006.
Konrad Szczepankiewicz, Marian Wnuk
14. Zhang Y., Chen Y., Wang J., Pan Z., Unsupervised Deep Anomaly Detection for Multi-Sensor Time-Series Signals, “IEEE Transactions on Knowledge and Data Engineering”, Vol. 35, No. 2, 2023, 2118–2132, DOI: 10.1109/TKDE.2021.3102110.
15. Zhang C., Li S., Zhang H., Chen Y., VELC: A New Variational AutoEncoder Based Model for Time Series Anomaly Detection, “International Journal of Machine Learning and Cybernetics”, Vol. 14, 2022, 683–696, DOI: 10.1007/s13042-022-01657-w.
16. Szczepankiewicz K., Wnuk M., Embedded Systems and their Vulnerabilities to Hardware Attacks, “Biuletyn WAT”, Vol. 72, No. 1, 2023, 59–68, DOI: 10.5604/01.3001.0054.2897.
17. Szczepankiewicz K., Wnuk M., Recognition of block cipher algorithms based on radiated emission, 2024 International Symposium on Electromagnetic Compatibility – EMC Europe, No. 9, 2024, 475–478, DOI: 10.1109/EMCEurope59828.2024.10722119.
18. Lemarchand F., Marlin C., Montreuil F., Nogues E., Pelcat M., Electro-Magnetic Side-Channel Attack Through Learned Denoising and Classification, 2020 IEEE International Conference on Acoustics, Speech and Signal Processing (ICASSP), No. 5, 2020, 2882–2886, DOI: 10.1109/ICASSP40776.2020.9053913.
19. Kiranyaz S., Avci O., Abdeljaber O., Ince T., Gabbouj M., Inman D.J., 1D convolutional neural networks and applications: A survey, “Mechanical Systems and Signal Processing”, Vol. 151, 2021, DOI: 10.1016/j.ymssp.2020.107398.
20. Cordeiro J.R., Raimundo A., Postolache O., Sebastião P., Neural Architecture Search for 1D CNNs—Different Approaches Tests and Measurements, “Sensors”, Vol. 21, No. 23, 2021, DOI: 10.3390/s21237990.
21. Zhao X., Wang L., Zhang Y., Han X., Deveci M., Parmar M., A review of convolutional neural networks in computer vision, “Artificial Intelligence Review”, Vol. 57, No. 4, DOI: 10.1007/s10462-024-10721-6.
Application of Artificial Intelligence Methods in Side-Channel Analysis: Anomaly Detection and Classification of Electromagnetic Emission
Patterns
Abstract: This article presents a two-stage method for analyzing electromagnetic emissions generated by microcontrollers performing cryptographic operations, utilizing artificial intelligence techniques. The first stage involves anomaly detection in the signal using a one-dimensional autoencoder (1D AE), enabling the identification of signal segments containing cryptographic activity. Subsequently, the identified windows are classified using a one-dimensional convolutional neural network (1D CNN) to determine which encryption algorithm was used. This approach enhances classification accuracy and improves information extraction efficiency in the context of side-channel analysis (SCA) attacks. Experiments conducted on STM32 and RP2040 platforms confirm the effectiveness of the method, demonstrating that the combination of an autoencoder and CNN can serve as a valuable tool for passive hardware security analysis.
mgr inż. Konrad Szczepankiewicz konrad.szczepankiewicz@wat.edu.pl
ORCID: 0000-0003-3292-8113
Ukończył studia na Wydziale Elektroniki Wojskowej Akademii Technicznej, gdzie w 2021 r. obronił pracę magisterską. Od 2022 r. jest doktorantem w Szkole Doktorskiej Wojskowej Akademii Technicznej oraz członkiem Zespołu Anten Inteligentnych i Propagacji Fal na Wydziale Elektroniki WAT, kierowanym przez prof. dr. hab. inż. Mariana Wnuka. Jego działalność naukowa koncentruje się na badaniach emisji ujawniającej urządzeń elektronicznych oraz analizie zagrożeń związanych z ulotem informacji kanałami bocznymi. Prowadzone prace obejmują zarówno detekcję i analizę sygnałów emitowanych przez układy elektroniczne, jak i opracowanie metod ich klasyfikacji oraz oceny potencjalnych zagrożeń bezpieczeństwa informacyjnego. Szczególną uwagę poświęca wykorzystaniu metod sztucznej inteligencji i technik uczenia maszynowego do identyfikacji wzorców emisji i wykrywania anomalii w kontekście ochrony systemów teleinformatycznych.
prof. dr hab. inż. Marian Wnuk marian.wnuk@wat.edu.pl
ORCID: 0000-0003-4576-4023
Studiował systemy pomiarowe na Politechnice Warszawskiej, gdzie uzyskał tytuł magistra inżyniera. Po ukończeniu studiów rozpoczął pracę w ZZEAP ELPO jako konstruktor. Następnie został powołany do zawodowej służby wojskowej i skierowany do Wojskowej Akademii Technicznej, gdzie nieprzerwanie pracował jako starszy asystent, później kierownik laboratorium i wykładowca, a od maja 1989 r. jako adiunkt – początkowo w Instytucie Układów Elektronicznych, a po reorganizacji Wydziału Elektroniki – w Instytucie Telekomunikacji. W 1987 r. obronił rozprawę doktorską na Wydziale Elektroniki Wojskowej Akademii Technicznej. Stopień doktora habilitowanego uzyskał w 1999 r.; rozprawa habilitacyjna otrzymała III nagrodę Rektora Wojskowej Akademii Technicznej w konkursie na najlepszą pracę habilitacyjną. Tytuł profesora został mu nadany w 2006 r. Jest członkiem IEEE oraz Electromagnetic Academy w MIT. Należy do wielu rad naukowych z dziedziny elektroniki, telekomunikacji, a także instytutów badawczo-przemysłowych, jak również do trzech sekcji Komitetu PAN, w tym Sekcji Kompatybilności Elektromagnetycznej, gdzie pełni funkcję wiceprzewodniczącego. Specjalizuje się w problematyce analizy pola antenowego oraz konstrukcji anten na warstwach dielektrycznych, a także w zagadnieniach kompatybilności elektromagnetycznej systemów łączności. Opublikował ponad 450 prac dotyczących anten, propagacji fal elektromagnetycznych i kompatybilności elektromagnetycznej. Kieruje zespołem prowadzącym badania naukowe i prace rozwojowe. Otrzymał nagrody Ministra Obrony Narodowej za wybitne osiągnięcia naukowe i praktyczne zastosowanie ich wyników. Pełnił również funkcję dziekana Wydziału Elektroniki.
Projektowanie adaptacyjnego regulatora modalnego dla nieliniowego modelu statku wiertniczego
Michał Brasel
Zachodniopomorski Uniwersytet Technologiczny w Szczecinie, Wydział Elektryczny, Katedra Automatyki i Robotyki, ul. Sikorskiego 37, 70-313 Szczecin
Streszczenie: W artykule rozważa się problem syntezy układu dynamicznego pozycjonowania statku wiertniczego opisanego nieliniowym modelem dynamicznym o wielu wejściach i wielu wyjściach (MIMO). Proponowana metoda syntezy sterowania bazuje na strukturze z liniowym regulatorem modalnym o strojonych parametrach wyliczanych na podstawie linearyzacji modelu obiektu w wybranych nominalnych punktach jego pracy. Główny problem praktycznego wykorzystania tej metody związany jest z odpowiednim wyborem punktów pracy biorących udział w syntezie regulatora oraz sposobami ograniczania ich ilości. Liczba przyjętych punktów pracy oraz odpowiednie określenie sygnałów pomocniczych, na podstawie których definiowane są te punkty, mogą w znaczący sposób wpływać na uzyskiwaną jakość sterowania. W artykule zaproponowano prosty sposób wyboru nominalnych punktów pracy na podstawie trzech niezależnych sygnałów pomocniczych. Działanie zaproponowanego układu sterowania zilustrowano przykładowymi wynikami symulacyjnymi pozycjonowania statku dla różnych warunków początkowych.
Zagadnienie projektowania systemów dynamicznego pozycjonowania jednostek pływających na powierzchni morza należy do skomplikowanych zadań syntezy sterowania. Obiekty pływające przeznaczone do takich zadań opisywane są najczęściej nieliniowymi modelami dynamicznymi o wielu wejściach i wielu wyjściach (MIMO). Realizacja procesów dynamicznego pozycjonowania takich jednostek wymaga wykonywania przez nie ruchów jednocześnie w wielu stopniach swobody, powodując nieustanną zmianę właściwości dynamicznych samego obiektu. Zmieniające się parametry ruchu obiektu względem wody są głównym źródłem nieliniowości występujących w opisie matematycznym tych obiektów.
Ze względu na silnie nieliniowy charakter dynamiki tych obiektów przy projektowaniu systemów pozycjonowania nie jest możliwe zastosowanie wprost uniwersalnych metod syntezy sterowania liniowego. Prosty regulator liniowy zaprojektowany dla takiego obiektu nie byłby w stanie spełnić narzuconych mu wymagań w całym zakresie stanów dynamicznych przyjmowanych przez obiekt i mógłby zagwarantować jedynie lokalną sta-
Autor korespondujący:
Michał Brasel, michal.brasel@zut.edu.pl
Artykuł recenzowany nadesłany 27.09.2025 r., przyjęty do druku 07.11.2025 r.
bilność układu zamkniętego. Jednym z rozwiązań tego problemu może być podejście polegające na syntezie nieliniowego regulatora, który spełniałby postawione wymagania w całym zakresie stanów dynamicznych, w których może znaleźć się obiekt sterowania [1–6].
Jednak ze względu na znaczny poziom skomplikowania algorytmów sterowania nieliniowego bazujące na nich rozwiązania mogą być trudne do praktycznego zastosowania szczególnie w przypadku tak złożonych obiektów sterowania. Z praktycznego punktu widzenia, często wygodniejsze (w szczególności pod względem minimalizacji nakładów obliczeniowych) mogą okazać się metody wykorzystujące techniki sterowania liniowego oparte na odpowiednio przeprowadzonej linearyzacji opisu matematycznego obiektu. W wyniku takiego podejścia możliwe jest zaprojektowanie adaptacyjnego regulatora liniowego o zmiennych parametrach, który będzie systematycznie dostrajany w zależności od zmieniających się warunków pracy obiektu sterowania. Pewną alternatywą do podejścia adaptacyjnego jest zastosowanie metod sterowania odpornego, jednak zwykle w wyniku ich stosowania otrzymuje się regulatory bardzo wysokiego rzędu [7, 8]. W ostatnich latach zauważalny jest intensywny rozwój technik sztucznej inteligencji wykorzystujących tzw. cyfrowe bliźniaki (ang. digital twins) w zastosowaniach przemysłowych, w tym również dla sektora morskiego. Idea ta zakłada tworzenie dynamicznych modeli cyfrowych, odwzorowujących na bieżąco aktualny stan i zachowanie rzeczywistych procesów sterowania. Podejście to znajduje się na etapie wczesnego rozwoju i pomimo dużego potencjału koncepcyjnego jego praktyczne wdrożenie w systemach sterowania obiektami morskimi napotyka wciąż na liczne trudności techniczne i organizacyjne [9].
W wielu przypadkach dobrym, praktycznym rozwiązaniem problemu sterowania nieliniowymi obiektami MIMO jest zapro-
jektowanie grupy liniowych regulatorów wyznaczanych na podstawie lokalnych modeli obiektu zlinearyzowanych w wybranych nominalnych punktach jego pracy. Takie podejście prowadzi najczęściej do układu sterowania składającego się z wielu regulatorów pracujących w strukturze przełączalnej [10] bądź z jednego regulatora adaptacyjnego o parametrach dostrajanych odpowiednio do zmieniających się właściwości dynamicznych obiektu [11–16]. Przełączenie między regulatorami (bądź zmiana wartości parametrów regulatora) odbywa się na podstawie odpowiednio przyjętych sygnałów pomocniczych informujących o znaczących zmianach właściwości dynamicznych obiektu sterowania.
Problemem otwartym w tym podejściu pozostaje określenie sposobu doboru nominalnych punktów pracy biorących udział w syntezie regulatora i ustalenie ich optymalnej ilości. Ustalenie tych cech jest dodatkowym stopniem swobody w projektowaniu układu zamkniętego, mogącym mieć istotne znaczenie z punktu widzenia uzyskiwanej jakości sterowania oraz możliwości praktycznej realizacji takiego rozwiązania. Niestety nie istnieją żadne uniwersalne metody ich ustalania, co stanowi pewne wyzwanie dla projektanta układu sterowania. Z jednej strony zależy nam na możliwie dokładnym odwzorowaniu zmian właściwości dynamicznych obiektu, co może wiązać się z koniecznością użycia relatywnie dużej liczby nominalnych punktów pracy, a z drugiej strony, ze względów praktycznych, zależy nam na maksymalnym ograniczeniu ich liczby. Zbyt duża liczba nominalnych punktów pracy przyjmowanych do syntezy układu jest jednym z głównych problemów związanych z praktycznym wykorzystaniem tego podejścia [4, 11]. Konieczne jest zatem na etapie projektowania układu wypracowanie odpowiedniego kompromisu miedzy uzyskiwaną jakością sterowania a ilością przyjętych punktów pracy. Dlatego w literaturze pojawiają się publikacje [11], w których podejmowane są próby opracowania procedur umożliwiających redukcję liczby regulatorów użytych w przełączalnej strukturze sterowania (lub odpowiednio liczby zestawów paramentów koniecznych do strojenia regulatora adaptacyjnego).
Badania omawiane w niniejszym artykule dotyczą układu sterowania z adaptacyjnym regulatorem modalnym dedykowanym do zadań dynamicznego pozycjonowania jednostek pływających. Prezentowane wyniki działania układu uzyskano na podstawie badań symulacyjnych przeprowadzonych na nieliniowym modelu statku wiertniczego opisującym jego ruch w trzech stopniach swobody.
Rozważany układ sterowania dostrajany jest zależnie od zmieniających się nominalnych punktów pracy obiektu identyfikowanych na podstawie pochodzących od niego sygnałów pomocniczych. Wyniki uzyskane na podstawie przeprowadzonych badań pokazują, że odpowiednie przyjęcie sygnałów pomocniczych definiujących nominalne punkty pracy może odgrywać korzystną rolę w procesie ich wyboru oraz redukcji ich liczby. W artykule wykazano, że dla rozpatrywanego obiektu sterowania możliwe jest uzyskanie zadowalającej jakości regulacji przy zastosowaniu prostej siatki przełączeń w dziedzinie trzech niezależnych sygnałów pomocniczych dobranych bezpośrednio jako zmienne stanu obiektu. Zaproponowane podejście pozwala na zastosowanie relatywnie niewielkiej liczby regulatorów (mniejszej w stosunku do rozwiązania zaproponowanego w [11]) bez konieczności stosowania złożonych procedur redukujących ich liczbę. Dzięki temu możliwe jest zredukowanie nakładów obliczeniowych potrzebnych w fazie projektowania układu sterowania oraz zmniejszenie rozmiarów jego struktury. Pozostała część artykułu jest zorganizowana w następujący sposób. W sekcji 2 opisano nieliniowy model matematyczny rozpatrywanego obiektu sterowania. W sekcjach 3 i 4 przedstawiono strukturę proponowanego systemu sterowania oraz omówiono sposób jego syntezy. Wyniki badań symulacyjnych zaproponowanego układu sterowania przedstawiono w sekcji 5, natomiast w sekcji 6 dokonano podsumowania otrzymanych wyników.
2. Opis obiektu sterowania
Nieliniowy model matematyczny statku wiertniczego użyty w niniejszym artykule opracowany został na podstawie badań [17] przeprowadzonych na fizycznym modelu statku o długości L pp = 94,49 m, szerokości B = 15,24 m, średnim zanurzeniu H = 5,49 m i masie DWT m = 5670 ton. Statek ten wyposażony był w prosty system dynamicznego pozycjonowania, który umożliwiał utrzymanie kąta kursowego statku i jego pozycji nad punktem wiercenia za pomocą głównego napędu Diesla o mocy 2013 kW i czterech obrotowych pędników azymutalnych, z których każdy miał moc 746 kW.
Nieliniowe równania stanu rozpatrywanego modelu można zapisać następująco [17]:
gdzie jest prędkością liniową statku względem wody, parametr 2 0,0431 czz Jk=+ opisuje moment bezwładności statku wraz z wodą towarzyszącą (związany z ruchem kątowym statku wokół jego osi pionowej), przy czym parametr k zz = 0,25 jest względnym promieniem bezwładności odniesionym do długości statku L pp, natomiast V c i c Ψ są odpowiednio prędkością i kierunkiem prądu morskiego.
Równania (1) można zapisać w ogólnej postaci, jako: (2)
gdzie oraz
Opracowany model opisuje ruch statku w trzech stopniach swobody (wzdłużnym, poprzecznym i obrotowym) i jest modelem bezwymiarowym, w którym wszystkie sygnały występujące w równaniach (wejściowe, wyjściowe i zmienne stanu) są bezwymiarowe [17], co znaczy, że są one odniesione do charakterystycznych parametrów statku związanych odpowiednio z jego wymiarami, masą oraz przyspieszeniem ziemskim. W konsekwencji również czas występujący w rozpatrywanym modelu jest czasem bezwymiarowym przeliczonym przez współczynnik
pp Lg Wszystkie sygnały wejściowe, wyjściowe i zmienne stanu obiektu oznaczono symbolicznie na rys. 1.
Trzy pierwsze zmienne stanu opisujące położenie statku i jego orientację są określane w stałym ziemskim układzie odniesienia z osiami skierowanymi na północ (N) i wschód (E) oraz środkiem umieszczonym nad punktem wiercenia. Są to odpowiednio: współrzędne położenia środka ciężkości statku mierzone w osi wzdłużnej x1(t) i poprzecznej x2(t) oraz kąt kursowy statku x3(t) o kierunku dodatnim mierzonym zgodnie z ruchem wskazówek zegara, tak jak to zaznaczono na rys. 1. Kolejne trzy zmienne stanu to prędkości statku względem wody, odpowied-
Rys. 1. Układy współrzędnych odniesienia
Fig. 1. Reference coordinate systems
nio: prędkość w kierunku wzdłużnym x4(t), prędkość w kierunku poprzecznym x5(t) oraz prędkość kątowa statku x6(t) mierzona wokół osi pionowej przechodzącej przez środek ciężkości statku. Za sygnały wyjściowe w proponowanym układzie sterowania przyjmuje się bezpośrednio trzy pierwsze zmienne stanu opisujące położenie i orientację statku nad punktem wiercenia:
yi(t) = xi(t) dla i = 1, 2, 3 (3)
Rozpatrywany obiekt ma trzy sygnały wejściowe (sterujące), którymi są: siła działająca na kadłub w osi wzdłużnej u1(t), siła działająca na kadłub w osi poprzecznej u2(t) oraz moment obrotowy u3(t) działający wokół osi pionowej przechodzącej przez środek ciężkości statku. Zarówno składowe prędkości statku względem wody, jak i składowe wektora sygnałów wejściowych określane są w układzie ruchomym związanym z bryłą statku i osiami skierowanymi odpowiednio w kierunku wzdłużnym statku (od rufy do dziobu) i w kierunku poprzecznym statku (z lewej na prawą burtę) oraz ze środkiem umieszczonym w jego środku ciężkości.
3. Struktura układu sterowania
Schemat blokowy proponowanego układu sterowania nieliniowym obiektem MIMO (1)–(3) przedstawiono na rys. 2. Podstawą działania tego układu jest adaptacyjny regulator modalny o parametrach strojonych zależnie od aktualnych warunków pracy obiektu sterowania. Wszystkie zestawy parametrów wykorzystywane do strojenia regulatora zaprojektowane są dla liniowych modeli obiektu otrzymanych w wyniku linearyzacji równań (1) w wybranych nominalnych punktach jego pracy. Wybór aktualnego zestawu parametrów regulatora dokonywany jest na podstawie wektora sygnałów pomocniczych x a(t) związanych z aktualnym stanem dynamicznym obiektu. Regulator
na podstawie sygnałów sprzężenia zwrotnego od wyjść obiektu y(t) oraz przyjętych wartości zadanych yref wypracowuje składową sygnału sterującego. Sygnał wyjściowy regulatora dzięki odpowiednim zmianom wartości jego parametrów dostosowywany jest na bieżąco do zmian właściwości dynamicznych obiektu sterowania. Do sygnału wypracowywanego przez regulator dodawana jest składowa uref sygnałów sterujących, odpowiadająca przyjętym wartościom zadanym yref. W strukturze układu sterowania uwzględniono także ograniczenia dopuszczalnych wartości poszczególnych sygnałów sterujących, przyjętych jako: 1()[0,035;0,037],ut ∈− 2 ()[0,02;0,02],ut ∈− 3 ()[0,0026;0,0026],ut ∈− którym odpowiadają rzeczywiste wartości sił i momentu obrotowego, odpowiednio: [1,95;2,06]MN, [1,11;1,11]MN, [13,7;13,7]MNm.
4. Synteza układu sterowania
4.1. Synteza regulatora
Nieliniowy model dynamiki statku (1) można zlinearyzować w otoczeniu nominalnych punktów pracy w wyniku czego otrzymuje się zlinearyzowany opis odpowiadający dynamice obiektu w otoczeniu tego punktu. Nominalny punkt pracy obiektu, rozumiany jest jako punkt równowagi układu (2): (4)
w którym statek stoi nieruchomo w układzie odniesienia związanym z ziemią i jednocześnie płynie względem wody przeciwnie do prądu morskiego, zgodnie z warunkiem (). sc VtV =−
Nominalne wartości zmiennych stanu x o oraz sygnałów sterujących u o można wyznaczyć wprost z algebraicznych równań (4). Dokonanie linearyzacji w pełnym zakresie zmienności nominalnych punktów pracy {x o, u o} pozwala wyznaczyć lokalne liniowe modele obiektu odwzorowujące jego dynamikę w otoczeniu tych punktów:
(5)
z macierzami {A, B, C} określonymi jako:
Uzyskane w wyniku linearyzacji parametry lokalnych modeli liniowych (5) wykorzystuje się do syntezy parametrów regulatora przy użyciu standardowych metod syntezy sterowania liniowego. Jedną z możliwości jest zaprojektowanie wielowymiarowego regulatora modalnego [11–13] zbudowanego na bazie obserwatora Luenbergera. W ten sposób można uzyskać ściśle przyczynowe regulatory modalne, które mogą być opisane w przestrzeni stanów w postaci:
Rys. 2. Schemat blokowy proponowanej struktury układu sterowania Fig. 2. Block diagram of the proposed control system structure
(6)
gdzie
oraz
Wektory zmiennych stanu xref i sygnałów sterujących uref w powyższych wyrażeniach odpowiadają zadanemu (końcowemu) punktowi pracy i są wyliczane z algebraicznych równań (4) przy założeniu (). sc VtV =− Synteza regulatora (6) sprowadza się do wyznaczenia macierzy sprzężenia zwrotnego od zmiennych stanu oraz macierzy wzmocnień obserwatora . Obie te macierze, będące głównymi parametrami regulatora modalnego, mają za zadanie rozwiązanie problemu lokowania biegunów w pożądanych miejscach płaszczyzny zespolonej. Macierz sprzężeń zwrotnych ma za zadanie lokować bieguny układu zamkniętego, natomiast macierz wzmocnień bieguny obserwatora Luenbergera. W celu wyznaczenia tych macierzy można (dla podanych zbiorów pożądanych lokalizacji biegunów) zastosować standardową procedurę place.m dostępną w środowisku MATLAB/Simulink. W celach porównawczych, wartości pożądanych biegunów (zarówno dla układu zamkniętego, jak i obserwatora) przyjęto następująco [11–13]:
s o1 = –0,8; s o2 = –0,9; s o3 = –0,28; s o4 = –0,32; s o5 = –0,3; s o6 = –0,35.
4.2. Zbiór nominalnych punktów pracy obiektu
Identyfikacja aktualnych punktów pracy obiektu (1) potrzebnych do strojenia regulatora (6) pracującego w strukturze przedstawionej na rys. 2 dokonywana jest na podstawie sygnałów pomocniczych x a(t). W rozwiązaniach proponowanych [11–13], do wyznaczenia zbioru nominalnych punktów pracy obiektu (1) zastosowano siatkę na bazie dwóch sygnałów pomocniczych:
z następującym p odziałem:
w wyniku czego otrzymuje się łącznie 3650 zestawów parametrów regulatora modalnego.
Jednym z głównych problemów praktycznej realizacji tego podejścia jest odpowiedni dobór oraz minimalizacja liczby nominalnych punktów pracy, w których dokonuje się linearyzacji modelu obiektu na potrzeby syntezy regulatora. Układ zawierający bardzo dużą liczbę zaprojektowanych regulatorów może być trudny do praktycznej implementacji, dlatego poszukiwane są skuteczne metody redukcji ich liczby. W [11] zaproponowano dwuetapową procedurę redukcji liczby regulatorów, która polega w pierwszym etapie na zaprojektowaniu stosunkowo gęstej siatki nominalnych punktów pracy, aby następnie w drugim etapie odpowiednio ją zredukować. Proponowana procedura redukcji polega na porównywaniu wybranych cech regulatorów zaprojek-
towanych w kolejnych nominalnych punktach pracy (posługując się odpowiednio określoną miarą zmienności ich parametrów). W przypadku spełnienia odpowiednich warunków (stwierdzenia wystarczająco małych różnic między bliskimi sobie regulatorami) grupa sąsiadujących punktów pracy jest zastępowana jednym punktem, któremu odpowiada jeden wspólny zestaw parametrów regulatora. Wykazano [11], że dla rozważanego obiektu sterowania (1) zastosowanie takiej procedury jest możliwe, choć niestety, zależnie od kierunku sprawdzania warunków „scalania” regulatorów uzyskuje się niejednoznaczne wyniki redukcji. W wyniku zastosowania proponowanej [11] procedury dla początkowej siatki (8) udało się zmniejszyć ich łączną liczbę z 3650 do 93 regulatorów.
W rozwiązaniu zaproponowanym w artykule przyjęto prostą siatkę nominalnych punktów pracy, bazującą nie na dwóch sygnałach pomocniczych lecz na trzech, przyjętych bezpośrednio w postaci kolejnych zmiennych stanu:
z następującym p odziałem:
3 4 5 180;180;90 1 5;5;3Mm/h 3 1 5;5;3Mm/h 3 x x x
(10)
zachowując tożsame zakresy zmienności kąta kursowego oraz prędkości statku względem wody [11–13]. W wyniku takiego podziału udało się uzyskać łączną liczbę 64 regulatorów, co daje wynik o około 30 % niższy od łącznej liczby regulatorów [11] uzyskanej po zastosowaniu procedury redukcji ich liczby.
5. Wyniki badań symulacyjnych
Wszystkie badania symulacyjne proponowanego układu sterowania zostały przeprowadzone w strukturze przedstawionej na rys. 2 z adaptacyjnym regulatorem modalnym (6) strojonym według podziału nominalnych punktów pracy zgodnie z (10). Symulacje przeprowadzono z wykorzystaniem nieliniowego modelu statku wiertniczego (1–3) opisującego wolnozmienne ruchy w trzech stopniach swobody dla przyjętych wartości prędkości (mierzona w węzłach – milach morskich Mm/h) i kierunku prądu morskiego równych odpowiednio: V c = 2 Mm/h oraz 180. c Ψ=° Wektor wartości zadanych w badanym układzie sterowania przyjęto jako co odpowiada ustalonej pozycji statku nad zadanym punktem wiercenia o współrzędnych x1ref = 0 i x2ref = 0, z dziobem skierowanym w kierunku północnym x3ref = 0.
Jakość działania proponowanego układu sterowania zilustrowano na kilku różnych przypadkach dynamicznego pozycjonowania statku, dobranych tak, aby uwzględnić możliwie pełen zakres warunków pracy obiektu związanych ze zmianą jego właściwości dynamicznych. W szczególności warunki początkowe obiektu sterowania w przeprowadzonych eksperymentach zostały dobrane tak, aby statek w stanach przejściowych był zmuszony dopływać nad punkt wiercenia z różnych kierunków.
W badaniach symulacyjnych przyjęto cztery główne przypadki (A, B, C, D) warunków początkowych obiektu, przy czym dla każdego z nich rozważono dwie różne wartości początkowe kąta kursowego, odpowiednio: x3(0) = 1 rad oraz x3(0) = –1 rad, co razem daje osiem eksperymentów dopływania nad zadany punkt wiercenia, oznaczonych jako: A1, A2, B1, B2, C1, C2, D1, D2:
Przypadek A:
Przypadek B:
Przypadek C:
Przypadek D:
Wartości początkowe położenia statku, podane jako wielkości bezwymiarowe x 1 (0) = ±1 oraz x2(0) = ±1, odpowiadają rzeczywistemu przesunięciu środka ciężkości statku od zadanego punktu wiercenia w każdym rozpatrywanym przypadku o odległość równą 1,4·L pp ≈ 134 m. Wartości początkowe skła-
Rys. 3. Wykresy współrzędnej położenia statku y1(t) dla różnych przypadków pozycjonowania dynamicznego
Fig. 3. Plots of the ship’s position coordinate y1(t) for various dynamic positioning scenarios
Rys. 4. Wykresy współrzędnej położenia statku y 2(t) dla różnych przypadków pozycjonowania dynamicznego
Fig. 4. Plots of the ship’s position coordinate y2(t) for various dynamic positioning scenarios
dowych prędkości statku względem wody przyjęto jako zerowe, co oznacza, że w początkowej fazie pozycjonowania obiekt musi wypracować odpowiednio dużą prędkość względem wody w celu przezwyciężenia prądu morskiego. Może się to wiązać z nasycaniem sygnałów sterujących w początkowej fazie procesu, jednak nie pogarsza to znacząco uzyskiwanej jakości sterowania.
Na rysunkach 3–5 przedstawiono uzyskane przebiegi czasowe sygnałów wyjściowych badanego układu sterowania dla przyjętych zestawów warunków początkowych. Natomiast na rys. 6 przedstawiono otrzymane sygnały sterujące, odpowiadające wybranemu przypadkowi pozycjonowania (C1).
Na podstawie otrzymanych wyników można stwierdzić, że zaproponowany układ sterowania spełnia postawione wymagania zapewniając zadowalającą jakość pozycjonowania przyjętego obiektu sterowania. Pomimo nieliniowych właściwości obiektu i niekorzystnego wpływu dynamicznych sprzężeń skrośnych między jego wejściami i wyjściami, we wszystkich rozpatrywanych przypadkach statek dopływa nad zadany punkt wiercenia bez znaczących przeregulowań, a sygnały sterujące mieszczą się w zakresach dopuszczalnych wartości. Szybkości ustalania się przebiegów czasowych na rysunkach 3–5 nie odbiegają od siebie znacząco, mimo bardzo zróżnicowanych warunków początkowych.
W przypadku potrzeby porównywania szybkości ustalania położenia statku w poszczególnych stopniach swobody ruchu
Rys. 5. Wykresy współrzędnej położenia statku y 3(t) dla różnych przypadków pozycjonowania dynamicznego
Fig. 5. Plots of the ship’s position coordinate y3(t) for various dynamic positioning scenarios
Rys. 6. Wykresy sygnałów sterujących u(t) dla wybranego przypadku dynamicznego pozycjonowania
Fig. 6. Plots of control signals u(t) for a selected dynamic positioning scenario
Projektowanie adaptacyjnego regulatora modalnego dla nieliniowego modelu statku wiertniczego
Tab. 1. Wartości całkowego wskaźnika jakości regulacji IAE dla różnych przypadków pozycjonowania dynamicznego
Tab. 1. Values of the IAE performance index for various dynamic positioning scenarios
można posłużyć się całkowym wskaźnikiem jakości regulacji wyrażonym w postaci:
IAE (), irefii tdt =− ∫ yy (11)
gdzie i oznacza i-ty stopień swobody ruchu.
Uzyskane wartości wskaźnika (11) oraz jego wartości wypadkowe (sumy ze wszystkich stopni swobody) dla każdego rozpatrywanego przypadku pozycjonowania przedstawiono w tab. 1.
Porównując wypadkowe wartości wskaźnika (11) dla poszczególnych przypadków pozycjonowania można zauważyć, że jakości sterowania uzyskiwane w przypadkach A i D (IAEA = 98,6; IAED = 93,3) oraz B i C (IAEB = 130,2; IAEC = 120,4) mają zbliżone do siebie wartości. Uzyskanie mniejszych wartości wskaźników w przypadkach A i D w porównaniu do przypadków B i C wytłumaczyć można relacją początkowej pozycji statku w stosunku do kierunku prądu morskiego. W przypadkach A i D kierunek przemieszczania się statku jest zgodny z kierunkiem prądu morskiego (prąd morski wspomaga przybliżanie się statku nad punkt wiercenia), natomiast w przypadkach B i C jest odwrotnie – prąd morski utrudnia przemieszczanie się statku do punktu zadanego, co może skutkować większymi wartościami wskaźników IAE.
6. Podsumowanie
Wyniki uzyskane z przeprowadzonych badań potwierdzają, że podejście bazujące na projektowaniu układów regulacji strojonych odpowiednio do zmieniających się punktów pracy obiektu jest wykonalne i może przynosić zadowalające rezultaty nawet w przypadku nieliniowych obiektów MIMO. Regulatory zaprojektowane jedynie dla wybranych ustalonych punktów pracy obiektu działają poprawnie mimo tego, że w rzeczywistości muszą pracować także we wszystkich stanach przejściowych, w których znajduje się obiekt w trakcie trwania procesu. Wadą prezentowanego podejścia może być (spowodowana przełączalnym charakterem działania układu) możliwość występowania gwałtownych zmian sygnałów sterujących, które mogą się nasilać wraz ze zmniejszaniem liczby regulatorów. Jeśli realizacja takich sygnałów sterujących byłaby problematyczna, nieciągłości te można redukować lub nawet eliminować wykorzystując odpowiednie algorytmy logiki rozmytej [18–20] albo
właściwości aproksymacyjne sieci neuronowych [13, 14]. W przypadku występowania zbyt silnych efektów dynamicznych sprzężeń skrośnych między poszczególnymi torami regulacji, strukturę układu sterowania można rozszerzyć o dodatkowe bloki odsprzęgające, podobnie jak w [10].
Odpowiednie przyjęcie sygnałów pomocniczych, na bazie których definiowane są punkty pracy użyte do strojenia regulatora może ułatwiać proces syntezy układu sterowania. W niniejszym artykule wykazano, że w rozważanym przypadku jest możliwe ustalenie prostej siatki przełączeń (na podstawie trzech niezależnych sygnałów pomocniczych) z relatywnie małą liczbą węzłów, bez konieczności stosowania algorytmów redukujących ich liczbę. Dzięki podejściu przedstawionemu w artykule, uzyskano o około 30 % mniejszą (w stosunku do rozwiązania [11]) liczbę zestawów parametrów regulatora pracującego w strukturze adaptacyjnej. Uzyskane wyniki odnoszą się do konkretnego przypadku obiektu i mają raczej charakter szczególny. Poszukiwanie efektywnych procedur ograniczających liczbę regulatorów użytych w układzie sterowania ogólnie jest jednak bardzo potrzebne i może znacznie ułatwiać ich realizację praktyczną. W ogólności problem opracowania uniwersalnych sposobów optymalnego doboru punktów pracy do syntezy regulatorów w omawianych metodach sterowania pozostaje otwarty.
Bibliografia
1. Witkowska A., Śmierzchalski R., Adaptive Backstepping Tracking Control for an over–Actuated DP Marine Vessel with Inertia Uncertainties, “International Journal of Applied Mathematics and Computer Science”, Vol. 28, No. 4, 2018, 679–693, DOI: 10.2478/amcs-2018-0052.
2. Witkowska A., Rynkiewicz T.N., Dynamically Positioned Ship Steering Making Use of Backstepping Method and Artificial Neural Networks, “Polish Maritime Research”, Vol. 25, No. 4, 2018, 5–12, DOI: 10.2478/pomr-2018-0126.
3. Zwierzewicz Z., Nonlinear Adaptive Tracking-Control Synthesis for General Linearly Parametrized Systems, “Automation and Robotics”, I-Tech Education and Publishing, 2008, DOI: 10.5772/6116.
4. Huba M., Skogestad S., Fikar M., Hovd M., Johansen T.A., Rohal-Ilkiv B., Selected Topics on Constrained and Nonlinear Control, Workbook Dolný Kubín, Slovakia, ROSA, 2011.
6. Fabri S.G., Kadirkamanathan V., Functional Adaptive Control, An Intelligent Systems Approach, 2001, DOI: 10.1007/978-1-4471-0319-6.
7. Gierusz W., Rybczak M., Effectiveness of Multidimensional Controllers Designated to Steering of the Motions of Ship at Low Speed, “Sensors”, Vol. 20, No. 12, 2020, DOI: 10.3390/s20123533.
8. Gierusz W., The H2 and Robust Hinf Regulators Applied to Multivariable Ship Steering, “TransNav: International Journal on Marine Navigation and Safety of Sea Transportation”, Vol. 3, No. 4, 2009, 431–440.
9. Madusanka N.S., Fan Y., Yang S., Xiang X., Digital Twin in the Maritime Domain: A Review and Emerging Trends, “Journal of Marine Science and Engineering”, Vol. 11, No. 5, 2023, DOI: 10.3390/jmse11051021.
10. Bańka S., Brasel M., Dworak P., Latawiec K.J., Switched-structure of linear MIMO controllers for positioning of a drillship on a sea surface, 15th International Conference on Methods and Models in Automation and Robotics, Miedzyzdroje, Poland, 2010, 249–254, DOI: 10.1109/MMAR.2010.5587228.
11. Dworak P., A reduction of a controller set of switched controller for positioning of a drillship on a sea surface,
17th International Conference on Methods & Models in Automation & Robotics (MMAR), Miedzyzdroje, Poland, 2012, 325–330, DOI: 10.1109/MMAR.2012.6347897.
12. Bańka S., Dworak P., Jaroszewski K., Linear adaptive structure for control of a nonlinear MIMO dynamic plant, “International Journal of Applied Mathematics and Computer Science”, Vol. 23, No. 1, 2013, 47–63, DOI: 10.2478/amcs-2013-0005.
13. Bańka S., Dworak P., Jaroszewski K., Design of a multivariable neural controller for control of a nonlinear MIMO plant, “International Journal of Applied Mathematics and Computer Science”, Vol. 24, No. 2, 2014, 357–369, DOI: 10.2478/amcs-2014-0027.
14. Dworak P., Jaroszewski K., Neural networks for a dynamic decoupling of a nonlinear MIMO dynamic plant, 20th International Conference on Methods and Models in Automation and Robotics (MMAR), Miedzyzdroje, Poland, 2015, 788–793, DOI: 10.1109/MMAR.2015.7283976.
15. Brasel M., Adaptive LQR control system for the nonlinear 4-DoF model of a container vessel, 18th International Conference on Methods & Models in Automation & Robotics (MMAR), Miedzyzdroje, Poland, 2013, 711–716, DOI: 10.1109/MMAR.2013.6669999.
16. Brasel M., A gain-scheduled multivariable LQR controller for hybrid excitation synchronous machine, 20th International Conference on Methods and Models in Automation and Robotics (MMAR), Międzyzdroje, Poland, 2015, 655–658, DOI: 10.1109/MMAR.2015.7283952.
17. Wise D.A., English J.W., Tank and wind tunnel tests for a drill-ship with dynamic position control, Offshore Technology Conference. No. OTC 2345, Dallas, Texas, 1975, DOI: 10.4043/2345-MS.
18. Pen C.-L., Chang W.-J., Lin Y.-H., Fuzzy Controller Design Approach for a Ship’s Dynamic Path Based on AIS Data with the Takagi-Sugeno Fuzzy Observer Model, “Journal of Marine Science and Engineering”, Vol. 11, No. 6, 2023, DOI: 10.3390/jmse11061181.
19. Zheng M., Zhou Y., Yang S., Robust Fuzzy Sampled-Data Control for Dynamic Positioning Ships, “Journal of Shanghai Jiaotong University (Science)”, Vol. 23, 2018, 209–217, DOI: 10.1007/s12204-018-1931-z.
20. Chang W.-J., Chen G.-J., Yeh Y.-L., Fuzzy Control of Dynamic Positioning Systems for Ships, “Journal of Marine Science and Technology”, Vol. 10, No. 7, 2002, 47–53, DOI: 10.51400/2709-6998.2300.
Design of an Adaptive Pole Placement Controller for a Nonlinear Drilling Vessel Model
Abstract: The article presents a dynamic positioning system for a drilling vessel described by a nonlinear MIMO model. The proposed control method is based on a structure with a linear pole placement controller with stepwise switchable parameter values. The controller synthesis is carried out by linearization of the nonlinear plant model at its operating points. From a practical point of view, the main challenge in using this method is the appropriate selection of operating points for controller synthesis and minimizing their number. The number of selected operating points, as well as the proper definition of auxiliary signals on which these points are based, can significantly affect the resulting control quality. The article proposes a simple method for selecting nominal operating points based on three independent auxiliary signals. The operation of the proposed control system is illustrated with example simulation results of vessel positioning under different initial conditions.
Keywords: dynamic positioning systems, multivariable control systems, nonlinear systems, adaptive control, pole placement control
mgr inż. Michał Brasel michal.brasel@zut.edu.pl
ORCID: 0000-0002-2925-2370
Asystent w Katedrze Automatyki i Robotyki na Wydziale Elektrycznym Zachodniopomorskiego Uniwersytetu Technologicznego w Szczecinie. Jego główne zainteresowania badawcze obejmują zagadnienia związane z cybernetyką, a w szczególności: z analizą i syntezą wielowymiarowych układów sterowania, syntezą sterowania nieliniowego i optymalnego, syntezą precyzyjnego sterowania obiektami o wielu stopniach swobody ruchu, modelowaniem i optymalizacją procesów biotechnologicznych.
Specyfikacja wymagań dla systemu wizyjnej lokalizacji
bezzałogowego statku powietrznego
Tomasz Pogorzelski, Sebastian Rutkowski Sieć Badawcza Łukasiewicz – Instytut Lotnictwa, Aleja Krakowska 110/114, 02-256 Warszawa
Streszczenie: W artykule zaprezentowano specyfikację wymagań dla systemu lokalizacji wizyjnej wraz z jego architekturą, wydobywając kluczowe aspekty struktury, komponentów oraz kanałów komunikacyjnych. Omówiono zarówno ogólne założenia projektowe, jak i specyfikację wymagań technicznych, jakie postawiono przed poszczególnymi elementami systemu. Opisano kryteria jakościowe wymagań, jakie musi spełniać każde z nich, aby stanowiło ono wartość dla projektanta, kierownika czy samego zespołu wykonującego zadania związane z projektowaniem lub realizacją produktu. Funkcjonalność systemu zweryfikowano w warunkach laboratoryjnych za pomocą symulacji oraz podczas rzeczywistych lotów. Weryfikacja systemu potwierdziła jego zgodność z postawionymi wymaganiami. Osiągnięcie poziomu TRL 6 potwierdzono integracją wszystkich komponentów w prototypie oraz jego demonstracją w warunkach rzeczywistych, gdzie system spełnił wymagania dokładności lokalizacji (≤3 % AGL) i częstotliwości generowania danych (10 Hz ±0,5 Hz). Prezentowana technologia jest szczególnie przydatna w środowiskach, gdzie sygnały GNSS są zakłócane lub niedostępne, zapewniając niezawodność nawigacji. Wyniki pracy stanowią istotny wkład w rozwój technologii nawigacji wizyjnej i mogą być podstawą dla dalszych badań i wdrożeń.
Słowa kluczowe: BSP, nawigacja, lokalizacja wizyjna, redundancja GNSS, specyfikacja wymagań
1. Wprowadzenie
Bezzałogowe statki powietrzne (BSP) znajdują zastosowanie m.in. w misjach wojskowych, monitoringu środowiska oraz dostarczaniu ładunków. Wymagają niezawodnych systemów nawigacyjnych, jednak tradycyjne rozwiązania oparte na łączności satelitarnej zawodzą w przypadku utraty sygnału lub braku dostępu do usług GNSS (ang. Global Navigation Satellite Systems). Ponadto są podatne na zakłócenia oraz oszustwa dotyczące transmisji GNSS. Rodzi to potrzebę wprowadzenia redundancji informacyjnej w systemach lokalizacji BSP. Przy dzisiejszym rozwoju techniki nie można polegać tylko na jednej metodzie lokalizacji – najczęściej satelitarnej [1]. Mimo licznych regulacji prawnych i ograniczonego dostępu do urządzeń zakłócających pracę odbiorników GNSS, zdarzają się incydenty naruszające wiarygodność odbieranych danych. Nawet jeśli dzieje się to na małą skalę, to nadal jest ryzyko, że zaistnieje, gdy prawidłowa nawigacja jest konieczna. Poza tym występują miejsca, w których odbiorniki nie odbierają wystarczającej liczby sygnałów GNSS, a więc nie mogą wyznaczyć lokalizacji.
Autor korespondujący: Tomasz Pogorzelski, tomasz.pogorzelski@ilot.lukasiewicz.gov.pl
Artykuł recenzowany nadesłany 20.08.2025 r., przyjęty do druku 14.11.2025 r.
Zezwala się na korzystanie z artykułu na warunkach licencji Creative Commons Uznanie autorstwa 4.0 Int.
Inne formy lokalizacji, jak lokalizacja inercjalna, są obarczone błędami, które rosną z upływem czasu. Rodzi to potrzebę opracowania innych metod, które mogłyby skutecznie wesprzeć powszechną nawigację satelitarną bez konieczności stosowania dodatkowej infrastruktury. W obszarze bezzałogowych statków powietrznych, odpowiedzią mogą być systemy lokalizacji wykorzystujące analizę obrazów pozyskiwanych z kamery pokładowej BSP. W takim systemie informacje dotyczące lokalizacji są przetwarzane wewnątrz statku bezzałogowego, eliminując zależność od zewnętrznych źródeł danych. Metoda wykorzystuje analizę obrazów i wykrywanie obiektów widzianych przez kamerę pokładową, co umożliwia precyzyjną lokalizację statku bezzałogowego w czasie rzeczywistym. Systemy lokalizacji wizyjnej w BSP znajdują zastosowanie w monitorowaniu środowiska, rolnictwie precyzyjnym, ratownictwie, inspekcji infrastruktury, w ochronie granic, obserwacji wojskowej oraz misjach na terytorium wroga. Opisywany system powinien zapewniać precyzyjną lokalizację BSP niezależnie od występujących zakłóceń zewnętrznych. Konieczne jest zatem określenie potrzeb i oczekiwań wobec takich rozwiązań, z uwzględnieniem planowanych zastosowań oraz warunków eksploatacji. Wymagania te muszą zostać starannie sformułowane, aby zagwarantować ich jednoznaczną i poprawną implementację. Przegląd metod lokalizacji wizyjnej przedstawiono m.in. w artykule [2]. Porównano tu systemy lokalizacji BSP z uwzględnieniem rodzaju stosowanych czujników, zastosowania elektromechanicznej stabilizacji obrazu (gimbala), rodzaju lokalizacji, testowanej wysokości oraz dokładności. W tab. 1 przedstawiono wybrane rozwiązania z podziałem na metody estymacji pozycji: VO (ang. Visual Odometry) wykorzystujące wyłącznie obraz,
Tab. 1. Porównanie metod lokalizacji wizyjnej
Tab. 1. Comparison of visual navigation methods
ArtykułRok Elementy pomiarowe
Gimbal Metoda estymacji
[5]2009 kamera mono, IMU, barometr nie VIO + IM
[6]2014 kamera mono, IMU nieVIO
[7]2014 kamera mono tak VO
[8]2015 kamera mono, IMU, barometr nie
[9]2018 kamera mono nie IM 5,1 br. d.br. d.br.
[10]2019 kamera mono tak VO + IMbr.
[11]2020 kamera mono, IMU nie VIO + IM 7,5 br. d. 1507,5
[12]2020 kamera stereo, IMU tak VO + IM
[13]2021 kamera mono tak IM 3,6 br. d.br. d. 3,6 br. d. [14]2021 kamera stereo tak
[4]2021 kamera mono, IMU, kompas nie VIO + IM
[16]2022 kamera mono, kompas, wysokościomierz nie
VIO (ang. Visual-Inertial Odometry) łączące dane wizyjne z pomiarami inercyjnymi oraz IM (ang. Image Matching) opierające się na dopasowywaniu obrazów i analizie korespondencji pomiędzy kolejnymi klatkami. Ze względu na duże różnice testowanych wysokości, dodano dane określające procentowy błąd lokalizacji względem testowanej wysokości. W podanym zestawieniu można zauważyć, że najlepszą dokładność uzyskano w pracy [3], ale w tej metodzie lokalizacji konieczne było użycie gimbala oraz wymagana była znajomość dokładnej pozycji początkowej. Na drugim miejscu znalazła się metoda zaprezentowana w publikacji [4]. Tutaj uzyskano błąd maksymalny 3,5 % przy wysokości 110 m. Co ważne, nie zastosowano stabilizatora kamery oraz nie była potrzebna znajomość dokładnej pozycji początkowej – lokalizacja obliczana była w sposób bezwzględny.
2. Cele i zakres projektu
Głównym celem opisywanego projektu było opracowanie specyfikacji wymagań systemu lokalizacji wizyjnej, zapewniającego ciągły dostęp do precyzyjnych danych lokalizacyjnych. Projektowany system stanowił demonstrator technologii na poziomie gotowości technologicznej TRL 6 (ang. Technology Readiness Level). Celem demonstratora było potwierdzenie, że możliwe jest dostarczanie danych lokalizacyjnych z wykorzystaniem algorytmów przetwarzania obrazów. W prezentowanej konfiguracji system miał współpracować z symulatorem, co dodatkowo przyspieszyło prace i zmniejszyło koszty. Symulator stanowił narzędzie umożliwiające szybką weryfikację kierunku rozwoju prac jako źródło symulowanych danych wejściowych, jak obraz
z kamery w różnych położeniach przestrzennych, które mogły być generowane z uwzględnieniem ograniczeń rzeczywistego BSP. Współpraca systemu z autopilotem miała zostać zweryfikowana w warunkach rzeczywistych po zamontowaniu na pokładzie wybranego BSP. Dokładność danych lokalizacyjnych, jaką można uzyskać, stanowi przedmiot oceny końcowej oraz kierunek dalszych prac.
W związku z planowanym osiągnięciem TRL 6 i dalszym rozwojem po potwierdzeniu skuteczności wybranego kierunku, w systemie pominięto wiele istotnych cech jakościowych, które docelowo świadczyłyby o zadowoleniu potencjalnych użytkowników tego systemu, jak np. niezawodność, odporność, przydatność funkcjonalna czy wydajność działania. Niektóre cechy jakościowe zostały wsparte przez odpowiednie ukształtowanie procesu [17]. Do realizacji projektu systemu lokalizacji wizyjnej zaproponowano wykorzystanie inżynierii wymagań. Są one rezultatem procesu decyzyjnego, w którym potrzeby są przekształcane w konkretne artefakty przeznaczone do implementacji. Transformacja ta przebiega w oparciu o techniki analizy i identyfikacji wymagań. Techniki te są dostosowane do celu projektu oraz specyfiki jego dziedziny. Zastosowanie inżynierii wymagań pozwala uzyskać liczne korzyści, np.: ograniczenie liczby zbędnych zadań, zapewnienie odpowiednich charakterystyk jakościowych systemu (m.in. kompletności funkcjonalnej, efektywności działania, bezpieczeństwa użytkowania, ochrony przed atakami), a także ułatwienie zarządzania modyfikacjami i zmianami konfiguracji. Warunkiem uzyskania tych korzyści jest jednak przeprowadzenie starannej analizy wymagań oraz przestrzeganie kryteriów jakościowych przy ich definiowaniu. Tylko poprawnie opracowane wymagania są pomocne przy projekto-
waniu systemu, np. brak dokładnie zdefiniowanej częstotliwości wysyłania komunikatów NMEA początkowo utrudniło integrację opisywanego systemu z autopilotem. Spełnienie kryteriów jakościowych wymaga starannego formułowania opisu wymagań, a przede wszystkim dokładnej analizy specyfiki problemu i pełnego jego zrozumienia.
Podsumowując, opracowane rozwiązanie ma umożliwiać wykonywanie lotów BSP w obszarach, w których sygnał GNSS jest zakłócany lub z innych przyczyn niedostępny. Oznacza to konieczność spełnienia określonych wymagań funkcjonalnych i niefunkcjonalnych, takich jak zapewnienie precyzyjnej i ciągłej lokalizacji wizyjnej, odporności systemu na zakłócenia środowiskowe, a także odpowiedniego poziomu bezpieczeństwa i niezawodności. Specyfikacja wymagań powinna zatem obejmować m.in. kompletność funkcjonalną systemu, efektywność jego działania w różnych warunkach eksploatacyjnych oraz mechanizmy umożliwiające łatwe zarządzanie ewentualnymi modyfikacjami czy rozbudową rozwiązania.
Cel ogólny projektu: Opracowanie prototypu systemu lokalizacji wizyjnej działającego bez dostępu do sygnałów GNSS w warunkach laboratoryjnych. System ma umożliwiać estymację położenia bezzałogowego statku powietrznego w trzech wymiarach, z wykorzystaniem danych obrazowych z kamery.
Cel szczegółowy: Uzyskanie dokładności wyznaczanej lokalizacji geograficznej z błędem nie większym niż 3 % wysokości lotu AGL.
3. Specyfikacja wymagań
Inżynieria wymagań stanowi kluczowy etap procesu projektowego, pozwalający na zapewnienie kompletności funkcjonalnej, efektywności działania oraz łatwości dalszego rozwoju systemu. Jej celem jest ograniczenie ryzyka błędnych założeń projektowych oraz zwiększenie jakości końcowego rozwiązania. W projekcie przyjęto zasady metodyki SMART [18], zgodnie z którą każde wymaganie powinno być:
−S (Specific) – jednoznaczne i konkretne,
−M (Measurable) – możliwe do zmierzenia,
A (Achievable) – osiągalne w ramach założonego budżetu i harmonogramu,
−R (Relevant) – istotne z punktu widzenia celów projektu,
−T (Time-bound) – określone w czasie.
Wymagania zdefiniowane w dalszej części artykułu spełniają powyższe kryteria i odnoszą się bezpośrednio do celów określonych w rozdziałach wcześniejszych. Szczegółowe aspekty jakościowe i techniczne zostały przedstawione w kontekście opracowywanego systemu lokalizacji wizyjnej BSP. Wymagania systemowe pomagają zrozumieć, jakie cechy i funkcje powinien mieć projektowany system. Zasady działania systemu lokalizacji wizyjnej były omawiane wielokrotnie [19–21]. Teraz określono
Tab. 2. Wymagania systemowe dla systemu lokalizacji wizyjnej Tab. 2. System requirements for the video localization system
Identyfikator Opis
wymagania, jakie powinny spełniać jego kluczowe elementy. Zdefiniowano dwa poziomy wymagań – wymagania systemowe oraz wymagania na poziomie komponentów. W projekcie przyjęto unikalne identyfikatory zgodnie ze schematem:
− wymagania systemowe: SysReq_x,
− wymagania dla komponentów oprogramowania: SWRS_x_y,
− wymagania dla interfejsów między komponentami: IR_x_y
Dla wymagań dotyczących oprogramowania komponentów oraz interfejsów zmienna x oznacza numer wymagania systemowego, z którym skojarzone jest wymaganie, zaś y to kolejny numer wymagania podlegającego temu samemu wymaganiu systemowemu. W tab. 2 przedstawiono wymagania systemowe dla opisywanego systemu, natomiast w tab. 3–8 podano zestaw wymagań zdefiniowanych dla poszczególnych komponentów systemu.
Przyjęto, że system pobiera dane z autopilota PixHawk 2 Cube (w przypadku lotów rzeczywistych) lub z symulatora FlightGear (w przypadku lotów symulowanych). System ma odbierać obraz z kamery i wyznaczać lokalizację BSP bez elektromechanicznej stabilizacji. Oznacza to, że konieczne było zaimplementowanie cyfrowej stabilizacji obrazu, kompensującej wpływ wstrząsów oraz wychyleń platformy. System lokalizacji wizyjnej wykorzystuje obrazy terenu rejestrowane na określonej wysokości. Większa wysokość położenia kamery wpływała na zmniejszenie szczegółowości widocznych cech terenu, co z kolei mogło prowadzić do zwiększenia niepewności podczas estymacji pozycji. Dlatego oczekiwana dokładność lokalizacji powinna uwzględniać wysokość BSP. Przyjęto, że błąd wyznaczonej lokalizacji BSP nie powinien być większy niż 3 % wysokości BSP nad terenem. Wartość błędu na tym poziomie pozwala na realizację misji automatycznych oraz lądowanie platformy BSP w wyznaczonym miejscu. Ostatecznie system generuje dane w standardzie NMEA z częstotliwością 10 Hz.
Komponenty systemu lokalizacji wizyjnej oznaczane są skrótem CSCI (ang. Computer Software Configuration Item). W systemie wyróżniono następujące elementy:
− CSCI Parser Component (PC) – odpowiada za odbiór i obróbkę danych z autopilota lub z oprogramowania symulacyjnego,
− CSCI Camera Component (CC) – odbiera i przetwarza obraz wejściowy z kamery lub z oprogramowania symulacyjnego,
− CSCI Global Positioning Component (GPC) – wyznacza globalną lokalizację BSP na podstawie danych otrzymanych z czujników oraz z bazy map referencyjnych; wymaga długiego czasu przetwarzania, ale wynik pozbawiony jest błędu statystycznego,
Typ
SysReq_1 System musi być interoperacyjny z autopilotem PixHawk2 Cube Funkcjonalne
SysReq_2 System musi interpretować dane z symulatora RASTER Funkcjonalne
SysReq_3 System musi pracować z jedną kamerą światła dziennego bez elektromechanicznej stabilizacji Funkcjonalne
SysReq_4 System musi obliczać lokalizację bezwzględną BSP Funkcjonalne
SysReq_5 System musi obliczać lokalizację z dokładnością do 3% wysokości lotu AGL Funkcjonalne
SysReq_6 System musi generować ramkę NMEA z częstotliwością 10 Hz Funkcjonalne
Tomasz Pogorzelski, Sebastian Rutkowski
− CSCI Motion Positioning Component (MPC) –wyznacza względną pozycję BSP na podstawie kolejnych obrazów z kamery; wyniki otrzymywane są w krótkim czasie, ale wynik obarczony jest błędem statystycznym, − CSCI Filtering Component (FC) – odpowiada za połączenie lokalizacji wyznaczonych przez GPC i MPC, konwertuje wynik do standardu NMEA oraz przesyła wyznaczoną pozycję do autopilota; realizuje dodanie znaczników czasu do danych wyjściowych zgodnie ze znacznikami stosowanymi przez odbiorniki GNSS przy wysyłaniu danych do innych współpracujących urządzeń.
W literaturze przedmiotu do formalnej reprezentacji wymagań oraz architektury systemów powszechnie stosuje się metody modelowania, takie jak UML czy SysML, które pozwalają na jednoznaczne odwzorowanie zależności między wymaganiami, komponentami i interfejsami [22]. Dekompozycja systemu na komponenty wynika z logiki podziału na realizowane funkcje (rys. 1). Blok External Autopilot Software (EAS) zawiera jednostkę autopilota z oprogramowaniem PX4, z której za pomocą protokołu MAVLink (w wersji 2.0) pobierane są dane telemetryczne, takie jak orientacja, ostatnia znana pozycja GPS oraz wysokość. Częstotliwość wymiany danych między EAS a blokiem Parser Component wynosi 30 Hz. Dane przekazywane przez MAVLink są dekodowane w formacie binarnym i konwertowane do struktury JSON, aby umożliwić ich łatwą integrację z pozostałymi komponentami systemu. W module MC, na podstawie ostatnio znanej lokalizacji oraz orientacji BSP, wyznaczany jest
Rys. 1. Diagram sekwencji przedstawiający proces wyznaczania lokalizacji BSP w opisywanym systemie [opr. własne] Fig. 1. Sequence diagram showing the process of determining the UAV location in the described system [own study]
Tab. 3. Wymagania zdefiniowane dla CSCI Parser Component Tab. 3. Requirements defined for the CSCI Parser Component
Identyfikator
SWRS_1_1
SWRS_1_2
SWRS_1_3
SWRS_2_1
Opis
wycinek mapy obszaru zainteresowania ROI (ang. Region of Interest). Wycinek ten składa się z macierzy 7 × 7 kafelków [23] o rozdzielczości 256 × 256 px. Obraz wejściowy do CC, pochodzący z kamery lub symulatora, ma rozdzielczość 1920 × 1080 px. Na podstawie informacji o lokalizacji i orientacji, obraz ten jest przekształcany z układu kamery do układu świata w MC. Porównanie obrazu z wycinkiem mapy realizowane jest z użyciem jednej z metod dopasowania cech: klasycznych algorytmów analizy obrazu (ORB [24], SURF [25], SIFT [26]) lub metod opartych na głębokich sieciach neuronowych (SuperGlue [27], Loftr [28]), opisanych szczegółowo w [19]. Wynikiem dopasowania w komponencie GPC jest geograficzna lokalizacja BSP obarczona kilkusekundowym opóźnieniem. Dla zniwelowania tego opóźnienia, komponent MPC wyznacza pozycję BSP z częstotliwością 30 Hz względem ostatniej pozycji obliczonej przez GPC. Komponent FC łączy lokalizacje otrzymane w GPC oraz MPC w celu estymacji bieżącej pozycji BSP. W FC stosowane są filtry wygładzające, które redukują szumy pomiarowe i uśredniają trajektorię. Częstotliwość aktualizacji pozycji w FC wynosi 10 Hz. W tym samym bloku generowana jest ramka danych w standardzie NMEA 0183, zawierająca komunikaty GGA, RMC i VTG, które opisują pozycję. Ramka NMEA przesyłana jest do autopilota do portu GPS2. Wymagania dla komponentu oprogramowania o nazwie CSCI Parser Component przedstawiono w tab. 3. Komponent ten musi odbierać dane z autopilota PixHawk 2 Cube za pomocą protokołu MAVLink 2.0. Wymaganie to podyktowane jest dużą popularnością wskazanego autopilota i protokołu, co przekłada się na kompatybilność systemu. Komponent powinien zapisywać w pamięci otrzymane informacje dotyczące ostatniej znanej lokalizacji, orientacji BSP i czasu UTC. PC musi też sprawdzać status sygnału GNSS, a w przypadku jego utraty, zakłócenia bądź niewystarczającej dokładności lokalizacji przekazać informację o ostatniej poprawnej lokalizacji do Map Component.
CSCI Map Component (tab. 4) wykorzystuje ortofotomapę oraz numeryczny model pokrycia terenu (NMPT) zapisane w pamięci. Na tej podstawie wyznacza wysokość BSP nad poziomem terenu (AGL). MC oblicza również macierz kamery na podstawie danych o lokalizacji i orientacji z PC oraz macierzy kalibracyjnej kamery z CC. Dodatkowo MC odbiera z CC aktualny obraz z kamery i przekształca go zgodnie z macierzą kamery w celu wyznaczenia projekcji tego obrazu na płaszczyznę terenu. W otoczeniu tego obszaru MC wyodrębnia fragment ortofotomapy ROI i przekazuje do GPC. W tab. 4 przedstawiono zdefiniowane wymagania.
CSCI Global Positioning Component (tab. 5) jest odpowiedzialny za wyznaczanie lokalizacji geograficznej BSP na podstawie dopasowania dwu obrazów pochodzących z MC: przekształconego obrazu z kamery oraz wycinka ortofotomapy ROI. Aby spełnić wymaganie SysReq_5, komponent GPC
Typ
CSCI Parser Component po otrzymaniu wiadomości MAVLink 2.0 z autopilota musi wyodrębnić z niej informację o statusie sygnału GNSS, lokalizacji, orientacji i czasie Funkcjonalne
CSCI Parser Component po wyodrębnieniu informacji o lokalizacji, orientacji i czasie, musi zapisać te informacje w pamięci Funkcjonalne
CSCI Parser Component po otrzymaniu informacji z autopilota o utracie, niewystarczającej precyzji bądź zakłóceniu sygnału GNSS musi przekazać ostatnią zapamiętaną lokalizację do CSCI Map Component Bezpieczeństwa
CSCI Parser Component po otrzymaniu wiadomości z symulatora musi wyodrębnić z niej informację o lokalizacji, orientacji i czasie Funkcjonalne
Tab. 4. Wymagania zdefiniowane dla CSCI Map Component
Tab. 4. Requirements defined for the CSCI Map Component
Identyfikator Opis
SWRS_4_1
Typ
CSCI Map Component musi być zdolny do obsługi plików zawierających numeryczny model terenu Funkcjonalne
SWRS_4_2 CSCI Map Component musi przekształcać lokalizację AMSL na lokalizację AGL Funkcjonalne
SWRS_4_3
SWRS_4_4
CSCI Map Component musi być zdolny do obsługi plików graficznych zapisanych w standardzie Slippy Map Tilenames Funkcjonalne
CSCI Map Component musi wyodrębniać fragment ortofotomapy na podstawie informacji o lokalizacji Funkcjonalne
Tab. 5. Wymagania zdefiniowane dla CSCI Global Positioning Component
Tab. 5. Requirements defined for the CSCI Global Positioning Component
Identyfikator Opis
SWRS_4_5
SWRS_5_1
SWRS_6_1
Typ
CSCI Global Positioning Component musi estymować lokalizację geograficzną BSP na podstawie obrazu z kamery i ortofotomapy otrzymanej z MC Funkcjonalne
CSCI Global Positioning Component musi estymować lokalizację BSP z dokładnością do 3% wysokości BSP nad terenem Funkcjonalne
CSCI Global Positioning Component musi estymować lokalizację BSP z częstotliwością większą niż 0,5 Hz
Tab. 6. Wymagania stawiane dla CSCI Motion Positioning Component
Tab. 6. Requirements for the CSCI Motion Positioning Component
CSCI Motion Positioning Component musi wyznaczać lokalizację BSP względem ostatniej estymacji lokalizacji z GPC Funkcjonalne
CSCI Motion Positioning Component musi estymować lokalizację BSP z częstotliwością większą niż 10 Hz Wydajnościowe
Tab. 7. Wymagania zdefiniowane dla CSCI Camera Component
Tab. 7. Requirements defined for CSCI Camera Component
Identyfikator
SWRS_SC_3_1
SWRS_SC_3_2
SWRS_SC_3_3
Opis
CSCI Camera Component musi odczytywać z pliku konfiguracyjnego informacje o wybranym źródle obrazu
CSCI Camera Component musi minimalizować dystorsję obrazu z kamery za pomocą danych kalibracyjnych w przypadku wyboru kamery jako źródła obrazu
Typ
Techniczne
Techniczne
CSCI Camera Component musi normalizować jasność obrazu w przypadku wyboru kamery jako źródła obrazu Funkcjonalne
musi generować odpowiedź z błędem nie większym niż 3 % wysokości lotu BSP. Ponieważ dopasowanie obrazów realizowane przez GPC jest czasochłonne, częstotliwość jego odpowiedzi jest mniejsza niż wartość podana w wymaganiu SysReq_6. W związku z tym potrzebne było utworzenie komponentu MPC (tab. 6), który zapewni większą częstotliwość odpowiedzi systemu. Metoda zawarta w MPC analizuje pozorne przemieszczenie punktów charakterystycznych w obrazie i na tej podstawie wyznacza względne przemieszczenie BSP od chwili ostatniej pozycji wyznaczonej przez GPC. Algorytmy zawarte w MPC gwarantują działanie z częstotliwością nie mniejszą niż 10 Hz.
CSCI Camera Component (tab. 7) jest odpowiedzialny za przetworzenie obrazu pochodzącego z kamery lub z symulatora.
W przypadku obrazu z kamery, komponent koryguje dystorsję obrazu zgodnie z macierzą kalibracyjną kamery.
CSCI Filtering Component, na podstawie odebranych lokalizacji z komponentów GPC oraz MPC, oblicza ostateczną lokalizację BSP (tab. 8). Następnie komponent tworzy wiadomości w standardzie danych NMEA, które ze względu na wymaganie SysReq_6 muszą być generowane ze stałą częstotliwością 10 Hz ±0,5 Hz.
Wszystkie kanały komunikacyjne wewnętrzne są kanałami programowymi (logicznymi), dostępnymi dla procesów/usług/aplikacji działających w tym samym systemie operacyjnym. W systemie zdefiniowano dwa typy kanałów komunikacji zewnętrznej: Simulation Services oraz Target Services. Do grupy Simulation Services zakwalifikowano kanały ESS–PC oraz ESS–CC.
Tab. 8. Wymagania zdefiniowane dla CSCI Filtering Component
Tab. 8. Requirements defined for the CSCI Filtering Component
Identyfikator Opis Typ
SWRS_5_3
SWRS_6_4
SWRS_6_5
SWRS_6_6
CSCI Filtering Component musi estymować lokalizację BSP z dokładnością do 3 % wysokości BSP nad terenem Funkcjonalne
CSCI Filtering Component musi dodawać do wiadomości NMEA obliczoną lokalizacją geograficzną, wysokość AMSL oraz kurs magnetyczny Funkcjonalne
CSCI Filtering Component musi dodawać do wiadomości NMEA wartość czasu UTC Funkcjonalne
CSCI Filtering Component musi estymować lokalizację BSP z częstotliwością 10 Hz ±0,5 Hz Wydajnościowe
Kanały te służą jedynie do testów symulacyjnych i łączą oprogramowanie symulacyjne z systemem lokalizacji wizyjnej. Kanały komunikacji zewnętrznej typu Target Services: EAS–PC, ECS–CC oraz FC–EAS przeznaczone są do komunikacji w docelowych warunkach pracy systemu. W kanale EAS–PC jako protokół warstwy aplikacji wykorzystywany jest MAVLink (wersja 2.0). Połączenie odbywa się bezpośrednio bez użycia innych elementów uczestniczących w wymianie danych. Zakres wiadomości przekazywanych w protokole MAVLink znajduje się w wymaganiach niższego rzędu dla CSCI Parser Component. Celem tego kanału jest zapewnienie komunikacji z zewnętrznym autopilotem oraz odbiór danych niezbędnych do prawidłowego działania projektowanego systemu. Kanał ECS–CC łączy oprogramowanie fizycznej kamery z CSCI Camera Component w celu przekazania aktualnego obrazu. Kanał komunikacyjny FC–EAS jest kanałem łączącym CSCI Filtering Component z oprogramowaniem autopilota PX4. Fizycznym gniazdem docelowym w zewnętrznym autopilocie jest GPS2. Głównym celem wykorzystania kanału PC–EAS jest przesyłanie obliczonej lokalizacji geograficznej BSP do systemów zewnętrznych. Dane przesyłane są w standardzie NMEA. Przygotowane wymagania stanowiły kryteria akceptacji podczas weryfikacji systemu. Scenariusze weryfikacji uwzględniły wszystkie wymagania, potwierdzając tym samym ich spełnienie przez przygotowane rozwiązanie.
4. Eksperymenty symulacyjne
W ramach badań przeprowadzono testy jednostkowe, mające na celu ocenę poprawności działania poszczególnych komponentów systemu. Następnie wykonano testy integracyjne, które pozwoliły sprawdzić, czy poszczególne moduły współdziałają ze sobą zgodnie z założeniami. Kolejnym etapem były testy systemowe, obejmujące kompleksową ocenę funkcjonowania całego systemu w symulowanych warunkach operacyjnych. Na końcu przeprowadzono proces walidacji, mający na celu formalne potwierdzenie zgodności działania systemu z założeniami projektowymi i wymaganiami użytkownika końcowego.
Do przeprowadzania testów systemu lokalizacji wizyjnej wykorzystano symulator RASTER, składający się z programu FlightGear, który został zintegrowany z oprogramowaniem MATLAB/ Simulink. Pierwszy program symulował obraz z kamery, natomiast drugi symulował dane z autopilota.
Komponent PC poprawnie odczytywał dane z systemu MATLAB/Simulink, a CC – obraz z symulatora FlightGear. W związku z powyższym, wymaganie systemowe SysReq_2 uważa się za spełnione. Na podstawie poprawnie dopasowanych obrazów z CC do ROI ortofotomapy, komponent GPC wyznaczał bezwzględną lokalizację BSP, co spełnia wymaganie SysReq_4. Na podstawie kolejnych kletek z programu FlightGear, MPC wyznaczał lokalizację względną z częstotliwością 30 Hz. Następnie FC generował odpowiedź z częstotliwością 10 Hz w standardzie NMEA, co potwierdza spełnienie SysReq_6. Uzyskane wizualizacje (rys. 2) stanowią potwierdzenie poprawności implementacji poszczególnych komponentów sys-
Rys. 2. Wizualizacja estymowanej lokalizacji BSP przez komponent MPC – kolor żółty, GPC – kolor czerwony, FC – kolor cyjan, w porównaniu do lokalizacji wyznaczonej przez moduł GNSS – kolor niebieski [opr. własne]
Fig. 2. Visualization of the estimated UAV location by the MPC component –yellow, GPC – red, FC – cyan, compared to the location determined by the GNSS module – blue [own study]
temu lokalizacji wizyjnej. Tego typu weryfikacja umożliwia również ocenę działania algorytmów dopasowania obrazów w GPC w kontekście dynamicznych, niekontrolowanych warunków środowiskowych, z jakimi system będzie się mierzył podczas rzeczywistego zastosowania.
5. Eksperymenty rzeczywiste
Do przeprowadzenia testów rzeczywistych wykorzystano platformę Great Shark 330 marki Foxtech. Jest to bezzałogowa platforma powietrzna klasy VTOL (ang. Vertical Take-Off and Landing), zaprojektowana do misji wymagających długiego czasu lotu i dużej niezawodności. Wyposażona jest w autopilota PixHawk2 Cube, z którego system wizyjny pobierał dane o lokalizacji, orientacji oraz czasie. Ta sama platforma służyła wcześniej do zarejestrowania ortofotomapy obszaru testowego z wykorzystaniem kamery GoPro.
W testach systemu lokalizacji wizyjnej w warunkach rzeczywistych zastosowano moduł kamery wyposażony w matrycę SONY CMOS IMX258 (1/3”, 1920 × 1080 px) z obiektywem o ogniskowej 3,17 mm, co daje kąt widzenia 95,7º w poziomie i 70,7º w pionie. Ponadto moduł ten ma funkcję elektronicznej stabilizacji obrazu (EIS). Wybór tego rozwiązania podyktowany był koniecznością minimalizacji wpływu drgań mechanicznych platformy mobilnej na jakość rejestrowanego obrazu. Zastosowana kamera nie ma mechanicznej stabilizacji, co spełnia wymaganie systemowe SysReq_3. Jednostka obliczeniowa NVIDIA Jetson Xavier NX została umieszczona wewnątrz kadłuba platformy testowej i zasilona niezależnym akumulatorem.
Analiza zebranych danych wykazała, że system lokalizacji wizyjnej działał nieprzerwanie podczas całego lotu. Komponent PC poprawnie odbierał dane z autopilota, natomiast FC wysyłał
lokalizację do autopilota, co potwierdza spełnienie wymagania systemowego SysReq_1.
Do oceny korelacji zastosowano współczynnik korelacji liniowej Pearsona, który umożliwia ocenę zgodności przebiegów trajektorii w trzech osiach. Średnie podobieństwo trajektorii w przestrzeni trójwymiarowej oszacowano na poziomie 0,9995, a maksymalny błąd względny nie przekroczył 2,7 % wysokości
AGL lotu BSP. Tym samym spełniono wymaganie SysReq_5.
Rys. 3. Z lewej: dolna część kadłuba BSP z zaznaczonymi kamerami, z prawej: górna część kadłuba BSP z zaznaczonym modułem GNSS oraz jednostką obliczeniową [opr. własne]
Fig. 3. Left: lower part of the UAV hull with marked cameras, right: upper part of the UAV hull with marked GNSS module and computing unit [own study]
Tomasz Pogorzelski, Sebastian Rutkowski
9. Podsumowanie
W wyniku testów w warunkach symulacyjnych oraz rzeczywistych stwierdzono, że wymagania systemowe zostały spełnione. Oznacza to, że opracowany system lokalizacji wizyjnej spełnia postawione wymagania funkcjonalne i jakościowe. Specyfikacja wymagań pozwoliła wykreować zakres produktu i uniknąć realizacji niepotrzebnych zadań, skracając czas niezbędny na opracowanie rozwiązania zaspokajającego określone potrzeby. Wymagania pozafunkcjonalne pozwoliły wyznaczyć wartość pożądaną dla określonej cechy jakościowej, a tym samym postawić granicę, do której należało dążyć i kontrolować. Ta wartość stanowiła jednocześnie kryterium akceptacji i tym samym punkt, w którym wstrzymaliśmy dalsze rozwijanie programu.
Problemy, jakie rozwiązano wprowadzając specyfikację wymagań do omawianego projektu, to przede wszystkim zwiększenie kontroli i świadomości prac prowadzonych przez zespół. Wymagania zostały przetransformowane do zadań dla zespołu jak wskazano w [17], co ułatwiło monitorowanie postępu prac. Takie postępowanie ponadto, dostarczyło członkom zespołu jasnej informacji o zakresie i celu zadań oraz o kryteriach ich akceptacji. Specyfikacja wymagań, nawet krótka, pozwala w znaczący sposób utrzymać kontrolę nad zakresem prac, zwiększa świadomość podejmowanych decyzji, umożliwia monitorowanie postępów oraz znacząco usprawnia testy produktu.
Osiągnięcie szóstego poziomu gotowości technologicznej (TRL 6) zostało potwierdzone poprzez integrację wszystkich opracowanych komponentów systemu w spójnym prototypie oraz jego demonstrację w relewantnym środowisku. System działał zarówno w konfiguracji symulacyjnej, jak
Rys. 4. Wizualizacja trajektorii BSP nad ortofotomapą z zaznaczonymi punktami charakterystycznymi. Skala barwna wysokości względem poziomu startowiska: od zielonego (0 m) do pomarańczowego (30 m) [opr. własne]
Fig. 4. Visualization of the UAV trajectory over an orthophotomap with marked landmarks. Color scale of elevation relative to the takeoff site: from green (0 m) to orange (30 m) [own study]
Rys. 5. Wykres trajektorii platformy BSP wyznaczony przez moduł GNSS (kolor niebieski) oraz przez system lokalizacji wizyjnej (kolor cyjan) [opr. własne]
Fig. 5. BSP platform trajectory graph determined by the GNSS module (blue) and by the vision localization system (cyan) [own study]
i w warunkach rzeczywistych, na pokładzie bezzałogowego statku powietrznego wyposażonego w autopilota PixHawk 2 Cube. Podczas lotów testowych, realizowanych na wysokości 50–120 m AGL, system spełnił kluczowe wymagania funkcjonalne: generował dane w formacie NMEA z częstotliwością 10 Hz ±0,5 Hz oraz zapewniał dokładność lokalizacji nieprzekraczającą 3 % wysokości lotu nad terenem. Uzyskane wyniki potwierdziły zdolność technologii do pracy w środowisku zbliżonym do operacyjnego, co w pełni odpowiada definicji TRL 6.
Dalsze prace skupią się na definiowaniu i realizacji wymagań dotyczących maksymalnej potrzebnej mocy obliczeniowej, złożoności sprzętowej oraz warunków środowiskowych. Odpowiednie określenie nowych wymagań skutecznie podniesie jakość końcowego systemu.
Bibliografia
1. Borodacz K., Szczepański C., GNSS denied navigation system for the manoeuvring flying objects, “Aircraft Engineering and Aerospace Technology”, Vol. 96, No. 1, 2024, 63–72, DOI: 10.1108/AEAT-05-2023-0124.
2. Arafat M.Y., Alam M.M., Moh S., Vision-Based Navigation Techniques for Unmanned Aerial Vehicles: Review and Challenges, “Drones”, Vol. 7, No. 2, 2023, DOI: 10.3390/drones7020089.
3. Sui H., Li J., Lei J., Liu C., Gou G., A Fast and Robust Heterologous Image Matching Method for Visual Geo-Localization of Low-Altitude UAVs, “Remote Sensing”, Vol. 14, No. 22, 2022, DOI: 10.3390/rs14225879.
4. Mao J., Zhang L., He X., Qu H., Hu X., A 2D Georeferenced Map Aided Visual-Inertial System for Precise UAV Localization, IEEE/RJS International Conference on Intelligent Robots and Systems, 2021, DOI: 10.1109/IROS47612.2022.9982254.
5. Conte G., Doherty P., Vision-Based Unmanned Aerial Vehicle Navigation Using Geo-Referenced Information, “EURASIP Journal on Advances in Signal Processing”, 2009, DOI: 10.1155/2009/387308.
6. Chiu H.-P., Das A., Miller P., Samarasekera S., Kumar R., Precise vision-aided aerial navigation, IEEE/RSJ International Conference on Intelligent Robots and Systems, 2014, 688–695, DOI: 10.1109/IROS.2014.6942633.
7. Yol A., Delabarre B., Dame A., Dartois J.-E., Marchand E., Vision-based absolute localization for unmanned aerial vehicles, IEEE/RSJ International Conference on Intelligent Robots and Systems, 2014, 3429–3434, DOI: 10.1109/IROS.2014.6943040.
8. Shan M., Wang F., Lin F., Gao Z., Tang Y.Z., Chen B.M., Google Map Aided Visual Navigation for UAVs in GPS-denied Environment, IEEE International Conference on Robotics and Biomimetics (ROBIO), 2015, DOI: 10.1109/ROBIO.2015.7418753.
9. Nassar A., Amer K., ElHakim R., ElHelw M., A Deep CNN-Based Framework For Enhanced Aerial Imagery Registration with Applications to UAV Geolocalization, IEEE/CVF Conference on Computer Vision and Pattern Recognition Workshops (CVPRW), 2018, 1594–1610, DOI: 10.1109/CVPRW.2018.00201.
10. Mantelli M., Pittol D., Neuland R., Ribacki A., Maffei R., Jorge V., Prestes E., Kolberg M., A novel measurement model based on abBRIEF for global localization of a UAV over satellite images, “Robotics and Autonomous Systems”, Vol. 112, 2019, 304–319, DOI: 10.1016/j.robot.2018.12.006.
11. Choi J., Myung H., BRM Localization: UAV Localization in GNSS-Denied Environments Based on Matching of Numerical Map and UAV Images, IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), 2020, DOI: 10.1109/IROS45743.2020.9341682.
12. Patel B., Barfoot T.D., Schoellig A.P., Visual Localization with Google Earth Images for Robust Global Pose Estimation of UAVs, IEEE International Conference on Robotics and Automation (ICRA), 2020, 6491–6497, DOI: 10.1109/ICRA40945.2020.9196606.
13. Mughal M.H., Khokhar M.J., Shahzad M., Assisting UAV Localization Via Deep Contextual Image Matching, “IEEE Journal of Selected Topics in Applied Earth Observations and Remote Sensing”, Vol. 14, 2021, 2445–2457, DOI: 10.1109/JSTARS.2021.3054832.
14. Bianchi M., Barfoot T.D., UAV Localization Using Autoencoded Satellite Images , “IEEE Robotics and Automation Letters”, Vol. 6, No. 2, 2021, 1761–1768, DOI: 10.1109/LRA.2021.3060397.
15. Gurgu M.-M., Queralta J.P., Westerlund T., Vision-based GNSS-Free Localization for UAVs in the Wild, 7th International Conference on Mechanical Engineering and Robotics Research (ICMERR), 2022, DOI: 10.1109/ICMERR56497.2022.10097798.
16. Silveira L., et al., Navigation Aids Based on Optical Flow and Convolutional Neural Network, 2022 Latin American Robotics Symposium (LARS), 2022 Brazilian Symposium on Robotics (SBR), and 2022 Workshop on Robotics in Education (WRE), São Bernardo do Campo, Brazil: IEEE, 318–323, DOI: 10.1109/LARS/SBR/WRE56824.2022.9995889.
17. Glinz M., van Loenhoud H., Staal S., Bühne S., Handbook for the CPRE Foundation Level according to the IREB Standard, Karlsruhe 2020.
18. Pietsch S., Riddell H., Semmler C., Ntoumanis N., Gucciardi D.F., SMART goals are no more effective for creative performance than do-your-best goals or non-specific, exploratory ‘open goals’ , “Educational Psychology”, Vol. 44, No. 9–10, 2024, 946–962, DOI: 10.1080/01443410.2024.2420818.
19. Pogorzelski T., Majek K., Onboard to Satellite Image Matching for Relocalization of the UAVs, Uniwersytet Morski w Gdyni, 2022, 122–125.
20. Zielińska T., Pogorzelski T., Samolokalizacja bezzałogowego statku powietrznego uwzględniająca zmienną orientację kamery, “Pomiary Automatyka Robotyka”, R. 26, Nr 4, 2022, 53–59, DOI: 10.14313/PAR_246/53.
21. Pogorzelski T., Zielińska T., Vision Based Navigation Securing the UAV Mission Reliability, Automation 2022: New Solutions and Technologies for Automation, Robotics and Measurement Techniques, Vol. 1427, 2022, 251–263, DOI: 10.1007/978-3-031-03502-9_26.
22. Chrabski B., Zmitrowicz K., Inżynieria wymagań w praktyce, Warszawa: Wydawnictwo Naukowe PWN, 2015.
24. Rublee E., Rabaud V., Konolige K., Bradski G., ORB: An efficient alternative to SIFT or SURF, International Conference on Computer Vision, 2011, 2564–2571, DOI: 10.1109/ICCV.2011.6126544.
25. Bay H., Tuytelaars T., Van Gool L., SURF: Speeded Up Robust Features, Computer Vision – ECCV 2006, Vol. 3951, 2006, 404–417. DOI: 10.1007/11744023_32.
26. Gupta M., Singh P., An Image Forensic Technique Based on SIFT Descriptors and FLANN Based Matching, 12th
International Conference on Computing Communication and Networking Technologies (ICCCNT), 2021, DOI: 10.1109/ICCCNT51525.2021.9579701.
27. Sarlin P.-E., DeTone D., Malisiewicz T., Rabinovich A., SuperGlue: Learning Feature Matching with Graph Neural Networks, Conference on Computer Vision and Pattern Recognition (CVPR), 2020, 4938–4947, DOI: 10.1109/CVPR42600.2020.00499.
Tomasz Pogorzelski, Sebastian Rutkowski
28. Sun J., Shen Z., Wang Y., Bao H., Zhou X., LoFTR: Detector-Free Local Feature Matching with Transformers, Conference on Computer Vision and Pattern Recognition (CVPR), 2021, DOI: 10.1109/CVPR46437.2021.00881.
Requirements Specification for Visual Localization System of Unmanned Aircraft
Abstract: The article presents a specification of requirements for a visual localization system along with its architecture, highlighting the key aspects of its structure, components, and communication channels. Both general design assumptions and the technical requirements imposed on individual system elements are discussed. The paper also describes the quality criteria that each requirement must meet in order to provide value to the designer, project manager, or the team responsible for system design and implementation. The functionality of the system was verified under laboratory conditions through simulations and during real flight tests. The verification confirmed that the system meets the defined requirements. The achievement of TRL 6 was confirmed by the integration of all components into a prototype and its demonstration under real-world conditions, where the system fulfilled localization accuracy requirements (≤ 3 % AGL) and data generation frequency (10 Hz ±0.5 Hz). The presented technology is particularly useful in environments where GNSS signals are disrupted or unavailable, ensuring navigation reliability. The results represent a significant contribution to the development of visual navigation technology and can serve as a foundation for further research and implementation.
Absolwent Wydziału Mechatroniki i Lotnictwa Wojskowej Akademii Technicznej. W 2013 r. uzyskał stopień magistra inżyniera na kierunku mechatronika. Obecnie zatrudniony jako specjalista ds. badawczych w Dziale Teledetekcji, Centrum Technologii Lotniczych w Sieci Badawczej Łukasiewicz – Instytut Lotnictwa. Czynny pilot bezzałogowych statków powietrznych w zakresie VLOS oraz BVLOS. W latach 2018–2019 uczestniczył w projekcie integracji systemów UTM zarządzających ruchem BSP dla Federal Aviation Administration (FAA) w stanie Nevada. Główne zainteresowania obejmują zastosowanie technik przetwarzania obrazu w robotyce. W 2020 r. rozpoczął prace nad doktoratem wdrożeniowym na Wydziale Mechaniki Energetyki i Lotnictwa Politechniki Warszawskiej dotyczącym nawigacji wizyjnej dla BSP z wykorzystaniem technik uczenia maszynowego.
mgr inż. Sebastian Rutkowski sebastian.rutkowski@ilot.lukasiewicz.gov.pl ORCID: 0000-0003-4705-3153
Absolwent Wydziału Mechatroniki i Lotnictwa oraz Wydziału Elektroniki Wojskowej Akademii Technicznej. Od kilku lat zajmuje się inżynierią systemów, oprogramowania i jakością w odniesieniu do produktu i procesów rozwojowych. Ma wieloletnie doświadczenie w projektach międzynarodowych i krajowych z dziedziny obronności, lotnictwa i oprogramowania. Prowadzi badania w zakresie technik optymalizacji projektu technicznego i zwiększania świadomości podejmowania decyzji projektowych i związanych z zarządzaniem. Wnikliwie bada relację środowisko projektu – proces rozwojowy oraz wpływ planowania na rezultat projektu.
Efektywność identyfikacji towarów w magazynach stosujących technikę
RFID
Karol Siwiec, Michał Ćmil, Andrzej Paszkiewicz, Bartosz Pawłowicz, Łukasz Pachla
Politechnika Rzeszowska, Wydział Elektrotechniki i Informatyki, ul. Wincentego Pola 2, 35-959 Rzeszów
Streszczenie: Technika RFID odgrywa kluczową rolę w automatyzacji procesów logistycznych, umożliwiając szybką i bezdotykową identyfikację towarów w rozproszonych środowiskach magazynowych. W artykule przeanalizowano koncepcję badań nad efektywnością tej technologii, skupiając się na szybkości odczytu i sprawności samych czytników RFID w różnych warunkach operacyjnych. Największą uwagę zwrócono na wydajność systemów RFID zależną zarówno od konstrukcji urządzeń, jak i od czynników środowiskowych, takich jak wilgotność, zasłonięcie identyfikatorów oraz rozmieszczenie anten. Wstępne pomiary potwierdzają, że optymalne wdrożenie RFID może znacząco zwiększyć efektywność zarządzania zapasami, jednocześnie minimalizując błędy identyfikacji, co czyni tę technikę przyszłością logistyki i zarządzania magazynem.
Słowa kluczowe: RFID, inteligentny magazyn, efektywność identyfikacji, Przemysł 4.0, IoT
1. Wprowadzenie
Rozwój technologiczny ma coraz większy wpływ na wiele dziedzin życia, w tym na zarządzanie towarami w magazynach. Nowoczesne technologie, takie jak technika radiowej identyfikacji obiektów RFID (ang. Radio Frequency Identification), umożliwiają bezdotykową i zautomatyzowaną identyfikację towarów, która znacząco ułatwia pracę w dynamicznych środowiskach magazynowych oraz centrach logistycznych. RFID stosowane są obecnie w wielu branżach, m.in. w zarządzaniu magazynami, śledzeniu produktów w łańcuchu dostaw, kontroli dostępu, a nawet w systemach antykradzieżowych w sklepach. Innowacyjność RFID polega na możliwości jednoczesnego odczytu wielu identyfikatorów RFID bez potrzeby bezpośredniego skanowania widocznych kodów, co odróżnia ją od tradycyjnych kodów kreskowych, które wymagają wizualnego kontaktu skanera z kodem.
2. Zastosowania RFID w obszarze
inteligentnych magazynów
Połączenie techniki RFID z Internetem Rzeczy IoT (ang. Internet of Things) otwiera dodatkowe możliwości w monitorowaniu i zarządzaniu zasobami w czasie rzeczywistym. IoT
Autor korespondujący:
Karol Siwiec, k.siwiec@prz.edu.pl
Artykuł recenzowany nadesłany 18.11.2024 r., przyjęty do druku 09.04.2025 r.
odnosi się do sieci urządzeń, które komunikują się między sobą przez Internet, co umożliwia zdalne sterowanie i automatyzację procesów. Połączenie to stanowi fundament przyszłych inteligentnych środowisk magazynowych [1]. Wyniki najnowszych badań podkreślają rosnącą innowacyjność i wydajność czytników RFID, które przy odpowiedniej konfiguracji mogą znacznie poprawić procesy magazynowe i logistyczne. Technika radiowej identyfikacji obiektów, jako istotna część Przemysłu 4.0, jest często łączona z innymi technologiami takimi jak systemy wspomagania decyzji DSS (ang. Decision Support Systems) oraz autonomiczne roboty mobilne AMR (ang. Autonomous Mobile Robot) w nowoczesnych środowiskach magazynowych. Mimo że rozwiązanie to jest efektywne, wiąże się z koniecznością poniesienia znacznych kosztów, zarówno związanych z zakupem oraz implementacją, jak i utrzymaniem takiego systemu [2]. Koszty wdrożenia innowacyjnych rozwiązań w inteligentnych magazynach budzą znaczne obawy wśród przedsiębiorców i ekspertów branżowych. Według badań, blisko 80 % ankietowanych uważa, że są one szczególnie wysokie, co stanowi istotne wyzwanie dla mniejszych firm [3]. Nowoczesne środowiska magazynowe wymagają niezawodnych, zautomatyzowanych systemów zarządzania, takich jak systemy zarządzania magazynem WMS (ang. Warehouse Management System). Wsparcie systemów WMS technologią RFID umożliwia zwiększenie dokładności inwentaryzacji o blisko 30 % [4]. Włączenie do tego zestawu urządzeń IoT pozwala na dalszą automatyzację i cyfryzację procesów zarządzania magazynem. Przykładem jest implementacja takiej architektury w fabryce tekstylnej, gdzie efektywność zarządzania magazynem wzrosła o około 88 % [5].
Technika RFID odgrywa kluczową rolę na każdym etapie łańcucha dostaw, co potwierdzają badania przeprowadzone na procesie dostaw świeżych kasztanów z wykorzystaniem modelu VCOR (ang. Value-Chain Operation Reference). Po wprowadzeniu systemu RFID efektywność identyfikacji wynio-
sła 99,4 % dla opakowań oraz 98,7 % dla palet [7]. RFID jest również kluczowe w zarządzaniu łańcuchem dostaw SCM (ang. Supply Chain Management). Według prognoz i szacunków firmy Procter & Gamble implementacja RFID oraz elektronicznych kodów produktów EPC (ang. Electronic Product Code) przyniesie oszczędności na poziomie ponad miliarda dolarów [8].
Techniką tą zainteresowały się również niektóre jednostki militarne, rozważając jej wykorzystanie w obsłudze swoich magazynowych systemów logistycznych. W pracy [15] zaprezentowano zbiorcze podsumowanie kilkunastu badań dotyczących zastosowania RFID w zarządzaniu łańcuchem dostaw oraz jej wpływu na operacje magazynowe. Wszystkie analizowane aspekty, takie jak dostawa, wysyłka czy pakowanie, po wdrożeniu systemów RFID odnotowały wzrost wydajności w zakresie od 5 % do 26 %.
Przykładową implementacją RFID w inteligentnym środowisku magazynowym jest system RF-Detector zarządzający magazynem chemikaliów. Eksperymenty przeprowadzone w tym magazynie wykazały, że dzięki zastosowaniu RFID średnia dokładność detekcji poziomów zapasów wyniosła 93 %, co w porównaniu z tradycyjnymi magazynami jest dobrym wynikiem [11].
Efektywność systemów wykorzystujących RFID została sprawdzona w przemyśle motoryzacyjnym, gdzie dowiedziono, że technika ta umożliwia monitorowanie zapasów w czasie rzeczywistym oraz zapobiega błędom sekwencjonowania. Przekłada się to bezpośrednio na zmniejszenie kosztów operacyjnych i zwiększenie logistyki przychodzącej [12]. Rozbudowa takiego magazynu o system RTLS (ang. Real-Time Locating/ Location Systems) umożliwia dodatkowo śledzenie produktów z dokładnością do 50 cm, co wykazała implementacja systemu Sunstone-RTLS [13].
Technika radiowej identyfikacji obiektów jest systematycznie zestawiana z tradycyjnymi kodami kreskowymi. Przeprowadzone zostały badania, które wykazały, że średni czas skanowania produktów z wykorzystaniem RFID wyniósł niespełna 10 sekund w porównaniu z blisko 25 sekundami w przypadku skanowania tradycyjnych kodów kreskowych [14]. Oprócz poprawy wydajności wskazywane są również takie korzyści, jak zwiększenie bezpieczeństwa. W pracy [16] zaproponowano integrację urządzeń IoT z technologiami blockchain i RFID w ramach systemu WMS przeznaczonego do przechowywania dzieł sztuki i przedmiotów kolekcjonerskich. Dzięki temu każdy ruch towarów w magazynie lub poza nim jest automatycznie rejestrowany za pomocą skanowania RFID i zapisywany w celu dalszej analizy. Predykcja ilości zapasów w odniesieniu do zapotrzebowania stanowi kluczowy element zarządzania magazynem. Istnieje wiele analitycznych metod prognozowania popytu na produkty, takich jak metody jakościowe, algorytmy genetyczne czy metoda Boxa-Jenkinsa [17, 18]. Stosując RFID oraz IoT możliwe jest dokładne zbieranie aktualnych stanów magazynowych, co umożliwia prognozowanie popytu. Aby przeprowadzić różne scenariusze wspomagające przewidywanie popytu można zastosować model cyfrowego bliźniaka magazynu [6], który symuluje obiekt fizyczny lub proces w określonym czasie.
Reasumując, wykorzystanie techniki radiowej identyfikacji obiektów oraz IoT w środowisku magazynowym znacznie zwiększa efektywność operacyjną i zapewnia zrównoważone zarządzanie łańcuchem dostaw. Potwierdziły to symulacje przeprowadzone za pomocą Anylogic 7.0.2 Professional [9]. Użycie techniki RFID w magazynach oraz na pozostałych etapach łańcucha dostaw skraca czas cyklu produkcyjnego, co prowadzi do zwiększenia przepustowości linii produkcyjnej. Wpływa to pozytywnie na wydajność każdego środowiska magazynowego [10].
3. System RFID zaimplementowany w makietę inteligentnego magazynu
Podstawowy system identyfikacji bazujący na technice RFID składa się z dwóch podstawowych elementów: transpondera RFID (znanego również jako identyfikator) i czytnika. Transponder, czyli nośnik danych, zawiera mikroczip do przechowywania informacji oraz antenę do ich przesyłania. Z kolei czytnik RFID, będący najczęściej elementem aktywnym, wysyła falę elektromagnetyczną, która aktywuje znajdujący się w pobliżu identyfikator. Aktywowany transponder odpowiada, nadając sygnał radiowy z zapisanymi danymi, które są odbierane i interpretowane przez czytnik. Zasięg wymiany informacji między transponderem a czytnikiem zależy od stosowanej częstotliwości i może wynosić od kilku centymetrów do nawet kilkunastu metrów. Rysunek 1 przedstawia schemat ideowy działania systemu korzystającego z techniki RFID. Identyfikatory RFID występują w różnych formach: plastikowych kart, breloków, naklejek oraz w bardziej zaawansowanych wersjach tekstronicznych i drukowanych w technologii przyrostowej. Każdy identyfikator składa się z mikroczipa i anteny, które umożliwiają bezdotykową wymianę informacji z czytnikiem. Wyróżniamy trzy podstawowe rodzaje transponderów RFID:
− RO (ang. Read Only) – użytkownik może odczytać jedynie numer identyfikacyjny, przypisany do transpondera podczas produkcji, bez możliwości jego modyfikacji;
− RW (ang. Rewritable) – pozwalają na wielokrotny zapis i odczyt danych, co umożliwia elastyczne zarządzanie informacjami;
− WORM (ang. Write Once Read Many) – dane mogą być zapisane tylko raz, po czym można je odczytywać wielokrotnie.
System RFID zawiera również czytniki, które przeprowadzają wymianę danych z identyfikatorem RFID. Czytniki mogą mieć anteny wbudowane lub zewnętrzne, przy czym anteny zewnętrzne pozwalają na większą elastyczność montażu, co jest korzystne w dużych magazynach.
Wyróżnia się dwa rodzaje polaryzacji anten: kołową i liniową. Anteny o polaryzacji kołowej są bardziej uniwersalne, umożliwiają odczyt transponderów niezależnie od ich orientacji, jednak mają mniejszy zasięg niż anteny o polaryzacji liniowej, które wymagają precyzyjnej orientacji identyfikatorów. Dzięki wszechstronności, odporności na trudne warunki i możliwości implementacji na szeroką skalę, RFID znajduje zastosowanie nie tylko w logistyce, ale również w inteligentnych systemach zarządzania, systemach kontroli dostępu oraz wielu innych sektorach, gdzie automatyczna identyfikacja i śledzenie obiektów są kluczowe dla efektywności.
Sama budowa transpondera jest relatywnie prosta (rys. 2). Na jego budowę składają się trzy elementy.
Mikrokontroler, czyli układ scalony, który przechowuje unikalne informacje identyfikacyjne i dodatkowe dane o obiekcie. Może mieć pamięć od 64 bitów do 2 kilobajtów i odpowiada za odbieranie oraz przetwarzanie sygnałów od czytnika RFID. Antena odbiera i przesyła sygnały do czytnika. Jej kształt, wymiary i rodzaj zależą od zastosowania i częstotliwości działania. Anteny mogą mieć różne konstrukcje, np. dipolowe (dla częstotliwości HF) lub płytkowe (dla częstotliwości UHF).
Obudowa, na której zamontowane są chip i antena, jest wykonana z wytrzymałych materiałów, odpornych na czynniki środowiskowe, takie jak wilgoć, ciepło czy chemikalia. Często stosowana jest dodatkowa warstwa ochronna, np. z PVC, żywicy epoksydowej lub papieru samoprzylepnego, która zabezpiecza transponder RFID i umożliwia jego trwałe przymocowanie do obiektu.
Jak wspomniano, mikrokontroler ma wbudowaną pamięć, jednak struktura danych w pamięci zależy od typu zastosowanego chipu i systemu RFID (np. LF, HF, UHF). Pamięć identyfika-
Rys. 1. Schemat działania systemu RFID
Fig. 1. Schematic of the RFID system
tora RFID jest zwykle podzielona na banki pamięci lub segmenty, które służą do przechowywania różnych rodzajów danych. W tabeli 1. przedstawiono typową strukturę danych umiejscowionych w pamięci wbudowanej w mikrokontroler: Podczas tworzenia koncepcji makiety inteligentnego magazynu wyposażonego w technikę RFID celem identyfikacji obiektów w rozproszonych środowiskach magazynowych, jako jeden z aspektów wpływających na efektywność identyfikacji rozważono sposób implementacji identyfikatorów RFID. Na potrzeby wstępnych pomiarów przygotowano dwie wersje pojemników z transponderem RFID. Obydwie wersje zostały przedstawione na rys. 3, z zaznaczeniem miejsca przewidzianego na lokalizację identyfikatora.
W wersji A pojemnika miejsce przewidziane na transponder RFID znajduje się wewnątrz pojemnika. Oznacza to, że identyfikator musi być implementowany na etapie produkcji, co czyni tą wersję lepszym wyborem pod kątem bezpieczeństwa. W tej wersji usunięcie identyfikatora jest równoznaczne z koniecznością uszkodzenia produktu. Wersja B pojemnika ma miejsce na identyfikator przewidziane w minimalnym wgłębieniu na jednej ze ścian zewnętrznych pojemnika. Dzięki takiemu rozwiązaniu umieszczenie transpondera jest znacznie łatwiejsze w porównaniu z wersją A, jednak usunięcie takiego identyfikatora RFID jest również znacznie łatwiejsze. Obydwa pojemniki zostały zaprojektowane tak, aby transponder RFID znajdował się w identycznej odległości od zewnętrznego obrysu pojemnika, jedyną różnicą pomiędzy nimi jest umieszczenie w wersji A dodatkowej cienkiej ścianki z materiału PET-G zakrywającej transponder RFID. Przeprowadzone pomiary wykazały, że zastosowanie dodatkowej ścianki, przesłaniającej identyfikator nie wpływa na efektywność identyfikacji obiektów. Wdrażając systemy oparte na technice RFID, producenci i przedsiębiorcy muszą przestrzegać standardów i norm obowiązujących w danym regionie, co jest szczególnie istotne przy planowaniu globalnych wdrożeń. Na przykład w Stanach Zjednoczonych nadzoruje je Federalna Komisja Łączności FCC (ang. Federal Communications Commission), natomiast w Unii Europejskiej – Europejski Instytut Norm Telekomunikacyjnych ETSI (ang. European Telecommunications Standards Institute). Różnice między standardami w USA i Europie dotyczą głównie pasm częstotliwości RFID UHF: w Europie urządzenia działają w zakresie 865–868 MHz, natomiast w USA pracują w zakresie 902–928 MHz. Przestrzeganie wymagań tych norm jest kluczowe dla kompatybilności i prawidłowego funkcjonowania systemów RFID w różnych regionach. RFID jest jednym z podstawowych narzędzi nowoczesnej gospodarki informacyjnej, znajdującym szerokie zastosowanie w przemyśle, logistyce oraz życiu codziennym. Dzięki możliwości szybkiego i jednoczesnego odczytu wielu
Rys. 2. Budowa transpondera RFID
Fig. 2. RFID transponder design
Tabela 1. Struktura danych w pamięci identyfikatora RFID
Table 1. Data structure in the memory of the RFID tag
Bank pamięci Zakres Funkcja
Reserved Memory32–64 bityHasła zabezpieczające
EPC Memory96–496 bitówKod produktu
TID Memory96+ bitówIdentyfikator sprzętowy
User Memory (opcjonalna) do kilku kB Dodatkowe dane użytkownika
Rys. 3. Model pojemników na identyfikator RFID
Fig. 3. RFID tag box model
transponderów technologia ta rewolucjonizuje procesy identyfikacji i śledzenia obiektów, przyczyniając się do efektywnego zarządzania łańcuchem dostaw. W logistyce, transpondery RFID umieszczone na paletach i kontenerach usprawniają procesy logistyczne, nawet w trudnych warunkach atmosferycznych, a odpowiednie rozmieszczenie czytników i anten pozwala na automatyzację procesów inwentaryzacyjnych.
Technika RFID cieszy się coraz większym zainteresowaniem wśród dużych korporacji, które dostrzegają jej potencjał w automatyzacji i optymalizacji procesów przemysłowych. Firmy inwestują znaczne środki w badania nad RFID i wdrożenia testowe w swoich magazynach oraz fabrykach, aby lepiej zrozumieć i wykorzystać jej możliwości. RFID jest nieodzowną częścią czwartej rewolucji przemysłowej, znanej jako Przemysł 4.0, w szczególności w kontekście inteligentnych magazynów, gdzie integracja z Internetem Rzeczy (IoT) tworzy fundament dla przyszłych autonomicznych środowisk magazynowych. Połączenie RFID z systemami zarządzania magazynem (WMS) oraz
Karol Siwiec, Michał Ćmil, Andrzej Paszkiewicz, Bartosz Pawłowicz, Łukasz Pachla
technologiami, takimi jak autonomiczne roboty mobilne (AMR) czy systemy wspierające decyzje (DSS), znacząco poprawia wydajność operacyjną i pozwala na bieżące śledzenie zasobów. Pomimo wysokich kosztów początkowych związanych z implementacją technologii Przemysłu 4.0, RFID umożliwia efektywniejsze zarządzanie zapasami, co przekłada się na redukcję kosztów operacyjnych oraz poprawę dokładności inwentaryzacji nawet o 30 %. RFID, wspierając również model cyfrowego bliźniaka i zintegrowane systemy monitorowania, pozwala na optymalizację logistyki i prognozowanie popytu, co zwiększa elastyczność i niezawodność nowoczesnych magazynów oraz całych łańcuchów dostaw.
4. Odczytywanie identyfikatorów RFID
W makiecie służącej do pomiarów, mającej na celu odczyt identyfikatorów RFID, zastosowano liczne czytniki RFID PN532, które umieszczono na dwóch regałach. Użycie w makiecie całej macierzy czytników RFID ma na celu dokładne i bezbłędne identyfikowanie obiektów umieszczonych na półkach magazynowych. Ponadto przez wzgląd na bardzo dobrą znajomość lokalizacji każdego czytnika możliwe jest precyzyjne określenie lokalizacji danego produktu w rozproszonym środowisku magazynowym. Podczas odczytu operator uzyskuje nie tylko informację o odczytanym produkcie, ale dodatkowo numer ewidencyjny regału i czytnika, który wykrył dany identyfikator RFID. Na pierwszym regale moduły RFID zamontowano poziomo, bezpośrednio pod każdą półką regału. W celu zapewnienia jednakowych warunków w każdej części regału, do montażu czytników wykorzystano specjalnie zaprojektowane szuflady. Umożliwiają one stabilne przymocowanie czytnika, który następnie można wsunąć wraz z szufladą na właściwe miejsce. W drugiej wersji regału moduły PN532 zamontowano pionowo na tylnej ścianie. Podczas projektowania regału uwzględniono specjalne otwory montażowe, które pozwoliły na bezpośrednie przymocowanie czytników RFID do tylnej ściany. Wszystkie czytniki zaimplementowane w danym regale zostały podpięte to multipleksera I2C TCA9548A, który umożliwia obsługę do ośmiu podłączonych jednocześnie urządzeń.
Fragment modelu regału zaprezentowano na rysunku 4. Zaznaczono na nim dwa kluczowe elementy konstrukcyjne regału: główny stelaż z półkami i miejscem na szuflady oraz tylną ścianę, zaprojektowaną do pionowego montażu czytników RFID. Takie rozwiązanie umożliwia uniwersalne wykorzystanie modelu regału i umieszczenie na nim zarówno czytników montowanych horyzontalnie z wykorzystaniem specjalnych szuflad, jak i montaż czytników wertykalnie na tylnej ścianie.
Rys. 5. Algorytm konfiguracji środowiska magazynowego Fig. 5. Algorithm for configuring the storage environment
Implementacja algorytmu odczytywania identyfikatorów RFID do badań laboratoryjnych wymaga precyzyjnego zaplanowania środowiska testowego oraz odpowiedniego dostosowania sprzętu i oprogramowania, aby uzyskać dokładne i powtarzalne wyniki. Podczas wstępnych pomiarów użyto mikrokomputera Raspberry Pi jako jednostki operatorskiej oraz zestawu czytników RFID połączonych za pomocą multiplekserów, co umożliwia jednoczesną komunikację z wieloma czytnikami RFID. Na rysunku 5 przedstawiono sposób konfiguracji środowiska magazynowego składającego się z dowolnej liczby regałów. Aby poprawnie zainicjalizować proces odczytu danych z obiektów wyposażonych w transponder RFID na wszystkich dostępnych regałach, konieczne jest ponowne przeprowadzenie tego procesu po każdorazowej zmianie konfiguracji. Podczas konfiguracji operator wprowadza liczbę regałów w systemie, a następnie system podejmuje próbę nawiązania połączenia z każdym czytnikiem zainstalowanym na wskazanych regałach. W przypadku pomyślnego połączenia dany czytnik zostaje dodany do listy aktywnych urządzeń gotowych do pracy.
Algorytm odczytu działa w sposób ciągły, iterując przez wszystkie podłączone czytniki i rejestrując numery identyfikatorów w zasięgu każdego z nich. Na etapie konfiguracji algorytmu kluczowe było ustalenie parametrów związanych z odczytem i komunikacją, takich jak częstotliwość próbkowania i czas oczekiwania na odczyt. Zoptymalizowanie tych parametrów umożliwiło ograniczenie zakłóceń oraz maksymalne wykorzystanie zasięgu odczytu, co było istotne dla zapewnienia spójności wyników w warunkach laboratoryjnych. Opracowany algorytm komunikuje się z każdym czytnikiem w sposób sekwencyjny, na bieżąco rejestrując obecność identyfikatorów i zapisując ich numery seryjne do bazy danych, co pozwala na analizę zebranych danych w późniejszych etapach. Schemat działania algorytmu znajduje się na rys. 6. Laboratoryjna implementacja algorytmu odczytu RFID dostarczyła wstępnych wyników dotyczących wydajności systemu w różnych warunkach, uwzględniając odległość między identyfikatorem a czytnikiem, orientację identyfikatora oraz obecność ewentualnych przeszkód. Dzięki temu możliwe było uzyskanie charakterystyki działania RFID, co stanowi podstawę do optymalizacji tej technologii przed wdrożeniem w rzeczywistych środowiskach magazynowych.
Rys. 4. Model regału magazynowego
Fig. 4. Storage rack model
Karol Siwiec, Michał Ćmil, Andrzej Paszkiewicz, Bartosz Pawłowicz, Łukasz Pachla
Rezultatem wstępnych pomiarów było uzyskanie średniej efektywności identyfikacji na poziomie zbliżonym do 100 % pod warunkiem odpowiedniego umieszczania obiektów z transponderem RFID na regale. Wykres porównawczy dla tych pomiarów z uwzględnieniem dwóch wersji pojemników z identyfikatorem RFID został przedstawiony na rys. 7. Zaproponowana idea zastosowania macierzy czytników RFID rozmieszczonych na regale w ściśle określonym schemacie jest kluczowa do prawidłowego działania systemu identyfikacji. Znajomość precyzyjnego rozmieszczenia poszczególnych czytników oraz dostęp do informacji na temat transponderów wykrytych przez dany czytnik umożliwiają szybką lokalizację wykrytego towaru z zaimplementowanym identyfikatorem RFID w rozproszonym środowisku magazynowym. Do precyzyjnego zlokalizowania towarów wystarczy odczyt z trzech czytników, które podczas danego pomiaru jednocześnie wykryły ten sam transponder. Taka sytuacja umożliwia określenie z dużą dozą prawdopodobieństwa dokładnej półki regału, na której znajduje się poszukiwany produkt. Z pewnością towar ten znajduje się na półce, do której przymocowany jest czytnik RFID, który podczas tego pomiaru wykrył dany identyfikator. Znajomość
Rys. 6. Schemat algorytmu odczytującego transpondery RFID
Fig. 6. The algorithm used to read RFID transponders
Rys. 7. Wykres średniej efektywności identyfikacji
Fig. 7. Average identification efficiency chart
grupy czytników, które wykryły transponder RFID sama w sobie pozwala na przybliżone określenie lokalizacji tego produktu w magazynie, jednak brakuje w takim przypadku informacji na temat dokładnej półki, na której umieszczony jest poszukiwany produkt. W przypadku, gdy takowy system zaimplementowany jest w wielopoziomowych magazynach informacja ta jest niezwykle istotna, gdyż pozwala zawczasu przewidzieć jaki sprzęt jest niezbędny do przeniesienia danego towaru. W zależności od poziomu, na którym umieszczony jest poszukiwany produkt, w niektórych przypadkach, wystarczy sam operator bez specyficznego sprzętu.
Opracowany system charakteryzuje się dodatkowo łatwą skalowalnością, gdyż każdy regał podłączony do systemu jest osobnym bytem, który zarządza wszystkimi czytnikami na nim umieszczonymi. Z założenia systemu możliwe jest podłączenie do całości licznych regałów, co jest istotnym aspektem w przypadku systemów zarządzania nowoczesnymi oraz semi-autonomicznymi środowiskami magazynowymi.
5. Podsumowanie
Technika RFID ma ogromny potencjał rozwoju w najbliższej przyszłości, zwłaszcza w kontekście automatyzacji i digitalizacji procesów przemysłowych oraz logistycznych. W środowisku Przemysłu 4.0 technika RFID pełni kluczową rolę, umożliwiając tworzenie inteligentnych magazynów, gdzie towary są identyfikowane, śledzone i zarządzane w sposób autonomiczny. Technika RFID jest odpowiednim narzędziem do szybkiego i precyzyjnego gromadzenia danych lokalizacyjnych. Połączenie RFID z Internetem Rzeczy (IoT) oraz systemami sztucznej inteligencji pozwala na bieżącą analizę danych i podejmowanie decyzji operacyjnych w czasie rzeczywistym, co znacznie zwiększa efektywność zarządzania łańcuchem dostaw. Zgromadzone dane lokalizacyjne to doskonały zbiór informacji, które mogą zostać użyte do uczenia sieci neuronowych, aby z czasem wykorzystać pełen potencjał sztucznej inteligencji do szybkiego reagowania na błędy operacyjne [19]. Takie podejście będzie stopniowo zwiększało ogólną efektywność operacyjną w inteligentnych magazynach oraz zmniejszało częstotliwość występowania błędów operacyjnych. W przyszłości RFID może stać się fundamentem systemów zarządzania zapasami, eliminując ręczne procesy, minimalizując błędy i zwiększając przejrzystość na każdym etapie łańcucha dostaw. Technologia ta ma również potencjał do pełnej integracji z modelami cyfrowego bliźniaka, co umożliwi tworzenie wirtualnych kopii magazynów i przeprowadzanie symulacji procesów logistycznych, takich jak optymalizacja transportu i zarządzanie przestrzenią magazynową. Zasięg oraz skuteczność wymiany informacji z wykorzystaniem techniki RFID zależą od wielu czynników, takich jak rodzaj transpondera (pasywny lub aktywny), częstotliwość pracy systemu oraz konfiguracja anteny. Dzięki wszechstronności i możliwości dostosowania do różnych warunków RFID ma potencjał, aby stać się podstawową technologią identyfikacji i śledzenia obiektów w nowoczesnym przemyśle.
Bibliografia
1. van Geest M., Tekinerdogan B., Catal C., Smart Warehouses: Rationale, Challenges and Solution Directions, “Applied Sciences”, Vol. 12, No. 1, 2022, DOI: 10.3390/app12010219.
2. Tikwayo L.N., Mathaba T.N.D., Applications of Industry 4.0 Technologies in Warehouse Management: A Systematic Literature Review, “Logistics”, Vol. 7, No. 2, 2023, DOI: 10.3390/logistics7020024.
3. Jarašūnienė A., Čižiūnienė K., Čereška A., Research on Impact of IoT on Warehouse Management, “Sensors”, Vol. 23, No. 4, 2023, DOI: 10.3390/s23042213.
4. Mashayekhy Y., Babaei A., Yuan X.-M., Xue A., Impact of Internet of Things (IoT) on Inventory Management: A Literature Survey, “Logistics”, Vol. 6, No. 2, 2022, DOI: 10.3390/logistics6020033.
6. Tang Y.-M., Ho G.T.S., Lau Y.-Y., Tsui S.-Y., Integrated Smart Warehouse and Manufacturing Management with Demand Forecasting in Small-Scale Cyclical Industries, “Machines”, Vol. 10, No. 6, 2022, 472. DOI: 10.3390/machines10060472.
7. Menanno M., Savino M.M., Accorsi R., Digitalization of Fresh Chestnut Fruit Supply Chain through RFID: Evidence, Benefits and Managerial Implications, “Applied Sciences”, Vol. 13, No. 8, 2023, DOI: 10.3390/app13085086.
8. Sabbaghi A., Vaidyanathan G., Effectiveness and Efficiency of RFID technology in Supply Chain Management: Strategic values and Challenges, “Journal of Theoretical and Applied Electronic Commerce Research”, Vol. 3, No. 2, 2008, 71–81, DOI: 10.4067/S0718-18762008000100007.
9. Varriale V., Cammarano A., Michelino F., Caputo M., Sustainable Supply Chains with Blockchain, IoT and RFID: A Simulation on Order Management, “Sustainability”, Vol. 13, No. 11, 2021, DOI: 10.3390/su13116372.
10. Unhelkar B., Joshi S., Sharma M., Prakash S., Mani A.K., Prasad M., Enhancing supply chain performance using RFID technology and decision support systems in the industry 4.0 – A systematic literature review, “International Journal of Information Management Data Insights”, Vol. 2, No. 2, 2022, DOI: 10.1016/j.jjimei.2022.100084.
11. Zhao J., Xue F., Li D., Intelligent Management of Chemical Warehouses with RFID Systems, “Sensors”, Vol. 20, No. 1, 2020, DOI: 10.3390/s20010123.
12. Kang Y.-S., Kim H., Lee Y.-H., Implementation of an RFID-Based Sequencing-Error-Proofing System for Automotive Manufacturing Logistics, “Applied Sciences”, Vol. 8, No. 1, 2018, DOI: 10.3390/app8010109.
13. Rácz-Szab ó A., Ruppert T., Bántay L., Löcklin A., Jakab L., Abonyi J., Real-Time Locating System in Production Management, “Sensors”, Vol. 20, No. 23, 2020, DOI: 10.3390/s20236766.
14. Kubáňová J., Kubasáková I., Čulík K., Štítik L., Implementation of Barcode Technology to Logistics Processes of a Company, “Sustainability”, Vol. 14, No. 2, 2022, DOI: 10.3390/su14020790.
15. Osman M.K., Mohamad E., Husain R., Kamarudin N., Evaluating the Importance of Radio Frequency Identification (RFID) in Warehouse Operations for Army Supply Readiness, “International Journal of Academic Research in Business and Social Sciences”, Vol. 14, No. 10, 2024, 521–538, DOI: 10.6007/IJARBSS/v14-i10/23121.
16. Maleshkov V., Valchanov H., Aleksieva V., Blockchain-Based Model for Warehouse Management Systems for Artworks and Collectibles, “Engineering Proceedings”, Vol. 70, No. 1, 2024, DOI: 10.3390/engproc2024070039.
17. He Z., Jiang W., A new belief Markov chain model and its application in inventory prediction, “International Journal of Production Research”, Vol. 56, No. 8, 2017, 2800–2817, DOI: 10.1080/00207543.2017.1405166.
18. Talib F., Asjad M., Attri R., Siddiquee A.N., Khan Z.A., A road map for the implementation of integrated JIT-lean practices in Indian manufacturing industries using the bestworst method approach, “Journal of Industrial and Production Engineering”, Vol. 37, No. 6, 2020, 275–291, DOI: 10.1080/21681015.2020.1788656.
19. Peng C., Jiang H., Qu L., Deep convolutional neural network for passive RFID tag localization via joint RSSI and PDOA fingerprint features, “IEEE Access”, Vol. 9, 2021, 15441–15451, DOI: 10.1109/access.2021.3052567.
Efficiency of Goods Identification in Warehouses Using RFID Technology
Abstract: RFID technology has a crucial role to fulfill in the automation of logistics processes, providing fast and contactless identification of goods in distributed warehouse environments. The article examines the concept of research on the effectiveness of this technology, focusing on the reading speed and efficiency of RFID readers themselves under different operational conditions. Most attention was granted to the performance of RFID systems dependent on both device design and environmental factors such as humidity, tag obscuration and antenna placement. Preliminary measurements confirm that optimal RFID implementation can significantly increase the efficiency of inventory management and simultaneously minimize identification errors, making the technology indispensable in logistics and warehouse management.
Keywords: RFID, smart warehouse, identification efficiency, Industry 4.0, IoT
mgr inż. Karol Siwiec k.siwiec@prz.edu.pl
ORCID: 0009-0003-6654-5812
Asystent w Zakładzie Systemów Złożonych Politechniki Rzeszowskiej. Jego zainteresowania naukowe obejmują Internet Rzeczy oraz systemy identyfikacji bezstykowej RFID, a także ich praktyczne zastosowania w edukacji, przemyśle i koncepcji inteligentnych miast (smart city).
mgr inż. Michał Ćmil
m.cmil@prz.edu.pl
ORCID: 0000-0002-5941-4385
Asystent w Zakładzie Systemów Złożonych Politechniki Rzeszowskiej. Zajmuje się m.in. problematyką systemów złożonych oraz sieci i systemów komputerowych.
dr inż. Andrzej Paszkiewicz
andrzejp@prz.edu.pl
ORCID: 0000-0001-7573-3856
Adiunkt w Zakładzie Systemów Złożonych Politechniki Rzeszowskiej. Stopień doktora nauk technicznych w zakresie informatyki uzyskał w 2009 r. na Politechnice Łódzkiej. Autor około 100 publikacji w krajowych i międzynarodowych czasopismach naukowych i materiałach konferencyjnych. Organizował warsztaty i konferencje z zakresu sieci komputerowych, inżynierii oprogramowania oraz Przemysłu 4.0. Jego zainteresowania badawcze skupiają się na procesach zachodzących w strukturach sieciowych, VR/AR, a także na rozwoju technologii dla przemysłu.
dr inż. Bartosz Pawłowicz
barpaw@prz.edu.pl
ORCID: 0000-0001-9469-2754
Adiunkt w Katedrze Systemów Elektronicznych i Telekomunikacyjnych Wydziału Elektrotechniki i Informatyki Politechniki Rzeszowskiej. Doktorat w dyscyplinie telekomunikacja u zyskał na Wydziale Elektrotechniki, Automatyki, Informatyki i Elektroniki AGH w Krakowie w 2012 r. Jego główne badania dotyczą systemów identyfikacji bezstykowej RFID i ich zastosowań.
Łukasz Pachla
177135@stud.prz.edu.pl
ORCID: 0009-0001-1256-3041
Student kierunku informatyki na Politechnice Rzeszowskiej, w specjalności inżynierii systemów informatycznych. Jego zainteresowania koncentrują się na rozwoju silników graficznych, w szczególności Unreal Engine 5, oraz na zagadnieniach związanych ze sztuczną inteligencją i ich praktycznym zastosowaniu.
Loss-Resilient Thermal Image Fragmentation for LoRa Mesh IoT Networks
Krzysztof Sawicki, Tomasz Sosnowski, Mariusz Mścichowski Military University of Technology, Institute of Optoelectronics, gen. S. Kaliskiego 2, 00-908 Warsaw, Poland
Abstract: Environmental monitoring using thermal cameras faces significant challenges in remote areas lacking cellular or fixed telecommunication infrastructure. This paper presents a novel fragmentation algorithm for transmitting low-resolution thermal images (32 × 24 pixels) through LoRa mesh networks characterized by limited throughput and high packet loss rates. The proposed threetier fragmentation strategy divides thermograms into 16, 24, or 32 fragments with adaptive redundancy and loss compensation mechanisms. The algorithm implements pixel permutation to prevent clustered losses and hierarchical reconstruction using redundant information in the form of average values for different-sized regions. Simulation studies on 24 thermograms demonstrated gradual, linear quality degradation with increasing fragment losses. At near complete losses, the algorithm achieved RMSE temperature error of approximately 2.3 °C (2.5 % relative error), PSNR drop from 53 dB to 30 dB, and maintained SSIM value at 0.3. The critical DIST metric, determining positional error of thermogram center of gravity, increased only to 0.25 pixels (less than 1 % of image size). Real-world verification in Warsaw’s Meshtastic network with 200 devices confirmed practical utility. After transmitting 225 thermograms, receivers with 40 % fragment delivery still enabled reconstruction with average SSIM >0.6 and DIST error <0.1 pixels, demonstrating algorithm effectiveness for IoT monitoring applications.
Contemporary environmental, industrial, and security monitoring systems increasingly rely on temperature distribution analysis of observed scenes. Thermal cameras with 32 × 24 pixel resolution, such as the MLX90640 (Fig. 1), have wide applications. They enable forest fire detection [1, 2], power infrastructure condition monitoring [3], and intruder identification in perimeter protection systems [4].
These systems are often deployed in challenging, hard-to-reach locations that lack both telecommunications and power infrastructure, such as large outdoor events, temporary military installations, mobile convoy operations, field command centers, and remote border surveillance points. In such scenarios, monitoring systems must be designed as “disposable” or semi-permanent installations that can operate autonomously without regular maintenance access. This operational requirement drives
Autor korespondujący: Krzysztof Sawicki, krzysztof.sawicki@wat.edu.pl
Artykuł recenzowany nadesłany 11.06.2025 r., przyjęty do druku 09.09.2025 r.
the need for cost-effective, energy-efficient solutions that can function reliably in resource-constrained environments.
However, a key challenge remains the transmission of thermograms from these remote areas lacking access to cellular networks or fixed telecommunications infrastructure. The combination of limited power budgets, harsh environmental conditions, and the absence of traditional communication channels necessitates innovative approaches to thermal data transmission that can maintain operational effectiveness while minimizing system complexity and cost.
Typical communication protocols, such as Wi-Fi or Bluetooth, are characterized by limited range and high energy consumption, which prevents their application in extensive IoT networks. An alternative is provided by LPWAN (Low-Power Wide-Area
Fig. 1. The MLX90640 thermal camera Rys. 1. Kamera MLX90640
Network) technologies, particularly LoRaWAN and Meshtastic, which combine long range (up to 15 km in open terrain) with low energy consumption. Unfortunately, the maximum theoretical throughput of these networks is only 37.5 kb/s [22], and the duty cycle limitations (< 10 %) applicable in the 868 MHz band (in Europe) further reduce the available channel capacity [23].
The problem of limited offered throughput is particularly severe in the case of thermal camera data transmission. A single thermogram with 32 × 24 pixel resolution, encoded in 16-bit format, requires transmission of 1.5 kB of data. This exceeds both LoRa frame length limits (256 bytes) and practical mesh network capabilities under packet loss conditions reaching 30–50 %. The lack of corrective mechanisms leads to the loss of crucial information, such as heat source localization or temperature gradients essential in industrial applications.
The proposed solution utilizes a three-layer fragmentation algorithm adapted to LoRa network characteristics. Unlike classical data division methods, our approach considers:
Adaptive redundancy – dynamic adjustment of fragment count (16, 24, or 32) depending on estimated or measured message delivery success rate.
Information-rich area redundancy – multiple transmission of data from areas with large temperature gradients, crucial for anomaly detection, to increase probability of their successful delivery.
−Loss clustering avoidance – deliberate data mixing so that neighboring pixels are not transmitted in the same fragment.
Loss compensation mechanism – reconstruction of missing fragments through interpolation based on neighboring pixels.
The algorithm’s effectiveness was verified using four metrics: RMSE [5], PSNR, SSIM [6, 7], and the distance between thermogram centroids. The developed technology opens new possibilities in remote industrial monitoring, such as detecting overheating wind turbine components.
2. Problem analysis
Remote thermal monitoring does not pose a problem for modern telecommunications networks such as wired Gigabit Ethernet networks or wireless Wi-Fi or 5G networks. However, for such monitoring to be possible, extensive and expensive infrastructure is necessary. Thermal monitoring of areas where appropriate infrastructure is not available, for example monitoring of areas of military operations, poses a technological challenge. One of the solutions that comes to the rescue is LoRa technology [8].
2.1. LoRa technology
LoRa is a radio data transmission technology for long distances with low energy requirements. This also results in low throughput, which is why it is classified in the Low Power Wide Area Network (LPWAN) category. LoRa technology uses Chirp Spread Spectrum (CSS) modulation technique, which encodes information in the form of a signal with linearly increasing (or decreasing) frequency [9]. One symbol in CSS carries 5–13 bits of information and can last, depending on the parameters used, from several tens microseconds to several tens milliseconds. For this reason, LoRa offers low throughput from hundreds of bits per second to several tens kilobits per second.
A limitation of LoRa technology is also the maximum size of data that can be transmitted in one frame. It has been set at 256 bytes, which must also include application layer protocol headers. However, it should be remembered that frames
containing such large amounts of data are transmitted for a long time. Long transmission time means higher energy consumption by the device and increases the probability of radio collisions with transmission from another device. In practice, smaller data fragments are sent in one frame. Moreover, long frames are exposed to greater collision risk [10, 24].
LoRa operates in ISM bands. In Europe, these are the 433 MHz, 868 MHz, and 2.4 GHz bands [25]. The most popular of these bands, in the context of LoRa networks, is the 868 MHz band, in which, however, transmission time limitations apply. For the 869.40–869.65 MHz sub-band, transmission time is limited to 10 %, and the maximum transmitter power is limited to 500 mW (27 dBm) ERP (Effective Radiated Power). In the remaining sub-bands of the 868 MHz range, time and power limitations are much more restrictive [26]. Regulatory transmission time limitations reduce the actual channel capacity available to a single device. This means that devices using this band can transmit less data.
Radio networks with non-deterministic medium access encounter fundamental problems. This particularly applies to LoRa networks using CSMA/CA protocols. These problems significantly affect performance and reliability. The main problem is the inability to simultaneously transmit and receive on the same channel by a transmitter. Even if this were technically possible through additional equipment, the strength of the own transmission signal would be too great to detect a collision. Moreover, wireless channel conditions differ at the transmitter and receiver locations, which means that a collision detected by the transmitter may not indicate an actual collision at the receiver location [11].
Another important issue is the hidden terminal problem. It occurs when two stations located beyond the range of mutual detection attempt to simultaneously transmit data to a third station that is within range of both transmitters. Since neither of the two stations can detect the other’s transmission, a collision occurs at the receiver location, leading to packet loss and reduced network performance [11, 12].
A problem of opposite nature to the hidden terminal is the exposed terminal problem, which occurs when a device refrains from transmitting data even though it could do so without interfering with another transmission. This situation occurs when a device receives a signal from a distant transmitter and incorrectly assumes it is too close to the target device to be able to transmit data. This problem leads to inefficient utilization of available communication channel bandwidth [13].
2.2. LoRa-based mesh networks
LoRa technology, particularly due to its low energy requirements and achieved ranges, has become a popular foundation for mesh networks. Currently, two competing LoRa-based mesh network solutions operate in Europe:
Meshtastic — an open source project enabling the creation of decentralized mesh networks using the LoRa protocol, operating without the need for telecommunications infrastructure. The system uses a managed flood routing frame forwarding algorithm. Meshtastic supports encrypted communication and can accommodate hundreds of devices within a single network [27].
MeshCore — a project competing with Meshtastic for decentralized networks, focusing on efficient multi-hop routing. MeshCore uses persistent routing paths that remain active until network topology changes, which significantly increases message delivery reliability. Mesh-Core is a much younger project than Meshtastic, poorly documented and with much lower popularity [28].
Mesh networks can compensate for some imperfections of LoRa technology:
In the case of a well-chosen routing protocol and appropriately dense network, potential frame collisions are compensated by frame repetition through other network nodes. The allowable maximum transmit power of devices limits the ranges of possible transmissions, especially in terrain with obstacles (e.g., forest or buildings). The mesh network feature of forwarding received frames further allows increasing the effective range of transmitted data.
2.3. Analysis of thermograms as data intended for transmission
Thermograms constitute a specific type of image data that is characterized by unique structure and properties resulting from their nature. A thermogram is an image in which each point (pixel) is assigned a value representing temperature. Temperature values are often stored as 16- or 32-bit numbers.
The size of thermograms constitutes a key challenge for transmission systems with limited bandwidth. A thermogram with 32 × 24 px resolution, in which values are stored in 16 bits, represents 1536 bytes of data. Transmission of only one thermogram of this size per second requires network throughput of 12.3 kb/s. This is more than the throughput values offered by most of the LPWAN networks. Specific properties of thermograms affect their compression possibilities. Thermal imaging data is characterized by high spatial correlation – neighboring pixels often have similar temperature values, which theoretically favors compression [14, 15]. However, requirements for maintaining measurement accuracy limit the application of aggressive lossy compression methods.
3. Method for low-resolution thermal image transmission
Transmission of thermograms in low-throughput LPWAN networks requires proper data preparation to minimize the negative impact of network imperfections:
1) The size of a single thermogram is to o large to be transmitted in one LoRa frame. A 32 × 24 px thermogram with 16 bits per pixel exceeds six LoRa frames at the maximum allowed size (256 bytes). To solve this problem, two actions must be taken: data fragmentation and compression.
2) During transmission in LPWAN networks, data loss may occur. Transmitted information should include redundant datasets enabling thermogram reconstruction even if partial data is lost.
3.1. Assumptions for the method
To develop the method for low-resolution thermal image transmission, the following assumptions must be adopted:
1) The thermal camera used is MLX90640. Recorded thermograms have 32 × 24 px resolution [29].
2) The camera’s NETD (Noise Equivalent Temperature Difference) is 0.1 K [29].
3) Transmission via LoRa in a Meshtastic mesh network.
4) The network does not guarantee message delivery reliability, and packet loss may exceed 50 %.
5) The network does not guarantee connection symmetry, and a return channel (from receiver to transmitter/camera) is unavailable.
6) Previously transmitted frames are not retransmitted.
7) Transmission is limited to 10 % duty cycle.
8) Thermograms represent scenes with temperature ranges from –20 °C to +70 °C.
The assumption of compatibility with Meshtastic network was driven by the presence of an established mesh network infrastructure in the local area, enabling practical validation of the proposed method.
The thermogram fragment preparation process, designed to optimize data for transmission over the mesh network, is shown in Fig. 2.
3.2. Thermogram fragmentation algorithm
In the proposed algorithm, the thermogram can be divided into NP = 16, 24, or 32 fragments. This selection is a deliberate engineering choice driven by the properties of the thermal sensor and the constraints of the LoRa mesh network. The sensor produces a 32 × 24 thermogram, resulting in a total of 768 pixels. The chosen values for NP are integer divisors of 768, which is a prerequisite for fulfilling a key design principle: ensuring that each fragment contains an identical number of pixels (48, 32, or 24 pixels, respectively).
This choice represents a critical trade-off between packet size and protocol overhead. On one hand, using a smaller number of fragments (e.g., 8) would create larger data packets (96 pix each). Such large packets would have a higher probability of corruption or loss during transmission over a lossy channel and could approach the maximum payload size of a single LoRa frame. On the other hand, a significantly larger number of fragment (e.g., 48) would result in very small payloads (16 pix each). This approach would be inefficient, as the protocol overhead (headers, routing information, checksums) for each packet would become disproportionately large compared to the actual thermal data, wasting valuable bandwidth. Therefore, the values of 16, 24, and 32 are selected as a balanced compromise, optimizing for packet resilience without incurring excessive overhead.
Since these fragments need to be transmitted independently through the radio network with high packet loss, the fragmentation strategy also adheres to the following principles: Each fragment must contain the same number of pixels to ensure no fragment carries disproportionately more informational content.
Fragments should avoid containing neighboring pixels from the original thermogram to prevent the formation of large, contiguous missing areas (loss clustering) when some fragments go undelivered.
Fig. 2. Thermal image fragmentation and compression pipeline for mesh networks
Rys. 2. Proces fragmentacji i kompresji termogramów dla sieci mesh
The process of permuting the original thermogram T o relies on a pre-established, static 768-element permutation array, denoted as P. Crucially, this array is not generated dynamically; it is determined a priori and must be identical for both the transmitting and receiving nodes to enable correct reconstruction. The array maps each original pixel position i from T o to a new position in the permuted thermogram T perm, such that T perm[P[i]] = T o[i] for i ∈ 0, ..., 767.
The construction of the static permutation array P is performed using a structured sampling algorithm designed to distribute spatially adjacent pixels across the data stream. First, the 32 × 24 thermogram space is conceptually partitioned into 16 non-overlapping rectangular regions, each measuring 8 × 6 pixels. The algorithm then populates the array P iteratively through a series of cycles.
neighbouring pixels can’t be selected in the same cycle
3.3. Thermogram compression
The thermal camera based on the MLX90640 module is supported by a library provided by the manufacturer [30]. This library returns an array of 768 values of type float32 representing temperature given in °C. Analysis of the returned values indicates that the temperature resolution of the received thermograms is 0.1 °C, which is related to the camera’s NETD parameter. Considering the assumption (section 3.1) of a limited temperature range, we obtain only 900 different values that pixels can take. Such a range of values can be stored using 16-bit numbers. In practice, however, the maximum dynamic range in the thermogram should not be expected. Observed scenes have a much smaller dynamic range, often not exceeding more than 25 °C. Assuming that we record temperature with an resolution of 0.1 °C, we have only 250 possible temperature values. These values can be stored using 8-bit numbers. The compression algorithm works as follows:
1) Input data prepro cessing – Arrays of temperature values [TP0, ...,TPNp 1] expressed as single-precision floats are scaled by a factor of ten and converted to 16-bit integer arrays [Tscaled 0, ...,Tscaled Np 1]. This approach preserves temperature precision at 0.1 °C while maintaining computational efficiency for integer operations.
2) Arithmetic mean calculation – Compute the average value (Tavg) of all samples in the original thermogram, serving as the reference value for differential representation. The calculated mean is also multiplied by 10 and quantized to a 16-bit integer format.
3) Differential transformation — Subtract the average value from each sample in the [Tscaled 0, ., Tscaled Np 1] arrays. The resulting arrays [Tdiff16 0, ., Tdiff16 Np 1] contain differences relative to the mean which enables subsequent compression stages.
pixels for 1st cycle pixels for 2nd cycle
3. Example of selecting pixels in cycles
In each cycle, the algorithm samples one pixel position from each of the 16 regions in a sequential manner. While the selection of a pixel position from within its designated region is random, the process is governed by a critical constraint: no two consecutive entries in the permutation array P can correspond to pixels that are spatially adjacent in the original thermogram. This non-adjacency principle is illustrated in Fig. 3. The cyclic sampling continues until all 768 pixel positions have been exhausted and assigned a place in the array, thereby finalizing the deterministic permutation map P
This cyclic sampling continues until all pixel positions from every region have been included in the permutation array. The construction method ensures a fundamental property of the algorithm: regardless of the fragmentation strategy employed (16, 24, or 32 fragments), no individual fragment will contain spatially neighboring pixels that originate from the same rectangular region. This spatial distribution maximizes the reconstruction quality when fragments are lost during transmission.
This property is fundamental to the algorithm’s resilience to fragment loss. Since a fragment does not contain adjacent pixels, its loss results in scattered, individual missing pixels rather than a contiguous block of missing data. This spatial distribution of lost data is crucial, as it allows for the effective reconstruction of each missing pixel’s value through interpolation from its immediately surrounding, known neighbors.
Next, the array T perm is divided into NP equal parts: [,,].
4) Adaptive bit-width encoding – For each differential value in Tdiff16, check if it fits within an 8-bit format. Values in the [–128, 127] range are directly copied to output arrays [Tdiff8 0, ..., Tdiff8 Np 1]. Values exceeding this range are encoded as three-byte sequences: a zero-byte overflow indicator followed by the high and low bytes of the original 16-bit value. A special case is zero-value encoding, which requires a three-byte representation (0, 0, 0). While seemingly inefficient, this ensures decoding uniqueness while maintaining implementation simplicity.
5) Optimal representation selection – Compare sizes of Tdiff8 and Tdiff16 arrays. The algorithm selects the representation with smaller byte size, guaranteeing that compression never increases data size beyond the uncompressed differential representation.
3.4. Redundant information
The loss of any fragment during transmission prevents flawless thermogram reconstruction. However, adding a small amount of redundant data to each packet can compensate for potential losses. The redundant information includes:
1) The global average value of the entire thermogram.
2) Average values of the Tscaled thermogram computed over 12 rectangular 8 × 8 px regions – AVG64 = [AVG640, ..., AVG6411].
3) Average values of the Tscaled thermogram computed over 48 square 4 × 4 px regions – AVG16 = [AVG160, ..., AVG1647]. Only NI most significant values (e.g., 4) are selected from this array. Standard deviation values are calculated for the same squares, and averages from regions with the highest standard deviations are prioritized.
3.5. Data packetization
For data transmission, packets must be prepared in accordance with the LoRa protocol (maximum message size) and the selec-
Fig.
Rys. 3. Przykład wyboru pikseli w cyklach
ted Meshtastic network. The Meshtastic network requires the addition of an extra frame header, which contains the following information:
1) a 32-bit transmitter (source) station identifier, 2) a 32-bit receiver (destination) station identifier,
3) a 32-bit unique message identifier,
4) an o ctet containing information about the initial retransmission limit in the network (HopStart) and the current retransmission limit (HopLimit), 5) two additional octets reserved by the protocol.
To enable thermogram reconstruction, it has been established that each frame must contain not only the thermogram fragment data from the Tdiff8n array but also the following metadata:
1) An 8-bit thermogram number enabling proper reassembly of received fragments.
2) An 8-bit fragment number Nf of the transmitted thermogram.
3) A 16-bit average value of the entire thermogram.
4) A 16-bit average value AVG64 n where n = (Nf + 8) mod NP
5) Two successive 16-bit average values from the NI most significant AVG16 entries.
Each frame must therefore contain 11 bytes of the Meshtastic network header, 8 bytes required for thermogram reconstruction, and the fragment data itself. The possible frame sizes are as follows:
1) when NP = 16: from 67 to 115 bytes,
2) when NP = 24: from 51 to 83 bytes,
3) when NP = 32: from 43 to 67 bytes.
Frames prepared in this manner are transmitted to the Meshtastic network. Each frame is transmitted only once. The transmitter has no way of determining whether the frame has been received by any receiver.
The transmission time of a frame in a LoRa system is directly related to the data length and modulation parameters. The primary parameter affecting transmission time is the Spreading Factor (SF), which determines the number of bits transmitted in a single symbol [22, 8, 9]. The duration of a single symbol is given by the equation:
By adhering to the 10 % transmission time limitation (duty cycle), we can calculate the maximum theoretical number of thermograms transmittable per hour:
where BW is the chirp signal bandwidth.
Data transmitted in LoRa is also subject to forward error correction (FEC) coding in 4/5, 4/6, 4/7, or 4/8 modes [16]. Additionally, a LoRa frame is preceded by an appropriate preamble and includes a LoRa header. To calculate the frame transmission time, it is necessary to determine the modulation parameters (SF, BW), coding rate, required preamble length Preamblelen, and the size of the data to be transmitted.
In the Meshtastic network, three sets of settings are most commonly used:
1) the default LongFast: SF = 11, BW = 250 kHz, CR = 4/5, Preamblelen = 16,
2) MediumFast , used in large networks: SF = 9, BW = 250 kHz, CR = 4/5, Preamblelen = 16,
3) ShortFast, which is used in very dense mesh networks (e.g. in Upper Silesia Region, Southern Poland): SF = 7, BW = 250 kHz, CR = 4/5, Preamblelen = 16.
Based on the data, the time required to transmit frames containing thermogram fragments can be determined, as described in [22]. The results are presented in Table 1.
where ttxmin is the transmission time of the shortest possible data frame for a given fragment count NP. The results are summarized in Table 2.
Tab. 1. Transmission time ranges (minimum–maximum) for frames in various LoRa modem operating modes [ms]
Tab. 1. Czasy transmisji (min–max) ramek w rożnych trybach pracy modemu LoRa [ms]
16624.640–985.088184.832–291.32856.960–92.288
Tab. 2. Maximum theoretical hourly thermogram transmission capacity
Tab. 2. Maksymalna teoretyczna liczba termogramów możliwa do przesłania w godzinę
These values would represent network saturation. In networks with traffic from other stations, the thermogram transmission frequency must be reduced to avoid channel monopolization.
3.6. Data reconstruction
Data received by the receiver are usually incomplete. To reconstruct the thermogram, the following procedure is performed:
1) Decompression of data in packets – values stored as 8-bit are restored to 16-bit form. The average value of the original thermogram T o is added to the obtained values. This is the inverse process of that described in section 3.3.
2) Generating the reconstructed thermogram matrix Tr, in which each pixel receives a value equal to the average of the original thermogram To. Since the average value is transmitted in each fragment, one received fragment is sufficient to initialize T r
3) Creating the status matrix C r with dimensions identical to Tr, initially filled with zeros. The matrix stores information about the reconstruction method of each pixel: 1 – from a received fragment, 0 – requires interpolation.
4) Writing pixel values from received fragments to the appropriate positions in T r based on the fragment number and permutation array. Positions filled from fragments are marked in C r with the value 1.
5) Replacing missing pixels (marked as 0 in Cr) with average values AVG64 from corresponding 8 × 8 px areas, if these values have been received.
6) Replacing remaining missing pixels with AVG16 values from 4 × 4 px areas, if available.
7) Interpolating missing pixels as a weighted average of available neighboring pixels in a 3 × 3 neighborhood.
8) Correcting systematic errors by equalizing averages: calculating differences between AVG64rec, AVG16 rec and their corresponding original values, then correcting interpolated pixels by these differences.
The described reconstruction algorithm ensures hierarchical thermogram reconstruction, utilizing available information in order from least to most precise (Fig. 4). This multi-level approach — ranging from regional average values, through local interpolation, to local error correction—enables satisfactory reconstruction quality even with significant fragment loss. An example visualization of thermograms reconstructed from 1, 4, 8, 12, and 16 (out of 16) fragments is presented in Fig. 5.
LoRa Frames Reception (Partial fragments with losses)
Fragment Decompression (8→16 bit, add average)
Matrix Initialization (Trec, Crec with averages)
Fragment Data Insertion (Reverse permutation mapping)
Reconstructed Thermal Image (32×24 px with graceful degradation)
4. Modeling algorithm operation
To evaluate the effectiveness of the algorithm, comprehensive experimental studies were conducted. A set of 24 different thermograms with a resolution of 32 × 24 px recorded by the MLX90640 camera was used. The thermograms are shown in Fig. 6, and their parameters in Fig. 7. Each thermogram was subjected to the fragmentation process according to three variants of the algorithm (16, 24, and 32 fragments), followed by simulation of random fragment losses in radio transmission characteristic of LoRa mesh networks.
Fig. 4. The defragmentation and reconstruction process at the receiver side
Rys. 4. Proces defragmentacji i rekonstrukcji termogramu po stronie odbiornika w sieci mesh
Fig. 5. A visualization of the proposed algorithm’s. The quality of the reconstructed image improves as more fragments are received
Rys. 5. Wizualizacja działania algorytmu rekonstrukcji. Jakość obrazu rośnie wraz z liczbą pomyślnie odebranych fragmentów
Fig. 6. A set of thermograms used in the experiment Rys. 6. Termogramy użyte w eksperymencie
Fig. 7. Statistics of the thermogram’s set Rys. 7. Statystyki użytych termogramów
The experiment involved systematic testing of various transmission loss levels, ranging from zero to the maximum values at which thermogram reconstruction remains possible. For each loss level, one thousand iterations of the experiment were performed to ensure the statistical reliability of the results. The random nature of fragment losses simulated actual radio propagation conditions in a mesh environment, where packet loss can arise from interference, signal attenuation, or collisions in the transmission medium.
The reconstruction quality was assessed using four key metrics: RMSE, PSNR, SSIM, and DIST. The Root Mean Square Error (RMSE) quantifies the average pixel-wise error between the original and reconstructed images [6, 7]:
This metric is particularly relevant for thermal imaging applications where the center of mass often corresponds to the primary heat source or thermal anomaly of interest, making its preservation crucial for maintaining the semantic meaning of the thermal data. The displacement of the thermal centroid can significantly impact subsequent analysis tasks such as object detection, tracking, or temperature monitoring, especially in IoT scenarios where computational resources for complex post-processing are limited.
The results for all metrics are presented as a function of the transmission loss percentage, where each point on the plots represents the value averaged over multiple experimental repetitions for a given loss level (Figs. 8–11). This approach allows for an objective assessment of the algorithm’s resilience to loss and the identification of the optimal fragmentation strategy depending on the transmission conditions.
where: M and N — dimensions of the thermogram in pixels, T o — original thermogram, T r — reconstructed thermogram.
The Peak Signal-to-Noise Ratio (PSNR) measures the ratio of maximum signal power to reconstruction error, expressed in decibels [7, 17]:
The increase in temperature error to approximately 2.3 °C (Fig. 8), even under near-total loss conditions (reconstruction from 1 of 32 fragments), is relatively small. Considering the assumed temperature range of –20 °C to +70 °C, this represents a relative error of approximately 2.5 %.
The PSNR metric (Fig. 9) decreases from approx. 53 dB to approx. 30 dB at nearly 100 % fragment loss. This indicates acceptable reconstruction quality. PSNR values greater than
where MAX is the maximum value a pixel can take in the thermogram. In the analyzed case, MAX = 70, which results from the maximum value of the assumed temperature range.
The Structural Similarity Index Measure (SSIM) evaluates perceptual similarity by comparing local patterns of pixel intensities [7, 17]:
where: o , Tµ r Tµ are the mean values of the thermograms, o 2 , Tσ r 2 Tσ are the variances of the thermograms, or TTσ is the covariance between the thermograms, c1 = (k1L)2, c2 = (k2L)2 are stabilizing constants, L is the dynamic range of the pixels, k1 = 0 01, k2 = 0 03 [31].
The centroid distance (DIST) is the Euclidean distance between the centroids of the original (Co) and reconstructed (Cr) thermograms:
where C(To)x and C(To)y are the respective x and y coordinates of the original thermogram’s centroid (C(To)), and C(Tr)x and C(Tr)y are the coordinates for the reconstructed thermogram’s centroid (C(Tr)). A centroid coordinate is calculated as:
Fig. 8. RMSE value as a function of fragment loss
Rys. 8. Wartość RMSE w funkcji strat fragmentów
Fig. 9. PSNR value as a function of fragment loss
Rys. 9. Wartość PSNR w funkcji strat fragmentów
30 dB are considered satisfactory in thermal imaging applications, which means the algorithm is useful even at 80–90 % loss [18].
The decrease in SSIM value (Fig. 10) from 1.0 to approx. 0.3 shows that the algorithm retains a significant portion of structural information, even at high loss rates. An SSIM value greater than 0.8 at 50 % loss suggests that key thermogram patterns are preserved [19].
The key metric is DIST (Fig. 11). It increases to a value of approx. 0.25 px at near-total fragment loss. This measure is particularly important for object detection and their position within the thermogram. For a 32 × 24 px thermogram, this represents a positional error of less than 1 % of the image size, which is a good result for localizing heat sources.
The metrics exhibit distinct degradation patterns as fragment loss increases. RMSE and PSNR demonstrate sharp degradation at very low loss rates followed by linear degradation, while SSIM and DIST maintain stable performance across low to moderate loss rates before experiencing accelerated deterioration only at high loss rates. This differential behavior is advantageous for the algorithm, as it ensures predictable performance across the operational range without sudden quality collapses under variable network conditions.
The algorithm’s weakness only becomes apparent at loss rates exceeding 80 %, which in most network scenarios would signify a complete loss of connectivity.
5. Experiment using a real network
10. SSIM value as a function of fragment loss
Rys. 10. Wartość SSIM w funkcji strat fragmentów
11. DIST value as a function of fragment loss
Rys. 11. Wartość DIST w funkcji strat fragmentów
Fig. 12. Histogram of fragment sizes for N P = 16
Rys. 12. Histogram rozmiarów fragmentów dla NP = 16
The thermogram fragmentation algorithm presented in the previous chapters was verified under real Meshtastic network conditions in an urban environment. The field experiment conducted in Warsaw had two objectives. The first was to investigate the practical effectiveness of the algorithm in real radio propagation conditions. The second was to assess the impact of fragmentation on the quality of thermogram reconstruction under packet loss. The Meshtastic network in Warsaw represents one of the larger urban networks in Europe. During the experiment, the network consisted of approximately 200 devices.
In the experiment, test thermograms were transmitted with division variants of NP = 16, 24, and 32 fragments. Since the transmission was carried out using a live, community-driven Meshtastic network, the following operational assumptions were adopted to ensure minimal interference with its regular users:
1) adapting the LoRa mo dem operating mode to the parameters used in the network: SF = 9, BW = 250 kHz, CR = 4/5 (MediumFast mode),
2) scheduling transmissions exclusively during nighttime hours, from 21:00 to 6:00 local time,
3) setting long intervals between transmissions: 20 s between consecutive fragments and 240 s between consecutive thermograms,
4) configuring the maximum hop count for a transmitted frame to 7 (HopCount = 7).
The decision to limit transmissions to nighttime hours was a critical consideration. The network is a non-commercial project, built and maintained by volunteers in their personal time
Fig. 13. Histogram of fragment sizes for N P = 24
Rys. 13. Histogram rozmiarów fragmentów dla NP = 24
Fig. 14. Histogram of fragment sizes for N P = 32
Rys. 14. Histogram rozmiarów fragmentów dla NP = 32
Fig.
Fig.
and with their own financial resources. Its primary purpose is to serve the community’s needs, which are concentrated during the daytime. By conducting the experiment during off-peak hours, we ensured that the additional load generated by our research would not disrupt regular network activity. The community was informed about the experiment beforehand, and not only were no objections raised, but several members also engaged actively in the process, underscoring the collaborative spirit of the project.
A total number of 225 thermograms were transmitted over five sessions (five nights). The set of transmitted thermograms was based on the 24 thermograms used in paragraph 4. The thermograms were sent sequentially, fragmented in three different ways. Seventy-five thermograms were sent fragmented into 16, 24, and 32 fragments, respectively. Each thermogram from the test group of 24 thermograms was sent at least 9 times.
A set of eight receiving stations was strategically positioned across the urban area to capture and log transmitted thermogram fragments.
The transmitted thermograms compressed well, and the fragment size was, in most cases, the smallest possible. Histograms of final fragment sizes in bytes (after fragmentation into N p parts, compression and redundancy addition) are presented in Figs. 12, 13, and 14.
5.1. Hardware and software implementation
The transmitting device was an ESP32-S3 microcontroller with a Semtech SX1262 LoRa radio module. The MLX90640 camera was connected to the microcontroller. The device was powered by a single 1500 mAh Li-Ion battery. It was programmed in MicroPython as an autonomous unit. Transmission was carried
Fig. 15. Equipment used for the experiment: Heltec Wireless Stick Lite development board with ESP32-S3 and SX1262, and MLX90640 Rys. 15. Sprzęt użyty do eksperymentu: płytka deweloperska Heltec Wireless Stick Lite z ESP32-S3 oraz SX1262 oraz kamera MLX90640
Sawicki, Tomasz Sosnowski, Mariusz Mścichowski
out during nighttime hours; at other times, the device was in deep sleep mode. The energy efficiency of the ESP32-S3 and SX1262 modules, combined with the deep sleep mode, allowed the entire experiment to be conducted without recharging the battery during its course. The completed device is shown in Figs. 15 and 16.
5.2. Results
Data receivers were labelled with letters A-H. In the charts, they are sorted according to their distance from the transmitting device, measured by the average number of hops that frames travel to reach the destination. Two receivers (A and B) received data directly from the transmitting device (Fig. 17).
A characteristic of the used network is the lack of message delivery guarantee. This is noticeable in the chart of undelivered thermograms (Fig. 18). Receiver C, despite its relative proximity to the transmitter, did not receive 96 out of 225 thermograms. Meanwhile, the most distant receiver H did not receive 137 of them. The criterion for receiving a thermogram was the reception of at least one of its fragments. The lack of reception of entire thermograms could have resulted from variable network conditions – Meshtastic network nodes are operated by independent individuals and can be turned on and off at any unpredictable moments.
Thermograms were divided into 16, 24, or 32 fragments. This division also determines the size of the frames transmitted through the network. However, most fragments had the smallest size resulting from the fragmentation algorithm (Figs. 12, 13, and 14). Figure 19 shows the fragment delivery ratio for three values of NP: ratio () P N P R RCVN TN = (8)
where P RN is the number of received fragments of thermograms divided into NP parts, and TN is the number of thermograms for which at least one fragment was received.
Fig. 17. Average number of hops from the thermal camera transmitter to receivers
Rys. 17. Średnia liczba skoków od nadajnika z kamerą termowizyjną do odbiorników
Fig. 16. The assembled and closed in the box device with thermal camera
Rys. 16. Złożone i zamknięte urządzenie z kamerą termowizyjną
Fig. 18. The number of missing thermograms on the receiver side
Rys. 18. Liczba nieodebranych termogramów
The results show no dependence of the delivery ratio RCVratio on fragment size, which is a significant finding of the experiment. Theoretically, one might expect larger fragments (NP = 16) to be more prone to loss than smaller ones (NP = 32), but empirical data do not confirm this. This suggests that under the tested network conditions, the main factor influencing losses is not the size of a single fragment but other network parameters. The fragment size constitutes only part of the frame size sent over the radio network. Since most fragments have the minimal possible size, their transmission times in MediumFast mode are as follows (for NP = 16, 24, 32 respectively): 184.832 ms, 147.968 ms, 137.728 ms. The frame for NP = 16 is only 47.104 ms longer than the frame for NP = 32. Although the fragment size is twice as large, the transmission time increases by only 34 %.
The degradation of reception quality with distance is clearly visible – more distant receivers (with a higher number of hops) systematically show a lower fragment reception ratio. This confirms the expected behavior of mesh networks, where each additional hop introduces an increased risk of packet loss.
Figures 20–23 present the metric values RMSE, PSNR, SSIM, and DIST of thermograms received by individual receivers. Receivers A and B, which were placed relatively close to the transmitting device, received most of the transmitted thermograms in full, hence the average PSNR measure for them reached infinity. It is worth noting that data from receiver H, which on average received about 40 % of thermograms, still allowed reconstruction of thermograms with an average SSIM value greater than 0.6. The average DIST value, even with such high losses, remained within a range smaller than 0.1 pixel.
6. Summary
In recent years, there has been growing interest in the reliable transmission of image data over LoRa and mesh networks, with several approaches proposed to address the inherent limitations of low throughput and high packet loss. For instance [20] presented a scheme for reliable image transmission over LoRa networks, which combines image resizing, grid-based patching, and retransmission mechanisms to ensure data integrity. Their method relies on acknowledgements and retransmissions, which, while improving reliability, can significantly increase network traffic and energy consumption — an important consideration in battery-powered IoT deployments.
Other studies have explored the use of advanced compression schemes, such as WebP with Base64 encoding, to reduce the size of transmitted images and the total number of packets required [21]. However, these approaches typically target general-purpose images and do not exploit the specific statistical properties of thermal images, such as high spatial correlation and limited dynamic range, which can be leveraged for more efficient encoding and reconstruction.
Fig. 23. Average DIST values of received thermograms
Rys. 23. Średnie wartości DIST odebranych termogramów
Fig. 19. Delivery ratio RCVratio to receivers
Rys. 19.Współczynnik dostarczalności RCVratio do odbiorników
Fig. 21. Average PSNR values of received thermograms
Rys. 21. Uśrednione wartości PSNR odebranych termogramów
Fig. 20. Average RMSE values of received thermograms
Rys. 20. Uśrednione wartości RMSE odebranych termogramów
Fig. 22. Average SSIM values of received thermograms
Rys. 22. Średnie wartości SSIM odebranych termogramów
Tab. 3. Comparison of selected approaches for image transmission over LoRa networks
Tab. 3. Porównanie wybranych rozwiązań do transmisji obrazów w sieciach LoRa
In contrast to retransmission-based protocols, the algorithm proposed in this work adopts a loss-resilient, redundancy-driven strategy designed to the characteristics of thermal images and the constraints of LoRa mesh networks. By employing adaptive fragmentation, pixel permutation, and hierarchical reconstruction using regional averages, the method achieves gradual quality degradation with increasing fragment loss, without the need for acknowledgements or retransmissions. This is particularly advantageous in mesh topologies where reverse channels may be unavailable or unreliable.
Moreover, while [30] introduced a multi-hop LoRa mesh network with a revised packet header for image transmission, their approach does not address the problem of spatially clustered losses, which can severely degrade image quality. The proposed algorithm’s deliberate avoidance of loss clustering and use of hierarchical reconstruction metrics (including the centroid distance, DIST) provide robustness in scenarios with high and unpredictable packet loss, as demonstrated both in simulation and in a real urban mesh network.
A summary comparison of key features is presented in Tab. 3:
The results obtained in this study demonstrate that the proposed approach can maintain high reconstruction quality (SSIM > 0.6, DIST < 0.1 px) even at fragment delivery rates as low as 40 %, outperforming retransmission-based methods in terms of resilience and energy efficiency in mesh network scenarios.
This article presents an innovative thermogram fragmentation algorithm optimized for transmission in LoRa-based mesh networks characterized by limited bandwidth and high packet loss. The developed solution employs a three-layer fragmentation strategy enabling the division of 32 × 24 pixel thermograms into 16, 24, or 32 fragments with adaptive redundancy and a loss compensation mechanism. The algorithm implements pixel permutation to prevent loss clustering and hierarchical reconstruction utilizing redundant information in the form of average values for regions of varying sizes.
Simulation studies conducted on a set of 24 thermograms demonstrated gradual, linear degradation in reconstruction quality with increasing fragment loss. Under near-total loss conditions, the algorithm achieved a temperature error RMSE of approximately 2.3 °C (relative error 2.5 %), a PSNR decrease from 53 dB to 30 dB, and maintained an SSIM value of 0.3. The key metric DIST, representing the positional error of the thermogram centroid, increased only to 0.25 pixels, which constitutes less than 1 % of the image size.
Verification in a real Meshtastic network in Warsaw comprising approximately 200 devices confirmed the practical utility of the algorithm. A total of 225 thermograms were transmitted, and the receiver with the lowest availability (40 % of fragments received) still enabled thermogram reconstruction with an average SSIM value greater than 0.6 and a positional error DIST less than 0.1 pixels. A significant finding was the lack
of dependence of the fragment delivery ratio on fragment size, suggesting the dominance of other network factors over packet size in determining transmission losses. The algorithm maintains predictable and useful performance under conditions of variable network reliability, making it suitable for monitoring and detection applications in IoT infrastructure.
Acknowledgments
This work was co-financed by Military University of Technology under research project UGB 531-000078-W600-22. The authors would like to thank the Meshtastic network community in Warsaw for their assistance in conducting the experiment, particularly Krzysztof Sprawnik, operators of the nodes: BFNP and mundek, and the students of Institute of Optoelectronics at Military University of Technology (WAT).
Bibliography
1. Jose J., Inferno Strife– early forest fire detection, PhD thesis, Amal Jyothi College Of Engineering, 2019.
2. Sadi M., Zhang Y., Xie W.-F., Hossain F.A., Forest fire detection and localization using thermal and visual cameras, 2021 International Conference on Unmanned Aircraft Systems (ICUAS), 2021, 744–749, DOI: 10.1109/ICUAS51884.2021.9476865.
3. Trzaskawka P., Kastek M., Życzkowski M., Dulski R., Szustakowski M., Ciurapiński W., Bareła J., System for critical infrastructure security based on multispectral observation-detection module, Electro-Optical and Infrared Systems: Technology and Applications X, SPIE, 2013, 235–246, DOI: 10.1117/12.2028740.
4. Francisco G., Roberts S., Hanna K., Heubusch J., Critical infrastructure security confidence through automated thermal imaging, Infrared Technology and Applications XXXII, SPIE, 2006, 1006–1017, DOI: 10.1117/12.664988.
5. Lin Y.-T., Finlayson G.D., On the optimization of regression-based spectral reconstruction, “Sensors”, Vol. 16, No. 16, 2021, DOI: 10.3390/s21165586.
6. Wang Z., Bovik A.C., Sheikh H.R., Simoncelli E.P., Image quality assessment: from error visibility to structural similarity, “IEEE Transactions on Image Processing”, Vol. 13, No. 4, 2004, 600–612, DOI: 10.1109/TIP.2003.819861.
7. Kudelka Jr M., Image quality assessment, [In:] WDS ‘12 Proceedings of Contributed Papers, Part I, 2012, 94–99.
8. Chiani M., Elzanaty A., On the LoRa modulation for IoT: Waveform properties and spectral analysis, “IEEE Internet of Things Journal”, Vol. 6, No. 5, 2019, 8463–8470, DOI: 10.1109/JIOT.2019.2919151.
9. Maleki A., Nguyen H.H., Bedeer E., Barton R., A tutorial on chirp spread spectrum for LoRaWAN: Basics and key
advances, “IEEE Open Journal of the Communications Society”, Vol. 5, 2024, 4578–4612, DOI: 10.1109/OJCOMS.2024.3433502.
10. Mnguni S., Mudali P., Abu-Mahfouz A.M., Adigun M., Impact of the packet delivery ratio (PDR) and network throughput in gateway placement LoRaWAN networks, Southern Africa Telecommunication Networks and Applications Conference (SATNAC) 2021, 301–306.
11. Kosek-Szott K., A survey of MAC layer solutions to the hidden node problem in ad-hoc networks, “Ad Hoc Networks”, Vol. 10, No. 3, 2012, 635–660, DOI: 10.1016/j.adhoc.2011.10.003.
12. Sjob erg K., Uhlemann E., Strom E.G., How severe is the hidden terminal problem in VANETs when using CSMA and STDMA?, 2011 IEEE Vehicular Technology Conference (VTC Fall), 2011, DOI: 10.1109/VETECF.2011.6093256.
13. Jayasuriya A., Perreau S., Dadej A., Gordon S., et al., Hidden vs. exposed terminal problem in ad hoc networks, 2004.
14. Allred L.G., Kelly G.E., Lossless image compression technique for infrared thermal images, Hybrid Image and Signal Processing III, SPIE, 1992, 230–237, DOI: 10.1117/12.60564.
15. Schaefer G., Starosolski R., Zhu S.Y., An evaluation of lossless compression algorithms for medical infrared images, 2005 IEEE Engineering in Medicine and Biology 27th Annual Conference, 1673–1676, DOI: 10.1109/IEMBS.2005.1616764.
16. Seller O., Sornin N., Low power long range transmitter, LoRa patent describing encoding scheme, 2014.
17. Horé A., Ziou D., Image quality metrics: PSNR vs. SSIM, 20th International Conference on Pattern Recognition, 2010, 2366–2369, DOI: 10.1109/ICPR.2010.579.
18. Kanagasingham S., Mills A.R., Kadirkamanathan V., Distributed Kalman Filtering for Temporal Resolution Enhancement of Thermal Images, 2023 International Symposium on Image and Signal Processing and Analysis (ISPA), DOI: 10.1109/ISPA58351.2023.10279782.
19. Wang Z., Bovik A.C., Sheikh H.R., Structural similarity based image quality assessment, [In:] Digital Video image quality and perceptual coding, 2017, 225–242, CRC Press.
20. Kim J., Kwak M., et al., Reliable image transmission over LoRa networks, “Issues in Information Systems”, Vol. 25, No. 1, 2024, 199–207, DOI: 10.48009/1_iis_2024_117.
21. Kim J., Jenkins J., Seol J., Kwak M., Extending data transmission in the multi-hop LoRa network, “Issues in Information Systems”, Vol. 23, No. 1, 2022, 292–304, DOI: 10.48009/3_iis_2022_124.
23. Europ ean Telecommunications Standards Institute, ETSI EN 300 220-2 V3.1.1: Electromagnetic compatibility and Radio spectrum Matters (ERM); Short Range Devices (SRD); Radio equipment to be used in the 25 MHz to 1000 MHz frequency range with power levels ranging up to 500 mW; Part 2: Harmonised Standard for access to radio spectrum, 2017.
25. CEPT/ERC, ERC Recommendation 70-03: Relating to the use of Short Range Devices (SRD), 1997, Last revised: February 2022.
26. European Telecommunications Standards Institute (ETSI) (2011): Electromagnetic compatibility and Radio spectrum Matters (ERM); System Reference document (SRdoc): Spectrum Requirements for Short Range Device, Metropolitan Mesh Machine Networks (M3N) and Smart Metering (SM) applications, Technical Report ETSI TR 103 055 V1.1.1, European Telecommunications Standards Institute (ETSI).
28. MeshCore – A Deep Dive into The Latest Off-Grid Communications Software, https://meshunderground.com/posts/1741274143149-meshcore---a-deep-dive-into-the-latest-off-grid-communicationssoftware, 2025.
31. scikit-image development team, Structural similarity index, https://scikit-image.org/docs/stable/auto_examples/ transform/plot_ssim.html.
Krzysztof Sawicki, Tomasz Sosnowski, Mariusz Mścichowski
Odporna na straty metoda fragmentacji termogramów przeznaczona dla kratowych sieci IoT LoRa
Streszczenie: Monitorowanie środowiska za pomocą kamer termowizyjnych napotyka istotne wyzwania w obszarach zdalnych, pozbawionych infrastruktury telekomunikacyjnej komórkowej lub stacjonarnej. W artykule przedstawiono nowatorski algorytm fragmentacji do transmisji termogramów o niskiej rozdzielczości (32 × 24 piksele) w sieciach mesh LoRa, charakteryzujących się ograniczoną przepustowością i wysokim wskaźnikiem strat pakietów. Proponowana trójwarstwowa strategia fragmentacji dzieli termogramy na 16, 24 lub 32 fragmenty z adaptacyjną redundancją i mechanizmami kompensacji strat. Algorytm implementuje permutację pikseli zapobiegającą skupiskom strat oraz hierarchiczną rekonstrukcję wykorzystującą informacje nadmiarowe w postaci wartości średnich dla obszarów o rożnych rozmiarach. Badania symulacyjne na 24 termogramach wykazały stopniową, liniową degradację jakości wraz ze wzrostem strat fragmentów. Przy niemal całkowitych stratach algorytm osiągnął błąd temperaturowy RMSE około 2,3 °C (błąd względny 2,5 %), spadek PSNR z 53 dB do 30 dB oraz utrzymanie wartości SSIM na poziomie 0,3. Kluczowa metryka DIST, określająca błąd pozycyjny środka ciężkości termogramu, wzrosła jedynie do 0,25 piksela (mniej niż 1 % wielkości obrazu). Weryfikacja w rzeczywistej sieci Meshtastic w Warszawie, obejmującej około 200 urządzeń, potwierdziła praktyczną użyteczność algorytmu. Po przesłaniu 225 termogramów odbiorniki z 40 % dostarczalnością fragmentów nadal umożliwiały rekonstrukcję ze średnią wartością SSIM >0,6 i błędem DIST <0,1 piksela, co świadczy o skuteczności algorytmu w zastosowaniach monitoringu IoT.
Słowa kluczowe: termowizja, fragmentacja obrazu, sieć kratowa LoRa, rekonstrukcja termogramów, Internet Rzeczy
Krzysztof Sawicki, Phd Eng. krzysztof.sawicki@wat.edu.pl
ORCID: 0000-0002-1368-3854
He graduated from the Faculty of Electronics at the Military University of Technology (WAT) in 2009 and obtained his PhD from the same university in 2019 with a dissertation on steganography in wireless networks. His research interests include wireless networks, ICT security, steganography, and embedded systems, with a focus on their application in infrared and thermal imaging technologies..
He is a graduate of the Faculty of Electronics at the Military University of Technology. His professional interests are focused on digital electronic measurement systems and Fused Deposition Modeling (FDM) for rapid prototyping.
Tomasz Sosnowski, Phd Eng.
tomasz.sosnowski@wat.edu.pl
ORCID: 0000-0003-4082-8366
He is a 1993 graduate of the Faculty of Electronics at the Military University of Technology. He received his PhD in technical sciences in 2003. His work focuses on issues related to the design and programming of digital systems, digital signal analysis, thermographic image analysis, and the application of microprocessor and programmable circuits in infrared technology.
Selected Resonant Topologies for Non-wireless and Wireless Power Transfer
Rafał Kasikowski
Lodz University of Technology, Faculty of Electrical, Electronic, Computer and Control Engineering, Institute of Electronics, al. Politechniki 8, 93-590 Łódź
Abstract: Resonant topologies are extensively used across various sectors of the electronics industry owing to their intrinsic advantages, such as superior efficiency, high power density, electrical isolation, low electromagnetic interference (EMI) and harmonic distortion, feasibility of magnetic integration, reduced voltage stress, and operation at high frequencies. This paper presents two prominent resonant network configurations: a non-wireless LLC topology and an LCC-S resonant Wireless Power Transfer (WPT) architecture. The latter employs magnetic coupling to achieve efficient power transfer over a distance, usually ranging from a few millimetres to several or tens of centimetres, thereby eliminating the dependency on conventional wired connections. A detailed theoretical discussion of both resonant network designs is provided, along with an analysis of their respective merits and limitations. It is demonstrated that both topologies attain high power conversion efficiency through the implementation of zero voltage transition (ZVT). Furthermore, these topologies offer a substantial advantage over other resonant tank designs, as their output voltage remains essentially invariant to load fluctuations when the converter’s switching frequency is precisely matched to the network’s resonant frequency. The final section details the practical implementation of the integrated LLC resonant topology and investigates the effects of mismatch between the operational and resonant frequencies on current and voltage waveforms, gain characteristics, efficiency, and thermal performance.
Keywords: power electronics, resonant converters, wireless power transfer, load-independent operation, thermography
1. Introduction
Recent developments in high-frequency power converters have primarily been characterized by rapid improvements in power conversion efficiency. This improvement has often been accompanied by enhanced power density, resulting in a substantial reduction in the size of power supplies as well as a marked boost in energy efficiency. The rising demand for smaller, more efficient devices has driven a reconsideration of power supply design methodologies and a transition to topologies better suited for achieving high efficiency.
One major innovation broadening the scope of power converter applications is the ability to transfer power wirelessly, without a direct physical connection between the primary energy source and the end user. This technology, known as WPT, removes
Autor korespondujący:
Rafał Kasikowski, rafal.kasikowski@p.lodz.pl
Artykuł recenzowany nadesłany 02.07.2025 r., przyjęty do druku 11.09.2025 r.
the limitation of a fixed physical link between the primary and secondary sides of power supplies, enabling more versatile products. Due to these benefits and enhanced user convenience, resonant topologies have become prevalent in modern mediumand high-power AC/DC converters. Conventional topologies, which do not deliver ultra-high energy efficiency or improved user convenience, are gradually being replaced by these more advanced solutions.
LLC resonant converters have been widely adopted in many electronic devices, including consumer electronics, laptop and battery chargers [1, 2], LED and street lighting drivers [3], and electric vehicle charging stations [4, 5, 31]. Their advantages include high power density, electrical isolation, soft-switching operation, and consequently low electromagnetic interference and harmonic emissions.
The LCC-S resonant topology introduced herein is a leading wireless counterpart to the LLC resonant converter. It is particularly suitable for EV charging applications due to its capability to handle high power levels and maintain efficiency over a range of distances and misalignment conditions [6]. Other applications include unmanned aerial vehicles [7], medical devices [8], mobile phones, and various consumer electronics [9].
This paper provides a thorough theoretical analysis of the non-wireless resonant LLC topology and the resonant LCC-S system employed in WPT. The main electrical circuits of both configurations are discussed in detail, and first harmonic appro-
ximation models of the topologies are developed, followed by their frequency-domain counterparts. Based on computational modelling using MATLAB and the LTspice electronic circuit simulator, the voltage gain characteristics over a wide frequency spectrum are presented. As demonstrated, both resonant systems are characterized by load-independent operation for switching frequencies corresponding to the resonant frequencies of the individual resonant tanks. The inductive nature of the latter ensures soft switching within the front-end square-wave generators. Such a design greatly improves the overall power conversion efficiency.
In the final section, a prototype integrated LLC resonant converter is designed and built to assess its performance over various switching frequencies. Infrared thermography is employed to map temperature distribution across critical components.
This paper primarily sought to demonstrate, via computer-based simulations, the load-independent performance at resonant points and the soft-switching behaviour of resonant circuits in both resonant topologies under investigation. Existing literature providing voltage gain characteristics across a broad frequency range for the LCC-S topology remains relatively limited. Additionally, the study explored whether precise adjustment of the switching frequency of the square-wave generator to match the resonant frequency is advantageous from a design perspective, and assessed the feasibility of implementing the LLC topology over a wide output voltage range without detrimental effects on power conversion efficiency and other key performance parameters.
2. LLC resonant topology in non-wireless power transfer
LLC resonant converters are extensively used in numerous electronics-based applications, often emerging as the preferred solution due to their superior power conversion efficiency, high power density, high switching frequencies coupled with soft switching capabilities, and low electromagnetic emissions [14–17]. Another notable advantage of this topology is its cost-effectiveness when compared to alternative resonant converter configurations, primarily due to its reduced component count and the integration potential of magnetic components [10, 13]. The basic configuration of an LLC resonant converter, represented in Fig. 1, comprises three major circuit blocks: a square wave generator, a resonant circuit, and a rectification circuit. The square wave generator is implemented using a half-bridge topology, where switches Q1 and Q2 are alternately driven with a duty cycle of 50 % for each device, and a suitable dead time is introduced between consecutive switching transitions. That part of the converter can also be implemented as a full-bridge, an alternative to the half-bridge configuration, both having their own merits [11]. The resonant circuit of an LLC converter comprises, as its very name suggests, two inductive components, namely a resonant inductor Lr and a resonant transformer with a magnetizing inductance of L m, and a resonant capacitor Cr. The resonant inductance L r and the resonant capacitance C r are finely tuned to resonate at a predetermined frequency (the switching frequency of the square wave generator), thereby ensuring that their combined impedance is effectively nullified under these conditions, Eq. 1:
where 2,rr f ωπ=⋅⋅ rad/s; fr is the resonant frequency, Hz; j is the imaginary unit 1.
The periodic switching waveform can be represented using a Fourier series (Fig. 2), which consists of many harmonic components of different frequencies as shown in Eq. 2.
where VDCin is the square-wave generated, V; VDC is the amplitude of the square-wave, V; n is the number of individual harmonics; t is time, s.
Fig. 1. Main circuits of LLC resonant converter Rys. 1. Główne obwody przetwornicy rezonansowej typu LLC
Fig. 2. Fourier series representation of rectangular waveform. Left – square wave, middle – harmonics, right – sum of 30 harmonics Rys. 2. Rozkład sygnału prostokątnego na szereg Fouriera. Fala prostokątna (z lewej), składowe harmoniczne (środek), suma 30 składowych harmonicznych (z prawej)
Since the resonant tank network responds only to the fundamental component of the switched square wave, the tank currents and voltages are essentially sinusoidal at the switching frequency (Eq. 3), with higher harmonics strongly attenuated by the total impedance of the resonant circuit.
where 1VDC is the fundamental of the switched square wave, V.
Since the current and voltage waveforms in the primary winding of the transformer are inherently sinusoidal, the induced currents and voltages in the secondary winding preserve this sinusoidal behaviour. As can be inferred from Fig. 3, the output current I0 constitutes the average (or DC) component of the rectified current |I0|, given that the alternating component is bypassed by the capacitor whereas the direct component is retained, Eq. 4.
where 1VS is the fundamental of the secondary-side voltage , VS V; V0 is the output voltage, V.
Having established the current and voltage in the secondary winding, we can proceed to determine the secondary side equivalent resistance R e, Eq. 7.
where T is the period, s; () S It is the rectified secondary current, A; max S I is the peak value of (), S It A.
Hence, Eq. 5:
where S I is the current in the secondary winding of the transformer, A.
The secondary-side voltage VS, like its primary counterpart, can be approximated by the fundamental component of its waveform, as higher harmonics do not contribute to power transfer [18]. Since the square wave at the secondary winding terminals essentially swings between +V0 and –V0, the fundamental harmonic can be expressed as Eq. 6: 1 0 4 sin() S V Vt ω π = (6)
Fig. 3. Full-wave rectifier network and the fundamental harmonic of current waveforms in LLC resonant converter
Rys. 3. Układ dwupołówkowego układu prostowniczego z przebiegami prądu dla składowej podstawowej w przetwornicy rezonansowej typu LLC
where R is the output resistance, Ω.
The primary-side equivalent resistance R ac is obtained by multiplying the original value by the square of the transformer’s turns ratio N. Hence, Eq. 8:
The equivalent circuit corresponding to the sinusoidal approximations outlined above is portrayed in Fig. 4.
The voltage gain G of the LLC resonant converter model in Fig. 4 at the resonant frequency is given by the following formula, Eq. 9:
Constructing a frequency-domain model of the circuit in Fig. 4 (Fig. 5) enables thorough evaluation of the voltage transfer function over a broad range of operating frequencies, thereby extending the analysis beyond the resonant point.
Fig. 4. First harmonic approximation model for LLC resonant converter
Rys. 4. Schemat zastępczy przetwornicy rezonansowej typu LLC dla składowej podstawowej
Fig. 5. Frequency-domain equivalent model of LLC converter Rys. 5. Zastępczy model częstotliwościowy przetwornicy rezonansowej typu LLC
Rafał Kasikowski
The transfer function of the above system is formulated as the ratio of the output voltage VS(s) to the input voltage VAC(s), Eq. 10: () () () S AC NVs Hs Vs = (10)
where s = j ω
Hence, Eq. 11:
2 2 22 22 (1) () 1 1(1) r r pr s m Hs
where 1 ; r rr LC ω = L p is the primary-side inductance, L p = L r + L m, H; ; p r L m L = p ω is the resonant angular frequency for L p and C r, 1 ; p pp LC ω = ⋅ Z0 is the characteristic impedance, 0 , r r L Z C = Ω; Q is the quality factor, 0 ac Z Q R =
The voltage transfer function corresponds to the absolute value of the transfer function H(s), Eq. 12: 2 2 22 22 (1) () 1 1(1) r r pr m GHs
This transformation enables the derivation of the complete voltage gain characteristic of the LLC resonant converter. As depicted in Fig. 6, the frequency response reveals two reso-
nance points: one corresponding to the values of L r and C r and another to L p and C r. The optimal operating point of the LLC resonant converter is the resonant frequency determined by the L r – C r pair. The plots are generated for various values of the converter’s quality factor, Q. The most important feature of this converter is the near-complete independence of gain characteristic of the load, provided that switching occurs at or around the resonant frequency of the resonant inductor and capacitor. At this operating point, the voltage gain is equal to 1 regardless of the load variation.
The LLC converter architecture also supports integration of the resonant inductor into the transformer by exploiting the leakage inductance of the latter. This is accomplished by purposefully designing the transformer with reduced magnetic coupling. By increasing the physical separation or adjusting the winding configuration, the leakage inductance can be augmented to the desired value. As a result, the LLC resonant tank can be implemented using only the transformer and the resonant capacitor, reducing the magnetic component count. When constructing the magnetic components in the described manner, the LLC converter’s circuit depicted in Fig. 1 requires modification as illustrated in Fig. 7, due to the presence of leakage inductances in both the primary and secondary side. Neglecting the secondary side leakage inductance typically results in inaccurate design parameters for the transformer [12].
The primary-side inductance L p and the magnetizing inductance L m are obtained by referencing the secondary-side leakage inductance to the primary side under the assumption N2 Lslk = Lplk, and hence, Eq. 13:
L p = L m + Lplk (13)
where Lplk is the primary-side leakage inductance, H.
In practical transformer design, the parameters defined by L p and L r (the actual resonant inductance, L r = Lplk + L m||Lplk) can be directly measured on the transformer. The measurement of L p is conducted with the secondary winding open-circuited, while L r is assessed with the secondary winding short-circuited. Considering the adjustments detailed above, the voltage transfer function originally given by Eq. 12 is converted into the equivalent expression shown in Eq. 14.
Fig. 7. Modified model of LLC resonant converter accounting for secondary-side leakage inductance
Rys. 7. Zmodyfikowany model przetwornicy rezonansowej typu LLC uwzględniający indukcyjność rozproszenia po stronie wtórnej
where:
The voltage gain at the resonant frequency r ω or fr, which is unity according to Eq. 12 for two isolated magnetic components, is observed to be greater than unity in the case of an integrated transformer (Fig. 8). This is a consequence of the extra gain effect caused by the leakage inductance present in the secondary side of the transformer.
The design of LLC resonant converters ensures that the operating conditions are maintained within a frequency band characterized by inductive impedance in the resonant circuit. This inductive region extends beyond the resonance peak determined by the L p – C r pair toward higher frequencies (Fig. 9). The inductive nature induces a phase delay between the resonant current and the applied voltage waveform, such that the current reaches zero after the voltage zero-crossing event. This enables the discharge of the output capacitance of the power transistors and allows switching under zero drain-to-source voltage conditions known as ZVT, significantly reducing switching losses.
The presented resonant tank current waveforms in the LLC converter in Fig. 10 evidence that when the transistor switching frequency is tightly coupled to the resonant frequency, the resultant current is essentially sinusoidal, with localized perturbations where the transistors undergo switching transitions. Conversely, a poorly engineered resonant circuit induces significant waveform distortion with elevated harmonic components, which compromises the converter’s performance and induces extra power dissipation, thus impairing the overall conversion efficiency [19].
Fig.
Voltage gain
Rafał Kasikowski
Fig. 9. Capacitive and inductive operation regions of LLC resonant converter
Rys. 9. Obszary pracy o charakterze pojemnościowym i indukcyjnym dla przetwornicy rezonansowej typu LLC
Fig. 10. Resonant tank current waveforms of LLC resonant converter for switching frequencies below (left), at (middle) and above resonant frequency (right)
Rys. 10. Przebiegi prądu obwodu rezonansowego przetwornicy rezonansowej typu LLC dla częstotliwości pracy poniżej (z lewej), równej (w środku) i powyżej częstotliwości rezonansowej (z prawej)
3. WPT with LCC-S resonant tank
LCC-S resonant WPT technology, unlike its non-wireless counterparts, enables the transfer of electrical power from a source to an electrical load across space, thereby eliminating the need for conventional wired connections. The LCC-S resonant circuit typically consists of an inductor-capacitor-capacitor (LCC) network on the primary (transmitter) side combined with a series (S) compensation on the secondary (receiver) side, forming a resonant tank that optimizes energy transfer through magnetic coupling (Fig. 11). According to the figure, the topology comprises three major blocks, similar to the LCC topology discussed previously: a square wave generator, a resonant circuit, and a rectification circuit with loading. The square-wave-generator section can be implemented using either a half-bridge or a full-bridge topology, where the switches (or pairs of switches in the 4-transistor configuration) are driven alternately with a 50 % duty cycle for each device or pair, and suitable dead times are maintained between individual switching transitions. The resonant network of the LCC-S converter is significantly more complex than that of the LLC resonant converter. The primary side resonant components L r, C r and C p collectively form the LCC compensation network, whereas the secondary side compensation components LS and CS comprise the series resonant circuit. The inductors L p and LS correspond to the transmitting and receiving coils, respectively, representing their inherent self-inductances. These coils are magnetically coupled, characterized by a mutual inductance M. Analogous to the wired LLC configuration, all resonant network components are precisely tuned to target the fundamental frequency component of the switching waveform exclusively. The ratification stage is composed of diodes D1 through D4, a filter capacitor, and the load.
In order to simplify the analysis of the transfer characteristics of the system, the circuit schematic of the LCC-S compensated WPT system may be arranged as shown in Fig. 12.
Fig. 11. Main circuits of WPT system based on LCC-S resonant converter
Rys. 11. Główne obwody systemu WPT opartego na przetwornicy rezonansowej typu LCC-S
Based on the first-harmonic-approximation principle, the secondary-side full-wave rectifier network is mathematically equivalent to a secondary-side resistance, R eq, as shown by the analysis in Section 2 and Eq. 15. Voltage VOUT is the fundamental component of the secondary-side voltage, measured at the input of the full-wave rectifier shown in Fig. 11.
The parameters on the secondary side can be referred to the primary side, thereby simplifying the circuit even more. The equivalent circuit, represented using the first harmonic approximation, is shown in Fig. 13 [20–23]. The secondary-side impedance ZS (Eq. 16) is converted to the primary side by reflecting the equivalent load resistance through the mutual inductance M and frequency ω [24]. The equivalent impedance from the receiver side to the transmitter side Z sp can then be calculated as follows (Eq. 17):
where L s is the secondary-side compensation inductance, H; C s is the secondary-side series compensation capacitance, F.
(17)
where M is the mutual inductance, H.
Since the series compensation capacitor CS needs to resonate with the compensation inductor LS at the switching (resonant) frequency, the reflected impedance can be simplified to:
Fig. 12. Simplified LCC-S compensation circuit based on first harmonic approximation
Rys. 12. Uproszczony obwód przetwornicy rezonansowej typu LCC-S dla składowej podstawowej
Fig. 13. Equivalent circuit of the LCC-S topology based on the first harmonic approximation Rys. 13. Obwód zastępczy topologii LCC-S oparty na aproksymacji pierwszą harmoniczną
where VIN is the fundamental of the switched square wave (the input voltage as shown in Fig. 13), V.
Finally, the voltage gain between the input and output of the LCC-S resonant converter, shown in Fig. 12 operating at the resonant frequency , r ω can be summarized as follows (Eq. 24):
In order to achieve the resonance of the system as a whole and hence minimise the reactive power circulating in the system, the parallel capacitance C r must resonate with the compensation inductance L r located on the same side. Moreover, the series compensation capacitance C p, the parallel compensation capacitance C r, and the transmitting coil inductance L p collectively create a resonance, ensuring that all parameters meet the following conditions (Eq. 19, Eq. 20, Eq. 21):
A primary advantage of this topology, as in the case of the LLC converter, is that the gain characteristics remain almost entirely unaffected by the load, as long as switching takes place at the system’s resonant frequency. Under these conditions, the voltage gain, expressed in Eq. 24, is determined by the ratio of the mutual inductance M to the compensated inductor L r, independent of load variations.
The analysis of the LCC-S resonant WPT system outlined here, along with the specified resonant conditions for the parameters of the resonant tank’s components (Eq. 19, Eq. 20, Eq. 21), was employed in LTspice-based computer modelling to verify the constant voltage characteristics of the LCC-S topology and its load-independent behaviour. The simulation parameters of the system, corresponding to the circuit schematic illustrated in Fig. 11, are listed in Tab. 1.
It can be shown [23] that the voltage gain relating the output in Fig. 12 to the voltage across Z sp is given by Eq. 22:
Fig. 14 and Fig. 15 respectively depict the input and output voltage waveforms and the current waveforms of the primary and secondary coils obtained from simulations of the LCC-S system parameters specified above. It can be observed that, as long as the resonant conditions at the operating frequency are preserved, the voltage gain between the input and output of the LCC-S resonant converter can be approximated by Eq. 24 (see Eq. 25).
where VOUT is the output voltage as shown in Fig. 12, V; VZsp is the voltage across the reflected impedance Z sp (Fig. 13), V.
Two-port network theory [25, 26] offers a convenient tool for computing the voltage gain between the input and the output Zsp IN V V in the system presented in Fig. 13. From the analysis, the formula shown in Eq. 23 is derived.
The failure to align the switching frequency of the square-wave generator with the resonant frequency of the entire LCCS system leads to the loss of a fundamental characteristic of the LCC-S topology: a constant voltage output tied to the ratio shown in Eq. 24. Such a failure also leads to the loss of another critical advantage over other types of resonant tanks: the almost complete immunity of the output voltage to load fluctuations.
Fig. 14. Input voltage waveform (blue) and output voltage waveform (green) for LCC-S WPT system simulation parameters in Tab. 1 Rys. 14. Przebieg napięcia wejściowego (niebieski) oraz przebieg napięcia wyjściowego (zielony) dla parametrów symulacji systemu LCC-S WPT podanych w Tab. 1
Rafał Kasikowski
Fig. 15. Transmitting coil current waveform (red) and receiving coil current waveform (teal) for LCC-S WPT system simulation parameters in Tab. 1
Rys. 15. Przebieg prądu cewki nadawczej (czerwony) oraz przebieg prądu cewki odbiorczej (zielononiebieski) dla parametrów symulacji systemu LCC-S WPT podanych w Tab. 1
Fig.16. Frequency-domain equivalent model of LCC-S resonant WPT converter
Rys. 16. Zastępczy model częstotliwościowy przetwornicy rezonansowej bezprzewodowej typu LCC-S
For the purpose of assessing the impact of transistor switching frequency in the generator on the voltage gain response of the LCC-S WPT system, a frequency-domain circuit model based on Fig. 13 was developed (refer to Fig. 16). This modelling strategy, analogous to the one employed in LLC non-wireless resonant topology, allows for a detailed evaluation of the voltage transfer function across a wide frequency range, thus extending the scope of analysis beyond the fundamental harmonic.
Figure 17 depicts the complete voltage gain profile of the LCC-S WPT resonant converter. The plots were generated for varying values of the secondary-side resistance R eq . As demon-
Fig. 17. Voltage gain of LCC-S converter for different Req values
Rys. 17. Wzmocnienie napięciowe przetwornicy rezonansowej typu LCC-S dla różnych wartości rezystancji zastępczej Req
Fig. 18. Square-wave input voltage waveform (red) and transistor current waveform (teal) for LCC-S WPT system simulation parameters in Tab. 1
Rys. 18. Prostokątny przebieg napięcia wejściowego (czerwony) oraz przebieg prądu przez tranzystory (zielononiebieski) dla parametrów symulacji systemu LCC-S WPT podanych w Tab. 1
L
L s Secondary coil inductance
L r Primary-side series compensation
C p Primary-side series
strated, the optimal operating point of the resonant circuit aligns with the resonant frequency defined by the criteria outlined in Eq. 19, 20, and 21. When these conditions are satisfied, the gain characteristics exhibit invariance to load changes. At this frequency, the voltage gain is determined by the ratio of the mutual inductance M to the compensated inductor L r (Eq. 24). When the switching frequency of the square-wave generator deviates from the resonant frequency , r ω the voltage gain between the input and output terminals of the LCC-S system in Fig. 16 no longer correlates closely with the ratio of the load-side output voltage to the resonant circuit input voltage.
In practical applications, to mitigate switching losses in power transistors and improve the overall power conversion efficiency of the LCC-S WPT system, achieving the ZVT condition is desirable. The primary-side compensation components must be carefully optimized and adjusted to possess a slightly inductive character, thereby facilitating soft switching within the front-end half-bridge/full-bridge stage of the converter. Under these conditions, the fundamental harmonic of the square-wave input voltage leads the current through the transistors, indicating an inductive equivalent load for the generator section. As depicted in Fig. 18, these conditions are satisfied for the simulation parameters presented in Tab. 1.
4. Practical Implementation of Integrated LLC Resonant Topology
To evaluate the performance of an integrated LLC resonant topology in a practical setup (Fig. 19) across various switching frequencies of the square-wave generator, and to examine its impact on the efficiency of power conversion and thermal behaviour of the converter, the LLC converter depicted in Fig. 20 was designed and constructed. The design featured the TEA19161T/2 digital controller IC [27], designed to cooperate with the TEA19162T power factor control (PFC) controller, which was also part of the design. The converter was supplied by a 230 V AC power source, with the PFC stage output voltage setpoint fixed at 400 V, which serves as the DC input
Fig. 19. Measurement setup for thermal and performance evaluation of LLC resonant converter
Rys. 19. Układ pomiarowy do badania parametrów termicznych i elektrycznych przetwornicy impulsowej typu LLC
voltage to the square-wave voltage generator. Subsequently, the 400 V DC rail was applied across the resonant tank via a dual-switch half-bridge configuration. The resonant network included an integrated transformer, where the inductance ratio between the primary winding and the leakage (resonant) induc-
tance was defined as 600H 4. 150H p r L m L µ === µ
The leakage inductance was finely tuned to resonate with a 33 nF resonant capacitor at a frequency of approximately 71 kHz. The integrated LLC resonant transformer itself (refer to Fig. 20) comprised a 47-turn primary coil of a multi-strand litz-type wire, where a carefully arranged pattern causes the current in the coil to be distributed homogenously throughout
Rys. 20. Skonstruowana zintegrowana rezonansowa przetwornica impulsowa typu LLC
the strands so that the net current in each is effectively the same [28]. The secondary-side winding of the transformer was implemented in a double-tapped configuration, incorporating an intermediate terminal that effectively divided the winding into two equal segments. Each section consisted of a 5-turn coil fabricated from multi-strand litz wire with a substantially larger diameter than its primary-side counterpart to minimize effective DC resistance. These segments were simultaneously wound in meticulously designed patterns to maintain symmetrical contributions to the leakage inductance as observed from the primary side. The coils were mounted on an EER-39/45H-9P split bobbin to meet the design criteria for resonant/ leakage inductance. The overall transformer design – including wire selection, strand diameter, and strand count per bundle –followed the methodology delineated in [29], suitably adapted for the purposes of this research. The output voltage at the user end was initially regulated at 24 V, a voltage level to which the resonant tank was precisely calibrated.
To investigate the impact of the mismatch between the switching frequency of the power transistors in the square-wave generator and the resonant frequency – determined by the resonant tank’s inductive and capacitive elements – on the resonant current waveforms, the output voltage delivered to the end-user was varied incrementally from 21 V to 27 V in 3 V steps. Since the LLC converter’s voltage gain is directly linked to the ratio of the load-side output voltage and the PFC stage output voltage, variations in the former altered the converter’s operating frequency and consequently distorted the resonant tank current waveforms (refer to Fig. 21) as anticipated based on the simulation results illustrated in Fig. 10. One can notice that
Fig. 21. Registered resonant tank current waveforms of constructed LLC resonant converter for switching frequencies below (top), at (middle) and above resonant frequency (bottom)
Rys. 21. Zarejestrowane przebiegi prądu w rezonansowym obwodzie skonstruowanej przetwornicy typu LLC dla częstotliwości pracy poniżej (góra), w (środek) oraz powyżej częstotliwości rezonansowej (dół)
Fig. 22. Thermal images of integrated LLC resonant transformer operating below (left), at (middle) and above resonant frequency (right) Rys. 22. Termogramy zintegrowanego rezonansowego transformatora LLC pracującego poniżej (z lewej), w (w środku) oraz powyżej częstotliwości rezonansowej (z prawej)
the investigated output voltage setpoints yielded three distinct switching frequencies – 61.7 kHz, 71 kHz, and 88.5 kHz – in the square-wave generator section, corresponding to output voltages of 21 V (above-resonant frequency operation), 24 V (resonant frequency operation), and 27 V (below-resonant frequency operation), respectively.
Thermographic evaluation of the constructed LLC resonant converter was conducted using a MWIR Cedip Titanium cooled photon camera to determine the temperature distribution across key components, including the power transistors implemented in the square-wave generator section and the integrated LLC resonant transformer. Infrared thermography is commonly employed in power electronics, particularly for assessing temperature distribution across large areas [30]. The thermal performance of these components was expected to be most sensitive to changes in the switching frequency of the square-wave generator. Prior to the measurements, the power converter was continuously run at 250 W for each of the investigated switching frequencies, allowing the system to reach thermally steady-state conditions. Following this, a sequence of thermographic images representing the square-wave generator and the integrated magnetic component was captured, and the overall efficiency of power conversion of the LLC resonant converter was evaluated. Figure 22 illustrates the temperature distribution along the integrated LLC resonant transformer for the aforementioned frequency setpoints.
As can be noticed, both the primary (on the left side of the transformer in Fig. 22) and secondary windings, as well as the magnetic core of the resonant transformer, show the highest operating temperatures for switching frequencies below the resonant point. This is especially pronounced for the primary coil, where the discrepancy in registered temperatures for the investigated switching frequencies ranges from 6 to 9 degrees centigrade. It can be concluded that this change is largely driven by the resonant tank currents shown in Fig. 21 as they flow through the primary winding.
It is surprising that the operating temperature of the secondary coil for the region of operation below resonant frequency is the highest, since the intuitive assumption would be that power dissipation should be reduced for the lowest output currents associated with the output voltage of 27 V.
The power transistors in the square-wave generator are also placed in the path of the currents flowing through the resonant network. As expected, the maximum operating temperature was recorded for switching frequencies below the resonant point
(Fig. 23). However, the steady-state temperatures of the power switches are largely comparable, and their operation remains well within the inductive region, despite significant swings in switching frequency.
The above observations are consistent with the recorded power conversion efficiency for all three setpoints. The lowest efficiency of 91.47 % was measured for below-resonant operation, whereas the highest efficiency (91.55 %) was observed at the switching frequency corresponding to the resonant point. Operation above the resonant frequency yielded an efficiency of about 91.54 %.
5. Conclusion
This research focuses on two prominent resonant topologies used in switch-mode power supplies: one conventional, non-wireless design with an LLC resonant circuit, and another used in WPT systems featuring an LCC-S resonant tank. The paper presents a detailed theoretical discussion of both resonant networks, outlining their operating principles and assessing their respective advantages and limitations. Using first harmonic approximation models, the fundamental relationships between the input and output voltages of these topologies are demonstrated. The study illustrates two significant advantages of these resonant topologies – load-independent operation at resonance and zero-voltage switching across the full operating range for inductive circuits – by constructing frequency-domain models and plotting voltage gain characteristics over a wide frequency spectrum. The latter is not well explored in the current body of literature, especially regarding the LCC-S resonant topology. The study also explores how discrepancies between the switching frequency of the square-wave generator’s power transistors and the resonant frequency affect current and voltage waveforms in the resonant tanks. Finally, a prototype integrated LLC resonant converter was designed and constructed to test its efficiency and thermal performance over an extended switching frequency range. This was done in order to investigate whether fine-tuning the switching frequency of the square-wave generator to align with the resonant frequency offers benefits from a design standpoint, and to assess the capability of the LLC topology to operate effectively across a wide range of output voltages without causing adverse effects on power conversion efficiency and other key
Fig. 23. Thermal images of transistors in square-wave generator operating below (left), at (middle) and above resonant frequency (right) Rys. 23. Termogramy tranzystorów generatora fali prostokątnej pracujące poniżej (po lewej), w (w środku) oraz powyżej częstotliwości rezonansowej (po prawej)
Rafał Kasikowski
performance criteria. As demonstrated, the power conversion efficiency measured at the tested setpoints was only minimally affected by operating frequencies outside the resonant point, primarily because the operation stayed well within the inductive region of the resonant tank.
Acknowledgments
This research was co-financed by the National Centre for Research and Development as part of a project funded by the National Centre for Research and Development under the LIDER XV program, based on the contract for the execution and financing of the project No. LIDER15/0205/2024.
Badania te zostały współfinansowane przez Narodowe Centrum Badań i Rozwoju jako część projektu finansowanego przez Narodowe Centrum Badań i Rozwoju w ramach programu LIDER XV, na podstawie umowy o wykonanie i finansowanie projektu nr LIDER15/0205/2024.
References
1. Kim B.-C., Park K.-B., Kim C.-E., Lee B.-H., Moon G.-W., LLC Resonant Converter With Adaptive Link-Voltage Variation for a High-Power-Density Adapter, “IEEE Transactions on Power Electronics”, Vol. 25, No. 9, 2010, 2248–2252, DOI: 10.1109/TPEL.2010.2050906.
2. Dow Y.S., Son H.I., Lee H.-D., A Study on Half Bridge LLC Resonant Converter for Battery Charger on Board, [In:] 8th International Conference on Power Electronics –ECCE Asia, Jeju, South Korea, 2011, DOI: 10.1109/ICPE.2011.5944758.
3. Bas Y., Akboy E., A High-Efficiency LLC Resonant Converter For LED Driver Applications, [In:] 7th International Congress on Human-Computer Interaction, Optimizing and Robotic Applications (ICHORA), Ankara, Turkiye, 2025, DOI: 10.1109/ICHORA65333.2025.11017094.
4. Deng J.J., Li S., Hu S., Mi C.C., Ma R.-Q., Design Methodology of LLC Resonant Converters for Electric Vehicle Battery Chargers, “IEEE Transactions on Vehicular Technology”, Vol. 63, No. 4, 2014, 1581–1592, DOI: 10.1109/TVT.2013.2287379.
5. Pandey R., Singh B., A Power-Factor-Corrected LLC Resonant Converter for Electric Vehicle Charger Using Cuk Converter, “IEEE Transactions on Industry Applications”, Vol. 55, No. 6, 2019, 6278–6286, DOI: 10.1109/TIA.2019.2934059.
6. Wang W.B., Deng J.J., Chen D.L., An LCC-S compensated wireless power transfer system using receiver-side switched-controlled capacitor combined semi-active rectifier for constant voltage charging with misalignment tolerance, “IET Power Electronics”, Vol. 16, No. 7, 2023, 1103–1114, DOI: 10.1049/pel2.12453.
7. Wu S., Cai C., Liu X., Chai W., Yang S., Compact and Free-Positioning Omnidirectional Wireless Power Transfer System for Unmanned Aerial Vehicle Charging Applications, “IEEE Transactions on Power Electronics”, Vol. 37, No. 8, 2022, 8790–8794, DOI: 10.1109/TPEL.2022.3158610.
8. Xiao C., Cheng D., Wei K., An LCC-C Compensated Wireless Charging System for Implantable Cardiac Pacemakers: Theory, Experiment, and Safety Evaluation, “IEEE Transactions on Power Electronics”, Vol. 33, No. 6, 2018, 4894–4905, DOI: 10.1109/TPEL.2017.2735441.
9. Xu W., Liang W., Peng J., Liu Y., Wang Y., Maximizing Charging Satisfaction of Smartphone Users via Wireless Energy Transfer, “IEEE Transactions on Mobile Computing”, Vol. 16, No. 4, 2016, 990–1004, DOI: 10.1109/TMC.2016.2577585.
10. Korobok M.A., Shemolin I.S., Sazykin K.B., Practical Implementation of an LLC Converter with Integrated Reso-
nant Circuit Elements, [In:] International Russian Smart Industry Conference (SmartIndustryCon), Sochi, Russian Federation, 2024, DOI: 10.1109/SmartIndustryCon61328.2024.10515714.
13. Gao S.W., Zhao Z.Y., Magnetic Integrated LLC Resonant Converter Based on Independent Inductance Winding, “IEEE Access”, Vol. 9, 2020, 660–672, DOI: 10.1109/ACCESS.2020.3046616.
14. Saket M.A., Shafiei N., Ordonez M., LLC Converters With Planar Transformers: Issues and Mitigation, “IEEE Transactions on Power Electronics”, Vol. 32, No. 6, 2020, 4524–4542, DOI: 10.1109/TPEL.2016.2602360.
15. Fei C., Lee F. C., Li Q., High-Efficiency High-Power-Density LLC Converter With an Integrated Planar Matrix Transformer for High-Output Current Applications, “IEEE Transactions on Industrial Electronics”, Vol. 64, No. 11, 2017, 9072–9082, DOI: 10.1109/TIE.2017.2674599.
16. Sun S.Z., Fu J.Q., Wei L.S., Optimization of High-Efficiency Half-bridge LLC Resonant Converter, [In:] 2021 40th Chinese Control Conference (CCC), Shanghai, China, DOI: 10.23919/CCC52363.2021.9550087.
17. Luo J.H., Wang J.H., Fang Z.J., Shao J.W., Li J.G., Optimal Design of a High Efficiency LLC Resonant Converter with a Narrow Frequency Range for Voltage Regulation, “Energies”, Vol. 11, No. 5, 2018, DOI: 10.3390/en11051124.
18. Erickson R.W., Maksimović D., Fundamentals of Power Electronics, Springer International Publishing, 2020, ISBN: 9783030438791.
19. Cetin S., Yenil V., Optimal Operation Region of LLC Resonant Converter for on-Board EV Battery Charger Applications, [In:] 2018 IEEE 18th International Power Electronics and Motion Control Conference (PEMC), Budapest, Hungary, DOI: 10.1109/EPEPEMC.2018.8521857.
20. Zhao R., Xu F., Design of Wireless Power Transfer System Based on LCC-S, “Journal of Physics: Conference Series”, Vol. 2496, 2023, DOI: 10.1088/1742-6596/2496/1/012014.
21. Solimene L., Corti F., Musumeci S., Reatti A., Ragusa C.S., A controlled variable inductor for an LCC-S compensated Wireless Power Transfer system, [In:] IECON 2022 –48th Annual Conference of the IEEE Industrial Electronics Society, Brussels, Belgium (2022), DOI: 10.1109/IECON49645.2022.9968576.
22. Yang J.F., Zhang X.D., Zhang K.J., Cui X.Y., Jiao C.Q., Yang X., Design of LCC-S Compensation Topology and Optimization of Misalignment Tolerance for Inductive Power Transfer, “IEEE Access”, Vol. 8, 2020, 191309–191318, DOI: 10.1109/ACCESS.2020.3032563.
23. Geng Y., Li B., Yang Z., Lin F., Sun H., A High Efficiency Charging Strategy for a Supercapacitor Using a Wireless Power Transfer System Based on Inductor/Capacitor/ Capacitor (LCC) Compensation Topology, “Energies”, Vol. 10, No. 1, 2017, DOI: 10.3390/en10010135.
24. Wang C.S., Covic G.A., Stielau O.H., Power transfer capability and bifurcation phenomena of loosely coupled inductive power transfer systems, “IEEE Transactions on Industrial Electronics”, Vol. 51, No. 1, 2004, 148–157, DOI: 10.1109/TIE.2003.822038.
25. Li S.Q., Mi C.C., Wireless Power Transfer for Electric Vehicle Applications, “IEEE Journal of Emerging and
Selected Topics in Power Electronics”, Vol. 3, No. 1, 2015, 4–17, DOI: 10.1109/JESTPE.2014.2319453.
27. NXP Semiconductors, Digital controller for high-efficiency resonant power supply, Rev. 2.2 – 23 January 2023, [www.nxp.com/docs/en/data-sheet/TEA19161T.pdf].
28. Sullivan C.R., Optimal choice for number of strands in a litz-wire transformer winding, “IEEE Transactions on Power Electronics”, Vol. 14, No. 2, 1999, 283–291, DOI: 10.1109/63.750181.
29. Sullivan C.R., Zhang R.Y., Simplified Design Method for Litz Wire, [In:] 2014 IEEE Applied Power Electronics Con-
ference and Exposition – APEC 2014, Fort Worth, TX, USA (2014), DOI: 10.1109/APEC.2014.6803681.
30. Barlik R., Nowak M., Grzejszczak P., Zdanowski M., Estimation of power losses in a high-frequency planar transformer using a thermal camera, “Archives of Electrical Engineering”, Vol. 65, No. 3, 2016, 613–627, DOI: 10.1515/aee-2016-0044.
31. Detka K., Górecki K., Wireless Power Transfer – A Review, “Energies”, Vol. 15, No. 19, 2022, DOI: 10.3390/en15197236.
Wybrane topologie rezonansowe dla przewodowego i bezprzewodowego systemu przesyłania energii
Streszczenie: Topologie rezonansowe przetwornic impulsowych są szeroko stosowane w różnych sektorach przemysłu elektronicznego ze względu na ich istotne zalety, takie jak wysoka sprawność, duża gęstość mocy, izolacja galwaniczna, niskie zakłócenia elektromagnetyczne (EMI) i zniekształcenia harmoniczne, możliwość integracji magnetycznej, przełączanie kluczy elektronicznych przy zerowym napięciu oraz praca przy wysokich częstotliwościach. W niniejszym artykule przedstawiono dwie główne konfiguracje obwodów rezonansowych: topologię typu LLC z konwencjonalnym transformatorem oraz topologię LCC-S dla bezprzewodowego systemu przesyłania energii (WPT). Druga z nich wykorzystuje sprzężenie magnetyczne do przesyłu energii na odległość, eliminując tym samym zależność od tradycyjnych rozwiązań transformatorowych. Przedstawiono również szczegółowy opis teoretyczny obu obwodów rezonansowych wraz z analizą ich zalet i wad. Wykazano, że obie topologie osiągają wysoką sprawność przetwarzania mocy dzięki przełączaniu tranzystorów mocy w momencie, gdy napięcie na nich jest bliskie zeru (ZVT). Ponadto topologie te gwarantują istotną przewagę nad innymi rozwiązaniami rezonansowymi ze względu na niezależność napięcia wyjściowego od zmian obciążenia, pod warunkiem że częstotliwość pracy przetwornicy jest precyzyjnie dopasowana do częstotliwości rezonansowej obwodu elektrycznego przetwornicy. W ostatniej części artykułu opisano praktyczne wykonanie zintegrowanej topologii LLC oraz zbadano wpływ niedopasowania pomiędzy częstotliwością pracy przetwornicy a częstotliwością rezonansową na przebiegi prądu i napięcia, charakterystyki wzmocnienia napięciowego, sprawność oraz temperaturę pracy kluczowych elementów przetwornicy mocy.
Słowa kluczowe: energoelektronika, rezonansowe przetwornice AC/DC, bezprzewodowe systemy przesyłania mocy, praca niezależna od obciążenia, termografia
Rafał Kasikowski, PhD Eng.
rafal.kasikowski@p.lodz.pl
ORCID: 0000-0002-2815-1746
He received the M.Sc. degree in electrical engineering in 2002 from the Technical University of Czestochowa, Poland, and he has also earned the M.Sc. degree in energy engineering in 2013 from the University of East Anglia, Norwich, United Kingdom. In 2021 he received the PhD degree in electronics from Lodz University of Technology, Poland, where he is currently working as a postdoctoral researcher. His research interests include modelling and optimization of Switch Mode Power Supplies.
Rafał Kasikowski
Measurement of the Junction Temperature of Light-Emitting Diodes Based on the Thermographic Measurement of the Case Temperature
Krzysztof Dziarski
Poznań University of Technology, Institute of Electric Power Engineering, Piotrowo 3A, 60-965 Poznań, Poland
Arkadiusz Hulewicz
Poznań University of Technology, Institute of Electrical Engineering and Electronics, Piotrowo 3A, 60-965 Poznań, Poland
Abstract: The article describes an indirect infrared thermographic method for measuring the junction temperature of the selected light-emitting diodes (LEDs). It presents the measurement methodology that enables a reliable assessment of this temperature. The finite element method (FEM) used in simulation work is also described. The article addresses the process of determining the coefficient values required for the simulations. It presents the results of simulation work conducted in the SolidWorks environment, the infrared thermographic measurements of the package temperature of the tested LEDs and the corresponding estimated junction temperature values. The reliability of the obtained results was confirmed using the electrical method and measurements with a Pt 1000 sensor.
The noticeable increase in the popularity of LEDs (Light Emitting Diodes) is associated with the growing demand for the energy-efficient light sources. Light-emitting diodes are now widely used in residential lighting, the automotive industry and the industrial applications. They are composed of semiconductors joined in a p-n structure, referred to in this study as the junction, along with a carrier layer, a case (a transparent plastic dome) and electrodes. The advantages of LEDs include their high efficiency and long service life. As semiconductor components, their parameters are temperature dependent.
As the junction temperature increases, the slope of the LED’s forward current–voltage characteristic (IF = f(VF)) changes. Consequently, with rising junction temperature (T j), the forward voltage (VF) of the LED decreases [1]. Other effects of operating an LED at an improper T j value include the reduced luminous efficiency, a shift in light color (chromatic shift), and accelerated aging processes [2]. Prolonged operation at excessively high T j may result in damage to the junction. For this reason, information about the value of T j is crucial.
Autor korespondujący: Krzysztof Dziarski, Krzysztof.dziarski@put.poznan.pl
Artykuł recenzowany nadesłany 11.06.2025 r., przyjęty do druku 13.10.2025 r.
Several groups of methods for determining the junction temperature (T j) have been described in the literature [3, 4]. The first group includes methods based on the known relationship between T j and the Temperature Sensitive Parameter (TSP). Methods in this category are described in the JESD51 standard [22]. Parameters such as forward voltage (VF), dynamic resistance (Rd), the junction capacitance (Cj) and the threshold voltage (Vth) can be used as TSPs. The relationship between T j and TSP is specific to each individual device [3], which is one of the major drawbacks of these methods. Additionally, their application requires placing the diode in a measurement circuit, making real-time measurement impossible.
Another group of methods consists of contact methods. These can be further divided into direct and indirect methods. The direct methods are invasive techniques. Their use requires opening the package and gaining the direct access to the junction [3]. For this reason, their application is difficult and results in irreversible damage to the diode
The indirect methods consist of two stages. In the first stage, the temperature of the diode package is measured. This can be done using a temperature sensor (indirect contact methods) or a thermographic camera or pyrometer (indirect non-contact methods) [3, 5, 6]. The second stage involves determining the relationship between the case temperature T c and the junction temperature T j. Using a thermographic camera minimizes the risk of the electric shock during measurement. Additionally, it eliminates issues related to the unknown thermal resistance Rth between the temperature sensor and the package [7].
The indirect methods consist of two stages. In the first stage, the case temperature of the diode is measured. This measurement can be performed using a temperature sensor (indirect
contact methods) or with a thermographic camera or pyrometer (indirect non-contact methods) [3, 5, 6]. The second stage involves determining the relationship between the case temperature T c and the junction temperature T j. The use of a thermographic camera significantly reduces the risk of the electric shock during measurement. Moreover, it eliminates the issue of unknown thermal resistance Rth between the temperature sensor and the case [7].
Several attempts to perform the indirect thermographic junction temperature measurements can be found in the literature. In [8], the focus was on conducting thermographic measurements of the diode surface temperature which were then used to estimate the temperature distribution. In publication [9], the authors carried out an indirect thermographic measurement of the junction temperature T j, focusing on precise the thermal imaging of the diode’s case temperature T c and on determining the relationship between T j and T c. Simplified thermal models were used for this purpose. A similar approach was applied in [10], where high-power LED modules were studied. The fundamentals of the thermal design for LEDs and the Finite Element Method (FEM) are discussed in the book [11]. In publication [12], the authors developed a three-dimensional thermal model of an LED, using a thermographic camera to measure the temperature distribution on the LED surface. Additionally, the thermographic measurements were compared with FEM simulation data and thermocouple measurements. In these studies, thermocouples were used to validate the thermographic measurements. They were placed as close as possible to the junction, but outside the case.
The authors are not aware of any studies comparing the results of the indirect thermographic junction temperature measurements with those obtained using electrical methods. For this reason, it was decided to conduct the research aimed at performing an indirect thermographic measurement of the LED junction temperature and comparing the result with that
Nomenclature
α – co efficient of the expansion
β( ) – Dirac delta
ΔT cs – change in the case temperature value obtained from the simulation
ΔgrTcPt1000 – limit error of the case temperature value measured by Pt 1000
ΔgrTccam – limit error of the case temperature value obtained from thermographic measurement
ε – emissivity – half angle
ηo – optical efficiency
λ – wavelength of emitted radiation
λ0 – selected wavelength at which the energy is concentrated
φe – radiant flux
φυ – luminous flux
ψ – dynamic air viscosity
ω – solid angle of the beam
LER – luminous efficacy of the radiation
B
λ – normalized spectral power distribution
Cj – junction electrical capacitance
cth – thermal capacity per cubic meter
elam, eturb, flam, fturb – coefficients
h c – convection coefficient
h r – radiation co efficient
IF – forward current
obtained using the electrical method. The forward voltage VF was used as the Temperature Sensitive Parameter (TSP).
2. Methodology
2.1. Thermographic measurement of the surface temperature of the LED case
The first stage of the indirect thermographic measurement of the LED junction temperature (T j) is the thermographic measurement of the case temperature (T c). For the purpose of the study, five different models of 5 mm diameter Light Emitting Diodes (LEDs) were arbitrarily selected. These LEDs differed in emitted light color, the optoelectronic characteristics, and operating parameters. The basic parameters of the selected LEDs are presented in Table 1 [23–26].
The emissivity of the LED diode surface is unknown. For this reason, a reference marker was applied to the case surface of each diode using Velvet Coating 811-21, characterized by a well-defined emissivity coefficient ε, ranging from 0.970 to 0.975 within the temperature interval of 237.15 K to 355.15 K. The associated uncertainty in the emissivity value was estimated at 0.004 [13]. Next to the marker, a Pt 1000 sensor in an SMD 0603 package was placed [27]. The sensor was bonded using WLK 5 thermal adhesive (Fischer Elektronik, Lüdenscheid, Germany), known for its thermal conductivity of 0.836 W/m·K in the temperature range of 217.15 K to 422.15 K [28]. The resistance of the sensor was measured using the four-wire method. During the measurement, a current of 101.6 µA flowed through the sensor. Based on the conducted tests, it was found that a current of such intensity does not cause self-heating of the sensor.
A current IH in the range of 5 mA to 30 mA flowed through the junction of the semiconductor diode. The flow of IH through the junction caused an increase in the junction temperature T j Simultaneously, a current I m with a value of 100 µA also flowed
IH – heating current
I m – measurement current
I v – luminous intensity
k – thermal conductivity
K m – photopic luminous efficacy constant, 683 lm/W
P c – total p ower applied to the heat source
P j – electrical p ower dissipated in junction
Ph – heat p ower
P o – optical p ower
Rd – dynamic resistance
Rth – thermal resistance
T – temp erature
T c cam – case temperature value obtained from thermographic measurement
T cs – case temperature value obtained from the simulation
T c – case temperature
Tc Pt 1000 – case temperature value measured by Pt 1000
T j – junction temp erature
T js – junction temp erature value obtained from the simulation
q – heat flux
ρd – air density
ρv – power density
UTc – total uncertainty of the case temperature measurement
(λ) – CIE photopic luminous efficiency function of the eye
VF – forward voltage
Vth – threshold voltage
Table 1. The basic parameters of the tested diodes [23–26]; λ – the wavelength of the emitted radiation Tabela 1. Podstawowe parametry badanych diod [14–17]; λ – długość fali emitowanego promieniowania
through the same junction. The concurrent flow of IH and I m through the diode junction allowed for a simplification of the measurement circuit. After a time period determined experimentally, the value of T j stabilized. Once this time had passed, the IH current was switched off. For the next 20 ms, only the I m current flowed through the diode junction. It was assumed that during this short time, the T j value remained close to the value just before switching off IH, and based on the measurement of VF, it was possible to determine the junction temperature T j
The described measurement circuit is shown in Figure 1.
Fig. 1. A system of the indirect measurement of Tj based on the measurement of T c and the known relationship I m = f (VF). The T c measurement is carried out using a Pt 1000 sensor and thermographic on a reference marker painted with Velvet Coating 811-21
Rys. 1. Układ pomiarowy do pośredniego termograficznego pomiaru temperatury złącza Tj na podstawie pomiaru temperatury obudowy T c oraz zależności I m = f(VF). Pomiar T c wykonany za pomocą czujnika Pt 1000 oraz termograficznie — na markerze namalowanym farbą Velvet Coating 811-21
The measurement of the forward voltage drop VF at the diode junction was performed when only the current I m flowed through the junction. In this case, it was possible to use VF as TSP, because prior to the measurements, the relationship I m = f(VF) was determined. For this purpose, all diodes were placed inside the chamber. The temperature inside the chamber was changed in the range from –8 ℃ to 70 ℃. The current I m flowed through the series-connected diodes. After each temperature setting, the experimentally determined time was allowed to pass until the measured value of VF stabilized. It was assumed that after this time the temperature inside the chamber T a was equal to T j. The measurement scheme enabling the determination of the relationship I m = f(VF) is shown in Figure 2.
The thermographic imaging system and the diodes assembly were placed inside a custom-designed enclosure made of plexiglass, with the internal dimensions of 40 cm × 30 cm × 30 cm. The inner walls of the enclosure were lined with black polyurethane foam. Due to its open-cell structure, which mimics the
Fig. 2. A system used to determine the relationship I m = f (VF). The measurement was carried out in an ILW 115-T chamber. The temperature measurement was performed using a TR-75nw device equipped with a type K thermocouple
Rys. 2. Układ do wyznaczenia zależności I m = f(VF). Pomiar przeprowadzony w komorze ILW 115-T. Pomiar temperatury wykonano za pomocą TR-75nw wyposażonego w termoelement typu K
behavior of a blackbody cavity, this material exhibits a high emissivity value of approximately ε = 0.94 [14]. This design effectively shielded the measurement setup from external thermal influences and significantly reduced the internal reflections [15, 16].
To precisely adjust the distance d between the lens of the thermographic camera and the surface of the epoxy mold compound, the camera was mounted on a tripod integrated with a stepper motor. This motorized positioning system enabled the precise control of the distance d, managed by a Siemens S7-1200 1214DC/DC/DC programmable logic controller (Siemens, Munich, Germany) [29]. The desired distance was set using a Siemens KTP 700 Basic PN touchscreen interface [30]. An overview of the complete measurement setup is shown in Figure 3.
3. The described measurement system Rys. 3. Zastosowany układ pomiarowy
Fig.
2.2. Finite element method and boundary conditions
In the subsequent phase of the indirect thermographic temperature assessment, the objective was to determine the correlation between the junction temperature (T j) and the case temperature (T c). This correlation can be determined using the numerical simulations. One of the applicable approaches is the Finite Element Method (FEM), in which the region of interest for evaluating the temperature distribution is discretized into a finite number of tetrahedral elements.
The heat transfer in the x-direction between two points is described by equation (1) [17].
where: vρ – the power density dissipated in the junction in W/m3, cth – the thermal capacity, T – the temperature, k – the thermal conductivity.
For steady-state conditions, the equation (1) reduces to the form presented in equation (2) [17].
where q denotes the heat flux, expressed in watts per square meter (W/m²).
By using the separation of variables technique and integrating equation (2), the time constant can be determined after applying the boundary conditions defined in equation (3).
After determining the time constant and assuming that the heat flux q has completely passed through the wall, equation (3) can be reformulated into the form shown in equation (4).
12 c k P TTx Sk −=⋅ (4)
where P c is the total power applied to the heat source in W and S in m2 is the area of the wall penetrated by q in W/m2
For accurate FEM-based simulations, it is essential to determine both the radiation coefficient h r and the convection coefficient h c . The radiation coefficient h r can be obtained from equation (5).
22 ()() rcaca hTTTT σ =⋅+⋅+ (5)
The convection coefficient h c represents the rate of convective heat transfer per unit surface area over time. Its precise determination is complex, as it depends on various factors such as the geometry, the structural complexity and the surface temperature of the object participating in convection. In the present work, h c was approximated using similarity theory in transport phenomena. The interrelations between the key physical parameters were expressed through dimensionless numbers, including the Nusselt, Grashof, and Prandtl numbers. For planar surfaces, h c can be computed using the relationship given in equation (6) [18].
c Nuk h L = (6)
The Nusselt number is expressed according to the formulation in equation (7) [32].
where e and f are dimensionless coefficients, the values of which depend on the shape and orientation of the analyzed surface and the product P r G r P r (−) is the Prandtl number, G r is the Grashof number.
The values of the coefficients elam, eturb, flam, and fturb are influenced by the product of the Grashof and Prandtl numbers, along with the surface orientation and whether the airflow over the surface is laminar or turbulent. The specific coefficient values are listed in Table 2 [18].
The Prandtl number is determined using the expression given in Equation (8) [18].
c P k ⋅ψ = (8)
where c is the specific air heat equal to 1005 in J · kg−1 · K−1 in 293.15 K, ψ is the dynamic air viscosity equal to 1.75 × 10−5 in kg ∙ m−1 · s−1 in 273.15 K.
The Grashof number is obtained from the formula presented in Equation (9) [18]. 33 2 ()cad r gTTL G αρ ψ ⋅⋅−⋅⋅ = (9)
where α is a coefficient of the expansion equal to 0.0034 in K−1, g is the gravitational acceleration of 9.8 in m · s−2, dρ is the air density equal to 1.21 in kg · m−3 in 273.15 K.
Heating power Ph is the difference between the electrical power dissipated in the junction P j and the optical power P o − (equation 10).
hjo PPP =− (10)
Using the formula for determining LER (Luminous Efficacy of Radiation) given in [28], and taking into account that φe (radiant flux) = P o, equation (11) one can derived:
v o P LER ϕ = (11)
where vϕ is the luminous flux, LER is the luminous efficacy of the radiation.
Based on the definition of luminous flux [29], equation (12) can be derived:
vv I ϕω =⋅ (12)
where I v is the luminous intensity (cd), ω is the solid angle of the beam (sr).
The value of ω (equation 12) can be determined from the geometry of the solid angle of the cone. In this work, 1 2 θ was
considered as the half-angle of the luminous flux divergence.
An approximate value of LER can be determined from equation (14) [19]:
Equation (15) does not hold for white diodes (e.g., row 5 in Table 1). Therefore, for this case the LER value was adopted from the literature [20].
Consequently, it is possible to determine the value of the optical efficiency oη – equation (17) expressed as a the ratio P o to P j. [21].
where B λ is the normalized spectral power distribution, () V λ is the CIE photopic luminous efficiency function of the eye [33], K m is the photopic luminous efficacy constant, equal to 683 (lm/W).
In the case of diodes emitting within a narrow wavelength range (quasi-monochromatic diodes), equation (14) can be simplified to the form of equation (15).
683()LERV λ =⋅ (15)
This is possible upon taking into account equation (16) [34]:
(16)
where: λ is the wavelength, 0 λ is the selected wavelength at which the energy is concentrated, ()δ is Dirac delta.
3. Results
At the beginning of the conducted study, using the setup shown in Figure 2, the VF values were measured for each of the four LEDs. The obtained results are presented in Table 3.
Next, assuming that under steady-state conditions T a = T j, the relationships T j = f(VF) were determined for each diode. The obtained dependencies are presented in Table 4.
The next stage of the work involved creating a three-dimensional model of the diode. SolidWorks software (Dassault Systèmes SolidWorks Corp, Vélizy-Villacoublay, France) was used for this purpose. In order to create the model, it was necessary to dimension the internal structure of the diode and assign thermal conductivity values k to its individual materials. The values of the thermal conductivity parameters k assigned to the specific components of the diode are presented in Table 5.
Table 2. Values of the coefficients elam , eturb , flam , and f turb
Tabela 2. Wartości współczynników elam , eturb , flam , oraz f turb
Shape G r P r elam flam eturb fturb
Vertical flat wall 109 0.590.250.1290.33
Upper flat wall 108
Table 3. Values enabling the determination of the relationship I m = f (VF)
Tabela 3. Wartości umożliwiające wyznaczenie zależności I
(VF)
Table 4. Obtained relationships Tj = f (VF)
Tabela 4. Uzyskane zależności T = f (VF)
Before starting the simulation, the appropriate edge length of the finite element was determined. The optimal size was assumed to be the one that minimizes simulation time while ensuring stable results. The achieved results are presented in Table 6.
A mesh based on the mixed curvature was used. The maximum element size was 0.25 mm, while the minimum size was 0.05 mm. The mesh contained 126 788 nodes and 84 018 elements.
An example model created in SolidWorks and the simulation result are shown in Figure 4.
Thermal measurements were then performed. The example thermograms are presented in Figures 5 and 6.
Subsequently, measurements were carried out using the systems shown in Figures 3 and 1. The measured values of the current IH flowing through the diode, the calculated electrical power dissipated in the diode junction P j based on the measured voltage VF and current IF (electrical power), the temperature measured using the thermographic camera T c cam, the
Table 5. Materials Used During the Simulation and the Corresponding Thermal Conductivity Coefficients (k-values)
Tabela 5. Materiały użyte podczas symulacji oraz odpowiadające im współczynniki przewodnictwa cieplnego (wartości k)
Table 6. Edge size of the mesh element and the corresponding simulation time
Tabela 6. Wymiar krawędzi elementu siatki oraz odpowiadający mu czas symulacji
Fig. 4. a) Example model created in SolidWorks (with mesh and measurement point); b) the result of an example simulation for Tj = 33.3 ℃, T cs = 28.9 ℃, with measurement point; c) the result of the simulation for T cs = 28.1 ℃; d) the result of the simulation for T cs = 29.9 ℃
Rys. 4. a) Model utworzony w programie SolidWorks (z siatką i punktem pomiarowym); b) wynik symulacji dla T = 33,3 °C, T cs = 28,9 °C z punktem pomiarowym; c) wynik symulacji dla T cs = 28,1 °C; d) wynik symulacji dla T cs = 29,9 °C
5. An example thermogram of a diode, T c = 28.1 ℃
Rys. 5. Termogram diody dla T c = 28,1 °C
6. An example thermogram of a diode, T c = 29.9 ℃
Rys. 6. Termogram diody dla T c = 29,9 °C
Table 7. The results obtained for the diode LUYF503F33. The estimated value of ηo was 0.03
Tabela 7. Wyniki dla diody LUYF503F33. Szacowana wartość ηo = 0,03
Table 8. The results obtained for the diode LBG503E43. The estimated value of ηo was 0.04
Tabela 8. Wyniki dla diody LBG503E43. Szacowana wartość ηo = 0,04
Table 9. The results obtained for the diode LL-504BC2E. The estimated value of ηo was 0.29 Tabela 9. Wyniki dla diody LL-504BC2E. Szacowana wartość ηo = 0,29
Fig.
Fig.
Measurement
Table 10. The results obtained for the diode LL-504WC2V. The estimated value of ηo was 0.05
Tabela 10. Wyniki dla diody LL-504WC2V. Szacowana wartość ηo = 0,05
1.9031.829.031.6
1.9036.030.335.7
1.9040.332.039.9
1.9044.933.844.3 29.73.130.093035.1
junction temperature determined from the obtained function T j = f(VF), the case temperature measured using the Pt 1000 sensor Tc Pt1000, and the junction temperature T js and the case temperature T cs of the diode obtained from the simulation results are presented in Tables 7–10.
4. Conclusion and discussion
The operating temperature of the junction in light-emitting diodes (LEDs) is a key parameter for ensuring their proper operation. Its value provides important information about the operating conditions; however, direct measurement during normal operation is practically impossible. A solution to this problem is the use of an indirect method that enables the measurement of junction temperature. In this method, the junction temperature can be determined based on the thermographic measurement of the case temperature and a relationship linking it to the junction temperature. In the conducted research, this relationship between these two temperatures was determined using simulation methods in SolidWorks software.
The main objective of the research presented in the article was to demonstrate that, based on a thermographic measurement of the case temperature and supported by simulation studies, it is possible to obtain a reliable estimation of the junction temperature. Additionally, the conducted simulations enabled the determination of the internal temperature distribution within the tested diodes, which made it possible to identify the most optimal measurement point, where the difference between the case temperature and the junction temperature is the smallest.
In order to carry out the simulations, it was necessary to measure the internal dimensions of the tested diodes and to determine the thermal conductivity coefficients of the materials from which the diodes were made. The reliability of the constructed model and the selected parameters, and consequently, the simulation results, was confirmed through thermographic measurements and the electrical method. The thermographic measurements made it possible to verify the case temperature obtained from the simulations, while the electrical method was used to verify the junction temperature. Additionally, the case temperature results were validated using a Pt 1000 temp erature sensor. As a result of the conducted comparisons, it was observed that the discrepancies did not exceed the measurement uncertainty of the instruments used.
During the modelling process, the diode’s optical efficiency was taken into account. This approach allowed for a more realistic representation of the component’s operating conditions, reflecting the actual energy balance between the thermal losses
1.9048.335.747.8
and optical emission. An approximate method was used, based on values from datasheets and literature. In the calculations, the value of the power dissipated in the junction was considered for the forward current closest to 20 mA. The results obtained with the proposed method provide only approximate values of optical efficiency. To determine more accurate values, direct measurements should be performed.
Based on the obtained results, it can be concluded that by combining the simulation method with thermographic measurements, it is possible to perform an indirect measurement of the junction temperature of LED diodes. The analysis of thermograms and simulation results confirmed these findings for different power levels dissipated at the junctions of the tested LED diodes.
Bibliography
1. Chhajed S, Xi Y., Gessmann Th., Xi Y.-Q., Shah J.M., Kim J.K., Schubert E.F., Junction temperature in light-emitting diodes assessed by different methods, Proceedings of SPIE, Vol. 5739, 2005, DOI: 10.1117/12.593696.
2. Vaskuri A., Kärhä P., Baumgartner H., Kantamaa O., Pulli T., Poikonen T., Ikonen E., Relationships between junction temperature, electroluminescence spectrum and ageing of light-emitting diodes, “Metrologia”, Vol. 55, No. 2, 2018, 86–95, DOI: 10.1088/1681-7575/aaaed2.
3. Dziarski K, Hulewicz A, Kuwałek P, Wiczyński G., Methods of Measurement of Die Temperature of Semiconductor Elements: A Review, “Energies”, Vol. 16, No. 6, 2023, DOI: 10.3390/en16062559.
4. Cengiz C., Azarifar M., Arik M., A Critical Review on the Junction Temperature Measurement of Light Emitting Diodes, “Micromachines”, Vol. 13, No. 10, 2022, DOI: 10.3390/mi13101615.
5. Więcek B., De Mey G., Thermovision in Infrared–Basics and Applications, Measurement Automation Monitoring Publishing House: Warszawa, Poland, 2011.
6. Minkina W., Pomiary termowizyjne – przyrządy i metody Wydawnictwo Politechniki Częstochowskiej, Częstochowa 2004, ISBN 83-7193-237-5.
7. Hulewicz A., Dziarski K., Dombek G., The Solution for the Thermographic Measurement of the Temperature of a Small Object, “Sensors”, Vol. 21, No. 15, 2021, DOI: 10.3390/s21155000.
8. Chang K.S., Yang S.C., Kim J.-Y., Kook M.H., Ryu S.Y., Choi H.Y., Kim G.H., Precise Temperature Mapping of GaN-Based LEDs by Quantitative Infrared Micro-Thermography, “Sensors”, Vol. 12, No. 4, 2012, 4648–4660, DOI: 10.3390/s120404648.
9. Cheng H-Ch., Lin J.-Y., Chen W.-H., On the thermal characterization of an RGB LED-based white light module, “Applied Thermal Engineering”, Vol. 38, 2012, 105–116, DOI: 10.1016/j.applthermaleng.2012.01.014
10. Lee D., Choi H., Jeong S., Jeon C.H., Lee D., Lim J., Byon C., Choi J., A study on the measurement and prediction of LED junction temperature, “International Journal of Heat and Mass Transfer”, Vol. 127 (B), 2018, 1243–1252, DOI: 10.1016/j.ijheatmasstransfer.2018.07.091.
11. JM Lasance C., Poppe A., Thermal Management for LED Applications, Springer, 2014, DOI: 10.1007/978-1-4614-5091-7.
12. Rongier C., Gilblas R., Le Maoult Y., Belkessam S., Schmidt F., Infrared thermography applied to the validation of thermal simulation of high luminance LED used in automotive front lighting, “Infrared Physics & Technology”, Vol. 120, 2022, DOI: 10.1016/j.infrared.2021.103980.
13. Tang-Kwor E., Mattei S., Emissivity measurements for nextel velvet coating 811-21 between – 36 °C and 82 °C, 15th European Conference on Thermophysical Properties, Vol. 33, 1999, 551–556.
14. Baillis D., Coquard R., Randrianalisoa J.H., Dombrovsky L.A., Viskanta R., Thermal radiation properties of highly porous cellular foams, “Special Topics & Reviews in Porous Media: An International Journal”, Vol. 4, No. 2, 2013, 111–136, DOI: 10.1615/SpecialTopicsRevPorousMedia.v4.i2.20.
15. Minkina W., Dudzik S., Infrared Thermography Errors and Uncertainties, John Wiley & Sons, 2009, DOI: 10.1002/9780470682234.
16. Więcek B., Thermovision in infrared – basic and applications. Measurement Automotion Monitoring Publish House, Warszawa 2011.
17. Kopeć M., Więcek B., AC temperature estimation of power electronic devices using 1D thermal modeling and IR thermography measurements. 15th Quantitative InfraRed Thermography Conference, 2020, DOI: 10.21611/qirt.2020.161.
18. Dziarski H., Hulewicz A., Dombek G., Drużyński Ł., Indirect Thermographic Temperature Measurement of a Power-Rectifying Diode Die, “Energies”, Vol. 15, No. 9, 2022, DOI: 10.3390/en15093203
19. Murphy T.W. Jr., Maximum Spectral Luminous Efficacy of White Light, “Journal of Applied Physics”, Vol. 111, No. 10, 2012, DOI: 10.1063/1.4721897.
Krzysztof Dziarski, Arkadiusz Hulewicz
20. Ohno Y., Spectral design considerations for white LED color rendering, “Optical Engineering”, Vol. 44, No. 11, 2005, DOI: 10.1117/1.2130694.
Pomiar temperatury złącza diod elektroluminescencyjnych (LED) na podstawie termograficznego pomiaru temperatury obudowy
Streszczenie: W artykule opisano użycie pośredniego pomiaru termowizyjnego do wyznaczenia temperatury złącza wybranych diod elektroluminescencyjnych (LED). Przedstawiono metodę pomiaru umożliwiającą wiarygodną ocenę tej temperatury oraz zastosowaną w pracach symulacyjnych metodę elementów skończonych (MES). Omówiono proces wyznaczania wartości współczynników niezbędnych do przeprowadzenia symulacji. Zaprezentowano wyniki badań symulacyjnych wykonanych w środowisku SolidWorks, pomiary termograficzne temperatury obudowy badanych diod LED oraz odpowiadające im oszacowane wartości temperatury złącza. Wiarygodność uzyskanych wyników potwierdzono metodą elektryczną oraz pomiarami z wykorzystaniem czujnika Pt 1000.
Słowa kluczowe: termografia, dioda elektroluminescencyjna, metrologia
Arkadiusz Hulewicz, PhD Eng.
arkadiusz.hulewicz@put.poznan.pl
ORCID: 0000-0001-9342-7430
A graduate of the Faculty of Electrical Engineering at the Poznan University of Technology, where he has been employed since 2001. Currently an assistant professor and academic teacher in the Department of Metrology of Electronics and Light Technology. Author and co-author of 93 publications. His main scientific interests are metrology, the thermographic measurements, the bio-measurements and the biomedical engineering, the optoelectronics, as well as modeling and signal processing, especially the thermal modelling.
Krzysztof Dziarski, PhD Eng. krzysztof.dziarski@put.poznan.pl
ORCID: 0000-0002-7877-4116
Assistant Professor at the Institute of Electric Power Engineering, Poznań University of Technology. He obtained a PhD in technical sciences with a specialization in electrical engineering, focusing on advanced methods of thermal diagnostics in electronic systems. His doctoral dissertation concerned the application of infrared thermography and numerical simulations to analyze heat dissipation in semiconductor components. His research interests include thermal management, thermographic diagnostics, and reliability analysis of electronic components. He actively participates in scientific projects and teaching activities, supervising engineering and master’s theses in the field of temperature measurement techniques, electronics, and residential electrical installations.
Dobór parametrów produkcji tektury falistej
z
zastosowaniem liniowych modeli zależności między zmiennymi procesowymi
Włodzimierz Szewczyk, Paweł Pełczyński
Politechnika Łódzka, Centrum Papiernictwa i Poligrafii, ul. Wólczańska 221, 93-005 Łódź
Adam Łuc, Łukasz Wobik
Rawibox S.A., ul. Strefowa 22, 43-392 Międzyrzecze Dolne
Streszczenie: W artykule zaprezentowano i porównano wybrane techniki doboru parametrów procesu produkcji tektury falistej bazujące na liniowych modelach zależności między zmiennymi procesowymi. Omówiono sposób wyznaczania parametrów tych modeli, uwzględniający wiedzę praktyczną i umiejętności operatorów prowadzących produkcję. W tym celu zaprojektowano i zainstalowano w środowisku przemysłowym tekturnicy system pomiaru i rejestracji temperatury surowców papierowych, wstęg wytwarzanej tektury dwuwarstwowej, płyty tektury wielowarstwowej oraz prędkości płyty wytwarzanej tektury. Rejestrowane dane poddawano analizie w celu opracowania i oceny przydatności wybranych modeli służących do zadawania początkowych parametrów produkcji tektury. Zaproponowane podejście pozwala na wykorzystanie indywidualnych doświadczeń każdego z operatorów prowadzących produkcję, co korzystnie wpływa na jakość wytwarzanej tektury i wydajność procesu produkcyjnego.
1. Wprowadzenie
Słowa kluczowe: tektura falista, zmienne procesowe, parametry produkcji, regresja liniowa, analiza składowych głównych dynczych następuje formowanie warstw pofalowanych tektury oraz sklejanie papierów warstw płaskich z warstwami pofalowanymi. Tak powstałe wstęgi tektury dwuwarstwowej są transportowane do sklejarki podwójnej, gdzie następuje sklejenie papieru dolnej warstwy pokryciowej oraz jednej lub kilku wstęg tektury. Uformowana w ten sposób płyta tektury jest suszona podczas transportu po stole suszącym, w wyniku czego następuje utrwalenie spoin klejowych. Po opuszczeniu suszarni płyta tektury jest opcjonalnie cięta wzdłużnie na tzw. użytki i nagniatana, a następnie cięta poprzecznie na arkusze układane w stosy. Powstawanie trwałych spoin klejowych wymaga precyzyjnej kontroli temperatur w poszczególnych miejscach ciągu technologicznego.
Tektura falista jest jednym z najczęściej stosowanych materiałów do produkcji opakowań, a jej jakość i wytrzymałość mają kluczowe znaczenie dla funkcjonalności i estetyki gotowych produktów [1–4]. Osiągnięcie wysokiej wytrzymałości przy minimalnej masie opakowania jest ważne zarówno z ekonomicznego, jak i ekologicznego punktu widzenia, podczas gdy estetyka i jakość powierzchni opakowań tekturowych są kluczowe dla ich atrakcyjności handlowej. W związku z tym w procesie produkcji tektury falistej szczególną wagę przykłada się do precyzyjnej kontroli parametrów procesu, takich jak np. temperatura i wilgotność wstęg papierów, gdyż wpływają one bezpośrednio na właściwości mechaniczne i estetyczne wytwarzanego produktu [5–7].
Współczesna tekturnica, czyli maszyna do wytwarzania tektury falistej, jest skomplikowanym ciągiem technologicznym składającym się z szeregu modułów [8]. W sklejarkach poje-
Autor korespondujący:
Paweł Pełczyński, pawel.pelczynski@p.lodz.pl
Artykuł recenzowany nadesłany 25.04.2025 r., przyjęty do druku 22.09.2025 r.
Zezwala się na korzystanie z artykułu na warunkach licencji Creative Commons Uznanie autorstwa 4.0 Int.
O jakości wyprodukowanej tektury decyduje również stabilność jej parametrów geometrycznych, jak grubość, czy zachowanie płaskości arkuszy w stosach. Wymaga to kontrolowanego nawilżania papierów na warstwy pofalowane w kondycjonerach przed sklejarkami pojedynczymi oraz usuwania nadmiaru wody zawartej w zawiesinie klejowej. Otrzymanie produktu dobrej jakości stanowi poważne wyzwanie dla układów sterowania pracą ciągu technologicznego ze względu na dużą prędkość transportu wytwarzanej płyty tektury, sięgającą nawet 500 m/min i bardzo małymi czasami procesów jednostkowych realizowanych w ramach procesu produkcyjnego.
Obecnie stosowane w przemyśle systemy zarządzania jakością tektury, takie jak WCS firmy BHS czy rozwijany system QCS firmy Valmet, umożliwiają monitorowanie i sterowanie kluczowymi zmiennymi procesowymi w czasie rzeczywistym. Wykorzy-
stują one m.in. stacjonarne pirometry do pomiaru temperatury papierów przed sklejarkami, a także czujniki oceniające profile wilgotności i geometrię wytwarzanej tektury [9, 10]. Systemy te bazują na rejestracji danych produkcyjnych oraz ustawień wprowadzanych przez operatorów, co pozwala na doskonalenie procesu w oparciu o dane z wcześniejszych produkcji [11]. Niemniej jednak, żaden z tych systemów nie uwzględnia w pełni indywidualnego doświadczenia operatorów, które może znacząco wpłynąć na optymalizację parametrów procesu. W artykule zaprezentowano kontynuację wcześniejszych badań, dotyczących wykorzystania rejestrowanych danych procesowych [12] w celu opracowania modeli liniowych, które pozwalają na bardziej precyzyjne zadawanie początkowych parametrów produkcji tektury falistej. Proponowane podejście uwzględnia indywidualne preferencje operatorów tekturnicy, które wynikają z intuicji oraz doświadczenia zdobytego podczas prowadzenia produkcji. Dzięki temu możliwe jest nie tylko uwzględnienie ogólnych zasad sterowania procesem, ale także personalizacja ustawień, co może pozytywnie wpłynąć na jakość wytwarzanego produktu i stabilność procesu.
Przedstawione badania koncentrują się na zastosowaniu technik analizy danych, takich jak wielowymiarowa regresja liniowa i analiza głównych składowych PCA (ang. Principal Component Analysis), w celu znalezienia zależności między zmiennymi procesowymi oraz ich wpływu na jakość tektury. Praktyczną korzyścią identyfikacji parametrów powstałych w ten sposób liniowych modeli procesu jest pomoc dla operatorów tekturnicy w zakresie zadawania pożądanych parametrów produkcji. Wyniki wskazują na możliwość integracji proponowanego podejścia z istniejącymi systemami zarządzania jakością, co pozwala na dalszy rozwój automatyzacji i personalizacji procesu produkcji tektury falistej.
2. System pomiaru wielkości procesowych
W ramach badań opracowano system rejestracji i analizy danych procesowych integrujący sieć czujników temperatury i miernik prędkości tekturnicy. Do ciągłego, bezstykowego pomiaru temperatury wstęg papieru i płyty tektury zastosowano stacjonarne pirometry firmy Optris GmbH [13]. Zainstalowany w ciągu technologicznym tekturnicy system pomiarowy obejmuje: −pirometry OPTRIS serii CS i CT, termometry zanurzeniowe z czujnikami Pt 100 i przetwornikami AP-TOPGN1, przetwornik prędkości tekturnicy stanowiący integralny element jej układu sterowania, rejestratory danych AR207/16U/S1/P/P/P/P/IP30 podłączone do lokalnej sieci komputerowej.
W szczególności monitorowano temperaturę: papierów na pofalowane i płaskie warstwy tektury przed sklejarkami pojedynczymi i wstęg tektury za sklejarkami, płyty tektury za stołem suszącym i w sekcji ciągnącej suszarni, −kleju przy dopływie i o dpływie z wanien klejowych.
Punkty pomiarowe zostały pokazane na rys. 1. Umowne oznaczenia tych punktów, nawiązujące do numeru wstęgi papieru, numeru wanny klejowej lub miejsca pomiaru, wraz z ich opisem zostały zamieszczone w tabeli 1. W przeciwieństwie do standardowych systemów kontroli temperatury dla wstęg (punkty P3P2 i P5P4), zdecydowano się również na pomiar temperatury papierów (punkty P2b, P3c, P4b, P5c), co pozwoliło ocenić prawidłowość ich nagrzewania przed wejściem do sklejarek. Dodatkowo wprowadzono pomiar temperatury kleju na dopływie (punkty W1a, W2a, W3a, W4a) i odpływie (punkty W1b,
Rys. 1. Rozmieszczenie punktów ciągłego pomiaru: a) w sklejarce pojedynczej nr 1, b) w sklejarce pojedynczej nr 2, c) w sklejarce podwójnej i suszarni
Fig. 1. Arrangement of continuous measurement points: a) in single gluer no. 1, b) in single gluer no. 2, c) in double gluer and dryer
W2b, W3b, W4b) z wanien klejowych z zastosowaniem termometrów zanurzeniowych.
Zapewniono też rejestrację chwilowej prędkości płyty produkowanej tektury. System został szczegółowo opisany w [12]. Zebrane dane posłużyły do analizy parametrów procesowych i budowy modeli liniowych opisujących zależności między zmiennymi procesowymi.
3. Modelowanie zależności między zmiennymi procesowymi
W realizowanych wcześniej badaniach [12] opracowano metodę podpowiadania początkowych parametrów produkcji, która bazowała na sukcesywnym uśrednianiu danych historycznych. Metoda ta została przeanalizowana zarówno w wersji ogólnej, obejmującej dane rejestrowane podczas produkcji prowadzonej przez wszystkich operatorów, jak i w wersji spersonalizowanej, uwzględniającej dane związane z indywidualnym doświadczeniem poszczególnych operatorów. Jej istotną wadą jest ograniczona elastyczność i powolna reakcja na zmiany parametrów ciągu technologicznego, zastosowanych surowców czy innych warunków produkcji, takich jak zmienna wilgotność otoczenia czy różnice w strukturze papieru. W celu poprawy szybkości reakcji systemu oraz lepszego uwzględnienia zmiennych warunków produkcji podjęto prace nad opracowaniem modeli opisujących zależności między kluczowymi zmiennymi procesowymi. Modele te pozwolą na bardziej dynamiczne dostosowanie parametrów wstępnych do aktualnych warunków przez danie ope-
ratorowi swobody modyfikacji wybranych, zaproponowanych ustawień [14]. Dzięki znajomości modelu zależności między poszczególnymi zmiennymi nastąpi automatyczne korygowanie pozostałych parametrów w celu zachowania dobrej jakości produkowanej tektury. Zwiększa to znacząco elastyczność procesu produkcji i daje możliwość szybszej optymalizacji jego parametrów. Przykładowo próba zwiększenia średniej temperatury płyty tektury na wyjściu z suszarni Td, bez zmiany innych parametrów produkcji, pociąga za sobą sugestię zwiększenia średniej temperatury płyty za stołem suszącym Tc. Wynika to z oczywistej zależności między obiema temperaturami. Podobnie próba zwiększenia temperatury papierów na wejściu do sklejarki pojedynczej zachęca do zwiększenia temperatury
Tabela 1. Opis punktów pomiaru temperatury w ciągu technologicznym tekturnicy
Table 1. Description of temperature measurement points in the corrugator process line
Symbol Punkt pomiaru temperatury
P3c Papier 3 przed pasem dociskowym
P3P2 Tektura dwuwarstwowa na wyjściu ze sklejarki nr 2
P5P4 Tektura dwuwarstwowa na wyjściu ze sklejarki nr 1
P4b Papier 4 za podgrzewaczem (kondycjonerem)
W1a Klej na dopływie do wanny
W1b Klej na wypływie z wanny
W3a Klej na dopływie do wanny górnej
W3b Klej na wypływie z wanny górnej
W4a Klej na dopływie do wanny dolnej
W4b Klej na wypływie z wanny dolnej
P1b Papier 1 przed cylindrem wprowadzającym wstęgę na stół suszący
P3P2c Dolna wstęga tektury dwuwarstwowej przed wejściem do suszarni
P5P4c Górna wstęga tektury dwuwarstwowej przed wejściem do suszarni
TcSO Dolna warstwa płaska tektury za sekcją grzewczą S3 po stronie obsługi
TcSr Dolna warstwa płaska tektury za sekcją grzewczą S3 na środku płyty
TcSN Dolna warstwa płaska tektury za sekcją grzewczą S3 po stronie napędu
TdG Górna warstwa płaska tektury za suszarnią
TdD Dolna warstwa płaska tektury za suszarnią
wstęgi tektury na wyjściu ze sklejarki. Co prawda w tym przypadku operator nie dysponuje możliwością niezależnej regulacji temperatury wstęgi, ale ta zależność może być wykorzystana w celu detekcji wystąpienia niepożądanych warunków będących wynikiem nieprawidłowego działania sklejarki, a nawet wystąpienia awarii.
W pierwszym podejściu do opracowania modeli zależności procesowych zidentyfikowano powiązania między prędkością maszyny oraz temperaturami w wybranych punktach ciągu technologicznego, na które operator ma bezpośredni wpływ, a pozostałymi temperaturami w systemie. Wykorzystano w tym celu liniową regresję wielowymiarową, opartą na danych zarejestrowanych podczas pracy tekturnicy.
Regresja liniowa w wielu wymiarach polega na opisaniu zmiennej zależnej Y (np. temperatury wstęgi tektury na wyjściu ze sklejarki pojedynczej) jako kombinacji liniowej zmiennych niezależnych X1, X2, , X n (np. prędkość maszyny, temperatury kontrolowane przez operatora), z uwzględnieniem dodatkowego wyrazu wolnego β0 [15]. Ogólną postać modelu wielowymiarowej regresji liniowej można zapisać jako:
01122 nn YXXXββββε =+⋅+⋅++⋅+ (1)
gdzie: β 0 – wyraz wolny, odpowiadający wartości zmiennej zależnej przy zerowych wartościach zmiennych niezależnych, β1, β2, …., βn – współczynniki kierunkowe, określające wpływ poszczególnych zmiennych niezależnych X i na zmienną zależną Y, ε – składnik losowy, reprezentujący błędy modelu lub wpływ czynników nieuwzględnionych w analizie.
Celem regresji jest wyznaczenie wartości współczynników β0, β1, β2, ..., βn, które minimalizują sumę kwadratów różnic między wartościami rzeczywistymi Y a przewidywanymi przez model Ŷ Regresję przeprowadzono na danych zebranych w ramach ciągłej rejestracji parametrów procesu, ograniczając się do poszukiwania zależności między zmiennymi procesowymi w obrębie danej sklejarki oraz na wyjściu z suszarni. W ten sposób ograniczono liczbę zmiennych poddawanych analizie. W ciągu technologicznym tekturnicy ma to też uzasadnienie praktyczne –największej korelacji między mierzonymi temperaturami można się spodziewać w obrębie danej sklejarki a także w poszczególnych punktach suszarni. Ze względu na silną zależność skuteczności podgrzewania surowców i produktu od prędkości transportu płyty tektury vt, do analizy włączono tę prędkość jako jedną ze zmiennych niezależnych. Temperatury wstęg tektury na wyjściach ze sklejarek pojedynczych uznano za zmienne zależne, a temperatury papierów na ich wejściach były analizowane zarówno jako zmienne niezależne, jak i zależne, gdyż uznano, że operator może modyfikować wstępne ustawienie temperatury dowolnego papieru. Temperaturę mierzoną w trzech punktach na szerokości płyty za stołem suszącym uśredniono, otrzymując jedną zmienną Tc, gdyż jej rozkład poprzeczny jest wykorzystywany jedynie do detekcji problemów wynikających z nierównomiernego ogrzewania przez płyty stołu grzewczego. W podobny sposób uśredniono temperaturę górnej i dolnej powierzchni płyty tektury za suszarnią, otrzymując zmienną Td oraz zmienną zależną – różnicę między temperaturami dolnej i górnej powierzchni Rd, która nie powinna być zbyt duża, by nie powodować powstawania odkształceń w arkuszach produkowanej tektury (tzw. kołyskowanie). Uznano, że temperatury T c i Td mogą być zarówno zmiennymi niezależnymi i jak i zależnymi. W ten sposób wyodrębniono cztery grupy zmiennych procesowych:
1. Sklejarka p ojedyncza 1: vt, TP3c, TP2b, TP3P2
2. Sklejarka p ojedyncza 2: vt, TP5c, TP4b, TP5P4
3. Sklejarka p odwójna: vt, TP5P4c, TP3P2c, TP1b
4. Suszarnia: vt, Tc, Td, Rd
Przyjęto, że operator ma pełną kontrolę nad prędkością, która jest wspólna dla wszystkich grup zmiennych oraz opcjonalnie zadaje wartość początkową wybranej temperatury. Pozostałe wielkości są wyliczane z równania (1), w którym stałe parametry są wyznaczone na podstawie historii produkcji danego typu tektury. Możliwe jest wybranie wariantu historii wszystkich produkcji lub produkcji prowadzonych przez aktualnie zalogowanego do systemu operatora.
Wykorzystanie regresji liniowej do identyfikacji modelu zależności między zmiennymi procesowymi nie zakłada badania występowania korelacji między zmiennymi zależnymi. Nie wykorzystuje to w pełni potencjału liniowych modeli procesu. Techniką odznaczającą się taką możliwością jest analiza głównych składowych PCA [16]. W przeciwieństwie do regresji liniowej, która zakłada istnienie zależności przyczynowo-skutkowych między zmiennymi niezależnymi i zależnymi, PCA pozwala na analizę wszystkich zmiennych jednocześnie bez dokonywania takiego podziału. PCA umożliwia redukcję wymiarowości zbioru danych, przy jednoczesnym zachowaniu jak największej ilości informacji zawartej w oryginalnych zmiennych. Jest to szczególnie przydatne w przypadku złożonych systemów przemysłowych, takich jak ciąg technologiczny tekturnicy, gdzie wzajemne powiązania zmiennych procesowych mogą być trudne do jednoznacznego określenia.
Podstawowym celem PCA jest przekształcenie oryginalnego układu współrzędnych (zmiennych) na układ, w którym nowe zmienne – główne składowe – są wzajemnie ortogonalne i uporządkowane według malejącej wariancji. Pierwsza główna składowa (PC1) reprezentuje największy możliwy udział zmienności w danych, a każda kolejna składowa uwzględnia resztkową wariancję, która nie została ujęta przez poprzednie składowe. W praktyce, niewielka liczba głównych składowych często wystarcza do opisu większości zmienności danych, co umożliwia skuteczną redukcję wymiarowości.
Matematycznie PCA opiera się na dekompozycji macierzy kowariancji (lub korelacji) zbioru danych. Wynik tej dekompozycji to wektory własne (główne składowe) i odpowiadające im wartości własne, które reprezentują wariancję ujętą przez każdą składową. Oryginalne dane mogą być zapisane jako kombinacja liniowa głównych składowych:
T , =⋅ XZP (2)
gdzie: X – macierz oryginalnych zmiennych, Z – macierz wartości głównych składowych, PT – macierz współczynników określających kombinacje liniowe głównych składowych (wektory własne).
W kontekście analizy procesu produkcji tektury falistej, analiza PCA może być zastosowana do identyfikacji wzorców współzmienności między różnymi temperaturami oraz ich związku z prędkością transportu tektury. W przypadku danych zarejestrowanych w różnych punktach ciągu technologicznego PCA może również pomóc w identyfikacji zmiennych kluczowych, które w największym stopniu przyczyniają się do zmienności parametrów produkcji. Zaletą PCA, w porównaniu z regresją liniową, jest możliwość jednoczesnego uwzględnienia wszystkich zmiennych, co pozwala na bardziej kompleksowe modelowanie procesu. Ponadto PCA umożliwia znalezienie takich kombinacji zmiennych procesowych, które najlepiej reprezentują ogólny stan systemu, co może być pomocne w projektowaniu algorytmów sterowania i monitorowania.
Stosowanie PCA w zadaniu podpowiadania parametrów początkowych wiąże się z problemem braku wyraźnego podziału na zmienne niezależne i zależne. W omawianym zastosowaniu zmienne, takie jak prędkość tekturnicy czy temperatury początkowe zadawane przez operatora, pełnią rolę zmiennych niezależnych, podczas gdy pozostałe temperatury i parametry
technologiczne są wynikiem zachodzących procesów i powinny być traktowane jako zmienne zależne. PCA, przez traktowanie wszystkich zmiennych na równi, pomija ten kontekst przyczynowo-skutkowy, co może prowadzić do trudności w interpretacji wyników oraz do rekomendowania parametrów, które nie są zgodne z praktycznymi możliwościami sterowania procesem. Aby uwzględnić podział na zmienne niezależne i zależne, można zastosować podejście hybrydowe, które łączy PCA z metodami regresji liniowej lub innymi technikami modelowania zależności. W pierwszym kroku PCA można zastosować do redukcji wymiarowości całego zbioru danych, co pozwala na uproszczenie analizy i identyfikację kluczowych wzorców współzmienności. Następnie zmienne wybrane na podstawie PCA mogą zostać podzielone na niezależne i zależne, a na tej podstawie można zbudować model regresyjny do przewidywania zmiennych zależnych.
4. Identyfikacja parametrów modeli procesu i ocena
ich skuteczności
Na podstawie analizy raportu historii dwóch kolejnych miesięcy produkcji wyselekcjonowano najczęściej wytwarzaną tekturę o oznaczeniu CB67-079N i wykonano dla niej analizę rozkładu temperatury w omawianych wcześniej punktach rejestracji ciągłej. W tym czasie produkcja była prowadzona przez trzech operatorów o dużym doświadczeniu, a na podstawie inspekcji organoleptycznej i laboratoryjnych pomiarów parametrów wytworzonych tektur [17] ich jakość oceniono jako dobrą. Wyznaczone właściwości fizyczne tektur produkowanych przez poszczególnych operatorów były porównywalne, co pozwalało uznać stosowane przez nich ustawienia maszyny za prawidłowe i dające produkt o dobrej jakości. Wspomniany rodzaj tektury był produkowany 90 razy w okresie dwóch miesięcy, co pozwoliło otrzymać istotne statystycznie wyniki porównań. W prezentowanych badaniach [12] wartości temperatur i prędkości poddano progresywnemu uśrednianiu polegającemu na tym, że wynikowa wartość danej zmiennej jest średnią ze wszystkich wartości osiąganych w produkcjach, od pierwszej w analizowanym okresie do aktualnej. Średnie wartości temperatur w analizowanym okresie w poszczególnych punktach pomiarowych oraz średnie prędkości stosowane przez poszczególnych operatorów i ich rozrzuty reprezentowane przez odchylenie standardowe zostały pokazane w tabeli 2. Wartości odchyleń standardowych poszczególnych temperatur są miarą zdolności tak wyznaczonego modelu procesu do aproksymowania rzeczywistych parametrów osiąganych podczas kolejnych produkcji wybranego rodzaju tektury.
Prace prezentowane w artykule rozpoczęły się od identyfikacji parametrów (rozdz. 3) modeli liniowych procesów zachodzących w poszczególnych podzespołach ciągu technologicznego. W przypadku regresji liniowej skupiono się na zależnościach jednowymiarowych, w których prędkość stanowiła zmienną niezależną, a także na wybranych wariantach zależności dwuwymiarowych, w których oprócz prędkości przyjmowano jedną z temperatur jako zmienną niezależną. Za miarę jakości danego modelu przyjęto jego zdolność do przewidywania wartości zmiennych zależnych – poszczególnych temperatur rejestrowanych w poszczególnych produkcjach w wybranym okresie. W celu jej ilościowego opisu wyznaczano błąd średniokwadratowy RMS (ang. Root Mean Square) między danymi rzeczywistymi i ich aproksymacją wynikającą z regresji liniowej. Taka miara jest spójna z wyznaczaniem odchyleń standardowych pokazanych w tabeli 2 dla modelu bazującego jedynie na wyznaczeniu średnich wartości poszczególnych temperatur.
Współczynniki równań regresji w jednowymiarowym przypadku zależności temperatur od prędkości v t oraz wartości błędu RMS aproksymacji poszczególnych temperatur otrzymywanych
Tabela 2. Średnie wartości i odchylenia standardowe wielkości procesowych podczas produkcji tektury CB67-079N
Table 2. Mean values and standard deviations of process quantities during the production of CB67-079N cardboard
Wartość średnia
Zmienna procesowa Wszyscy operatorzy Operator 1Operator 2Operator 3
Tabela 3. Liniowe modele zależności między poszczególnymi temperaturami w procesie produkcyjnym a prędkością transportu płyty tektury wyznaczone na podstawie danych z produkcji prowadzonych przez wszystkich operatorów (Wsz.), operatora 1 (Op.1), operatora 2 (Op.2) i operatora 3 (Op.3)
Table 3. Linear models of the relationship between individual temperatures in the production process and the transport speed of the cardboard plate determined on the basis of data from production carried out by all operators (Wsz), operator 1 (Op.1), operator 2 (Op.2) and operator 3 (Op.3)
przez wszystkich operatorów oraz niezależnie dla każdego z operatorów zostały zestawione w tabeli 3.
Niewielkie wartości współczynnika kierunkowego równań regresji w przypadku wyboru prędkości płyty tektury, w większości przypadków sugerują słabą korelację między prędkością a temperaturami w poszczególnych punktach ciągu technologicznego. Z tego względu zdecydowano się na włączenie do równań regresji kolejnej zmiennej niezależnej, jaką jest jedna z temperatur w danym podzespole. W praktyce sprowadza się to do oddania operatorowi decyzji o zadaniu jednej z temperatur papierów lub wstęg tektury na wejściu do danej sklejarki oraz na wyjściu z suszarni. Uzasadnione charakterem procesu technologicznego, przypadki regresji zmiennych zależnych w funkcji wybranych zmiennych niezależnych zostały zebrane w tabeli 4. W każdym z poddanych analizie zespołów tekturnicy (sklejarki pojedyncze, sklejarka podwójna i suszarnia) wyznaczono także dwie główne składowe PCA na podstawie czterech wyselekcjonowanych zmiennych procesowych, odpowiednio: {vt, TP5c, TP4b, TP5P4}, { vt, TP3c, TP2b, TP3P2}, {vt, TP1b, TP3P2c, TP5P4c} i {vt, Tc, Td, Rd}. Odpowiada to praktycznej sytuacji oddania operatorowi decyzji o zadaniu dwóch zmiennych procesowych w każdym zespole, przy jednoczesnym wyznaczeniu pozostałych zmiennych ze składowych głównych PC1 i PC2. W tym przy-
padku nie ma sztywnego wskazania, które zmienne mogą być zadane przez operatora. Z praktycznego punktu widzenia jedną z nich powinna być prędkość, która jest wspólna dla wszystkich podzespołów. Wyniki analizy PCA z błędami RMS rekonstrukcji rzeczywistych przypadków układu zmiennych procesowych zestawiono w tabeli 5.
5. Analiza jakości opracowanych modeli
Wykonano analizę porównawczą modeli zależności między zmiennymi procesowymi w tekturnicy, której celem była ocena ich zdolności do reprezentowania rzeczywistych ustawień stosowanych przez operatorów prowadzących produkcję. Na rysunkach 2–7 zamieszczono wyniki porównania badanych modeli. Zastosowanie regresji liniowej w przypadku temperatur wstęg tektury na wyjściu ze sklejarek pojedynczych (rys. 2 i 3) nie daje znaczącej poprawy w stosunku do prostego modelu bazującego na średnich wartościach. W tym samym czasie analiza PCA pokazuje pewien potencjał w zakresie przewidywania ustawień poszczególnych operatorów. Z pewnością została wykryta korelacja między zmiennymi, które nie były brane pod uwagę podczas wyznaczania regresji liniowej.
Tabela 4. Liniowe modele zależności między poszczególnymi temperaturami w procesie produkcyjnym a prędkością transportu płyty tektury i inną temperaturą, wyznaczone na podstawie danych z produkcji prowadzonych przez wszystkich operatorów (Wsz.), operatora 1 (Op.1), operatora 2 (Op.2) i operatora 3 (Op.3)
Table 4. Linear models of the relationship between individual temperatures in the production process and the transport speed of the cardboard plate and other temperatures, determined on the basis of data from production carried out by all operators (Wsz.), operator 1 (Op.1), operator 2 (Op.2) and operator 3 (Op.3)
Temperatura w funkcji dwóch zmiennych procesowych, ℃
Pierwszy współczynnik kierunkowy Drugi współczynnik kierunkowy Wyraz wolny, ℃ RMS, ℃
Tabela 5. Liniowe modele rekonstrukcji poszczególnych temperatur w procesie produkcyjnym wyznaczone w drodze analizy PCA wykonanej na podstawie danych z produkcji prowadzonych przez wszystkich operatorów (Wsz.), operatora 1 (Op.1), operatora 2 (Op.2) i operatora 3 (Op.3)
Table 5. Linear models of the reconstruction of individual temperatures in the production process determined by PCA analysis performed on the basis of production data conducted by all operators (Wsz.), operator 1 (Op.1), operator 2 (Op.2) and operator 3 (Op.3)
Rekonstrukcja temperatury w wybranym punkcie, ℃
Udział głównej składowej PC1 w rekonstrukcji zmiennej procesowej
Udział głównej składowej PC2 w rekonstrukcji zmiennej procesowej
Wyraz wolny biorący udział w rekonstrukcji zmiennej procesowej, ℃ Błąd rekonstrukcji RMS, ℃
Rys. 2. Błąd aproksymacji oryginalnych wartości temperatury TP5P4 (wstęga tektury na wyjściu ze sklejarki pojedynczej) za pomocą różnych modeli liniowych
Fig. 2. Approximation error of the original temperature values of TP5P4 (cardboard web at the output of the single gluer) by different linear models
Rys. 3. Błąd aproksymacji oryginalnych wartości temperatury TP3P2c (wstęga tektury na wejściu do sklejarki podwójnej) za pomocą różnych modeli liniowych
Fig. 3. Error of approximation of the original TP3P2c temperature values (cardboard web at the input of the double gluer) using different linear models
Przewidywanie temperatury papieru na falę w obu sklejarkach pojedynczych (rys. 4 i 5) staje się lepsze w przypadku zastosowania regresji liniowej niż wyznaczania jedynie wartości średnich, a analiza PCA daje dalszą poprawę. Jest to szczególnie dobrze widoczne w analizie danych uzyskanych podczas produkcji prowadzonych przez operatora 3.
Obserwowane błędy przewidywania temperatur za pomocą analizy PCA w większości przypadków ujawniają korelację między zmiennymi procesowymi w danej sklejarce, która nie jest w pełni wykorzystana w modelu bazującym na średnich oraz regresji liniowej. Jednocześnie widoczne są różnice w precyzji,
Rys. 4. Błąd aproksymacji oryginalnych wartości temperatury TP4b (papier na warstwę pofalowaną na wejściu do sklejarki pojedynczej) za pomocą różnych modeli liniowych
Fig. 4. Approximation error of the original TP4b temperature values (paper to corrugated layer at the input of the single gluer) by different linear models
Rys. 5. Błąd aproksymacji oryginalnych wartości temperatury TP2b (papier na warstwę pofalowaną na wejściu do sklejarki pojedynczej) za pomocą różnych modeli liniowych
Fig. 5. Error of approximation of the original TP2b temperature values (paper to corrugated layer at the input of the single gluer) using different linear models
Rys. 6. Błąd aproksymacji oryginalnych wartości temperatury TP1b (papier na warstwę płaską na wejściu do sklejarki podwójnej) za pomocą różnych modeli liniowych
Fig. 6. Error of approximation of original TP1b temperature values (paper to flat layer at input of double gluer) using different linear models
z jaką poszczególni operatorzy utrzymują pożądane wartości temperatur. Przykładowo temperatura papieru na dolną warstwę pokryciową tektury (rys. 6) była utrzymywana na pożądanym poziomie przez operatora 3 z dużą precyzją, podczas gdy operator 2 nie poświęcał temu dużej uwagi. Ta sytuacja pokazuje, że nie można oceniać jakości poszczególnych modeli na podstawie danych wypracowanych przez różnych operatorów. Użycie danych rejestrowanych podczas produkcji prowadzonych przez jednego operatora jest bardziej prawidłowym podejściem.
Zastosowanie liniowych modeli przewidywania średniej temperatury płyty tektury na wyjściu z suszarni Td dało niewielką
poprawę przewidywania wartości tej zmiennej procesowej. Najlepsze efekty zaobserwowano w przypadku produkcji tektury prowadzonej przez operatora 3 (rys. 7).
Zestawienie błędów RMS popełnianych przez poszczególne modele w zadaniu dopasowania do rzeczywistych danych z produkcji nasuwa szereg ogólnych wniosków. Zastosowanie regresji liniowej względem prędkości transportu płyty wytwarzanej tektury w większości przypadków nie dało zdecydowanej poprawy modelu w stosunku do bazowania na średnich. Zauważalną poprawę dokładności aproksymacji obserwuje się jedynie w przypadku temperatury TP1b papieru na warstwę płaską na wejściu do sklejarki podwójnej oraz temperatury T c płyty tektury po opuszczeniu stołu suszącego. Zastosowanie regresji liniowej na podstawie prędkości i wybranej temperatury zwykle dawało dalszą, niewielką poprawę dokładności aproksymacji danych z produkcji.
Zastosowanie analizy PCA dało w większości przypadków zdecydowaną poprawę dokładności aproksymacji. Osiągnięto to dzięki uwzględnieniu wszystkich zmiennych w danej grupie podczas estymacji parametrów modelu. W kilku przypadkach następowało pogorszenie aproksymacji, lecz jest to efekt jednoczesnego dopasowania do danych w kilku wymiarach. Skuteczne zastosowanie PCA wiąże się niestety z pewną niedogodnością polegającą na tym, że na podstawie ustawionych wstępnie przez operatora wartości początkowych wybranych zmiennych obliczane są nie tylko sugerowane wartości pozostałych zmiennych, ale też tych już ustawionych. Wynika to z faktu, że w przypadku PCA nie ma podziału na zmienne niezależne i zależne, lecz wszystkie są traktowane jednakowo.
6. Wnioski
Główną korzyścią wynikającą z zastosowania opracowanych modeli procesu jest zwolnienie operatora z konieczności pamiętania najlepszych ustawień do danej produkcji przy jednoczesnej swobodzie w poszukiwaniu nowych ustawień. Operator może zmienić wybrane zmienne procesowe (temperatury) w celu poszukiwania ich wartości zapewniających lepszą jakość albo wydajność [18–20]. Dzięki zastosowaniu wypracowanych na podstawie historii produkcji modeli zależności między zmiennymi procesowymi każda zmiana wybranej zmiennej niesie za sobą sugerowaną korektę pozostałych zmiennych w danym podzespole, zabezpieczając przed niekorzystnymi efektami nietrafionych zmian. Brak możliwości dalszej korekty jest sygnałem, że została osiągnięta graniczna akceptowalna wartość wybranej zmiennej, co daje możliwość ostrzegania o potencjalnie niekorzystnym zestawie parametrów, zabezpieczając przed stratami wywołanymi niską jako-
Rys. 7. Błąd aproksymacji oryginalnych wartości temperatury Td (płyta tektury na wyjściu z suszarni) za pomocą różnych modeli liniowych
Fig. 7. Approximation error of the original temperature values Td (cardboard plate at the exit of the dryer) by various linear models
ścią wytworzonej tektury. Opracowane podejście pozwala na zastosowanie zarówno modeli zależności między zmiennymi procesowymi, które zostały wyznaczone na podstawie historii produkcji prowadzonych przez wszystkich operatorów danej maszyny, jak i każdego z operatorów indywidualnie. Umożliwia to sukcesywne dążenie do osiągnięcia wysokiej jakości produktu oraz wydajności procesu produkcyjnego w warunkach produkcji prowadzonej przez danego operatora. W rezultacie możliwe jest szybkie ustawienie parametrów pracy ciągu produkcyjnego do produkcji danego asortymentu tektury, a przy wielokrotnym powtarzaniu tego samego asortymentu znalezienie optymalnych parametrów jego produkcji.
Podziękowania
Prezentowane badania były wykonywane w ramach projektu POIR.01.01.01-00-1456/19 „Opracowanie innowacyjnej, wysokowydajnej technologii produkcji tektury falistej, charakteryzującej się istotnie obniżoną odpadowością” realizowanego w firmie Rawibox współfinansowanego przez Narodowe Centrum Badań i Rozwoju.
Bibliografia
1. Rzepa S., Parametry papieru, Sympozjum Mondi Packaging “From Fibre to Corrugated Board”, Świecie, 1–2 grudnia 2004.
2. Bai J., Wang J., Pan L., Lu L., Lu G., Quasi-static axial crushing of single wall corrugated paperboard, “Composite Structures”, Vol. 226, 2019, DOI: 10.1016/j.compstruct.2019.111237.
3. Fadiji T., Coetzee C.J., Opara U.L., Analysis of the creep behaviour of ventilated corrugated paperboard packaging for handling fresh produce—An experimental study, “Food and Bioproducts Processing”, Vol. 117, 2019, 126–137, DOI: 10.1016/j.fbp.2019.07.001.
4. Gong G., Liu Y., Fan B., Sun D., Deformation and compressive strength of corrugated cartons under different indentation shapes: Experimental and simulation study, “Packaging Technology and Science”, Vol. 33, No. 6, 2020, 215–226, DOI: 10.1002/pts.2499.
5. Schaffrath H.J., Reichenbach F., Schabel S., Prediction of Box Failure from Paper Data for Asymmetric Corrugated Board, “TAPPI JOURNAL”, Vol. 17, No. 8, 2018, 429-434.
6. Kmita-Fudalej G., Szewczyk W., Kołakowski Z., Calculation of honeycomb paperboard resistance to edge crush test, “Materials”, Vol. 13, No. 7, 2020, DOI: 10.3390/ma13071706.
7. Kołakowski Z., Szewczyk W., Bieńkowska M., Distribution of Bending Stiffness of Orthotropic Fibrous Material Based
on an Example of Corrugated Board, “Fibres & Textiles in Eastern Europe”, Vol. 28, No. 3, 2020, 50–54, DOI: 10.5604/01.3001.0013.9018.
8. Szewczyk W., Maszyny do produkcji tektury falistej, Wydawnictwo Politechniki Łódzkiej, 2018, ISBN 978-837283-778-3.
9. Kus A., Isik Y., Cakir M.C., Coşkun S., Özdemir K., Thermocouple and Infrared Sensor-Based Measurement of Temperature Distribution in Metal Cutting, “Sensors”, Vol. 15, No. 1, 2015, 1274–1291, DOI: 10.3390/s150101274.
10. Dong L., Chi F., Shan G., Ketui D., Liwei C., Effect of pyrometer type and wavelength selection on temperature measurement errors for turbine blades, “Infrared Physics & Technology”, Vol. 94, 2018, 255–262, DOI: 10.1016/j.infrared.2018.09.004.
11. Back S., Controlling warp on the corrugator, “Corrugated Today”, May/June 2017, [www.valmet.com/globalassets/automation/quality-management/grades/converting/controlling-warp.pdf].
12. Pełczyński P., Kadys K., Szewczyk W., Measurement and Control of Corrugated Board Production Parameters Taking into Account Individual Operator Preferences, “Sensors”, Vol. 23, No. 14, 2023, DOI: 10.3390/ s23146478.
13. Basic Principles of non-contact temperature measurement, https://optris.com/wp-content/uploads/2024/09/Infrared-Basics.pdf.
14. Montgomery D.C., Runger G.C., Applied Statistics and Probability for Engineers, John Wiley & Sons, 2013.
15. Khuri A.I, Introduction to Linear Regression Analysis, Fifth Edition by Douglas C. Montgomery, Elizabeth A. Peck, G. Geoffrey Vining. “International Statistical Review”, Vol. 81, No. 2, 2013, DOI: 10.1111/insr.12020_10.
16. Krzanowski W.J., Principles of Multivariate Analysis: A User’s Perspective, Oxford University Press, 2000, ISBN 978-0-19-850708-6.
17. Mark R.E., Habeger C., Borch J., Lyne M.B. (Eds.). Handbook of Physical Testing of Paper: Vol. 1, 2nd ed., CRC Press, 2002, DOI: 10.1201/9781482290103.
18. Pereira T., Neves A.S.L., Silva F.J.G., Godina R., Morgado L., Pinto G.F.L., Production Process Analysis and Improvement of Corrugated Cardboard Industry, “Procedia Manufacturing”, Vol. 51, 2020, 1395–1402, DOI: 10.1016/j.promfg.2020.10.194.
19. Bujak J., Energy savings and heat efficiency in the paper industry: A case study of a corrugated board machine, “Energy”, Vol. 33, No. 11, 2008, 1597–1608, DOI: 10.1016/j.energy.2008.07.005.
20. Reczulski M., Formowanie papierów opakowaniowych i tektur wielowarstwowych, „Przegląd Papierniczy”, Vol. 75, Nr 7, 2019, 419–423.
Setting the Parameters of Corrugated Board Production Using Linear Models of Dependencies Between Process Variables
Abstract: The article presents and compares selected techniques for the selection of parameters of the corrugated board production process based on linear models of relationships between process variables. The method of determining the parameters of these models is discussed, taking into account the practical knowledge and skills of operators conducting production. For this purpose, a system for measuring and recording the temperature of paper raw materials, the webs of the produced double-layer cardboard, the multi-layer board and the speed of the board of the produced cardboard was designed and installed in the industrial environment of the corrugator. The recorded data were analysed in order to develop and evaluate the suitability of selected models used to set initial parameters of cardboard production. The proposed approach allows the use of individual experience of each operator conducting production, which has a positive effect on the quality of the produced cardboard and the efficiency of the production process.
Keywords: corrugated board, process variables, production parameters, linear regression, principal components analysis
dr inż. Włodzimierz Szewczyk wlodzimierz.szewczyk@p.lodz.pl
ORCID: 0000-0002-0178-2345
Uzyskał stopień doktora na Politechnice Łódzkiej w 1997 r. Do 2024 r. pełnił funkcję zastępcy dyrektora ds. rozwoju Centrum Papiernictwa i Poligrafii Politechniki Łódzkiej. Jest autorem lub współautorem dwóch książek i ponad 50 publikacji w czasopismach. Posiada sześć patentów. Jego działalność naukowa koncentruje się na badaniu właściwości wytrzymałościowych papierów, tektury i wyrobów z nich wykonanych.
mgr inż. Adam Łuc
adam.luc@rawibox.com.pl
ORCID: 0009-0002-8647-3361
Ukończył pierwszy stopień studiów na kierunku zarządzanie i inżynieria produkcji na Uniwersytecie Ekonomicznym we Wrocławiu, a drugi stopień na kierunku zarządzanie i inżynieria produkcji w Gdańskiej Szkole Wyższej. Odbył staż w dziale Administracji produkcji w VOLVO POLSKA, Wrocław. Jest starszym specjalistą ds. Technologii w firmie Rawibox S.A. Brał udział w realizacji projektu unijnego, ustalanie technologii wykonania produktów, analiza technologiczna oraz finansowa nowych projektów, wprowadzaniu norm ISO 9001 oraz ISO 14001.
dr inż. Paweł Pełczyński pawel.pelczynski@p.lodz.pl
ORCID: 0000-0002-2228-8952
Uzyskał stopień doktora na Politechnice Łódzkiej w 2003 r. Obecnie pracuje w Centrum Papiernictwa i Poligrafii Politechniki Łódzkiej. Jest autorem lub współautorem ponad 25 publikacji w czasopismach i 20 publikacji konferencyjnych. Posiada cztery patenty. Jego obecne badania koncentrują się na metodach pomiarowych opartych na obrazach i ich zastosowaniu w badaniu wyrobów papierniczych.
Łukasz Wobik
lukasz.wobik@rawibox.com.pl
ORCID: 0009-0001-8509-7555
Absolwent technikum w Zespole Szkół Silesia: Czechowice-Dziedzice, Śląsk. Zdobył tytuł technika-elektryka. Od początku pracy związany z utrzymaniem ruchu. Pracował jako elektryk i automatyk zdobywając doświadczenie w diagnostyce i naprawie systemów automatyki przemysłowej. Po kilku latach objął stanowisko technika utrzymania ruchu, gdzie poszerzył swoje kompetencje o naprawy układów pneumatycznych i hydraulicznych. Pracę w firmie Rawibox rozpoczął jako technik, a następnie awansował na lidera oraz na kierownika utrzymania ruchu.
Wpływ dodatków stopowych i obróbki na właściwości
elektromagnetyczne stopów aluminium oraz na proces detekcji nieciągłości z wykorzystaniem defektoskopu wiroprądowego
Małgorzata Milczarek, Piotr Maj, Wioleta Serweta
Wojskowe Zakłady Lotnicze Nr 1 S.A., ul. Dubois 119, 93-465 Łódź
Streszczenie: Prezentowana praca przedstawia rezultaty badań i analizę związane z wpływem dodatków stopowych oraz obróbki materiału na skuteczność badań nieniszczących metodą prądów wirowych oraz związane z tym bezpieczeństwo eksploatacji statków powietrznych. Skuteczność tych badań, realizowanych z użyciem specjalistycznej aparatury, ma kluczowe znaczenie dla wykrywania defektów materiałowych w elementach części lotniczych. W pracy przeanalizowano wpływ składu chemicznego i obróbki cieplno-mechanicznej na przewodność stopów, co bezpośrednio rzutuje na jakość diagnostyki wykorzystującej metodę prądów wirowych. Uzyskane wyniki podkreślają potrzebę precyzyjnej kalibracji oraz stosowania pomiaru przewodności jako elementu zwiększającego niezawodność badań w lotnictwie.
Słowa kluczowe: prądy wirowe, diagnostyka lotnicza, przewodność
1. Wprowadzenie
Badania nieniszczące (NDT) umożliwiają kontrolę stanu technicznego elementów konstrukcyjnych bez konieczności ich demontażu lub niszczenia, co pozwala na wczesne wykrywanie defektów i zapobieganie awariom. Badania NDT w sektorze lotniczym realizowane są z zastosowaniem zaawansowanej aparatury diagnostycznej, obsługiwanej przez wysoko wykwalifikowany personel techniczny. Ich niezawodność to kluczowy element systemu zapewnienia bezpieczeństwa eksploatacji statków powietrznych. Badania diagnostyczne konstrukcji realizowane są według opracowanych procedur, ze ściśle zdefiniowanymi kryteriami akceptacji, w celu minimalizacji ryzyka przeoczenia wad materiałowych, potencjalnie skutkujących awariami o katastrofalnych konsekwencjach. Jedną z metod nieniszczących stosowanych w ocenie stanu technicznego komponentów metalowych, w tym poszyć wykonanych ze stopów aluminium, jest metoda prądów wirowych ET (ang. Eddy Current Testing). Metoda ta, oparta na indukcji elektromagnetycznej i analizie impedancji sondy pomiarowej, pozwala na detekcję wad powierzchniowych i podpowierzchniowych i jest
Artykuł recenzowany nadesłany 02.10.2025 r., przyjęty do druku 18.11.2025 r.
Zezwala się na korzystanie z artykułu na warunkach licencji Creative Commons Uznanie autorstwa 4.0 Int.
powszechnie stosowana w defektoskopii konstrukcji, instalacji i urządzeń. Możliwości tej metody umożliwiają ocenę zmian właściwości fizycznych materiału, takich jak przewodność elektryczna i przenikalności magnetycznej, powstałych w efekcie obróbki cieplnej czy cieplnochemicznej, ale także wskutek eksploatacji w warunkach dynamicznych lub statycznych obciążeń mechanicznych i termicznych prowadzących do degradacji struktury W tym obszarze metoda prądów wirowych wykorzystana jest np. do oceny rozwoju degradacji zmęczeniowej jako funkcji przewodności, co wykazano dla próbek ze stopu aluminium 2024 zginanych rewersyjnie [7]. Opisano także rozwój uszkodzenia zmęczeniowego, zdefiniowanego przyrostem odkształcenia, na podstawie zmian rezystancji mierzonej podczas wzbudzenia próbek zmęczeniowych, po różnej liczbie cykli obciążenia [8]. Badania w tym zakresie realizowaną są za pomocą komercyjnych mierników czy „strukturoskopów” (np. grub ościomierze, ferrytoskopy) w obszarze jakościowej oceny efektów obróbki cieplnej [9], czy porowatości [10]. Można je też zrealizować za pomocą zaawansowanych defektoskopów, które posiadają funkcję rejestracji zmian parametrów impedancji w efekcie oddalenia sondy od powierzchni badanej, co było przedmiotem niniejszej pracy.
Efektywność badań prowadzonych metodą prądów wirowych zależy od wielu czynników, w tym od: przewodności elektrycznej badanego materiału, jego składu chemicznego, mikrostruktury, przeprowadzonej obróbki cieplnej i/lub mechanicznej, a także geometrii badanego detalu i stanu powierzchni. Szczególnie istotna jest przewodność elektryczna, która wpływa nie tylko na intensywność generowanych prądów wirowych, ale również na głębokość ich indukcji oraz czułość wykrywania defektów.
W pracy przeanalizowano wpływ przewodności elektrycznej wybranych przemysłowych stopów aluminium na sygnał defektoskopowy w badaniach metodą prądów wirowych. Uwzględniono również wpływ obróbki cieplnej i mechanicznej na zmianę przewodności oraz możliwość fałszywych wskazań wynikających z lokalnych zaburzeń strukturalnych. Celem pracy jest określenie, w jakim stopniu przewodność materiału wpływa na interpretację sygnału oraz jakie działania powinny zostać podjęte, aby zwiększyć wiarygodność badań w rzeczywistych warunkach eksploatacyjnych.
2. Metodyka badania
Do badań wybrano dostępne standardowo wykorzystywane stopy aluminium: EN AW-2017, EN AW-5083, EN AW-5754, EN AW-6082, EN AW-7075 (fot. 1). W tabeli 1 przedstawiono podstawowe informacje dotyczące badanych stopów aluminium, w tym skład chemiczny.
Zróżnicowanie składu chemicznego oraz metody umocnienia wpływają nie tylko na właściwości mechaniczne stopów,
Fot. 1. Zestaw wzorców konduktywności, ze wskazaniem typu stopu Al oraz rodzaju obróbki
Photo 1. Set of conductivity reference standards indicating the type of aluminum alloy and the heat treatment condition
Tabela 1. Skład chemiczny wybranych stopów aluminium (w % mas.)
Tab. 1. Chemical composition of selected aluminum alloys (wt. %)
ale również na ich przewodność elektryczną, a w konsekwencji na interpretację wyników badań nieniszczących metodą prądów wirowych (ET).
Stopy EN AW-2017, EN AW-6082 oraz EN AW-7075 należą do grupy stopów aluminium utwardzanych wydzieleniowo, poprzez obróbkę cieplną, polegającą na przesycaniu i starzeniu, w celu wytworzenia w ich strukturze dyspersyjnych faz międzymetalicznych. Te wydzielenia blokują ruch dyslokacji, co zwiększa wytrzymałość i twardość stopu, przy jednoczesnym obniżeniu ciągliwości. Stopy te charakteryzują się przy tym niższą przewodnością elektryczną (konduktywnością) w porównaniu do stopów aluminium umacnianych w procesie obróbki mechanicznej.
Z kolei stopy EN AW-5083 i EN AW-5754, zaliczane do grupy stopów aluminium z dodatkiem magnezu, uzyskują swoje właściwości poprzez umocnienie przez zgniot (np. walcowanie na zimno) i są często stosowane tam, gdzie wymagana jest dobra odporność na korozję i stabilność strukturalna, bez konieczności stosowania obróbki cieplnej.
W metodzie prądów wirowych sonda z cewką pomiarową jest zasilana prądem zmiennym o określonej częstotliwości. Pole elektromagnetyczne generowane przez cewkę indukuje w badanym materiale prądy wirowe, których natężenie i rozkład zależą od właściwości elektrycznych i magnetycznych materiału (m.in. przewodności σ i przenikalności magnetycznej μ), geometrii próbki oraz obecności nieciągłości.
W badaniach wykorzystano defektoskop prądowirowy NORTEC 600D. Jest to zaawansowane urządzenie przeznaczone do nieniszczących badań materiałów przewodzących prąd elektryczny. Zastosowana w nim nowoczesna elektronika, wysoka czułość układów pomiarowych oraz cyfrowe przetwarzanie sygnałów umożliwiają prowadzenie pomiarów z dużą dokładnością, powtarzalnością i stabilnością. Urządzenie wykorzystuje zasadę indukowania prądów wirowych w materiale badanego obiektu oraz rejestracji zmian impedancji cewki pomiarowej w funkcji lokalnych niejednorodności strukturalnych i geometrycznych. Podstawowe funkcje urządzenia pozwalają na badania powierzchniowe techniką stykową, badania otworów techniką obrotową, badanie przewodności i badanie grubości powłok. Urządzenie NORTEC 600D umożliwia realizację badań powierzchniowych za pomocą średnich i wysokich częstotliwości prądów wirowych. Wśród podstawowych funkcji można wymienić: wizualizację na płaszczyźnie impedancyjnej, siatkę odniesienia 10 × 10, tryb rejestracji przebiegu czasowego (ang. sweep/strip chart), różne konfiguracje alarmów progowych oraz automatyczną kompensację efektu podniesienia sondy (ang. lift-off). NORTEC 600D pozwala na precyzyjne wykrywanie i ocenę nieciągłości powierzchniowych w materiałach przewodzących prąd, w tym pęknięć, nadtopień i lokalnych zmian przewodności. Wykonując badania powierzchniowe wykorzystujemy wpływ zmian prądów wirowych na impedancję cewki pomiarowej. Wartość impedancji jest wyświetlana na płaszczyźnie impedancyjnej (ang. impedance plane) jako wektor Z, a jego zmiany podczas
pomiaru tworzą charakterystyczne trajektorie. Na ekranie defektoskopu (np. NORTEC 600D) wykres impedancji przedstawia: oś pozioma H (ang. horizontal) – zmiany rezystancyjne (R) związane głównie z przewodnością elektryczną i stratami energii w materiale, oś pionowa V (ang. vertical) – zmiany reaktancyjne (X) zależne od przenikalności magnetycznej, geometrii i efektów sprzężenia pola (np. lift-off).
Każdy punkt na ekranie odpowiada pewnemu stanowi elektromagnetycznemu w obszarze pod sondą. Zmiana położenia wektora impedancji (lub jego toru) na wykresie oznacza zmianę właściwości materiału lub warunków pomiaru. NORTEC 600D umożliwia wzmocnienie sygnału wejściowego z sondy (GAIN). Urządzenie umożliwia regulację wzmocnienia w decybelach (dB), a każdy przyrost o 20 dB oznacza 10-krotne zwiększenie amplitudy sygnału. Wartość wzmocnienia nie oznacza silniejszego sygnału od wady — tylko to, że sygnał z sondy trzeba wzmocnić, aby był widoczny na ekranie. Defektoskop umożliwia też pomiar przewodności elektrycznej oraz grubości nieprzewodzących powłok ochronnych na materiałach niemagnetycznych. Zastosowany tryb pomiarowy pozwala na definiowanie wartości referencyjnych i porównawczych, co ułatwia ocenę stanu materiału, identyfikację jego gatunku lub stopnia utwardzenia cieplnego. Urządzenie umożliwia pomiar przewodności oraz grubości powłoki do 0,64 mm. Funkcja ta jest szczególnie przydatna w kontroli jakości elementów aluminiowych, w tym w ocenie warstw anodowych, lakierniczych i ochronnych.
Przewodnością elektryczną właściwą (konduktywnością) określamy łatwość, z jaką elektrony przemieszczają się w przewodniku po przyłożeniu zewnętrznego napięcia. Jednostką przewodności elektrycznej w układzie SI jest S/m, 1 S = 1/Ω, czyli
jednostka odwrotna do jednostki oporności Ω, zwana konduktancją. W źródłach amerykańskich przyjęto skalę konduktywności, opierając się na wzorcu wykonanym z miedzi. Dla takiego wzorca przyjęto że posiada on przewodność elektryczną właściwą (konduktywność) 100 % IACS = 58 MS/m w temperaturze 20 °C. Symbolem konduktywności jest litera grecka s, a jednostkę określa się jako % IACS, co oznacza International Annealed Copper Standard (Międzynarodowy Wzorzec Konduktywności dla Miedzi Wyżarzonej). Przewodność elektryczna właściwa materiału ma istotne znaczenie dla dokładności badania ze względu na to, że im większa konduktywność tym mniejsza jest głębokość wnikania prądów wirowych w materiał. Znając przewodność elektryczną właściwą materiału badanej części możemy określić na jakiej maksymalnie głębokości będzie można przeprowadzić badanie.
Do pomiaru przewodności elektrycznej badanych stopów aluminium zastosowano defektoskop prądowirowy NORTEC 600D, a pomiar realizowano za pomocą sondy SPO-887L o częstotliwości pracy 60 kHz. Kalibrację urządzenia przeprowadzono na wzorcu odniesienia CREF3-172942, zgodnie z zaleceniami producenta. Pomiar przewodności zrealizowany z wykorzystaniem stanowiska (fot. 2) stanowił pierwszy etap określenia wpływu przewodności na wyniki badań.
Drugi etap prac stanowiło określenia wpływu przewodności na interpretację wyników badań. Do badań sygnału impedancji stopów aluminium wykorzystano defektoskop prądowirowy NORTEC 600D. Pomiar realizowano za pomocą sondy ML/100 kHz/A/90.5/6 o częstotliwości pracy 400 kHz. Kalibrację urządzenia przeprowadzono na wzorcu AEROFAB NDT AFNDT-2003-1AL (fot. 3), która stanowiła wzorzec odniesienia dla pozostałych próbek.
3.
Wpływ dodatków stopowych
model AFNDT-2003-1AL
na interpretację wyników badań metodą prądów wirowych
W tabeli 2. przestawiono wybrane właściwości, udział pierwiastków stopowych oraz zastosowanie stopów aluminium poddanych badaniom.
Na podstawie danych zestawionych w tabeli 2. można zauważyć wyraźną zależność między zawartością określonych pierwiastków stopowych a przewodnością elektryczną stopów aluminium. Stopy zawierające większe ilości pierwiastków stopowych wykazują niższą konduktywność w porównaniu ze stopami o mniejszym udziale dodatków stopowych. W stopach aluminium przewodność elektryczna maleje wraz ze wzrostem zawartości pierwiastków stopowych, takich jak: miedź (Cu), cynk (Zn), magnez (Mg), mangan (Mn), krzem (Si), żelazo (Fe) i innych. Zjawisko to wynika z faktu, że atomy pierwiastków stopowych zaburzają regularność sieci krystalicznej aluminium, co zwiększa rozpraszanie elektronów swobodnych, prowadząc do zmniejszenia ich efektywnej ruchliwości i, w konsekwencji, do obniżenia przewodności elektrycznej. Wysoka przewodność elektryczna materiału sprzyja generowaniu silniejszych prądów wirowych w obszarze przypowierzchniowym, co może prowadzić do uzyskania wyraźniejszego sygnału w przypadku wad powierzchniowych. Należy jednak zauważyć, że wraz ze wzrostem przewodności maleje głębokość penetracji pola wirowego, co ogranicza możliwość detekcji wad położonych głębiej. Stopy aluminium z serii 5xxx, takie jak EN AW-5083 i EN AW-5754, charakteryzują się wyższą przewodnością niż np. EN AW-7075 (seria 7xxx), co przekłada się na lepszy kontrast sygnału w standardowych warunkach badania. Z kolei w przypadku stopów o niższej przewodności, takich jak EN AW-7075, może być konieczne zastosowanie procedur korekcyjnych, takich jak zwiększenie wzmocnienia czy dostosowanie częstotliwości
Fot. 2. Defektoskop prądowirowy NORTEC 600D
Photo 2. NORTEC 600D eddy current flaw detector
Fot. 3. Wzorzec AEROFAB NDT AFNDT-2003-1AL
Photo 3. AEROFAB NDT reference standard,
Tab. 2. Charakterystyki materiału badawczego
Tab. 2. Properties of the test material
Stop Standardowe zastosowania
Główne pierwiastki stopowe Zakres przewodności [MS/m]
EN AW-2017 Lotnictwo, konstrukcje Al-Cu-Mg 17–22
EN AW-5083 Konstrukcje morskie, zbiorniki Al-Mg-Mn 27–30
EN AW-5754 Motoryzacja, konstrukcje lekkie
EN AW-6082 Konstrukcje maszynowe
EN AW-7075Lotnictwo, części poddawane obciążeniom dynamicznym Al-Zn-Mg-Cu 16–20
sondy, w celu zapewnienia odpowiedniej czułości badania i uniknięcia błędów interpretacyjnych.
Wpływ pierwiastków takich jak Mg i Si, jak ma to miejsce w przypadku stopu EN AW-6082, powoduje umiarkowane obniżenie przewodności, co przekłada się na średnią czułość detekcji. W tym przypadku interpretacja wyników badania metodą prądów wirowych powinna być wsparta kalibracją względem przewodności próbki referencyjnej.
Za pomocą defektoskopu NORTEC 600 porównano sygnał od uniesienia oraz efekt krawędziowy badanych próbek do wzorca kalibracyjnego AEROFAB NDT AFNDT-2003-1AL.
Dobrane parametry badania przedstawia tabela 3. W trakcie badań nieniszczących metodą prądów wirowych, uzyskano charakterystyczne krzywe zamknięte na płaszczyźnie impedancji, przypominające pętle histerezy. Krzywe te powstały w wyniku dynamicznej zmiany wektorowej impedancji cewki pomiarowej podczas przesuwania sondy nad powierzchnią badanego materiału.
Proces pomiaru rozpoczyna się od kalibracji urządzenia na wzorcu referencyjnym, w miejscu wolnym od wad materiałowych. Sondę pomiarową umieszcza się w stałym położeniu nad wzorcem, gdzie definiowany jest punkt zerowy (ang. null point) jako baza odniesienia impedancji. Następnie sonda jest przesuwana liniowo w sposób kontrolowany względem wzorca z defektami wzorcowymi (np. nacięcia). Podczas tego ruchu rejestrowane są w czasie rzeczywistym zmiany wartości części rzeczywistej (rezystancji) oraz urojonej (reaktancji) impedancji cewki, co pozwala na uzyskanie trajektorii zmian wektorowych. Na ekranie defektoskopu widzimy tzw. tor impedancyjny –kształt pętli, linii lub elipsy. Na tym etapie dobiera się wzmocnienie sygnału na próbce wzorcowej odnosząc się do znanych wad na wzorcu.
Urządzenie zapamiętuje położenie sygnału wzorca i pokazuje odchylenia jako: −przesunięcia na osi X (rezystancja), −przesunięcia na osi Y (reaktancja).
Te przesunięcia mają znaczenie porównawcze, a nie absolutne. Sygnał odbierany przez sondę zależy od wielu czynników jednocześnie: przewodności elektrycznej materiału, jego własności magnetycznych, częstotliwości pomiaru, głębokości defektu, odległości sondy, wzmocnienia (ang. gain) fazy (ang. phase rotation), filtra, temperatury, grubości powłok itd. W praktyce oznacza to, że nie da się jednoznacznie przeliczyć każdej zmiany sygnału na konkretną wartość. Zamiast tego analizuje się zmiany kierunku i kształtu wektora impedancji –czyli względne różnice.
Urządzenie skalibrowano na wzorcu zgodnie z tabelą 3, które dobrano odpowiednio do materiału, dobrano kąt oraz wzmocnienie tak, aby sygnał generowany na wskazaniach wzorcowych (nacięciach o określonej głębokości i szerokości) był skierowany pionowo do góry, a największe nacięcie (0,030 ca) generowało wskazanie sięgające 90 % wysokości ekranu defek-
Tab. 3. Parametry kalibracji
Tab. 3. Calibration parameters Opis Wartość Częstotliwość
pionowe V
Filtr górnoprzepustowy OFF
Filtr dolnoprzepustowy 200 Hz
toskopu. Zmiana któregokolwiek z tych parametrów zmienia skalę wykresu.
Charakterystyczne krzywe zamknięte powstają, gdy sonda przechodzi kilkukrotnie nad tym samym defektem lub gdy występują cykliczne zmiany odległości sondy od powierzchni. Powoduje to przesunięcia fazowe i amplitudowe sygnału, skutkujące powstaniem pętli zamkniętej na płaszczyźnie R–X, co jest analogiczne do zjawiska histerezy.
Podczas rzeczywistego badania nieniszczącego sonda jest przesuwana po powierzchni badanej próbki lub wzdłuż osi otworu (np. w badaniu nitów) ruchem liniowym bądź obrotowym. W trakcie tego ruchu impedancja cewki ulega ciągłym, dynamicznym zmianom pod wpływem lokalnych nieciągłości materiałowych, zmienności właściwości fizykochemicznych. Mierzone wartości są wyświetlane w czasie rzeczywistym na płaszczyźnie impedancji, gdzie zmieniająca się pozycja sondy i zmiany właściwości materiału powodują powstawanie zamkniętych krzywych.
Analiza tych krzywych umożliwia ocenę rodzaju i lokalizacji defektów, ponieważ kształt i rozmiar pętli jest silnie zależny od parametrów defektu, jak również od warunków pomiaru, takich jak prędkość przesuwu sondy, częstotliwość pomiarowa oraz zastosowane filtry sygnału.
Zobrazowanie zmian impedancji na wzorcu AEROFAB NDT AFNDT-2003-1AL przedstawia rys. 1.
Na przedstawionym obrazie widoczny jest wykres impedancji (ang. impedance plane) uzyskany z defektoskopu NORTEC 600. Wykres ten otrzymano podczas kalibracji urządzenia pomiarowego na wzorcu referencyjnym z nacięciami o znanej głębokości.
Opis osi wykresu impedancji:
oś pozioma H – przedstawia składową rezystancyjną (R) impedancji, czyli część rzeczywistą. Zmiany w tym kierunku zwykle odpowiadają zmianom przewodności elektrycznej, geometrii próbki lub efektom związanym z odległością sondy od powierzchni.
Małgorzata Milczarek, Piotr Maj, Wioleta Serweta
oś pionowa V – przedstawia składową reaktancyjną (X) impedancji, czyli część urojoną. Zmiany w tym kierunku są najczęściej związane z różnicami w głębokości wady, właściwościach magnetycznych materiału lub zmianami częstotliwości.
Rys. 2. Wykres impedancji X(R) dla próbki wykonanej ze stopu EN AW-5083 H111
Fig. 2. Impedance diagram X(R) for the sample made of EN AW-5083 H111 alloy
Rys. 4. Wykres impedancji X(R) dla próbki wykonanej ze stopu EN AW-2017 T451
Fig. 4. Impedance diagram X(R) for the sample made of EN AW-2017 T451 alloy
Rys. 1. Wykres impedancji X(R) uzyskany na defektoskopie podczas kalibracji na wzorcu Fig. 1. Impedance diagram X(R) obtained using the flaw detector during calibration with the reference standard
Zatem każdy punkt na wykresie reprezentuje wektor impedancji:
Z = R + jX
gdzie: Z – impedancja zespolona [Ω], R – rezystancja rzeczywista [Ω], X – reaktancja [Ω], j – jednostka urojona.
Rys. 3. Wykres impedancji X(R) dla próbki wykonanej ze stopu EN AW-7075 T651
Fig. 3. Impedance diagram X(R) for the sample made of EN AW-7075 T651 alloy
Rys. 5. Wykres impedancji X(R) dla próbki ze stopu EN AW-6082T651
Fig. 5. Impedance diagram X(R) for the sample made of EN AW-6082 T651 alloy
Rys. 6. Wykres impedancji X(R) dla próbki wykonanej ze stopu
EN AW-5754 H110
Fig. 6. Impedance diagram X(R) for the sample made of EN AW-5754 H110 alloy
Położenie punktu impedancji zmienia się w zależności od sygnału indukowanego w sondzie przez zmiany w materiale (np. wady, pęknięcia, różnice materiałowe). Celem kalibracji jest określenie odpowiedzi sygnałowej systemu pomiarowego na znane defekty, co umożliwia prawidłową interpretację rzeczywistych pomiarów.
Na wykresie wyróżniono: efekt krawędziowy – charakterystyczne zakłócenie sygnału związane z przejściem przez granicę badanego obiektu, efekt uniesienia – zakłócenie sygnału wynikające z niedokładnego przylegania głowicy pomiarowej do powierzchni badanego materiału, sygnały od nacięć – trzy wyraźne piki odpowiadające nacięciom referencyjnym o znanej głębokości: 1) 0,030 cala (0,762 mm), 2) 0,020 cala (0,508 mm), 3) 0,010 cala (0,254 mm).
Wyniki pomiarów przeprowadzonych na próbkach – zmiany trajektorii sygnału impedancji przedstawiono w postaci wykresów na ekranie defektoskopu NORTEC 6000D (rys. 2 – 7) w funkcji X(R). Badania przeprowadzono na parametrach dobranych w trakcie kalibracji, zmieniając wzmocnienie sygnału w celu analizy wyników, np. jeżeli wykres uzyskany na badanej próbce wykraczał poza zakres ekranu defektoskopu. W tym przypadku zmiana wzmocnienia nie wpływa negatywnie na interpretację wyników, ponieważ próbki porównano pod kątem efektu uniesienia i efektu krawędziowego zwracając uwagę na fazę oraz kształt sygnału. Sygnał uzyskany na badanej próbce zobrazowany jest kolorem czarnym, natomiast na wzorcu referencyjnym kolorem czerwonym.
4. Wpływ obróbki na interpretację wyników badań metodą
prądów wirowych
W praktyce eksploatacyjnej istotnym problemem jest zmienność sygnału spowodowana lokalnymi zmianami przewodności, wynikającymi m.in. z wcześniejszych napraw, obróbki mechanicznej (np. prostowania wgnieceń) czy zmian mikrostrukturalnych związanych z umocnieniem materiału. Zjawisko to może prowadzić do przemieszczenia punktu impedancyjnego na ekranie defektoskopu nawet w przypadku braku rzeczywistych nieciągłości materiałowych, co w warunkach eksploatacyjnych
Rys. 7. Wykres impedancji X(R) dla próbki wykonanej ze stopu
EN AW-5754H111
Fig. 7. Impedance diagram X(R) for the sample made of EN AW-5754 H111 alloy
może prowadzić do błędnych wskazań, fałszywych alarmów lub przeoczenia defektów.
W związku z powyższym, właściwa interpretacja wyników badań wymaga nie tylko odpowiedniej kalibracji systemu detekcyjnego względem przewodności, ale również dobrej znajomości charakterystyki badanych materiałów, ich stanu technologicznego oraz historii eksploatacyjnej. Kluczową rolę odgrywa tu kompetencja operatora – zarówno w zakresie znajomości fizycznych podstaw metody, jak i zrozumienia, w jaki sposób zmienne materiałowe wpływają na sygnał. Bez takiej wiedzy, nawet precyzyjnie wykonane badanie może prowadzić do niewłaściwych wniosków diagnostycznych.
Podczas prowadzenia standardowych badań nieniszczących z wykorzystaniem prądów wirowych o wysokiej częstotliwości, przeprowadzonych na poszyciu statku powietrznego wykonanym ze stopu aluminium, zaobserwowano przemieszczenie punktu impedancyjnego na ekranie defektoskopu, mimo braku wykrycia nieciągłości materiałowej. W celu wyjaśnienia przyczyny tego zjawiska wykonano pomiary przewodności elektrycznej badanego obszaru, które wykazały jego niejednorodność w zakresie przewodnictwa. Analiza historii eksploatacyjnej komponentu ujawniła, iż fragment ten był wcześniej poddany oddziaływaniu mechanicznemu, mającemu na celu usunięcie wgniecenia poszycia. Zmiana położenia punktu impedancyjnego może istotnie utrudniać jednoznaczną interpretację wyników badań nieniszczących, co wskazuje na konieczność poszerzania wiedzy operatorów w zakresie czynników wpływających na jakość oraz wiarygodność pomiarów prądami wirowymi. W celu zweryfikowania wpływu obróbki mechanicznej na przewodność przeprowadzono pomiary na wytypowanych próbkach. Wyniki przedstawiono w tabeli 4.
Procesy przesycania i starzenia (np. stany T4 i T6 w stopach 2017 i 7075) nie spowodowały widocznej na defektoskopie zmiany przewodności. Badania wykazały natomiast, że wpływ obróbki mechanicznej na właściwości materiału jest znaczący. Zróżnicowanie sygnału w zależności od stanu umocnienia wymaga uwzględnienia historii obróbki badanego materiału przy kalibracji systemu.
Dodatkowo, wykazano wpływ stanu umocnienia na położenie punktu impedancji na ekranie defektoskopu. Dwa stopy o zbliżonym składzie chemicznym – EN AW-5083 i EN AW-5754 – po walcowaniu na zimno wykazywały inny sygnał niż w stanie wyżarzonym. Zmienność mikrostrukturalna wynikająca z obróbki mechanicznej (np. tekstura krystalograficzna, rozkład naprężeń własnych) stanowi istotne
Małgorzata Milczarek, Piotr Maj, Wioleta Serweta
Tab. 4. Pomiar przewodności badanych próbek
Tab. 4. Measured electrical conductivity of the tested samples
Oznaczenie próbki Zastosowana obróbka Pomiar przewodności [% IACS] Przewodność przed obróbką [MS/m]
Przewodność po obróbce [MS/m] EN AW-5083 H111umocnienie przez zgniot
▼
AW-5754 H111umocnienie
AW-2017 T451 przesycenie, naturalne starzenie, odprężanie przez rozciąganie
EN AW-6082 T651 przesycenie, sztuczne starzenie i odprężony przez rozciąganie
EN AW-7075 T651 przesycenie, sztuczne starzenie i odprężony przez rozciąganie
Oznaczenie „▼” zastosowano dla próbek, których przewodność po badaniu uległa zmianie – pomiar był niższy po obróbce
utrudnienie w kalibracji detekcji i może wprowadzać dodatkowe niepewności interpretacyjne [1].
W obserwacjach eksperymentalnych stwierdzono zmienność położenia punktu impedancji na ekranie defektoskopu mimo identycznych wad. Przykładowo, defekt w postaci nacięcia o głębokości 1 mm generował sygnał na różnych wysokościach dla stopów EN AW-5083 i EN AW-7075. Wskazuje to jednoznacznie, że sygnał jest silnie modulowany nie tylko przez geometrię nieciągłości, ale także przez przewodność, mikrostrukturę oraz obecność wydzieleni [3]. Zjawisko to może prowadzić do fałszywych wskazań lub zaniżenia czułości, jeśli nie zostanie uwzględnione podczas interpretacji wyników. W kontekście stosowania metody prądów wirowych w warunkach rzeczywistych, wykazano, że metoda może być użyteczna nawet przy ograniczonej wiedzy o materiale, o ile sygnał od efektu uniesienia oraz efektu krawędziowego nie odbiega znacząco od sygnału uzyskanego na wzorcu kalibracyjnym. W tym przypadku pomiar konduktancji może umożliwić wstępną kalibrację oraz wiarygodną interpretację wyników, nawet w przypadku niepełnych danych dotyczących składu czy stanu obróbki [4]. Tym samym znajomość przewodności zwiększa skuteczność wykrywania defektów metodą prądów wirowych. W warunkach eksploatacyjnych, metoda prądów wirowych może być skuteczna bez stosowania wzorców, w zakresie oceny jakościowej, bez oceny wielkości wskazania, pod warunkiem spełnienia kilku istotnych kryteriów. Materiał powinien być homogeniczny pod względem przewodności lub mieścić się w zakresie tolerancji przewidzianej dla danej procedury. Jeśli dodatkowo znana jest typowa geometria spodziewanych wad, a system wyposażony jest w algorytmy korekcyjne lub progowe (np. modele empiryczne, algorytmy AI), detekcja może być prowadzona z wysoką skutecznością [2].
5. Podsumowanie
Skład chemiczny, a także różnice w stanie materiału, jego eksploatacja i naprawy, jakie przeprowadzono na danej części, mają bezpośredni wpływ na odpowiedź materiału w badaniach metodą prądów wirowych, co wymaga indywidualnego podejścia do kalibracji i interpretacji wyników defektoskopii. Szczególne znaczenie ma to w przypadku stopów utwardzanych wydzieleniowo, w których obecność wydzieleń faz międzymetalicznych istotnie modyfikuje lokalne właściwości fizyczne. Badania wykazały, że stopy z grupy Al-Mg (5083, 5754) cha-
rakteryzują się wysoką przewodnością i stabilnym sygnałem defektoskopu prądowirowego. Natomiast stopy zawierające Cu i Zn (2017, 7075) mają niską przewodność i dużą zmienność sygnału w zależności od stanu obróbki, co wymaga zaawansowanej kalibracji i kompensacji sygnału.
Obróbka cieplna i mechaniczna powodują zmiany mikrostruktury materiału, takie jak przemiany fazowe, odkształcenia czy powstawanie naprężeń wewnętrznych. Te zmiany wpływają na przewodność elektryczną, ponieważ modyfikują sposób, w jaki elektrony swobodne przemieszczają się przez materiał. W badaniach metodą prądów wirowych sygnał zależy bezpośrednio od przewodności badanego obiektu, dlatego zmiany stanu materiału przekładają się na zmiany w pomiarach. Nawet jeśli fizyczny defekt pozostaje taki sam, różnice w przewodności mogą powodować przesunięcia punktu impedancji na wykresie defektoskopu. Jeśli te zmiany nie zostaną uwzględnione podczas kalibracji i interpretacji, może to prowadzić do błędnych wniosków dotyczących wielkości lub obecności wad. Dlatego ważne jest indywidualne podejście do kalibracji uwzględniające aktualny stan materiału. Badania potwierdziły znaczenie pomiaru przewodności jako parametru referencyjnego dla poprawy jakości badań, szczególnie w warunkach eksploatacyjnych. Wykonując badania, należy zwrócić szczególną uwagę na to, iż przewodność elektryczna materiału zmienia się w zależności od jego stanu po obróbce cieplnej lub mechanicznej (np. po wyżarzaniu, przesycaniu, starzeniu czy walcowaniu), a sygnał otrzymywany podczas badania metodą prądów wirowych (ET) również będzie się różnił, nawet jeśli defekt jest taki sam. W warunkach eksploatacyjnych oznacza to, że punkt impedancji może zmieniać swoje położenie na ekranie defektoskopu nie ze względu na występującą wadę w materiale, a wskutek zmiany przewodności materiału w tym miejscu spowodowane wykonaną naprawę, np. usuwanie usterki w postaci wgniotu przez wywieranie przeciwnego nacisku w celu przywrócenia pierwotnego kształtu materiału. W praktyce oznacza to, że bez uwzględnienia tych zmian w przewodności, sygnał widoczny na ekranie defektoskopu, może być mylący – defekt może wyglądać na mniejszy lub większy niż jest w rzeczywistości albo w ogóle może być niewidoczny. Ze względu na to kalibracja powinna być przeprowadzona na wzorcach, które jak najwierniej odzwierciedlają aktualny stan materiału (uwzględniający jego ewentualne odkształcenia, zmiany strukturalne czy inne czynniki wpływające na przewodność), aby zapewnić wiarygodność wykrywania i oceny defektów.
Najważniejszymi osiągnięciami pracy jest wskazanie praktycznych wskazówek dla operatorów wykonujących badania nieniszczące metodą prądów wirowych: Skład chemiczny oraz stan materiału (w tym eksploatacja i naprawy) mają bezpośredni wpływ na odpowiedź sygnału w badaniach metodą prądów wirowych, co wymaga indywidualnego podejścia do kalibracji i interpretacji wyników. Obróbka cieplna i mechaniczna zmieniają mikrostrukturę materiału, co wpływa na jego przewodność elektryczną. W badaniach prądów wirowych te zmiany mogą powodować przesunięcia sygnału, dlatego kalibracja i interpretacja wyników muszą uwzględniać aktualny stan materiału. Pomiar przewodności jest kluczowy dla poprawy jakości badań metodą prądów wirowych, zwłaszcza w warunkach eksploatacyjnych, gdzie materiał może mieć zmieniony stan. Zmiany przewodności spowodowane, np. naprawami czy odkształceniami powodują przesunięcia punktu impedancji na ekranie defektoskopu, co może być mylące w interpretacji defektów.
Kalibracja powinna być przeprowadzana na wzorcach odzwierciedlających rzeczywisty stan materiału, aby zapewnić wiarygodność wykrywania i oceny defektów.
Podziękowania
Konsultacja merytoryczna: dr hab. inż. Dominik Kukla, mgr inż. Andrzej Szewc. Praca była wspierana przez Centrum Obsługi Przedsiębiorcy w ramach realizacji projektu „Powstanie działu badawczo-rozwojowego w Wojskowych Zakładach Lotniczych nr 1 S.A. w celu wprowadzenia innowacyjnej działalności z zakresu badań nieniszczących”.
Bibliografia
1. Babul T., Jończyk S., Samborski T., Ocena lokalnych wad mikrostruktury – korelacja wyników pomiarów wiroprądowych i oznaczeń mikrotrwałości, „Przegląd Spawalnictwa”, Nr 3, 2014, 11–17.
2. Machado M.A., Eddy Currents Probe Design for NDT Applications: A Review, “Sensors”, Vol. 24, No. 17, 2024, DOI: 10.3390/s24175819.
3. Zbrowski A., Matecki K., Zastosowanie metody prądów wirowych w diagnostyce materiałów i elementów konstrukcyjnych, „TTS Technika Transportu Szynowego”, Nr 10, 2013, 951–962.
4. International Atomic Energy Agency, Eddy current testing at Level 2: Manual for Syllabi Contained in IAEA-TECDOC-628.Rev. 2, “Training Guidelines for Non Destructive Testing Techniques”, 2011.
5. García-Martín J., Gómez-Gil J., Vázquez-Sánchez E., Non-Destructive Techniques Based on Eddy Current Testing, “Sensors”, Vol. 11, No. 3, 2011, 2525–2565,
6. DOI: 10.3390/s110302525.
7. Eddy Current Testing (ECT), “NDT Corner”, 2022.
8. Rajic N., Tsoi K., Methods of Early Fatigue Detection, 1997, DSTO Aeronautical and Maritime Research Laboratory.
9. Constable J.H., Sahay C., Electrical Resistance as an Indicator of Fatigue, “IEEE Transactions on Components, Hybrids, and Manufacturing Technology”, Vol. 15, No. 6, 1992, 1138–1145, DOI: 10.1109/33.206940.
11. Skrbek B., Nosek V., Combined non-destructive structuroscopy of dispersion metallic materials, 11th European Conference on Non-Destructive Testing (ECNDT 2014), October 6-10, 2014, Prague, Czech Republic.
Effect of Alloying Additions and Processing on the Electromagnetic Properties of Aluminum Alloys and on Discontinuity Detection Using an Eddy Current Flaw Detector
Abstract: The presented work outlines the results of research and analysis related to the influence of alloying additives and material processing on the effectiveness of non-destructive testing using the eddy current (ET) method, as well as the associated operational safety of aircraft. The effectiveness of these tests, carried out using specialized equipment, is crucial for detecting material defects in aircraft components. This study analyzes the impact of chemical composition and thermo-mechanical treatment on the conductivity of alloys, which directly affects the quality of diagnostics using the eddy current method. The results highlight the need for precise calibration and the use of conductivity measurements as a factor enhancing the reliability of testing in aviation.
Absolwentka Politechniki Poznańskiej na kierunku Mechanika i Budowa Maszyn o specjalności Silniki Lotnicze w stopniu inżynierskim i Politechniki Łódzkiej na kierunku Zarządzanie i Inżynieria Produkcji w stopniu magisterskim. Zawodowo specjalizuje się w badaniach nieniszczących w zakresie metod: prądów wirowych, magnetyczno-proszkowej i penetracyjnej. Aktualnie prowadzi Zespół Badań Nieniszczących w Wojskowych Zakładach Lotniczych Nr 1 S.A.
dr Wioleta Serweta
wioleta.serweta@wzl1.mil.pl
ORCID: 0000-0001-6679-9933
Doktor nauk technicznych w dyscyplinie mechanika. Praca doktorska, przygotowana i obroniona na Wydziale Mechanicznym Politechniki Łódzkiej, obejmowała badania zagadnień dynamiki układów mechanicznych z jednostronnymi i dwustronnymi zderzeniami typu Hertza wraz z opracowaniem procedur numerycznych wyznaczania ich spektrów wykładników Lapunowa. Obecnie jest pracownikiem Działu Badań i Rozwoju w Wojskowych Zakładach Lotniczych Nr 1 S. A.
inż. Piotr Maj
piotr.maj@wzl1.mil.pl
ORCID: 0009-0004-4218-4327
Absolwent Politechniki Łódzkiej na kierunku Mechanika i Budowa Maszyn w stopniu inżynierskim. Zawodowo specjalizuje się w badaniach nieniszczących w zakresie metod: prądów wirowych, magnetyczno-proszkowej, penetracyjnej i radiograficznej oraz w technologiach addytywnych. Aktualnie pracuje w Zespole Badań Nieniszczących w Wojskowych Zakładach Lotniczych Nr 1 S.A.
Prawa twórcy – pracownika uczelni wyższej
lub instytutu badawczego
Katarzyna Kłosowska
Sieć Badawcza Łukasiewicz – Przemysłowy Instytut Automatyki i Pomiarów PIAP, Al. Jerozolimskie 202, 02-486 Warszawa
Agnieszka Wilk-Ilewicz
Politechnika Warszawska, Wydział Administracji i Nauk Społecznych, Plac Politechniki 1, 00-661 Warszawa
Streszczenie: Efektywne zarządzanie dobrami własności intelektualnej wymaga przede wszystkim znajomości przez twórców swoich praw. W artykule dokonujemy analizy prawa twórcy – pracownika uczelni wyższej lub instytutu badawczego z perspektywy przepisów ustawy Prawo Własności Przemysłowej oraz ustawy o prawie autorskim i prawach pokrewnych. Ważne, aby rozróżnić, że zgodnie z przepisami ustawy Prawo Własności Przemysłowej zarówno prawo do uzyskania patentu na wynalazek albo prawa ochronnego na wzór użytkowy, jak również prawa z rejestracji wzoru przemysłowego przysługuje, co do zasady, twórcy. Inaczej jest w reżimie prawa autorskiego – tu, „jeżeli ustawa lub umowa o pracę nie stanowią inaczej, pracodawca, którego pracownik stworzył utwór w wyniku wykonywania obowiązków ze stosunku pracy, nabywa z chwilą przyjęcia utworu autorskie prawa majątkowe w granicach wynikających z celu umowy o pracę i zgodnego zamiaru stron”. Przy czym należy również zauważyć, że prawo autorskie przewiduje szczególne regulacje dla utworów naukowych oraz programów komputerowych stworzonych w ramach stosunku pracy.
Słowa kluczowe: prawa twórców, pracownik, utwór pracowniczy, własność intelektualna
1. Wprowadzenie
O prawach pracownika traktują liczne opracowania. Tylko niektóre analizują sytuację pracowników uczelni wyższej lub instytutu badawczego. Już w preambule do ustawy Prawo o szkolnictwie wyższym i nauce (Dz.U. z 2024, poz.1571 ze zm., dalej ustawa Prawo o szkolnictwie wyższym) akcentuje się, iż „(...) obowiązkiem władzy publicznej jest tworzenie optymalnych warunków dla wolności badań naukowych i twórczości artystycznej, wolności nauczania oraz autonomii społeczności akademickiej (...)”. Zgodnie z art. 7 ust. 1 ustawy Prawo o szkolnictwie wyższym, „system szkolnictwa wyższego i nauki tworzą uczelnie, federacje podmiotów systemu szkolnictwa wyższego i nauki, Polska Akademia Nauk, instytuty naukowe PAN, instytuty badawcze, międzynarodowe instytuty naukowe utworzone na podstawie odrębnych ustaw działające na terytorium Rzeczypospolitej Polskiej, Centrum Łukasiewicz oraz instytuty działające w ramach Sieci Badawczej Łukasiewicz”. W każdym z tych podmiotów pracownicy prowadzą działalność twórczą, nie rzadko innowacyjną. Pracownik jest twórcą, jeżeli wnosi w pracę swój wkład
Artykuł recenzowany nadesłany 29.10.2025 r., przyjęty do druku 10.12.2025 r.
Zezwala się na korzystanie z artykułu na warunkach licencji Creative Commons Uznanie autorstwa 4.0 Int.
intelektualny i kreacyjny [16]. Wytwory ludzkiego umysłu, przedstawione w materialnej postaci nazywane są własnością intelektualną, dobrami niematerialnymi. Są to oryginalne i nowatorskie efekty twórczej działalności człowieka.
Sąd Najwyższy stwierdził, że „praca intelektualna o charakterze twórczym jest przeciwieństwem pracy o charakterze technicznym (...). Cechą pracy w charakterze technicznym jest przewidywalność i powtarzalność osiągniętego rezultatu. Proces tworzenia, w przeciwieństwie do pracy technicznej, polega na tym, że rezultat podejmowanego działania stanowi projekcję wyobraźni osoby, od której pochodzi, zmierzając do wypełniania tych elementów wykonywanego zadania, które nie są jedynie wynikiem zastosowania określonej wiedzy, sprawności, surowców, urządzeń bądź technologii” [17].
Należy rozróżnić działalność twórczą zdefiniowaną w ustawie o prawie autorskim i prawach pokrewnych (Dz.U. z 2025, poz. 24, dalej: PrAut), a działalnością twórczą regulowaną w ustawie Prawo własności przemysłowej (Dz.U. z 2023, poz.1170, dalej: PrWłPrzem).
Zgodnie z art. 1 PrAut jedynie przejawy działalności twórczej o indywidualnym charakterze mogą być uznane za dzieła i podlegają ochronie tego prawa. Chodzi tu o kreacyjny, subiektywnie nowy, oryginalny wytwór intelektu, wywołany niepowtarzalną osobowością twórcy, który wykonany przez kogoś innego wyglądałby inaczej [18]. I tak jako przykłady można wskazać: obraz olejny namalowany przez artystę, powieść, muzykę – zarówno kompozycję utworu, jak i tekst piosenki, film – i to scenariusz, i reżyserię, czy wreszcie montaż. W odniesieniu do środowiska instytutu badawczego i uczelni wyższej, w ujęciu ogólnym jako przykłady wskazać należy rysunki techniczne, dokumentację techniczną, czy wreszcie instrukcje obsługi. W ujęciu szczegółowym
– posługując się przykładem działalności Sieci Badawczej Łukasiewicz – Przemysłowego Instytutu Automatyki i Pomiarów PIAP – utworami są również dzieła wzornictwa przemysłowego, np. nowatorska wzorniczo obudowa radiometru, nowy kształt robota mobilnego, który nie wynika wyłącznie z jego funkcji użytkowych, albo nowa szata graficzna już wcześniej produkowanego robota. Jak powtarza się w wielu źródłach [19], działalność twórcza w prawie własności przemysłowej dotyczy rezultatów pracy o charakterze technicznym lub związanym z wyglądem produktu, chronionych m.in. przez patenty (wynalazki), prawa ochronne na wzory użytkowe, wzory przemysłowe oraz prawa z rejestracji na znaki towarowe. W przeciwieństwie do praw autorskich, które chronią dzieła o charakterze artystycznym, literackim czy naukowym, własność przemysłowa koncentruje się na praktycznym zastosowaniu i komercjalizacji. Istotą jest wkład kreacyjny, a nie pomoc techniczna czy finansowa i w przeciwieństwie do utworów prawno-autorskich, uzyskanie ochrony wymaga przeprowadzenia urzędowej procedury, np. w Urzędzie Patentowym RP [20]. Do działalności twórczej w prawie własności przemysłowej należą wynalazki (np. innowacyjna technologia oczyszczająca wodę), wzory użytkowe (np. ergonomiczny mechanizm regulacji odchylania oparcia fotela biurowego), wzory przemysłowe (np. kształt i kolorystyka designerskiego krzesła), czy znaki towarowe (np. charakterystyczna litera „M” McDonald’s).
W niniejszym opracowaniu analizujemy prawa twórcy z perspektywy przepisów PrWłPrzem oraz PrAut. Twórcy szczególnego, bo pracownika uczelni wyższej [21] czy instytutu badawczego.
Świadomość praw jest nie tylko kluczowa do budowania siły i renomy organizacji, ale i niezbędna do dbania o prawa indywidualnego pracownika.
Ciągle jeszcze, mimo licznych szkoleń, pracownicy popełniają daleko sięgające w skutkach błędy. Zamiast bowiem najpierw zgłaszać swoje wyniki do ochrony patentowej, zaczynają od publikacji artykułów w czasopismach. Tym działaniem często ujawniają istotę wynalazku, a tym samym zamykają sobie drogę do uzyskania ochrony wynalazku i ostatecznie do otrzymania patentu, bo wynalazek w momencie zgłoszenia go do Urzędu Patentowego musi być obiektywnie nowy i to w skali światowej.
Innym zagadaniem, ale również niezwykle ważkim, jest kwestia wspólności wyników realizowanych we współpracy z innymi jednostkami/podmiotami, które później muszą wdrożyć wyniki projektu w swojej działalności. Nie raz się zdarzyło, że w dokumentacji projektowej jednostki nie określiły precyzyjnie wnoszonego wkładu intelektualnego do projektu (tzw. background IP). Nie jest przy tym istotne, czy organizacja nieświadomie nie wpisała go do umowy konsorcjum, czy też liczyła, że są w stanie wydzielić/oddzielić posiadaną wiedzę i jej wyniki od tych, które powstaną w składanym projekcie. Brak wyszczególnienia wnoszonego IP to projektu był przyczyną wielu nieporozumień między konsorcjantami na etapie przygotowania umów komercjalizacji z powstałych wyników i na etapie podziału zysków z wypracowanych w projekcie rezultatów/wyników.
Aby uniknąć takich błędów w przyszłości, przyjrzymy się kwestii praw twórców.
2. Utwór pracowniczy – art. 12 PrAut
Twórczość pracownicza wymaga uwzględnienia dwóch obszarów prawa o odmiennych zasadach: prawa pracy oraz prawa autorskiego. Zgodnie z zasadą przewodnią prawa pracy, pracodawca nabywa prawa do rezultatów pracy pracownika. Natomiast fundamentem prawa autorskiego jest przyznanie praw autorskich twórcy (art. 8 PrAut).
W celu pogodzenia tych zasad, ustawodawca wprowadził art. 12 PrAut, stanowiący swoisty „kompromis” między regulacjami obu dziedzin prawa. Przepis ten określa, że „jeżeli ustawa
lub umowa o pracę nie stanowią inaczej, pracodawca, którego pracownik stworzył utwór w wyniku wykonywania obowiązków ze stosunku pracy, nabywa z chwilą przyjęcia utworu autorskie prawa majątkowe w granicach wynikających z celu umowy o pracę i zgodnego zamiaru stron”.
Artykuł 12 PrAut stanowi zatem ogólną regułę dotyczącą utworów pracowniczych, przy czym prawo autorskie przewiduje szczególne regulacje dla utworów naukowych (art. 14 PrAut) oraz programów komputerowych (art. 74 ust. 3 PrAut) stworzonych w ramach stosunku pracy.
Szczególne regulacje prawa autorskiego dotyczące tzw. utworów odnoszą się wyłącznie do utworów stworzonych w ramach stosunku pracy. Prawo autorskie nie definiuje takich pojęć jak pracownik, pracodawca czy umowa o pracę. Zasady zawarcia umowy o pracę i jej wymagania treściowe reguluje Kodeks pracy (Dz.U. 2025, poz.277, dalej: KP).
Pracownik to osoba fizyczna zatrudniona na podstawie stosunku pracy w rozumieniu Kodeksu pracy, a więc w szczególności umowy o pracę (w tym na czas próbny), stosunku mianowania w przypadku nauczycieli akademickich, wyboru, powołania czy spółdzielczej umowy o pracę.
Przepis art. 12 PrAut odwołuje się wyłącznie do pojęcia „umowy o pracę”. Powstaje zatem wątpliwość czy przepis art. 12 PrAut znajdzie zastosowanie jedynie w stosunku do pracowników zatrudnionych na podstawie „umowy o pracę”, czy także w sytuacji, gdy „stosunek pracy” powstał na podstawie „powołania, wyboru, mianowania lub spółdzielczej umowy o pracę”. Mimo różnych podejść w doktrynie, przeważa stanowisko, że przepis art. 12 PrAut znajdzie zastosowanie w stosunku do wszystkich pracowników, niezależnie od podstawy nawiązania stosunku pracy [1].
Zgodnie z art. 22 KP „przez nawiązanie stosunku pracy pracownik zobowiązuje się do wykonywania pracy określonego rodzaju na rzecz pracodawcy, pod jego kierownictwem oraz w miejscu i czasie wyznaczonym przez pracodawcę, a pracodawca – do zatrudniania pracownika za wynagrodzeniem”.
Stosunek pracy cechują specyficzne elementy, które odróżniają go od innych form zatrudnienia, takich jak umowa o dzieło czy umowa o świadczenie usług.
W literaturze prawniczej wyróżnia się następujące kluczowe cechy stosunku pracy: wymóg osobistego świadczenia pracy, podporządkowanie pracownika kierownictwu pracodawcy, wykonywanie pracy na rzecz oraz na ryzyko pracodawcy. Przepis art. 22 ust. 1 (1) KP przewiduje, że zatrudnienie na warunkach określonych w art. 22 ust. 1 KP będzie uważane za zatrudnienie na podstawie stosunku pracy bez względu na nazwę umowy zawartej między stronami. Dlatego umowa oznaczona jako „umowa o pracę” lub „umowa o świadczenie usług” spełniać będzie przesłanki opisane w art. 22 KP, to należy ją traktować jako umowę o pracę. Takie stanowisko wskazał Sąd Najwyższy: „nazwa umowy nie ma znaczenia, jeżeli nawiązany stosunek prawny ma cechy wskazane w art. 22 § 1 KP” [22].
Na uwagę zasługuje fakt, że stosunek pracy może zostać nawiązany nie tylko przez zawarcie umowy na piśmie, ale także przez dopuszczenie pracownika do pracy (art. 29 KP). Zatem nawet w przypadku zawarcia ustnej umowy o pracę i dopuszczenia pracownika do wykonywania pracy, pracodawca może nabyć autorskie prawa majątkowe z mocy art. 12 PrAut z pominięciem zastrzeżenia formy pisemnej pod rygorem nieważności dla tego typu czynności. Jest to bodajże jedyny przypadek możliwości nabycia autorskich praw majątkowych bez zachowania formy pisemnej. Rozwiązanie umowy o pracę, np. za porozumieniem stron czy na skutek wypowiedzenia, nie uchybia przejściu autorskich praw majątkowych na pracodawcę, jednak już nieważność umowy o pracę, np. z powodu zawarcia jej przez osobę nieuprawnioną do reprezentacji pracodawcy, nie doprowadzi do zastosowania art. 12 PrAut i transferu praw na pracodawcę [1, 23].
Utworem pracowniczym jest wyłącznie utwór stworzony w ramach wykonywania przez pracownika obowiązków wynikających ze stosunku pracy powstałego na podstawie umowy o pracę, natomiast nie jest konieczne, aby umowa o pracę wskazywała wprost obowiązek wykonywania utworów i dostarczania ich pracodawcy. Zobowiązanie takie wynikać może zarówno z charakteru stanowiska i rodzaju wykonywanej pracy (np. choreograf, grafik lub projektant wzornictwa przemysłowego), jak i z polecenia kierowniczego pracodawcy, jeśli wykonanie tego polecenia mieści się w zakresie zobowiązań pracownika wynikających z rodzaju pracy określonego w umowie. Nie będzie zatem utworem pracowniczym utwór stworzony przez pracownika w godzinach pracy, nawet przy użyciu narzędzi pracodawcy, jeżeli stworzenie tego utworu nie stanowiło wykonania obowiązków wynikających ze stosunku pracy (np. stworzenie w miejscu pracy i w godzinach pracy utworu muzycznego przez osobę zatrudnioną na stanowisku grafika). W przypadku trudności w ustaleniu pracowniczego charakteru danego utworu korzystanie przez pracownika z narzędzi pracodawcy czy też stworzenie utworu w godzinach pracy może stanowić jedynie kryterium pomocnicze. Kluczowa dla ustalenia powyższej kwestii będzie weryfikacja czy stworzenie danego utworu leżało w zakresie obowiązków pracownika. Za utwór pracowniczy należy uznać utwór stworzony przez pracownika przy wykonywaniu obowiązków powierzonych mu na podstawie art. 42 § 4 KP. Nie ulega wątpliwości, że wykonywanie wspomnianych obowiązków może być uznane za wykonywanie obowiązków wynikających ze stosunku pracy powstałego na podstawie umowy o pracę [2].
Obowiązki pracownicze mogą być sprecyzowane w umowie o pracę, ale też w bezpośrednich poleceniach służbowych, które muszą jednak pozostawać w granicach obowiązków pracowniczych twórcy [24]. Obowiązki pracownicze mogą być również określone w aktach wewnętrznych pracodawcy, np. regulaminach organizacyjnych. Artykuł 12 ust. 1 PrAut nie może być natomiast stosowany w przypadku występowania innych – niż obowiązek pracowniczy – powiązań między utworem a stosunkiem pracy, w tym nie obejmuje sytuacji, w których utwór powstał jedynie w związku czasowym, miejscowym, przy okazji wykonywania pracy bądź dzięki przyczynieniu się pracodawcy [25]. Dlatego też przygotowanie utworu w czasie pracy, sfinansowanie pracy twórczej przez zakład pracy lub nawet tolerowanie eksploatowania przez twórcę utworu przez zakład pracy bez porozumienia z nim, pozostaje bez istotnego znaczenia dla zastosowania komentowanego przepisu. Możliwa jest też sytuacja, gdy pracownik świadczy pracę wykraczającą poza zakres jego obowiązków zdefiniowanych w umowie o pracę, np. osoba zatrudniona na stanowisku dyrektora finansowego w firmie szkoleniowej świadczy też usługi szkoleniowe. W takim wypadku należy przyjąć, że jeżeli dana osoba świadczy taką „rozszerzoną pracę” przez dłuższy czas, to per facta concludentia nastąpiło rozszerzenie jej obowiązków pracowniczych i w takim przypadku art. 12 PrAut ma zastosowanie [1, 24-27].
Jak wskazywano na wstępie, ważną kwestią jest zrozumienie, czym jest przejaw twórczej działalności pracownika w ramach stosunku pracy. Podstawowymi cechami, które decydują o tym, że dany wytwór ludzkiego intelektu stanowi utwór w rozumieniu prawa autorskiego, są: stworzenie utworu jako przejawu działalności twórczej, indywidualny charakter tej twórczości oraz ustalenie jej w dowolnej postaci. Nie ulega wątpliwości, że dla zachowania cechy indywidualności wytworu ludzkiego intelektu konieczne jest, aby o cechach i charakterze utworu decydował sam twórca. W tym kontekście dla utworu pracowniczego szczególne znaczenie ma podstawowa cecha stosunku pracy, jaką jest jej świadczenie pod kierownictwem pracodawcy. W skrajnych przypadkach kryterium indywidualnego charakteru dzieła może nie być spełnione właśnie z uwagi na sposób korzystania pracodawcy z uprawnień kierowniczych. Wykonywanie pracy w określonym miejscu i czasie oraz we wskazany przez pracodawcę
Katarzyna
Kłosowska, Agnieszka Wilk-Ilewicz
sposób może przesądzić o braku możliwości przypisania danemu dziełu cech indywidualności pochodzących od pracownika, a w rezultacie o braku możliwości uznania dzieła za utwór pracowniczy. Stopień kierownictwa decyduje, czy wytwór intelektu pracownika jest utworem w rozumieniu prawa autorskiego, czy też jest jedynie „mechanicznym” i pozbawionym cechy indywidualności wykonywaniem poleceń pracodawcy. Druga sytuacja zaistnieje wyłącznie wtedy, gdy o każdej z cech danego wytworu intelektu zdecydował pracodawca (np. pracodawca polecił pracownikowi wykonanie folderu reklamowego, określając precyzyjnie przez cały czas tworzenia jego wielkość, formę, wygląd i treść oraz pozostałe cechy). W takiej sytuacji należy uznać, że wytwór intelektu jest pozbawiony cechy indywidualności przypisanej pracownikowi. Należy wskazać, że jedynie pełne kierownictwo pracodawcy dotyczące wytworzenia danego wytworu intelektu powoduje niemożność przypisania pracownikowi statusu twórcy. Status ten będzie natomiast przysługiwał pracownikowi, jeżeli pracodawca, wykonując swoje kierownicze uprawnienia, wskaże mu ogólny pomysł na wykonanie danego utworu, główne wytyczne co do oczekiwanego rezultatu czy inspiracje (tzw. utwór inspirowany) [2]. Dostarczenie pracownikowi tego rodzaju wytycznych lub inspiracji nie prowadzi do powstania po stronie pracodawcy jakichkolwiek praw autorskich, ponieważ – zgodnie z art. 1 ust. 2¹ PrAut – ochronie podlega wyłącznie sposób wyrażenia utworu. Przepis ten expressis verbis wyłącza spod ochrony prawa autorskiego odkrycia, idee, procedury, metody i zasady działania oraz koncepcje matematyczne. Regulacja ta, wprowadzona w 2002 r., miała na celu zdyscyplinowanie nadmiernie szerokich interpretacji, zgodnie z którymi ochrona prawnoautorska miałaby obejmować wszelkie wytwory intelektualne, nawet jeśli nie zostały utrwalone w postaci konkretnego, indywidualnego sposobu wyrażenia. Ze statusem utworu pracowniczego łączy się szczególne uprawnienie pracodawcy do nabycia autorskich praw majątkowych do tego utworu. Nabycie tych praw następuje z chwilą przyjęcia utworu przez pracodawcę. Do czasu przyjęcia utworu pozostaje on własnością pracownika-twórcy. Wyjątkiem są programy komputerowe, do których autorskie prawa majątkowe powstają na rzecz pracodawcy wraz z ich stworzeniem, bez wymogu oświadczenia o przyjęciu (nabycie pierwotne, art. 74 ust. 3 PrAut). Natomiast po przyjęciu utworu właścicielem autorskich praw majątkowych do tego dzieła staje się pracodawca. Skutkiem tego zdarzenia jest, że odtąd rozporządzanie i korzystanie z niego staje się prerogatywą pracodawcy. Jemu też przysługują roszczenia w przypadku naruszenia autorskich praw majątkowych. Pracodawca, którego oświadczenie woli, wyrażone w jakiejkolwiek zrozumiałej formie, jest konieczne dla przyjęcia utworu, może przekazać to uprawnienie innym zatrudnionym przez siebie osobom pełniącym funkcje kierownicze, np. w przedsiębiorstwie projektowym – kierownikowi działu, w wydawnictwie – redaktorowi naczelnemu, na uczelni – dziekanowi. Prawo nie stawia żadnych szczególnych wymagań w zakresie formy przyjęcia utworu przez pracodawcę. Nie jest wymagana forma pisemna. Wystarczy ustne oświadczenie. Dopuszczalny jest dorozumiany charakter tego przyjęcia, o ile w konkretnych okolicznościach nie budzi wątpliwości co do woli pracodawcy. Duże znaczenie mają zwyczaje przyjęte w środowisku, np. w redakcji. Jest to zgodne z zasadą wyrażoną w art. 60 KC, że skuteczne oświadczenie woli osoby „może być wyrażone przez każde zachowanie się tej osoby, które ujawnia jej wolę w sposób dostateczny, w tym również przez ujawnienie tej woli w postaci elektronicznej”, a więc mailem, SMS-em [3]. Nabycie autorskich praw majątkowych do utworu pracowniczego przez pracodawcę następuje w granicach umowy o pracę i zgodnego zamiaru stron. W konsekwencji, zakres nabycia pól eksploatacji nie jest wyznaczony przez instytucję będącą punktem wyjścia przy umowach z zakresu prawa autorskiego (art. 41 ust. 2 PrAut) tylko przez dwa czynniki: (1) cel umowy o pracę, (2) zgodny zamiar stron. Należy podkreślić, że cel umowy o pracę wyznaczony jest przez jej brzmienie oraz utrwalone
w danej branży zwyczaje i jedynie pomocniczo, gdy z umowy o pracę nie wynika co innego, przez zakres działalności pracodawcy. Momentem czasowym wyznaczenia celu umowy o pracę jest dzień jej zawarcia. Przejście autorskich praw majątkowych do utworu pracowniczego na pracodawcę wyznacza jedynie cel umowy o pracę i subsydiarnie zgodny zamiar stron. Dlatego pracodawca nabywa prawo do utworu pracowniczego także w odniesieniu do nowych, nieznanych w chwili zawarcia stosunku pracy pól eksploatacji, które pojawiły się już po zawarciu umowy o pracę pod warunkiem, że mieszczą się w obszarze wyznaczonym przez cel tej umowy. W związku z tym przejście na pracodawcę autorskich praw majątkowych do utworu pracowniczego nie wymaga wskazania w umowie o pracę żadnych pól eksploatacji. Zgodnie z art. 12 ust. 3 PrAut, jeżeli umowa o pracę nie stanowi inaczej, z chwilą przyjęcia utworu pracodawca nabywa własność przedmiotu, na którym utwór utrwalono (corpus mechanicum) [1].
Zgodnie z art. 12 PrAut, zatrudniony twórca nie ma prawa do odrębnego wynagrodzenia za stworzenie utworu pracowniczego ani za jego wykorzystywanie w ramach uprawnień przysługujących pracodawcy. Nie wyklucza to jednak możliwości przyznania twórcy „dodatkowego wynagrodzenia” na podstawie postanowień umowy lub szczególnego przepisu ustawy (por. art. 20 ust. 2 PrAut). Pracownik może jednak – zgodnie z art. 22 ust. 9 ustawy o podatku dochodowym od osób fizycznych – skorzystać z prawa do zastosowania podwyższonych do 50 % kosztów uzyskania przychodu. Niemniej, aby w prawidłowy sposób skorzystać z tego uprawnienia (wynagrodzenie za pracę może być uznane za wynagrodzenie z tytułu przeniesienia praw, obejmuje także czynności techniczne) należy wskazać w treści umowy o pracę (lub innego dokumentu), jaka część tej pracy (np. w procentach) ma charakter twórczy, który skutkuje powstaniem utworów. Właściwa wydaje się wskazówka stworzenia przez pracodawcę systemu umożliwiającego precyzyjne przyporządkowanie rezultatu pracy twórczej do konkretnej części wynagrodzenia, obejmującego w szczególności identyfikację utworu pracowniczego i jego autora. Ostatnią kwestią, równie ważną, którą należy uwzględnić w kontekście rozważań art.12 PrAut jest zakres praw osobistych pracownika do utworu. Pamiętajmy, że przedmiotem nabycia są w przypadku utworu pracowniczego autorskie prawa majątkowe. Prawa osobiste pozostają przy twórcy i na pracodawcy spoczywa obowiązek ich pełnego poszanowania. Obiektywnie trudny do realizacji jest obowiązek zadbania o oznaczenie dzieła nazwiskiem autora w przypadku rozpowszechniania dzieła oraz uzgadniania z pracownikiem zmian dokonywanych w utworze. Trudno bowiem oczekiwać, by pracodawca w każdym przypadku, nawet dzieł trywialnych, podawał ich autorstwo czy nie wprowadzał do nich zmian. Akceptacja pełnego rygoryzmu reżimu egzekucji autorskich praw osobistych w odniesieniu do utworów pracowniczych utrudniałaby znacząco realizację celu założonego przez art. 12 PrAut, tj. nabycia i swobodnej eksploatacji utworu pracowniczego przez pracodawcę [1]. Dlatego z założeniem, że eksploatacja utworów pracowniczych zwykle wymaga rezygnacji z oznaczenia autorstwa twórcy, decydowania o pierwszym udostępnieniu utworu, a w szczególności dokonywania zmian, modyfikacji (a zatem ingerowania w integralność utworu), w celu uniknięcia w przyszłości kolizji przy korzystaniu z nabytych autorskich praw majątkowych rekomendowane jest regulowanie z pracownikiem-twórcą kwestii wykonywania autorskich praw osobistych do utworów pracowniczych. Właściwym miejscem na stosowną klauzulę w tym zakresie jest umowa o pracę lub pisemne oświadczenie uzyskane od pracownika [4].
3. Utwór naukowy – art. 14 PrAut
Chociaż główną regulacją dotyczącą twórczości pracowniczej w ustawie o prawie autorskim i prawach pokrewnych jest art. 12
PrAut, to art. 14 PrAut wprowadza szczególny, korzystniejszy z perspektywy twórcy, reżim dla pracowniczych utworów naukowych. Przepis ten stanowi lex specialis względem art. 12 PrAut. Zgodnie z jego treścią instytucji naukowej przysługują następujące uprawnienia wobec utworu pracownika: ograniczone czasowo pierwszeństwo publikacji, korzystania z materiału naukowego zawartego w utworze oraz udostępnianie utworu naukowego osobom trzecim. Twórca zachowuje prawa autorskie do samego dzieła, podczas gdy instytucja naukowa, dzięki przysługującym jej uprawnieniom, zyskuje możliwość budowania swojej renomy oraz skutecznego kształcenia studentów. Uprawnienia te uznaje się za szczególne prawa podmiotowe. Aby zastosowanie miała powyższa regulacja, konieczne jest spełnienie przesłanek pozostawania w stosunku pracy z instytucją naukową, brak odmiennych postanowień umowy o pracę, stworzenie utworu w wyniku wykonywania obowiązków ze stosunku pracy oraz naukowy charakter utworu.
Wyjaśnienia wymaga, co rozumiemy pod pojęciem instytucja naukowa oraz sama „naukowość” utworu stworzonego przez pracownika. Brak jest obecnie definicji legalnej instytucji naukowej. Konieczny jest powrót do definicji doktrynalnej, która za instytucję naukową uznaje podmioty, w których działalność naukowa ma charakter główny, tj. instytuty badawcze czy uczelnie wyższe. Mniejszościowy pogląd za instytucje naukowe uznaje także podmioty, w których działalność naukową prowadzi się w sposób uboczny wobec działalności głównej, m.in. koncerny farmaceutyczne [5].
Zgodnie z utrwalonym stanowiskiem przynależność utworu do kategorii „naukowych” wyznaczona jest jego treścią, która po pierwsze, jest rezultatem naukowego procesu poznawczego a po drugie, jest zorientowana w swojej podstawowej funkcji komunikacyjnej na przedstawienie obiektywnie istniejącej rzeczywistości [4]. Utworów naukowych nie stanowią wyłącznie dzieła wyrażone słowem, symbolami matematycznymi czy znakami graficznymi (art. 1 ust. 2 pkt 1 PrAut). O naukowym charakterze przesądza treść utworu, nie zaś zastosowany środek jej przekazu. Z uwagi na praktycznie nieograniczoną liczbę dziedzin wiedzy przymiot naukowości nie pozwala na wyróżnienie jednorodnego zbioru takich utworów. Niewątpliwie jednak nie byłoby prawidłowe zarezerwowanie tego pojęcia wyłącznie dla dzieł naukowych o szczególnej wartości. Prowadziłoby to do obcego prawu autorskiemu wartościowania utworów. Choć nie bez wahania, należy do kategorii utworów naukowych zaliczyć także dzieła syntetycznie odtwarzające stan wiedzy na określonym obszarze (np. podręczniki, materiały edukacyjne, skrypty, prezentacje przygotowane w ramach działalności naukowej lub naukowo-dydaktycznej) bądź literaturę o charakterze popularnonaukowym [6].
Prawo pierwszeństwa opublikowania po stronie instytucji naukowej powstaje ex lege i ma charakter jednorazowy, tj. wygasa po pierwszym opublikowaniu, instytucja naukowa nie ma prawa do kolejnych wydań tego samego dzieła. Pojęcie publikacji interpretuje się w sposób węższy niż rozpowszechnienie jako zwielokrotnienie utworu, którego egzemplarze zostały publicznie udostępnione. Aby skorzystać z tego uprawnienia instytucja musi uzyskać zgodę pracownika, wolność decydowania o pierwszym udostępnieniu utworu publiczności wynika bowiem wprost z autorskich praw osobistych, przysługujących twórcy. Czas skorzystania z tego uprawnienia jest ograniczony, termin realizacji wynosi sześć miesięcy lub dwa lata w zależności od wybranej formy zrealizowania. W przypadku zawarcia z twórcą umowy o wydanie utworu będzie to okres krótszy, biegnący od dnia dostarczenia, czyli od dnia umożliwienia zapoznania się z utworem przez pracodawcę. Prawo publikacji nie jest uzależnione od zawarcia powyższej umowy. Jeśli instytucja naukowa nie zdecyduje się na jej zawarcie, termin na opublikowanie wynosi dwa lata od przyjęcia utworu, tj. jego akceptacji przez pracodawcę [5].
Twórcy utworu naukowego, wobec którego skorzystano z pierwszeństwa publikacji, przysługuje prawo do wynagrodzenia. Nie może jednak przyjąć dowolnej formy, lecz tylko „formę roszczenia skutecznego wobec pracodawcy w chwili spełnienia przyjętych kryteriów”. Niedopuszczalna jest więc forma m.in. premii uznaniowej. Do określenia wysokości przysługującego wynagrodzenia zastosowanie będzie miała regulacja art. 43 ust. 2 PrAut, tzn. pracodawca, który zamierza wydać utwór własnym kosztem, lecz bez zapłaty twórcy wynagrodzenia, powinien – by uniknąć zarzutu naruszenia art. 14 PrAut – skierować do twórcy: oświadczenie woli, w którym zrzeka się uprawnienia z art. 14 PrAut i umożliwia twórcy wydanie utworu w dowolnym wydawnictwie, oraz ofertę wydania utworu przez pracodawcę na zasadzie nieodpłatności.
Pozostałe dwa uprawnienia – prawo do korzystania z materiału naukowego oraz prawo do udostępniania utworu osobom trzecim – mają charakter względny, są skuteczne jedynie wobec twórcy utworu naukowego. Ich cechą jest także ustawowa bezpłatność. Szczególne problemy interpretacyjne sprawia określenie zakresu przedmiotowego prawa do korzystania z materiału naukowego. Ze względu na regulację art. 1 ust. 21 PrAut oraz przyjęcie koncepcji wielowarstwowości utworu naukowego, materiał naukowy nie jest objęty ochroną prawnoautorską. Korzystanie z materiału naukowego przez instytucję naukową nie wymaga dodatkowego uregulowania i w tym sensie stanowi superfluum ustawowe. W doktrynie wskazuje się, jednakże, co do zasady, korzystanie z materiału naukowego łączy się z podjęciem czynności także wobec jego formy, stąd też uzasadnienie dla powyższej regulacji. Doktryna wyznacza zakres korzystania, ograniczając go do ram własnej struktury organizacyjnej instytucji naukowej, zgodnie z jej celami statutowymi, zadaniami realizowanymi przez pracowników [5]. Jako uzasadnienie takiego ograniczenia wskazuje się na szczególny charakter tej regulacji do art. 8 PrAut.
Ostatnie z uprawnień, odnoszące się do utworu naukowego –do udostępniania osobom trzecim, zostało ustawowo ograniczone uzgodnionym przeznaczeniem danego utworu oraz postanowieniami umownymi. Sprecyzowania uzgodnionego przeznaczenia dokonuje się, uwzględniając „rodzaj wykonywanej pracy oraz zadań i celów działalności danej instytucji naukowej”. Uprawnienie to jest zawężone jedynie do udostępniania „niepublicznego”. Ustawodawca nie reguluje kwestii dalszego korzystania z już udostępnionego utworu [5].
Inaczej niż w przypadku art. 12 PrAut, uzyskanie przez instytucję naukową określonych uprawnień w odniesieniu do pracowniczego utworu naukowego nie stanowi o przeniesieniu na nią prawa własności nośnika inkorporującego ów utwór. Artykuł 52 PrAu rozstrzyga o odrębności nabycia majątkowych praw autorskich oraz prawa własności inkorporującego utwór nośnika (corpus mechanicum) [6].
4. Program komputerowy – art. 74 PrAut
Stosunek pracy programisty charakteryzuje się swoistymi cechami odróżniającymi go od pracy innych pracowników. Jest to związane z charakterem oraz rezultatami jego pracy. Jednym z podstawowych celów i przejawów pracy programisty jest bowiem tworzenie programów komputerowych, czyli szczególnego rodzaju dóbr niematerialnych powstałych jako rezultat jego pracy intelektualnej, często również o charakterze twórczym. Program komputerowy może, ale nie musi stanowić przedmiotu prawa autorskiego (utworu). Zgodnie bowiem z prawem autorskim utworem jest tylko taki program, który stanowi „przejaw działalności twórczej o indywidualnym charakterze, ustalony w jakiejkolwiek postaci, niezależnie od wartości, przeznaczenia i sposobu wyrażenia” (art. 1 ust. 1 PrAut). Musi być zatem samodzielnym wytworem intelektu programisty, stworzonym
Katarzyna Kłosowska, Agnieszka Wilk-Ilewicz
niezależnie (tj. bez korzystania z rezultatów cudzej pracy przez ich przejęcie lub inne wykorzystanie w jakikolwiek sposób –cecha oryginalności), charakteryzującym się przy tym stopniem oryginalności czy co najmniej przedmiotowej nowości (cecha indywidualności). Jest to utwór rządzący się szczególnymi prawami w porównaniu z utworami innego rodzaju (art. 74 i nast. PrAut) [7, 14].
Jeżeli umowa o pracę nie stanowi inaczej, zasadnicze różnice regulacji programów komputerowych, w porównaniu z innymi utworami pracowniczymi, dają się opisać następująco: nabycie przez pracodawcę autorskich praw majątkowych do programu komputerowego ma charakter pierwotny (art. 74 ust. 3 PrAut), a nie pochodny (art. 12 PrAut), tzn. jest skuteczne z mocy samego prawa, bez potrzeby dokonywania jakichkolwiek innych czynności prawnych – w szczególności zaś oświadczenia o przyjęciu programu przez pracodawcę i następuje także w przypadku, gdy umowa o pracę w tej kwestii milczy; nabycie przez pracodawcę autorskich praw majątkowych następuje z momentem stworzenia programu komputerowego, a nie z chwilą jego przyjęcia przez pracodawcę już po powstaniu takiego utworu i przedstawieniu pracodawcy w celu tego przyjęcia (art. 12 PrAut); zakres autorskich praw osobistych do programu jest istotnie ograniczony (art. 77 PrAut) w porównaniu z innymi utworami (w tym pracowniczymi), zaś zakres praw majątkowych do programu (pola eksploatacji – art. 74 ust. 4 PrAut) określono w ustawie enumeratywnie, a nie w sposób przykładowy (art. 12 PrAut w zw. z art. 50 PrAut). I tak, nie stosuje się wielu przepisów dotyczących dozwolonego użytku prywatnego i publicznego, odstąpienia lub rozwiązania umowy, a dokonywanie opracowań wymaga zezwolenia podmiotu praw autorskich; nabycie przez pracodawcę autorskich praw majątkowych do programu komputerowego następuje w pełnym określonym ustawą zakresie, tj. dotyczy zwielokrotniania, modyfikowania i rozpowszechniania (ale z ograniczeniami przewidzianymi art. 75 PrAut), nie zaś w granicach wynikających z celu umowy o pracę i zgodnego zamiaru stron, czy też wyczerpująco określonych w umowie o pracę (art. 12 PrAut); nabyte prawa nie mogą powrócić do twórcy, co może mieć miejsce w przypadku utworu pracowniczego innego niż program komputerowy (art. 12 PrAut); nabyciu praw nie towarzyszy nabycie własności przedmiotu, na którym program utrwalono [7, 15].
Należy jednak zwrócić uwagę, iż ze względu na brzmienie art. 74 ust. 3 PrAut duże znaczenie regulacyjne w zakresie ułożenia stosunków między pracodawcą i pracownikiem-programistą ma umowa o pracę. O ile umowa ta nie może wiążąco rozstrzygać, czy konkretny program komputerowy jest utworem (decydujące znaczenie mają tu jego cechy kwalifikowane ze względu na kryteria wymienione w art. 1 ust. 1 PrAut), o tyle może decydować o tym, czy będzie to utwór pracowniczy, oraz o tym, kiedy, kto i w jakim zakresie nabędzie do niego prawa. Szczególne znaczenie mają tutaj te postanowienia umowy o pracę, które dotyczą określania rodzaju pracy, obowiązków pracowniczych, praw do rezultatu pracy oraz wynagrodzenia [7].
5. Prawo przysługuje twórcy – art. 11
W przypadku twórczości pracowniczej na gruncie ustawy Prawo własności przemysłowej należy wyraźnie wskazać, iż ustawodawca w inny sposób niż w prawie autorskim reguluje kwestię uprawnień do utworów pracowniczych rozumianych jako zbiór praw do dóbr własności przemysłowej, takich jak wynalazki, wzory użytkowe, wzory przemysłowe i know-how. Nie bez znaczenia jest także status pracodawcy, czy jest to publiczna szkoła
wyższa, czy instytut Państwowej Akademii Nauk, czy uczelnia prywatna lub inny przedsiębiorca. Oprócz ustalenia, czy dane dobro własności przemysłowej powstało w wyniku wykonywania obowiązków pracowniczych, należy także określić relacje między pracodawcą a innymi podmiotami, jak np. agencją finansującą badania, partnerami biznesowymi – konsorcjantem przemysłowym lub sponsorem badań. Źródła finansowania prac badawczo-rozwojowych i warunki ich wykorzystywania nierzadko determinują lub mają wpływ na ustalenie podmiotów uprawnionych do dóbr niematerialnych stanowiących wyniki badań oraz zakres tych uprawnień [8]. Zatem każdy przypadek twórczości pracowniczej należy traktować indywidualnie, mając na uwadze przepisy ustawy i rodzaj podmiotów uczestniczących w procesie twórczym.
Artykuł 11 PrWłPrzem reguluje w sposób wyczerpujący kwestię uprawnionego do ubiegania się o prawo wyłączne na wynalazek, wzór użytkowy, wzór przemysłowy, któremu prawo to przysługuje z mocy ustawy. Zgodnie z nim zarówno prawo do uzyskania patentu na wynalazek albo prawa ochronnego na wzór użytkowy, jak również prawa z rejestracji wzoru przemysłowego przysługuje twórcy, z zastrzeżeniem ust. 2, 3 i 5. Zasadą jest, że podmiotem uprawnionym jest twórca, a jedynie w przypadkach wyczerpująco uregulowanych w art. 11 – przedsiębiorca. Prawo do patentu przysługuje ex lege przedsiębiorcy jedynie w razie dokonania wynalazku w wyniku wykonywania przez twórcę obowiązków ze stosunku pracy albo realizacji innej umowy (art. 11 ust. 3 PrWłPrzem) [9].
Zgodnie z art. 11 ust. 3 PrWłPrzem, w przypadku dokonania wynalazku, wzoru użytkowego albo wzoru przemysłowego w wyniku wykonywania przez twórcę obowiązków ze stosunku pracy bądź realizacji innej umowy, prawo do uzyskania patentu, prawa ochronnego albo prawa z rejestracji przysługuje pracodawcy lub zamawiającemu, chyba że strony ustaliły inaczej. Omawiany przepis ma charakter dyspozytywny i wskazuje na nabycie prawa w sposób pierwotny przez pracodawcę z chwilą dokonania wynalazku, wzoru użytkowego albo wzoru przemysłowego. O wynalazku (wzorze) pracowniczym będzie mowa wtedy, kiedy wynalazek (wzór) jest dokonywany przez pracownika w celu wykonania zobowiązania wynikającego ze stosunku pracy, przy zaangażowaniu pracodawcy w proces wynalazczy. Zgodnie ze stanowiskiem SN wyrażonym w wyr. z 08.03.2010, sygn. akt II PK 260/09 to właśnie z faktu, że pracodawca angażuje się finansowo, organizacyjnie i warsztatowo w powstanie wynalazku, płyną jego uprawnienia do patentu. W tym samym orzeczeniu wskazano, że samo wykorzystanie w pracach badawczych wiedzy, doświadczenia i umiejętności nabytych przez pracownika w związku z wykonywaniem obowiązków pracowniczych, nie przesądza jeszcze o tym, że projekt badawczy powstał w wyniku wykonywania obowiązków ze stosunku pracy w rozumieniu art. 11 ust. 3 PrWłPrzem [26].
Nic nie stoi na przeszkodzie, aby twórca-pracownik, który dokonał wynalazku lub wzoru nie w ramach obowiązków pracowniczych, ale niejako przy okazji ich wykonywania (np. w godzinach i miejscu pracy) albo nawet w całkowitym od nich oderwaniu (np. poza godzinami pracy), przeniósł prawo do uzyskania patentu (prawa ochronnego, prawa z rejestracji) na swojego pracodawcę. Na takie rozporządzenie zezwala art. 12 ust. 1 PrWłPrzem, który dla ważności umowy o przeniesienie tego prawa wymaga zachowania formy pisemnej. Może się także okazać, że wynalazek (wzór) zostanie dokonany przez pracownika wprawdzie poza zakresem obowiązków wynikających ze stosunku pracy, ale przy pomocy przedsiębiorcy–pracodawcy. W takim wypadku prawo do uzyskania patentu (prawa ochronnego, prawa z rejestracji) przysługuje rzecz jasna twórcy, a więc pracownikowi, z tym, że przedsiębiorca, który służył mu pomocą, nabywa prawo do korzystania z tego wynalazku (wzoru) we własnym zakresie na podstawie art. 11 ust. 5 PrWłPrzem, które to prawo jest w tym wypadku rodzajem licencji ustawowej. W umowie
o udzielenie pomocy strony mogą ustalić, że prawo do uzyskania patentu (prawa ochronnego, prawa z rejestracji) przysługiwać będzie w całości lub w części przedsiębiorcy, na co zezwala art. 11 ust. 5 zd. 2 PrWłPrzem [10]. Prawo własności przemysłowej nie posługuje się terminem „pracownik” expressis verbis. Jednak wskazując na projekt wynalazczy dokonany przez twórcę w wyniku wykonywania obowiązków ze stosunku pracy, ustawodawca w sposób pośredni (opisowy) określa pojęcie „pracownik”, jednocześnie się nim posługując. Dokonując interpretacji obu terminów – pracownik i twórca – należy wskazać na fakt, że przepisy Prawa własności przemysłowej nie definiują pojęcia ani twórcy, ani pracownika. W stosunku do pojęcia „pracownik” można wyprowadzić z powyższego wniosek, że podstawą ustalenia znaczenia tego terminu będą regulacje prawa pracy, w szczególności art. 2 KP. W ustawie Prawo własności przemysłowej następuje ścisłe połączenie pojęć „twórcy” i „pracownika” z kategorią stosunku pracy. Artykuł 11 ust. 3 PrWłPrzem wyraźnie wskazuje na dokonanie projektu wynalazczego w wyniku wykonywania obowiązków ze stosunku pracy. Tym samym oba podmioty traktowane są jako strona stosunku pracy, co oznacza, że będą to pojęcia tożsame z terminem „pracownik” w rozumieniu art. 2 KP. Należy zatem przyjąć, że przez twórcę tworzącego projekt wynalazczy w wyniku wykonywania obowiązków ze stosunku pracy, wobec braku szczególnych regulacji w PrWłPrzem, należy rozumieć pracownika w znaczeniu ustalonym w KP [9].
Nie jest wymagane, aby w umowie było wyraźnie określone rozwiązanie, którego dokonanie jest przedmiotem umowy, a tym bardziej, że rozwiązanie ma mieć charakter wynalazczy. Cel zawiązania stosunku pracy wykracza zazwyczaj poza zaangażowanie pracownika do pracy nad konkretnym wynalazkiem, a nawet poza określony projekt badawczy. Z istoty stosunku pracy wynika trwałość i ciągłość relacji pracodawca–pracownik, co powoduje, że zakres obowiązków określonych w umowie o pracę jest oznaczany w sposób bardziej ogólny. Jest on tak zredagowany, by uwzględniał zapotrzebowania pracodawcy w dłuższej perspektywie, w tym możliwą ewolucję przedmiotu prac badawczych w danym przedsiębiorstwie. Toteż w praktyce strony często ograniczają się do ogólnego wymienienia prac badawczo-rozwojowych lub wynalazczych w ramach opisu zakresu obowiązków. Natomiast ogólny obowiązek twórczej pracy wynalazczej w pewnych sytuacjach można wywodzić z przepisów ustaw [11]. Tak jest w przypadku nauczycieli akademickich będących pracownikami badawczymi i badawczo-dydaktycznymi uczelni wyższych – są obowiązani prowadzić badania naukowe i prace rozwojowe. Podobnie obowiązek prowadzenia badań jest nałożony na pracowników naukowych w Polskiej Akademii Nauk oraz pracowników naukowych i badawczo-technicznych w instytutach badawczych. Kwestia praw do wynalazków dokonanych przez pracowników uczelni publicznych oraz pracowników PAN wymaga uwzględnienia przepisów ustawy Prawo o szkolnictwie wyższym (art. 154–157) oraz ustawy o Polskiej Akademii Nauk (Dz.U. 2020 poz.1796, dalej: PANU), w szczególności art. 94b–94g PANU. Regulacje te nie modyfikują samego pojęcia wynalazku pracowniczego określonego w art. 11 ust. 3 PrWłPrzem, lecz dotyczą szczególnych zasad przejścia praw do wynalazków na pracownika oraz rozliczeń między pracodawcą a twórcą w przypadku komercjalizacji wynalazku. Zastosowanie wyżej wskazanych przepisów jest ograniczone w art. 153 ustawy Prawo o szkolnictwie wyższym oraz w art. 94b PANU do wyników badań naukowych, prac rozwojowych oraz twórczości artystycznej powstałych w ramach wykonywania przez pracownika obowiązków ze stosunku pracy. Wprawdzie przepisy te posługują się wyrażeniem „w ramach” wykonywania obowiązków, a nie „w wyniku” ich wykonywania, co mogłoby sugerować luźniejszy związek wynalazku z obowiązkami pracownika, jednak kolejne przepisy przywołanych ustaw mają sens jedynie wówczas, gdy prawo pierwotnie przysługuje uczelni albo instytutowi
PAN. Ponieważ nie przewidują one w tym zakresie szczególnego uregulowania, ustalenia podmiotu pierwotnie uprawnionego do wynalazku należy dokonywać na podstawie ogólnych przepisów PrWłPrzem [11].
Prawo do uzyskania patentu powstaje wraz z dokonaniem wynalazku, a więc wówczas, gdy jest on ukończony i w ten sposób utrwalony, że może być postrzegany przez osoby trzecie oraz spełnia przesłanki z art. 24 PrWłPrzem. Na wcześniejszym etapie ochronę twórczości wynalazczej zapewniają przepisy Kodeksu cywilnego o dobrach osobistych. W sytuacji, w której pracownik rozpoczyna prace nad wynalazkiem przed nawiązaniem, a kończy już w trakcie stosunku pracy, to decydujące znaczenie dla zastosowania art. 11 ust. 3 PrWłPrzem będzie miało ustalenie, kiedy wynalazek nabrał cech z art. 24 PrWłPrzem, ponieważ w tym momencie powstało prawo do uzyskania patentu. Dlatego, jeśli pracownik ukończył wynalazek (w tym znaczeniu, że wynalazek spełniał już wszystkie wymogi z art. 24 PrWłPrzem) przed rozpoczęciem stosunku pracy, wówczas należy uznać, że prawo do uzyskania patentu przysługuje twórcy – pracownikowi. Wynalazek można uznać za dokonany w wyniku wykonywania obowiązków ze stosunku pracy, jeśli: 1) obowiązek twórczości wynalazczej pracownika wynika z ustawy lub z umowy (z ustawy – np. odnośnie do pracowników jednostek naukowo-badawczych), 2) przedmiot wynalazku jest w tych obowiązkach skonkretyzowany: poleceniem służbowym, indywidualnym zakresem obowiązków pracownika, planem prac badawczych itp. [12]. Tak więc, z punktu widzenia kwalifikacji wynalazku jako pracowniczego znaczenie ma moment jego dokonania. Wynalazek musi powstać w trakcie trwania stosunku zobowiązaniowego między pracodawcą a twórcą. Wynalazek jest dokonany w trakcie stosunku pracy także wtedy, gdy został stworzony podczas zatrudnienia na okres próbny, jak również w okresie wypowiedzenia umowy. Istotny jest przy tym moment dokonania wynalazku, a nie ujawnienia wynalazku pracodawcy albo zgłoszenia wynalazku w urzędzie patentowym [11].
Obecnie w polskiej doktrynie prawa pracy dominuje pogląd, że wynagrodzenie przysługujące twórcy wynalazku pracowniczego nie jest wynagrodzeniem za pracę w rozumieniu prawa pracy. Uzasadnienie dla tego stanowiska znajduje aprobatę w stwierdzeniu, że wynagrodzenie za wynalazek pracowniczy mieści się w pojęciu dochodu z pracy, lecz nie jest wynagrodzeniem za pracę. Ponadto wynagrodzenie za wynalazek ma odrębną podstawę prawną, nie stanowi świadczenia ze stosunku pracy i jego wysokość jest ustalana na podstawie korzyści, jakie projekt przynosi podczas zastosowania. Kolejnym argumentem za przyjęciem tego poglądu jest okoliczność, że wynagrodzenie za pracowniczy projekt wynalazczy przysługuje od podmiotu go stosującego, którym wcale nie musi być pracodawca. Ustalenie wysokości wynagrodzenia następuje na podstawie art. 22 PrWłPrzem, który stanowi, że jeżeli strony nie umówiły się inaczej, twórca wynalazku ma prawo do wynagrodzenia za korzystanie z tego wynalazku, gdy prawo korzystania z niego bądź prawo do uzyskania patentu przysługuje przedsiębiorcy na podstawie art. 11 ust. 3 i 5 lub art. 21 PrWłPrzem. Jeżeli strony nie uzgodniły wysokości wynagrodzenia, wynagrodzenie to ustala się w słusznej proporcji do korzyści przedsiębiorcy z wynalazku, z uwzględnieniem okoliczności, w jakich wynalazek, został dokonany, a w szczególności zakresu udzielonej twórcy pomocy przy dokonaniu wynalazku, wzoru użytkowego albo wzoru przemysłowego oraz zakresu obowiązków pracowniczych twórcy w związku z dokonaniem wynalazku. Z treści wskazanego przepisu wynika zatem, że na charakter prawny wynagrodzenia za dokonanie wynalazku znaczący wpływ będzie wywierała zawarta między stronami umowa. Taką umową będzie umowa o pracę bądź umowa cywilnoprawna. Ustanowione w ustawie Prawo własności przemysłowej prawo do wynagrodzenia ma zatem charakter dyspozytywny i może być wolą stron wyłączone przez wyraźne wykluczenie
zastosowania art. 22 PrWłPrzem. W związku z brakiem odpowiedniej regulacji w ustawie Prawo własności przemysłowej, do umów wynagrodzeniowych należy stosować także przepisy Kodeksu cywilnego normujące prawa i obowiązki stron stosunku zobowiązaniowego, w szczególności zaś art. 353(1) KC. Z tego wynika, że przy interpretacji kontraktu, poza jego wyraźnymi postanowieniami, pod uwagę będą również brane zasady współżycia społecznego oraz dobre obyczaje [13].
6. Podsumowanie
Efektywne zarządzanie dobrami własności intelektualnej wymaga przede wszystkim znajomości przez twórców swoich praw. Dopiero potem, istotne w organizacji takiej jak uczelnia wyższa czy instytut naukowy jest wdrożenie polityki własności intelektualnej, powołania zespołu specjalistów odpowiedzialnych za ocenę potencjału twórczego, a w końcu komercjalizacyjnego. Na przykład w Sieci Badawczej Łukasiewicz na podstawie art. 31 ust. 1 pkt 1 ustawy z 21.02.2019 o Sieci Badawczej Łukasiewicz (tj. Dz.U. z 2024 r. poz.925, ze zm.), Prezes Centrum Łukasiewicz ustalił wspólny dla Centrum Łukasiewicz i instytutów Sieci Badawczej Łukasiewicz, regulamin zarządzania prawami autorskimi i prawami pokrewnymi oraz prawami własności przemysłowej wraz z zasadami komercjalizacji w Sieci Badawczej Łukasiewicz. Przejrzyste zasady w zakresie praw pracowniczych w zakresie działalności twórczej zabezpieczają interesy organizacji i samych twórców. Regularne szkolenia dla pracowników badawczych, odpowiednie postanowienia umowne, jasno określone procedury oraz rzetelna dokumentacja minimalizują ryzyko sporów i utraty kluczowych rozwiązań technologicznych. Brak takich mechanizmów może prowadzić do utraty praw o strategicznym znaczeniu dla organizacji [29].
Bibliografia
1. Michalak A. (red.), Ustawa o prawie autorskim i prawach pokrewnych. Komentarz, Warszawa 2019.
2. Strzałkowski P., Wybrane zagadnienia dotyczące utworów pracowniczych, „Monitor Prawa Pracy”, Nr 4, 2014.
3. Ferenc-Szydełko E. (red.), Ustawa o prawie autorskim i prawach pokrewnych. Komentarz, Warszawa 2021.
4. Markiewicz R. (red.), Ustawa o prawie autorskim i prawach pokrewnych. [w:] Ustawy autorskie. Komentarze, Tom I, Warszawa WKP 2021.
5. Rogala K., Prawo autorskie na uczelniach wyższych, „Prawo Mediów Elektronicznych”, Nr 2, 2019, 16–24.
6. Flisak D., Komentarz do wybranych przepisów ustawy o prawie autorskim i prawach pokrewnych, System Informacji Prawnej LEX, 2018.
7. Ciupa S.W., Umowa o pracę z twórcą programu komputerowego, „Monitor Prawa Pracy”, Nr 10, 2004.
8. Salamonowicz M., Prawo własności intelektualnej badaczy i naukowców zatrudnionych na umowie o pracę, opublikowano: LEX/el. 2023.
9. Górnicz-Mulcahy A., Prawo do projektu wynalazczego dokonanego w ramach szczególnego stosunku prawnego, „Monitor Prawa Pracy”, Nr 5, 2005
10. Niewęgłowski A. (red.), Nowak I., Własność intelektualna w działalności gospodarczej, Monografie Prawnicze, 2017.
11. Osajda K. (red. serii), Żelechowski Ł. (red. tomu), Prawo własności przemysłowej. Komentarz, Tom VIII A, Komentarze Prawa Prywatnego, C.H. Beck, Warszawa 2021.
12. Sieńczyło-Chlabicz J. (red.), Prawo własności przemysłowej. Komentarz, Warszawa 2020.
13. Wasil M., Charakter prawny i zasady ustalania wynagrodzenia za wynalazek pracowniczy, „Monitor Prawa Pracy”, Nr 12, 2018.
14. Barta J., Markiewicz R., Główne problemy prawa komputerowego, Wydawnictwa Naukowo-Techniczne, Warszawa 1993.
15. Szewc A., Jyż G., Elementy prawa informatycznego, Tom 1, Ochrona programów komputerowych i topografii układów scalonych, Wydawnictwo Uniwersytetu Śląskiego, Katowice 1996
Inne źródła
16. Miernik-Grzesiowska M., Praca twórcza na etacie a utwór pracowniczy, https://lookreatywni.pl/baza-wiedzy/utwor-pracowniczy/,
17. Wyrok Sądu Najwyższego z 25.01.2006, sygn. akt I CK 281/05,
18. Wyrok Sądu Najwyższego z 05.04.2000, sygn. akt III RN 133/01,
19. Fundacja Nowoczesna Polska, dr hab. Marek Świerczyński, prof. UKSW Marcin Wilkowski, Radosław Czajka, Jarosław Lipszyc, Piotr Czerniawski, dr Krzysztof Siewicz, Krótki kurs własności intelektualnej. Materiały dla uczelni, https://prawokultury.pl/kurs/pojecie-wlasnosci-przemyslowej,
20. Urząd Patentowy Rzeczypospolitej Polskiej, https://uprp.gov.pl/pl,
21. Ustawa z 20.07.2018, Prawo o szkolnictwie wyższym i nauce, Dz.U. 2018 poz. 1668 z późn.zm.
22. Wyrok Sądu Najwyższego z 07.04.1999, sygn. akt I PKN 642/98,
23. Wyrok Sądu Apelacyjnego w Warszawie z 25.04.2007, sygn. akt I ACa 116/07,
24. Wyrok Sądu Apelacyjnego w Gdańsku z 08.11.2012, sygn. akt I ACa 602/12,
25. Wyrok Sądu Apelacyjnego w Warszawie z 12.11.2008, sygn. akt I ACa 227/08,
26. Wyrok Sądu Najwyższego z 08.03.2010, sygn. akt II PK 260/09,
27. Wyrok Sądu Okręgowego w Warszawie z 22.12.2015, III C 1377/12,
28. Świątek Z., Wynalazek pracowniczy – prawa i obowiązki pracodawcy oraz twórcy, https://staniekandpartners.pl/blog/wynalazek-pracowniczyprawa-i-obowiazki-pracodawcy-oraz-tworcy/
Rights of the Creator – an Employee of a University or Research Institute
Abstract: Effective management of intellectual property requires, above all, that creators are aware of their rights. In this article, we analyse the rights of creators who are employees of universities or research institutes from the perspective of the Industrial Property Law and the Copyright and Related Rights Act. It is important to distinguish that, in accordance with the provisions of the Industrial Property Law, both the right to obtain a patent for an invention or a protection right for a utility model, as well as the rights arising from the registration of an industrial design, are, as a rule, vested in the creator. The situation is different under copyright law – here, ‘unless the law or employment contract provides otherwise, an employer whose employee has created a work in the performance of their duties under the employment relationship acquires, upon acceptance of the work, the economic rights within the limits resulting from the purpose of the employment contract and the mutual intention of the parties’. It should also be noted that copyright law provides for special regulations for scientific works and computer programmes created within the framework of an employment relationship.
mgr Katarzyna Kłosowska katarzyna.klosowska@piap.lukasiewicz.gov.pl
ORCID: 0009-0008-5761-9660
Radca prawny, absolwentka studiów podyplomowych z Prawa Nowych Technologii na Państwowej Akademii Nauk. Od 2022 r. zatrudniona w Sieć Badawcza Łukasiewicz – Przemysłowym Instytucie Automatyki i Pomiarów PIAP.
dr Agnieszka Wilk-Ilewicz agnieszka.ilewicz@pw.edu.pl
ORCID: 0000-0002-5930-5728
Doktor nauk prawnych, radca prawny, adiunkt na Wydziale Administracji i Nauk Społecznych Politechniki Warszawskiej, wykładowca w Okręgowej Izbie Radców Prawnych w Warszawie, przez 18 lat ekspert w zakresie prawa Unii Europejskiej Naczelnego Sądu Administracyjnego, obecnie Dyrektor Departamentu Prawno-Organizacyjnego Sieć Badawcza Łukasiewicz – Przemysłowego Instytutu Automatyki i Pomiarów PIAP. Absolwentka Prawa i Europeistyki na Wydziale Prawa i Administracji Uniwersytetu im. Adama Mickiewicza w Poznaniu. Autorka kilkudziesięciu publikacji z zakresu prawa europejskiego (ze szczególnym uwzględnieniem nowych technologii i ochrony środowiska), ochrony praw człowieka oraz prawa administracyjnego – materialnego i procesowego.
Informacje dla Autorów
Za artykuł naukowy – zgodnie z Komunikatem Ministra Nauki i Szkolnictwa Wyższego z dnia 29 maja 2013 r. w sprawie kryteriów i trybu oceny czasopism naukowych – należy rozumieć artykuł prezentujący wyniki oryginalnych badań o charakterze empirycznym, teoretycznym, technicznym lub analitycznym zawierający tytuł publikacji, nazwiska i imiona autorów wraz z ich afiliacją i przedstawiający obecny stan wiedzy, metodykę badań, przebieg procesu badawczego, jego wyniki oraz wnioski, z przytoczeniem cytowanej literatury (bibliografię). Do artykułów naukowych zalicza się także opublikowane w czasopismach naukowych opracowania o charakterze monograficznym, polemicznym lub przeglądowym, jak również glosy lub komentarze prawnicze.
Wskazówki dla Autorów przygotowujących artykuły naukowe do publikacji
Artykuły naukowe zgłoszone do publikacji w kwartalniku naukowotechnicznym Pomiary Automatyka Robotyka powinny spełniać następujące kryteria formalne: – t ytuł artykułu (nieprzekraczający 80 znaków) w języku polskim oraz angielskim,
– imię i nazwisko Autora/Autorów, adres e-mail, afiliacja (instytucja publiczna, uczelnia, zakład pracy, adres), – s treszczenie artykułu (o objętości 150–200 słów) w języku polskim oraz angielskim, – s łowa kluczowe (5–8 haseł) w języku polskim oraz w języku angielskim angielskim,
– z asadnicza część artykułu – w języku polskim (lub w j. angielskim), – podpisy pod rysunkami w języku polskim oraz w języku angielskim, – t ytuły tabel w języku polski oraz w języku angielskim, – ilustracje/grafika/zdjęcia jako osobne pliki w formacie .eps, .cdr, .jpg lub .tiff, w rozdzielczości min. 300 dpi, min. 1000 pikseli szerokości, opisane zgodnie z numeracją grafiki w tekście.
Artykuł powinien mieć objętość równą co najmniej 0,6 arkusza wydawniczego, nie powinien przekraczać objętości 1 arkusza wydawniczego (40 000 znaków ze spacjami lub 3000 cm2 ilustracji, wzorów), co daje ok. 8 stron złożonego tekstu. W przypadku artykułów przekraczających tę objętość sugerowany jest podział na części. Nie drukujemy komunikatów!
Do artykułu muszą być dołączone notki biograficzne wszystkich Autorów (w języku artykułu) o objętości
500–750 znaków oraz ich aktualne fotografie.
Redakcja zastrzega sobie prawo dokonywania skrótów, korekty językowej i stylistycznej oraz zmian terminologicznych.
Przed publikacją autorzy akceptują końcową postać artykułu.
System recenzencki PAR
Redakcja przyjmuje wyłącznie artykuły oryginalne, wcześniej niepublikowane w innych czasopismach, które przeszły etap weryfikacji redakcyjnej
Autorzy ponoszą całkowitą odpowiedzialność za treść artykułu. Autorzy materiałów nadesłanych do publikacji są odpowiedzialni za przestrzeganie prawa autorskiego. Zarówno treść pracy, jak i zawarte w niej ilustracje, zdjęcia i tabele muszą stanowić dorobek własny Autora, w przeciwnym razie muszą być opisane zgodnie z zasadami cytowania, z powołaniem się na źródło.
Oddaliśmy do dyspozycji Autorów i Recenzentów System Recenzencki, który gwarantuje realizację tzw. podwójnie ślepej recenzji. Przesyłając artykuł do recenzji należy usunąć wszelkie elementy wskazujące na pochodzenie artykułu – dane Autorów, ich afiliację, notki biograficzne.
Dopiero po recenzji i poprawkach sugerowanych przez Recenzentów artykuł jest formatowany zgodnie z przyjętymi zasadami. W przypadku zauważonych problemów, prosimy o kontakt z Redakcją.
Kwartalnik naukowotechniczny Pomiary Automatyka Robotyka jest indeksowany w bazach BAZTECH, Google Scholar oraz ICI Journals Master List (ICV 2023: 98,13), a także w bazie naukowych i branżowych polskich czasopism elektronicznych ARIANTA. Przyłączając się do realizacji idei Otwartej Nauki, udostępniamy bezpłatnie wszystkie artykuły naukowe publikowane w kwartalniku naukowo-technicznym Pomiary Automatyka Robotyka. Punktacja Ministerstwa Edukacji i Nauki za publikacje naukowe w kwartalniku Pomiary Automatyka Robotyka wynosi obecnie 70 pkt. (wykaz czasopism naukowych i recenzowanych materiałów z konferencji międzynarodowych z dnia 5 stycznia 2024 r., poz. 29984, Unikatowy Identyfikator Czasopisma 200205). Przypisane dyscypliny naukowe – automatyka, elektronika, elektrotechnika i technologie kosmiczne.
Oświadczenie dotyczące jawności informacji o podmiotach przyczyniających się do powstania publikacji
Redakcja kwartalnika naukowotechnicznego Pomiary Automatyka Robotyka , wdrażając politykę Ministra Nauki i Szkolnictwa Wyższego odnoszącą się do dokumentowania etycznego działania Autorów, wymaga od Autora/Autorów artykułów podpisania przed przyjęciem artykułu do druku druku w kwartalniku oświadczenia zawierającego:
1. i nformację o udziale merytorycznym każdego wymieniowego Autora w przygotowaniu publikacji –celem jest wykluczenie przypadków tzw. „guest authorship”, tj. dopisywania do listy Autorów publikacji nazwisk osób, których udział w powstaniu publikacji był znikomy albo w ogóle nie miał miejsca.
2. i nformację o uwzględnieniu w publikacji wszystkich osób, które miały istotny wpływ na jej powstanie – celem jest: – p otwierdzenie, że wszystkie osoby mające udział w powstaniu pracy zostały uwzględnione albo jako współautorzy albo jako osoby, którym autor/autorzy dziękują za pomoc przy opracowaniu publikacji, – p otwierdzenie, że nie występuje przypadek „ghostwriting”, tzn. nie występuje sytuacja, w której osoba wnosząca znaczny wkład w powstanie artykułu nie została wymieniona jako współautor ani nie wymieniono jej roli w podziękowaniach, natomiast przypisano autorstwo osobie, która nie wniosła istotnego wkładu w opracowanie publikacji;
3. informację o źródłach finansowania badań, których wyniki są przedmiotem publikacji – w przypadku finansowania publikacji przez instytucje naukowo-badawcze, stowarzyszenia lub inne podmioty, wymagane jest podanie informacji o źródle środków pieniężnych, tzw. „financial disclosure” – jest to informacja obligatoryjna, nie koliduje ze zwyczajowym zamieszczaniem na końcu publikacji informacji lub podziękowania za finansowanie badań.
Umowa o nieodpłatne przeniesienie praw majątkowych do utworów z zobowiązaniem do udzielania licencji CC-BY
Z chwilą przyjęcia artykułu do publikacji następuje przeniesienie majątkowych praw autorskich na wydawcę. Umowa jest podpisywana przed przekazaniem artykułu do recenzji. W przypadku negatywnych recenzji i odrzucenia artykułu umowa ulega rozwiązaniu.
Redakcja na mocy udzielonej licencji ma prawo do korzystania z utworu, rozporządzania nim i udostępniania dowolną techniką, w tym też elektroniczną oraz ma prawo do rozpowszechniania go dowolnymi kanałami dystrybucyjnymi.
Zapraszamy do współpracy
Poza artykułami naukowymi publikujemy również materiały informujące o aktualnych wydarzeniach, jak konferencje, obronione doktoraty, habilitacje, uzyskane profesury, a także o realizowanych projektach, konkursach – słowem, o wszystkim, co może interesować i integrować środowisko naukowe. Zapraszamy do recenzowania/ polecania ciekawych i wartościowych książek naukowych.
Podczas cytowania artykułów publikowanych w kwartalniku naukowo-technicznym Pomiary Automatyka Robotyka prosimy o podawanie nazwisk wszystkich autorów, pełną nazwę czasopisma oraz numer DOI, np.:
Piotr Szynkarczyk, Józef Wrona, Cezary Zieliński, Rozwój robotów lądowych w Łukasiewicz – PIAP, „Pomiary Automatyka Robotyka”, ISSN 1427-9126, R. 29, Nr 4/2025, 5–13, DOI: 10.14313/PAR_258/5.
www.jamris.org
www.par.pl
www.automatykaonline.pl/automatyka
dr hab. inż. Rafał Perz
Rozwój eksperymentalnych i obliczeniowych metod badawczych w lotnictwie, ukierunkowany na zwiększenie bezpieczeństwa, niezawodności oraz efektywności zadań pomiarowych i rejestracyjnych, szczególnie w odniesieniu do bezzałogowych statków powietrznych
Absolwent Politechniki Warszawskiej, Wydziału Mechanicznego Energetyki i Lotnictwa (2008 r.). Pracę doktorską w naukach technicznych w dyscyplinie mechanika, specjalność biomechanika obrażeń Development and validation of the human rib FE models based on different X-ray imaging techniques obronił na macierzystym wydziale w 2016 r. Promotorem był dr hab. inż. Marek Matyjewski, prof. PW. W pracy podjął się budowy obliczeniowego modelu żeber w oparciu o obrazy uzyskane za pomocą tomografii komputerowej (TK). Prowadzone badania miały na celu ilościową ocenę różnic w geometrii i właściwościach geometrycznych, takich jak powierzchnia korowej powłoki, powierzchnia beleczkowa i główne momenty bezwładności, uzyskane z analizy klinicznej i mikro-TK. Różnice te wykorzystano do opracowania współczynników odchyleń, które ostatecznie zastosowano do korekcji geometrii żeber uzyskanej z klinicznych obrazów TK. Opracowano dwa rodzaje modeli obliczeniowych. W pierwszym wykorzystano kliniczne obrazy TK (model niemodyfikowany), a w drugim model ten skorygowano, wykorzystując informacje lokalnie zebrane z obrazów mikro-TK. Wyniki pokazały, że skorygowany model pasował do eksperymentu z błędem mniejszym niż 5 %. Od 2010 r. pracuje w Instytucie Techniki Lotniczej i Mechaniki Stosowanej, Wydziału Mechanicznego Energetyki i Lotnictwa Politechniki Warszawskiej. Stopień doktora habilitowanego uzyskał w dziedzinie nauk inżynieryjno-technicznych w dyscyplinie naukowej inżynieria mechaniczna nadany Uchwałą nr 246/III-IM/2025 przez Radę Naukową Dyscypliny Inżynieria Mechaniczna Politechniki Warszawskiej w dniu 10 września 2025 r.
Recenzenci – prof. dr hab. inż. Tomasz Rogalski, dr hab. inż. Aneta Liber-Kneć, prof. PK, dr hab. inż. Mirosław Kowalski, prof. ITWL oraz dr hab. inż. Mariusz Ptak, prof. PWr – ocenili dorobek naukowy zatytułowany Rozwój eksperymentalnych i o bliczeniowych metod badawczych w lotnictwie, ukierunkowany na zwiększenie bezpieczeństwa, niezawodności oraz efektywności zadań pomiarowych i rejestracyjnych, szczególnie w odniesieniu do bezzałogowych statków powietrznych (BSP) Osiągnięcie naukowe przedstawione zostało w formie jednotematycznego cyklu publikacji.
W skład osiągnięcia naukowego wchodzi siedemnaście publikacji wydanych w latach 2017–2024. Podsumowując ten okres aktywności naukowej na Wydziale Mechanicznym Energetyki i Lotnictwa Politechniki Warszawskiej, sumaryczny wskaźnik IF za wszystkie opublikowane prace naukowe wynosił 17,572.
W cyklu artykułów składających się na osiągnięcie naukowe można wyróżnić następujące główne obszary działalności: badania w spółdziałanie człowiek-maszyna, w tym analiza zagrożeń zdrowotnych i ocena obrażeń powstałych w wyniku kolizji z bezzałogowym statkiem powietrznym, praktyczne zastosowanie zaawansowanych narzędzi symulacyjnych i eksperymentalnych w projektowaniu oraz optymalizacji konstrukcji lotniczych, ze szczególnym uwzględnieniem podejścia interdyscyplinarnego, badania dotyczące efektywnego wykorzystania bezzałogowych statków powietrznych do realizacji zaawansowanych zadań, wymagających użycia systemów gromadzenia i przetwarzania danych, analiza praktycznego wykorzystania technik przyrostowych do wytwarzania elementów konstrukcyjnych na potrzeby lotnictwa.
Cykl publikacji obejmował badania prowadzone w celu osiągnięcia istotnej poprawy bezpieczeństwa oraz niezawodności bezzałogowych statków powietrznych ze szczególnym uwzględnieniem ryzyka kolizji, a tym samym wdrażania lepszych strategii ochronnych i materiałów absorbujących energię. Prowadzono też badania symulacyjne identyfikujące konsekwencje zderzeń obiektów latających z ptakami. Zastosowanie modelowania metodą elementów skończonych oraz hydrodynamiki cząstek gładkich (ang. smoothed particle hydrodynamics) umożliwiło ocenę odporności elementów konstrukcyjnych na uderzenia, np. ptaka w lotkę samolotu.
Holistyczny przegląd potencjalnych ryzyk związanych z operacjami lotniczymi UAV i wszelkimi aspektami kolizji z ludźmi. Uwzględniono również europejskie i polskie uwarunkowania legislacyjne, wskazując niuanse techniczne i proceduralne dla interakcji dron-człowiek zmierzając do skutecznego zapobiegania wypadkom. Ważnym obszarem optymalizacji konstrukcji lotniczych jest masa poszczególnych elementów, której ograniczanie nie może wpływać na pogorszenie parametrów wytrzymałościowych. Proces projektowania konstrukcji nie tylko bazował na symulacjach numerycznych, ale był wspierany praktycznie za pomocą wytwarzania przyrostowego.
Najważniejszym osiągnięciem, mającym istotny wkład w rozwój dyscypliny Inżynieria Mechaniczna, w szczególności w zakresie inżynierii lotniczej i kosmicznej, było praktyczne zastosowanie zaawansowanych metod projektowania i wytwarzania konstrukcji mechanicznych oraz ich optymalizacji w celu poprawy bezpieczeństwa, niezawodności oraz efektywności operacyjnej bezzałogowych statków powietrznych. Osiągnięcie to obejmowało zarówno rozwój metodologii oceny ryzyka i zagrożeń związanych z operacjami lotniczymi, jak i badania nad wykorzystaniem zaawansowanych narzędzi symulacyjnych i eksperymentalnych oraz nowoczesnych metod produkcji, w tym technik przyrostowych.
Przy ocenie istotności aktywności naukowej za ważny wkład w rozwój dyscypliny naukowej inżynieria mechaniczna uznano wyniki projektów badawczo-rozwojowych, m.in.: Kompaktowy silnik hybrydowy, elektryczno-spalinowy, do napędu niewielkich urządzeń transportowych, realizowany w uAvionics Technologies sp. z o.o.; Innowacyjna stacja dokująco-ładująca dla Bezzałogowych Statków Powietrznych wykorzystująca OZE, POIR Szybka Ścieżka – OZE w transporcie; MAST – Cyfrowy bliźniak obiektów masztowych jako innowacyjna usługa inwentaryzacji z wykorzystaniem bezzałogowych statków powietrznych i sztucznej inteligencji , NCBR, POIR Cyfrowa Ścieżka.
Rafał Perz równolegle z pracą naukowo-badawczą w obszarze biomechaniki obrażeń, bezpieczeństwa biernego pojazdów, badania wypadków, druku 3D oraz UAV zajmował się kompozytami węglowymi, realizując swoją wieloletnią pasję polegającą na wprowadzaniu przełomowych innowacji w świat gitar elektrycznych. Pracownik naukowy Politechniki Warszawskiej oraz ekspert w obszarze innowacyjnych materiałów, połączył naukę z upodobaniem do muzyki, co zaowocowało powstaniem instrumentów o niepowtarzal-
nym brzmieniu i doskonałej ergonomii. Opracował rozwiązania rewolucjonizujące ergonomię i parametry mechaniczne gitar.
Recenzenci ocenili też pozytywnie drugie osiągnięcie Opracowanie i wdrożenie rodziny innowacyjnych w skali świata kompozytowych gitar elektrycznych „RUF Guitars oraz założenie i rozwój startupu RUF Sp. z o.o. w celu komercjalizacji osiągnięcia
W ramach projektu „RUF Guitars” opracowane zostały trzy innowacyjne, kompozytowe modele gitar: Thales – 6-strunowa gitara typu „single-cut”, Schrödinger – 7-strunowa gitara typu „super-strat”, Heisenberg – 6-strunowa gitara typu „head-less”.
Każdy z modeli osiągnął przewagi technologiczne i użytkowe dzięki zastosowaniu nowatorskiego materiału Ruffaine – kompozytu na bazie włókna węglowego i żywicy epoksydowej, co przyczyniło się do uzyskania brzmienia klasycznych gatunków drewna z nieosiągalną dla nich powtarzalnością i trwałością. Innowacyjne rozwiązania konstrukcyjne to: zmniejszenie grubości gryfu gitary poniżej 15 mm, obniżenie masy gitary poniżej 1,5 kg, zwiększenie sztywności, wytrzymałości i odporności gitary na warunki atmosferyczne, zabezpieczenie gryfu cząstkami nanosrebra, obniżające potliwość dłoni podczas grania, wprowadzenie opcjonalnego systemu montażu przetworników od tyłu gitary, zastosowanie zamkniętych komór rezonansowych.
– Na co dzień jestem pracownikiem naukowym i wykładowcą na macierzystym wydziale Politechniki Warszawskiej, gdzie uczę studentów podstaw konstrukcji maszyn i samo-
lotów. Prowadzę również badania w pokrewnym zakresie – nowoczesne materiały kompozytowe, budowa samolotów i dronów. Z drugiej strony od zawsze interesuję się gitarami. I tak powstał pomysł połączenia tych dwóch światów, tym samym konstruowania gitar z materiałów, z których buduje się bolidy formuły F1, wyczynowe samoloty i łodzie, promy kosmiczne itp. – mówi o sobie Rafał Perz.
Wdrożenie projektu „RUF Guitars” stanowi przykład skutecznego połączenia innowacji technologicznej z komercjalizacją, co nie tylko umożliwiło wprowadzenie na rynek unikalnego produktu, ale również przyczyniło się do wzrostu konkurencyjności i innowacyjności w branży muzycznej na świecie.
Dzisiaj opracowane nowe technologie są dynamicznie wdrażane na rynku międzynarodowym. Rafał Perz, pomysłodawca i twórca tych rozwiązań rozpoczął proces patentowania tych unikalnych i nowatorskich rozwiązań. Świetnie radzi sobie w obszarze nowoczesnych technologii gitarowych, otwierając nowe możliwości dla muzyków poszukujących instrumentów o nieporównywalnych właściwościach akustycznych i użytkowych.
Rafał Perz był odpowiedzialny za wyznaczanie kierunków badań, wsparcie projektowania prototypów, prowadzenie prac zmierzających do osiągnięcia kluczowych kamieni milowych, a także za badania i analizy prototypów. Dodatkowo zajmował się wykańczaniem lutniczym gitar, ich regulacją. Nie poprzestał na opracowywaniu metod badawczych, doskonale poznał zasady marketingu, PR i najważniejszym – wdrożeniem.
Od początku zakładał konkurowanie na rynku światowym (USA, Kanada, Japonia), pamiętając o utrzymaniu pełnych praw do wyników prac B+R przez założone przedsiębiorstwo „Rafał Perz”, które później zmieniło nazwę na „Sieć Badawcza Rafał Perz”, jednoosobowa działalność gospodarcza, ujęta
w spisie CEIDG. Całość praw majątkowych do wyników badań przemysłowych i prac rozwojowych stanowiła i stanowi własność autora. Wszystkie osoby zaangażowane w projekt zatrudnione były na podstawie umów o pracę i umów zlecenie, co zapewniało profesjonalizm i zaangażowanie na każdym etapie realizacji projektu, a jednocześnie gwarantowało zachowanie wszystkich praw wynikających z ustawy o prawie autorskim oraz prawach pokrewnych oraz całości praw majątkowych.
Wdrożenie na rynek było wspierane przez rejestrację znaku towarowego „RUF Guitars” w Urzędzie Patentowym RP oraz Europejskim Urzędzie Własności Intelektualnej (EUIPO) oraz późniejsze założenie startupu kontynuującego dzieło – RUF Sp. z o.o. Projekt „RUF Guitars” nie tylko pozwolił na realizację długoletnich pasji i zainteresowań w praktycznym wymiarze, ale również stał się ważnym krokiem w karierze naukowej, pozwalając na aplikacyjne wdrożenie innowacji technologicznych, będących istotnym wkładem w rozwój dziedziny mechaniki.
Firma ma dopiero cztery lata, a można z czystym sumieniem stwierdzić, że konstruuje najbardziej nowoczesne i wytrzymałe gitary na rynku światowym. Jest to produkt drogi, butikowy. Gitary są sprzedawane na całym świecie w setkach sztuk, głównie w USA, Kanadzie, Japonii (w sumie 14 krajów). Klienci mogą personalizować zamawiane instrumenty i często jako wzory kolorystyczne wysyłają zdjęcia swoich Ferrari, Porsche i innych drogich zabawek, co zdaje się udowadniać akceptację produktów RUF ze strony rynku.
Obecnie polski producent gitar RUF przejął brytyjską firmę Hiscox Cases produkującą futerały do instrumentów muzycznych i przeniósł ich produkcję do Polski. W ten sposób zwięk-
szył zakres produkcji firmy RUF Technologies prowadzonej w zakładzie pod Warszawą.
Jednocześnie obserwujemy ekspansję firmy na rynek amerykański. Właśnie RUF Technologies otworzyła oddział w stanie Maryland, który pełni funkcję warsztatu, showroomu i centrum sprzedaży. Limitowane gitary oznaczone „Made in USA” (lokalnie budowane i sprzedawane) są efektem doskonałego przygotowania marketingowego polskiego naukowca.
Rafał Perz przyczynił się do zbudowania i formalizacji długoterminowej współpracy Politechniki Warszawskiej z University of Virginia, obejmującej wspólne laboratoria tematyczne (instrumenty muzyczne, bezzałogowe statki powietrzne oraz sztuczna inteligencja), wymianę doktorantów, wspólne publikacje i granty oraz prowadzenie zajęć i seminariów dla UVA Graduate School.
Rafał Perz i Jego „dwa oblicza” – rockowe i naukowe połączone w ramach pasji i startupu RUF.
Michał Brasel
63
Projektowanie adaptacyjnego regulatora modalnego dla nieliniowego modelu statku wiertniczego 71
Tomasz Pogorzelski, Sebastian Rutkowski
Specyfikacja wymagań dla systemu wizyjnej lokalizacji bezzałogowego statku powietrznego
Karol Siwiec, Michał Ćmil, Andrzej Paszkiewicz, Bartosz Pawłowicz, Łukasz Pachla
81
Efektywność identyfikacji towarów w magazynach stosujących technikę RFID
Krzysztof Sawicki, Tomasz Sosnowski, Mariusz Mścichowski
Loss-Resilient Thermal Image Fragmentation for LoRa Mesh IoT Networks
Rafał Kasikowski
Selected Resonant Topologies for Non-wireless and Wireless Power Transfer
Krzysztof Dziarski, Arkadiusz Hulewicz
Measurement of the Junction Temperature of Light-Emitting Diodes Based on the Thermographic Measurement of the Case Temperature
Włodzimierz Szewczyk, Paweł Pełczyński, Adam Łuc, Łukasz Wobik
Dobór parametrów produkcji tektury falistej z zastosowaniem liniowych modeli zależności między zmiennymi procesowymi
Małgorzata Milczarek, Piotr Maj, Wioleta Serweta
139
149
Wpływ dodatków stopowych i obróbki na właściwości elektromagnetyczne stopów aluminium oraz na proces detekcji nieciągłości z wykorzystaniem defektoskopu wiroprądowego
Katarzyna Kłosowska, Agnieszka Wilk-Ilewicz
Prawa twórcy – pracownika uczelni wyższej lub instytutu badawczego