Protect assets with superior service and specialty chemical expertise
Henrik W. Rasmussen
Managing Director & SVP, The Americas
Topsoe
→
31 Pioneering the future of aviation
08 2025: The demand dilemma
Alan Gelder, Ann-Louise Hittle, Brittany Martin, Cristina De Santos Torres, Kelly Cui and Shruthi Vangipuram, Wood Mackenzie, provide an in-depth review of downstream markets in 2024 and look ahead to what 2025 may hold for the extended oil value chain and the key trends that are projected.
14 The wave of innovation
Jason Chadee, Avathon, USA, discusses how AI is revolutionising the downstream oil and gas industry by driving innovation and boosting safety and efficiency.
19 Beyond a hammer: technology in the oil and gas industry
Joseph McMullen, AVEVA, USA, explores the rise of Artificial Intelligence (AI) and Machine Learning (ML) in the downstream oil and gas industry, and examines how companies are embracing the digital transformation to revolutionise operations.
23 A downstream digital transformation
Ken Evans, DTN, USA, highlights current trends in digital transformation in the downstream oil and gas sector, as well as future potential.
27 Where clean fuels begin
Matthew Clingerman and Allen Ting, Sulzer, USA, explore how innovative pretreatment technologies are driving the future of biofuel refineries.
Paul Ticehurst, Johnson Matthey, UK, discusses the importance of scaling SAF production as a crucial step in decarbonising the aviation sector, highlighting advancements in technology, feedstock diversity, and regulatory support needed to achieve global decarbonisation targets.
35 Next-generation SAF
Richard Marsh, LanzaJet, and Leigh Hudson, International Airlines Group (IAG), introduce next-generation SAF technology that is helping airlines to meet their decarbonisation targets.
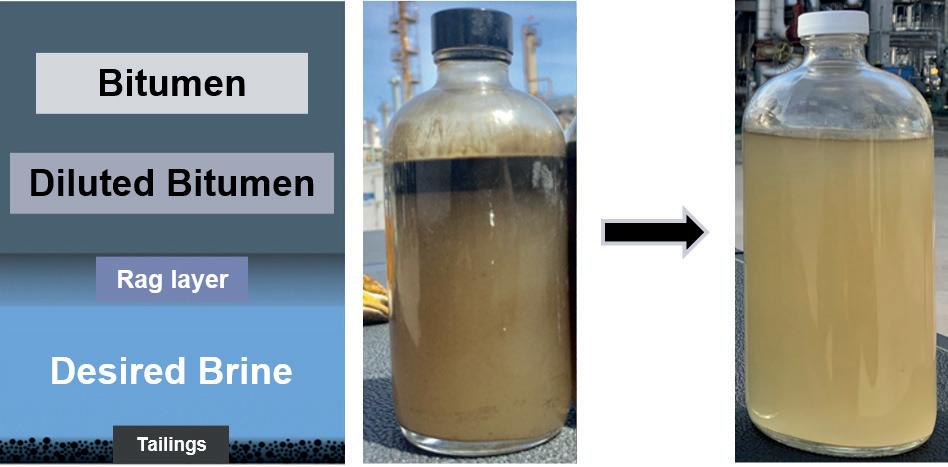
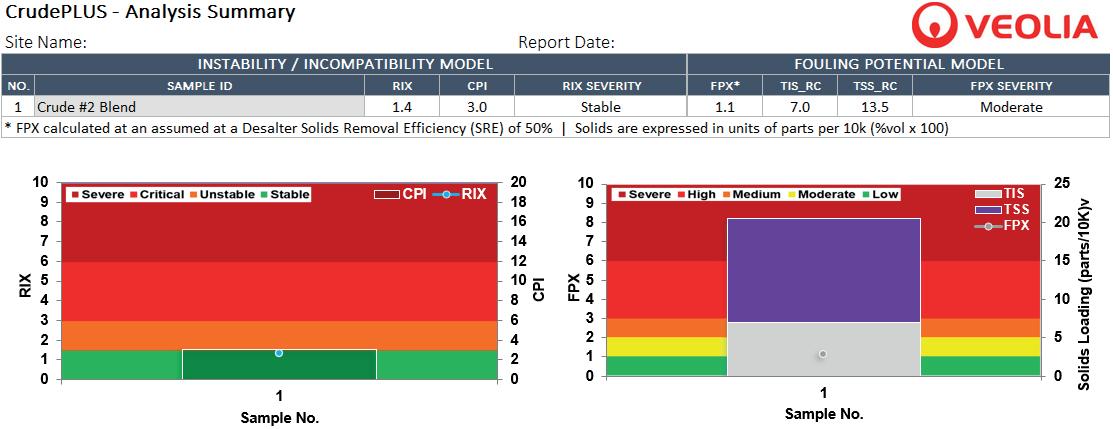
39 Unlocking crude blending opportunities
Sylvain Fontaine, Veolia Water Technologies and Solutions, USA, explores how a desalter brine quality programme can help to enable crude blending opportunities.
45 Centralised water treatment for industrial clusters
Colin Robinson, Evides Industriewater, UK, outlines how centralised industrial water infrastructure is supplying demineralised and process water to chemical companies in the Port of Rotterdam and aiding the transition to low carbon technologies and net zero.
49 Flare play
Matthew Martin and Dharmik Rathod, ClearSign Technologies, explain how new combustor technologies can help strike a fair balance between meeting stringent emissions regulations and maintaining profitable operations when flaring low pressure permeate gas.
53 Meeting demands and moving forward
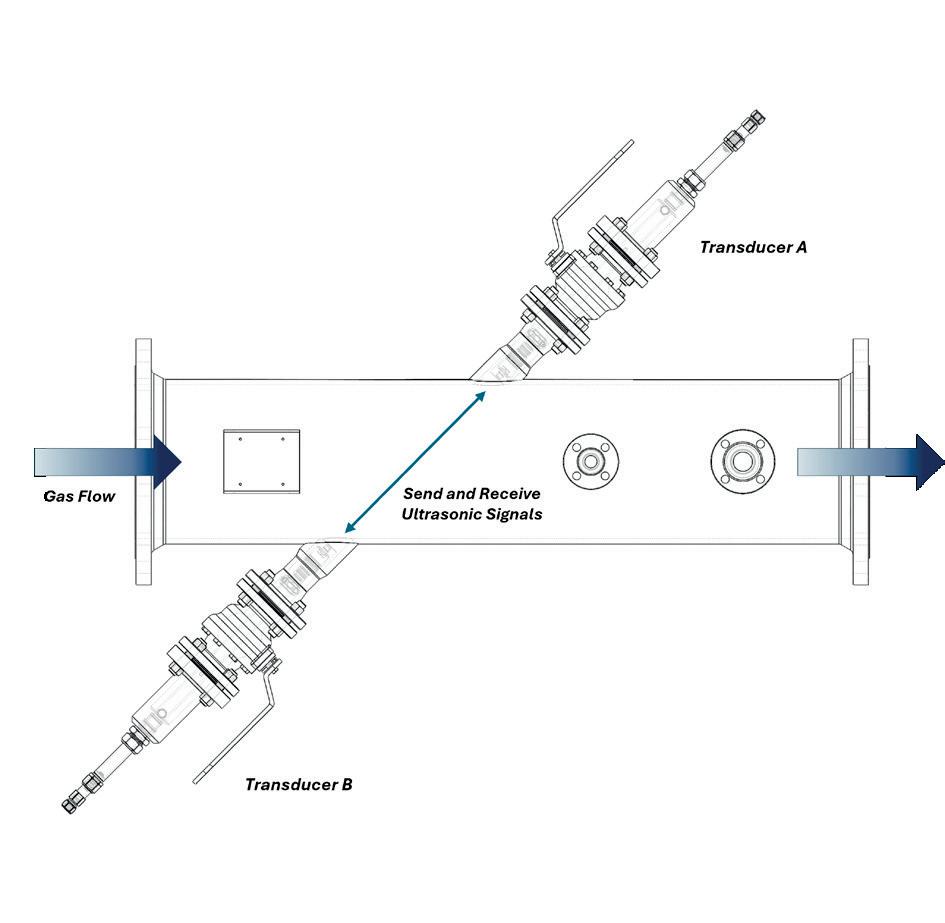
Dr Neil Bird, Fluenta, UK, explains how advanced digital technologies can provide an algorithmic solution to ultrasonic flare meter specification and be game-changing for predictive flare gas measurement.
57 Catalyst review
Hydrocarbon Engineering presents a selection of the most advanced catalyst services and technologies that are available to the downstream sector today.
Halliburton Multi-Chem provides industrial water and process treatment solutions to refineries and petrochemical plants. Through onsite technical service and engineering support, the company helps customers with business goals, including improving reliability, increasing throughput, and enhancing the efficiency and flexibility of operating units. Halliburton Multi-Chem’s aim is to protect assets and maximise value.
CONTACT INFO COM MENT
MANAGING EDITOR James Little james.little@palladianpublications.com
ADMIN MANAGER Laura White laura.white@palladianpublications.com
CONTRIBUTING EDITORS Nancy Yamaguchi Gordon Cope
SUBSCRIPTION RATES
Annual subscription £110 UK including postage /£125 overseas (postage airmail). Two year discounted rate £176 UK including postage/£200 overseas (postage airmail).
SUBSCRIPTION CLAIMS
Claims for non receipt of issues must be made within 3 months of publication of the issue or they will not be honoured without charge. APPLICABLE ONLY TO USA & CANADA
Hydrocarbon Engineering (ISSN No: 1468-9340, USPS No: 020-998) is published monthly by Palladian Publications Ltd GBR and distributed in the USA by Asendia USA, 701C Ashland Avenue, Folcroft, PA 19032. Periodicals postage paid at Philadelphia, PA & additional mailing offices. POSTMASTER: send address changes to HYDROCARBON ENGINEERING, 701C Ashland Ave, Folcroft PA 19032.
15 South Street, Farnham, Surrey
GU9 7QU, UK
Tel: +44 (0) 1252 718 999
CALLUM O'REILLY
SENIOR EDITOR
Thirty years ago, the BBC broadcast an edition of its ‘Tomorrow’s World’ programme that predicted what life would be like in 2025.
For the uninitiated, Tomorrow’s World was a British television series that ran for 38 years between 1965 and 2003, exploring contemporary developments in science and technology. The programme introduced its audience to a selection of new technology that would become commonplace, from home computers and mobile phones to compact disc players and robotic vacuum cleaners. And in 1995, the programme focused in on the impossibly futuristic-sounding year that we have just entered into. So, how did the team of experts and leading scientists – including Professor Stephen Hawking – think we would be living our lives today?
Well, aside from a few dud predictions (e.g. the introduction of a gigantic foam gel to slow down space junk), the team at Tomorrow’s World successfully foresaw a number of advancements, including the prevalence of smart speakers, VR headsets and automated banking. On other occasions, the predictions were pretty close, although a little too advanced (even for 2025). For example, in the healthcare sector, Tomorrow’s World predicted that patients would be operated on by robots that are remotely controlled by leading surgeons in far-off locations. While this hasn’t quite materialised, it is certainly true that robotic surgery is helping to improve treatment for patients. The Tomorrow’s World team also offered a vision for self-driving cars that could become a reality in the future, although it did inaccurately predict that society would have given up on the prospect of electric vehicles by 2025.
Of course, the internet was starting to gather momentum back in 1995, and the Tomorrow’s World team anticipated both the huge advantages and significant risks that it presented. They predicted that “business barons” and banks would take control of the internet and establish a restricted-access ‘supernet’, which would lead to hacks, viruses and even violent riots. And while the internet has remained mostly open and cyberspace riots have not materialised, hackers (including nation state hackers) are a real problem in 2025, and cybersecurity is extremely important.
Although it is fair to say that Tomorrow’s World was hit and miss with its predictions for life in 2025, the number of technological advancements that we have seen in the last 30 years is startling. And the intrigue, excitement and concern surrounding the prospect of the internet back in 1995 can be mirrored by the rise of AI today – a topic that we cover in detail in this issue of Hydrocarbon Engineering . As we look to the next 30 years, the words of Stephen Hawking to Tomorrow’s World back in the 90s are just as relevant in today’s world: “Some of these changes are very exciting, and some are alarming. The one thing that we can be sure of is that it will be very different, and probably not what we expect.”
1. FRASER, G., ‘30 years ago Tomorrow’s World predicted 2025 – how did it do?’, BBC, (1 January 2025).
CUSTOM CATALYST SOLUTIONS THAT DRIVE PERFORMANCE
Industry Leading Expertise
The best solutions for the most complex challenges.
Advanced Chemistry
Our catalysts are the industry's gold standard, increasing performance and cost effectiveness, while supporting your energy transition journey.
Partner of Choice for Industry Leaders
Our experts serve as an extension of your team, providing solutions and answers when you need them.
WORLD NEWS
Saudi Arabia | Ebara Elliott Energy awarded AMIRAL petrochemical complex contracts
Ebara Elliott Energy will supply advanced equipment for SATORP’s strategic expansion (AMIRAL) petrochemical complex in Jubail, Saudi Arabia. The contracts for the project were awarded by Hyundai Engineering Co. and Maire Tecnimont.
The AMIRAL project will feature the construction and integration of a 1 650 000 tpy mixed-feed cracker and
associated petrochemical units, integrated into the existing SATORP refinery. This project underscores SATORP’s commitment to achieving carbon neutrality by 2050.
As part of the project, Ebara Elliott Energy will deliver 22 units spanning three of its product lines, including compressors, pumps, and turbines.
Middle East | Wood wins decarbonisation project contract
Wood has secured a contract worth around US$17 million from a leading petrochemical company in the Middle East to improve efficiency and reduce emissions on a process manufacturing plant.
Under this 18-month contract, Wood is providing consultancy and engineering services, process technology and specialist equipment to enhance operations by adding a new heat recovery unit
to an existing process plant. Wood’s solution is estimated to drive a reduction of around 110 000 tpy of CO2 emissions.
As part of the scope, Wood delivered a series of innovative feasibility studies and an early engineering package, designing a complex system to effectively collect the high-temperature flue gas and deliver it to a waste heat recovery transfer system to generate medium-pressure steam.
USA | Cheniere achieves first LNG at the Corpus Christi Stage 3 Project
LNG has been produced for the first time from the first train (Train 1) of Cheniere Energy Inc.’s Corpus Christi Stage 3 Liquefaction Project (CCL Stage 3).
The commissioning process continues, and Cheniere expects substantial completion of Train 1 to be achieved at the end of 1Q25. Upon substantial completion, Bechtel Energy Inc. will transfer care, custody and control of the completed train to Cheniere.
CCL Stage 3 consists of seven midscale trains, with an expected total production capacity of over 10 million tpy of LNG. As of 30 November 2024, overall project completion for CCL Stage 3 was 75.9%. Upon substantial completion of all seven trains of CCL Stage 3, the expected total production capacity of the Corpus Christi liquefaction facility will be over 25 million tpy of LNG.
Italy | Saipem and AVEVA sign MoU to develop AI solutions
Saipem and AVEVA have signed a Memorandum of Understanding (MoU) to co-develop enhanced solutions based on artificial intelligence (AI) and machine learning (ML) to support the engineering design and construction of energy and infrastructure facilities.
The collaboration will focus on three areas of interest: optimisation of both 3D modelling and project planning, streamlining of material procurement and project supply chain.
By implementing AI-driven solutions, Saipem aims to enhance the efficiency and effectiveness of
projects throughout the entire lifecycle, from estimation to plant design and construction.
AVEVA will support Saipem in creating software that leverage generative and predictive design to develop multiple simulation scenarios to optimise plant design in 1D, 2D and 3D.
The goal is to reduce the time required to complete project tasks, foster better communication among stakeholders, improve consistency, and allow people to concentrate on value-added and strategic activities.
Paolo Albini, Chief Supply Chain, Digital and IT Officer at Saipem,
commented: “Saipem’s goal is to define a new way of delivering projects by leveraging on our deep experience and the potential offered by AI applications to develop optimised, fast and innovative engineering solutions that enable our clients to reduce the time-to-market and support them in the path towards net zero.”
Caspar Herzberg, CEO, AVEVA, added: “The new solutions will enhance the performance, efficiency and delivery of world-class engineering projects, ensuring that the carbon footprint is minimised at each step.”
WORLD NEWS
DIARY DATES
24 - 27 February 2025
Laurance Reid Gas Conditioning Conference Norman, Oklahoma, USA pacs.ou.edu/lrgcc
2 - 4 March 2025
AFPM Annual Meeting San Antonio, Texas, USA www.afpm.org/events/AnnualMeeting2025
11 - 12 March 2025
StocExpo Rotterdam, the Netherlands www.stocexpo.com
23 - 25 March 2025
AFPM International Petrochemical Conference San Antonio, Texas, USA www.afpm.org/events/IPC25
6 - 10 April 2025
AMPP Annual Conference + Expo Nashville, Tennessee, USA ace.ampp.org
8 - 10 April 2025
Sulphur World Symposium Florence, Italy www.sulphurinstitute.org/symposium-2025
19 - 23 May 2025
World Gas Conference Beijing, China www.wgc2025.com
20 - 22 May 2025
ESF North America Houston, Texas, USA www.europetro.com/esfnorthamerica
4 - 5 June 2025
Valve World Americas Expo & Conference Houston, Texas, USA www.valveworldexpoamericas.com
10 - 12 June 2025
Global Energy Show Canada Calgary, Alberta, Canada www.globalenergyshow.com
25 - 26 June 2025
Downstream USA Houston, Texas, USA events.reutersevents.com/petchem/downstream-usa
USA | Chevron upgrades Pasadena refinery
Chevron U.S.A. Inc. (CUSA), a wholly owned subsidiary of Chevron Corp., has completed a retrofit of its refinery in Pasadena, Texas, US, which is expected to increase product flexibility and expand the processing capacity of lighter crudes by nearly 15% to 125 000 bpd.
Chevron acquired the Pasadena Refinery in 2019 with the strategic intent to expand its Gulf Coast refining system. This project is expected to allow the company to process more equity crude from the Permian Basin, supply more products to customers in
the US Gulf Coast, and realise synergies with the company’s Pascagoula refinery.
The Light Tight Oil (LTO) Project aims to enhance facility reliability and safety and will ultimately result in an increase in the supply of refined products domestically. The refinery will also begin producing jet fuel and exporting gas oil.
The phased start-up of the asset is expected to last through 1Q25 as project team members work to confirm all plants are operating as planned and products are developed to specification.
USA | EIA expects higher natural gas prices
The US Energy Information Administration (EIA) expects the average price of natural gas for the remainder of the winter heating season to be about 40% higher than the November 2024 spot price, despite expectations that US natural gas inventories will remain higher than average throughout the winter.
Although the price increase is notable, recent US natural gas prices have been at near or record lows, and the increase will keep prices in line with previous end-of-winter prices.
The US started the winter season with 6% more natural gas in storage than average, and the EIA’s December ‘Short-Term Energy Outlook’ (STEO) forecast that natural gas inventories will remain 2% above the five-year average at the end of winter.
In a statement, the EIA said that it expects US benchmark Henry Hub natural gas spot price to increase from just above US$2/million Btu in November to an average of approximately US$3/million Btu for the rest of the winter heating season.
Australia | Final Pluto Train 2 modules arrive
The Scarborough Energy Project has passed a significant milestone with the final Pluto Train 2 modules arriving at the Pluto LNG facility in Karratha, Western Australia.
The successful completion of the Pluto Train 2 module programme advances the Scarborough Energy Project towards the targeted delivery of first LNG in 2026.
Since February 2024, a total of 51 modules have been shipped to Karratha from the module yard in Batam, Indonesia, where they were built.
Expanding the Pluto LNG facility to include a second LNG processing train
provides an efficient way to process gas from the offshore Scarborough field.
Once operational, Pluto Train 2 will have capacity to process approximately 5 million tpy of LNG.
The expanded Pluto facility includes new domestic gas infrastructure and will have the capacity to supply up to 225 TJ/d to the Western Australian market.
Woodside selected Bechtel to execute the engineering, procurement and construction of Pluto Train 2, with construction activities at the Karratha site commencing in August 2022.
Revamp to thrive in the new reality
Ever-changing market conditions, global economic challenges, and the shared journey of the energy transition all mean it is crucial to evaluate easy-to-implement and costeffective improvement opportunities. At Shell Catalysts & Technologies, our solutions open new possibilities for smarter investments while preserving cash through revamping, reconfiguring, or optimising your existing assets. Our experts co-create tailored solutions while keeping your margins in mind – ensuring the investments you make right now can help you maintain your competitive advantage into the future.
Learn more at catalysts.shell.com/revamps.
Alan Gelder, Ann-Louise Hittle, Brittany Martin, Cristina De Santos Torres, Kelly Cui and Shruthi Vangipuram, Wood Mackenzie, provide an in-depth review of downstream markets in 2024 and look ahead to what 2025 may hold for the extended oil value chain and the key trends that are projected.
2024 was the year of the election, with over half of the world’s population involved in the democratic process. In many countries, the incumbents remained in power, but with reduced mandates. Populism prevailed in some form. The run-up to the US election was particularly long, with the victory by former President Trump and the clean sweep by the Republican party offering the potential of 2025 being very different from 2024.
There were many events in 2024 that impacted global energy markets, with the Houthi rebels attacking maritime traffic around the Red Sea, disrupting shipping, and an escalation of the Israel/Hamas conflict that remains today. The conflict in the Middle East widened as Israel confronted Hezbollah in Lebanon and exchanged missile attacks with Iran. The Russia/Ukraine conflict ground on, with no significant breakthrough by either side.
2024 in review Oil market
Global oil demand was projected to reach a new high in 2024, but the oil market has been plagued by concerns that demand is weaker than projected and a focus on potential over-supply, as OPEC+ withheld significant supplies throughout the year. Plans for OPEC+ to increase supply through easing of voluntary cuts have been delayed, as oil prices weakened during the year, particularly in 2H24. Oil prices, however, surged upwards during periods of high geopolitical tension, such as when Israel was threatening to attack Iran’s energy infrastructure. Oil prices fell quickly when tensions eased, due to the ample spare capacity.
In 2024, oil demand growth surpassed the increase in supply with only a small gain in non-OPEC production for the year. This will change in 2025 when non-OPEC growth is equal to the projected increase in demand, another factor weighing on oil prices late in 2024.
The concerns about demand centre on the forecasts for 2024 oil demand growth published by OPEC and the International Energy Agency (IEA) which were unusually divergent, adding to the sense of confusion. Both organisations (and Wood Mackenzie) revised their demand growth projections downwards as the year progressed. US inflation remained high, slowing the pace at which the US Federal Reserve could cut interest rates, delaying the shift to
increased industrial production. China’s economy started 2024 reasonably strongly, but weakened as the year progressed, with a weak housing market depressing a key sector in the Chinese economy. Europe has continued to struggle with high energy costs, weak competitiveness and low investment levels. Despite these woes, oil prices have not collapsed and only flirted at levels below US$70/bbl briefly.
Refining
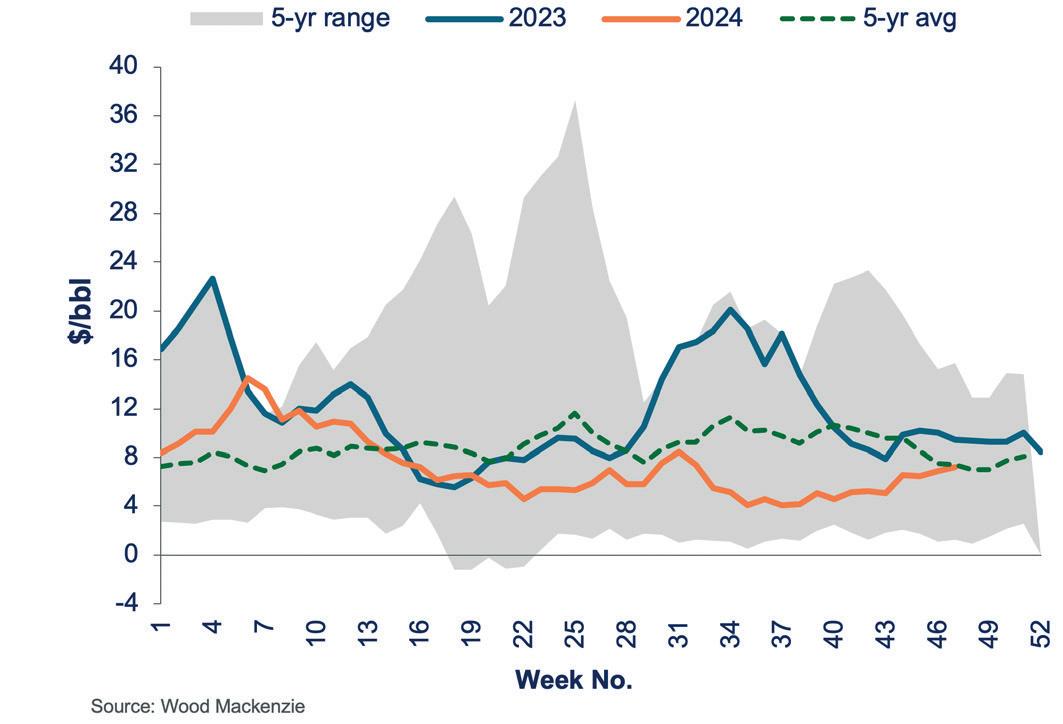
Refining margins were back to five-year average levels at the end of 2023. Global composite margin has now reset to (or is just below) the five-year average, as shown in Figure 1.
For Europe, the regional reference margin is at pre-pandemic levels. This is despite the disruptions of the Russia/Ukraine conflict and the Red Sea, both of which make global inter-regional trade less efficient and more costly, which would support refining margins.
Refining margins have returned to traditional norms, with competitively weak sites in both Europe and Asia suffering economic run cuts due to the low margin environment.
These lower refining margins reflect several factors, with the key drivers being refinery capacity additions outpacing demand growth and several VLCCs being cleaned and used to transport diesel/gas oil from the Middle East to Europe, mitigating the impact of higher freight costs from vessels diverting around southern Africa. Refineries are complex to commission, with facilities such as Dangote in Nigeria being successfully commissioned during the year, consequently lowering the imports of gasoline to West Africa.
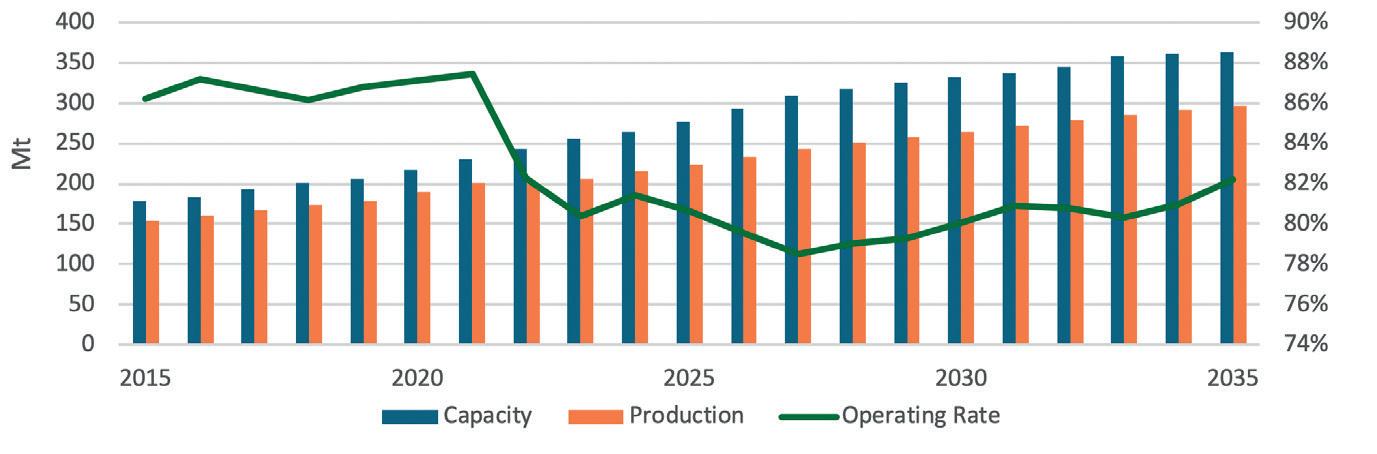
Olefins
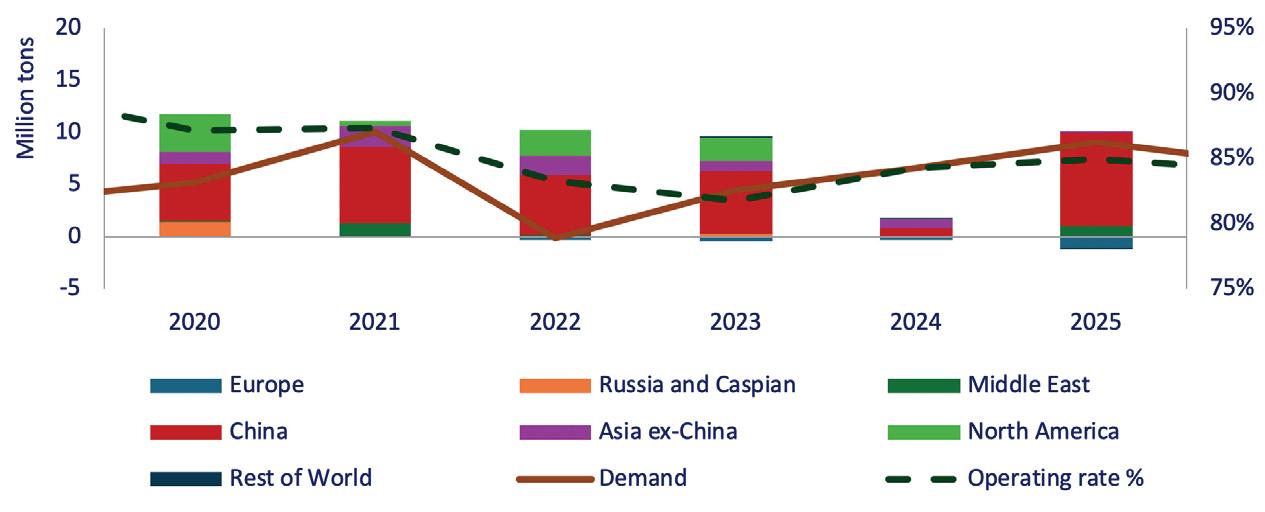
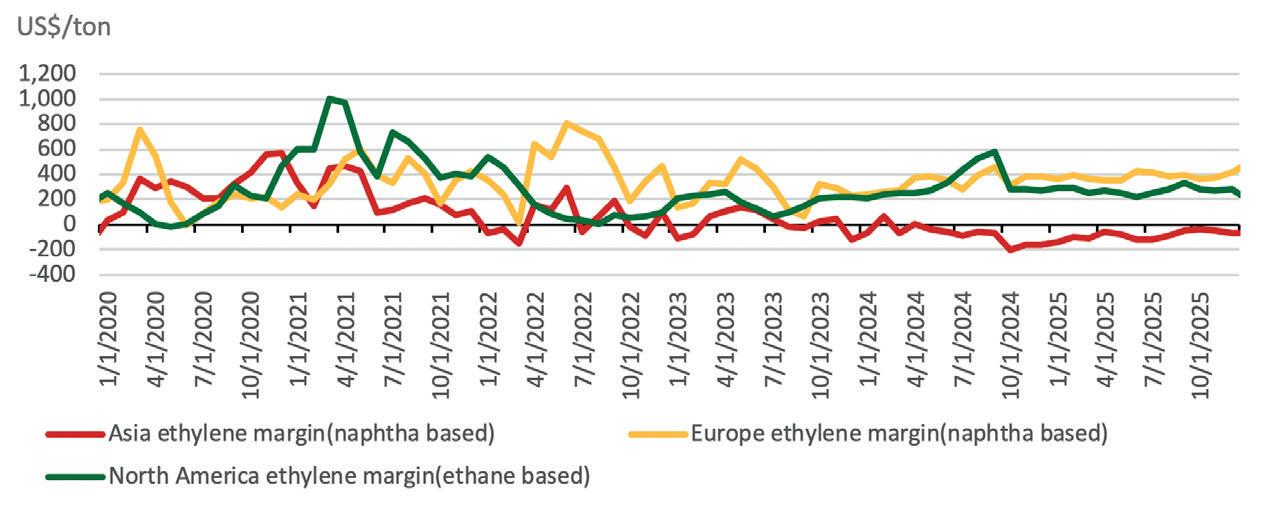
The global olefins market continued its expansion in 2024, but the year marked a low point for ethylene capacity investments due to project delays, as shown in Figure 2. Only 1.3 million tpy of capacity was added in Asia, well below the 2020 - 2025 average of 8.7 million tpy. In contrast, propylene capacity growth continued, primarily driven by PDH unit additions in China. PDH investments were expected to peak in 2024, reflecting poor margins observed in recent years. Rationalisation efforts progressed in Europe and Asia, driven by overcapacity and sluggish demand growth. While European crackers maintained positive margins on average in 2024, two significant closures were announced: ExxonMobil’s facility in Notre-Dame-de-Gravenchon, France, and Sabic’s Geleen unit in the Netherlands. More closures are anticipated, given Europe’s high production cost and weak industrial activity. In China, Sinopec and PetroChina outlined plans to phase out smaller, uncompetitive crackers between 2025 - 2026. Asia’s ethylene margins were negative due to overcapacity and weak economic growth. Conversely, US ethane crackers thrived, supported by low ethane prices averaging US$144/t in 2024, US$38/t lower than in 2023, as shown in Figure 3. This price advantage has spurred interest in additional ethane cracker projects and increasing ethane feedstock use in Asia.
Polyolefins
In 2024, the polyethylene market faced rapid capacity expansion, shipping volatility, geopolitical tensions, rising trade barriers, and weak margins. Several facilities in Europe and Asia permanently closed due to declining demand for virgin polyethylene, stricter regulations, and unfavourable margins. Operating rates, especially in Asia, were pressured by fluctuating upstream prices and margin constraints. However, major capacity
Figure 1. Weekly five-year range global composite gross refining margin (US$/bbl).
Figure 2. Global ethylene annual capacity change vs demand change.
Figure 3. Regional ethylene margins.
For nearly a century, Grace catalysts have kept fuel and petrochemical feedstocks flowing from the industry’s largest refineries to the trucks, trains, planes, and ships that keep our world running.
We are leveraging our long history of innovation in fluid catalytic cracking to develop products that enable lower carbon fuels and help meet the challenges of the energy transition.
expansions, such as Sinopec’s 1.2 million tpy polyethylene plant in China, and Reliance’s 1.5 million tpy polyethylene unit in India, helped alleviate local supply shortages.
Global polyethylene consumption reached 121 million tpy in 2024, driven by strong demand in packaging, automotive, and construction sectors. Meanwhile, rising production costs were offset by increased investment in advanced recycling technologies, which, alongside expanded capacity, stabilised the market.
Aromatics
Since 2022, aromatics pricing has been impacted by above-average octane values. The first half of 2024 continued to see aromatics pricing supported by the elevated alternative value in the gasoline pool. However, as forecasted, this pressure significantly reduced at the end of the 2024 driving season.
Freight disruptions have not been enough to avoid a persistent import substitution of aromatics derivatives in Europe and the Americas. China’s capacity additions pressured margins globally. Even if there were new PX builds in China in 2024, assets entering the market in 2023 ratcheted up operating rates, pushing out more PX imports. China has also structurally transitioned into an exporter of the largest benzene derivative, styrene. Aggressive pricing strategies have enabled Chinese producers of derivatives, such as PTA, to pressure on their counterparts around the world. Europe has been the most impacted region, where rationalisation has been unavoidable.
Key things to watch in 2025
Oil market
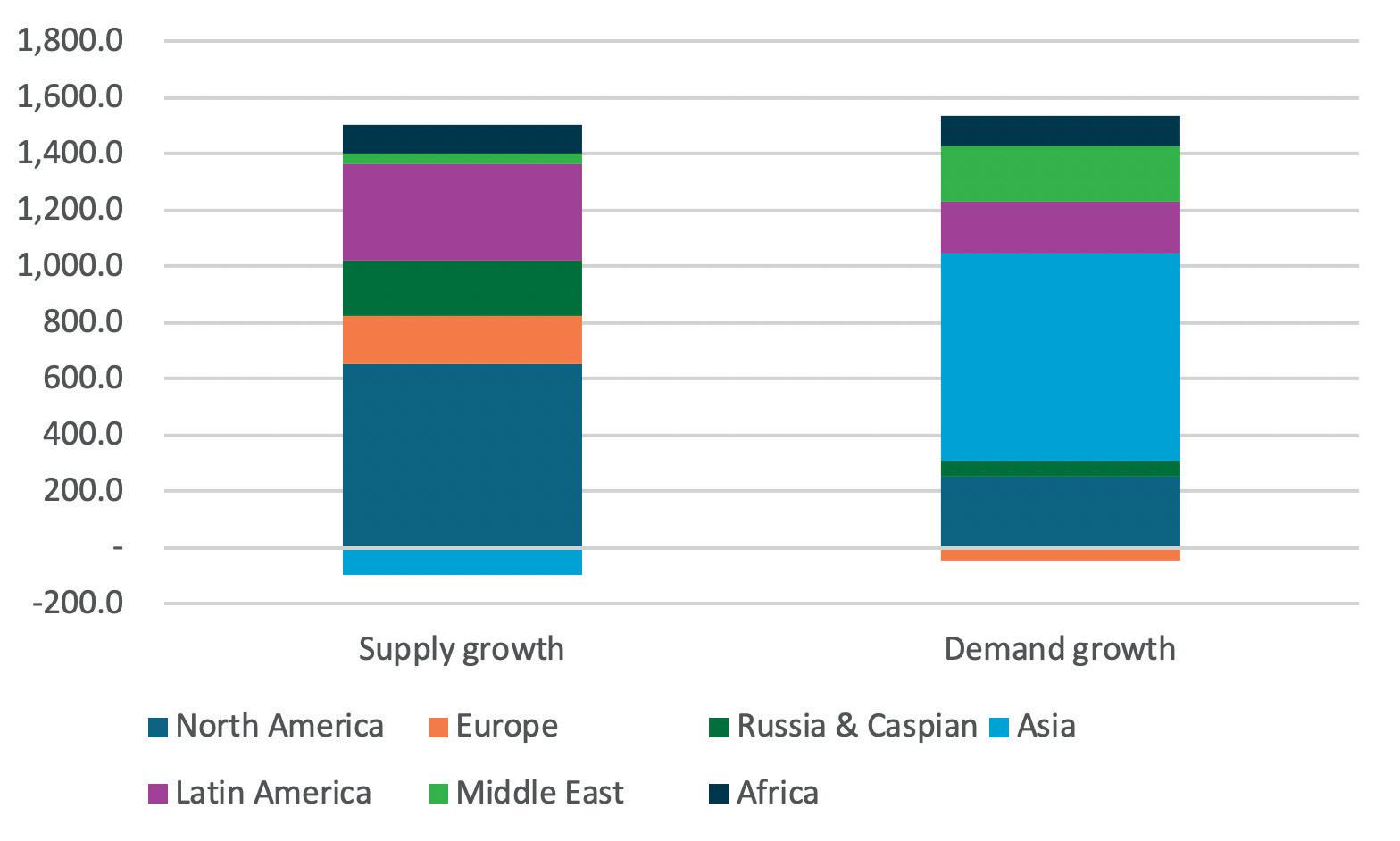
Wood Mackenzie projects 2024 to be the low point of global GDP growth, with 2025 being stronger than 2024, the economy rebalancing to growth in both services and industrial production. Global oil demand growth is projected to increase to 1.5 million bpd for 2025, with oil demand growth across all regions except Europe. However, the challenge for OPEC+ remains – as shown in Figure 4, global demand growth only just outpaces non-OPEC supply growth, providing limited opportunity for OPEC+ to reduce its cuts without significantly weakening the oil price.
Wood Mackenzie’s current Brent oil price projection for 2025 is in the mid-to high US$70s range. Besides the typical risks to the oil price around global GDP growth, geopolitical events and conflict, the recent re-election of President Trump could present a material downside risk to the oil price. The imposition of tariffs on all US imports would dent global economic growth, add inflationary pressure to the US consumer and slow oil demand growth, which could depress oil prices by around US$5 - 7/bbl in 2025, with further declines likely thereafter.
Refining
The crude distillation unit (CDU) capacity investment wave witnessed in 2024 will ease after 1Q25, with crude distillation capacity expected to be effectively flat after 1Q25 as announced closures (PetroIneos at Grangemouth, UK, and LyondellBasell in Houston, Texas, US) and re-configurations (such as Shell at Rhineland, Germany) take place. Global refinery utilisation will remain broadly flat, as refinery projects commissioned in 2024 reach full commercial operations.
Refining margins are projected to remain at current levels through 2025. Oil demand growth can be met by the additional capacity that has become operational during 2024. The slow return of OPEC+ volumes should enable VLCCs to remain in distillate service for some time, keeping downward pressure on freight rates and limiting the upside to refining margins.
The potential imposition of US import tariffs provides an upside to US refining margins, given the support that this will provide to US ex-refinery gate prices on gasoline, which is still imported in significant volumes into the US Atlantic Coast. Higher US crude runs is a downward risk to refiners elsewhere, which when combined with weaker global oil demand growth could lower global composite gross refining margins for 2025 from approximately US$5/bbl to US$2.5/bbl.
Figure 4. 2025 global oil demand and non-OPEC supply growth (‘000 bpd).
Figure 5. Global polyolefins overview.
Olefins
In 2025, global ethylene capacity is poised to resume its growth, with 8.8 million tpy of new capacity coming online, the majority of which will be contributed by China. However, China’s investment in PDH facilities is expected to slow, which could help ease the oversupply in the propylene market, although it is unlikely to resolve the issue in the short-term.
Olefin margins are expected to remain under pressure in 2025. While stronger GDP growth is forecast for 2025, it will be challenging for demand growth to absorb the far greater increase in supply. The market is not expected to recover until after 2027, when capacity additions begin to taper off.
Table 1. Anti-dumping cases (November 2024)
Region/country Start Result
EU November 2023
EU publishes its provisional ADD rates ranging from 6.6 to 24.2% on PET resin from China. From April 2024, these rates were confirmed and made definitive for the next five years.
Argentina October 2013 On 1 June 2023, Argentina announced to suspend the anti-dumping investigation against PET resin originating from China, South Korea and India.
Japan September 2016
South Korea October 2024
Mexico January 2024
US October 2015
The result was announced on 4 February 2023, continuing the anti-dumping duty of 39.8 - 53% to 2 February 2028.
On 17 October 2024, the Trade Committee of the Korean Ministry of Trade, Industry and Energy (MOTIE) recommended to the minister of strategy and finance to impose antidumping duties of 7 - 7.98% on PET resin from China for the next five-year period.
On 9 August 2024, Mexico made a preliminary anti-dumping ruling on PET resin originating from China, with the ratio of 34 - 63%.
Mexico initiates the anti-dumping investigation into Chinese PET resin in January 2024. The relevant HS codes are 3907.60.99 and 3907.61.01, both of which were previously considered in the decree that increased roughly 400 import duties (for PET from 9 - 25%) on 15 August 2023. A second decree, dated 22 April 2024, increasing the import tariff from 25% to 35%, which gets added to the compensatory quotes established by the preliminary ADD ruling.
Implemented an anti-dumping duty of 104.98 - 126.43% and an anti-subsidy duty of 7.53 - 47.56%. In 2022, both anti-dumping and anti-subsidy duties were reviewed, and a decision was made to continue implementing these duties.
Indonesia February 2021 On 3 February 2021, the Indonesian authorities imposed a definitive anti-dumping duty on PET imports from China, with the rate of duty ranging from 2.6 to 10.6%.
Malaysia July 2024
Adding to the challenges, the potential imposition of a hefty import tariff (up to 60%) on Chinese goods by the Trump administration could significantly disrupt China’s plastic exports. Such a measure would further strain demand growth, exacerbating pressure on the already oversupplied market.
Polyolefins
On 10 July 2024, Malaysia announced the initiation of an anti-dumping investigation into PET resin originating from or imported from China and Indonesia. The involved HS code was 3907.61.00. The preliminary ruling of this case is expected to be made within 120 days from the date of filing.
Brazil September 2024 On 18 September 2024, Brazil’s government increased import taxes on 29 chemical products. Import duties for PET raised from 12 - 20%
to decrease starting in 2025, as the growth in supply gradually surpasses the growth in consumption.
In 2025, the global polyolefins market will face a complex mix of opportunities and challenges. Capacity expansions, particularly in Asia and the Middle East, will continue to meet demand across industries, namely those associated with industrialisation. As shown in Figure 5, global utilisation is on a downward trend. However, geopolitical tensions, particularly in major production regions, could lead to supply disruptions, creating continued price volatility. Meanwhile, sustainability efforts will intensify, with companies investing in recycling technologies and circular economy initiatives. These factors, coupled with rising production costs, will drive a market that is both volatile and growth-oriented, with innovation and strategic capacity expansions helping to stabilise supply.
Aromatics
Octane levels are expected to remain close to levels seen in 2H24. With the gasoline market lengthening in the Atlantic basin, polyester production will become the main factor dictating PX margins. Benzene-naphtha spreads are projected
China’s capacities will continue to add pressure to global markets despite export-oriented Chinese players facing tougher conditions in 2025. Overcapacity in China and highly integrated chemical production will be key to its industry competitiveness in 2025. Trump’s return to the White House and the increasing number of Anti-Dumping Duties applied to Chinese-origin products (e.g. PET, as shown in Table 1) will be key to changes to global trade.
Operating rates are expected to continue recovering across the polyester value chain while global styrene operating rates will start bottoming in 2025, but rationalisation risk remains, especially in certain parts of Europe chains.
Conclusion
All parts of the extended oil value chain (from oil markets to aromatics and polyolefins) enter 2025 with ample spare capacity, making demand growth critical to the commercial performance of the individual sectors. Geopolitics and trade tariffs are critical uncertainties to be closely monitored, as these could play a key role in defining the winners and losers.
Unlock exclusive insights with our series of Spotlight interviews with industry experts and contributing authors to Hydrocarbon Engineering magazine.
Brad Cook, Vice President of Sales and Marketing at Sabin Metal Corp., outlines best practice control points for refiners looking to maximise the value and lifecycle of their precious metal catalysts.
Chelsea Hogard, Engineering Team Leader for Watlow’s Industry 4.0 Development Team, discusses the importance of Data Insights in mitigating the risks associated with process heating.
Virginie Bellière-Baca, Global Head of Technology and Innovation at Sulzer Chemtech, considers the importance of customer partnerships, innovation, and the endless evolution of technology.
James Esteban, UNICAT Catalyst Technologies, explores how scientific modelling allows tailored optimisation of filtration grading and loading profiles to deliver improvements in catalyst bed life.
Wolf Spaether, Head of Marketing and Product Management for Ethylene, Clariant Catalysts, talks refinery off-gas (ROG) purification and the role it plays in a more sustainable future.
Dominic Sarachine, Product Manager at FS-Elliott, talks about the development and design of an API 672-compliant centrifugal compressor for one of the world’s largest single-site ethylene facilities.
Luis Hoffmann and Emmanuelle Chauveau, Sulzer Chemtech, consider how polymer recycling presents both a critical challenge and an opportunity to incorporate sustainability in industrial practices worldwide.
for New Energy at Atlas Copco Gas and Process, discusses his recent white paper: ‘The heat pump way to more sustainable energy’.
Dr. Cecilia Mondelli, Global Head of CCUS at Sulzer Chemtech, and Stephen Shields, Head of Advanced Chemical Recycling at Sulzer Chemtech consider how to capitalise on decarbonisation opportunities.
Jason
Chadee, Avathon, USA, discusses how AI is revolutionising the downstream oil and gas industry by driving innovation and boosting safety and efficiency.
Artificial intelligence (AI) is fundamentally transforming the downstream oil and gas industry, bringing with it a wave of innovation and efficiency that is reshaping the entire sector. The complexity of refinery activities is apparent in its roadmap for end-product delivery, which includes energy efficiency and process improvements, environmental performance, inspection and containment boundary integrity, and fuel delivery. Potential issues exist across all those strategic activities.
Integrating automation technologies, including AI-driven solutions, Internet of Things (IoT) devices, and advanced control systems, enhances efficiency, safety, and cost-effectiveness, as well as contributing to the long-term sustainability of downstream operations. In particular, the industry relies heavily on automation technologies to overcome its unique challenges, such as optimising operations and safety, and ensuring a reliable supply of energy in the face of pressures to operate in environmentally responsible ways.
It is a complex and demanding industry that heavily relies on efficient maintenance practices to ensure smooth operations and maximise profitability. Ageing infrastructure poses a significant challenge to refineries. The average age of US refineries is 80 years old, and many are centenarians.1 Refiners in the US alone are estimated to lose around US$6.6 billion/yr due to unplanned downtimes. Maintenance teams are tasked with balancing the need for reliability while managing the increasing risks associated with ageing equipment. Safety is also a concern for refineries. They are considered some of the most dangerous workplaces in the world and, as such, are subject to stringent regulations and standards of safety imposed by local, state, and national regulatory bodies. Ensuring compliance often involves inspections, audits, and preventive maintenance activities, which add additional layers of complexity to maintenance operations and demands high levels of attention to detail, data, and documentation.
The cost of downtime and unsafe practices
Unplanned downtime is one of the most significant sources of lost revenue and a major driver of extra costs in any manufacturing environment, which can be extremely costly to refineries and petrochemical plants. According to the Aberdeen Group, equipment failures cause 42% of unplanned downtime with a price tag of US$10 000/h - 250 000/h, or US$50 billion annually. Outdated maintenance methods leave refining operations vulnerable to unexpected failures and unnecessary downtime.
The cost of catastrophe is even higher. The potential for fires, explosions, leaks, and injuries is significant, underscoring the necessity for stringent safety measures and regulations.
In 2009, an explosion at a refinery in Marcus Hook, Pennsylvania, US, underscored the importance of safety for refineries. It killed five workers and injured 15 others. The cause was a buildup of flammable vapours in a tank farm that caught fire when a spark from a worker’s torch ignited. In addition to the cost of damage repair, there was a multi-million-dollar settlement for the victims and their families, and injured workers received workers’ compensation benefits. In 2021, another US refinery agreed to pay US$19.69 million to resolve federal
and state claims for natural resource damages caused by significant oil discharge into a river, because the river waters and the estuarine environment was subsequently contaminated with petrochemical waste.
Reuters reported in 2020 that US refineries and petrochemical plants were cutting back on insurance because accidents and other disastrous situations were driving up the cost of coverage.1 The decline in coverage for physical damage and business interruption leaves refineries exposed to the costs of repairs and downtime. Inadequate insurance coverage also leaves them open to potential dissolution.
Automation and big data
To mitigate downtime and safety issues, refineries turned to technology. In doing so, the amount of data generated by refinery activities has increased proportionally to the technologies it employs to manage them. Process automation technologies, which include DCS, HMI, SCADA, and data historians, have been used for decades for automated data collection, process simulation, and scheduling. They were followed by automated visual control systems that use cameras, sensors, and computer algorithms to remotely monitor, control, and collect data from equipment such as temperature, pressure, and speed data. The advent of IoT and Industrial Internet of Things (IIoT) further revolutionised operations for refiners by transferring data to be accessed by pertinent personnel. Visualising all the data in one place meant operators could theoretically draw conclusions to enhance productivity and improve safety standards.
The issue then became having too much data. The volume and frequency of the data generated made its utility questionable or unmanageable for human operators to act upon.
AI to the rescue
AI has the unique ability to ingest huge amounts of data from multiple sources, analyse the data sets for key trends and connections, and make appropriate recommendations. AI can also significantly reduce false alarms and alarm volume so that operators can focus on what is truly actionable.
AI enables predictive to prescriptive workflows, automated data integration, automated model-building, planning and visualisation toolkits, generative AI workflow solutions, and more. It ‘learns’ from diverse structured and unstructured data types to unlock actionable insights, reduce costs, and optimise processes.
A specific AI technology, Industrial AI, custom-built for refineries, can increase operators’ ability to identify production-impacting events by up to 90%. AI can shorten data-to-insight lead time, so no data science expertise is required. Users can learn to operate intuitive dashboards and reports in a day or less. There are no black-box results, which means AI technology reports when and why an anomaly will happen. The behaviours that caused the anomalies are analysed and trended over time to show progression relative to historical performance and related sensor or process data. It mitigates alert fatigue by auto-calibrating tunable thresholds with real-time SME feedback to automatically categorise, benchmark, and compare alerts, reducing false positives.
Refiners see ROI in days rather than months. If there is no failure data, Industrial AI learns ‘normal’ behaviour vs transitory states from historical operational data to rapidly and accurately identify performance anomalies and detect unknowns. Driven by user knowledge and alert scoring, Industrial AI adjusts to the ‘new normal’ of operational states as assets age and maintenance practices change.
The benefits of AI for refineries
There is a unique combination of factors that makes AI the most impactful technology for enhancing the overall efficiency, safety, and cost-effectiveness of operations. The direct and indirect economic benefits of implementing AI-driven models for refineries are real.
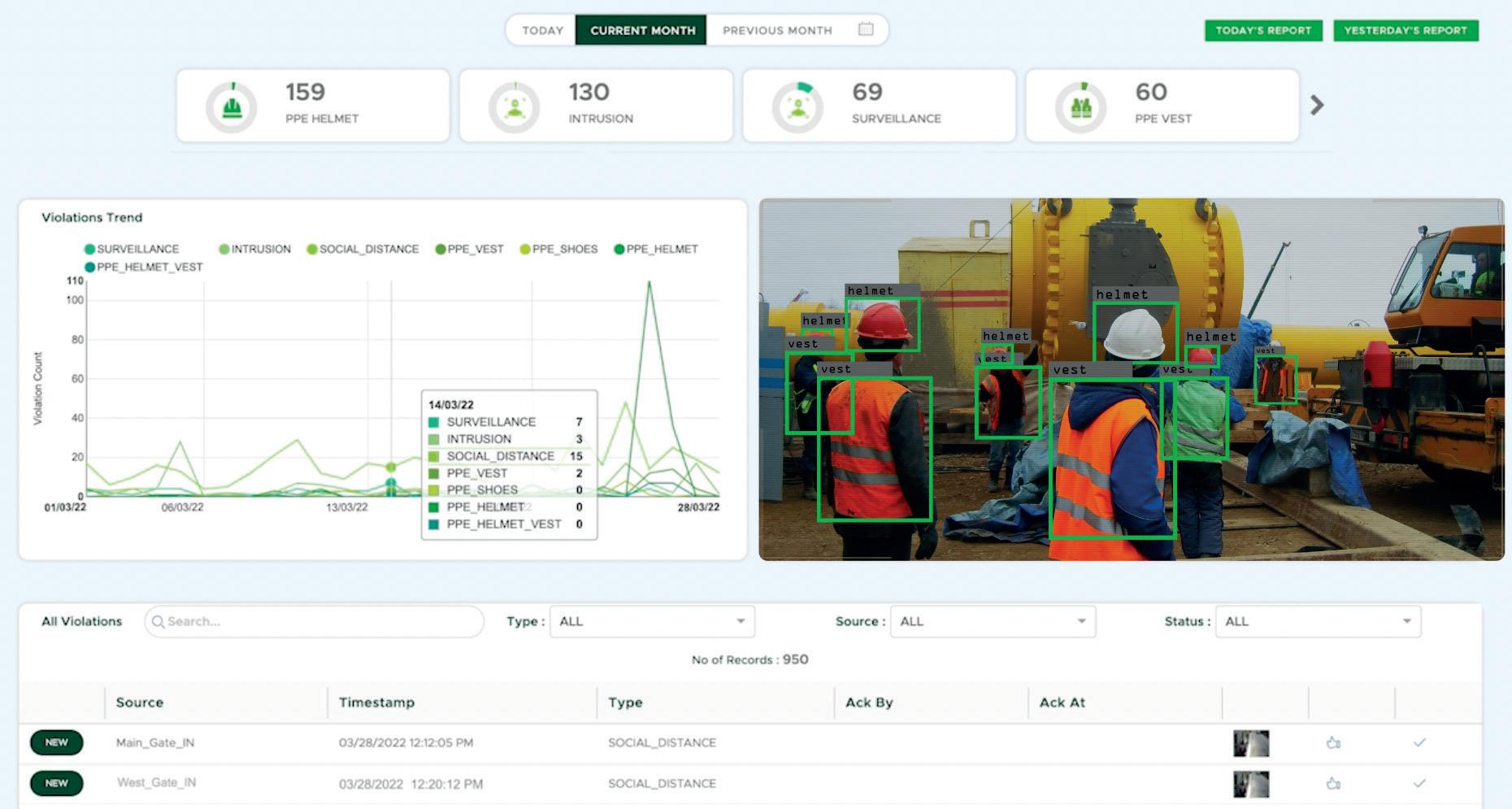
Figure 1. Smart refineries can self-optimise by allowing AI to control the parameters of physical assets.
Figure 2. AI delivers the full-feature performance optimisation solution that refinery operators need to ensure continuously profitable operations.
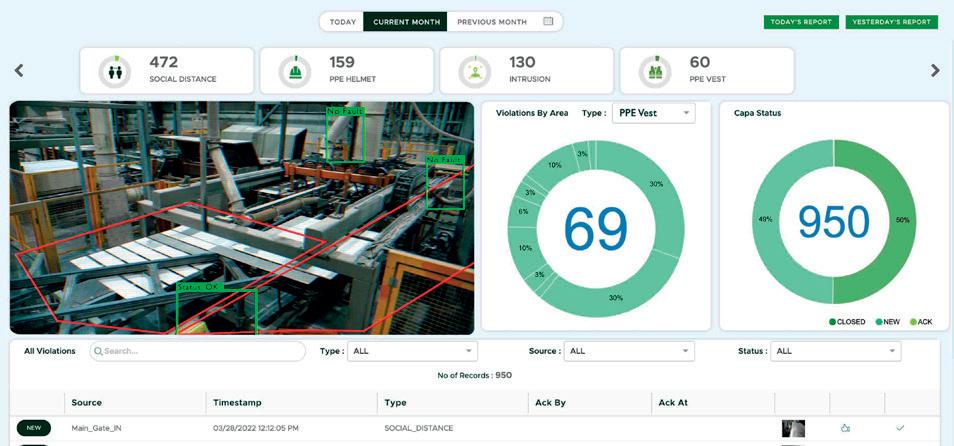
Figure 3. Visual AI solutions boost safety in refining operations.
WABT Gain (°C)
Feed Sulfur: 1000 ppmwt (10-15% Improvement in Catalyst Cycle Length)
n Optimised production: AI creates situations where equipment failures can be predicted, thereby minimising downtime and enhancing efficiency. The result is heightened production and cost reduction.
n Improved supply chain management: automation technologies give operators real-time visibility into inventory and forecast demand, optimising logistics, which translates to decreased inventory costs and improved profitability.
n Reduced maintenance costs: with automation and AI-driven models, refinery operators can preemptively predict equipment failures, enabling proactive, preventative maintenance. This approach reduces downtime, increases productivity, and lowers maintenance costs.
n Improved asset management: automation offers real-time insights into asset performance, predicts equipment failures, and optimises maintenance schedules.
n Increased operational efficiency: when complex processes are optimised, inefficiencies are pinpointed, volatility and distribution are responded to effectively, efficiency is heightened, costs reduced, and profitability improved.
The equally important indirect benefits
n Improved safety: reducing human intervention in high-risk situations results in fewer accidents, improved worker morale, and cost savings.
n Reporting and compliance: AI can monitor regulatory updates and build a regulatory intelligence knowledgebase to help maintain consistent reporting and compliance.
n Reduced environmental impact: optimising processes reduces emissions and improves operational efficiency, which helps operators lower their environmental impact, meet sustainability goals, and minimise compliance costs.
Conclusion
Refineries have embraced digital transformation to deliver a complex array of products efficiently and cost-effectively, ensuring regulatory compliance, maintaining worker safety, and achieving sustainability goals. An integrated approach to operations optimisation is required – one that evaluates hundreds or even thousands of data points in real-time from interconnected assets, processes, and systems.
AI delivers the full-feature performance optimisation solution that refinery operators need to ensure continuously profitable operations. It enables them to refine and deliver products to market while ensuring worker safety and achieving sustainability goals.
Industrial AI delivers world-class operational results by performing real-time equipment, worker performance, and status analysis based on sensor data, enabling alerts on impending equipment failures and operational abnormalities.
Figure 5. AI can identify and send warnings about potentially dangerous assets, project facilities located in remote and harsh environments, and ensure workplace safety.
Figure 4. AI evaluates thousands of data points in real time from interconnected assets, processes and systems.
Joseph McMullen, AVEVA, USA, explores the rise of Artificial Intelligence (AI) and Machine Learning (ML) in the downstream oil and gas industry, and examines how companies are embracing the digital transformation to revolutionise operations.
The pressures of environmental sustainability and economic profitability has the oil and gas industry split between powerful forces. These forces demand continuous digital transformation to meet their demands. While digital transformation offers massive potential to solve challenges, it is essential to remember that businesses are ultimately driven by profitability, regardless of industry. While sustainability is a critical concern for most stakeholders, it must be balanced with financial feasibility. However, profitability and sustainability are not mutually exclusive; in fact, they often overlap. Increased efficiency, reduced costs, and reduced emissions can all contribute to both financial health and environmental responsibility.
Abraham Maslow’s quote, “If the only tool you have is a hammer, you tend to see every problem as a nail,” rings true in the context of today’s rapidly evolving technological landscape. Innovative technologies offer a powerful toolkit to navigate this complex landscape. If you choose a pragmatic application of the right technology, you can in fact have your cake and eat it too!
There is one technology that has taken not only the oil and gas industry, but the entire world by storm and is worth
discussing: Artificial intelligence (AI). AI is a broad concept that describes how machines can mimic human intelligence. While ChatGPT, Gemini, and MidJourney have captured headlines by allowing people to generate content and pictures, AI has industrial applications that are changing the industrial landscape, driving significant improvements in efficiency, cost-effectiveness, and sustainability.
Machine Learning (ML), a subset of AI that uses mathematical models of data to teach computers how to learn without direct instruction, allows machines to improve and learn from experience. AI, including ML, has many real-world industrial applications.
According to recent data1, the adoption of AI in downstream oil and gas is expected to grow rapidly:
n The global market for AI applications in oil and gas value chains is projected to reach nearly US$3 billion in 2024 and US$5.2 billion by 2029.
n 47% of oil and gas industry professionals surveyed expect their organisations to use AI in operations in 2024.
This trend is likely to accelerate as the technology matures and its benefits become more apparent.
However, here is an overview of some use cases for AI and ML in downstream oil and gas:
n Data analysis: AI and big data technologies convert raw operational data into actionable intelligence, enhancing strategic planning and decision-making.
n Real-time monitoring: AI-powered systems monitor operations, collecting data from energy meters and equipment sensors. This helps boost throughput, minimise energy consumption, and identify potential safety hazards.
n Predictive analytics: AI algorithms can analyse vast amounts of data from sensors and equipment to predict failures and schedule maintenance proactively, reducing downtime and costs. This also provides the ability to schedule repairs and replacements more efficiently.
n Maintenance scheduling: AI creates efficient maintenance schedules by analysing data on equipment usage, production needs, and required costs, optimising performance and extending infrastructure life across the supply chain.
n Process optimisation: process models optimise operations by analysing real-time data to adjust process parameters, improving yields and energy efficiency. These models continuously learn and adapt based on new data, ensuring continuous optimal performance.
n Quality control: ML algorithms analyse produced fuels and petrochemicals against key quality standards (ISO, API, ASTM) directly from production lines. This allows for rapid prediction and correction of quality deviations, minimising waste and ensuring production reliability.
n HSE hazard prevention: AI systems help prevent health, safety, and environmental (HSE) hazards by monitoring for risks such as explosions, fires, leakages, and chemical exposure.
n Emissions detection and monitoring: advanced imaging technology combined with AI is used to detect and remediate of fugitive emissions, supporting environmental sustainability efforts.
n Supply chain optimisation: AI systems will help with planning and scheduling to help adapt to ever-changing conditions.
AI is no longer just theoretical concepts or futuristic ideas. It is driving real, tangible benefits for companies across the globe. The following real-world examples showcase how industry leaders such as Suncor, Saudi Aramco, bp, and Cosmo Oil are actively using AI, ML, and advanced data analytics to solve complex challenges. These companies are not only transforming their internal processes, but are also paving the way for a more efficient, sustainable future. The following case studies explore how they have turned data into actionable insights, reshaping their industries in the process.
Suncor’s use of a data historian and advanced predictive analytics
Suncor2 leverages a historian system across all facilities, providing comprehensive visibility into operations – from controls and engineering to economic and business layers,
all the way up to management. This system allows for real-time monitoring of operational health. However, Suncor is doing more than simply analysing sensor data; the company utilises predictive analytics to identify normal operating patterns. When deviations from these patterns occur, the system can automatically detect potential failures months or even years before they happen.
This predictive capability not only highlights at-risk assets but also diagnoses potential root causes, reducing the need for daily manual inspections. Instead, the system focuses attention on assets exhibiting subtle variations in performance, which may signal the onset of issues. This approach significantly reduces maintenance efforts while supporting an enterprise-wide asset health programme. It also gives facilities ample time to plan maintenance proactively, mitigating risks of unexpected failures, which can increase emissions or other undesirable operational modes.
Beyond asset health, Suncor also utilises simulation models that integrate real-time data. These models enable the company to compare actual performance with design benchmarks and predict operational adjustments based on demand. The insights gained from process performance data further enhance asset health predictions, extending the reach of AI and ML beyond sensor and vibration data. This includes advanced calculations based on first-principle models, applied to variables that cannot be directly measured. Suncor has scaled this approach to monitor hundreds to thousands of assets, ultimately driving reductions in greenhouse gas emissions and energy consumption.
Saudi Aramco’s Unified Operations Center
Saudi Aramco’s Unified Operations Center3 offers a high-level view of the enterprise’s asset health and performance through a panoramic visualisation system. This software acts as a central hub, consolidating data from various sources like sensors, engineering documents, and financial systems. It presents this information in a single, user-friendly interface, allowing operators to visualise asset health, monitor supply chains, and leverage AI and predictive analytics for proactive decision-making.
By providing a holistic view of operations, the Unified Operations Center empowers Saudi Aramco to optimise performance and make data-driven choices that enhance efficiency and profitability. This integrated approach allows the company to monitor supply chain operations and proactively manage asset health using predictive analytics, AI, and ML, alongside online simulations. By optimising both asset health monitoring and process performance in real-time, Saudi Aramco can strategically plan maintenance and optimise their overall operations.
Cosmo Oil’s real-time process optimisation
Cosmo Oil4exemplifies real-time process optimisation by leveraging cloud-based simulation models to optimise its supply chain and operations. Its system uses automated,
Link up with a supplier who can provide alternatives that the others can’t.
Spherical Catalyst Carriers
EXCELLENT SIZE CONTROL WITH UNPRECEDENTED FORMULATION FLEXIBLITY
With Saint-Gobain NorPro, you can count on a secure supply of Accu® spheres catalyst carriers, custom-made to your requirements.
We offer new materials as carriers that were not previously available:
• Narrow size distribution
• Excellent control to average particle size
• Control of porosity
• Alumina, silica, titania, zirconia, zeolite, and mixed oxides
For inquiries or product samples: www.norpro.saint-gobain/accuspheres
real-time simulations based on live plant data to monitor and improve operational performance. For example, Cosmo Oil uses online models to update distillation column calculations in its crude unit. By continuously adjusting for changes in feed and equipment health, these models provide highly accurate predictions of equipment performance and process output.
This level of precision allows Cosmo Oil to optimise key processes, such as pump-around and product draws, to meet specifications while enhancing preheat integration. This reduces fuel usage and energy consumption, ultimately leading to higher yields. The entire process is autonomous, with self-tuning models that adjust throughout the day, ensuring minimal maintenance while improving sustainability, energy efficiency, and profitability.
The best of both worlds: bp
bp is using cloud-based planning models to balance profitability and sustainability. On the one hand, bp significantly improved its downstream5 business efficiency and decision-making process by implementing a unified supply chain solution in the cloud, reducing crude purchase decision time from two days to less than two hours. On the other hand, bp uses the same tool to optimise CO2 emissions6 across its operations. With cloud access to advanced planning tools, including Linear Programming (LP) models, bp can rapidly run complex simulations. This allows bp to make fast decisions that impact the bottom line while being as environmentally friendly as possible.
Conclusion
The journey towards a sustainable and profitable oil and gas industry is complex, but it is achievable. AI and ML can offer a powerful toolkit to achieve this balance. By harnessing these technologies, companies can optimise operations, reduce waste, and minimise environmental impact, all while maintaining financial viability. As AI continues to evolve, the industry can expect even more groundbreaking applications that will reshape the downstream oil and gas sector for a more sustainable and profitable future.
Technology offers a powerful compass, guiding us towards a future where economic growth and environmental responsibility coexist. As we navigate this path, it is essential to remember Maslow’s quote so that we do not view a single technology as a silver bullet. By embracing innovation and harnessing the full potential of new innovative technology, we can create a legacy that benefits both generations to come.
Ken Evans, DTN, USA, highlights current trends in digital transformation in the downstream oil and gas sector, as well as future potential.
The downstream oil and gas sector is undergoing a significant digital transformation that has accelerated over the past few years. This shift has been driven by extraordinary events including a global pandemic, labour shortages, geopolitical unrest, and the evolving energy transition. Furthermore, this industry remains essential to human progress and prosperity and is therefore always seeking ways to remain sustainable. Against this backdrop, energy companies are increasingly harnessing the power of fourth industrial revolution technologies to increase efficiency, reduce costs, optimise margins, and maintain razor-thin profits.
Advanced analytics and AI
One of the technologies that has seen widespread adoption in the sector is artificial intelligence (AI). Advanced analytics and AI have broad applications across the energy supply chain. Companies in the downstream sector are using AI to optimise margins and inventory allocations, as well as to improve operational efficiencies and customer experience.
For example, AI-powered analytics can help suppliers and wholesalers predict future demand more accurately by analysing historical data, market trends, weather patterns, and global events. This allows fuel sellers to maintain optimal inventory levels, minimising both overstocking and stock-outs. Additionally, AI is being used to personalise customer experiences and optimise pricing strategies, enhancing overall customer satisfaction and loyalty.
Digital twin technology
Pioneered by NASA in the 1960s to create simulations for spacecraft and astronauts, digital twin technology has gained traction in the downstream sector. According to a Markets and Markets report, the adoption rate of this technology is expected to grow significantly. 1
A digital twin is a virtual replica of physical assets, processes, or systems. In the downstream sector, digital twin technology uses real-time data from sensors and Internet of Things (IoT) devices to simulate and monitor operations. This enables companies to analyse supply chain performance, predict equipment failures, and optimise maintenance and inventory placements.
For example, Chevron reports implementing digital twin technology across its downstream operations, creating virtual replicas of its refineries and other assets. 2 This has allowed the company to simulate different operational scenarios and optimise processes, resulting in improved operational efficiency, reduced downtime, and enhanced safety performance.
These iterations yield benefits for Chevron, the shareholders, and the consumer by eliminating price and production variability and maximising the efficiency of limited assets.
Cloud computing and edge computing
Cloud computing is used for centralised data storage and advanced analytics. Refineries can use cloud-based platforms to collect and analyse vast amounts of operational data, enabling real-time optimisation of production and distribution processes across their entire supply network.
analytical look at demand activity.
Edge computing, on the other hand, processes data locally at the equipment level. For instance, sensors on refinery equipment can detect anomalies and make immediate decisions, like adjusting flow rates or shutting down operations, without needing to send data to the cloud. This reduces latency and ensures quicker response times in critical operations, especially in remote areas such as oil terminals and distribution centres.
Robotic process automation
Robotic process automation (RPA) is increasingly adopted in the downstream oil and gas industry to automate repetitive, rule-based tasks. This technology helps companies streamline their operations, reduce human error, and free up employees to focus on higher-value activities. For example, workflows that digitally monitor electronic bills of lading (eBOLs) can save an energy supplier as much as US$25 000 per missing BOL in one month.
RPA is also enhancing communication between systems, reducing manual interventions during the loading and unloading of products. This allows operators to focus on more strategic tasks while maintaining throughput and improving turnaround times and operational efficiency.
Figure 1. Integrated advanced analytics enable a digital marketplace where buyers and suppliers can negotiate and buy fuel and manage volume, while automating resource-heavy back-office functions.
Figure 2. Monitoring the delicate balance between supply and demand is one of the most important fundamental factors in today’s petroleum markets. AI-driven data with granular insights allows meaningful location-specific operating statistics as inputs into a multi-dimensional infrastructure model, providing an unparalleled,
Sulzer MellapakEvo™ Packed for Evolution!
The new Sulzer MellapakEvo™ structured packing, in combination with advanced MellaTech™ column internals, delivers unparalleled performance improvement for your columns. Verified at an independent testing facility, this latest mass transfer technology is proven to enhance column performance in both capacity and efficiency.
MellapakEvo has optimized packing geometry as well as an increased effective interfacial area for enhanced liquid spreading and liquid surface renewal. This boosts the vapor-liquid interactions for a superior mass transfer and excellent hydraulic performance.
This innovative design delivers up to 40% better efficiency compared to MellapakPlus 252.Y at a similar capacity. It also offers up to 20% greater capacity than MellapakPlus 452.Y at a similar efficiency, minimizing energy consumption for operators.
Contact Sulzer for a full technical analysis tailored to your needs: chemtech@sulzer.com
Blockchain technology
Blockchain’s decentralised ledger system ensures that all transactions are recorded transparently and cannot be altered, making it ideal for tracking the complex supply chains in the energy sector.
VAKT, a consortium of major oil companies and banks, is one of several blockchain initiatives targeting the oil and gas sector. The company’s blockchain-based platform for post-trade processing aims to eliminate paper-based processes and reduce inefficiencies in trading operations. It reports that initial results show a reduction in reconciliation and dispute resolution times by up to 40%, leading to significant cost savings for participating companies. 3
Integration and single platform
As the industry continues to evolve, further integration of these technologies is expected, leading to more intelligent, automated, and interconnected downstream operations. This will require normalising data, consolidating disparate systems, and integrating data silos for end-to-end visibility and collaboration. A one-platform solution with intuitive visualisation will enable companies to leverage the technology to its fullest potential.
This centralisation improves data accuracy, enabling real-time insights for optimising production, inventory, and distribution. It also simplifies compliance and reporting by ensuring all operations are visible on one platform. Moreover, integrating different systems reduces redundancy, cuts costs, and improves collaboration between departments, leading to increased efficiency and profitability across the value chain.
Advanced cybersecurity measures
With increased digitalisation, the importance of robust cybersecurity measures will grow. These include enhanced AI-driven threat detection systems that can identify and respond to anomalies in real time. Zero trust architecture will be widely implemented, ensuring strict access controls and verifying every user and device. Operational technology (OT) networks will be segmented from IT networks to prevent cross-network attacks. Blockchain will be utilised for secure data transactions, and there will be an increased focus on employee cybersecurity training and cloud security to prevent breaches and minimise risks across the supply chain.
The next big step: enabling the ecosystem economy
The next big step for technology-enabled transformation will be consolidating many of these advancements to enable the ecosystem economy. This represents a transformative shift in how businesses operate, breaking down traditional sector silos and fostering interconnected networks that drive innovation and value creation. The downstream oil and gas marketing and retail segment, which has long
operated as a robust ecosystem, will benefit the consumer through enhanced efficiency and service delivery from a new digital platform.
New ecosystem
Key technologies essential for developing new ecosystem business network platforms include the following:
n Cloud computing: this provides scalable and flexible infrastructure, enabling seamless resource management and integration, leveraging a shared ontology of reference data for all physical assets –the digital twins of various products, terminals, pipelines, transport assets, etc. – needed to eliminate unnecessary data conversions, normalisations, and reconciliations.
n Big data analytics: this facilitates the processing and analysis of vast amounts of data, generating actionable insights and driving informed decision-making.
n AI and machine learning (ML): this automates processes, enhances user experiences, and predicts trends, ensuring the platform remains adaptive and efficient.
By leveraging these technologies, businesses can create robust ecosystem platforms that not only meet current market demands, but also anticipate and adapt to future trends, ensuring sustained growth and innovation.
Future technology requires a strong foundation today
Downstream oil and gas companies that embrace these digital technologies and successfully implement them across their operations will be well-positioned to thrive in an increasingly connected and complex business environment. The convergence of AI, IoT, digital twins, and other technologies will create new opportunities for optimisation and innovation.
However, it is important to note that successful digital transformation requires more than just technology adoption. It requires quality data sources, data integrity, a strategic approach to data management and cybersecurity.
It also involves cultural change and workforce upskilling. According to 2021 research performed by Forrester Consulting on behalf of DTN, 70% of the respondents reported “lack of the right skills” as their biggest challenge to digitalisation. 4 Addressing these challenges and opportunities will be crucial for realising the full potential of digital technologies.
References
1. ‘Digital Twin Market Size, Share & Industry Trends Growth Analysis’, Markets and Markets, (July 2023).
2. ‘The good twin: how digital doppelgängers are driving progress’, Chevron, (7 February 2023).
3. ‘How post-trade digitalisation is modernising commodity trading’, (9 November 2021).
4. Digital Modernization Fuels Downstream Oil And Gas, DTN, (January 2022).
Matthew Clingerman and Allen Ting, Sulzer, USA, explore how innovative pretreatment technologies are driving the future of biofuel refineries.
Clean fuels from renewable sources are critical for meeting the emission targets of the future. Renewable diesel, also known as hydrotreated vegetable oil (HVO), has become a leading alternative for road transportation fuels as companies invest in a more environmentally conscious energy supply. Similarly, the predominant pathway today for production of sustainable aviation fuel (SAF) is via hydrotreated esters
and fatty acids (HEFA). HVO and HEFA are both produced by converting fats, oils, and greases (FOG) into finished fuels using long-proven hydroprocessing technologies. Upstream of the hydrotreater is pretreatment, which is the first step in the process to remove impurities from the feedstocks. Conventional pretreatment processes currently employed to make HEFA have been used in other applications, such as in edible oil refining and
biodiesel production. However, the stringent requirements for producing HEFA have led to new advances in pretreatment technologies that increase flexibility and improve operational efficiency.
Pretreatment overview
The catalogue of potential feedstocks for producing HEFA seems endless, but they all share similar characteristics. Primarily sourced from plant oils or animal fats, these fatty acids and triglycerides also contain several impurities that can negatively impact the conversion process.
Contaminants such as chlorides, phosphorus, and metals contribute to premature deactivation of the hydrotreating catalyst, as well as to corrosion and potential process instability. Waste oils and lower-quality feedstocks, such as used cooking oil (UCO) and low-grade tallow, are gaining popularity. Impurity levels in these feedstocks are often much higher, which further increases process complexity and the risk of complications. Therefore, the pretreatment unit is a critical first step in the fuels production process.
Until now, physical refining has been the technology of choice. It was originally developed for oleochemical and edible oil markets, but extended later to include biodiesel, renewable diesel, and SAF. The multi-step process can vary depending on the concentration and type of impurities to be removed. Physical refining units generally include acid or enzymatic degumming, adsorption, and mechanical separation. Additional steps such as water washing, crystallisation and filtration, and steam stripping may be required to treat and remove other contaminants such as chlorides, polyethylene, and complex structures found in various biomass-based feeds. Multiple stages of these individual processes may be required if impurity levels are high. Although capable of removing impurities, more severe treatment to reach ultra-low levels of key contaminants is not possible without significant additional investment.
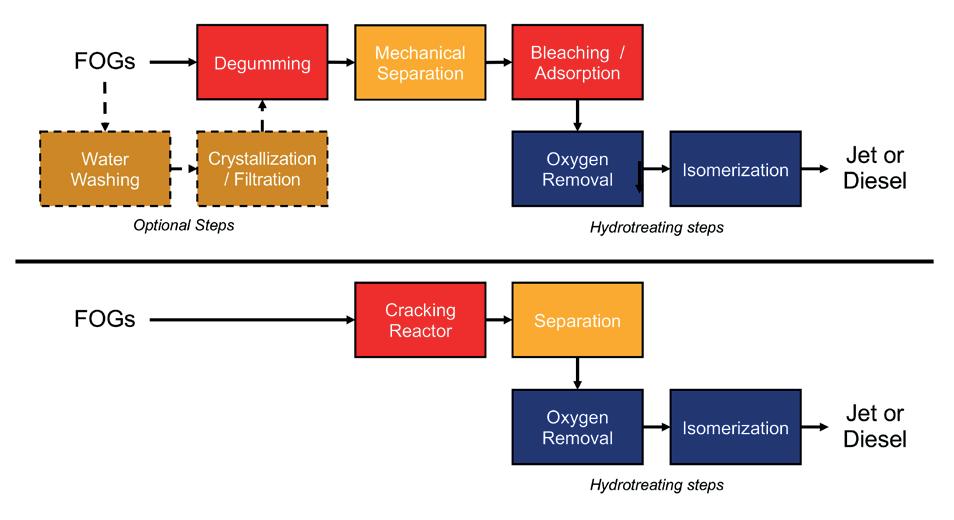
Newer pretreatment technologies have been developed as alternatives to physical refining. One such process is thermal cracking. Similar to visbreaking units found in refineries, the fats and oils are converted simply by using heat to break the chemical bonds and reduce the molecular weight. The resulting product is composed of distillate range hydrocarbons that are a mixture of paraffins, olefins, and aromatics, along with some unconverted oils and fatty
acids. Additionally, the typical targets of FOG pretreatment – metals, phosphorus, and chlorides – are reduced to levels below which the performance of the hydrotreater unit will not be impacted. The process does not require mechanical separation, but instead uses typical process equipment already found in refineries. Nor does it use catalyst or chemicals to carry out conversion and purification of the product. A comparison of thermal cracking vs traditional physical refining is shown in Figure 1.
In addition to breaking down the fats and oils into shorter-chain molecules, a product stream of light hydrocarbons, mainly of light gases ranging from C1 to C4, is produced in the thermal cracking process. Because hydrogen is not added to the unit, oxygen is removed via decarboxylation, and therefore the off-gases also contain some biogenic CO2. Approximately half of the oxygen present in the raw feed will be taken out with the off-gas. The remainder will be removed by hydroprocessing in the downstream unit. Some aqueous waste, which contains the rejected contaminants, is also generated in small quantities that can be treated and recycled.
Thermal cracking improves efficiency and flexibility
Pretreatment is often designed together with the hydrotreating unit to ensure interoperability and maximise efficiency. Typical grassroots HVO and HEFA units consist of two stages: deoxygenation followed by isomerisation (shown in Figure 1). These processes consume a high amount of hydrogen, which is typically around 2500 standard ft3/bbl (410 Nm3/m3). Using the pretreat unit to achieve partial conversion introduces several optimisations that are not possible with physical refining. The cracked feedstock, which is now partially distillate with some of the oxygen removed, requires less hydrogen in the downstream hydrotreater. As a result, the first stage of the hydrotreater will now be smaller and hydrogen consumption will be reduced by up to 60%.
Further economic efficiencies can be gained by operators focused on production of HVO. As outlined above, thermally-cracked triglycerides are now a mixture of distillate range hydrocarbons with a portion of unconverted/under-converted feedstock. The pretreated product needs only minimal further processing with hydrogen to remove the remaining oxygen and adjust the properties to meet the accepted specifications for HVO. At maximum pretreat conversion, it is possible that for what once required two stages of reaction – deoxygenation and isomerisation – only a single reactor might be necessary. In this scenario, the CAPEX savings can be as much as 50%. Base metal catalyst may also be used for isomerisation, which reduces cost as well.
Adjusting operating conditions of the pretreatment unit, namely the internal recycle flowrate, will also have an influence on the final product from the hydrotreater. With a once-through design, the thermal cracking followed by hydrotreating can produce a diesel product with 28°F (-2°C) cloud point with approximately 1230 standard ft3/bbl (200 Nm3/m3) hydrogen consumption. By recycling the unconverted oils from the cracking reactor,
Figure 1. Comparison of SAF and HVO production steps using physical refining (top) or thermal cracking (bottom) pretreatment processes.
the cloud point and hydrogen consumption are reduced to -2°F (-19°C) and 960 standard ft3/bbl (159 Nm3/m3) respectively.
Commercially proven performance
A variety of feeds, including distillers corn oil, soybean oil, used cooking oil, and waste chicken fats have been studied in both a pilot plant and in a commercial unit that began operations in 2023. Table 1 shows the results obtained in the commercial pretreat unit for key impurities compared to the specifications required for the downstream hydrotreater.
As shown in the table, similar product qualities were obtained despite varying impurity concentrations in the feedstock. This suggests that the range of usable
feedstocks may be widened, including those of lower quality, by using a more severe form of pretreatment. It may also allow for upgrade and monetisation of materials that would otherwise have been discarded. The gums and resins formed in physical refining contain not only the heteroatoms that make up the impurities, but also valuable carbon that can be converted to fuels. Cracking these materials can increase the yield of saleable product.
Thermal cracking of the renewable feedstock would also overcome the barriers limiting co-processing of renewable feedstocks with petroleum-derived diesel and jet. Higher reaction exotherms and the oxygen content of biomass-based feedstocks limits co-processing to approximatly 10 - 15% of the total feed rate. With the pretreated product now partially comprised of distillate-range hydrocarbons, the maximum allowable percentage of renewable feedstock can be much higher. Olefin saturation, oxygen removal and some isomerisation would still be required, but to a significantly lesser degree and without major investments in additional equipment or reaction stages.
Lower carbon intensity
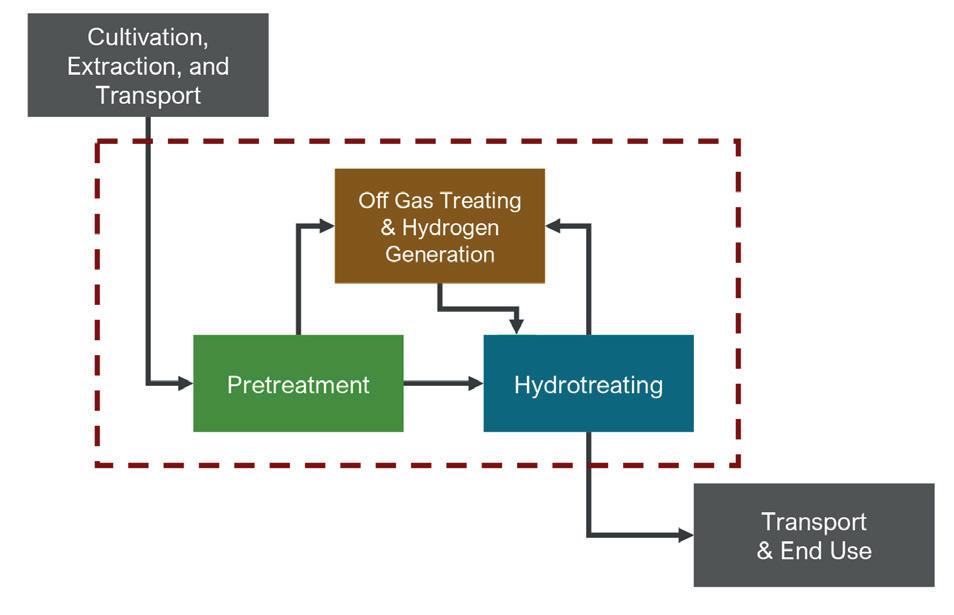
The adoption of renewable feedstocks to produce fuels has been a major driver towards a more sustainable transportation industry. Essential to that is the selection of pretreatment, hydrotreating, and hydrogen generation technologies to be used in the biofuels refinery, as they will have a direct impact on the facility’s economics and carbon footprint. Producers and sellers are incentivised or mandated, depending on jurisdiction, to produce a fuel that adheres to ever decreasing carbon intensity (CI) targets. Improving CI for only the biorefinery portion of the well-to-wheel CI, which is highlighted in Figure 2, can be more economically advantageous due to either the collection of incentives or reduced cost of carbon.
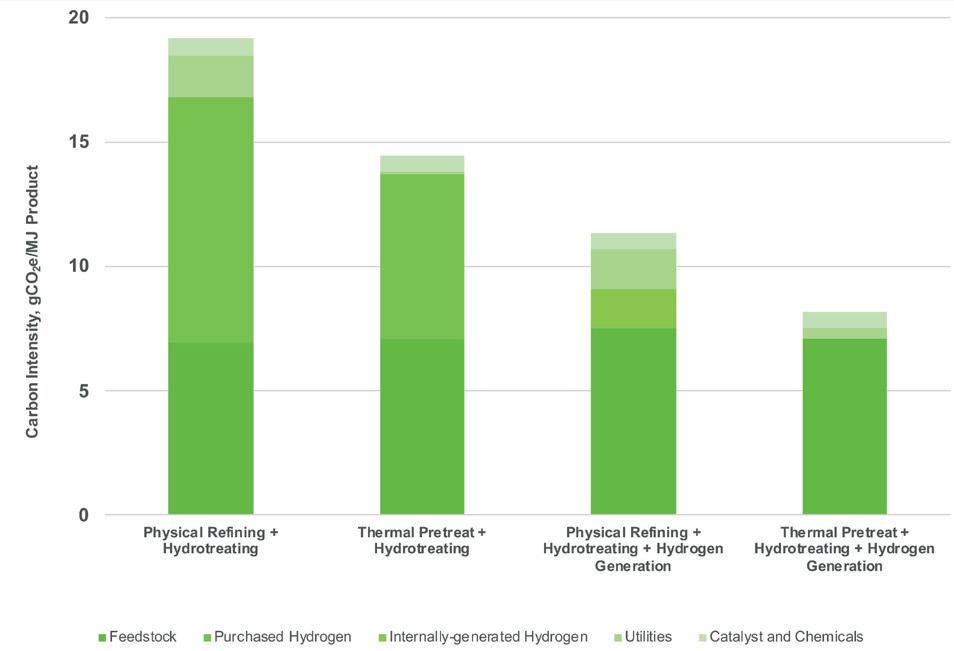
Considering the aforementioned optimisations, thermal cracking pretreatment has a lower carbon footprint relative to the conventional pretreatment process. This comparison is shown in Figure 3. Even though CO2 is generated, the CI is reduced by one-third due to the lower hydrogen consumption. Using produced naphtha and off-gas further reduces CI by eliminating the need for imported natural gas to generate hydrogen. Externally generated hydrogen, at higher quantities, is still required when physical refining is used. Altogether, the CI from the combined processes is almost 30% lower, which for a 10 000 bpd HVO complex, means a reduction in CO2 emissions of up to 30 000 tpy. Additionally, the final CI is up to 90% lower than conventional, petroleum-derived fuels.
Key takeaways
The choice of pretreatment technology is a critical decision given the impact on downstream processing and overall final product quality. An effective thermal cracking technology is a more efficient and flexible process to remove impurities from fats, oils, and greases and convert them into distillate while lowering greenhouse gas emissions from the fuels complex.
Figure 2. Main process units in the HVO biorefinery.
Figure 3. Comparison of carbon intensity values for physical refining and thermal pretreat.
Table 1. Commercial thermal cracking unit performance
Paul Ticehurst, Johnson Matthey, UK, discusses the importance of scaling SAF production as a crucial step in decarbonising the aviation sector, highlighting advancements in technology, feedstock diversity, and regulatory support needed to achieve global decarbonisation targets.
In the global effort to achieve a low-carbon economy, the aviation sector remains one of the most challenging industries to decarbonise. Unlike ground transportation, where electrification has made significant strides, aviation continues to rely heavily on high-energy-density liquid fuels. The infrastructure supporting conventional jet fuel is deeply entrenched, with aircraft, airports, and fuelling systems all designed around fossil-based fuels. However, the development and scaling of sustainable aviation fuel (SAF) could be an important step towards reducing the lifecycle emissions associated with air travel, without requiring extensive modifications to existing infrastructure.
The urgency of SAF
The aviation industry is responsible for approximately 2% of global greenhouse gas (GHG) emissions1, and without intervention, this contribution is expected to grow as air travel continues to expand and other industries decarbonise. As a result, there is increasing pressure on the industry to find alternative fuels that can meet the energy demands of aviation, while minimising the economic impact of overhauling the existing aviation fleet and meeting national environmental targets for aviation. The International Air Transport Association
(IATA) champions SAF as a key component in this transition2 which, once blended with conventional jet fuel to international American Society for Testing and Materials (ASTM) standards, can offer a drop-in replacement for conventional jet fuel with the potential for reduced lifecycle carbon emissions, compared to the ‘pure’ conventional jet fuel it replaces.
SAF can be produced from feedstocks which have captured carbon dioxide (CO2) during their growth, thereby reusing carbon within much shorter cycles when compared to fossil fuels and contributing to an overall reduction in net lifecycle carbon emissions. This makes SAF a crucial element for many countries looking to meet international targets such as the International Civil Aviation Organisation’s (ICAO) globally harmonised CORSIA framework. Countries such as the US and UK, as well as regions including the EU, have established mandates or targets for SAF deployment.
The importance of feedstock diversity enabling SAF at scale
The Fischer-Tropsch (FT) process is one of the most well-established methods for converting syngas, a mixture of carbon monoxide (CO) and hydrogen, into
synthetic hydrocarbons. It is internationally approved by the ASTM as a pathway to produce synthetic aviation fuel blendstocks which can then be upgraded and blended for use in today’s aviation fleet. If eligible feedstocks are used to produce the syngas, and nationally defined lifecycle carbon intensity thresholds are met, this fuel is known as SAF. While there are alternative routes to SAF production, the FT process offers advantages because the syngas can be derived from a wide range of feedstocks. This versatility is essential, not only to enable the industry to scale-up, but as it can also support energy security policy. By diversifying their feedstock base, countries can reduce their dependence on fossil fuels and adapt to regional resource availability, thereby minimising the risk of supply chain disruptions and price volatility.
Municipal solid waste, agricultural residues, and forestry biomass are examples of feedstock sources that, through gasification, can be used for SAF production via the FT pathway. These feedstocks are abundant and generally available globally, offering a source of carbon for synthetic fuel production while also contributing to other aims, such as reducing pressure on landfills or supporting responsible forest management. Moreover, the integration of captured CO2 as a feedstock, when combined with green hydrogen (H2) produced via electrolysis using renewable energy, and HyCOgenTM (reverse water gas shift) opens new avenues for eSAF production which could be used to help meet e-fuels sub-mandates in regions like the EU and UK.
Recent advancements in FT technology, such as the FT CANSTM system developed by Johnson Matthey in partnership with bp, have focused on improving the efficiency
and scalability of the process, making it more economically viable for deployment at a wide range of scales.
Technological innovations in sustainable fuel production
FT CANS technology brings together catalyst and reactor designs to enhance the efficiency of SAF blendstock production. Innovations in catalyst technology have led to more efficient conversion of syngas into the desired hydrocarbon chains, with improved thermal management and mass transport within the reactor. These advancements not only increase the yield of synthetic crude, with a threefold increase in production from the same reactor size, but also simplifies plant construction and operation associated with the process.
The modular reactor design of the technology significantly reduces the amount of catalyst required, thereby lowering capital and operational costs. The configuration ensures effective heat management, a crucial factor in FT synthesis due to its highly exothermic nature. By optimising the heat transfer and maintaining uniform temperature distribution within the reactor, it minimises the risk of hot spots that could degrade catalyst performance or lead to unwanted by-products. At the same time, the step-change improvement in catalyst design unlocks further improvements for the fixed bed process, with the synergistic combination of catalyst and reactor facilitating high conversion efficiencies of CO, often exceeding 90%,3 which enhances the overall productivity and selectivity to the desired hydrocarbons.
Johnson Matthey’s HyCOgen technology optimises syngas production by reacting captured CO2 with H2 to create
Figure 1. Bio-fuel production with WGS.
Figure 2. By introducing hydrogen, the WGS phase can be removed, and productivity increases by approximately 60% (depending on the gasification output).
Figure 3. Supercharging e-fuel production: combining FT, HyCOgen, and adding
increases
by a further 90%. This equates to over 250% production capacity compared
Specialty Chemical Solutions
Superior process and water treatment solutions driven by service excellence.
Improving reliability, increasing throughput, and enhancing the efficiency and flexibility of operating units is important to you. Halliburton Multi-Chem offers a broad selection of chemistries, equipment, services, and automation to help ensure successful results.
Through onsite technical service and engineering support, Multi-Chem collaborates with you to deliver solutions to your challenges. We’re here to help you.
additional syngas. This combined approach effectively addresses the loss of valuable carbon during the syngas generation phase of SAF production. By incorporating carbon that would otherwise be lost as CO2 (e.g. generated by the syngas gasification step) into the liquid product, it can enhance the carbon efficiency of the production cycle, maximising the use of carbon from SAF feedstocks and boosting SAF production up to 2.5 times. This combination of technologies also potentially offers a route to hybrid SAF plants producing both bio-based SAF and e-SAF within the same facility.
SAF production at scale: DG Fuels’ plant in Louisiana
The practical application of the technology is exemplified by the SAF production plant being developed by DG Fuels in Louisiana, US. The plant is designed to convert local waste biomass into synthetic crude, which will then be upgraded and blended into SAF. Once operational, this project is predicted to have a planned capacity of 13 000 bpd of SAF blendstock, scaling up SAF production to help towards meeting international targets.
Overcoming economic and regulatory challenges
Despite the significant advancements in technology, scaling SAF production to meet global demand remains a formidable challenge. One of the primary obstacles is the higher cost of SAF compared to that of conventional jet fuel. The journey to narrow this cost gap will require continued investments in technology and infrastructure, as well as supportive policy frameworks that incentivise SAF production and adoption. Regulatory support is critical to create the right conditions for investment in SAF production at the scale the industry requires. Governments around the world are increasingly recognising the importance of synthetic fuels and are implementing mandates and incentives to drive their production. For instance, the EU has defined mandates for SAF supply, including specific quotas for renewable fuels of
non-biological origin, such as e-fuels produced via power-to-liquids processes. Similarly, the US has launched initiatives such as the SAF Grand Challenge, which aims to enable production of 3 billion gal. of SAF annually by 2030. However, these ambitions will only be met if the production of SAF can be scaled up efficiently and economically. This will require a concerted effort from all stakeholders, including government agencies, industry players, and research institutions.
Investments in supply chain infrastructure, particularly in the collection and processing of diverse feedstocks, will be essential to ensure a consistent and reliable supply of raw materials for SAF production.
The path forward: SAF as a mainstream solution
The potential path to a future aviation industry using SAF is widely acknowledged, but it is not without its challenges. The technological advancements in SAF production, particularly in the areas of feedstock flexibility and process efficiency, provide a solid foundation for scaling up production. However, to realise the full-scale potential of SAF, it is imperative to address the economic barriers that currently hinder its widespread adoption.
The future of air travel could see a combination of bio-based SAF and e-SAF, produced through a variety of technological pathways that maximise resource efficiency and seek to reduce lifecycle environmental impact. By continuing to innovate and invest, technology providers, fuel manufacturers and countries around the world can accelerate aviation’s transition towards a lower carbon future.
Conclusion
SAF can play an important role in the aviation industry’s strategy to meet its global decarbonisation targets. The integration of advanced technologies, coupled with supportive policy frameworks, will be key to scaling SAF production and making it a mainstream alternative to fossil-based jet fuels. As the industry evolves, collaboration between governments, industry stakeholders, and research institutions will be crucial in overcoming the challenges and unlocking the full potential of SAF.
Richard Marsh, LanzaJet, and Leigh Hudson, International Airlines Group (IAG), introduce next-generation SAF technology that is helping airlines to meet their decarbonisation targets.
As the aviation industry grapples with the urgent need to reduce carbon emissions, sustainable aviation fuel (SAF) has emerged as a critical solution for decarbonising flights. Unlike conventional jet fuel, SAF has the potential to significantly reduce lifecycle greenhouse gas emissions, offering a sustainable alternative that works seamlessly with existing aircraft and fuelling infrastructure. Airlines around the world are making ambitious commitments to SAF, including International Airlines Group (IAG) – the parent company of British Airways, Iberia, Vueling, Aer Lingus, LEVEL, IAG Loyalty and IAG Cargo – which aims to achieve 10% SAF usage by 2030 and net zero emissions by 2050.
Alcohol-to-Jet (ATJ) is a next-generation process that can help airlines achieve their sustainability goals. It is a scalable solution that converts ethanol into a drop-in, sustainable jet fuel that meets strict international aviation standards.
The ATJ process
The ATJ process, certified under the ASTM D7566 Annex A5 pathway, transforms ethanol into high-purity synthetic paraffinic kerosene (SPK), a fuel that can be blended with Jet-A or Jet-A1 fuel. The process shares many similarities with traditional fossil fuel refining processes. The conversion steps, such as dehydration, oligomerisation, hydrogenation, and fractionation, are all well-established techniques used in conventional refineries to transform hydrocarbons into fuels like diesel and jet fuel. In the ATJ process,
these same techniques are applied to renewable feedstocks such as ethanol, ensuring that the resulting synthetic hydrocarbons are chemically identical to their fossil fuel counterparts. Importantly, LanzaJet’s solution is not derived from any form of oil – neither the oils used in hydroprocessed esters and fatty acids (HEFA) nor conventional fossil-based jet fuels – which marks a key turning point in the path toward net zero emissions for the industry.
The ATJ technology process begins with the catalytic dehydration of ethanol, converting it into ethylene through the removal of water. Ethylene then undergoes oligomerisation, where smaller molecules are combined to form iso-olefins. The hydrogenation step then saturates these iso-olefins into iso-paraffins, producing the clean, stable hydrocarbons needed for high-performance fuel. The final stage is fractionation, where the mixture of hydrocarbons is separated into different components, producing SPK along with synthetic paraffinic diesel (SPD), commonly referred to as renewable diesel (RD), as a co-product.
LanzaJet’s ATJ technology has been deployed commercially at the company’s Freedom Pines Fuels, the world’s first ethanol-to-SAF plant located in Soperton, Georgia, US. British Airways has secured offtake agreements for the SAF produced at Freedom Pines Fuels. The engineering phase of the plant spanned two years. Despite global supply chain disruptions from 2020 to 2023, the project progressed steadily until construction was completed in mid-2024. The plant is set to begin SAF production by the end of 2024 and will ramp up to full name plate capacity.
The Freedom Pines Fuels plant consists of two main sections, each critical to the ATJ production process. The first section utilises Technip Energies’ Hummingbird® technology, which converts ethanol into ethylene through dehydration. While ethanol-to-ethylene conversion is a well-established process, the Hummingbird technology optimises this step by maximising the yield of ethylene at a polymer-grade specification. The second section of the plant leverages LanzaJet’s ATJ technology – from oligomerisation to hydrogenation to fractionation into the final dual products of SAF (SPK) and RD (SPD).
The ATJ process offers significant flexibility in product output, enabling the production of varying ratios of SAF and RD based on market demand. In the maximum jet
configuration, the process yields approximately 90% SAF and 10% RD by weight, while the maximum-diesel configuration can produce up to 75% RD and 25% SAF. The product distribution can be adjusted freely within this range, allowing the process to respond dynamically to shifts in demand for either fuel. Importantly, the total hydrocarbon yield remains virtually unchanged regardless of the SAF-RD ratio, and these adjustments can be made with only modest changes to operating conditions without the unit needing to shutdown. This level of product flexibility allows the ATJ technology to efficiently adapt to market pricing and demand while maintaining high operational efficiency.
The ATJ technology is also able to process a wide range of ethanol feedstocks, providing both flexibility and scalability in SAF production. Rather than being limited to a single carbon source, the technology is capable of converting ethanol from a variety of feedstocks, making it adaptable to different regional resources and industrial contexts. First-generation feedstocks, like sugarcane and corn, have long been used to produce ethanol and are widely available, particularly in regions with established agricultural infrastructure. For example, at Freedom Pines Fuels, the ATJ technology will convert ethanol produced from sugarcane and corn into SAF. To illustrate the scalability of this approach, current US ethanol production of approximately 17 billion gal. could yield around 11 billion gal. of SAF – over 50% of the US aviation sector’s annual jet fuel demand of 20 billion gal. Globally, with a total ethanol capacity of approximately 30 billion gal., approximately 20 billion gal. of SAF could be produced, covering nearly 20% of global jet fuel demand. These figures, though approximate, underscore ethanol’s potential to support aviation’s decarbonisation efforts.
Project Speedbird
However, ATJ technology is also able to process second-generation ethanol feedstocks – materials that are often derived from waste. One such example is Project Speedbird, a LanzaJet partnership with British Airways, aimed at building a dedicated 90 000 t SAF biorefinery in the UK which plans to be operational by 2027. Along with other sources, this plant will utilise second-generation ethanol produced via Nova Pangaea Technologies’ REFNOVA®, a thermal process that converts biomass into ethanol. In this case, the thermal process will convert woody waste,
a byproduct of forestry and agriculture, into ethanol, which will then be processed into SAF using LanzaJet’s ATJ technology. All of the SAF produced from Project Speedbird is destined for British Airways, where it will help reduce the airline’s carbon emissions by 230 000 tpy – equivalent to 26 000 domestic flights. One of the advantages of ethanol-to-SAF is that carbon capture and storage integration has the potential to create carbon negative end products. For example, through storage of carbon dioxide during ethanol production, or producing biochar from residues of second-generation feedstock, these carbon reductions – when allocated to the final fuel – can deliver emission savings above 100% compared to the fossil fuel equivalent.
Strategic initiatives and policy advocacy
In addition to Project Speedbird, IAG is playing a pivotal role in expanding the global SAF industry through strategic initiatives and policy advocacy. With a commitment to sourcing SAF from a diverse range of technologies and feedstocks, IAG has made significant investment in SAF projects in the UK and around the world, contributing to a resilient and scalable supply chain. Collaboration across the SAF value chain is essential to scaling production. In one of the largest co-funded SAF purchasing agreements to date, IAG partnered with Microsoft to procure SAF for use in corporate travel and freight. This partnership exemplifies how cross-sector collaborations can accelerate SAF development and highlights the importance of shared responsibility in achieving the aviation industry’s net zero targets.
Another key factor in scaling SAF production is strong government policy. Supportive regulatory frameworks that encourage investment in SAF infrastructure are essential. It is important to emphasise the need for clear policies – such as revenue-certainty mechanisms – that incentivise investors to build SAF plants. Policy engagement is critical to ensuring the UK meets its SAF production goals, helping to create both long-term energy security and clean air travel in the near-term.
Waste-to-fuel approach
When it comes to scalable SAF production, an ability to utilise an extensive variety of carbon streams – including
municipal solid waste (MSW) and industry offgases as feedstocks – catalyses a new market supply potential. For instance, MSW can be converted into ethanol through advanced processes such as LanzaTech’s gas fermentation technology, where specifically engineered microbes metabolise carbon-rich waste gases into ethanol. This process captures carbon that would otherwise contribute to greenhouse gas emissions and repurposes it as a biointermediate. Through the newly launched CirculAirTM solution, LanzaJet, in partnership with LanzaTech, an independent and publicly traded company, have created an end-to-end pathway that converts waste and carbon emissions into ethanol, which is then processed into SAF using LanzaJet’s ATJ technology. By utilising waste materials that would otherwise be sent to landfill or the atmosphere, this solution not only reduces overall waste but also enables a waste-to-fuel approach at scale. And since waste streams exist across the globe, this technology platform can be deployed in diverse geographies and regions.
The importance of scaling up
As airlines work to meet ambitious sustainability goals, the importance of drop-in SAF becomes clear. SAF offers a seamless way to reduce emissions without requiring changes to existing aircraft or fuelling infrastructure. With ATJ SAF now fully certified and approved for commercial aviation use, the next step lies in ramping up production to meet increasing demand. SAF currently accounts for only a small fraction of global aviation fuel usage, and production must significantly scale to bridge this gap. Meeting long-term sustainability goals requires expanding production infrastructure and diversifying feedstocks. Freedom Pines Fuels, Project Speedbird, and other SAF projects like them are crucial to scaling SAF production. While the aviation industry acknowledges the urgent need to scale SAF production, IAG has taken a proactive approach by committing to ambitious SAF usage targets, committing US$1 billion to SAF-related investments and has entered strategic partnerships to secure long-term supply.
Conclusion
As the aviation industry accelerates its shift toward decarbonisation, the role of advanced technologies becomes increasingly pivotal. By leveraging well-established hydrocarbon conversion techniques within a circular carbon economy framework, the ATJ process is a critical innovation that not only ensures the production of high-quality SAF but also offers scalability and flexibility in feedstock utilisation. For the industry, the challenge ahead lies in expanding production and integrating SAF technologies into existing infrastructure. With ongoing investments in SAF, and key partnerships like the collaboration between LanzaJet and IAG, the stage is set for a future where sustainable fuels can meet both environmental targets and growing global demand for cleaner air travel. The efforts underway represent a major opportunity for the hydrocarbon sector to lead the development of renewable solutions, reshaping the future of fuel.
Figure 2. Industry stakeholders celebrate the plant’s grand opening on Wednesday 24 January 2024.
Sylvain Fontaine, Veolia Water Technologies and Solutions, USA, explores how a desalter brine quality programme can help to enable crude blending opportunities.
Refiners processing heavy bitumen crudes have faced increased processing challenges when adding the abundant light paraffinic tight/shale crudes to their crude blend, such as Bakken, Eagle Ford and Niobrara. The low cost of these light paraffinic crudes provides an opportunity in profit margin for refiners, but their downside is that they can create asphaltene instability that may result in oily effluent brine, impact emulsion resolution (desalter rag layer) and increase fouling risk in crude unit hot trains and furnaces. Few solutions are available for refiners to capture this opportunity without suffering costly operational difficulties. This article describes a patent pending desalter brine quality solution that is field proven to effectively minimise oil under-carry in desalter effluent brine, and address the issues associated with it.
A case study from a US refinery will review the challenging crude blend properties and demonstrate the benefits from the application of this innovative desalter solution.
Downsides of opportunity crudes blending
Precipitation of asphaltenes when processing these incompatible opportunity crude blends usually manifests as a growing emulsion band into desalters that may eventually result in oil in the effluent brine. The density of these precipitated asphaltenes and oil-coated solids is very close to that of water/brine, so they are extremely difficult to separate in standard desalter operation. Oily effluent brine may cause wastewater plant operating challenges, leading to environmental and regulatory non-compliance, and reduce desalter performance (i.e. salt, water and solids removal). This usually cascades to increased challenges in downstream units, such as overhead corrosion and furnace pressure build-up, thereby deteriorating throughput consistency and unit reliability. Figure 1 depicts what these challenging brines might look like.
To minimise the negative effects of these blends, refiners are often left with the following options:
Crude blending strategy
Limiting their crude choices in order to optimise blendability, foregoing certain lower cost crudes, resulting in lower profitability.
Crude segregation in tankage
To have greater control in proper blending of light and heavy crudes, incompatible crudes are stored in separate tanks. Tank segregation may still reduce access to opportunity crude
purchasing flexibility and incompatible crudes may yet have to be blended if no better option is available in inventory, leading to operational challenges.
Chemical programmes
Chemical treatment may stabilise asphaltenes in a crude blend, but incorrect crude management, either in tankage or during blending, can overwhelm these chemical programmes and render them inefficient or too costly to apply.
Desalter mixing energy reduction
Many refiners will open the mix valve to reduce crude/water shear to control the emulsion band and reduce the oil content of the brine. This mix valve pressure drop reduction will typically reduce desalter salt and solids removal efficiency, resulting in increased downstream unit corrosion and fouling, greatly impacting reliability of downstream process units.
Stop mud washing
To minimise upsets in an already stressed wastewater treatment plant, mud washing may be stopped. Discontinuing mud washing will lead to the accumulation of solids in the vessel, decreasing water residence time which further impacts brine quality. In severe situations, this may require an unplanned desalter shutdown for cleaning.
Faced with these challenges, refiners will be left with the option to either create very difficult wastewater plant operating conditions or produce non-optimal crude blends due to contamination of their downstream process, producing a lower grade fuel spec and incurring lost profitability.
Innovative desalter brine treatment
As a result of research and development in the hydrocarbon processing field, Veolia has developed a chemical solution to address desalter brine quality issues coming from opportunity crudes instability. The new chemistry is a mud wash aid that works directly on the desalter brine to remove precipitated asphaltenes by ‘re-solubilising’ them with a mixture of proprietary, ashless (no metals, no phosphorous, no sulfur) and nitrogen-free crude stabilisers and hydrocarbon-based solvents that is lighter than the brine.
This mixture, once reacted with the asphaltenes, can then rise to the oil phase due to a higher density difference. The treatment, injected into the mud wash system, creates droplets of light hydrocarbon fluid which rise through the brine water phase, absorbing the organics from the brine as well as picking up and washing asphaltenes and surfactants-coated inorganic solids, leaving clean solids in the brine phase. The proprietary crude stabiliser in the droplets assists with transporting the adsorbed or partially solvated organics from near the surface of the rising oil droplet into the
Figure 1. Poor quality desalter brine from asphaltene precipitation.
Figure 2. Resolved desalter brine quality using BrineCLEAN* mud wash aid solution.
Figure 3. CrudePLUS* crude blend stability simulation tool analysing multiple factors and providing insights to help processing challenging crude slates.
A SUPPLEMENT TO HYDROCARBON ENGINEERING
Exploring decarbonisation technology and solutions for the downstream sector
This special supplement focuses on decarbonisation pathways for the downstream sector, highlighting innovative technology and solutions that will help you thrive within the energy transition.
Scan the QR code to download your free copy of EnviroTech 2024.
interior of the droplet. As the mixture of crude stabiliser and solvent migrates to the desalter oil/water interface, it also assists with resolving any tight emulsion layer (rag layer) created by the precipitated asphaltenes and solids. Thus, the overall action of this innovative solution results into a cleaner oil-water separation and a significantly cleaner brine as shown in Figure 2.
Case study: US refinery improves crude blending flexibility
A Midwest refiner operates two crude units: the first one is dedicated to the processing of lighter crudes, while the second one is dedicated to processing heavier crudes that feed a delayed coker unit. After completing the expansion project of the delayed coker, the heavy crude unit was experiencing significant desalter brine quality challenges, including excessive oil and grease into the brine water, which was impacting the operation of the wastewater plant. To provide the desired volume of product to feed the newly expanded delayed coker, a higher ratio of heavy Canadian opportunity crudes was required to be added to the crude slate. Every effort had been made to minimise operating issues within the desalters, and despite replacing their 2-stage desalters, which increased residence times well above typical values (i.e. 35 minutes for the oil and 180 minutes for the water), oil and grease content was still in excess of 2000 ppm on average in the brine.
To maintain the desired crude blend required for the operation of the new delayed coker, the refinery implemented all the typical desalter troubleshooting steps, but the increase in heavy Canadian crude mixed with local lighter crudes kept causing excessive oil and grease in the brine due to asphaltene instability. Multiple chemical programmes from multiple vendors were trialled to try to mitigate the crude blend instability. Even though many vendors were allowed to trial and modify their programmes and chemistries over many months, only very limited improvement on the brine water quality was observed. The desalters’ dehydration and desalting performance deterioration was such that negative impacts to downstream units was being observed, including crude unit overhead corrosion and unit fouling. Multiple conventional emulsion breakers, crude stabilisers, wash water and mud wash operational strategies were trialled without providing sustainable results. The operating challenges and processing costs were so significant that the refinery was now contemplating changing its crude slate to a more conventional source, which would have a huge economic impact on its operation.
Veolia was provided the opportunity to make treatment and operational recommendations to control the desalter issues. First the team worked on improving the desalter’s operational performance parameters where dehydration, desalting and filterable solids removal were acceptable and did not contribute to downstream issues. Then it turned its attention to the brine water oil and grease challenge. Using the company’s proprietary CrudePLUS oil fingerprinting technology, it was determined that while asphaltene instability was not severe, it was sufficient to impact the desalter operation. The technology is a field-deployable rapid-response analyser that is unique in its ability to analyse both organic and inorganic solids stability in crude oils. Figure 3 shows an example of CrudePLUS analysis result, measuring crude quality and its impact on processing. Advantages of the tool include:
n Rapid, on-site deployable instrument that allows the assessment of instability and fouling potential of any crude blend.
n Reduces the response time from days or weeks to hours compared to conventional testing.
n Predicts potential issues that may arise from crude incompatibility and/or equipment fouling.
n Advises on potential corrective actions and treatment programmes.
Figure 4. Desalter mudwash returned to a continuous mode following the implementation of BrineCLEAN.
Figure 5. Desalter effluent brine O&G content over time, down to <100 ppm following the solution implementation.
While the results in Figure 3 indicate that the crude blend being fed to crude unit #2 is ‘stable’, the predicted total suspended solids (TSS) value is elevated. This TSS result is indicative of asphaltene instability that can create desalter emulsion stability issues.
With this information, Veolia focused on selecting the right chemistry and designing a new method to inject it to the bottom of the desalter where this problematic emulsion was located. Once a treatment additive was confirmed to be effective in lab trials, modifications to the injection system were made to apply this chemistry with the use of a carrier directly into the mud wash circuit. Once the new treatment, now known as BrineCLEAN, started being fed, the desalter brine water saw rapid and drastic oil and grease content reduction. Within 1 hour, the oil and grease level in the brine dropped from 2000+ ppm to less than 100 ppm.
Before this new solution was implemented, the refinery tried to reduce the impact to the process by only applying intermittent mud wash. Best practice dictates that continuous mud wash is preferrable to allow for continuous solids removal and prevent upsets at the wastewater plant due to the fluctuating influent solids concentrations. The application of the new solution enabled the mud wash operation to be returned to a continuous mode, stabilising the influent water quality at the wastewater plant and simplifying its operation. Furthermore, when time came to inspect the desalters, they showed no mud accumulation compared to the usual 2 - 3 ft from past inspections.
Figure 4 represents the reestablishment of continuous mud wash allowing optimum water residence from the non-existent mud accumulation.
Real-world field data displayed in Figure 5 shows oil and grease reduction of more than 90%; from an average of 1810 ppm during the four years prior to the implementation of the solution, to an average of 66 ppm over the following six years after the programme change.
Any amount of oil and grease making its way to the wastewater treatment plant will carry benzene, as it is a compound inherent to crude oil. Benzene emissions in refinery wastewater are regulated due to its carcinogenic properties. By reducing the amount of oil and grease under-carry in the brine, the contribution of benzene to the wastewater plant is also greatly reduced and ensuring it operates within set limits. Figure 6 displays benzene reduction of more than 60% in the wastewater of the US refinery where the solution was implemented for this project. These results were achieved consistently for over six years of application.
The ability for the refinery to maintain crude blending flexibility with high ratios of opportunity crudes in their slate generated profits of approximately US$1.5 million/yr. Other significant benefits were:
n Stable desalter operation with a lower operating cost from reduced chemical consumption.
n Flexibility to increase salt from greater oil/water contact (mixing), at a lower chemical consumption.
n Lower crude tower overhead chlorides contamination, enhancing asset reliability and reduced overhead chemical treatment cost.
n Cleaner desalter due to continuous mud wash at design flow rates.
n Stable and higher performance at the wastewater treatment plant operation with lower operating cost.
n Reduced slop oil recovery and reprocessing cost.
n Reduced energy and maintenance cost from lower fouling of crude preheat exchanger and furnace.
Veolia has conducted field testing and laboratory work on a multitude of crude sources confirming that its BrineCLEAN solution can alleviate processing challenges for many operations. With this patented, robust and innovative treatment solution, refiners can have the ability to process opportunity crudes and capture its value without suffering from its drawbacks such as unit fouling and corrosion or wastewater plant upsets (Figure 7).
Note
*BrineCLEAN and CrudePLUS are trademarks of Veolia and may be registered in one or more countries.
Figure 6. Desalter effluent brine benzene content over time, with reduction of >60% with BrineCLEAN application.
Figure 7. Desalter effluent brine shows lower average O&G over time as crude processing volumes increase.
Colin Robinson, Evides Industriewater, UK, outlines how centralised industrial water infrastructure is supplying demineralised and process water to chemical companies in the Port of Rotterdam and aiding the transition to low carbon technologies and net zero.
The development of centralised water and wastewater infrastructure is the logical solution for industrial clusters looking to maximise the efficient use of water and both simplify and speed up the permitting process for water and wastewater treatment infrastructure.
As pressure on water supply increases, water suppliers are legally bound to prioritise drinking water supply to domestic customers over industrial customers. In water stressed areas, limitless extraction from rivers has become a thing of the past. With the forthcoming switch to carbon capture technologies and hydrogen production, the pressure on water resources can only increase.
For industry, water is no longer an afterthought in new developments. As the world gears up for the energy transition, permitting issues, water scarcity and water resource management are becoming important considerations in project planning. In this context, it is useful to cast an eye over to northern Europe to see how other countries are solving the water conundrum.
In the Netherlands, the Port of Rotterdam hinterland is one of Europe’s major petrochemical and industrial hubs. Access to the North Sea and shipping links make it a desirable base for many north European companies. A victim of its own success, the port now has limited areas in which to expand. Space is at a premium, as is access to the water and wastewater treatment needed to underpin energy transition projects.
Evides Industriewater, in partnership with the Port of Rotterdam, has developed an industrial water
network, decoupled from the drinking water infrastructure that supplies the population. Industrial customers want demineralised or process water, which has different quality characteristics from domestic water, and this avoids the reprocessing of potable water.
The Port of Rotterdam: a case study
At Rotterdam, Evides has two demineralised water treatment plants (DWPs) serving 26 customers –refineries, power plants and chemical firms – via a 72 km network of pipes.
Botlek DWP, constructed in 2009, treats surface water from Brielse Meer and has capacity to supply 1600 m 3 /hr of demineralised water. Massvlakte DWP, constructed in 2017, treats the same surface water and has capacity to supply 800 m 3 /hr of demineralised water. Rotterdam is fortunate in having the Brielse Meer, a manmade reservoir which is filled via sluice gates that open twice daily to bring in water from the River Maas at low tide, when the water is less brackish.
This slightly salty water is treated at the DWPs to convert it into demineralised water that meets the criteria of the most exacting customer on the network. At Botlek DWP, for example, the raw water from the reservoir first enters the site and is funnelled into the flocculation plant. To ensure that the water is at the minimum temperature of 5°C needed for processing, in all seasons, it is heated using steam produced from waste heat from a local industrial site. This water is treated with ferric chloride during flocculation, which allows the ‘flocs’ – particles and solids in the water – to grow. The water then enters the dissolved air flotation and filtration area, where the flocs are skimmed off in the flotation area and the water is further filtered through sand to remove any solids.
The solid sludge is transferred, along with the flushing water from the filters, to the sludge treatment area outside the building. The sludge is then recycled to produce road aggregate and raw material for brick making. Of the three massive tanks in the sludge treatment area, one is protected by shade balls, which sit on the surface to prevent ultraviolet light from entering the area in order to prevent the growth of bacteria. This means the water can then be reused within the plant.
The filtered water is then softened, to prevent scaling on the membranes during the following reverse osmosis (RO) step, and pumped to the RO unit, where desalination takes place. The final stage is polishing, via a mix bed vessel containing both a cation resin and anion resin. To check the quality of the water, total organic carbon, conductivity, online silica and the pH are measured. The water is then pumped into 5000 m 3 storage tanks before distribution to all 26 customers via the demineralised water network (demi-net) pipeline network.
The network has built-in redundancy, with two separate pipelines giving each customer two connections, to ensure continuity of water supply
Figure 1. Evides supplies demineralised water to Air Liquide’s CHP plant and the wider Shell Pernis refinery.
Figure 2. The demi-net in Rotterdam is considered the blueprint for centralised water treatment.
should one of the connections fail. Redundancy is also built into the whole demineralised water system, with two demineralised water plants, plus water storage tanks, to ensure adequate resources in case of a breakdown. Within each DWP, there is 20 - 25% overcapacity, with extra production lines. Each DWP has two power connections, connected to different substations, along with diesel generators on site, to guarantee power for water treatment. As customers at the port are in critical industries where shutdowns cost millions of euros, the redundancy in the system is a key advantage of centralised water infrastructure, as the costs of ‘doubling up’ are shared by many customers. The costs of achieving similar levels of redundancy individually would be prohibitive.
In terms of wastewater treatment, many companies have their own facilities, dating from the 1970s and reaching the end of life. Evides has therefore taken a cluster approach to treatment, building a central multi-customer aerobic wastewater treatment plant (WWTP) in the Botlek area in 2020. Initially providing treatment for Huntsman, and several customers nearby, a second phase will see a pressurised sewerage pipeline installed, allowing other potential customers in the area to connect to the plant. Not only does this central WWTP facility save on space, as with the DWPs, but it also means the wastewater can be treated more efficiently with standard processing methods, as
potentially high concentrations of pollutants from an individual customer are diluted and the burden of permitting multiple discharges is avoided.
The treatment plant includes various innovations, such as a room to temporarily buffer wastewater, and pre-treat it. The biological cleaning process has been improved and become a lot more energy-efficient and certain components, such as nitrogen, can be removed. The treated waste water is then released back into the nearby River Maas. At other sites, they have integrated water reuse technologies to create a circular loop. It currently has a research and development project in progress examining the feasibility of using the treated waste water as feed water for the DWPs.
New joiners
The centralised water infrastructure means that new clients can easily tap into the demi-net system, as Air Liquide did in 2019, contracting Evides to supply demineralised water instead of producing it itself from raw or drinking water. Because the company had expanded its demineralised water system with the addition of the Maasvlakte DWP, there was sufficient capacity to also supply Air Liquide with demineralised water.
Without centralised water infrastructure in an industrial cluster, new joiners need to source their own water, and go through the planning and permitting
process individually, whereas centralised infrastructure allows for long-term planning in line with the development of the site as a whole.
Energy transition
This becomes particularly relevant for the energy transition. Innovative technologies such as carbon capture and storage (CCS) and hydrogen production require considerable amounts of water, so companies planning to add carbon capture or begin producing hydrogen need to factor in a reliable water supply.
The Dutch are already advancing on plans to produce green hydrogen at Rotterdam, using wind energy from the North Sea. The Port of Rotterdam has set aside 11 ha on the Maasvlakte for the development of a 1 GW hydrogen plant, in tandem with the construction of the IJmuiden Ver Wind Farm, both set for completion around 2028. With many potential industrial users of hydrogen already located in the area, The Port of Rotterdam expects to host some 2 - 2.5 GW of electrolysis – splitting water into hydrogen and oxygen – within the next six years.
For example, Shell is building an electrolyser in the Conversion Park on the Maasvlakte to supply hydrogen to Shell Pernis, to replace some of the fossil fuel required for Shell’s production process.
For the water, the Port looked to the demi-net, as the water quality is suitable for electrolyser feedwater and therefore only a new connection was necessary without any new treatment assets. The demi-net needed to be expanded by 6 km, with the company beginning pipeline installation in November 2023.
The addition of CCS and hydrogen projects to the cluster’s water network is not without complication, as the wastewater from such processes are more complex and require specific treatment. The companies research teams are involved in ongoing analysis of the most efficient way to deal with waste streams from old and new industries, and how best to optimise treatment in multi-industry clusters.
Lessons to learn
The lessons for the UK are clear. Water requirements for industrial clusters are complex, given the scarcity, treatment and permitting issues. It makes no sense to have several different companies in a clean growth hub all fighting for an ever-diminishing supply of water, with each company setting up individual water and wastewater treatment plants and permits.
A cluster approach to wastewater management hugely simplifies the permitting process. While an individual company’s water treatment plans might be viable, it is difficult for the Environment Agency to judge the combined effect of several plants coming on stream at once, all discharging into the same river. In an area of rapid expansion of water treatment, the likelihood of a ‘first-come-first-served’ basis for granting permits is increased. In terms of both permitting and space utilisation, it is better to have one expert company planning water supply and treatment on behalf of several companies and delivering a single plan to the Environment Agency.
In addition, companies joining a shared treatment facility at its inception will benefit from the economies of scale, whereas companies arriving late to the party will bear the whole cost of the necessary expansion of an existing shared water treatment plant.
If all companies are on board with the concept of a centralised water system at the start of cluster development, then the industrial water and wastewater infrastructure can grow and develop in tandem with the site, maximising revenue streams for extractable chemicals, re-using waste heat and generally planning for the most efficient use of scarce water resources. From inception, innovative practices such as water reuse can also be considered, to further benefit the cluster and the environment.
To get clean growth hubs off the ground successfully, water must be considered from the get-go, with adequate thought and time put into planning a sustainable supply into the net zero future.
Figure 4. Water treatment for industrial users within industrial clusters is becoming more complex.
Figure 3. New technologies require a guaranteed water quality at volume.
Matthew Martin and Dharmik Rathod, ClearSign Technologies, explain how new combustor technologies can help strike a fair balance between meeting stringent emissions regulations and maintaining profitable operations when flaring low pressure permeate gas.
expense of the combustors themselves, as well as the opportunity cost from unimplemented emissions reduction. For even moderately sized operations, the savings could range into the millions of dollars per year when using technology for venting low-pressure permeate gas.
Benefits and challenges of low pressure permeate gas
Reduced permeate gas pressure can be beneficial when separating carbon dioxide and methane from gas mixtures. Membrane separation efficiency can be
increased, and compression costs are reduced for biogas upgrading and natural gas conditioning. However, flaring low pressure permeate gas can be challenging, particularly if large amounts of inert components remain in the vent gas. Stable combustion with minimal assist gas can be difficult, destruction efficiency (DE) can be reduced, and NO x emissions may suffer.
The flaring of vent gas can be necessary when there is no use for the gas or there is an abnormal operating condition. For those with a site-wide emissions cap, the use of continuous vent gas flares can limit the capacity or expansion of other profit-making equipment, particularly when standard emissions factors are used to characterise the performance of the flares.
Table 1 lists the general emissions requirements for flares and Enclosed Combustion Devices (ECDs). In most cases the actual requirements are found on a per-state/province and per-permit basis. It may be appealing to select an elevated flare with a NO x factor of 0.06 lb/million Btu for ease of implementation but in continuous operation, it could reduce the available NO x emissions for a site by a factor of 2 - 6 under a yearly cap.
Background on flares
Elevated pipe flares
Elevated flares are perhaps the most familiar design – if for no other reason than one can readily see their flames. Figure 1 shows an elevated pipe flare in operation. The flame is easily visible even during the day. Emission of smoke is common when the mixing of vent gas with the atmosphere is not assisted by steam or fan-driven air. In the US, vent gas velocity at the exit of the flare is limited by regulation. 1 This velocity limit is for good reason; it has been proven that the flare flame can lift and extinguish if the vent gas velocity becomes too high. Even before the point of flame extinction the destruction efficiency can begin to reduce, resulting in increased emission of unburned vent gas. Unburned vent gas is increasingly under scrutiny due to regulatory interest in methane emissions and the resulting effect on the environment.
Table 1. General emissions requirements for flares and enclosed combustion devices 1 - 6
Figure 1. A elevated pipe flare in operation.
Ground flares
Ground flares are typically used in petrochemical and gas processing plants. These flares require high vent gas pressure to entrain the necessary air for complete combustion and elimination of smoke. For installations with vent gas delivered to the flare with high pressure and high calorific value they can be an ideal solution. Generally, these flares fail to meet the 40 CFR 60.18 or state-level exit velocity requirements, but in the US can now be permitted with a framework for accelerating the required Alternative Means of Emissions Limitation (AMEL) request. Importantly, it is extremely difficult to continuously measure the NO x in an open ground flare.
Totally enclosed ground flares
Combustion manufacturers often offer totally enclosed ground flares (TEGF). These flares usually use the ground-level high pressure tips (burners) of a ground flare inside an insulated stack. This arrangement allows for measurement of emissions and is beneficial for destruction efficiency due to the elevated temperature in the combustion zone. Unfortunately, the capacity is limited because the airflow is restricted through the same stack that is used to maintain operating temperature. When properly designed these flares do not smoke under any conditions.
TEGFs can alternatively be called incinerators, combustors, or thermal oxidisers, particularly when not using high pressure flare tips as the burners. The name also often implies various levels of sophistication in the design, or simply how the device is permitted. Regardless, these enclosed combustion devices allow for improved destruction efficiency and verifiable emissions, but often at the expense of NO x production.
Technology for low pressure vent gas
ClearSign Technologies Corp. has previously introduced enclosed combustor technology that can meet existing emission regulations. Figure 2 shows ClearSign Core equipped enclosed combustors. These combustors do not emit smoke or visible light pollution while in operation and meet any existing permit limit.
Table 2 shows the field performance of a previously installed ClearSign flare. This flare technology is designed for use with higher pressure (10 psi(g) or greater) vent gas, not low pressure permeate vent gas (0.25 psi(g) or less). The company has designed a new model of enclosed combustors to specifically meet this need.
This combustor was designed to have emissions performance that meets any regulatory requirements while also minimising operating cost. This cost optimisation is not limited to the cost of vent gas compression – the combustor is of similar size to conventional technology, the ancillary equipment is the same, and the utilities are minimised.
Table 3 shows a comparison of the operating cost using a 30 million Btu/h conventional technology combustor compared to that with ClearSign’s low pressure technology. The costs were calculated with the
additional cost of compression that the vent gas is pressurised from 0.25 psi(g) to 20 psi(g). The ancillaries are proportional to common designs, the cost of NO x is comparable to an Emissions Reduction Credit (ERC) sale in Texas, US at US$100 000/t 7 with a reduction from 0.1 lb/million Btu to 0.01 lb/million Btu, and the emission
Table 3. Operating cost comparison for conventional enclosed combustor technology compared to a ClearSign Low Pressure installation
Table 2. Field performance data from previous ClearSign Flare installations
Figure 2. A ClearSign Core enclosed combustor. There is no visible light emission or smoke when in operation.
of methane is priced with the newly enacted US methane tax of US$900/t. 8 The total one-year savings when using the low pressure technology is US$0.5 million, which is on the order of a complete flare replacement. The five-year total savings sum to over US$2.5 million.
Even when not considering the methane tax or NO x credits – for locations where these are not available – the US$0.5 million five-year OPEX advantage for replacing technology is significant. Perhaps more impactful, and not included in the table, is the extra earning potential from redirecting the NO x emissions from a site-wide cap to other equipment that can be profitable, for example, electricity production from turbines or increasing the
heater treater unit count. The cost savings and potential for profit are more pronounced when one considers that many sites have more than one flare or enclosed combustor that can be replaced.
Virtual prototyping and risk reduction
The current technology is applicable across a wide variety of vent gas compositions. However, there are special case combustor needs that require further rigour. Examples include vent gas with unusually high concentrations of carbon dioxide, nitrogen, or benzene. For these special cases, computational fluid dynamics (CFD) may be used to virtually test the combustor before construction begins. Compliance risk is reduced by proving the performance by computational means. Figure 3 shows one such simulation result where the flame front is shown well inside the combustor confines while the variation in stack gas is examined at the exit. These simulations have been able to show the stability of vent gas flames using various different burner geometries that is consistent with theory and expectation.
Figure 4 shows the predicted destruction efficiency from the vent gas inlet to the stack outlet from the simulation of a ClearSign Core equipped combustor. The destruction of the vent gas is complete well before the stack exit due to the novel mixing design. Importantly, this mixing does not produce high levels of NO x while providing a high destruction efficiency. This is done all while maintaining standard, and often regulated, outlet temperatures.
Conclusion
Application of new combustor technology can dramatically reduce the operational cost of vent gas disposal. If unnecessary and uneconomic compression of permeate vent gas can be eliminated, these cost savings can be significant, even without increased emissions regulation. With current and pending emission regulation, the cost of using outdated combustion technology can range into the millions of dollars per year per flare. By using newer and more advanced combustors, permit limits can be easily met while realising significant cost savings. For locations operating under a site-wide cap, the emissions savings can be used to provide increased profitability from increased capacity.
Figure 4. Predicted destruction efficiency from the vent gas inlet to the combustor exit.
Figure 3. A low pressure ClearSign Core enclosed combustor simulation.
Dr Neil Bird, Fluenta, UK, explains how advanced digital technologies can provide an algorithmic solution to ultrasonic flare meter specification and be game-changing for predictive flare gas measurement.
The environmental spotlight on the oil and gas industry is intensifying with gas flaring facing increased scrutiny for its significant contribution to greenhouse gas emissions, requiring accurate and reliable measurement to comply with environmental regulations to limit its impact.
Flare gas is one of the most challenging mediums to measure due to its highly variable composition, often containing high levels of carbon dioxide (CO 2 ), methane (CH 4 ), and hydrogen (H 2 ), extreme temperatures, fluctuating atmospheric conditions, and wide-ranging flow rates which pose limitations for traditional measurement methods such as pressure, thermal mass, optical, or Coriolis mass flow meters.
In face of these unique measurement challenges, ultrasonic flow measurement has emerged as a preferred technology for flare gas measurement thanks to its accuracy and agnostic nature to the varying process conditions.
However, ultrasonic measurement is not without limitations and the need to accurately predict the performance of an ultrasonic flow meter for a set of process conditions remains an area of development.
Challenges in predicting ultrasonic meter performance
In an ultrasonic flow meter, a pair of transducers, positioned either side of the pipe, send and receive ultrasonic signals across the gas flow and use the time-of-flight principle to determine the flow velocity.
This method of measurement copes best with the variable characteristics of the flare gas. However, when it comes to gas composition, certain gases within the flare gas mix have unique ultrasound absorption characteristics. Much of the published foundational research on this topic dates to post World War II and new studies are nearly non-existent.
For example, the presence of CO 2 or H 2 , which are commonly referred to as difficult gases in large concentrations, could affect the measurement. CO 2 , for instance, absorbs ultrasonic energy, leading to signal attenuation or complete loss, while the high
speed of sound in H 2 complicates signal reception due to signal reflection.
The increasing momentum to limit the impact of greenhouse gas emissions is driving a rise in carbon capture, utilisation, and storage (CCUS) projects, and a shift to using hydrogen as an energy storge and transport mechanism in many countries, including the UK. Such initiatives are some of the contributing factors leading to larger volumes of CO 2 or H 2 becoming more prevalent in flare gas applications.
In 2022 alone, over 140 new CCUS projects were announced, boosting storage capacity by 80% and capture capacity by 30%. These projects are now seen in over 45 countries globally. 1 In the UK, the government has rolled out a hydrogen strategy with one of its aims to generate 5 GW of low-carbon hydrogen production by 2030. 2 Similar initiatives are present in other European countries.
Laboratory measurements to evaluate ultrasonic flow measurement performance can only cover a limited range of gas compositions, making it difficult to predict the performance of a transducer in real-world scenarios. Fluenta’s facilities allow testing in air or CO 2 and air mixtures, but not in gases such as H 2 , CH 4 , or hydrogen sulfide (H 2 S), etc., due to their unsafe, explosive or corrosive nature. This limited ability to perform tests in the range of gas compositions found in flaring is common across all testing houses, and limits technology development and performance verification.
To understand the ultrasound absorption characteristics of difficult gases, technology manufacturers typically rely on data from existing installations and limited external testing to predict the capability of their systems for specific flare gas scenarios. However, this data cannot cover every possible combination of conditions, leading to less-than-optimal confidence in predicting the accuracy in higher concentrations of gases like CO 2 or H 2
To address this challenge, Fluenta has developed a predictive model that helps its engineers determine the measurement accuracy of its transducer range across any combination of gases and other parameters.
A leap forward
After five years of development, FlareSpec is Fluenta’s solution to determining the flow meter’s performance against a set scenario, such as handling difficult gases or extreme temperatures, in advance of commissioning. This physics-based model predicts the performance of Fluenta’s own transducers without extensive physical testing, helping operators meet their operational, safety, and environmental goals.
The solution leverages advanced algorithms and machine learning processes to assess the exact dispersion and transmission characteristics of any combination, in any concentration, of up to 20 different constituent gases commonly found in flare gas.
The model also takes into account various parameters such as pipe size, temperature, pressure, and the transducers’ characteristics to match the operating
Figure 1. The principle of time-of-flight in ultrasonic measurement.
mode of an installation. As new data points are entered into the system, the model uses these to further refine the algorithm.
Using the input data, FlareSpec calculates absorption of the ultrasound by the process gas, factoring in the characteristics of the transducers and the ultrasonic signal processing implemented in the Fluenta flare meter. The resulting figure-of-merit confirms whether the system can reliably measure the gas flow.
Using this ability to incorporate data from real-world measurements helps to bridge the gap created by the lack of testing data.
The solution allows the user to accurately predict the in-situ performance of the proposed flare meter solution for any range of likely process scenarios, from very low flows during normal operation, to extremely high flows during abnormal conditions and everything in between. This essentially de-risks the choice of solution and provides the certainty that operators are increasingly seeking in this highly regulated industry.
Testing predictability with CO2
CO 2 presents a unique challenge in ultrasonic applications due to its high attenuation of ultrasonic signals. Attenuation refers to the reduction in the amplitude and intensity of the ultrasound waves as they pass through a medium. This attenuation is particularly pronounced in CO 2 because of its specific molecular properties and behaviour at ultrasonic frequencies.
One primary factor contributing to this high attenuation is the molecular structure of CO 2 . As an asymmetric molecule composed of one carbon atom and two oxygen atoms, CO 2 has distinct vibrational modes that readily absorbs ultrasonic energy. When ultrasonic waves propagate through CO 2 , the energy from the ultrasonic signals is absorbed by the resonances of the CO 2 molecules. This resonance causes the molecules to absorb more energy, converting it into internal molecular vibrations, rather than allowing the waves to pass through effectively. This process is similar to pushing a child on a swing at the right frequency, which increases the swing’s amplitude.
Practically, this means that CO 2 is a superb analogue with which to test a predictability model such as FlareSpec. The safety of the gas, combined with the presence of both Sigma and Pi bonds within the covalent structure, along with other unique characteristics that hinder the effectiveness of ultrasonic measurement, mean that testing the model against real-world data gives a great insight into the model’s accuracy and effectiveness.
The significance of reference measurements
A crucial aspect of testing is obtaining reference measurements. These measurements establish the maximum percentage of CO 2 that a system can handle for a given pipe size before it becomes ineffective.
Hydrocarbon Engineering Online
This data point is essential to assess and calibrate the physics model to make accurate predictions for any combination of 20 gases typically found in flare gas, without needing to measure each individually.
Extensive reference measurements were conducted in Fluenta’s lab in the UK, where the system was tested with mixtures of up to 94% CO 2 in combination with air, providing a host of data points for comparison with the predictive model.
To go beyond 94% CO 2 , more industrial facilities were required. These were conducted in a series of tests at IPT labs in Brazil, where the system was able to produce stable and accurate flow measurements with a mixture of 99% CO 2 and 1% air in a 10.5 in. pipe.
To achieve this, IPT constructed a 20 in. flow loop facility to validate Fluenta’s internal measurements. This CO 2 loop featured a 20 in. dia. pipe with spool diameters ranging from 12 to 20 in. The maximum flow reached 16 000 m³/h, with linear flows of 68 m/s for the 12 in. pipe, 42 m/s for the 16 in. pipe, and 27 m/s for the 20 in. pipe. The loop included a heat exchanger to stabilise gas temperature and a real-time analyser and
gas chronometer verified CO 2 /air mixtures up to 100% CO 2
Impact on the industry
Confidence in technology choice and investment
FlareSpec’s model enhances decision-making by de-risking the technology selection process for operators.
By accurately predicting the performance of proposed solutions, the technology enables operators to specify the optimal ultrasonic measurement solution modelled for their specific site conditions.
This level of assurance is invaluable in an industry where accuracy and reliability are paramount. As the oil and gas sector embraces digital transformation and moves towards a digital future, developments like this can exemplify the benefits of digitisation. They enable accurate and reliable measurements, fostering greater operational efficiency and better-informed decision-making.
Facilitating regulatory compliance
As stated earlier, the regulatory landscape for methane and flare gas emissions is tightening globally. For example, in the US, regulations such as API 14.10 and 22.3 set specific requirements for flare gas measurement and are gradually being adopted in other territories. The EU is banning routine venting and flaring, restricting non-routine activities, and requiring detailed chemical breakdowns of emissions. And in Nigeria, operators must log daily all gas produced, consumed, delivered, flared, vented, or lost. These examples illustrate the increasing regulatory pressures.
FlareSpec helps operators meet these evolving requirements by ensuring the optimal solution is chosen for measurement, supporting the provision of reliable data for regulatory reporting and compliance.
Conclusion
It is crucial for new solutions to leverage advanced predictive modelling and machine learning in order to address the complex and variable nature of flare gas systems in ways traditional methods cannot.
In an industry where accuracy and reliability are critical, advanced technologies will be a game-changing tool. 5
As regulatory pressures increase and the demand for environmental responsibility grows, digital tools will be essential in helping the industry meet these demands and move toward a more sustainable future.
References
1. IEA, CCUS Projects Explorer, IEA, Paris https://www.iea.org/ data-and-statistics/data-tools/ccus-projects-explorer, (2023) 2. UK Government, UK hydrogen strategy. [Online]. GOV.UK. Last Updated: 14 December. https://www.gov.uk/government/ publications/uk-hydrogen-strategy/uk-hydrogen-strategyaccessible-html, (2021).
Figure 2. Fluenta’s FlarePhase transducers tested in a gas mixture of up to 100% CO2 at IPT Brazil.
Figure 3. A 20 in. flow loop constructed to test Fluenta’s CO2 measurement capabilities.
Hydrocarbon Engineering presents a selection of the most advanced catalyst services and technologies that are available to the downstream sector today.
BASF
BASF is a global leader in process catalyst products and services. The company provides fluid catalytic cracking (FCC) catalysts and additives, chemical catalysts for use in a variety of processes (such as hydrogenation, dehydrogenation, acid production, and oxidation), a wide portfolio of adsorbent applications, and offers custom catalysts which can be tailored to more specific processes.
Additionally, BASF’s OASE® product line can be utilised to remove carbon dioxide emissions from process exhaust gases. BASF continuously drives innovation with a best-in-class R&D and catalyst technology team. All the way from idea creation to supply chain and manufacturing, BASF provides solutions across the entire value chain. Through close collaboration with individual customers, BASF delivers innovative solutions that can drive new levels of
performance and value, creating chemistry for a sustainable future.
Recent FCC catalyst and additive innovations include Fourtiva™ catalyst for butylene maximisation, Valor®
Clariant Catalysts
Clariant Catalysts is a global leader in developing and producing advanced catalytic solutions for the chemical industry. With a rich history of innovation and a commitment to sustainability, Clariant Catalysts leverages its extensive expertise to address the evolving needs of its customers and the planet.
Clariant Catalysts provides a wide range of cutting-edge catalytic solutions to drive the energy transition towards sustainable sources. With extensive expertise in catalysts for traditional and low-carbon ammonia, methanol and hydrogen production, as well as emission reduction technologies, Clariant’s innovative catalysts enable efficient production processes and facilitate the shift to renewable energy alternatives and
Eurecat
Eurecat is a leading provider of products and services for catalysts, including resale, pre-activation, regeneration, rejuvenation, recycling, and reactor management services.
The company’s products include:
n Resale catalysts: large inventory of previously used catalysts ready for reuse.
n Guardian®: complete line of guard catalysts to protect the main bed.
n Custom manufacturing: extrusion, drying, calcination and impregnation of custom formulations.
Products for pre-activation and services for safer, faster, and more reliable start-ups include:
n TOTSUCAT®: ex-situ catalyst sulfidation.
n TOTSUCAT AirSafe®: treatment for handling and loading TOTSUCAT® in air.
n TOTSUCAT CFP®: cracked feed protection to introduce cracked feedstocks without break-in.
n TOTSUCAT BFP®: bio-feed protection to introduce bio-feedstocks without break-in.
n TOTSUCAT HC-AP®: hydrocracking acidity protection reduces start-up time and eliminates ammonia injection.
Evonik Catalysts
Evonik Catalysts, a global leader in the catalyst and adsorbents industry, continues to advance sustainable catalysis through several important developments.
technology for passivating vanadium, Enable® additive for improved coke combustion while minimising NOx emissions, and several partnerships to develop best practices for processing renewable and recyclable feeds in FCC units.
net zero solutions across various applications. Additionally, Clariant offers Chromium-free hydrogenation solutions. These solutions are designed to help chemical companies reduce their carbon footprint, optimise resource utilisation, and meet increasingly stringent environmental regulations. By focusing on sustainable catalytic technologies, Clariant Catalysts not only enhances the efficiency and productivity of chemical processes but also plays a crucial role in the industry’s efforts to combat climate change. The company’s commitment to research and development ensures a continuous pipeline of advanced catalysts that support the chemical sector’s transition to a more sustainable and environmentally friendly future.
n TOTSUCAT EZload®: encapsulation technology permits TOTSUCAT® shipping in big bags.
n Pre-reduction: ex-situ reduction of Ni and noble metal catalysts.
n NCASE TM : coating technologies to improve catalyst properties.
Eurecat also has a recovery and recycling range which includes spent catalyst for reuse:
n SAS: detailed analysis of contaminates in spent.
n Regeneration: carbon and sulfur removal with optimum activity recovery.
n EBoost®: rejuvenation technology to boost the activity regenerated catalysts.
n Proprietary rejuvenation: using catalyst manufacturer’s licenced treatments.
Eurecat also provides field services and reactor services are offered with its partner, Petroval, including:
n CarboDump®: break-up agglomerated catalyst.
n UltiCat®: speed up reactor unloading.
n Reactor supervision: inspection, quality control and monitoring.
Evonik has developed two sustainable tail gas catalysts: EcoMax TG and Maxcel TGE-01. EcoMax TG, produced by reactivating spent hydroprocessing CoMo catalysts, leverages the company’s decades of catalyst
Celebrating 20 years of industry excellence
80% of exhibitors would recommend StocExpo
100+ countries
64% of visitors were at a managerial level or above
3,574 attendees
92% of visitors will return in 2025
150+ exhibitors
It’s my first time coming to StocExpo, and I’m happy with what I’ve experienced so far! The conference has been engaging, covering a wide range of topics that have kept me interested throughout!
Jan Gelens, Safety Advisor, Vopak stocexpo.com
reactivation experience in hydroprocessing. It delivers the same key benefits to tail gas treating units, namely reliable activity, low cost, and smaller environmental footprint compared to fresh tail gas catalysts.
Maxcel TGE-01 allows sulfur recovery unit operators to reduce their environmental footprint without sacrificing performance. It is produced using sustainable raw materials by recovering cobalt and molybdenum from spent hydroprocessing catalysts.
In March 2024, Evonik launched Octamax TM , a highly sustainable catalyst product that improves sulfur removal
Heraeus Precious Metals
Heraeus Precious Metals is a global leader in the precious metals industry and covers the whole value chain of a wide range of products – from trading to precious metals products to recycling of them. In addition to gold and silver, Heraeus also has extensive expertise in all platinum group metals.
For more than three decades, Heraeus Precious Metals has been advancing the field of heterogeneous as well as homogeneous catalysts and their pre-compounds. Through continuous innovation, the company provides high-quality products for a broad range of market segments such as gas purification, fine chemicals and pharma, the hydrogen economy as well as the conversion of various renewable materials.
In addition to a diverse selection of standard products, Heraeus Precious Metals offers the flexibility to customise its offerings to meet specific customer requirements. This is made possible by the flexibility of its production equipment and the expertise of a dedicated team.
With the HeraPur® K-045 Series, Heraeus introduced newly developed ruthenium-based catalysts for ammonia cracking. Ammonia is considered as a promising hydrogen carrier, thanks to many advantages
Johnson Matthey
Johnson Matthey (JM), a global leader in sustainable technologies, has developed advanced solutions to reduce sulfur oxide (SO x ) emissions from the refinery fluid catalytic cacking (FCC) unit. Traditionally, reducing these emissions required significant capital investments in hardware like wet gas scrubbers. However, Johnson Matthey’s innovative SO x reduction additives offer a cost-effective alternative. These additives work by capturing SO x during the regeneration phase of the FCC process, converting it to hydrogen sulfide, which is then removed and converted to elemental sulfur. The latest development, SUPER SOXGETTERTM X2, represents a significant improvement over its predecessor. It achieves greater SO x reduction with less additive, resulting in lower
performance for refinery fuel. Bringing the established technology of hydroprocessing catalyst re-use to cracked gasoline HDS units, it consists of uniquely selected regenerated NiMo and CoMo catalysts –helping reduce potential landfill waste and reliance on fresh catalysts.
Evonik also develops tailored catalysts to enhance performance, process efficiency, or reduce carbon footprints. Projects utilising Evonik’s custom catalysts have minimised undesired byproducts, halved CO 2 emissions and reduced energy consumption.
such as: high energy density, ease of manufacture and transport, as well as long-term storage ability. At the point of demand, ammonia can either be used in its pure form or split into hydrogen via the ammonia decomposition reaction. This so-called ammonia cracking is the reverse reaction of ammonia synthesis and involves the dissociation of the ammonia molecule (NH 3 ) into two basic components – hydrogen (H 2 ) and nitrogen (N 2 ). However, ammonia cracking is an endothermic reaction, which means it requires external energy supply and takes place at temperatures beyond 900°C. With heterogeneous catalysts, such as nickel, iron, cobalt or ruthenium, the required reaction temperature can be drastically decreased to reach high conversion.
Heraeus’ ruthenium catalysts demonstrate remarkable efficiency and cost-effectiveness by showcasing catalytic activity at low temperatures. The HeraPur® K-045 Series enables a complete conversion of ammonia at temperatures around 500°C.
At the end of the catalyst’s life cycle, Heraeus’ recycling services close the loop. The precious metals from the spent catalyst are recycled and used to produce new catalysts.
operating costs and expanded FCC unit operating window. Multiple commercial trials demonstrated SUPER SOXGETTER X2 could control SO x emissions while using 20% less additive, marking a significant advancement in sustainable refinery operations.
For over 200 years through advanced metals chemistry expertise JM has contributed to solving some of the world’s toughest problems. Energy, chemicals and automotive companies depend on JM to help them decarbonise and reduce harmful emissions. And as the planet faces huge global challenges including climate change, energy supply and resource scarcity, JM is continuing to innovate, providing solutions that are helping customers and catalysing the net zero transition for millions of people every day.
Virtual conference - 20 March 2025
Revolutionising fertilizer production
The fertilizer industry is evolving rapidly with new technologies aimed at improving efficiency, sustainability, and environmental impact.
World Fertilizer Virtual will bring together thought leaders and industry experts across the fertilizer sector to explore the pivotal role innovative technology-driven solutions will play in supporting more sustainable fertilizer production and practices.
Register for free
KEYNOTE PRESENTATION
HEADLINE SPONSOR
MERYT Catalysts & Innovation
In an industry shaped by strict regulatory demands, variable feedstock quality, and the pressing need for decarbonisation, MERYT delivers state-of-the-art catalyst and adsorbent technologies to meet the complex requirements of refining, petrochemical, and chemical industries. Operating across Europe, Latin America and the Middle East, MERYT provides globally integrated solutions with deep technical expertise, ensuring clients achieve optimal performance and sustainability.
MERYT’s refining catalysts drive efficiency in ultra-low-sulfur diesel production, offering high activity and extended cycle lengths to minimise operating costs. Advanced isomerisation and etherification catalysts enable precise octane enhancement, including solutions for ETBE and MTBE production, ensuring compliance with clean fuel standards while supporting economic margins. For petrochemical processes, MERYT provides high-performance catalysts for methanol synthesis, tailored to achieve high selectivity and stability under
OXCCU
OXCCU’s mission is to enable future generations to continue the use of hydrocarbons, but without their climate impact. The company is manufacturing novel catalysts and designing novel reactors to convert CO 2 and H 2 to long-chain hydrocarbons through a unique one-step process.
OXCCU’s sustainable aviation fuel (SAF), OX•EFUEL TM , is created by combining captured carbon dioxide and green hydrogen using a novel iron-based catalyst. The OXCCU process is unique and innovative by nature as it eliminates the need for a reverse water gas shift or electrochemical syngas step. This leads to a simpler
Sabin Metal Corp.
Sabin Metal Corp. is the largest privately owned precious metals refining organisation in the Americas and will celebrate its 80 th anniversary in 2025.
Together with Sabin International Logistics Corp., bringing years of transportation experience, Sabin is a
Topsoe
Refineries have long mastered fossil fuel processing, but converting renewable feedstocks into fuels like sustainable aviation fuel (SAF) introduces new technical challenges. To address these, refineries need tailored solutions that consider product quality, feedstock variety, and potential integration with existing operations.
challenging conditions. In the chemical sector, MERYT’s portfolio includes solutions for ammonia production and sulfuric acid synthesis, combining robust formulations with long operational lifetimes to deliver high yields and reliable performance.
MERYT also addresses critical challenges in contaminant removal with its advanced adsorbents. Designed for applications such as sulfur, chloride, and mercury removal, these materials protect downstream units, extend catalyst life, and maintain operational integrity under extreme conditions.
Every MERYT solution is supported by a collaborative approach that leverages decades of expertise. From pilot studies to full-scale implementation, MERYT’s specialists partner with clients to optimise process efficiency, enhance system reliability, and maximise profitability. With a commitment to innovation and sustainability, MERYT continues to deliver solutions that empower the industry to meet today’s challenges and prepare for the future.
flowsheet design with higher efficiency and reduced balance of plant. The company’s patented iron catalyst converts CO 2 and H 2 into jet fuel range hydrocarbons using different active sites on the same catalyst surface, meaning only one reactor concept is required to get long-chain hydrocarbons.
The novel catalyst has been validated in a 20 ml reactor system, proving its stability over 2600 hours of continuous output. The OXCCU OX 1 kg/day plant is currently operational, demonstrating the catalyst technology outside the lab. With the introduction of the OX2 160 kg/day plant in Saltend, UK, in 2026, OXCCU will continue scaling operations and expanding its aviation customer base.
‘one-stop’ precious metals expert. It offers full financial services and metals management, pre-reclaim kilning and some of the most sophisticated facilities in the world for safely and responsibly processing, sampling and refining virtually any precious metals-bearing material.
Flexibility is crucial. Renewable feedstocks, ranging from vegetable oils to pyrolysis oil, require catalysts that manage contaminants and improve cold flow properties. Dewaxing catalysts, essential for renewable fuels with higher cloud points, play a critical role. For instance, advanced dewaxing catalysts, like Topsoe’s TK-930 D-wax TM and TK-920 D-wax TM , use selective isomerisation to enhance yields and cold flow properties while minimising yield loss.
Hydroprocessing renewable feedstocks is complex. Selecting the right catalysts for hydrotreating and dewaxing is essential for maximising efficiency and yield. Topsoe’s solutions, designed to tackle contaminants and improve cold flow, offer drop-in options for most hydrotreating units, avoiding costly revamps.
UNICAT Catalyst Technologies, LLC
UNICAT Catalyst Technologies, LLC is an innovative catalyst and process technology partner that collaborates with businesses to find effective solutions to increase efficiency and sustainability. The company’s technical expertise is demonstrated through high quality, award-winning solutions and continuous investment in product development. This is demonstrated by its commercialised Magcat® Textured Sphere reformer catalysts, which earned its UK counterpart the Queen’s Award for Enterprise – Innovation in 2022, recognising significant technological and performance advancements.
UNICAT continues to innovate with its Advanced Filtration System product line, working with customers to better understand hydroprocessing problems and their specific business aims, with a view
As renewable fuel production grows, the need for flexible, efficient catalyst technology will increase. With innovations like TK-930 D-Wax TM and TK-920 D-Wax TM , refineries can adapt to processing diverse renewable feedstocks, ensuring the production of high-quality, commercially viable fuels with minimal infrastructure changes.
on improving efficiency, profitability and unit lifetimes. It created the 2.0 Next Generation AFS and most recently MagAFS, which removes nanoparticles before they reach the catalyst bed. Using a patented design and external magnetic field, MagAFS captures ferromagnetic, paramagnetic, and diamagnetic solids from gas and liquid.
Additionally, UNICAT offers an optimised systems solution offering full design and build packages for pressure swing adsorption (PSA) systems, integrated with premium adsorbents for superior performance. Through an exclusive partnership with a leading PSA plant design and manufacturer, UNICAT enhances its existing PSA adsorbent and control system technology, addressing process challenges and improving customer profitability.
June 10-12, 2025 Calgary,
CANADIAN ENERGY
W. R. Grace & Co.
A long history of looking ahead helps make Grace a leading global supplier of catalysts, engineered materials, and fine chemicals. The company is leveraging its history of innovation in fluid catalytic cracking (FCC) to develop products that enable lower carbon fuels, traditional value drivers and propylene production. For nearly a century, Grace has kept fuel and petrochemical feedstocks flowing from the industry’s largest refineries to trucks, trains, planes, and ships. In FCC, traditional value drivers remain a key focus. Refiners continue to process challenging crudes and seek feedstock flexibility, often processing feeds laden with iron and vanadium. Iron tolerance has emerged as a significant challenge. Grace published a detailed whitepaper with Hydrocarbon Engineering on major advancements in iron tolerance for FCC catalysts including a breakthrough iron deactivation protocol (Grace-IDP TM ). The company is now actively commercialising Grace MILLE TM technology which optimises pore structure for maximum feed iron tolerance. Another recent advancement is PARAGON TM FCC catalyst, a solution which uses a novel, rare earth-based vanadium trap for bottoms upgrading and coke selectivity.
In additional to traditional refining, Grace has long supported the industry in co-processing of non-fossil feed streams in the FCCU, leveraging its broad expertise in the bio and recycled material derived co-processing value chain and technical application know-how. Challenges with co-processing spurred Grace to develop solutions to mitigate the impacts of contaminant metals on catalyst performance and reduce FCC product oxygenates which result from the higher oxygen content of alternative feedstocks. Grace’s first generation oxygenate reduction additive, OXYBURN TM , has been implemented in multiple FCCs processing oxygen containing feedstocks.
Refiners continue to play a critical role in meeting the world’s energy needs while adapting to shifting regulatory landscapes and incentives around carbon intensity of fuels and refined products. Grace is committed to dedicating its expertise and technology to help refiners navigate these changes successfully. The company’s catalyst and additive innovations are designed to increase each customer’s bottom line – by improving yields, increasing throughput or reliability, or solving a problem.