08 A bull run: recent sulfur and sulfuric acid market developments
Meena Chauhan, Maria Mosquera, and Liliana Minton, Argus Media, debate the latest developments in the global sulfur market.
14 The sulfur circle of life
Jan Hermans, Sulphurnet, the Netherlands, discusses the essential role that sulfur plays in the health of plants and its use in fertilizers.
19 The forgotten heart of the phosphate fertilizer complex
Matthew King, Michael Fenton, and Jesse Huebsch, Worley Chemetics, explore the impact sulfuric acid plants have on fertilizer manufacturing facilities, with an emphasis on how to enhance reliability and efficiency within the plant.
25 Optimising sulfur combustion for fertilizer production
Florian Kistl, Combustion Solutions, Austria, analyses the impact of ultrasonic atomisers on the combustion of sulfur within fertilizer production.
29 Smarter screening solutions
Sigurd Schuetz, RHEWUM America, USA, discusses methods to contribute to environmental, social, and government (ESG) goals through modern screening technologies.
33 Raising the standard
Greg Gedney, Dave Noblin, and Pragati Verma, Greene Tweed, consider three thermoplastic composite materials raising the standard for fertilizer plants’ reliability.
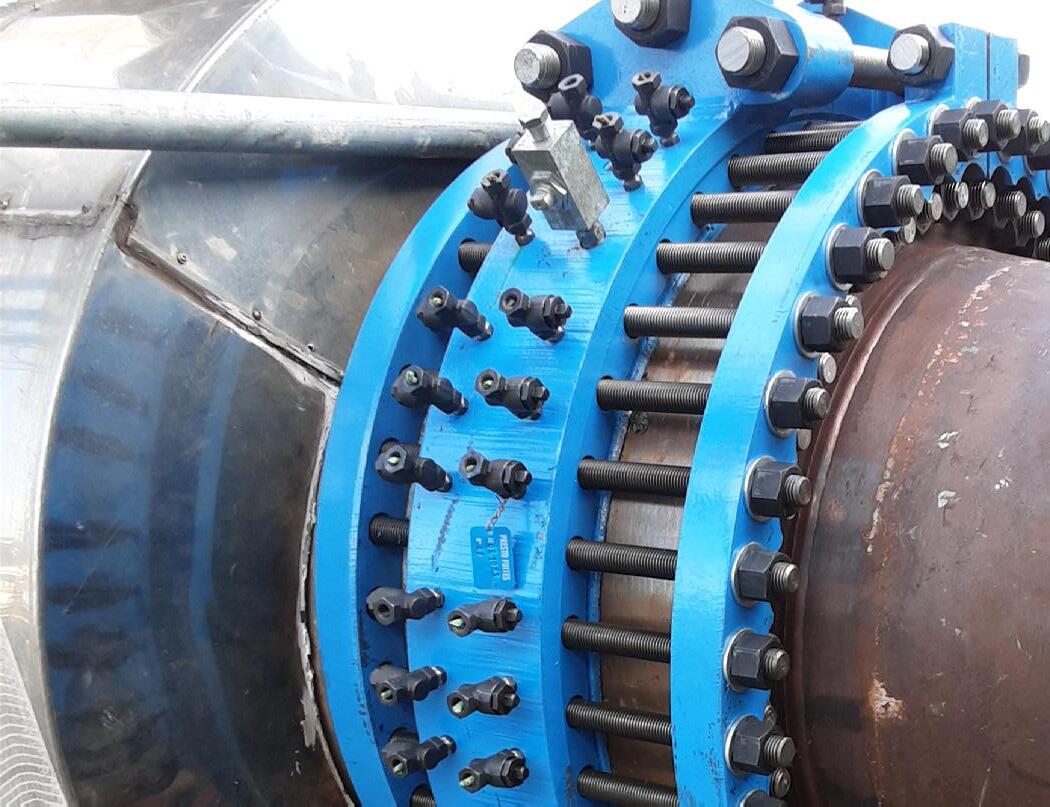
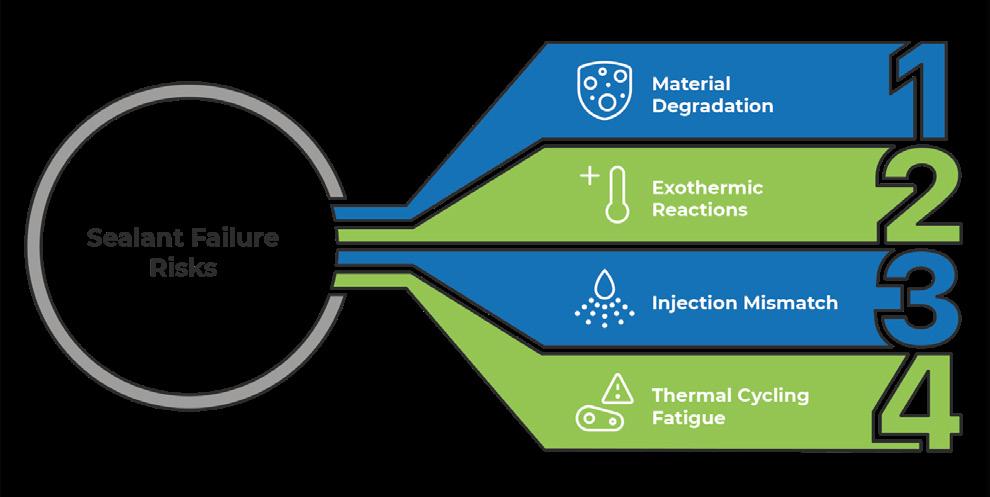
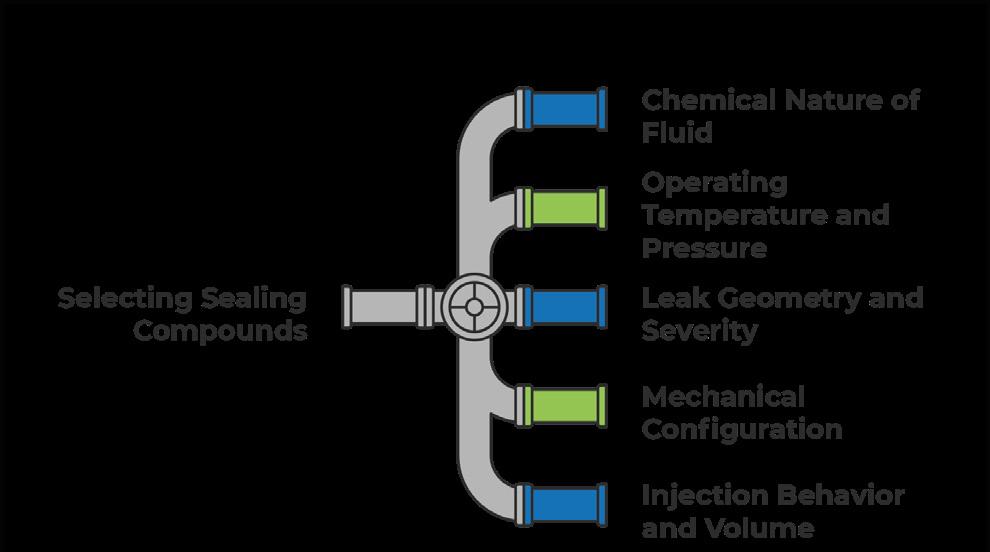
36 A field-driven approach to leaks
E. Mayor, Petroseal, France, explores the right sealing compound for online leak repair in chemically aggressive environments.
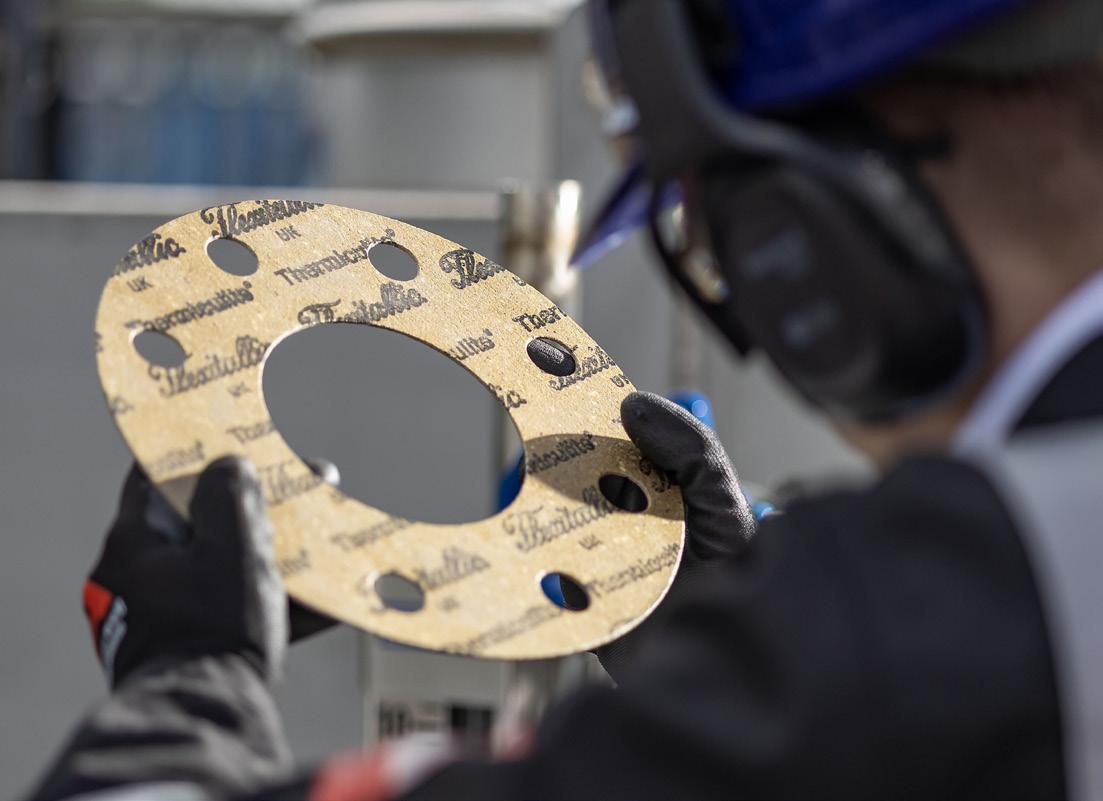
41 Safeguarding integrity
Alex Lattimer, Flexitallic, examines operational safety and integrity during nitric acid and ammonium nitrate fertilizer production.
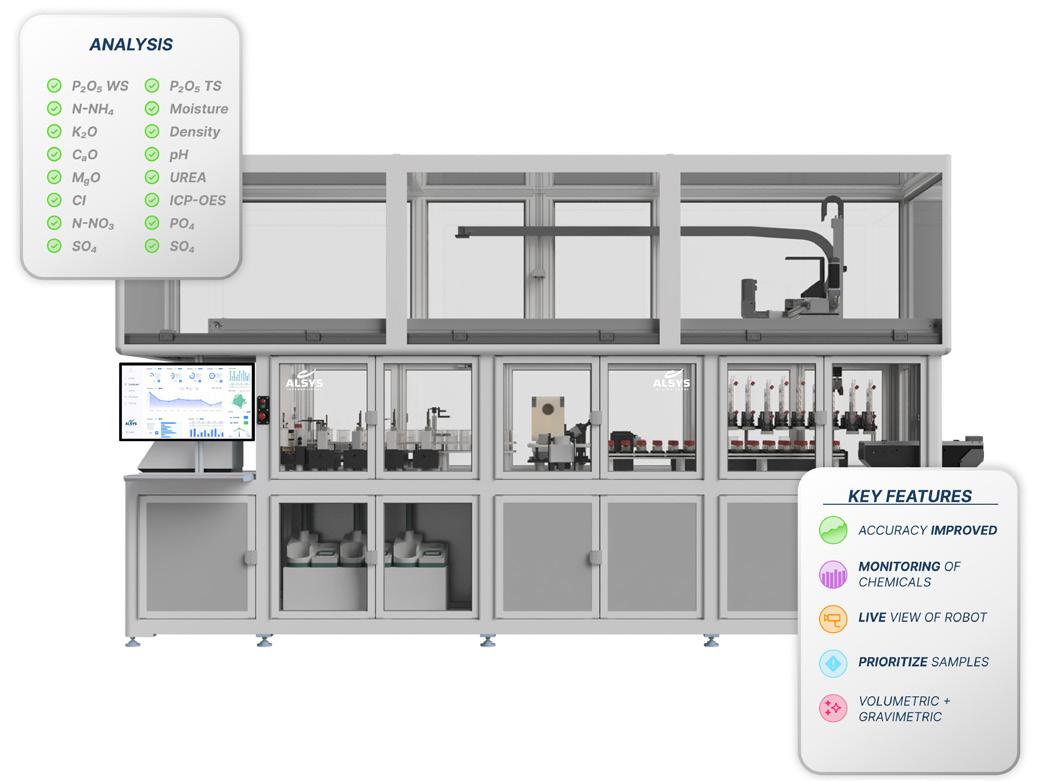
45 Precision without compromise
Lucas de Clercq, Alsys International, the Netherlands, evaluates ways of optimising fertilizer production through laboratory automation.
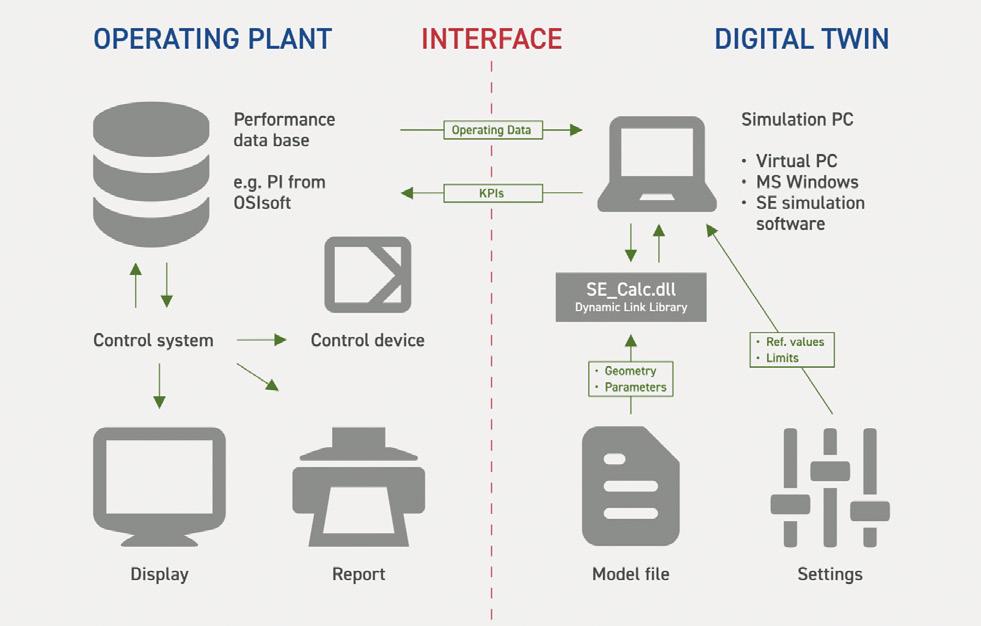
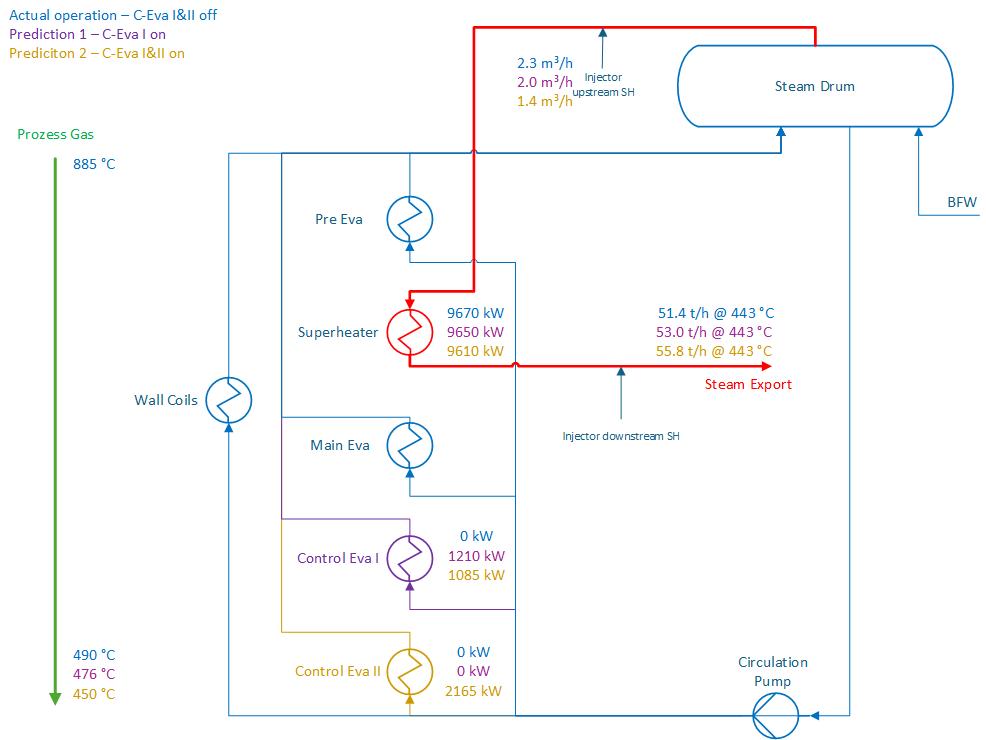
49 Digital twin optimisation
Svenja Blechmann, Steinmüller Engineering, Germany, discusses the use of digital twins for monitoring and optimising the performance of ammonia waste heat boilers in nitric acid production.
53 Re-imagining fertilizer production
Pascal Gaillot, Yokogawa Europe, considers the role that process analysers can play in producing green and blue fertilizer.
America, a subsidiary of pioneering German firm RHEWUM GmbH, specialises in process and polishing screeners for fertilizer plants. With 80 years of expertise, RHEWUM tackles their challenges through its patented direct excitation technology, ensuring precision particle separation,
and
efficiency – hallmarks of German engineering. Almost 1900 installations
testify to its reliable results.
CONTACT US
MANAGING EDITOR
James Little james.little@palladianpublications.com
Palladian Publications Ltd, 15 South Street, Farnham, Surrey GU9 7QU, UK Tel: +44 (0) 1252 718 999 Website: www.worldfertilizer.com
SUBSCRIPTIONS
World Fertilizer
Subscription claims: Claims for non receipt of issues must be made within 3 months of publication of the issue or they will not be honoured without charge.
Applicable only to the USA & Canada: World Fertilizer (ISSN No: 2398-4384, USPS No: PENDING) is published 8 times a year by Palladian Publications Ltd GBR and distributed in the USA by Asendia USA, 701 Ashland Ave, Folcroft PA. Application to Mail at Periodicals Postage Prices is pending at Philadelphia, PA and additional mailing offices. POSTMASTER: send address changes to World Fertilizer, 701 Ashland Ave, Folcroft, PA. 19032.
EMILIE GRANT, EDITORIAL ASSISTANT COMMENT
As the UK has the hottest start to May since records began, and temperatures soared to a little above 29°C in London, it is easy to think that brighter days are ahead – and in a literal sense yes, they are, with the days getting longer as we sail towards the summer solstice on June 21 st However, this is not a reflection of the trajectory that we are on in regards to the future of our planet. It seems that we are rapidly approaching crunch time when it comes to protecting our planet’s future, and as the fertilizer industry is responsible for 5% of the world’s total greenhouse gas (GHG) emissions, the industry is quickly beginning to address what can be done to contribute towards a more sustainable future. 1
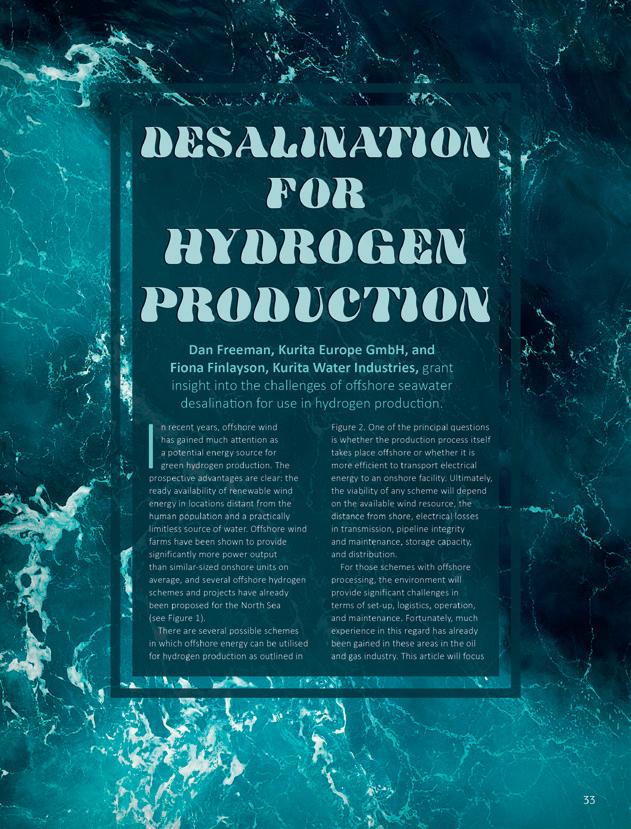
As Sir David Attenborough celebrates his 99 th birthday this May, he spreads the “greatest message he’s ever told” in his new film, ‘Ocean’, noting that we are “almost out of time” to reverse the damage that we have done to the planet. The film places emphasis on the changing of the world’s oceans throughout Attenborough’s life, demonstrating the crossroads that we currently sit at in regards to rising sea levels as a result of global warming. 2
Throughout his life, Attenborough has drawn great attention to the necessity of living in harmony with nature, and the notion that if you look after the world, the world will look after you. Protecting the pillars of life is integral to survival, however, one of these pillars – food security – is under great threat. Crop failure, heat stress, extreme weather events, rising food prices, soil degradation, and much more, are all being exacerbated by climate change. 3 As such, the sustainable production and use of fertilizer is more important than ever.
However, it is not all doom and gloom – changes are undoubtedly being made. There are great swathes of companies within the fertilizer industry that are joining the fight against global warming. The COP29 agreement places significant emphasis on the importance of sustainable fertilizer and agriculture practices. 4 Anglo American has recently published a report on how the fertilizer industry can make changes to feed the world sustainably by 2050. 5 CASALE SA has recently signed an EPC contract for the world’s first large scale green fertilizer plant. thyssekrupp Uhde is supporting sustainable ammonia production with Brunei Fertilizer Industries. Jord International has partnered with Orica to reduce particle emissions at its ammonium nitrate plant, improving air quality. Steps are being taken and awareness is growing, and long may these positive changes continue.
This issue of World Fertilizer features an insightful keynote article from Argus Media on recent sulfur and sulfuric acid market developments, with reference to the fertilizer industry. As well as this, there are key features on the topics of plant reliability and asset integrity, phosphate technology, heat transfer technology, process analyser technology, and much more.
For 50 years , Petroseal has kept pipelines and production units reliable from industry’s largest refineries to petrochemical sites, fertilizers, desalination, nuclear and power plants that keep our world running.
We are leveraging our long history of innovation in high performance sealing compounds to develop clamps and enclosure solutions that enable to meet maintenance and energy transition challenges.
CUSTOM-MADE CALCULATION AND DESIGN PROVIDED WITHIN 24 HOURS
7/7 ENGINEERING AND MANUFACTURING
IN-HOUSE COMPOUND FOR HIGH PRESSURE AND HIGH TEMPERATURE LEAKS AND READY-TO-USE SOLUTIONS MANUFACTURING
COMPOUNDS ON-SHELF AVAILABILITY FOR DEPARTURE WITHIN 24 HOURS
ONSITE TECHNICAL ASSISTANCE & TRAINING SESSION
UK Global agriculture experts call for more responsible fertilizer practices to sustainably meet future food demand
Alarge group of global agriculture and food chain experts have called for greater collaboration across the fertilizer industry to ensure future food security for a growing global population, while reducing agriculture’s impact on soils and the wider environment.
The ‘Future of Fertilizer’ report, commissioned by Anglo American and compiled by Deloitte, interviewed 74 industry experts from around the world to better understand what needs to change to ensure we can feed the world responsibly in 2050.
Tom McCulley, CEO of Anglo American’s Crop Nutrients business, said: “There is no doubt in our minds that the future of agriculture has to be different if we are to produce more, better quality food more sustainably than we do today.”
Key insights from the report include that fertilizers, and the nutrients they provide, will continue to underpin agricultural success but their application must become more sustainable to preserve precious natural resources for the long-term.
Specifically, the agricultural industry must stand up to redefine the metrics for success in the agricultural sector and better manage the often-competing balance of yield, soil health, and responsible farming practices. Scalable crop nutrition solutions that efficiently use available nutrients across a broad range of crops to maximise return on investment must be a priority in this evolution – an important step away from historical wasteful practices, damaged soil, and unnecessary emissions.
The report states that by embracing these shifts and seizing the opportunities they present, the sector can ensure that future fertilizer practices not only meet the growing demand for food but also contribute positively to the planet and future generations that will demand more and better-quality food.
The report also concluded that solutions and incentives needed to be tailored to the real day-to-day needs of farmers and that greater levels of trust and adoption of innovation are needed across the industry.
Those interviewed agreed that by 2050, regulation and financial incentives will have driven a transition in responsible agricultural practices that will increasingly prioritise the importance of soil health. Achieving these changes will require the fertilizer industry itself to collaborate, focus on issues beyond yield, work more closely with farmers, and internalise the environmental costs of fertilizer across the food value chain.
PARAGUAY ATOME creates renewable power generation and infrastructure business
ATOME has announced that it is establishing a large-scale renewable power generation and infrastructure business with initial focus on Latin America. ATOME Power is intended to serve as a standalone business providing long-term solutions to third party users.
The first project is planned to be situated close to ATOME’s green fertilizer project in Villeta, Paraguay, which has its own 145 MW supply of baseload 24/7 renewable electricity from the grid.
In April 2025, Casale announced the signing of a definitive US$465 million engineering, procurement, and construction (EPC) contract with ATOME PLC, marking the initiation of the green fertilizer plant in Villeta, which will produce 260 000 tpy of zero-carbon fertilizer, significantly advancing decarbonisation of agriculture and food value chains in the Mercosur region.
WORLD NEWS
DIARY DATES
99th Annual Southwestern Fertilizer Conference
13 - 17 July 2025 Nashville, Tennessee, USA www.swfertilizer.org
69th Annual Safety in Ammonia Plants and Related Facilities Symposium
07 - 11 September 2025 Atlanta, Georgia, USA www.aiche.org/conferences/ annual-safety-ammonia-plants-andrelated-facilities-symposium/2025
World Fertilizer Conference
15 - 17 September 2025 Chicago, Illinois, USA www.tfi.org/event/world-fertilizerconference
Turbomachinery and Pump Symposia 2025
16 - 18 September 2025 Houston, Texas, USA tps.tamu.edu
SOLIDS Rotterdam
01 - 02 October 2025 Rotterdam, the Netherlands www.solidsrotterdam.nl/en
ANNA 2025
12 - 17 October 2025 Omaha, Nebraska, USA www.annawebsite.squarespace. com/2025-conference
Argus Fertilizer Europe Conference
21 - 23 October 2025 Lisbon, Portugal www.argusmedia.com/en/events/ conferences/fertilizer-europeconference
CANADA Genesis Fertilizers partners with thyssenkrupp Uhde
Genesis Fertilizers has announced the signing of a process design package (PDP) and license agreement with thyssenkrupp Uhde.
This partnership represents a key step in Genesis Fertilizers’ mission to construct Western Canada’s first low-carbon nitrogen fertilizer facility, prioritising sustainability and farmer-focused solutions.
thyssenkrupp Uhde’s advanced uhde® ammonia technology is central to Genesis Fertilizers’ vision of providing a stable, locally sourced fertilizer supply to farmers across Western Canada. The technology combines nitrogen from the air with hydrogen sourced from natural gas.
For Western Canadian farmers, this partnership addresses critical challenges. The proposed facility offers a consistent local source of nitrogen fertilizers. Enhanced production efficiency ensures more stable pricing for farmers, helping them plan and manage costs effectively. And reduced carbon emissions align with the environmental commitments of farmers and the broader agricultural sector.
Genesis Fertilizers remains on track for future development phases, with commercial operations targeted to commence by 2029.
LATIN AMERICA PepsiCo and Yara announce partnership expansion
Mexico PepsiCo and Yara have announced a long-term partnership for the supply of crop nutrition programmes in Latin America to help decarbonise the food value chain, demonstrating Yara’s ability to capitalise on its product portfolio by commercialising low carbon products profitably.
In its initial phase, Yara will supply PepsiCo with products and services in Latin America, benefiting potato farmers in Mexico, Colombia, Chile, and Argentina.
The products will be mostly Yara Climate ChoiceTM fertilizers, which include lower-carbon options produced either from renewable ammonia or through carbon capture and storage (CCS). The mix will also include the company’s conventional nitrate-based mineral fertilizers, manufactured using its proprietary catalyst technology, which lowers their carbon footprint. Depending on the variant, these fertilizers can reduce the carbon footprint per ton of potato by 20 - 40%.
MOROCCO OCP Group and AFD Group formalise their strategic partnership
OCP Group and AFD have announced the signing of a €350 million financing agreement to support the implementation of OCP Group’s US$13 billion green investment programme for the 2023 - 2027 period.
This programme is designed to enable OCP Group to use 100% clean energy by 2027 and to fully cover its industrial water needs with non-conventional sources. It also aims to increase the group’s capacity to produce decarbonised fertilizers, notably by integrating green ammonia, in order to progressively reduce its carbon footprint and achieve carbon neutrality across its entire value chain by 2040.
It further aims to provide farmers – particularly in Africa – with green fertilizers that are sustainably produced and tailored to the needs of local crops, climates, and soils. Combined with support for the development of innovative precision agronomic practices and improved access to finance and markets, this strategy is intended to help farmers maximise productivity, contribute to food security, and combat climate change.
Meena Chauhan, Maria Mosquera, and Liliana Minton, Argus Media, debate the latest developments in the global sulfur market.
Global sulfur demand totalled just over 71 million t in 2024, with 60% of this for the production of fertilizers. Phosphoric acid leads the sector, used in the production of downstream processed phosphates products. 1 t of sulfur makes approximately 3 t of sulfuric acid. Many integrated fertilizer producers have their own sulfur burners, or sulfuric acid plants which convert elemental sulfur into sulfuric acid for consumption.
Sulfur prices rose at an accelerated pace at the end of the 1Q25. This brought prices up to the highest level since July 2022 with prices in late March 2025 reaching the US$290/t cost and freight in Indonesia, raising the likelihood of a correction – as was the case in August 2022 – but while geopolitical uncertainties were again a key component in the rapid run up of prices,
these are underpinned by firmer fundamentals. Demand is rising this year, notably in Indonesia, while supply increases are not keeping pace. This is likely to provide a floor to any price correction.
Middle East fob spot prices rose by a substantial 62% during the first quarter of this year, and the second quarter started on a firm note as QatarEnergy Marketing raised its April Qatar Sulfur Price (QSP) to US$275/t fob. This is up steeply from March’s QSP of US$202/t fob – a rise of US$73/t in just a month. It is unusual for sulfur prices to come up by 36% in the space of four weeks, but the spot market moved up at an accelerated pace through the month of March as buyers sought to secure supply.
In Indonesia, demand from nickel producers has been robust, supported by recent expansions from PT Lygend and QMB New Battery Materials, attracting 350 000 t of sulfur imports in January alone. Indonesian nickel projects have added to sulfur demand rapidly in the last few years, and in 2024, Indonesia grew to an import market of 3.6 million t of sulfur from just 796 000 t in 2020.
In 2024, China imported a significant volume of sulfur despite a growth to domestic sulfur production coupled with curbed fertilizer exports. This is attributed to the rising demand from the non-fertilizer sector and for the Chinese electric vehicle (EV) transition. This year imports are expected to remain robust, supporting the view for trade in the short-term.
In Morocco, two new sulfur burners started in 2024 at OCP’s operations for processed phosphates production, with the latter still in ramp-up through early 2025, with 605 000 t sulfur imported to Morocco. Last year, Moroccan sulfur imports reached 8.2 milllion t, with a healthy view expected for 2025.
Shifting geopolitics adds to volatility
Shifting global geopolitics are adding to uncertainty around the efficiency of supply chains moving forward, with the risk to disruptions heightened – adding to price volatility. The unpredictability around the introduction of US tariffs by the Trump administration, and counter tariffs from its trading partners, are causing uncertainty in the markets. Many expect rising prices and a slowdown to global trade and economic growth.
The proposed tariffs on Chinese vessels calling at US ports would also be highly disruptive for sulfur movements among many other commodities, and add substantial additional costs to product flows.
US sanctions on Russia and Iran are also uncertain, with Iranian sanctions tightening and some suggestion to easing of Russian restrictions. Houthi attacks on vessels entering the key Red Sea corridor for traversing the Suez Canal also have the potential to keep freight rates higher for additional premiums on heightened risk and longer routes taken by many vessels via the Cape of Good Hope.
Price volatility for the sulfur market, and changing trade flows are likely impacts from geopolitical turmoil. Sanctions and tariffs may open up arbitrage opportunities, or force flows to inefficient trading
routes, adding to price fluctuations in 2025. However, the steep drop in sulfur prices experienced in August 2022 is not likely to repeat this year as a result of demand growth that is expected to provide a price floor.
Sulfuric acid: recent market developments
The sulfuric acid market has remained dynamic in the 1Q25, influenced by lack of spot availability at key hubs – such as Northeast Asian suppliers – and some spot demand emerging from big buyers which have manage to offset lower demand from key Moroccan buyer OCP. East of Suez, Argus Chinese fob prices have risen sharply in March, with the price assessments for China reaching US$67.50/t fob at the end of March, the highest level since August 2022. The increase is due to a combination of factors including strong demand from the domestic sector, bullish sulfur prices, and also tighter availability for smelter acid on a lack of copper concentrate availability, which in turn has resulted in record-low treatment/refining charges (TC/RCs).
On the supply side, one of China’s key exporters Tongling Nonferrous announced plans to cut its copper output and delay the development of new copper smelting projects due to the low TC/RCs. Additionally, some companies have put their metallurgical facilities into care and maintenance, such as Glencore’s Pasar plant in the Philippines which stopped operating at the end of February due to difficult market conditions, removing substantial sulfuric acid from the market.
Further smelters are reviewing output due to challenging market conditions. The last announcement was made by global metals group Nyrstar at the end of March, which is assessing its Australian smelting facilities and requesting state support for its two assets located in Tasmania and South Australia.
West of Suez, European fob prices have experienced some volatility, mainly due to some unexpected length and a temporary lack of buying from OCP in Morocco. Northwest European prices halved in value at the start of March, since they reached a two-year peak in December last year. Fobs fell to US$65/t in early March, at a drop of US$50/t from December. Meanwhile, Mediterranean fobs dropped by US$60/t at the start of March, down US$60/t on the peak recorded at the end of last year.
The drop in price comes as available spot cargoes in Bulgaria and Turkey, which were confirmed sold from the mid-US$60s/t fob for prompt and up to May shipment, had to find outlets further afield as OCP is reportedly out of the market. OCP’s demand for imported acid tonnes slowed down in the first quarter, with the buyer not concluding spot business for a couple of months. Overall, OCP sulfuric acid imports are expected to be lower in 2025 with estimates ranging from 1 - 1.1 million t for 2025, well below the three-year high volume of 2 million t imported in 2024. The drop in import volumes comes as OCP utilises its newest sulfur burners.
Over in Chile, delivered prices have risen sharply at the end of May with buyers entering the spot market following the news that Glencore’s Altonorte declared a force majeure on acid deliveries from its smelter located in the Antofagasta region on 21 March, after an unplanned outage. Business was confirmed in the high US$150s - 160/t cost and freight (cfr) on 27 March for delivery in the second quarter to Mejillones, well above the last Argus Chilean delivered price, which was assessed at US$140 - 145/t cfr on 20 March. The deals represent the first sign of activity following a lack of domestic supply from Glencore’s Altonorte, which declared a force majeure on acid deliveries from its smelter located in the Antofagasta region on 21 March, after an unplanned outage.
The Altonorte smelter, which supplies approximately 80 000 - 100 000 t/month of sulfuric acid to the domestic market, has been offline since early March owing to issues at the Noranda reactor. It is not clear how long the force majeure will be in place with unconfirmed reports in the market the smelter will remain offline and that a planned maintenance for later in the year will be brought forward.
Forward view: sulfur and sulfuric acid
Beyond the short term there are several key regional factors that will influence global sulfur and sulfuric acid trade flows from rising capacity in some areas to ongoing structural decline of supply elsewhere. The green energy transition is a key topic of interest for stakeholders in the sulfur industry because of the potential impact on future availability, as well as the implications that a move towards the electrification of vehicles will have on demand. We are already starting to see the rise of non-fertilizer-based demand in China and Indonesia with longer term trend changes expected in North America.
Lithium-iron phosphate (LFP) batteries have become an increasingly popular alternative to lithium-ion (NMC) batteries following improvements to power density and cost, particularly in China. LFP battery usage in EVs is growing rapidly, and Argus expects it to become the dominant battery used in EVs globally in the forward view. The shift towards LFP is of key interest to the sulfur and sulfuric acid markets because of the need for sulfuric acid in purified phosphoric acid (PPA), or tMAP which are used in the production of the batteries.
In China, there is increasing focus on raw materials for this end use – with new sulfur burner projects emerging to meet demand. China also has a spate of new refining capacity in development, alongside smaller, older, inefficient refineries set to close. Sulfur production in China reached record historical levels in 2024, rising to just over 11 million t, up by 6% on a year earlier. Output in January this year reached a new record monthly high, breaching the 1 million t mark for the first time. But, even with the rise in domestic production, which has propelled China to become the largest single country producer of sulfur since 2020, imports remain strong and the market remains a key driver for global trade. In 2024, Chinese sulfur imports came in at just below 10 million t. While historically this was not an unusually high level,
it was the highest import volume to the country since 2019. The 2020 - 2023 period saw imports at below 9 million tpy, partly because of rising domestic supply. The balance in China will be of increasing focus and importance in the outlook because of the size of its domestic supply and the impact import demand can have on pricing.
Phosphoric acid was the largest end use for sulfur in 2024 and historically but this share is expected to shift in the short-term, with industry and non-fertilizer end uses gaining ground.
The rise of smelting capacity in China has also led to the country becoming a net exporter of sulfuric acid, since 2018, with supply from the country rising to over 3 million t in 2022. While Argus forecasts new smelting capacity to rise to over 65 million tpy from 2028, up from approximately 55 million t in 2024, a constraint to sulfuric acid production will be the availability of copper concentrates. This has been hampering timelines for new capacity to ramp up in the 2024 - 2025 timeframe and will limit how much acid will become available from this source. Going forward China is expected to be a balancing supplier in the market – with market conditions and pricing determining volumes. This is because of the size of the domestic market and sulfur burning capacity.
Meanwhile, accelerating demand in Indonesia from nickel high pressure acid leach (HPAL) projects are another focal point with the key driver mixed hydroxide precipitate (MHP) for battery production. The drive in new projects has come on the back of government policy restricting the export of key raw materials in the battery materials supply chain as well as an influx of investment from Chinese companies. Nickel-based demand is expected to add to competition in the global market and provides a growing outlet to key global suppliers. The Middle East currently dominates supply to Indonesia, but increasing volumes are being imported from Canada.
Fertilizer production is the leading end use market for sulfur in North America, with the sector making up 67% of total demand in 2024. However, the longer-term view for North America will be around metals projects in the US and how sulfur will be sourced. US sulfur supply continues to decline, with 2024 oil-based production dropping by 3% to 7.4 million t. Gas-based supply grew by 1% but total output still declined by 2%.
Refinery throughput has been focused on sweeter crudes in recent years, with lower sulfur content, capping higher rates of sulfur recovery. This trend is expected to continue – at a time when demand is expected to rise.
Phase one of Lithium Americas’ Thacker Pass project is targeted for a 2027 start up, adding 250 000 tpy of sulfur demand at capacity. This is just one of several phases planned at the site in Nevada. In Arizona, there are numerous copper projects that have the potential to impact sulfuric acid consumption significantly, with many of these planning sulfur burners at later stages.
This competition for a key raw material raises questions for fertilizer producers around sourcing and will likely lead to shifting trade flows to sites producing phosphoric acid if new metals projects ramp up.
Jan Hermans, Sulphurnet, the Netherlands, discusses the
essential role that sulfur plays in the health of plants and its use in fertilizers.
Sulfur is an essential element for life, playing a fundamental role in the health of both plants and animals. It is a key component of amino acids, which are the building blocks of proteins, as well as vitamins and enzymes necessary for biological functions.
Plants absorb sulfur from the soil in its dissolved form, integrating it into their tissues. Animals, in turn, acquire the sulfur they need by consuming these plants, ensuring proper metabolism, enzyme activity, and overall well-being. This continuous cycle of sulfur transfer highlights its importance in sustaining life and maintaining ecological balance across various ecosystems. The movement and transformation of sulfur through different Earth systems are scientifically known as the ‘sulfur cycle’. This natural biochemical process demonstrates how sulfur transitions between various reservoirs, including the atmosphere, hydrosphere, lithosphere, and biosphere. It is crucial in recycling sulfur,
ensuring its continuous availability for living organisms. Plants absorb sulfur from the soil, incorporating it into essential compounds, which are then passed on to animals through consumption. Beyond its biological significance, the sulfur cycle plays a vital role in maintaining ecological balance. It regulates nutrient distribution, influences soil fertility, and even impacts climate and weather patterns. Understanding this cycle is essential for studying environmental sustainability and the broader interactions between Earth’s natural systems.
Sulfur compounds, especially sulfur-dioxide (SO2) and sulfate aerosols, contribute to cloud formation and atmospheric chemistry, which can affect global temperatures and precipitation patterns. Sulfur also helps with the regulation of the pH of soil and water, which is critical for ecosystem health.
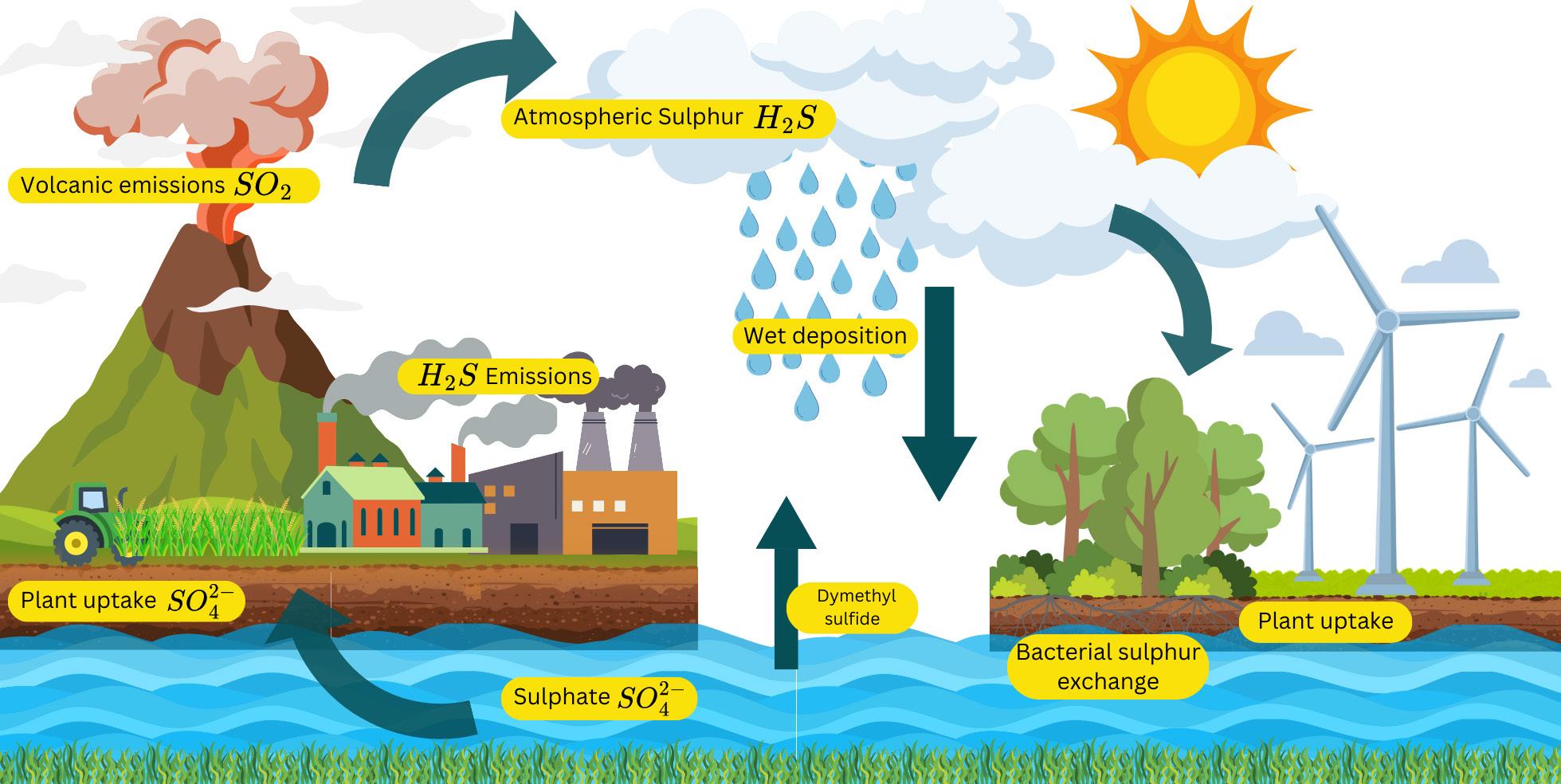
The main stages of the sulfur cycle
The main stages of the sulfur cycle are displayed in Figure 1 and outlined as follows:
Atmospheric sulfur
Sulfur exists in the air as SO2, which comes from volcanic eruptions, burning fossil fuels, and decaying organic matter. This gas can combine with water to form sulfuric acid, leading to acid rain.
Deposition and absorption
Sulfur in the atmosphere eventually falls to the Earth as precipitation or settles as dust. Plants absorb sulfur from the soil in the form of sulfate (SO42-), which they use to grow.
Consumption and decomposition
Animals obtain sulfur by consuming plants or other animals. When organisms die, decomposers like bacteria and fungi break down their remains, releasing sulfur back into the environment.
Microbial activity
Special bacteria, known as sulfur-reducing bacteria, convert sulfur compounds into hydrogen sulfide (H2S)/other bacteria then convert H2S back into sulfate, continuing the cycle.
Human impact on the sulfur cycle
Human activities have significantly altered the natural sulfur cycle, primarily through the burning of fossil fuels, industrial emissions, and large scale mining. These processes release excessive amounts of SO2 into the atmosphere, leading to environmental issues such as acid rain, soil acidification, and oceanic sulfur imbalances. The disruption reduces sulfur storage in rocks and affects its natural availability for biological processes, impacting plant and animal health.
In response to these challenges, stricter environmental regulations in Western Europe, North America, and increasingly in developing nations have successfully reduced atmospheric sulfur deposition. However, this reduction has led to unintended consequences, such as sulfur deficiencies in agricultural soils, which can hinder crop growth and productivity. Balancing sulfur management is crucial to maintaining both environmental health and agricultural sustainability.
Sulfur in fertilizers
Sulfur is the fourth major plant nutrient, essential for healthy crop growth. Fertilizers containing sulfur are categorised into three main types:
n Sulfate-based fertilizers: readily available for plant uptake.
n Elemental sulfur fertilizers: slowly convert into a plant-usable form.
n Liquid sulfur fertilizers: used for efficient application. Sulfur, element 16 in the periodic table, is a crucial raw material in both the fertilizer and chemical industries. It is the primary source for producing sulfuric acid, the most widely used chemical worldwide. The largest application of sulfuric acid is in fertilizer production, particularly for manufacturing phosphate fertilizers, which support global agricultural productivity.
Sulfate containing fertilizers
Sulfate fertilizers provide most of the sulfur applied to soils. The most significant and widely used sources are ammonium sulfate, single superphosphate (SSP), potassium sulfate, potassium magnesium sulfate, and gypsum. These materials offer the advantages of supplying sulfur primarily as part of multi-nutrient fertilizers in a sulfate form (SO42-), which is immediately available for plant uptake.
This makes them highly effective in addressing sulfur deficiencies quickly, especially during critical growth stages. Nevertheless, they can be susceptible to leaching. Particularly in regions with heavy rainfalls, the sulfates can be leached from the rooting zone, especially in sandy soils. This means the effect may be short-term and require careful management.
Elemental sulfur containing fertilizers
Elemental sulfur-based fertilizers are the most concentrated sulfur carriers. Unlike sulfates, elemental sulfur is not soluble in water. It requires microbial oxidation by the thiobacillus bacteria which, in the presence of air and moisture, oxidises the sulfur to sulfates, that crops can absorb.
S + O2 + H2O SO42-
This chemical reaction allows for a slow release of sulfur, providing a steady supply throughout the growing season.
Micronised sulfur
This is the most concentrated and efficient form of sulfur used in agriculture. It is produced through advanced techniques such as milling and spray granulation processes. These technologies create fine granules that rapidly disintegrate, ensuring a faster conversion into plant-available sulfur. This enhances nutrient uptake, promoting healthier plant growth and improved crop yields.
Beyond its role as a vital plant nutrient, micronised sulfur also serves as a natural fungicide. It inhibits the growth of fungi and their spores, effectively controlling fungal diseases that threaten crops. By combining nutritional benefits with plant protection, micronised sulfur plays a
Figure 1. Stages of the sulfur cycle.
J&H EQUIPMENT INC.
The World Leader in Vibrating Wire Screens
Fertilizer Process & Recycle System
crucial role in sustainable agriculture, improving both soil fertility and disease management.
Sulfur bentonite
Sulfur bentonite is most known in the form of elemental sulfur fertilizer, combined with bentonite clay. When exposed to moisture, the bentonite clay swells, releasing the nutrients as well as the sulfur into tiny particles so that microbes can convert the sulfur to SO4-.
Sulfur coatings
Other techniques to add elemental sulfur is the application of sulfur coatings on existing fertilizers. These processes offer a controlled-release fertilizer production. This is achieved by spraying molten sulfur in a fluidised bed or granulation drum over fertilizer pellets and then sealing with a polymer to prevent breakage of the sulfur layer and to control the nutrient release.
n Sulfur coated urea offers a slow and continuous sulfur and nitrogen release, avoiding the leaching effect.
n Other coated materials, less common, are the previously mentioned phosphate fertilizers. These sulfur-coated fertilizers help improve nutrient use efficiency, reduce losses, and enhance crop yields, especially in sulfur-deficient soils.
Liquid sulfur containing fertilizers
Liquid sulfur fertilizers offer a versatile and efficient solution for delivering essential sulfur to crops. These fertilizers can be blended with other nutrients, allowing for customised formulations tailored to specific soil and crop requirements. Due to their rapid absorption, liquid sulfur fertilizers are often
more effective than some solid alternatives, providing immediate benefits to plants.
A key category within this group is thiosulfate fertilizers. Soil microbes help convert thiosulfate into sulfate, which is readily available to plants, and elemental sulfur, which oxidises slowly into sulfate. This gradual transformation ensures a sustained sulfur supply over time. The chemical reaction is as follows:
S2O32- → SO42- + S
Thiosulfates are increasingly popular in fluid fertilizer applications. Various types are available on the market, including ammonium thiosulfate, calcium thiosulfate, potassium thiosulfate, and specialised blends, offering flexibility for different agricultural needs.
Conclusion
As the global population continues to rise, so does the demand for food, placing immense pressure on agricultural systems. Sulfur plays a critical role in sustaining crop productivity, soil fertility, and overall ecosystem balance. Efficient sulfur management through appropriate fertilizer use is essential for ensuring long-term agricultural success while minimising environmental impact. By deepening our understanding of the sulfur cycle and human influences on it, we can develop innovative strategies to maintain sulfur availability and enhance sustainable farming practices. Prioritising responsible sulfur use will be crucial in meeting the growing food demands of the future while preserving the health of our planet for generations to come.
The forgotten heart of the phosphate fertilizer complex
Matthew King, Michael Fenton, and Jesse Huebsch, Worley Chemetics, explore the impact sulfuric acid plants have on fertilizer manufacturing facilities, with an emphasis on how to enhance reliability and efficiency within the plant.
Sulfuric acid plants at phosphate fertilizer manufacturing facilities produce sulfuric acid, steam, and electricity. Each is critical for maintaining efficient, low-cost fertilizer production. This article examines the impact of the sulfuric acid plant on the rest of the facility and proposes methods to enhance reliability and efficiency.
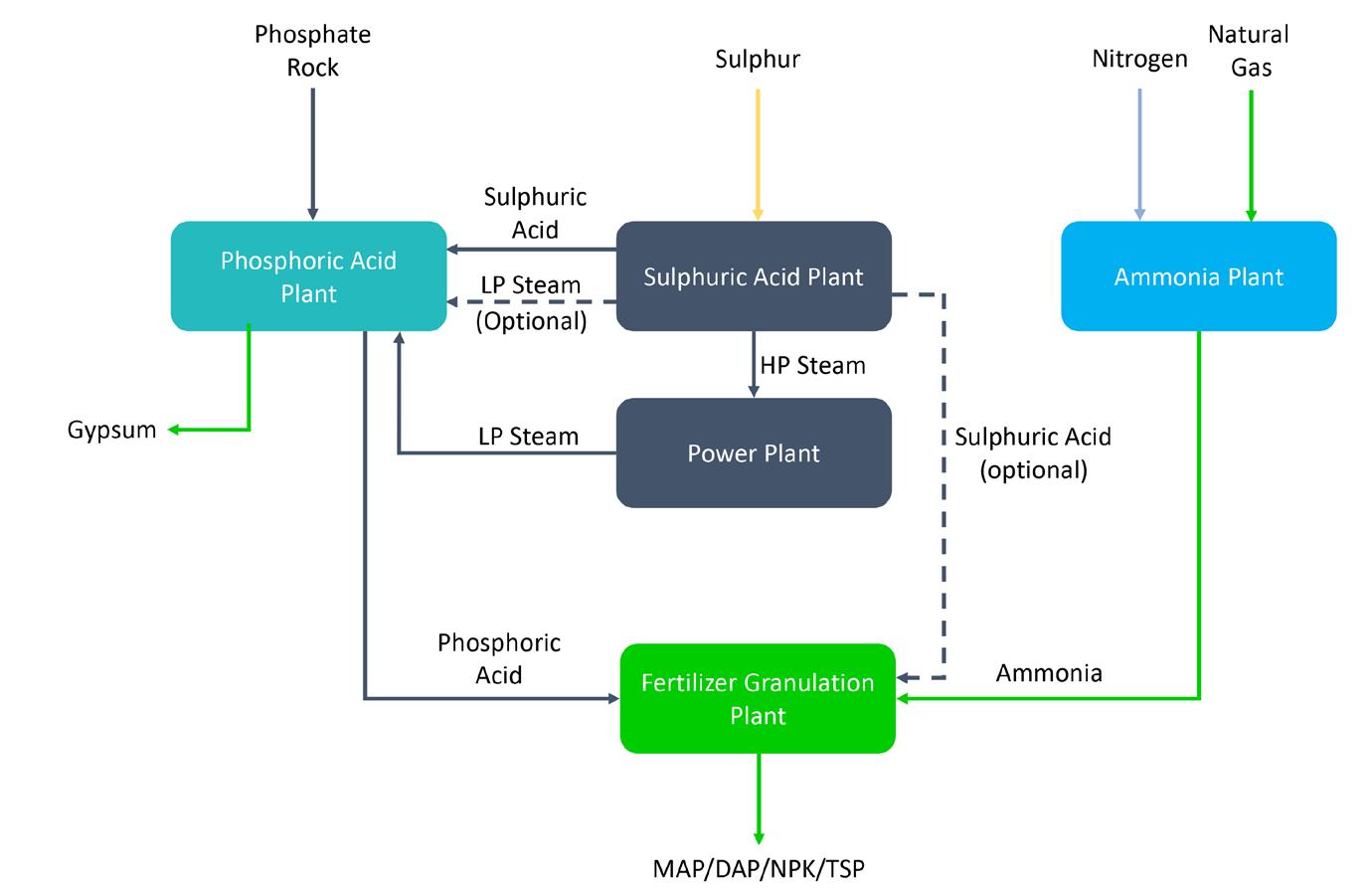
Figure 1 shows a block flow diagram for a typical phosphate fertilizer manufacturing facility.
The sulfuric acid plant provides concentrated acid (98.5 Wt% H 2 SO 4 ) to the phosphoric acid plant and, at some facilities, the fertilizer granulation plant. The sulfuric acid plant also generates high pressure superheated steam that is used to generate electricity in a steam turbine generator. Low pressure steam is produced in the sulfuric acid plant and power plant which is consumed in the phosphoric acid plant. Acid, steam, and electricity generation are balanced to provide optimum fertilizer manufacturing efficiency.
Total effective equipment performance (TEEP)
TEEP 1 is a useful way to illustrate the sulfuric acid plant’s role in the production of phosphate fertilizer, and is defined as follows:
TEEP = availability (%) x performance (%) x quality (%) x utilisation (%)
Availability accounts for the time lost due to planned and unplanned maintenance and includes extended shutdowns for major maintenance, typically 18 - 21 days for catalyst screening. The available time is the time the acid plant is available to operate at any production rate.
Performance accounts for the actual instantaneous throughput rate compared to the design rate. The performance often decreases over time due to equipment wear and fouling which limits the sulfuric acid plant’s ability to operate at its design rate.
Quality is defined as the ratio of on-specification product to total product produced.
Utilisation measures the percentage of available time the acid plant operates at any throughput. This represents the time the plant is not stopped due to external factors such as the phosphoric acid plant. The next section describes each parameter in more detail.
TEEP sensitivity
Availability
Table 1 shows sulfuric acid plant availability at 1-year, 2-year, and 3-year major maintenance intervals. Major maintenance requires 21 days with minor planned maintenance and unplanned maintenance estimated to be 4 days per year. The effect of high unplanned downtime is also shown for one of the 2-year scenarios.
The table shows that increasing the major maintenance interval from 2 years to 3 years and decreasing the total minor and unplanned downtime from 19 days to 12 days increases availability from 95% to 97%. This results in an additional 216 hrs of operating time on an annual basis, roughly equivalent to an additional 25 000 t of MAP/DAP for a 1 million tpy MAP/DAP production plant. The additional capacity is worth US$10 million with a sale price of US$400/t. It is worth noting that the industry average major maintenance interval appears to be between 2 and 2.5 years.
Performance
Performance typically varies with the age of the sulfuric acid plant. New, clean plants can operate at 2.5 - 5% above design or more depending on equipment design margin. The performance usually decreases as the plant ages. This can be caused by several factors including:
n Equipment fouling: catalyst beds plug in between major maintenance intervals which can result in decreased performance. Performance is often recovered after catalyst screening.
n Emissions: catalyst activity decreases as the catalyst ages, resulting in higher than design tail gas SO 2 emissions. The acid plant may need to decrease throughput rates to meet permit levels.
n Damaged equipment: tube leaks in heat exchangers require plugging which decreases heat transfer capacity resulting in decreased throughput rates to maintain optimum temperature profiles in the plant.
Table 1. Sulfuric acid plant availability with variable major maintenance intervals
ASME PCC-2 Compliant Heat Exchanger Tube Plugging System
Trusted by fertilizer plants around the world as their go-to solution for heat exchanger tube leaks, Pop-A-Plug Tube Plugs from Curtiss-Wright are engineered for optimal performance throughout the life cycle of equipment. Controlled hydraulic installation eliminates welding and timeconsuming pre-/post-weld heat treatments that can cause damage to tubes, tube sheet ligaments, and joints.
• Simple hydraulic installation − no welding
• Helium leak tight seal to 1x10 -10 cc/sec
• 100% Lot tested to ensure unmatched quality
• Pressure ratings to 7000 PsiG (483 BarG)
• Wide range of sizes and ASME/ASTM certified materials available
Ask us about our Pop-A-Plug® Tube Stabilizers for weakened or severed tubes!
877.383.1029 l est-sales@curtisswright.com l cw-estgroup.com/wf-25
Quality
On-specification (98.5 Wt% H2SO4) sulfuric acid within ±0.1% is readily produced by the sulfuric acid plant and thus, for this analysis, the quality factor is maintained at 100%.
Utilisation
Sulfuric acid plant utilisation is often impacted by phosphoric acid plant availability. Most phosphoric acid plants require approximately 35 days per year for major maintenance. The sulfuric acid plant is also taken offline during this period, decreasing its utilisation (Table 2).
Scenario 1 has 35 days lost production and Scenario 2 has 14 days lost production, indicative of high phosphoric acid plant availability often seen at newer generation plants. It is worth noting that 35 days production is equivalent to 96 000 t of MAP/DAP or US$38 million (1 million tpy capacity at US$400/t).
Production losses from 1 - 3 day unplanned outages in either the phosphoric acid plant or sulfuric acid plant can be mitigated with the installation of additional product sulfuric acid storage tanks. If the phosphoric acid plant is off-line, the sulfuric acid plant can remain online at turndown rates, preventing the plant from cooling. Large sulfuric acid storage tanks can be constructed from carbon steel and their corrosion rates minimised using equipment such as Worley Chemetics’ Anotrol® anodic protection system.
TEEP
The TEEP for these scenarios is shown in Table 3. The table shows that increasing phosphoric acid plant availability increases sulfuric acid plant utilisation which increases sulfuric acid plant TEEP. TEEP also increases with a constant 2-year sulfuric acid plant maintenance interval by increasing availability and performance.
The next section will show how TEEP can be increased through greater sulfuric acid plant availability and performance to improve fertilizer production capacity, lower operating costs, and maintain high environmental performance.
Strategies to improve availability
Equipment repair
Some important equipment repair issues observed in sulfuric acid plants are as follows:
n Acid cooler tube leaks (3 - 5 days lost production): tubes eventually corrode and leaks occur requiring the sulfuric acid plant to stop. It is best to drain and neutralise the shell side of the cooler, use NDT to check tube thickness, and then plug all the tubes that are thin – not just the leaking tubes. This strategy minimises future unplanned maintenance due to additional tube leaks that occur if only the leaking tube is plugged.
n Internal process gas leaks (5 - 10 days lost production): internal gas leaks in gas exchangers or converter beds result in higher than permitted tail gas SO 2 emissions requiring the sulfuric acid plant to curtail production which also curtails fertilizer production. Identifying the leak requires specialised gas testing usually provided by the catalyst supplier. Once the leak is identified, the sulfuric acid plant must take a cold shutdown for internal repairs to be completed.
n External process gas leaks (5 - 10 days lost production). These gas leaks, often in expansion joints, butterfly damper shafts, and converter nozzles to duct joints, result in ground level SO 2 /SO 3 emissions that impact not only the site but also nearby communities, which impacts the fertilizer plant’s social licence to operate. The leaks often require a near immediate production stop and cold shutdown to be repaired in a safe manner.
Each issue lowers sulfuric acid plant availability; however, taking the additional downtime to complete the repairs correctly has proven to be the best strategy to mitigate persistent unplanned outages.
Equipment replacement
Equipment replacement strategies typically fall into one of the three following categories:
n Like-for-like equipment replacement: this involves replacing major equipment items as they reach the end of their useful life with identical items. This strategy is acceptable so long as the equipment being replaced had a high service life (typically >20 years) and did not have a history of decreasing availability.
n Upgraded equipment replacement: this is a better strategy than like-for-like as it can increase sulfuric acid plant performance and efficiency, provide longer equipment service life (improved reliability), and enhance emissions performance.
key equipment items (i.e., acid towers, furnace, converter, and gas exchangers) are deemed beyond economic repair, a new plant should be installed instead of piecemeal replacement of these equipment items. The new plant will be more efficient, more reliable, and will have a lower emissions profile, ensuring a high return on investment while maintaining the plant’s long-term social license to operate.
The additional non-available time required to implement a major equipment replacement programme should be considered when evaluating refurbishment or replacement. The longer outage durations and their impact on the overall facility production capacity must be considered, not just the average impact to availability.
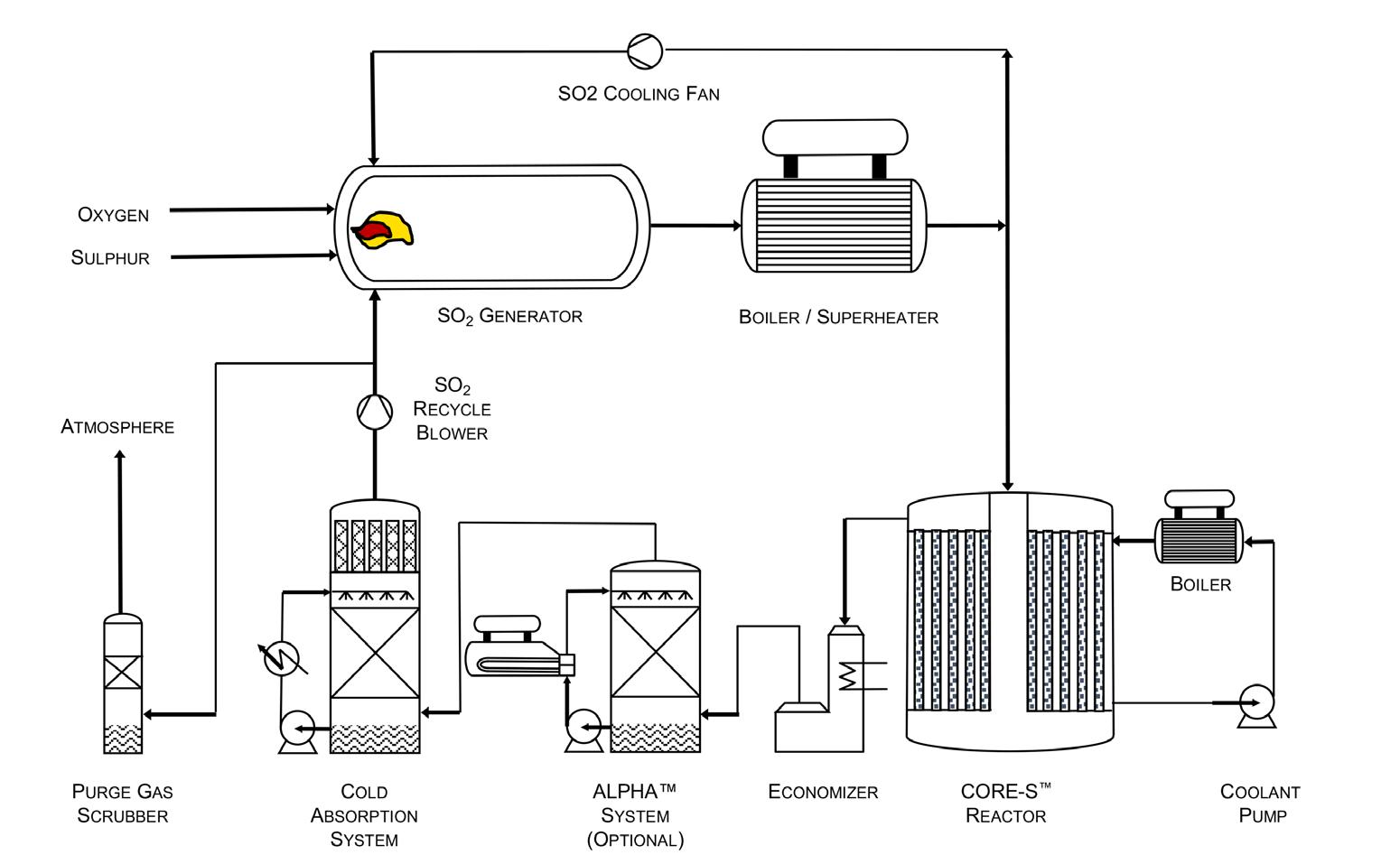
Modern DCDA acid plants operate at higher steam pressures, use nearly all stainless steel construction, and achieve low SO 2 emissions without expensive tail gas scrubbing. However, some DCDA design limitations are still present. These include single train capacity at approximately 5000 tpd, 40% turndown limit, hydrocarbon fuels for start-up (CO 2 emissions), and expensive tail gas scrubbing required to achieve ultra-low SO 2 emissions.
Worley Chemetics’ CORE-SO2 TM can help overcome some of these limitations by using industrial oxygen instead of air, as shown in Figure 2. It uses industrial oxygen instead of air and converts SO 2 to SO 3 in the CORE-S tubular reactor.
The plant is ideally suited for phosphate fertilizer manufacturing facilities due to its following design features:
n Ultra-low SO 2 and acid mist emissions, < 0.1 kg of SO 2 /t of H 2 SO 4 and < 0.005 kg of mist/t of H 2 SO 4 ,
are easily achievable. The tail gas flow and SO 2 emission rate decreases with increasing oxygen purity. High purity industrial oxygen, produced from electrolysis, would enable the plant to have virtually zero SO 2 emissions.
n Zero CO 2 emissions: electric heaters are used to start up the acid plant. No waste streams, other than impurities in the sulfur, are produced. No fuel is stored on site.
n Low capital cost, smaller equipment, modular construction, high quality due to shop fabrication instead of field fabrication.
n Turndown to idle is possible without damaging the equipment.
n High single train production capacity, up to 13 000 tpd, which means multiple trains are not required. This decreases initial capital cost and ongoing sustaining capital costs.
n Nitrogen and other gases, such as argon, can be generated as by-products from the oxygen plant and possibly sold, increasing value.
Conclusions
The sulfuric acid plant is the heart of modern phosphate fertilizer production facilities. It provides sulfuric acid, steam, and electricity; thus, high sulfuric acid plant availability is necessary to ensure high fertilizer production capacity. The sulfuric acid plant downtime, outside of the major planned phosphoric acid plant outages, drives the overall site production losses because steam and acid are also produced. Sulfuric acid can be stored, but back-up steam must be generated from another source – often expensive and high CO 2 emitting fuel fired boilers.
The phosphoric acid plant availability impacts sulfuric acid plant utilisation. In most plants this is significant, often contributing up to 35 days per year of lost production. Alternate operating strategies and/or enhanced phosphoric acid plant design can improve phosphoric acid plant availability, thereby increasing the overall TEEP for the fertilizer production facility.
Once most of the key sulfuric acid plant equipment items such as the furnace, converter, steaming equipment, and acid towers reach the end of their useful life, a new, modern sulfuric acid plant should be installed. Technologies are now available that significantly decrease SO 2 emissions, eliminate start-up CO 2 emissions, and provide a significant capacity increase.
Figure 2. Diagram of Worley Chemetics CORE-SO2TM Plant.
Optimising sulfur combustion for fertilizer production
Florian Kistl, Combustion Solutions, Austria, analyses the impact of ultrasonic atomisers on the combustion of sulfur within fertilizer production.
Sulfuric acid (H 2 SO 4 ) is one of the most critical components in the fertilizer industry. It is the key ingredient in the production of phosphoric acid and ammonium sulfate. Efficient and reliable sulfur combustion and conversion are the foundation for cost-effective fertilizer production. Inefficient combustion leads to higher overall production costs, including maintenance, downtime, and production losses – challenges that modern fertilizer producers must overcome to remain competitive.
Traditionally, the industry has relied on rotary-cup burners and sulfur guns with pressure atomiser nozzles for sulfur combustion. However, these technologies present challenges such as maintenance-intensive rotating parts, insufficient atomising performance due to large droplet sizes, and the risk of clogging.
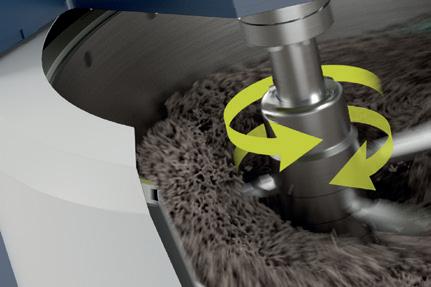
A growing number of plants are now retrofitting their burners with ultrasonic atomisers (Figure 1), which provide excellent atomisation, lower lifetime costs, and often opportunities for capacity increase.
This article presents two case studies from industrial sulfuric acid plants that have successfully upgraded from conventional atomiser technologies to ultrasonic atomisation. Both upgrades resulted in significant performance improvements, reinforcing the impact that atomisers have on the industry, for efficient sulfur combustion standards.
Challenges with conventional sulfur combustion technologies
The efficiency of a sulfur furnace directly impacts sulfuric acid production, energy consumption, and maintenance costs. The two most widely used conventional technologies – rotary-cup burners and conventional sulfur guns with pressure atomisers – come with notable drawbacks.
Rotary-cup burners have high maintenance costs due to rotating components in high-temperature environments, which require frequent servicing and replacement.
Their motors increase electrical energy demand, and the resulting sulfur droplets can cause localised hot spots, leading to refractory wear and damage. Additionally, the required space for two rotary-cup burners limits redundancy options.
Conventional sulfur guns with pressure atomisers also present challenges. Nozzle clogging is common due to fine openings that are prone to blockage, requiring frequent cleaning or replacement. The atomisation often produces large droplets, reducing reaction rates and risking carryover of unburnt sulfur. This can lead to corrosion on downstream equipment such as boiler tube sheets. Furthermore, these systems experience high wear and tear due to abrasion and corrosion, and pressure fluctuations can compromise atomisation quality, resulting in inconsistent combustion efficiency. Limited turndown capabilities reduce flexibility in adjusting plant load.
To overcome these limitations, many sulfuric acid plants are now upgrading their equipment with technology like ultrasonic atomisers by companies such as CS Combustion Solutions, eliminating these inefficiencies while enhancing operational flexibility.
Case study 1: replacing pressure atomisers with ultrasonic nozzles
In a sulfuric acid plant located in the African Copperbelt region, the original setup consisted of conventional sulfur guns with pressure atomisers. These were replaced with ultrasonic nozzles and CS swirl bodies. The results were reduced downtime and maintenance cost, as well as a production increase from 2200 tpd to 3000 tpd, representing a 30% gain.
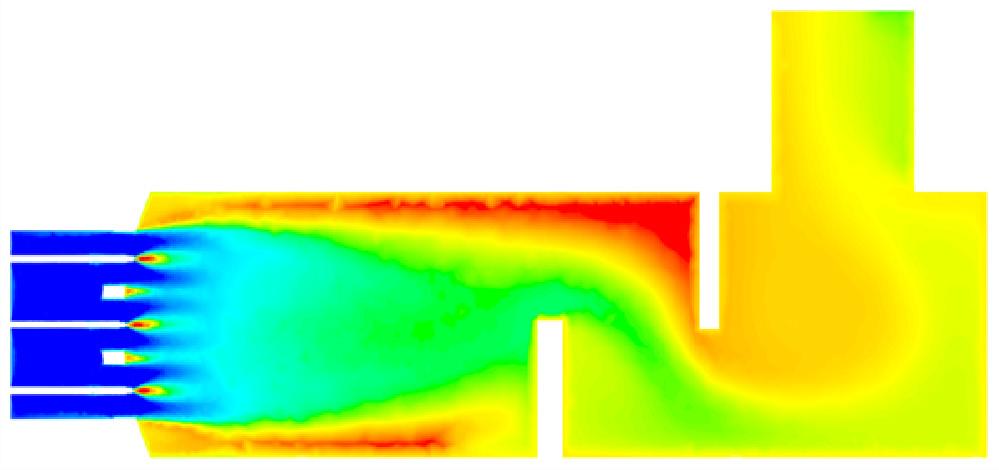
Prior to the revamp, the plant experienced incomplete combustion due to inadequate atomisation, resulting in sulfur droplets contaminating downstream equipment through fouling and corrosion. Nozzle plugging and wear led to frequent stoppages and increased downtime. Inefficient combustion, combined with large droplet sizes and poorly matched refractory design, caused increased pressure drop in the system and local overheating (Figure 2).
The plant faced high maintenance costs due to frequent part replacement and the inability to perform maintenance without halting production. Operator data indicated that the consumption of nozzle tips and guns exceeded US$200 000 in less than 2 years of operation. Additionally, the chamber design and pressure atomiser principles created uneven temperature distribution, leading to hot spots and overheating of the outer shell. According to plant operators, these issues resulted in approximately 30 days of unplanned shutdowns per year, incurring high costs for sourcing sulfuric acid on the spot market.
Key improvements
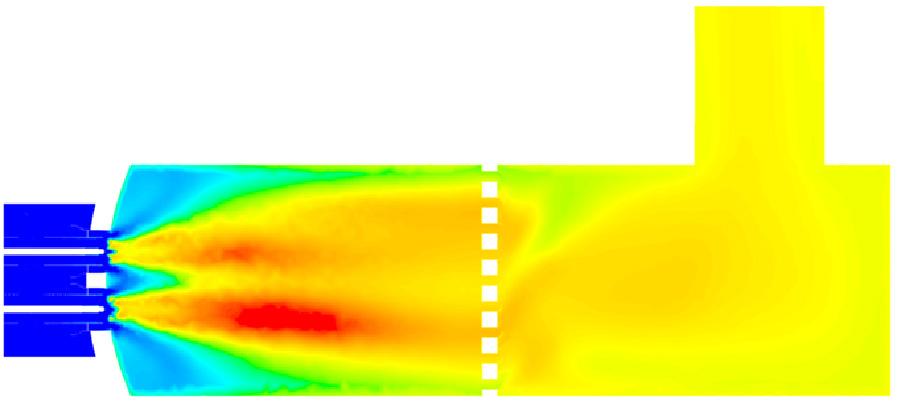
After the upgrade, the atomisation quality improved significantly. Droplet sizes have been
Figure 1. Ultrasonic atomiser.
Figure 2. Hotspots – CFD before revamp.
Figure 3. No hotspots – CFD after revamp.
reduced from 400 µ m to 110 µ m, enhancing reaction time in the furnace. Sulfur droplet carryover to the waste heat boiler and catalyst beds was eliminated (no more fouling), and as a result pressure drop decreased, which is reducing energy demand.
The new setup allows maintenance-free operation, the ultrasonic nozzles eliminate the chance of nozzle clogging and are significantly cutting replacement costs.
The optimised atomisation also improved SO 2 conversion, enhancing acid production efficiency. Temperature distribution is more even (Figure 3), and hot spots have been eliminated, contributing to improved operational stability and reduced maintenance.
The implementation of atomisation technology substantially increased the production capacity and operational stability. The optimised droplet distribution led to improved sulfur oxidation rates, reducing the formation of sulfur mist and improving the downstream acid concentration process.
Case study 2: transition from rotary-cup to ultrasonic atomisation
A sulfuric acid plant in Belgium originally operated with two rotary-cup burners. These were replaced with a single burner equipped with two ultrasonic nozzles, increasing production from 16 tph to 20 tph, a 25% gain.
Before the revamp, the plant faced high costs for spare parts and services due to the short lifespan of the rotary-cup components, which led to frequent furnace shutdowns. Despite having two burners in operation, the system was not fully redundant. Maintenance on one burner still required the entire plant to shut down due to system overpressure. Ramping up was only possible after manually sealing the burner opening with a lid. Flame geometry and pressure fluctuations caused regular damage to the existing checker wall. Growing demand had pushed the furnace to its capacity limits.
Key improvements
The new system offered several advantages. With no rotating parts, maintenance-intensive mechanical components were eliminated. Optimised atomisation with droplet sizes around 100 µ m ensured complete sulfur combustion, preventing the formation of hot spots and damage to refractory materials. The self-cleaning design of the ultrasonic nozzles prevented clogging and extended service life. The removal of electric motors reduced plant-wide power consumption. The new setup allowed full redundancy: each sulfur gun could be shut off and dismantled while the furnace continued operating at reduced capacity (Figure 4). The adjustable spraying angle enabled perfect flame geometry alignment with the furnace and checker wall, eliminating further damage. Spare part costs were lower, and the nozzle lifetime was significantly extended compared to rotary-cup systems. Reduced localised hot spots and minimised refractory wear extended the furnace’s life expectancy and uptime.
By introducing ultrasonic atomisation, this plant achieved a more stable combustion process, significantly lower maintenance costs, and an overall higher energy efficiency.
What is needed for such a revamp?
These solutions can be implemented in all sulfur furnaces. The atomisation specialist will develop a concept suitable for the customers needs.
The integration of the atomisation equipment can normally be executed during the regular maintenance shutdown. Due to lower operational costs and increased efficiency, the return of investment (ROI) can be less than 1.5 years.
The following data are required for a feasibility-check:
n Furnace drawing including refractory details.
n Process data (flow, pressure, temperature of all relevant media).
n Piping and instrumentation diagram.
All of this while increasing the amount of processed liquid sulfur by 25%.
Why atomisation is a good choice for fertilizer producers
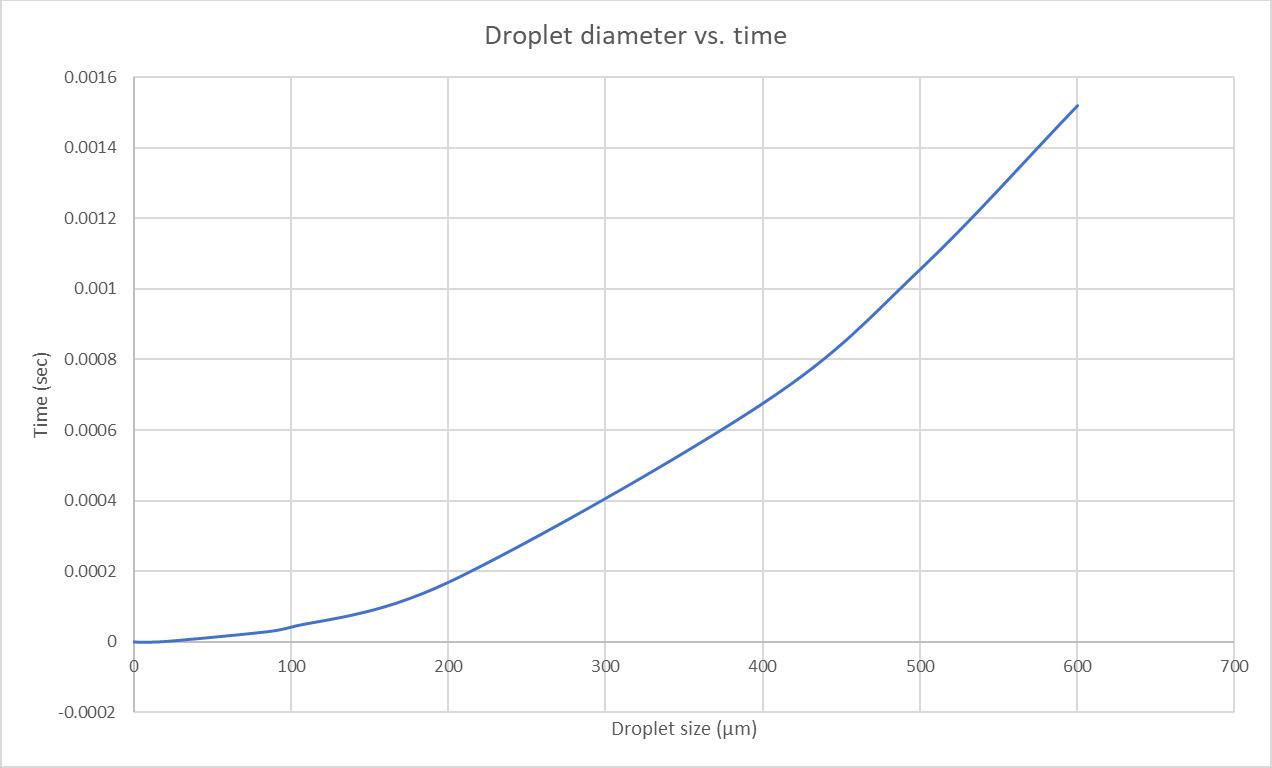
The outcomes of both case studies demonstrate that ultrasonic atomisers are an excellent technology for sulfur combustion in sulfuric acid plants. Their improved atomisation quality reduces sulfur-to-SO2 conversion time (Figure 5), enabling capacity increases without requiring modifications to existing furnace dimensions.
Maintenance costs are lowered due to the absence of rotating parts, with nozzle lifetimes reaching up to 2 years. The self-cleaning nature of ultrasonic nozzles, made possible by external mixing of sulfur and atomising medium, minimises downtime and component wear.
Smaller droplets also improve refractory protection by preventing localised overheating, which extends the life of the furnace lining. Energy consumption is reduced thanks to the elimination of motor-driven rotation.
Consistent atomisation across varying load conditions enhances operational stability and flexibility, with a turndown ratio of up to 1:7 per single sulfur nozzle or gun. In addition to these operational and cost-saving benefits, the reduced material and energy effort per t of H2SO4 contributes to a lower carbon footprint, aligning with modern sustainability goals.
Transformative solution
Fertilizer manufacturers aiming to enhance sulfuric acid production while reducing operational costs will find atomisers to be a transformative solution. The two case studies detailed in this article show measurable improvements in efficiency, production capacity, and maintenance reduction following the transition from rotary-cup or pressure atomisers.
As the fertilizer industry continues to prioritise sustainability and cost optimisation, atomisation is an advanced and efficient combustion technology. Investing in modern burner upgrades not only improves plant profitability but also ensures long-term operational stability and reduced operating expenses in an increasingly competitive market. For plant operators considering a retrofit, now is the ideal time to transition to atomisers and unlock the full potential of sulfur combustion in sulfuric acid production.
Future outlook
To further improve combustion efficiency, fertilizer manufacturers may explore the integration of smart monitoring systems such as artificial intelligence (AI)-based process control and real-time adjustments. There is also potential in using alternative startup fuels like hydrogen or biofuels to reduce environmental impact.
Advanced computational fluid dynamics (CFD) simulations can be used to model efficiency improvements in sulfur burners, and long-term cost analyses will help evaluate the total cost of ownership.
By adopting ultrasonic atomisation and other process optimisations, fertilizer producers can maximise productivity, ensure regulatory compliance, and secure a strong competitive position in a rapidly evolving industry.
Figure 5. Relation between droplet size and time needed for conversion, S → SO2
Figure 4. Retrofit redundant sulfur burner.
Sigurd Schuetz, RHEWUM America, USA, discusses methods to contribute to environmental, social, and government (ESG) goals through modern screening technologies.
When evaluating screening machines, it is essential to consider the long-term operating expenses, not just the initial investment costs. These include inevitable maintenance and the often significant, yet sometimes overlooked, energy consumption of the chosen machine. Furthermore, in today’s and tomorrow’s business environment, a comprehensive evaluation must also encompass crucial sustainability metrics, such as environmental impact, social responsibility, and corporate governance (ESG) factors. These considerations are increasingly influencing purchasing decisions while impacting long-term profitability.
Raising, or at least fluctuating, energy costs become a significant concern for businesses. While the initial decline in electricity prices following market liberalisation has reversed, the focus has broadened beyond simply the price of electricity. The transition to renewable energy sources, while critical for long-term sustainability, presents its own set of cost implications. Furthermore, the extraction and use of fossil fuels is under increasing scrutiny due to their environmental impact. Therefore, plant operators must consider a holistic approach to energy management, encompassing both cost and environmental responsibility. This is particularly relevant for capital goods like screening machines, which are typically operated over several decades. Consequently, good investment decisions should account for
long-term operating costs, energy efficiency, and alignment with broader sustainability goals.
How have energy costs and ESG concerns evolved?
The landscape of energy costs has become increasingly complex. While electricity prices have generally risen, the picture varies significantly across regions and is influenced by factors such as regulatory policies, fuel mix, and technological advancements. In North America, for example, the average price of electricity for industrial users has seen fluctuations but a general upward trend. In Europe, the push for renewable energy and carbon reduction targets has added further complexity to energy pricing.
According to the US Energy Information Administration (EIA), the average retail price of electricity for industrial users in the US is expected to reach US$0.0751/kWh in 2024, representing a 10.1% increase from 2022 levels.1
In Europe, the situation is even more challenging, driven by the ongoing energy crisis, supply disruptions, and the region’s ambitious decarbonisation goals. According to the European Commission’s projections, the average industrial electricity price in the EU is anticipated to reach US$0.228/kWh in 2024, a staggering 17.5% increase from 2022 levels.2 Notably, countries like Germany and Denmark are expected to
witness industrial electricity prices surpassing US$0.30/kWh, posing significant challenges for energy-intensive industries and potentially impacting their global competitiveness.
These serious projections underscore the urgency for industrial players to accelerate their efforts towards energy efficiency, explore alternative energy sources, and advocate for policies that support a sustainable and cost-effective energy transition, ensuring long-term operational viability and competitiveness in an increasingly complex energy landscape.
Beyond the direct cost of energy, ESG considerations have become paramount. Investors, customers, and stakeholders are increasingly demanding transparency and accountability regarding environmental impact, social responsibility, and ethical governance. This translates into a growing preference for suppliers who demonstrate a commitment to sustainable practices throughout their operations, including the equipment they manufacture and utilise.
Energy-efficient fertilizer production: a business advantage?
In the context of fertilizer production facilities, investing in energy-efficient systems is not only a strategic move towards sustainability but also a significant business advantage. As stakeholders increasingly emphasise ESG criteria, companies are under pressure to demonstrate their commitment to sustainable practices. The next section of this article will explore the multifaceted benefits of adopting energy-efficient technologies in the fertilizer industry, highlighting the alignment with ESG expectations, cost reductions, brand enhancement, and long-term resilience.3
The role of energy efficiency in fertilizer production
The fertilizer industry is a substantial energy consumer, with ammonia production accounting for a significant portion (87%) of this consumption. This reliance on energy translates into a considerable contribution to greenhouse gas (GHG) emissions. However, adopting best available technologies (BAT) offers a pathway to drastically reduce energy consumption and emissions. Modern plants utilising BAT can achieve a 30% reduction in energy use per t of ammonia produced compared to older facilities. This translates directly into lower operating costs and a smaller carbon footprint, aligning with growing stakeholder expectations and potential regulatory requirements.
Financial and operational benefits4
By optimising energy use, companies will significantly cut operational costs, which is a direct long-term financial benefit. This cost-saving potential is particularly relevant in energy-intensive industries like fertilizer production, where energy constitutes a substantial portion of operational expenses. Energy-efficient systems play a crucial role in reducing the carbon footprint of production processes, aligning with the environmental aspect of ESG criteria. For instance, initiatives like the
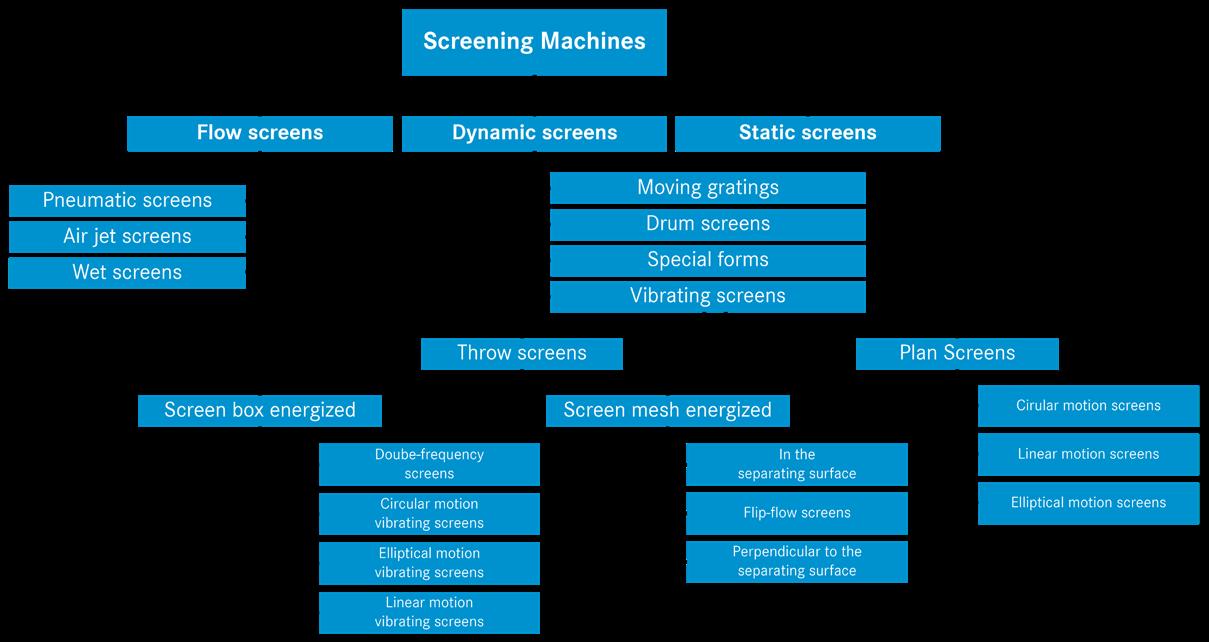
Figure 1. Classification of screening machines.
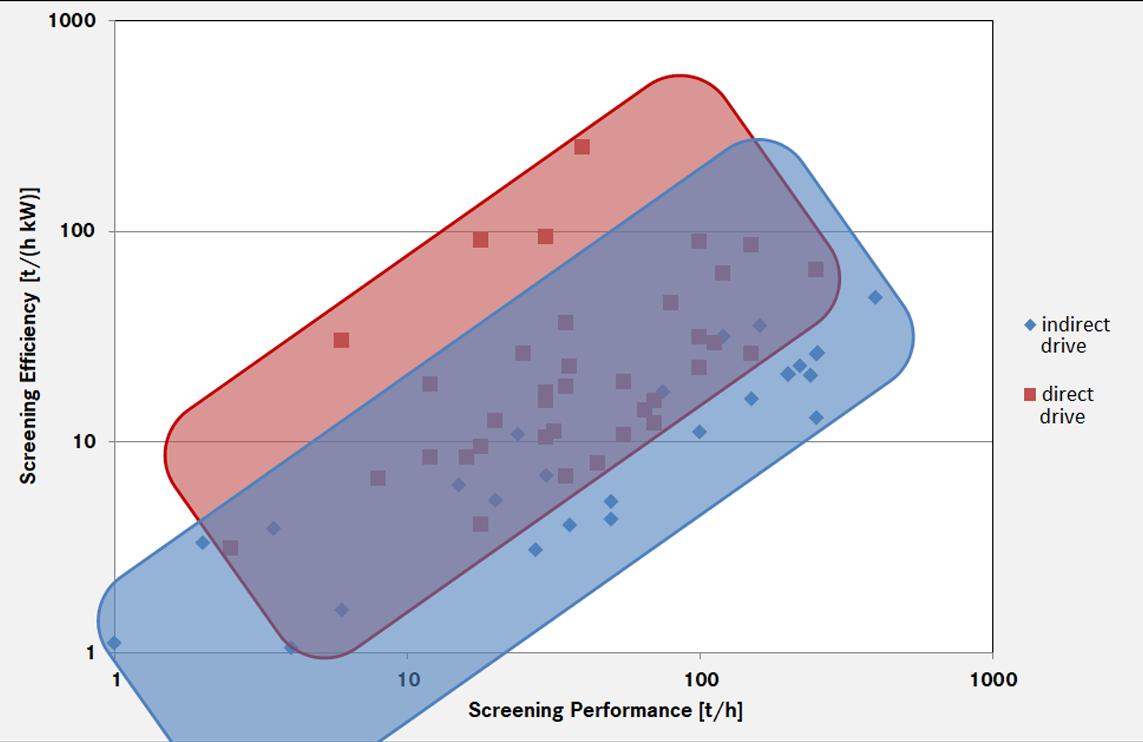
Figure 2. Comparison of screening machine types in terms of screening efficiency and screening performance.
Process & Polishing Screeners
■ No More Dust, No More Blinding Clean, Consistent, Clump-Free Performance
■ No More Stress Minimal Maintenance, More Uptime
■ Precision Particle Sizing Exact Separations Every Time
■ High Throughput Maximum Productivity
■ Energy Efficient
Eco-Friendly, Cost-Effective
■ Unmatched Reliability
German Engineering at Its Finest
■ 80 Years of Experience
10,000 Machines Manufactured In-House
Table 1. Screening machine efficiency comparison
ENERGY STAR programme offer further support and resources for improving energy performance within the fertilizer sector.
Enhancing brand image and stakeholder relationships
Adopting energy-efficient technologies can enhance a company’s brand image and strengthen stakeholder relationships. As awareness of sustainability grows, consumers and investors are increasingly favouring companies that prioritise environmental responsibility. This shift in consumer preference can provide a competitive edge, making products from sustainable companies more attractive in the marketplace. Furthermore, embracing energy efficiency strengthens a company’s ESG profile, enhancing its reputation and attracting investors who prioritise sustainable practices.2
Long-term business resilience
Energy efficiency contributes to long-term business resilience. By reducing dependency on non-renewable energy sources, companies can mitigate risks associated with energy price volatility and regulatory changes related to carbon emissions. This proactive approach not only addresses current ESG pressures but also positions companies to capitalise on emerging opportunities in the green economy.5
Comparison of different types of screening machines
Having established the growing importance of ESG factors, it is essential to delve into the specifics of energy-efficient screening technologies. As investors, customers, and stakeholders prioritise suppliers committed to sustainable practices, the energy performance of screening equipment becomes a key differentiator. The following section will explore various screening machine types and evaluate their respective energy efficiencies, providing a practical framework for decision-making in line with ESG principles.
To compare screen efficiency, screening machines with a vibrating base body – such as linear vibrating screens, double frequency screens, flat screens with circular thrust movements, and elliptical vibrators (collectively referred to as indirectly driven screening machines) – are compared with
directly excited screening machines, where only the screen mesh vibrates.
When separating bulk materials, system-related losses must always be overcome when generating vibrations:
n Vibration damping due to feed material through friction.
n Vibration damping by screen cloth material (e.g. polyurethane).
n Vibration damping of the housing (springs, rubber spring elements, etc.).
n Efficiency of the drive system (minimisation of system-related losses, ≈ 2 - 10 %):
§ Losses through potential gear use.
§ Loss through V-belt drive (maximum 10%).
§ Drive losses of the electric drive (unavoidable).
n Losses due to inadequate utilisation of the screen cloth surfaces (without a proper feeder).
The decisive factor for positive energy efficiency is the mass ratio between the feed quantity and the vibrating mass of the screening machine, in addition to the efficiency of the drive. The energy efficiency of a screening machine can be determined as a first approximation by dividing the feed quantity by the installed power:
An evaluation of RHEWUM screens, which are already supplied, grouped according to drive type, can be found in Table 1.
In simplified terms, it can be assumed that a directly excited screening machine generates only 50% of the energy costs of an indirectly (conventionally) driven screening machine.
Conclusion
In conclusion, the escalating energy costs and increasing emphasis on ESG criteria underscore the critical need for energy-efficient solutions across industries, particularly in the energy-intensive fertilizer production sector. As this article has demonstrated, the initial cost of a screening machine represents only one facet of the total investment. Long-term operational expenses, including energy consumption, coupled with the growing importance of ESG performance, necessitate a more holistic evaluation process. By prioritising energy efficiency and incorporating ESG principles into their operations, businesses can not only mitigate rising energy costs and enhance their brand image but also contribute to a more sustainable future. Ultimately, choosing energy-efficient screening solutions, such as those offered by RHEWUM, is not just a smart business decision; it is an investment in a more sustainable and responsible future for all stakeholders.
References
1. US Energy Information Administration (EIA), ‘Short-Term Energy Outlook’, (https://www.eia.gov/outlooks/steo/pdf/steo_full.pdf).
2. European Commission, ‘EU Energy Prices and Costs Report’, (https:// energy.ec.europa.eu/topics/markets-and-consumers/eu-energy-pricesand-costs_en).
3. Five Benefits of Embracing Sustainability and Green Manufacturing, (https://www.nist.gov/blogs/manufacturing-innovation-blog/fivebenefits-embracing-sustainability-and-green-manufacturing).
4. Sustainability Report 2022 - International Fertilizer Association (IFA), (https://www.fertilizer.org/wp-content/uploads/2023/07/2022_IFA_ Sustainability_Report.pdf).
5. The SDGs and Sustainable Fertilizer Production, (https://www. fertilizer.org/wp-content/uploads/2023/01/2020_IFA_The_SDGs_and_ Sustainable_Fertilizer_Production.pdf).
Greg Gedney, Dave Noblin, and Pragati Verma, Greene Tweed, consider three thermoplastic composite materials raising the standard for fertilizer plants’ reliability.
Fertilizer production is a demanding industry.
The harsh environments found within fertilizer plants – marked by abrasive materials, frequent exposure to corrosive chemicals, and high operating temperatures – require equipment built for durability and efficiency. For plant managers and maintenance teams, ensuring the reliability and longevity of critical equipment, such as pumps and compressors, is essential to maintaining operational success while minimising costly downtime.
As a result, engineers at fertilizer plants must carefully select the materials used to construct pumps, paying particular attention to components prone to failure, such as wear rings, bearings, bushes, and labyrinth seals.
Advanced thermoplastic materials offer a reliable option, redefining how pumps are built to handle demanding environments.
Carbon-filled thermoplastic materials like PEEK (polyetheretherketone), PFA (perfluoroalkoxy alkane), and
PTFE (polytetrafluoroethylene) have proven to be invaluable in overcoming the unique challenges of fertilizer plant operations. Their exceptional resistance to wear, corrosion, and extreme temperatures make them indispensable for improving reliability. Here is how each material stands out.
PEEK
PEEK is a high-performance thermoplastic composite renowned for its exceptional wear resistance and ability to withstand extreme temperatures. It is particularly effective in components like wear rings and bushings, which typically face high speeds in rotating machinery and potential dry-run situations.
This thermoplastic polymer operates effectively under conditions where many traditional metallic materials fail.
Consider Nagarjuna Fertilizers and Chemicals Ltd (NFCL), a leading Indian fertilizer manufacturer, for instance. The pumps in the
Indian company’s fertilizer plants were struggling with recurring vibration problems, and the inter-stage bushings, impeller wear rings, and throttle bushings experienced severe rubbing. After switching to Greene Tweed’s PEEK-based WR® 300 composite bushings and wear rings, it was able to increase its pump lifespan eight times. Vibration levels stabilised, and maintenance intervals extended from three months to over two years, enhancing reliability and cutting costs significantly.
NFCL is not alone in this change. Several fertilizer plants are making the switch to harness the benefits of PEEK materials, including:
Abrasion resistance
Fertilizer production often involves handling abrasive materials like urea and ammonium salts, which can quickly wear down metal and rubber components, leading to inefficiency and frequent replacements. PEEK offers remarkable durability, significantly extending the lifespan of pump components and seals by effectively resisting abrasion.
High temperature performance
With the ability to withstand continuous use at temperatures of up to 274°C (525°F), PEEK offers excellent stability in high-heat applications often required in fertilizer production processes.
Corrosion resistance
In chemically aggressive environments, PEEK stands out by combating damage from caustic substances, making it an ideal choice for the harsh conditions often found in fertilizer plants.
PTFE
PTFE is one of the most widely used and versatile materials in industrial applications. Known for its low-friction surface and remarkable thermal and chemical resistance, PTFE stands out as the material of choice in challenging environments where reliability and performance are crucial. The following reasons address why this is the case:
Chemical resistance
PTFE maintains its chemical stability when exposed to harsh environments, providing longevity and efficiency in critical applications.
Low friction, lubricity, and superior creep resistance
PTFE minimises abrasion, making it ideal for applications requiring nonabrasive contact surfaces. Additionally, its enhanced structural integrity ensures minimal deformation under constant load, reducing long-term mechanical stress and improving reliability.
Customisability with additives
PTFE is highly adaptable and can be combined with various fillers, such as glass, carbon, or graphite, to improve its mechanical strength, thermal conductivity, and wear resistance. This customisation allows engineers to tailor PTFE components to meet specific operational needs, further enhancing its usefulness in demanding applications.
These exceptional properties make PTFE an important material in fertilizer plant operations. Its low-friction surface and resistance to wear make it ideal for components like pump gaskets and bearings, which demand reliability under constant use. PTFE-lined components are commonly used in pumps to reduce wear, enabling smooth and efficient operation over extended periods. Additionally, PTFE’s ability to withstand aggressive chemicals ensures critical systems remain protected from corrosion, ultimately reducing maintenance needs and downtime.
PFA
Carbon-reinforced PFA is a high-performance fluoropolymer that offers chemical resistance and thermal stability. It can withstand practically all environments, including the strongest acids, bases, halogens, and solvents. In addition, components made of PFA materials’ non-galling properties allow for extended periods of dry running conditions.
This level of performance is why industries increasingly rely on advanced materials like PFA to tackle critical challenges. Take, for example, Greene Tweed’s collaboration with a North American fertilizer plant facing rising pump life cycle costs. By introducing PFA WR® 600 wear rings and throat bushings, the plant not only cut costs but also improved operational efficiency – highlighting the transformative potential of innovative material solutions.
Retrofitted into the pump systems, the WR 600 thermoplastic composite components wear rings and throat bushings delivered exceptional resistance to wear, dry-run damage, and chemical corrosion in challenging media, such as ammonia, urea, carbamate, nitric acid, MDEA, and steam.
The result of this includes improved pump reliability, reduced downtime, and significantly lower operational costs. Seeing the success of these components, the plant began using WR 600 in other severe applications, further boosting performance across operations.
This highlights why PFA-based composite materials are becoming popular in industries like fertilizer production:
Superior chemical resistance
PFA demonstrates almost universal chemical compatibility, withstanding the most corrosive acids, bases, halogens, and solvents. For example, it can withstand chemicals like ammonium carbamate and carbamic acid, both of which are commonly used in fertilizer production processes. This exceptional resistance ensures that components made with PFA remain functional and durable even in aggressive chemical environments.
Table 1. Advanced thermoplastic material selection guide for fertilizer plant pumps
Thermal and shock stability
PFA maintains its structural integrity across extreme heat and cold, making it ideal for high-temperature processes. This high thermal stability is critical in processes where pumps and other components are exposed to elevated temperatures, ensuring they can handle demanding operating conditions without degradation or failure. It also resists rapid shifts in temperature and mechanical shocks, preserving its structure during sudden startup or shutdown events
Low friction coefficient
PFA’s low friction coefficient minimises wear and tear on components, reducing energy loss and enhancing the overall efficiency of systems like pumps. This means less maintenance, longer operational life, and improved performance in applications where friction could otherwise lead to significant energy inefficiencies.
Tighter component clearances
Compared to conventional materials, PFA allows for closer tolerances in pump components, reducing energy losses, improving efficiency, and extending equipment life.
In fertilizer production, where exposure to aggressive chemicals and extreme conditions are the norm, PFA composites such as WR are a game-changer. Components made from PFA, such as seals, linings, and protective surfaces within pumps, significantly enhance durability and resistance to corrosion. By preventing chemical damage and minimising wear, PFA components extend the lifespan
Figure 1. Chemical plant for production of ammonia and nitrogen fertilizer at night.
of machinery, reduce the need for frequent maintenance, and lower the risk of downtime.
Conclusion: rethinking materials
When pumps fail, profitability, efficiency, and safety are at risk. Fertilizer plants relying on traditional metal components will continue to face avoidable downtime and repair costs. The solution is clear – transition to high-performance composites like PEEK, PFA, and PTFE for critical pump components.
Equipment does not just need to operate; it needs to thrive in the harsh realities of fertilizer production. By leveraging advanced materials, it is possible to achieve longer intervals between maintenance, greater reliability, and ultimately, operational peace of mind.
Manufacture r of Blending, Bagging and Transport equipment
35 Years of manufacturing excellence
From stand-alone machines to automated full factory solutions EMT has proven for over 35 years to be the right partner for all your blending, bagging and handling machines in the fertilizer industry. Check our site today how we can assist you find the best solutions for your situation, scan the QR-code or go to www.emt.tech
High Speed Big Bagging line
• For big bags/Jumbo bags of 500 to 1250 kg
• Capacity 50 to 70 tons per hour
• Systems can be combined to an output of 120/180 tons per hour.
• Options include stainless steel construction or containerized units.
Stand Alone (Portable) Coating
• Capacities from 20 to 250 tons per hour
• Stand-alone or portable system
• 50-250m3 per hour
• Automatic dosing process
• Options for built-in conditioner & liquid heating
• Continuous blending process
• Unlimited number of weighing hoppers
• Capacity from 20 to 300 tons per hour
• Fully automatic computer controlled mixing process Weighcont Blender
E. Mayor, Petroseal, France, explores the right sealing compound for online leak repair in chemically aggressive environments.
Field experience shows that nearly 30% of failures in chemical leak sealing interventions come from the incorrect selection of sealing compounds. In fertilizer manufacturing, where installations handle aggressive fluids like sulfuric acid, nitric acid, ammonia, and phosphate derivatives, selecting the wrong compound can lead to premature seal failure, reinjections (which are not a norm), safety risks, and costly downtime.
Unlike low-demand applications sealing, leak repair in chemically aggressive environments requires materials that are both chemically compatible and mechanically resilient. The diversity of chemical media, combined with variable operating temperatures, pressures, and leak geometries, makes compound selection a complex critical task.
This article presents a structured, field-based approach to selecting sealing compounds for online leak sealing in fertilizer plants. It is supported by performance data, chemical compatibility guidelines, and real-world application feedback from Petroseal.
Chemical environments in fertilizer plants
Fertilizer production processes involve a variety of corrosive fluids. Understanding their specific properties is crucial for effective leak management. For instance:
Sulfuric acid (98%)
Sulfuric acid is highly corrosive and dense, requiring compounds with excellent chemical resistance and mechanical integrity, especially at elevated temperatures. The presence of even trace amounts of water can generate heat and accelerate corrosion, which limits the choice of injection compounds to those proven in oxidising acid service.
Nitric acid (60 - 70%)
Nitric acid is not only corrosive but also a strong oxidiser. Compounds injected into systems carrying this media must exclude any reactive fillers or fibres, and their decomposition temperatures must exceed operational margins to prevent any thermal runaway.
Ammonia (NH3)
Ammonia presents entirely different risks: its volatility and low boiling point (-33°C) demand compounds that remain flexible and stable under both cryogenic and high-temperature transitions. The sealing system must also resist pressure fluctuations and prevent gas release, which could pose toxic or explosive hazards.
Phosphoric acid
Phosphoric acid and phosphate-based fluids tend to be viscous and may contain solids or crystals. This influences flow behaviour during injection and requires sealing compounds with carefully calibrated rheology to ensure distribution inside clamps or flanges without plugging injection ports.
Ultimately, no universal compound can address all fluid types or process conditions. The correct approach involves a detailed review of process parameters and leak geometry, paired with the selection of a chemically compatible and mechanically adapted compound, validated by a compound manufacturer with field experience.
Mechanisms of failure and associated risks
Selecting an incompatible sealing compound can lead to several issues (see Figure 1).
One of the most common failure modes is material degradation due to chemical incompatibility. Certain compounds, particularly those based on organic fillers or synthetic elastomers, may undergo softening, swelling, or even complete dissolution when exposed to strong acids, solvents, or oxidising agents. This can rapidly compromise the integrity of the sealing, leading to renewed leakage or even uncontrolled release of hazardous media.
Another critical risk is the occurrence of exothermic reactions. Some sealants, especially those containing reactive fillers or metal oxides, can react with certain media (e.g., nitric acid or chlorinated solvents) and generate heat. This not only accelerates compound degradation but
can also lead to local pressure spikes, rupture of the injection system, or violent ejection of the compound from the clamp interface (posing a serious hazard to personnel).
Failures can also result from injection mismatch, either due to poor viscosity selection or inappropriate granulometry. A compound that is too fluid may not remain in place in the presence of high leak velocities or large voids. On the other hand, a compound that is too dense or fibre-rich may block injection ports, especially in tight injection rings or small-diameter fittings. This is particularly problematic in emergency situations where time is limited.
Finally, thermal cycling fatigue is a common failure mode in fertilizer plants, where piping is subject to frequent temperature changes (either due to start-up/shutdown sequences or process variation). If the compound lacks thermal elasticity or exhibits shrinkage over time, microcracks can form at the interface between the compound and the metal surface, leading to progressive loss of sealing efficiency. Over time, this may necessitate frequent reinjections or complete replacement of the clamp or enclosure.
These risks underline the importance of selecting compounds not just based on nominal pressure or temperature ratings, but on a thorough understanding of media reactivity, fluid dynamics, and application geometry – all supported by Petroseal field-proven formulations and operational feedback.
Selecting the appropriate sealing compound
To minimise sealing failures and ensure long-term performance, the selection of a sealing compound must be based on five interrelated criteria (see Figure 2).
First and foremost is the chemical nature of the fluid. Acidic, alkaline, oxidising, or solvent-based media can all interact differently with compound ingredients. Misjudging this aspect can
lead to rapid degradation or dangerous reactions. Second, the operating temperature and pressure must be taken into account, not just in nominal terms but also considering potential process fluctuations. The third criterion is the geometry and severity of the leak. A fine crack with a low-pressure leak requires a very different sealing behaviour than a large jet leak through a corroded gasket. Fourth, the mechanical configuration of the clamp or enclosure must be considered, including tolerances, fit, and surface condition, all of which affect the required compound viscosity and structural integrity. Finally, the injection behaviour and expected volume play a decisive role: high-flow leaks may demand compounds with reinforced structure or higher granulometry to resist ejection, while delicate injection rings require smoother, low-viscosity compounds.
Neglecting any one of these parameters can compromise the success of the intervention. Conversely, an integrated assessment of all five ensures a safer, more efficient sealing process tailored to the specific challenges of fertilizer industry environments.
Characteristics and limitations of sealing compounds
The chemical base of a sealing compound plays a central role in determining its performance envelope. Compounds based on rigid thermosetting resins, such as epoxy or polyester systems, offer high initial mechanical strength and adhesion but tend to be brittle under thermal or vibrational stress. They are also highly sensitive to chemical attack from acids or solvents and are generally unsuitable for dynamic or high-cycle environments found in fertilizer plants.
In contrast, resin-based compounds with plasticisers or fillers offer some improved flexibility and can resist moderate chemical aggression. However, their stability often degrades over time, especially in the presence of oxidisers or temperature cycling.
At the other end of the spectrum, elastomer-based compounds, exhibit superior resilience, chemical compatibility, and elastic recovery. These materials are well-suited to online leak sealing, as they can absorb movement, withstand high-pressure fluctuations, and maintain integrity under cyclic thermal loads. Their formulation also allows better adaptation to injection constraints, such as granulometry control or reinjection capability.
For this reason, field-proven elastomeric compounds (especially those free of asbestos and designed for reactive media) are now the preferred choice in critical applications across the fertilizer and chemical processing industries.
Granulometry matters: matching the compound to the leak geometry
One of the most overlooked but critical parameters in compound selection is granulometry, the particle size and distribution within the sealing compound. While fluid compounds are ideal for filling microcracks or flange studs, they can become ineffective (or even hazardous) when injected into larger voids or poorly adjusted clamps.
In such cases, high-density compounds (e.g. Petroseal references JNL1240B, JNL1241B+, or JNL 1249F) are preferred. Their internal structure helps bridge larger gaps and provides mechanical retention under pressure. This also reduces the risk of compound ejection during compression.
Granulometry selection is often iterative: during injection, if the compound escapes visibly from the packing or clamp
Figure 1. Sealant failure risks.
Figure 2. Selecting sealing compounds.
interface, operators should switch to a higher-granulometry product. Conversely, for narrow injection rings or valves, finer compounds ensure complete distribution.
Matching granulometry to leak geometry ensures compound stability, minimises reinjections, and enhances overall sealing reliability (especially in chemically aggressive, high-pressure environments).
Case study: acetic acid line repair
In a polyester plant, a leak occurred on a 6 in. valve acetic acid line operating at 10 bar and 200°C. The initial attempt of Petroseal’s partner using JNL 1249 resulted in compound ejection due to excessive clearance at the enclosure interface.
The issue was resolved by switching to JNL 1249F, a fibre-reinforced, high-density compound. This adjustment led to successful sealing within 30 minutes, with no reinjection confirming stability under thermal variation.
This example illustrates the importance of adapting the compound not just to the media, but also to the geometric fit and injection constraints.
Recommendations and best practices
One of the most underestimated risks in industrial leak sealing is the lack of control over the actual compound being used, especially when interventions are delegated to external contractors. In many facilities, maintenance teams are unaware of the compound type injected into their equipment. This lack of traceability can lead to incompatibilities with process fluids, regulatory non-compliance (e.g., for food-grade or water-contact applications), or long-term degradation of the system if the compound is not suited to the service environment.
For critical lines (particularly those carrying acids, ammonia, or high-temperature fluids), it is essential that the plant operator validates the type and specification of the sealing compound before intervention. Working with suppliers who provide transparent technical information, clear compound labelling, and traceability records is fundamental to maintaining process safety and asset reliability.
It is important to emphasise that in many cases, the main issue is not the subcontractor’s technique or experience, but the compound being used. Changing contractor might not resolve the root cause if the same type of compound continues to be injected. Instead, the focus should be on ensuring that subcontractors are certified by manufacturer, use validated, traceable, and technically appropriate products, particularly in chemically aggressive or regulated environments. This collaborative approach often yields better long-term results than reassigning the contract.
Leak sealing is not just a matter of stopping a leak, it is a matter of ensuring that what goes in to fix it does not become the next problem.
Conclusion
Approximately one-third of sealing failures in chemical environments can be avoided by applying a structured and data-informed approach to compound selection. By working with experts understanding the fluid’s chemistry, process conditions, leak configuration, and by choosing proven sealing compounds such as those provided by Petroseal (JNL 1249, JNL 1240, and JNL 1241), operators can significantly improve both sealing reliability and plant safety.
Preparation Technology for Solid Fertilizers
• Mixing, granulating, coating and reacting in a single machine or optional in combination with a disk pelletizer
• Use of secondary raw materials in the form of filter cakes, sludges and nutrient salt solutions
• Environmentally friendly granulating process, no escaping fine dust or aerosol
• Custom-tailored plant solutions Mineral fertilizer, Organic bio-fertilizer, Soil improver
Alex Lattimer, Flexitallic, examines operational safety and integrity during nitric acid and ammonium nitrate fertilizer production.
Minimising downtime and maximising plant efficiency remain top priorities in the chemical and process industries. Nowhere is this more critical than in fertilizer production, where operations are subject to extreme conditions, stringent regulatory oversight, and growing expectations around safety, sustainability, and environmental stewardship.
The global fertilizer industry has experienced significant growth and transformation in recent years and the market is expected to grow from US$200 billion in 2024 to US$280 billion by 2033, registering an annual growth of 3.8% from 2025 to 2033, according to Research and Markets. 1
As a result, manufacturers are under pressure to deliver consistent output while simultaneously reducing emissions and ensuring the safe operation of their facilities. In this high-stakes environment, the integrity of every component, particularly bolted joints and sealing systems, is essential.
Sealing technology can support fertilizer producers by protecting asset integrity, extending maintenance cycles, and enhancing safety.
Industry challenges: the demands of nitric acid and ammonium nitrate production
In fertilizer production, equipment such as heat exchangers, reactors, and burners are regularly exposed to high pressures, extreme temperatures, and oxidising environments. These stresses are exacerbated by the cyclical nature of operations – routine catalyst changeouts, for example, introduce abrupt thermal shocks that severely challenge conventional sealing materials.
Leakage at bolted joints in these conditions can cause unplanned shutdowns, safety hazards, and compliance issues. Furthermore, emissions – including nitrogen oxides (NO X ) and nitrous oxide (N 2 O) – are increasingly scrutinised by regulators, with stringent penalties imposed for any breach of permitted thresholds. This places even greater importance on technologies that can withstand such operational intensity while contributing to emission reduction strategies.
The design and operation of fertilizer plants also vary significantly. From single-pressure to dual-pressure
configurations, each plant presents a unique combination of thermal loads, pressure regimes, and chemical exposure. For instance, dual-pressure plants tend to achieve lower emissions through high-pressure absorption systems, whereas single-pressure operations may rely on extended abatement or selective catalytic reduction to meet emission standards. These operational differences affect the demands placed on gaskets and other sealing elements.
Tailored sealing strategies for critical applications
Across all configurations, start-up and shutdown procedures are a regular necessity, particularly for replacing reactor gauze materials, often required every 3 - 6 months. These maintenance windows offer a strategic opportunity to assess, upgrade, and test alternative sealing solutions without causing additional unplanned downtime.
In nitric acid production, increased operating temperatures during the oxidation phase can reduce N 2 O yield and help meet emissions targets, but these gains come at a cost. Higher temperatures increase stress on equipment and sealing systems, particularly those made from traditional graphite, which rapidly degrades under oxidising conditions above 350 - 450°C.
Graphite, while effective in many industrial settings, is not suitable for the oxidising, high-temperature conditions typical of nitric acid processing. Oxidation leads to frequent replacements and downtime, exactly the type of operational inefficiency fertilizer producers aim to avoid.
To mitigate these risks, plant operators require sealing solutions that are thermally resilient, oxidation-resistant, and capable of maintaining performance through multiple cycles of thermal shock. Flexitallic has developed a range of gaskets and sealing materials that meet these criteria, ensuring long-term reliability across varied plant configurations.
Key factors influencing seal performance
In developing solutions, four key performance parameters are critical to the nitric acid production line:
Temperature
With temperatures approaching 930°C (1706°F) in the hottest areas of the plant and other equipment operating in the range of 400 - 500°C, gaskets must maintain integrity under such extreme heat without loss of sealing capability.
Thermal cycling and transience
Frequent gauze changes and shutdowns induce significant thermal cycling. This can result in joint movement, flange distortion, and material fatigue –all of which threaten sealing reliability.
The nitric acid process inherently generates a highly oxidising environment. Standard materials such as graphite degrade quickly under these conditions, reducing gasket lifespan and increasing maintenance demands.
Pressure variability
While overall pressures in nitric acid plants may be lower than other industries, any pressure variance across different sections of the production process can place additional demands on sealing materials, particularly when combined with elevated temperatures.
In addition, any inefficiencies caused by air pollution, contamination, ammonia-air mixing, and poor gas distribution across the catalyst can reduce nitric oxide (NO) yield by as much as 10%, further highlighting the need for sealing materials that contribute to a stable and controlled reaction environment.
Innovation in sealing technology
To meet these complex operational demands, Flexitallic has developed a portfolio of sealing solutions engineered for high-performance environments, including the Change TM Gasket and Thermiculite® Technology. The gasket is designed for harsh applications, such as heat exchangers, where thermal cycling is common. The high level of stored energy within the structure of the gasket gives it an extremely high recovery.
When paired with Thermiculite filler, the gasket becomes an effective solution for nitric acid operations.
It delivers excellent seal retention and thermal stability, even after repeated temperature cycles.
Vermiculite-based sealing materials, such as Thermiculite, have been developed to withstand high temperatures often in excess of 1000°C while resisting oxidation and chemical degradation. Unlike graphite, it maintains integrity in oxidising atmospheres, making it ideal for nitric acid environments.
Comprised of chemically and thermally exfoliated vermiculite, its structure has close parallels with exfoliated graphite, with one notable exception – it maintains integrity through a wide range of high temperatures.
Its versatility allows deployment in multiple gasket types, spiral wound, Flexpro TM Kammprofile, sheet, and valve stem packings. This adaptability ensures consistent performance across diverse plant equipment and
Global coverage of the Fertilizer industry
• Market analysis
• In-depth technical articles
• In-depth regional analysis by key players in the industry
• Comprehensive technical reviews covering all aspects of fertilizer production, from plant optimisation and automation to blending, bagging, and dispatch
Figure 3. Flexlogics software.
configurations. By targeting known failure points in traditional materials, the technology can help to enhance plant uptime, reduce maintenance requirements, and improve safety outcomes.
Advancing sealing operations
Cloud-based bolted joint management systems, such as the Flexlogics® platform, can deliver a data-driven approach to managing critical sealing operations. Such systems can provide a unified, intelligent database that offers complete control over flanged connection maintenance. In doing so, they deliver invaluable insights into the performance of connections and components across an entire operational landscape.
Global case studies: proven results in fertilizer plants
To understand the impact of reliable sealing solutions in the fertilizer industry, it is essential to look beyond theory and explore how these technologies are applied in real-world scenarios. Across production plants globally, engineered sealing solutions and technical expertise have played a role in addressing operational challenges, maintaining plant integrity, and enhancing safety.
The following case studies highlight some of the ways in which Flexitallic has partnered with fertilizer manufacturers to overcome critical sealing issues.
Algeria: reactor gasket failures
A nitrate plant experienced recurring gasket failures in a reactor due to the extreme temperature environment when graphite-based packing was breaking down under thermal oxidisation and chemical attack.
Flexitallic introduced Thermiculite packing, leading to an eightfold reduction in packing usage and eliminating leak-induced shutdowns. A successful trial resulted in the plant adopting the solution across multiple units. Flange degradation was halted, and operational safety significantly improved.
France: boiler NOX emissions
A nitric acid plant faced repeated shutdowns due to NO X leaks from degraded high-temperature packing. Additionally, NO X emissions triggered automatic investigations and fines from national health organisations.
Replacing the material with Thermiculite and applying correct torque calculations eliminated the leaks and ensured emissions compliance. Maintenance costs dropped and reliability increased.
Australia: crevice corrosion in heat exchangers
Three ammonia nitrate plants suffered gasket leaks due to severe crevice corrosion on heat exchanger flanges. A full repair of the tube sheet and channel gasket faces were attempted over several shut downs but proved unsuccessful due to complete metal deterioration from acid attack. Flexitallic conducted EN-1591 analysis and implemented Flexpro Kammprofile Gaskets faced with SIGMA® 500 restructured PTFE, along with specific torque and installation guidelines to ensure a proper seal. The upgrade successfully resolved the root cause of crevice corrosion, and the plant extended the service life of its heat exchangers, lowering overall maintenance costs.
US: flange warping
In one nitric acid train, excessive heat caused warping and sealing failure. Flexitallic custom-engineered a Change Gasket to accommodate the irregular flange profile. The tailored fit restored reliability and avoided the need for extensive flange rework.
US: standardisation challenges
Another US plant experienced temperature-related sealing failures due to inappropriate gasket selection. Flexitallic recommended a spiral wound gasket with 321 Stainless Steel, Thermiculite 835 filler with inner ring upgrades to prevent buckling. The plant standardised its sealing approach, reducing the margin for installation error.
India: thermal shock at start-up
Thermal shock during start-up caused leaks and unsafe hot-torquing activities, leading to frequent delays to the plant operation. The Change Gasket upgrade eliminated the need for hot torque adjustments, improving site safety and operational consistency.
Supporting a safer, smarter fertilizer industry
The fertilizer sector’s evolution towards safer, more efficient, and environmentally responsible production underscores the critical role of reliable sealing technologies. The development of advanced products, digital solutions, and engineering expertise can help combat the challenges faced by producers across the globe.
Proven technologies enable fertilizer manufacturers to strengthen asset integrity, reduce emissions, and maintain continuous, compliant operations, even under the most demanding conditions.
Lucas de Clercq, Alsys International, the Netherlands, evaluates ways of optimising fertilizer production through laboratory automation.
In fertilizer manufacturing, achieving and maintaining precision, consistency, and speed are essential for ensuring high product quality while also minimising operational costs and material waste. As the demand for reliable and scalable production increases, laboratory automation is becoming an indispensable part of modern fertilizer manufacturing. Recognising this need, companies, such as Alsys International, are developing automated robtic solutions tailored specifically to the fertilizer industry. Robotic solutions can automate the entire sample preparation and integrated analysis workflow, operating 24 hours a day, seven days a week. This article explores how this type of laboratory automation enhances overall process efficiency, enables real-time data-driven decision-making,
and contributes to significant operational cost reductions across production facilities.
The role of lab automation
Fertilizer production is a continuous, high-throughput industrial process, where quality control plays a central role in ensuring each batch meets strict nutrient content specifications. Traditional laboratory workflows in fertilizer plants are typically manual and labour-intensive. These methods involve technicians collecting, preparing, and analysing samples at fixed times throughout the day. Such workflows can result in long delays between sample intake and the availability of analytical results.
These delays pose a risk to operational efficiency. When there is a lag in feedback, production teams may not be able to make timely adjustments. As a result, operators often practice caution by overdosing nutrients to avoid producing off-spec material. While effective in avoiding compliance issues, this practice results in significant overuse of expensive raw materials.
These robots, such as the Alsys Lab Robot, are designed to address these operational challenges. Installed either within the production area or in close
Figure 1. Complete end-to-end system: automated volumetric and gravimetric methods, live robot monitoring, on-board chemical tracking and smart sample prioritisation – all in one compact unit.
proximity, robots can take over the entire sample preparation process. This includes essential steps such as dosing, reagent addition, heating, stirring, filtration, and automated routing of samples to integrated analytical modules. By doing so, it enables consistent and frequent sampling without the need for manual labour at every step.
The robot can operate continuously and autonomously, reducing the turnaround time between sample intake and analysis results. Once analyses are complete, data is automatically uploaded to the facility’s laboratory information management system (LIMS) and becomes immediately accessible to plant operators and production engineers. This creates a seamless feedback loop, enabling real-time decision-making based on current product data rather than delayed reports. As a result, production processes can be steered with higher accuracy and stability, leading to a more consistent final product and reduced risk of quality deviations.
Technical integration: sample to system
Robots can integrate several advanced analytical techniques within a single automated platform, providing a comprehensive quality assessment of fertilizer products. These integrated techniques include:
n Density measurement: monitors product density to track concentration levels and identify deviations in material uniformity.
n Moisture analysis: determines moisture content to optimise the drying process and prevent energy waste due to over-drying.
n pH and free acid measurement: assesses chemical stability and ensures that acidity levels are within safe and compliant ranges.
n Ion chromatography: performs high-precision quantification of essential nutrient ions, including nitrate, ammonium, phosphate, and others, enabling exact nutrient formulation control.
n Inductively coupled plasma (ICP) spectrometry: enables trace-level detection of heavy metals in both fertilizers and raw materials, supporting compliance with environmental and safety regulations.
Sample containers are prepared by operators and placed into the system. Each container is equipped with RFID tagging, ensuring traceability and method selection accuracy. Once inside the system, the Alsys Lab Robot’s MultiGripper handles the sample and moves it through the modular layout of the robot. Each analytical or preparation module carries out its specific function – adding chemicals, applying heat, stirring, filtering, or analysing – according to the pre-configured method for that sample.
The modular architecture allows the robot to perform multiple operations in parallel. This means that while one module heats a sample, another may be dosing reagents or measuring density on a separate sample. The robot is capable of processing multiple samples in sequence, executing multiple analytical methods simultaneously. This parallel processing
Figure 2. The modular Alsys Robot automates laboratory sample handling and reagent-dosing, delivering consistent, high-throughput analysis around the clock.
dramatically increases lab throughput and ensures analytical consistency.
Quantifying raw material overuse
One of the most impactful outcomes of automating lab analysis is the reduction of raw material overuse. In the absence of timely and reliable lab data, many fertilizer producers adopt a conservative strategy: adding slightly more of each nutrient than required. While this helps ensure that all batches meet legal minimums, it results in substantial excess use of nitrogen, phosphorus, and potassium – each of which is costly.
To illustrate, consider a production facility that manufactures 1.3 million tpy of granular fertilizer. A routine overdosage of just 0.1% for each key nutrient – nitrogen (N), phosphorus (P 2 O 5 ), and potassium (K 2 O) – can add up to more than €4.7 million in extra raw material costs each year. This estimate is based on current raw material prices and standard NPK formulations.
Figure 3. The cloud-based Alsys Data dashboard gives operators a real-time view of instrument status, sample queues and key performance indicators from any device.
Automation helps eliminate this margin of overuse by providing operators with real-time nutrient analysis results. Instead of working with outdated or infrequent data, production can be steered precisely toward the target nutrient levels, without relying on broad safety margins. These savings are proportional to the scale of production, making automation particularly cost-effective for large-volume operations.
Enhancing energy efficiency
In addition to raw material savings, laboratory automation can improve energy efficiency, particularly in the granulation and drying stages of fertilizer production. Moisture levels must be carefully controlled to meet product specifications, but inconsistent monitoring often leads to excessive drying. This results in unnecessary energy consumption, increased equipment wear, and reduced efficiency.
By delivering fast, reliable moisture analysis, robots allow operators to fine-tune the drying process in real time. When drying is optimised, plants can reduce gas and electricity use without compromising product quality. For example, a 10% reduction in material recycle rates, combined with a 3% improvement in drying accuracy, can yield annual energy savings exceeding €160 000.
Furthermore, the system’s ability to perform routine control samples and calibrations ensures data accuracy over time. As operators develop confidence in the system’s consistency, they are more likely to make proactive process adjustments, further improving efficiency.
Implementation in real-world operations
Successfully integrating laboratory automation into an existing facility requires thoughtful planning and alignment with current workflows. Robots can be designed for flexibility and modular deployment,
meaning they can be retrofitted into various laboratory layouts without requiring large infrastructure changes.
The Alsys Lab Robot is compatible with standard labware and interfaces seamlessly with common LIMS platforms, reducing barriers to adoption. Training plant staff typically takes less than a week,
GRANULATION DRYING
All kinds of Rotary Tubes and Fluid Beds for treatment of granulated and
focusing on practical use, sample intake protocols, system alerts, and troubleshooting procedures.
Maintenance requirements are minimal. The robot is designed to run unattended for up to four days, with automated monitoring systems that notify operators when reagent levels are low or when maintenance is due. Quarterly maintenance cycles ensure reliable operation with minimal downtime.
In one real-world deployment, introducing the robot reduced the laboratory’s daily workload by over 85%. The facility was able to eliminate night shifts and redirect its technical staff to research and method development. Operators gained more confidence in the quality data provided by the robot, leading to faster, data-driven decision-making on the production floor.
Reliability and maintenance considerations
Automated systems must maintain high reliability to deliver consistent benefits. Robots can incorporates self-checking routines and calibration standards to detect deviations before they impact operations. Consumables and reagents are stored in easy-access compartments, and remote monitoring allows for predictive maintenance alerts.
Key design features of the Alsys Lab Robot include:
n Enclosed analysis chambers to prevent contamination.
n Redundant safety checks on heating and dosing modules.
n Fail-safes for sample handling to prevent spillage or mislabeling.
n Automated QC analysis in the robot by QC samples (every 6 hours).
These engineering features ensure that the robot can deliver reliable, unattended performance across multiple days of continuous use.
Objective use of data: empowering operators
In many production facilities, there is a disconnect between data availability and timely operational action. Even when lab results are accurate, delays in data delivery often prevent operators from using them to their full advantage.
With real-time, robot-generated data, that gap is closed. Operators have immediate access to reliable, actionable information – such as nutrient concentrations, pH levels, and moisture content. This fosters a more objective and responsive approach to managing production variables.
Beyond technical improvements, this also brings about a cultural shift. When operators trust the data, they are more likely to sample more frequently, fine-tune process parameters, and proactively prevent quality deviations. Over time, this creates a culture of continuous improvement, where each decision is backed by accurate and up-to-date information.
Limitations and future development
While the benefits of laboratory automation are substantial, there are limitations to what it can achieve. Tasks requiring human interpretation, such as method development or unusual test procedures, still require skilled analysts. Likewise, plants producing highly variable or small-batch products may find full automation less suitable.
To expand its applicability, Alsys International continues to develop additional capabilities for its Lab Robot platform. Upcoming features include: n Connectivity with cloud-based platforms for remote monitoring and control.
n AI-driven algorithms for automated error detection and resampling recommendations.
These enhancements aim to evolve the robot from a QA/QC tool into a comprehensive, intelligent partner in fertilizer production.
Conclusion: a smarter path to precision fertilizer
Every fertilizer manufacturing plant operates with its own set of raw materials, processes, and quality requirements. However, the need for faster, more accurate, and more actionable data is universal across the industry. Laboratory automation provides a critical bridge between production and quality assurance.
By eliminating delays, reducing resource overuse, optimising energy consumption, and empowering staff with real-time data, systems like the Alsys Lab Robot are redefining what is possible in fertilizer production. Automation is no longer a luxury or novelty. For producers looking to enhance competitiveness and ensure consistent product quality, it is a strategic necessity – and a path toward a more intelligent, efficient, and data-driven future.
Figure 5. Accuracy, efficiency, and transparency are the three pillars that underpin every Alsys solution – driving reliable results you can trust.
Figure 4. Robotic analyser module for automated titration.
Svenja Blechmann, Steinmüller Engineering, Germany, discusses the use of digital twins for monitoring and optimising the performance of ammonia waste heat boilers in nitric acid production.
Digital twins of complex plants or plant components have become well-established tools for process monitoring and optimisation.
In the architecture of such digital twins, a distinction is made between online and offline, and between remote and on-site installation. This results in four possible combinations of how such a digital twin is designed and used.
In the following, the added value of a digital twin of an ammonia (NH3) waste heat boiler will be highlighted. Such waste heat boilers are critical equipment in nitric acid HNO3 production. Their performance is crucial for the overall performance of the fertilizer production.
Digital twin
The digital twin operates in parallel to the actual plant and simulates its production process. Comparison between the
actual performance values and the simulation results of the digital twin enables various assistance services.
The digital twin is designed to evaluate and monitor operating conditions and to detect deviations from regular performance.
A digital twin can be developed on the basis of a DimBo® model for the thermodynamic simulation of the associated steam generator. The model is designed for the simulation of steam generators in steady-state operation. It is capable of handling complex systems of components for heat exchange and medium conversion.
The steam generator is represented by a mathematical model, a so-called flow schematic. For all of the usual components in steam generator design, the corresponding circuit elements are defined and can be adapted to the desired functions by parameters. The DLL version of DimBo is used in the digital twin to simulate the process.
In a continuous cycle with adjustable time intervals, measurement values are extracted from the control system’s database, process calculations are performed, and key performance indicators (KPIs) are returned to the database.
Based on the measurement values, the simulation determines the intermediate and outlet process conditions that can be expected according to the plant’s design and control philosophy. KPIs, defined as relations between actual and expected parameters, indicate a malfunction of the plant, if they are found outside of a certain confidence range.
The deviation between actual measurement values and calculated values can also be defined as KPIs, but it is not limited to that.
KPIs
The KPIs can be set according to the requirements at site and include material temperatures, process gas temperature at different stages of the process, and efficiency of the heating surfaces. Based on the KPIs obtained, data on the database can then be used to trace tendencies, generate reports, and display advice and warnings with escalating severity levels.
Considering material temperatures as KPIs will support operators to determine remaining lifetime of their equipment and to detect severe operating conditions at a very early stage. Also, historical operating data can be re-calculated in the digital twin to obtain information on material temperatures of different heating surface sections to perform a remaining lifetime assessment. In case of failures, the re-calculation of historical data may support the evaluation of root causes at the site.
Setting the mass and energy balance as a KPI will give the operator the opportunity to detect malfunctions in the instrumentation; out-of-range measurements are erroneous when the overall mass and energy balance is in line with design conditions.
The thermal efficiency and, correspondingly, the evaluation factors for all heating surface packages will enable the operator to detect any malfunctions due to increased fouling as well as the occurrence of any leakages since any deviation in efficiency will be directly displayed in the graphical interface.
Linked to the efficiency of heating surfaces, the circulation ratio of each heating surface can be back calculated in the digital twin. In this way, any high steam contents in any evaporator heating surfaces or any low mass flow densities due to changed operating conditions can be avoided and countermeasures can be developed and initiated immediately.
In addition, pressure drop on critical parts such as a steam superheater or the process gas cooler across different sections inside of the waste heat boilers can be calculated by the digital twin, and values for increased or decreased load can be predicted to give more information to the operators.
Operation modes
In the first stage, the digital twin can be developed as an Excel-based provisional solution for testing and tuning in ‘offline-remote’ mode. If the plant owner wishes to operate the monitoring as a permanent service and use the calculated KPIs for visualisation, report generation, and eventually for operational optimisation, the digital twin can be provided with a user interface (GUI) as an ‘online - on-site’ solution and be integrated into the IT infrastructure of the plant operator. In this case, there is no data security risk involved as data does not leave the operators environment.
Results and solutions derived from digital twin
In an advanced application, the digital twin is utilised for optimisation of control loops, e.g. condition-based
Figure 1. Overview digital twin interface.
Figure 2. NH3 waste heat boiler during manufacturing.
Figure 3. Process data from digital twin for predictive operation.
SHORT COURSES: SEPTEMBER 15, 2025
SYMPOSIA: SEPTEMBER 16-18, 2025
GEORGE R. BROWN CONVENTION CENTER | HOUSTON, TX
The Turbomachinery & Pump Symposia is recognized worldwide as the industry’s must-attend event. Connect with over 4,700 delegates, meet with leading suppliers, observe product demos, and get answers to your technical questions.
We look forward to seeing you in Houston!
4,768 ATTENDEES 48 COUNTRIES 298 EXHIBITING COMPANIES
HOSTED BY
operation of cleaning devices, to operate the plant at its techno-economical optimum.
Operation conditions for pre-defined operating modes can be predicted by a digital twin and will support the operators to monitor increasing fouling of heating surfaces and to determine maintenance and inspection intervals. It is also possible to predict operation with increased fouling or to predict the performance after cleaning to define the optimum point in time for shut down and cleaning intervals.
Using a digital twin, the operational state of control heating surfaces can be monitored. As a result, plant performance can be predicted for control heating surfaces on/off modes.
Example application
Figure 1 displays the data of a digital twin already installed in a nitric acid plant with two control evaporators.
Control evaporator heating surfaces can be switched into or out of operation to increase or decrease the process gas outlet temperature. Having a digital twin in place will allow the operator to retrieve the impact on plant performance based on the actual fouling of the heating surfaces. In this way, the best time to switch the operation mode of a control evaporator can be determined. The digital twin will not only give the operator information about the process gas outlet temperature but also about the impact on steam generation, steam control loops, and the oxidation rate.
In addition to the impact on the process gas outlet temperature, the impact on steam production will also be calculated for the different prediction cases. The operator
will also receive information about the devices which are regulating the steam temperature and about the material temperatures in the steam temperature based on increased or decreased steam flow. Also, the material temperatures of the control evaporators will be monitored and predicted considering the different operational modes and process gas outlet temperatures which will vary over a certain number of campaigns due to increased fouling.
The values at the battery limits of the digital twin can be transferred to an overall plant simulation to get the full set of information on how a decrease in process gas outlet temperature may impact any tertiary nitrous oxide (N 2 O) abatement or to evaluate the impact on the economiser due to increased boiler feedwater flow.
Post-oxidation in nitric acid plants
For the first digital twin application in heat recovery boilers of nitric acid plants, the DimBo calculation procedure had to be enhanced. Two different tools were formerly used for the design of such boilers:
n DimBo for the heat transfer calculation between synthesis gas and water/steam.
n OXY for the prediction of nitric oxide (NO) exothermal converted to nitrogen dioxide (NO 2 ) during the travel time of the synthesis gas from the burner/catalyst through the boiler.
Each calculation has a significant impact on the other calculation and therefore an iteration from one tool to the input of the other tool was necessary until the parameters became stable and a final result was achieved. Since this iteration with different tools and manual transfer of data between the tools is not appropriate for digital twin applications, the calculation of the NO to NO 2 conversion was integrated into DimBo.
This improvement, initially necessary for the digital twin, also provides a benefit for the interactive use of DimBo during the design phase of a corresponding boiler.
Moreover, based on this, it is possible to forward the information about the gas composition for different load cases and different operation modes to any abatement technologies downstream of the waste heat boiler to optimise the abatement by optimising the operational parameters.
Conclusion and outlook
Based on the above-described functions, digital twin technology offers operators the possibility to monitor plant condition, even for parameters which cannot be measured directly, and to identify causes of deviation in the performance at a very early stage. It can also be used for historical data to determine the remaining lifetime of the equipment or to evaluate the root cause of any failure. This will result in more confidence about plant performance, an early detection of anomalies, longer lifetime, and less wear of the equipment.
There is also huge potential to transfer the technology to other types of plant. All forms of energy recovery from waste (WtE = waste to energy) or chemical plants promise high potential. Steinmüller Engineering is deeply involved in the development of digital twins in these areas.
Figure 4. 3D model of NH3 waste heat boiler.
fertilizer production
Pascal Gaillot, Yokogawa
Europe, considers the role that process analysers can play in producing green and blue fertilizer.
Fertilizer production remains a crucial global industry, ensuring sufficient agricultural yields for food and feed production. In an era of geopolitical uncertainty, market fluctuations, and increasing environmental regulations, the fertilizer sector is not only growing but also undergoing a transformative shift toward sustainable production. As nations
strive for food security while minimising their environmental impact, the demand for sustainable fertilizers, such as green and blue fertilizers, is rapidly increasing.
A key challenge for the fertilizer industry is reducing its carbon footprint. Traditional fertilizer production relies heavily on fossil fuels, primarily natural gas, as a feedstock for
ammonia synthesis, the foundation of most fertilizers. Fertilizers generally consist of three primary macronutrients: nitrogen (N), phosphorus (P), and potassium (K), commonly referred to as NPK. These components are crucial for plant growth, with nitrogen promoting leaf and stem development, phosphorus supporting root growth and flowering, and potassium enhancing overall plant health and disease resistance. There is a distinction between fertilizers used for food production and those used for feed production. Food-grade fertilizers primarily support crops meant for direct human consumption, such as grains, vegetables, and fruits. Such ‘food grade’ NPK-fertilizer typically consists of approximately 80% phosphorus, 8% nitrogen, and 8% potassium, as well as trace elements. On the other hand, feed-grade fertilizers are used in cultivating crops like corn, soybeans, and alfalfa that are fed to livestock. These feedstocks consist of approximately 45% nitrogen, 35% phosphorus, and 15% potassium,
alongside trace elements. Both categories require tailored nutrient formulations to ensure optimal yield and quality, but the environmental impact and sustainability strategies may vary depending on the intended use.
The production of ammonia, the key precursor for nitrogen-based fertilizers, is highly energy-intensive and contributes significantly to global carbon dioxide (CO2) emissions. However, technological advancements and the integration of process analysers are playing a pivotal role in steering the industry toward greener alternatives. Process analysers can help optimise efficiency, reduce emissions, and enable the transition to environmentally friendly fertilizer production. This article explores how process analysers contribute to green and blue fertilizer production, and how they support the industry’s strategy to significantly reduce CO2 emissions.
Understanding blue and green fertilizers
Before delving into the role of process analysers, it is essential to define green and blue fertilizers. Green fertilizer refers to ammonia production that uses renewable energy sources, such as wind, solar, or hydropower, combined with electrolysers that generate hydrogen via water electrolysis. This method eliminates fossil fuel dependence and results in near-zero CO2 emissions.
Blue fertilizer, on the other hand, involves ammonia production where CO2 emissions from traditional steam methane reforming (SMR) are captured and stored using carbon capture and storage (CCS) technology. While blue fertilizer is not entirely carbon-neutral, it significantly reduces emissions compared to conventional methods, making it a transitional solution toward full sustainability.
Theoretically, global energy consumption by the fertilizer industry can be reduced by almost 40% and greenhouse gas (GHG) emissions by almost 60% through implementing new technology. This is positive in the context of an ongoing replacement of old technology over the next decades.
Besides the need to implement new technology, geopolitical circumstances are influencing the CO2 emissions connected with
Figure 1. Fertilizer use per hectare of cropland.
Figure 2. General architecture of the Visual Mesa® digital twin technology.
fertilizers. Conflicts like Russia and Ukraine, China and Taiwan, and even unrest in Kazakhstan and Belarus have significantly impacted the agriculture market due to their world trade, as a tense environment hampers the free flow of trade like defoamer chemical from one point of the globe to another, potentially increasing the CO2 emissions generated by shipping lines and train or truck miles.
How process analysers support the production of green and blue fertilizers
Process analysers play an instrumental role in enabling and optimising green and blue fertilizer production by providing real-time monitoring, control, and optimisation of chemical processes. Their implementation in various stages of fertilizer production offers numerous advantages, including efficiency improvements, emission reductions, and cost savings.
Monitoring and optimising hydrogen production for green ammonia
Hydrogen is the fundamental building block of ammonia, and in green ammonia production it is sourced from water electrolysis powered by renewable energy. Process analysers are essential for monitoring key parameters such as hydrogen purity, electrolyser efficiency, and energy consumption.
Gas chromatography (GC), like Yokogawa’s GC8000 analyser solution, ensures that hydrogen meets stringent quality standards, reducing inefficiencies in downstream ammonia synthesis.
Additionally, process analysers help optimise electrolyser operations by detecting impurities and fluctuations
in feedstock quality, thus improving the longevity and performance of the electrolysers. This real-time analysis helps mitigate potential inefficiencies that could lead to increased energy consumption and operational costs.
Enhancing CCS in blue fertilizer production
For blue ammonia production, capturing and sequestering CO2 is crucial to reducing its environmental impact. Process analysers enable precise monitoring of CO2 separation and storage, ensuring minimal emissions escape into the atmosphere. Infrared-based technologies, like Yokogawa’s TDLS8000 series tunable diode laser spectrometer, are widely used to monitor CO2 levels in gas streams, providing accurate measurements to enhance CCS efficiency.
Moreover, process analysers contribute to optimising the chemical scrubbing process, where CO2 is separated from flue gases. By continuously measuring gas compositions, these analysers allow for real-time adjustments in absorption and desorption processes, ensuring maximum carbon capture rates and minimising energy losses.
Process control in ammonia synthesis for sustainable production
Regardless of whether the ammonia is produced via green or blue methods, its synthesis through the Haber-Bosch process remains an energy-intensive step.
By continuously monitoring reaction parameters, process analysers facilitate precise control over catalyst performance, reaction efficiency, and product yield. This leads to optimised resource utilisation, reduced energy consumption, and lower GHG emissions.
A podcast series for professionals in the downstream refining, petrochemical and gas processing industries
EPISODE 1
Alan Gelder, Senior Vice President of Refining, Chemicals and Oil Markets at Wood Mackenzie, provides a review of downstream markets in 2024 and looks ahead to what 2025 may hold for the sector.
EPISODE 2
Dr Klaus Brun, Global Director of Research & Development, Ebara Elliott Energy, joins us to discuss the progress that is being made towards adapting centrifugal compressors for high-speed hydrogen compression.
EPISODE 3
Peter Davidson, CEO of the Tank Storage Association (TSA), joins us to discuss the essential role that the tank storage sector has to play in ensuring supply security and resilience, as well as in facilitating the energy transition.
EPISODE 4
Rasmus Rubycz, Market Manager for New Energy at Atlas Copco Gas and Process, considers how heat pumps as an industrial technology are gaining greater attention as a result of the increased drive for sustainability and the challenges and opportunities of electrification of process heat.
EPISODE 5
Mike Logue, Owens Corning Business Director – Specialty Insulation, delves into factors that can support the performance, safety and longevity of insulating systems installed in hydrocarbon processing environments, including cryogenic facilities.
EPISODE 6
Leakhena Swett, President of the International Liquid Terminals Association (ILTA), and Jay Cruz, Senior Director of Government Affairs and Communications, consider the key role of industry associations.
Listen and subscribe here
Furthermore, integrating artificial intelligence (AI) and machine learning algorithms with process analysers enables predictive maintenance and process optimisation. AI-driven data analytics can identify inefficiencies and suggest corrective actions, ensuring continuous improvements in ammonia synthesis.
Reducing nitrous oxide (N2O) emissions in nitrogen fertilizer production
Beyond ammonia, nitrogen-based fertilizers such as urea and ammonium nitrate contribute to GHG emissions through N2O, a potent GHG with a global warming potential significantly higher than CO2 (i.e. N2O/CO2 = 265/1). Process analysers equipped with non-dispersive infrared (NDIR) sensors and chemiluminescence detectors (CLD) enable continuous monitoring of N2O emissions, ensuring compliance with environmental regulations and identifying areas for emission reductions.
Energy efficiency optimisation through digital twin and advanced analytics
Digital twin technology, coupled with process analysers, is advancing fertilizer production by creating a real-time virtual representation of production processes. Digital twins enable manufacturers to simulate different operating scenarios, optimise resource allocation, and predict system failures before they occur. By leveraging real-time data from process analysers, digital twins such as Visual MESA® Greenhouse Gas Emissions Management (VM-GEM), developed by KBC (A Yokogawa Company), provide insights into energy efficiency. This allows fertilizer producers to reduce waste, optimise energy usage, and lower production costs. These capabilities are particularly critical
for the adoption of green fertilizer production, where energy efficiency determines economic viability.
The future of process analysers in sustainable fertilizer production
As the global demand for fertilizers continues to rise, the pressure to transition toward sustainable production methods intensifies. Process analysers are proving to be indispensable tools in this transition, enabling real-time monitoring, process optimisation, and emissions control. The future of fertilizer production will likely see an increasing reliance on digitalisation, AI integration, and smart sensors, further enhancing the capabilities of process analysers.
Governments and industry leaders are recognising the significance of green and blue fertilizers in achieving climate goals. Policies promoting carbon pricing, subsidies for green hydrogen projects, and stringent emission regulations will drive further investments in process analytical technology. As the industry moves toward net zero targets, pro/lysers will remain at the forefront of innovation, ensuring that sustainable fertilizer production is not only environmentally responsible, but also economically viable.
In conclusion, process analysers are enabling efficient hydrogen production, optimised carbon capture, improved ammonia synthesis, and reduced GHG emissions within the fertilizer industry. By integrating these technologies, manufacturers can significantly lower CO2 emissions and contribute to a more sustainable agricultural future. The adoption of green and blue fertilizers, supported by advanced analytical technologies, will play a crucial role in meeting global food security demands while mitigating environmental impact in these turbulent geopolitical times.