Carbon capture is a critical technological pathway for cement decarbonization. That’s a challenge. But there are ways to make it easier. Like converting to oxyfuel combustion. Oxyfuel raises the CO2 concentration in cement plant exhaust gases and makes capturing that CO2 much more cost-efficient.
Here at KHD we’ve been involved in oxyfuel development since 2010. We also come with a long history of excellence in innovation, plant design, and process engineering. So, when it comes to implementing oxyfuel at your cement plant, we are your expert partner.
Discover more on our website or connect with our experts to discuss your specific oxyfuel application needs and let’s deliver Cement beyond Carbon together.
CONTENTS
03 Comment
05 News
REGIONAL REPORT: CANADA
10 Canada’s Carbon-Cutting Crusade
Cement Association of Canada explores an action plan designed to help decarbonise the cement industry.
16 Developing Winners
Andrew Stewart, Lafarge Canada, provides a framework for reviewing new ideas and potential solutions to help decarbonise the cement industry.
ADDITIVES & GRINDING AIDS
24 The Additive Advantage
Puja Nijjer, Saint Gobain Construction Chemicals, explains how the use of additives can help make cement production more sustainable and profitable.
31 Constructing With Chemistry
Dr. Davide Zampini, Cemex, explains the importance of chemical admixtures as a key enabler of sustainability in the construction materials industry.
41 Cutting Costs & Emissions
Thaís Araujo Lemos da Silva, Potito D’Arcangelo and Fengjuan Liu, MAPEI, explain how water reducing additives can help to achieve sustainability and reduce the costs of cement and concrete production.
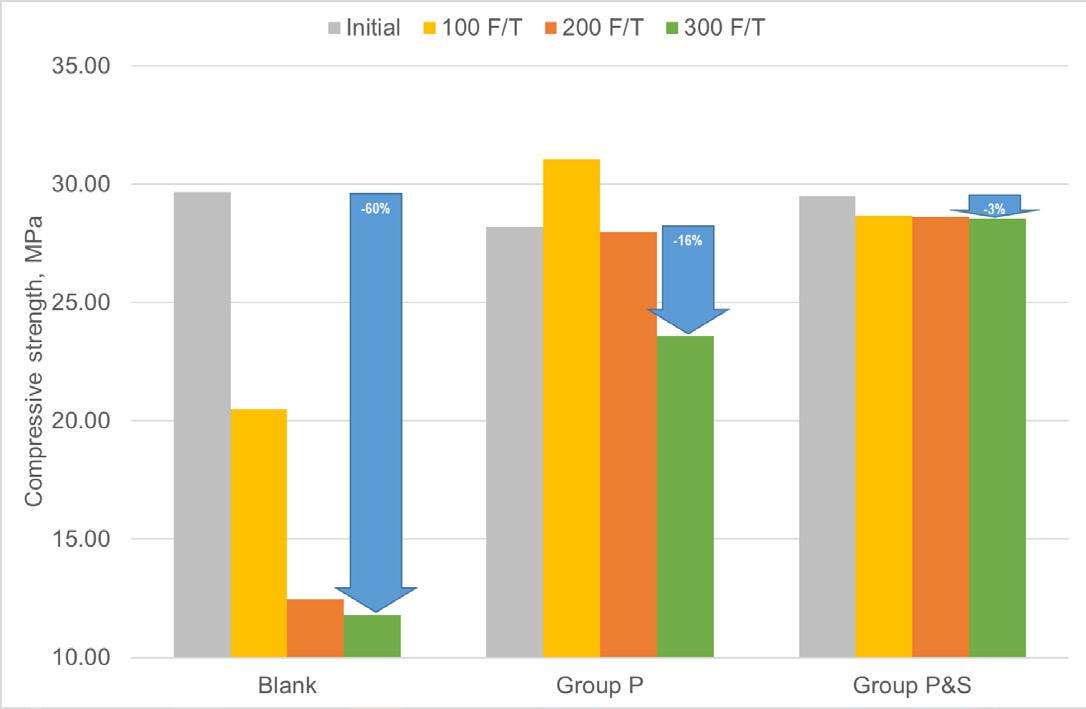
47 Success With Siloxane
Dr. Dmitry Davydov, James D. Greene and Dr. Wei Cai, WACKER, explain how cementitious materials can be protected and improved using oligomeric siloxane based technology.
51 Advice About Cement Additives
Martyn Whitehead and Suhaila Thien, Fosroc, explore the best practices for cement additive quality control.
ON THE COVER
CALCINED CLAY
55 The Calcined Clay Way
Dr S B Hegde explores the role of calcined clay and discusses mineralogy and chemistry, production technologies, and challenges in achieving optimal pozzolanic properties.
CLINKER COOLING
61 Infrared Insights
Derek Stuart, AMETEK Land, explains how advanced infrared measurement systems can optimise clinker cooling.
CONDITION MONITORING
64 Building Resilience
Jeremy Woolf, Waites, explains how predictive maintenance and condition monitoring offer a proactive approach to equipment management.
ALTERNATIVE FUELS
69 Dry & Mighty
Yves Marc Schade, stela Laxhuber, explains the role of low-temperature belt dryers in facilitating the increased use of alternative fuels.
73 Navigating Variance
Hector Montellano, UNTHA shredding technology, explores best practices and technical considerations for the preparation of alternative fuels.
77 Phasing Out Fossil Fuels
Lars Jennissen, N+P, explains how milled pellets can help speed up the cement industry’s transition away from fossil fuels.
When a problem arises, quick action is essential. That’s where #TheFieldServiceTeam from thyssenkrupp Polysius comes in! The experts not only identify issues early, but also resolve them quickly on-site. Equipped with advanced tools, they can visually inspect your plant or use high-tech scanners to measure it – both within the cement industry and other sectors.
#TheFieldServiceTeam operates globally, adapting flexibly and efficiently to every situation, even on third-party equipment.
Find out more at: https://the-field-service-team.com
WE MOVE INDUSTRIES
HEKO offers the whole range of chains, rollers, sprockets and scrapers for reclaimers. HEKO products are proven in thousands of bucket elevators and conveyors, worldwide.
Our components for the cement industry: central chains, link chains, reclaimer chains, sprockets, bucket elevators and clinker conveyors.
COMMENT
rod.hardy@palladianpublications.com
Sales Manager: Ian Lewis ian.lewis@palladianpublications.com
Sales Executive: Sophie Birss sophie.birss@palladianpublications.com
Head of Events: Louise Cameron louise.cameron@palladianpublications.com
Digital Events Coordinator: Merili Jurivete merili.jurivete@palladianpublications.com
Digital Administrator: Nicole Harman-Smith nicole.harman-smith@palladianpublications.com
Administration Manager: Laura White laura.white@palladianpublications.com
Reprints reprints@worldcement.com
SDAVID BIZLEY, SENIOR EDITOR
eptember is the month when summer in the northern hemisphere officially transitions into autumn (though if you speak to anyone from the UK they might be surprised to learn that summer had even started). With the autumn equinox due to take place on 22 September, summer will be officially over and winter will be lurking just 2 months away.
With the weather gradually turning, and the days shortening, it’s vital to have something to look forward to. What luck then, that September also marks the official launch of ticket sales for the 2025 edition of EnviroTech: The Gateway to Green Cement!
Although the cement industry is making great strides towards decarbonisation, much work remains to be done. That’s why on 9 – 12 March, in Athens, Greece the World Cement team will once again be hosting cement industry leaders, technical experts, and other stakeholders from around the world to share insights and expertise on the cement industry’s decarbonisation process.
SUBSCRIPTIONS
Annual subscription (published monthly): £160 UK including postage/£175 (€245) overseas (postage airmail)/US$280 USA/Canada (postage airmail). Two year subscription (published monthly): £256 UK including postage/£280 (€392) overseas (postage airmail)/US$448 USA/Canada (postage airmail). Claims for non receipt of issues must be made within 4 months of publication of the issue or they will not be honoured without charge.
Applicable only to USA and Canada: WORLD CEMENT (ISSN No: 0263-6050, USPS No: 020-996) is published monthly by Palladian Publications, GBR and is distributed in the USA by Asendia USA, 17B S Middlesex Ave, Monroe NJ 08831.
Periodicals postage paid at Philadelphia, PA and additional mailing offices. POSTMASTER: send address changes to World Cement, 701C Ashland Ave, Folcroft PA 19032
With a format specifically tailored to foster networking and knowledge-sharing, over the course of three days EnviroTech Athens will feature a full presentation agenda, in-depth panel discussions, Q&A sessions, and multiple networking events. And all of this will take place in the comfort of the Divani Caravel Hotel, a five-star luxury venue right in the heart of Athens. And that’s not all: tickets purchased before 30 September will benefit from our early bird rate, saving you €325. Our inaugural show in Lisbon earlier this year was sold-out, so book now to secure your place and avoid disappointment. You can also find more information about what’s going on and who’s taking part on pgs 22 – 23.
So, if you want to be a part of the decarbonisation discussion, share your insights, and learn from cement industry leaders, then make sure to clear a space in your diary and head over to www.worldcement.com/envirotech2025 to book your tickets and accommodation. Alternatively, you can use the QR code below:
In the meantime, I hope you enjoy the September issue of World Cement (and our Bulk Materials Handling Review - BMHRsupplement).
YOUR PARTNER FOR CALCINED CLAY FIVES,
Fives’ comprehensive solution for full clay activation provides high flexibility optimizing each of its 5 independent process stages, guaranteeing the best overall performance with the widest range of clays and heat sources.
Our patented color control process allows particularly cement and SCM customers to achieve their targets even with high iron content clays.
ROHRDORFER ZEMENT has selected Fives for the supply of its calcination unit in Germany as the more efficient solution in terms of reliability, flexibility and color. Contact us for more details on this and other solutions for reducing CO2 emissions.
Clay raw material
Calcined clay
Clay calcined with color control
Tests performed in Fives FCB’s calcination pilot plant on samples with up to 16% iron content
NEWS
Fortera secures US$85 million to accelerate the global deployment of low-carbon cement production
To meet the growing demand to lower the cement industry’s carbon emissions, advanced materials manufacturer Fortera secured US$85 million in Series C funding to scale the deployment of its low-carbon cement technology that integrates with existing infrastructure.
The round included participation from previous investors Khosla Ventures and Temasek and first-time investments from Wollemi Capital, NOVA by Saint-Gobain, Presidio Ventures, and Alumni Ventures. With operations at the company’s Redding ReCarb Plant underway, Fortera is positioned to move forward with additional plants that will produce ReAct® green cement, which has 70% less carbon dioxide per ton than ordinary cement.
“Due to the scale of the industry, we won’t have an impact on emissions unless we have an economic pathway to expand globally”, said Ryan Gilliam, CEO and co-founder of Fortera. “With the launch of our first plant and the close of this funding round, we’re entering into the next phase of our development as a commercial project company to accelerate low- to zero-carbon cement deployment. It’s vital to have the financial means to put operations in place to commercialise our technology, and we are honoured to have the backing and expertise of some of the most knowledgeable investment firms in project finance and the cement and concrete industry as we carve the path to zero CO2 cement.”
Fortera’s ReCarb process bolts onto existing cement manufacturing plants, captures the industrial CO2 emissions from traditional cement production, and converts it to mineral form to achieve a ready-to-use low-carbon cement. Since the company’s process integrates into established infrastructure, including feedstocks, capital investments, logistics, and sales networks, the path to wide-scale commercialisation is shorter and more cost-effective. Fortera’s ReCarb technology operates at a significantly reduced kiln temperature and is compatible with renewable energy integration, which would further reduce emissions and enable zero CO2 cement production.
"To address carbon emissions in this challenging industrial sector, we need to make the best use of the resources already in place”, said Natalie Volpe, Director at Wollemi Capital. “Fortera does what previous green
cement technologies have failed to do – it works with cement companies to provide an accessible solution to a cleaner industry. The compatibility with today’s ecosystem makes us confident that Fortera’s process is the most effective technology to decarbonise cement and achieve meaningful climate impact more quickly. We are pleased to bring Wollemi’s expertise in financing next generation infrastructure projects to support the development of future plants.”
Fortera's technology is the result of over 100 000 hours of research and development, supported by more than 100 issued and pending global patents and over a decade of real-world product testing. The company’s ReAct cement, a unique form of calcium carbonate created from mineralised industrial CO2, matches the strength and durability of ordinary cement. It meets existing regulations and is ASTM-approved as a partial cement substitute. ReAct can be used alone or mixed with ordinary cement, reducing the carbon footprint of construction projects while maintaining strength and enhancing workability.
“Our investment in Fortera aligns with Saint-Gobain’s priority toward the decarbonisation of industries and our commitment of working with startups that are moving the world forward with sustainable innovations”, said Basma Kharrat, Vice President, External Venturing, Saint-Gobain. “We look forward to fostering our relationship with Fortera as they continue to evolve cement technology aimed at reducing environmental impact while also reducing carbon emissions through manufacturing facility upgrades.”
Fortera's recent achievements have earned national recognition, including being named the 2023 US National Winner for Outstanding Projects by the Net-Zero Industries Awards. Additionally, ReAct has been honoured as a Green Builder Media 2024 Sustainable Product of the Year.
Heidelberg Materials finalises award contract with US DOE for Mitchell, Indiana, cement plant
Heidelberg Materials North America has announced it has finalised award negotiations with the US Department of Energy’s (DOE) Office of Clean Energy Demonstrations (OCED).
Following negotiations, OCED awarded the Mitchell Cement Plant Decarbonisation Project as
part of its Industrial Demonstrations Program (IDP) with US$300 000 to begin Phase 1 of the project. The total OCED cost share is up to $500 million, and the initiation of Phase 1 is the first step of a multiphased integrated project demonstration that is intended to ultimately result in the construction and operation of full-scale carbon capture, transport, and storage at the company’s new state-of-the-art cement plant in Mitchell, Indiana. The funding builds on prior awards from the DOE toward successfully completing the Front-End Engineering and Design (FEED) work necessary to verify the project’s technical feasibility.
Participating in substantial cost share that will leverage up to US$500 million in DOE project funding, Heidelberg Materials’ award is part of OCED’s Industrial Demonstrations Programme providing up to US$6 billion in funding to demonstrate commercial-scale decarbonisation solutions needed to move energy-intensive industries toward net zero across the US. The Mitchell project is one of 33 projects selected across 20 states earlier this Spring.
The new Mitchell cement plant, which now produces more than triple its previous capacity, incorporates features to minimise energy consumption and enable the use of alternative fuels and raw materials to reduce greenhouse gas emissions. The proposed project for this funding award will capture, treat and prepare for storage or use, approximately 2 million tpy of CO2 from the cement plant.
“This critical milestone of bringing our project under award with the US Department of Energy is a significant step in building the first full-scale application of carbon capture and storage for the cement industry in the US”, said Chris Ward, President and CEO of Heidelberg Materials North America.
“We are making a substantial investment to lean in and lead on the deployment of full-scale CCUS in our industry, and the success of this project will play a meaningful role toward decarbonisation of the cement sector across the US and beyond”, continued Ward.
Heidelberg Materials is committed to leading the cement industry in developing viable carbon capture projects, which are essential to achieving the company’s ambitious sustainability goals.
Carbon Upcycling joins Portland Cement Association to accelerate industry decarbonisation
Carbon Upcycling, a leading decarbonisation and carbon capture & utilisation technology provider for hard-to-abate industries, announced its recent admission to the Portland Cement Association (PCA).
This marks a significant step in its mission to enhance sustainability and reduce the carbon footprint of cement production.
“We are thrilled to have Carbon Upcycling join us as a member of the Portland Cement Association, given our shared commitment to sustainability”, said Mike Ireland, PCA President and CEO. “Their efforts are helping the cement industry increase circularity and advance the industry’s commitment to achieving carbon neutrality.”
ECONOMICAL GRINDING REDEFINED
Pfeiffer vertical mills deliver! High power density and excellent energy efficiency keep your operating costs low and save you space – while low pressure loss, ultra smooth running and support for digital tools maximize the productivity and sustainability of your milling processes. Come talk to us!
Constantly improving sustainability – Getting it done!
NEWS
The US Department of Energy recently announced over US$1.2 billion in funding for PCA member companies to launch decarbonisation projects, as part of the Biden Administration’s Bipartisan Infrastructure Law and the Inflation Reduction Act. This federal investment underscores the cement industry’s ambitious steps towards carbon neutrality, with carbon capture, utilisation and storage (CCUS) companies, like Carbon Upcycling, playing a crucial role.
By partnering with international cement producers like CRH and Cemex, Carbon Upcycling is tackling industry-wide challenges and driving sustainability initiatives. These relationships are aimed to develop and implement technologies that significantly reduce carbon emissions in cement production.
“The most effective and credible pathway to decarbonising the cement industry is through strategic partnerships and collaboration with long-time industry leaders in the infrastructure sector”, stated Carbon Upcycling CEO, Apoorv Sinha. “Joining the PCA underscores our commitment to advance sustainable practices and substantially reduce carbon emissions. We look forward to forging a low-carbon, resilient future with our fellow members.”
Carbon Upcycling aims to drive the adoption of sustainable technologies, enhance industry standards, and influence policy to pave the way for a low-carbon future. The company, which recently achieved B Corp status, is currently developing its first-of-a-kind commercial carbon capture and utilisation system at Canada’s largest cement plant with Ash Grove, a CRH Company, leader and pioneer in the cement industry. The project, which will make low-carbon cement for use in the downstream concrete market, aligns with Canada’s national decarbonisation plan. The Vertua range produced by Cemex includes its CEM II A-L varieties of cement, readymix concrete and also extends to products including sprayed concrete, dry-silo and bagged mortar, and asphalt.
Designing more sustainable products and solutions is a key pillar of Cemex’s global Future in Action programme alongside decarbonising its operations, promoting a circular economy and enhancing biodiversity – with the ultimate goal of becoming a net zero business by 2050.
This news follows the announcement made by Cemex at the end of 2023, that it had achieved EPDs for products produced in Croatia and Spain and was continuing to pursue EPDs for its products across its EMEA (Europe, Middle East, Africa and Asia)
operations, which it has now achieved in both the UK and Poland.
Cemex Colombia sets new water management standards for cement
Cemex Colombia announced that 90% of the water required for cement production at its Santa Rosa plant is drawn from non-fresh water sources, setting a benchmark for water management in the country.
The plant sustains its manufacturing process using water sources, including rainwater, recycling systems, and zero water discharges.
The protocol for verifying water management at the plant was developed in collaboration with Environmental Resources Management (ERM), the world’s largest advisory firm dedicated to sustainability. Cemex’s efforts to preserve this resource are part of its Future in Action programmed, which focuses on achieving sustainable excellence through climate action, circularity, and natural resource management with the primary objective of becoming a net zero CO2 company by 2050.
MPA research confirms UK reclaimed clay and bricks can cut carbon emissions in cement and concrete
Using waste clay and brick in cement production could reduce the material’s embodied carbon by up to 30% and boost UK construction’s circular economy, according to a new report.
A two-year study led by the Mineral Products Association (MPA) with funding from Innovate UK has demonstrated that UK reclaimed clays and finely ground brick powder can be used as calcined clays in cement and concrete manufacturing to deliver lower emissions compared to the market-leading CEM I cement. The findings also confirmed that calcined clays from these sources have the potential to divert 1.4 million t of material from potential waste streams if the materials were adopted by the UK construction industry.
Dr Diana Casey, Executive Director, energy and climate change at the MPA said: “Using brick waste and reclaimed clays will not only lower carbon and reduce waste but has the potential to create a whole new market if these clays become widely used in the construction industry, helping to retain economic value in the UK, secure jobs and attract investment.”
ENERGY STAR Partner of the Year 20 Consecutive Years
Cement Association of Canada explores an action plan designed to help decarbonise the cement industry.
It has been a busy year for the Canadian cement and concrete industry. Sustainability is the top priority for all producers, as the Cement Association of Canada (CAC) continues to follow up on its Action Plan to net zero which launched last year. The industry is moving quickly on Environmental Product Declarations (EPDs), Portland-limestone cement (PLC), low carbon concrete, and carbon capture, utilisation and storage (CCUS). It is also working diligently to address the housing shortage as well as making significant investments to modernise infrastructure across Canada. Outside of Canada, the Canadian industry is leading the way through the
Cement and Concrete Breakthrough Initiative, and through its continued engagement with the Global Cement and Concrete Association.
Concrete zero
Last year CAC, together with its members and partners in the concrete sector, released its ‘Concrete Zero, Canada’s Cement and Concrete Industry Action Plan to Net-Zero’. This Action Plan shows that emissions reductions (from the 2020 baseline) of 40% by 2030, 59% by 2040, and net zero by 2050 are possible using today’s technologies.
It will take many actions to reach net zero by 2050. The Action Plan is based on the cement and concrete value chain, identifying at each stage where emissions reductions will come from. The plan focuses on the five C’s: clinker, cement, concrete, construction and carbon uptake. There is also a sixth bonus C where additional research and development is needed: CCUS.
EPDs
The Canadian cement and concrete industry has been a leader in the building materials industry on EPDs, confirming its sustainability improvements and ensuring the life cycle
environmental impact of its products are independently verified and transparent.
Both the cement and concrete sectors have fully embraced regionally-specific industry-wide average EPDs to quantify and confirm industry improvements in carbon reductions. All cement facilities in Canada have also published facility specific EPDs and an increasing number of concrete producers have as well for specific products including ready-mix, precast, masonry, and pipe. Together, these disclosures place the cement and concrete industry far ahead of industry peers when it comes to environmental transparency.
PLC
With the cement pillar of the association’s Action Plan accounting for 19% of emission reductions on the path to net zero, PLC is one of the most immediate solutions CAC is advocating for to lower the industry’s emissions. PLC is a more sustainable, lower carbon cement that reduces CO2 emissions by up to 10% while still producing concrete of equivalent performance, including comparable strength and durability, to concrete produced with traditional Portland cement.
In use in Europe for over 35 years, PLC is gaining popularity in Canada. Many of CAC’s member cement plants have transitioned to PLC exclusively.
Low carbon concrete
Low carbon concrete plays a large role in meeting sustainability goals, particularly the association’s target reduction of 40% by 2030. CAC has been working with concrete producers, engineers, architects, and all levels of government to increase the usage of low carbon concrete.
CAC partnered with Concrete Canada (formerly Canadian Ready-Mixed Concrete Association) and its provincial partners to develop ‘Concrete Carbon: A Guideline for Specifying Low Carbon Ready Mixed Concrete’.
The document provides guidance on how to specify low carbon concrete using a project concrete carbon budget approach that also supports achieving performance and constructability needs.
The guide includes information on essential areas of knowledge for sustainable concrete specifying, including EPDs, industry average self-declarations, performance-based specifications, and concrete carbon
Cement Association of Canada’s Concrete Zero Action Plan.
project budgets. The guide also features Canada-specific case studies.
Concrete was also the first building material to be included in the Government of Canada’s Standard on Embodied Carbon in Construction. The standard requires that total project greenhouse gas emissions from ready-mix concrete on federal projects over CAN$10 million shall be at least 10% less than those calculated using the Global Warming Potentials of the baseline mix in the Regional Industry Average Environmental Product Declaration.
CCUS
Due to the chemical nature of cement, the scale-up of CCUS is vital to the cement and concrete industry reaching net zero both within Canada and globally. CCUS is projected to be responsible for 28% of the emissions reductions on the path to net zero by 2050, accounting for 4.4 million t of CO2 emission reductions.
CCUS is a vital part of CAC’s Action Plan – net zero is not possible without it. Deploying carbon capture and storage technology at full scale during cement manufacturing could eliminate process and combustion emissions almost entirely. Today, there is no other technology or process that can eliminate process emissions. CCUS, together with bioenergy, clean fuels, and carbon uptake, could result in the future delivery of carbon-negative concrete for the world.
CAC has been active in advocating for the kinds of policy measures that help to facilitate CCUS projects. The association was instrumental in advocating for Canada’s CCUS investment tax credit and has played a leading role in the advocacy for innovative financing tools, like carbon contracts for difference, which help
minimise the investment risk that can come with large CCUS projects.
Its members are making substantial progress to support emission reductions through CCUS.
Heidelberg Materials has partnered with the Government of Canada to develop the first North American net-zero carbon capture and storage facility in the cement industry. The new facility at Heidelberg Material’s Edmonton cement plant is expected to capture up to an estimated 1 million tpy of CO2. As the latest step in its two-stage competitive procurement process, Heidelberg Materials recently announced MHI-LCSC, a part of Mitsubishi Heavy Industries, Ltd. (MHI) Group, and Technip Energies have each been awarded a front-end engineering design (FEED) contract for the carbon capture technology. And last year, Lafarge Canada announced a tri-party agreement with Svante Technologies Inc., and Dimensional Energy, Inc. to bring a demonstration of Dimensional Energy’s carbon dioxide utilisation technology to its cement manufacturing facility located in Richmond, British Columbia.
Reducing emissions while combatting the housing crisis
Canada has been dealing with a housing shortage, with the Canada Mortgage and Housing Corporation estimating that Canada needs about 3.5 million additional housing units by 2030 to restore affordability. Cement and concrete are used in the construction of nearly all types of homes, including single family homes, town homes, multiplexes, missing middle housing, and high-rise apartments and condos. CAC has been active in ensuring that the industry can help Canada achieve its housing targets more sustainably. Building more and reducing emissions at the same time is no easy task. Construction efficiencies account for 14% of emissions reductions by 2050, for a total of 2.1 million t of CO2 reductions. These reductions will mainly be achieved through optimisation in design and waste reduction.
Just as Canada has already done for energy efficiency, the industry must make material efficiency a design priority. Advances in building codes, standards, and design processes can limit overdesign in materials and structures, while still being flexible enough to meet project-specific performance and other requirements.
Heidelberg Materials’ Edmonton cement plant.
Structural systems can also be optimised by considering the size, shape, and spacing of structural components. This includes how and where those components are connected to transfer loads most efficiently. Examples include bubble and waffle deck structures and vaulted flooring systems. Taking a whole life-cycle approach to design can maximise emissions reductions.
CAC is committed to working and collaborating with architects, engineers, and the construction sector to ensure efficient construction and reduced waste on the path to net zero by 2050.
Waste reduction is another way the association is targeting emissions reductions and promoting a circular economy.
Lafarge Canada and Geocycle Canada recently announced the completion of a pilot at the Lafarge Brookfield Cement Plant to produce high-quality clinker made of recycled minerals recovered from waste sources, which can potentially reduce CO2 level by 60% per tonne of clinker. The new production method involves substitution of virgin raw materials with lower carbon options from waste sources and utilisation of fuels from materials otherwise destined for landfill.
CAC is also working to minimise returned concrete, by encouraging users to order as
closely as possible to what they need. Its Action Plans aims for zero waste on the job site and zero returned concrete.
Cement and concrete breakthrough
In late 2023 at COP28, the Cement and Concrete Breakthrough initiative was launched. Co-led by Canada and the United Arab Emirates (UAE), the breakthrough initiative will enable countries to share best practices on a range of policies and other measures to decarbonise the cement and concrete sector. It will engage with a variety of partners at a global level, providing an opportunity for Canada to drive the adoption of low carbon cement products and solutions that build on the global recognition of Canada’s Roadmap to Net-Zero Carbon Concrete by 2050.
Conclusion
There has never been a more transformative time for the Canadian cement and concrete industry. The housing shortage and climate change are significant challenges, but also represent an enormous opportunity to showcase the industry’s commitment to sustainability, innovation, and transparency. It also presents an opportunity to showcase the best qualities of cement and concrete, like versatility, durability and resilience.
Developing Winners
Andrew Stewart, Lafarge Canada, provides a framework for reviewing new ideas and potential solutions to help decarbonise the cement industry.
in order to secure a more liveable and sustainable future, the world is decarbonising and Lafarge Canada has a role to play in this. Over the past couple of years, the start-up world has been at the door of the emissions-intensive industries – which is both unusual and invigorating. There are many entrepreneurs, scores of ideas, and in some cases, quite a bit of capital working on a CO2 solution for emitters such as cement plants. Several dozen companies have sought to help Lafarge Canada
to decarbonise in the recent past, but unfortunately a strong solution at global scale, which is economically reasonable, remains an enigma – although locally, several directions have been showing great promise. Due to the large number of ideas – some well thought out and others more dubious –Lafarge Canada has had to work towards a framework to evaluate options rapidly and identify the high potential solutions to avoid spending too many resources on the less viable initiatives. This framework is highly beneficial to not only industrial peers, but also to those with new ideas, with the ultimate goal of helping facilitate efficiency.
To enable filtering through the herd, Lafarge Canada’s team started by asking a few fundamental questions to decide how much interest and effort to put into these new ideas, and even whether to bring them into the project or partnership pipelines.
Is it scalable?
The scale of CO2 emissions is immense. For example, a cement plant could have 1 million tpy of CO2 or more to address. Those experienced in heavy industry have a feel for things measured in tonnes and thousands of tonnes, but new participants often struggle to comprehend the magnitude beyond ‘a lot’. What does 1 million t look like? How about 5 million t? It is often hard to physically comprehend these amounts – for example 5 million t of gravel would nearly fill Wembley Stadium, but would not build even a modest mountain.
This question often raises a red flag for solutions that use the captured CO2 to generate a new product. The new product could incorporate anywhere between a few percent to 60% CO2 or more, but the usefulness or economics of ‘that much’ of something is often very poor. Market value for specialty products of a few thousand tonnes do not transfer when a few million tonnes of the same thing is made, yet, often the maths is still calculated. Even before knowing if chemically
Rick Camm, Quality and Optimisation Manager at Brookfield Cement (NS), on the occasion of the first pilot in North America to produce high-quality clinker made of recycled minerals recovered from waste sources. Credit: Applehead Studio Photography.
or engineering-wise it would actually work, a mass balance should be made, and determined: is this a CO2 solution that can grow to scale?
Are the resources available to make it happen?
A large proportion of solutions proposed to address the issue of CO2 emissions either bind the CO2 to something else in order to make a new material or stabilise the CO2 somehow for the longer-term. Critical in this style of pathway is that the ‘something’ that the CO2 is bound to is available at scale (or could be), which means at least tens of thousands of tonnes at a single location. Materials of lesser availability may offer a contribution and could be economically favourable, but as they will not solve the issue broadly, the economics must be strong.
As Lafarge Canada reviews the resources, it has become a recurring theme to take a look at the electrical and water requirements for these various technologies as well. Often, the magnitude demanded for those two specific limited resources is staggering. It has become not uncommon to see processes so intensive that a relatively modest CO2 abatement system could require the full generation of a large hydroelectric dam and the entire flow of a fairly substantial freshwater river. Hence, it is worth considering these points before becoming too enthusiastic about an idea.
Does it technically work and is it permanent?
It seems painfully obvious, but there are numerous ideas moving quite far forward, sometimes even at lightning speed, that make little technical sense. Technological Readiness Levels (TRLs) have become more popular to reference lately, and are helping to frame the maturity of ideas. Nevertheless, the framework is self-policed and there is a tendency for exaggeration of TRL level, for example with proven equipment technologies that are being applied to novel uses (e.g. ‘the equipment is available and off the shelf – TRL Level 10!’, even though the actual application might be much lower).
Another worthwhile note comes back to the quote from the American writer, Upton Sinclair: “It is difficult to get a man to understand something when his salary depends on his not understanding it.” Conscious or not, start-ups need to reach the next funding round and the sprint can blind them to fundamental issues. Chemistry, engineering, and business intersect in this space, so there is a lot of grey zone to enjoy. It is recommended to be diligent and sceptical, nevertheless with an optimistic outlook towards new ideas; at early stages be transparent about concerns and open to where the big hurdles will be to begin addressing them early on.
The other question here is if the technical solution presented has the potential for permanency. While purported to be CO2 capture solutions, many systems
are indeed of benefit, but really focus on the reduction or reuse of CO2 rather than permanent abatement. For instance, sustainable aviation fuel, SAF, is a system that captures CO2 from emitters and converts it into aircraft fuel. There is a clear benefit to this process as the fossil fuel emissions from traditional fuels are avoided as essentially the carbon molecules are used twice and emitted once (used once in the industrial process, then captured and used again for SAF, then emitted into the atmosphere). This is an improvement over direct emission from the industrial sector, however as an isolated system (ignoring positive additional developments like biogenic CO2 for the moment), it offers a 50% CO2 reduction rather than the 100% aimed for – nevertheless a massive step.
Do logistics impede viability?
Another potential trap to fall into is ignoring logistics. High volume and relatively low value supply chain costs tend to be dominated by logistics. Business cases that do not include the cost of moving materials or CO2 to come together in one place and then moving the new material to its final destination have overseen a large piece of the cost. A new, classic case of such a paradigm is distant undersea CO2 sequestration – transportation infrastructure and operational costs can dominate the overall system. Another example would be alternative natural resources that could be employed, but are geographically remote.
Is it financially viable?
To create a sustainable CO2 solution with industry, there needs to finally be a financial payback to proceed, or a reasonable pathway to reach one. Either CO2 emission costs or the foregoing of positive incentives for reductions will generally be the next best alternative of a ‘do nothing’ scenario depending on the regulatory system in the particular jurisdiction. While there has been a broader commitment across industries aiming for NetZero 2050, financially negative payback investments will not enable businesses to
Lafarge Canada, Geocycle Canada, and the Holcim Group Innovation Centre have been collaborating on a 100% circular production of clinker at the Brookfield Plant (NS). Credit: Applehead Studio Photography.
move rapidly past subsidised demonstration projects. The capital intensity is simply too high to sustain negative return projects mid-term. Threading the loop between lowering CO2 footprint and doing so in an economically viable way is the central key of the current sustainability challenge.
With the answers to the screening questions above, a successful route can be defined and, in many cases, a ‘kill-early’ approach is best to avoid wasting time. Even topics which may not be widely scalable, may have strong positives in other regards and can be extremely suitable as a local, and profitable, partial-solution – this framework can help clarify those as well.
Is it too difficult?
This is a question that is important, but not one to address too early on. All of the answers are difficult; the hard-to-abate industries are capital-demanding, necessitating efficient processes and a high momentum. Rather than framing the next consideration in the view of how hard it will be, it is perhaps better to consider how long it will take. If a likely outcome for a specific model is 15 – 20 years away, it is not ripe for ‘implementers’ to spend time on it today. However, if it looks 10 years out, the question becomes how can it be supported to be 5 years away?
An example
To conclude, provided below is an example of how these questions would be screened. A new start-up ‘CO2 – No Do’ has developed a novel idea to capture blast furnace emission CO2 and convert it into polycarbonate greenhouse windows.
Is it scalable?
Polycarbonate is widely used in the global market (estimated at about 5 million t), which is a big advantage. Polycarbonates are made up of repeating chains of carbonate groups, C15H16O2, hence for one piece of the chain, 15 carbon atoms are needed, meaning 15 CO2 molecules per polycarbonate chain piece. To consider the chemistry, for every gram of polycarbonate, 2.4 g of CO2 would be needed (it is higher as the oxygen would be released). Therefore, with a significant emission source of 1 million t of CO2, a polycarbonate solution would generate about 400 000 t of polycarbonate – about 8% of the global market. At this stage, it can already be concluded that this technology has the potential to be a large abatement method, although maybe not at full industry scale. Where the right conditions exist, it could be a full site solution, but it is unlikely to be an industry-wide solution as the volumes of polycarbonate become too high for the available outlets.
Are the resources available to make it happen?
As polycarbonate is made of carbon, oxygen and hydrogen, the elements are extremely common
and would be available globally in significant amounts. Other materials needed for the process would need to be reviewed, but the basics are there to not be limited by physical resources. No details on electrical or water demands are available at this stage, so this would be probed in the near future to better understand the process requirement.
Does it technically work and is it permanent?
In this case, it would be assumed that the process technology works and inputs, other than the CO2, are CO2-free. As polycarbonate would have an application, near-term the material would be a CO2 store, long term depending on the waste market of a particular geography, polycarbonate could be reused, recycled or used as a fuel back into an industrial process (and then CO2captured). As such, there is good potential for a reasonably permanent solution here.
Do logistics impede viability?
With the wide usage of polycarbonate and industrial emitters tending to be near population centres, at first glance the idea would pass this hurdle.
Is it financially viable?
A quick search for polycarbonate pricing shows about US$2.50/kg, (so US$2500/t), when this is added to the value of CO2 abatement (e.g. US$50/t
as a placeholder), and multiplied by 2.4 as noted previously, around US$2620/t of polycarbonate is available to work with. Hence, there is certainly some room to make an interesting case.
A quick review of ‘CO2 – No Do’ would conclude that it is worth continuing to explore the idea, specific next steps would include a review of the technology and the cost, including power and water demand, plus exploring for better understanding of the polycarbonate market relative to a potential pilot system.
Conclusion
Lastly, decarbonisation that will make an impact is about doing difficult things, and finding financially sensible solutions, which can scale and be replicated widely. Hopefully, the framework of questions presented here invokes some thought in either sifting through ideas or developing new technology.
About the author
Dr. Andrew Stewart has been Vice-President at Lafarge Canada since 2020. He has held several senior Lafarge roles within the Cement and Concrete divisions, starting his career at the corporate technical center as a cement manufacturing expert. Andrew holds a PhD in Geochemistry with a background in geology and environment.
EVERYTHING UNDER ONE ROOF
Join cement industry leaders, technical experts, and other stakeholders from around the world at EnviroTech: The Gateway to Green Cement.
Network with your peers and discuss the latest technologies, processes and policies being deployed at the forefront of the cement industry’s decarbonisation efforts.
Featuring 3 days packed full of technical presentations from industry leaders, expert-led panel discussions, Q&A sessions, multiple networking events, and a full exhibition, EnviroTech is an unmissable experience for those looking to play a leading role in the journey to net zero.
9 – 12 MARCH, 2025
DIVANI CARAVEL HOTEL, ATHENS, GREEC E
EARLY BIRD REGISTRATION NOW AVAILABLE!
Register now to secure an early bird rate and save €325
Earlybirdrateends30September
WHAT TO EXPECT AT ENVIROTECH:
• A focused presentation agenda, featuring leading voices from the cement sector
• Panel discussions and Q&A sessions with industry experts
• Multiple networking events and opportunities to share insights with peers
• A full exhibition, featuring key partners in the decarbonisation process
• 5-Star luxury venue and accommodation in the heart of Athens
Puja Nijjer, Saint Gobain
Construction Chemicals, explains how the use of additives can help make cement production more sustainable and profitable.
Cement additives provide a quick, cost-effective and robust solution to help reduce the cement industry’s carbon footprint. Carefully selected and formulated cement additive chemistry helps to limit clinker and carbon dioxide emissions, whilst maintaining cement performance.
In this article, GCP & CHRYSO, now part of Saint Gobain Construction Chemicals (SGCC), explains how the introduction of the new generation of cement additives, EnviroAdd®, can accelerate sustainable and profitable cement production.
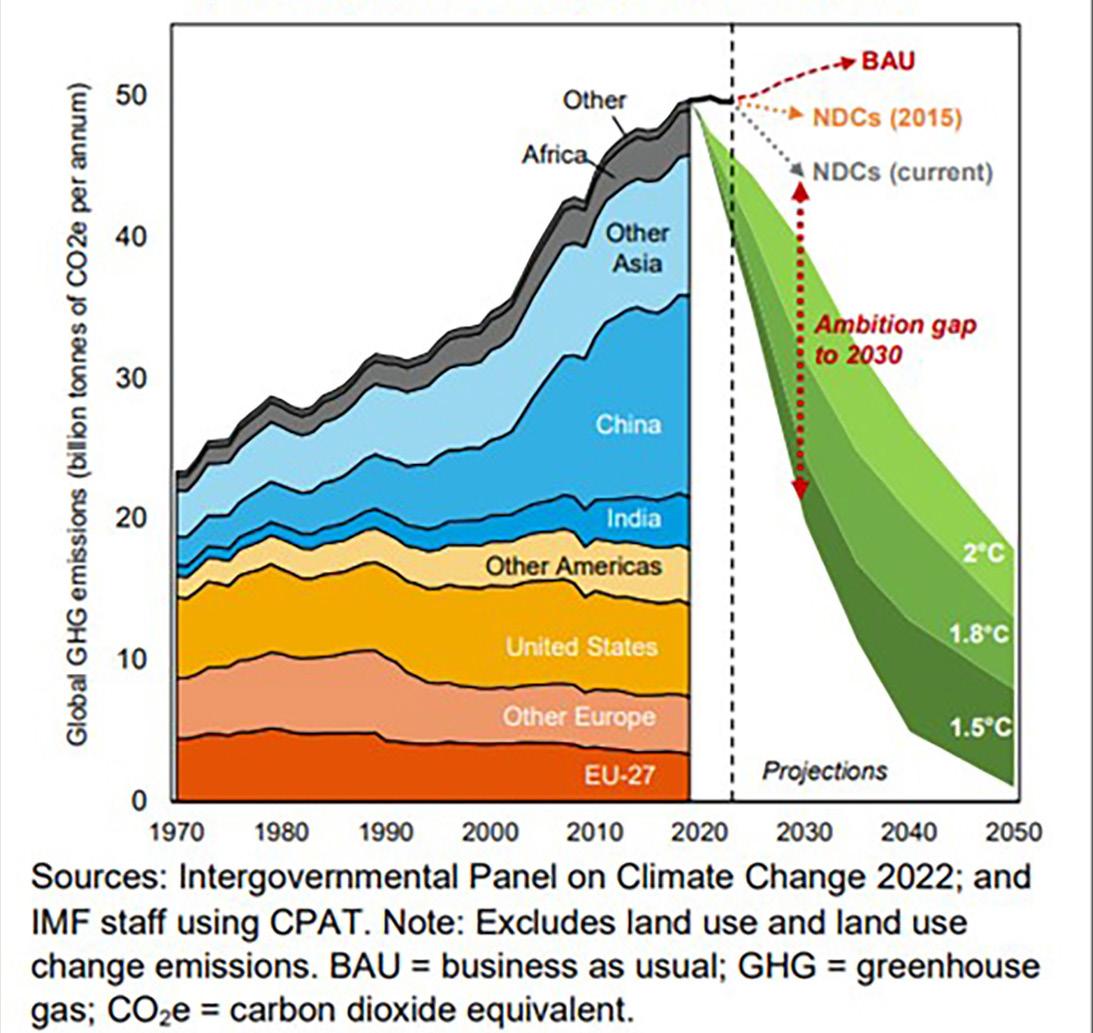
Since the adoption of the landmark Paris Agreement by the United Nations Framework Convention on Climate Change (UNFCCC) in 2015, a significant shift to low-carbon solutions has been seen. Despite the
strong progress made, large gaps remain in climate ambition and policy (Figure 1). The development and circulation of low-carbon technologies is fundamental to start getting back on track.
Concrete is pivotal in shaping the world due to its inherent benefits of strength, durability, resilience, safety, and affordability. However, concrete and cement account for ~5 – 8% of all global CO2 emissions. This may not be surprising given that concrete is the single most widely used man-made material in the world. Predictions based on population and development indicate that global cement production is set to continue to grow by 12 – 23% by 2050, mounting the pressure on the industry to be more sustainable.
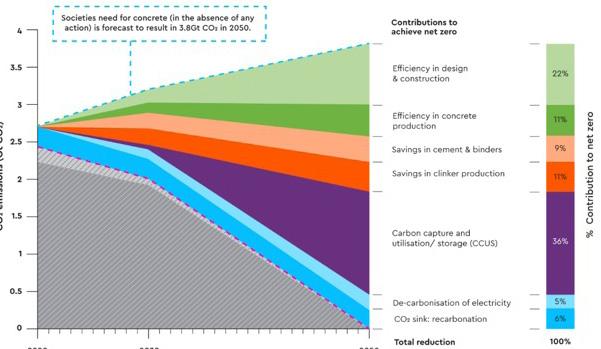
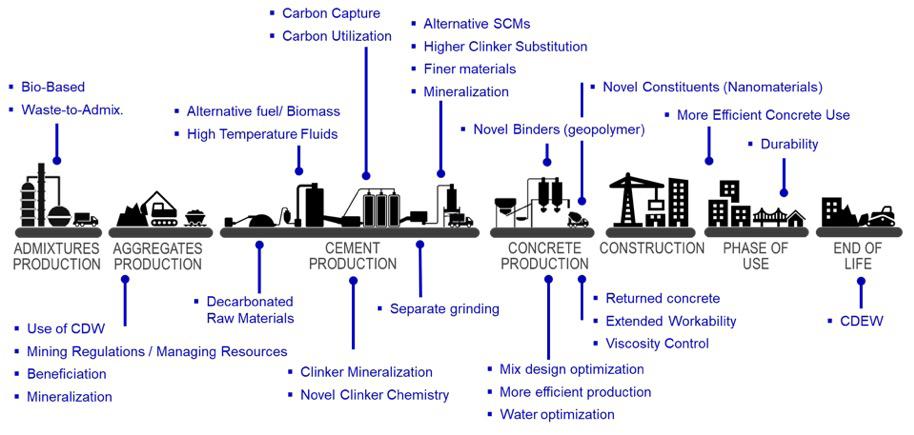
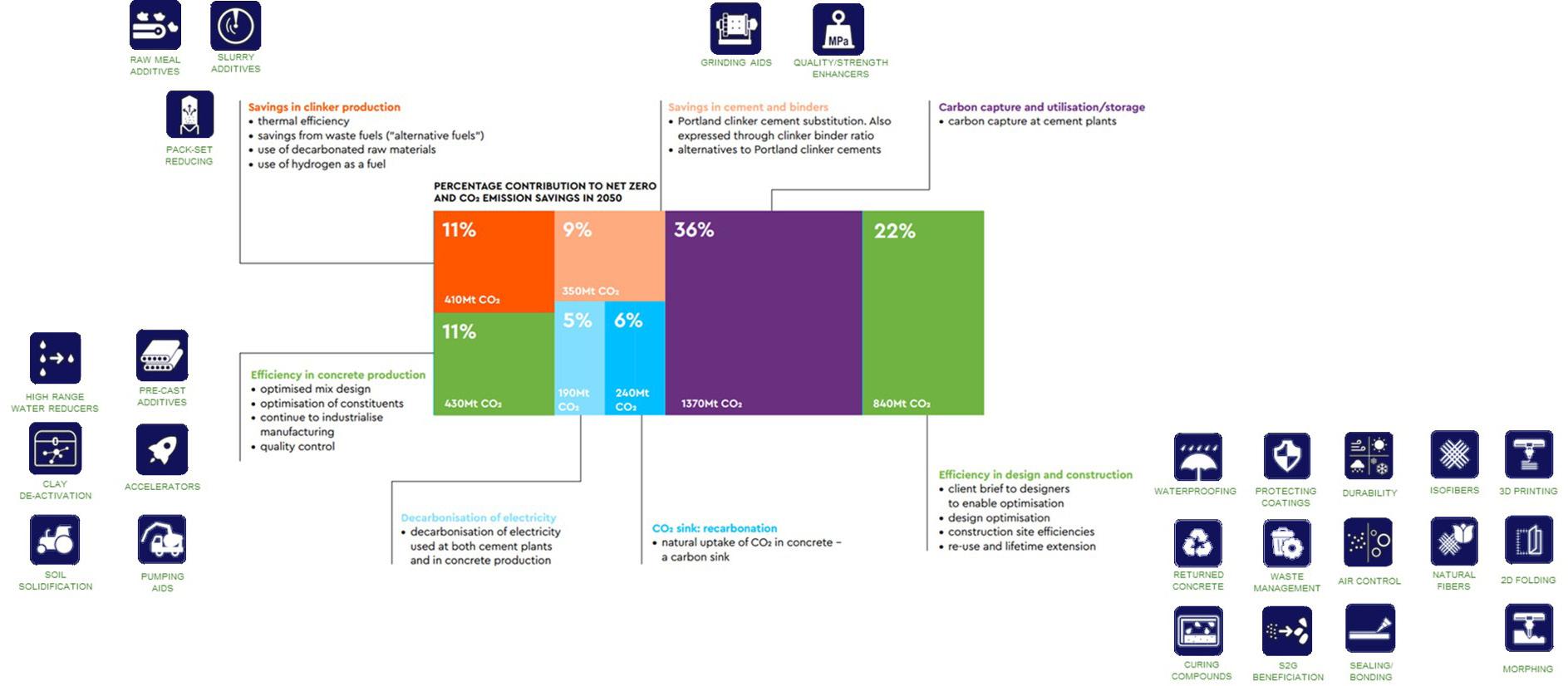
There are many ways for cement producers to reduce greenhouse gases (GHG); from the energy used to produce cement, to innovation in cement composition and developments in production processes. The GCCA has mapped out some of the key techniques to ‘get to net zero’ (Figure 2).
Although a significant amount has been reduced (36%) due to use of carbon capture, utilisation and storage (CCUS), CCUS deployment takes time to implement, is both capital and energy intensive, is largely reliant on government funding and deployment has been slower than expected.
A comparatively quick, robust, and cost-effective solution is to produce blended cements, substituting the CO2-intensive clinker for other lower cost and sustainable supplementary cementitious materials (SCM) and using alternative fuels (AFs) for heating rotary kilns in the clinker production process.
This, naturally, can present challenges regarding the quality and performance of cement. Here, carefully developed and selected chemical additives from SGCC can play a key role.
Standard performance activators have for many decades helped to sustain levels of clinker substitution and reduce carbon emissions. Meanwhile, pressure continues to close the GHG reduction gaps, as cement producers strive to meet sustainability targets alongside environmental, social and governance (ESG) commitments. This is driving the need for further innovative cement additive solutions.
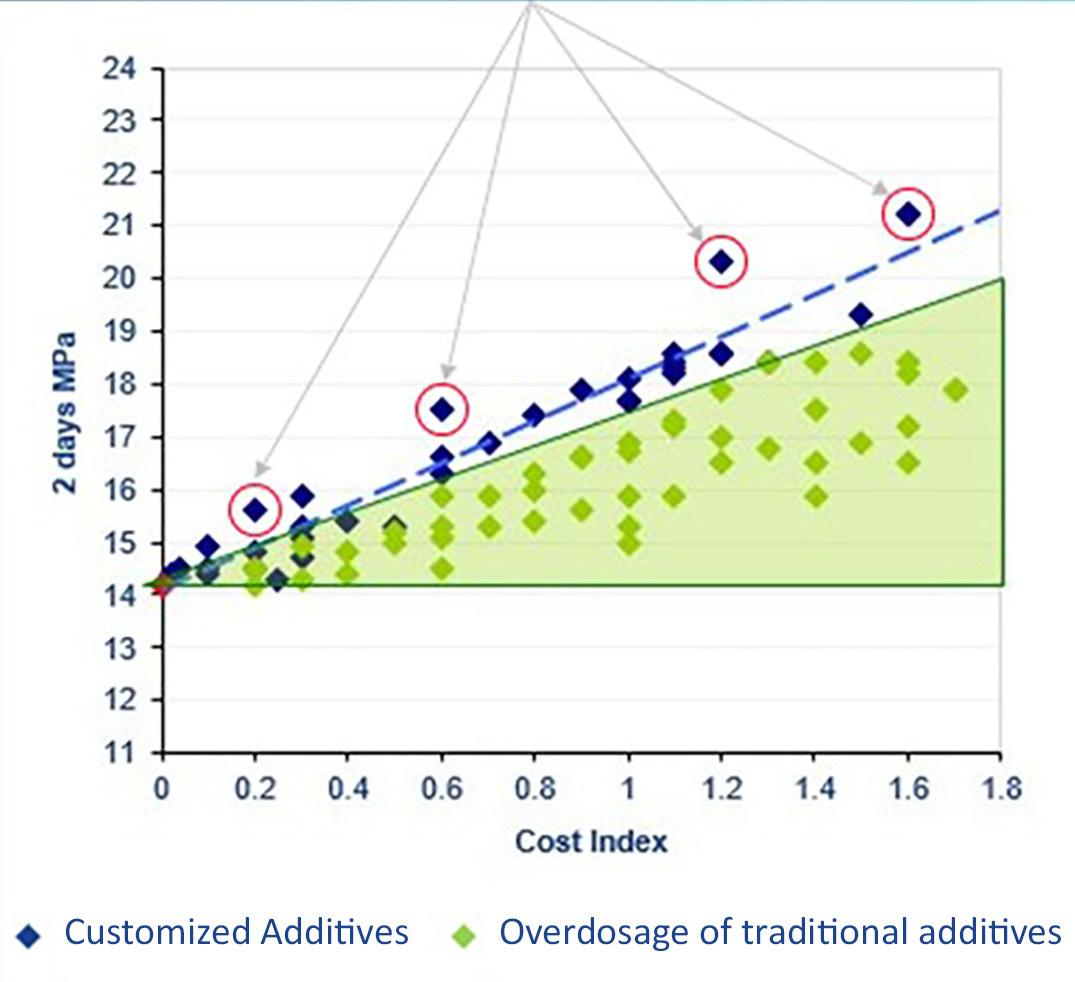
SGCC has recently unveiled the EnviroAdd range, a new generation of cement additives which enable cement producers to maximise clinker and CO2 reduction within cement standards and regulations, whilst ensuring a superior cement performance. These cement additives use proprietary chemicals and are carefully selected to specifically work with unique cement chemistry & morphology. In combination with SGCC field technical experts, these chemical additives significantly improve performances and value (Figure 3).
Not only does this range of activators work well using traditional SCMs such as limestone, ground granulated blast furnaced slag, fly-ash and natural pozzolan, they also perform in novel SCM & combinations such as LC3, CEM II/C, CEM VI and more.
Novel SCM case study
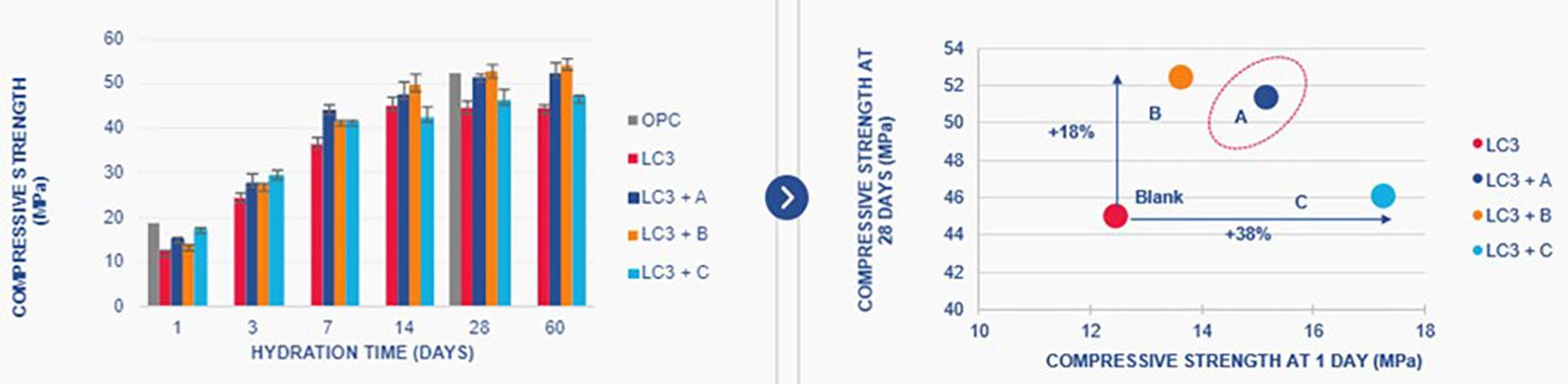
A cement producer required clinker substitution using 30% calcined clay and 15% limestone to produce a new LC3-50 type cement. With the careful analysis of the cement composition, it was possible to develop customised EnviroAdd additive solutions.
In Figure 4, the top three additives developed and tested are displayed: EnviroAdd A, B, & C. These additives demonstrated a powerful impact on cement quality and performance.
Figure 1. Global GHG emissions trends, targets in nationally determined contributions (NDCs), and temperature goals.
Figure 2. The GCCA’s ‘getting to net zero’ roadmap.
EnviroAdd B showed excellent performance at 28 days, providing +18% strength improvement compared to the blank (no cement additive) and EnviroAdd C provided +38% strength improvement at 1 day. Eventually, EnviroAdd A was selected providing the best customised approach to ensure superior cement strength improvement, meeting the cement plant’s specific needs. This helped the cement plant progress towards its sustainability targets as typically, LC3-50 cement types provide more than 30% lower embodied carbon emissions compared to an average OPC type cement, according to SGCC estimations.
Additives and alternative fuels
Cement is overwhelmingly made by burning fossil fuels like coal and pet-coke in cement kilns in the clinker production process and is responsible for ~40% of the lifecycle of CO2 emissions in cement, often referred to as embodied emissions.
The other ~60% is the result of the unavoidable chemical reaction (calcination) that occurs when the limestone is heated.
Typical AFs which can be used instead of fossil fuels include waste plastics, rubber, tyres, wood, paper, textiles, processed refuse-derived fractions, municipal sewage and industrial sludge, animal meal, agricultural waste, paints, oils, and solvents. An increased use of AFs can lead to a loss of clinker and cement quality. Particularly when AFs are first used, a significant loss of strength and setting time can take place. Once the source contributing to loss of quality has been identified, the appropriate use of an EnviroAdd solution can mitigate the effects of quality loss, facilitating the use of AFs.
Case study: alternative fuels
A cement plant using an AF mix of 50% pet-coke and 50% fuel oil changed the mix to 85% pet-coke & 15% refuse-derived fuel. Careful analytical studies in SGCC laboratories were able to identify that the switch triggered unfavourable kiln conditions and as a direct result, they suffered 2 – 3 Mpa loss at all stages in the production of the cement, CEM I 52.5 R. With the use of an EnviroAdd customised solution, the cement plant was able to recover all the negative strength impact. Table 1 demonstrates this, showing the strength at 1 and 2 days, which increased by ~2 MPa on top of the reference additive and a very significant increase of 6 – 7 MPa versus the cement using no additive (blank cement). At 28 days strength, it increased by 5 MPa above the reference additive, and by over 10 MPa on top of the blank cement.
Economics and CO2
Reducing CO2 emissions and the overall clinker factor in cement saves money. Savings are
Table 1. Strength comparison at early and late stages.
Figure 3. ‘Top class’ formulations: For a given cost, the maximum performance is achieved.
Figure 4. Customised EnviroAdd activators mean that the specific needs of low-clinker cement can be met.
generated by reducing the variable costs of producing cement.
In a case study using the EnviroAdd technology and converting a CEM II/A-LL 42.5R type cement to CEM II/B-LL 42.5R, a cement plant producing ~500 000 tpy of clinker was able to generate over half a million euros net annual savings for the cement plant.
Savings can be generated by switching from clinker to limestone, energy savings due to improved grinding contribution and the CO2 allowance benefit. In this case study, a 20% CO2 allowance deficit with allowances purchased on the market at an estimated price of €60/CO2 ton is assumed. Despite the overall increase in the net cement additive cost, significant savings were achieved for the cement plant. Further details of the estimated savings are summarised in Table 2.
Key conclusions and takeaways
Standard cement activators have provided sustained contributions to CO2 emission reduction and clinker substitution. Now, the need to accelerate GHG emission reduction in line with the Paris Agreement is more urgent than before.
The use of simple base raw materials such as TEA, TIPA can provide gains, however they are limited. Cement producers, working with
additive producers, such as SGCC who have access to proprietary chemistry and the experts who can customise cement additive solutions to a unique cement chemistry & morphology is key.
This ensures maximum clinker substitution, reduction of CO2 emissions of up to 11%, ensuring that the cement quality is not compromised. On top of this, net overall variable cement production costs are reduced.
About the author
Puja Nijjer, Global Product & Market Manager for the Cement Additives business at Saint Gobain Construction Chemicals, has almost 20 years of industry experience and is based in Buckinghamshire, UK.
Table 2. Savings achieved.
Overall net savings
Cement composition savings. Clinker substitution for limestone
CO2 allowance benefit: Assumes 20% allowance deficit @ €60/CO2 ton
Energy savings from grinding contribution
Net increase in cement additive cost
€1.30/t of cement
€1.70/t of cement
€0.47/t of cement
€0.18/t of cement
€1.05/t of cement
Your waste & our shredder
WITH CHEMISTRY CONSTRUCTING
CONSTRUCTING WITH CHEMISTRY CONSTRUCTING
Dr. Davide Zampini, Cemex, explains the importance of chemical admixtures as a key enabler of sustainability in the construction materials industry.
The cement, concrete, and aggregates sectors are committed to the abatement of CO2 emissions, execution of sustainable construction, and circularity.
A 2050 Cement and Concrete Industry Roadmap for Net Zero Concrete has been established by the Global Cement & Concrete Association (GCCA), a CEO-led not-for-profit international association, delineating the levers and activities that need to be executed to decarbonise the industry.1
Behind the GCCA commitments are the daily efforts of the companies who are contributing through investments and execution of projects in each of the levers. Amongst these efforts, chemical admixtures play a key role as an enabler of various initiatives.
According to McKinsey & Company, admixtures have the potential to contribute an up to 50% reduction of CO2 in the construction materials industry.2
This article highlights how chemical admixtures will increasingly gain importance as the need to introduce new technologies in cement, concrete, and aggregates will become vital to reach net zero.
The role of admixtures
The first ‘industrialised’ use of chemicals such as milk, animal fat, egg whites, molasses, or blood in construction materials dates to the Romans (300 BC to 476 AD). The Roman Architect Vitruvius, through the 10 books of ‘De Architectura’, addressed city planning, architecture, temple construction, and building materials. Vitruvius provided details on the proportioning of the constituents for Roman concrete which also included specifications of
chemical admixtures that were to be used to either impermeabilise, render concrete more workable, or enhance durability. Thus, it was recognised even then, that the addition of chemicals to concrete was essential to enhance the performance of the material. Centuries later, with the advent of modern cement in 1824 by Joseph Aspdin, the formal adoption of chemical admixtures resurfaced in 1933, and since then admixtures have played a fundamental role in improving clinker grinding efficiency, increasing clinker reactivity, reducing the water demand of concrete and increasing its fluidity, allowing for clinker to be substituted by supplementary cementitious materials (SCMs) and mineral additions, accelerating construction times, and impermeabilising cement-based materials. Current state-of-the-art chemical admixture technology is a testament to the important strides made to technologically advance the performance of concrete.
Figure 1. What to expect in the future where the pressure for decarbonisation is relentless? The cement and concrete industry will have to evolve, incorporating novel solutions starting from the raw materials extracted through to the collocation of concrete on site as well as improving durability and circularity.
2. Cemex Admixtures Business. Cemex harnesses the value of its proprietary admixtures technology to produce value added products and solutions for its cement, concrete, aggregates, mortar and concrete products (e.g. blocks and pre-cast) businesses.
The emerging new ‘Green Economy’ is stimulating worldwide efforts to stop climate change and is a driver inducing the construction industry to evolve and resolve challenges related to GHG emissions, circularity, and sustainability in construction practices. Consequently, as indicated in the GCCA Roadmap to Net Zero, the construction materials industry will need to rely on innovations if it is to reach the net zero target by 2050.
Figure 1 is a diagram that highlights a number of initiatives that the cement, concrete and aggregates industry will most likely be pursuing to reduce emissions and reach net zero. For example, clinker chemistry will undergo modifications most likely impacting hydration reactions, increasing amounts of alternative fuels with higher biomass and new types of fuels will be used to produce clinker, the constituents of cement will be ground
Figure
finer in order to increase reactivity, new sources and higher percentages (up to 70%) of SCMs will replace clinker, and (carbon) nano materials will become a constituent to increase strength. Moreover, due to the alternative concrete constituents, it is likely that workability and hardening rates will be affected, an increasing volume of recycled materials (e.g. concrete demolition waste) will be substituting sand and gravel in order to preserve resources, mineralisation of materials will be sought as the means to fix CO2 with the ambition producing lower footprint products, and the list goes on.
Therefore, cement and concrete as we know them today will not be the same, and consequently the role of chemical admixtures becomes vital as an enabler of such a transformational evolution in cement and concrete as a construction material, and equally as important is its monetisation to create a viable and profitable business. Additionally, Figure 1 depicts and underlines how all the elements of the construction materials value chain (from raw materials extraction to concrete collocation) are highly interconnected and interdependent; this is a very important aspect to understand and not underestimate – alterations to cement can have repercussions on concrete’s fresh and hardened properties, and therefore chemical admixtures will have an important role to play in ensuring that there are no compromises in performance as a result of changes along the value chain.
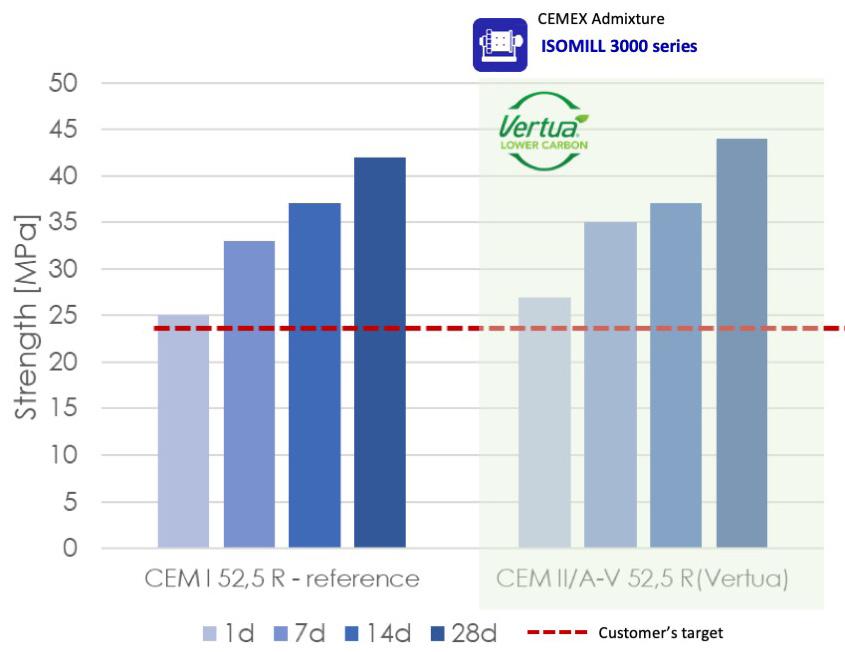
Figure 3. A blended cement with 15% fly ash matches the performance of an OPC typically used in pre-cast concrete. CEMEX proprietary admixtures enable the same performance as a CEM I 52.5 R.
Admixtures can enable technological developments and ensure material performance, but what is also key in the new ‘Green Economy’ is the advocacy that needs to occur to ensure the norms and standards keep pace with the rapidly changing technological environment. A more sustainable future will also rely on market acceptance –understanding and appreciating the efforts to mitigate CO2 and change construction practices.
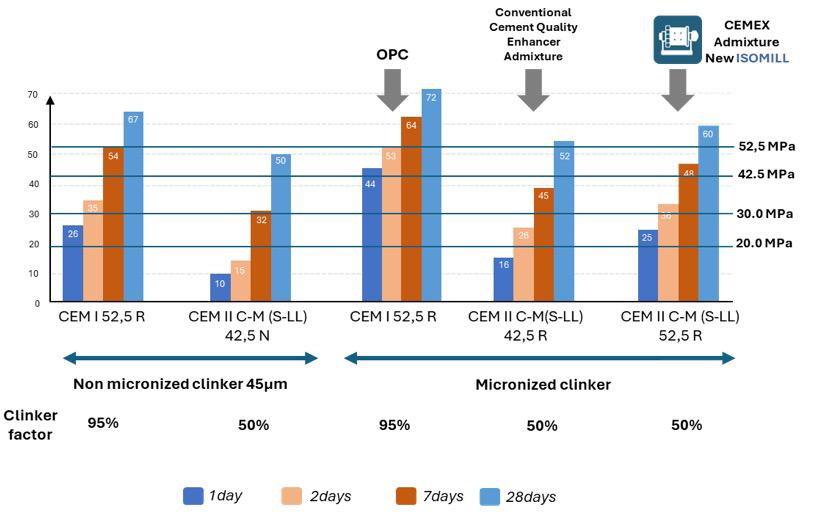
Figure 4. Cemex clinker micronisation industrial trial results. Early age strength loss typical of blended cements is avoided by using micronised clinker. Cemex admixtures for processing clinker reduce grinding energy as well as providing additional boost in strength on top of micronisation.
Harnessing the value of chemical admixtures
Cemex has integrated chemical admixtures into its business model starting in 2006 (Figure 2) and has recognised its strategic value thereby harnessing it to create value in cement, concrete, and aggregates business lines. The following section highlights examples of how developments in chemical admixtures enable unprecedented results in reducing CO2 as well as achieving sustainable practices in construction and promoting circularity.
Transitioning pre-cast cements from OPC to blended cements
In the pre-cast concrete industry, Ordinary Portland Cement (OPC) is the cement of choice. Hence, Cemex set out to develop a lower-carbon blended cement for pre-cast producers. A cement processing admixture was formulated that increased the strength of a blend consisting of clinker and fly ash.
Figure 3 highlights the results of the industrial trials showing that the blended cement with 15% fly ash substitution of clinker yields identical (if not slightly better) results compared to OPC. Cement processing admixtures can be tailored to enable the increased adoption of blended cements in the pre-cast sector.
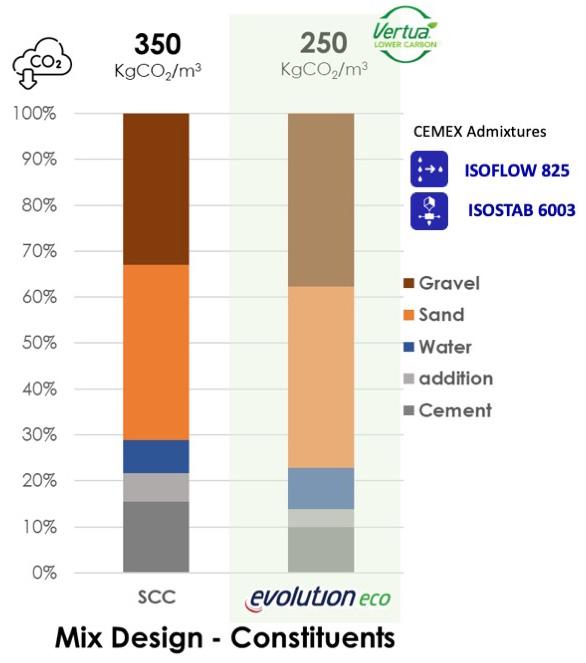
Figure 5. Cemex’s Evolution ECO – an SCC with CO2 footprint of 250 kg CO2/m3 versus 350 kg CO2/m3 of conventional SCC. All the benefits of an SCC, but more environmentally friendly.
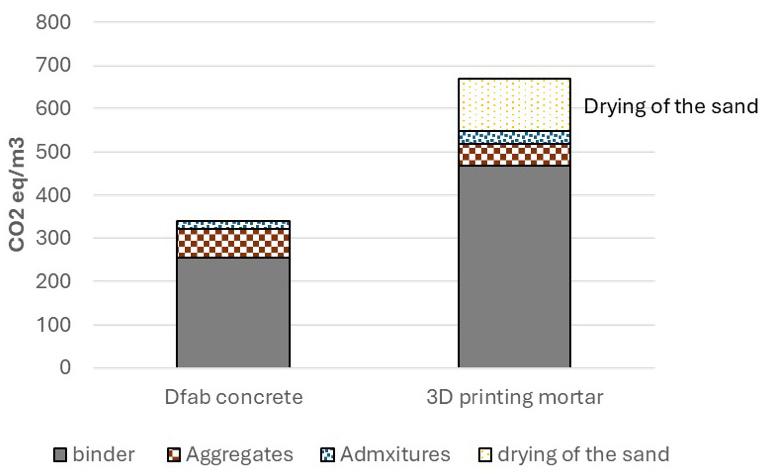
Figure 6. Comparison of the CO2 footprint of 3D Ready-Mix concrete ‘ink’ produced with Cemex’s D.fab admixtures system versus dry/pre-mix mortars.
Micronisation of clinker
It is well-known that increasing the fineness of a material will result in an increase in its reactivity. Therefore, separate and ultrafine grinding/micronisation of clinker will increase the cement strength development, especially at the early ages of 2 and 7 days, and allow for higher levels of clinker substitution in cement. Cemex results show at least a 50% clinker factor reduction when trying to match a European CEM I 52.5R, which is very challenging (Figure 4).
However, finer grinding results in an important increase in grinding energy, and here is where cement processing admixtures can play a key role. Specific admixtures have been formulated by Cemex researchers that reduce the grinding energy required for micronisation of clinker up to 50%, additionally the proprietary admixture further increases the strength of the micronised clinker (Figure 4), thus allowing clinker substitution levels even >50% depending on the targeted strength class of the desired cement. The admixtures also prevent the higher water demand that is typical when increasing particle surface area. Given that the constituents of the blended cement are ground separately, specific proprietary admixtures are also developed for the grinding of the SCMs. Hence, cement processing admixtures developed specifically for clinker micronisation are shown to further improve the performance expected from achieving finer particles, but what is even more important is that the efficiency of the grinding process is also improved.
Development of self-consolidating concrete with lower binder content
Self-consolidating concrete (SCC) has many attractive attributes. It requires no vibration and therefore avoids noise pollution and improves the health (no white-finger syndrome) of jobsite workers whilst reducing the required casting times, thus improving jobsite productivity. However, in order to achieve SCC properties, it is necessary to have a high binder content (>400 kg/m3) which leads to concrete strengths that are higher than those required for the structure – thus resulting in an inefficient use of cement.
Cemex has developed an admixtures system composed of a superplasticiser and an anti-segregation chemical that works in synergy to stabilise very fluid concretes with water-to-cement ratios that are higher than those required for SCC. The result is the enabling of the production of a SCC with a binder content of 300 kg/m3 (at least 30% less than conventional SCC) that can achieve 20 – 40 MPa 28 days strength (Figure 5), which is more typical in the majority of construction projects. The admixture system developed enables one to take advantage of all the great attributes of an SCC in projects and makes the most efficient
use of cement to contribute to strength per cement content per m3. In addition, it has been observed that the heat of hydration of this class of ‘ECO’ SCC is lower than that measured in conventional SCC, which is relevant for pours of massive concrete structures – cracking is avoided and, given the lower binder content plastic and harden state, shrinkage is also significantly reduced.
The next generation of superplasticisers
As mentioned above, blended cements will become increasingly prevalent and SCMs such as slag and fly ash will become less abundant, and therefore it is expected that natural pozzolans, calcined clays, mineralised minerals, and alternative/still unknown sources will replace the more traditional SCMs. Not only will blended cements be composed of new types of SCMs, but they will also contain higher percentages of SCMs. It is known that many of these new materials tend to have higher water demands and impact the viscosity as well as workability retention of fresh concrete. It has been documented that current polycarboxylate-based superplasticers become less efficient in managing the viscosity and workability retention of concrete with ranges of clinker substitution by SCMs > 40%. The research and development work carried out by Cemex has identified novel chemistries (non-polycarboxylate-based) that have proven to be successful in counter arresting the increased water demand and viscosity. Therefore, this new and next generation of superplaticisers based on a total novel chemistry will allow for higher substitutions of cement in concrete, but also has demonstrated to be more robust (tolerant to variations in quality and physio-chemical properties of SCMs).
Beneficiation of contaminated aggregate sources
Aggregate sources can be contaminated with clays, impurities or possess physio-chemical characteristics that hinder the superplasticers from carrying out their task to disperse cement particles. The negative effects result in an increased water and admixture demand, rapid workability loss in concrete, and the reduction in strength and its development over time.
Cemex admixtures have been developed to prevent the interference of the clay and/or physio-chemical characteristics of the aggregates/contaminated aggregates with the superplasticisers. Thus, the admixtures can also play a key role in the optimisation of the aggregate washing process increasing yield of production and reducing the volume of rejects, preservation of resources not having to resort to further mining and avoid compromising the concrete’s fresh and hardened properties.
Emission Control for the Cement industry.
GEA is a global leader in developing, desingning and installing tailor-made emission reduction systems. Be it dust removal, flue gas cleaning, NOx reduction, waste heat recovery or CO2 capture, our expertise and innovation will keep you competitive and compliant beyond legal requirements. All with the lowest energy consumption.
Recovering returned concrete
Concrete delivered to the jobsite can be returned/ rejected for several reasons (not meeting specifications or jobsite management issues), and it would be ideal to fully reuse the rejected material. Data from the NRMCA highlights that 1% of total ready-mix production in the USA is rejected and returned.3
Currently, there exists a Cemex solution where a powder-based admixture, packaged in a dissolvable bag, can be introduced in the drum of a ready-mix truck, and after 7 – 10 minutes at high-speed rotation, the returned concrete is pelletised into aggregates, which after 24 hours can be used in concrete. The combination of the specific chemistry of the admixtures and the mixing process of the ready-mix truck yields an aggregate conforming to the standards and with no negative impact on the fresh and hardened properties of concrete. Cemex’s ready-mix operations have been able to take advantage of this development to replace a portion of virgin aggregates with the ones recuperated from the returned concrete.
Making 3D printing more accessible and affordable
The prevalent material for 3D Printing is mortar. Very specific bagged or special pre-mixed mortar is typically associated to a specific 3D Printing machine. Cemex decided to develop a ready-mix concrete, not mortar, solution for 3D printing, and therefore addressed the following challenges: i) workability retention > 2 hours at least, ii) a pumpable material, therefore fluid mix, and iii) robust with respect to the concrete constituents – being able to 3D print with any material worldwide.
An admixture system (D.fab) consisting of two components was developed – component alpha is introduced in the ready-mix concrete at the plant, and component beta is introduced at the nozzle and instantaneously hardens the concrete, allowing printing and building up of layers at the highest print speed possible. It is important to point out that the admixture system does make use of an accelerator, and therefore a novel admixture solution has been developed to instantaneously stiffen the concrete for 3D printing.
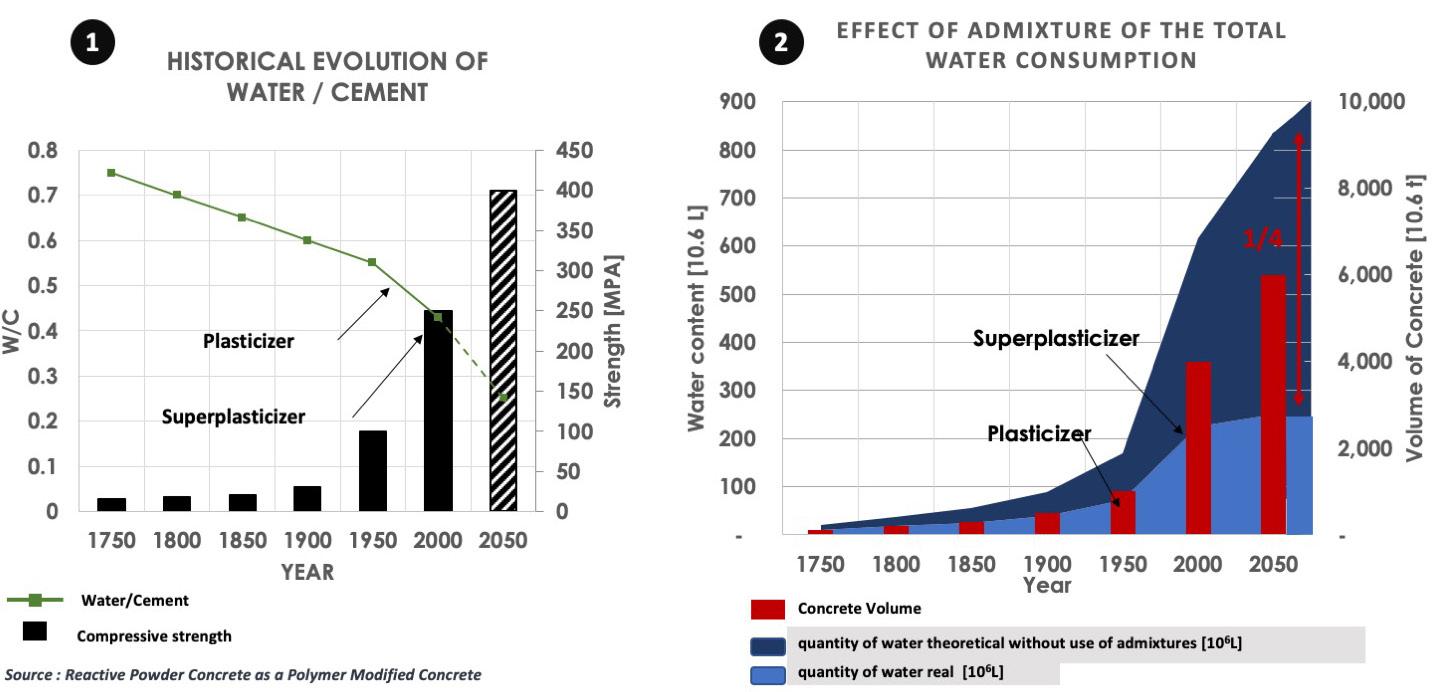
7. The trends in water reduction in concrete throughout the years and its correlation to the use of plasticiser and superplasticiser admixtures.
8. Cemex’s Vertua umbrella brand for products and solutions with sustainable attributes. Different branded products (Insularis, Pervia, Hidratium, and Resilia) are highlighted and the role of admixtures.
Figure
Figure
Furthermore, the price of Cemex’s ready-mix concrete 3D printing solution is at least six times cheaper than bagged or pre-mixed mortar. Because the cement content is lower, the CO2 footprint of the concrete ‘ink’ is significantly lower (Figure 8) than that of mortar, and consequently shrinkage is significantly reduced as well.
Producing
admixtures that use bio-based raw materials
The above cases have shown how admixtures, can enable sustainable products, solutions, and practices in construction. Cemex is also working to make the source of the chemical raw materials more sustainable and to formulate with bio-based raw materials. The bio-based raw materials are obtained from natural, renewable and local sources, which have undergone the following certifications: C14 method – ASTM D6866, DIN CERTCO, and OK Bio-based Label. The bio-based chemical admixtures have a CO2 footprint of at least 70% lower than traditional petroleum-based products and there is no compromise in the performance – the water reduction achieved is 30%, typical of mid-range superplasticisers.
Water conservation – the next great challenge Water is vitally important for sustaining life, and its scarcity will be a challenge. Admixtures have played a significant role in reducing the water demand of concrete mixes. Figure 7 shows graphs that highlight how the water-to-cement ratio of concrete mixes has gradually reduced throughout the years, and how plasticisers and superplasticers had a role in reducing the volume of water required to achieve the desired concrete performance. However, as cements become more water demanding, new superplasticisers (more powerful hyperplasticisers) will need to emerge.
Conclusion
Transformation of the construction materials industry, driven by the new Green Economy, is a race against time and the rapidly changing climate. The examples highlighted in this article demonstrate the key role of chemical admixtures in enabling a more sustainable future. Figure 8 summarises how admixtures have been responsible for the development of products and solutions with sustainable attributes by Cemex. While Figure 9 exemplifies how different chemical admixture technologies can contribute to achieving the levers identified by GCCA to reach net-zero.
Innovations and research in the field of admixture technology has to be supported and encouraged if the construction materials industry is to achieve an economically viable transition to a sustainable future.
References
1. Global Cement and Concrete Association, ‘GCCA 2050 Roadmap for Net Zero Carbon Concrete’ –https://gccassociation.org/concretefuture/
2. Global Cement and Concrete Association, ‘Cementing your lead: The cement industry in the netzero transition’ – https://www.mckinsey.com/industries/ engineering-construction-and-building-materials/ourinsights/cementing-your-lead-the-cement-industry-inthe-net-zero-transition
3. NRMCA Returned Concrete Statistics –https://www.nrmca.org/wp-content/uploads/2020/04/ TIP19w.pdf
About the author
Dr. Davide Zampini is the Vice President of CEMEX´s Global R&D and based in Switzerland. He leads a multi disciplinary group of top scientists and specialists that spearhead new technologies and solutions for the world’s building materials market.
Figure 9. Different Cemex chemical admixture technologies and how they contribute to reach net-zero concrete by addressing the levers defined by the GCCA Roadmap.
Cutting costs & emissions
The use of plasticising or water-reducing additives based on polycarbonate ethers (PCEs) is not new in the construction industry, with their use in concrete being well-established since the 1980s. In recent years, the same technology has been successfully applied
Thaís Araujo Lemos da Silva, Potito D’Arcangelo and Fengjuan Liu, MAPEI, explain how water reducing additives can help to achieve sustainability and reduce the costs of cement and concrete production.
in multiple cement productions by MAPEI, representing a new horizon for reducing operational costs and CO2 emissions by enabling the use of low-clinker cements –fully in line with the current demands of the global cement industry. Low-clinker cements incorporate a high content of supplementary materials to replace part of the clinker, including limestone, pozzolan, calcined clay, demolition waste, recycled concrete, and bricks. The materials usually have a layered and/or porous microstructure that tends to absorb and retain a large amounts of liquid during mixing. As a result, low-clinker cements frequently encounter:
f Higher water demand.
f Loss of workability.
f Lower mechanical strength.
The performance of cement can be evaluated through various standardised testing though mainly in mortar. For example, ASTM C109 specifies that blended cements (except Type IL) should be tested at the flow of 110 ± 5 by adjusting w/c (water to cement) ratio. Compared to clinker-rich cement, blended cements require more water to reach the flow that leads to lower strength. While with EN 196-1, all the cements should be tested at fixed w/c ratio of 0.50 instead, regardless of cement types. When the cement has a large amount of secondary materials, the workability of the mortar is adversely affected, and the same occurs in concrete. The latter requires adjustments of the w/c ratio, usually involving a greater volume of water, admixtures, or cement – changes that are not always thoroughly assessed by professionals in the ready-mix industry.
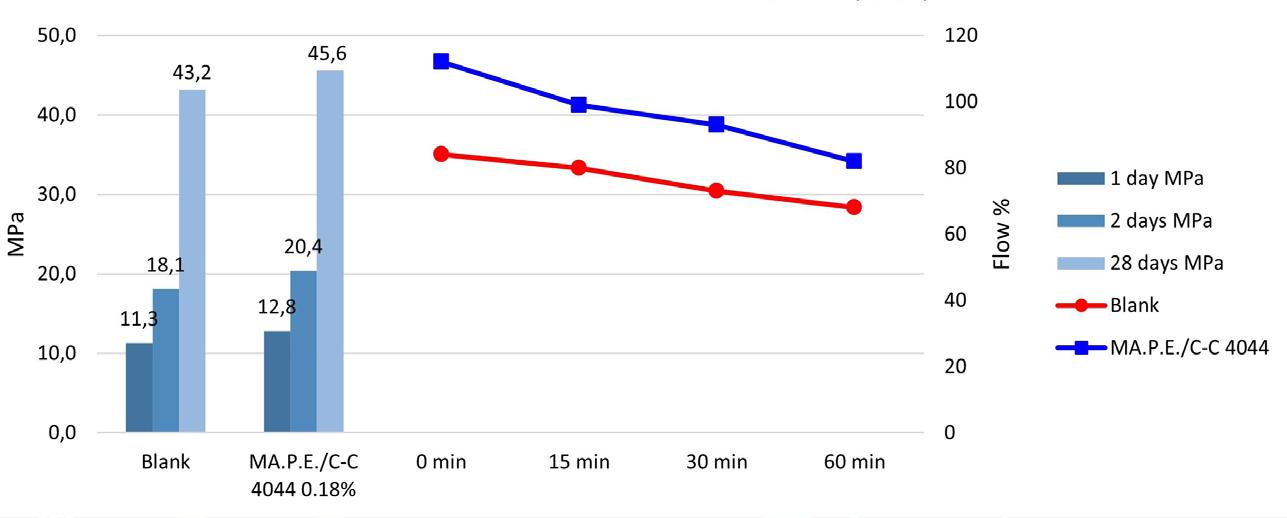
Towards both standards and concrete as the end user of cement, the challenge of low clinker cement remains in balancing the increasing demand of clinker reduction and meeting the performance requirements. This is exactly where MAPEI’s product line of MA.P.E./C-C WR works effectively. Designed to provide a viable and versatile route, it enables the supply and subsequent application of low-clinker cements, made with one or more types of supplementary materials.
A new range of cement additives
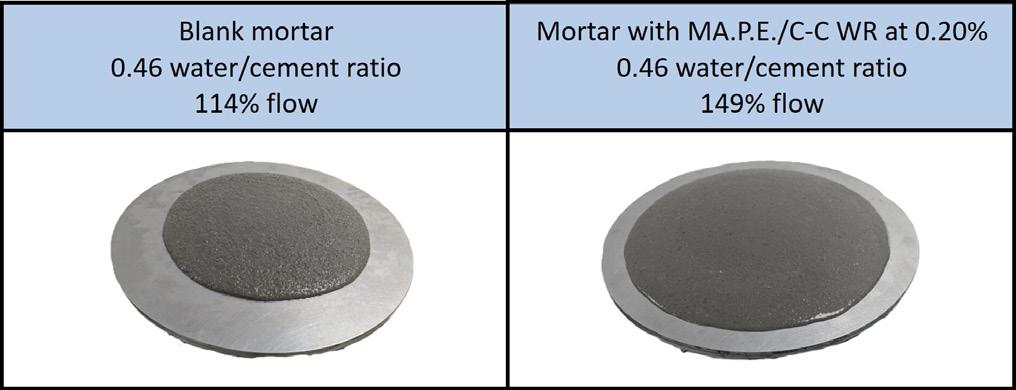
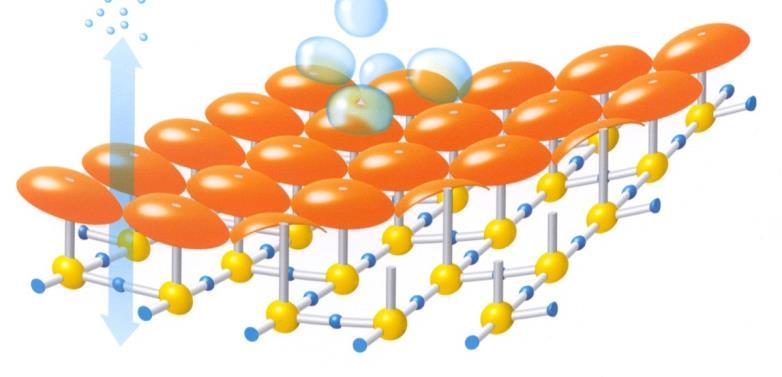
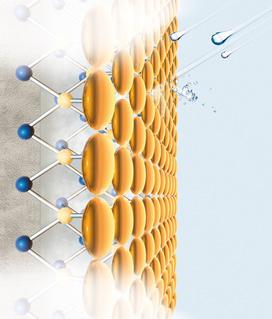
To mitigate the issues related to low-clinker cements, MAPEI has developed a new range of cement additives called MA.P.E./C-C WR (cement to concrete water reducers). These additives are able to enhance workability both in mortar (Figure 1) and concrete applications, as well as improving the grinding efficiency and mechanical performance of cement.
The enhanced workability is a result of the unique acrylic polymers, developed, and manufactured by MAPEI, specifically for cement applications. Unlike polymers used in concrete, these must be capable of withstanding the mechanical and thermal stress conditions in the cement mill, maintaining their integrity and effectiveness.
The selection of the appropriate polymer
Figure 1. Cement mortar flow table without and with MA.P.E./C-C WR.
Figure 2. Limestone HE Cement mortar results (ASTM C109). Strengths, w/c, and flow results.
Table 1. Concrete results obtained from the use of Limestone HE Cement produced without and with MA.P.E./C-C WR at 10% lower clinker factor.
Concrete results
molecule is equally important and depends on the cement composition, particle size distribution, and chemistry, as well as the performance requirements of mortar and concrete.
The improved grinding efficiency and mechanical performance are achieved through traditional components, including organic and/or inorganic molecules.
The typical dosage range for MA.P.E./C-C WR products is 700 – 2000 g/t (0.07% to 0.20%).
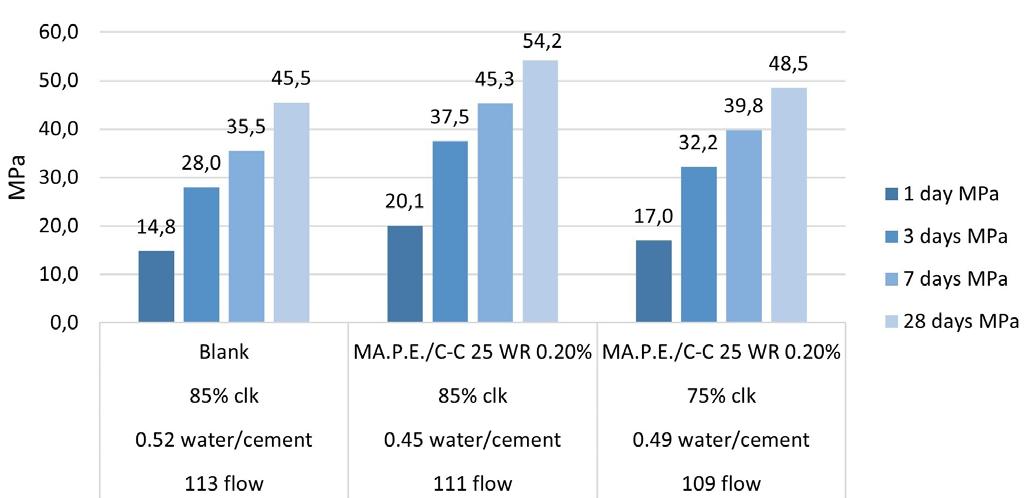
Different global scenarios
At a global level, cement producers have committed to achieve carbon neutrality by 2050. Among the most impactful actions that can be taken over next decade is reducing the clinker factor by using different types of supplementary materials.
Different strategies are being implemented, depending on the regional context of each plant, particularly concerning the presence or absence of carbon taxes and cement mortar performance standards.
The following are several examples showing the effectiveness of MA.P.E./C-C WR under different scenarios across continents (i.e., Latin America, North America, and Europe), should it be to reduce clinker factor, to enhance workability, or to improve strength.
Case studies
All the following cases refer to the industrial application of MA.P.E./C-C WR additives directly in cement grinding.
Case study 1: Latin America, limestone HE cement
Three cement samples were collected at a cement plant trial, one without any grinding aid (blank) and two with MA.P.E./C-C 25 WR at different clinker factors. The cement samples at the same clinker factor (85%) have similar Blaine, at around 4800 cm2/g; and the sample at lower clinker factor (75%) have a Blaine at 5500 cm2/g. Figure 2 shows the mortar strengths according to ASTM C109 tested at similar flow (110±5).
The cement samples were also tested in concrete, based on the commonly used mix design of 600 lb/yd3 of cement.
The use of the MA.P.E./C-C WR technology resulted:
f In mortar: A 10% reduction in clinker factor is achieved through the increased strengths resulting from both the reduction in the w/c ratio and the chemical activation of the cement provided by the additive (Figure 2).
f In concrete: The maintenance of strength despite using a cement with significantly
less clinker, along with reductions in water demand (-4%) and in high-range water reducing admixture (-51%) while maintaining the workability (or slump) (Table 1). It is worth noting that this type of cement falls under the category of structural cements, highlighting the compatibility of this additive technology with applications in concrete, including those with strict technical requirements.
This type of application of MA.P.E./C-C WR additives results in a direct financial benefit to the cement plant, as the significant reduction in clinker outweighs the cost of the additive. This is particularly relevant in Latin America, where the carbon taxation is not prevalent. Therefore, actions aimed at achieving carbon neutrality (e.g., clinker reduction) are often conditioned by economic viability for the cement plant.
Case study 2: USA, calcined clay cement, Type IP (35)
This example shows a pioneering cement with 35% integration of calcined clay, approaching the 40% limit set by ASTM C595 for Type IP. Two cement samples were collected, one with glycols as the grinding aid (baseline), and the other one with MCH C-C 1001, both having similar Blaine at around 7200 cm2/g.
Figure 3 shows the mortar strengths according to ASTM C109 tested at similar flow (110 ± 5).
The cement samples were also tested in concrete, based on the mix design of 517 lbs./yd3 of cement (ASTM C465) with 45% absolute volume of fine aggregate in the total aggregate.
The mortar water demand was reduced by 4% (Figure 3). The concrete water reduction was much higher, by around 10% (Table 2), enabling the strength enhancement at all ages.
Case study 3: USA, Type IL Cement
Two cement samples were collected, one with regular performance enhancer additive (baseline), and the other one with MCH C-C 1001, both having similar Blaine at around 5400 cm2/g. Figure 4 shows the mortar strengths according to ASTM C109 tested at fixed w/c ratio of 0.485.
The cement samples were also tested in concrete, based on the mix design of 600 lb/yd3 of cement.
The use of the MA.P.E./C-C WR technology resulted in increased workability and strengths in cement mortar (Figure 4). Consequently, concrete performance was also enhanced: improved workability, reduced water demand (-6%), and increased strengths at all ages (Table 3).
In the USA, the availability of cements with higher supplementary material content is relatively recent, with the prevailing cement shifting from Portland cement to Type IL cement (8 – 12% limestone) over the past few years. In the meantime, the production of Type IT and IP cements are increasing as well. The establishment of these blended cements is crucial for reducing the carbon footprint and increasing cement production. In this region, most plants are ‘sold-out’, thus any reduction in clinker leads to increased cement production and sales volume.
The biggest challenge with
Figure 3. Type IP 35% Calcined Clay Cement mortar results (ASTM C109). Strengths, w/c, and flow results.
Table 2. Concrete results obtained from the use of Type IP 35% Calcined Clay Cement baseline and with MCH/C-C 1001.
these blended cements lies in meeting all the performance requirements based on the concrete made of clinker-rich cements.
This is where the MA.P.E./C-C WR additives are primarily targeted. The additives can provide a reliable pathway for the successful introduction of new cement types with higher levels of additions in the market.
Case study 4: Europe, pozzolanic cement
This case involves a CEM II/C-M (S,P,L), pozzolanic cement, according to EN 197-5 with 53% clinker factor. Two samples were compared in terms of workability and strength development: one with no additive (blank) and the other one with MA.P.E./C-C 4044, both at equal fineness, R32 μm < 12%. Figure 5 shows the mortar strengths according to EN 196-1, at fixed w/c ratio of 0.50, and flow retention.
The use of the MA.P.E./C-C WR additive resulted in improvements in cement (Figure 5):
f Enhanced flow retention, where the flow at 60 min with the additive (82%) is almost the same as the initial flow of the cement without any additives (84%).
f Increased strength at all ages, thanks to the chemical activation and better dispersed cement particles by using the additive.
In this case, the benefit of increased workability provided by the additive cannot be translated into water reduction and additional strength enhancement.
Therefore, the potential for clinker reduction is lower compared to ‘Case Study 1’ (based on ‘ASTM C109’).
The main benefits of applying MA.P.E./C-C WR additives in European countries are:
f To improve the workability of low-clinker cements, enabling their use in concrete and acceptance in the market.
f To facilitate the use of challenging supplementary materials with poor workability. Often, the supplementary materials of interest to the plant – those that are readily available, low-cost, and/or have good chemical characterisation – exhibit poor workability, e.g., pozzolans, recycled materials.
Both actions are fundamental requirements for achieving carbon neutrality and operational cost reduction, especially in a region where carbon taxation is widely implemented and drives efforts to reduce the clinker factor.
Conclusion
Based on the discussion above, MA.P.E./C-C WR has been shown to be a robust and efficient solution, addressing current challenges in the
Fast. Fair. Flexible.
Think bigger –with InterCem.
From individual components to upgrades to complete plants, InterCem provides customized solutions for operators and investors of cement plants all over the world. InterCem is therefore also the right partner for you when it comes to planning, detailed engineering, project management of greenfield projects and conversion/modernization of production plants.
Contact us: The InterCem professionals will also find the right solution for your requirements.
cement industry and the performance limitations of low-clinker cements.
The case studies presented demonstrate that MA.P.E./C-C WR has been applied successfully across various market scenarios, types of supplementary additions, and cement performance standards, with the following key outcomes:
f Significant reduction in cement clinker factor (-10%), corresponding to a CO2 emissions of 90 kg/t of cement, approximately as twice as the reduction that can be achieved by conventional additives.
f Production of concretes with improved workability and higher strength, enabling
reduction in water demand by up to 10% and admixture usage.
f Increased use of supplementary materials while maintaining or improving workability in mortar and concrete.
The MA.P.E./C-C WR technology is recommended in cases that require:
f Significant reduction in cement clinker factor.
f Reduction of CO2 emissions for significantly contributing to carbon neutrality.
f Progressive increase in the use of supplementary materials without compromising concrete application.
Figure 4. Type IL cement mortar results (ASTM C109). Strengths (at fixed w/c) and flow results.
Figure 5. CEM II/C-M (S,P,L) pozzolanic cement mortar results (EN 196-1). Strengths (at fixed w/c) and flow results.
f Production of high-performance concrete with a lower carbon footprint.
References
1. GELARDI, G., and FLATT, R.J., ‘Working mechanisms of water reducers and superplasticizers,’ Science and Technology of Concrete Admixtures. Elsevier, Chapter 11 (2016), pp. 257 – 278.
2. LEI, L., HIRATA, T., PLANK, J., ‘Cement and Concrete Research,’ 40 years of PCE superplasticizers – History, current state-of-the-art and an outlook, Vol. 157 (July 2022).
3. GOTTI, E., PADOVANI, D., ‘Promoting performance in low clinker cement,’ World Cement (March 2022).
4. GCCA Concrete Future – Roadmap to net zero, 2022 edition.
About the authors
Thais Araujo, a chemical engineer, is the Cement Additives Technical Manager for the Latin America region at MAPEI.
Table 3. Concrete results obtained from the use of Type IL Cement Baseline and with MCH/C-C 1001.
Potito D’Arcangelo, a chemical engineer, is the Cement Additives Regional Manager for the Americas (North and Latin America) at MAPEI.
Fengjuan Liu is a chemist in Cement Additives at MAPEI with her Ph.D. degree in cement hydration.
Success with siloxane
Dr. Dmitry Davydov, James D. Greene and Dr. Wei Cai, WACKER, explain how cementitious materials can be protected and improved using oligomeric siloxane based technology.
Global warming and climate change are largely driven by greenhouse gas (GHG) emissions. GHGs can be broken down into carbon dioxide, methane, nitrous oxide, and fluorinated gases, and therefore the reduction of any of these GHG emissions can contribute to slowing down climate change. The production of cement is a major contributor to CO2 emissions, consequently, the cement and concrete industry, including members of the Global Cement and Concrete Association (GCCA), have an array of initiatives aiming to achieve net-zero emissions by 2050. The CO2 reduction goals are 20% CO2 reduction per ton of cement (from 0.77 to 0.6 million t per ton of cement) produced and 25% reduction per m3
of concrete (from 0.373 to 280 million t/m3) produced by 2030. One of the methods of achieving this is by reducing the overall clinker content in cement and consequently also concrete. For example, over the past three years, the US cement industry has quickly shifted from Ordinary Portland Cement (OPC) to Portland limestone cement (PLC). According to the Portland Cement Association, lower-carbon cements like PLC which contain 10% or more of limestone are helping to reduce CO2 emissions. Last year, the use of PLC in the US surpassed OPC use, a change that reduced CO2 emissions by more than 4 million t, more than twice the CO2 savings over the previous year.
The other method for reducing CO2 emissions is by increasing the concrete life cycle as pointed out in the recent publication by Olsson et al. The addition of some supplementary cementitious materials (SCM) such as fly ash, or slag and specialty siloxane chemicals can extend the life time by mitigating Alkali Silica Reaction (ASR), as well as increasing freeze thaw resistance. This article will illustrate methods being used by industry to increase cement shelf life, increase freeze thaw resistance, and mitigate ASR which will increase the life cycle of cement/concrete reducing significantly GHGs.
Increasing shelf-life and improving grinding efficiency of clinker
The current cement production process is to grind the clinker, gypsum and limestone using either a horizontal ball mill or a vertical mill, which is then transferred to silos and subsequently packaged into bags or bulk. Many cement plants are located in hot, humid areas, and therefore, in a short period of time, the cement begins to form hardened clumps (hydrated cement particles) in silos and in bags.
The shelf life of these cements can be reduced to less than 3 months, which decreases confidence in the quality and causes an overconsumption of the cement as well as an increase in waste. However, the use of new oligomeric siloxane grinding enhancers reduces the amount of hydration occurring in the stored cement as well as increasing the free flow properties of the cement. The industry has found that the incorporation of 500 ppm or less of new oligomers (such as SILRES® BS 8083 US or BS 8010) provides enough hydrophobic properties which mitigates the unwanted early hydration and increases the shelf life by more than 1 year. In addition, the increase in grinding efficiency and transportation out of the mills and silos increases production output.
The following results from some laboratory tests outline the effect of the new oligomeric enhancer. The cement was ground in a ball mill with an addition of only 500 ppm of the oligomeric siloxane (SILRES BS 8083 US). The treated and untreated cement powders were then pressed with the same pressure which takes place at the bottom of a typical silo. These pressed cylinders were exposed to 50˚C
Figure 2. Laboratory tests. Strength of cement after exposure to 100% relative humidity, 23˚C. Cements were ground with the addition of SILRES
Figure 3. Industrial trial (left)
with 100% relative humidity (RH) for 24 hours. The powdered cylinders were then tested for compressive strength. As expected, the untreated powder had a high degree of hydration which required significantly more force to break. The materials using 250 – 500 ppm of traditional grinding aids required twice (12 kN) the force to break (Figure 1a), whereas the powder treated with the new oligomeric siloxane enhancer was only 1.0 kN which essentially did not have any hydration. The next step was to evaluate the compressive strength of these cements in a mortar (Figure 1b). The cement which was not treated had a compressive strength of 44.9 MPa before exposure to humidity and then after exposure to humidity, heat, and pressure, had a final compressive strength of 5.3 MPa, whereas the cement treated with the 500 ppm SILRES BS 8083 US had 35.6 MPa after exposure to heat, humidity and pressure.
This represents an increase in shelf life for the cement tested both in the laboratory (Figure 2) and on an industrial scale (Figure 3). The industrial trials were performed using a vertical mill and exposed to temperatures of over 30˚C and over 75% RH for 45 days with a significant reduction in hydration and minimal formation of clumps. Moreover, mortars and concrete obtained from treated cement had much lower water uptake in combination with crack prevention. These measures will improve durability of the cement and ultimately reduce CO2 emissions.
Increasing life cycle of concrete
Concrete should last over 50 years, however with a lack of non-reactive sands/aggregates, as well as an inability to prevent water and chloride ion ingress, premature failure will occur. Concrete produced with these types of raw materials is susceptible to cracking due to ASR and/or failure as a result of freeze thaw resistance. The use of OPC or Type 1L cements with reactive aggregates or sands will fail ASTM C1260 test unless modified with more than 40% additional SCM such as slag or the addition of a small amount of oligomeric siloxane chemistry (SILRES BS 1802 and BS 1803 US) (Figure 4). These new oligomeric materials are added during the mixing of concrete. The new chemistry is similar to quartz
in that it maintains a mineral-like structure (Figure 5) which reacts with hydroxyl groups on the sand and/or aggregate. It then makes a silicone resin network in the pores formed during the hydration process (Figure 6). This hydrophobic structure prevents moisture from entering and forming ASR gels, and when tested according to ASTM C 1260, the combination minimal amount of SCM and oligomeric siloxane will extend the test past the target’s 14 days and up to 36 days (Figure 7). This is equivalent to extending the durability of the concrete by almost 3 times. In addition, freeze thaw resistance is also improved as can be seen
6. A. The reaction of oligomeric siloxane in the formation of concrete block, B. Formation of silicone resin network throughout the structure and in the pores.
Contrl Li (30% soln) BS 1802 0.8%
Figure 4. ASR test results: ASTM C 1260.
Quartz
Oligomeric Siloxane (natural, matt, mineral like appearance, hydrophobic)
Figure 5. The ‘R’ in the silicone resin network realises the hydrophobicity.
Figure
Figure 7: ASR test results: ASTM C 1260
in Figure 8. These mortar cubes were exposed to freezing (-20˚C) and thawing (+20˚C) conditions for up to 300 cycles and then compressive strength was measured. The blank lost 30% of its strength after 100 cycles and after 300 cycles the strength was reduced by 60%, whereas the addition of oligomeric siloxane in polycarboxylate ether (PCE) maintained essentially the same strength.
The addition of these materials to concrete mix design increases freeze/thaw resistance as well as
Freeze/Thaw Resistance
protection from reactive sands, aggregate, and recycled materials to mitigate the damage caused by ASR, in addition to reducing chloride ion ingress. Figure 9 shows pictures of oligomeric siloxane (SILRES BS 1802) added in a ready-mix truck and poured at WACKER’s new Ann Arbor Innovation Centre (AIC) which utilised Michigan sand and aggregate, weathering three winters (approximately 3 years). Significant erosion from the surface of the non-treated slabs was observed with a lot of exposed aggregate, and popout, whereas the treated slab appeared to have minimal surface erosion with no surface cracks (appearing as new). The compressive strength of the slabs with and without additives were in the same range. This is additional proof of the need to further modify mix designs with additives to meet the expected greater than 50-year shelf life of concrete.
Conclusion
Freeze/Thaw Test Between +20°C and -20°C
Figure 7. ASR test results: ASTM C 1260.
slab poured in 2021 and then evaluated in 2023 (left) and 2024 (right)
Figure 8. SILRES BS help to effectively increase freeze/thaw resistance.
Oligomeric Siloxane materials can effectively resist damages caused by F/T cycling and maintain the integrity of the concrete samples
Figure 9. Poured (ready mix) in driveway at AIC with treated and untreated concrete slab poured in 2021 and then evaluated in 2023 (left) and 2024 (right).
The industry expects to reduce GHG emissions with the goals of being net zero by 2050, however the reduction of clinker as well as the use of recycled materials and poor-quality sand and aggregates will require oligomeric siloxane materials to maintain a high degree of durability. As pointed out earlier the incorporation of these oligomeric siloxanes (SILRES BS 1802 and BS 1803 US) in the making of concrete slabs at WACKER’s AIC facility has shown a real increase in durability. In addition, the incorporation of these new materials into grinding of the clinker will increase the shelf life of the cement and increase efficiency in production which will reduce waste and overconsumption. The addition of these materials into the mix design of concrete will increase resistance to degradation due to freeze thaw, chloride ion ingress and mitigate cracking due to ASR. These measures are necessary to increase the life cycle of cement/concrete, and to ultimately help meet the target of reducing GHG set by the GCCA.
About the authors
Dr. Dmitry Davydov holds a PhD in Polymer Chemistry and has worked for 10+ years in the cement and concrete industries.
James D. Greene has a master’s degree in Analytical Chemistry and over 29 years of experience at Wacker, working in the Construction Group.
Dr. Wei Cai, an Industry Manager at Wacker Chemie AG in Burghausen, Germany, innovates silanes and silicones as construction chemicals.
Martyn Whitehead and Suhaila Thien, Fosroc, explore the best practices for cement additive quality control.
Cement additives, which are more commonly known as cement grinding aids (CGAs) are chemicals that are added to the cement mill to improve both the efficiency of the grinding process and the quality of the produced cement. These additives can significantly enhance the productivity of cement mills, reduce energy consumption, and improve the performance of the cement. CGAs are blends of different raw materials, such as glycols and amines as well as other organic and inorganic compounds. Each of these raw materials has been specifically selected, and the amount precisely defined, to ensure that the finished product provides the required performance. To ensure that these performance benefits are consistently achieved, it is crucial to implement robust quality control practices. Ensuring the quality and
Report Details
Report Location
C:\pel_data\reports\Samples View 1_2
Report Creator FTC
Report Date 27/6/2024 11:28:14 AM
consistency of CGAs not only boosts operational efficiency but also ensures that the final product meets the required performance targets.
This article highlights best practices for controlling the quality of cement additives so that plants can ensure that they are receiving products of consistent quality.
Current practice
Following successful plant trials and the decision to commence routine supply, the product formulation is fixed and becomes the reference point. In current practice, the quality control of CGA products relies on
basic parameters such as specific gravity and colour. However, these methods have significant limitations. Specific gravity measures the density of the product, but it does not provide comprehensive insights into its chemical composition or performance characteristics. Variations in specific gravity may indicate changes in formulation, but they do not reveal detailed information about the effectiveness of the grinding aid or its consistency across different batches.
Colour is another parameter used to assess the product. While colour can offer a rough indication of consistency, it is highly subjective and can be influenced by various factors unrelated to the product’s quality or performance. This method lacks precision and does not account for critical aspects like chemical purity or the efficiency of the grinding aid in practical applications.
These basic methods, while useful for normal checks, do not provide the depth of information required for thorough quality control and performance evaluation. Therefore, integrating advanced analytical techniques such as Fourier Transform Infrared Spectroscopy (FTIR), Planetary Ball Mill (PBM), and calorimetry is essential for a comprehensive assessment of CGA products, ensuring that they meet quality standards and perform effectively in their intended applications.
Chemical analysis
1 of 1
There are a few chemical analysis techniques that can be used to verify the composition of the grinding aids, with some of the more common being gas/liquid chromatography and infrared spectroscopy.1
Figure 3. Heat of hydration of – Blue: Blank, Pink: Cemax 452 (Original), Green: Cemax 452 (Current), Red: Cemax 369.
Based on several notable advantages it offers over other techniques, FTIR is more favoured for analysing the composition of grinding aids. It provides detailed information about the molecular structure of a liquid product by measuring the absorption of infrared radiation at different wavelengths. Each functional group in a molecule absorbs infrared light at characteristic frequencies, creating a unique spectrum.2 By comparing the obtained FTIR spectrum with reference spectra of known substances, the presence of specific chemicals or compounds in the liquid product can be identified. FTIR is known for its efficiency in testing. The process of obtaining an FTIR spectrum typically takes only a few minutes. This rapid turnaround is crucial for quality control, especially in high-throughput production environments. In many cases, FTIR requires minimal-to-no sample preparation, which further speeds up the process.2 For liquid
samples, a small drop is often sufficient. The quick analysis allows for timely decision-making and faster response to quality issues during production.
FTIR can be a valuable tool for ensuring product consistency. Batch-to-batch comparisons are crucial for maintaining uniform quality over time and ensuring that each batch meets the desired quality standards. By analysing samples from each batch, FTIR verifies that the chemical composition and functional groups remain consistent across production runs. Any significant deviations in the spectra can indicate changes in formulation, raw material quality, or production conditions, allowing for early detection of issues. Consistency checking helps maintain uniform product quality, which is essential for customer satisfaction and regulatory compliance.
Contaminants or impurities often show up as additional or shifted peaks in the FTIR spectrum. By comparing the spectrum of the final product with its reference spectrum, any unusual peaks can be identified as potential contaminants. It helps in identifying the nature of the contaminants by comparing their spectra to a known reference spectrum, providing insights into their chemical composition. This capability is crucial for ensuring that the final products meet the required purity, and quality standards as well.
Figure 1 is an example of FTIR spectra for Cemax 452 from different production batches, compared to Cemax 369. The spectra exhibit unique characteristics due to differences in formulation design.
Grinding assessment
As part of the quality control for CGA products, using a PBM is an effective way to quickly demonstrate improvements in their grinding efficiency. To assess the product performance, a comparative analysis can be done using three samples: a reference sample without any CGA, a reference sample with retained CGA from the original delivery, and a reference sample with CGA of current delivery.
First step is by grinding the reference sample in the PBM to establish a baseline for comparison without any CGAs. Next, grind the reference sample with the CGA from the original delivery and another one with CGA from current delivery. By comparing the particle size distribution (PSD) and residue of these samples, the grinding aid impacts on milling performance can be evaluated. This analysis helps in determining the effectiveness of the CGA and ensures that the product delivers consistent grinding performance and efficiency.
Figure 2 shows the particle size distribution for different products (Cemax 452 and Cemax 369) compared to the blank, while Table 1 presents a comparison of the residue results after grinding.
Heat of hydration
Cement hydration is an exothermic process and by measuring the heat released is an effective method
for monitoring and quantifying the hydration reaction. This process is a key indicator of the chemical and physical changes taking place during the curing of
Figure 4. TAM air calorimeter.
Figure 5. Particle size analyser.
Table 1. Residue comparison.
cementitious materials. By measuring the heat of hydration, it can be understood how quickly and effectively the cement is curing, which affects its strength, setting time, and overall durability. Accurate measurement of this heat provides valuable insights and helps in evaluating the performance of CGAs and ensuring the quality of cement products.
To evaluate changes in early hydration performance, a calorimeter is used to measure the heat flow associated with the hydration process of the samples. Begin by measuring the heat flow of a reference sample without CGAs to establish the baseline hydration behaviour. Next is to analyse the reference sample with CGAs from the original delivery and another one with CGAs from current delivery. This comparison (Figure 3) helps to observe any changes in hydration characteristics compared to the baseline and ensures that the hydration characteristics between deliveries are consistent and enhanced performance as intended. As shown in Figure 3, Cemax 369 does not achieve the same peak height and has a broader
profile, indicating potential differences in early hydration. This suggests that there may be variations in early strength performance.
Conclusions
In the quality control of CGA products, a combination of analytical techniques provides useful information. Each of the three techniques (FTIR, PBM, and calorimetry) offer unique insights into different aspects of the product’s quality. Combining these methods enables a rapid and comprehensive determination of product consistency, ensuring effective quality control and performance of cement grinding aids supplied.
f FTIR delivers a rapid chemical comparison by providing detailed spectra that detect deviations and impurities in the final products. This technique allows for a quick determination of chemical consistency across batches, with results typically available in about 2 minutes per sample.
f The PBM grinding assessment, which takes approximately one hour, evaluates the grinding efficiency of CGA products by comparing particle size distributions and residue for samples with and without CGAs.
f Calorimetry measures the heat of hydration by first establishing a baseline with a reference sample without CGAs, followed by analysis of samples with CGAs. The results, available after roughly one day of measurement, help determine hydration characteristics and confirm consistent performance across different CGA formulations.
References
1. ERVANNE, H., & HAKANEN, M., ‘Analysis of Cement Superplasticizers and Grinding Aids A Literature Survey,’ https://inis.iaea.org/collection/NCLCollectionStore/_ Public/43/063/43063272.pdf (Accessed on 22 July 2024)
2. PATELl, R., PATEL, C., & KS, R., ‘Quantitative Analytical applications of FTIR Spectroscopy in Pharmaceutical and Allied Areas,’Journal of Advanced Pharmacy Education & Research, 4 (2014), pp. 145 – 157.
3. WANG, K., GE, Z., GROVE, J., RUIZ, J. M., & RASMUSSEN, R., ‘Developing a Simple and Rapid Test for Monitoring the Heat Evolution of Concrete Mixtures for Both Laboratory and Field Applications,’ Final Report January 2006.
About the author
Martyn Whitehead has worked in the cement and construction chemicals industries for over 16 years. He is currently the Vice President of Technology and Supply Chain at Fosroc, where he leads the company’s global product development and technical support activities.
Suhaila Thien has over 10 years of experience in the cement and construction chemicals industries and is currently working at Fosroc as the Head of Technology for Cement Additives, focusing on product and technical solutions.
Dr S B Hegde explores the role of calcined clay and discusses mineralogy and chemistry, production technologies, and challenges in achieving optimal pozzolanic properties.
The cement industry, pivotal to global infrastructure, is responsible for approximately 8% of global CO2 emissions. As urbanisation and industrialisation continue to surge, the demand for cement is expected to grow, exacerbating environmental concerns. Calcined clay has emerged as a promising supplementary cementitious material (SCM) that can significantly mitigate the carbon footprint of cement production. This article explores the potential of calcined clay in cement manufacturing, detailing its mineralogy, chemistry, production technologies, challenges, solutions, environmental benefits, necessary systems, economic viability, and practical aspects for producers. By critically analysing these facets, it
aims to provide a comprehensive guide for cement manufacturers considering the adoption of this sustainable alternative.
Suitable clay for calcination
Kaolinite-rich clays are the most suitable for producing calcined clay due to their high pozzolanic reactivity. Other clays, such as montmorillonite and illite, can also be used but typically exhibit lower reactivity. The selection of clay is crucial as it influences the calcination process and the resulting pozzolanic properties. The ideal composition of kaolinite clays includes 40 – 60% kaolinite, 20 – 40% quartz, and minor amounts of feldspar and mica. Studies have shown that clays with higher kaolinite content yield better pozzolanic reactivity, essential for enhancing cement performance.
Mineralogy and chemistry
Calcined clay is primarily comprised of dehydroxylated kaolinite, known as metakaolin, formed by heating kaolinite clay to temperatures between 600 – 800˚C. The chemical composition of calcined clay includes silicon dioxide (SiO2) ranging from 45 – 55%, aluminium oxide (Al2O3) between 30 – 40%, and trace amounts of iron oxide (Fe2O3), calcium oxide (CaO), magnesium oxide (MgO), and potassium oxide (K2O). The pozzolanic activity is attributed to the amorphous nature of metakaolin, which reacts with calcium hydroxide (Ca(OH)2) to form calcium silicate hydrate (C-S-H), enhancing the strength and durability of cement. The reactivity of metakaolin is influenced by factors such as the calcination temperature, duration, and the purity of the raw clay.
Production technologies
Several technologies are employed in the production of calcined clay. This includes the following:
Rotary kilns
Widely used for their ability to control temperature and residence time, rotary kilns ensure uniform calcination. They can process large quantities of clay and are suitable for continuous operations. They are particularly effective for kaolinite-rich clays and can achieve consistent calcination results.
Flash calciners
Suitable for fine and powdery clays, flash calciners offer rapid heating and efficient energy use. They operate at high temperatures for short durations, which minimises energy consumption and maximises throughput. They are ideal for processing clays with a particle size less than 75 μm.
Fluidised bed calciners
Fluidised bed calciners provide uniform heating and are ideal for large-scale production, but require a fine particle feed. They ensure efficient heat transfer and uniform calcination, making them suitable for
producing high-reactivity metakaolin. These systems can be integrated with preheaters and waste heat recovery units to improve energy efficiency.
Challenges
Homogeneity
in
producing calcined clay
One challenge is in ensuring uniformity in the raw clay material to achieve consistent calcination. Variations in the mineral composition of clay can lead to uneven calcination and affect the pozzolanic properties of the final product.
Temperature control
It is important to maintain precise calcination temperatures to avoid over-burning or under-burning, which can affect reactivity. Over-burning can lead to the formation of crystalline phases that reduce pozzolanic reactivity, while under-burning may leave residual kaolinite unreacted.
Energy consumption
It is also necessary to manage the energy-intensive calcination process in a cost-effective manner. Calcination requires significant energy input, and optimising energy use is crucial for economic viability and environmental sustainability.
Quality control
Ensuring consistent quality of calcined clay to meet performance standards is another challenge. This involves regular testing of raw materials and calcined products to monitor chemical composition, particle size distribution, and pozzolanic reactivity.
Overcoming challenges
Pre-treatment of clay
Blending and homogenising raw clay to ensure consistent feed material is a solution. Pre-treatment processes such as crushing, grinding, and drying can improve the uniformity and reactivity of the raw clay.
Advanced kiln technologies
Modern kiln designs with enhanced temperature control systems can also be used. Innovations in kiln technology, such as zoned heating and real-time temperature monitoring, can improve the efficiency and consistency of the calcination process.
Waste heat recovery
Implementing systems to capture and reuse waste heat helps to reduce the overall energy consumption. Waste heat recovery units can be integrated with calciners to preheat raw materials, thereby lowering fuel consumption and operational costs.
Quality assurance programmes
Comprehensive quality assurance programmes to monitor and control the properties of calcined
clay can also be established. This includes regular sampling, testing, and process optimisation to ensure consistent product quality.
Environmental benefits
The use of calcined clay in cement manufacturing offers significant environmental advantages.
Reduced CO2 emissions
Replacing a portion of clinker with calcined clay can reduce CO2 emissions by up to 30%. For instance, a cement plant producing 1 million tpy of cement can reduce CO2 emissions by approximately 200 000 t by substituting 30% of clinker with calcined clay.
Lower energy consumption
Calcined clay production requires lower temperatures compared to clinker production, resulting in energy savings. Clinker production typically requires temperatures above 1450˚C, while calcination of clay occurs at 600 – 800˚C, leading to substantial energy savings.
Utilisation of waste materials
Clays that are otherwise considered waste can be valorised, reducing landfill burden. Industrial by-products such as kaolinite-rich waste from paper and ceramics industries can be used as raw materials for calcined clay production, promoting circular economy principles.
Resource conservation
Using calcined clay reduces the demand for limestone and other natural resources used in clinker production. This contributes to the conservation of natural resources and reduces the environmental impact of quarrying and mining activities.
Plant and machinery for production
To integrate calcined clay production into existing cement plants, the following systems are necessary.
Clay pre-processing units
For crushing, drying, and homogenising raw clay. Pre-processing units should be equipped with crushers, grinders, and dryers to prepare the clay feed for calcination.
Calcination facilities
This includes rotary kilns, flash calciners, or fluidised bed calciners. These facilities must be capable of operating at the required temperatures and residence times to achieve optimal calcination.
Blending units
These are required to mix calcined clay with clinker and other cementitious materials. Blending units should be designed to ensure uniform mixing and distribution of calcined clay in the final cement product.
Quality control laboratories
Laboratories are for testing and ensuring consistent quality of calcined clay. They should be equipped with advanced analytical instruments to monitor the chemical composition, particle size, and pozzolanic reactivity of calcined clay.
Waste heat recovery systems
These are necessary to capture and reuse waste heat from the calcination process. These systems can improve energy efficiency and reduce operational costs.
Dust collection systems
Dust collection systems minimise dust emissions and ensure a clean working environment. They are essential for maintaining air quality and complying with environmental regulations.
Economic viability
The economic benefits of calcined clay are compelling. The reduction in CO2 emissions can translate into carbon credits in regions with carbon trading systems, providing financial incentives for cement producers. Additionally, the energy savings and the potential to utilise local clay resources can lower production costs. The following are practical examples.
Project examples
The LC3 (limestone, calcined clay, cement) project in India and Cuba demonstrates cost-effective production with local raw materials. In India, the use of calcined clay has shown to reduce the overall cost of cement production by approximately 10 – 15%, considering savings in energy and raw materials.
Economic analysis
Studies show that the cost of producing calcined clay-blended cement is competitive with traditional Portland cement, especially when factoring in environmental benefits and potential carbon credits. For example, a cement plant with an annual production capacity of 1 million t can save up to US$5 million annually by integrating calcined clay into their production process, considering reduced energy consumption and carbon credit revenues.
Capital investment
The initial capital investment for installing calcination facilities and pre-processing units can be offset by long-term operational savings and environmental benefits. Detailed cost-benefit analyses indicate that the payback period for such investments is typically between 3 – 5 years.
Practical aspects for producers
Producers need to consider the following factors:
Raw material availability
Ensuring a consistent supply of suitable clay involves assessing local clay deposits and securing long-term supply contracts to guarantee availability.
Process adaptation
Modifying existing plant infrastructure to accommodate new calcination and blending processes. This may involve retrofitting existing kilns, installing new calcination units, and upgrading blending facilities.
Quality assurance
Implementing rigorous testing protocols to maintain product quality. Producers must establish comprehensive quality control programmes to monitor the properties of calcined clay and ensure consistent performance in cement.
Training and workforce development
Providing training for plant operators and staff to manage new processes and technologies. Workforce development programmes are essential for ensuring that plant personnel are skilled in operating and maintaining calcined clay production systems.
Global and regional scenario
Globally, the adoption of calcined clay is gaining momentum, with notable projects in India, China, and Latin America. In India, the LC3 project has showcased the potential for large-scale production and use of calcined clay, supported by government initiatives to promote sustainable construction materials. The project has demonstrated significant reductions in CO2 emissions and production costs, providing a model for other regions to follow.
Regionally, the scenario varies:
f Asia: Significant progress in India and China, driven by government policies and availability of raw materials. In China, several cement plants have integrated calcined clay into their production processes, contributing to the country’s efforts to reduce carbon emissions.
f Latin America: Adoption in countries like Cuba, with successful pilot projects and increasing awareness. The use of calcined clay in cement production has shown promising results in terms of cost savings and environmental benefits.
f Europe and North America: Gradual adoption driven by stringent environmental regulations and sustainability goals. In Europe, the cement industry is increasingly exploring the use of calcined clay to meet the EU’s ambitious carbon reduction targets.
Status in India
India has been at the forefront of adopting calcined clay in cement manufacturing. The LC3 project, a collaboration between the
Indian Institutes of Technology (IITs), Swiss Federal Institute of Technology (EPFL), and several Indian cement companies, has successfully demonstrated the feasibility and benefits of using calcined clay. The project has led to the establishment of pilot plants and the development of technical guidelines for large-scale implementation.
Government initiatives, such as the ‘Make in India’ campaign and the emphasis on sustainable construction practices, have further accelerated the adoption of calcined clay. The Bureau of Indian Standards (BIS) has also revised standards to include provisions for calcined clay in cement, facilitating its acceptance in the market. The success of the LC3 project has inspired other countries to explore similar initiatives, positioning India as a leader in sustainable cement manufacturing.
The way forward
For global cement manufacturers, the transition to calcined clay requires:
f Investment in R&D: To optimise calcination processes and develop high-performance clay-based cements. Research and development efforts should focus on enhancing the pozzolanic reactivity of calcined clay and improving the overall performance of clay-based cements.
f Collaboration: Between industry, academia, and government to promote knowledge sharing and innovation. Collaborative efforts can accelerate the development and adoption of calcined clay technologies, leveraging the expertise and resources of various stakeholders.
f Policy support: Advocacy for policies and incentives that encourage the use of low-carbon materials. Governments can play a crucial role by providing financial incentives, regulatory support, and technical guidelines for the adoption of calcined clay in cement manufacturing.
f Capacity building: Training and development programmes to equip the workforce with the necessary skills. Capacity building initiatives should focus on training plant operators, engineers, and managers in the new technologies and processes associated with calcined clay production.
For India, the way forward includes:
f Scaling up: Expanding pilot projects to full-scale commercial operations. Successful pilot projects should be scaled up to commercial production levels, demonstrating the feasibility and benefits of calcined clay at an industrial scale.
f Infrastructure development: Investing in infrastructure to support widespread calcined clay production. This includes establishing new calcination facilities, upgrading existing cement plants, and developing supply chains for raw materials.
f Public awareness: Educating stakeholders about the benefits and feasibility of calcined clay.
Public awareness campaigns can help build acceptance and demand for calcined clay-based cements among builders, contractors, and consumers.
f Continuous innovation: Fostering a culture of innovation to continually improve calcined clay technologies. Continuous research and development efforts should aim to enhance the performance, efficiency, and sustainability of calcined clay production processes.
Conclusion
Calcined clay presents a viable and sustainable alternative to traditional cementitious materials, offering significant environmental and economic benefits. By addressing the challenges in production and integrating advanced technologies, the cement industry can embrace calcined clay as a cornerstone of its sustainability strategy.
The transition to calcined clay requires strategic investments, policy support, and collaborative efforts, but the long-term benefits make it a compelling choice for cement manufacturers worldwide. As global and regional scenarios evolve, the adoption of calcined clay will play a crucial role in reducing the carbon footprint of the cement industry and promoting sustainable development.
References
1. SCRIVENER, K. L., et al., ’Eco-efficient cements: Potential economically viable solutions for a low-CO2 cement-based materials industry’, Cement and Concrete Research (2018).
2. ANTONI, M., et al., ‘Investigation of the calcined kaolinite content on the properties of Limestone Calcined Clay Cement (LC3)’, Cement and Concrete Research (2012).
3. MYERS, R. J., et al., ‘The role of calcium carbonate in cement hydration’, Cement and Concrete Research (2015).
4. HABERT, G., et al., ‘Lowering the CO2 emissions of cement by the use of industrial by-products and natural resources: A review’, Cement and Concrete Research (2020).
5. EMMANUEL, M., et al., ‘Calcined clays for sustainable concrete: Opportunities and challenges’, Construction and Building Materials (2016).
6. BISHNOI, S., et al., ‘Sustainability of Limestone Calcined Clay Cement (LC3): A life-cycle assessment’, Journal of Cleaner Production (2017).
7. SIDDIQUE, R., et al ,’Properties of concrete incorporating high volumes of class F fly ash and calcined clay’, Resources, Conservation and Recycling (2018).
About the author
Dr. S B Hegde is a professional in the field of cement and construction materials with over three decades of experience. Currently a Professor, Department of Civil Engineering at Jain College of Engineering and Technology, Hubli, India and also Visiting Professor, Pennsylvania State University, USA, he has published 206 research papers in national and international journals, holds 6 patents, and filed 4 patents in the USA last year.
Derek Stuart, AMETEK Land, explains how advanced infrared measurement systems can optimise clinker cooling.
Cement is essential for the construction industry, used to make concrete and mortar, and as the global population rises, it continues to be vital to housing and other important endeavours.
Temperature monitoring across the cement manufacturing process is essential to support process efficiency and cement product quality. It can also help to prolong the life of the kiln through early detection of refractory issues or insufficiently quenched clinker, which could lead to production stoppages if left unchecked. Monitoring solutions also support safety and emissions control.
For these reasons, non-contact infrared thermometers and thermal imaging systems play an important role in helping to protect valuable assets in a cement plant.
Importance of effective clinker cooling
Clinker cooling is a stage where hot clinker is rapidly cooled to temperatures that can be handled by downstream equipment. Efficient clinker cooling is a critical process in cement production, impacting not only the quality of the final product but also the safety and longevity of the production equipment.
Rapid cooling is essential to ensure the clinker formation stops at the optimal point in the reaction. Effective operation is also needed to recoup a significant part of the thermal energy from the red hot clinker. Ineffective cooling can lead to several issues, including:
f Quality degradation: Improperly cooled clinker can result in poor cement quality.
f Equipment damage: Residual heat from improperly cooled clinker can cause damage to conveyor belts and other equipment.
f Fire hazards: Hot clinker fragments can ignite fires on conveyor belts, posing significant safety risks and potential operational shutdowns.
Given these risks, it is essential to employ reliable and precise cooling and monitoring systems.
The integration of advanced infrared temperature measurement systems into clinker cooling processes offers significant benefits for monitoring, safety, and operational efficiency.
The role of infrared temperature measurement in clinker cooling
Infrared temperature measurement systems play a pivotal role in optimising the clinker cooling process.
Some cement plants integrate single-point infrared thermometers within their system, but these measure the temperature in a small area near the centre of the conveyor and can miss small hot objects when looking at the whole width of a conveyor.
Linescanning technology offers several advantages here. For example, linescanner systems scan at high speeds and high resolutions, ensuring comprehensive coverage and detection of any anomalies, even very small uncooled clinker fragments. This level of precision is critical in preventing potential issues before they escalate.
When a hot spot is detected, the system can activate a high-speed alarm. This immediate response allows for prompt action to be taken, preventing potential fires and equipment damage.
The system should also provide continuous monitoring of the clinker cooling process, delivering the real-time data that is crucial for maintaining optimal cooling conditions and ensuring the quality and safety of the cement production process.
Implementing a linescanner-based monitoring system enhances the clinker cooling process in several ways:
f Preventing conveyor belt fires: By detecting small hot clinker fragments that are insufficiently cooled, the system prevents these fragments from causing fires on the conveyor belt. A high-speed alarm allows operators to intervene before any significant damage occurs.
f Ensuring equipment longevity: Continuous monitoring and precise detection of hot spots help protect conveyor belts and other downstream equipment from the detrimental effects of residual heat. This protection extends the lifespan of the equipment and reduces maintenance costs.
f Improving operational efficiency: Real-time data provided by the system enables operators to maintain optimal cooling conditions, ensuring that the clinker is adequately cooled before moving to the next stage of production. This efficiency translates to better overall operational performance and product quality.
A scanning system solution for clinker cooling monitoring
A compact, fixed-focus, high-speed scanning system, the HotSpot IR 9000 is specifically developed to detect hot inclusions on a moving conveyor.
Designed for industrial environments, including the challenging conditions of cement production, it rapidly identifies hot particles, preventing damage and avoiding costly shutdowns. It offers high-resolution monitoring across 1000 temperature spots, user-adjustable scanning
The HotSpot IR 9000 is specifically developed to detect hot inclusions on a moving conveyor.
Temperature measurements are critical throughout the cement manufacturing process to ensure consistent cement quality.
speeds of up to 100 Hz, and repeatability of ±0.5˚C (±0.9˚F), so the HotSpotIR can detect hot spots as small as 25 mm (1 in.).
It is easy to install and integrate into safety systems and uses non-contact infrared scanning to measure across a range from 20 – 250˚C (68 – 482˚F) independent from ambient/sunlight.
The HotSpotIR 9000 connects to a dedicated processor and measures hot spots across the entire conveyor belt surface, activating an alarm which can be set to trigger a fire suppression system or divert the material to a safe location. The user-friendly display also indicates the temperature within 16 segments across the width of the clinker cooler.
The continuous monitoring means hot spots can be detected and the alarm triggered in a hundredth of a second, allowing the operator to respond quickly. The HotSpotIR system does not require a separate computer or software and monitors the belt continuously all year round.
The HotSpotIR 9000 system from AMETEK Land is designed to operate in the challenging environment of cement production. Key features include: f Robust design: The sensor is built to withstand the harsh conditions around the clinker cooling area, ensuring reliable performance and long service life.
f Simple operation: HotSpot IR is easy to install and configure, giving a user-friendly method for monitoring and displaying clinker cooler temperatures. Alarm relays and an optional 4 – 20 mA output connect the temperature measurements to other parts of the kiln control system.
A linescanner solution for cement kiln monitoring
Another linescanner system designed to operate in harsh environments such as those found in cement production is AMETEK Land’s LSP-HD.
This scanner uses high-quality optics to produce high-definition thermal images at unrivalled scan speeds, for process control.
All LSP-HD scanners feature rugged sapphire protection windows that resist scratches, acids and solvents. They also have a robust scanner assembly with only one moving part, and a die-cast housing water cooling and air purging.
The LSP-HD 62 model is optimised for cement manufacturing applications, with a temperature range from 100 – 600˚C (212 – 1112˚F), making it ideal for clinker cooler measurements.
A plug-and-play industrial ethernet connection provides real-time processed data, which is unaffected by ambient light enabling refractory problems to be identified and analysed quickly.
f Sophisticated data processing and analysis: The PC-based WCA data
analysis package allows the scan data to be processed and displayed in a wide variety of formats to provide the most useful information to the operators.
f High connectivity: With Ethernet connectivity and power over ethernet (PoE) technology, the LSP-HD system is easy to install and integrate into existing plant infrastructure.
f Data logging and analysis: The system logs thermal data, which can be analysed to identify trends and potential issues, enabling predictive maintenance and further optimising the cooling process.
Conclusion
Asset protection is vitally important and cement plants across the globe are recognising the benefits of investing in temperature measurement equipment.
Not only is this saving money and reducing downtime, but it is ensuring that plant operators have access to high-quality, real-time information at their fingertips. The outcome is greater operational efficiency and an ability to compete effectively in an increasingly competitive market.
Infrared temperature measurement systems like the HotSpot IR and LSP-HD are invaluable tools in the clinker cooling process. By providing high-speed, precise, and continuous monitoring, these systems ensure that clinker cooling is effective, equipment is protected, and operational efficiency is maximised.
As cement plants continue to seek ways to improve productivity and reduce risks, the adoption of advanced infrared technology will play a crucial role in achieving these goals.
About the author
Derek Stuart has more than 30 years of experience in industrial gas measurements. He has designed several continuous emissions monitors, including the successful 4500 opacity monitor used to monitor particulate matter emissions in stack gases worldwide. Derek is a Chartered Physicist, a member of ASTM with contributions to several ASTM standards, and holds two patents in opacity monitoring.
Every minute counts in the US$64 billion US concrete production and delivery industry. With downtime costs soaring to an estimated US$260 000 per hour, producers face a high-stakes balancing act. As construction demands increase nationwide, concrete manufacturers must address the dual issues of maintaining ageing machinery and adapting to variable environmental conditions.
Predictive maintenance and condition monitoring offer a proactive approach to equipment management, helping industry leaders mitigate the risk of costly disruptions. This article examines the partnership between Jensen Precast and Waites Sensor Technologies. Their collaboration at Jensen Precast’s Las Vegas facility is a case study demonstrating how advanced technology can enhance equipment reliability and operational efficiency in this critical industry.
Context
Jensen Precast, founded in 1968 by Donald Jensen in Reno, Nevada, is a leading manufacturer of precast concrete products. Serving diverse markets, including water, energy, transportation, and communications, Jensen Precast produces essential infrastructure components such as drainage systems, utility vaults, septic tanks, and traffic control barriers. With 17 facilities across the western United States and over 2000 employees, the company delivers high-quality, durable products that meet the stringent demands of modern infrastructure projects.
Jay Hampton, Director of Maintenance at Jensen Precast, has been with the company for two years. Tasked with eliminating downtime and enhancing equipment uptime, Jay’s role is critical in ensuring that Jensen Precast’s operations run smoothly and efficiently. “Our goal is to transition from a reactive to a proactive maintenance approach, and Waites’
technology has been instrumental in this shift”, says Hampton.
The challenge
Several critical equipment issues were causing significant operational disruptions at Jensen Precast’s Las Vegas facility. These included increasing motor velocity levels, sudden temperature rises in conveyor systems, and vibration patterns indicating potential lubrication loss in gearboxes. These problems led to unplanned downtimes, impacting production schedules, revenue, and customer satisfaction. Late shipments and prolonged equipment outages threatened the company’s ability to meet project deadlines and maintain its market share.
The solution
To tackle these challenges, Jensen Precast partnered with Waites, a leader in predictive maintenance technology. Waites’ condition monitoring system utilises advanced sensors and data analytics to provide real-time insights into equipment health. The system uses high-frequency, high-G, 3-axis wireless vibration sensors that detect even the slightest anomalies in equipment operation. These sensors are strategically placed at critical points, such as gearbox input shafts and motor drive ends, to continuously monitor vibration and temperature levels. The implementation at Jensen Precast’s Las Vegas facility involved monitoring critical equipment across wet and dry cast operations, including mixers and conveyor systems.
The deployment process was seamless, with the entire system installed and operational within a day. Maintenance teams received comprehensive training to utilise the new technology effectively.
The system included 48 sensors at strategic points, such as the gearbox input shaft and motor drive ends, to continuously monitor vibration and
Jeremy Woolf, Waites, explains how predictive maintenance and condition monitoring offer a proactive approach to equipment management.
temperature levels. “The key features that stood out for us were the system’s ease of installation and the robust support from Waites’ team. We had the system up and running in no time”, Hampton noted.
Equipment monitored
f Wet cast area: Main feed conveyor (belt drive and horizontal drive), rock & sand conveyor, main cement auger, cement to mixer auger, mixer, augers, and the main feed vacuum pump.
f Dry cast area: Main feed conveyor (belt drive), main feed vacuum pump, sand and gravel weigh
belt, rock and sand main conveyor, augers, main feed auger, mixer, and the concrete feed conveyor.
f Cranes: DEMAG 15 t cranes.
Case study 1
Problem identified
High vibration levels were detected in the gearbox input shaft of the wet cast mixer. The vibration, characterised by synchronous peaks and consistent impacting in the time waveform, indicated a potential lubrication loss.
Solution and actions taken
Maintenance teams inspected and cleaned the gearbox, discovering a small leak in the hydraulic hose fitting, which was promptly tightened. Oil levels were restored to their proper level, and an oil sample test was set up for ongoing monitoring.
Outcome
This proactive intervention avoided 120 hours of unplanned downtime and resulted in cost savings of US$30 000. The gearbox’s operational reliability improved, ensuring smoother and more efficient operations. Hampton remarked, “The immediate feedback from the sensors allowed us to address issues before they became critical, preventing costly downtime.”
Case study 2
Problem identified
A sudden increase in temperature was detected in the motor drive end of the dry-cast concrete feed conveyor.
Case Study 1: A Waites sensor installed on the gearbox – input shaft DE of the wet case mixer.
Case Study 1: Waites’ analysts detected high levels of acceleration the gearbox.
Case Study 2: Waites’ analysts detected a sudden increase in temperature.
Solution and actions taken
The maintenance team conducted a thorough inspection, adding grease to the motor bearing and measuring ambient temperatures. The motor and gearbox temperatures were elevated but within manageable limits. Continued monitoring was planned to ensure the issue was entirely resolved.
Outcome
This immediate response avoided two hours of unplanned downtime and resulted in cost savings of US$13 000. Ensuring optimal motor performance helped maintain continuous operation and prevent further disruptions.
Case study 3
Problem identified
The wet cast main feed conveyor (belt drive) exhibited rising Pk-Pk and acceleration values in its gearbox output shaft (NDE). The increase in vibration, characterised by rising noise levels in the spectrum, indicated potential lubrication issues. Additionally, temperatures were rising, likely due to high ambient air temperatures and the conveyor’s constant exposure to sunlight.
Solution and actions taken
The maintenance team, guided by insights from Waites’ condition monitoring system, thoroughly inspected the gearbox. They identified that the lubrication might be compromised due to the high ambient temperatures affecting the oil’s viscosity.
“The real-time data from Waites’ sensors alerted us to the increasing vibration levels, enabling us to take immediate action”, said Clint Helenihi, Maintenance Technician at Jensen Precast. The team added oil to the gearbox to ensure proper lubrication and prevent further degradation.
Furthermore, to adapt to the operating conditions, Waites analysts adjusted the alarm levels to account for the high ambient temperatures, ensuring that the system could monitor the gearbox effectively without triggering false alarms.
Outcome
This proactive maintenance intervention prevented two hours of unplanned downtime and resulted in US$500 in cost savings. The immediate response and ongoing monitoring helped maintain the conveyor system’s operational efficiency.
“By adding oil and adjusting the alarm levels, we were able to stabilise the vibration levels and ensure continuous operation”, Helenihi noted. The actions ensured that the gearbox operated smoothly despite the challenging environmental conditions.
Impact and results
The implementation of Waites’ condition monitoring system has had a significant impact on Jensen Precast’s operations. The proactive maintenance approach has significantly reduced unplanned downtime, totalling 140.50 hours year-to-date, with cost savings amounting to US$47 625. The system’s real-time insights have empowered maintenance teams to address issues before they escalate, enhancing equipment reliability and operational efficiency.
“The ability to monitor equipment health in real-time has fundamentally changed our maintenance strategy. We’ve moved from reactive repairs to proactive maintenance, significantly
Building on the success at the Las Vegas facility, Jensen Precast plans to expand the use of Waites’ technology to other facilities, with installations planned for this year and next. The goal is to establish a comprehensive predictive maintenance framework across all locations, ensuring maximum uptime and efficiency. “We plan to integrate this system across all our facilities, creating a unified predictive maintenance strategy that enhances equipment reliability and operational efficiency”, Hampton added.
The collaboration between Jensen Precast and Waites exemplifies the transformative power of predictive maintenance in the concrete industry.
Leveraging advanced condition monitoring technology, Jensen Precast has mitigated equipment failures and achieved substantial cost savings and operational improvements. As the industry evolves, adopting such proactive maintenance strategies will be essential for staying competitive and ensuring long-term success.
About the author
Jeremy Woolf is the Chief Marketing Officer at Waites, where he leads the company’s marketing strategy. He focuses on driving brand visibility and growth in the predictive maintenance industry.
With a deep background in B2B technology marketing and a passion for innovation, Jeremy is dedicated to helping businesses grow by differentiating their brands and telling compelling stories.
Case Study 3: A Waites sensor installed on the output shaft, non-drive end of the Wet Cast – Main Feed Conveyor (Belt Drive).
Case Study 3: Waites’ analysts noted a rise in temperature on the equipment, likely due to rising ambient temperatures.
Case Study 3: Waites’ analysts noted vibration had decreased.
Case Study 2: A Waites sensor installed on the motor drive end of the Dry Cast –Concrete Feed Conveyor.
Dry and mighty
Yves Marc Schade, stela Laxhuber, explains the role of low-temperature belt dryers in facilitating the increased use of alternative fuels.
As a leader in technology for low-temperature belt dryers, stela Laxhuber Drying Technology regularly brings its team of engineers together, covering the different relevant fields. In recent years, the drying of alternative fuels (AFs) and fractions of high-calorific waste (RDF), has been an increasingly important topic, particularly in the cement industry.
As part of one of the company’s training days earlier this year, stela invited an established expert in the industry, Dip-Ing. Wolfgang Schwörer, where he provided insights from his many years of experience
working at cement plants. The resulting synergies, particularly in the design and application of belt dryer technology in an industrial setting, can be used by operators.
Firstly, it must be questioned what types of AF are currently used in the cement industry. Various types of AF are being used to replace traditional fossil fuels like coal, natural gas and oil. These AFs come from different sources and can be divided into different categories, such as:
f Biomass fuels (such as wood waste, agricultural waste, as well as biogenic waste from the food industry).
f Secondary fuels (such as old and used tyres, non-recyclable plastics, industrial waste).
f Municipal waste (household waste, processed waste, municipal sewage sludge).
f Industrial by-products (sewage sludge, oil sludge from oil processing and refineries).
f Other fuels (‘meat & bone’, solvents, etc.).
The environmental benefits
The environmental benefits of using AF in cement production have been discussed in depth.
Refuse-derived fuels are a substitute for fossil fuels and therefore help to conserve resources from limited fossil sources. Substitute fuels sometimes contain significant proportions of biomass and other CO2-neutral fuels. As the amount of CO2 released during combustion corresponds to the amount absorbed by the plants during their growth, they are considered CO2-neutral. This significantly reduces the relevant carbon dioxide emissions. Many other AF come from waste that would otherwise be disposed of in landfill sites. By using this type of AF in cement production, the volume of waste is reduced, lowering the environmental impact of landfills, and increasing their lifespan. By substituting fossil fuels, the limited fossil resources are replaced, contributing to the conservation of resources.
Using waste as fuel supports the concept of the circular economy by reusing and recycling materials rather than disposing of them. This promotes the sustainable use of resources and minimises waste.
The challenges
Switching to AF in the cement process brings various challenges and risks, which can be of a technical, economic and ecological nature. Existing cement plants may need to be upgraded with suitable storage, dosing and transportation equipment in order to be able to use AFs efficiently. The combustion properties of AFs differ from those of fossil fuels. This may require adjustments to combustion technologies and processes.
The quality of AFs can vary greatly, which can affect the consistency and stability of cement production, and drying of AFs plays a key role in this.
This therefore links to stela’s drying technology, which has a modular design and uses waste heat to homogenise the material’s combustion properties. Some AFs can lead to higher emissions of certain pollutants, which may require additional emission control measures. Additionally, the combustion of AFs causes fuel ash or other residues to enter the kiln process. These ash components must be considered in the operating mode and the chemical control of the clinker process.
In addition, the prices and qualities of AFs can be volatile, particularly if they are in demand from other industries or are subject to seasonal fluctuations. Competition for certain waste materials or biomass can lead to bottlenecks and price increases.
To achieve the desired cement quality, adjustments must be made to the production process and the fuels, whilst carefully monitoring and controlling the production parameters. The drying of AFs plays a central role in this again and highlights the importance of efficient and reliable drying technology. AFs are cheaper than traditional fossil fuels such as coal or natural gas. Waste materials that would otherwise have to be disposed of are often made available at a lower cost, free of charge or, depending on demand and quality, even at an additional cost.
Although substitute fuels often come from international markets,
An example of a successful application of a stela drying system in a cement plant: Schwenk Broceni in Latvia.
• International cement news
• Regional reports
• Market analysis
• Event previews and reviews
• In-depth technical articles
• In-depth regional analysis by key players in the industry
• Comprehensive technical reviews on all aspects of cement production, from the quarry face to despatch
they become available locally after their original material use and after processing, they are therefore ideally not subject to high dependencies on the international fuel market. The conversion of existing cement plants to AFs requires investments in flexible and modular plant engineering or technologies. Maintenance and operating costs must also be considered, as the plant technology is more complex and requires more frequent maintenance. Looking back on over 100 years of history, including nearly 500 installations worldwide in all different applications, stela can contribute to the critical process benchmarks.
The importance of alternative fuels
The implementation of AFs in cement production has resulted in different experiences worldwide over the last 10 years. Some countries and producers have achieved remarkable successes and gained relevant experience in successful day-to-day operation.
Germany is leading the use of AFs in the cement industry. Many cement plants already use a high proportion of refuse derived fuels (RDF) such as used tyres, plastic waste and biomass. This switch has led to significant reductions in CO2 emissions and less of a dependence on fossil fuels. According to the national trade organisation VDZ in its latest report, the proportion of AFs in Germany is over 70% higher than the average.1 Successful plants achieve annual average substitution rates of up to and over 95%.
The use of substitute fuels must always be considered with the aim of meeting climate, political and corporate targets. In particular, the cement industry will play a significant role in leading the sustainable transition, having the potential to conserve resources, implement the circular economy concept and reduce CO2 emissions.
These possibilities with parallel optimisation of fuel costs and reduction of international dependencies make the use of substitute fuels (in developed markets) the logical conclusion.
The adjustments to be made in terms of both plant technology and operating methods are tasks that should not be underestimated, but which can be successfully and profitably mastered. The success of the German cement industry, in particular, is proof of this.
To ensure the successful use of substitute fuels, availability and uniformity of the materials used are essential. As substitute fuels often have very varied properties, the technology used must be able to react flexibly to these variations. One parameter that is often subject to major fluctuations is the material moisture content. As the moisture has a direct influence on thermodynamic processes and the calorific value, it has a direct impact on the operation of the kiln. It is therefore very important
that the material moisture is as low and uniform as possible. Again, the drying of AF plays a central role in this, demonstrating the importance of sufficient, efficient and reliable drying technology. It is often not possible to actively influence the qualities of available material, as they are supplied ready-made by the upstream supplier. One very successful way of exerting influence is to dry the material directly in the factory. The cement process, with its many possibilities for using existing waste heat, is perfect for this. The quality of the available fuel can be considerably improved without the need for additional primary energy, with the aim of significantly increasing the overall substitute fuel rate. Depending on the framework conditions, even previously unusable fuel streams can be processed and used in the cement process. The successful implementation of suitable drying systems in an existing plant is required in the existing processes. In addition to the dimensioning of the system, the available waste heat potential and restrictions are also evaluated and the exact system setup, including material feed and removal, is defined. Stelas’ engineering team of more than 50 experts and its competence in industrial manufacturing of customised modular drying systems based on more than 200 motivated and experienced workers, are proof for these kinds of applications.
Case study: Latvia
A project implemented by Schwenk Latvia, Broceni, is an example of a successful application of a drying system. This project made it possible to reduce material moisture to an optimum level by using waste heat. In addition to the technology from stela, the project was aided by the comprehensive consulting services of Mr. Schwörer to ensure a comprehensive analysis of the existing processes, the identification of optimisation potential and support in the implementation of the drying systems, guaranteeing maximum efficiency and sustainability.
References
1. ‘Zementindustrie im Überblick 2023/2024’, Verein Deutscher Zementwerke e.V., Hrsg., Stand Oktober 2023. Berlin, 2023, p. 19.
About the author
M.Sc./Dipl.-Ing.(Fh) Yves Marc Schade is an alumni of University of Applied Sciences Rosenheim (2000) & Technical University Munich (2005), graduating with a Master’s of Science Sustainable Resource Management. He has 20 years of experience in industrial drying systems specialised in biomass and renewable energy, and has worked for 15 years at stela Laxhuber Drying Technology, working with industrial applications of low-temperature drying systems.
Hector Montellano, UNTHA shredding technology, explores best practices and technical considerations for the preparation of alternative fuels.
In an industry striving to make ongoing progress – from both an economical and environmental standpoint – the search for trends and ‘best practice’ is understandable. ‘Knowledge is power’ after all. So, as some cement manufacturers continue to push boundaries when producing and utilising alternative fuels (AFs), others inevitably watch eagerly, keen to learn from their peers’ developments so they can advance their own sustainability agendas. This is how innovation drives change on a colossal scale.
Fossil fuel substitution strategies are undoubtedly gathering pace – even in countries where waste to energy infrastructure is in its relative infancy. But the world is a big place, and the market remains fragmented. So, while some general trends can be observed, it is therefore important to remember that what is right for one cement kiln is not necessarily best suited to the next. This will perhaps always be the case.
Does terminology cause confusion?
Despite the global maturity of the AF market, definitions and specifications continue to vary. In places like Thailand, anything below 100 mm is seemingly considered a solid recovered fuel (SRF). Whereas, for many other cement firms, a true SRF would need to be a much more refined fraction, of
circa 30 mm, with a rougher 100 mm shred referred to as a refuse derived fuel (RDF).
And there is more. Certain nations favour different terminology altogether, with process engineered fuel (PEF) a popular topic in Australia, for example. Some European offtakers formerly preferring a flock-like SRF are now looking for a higher proportion of
palletised product. And then there are tyre derived fuel (TDF) chips – with a completely different composition altogether – which continue to play a part in the secondary fuels landscape, all over the world, especially in parts of Asia.
This ambiguity and diversity is not a new problem. However, it reinforces the point that there can be no single ‘rulebook’ when it comes to AF production. That said, regardless of the terminology used, the supply chain needs to be clear on every kiln’s specific requirements. Processing technology has advanced to the extent that ultra-precise – and varied – output specifications can now be achieved, often in a single pass (with only one waste shredder). Before any AF production line is built – or optimised – the composition of the input material, and the definition of the output ‘product’, must therefore be understood in detail.
Defining the project driver
Despite the diverse market, one thing that can be said, is that there are usually only a small number of core factors driving demand for AF.
The decarbonisation of the notoriously energy-intensive cement manufacturing process is one. And while ‘green cement’ is nothing new, market reports do signal significant ongoing scale-up efforts worldwide.
At the forefront of change are projects such as that of materials technology company Fortera, in California, reported to be directly capturing CO2 from an adjacent conventional cement production facility, to create 15 000 tpy of ready-to-use ‘green cement’. The construction of new carbon capture and storage plants – or the retrofitting of existing facilities – is likely to become an increasingly popular topic in journal articles over the coming years.
But regardless of whether cement firms can fund such colossal projects, there are still further gains to be leveraged from AFs. In other words, just because secondary fuels have become something of an industry mainstay, does not mean that kilns have fully realised all possible benefits.
The move to greener processing technologies
There is little point manufacturing a secondary fuel to achieve ‘green’ benefits, if the machinery used to shred the ‘waste’ is energy-intensive – it
Shredding technology has evolved to meet multiple precise solid recovered fuel (SRF) specifications.
Shredded tyres can be used as tyre derived fuel (TDF) chips.
Tyres are a global ‘waste’ problem, but can be shredded for AF.
certainly undermines the net environmental gain of the overall process. This is why global cement procurement teams are opting for electric-driven shredding technologies that are up to 75% more energy efficient than their diesel hydraulic counterparts. It is even possible – and increasingly popular – to run such machines using solar power.
The efficiency advantages are further compounded if the AF can be manufactured in a single pass – with only one machine, rather than needing to run a primary and secondary shredder, and sometimes further ancillary sorting and processing equipment.
But more awareness is still required, with many operators still not believing – or even knowing – what is possible with a single step solution. Engineering feats have advanced significantly, with slow speed, high torque shredders able to comfortably tackle a range of input materials for operational flexibility and resilience, while achieving an on-specification AF product.
The simpler the line, the easier the maintenance regime, the less likely the risk of downtime, and the lower the whole life running costs of the plant.
This is not to say that ‘quick SRF’ is right for everyone. Sometimes a complex design of ancillary equipment can break completely new ground when it comes to AF production, particularly when shredding down to an ultra-refined product size. It all depends on the requirements of the kiln, particularly when manufacturing a main burner fuel.
Wider technology considerations
The cement plant’s technology itself must also be considered – not only the machinery used to manufacture the fuel.
It is possible to shred tyres without any pre-processing effort, for example, using a slow speed, high torque single shaft shredder, with a magnet situated over an in-built discharge conveyor, to remove the wire content. The result is a rubber chip, sized to the offtaker’s specification, as well as an additional revenue stream from the clean metallurgic material that can be sold for remanufacturing.
For many cement plants with limited feed potential or aged equipment, the removal of this metal contaminant is critical as it would risk binding the TDF product. However, at a cement plant in Austria, some residual steel is not considered to affect the fuel quality – in fact it increases the calorific value of the TDF, so is actually sought.
And while some larger capacity cement plants can easily accept a 50 – 100 mm (2 – 4 in.) TDF, most European plants will only take 25 – 50 mm (1 – 2 in.).
Once again, specifications will differ from one cement manufacturer to the next, depending on multiple factors including the burn zone, the
width of the calciner, and how material is conveyed into the burner, to name just a few.
Whatever the criteria, consistency is key, so the machinery manufacturer’s industry-specific experience will add real value here.
Cost savings should not be shied away from
In a world that is increasingly passionate about the environment, environmental progress is often cited as the primary reason for businesses making a change –and the cement industry is no different. That change is critical too, considering that – aside from waste –concrete is the most used material globally.
But in addition to these more altruistic drivers, cement manufacturers should not be ashamed of striving to save money. The ability to reduce CO2 certificates not only represents a ‘green’ benefit – it achieves significant financial savings too.
UNTHA’s Austrian HQ hosted a delegation from India last year, where the smallest cement firm to visit produces 40% more cement than the biggest plant – that is known of – in Austria. The switch to SRF represents vast economic potential.
However bold the ESG pledges of cement manufacturers, it was the government’s removal of fossil fuel subsidies that contributed to seismic
UNTHA’s XR waste shredder helps manufacture AF across the world.
An UNTHA XR shredder installed in Colombia.
change in the UK. If carbon credits reach the USA, this will really open up the market.
De-risk the fuel strategy
In countries with less established waste agendas –typically when legislation has not previously forced the change – it is often the cement firms that are driving progress. Take Latin America, for example. Here, the cement industry is pushing the government for change, not the other way around. There are fewer legislative pressures due to the available landmass, officials typically only stay in power for three years so party politics make it difficult to evoke progress, and the tipping fee at landfill sites is low, so the financial driver is lacking. Brazil, Mexico, and Colombia seem to be leading the charge at present, but movement is also being seen in Chile, Peru, and Argentina. It is an exciting market to observe, right now.
In Africa, change is being witnessed in Nigeria, where the government’s landfill diversion strategy is becoming stronger. In Morocco, economic, industrial and political stability – plus depleting fuel resources –means progress is likely here too. Tunisia may follow when the government stabilises.
It is important to remember that over 2 billion t of municipal solid wastes (MSW) – and counting – are generated globally every year, with the figure expected to rise a further 70% by 2050.
Energy-efficient shredding technology can reduce power consumption by up to 75%.
Mattresses can be shredded to produce AF.
Pre-processing or co-processing facilities that can take control of these waste arisings while upholding their energy recovery strategies, will therefore achieve much-needed environmental, economic, and societal benefits. Increased supply will also de-risk cement firms’ AF production strategies, through greater feedstock security.
Case study: Colombia
An UNTHA XR3000C was commissioned at Cemex Colombia’s Ibagué plant and is now fully operational, capable of treating up to 1500 t of solid waste per month to produce a homogeneous AF.
Recognised for its one-pass SRF production capability, the XR is often chosen by cement manufacturers and waste operators aiming to convert waste into energy, reduce fossil fuel usage, and enhance environmental credentials.
As part of its ‘Future in Action’ programme, Cemex has set a climate action target of less than 475 kg CO2, representing a >40% reduction in CO2 emissions by 2030.
While Cemex has experience in AF production globally, UNTHA IBÉRICA provided support to the Colombian team throughout the procurement process to identify the most suitable shredding solution. Miguel Rocha, manager of Regenera, emphasised UNTHA IBÉRICA’s responsiveness to their needs, particularly for a shredder capable of processing various waste materials and controlling costs.
UNTHA IBÉRICA’s aftersales engineers remain in close contact since commissioning to ensure the shredder’s continued performance and provide ongoing operational optimisation advice.
Mattress processing for SRF
In the UK, two static single shaft waste shredders sit at the front of a sophisticated mattress processing facility, where 100% of a mattress’s component parts can be segregated, recovered, and diverted from landfill.
The line produces an SRF flock with high calorific value of circa 24 MJ and virtually no contamination, in a single pass. Following that, downstream magnetic systems further clean up the metal for optimal resale values.
The two shredders can handle 300 mattresses per hour, which equates to over 1.1 million mattresses salvaged from landfill per annum.
About the author
Hector Montellano is a shredding specialist passionate about the circular economy. He has more than 20 years’ experience in markets throughout Latin America, Europe, the Middle East and Asia. A frequent traveller given his international customer portfolio, he is based in Austria, where he has worked for UNTHA since 2005.
Lars Jennissen, N+P, explains how milled pellets can speed up the cement industry’s transition away from fossil fuels.
Throughout 2023, N+P wrote and presented its work about milled pellets for the cement industry. In this article, the industry’s progress as well as challenges it has faced will be reflected on. With an increasingly fragile economic situation given the many unexpected or prolonged shutdowns in the industry, and many new legislative and other challenges, now more than ever it is time for every player in the industry to consider speeding up the transition away from fossil fuels.
Conceptually, the idea of using milled pellets is nothing new. For many years, various solutions have been sought to bring higher quality fuels to the market, specifically for the main burner. Although there are numerous examples of kilns (predominantly in Europe), which achieve very high substitution levels at the main burner, it is also quite typical to see that very rarely, this very high level of substitution comes from solid recovered fuel (SRF) based materials only. Many other fuels like MBM and solvents are also used,
but these fuels are becoming both harder to source and more expensive. SRF is still the preferred fuel from both an economic and availability perspective, but the constraints of using very high levels of SRF at the main burner are well known in the industry. Quality issues around moisture, chlorine and calorific value are some of these challenges, but so is the particle size, specifically around the 3D particles. Another typical challenge with SRF is that the density of the fuel drops dramatically once quality parameters start improving, hence feed systems are pushed to the maximum to allow the fuel demand to be transported.
Challenges
In many of the conferences, presentations and articles that have been recently hosted or published, many have touched on the topic of trying to achieve smaller particles on waste derived SRF. N+P has been working on this topic for over 10 years, and during this period, many different options have been tried to offer the market an economic solution which also meets the quality criteria. The challenge of reducing SRF in size has been taken on by many of the well known shredder suppliers, and has also led to the development of new technologies. Not many of them have developed into a mature solution, as first and foremost, it is very difficult to achieve an acceptable quality which can actually be used. Secondly, as always, the cost to achieve the desired quality seems to outweigh the potential benefits. Many of the trials completed have often led to extremely woolly and fluffy materials, which were impossible to transport both from an economic as well as an environmental perspective. The material is too light but it also handles terribly. Installing shredders or mills at the location of N+P’s end users, i.e. the actual kilns, has almost always proven to be too big of a challenge given the costs and ‘proof of concept’ difficulty. It is a ‘chicken or the egg’ dilemma – the concept must be proven to work before putting something on site, but also CAPEX-wise, there is always a very long list of other priorities which are considered first.
The journey to a solution
N+P’s journey to refine the milled pellet solution has accelerated in the last 12 months. After the decision to place a pilot scale hammermill at the company’s
production site in the Netherlands, N+P has had a 100% success rate in improving the burning behaviour of its clients. But as always, there are other factors which influence a continuous supply. The steps N+P has been taking together with its clients have very promising results in terms of fossil fuel substitution. It is also noteworthy that a finer fuel can be very beneficial to reach higher levels of substitution, as some kiln designs simply do not allow coarser SRF-like materials to be utilised. This can, for example, be the case for very short kilns, or old design kilns.
All trials have started with a few trucks, to prove that the milled pellets can be transported from A to B, but to also make sure that the feed system, and especially the weigh feeders, are able to cope with milled product. Due to the nature of the pelletised product that N+P produces, the density of the milled fuel is much higher compared to typical standard SRF, ranging up to 300 kg/m3. Milling pellets sound very straightforward, which is true once the combined quality parameters of both the actual pellet and the hammermill setup is understood. With N+P’s standard pellet, which is 6 mm in diameter by 25 mm in length, the company can achieve a consistent particle size with >70% below 5 mm and 100% below 10 mm. Those who have used N+P’s pellets will recognise that the very low moisture content, typically <2%, also greatly contributes to the efficient burnout of these particles at the main burner. In previous presentations, N+P has eluded to the fairly low costs of a hammermill operation, which usually establishes significantly under € 10/t and can be reduced by half if a mill is fully integrated into a fuel feed system. It should be noted that a separate milling station like the one N+P operates in the Netherlands come with higher costs, due to its standalone and pilot scale nature. However, the fact of the matter remains that despite higher costs, it is still commercially attractive for many of N+P’s clients.
Once the first few tonnes have been successfully utilised, a typical follow up trial starts at a fairly low setpoint to see the fuel behaving for a longer time at the main burner, with an incremental increase every couple of hours. Typical issues which are considered mainly concern the burnout behaviour of the fuel, noting that the objective in all cases it to reduce the consumption of fossil fuels such as petcoke, hard coal or lignite. Every kiln setup is different, or is used differently, and of course depending on which fuels are consumed, the cycle in a kiln may be affected differently.
Regarding the standard milled product, in most cases it is combined with either the SRF or the MBM feed. The standard milled product properties do not allow the coal ring to be used as the material will clog and it will struggle to come out of the coal weigh feeders. For this application, N+P’s pulverised alternative fuel (PAF) could be considered. Additionally, satellite burners have proven to be
quite effective for the burning of milled fuel, albeit one could argue a finer fuel is best fed at another location rather than the satellite burner. Due to the stability of the particle size, which is quite homogenous and has a fairly high density compared to SRF, stable feed is achieved without issues.
Increasing the feed rate is the objective for all trials, assuming of course that this increase leads to a reduction in the fossil fuel consumption. It is important to note that this fuel does not displace cheap fuels like SRF, but should always be benchmarked against fossil fuel – utilising it in any other way would be commercially unjustifiable. The feed rate of milled fuel depends on many factors, but the range has been observed to be 800 kg/h up to 8 tph, and an average targeted feed rate of 3 – 4 tph is seen at typical kilns in Europe. This of course depends on kiln size, substitution level, feed systems, kiln chemistry, etc. In all of N+P’s trials, the company has been successful in greatly increasing substitution levels. Some clients have been stable at 99% whilst others were more constrained due to extra chlorine levels reaching the kiln cycle, for example. There are of course considerations to be evaluated, as taking out fossil fuel and replacing it with SRF-based fuels will lead to extra amounts of chlorine entering the kiln system, and in some cases, this proved to be a limiting factor. For proof of concept, some of N+P’s clients chose to completely stop SRF feed for a couple of days, as there was no other route available to the burner. Once the trial was held, this gave valuable data to justify CAPEX, to make changes to the feed system or implement an extra feed line, as the trials clearly showed the increased capacity in terms of substitution for the milled fuel. To date, more then 10 different individual kilns in (western) Europe have successfully trialled the milled fuel, and a number of these clients are still using milled fuel to this date.
Another type of fuel
In the last few years, N+P has continued the development of its pulverised alternative fuel (PAF). The small scale pilot production of this fuel type has proven to be successful, with the concept and fuel being proven at a number of industries. The biggest difference between this fuel and the fuel described in this article (N+P’s standard milled fuel), are the flowability properties and particle size distribution. PAFs sit around 90% 3 mm particle sizes, and more importantly, its flowability properties come close to those of coal, hence existing on-site coal systems can be used to feed the fuel. PAF is produced using a newly invented and developed production method, which is now being scaled up to industrial scale. The improved product properties allow PAF to bridge the gap between existing coal feed systems, and bespoke designed SRF systems. Further to this, the finer fuel can be used at even higher rates should the standard milled fuel not be sufficient in terms
of particle size. Other industries have successfully tested PAF usage at a small scale as well, particularly industries with multi-lance injection systems such as Maerz kilns in the lime industry. The first industrial production of PAF is predicted for the end of the 2024.
Conclusion
To summarise, N+P’s achieved results with milled pellets are a clear indication that with the right fuel quality, it is possible to boost a TSR from ~50 – 70% TSR up to 99%. As SRF-like fuels are widely available throughout Europe, and even outside of Europe, upgrading the SRF to a pelletised fuel can create the properties which are needed to achieve very high levels of substitution. If the market does not offer any alternatives like MBM or solvents, it is N+P’s strong belief that this solution will greatly help in pushing the substitution rates to the very high levels which are needed for cement groups to achieve their ambitious targets in terms of decarbonisation.
In the next few months of this year, more commercial usage of the milled pellets is predicted and the first cement group to implement equipment on site to optimise utilisation will also be seen. The costs to buy milled fuel should always outweigh the costs of its competitor, but considering today’s price levels of fossil fuel and CO2, real commercial projects are starting to develop. It is N+P’s motto to always try and utilise as much SRF as possible, but once a level of saturation has been reached, it is important to not stop there and to be open to other alternatives like milled pellets to keep setting ambitious targets. Together, the decarbonisation agenda can be boosted, helping to reduce the industry’s CO2 footprint.
About the author
Lars Jennissen (1986) has worked in the alternative fuels industry for the last 15 years. In his role as Chief Technology & Innovation officer at N+P he works together with industry experts on alternative fuels and alternative feedstocks derived from non-recyclable waste sources. Lars has published various articles on behalf of N+P in his career, and represents the company at various conferences and events throughout the world.
PAF can bridge the gap between existing coal feed systems and bespoke designed SRF systems.