Robert Bieda O stabilności układów regulacji z czasem opóźnienia
Emilia Helińska, Wojciech P. Hunek
Badania w kierunku zwiększania odporności sterowania z modelem odwrotnym z wykorzystaniem inwersji uogólnionych: dyskretna przestrzeń stanów Grünwalda-Letnikova
Jakub Żegleń-Włodarczyk
29
37
45
53
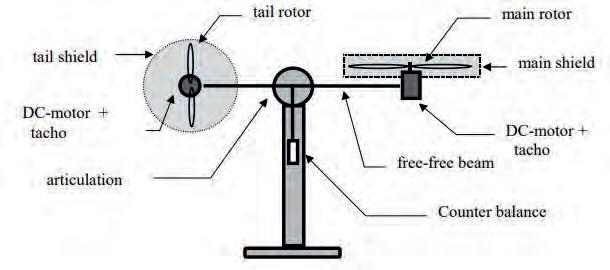
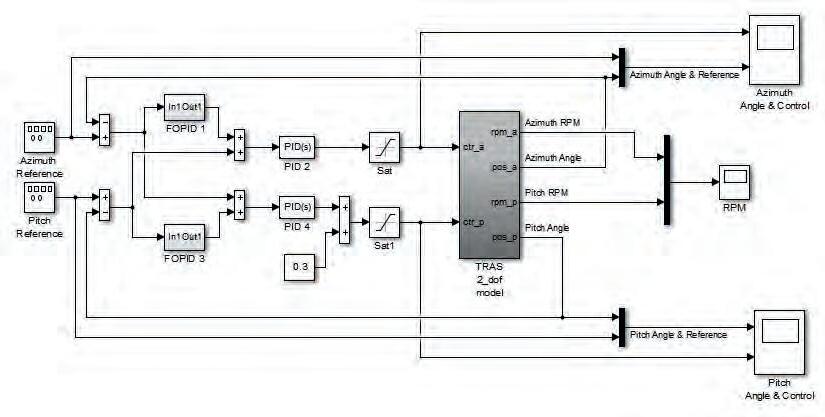
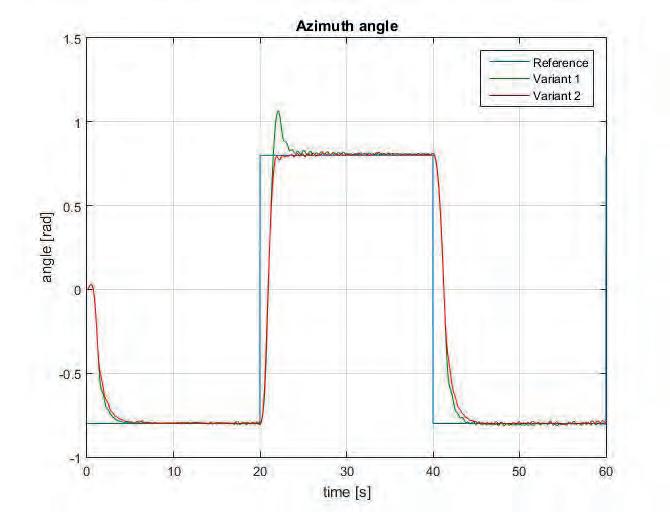
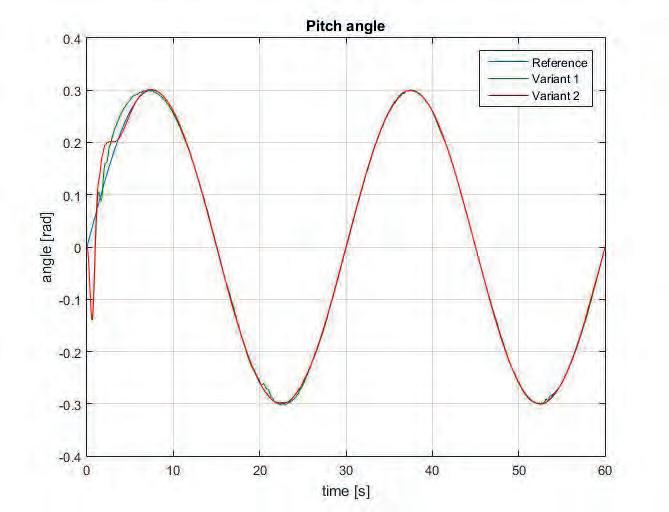
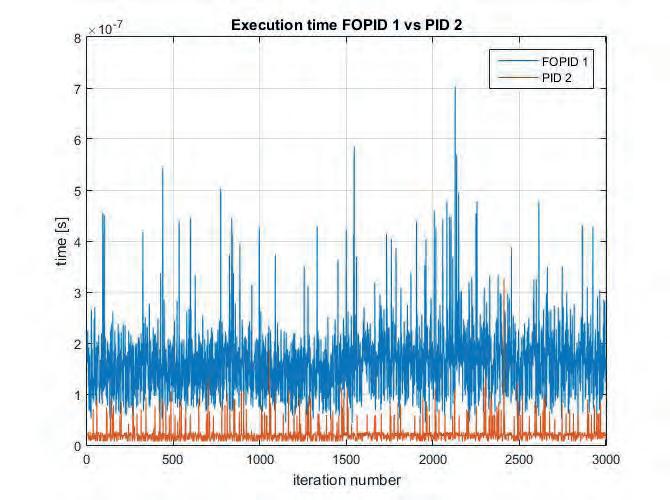
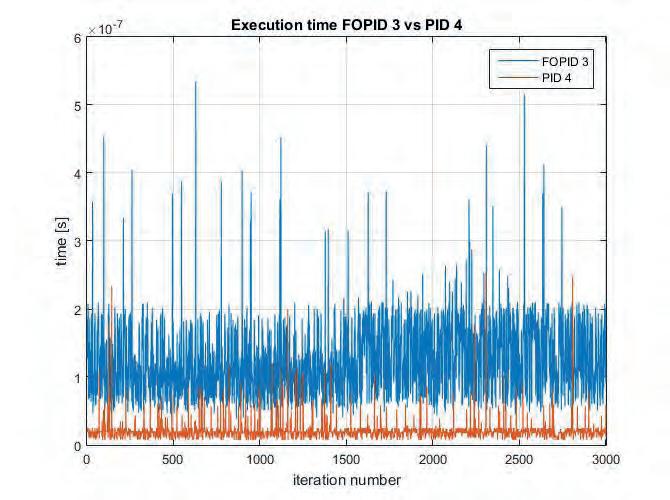
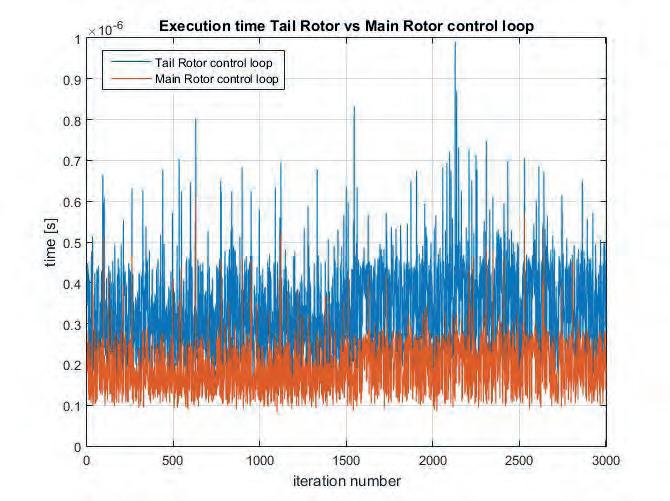
Simulation of Cascade Control for Two Rotor Aerodynamical System Using FOPID and PID Controllers
Jerzy Graffstein
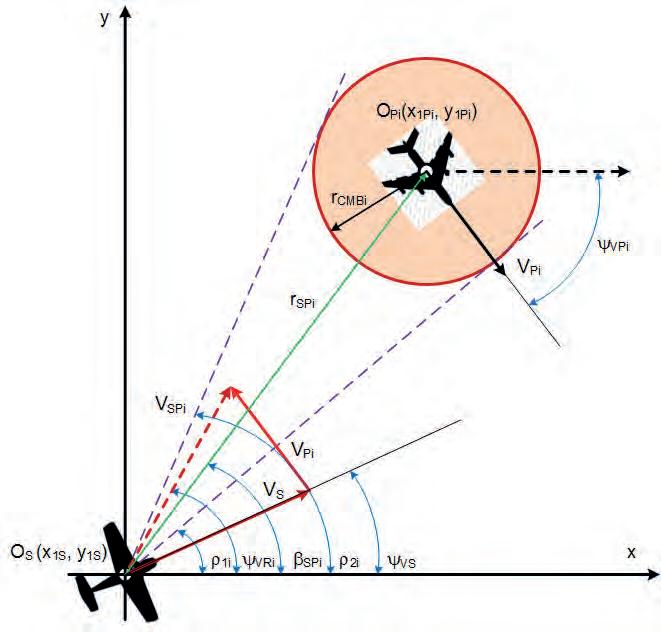
Definicja i analiza wskaźnika stopnia zagrożenia bezpieczeństwa lotu samolotu wzdłuż optymalnej trajektorii omijania ruchomych przeszkód
Robert Tomasiewicz
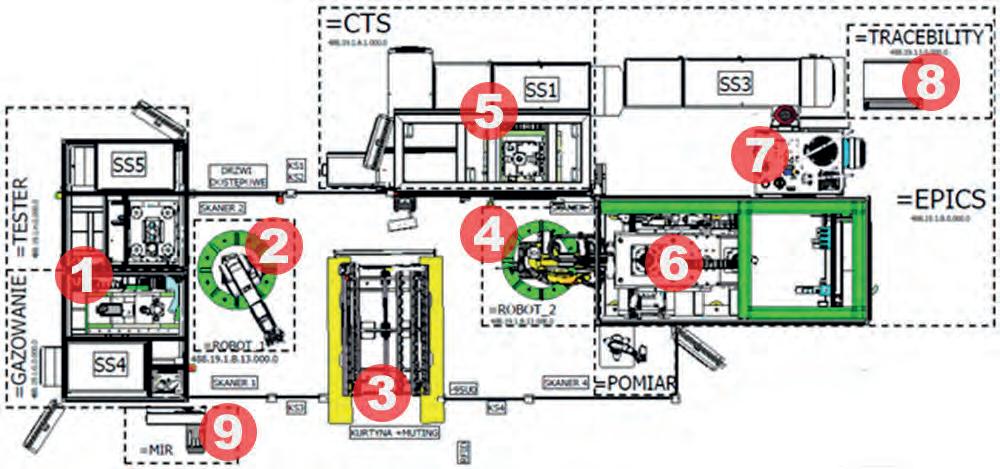
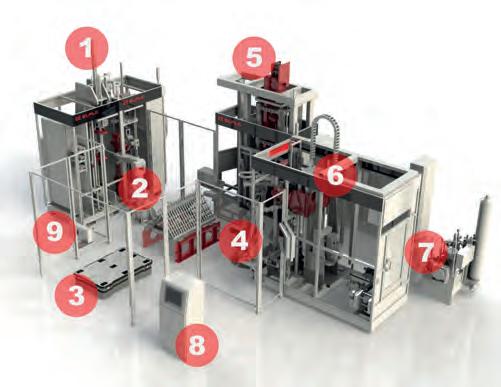
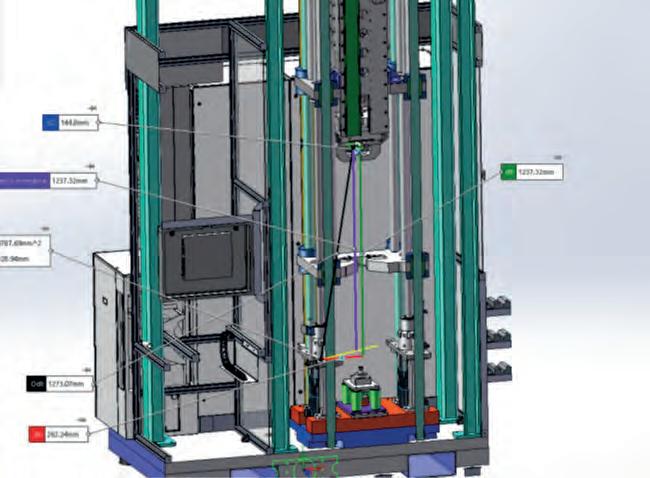
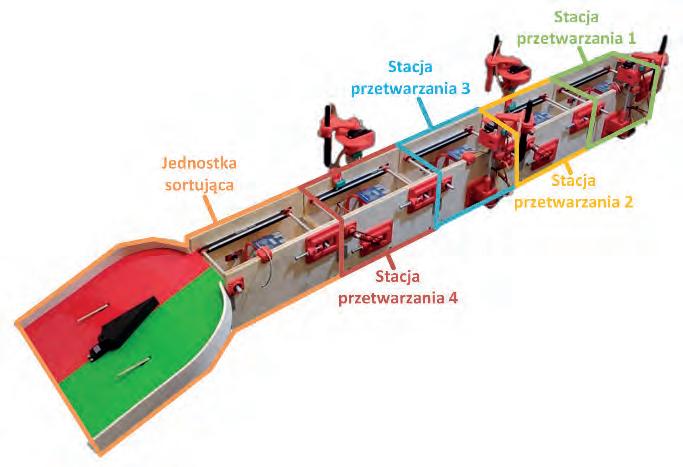
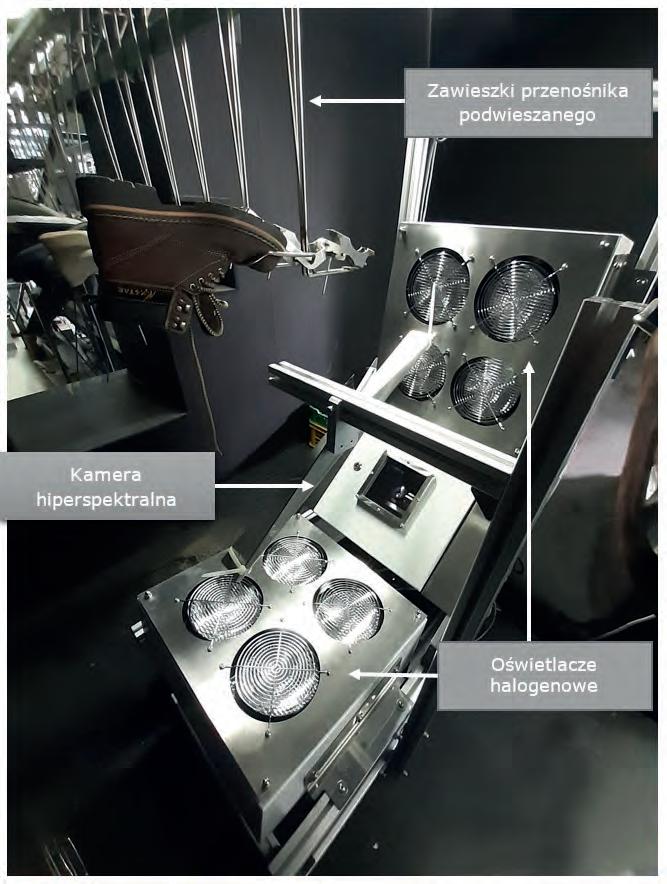
Zrobotyzowany ciąg technologiczny do montażu i testowania amortyzatorów oraz sprężyn gazowych
Piotr Gierlak, Paulina Pietruś, Dariusz Szybicki
Analysis of Vibrations of the IRB 2400 Industrial Robot
Ponadto:
Informacje dla Autorów – 119 | Nasze Wydawnictwa – 123 | Awans naukowy – dr hab. inż. Jerzy Graffstein – 124 | Wydarzenia – Młodzi Innowacyjni 2025 – 126 | 38. Międzynarodowe Energetyczne Targi Bielskie – III okładka kwartalnik naukowo-techniczny kwiecień–czerwiec
Rok 29 (2025) Nr 2 (256)
ISSN 1427-9126, Indeks 339512
Redaktor naczelny
prof. Cezary Zieliński
Zastępca redaktora naczelnego dr inż. Małgorzata Kaliczyńska
Zespół redakcyjny dr inż. Jerzy Borzymiński
prof. Wojciech Grega – automatyka prof. Krzysztof Janiszowski dr inż. Małgorzata Kaliczyńska – redaktor merytoryczny/statystyczny dr inż. Michał Nowicki – mechatronika prof. Mateusz Turkowski – metrologia prof. Cezary Zieliński – robotyka
Korekta
dr inż. Janusz Madejski
Skład i redakcja techniczna
Ewa Markowska
Druk
Drukarnia „PAPER & TINTA” Barbara Tokłowska Sp. K. Nakład 400 egz.
Wydawca
Sieć Badawcza Łukasiewicz –Przemysłowy Instytut Automatyki i Pomiarów PIAP Al. Jerozolimskie 202, 02-486 Warszawa
Pomiary Automatyka Robotyka jest czasopismem naukowo-technicznym obecnym na rynku od 1997 r. Przez 18 lat ukazywało się jako miesięcznik. Aktualnie wydawany kwartalnik zawiera artykuły recenzowane, prezentujące wyniki teoretyczne i praktyczne prowadzonych prac naukowo-badawczych w zakresie szeroko rozumianej automatyki, robotyki i metrologii. Kwartalnik naukowo-techniczny Pomiary Automatyka Robotyka jest indeksowany w bazach BAZTECH, Google Scholar oraz ICI Journals Master List (ICV 2023: 98,13), a także w bazie naukowych i branżowych polskich czasopism elektronicznych ARIANTA. Przyłączając się do realizacji idei Otwartej Nauki, udostępniamy bezpłatnie wszystkie artykuły naukowe publikowane w kwartalniku naukowo-technicznym Pomiary Automatyka Robotyka. Wersją pierwotną (referencyjną) jest wersja papierowa.
Punktacja Ministerstwa Edukacji i Nauki za publikacje naukowe w kwartalniku Pomiary Automatyka Robotyka wynosi obecnie 70 pkt. (wykaz czasopism naukowych i recenzowanych materiałów z konferencji międzynarodowych z dnia 5 stycznia 2024 r., poz. 29984). Przypisane dyscypliny naukowe – automatyka, elektronika, elektrotechnika i technologie kosmiczne.
Kwartalnik jest organem wydawniczym Polskiego Stowarzyszenia Pomiarów, Automatyki i Robotyki POLSPAR – organizacji prowadzącej działalność naukowo-techniczną w obszarze metrologii, automatyki, robotyki i pomiarów, reprezentującej Polskę w międzynarodowych organizacjach IFAC, IFR, IMEKO.
Rada Naukowa
prof. Jan Awrejcewicz
Katedra Automatyki, Biomechaniki i Mechatroniki, Politechnika Łódzka
prof. Milan Dado University of Žilina (Słowacja)
prof. Ignacy Dulęba Wydział Elektroniki, Fotoniki i Mikrosystemów, Politechnika Wrocławska
prof. Tadeusz Glinka Instytut Elektrotechniki i Informatyki, Politechnika Śląska
prof. Evangelos V. Hristoforou National Technical University of Athens (Grecja)
dr Oleg Ivlev University of Bremen (Niemcy)
prof. Larysa A. Koshevaja Narodowy Uniwersytet Lotnictwa, Kiev (Ukraina)
prof. Igor P. Kurytnik
Małopolska Uczelnia Państwowa im. rot. W. Pileckiego
prof. J. Tenreiro Machado Polytechnic Institute of Porto (Portugalia)
prof. Jacek Malec
Lund University (Szwecja)
prof. Andrzej Masłowski Sieć Badawcza Łukasiewicz –Przemysłowy Instytut Automatyki i Pomiarów PIAP, Warszawa
prof. Maciej Michałek
Wydział Automatyki, Robotyki i Elektrotechniki, Politechnika Poznańska
dr Vassilis C. Moulianitis University of Patras (Grecja)
prof. Joanicjusz Nazarko
Wydział Inżynierii Zarządzania, Politechnika Białostocka
prof. Serhiy Prokhorenko
„Lviv Polytechnic” National University (Ukraina)
prof. Eugeniusz Ratajczyk
Wydział Inżynierii i Zarządzania, Wyższa Szkoła Ekologii i Zarządzania w Warszawie
prof. Jerzy Sąsiadek
Carleton University (Kanada)
prof. Rossi Setchi
Cardiff University (Wielka Brytania)
prof. Waldemar Skomudek
Wydział Elektrotechniki, Automatyki, Informatyki i Inżynierii Biomedycznej, Akademia Górniczo-Hutnicza
dr Dragan Stokic
ATB – Institute for Applied Systems Technology Bremen GmbH (Niemcy)
prof. Eugeniusz Świtoński
Wydział Mechaniczny Technologiczny, Politechnika Śląska
prof. Peter Švec
Slovak Academy of Sciences (Słowacja)
prof. Wojciech Włodarski
RMIT University, Melbourne (Australia)
prof. Eugenij T. Volodarsky
„Kyiv Polytechnic” National University (Ukraina)
Wydawanie kwartalnika Pomiary Automatyka Robotyka – zadanie finansowane w ramach umowy 907/P-DUN/2019 ze środków Ministra Nauki i Szkolnictwa Wyższego przeznaczonych na działalność upowszechniającą naukę.
Spis treści
3 Od Redakcji
5 Robert Bieda
O stabilności układów regulacji z czasem opóźnienia
On the Stability of Control Systems with Time Delay
21 Emilia Helińska, Wojciech P. Hunek
Badania w kierunku zwiększania odporności sterowania z modelem odwrotnym z wykorzystaniem inwersji uogólnionych: dyskretna przestrzeń stanów Grünwalda-Letnikova
Toward an Improvement of the Inverse Model Cotrol-Originated Robustness Through the Application of Generalized Inverses: The Discrete-Time State-Space Framework of Grünwald-Letnikov
29 Jakub Żegleń-Włodarczyk
Simulation of Cascade Control for Two Rotor Aerodynamical System Using FOPID and PID Controllers
Symulacja sterowania kaskadowego dla dwurotorowego systemu aerodynamicznego z wykorzystaniem regulatorów FOPID oraz PID
37 Jerzy Graffstein
Definicja i analiza wskaźnika stopnia zagrożenia bezpieczeństwa lotu samolotu wzdłuż optymalnej trajektorii omijania ruchomych przeszkód
Definition and Analysis of the Indicator of the Degree of Risk to theSafety of an Aircraft Flight Along the Optimal Trajectory for Avoiding Moving Obstacles
45 Robert Tomasiewicz
Zrobotyzowany ciąg technologiczny do montażu i testowania amortyzatorów oraz sprężyn gazowych
Robotic Technological Line for Assembling and Testing Dampers and Gas Springs
53 Piotr Gierlak, Paulina Pietruś, Dariusz Szybicki
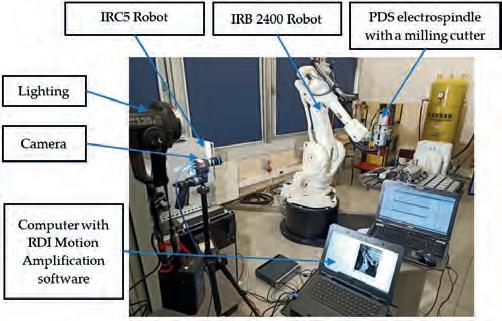
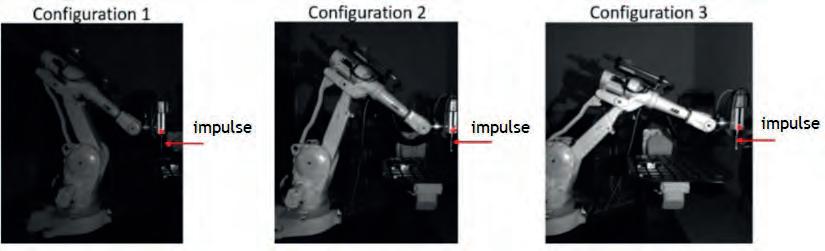
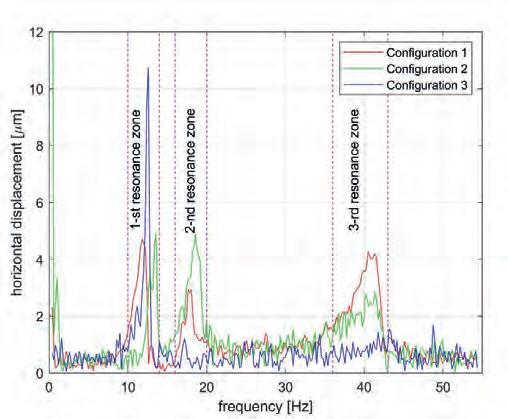
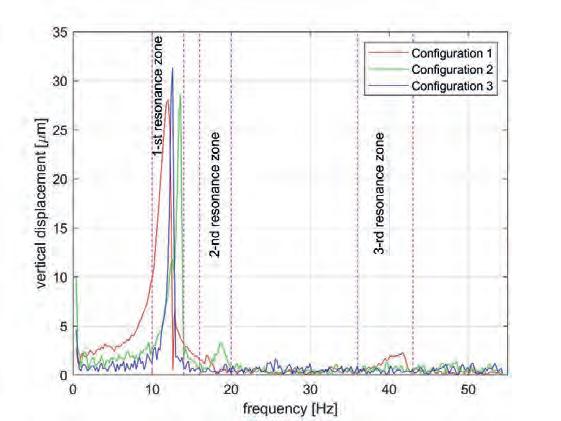
Analysis of Vibrations of the IRB 2400 Industrial Robot
Analiza drgań robota przemysłowego IRB 2400 z zastosowaniem technologii wzmocnienia ruchu
59 Piotr Olbryś, Robert Piotrowski
Pojazd zdalnie sterowany – projekt i realizacja
Remote Controlled Mobile Vehicle – Design and Realization
67 Bartosz Pawłowicz, Arkadiusz Stęchły, Bartosz Trybus, Adrian Kosior, Marek Ruman Zautomatyzowane testowanie poprawności procesu na linii produkcyjnej w oparciu o technikę RFID
Automated Production Line Process Validation Using RFID Techology
77 Tomasz Charubin
Modułowy histerezograf do pomiaru charakterystyk materiałów magnetycznie miękkich
Modular Hysteresisgraph for Measuring the Characteristics of Magnetically Soft Materials
85 Paweł Wittels, Jan Jaczewski, Piotr Brzeziński
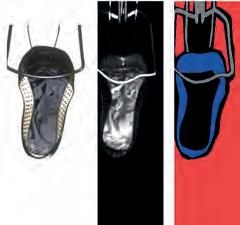
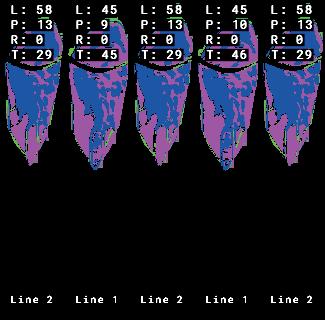
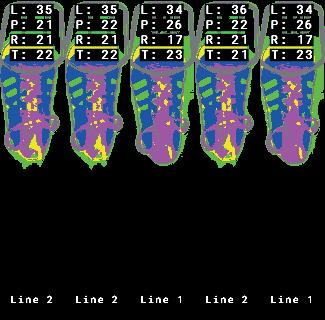
Zastosowanie głębokiego uczenia na danych hiperspektralnych do klasyfikacji materiałów przyszwy obuwia
Application of Deep Learning on Hyperspectral Data for Classification of Shoe Upper Materials
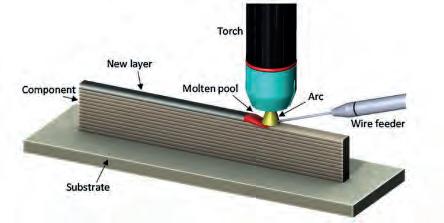
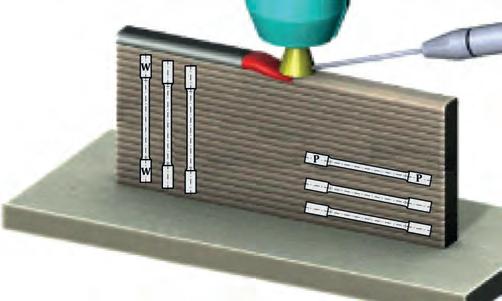
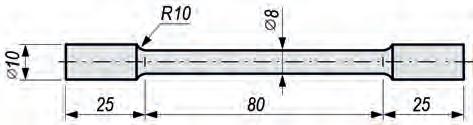
95 Waldemar Dudda, Maciej Cader, Wojciech Kiński
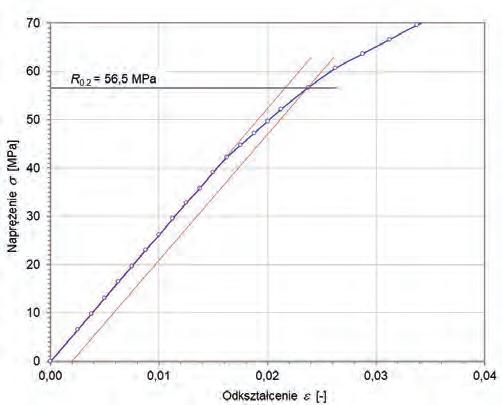
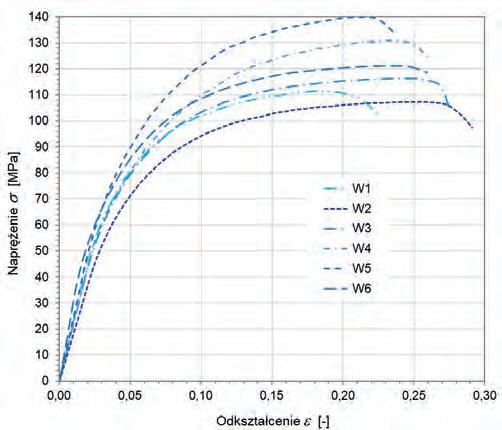
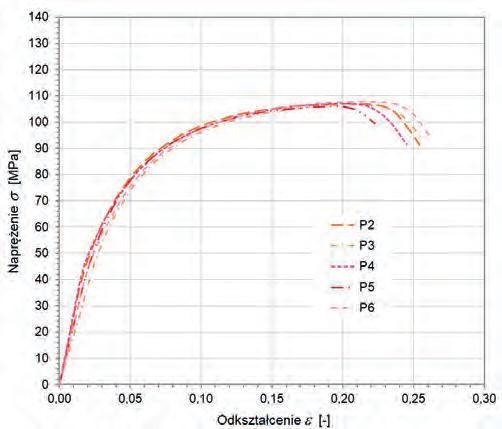
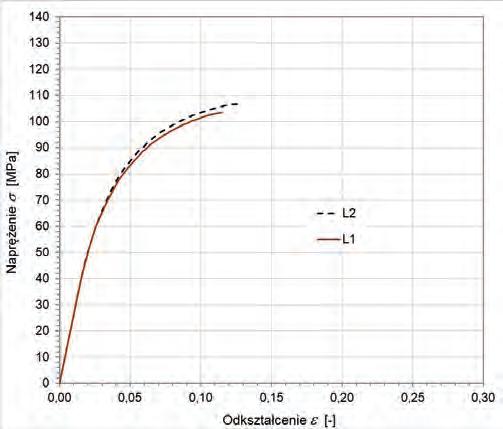
Badanie wytrzymałości na rozciąganie próbek wykonanych ze stopu aluminium w technologii WAAM
Tensile Strength Testing of Samples Made of Aluminum Alloy Using WAAM Technology
101 Damian Łoziński, Bartosz Kozłowski
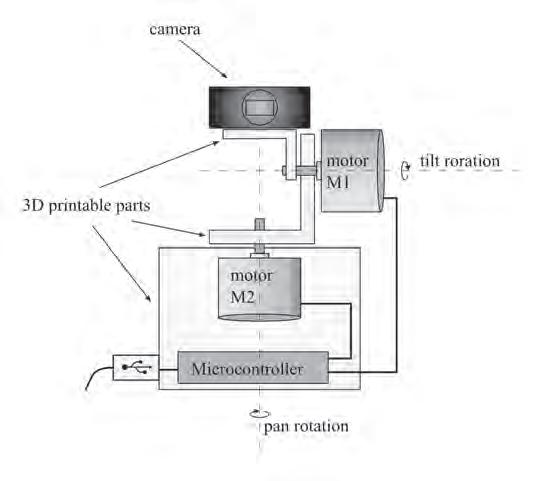
Design and Evaluation of an Affordable and Reliable Pan-Tilt Tracking System
Projekt i ocena niskokosztowego i niezawodnego systemu śledzenia z dwuosiowym mechanizmem obrotu (pan-tilt)
111 Magdalena Szymczyk
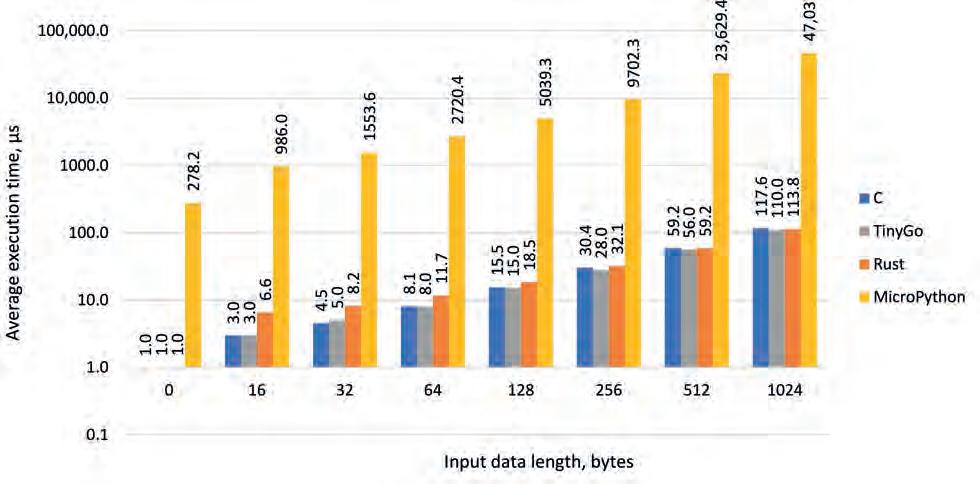
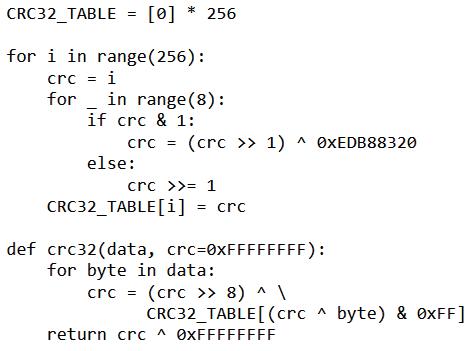
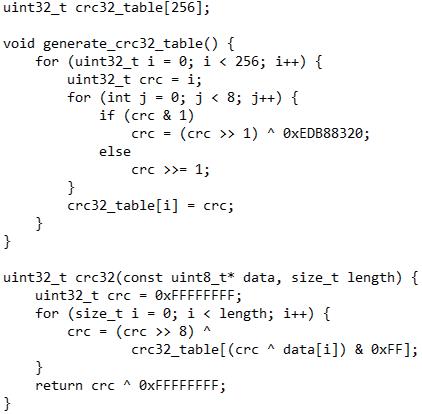
MicroPython w systemach wbudowanych, jakość i bezpieczeństwo aplikacji
MicroPython in Embedded Systems,Quality and Security of the Application
119 Informacje dla Autorów
123 Nasze Wydawnictwa
124 Awans naukowy | Habilitacja
Automatycznie sterowane manewry statku powietrznego celem unikania kolizji z ruchomymi przeszkodami – dr hab. inż. Jerzy Graffstein
126 Wydarzenia | Konkurs
Młodzi Innowacyjni 2025
Drodzy Czytelnicy,
prezentujemy najnowszy numer kwartalnika naukowo-technicznego Pomiary Automatyka Robotyka. W tym wydaniu zgromadzone prace dotyczą wszystkich dziedzin wyszczególnionych w tytule. Niemniej jednak duża ich część przedstawia zagadnienia obejmujące jednocześnie więcej niż jedną z wymienionych dyscyplin. Co więcej, ciekawe zagadnienia badawcze często obejmują różne dyscypliny. Podkreślić należy, że żadna z wymienionych dyscyplin nie może obyć się bez informatyki, więc i ona zajmuje poczesne miejsce w przedstawianych tu artykułach.
Do grupy artykułów poświęconych teoretycznym rozważaniom na temat systemów automatyki i sterowania należy zaliczyć pracę poświęconą rozszerzeniu kryterium Nyquista, służącym badaniu stabilności układów dynamicznych, w szczególności cechującym się opóźnieniami. W kolejnym artykule omawiane są układy ułamkowego rzędu, a konkretnie analiza i synteza wielowymiarowego sterowania obiektami opisanymi w dyskretnej przestrzeni stanu Grünwalda-Letnikowa. Układy ułamkowego rzędu są także tematem artykułu prezentującego zastosowanie układu kaskadowego do sterowania dronem z dwurotorowym napędem o ruchu przeciwstawnym.
W numerze przedstawiamy zastosowanie języka MicroPython do programowania systemów wbudowanych, do tworzenia oprogramowania na potrzeby automatyki i medycyny. Prezentujemy artykuł dotyczący metody projektowania taniego serwomechanizmu głowicy obrotowo-uchylnej przeznaczonej do poruszania kamerą śledzącą obiekty ruchome. Kolejna praca poświęcona jest analizie zagrożenia kolizją samolotu z ruchomymi przeszkodami. Inny artykuł opisuje sposób projektowania i realizacji pojazdu zdalnie sterowanego. Tematykę robotyczną zamyka artykuł, w którym analizowane są drgania niskiej częstotliwości wzbudzane siłą impulsową oddziałowującą na ramię robota przemysłowego IRB-2400.
Kolejne prace prezentują praktyczne rozwiązania stosowane na zrobotyzowanej linii produkcyjnej do montażu i testowania amortyzatorów i sprężyn gazowych stosowanych w przemyśle samochodowym. Następny artykuł przedstawia sposób wykorzystania identyfikatorów RFID do sprawdzenia poprawności obróbki detali w różnych fazach ich przetwarzania przez laboratoryjną linię produkcyjną. Kolejna ciekawa praca dotyczy zastosowania głębokich sieci neuronowych do analizy obrazów z kamer hiperspektralnych w celu klasyfikacji materiałów, z których wykonana była używana odzież i obuwie. Następny artykuł poświęcony jest pomiarowi charakterystyk materiałów magnetycznie miękkich w szerokim zakresie amplitudy pola magnetycznego. Ostatnia praca dotyczy badania wytrzymałości na rozciąganie próbek wykonanych metodą druku 3D ze stopów AlSi5.
W imieniu własnym i Wydawcy – Sieci Badawczej Łukasiewicz – Przemysłowego Instytutu Automatyki i Pomiarów PIAP w Warszawie – gorąco zapraszam do lektury najnowszego numeru.
Redaktor naczelny kwartalnika Pomiary Automatyka Robotyka prof. dr hab. inż. Cezary Zieliński
O stabilności układów regulacji z czasem opóźnienia
Robert Bieda Politechnika Śląska, Wydział Automatyki, Elektroniki i Informatyki, Katedra Automatyki i Robotyki, ul. Akademicka 2A, 44-100 Gliwice
Streszczenie: W artykule przedstawiono proces rozszerzenia kryterium Nyquista na wariant obliczeniowy umożliwiający badanie stabilności układów regulacji z czasem opóźnienia T o > 0. Zdefiniowano warunki konieczne stabilności takich układów oraz zaprezentowano schemat działania umożliwiający wyznaczenie przedziałów wartości czasów opóźnienia gwarantujących stabilne działanie struktury pętlowej układu regulacji. W ramach analizy proponowanego rozwiązania zaprezentowane zostały wyniki procesu badania stabilności układów regulacji dla przykładowych dynamik zastępczych struktury pętlowej. Na przykładzie prezentowanych układów pokazane zostały właściwości proponowanego mechanizmu badania stabilności układów z opóźnieniem oraz sposób interpretacji uzyskanych wyników.
Słowa kluczowe: układ regulacji, dynamika z czasem opóźnienia, kryterium stabilności Nyquista, trajektoria graniczna, quasi-wielomian charakterystyczny
1. Wprowadzenie
Wśród zagadnień związanych z syntezą oraz analizą układów regulacji (UR) automatycznej jednym z fundamentalnych jest zagadnienie stabilności takiego układu. W przypadku układów stacjonarnych, liniowych opisanych operatorowymi funkcjami przejścia, na przestrzeni lat, opracowano mnóstwo metod badania stabilności, a w ostatnich latach z pomocą przyszły jeszcze narzędzia symulacyjne wspomagające ten proces obliczeniami numerycznymi.
Pośród analizowanych układów dynamicznych szczególne miejsce zajmują procesy dynamiczne z czasem opóźnienia. W sposób neutralny zjawisko opóźnienia reakcji w czasie pojawia się w modelach procesów biologicznych czy populacyjnych [1–3]. Podobnie w szeroko rozumianych zagadnieniach modelowania układów dynamicznych często wykorzystywane są klasy modeli operatorowych, w których występuje czas opóźnienia. Opóźnienie to jest efektem uproszczenia modelu dynamicznego w procesie identyfikacji jego parametrów (np. z wykorzystaniem skokowej odpowiedzi czasowej), redukcji wymiaru modelu operatorowego wysokiego rzędu lub wynika z natury opisu fizykalnego danego procesu dynamicznego [4–6]. W rezultacie szerokiego spektrum zastosowań opisu procesów dynamicznych równaniami różniczkowymi z opóźnieniem pojawiła się konieczność definicji mechanizmów umożliwiających badanie ich właściwości oraz właściwości ich rozwiązań, a także wpływu czasu opóźnienia na te rozwiązania [7–9].
Autor korespondujący: Robert Bieda, robert.bieda@polsl.pl Artykuł recenzowany nadesłany 24.02.2025 r., przyjęty do druku 24.03.2025 r.
W artykule opisano mechanizm umożliwiający określenie warunków stabilności UR z czasem opóźnienia T o > 0. Bazując na mechanizmie wzorowanym na metodzie h -podziału (T o-podziału) [7, 10], będącej swoistym uogólnieniem metody D-podziału, czy podobnym mechanizmie znanym pod nazwą metody Waltona-Marshalla [11–13], umożliwia on rozszerzenie idei kryterium stabilności UR wykorzystującej zasadę przyrostu argumentu funkcji zespolonej oraz charakterystyki Nyquista dynamiki badanego układu na UR z czasem opóźnienia T o > 0. Uzyskany mechanizm pozwala na wykorzystanie jedynie ujęcia algebraicznego w procesie analizy stabilności. Efekt ten został uzyskany dzięki rozdzieleniu modelu operatorowego dynamiki struktury pętlowej analizowanego UR na część transmitancyjną (opisaną funkcją wymierną) oraz część niewymierną. W rezultacie przedstawiony mechanizm umożliwia nie tylko sprawdzenie stabilności UR, ale także określenie wpływu czasu opóźniania na ten układ.
2. Stabilność układu regulacji ze sprzężeniem zwrotnym
Dla dowolnego układu regulacji, zgodnie z regułą wzmocnień Masona [5, 14–16], zastępcza funkcja przejścia G xy(s) między dowolnym sygnałem wejściowym x(t) (sygnałem zewnętrznym, niezależnym od UR), a dowolnym sygnałem wyjściowym y(t) (sygnałem wewnętrznym, zależnym od UR) opisana jest zależnością: 1 ()() () () () , ()()() N kk k xy Pss Ys Fs Gs Xsss = ∆ == = ∆∆ ∑ (1)
w której wyznacznik schematu blokowego UR () s ∆ opisuje funkcja: (2)
gdzie:
Li(s) – zastępcza funkcja przejścia i-tej pętli analizowanego UR wyznaczona jako iloczyn funkcji przejścia bloków dynamicznych tworzących tę pętlę wraz ze znakami (±1) sygnałów tej pętli w węzłach sumacyjnych;
Li(s)L j(s) – zastępcza funkcja przejścia iloczynu i-tej oraz j-tej rozłącznej pętli analizowanego UR (pary pętli niestykających się ze sobą) wyznaczona jako iloczyn funkcji przejścia bloków dynamicznych tworzących dane pętle wraz ze znakami (±1) sygnałów tych pętli w węzłach sumacyjnych;
Li(s)L j(s)Lk(s) – zastępcza funkcja przejścia iloczynu i-tej, j-tej oraz k-tej rozłącznej pętli analizowanego UR (trójek pętli niestykających się ze sobą) wyznaczona jako iloczyn funkcji przejścia bloków dynamicznych tworzących te pętle wraz ze znakami (±1) sygnałów tych pętli w węzłach sumacyjnych; N – liczba bezpośrednich (bez zawracania) dróg przejścia od wejścia x(t) do wyjścia y(t) analizowanego UR; Pk(s) – zastępcza funkcja przejścia k-tej bezpośredniej drogi przejścia od wejścia x(t) do wyjścia y(t) analizowanego UR wyznaczona jako iloczyn funkcji przejścia bloków dynamicznych tworzących tę drogę wraz ze znakami (±1) sygnałów tego przejścia w węzłach sumacyjnych; – wyznacznik schematu blokowego dla k-tej bezpośredniej drogi przejścia zdefiniowany jak wyznacznik () s ∆ (2) przy założeniu, że pętle Li(s) są niezależne (rozłączne) od k-tej bezpośredniej drogi przejścia Pk(s).
Z perspektywy analizy stabilności UR badane są miejsca zerowe wyznacznika () s ∆ (2). Jeżeli zdefiniujemy transmitancję K(s) jako odpowiednią sumę kombinacji dynamik pętli tworzących UR, wówczas równanie będące podstawą analizy stabilności badanego układu przyjmuje postać:
()1()0. sKs ∆=+= (3)
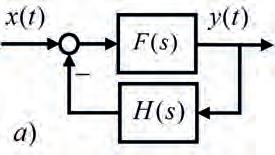
W rezultacie, dla procesu analizy stabilności, dowolny UR zawierający struktury pętlowe można sprowadzić do jednopętlowego UR, jak na rys. 1a, gdzie H(s) określa funkcja przejścia:
1 ()1 () ()() N kk k s Hs Pss ∆− = ∆ ∑
a)
b) Rys. 1. Schemat blokowy UR: a) ogólna struktura jednopętlowa, b) struktura z jednostkowym ujemnym sprzężeniem zwrotnym Fig. 1. Block diagram of the control system: (a) general single-loop structure, (b) structure with single negative feedback
W szczególnym przypadku, dla F(s) = K(s), prezentowana struktura UR (rys. 1a) sprowadza się do klasycznej struktury UR z jednostkowym ujemnym sprzężeniem zwrotnym (rys. 1b). W ogólności, definiując wypadkową transmitancję K(s) = F(s)H(s) jako operatorową funkcję wymierną właściwą ( mn ≤ ): 1 10 1 10 () () , () mm mm nn nn bsbsb Ls Ks Ms asasa +++ == +++ (4)
stabilność struktur UR pokazanych na rys. 1 można badać przez analizę miejsc zerowych równania charakterystycznego powstałego bezpośrednio z przekształcenia równania (3):
()()()0, sMsLs χ =+= (5)
gdzie () s χ jest wielomianem charakterystycznym stopnia n badanego UR.
W ogólnym przypadku jednak określenie zer równania (5) oraz ich analiza może być zadaniem bardzo trudnym na przykład ze względu na wysoki stopień wielomianu Z tego też powodu opracowano mnóstwo różnych metod umożliwiających pośrednią analizę właściwości zer równania charakterystycznego bez ich znajomości. Wśród tych metod najczęściej spotykane są dwie grupy: metody algebraiczne (kryt. Hurwitza, kryt. Rutha) [5, 14–20] oraz graficzne (met. linii pierwiastkowych, kryt. Nyquista) [5, 14–21]. Z perspektywy prezentowanej w artykule metody, umożliwiającej analizę stabilności UR z czasem opóźnienia, bliżej przedstawione zostanie kryterium Nyquista.
2.1. Kryterium Nyquista
Kryterium Nyquista, bazujące na zasadzie przyrostu argumentu funkcji zespolonej, pozwala określić warunki stabilności UR z ujemnym sprzężeniem zwrotnym (rys. 1). W tym celu wymagane jest zdefiniowanie transmitancji widmowej ()Kj ω dynamiki zastępczej struktury pętlowej analizowanego UR, która łączy się z transmitancją operatorową K(s) zależnością [14, 16, 18, 19, 21]:
()()|. sj KjKs ω ω = = (6)
Zgodnie z zasadą argumentu [5, 14–17, 19–21] funkcji zespolonej przyrost/zmiana argumentu funkcji () s ∆ w kierunku ujemnym matematycznie wzdłuż konturu krzywej zamkniętej obejmującej całą prawą otwartą półpłaszczyznę (POP) zmiennej „s”, na której nie leżą żadne zera ani bieguny funkcji, równy jest krotności wartości 2π równej różnicy Z i P: (7)
gdzie Z określa sumę krotności zer funkcji () s ∆ (zer wielomianu charakterystycznego () s χ ) w POP oraz P określa sumę krotności biegunów funkcji () s ∆ (niestabilnych biegunów transmitancji K(s)) w POP.
W rezultacie analizy powyższej zależności można stwierdzić, że warunkiem koniecznym i wystarczającym stabilności pętli UR (rys. 1) jest aby wszystkie zera wielomianu charakterystycznego leżały w lewej otwartej półpłaszczyźnie (LOP) zmiennej zespolonej „ s ” (liczba zer wielomianu charakterystycznego w POP była zerowa – Z = 0). Można zatem, wykorzystując przyrost argumentu funkcji (), s ∆ zdefiniować poniższe kryterium stabilności UR o strukturze zamkniętej.
Twierdzenie 1 – kryterium stabilności Nyquista Układ regulacji z jednostkowym sprzężeniem zwrotnym (rys. 1b) jest stabilny wtedy i tylko wtedy, gdy charakterystyka Nyquista funkcji przejścia „układu otwartego” K( s ) (powstałego przez „przerwanie” pętli sprzężenia zwrotnego) nie przechodzi przez punkt (−1, 0), a liczba okrążeń punktu (−1, 0) przez hodograf Nyquista w kierunku dodatnim matematycznie (przeciwnie do ruchu wskazówek zegara) jest równa liczbie P niestabilnych biegunów (ℜ {si} > 0) funkcji
K(s) (leżących w prawej otwartej półpłaszczyźnie zmiennej zespolonej „s”):
3. Układ regulacji z czasem opóźnienia To
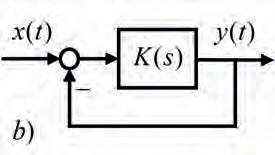
W przypadku UR z czasem opóźnienia T o > 0 problem badania stabilności jest bardziej skomplikowany. Sam fakt uwzględnienia czasu opóźnienia w modelu dynamicznym UR może mieć różne przyczyny. Z jednej strony pojawienie się czasu opóźnienia T o może być skutkiem uproszczenia procesu modelowania, w którym czas opóźnienia uwzględnia pominięte dynamiki procesu regulacji [4–6]. W takim przypadku człon opóźniający często pojawia się w torze głównym dynamiki pętli UR (rys. 2a). Czas opóźnienia może również być efektem natury technicznej toru pomiarowego lub w ten sposób uwzględniać czas opóźnienia wynikający z procesu próbkowania w dyskretnym UR, w którym pomiar wielkości wyjściowej y(t) UR odbywa się z opóźnieniem [11, 15–17, 22]. W przypadku takim, w sposób naturalny, dynamika opóźnienia w czasie uwzględniana jest w sprzężeniu zwrotnym (rys. 2b).
Rys. 2. Schemat UR z czasem opóźnienia T o > 0: a) w torze głównym, b) w pętli sprzężenia zwrotnego
Fig. 2. Diagram of the control system with delay time To > 0: (a) in the main path, (b) in the feedback loop
Dla tak zdefiniowanych UR wyznacznik (), s ∆ umożliwiający określenie warunków stabilności, przyjmuje postać:
()1()0. o sT sKse ∆=+= (9)
Podobnie jak dla UR bez czasu opóźnienia o stabilności UR decyduje położenie zer równania (9), które pokrywają się z zerami quasi-wielomianu charakterystycznego:
(,)()()0. o sT o sTMsLse χ =+= (10)
Niestety w powyższym przypadku rozwiązanie równania (10) zawiera nieskończenie wiele miejsc zerowych [8]. W konsekwencji stosowanie metod algebraicznych typu kryterium Hurwitza czy metody linii pierwiastkowych Evansa jest praktycznie niemożliwe. W szczególnych przypadkach, dla których część funkcji przejścia dotyczącą czasu opóźnienia przedstawimy w postaci funkcji wymiernej [10, 15, 16, 23] lub bezpośrednio szeregu i-tego stopnia, można równanie charakterystyczne (10) przybliżyć równaniem algebraicznym [16, 24]:
()()
Pamiętać jednak należy, że tego rodzaju postępowanie może doprowadzić do fałszywych wniosków dotyczących stabilności analizowanego UR. Istnieją również metody umożliwiające analizę stabilności układów o równaniu charakterystycznym (10). Wśród nich można wyróżnić kryterium Michajłowa [8, 18, 21, 24] czy przytoczone wcześniej kryterium Nyquista. Są to jednak kryteria graficzne, które przez analizę odpowiednich krzywych umożliwiają wnioskowanie o stabilności UR. W dalszej części przedstawiona zostanie metoda bazująca na modyfikacji kryterium Nyquista, która umożliwia analityczne badanie warunków stabilności UR z opóźnieniem.
Na potrzeby prezentowanej modyfikacji wprowadźmy wielkość charakteryzującą transmitancję K(s) dynamiki zastępczej pętli analizowanego UR (rys. 2), która może być interpretowana jako wzmocnienie wysokoczęstotliwościowe tej transmitancji:
lim(). s kKs ∞ →+∞ = (12)
Dodatkowo przez G(s) oznaczmy operatorową funkcję przejścia „układu otwartego” (UO) dynamiki analizowanej pętli UR, składającą się z szeregowego połączenia transmitancji K(s) oraz członu opóźnienia czasowego:
()(). o sT GsKse = (13)
Na podstawie analizy właściwości kryterium Nyquista (Twierdzenie 1) łatwo pokazać, że charakterystyka Nyquista funkcji przejścia układu otwartego G(s) może co najwyżej P-krotnie okrążać punkt (−1, 0) i to w kierunku dodatnim matematycznie. Okazuje się, że analiza UR (rys. 2) pod kątem wartości wzmocnienia wysokoczęstotliwościowego k ∞ (12), transmitancji K(s) operatorowej funkcji przejścia G(s), umożliwia wstępną selekcję pozwalając na odrzucenie wariantów strukturalnie niestabilnych w przypadku pojawienia się czasu opóźnienia T o > 0.
3.1. UR z czasem opóźnienia strukturalnie niestabilne – wariant 1
Pierwszą grupą układów strukturalnie niestabilnych dla dowolnego czasu opóźnienia T o są układy, których część transmitancyjna K(s) charakteryzuje się wzmocnieniem wysokoczęstotliwościowym |k∞| > 1. Rozważmy przypadek UR, dla którego dynamika UO określona jest funkcją przejścia G(s):
21 () . 2 o sT s Gse s + = + (14)
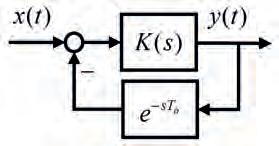
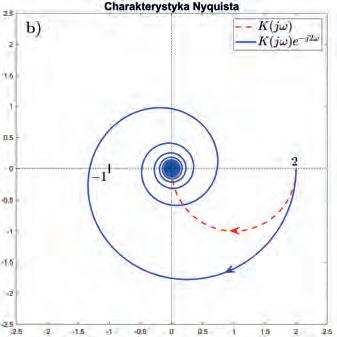
Analizując tylko część transmitancyjną łatwo pokazać, że dla T o = 0 analizowany UR jest stabilny (przyrost argumentu funkcji wokół punktu (−1, 0) wynosi zero). Natomiast analizując charakterystykę Nyquista tego układu (rys. 3a) łatwo zauważyć, że dla dużych pulsacji ω charakterystyka „nawija się od wewnątrz” na krzywą będącą okręgiem o środku w punkcie (0, 0) i promieniu k ∞ = 2. W rezultacie charakterystyka ta okrąża punkt (−1, 0) nieskończenie wiele razy w kierunku ujemnym (przyrost argumentu funkcji ()() jTo GjKje ω ωω = wokół punktu (−1, 0) wynosi minus nieskończoność). Z analizy równania (7) opisującego zasadę argumentu można wnioskować, że UR z funkcją przejścia G(s) (14) ma nieskończenie wiele niestabilnych biegunów (Z = ∞) i w rezultacie jest niestabilny dla dowolnego T o > 0. W kolejnym wariancie przeanalizujmy przypadek UR, dla którego UO określony jest funkcją przejścia G(s):
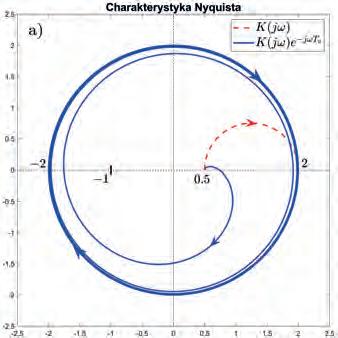
23 () 1 o sT s Gse s + = + (15)
a)
b)
Podobnie jak w przypadku układu wcześniejszego, dla T o = 0 analizowany UR jest stabilny (przyrost argumentu funkcji ()Kj ω wokół punktu (−1, 0) wynosi zero). Analizując charakterystykę ()Gj ω tego układu (rys. 3b) można zauważyć, że dla dużych pulsacji ω charakterystyka „nawija się od zewnątrz” na krzywą będącą okręgiem o środku w punkcie (0, 0) i promieniu k ∞ = 2. W rezultacie, podobnie jak w przypadku układu wcześniejszego, charakterystyka ta okrąża punkt (−1, 0) nieskończenie wiele razy w kierunku ujemnym. Z analizy równania (7), opisującego zasadę argumentu, można wnioskować, że UR z funkcją przejścia G(s) (15) ma także nieskończenie wiele niestabilnych biegunów (Z = ∞) i w rezultacie jest niestabilny dla dowolnego czasu opóźnienia T o > 0.
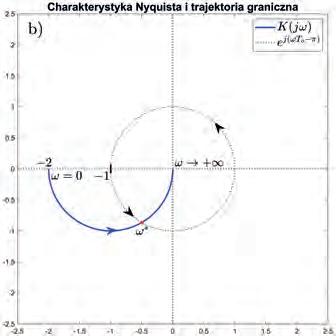
3.2. UR z czasem opóźnienia strukturalnie niestabilne – wariant 2 Kolejną grupą układów, niestabilnych dla dowolnego czasu opóźnienia T o, są układy, których część transmitancyjna K(s) charakteryzuje się wzmocnieniem wysokoczęstotliwościowym |k∞| = 1. W pierwszym wariancie rozpatrzymy UR o dynamice G(s) określonej funkcją przejścia:
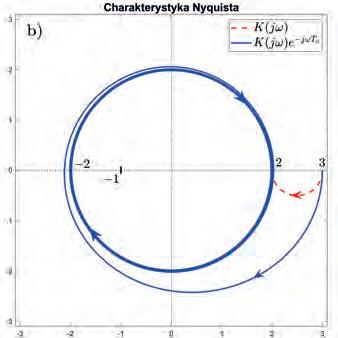
2 (). 1 o sT s Gse s + = + (16)
Analiza części transmitancyjnej (czerwona charakterystyka Nyquista na rysunku 3c) pozwala wnioskować, że UR (rys. 2) z dynamiką toru głównego G(s) (16), przy braku opóźnienia (T o = 0), stanowi strukturę stabilną asymptotycznie. Jednak dla dowolnego T o > 0 charakterystyka Nyquista funkcji przejścia G(s) (16), przy dużych wartościach pulsacji ω „nawija się od zewnątrz” w kierunku ujemnym matematycznie na
Rys. 3. Charakterystyki Nyquista dynamik pętli analizowanych UR z opóźnieniem T o > 0:
a) dla dynamiki (14) z k ∞ > 1, b) dla dynamiki (15) z k ∞ > 1,
c) dla dynamiki (16) z k ∞ = 1, d) dla dynamiki (17) z k ∞ = 1
Fig. 3. Nyquist characteristics of the loop dynamics of the analyzed control systems with delay time T o > 0:
(a) for the dynamics (14) with k ∞ > 1, (b) for the dynamics (15) with k ∞ > 1, (c) for the dynamics (16) with k ∞ = 1, (d) for the dynamics (17) with k ∞ = 1
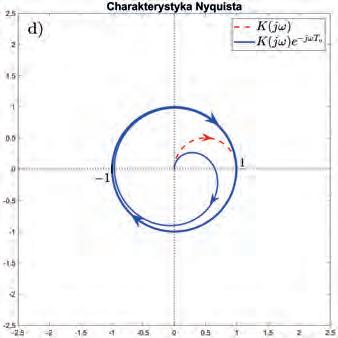
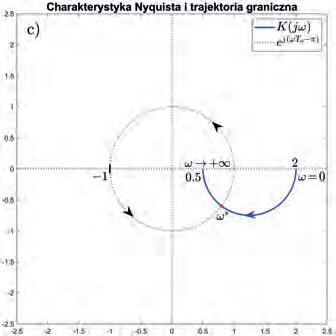
krzywą będącą okręgiem jednostkowym. Sytuacja ta, podobna do przypadków pokazanych wcześniej, pozwala wnioskować, że charakterystyka amplitudowo-fazowa ()Gj ω nieskończenie wiele razy okrąża punkt (−1, 0). W rezultacie, podobnie jak w przykładach wcześniejszych, także ten wariant UR jest niestabilny dla dowolnego czasu opóźnienia T o > 0. Drugim, rozpatrywanym wariantem tej grupy UR niech będzie układ o dynamice UO pętli zdefiniowanej przez operatorową funkcję przejścia:
(). 1 o sT s Gse s = + (17)
W tym przypadku również, jak w przykładach wcześniejszych, UR przy T o = 0 stanowi strukturę asymptotycznie stabilną. Jednak uwzględniając dowolny czas opóźnienia T o > 0, z analizy charakterystyki Nyquista (rys. 3d) wynika, że dla dużych wartości pulsacji ω funkcja ()Gj ω „nawija się od wewnątrz” na okrąg jednostkowy. Co prawda nie można stwierdzić, jak wcześniej, że charakterystyka amplitudowo-fazowa funkcji przejścia G(s) (17) obejmuje punkt (−1, 0). Jednak zaistniałą sytuację należy interpretować jako przypadek, gdy funkcja ()Gj ω nieskończenie wiele razy przechodzi przez punkt (−1, 0). Przypadek ten z perspektywy analizy stabilności układu sterowania o strukturze zamkniętej (rys. 2) należy interpretować jako wariant układu niestabilnego (można pokazać, że w takim przypadku układ ten ma nieskończenie wiele biegunów o zerowej części rzeczywistej ℜ{si} = 0).
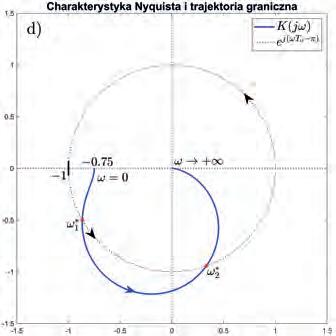
3.3. UR z czasem opóźnienia warunkowo stabilne Trzecią i ostatnią grupą UR z czasem opóźnienia T o są układy, których część transmitancyjna K(s) charakteryzuje się wzmocnieniem wysokoczęstotliwościowym |k∞| < 1.
W pierwszym przykładzie tej grupy układów rozważmy funkcję przejścia G(s) składającą się z transmitancji K(s) typu inercja pierwszego rzędu oraz członu z opóźnieniem T o : 2 (). 1 o sT Gse s = + (18)
W układzie tym część transmitancyjna funkcji G(s) ma wzmocnienie wysokoczęstotliwościowe k ∞ = 0. Z analizy klasycznego kryterium stabilności Nyquista wynika, że UR (rys. 2) jest stabilny przy braku opóźnienia (T o = 0). Potwierdza to również analiza charakterystyki Nyquista części transmitancyjnej K(s) funkcji przejścia G(s) (rys. 4a-b). Natomiast pojawienie się, w rozpatrywanym układzie, czasu opóźnienia T o > 0 prowadzi do powstania dwóch rodzajów UR: stabilnego oraz niestabilnego. Dla przykładu, przy T o = 1 UR jest stabilny (charakterystyka Nyquista G(s) na rys. 4a nie obejmuje punktu (−1, 0)). Z drugiej jednak strony dla T o = 2 (rys. 4b) charakterystyka ta obejmuje punkt (−1, 0), co w konsekwencji analizy stabilności z wykorzystaniem kryterium Nyquista, pozwala wnioskować o niestabilności analizowanego UR. Można zatem uważać, że analizowany UR, dla pewnych wartości czasu opóźnienia T o > 0 będzie stabilny, natomiast dla innych niestabilny. Definiując odpowiednie warunki dotyczące wartości czasu opóźnienia T o można wnioskować, że struktura UR (rys. 2) z dynamiką G(s) (18) jest warunkowo stabilna.
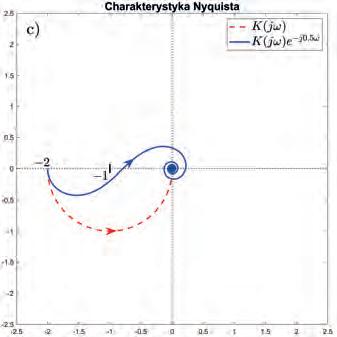
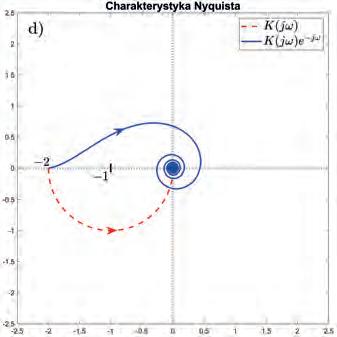
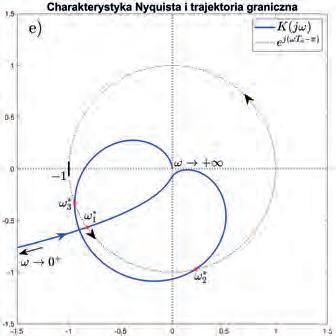
Kolejny przykład UR, analizowanej grupy transmitancji z opóźnieniem, składa się z niestabilnej transmitancji pierwszego rzędu K(s) oraz członu z opóźnieniem T o : 2 (). 1 o sT Gse s = (19)
Ogólna analiza stabilności UR z częścią transmitancyjną klasy jak w (19) pokazuje, że badany UR przy braku opóźnienia (T o = 0) jest warunkowo stabilny (jest stabilny, jeżeli wzmocnienie transmitancji k > 1). W rozpatrywanym wariancie transmitancji K(s) wartość tego wzmocnienia wynosi k = 2. W rezultacie analizowany UR (rys. 2), przy braku opóźnienia, jest układem stabilnym, co także potwierdza analiza charakterystyki Nyquista K(s) pokazana na rys. 4c-d. Natomiast uwzględniając w analizowanym UR czas opóźnienia T o > 0 można, podobnie jak w przykładzie wcześniejszym, zaobserwować wariant stabilny oraz niestabilny analizowanego układu. Przykładowo dla czasu opóźnienia T o = 0,5 (rys. 4c) charakterystyka Nyquista funkcji G(s) (19) obejmuje punkt (−1, 0), a hodograf Nyquista okrąża ten punkt jednokrotnie w kierunku dodatnim matematycznie
co pozwala wnioskować, że analizowany UR jest stabilny. Natomiast dla czasu opóźnienia T o = 1 (rys. 4d) charakterystyka Nyquista funkcji G(s) (19) także obejmuje punkt (−1, 0), a hodograf Nyquista okrąża ten punkt jednokrotnie w kierunku ujemnym matematycznie
W tym przypadku analizowany UR (rys. 2), zgodnie z kryterium Nyquista, jest niestabilny. W rezultacie, podobnie jak w przykładzie wcześniejszym, definiując odpowiednie warunki dotyczące wartości czasu opóźnienia T o można wnioskować, że struktura UR (rys. 2) z dynamiką G(s) (19) jest warunkowo stabilna.
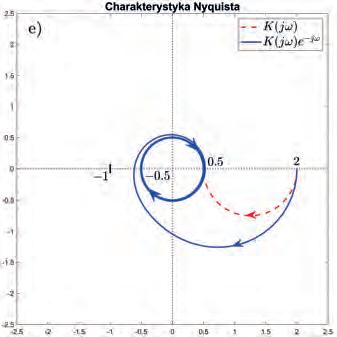
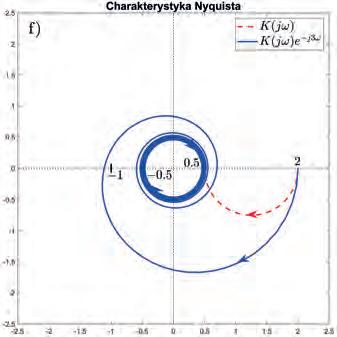
Następny przykład UR, analizowanej grupy transmitancji z opóźnieniem, dla których |k∞| < 1, składa się z operatorowej funkcji przejścia G(s): 2 () 21 o sT s Gse s + = + (20)
Robert Bieda
Wartość wzmocnienia części transmitancyjnej funkcji G(s), w analizowanym przykładzie, wynosi k ∞ = 0,5. Analiza K(s) pokazuje, że UR (rys. 2), przy braku opóźnienia T o, jest układem stabilnym (rys. 4e-f). Uwzględnienie czasu opóźnienia T o > 0, podobnie jak w przykładach wcześniejszych, prowadzi do powstania UR stabilnego lub niestabilnego w zależności od wartości czasu opóźnienia. Przykładowo dla T o = 1 (rys. 4e), charakterystyka Nyquista funkcji G(s) (20) nie obejmuje punktu (−1, 0) i zgodnie z kryterium stabilności Nyquista powstały UR jest stabilny. Natomiast dla przykładowego czasu opóźnienia T o = 3 (rys. 4f) charakterystyka Nyquista funkcji przejścia (20) obejmuje punkt (−1, 0) co pozwala wnioskować, za kryterium Nyquista, o niestabilności takiego UR. W konsekwencji, podobnie jak w przykładach wcześniejszych, definiując dla analizowanego przypadku odpowiednie warunki dotyczące wartości czasu opóźnienia T o można wnioskować, że struktura UR (rys. 2) z dynamiką G(s) (20) jest warunkowo stabilna. Analizując przedstawione przykłady UR z opóźnieniem można określić następujące wymaganie dotyczące warunku koniecznego stabilności układu z opóźnieniem:
Warunek konieczny stabilności UR z czasem opóźnienia Warunkiem koniecznym stabilności UR z czasem opóźnienia T o > 0, o strukturze jak na rys. 2, jest aby część transmitancyjna funkcji przejścia G(s) (13) opisana funkcją K(s) spełniała warunek:
lim()1. s Ks →+∞ < (21)
Przedstawiona, w powyższych przykładach, analiza stabilności UR wykorzystująca kryterium Nyquista, wymaga analizy graficznej odpowiednich krzywych (charakterystyk Nyquista) funkcji przejścia (K(s) lub G(s)) UO analizowanego UR. Poniżej przedstawiony zostanie wariant rozszerzenia i modyfikacji warunków stabilności graficznego kryterium Nyquista UR z czasem opóźnienia 0 o T ≥ na mechanizm algebraiczny w postaci analogu kryterium Nyquista.
4. Analog kryterium Nyquista
Uwzględniając powyższy warunek konieczny stabilności UR z czasem opóźnienia T o > 0 oraz dodatkowe warunki dotyczące stabilnych oraz niestabilnych rozwiązań równań różniczkowych z opóźnieniem [9], można zdefiniować wymagania dotyczące części transmitancyjnej K(s) określonej operatorową funkcją wymierną (4).
Warunkiem stosowania analogu kryterium Nyquista, do badania stabilności UR z czasem opóźnienia, są wymagania dotyczące właściwości transmitancji K(s) UO: transmitancja K(s) jest funkcją wymierną właściwą lub ściśle właściwą (); mn ≤
−jeżeli m = n, to 1; m n b k a ∞ =<
−wielomiany L(s) oraz M(s) nie mają wspólnych czysto urojonych miejsc zerowych (); i sj ω = zachodzi a0 + b0 = M(0) + L(0) ≠ 0 (lub równoważnie K(0) ≠ −1) – wielomian charakterystyczny ()(,) o ssTχχ = dla T o = 0 nie ma pierwiastka zerowego (si = 0 – na granicy stabilności).
Pierwszym krokiem, w procesie analizy stabilności, jest określenie warunków wystąpienia przypadku granicznego, w którym analizowany UR będzie znajdował się na granicy stabilności. Podobnie jak analiza stabilności UR, tak i analiza przypadku granicy stabilności bazuje na wyznaczniku () s ∆ (9) badanego układu.
Rys. 4. Charakterystyki Nyquista dynamik pętli analizowanych UR z opóźnieniem T o > 0 przy k ∞ < 1: a) dla dynamiki (18) przy T o = 1, b) dla dynamiki (18) przy T o = 2 , c) dla dynamiki (19) przy T o = 0,5, d) dla dynamiki (19) przy T o = 1, e) dla dynamiki (20) przy T o = 1, f ) dla dynamiki (20) przy T o = 3
Fig. 4. Nyquist characteristics of the loop dynamics of the analyzed control systems with delay time T o > 0 at k ∞ < 1: (a) for the dynamics (18) at T o = 1, (b) for the dynamics (18) at T o = 2, (c) for the dynamics (19) at T o = 0.5, (d) for the dynamics (19) at T o = 1, (e) for the dynamics (20) at T o = 1, (f) for the dynamics (20) at T o = 3
Zakładając, że część transmitancyjna K(s) analizowanego UR (rys. 2) spełnia powyższe wymagania, można równanie (9) związane z wyznacznikiem () s ∆ przekształcić do postaci:
()1. o sT Kse =− (22)
Uwzględniając podstawienie , sj ω = podobnie jak w (6), otrzymujemy postać powyższego równania wiążącą informację o transmitancji widmowej ():Kj ω
() () ()() , jTo j KjKee πω ϕω ωω −+ == (23)
gdzie ()()KKjωω = oraz {}()arg() Kj ϕωω = to odpowiednio moduł oraz argument transmitancji widmowej ()Kj ω [18].
4.1. Granica stabilności UR bez czasu opóźnienia
Analiza granicy stabilności nawiązuje bezpośrednio do Twierdzenia 1 określającego warunki stabilności kryterium Nyquista. W przypadku UR, w których nie występuje czas opóźnienia (T o = 0), równanie (23) przyjmuje postać:
() ().Keejjϕωπ ω = (24)
Uwzględniając zależność wiążącą funkcje trygonometryczne zmiennej rzeczywistej z funkcją wykładniczą zmiennej zespolonej (związek między postacią wykładniczą i trygonometryczną liczby zespolonej) dla prawej strony równania (24):
cos()sin()10, j ejj π ππ =−+−=−+ (25)
można granicę stabilności UR zdefiniować jako przypadek, w którym charakterystyka Nyquista transmitancji K(s) przechodzi przez punkt (−1, 0). W rezultacie można zdefiniować pulsację graniczną , ω ∗ stanowiącą rozwiązanie równania (24), dla której zachodzi: 0 ()10.Kjj ω ω ∗ ∗ > ∀=−+ (26) Wśród wszystkich pulsacji 0 ω ∗ > jedynie pulsacje, dla których nazywamy pulsacjami granicznymi analizowanego UR.
Z analizy (26) można pokazać, że w przypadku granicznym stabilności UR, dla pulsacji granicznej , ω ∗ moduł oraz argument transmitancji widmowej ()Kj ω spełniają zależności: :()1,(). K ωωϕωπ ∗∗∗ ==− (27)
Jedno cześnie wielomian charakterystyczny () s χ (5), ma parę pierwiastków zespolonych sprzężonych 1,2 sj ω ∗ =± ulokowanych na osi urojonej płaszczyzny Gaussa (na granicy stabilności: ℜ{s1,2} = 0).
Uwzględniając powyższą analizę można kryterium stabilności Nyquista przedstawić następująco:
Układ regulacji z jednostkowym sprzężeniem zwrotnym (rys. 2) jest stabilny wtedy i tylko wtedy, gdy dla pulsacji π ω (pulsacji odcięcia fazy/argumentu, fazowej częstotliwości przejścia (ang. phase crossover frequency) [4, 15, 17, 19, 21, 25]) zachodzi:
:(),()1 K πππ ωϕωπω=−≠
lub dla pulsacji c ω (pulsacji odcięcia modułu/wzmocnienia, modułowej częstotliwości przejścia (ang. gain crossover frequency) [4, 15, 17, 19–21, 25]) zachodzi: :()1,(), ccc K ωωϕωπ =≠−
oraz liczba okrążeń punktu (−1, 0) przez hodograf Nyquista, w kierunku dodatnim matematycznie, jest równa liczbie P niestabilnych biegunów (ℜ{si} > 0) transmitancji K(s): {} arg1()2. KjP ω ωπ ∞ ∆+=
Warto także zauważyć, że w przypadku granicznym stabilności zachodzi: c π ωωω ∗ ==
4.2. Granica stabilności UR z czasem opóźnienia T o W przypadku analizy granicy stabilności UR z czasem opóźnienia T o > 0 proces rozszerzenia przedstawionej analizy, dla UR bez czasu opóźnienia, przebiega analogicznie. Uwzględniając zależność wiążącą postać wykładniczą i trygonometryczną prawej strony równania (23):
() cos()sin() jTo oo e TjT πω ωω −+ =−− (28)
zdefiniujmy trajektorię graniczną na płaszczyźnie zespolonej ().Kj ω Trajektoria ta, opisana zależnością (28), przyjmuje postać okręgu jednostkowego powstałego przez wirowanie wektora zaczepionego w punkcie (0, 0) w kierunku dodatnim matematycznie (przeciwnie do ruchu wskazówek zegara) począwszy od punktu (−1, 0) dla 0. ω = Dla tak zdefiniowanej trajektorii granicznej na płaszczyźnie (),Kj ω przez wariant graniczny stabilności UR z czasem opóźnienia, definiować będziemy przypadek, w którym dla pulsacji granicznych ω ∗ zachodzi równość:
gdzie o T ∗ określa graniczną wartość czasu opóźnienia, dla którego quasi-wielomian (,) o sT χ (10) ma parę pierwiastków zespolonych sprzężonych 1,2 sj ω ∗ =± (na granicy stabilności: ℜ{s1,2} = 0). Podobnie jak wcześniej, jedynie pulsacje 0, ω ∗ > dla których zachodzi nazywamy pulsacjami granicznymi analizowanego UR.
Jednocześnie moduł oraz argument transmitancji widmowej ()Kj ω spełniają zależności:
:()1,(). o KT ωωϕωπω ∗ ∗ ∗ ∗∗ ==−+ (30)
Uwzględniając powyższą analizę, podobnie jak dla UR bez czasu opóźnienia, można analog kryterium stabilności Nyquista przedstawić następująco: Układ regulacji z jednostkowym sprzężeniem zwrotnym oraz czasem opóźnienia T o > 0 (rys. 2) jest stabilny wtedy i tylko wtedy, gdy dla pulsacji π ω zachodzi:
:(),()1 o TK πππ ωϕωωπωπ=−≠ (31)
lub dla pulsacji c ω zachodzi:
:()1,(), c c cco KT ωωϕωωπ =≠− (32)
oraz liczba okrążeń punktów ( cos(),sin() oo TTωω ∗∗ ) przez hodograf Nyquista, w kierunku dodatnim matematycznie, jest równa liczbie P niestabilnych biegunów transmitancji K(s) (ℜ{si} > 0):
Robert Bieda
pod warunkiem, że , oo TT ∗ < gdzie o T ∗ jest wartością krytyczną czasu opóźnienia, powyżej której UR jest zawsze bezwarunkowo niestabilny.
W prezentowanym mechanizmie analizy stabilności UR z czasem opóźnienia T o > 0 krytycznym jest określenie par wartości { , o T ω ∗∗ } bezpośrednio związanych z granicą stabilności analizowanego UR.
4.2.1. Pulsacja graniczna ω ∗ i graniczny czas opóźnienia o T ∗ Z przypadkiem UR na granicy stabilności bezpośrednio związana jest wartość pulsacji granicznej (27)(30). W przypadku UR z czasem opóźnienia T o > 0 pulsacja graniczna ω ∗ jest wartością pulsacji ω miejsca geometrycznego przecięcia charakterystyki amplitudowo-fazowej (ch-ki Nyquista) transmitancji widmowej ()Kj ω z trajektorią graniczną opisaną zależnością (28). Wartości pulsacji granicznych można wyliczyć rozwiązując poniższe równanie dotyczące warunku modułu wynikające bezpośrednio z (30): :()1()(). K LjMj ωωωω ∗∗ ∗∗ =→= (34)
Graniczny czas opóźnienia o T ∗ określa natomiast wartość czasu opóźnienia T o, dla danej pulsacji granicznej , ω ∗ dla którego UR znajduje się na granicy stabilności (29):
1()0, jwTo Kje ω ∗∗ ∗ += (35)
oraz p o przekroczeniu którego UR traci lub odzyskuje stabilność (dwa bieguny 1,2 sj ω ∗ =± przechodzą na POP lub LOP zmiennej „s”).
Uwzględniając zależności: ()()()KjPjQωωω =+ (36) cos()sin(), jTo oo
gdzie (){()}PKjωω =ℜ oraz (){()}QKjωω =ℑ [18], warunek (35) można zapisać w postaci równoważnej:
Rozwiązanie p owyższego układu równań, względem , o T ∗ prowadzi do zależności:
(39)
Uwzględniając fakt okresowości funkcji sin(x) oraz cos(x) łatwo zauważyć, że dla danej pulsacji ω ∗ istnieje nieskończenie wiele wartości o T ∗ spełniających układ równań (39), dla których istnieją czysto urojone pierwiastki równania (29) (lub w postaci równoważnej (35)). Wartość granicznego czasu opóźnienia , o T ∗ dla danej pulsacji granicznej , ω ∗ można wyznaczyć z warunku argumentu (30):
Z analizy tra jektorii granicznej (28) oraz układu równań (39) łatwo pokazać, że jeżeli o T ∗ (40) jest rozwiązaniem równania (29) dla pewnej ω ∗ to również , 2 ,0,1,2, oko TTkk π
∗ =+= (41) jest rozwiązaniem tego równania dla tej pulsacji granicznej ω ∗
4.2.2. Rodzaj pulsacji granicznej
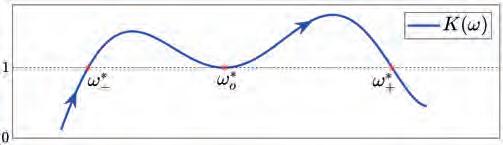
W ogólnym przypadku równanie (34) może mieć więcej niż jedno rozwiązanie rzeczywiste ( 0 ω ∗ > ). Różne wartości pulsacji granicznych , ω ∗ wraz z odpowiadającym im granicznym czasom opóźnienia , Tok ∗ określają punkty graniczne przejścia pary pierwiastków 1,2 sj ω ∗ =± z obszaru LOP na POP zmiennej zespolonej „s” lub odwrotnie. Generalnie analiza kierunku przejścia/przecięcia charakterystyki Nyquista transmitancji K(s) z trajektorią graniczną (28) pozwala określić rodzaj pulsacji granicznej. Przykładową zależność rodzaju pulsacji granicznych od charakteru przecięcia trajektorii granicznej pokazuje rys. 5.
Rys. 5. Charakter pulsacji granicznych ω ∗ w zależności od przejścia funkcji () K ω przez trajektorię graniczną: ω ∗ – pulsacja „stabilizująca”, o ω ∗ – pulsacja „neutralna” oraz ω ∗ + – pulsacja „destabilizująca”
Fig. 5. The type of boundary frequencies ω ∗ depending on the direction of the transition of the function () K ω through the boundary trajectory: ω ∗ – “stabilizing” frequency, o ω ∗ – “neutral” frequency, and ω ∗ + – “destabilizing” frequency
Jednokrotna pulsacja graniczna ω ∗
Na potrzeby analizy kierunku zmian funkcji () K ω względem trajektorii granicznej (28) zdefiniujmy następujący współczynnik przejścia:
()sgn()|, d K d ωω λω ω ω ∗ ∗ =− (42) gdzie sgn(x) jest funkcją signum.
W przypadku jednokrotnych pulsacji granicznych , ω ∗ będących rozwiązaniem równania (34) zachodzi: −jeżeli ()1λω∗ =+ , wówczas ωω ∗∗ + = jest pulsacją „destabilizującą”, dla której przy przekroczeniu wartości granicznego czasu opóźnienia , Tok ∗ (wyznaczonego dla tej pulsacji granicznej) kolejna para zer sj ω ∗ + =± quasi-wielomianu (,) o sT χ przechodzi z lewej otwartej półpłaszczyzny zmiennej zespolonej „ s ” na prawą otwartą półpłaszczyznę (ω ∗ + : LOP-2-POP);
jeżeli ()1λω∗ =− , wówczas ωω ∗∗ = jest pulsacją „stabilizującą”, dla której przy przekroczeniu wartości granicznego czasu opóźnienia Tok ∗ (wyznaczonego dla tej pulsacji granicznej) kolejne zera urojone sj ω ∗ =± quasi-wielomianu (,) o sT χ przechodzą z prawej otwartej półpłaszczyzny zmiennej zespolonej „s” na lewą otwartą półpłaszczyznę (ω ∗ : POP-2-LOP);
jeżeli ()0λω∗ = , wówczas o właściwościach pulsacji granicznej ω ∗ rozstrzyga analiza wyższych pochodnych funkcji (). K ω
Wielokrotna pulsacja graniczna ω ∗ W przypadku κ-krotnej pulsacji granicznej ω ∗ zachodzi:
()|0:1,2,,1, i i d Ki d ωω ωκ ω = ==− (43)
()|0:. i i d Ki d ωω ωκ ω ∗ ≠= (44)
−jeżeli κ jest parzyste, wówczas o ωω ∗∗ = jest pulsacją „neutralną”, dla której zera quasi-wielomianu (,) o sT χ (10) nie przekraczają osi urojonej (gałęzie linii pierwiastkowych UR są styczne do tej osi w punkcie o sj ω ∗ =± dla , Tok ∗ ); jeżeli κ jest nieparzyste, to o charakterze pulsacji granicznej ω ∗ rozstrzyga, podobnie jak w przypadku jednokrotnej pulsacji granicznej, współczynnik przejścia:
()sgn()|, d K d κ
(45)
gdzie dla wariantu κ = 1 zachodzi 1()() λωλω ∗∗ = opisane zależnością (42).
Dla wyznaczonych pulsacji granicznych ω ∗ będących rozwiązaniem równania (34), z uwzględnieniem ich rodzaju, oraz wszystkich odpowiadających tym pulsacjom wartości granicznych czasów opóźnienia , Tok ∗ (41) należy, dla dalszej analizy stabilności UR, uszeregować wartości , Tok ∗ w następujący ciąg rosnący (z uwzględnieniem wartości 0 [7, 8]):
(46) gdzie
4.2.3. Niestabilne pierwiastki quasi-wielomianu charakterystycznego (,) o sT χ
Analiza przedziałów czasowych uwzględniających granice zdefiniowane przez wartości graniczne czasów opóźnienia (46) umożliwiają określenie zakresów wartości czasu opóźnienia T o, dla których analizowany UR jest stabilny.
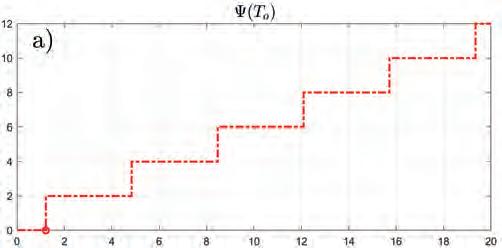
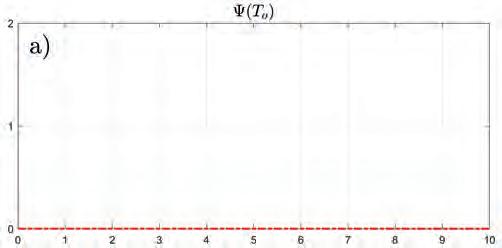
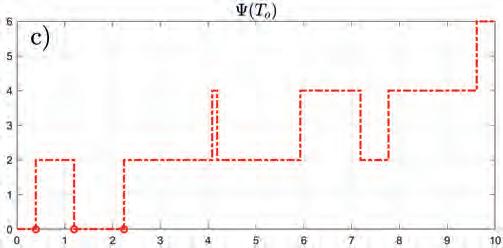
W tym celu zdefiniujmy funkcję Ψ(T o), która określa dla danego czasu opóźnienia T o liczbę zer quasi-wielomianu (,) o sT χ (10) o dodatniej części rzeczywistej (liczbę niestabilnych biegunów UR (rys. 2)). Funkcja Ψ(T o) przyjmuje jedynie wartości całkowite i może się zmieniać jedynie w punktach o wartościach granicznego czasu opóźnienia Ti ∗ ± Funkcja Ψ(T o) ma następujące związki z zerami quasi-wielomianu (,): o sT χ dla dostatecznie małych T o funkcja Ψ(T o) jest równa liczbie zer o dodatniej części rzeczywistej wielomianu (,0); s χ jeżeli zera quasi-wielomianu (,) o sT χ przechodzą przez punkty dla o T ∗ (40), to przechodzą także przez ten sam punkt dla , Tok ∗ (41). Kierunek przejścia przez punkty jest jednakowy dla danego , , Tok ∗ natomiast kierunek przejścia zer przez te punkty określa się za pomocą współczynnika przejścia () κ λω∗ zdefiniowanego zależnością (45). Współczynnik ten wyznacza się dla pulsacji ω ∗ skojarzonej z czasem , ; Tok ∗ dla dostatecznie dużych T o część zer quasi-wielomianu (,) o sT χ (10), w obszarze niestabilnym (ℜ{s} > 0), zmierza do zer wielomianu (,)(), sMs χ ∞= a pozostałe dążą do osi urojonej płaszczyzny zespolonej zmiennej „s”.
Dla danego czasu opóźnienia T o > 0 wartość Ψ(T o) [7, 8] można obliczyć na podstawie znajomości Ψ(0) = Z oraz wyznaczając wartości współczynnika przejścia () κ λω∗ dla pulsacji ωω ∗∗ ± = odpowiadającym granicznym czasom opóźnienia które mieszczą się w przedziale 0: io TT ∗ ± <≤
(48)
gdzie ni jest liczbą granicznych czasów opóźnienia Ti ∗ ± szeregu (46) w przedziale (0, T o].
Z powyższego opisu wynika, że quasi-wielomian (,) o sT χ ma wszystkie zera w LOP zmiennej „s” (jest asymptotycznie stabilny) wtedy i tylko wtedy, jeżeli Ψ(T o) = 0.
5. Przykłady
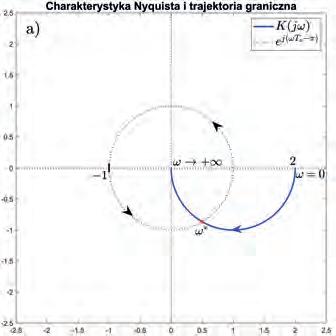
Dla zilustrowania przedstawionego mechanizmu analizy stabilności UR (rys. 2) z czasem opóźnienia T o > 0 rozważmy kilka przykładów UR, dla których dynamika G(s) opisana jest zależnością (13). Charakterystyki części transmitancyjnych K(s) analizowanych układów, wraz z trajektorią graniczną (28), pokazane zostały na rys. 6.
5.1. Przykład I
W przypadku pierwszego UR rozpatrzmy dynamikę G(s), której część transmitancyjna K(s) została zdefiniowana jako dynamika o charakterze inercyjnym pierwszego rzędu (podobnie jak w wariancie UR warunkowo stabilnych (18)):
2 (). 1 o sT Gse s = + (49)
Robert Bieda
Dla tak zdefiniowanej funkcji przejścia G(s) UR o strukturze jak na rysunku 2, przy braku opóźnienia (T o = 0) ma jeden stabilny biegun: 1 3(0)0. s =−→Ψ= (50)
W konsekwencji analizowany UR jest stabilny, a wartość początkowa funkcji Ψ(0) = 0. Wartość pulsacji granicznej ω ∗ została wyznaczona z warunku modułu (30): 2 2 () 1 3. 1 K ωω ω ∗∗ ∗ ==→= + (51)
Natomiast rodzaj wyznaczonej pulsacji granicznej określa analiza współczynnika (42):
sgn()|1 , d K d ωω ω ωω ω
(52)
która pozwala wnioskować, że wyznaczona pulsacja ma charakter „destabilizujący” ( ω ∗ + : LOP-2-POP).
Wykorzystując definicję argumentu części transmitancyjnej (49): ()arctan() ϕωω =− (53)
wartość czasu granicznego , o T ∗ dla pulsacji granicznej , ω ∗ obliczona została z definicji (40):
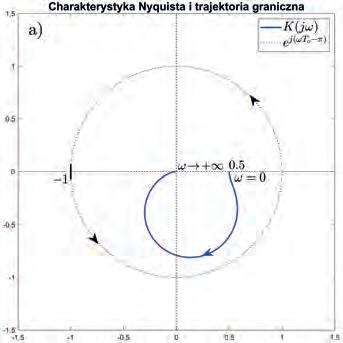
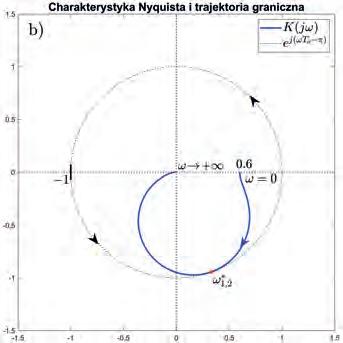
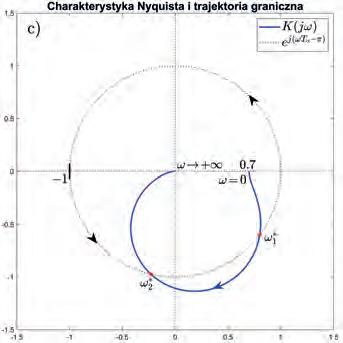
Rys. 6. Charakterystyki Nyquista oraz trajektorii granicznej dynamik pętli analizowanych UR z czasem opóźnienia
T o > 0: a) dla przykładu I, b) dla przykładu II, c) dla przykładu III, d) dla przykładu IV oraz e) dla przykładu V
Fig. 6. Nyquist characteristics and boundary trajectories of the loop dynamics of the analyzed control systems with delay time
T o > 0: (a) for example I, (b) for example II, (c) for example III, (d) for example IV and (e) for example V
Natomiast pozostałe wartości czasów granicznych , Tok ∗ dla tej pulsacji wyznaczono z zależności (41): , :{1,2092;4,8368;8,4644;12,0920;15,7196;}. Tok ω ∗∗ + (55)
Dla wyznaczonych czasów granicznych , Tok ∗ uzyskane wartości zostały uszeregowane zgodnie z (46) przy jednoczesnym uwzględnieniu charakteru pulsacji granicznej (): ωω ∗∗ + = (56)
Z analizy zmienności funkcji Ψ(T o) (48) dla czasów opóźnienia T o, podzielonych na interwały zdefiniowane uszeregowanymi czasami granicznymi Ti ∗ ± jak w (56), wynika, że UR o strukturze jak na rys. 2 jest warunkowo stabilny dla czasów opóźnienia T o < 1,2092. Z analizy graficznej przebiegu funkcji Ψ(T o) (rys. 7a) wynika bowiem, że dla dowolnego T o > 1,2092 funkcja ta przyjmuje wartości większe od zera (czyli analizowany UR ma Ψ(T o > 1,2092) niestabilnych biegunów). Uzyskany wynik tłumaczy jednocześnie zachowanie analizowanego UR w przypadkach pokazanych na rys. 4a oraz rys. 4b.
Z analizy tej wynika również, że dla rozpatrywanego UR, w wariancie dynamiki G(s) (49) graniczny czas opóźnienia 1,2092 o T ∗ = jest jednocześnie czasem krytycznym opóźnienia o T ∗ tego układu.
5.2. Przykład II
W przypadku drugiego UR rozpatrzmy dynamikę G(s), której część transmitancyjna K(s) została zdefiniowana jako dynamika o charakterze niestabilnym pierwszego rzędu (podobnie jak w wariancie UR warunkowo stabilnych (19)):
2 (). 1 o sT Gse s = (57)
Natomiast dla tak zdefiniowanej funkcji przejścia G(s), UR o strukturze jak na rys. 2, podobnie jak w przykładzie I, przy braku opóźnienia (T o = 0), ma jeden stabilny biegun: 1 1(0)0. s =−→Ψ= (58)
(62)
Pozostałe wartości czasów granicznych Tok ∗ dla pulsacji (59) wyznaczono z zależności (41): (63)
Dla czasów granicznych , Tok ∗ uzyskane wartości zostały uszeregowane zgodnie z (46) przy uwzględnieniu charakteru pulsacji granicznej (): ωω ∗∗ + = (64)
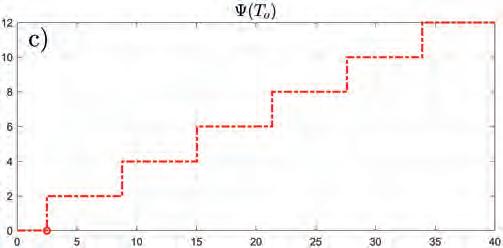
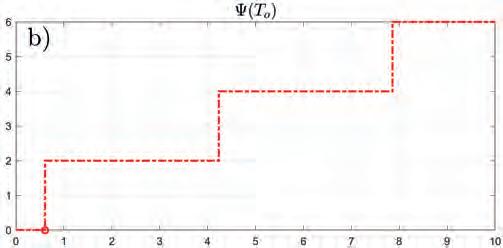
Analiza zmienności funkcji Ψ(T o) (48) dla czasów opóźnienia T o, podzielonych na interwały zdefiniowane uszeregowanymi czasami granicznymi Ti ∗ ± jak w (64), wynika, że analizowany UR jest warunkowo stabilny dla czasów opóźnienia T o < 0,6046. Z analizy przebiegu funkcji Ψ(T o) (rys. 7b) wynika bowiem, podobnie jak w przykładzie wcześniejszym, że dla dowolnego T o > 0,6046 funkcja ta przyjmuje wartości większe od zera. Uzyskany wynik tłumaczy jednocześnie zachowanie analizowanego UR w przypadkach pokazanych na rys. 4c oraz rys. 4d. Podobnie jak w przykładzie I, dla rozpatrywanego UR w wariancie dynamiki G(s) (57), graniczny czas opóźnienia 0,6046 o T ∗ = jest jednocześnie czasem krytycznym opóźnienia o T ∗ tego układu.
5.3. Przykład III
Trzeci przykład UR ma dynamikę toru głównego G(s), jak w przykładzie UR warunkowo stabilnych (20), której część transmitancyjna K(s) została zdefiniowana jako dynamika pierwszego rzędu z zerem: 2 () 21 o sT s Gse s + = + (65)
Podobnie jak w przykładzie I oraz II, dla tak zdefiniowanej funkcji przejścia G(s), UR o strukturze jak na (rys. 2) przy braku opóźnienia (T o = 0) ma jeden stabilny biegun: 1 1(0)0. s =−→Ψ= (66)
Wartość pulsacji granicznej , ω ∗ analizowanego UR, została wyznaczona z warunku modułu (30): (67)
==→= + (59)
W rezultacie analizowany UR jest stabilny, a wartość początkowa funkcji Ψ(0) = 0. Wartość pulsacji granicznej ω ∗ została wyznaczona z warunku modułu (30): 2 2 () 1 3. 1 K
Rodzaj wyznaczonej pulsacji granicznej określony został z wykorzystaniem współczynnika (42):
sgn()|1 d K d ωω ω ωω ω ∗∗ +
(60)
Wynik analizy rodzaju ω ∗ pozwala wnioskować, że wyznaczona pulsacja ma charakter „destabilizujący” ( ω ∗ + : LOP-2-POP).
Wykorzystując definicję argumentu części transmitancyjnej funkcji G(s) (57):
()arctan() ϕωωπ =− (61)
wartość czasu granicznego , o T ∗ dla pulsacji granicznej , ω ∗ obliczona została z definicji (40):
Natomiast rodzaj wyznaczonej pulsacji granicznej określony został z wykorzystaniem współczynnika (42):
sgn()|1 d K d
(68)
Wynik analizy rodzaju ω ∗ pozwala wnioskować, że wyznaczona pulsacja ma charakter „destabilizujący” ( : LOP-2-POP), podobnie jak to miało miejsce w przykładach wcześniejszych.
Definiując argument części transmitancyjnej funkcji G(s) (65): ()arctan(0,5)arctan(2)ϕω ωω = (69)
wartość czasu granicznego , o T ∗ dla pulsacji granicznej , ω ∗ wynosi (40):
1: 2,4981.
Pozostałe wartości czasów granicznych , Tok ∗ dla pulsacji (67) wyznaczono z zależności (41):
Dla tak wyznaczonych czasów granicznych , , Tok ∗ z uwzględnieniem charakteru pulsacji granicznej (), ωω ∗∗ + = uzyskane wartości zostały uszeregowane zgodnie z (46):
Analiza zmienności funkcji Ψ(T o) (48) dla czasów opóźnienia T o, podzielonych na interwały zdefiniowane uszeregowanymi czasami granicznymi Ti ∗ ± jak w (72) wynika, że badany UR jest warunkowo stabilny dla czasów opóźnienia T o < 2,4981. Z analizy przebiegu funkcji Ψ(T o) (rys. 7c) wynika bowiem, podobnie jak w przykładach wcześniejszych, że dla dowolnego T o > 2,4981 funkcja Ψ(T o) przyjmuje wartości większe od zera. Uzyskany wynik tłumaczy jednocześnie zachowanie analizowanego UR w przypadkach pokazanych na rys. 4e oraz rys. 4f. Podobnie jak w przykładzie I oraz II, dla rozpatrywanego UR, graniczny czas opóźnienia 2,4981 o T ∗ = jest jednocześnie czasem krytycznym opóźnienia o T ∗ tego układu.
5.4.
Przykład IV
W przypadku czwartego UR rozpatrzmy dynamikę G(s), której część transmitancyjna K(s) została zdefiniowana jako niestabilna dynamika rzędu drugiego o charakterze oscylacyjnym:
2 30 30 () (23)(23) 440 oo sT sT Gs e e sjsj ss = = −+−− −+ (73)
Dla tak zdefiniowanej funkcji przejścia G(s) UR o strukturze jak na (rys. 2), przy braku opóźnienia (T o = 0) również ma dwa niestabilne bieguny:
1,2 26(0)2.sj=+±→Ψ= (74)
W rezultacie analizowany układ jest niestabilny, a wartość początkowa funkcji Ψ(0) = 2. Wartość pulsacji granicznych ω ∗ została wyznaczona z warunku modułu (30): (75)
Natomiast ro dzaj wyznaczonych pulsacji granicznych określa analiza współczynnika (42):
2 1 2 sgn()|1 , sgn()|1 d K d d K
która pozwala wnioskować, że wyznaczona pulsacja 1
ma charakter „stabilizujący” ( ω ∗ : POP-2-LOP), natomiast pulsacja 2ω ∗ ma charakter „destabilizujący” ( ω ∗ + : LOP-2-POP).
wartości czasów granicznych , o T ∗ dla wyznaczonych pulsacji granicznych ω ∗ oraz ω ∗ + obliczone zostały z definicji (40):
(78)
(79)
Natomiast pozostałe wartości czasów granicznych , Tok ∗ dla tych pulsacji wyznaczono z zależności (41): , , :{0,1396;1,8188;3,4981;5,1775;6,8566;} :{0,2702;1,1588;2,0474;2,9359;3,8245;}
(80)
Dla czasów granicznych , Tok ∗ uzyskane wartości zostały uszeregowane zgodnie z (46) przy jednoczesnym uwzględnieniu charakteru pulsacji granicznej ( 1 ωω ∗∗ = oraz 2
Analiza zmienności funkcji Ψ(T o) (48) dla czasów opóźnienia T o, podzielonych na interwały zdefiniowane uszeregowanymi czasami granicznymi Ti ∗ ± jak w (81), wynika, że rozpatrywany UR jest warunkowo stabilny dla czasów opóźnienia 0,1396 < T o < 0,2702. Z analizy przebiegu funkcji Ψ(T o) (rys. 7d) wynika bowiem, inaczej jak w przykładach I–III, że dla dowolnego T o < 0,1396 oraz T o > 0,2702 funkcja ta przyjmuje wartości większe od zera. Z analizy powyższej można wnioskować, że dla pewnych dynamik G(s) czas opóźnienia może mieć właściwości stabilizujące. W analizowanym przykładzie UR, bez czasu opóźnienia T o = 0, jest układem niestabilnym (74). Natomiast dla czasów opóźnienia (0,1396;0,2702) o T ∈ UR jest stabilny.
Podobnie jak w przykładach I–III, dla rozpatrywanego UR w wariancie dynamiki G(s) (73) graniczny czas opóźnienia 0,2702 o T ∗ = jest czasem krytycznym opóźnienia o T ∗ tego układu.
5.5. Przykład V
Piąty przykład UR określony został przez dynamikę UO G(s) o wysokim rzędzie oraz charakterze całkującym części transmitancyjnej, podobnie jak w przykładzie prezentowanym w [20] jako układ o wielu pulsacjach odcięcia modułu:
2 22 2 85(1)(237) () (282)(2101) o sT sss Gs e sssss +++ = ++++ (82)
Dla analizowanego UR, z funkcją przejścia G(s) (82), przy braku opóźnienia (T o = 0) układ ma trzy pary stabilnych biegunów:
Wykorzystując definicję argumentu części transmitancyjnej dynamiki G(s) (73): (77)
W rezultacie analizowany UR jest stabilny, a wartość początkowa funkcji Ψ(0) = 0.
Wynik analizy rodzaju ω ∗ pozwala wnioskować, że wyznaczona pulsacja 1ω ∗ oraz 3ω ∗ mają charakter „destabilizujący” ( ω ∗ + : LOP-2-POP), natomiast pulsacja 2ω ∗ ma charakter „stabilizujący” ( ω ∗ : POP-2-LOP).
(85)
wartości pulsacji granicznych , ω ∗ analizowanego UR, zostały wyznaczone z warunku modułu (30). Wśród sześciu wartości pulsacji spełniających warunek modułu jedynie trzy dodatkowo spełniają wymagania 0 ω ∗ > oraz {}0: ω ∗ ℑ= 1 2 1 0,6765 ()1 9,1228. 10,1022
Następnie rodzaj wyznaczonych pulsacji granicznych określony został z wykorzystaniem współczynnika (42): (86)
Oznaczmy przez () o ϕω elementarną zależność definiującą argument części transmitancyjnej ():Kj ω 2 22 2 ()arctan()arctan 37 22 arctan arctan, 82 101 a ω ϕωπω
(87)
przy wykorzystaniu której, argument części transmitancyjnej funkcji G(s) (82) przyjmuje postać: (88)
Wykorzystując powyższą definicję argumentu ()ϕω , wartości czasów granicznych , o T ∗ dla wyznaczonych pulsacji granicznych ω ∗ oraz , ω ∗ + obliczone zostały z definicji (40): 1 1 1 () 0,6765: 0,8895, o T
(89)
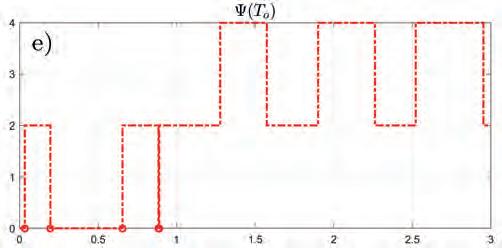
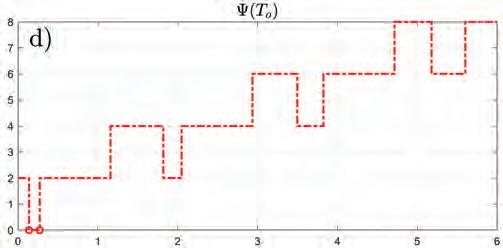
Rys. 7. Przebieg funkcji Ψ(T o) określającej liczbę niestabilnych pierwiastków równania charakterystycznego badanego UR z czasem opóźnienia T o > 0: a) dla przykładu I, b) dla przykładu II, c) dla przykładu III, d) dla przykładu IV oraz e) dla przykładu V Fig. 7. The function Ψ(T o) determining the number of unstable roots of the characteristic equation of the analyzed control system with delay time T o > 0: (a) for example I, (b) for example II, (c) for example III, (d) for example IV and (e) for example V
(92)
Pozostałe wartości czasów granicznych , Tok ∗ dla pulsacji (85) wyznaczono z zależności (41): , , , :{0,8895;10,1773;19,4651;28,7528;} :{0,1963;0,8850;1,5738;2,2625;2,9512;}. :{0,0334;0,6554;1,2773;1,8993;2,5212;}
Obliczone czasy graniczne , Tok ∗ zostały uszeregowane zgodnie z (46) przy jednoczesnym uwzględnieniu charakteru pulsacji granicznej (
):
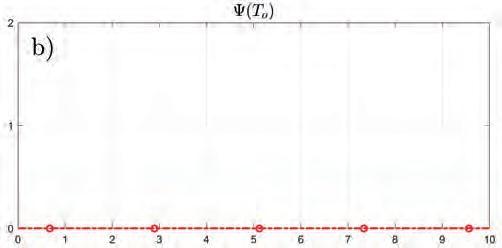
Analiza zmienności funkcji Ψ(T o) (48) dla czasów opóźnienia T o, z uwzględnieniem interwałów zdefiniowanych przez uszeregowane czasy graniczne Ti ∗ ± jak w (93) pokazuje, że badany UR jest warunkowo stabilny dla czasów opóźnienia [0;0,0334)(0,1963;0,6554)(0,8850;0,8895). o T ∈∪∪ Z analizy przebiegu funkcji Ψ(T o) (rys. 7e) wynika bowiem, inaczej jak w przykładach I–IV, że UR z funkcją przejścia (82) jest stabilny dla trzech przedziałów wartości czasu opóźnienia T o Z analizy powyższej wynika, że dla pewnych UR z czasem opóźnienia, układ może okresowo tracić i odzyskiwać stabilność dla różnych T o. Jednocześnie dla rozpatrywanego UR graniczny czas opóźnienia 0,8895 o T ∗ = jest czasem krytycznym opóźnienia o T ∗ tego układu.
5.6. Przykład VI
Ostatni przykład UR zdefiniowany został przez stabilną dynamikę G(s) drugiego rzędu o niedookreślonej wartości wzmocnienia k: 2 () (13)(13) 210 oo sT
(94)
Dla dodatnich wartości wzmocnienia (k > 0) moduł oraz argument transmitancji widmowej ()Kj ω części transmitancyjnej dynamiki G(s) opisane są zależnościami: 222 () , (10)4 k K ω ωω = −+ (95) 2 2 2 2 2 arctan :10 10
2 arctan :10 10
(96)
Wartości pulsacji granicznych , ω ∗ podobnie jak w przykładach wcześniejszych, można wyznaczyć z równania dotyczącego warunku modułu (30):
Kk
(97)
które w tym przykładzie zawiera dodatkowo nieznaną wartość wzmocnienia k dynamiki G(s).
Dokonując podstawienia 2 x ω ∗ = można powyższe równanie sprowadzić do równania kwadratowego: 222 161000 4(36), x xxk k −+−=→∆=− (98) którego charakter rozwiązań (poszukiwanych pulsacji ω ∗ ) zdeterminowany jest przez wyznacznik tego równania x ∆ W dalszej części rozpatrzone zostały trzy przypadki (w zależności od charakteru wyznacznika x ∆ ) określające zakres wartości wzmocnienia k i w konsekwencji charakter wyznaczonych pulsacji granicznych ω ∗ Charakterystyki Nyquista części transmitancyjnych UR odpowiadających analizowanym przypadkom pokazane zostały na rys. 8.
przypadek 1 – brak rozwiązań rzeczywistych Łatwo pokazać, że dla dowolnej wartości wzmocnienia k z zakresu (0,6) k ∈ wyznacznik równania (98) jest ujemny (0). x ∆< W rezultacie równanie (98) ma jedynie rozwiązania zespolone ({}0). ω ∗ ℑ≠ Przykładowo dla k = 5 oraz przy braku czasu opóźnienia (T o = 0) analizowany UR ma parę stabilnych biegunów:
Rys. 8. Charakterystyki Nyquista oraz trajektorii granicznej dynamik pętli analizowanych UR z czasem opóźnienia T o > 0 dla przykładu VI: a) w przypadku 1 (Δ x < 0), b) w przypadku 2 (Δ x = 0), c) w przypadku 3 (Δ x > 0) Fig. 8. Nyquist characteristics and boundary trajectory of the loop dynamics of the analyzed control systems with delay time T o > 0 for example VI: (a) in case 1 (Δ x < 0), (b) in case 2 (Δ x = 0), (c) in case 3 (Δ x > 0)
Robert Bieda
(99)
W rezultacie analizowany układ jest stabilny, a wartość początkowa funkcji Ψ(0) wynosi zero. Ponieważ charakterystyka amplitudowo-fazowa części transmitancyjnej nie przecina trajektorii granicznej (rys. 8a) to analizowany UR pozostaje stabilny dla dowolnego czasu opóźnienia ([0,)). o T ∈∞ Potwierdza to analiza wartości funkcji Ψ(T o) (rys. 9a).
przypadek 2 – rozwiązanie podwójne
W szczególnym przypadku, dla k = 6, wyznacznik równania (98) przyjmuje wartość zerową (0). x ∆= Ilustracja graficzna tego przypadku pokazana została na rys. 8b. Dla tej szczególnej wartości wzmocnienia k przy braku opóźnienia (T o = 0), podobnie jak w przypadku 1, analizowany UR ma parę stabilnych biegunów:
1,2 115(0)0.sj=−±→Ψ= (100)
co pozwala wnioskować, że analizowany UR jest stabilny, a wartość początkowa funkcji Ψ(0) = 0. Ponieważ 0, x ∆= to równanie (98) ma podwójne rozwiązanie, które pozwala określić podwójną wartość pulsacji granicznej : 1,2 1,2 8 82,83. x ω ∗ =→= (101)
Rodzaj wyznaczonej pulsacji granicznej określony został z użyciem współczynnika (45):
K
sgn()|0 , sgn()|0 o
(102)
Pozostałe wartości czasów granicznych Tok ∗ dla pulsacji (101) wyznaczono z zależności (41):
(104)
Analiza zmienności funkcji Ψ(T o) dla czasów opóźnienia T o (rys. 9b), z uwzględnieniem interwałów zdefiniowanych przez czasy graniczne , Tok ∗ oraz „neutralnego” charakteru pulsacji granicznej pozwala wnioskować, że badany UR jest stabilny dla
Oznacza to, że analizowany w tym przykładzie UR, jest stabilny dla dowolnego czasu opóźnienia 0 o T ≥ z wyjątkiem czasów granicznych , , Tok ∗ dla których układ znajduje się na granicy stabilności.
przypadek 3 – dwa rozwiązania rzeczywiste
Trzeci przypadek obejmuje wartości wzmocnienia k > 6, dla których wyznacznik 0 x ∆> i w konsekwencji równanie (98) ma dwa różne rzeczywiste rozwiązania, przy czym dla k > 10 tylko jedno z tych rozwiązań spełnia warunek x > 0 (któremu odpowiada {}0 ω ∗ ℑ= oraz 0 ω ∗ > ).
Przykładowo dla k = 7 oraz przy braku czasu opóźnienia (T o = 0) analizowany UR jest stabilny:
14(0)0.sj=−±→Ψ= (105)
który p ozwala wnioskować, że wyznaczona podwójna pulsacja ma charakter „neutralny” 1,2 (). o ωω ∗∗ = Przypadek ten ilustruje rys. 8b, na którym charakterystyka Nyquista części transmitancyjnej jest styczna do trajektorii granicznej dla 1,2ωω ∗ = Wykorzystując definicję argumentu części transmitancyjnej K(s) (96) można wyznaczyć wartość czasu granicznego o T ∗ (40) dla pulsacji granicznej :
Dwa różne rzeczywiste pierwiastki równania (98) umożliwiają określenie wartości pulsacji granicznych ω ∗ badanego UR: 11 22 4,3924 2,0963 11,6056 3,4067
(106)
Wartość współczynnika (42) pozwala określić rodzaj wyznaczonych pulsacji granicznych: (107)
Rys. 9. Przebieg funkcji Ψ(T o) określającej ilość niestabilnych pierwiastków równania charakterystycznego badanego UR z czasem opóźnienia T o > 0 dla przykładu VI a) w przypadku 1 (Δ x < 0), b) w przypadku 2 (Δ x = 0), c) w przypadku 3 (Δ x > 0)
Fig. 9. The function Ψ(T o) determining the number of unstable roots of the characteristic equation of the analyzed control system with delay time T o > 0 for example VI (a) in case 1 (Δ x < 0), (b) in case 2 (Δ x = 0), (c) in case 3 (Δ x > 0)
Robert Bieda
Dla pulsacji 1ω ∗ o charakterze „stabilizującym” ( ω ∗ : POP-2LOP) oraz pulsacji 2ω ∗ o charakterze „destabilizującym” ( ω ∗ + : LOP-2-POP), zgodnie z (40), wyznaczono wartości czasów granicznych : o T ∗ 1 1 1 () 2,0963: 1,1927, o T
(109)
(108) 2 2 2 () 3,4067: 0,3932. o T πϕω
Pozostałe wartości czasów granicznych , Tok ∗ dla pulsacji (106) wyznaczono z zależności (41): , , :{1,1927;4,1907;7,1887;10,1867;13,1846;} :{0,3932;2,2375;4,0819;5,9262;7,7706;}
(110)
Wartości powyższych czasów granicznych , Tok ∗ zostały uszeregowane zgodnie z (46) przy jednoczesnym uwzględnieniu charakteru pulsacji granicznej ( 1 ωω ∗∗ = oraz 2 ωω ∗∗ + = ): (111)
Analiza zmienności funkcji Ψ(T o) (rys. 9c), dla interwałów zdefiniowanych przez czasy graniczne Ti ∗ ± jak w (111), pokazuje, że badany UR jest warunkowo stabilny dla czasów opóźnienia [0;0,3932)(1,1927;2,2375). o T ∈∪ Jednocześnie dla rozpatrywanego UR graniczny czas opóźnienia 2,2375 o T ∗ = jest czasem krytycznym opóźnienia o T ∗ tego układu.
6. Podsumowanie
Zaletą proponowanego mechanizmu analizy stabilności UR jest jego w pełni algebraiczna forma. Rozdzielenie, w procesie analizy, dynamiki operatorowej funkcji przejścia G(s), na część transmitancyjną (funkcję wymierną) K(s) oraz niewymierną funkcję modelu opóźnienia, umożliwiło znaczne uproszczenie prowadzonych obliczeń. Pozwoliło również na zdefiniowanie trajektorii granicznej będącej swoistą rozszerzoną postacią punktu granicznego (−1, 0) klasycznego kryterium stabilności Nyquista. Zaproponowana została zwarta, inaczej niż można spotkać w literaturze, forma współczynnika przejścia () κ λω∗ bazująca na module transmitancji widmowej ().Kj ω Współczynnik ten umożliwia określenie charakteru pulsacji granicznej ω ∗ oraz liczby niestabilnych zer Ψ(T o) quasi-wielomianu charakterystycznego (,) o sT χ badanego UR w zależności od czasu opóźnienia.
Proponowana metoda pozwala określić nie tylko czy UR z czasem opóźnienia jest stabilny ale także wyznaczyć zakresy tego czasu, dla których UR jest stabilny. W rezultacie możliwe jest określenie przypadków UR, dla których pojawienie się czasu opóźnienia T o > 0 może prowadzić do odzyskania stabilności. Interesującym wynikiem jest również możliwość określenia przedziałów, dla których UR z czasem opóźnienia okresowo traci i odzyskuje stabilność.
Wykorzystanie, wszystkich zaproponowanych elementów, w procesie badania stabilności zobrazowane zostało szczegółowo objaśnionymi przykładami analizy UR. Z analizy uzyskanych wyników można sformułować ogólne właściwości dotyczące proponowanego analogu kryterium Nyquista umożliwiającego analizę warunków stabilności UR z czasem opóźnienia:
warunkiem koniecznym rozważań zagadnień stabilności UR z opóźnieniem jest aby wzmocnienie wysokoczęstotliwo-
ściowe k ∞ transmitancji K(s) spełniało warunek: czyli lim()1; s Ks →+∞ < jeżeli równanie () jTo Kje ω ω =− nie ma rzeczywistych rozwiązań (nie istnieją miejsca przecięcia ch-ki Nyquista ()Kj ω z trajektorią graniczną) to stabilność UR z opóźnieniem T o > 0 nie zależy od czasu opóźnienia, a jedynie od stabilności UR przy braku opóźnienia (T o = 0); jeżeli równanie () jTo Kje ω ω =− ma co najmniej jedno rzeczywiste rozwiązanie (istnieje pulsacja graniczna 0 ω ∗ > ) to UR z czasem opóźnienia T o z zakresu [0,+∞), może okresowo tracić lub odzyskiwać stabilność; dla każdej wartości granicznej ω ∗ istnieje nieskończenie wiele wartości granicznych czasów opóźnienia , , Tok ∗ dla których pary pierwiastków sj ω ∗ =± quasi-wielomianu charakterystycznego , (,) sTok χ ∗ leżą na osi urojonej; jeżeli równanie () jTo Kje ω ω =− ma więcej niż jedno rozwiązanie rzeczywiste (istnieje kilka pulsacji granicznych ω ∗ ), to część pulsacji granicznych ma charakter „destabilizujący” (), ωω ∗∗ + = a część ma charakter „stabilizujący” (); ωω ∗∗ = pulsacja „stabilizująca” ω ∗ oraz „destabilizująca” ω ∗ + występują naprzemiennie (nie wliczając pulsacji „neutralnych” o ω ∗ ); największa co do wartości pulsacja graniczna ω ∗ zawsze jest pulsacją „destabilizującą” ; ω ∗ + jeżeli równanie () jTo Kje ω ω =− ma pierwiastki , sj ω ∗ =± to zawsze istnieje takie opóźnienie krytyczne , o T ∗ że dla wszystkich UR jest zawsze niestabilny; dla UR stabilnych przy T o = 0 iloczyn największej (ostatniej) pulsacji granicznej ω ∗ + oraz odpowiadającego mu podstawowego (najmniejszego) granicznego czasu opóźnienia o T ∗ jest równoważny zapasowi fazy o T ϕω ∗∗ + ∆= analizowanego UR.
Bibliografia
1. Rudnicki R., Modele i metody biologii matematycznej. Część I: Modele deterministyczne, IM PAN, Warszawa 2014.
2. Chen-Charp entier B., Delays and Exposed Populations in Infection Models, “Mathematics”, Vol. 11, No. 8, 2023, DOI: 10.3390/math11081919.
3. Venkatesh A., Prakash Raj M., Baranidharan B., Analyzing dynamics and stability of single delay differential equations for the dengue epidemic model, “Results in Control and Optimization”, Vol. 15, 2024, DOI: 10.1016/j.rico.2024.100415.
4. Åström K.J., Hägglund T., PID controllers: theory, design and tuning, 2nd Ed., Instrument Society of America, 1995.
5. Houpis C.H., Sheldon S.N., D’Azzo J.J., Linear Control System Analysis and Design with MATLAB, 5th Ed., CRC Press, 2003.
6. Kurek J., Aproksymacja modelem inercyjnym I rzędu z opóźnieniem układu inercyjnego n-tego rzędu, „Pomiary Automatyka Robotyka”, R. 14, Nr 11, 2010, 49–51.
7. Busłowicz M., Asymptotyczna stabilność dynamicznych układów liniowych stacjonarnych z opóźnieniem, Zeszyty Naukowe Politechniki Białostockiej, Nauki Techniczne nr 84, Elektryka nr 7, Białystok 1987.
8. Busłowicz M., Odporna stabilność układów dynamicznych liniowych stacjonarnych z opóźnieniami, Komitet Automatyki i Robotyki PAN, Dział Wydawnictw i Poligrafii Politechniki Białostockiej, Warszawa-Białystok, 2000.
9. Bodnar M., Piotrowska M.J., O równaniach różniczkowych z opóźnieniem – teoria i zastosowania, Matematyka Stosowana: matematyka dla społeczeństwa, Warszawa 2010, T. 11/52, 17–56.
10. Olgac N., Sipahi R., An exact method for the stability analysis of time-delayed linear time-invariant (LTI) systems,
11. Marshall J.E., Walton K., A Review of Analytical Methods for Control of Time-Delay Systems, “IFAC Proceedings Volumes”, Vol. 20, No. 1, 1987, 485–490, DOI: 10.1016/S1474-6670(17)59348-9.
12. Maddi A., Guessoum A., Berkani D., Graphical Stabilization Approach for Unstable First Order Linear Systems with Time Delay, “International Journal of Applied Mathematics, Electronics and Computers”, 2017, DOI: 10.18100/ijamec.2017SpecialIssue30464.
13. Molnar C.A., Balogh T., Boussaada I., Insp erger T., Calculation of the critical delay for the double inverted pendulum, “Journal of Vibration and Control”, Vol. 27, No. 3-4, 2020, DOI: 10.1177/1077546320926909.
14. Nise N.S., Control Systems Engineering, 6th Ed., John Wiley & Sons, 2010.
15. Kuo B.C., Golnaraghi F., Automatic Control Systems, 9th Ed., John Wiley & Sons, 2010.
16. Dorf R.C., Bishop R.H., Modern Control Systems, 12th Ed. Prentice Hall, 2011.
17. Åström K.J., Murray R.M., Feedback Systems: An Introduction for Scientists and Engineers, Second Edition, Princeton University Press, 2021.
18. Greblicki W., Podstawy Automatyki, Oficyna Wydawnicza Politechniki Wrocławskiej, 2006.
19. Emirsa jłow Z., Teoria układów sterowania. Cz. 1, Układy liniowe z czasem ciągłym, WEPS. Wydaw. Uczelniane Politechniki Szczecińskiej, 2000.
20. Franklin G.F., Powell J.D., Emami-Naeini A., Feedback Control of Dynamic Systems, 7th Ed., Pearson, 2015.
21. Rosołowski E., Automatyczne sterowanie i regulacja, Procesy ciągłe i dyskretne, Akademicka Oficyna Wydawnicza EXIT, Warszawa, 2020.
22. Bieda R., Grygiel R., O strojeniu regulatorów cyfrowych z wykorzystaniem mechanizmów quasi-ciągłych, „Przegląd Elektrotechniczny”, Vol. 100, Nr 1, 2024, 9–15, DOI: 10.15199/48.2024.01.02.
23. Dostál P., Bobál V., Babík Z., Control of unstable and integrating time delay systems using time delay approximations, “WSEAS Transactions on Systems”, Vol. 11, No. 10, 2012, 586–595.
24. Nowacki P., Szklarski L., Górecki H., Podstawy teorii układów regulacji automatycznej, Tom II, Zagadnienia specjalne układów liniowych, Układy nieliniowe, Państwowe Wydawnictwo Naukowe, Warszawa 1962.
25. Qing-Chang Z., Robust Control of Time-delay Systems, Springer London, January 2006.
On the Stability of Control Systems with Time Delay
Abstract: The article presents the process of extending the Nyquist criterion to a computational variant that allows the study of the stability of control systems with delay time To > 0. Necessary conditions for the stability of such systems are defined, and an operation scheme is presented that allows for determining the ranges of delay times that guarantee stable operation of the loop structure of the control system. As part of the analysis of the proposed solution, the results of the stability study process for control systems with example substitute dynamics of the loop structure are presented. The properties of the proposed stability testing mechanism for systems with delay and the interpretation of the obtained results are demonstrated using the example of the presented systems.
Keywords: control system, dynamics with delay time, Nyquist stability criterion, boundary trajectory, quasi-characteristic polynomial
dr inż. Robert Bieda
robert.bieda@polsl.pl
ORCID: 0000-0001-7485-0073
Absolwent Wydziału Automatyki, Elektroniki i Informatyki Politechniki Śląskiej w Gliwicach. Uzyskał tytuł magistra inżyniera w 2002 r. oraz stopień doktora nauk technicznych w 2006 r., w dziedzinie automatyka i robotyka. Obecnie na stanowisku adiunkta w Katedrze Automatyki i Robotyki na Wydziale Automatyki, Elektroniki i Informatyki Politechniki Śląskiej. Jego zainteresowania badawcze obejmują zagadnienia związane z analizą i fuzją sygnałów, systemami sterowania, systemami klasyfikacji i podejmowania decyzji oraz sterowaniem opartym na informacji wizyjnej z zastosowaniem w bezzałogowych statkach powietrznych i interakcji człowiek-komputer.
Badania w kierunku zwiększania odporności
sterowania z modelem odwrotnym z wykorzystaniem
inwersji uogólnionych:
dyskretna przestrzeń stanów Grünwalda-Letnikova
Emilia Helińska, Wojciech P. Hunek
Politechnika Opolska, Katedra Automatyki, ul. Prószkowska 76 (bud. nr 3), 45-758 Opole
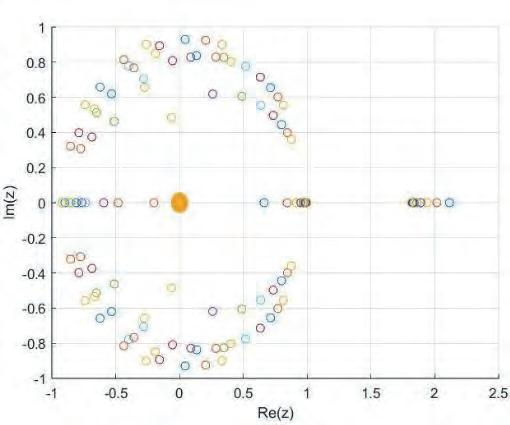
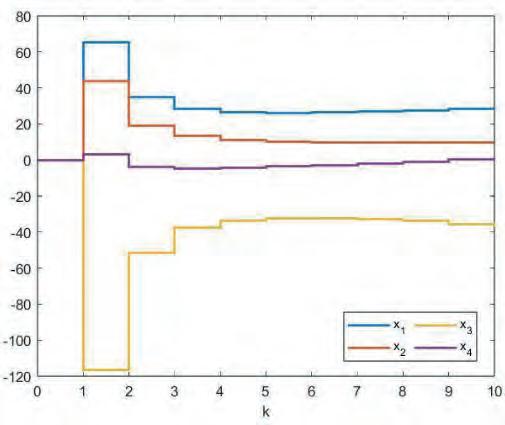
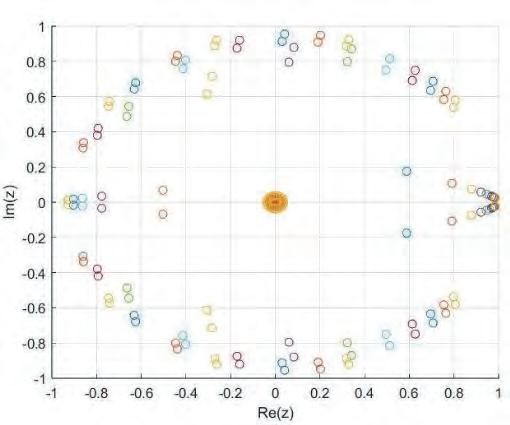
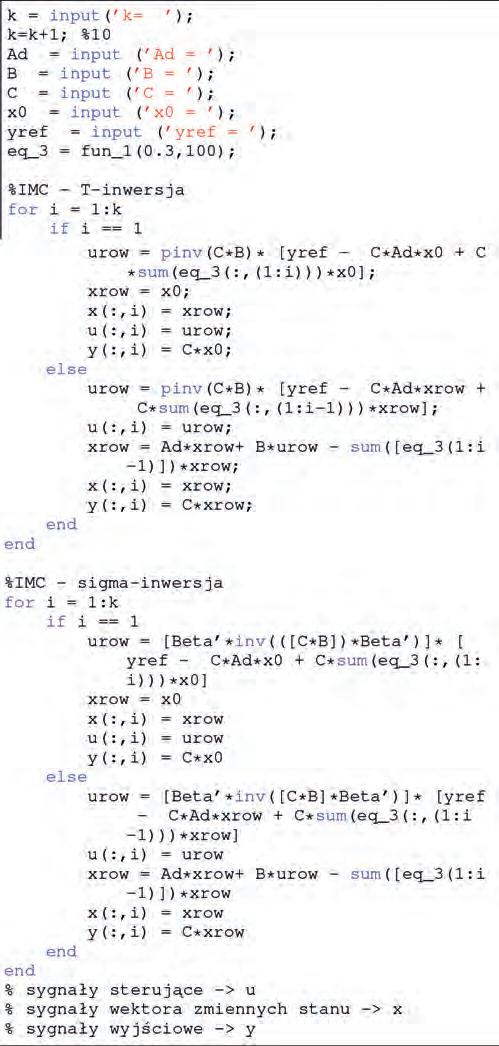
Streszczenie: W artykule poruszono problematykę analizy i syntezy wielowymiarowego sterowania perfekcyjnego obiektami opisanymi w dyskretnej przestrzeni stanów
Grünwalda-Letnikova. W tym celu zastosowano autorską procedurę angażującą T- oraz σ-inwersję uogólnioną. Przykłady numeryczne środowiska MATLAB wykazały słuszność prowadzonych badań, skoncentrowanych na uodpornianiu dyskutowanej strategii sterowania podczas zastosowania niejednoznacznej inwersji σ. Zestawione problemy otwarte, obejmujące obiekty z czasem opóźnienia d > 1, to dobry prognostyk na podanie ujednoliconego podejścia w kierunku projektowania odpornych struktur sterowania IMC.
Słowa kluczowe: sterowanie z modelem odwrotnym, inwersje uogólnione, odporność sterowania, dziedzina Grünwalda-Letnikova, obiekty wielowymiarowe
Symbole i skróty
A, Ad, B, C – macierze parametryczne d – czas op óźnienia
I n – macierz jednostkowa o wymiarze n k – czas dyskretny
Artykuł recenzowany nadesłany 29.09.2024 r., przyjęty do druku 17.03.2025 r.
1. Wprowadzenie
Problematyka sterowania obiektami frakcyjnymi spotyka się z coraz większym zainteresowaniem ze względu na jej duże spektrum oddziaływania zarówno w teorii, jak i w praktyce. Rzeczywiście w literaturze przedmiotu znaleźć można liczne opracowania teoretyczne, angażujące obiekty sterowania opisane operatorami ułamkowego rzędu [1−4]. Z drugiej strony, implementacje praktyczne potwierdzają celowość prowadzenia badań, obejmujących regulację obiektów z rządem ułamkowym [5−8]. Stąd potrzeba syntezy złożonych układów sterowania, gwarantujących możliwie wysoką wydajność w kontekście predefiniowanej szybkości oraz dokładności działania. Jednym z rozwiązań wydaje się być regulacja oparta na modelu odwrotnym, pociągająca użycie inwersji niejednoznacznych, także jednoznacznej inwersji Moore’a-Penrose’a. Ten interesujący sposób sterowania gwarantuje maksymalną szybkość i dokładność obserwowanych sygnałów, co zostało już potwierdzone dla obiektów z rzędem całkowitym [9]. Dlatego wielowymiarowe sterowanie perfekcyjne stanowi korzystną alternatywę dla klasycznych rozwiązań, głównie zorientowanych na wykorzystaniu regulatorów PID [10, 11]. W ramach niniejszej pracy przedstawiono oryginalną procedurę sterowania perfekcyjnego, wykonaną w środowisku MATLAB. Prace nad algorytmem oparto na szeroko przeprowadzonej w artykule syntezie dyskutowanego prawa sterowania, obejmującej również zagadnienie stabilności. Uodpornianie sterowania perfekcyjnego, dedykowanego obiektom niecałkowitego rzędu opisanym w dyskretnej dziedzinie Grünwalda-Letnikova, wykonano z użyciem niejednoznacznej inwersji σ
Artykuł zorganizowany jest w następujący sposób. W Sekcji 2 opisano reprezentację Grünwalda-Letnikova i powiązano ją z opisem dedykowanym obiektom całkowitego rzędu, zdefiniowanym w dyskretnej przestrzeni stanów. Sekcja 3 wprowadza w problematykę sterowania IMC omawianymi obiektami z czasem opóźnienia d = 1. Natomiast w Sekcjach 4 i 5 zaproponowano innowacyjne zastosowanie inwersji uogólnionych w kierunku poprawy odporności sterowania z modelem odwrotnym. Przykłady symulacyjne kolejnej sekcji przemawiają za celowością podjęcia w artykule wysiłku badawczego. Wreszcie, w Sekcji 7 zawarto wnioski i interesujące problemy otwarte.
2. Reprezentacja systemu
Rozważmy obiekt wielowymiarowy S(Ad,B,C) z jednostkowym opóźnieniem d = 1 o n u wejściach, n y wyjściach oraz n zmiennych stanu, opisany w dyskretnej przestrzeni stanów Grünwalda-Letnikova (G–L), jak poniżej
(1)()(),(0) , ()() kkk kk
gdzie , nn × ∈ Ad , u nn × ∈ B y nn × ∈ C oraz 02 α << jest rzędem obiektu, a operator dyskretny G–L jest zdefiniowany następująco [12]
gdzie
Uwaga 1. Dla α = 1, obiekt opisany równaniami (1−3) sprowadza się do klasycznej formy układu z rzędem całkowitym
+=+ =
(1)()(),(0) , ()() kkk kk
= xAxBuxx0 yCx (4)
gdzie symbol x0 oznacza wartość początkową wektora zmiennych stanu oraz A = Ad+I n, gdzie I n jest macierzą jednostkową o wymiarze n × n. Mając opis obiektu niecałkowitego rzędu, przejdźmy do zdefiniowania sterowania z modelem odwrotnym IMC (ang. inverse model control), tj. sterowania perfekcyjnego (ang. perfect control) w następnej sekcji.
3. Sterowanie z modelem odwrotnym (IMC)
Rozpatrzmy obiekt opisany formułami (1−3). Poniżej zsyntetyzowano sterowanie perfekcyjne układu wielowymiarowego, w szczególności prawostronnie-odwracalnego w formie nowego twierdzenia.
gdzie yref(k + 1) jest wartością referencyjną, a y(k + 1) oznacza jednokrokowy deterministyczny predyktor wyjścia w postaci (6)
angażujący (7)
definiuje sterowanie IMC , (8)
z każdą inwersją prawostronną (CB)R wielomianu macierzowego CB
Dowód. Podstawiając formułę (8) do równania stanu (1) otrzymujemy, przy uwzględnieniu jednokrokowego predyktora wyjścia (6), następujące wyrażenie (9)
Stąd (1)(1), kk+=+yyref (10) co kończy dowód.
Wniosek 1. Zauważmy, że sterowanie z modelem odwrotnym (8), dedykowane obiektom niecałkowitego rzędu (1 3), redukuje się dla α = 1 do sterowania perfekcyjnego dla obiektów z rzędem całkowitym (4), ostatecznie przyjmując postać ()()(1)(). kkk = +− R ref uCByCAx (11)
Wniosek 2. Zauważmy także, że dla obiektów frakcyjnych (1 3) z równą liczbą wejść i wyjść, tj. przy założeniu nu = ny, równanie (8) pociąga użycie inwersji regularnej wielomianu macierzowego CB, finalnie prowadząc do (CB)−1 Znamiennym jest, że podczas projektowania sterowania z modelem odwrotnym efektywnie używana jest prawostronna inwersja wielomianu macierzowego CB (formuła 8). Jednak w przeciwieństwie do obiektów prawostronnie-odwracalnych, tj. w przypadku systemów lewostronnie-odwracalnych, nie ma konieczności użycia inwersji lewostronnych, gdyż sterowanie IMC dla takich obiektów nie istnieje. Charakterystykę dwóch klasycznych inwersji, często używanych podczas zwiększania odporności wielowymiarowego sterowania perfekcyjnego, pokazano w kolejnej sekcji.
Twierdzenie 1. Rozważmy obiekt wielowymiarowy (1 3) z liczbą wejść nu wiekszą lub równą liczbie wyjść ny. Minimalizacja wskaźnika jakości (5)
Helińska, Wojciech P. Hunek
4. T- oraz σ-inwersja uogólniona
Inwersja Moore’a-Penrose’a, zredefiniowana później jako T-inwersja w dziedzinie czasu ciągłego i dyskretnego, jest szeroko znana i stosowana, głównie w kontekście projektowania złożonych struktur sterowania opartych na modelu odwrotnym [13−17]. Z drugiej strony, dyskutowana inwersja, wskutek spełnienia czterech unikatowych warunków, generuje wyłącznie jednoznaczne rozwiązania, często uniemożliwiające użycie inwersji w różnych zagadnieniach teoretycznych i praktycznych [18, 19]. Rzeczywiście, zastosowanie inwersji Moore’a-Penrose’a może prowadzić do niestabilności, głównie obserwowanej podczas projektowania sterowania inwersyjnego w postaci regulacji perfekcyjnej [9]. Antidotum na tak zauważalne ograniczenia wydaje się być użycie niejednoznacznych inwersji, które w prosty sposób mogą stabilizować zamknięty układ regulacji [20, 21]. Do coraz częściej stosowanych narzędzi należy zaliczyć między innymi σ -inwersję, angażującą tzw. stopnie swobody. Jej pierwotną prawostronną postać, dedykowaną arbitralnie dobranej macierzy wielomianowej W 1 (), yu nn q × zdefiniowano w następujący sposób [20] (12)
gdzie wielomiany macierzowe 1 () s q β i 1 () q β stowarzyszone są wyłącznie z macierzą W 1 (), q a symbol q 1 oznacza operator przesunięcia wstecz. Znamiennym jest, że niejednoznaczna σ-inwersja (12) została później zredefiniowana do prostszej formy, jak poniżej [18]
Zauważmy, że σ-inwersja wielomianowa (13) sprowadza się do klasycznej inwersji Moore’a-Penrose’a dla 11 ()(). qq β = W Stąd mamy
1 RT11T1 0 ()()(). qqq = WWWW (14)
Znając fundamentalne informacje dotyczące dwóch inwersji, przejdźmy w następnych sekcjach do ich użycia podczas projektowania odpornych struktur sterowania z modelem odwrotnym. Motywujące przykłady symulacyjne pokażą, że sterowanie perfekcyjne dedykowane obiektom niecałkowitego rzędu (1−3) można znacząco uodpornić, głównie dzięki zastosowaniu σ-inwersji (13) w odnośnie do iloczynu macierzy parametrycznych C i B
5. Algorytm IMC z użyciem σ-inwersji parametrycznej
Zauważmy, że formuła sterowania perfekcyjnego (8), dedykowana obiektom niecałkowitego rzędu (1−3), może przyjąć następujące formy (15)
implementujące odpowiednio parametryczne T- oraz σ-inwersję, zdefiniowane w Sekcji IV.
Uwaga 2. Dla α = 1, algorytmy sterowania bazujące na modelu odwrotnym (15) i (16) sprowadzają się do formuły sterowania przeznaczonej dla obiektów całkowitego rzędu, jak poniżej
W kolejnej sekcji omówiono wątek stabilności dyskutowanego sterowania perfekcyjnego.
5.1. Stabilność procedury IMC dedykowanej obiektom ułamkowego rzędu [22]
Istotnym jest, że stabilność sterowania opartego na modelu odwrotnym można wyznaczyć tutaj w podobny sposób, jak w przypadku obiektów z rzędem całkowitym. Poniższa para twierdzenie-dowód zwięźle porusza to zagadnienie. Twierdzenie 2. Rozważmy wielowymiarowy obiekt ułamkowego rzędu (1 3) z liczbą wejść nu większą lub równą liczbie wyjść ny. Załóżmy, bez straty ogólności, że yref(k) = 0 w formule sterowania perfekcyjnego (8). Wtedy (18)
i ostatecznie otrzymujemy regulację ze sprzężeniem od wektora zmiennych stanu w postaci
()(), kk =− FO uKx (19) gdzie (20)
Stąd obszar stabilności sterowania opisanego wyrażeniem (19), także regulacji (8), koresponduje z poniższą formułą (21)
gdzie z jest operatorem zespolonym. Dowód. Natychmiast po przekształceniu równania (2) do postaci (22)
i jego powiązaniu z równaniem stanu (1) oraz formułą (18), otrzymujemy wyrażenie w zwartej postaci (23)
(16)
Emilia
z jego reprezentacją w dziedzinie zmiennej zespolonej z, jak poniżej (24)
Ostatecznie stabilność formuły (24) determinuje równanie (21), co kończy dowód.
Uwaga 3. Dla obiektów z rzędem całkowitym (4) sterowanie (19) przyjmuje następującą formę
()(), kk =− IO uKx (25)
skiej procedury (Załącznik A). W celu pokazania wpływu inwersji uogólnionych na proces zwiększania odporności dyskutowanego prawa sterowania, przeanalizowano dwa przypadki.
Przykład 1. Rozważmy obiekt niekwadratowy ułamkowego rzędu z jednostkowym opóźnieniem d = 1, mający trzy zmienne sterujące, dwie zmienne obserwowane oraz cztery zmienne stanu, opisany za pomocą równań (1−3) z 0,87050,05810,40120,0694
Po syntezie sterowania z modelem odwrotnym dla obiektów z ułamkowym rzędem przejdźmy do przykładów numerycznych w następnej sekcji. Dwie instancje regulacji – niestabilna i stabilna, potwierdzą zasadność prowadzenia badań w kierunku zwiększania odporności procedury IMC.
6. Przykłady symulacyjne
Na wstępie należy zaznaczyć, że badania symulacyjne zostały wykonane w środowisku MATLAB z wykorzystaniem autor-
Fig. 4. Perfect control output runs — σ-inverse case
Stosując formułę sterowania (15), która implementuje T-inwersję Moore’a-Penrose’a, otrzymujemy sygnały (rys. 1−3) obserwowane podczas strategii sterowania z modelem odwrotnym.
Zauważmy, że mimo osiągnięcia przez układ regulacji wartości referencyjnych, pozostałe sygnały są niestabilne. Jednoznacznie ogranicza to zastosowanie wspomnianej inwersji w problematyce sterowania IMC. Jak okaże się w kolejnym przykładzie numerycznym, użycie σ-inwersji uogólnionej będzie istotnym remedium na obserwowane tu niekorzystne właściwości inwersji T
Przykład 2. Weźmy ponownie pod uwagę obiekt (28). Stosując prawo sterowania (16) z σ-inwersją angażującą arbitralnie dobrane stopnie swobody 1 1,41450,59411,4076 () , 0,92421,42131,0290
otrzymujemy przebiegi pokazane na Rysunkach 4−6. Znamiennym jest, że zsyntetyzowane stopnie swobody stabilizują tu cały układ regulacji IMC, implementujący obiekt niecałkowitego rzędu.
Uwaga 4. Należy zaznaczyć, że wyznaczone w oparciu o treści
Sekcji 5.1 obszary stabilności, odpowiednio dla Przykładu 1 (Rys. 7) i Przykładu 2 (Rys. 8), ściśle korespondują z przebiegami czasowymi niestabilnej i stabilnej instancji syntetyzowanego prawa sterowania. Naturalnie liczba biegunów zamkniętego układu regulacji związana jest z:
Rys. 5. Sterowanie perfekcyjne: zmienne sterujące, przypadek — σ-inwersja Fig. 5. Perfect control input runs — σ-inverse case
Rys. 7. Obszar stabilności — Przykład 1, k = 10 Fig. 7. A stability region — Example 1, k = 10
1. liczbą zmiennych stanu obiektu opisanego formułami (1−3) oraz
2. przyjętym czasem symulacji, determinującym złożoność rozpatrywanego systemu Jak wcześniej wspomniano, badania numeryczne wykonano na podstawie autorskiej procedury pokazanej w Załączniku A.
7. Wnioski i problemy otwarte
Przeprowadzona w ramach artykułu synteza sterowania z modelem odwrotnym obiektami frakcyjnymi Grünwalda-Letnikova wykazała, że użycie niejednoznacznej α-inwersji znacząco poprawia odporność wielowymiarowego sterowania perfekcyjnego. W przeciwieństwie do T-inwersji, wspomniana inwersja stabilizuje cały układ regulacji zamkniętej, co jest oczekiwane z punktu widzenia implementacji w praktyce. Co więcej, autorska procedura frakcyjnego sterowania perfekcyjnego potwierdziła otrzymane rezultaty w kontekście prowadzonej w artykule analizy stabilności. Po zestawieniu uzyskanych wyników, dotyczących wyłącznie obiektów z jednostkowym czasem opóźnienia, sformułowano następujące problemy otwarte. Ciekawym zagadnieniem, wartym podjęcia wysiłku badawczego w przyszłości, byłoby uogólnienie prowadzonych prac na obiekty z czasem opóźnienia większym niż d = 1. Nowy algorytm IMC oraz cechy minimalno/nieminimalnofazowości dyskutowanych systemów, determinowane przez nowo wprowadzone tzw. zera sterownicze różnych typów, stanowią ciekawe wyzwania poznawcze. Zestawione problemy otwarte będą realizowane w ramach przewodu doktorskiego.
Rys. 6. Sterowanie perfekcyjne: zmienne wektora stanu, przypadek — σ-inwersja Fig. 6. Perfect control state-space runs — σ-inverse case
Rys. 8. Obszar stabilności — Przykład 2, k = 10 Fig. 8. A stability region — Example 2, k = 10
Emilia
Załącznik A
Procedura sterowania IMC dla obiektów frakcyjnych
Funkcja G-L
Bibliografia
1. Tzounas G., Dassios I., Murad M.A.A., Milano F., Theory and Implementation of Fractional Order Controllers for Power System Applications, “IEEE Transactions on Power Systems”, Vol. 35, No. 6, 2020, 4622–4631, DOI: 10.1109/TPWRS.2020.2999415.
2. Busłowicz M., Stability of fractional discrete-time linear scalar systems with one delay, “Pomiary Automatyka Robotyka”, Vol. 17, No. 2, 2013, 327–332.
3. Zhenbin W., Zhenlei W., Guangyi C., Xinjian Z., Digital implementation of fractional order PID controller and its application, “Journal of Systems Engineering and Electronics”, Vol. 16, No. 1, 2005, 116–122.
4. Sadalla T., Horla D., Giernacki W., Kozierski P., Dynamic anti-windup compensator for fractional-order system with time-delay, “Asian Journal of Control”, Vol. 22, No. 5, 2020, 1767–1781, DOI: 10.1002/asjc.2200.
5. Kociszewski R., Observer synthesis for linear discrete-time systems with different fractional orders , “Pomiary Automatyka Robotyka”, Vol. 17, No. 2, 2013, 376–381.
6. Kothari K., Mehta U., Prasad R., Fractional-Order System Modeling and its Applications, “Journal of Engineering Science & Technology Review”, Vol. 12, No. 6, 2019, DOI: 10.25103/jestr.126.01.
7. Tolba M.F., AbdelAty A.M., Soliman N.S., Said L.A., Madian A.H., Azar A.T., Radwan A.G., FPGA implementation of two fractional order chaotic systems, “AEU –International Journal of Electronics and Communications”, Vol. 78, 2017, 162–172, DOI: 10.1016/j.aeue.2017.04.028.
8. Hunek W.P., Perfect control for right-invertible Grünwald-Letnikov plants–an innovative approach to practical implementation, “Fractional Calculus and Applied Analysis”, Vol. 22, No. 2, 2019, 424–443, DOI: 10.1515/fca-2019-0026.
9. Feliks T., Hunek W.P., Stanimirovi´c P.S., Application of Generalized Inverses in the Minimum-Energy Perfect Control Theory, “IEEE Transactions on Systems, Man, and Cybernetics: Systems”, Vol. 53, No. 7, 2023, 4560–4575, DOI: 10.1109/TSMC.2023.3253778.
10. Sadalla T., Horla D., Giernacki W., Kozierski P., Stability analysis and tracking performance of fractional-order PI controller for a second-order oscillatory system with time-delay, [In:] 2016 21st International Conference on Methods and Models in Automation and Robotics (MMAR), 2016, 322–326, DOI: 10.1109/MMAR.2016.7575155.
11. Tan W., Unified tuning of PID load frequency controller for power systems via IMC, “IEEE Transactions on Power Systems”, Vol. 25, No. 1, 2009, 341–350, DOI: 10.1109/TPWRS.2009.2036463.
12. Siero ciuk D., Estymacja i sterowanie dyskretnych układów dynamicznych ułamkowego rzędu opisanych w przestrzeni stanu, Ph.D. dissertation, The Institute of Control and Industrial Electronics, 2008.
13. Ullah M.Z., Soleymani F., Al-Fhaid A., An efficient matrix iteration for computing weighted Moore–Penrose inverse, “Applied Mathematics and Computation”, Vol. 226, 2014, 441–454, DOI: 10.1016/j.amc.2013.10.046.
14. Fill J.A., Fishkind D.E., The Moore-Penrose generalized inverse for sums of matrices, “SIAM Journal on Matrix Analysis and Applications”, Vol. 21, No. 2, 2000, 629–635, DOI: 10.1137/S0895479897329692.
15. Li Z., Xu Q., Wei Y., A note on stable perturbations of Moore–Penrose inverses, “Numerical Linear Algebra with Applications”, Vol. 20, No. 1, 2013, 18–26, DOI: 10.1002/nla.838.
16. Chen X., Zhao H., Sun H., Zhen S., Adaptive robust control based on Moore-Penrose generalized inverse for underactuated mechanical systems, “IEEE Access”, Vol. 7, 2019, 157 136–157 144, DOI: 10.1109/ACCESS.2019.2950211.
17. Kome C., Yazlik Y., Inverse and Moore-Penrose inverse of conditional matrices via convolution, “Journal of Applied Mathematics and Computing”, Vol. 70, No. 1, 2024, 417–433, DOI: 10.1007/s12190-023-01974-5.
18. Hunek W.P., A New Generalized θ-Inverse vs. MoorePenrose Structure: A Comparative Control-Oriented Practical Investigation, “IEEE Access”, Vol. 9, 2021, 110 746–110 752, DOI: 10.1109/ACCESS.2021.3103479.
19. Zhang B., Li S., Chen X., Mao Y., A Novel Zeroing Neural Model for Solving Dynamic Matrix Moore-Penrose Inverse and Its Application to Visual Servoing Control of Manip-
ulator, “IEEE Transactions on Instrumentation and Measurement”, Vol. 73, 2024, DOI: 10.1109/TIM.2024.3363782.
20. Hunek W.P., Latawiec K.J., A study on new right/left inverses of nonsquare polynomial matrices, “International Journal of Applied Mathematics and Computer Science”, Vol. 21, No. 2, 2011, 331–348, DOI: 10.2478/v10006-011-0025-y.
21. Ben-Israel A., Greville T.N., Generalized inverses: theory and applications, Springer Science & Business Media, 2003, DOI: 10.1007/b97366.
22. Hunek W.P., Wach Ł., A new stability theory for Grünwald-Letnikov inverse model control in the multivariable LTI fractional-order framework, “Symmetry”, Vol. 11, No. 10, 2019, DOI: 10.3390/sym11101322.
Toward an Improvement of the Inverse Model Control-Originated Robustness Through the Application of Generalized Inverses: The Discrete-Time State-Space Framework of Grünwald-Letnikov
Abstract: In the paper, both analysis and synthesis of the multivariable perfect control devoted to systems defined in the discrete-time state-space framework occupied by the Grünwald-Letnikov paradigm are investigated. For this purpose, the original procedure has been applied encompassing the generalized T- and σ-inverse. Numerical instances performed in the MATLAB environment have confirmed the σ-inverse-related contribution to the robustness of the inverse model control scheme. A set of open problems, associated with the discussed fractional-order systems respecting time delays d > 1, constitutes a serious research challenge in the nearest future toward a unified inverse model control-oriented framework.
Keywords: inverse model control, generalized inverses, control robustness, Grünwald-Letnikov domain, multivariable systems
Doktorantka w Szkole Doktorskiej Politechniki Opolskiej – dyscyplina naukowa: Automatyka, Elektronika, Elektrotechnika i Technologie Kosmiczne. W latach 2018–2023 studia na Wydziale Elektrotechniki, Automatyki i Informatyki Politechniki Opolskiej – kierunek Automatyka i Robotyka. Badania naukowe skoncentrowane na szeroko rozumianej teorii i praktyce sterowania, głównie obiektami frakcyjnymi.
dr hab. inż. Wojciech P. Hunek, prof. PO w.hunek@po.edu.pl
ORCID: 0000-0002-8210-9776
Profesor uczelni w Politechnice Opolskiej – Katedra Automatyki, dyscyplina naukowa: Automatyka, Elektronika, Elektrotechnika i Technologie Kosmiczne. Badania naukowe skupione na analizie i syntezie wielowymiarowych struktur sterowania predykcyjnego, adaptacyjnego i odpornego. Około 130 publikacji, dwie książki autorskie oraz sześciu wypromowanych doktorów.
Emilia Helińska, Wojciech P. Hunek
Simulation of Cascade Control for Two Rotor Aerodynamical System Using FOPID and PID Controllers
Jakub Żegleń-Włodarczyk
AGH University of Krakow, Faculty of Electrical Engineering, Automatics, Computer Science and Biomedical Engineering
Abstract: Two Rotor Aerodynamical System is a non-linear system in which cross-coupling occurs. In this specific case the individual rotors of the system affect both the system angles: azimuth and pitch. Therefore, both values must be used in each feedback loop. This makes it possible to use cascade control. It was decided to use FOPID as primary controllers and PID as secondary. For comparison purposes, an analogous control system with only PIDs was prepared. The coefficients were determined using the GWO algorithm. All simulations were performed in the MATLAB/Simulink environment. In addition to comparing the values of the cost function, the execution time of individual controllers was also checked.
1. Introduction
Keywords: FOPID, PID, TRAS, Two Rotor Aerodynamical System, optimization, GWO algorithm, ORA approximation, execution time (WOA) [10], Firefly Algorithm (FA) [11], Grey Wolf Optimizer (GWO) [12].
Recently, airspace is becoming an increasingly discussed topic. In addition to the well-known planes and helicopters, drones are becoming an increasingly popular topic. They make it possible to carry small objects [1] or search for people [2]. The Two Rotor Aerodynamical System is a system that has two rotors arranged similarly to a helicopter. In addition, it is tethered, which allows to safely control the azimuth and pitch angles. The angle of attack of the rotors is constant [3], thus the control is only possible via the DC motors. It is a non-linear cross-coupling system [4], which means that each rotor affects both measured angles.
Choosing the type of controller is one of the most important decisions. There are many possibilities, eg. PID [5], LQR [6], Model Predictive Control (MPC) [7], fuzzy neural network control [8]. The opportunity to compare some options with each other may help with decision. PID, which is one of the most popular and robust controllers [9], can be a good determinant. Four controllers are used to control the TRAS system –two for each angle (due to the presence of cross-coupling). This multiplies the number of coefficients that need to be chosen. Various optimization algorithms are used to find the best values. Methods based on real examples from nature are very popular. These include Whale Optimization Algorithm
Autor korespondujący:
Jakub Żegleń-Włodarczyk, zeglen@agh.edu.pl
Artykuł recenzowany nadesłany 18.11.2024 r., przyjęty do druku 14.04.2025 r.
The concept of fractional calculus dates back to the 17th century, when the derivative α = 1/2 was described by Leibnitz in a letter to L’Hospital [13]. It is a field of mathematics that requires a lot of computing power, which is why it has been developed only in recent years thanks to computers. It enables a more precise description of various dependencies, including also controllers such as PID, from which the Fractional Order PID – FOPID was created.
In the TRAS system the cross-coupling phenomenon appears, which requires the use of two controllers (one for each output) to calculate control values for a single input. In this article it was decided to arrange them in a cascade manner. FOPID controllers serve as a primary part in the control loop and PID as an secondary. For comparison purposes, a second variant of analogous control was prepared. It only contains PID controllers. This will allow to check if the cascade approach is sufficient and whether the cooperation between FOPID and PID controllers will give better results than the reference control version.
The next chapter describes the PID and FOPID controllers. Later section outline Grey Wolf Optimizer method. The following chapter describes the mathematical model of the TRAS system and the implementation of the simulation. At the end, the results of the simulation are presented together with the execution times. The article ends with a summary with conclusions.
2. PID and FOPID Controller
The FOPID controller has two additional parameters in relation to the PID. This is because fractional calculus assumes
that the derivatives may be of an non-integer order. Therefore, the transfer function of the FOPID controller takes the form as shown in equation (1):
() I cPD K GsKKs s µ λ =++ (1)
where: KP, KI, KD – respectively coefficients of proportional, integral, derivative action; λ – order of integral; μ – differentiation part.
Due to the use of fractional order calculus, s should be of a non-integer order. For this purpose in this article the Oustaloup Recursive Approximation method was used, which is done in the frequency range of ω [14]:
Symbols needed to describe the system
J v − sum of moments of inertia relative to the horizontal axis
Jh − sum of moments of inertia relative to the vertical axis
α v − pitch angle of the beam
αh − azimuth angle of the beam
Ωh − angular velocity of the beam around the vertical axis
Ω v − angular velocity around the horizontal axis
ω v − angular velocity of the main rotor
ωh − angular velocity of the tail rotor
l m − length of the main part of the beam
lt − the length of the tail part of the beam
F v(ω m) − dependence of the propulsive force on the angular velocity of the rotor
Fh(ωt) − dependence of the propulsive force on the angular velocity of the tail rotor
fv
− friction coefficient in the horizontal axis
fh − friction coefficient in the vertical axis
Uh − horizontal DC motor PWM control input
U v − vertical DC motor PWM voltage control input
Kh − horizontal angular momentum
K
v − vertical angular momentum
mt − mass of the tail part of the beam
mtr − mass of the tail motor with tail rotor
mts − mass of the tail shield
m m − mass of the main part of the beam
m mr − mass of the main DC motor with main rotor
m ms
mb
− mass of the main shield
− mass of the counter weight beam
mcb − mass of the counter weight
lt − length of the tail part of the beam
l m − length of the main part of the beam
lb
r
lcb
− length of the counter weight beam
− distance between the counter weight and the joint
− radius of the main shield
rts − radius of the tail shield
khv
constant kvh
where each coefficient is as below:
where r ∈ℜ and r is in the range [−1, 1], (,) bh ωω are the pulsation interval, N is degree of the approximation.
3. Grey Wolf Optimizer
The behavior of grey wolves was the inspiration for the Grey Wolf Optimizer algorithm [15]. Two aspects were taken into account: hierarchy and hunting method.
The GWO algorithm distinguishes four subgroups in its hierarchy:
−alpha – leader, −b eta – individuals supporting alpha, −delta – scouts, hunters, etc., −omega – the weakest individuals.
Furthermore, the hunting process has been divided into three steps:
−tracking and approaching a victim, −circling and harassing, −attacking the victim.
The equations (4)–(6) describe how the algorithm is performed:
where X is the position of wolf, X α, Xβ and Xδ specify the location vector of the alpha, beta and delta, X v is the location of prey, t is the current iteration, r1, r2 ∈ [0, 1] are random numbers, coefficient a decrease during calculations from 2 to 0.
The algorithm ends the calculation after reaching the maximum number of iterations.
4. Mathematical model of the Two Rotor Aerodynamical System
constant a
constant
Two Rotor Aerodynamical System is a laboratory model of a miniature tethered helicopter (Fig. 1). It is a system that can be classified as non-linear MIMO (Multiple Input Multiple Output) [16].
There are two rotors in the system. One rotates around the vertical axis, the other around the horizontal – like helicopters. However, unlike them, there is no possible way to adjust the angle of attack of the rotors, only the spin speed. Both rotors are connected by a beam that can rotate and change its angular position around a second vertical beam that serves as the connection to the base. With the use of encoders it is possible to obtain the values of horizontal angle and vertical angle.
Rys. 1. Model aerodynamiczny systemu TRAS [16]
For the preparation of the mathematical model, it was assumed that [16]:
− the behavior of the propeller can be described by the first order differential equations,
− friction in the system can be classified as viscous type,
− the behavior of the propeller-air subsystem can be described in accordance with the assumptions of the flow theory.
Ultimately, the TRAS system can be described by the equations (7)–(10) – as shown below [16]:
5. Implementation of simulation
The cross-coupling phenomenon appears in the TRAS, which means that both position angles should be taken into account for each control input to the system.
In the article, it was decided to test the interaction of PID and FOPID controllers in a cascade control system. For this purpose, a simulation in the MATLAB/Simulink environment was prepared (Fig. 2). To implement PID controllers, default PID blocks were used with the filter coefficient value set to 100. The model of the TRAS system (the grey block in the middle of the figure – provided by INTECO) takes the control values for both rotors as input. The output from the system are azimuth angle, pitch angle, azimuth RPM, pitch RPM.
The TRAS simulation model provided by INTECO was used in default configuration, which means that the values were assumed according to the instruction [16]:
mt = 0.032 kg lt = 0.216 m
mtr = 0 225 kg lm = 0 202 m
mts = 0 061 kg lb = 0 145 m
m m = 0 03 kg lcb = 0 15 m
m mr = 0 252 kg rms = 0 145 m
m ms = 0 083 kg rts = 0 1 m
mb = 0.1 kg
mcb = 0 0256 kg
Rys. 2. Model symulacyjny systemu TRAS z kaskadowym systemem sterowania
Fig. 1. Aerodynamical model of TRAS [16]
Fig. 2. Simulation model of the TRAS with cascade control system
Simulation of Cascade Control for Two Rotor Aerodynamical System Using FOPID and PID Controllers
Tab. 1. Input parameters for GWO algorithm
Tab. 1. Parametry wejściowe dla algorytmu GWO
Number of wolves in herd
Maximum number of iterations
It should be assumed that:
e a – difference between the set point and the actual value of the azimuth angle,
e p – difference between the set point and the actual value of the pitch angle.
For the tail rotor, the primary controller is FOPID, to which the e a signal is provided as input. The output value is summed with the signal e p, which ultimately is the input for the secondary PID controller. The situation is analogous for the main rotor. FOPID again is the primary controller, but this time the input signal is e p. The output value is summed with e a, which then goes to the secondary PID controller.
For comparison purposes, an identical simulation was prepared in which the FOPID1 and FOPID3 blocks were replaced respectively by PID1 and PID3.
In order to determine the coefficients, the GWO algorithm was used, which needed input parameters (Table 1). It was also necessary to prepare initial range of the sought coefficients –as presented in (11).
Tab. 2. Coefficients for all variants
Tab. 2. Współczynniki wszystkich wariantów
1
Equation (12) was used as a cost function:
In all calls to the GWO algorithm, the main goal was to reduce the difference between the received values and the references – marked in blue on the graphs in the Figures 3 and 4.
6. Results of simulation
In this article the Two Rotor Aerodynamical System was simulated in two variants, both with cascade control system:
− Variant 1 – this is a version for comparison with four PID controllers,
− Variant 2 – version in which both primary controllers are FOPID, while PID act as secondary controllers.
The GWO algorithm was used to find the coefficients for the controllers. Their values are presented in Table 2.
Figure 3 shows the azimuth angle graph of the TRAS system. The blue line indicates the reference the system is trying to reach. The green color shows the behavior of variant 1 with only PID controllers, while the red color shows the response of the system containing the FOPID controllers. Variant 1 reaches the first setpoint slightly earlier. After that, both versions behave very similarly until the 20th second, when the
setpoint changes. Here are the biggest differences. For variant 1 overshoot can be observed. In variant 2 this phenomenon does not occur and it approaches the set value as dynamically as the version marked with green color. As a result, it takes variant 1 more than twice as long to reach the setpoint than for second control version (marked as red). Another difference becomes apparent after the 40th second, when the setpoint changes again. The differences are very similar to those at the very beginning of the chart. However, it is worth noting that for variant 1 there are slightly stronger oscillations around the reference.
The pitch angle behavior is illustrated by the Figure 4. The greatest differences between the actions of both variants are visible when the first maximum is reached. The behavior is very similar for about first 2 seconds. However, then it can be seen that variant 1 starts to steadily reach values above the set value. When reaching the maximum, the graph briefly drops below the set value and only then stabilizes. Variant 2 is approaching the reference already in the middle of the climb to the maximum. For most of the time both variants follow the setpoint very well. The only differences can be seen for a while after the 20th second and after reaching the second minimum. In the first case, the sudden change in the azimuth angle setpoint caused the problem. Variant 1 copes with such an issue worse – there are some deviations. On the other hand second control version keeps up with the reference. In the second case for variant 1, approximately 10 seconds have elapsed since the setpoint was changed abruptly for the azimuth angle. Therefore, it can be
Fig.
Tab. 3. Values of cost function (12)
Tab. 3. Wartości funkcji kosztu (12)
Fig. 4. TRAS – plot for pitch angle response
Rys. 4. TRAS – wykres pomiaru kąta nachylenia
concluded that option 1 is a bit worse at reaching the minimum, because also in the first case the deviations lasted after reaching the minimum.
The values of the cost function (12) are shown in table 3. Variant 2 (with FOPID controllers) achieved a much better result, which was already indicated by the previous charts.
Figures 5 and 6 respectively show the execution time of the controllers for variant 2 for the tail and main rotor control loops. Simulations were performed with fixed step 0.02 on a computer with Intel (R) Core (TM) i5-4460 CPU @ 3.20 GHz processor. It can be observed that the operation time of PID controllers is definitely shorter than that of FOPID controllers. The difference is one order of magnitude for both control loops for variant 2. Figure 7 shows the execution time of the entire control loops. It can be seen that the control for the main rotor is computed slightly faster than for the tail rotor.
4. Average execution time of controllers and whole control loops
i całych pętli sterowania
Controller/Control LoopAverage execution time
FOPID 1 1.6138e-07
PID 1 2.0591e-08
Tail Rotor control loop 3.3394e-07
FOPID 3 1.2268e-07
PID 4 2.0228e-08
Main Rotor control loop 1.8860e-07
5. Maximum execution time of controllers and whole control loops
5. Maksymalny czas wykonania regulatorów i całych pętli sterowania Controller/Control LoopMaximum execution time
FOPID 1 7.0250e-07
PID 1 3.2625e-07
Tail Rotor control loop 9.9125e-07
FOPID 3 5.3500e-07
PID 4 2.5375e-07
Main Rotor control loop 6.0750e-07
Fig. 5. Execution time: FOPID 1 vs PID 2
Rys. 5. Czas wykonania: FOPID 1 vs PID 2
Fig. 6. Execution time: FOPID 3 vs PID 4
Rys. 6. Czas wykonania: FOPID 3 vs PID 4
Fig. 7. Execution time of control loops: tail rotor vs main rotor
Rys. 7. Czas wykonania pętli sterujących: wirnik ogonowy vs główny wirnik
Tab.
Tab. 4. Średni czas wykonania regulatorów
Tab.
Tab.
Tables 4 and 5 present average and maximum execution time values for variant 2. The table 4 confirms the observations from the 5–7 plots. However, in the case of the maximum values the differences between the individual controllers are not so large. In extreme cases PID controllers are only 2 times faster than FOPID. Nevertheless, all controllers perform their calculations fast enough to meet the requirements for real-time systems.
7. Conclusions
It can be concluded from the article that in the case of cascade control FOPID and PID controllers can cooperate with each other well enough that they achieve better results than the version with classic counterparts only. In the case of the pitch angle for the second control version it was even possible to remove the deviations caused by the sudden change of the azimuth angle setpoint. Coefficients of individual controllers were determined by the GWO algorithm. Many simulations were carried out to find the best values. Additionally, the execution times of all controllers were measured. As expected, the classic versions were definitely faster. However, in the case of the maximum values the differences were smaller. Ultimately both controllers met the requirements of real-time systems.
The author plans to conduct experiments on the TRAS system from INTECO in order to be able to confront the conclusions of the simulations with reality. Furthermore, it would be worthwhile to also perform comparisons with PI-D controllers.
Bibliography
1. Khosravi M., Enayati S., Saeedi H., Pishro-Nik H., Multi-Purpose Drones for Coverage and Transport Applications, “IEEE Transactions on Wireless Communications”, Vol. 20, No. 6, 2021, 3974–3987, DOI: 10.1109/TWC.2021.3054748.
2. Nožica D., Blažević D., Keser T., Unmanned Aerial Vehicle Swarm Uses Wi-Fi to Search for Stranded People in Remote Areas Embedded devices as active scanners in search for Wi-Fi-enabled mobile phones, 10th Mediterranean Conference on Embedded Computing (MECO), 2021, DOI: 10.1109/MECO52532.2021.9460147.
3. Ahmad M., Ali A., Choudhry M.A., Fixed-Structure H ∞ Controller Design for Two-Rotor Aerodynamical System (TRAS), “Arabian Journal for Science and Engineering”, Vol. 41, No. 9, 2016, 3619–3630, DOI: 10.1007/s13369-016-2232-1.
4. Almtireen N., Elmoaqet H., Ryalat M., Linearized Modelling and Control for a Twin Rotor System, “Automatic Control and Computer Sciences”, Vol. 52, 2018, 539–551, DOI: 10.3103/S0146411618060020.
5. Ajangnay M.O., Optimal PID controller parameters for vector control of induction motors, SPEEDAM 2010, 959–965, DOI: 10.1109/SPEEDAM.2010.5545043.
6. Kaijuka P., Dixon R., Ward C.P., Dutta S., LQR Control Applied to a Novel Track Switch Actuator, UKACC 12th International Conference on Control (CONTROL), 2018, 385–385, DOI: 10.1109/CONTROL.2018.8516839.
7. Zeilinger M.N., Jones C.N., Raimondo D.M., Morari M., Real-time MPC – Stability through robust MPC design, Proceedings of the 48h IEEE Conference on Decision and Control (CDC) held jointly with 2009 28th Chinese Control Conference, 2009, 3980–3986, DOI: 10.1109/CDC.2009.5400903.
8. Sekine S., Nishimura M., Application of fuzzy neural network control to automatic train operation, Proceedings of
1995 IEEE International Conference on Fuzzy Systems, Vol. 5, 1995, 39–40, DOI: 10.1109/FUZZY.1995.409917.
9. Bennett S., Development of the PID controller, “IEEE Control Systems Magazine”, Vol. 13, No. 6, 1993, 58–62, DOI: 10.1109/37.248006.
10. Zhai Q., Xia X., Feng S., Huang M., Optimization Design of LQR Controller Based on Improved Whale Optimization Algorithm, 2020 3rd International Conference on Information and Computer Technologies (ICICT), 2020, 380–384, DOI: 10.1109/ICICT50521.2020.00067.
11. Sarangi S.K., Panda R., Priyadarshini S., Sarangi A., A new modified firefly algorithm for function optimization, 2016 International Conference on Electrical, Electronics, and Optimization Techniques (ICEEOT), 2016, 2944–2949, DOI: 10.1109/ICEEOT.2016.7755239.
12. Singh K., Singh A.V., Khatri S.K., Advanced Gameplay Strategy Based on Grey Wolf Optimization, 4th International Conference on Information Systems and Computer Networks (ISCON), 2019, 183–185, DOI: 10.1109/ISCON47742.2019.9036295.
13. Katugampola U., A New Approach to Generalized Fractional Derivatives, “Bulletin of Mathematical Analysis and Applications”, Vol. 6, No. 4, 2014, 1–15, DOI: 10.48550/arXiv.1106.0965.
14. Oustaloup A., Levron F., Mathieu B., Nanot F.M., Frequency-band complex noninteger differentiator: characterization and synthesis, IEEE Transactions on Circuits and Systems I: Fundamental Theory and Applications, Vol. 47, No. 1, 2000, 25–39, DOI: 10.1109/81.817385.
15. Anbumani K., Ranihemamalini R., Pechinathan G., GWO based tuning of PID controller for a heat exchanger process, Third International Conference on Sensing, Signal Processing and Security (ICSSS), 2017, DOI: 10.1109/SSPS.2017.8071631.
16. INTECO Two Rotor Aerodynamical System, User’s Manual.
Symulacja sterowania kaskadowego dla dwurotorowego systemu aerodynamicznego z wykorzystaniem regulatorów FOPID oraz PID
Streszczenie: Dwurotorowy system aerodynamiczny to nieliniowy system, w którym występuje sprzężenie krzyżowe. W przypadku tego układu poszczególne wirniki wpływają na obie mierzone wartości: kąt azymutowy i kąt nachylenia. W związku z tym obie wartości muszą być używane w każdej pętli sprzężenia zwrotnego. Umożliwia to realizację kaskadowego układu sterowania. Zdecydowano się na zastosowanie FOPID jako regulatorów nadrzędnych i PID jako regulatorów podrzędnych. W celach porównawczych przygotowano analogiczny układ regulacji z samymi PID. Współczynniki wyznaczono za pomocą algorytmu Grey Wolf Optimizer (GWO). Wszystkie symulacje wykonano w środowisku MATLAB/Simulink. Oprócz porównania wartości funkcji kosztu sprawdzono również czas wykonania poszczególnych regulatorów.
Słowa kluczowe: FOPID, PID, TRAS, dwurotorowy system aerodynamiczny, optymalizacja, algorytm GWO, aproksymacja ORA, czas wykonania
Jakub Żegleń-Włodarczyk, PhD zeglen@agh.edu.pl
ORCID: 000-0003-1857-1461
He obtained MSc in Automatics and Robotics in 2018 and PhD in Automatics and Robotics in 2024. Currently working at AGH University of Krakow in Department of Automatics and Robotics. Speaker at many international conferences, such as MMAR, Automation, ICFDA and PCC. His articles have been published in prestigious scientific journals. His research interests include PLCs, fractional control and fractional order controllers, especially FOPID. Since 2016 he has been gaining professional experience in international companies. In his free time he expands his knowledge with information on innovative technological solutions in motor sports, such as Formula 1 or World Endurance Championship.
Definicja i analiza wskaźnika stopnia zagrożenia
bezpieczeństwa lotu
samolotu wzdłuż optymalnej
trajektorii omijania ruchomych przeszkód
Jerzy Graffstein
Sieć Badawcza Łukasiewicz – Instytut Lotnictwa, Centrum Technologii Bezzałogowych, Al. Krakowska 110/114, 02-256 Warszawa
Streszczenie: Zapewnienie bezpiecznego unikania kolizji z ruchomymi przeszkodami w czasie lotu wymaga przeprowadzenia kilkuetapowych działań. W ich zakresie jest wykrycie przeszkód, zidentyfikowanie możliwości potencjalnych kolizji, wyliczenie bezpiecznej trajektorii lotu, która ma na celu ominięcie przeszkód. Istotne jest wykonanie analizy wyliczonej trajektorii pod względem jej bezpiecznej realizacji. W pracy przedstawiono sposób, w jaki wykonywana jest analiza bezpieczeństwa omijania przeszkód za pomocą zaproponowanego wskaźnika. Omówiono sposób sformułowania tego wskaźnika oraz jego wykorzystanie na etapie przygotowania i realizacji trajektorii omijania przeszkód. Obliczenia trajektorii przeprowadzono rozwiązując zagadnienie optymalizacji metodą roju cząstek (PSO). Bezpieczeństwo uzyskanych w ten sposób przykładowych manewrów opisywały wyliczone przebiegi wskaźnika stopnia zagrożenia bezpieczeństwa.
Wśród wielu różnych zagrożeń występujących w czasie lotu samolotu istnieje niebezpieczeństwo kolizji z jedną lub więcej spośród ruchomych przeszkód występujących w otoczeniu samolotu. Rozważania dotyczące omijania ruchomych przeszkód powinny uwzględniać szybkie zmiany konfiguracji wzajemnych położeń i sposobu ruchu obiektów. Jednym z czynników, jaki wpływa na jej tylko częściową przewidywalność i szybkie zmiany obserwowanych obiektów, jest ograniczony zasięg wykrywania przeszkód wynikający z technicznych możliwości zastosowanego detektora przeszkód [3]. W lotnictwie pasażerskim kontrola ruchu lotniczego ATM (ang. Air Traffic Management) wykorzystuje do tego urządzenie pozwalające na wykrycie samolotów na dużych odległościach, a kontrolerzy obsługi naziemnej mogą korzystać z oprogramowania do wyliczania (szacowania) prawdopodobieństwa konfliktów i kolizji [13]. Istotną kwestią, która powinna podlegać szczegółowej analizie, jest bezpieczeństwo wykonania manewrów antykolizyjnych. Z tego powodu kształt trajektorii manewru
Autor korespondujący:
Jerzy Graffstein, Jerzy.Graffstein@ilot.lukasiewicz.gov.pl
Artykuł recenzowany nadesłany 29.11.2024 r., przyjęty do druku 16.04.2025 r.
Zezwala się na korzystanie z artykułu na warunkach licencji Creative Commons Uznanie autorstwa 4.0 Int.
antykolizyjnego oraz sposób jego wykonania podlegają różnym ograniczeniem w zależności od wartości zmiennych stanu lotu samolotu. Stanowi to zagadnienie odwrotne z analogicznymi elementami do problemu przechwytywania przez rakietę lecącego obiektu [9]. Do istotnych parametrów podlegających wspomnianym ograniczeniom, dla których należy uwzględnić dopuszczalne zakresy należą między innymi: prędkość zakrętu (promień zakrętu) [4, 5] oraz prędkość poruszania się samolotu po trajektorii. W procesie optymalnego wyboru kształtu trajektorii samolotu uwzględniono wymienione ograniczenia. Z drugiej strony konieczne jest zapewnienie maksymalnie dokładne wykonanie zaplanowanej misji, w tym realizacja przebiegu założonej trajektorii. Te często sprzeczne ze sobą uwarunkowania i cele powinny być uwzględnione w procesie optymalizacji omijania przeszkód. Związany z tym kompromis powoduje konieczność wykonania ostatecznej oceny wyliczonej trajektorii omijania przeszkód pod kątem bezpieczeństwa. W pracy zaproponowano przeprowadzenie oceny wyliczonej trajektorii na podstawie wskaźnika bezpieczeństwa uwzgledniającego zaproponowane w pracy elementy. Bezpieczeństwo wyliczonej trajektorii zależy od sposobu sformułowania wskaźnika jakości. Dostępna literatura uwzględnia w nim często odległość od punktu docelowego [12, 15], odległości od przeszkód [1, 11]. odległość od wcześniej zadanej trasy, rzadziej wartość zmiany kąta wektora prędkości ruchomego obiektu [12] lub zużycie paliwa [16]. Spośród opisanych w publikacjach algorytmów optymalizacji wykorzystuje się techniki sztucznej inteligencji, do których między innymi należą: ewolucyjne [1], genetyczne [7], gier [11], roju mrówek [15, 17], roju pszczół [17]. W pracy wybrano algorytm roju cząstek PSO (ang. Particle Swarm Optimization) [2, 7, 10, 12, 17, 19].
Przyjęty kształt trajektorii omijania ruchomych przeszkód
W celu uniknięcie kolizji samolotu z ruchomymi przeszkodami znajdującymi się w jego otoczeniu konieczne jest wykonanie jednego lub więcej manewrów antykolizyjnych. Takie manewry powinny zapewnić bezpieczne ominięcia ruchomych przeszkód i powrót do lotu wzdłuż wcześniej zaplanowanej trajektorii. Trajektoria (rys. 1) składa się z czterech zakrętów i jednego odcinka prostoliniowego. Wszystkie zakręty wykonywane są z tym samym promieniem (rSzi) i tą samą zmianą kąta odchylenia samolotu (Psi). Jej kształty determinują następujące parametry:
−Wartość zmiany kąta odchylenia w czasie zakrętu (Ψ = Psi),
Samolot Przeszkoda Psi
−Długość prostoliniowego odcinka (tpr), Wielkość promienia zakrętów (rSzi) lub prędkość kątowa zakrętu ( ), Pzi omegaz w = −Czas rozp oczęcia manewru (tst). rCMBi y x OPi tpr tst
Rys. 1. Proponowany kształt trajektorii omijania przeszkód Fig. 1. Proposed shape of the obstacle avoidance trajectory
Ostatni z wymienionych parametrów (tst) jest istotny z punktu widzenia bezpieczeństwa ominięcia przeszkód ale, nie zmienia w sposób wizualny kształtu trajektorii.
3. Zmienne dla układu samoloccccct–przeszkoda i ich wzajemne relacje
Złożoność omawianego zagadnienia wymaga sprecyzowania, jaki jest rozpatrywany jego zakres i związane z tym niezbędne uproszczenia, a w konsekwencji przyjęcie następujących założeń:
Dostępne są informacje o przybliżonym największym wymiarze przeszkód oraz parametrach ich ruchu bez błędów i opóźnień.
Omijanie przeszkód odbywa się bez negocjacji z innymi ruchomymi obiektami i bez łączności z naziemnym nadzorem.
−Nie są uwzględniane przepisy ruchu lotniczego. Rozważania są ograniczone do dostępnego obszaru wynikającego z ograniczonego zasięgu pokładowego detektora przeszkód.
Obiekty w otoczeniu samolotu przemieszczają się ze stałymi co do modułu prędkościami.
−Manewr omijania o dbywa się w płaszczyźnie poziomej. Sterowanie i stabilizacja lotu samolotu obejmuje sześć stopni swobody.
Rys. 2. Zmienne dla układu samolot–przeszkoda Fig. 2. Variables for the plane-obstacle system
Podstawowe kryterium oceny bieżącej sytuacji zagrożenia kolizji z ruchomymi przeszkodami oraz klasyfikacja scenariuszy wykorzystują następujące nierówności:
12VRii VRii rrSPiCMBi ρρ Ψ<∨Ψ>∧> (1)
Warunek (1) dotyczy położenia wektora prędkości wypadkowej VRi [2] względem dwóch stycznych do okręgu o promieniu rCMBi [4] przecinających się w punkcie położenia samolotu. Ostatnia nierówność w formule (1) określa, czy odległość samolotu od przeszkody rSPi nie jest poniżej dopuszczalnej wartości. Jeśli warunki (1) są prawdziwe, to nie występuje zagrożenia kolizji. W przeciwnym razie wymagane jest wyszukanie przeszkody, która powinna być omijana w pierwszej kolejności. Charakteryzuje się ona najmniejszą wartością czasu tk, jaki samolot potrzebuje do osiągnięcia strefy zakazanej i jest on wyliczany z zależności:
() minmin / ki trrVSPiCMBiSPzi =− (2) gdzie prędkość zbliżania się samolotu do i -tej przeszkody wynosi: cos cos VVSPziSVSSPiPiVPiSPi V =Ψ−+Ψ−ββ (3)
Kąty stycznych do okręgu o promieniu rCMBi, występujące w warunku (1a) wynoszą: (4)
Omijanie wybranej przeszkody (stanowiącej zagrożenie kolizją) powoduje zmianę sytuacji w odniesieniu do pozostałych ruchomych przeszkód. W trakcie wykonywania manewru antykolizyjnego oraz pewien czas po jego zakończeniu mogą wystąpić zagrożenia kolizji z innymi przeszkodami, które były bezpieczne dla samolotu niewykonującego manewru antykolizyjnego. Z tego powodu dalsze rozważania będą dotyczyć optymalizacji trajektorii manewru antykolizyjnego na przestrzeni czasu od wykrycia zagrożenia kolizji do momentu pełnego wyeliminowania tego zagrożenia z wykrytymi przeszkodami.
Optymalizacja trajektorii omijania
Wskaźnik jakości stanowiący podstawę optymalizacji trajektorii manewru antykolizyjnego jest kompromisem między dwoma sprzecznymi celami: najmniejszymi zmianami realizowanej trasy w stosunku do zaplanowanej oraz zapewnieniem największego bezpieczeństwa lotu samolotu. Jednoczesne osiągnięcie wymienionych celów będzie możliwe, gdy wskaźnik jakości będzie uwzględnił następujące kwestie:
Utrzymanie jak na jwiększych minimalnych odległości między samolotem a wszystkimi przeszkodami.
Niedopuszczenie do sytuacji, w której minimalna o dległość między samolotem a dowolną przeszkodą zmniejszy się poniżej przyjętej wcześniej wartości.
Dążenie do na jkrócej trwającego manewru antykolizyjnego powodującego najmniejsze odległości położenia samolotu od wcześniej zaplanowanej trasy.
Minimalizowanie wydłużenia trasy lotu spowodowane wykonaniem manewru antykolizyjnego w stosunku do zaplanowanej trasy.
Zgodnie wymienionymi wskazaniami przyjęto następującą formę wielokryterialnej funkcji celu inaczej nazywanej wielokryterialnym wskaźnikiem jakości JOpt wykorzystanej do wyliczenia optymalnej trajektorii omijania przeszkód, w której kolejne wyrazy odpowiadają wymienionym kolejno powyżej czterem kwestiom:
gdy
gdzie: SR – długość drogi przebytej przez samolot z uwzględnieniem manewru antykolizyjnego; SP – długość drogi przebytej przez samolot zgodnie z planem lotu (bez wykonania manewru antykolizyjnego); xtj, ytj – współrzędne punktu leżącego na zaplanowanej trasie najbliższego od aktualnego położenia samolotu (położenia jego środka masy x1Sj y1Sj); np – liczba rozpatrywanych punktów na poszukiwanej trajektorii.
Jerzy Graffstein
W zaproponowanym wskaźniku jakości (5) dwa pierwsze elementy są odpowiedzialne za bezpieczeństwo lotu. Trzeci i czwarty reprezentują kryterium jakości wykonania zadania i związane z nim kryterium ekonomiczne.
Określenie wartości współczynników wagowych wspi przeprowadzono na drodze eksperymentalnej w kolejnych iteracjach. Starano się uzyskać względną równowagę między poszczególnymi składowymi wskaźnika jakości za wyjątkiem pierwszego, który jest odpowiedzialny za zachowanie założonej minimalnej odległości od przeszkody. Współczynnik wagowy wsp1 wybrano na poziomie powodującym wzrost wspomnianego składnika powyżej średniej sumy pozostałych składników. Optymalizację trajektorii manewru antykolizyjnego wykonano korzystając z procedury algorytmu optymalizacji roju cząstek PSO zgodnie z opisanym wcześniej wskaźnikiem jakości (5). Metoda PSO jest efektywna przy wyliczaniu globalnego ekstremum dla funkcji wielu zmiennych. Do optymalizacji trajektorii wybrano wszystkie cztery, wcześniej wymienione, parametry charakteryzujące jej przebieg: Psi, tpr, omegaz, tst Procedura optymalizacji roju cząstek jest inspirowana zachowaniem żywych organizmów, które w tej metodzie reprezentowane są przez ruchome cząstki. Sposób ich poruszania jest zdeterminowany jest przez podane dalej zależności, co pozwala na znalezienie optymalnej wartości założonej funkcji celu (5). Algorytm PSO rozpoczyna działanie od zainicjowania w sposób losowy położeń cząstek. W kolejnych iteracjach aktualizacja prędkości cząstek odbywa się według następującej zależności [7, 11]: ( ) ( ) 11 22 (1)()()()()() i i ibesti gbesti vtwvtcrxtxtcrxtxt +=+−+− (7)
gdzie: xi – aktualne położenie i-tej cząstki; xi best – najlepsza pozycja znaleziona przez i-tą cząstkę w k-tej iteracji; xgbest – najlepsza pozycja znaleziona spośród wszystkich cząstek w k-tej iteracji; r1, r2 – liczby losowe z przedziału [0, 1], zapewniające różnorodności roju; c1, c2 – współczynniki o najczęściej stałych wartościach, określają wpływ poszczególnych składników aktualizacji prędkości; c1 odpowiedzialny za zachowanie cząstki (tzw. współczynnik osobniczy) w przedziale od 1,5 do 2,0 oraz c2 odpowiedzialny za zachowanie roju (tzw. współczynnik socjalny) w przedziale od 2,0 do 2,5; w – współczynnik inercji o wartości stałej [19] z przedziału 0,4 do 1,4.
Nowe położenie i-tej cząstki o wektorze prędkości zgodnym z zależnością (6) wyliczane jest z zależności [7, 11]:
(1)()(1) ii xtxtvt+=++ (8)
Rys. 3. Przykładowe przebiegi wskaźnika jakości dla wybranych parametrów trajektorii
Fig. 3. Examples of quality indicator curves for selected trajectory parameters
Wskaźnik WskN stopnia zagrożenia bezpieczeństwa wynika z aktualnej sytuacji podczas lotu oraz trudności i niebezpieczeństw podczas wykonywania skutecznego manewru omijania ruchomych i nieruchomych przeszkód. Zawiera różne składniki wyrażone wielkościami fizycznymi i stanowi sumaryczną miarę różnych rodzajów niebezpieczeństw o różnym stopniu intensywności związanych z unikaniem kolizji. Celem podjęcia próby sformułowania wskaźnika jest potrzeba dostarczenia pilotowi (lub operatorowi) ilościowej informacji o konieczności i intensywności podjęcia środków ostrożności i czasu ich podjęcia w trakcie wykonywanego lotu. Wymagane środki ostrożności to między innymi skupienie uwagi na określonych przyrządach pokładowych, obserwacja otoczenia oraz rezygnacja z wykonywania innych czynności oraz manewrów niezwiązanych z omijaniem przeszkód.
Wskaźnik WskN zależy od stanu lotu samolotu oraz zachowania się przeszkód w jego otoczeniu. Wcześniejsze doświadczenia autora dotyczące zagadnień związanych z omijaniem ruchomych przeszkód wskazują, że WskN powinien uwzględniać następujące parametry kinematyczne:
1. Prędkość zbliżania samolotu do ruchomych przeszkód – VSPzi, 2. Odległości między samolotem a przeszkodami – rSPi, 3. Liczba ruchomych przeszkód znajdujących się w przyjętym otoczeniu samolotu – nr,
4. Szybkość poruszania się przeszkód – VPi, 5. Szybkość zmian kierunku przemieszczania się przeszkód –, Pziw jeśli takie zmiany występują,
6. Błędy estymacji ruchu przeszkód i zmian kierunku tego ruchu – , Pzi∆w jeśli takie są znane lub wyliczane.
Proponowaną matematyczną formę wskaźnika WskN, uwzględniającą wymienione parametry od pkt 1 do pkt 5, opisuje zależność (9): (9)
Formuła wskaźnika bezpieczeństwa wymaga zachowania odpowiednich proporcji między poszczególnymi jego składnikami w celu uzyskania odpowiedniego wpływu poszczególnych elementów na wartość wskaźnika. Uzyskano to wprowadzając odpowiednie współczynniki wagowe wsgi mnożone przez te składniki. Wartości współczynników wagowych uzyskano metodą eksperymentalną w czasie symulacji manewrów omijania przeszkód i nadano im następujące wartości wsg1 = 0,7, wsg2 = 0,9, wsg3 = 0,5, wsg4 = 150. W pierwszym składniku zależności (9) prędkość zbliżania VSPzi jest podniesiona do potęgi nw = 1,5. Dla
max 1 000 SPiSPi i SPi rrwsg rwsg >⇒=∧>⇒= (10) gdzie rSPimax jest przyjętą wartością maksymalnej odległości i-tej przeszkody, dla której uwzględniana jest przeszkoda.
W ten sposób definiowana jest granica rozpatrywanego otoczenia samolotu. Wartość współczynnika wagowego wsg1 jest zerowa, gdy samolot oddala się od przeszkody, czyli spełniona jest druga część warunku 0 rSPi > (10) opisująca zachowanie pierwszej pochodnej odległości samolotu od przeszkody. Jeśli porównywane są wartości wskaźnika dla różnych samolotów, pomocne jest uwzględnienie manewrowości każdego z nich.
W rozważanym przypadku będzie to osiągalna największą prędkość kątowa zmiany kierunku ruchu samolotu. Odległość rSPi pełni szczególną rolę, ponieważ stanowi odniesienie dla większości składników omawianego wskaźnika. Wzrost rSPi powoduje spadek udziału tego elementu w wartości WskN. Pośrednio wpływ na wskaźnik ma również przyjęta najmniejsza dopuszczalna separacja między samolotem i ruchomą przeszkodą. Po wyliczeniu trajektorii omijania ruchomych przeszkód możliwe jest wyznaczenie przebiegu wartości wskaźnika WskN, zgodnie z zależnościami (9) i (10). Udostępnienie WskN pilotowi (operatorowi) przed i podczas realizacji tej fazy lotu może stanowić dla niego cenną informację pozwalającą na oszacowanie, w których przedziałach czasu przewidywane jest największe zagrożenie bezpieczeństwa lotu. Istotnym zagadnieniem niewchodzącym w zakres tej pracy jest zaprojektowanie graficznej prezentacji tej informacji. Należy przewidzieć sytuację, w której maksymalna wartość WskN jest na tyle duża, że nie jest ona do zaakceptowania i wówczas wyliczany jest ponownie przebieg trajektorii omijania przeszkód z wprowadzoną korektą minimalnej separacji, polegająca na zwiększeniu jej wartości. Oszacowanie wartości WskN, powyżej której wyznaczony przebieg trajektorii omijania jest nieakceptowalny wymaga przeprowadzenia wielu symulacji oraz i badań w locie w trakcie omijania przeszkód.
6. Wyniki obliczeń
przebiegów wskaźnika stopnia zagrożenia na podstawie optymalnych trajektorii omijania przeszkód
Do obliczeń optymalnej trajektorii omijania przeszkód i wskaźnika przyjęto matematyczny model samolotu typu I-23 Manager [18]. Samolot we wszystkich przykładowych scenariuszach poruszał się na stabilizowanej wysokości 200 m i ze stałą prędkością liniową względem Ziemi 50 m/s.
Do dalszych rozważań zaproponowano trzy scenariusze charakteryzujące się podwyższonym zagrożeniem bezpieczeństwa lotu ze względu na dużą prędkość przemieszczania się przeszkód lub zmianę kierunku ruchu. Wszystkie znajdowały się na stałej wysokości, tej samej co samolot i leciały ze stałą prędkością co do modułu ale, wartość ta dla każdej z nich była inna. W scenariuszu Sc1 dwie przeszkody przemieszczały się z prędkościami 160 m/s i 180 m/s, czyli znacznie większą niż prędkość samolotu. Pozostałe prędkości przeszkód zawierały się w przedziale od 50 m/s do 70 m/s. W scenariuszu Sc2 prędkość lotu jednej przeszkody była jeszcze większa niż w Sc1 i wynosiła 300 m/s, a pozostałe zawierały się w przedziale od 50 m/s do 80 m/s. W scenariuszu Sc3 w przeciwieństwie do poprzednich dwie przeszkody zmieniały kierunek ruchu, pozostałe tak jak w Sc1 i Sc2 miały stałe kierunki ale, różniące się między sobą. W scenariuszu Sc3 prędkości przeszkód mieściły się w przedziale od 50 m/s do 100 m/s.
Przyjęto, że minimalna odległość samolotu od wszystkich przeszkód nie powinna być mniejsza niż 270 m oraz maksymalna prędkość kątowa zakrętu jest nie większa niż 10°/s. W wyniku działania oprogramowania stosującego procedurę PSO uzyskano przedstawione na wykresach (rys. 4, rys. 5 i rys. 6) kształty optymalnych trajektorii lotu samolotu w czasie omijania ruchomych przeszkód dla wybranych trzech scenariuszy.
Wartości parametrów opisujących optymalne przebiegi trajektorii manewrów antykolizyjnych zamieszczono w Tabeli 1. Wynika z niej, że tylko dla scenariusza Sc3 nie istnieje prostoliniowy fragment trajektorii tpr. W scenariuszu Sc2 odcinek tpr jest znacznie krótszy od tpr w Sc1. Trajektorie dla wszystkich scenariuszy charakteryzują się dużymi, maksymalnymi kątami odchylenia , którego wartość dla Sc1 i Sc3 różniła się o kilka stopni od 90°, a dla Sc2 przekroczyła 100° o niecałe 8°. Kolejne
Rys. 4. Optymalna trajektoria samolotu i ruch pięciu przeszkód dla
Scenariusza Sc1
Fig. 4. Optimal aircraft trajectory and five obstacle movement for Scenario Sc1
Rys. 5. Optymalna trajektoria samolotu i ruch pięciu przeszkód dla
Scenariusza Sc2
Fig. 5. Optimal aircraft trajectory and five obstacle movement for Scenario Sc 2
zakręty samolotu w czasie omijania przeszkód dla scenariuszach Sc1 odbywały się z podobną prędkością kątową jak dla scenariusza Sc2. Znajomość sposobu zmian ruchu przeszkód umożliwiła wyliczenie trajektorii ich omijania dla Sc3 (rys. 6). Jej przebieg wyraźnie różnił się od poprzednich trajektorii – zakręty były wykonywane ze znacznie mniejszą prędkością kątową. Jej kształt, a w tym duże odchylenia od zaplanowanej wcześniej trasy (rys. 6) wskazuje na trudniejsze zadanie w porównaniu ze scenariuszami Sc1 i Sc2. Jednocześnie jak pokazuje przebieg wskaźnika WskN scenariusz Sc3 wiąże się z większymi zagrożeniami wynikającymi ze zmian kierunku ruchu dwóch przeszkód.
Jerzy Graffstein
5
Rys. 6. Optymalna trajektoria samolotu i ruch pięciu przeszkód dla
Scenariusza Sc3
Fig. 6. Optimal aircraft trajectory and five obstacle movement for Scenario Sc 3
Jego wartość maksymalna i średnia są większe niż dla pozostałych scenariuszy.
Dla Sc1 i Sc2 maksymalne wartości wskaźnika WskN występują dla czasu ok. 10 s, a stały niski poziom WskN = ~2 zaczyna się od czasu ok. 40 s. Dla Sc3 maksimum wartości jest znacznie później czyli ok. 43 s, a w przybliżeniu stała niska wartość zaczyna się po czasie ok. 52 s (rys. 8). Wynika z tego, że pilot lub operator powinien w warunkach scenariusza Sc3 dłużej i mocniej skupiać uwagę w trakcie omijania przeszkód. Na wykresie (rys. 8) widoczne jest znaczący udział zagrożenia pochodzący od zmiany kierunku ruchu porównując całkowity wskaźnik WskN do sumy pozostałych składników Wsk1-3, nie zawierających zmiennej wPzi Dla Sc1 i Sc2 składnik we wskaźniku WskN (9) zawierający prędkość zbliżania samolotu do przeszkody VSPzi jest pierwszym dominującym. Potwierdzeniem jest porównanie całego wskaźnika WskN z sumą pozostałych jego elementów Wsk2-3 niezawierających VSPzi (oba wykresy na rys. 7). Analiza wykresów WskN (rys. 7) zgodnie z przewidywaniami wskazuje na wzrost zagrożenia wraz z większą prędkością liniową przeszkody. Świadczy o tym maksymalna wartość WskN dla Sc2 wynosząca 11,67 w porównaniu z mniejszą dla Sc1 wynoszącą 9,43. Przebieg zmian odległości rSPi w czasie wykonywania manewrów omijania pokazuje przekroczenie odległości od samolotu niektórych przeszkód poza przyjętą w tej pracy granicę rSPimax > 4 km (rys. 9 i 10). Wspomniana granica wynika z przyjętego w pracy pomiarowego zasięgu urządzeń zbierających informacje o przeszkodach. Odzwierciedleniem tego faktu jest dwukrotnie skokowe zmniejszenie wartości wskaźnika WskN widoczne na jego wykresach na rys. 8 w czasie ok. 52 s i ok. 68 s oraz na rys. 7 dla Sc2 w czasie ok. 69 s. Wynika to z pomijania po tym czasie wpływu takiej przeszkody na wartość WskN. Co uzasadnia założenie, że w tej odległości istnienie przeszkody nie wpływa znacząco na bezpieczeństwo lotu.
Tab. 1. Wyniki obliczeń optymalnej trajektorii i wskaźnika stopnia zagrożenia bezpieczeństwa dla scenariusza: Sc1, Sc2 i Sc3
Tab. 1. Calculation results of the optimal trajectory and the security risk level indicator for scenarios: Sc1, Sc 2 and Sc 3
Scenariusz Max kąt odchylenia [°] Długość prostego odcinka [m] Czas rozpoczęcia manewru [s] Prędkość zakrętu
Wsk2,3 WskN
Rys. 7. Wskaźnik WskN i Wsk 2,3 stopnia zagrożenia bezpieczeństwa dla Scenariuszy: Sc1 i Sc2
Fig. 7. The WskN and Wsk2,3 indicators of the level of security risk for Scenarios: Sc1 and Sc 2
Rys. 10. Odległości samolotu od przeszkód dla scenariusza: Sc3
Fig. 10. Distances of the aircraft from obstacles for scenario: Sc 3
7.
Wnioski
Przedstawiony materiał pozwala na sformułowanie następujących wniosków: Uzyskano zadawalające wyniki optymalizacji trzech przebiegów trajektorii omijania przeszkód w wyniku właściwego wyboru wskaźnika jakości i odpowiednio dobranego algorytmu optymalizacji.
W procesie formułowania wskaźnika WskN stopnia zagrożenia bezpieczeństwa starano się uwzględnić najistotniejsze czynniki wpływające na tworzony obraz zagrożeń w czasie lotu. Przedstawione wyniki wstępnych, symulacyjnych obliczeń wskaźnika WskN dla zaproponowanych przykładowych scenariuszy w czasie omijania ruchomych przeszkód świadczą o dobrej reprezentacji zmian zagrożeń dla wybranych sytuacji.
Rys. 8. Wskaźnik WskN i Wsk1-3 stopnia zagrożenia bezpieczeństwa dla scenariusza Sc3
Fig. 8. The WskN and Wsk1-3 indicators of the level of security risk for the Sc 3 scenario
W celu uzyskania większej pewności dotyczącej użyteczności zaproponowanej formuły wskaźnika WskN niezbędne będą dalsze badania symulacyjne, u podstaw których, między innymi będą leżały realne warunki jakie uda się zaobserwować w czasie lotu rzeczywistych obiektów omijających ruchome przeszkody. Przewiduje się, że rozszerzenie działania omawianego wskaźnika może polegać na uwzględnieniu niepewności związanej z niedokładną znajomością ruchu przeszkód, a także na występowaniu błędów pomiarowych stanu lotu samolotu, przyjmując, że możliwe będzie uzyskanie ich np. na drodze estymacji.
Bibliografia
Rys. 9. Odległości samolotu od przeszkód dla scenariusza: Sc1 i Sc2
Fig. 9. Distances of the aircraft from obstacles for scenarios: Sc1 and Sc 2
1. Kanakakis V., Tsourveloudis N., Evolutionary path planning and navigation of autonomous underwater vehicles, Mediterranean Conference on Control & Automation, 2007, Athens, DOI: 10.1109/MED.2007.4433919.
2. Falkiewicz D., Łukasik S., Fuzzy modeling with the particle swarm optimization algorithm, “Czasopismo Techniczne. Automatyka”, Vol. 25, 2012, 41–54, DOI: 10.4467/2353737XCT.14.004.1781.
3. Graffstein J., Functioning of air anti-collision system during test flight, “Aviation”, Vol. 18, No. 1, 2014, 44–51, DOI: 10.3846/16487788.2014.865945.
4. Graffstein J., Dobór parametrów manewru antykolizyjnego i jego przebieg, „Prace Instytutu Lotnictwa”, Nr 224, 2012, 31–43.
5. Graffstein J., Elementy procesu wykrycia zagrożenia kolizją i automatycznie sterowany manewr awaryjny, „Pomiary Automatyka Robotyka”, Nr 2, 2012, 383–387.
6. Graffstein J., Selected aspects of automatic maneuver control to avoid moving obstacles resulting from the simulation analysis of the course of aircraft movement, Advances in Intelligent Systems and Computing, “Challenges in Auto010203040506070
7. Hassan R., Cohanim B., de Weck O., Venter G., A comparison of particle swarm optimization and the genetic algorithm, Structures, Structural Dynamics, and Materials and Co-located Conferences, Austin, 2015, DOI: 10.2514/6.2005-1897.
8. Jung T., Piera M.A., Ruiz O.S., A causal model to explore the ACAS induced collisions, “Journal of Aerospace Engineering”, Vol. 228, No. 10, 2015, 1735–1748, DOI: 10.1177/0954410014537242.
9. Krzysztofik I., Koruba Z., Application of an optimal control algorithm for a gyroscope system of a homing air-to-air missile, “Aviation”, Vol. 25, No. 1, 2021, 41–49, DOI: 10.3846/aviation.2021.13899.
10. Kwok N.M., Ha Q.P., Fang G., Motion coordination for construction vehicles using swarm intelligence, “International Journal of Advanced Robotic Systems”, Vol. 4, No. 4, 2007, 469–476, DOI: 10.5772/5672.
11. Lisowski J., The sensitivity of state differential game vessel traffic model, “Polish Maritime Research”, Vol. 23, No. 2, 2016, 14–18, DOI: 10.1515/pomr-2016-0015.
12. Masehian E, Sedighizadeh D., Multi-objective robot motion planning using a particle swarm optimization model, “Journal of Zhejiang University SCIENCE C (Computers & Electronics)”, Vol. 11, 2010, 607–619, DOI: 10.1631/jzus.C0910525.
Jerzy Graffstein
13. Mitici M., Blom H.A.P., Mathematical Models for Air Traffic Conflict and Collision Probability Estimation, “IEEE Transactions on Intelligent Transportation Systems”, Vol. 20, No. 3, 2019, 1052–1068, DOI: 10.1109/TITS.2018.2839344.
14. Paielli R.A., Modeling maneuver dynamics in air traffic conflict resolution, “Journal of Guidance, Control, and Dynamics”, Vol. 26, No. 3, 2003, 407–415, DOI: 10.2514/2.5078.
15. Reshamwala A., Vinchurkar D.P., Robot Path Planning using An Ant Colony Optimization Approach: A Survey, “International Journal of Advanced Research in Artificial Intelligence”, Vol. 2, No. 3, 2013, 65–71.
16. Salazar L.R., Sabatini R., Gardi A., Ramasamy S., A Novel system for non-cooperative UAV sense-and-avoid, International Conference on Unmanned Aircraft Systems (ICUAS), 2016, 1–11.
17. Singh N.P., Sharma S., Robot path planning using swarm intelligence: A Survey, “International Journal of Computer Applications”, Vol. 83, No. 12, 2013, 5–12, DOI: 10.5120/14498-2274.
18. Stevens B.L., Levis F.L., Aircraft control and simulation, Wiley & Sons, 2016.
19. Yarmohamadi M., Improvement of robot path planning using particle swarm optimization in dynamic environments with mobile obstacles and target, “Advanced Studies in Biology”, Vol. 3, No. 1, 2011, 43–53.
Definition and Analysis of the Indicator
of the Degree of Risk to the Safety of an Aircraft Flight Along the Optimal Trajectory for Avoiding Moving Obstacles
Abstract: Ensuring safe avoidance of collisions with moving obstacles during flight requires carrying out several-stage activities. Their scope includes detecting obstacles, identifying the possibilities of potential collisions, calculating a safe flight trajectory, which is aimed at avoiding obstacles. It is important to perform an analysis of the calculated trajectory in terms of its safe implementation. The paper presents the method of performing the analysis of the safety of avoiding obstacles using an indicator. The method of formulating this indicator and its use at the stage of preparing and implementing the trajectory of avoiding obstacles is discussed. The calculations of the trajectory were carried out by solving the problem of particle swarm optimization (PSO). The safety of the example maneuvers obtained in this way was described by the calculated courses of the safety risk level indicator.
Pracownik Sieci Badawczej Łukasiewicz – Instytutu Lotnictwa. W Zakładzie Awioniki zajmuje stanowisko głównego specjalisty ds. badawczych. Jego zainteresowania naukowe obejmują zagadnienia modelowania dynamiki ruchu obiektów latających i automatyczne sterowanie takimi obiektami, w tym wykorzystanie ruchu programowego do autonomicznego sterowania lotem wzdłuż zadanej trajektorii, oraz zagadnienia związane z automatyczną realizacją manewrów antykolizyjnych. Jest autorem monografii nt. automatycznego omijania przeszkód oraz autorem lub współautorem około stu publikacji w języku polskim i angielskim dotyczących wymienionego obszaru tematycznego.
Zrobotyzowany ciąg technologiczny do montażu i testowania amortyzatorów oraz
sprężyn gazowych
Robert Tomasiewicz
ELPLC S.A., ul. Rozwojowa 28, 33-100 Tarnów
Streszczenie: Artykuł opisuje efekty prac nad projektem nr POIR.01.02.00-00-0056/18-00. Celem projektu było opracowanie innowacji produktowej w postaci nowatorskiego ciągu technologicznego do montażu i testowania amortyzatorów oraz sprężyn gazowych, do zastosowania u międzynarodowych producentów komponentów w obszarze Tier 1 w branży automotive. Realizacja projektu zakładała przeprowadzenie prac badawczo-rozwojowych w zakresie opracowania nowatorskiego, zautomatyzowanego ciągu technologicznego „all-in-one” do montażu i testowania amortyzatorów oraz sprężyn gazowych. Nie bez znaczenia dla przebiegu projektu było dotychczasowe doświadczenie zespołu w realizacji linii do montażu wymienionych komponentów oraz bezpośrednia znajomość potrzeb klientów. To wszystko postanowiono uwzględnić w pracach koncepcyjnych. Cechą o szczególnym znaczeniu jest uniwersalność urządzeń, które umożliwiają jednoczesne napełnianie gazem oraz zamykanie amortyzatorów i sprężyn gazowych, zintegrowane z testerem charakterystyki siły tłumienia. Cecha ta, wynikająca z automatyzacji i robotyzacji procesu w połączeniu z modułowością i systemową kompatybilnością urządzeń, pozwala na dowolne komponowanie ciągu technologicznego, użytkowanie jego potrzebnej aktualnie części lub jego przyszłą rozbudowę. Poszczególne moduły mogą działać autonomicznie być obsługiwane przez człowieka, ale mogą być też częścią większej linii technologicznej i pracować w środowisku zautomatyzowanej intralogistyki.
Słowa kluczowe: sprężyny gazowe, amortyzatory, robotyzacja, roboty autonomiczne, linie montażowe
1. Wprowadzenie
Trendy i koncepcje rozwojowe w branży automotive ulegają ciągłym zmianom. Jednym z obecnych jest rozwój wykorzystujący zintegrowane systemy – standaryzowane pod względem jakości i bezpieczeństwa wytwarzanych komponentów, uwarunkowany powszechnym zastosowaniem automatyki i robotyzacji w procesach produkcyjnych. Zmianom ulegają zależności między przedsiębiorstwami z różnych poziomów łańcucha dostaw w branży automotive. Powiązania te sprawiają, że wszelkie zmiany w trendach wpływają na dynamikę oraz różnorodność otrzymywanych przez podmioty z obszaru Tier 1 oraz Tier 2 zleceń, wpływających na proces produkcji, stosowane technologie oraz surowce produkcyjne.
Autor korespondujący:
Robert Tomasiewicz, robert.tomasiewicz@elplc.pl Artykuł recenzowany nadesłany 19.08.2024 r., przyjęty do druku 23.04.2025 r.
Zezwala się na korzystanie z artykułu na warunkach licencji Creative Commons Uznanie autorstwa 4.0 Int.
Przemysł motoryzacyjny od lat znajduje się w czołówce branż najchętniej inwestujących w roboty przemysłowe. Opłacalność robotyzacji dostrzegają także polscy kontrahenci. Powodem jest nacisk na utrzymanie standardów jakości w branży. Od prawidłowego wykonania elementów zależy m.in. bezpieczeństwo pasażerów. Wydajność również musi pozostać na najwyższym poziomie, co powoduje, że człowiek zaczyna pełnić funkcje kontrolne. Produkcję zaś oddaje się precyzyjnym i zdolnym do jednakowych powtórzeń maszynom.
Zmieniające się potrzeby branży w zakresie jakości i wytrzymałości, a także rosnące zaawansowanie techniczne oferowanych produktów sprawiają, że od producentów oczekuje się wysokiej jakości oraz elastyczności produkcji. Producenci komponentów, aby dopasować się do zmiennych uwarunkowań rynku poszukują rozwiązań efektywnych i kompleksowych, by właściwie odpowiadać na zapotrzebowanie sektora automotive.
Segment produkcji amortyzatorów odnotowuje stały wzrost, który wg różnych szacunków w latach 2023–2033 będzie przekraczał 5 % rocznie [1]. Nie jest to zaskakujące wobec faktu notowania rosnącego popytu na samochody osobowe i lekkie pojazdy użytkowe w gospodarkach wschodzących oraz wzrostowego trendu, jeśli chodzi o pojazdy elektryczne i hybrydowe. W przypadku produkcji sprężyn gazowych, to wg raportu Global Nitrogen Gas Springs Market, rynek osiągnie globalną wartość
10,5 mld USD w 2026 r. przy rocznym wzroście na poziomie blisko 6 % [2]. Sektor branży automotive jest największym odbiorcą sprężyn gazowych, do pozostałych odbiorców zaliczyć należy m.in. sektor obróbki plastycznej, branżę elektroniczną, meblarską lub producentów urządzeń medycznych.
Dzięki zdobytemu przez Spółkę wieloletniemu doświadczeniu i stałej współpracy z producentami elementów w wymienionych segmentach, udało się zdefiniować szereg potrzeb rynkowych. Stały się one podwalinami do podjęcia prac nad projektem.
1.1. Zwiększenie efektywności i elastyczności procesu montażu i testowania amortyzatorów oraz sprężyn gazowych
Ze względu na wzrost zapotrzebowania na amortyzatory i sprężyny gazowe oraz potrzebę poprawy efektywności procesów technologicznych, od producentów działających w ramach łańcucha dostaw podzespołów na poziomie OEM (ang. Original Equipment Manufacturer) – producenci pojazdów oraz Tier 1 – dostawcy/producenci dla poziomu OEM, wymaga się ciągłego doskonalenia oferowanych produktów, pozwalających na sprostanie rosnącym standardom oraz wymaganiom rynku. Firmy OEM oczekują od Tier 1 dostępu, w ściśle wyznaczonym terminie, do zamówionych wolumenów, o wystandaryzowanej jakości, tak aby móc prowadzić własne procesy produkcyjne w sposób ciągły i niezakłócony. Dla OEM ważna jest także elastyczność produkcji oferowana w obszarze Tier 1 – w praktyce oznaczająca zdolność do zwiększania mocy produkcyjnych w nagłych przypadkach. To z kolei ma bezpośredni wpływ na przebieg procesów produkcji – muszą się charakteryzować wysoką efektywnością i elastycznością. Tym samym Tier 1 zobowiązane są stale ulepszać wykorzystywane przez siebie w procesie produkcyjnym rozwiązania technologiczne. Dostawcy amortyzatorów oraz sprężyn gazowych oczekują od dostawców technologii produkcyjnych (Tier 2) zaawansowania technologicznego rozwiązań w stopniu pozwalającym zaspokajać potrzeby związane z jakością produktów, które zostały zdefiniowane na poziomie OEM.
Uniwersalność linii technologicznej
Na efektywność i elastyczność montażu oraz testowania amortyzatorów i sprężyn gazowych składa się kilka aspektów. Jednym z nich jest posiadanie rozwiązań uniwersalnych, mających zastosowanie do równoległego, różnego rodzaju czynności produkcyjnych. Obecnie stosowane rozwiązania technologiczne w postaci pojedynczych maszyn najczęściej ograniczone są do wąskiego zakresu procesów, np. wyłącznie do procesu nabijania azotem sprężyn gazowych. Powoduje to występowanie w działalności Tier 1 istotnego ryzyka biznesowego związanego z ponoszeniem dodatkowych wydatków na maszyny i urządzenia (odpowiedzialnych tylko za jeden etap procesu produkcyjnego), które pod wpływem zmian technologii mogą stać się bezużyteczne. W kontekście uniwersalności rozwiązań technologicznych istotne dla podmiotów z poziomu Tier 1 stają się także aspekty związane z przestrzenią użytkową zajmowaną przez maszyny produkcyjne oraz ich energochłonnością.
Modułowość i kompatybilność rozwiązań produkcyjnych Producenci komponentów samochodowych coraz częściej wskazują potrzebę dostępności elementów pozwalających na rozszerzenie funkcjonalności posiadanej linii technologicznej, umożliwiając im tym samym dowolne komponowanie linii z poszczególnych modułów. Obecnie czas oczekiwania na realizację zamówienia całej linii technologicznej jest długi, dodatkowo cała linia wymaga przeprowadzenia kompleksowej kalibracji – to sprawia, że ograniczona jest elastyczność rozwiązania produkcyjnego w postaci całej linii technologicznej. Dostęp do modułowych i kompatybilnych względem siebie rozwiązań pozwala natomiast na dodawanie modułów
o określonej funkcjonalności, których proces integracji zachodzi szybciej.
Automatyzacja instalacji Potrzeba poprawy efektywności i elastyczności wynika bezpośrednio z potrzeby zwiększenia automatyzacji linii technologicznych. Kluczowe jest dostosowanie się do wymagań klienta z poziomu OEM w zakresie terminowości realizacji zamówień, wielkości oczekiwanej produkcji oraz jakości wyznaczonej normą IATF 16949 (dotyczącej rozwoju oraz ciągłego doskonalenia systemu zarządzania jakością, skupiające się na zapobieganiu błędom oraz redukcji zmienności i strat w łańcuchu dostaw OEM) [3] oraz audytem VDA 6.3 (obowiązkowy audyt wymogów dla dostawców części samochodowych dla klientów z rynku niemieckiego) [4] – procedury te tworzą spójny algorytm oceny dostawcy. Producenci amortyzatorów i sprężyn gazowych w odpowiedzi na wymagania stawiane przez klientów poszukują zatem rozwiązań z dziedziny automatyzacji produkcji, których celem jest zwiększenie jednorodności oraz zagwarantowanie powtarzalności otrzymywanych produktów przez eliminację błędów czynnika ludzkiego na etapach montażu i kontroli jakości oraz wzrost wydajności pracy linii. Ważnym aspektem i uzasadnieniem konieczności zwiększenia zrobotyzowania produkcji jest bezpieczeństwo pracowników. Roboty pozwalają chronić pracowników przed hałasem, niebezpiecznymi temperaturami, ostrymi elementami i płynami technologicznymi.
Rozwiązanie będące rezultatem projektu jest skierowane do podmiotów branży automotive, producentów amortyzatorów i sprężyn gazowych zlokalizowanych przede wszystkim w Europie Środkowo-Zachodniej, lecz także w Chinach, Korei Płd., Indiach, USA lub Meksyku.
1.2. Poziom gotowości technologicznej
Poziomy gotowości technologicznej TRL (ang. Technology Readiness Levels) to metoda szacowania dojrzałości technologii w fazie pozyskiwania w ramach danego programu. TRL umożliwia spójne i jednolite dyskusje na temat dojrzałości technologicznej w odniesieniu do różnych rodzajów technologii. Poziom TRL jest określany podczas oceny gotowości technologicznej TRA (ang. Technology Readiness Assessment), która obejmuje analizę koncepcji programowych, wymagań techno-
Tab. 1. Definicje poziomów TRL [5]
Tab. 1. TRL levels definitions [5]
Poziom TRL Opis
1Zaobserwowanie podstawowych zasad naukowych
2 Sformułowanie koncepcji technologicznej
3
Eksperymentalne potwierdzenie zasadności koncepcji
4Walidacja technologii w warunkach laboratoryjnych
5 Walidacja technologii w odpowiednim środowisku przemysłowym
6 Demonstracja technologii w odpowiednim środowisku przemysłowym
7 Demonstracja prototypu systemu w środowisku operacyjnym
8System kompletny i zakwalifikowany do wdrożenia
9 Sprawdzony system rzeczywisty działający w warunkach operacyjnych
logicznych oraz udokumentowanych możliwości technologicznych. Skala TRL obejmuje poziomy od 1 do 9, gdzie 9 oznacza technologię najbardziej dojrzałą (tab. 1) [5, 6]. Koncepcja TRL została opracowana przez NASA w latach 70. XX wieku. W 2013 r. skala TRL została dodatkowo ustandaryzowana przez Międzynarodową Organizację Normalizacyjną (ISO) przez publikację normy ISO 16290:2013 [5]. Skala TRL znajduje również zastosowanie przy opisywaniu projektów badawczo-rozwojowych współfinansowanych przez Unię Europejską.
2. Opis budowy linii
2.1. Założenia technologiczne
Realizacja projektu zakładała osiągnięcie następujących cech: uniwersalność i kompaktowość urządzeń ciągu technologicznego – zmniejszenie zajętości przestrzeni, elastyczność konfiguracji linii; oszczędność energii/surowców – minimalizacja zużycia oleju przez zmianę techniki napędowej układu pomiarowego; skalowalność i kompaktowość rozwiązania technologicznego przez modułowość i kompatybilność – można dostarczyć/eksploatować obydwie części (amortyzatorów i sprężyn gazowych) lub każdą z osobna niezależnie; błąd pomiaru siły w teście funkcjonalnym na poziomie 1,5–2 %; optymalizacja czasu trwania załadunku/przeładunku w cyklu produkcyjnym dzięki robotyzacji; wysoka autonomia pracy dzięki zastosowaniu zrobotyzowanej obsługi logistycznej (pojazd AMR).
2.2. Główne prace w ramach projektu
W ramach projektu POIR.01.02.00-00-0056/18-00 wykonano szereg prac, które doprowadziły do uzyskania zadowalającego efektu końcowego – ciągu technologicznego ze stacjami testowania charakterystyk zarówno amortyzatorów jak i sprężyn gazowych. Realizowane w trakcie prac badawczo-rozwojowych działania wpisały się w KIS 14 – automatyzacja i robotyzacja procesów technologicznych, przyniosły już szereg korzyści. Działania te to: opracowanie projektów wielobranżowych; wykonanie i montaż mechaniczny zespołów, narzędzi oraz konstrukcji aluminiowych; montaż połączeń elektrycznych wewnątrz szaf sterowniczych, szaf krosowniczych i paneli operatora, pomiary elektryczne na linii; opracowanie dedykowanego systemu umożliwiającego sterowanie pracą modułów z funkcjonalnością traceability; prace programistyczne PLC i uruchomieniowe modułów linii, a także podzespołów, np. robot samojezdny AMR.
Robert Tomasiewicz
2.3. Zastosowane metodologie i narzędzia projektowania
Projekt linii montażowej i problem układu linii LL (ang. Line Layout) zostały omówione i podzielone na poziom logiczny i fizyczny. Opracowanie logicznego układu obejmuje rozdzielenie zadań między stanowiska, podczas gdy układ fizyczny określa rozmieszczenie sprzętu na hali fabrycznej. W przypadku logicznego montażu LL rozwiązano problem równoważenia linii ALBP (ang. Automatic Line Balancing Problem) i planowania zasobów RP (ang. Resource Planning) [7]. Opisana linia montażowa amortyzatorów została zaplanowana od początku jako linia montażowa hybrydowa, gdzie operacje mogą być wykonywane ręcznie lub za pomocą robotów i zautomatyzowanych maszyn, planowanie zasobów przypisuje zasoby do zadań i przydziela zadania stanowiskom [8].
Inżynieria współbieżna CE (ang. Concurrent Engineering) została zastosowana ze względu na jej kluczowe zalety, do których należą integracja różnorodnej wiedzy specjalistycznej w celu skutecznego i wydajnego rozwiązywania wyzwań projektowych, zbieranie odpowiednich pracowników we właściwym czasie w celu wspólnego identyfikowania i rozwiązywania problemów projektowych oraz środowisko multidyscyplinarne [9]. Do opracowania projektów mechanicznych, elektropneumatycznych i programistycznych zastosowano systemy SolidWorks 3D CAD z PDM, EPLAN CAD/CAE oraz TIA Portal. W pracach wykorzystano wieloletnie, praktyczne know-how zespołu oraz podbudowę teoretyczną dotyczącą zwłaszcza modelowania układów zawieszenia i klasycznych metodyk badania jakości amortyzatorów [10–12].
2.4. Budowa linii montażowej
Opracowaną linię technologiczną charakteryzuje automatyczna praca, trwałość oraz dokładność montażu i wykonywanych testów charakterystyki. Do pełnej obsługi linii nie potrzeba pracowników produkcyjnych. Wymagane jest tylko dostarczanie i odbieranie komponentów przez autonomiczny pojazd AMR oraz okresowe kontrolowanie przez służby utrzymania ruchu. Ciąg technologiczny łącznie z szafami sterowniczymi może być dostosowany do układu logistycznego fabryki. Do połączenia linii z szafami sterującymi przewidziano specjalne złącza o wysokim poziomie ochrony IP.
Główne elementy linii pokazano na przygotowanym planie (rys. 1) oraz w postaci zrenderowanej (rys. 2):
1. Stacjonarne maszyny do gazowania i testu charakterystyki CTS – sprężyn gazowych
2. Robot przeładunkowy – sprężyn gazowych
3. Wózek autonomiczny – robot AMR
4. Robot przeładunkowy – amortyzatorów
5. Stacjonarna maszyna do testu charakterystyki amortyzatorów CTS
Rys. 1. Plan opracowanej linii Fig. 1. Line layout schematic
6. Stacjonarna maszyna do walcowania i napełniania gazem amortyzatorów EPICS
7. Agregat hydrauliczny
8. System zbierania danych – TRACEABILITY/TOMAI Factory System
9. Stacja ładowania robota AMR
Rys. 2. Render 3D projektu linii
2. Line 3D render
Rys. 3. Linia na końcowym etapie uruchomienia i walidacji z widocznym AMR
Fig. 3. Line during test run and validation with AMR visible
2.5. C TS – testery charakterystyki z liniowym napędem elektrycznym
W module CTS zastosowano sprawdzone we wcześniejszych projektach elektryczne silniki liniowe jako napęd efektora testującego. Osiągnięto następujące parametry: prędkość testowania na poziomie 1 m/s lub większym; maszyna jest wyposażona w elektromagnetyczne silniki liniowe, których prędkości pracy wynoszą Vmax = 1,5 m/s; −osią gana siła kompresji i odbicia na poziomie 6,5 kN; błąd pomiaru na poziomie 2 % zakresu pomiarowego; zastosowano tensometryczny czujnik oporowy klasy laboratoryjnej; możliwość programowania liczby cyklów wstępnych (rozruchowych) i testowych w dowolnej konfiguracji i o różnych rampach czasowych przyspieszania, np. trójkąt, prostokąt, sinusoida; można programować rampę czasową osobno dla kompresji i rozciągania; trajektoria jest opisana drogą, pręd-
kością maksymalną, którą powinniśmy osiągnąć i typem rampy, przyspieszenia wynikają z tych parametrów, podobnie częstotliwość; pomiar sił tarcia do 500 N, za pomocą układu tensometrycznego klasy laboratoryjnej; pomiar amortyzatorów i sprężyn gazowych o długościach 200–1200 mm.
Tab. 2. Porównanie CTS z typowymi testerami hydraulicznymi
Tab. 2. Comparison of CTS with typical hydraulic testers
2.6. EPICS – napełnianie azotem i zamykanie w jednym module
Amortyzator jest napełniany azotem oraz zamykany przez zaoblenie górnego fragmentu cylindra. Typowo ciśnienie gazu w amortyzatorze mieści się w przedziale do 2,5 MPa. Praktyka produkcyjna zastana u klientów Tier1 pokazała, że często ta operacja rozdzielona jest na dwie maszyny. Pierwsza z nich wykonuje napełnienie gazem i tylko wstępne uszczelnienie i zamknięcie amortyzatora. Finalne zamknięcie amortyzatora dokonywane jest dopiero na kolejnej stacji.
W module EPICS zdecydowano się na zintegrowanie całości procesu w jednej stacji (rys. 6). Tym samym ostateczne zamknięcie amortyzatora odbywa się jednocześnie z wypełnieniem gazem. Na stacji EPICS osiągane jest ciśnienie azotu w amortyzatorze do 2,5 MPa. Zaprojektowano do tego dedykowany układ pneumatyczny utrzymujący ciśnienie gazu oraz
Rys. 6. EPICS widok narzędzia zamykająco-gazującego
Fig. 6. EPICS closing and gas filling tooling
Robert Tomasiewicz
zespół uszczelnień głowicy i cylindra. Podanie azotu pod ciśnieniem do amortyzatora dokonuje się w głowicy walcującej. Najazd układu walcowania jest realizowany za pomocą serwonapędu. Następnie poprzez przekładnię napędzana jest śruba planetarna sprzężona z głowicą gazująco-walcującą. Proces walcowania jest na bieżąco monitorowany przez układ tensometryczny, który ma za zadanie zmierzyć siłę walcowania – wyniki pomiarów są analizowane oraz na bieżąco korygowane. Układ dojeżdża do momentu wystąpienia określonej wartości siły. Droga jest więc uzależniona od punktu wystąpienia zadanej siły, a ta zależy od rodzaju (referencji) amortyzatora i jego gabarytów.
Opracowanie koncepcji stacji w postaci wolnostojącego modułu doczepianego stanowi o możliwościach adaptacyjnych. Takie rozwiązanie daje możliwość zastosowania autonomicznego lub dowolnego łączenia stacji w ciągi technologiczne. Wykorzystany EPICS jest zintegrowany z CTS przy pomocy robota przeładunkowego oraz robota autonomicznego AMR. Pomiar siły walcowania jest realizowany za pomocą tensometru oporowego o zakresie 250 kN. Umożliwia pomiar sił w założonym przedziale 45–150 kN. Przewymiarowanie przetwornika pozwala zwiększyć trwałość układu dzięki znacznemu zapasowi zakresu i odporności na znaczne nawet przekroczenia założonego przedziału.
3. Podsumowanie
3.1. Osiągnięcie kamieni milowych projektu Opisane w publikacji moduły stanowiły kluczowe kamienie milowe projektu POIR.01.02.00-00-0056/18-00. W przypadku opisanych modułów zrealizowano kilka istotnych celów: Modułowość – każdy moduł może działać zarówno jako integralna część linii montażowej, jak i jako autonomiczna stacja zdolna do załadunku/rozładunku za pomocą robotów. Można modyfikować przepływ linii i kolejność modułów, a także odpowiednio konfigurować serializację produkcji. Zwiększona dokładność pomiarów podczas testów funkcjonalnych (CTS) – osiągnięto dzięki zastosowaniu elektromagnetycznego napędu liniowego (tab. 2).
Elastyczna konfiguracja procesu testów funkcjonalnych (CTS) – umożliwia programowanie liczby cykli wstępnych (rozruchowych) i testowych, a także ramp przyspieszeń (np. trójkątne, prostokątne, sinusoidalne). Niezależne programowanie ramp jest też możliwe dla faz kompresji i rozciągania. Uproszczenie procesu, skrócenie czasu cyklu oraz zmniejszenie przestrzeni zajmowanej przez moduł (EPICS) –dzięki opracowaniu jednolitego procesu napełniania gazem i uszczelniania, dwie wcześniej oddzielne stacje zostały połączone w jedną. Ta konsolidacja ułatwia analizę charakterystyki siły, zapewniając dostęp do spójnego, jednolitego zestawu danych pomiarowych.
Tab. 4. Najważniejsze cechy EPICS w zestawieniu z rozwiązaniami typowymi
Tab. 4. Main features of EPICS compared to typical solutions
Podstawowe cechy
Napełnianie i zamykanie
Całkowity czas operacji
jedna maszyna jeden ruch
Typowo (*)
dwie osobne maszyny: 1 – napełnianie i wstępne zamknięcie 2 – zamknięcie końcowe
6,8 s > 14 s (2 kroki)
Analiza danych (wykres siły zamykania) pojedynczy ciągły dwa oddzielne zbiory danych
System sterowania
National Instruments RT karta PC
(*) podane parametry odnoszą się do grupy różnych rzeczywistych pracujących maszyn napotkanych typowo u klientów Tier1 w praktyce biznesowej Spółki
Linia technologiczna, na której zastosowano udoskonaloną metodę montażu i testowania amortyzatorów oraz sprężyn gazowych dla przemysłu motoryzacyjnego, osiągnęła 9 poziom gotowości technologicznej (TRL 9) po zakończeniu realizacji Projektu. Było to możliwe dzięki opracowaniu zrobotyzowanej linii technologicznej składającej się z oddzielnych, lecz kompatybilnych elementów/modułów z logistyką opartą na pojazdach AMR.
Chociaż prace B+R rozpoczęto na poziomie TRL 4, w ramach Projektu nie przewidziano prowadzenia badań przemysłowych. Rozwój technologii nastąpił przez odpowiednie połączenie i transformację istniejącej wiedzy naukowej i technicznej w danym obszarze.
Po zakończeniu etapów projektowania, montażu i programowania linia została uruchomiona. Przeprowadzono testy próbne, które zweryfikowały funkcjonalność każdego modułu oraz ustawiono wartości referencyjne. Walidacja wszystkich stacji i komponentów wykazała, że linia montażowa spełnia ustalone cele. Do pełnej obsługi operacyjnej linii w domyślnej konfiguracji, wymagany jest tylko nadzorujący operator logistyki.
3.2. Potencjalne zalety modułowości
Modułowe linie produkcyjne oferują szereg potencjalnych zalet, które mogą zdecydować o popularyzacji tego podejścia w nowoczesnym przemyśle. Szczególnie dotyczy to branży automotive, która charakteryzuje się wysokim stopniem automatyzacji i robotyzacji procesów produkcyjnych.
Elastyczność i skalowalność – modułowe linie produkcyjne pozwalają łatwo dodawać, usuwać lub modyfikować moduły, aby dostosować proces produkcji do nowych produktów lub zmieniającego się popytu. Umożliwiają szybką rekonfigurację, czyli zmiany układu lub funkcji przy minimalizacji kosztów przebudowy infrastruktury.
Optymalizacja kosztów, redukcja kosztów operacyjnych, redukcja czasu wprowadzenia na rynek – dzięki możliwości etapowej realizacji poszczególnych modułów, które same w sobie powinny zapewniać również działanie off-line, koszty mogą być rozłożone w czasie. Dzięki prefabrykowanym modułom linie produkcyjne mogą być szybciej instalowane i uruchamiane. Nowe moduły mogą być projektowane równolegle z bieżącą produkcją, co skraca czas potrzebny na wprowadzenie nowego produktu na rynek. Zwiększenie efektywności produkcji – przez minimalizację przestojów. W przypadku awarii jednego modułu możliwa jest szybsza naprawa lub szybka wymiana czy zastąpienie, jeśli mamy moduły redundantne. Redundancja modułów może znacząco poprawić przepustowość linii przy zachowaniu jakości produkcji. Integracja zaawansowanych technologii – przez robotyzację i wykorzystanie AI. Moduły mogą być wyposażone w technologie sztucznej inteligencji i robotyki, co pozwala na optymalizację procesów, monitorowanie wydajności i szybkie reagowanie na zmiany w środowisku produkcyjnym. Moduły mogą gromadzić dane, umożliwiając analizę procesów i ich dalsze usprawnianie. To z kolei pociąga za sobą ograniczenie wolumenu odpadów, wydłużenie cyklu życia całej linii i wsparcie zrównoważonego rozwoju. Zwiększenie bezpieczeństwa pracy – przez łatwą lokalizację zagrożeń, możliwość lepszej organizacji stref bezpieczeństwa i ograniczanie udziału człowieka w ryzykownych etapach procesu produkcyjnego.
3.3. Efekty robotyzacji i zastosowania AMR
Opracowanie integracji wózka AMR z linią spełniło następujące założenia:
Optymalizacja przepływu materiałów – mobilne roboty odpowiadają za dostarczanie komponentów na linie pro-
dukcyjne oraz odbiór gotowych produktów. Automatyzacja przepływu materiałów pomaga zminimalizować przestoje w produkcji spowodowane niedoborami komponentów. Redukcja kosztów operacyjnych – automatyzacja transportu wewnętrznego zmniejsza potrzebę ręcznego obsługiwania wózków widłowych i ogranicza błędy w dostarczaniu komponentów. Mobilne roboty mogą pracować 24/7, obniżając koszty związane z nadgodzinami pracowników. Zwiększone bezpieczeństwo – dzięki technologii sztucznej inteligencji roboty AMR mogą unikać przeszkód i reagować na dynamiczne zmiany w otoczeniu, co przyczynia się do poprawy bezpieczeństwa w miejscu pracy. Skrócenie czasu konfiguracji – dzięki elastyczności robotów AMR zakład może skrócić czas potrzebny na rekonfigurację linii podczas zmiany produkowanych produktów. Roboty dostosowują swoje trasy i zadania do nowych wymagań, eliminując konieczność modyfikowania fizycznej struktury zakładu.
Przy pracach nad budową poszczególnych modułów i integracji z wózkiem autonomicznym wzięto również pod uwagę potencjalne wyzwania:
Wysokie koszty początkowe – zakup i wdrożenie systemu mobilnych robotów wymaga znacznych nakładów finansowych. Dodatkowo konieczne może być dostosowania infrastruktury, m.in. podłogi czy punkty ładowania. Integracja systemów – mobilne roboty muszą współpracować z systemami zarządzania produkcją i logistyką (np. MES, WMS). Zapewnienie płynnej komunikacji i koordynacji między tymi systemami wymaga odpowiedniego oprogramowania i narzędzi monitorujących.
Szkolenie personelu – wprowadzenie automatyzacji wymaga przeszkolenia personelu obsługującego linie pro dukcyjne oraz zespołów utrzymania ruchu. Obsługa robotów AMR, które często korzystają z zaawansowanych kontrolerów i algorytmów nawigacyjnych, wymaga nowych umiejętności.
Wraz z postępem technologicznym i rosnącymi wymaganiami rynku rola mobilnych robotów AGV i AMR w produkcji będzie się zwiększać. Przyszłość automatyzacji modułowych linii zakłada pełną automatyzację przepływu materiałów, integrację z zaawansowanymi systemami analizy danych oraz zastosowanie sztucznej inteligencji w celu optymalizacji całego procesu produkcyjnego. Rozwój robotów AMR, zdolnych do uczenia się tras i dostosowywania do nowych sytuacji w czasie rzeczywistym, powinien dodatkowo stymulować elastyczność produkcji i obniżanie kosztów związane z modyfikacjami infrastruktury.
Podziękowania
Prace nad projektem były realizowane przez ELPLC S.A. zgodnie z planem, w okresie od 1 lipca 2018 r. do 29 stycznia 2021 r. W wyniku prac powstała szczegółowa koncepcja, projekt oraz została zbudowana i przetestowana linia montażowa amortyzatorów, składająca się m.in. z modułów opisanych w publikacji. Projekt „Nowatorski ciąg technologiczny do montażu i testowania amortyzatorów oraz sprężyn gazowych” nr projektu: POIR.01.02.00-00-0056/18-00, działanie: 1.2 Sektorowe programy B+R otrzymał dofinansowanie w ramach Programu Operacyjnego Inteligentny Rozwój 2014–2020.
Bibliografia
1. Automotive Shock Absorbers Market Outlook (2023 to 2033), Persistence Market Research, 2023
2. Global Nitrogen Gas Springs Market, Report 2018.
3. Gruszka J., Misztal A., Zarządzanie jakością w motoryzacji według standardu IATF 16949:2016 w ujęciu procesowym, „Problemy Jakości”, R. 49, Nr 11, 2017, 4–10, DOI: 10.15199/48.2017.11.1.
5. Héder M., From NASA to EU: the evolution of the TRL scale in Public Sector Innovation, “The Innovation Journal”, Vol. 22, No. 2, 2017, 1–23.
6. Deutsch Ch., Meneghini Ch., Mermut O., Lefort M., Measuring Technology Readiness to improve Innovation Management, 2011.
7. Nourmohammadi A., Eskandari H., Assembly line design considering line balancing and part feeding, “Assembly Automation”, Vol. 37, No. 1, 2017, 135–143, DOI: 10.1108/AA-09-2016-122.
8. Miyauchi T., Yamada T., Sugi M., (2022). 2-stage design for a hybrid assembly line with humans and robots considering automation difficulty level: case study of the electrical
Robert Tomasiewicz
equipment assembly line, “International Journal of Smart Computing and Artificial Intelligence”, Vol. 6, No. 1, 2022, DOI: 10.52731/ijscai.v6.i1.646.
9. Brevault L., Balesdent M., Defoort S., Preliminary study on launch vehicle design: Applications of multidisciplinary design optimization methodologies, “Concurrent Engineering”, Vol. 26, No. 1, 2017, 93–103, DOI: 10.1177/1063293X17737131.
10. Gardulski J., Metody badań amortyzatorów samochodów osobowych, „Diagnostyka”, Vol. 3, No. 51, 2009, 93–100.
11. Lang H.H., A study of the characteristics of automotive hydraulic dampers at high stroking frequencies, The University of Michigan, 1977, DOI: 10.7302/11211.
12. Czop P., Sawik D., A high-frequency first-principle model of a shock absorber and servohydraulic tester, “Mechanical Systems and Signal Processing”, Vol. 25, No. 6, 2011, 1937–1955, DOI: 10.1016/j.ymssp.2011.01.011.
Robotic Technological Line for Assembling and Testing Dampers and Gas Springs
Abstract: The article describes the outcomes of work conducted under project no. POIR.01.02.00-00-0056/18-00. The goal of the project was to develop a product innovation in the form of a novel technological line for assembling and testing dampers and gas springs, intended for use by international Tier 1 component manufacturers in the automotive industry. The project involved research and development work aimed at designing an innovative, automated „all-in-one” technological line for assembling and testing dampers and gas springs. A key factor in the project’s execution was the team’s prior experience in building assembly lines for the mentioned components and their direct understanding of customer needs, which were carefully considered during the conceptual design phase. A particularly important feature of the developed solution is the versatility of the devices, which can simultaneously fill and seal dampers and gas springs with gas, integrated with a damping force characteristic tester. This capability, enabled by automation and robotics combined with modularity and system compatibility, allows for flexible configuration of the technological line, the use of only selected modules as needed, or its future expansion. Each module can operate autonomously with manual handling or be part of a larger technological line functioning within an automated intralogistics environment.
Keywords: gas springs, dampers, robotization, autonomous robots, assembly lines
mgr Robert Tomasiewicz, MBA robert.tomasiewicz@elplc.pl
ORCID: 0009-0000-0379-9127
Przedsiębiorca, ekspert w dziedzinie automatyzacji, robotyzacji i cyfryzacji przemysłu, absolwent MWSE w Tarnowie oraz MBA in General Management, Corporate Management – Krakowskiej Szkoły Biznesu UEK. Pracuje i angażuje się na rzecz nowoczesnego przemysłu i edukacji technicznej w Polsce. Członek grupy roboczej ds. automatyzacji i robotyki procesów technologicznych w Departamencie Innowacji i Polityki Przemysłowej Ministerstwa Rozwoju i Technologii, ekspert ds. opracowania Koncepcji Rozwoju Kraju do 2050 r. w Ministerstwie Funduszy i Polityki Regionalnej, Wiceprzewodniczący Małopolskiej Regionalnej Rady Przemysłu Przyszłości, członek Instytutu Rozwoju Miast i Regionów oraz grupy roboczej ds. małopolskich inteligentnych specjalizacji. Swoją obecnością i aktywnością w wielu gremiach branżowych i eksperckich pokazuje, że innowacje i podążanie w kierunku Przemysłu 4.0 to nieodzowny element stabilnej przyszłości. Fundator Inkubatora Przemysłu Przyszłości. Założyciel i Prezes Zarządu
ELPLC S.A.
Analysis of Vibrations of the IRB 2400 Industrial Robot
Piotr Gierlak, Paulina Pietruś, Dariusz Szybicki
Rzeszów
University
of Technology, Faculty
of
Mechanical Engineering
and Aeronautics, al. Powstańców Warszawy 8, 35-959 Rzeszów, Poland
Abstract: This article provides an analysis of low-frequency vibrations in the IRB 2400 industrial robot using motion amplification technology based on image analysis. This technology allows visualisation of the vibration of the entire robot and analysis of the vibrations of the robot points that can be selected after the image acquisition process has been performed. Impulse force generated with a modal hammer was used to induce robot vibrations. A vibration analysis has been performed that takes into account the different positions of the robot arm. The analysis indicated a strong relationship between the system response and the robot arm position and the robot’s interaction with the environment. The results obtained will be used to plan a robotic mechanical machining process, taking into account the minimisation of robot vibrations.
Today, industrial robots are increasingly used in industry, inter alia, in machining, welding, assembly processes. For machining operations, industrial robots provide an economical and flexible alternative to standard CNC machines [1]. Machining operations performed by CNC machine tools are able to provide greater accuracy and stability for the process [11, 12]. However, their maintenance costs are higher and their mobility capabilities are lower than for robots. Therefore, CNC machines are often replaced by industrial robots [4]. Articles [2, 4] show the general technical limitations of robots that appear during the robotic machining operation, i.e. accuracy, susceptibility, and ability to excite the resonant frequencies of the robot The stability of the robot machining process is linked to the rigidity of the robot and to the vibrations that occur during machining. Therefore, studies are being carried out to reduce the impact of negative phenomena occurring during the robotic machining processes.
Proper planning of the robotic machining process requires knowledge of the dynamic properties of the robot. A mathematical model of the mechanical robot structure can be identified in the following experiments: modal analysis, measurement of robot structural stiffness, measurement of stiffness within the manipulator workspace [1]. This article discusses resonance frequencies analysis. Based on the review of existing solutions, examples of
Autor korespondujący:
Paulina Pietruś, p.pietrus@prz.edu.pl
Artykuł recenzowany nadesłany 29.09.2024 r., przyjęty do druku 17.03.2025 r.
the use of modal analysis of ABB [10, 13] and KUKA robots were found. Articles [1, 5, 7, 9] performed a modal analysis for KUKA manipulators to determine the ex-cited frequencies of resonant vibrations. Impulse force generated by a modal hammer was used to excite vibrations and a frequency response function was then determined. The studies presented showed the relationship between the robot arm position and the excited natural vibration frequencies. Articles [6, 8] provide experimental modal analysis for the ABB manipulator. Another work [3] extends the frequency determination problem to include an analysis of the uncertainty of the determination of resonance zones.
As the literature has shown, determining a robot’s natural frequencies is important for the estimation of stable parameters of the robotic process [3]. This is especially important when the robot is physically interacting with the environment. It is very important that robotic stations are in most cases adapted to the individual technological requirements. Therefore, the robots are differentiated by tools, tool holders connecting with the arms of the robots, force sensors between the arms of the robots and the tools, and the base on which the robots are mounted. All of this causes the weight and stiffness distribution for each robot to be different, therefore the frequency of the vibrations in the robot and the attachment are different. It follows that if the robot’s vibration properties are to be considered in the planning and execution of processes, a study of these properties should be performed for each robot. Therefore, the study presented in this article carried out an analysis of vibrations in the IRB 2400 industrial robot. The results of this analysis will be used in the planning and implementation of a robotic milling process.
The available literature did not analyse the vibration of the robots when the machining tool and the workpiece interact. This issue seems to be worth examining because in the conditions of contact between the robot and the environment both the stiffness of the system and the limits of motion change. Comparison of the frequency of open system vibrations (without contact with the workpiece) and closed system vibrations (contact with the
workpiece) is important in the context of preventing vibrations and this is the main contribution of the article.
2. Construction of the test station and test methodology
The study uses a built robotic test station, fitted with additional measurement elements for modal analysis (Fig. 1). The robotic station consists of an ABB IRB 2400 robot with a PDS electrospindle of 2.2 kW, an IRBP A positioner with T-table and an IRC5 controller. The robot is equipped with a force control package and has an ABB force sensor 660 mounted between the robot arm and the electrospindle holder.
The Iris M system, consisting of a camera and a computer with RDI Motion Amplification software, was used to record and analyse robot vibrations. This system allows acquisition of an image and its further processing. The main functions used in this study were:
−The amplification of the recorded motion;
Analysis of the vibrations of selected regions (points) in the field of time and frequency.
Rys.1.
The amplification of the recorded motion allows observation of motions with amplitude of several micrometers at multiple magnification, thus helping to understand the behaviour of the system. On the other hand, vibration analysis of the selected regions marked in the analysed image allows the determination of the motion parameters at a given point and performance of a Fourier transformation of the vibration course. The available filters allow the isolation of each vibration frequency and filtration of the image in such a way that each mode of the robot can be seen individually. This latter functionality is particularly useful in the context of robot vibration analysis because it allows determination of the direction of vibrations at a given frequency and the deformation form on the robot arm.
The frequency range at full resolution is 60 Hz, which limits the analysis to low-frequency vibrations associated with joint compliance. At full resolution, the method’s accuracy is 2.5 micrometers from a distance of approximately 1 meter with a 50 mm focal length lens, allowing for the analysis of vibrations with very small amplitudes. It is possible to increase the frequency bandwidth of the analysis at the expense of the recorded image size. This is associated with an increase in frame rate and, consequently, a shorter exposure time, which leads to a deterioration in image quality. Based on the authors’ experience, an acceptable frame rate is 400 frames per second, enabling vibration spectrum analysis in the range of 0–200 Hz while maintaining sufficient image quality for motion analysis.
During the test, an image was captured for 5 seconds at a resolution of 1920 × 1200 at a rate of 109 frames per second. Therefore, robot vibrations could be analysed in the frequency range 0–54.5 Hz and the spectral analysis frequency resolution was 0.2 Hz.
3. Results
The model of the tested IRB 2400 robot with the base frame and configuration co-ordinates is shown in Fig. 2. Vibration analysis was performed on several selected robot configurations as shown in Fig. 3. The TCP coordinates and angular coordinates of the robot arm in the configurations studied are shown in Table 1.
The vibrations of the robot were excited by impulse excitation. The PCB 086C03 modal hammer with soft tip was used
Fig. 2. ABB IRB2400 robot model with base frame xyz and configuration coordinates q1 – q6
Rys. 2. Model robota ABB IRB2400 z bazowym układem xyz i współrzędnymi konfiguracji q1 – q6
Fig. 3. Tested manipulator configurations along with the placement of a point located on the tool, for which the vibration spectra are determined
Rys. 3. Badane konfiguracje manipulatora wraz z umieszczeniem punktu zlokalizowanego na narzędziu, dla którego wyznaczane są widma drgań
Fig. 1. Robotic test station
Zrobotyzowane stanowisko badawcze
to excite the structure, as low frequency manipulator vibrations related to susceptibility in the joints are the subject of the analysis. The force application point (tool) and its direction (horizontal) are shown in Fig. 3.
Tab 1. The TCP coordinates and angular coordinates of the robot arm in the configurations studied
Tab 1. Współrzędne TCP oraz współrzędne kątowe ramienia robota w badanych konfiguracjach
Configuration 1Configuration 2Configuration 3
For simple structures without quadrilateral articulation mechanisms, the resonance frequencies decrease with the extension of the robot arm. Changes can be in the range of several tens of Hertz [13, 14]. Due to the articulated quadrilateral mechanism used in a second link of the IRB 2400 robot, the dependency of the natural frequency values on the configuration is more complex than for the simpler manipulators analysed in the literature.
TCP coordinates [mm]
x = 880.8 y = −37.4 z = 1099.9
q1 = 0.00
q2 = −9.36
Articulated coordinates [rad]
q3 = 42.31
q4 = 8.64
q5 = −43.18
q6 = −6.48
x = 1300.7 y = −37.4 z = 1099.9 x = 1615.1 y = −37.4 z = 1099.9
q1 = 0.00
q2 = 23.13
q3 = 38.23
q4 = 9.82
q5 = −39.12
q6 = –7.81
q1 = 0.00
q2 = 47.94
q3 = 24.06
q4 = 14.84
q5 = −25.28
q6 = −13.62
3.1. Robot vibration frequencies as a function of arm configuration
In the first step, the influence of the robot configuration on the resonance frequencies was investigated. Figure 4 shows the vibration spectra of the selected point located on the robot tool in the analysed manipulator configurations (red point in Fig. 2).
In the spectra diagrams in Fig. 4, the resonance zones are marked. They indicate that the resonant vibration frequencies of the robot arm depend on the configuration. Changes in resonance frequencies as a function of the robot configuration are not large and amount to 10 Hz.
The highest values of the first and second resonance frequencies occur when the angle between the second and third link is 90 degrees. When this angle is either increased or decreased, the values of the first and second resonance frequencies decrease. As is well known, the resonance frequency values depend on the stiffness and the mass moments of inertia of the robot’s links. When the configuration changes, the values of the mass moments of inertia of the links undergoing complex motion also change with respect to their instantaneous centers of rotation. The change in these mass moments of inertia results in a change in the resonance frequency values. However, the value of the third resonance frequency did not exhibit sensitivity to the configuration within the examined range.
3.2. Robot vibration in contact with the rigid constraints
Subsection 3.1 showed the results of the manipulator vibration analysis in three configurations when the tool is not in contact with the environment. This subsection presents the results for examining the impact of the robot’s interaction force with the environment on the robot’s resonant frequencies. The vibration analysis was performed for the first robot configuration, where the robot pressed the tool against an rigid aluminium plate attached to the positioner table. The down force was 44 N. Figure 5 shows the vibration spectra of the point located on the robot tool (red point in Fig. 2), both when the tool comes into contact with the aluminium plate and when there is no contact with it.
The analysis of the results shows that when the manipulator comes into contact with a workpiece, the values of the natural frequencies change. This is due to increased stiffness of the system as a result of contact with rigid sufrace. In addition, it can be seen that the amplitude of the vibrations in the vertical direction, which is normal to the surface of contact between the
Fig. 4. The point vibration spectra located on the tool in the configurations studied: a) the vibration spectrum in the horizontal direction (x-direction); b) the vibration spectrum in the vertical direction (z-direction) Rys. 4. Widma drgań punktu zlokalizowanego na narzędziu w badanych konfiguracjach: a) widmo drgań na kierunku poziomym (kierunek x); b) widmo drgań na kierunku pionowym (kierunek z)
a)
b)
Piotr Gierlak, Paulina Pietruś, Dariusz Szybicki
nant frequencies, while changing the motion constraints changes the direction of the vibration.
In industrial practice, in the context of process automation, the most commonly considered parameters are operation time and process repeatability. Low-frequency vibrations of robots have a significant impact on process repeatability. Knowledge of resonance frequencies and their variations under conditions of robot interaction with manufactured parts can be utilized during the selection of process parameters and tools in such a way as to avoid exciting resonance frequencies.
References
1. Bauer J., Friedmann M., Hemker T., Pischan M., Reinl C., Abele E., Von Stryk O., Analysis of industrial robot structure and milling process interaction for path manipulation, [In:] Process Machine Interactions, 2013, 245–263, Springer, Berlin, Heidelberg, DOI: 10.1007/978-3-642-32448-2_11.
2. Iglesias I., Sebastián M.A., Ares J.E., Overview of the State of Robotic Machining: Current Situation and Future Potential, “Procedia Engineering”, Vol. 132, 2015, 911–917, DOI: 10.1016/j.proeng.2015.12.577.
3. Busch M., Schnoes F., Elsharkawy A., Zaeh M.F., Methodology for model-based uncertainty quantification of the vibrational properties of machining robots, “Robotics and Computer-Integrated Manufacturing”, Vol. 73, 2022, DOI: 10.1016/j.rcim.2021.102243.
4. Ji W., Wang L., Industrial robotic machining: a review, “The International Journal of Advanced Manufacturing Technology”, Vol. 103, 2019, 1239–1255, DOI: 10.1007/s00170-019-03403-z.
5. Nguyen V., Johnson J., Melkote S., Active vibration suppression in robotic milling using optimal control, “International Journal of Machine Tools and Manufacture”, Vol. 152, 2020, DOI: 10.1016/j.ijmachtools.2020.103541.
Fig. 5. The vibration spectra of point located on the tool in the first manipulator configuration with and without tool contact with the workpiece: a) the vibration spectrum in the horizontal direction (x-direction); b) the vibration spectrum in the vertical direction (z-direction). The dotted lines are the spectral characteristics of the arm’s vibrations without limitations, while the solid lines are the spectral characteristics of the arm’s vibrations in contact with the horizontal surface
Rys. 5. Widma drgań punktu zlokalizowanego na narzędziu w pierwszej konfiguracji manipulatora w przypadku kontaktu i braku kontaktu narzędzia z detalem: a) widmo drgań na kierunku poziomym (kierunek x); b) widmo drgań na kierunku pionowym (kierunek z). Linie przerywane to charakterystyki widmowe drgań ramienia bez ograniczeń, podczas gdy linie ciągłe to charakterystyki widmowe drgań ramienia w kontakcie z powierzchnią poziomą
tool and the workpiece, is much lower than when there is no contact. This is caused by motion restrictions when the robot interacts with the environment.
4. Conclusions
Low frequency vibrations in the robot are due to the susceptibility in the robot joints. The vibration analysis performed took into account the different positions of the robot arm. It has demonstrated a dependency of the system response on the robot arm position and the robot’s interaction with the environment. The use of image analysis technology has made it relatively easy to link the frequency of vibrations to their modes. Changing position of the manipulator changes the reso-
6. Mejri S., Gagnol V., Le T.P., Sabourin L., Ray P., Paultre P., Dynamic characterization of machining robot and stability analysis, “The International Journal of Advanced Manufacturing Technology”, Vol. 82, 2016, 351–359, DOI: 10.1007/s00170-015-7336-3.
7. Bisu C., Cherif M., Gérard A., K’nevez J.Y., Dynamic behavior analysis for a six axis industrial machining robot, “Advanced Materials Research”, Vol. 423, 2012, 65–76, DOI: 10.4028/www.scientific.net/AMR.423.65.
8. Pan Z., Zhang H., Zhu Z., Wang J., Chatter analysis of robotic machining process. Journal of Materials Processing Technology, Vol. 173, No. 3, 2006, 301–309. DOI: 10.1016/j.jmatprotec.2005.11.033.
9. Huynh H.N., Assadi H., Riviere-Lorphevre E., Verlinden O., Ahmadi K., Modelling the dynamics of industrial robots for milling operations, “Robotics and Computer-Integrated Manufacturing”, Vol. 61, 2020, DOI: 10.1016/j.rcim.2019.101852.
10. Wang R., Li F., Niu J., Sun Y., Prediction of pose-dependent modal properties and stability limits in robotic ball-end milling, “Robotics and Computer-Integrated Manufacturing”, Vol. 75, 2022, DOI: 10.1016/j.rcim.2021.102307.
11. Ng K., Berenji K.R., Brown A., Melkote S.N., Deflection-limited trajectory planning in robotic milling, “Journal of Manufacturing Processes”, Vol. 120, 2024, 1180–1191, DOI: 10.1016/j.jmapro.2024.04.091.
13. Pietruś P., Gierlak P., Influence of the manipulator configuration on vibration effects, “acta mechanica et automatica”, Vol. 17, No. 4, 2023, 515–522, DOI 10.2478/ama-2023-0060.
14. Gierlak P., Warmiński J., Analysis of Bifurcation Vibrations of an Industrial Robot Arm System with Joints Compliance, “Applied Sciences”, Vol. 13, No. 21, 2023, DOI: 10.3390/app132111941
Analiza drgań robota przemysłowego IRB 2400 z zastosowaniem technologii wzmocnienia ruchu
Streszczenie: W artykule przedstawiono analizę drgań niskoczęstotliwościowych robota przemysłowego IRB 2400 z zastosowaniem technologii wzmocnienia ruchu, bazującej na analizie obrazu. Technologia ta pozwala na wizualizację drgań całego robota oraz analizę drgań punktów robota, które można wybrać po przeprowadzeniu procesu akwizycji obrazu. Do wzbudzania drgań robota stosowano wymuszenie impulsowe generowane z zastosowaniem młotka modalnego. Przeprowadzono analizę drgań uwzględniającą różne pozycje ramienia robota. Analiza wskazała silną zależność odpowiedzi układu od pozycji ramienia robota oraz od siły interakcji robota z otoczeniem. Uzyskane wyniki zostaną zastosowane do planowania procesu zrobotyzowanej obróbki mechanicznej z uwzględnieniem minimalizacji drgań robota.
Słowa kluczowe: analiza drgań, robot przemysłowy, wzmacnianie ruchu
Prof. Piotr Gierlak, DSc PhD Eng. pgierlak@prz.edu.pl
ORCID: 0000-0003-4545-8253
He is a specialist in the field of mechanical engineering, associated with the Rzeszów University of Technology, where he holds the position of University Professor in the Department of Applied Mechanics and Robotics. His scientific interests include modelling of mechanical systems, robot control, adaptive control systems, application of artificial intelligence methods in robotics, vibration analysis and technical diagnostics.
Prof. Dariusz Szybicki, DSc PhD Eng. dszybicki@prz.edu.pl
ORCID: 0000-0003-3648-9808
He was born in Przeworsk. He completed his higher education at Rzeszów University of Technology. In 2014, he defended his doctoral dissertation in the field of Mechanics. In 2024, he obtained his postdoctoral degree (habilitation) in the discipline of Engineering and Technical Sciences, specializing in Mechanical Engineering. His research interests focus on the broad field of mechatronics. As part of his research projects, he is involved in designing robotic stations and programming industrial robots.
Paulina Pietruś, MSc Eng. p.pietrus@prz.edu.pl
ORCID: 0000-0002-6428-0959
She was born in Rzeszów. She completed her higher education at the Rzeszów University of Technology. In the 2016/2017 academic year, she began doctoral studies at the Faculty of Mechanical Engineering and Aeronautics of the Rzeszów University of Technology. In the same year, she started working at the Department of Applied Mechanics and Robotics, where she currently holds the position of an assistant. Her research interests include mechatronics and industrial robot programming.
Piotr Gierlak, Paulina Pietruś, Dariusz Szybicki
Pojazd zdalnie sterowany – projekt i realizacja
Piotr Olbryś, Robert Piotrowski
Wydział Elektrotechniki i Automatyki, Politechnika Gdańska, ul. G. Narutowicza 11/12, 80-233 Gdańsk, Polska
Streszczenie: Pojazdy zdalnie sterowane są stosowane w wielu dziedzinach życia, między innymi w edukacji, ratownictwie oraz wojsku. W artykule przedstawiono proces projektowania i wykonania zdalnie sterowanego pojazdu. Opisano część mechaniczną i elektryczną projektu pojazdu. Przedstawiono etap programowania jednostki sterującej oraz przygotowania aplikacji mobilnej. Przeprowadzono również testy zaimplementowanych algorytmów sterowania.
Słowa kluczowe: pojazd, projektowanie, automatyka, mechatronika
1. Wprowadzenie
Zdalnie sterowane pojazdy znajdują zastosowanie w wielu dziedzinach życia. Umożliwiają poruszanie się po powierzchni lub w przestrzeni i są sterowane na odległość. Zdalne sterowanie pojazdem jest realizowane za pomocą technologii komunikacyjnych, takich jak fale radiowe, podczerwień, sieć bezprzewodowa Wi-Fi oraz Bluetooth.
Tematyka pojazdów zdalnie sterowanych została poruszona w licznych publikacjach naukowych. Opisano m.in. stosowanie pojazdu do badań stanu pionowych konstrukcji betonowych, pozwalając na znalezienie uszkodzeń konstrukcji [1]. Poruszono również tematykę monitorowania lokacji odległej od operatora pojazdu, stosując komunikację przez Internet oraz aparatury pomiarowej zainstalowanej na pojeździe [2]. Opisywane są również projekty zdalnie sterowanych pojazdów z systemami detekcji kolizji [3] oraz umożliwiających mapowanie pomieszczeń korzystając z czujników odległości [4].
Prezentowany artykuł przedstawia proces projektowania i budowy zdalnie sterowanego pojazdu. Celem projektu było wykonanie funkcjonalnego zdalnie sterowanego pojazdu oraz implementacja algorytmu PID do sterowania prędkością ruchu. Druga sekcja artykułu opisuje założenia projektowe pojazdu. Trzecia część artykułu dotyczy części mechanicznej projektu. Czwarta sekcja zawiera opis części elektrycznej projektu pojazdu. W piątej części przedstawiono oprogramowanie sterujące pojazdem oraz aplikację mobilną realizującą zdalne sterowanie. Szósta sekcja dotyczy przeprowadzonych badań testowych. Ostatnia część artykułu zawiera podsumowanie.
2. Założenia do projektu
Zaprojektowany oraz wykonany prototyp może poruszać się po płaskiej powierzchni w przód, prawo, lewo, tył. Rama pojazdu składa się z dwóch równolegle połączonych płyt, na których osadzono elementy elektroniczne pojazdu. Założona masa pojazdu wynosiła około 550 g. Pojazd osadzono na czterech kołach sztywno zamocowanych na silnikach prądu stałego. Manewr skrętu pojazdu wykonywany jest przez zadanie różnych prędkości obrotów silników między stronami pojazdu. Pomiar prędkości obrotów silników pojazdu jest realizowany za pomocą enkoderów osadzonych na wałach silników. Aktualny odczyt prędkości silników wykorzystywany jest w algorytmie regulacji PID. Zdalne sterowanie pojazdem jest realizowane telefonem z systemem Android oraz pojazdem wyposażonym w moduł Bluetooth. Aplikacja mobilna umożliwia sterowanie kierunkiem ruchu pojazdu oraz załączeniem lub wyłączeniem regulacji PID, oraz dobranie jednego z trzech zestawu nastaw regulatora.
Pojazd ma wbudowane ograniczenie prędkości wynikające z dużej przekładni osadzonej na wale silników. Ograniczenie wprowadza też rozdzielczość enkoderów zamocowanych na silnikach oraz częstotliwość taktowania mikrokontrolera. Pojemność baterii zasilających pojazd ogranicza czas pracy pojazdu, natomiast ich napięcie ogranicza prędkość maksymalną silników. Odległość zdalnego sterowania pojazdem ograniczona jest zasięgiem działania modułu Bluetooth.
3. Część mechaniczna
Autor korespondujący: Robert Piotrowski, robert.piotrowski@pg.edu.pl
Artykuł recenzowany nadesłany 07.02.2025 r., przyjęty do druku 19.05.2025 r.
Zezwala się na korzystanie z artykułu na warunkach
Konstrukcja mechaniczna pojazdu bazuje na dwóch połączone równolegle płytach, które stanowią ramę, mocowania silników wraz z silnikami oraz mocowań koszyka na baterie zasilające. Płyty konstrukcyjne zawierają szereg otworów montażowych umożliwiających bezpośrednie mocowanie elementów sterujących: mikrokontrolera oraz sterowników silników. Przewidziano także otwory technologiczne dla enkoderów zamocowanych na silnikach prądu stałego znajdujących się na dolnej płycie konstrukcyjnej oraz otwór technologiczny na przewody zasilające wyprowadzone z koszyka na baterie, umieszczonego na górnej płycie konstrukcyjnej. Elementy konstrukcyjne zostały połączone za pomocą stalowych śrub i zakrętek. Ramy i mocowania zaprojektowano korzystając ze środowiska Fusion 360
Rys. 1. Wizualizacja konstrukcji mechanicznej z przodu
Fig. 1. Visualization of mechanical structure’s front
Rys. 2. Wizualizacja konstrukcji mechanicznej z boku
Fig. 2. Visualization of mechanical structure’s side
Rys. 3. Wizualizacja konstrukcji mechanicznej z góry
Fig. 3. Visualization of mechanical structure’s top
firmy Autodesk [5]. Wizualizację części mechanicznej pojazdu przedstawiono na rys. 1–3. Zbudowaną konstrukcję pojazdu przedstawiono na rys. 4 i 5. Szczegółowe etapy realizacji części mechanicznej opisano w kolejnych podrozdziałach.
3.1. Dobór silników
Po analizie, zdecydowano o zastosowaniu w projekcie silników bezszczotkowych prądu stałego N20 micro zasilanych napięciem 6 V z zamontowanymi enkoderami Halla na wałach. Dobrane silniki charakteryzują się prędkością 100 obr./min z przekładnią zębatą 1:210 i momentem obrotowym o wartości 0,255 Nm [8]. Rozdzielczość zamontowanego na wale enkodera, wykorzy-
stującego efekt Halla do pomiaru prędkości obrotowej silnika, wynosi 7 impulsów na obrót w konfiguracji AB, umożliwiającej określenie kierunku obrotów silnika.
3.2. Rama konstrukcyjna
Podstawowym zadaniem ramy konstrukcyjnej jest zapewnienie sztywnej konstrukcji pojazdu oraz możliwość montażu silników, elementów sterujących i zasilania. Ramę podzielono na dwie płyty umieszczone równolegle względem siebie. Płyty wykonano metodą druku 3D. Wykorzystano technologię FDM (ang. Fused Deposition Modeling) oraz materiał PLA (ang. Polylactic Acid) [6]. Aby zapewnić sztywność i wytrzymałość płyt ustawiono ich grubość na 4 mm oraz wypełnienie wydruku na 60 %. Zdecydowano się na taką wartość wypełnienia ze względu na pomijalny wzrost wytrzymałości przy wyższym wypełnieniu oraz możliwość zmniejszenia zużycia materiału do druku. Pod dolną płytą zamontowano silniki prądu stałego korzystając z mocowania za pomocą zestawu dwóch wkrętów i zakrętek na każdy silnik [9]. Na dolnej płycie przymocowano mikrokontroler sterujący pojazdem. Sterowniki silników umocowano bezpośrednio pod górną płytą konstrukcyjną, natomiast moduł Bluetooth zamontowano korzystając z uprzednio zaprojektowanego mocowania. Koszyk na baterię zamocowano na górnej płycie, zabezpieczając dwoma mocowaniami usztywniającymi. Wyłącznik koszyka pozostaje odsłonięty umożliwiając wyłączenie pojazdu. Płyty zawierają również po sześć dodatkowych otworów montażowych umożliwiających rozbudowanie pojazdu o dodatkową aparaturę pomiarową (np. czujniki odległości lub kamery).
Rys. 4. Widok pojazdu z przodu Fig. 4. Front view of the vehicle
Rys. 5. Widok pojazdu z boku
Fig. 5. Side view of vehicle
4. Część elektroniczna
Część elektroniczną podzielono na pięć sekcji – sekcję zasilania, sterowania silnikami, enkoderów, komunikacji Bluetooth oraz płytki z mikrokontrolerem. Do połączeń elektrycznych pojazdu wykorzystano przewody wtykowe o długości 30 cm.
4.1. Zasilanie
Zasilanie pojazdu zrealizowano przez cztery ogniwa typu AA o napięciu 1,5 V umieszczone w koszyku na baterie. Szeregowe połączenie ogniw wewnątrz koszyka dało napięcie zasilające na poziomie 6 V, osiągając napięcie znamionowe dla silników. Wyprowadzenia koszyka podłączono do sterowników silników, umożliwiając pracę silników z napięciem znamionowym. Regulator napięcia wbudowany w sterownik silnikowy zmniejsza napięcie do 5 V, umożliwiając zasilenie mikrokontrolera.
4.2.
Sterowanie silnikami
Sterowniki silników podłączono do zasilania, płytki z mikrokontrolerem oraz z silnikami prądu stałego. Złącze 5 V znajdujące się na sterowniku silnika podłączono do pinu zasilania płytki mikrokontrolera E5V. Sterowanie prędkością silników pojazdu zrealizowano przez regulację PWM (ang. Pulse Width Modulation). Wyprowadzenia mikrokontrolera skonfigurowano programowo jako wyjścia PWM, doprowadzono na piny ENA i ENB sterowników umożliwiając nastawienie prędkości silników. Piny IN1–IN4 sterowników silników podłączono do wyjść płytki mikrokontrolera skonfigurowanych jako wyjścia cyfrowe, umożliwiając wybór kierunku obrotu silników. O kierunku obrotu silnika decyduje stan wysoki na jednym z pinów IN połączonych z danymi wyprowadzeniami silnika. Schemat połączeń sekcji sterowania silnikami pokazano na rys. 6.
Enkodery osadzone na wałach silników podłączono do płytki mikrokontrolera. Zasilono je napięciem 5 V z wyprowadzeń płytki jednostki sterującej. Złącza OUTA i OUTB podłączono z wejściami skonfigurowanymi jako cyfrowe w programie mikrokontrolera umożliwiając odczyt sygnału impulsowego w czasie odpowiadający prędkości obrotowej silników.
Piotr Olbryś, Robert Piotrowski
4.4. Komunikacja Bluetooth
Moduł komunikacji Bluetooth HC-05 zasilono napięciem 3,3 V za pomocą wyprowadzenia płytki mikrokontrolera. Komunikacja modułu z mikrokontrolerem odbywa się przez UART (ang. Universal Asynchronous Receiver-Transmitter), podłączając wyprowadzenie mikrokontrolera skonfigurowane jako Tx do wyprowadzenia modułu Bluetooth Rx, natomiast pin mikrokontrolera ustawiony na Rx podłączono do pinu modułu Bluetooth Tx. Połączenie to umożliwia komunikację szeregową mikrokontrolera z modułem komunikacyjnym HC-05. Wyprowadzenie Tx odpowiada za wysyłanie danych, natomiast Rx za odczyt danych.
4.5. Płytka mikrokontrolera
Centralną jednostkę sterującą zrealizowano stosując moduł programowalny z mikrokontrolerem STM32 Nucleo-F303RE opartym na rdzeniu ARM Cortex M4 z taktowaniem 72 MHz. Płytka ma 50 programowalnych pinów mogących pełnić rolę wejść/wyjść cyfrowych oraz 22 piny z możliwością realizacji wejść analogowych. Duża liczba wyprowadzeń na płytce umożliwia realizację sterowania pojazdem, pozostawiając wiele niepodłączonych wyprowadzeń, które mogą być wykorzystane w celu rozbudowania funkcjonalności pojazdu. Programowanie płytki realizowane jest w języku C/C++ w środowisku programowalnego STM32CubeIDE [10].
Rys. 7. Schemat połączeń płytki z mikrokontrolerem STM32 F303RE Fig. 7. Connection diagram of the STM32 F303RE microcontroller board
Komunikację z modułem komunikacyjnym Bluetooth zrealizowano przez transmisję szeregową UART, opierającą się na przesyłaniu znaków między modułem, a mikrokontrolerem. Możliwe jest również przesyłanie komunikatów z mikrokontrolera do modułu HC-05, umożliwiając przekazanie informacji o aktualnie wykonywanej komendzie przez pojazd. Schemat połączeń płytki z mikrokontrolerem widoczny jest na rys. 7.
5. Oprogramowanie pojazdu
Proces programowania jednostki centralnej pojazdu był złożony z kilku istotnych etapów. Pierwszym było skonfigurowanie parametrów mikrokontrolera. Następnie wykonano sterowanie silnikami pojazdu. Kolejny etap polegał na zrealizowaniu algorytmu obliczania prędkości i regulacji PID do sterowania prędkością silników. Następnym krokiem była realizacja programowa komunikacji szeregowej mikrokontrolera z modułem Bluetooth. Ostatnim etapem było wykonanie aplikacji Android do zdalnego sterowania pojazdem.
5.1. Konfiguracja płytki mikrokontrolera
Kluczowym etapem programowania mikrokontrolera było skonfigurowanie jego parametrów. Ustawiono rezonator krystaliczny/ceramiczny na HSE (ang. High-Speed External Oscillator) oraz ustawienie parametru szybkiego zegara HCLK na 72 MHz. Zapewniło to możliwość wykorzystania pełnej częstotliwości taktowania przez liczniki czasowe mikrokontrolera. Umożliwiło to uzyskanie pomiarów enkoderów o dużej liczbie próbek, zapewniając dokładny pomiar prędkości. Taktowanie szybkiego zegara wpływa również na maksymalną częstotliwość przesyłania sygnału PWM sterującego prędkością silników oraz maksymalną prędkość przesyłania szeregowego z modułem Bluetooth.
Następnie skonfigurowano liczniki czasowe (timery) używane do regulacji PWM silników, zliczania sygnałów enkoderów, obsługi algorytmu obliczania aktualnej prędkości silników oraz regulatorów PID.
Regulację prędkości silników za pomocą PWM zrealizowano licznikiem czasowym wykorzystującym wbudowane w środowisku STM32CubeIDE gotowe funkcje PWM Generation, określając kanały zadające sygnał PWM (użyte piny STM32 – rys. 7). Częstotliwość zadawania sygnału PWM ustawiono na 500 Hz.
Pomiar sygnału impulsowego zadanego przez enkodery zrealizowano przez dwa liczniki czasowe, w których każdy odpowiada za działanie jednego enkodera. Nie ustawiono dzielnika częstotliwości licznika, powodując pracę licznika z częstotliwością maksymalną – 72 MHz. Wykorzystano gotową funkcję zapewnioną przez środowisko programowalne – Encoder Mode. Ustawiono parametr funkcji na Encoder Mode T1 and T2, aby zliczać pomiary z wyprowadzeń A i B enkodera (podłączone piny – rys. 8). Zastosowana konfiguracja AB umożliwia określenie kierunku obrotów silnika, ponieważ A i B są przesunięte czasowo względem siebie. Odczyt sygnału z tylko jednego wyprowadzenia skutkowałby jedynie pomiarem impulsów. Obsługę algorytmów obliczania aktualnej prędkości silników oraz regulacji PID zrealizowano na liczniku czasowym o częstotliwości wywołania 500 Hz. Wymagało to również wybrania opcji global interrupt (globalne przerwanie) w opcjach licznika czasowego, aby móc zastosować obsługę przerwań w kodzie programu. Umożliwia to obsługę kodu algorytmów w jednakowych odstępach czasu – co 2 ms, co jest niezbędne do otrzymania pomiaru z wystarczająco szybkim próbkowaniem oraz poprawnej pracy algorytmu cyfrowego regulatora PID. Wywołanie algorytmów z większą częstotliwością skutkowało zbyt małą ilością impulsów w okresie wywołania funkcji zliczania prędkości, powodując brak zmiany prędkości obliczonej przez
8. Mobile application interface in the MIT App Inventor environment
algorytm mimo znacznego zmniejszenia prędkości zadanej. Wywołanie tych funkcji przy mniejszej częstotliwości skutkowało gorszą dynamiką sterowania pojazdu, ponieważ algorytm regulacji prędkości działał w większych odstępach czasu.
Konfiguracja komunikacji mikrokontrolera z modułem Bluetooth została zrealizowana przy pomocy funkcji USART (ang. Universal Synchronous/Asynchronous Receiver/Transmiter), ustawiając jej parametry na zgodne z nastawionymi na module HC-05: prędkość przesyłania danych 9600 bit/s, natomiast pozostałe parametry zostawiono domyślne.
Ostatnim krokiem konfiguracji było przypisanie wyprowadzeń mikrokontrolera obsługujących kierunki obrotu silników jako wyjścia GPIO Output – wyjścia cyfrowe (przypisane piny – rys. 6).
Konfiguracja została przygotowana w środowisku STM32CubeIDE, kod w C++ odpowiadający wybranej konfiguracji został wygenerowany automatycznie.
5.2. Program sterowania silnikami
Sterowanie silnikami zrealizowano programowo wewnątrz instrukcji warunkowych poprzez wybór odpowiedniego dla danego silnika kierunku obrotu odpowiadającego kierunkowi poruszania pojazdu oraz zadanie stopnia wypełnienia sygnału PWM odpowiadającego za prędkość obrotu silnika jako wartość liczbową z przedziału od 0 do 999. W zależności od wybranego przez użytkownika trybu pracy: PID OFF lub jeden z trzech PID w aplikacji, wartość zadana jest stała lub to wartość wyjściowa z algorytmu regulacji PID.
5.3. Algorytmy regulacji
Pomiar za pomocą enkoderów polega na przekazywaniu informacji jedynie o liczbie impulsów zliczonych przez licznik czasowy, co wymaga zastosowania dodatkowego algorytmu obliczającego aktualną prędkość obrotową silników. W tym celu obliczana jest pochodna od liczby impulsów położenia. Cyfrowa pochodna uzyskiwana jest numerycznie jako różnica wartości aktualnej liczby impulsów od poprzedniej, która zapisywana jest w zmiennej tymczasowej po każdej iteracji algorytmu. W pierwszej iteracji prędkość ustawiana jest na 0. Dzięki dostępowi do aktualnej wartości prędkości obrotowej zastosowano algorytm regulacji zrealizowany cyfrowym regulatorem PID [7]. Ze względu na przeciwny kierunek obrotu silników po obu stronach pojazdu, algorytm PID wykonywany jest dwa razy. Uchyby regulacji obliczane są w każdym
Rys. 8. Interfejs aplikacji mobilnej w środowisku MIT App Inventor
Fig.
wywołaniu algorytmu jako różnica między zadanymi wartościami prędkości silników i aktualnymi prędkościami obrotowymi silników. Człon proporcjonalny P regulatora obliczany jest jako iloczyn wzmocnienia Kp i uchybu regulacji. Do realizacji członu całkującego I wymagana była dodatkowa zmienna zawierająca całkę uchybu, czyli sumę poprzednich uchybów, z nałożonym ograniczeniem na wartość maksymalną i minimalną, aby uniknąć zbyt dużych wartości całki, co powodowałoby wystawianie zawsze maksymalnej wartości na wyjście regulatora. Wartość wyjściowa członu I to iloczyn wzmocnienia Ki, całki uchybu oraz czasu próbkowania (2 ms). Człon różniczkujący D zrealizowano dodając zmienną pomocniczą zawierającą uchyb poprzedni. Operacja pochodnej wykonywana jest analogicznie do liczenia uchybu regulacji – jako różnica uchybu aktualnego i poprzedniego. Wartość wyjściowa członu różniczkującego to iloczyn wzmocnienia Kd i pochodnej uchybu regulacji podzielonych przez czas próbkowania 2 ms.
Wartość wyjściowa regulatora PID to suma wyjść części proporcjonalnej, całkującej i różniczkującej ograniczona o wartość maksymalną 999 i minimalną -999, ponieważ to maksymalne wypełnienie sygnału sterującego PWM, odpowiadającego maksymalnej prędkości silników.
5.4.
Program obsługi komunikacji Bluetooth
Odbiór wiadomości z modułu Bluetooth odbywa się w pętli programu mikrokontrolera i wiadomość zostaje zapisana jako ciąg znaków w zmiennej o pojemności 50 znaków. Otrzymana wiadomość porównywana jest w instrukcjach warunkowych sterowania silnikami. Po potwierdzeniu otrzymania komendy typu „przód” mikrokontroler wysyła wiadomość zwrotną do modułu HC-05 o wykonywaniu ruchu w przód, natomiast silniki rozpoczynają ruch w kierunku, który spowoduje ruch pojazdu w przód z określoną prędkością zadaną: 100 obr./min. Komenda zatrzymania powoduje wprowadzenie stanu niskiego na wszystkie wyprowadzenia odpowiadające za kierunki obrotów silników oraz wyzerowanie prędkości zadanej. Realizowane są również komendy określające, czy należy wyłączyć/włączyć regulację PID oraz z jakim zestawem nastaw.
5.5.
Aplikacja mobilna
Aplikację mobilną sterującą pojazdem wykonano w środowisku wirtualnym MIT App Inventor [11], przeznaczonym do tworzenia aplikacji na systemy Android. Interfejs graficzny środowiska i aplikacji mobilnej pokazano na rys. 8.
Przycisk wyboru urządzenia Bluetooth umożliwia sparowanie telefonu z zainstalowanym interfejsem z pojazdem. Centralna część interfejsu aplikacji mobilnej zawiera przyciski sterujące ruchem pojazdu oraz przycisk STOP umożliwiający zatrzymanie pojazdu w dowolnej chwili. Umieszczono też przyciski umożliwiające włączenie algorytmu sterowania PID z trzema różnymi konfiguracjami parametrów regulatora PID, wraz z możliwością wyłączenia go i funkcjonowania w otwartej pętli sterowania.
Po zaprojektowaniu interfejsu aplikacji mobilnej zaprogramowano logikę działania aplikacji. Po wybraniu przez użytkownika z listy sparowanych urządzeń modułu HC-05, aplikacja umożliwia przesyłanie informacji do modułu Bluetooth. Wybór przycisku w aplikacji spowoduje wysłanie wiadomości odpowiadającej mu funkcji do urządzenia.
6. Badania testowe
Ostatnim etapem realizacji pojazdu były badania testowe. Umożliwiły one dobór parametrów oraz sprawdzenie skuteczności zastosowanego algorytmu regulacji prędkości. Podczas testów stosowano w pełni naładowane ogniwa zasilające. Aby
Piotr Olbryś, Robert Piotrowski
dobrać parametry regulacji wykonano pomiar charakterystyk prędkości zadanej i prędkości zmierzonej otwartego układu sterowania. Uzyskane dane pomiarowe wprowadzono do inżynierskiego środowiska programistycznego MATLAB [12]. Do identyfikacji modelu silników DC użyto bibliotekę System Identification Toolbox. Następnie otrzymane modele wprowadzono do aplikacji PID Tuner środowiska MATLAB. Dokonano tego dwukrotnie, dla pomiarów silnika z obydwu stron pojazdu.
6.1. Badania prawej części pojazdu
Wykonano dwa różne zestawy pomiarów charakterystyk czasowych prędkości zmierzonej i zadanej prawego silnika. W tym celu wykorzystano dwa różne zbiory danych – pierwsze jako dane wejściowe, natomiast drugie jako dane walidacyjne. Takie działanie umożliwiło otrzymanie dokładnego modelu prawego silnika. Otrzymane charakterystyki przedstawiono na rys. 9 i 10.
Na otrzymanych charakterystykach prędkości zmierzonej i zadanej dla silnika prawego zaobserwowano duże przeregulowanie. Zaobserwowano również krótkie czasy narastania podczas sterowania w pętli otwartej.
Po wprowadzeniu danych wejściowych i walidacyjnych otrzymano szereg estymacji modeli o zbliżonym stopniu dopasowania do danych walidacyjnych. Najlepsze wyniki otrzymano dla
Rys. 9. Charakterystyki prędkości zmierzonej i zadanej silnika prawego – pierwszy pomiar
Fig. 9. Characteristics of measured and set speed of the right motor – first measurement
Rys. 10. Charakterystyki prędkości zmierzonej i zadanej silnika prawego – drugi pomiar
Fig. 10. Characteristics of measured and set speed of the right motor –second measurement
Rys. 11. Charakterystyki prędkości zmierzonej i zadanej silnika prawego – pierwsze nastawy regulatora PI
Fig. 11. Characteristics of measured and desired speed of the right motor –first PI controller settings
Rys.12. Charakterystyki prędkości zmierzonej i zadanej silnika prawego – drugie nastawy regulatora PI
Fig.12. Characteristics of measured and desired speed of the right motor –second PI controller settings
modelu obiektu o dwóch biegunach i jednym zerze – obiekt inercyjny drugiego rzędu. Po wprowadzeniu otrzymanego modelu do aplikacji PID Tuner otrzymano zestaw dwóch nastaw regulatora PI. Wzmocnienie członu D ustawiono na 0, ponieważ szybkozmienne zakłócenia pogarszały znacząco jakość regulacji.
Pierwszy zestaw nastaw to Kp = 0,8729 oraz Ki = 14,87. Otrzymane charakterystyki po zastosowaniu regulacji PI przedstawiono na rys. 11. Charakterystyki pomiaru prędkości zmierzonej i zadanej przy zastosowaniu pierwszego zestawu nastaw wykazały wyeliminowanie przeregulowania przy prędkościach zadanych niższych od maksymalnej. Zaobserwowano również niewielkie przeregulowania przy zadanej prędkości maksymalnej.
Drugi zestaw nastaw to Kp = 6,736 oraz Ki = 211,5. Wyniki regulacji przedstawiono na rys. 12. Na otrzymanych charakterystykach zaobserwowano, iż zastosowanie tych parametrów regulatora PI spowodowało wystąpienie jednakowej prędkości na prawym silniku bez względu na prędkość zadaną. Czasy narastania również uległy zwiększeniu w porównaniu ze sterowaniem w pętli otwartej.
6.2. Badania lewej części
pojazdu
Badania silnika lewej części pojazdu wykonano analogicznie do badań prawej części. Pomiary wejściowe i walidacyjne charakterystyk prędkości zadanej i zmierzonej silnika lewego przedstawiono na rys. 13 i 14.
Rys. 13. Charakterystyki prędkości zmierzonej i zadanej silnika lewego – pierwszy pomiar
Fig. 13. Characteristics of measured and set speed of the left motor – first measurement
Rys. 14. Charakterystyki prędkości zmierzonej i zadanej silnika lewego – drugi pomiar
Fig. 14. Characteristics of measured and set speed of the left motor –second measurement
Na otrzymanych charakterystykach prędkości zmierzonej i zadanej dla lewego silnika także zaobserwowano duże przeregulowanie. Analogicznie jak w prawym silniku, zaobserwowano krótkie czasy narastania mimo sterowania w pętli otwartej.
Po estymacji modelu silnika na podstawie powyższych danych otrzymano najlepsze dopasowanie dla modelu z trzema biegunami i jednym zerem – obiekt inercyjny trzeciego rzędu. Otrzymany model wprowadzono do aplikacji PID Tuner i otrzymano następujące wzmocnienia regulatora PI: Kp = 3 oraz Ki = 39,85. Charakterystyki uzyskane po zastosowaniu regulacji PI pokazano na rys. 15. Otrzymane charakterystyki prędkości lewego silnika po zastosowaniu pierwszych nastaw regulatora PI wykazały jednakową prędkość silnika bez względu na wartość prędkości zadanej.
Jako drugi zestaw nastaw przyjęto nastawy dobrane dla prawego silnika o wzmocnieniach Kp = 0,8729 oraz Ki = 14,87. Wynik zastosowania tych nastaw przedstawiono na rys. 16.
Zastosowanie drugiego zestawu nastaw regulatora PI na lewym silniku umożliwiło wyeliminowanie dużego przeregulowania przy wartościach prędkości zadanych niższych od prędkości maksymalnej. Zaobserwowano również wydłużenie czasu narastania.
Rys. 15. Charakterystyki prędkości zmierzonej i zadanej silnika
lewego – pierwsze nastawy PI
Fig. 15. Characteristics of measured and desired speed of the left motor –first PI controller settings
Rys. 16. Charakterystyki prędkości zmierzonej i zadanej silnika lewego – drugie nastawy PI
Fig. 16. Characteristics of measured and desired speed of the left motor –second PI controller settings
6.3. Wnioski
W celu porównania wyników regulacji otrzymanych przez estymację modeli silników sporządzono tabelę 1. Zawarto w niej czasy narastania oraz uchyby regulacji w zależności od prędkości zadanej dla obu silników i obu dobranych zestawów nastaw. Przeprowadzone badania pozwoliły stwierdzić, że najlepsze wyniki dla prawej strony pojazdu, ze względu na krótszy
Tab. 1. Porównanie otrzymanych charakterystyk prędkości Tab. 1. Comparison of the speed characteristics obtained
Badanie Czas narastania [s]
Uchyb przy prędkości zadanej 40 obr./min
Uchyb przy prędkości zadanej 100 obr./min
Badanie 1. prawego silnika 0,381 –2 –19
Badanie 2. prawego silnika 0,415 –47 –13
Badanie 1. lewego silnika 0,304 51 9
Badanie 2. lewego silnika 0,347 5 7
czas narastania i znacząco mniejszy uchyb w stanie ustalonym dla niższej prędkości zadanej, otrzymano dla układu regulacji z pierwszym zestawem nastaw: Kp = 0,8729 oraz Ki = 14,87. Badania dla lewej strony, po podstawieniu tych samych wzmocnień, również okazały się korzystniejsze z powodu znacznego zmniejszenia uchybu regulacji przy niższych prędkościach, skutkując jedynie stosunkowo niewielkim wzrostem czasu narastania. Zmniejszenie uchybu regulacji przy niskich prędkościach zadanych jest bardzo korzystne przy sterowaniu pojazdem, ponieważ umożliwia uzyskanie większego kąta skrętu pojazdu. Skręcanie odbywa się przy zmniejszonej prędkości na stronę, w którą pojazd ma skręcić, jednocześnie utrzymując maksymalną prędkość obrotów na drugiej stronie pojazdu.
7. Podsumowanie i kierunki dalszych prac
Główny cel, czyli zaprojektowanie oraz wykonanie zdalnie sterowanego pojazdu, został w pełni zrealizowany. Spełniono wszystkie założenia projektowe. Zaprojektowany pojazd można rozbudować zapewniając skalowalność. Skalowalność pojazdu może obejmować następujące modyfikacje: większa rama pojazdu umożliwiająca dołączenie więcej peryferii, np. duży akumulator, dodatkowe silniki, chwytak pozwalający na podnoszenie przedmiotów. Można rozbudować go o dodatkowe urządzenia pomiarowe, np. czujniki odległości, które przewidziano podczas projektowania ram pojazdu, umieszczając na nich dodatkowe otwory montażowe.
Pojazd można również rozbudować stosując silniki o większej mocy i obrotach oraz dokładniejsze enkodery do pomiaru ich prędkości. Istnieje również możliwość rozbudowy oprogramowania mikrokontrolera sterującego pojazdem przez zastosowanie zaawansowanych algorytmów regulacji, takich jak sterowanie adaptacyjne lub poszerzenie funkcjonalności pojazdu o systemy detekcji kolizji, samodzielne parkowanie oraz podążanie za linią lub obiektem.
Aplikacja sterująca pojazdem również może być rozszerzona o nowe funkcje, np. sterowanie prędkością zadaną pojazdu, monitorowanie parametrów pojazdu na ekranie lub wyświetlanie obrazu na żywo z kamery po zamontowaniu jej na pojeździe. Badania testowe wykazały możliwość doboru zadowalających nastaw regulatorów przez estymację modeli silników pojazdu. Badania te mogą być rozszerzone o dobór lepszych modeli matematycznych przez zastosowanie większej liczby danych pomiarowych w procesie estymacji.
Bibliografia
1. Guimaraes M., Lindb erg J., Remote controlled vehicle for inspection of vertical concrete structures, Proceedings of the 2014 3rd International Conference on Applied Robotics for the Power Industry, Brazylia, 2014, DOI: 10.1109/CARPI.2014.7030048.
2. Olakanmi O.O., Benyeogor M.S., Internet based tele-autonomous vehicle system with beyond line-of-sight capability for remote sensing and monitoring, “Internet of Things”, Vol. 5, 2019, 97–115, DOI: 10.1016/j.iot.2018.12.003.
3. Huan L., Dahu W., Tong Z., Keming H., Research on a remote control vehicle, 2010 2nd International Conference on Education Technology and Computer, Shanghai, 2010, V2-263–V2-266, DOI: 10.1109/ICETC.2010.5529390.
4. Nguyen T., Gutierrez A., Gutierrez P., Jimenez J., Akhetuamen N.A.R., Wang Y., RC Auto Mapper: Remote Controlled Robotic Vehicle for Autonomous Area Mapping, 2022 IEEE International Conference on Imaging Systems and Techniques (IST), Taiwan, 2022, DOI: 10.1109/IST55454.2022.9827666.
Remote Controlled Mobile Vehicle – Design and Realization
Abstract: Remote controlled vehicles find applications in various areas of life, including education, rescue operations, and the military. This article outlines the process of designing and implementation of remotely controlled vehicle. The mechanical and electrical aspects of the vehicle project are described, along with programming of the control unit and mobile application. Tests of implemented control algorithms are also conducted.
Absolwent studiów inżynierskich pierwszego stopnia na Wydziale Elektrotechniki i Automatyki Politechniki Gdańskiej (kierunek Automatyka i Robotyka, specjalność Automatyka i Systemy Sterowania). Zainteresowania: automatyka, robotyka, programowanie.
dr hab. inż. Robert Piotrowski robert.piotrowski@pg.edu.pl
ORCID: 0000-0002-8660-300X
Absolwent i pracownik Wydziału Elektrotechniki i Automatyki Politechniki Gdańskiej. W 2005 r. uzyskał stopień doktora nauk technicznych w dyscyplinie naukowej automatyka i robotyka. W 2018 r. uzyskał stopień doktora habilitowanego nauk technicznych w dyscyplinie naukowej automatyka i robotyka. Zawodowo związany z Katedrą Inteligentnych Systemów Sterowania i Wspomagania Decyzji. Główne obszary zainteresowań dotyczą modelowania i zaawansowanych metod sterowania procesami przemysłowymi.
Zautomatyzowane testowanie poprawności procesu na linii produkcyjnej w oparciu o technikę RFID
Bartosz Pawłowicz, Arkadiusz Stęchły, Bartosz Trybus, Adrian Kosior
Politechnika Rzeszowska, Wydział Elektrotechniki i Informatyki, ul. Wincentego Pola 2, 35-021 Rzeszów
Marek Ruman
Elcont sp. z o.o. Trzebownisko 928c, 36-001 Trzebownisko
Streszczenie: Technika RFID pozwala na zautomatyzowanie procesów produkcyjnych, szczególnie w zakresie kontroli jakości, zarządzaniu zasobami i optymalizacji produkcji. W ramach przedstawionego rozwiązania zaprojektowany i skonstruowany został model laboratoryjny linii produkcyjnej, w którym zastosowano identyfikatory RFID do identyfikacji poprawności obróbki komponentu na różnych etapach przetwarzania oraz jego ostatecznego sortowania. Wyniki testów potwierdzają skuteczność systemu w klasyfikacji produktów oraz wskazują na wpływ orientacji i odległości pomiędzy identyfikatorami a czytnikami na wydajność systemu.
1. Wprowadzenie
Słowa kluczowe: RFID, automatyzacja produkcji, kontrola jakości, Przemysł 4.0 [10]. Innym działem gospodarki, który wymaga wysokiej klasy kontroli jakości oraz bezpieczeństwa jest przemysł spożywczy. Również w nim technika RFID znalazła swoje zastosowanie, zarówno w śledzeniu [11] produktów, jak i ich monitorowaniu [12]. W branży medycznej RFID znalazło podobne zastosowanie, śledzenie i monitorowanie leków, produktów czy próbek badawczych [13], ale w połączeniu z systemami IoT, pozwala na analizowanie i badanie stanu zdrowia i bezpieczeństwa pacjentów [14].
Identyfikacja obiektów odgrywa kluczową rolę w dzisiejszych czasach, wpływając na wiele aspektów codziennego życia. Jej znaczenie jest szczególnie zauważalne w takich obszarach jak logistyka, handel detaliczny, usługi magazynowe oraz identyfikacja narzędzi, komponentów i półproduktów w przemyśle [1–4]. W logistyce skuteczna identyfikacja produktów jest niezbędna do zarządzania łańcuchem dostaw, śledzenia przesyłek i zapewnienia, że towary dotrą do miejsca przeznaczenia na czas [5–8]. W sektorze handlu detalicznego, zarówno tradycyjnego, jak i internetowego, identyfikacja produktu umożliwia szybkie skanowanie przy kasie, ułatwia zarządzanie zapasami i wspiera proces reklamacji [2]. Usługi magazynowe opierają się na precyzyjnej identyfikacji produktów [4] w celu optymalizacji przestrzeni magazynowej, monitorowania poziomów zapasów i minimalizowania ryzyka błędów w realizacji zamówień [9, 10]. W przemyśle identyfikacja narzędzi, komponentów i półproduktów ma kluczowe znaczenie dla zapewnienia ciągłości produkcji i jakości produktów końcowych. Pozwala na śledzenie historii i pochodzenia każdego elementu, co jest szczególnie ważne w sektorach takich jak motoryzacja, lotnictwo czy elektronika, gdzie kontrola jakości i bezpieczeństwo są kluczowe
Autor korespondujący:
Arkadiusz Stęchły, a.stechly@prz.edu.pl
Artykuł recenzowany nadesłany 18.11.2024 r.., przyjęty do druku 08.04.2025 r.
Obecnie procesy identyfikacji są najczęściej przeprowadzane przy użyciu systemów bezstykowych, co oznacza, że nie wymagają fizycznego kontaktu między urządzeniem a identyfikowanym obiektem. Przykładami takich rozwiązań są techniki odczytu kodów graficznych, w tym kodów kreskowych i kodów QR, a także technika RFID (ang. Radio Frequency Identification). Kody kreskowe są szeroko stosowane w handlu detalicznym, logistyce i produkcji. Kody QR mogą przechowywać większe ilości informacji i są często wykorzystywane w marketingu, identyfikacji produktów i płatnościach mobilnych [15, 16]. Systemy RFID są stosowane w zautomatyzowanych procesach w różnych sektorach [17]. Trwające badania koncentrują się między innymi na urządzeniach Internetu rzeczy (IoT) [18–20]. Zastosowanie identyfikacji RFID w procesach przemysłowych i produkcyjnych może obejmować logistykę narzędzi, komponentów i półproduktów w zrobotyzowanych, jak i drukowanych w technice 3D, procesach produkcyjnych [21–24].
Celem artykułu jest przedstawienie wykorzystania technologii RFID do inteligentnego nadzoru jakości produkowanych komponentów na linii produkcyjnej. Proponowane rozwiązanie może być zastosowane w zautomatyzowanych systemach, w których maszyny wykorzystują dane przechowywane w identyfikatorach RFID do zarządzania przetwarzaniem półproduktów na linii produkcyjnej. Komponent poddawany obróbce na kilku stacjach jest sprawdzany pod kątem jakości i poprawności po każdym etapie
Czytnik/Programator (RWD) Moduł odbiornika (RX)
Identyfikator
Rys. 1. Ogólny schemat blokowy systemu RFID
Fig. 1. General block diagram of an RFID system
przetwarzania. Wyniki testów są zapisywane w identyfikatorze umieszczonym w bazie technologicznej przetwarzanego komponentu. Na podstawie pozytywnego lub negatywnego wyniku pracy poprzedniej stacji każda kolejna stacja zdecyduje, czy rozpocząć przetwarzanie, czy też usunąć wadliwą część bez kontynuowania dalszej produkcji. W połączeniu z obecnym wykorzystaniem technologii RFID do identyfikacji obiektów i śledzenia ścieżki przebytej przez komponenty, proponowane rozwiązanie poprawi jakość produkowanych towarów i przyspieszy wykrywanie wad. Dodatkowo przeprowadzono badania mające na celu przedstawienie prędkości zapisu i odczytu systemu w zależności od różnych odległości i kątach położenia identyfikatorów, a także wpływ liczby bloków danych na czas zapisu i odczytu identyfikatorów RFID.
2. Zastosowanie RFID w produkcji i przetwórstwie
Istnieje powszechna świadomość korzyści, jakie identyfikacja radiowa (RFID) może przynieść łańcuchowi dostaw i procesom produkcyjnym (rys. 2). Na obecnym etapie rozwoju technika RFID jest wykorzystywana w wielu zadaniach związanych z produkcją towarów, w tym w zakresie bezpieczeństwa, kontroli jakości, realizacji produkcji i zarządzania zasobami. W przemyśle zazwyczaj wypełnia lukę między systemami zarządzania produkcją (MES), systemami planowania zasobów przedsiębiorstwa (ERP) a halą produkcyjną. Technologia ta umożliwia dostarczanie danych pomocniczych ze znacznie większą dokładnością i szczegółowością niż poprzednie rozwiązania. Typowy system RFID składa się z urządzenia odczytu/zapisu (RWD) wyposażonego w co najmniej jedną antenę i co najmniej jeden identyfikator, który zawiera obwód anteny, mikroprocesor i pamięć (rys. 1) [25]. Numer seryjny identyfikatora i dane dotyczące zidentyfikowanego obiektu są zazwyczaj przechowywane w jego zintegrowanej pamięci. RWD odczytuje dane z pamięci identyfikatora RFID, a pobrane dane są zwykle przesyłane do nadrzędnego sprzętu i oprogramowania. Jedną z funkcji RWD może być również zapisywanie danych w pamięci identyfika-
PRZECHOWYWANIE I INWENTARYZACJA NARZĘDZI PRODUKCYJNYCH
PRZECHOWYWANIE PÓŁPRODUKTÓW
LOGISTYKA I ŚLEDZENIE PÓŁPRODUKTÓW
INTERNET
BAZA DANYCH PÓŁPRODUKTÓW I NARZĘDZI
PRODUKCJA
LOGISTYKA PRODUKTÓW KOŃCOWYCH
Rys. 2. Idea wykorzystania systemów identyfikacji RFID w przemyśle
Fig. 2. Concept of using RFID identification systems in industry
tora, gdy jest to konieczne, umożliwiając aktualizację zawartości pamięci na różnych etapach cyklu życia zidentyfikowanego obiektu. W tym opracowaniu termin „czytnik” będzie odnosił się do urządzenia, które ma zarówno możliwości odczytu, jak i zapisu.
Najpopularniejszy typ identyfikatora RFID, znany jako pasywny, zawiera tylko chip z obwodem anteny. Identyfikatory półpasywne mają zazwyczaj dodatkowe źródło zasilania dla chipa, wykorzystujące system zbierania energii do pobierania energii z otoczenia. Ta funkcja pomaga rozszerzyć obszar, w którym może nastąpić wymiana danych. Ponadto w niektórych nowych systemach dodatkowa energia jest wykorzystywana do zasilania wyspecjalizowanych autonomicznych bloków funkcyjnych, takich jak pomiar wielkości fizycznych (np. wilgotności, temperatury, natężenia światła, ciśnienia, przyspieszenia, gazu itp.), przechowywanie zebranych danych w pamięci oraz monitorowanie aktywności i dystrybucji mocy. Te autonomiczne funkcje nie wymagają zaangażowania RWD. Jednak RWD nadal jest niezbędny do odczytu takich danych z identyfikatora. Systemy RFID znalazły zastosowanie w sterowaniu różnymi aspektami bezpieczeństwa na halach produkcyjnych. Na przykład, identyfikatory RFID przypisane do personelu eliminują potrzebę stosowania haseł do kontrolowania procesu produkcyjnego i modyfikowania parametrów. Wykorzystując identyfikatory RFID, dostęp do stref bezpieczeństwa i maszyn może być ograniczony do autoryzowanego i odpowiednio wykwalifikowanego personelu odpowiedzialnego za zadania takie jak obsługa lub konserwacja linii technologicznych. Dodatkowo umożliwia to monitorowanie zadań przydzielonych i wykonanych przez pracowników.
3. Tworzenie linii produkcyjnej opartej na RFID
Prezentacja proponowanego rozwiązania obejmowała opracowanie laboratoryjnego modelu linii produkcyjnej, składającej się z czterech stacji przetwarzania i testowania i jednostki sortującej (rys. 3). Wszystkie elementy zostały skonstruowane
Bateria
Rys. 3. Linia produkcyjna ze stacjami przetwarzania i testowania oraz jednostką sortującą
Fig. 3. Production line with processing and testing stations, and a sorting unit
modułowo, co pozwala na łatwy demontaż komponentów systemu. Każda stacja jest wyposażona w czytniki/programatory RFID i komponenty niezbędne do procesu produkcji i testowania, takie jak czujniki położenia stacji i elementu, serwomechanizmy, silniki napędowe i czujniki do weryfikacji dokładności przetwarzania. Jednostka sortująca jest wyposażona w czytnik RFID, serwomechanizmy do pozycjonowania przedmiotów, czujniki położenia i silniki napędowe.
Sterowanie procesem odbywa się za pomocą mikrokontrolerów Arduino. Dane produkcyjne są rejestrowane w celu śledzenia całkowitej liczby wyprodukowanych elementów, a także liczby prawidłowo i nieprawidłowo przetworzonych produktów. System przesyła te informacje do operatora za pośrednictwem portu szeregowego podłączonego do komputera i jednostki sortującej. Zamierzony przebieg pracy modelu został przedstawiony na rysunku 4a.
Rysunek 4b ilustruje przebieg pracy pojedynczej stacji przetwarzania. Proces rozpoczyna się od odczytu danych z identyfikatorów RFID osadzonego w bazie technologicznej komponentu.
a)
STACJA 1 PRZETWARZANIE -> TEST
PÓŁPRODUKT
PRODUKT OK
STACJA 4 PRZETWARZANIE -> TEST
PRODUKT NOK
STACJA 5 SORTOWANIE
b)
ODCZYTY I ANALIZA DANYCH Z RFID
PÓŁPRODUKT
Jeśli dane wskazują, że przetwarzanie może być kontynuowane, stacja rozpoczyna oznaczanie komponentu czarnym markerem, przymocowanego do ruchomej kolumny, która obniża się, aby zetknąć się z komponentem, w wyznaczonym obszarze, symulując przetwarzanie elementu. Po zakończeniu procesu komponent jest testowany za pomocą czujnika koloru w celu zweryfikowania obecności czarnego znaku. Wynik testu jest zapisywany w identyfikatorze RFID. Jeśli poprzednia stacja zarejestrowała negatywny wynik testu, dalsza obróbka nie jest przeprowadzana, a komponent jest transportowany dalej. W pełni przetworzony produkt to biały plastikowy kwadrat z czterema czarnymi znakami, po jednym w każdym rogu elementu. Gdy wszystkie cztery stacje zakończą swoje zadania, produkt zatrzymuje się na stacji sortowania. Jednostka sortująca odczytuje dane z identyfikatora RFID i określa kierunek dalszego transportu, odrzucając wadliwe produkty. Historia przetwarzania, przechowywana w identyfikatorze RFID, pozwala systemowi sklasyfikować produkt jako prawidłowo przetworzony (OK) lub wadliwy (NOK) i przetransportować go do odpowiedniego obszaru końcowego. Urządzenia sterujące stacjami nie muszą się ze sobą komunikować, ponieważ decyzje o rozpoczęciu przetwarzania są podejmowane wyłącznie na podstawie danych odczytanych z identyfikatora RFID wbudowanego w podstawę technologiczną produktu.
Program sterowania dla stacji jest oparty na ogólnym schemacie blokowym przedstawionym na rys. 5. Po uruchomieniu przenośnik jest aktywowany i zatrzymuje się, gdy paleta z komponentem dotrze do stacji. Po wykryciu detalu czytnik RFID komunikuje się z identyfikatorem w podstawie elementu, aby pobrać zapisane dane. Na podstawie tych danych podejmowana jest decyzja, czy kontynuować przetwarzanie. Jeśli komponent jest już wadliwy, dalsza praca nie jest wykonywana, a odpowiednie informacje są zapisywane w identyfikatorze RFID. Jeśli kom-
ELEMENT OBECNY? START
PRZENOŚNIK WŁĄCZONY
PRZENOŚNIK WYŁĄCZONY, ODCZYT RFID
ELEMENT OK?
OBRÓBKA
KONTROLA WYNIKÓW OBRÓBKI
WYNIK = 0
STACJA OCZEKUJE NA PRZYBYCIE ELEMENTU DO OBRÓBKI
PO WYKRYCIU ELEMENTU (PALETY) PRZENOŚNIK ZOSTAJE WYŁĄCZONY, A DANE ZAPISANE W IDENTYFIKATORZE ZOSTAJĄ ODCZYTANE
NA PODSTAWIE ANALIZY WYNIKU PRACY POPRZEDNIEJ STACJI PODEJMOWANA JEST DECYZJA O PODJĘCIU PRZETWARZANIA NA DANEJ STACJI
W PRZYPADKU PRODUKTU BEZ WADY PODEJMOWANA JEST OBRÓBKA MECHANICZNA I DALSZE DZIAŁANIA. W PRZYPADKU WADLIWEGO PRODUKTU WYNIK PRACY STACJI JEST TRAKTOWANY JAKO AWARIA BEZ PODEJMOWANIA OBRÓBKI
ZAPISYWANIE DANYCH DO IDENTYFIKATORA RFID
WYNIK PRACY NAD ELEMENTEM (PALETĄ) JEST ZAPISYWANY NA IDENTYFIKATORZE
OK/NOK OK
OBRÓBKA I TEST PRODUKTU
NOK
ZAPIS DANYCH DO RFID
Rys. 4. a) Schemat linii produkcyjnej ze stacjami przetwarzania i testowania oraz jednostką sortującą, b) Operacyjny przebieg pracy dla stacji przetwarzania i testowania
Fig. 4. a) Production line diagram with processing and testing stations, and a sorting unit, b) Operational workflow for the processing and testing station
PRZENOŚNIK WŁĄCZONY
ELEMENT NIEOBECNY?
PALETA ZOSTAJE USUNIĘTA ZE STACJI
Rys. 5. Schemat blokowy działania stacji przetwarzania i testowania
Fig. 5. Block diagram of the operation of the processing and testing station
ponent jest wolny od wad, przeprowadzane jest przetwarzanie i związane z nim testy. Następnie komponent jest usuwany ze stacji. Szczegóły komponentu są zapisywane w bloku pamięci identyfikatora RFID. Każda stacja robocza weryfikuje wynik pracy poprzedniej stacji, a wynik jest przechowywany w pamięci identyfikatora RFID wraz z historią z poprzednich stacji.
Przebieg procesu znakowania przedstawiono na rys. 6. Kolumna technologiczna jest podnoszona do górnego położenia, które jest wykrywane przez wyłącznik krańcowy. Następnie ramię serwomechanizmu jest odpowiednio ustawiane w celu wykonania znakowania, gdzie zostaje opuszczane. Proces kończy się podniesieniem kolumny z powrotem do jej górnego pozycji. Proces testowania (rys. 7) polega na ustawieniu ramienia serwomechanizmu tak, aby czujnik znajdował się nad miejscem, w którym wcześniej naniesiono marker. Kolumna jest następnie opuszczana, a czujnik odczytuje kolor w określonej lokalizacji. Wykrycie koloru czarnego potwierdza, że obróbka elementu przebiegła pomyślnie. Jeśli czujnik wykryje jakikolwiek inny kolor (np. biały), oznacza to błąd w działaniu stacji. Proces kończy się podniesieniem kolumny do górnej pozycji i powrotem ramienia do pozycji wyjściowej.
Ze względu na identyczne działanie każdej stacji, na wszystkich stacjach działa jeden program, różniący się tylko jedną zmienną – numerem stacji. Każda stacja wprowadza wynik swojej pracy do identyfikatora RFID, gdzie wartość 1 oznacza sukces, a 0 oznacza niepowodzenie. W tabeli 1 przedstawiono różne kombinacje wyników, które mogą zostać zapisane na każdej stacji.
Tab. 1. Możliwe wyniki pracy dla stacji
Tab. 1. Possible Work Outcomes for Station
KOLUMNA W GÓRĘ
KOLUMNA W POZYCJI? START
TAK NIE
RAMIĘ W POZYCJI ZNAKUJĄCEJ NIE
RAMIĘ W POZYCJI?
TAK
KOLUMNA W DÓŁ
KOLUMNA OBRÓBKI JEST PODNOSZONA DO GÓRNEJ POZYCJI WYKRYWANEJ PRZEZ WYŁĄCZNIK KRAŃCOWY
Schemat blokowy działania jednostki sortującej przedstawiono na rys. 8. Gdy element zostanie wykryty przez wyłącznik krańcowy, zatrzymuje się w stacji. Kolejny krok polega na odczytaniu danych zapisanych w identyfikatorze RFID. Analiza tych danych pozwala na wykrycie nieprawidłowości w działaniu poszczególnych stacji przetwarzania oraz klasyfikację produktów na podstawie poprawności wykonanej obróbki. Na podstawie tych informacji produkt jest klasyfikowany jako OK lub NOK. Następnie serwomechanizm jest pozycjonowany w odpowiedni sposób, tworząc ścieżkę wyładunku elementu do odpowiedniej strefy. Po aktywacji transportera paleta jest przenoszona do wyznaczonej strefy.
RAMIĘ SERWOMECHANICZNE UMIESZCZONE W KOLUMNIE JEST USTAWIONE W POZYCJI ROBOCZEJ, TJ. W POZYCJI, W KTÓREJ MARKER ZNAJDUJE SIĘ NAD DETALEM
KOLUMNA OBRÓBCZA JEST OPUSZCZANA DO STYKU Z PRZEDMIOTEM OBRABIANYM W CELU OZNACZENIA KOŃCÓWKĄ MARKERA, DOLNA POZYCJA KOLUMNY JEST OKREŚLANA PRZEZ WYŁĄCZNIK KRAŃCOWY.
KOLUMNA W POZYCJI?
TAK NIE
KOLUMNA W GÓRĘ
STOP
KOLUMNA ZOSTAJE PODNIESIONA DO GÓRNEJ POZYCJI WYKRYTEJ PRZEZ WYŁĄCZNIK KRAŃCOWY
Rys. 6. Schemat blokowy procesu przetwarzania
Fig. 6. Processing block diagram
WYNIK = 1
RAMIĘ W POZYCJI TESTOWEJ
RAMIĘ W POZYCJI? START
TAK NIE
KOLUMNA W DÓŁ NIE
KOLUMNA W POZYCJI?
RAMIĘ SERWOMECHANICZNE JEST USTAWIONE W POZYCJI TESTOWEJ, W KTÓREJ CZUJNIK KOLORU ZNAJDUJE SIĘ NAD DETALEM
KOLUMNA JEST OPUSZCZANA DO KONTAKTU Z DETALEM, ABY ZAPEWNIĆ ODPOWIEDNIĄ ODLEGŁOŚĆ CZUJNIKA OD TESTOWANEJ POWIERZCHNI
ODCZYT MARKERA
NA PODSTAWIE KOLORU SUBSTRATU POD CZUJNIKIEM OKREŚLANY JEST WYNIK OBRÓBKI ELEMENTU TAK NIE
PRZETWARZANIE OBECNE?
KOLUMNA W POZYCJI?
WYNIK = 0
KOLUMNA W GÓRĘ TAK NIE
RAMIĘ DO POZYCJI BAZOWEJ STOP TAK
KOLUMNA ZOSTANIE PODNIESIONA DO GÓRNEJ POZYCJI
RAMIĘ KOLUMNY POWRACA DO POZYCJI BAZOWEJ
Rys. 7. Schemat blokowy procesu testowania
Fig. 7. Block diagram of the testing process
PRZENOŚNIK WŁĄCZONY NIE
ELEMENT OBECNY?
TAK
PRZENOŚNIK WYŁĄCZONY, ODCZYT PAMIĘCI RFID
TAK NIE
ELEMENT POPRAWNY?
RAMIĘ DO POZYCJI OK
RAMIĘ DO POZYCJI NOK
STACJA OCZEKUJE NA PRZYBYCIE PRODUKTU
PO WYKRYCIU PALETY PRZENOŚNIK
JEST ZATRZYMYWANY I
ODCZYTYWANE SĄ DANE ZAPISANE W IDENTYFIKATORZE RFID
NA PODSTAWIE WYNIKÓW
WSZYSTKICH STACJI PRODUKT
JEST KLASYFIKOWANY JAKO
PRAWIDŁOWY (OK) LUB WADLIWY (NOK).
PRZENOŚNIK WŁĄCZONY
TAK NIE
ELEMENT NIEOBECNY?
ELEMENT (PALETA) ZOSTAJE USUNIĘTY ZE STACJI
Rys. 8. Schemat blokowy działania stacji sortowania Fig. 8. Block diagram of the sorting station operation
4. Testowanie systemu produkcyjnego opartego na RFID
Działanie modelu linii technologicznej zostało przetestowane w różnych wariantach pracy. W tym celu przygotowano pięć nieobrobionych elementów, aby zademonstrować funkcjonalność systemu. Prawidłowo przetworzona część powinna mieć cztery widoczne oznaczenia wykonane przez marker i powinna ostatecznie trafić do zielonej strefy sortera. Inne możliwe wyniki powinny zawierać nie więcej niż trzy oznaczenia i powinny zostać umieszczone w czerwonej strefie sortera (NOK). Takie wyniki potwierdziłyby pełną funkcjonalność modelu. Oczekiwane lokalizacje oznaczeń pokazano na rys. 9.
Pierwszy test polegał na uruchomieniu systemu z prawidłowo ustawionymi markerami. Nieobrobiona część umieszczona w przygotowanej bazie technologicznej została włożona na przenośnik pierwszej stacji. Stacja poprawnie przetworzyła część, sprawdziła wynik i zapisała dane w identyfikatorze RFID. Każda kolejna stacja oznaczała część w wyznaczonym obszarze, weryfikowała operację i przekazywała ją dalej. Po dotarciu do stacji sortującej część miała cztery prawidłowe oznaczenia i została sklasyfikowana jako prawidłowy produkt (OK), zgodnie z oczekiwaniami.
Celem kolejnych testów była weryfikacja działania modelu w przypadku awarii na każdej ze stacji obróbczych. Przed umieszczeniem nowych części na linii, markery były pojedynczo usuwane z każdej stacji. Po usunięciu markera na czwartej stacji część powinna być oznaczona w trzech miejscach i przejść do czerwonej strefy. Tej samej sytuacji oczekiwano po usunięciu znaczników na trzeciej, drugiej i pierwszej stacji, gdzie znalazłoby się kolejno dwa, jeden i zero oznaczeń. Testy były zgodne z oczekiwaniami. Każda z czterech części została sklasyfikowana jako wadliwa (NOK) i została skierowana do czerwonej strefy sortera. Na rys. 10 przedstawiono produkty końcowe ze scenariuszy testowych.
W ramach weryfikacji skonstruowanego modelu przeprowadzono dodatkowe pomiary czasów odczytu i zapisu danych w pamięci identyfikatora RFID, w zależności od orientacji przestrzennej anteny czytnika względem identyfikatora. W pomiarach wykorzystano czytnik RFID RC522, działający na częstotliwości 13,56 MHz oraz identyfikatory RFID również działające na częstotliwości 13,56 MHz. W badaniu oceniano wpływ zmian w orientacji przestrzennej (położenie i odległość)
Obszar danych Stacji 1
Obszar danych Stacji 3
Rys. 9. Identyfikator RFID z obszarami danych roboczych
Fig. 9. RFID identifier with work data areas
2
Rys. 10. Produkty końcowe: a) brak awarii, b) awaria na stacji 4, c) awaria na stacji 3, d) awaria na stacji 2, e) awaria na stacji 1
Fig. 10. Final products: a) no failures, b) failure at station 4, c) failure at station 3, d) failure at station 2, e) failure at station 1
Rys. 11. Stanowisko pomiarowe
Fig. 11. Measurement station
SERWOMOTOR
RFID RC-522
CZUJNIK KRAŃCOWY
Rys. 12. a) czas odczytu w pozycji równoległej, b) czas zapisu w pozycji równoległej
Fig. 12. a) read time at parallel position, b) write time at parallel position
na czas odczytu i zapisu danych w pojedynczym bloku pamięci identyfikatora RFID. Za każdym razem rejestrowano te same dane. Zestaw pomiarowy został zbudowany z elementów płyty OSB, czytnika RFID RC-522 oraz wsporników i złączy wykonanych w technologii druku 3D. Przedstawiona konfiguracja została zilustrowana na rys. 11.
Podczas testów przeprowadzono serię ośmiu zapisów i ośmiu odczytów w ustalonej pozycji. Po zarejestrowaniu wyników konfiguracja została podniesiona o 1 cm, a testy zostały powtórzone. Wyniki przedstawiono na rys. 12.
Uzyskane wykresy wyraźnie wskazują na zwiększenie czasu wymaganego do wykonania operacji odczytu i zapisu wraz ze wzrostem odległości między identyfikatorem a czytnikiem. Przy odległości większej od 3 cm nawiązanie połączenia z identyfikatorem było niemożliwe.
Kolejne pomiary przeprowadzono z identyfikatorem ustawionym pod kątem w stosunku do czytnika. Model został ustawiony tak, aby identyfikator znajdował się centralnie nad anteną czytnika. Podczas pomiarów wykonano serię ośmiu zapisów i ośmiu odczytów w ustalonej pozycji. Następnie urządzenie zostało podniesione o 1 cm i testy zostały powtórzone. Wyniki przedstawiono na rys. 13. Biorąc pod uwagę wymiary uchwytu, rzeczywista odległość od identyfikatora do czytnika w jego najniższym punkcie jest o około 3,4 mm większa niż odległość od uchwytu do czytnika. Uzyskane wykresy pokazują wzrost czasu wymaganego do wykonania operacji odczytu i zapisu wraz ze wzrostem odległości między identyfikatorem a czytnikiem. Powyżej odległości 1 cm nawiązanie połączenia z identyfikatorem było niemożliwe.
Wykonane zostały również pomiary dla prostopadłego ustawienia identyfikatora w stosunku do czytnika, jednak ze względu na brak możliwości nawiązania połączenia między urządzeniami w odległości większej niż 0 cm, prezentacja graficzna i porównywanie wartości na wykresach jest niemożliwe.
b) a) b)
Rys. 13. a) czas odczytu przy usytuowaniu kątowym, b) czas zapisu przy usytuowaniu kątowym
Fig. 13. a) read time with angular position, b) write time with angular position
Rys. 14. Wykresy czasu odczytu (a) i zapisu (b) dla różnej liczby bloków
Fig. 14. Reading (a) and writing (b) duration for varying numbers of blocks
Przygotowany model badawczy pozwala również na zbadanie wpływu ilości odczytywanych i zapisywanych danych na czas wykonywania operacji. Podczas badania model ustawiony był w orientacji równoległej z identyfikatorem umieszczonym w odległości 1 cm od czytnika. W kolejnych iteracjach pętli dane były odczytywane i zapisywane do coraz większej liczby obszarów pamięci w identyfikatorze. Uzyskane wyniki zostały przedstawione na rys. 14.
Uzyskane wykresy ilustrują szybki przyrost czasu wymaganego do wykonania operacji odczytu i zapisu wraz ze wzrostem liczby docelowych bloków pamięci w identyfikatorze.
5. Podsumowanie
Wykorzystując technikę RFID do analizy procesów produkcyjnych, należy jak najbardziej zoptymalizować przetwarzanie danych. Rejestrowanie wyników testów produkcyjnych na każdym etapie, zwłaszcza w przypadku dużych ilości informacji, może znacząco wpłynąć na cykl operacyjny maszyny, ostatecznie wydłużając czas potrzebny na wyprodukowanie każdego komponentu.
Badanie przedstawia koncepcję wykorzystania technice RFID w celu zwiększenia wydajności linii produkcyjnej, w szczególności w zakresie kontroli jakości na różnych etapach. Testy z wykorzystaniem laboratoryjnego modelu badawczego symulowały przemysłowe warunki pracy sprzętu. Wyniki badań doprowadziły do następujących wniosków:
Opracowany model badawczy pozwala na badanie zachowania systemu RFID z możliwością modyfikacji wielu parametrów operacyjnych.
Wpływ odległości między identyfikatorem RFID a czytnikiem na czas wymagany do operacji zapisu/odczytu danych jest minimalny. Średnia różnica przy zwiększaniu odległości nie przekracza zakresu ośmiu pomiarów w stałych warunkach systemowych, stanowiąc jedynie ułamek całkowitego czasu operacji.
Najwyższą wydajność połączenia systemu osiągnięto z identyfikatorem RFID zorientowanym równolegle do czytnika.
Taka konfiguracja zapewnia skuteczne działanie w najszerszym zakresie odległości.
Najniższą wydajność połączenia zaobserwowano przy orientacji prostopadłej. W tych warunkach geometrycznych nawiązanie połączenia okazało się największym wyzwaniem. Ilość danych wymienianych między elementami systemu RFID znacząco wpływa na całkowity czas działania. Wzrost czasu obsługi n bloków waha się od 30 % do 300 % w porównaniu do obsługi n-1 bloków.
Zebrane wyniki badań zapewniają wgląd w wydajność systemu RFID, gdy zmieniane są różne parametry operacyjne. Uwzględnienie tych czynników w projektowaniu systemów RFID ułatwi tworzenie stabilnych systemów, szczególnie w kontekście maszyn i zastosowania techniki RFID w procesach produkcyjnych.
Bibliografia
1. Rafiquea M.Z., Haidera M., Raheema A., Ab Rahmanb M.N., Amjada M.S., Essential Elements for Radio Frequency Identification (RFID) adoption for Industry 4.0 Smart Manufacturing in Context of Technology-Organization-Environment (TOE) Framework—A Review, “Jurnal Kejuruteraan”, Vol. 34, No. 1, 2022, DOI: 10.17576/jkukm-2022-34(1)-01.
2. Xu S., Chen J., Wu M., Zhao C., E-commerce supply chain process optimization based on whole-process sharing of internet of things identification technology, “Computer
Modeling in Engineering and Sciences”, Vol. 126, No. 2, 2021, 843–854, DOI: 10.32604/cmes.2021.014265.
3. Demčák J., Židek K., Krenický T., Digital Twin for Monitoring the Experimental Assembly Process Using RFID Technology, “Processes”, Vol. 12, No. 7, 2024, DOI: 10.3390/pr12071512.
4. Pasupuleti V., Thuraka B., Kodete C.S., Malisetty S., Enhancing Supply Chain Agility and Sustainability through Machine Learning: Optimization Techniques for Logistics and Inventory Management, “Logistics”, Vol. 8, No. 3, 2024, DOI: 10.3390/logistics8030073.
5. Ro jek I., Jasiulewicz-Kaczmarek M., Piszcz A., Galas K., Mikołajewski D., Review of the 6G-Based Supply Chain Management within Industry 4.0/5.0 Paradigm, “Electronics”, Vol. 13, No. 13, 2024, DOI: 10.3390/electronics13132624.
6. Santos J.A.M., Martins M.S.E., Pinto R.M., Vieira S.M., Towards Sustainable Inventory Management: A Many-Objective Approach to Stock Optimization in Multi-Storage Supply Chains, “Algorithms”, Vol. 17, No. 6, 2024, DOI: 10.3390/a17060271.
7. Parodos L., Tsolakis O., Tsoukos G., Xenou E., Ayfantopoulou G., Business Model Analysis of Smart City Logistics Solutions Using the Business Model Canvas: The Case of an On-Demand Warehousing E-Marketplace, “Future Transportaion”, Vol. 2, No. 2, 2022, 467–481, DOI: 10.3390/futuretransp2020026.
8. Gomes H., Navio F., Gaspar P.D., Soares V.N.G.J., Caldeira J.M.L.P., Radio-Frequency Identification Traceability System Implementation in the Packaging Section of an Industrial Company, “Applied Sciences”, Vol. 13, No. 23, 2023, DOI: 10.3390/app132312943.
9. van Geest M., Tekinerdogan B., Catal C., Smart Warehouses: Rationale, Challenges and Solution Directions, “Applied Sciences”, Vol. 12, No. 1, 2022, DOI: 10.3390/app12010219.
10. Zhou W., Piramuthu S., Manufacturing with item-level RFID information: From macro to micro quality control, “International Journal of Production Economics”, Vol. 135, No. 2, 2012, 929–938, DOI: 10.1016/j.ijpe.2011.11.008.
11. Bibi F., Guillaume C., Gontard N., Sorli B., A review: RFID technology having sensing aptitudes for food industry and their contribution to tracking and monitoring of food products, “Trends in Food Science & Technology”, Vol. 62, 2017, 91–103, DOI: 10.1016/j.tifs.2017.01.013.
12. Zuo J., Feng J., Gameiro M., Tian Y., Liang J., Wang Y., Ding J., He Q., RFID-based sensing in smart packaging for food applications: A review, “Future Foods”,Vol. 6, 2022, DOI: 10.1016/j.fufo.2022.100198.
13. Bendavid Y., Boeck H., Philippe R., RFID-Enabled Traceability System for Consignment and High Value Products: A Case Study in the Healthcare Sector, “Journal of Medical Systems”, Vol. 36, 2012, 3473–3489, DOI: 10.1007/s10916-011-9804-0.
14. Yadav B., (2024). Smart RFID and IoT-Based Patient Monitoring Systems in Modern Healthcare, “International Journal of Engineering and Management Research”, Vol. 14, No. 5, 2024, 89–93, DOI: 10.5281/zenodo.14064940.
15. Yi J., Chen J., Enhancement of Two-Dimensional Barcode Restoration Based on Recurrent Feature Reasoning and Structural Fusion Attention Mechanism, “Electronics”, Vol. 13, No. 10, 2024, DOI: 10.3390/electronics13101873.
16. Wang L., Luo Z., Guo R., Li Y., A Review of Tags Anti-Collision Identification Methods Used in RFID Technology, “Electronics”, Vol. 12, No. 17, 2023, DOI: 10.3390/electronics12173644.
17. Finkenzeller K., RFID Handbook—Fundamentals and Applications in Contactless Smart Cards, Radio Frequency
Identification and Near-Field Communication, 3rd ed., Wiley: Hoboken, NJ, USA, 2010.
18. Nizioł M., Jankowski-Mihułowicz P., Węglarski M., Determination of Parameters of Radio Frequency Identification Transponder Antennas Dedicated to IoTT Systems Located on Non-Planar Objects, “Electronics”, Vol. 13, No. 14, 2024, DOI: 10.3390/electronics13142800.
19. Lai Y.-C., Chen S.-Y., Hailemariam Z.L., Lin C.-C., A Bit-Tracking Knowledge-Based Query Tree for RFID Tag Identification in IoT Systems, “Sensors”, Vol. 22, No. 9, 2022, DOI: 10.3390/s22093323.
20. Filho I.E.d.B., Silva I., Viegas C.M.D., An Effective Extension of Anti-Collision Protocol for RFID in the Industrial Internet of Things (IIoT), “Sensors”, Vol. 18, No. 12, 2018, DOI: 10.3390/s18124426.
21. Dastres R., So ori M., Asamel M., Radio Frequency Identification (RFID) based wireless manufacturing systems, a review, “Independent Journal of Management & Production”, Vol. 13, No. 1, 2022, 258–290, DOI: 10.14807/ijmp.v13i1.1497.
22. Elbasani E., Sirip orn P., Choi J.S., A Survey on RFID in Industry 4.0, Internet of Things for Industry 4.0: Design, Challenges and Solutions, 2020, 1–16, DOI: 10.1007/978-3-030-32530-5_1.
23. Hakeem A.A., Solyali D., Asmael M., Zeeshan Q., Smart manufacturing for Industry 4.0 using radio frequency identification (RFID) technology, “Jurnal Kejuruteraan”, Vol. 32, No. 1, 2020, 31–38, DOI: 10.17576/JKUKM-2020-32(1)-05.
24. Budzik G., Woźniak J., Paszkiewicz A., Przeszłowski Ł., Dziubek T., Dębski M., Methodology for the Quality Control Process of Additive Manufacturing Products Made of Polymer Materials, “Materials”, Vol. 14, No. 9, 2021, DOI: 10.3390/ma14092202.
25. Dobkin D.M., The RF in RFID: UHF RFID in Practice, 2nd ed., Newnes: Oxford, UK, 2012.
Automated Production Line Process Validation Using RFID Technology
Abstract: RFID technology allows for the automation of production processes, especially in quality control, resource management and production optimization roles. In this study, a laboratory model of a production line was created, using RFID tags to identify the accurate processing of a component at several processing stages and its final sorting. Test results confirm the effectiveness of the system in product classification and show the influence of orientation and distance between tags and readers on system performance.
Keywords: RFID, manufacturing automation, quality control, Industry 4.0, production line
dr inż. Bartosz Pawłowicz barpaw@prz.edu.pl
ORCID: 0000-0001-9469-2754
Adiunkt w Katedrze Systemów Elektronicznych i Telekomunikacyjnych Wydziału Elektrotechniki i Informatyki Politechniki Rzeszowskiej. Doktorat w dyscyplinie telekomunikacja u zyskał na Wydziale Elektrotechniki, Automatyki, Informatyki i Elektroniki AGH w Krakowie w 2012 r. Jego główne badania dotyczą systemów identyfikacji bezstykowej RFID i ich zastosowań.
Student Politechniki Rzeszowskiej, gdzie ukończył studia pierwszego stopnia na kierunku Automatyka i Robotyka. Kontynuuje studia drugiego stopnia na kierunku Informatyka na specjalności Cyberbezpieczeństwo i technologie chmurowe.Realizuje projekty naukowe w ramach koła naukowego, specjalizując się w tworzeniu oprogramowania wykorzystującego technologię wirtualnej i rozszerzonej rzeczywistości.
dr inż. Bartosz Trybus btrybus@kia.prz.edu.pl
ORCID: 0000-0002-4588-3973
Adiunkt w Katedrze Informatyki i Automatyki Politechniki Rzeszowskiej. Ukończył studia na Wydziale Elektrycznym, Automatyki, Informatyki i Elektroniki AGH w Krakowie. Doktorat z informatyki uzyskał w 2004 r. Jego główne badania dotyczą systemów czasu rzeczywistego i środowisk wykonawczych oprogramowania sterującego.
Adrian Kosior 173641@stud.prz.edu.pl
ORCID: 0009-0001-3997-0018
Student Politechniki Rzeszowskiej im. Ignacego Łukasiewicza, gdzie studiuje na kierunku Informatyka na specjalności Informatyka w przedsiębiorstwie. Realizuje projekty w ramach Koła Naukowego Elektroniki i Technologii Informacyjnych, specjalizując się w programowaniu mikrokontrolerów i układach elektronicznych oraz interesując się technologiami XR.
mgr inż. Marek Ruman
mruman@elcont.pl
ORCID: 0009-0008-7753-3522
Absolwent Politechniki Rzeszowskiej na kierunkach Automatyka i robotyka I stopnia oraz Elektrotechnika II stopnia. Projektant systemów sterowania w przemyśle maszynowym z ukierunkowaniem na układy bezpieczeństwa maszyn. W ramach prac wykorzystuje umiejętności z dziedziny elektryki, pneumatyki i mechaniki w celu poprawy stopnia zapewnienia bezpieczeństwa przez maszyny przemysłowe.
Modułowy histerezograf do pomiaru charakterystyk materiałów magnetycznie miękkich
Tomasz Charubin
Politechnika Warszawska, Instytut Metrologii i Inżynierii Biomedycznej, ul. Św. A. Boboli 8, 02-525 Warszawa
Streszczenie: W artykule przedstawiono sterowany komputerowo, modułowy i w pełni zautomatyzowany histerezograf do pomiaru charakterystyk materiałów magnetycznie miękkich w szerokim zakresie amplitudy pola magnesującego. Histerezograf umożliwia pomiary pętli histerezy magnetycznej przy użyciu różnych kształtów przebiegów pola magnesującego i indukcji magnetycznej w rdzeniu (sinusoida, trójkąt lub dowolne zadane pole magnesujące, sinusoidalny lub trójkątny przebieg indukcji magnetycznej) oraz krzywych przenikalności magnetycznej względnej. Modułowa budowa układu umożliwia pomiary parametrów magnetycznych przy dodatkowych wpływach warunków zewnętrznych, takich jak temperatura, naprężenie mechaniczne lub kąt obrotu próbki (układ pracy anizometru). Otwarte oprogramowanie pozwala również na dodawanie nowych metod pomiarowych, co nie jest dostępne w systemach komercyjnych.
Wiele nowoczesnych urządzeń elektronicznych ma wbudowane elementy indukcyjne. Rdzenie magnetyczne w tych elementach często są wykonane z tlenków żelaza (ferryty) lub taśm amorficznych. Wybór właściwego rdzenia jest niezbędny do prawidłowej pracy urządzenia, np. zasilaczy impulsowych, filtrów, dławików i transformatorów. Rodzaj materiału rdzenia jest dobierany do konkretnych zastosowań, a jego parametry w funkcji częstotliwości oraz amplitudy strumienia magnetycznego muszą być znane. W tym celu niezbędny jest pomiar parametrów materiałów magnetycznych. Komercyjnie stosowane urządzenia pomiarowe parametrów magnetycznych mają zamknięte oprogramowanie, przez co zachodzi konieczność dokupowania modułów pomiarowych lub całych urządzeń w celu pomiaru nowych, nieznanych jeszcze parametrów. W związku z tym opracowano zautomatyzowane modułowe stanowisko pomiarowe przeznaczone do badania rdzeni wykonanych z tzw. miękkich materiałów magnetycznych. Opracowane stanowisko pozwala na rozszerzenie o nowe programowe moduły (metody) pomiarowe wykorzystując posiadane już moduły sprzętowe, jak i na wymianę modułów sprzętowych w zależności od potrzeb.
Autor korespondujący:
Tomasz Charubin, Tomasz.Charubin@pw.edu.pl
Artykuł recenzowany nadesłany 07.03.2025 r., przyjęty do druku 14.04.2025 r.
2. Budowa układu pomiarowego
Podstawowy układ systemu pomiarowego to klasyczny histerezograf, który generuje zmienne pole magnetyczne w próbce i mierzy zmianę strumienia magnetycznego w materiale przy użyciu dwóch uzwojeń na próbce toroidalnej, lub za pomocą cewki długiej i uzwojenia pomiarowego na próbce płaskiej. Stanowisko umożliwia przeprowadzenie serii pomiarów przy zmiennych parametrach, takich jak amplituda, częstotliwość i kształt pola magnesującego. Stosując metodę iteracyjną, stanowisko umożliwia również generowanie trójkątnego lub sinusoidalnego strumienia magnetycznego w próbkach, co zapewnia mniejsze straty w porównaniu z wykorzystaniem trójkątnego lub sinusoidalnego pola magnesującego [1]. To z kolei pozwala na rzeczywiste pomiary parametrów magnetycznych, bez zakłóceń w postaci prądów wirowych. Kluczowymi parametrami, które wynikają z takiego pomiaru, są krzywa przenikalności względnej μ, straty mocy Ph, koercja H c, gęstość strumienia nasycenia B s i zmiany remanencji magnetycznej B r w funkcji różnych parametrów.
System bazuje na serwerowym komputerze PC z oprogramowaniem National Instruments LabVIEW do zarządzania urządzeniami pomiarowymi. Główny element systemu składa się z przetwornika U/I oraz strumieniomierza, sterowanych przez komputer z kartą akwizycji danych National Instruments NI USB 6363.
Schemat blokowy systemu przedstawiono na rys. 1. Na schemacie zaznaczono: kolorem szarym (1) – moduł przetwornika napięcia z karty DAQ na prąd/napięcie zadawane na uzwojenie magnesujące próbki, kolorem brązowym (2) – moduł strumieniomierza, przetwarzający napięcie wyindukowane w cewce pomiarowej,
Rys. 1. Schemat blokowy histerezografu
Fig. 1. Block diagram of hysteresisgraph
kolorem jasnożółtym (3) – moduł pomiarowy dodatkowych wielkości oddziałujących na próbkę (np. temperatury bądź naprężeń).
Pole magnesujące określane jest za pomocą pomiaru napięcia kartą DAQ na rezystorze wzorcowym 1 Ohm wykonanym w klasie 0,01. Odczyt z karty skalibrowany został metodą techniczną przy użyciu multimetrów FLUKE 8846A (woltomierz) oraz FLUKE 8808A (amperomierz).
Kalibracja strumieniomierza Lakeshore 480 dokonana została za pomocą multimetru FLUKE 8846A. Wskazania strumieniomierza traktowane są jako wynik pomiaru.
Pomiary wykonano na próbkach wzorcowych otrzymanych z firmy Magnet-Physik Dr. Steingroever GmbH, a różnice w wynikach mieściły się w zdefiniowanej niepewności pomiaru urządzeń.
Na rys. 2 przedstawiono panel użytkownika programu sterującego, natomiast na rys. 3 niewielki wycinek ze schematu blokowego modułu pomiarowego oprogramowania. Na ekranie można
Rys. 2. Panel użytkownika histerezografu
Fig. 2. Front panel of hysteresisgraph
Rys. 3. Wycinek ze schematu blokowego modułu pomiarowego oprogramowania
Fig. 3. Fragment of block diagram of measurement software
wyświetlić pętlę histerezy lub wykresy krzywych przenikalności normalnej, w serii danego parametru lub magnetostrykcji. System umożliwia pomiary przy obecności czynników zewnętrznych, takich jak: pomiar przy zmiennej sile ściskającej z wykorzystaniem zewnętrznej prasy i zintegrowanego czujnika siły, p omiar przy zmiennej sile rozciągającej z wykorzystaniem rewersora siły, zewnętrznej prasy i zintegrowanego czujnika siły, pomiar przy zmiennej temperaturze w zakresie –40 °C – 200 °C z wykorzystaniem dodatkowego kriostatu PolyScience.
System realizuje również inne funkcje, jak: automatyczne pozyskiwanie pętli histerezy ze zmiennymi parametrami (np. częstotliwość, kształt i amplituda pola magnesującego), obliczania parametrów pętli histerezy (np. indukcyjność przy danym prądzie i częstotliwości), −rozmagnesowanie próbki między pomiarami, uśrednianie zdefiniowanej przez użytkownika liczby pętli histerezy w jedną pętlę, kompensacja dryftu przepływomierza sprzętowo oraz programowo, −centrowanie pętli przez maks. B lub H, lub przez Hc i Br, −filtracja p omiarów przy użyciu filtrów cyfrowych, −p omiar temperatury próbki, zapisywanie danych pomiarowych do plików tekstowych i graficznych.
3. Warianty modułu zadawania pola magnesującego
Z punktu widzenia skutecznych pomiarów zróżnicowanych materiałów magnetycznie miękkich kluczowe jest zadawanie pola magnesującego w szerokim zakresie częstotliwości. Należy zwrócić uwagę, że przy sterowaniu z wykorzystaniem znacznych wartości prądu magnesującego, ze względu na indukcyjny charakter obciążenia, warunki pracy układu wyjściowego wzmacniacza mocy są szczególnie trudne. Z tego względu w modułowej konstrukcji systemu uwzględniono możliwość zarówno uzyskiwania szczególnie wysokich prądów wyjściowych (w zakresie ograniczonych częstotliwości), jak i możliwość uzyskania znaczącej mocy przebiegu sterującego przy częstotliwości do 70 kHz.
System składa się z modułów umożliwiających zadawanie pola magnesującego: dwa przetworniki KEPCO BOP 36/6M jako źródła prądowe/napięciowe (połączone równolegle) – tab. 1, przetwornik RMD-2b produkcji Wydziału Elektroniki i Technik Informacyjnych Politechniki Warszawskiej (źródło prądowe) – tab. 2, autorski, wysokoczęstotliwościowy wzmacniacz mocy z układem LM675 (źródło napięciowe) – tab. 3.
4. Warianty modułu pomiaru indukcji magnetycznej w rdzeniu
Dzięki zastosowaniu modułowego układu pomiaru indukcji magnetycznej, opracowany system gwarantuje pomiar w szerokim zakresie częstotliwości przebiegu magnesującego. W szczególności umożliwia pomiar quasistatyczny, czyli pomiar w zakresie niskich częstotliwości pola magnesującego. System zawiera moduły przeznaczone do pomiaru indukcji magnetycznej: −strumieniomierz Lakeshore 480 – tab. 4, −strumieniomierz b ezdryftowy LR [2, 3] – tab. 5.
Dokładność w trybie DC ±10 μVs ± dryft integratora
Zakres częstotliwościowy AC 2 Hz – 50 kHz
Dokładność w trybie AC 1 % dla f > 20 Hz
Zmierzony dryft około 10 mV/h
Tab. 5. Parametry strumieniomierza LR Tab. 5. LR fluxmeter parameters
Zakres częstotliwościowy AC 0,7 Hz – 1 kHz
Dokładność w trybie AC 1 % dla f > 30 Hz
Zmierzony dryft brak
5. Warianty pomiaru indukcji magnetycznej w rdzeniu
Pomiar strumienia magnetycznego jest realizowany z użyciem próbek o różnych konstrukcjach. Podczas badań stosowano następujące rozwiązania: dla próbek toroidalnych – uzwojenie magnesujące oraz uzwojenie pomiarowe nawinięte na rdzeniu – rys. 4, dla małych próbek płaskich – układ cewki długiej jako cewki magnesującej i uzwojenia pomiarowego, w które wkłada się próbkę – rys. 5, dla większych próbek płaskich – układ jarzmowy dociskany do materiału – rys. 6.
Tomasz Charubin
Rys. 4. Podłączenie cewki toroidalnej z dwoma uzwojeniami
Fig. 4. Connection of toroidal-shaped coil with two windings
Rys. 5. Cewka długa z uzwojeniem pomiarowym w sztyfcie wkładanym do jej środka; 1 – złącza, 2 – magnesująca cewka długa, 3 – uzwojenie pomiarowe z próbką w środku, 4 – sztyft
Fig. 5. Long coil with measurement winding inside of rod inserted into its center; 1 – connectors, 2 – magnetizing long coil, 3 – measurement winding with sample inside, 4 – rod
Na rys. 6. przedstawiono jarzmo pomiarowe do pomiaru anizotropii próbek. Układ jarzmowy zamontowany jest na obrotowym ramieniu, a jego końce magnesujące dociskane są do próbki ze stałą siłą. Mierząc uzyskane z pomiaru pętli histerezy parametry w funkcji kąta obrotu jarzma otrzymać można m.in. wykres anizotropii przenikalności magnetycznej próbki płaskiej [4].
6. Realizowane procesy pomiarowe
Opracowany system pomiarowy umożliwia uzyskanie kilku wariantów kształtu przebiegu magnesowania (tab. 6). W efek-
Tab. 6. Kształty przebiegu magnesującego
Tab. 6. Magnetization waveform shapes
Sterowanie Pole magnesująceStrumień magnetyczny
Kształt przebiegu sinusoidalny sinusoidalny trójkątny
Tab. 7. Parametry przebiegu magnesującego w seriach
Tab. 7. Parameters of series types of magnetizing waveform
Seria Parametry
Stała częstotliwość pomiaru
Pomiar pojedynczy
Stały offset pola magnesującego
Stała amplituda pola magnesującego
Stała częstotliwość pomiaru
Stały offset pola magnesującego
Amplituda pola magnesującego
Amplituda strumienia magnetycznego
Częstotliwość
Quasi-statyczna
Offset pola magnesującego
Wybór liczby zmierzonych pętli
Wybór maksymalnej i minimalnej wartości amplitudy H
Stała częstotliwość pomiaru
Stały offset pola magnesującego
Wybór liczby zmierzonych pętli
Wybór maksymalnej i minimalnej wartości amplitudy H
Stała amplituda pola magnesującego
Wybór liczby zmierzonych pętli
Wybór maksymalnej i minimalnej wartości częstotliwości
Stała wartość narastania pola dH/dt
Wybór liczby zmierzonych pętli
Wybór maksymalnej i minimalnej wartości amplitudy H
Stała amplituda pola magnesującego
Stała częstotliwość pomiaru
Wybór liczby zmierzonych pętli
Wybór maksymalnej i minimalnej wartości offsetu H
cie możliwe jest wykonywanie serii pomiarowych w funkcji różnych parametrów przebiegu magnesującego (tab. 7).
W przypadku serii pomiarów dla amplitudy strumienia magnetycznego, pierwszy pomiar wykonywany jest dla maksymalnej wartości amplitudy pola magnesującego w celu wyznaczenia krzywej pierwotnej próbki. Następnie zadawane są kolejne wartości pola magnesującego, odpowiadające wybranym wartościom indukcji magnetycznej, obliczone z przebiegu przenikalności magnetycznej wyznaczonej z krzywej pierwotnej.
Poza zmiennością parametrów przebiegu magnesującego system umożliwia równolegle pomiar w funkcji jednego z dodatkowych parametrów czynników zewnętrznych:
− temperatury,
− naprężeń,
− kąta obrotu próbki (w celu pomiaru anizotropii).
Dodatkowo w systemie zrealizowano specjalistyczne funkcje pomiarowe:
−p omiar krzywej bezhisterezowej, −seria FORC (ang. First Order Reversal Curve), pomiar magnetostrykcji próbki przy użyciu naklejonych na niej tensometrów
Po wyborze kształtu oraz typu serii pomiarowej program rozpoczyna pomiar według przygotowanego algorytmu (rys. 7). Rozpoczynając pomiar, karta DAQ generuje napięcie sterujące przetwornik napięcie-prąd, jednocześnie rozpoczynając akwizycję sygnału napięcia ze strumieniomierza w następujący sposób: −rozmagnesowanie próbki (opcjonalnie), −zerowanie strumieniomierza, −obliczenie kształtu całości wykresu magnesowania, −generowanie napięcia z karty DAQ i konwersja U/I, odczyt napięcia z rezystora pomiarowego (podczas pomiaru), −o dczyt napięcia ze strumieniomierza (podczas pomiaru), odczyt parametrów dodatkowych (opcjonalnie, podczas pomiaru), odczyt wartości szczytowych strumienia magnetycznego (po skończeniu pomiaru), −kompensacja dryftu strumieniomierza (opcjonalnie).
Następnie wartości strumienia zmierzone przez kartę DAQ są przeliczane wg wskazań maksymalnych strumieniomierza, a wartości napięcia na rezystorze przeliczone na pole magnesujące.
Sygnał generowany w celu rozmagnesowania próbki opisuje się wzorem (1):
() / 0 ()sin(2) t ItIfte τ π =⋅⋅ (1) gdzie: I(t) – chwilowe natężenie prądu, I0 – maksymalna wartość prądu, f – częstotliwość, t – czas, τ – stała czasowa.
Dokładna wartość stałej czasowej i częstotliwości zależy od wartości pola remanencji magnetycznej i koercji próbki, i różni się znacznie w przypadku różnych materiałów magnetycznie miękkich, w szczególności stopów amorficznych. Przed rozpoczęciem pomiarów należy dobrać te wartości tak, by osiągnąć pełne rozmagnesowanie próbki.
7. Sterowanie strumieniem magnetycznym w próbce
Jednym ze sposobów na uzyskanie kontrolowanego przebiegu indukcji B jest użycie źródła napięciowego, jednak trzeba
wtedy spełnić szereg wymagań dotyczących impedancji źródła w stosunku do impedancji cewki – „krotność impedancji obciążenia w stosunku do impedancji widzianej z zacisków wyjściowych (źródła zasilania) powinna być nie mniejsza niż 25” [5] – a uzyskane pole magnesujące jest wynikowe. Ta metoda zakłada wysoką impedancję uzwojenia magnesującego, co nie zawsze jest możliwe do uzyskania.
Sinusoidalny/trójkątny przebieg strumienia magnetycznego jest uzyskiwany przy pomocy metody iteracyjnej oraz źródła prądowego. Użycie tej metody pozwala na uzyskanie sinusoidalnego lub trójkątnego przebiegu strumienia magnetycznego przy niewielkiej impedancji cewki magnesującej, w zależności od rdzenia może to być już kilka zwojów. W pierwszej iteracji próbka jest namagnesowana za pomocą specjalnie opracowanej funkcji tgH złożonej z posklejanych przebiegów wykresu tangensa, ponieważ pierwsze magnesowanie przebiegiem sinusoidalnym pola magnesującego H mogłoby wydzielić nadmierną moc w próbce i ją nagrzać, zmieniając jej parametry. Funkcja ma następujące równanie (2) w pierwszej ćwiartce okresu:
gdzie: H ( t ) – chwilowa wartość pola magnesującego, A – amplituda pola magnesującego, b – parametr nachylenia, ω – częstość kołowa, t – czas.
Parametr nachylenia b mieści się w zakresie od 0 do 1 i określa, w jakim stopniu wygenerowany przebieg jest podobny do przebiegu funkcji tangens. Użycie wartości 0,1 generuje niemal idealny przebieg trójkątny, natomiast optymalne wartości do rozpoczęcia pomiaru mieszczą się w zakresie od 0,9 do 0,97. Druga ćwiartka jest następnie odbijana względem osi Y, aby uzyskać funkcję ciągłą, a trzecia i czwarta ćwiartka są odbiciem pierwszej i drugiej względem osi X. Rysunek 8 przedstawia przykładowy wynik pomiaru pierwszej iteracji przy użyciu funkcji tgH
Następnie w sposób iteracyjny tworzone jest dopasowanie funkcji B(H) wielomianem 25. stopnia (na taki maksymalny stopień pozwala LabVIEW), odwrotne jego przekształcenie tak, by B(t) było sinusoidalne/trójkątne i magnesowanie nową uzy-
Rys. 8. Wynik pomiaru pierwszej iteracji przy użyciu funkcji tgH (wykres w kolorze czarnym – B(t), czerwonym – H(t))
Fig. 8. The result of the first iteration measurement using the tgH function (graph in black – B(t), red – H(t))
Rys. 9. Uzyskany sinusoidalny przebieg
in white – B(t), red – H(t))
Tomasz Charubin
Rys. 10. Pomiar z sinusoidalnym przebiegiem H(t) (wykres w kolorze białym – B(t), czerwonym – H(t))
Fig. 10. Measurement with sinusoidal waveform H(t) (graph in white – B(t), red – H(t))
skaną funkcją H(t). Zazwyczaj po 2–4 iteracjach (w zależności od rodzaju próbki) błąd przebiegu funkcji B(t) w stosunku do idealnego kształtu przebiegu trójkątnego lub sinusoidalnego określony przez współczynnik kształtu (ang. form factor) jest mniejszy niż 0,1 %, a błąd średniokwadratowy (RMS) jest mniejszy niż 5 % [6].
Straty magnetyczne zależą w dużym stopniu od szybkości zmiany gęstości strumienia magnetycznego dB/dt. [7] Użycie trójkątnego przebiegu strumienia magnetycznego umożliwia pomiar ze znacznie zmniejszonymi stratami, co zapewnia rzetelny pomiar parametrów magnetycznych i niskie rozpraszanie ciepła w próbce, podczas gdy pomiar z sinusoidalnym przebiegiem strumienia magnetycznego umożliwia pomiar według obowiązujących norm [5, 11]. Rysunki 9 i 10 przedstawiają uzyskane przebiegi H(t) i B(t) dla przebiegu sinusoidalnego B(t) i sinusoidalnego H(t).
Wynikowa strata mocy (∫HdB) jest znacznie niższa (o ok. 16 %) przy p omiarach sinusoidalnych B(t) w porównaniu do sinusoidalnych H(t), co przestawia tabela 8.
Tab. 8. Parametry pętli histerezy dla różnych przebiegów magnesujących dla próbki amorficznej
Tab. 8. Hysteresis loop parameters for varying
Rodzaj magnesowania Sinus H Sinus B
Pole koercji H c (A/m) 15,510,6
Współczynnik strat (J/m3) 0,1390,117
8. Przykładowe wyniki
Otrzymane przykładowe wyniki pomiarów demonstrujące możliwości systemu pomiarowego przedstawiono na kolejnych wykresach. Na rys. 11 oraz 12 zaprezentowano rodziny pętli histerezy zmierzonych na próbce wykonanej ze stali konstrukcyjnej, na rys. 11 zmieniając pole magnesujące przy stałej częstotliwości, natomiast na rys. 12 zmieniając częstotliwość pola magnesującego przy stałej jego amplitudzie.
Na rys. 12 przedstawione są pętle histerezy dla trzech częstotliwości pola magnesującego: 5, 20 oraz 80 Hz. Jako, że straty na histerezę opisane są jako powierzchnia pętli histerezy (∫HdB), zauważyć można zwiększone straty energii na przemagnesowanie wraz ze wzrostem częstotliwości magnesowania, co również przedstawia tabela 9 ze zmierzonymi parametrami pola koercji oraz współczynnika strat.
Naklejając na badaną próbkę tensometry można uzyskać wykres magnetostrykcji, tzn. zmiany wymiarów próbki pod wpływem działającego na nią pola magnesującego. Taki wykres przedstawiony jest na rys. 13.
Na rysunku 14 przedstawiono przykładowe wyniki pomiarów przenikalności magnetycznej w funkcji pola magnesującego przy zmiennym obciążeniu próbki okiennej wykonanej ze stali [8].
B(t) metodą iteracyjną (wykres w kolorze białym – B(t), czerwonym – H(t))
Fig. 9. Obtained sinusoidal waveform B(t) using the iterative method (graph
Rys. 11. Rodzina pętli histerezy dla próbki ze stali konstrukcyjnej dla różnych amplitud pola magnesującego
Fig. 11. Family of hysteresis loops for a structural steel sample for different magnetizing field amplitudes
Rys. 12. Rodzina pętli histerezy dla próbki ze stali konstrukcyjnej dla różnych częstotliwości pola magnesującego (5 Hz, 20 Hz, 80 Hz)
Fig. 12. Family of hysteresis loops for a structural steel sample for different magnetizing field frequencies (5 Hz, 20 Hz, 80 Hz)
Rys. 13. Przykładowy wykres magnetostrykcji dla próbki stalowej
Fig. 13. Example of magnetostriction graph for a steel sample
System pozwala także na wykreślenie krzywej pierwotnej magnesowania (komutacyjnej) oraz krzywej bezhisterezowej rdzeni magnetycznych. Krzywa ta przedstawia ścieżkę idealnego magnesowania materiału w przypadku braku strat spowodowanych histerezą. Otrzymywana jest przez rozmagnesowanie próbki w każdym punkcie pomiarowym z rosnącym offsetem pola magnesującego podczas rozmagnesowania. Krzywa bezhisterezowa magnetyzacji jest obecnie przedmiotem zainteresowania wielu ośrodków w celach symulacyjnych i modelowania zjawisk fizycznych [9, 10].
Rys. 14. Rodzina krzywych przenikalności magnetycznej przy rosnącym obciążeniu mechanicznym próbki [8]
Fig. 14. Family of magnetic permeability curves with increasing mechanical load of the sample [8]
Tab. 9. Parametry pętli histerezy dla różnych częstotliwości dla próbki stalowej
Table 9. Hysteresis loop parameters for varying frequency for steel sample
Częstotliwość 5 Hz20 Hz80 Hz
Pole koercji H c (A/m)8309801290
Współczynnik strat (J/m3)3,213,674,90
Rys. 15. Przykładowy wykres krzywej bezhisterezowej dla próbki z ferrytu F3001 [10]
Fig. 15. Example of an anhysteretic curve for a F3001 ferrite sample [10]
Przy pomocy modułu do obrotu jarzma magnesującego w próbkach płaskich, system pozwala również na pomiar rodziny pętli histerezy w zależności od anizotropii próbki, czego wynikiem może być rozkład widoczny na rys. 16 [4].
9. Podsumowanie
Głównym celem badań było opracowanie stanowiska badawczego pozwalającego na uzyskanie pełnych charakterystyk
Rys. 16. Przykładowy wykres anizotropii przenikalności wektorowej w funkcji kąta dla próbki ze stali transformatorowej
Fig. 16. Example of vector anisotropy graph of permeability in function of angle for a transformer steel sample
magnetycznych miękkich materiałów magnetycznie, takich jak ferryty lub materiały amorficzne, które pozwoliłoby na pomiar różnych parametrów magnetycznych przy wielu czynnikach zewnętrznych, zgodnie z normami pomiarów magnetycznych [11].
Stanowisko umożliwia generowanie prądu magnesującego o wartości międzyszczytowej 12 A z rozdzielczością 0,1 mA i częstotliwości do 16 kHz (zależnej od impedancji cewki magnesującej). Temperatura pomiaru może być zmienna w zakresie od –40 °C do +200 °C, natomiast zakres siły (ściskającej lub rozciągającej próbkę) sięga do 20 kN.
System łatwo rozbudować według potrzeb o dodatkowe moduły pomiarowe ze względu na otwarte oprogramowanie, tak jak np. moduły pomiaru krzywej bezhisterezowej lub FORC. Żaden z komercyjnie dostępnych histerezografów nie gwarantuje takich możliwości.
Modułowa konstrukcja pozwala na szybką modyfikację wykorzystywanych urządzeń pomiarowych, np. za pomocą wymiennych przetworników U/I i strumieniomierzy, a także dodawanie pomiarów w funkcji parametrów zewnętrznych, jak np. tensometry do pomiaru magnetostrykcji lub obrotowe jarzmo pomiarowe do pomiaru anizotropii próbki.
Bibliografia
1. de Wulf M., Dupré L., Melkebeek J., Quasistatic measurements for hysteresis modeling, “Jornal of Applied Physics”, Vol. 87, No. 9, 2000, 5239–5241, DOI: 10.1063/1.373307.
2. Gazda P., Nowicki M., Kachniarz M., Active LR integrator circuit for drift-free magnetoelastic transducer, “Acta Physica Polonica A”, Vol. 133, No. 3, 2018, 745–747, DOI: 10.12693/APhysPolA.133.745.
3. Gazda P., Nowicki M., Kachniarz M., Active LR integrator circuit with ferrite core, “Acta Physica Polonica A”, Vol. 133, No. 4, 2018, 1041–1044, DOI: 10.12693/APhysPolA.133.1041.
4. Rękas P., Nowicki M., Gazda P., Charubin T., T. Szumiata, Szewczyk R., A measuring setup for testing the mechanical stress dependence of magnetic properties of electrical steels, “Journal of Magnetism and Magnetic Materials“, Vol. 577, 2023, DOI: 10.1016/j.jmmm.2023.170791.
5. Kwiczała J., Badania materiałów magnetycznych w ujęciu Normy, „Przegląd Elektrotechniczny”, Vol. 86, No. 4, 2010.
6. Anderson P., Constant dB/dt DC characterisation through digital control of magnetic field, “Przegląd Elektrotechniczny”, Vol. 87, No. 9, 2011.
7. Szewczyk R., Frydrych P., Extension of the Jiles-Atherton Model for Modelling the Frequency Dependence of Magnetic Characteristics of Amorphous Alloy Cores for Inductive Components of Electronic Devices, “Acta Physica Polonica A”, Vol. 118, No. 5, 2010, 782–784, DOI: 10.12693/APhysPolA.118.782.
8. Szewczyk R., Nowicki M., Ostaszewska-Liżewska A., Bieńkowski A., Nowak P., MalinenM., Accuracy of frame-shaped samples based measurements of magnetoelastic characteristics of soft magnetic materials, “Measurement”, Vol. 162, 2020, DOI: 10.1016/j.measurement.2020.107899.
9. Silveyra J.M., Conde Garrido J.M., A Physically Based Model for Soft Magnets’ Anhysteretic Curve, “Advanced Magnetic Materials for Energy and Other Functional Applications and Devices”, Vol. 75, 2023, 1810–1823, DOI: 10.1007/s11837-023-05704-x.
10. Nowicki M., Anhysteretic Magnetization Measurement Methods for Soft Magnetic Materials, “Materials”, Vol. 11, No. 10, 2018, DOI: 10.3390/ma11102021.
Inne źródła
11. PN-EN 60404-6:2006, Magnetic Materials – Part 6: Methods of Measurement of the Magnetic Properties of Magnetically Soft Metallic and Powder Materials at Frequencies in the Range 20 Hz to 200 kHz by the Use of Ring Specimens.
Modular Hysteresisgraph for Measuring the Characteristics of Magnetically Soft Materials
Abstract: The article presents a computer-controlled, modular and fully automated hysteresisgraph for measuring the characteristics of soft magnetic materials in a wide range of magnetizing field amplitudes. The hysteresisgraph enables measurements of magnetic hysteresis loops using different shapes of the magnetizing field and magnetic induction in the core (sinusoidal, triangular or custom magnetizing field, sinusoidal or triangular magnetic induction) and relative magnetic permeability curves. The modular design of the system enables measurements of magnetic parameters with additional influences of external conditions, such as temperature, mechanical stress or sample rotation angle (anisometer operating system). Open software allows for addition of new measurement methods, which is not possible in commercially available systems.
Keywords: magnetic measurements, hysteresisgraph, metallic glass, ferrite, soft magnetic materials, anhysteretic magnetization curve, FORC
dr inż. Tomasz Charubin
Tomasz.Charubin@pw.edu.pl
ORCID: 0000-0001-5076-5288
Adiunkt badawczo-dydaktyczny na Wydziale Mechatroniki Politechniki Warszawskiej. Projektant elektronicznych systemów pomiarowych wielkości elektrycznych i mechanicznych. Specjalizuje się w przetwornikach magnetomechanicznych. Współpracował przy projektach badawczych z zakresu inżynierii materiałowej i elektroniki. Autor wielu publikacji naukowych z zakresu sensorów oraz systemów pomiarowych.
Zastosowanie głębokiego uczenia na danych hiperspektralnych do klasyfikacji materiałów przyszwy obuwia
Paweł Wittels, Jan Jaczewski
Avicon Advanced Vision Control, Aleje Jerozolimskie 202, 02-486 Warszawa
Piotr Brzeziński
VIVE Textile Recycling Sp. z o.o., ul. Łopuszańska 22, 02-220 Warszawa
Streszczenie: Rosnąca w społeczeństwie świadomość ekologiczna sprawia, że w Europie rośnie zapotrzebowanie na używaną odzież i obuwie. Jednak wysokie koszty siły roboczej w krajach UE sprawiają, że ręczne sortowanie odzieży staje się nieopłacalne. Skuteczna klasyfikacja materiałów odzieży i obuwia w oparciu o tradycyjne rozwiązania, np. kamery mono/RGB nie jest możliwa. W artykule opisujemy opracowany i wdrożony system automatycznej klasyfikacji materiałów przyszwy obuwia na linii sortującej, wykorzystujący sztuczne sieci neuronowe do analizy obrazu z kamer hiperspektralnych w paśmie NIR-SWIR (900–1700 nm).
Słowa kluczowe: HSI, analiza obrazu, obrazowanie hiperspektralne, sieci neuronowe, HSI-CNN
1. Wprowadzenie
Niskie koszty produkcji przemysłowej, będące rezultatem taniej siły roboczej w krajach Dalekiego Wschodu, jak również rosnącej automatyzacji produkcji, są przyczyną spadających cen nowej odzieży i obuwia w relacji do średniego wynagrodzenia. Wraz z tym trendem rośnie marnotrawstwo – coraz większe ilości odzieży i obuwia wciąż zdatnych do użytku, trafiają na wysypiska śmieci czy do spalarni. Szacuje się, że całkowita ilość odpadów tekstylnych oraz obuwia pochodzących od konsumentów może osiągnąć nawet 148 milionów ton na całym świecie do 2030 r., co stanowi wzrost o 62 % w porównaniu z 2015 r. [21].
Jednocześnie w krajach Europy rośnie świadomość ekologiczna, która sprawia, że coraz więcej osób decyduje się na zakup odzieży z drugiego obiegu nie tylko z przyczyn ekonomicznych, ale także z chęci ochrony środowiska. Oczywistym więc rozwiązaniem, oczekiwanym zarówno z przyczyn środowiskowych jak i społecznych, jest wprowadzanie używanych tekstyliów do obrotu wtórnego w modelach Circular Economy [1].
Autor korespondujący:
Paweł Wittels, pawel.wittels@avicon.pl
Artykuł recenzowany nadesłany 03.03.2025 r., przyjęty do druku 19.05.2025 r.
się
korzystanie
artykułu
Badania wskazują, iż kwestie technologii pozwalającej na wydajne, szybkie i ekonomicznie uzasadnioną automatyzację procesów identyfikacji i sortowania używanych odpadów postkonsumenckich są jednymi z kluczowych barier rozwoju modeli Circular Economy i skutecznego zawracania używanych tekstyliów i obuwia do ponownego użycia [1].
Skuteczna identyfikacja poszczególnych obiektów (tekstylia, buty etc.) pozwala bowiem stworzyć powtarzalny proces podejmowania decyzji, czy dany obiekt ma potencjał (wartości użytkowe) do ponownego zaoferowania go klientom w ramach Circular Economy Scheme, czy też należy znaleźć dla niego inne metody utylizacji. Wyzwanie technologiczne jest szczególnie istotne dla odpadów post konsumenckich i stanowi jedną z kluczowych barier rozwoju korzystnych dla zrównoważonego rozwoju modeli CE [2].
Powszechnie stosowana jest automatyzacja sortowania różnego typu obiektów na podstawie ich kształtu, koloru czy gabarytów. Jednakże obrazy rejestrowane przez klasyczne kamery monochromatyczne i kolorowe (RGB) zasadniczo nie pozwalają rozróżniać materiałów, z których wykonane są badane obiekty. Rozróżnianie różnorodnych materiałów, niezależnie od ich koloru i faktury, możliwe jest natomiast dzięki zastosowaniu obrazowania hiperspektralnego. Obrazy hiperspektralne, szczególnie w zakresie bliskiej podczerwieni, przy zastosowaniu metod głębokiego uczenia maszynowego, umożliwiają efektywną analizę i rozpoznawanie materiałów na poziomie niedostępnym dla tradycyjnych metod wizyjnych.
Jednym z wyzwań w branży recyklingu i sortowania odzieży oraz obuwia używanego jest automatyczna identyfikacja materiałów, z których wykonana jest wierzchnia część obuwia. Dokładna klasyfikacja materiałów przyszwy buta ma kluczowe znaczenie dla optymalnego zarządzania łańcuchem
wartości, w tym dla procesów sortowania i dalszego wykorzystania lub recyklingu.
W prezentowanym artykule opisujemy projekt zrealizowany w zakładzie sortowania odzieży używanej VIVE Textile Recycling, w którym zastosowano system hiperspektralny rejestrujący obraz w zakresie obejmującym długości fali światła od bliskiej podczerwieni do podczerwieni krótkofalowej (900–1700 nm, NIR-SWIR) do automatycznej klasyfikacji materiałów obuwia. System wykorzystuje liniowe kamery hiperspektralne oraz metody głębokiego uczenia maszynowego do analizy struktury widmowej powierzchni butów. Celem było uzyskanie wysokiej skuteczności predykcji, a także stabilnej powtarzalności wyników w warunkach przemysłowych, gdzie buty są transportowane na taśmociągu i wprowadzane do ciemni pomiarowej.
1.1. Obrazowanie hiperspektralne
Obrazowanie hiperspektralne definiowane jest jako technika obrazowania, która polega na akwizycji setek zdjęć tej samej sceny, z których każde rejestrowane jest w kolejnych wąskich zakresach długości promieniowania elektromagnetycznego [3]. Typowymi zakresami kamer hiperspektralnych jest zakres UV-VIS (380–800 nm lub 400–1000 nm), NIR-SWIR (900–1700 nm), SWIR (900–2500 nm) [4] oraz MWIR (2700–5500 nm) [5]. Podział na poszczególne zakresy długości fal podyktowany jest m.in. dostępnymi technologiami sensorów (ich efektywnością kwantową w funkcji długości fali), rozdzielczościami sensorów, transmisyjnością materiałów, z których wykonywana jest optyka czy koniecznością optymalizacji konstrukcji obiektywu. Optyka stosowana w obrazowaniu hiperspektralnym musi cechować się transmisyjnością w szerokim zakresie spektrum, minimalizować zjawisko przesunięcia punktu ostrości w funkcji długości fali oraz minimalizacją zjawiska aberracji chromatycznej [6]. Istotną cechą obiektywów stosowanych w obrazowaniu hiperspektralnym jest ich wysoka jasność. Jest to czynnik niezbędny dla wydajnego obrazowania, ze względu na bardzo selektywną (pod względem długości fali) rejestrację obrazu dla poszczególnych pasm. Dla kamery SPECIM FX10 (zakres obrazowania 400–1000 nm) szerokość połówkowa filtra (FWHM) wynosi 5,5 nm [7] – taka szerokość pasma przypada na pojedynczy obraz spektralny. Dla porównania, pojedynczy (zielony) kanał obrazu RGB pochodzącego z sensora Sony IMX174 charakteryzuje FWHM rzędu 125 nm [8]. Wskazuje to na konieczność stosowania wysokiej intensywności oświetlenia (ponad 20× większej dla opisywanej kamery hiperspektralnej w stosunku do RGB) oraz możliwie jasnej optyki dla uzyskania wymaganej intensywności obrazu i możliwie wysokiego SNR. Dodatkowo dla pasm w okolicach krańców zakresów pomiarowych kamer hiperspektralnych, efektywność kwantowa znacząco spada co stawia dodatkowe wyzwania przed konstrukcją oświetlenia. Przez obraz hiperspektralny (ang. spectral cube [9]) rozumiemy zestaw obrazów tej samej sceny, z których każdy odpowiada oddzielnemu pasmu (definiowanemu przez FWHM oraz środkową długość fali). Każdy oddzielny obraz takiego zestawu, odpowiadający wąskiemu podzakresowi
zakresu pomiarowego, nazywany jest kanałem obrazu hiperspektralnego. Istnieje kilka strategii (technologii) uzyskiwania obrazu hiperspektralnego (rys. 1).
Skanowanie przestrzenne (ang. pushbroom [10]) zapewnia uzyskanie pełnej informacji spektralnej dla jednego wycinka (paska) obrazu. Przemieszczanie się sceny względem kamery oraz synchroniczne z tym ruchem wyzwalanie akwizycji kolejnych linii, pozwala na zebranie kompletnego obrazu. Zaletą tej technologii skanowania jest konieczność oświetlenia jedynie jednego paska sceny oraz właściwie nieograniczona rozdzielczość spektralna uzyskiwanego obrazu. Technologia ta nie wymaga unieruchamiania obiektu podczas skanowania. Skanowanie spektralne polega na zbieraniu obrazów pojedynczych pasm całej sceny. Między kolejnymi klatkami konieczna jest zmiana pasma rejestracji (przez zmianę filtrów pasmowoprzepustowych lub długości fali światła padającego na próbkę). Wymaga to unieruchomienia próbki względem kamery, prawidłowe oświetlenie całej sceny a liczba uzyskiwanych pasm jest ograniczona ze względu na technologię zmiany pasm (liczbę dostępnych filtrów czy czas przestrajania źródła światła). Obrazowanie jednorazowe, ze względu na ograniczoną rozdzielczość matrycy, wymaga kompromisu między rozdzielczością przestrzenną obrazu a liczbą rejestrowanych pasm: dla 125 pasm w zakresie 450–900 nm możliwe jest uzyskanie rozdzielczości przestrzennej 70 × 70 px [11], dla 16 pasm w zakresie 460–600 nm uzyskiwana jest rozdzielczość przestrzenna 512 × 272 px [23]. Obrazowanie tego typu wymaga oświetlenia całej analizowanej sceny ale nie wymaga unieruchamiania obiektu. Skanowanie przestrzenno-spektralne polega na pozyskaniu informacji o pojedynczych pasmach dla pojedynczych linii obrazu. Wzajemny ruch sceny i kamery pozwala na zebranie powyższych informacji dla kolejnych linii obrazu, a następnie konstrukcję obrazu hiperspektralnego. Pozwala to na uzyskanie relatywnie wysokiej rozdzielczości spektralnej i przestrzennej np. 150 pasm w zakresie 470–900 nm, rozdzielczość przestrzenna 2048 px. Konieczne jest natomiast oświetlenie przestrzenne całej sceny a nie tylko jednej linii obrazu.
Badania opisane w artykule prowadzone były z wykorzystaniem kamery Specim FX17, pracującej w technologii skanowania przestrzennego, charakteryzującą się zakresem pomiarowym 900–1700 nm, FWHM 8 nm, rozdzielczością spektralną 224 pasma oraz przestrzenną rozdzielczością liniową 640 px. Temperatura sensora stabilizowana jest przez moduł Peltriera. Do oświetlenia sceny wykorzystano zestaw lamp halogenowych, zapewniających wymaganą intensywność oraz ciągłość widmową światła w całym zakresie pomiarowym kamery.
1.2.
Zastosowanie obrazowania hiperspektralnego
Techniki hiperspektralne znajdują zastosowanie w wielu dziedzinach. Są to m.in. recykling i gosp odarka odpadami (identyfikacja surowców, segregacja materiałów) [12],
Rys. 1. Techniki obrazowania hiperspektralnego, kolejno od lewej: skanowanie przestrzenne, skanowanie spektralne, obrazowanie jednorazowe, skanowanie przestrzennospektralne
rolnictwo i przemysł spożywczy (ocena dojrzałości owoców, detekcja obić, nadgnić, przesuszeń, identyfikacja zanieczyszczeń) [13, 14], ochrona środowiska (monitoring jakości wody, detekcja mikro-plastiku) [15], przemysł wytwórczy (kontrola jakości materiałów, wykrywanie defektów) [16], sztuka i archeologia: analiza dzieł sztuki i zabytków w celu identyfikacji materiałów użytych przy ich tworzeniu [17].
W przypadku omawianego projektu użycie obrazowania hiperspektralnego umożliwiło automatyczną klasyfikację materiałów przyszwy obuwia, co jest szczególnie istotne w masowej, hurtowej obróbce dużych ilości używanych butów o zróżnicowanej jakości, pochodzeniu i stanie zachowania. Wyniki klasyfikacji materiałów wykorzystano dodatkowo do automatycznej weryfikacji prawidłowości automatycznej identyfikacji pary butów (buta lewego i buta prawego), wykonywanej za pomocą niezależnego systemu, bazującego na danych z kamer RGB. Zaobserwowano, iż co do zasady buty z tej samej pary „współdzielą” swoje cechy: proporcje udziału różnych materiałów w poszczególnych obszarach butów są zbliżone. Dzięki temu ustalenie zewnętrznym klasyfikatorem dodatkowej cechy obydwu butów (rodzaj materiału) może być jednocześnie testem prawidłowości zestawienia takiej pary (buta lewego z butem prawym) przez klasyfikator „Alina” stosowany do celów parowania obuwia. Klasyfikator bazujący na danych hiperspektralnych pozwala tym samym na ograniczenie błędów False Positive w procesie parowania.
1.3. Algorytmy uczenia maszynowego w analizie danych hiperspektralnych
Tradycyjne podejścia do analizy obrazowania hiperspektralnego HSI (ang. Hyperspectral Imaging) bazowały na metodach, takich jak k-nearest neighbors (kNN), support vector machines (SVM) czy random forests (RF) [18]. Choć te techniki pozwalały na skuteczną klasyfikację danych o niewielkiej liczbie cech, ich efektywność spadała wraz ze wzrostem liczby kanałów hiperspektralnych [19]. Dzięki rozwojowi metod głębokiego uczenia, takich jak konwolucyjne sieci neuronowe CNN (ang. Convolutional Neural Network), stało się możliwe efektywne przetwarzanie danych o wysokiej liczbie wymiarów bez potrzeby ich redukcji, co ograniczało utratę istotnych informacji spektralnych [20].
Metody CNN zrewolucjonizowały analizę obrazów hiperspektralnych dzięki swojej zdolności do automatycznego wyodrębniania cech spektralno-przestrzennych z danych [18]. Metody takie jak HSI-CNN wykorzystują warstwy konwolucyjne do przetwarzania danych spektralnych z zachowaniem ich przestrzennej struktury. W przypadku sieci takich jak HSI-CNN, przekształcenie lokalnych cech spektralno-przestrzennych na jednowymiarowe mapy cech umożliwia wydajną klasyfikację obrazów hiperspektralnych nawet przy ograniczonej liczbie danych treningowych [18].
W artykule [20] przedstawiono nowatorską architekturę CNN zaprojektowaną specjalnie do analizy obrazów hiperspektralnych. Model ten wprowadza trzy kluczowe innowacje: Głębsza i szersza sieć: W przeciwieństwie do tradycyjnych sieci CNN, Contextual CNN wykorzystuje znacznie większą liczbę warstw, co pozwala na bardziej efektywne wyodrębnianie zaawansowanych cech spektralnych i przestrzennych. Jest to osiągnięte dzięki zastosowaniu uczenia resztkowego (ang. residual learning), które umożliwia skuteczniejsze szkolenie głębokich sieci. Lokalny kontekst przestrzenno-spektralny: Model optymalnie wykorzystuje lokalne zależności między sąsiednimi pikselami, co jest kluczowe w przypadku danych hiperspektralnych, gdzie informacja przestrzenna i spektralna są ściśle
powiązane. W tym celu zastosowano bank filtrów wieloskalowych, który pozwala na jednoczesne wydobywanie cech w różnych skalach przestrzennych. Efektywność w ograniczonych zbiorach danych: Jednym z głównych wyzwań w analizie HSI jest niedobór danych treningowych. Dzięki zastosowaniu mechanizmu uczenia resztkowego oraz projektowaniu sieci o zoptymalizowanej liczbie parametrów, Contextual CNN osiąga doskonałe wyniki nawet przy niewielkiej liczbie przykładów treningowych.
Ze względu na ograniczoną ilość danych uczących (wynikającą przede wszystkim z wysokiej pracochłonności ręcznego maskowania obrazów uczących), a także ze względu na bardzo wysoką dokładność opisanego w [18] modelu, w opisywanym projekcie zdecydowano o użyciu modelu HSI-CNN do klasyfikacji materiałów obuwia.
1.4. Opis problemu
Celem opracowywanego Systemu NIR1 była automatyzacja procesu klasyfikacji materiału przyszwy butów na linii sortowania obuwia używanego. System klasyfikacji materiału jest elementem większego systemu, którego zadaniem jest nie tylko rozpoznawanie tworzywa, z którego wykonane są buty, ale również automatyczne parowanie pomieszanych butów i ich wycena. Klasyfikowane buty zawieszone są za noski na metalowych zawieszkach przenośnika podwieszanego.
2. Zaproponowane rozwiązanie
2.1. Akwizycja danych
System NIR składa się z dwóch niezależnych stanowisk pomiarowych (nazwanych L1 i L2; jedno ze stanowisk przedstawiono na rys. 2), umieszczonych w celu zwiększenia przepustowości na dwóch równoległych liniach sortowania. Starano się, by stanowiska pomiarowe L1 i L2 były możliwie identyczne, jednakże ponieważ były one dostawione do dwóch istniejących już linii, dystanse i kąty obserwacji mogły się wzajemnie nieznacznie różnić. W tym celu modele trenowano na obrazach zarejestrowanych na obu systemach, z zachowaniem równych proporcji. W celu uniezależnienia wyników pomiarów od warunków oświetleniowych otoczenia, hiperspektralne kamery liniowe Specim FX-17 umieszczono wraz z odpowiednio dobranymi oświetlaczami w specjalnych ciemniach.
Rejestracja obrazu rozpoczyna się na sygnał z fotokomórki wykrywającej pojawienie się kolejnej zawieszki przejeżdżającego przez ciemnię taśmociągu. Każdorazowo rejestrowane jest 131 linii obrazu z kamery, co odpowiada szerokości zawieszki z butem z pewnym zapasem. Natychmiast po zarejestrowaniu, 131 linii łączonych jest do pojedynczego obrazu hiperspektralnego składającego się z 224 warstw (pasm) o wymiarach 640 × 131 px o 12-bitowej rozdzielczości tonalnej. W tych samych warunkach oświetleniowych i tych samych parametrach ekspozycji zarejestrowano również wzorzec bieli, a przy braku oświetlenia również wzorzec czerni, które służyły do normalizacji rejestrowanych obrazów (przestrzennej i spektralnej).
2.2. Przygotowanie danych uczących
Zarejestrowane obrazy hiperspektralne poddano redukcji liczby kanałów o 50 % w taki sposób, że do zredukowanego obrazu hiperspektralnego przepisano co drugi kanał obrazu
1 Nazwa Systemu NIR nawiązuje do zakresu pomiarowego zastosowanej kamery hiperspektralnej FX-17 (900–1700 nm) – klasyfikowanej przez jej producenta, firmę Specim, jako bliską podczerwień (ang. Near-Infrared –NIR), mimo iż w rzeczywistości pokrywa ona również część zakresu podczerwieni krótkofalowej (ang. Short-Wave Infrared – SWIR)
Rys. 2. System NIR – umieszczona w ciemni kamera hiperspektralna rejestruje obraz butów mocowanych za noski na zawieszkach przenośnika podwieszanego. Zestawy oświetlaczy halogenowych doświetlają scenę z dwóch kierunków
Fig. 2. NIR System – a hyperspectral camera placed in a darkroom records an image of shoes mounted by their toes on the overhead conveyor. Halogen light sets illuminate the scene from two directions
oryginalnego, a nowa wartość piksela na każdym z kanałów wyliczana była jako średnia z wartości trzech sąsiadujących kanałów obrazu oryginalnego: danego, poprzedzającego oraz następującego. Etap ten dodano po pierwszych testach, w celu skrócenia czasu predykcji finalnego modelu, przy pomijalnym pogorszeniu precyzji. W finalnym rozwiązaniu redukcja liczby kanałów wykonywana była już w kamerze (2× binning spektralny). Mechanizm binningu w kamerze jest analogiczny do opisanego powyżej, zastosowanego na danych uczących.
Zarejestrowany dataset, przeznaczony zarówno do uczenia sieci, jak i jej późniejszego testowania i oceny, zawierał 6616 obrazów hiperspektralnych. Zarejestrowane dane obejmowały obrazy 615 butów oraz 47 pustych zawieszek zarejestrowanych
Tab. 1. Podział na klasy i podklasy materiałów
Tab. 1. Classification of materials into main classes and subclasses
Klasa Podklasy
przez oba punkty pomiarowe (L1 i L2). Każdy but zarejestrowany był kilkukrotnie na każdym stanowisku. Pliki obrazów zawierały unikalny numer ID obrazowanego buta, co pozwoliło na etapie przygotowania zbioru grupować obrazy tego samego egzemplarza obuwia.
Spośród 615 butów do zbioru uczącego (treningowego i walidacyjnego) wytypowano 230 butów: 63 ze skóry, 54 z gumy, 54 z tworzyw sztucznych i 59 z tekstyliów naturalnych. Buty do poszczególnych klas zbioru uczącego nie były wybierane całkiem losowo – starano się pilnować zróżnicowania pod względem ich koloru, jasności oraz podklas materiału. Do zbioru uczącego wybrano po dwa zdjęcia hiperspektralne każdego buta (po jednym wykonanym na każdym ze stanowisk), tzn. 460 obrazów hiperspektralnych. Obrazy pozostałych 385 butów przeznaczono do testowania algorytmu i oceny jakości klasyfikacji.
Następnie obrazy przeznaczone do uczenia sieci poddano ręcznemu maskowaniu (rys. 3). Ponieważ wejściem wybranego modelu sieci są patche (trójwymiarowe wycinki obrazu hiperspektralnego) o wymiarach 3 × 3 × 112, a nie całe obrazy, maskowaniu poddawano jedynie obszary, których materiał nie budził żadnych wątpliwości. W szczególności wystrzegano się maskowania zapięć, naszywek, widocznych fragmentów podeszw i wnętrza butów i innych elementów stanowiących dodatki
(a) (b)
Rys. 3. Przykłady przygotowania masek butów ze skóry (a) i z gumy (b). Obrazy każdego z butów przedstawiają odpowiednio: zdjęcie poglądowe z kamery wizyjnej (po lewej), wybrany kanał z obrazowania hiperspektralnego (w środku) i ręcznie przygotowaną maskę (po prawej stronie). Maskowano jedynie obszary o wysokiej pewności. Czarne obszary masek nie były brane pod uwagę podczas uczenia modelu. (Widoczne zniekształcenie obrazu hiperspektralnego (b) wynika z poruszenia zawieszki podczas rejestracji obrazu kamerą liniową)
Fig. 3. Examples of masks prepared for leather shoes (a) and rubber shoes (b). Images of each shoe show: an overview image from a vision camera (on the left), the selected channel from hyperspectral imaging (in the middle), and the manually prepared mask (on the right). Only areas with high confidence were masked. Black areas of the masks were not considered during model training. (The visible distortion in the hyperspectral image (b) is caused by movement of the hanger during image registration by the line scan camera)
Zawieszka klasa pomocnicza do wykrywania metalowej zawieszki (47)
Tło klasa pomocnicza do wykrywania tła (507)
z niepewnego materiału. Pomijano również piksele leżące na krawędzi dwóch materiałów (będące w dużej mierze uśrednieniem pomiaru każdego z materiałów).
Obrazy hiperspektralne zostały następnie poddane normalizacji względem obrazów referencji bieli i czerni. Normalizacja względem czerni pozwala zredukować wpływ szumów na matrycy, a względem bieli – zminimalizować wpływ niejednorodności oświetlenia zarówno w zakresie spektralnym jak i przestrzennym.
Następnie maski obrazów wybranych do zbioru uczącego (treningowego i walidacyjnego) przekształcono w zbiór patchy: dla każdego piksela maski, dla którego wszystkie sąsiadujące 8 pikseli należało do maski tej samej klasy, pobierano z obrazu hiperspektralnego odpowiadający mu (mający te same współrzędne x, y) patch o wymiarach 3 × 3 × 112 px. Patche zapisywano w sześciu niezależnych zbiorach poszczególnych klas (tab. 1). Każdy z tak przygotowanych zbiorów dzielony był na dwa podzbiory, zawierające odpowiednio patche treningowe oraz walidacyjne.
2.3. Model sieci
Jako klasyfikator wykorzystano autorski model HSI-CNN o architekturze wzorowanej na opisanej w artykule [18].
Model HSI-CNN został zaprojektowany do klasyfikacji danych hiperspektralnych przez jednoczesną analizę cech spektralnych i przestrzennych. Wejściem modelu opracowanego w ramach projektu są patche o wymiarach 3 × 3 × 112 px, gdzie pierwsze dwa wymiary reprezentują lokalny obszar przestrzenny, a ostatni wymiar odnosi się do liczby pasm spektralnych. Proces przetwarzania rozpoczyna się od trójwymiarowej warstwy konwolucyjnej, która zawiera 128 filtrów o rozmiarze 3 × 3 × 24 px i funkcji aktywacji ReLU. Warstwa ta analizuje jednocześnie strukturę przestrzenną oraz lokalne zależności spektralne. W efekcie powstaje tensor o wymiarach 1 × 1 × 10 × 128 px, który następnie zostaje przekształcony do postaci dwuwymiarowej za pomocą operacji Reshape, zmieniając jego format na 10 × 128 × 1 px. Po redukcji wymiarów spektralnych model przechodzi do analizy przestrzennej za pomocą warstwy konwolucyjnej 2D, w której zastosowano 64 filtry o wymiarach 3 × 3 i aktywację ReLU. Ta operacja umożliwia ekstrakcję lokalnych cech przestrzennych, prowadząc do uzyskania tensora o wymiarach 8 × 126 × 64. W celu dalszej redukcji wymiarów oraz zwiększenia efektywności obliczeniowej zastosowano warstwę MaxPooling z oknem 2 × 2, co powoduje zmniejszenie rozmiaru tensora do 4 × 63 × 64. Następnie dane są przekształcane do jednowymiarowego wektora o długości 16 128, co przygotowuje je do klasyfikacji w pełni połączonymi warstwami neuronowymi. Pierwsza warstwa w pełni połączona zawiera 1024 neurony z aktywacją ReLU, co pozwala na dalszą ekstrakcję cech istotnych dla klasyfikacji. Aby zapobiec przeuczeniu modelu, zastosowano mechanizm Dropout (losowe wyłączanie neuronów) z parametrem 0,5, który losowo deaktywuje połowę neuronów podczas treningu. Kolejna warstwa w pełni połączona składa się ze 100 neuronów, również z aktywacją ReLU, po której ponownie zastosowano warstwę Dropout o wartości 0,5. Ostatecznie model kończy się warstwą wyjściową o sześciu neuronach z aktywacją Softmax, której zadaniem jest przypisanie prawdopodobieństwa do jednej z sześciu klas.
Architektura modelu obejmowała dziewięć warstw z parametrami, w tym dwie warstwy splotowe z łączną liczbą 192 filtrów oraz trzy w pełni połączone warstwy. Liczba trenowanych parametrów wyniosła 16,6 mln. Model uczono od podstaw – nie stosowano transferu wag ani wcześniejszego uczenia transferowego. Podczas treningu jako funkcję straty zastosowano ważoną kategoryczną entropię krzyżową (ang. weighted categorical cross-entropy), aby uwzględnić nierównomierny rozkład klas w zbiorze danych. Do optymalizacji zastosowano algorytm RMSprop. Proces uczenia prowadzono z wielkością partii równą 1000 oraz z maksymalną liczbą 100 epok, choć rzeczywista liczba epok
była determinowana przez mechanizm wczesnego zatrzymywania (ang. Early Stopping), który przerywał trening, gdy strata walidacyjna nie poprawiała się przez dziesięć kolejnych epok. Aby ograniczyć ryzyko przeuczenia, w architekturze zastosowano warstwy Dropout z prawdopodobieństwem 0,5 oraz strategię redukcji kroku uczenia, która zmniejszała wartość współczynnika uczenia, gdy strata walidacyjna przestawała się obniżać.
HSI-CNN stanowi hybrydowe podejście, w którym ekstrakcja cech spektralnych realizowana jest przez konwolucję 3D, natomiast analiza zależności przestrzennych odbywa się przy pomocy klasycznej konwolucji 2D. Dzięki zastosowaniu głębokiej architektury i warstw Dropout model jest mniej podatny na przeuczenie, a jednocześnie zdolny do skutecznej klasyfikacji danych hiperspektralnych, uwzględniając zarówno ich komponenty spektralne, jak i przestrzenne.
Wynikiem działania klasyfikatora jest obraz składający się z sześciu kanałów. Każdy piksel obrazu jest 6-elementowym wektorem, w którym każdy element ma wartość prawdopodobieństwa przynależności piksela do jednej z sześciu klas (cztery klasy materiału butów, tła oraz zawieszki). Wartości te sumują się do 100 %. Zbiorem pikseli, których klasyfikacja wliczana jest do finalnych wyników predykcji są piksele obrazu znajdujące się pod maską buta. Maska buta jest zbiorem wszystkich pikseli obrazu, pomniejszonym o piksele, które prawdopodobnie są strzemieniem lub tłem (tzn. z najwyższym prawdopodobieństwem przynależą do jednej z tych dwóch klas). Maska dodatkowo jest pomniejszana o piksele, których dwa najwyższe prawdopodobieństwa różnią się wzajemnie o mniej niż pięć punktów procentowych. Na koniec maska poddana jest erozji morfologicznej, żeby pozbyć się pikseli znajdujących się na granicy buta i tła, które mogą być klasyfikowane w sposób nieprzewidywalny. Do ostatecznego wyniku predykcji klasyfikacji buta liczona jest średnia arytmetyczna prawdopodobieństw z czterech klas materiałów butów dla pikseli znajdujących się pod maską. Dopiero uzyskane globalne wyniki zostają poddane proporcjonalnej normalizacji tak, by (po usunięciu współczynników przynależności do tła lub zawieszki) sumowały się do 100 %.
3. Rezultaty
3.1. Dokładność predykcji Średnia dokładność predykcji na zbiorze testowym 1897 obrazów hiperspektralnych 385 różnych butów zarejestrowanych na obu stanowiskach NIR wyniosła 81,23 %. Szczegółową macierz pomyłek przedstawiono na rys. 4(a). Szczególnie niskie wartości dokładności uzyskano dla obuwia, dla którego głównym deklarowanym materiałem były tworzywa sztuczne (ekoskóra i nylon): 67,3 %. Należy jednak zwrócić uwagę, że wysoki odsetek predykcji butów z tworzywa sztucznego wskazywał na skórę naturalną (aż 17,1 %). Jest to znamienne, ponieważ charakterystyka spektralna skóry naturalnej różni się znacząco od charakterystyki tworzyw sztucznych. Widoczne jest to w przypadku obuwia z gumy, które w prawie 15 % przypadków mylone były z butami z tworzywa sztucznego, ale w żadnym przypadku ze skórą naturalną. Wartości te nasuwają podejrzenie, że mogło dojść do błędów w przygotowaniu zbiorów uczących i walidacyjnych przez pracowników sortowni. Dlatego prawdopodobnie skóra naturalna przez klasyfikator najczęściej była „mylona” z tworzywami sztucznymi (11,2 %), a dużo rzadziej z tekstyliami naturalnymi (3,7 %), pomimo większego podobieństwa w spektrum, a guma, która dla człowieka w żadnym wypadku nie przypomina skóry ani tekstyliów, mylona była tylko z tworzywami sztucznymi (których prawdopodobnie część butów gumowych ma domieszki), a nigdy z naturalnymi tekstyliami czy skórą. Drugi czynnik, który mógł również wpłynąć na wysoką liczbę pomyłek pomiędzy skórą naturalną i ekologiczną, to potencjalne stosowanie past do butów w przy-
Paweł Wittels, Jan Jaczewski, Piotr Brzeziński
padku pewnej liczby butów zarówno ze skóry naturalnej jak i ekologicznej. Aspekt ten jednak na razie nie został rozpoznany i wymaga przeprowadzenia oddzielnych badań. Otrzymane wyniki pozwoliły sformułować szereg zaleceń niezbędnych do sformułowania warunków koniecznych do uzyskania klasyfikatorów o skokowo wyższej jakości predykcji (wnioski opisane w punkcie 4 i częściowo wdrożone w dalszych pracach).
3.2. Precyzja i zgodność predykcji L1–L2
Z punktu widzenia potrzeb klienta ważniejszym parametrem od poprawności predykcji, była jej zgodność dla systemów L1 i L2. Wynika to z funkcjonalności systemu, w którym ważniejsze jest znalezienie poprawnej pary butów (z której każdy może być klasyfikowany na innym stanowisku) niż rozpoznanie ich tworzywa. Opracowany system wykazał się bardzo wysoką powtarzalnością pomiarów w ramach poszczególnych stanowisk pomiarowych. Powtarzalność predykcji klasy całego buta w ramach NIR-L1 wyniosła 99,58 %, a w przypadku NIR-L2: 99,67 %.
LeatherRubberPlasticTextile
Udało się również uzyskać dość wysoką zgodność predykcji tych samych butów na obu stanowiskach. Średnia zgodność predykcji L1–L2 wyniosła 94,63 %. Szczegółową macierz zgodności predykcji przedstawiono na rys. 4 (b).
Mniejsza zgodność klasyfikacji między dwoma stanowiskami, niż powtarzalność w ramach jednego stanowiska, wynika z pewnością z relacji geometrycznych układu oświetlacze-kamera-obiekt (przenośnik). Stanowiska NIR nie były kompaktowymi urządzeniami, a konstrukcjami dobudowanymi na istniejących liniach. Mimo starań, idealne zamontowanie poszczególnych elementów systemu w dwóch różnych miejscach w zakładzie sortującym nie było możliwe. Kąty i dystanse padania światła oraz kąty i dystanse obserwacji między stanowiskami różniły się nieznacznie, co mogło wpływać zarówno na różnice w intensywności pikseli na obrazie, jak i na zmianę perspektywy obserwacji obiektu, co nieraz mogło zaburzyć proporcje obrazu powierzchni wnętrza buta do powierzchni obrazu części zewnętrznej. W przypadku butów, dla których
Rys. 4. Macierz pomyłek opracowanego modelu na zbiorze testowym (a) oraz macierz zgodności predykcji L1-L2 (b) Fig. 4. Confusion matrix of the developed model on the test set (a) and prediction consistency matrix for L1-L2 (b)
ekoskóra
Rys. 5. Przykłady poprawnej klasyfikacji hiperspektralnych obrazów butów ze zbioru walidacyjnego (obrazy tych butów nie znajdowały się w zbiorze uczącym) rejestrowanych kilkukrotnie na stanowiskach L1 i L2. Powyżej poszczególnych obrazów zestawienie oceny przynależności do poszczególnych klas: L – skóra, P – tworzywa sztuczne, R – guma, T – tekstylia
Fig. 5. Examples of correct classification of hyperspectral images of shoes from the validation set (these shoes were not included in the training set), recorded multiple times at L1 and L2 stations. Above each image is the classification score for membership in individual classes: L – leather, P – plastics, R – rubber, T – textiles
skóra
wyniki predykcji co najmniej dwóch dominujących klas były bardzo zbliżone, skutkować to mogło odmienną finalną klasyfikacją do jednej kategorii (tab. 2, drugi wiersz).
3.3. Omówienie przykładów
Zdecydowana większość butów była klasyfikowana poprawnie, zgodnie z klasyfikacją referencyjną określoną przez specjalistów. Przykłady poprawnej klasyfikacji przedstawiono na rys. 5. Czarny, połyskliwy, skórzany but został zaklasyfikowany w znacznej mierze jako wykonany z tekstyliów naturalnych, choć w rzeczywistości prawdopodobnie tylko sznurowadła i szwy były bawełniane. Przyczyn błędnej klasyfikacji może być kilka: 1. buty czarne były niedoreprezentowane w procesie uczenia; 2. błyszcząca powierzchnia pod różnymi kątami mogła dawać odpowiedź o zupełnie różnej intensywności; 3. potencjalnie na odpowiedź spektralną wpływ mogła mieć również pasta do butów. Klasyfikatory na obu liniach zaklasyfikowały ten but niemal z równym prawdopodobieństwem do wszystkich czterech klas. Nosek tego buta jednoznacznie zaklasyfikowany został do skóry naturalnej, boki przyszwy – do skóry sztucznej, sznurowadła do naturalnych tekstyliów, a wnętrze buta jako guma lub tekstylia. Wnętrze buta stanowi dużą trudność w klasyfikacji –niewielka różnica kąta padania światła powoduje powstawanie cieni – różnice w intensywności pikseli we wnętrzu buta.
4. Podsumowanie i wnioski
Uzyskane rezultaty projektu należy uznać za niedoskonałe, ale jednocześnie bardzo obiecujące, charakteryzujące się wysoką powtarzalnością pomiaru i stosunkowo dobrą predykcją, szczególnie w niektórych klasach materiałowych. Analiza przeprowadzona po zakończeniu projektu pozwoliła zidentyfikować szereg czynników, których poprawa pozwoliłaby z dużym prawdopodobieństwem znacznie poprawić skuteczność klasyfikacji: wielkość zbioru – do wytrenowania wysokoskutecznych sieci neuronowych potrzeba bardzo dużej liczby różnorodnych i reprezentatywnych danych uczących. Tym bardziej, że różnorodność materiałów, tworzyw i barwników stosowanych w przemyśle obuwniczym jest bardzo duża. Wyzwanie stanowi pracochłonność, a zatem wysokie koszty ręcznego, skrupulatnego maskowania obrazów uczących. W ramach zrealizowanego projektu model sieci uczono na 460 obrazach 230 różnych butów, po ok. 50 z każdej klasy materiałowej. Szacujemy, że do uzyskania znacznie wyższej skuteczności klasyfikacji potrzeba zbioru co najmniej o rząd wielkości większego. wiarygodność danych referencyjnych – kolejnym warunkiem koniecznym do uzyskania wysokowydajnego klasyfikatora jest wykorzystywanie do uczenia danych o wysokiej wiarygodności. W przypadku zrealizowanego projektu obiektami, na których uczono modele, były buty używane. Informacja o materiale pochodziła nie od producenta obuwia, lecz od pracowników zajmujących się ręcznym sortowaniem obuwia. W toku projektu wyeliminowano zidentyfikowane pomyłki w przygotowanych danych referencyjnych, nie wiadomo jednak, ile niepoprawnie opisanych butów pozostało w danych uczących i walidacyjnych. Docelowy model powinien być uczony na informacjach od producenta lub ustalonych laboratoryjnie. wpływ impregnatów i past – zupełnie niezbadanym pozostaje aspekt potencjalnego wpływu na charakterystykę spektralną i wyniki klasyfikacji past do butów i impregnatów, które z pewnością występują na części butów z rynku wtórnego. Z dużym prawdopodobieństwem mają one znaczny wpływ na odpowiedź spektralną obrazowanych materiałów. Wpływ ten należałoby zidentyfikować i bądź to wydzielić
do oddzielnej podklasy, bądź to świadomie włączać do zbiorów uczących i walidacyjnych zarówno buty pokryte takimi środkami jak i od nich wolne – w odpowiednich proporcjach. identyfikacja elementów składowych obuwia – główna klasa obuwia (buty skórzane, tekstylne itd.) mówi jedynie o dominującym materiale przyszwy obuwia. Tymczasem buty składają się zwykle z wielu innych elementów: podeszwy, wnętrza, sznurowadeł/zamków, naszywek i in. Zdarza się również, że różne elementy przyszwy wytworzone są z innych elementów (np. gumowe noski w tenisówkach). Stanowi to wyzwanie przy ręcznym maskowaniu (należy bardzo uważnie zidentyfikować, które obszary faktycznie wykonano z „głównego” materiału), zwłaszcza, że „annotatorzy” maskujący obrazy ze względów logistycznych nie mają fizycznego dostępu do butów, a jedynie do ich obrazów. Główny problem dotyczy jednak ostatecznej klasyfikacji – w omawianym projekcie ostateczna predykcja materiału buta odnosiła się do klasy o największej powierzchni w obszarze buta. Tymczasem w przypadku niektórych butów (np. niskich butów, takich jak na rys. 3b) obraz wnętrza buta ma znacznie większą powierzchnię niż obraz ich przyszwy. Rozwiązaniem problemu mogłoby być użycie dodatkowej sieci neuronowej, która operując zarówno na obrazie hiperspektralnym, jak i na wynikach klasyfikacji z naszego modelu, identyfikowałaby obszary przyszwy, a pomijała obszary podeszwy, sznurowadeł i mniej istotnych elementów. analizy laboratoryjne składu tworzyw – wytrenowany klasyfikator często mylił klasę „guma” z klasą „tworzywa sztuczne”. Zachodzi podejrzenie, że obuwie określane jako gumowe może być w rzeczywistości wytworzone zarówno z gumy naturalnej, gumy syntetycznej, ich mieszanek – jak i mieszanek gumy z polimerami (plastomerami lub elastomerami). Aby poprawić klasyfikację obuwia przypisywanego obecnie do klasy „guma” należy przeprowadzić badania rzeczywistego składu różnych tworzyw i następnie, w zależności od wyników analiz, rozważyć ich podział na węższe klasy (np. guma syntetyczna, guma naturalna) albo przynajmniej dobrać wyczerpujące, reprezentatywne i równoliczne przykłady tych tworzyw do zbioru uczącego.
W ramach dalszych prac planowany jest rozwój opracowanej metody przez wdrożenie rozwiązań wynikających z powyższych wniosków, jak również wykorzystanie naszej metody do klasyfikacji materiałów tekstylnych odzieży używanej.
Pierwsze dwa wnioski (zwiększenie wielkości zbioru z precyzyjniejszym określeniem danych referencyjnych) wydają się oczywiste i skala ich wpływu na finalne rozwiązanie powinna być znaczna. Jest to naturalny kierunek zwiększania precyzji sieci neuronowych i szacujemy, iż powinien doprowadzić do uzyskania dokładności na poziomie > 95%.
Bardzo interesujący jest wpływ innych elementów składowych buta, widocznych na zdjęciach, a nie stanowiących przyszwy, na wnioskowanie klasyfikatora o materiale dominującym. Został on wytypowany do dalszych prac eksperymentalnych przy tworzeniu kolejnej generacji klasyfikatora. Zwiększenie rozdzielczości identyfikowania z sześciu części obrazu buta na ±4 mm2 pola powinien pozwolić połączyć sieci odpowiedzialne za identyfikację materiału z sieciami odpowiadającymi za interpretację obrazu. Powinno to pozwolić na stworzenie rozwiązania pozwalającego określić materiał z jakiego obuwie jest wykonane oddzielnie dla składowych części obuwia i wyeliminować jedno z istotniejszych źródeł błędów obecnego rozwiązania.
Podziękowania
Projekt POIR.01.01.01-00-0532/19 „Automatyzacja procesu identyfikacji obuwia z wykorzystaniem nowoczesnych metod uczenia maszynowego” współfinansowany przez Unię Europej-
Paweł Wittels, Jan
ską ze środków Europejskiego Funduszu Rozwoju Regionalnego w ramach Programu Inteligentny Rozwój. Projekt realizowany w ramach konkursu Narodowego Centrum Badań i Rozwoju: Szybka Ścieżka.
Bibliografia
1. Saccani N., Bressanelli G., Visintin F., Circular supply chain orchestration to overcome Circular Economy challenges: An empirical investigation in the textile and fashion industries, “Sustainable Production and Consumption”, Vol. 35, 2023, 469–482, DOI: 10.1016/j.spc.2022.11.020.
2. Wójcik-Karpacz A., Karpacz J., Brzeziński P., Pietruszka-Ortyl A., Ziębicki B., Barriers and Drivers for Changes in Circular Business Models in a Textile Recycling Sector: Results of Qualitative Empirical Research, “Energies”, Vol. 16, No. 1, 2023, DOI: 10.3390/en16010490.
3. Yuen P. WT, Richardson M., An introduction to hyperspectral imaging and its application for security, surveillance and target acquisition, “The Imaging Science Journal”, Vol. 58, No. 5, 2010, 241–253, DOI: 10.1179/174313110X12771950995716.
4. ElMasry G., Sun D.-W., CHAPTER 1 – Principles of Hyperspectral Imaging Technology, “Hyperspectral Imaging for Food Quality Analysis and Control”, 2010, 3–43, DOI: 10.1016/B978-0-12-374753-2.10001-2.
5. Daveri A., Paziani S., Marmion M., Harju H., Vidman A., Azzarelli M., Vagnini M., New perspectives in the non-invasive, in situ identification of painting materials: The advanced MWIR hyperspectral imaging, “TrAC Trends in Analytical Chemistry”, Vol. 98, 2018, 143–148, DOI: 10.1016/j.trac.2017.11.004.
6. Liu Y., Yang Z.-H., Yu Y.-J., Wu L.-A., Song M.-Y., Zhao Z.-H., Chromatic-Aberration-Corrected Hyperspectral Single-Pixel Imaging, “Photonics”, Vol. 10, No. 1, 2023, DOI: 10.3390/photonics10010007.
7. Ye Seong Kang, Chan Seok Ryu, Jeong Gyun Kang, Presenting a Multispectral Image Sensor for Quantification of Total Polyphenols in Low-Temperature Stressed Tomato Seedlings Using Hyperspectral Imaging, “Sensors”, Vol. 24, No. 13, 2024, DOI: 10.3390/s24134260.
8. Skauli T., A Performance Characteristic for Net Light Collection in Hyperspectral and Conventional Cameras: A*, “IEEE Transactions on Geoscience and Remote Sensing”, Vol. 60, 2022, DOI: 10.1109/TGRS.2022.3228071.
9. Qingli Li i in., Review of spectral imaging technology in biomedical engineering: achievements and challenges, “Journal of Biomedical Optics”, Vol. 18, No. 10, 2013, DOI: 10.1117/1.JBO.18.10.100901.
10. Boldrini B., Kessler W., Rebner K., Kessler R.W., Hyperspectral Imaging: A Review of Best Practice, Performance and Pitfalls for in-line and on-line Applications, “Journal of Near Infrared Spectroscopy”, Vol. 20, No. 5, 2012, 483–508, DOI: 10.1255/jnirs.1003.
11. Sousa J.J., i in., UAV-Based Hyperspectral Monitoring Using Push-Broom and Snapshot Sensors: A Multisite Assessment for Precision Viticulture Applications, “Sensors”, Vol. 22, No. 17, 2022, DOI: 10.3390/s22176574.
12. Palmieri R., Gasbarrone R., Fiore L., Hyperspectral Imaging for Sustainable Waste Recycling, “Sustainability”, Vol. 15, No. 10, 2023, DOI: 10.3390/su15107752.
13. Saha D., Manickavasagan A., Machine learning techniques for analysis of hyperspectral images to determine quality of food products: A review, “Current Research in Food Science”, Vol. 4, 2021, 28–44, DOI: 10.1016/j.crfs.2021.01.002.
14. Mehrad Nikzadfar i in. Hyperspectral Imaging Aiding Artificial Intelligence: A Reliable Approach for Food Qualifica-
15. Stuart M.B., McGonigle A.J.S., Willmott J.R., Hyperspectral Imaging in Environmental Monitoring: A Review of Recent Developments and Technological Advances in Compact Field Deployable Systems, “Sensors”, Vol. 19, No. 14, 2019, DOI: 10.3390/s19143071.
16. Yan Y., Ren J., Sun H., Nondestructive Quality Control in Powder Metallurgy using Hyperspectral Imaging, “Computer Vision and Pattern Recognition”, 2022, DOI: 10.48550/arXiv.2207.12966.
17. Gao Z., Du M., Cao N., Hou M., Wang W., Lyu S., Application of hyperspectral imaging technology to digitally protect murals in the Qutan temple, “Heritage Science”, Vol. 11, No. 1, 2023, DOI: 10.1186/s40494-022-00847-7.
18. Luo Y., Zoi J., Yao C., Zhao X., Li T., Bai G., HSICNN: A Novel Convolution Neural Network for Hyperspectral Image, 2018 International Conference on Audio, Language and Image Processing (ICALIP), 2018, 464–469, DOI: 10.1109/ICALIP.2018.8455251.
19. Khan M.J., Khan H.S., Yousaf A., Khurshid K., Abbas A., Modern Trends in Hyperspectral Image Analysis: A Review, “IEEE Access”, Vol. 6, 2018, 14118–14129, DOI: 10.1109/ACCESS.2018.2812999.
20. Lee H., Kwon H., Going Deeper With Contextual CNN for Hyperspectral Image Classification, “IEEE Transactions on Image Processing”, Vol. 26, No. 10, 2017, 4843–4855, DOI: 10.1109/TIP.2017.2725580.
Inne źródła
21. European Environment Agency. EEA Report No 15/2021. European Environment Agency Report, 2021. 22. [https://ca.m.wikipedia.org/wiki/Fitxer:AcquisitionTechniques.jpg].
23. XIMEA GmbH, xiSPEC2 – hyperspectral imaging camera series – technical documentation, [www.ximea.com/getattachment/402901d5-1fa3-4d27-b56e-bafb5f33156e/xiSpec_ TechnicalManual-DWL_manual.pdf].
Application of Deep Learning on Hyperspectral Data for Classification of Shoe Upper Materials
Abstract: The growing environmental awareness in society is driving an increasing demand for second-hand clothing and footwear in Europe. However, the high labor costs in EU countries make manual sorting of clothing not economically viable. Effective classification of garment and footwear materials using traditional solutions, such as mono/RGB cameras, is not possible. In our article, we describe the development and implementation of an automated system for classifying upper shoe materials on a sorting line, utilizing artificial neural networks to analyze images from hyperspectral cameras in the NIR-SWIR range (900–1700 nm).
Absolwent kierunku Automatyka i Robotyka na Wydziale Inżynierii Produkcji Politechniki Warszawskiej (2011). Pracował m.in. w Przemysłowym Instytucie Automatyki i P omiarów PIAP oraz PIAP Space. Zajmuje się komputerową analizą obrazu, w tym obrazowaniem hiperspektralnym. Autor artykułów i prelekcji na międzynarodowych konferencjach naukowych. Obecnie pełni rolę kierownika ds. rozwoju oprogramowania w firmie Avicon Advanced Vision Control.
mgr Piotr Brzeziński piotr.brzezinski@vive.com.pl
ORCID: 0000-0001-9487-5470
Dyrektor Biura Badań i Rozwoju w VIVE Textile Recycling. Członek Rady Naukowej – Sieć Badawcza Łukasiewicz – Instytut Chemii Przemysłowej. Wykładowca akademicki, ekspert z bardzo dużym doświadczeniem z obszaru zarządzania projektami B+R, tworzenia ekosystemu B+R, inwestycji w sferę wysokich technologii. Od wielu lat zajmuje się tematyką ewaluacji jednostek naukowych, czasopism naukowych, badaniami naukowymi. Współtworzył system oceny jednostek naukowych (kierownik zarządzający, a następnie ekspertem Ministerstwa Nauki i Szkolnictwa Wyższego). Posiada bogate doświadczenie we współpracy przedsiębiorstw z jednostkami naukowymi oraz transferu, rozwoju i w drażania innowacyjnych technologii. Pełnił m.in. funkcje Dyrektora Pionu Płatności Elektronicznych w Mennicy Polskiej S.A., a także funkcję Dyrektora ds. Inwestycji dla Grupy Wirtualna Polska. Zasiadał również w szeregu Rad Nadzorczych spółek nowych technologii, w tym podmiotów notowanych na GPW. W VIVE odpowiada m.in. za opracowanie i wdrożenie technologii produkcji kompozytu tekstylnego, wykorzystanie SI w procesach produkcyjnych i wiele innych projektów z obszaru recyclingu.
mgr inż. Jan Jaczewski info@avicon.pl
ORCID: 0009-0007-4534-3161
Absolwent kierunku Automatyka i Robotyka na Wydziale Mechanicznym Energetyki i Lotnictwa Politechniki Warszawskiej. Specjalizuje się w tematyce wizji maszynowej, ze szczególnym uwzględnieniem wykorzystania algorytmów uczenia maszynowego do analizy i klasyfikacji obrazów w czasie rzeczywistym. Kierownik projektów badawczo-rozwojowych dotyczących obrazowania hiperspektralnego iprzetwarzania danych z niego pochodzących. Autor i współautor patentów polskich i europejskich
Badanie wytrzymałości na rozciąganie próbek wykonanych ze stopu aluminium w technologii WAAM
Waldemar Dudda
Uniwersytet Warmińsko-Mazurski w Olsztynie, Wydział Nauk Technicznych, ul. Michała Oczapowskiego 2, 10-719 Olsztyn
Maciej Cader, Wojciech Kiński
Sieć Badawcza Łukasiewicz – Przemysłowy Instytut Automatyki i Pomiarów PIAP, Al. Jerozolimskie 202, 02-486 Warszawa
Streszczenie: W artykule przedstawiono sposób wykonywania elementów i próbek w technologii WAAM z materiału, jakim jest stop AlSi5. Przeprowadzono badania wytrzymałościowe próbek wykonanych w tej technologii przy kierunku druku ściegami ułożonymi wzdłużnie i poprzecznie w odniesieniu do osi podłużnej próbki. Jako badania referencyjne wykonano testy rozciągania próbek odlanych z tego samego materiału, czyli AlSi5.
Słowa kluczowe: WAAM, granica plastyczności, wytrzymałość, technika przyrostowa
1. Wprowadzenie
Wytwarzanie addytywne to jedno z narzędzi konstruowania przestrzennych obiektów na podstawie ich trójwymiarowego modelu komputerowego (model CAD). Pierwsze technologie przyrostowe powstały na początku lat 80. XX wieku. Zasada działania opiera się na budowaniu detalu przez nanoszenie warstwa po warstwie materiału [1]. W zależności od rodzaju technologii addytywnej, materiał budulcowy może stanowić tworzywo sztuczne, żywice światłoutwardzalne, stopy metali, ceramika lub biochemikalia. Technologie wytwarzania addytywnego znalazły zastosowanie głównie w prototypowaniu, ze względu na krótki czas wytwarzania oraz łatwość modyfikacji. W odróżnieniu od konwencjonalnych technologii produkcji, technologie przyrostowe znacznie zmniejszą ilość odpadów, ponieważ materiał wejściowy nie jest pełnym profilem [2]. Wytwarzanie addytywne bazuje na łuku drutowym WAAM (ang. Wire Arc Additive Manufacturing), znanym również jako łuk z ukierunkowanym osadzaniem materiału bezpośrednio do jeziorka stopionego materiału DED-arc (ang. Direct Energy Deposition-Arc). Zostało opracowane w celu zwiększenia wydajności zindywidualizowanej produkcji konstrukcji inżynierskich o zróżnicowanej geometrii. WAAM jest jednym z najstarszych, a zarazem pozornie najprostszym i najmniej omawianym procesem wytwarzania przyrostowego. Technologia ta wykorzystuje drut spawalniczy jako surowy materiał
Autor korespondujący:
Wojciech Kiński, Wojciech.Kinski@piap.lukasiewicz.gov.pl
Artykuł recenzowany nadesłany 07.03.2025 r., przyjęty do druku 05.06.2025 r.
budulcowy [3] i spawarkę MIG lub TIG. Tutaj fajka spawalnicza jest osadzona na końcówce ramienia robotycznego, który zapewnia realizację zaprogramowanych ruchów w przestrzeni roboczej i zastępuje spawacza. Proces WAAM, co do zasady, nie odbiega od typowego spawania, gdzie łuk elektryczny generuje wysoką temperaturę między elektrodą a materiałem spawanym [4]. Podczas spawania (rys. 1) wysuwany z fajki drut stopniowo topi się, tworząc napoiny, układane warstwowo jedna na drugiej [5]. Proces napawania łukowego był stosowany od dziesięcioleci do wykonywania lokalnych napraw uszkodzonych lub zużytych elementów oraz do produkcji okrągłych elemen-
Rys. 1. Zasada napawania w technologii WAAM [5]: podajnik druku (ang. Wire feeder), łuk elektryczny (ang. Arc), jeziorko stopionego materiału (ang. Molten pool), końcówka fajki spawalnicznej (ang. Torch), Nakładana – nowa warstwa materiału (ang. New layer), wytwarzany komponent (ang. Component), Podstawa modelowa (ang. Substrate)
Fig. 1. The principle of surfacing in WAAM technology [5]
tów i zbiorników ciśnieniowych. Pojawienie się wysokiej jakości oprogramowania do projektowania, w tym oprogramowania do rozwiazywania zadań kinematyki odwrotnej dla manipulatora robota i produkcji wspomaganego komputerowo (CAD oraz CAM) umożliwiło znaczny rozwój tej techniki addytywnej. Technologia ta pozwala na wytwarzanie obiektów o rozdzielczości od 1 mm i szybkości stapiania 1–10 kg/h lub więcej (w zależności o d źródła łuku) [4].
Urządzenia do wytwarzania addytywnego w technologii WAAM bazują głównie na robotach przemysłowych o sześciu stopniach swobody lub konstrukcjach kartezjańskich (robotach bramowych). W praktyce wykorzystuje się trzy procesy spawania [9]:
a) MIG: oferuje największe wydajności stapiania, zwykle stosowane do produkcji dużych części budowanych w otwartej atmosferze, łatwe do wdrożenia i niskie koszty wyposażenia,
b) CMT: odmiana metody MIG o niższej szybkości stapiania, która zapewnia lepszą kontrolę procesu i mniejsze prawdopodobieństwo wystąpienia defektów termicznych, c) TIG: oferuje wyższą jakość spawania niż MIG przy niższej prędkości spawania ze względu na konieczność obracania mechanizmu podającego drut podczas procesu.
Ponieważ materiał jest układany warstwowo, to nasuwa się pytanie, czy właściwości mechaniczne materiału tak wykonanego elementu są takie same niezależnie od kierunku ułożenia warstw, czy też różne. Aby zbadać i porównać te właściwości postanowiono wykonać w tej technologii prostokątną płytę, prowadząc warstwy napoin równolegle do dłuższego boku płyty. Z tak wykonanej płyty będą wykonane próbki celem przeprowadzenia prób rozciągania. Połowa próbek będzie wykonana tak, że ich oś podłużna będzie równoległa do kierunku nakładanych warstw, a w przypadku drugiej połowy – ich oś będzie prostopadła do kierunku tych warstw.
2. Opis stanowiska do wykonania płyty na próbki
Stanowisko do wytwarzania addytywnego przeznaczone do produkcji detali o zróżnicowanej wielkości jest częścią składową infrastruktury badawczej Laboratorium Szybkiego Prototypowania i Obliczeń Numerycznych Instytutu Łukasiewicz – PIAP i składa się z następujących głównych komponentów: a) robota przemysłowego KUKA KR16-2f (tab. 1) oraz 2-osiowego pozycjonera, b) urządzenia spawalniczego Fronius TPS400i (tab. 2), c) wyciągu dymów spawalniczych KEMPER.
Stanowisko badawcze zostało zainstalowane w specjalnie przygotowanym do tego celu pomieszczeniu, które zarazem pełni funkcję komory roboczej stanowiska i zostało wyposażone w odpowiednią infrastrukturę (rys. 2).
Tab. 1. Dane techniczne robota KUKA KR16-2f [9] Tab. 1. Technical data of the KUKA KR16-2f robot [9]
Liczba osi 6
Maksymalne obciążenie robota 16 kg
Maksymalny zasięg 1610 mm
Dokładność ruchów 0,05 mm
Zakresy osi podane w stopniach (kąt obrotu)
Oś 1
Oś 2 od +35 do –155
Oś 3 od +154 do –130
Oś 4
Oś 5
Oś 6
Tab. 2. Dane techniczne Fronius TPS400i [10]
Tab. 2. Technical data Fronius TPS400i [10]
Maksymalny prąd spawania 400 A
Minimalny prąd spawania 3 A
Chłodzenie cieczą
Rodzaj podajnika drutu wbudowany
Napięcie trybu pracy jałowej 73 V
Tryby spawania Manual/Standard/Puls
Możliwość CMT Tak
Napięcie wyjściowe 14–34 V
3. Proces wytwarzania elementów do pobrania próbek
Płyta na próbki badawcze została wykonana w technologii WAAM ze stopu aluminium AlSi5. Podstawowe parametry procesu napawania, jakie użyto do wykonania płyty to:
− spawanie MIG/MAG,
− średnica użytego drutu: 1,0 mm,
− gaz osłonowy: Argon,
− przepływ gazu osłonowego: około 10 l/min
− prąd napawania: 95 A,
− napięcie: 22 V,
− prędkość ruchów robota: 80 cm/min.
Wysokość fajki spawalniczej dla pierwszej warstwy wynosiła 10 mm od przygotówki, czyli 10-krotność średnicy drutu. Dodatkowym zabiegiem wykonywanym przed procesem napawania było odpowiednie przygotowanie podstawy modelowy. Polegało to na obróbce mechanicznej przez szczotkowanie powierzchni, a następne jej odtłuszczenie za pomocą benzyny ekstrakcyjnej. Pominięcie tego procesu skutkuje zrywaniem łuku spawalniczego podczas napawania pierwszej warstwy modelu. Ponieważ aluminium jest materiałem silnie reaktywnym, to ważnym aspektem jest również zachowanie odpowiedniej czystości podczas procesu jego napawania. Stąd przed rozpoczęciem tego procesu starannie odkurzono komorę roboczą z pyłów, oczyszczono wylot fajki spawalniczej z dyszą prądową oraz podgrzano przygotówkę do około 170 °C.
Proces wytwarzania płyty na próbki polegał na wytworzeniu modelu czterech ścianek powstałych z jednej ścieżki napawanego materiału o przyroście warstwy rzędu 0,8 mm każda. Kierunek druku (układania ścieżek materiału) był zorientowany wzdłuż jednego z boków płyty. W efekcie końcowym uzyskano płytę o wymiarach 300 mm × 300 mm ×14 mm.
Rys. 2. Stanowisko do wytwarzania addytywnego WAAM
Fig. 2. WAAM additive manufacturing station
4. Przygotowanie próbek do testów na rozciąganie
Płytę wykonaną w technologii WAMM pocięto na sześć próbek, których oś podłużna pokrywa się z wzdłużnym kierunkiem druku (od W1 do W6) i sześć próbek ułożonych poprzecznie do kierunku druku (od P1 do P6) zgodnie z rys. 3. Z tak pozyskanego materiału wykonano próbki o średnicy pomiarowej d0 = 8 mm i długości pomiarowej l0 = 80 mm. Wymiary próbek oraz przykładowo wykonaną próbkę do testu rozciągania przedstawiono na rys. 4.
Dodatkowo wykonano dwa odlewy z reszty materiału pozostałego po pocięciu płyty (rys. 5). Zgodnie z rys. 4a wytoczono z nich próbki, które pełniły rolę próbek odniesienia i oznaczono je L1 i L2.
Rys. 3. Sposób ułożenia wycinanych próbek względem kierunku druku
Fig. 3. The way of arranging cut samples in relation to the printing direction
rozciągania: sześć dla próbek o kierunku druku wzdłuż ich osi, sześć dla kierunku druku poprzecznie do ich osi i dwie dla próbek odlewanych. Próbka P1 uległa zniszczeniu poza zakresem pomiarowym i została pominięta przy dalszych rozważaniach. W przypadku pozostałych próbek miejsce ich zerwania znajdowało się w zakresie pomiarowym. Na rys. 6 przedstawiono przykładową próbkę oznaczoną P2 przed i po teście rozciągania.
a) b)
Rys. 6. Próbka P2 przed (a) i po teście rozciągania (b)
Fig. 6. Sample P2 before (a) and after tensile test (b)
Z uzyskanych wartości wydłużeń i odpowiadającym im siłom rozciągającym wyznaczono dla każdej próby naprężenia umowne
σ i odkształcenia umowne ,ε a na ich podstawie wykonano wykresy rozciągania (). f σε = Wykorzystując powiększone fragmenty tych wykresów wyznaczono umowne granice plastyczności każdej próbki stosując metodę graficzną, którą na przykładzie próbki L1 przedstawiono na rys. 7 [8].
Rys. 4. Wymiary próbek (a) oraz przykładowo wykonana próbka (b)
Fig. 4. Dimensions of samples (a) and an example of a sample (b) a) b)
Rys. 5. Odlewy na próbki porównawcze
Fig. 5. Castings for comparative samples
5. Próby wytrzymałościowe
Do przeprowadzenia prób rozciągania [6, 7] wykorzystano uniwersalną maszynę wytrzymałościową typu ZD10 firmy Heckert (aktualne świadectwo wzorcowania Nr OUM6.6W1.473.2145.2022.2, wydane przez Okręgowy Urząd Miar w Gdańsku w dniu 28.11.2022 r.). Wykonano 14 testów
Rys. 7. Graficzna metoda wyznaczania umownej granicy plastyczności
Fig. 7. Graphical method for determining the conventional yield strength
Wykresy rozciągania () f σε = próbek W1–W6, P2–P6 oraz L1–L2 przedstawiono odpowiednio na rys. 8, 9 i 10. Wartości wyznaczonych umownych granic plastyczności i granic wytrzymałości na rozciąganie dla poszczególnych próbek oraz ich wartości średnie dla danego typu próbek zestawiono w tabeli 3.
Pomiary próbek po zerwaniu pozwoliły określić kolejne dwa parametry porównawcze, tzn. ich wydłużenia względne A10 i przewężenia przekrojów w powstałej szyjce Z. Parametry te wyznaczono odpowiednio ze wzorów: 0 10 0 100%, u ll A l =⋅ 22 0 2 0 100%, u dd Z d =⋅ (1)
gdzie: l0 – początkowa długość pomiarowa próbki, l u – długość pomiarowa próbki po zerwaniu, d0 – początkowa średnica pomiarowa próbki, d u – średnica próbki w miejscu zerwania.
Fig. 9. Tensile stress diagrams for samples marked P2–P6
Rys. 10. Wykresy rozciągania próbek przygotowanych z odlewów oznaczonych L1 i L2
Fig. 10. Tensile stress diagrams of samples prepared from castings marked L1 and L2
Tab. 3. Wartości granic plastyczności i wytrzymałości na rozciąganie
Tab. 3. Yield strength and tensile strength values
Oznaczenie próbki
Umowna granica plastyczności R0.2 [MPa]
Wytrzymałość na rozciąganie R m [MPa]
próbkiśredniapróbkiśrednia
L156,5
L255,5
Tab. 4. Wartości wydłużeń względnych i przewężeń przekrojów
Tab. 4. Values of relative elongations and narrowings of cross-sections
Oznaczenie próbki
Wydłużenie względne po zerwaniu A10 [%]
Przewężenie przekroju po zerwaniu Z [%] próbkiśredniapróbkiśrednia
W224,1 39,9
W323,3 45,6
W118 21,8 41,9 38,8
W422,0 30,5
W519 33
W624,5 41,9
P321,1 46,5
P222,5 20,6 49,2 48,5
P419,9 48,3
P519 49,2
P620,3 49,2
L18,2 9,1 7,4 10,45
L210 13,5
Wartości wyznaczonych wydłużeń względnych i przewężeń po zerwaniu poszczególnych próbek oraz ich wartości średnie dla danego typu próbek zestawiono w tabeli 4.
6. Podsumowanie
Z analizy otrzymanych wyników wynika, że próbki wycinane wzdłuż kierunku druku wykazują średnią wartość umownych granic plastyczności wynoszącą 55,6 MPa. Natomiast próbki wycinane poprzecznie charakteryzują się średnią granicą plastyczności o wartości 51,4 MPa. Wynika zatem, że próbki wzdłużne wykazywały większą średnią wartość granicy plastyczności o 8,2 % niż próbki poprzeczne. Z kolei średnie wartości granic plastyczności odlewanych próbek okazały się większe o 1,8 % od wartości tej granicy dla próbek wzdłużnych.
Średnia wartości wytrzymałości na rozciąganie próbek wzdłużnych jest większa o 13,4 % od średniej wartości tej granicy próbek poprzecznych. Natomiast odmienną sytuację mamy w przypadku próbek odlewanych, gdzie ich średnia wartość wytrzymałości okazała się mniejsza nawet od wytrzymałości próbek poprzecznych (o około 1,7 %), a w porównaniu do próbek wzdłużnych jest mniejsza o 15,3 %.
Z analizy i porównania wykresów rozciągania na rys. 8, 9 i 10 wynika, że próbki wzdłużne cechowały się największą wytrzymałością, a granicą plastyczności zbliżoną do próbek odlewanych, jednakże uwidacznia się tu znaczny rozrzut wartości tych granic oraz duża niepowtarzalność wykresów rozciągania. Całkiem przeciwną sytuację stwierdzamy w przypadku próbek poprzecznych, gdzie wartości wyznaczonych granic są co prawda mniejsze niż próbek wzdłużnych, jednak zarówno wartości ich granic, jak i ich wykresy są wyraźnie powtarzalne. Pozwala to wysunąć wniosek, że materiał wykonany w tej technologii jest wytrzymałościowo bardziej jednorodny w kierunku poprzecznym niż wzdłużnym.
Wydłużenie względne po zerwaniu próbek wzdłużnych jest większe o 5,8 % niż próbek poprzecznych i większe aż o 139 % niż odlewanych. Z kolei przewężenie próbek poprzecznych jest większe o 25 % niż próbek wzdłużnych i większe aż o 364 % od przewężenia próbek odlewanych.
Wytrzymałość próbek odlewanych okazała się zbliżona do wytrzymałości próbek poprzecznych, natomiast ich granice plastyczności były zbliżone do granic próbek wzdłużnych. Natomiast zarówno ich wydłużenie względne, jak i przewężenie znacznie odbiegają od wydłużenia względnego i przewężenia zarówno dla próbek wzdłużnych, jak i poprzecznych. Z oględzin kształtu próbek odlewanych po zerwaniu wynika, że nie powstaje w nich wyraźna szyjka, stąd zwłaszcza ich przewężenie jest niewielkie (rys. 11) i znacznie odbiega od przewężenia próbek wzdłużnych i poprzecznych. Ponadto z wykresu na rys. 10 wynika, że materiał po odlaniu wykazuje bardziej cechy materiału kruchego niż plastycznego, jak to ma miejsce w przypadku próbek wzdłużnych i poprzecznych.
Rys. 11. Próbki z odlewów oznaczone L1 i L2 po zerwaniu Fig. 11. Casting samples marked L1 and L2 after fracture
Podziękowania
Omówione badania zostały zrealizowane w ramach konkursu LIDER XI „Opracowanie ultralekkiej konstrukcji adapterów lotnych mocujących satelity do rakiety nośnej i ukierunkowa-
Waldemar Dudda, Maciej Cader, Wojciech Kiński
nych na produkcję przy wykorzystaniu technologii przyrostowych (0181/L-11/2019)”. Projekt finansowany przez Narodowe Centrum Badań i Rozwoju, budżet projektu: 1 295 325 zł.
Bibliografia
1. Sobieski W., Kiński W., Geometry extraction from GCODE files destined for 3D printers, “Technical Sciences”, Vol. 23, No. 2, 2020, 115–130, DOI: 10.31648/ts.5644.
2. Duarte V.R., Rodrigues T.A., Schell N., Miranda R.M., Oliveira J.P., Santos T.G., Hot forging wire and arc additive manufacturing (HF-WAAM), “Additive Manufacturing”, Vol. 35, 2020, DOI: 10.1016/j.addma.2020.101193.
3. Dhinakaran V., Ajith J., Fahmidha A.F.Y., Jagadeesha T., Sathish T., Stalin B., Wire Arc Additive Manufacturing (WAAM) process of nickel based superalloys – A review, “Materials Today: Proceedings”, Vol. 21, Part 1, 2020, 920–925, DOI: 10.1016/j.matpr.2019.08.159.
4. McAndrew A.R., Rosales M.A., Colegrove P.A., Hönnige J.R., Ho A., Fayolle R., Eyitayo K., Stan I., Sukrongpang P., Crochemore A., Pinter Z., Interpass rolling of Ti-6Al-4V wire+arc additively manufactured features for microstructural refinement, “Additive Manufacturing”, Vol. 21, 2018, 340–349, DOI: 10.1016/j.addma.2018.03.006.
5. Dudda W., Influence of High Temperatures on the Mechanical Characteristics of 26H2MF and ST12T STEELS, “Materials Science”, Vol. 55, No. 3, 2019, 435–439, DOI: 10.1007/s11003-019-00322-y.
6. Dudda W., Mechanical Characteristics of 26H2MF and St12T Steels under Compression at Elevated Temperatures, “Strength of Materials”, Vol. 52, No. 2, 2020, 325–328, DOI: 10.1007/s11223-020-00181-y.
7. Dudda W., Zagadnienia termicznego wytężenia materiału żarowytrzymałego, Wydawnictwo Uniwersytetu Warmińsko-Mazurskiego w Olsztynie, 2021, ISBN 978-83-8100-311-7.
Inne źródła
8. http://www.kuka.com.
9. http://www.fronius.com.
Tensile Strength Testing of Samples Made of Aluminum Alloy Using WAAM Technology
Abstract: The article presents the method of making elements and samples using the WAAM technology from the material AlSi5 alloy. Strength tests of samples made using this technology were carried out in the direction of printing with stitches arranged longitudinally and transversely in relation to the longitudinal axis of the sample. As reference tests, tensile tests were performed on samples cast from the same material, i.e. AlSi5.
Autor jest obecnie kierownikiem Katedry Mechaniki i Podstaw Konstrukcji Maszyn umiejscowionej na Wydziale Nauk Technicznych Uniwersytetu Warmińsko-Mazurskiego w Olsztynie. W 1996 r. ukończył jednolite studia magisterskie na kierunku Mechanika i Budowa Maszyn, w 2003 r. doktoryzował się na Politechnice Gdańskiej w zakresie numerycznej mechaniki konstrukcji, a w 2022 r. habilitował na Wydziale Nauk Technicznych Uniwersytetu Warmińsko-Mazurskiego w Olsztynie w dyscyplinie inżynieria mechaniczna. Posiada dorobek związany z zagadnieniami numerycznej analizy konstrukcji ulegających degradacji, rewaloryzacją hipotez wytrzymałościowych, modelowaniem i analizą wytrzymałościową maszyn, urządzeń i konstrukcji w tym energetycznych, badaniami właściwości materiałów żarowytrzymałych, badaniami ośrodków porowatych. Współpracuje z Instytutem Maszyn Przepływowych PAN w Gdańsku, Instytutem Podstawowych Problemów Techniki w Warszawie, jak również z Politechniką Lwowską.
dr inż. Maciej Cader maciej.cader@piap.lukasiewicz.gov.pl ORCID: 0000-0003-0256-7214
mgr inż. Wojciech Kiński wojciech.kinski@piap.lukasiewicz.gov.pl ORCID: 0000-0003-4973-7604
Absolwent Uniwersytetu Warmińsko-Mazurskiego w Olsztynie (magister inżynier w zakresie mechaniki i budowy maszyn), obecnie doktorant Uniwersytetu Warmińsko-Mazurskiego w Olsztynie. Od 2020 r związany z Łukasiewicz-PIAP. Obecnie kierownik Laboratorium Szybkiego Prototypowania i Obliczeń Numerycznych w Sieci Badawczej Łukasiewicz-Przemysłowy Instytut Automatyki i Pomiarów PIAP w Warszawie. Dorobek naukowy głównie związany z technologiami przyrostowymi.
Menedżer z ponad piętnastoletnim doświadczeniem w realizacji i zarządzaniu projektami badawczo-rozwojowymi na styku robotyki mobilnej, technologii addytywnych, automatyzacji przemysłowej oraz systemów inteligentnych. Od 2008 r. związany z Łukasiewicz – PIAP, od 2020 r. jest zastępcą dyrektora ds. badawczych. W latach 2020–2025 odpowiadał za strategiczną transformację działalności badawczej Instytutu w obszarach przemysłowych, inicjując i rozwijając nowe kierunki kompetencyjne, takie jak intralogistyka, automatyzacja w budownictwie oraz technologie telemedyczne. Odpowiada za zarządzanie portfelem projektów B+R, rozwój współpracy z partnerami przemysłowymi oraz instytucjami krajowymi i międzynarodowymi, a także za działania w z akresie komercjalizacji i transferu technologii. Wcześniej kierował Laboratorium Szybkiego Prototypowania i Obliczeń Numerycznych, był koordynatorem ds. współpracy z przemysłem wydobywczym, energetycznym i petrochemicznym, a także sekretarzem Rady Instytutu. Jest m.in. pomysłodawcą Koła Naukowego Creative Students – przestrzeni, w której studenci i doktoranci realizują interdyscyplinarne projekty z zakresu robotyki, cyfrowego odwzorowania rzeczywistości i szybkiego prototypowania. Występował jako prelegent na konferencji TEDx, prezentując wizjonerskie koncepcje z zakresu robotyki i ochrony środowiska. Absolwent Politechniki Warszawskiej (magister inżynier w zakresie robotyki), Politechniki Rzeszowskiej (doktor w dyscyplinie budowa i eksploatacja maszyn), Lubelskiej Akademii WSEI (Menedżer R&D), Francuskiego Instytutu Zarządzania (MBA) oraz EY Business Academy (programy menedżerskie). Na co dzień kieruje się podejściem opartym na myśleniu lateralnym oraz koncepcjach typu „out of the box”.
Design and Evaluation of an Affordable and Reliable Pan-Tilt Tracking System
Warsaw University of Technology, Faculty of Electronics and Information Technology, Institute of Control and Computation Engineering, Nowowiejska 15/19, 00-665 Warsaw, Poland
Abstract: This paper presents the design and evaluation of an affordable and reliable pan-tilt tracking system. The proposed solution addresses the limitations of existing professional remotecontrolled camera systems by offering a low-cost, modular hardware design combined with a finetunable control algorithm for real-time person or face tracking. Leveraging widely available components and 3D printing technology, the system is optimized for ease of production and accessibility. Experimental results demonstrate that the system achieves stable and smooth tracking performance, balancing responsiveness and precision while maintaining affordability. This work contributes to making advanced tracking technologies more accessible for applications such as video production, conferencing, and robotics.
Keywords: pan-tilt control, object tracking, adaptive PID control, face detection, vision systems, low-cost mechatronics, camera automation, embedded systems, signal filtering, 3D printing.
1. Introduction
The increasing demand for dynamic and flexible video production in professional studios necessitates advanced camera systems capable of pan, tilt, and zoom adjustments. Although some professional cameras have begun incorporating automatic tracking features, these systems often lack customization options and frequently require human operators to ensure reliable performance, leading to increased operational costs and reduced accessibility.
This paper addresses the gap in the availability of cost-effective, fine-tunable control algorithms for person or face tracking by introducing an affordable, modular pan-tilt mechanism compatible with user-provided cameras. The solution broadens access to tracking technologies by combining widely available components, the use of 3D printing techniques, and adaptable software.
The research focuses on two primary objectives: 1. Bridging the gap in fine-tunable control algorithms by designing a pan-tilt visual control system that integrates recent advancements in object detection and tracking.
Autor korespondujący:
Damian Łoziński, damian@lozinski.tech
Artykuł recenzowany nadesłany 29.09.2024 r., przyjęty do druku 17.03.2025 r.
2. Promoting the use of low-cost, high-quality pan-tilt tracking systems by developing a simple, reliable device based on accessible components.
2. Literature Review
2.1.
Detectors and Trackers
Object detection and tracking are critical components of any automated pan-tilt camera system, playing a vital role in maintaining target stability and accuracy. Over the past two decades, advancements in both detection and tracking algorithms have significantly improved the performance and feasibility of real-time systems, particularly those operating on low-power hardware.
Object Detection Techniques
Early object detection methods were primarily developed to address computational challenges and were often tailored to specific applications. One of the foundational methods, the Haar Cascade classifier introduced in 2001, employed a meta-algorithm approach that showed robust results in image-based object recognition tasks [1, 2]. Subsequently, in 2005, researchers advanced the field with a Support Vector Machine (SVM) classifier utilizing Histograms of Oriented Gradients (HoGs), demonstrating both speed and accuracy in person detection [3]. These classical methods remain relevant for low-resource environments, such as the Raspberry Pi 3, due to their relatively low computational requirements [41].
In recent years, Deep Neural Networks (DNN) have revolutionized object detection by offering highly generalized and accurate models. Prominent DNN-based algorithms include
Fast Recurrent Convolutional Neural Networks (Fast R-CNN) [4, 5], Single Shot Multibox Detector (SSD) [6], and the You Only Look Once (YOLO) family, including YOLOv1-12, YOLO-pose, YOLO-NAS [7–10]. Additionally, MobileViT [11] and its variants have emerged as efficient vision transformers suitable for resource-constrained environments. These methods enable fast and reliable detection of a broad spectrum of objects, making them suitable for dynamic environments. The proposed system incorporates the YuNet model [12], selected for its compactness, speed, and satisfactory accuracy on lowend computing devices. Additionally, alternative lightweight models such as BlazeFace [13] and MobileFaceNet [14] have shown competitive performance in face detection tasks, particularly in mobile and embedded environments. The integration of models like YOLO-NAS and MobileViT offers further flexibility and efficiency, particularly for embedded and mobile systems. These models are also considered viable for specific hardware constraints. The choice of YuNet aligns with the system’s objective of balancing performance, accuracy, and computational efficiency.
Object Tracking Approaches
Object tracking, in contrast to detection, is generally less computationally intensive but equally crucial for maintaining the continuity of target positioning. The Continuously Adaptive Mean Shift (CAMSHIFT) algorithm [15] is well-known for its efficiency in short-term tracking, although it may experience drift over longer durations. To address such limitations, correlation filters such as Minimum Output Sum of Squared Error (MOSSE) [16] and Discriminative Correlation Filters (DCF) [17] have been developed, offering enhanced speed and adaptability. Universal Kalman filters are also widely used in tracking applications, providing predictive modeling that smooths motion and reduces jitter [18, 19]. Kernelized correlation filters that perform efficiently, even under challenging tracking scenarios, were introduced in [20].
Additionally, wavelet transform-based approaches [21] have been explored for feature extraction in combination with particle filters to achieve precise positioning [22]. These techniques are particularly useful when the system needs to predict movement patterns, such as forecasting pan-tilt targeting errors as a time series [23].
Recent advancements in tracking technology focus on integrating detection into the tracking loop, facilitating Multiple Object Tracking (MOT) and maintaining unique target identities across frames. Approaches such as Simple Online and Realtime Tracking (SORT) [24], OC-SORT [25], Deep OC-SORT [26], DeepSORT [27], ByteTrack [28], and FairMOT [29] exemplify this integration. These methods often leverage state-of-the-art detectors like YOLO or DLA-34 [30], enhancing their tracking performance by providing robust initial detections [42, 43]. Among these, OC-SORT and ByteTrack have shown particular effectiveness in balancing real-time performance and tracking robustness, especially on resource-constrained devices, while Deep OC-SORT extends OC-SORT’s capabilities by integrating adaptive re-identification strategies.
Lightweight tracking models, such as those in the OpenCV Zoo1 project, further demonstrate the trend toward efficiency and speed. NanoTrack [44] and VIT tracker [45] models, for example, are particularly valuable for applications with strict performance constraints, such as unmanned aerial vehicle (UAV) tracking. Moreover, MediaPipe [46], developed by Google, offers a modular and cross-platform solution for face detection, hand tracking, and pose estimation. Its high efficiency and customizability make it a strong candidate for both high-end and low-end devices.
1 OpenCV Zoo and Benchmark – models with benchmarks tuned for OpenCV DNN on different platforms https://github.com/opencv/opencv_zoo
2.2. Pan-Tilt Control
Although significant progress has been made in object detection and tracking techniques, the development of refined control modules for pan-tilt systems is still an area with room for further exploration. Effective pan-tilt control plays an important role in achieving smooth, responsive, and stable camera movements, especially in dynamic environments such as video production studios and industrial monitoring systems.
Existing Approaches to Pan-Tilt Control
A notable contribution to Pan-Tilt-Zoom (PTZ) control systems is presented in [31], where a Haar Cascade classifier is integrated with a Continuously Adaptive Mean Shift (CAMSHIFT) tracker to detect and track faces. The proposed system demonstrated effectiveness in industrial applications; however, it fell short of achieving the smooth camera movements necessary for studio environments. The limitation primarily stemmed from visible iterative movements between panning and zooming, leading to a lack of fluidity in the camera’s output.
A more hardware-focused approach is presented in [32], where a servo-motor-controlled pan-tilt visual system was developed. The study revealed that the PID control method delivered a faster transient response compared to the lead-lag approach for both pan and tilt movements. While this research effectively addressed response speed, it also highlighted a broader need for advanced control strategies that maintain object stability within the camera frame without sacrificing movement smoothness.
An innovative method involving automatic tuning of a PID controller for pan-tilt mechanisms using a Neural Network was proposed in [33]. The study aimed to optimize key performance metrics such as overshoot, peak time, and rise time of the PID driver. Although the approach achieved commendable control performance, the emphasis on rapid response introduced a trade-off, with smoothness of camera movement being largely overlooked.
A study on predictive tracking using a pan-tilt camera system [34] demonstrated that employing a Dynamic Matrix Control (DMC) strategy, which is a specific implementation of Model Predictive Control (MPC), improved tracking performance. The system maintained the target near the center of the image, enhancing recognition and reducing processing time. The DMC approach outperformed traditional PID controllers, highlighting the benefits of predictive strategies in pan-tilt systems.
An alternative control strategy using Reinforcement Learning (RL) for tracking distant moving objects was explored in [35]. While this study introduced a novel approach by allowing the entire platform to move, it diverges from the objectives of this research, which focuses on stationary pan-tilt devices. The RL-based method, though effective for mobile platforms, is less applicable in scenarios where mechanical simplicity and static positioning are prioritized.
An adaptive control method for pan-tilt devices is presented in the work of another study [36], where an asymptotically stable adaptive algorithm was proposed. Despite its stability benefits, this approach similarly failed to address the need for smooth and natural camera transitions, which are critical in applications such as live broadcasting and autonomous video production.
2.3. Implications for the Proposed System
Many of the reviewed studies utilize classical object detection and tracking algorithms, relying primarily on techniques such as Haar Cascade classifiers, CAMSHIFT trackers, or basic PID controllers. While these methods have proven effective in certain contexts, their performance may be constrained under complex or fast-changing conditions, particularly in scenarios involving rapid target movement, variable lighting, or temporary occlusions. These limitations highlight the potential benefits of integrating modern deep learning-based detection and tracking models into the control loop.
The review of existing literature indicates a clear need for a balanced approach to pan-tilt control, one that harmonizes rapid response times with the smoothness of camera movements. Building upon these insights, the proposed system incorporates a hybrid control strategy that combines contemporary detection algorithms with adaptive PID control, predictive filtering, and motion smoothing techniques. This approach aims to deliver a refined pan-tilt control mechanism capable of maintaining target stability while ensuring fluid and professional-grade camera movements.
3. Methodology
This section outlines the rationale, design choices, and architecture of the proposed pan-tilt tracking system. The primary focus is to describe how the system integrates modern detection and tracking algorithms with a simple, reliable mechanical design and an adaptable control strategy. Emphasis is placed on balancing system affordability, ease of production, and performance. The following subsections detail the system’s architecture, mechanical components, and control algorithm, providing a comprehensive understanding of how the design choices align with the overarching objectives of the research.
3.1. System Architecture
The system is composed of three primary components that collectively enable real-time object tracking with smooth pan-tilt camera control depicted on fig. 1:
Camera – captures the video feed used for object detection and tracking. The system supports flexible camera integration, allowing users to attach their preferred camera model.
The video stream is processed in real-time by the software module to maintain continuous focus on the target.
Software Module – responsible for executing the detection, tracking, and control algorithms. It runs on a general-purpose processing unit such as a personal computer or embedded system. The software analyzes the incoming video stream, detects and tracks the target, and computes appropriate commands to steer the pan-tilt mechanism.
Pan-Tilt Device hardware – the electro-mechanical component of the system, consisting of a two-axis rotation mechanism driven by stepper motors and a custom-designed control board. It is designed to accommodate a wide variety of cameras via a standard photographic mount. The hardware receives control commands from the software and executes precise pan and tilt movements via the dedicated motor interface.
3.2. Mechanical Design
The mechanical subsystem consists of a compact two-axis assembly enabling independent pan and tilt motion. A standardized photographic mount ensures broad compatibility with various camera models and streamlines both production and integration.
The design emphasizes mechanical simplicity and reliability by minimizing the number of components and reducing the camera’s distance to the rotation axes, thereby improving stability and tracking accuracy. Additive manufacturing is used for fabrication, supporting modularity and cost-effective replication suitable for research, education, and automated video applications.
The mechanism utilizes stepper motors (28BYJ-48) controlled via an Arduino Micro and ULN2003 drivers, forming a microcontroller-based control module. All components are selected for availability, low power consumption, and ease of assembly. The modular, 3D-printed structure is compatible with standard tripod fittings and is designed for straightforward maintenance and adaptation to various use cases.
Fig. 1. High-level architecture of the pan-tilt tracking system. The diagram shows data flow between the video input, detection/ tracking/control software, and actuator hardware
Rys. 1. Architektura wysokopoziomowa systemu śledzenia typu pan-tilt. Schemat przedstawia przepływ danych pomiędzy sygnałem wideo, modułami detekcji, śledzenia i sterowania, a układem wykonawczym
3.3. Control Algorithm and Software Design
The software and control algorithm of the pan-tilt tracking system are designed to provide efficient object detection, tracking, and smooth control of the camera’s movement. The system operates in a closed-loop manner, continuously adjusting the pan-tilt mechanism to maintain the target object at the center of the frame.
Fig. 2. Device mechanical design. A front view of the device, showing motor placement and rotation axes, with M1 representing the tilt axis and M2 the pan axis
Rys. 2. Konstrukcja mechaniczna urządzenia. Widok z przodu ukazujący rozmieszczenie silników oraz osie obrotu, gdzie M1 odpowiada za oś pochylenia (tilt), a M2 za oś obrotu (pan)
Fig. 3. Coordinate frames applied to the pan-tilt mechanism. Frame 0 is fixed to the base, Frame 1 rotates about the vertical axis (pan), and Frame 2 rotates about the horizontal axis (tilt), attached to the camera mount
Detection-Tracking-Control Pipeline
To achieve stable tracking, the control system adjusts the pan-tilt velocities in real time, ensuring smooth and continuous movement. The system supports two primary operational modes: Fast tracking mode: Prioritizes rapid response to object motion, keeping the target centered with minimal delay. This mode is ideal for robotics applications where immediate interaction with the object is necessary.
Smooth tracking mode: Emphasizes gradual movements to enhance video quality, avoiding abrupt changes in camera direction. This mode is suited for video production, conferences, and live streaming applications.
The system can be tuned to function in either of these modes or in a hybrid configuration that balances responsiveness and smoothness.
PID and Adaptive Control Strategies
The pan-tilt mechanism utilizes a PID (Proportional-Integral-Derivative) controller to regulate its motion. The PID controller processes the positional error ε and computes the required angular velocity:
The system is organized into a structured pipeline consisting of detection, tracking, and control modules, working in a closed loop. The detector identifies objects of interest within video frames, the tracker maintains object continuity across frames, and the controller computes corrective movements to keep the target centered.
Key software components:
Detectors: Identify objects in each frame, operating in stateless (frame-by-frame) or stateful (tracking-assisted) modes.
Trackers: Maintain object positions across frames, compensating for occlusions or detection losses.
Controller: Calculates appropriate pan-tilt movements based on tracker data.
Driver: Executes motor commands based on control inputs, ensuring smooth and precise movements.
This modular setup supports integration of various detection and tracking algorithms while maintaining stable and responsive control.
Closed-Loop Control Strategy
The system uses a closed-loop control mechanism that continuously adjusts the pan and tilt angles to keep the tracked object centered in the camera’s field of view. The control error, denoted as ,ε is defined as the vector difference between the object’s current position x and the center of the image plane c, i.e., cx ε =− (fig. 4). Both x and c refer to 2D coordinates on the camera image plane, not to positions in 3D space. The coordinate system is normalized such that the origin (0, 0) is located at the center of the image, with the bottom-left corner having coordinates (−1, −1) and the top-right corner at (1, 1). This error serves as input to the control algorithm.
Rys. 3. Układy współrzędnych zastosowane w mechanizmie pan-tilt. Układ 0 jest trwale związany z podstawą, układ 1 realizuje rotację wokół osi pionowej (pan), natomiast układ 2 — wokół osi poziomej (tilt) i jest zamocowany do uchwytu kamery c x
Fig. 4. Camera image with denoted error ϵ, i.e., vector connecting origin of the image plane c with the center x of a detected object Rys. 4. Obraz z kamery z zaznaczonym wektorem błędu ε, definiowanym jako różnica między środkiem płaszczyzny obrazu c a pozycją x wykrytego obiektu
K p (Proportional Gain): Determines the response to the current error ε. A higher K p results in a faster response but may cause overshooting.
Ki (Integral Gain): Accounts for the accumulation of past errors by integrating ɛ over time. This helps eliminate steady-state errors but can introduce lag if set too high.
Kd (Derivative Gain): Reacts to the rate of change of the error dɛ/dt. It helps dampen oscillations and improves stability by predicting future error trends.
For dynamic adjustments, the system employs an adaptive PID control mechanism in which the controller gains K p, Ki, and Kd are continuously updated based on the object’s motion dynamics. Let () t ε denote the velocity and () t ε the acceleration of the tracking error. The gains are computed as:
0 ˆ () ()()pppp KtKtt =++αεβε
0 ˆ () () ddd KtKt αε =+ ()
0 ˆ () i t ii KtKe γε =
where K p0, Kd0, Ki0 are baseline (initial) gain values and , p α , pβ , dα and iγ are empirically tuned coefficients. Higher velocities and accelerations increase the proportional and derivative gains, improving response time during rapid movements. Simultaneously, the integral gain is attenuated to mitigate windup.
To ensure continuity and avoid abrupt parameter shifts, gain values are updated using exponential smoothing:
()(1)(1)(),01,{,,} KtgKtgKtg pdi =−+−<<∀∈
This approach enables the controller to adjust its behavior based on target dynamics, maintaining stable operation across varying conditions.
The computed angular velocity is further smoothed using the following equation: 1 (1)() tt ssPID ωωε =+−
where t ω is the new angular velocity and 01 s ≤< is the smoothing factor.
Fig. 5. Dynamic tolerance frame during rapid movements of the target; tolerance threshold shrinks; x, v – position and velocity of the tracking target in the camera image plane, ϵ – tracking error vector, c – origin of the camera image plane Rys. 5. Dynamiczne okno tolerancji podczas szybkiego ruchu obiektu. Próg tolerancji ulega rozszerzeniu w celu zwiększenia responsywności układu. Symbolami x i v oznaczono odpowiednio pozycję oraz prędkość śledzonego obiektu, ε reprezentuje wektor błędu śledzenia, a c odnosi się do środka płaszczyzny obrazu kamery v c x
Low-Pass Filtering and Predictive Control
To mitigate tracking noise and improve movement smoothness, the system incorporates low-pass filtering techniques. A heatmap-based filter (fig. 8) is applied to stabilize position estimates and suppress erratic movements. The image is divided into a grid whose number of columns and rows is configurable via system parameters. Each cell in the grid represents a spatial segment that accumulates ‘heat’ when an object is detected within it or its vicinity. The heating intensity decays geometrically with distance from the object’s center, according to a configurable radius parameter. Similarly, a cooling factor controls the rate at which cells lose heat over time when no object is present nearby. All parameters – including grid resolution, heating decay factor, cooling rate, and heating radius – are tunable, allowing for system calibration depending on the application context. This dynamic accumulation and decay mechanism helps identify consistently active regions and improves the stability and confidence of the tracking system.
Fig. 6. Dynamic tolerance frame when the target remains steady. Tolerance threshold initially expands, then starts shrinking Rys. 6. Dynamiczne okno tolerancji w przypadku ustabilizowanej pozycji obiektu. Próg tolerancji początkowo rośnie, następnie zostaje zawężony w c elu zwiększenia dokładności pozycjonowania v c x
To further enhance stability, the system integrates Dynamic Tolerance Frame (DTF) filtering, which dynamically adjusts the tracking threshold based on the object’s motion state. When the tracked object is in motion (i.e., || ε or dɛ/dt is large), the tolerance window contracts immediately (fig. 5), enabling precise and responsive corrections. Once the object stabilizes near the center of the frame (fig. 6), the system temporarily expands the tolerance to suppress minor jitter (e.g., head movements), preventing unnecessary camera oscillations. Over time, this window gradually contracts again to refine centering accuracy. This mechanism incorporates temporal hysteresis – the system does not react instantly to small changes but instead waits to confirm stability before narrowing the tolerance, ensuring both smoothness and precision.
These operational phases are depicted in fig. 7, where the system transitions between the React, Buffer, and Refine states depending on the magnitude and dynamics of the tracking error.
Fig. 8. Heatmap-based low-pass filtering enhances the probability of target detection in the vicinity of the current target, effectively suppressing false positives in unrelated regions
Rys. 8. Filtracja dolnoprzepustowa oparta na mapie ciepła zwiększa wiarygodność lokalizacji celu w jego bezpośrednim sąsiedztwie, jednocześnie skutecznie eliminując fałszywe detekcje w pozostałych obszarach obrazu
Additionally, the system leverages predictive control to anticipate object trajectories. Using a third-order Taylor expansion, the system estimates future positions based on current velocity and acceleration (fig. 9):
2 ()()()0.5() xtdtxtvtdtatdt +≈++
where x(t) is the object’s current position in the viewport plane, v(t) is velocity on that plane, and a(t) is acceleration. This predictive approach reduces latency in tracking and minimizes overshoot when following fast-moving objects.
Fig. 7. State transitions in the Dynamic Tolerance Frame (DTF) control logic. In the React state, large tracking error causes the tolerance window to contract immediately for reactive response. Upon centering, the system enters the Buffer state, during which the window temporarily expands to prevent jitter caused by small involuntary motions. Over time, the system transitions to the Refine state, where the window gradually narrows again to refine alignment. This process reflects a form of temporal hysteresis, balancing responsiveness with precision
Rys. 7. Diagram stanów w logice sterowania Dynamicznego Okna Tolerancji (DTF). W stanie React duży błąd śledzenia skutkuje natychmiastowym zawężeniem okna tolerancji. Po ustabilizowaniu obiektu system przechodzi do stanu Buffer, w którym okno tymczasowo się rozszerza w celu redukcji drgań wywołanych drobnymi, mimowolnymi ruchami. Następnie układ przechodzi do stanu Refine, w którym tolerancja jest stopniowo zawężana, co sprzyja precyzyjnemu centrowaniu. Proces ten odzwierciedla zjawisko histerezy czasowej, równoważąc szybkość reakcji z dokładnością
Bartosz Kozłowski
v(t) c
4. Implementation
x(t+dt)
x(t) a(t)
Fig. 9. Trajectory of the object in the camera image plane and an attempt to predict its position at time t + dt based on its instantaneous velocity v (t) and acceleration vector a (t)
Rys. 9. Trajektoria obiektu w płaszczyźnie obrazu kamery wraz z przewidywanym położeniem w chwili t + dt, wyznaczonym na podstawie jego chwilowej prędkości v(t) oraz przyspieszenia a(t) zgodnie z rozwinięciem Taylora rzędu trzeciego
Communication and Execution Flow
The software communicates with the pan-tilt hardware via UART/USB, transmitting control commands in real-time. The driver module processes steering instructions and executes motor commands through a queue system, ensuring smooth and non-blocking operation.
Object tracker Next position predictor x(t), P(t+dt) x(t)
DTF oscillation filter
PID(ϵ**)
Low-pass filter pan-tilt driver Heatmap filter probability of next position object position
Fig. 10. Flow diagram of the pan-tilt control pipeline; ϵ∗ represents the error filtered by the heatmap, while ϵ∗∗ denotes the error further processed by the DTF filter. Each filter either forwards the error value or nullifies it, depending on the current state
Rys. 10. Schemat przepływu danych w łańcuchu sterowania pan-tilt.
Wektor ε* oznacza błąd przefiltrowany przy użyciu mapy ciepła, natomiast ε** reprezentuje wartość dodatkowo przetworzoną przez filtr DTF. Każdy z filtrów, w zależności od aktualnego stanu układu, przekazuje wartość błędu do kolejnego etapu przetwarzania lub ją wygasza, zapewniając stabilność i płynność działania systemu
The final execution flow (fig. 10) of the control system follows these stages:
1. Detection: Identifies objects in video frames.
2. Tracking: Maintains object continuity across frames.
3. Error Computation: Calculates deviation from the center of the frame.
4. Predictive Analysis: Estimates future positions based on motion trends.
5. Oscillation filters: Uses heat map to filter rapid and big oscillations and DTF to filter small oscillations of higher frequency.
6. PID and Adaptive Control: Computes motor velocity adjustments.
7. Filtering and Stability Enhancements: Applies low-pass filters.
8. Motor Execution: Sends velocity commands to the pantilt mechanism.
This structured approach ensures precise, stable, and adaptable tracking performance, making the system suitable for diverse applications ranging from robotics to automated video production.
The pan-tilt tracking system is implemented through the integration of software and hardware subsystems designed to operate in real-time and maintain tracking stability. This section provides a detailed overview of the system’s technical architecture, including the selection of software frameworks, hardware control logic, and communication protocols.
4.1. Software Implementation
The software is implemented in Python, utilizing established computer vision and control libraries to ensure modularity and real-time performance.
Python was selected primarily for its extensive ecosystem of libraries and the efficiency it offers during the prototyping phase. While the language is interpreted and inherently highlevel, its widespread adoption in scientific computing stems from its ability to interface with low-level, compiled numerical libraries such as BLAS and LAPACK through frameworks like NumPy.
In this system, critical numerical computations – including matrix operations, filtering, and control law evaluations – are executed outside the Python interpreter, leveraging architecture-optimized binaries. This approach ensures that performance-critical tasks benefit from native execution speed, while high-level control flow remains accessible and adaptable within Python.
Software Stack and Components
The software stack consists of modular components for detection, tracking, control, and communication. It is optimized for embedded and general-purpose systems, with a focus on efficiency, real-time performance, and ease of integration.
Detection and Tracking:
− YuNet [12]: Lightweight face detector optimized for embedded systems, based on a compact convolutional neural network architecture that allows real-time inference on devices with limited computational power. It supports face alignment and bounding box regression
− OC-SORT [25]: An efficient tracking algorithm that extends Simple Online and Realtime Tracking (SORT) by incorporating appearance information and motion consistency, improving robustness in occlusions and crowded scenes. It utilizes Kalman filters and association metrics to maintain consistent object identities across frames.
Control:
− Adaptive PID Control: Ensures smooth and responsive pantilt motion; parameters adjust based on target dynamics.
Filtering and Prediction:
− Low-pass filters, heatmap stabilization, and Taylor-based position prediction reduce jitter and latency.
Communication:
− pySerial: Handles serial communication (UART) over USB between the host system and the Arduino microcontroller. It enables real-time command transmission with configurable parameters such as baud rate, parity, and stop bits, ensuring low-latency and reliable control signaling [47].
Frameworks and Libraries:
− OpenCV: The core library for image processing and computer vision tasks. It supports frame capture, object detection, contour analysis, and geometric transformations, which are essential for implementing real-time visual tracking pipelines [37].
− NumPy: A fundamental package for numerical computation in Python, used for efficient array operations. It is utilized in control logic for PID computation, low-pass filtering, and predictive trajectory modeling [38].
Communication Between Components
The communication subsystem enables low-latency and deterministic data exchange between the host processor and actuator hardware. The host analyzes the video stream in real time, computes the required angular velocities for pan and tilt, and transmits them over a UART interface via USB.
An Arduino-based microcontroller receives these commands through a dedicated interface and generates step signals to maintain the desired angular velocities on both axes. This separation of responsibilities allows for modular design, with the host handling high-level vision processing and the microcontroller managing low-level motor control.
Control commands are issued asynchronously, at a variable frequency that adapts automatically to the system state – e.g., tracking error or target motion dynamics. This decoupling from the camera’s frame rate ensures smooth actuation and responsiveness even under processing delays or dropped frames.
4.2. System Integration and Testing
The integration process involved testing various tracking scenarios, optimizing Adaptive PID control parameters, and fine-tuning object detection and tracking settings. The system was validated through a series of experiments in different environments, ensuring:
− Real-time performance: The tracking system operates with minimal latency.
− Stability and robustness: Smooth camera movements with minimal oscillations.
− Adaptability: Effective tracking under varying lighting conditions and target speeds.
The implemented system successfully combines Python-based tracking algorithms with Arduino-driven motor control, providing a cost-effective and reliable solution for automated pan-tilt tracking applications.
5. Experimental Setup and Evaluation
To rigorously assess the performance of the proposed pan-tilt tracking system, a structured experimental framework was developed. The objective was to evaluate the system’s accuracy, responsiveness, and robustness under a variety of real-world conditions. Experiments were conducted in an indoor environment designed to simulate diverse operational scenarios, including variations in illumination, object motion profiles, and temporary visual occlusions. The evaluation aimed to quantify the system’s operational limits and identify critical performance determinants.
5.1. Experimental Setup
The system under evaluation consisted of a custom-built pan-tilt platform actuated by stepper motors, with real-time control managed by an Arduino Micro microcontroller. The control software, including detection and tracking algorithms, was executed on a general-purpose computing platform equipped with an Intel Core i7 processor and 16 GB of RAM. The visual input was captured by a camera operating at a resolution of 1080p and a frame rate of 30 frames per second, providing adequate spatial and temporal resolution for robust tracking.
Experimental conditions were configured to reflect typical usage scenarios. Lighting conditions were varied systematically to include high illumination levels (above 1000 lux), standard indoor lighting (~300 lux), and low-light settings. Motion scenarios were divided into three categories based on target velocity: slow (approximately 1 m/s), moderate (up to 3 m/s), and rapid motion characterized by abrupt direction changes. In each case, the target maintained a nominal distance of 3 meters from the camera.
To evaluate occlusion resilience, the target was periodically obstructed by other objects, simulating real-world interruptions. Recovery performance, including reacquisition time and accuracy post-occlusion, was closely monitored. The overall experimental design emphasizes repeatability and relevance to real deployment conditions.
5.2. System Performance Evaluation Metrics
The performance of the pan-tilt tracking system was assessed using a set of standard quantitative metrics frequently cited in PTZ tracking literature [36, 39, 40]. These metrics enable objective comparison with previous research and provide a multidimensional evaluation of system behavior:
− Center Location Error (CLE) – represents the Euclidean distance between the ground-truth and predicted target centers in image coordinates. It measures the system’s ability to align with the actual target trajectory:
()(),tgtpred CLECtCt =−
where Cgt(t) is the ground-truth center of the target and Cpred(t) is the predicted center at time t;
− Overlap Ratio (OVR) – defined as the intersection-over-union (IoU) between predicted and ground-truth bounding boxes. It indicates spatial consistency of target localization: ()() , ()() gt pred t gt pred AtAt IoU AtAt ∩ = ∪
where A gt(t) and Apred(t) are the ground-truth and predicted bounding box areas;
− Target-to-Center Error (TCE) – measures the distance between the center of the frame and the predicted target location. It is a key metric for assessing control precision:
(), tframepred TCECCt =−
where Cframe is the center of the frame and Cpred(t) is the predicted target position;
− Track Fragmentation Rate (TFR) – quantifies the proportion of frames in which the target leaves the camera’s field of view, indicating continuity and robustness:
100%, lost total N TFR N =×
where Nlost is the number of lost frames and Ntotal is the total number of frames;
− Response Time (RT) – time elapsed between a target’s sudden movement and the corresponding system adjustment. It reflects real-time responsiveness:
, RTttadjustevent =−
where tevent is the time of the sudden motion and tadjust is the time the system reacted;
− Motion Smoothness Index (MSI) – captures variability in angular velocity to assess motion fluidity:
2 1 1 (), T t t MSI T =−ωω ∑
where t ω is the angular velocity at time t and ω is the average angular velocity.
Performance
Summary
The quantitative results from the experimental trials are summarized below:
MetricValue
CLE ~31 px
Observations
Degrades under high-speed target motion
OVR 0.78 Slightly reduced during erratic motion
TCE < 10 % of frame width Brief excursions from center observed
TFR 15 %
RT 135 ms
MSI
3.1 deg2/s2 (adaptive), 12.4 deg2/s2 (static PID)
Primarily due to occlusion and abrupt movements
Delay increases marginally under complex dynamics
Adaptive control yields smoother tracking (75 % reduction)
5.3. System Robustness Analysis
Lighting Conditions
Under reduced lighting (300 lux), tracking accuracy degraded by approximately 10 %, and the Track Fragmentation Rate (TFR) increased by 5 %. The system maintained functional performance in low-light conditions down to 200 lux, though with elevated jitter and slower reacquisition times.
Target Velocity
Reliable tracking was achieved for object speeds up to approximately 2.5 m/s at a 3-meter distance from the camera. Performance degradation was observed beyond 3.4 m/s, attributed primarily to mechanical inertia and step resolution limitations of the pan-tilt system.
Occlusion Resilience
The system successfully reacquired the target in 75 % of occlusion scenarios within 400 milliseconds. Reacquisition accuracy diminished in the presence of cluttered backgrounds or prolonged target absence. False positive detections were more frequent when occlusions exceeded 1.2 seconds, suggesting a limitation of the current tracking pipeline under extended visual interruptions.
6. Interpretation and Limitations
The results obtained from experimental evaluation confirm that the proposed system maintains robust tracking capabilities under standard operating conditions. It exhibits reliable performance in moderate lighting, target velocities up to 2.5 m/s, and transient occlusions shorter than 1.2 seconds. The integration of adaptive control strategies, predictive filtering, and low-pass smoothing enables the system to balance responsiveness with motion stability.
However, certain limitations were observed. Under rapid target motion exceeding 3.4 m/s or during prolonged occlusions, the tracking accuracy and reacquisition reliability were reduced. These issues are primarily attributable to mechanical
constraints (e.g., limited torque and resolution of the stepper motors) and the limitations of the detection-tracking pipeline in handling complex or ambiguous visual input.
Additionally, performance under suboptimal lighting (below 200 lux) revealed increased latency and oscillatory behavior, indicating the sensitivity of the current vision pipeline to illumination quality. Further, the system lacks native multi-object tracking and re-identification capabilities, which constrains its applicability in more complex scenarios.
These limitations point to several directions for future improvement, including the use of high-torque actuators, integration of inertial sensors or depth cameras, and the development of advanced tracking algorithms incorporating temporal consistency and context-aware re-identification mechanisms.
7. Conclusion and Future Work
This study presents the development and empirical validation of a cost-effective and adaptable pan-tilt tracking system. The proposed architecture integrates modular hardware, adaptive control strategies, and lightweight vision algorithms to deliver real-time object tracking with a balance between precision, responsiveness, and implementation cost.
Experimental results confirm the system’s ability to maintain stable tracking across a variety of operational conditions, including moderate occlusions, dynamic target velocities, and changes in lighting. The design prioritizes modularity, ease of replication, and compatibility with open-source software and off-the-shelf hardware.
Despite its robust performance, the system exhibits limitations when subject to high-speed target motion, prolonged occlusions, or low-light scenarios. These findings identify clear directions for improvement, such as enhancing actuation capabilities, increasing optical and sensory redundancy, and applying data-driven control schemes.
Future development efforts will focus on extending multi-target support, integrating semantic re-identification techniques, and evaluating deployment feasibility on embedded platforms. Additional research will address hardware constraints through the use of higher-precision motors and energy-efficient designs, thereby broadening the system’s applicability across domains such as autonomous robotics, live event production, and surveillance.
References
1. Viola P., Jones M., Rapid object detection using a boosted cascade of simple features, Proceedings of the 2001 IEEE Computer Society Conference on Computer Vision and Pattern Recognition, 2001, DOI: 10.1109/CVPR.2001.990517.
2. Lienhart R., Maydt J., An extended set of Haar-like features for rapid object detection, Proceedings of the International Conference on Image processing, IEEE, 2002, DOI: 10.1109/ICIP.2002.1038171.
3. Dalal N., Histograms of oriented gradients for human detection, Proceedings of the 2005 IEEE Computer Society Conference on Computer Vision and Pattern Recognition, 2005, DOI: 10.1109/CVPR.2005.177.
4. Girschick R., Fast R-CNN, Proceedings of the IEEE International Conference on Computer Vision, 2015, 1440–1448, DOI: 10.1109/ICCV.2015.169.
5. Ren S., He K., Girshick R., Sun J., Faster R-CNN: Towards real-time object detection with region proposal networks, Advances in Neural Information Processing Systems, 2015, 91–99.
6. Liu W., Anguelov D., Erhan D., Szegedy C., Reed S., Fu C.-Y., Berg A.C., SSD: Single Shot MultiBox Detector, European Conference on Computer Vision, Springer, LNIP Vol. 9905, 2016, 21–37.
7. Hussain M., YOLO-v1 to YOLO-v8, the rise of YOLO and its complementary nature toward digital manufacturing and industrial defect detection, “Machines”, Vol. 11, No. 7, 2023, DOI: 10.3390/machines11070677.
8. Tian Y., Ye Q., Doermann D., YOLOv12: Attention-Centric Real-Time Object Detectors, “Computer Vision and Pattern Recognition”, 2025, DOI: 10.48550/arXiv.2502.12524.
9. Terven J., Córdova-Esparza D.-M., Romero-González J.-A., A comprehensive review of YOLO architectures in computer vision: From YOLOv1 to YOLOv8 and YOLO-NAS, “Machine Learning and Knowledge Extraction”, Vol. 5, No. 4, 2023, 1680–1716, DOI: 10.3390/make5040083.
10. Dong C., Du G., An enhanced real-time human pose estimation method based on modified YOLOv8 framework, “Scientific Reports”, Vol. 14, 2024, DOI: 10.1038/s41598-024-58146-z.
11. Wadekar S.N., Chaurasia A., MobileViTv3: Mobile-friendly vision transformer with simple and effective fusion of local, global and input features, “Computer Vision and Pattern Recognition”, 2022, DOI: 10.48550/arXiv.2209.15159.
12. Wu W., Peng H., Yu S., YuNet: A tiny millisecond-level face detector, “Machine Intelligence Research”, Vol. 20, No. 5, 2023, 656–665, DOI: 10.1007/s11633-023-1423-y.
13. Bazarevsky V., Kartynnik Y., Vakunov A., Raveendran K., Grundmann M., BlazeFace: Sub-millisecond neural face detection on mobile GPUs, “Computer Vision and Pattern Recognition”, 2019, DOI: 10.48550/arXiv.1907.05047.
14. Chen S., Yang Y., Liu W., Shao J., Yan J., MobileFaceNets: Efficient CNNs for accurate real-time face verification on mobile devices, Springer, LNIP Vol. 10996, 2018, 428–438, DOI: 10.1007/978-3-319-97909-0_46.
15. Bradski G.R., Real time face and object tracking as a component of a perceptual user interface, Proceedings Fourth IEEE Workshop on Applications of Computer Vision (WACV’98), 1998, 214–219, DOI: 10.1109/ACV.1998.732882.
16. Bolme D., Beveridge J., Draper B., Lui Y., Visual object tracking using adaptive correlation filters, Proceedings of the IEEE Computer Society Conference on Computer Vision and Pattern Recognition, 2010, 2544–2550, DOI: 10.1109/CVPR.2010.5539960.
17. LukežičA., Vojíř T., Čehovin L., Matas J., Kristan M., Discriminative correlation filter with channel and spatial reliability, “International Journal of Computer Vision”, Vol. 126, 2018, 671–688, DOI: 10.1007/s11263-017-1061-3.
18. Tsai C.Y., Song K.T., Dutoit X., Brussel H., Nuttin M., Robust mobile robot visual tracking control system using self-tuning Kalman filter, Proceedings of the 2007 IEEE International Symposium on Computational Intelligence in Robotics and Automation (CIRA), 2007, 161–166, DOI: 10.1109/CIRA.2007.382860.
19. Chen X., Wang X., Xuan J., Tracking multiple moving objects using unscented Kalman filtering techniques, “Computer Vision and Pattern Recognition”, 2018, DOI: 10.48550/arXiv.1802.01235.
20. Henriques J., Caseiro R., Martins P., Batista J., High-speed tracking with kernelized correlation filters, “IEEE Transactions on Pattern Analysis and Machine Intelligence”, Vol. 37, No. 3, 2015, 583–596, DOI: 10.1109/TPAMI.2014.2345390.
21. He C., Zheng Y.F., Ahalt S.C., Object tracking using the Gabor wavelet transform and the golden section algorithm,
22. Rui T., Zhang Q., Zhou Y., Xing J., Object tracking using particle filter in the wavelet subspace, “Neurocomputing”, Vol. 119, 2013, 125–130, DOI: 10.1016/j.neucom.2012.03.036.
23. Kozlowski B., Wavelet enhanced analytical and evolutionary approaches to time series forecasting, Adaptive and natural computing algorithms, ICANNGA 2007, LNTCS Vol. 4431, 2007, 49–57, DOI: 10.1007/978-3-540-71618-1_6.
24. Bewley A., Ge Z., Ott L., Ramos F., Up croft B., Simple online and realtime tracking, “Computer Vision and Pattern Recognition”, 2016, DOI: 10.1109/ICIP.2016.7533003.
25. Cao J., Pang J., Weng X., Khirodkar R., Kitani K., Observation-centric SORT: Rethinking SORT for robust multi-object tracking, Proceedings of the IEEE/CVF Conference on Computer Vision and Pattern Recognition, 2023, 9686–9696, DOI: 10.1109/CVPR52729.2023.00934.
26. Maggiolino G., Ahmad A., Cao J., Kitani K., Deep OC-SORT: Multi-pedestrian tracking by adaptive re-identification, “Computer Vision and Pattern Recognition”, 2023, DOI: 10.48550/arXiv.2302.11813.
27. Wojke N., Bewley A., Paulus D., Simple online and realtime tracking with a deep association metric, 2017 IEEE International Conference on Image Processing (ICIP), 2017, 3645–3649, DOI: 10.1109/ICIP.2017.8296962.
28. Zhang Y., et al., ByteTrack: Multi-object tracking by associating every detection box, “Computer Vision and Pattern Recognition”, 2022, DOI: 10.48550/arXiv.2110.06864.
29. Zhang Y., Wang C., Wang X., Zeng W., Liu W., FairMOT: On the fairness of detection and re-identification in multiple object tracking, “Computer Vision and Pattern Recognition”, 2021, DOI: 10.1007/s11263-021-01513-4.
30. Dai Y., Liu W., Li H., Liu L., Efficient foreign object detection between PSDs and metro doors via deep neural networks, “IEEE Access”, Vol. 8, 2020, 46723–46734, DOI: 10.1109/ACCESS.2020.2978912.
31. Mian A., Realtime face detection and tracking using a single Pan, Tilt, Zoom camera, 23rd International Conference Image and Vision Computing New Zealand, 2008, DOI: 10.1109/IVCNZ.2008.4762103.
32. Yosafat R., Machbub C., Hidayat E.M.I., Design and implementation of Pan-Tilt control for face tracking, 7th IEEE international conference on system engineering and technology (ICSET), 2017, 217–222, DOI: 10.1109/ICSEngT.2017.8123449.
33. Permatasari D., Maharani D.A., Backpropagation neural network for tuning PID pan-tilt face tracking, 3rd International Conference on Information Technology, Information Systems and Electrical Engineering (ICITISEE), 2018, 357–361, DOI: 10.1109/ICITISEE.2018.8720968.
34. Neb eluk R., Zarzycki K., Seredyński D., Chaber P., Figat M., Domański P.D., Zieliński C., Predictive tracking of an object by a pan-tilt camera of a robot, “Nonlinear Dynamics”, Vol. 111, No. 9, 2023, 8383–8395, DOI: 10.1007/s11071-023-08295-z.
35. Yang J., Tang Z., Pei Z., Song X., A novel motion-intelligence-based control algorithm for object tracking by controlling PAN-tilt automatically, “Mathematical Problems in Engineering”, Vol. 2019, No. 1, 2019, DOI: 10.1155/2019/9602460.
36. Petrov P., An adaptive pan-tilt camera control for visual target tracking, 29th National Conference with International Participation (TELECOM), 2021, 125–128, DOI: 10.1109/TELECOM53156.2021.9659665.
37. Bradski G., The OpenCV library, “Dr. Dobb’s Journal of Software Tools”, Vol. 25, No. 11, 2000, 120, 122–125.
38. Harris C.R. et al., Array programming with NumPy, “Nature”, Vol. 585, No. 7825, 2020, 357–362, 2020, DOI: 10.1038/s41586-020-2649-2.
39. Li X., Xu H., Wang Y., Reproducible evaluation of pan-tilt-zoom tracking, “IEEE Transactions on Circuits and Systems for Video Technology”, Vol. 29, No. 12, 2019, 3609–3622, DOI: 10.1109/TCSVT.2018.2873151.
40. Kimura H., Kimura H., Umeda S., High speed and wide range object tracking system using pan-tilt cameras, in 2006 IEEE/RSJ International Conference on Intelligent Robots and Systems, 2006, 1019–1024, DOI: 10.1109/IROS.2006.281669.
Other sources
41. Raspberry Pi 3 Model B+, 2024. [www.raspberrypi.com/ products/raspberry-pi-3-model-b].
47. Liechti C., pySerial: Python serial port access library, 2020, [https://pyserial.readthedocs.io/].
Projekt i ocena niskokosztowego i niezawodnego systemu śledzenia z dwuosiowym mechanizmem obrotu (pan-tilt)
Streszczenie: W artykule przedstawiono projekt oraz ocenę niskokosztowego i niezawodnego systemu śledzenia z dwuosiowym mechanizmem obrotu (pan-tilt). Proponowane rozwiązanie stanowi odpowiedź na ograniczenia występujące w profesjonalnych, zdalnie sterowanych systemach kamer, oferując modułową konstrukcję sprzętową oraz precyzyjnie dostrajalny algorytm sterowania, umożliwiający śledzenie osób lub twarzy w czasie rzeczywistym. System wykorzystuje ogólnodostępne komponenty oraz technologię druku 3D, co sprzyja łatwości jego wytwarzania i szerokiej dostępności. Wyniki badań eksperymentalnych potwierdzają, że zaprojektowane rozwiązanie zapewnia stabilne i płynne działanie, skutecznie równoważąc responsywność z precyzją, przy zachowaniu niskich kosztów implementacji. Przedstawiony system stanowi istotny krok w kierunku upowszechnienia zaawansowanych technologii śledzenia w takich obszarach zastosowań, jak produkcja wideo, wideokonferencje czy robotyka.
Słowa kluczowe: sterowanie pan-tilt, śledzenie obiektów, adaptacyjne sterowanie PID, wykrywanie twarzy, systemy wizyjne, mechatronika niskokosztowa, automatyzacja kamer, systemy wbudowane, filtracja sygnałów, druk 3D.
Damian Łoziński, MSc damian@lozinski.tech
ORCID: 0000-0002-9702-576X
Damian Łoziński is an independent researcher and analytical technologist specializing in AI/ ML, robotics, and visual tracking systems. He holds a Master’s degree in Applied Mathematics from the University of Warsaw. With over a decade of experience, he has developed solutions in computer vision, object tracking, data analytics, and control systems. He is also the founder of multiple technology ventures, including a process mining platform, combining research-driven innovation with practical software and hardware implementation.
Bartosz Kozłowski, PhD Eng.
bartosz.kozlowski@pw.edu.pl
ORCID: 0000-0001-7804-2735
Bartosz Kozlowski is an Adjunct Professor at the Institute of Control and Computation Engineering, Warsaw University of Technology. He received his PhD and MSc degrees in Computer Science from the same university. Professionally, he has been active in the technology industry, leading diverse and globally distributed engineering teams, building technological capabilities and talent capacities in international organizations. His scientific interests include high-scale systems design and software engineering, artificial intelligence and machine learning, operations research (including multi-criteria decision making), and their applications to automation in decision support systems, forecasting, and signal analysis (including wavelet-based methods), as well as aspects of embedded and hardware-integrated solutions, especially for IoT.
MicroPython w systemach wbudowanych, jakość i bezpieczeństwo aplikacji
Magdalena Szymczyk
AGH Akademia Górniczo-Hutnicza, Katedra Biocybernetyki i Inżynierii Biomedycznej, al. Mickiewicza 30, 30-059 Kraków
Streszczenie: W artykule przedstawiono możliwości wykorzystania języka Python w systemach wbudowanych. Przeanalizowano różnice oraz ograniczenia w stosunku do jego wersji standardowej, zwrócono uwagę na aspekt bezpieczeństwa i jakość aplikacji do zastosowań w medycynie i w automatyce.
Słowa kluczowe: MicroPython, systemy wbudowane, jakość, bezpieczeństwo
1. Wprowadzenie
Systemy wbudowane od dziesięcioleci są nieodłącznym elementem systemów automatyzacji. Odgrywają kluczową rolę w automatyce, integrując zaawansowane technologie z procesami przemysłowymi i urządzeniami codziennego użytku. Są dedykowane do monitorowania, sterowania i automatycznego wykonywania operacji, są powszechnie stosowane w szerokim spektrum aplikacji. Rynek systemów wbudowanych jest jednym z najszybciej rozwijających się na świecie, zatem istnieje ogromna potrzeba wsparcia go odpowiednimi narzędziami (językami programowania) do szybkiego prototypowania, testowania i wdrażania oprogramowania tego typu.
Python jest obecnie najpopularniejszym językiem programowania na świecie, co pokazano w rankingu popularności języków programowania publikowanym przez TIOBE [9]. Został zaimplementowany w języku C (standardowy CPhyton) dla
systemów ogólnego przeznaczenia (takich jak komputery desktopowe, serwery).
Na rysunku 1 oraz w tabeli 1 przedstawiono dane (styczeń 2025) o trendach i udziale języków programowania stosowanych w projektach informatycznych. Ta powszechność użycia Phytona powoduje, że jest duża dostępność programistów znających język Phyton i stosunkowo niski koszt ich zatrudnienia, a to z kolei powoduje, że mogą oni łatwo zacząć programować w MicroPythonie, co nie jest już tak szybkie w porównaniu do deweloperów pracujących w asemblerze, języku C czy C++. Nakłada się na to również coraz większa potrzeba rozwoju systemów wbudowanych i konieczność szybkiego wprowadzania ich na rynek, czyli oczekiwanie szybkiej implementacji potrzebnego kodu. Czynniki te powodują duże zainteresowanie wykorzystaniem Pythona w systemach wbudowanych, czemu naprzeciw wychodzi jego minimalistyczna implementacja w postaci MicroPythona.
Autor korespondujący:
Magdalena Szymczyk, Magdalena.Szymczyk@agh.edu.pl Artykuł recenzowany nadesłany 20.012.2025 r., przyjęty do druku 24.03.2025 r.
Zezwala się na korzystanie z artykułu na warunkach licencji Creative Commons Uznanie autorstwa 4.0 Int.
2. MicroPython w systemach wbudowanych
MicroPython w odróżnieniu od Phytona, został zaprojektowany przez Damiena P. George w 2013 r. do pracy w systemach wbudowanych (m.in. do pracy na mikrokontrolerach o małych zasobach, z systemem operacyjnym lub bez, a nawet do implementacji aplikacji na tzw. „czystym metalu”). Ideą,
Rys. 1. Wykres zmian popularności języków programowania [9]
Fig. 1. A graph of changes in the popularity of programming languages [9]
Tab.
[9] Tab. 1. Programming languages popularity ranking – January 2025 [9]
jaka przyświecała autorowi, była implementacja minimalistyczna ale użyteczna. Został on zoptymalizowany pod kątem małych zasobów pamięci RAM i flash oraz mocy obliczeniowej. Ze względu na jego przeznaczenie zaimplementowano w nim bezpośrednio obsługę peryferii, które są dostępne w mikrokontrolerach, do których można zaliczyć: GPIO, I2C, SPI, I2S, UART, CAN, PWM, ADC, DAC, RTC itp. [1]. Interpreter MicroPythona, bazujący na bytecode, jest minimalistyczny, bardzo zoptymalizowany i dostosowany do ograniczonych zasobów sprzętowych. Użytkownik może korzystać z interaktywnego środowiska REPL, które daje możliwość wykonywania poleceń bezzwłocznie zatem także ich natychmiastowej weryfikacji. MicroPython nie ma zaimplementowanych niektórych zaawansowanych funkcji, między innymi nie są dostępne moduły związane z wielowątkowością (biblioteka threading), w zamian tego umożliwia podstawowe wsparcie dla aplikacji asynchronicznych (moduł uasyncio). Nie są dostępne standardowe moduły graficznego interfejsu użytkownika (moduł tkinter). Z powodu ograniczeń dostępnych zasobów sprzętowych mikrokontrolera MicroPython nie zapewnia też pełnego wsparcia dla wielu innych standardowych bibliotek Pythona (takich jak na przykład os, numpy oraz pandas), ale ma zaimplementowane własne biblioteki specjalnie dostosowane do możliwości mikrokontrolerów (takie jak ujson, use czy umqtt). MicroPython niestety nie wspiera bibliotek wymagających dużych zasobów (takich jak scipy czy tensorflow) wykorzystywanych do algorytmów sztucznej inteligencji.
2.1. Różnice w stosunku
do standardowej wersji
MicroPython obecnie (styczeń 2025) implementuje język Python w wersji 3.4 i niektóre elementy wersji 3.5. Ponadto istnieje szereg różnic między standardowym Pythonem, a MicroPythonem, które można podzielić na niezgodności syntaktyczne, różnice samym w rdzeniu języka, typach wbudowanych oraz implementacji poszczególnych modułów [10]. Niezgodności syntaktyczne to przede wszystkim: −Nie jest dostępne rozpakowywanie argumentów. Dopuszczone jest użycie := do przypisania wartości do zmiennej w wyrażeniach generujących.
Wymagane jest użycie spacji między liczbami zapisanymi jako literały, a słowami kluczowymi.
Nie można używać nazw znaków Unicode do wstawiania tych znaków w ciągu tekstowym.
Różnice w samym języku: f-strings (łańcuchy formatowane) nie obsługują konkatenacji z sąsiednimi literałami, jeśli te literały zawierają nawiasy klamrowe.
f-strings nie obsługują wyrażeń, które wymagają parsowania w celu rozwiązania niezrównoważonych, zagnieżdżonych nawiasów klamrowych lub nawiasów kwadratowych.
f-strings nie obsługują konwersji !a (dla reprezentacji ASCII).
Metoda specjalna __del__ (konstruktor automatyczny) nie jest zaimplementowana dla klas zdefiniowanych przez użytkownika.
Porządek rozwiązywania metod (MRO) nie jest zgodny z Pythonem, m.in. może on być deterministyczny w bardziej złożonych hierarchiach klas.
Zmiana nazw prywatnych członków klas (ang. name mangling) nie jest zaimplementowana.
Dziedziczenie typów natywnych: jest to związane z problemem niewłaściwego wywołania metody __init__(self, ...) przed super().__init__() co powoduje błąd AttributeError (lub awarię programu, jeśli MICROPY_ BUILTIN_METHOD_CHECK_SELF_ARG nie jest włączone). Przy dziedziczeniu z wielu klas, super() wywołuje tylko jedną klasę.
Wywołanie właściwości (getter) przez super() w klasie podrzędnej zwraca obiekt właściwości (property object), a nie wartość.
Komunikaty o błędach metod mogą wskazywać nieoczekiwaną liczbę argumentów.
−Obiekty funkcji nie mają atrybutu __module__ Atrybuty definiowane przez użytkownika dla funkcji nie są obsługiwane.
Metoda __exit__() w menedżerze kontekstu nie jest wywoływana, gdy generator nie zakończy swojego działania.
Zmienne lokalne nie są uwzględniane w wyniku locals() Kod uruchamiany w funkcji eval() nie ma dostępu do zmiennych lokalnych.
Atrybut __all__ nie jest obsługiwany w pliku __init__.py w MicroPython.
−Atrybut __path__ pakietu ma inny typ (pojedynczy ciąg znaków zamiast listy ciągów) w MicroPython. MicroPython nie obsługuje pakietów przestrzeni nazw (namespace packages) podzielonych między różne lokalizacje w systemie plików.
Istnieją również miej lub bardziej znaczące różnice w typach wbudowanych, takich jak: Exception, bytearray, bytes, dict , float , int , list , memoryview , str i tuple oraz w implementacji następujących modułów: array, builtins, json, os, random, struct, sys. Standardowy Python przyjmuje jako argumenty funkcji, tak zwane argumenty nazwane (keyword arguments), MicroPython obsługuje wyłącznie argumenty pozycyjne.
W związku z wszystkimi powyższymi różnicami, pisanie aplikacji w MicroPythonie, dla osób, które dobrze znają i długo używały standardowego Pythona może powodować pewne problemy. Różnice te jednak nie są aż tak znaczące, aby uniemożliwiały sprawną i szybką implementację kodu w MicroPythonie, mimo to zawsze trzeba o nich pamiętać, gdy planuje się przenieść kod wcześniej uruchamiany na standardowej wersji Pythona, co dość często ma miejsce.
2.2. Platformy sprzętowe
Implementacja MicroPythona jest szeroko dostępna na większości popularnych platformach sprzętowych. Podstawową platformą jest jednak Pyboard specjalnie stworzona do jego uruchamiania. Najbardziej popularne platformy sprzętowe, na których dostępny jest MicroPython to:
− STM23 STMicroelectronics,
− ESP8266,
− ESP32,
− RP2040 – Raspberry Pi Pico,
− SAMD21/SAMD51 Microchip (Atmel),
− NRF52 Nordic Semiconductor,
− Teensy – i.MXRT,
− LPC1768/LPC4088 NXP,
− CC3200 Texas Instruments,
− Micro:bit,
− RA6M2 Renesas,
− Litex/VexRiscv (z RISC-V).
2.3. Implementacje w systemach operacyjnych
Interpreter Micropythona oprócz możliwości pracy bez systemu operacyjnego (bezpośrednio na mikrokontrolerze) jest też zaimplementowany w systemach operacyjnych czasu rzeczywistego oraz w klasycznych systemach operacyjnych, a także w środowiskach symulacyjnych. Przykładowe systemy operacyjne, w których jest dostępny MikroPython: −FreeRTOS (OpenRTOS, SaveRTOS), −Zephyr, −Unix / Linux, −MS Windows.
3. Porównanie oprogramowania w MicroPython i C/C++
Ogólne porównanie tych dwóch rozwiązań zostało przeprowadzone pod wieloma aspektami, niemniej jednak należy pamiętać, że w konkretnym specyficznym przypadku należy rozważyć, być może także aspekty charakterystyczne dla danej, być może nietypowej sytuacji.
3.1. Kompilator a interpreter, bezpieczeństwo –błędy syntaktyczne
Języki, takie jak C czy C++ są językami kompilowanymi, co oznacza, że analiza kodu, jego formalnej poprawności oraz generowanie plików wykonywalnych odbywa się w środowisku deweloperskim w czasie kompilacji. Dzięki temu, możliwe jest wykrycie i poprawienie kodu źródłowego. Współczesne kompilatory pozwalają na daleko idące optymalizacje kodu wykonywalnego, dzięki czemu wykonanie programu będzie bardzo szybkie. C++ w najnowszych wersjach wprowadza także możliwość obliczania pewnych elementów już w czasie kompilacji, dzięki mechanizmom wbudowanym w standard języka, takim jak stałe wyrażenia (ang. constant expressions), funkcje constexpr, oraz szablony (ang. templates). Natomiast interpreter MicroPythona nie ma możliwości wcześniejszego wykrycia błędów w kodzie w momencie innym niż interpretacja danego fragmentu kodu w czasie pracy aplikacji w środowisku docelowym. Taka sytuacja może być niebezpieczna oraz trudna do wykrycia i poprawienia. Sam interpreter MicroPythona (REPL) został napisany w C z wykorzystaniem standardu C99, w związku
z tym będzie powodował duży narzut na czas wykonania w stosunku do oprogramowania wprost napisanego w C/C++. Ponadto interpreter potrzebuje do własnych potrzeb dodatkowe miejsce w pamięci, co dla bardzo ograniczonych zasobów mikrokontrolerów może stanowić poważny problem.
3.2. Prędkość wykonania programu i koszty mikrokontrolera
W pracach [2–5] przedstawiono różnego rodzaju testy porównawcze, ich wyniki jasno pokazują, że wszystkie porównywane przypadki dają wielokrotnie większe czasy wykonania tego samego zadania przez program napisany w MicroPythonie, w stosunku do takich języków programowania jak C++, RUST czy Go (wersja TinyGo dla mikrokontrolerów).
Na rysunku 2 przedstawiono wyniki analizy porównawczej czasów obliczania sum kontrolnych CRC-32 (ang. Cyclic Redundancy Check) dla różnych języków programowania. Należy zwrócić uwagę, że oś pionowa (średni czas wykonania) jest w skali logarytmicznej, a wyniki dla MicroPythona dla wszystkich przypadków są o co najmniej dwa rzędy wielkości gorsze (200–400 razy gorsze). Wydajność C/C++ jest bliska wydajności sprzętu.
W tabeli 2 zamieszczono implementację algorytmu obliczającego CRC-32 w Pythonie oraz w języku C. Z praktycznego punktu widzenia, jeśli chcielibyśmy zapewnić podobne czasy wykonania dla aplikacji w MicroPythonie, to musielibyśmy zastosować kilkaset razy szybszy mikrokontroler, co oczywiście powodowałoby znaczy wzrost ceny mikrokontrolera. Jest także możliwe, że ze względu na brak modelu o lepszych parametrach, nastąpiło by zaniechanie implementacji oprogramowania w MicroPythonie, a zatem wymóg łatwej i szybkiej skalowalności sytemu nie zostałby dotrzymany. Potrzeba mocniejszego (szybszego) mikrokontrolera należy rozpatrzyć również pod kontem wolumenu przewidywanej produkcji danych urządzeń – jeśli hipotetycznie koszt jednego mikrokontrolera byłby większy na przykład o 10 PLN to przy 1 mln egzemplarzy tylko z tego tytułu trzeba by było wydać na produkcję o 10 mln zł więcej, co nie jest małą kwotą. Z biznesowego punktu widzenia, w masowej produkcji, liczy się każda kwota więc lepiej poświęcić więcej czasu i pieniędzy na rozwój aplikacji przy
Tabl. 2 Implementacje algorytmu obliczania CRC-32 w języku C i Python
Tabl. 2 C and Python implementations of the CRC-32 calculation algorithm
użyciu C/C++ niż mieć taki problem z powodu zastosowania
MicroPythona do oprogramowania.
3.3. Pamięć, stos, sterta, Garbage Collector
MicroPython potrzebuje do pracy interpreter, o czym wspomniano wcześniej, a ten z kolei potrzebuje dodatkowej pamięci RAM dla swoich potrzeb. Zużycie RAM przez implementację
MicroPythona zależy od platformy, na której jest uruchamiany (STM32 około 16 KB, ESP8266 20–24 KB, ESP32 64–80 KB, RP2040 30–50 KB) oraz od wielkości i złożoności uruchamianego kodu.
Można zoptymalizować zużycie pamięci aplikacji w MicroPythonie przez: stosowanie zmiennych lokalnych. stosowanie wersji modułów u* (MicroPython dostarcza moduły takie jak ujson, ure, umqtt, które są zoptymalizowanymi wersjami modułów CPython, zużywającymi mniej RAM).
minimalizację importowanych modułów – importowanie tylko tych modułów, które są niezbędne. ręczne wywoływanie Garbage Collector (użycie gc.collect()).
W pracy [3] pokazano porównanie zapotrzebowanie na pamięć, przy implementacji algorytmu obliczania prędkości obiektów, w aplikacji dla radaru. Okazuje się, że w przypadku MicroPythona maksymalne użycie sterty wyniosło 153 728 B, a w języku C tylko 33 624 B – czyli około pięć razy mniej.
3.4. Bezpieczeństwo – niewykryte błędy
Python (Micropython) to język dynamicznie typowany. Oznacza to, że nie trzeba jawnie deklarować typu zmiennej – typ jest określany automatycznie na podstawie przypisanej wartości. Zmienna w języku Python jest tworzona w podczas przypisania jej wartości za pomocą operatora =. Typ zmiennej w Pythonie można zmienić w dowolnym momencie przez przypisanie nowej wartości. Stanowi to poważny problem w przypadku niewłaściwego użycia tego mechanizmu. Od Pythona 3.5 można wprawdzie opcjonalnie określać typ zmiennej za pomocą adnotacji typów. Jest to pomocne przy dokumentowaniu kodu i w narzędziach statycznej analizy kodu, ale adnotacja nie jest
Implementacja algorytmu obliczania CRC-32 w języku PythonImplementacja algorytmu obliczania CRC-32 w języku C
wymagana i nie wymusza typu w czasie działania, czyli nie daje gwarancji, że zmienna taka nie zmieni typu, w wyniku przypisania jej jakiejś wartości o innym typie.
W językach ściśle typowanych, takich jak C/C++, typ każdej zmiennej, funkcji, czy wyrażenia jest jednoznacznie określony na etapie kompilacji i musi być zgodny z wymaganiami języka, co pomaga uniknąć niejednoznaczności i błędów w trakcie wykonania. Typy zmiennych są określane podczas kompilacji i nie można ich zmieniać w trakcie działania programu. Błędy typów są wykrywane na etapie kompilacji, co zwiększa bezpieczeństwo kodu. Jawne rzutowanie typów w C++ pozwala uniknąć nieoczekiwanych konwersji. Kompilator wymaga zgodności typów w operacjach i przypisaniach. Użycie auto ułatwia deklarację zmiennych o skomplikowanych typach i przerzuca na kompilator określenie potrzebnego typu. Nadany w ten sposób typ nie różni się niczym od zadeklarowanego wprost – nie można go zmienić. Taki typ jest nadal statycznie określany.
Do zalet ścisłego typowania można zaliczyć: bezpieczeństwo (wykrywanie błędów typów na etapie kompilacji, co zmniejsza ryzyko błędów w czasie wykonania), przejrzystość (typy zmiennych są jawnie określone, co ułatwia zrozumienie kodu), optymalizacja (kompilator lepiej optymalizuje kod, gdy zna typy zmiennych).
Ścisłe typowanie w C++ to kluczowy element języka, który zapewnia bezpieczeństwo, optymalizację i przejrzystość kodu. Mechanizmy takie jak static_cast, auto, decltype, szablony oraz enum class wspierają programistów w zarządzaniu typami. Mimo dodatkowej złożoności, ścisłe typowanie minimalizuje liczbę błędów i sprawia, że kod staje się bardziej niezawodny i wydajny. Niestety te cenne mechanizmy i bezpieczeństwo, jakie wnoszą, nie są dostępne w przypadku języka MicroPython.
3.5. Konstrukcje językowe w C/C++ i w Python/MicroPython
Język C++ ma bardziej skomplikowaną składnię, wymaga zrozumienia wskaźników, zarządzania pamięcią i wielu innych konceptów. Ma silne wsparcie programowania obiektowego, proceduralnego i funkcyjnego.
Python częściowo wspiera programowanie obiektowe ale nie oferuje ścisłego mechanizmu ograniczania dostępu – nie ma pełnej enkapsulacji. Zamiast tego proponuje się pewne konwencje nazewnictwa i samoograniczenie programisty. Wszystkie atrybuty i metody są w języku MicroPython publiczne. Konwencja rozpoczynania nazwy od znaku podkreślenia sugeruje, że programista nie powinien bezpośrednio modyfikować takiego atrybutu, ale sam język nie blokuje takiego dostępu.
W języku Python wcięcia są kluczowym elementem składni i służą do definiowania bloków kodu (np. w pętlach, funkcjach, instrukcjach warunkowych). Zamiast używać nawiasów klamrowych (jak w C/C++ czy Javie), Python opiera strukturę kodu na wcięciach. Jednak niewłaściwe użycie wcięć może prowadzić do błędów.
Najczęstsze problemy z wcięciami w języku Python: Mieszanie tabulatorów i spacji (Python pozwala na użycie zarówno spacji, jak i tabulatorów, do tworzenia wcięć, ale mieszanie ich w jednym pliku lub bloku kodu prowadzi do błędów składniowych).
Niewłaściwa liczba spacji we wcięciach (Python wymaga spójności w liczbie spacji używanych do wcięć w obrębie jednego bloku kodu, typowe ustawienie to cztery spacje).
Brak wcięcia tam, gdzie jest wymagane (wcięcia są wymagane w blokach kodu, takich jak: pętle, funkcje, instrukcje warunkowe itp., brak wcięcia prowadzi do błędów składniowych).
Niewłaściwe zakończenie bloku kodu (zbyt małe wcięcie przy kontynuacji kodu może spowodować, że Python uzna koniec bloku, mimo że zamierzeniem było jego kontynuowanie).
Brakująca logika w blokach wymagających kodu (Python wymaga przynajmniej jednej instrukcji w bloku, jeśli blok jest pusty, należy użyć instrukcji pass).
Problemy z kopiowaniem kodu z innych źródeł (kod skopiowany z różnych źródeł np. Internetu, edytorów tekstowych może zawierać niewidoczne tabulatory, spacje lub znaki ukryte, które powodują błędy).
Niespójne wcięcia w pętlach i instrukcjach warunkowych (każdy blok kodu musi mieć jednolite wcięcie w ramach swojej struktury).
Brak automatycznej weryfikacji wcięć (wcięcia mogą różnić się między edytorami, jeśli nie są skonfigurowane odpowiednio), zaleca się korzystanie z edytorów, które wyraźnie pokazują tabulatory i spacje oraz formatowania kodu za pomocą narzędzi, takich jak black lub autopep8).
Problemy z wcięciami w Pythonie wynikają głównie z niespójnego stosowania tabulatorów i spacji, błędnego rozmieszczenia wcięć lub kopiowania kodu z różnych źródeł. Aby uniknąć tych problemów, warto przestrzegać zaleceń stylu (PEP 8), używać spacji zamiast tabulatorów i korzystać z narzędzi automatycznego formatowania kodu.
W C/C++ nie ma takich problemów, ponieważ bloki kody są definiowane przez parę nawiasów klamrowych {…}. Braki lub nieścisłości w tym zakresie są skutecznie wykrywane przez kompilator i programista musi je wyeliminować, aby skompilować program.
3.6. Prędkość i wygoda pisania kodu aplikacji, biblioteki
Prędkość pisania kodu zależy od kilku czynników, w tym takich jak złożoność języka, dostępność narzędzi, stopień wymaganej optymalizacji i specyfika projektu. Języki Python i C/C++ różnią się filozofią, poziomem abstrakcji oraz celem, co bezpośrednio wpływa na szybkość tworzenia aplikacji. Python oferuje łatwość użycia bogatego zestawu bardzo zaawansowanych i dobrych bibliotek. Jest językiem wysokopoziomowym, dynamicznie typowanym, z prostą i intuicyjną składnią, co sprawia, że pisanie kodu w Pythonie może być znacznie szybsze niż w C/C++ [6]. Python pozwala na znaczne skrócenie tego czasu w projektach, które nie wymagają ekstremalnej optymalizacji. C/C++ to języki niższego poziomu, które wymagają większej liczby kroków do osiągnięcia tego samego rezultatu. Są bardziej złożone, ale oferują pełną kontrolę nad zasobami, co jest kluczowe w systemach wbudowanych, czy aplikacjach wysokiej wydajności.
3.7. Wymagania i koszty programistów
Języki Python i C/C++ różnią się pod wieloma względami, co przekłada się na różne wymagania wobec programistów. Generalnie programiści C/C++ zwykle bywają bardziej doświadczeni (mają dłuższy staż) znają lepiej sprzęt (systemy wbudowane). Ponieważ Python jest językiem mniej wymagającym, a tak zwana bariera wejścia do zawodu programisty Pythona jest o wiele niższa w porównaniu do C/C++, to ich liczba jest znacznie większa, przez co wynagrodzenia są niższe. Jest to niewątpliwy atut dla osób zarządzających projektami.
3.8. Efektywność energetyczna
W systemach wbudowanych kwestie efektywności energetycznej i oszczędzania często są bardzo istotne. W związku z tym stosuje się szereg zabiegów sprzętowych i programistycznych aby optymalizować zużycie energii zasilania [9]. Szereg urządzeń jest przenośnych lub zamontowanych w miejscach
Magdalena Szymczyk
trudno dostępnych, gdzie wymiana baterii jest uciążliwa lub wręcz niemożliwa. Zapotrzebowanie na energię zasilania bezpośrednio przekłada się na pojemność, koszt, wielkość i ciężar baterii. Czas pracy bez konieczności ładowania oraz sam czas ładowania akumulatorów jest bardzo istotny ponieważ wpływa to na komfort i możliwości użytkowania danego urządzenia.
Zapotrzebowanie na zasoby w przypadku aplikacji w MicroPythonie jest dramatycznie większe, w porównaniu do C/C++, to bezpośrednio przekłada się na kwestie zużycia energii. Jak pokazano wcześniej w rozdziale 3.2, dwa rzędy wielkości wolniej działającą aplikacje w MicroPythonie. Jeśli nawet dopuścimy teką sytuację to analogiczna aplikacja w C/C++ mogłaby „usypiać” mikrokontroler po wykonaniu identycznych obliczeń i przez resztę czasu oszczędzać energię czyli w przybliżeniu można oszacować, że około 200 do 400 razy mniej energii zużyje taka aplikacja.
W pracy [3] pokazano porównanie zużycia energii aplikacji radarowej, analizującej pojedynczą ramkę. W przypadku tej aplikacji w MicroPythonie ilość energii wynosiła 43,8 nJ, a dla C 15,5 nJ, co jest znaczną różnicą.
3.9. Certyfikaty i standardy
W chwili obecnej nie istnieje możliwość certyfikowania oprogramowania aplikacji w MicroPythonie oraz samego interpretera MicroPytona. W językach programowania o ugruntowanej i wieloletniej pozycji w systemach wbudowanych – takich jak C/C++ od lat rozwijane i stosowane są takie standardy i wymogi tworzenia oprogramowania, jak MISRA [11], czy Autosar [12]. Wiele urządzeń z aplikacjami stworzonymi w tych językach programowania ma certyfikacje bezpieczeństwa funkcjonalnego, takie jak IEC 61508 (bezpieczeństwo funkcjonalne w systemach przemysłowych), ISO 26262 (bezpieczeństwo w systemach motoryzacyjnych) [13], DO-178C (bezpieczeństwo w oprogramowaniu lotniczym), certyfikaty cyberbezpieczeństwa jak ISO/IEC 27001, NIST Cybersecurity Framework, IEC 62443 (bezpieczeństwo w systemach przemysłowych i automatyce) czy też certyfikaty w sektorze medycznym takie jak IEC 62304 (standard dla cyklu życia oprogramowania medycznego) [14] oraz ISO 14971 (zarządzanie ryzykiem dla urządzeń medycznych). Certyfikacja oraz spełnianie poszczególnych standardów są wymagane przy dopuszczaniu do sprzedaży danego urządzenia. Jest to szczególnie istotne w aplikacjach krytycznych, takich jak medycyna, automatyka, systemy finansowe czy przemysł obronny. W związku z tym oprogramowanie tego typu nie może być realizowane w MicroPythonie.
4. Podsumowanie
Python został zaprojektowany jako łatwy język do nauki i zrozumienia kwestii programowania. MicroPython ze względu na swoje niewątpliwe walory stanowi bardzo ciekawą możliwość tworzenia prostych aplikacji będących raczej prototypami czy projektami hobbistycznymi niż bezpiecznymi dużymi profesjonalnymi systemami. Czasem jest on również używany do implementacji aplikacji prezentujących możliwości oferowanego sprzętu przez jakiegoś producenta na przykład czujników czy peryferii – jako programy demo. Potencjalny użytkownik może szybko poznać i przetestować ich możliwości. MicroPython jest bardzo dobrym rozwiązaniem w zastosowaniach dydaktycznych ze względu na prostotę oraz ponieważ wiele osób zna język Python, a C/C++ mogą im stwarzać problemy. Jednak w aplikacjach wymagających bezpieczeństwa, dostępności, pewności (gwarancji) działania, wydajności takich jak w sprzęcie medycznym, czy automatyki przemysłowej, nie jest rekomendowany lub wręcz wykluczany. Dodatkowy problem to koszt sprzętu, który musi mieć większe zasoby (częstotliwość zegara,
pamięć RAM itp.). W wyniku wyższych wymagań oprogramowania tworzonego w MicroPythonie, w porównaniu do C/C++, staje się to poważnym problemem przy masowej produkcji.
Bibliografia
1. Tollervey N.H., Programming with MicroPython. Embedded Programming with Microcontrollers and Python, O’Reilly Media, 2017.
2. Plauska I., Liutkevičius A., Janavičiutė A., Performance Evaluation of C/C++, MicroPython, Rust and TinyGo Programming Languages on ESP32 Microcontroller, “Electronics”, Vol. 12, No. 1, 2023, DOI: 10.3390/electronics12010143.
3. Skjutar F.A., Åstrand M., MicroPython Integration for Radar Specific Application: Is it worth it? Master’s thesis, Department of Computer Science, LTH | Lund University, 2024.
4. Ionescu V.M., Enescu F.M., Investigating the performance of MicroPython and C on ESP32 and STM32 microcontrollers, 2020 IEEE 26th International Symposium for Design and Technology in Electronic Packaging (SIITME), 2020, DOI: 10.1109/SIITME50350.2020.9292199.
5. Bugden W., Alahmar A., The safety and performance of prominent programming, “International Journal of Software Engineering and Knowledge Engineering”, Vol. 32, No. 5, 2022, 713–744, DOI: 10.1142/S0218194022500231.
6. Bell C., MicroPython for the Internet of Things: A Beginner’s Guide to Programming with Python on Microcontrollers, Apress, 2017.
7. Szymczyk P., Szymczyk M., Energooszczędne oprogramowanie systemów czasu rzeczywistego mikrokontrolerów, Praca zbiorowa pod redakcją Z. Zielińskiego: „Systemy czasu rzeczywistego Postęp badań i zastosowania”, Warszawa, WKŁ, 2009, 179–188.
8. Lapan M., Deep Reinforcement Learning Hands-On, Packt 1Publishing, 2020.
Inne źródła
9. TIOBE Index for March 2025, [www.tiobe.com/tiobe-index/].
10. MicroPython, [https://micropython.org/].
11. MISRA, [https://misra.org.uk/].
12. AUTomotive Open System Architecture, [https://www.autosar.org/].
14. Medical Device and Diagnostic Industry, Developing Medical Device Software to IEC 62304, [https://www.mddionline.com/software/developing-medical-device-software-toiec-62304].
MicroPython in Embedded Systems, Quality and Security of the Application
Abstract: The article presents the potential of using Python in embedded systems. Differences and limitations compared to the standard version are analysed, with attention given to the aspects of security and application quality for use in medicine and automation.
Magdalena Szymczyk uzyskała tytuł magistra inżynierii elektronicznej na Akademii Górniczo-Hutniczej (Kraków, Polska) w 1988 r. oraz stopień doktora informatyki również na Akademii Górniczo-Hutniczej w 1999 r. Obecnie jest adiunktem na Akademii Górniczo-Hutniczej w Katedrze Biocybernetyki i Inżynierii Biomedycznej na Wydziale Elektrotechniki, Automatyki, Informatyki i Inżynierii Biomedycznej. Jej zainteresowania badawcze obejmują systemy komputerowe czasu rzeczywistego, systemy wbudowane, programowanie równoległe i bioinformatykę.
Magdalena Szymczyk
Informacje dla Autorów
Za artykuł naukowy – zgodnie z Komunikatem Ministra Nauki i Szkolnictwa Wyższego z dnia 29 maja 2013 r. w sprawie kryteriów i trybu oceny czasopism naukowych – należy rozumieć artykuł prezentujący wyniki oryginalnych badań o charakterze empirycznym, teoretycznym, technicznym lub analitycznym zawierający tytuł publikacji, nazwiska i imiona autorów wraz z ich afiliacją i przedstawiający obecny stan wiedzy, metodykę badań, przebieg procesu badawczego, jego wyniki oraz wnioski, z przytoczeniem cytowanej literatury (bibliografię). Do artykułów naukowych zalicza się także opublikowane w czasopismach naukowych opracowania o charakterze monograficznym, polemicznym lub przeglądowym, jak również glosy lub komentarze prawnicze.
Wskazówki dla Autorów przygotowujących artykuły naukowe do publikacji
Artykuły naukowe zgłoszone do publikacji w kwartalniku naukowotechnicznym Pomiary Automatyka Robotyka powinny spełniać następujące kryteria formalne: – t ytuł artykułu (nieprzekraczający 80 znaków) w języku polskim oraz angielskim,
– imię i nazwisko Autora/Autorów, adres e-mail, afiliacja (instytucja publiczna, uczelnia, zakład pracy, adres), – s treszczenie artykułu (o objętości 150–200 słów) w języku polskim oraz angielskim, – s łowa kluczowe (5–8 haseł) w języku polskim oraz w języku angielskim angielskim,
– z asadnicza część artykułu – w języku polskim (lub w j. angielskim), – podpisy pod rysunkami w języku polskim oraz w języku angielskim, – t ytuły tabel w języku polski oraz w języku angielskim, – ilustracje/grafika/zdjęcia jako osobne pliki w formacie .eps, .cdr, .jpg lub .tiff, w rozdzielczości min. 300 dpi, min. 1000 pikseli szerokości, opisane zgodnie z numeracją grafiki w tekście.
Artykuł powinien mieć objętość równą co najmniej 0,6 arkusza wydawniczego, nie powinien przekraczać objętości 1 arkusza wydawniczego (40 000 znaków ze spacjami lub 3000 cm2 ilustracji, wzorów), co daje ok. 8 stron złożonego tekstu. W przypadku artykułów przekraczających tę objętość sugerowany jest podział na części. Nie drukujemy komunikatów!
Do artykułu muszą być dołączone notki biograficzne wszystkich Autorów (w języku artykułu) o objętości
500–750 znaków oraz ich aktualne fotografie.
Redakcja zastrzega sobie prawo dokonywania skrótów, korekty językowej i stylistycznej oraz zmian terminologicznych.
Przed publikacją autorzy akceptują końcową postać artykułu.
System recenzencki PAR
Redakcja przyjmuje wyłącznie artykuły oryginalne, wcześniej niepublikowane w innych czasopismach, które przeszły etap weryfikacji redakcyjnej
Autorzy ponoszą całkowitą odpowiedzialność za treść artykułu. Autorzy materiałów nadesłanych do publikacji są odpowiedzialni za przestrzeganie prawa autorskiego. Zarówno treść pracy, jak i zawarte w niej ilustracje, zdjęcia i tabele muszą stanowić dorobek własny Autora, w przeciwnym razie muszą być opisane zgodnie z zasadami cytowania, z powołaniem się na źródło.
Oddaliśmy do dyspozycji Autorów i Recenzentów System Recenzencki, który gwarantuje realizację tzw. podwójnie ślepej recenzji. Przesyłając artykuł do recenzji należy usunąć wszelkie elementy wskazujące na pochodzenie artykułu – dane Autorów, ich afiliację, notki biograficzne.
Dopiero po recenzji i poprawkach sugerowanych przez Recenzentów artykuł jest formatowany zgodnie z przyjętymi zasadami. W przypadku zauważonych problemów, prosimy o kontakt z Redakcją.
Kwartalnik naukowotechniczny Pomiary Automatyka Robotyka jest indeksowany w bazach BAZTECH, Google Scholar oraz ICI Journals Master List (ICV 2023: 98,13), a także w bazie naukowych i branżowych polskich czasopism elektronicznych ARIANTA. Przyłączając się do realizacji idei Otwartej Nauki, udostępniamy bezpłatnie wszystkie artykuły naukowe publikowane w kwartalniku naukowo-technicznym Pomiary Automatyka Robotyka. Punktacja Ministerstwa Edukacji i Nauki za publikacje naukowe w kwartalniku Pomiary Automatyka Robotyka wynosi obecnie 70 pkt. (wykaz czasopism naukowych i recenzowanych materiałów z konferencji międzynarodowych z dnia 5 stycznia 2024 r., poz. 29984, Unikatowy Identyfikator Czasopisma 200205). Przypisane dyscypliny naukowe – automatyka, elektronika, elektrotechnika i technologie kosmiczne.
Oświadczenie dotyczące jawności informacji o podmiotach przyczyniających się do powstania publikacji
Redakcja kwartalnika naukowotechnicznego Pomiary Automatyka Robotyka , wdrażając politykę Ministra Nauki i Szkolnictwa Wyższego odnoszącą się do dokumentowania etycznego działania Autorów, wymaga od Autora/Autorów artykułów podpisania przed przyjęciem artykułu do druku druku w kwartalniku oświadczenia zawierającego:
1. i nformację o udziale merytorycznym każdego wymieniowego Autora w przygotowaniu publikacji –celem jest wykluczenie przypadków tzw. „guest authorship”, tj. dopisywania do listy Autorów publikacji nazwisk osób, których udział w powstaniu publikacji był znikomy albo w ogóle nie miał miejsca.
2. i nformację o uwzględnieniu w publikacji wszystkich osób, które miały istotny wpływ na jej powstanie – celem jest: – p otwierdzenie, że wszystkie osoby mające udział w powstaniu pracy zostały uwzględnione albo jako współautorzy albo jako osoby, którym autor/autorzy dziękują za pomoc przy opracowaniu publikacji, – p otwierdzenie, że nie występuje przypadek „ghostwriting”, tzn. nie występuje sytuacja, w której osoba wnosząca znaczny wkład w powstanie artykułu nie została wymieniona jako współautor ani nie wymieniono jej roli w podziękowaniach, natomiast przypisano autorstwo osobie, która nie wniosła istotnego wkładu w opracowanie publikacji;
3. informację o źródłach finansowania badań, których wyniki są przedmiotem publikacji – w przypadku finansowania publikacji przez instytucje naukowo-badawcze, stowarzyszenia lub inne podmioty, wymagane jest podanie informacji o źródle środków pieniężnych, tzw. „financial disclosure” – jest to informacja obligatoryjna, nie koliduje ze zwyczajowym zamieszczaniem na końcu publikacji informacji lub podziękowania za finansowanie badań.
Umowa o nieodpłatne przeniesienie praw majątkowych do utworów z zobowiązaniem do udzielania licencji CC-BY
Z chwilą przyjęcia artykułu do publikacji następuje przeniesienie majątkowych praw autorskich na wydawcę. Umowa jest podpisywana przed przekazaniem artykułu do recenzji. W przypadku negatywnych recenzji i odrzucenia artykułu umowa ulega rozwiązaniu.
Redakcja na mocy udzielonej licencji ma prawo do korzystania z utworu, rozporządzania nim i udostępniania dowolną techniką, w tym też elektroniczną oraz ma prawo do rozpowszechniania go dowolnymi kanałami dystrybucyjnymi.
Zapraszamy do współpracy
Poza artykułami naukowymi publikujemy również materiały informujące o aktualnych wydarzeniach, jak konferencje, obronione doktoraty, habilitacje, uzyskane profesury, a także o realizowanych projektach, konkursach – słowem, o wszystkim, co może interesować i integrować środowisko naukowe. Zapraszamy do recenzowania/ polecania ciekawych i wartościowych książek naukowych.
Podczas cytowania artykułów publikowanych w kwartalniku naukowo-technicznym
Pomiary Automatyka Robotyka prosimy o podawanie nazwisk wszystkich autorów, pełną nazwę czasopisma oraz numer DOI, np.:
Robert Bieda, O stabilności układów regulacji z czasem opóźnienia, „Pomiary Automatyka Robotyka”, ISSN 1427-9126, R. 29, Nr 2/2025, 5–20, DOI: 10.14313/PAR_256/5.
www.jamris.org
www.par.pl
www.automatykaonline.pl/automatyka
Absolwent Wydziału Mechanicznego Energetyki i Lotnictwa Politechniki Warszawskiej (1984 r.). Pracę magisterską Projekt koncepcyjny autopilota adaptacyjnego przeznaczonego do śm igłowca klasy W-3 , promotorem był dr inż. Jerzy Gałaj. Na tej samej uczelni w 1999 r. obronił z wyróżnieniem rozprawę doktorską Modelowanie i symulacja numeryczna dynamiki sterowanego autonomicznie samolotu bezpilotowego w locie programowym, której promotorem był prof. dr hab. inż. Jerzy Maryniak. 6 marca 2025 r. uzyskał stopień doktora habilitowanego w dziedzinie nauk inżynieryjno-technicznych, w dyscyplinie inżynieria mechaniczna nadany przez Radę Naukowej Dyscypliny Inżynieria Mechaniczna Politechniki Świętokrzyskiej. Zainteresowania naukowe Jerzego Graffsteina dotyczą opisu matematycznego wzajemnych relacji między samolotem a ruchomą przeszkodą oraz analiza wyników symulacji ruchu samolotu w czasie automatycznie wykonywanych manewrów antykolizyjnych, przyczyniając się tym samym do zwiększenia bezpieczeństwa ruchu lotniczego.
dr hab. inż. Jerzy Graffstein
Automatycznie sterowane manewry statku powietrznego celem unikania kolizji z ruchomymi przeszkodami
Grono profesorskie w składzie
Edyta Ładyżyńska-Kozdraś, Tadeusz Uhl, Stanisław Kachel, Mariusz Michał Zieja – oceniło dorobek naukowy złożony z monografii i cyklu publikacji powiązanych tematycznie.
Podstawę wniosku o przeprowadzenie postępowania habilitacyjnego stanowiło osiągnięcie naukowe złożone z monografii Automatycznie sterowane manewry statku powietrznego celem unikania kolizji z ruchomymi przeszkodami oraz monotematycznego cyklu 10 publikacji naukowych opublikowanych w czasopismach, większość z listy Ministerstwa Nauki i Szkolnictwa Wyższego, w tym rozdziałów w monografiach wydawanych przez Politechnikę Świętokrzyską oraz wydawnictwo Springer.
Głównym celem naukowym wskazanego cyklu było opracowanie i optymalizacja algorytmów automatycznego sterowania
lotem samolotu w sposób, który gwarantuje unikanie przez samolot kolizji z ruchomymi przeszkodami w przestrzeni powietrznej. Kluczowym elementem tego problemu było modelowanie dynamiki lotu statku powietrznego oraz opracowanie algorytmów sterowania, które uwzględniały niepewności modelu i zmienne warunki lotu. Cel zrealizowano przez rozwiązanie zadań:
1. Tworzenie matematycznych nieliniowych modeli dynamiki lotu dla różnych samolotów w różnych fazach lotu.
2. Weryfikacja wyliczonego matematycznego nieliniowego modelu samolotu na podstawie zarejestrowanych zmiennych stanu i sterowań z badań w locie.
3. Wyliczanie zlinearyzowanych modeli lokalnych i nielokalnych z wykorzystaniem modeli nieliniowych i zarejestrowanych zmiennych stanu i sterowań w czasie badań w locie.
4. Automatyczne sterowanie lotem samolotów załogowych i bezzałogowych
Przestrzenny wykres wyników symulacji komputerowej trajektorii ruchomych przeszkód i samolotu automatycznie omijającego te przeszkody (pkt 9)
Przykładowy przebieg wskaźnika jakości dla dwóch wybranych optymalizowanych zmiennych do wyliczania trajektorii omijania ruchomych przeszkód (pkt 10)
Przeszkoda 1
Przeszkoda 2
Samolot
cywilnych i wojskowych dla różnych faz lotu i różnych warunków zewnętrznych.
5. Synteza ruchu programowego samolotu dla automatycznego lotu wzdłuż zadanej trajektorii.
6. Badanie wrażliwości automatycznego sterowania lotem na parametryczną niepewność matematycznych modeli samolotów.
7. Badanie wpływu błędów i opóźnień pomiarów oraz błędów układów wykonawczych na przebieg automatycznie sterowanego lotu.
8. Opracowanie układu wykrywania przeszkód i zagrożenia wystąpienia kolizji.
9. Automatyczne unikanie kolizji z więcej niż jedną ruchomą przeszkodą.
10. Metoda obliczania optymalnej trajektorii omijania przeszkód wykorzystująca elementy sztucznej inteligencji – procedury optymalizacji roju cząstek PSO (ang. Particle Swarm Optimization).
11. Analiza wpływu sytuacji i warunków o podwyższonym poziomie niebezpieczeństwa na wykonanie manewrów antykolizyjnych.
Jerzy Graffstein brał udział w realizacji 17 projektów badawczych krajowych i międzynarodowych. W ramach projektu europejskiego Enhanced RPAS Automation (ERA) finansowanego przez Europejską Agencję Obrony (EDA) oraz konsorcjum przemysłowe koordynowane przez Airbus Defence and Space. Projekt ten wspierał zdalnie sterowane systemy lotnicze RPAS (ang. Remotedly Piloted Aircraft Systems) we wspólnej przestrzeni powietrznej w Europie. Konsorcjum składało się z szesnastu partnerów: Airbus Defence and Space, ESG Elektroniksystem- undLogistik-GmbH (Niemcy), SAFRAN-Sagem, Thales oraz ONERA (Francja), Saab (Szwecja), Finmeccanica (Włochy) oraz dziewięciu partnerów z Polski: Instytut Techniczny Wojsk Lotniczych (lider polskiego konsorcjum), Instytut Lotnictwa, Hertz Systems Ltd., EUROTECH,
Przemysłowy Instytut Automatyki i Pomiarów PIAP, Eskadra Grzegorz Trzeciak, Politechnika Rzeszowska, WB Electronics S.A. oraz Asseco Poland S.A.
Jerzy Graffstein, Automatycznie sterowane manewry statku powietrznego celem unikania kolizji z ruchomymi przeszkodami Seria Naukowa Instytutu Lotnictwa, Nr 62, Warszawa, Sieć Badawcza Łukasiewicz – Instytut Lotnictwa, 2023, ISBN 978-8-363-53991-7, str. 128.
Zespół z Instytutu Lotnictwa pod kierownictwem Jerzego Graffsteina (2015–2019), wykonał następujące prace:
1. Realizacja Automatycznego systemu podstawowego poziomu sterowania LLTCS (ang. Low Level Taxi Control System) kołowaniem po lotnisku.
2. Badania systemu LLTCS w czasie kołowania po lotnisku samolotu MP-02 Czajka.
3. Integracja LLTCS ze zdalnym sterowaniem i urządzeniami do autonomicznego kołowania po lotnisku i unikania kolizji –system AutoTaxi.
serii prób w locie antykolizyjnego układu AURA
4. Badania Systemu AutoTaxi w czasie kołowania po lotnisku dla różnych scenariuszy ruchu samolotu i różnego rozmieszczenia przeszkód.
W ramach projektu Autonomiczny układ antykolizyjny przeznaczony dla bezzałogowych środków latających wykorzystujący aktywną metodę teledetekcji obiektów AURA (O R000117 11, 2010–2012) finansowanego przez Narodowe Centrum Badań i Rozwoju zespół, którym kierował Jerzego Graffstein zrealizował następujące zadania:
1. Opracowanie i wykonanie radarowego detektora przeszkód do wykrywania ruchomych i nieruchomych przeszkód i pomiaru prędkości ich ruchu. Przeprowadzenie badań w laboratorium i w terenie.
2. Wykonanie cyfrowego radiowysokościomierz do pomiary wysokości lotu. Przeprowadzenie badań w laboratorium i w terenie.
3 Integracja układu antykolizyjnego wykrywającego przeszkody i sygnalizującego niebezpieczeństwo kolizji z przeszkodami i powierzchnią Ziemi.
4. Funkcjonalne badania w locie układu antykolizyjnego.
Radarowy detektor przeszkód ruchomych i nieruchomych z obudo wą i bez obudowy
Widok nieruchomej przeszkody (komina) przez przednią szybę śmigłowca w trakcie prób w locie oraz przebieg trasy w czasie
Młodzi Innowacyjni 2025
Uczelnia 2009
AGH Akademia Górniczo-Hutnicza 2
Akademia Marynarki Wojennej
Uniwersytet Morski w Gdyni
młodziinnowacyjni
Akademia Techniczno-Humanistyczna w Bielsku-Białej 1
młodzi innowacyjni yj
Ogólnopolski Konkurs Prac Doktorskich i Dyplomowych „Młodzi Innowacyjni” zorganizowany został po raz siedemnasty. Organizatorem była Sieć Badawcza Łukasiewicz – Przemysłowy Instytut Automatyki i Pomiarów PIAP. Konkurs jest doskonale rozpoznawaną marką. Z roku na rok zgłaszane prace są coraz bardziej innowacyjne.
Ocenie konkursowej, już po raz siedemnasty, poddano innowacyjność prac w trzech obszarach: automatyki, pomiarów i robotyki, ze szczególnym uwzględnieniem ich w alorów poznawczych i naukowych, a przede wszystkim praktycznych wdrożeń. W 2025 r. do konkursu zakwalifikowano 42 prace – 10 prac doktorskich, 9 prac magisterskich i 23 prace inżynierskie. W ostatniej edycji w czołówce zgłoszonych na konkurs pac znalazły się Politechnika Warszawska – reprezentowana przez szesnaście prac, AGH Akademia Górniczo-Hutnicza – pięć prac i Politechnika Śląska – cztery prace oraz Uniwersytet Morski w Gdyni – trzy prace. Poza tym swoich przedstawicieli miały uczelnie z Częstochowy (Politechnika Częstochowska), Gdańska (Politechnika Gdańska), Gdyni (Akademia Marynarki Wojennej), Krakowa (Politechnika Krakowska), Łodzi (Politechnika Łódzka), Opola (Politechnika Opolska), Poznania (Politechnika Poznańska), Raciborza (Akademia Nauk Stosowanych), Szczecina (Zachodniopomorski Uniwersytet Technologiczny), Tarnowa (Akademia Tarnowska), Wrocławia (Politechnika Wrocławska) oraz Zielonej Góry (Uniwersytet Zielonogórski).
Członkowie komisji konkursowej, w składzie nieznacznie zmienionym od pierwszej edycji konkursu:
• prof. dr hab. inż. Janusz Kacprzyk –Instytut Badań Systemowych PAN –przewodniczący komisji, dr inż. Małgorzata Kaliczyńska – redakcja kwartalnika naukowo-technicznego „Pomiary Automatyka Robotyka” (sekretarz komisji konkursowej),
• prof. dr hab. inż. Andrzej Masłowski –Polskie Stowarzyszenie Pomiarów Automatyki i Robotyki POLSPAR,
• prof. dr hab. inż. Krzysztof Kukiełka –Wydział Mechatroniki Politechniki Warszawskiej, prof. dr hab. inż. Roman Szewczyk –Łukasiewicz – PIAP,
• prof. dr hab. inż. Maciej Trojnacki –EDUROCO Sp. z o.o.,
• prof. dr hab. inż. Cezary Zieliński –Komitet Automatyki i Robotyki PAN, jak co roku przyznali autorom najlepszych prac nagrody pieniężne oraz wyróżnienia (roczne prenumeraty kwartalnika naukowo-technicznego „Pomiary Automatyka Robotyka”, miesięcznika branżowego AUTOMATYKA oraz kwartalnika naukowego „Journal of Automation, Mobile Robotics and Intelligent Systems”).
Komisja konkursowa obradowała stacjonarnie w siedzibie Łukasiewicz – PIAP w dniu 11 kwietnia 2025 r. Podczas tego spotkania wybrano szesnaście spośród zgłoszonych prac, które zaplanowano prezentować 7 maja 2025 r. podczas specjalnej sesji w trakcie XXIX Konferencji Naukowo-Technicznej „Automatyzacja – Nowości i Perspektywy” AUTOMATION 2025. Sesje młodych absolwentów cieszyły się jak zwykle ogromnym zainteresowaniem i towarzyszyły im ciekawe dyskusje. Było to doskonałe forum wymiany myśli i doświadczeń, a także sposób na nawiązanie nowych znajomości i przyjaźni.
Tematyka zaprezentowanych prac była ukierunkowana na zrobotyzowane systemy automatyki i roboty mobilne. Zainteresowaniem cieszyły się prace na temat systemów pomiarowych wspomagających diagnostykę przemysłową, medyczną, prace przygotowane z myślą o rolnictwie oraz złożone teoretyczne badania naukowe. Nie zabrakło tematów związanych ze sztuczną inteligencją, rzeczywistością rozszerzoną, systemami wizyjnymi, technikami internetowymi oraz Przemysłem 4.0.
Instytut Badań Systemowych PAN
Akademia Nauk Stosowanych w Raciborzu
Państwowa Wyższa Szkoła Zawodowa w Sanoku 1
Akademia Tarnowska
Państwowa Wyższa Szkoła Zawodowa w Zamościu
Politechnika Białostocka
Politechnika Częstochowska
Politechnika Gdańska 5
Politechnika Koszalińska
Politechnika Krakowska
Politechnika Lubelska
Politechnika Łódzka 1
Politechnika Opolska 4
Politechnika Poznańska 2
Politechnika Rzeszowska 1
Politechnika Śląska 7
Politechnika Świętokrzyska
Politechnika Warszawska 18
Politechnika Wrocławska 4
Polsko-Japońska Szkoła Technik Komputerowych
Uniwersytet Mikołaja Kopernika w Toruniu
Uniwersytet Rzeszowski
Uniwersytet Technologiczno-Przyrodniczy w Bydgoszczy
Uniwersytet Warmińsko-Mazurski w Olsztynie
Uniwersytet Warszawski
Uniwersytet Zielonogórski
Wojskowa Akademia Techniczna
Wyższa Szkoła Informatyki Stosowanej i Zarządzania w Warszawie 4
Zachodnippomorski Uniwersytet Technologiczny w Szczecinie 1
Suma (rok) 51
I Nagroda
Prace doktorskie
dr inż. Katarzyna Adamiak – Dyskretne sterowanie ślizgowe z generatorem zadanego przebiegu zmiennej przełączającej
Politechnika Łódzka, Wydział Elektrotechniki, Elektroniki, Informatyki i Automatyki
Promotor – prof. dr hab. inż. Andrzej Bartoszewicz
dr inż. Piotr Falkowski – Możliwości i efektywność włączenia technologii ICT do zdalnej zrobotyzowanej rehabilitacji domowej
II Nagroda
Politechnika Warszawska, Wydział Mechaniczny Energetyki i Lotnictwa
Promotor – dr hab. inż. Cezary Rzymkowski, prof. PW
II Nagroda
dr inż. Jarosław Karwowski – Planowanie trajektorii robota społecznego z wykorzystaniem hybrydowego generowania kandydatów trajektorii oraz czasoprzestrzennych funkcji kosztu Politechnika Warszawska, Wydział Elektroniki i Technik Informacyjnych Promotor – dr hab. inż. Wojciech Szynkiewicz, prof. PW
Wyróżnienie dr inż. Ewelina Chołodowicz Sterowanie procesem dystrybucji produktów o zróżnicowanej trwałości w warunkach zmiennego popytu i opóźnień dostaw z uwzględnieniem niepewności układu oraz wykorzystaniem metod optymalizacji jedno- i wielokryterialnej Zachodniopomorski Uniwersytet Technologiczny, Wydział Elektryczny Promotor – prof. dr hab. inż. Przemysław Orłowski
Wyróżnienie dr inż. Grzegorz Wójcik – System wykrywania nieszczelności akumulatorów stosowanych w samochodach elektrycznych Politechnika Śląska, Wydział Mechaniczny Technologiczny Promotor – dr hab. inż. Piotr Przystałka, prof. PŚl
Wyróżnienie dr inż. Jakub Żegleń-Włodarczyk – Szybkie sterowanie niecałkowitego rzędu obiektami nieliniowymi
AGH Akademia Górniczo-Hutnicza, Wydział Elektrotechniki, Automatyki, Informatyki i Inżynierii Biomedycznej
Promotor – prof. dr hab. inż. Krzysztof Oprzędkiewicz
Prace dyplomowe magisterskie
mgr inż. Michał Garncarz – System dostarczania urządzenia latającego przez bezzałogowy pojazd podwodny
I Nagroda
Politechnika Krakowska, Wydział Mechaniczny
Promotor – dr inż. Marcin Malec
Wyróżnienie
mgr inż. Karol Sołyga – Detekcja obiektów w sekwencjach obrazów pochodzących z różnych modalności
Politechnika Warszawska, Wydział Elektroniki i Technik Informacyjnych
Promotor – dr inż. Artur Wilkowski
Wyróżnienie mgr inż. Michał Kobielski – System diagnostyczny wybranego procesu przemysłowego z wykorzystaniem platformy Nazca 4.0 Politechnika Śląska, Wydział Mechaniczny Technologiczny Promotor – dr hab. inż. Piotr Przystałka, prof. PŚl
Wyróżnienie mgr inż. Jan Piliszczuk – Inverse dynamics control of underactuated multibody systems
Politechnika Warszawska, Wydział Mechaniczny Energetyki i Lotnictwa Promotor – dr hab. inż. Paweł Malczyk, prof. PW
Prace dyplomowe inżynierskie
inż. Paweł Jędryczka – Projekt i wykonanie urządzenia przetwarzającego butelki PET na filament do drukarek 3D
I Nagroda
Uniwersytet Morski w Gdyni, Wydział Elektryczny
Promotor – dr hab. inż. Agnieszka Lazarowska, prof. UMG
II Nagroda inż. Kamil Bujak – System wbudowany dla zdalnie sterowanego modelu fizycznego poduszkowca Akademia Tarnowska, Wydział Politechniczny
Promotor – dr inż. Maciej Rosół
Wyróżnienie
inż. Mateusz Antczak – Projekt i sterowanie chwytaka z imitacją zmysłu dotyku Politechnika Łódzka, Wydział Elektrotechniki, Elektroniki, Informatyki i Automatyki Promotor – dr inż. Tomasz Sobieraj
Przykładowe prace
Dr inż. Katarzyna Adamiak w swojej rozprawie doktorskiej zatytułowanej „Dyskretne sterowanie ślizgowe z generatorem zadanego przebiegu zmiennej przełączającej” opracowała nowatorskie w skali międzynarodowej metody projektowania generatora zadanej wartości zmiennej ślizgowej. We wcześniejszych algorytmach sterowania ślizgowego, wartość zmiennej ślizgowej w kolejnej chwili (dla układów dyskretnych) albo pochodna tej zmiennej (dla układów ciągłych) zależała od aktualnej wartości zmiennej ślizgowej obiektu. Wadą tych rozwiązań było to, że zakłócenie działające na obiekt „akumulowało” się w czasie i często powodowało zwiększenie wartości zmiennej ślizgowej. Zmienna ta odzwierciedla odległość punktu opisującego dynamikę obiektu (stanu układu) od hiperpłaszczyzny przełączeń, a co za tym idzie jej zwiększenie skutkuje zmniejszeniem odporności układu na zakłócenia zewnętrzne i niedokładności modelu obiektu regulacji, a przez to pogorszeniem precyzji sterowania. Potwierdzeniem wysokiej jakości uzyskanych wyników jest opublikowanie ich w 22 artykułach i referatach, w tym dziesięciu w wysoko punktowanych czasopismach, m.in. w IEEE Transactions on Automatic Control, International Journal of Adaptive Control and Signal Processing, International Journal of Applied Mathematics and Computer Science.
Zupełnie inne problemy rozwiązał mgr inż. Michał Garncarz. W pracy zatytułowanej „System dostarczania urządzenia latającego przez bezzałogowy pojazd podwodny” przedstawił projekt oraz implementację systemu transportu bezzałogowego pojazdu latającego przez bezzałogowy pojazd podwodny, który umożliwia wyniesienie aparatu latającego w powietrze bez konieczności wynurzenia pojazdu podwodnego. Opracowane nowatorskie rozwiązanie umożliwia integrację dronów latających z pojazdami podwodnymi. Stwarza to nowe możliwości w zakresie obserwacji i monitorowania infrastruktury portowej, infrastruktury offshore oraz prowadzenia zadań zwiadowczych w obszarach działań specjalnych. Szczególne znaczenie tej pracy wynika z rosnącej roli dronów latających w operacjach rekonesansu i monitorowania. Ich zdolność do szybkiego rozpoznania i dostarczania informacji w czasie rzeczywistym, może znacząco przyczynić się do poprawy bezpieczeństwa oraz skuteczności operacji wojskowych i cywilnych.
Wśród dużej liczby prac inżynierskich na uwagę zasługuje „Projekt i wykonanie urządzenia przetwarzającego butelki PET na filament do drukarek 3D”. Jej autor, inż. Paweł Jędryczka postanowił skonstruować proste urządzenie, które wpisuje się w bardzo ważną obecnie filozofię „zero waste”. Druk 3D staje się coraz bardziej powszechny, proste maszyny można skonstruować w warunkach domowych, a rozwiązania komercyjne są przystępne cenowo. Wykonana w domu drukarka może się okazać maszyną o bardzo zadowalających parametrach. Dlaczego nie spróbować wykonać również filamentu na własną rękę? W przypadku projektów wymagających dużych ilości materiału, dość dobrych właściwości mechanicznych, bez znaczenia na wygląd czy kolor elementów, korzystne może się okazać zastosowanie filamentu wykonanego z butelek PET.
Wyróżnienie
inż. Jakub Rozbicki – Autorski sterownik automatyki domowej wraz z aplikacją wspomagającą jego konfigurację Politechnika Warszawska, Wydział Mechatroniki dr inż. Igor Ostrowski
Wyróżnienie inż. Jakub Tkaczyk, inż. Maciej Tyszecki – Projekt i wykonanie bezzałogowego statku powietrznego (BSP) typu oktokopter do akwizycji danych sonarem Ping 360
Akademia Marynarki Wojennej, Wydział Mechaniczno-Elektryczny Promotor – kmdr por. dr hab. inż. Paweł Piskur
Wyróżnienie inż. Witold Pietrzak – Projekt wspomagania obsługi pasieki Akademia Nauk Stosowanych w Raciborzu, Instytut Techniki Promotor – dr inż. Wiktoria Kalus
Duże zainteresowanie jurorów wzbudziła praca inżynierska „Projekt i wykonanie bezzałogowego statku powietrznego (BSP) typu oktokopter do akwizycji danych sonarem Ping 360”. Inżynierowie Jakub Tkaczyk oraz Maciej Tyszecki wykonali pracę inżynierską w ramach projektu Bezzałogowego Systemu Morskiego, przygotowanego w ramach konkursu o nagrodę Ministra Obrony Narodowej za realizację projektów Bezzałogowego Systemu Powietrznego, Bezzałogowego Systemu Lądowego oraz Bezzałogowego Systemu Morskiego, przeznaczonego do zastosowań związanych z obronnością i bezpieczeństwem państwa. W konkursie wzięło udział wiele koncepcji pojazdów i systemów, które rywalizowały w trzech kategoriach: rozpoznawczych, bojowych oraz wsparcia. Projekt opisywany w pracy dyplomowej to projekt Bezzałogowego Systemu Morskiego pk. „SHAD”, który zajął drugie miejsce w kategorii rozpoznawczych bezzałogowych systemów, otrzymując nagrodę specjalną oraz wyróżnienie na tle wszystkich projektów.
dr inż. Małgorzata Kaliczyńska
59
67
77
85
95
Piotr Olbryś, Robert Piotrowski
Pojazd zdalnie sterowany – projekt i realizacja
Bartosz Pawłowicz, Arkadiusz Stęchły, Bartosz Trybus, Adrian Kosior, Marek Ruman Zautomatyzowane testowanie poprawności procesu na linii produkcyjnej w oparciu o technikę RFID
Tomasz Charubin
Modułowy histerezograf do pomiaru charakterystyk materiałów magnetycznie miękkich
Paweł Wittels, Jan Jaczewski, Piotr Brzeziński
Zastosowanie głębokiego uczenia na danych hiperspektralnych do klasyfikacji materiałów przyszwy obuwia
Waldemar Dudda, Maciej Cader, Wojciech Kiński
Badanie wytrzymałości na rozciąganie próbek wykonanych ze stopu aluminium w technologii WAAM
Damian Łoziński, Bartosz Kozłowski
Design and Evaluation of an Affordable and Reliable Pan-Tilt Tracking System 111
Magdalena Szymczyk
MicroPython w systemach wbudowanych, jakość i bezpieczeństwo aplikacji