When it comes to your hauling operation, Caterpillar and Cat® dealers are here to help you achieve your emissions-reduction targets. One of our most important goals as a manufacturer is to find new ways to make every mining truck we offer more sustainable. Solutions like renewable fuel options and autonomy help you reduce emissions by decreasing carbon and increasing productivity. And we’ve increased component and fluid life and offer solutions like rebuilding to help you reduce lifecycle waste.
CONTENTS
37 The EVolution Of Mining
Jack Rickey, MEVCO, USA, explores the rise of electric light vehicles – the best first step towards decarbonisation.
12 Nickel Market In Transition
Luc Lachance, Metals and Mining, ION Commodoties, Canada, considers the challenges and opportunities facing the global nickel market beyond 2024.
16 Sustainable Lubrication: A Collaborative Approach To Modern Mining
Luiz Claudio Sampaio, specialist in mining lubrication, emphasises the need for lubricants to create a more sustainable future for the mining industry.
21 Unlocking Energy Efficiency And Longevity In Mining
Francesco Giuseppe Lanzillotta, Klüber Lubrication, Germany, explains how implementing energy-efficient lubricant in mining operations can enhance sustainability and deliver substantial savings.
27 Understanding Large OTR Tyre Service Trucks
Adam Oppermann, Stellar, USA, examines the use of large off-the-road tyre service trucks in the mining industry.
31 Ensuring Productivity, Sustainability, And Safety In Deep Underground Mining
Haydn Roberts (HR), CEO of MST Global, details how MST’s real-time geospatial digital twin platform and digital ecosystem enhance mission-critical functions of productivity, sustainability, connectivity, and safety in a Q&A with Will Owen (WO), Editor of Global Mining Review.
42 bauma Preview 2025
Ahead of bauma 2025 in April, Global Mining Review previews some of the companies that will be exhibiting at the Trade Fair Center Messe München.
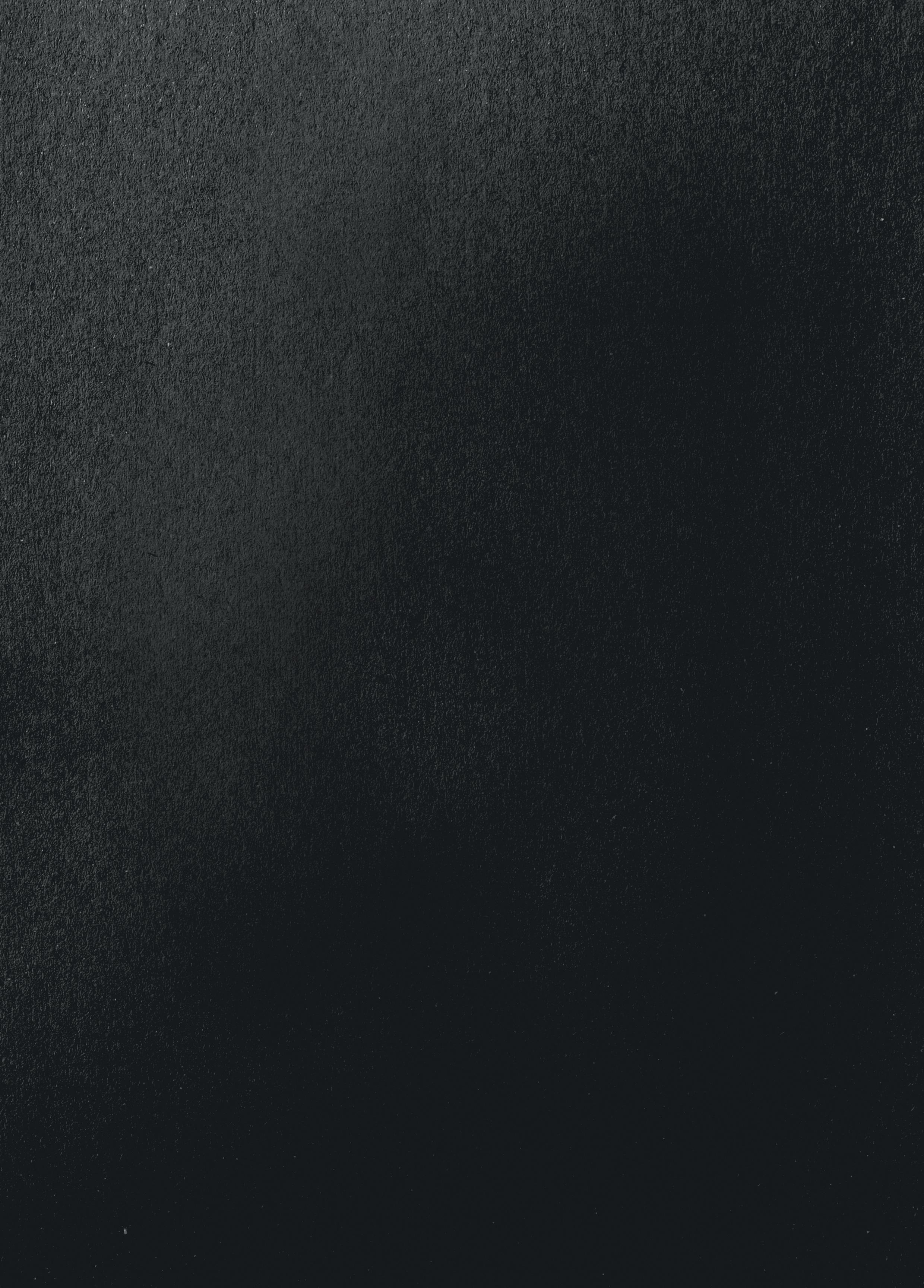
47 The Power Of Training
Nick Striegel and Jon Hood, Caterpillar, USA, ponder the training options that mining operations have when it comes to operator equipment and technology.
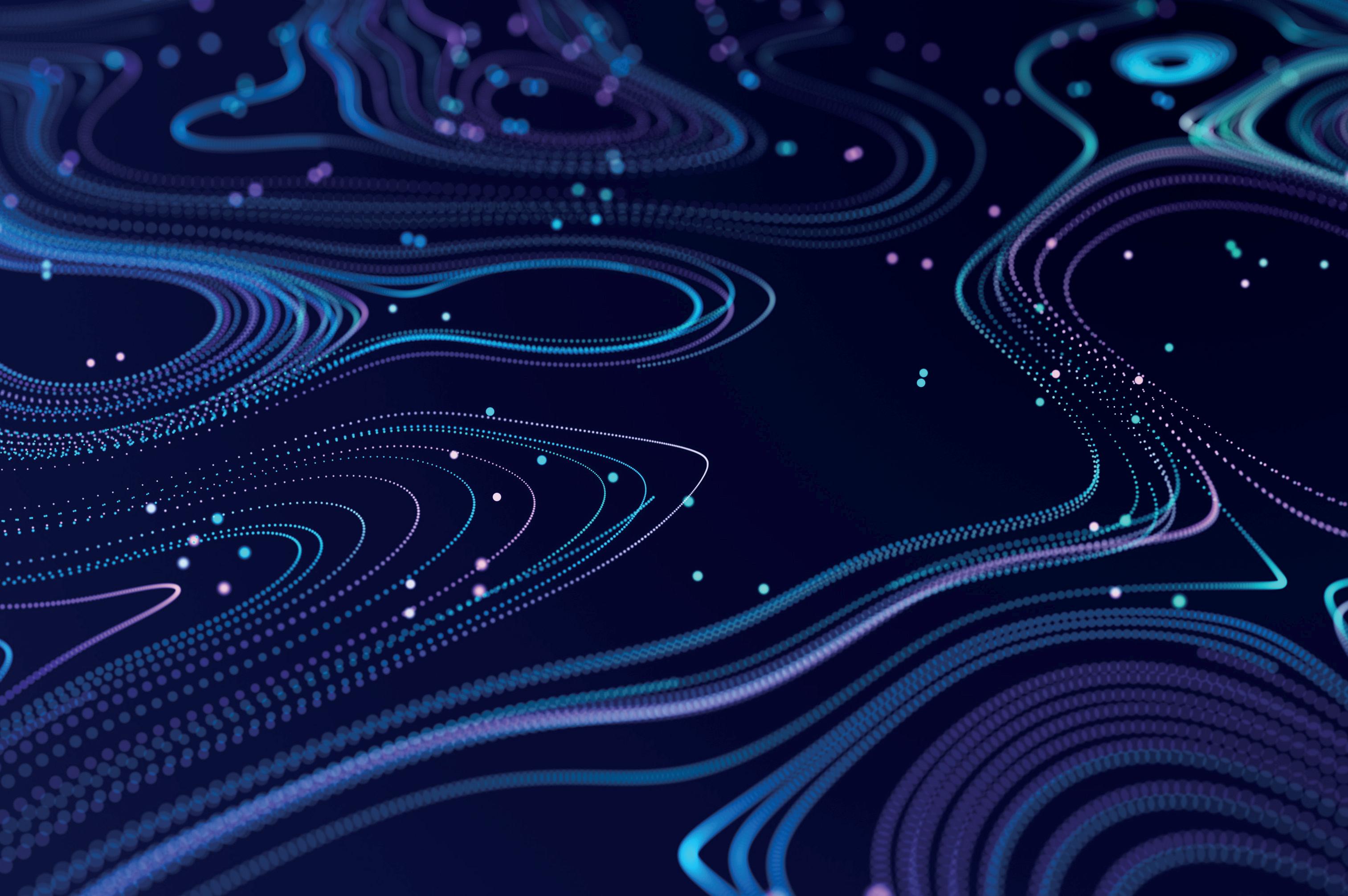
53 Mills Don’t Have To Be Big To Go Gearless
Maarten van de Vijfeijken, ABB, Switzerland, weighs up the pros and cons of different mill drives, and their impacts on the mining industry.
57 Driving Change
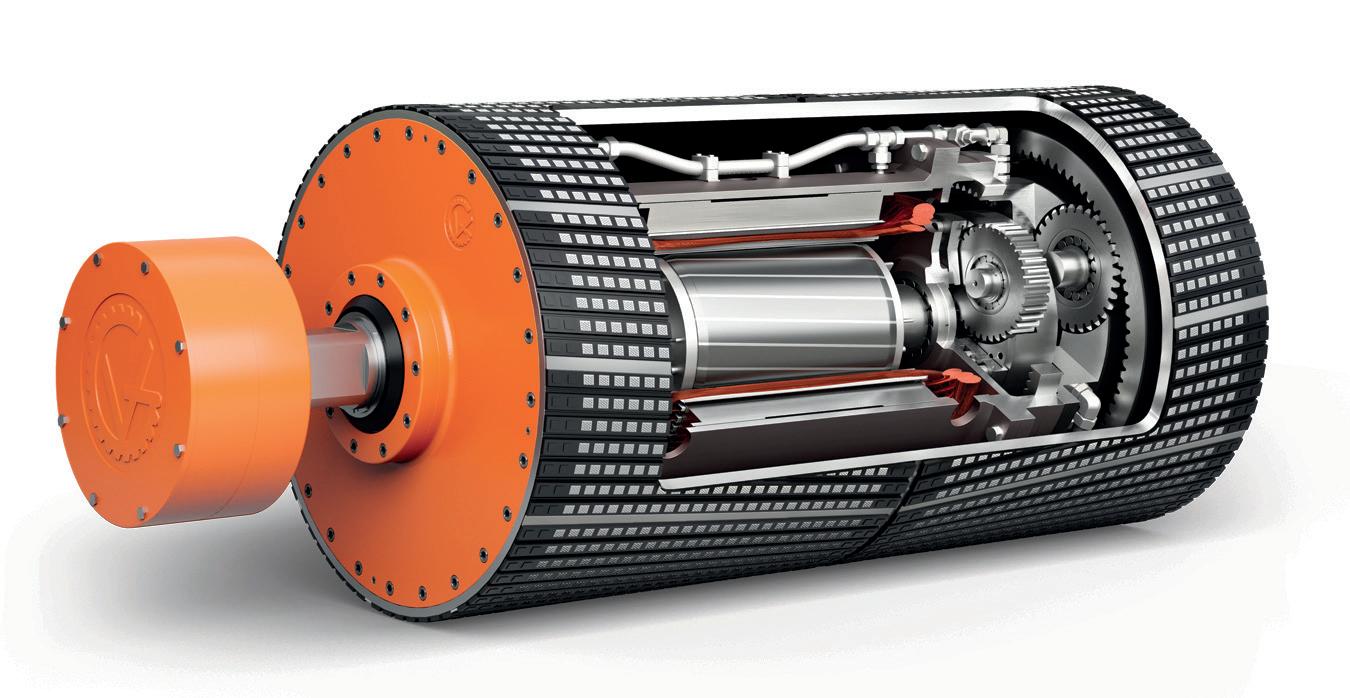
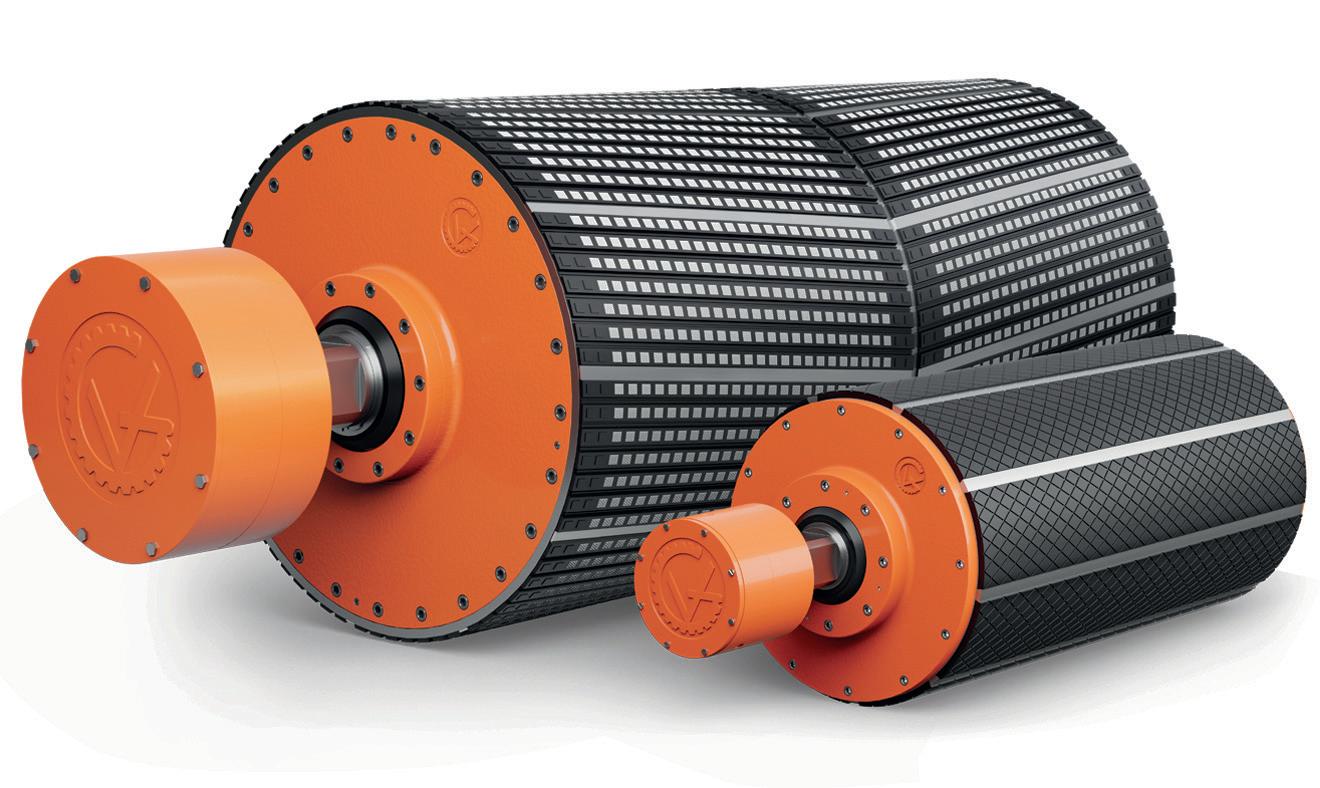
Alexander Kanaris, VDG (Van der Graaf), USA, describes how drum motors offer a solution to many traditional conveyor drive issues faced by the mining industry.
60 Delivering Drone Technology And Capability In Mining
Matthew MacKinnon and David W. Jaunay, Unmanned Aerial Systems Inc, USA, outline the role of drones in developing the mining industry.
64 Mining’s Digital Revolution
Anu Mahesh, Yokogawa, discusses tailored digital solutions for efficiency, safety, and sustainability.
69 Digging Deeper Into Reliability
Erik Lindhjem, Emerson, USA, evaluates how continuous condition monitoring is helping mining organisations capture and maintain a competitive advantage.
TotalEnergies Lubrifiants is a leading global manufacturer and marketer of lubricants, with 42 production sites around the world and a direct presence in 160 countries – delivering to more than 600 mines per day. TotalEnergies develops high-performance lubricants for the evolving mining industry, helping to optimise equipment efficiency and extend service life. The company’s products and services contribute to the lowering of operating costs in mining operations.
In the middle of 2024, an exciting project was announced which embodies the spirit of ‘sustainable mining’ – the Stobie Open Pit Mining Project. This proud partnership between Thiess, Vale Base Metals, the United Steelworkers union, and four local First Nations partners – Aki-eh Dibinwewziwin Limited Partnership (ADLP), Z’gamok Construction LP, Wahnapitae First Nation Environmental Department, and Eshkaa Niibiish-Day Inc (ENDI) – is a shining example of what can be achieved when industry leaders and Indigenous communities collaborate. The project also demonstrates that Thiess is serious about its ongoing expansion into the North American market.
For those of us in the sector, ‘sustainable mining’ is more than just a buzzword; it represents a fundamental shift towards a more respectful, responsible, and inclusive approach to resource development. It is a path being forged by many forward-thinking companies across the industry, and it is essential for meeting the world’s ever-increasing pace of change towards zero or low carbon emissions economies.
Thiess is committed to being an active contributor to this global energy transition, guided by our vision “to harness the power of people and technology to drive sustainable change.” This is not just a corporate slogan, it inspires a 14 000 strong workforce across our global operations everyday. Thiess’ early adoption of autonomous mining, and ongoing efforts to decarbonise our mining fleet through electrification and alternative fuels, are good examples of how we strive towards this vision.
Sustainable mining recognises that long-term success hinges on environmental stewardship, social responsibility, and robust governance. It is about minimising environmental impacts through reduced emissions, responsible water management, and effective land reclamation. It is about creating shared value for all stakeholders, including local communities, through job creation, economic development, and support for local businesses. It is about building trust and transparency through open communication and ethical practices.
Central to this transformation is the growing recognition of the importance of Indigenous partnerships. Respecting Indigenous rights, incorporating traditional knowledge, and ensuring equitable benefit-sharing are not just ethical imperatives, but also essential for securing social license and achieving long-term project viability. In the case of the Stobie project, Thiess’ experience in fostering meaningful Indigenous participation over decades in Australia was a key factor in achieving the contract award from Vale.
The reality is that the mining industry has a compelling story to tell about the progress being made in these areas. We need to do a better job of sharing these success stories. While isolated incidents of irresponsible practices may occur, they do not reflect the significant strides being made by most of the industry towards a more sustainable and equitable future. Moreover, it is important to remember that it is the mining industry that is responsible for sourcing the minerals that are critical to the world’s transition to green energy – something the wider public is starting to understand.
The global energy transition requires vast quantities of responsibly sourced minerals, and sustainable mining is essential for meeting this demand. By embracing innovation, prioritising sustainability, and building strong partnerships, the mining industry can play a vital role in creating a brighter future for all. Thiess’ Stobie Open Pit Mine Project with Vale, the union, and Indigenous business leaders is one example of this potential, and it serves as a model for future projects around the world. It is time to share these stories and demonstrate the positive impact that sustainable mining can have on the world.
World NEWS
INDIA FLSmidth to deliver 18 of the world’s largest steel media tower mills
An Indian mining customer has awarded FLSmidth with the largest single order of steel media tower mills. The mills are to be delivered at what is set to become one of the biggest and most efficient iron ore beneficiation plants globally, reinforcing FLSmidth’s global leadership in energy-efficient grinding technology.
The order includes the delivery of 18 vertical tower mills (called FTM-5000) to be used in both the secondary and tertiary grinding circuits, directly downstream from two of the world’s largest high-pressure grinding rolls (HPGRs), which the customer ordered from FLSmidth in 4Q24. Each of these vertical grinding mills will be the largest steel media mills ever deployed in terms of both size and capacity. In addition to these mills, the order also includes the delivery of 30 KREBS UMD pumps and 18 KREBS gMAX hydrocyclones to complete the secondary and tertiary grinding circuits’ process requirements. These will be
the largest known size of slurry pumps active in India’s mining industry.
The vertical tower mill is one of FLSmidth’s core MissionZero offerings, supplying capabilities that reduce energy consumption in the fine grinding of minerals by 25 – 50% when compared to traditional horizontal ball mills for the same feed and product size.
Mikko Keto, CEO at FLSmidth, said: “Winning this strategic order is a proud moment for the FLSmidth mining team. The combination of the upstream HPGRs and vertical tower mills will provide the customer with significant reductions in energy, water, and grinding media consumption throughout the entire flowsheet, supporting optimal profitability. It also clearly underpins the value of leading technology, strong customer relations, and the confidence customers have in our MissionZero flowsheet, supported by our global service network.”
CHILE Metso awarded repair service agreement
Metso has been awarded with a three-year repair service exchange contract for Nordberg® MP1000 cone crushers and HIGmills™ at two mining sites in Chile.
The chosen repair service exchange solution includes maintenance recommendations, defined service intervals, and the execution of necessary repairs, as well as genuine Metso parts, including inventory management, required for the refurbishment process. This will enable optimisation of the immobilised capital of the whole process between the customer and Metso. This maintenance agreement will extend the service life of the customer’s assets, secure predictable maintenance costs, enhance reliability and safety, and help to reduce CO2 emissions.
The agreement, developed through collaborative planning between Metso and the customer, aims to ensure consistency, transparency, and ease of
business operations. Metso’s service centre will provide additional benefits to the signed contract by ensuring timely support and enhancing overall operational efficiency.
The order value of the three-year contract is over €16 million. The first part of the contract has been booked in the minerals segment’s 4Q24 orders received.
Daniel Figueroa, Sales Director, Chile, Metso, said: “We are extremely happy that our customer continues trusting us in their critical equipment maintenance needs. The new contract confirms our partnership and long-term relationship approach with an important customer and Metso-installed base. In collaboration with the customer’s maintenance, planning, and technical teams, we created a comprehensive repair service solution that combines Metso’s quality services, technical expertise, and OEM wears and spares availability.”
WORLD NEWS
Diary Dates
bauma
07 – 13 April 2025
Munich, Germany www.bauma.de
Discoveries 2025 Mining Conference
08 – 10 April 2025
Mazatlán, Mexico www.discoveriesconference.com
Expomin
22 – 25 April 2025
Santiago, Chile www.expomin.cl
CIM CONNECT 2025
04 – 07 May 2025
Montréal, Canada www.convention.cim.org
GRX25
20 – 22 May 2025
Brisbane, Australia www.grx.au
UK Mining Conference in Cornwall 11 – 12 June 2025
Falmouth, UK www.ukminingconference.co.uk
Tailings 2025
03 – 05 September 2025 Santiago, Chile www.gecamin.com/tailings
The Digital Mine 2025
25 September 2025 Online conference www.bit.ly/4hp4fjQ
CONEXPO-CON/AGG 2026
03 – 07 March 2026
Las Vegas, USA www.conexpoconagg.com/conexpo-con-agg-construction-trade-show
To stay informed about upcoming industry events, visit Global Mining Review’s events page: www.globalminingreview.com/events
GLOBAL Weir to acquire Micromine
Weir has entered into a binding agreement to acquire Mining Software Holdings Pty Ltd (Micromine) for a sterling equivalent enterprise value of £657 million (AUS$1.3 billion).
Micromine is a top-tier global software provider to the mining industry, with comprehensive solutions across the upstream mining value chain. It supports critical mining operations from exploration through mine design and planning, operational scheduling, and mining operations in hard ore, soft ore, and underground applications.
Jon Stanton, Chief Executive Officer, Weir said: “The acquisition of Micromine is a significant step in our strategy of investing in technology to accelerate smart, efficient, and sustainable mining. The combined force of Micromine and Weir will create a sector-leading globally-scaled platform to optimise performance across the mining process.”
AUSTRALIA Liebherr-Australia and Roy Hill announce new partnership
Executives from Liebherr-Australia and Roy Hill have come together to commemorate the new partnership between the two companies. The celebration of this new partnership took place at Roy Hill’s offices in Perth, Western Australia. Executives from both companies came together for a tour of Roy Hill’s remote operations centre (ROC) and for the ceremonial handing over of the brand new 800 t R 9800.
To commemorate the new machine, Sophie Albrecht, a member of the Liebherr Group’s administrative board, presented Roy Hill’s chief executive officer, Gerhard Veldsman, with a perfect replica of the new R 9800 –complete with bright pink counterweight and bucket, highlighting Liebherr’s support of Roy Hill and the company’s commitment to breast cancer awareness and support.
Trent Wehr, Managing Director, Liebherr-Australia, says: “Liebherr is excited to partner with Roy Hill, a company that shares our dedication to innovation and operational excellence. We look forward to a long and prosperous future working together to unlock new efficiencies and growth opportunities for their mining operations.”
The R 9800 is the second of three initial Liebherr excavators to be delivered to Roy Hill. The 800 t machine joins an R 9400 excavator that was delivered at the end of 2024. The third machine, a second R 9800, is set to join the fleet by 2Q25. Roy Hill chose to add Liebherr machines to its existing fleet in the Pilbara, given the strong reputation Liebherr has built for operational durability and reliability, fuel efficiency, and comfort for operators.
PROdUCT NEWS
Paving the way for a low-carbon future and driving down costs and construction times are two key themes at the upcoming bauma trade fair, which kicks off on 7 April in Munich.
Epiroc is stepping up to the innovation challenge; in the global race for efficiency, Epiroc’s product designers and technicians are taking the lead. The company will be unveiling two new star products at this year’s show that are set to accelerate the transformation of both mining and construction operations.
Designed for the most demanding conditions, the PowerROC T35 drill rig has become a fan-favorite at worksites around the world, thanks to its reliable performance. But at Epiroc, the wheels of innovation never stop turning – the company is now gearing up to showcase its latest upgraded model.
“The new generation PowerROC T35 takes productivity, safety, and fuel-efficiency to a whole new level,” says Masanori Kogushi, Senior Product Manager, Epiroc.
Setting a new benchmark
The latest PowerROC T35 presents a range of new features that will be showcased at bauma. All in all, these upgraded capabilities allow drillers to score major points, not just for efficiency and safety, but also when it comes to reducing wear and tear.
Thanks to a closer interplay between the PowerROC control system and Epiroc’s COP Logic, the new model maximises energy transmission between the drill bit and rock. This means that the lifespan of drilling tools can be prolonged, which in turn helps to keep running costs low.
Spotlight on new hydraulic breakers
At this year’s edition of bauma, Epiroc will also proudly unveil new hydraulic breakers that make construction and demolition tasks easier and more cost-efficient than ever.
The Epiroc EC 100 breaker is equipped with a new wear bushing system fitted with a replaceable insert that reduces maintenance needs. Once the wear limit has been reached, the insert can be turned 180° to allow continued operation while a new insert is ordered.
Field replacement is also made easier, given that simple hand tools are all that is required, eliminating the need for special equipment.
Lighter design makes a bigger impact
The EC 100 breaker is now 180 mm shorter and weighs 40 kg less than its predecessor, improving handling and reducing energy consumption.
The model is fitted with advanced control technology, including an integrated control valve and EnergyRecovery system, as well as the VibroSilenced Plus system which lowers noise and vibration levels.
More innovations on display
Besides the PowerROC T35 and new breaker, Epiroc will showcase several additional product advances. These include new hydraulic rock drills: COP QM50CR, COP SC19X-HF, and the upcoming COP RR20, coupled with a demonstration of the company’s commitment to circular solutions through its remanufacturing offering and midlife services.
Underground equipment for civil construction will also be showcased at bauma, led by the Boomer E20 S face drill rig and the digital platform Underground Manager 2.0, along with selected tophammer drilling tools from the Epiroc Yellow Line, which is designed to tackle the toughest of rock conditions.
The Epiroc display at bauma will be located in the outdoor area FS.1208/1.
Figure 1. The new generation PowerROC T35 offers both increased fuel efficiency and faster operations.
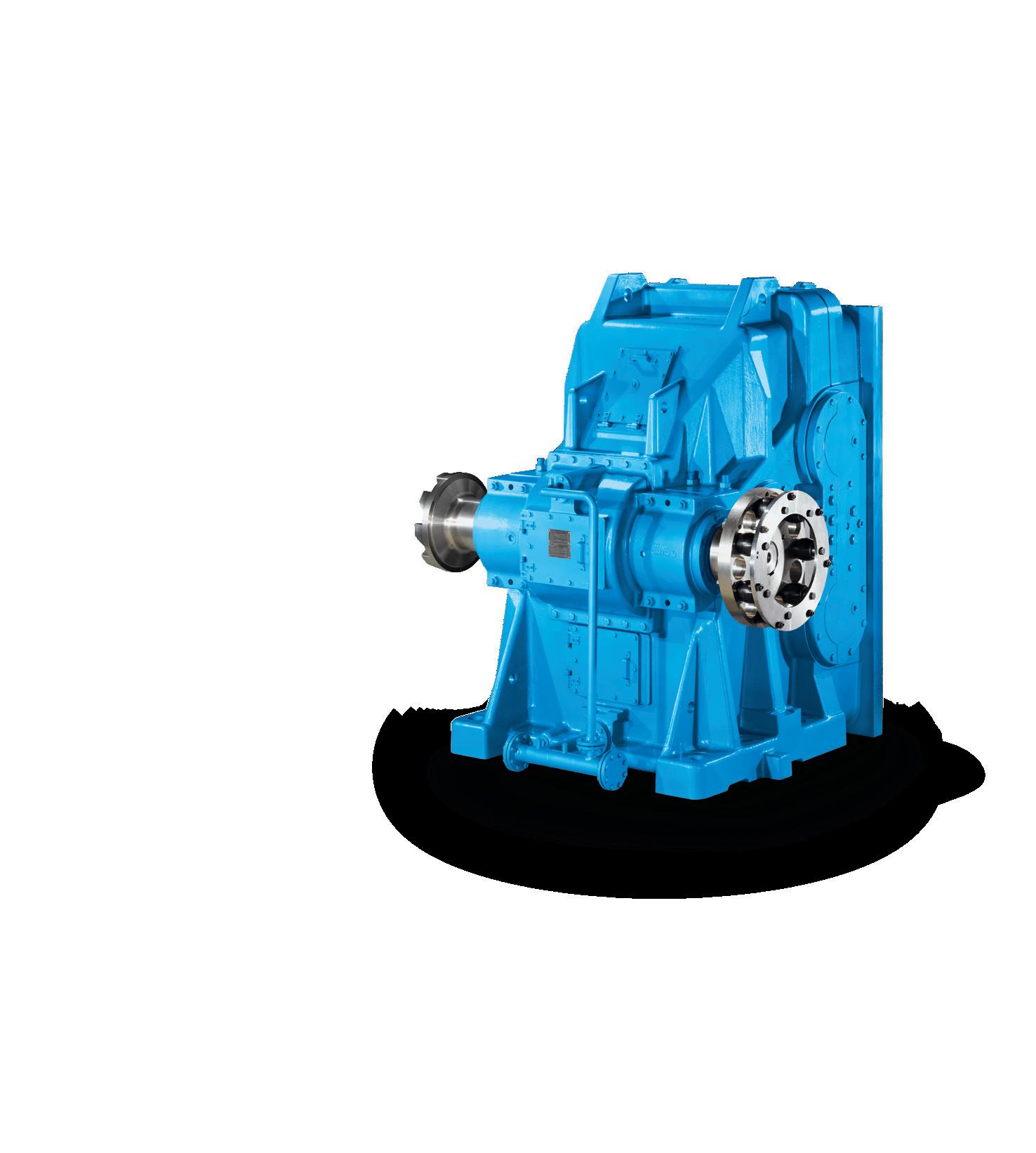
full torque from zero speed. But you also gain exceptional control – paired with built-in protection for your machines and uptime. Whether you’re looking to extract more, to refine your processing or simply to keep it all moving, we have what you need. We drive what drives you.
Hägglunds is a brand of Rexroth. www.hagglunds.com
PROdUCT NEWS
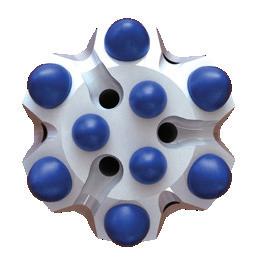
Asimple fact affects all manufacturers of drilling consumables: no two drilling sites are the same. Consequently, the market should be provided with a vast range of tools to meet varying needs. In addition to increasing performance, the drilling industry faces ever-growing demands regarding energy efficiency and cost control. Robit is looking to tackle all of these issues with its line of modular H Series hammers.
A modular breakthrough in hammer design
The H Series represents a novel approach to hammer design. Mainly aimed at drill and blast operations and water well drilling, the hammer range comes in four sizes: 4, 5, 6, and 8 in.
To meet the diverse demands of different drilling environments, the hammer’s modular design enables as many as 12 configurations of one base assembly for each hammer size. A lighter hammer weight combined with heavier pistons results in higher penetration rates while consuming less energy. The inner cylinders come in two displacements geared to either maximise the power output, or enhance efficiency with reduced demand for airflow. In addition, by swapping out only two parts, the hammers can be changed from a conventional model using bits with foot valves, to tubeless versions, and vice versa.
Field-proven performance
The H Series hammer line has been in development for a couple of years, with end-user customers performing
validation trial drillings over several months in both drill and blast and water well drilling real-world conditions.
In Far North Queensland, Australia, FNQ drilling offers water well drilling services for domestic, rural, and commercial clients. The region’s ground conditions vary greatly, ranging from clay to granite, making flexible hammer performance and adaptability a necessity. After months of validation trials on the 6 in. H Series hammer, Shane Naude, the owner of FNQ Drilling, reported overwhelmingly positive results regarding durability, efficiency, and cost savings. All hammer components show better wear properties than the previously used competing products; the penetration rate is faster, and the fuel consumption is lower.
Similar results are emerging from South Africa. The drill and blast company Brauteseth Blasting, operating the Phalaborwa opencast phosphate mine in the Limpopo province, has been testing the 6 in. H Series hammer. Brauteseth’s Plant Manager, Owen Du Plooy, reports increases in penetration rate, resulting in a 5% lower cost per meter. Other benefits he mentions include easy maintenance, good sleeve life, and a reasonable price. New technologies also bring new challenges, but Du Plooy gives credit to the technical support Robit has been able to provide at short notice.
Another Robit customer, the drilling and blasting division of Zizwe Opencast Mining, is the drill and blast operator at the Lwala opencast chrome mine in the Limpopo province, owned by Samancor Chrome. Zizwe has been testing the 6 in. H Series hammer since October 2024. The mixed ground conditions include fractured rock, sandstone, and clay. In line with Brauteseth’s results, Zizwe has also observed better penetration rates and quicker maintenance on the hammer, as confirmed by Operational Manager, Derik Van Deventer.
A commitment to continuous innovation
True to their philosophy of continuous improvement, Robit views the current H Series as only an interim step towards ever-evolving products. The trials performed in Australia, South Africa, and elsewhere continue to provide Robit with valuable feedback and improvement ideas, aiding the company in its quest to eventually establish the versatile H Series hammer as a true game-changer in down-the-hole drilling.
Figure 1. The modular Robit® H Series down-the-hole hammer family is available in 4, 5, 6, and 8 in. size ranges.
Luc Lachance, Metals and Mining, ION Commodities, Canada, considers the challenges and opportunities facing the global nickel market beyond 2024.
Several intertwined factors affected the global nickel market in 2024. These included shifting supply dynamics, fluctuating demand, and growing environmental concerns. After a dramatic 47% price collapse in 2023, largely due to oversupply from Indonesia, the market struggled to balance production with demand.1 Prices continued to fall in 2024, save for a brief surge following US sanctions on Russian nickel, although this rally was short-lived. By year-end, persistent oversupply pressures drove down prices to a four-year low of US$15 540/t, signalling that the market remained challenged by global production shifts and fluctuating demand.2
At the same time, the environmental impact of traditional nickel mining, smelting, and refining operations has prompted more discussions on the potential for a ‘green nickel’ premium, which may reshape the market. These conversations developed alongside the exploration of alternative materials for electric vehicle (EV) batteries, aiming to reduce reliance on nickel while aligning with climate and environmental goals.
Global supply and demand: Persistent oversupply and market shifts
Global demand in terms of primary nickel consumption rose from 3.19 million t in 2023 to approximately 3.35 million t, an increase of 5% according to forecasts from the International Nickel Study Group (INSG).3 Looking ahead, the demand for nickel is likely to increase further, to around 3.55 million t in 2025.
A sharp rise in global nickel production counterbalanced this growth in demand, creating a surplus of 170 000 t – up slightly from 167 000 t in 2023. According to Ewa Manthey, commodities strategist at ING, this oversupply has exposed nickel to violent price spikes in the event that investors unwind their short positions.4
Indonesia, which continued to dominate global nickel production – accounting for an estimated 57% of total output –was a major player in the oversupply.5 The scenario led to European stainless-steel makers turning to Indonesia for nickel pig iron (NPI). European mills have typically used ferronickel, a higher-purity alloy, but several plants that make it have shut down due to low-price competition from Indonesia, making production unprofitable. This is a significant change from 2023, as Indonesian government data shows that exports of NPI to Europe surged to 87 485 t this year from just 1006 t.6
The oversupply of Indonesian NPI also coincided with the closure of several major nickel mines elsewhere. Mines operated by BHP and First Quantum Minerals in Australia, along with Glencore’s Koniambo mine in New Caledonia, ceased production.7, 8, 9
Nickel refining demonstrated a similar shutdown trend. For example, in June 2024, BASF and Eramet abandoned plans to invest up to US$2.6 billion in a nickel refinery originally intended
to support growing demand for battery-grade nickel.10 This project would have been the only 100% Western-backed nickel project in Indonesia. Its abandonment was largely driven by changing market dynamics, which made the project less viable amid an oversupplied nickel market.
Continued Chinese influence
China’s role in the global nickel market remained a defining feature in 2024. The country’s investment in refining and processing nickel has increased substantially, with the global share of nickel supply refined within China or by Chinese companies abroad rising from 34% in 2015 to 58% in 2024, according to Benchmark Mineral Intelligence.11 Indonesia’s policy of downstreaming fuelled this growth, as it encouraged Chinese companies to invest in nickel refining and processing infrastructure, both domestically and abroad.
However, despite China’s increasing dominance in nickel refining, flagging demand in the Chinese property and industrial sectors continued to place downward pressure on prices.12 Nickel is used to make stainless steel construction materials, of which China is a large consumer, so this demand also depends on China’s economic outlook. Beijing embarked on interest rate cuts and other targeted support in October.13 The move pushed up prices briefly, but did not sufficiently stimulate demand for a sustained increase, as prices fell to a four-year low in mid-November.14
A changing electric vehicle market
After stainless steel production, nickel-based electric vehicle (EV) batteries are the second-largest driver of nickel demand globally. In 2024, as the EV market evolved, the relationship between EV adoption and nickel consumption became less straightforward. While total EV sales continue to rise, the overall rate has slowed.15 Growth is concentrated in China, and nickel batteries face competition from other alternatives.
For example, while China’s share of the global EV market grew to 76% in October, this growth was mostly related to plug-in hybrid EVs (PHEVs).16, 17 Battery-electric vehicles (BEVs) were up 29% in September, while PHEVs jumped 97%.18 PHEVs use smaller batteries, which require less nickel than fully electric vehicles. As a result, while EV sales continued to rise, the growth did not translate into a corresponding boost in nickel demand.
Carmakers in other regions, particularly Europe, began adjusting their electrification strategies in response to a slower-than-expected demand for EVs. The global sales of EVs – either BEV or PHEV – grew 20% in 1H24, data from market research firm Rho Motion showed.19 However, Europe saw only 1% growth in the same period.
Another major shift in the EV market is the growing use of lithium-iron-phosphate (LFP) batteries, which contain no nickel. China’s BYD has signed a deal with Tesla to supply LFP batteries for more than 20% of Tesla’s manufacturing capacity in China.20 Moreover, BloombergNEF found that nickel-free batteries, mainly lithium-iron-phosphate (LFP), have overtaken the formerly dominant nickel-manganese-cobalt (NMC). LFPs’ market share of passenger EVs has grown from around 17% in 2020 to around 44%.21
While there are other nickel-containing battery chemistries, which means EVs will continue to play a significant role in driving
nickel demand in the short term, the proportionality between the sector’s growth and nickel consumption is becoming weaker due to the rise in PHEVs and LFPs.
Increased attention to environmental impact
The move away from nickel-containing batteries also reflects rising concerns about its environmental impact. Smelters in Indonesia typically rely on coal to power their plants. This reliance on fossil fuels contributes significantly to the carbon intensity of nickel production, earning it a reputation as a producer of ‘dirty’ nickel.
In contrast, Canada offers a more sustainable model for nickel production. The country uses hydroelectric power, a renewable energy source, to supply electricity to its nickel mining and metallurgical operations.
Environmental and supply chain concerns motivated calls for a green premium for low-carbon nickel following a slump in London Metal Exchange (LME) prices last year.22 The market for sustainable nickel remains niche, but it is growing. In early 2024, the LME stated that the market for green nickel was too small to justify its own futures contract.23 However, developments in this space continued, with Australian mining company Wyloo selling low-carbon nickel on Metalshub to develop a price index for sustainable metals.24
This trend is expected to continue as governments focus more on the full spectrum of ESG practices in metal production. The EU already plans to implement a battery passport to trace the sustainability of imported materials by 2027.25
The US Department of Labor has added Indonesian nickel to its exploitation list, citing multiple NGO reports about deceptive recruitment practices.26 These initiatives could drive demand for green nickel, giving sustainably mined and processed nickel an edge over traditional sources.
A market in transition
The global nickel market in 2024 was in a state of flux. Indonesia has reinforced its position as the leading supplier, and, going forward, nickel prices are likely to be tied to the strength of the Chinese economy for consumption of stainless steel and global trends in EV adoption.27
In the medium term, an increased focus on sustainability is likely. Both market forces and governmental regulations will drive the trend and shape the sector’s trajectory, offering new growth avenues for producers positioned to seize the related opportunities.
Over the long term, it is uncertain whether EV demand will bolster nickel prices given developments in battery chemistry.
As the nickel market evolves, companies must adapt to increasing complexities in value chains, fluctuating demand, and sustainability requirements. Technology is playing an increasingly pivotal role in helping businesses streamline operations, improve decision-making, and remain competitive. From using data for more accurate forecasting to automating processes that reduce operational inefficiencies, embracing innovative tools can be the difference between merely surviving and thriving in today’s dynamic market environment.
References
Available on request.
Luiz Claudio Sampaio, specialist in mining lubrication, emphasises the need for lubricants to create a more sustainable future for the mining industry.
The mining sector, a key driver of the world’s economy, continues to face significant environmental and operational challenges: resource depletion, land degradation, water scarcity, and greenhouse gas emissions. In a world seeking to reach the target of 1.5°C by 2050, how can the mining industry play a significant role in facilitating the energy transition?
A paradigm shift towards sustainable operations
The mining industry is undergoing a significant transformation towards sustainable operations, acknowledging the environmental impact of its
historical practices that often run counter to these global environmental objectives. The crucial role it must now play is clear: supplying important minerals and metals for renewable energy technologies, electric vehicles, and energy storage solutions.
How lubricants can make a difference
Lubrication, a fundamental element of mining operations, is at the heart of this transition. Sustainable lubrication methods can improve efficiency, minimise environmental impact, and optimise the overall performance of mining operations. By positioning lubricants at the centre of this
Figure 1. Opencast copper mine.
new sustainable approach, mining companies can help create a more environmentally acceptable future.
Minimising environmental impact
Sustainable lubrication practices and their benefits:
Oil spill prevention
Proper storage, handling, and disposal of lubricants are essential to prevent accidental spills that could contaminate soil and water bodies. To significantly reduce the risks of such incidents, it is crucial to implement effective spill containment measures and to carry out regular inspections of storage tanks and pipelines.
Biodegradability
The use of biodegradable lubricants offers a significant advantage in minimising environmental impact. These lubricants are formulated to decompose naturally, reducing the risk of long-term pollution.
Reduced greenhouse gas emissions
Improvements in lubricant technology have led to the development of products that enhance the energy efficiency of mining equipment. By reducing fuel consumption, these lubricants contribute to lower greenhouse gas emissions, and a smaller carbon footprint.
Protecting ecosystems and water bodies
Mining operations often take place in remote and ecologically sensitive areas. Sustainable lubrication practices are essential to protect these environments. By minimising the discharge of harmful substances, mining companies can preserve biodiversity and maintain the health of local ecosystems.
Economic advantage
Sustainable lubrication practices not only benefit the environment, they also improve the financial performance of mining operations. Thanks to improved lubrication programmes and reduced maintenance costs, mining companies can increase their overall operating efficiency and boost their bottom line.
Extended equipment life and reduced maintenance costs
Sustainable lubrication technologies are designed to optimise equipment performance and reliability:
Enhanced reliability
High-quality lubricants, specifically formulated for mining operations, significantly extend the service life of essential equipment components. By reducing wear and tear, these lubricants minimise the need for frequent repairs and replacements.
Minimised downtime
Well-lubricated equipment experiences fewer breakdowns and failures, leading to reduced downtime and increased productivity.
Lower maintenance costs
By extending equipment life and minimising downtime, mining companies can significantly reduce maintenance costs, including labour, parts, and energy consumption.
Increased productivity and efficiency
Performance, energy efficiency, and safety are interconnected factors in mining operations. Effective lubrication plays a vital role in optimising all three:
Optimised performance
Proper lubrication ensures that equipment runs optimally, maximising productivity and output.
Reduced energy consumption
Efficient, fuel-saving lubrication technology can reduce energy consumption by minimising friction and heat generation.
Improved safety
Well-lubricated equipment is safer to use, reducing the risk of accidents and injuries.
Regulatory compliance and risk mitigation
Sustainable lubrication practices play a key role in mitigating the risk of non-compliance and the associated sanctions:
Avoiding penalties
Mining companies must comply with industry standards and environmental regulations. Adopting sustainable lubrication procedures can minimise the risk of non-compliance and avoid costly fees and penalties.
Enhanced reputation
A strong commitment to sustainability can improve a mining company's image by attracting environmentally conscious investors and customers.
Key strategies for sustainable lubrication
To effectively implement sustainable lubrication practices, several strategies are at the disposal of mining companies:
Proactive maintenance and monitoring
Regular oil analysis: By regularly analysing oil samples, mining companies can monitor the condition of lubricants, identify potential contaminants, and detect early signs of degradation. This proactive approach enables timely maintenance interventions, thus avoiding costly equipment breakdowns.
Condition-based monitoring (CBM): This involves the use of sensors and data analysis to monitor equipment condition in real-time. By tracking key parameters such as vibration, temperature, and pressure, maintenance teams can optimise lubrication cycles and minimise downtime.
Efficient lubrication distribution
Centralised lubrication systems (CLS): These ensure efficient lubrication of multiple points with
Figure 2. Drilling to place explosives in an underground tunnel at a copper mine in NSW, Australia.
precise metering, increasing overall lubrication effectiveness, minimising waste, and lowering the risk of human error thanks to automation.
Proper storage and handling: Proper storage and handling of lubricants, such as using airtight containers or clean dispensing equipment and avoiding extreme temperatures, helps preserve quality, prevent contamination, and prolong lubricant life.
Sustainable lubricant selection
Biodegradability: Biodegradable lubricants significantly reduce the environmental impact of accidental spills or leaks. These products are designed to break down naturally, minimising the impact on ecosystems.
Level of performance: High-performance lubricants reduce energy consumption and improve equipment efficiency and service life. By optimising lubricant formulation and additive packages, mining companies can achieve significant operational benefits.
Circularity
Recycling: Collecting and recycling used oils offers mining companies a way to contribute to greater sustainability by reducing waste and conserving natural resources.
Re-refining: Used oil re-refined is a multi-stage process that recovers high-quality base oil, significantly reducing the demand for virgin crude oil and minimising environmental impact.
Digital transformation
Lubrication management: Mining operations can increase productivity and optimise lubrication procedures by using digital technologies, such as platforms for real-time information, lubricant usage, and equipment condition tracking.
IoT-enabled lubrication: Integrating smart technology into lubrication systems enables remote monitoring, automated data collection, and predictive maintenance. By analysing data from connected sensors, mining companies can make informed decisions about lubrication cycles and maintenance requirements.
Collaborative innovation for sustainability
Cooperation between industry players is of paramount importance in advancing the implementation of sustainable lubrication strategies. The development of partnerships between mining companies, lubricant suppliers, and industrial groups can encourage creativity and generate innovative solutions. A number of levers can be used to this end:
Knowledge and best practices sharing Mining companies have access to a wealth of resources to enhance their lubrication strategies:
Industry forums and conferences: Participating in industry events provides opportunities to share experiences, discuss challenges, and explore emerging trends.
Benchmarking: Evaluating their performance against industry standards and best practices enables mining companies to identify areas needing improvement and adopt more efficient lubrication strategies.
Technical expertise: Collaborating with lubricant suppliers and industry experts gives mining companies access to specialised knowledge and tailored technical assistance.
Research and development (R&D)
R&D is crucial for advancing mining lubrication, resulting in significant improvements:
Advanced formulations: R&D leads to new lubricant formulations that improve performance, reduce environmental impact, and extend equipment life.
Innovative technologies: By exploring emerging technologies, such as nanotechnology or additive manufacturing, the industry can develop tailored lubrication solutions to meet specific challenges and improve overall efficiency.
Digital solutions: Investing in digital enables the development of smart lubrication systems that optimise lubricant usage, reduce waste, and improve maintenance planning.
Collaborative partnerships
To advance sustainability, mining companies can also:
Engage in public-private partnerships: Collaborating with government agencies and research institutions can facilitate the development of sustainable technologies and policies.
Join industry associations: These provide networking opportunities with peers, allow for the sharing of best practices, and offer a platform to influence the sector’s standards.
Conclusion
Sustainable lubrication is a critical element of modern mining operations, an industry essential to the global economy and energy transition. As the world strives to achieve a zero CO 2 scenario by 2050, the mining industry plays a key role in supplying critical minerals and metals for renewable energy technologies.
By implementing environmentally sound practices and leveraging advanced technologies, mining companies can significantly reduce their environmental footprint, enhance operational efficiency, and improve their overall sustainability performance. Strategic partnerships with lubricant suppliers can further accelerate this transition by providing innovative solutions that optimise lubrication, minimise waste, and reduce energy consumption.
Through sustainable lubrication practices and industry collaboration, the mining industry can contribute to a more sustainable future, ensuring a balance between economic growth and environmental protection.
Francesco Giuseppe Lanzillotta, Klüber Lubrication, Germany, explains how implementing energy-efficient lubricants in mining operations can enhance sustainability and deliver substantial savings.
As the mining industry faces increasing pressure to reduce operational costs and minimise environmental impact, optimising energy efficiency has become a top priority. However, one often-overlooked contributor to energy loss is friction within essential mining equipment. High loads, harsh conditions, and intense operational demands can cause substantial wear on machinery, leading to higher energy consumption and more frequent maintenance cycles. This is where energy-efficient lubricants – specifically designed to meet the unique demands of mining environments – come into play.
The article explores how energy-efficient lubricants can deliver tangible savings and enhance equipment reliability in mining operations. By switching to these advanced solutions, the global mining industry could potentially save more than
€1 billion annually. From reducing energy consumption and CO₂ emissions to increasing output of mills and lowering total ownership costs, the switch to specialised lubrication solutions represents a smart investment for any mining operation aiming to boost productivity and sustainability.
With years of experience in the mining sector, Klüber Lubrication’s expertise in energy-efficient lubrication brings practical solutions to the mining sector. This article will explain how a small change in lubrication can drive big productivity gains, with real-world case studies, potential savings estimates, and guidance on implementing these advanced lubricants in their own operations.
With substantial energy requirements, mining operations often bear the brunt of rising electricity and energy costs. For many mining sites, critical machinery such as crushers,
conveyors, and grinding mills account for a significant portion of operational electricity expenses. As environmental regulations tighten and the demand for sustainable practices grows, the industry is under pressure to adopt energy-efficient technologies that align with standards like ISO 50001 and other energy management certifications.
One often-overlooked area for improving energy efficiency lies in the selection of lubricants. By switching to energy-efficient specialty lubricants, mining operations can reduce electricity consumption, lower costs, and contribute to environmental targets – all while optimising machinery performance under demanding conditions.
Optimising gearbox efficiency in mining operations
In the mining industry, energy efficiency in critical equipment, such as crushers and grinding mills, can yield significant savings. Gearboxes within this equipment represent a crucial starting point for reducing energy consumption. Large-scale mining mills, including ball mills and vertical mills, often rely on multiple gearboxes to maintain high-load operations. These gearboxes, when inefficiently lubricated, convert much of the input energy into unwanted heat, vibration, friction, and noise, rather than effective grinding.
Grinding remains one of the least efficient processes, with a considerable portion of energy lost to factors beyond actual material reduction. For example, a typical mining mill operating at 5500 kW and running at 90% load for approximately 6000 hr/yr can consume nearly 30 MW annually. At an electricity cost of 10 euro cents per kW/h, this amounts to approximately €3 million in energy expenses per mill each year. Given that mining operations often utilise multiple mills across expansive sites, the cumulative energy costs can be substantial.
Practical gains in mining lubrication
In mining operations, a substantial number of facilities still rely on conventional mineral oils for lubricating critical equipment. By transitioning to energy-efficient lubricants, mining sites can achieve an estimated 3 – 4% reduction in energy consumption per gearbox.
Klüber Lubrication has successfully upgraded a range of gearboxes in diverse industries from conventional oils to specialised lubricants, such as the Klübersynth MEG 4, GEM 4N, and GH 6 series. Regardless of the gearbox type, these conversions consistently yielded measurable energy savings.
Typically, mining mills require significant power, with nominal capacities often between 4000 – 5000 kW and oil volumes ranging from 3000 – 5000 l. Klüber Lubrication’s experience shows energy savings between 2 – 6.5%, with average results of 3 – 4%. Additionally, energy-efficient lubricants often extend oil replacement intervals by a factor of three to five, reducing the frequency of lubricant purchases and disposal costs, as well as lowering maintenance demands. This level of efficiency can lead to payback periods between three and 20 months, making it a viable investment for mining operators aiming to reduce operational costs and extend equipment life.
Quantifying savings in mining operations
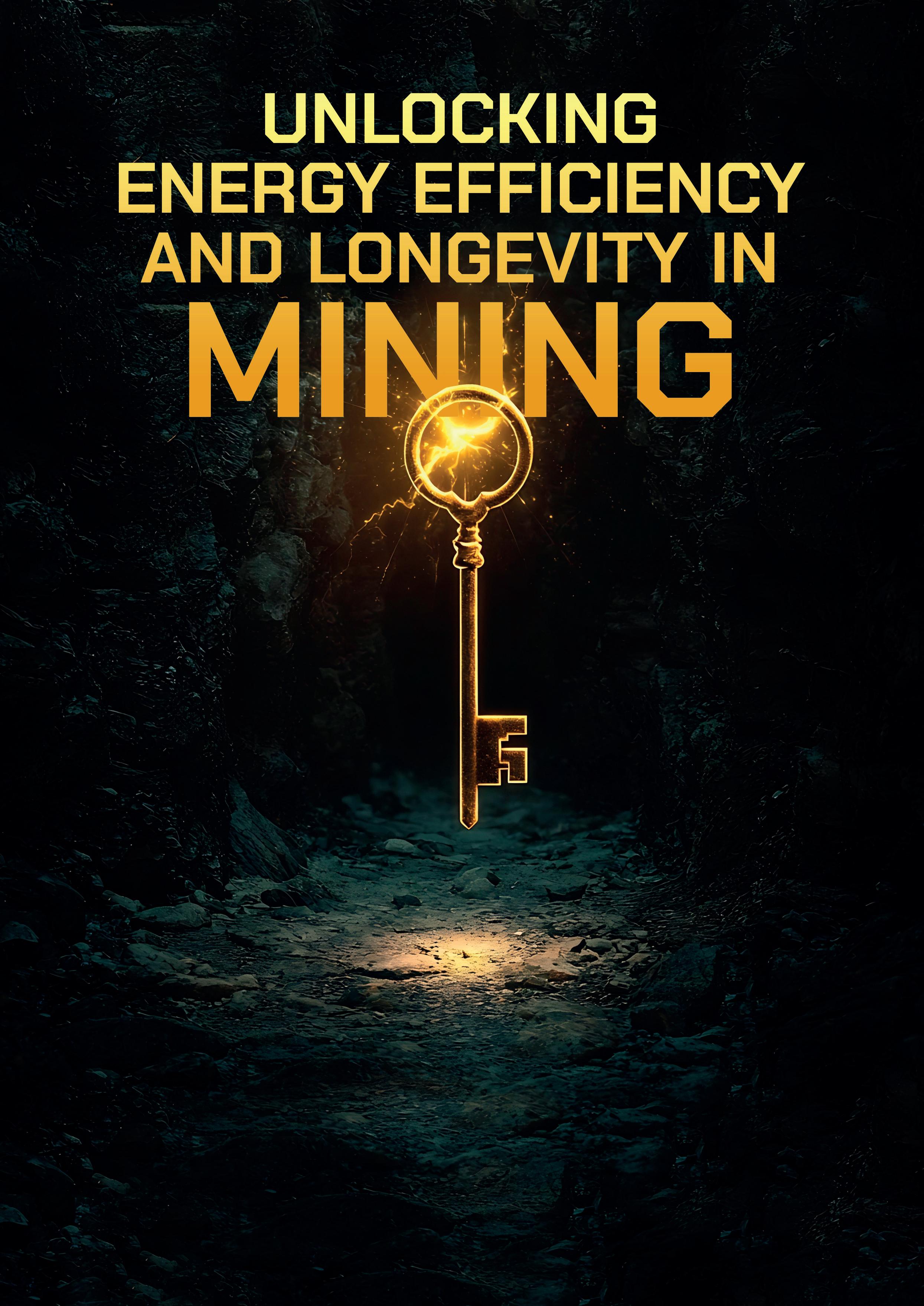
In a mining mill with a power rating of 10 000 kW and an annual operation time of around 6000 hr, a switch to energy-efficient lubricants can yield estimated savings of 3 – 4% in electricity costs. This translates to annual cost reductions between €180 000 – 240 000, based on an electricity rate of 10 euro cents per kW/h.
Across larger mining sites with multiple mills in operation, these savings can scale up considerably, with potential annual reductions starting from €2 million. Additionally, this can contribute to lowering CO₂ emissions by several thousand tonnes per year, aligning with sustainability targets in the mining sector. Typical payback periods for such efficiency upgrades range from one to two years, often less.
To illustrate these savings further, Table 1 provides examples of potential electricity cost reductions based on various gearbox power ratings and energy savings percentages.
To accurately assess the impact of energy-efficient lubricants, mining operations measure specific energy consumption both before and after the oil change, following standardised protocols such as IPMVP and ISO 50015. This approach ensures a reliable evaluation of the achieved savings and demonstrates the measurable impact of optimised lubrication on both costs and environmental performance.
Overcoming adoption challenges for energy-efficient lubricants in mining
Despite the clear benefits, many mining operations have yet to adopt energy-efficient lubricants, missing out on substantial cost savings and efficiency gains. On a global scale, widespread adoption of these lubricants in mining could lead to significant financial and environmental savings across the industry.
Figure 1. Mining mills require significant power but lubricants offer huge potential for energy savings.
Table 1. Energy savings – the most common scenarios.
Addressing awareness gaps
One key reason for the slow adoption is a lack of awareness regarding the savings potential. To address this, it is essential to involve all relevant stakeholders, including maintenance teams, production staff who monitor energy KPIs, and environmental and energy managers. Educating these groups on the direct impact that energy-efficient lubricants can have on reducing energy costs and CO₂ emissions could drive more widespread acceptance.
Demonstrating ROI and long-term benefits
Another factor is the unfamiliarity with the extent of potential savings. Beyond cutting energy costs, these lubricants also enhance wear protection, extending the lifespan of high-cost equipment and reducing total ownership costs over time. However, since these lubricants can be two to five times more expensive than standard options, initial cost concerns often deter decision-makers. Mining operations are encouraged to conduct a thorough return-on-investment analysis per piece of equipment to demonstrate long-term benefits.
Verifying savings with standards and protocols
Additionally, there is sometimes skepticism about whether these savings will materialise in specific mining applications. Therefore, working with a lubricant provider capable of measuring and verifying energy savings is critical. Standards such as IPMVP and protocols like the Energy Performance Contracting (EPC) model can offer assurance, with performance guarantees that align with mining operational needs.
Ensuring compatibility with existing equipment
Lastly, compatibility concerns with existing equipment, including seals and coatings, may create hesitation. To address these concerns, Klüber Lubrication collaborates closely with Freudenberg Sealing Materials through the ‘Lube & Seal Partnership,’ ensuring optimal compatibility between lubricants and seals. Using OEM-approved lubricants and working closely with providers to assess material compatibility can mitigate these concerns and help ensure seamless integration into existing systems.
Innovative payment models for mining efficiency
The initial cost of energy-efficient specialty lubricants can sometimes be a barrier for mining operators, as these lubricants are often more expensive than conventional options. To address this, Klüber Lubrication has introduced a transparent payment model that shifts the financial risk to the lubrication experts. Through the Energy Performance Contracting (EPC) model, mining clients can pay based on measurable, verified energy savings. This approach allows operators to start with a basic price that may be significantly lower than standard market rates.
Starting with an initial assessment
The process begins with an assessment of the specific equipment and systems where savings can be realised,
followed by an initial measurement of energy consumption and operating variables with the existing lubricant. Using this data, a savings target is set, and energy consumption is monitored at regular intervals, following standards like IPMVP and ISO 50015.
Flexible pricing based on verified savings
Based on the verified savings, a pre-arranged variable price is applied, which remains lower than the market price throughout the contract term. If the savings exceed targets, the cost remains fixed; if no savings are achieved, only the basic price is paid. This model reduces the financial risk for mining companies and ensures they benefit from the efficiency improvements without upfront commitment.
A five-step guide to implementing energy-efficient lubricants in mining
Step 1: Choose the right lubricant partner
Selecting an experienced lubrication provider is essential. Evaluate the available lubricants, verify that they are OEM-approved, and assess the provider’s capability for conducting detailed energy analyses specific to mining equipment.
Step 2: Identify site-specific savings potential
Work with the lubrication partner to pinpoint target applications within a mining operation. Select the most suitable lubricant and perform a return-on-investment analysis to gauge potential savings.
Step 3: Plan the transition
Organise the switch to energy-efficient lubricants by prioritising key applications. Select a pilot application, account for any planned equipment replacements or shutdowns, and establish a timeline. Typically, implementing the new lubricant requires only one to two days.
Step 4: Run a pilot study
Conduct an energy efficiency study on the pilot application to demonstrate the savings potential. This internal proof of concept can be instrumental in gaining support for broader implementation.
Step 5: Scale the success
Apply the successful results from the pilot to additional equipment, maximising CO₂ reductions and electricity cost savings across the operation.
Conclusion
The use of energy-efficient lubricants can increase energy savings and enhance equipment reliability at the same time. For companies in the mining industry, a switch to advanced product solutions – such as Klüber Lubrication’s – offers a great opportunity to reach new levels of energy efficiency and machinery longevity. On a global level, the mining industry could even save more than €1 billion annually, and also contribute immensely to sustainability targets.
Industry’s proven dewatering solution with high volume processing and improved design
Driven by growing volume of tailings and water scarcity, the mining industry is seeking sustainable solutions to address rising costs, regulatory compliances and increasing global resource footprint.
Extending the family line of FFP filters, the advanced Larox® FFP3716 filter is based on Metso’s industry leading plate pack design, redefining overall standard in reliability, capacity & safety. Combined with our optimized filtration plant design, the high capacity Larox® FFP3716 filter offers a reliable and cost-efficient long-term solution for any tailings application.
Partner for positive change
This Year’s Theme | Minerals, Innovation, and the Energy Transition
REGISTER FOR CIM CONNECT 2025
The CIM CONNECT 2025 mainstage events will unite leaders from mining and energy to explore the key issues shaping the future of the industry.
These sessions will explore the evolving role of minerals in the energy transition, breakthroughs in renewable energy, AI, battery storage, and transportation electrification. An exclusive iron ore panel will spotlight trends, innovations, and best practices, providing insights into overcoming challenges and seizing opportunities in 2025.
Reserve your spot today!
Keynote Speakers to Date:
Ammar Al-Joundi President & CEO Agnico-Eagle Mines
General Manager Technical Rio Tinto Minerals
Adam Oppermann, Stellar, USA, examines the use of large off-the-road tyre service trucks in the mining industry.
In the mining industry, efficient operation and rapid response to equipment breakdowns are vital for maintaining productivity and profitability. Large off-the-road (OTR) tyre service trucks play a critical role in this context, acting as mobile tyre repair shops that can navigate mining operations. They are specifically designed to handle the unique demands associated with large, heavy tyres – like the 59/80 R63 which can weigh up to 18 500 lb and have a width of 154 in. These specialised trucks are essential for servicing the enormous tyres which are integral to the operation of heavy mining equipment, such as haul trucks, loaders, and support equipment.
The mining sector relies heavily on the continuous operation of its equipment, and tyre failures can lead to significant downtime. For example, in surface mining operations, haul trucks are often the backbone of material transportation, and each hour spent repairing a tyre translates to lost productivity and revenue. Large OTR tyre service trucks enable tyre service professionals to address these issues onsite, ensuring that critical machines can resume operations swiftly.
Tyre service technicians: Ensuring operational continuity
Tyre service professionals play a crucial role in maintaining the functionality of mining operations, utilising large OTR tyre service trucks to manage the tyre programme, ensuring a
long lifecycle of the tyres. Given the substantial impact of tyre failures on productivity, and the significant financial stakes in the mining industry, where every hour of downtime can lead to major losses, these technicians are essential for minimising and avoiding operational delays.
With the ability to maintain tyres directly onsite with large OTR tyre service trucks, these technicians not only perform repairs, but also inspect and do routine maintenance, such as scheduling tyre rotations, allowing heavy equipment like haul trucks and loaders to maximise uptime. This helps
maintain the continuous operation of mining equipment, and also mitigates the financial impact of operational disruptions in a sector characterised by high costs and significant economic value.
The role of tyre manipulators
Tyre manipulators are sophisticated tools used in conjunction with large OTR tyre service trucks to facilitate the efficient handling and replacement of large OTR tyres.
Tyre manipulators act as a mechanical hand for the tyre technician, allowing them to safely lift, manoeuvre, and install tyres. The tyre manipulator allows the tyre technician to work without risking injury to themself or the tyre, and without damaging the equipment.
In addition to improving safety, tyre manipulators increase efficiency in tyre servicing. In high-stakes environments such as mining, where every minute counts, these tools allow for quicker tyre replacements and repairs. This capability is vital for minimising operational delays and maximising equipment uptime.
Importance of tyre manipulators in the mining industry
The mining industry faces numerous challenges, including the need to manage costs, maintain equipment availability, and operate within the constraints of harsh environmental conditions. Tyre manipulators play a crucial role in meeting these challenges by ensuring that equipment can be serviced quickly and effectively.
For instance, in an opencast mining operation, the distance between equipment can be considerable, making it essential to have a truck that can quickly move between machines that may have broken down or are being serviced. By having large OTR tyre service trucks equipped with tyre manipulators available to respond quickly, mining companies can avoid lengthy downtime and keep production running smoothly.
Key features to look for in quality large OTR tyre service trucks
To ensure optimal performance and reliability, several key features should be considered when evaluating large OTR tyre service trucks:
Integrated air compressors
A quality large OTR tyre service truck should come with an onboard air compressor that provides the necessary ft3/min. and pressure (psi) for quick and efficient tyre inflation onsite, streamlining the tyre servicing process. The compressor is typically a hydraulically driven, four-cylinder, two-stage piston compressor to allow for heavy-duty cycles needed in the mining industry.
Additionally, these compressors enable technicians to service equipment in other ways, not just airing up tyres, such as powering air tools and conducting maintenance tasks that require compressed air, further enhancing the versatility and efficiency of the service truck.
Stability features
Stability of the truck is crucial when servicing tyres with the tyre manipulator. Features like wide-stance stabilisers
Figure 1. The Stellar® TM16160/28000 Large OTR Tyre Service Truck can handle tyre and rim combinations up to 16 500 lb. The parallelogram design allows it to open up to 158 in. and close to 40 in.
Figure 2. The Stellar TM12154/23000 Large OTR Tyre Service Truck offers tough, versatile performance with a clamping width of 36 in. to 153 in.
Figure 3. The Stellar TM12154/23000 Large OTR Tyre Service Truck features a fully proportional radio remote and manual controls for multitasking and improved efficiency.
contribute to safer operations on uneven terrain, reducing the risk of accidents during tyre changes. Ideally, look for an A-frame stabiliser design; this feature combines the diversity of out-and-down style stabilisers with a wide stance to adapt to the location and environmental factors, providing maximum stability whether it is mounted on a single or tandem-axle chassis.
Storage
The body of an OTR tyre service truck should be able to store all the necessary tools and parts needed. Look for design elements that facilitate easy access to tools and equipment, such as slide-up-and-in doors and ample, easy-to-access toolbox systems and storage space. Efficient organisation within the truck can speed up tyre servicing operations.
Lighting for low light operations
Consider trucks with plenty of LED floodlights to provide visibility during nighttime operations, ensuring that technicians can perform tyre changes effectively in low-light conditions. Floodlights allow the technician to position them where needed, while skirt-mounted LED lights are set up on the working side for additional light.
Enhancing performance: Essential features of tyre manipulators
When evaluating tyre manipulators for use in demanding mining environments, several key features should be prioritised to ensure optimal performance and safety:
MINE MORE UPTIME
From mechanic trucks and service cranes to tire trucks and manipulators, count on Stellar ® products to keep mining equipment running. Rugged TMAX™ Mechanic Trucks can be configured for your needs, and the available aluminum construction reduces weight for higher payload. Stellar’s Large OTR Tire Trucks and Manipulators deliver the strength and capacity to handle a wide range of tire sizes. The list of Stellar products that maximize uptime for mining operations goes on and on.
Figure 4. Ample tool storage on Stellar Large OTR Tyre Service Trucks features slide-top doors for secure, convenient access.
Figure 5. With A-frame stabilisers, the Stellar TM12154/23000 Large OTR Tyre Service Truck ensures reliable support and durability.
Control systems
Opt for large OTR tyre service trucks equipped with both wireless radio remote control and manual control options as a backup. The remote control should allow for multiple functions to run at once, and for the speed of those functions to be controlled by the technician. This provides precise control of the tyre for the technician, allows them to be in a safe area, and gives visibility during tyre servicing.
Parallelogram design
This design is critical for achieving consistent clamping pressure and providing a secure grip on large tyres. By eliminating the need for additional pad extensions, it ensures safe handling during tyre servicing, which is crucial for maintaining the integrity of the tyre throughout the process.
Continuous rotation pads
Many high-quality tyre manipulators are equipped with continuous rotating pads. This feature enhances flexibility when positioning tyres, allowing operators to achieve precise alignment during installation, which is important for ensuring that tyres are mounted correctly.
Adjustable clamping distances
Tyre manipulators should offer various opening and closing clamping distances to accommodate different tyre sizes. This versatility ensures that the manipulators can meet the diverse needs of mining operations, effectively handling a wide range of tyre dimensions without compromising performance.
Hexagon boom design
Quality tyre manipulators should be designed to handle the rigours of the mining industry. A hexagonal boom design increases the strength of the boom while reducing the amount of flex it can sustain when under a heavy load.
Key assets in mining efficiency
As the mining industry continues to face pressures to enhance productivity and efficiency, the importance of large OTR tyre service trucks and tyre manipulators cannot be overstated. These advanced tools improve operational efficiency and significantly enhance worker safety and equipment reliability.
Moreover, as the mining industry evolves and machinery becomes more sophisticated, the demand for larger and more complex tyres continues to grow. Large OTR tyre service trucks equipped with advanced tyre manipulators will be vital in meeting these evolving needs, ensuring that mining operations can keep pace with technological advancements while minimising downtime.
By leveraging the capabilities of large OTR tyre service trucks and tyre manipulators, mining companies can ensure that their operations remain productive and profitable, even amidst the challenges posed by demanding working conditions and the requirements of mining machinery. As the sector advances, investing and utilising these essential tools will be critical to maintaining a competitive edge in the ever-evolving landscape of the mining industry.
Haydn Roberts (HR), CEO of MST Global, details how MST’s real-time geospatial digital twin platform and digital ecosystem enhance mission-critical functions of productivity, sustainability, connectivity, and safety in a Q&A with Will Owen (WO), Editor of Global Mining Review.
The fast-growing digitalisation and automation of the underground hard rock industry is bringing with it innovative safety and productivity solutions, which many companies are starting to employ.
In July 2022, Komatsu Ltd. acquired Australia-based Mine Site Technologies (MST), which provides critical operational platforms for underground mining that leverages communication devices and position
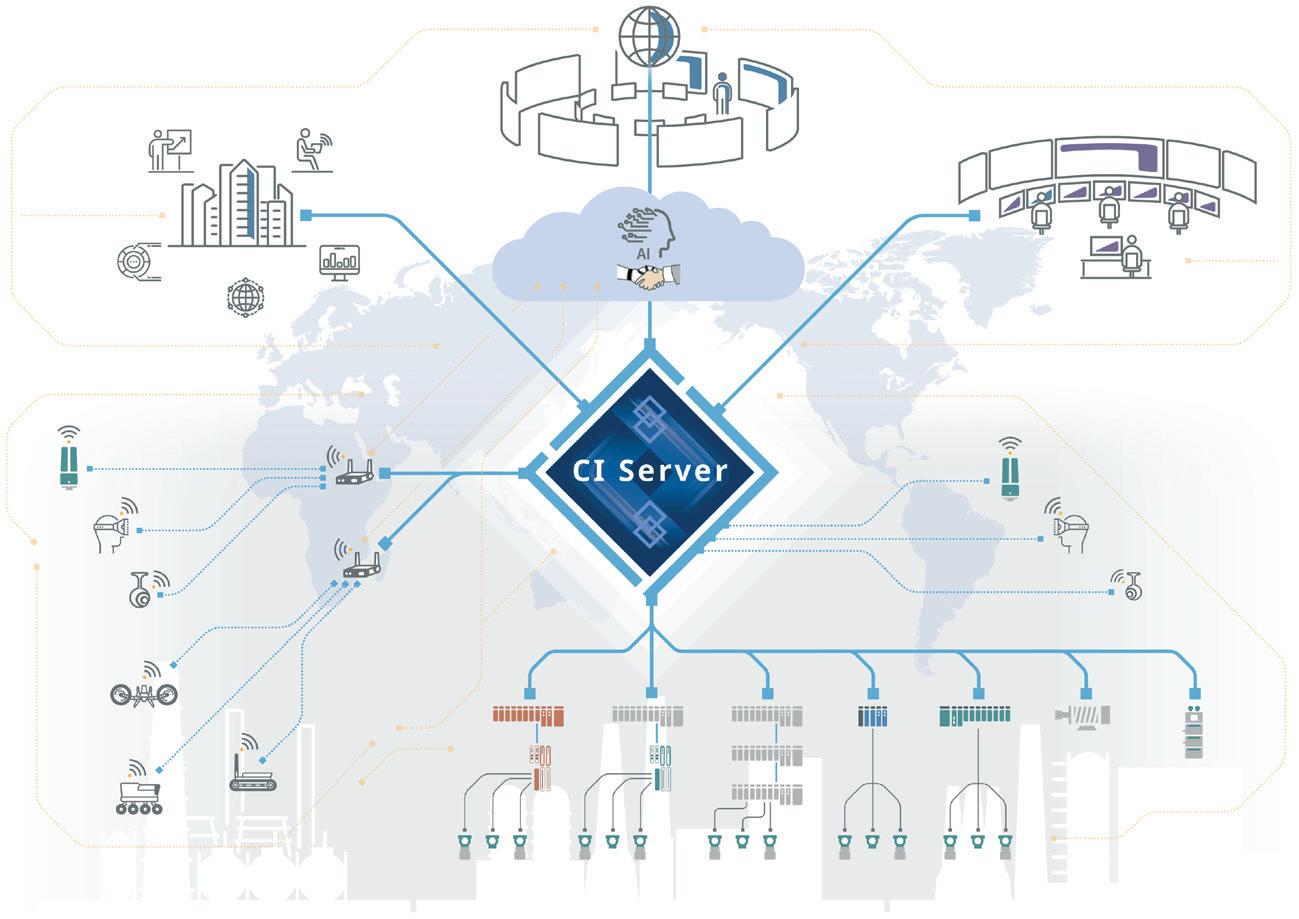
tracking systems. MST uses the HELIX enterprise software platform, which helps customers build digital ecosystems with real-time insights and alerts, voice and communication technologies, targeted modular solutions, robust network infrastructure, and wireless and geospatial technologies.
HELIX and its solution-based modules offer comprehensive digital monitoring, automation, and control
for all operations, creating a real-time digital twin of the entire mine. It includes next-generation precision tracking, proximity detection, and collision avoidance, all unified by Wi-Fi, Bluetooth, and GNSS. Soon, Ultra-Wide Band (UWB) technology with V2X data capability will also be integrated.
WO
The MST portfolio provides a comprehensive set of solutions for underground mining. In your view, what sets MST apart?
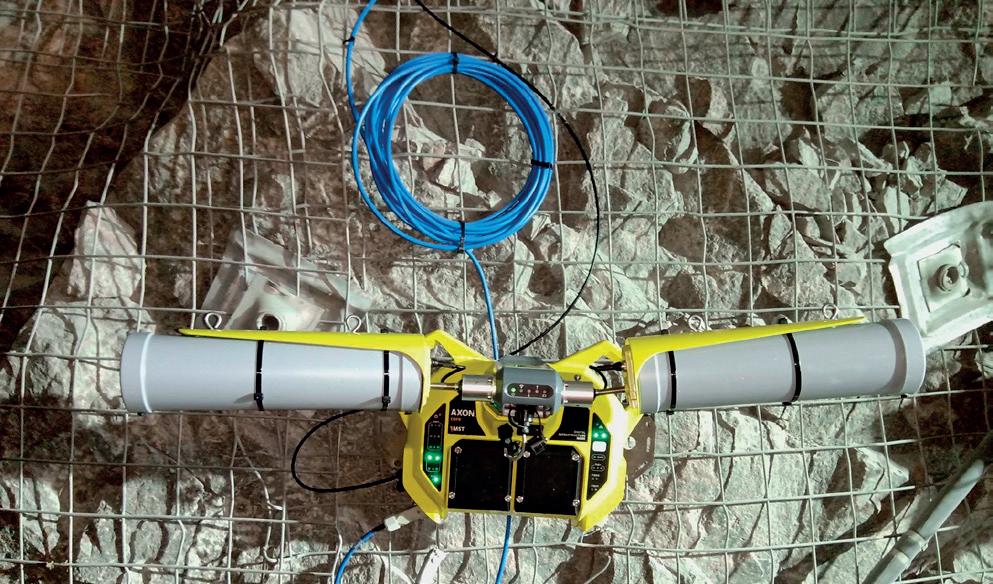
HR
MST’s AXON devices provide the network infrastructure for data and communications, while HELIX serves to bring all collected data together in a useful and meaningful way. Like the modular ecosystem introduced by Komatsu at MINExpo for surface mining, MST systems are OEM-agnostic, interoperable, and integrate easily with disparate systems at the task, process, and enterprise levels. Customers who have mixed fleets are able to use MST seamlessly across their entire network of equipment, due to the interoperability that we offer.
At MINExpo, MST introduced HELIX Dispatch, a fleet management system specifically designed to help visualise and manage load and haul processes entirely underground.
WO
MST features a multi-faceted framework around safety, productivity, and sustainability. How did you prioritise the development of this underground solutions platform?
HR
In developing our pioneering solutions for deep underground mining, we first approached from the standpoint of understanding what the greatest challenges are that customers face in deep underground environments. So, the priorities became:
Safety risks
We needed to maintain or improve the safety of workers in a hazardous, remote environment, and be able to manage and deploy real-time emergency responses, while adhering to stringent safety standards.
Operational efficiency
From an operational standpoint, optimising resource allocation, maintaining equipment, and managing workflows to ensure continuous and cost-effective operations helped us realise some key benefits:
Environmental impact: Minimising the environmental footprint of mining activities, managing waste, and ensuring compliance with environmental regulations.
Data management: Handling large volumes of data from various sources, ensuring data accuracy, and utilising data effectively for informed decision-making.
Cost control: Managing operational and capital expenses, reducing downtime, and implementing cost-saving technologies.
WO
What were the specific challenges you needed to overcome in developing a safer and more productive underground environment?
HR
Underground mining brings with it a unique set of variables that need to be controlled and managed. We developed technology solutions that promote communication, and allow for the exchange of vital information, to make for a safer and more productive environment against some of the following variables:
Limited environmental awareness: Underground environments present inherent risks like gas leaks, equipment failure, and cave-ins. Real-time monitoring and location tracking are crucial for mitigating these risks and ensuring worker safety.
Inefficient resource allocation: Manual resource allocation processes can lead to underutilised assets and bottlenecks in production flow. Real-time data and analytics can optimise resource allocation based on dynamic needs and workload demands.
Limited operational visibility: Lack of real-time visibility into equipment health, asset location, and task completion can hinder proactive maintenance and timely intervention, leading to inefficiencies and production delays.
WO
What are some of the key advantages of having a reliable operational platform in underground mining?
Figure 1. An LHD loading using real-time data from the HELIX Dispatch module.
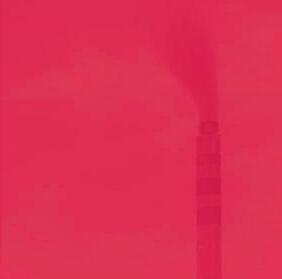
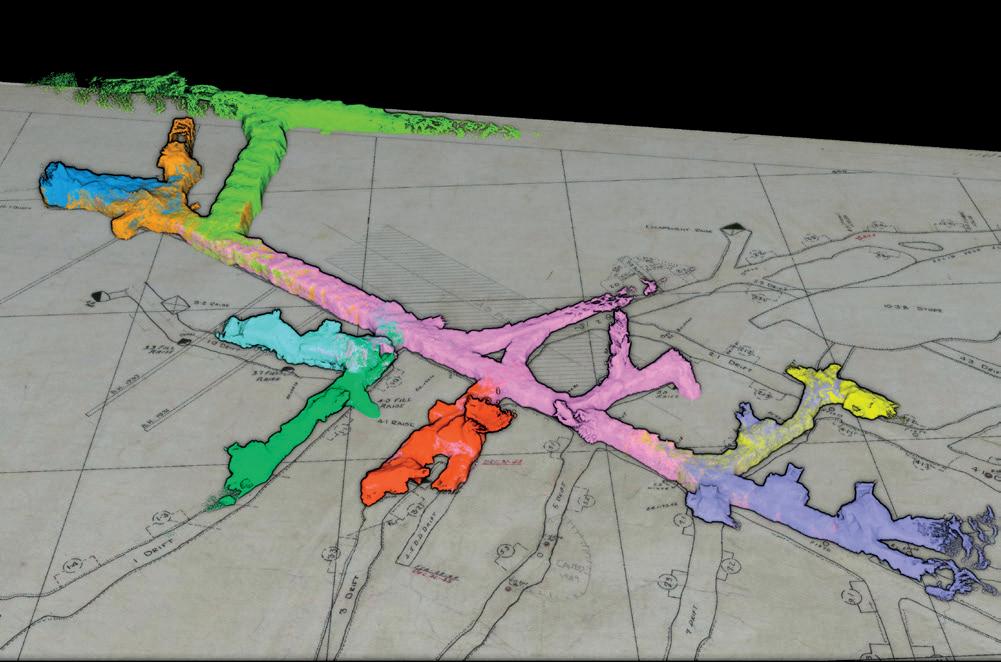
Figure 2. View of the 3D mine map within the HELIX software platform.
TotalEnergies develops high-performance lubricants for the evolving mining industry, helping to optimize equipment efficiency and extend service life. Our products and services contribute to the lowering of operating costs in your mining operations. rm.lubrifiants-industrie@totalenergies.com
HR
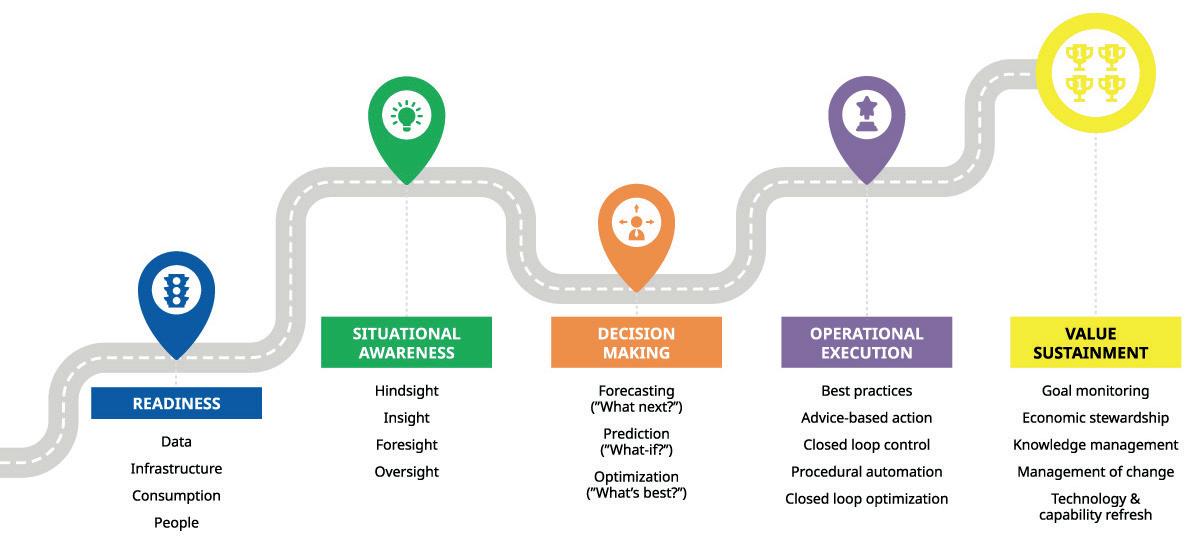
Having reliable intelligence allows operators to automate and make more informed situational decisions that directly affect productivity and safety on a myriad of levels. As a result, the need for both real-time data and automation is closely linked. Some of the more critical factors that impact the relationship between real-time data and automation include:
Real-time operational awareness: Eliminating data latency (the time between when data is transmitted and when it produces the desired result) enables a more holistic view of the mining environment through real-time data capture and visualisation, including the use of geospatial information for context. This empowers faster response times to critical events, and informed decision-making based on current conditions.
Enhanced situational intelligence: Leveraging real-time data streams helps to generate actionable insights and predictive analytics. This facilitates proactive maintenance, optimised resource allocation based on dynamic needs, and improved safety protocols through risk anticipation.
Reduced operational friction: Implementing smooth, more efficient, automated workflows and machine-to-machine communication can streamline processes, minimise human error, and optimise resource utilisation. This translates into increased efficiency, reduced downtime, and improved overall production flow.
WO
Can you provide an overview of the full capabilities of the MST HELIX platform and the devices needed to keep things safe and productive underground?
HR
HELIX is a comprehensive and versatile set of solutions, designed to enhance mining operations through its modular capabilities. Each module, which includes HELIX Core, 3D Connect, Dispatch, Automation, Sentinel, Telemetry (vehicle health), and IoT, provides specialised functionalities to optimise various aspects of mining. From real-time data capture and advanced automation to environmental monitoring and fleet management, HELIX integrates cutting-edge technology to streamline processes, improve safety, and drive efficiency. Its flexible architecture allows for seamless integration and customisation, making HELIX a powerful tool for modern mining, especially as operations change or grow. HELIX is also connected to Komatsu’s KMAP cloud data analytics platform, allowing for remote health monitoring of underground equipment.
Data is captured and geospatially tagged by real-time sensors, cameras, smart and edge devices, and wearables, all collected by a high-bandwidth, low-latency IP network. This network is agnostic to wireless solutions and features interoperability capability through message queueing telemetry transport (MQTT). The HELIX platform provides an enterprise-level 3D visualisation system that acts on this information. Our future goal is to leverage artificial intelligence to allow real-time improvements to optimise safety and productivity.
Figure 3. Data captured by real-time sensors, cameras, smart and edge devices, and wearables form part of the Geospatial Digital Twin ecosystem, for improved safety and productivity.
WO
You mentioned the HELIX productivity modules. Can you give us an example of the modules that support productivity underground?
HR
MST features a suite of productivity modules that manage things like load and haul, fixed asset automation (fans, pumps, traffic lights, etc.), safety, and telemetry. HELIX Dispatch, as an example, delivers superior fleet management from the production face to surface, and all points in between. With its advanced automation features, HELIX Dispatch helps dispatchers and supervisors oversee shift plans, monitor performance, and address issues promptly. This integrated solution enhances equipment utilisation,
But consistently accurate process pH measurements demand more maintenance that anyone likes.
The answer… The New EasyClean 500
Fully automated cleaning and calibration of process pH measurements. The must-have for all high-maintenance and health hazardous pH operations in mineral processing.
improves operational efficiency, and ensures timely material extraction, driving better decision-making and increased safety in mining operations.
WO
Are there underlying components or aspects that distinguish HELIX?
HR
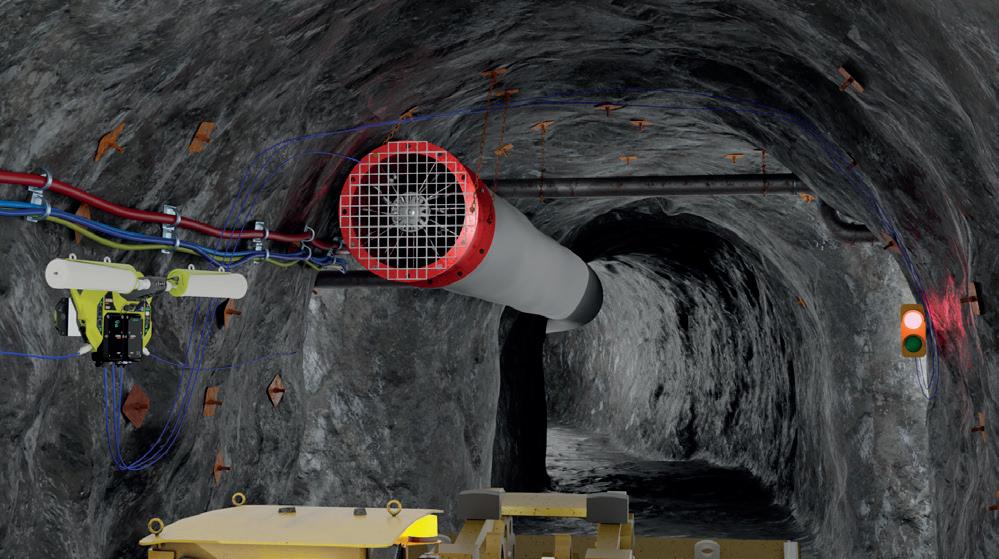
Diesel particulate matter (DPM) emissions are a real and present issue in mining, especially underground where conditions are tight, and ventilation is reduced.
Traditionally, samples are manually collected and analysed. Using HELIX’s modules, air quality can be remotely monitored using a variety of sensors on vehicles or fixed assets and, using rules-based programming in HELIX Automation to determine a concentration trigger point, can activate fans in the area to reduce concentration and improve airflow.
Utilising remote monitoring, detecting underground gas or the presence of miners triggers the activation of fans whenever necessary. With ventilation on demand (VOD), miners can expect a safe, productive, and sustainable work environment. In addition, automation can optimise the power requirements of a mine, with the ability to anticipate and reduce the power needed for fans and proper ventilation.
This formula for the real-time monitoring of situations, providing a safer outcome, can be extrapolated in a number of ways: monitoring temperatures in a particular section and triggering fans, or detecting pockets of water and activating a pump to drain them, to name two. If the trigger points are calculated carefully to prevent issues arising from escalated conditions (i.e. fan starts before temperature gets too high), production can continue.
WO
Can you provide an example of how MST has helped customers?
HR
With MST infrastructure and monitoring devices, gas levels can be monitored remotely in real-time, 24/7. Typically, blasting is performed twice a day, wherein two workers must drive down and measure gas levels with a hand-held monitoring system, before work can recommence. With MST, a customer estimated that they could save the equivalent of two weeks production time over a year through remote monitoring. In addition, that customer has also mitigated any risk posed by workers having to test and monitor those levels manually.
WO
You mentioned that the MST HELIX system is agnostic and interoperable. Can this system also accommodate the kind of advanced innovative equipment of the future?
HR
At MINExpo, we partnered with our Komatsu hard rock team to show how our AXON suite of products works in the underground environment with loaders, trucks, bolters, and jumbos to provide the necessary infrastructure to enable instant and reliable communication among people, assets, and control rooms. MST has developed a range of machine connectivity options that integrate with all types of machines, regardless of OEM.
Depending on the mine site’s requirements, our range of specific voice and data communication systems and devices can work with any Wi-Fi based communications, radio, and leaky feeder systems. AXON Control units are mounted on the walls of underground mines and receive and process data, facilitating real-time adjustments and automation of critical tasks through the seamless integration with the HELIX Automation system.
WO
Finally, how are customers feeling about the introduction of HELIX?
HR
Earlier, I mentioned that we introduced HELIX Dispatch at MINExpo. It is especially exciting for MST as this is our first step into fleet management and has been positively received by customers, with many realising significant savings. We look forward to sharing some case studies in the future.
Figure 4. The AXON suite of products provides underground mines with an infrastructure network to enable instant and reliable voice and data communications.
Figure 5. The AXON network infrastructure, combined with HELIX Automation module software, provides mines with functionalities like ventilation on demand, as shown here with a fan system.
Jack Rickey, MEVCO, USA, explores the rise of electric light vehicles – the best first step towards decarbonisation.
As concerns of global climate change escalate, major mining companies are stepping up their commitments to decarbonisation and sustainability by targeting significant reductions in greenhouse gas (GHG) emissions. Many mining companies are committed to substantial Scope 1 reductions by 2030 and have set ambitious goals aiming for net-zero emissions by 2050. Transitioning from internal combustion engine (ICE) vehicles to battery electric vehicles (BEVs) is one of the most critical aspects of this decarbonisation effort. While the transition to electric production machines and haul trucks has begun, progress will be constrained by OEM production limitations of large equipment. However, transitioning from ICE light vehicles to BEVs presents a more practical and attainable solution, serving as a pivotal starting point in the transition towards a sustainable future.
Figure 1. The path to decarbonisation is a challenging climb, requiring available and scalable solutions like BEVs.
Why are battery electric light vehicles the best first step towards decarbonisation in mining?
Health risk mitigation: Protecting workers from diesel particulate matter
The need to protect workers’ health is an additional driving force behind the move towards electric vehicles (EVs) in mining operations. Harmful by-products of ICE engines, like diesel particulate matter (DPM), have been classified as carcinogenic by governments and leading health organisations around the world. Exposure to DPM presents a serious health hazard to workers, particularly in the confined environments of underground mines.
The financial and legal implications of neglecting worker safety are mounting, with courts worldwide starting to hold companies accountable for failing to mitigate DPM exposure. As a result, mine operators are incurring substantial costs because of an increase in class action lawsuits. Transitioning to electric vehicles is not just a financial, ethical, and sustainability consideration, it is also becoming a regulatory obligation. Eliminating ICE vehicles removes these health risks, reducing a company’s liability and creating safer working conditions.
The advantages of a purpose-built EV
Mining companies converting light fleet vehicles to electric have three alternatives to consider: retrofitting existing ICE fleets, purchasing legacy OEM platform EVs, or investing in purpose-built EVs designed for optimum performance. Each of these options have challenges and advantages to consider.
Retrofitting existing vehicles
Converting existing ICE vehicles to electric requires removing the engine and associated components, modifying and upgrading structures, and installing the EV alternatives. Although this approach is feasible, the logistics, parts, and labour required are cost prohibitive. Also to be considered are the remaining life and performance of the donor vehicle, which are limited by the age and condition of old components. This process
also requires the disposal of the old parts, diminishing the contributions to sustainability.
OEM EVs built on legacy platforms
Several manufacturers produce EVs by utilising and adapting existing designs. This option eliminates the internal combustion components and installs EV substitutes. While this alternative reduces some of the waste and labour incurred with retrofitting, it remains hampered by design limitations. Because the software and electrical components are constrained by the existing platform, innovation and optimisation opportunities are limited.
Investing in purpose-built EVs
Designing an EV from the ground up is the most efficient and optimal approach. With a blank canvas, engineers can optimise safety, performance, and energy efficiency free from legacy constraints. Purpose-built EVs integrate next-generation technology, delivering superior functionality specifically designed for mining environments. Companies like MEVCO have leveraged this strategy, collaborating with industry-leading EV and automotive manufacturers to develop innovative mining-specific solutions.
After extensive assessments of global automotive manufacturer options, MEVCO selected Rivian’s R1T as the optimal platform for their purpose-built mining EVs. The advanced safety features, off-road capabilities, exceptional range, and leading-edge digital platform make the R1T a standout choice. This collaborative approach highlights the transformative potential of purpose-built EVs in revolutionising the mining fleet vehicle industry.
Digital platform integration: The minesite of the future
Improvements in safety and efficiency are on the rise as tech-savvy mine operators are leveraging advanced digital technologies. Mine modernisation is driving innovation in remote and autonomously controlled production machines and haul trucks. The next logical step is integrating these digital platforms with light fleet vehicles. Achieving complete connectivity will revolutionise mining operations, reduce safety risks, drive efficiencies, and utilise measurable data to guide decision-making.
The advanced digital architecture of the Rivian R1T, coupled with MEVCOnnect, creates a powerful platform for fleet vehicles. Integrating MEVCOnnect with existing equipment, OEM platforms will create a comprehensive network of connected machines and vehicles. This connectivity facilitates centralised fleet management, real-time monitoring, and predictive analytics, establishing the foundation for a safer, more efficient, and productive mining ecosystem.
The rise of the smart truck
Many modern vehicles offer some level of connectivity, providing basic telematics such as GPS tracking and vehicle status updates. Smart vehicles take connectivity
Figure 2. The mine-ready MEVCO Rivian R1T is an OEM-supported, purpose-built electric vehicle.
and data collection to a higher level. MEVCO’s Rivian R1T Smart Trucks collect and process over 7000 data points from cameras, sensors, and other technology,
providing detailed data on vehicle performance, environmental conditions, and operational parameters. Utilising MEVCOnnect further enhances this capability, providing mining operators with an intuitive platform to manage their electric fleets, utilising features such as:
Dynamic geofencing: Managing vehicle capabilities based on job type and location.
Speed limiting: Controlling speed limitations customised for specific conditions or tasks.
Predictive maintenance: Vehicle health monitoring to address issues proactively before they result in downtime.
Addressing concerns: Range, support, and costs
The transition to electric light vehicles raises common questions related to range, support, costs, and change management.
Range anxiety
Range concerns about EVs are common, particularly in demanding environments like construction and mining. Modern EVs utilise advanced software and battery technology that offer impressive range capabilities, and purpose-built models like the R1T are designed for the rugged landscape and conditions of mining. MEVCO conducts site inspections and use-case analyses to ensure vehicle selection aligns with range and workload requirements.
Service and support
Providing exceptional service and support is essential for the effective adoption of electric vehicle fleets. MEVCO prioritises proactive engagement, beginning with vehicle use-case examination and site assessments prior to deployment. This strategy ensures both vehicle and charging infrastructure requirements are addressed, mitigating the risk of disruptions. Providing comprehensive parts and service support after the sale, along with maintenance and training programmes, ensures an efficient transition to EVs within mining operations.
Total cost of ownership
Although the initial investment in EVs may seem substantial, the long-term financial advantages outweigh the upfront costs. EVs require less maintenance due to fewer moving parts, resulting in lower maintenance and part expenses. Additionally, reducing fuel costs, along with the expense of fuel transport, infrastructure, and storage, generates significant savings. Reduction in underground mining ventilation requirements to manage ICE emissions further enhances the savings related to electrification.
Change management
Transitioning to electric fleet vehicles marks a pivotal change in the mining space, requiring thorough planning and effective change management. Developing a comprehensive plan, engaging stakeholders,
Figure 3. MEVCO is committed to establishing comprehensive connectivity with all existing and new production equipment, providing support for enhanced safety, autonomy, and automation.
Figure 4. The MEVCOnnect digital platform utilises data and analytics, providing an intuitive connection to monitor, manage, and enhance light fleet vehicle performance.
Figure 5. MEVCO provides on-site, remote, and digital training solutions to facilitate an effective change management process.
and providing training and support are critical to fostering the adoption of EVs. MEVCO supports change management throughout the process, beginning with site inspection and use-case investigations. Change management support also encompasses vehicle operation training, maintenance support, software integration, and charging infrastructure consultation.
Safety: A top priority
Safety is critical in the mining industry, and the use of modern EVs provides advantages over existing ICE fleet vehicles. MEVCO’s mine-specific Rivian R1T stands out with its advanced suite of safety features, and is the only truck to earn the 2024 Top Safety Pick+ rating (The Insurance Institute for Highway Safety’s highest awarded safety rating). The truck boasts unmatched data collection and processing, supported by eleven high-resolution cameras, 360° visibility, five radars, and 12 ultrasonic sensors.
Safety improvements may be aided by the following:
Driving assist: Adaptive cruise control, highway assist, lane change assist (assisted lane changes on the highway).
Active safety assist: Collision warning, alerts, and preventative action.
Lane safety: Lane keep assist, lane departure warning, and blind spot warning.
Light safety: High beams automatically switch from high to low when a vehicle is detected ahead.
Reverse and parking safety: Warnings for rear cross-traffic, trailer assist, and parking assist.
These features, coupled with the safety benefits inherent with the elimination of gas and diesel emissions, position EVs as a safer alternative for the mining industry.
Conclusion
Decarbonisation and the path to net-zero mining has shifted from being a long-term objective to an urgent necessity. Implementing an electric fleet vehicle strategy offers a practical and impactful starting point, enabling safety enhancements, reductions in emissions, deployment at speed and scale, and improvements in efficiency. Purpose-built, mining specific EVs, including light vehicle solutions developed by MEVCO in collaboration with automotive OEMs, exemplify how innovation can provide solutions to address the unique challenges in the mining industry. By adopting advanced digital technology, reducing carbon footprint, and collaborating with leading EV solution providers, the mining sector can lead the way to a sustainable future.
MINE CUTS LUBE USE ON BULL GEAR BY 86%
After converting its ball mill bull gear to LE’s Pyroshield® Open Gear Lubricant, a gold mine decreased its annual lube consumption by 86%, while lowering pinion temperatures, eliminating nozzle plugging and lubricant buildup, and reducing disposal costs.
Ahead of bauma 2025 in April, Global Mining Review previews some of the companies that will be exhibiting at the Trade Fair Center Messe München.
ABB
C2.413
With over 140 years of experience in electrification and automation, ABB technologies are helping companies in the mining and construction industries to achieve zero-emissions goals while ensuring safe, efficient, and productive operations. ABB is dedicated to helping these industries by providing the solutions for them to become leaner and cleaner, driving the transformation towards a more sustainable future.
Visit ABB to explore the technologies reshaping the mining and construction industries, enabling a greener, smarter, and more efficient industry for generations to come.
Alimak Group
FS.1003/5
Alimak is a global provider of sustainable vertical access solutions, listed on Nasdaq Stockholm. With a presence in more than 120 countries, the group provides vertical access solutions with a focus on adding customer value through enhanced safety, productivity, and cost efficiency. The group has a large installed base of elevators, construction hoists, mast climbing platforms, and building maintenance units around the world. The portfolio also comprises of working at height solutions, and a global after-sales business model. Founded in Sweden in 1948, the group has its headquarters in Stockholm, 26 production and assembly facilities in 15 countries, and approximately 3000 employees.
Dafo Vehicle Fire Protection
C2.328
With over a century of experience in fire safety, Dafo Vehicle has become a recognised leader in fire suppression technology, trusted by mining and construction companies across the globe. Their robust fire protection solutions are specifically engineered to perform in some of the world’s most demanding environments.
Understanding that each operation has unique needs, Dafo Vehicle designs advanced systems tailored to safeguard critical equipment and enhance operational safety. Offering precise and highly effective protection, these systems are key to minimising risk and ensuring both workforce and operational security in challenging conditions.
Doofor Inc.
C2.205
Doofor designs and manufactures a wide range of hydraulic rock drills. Their products can be used in many tasks, such as underground production drilling, general excavations, dimensional stone quarrying, bolting, and ground stabilisation.
An interesting new product this spring is the Doofor DF530XS rock drill in the 10 kW size class, with multiple shank options for confined spaces where maximising feed length is essential. This includes many kinds of bolting and rock securing applications, along with traditional rock drilling. According to Doofor, this rock drill has a minimised number of internal components for easy maintenance and offers excellent drilling speed.
Epiroc
FS.1208/1
Epiroc is a global productivity partner for mining and construction customers and accelerates the transformation towards a sustainable society. With ground-breaking technology, Epiroc develops and provides innovative and safe equipment, such as drill rigs, rock excavation and construction equipment, and tools for surface and underground applications. The company also offers
world-class service and other aftermarket support as well as solutions for automation, digitalisation, and electrification. Epiroc is based in Stockholm, Sweden and had revenues of more than SEK 60 billion in 2023. The company has around 18 200 passionate employees supporting and collaborating with customers in over 150 countries.
Flexco
B2.227
Flexco is a world leader in belt conveyor productivity. With an extensive catalogue featuring mechanical belt fasteners and splicing systems, maintenance and cleaning tools, and other accessories that help to keep belts moving, there are seemingly endless opportunities to improve the belt conveying process. Furthermore, Flexco’s network of territory managers, distributors, and customer service representatives expands across the globe, and is dedicated to helping ensure that production runs smoothly and efficiently for belt conveying facilities. See why Flexco has continued to be the top choice for conveyor solutions for over a century; become a partner in productivity today.
Horton
A4.245
As a global leader in thermal control for power systems, Horton offers a variety of technologies for transportation and industrial applications to operate at the optimal temperature – even in the most demanding conditions. For over 70 years, the organisation has been an integral partner to companies worldwide, providing innovative and reliable engine cooling solutions for heavy-duty vehicles and equipment.
Komatsu
C6
& FM.713/1
Komatsu develops and supplies technologies, equipment, and services for the construction, mining, forklift, industrial, and forestry markets. For more than a century, the company has been creating value for its customers through manufacturing and technology innovation, partnering with others to empower a sustainable future where people, business, and the planet thrive together. Front-line industries worldwide use Komatsu solutions to develop modern infrastructure, extract fundamental minerals, manage forests, and create consumer products.
The company’s global service and distributor networks support customer operations to help enhance safety and promote productivity, while working to optimise performance.
Movex Innovation
B5/325
Movex is dedicated to creating innovative, safe, and ergonomic material handling solutions for a variety of industries, including construction, mining, and railways. Its commitment to workplace safety, efficiency, and environmental sustainability drives it to develop heavy-duty,
L440B MINING LOADER
MAX CAPACITY, ZERO COMPROMISE: 4.6 TONS, EMISSION-FREE*
Discover the perfect blend between performance and eco-responsibility: the L440B features a fully removable energy module at the rear, containing the LFP batteries & on-board charger. Changing batteries is now quicker than filling the fuel tank.
No changes required to mine infrastructure
Battery swap in less than 10 minutes
4-5 hours autonomy
The largest eshop for mining parts
*while operating
Main booth: C2.110 At the Business France booth: C2.126/2 Outdoor machine display: FS.1101/2F
electric, remote-controlled equipment that can handle heavy loads on any terrain, including stairs and confined spaces. As a world-class designer and manufacturer of compact material handling solutions, Movex has earned a reputation for excellence. It offers a wide range of safe and ergonomic equipment for horizontal and vertical transportation, as well as custom-designed solutions that meet the unique requirements of customers globally.
Stellar Industries
FN.992/9
Stellar is a US company founded in 1990 in Garner, Iowa, and has since expanded operations to multiple US locations. Stellar is a 100% employee-owned and operated manufacturer of high-quality work trucks and trailers, in addition to service truck and van accessories. Through its innovative, growing product line and an expanding distribution network, the company has gained an international presence and become the No. 1 productivity choice in many markets.
Weir
B2.212 & A6.137
Weir’s technologies and solutions help mining and aggregates companies optimise their productivity, while also reducing their operations’ environmental impact.
With signature brands including WARMAN®, ESCO®, ENDURON®, GEHO®, CAVEX®, LINATEX®, MOTION METRICS™, and NEXT intelligent solutions, the company combines its deep customer insights, world-class engineering, materials science expertise, and intelligent automation to deliver innovative end-to-end solutions. Weir backs its equipment with aftermarket support and an unrivalled service network.
Visit Weir’s booths to learn how the company is focused on smart, efficient, and sustainable solutions today.
Wirtgen
FS.1011
Wirtgen will be exhibiting the 280 SMi for material extraction in opencast mining. This enables selective mining by means of direct loading, sidecasting, or cut-to-ground. Raw materials are extracted and crushed in a single operation, without drilling and blasting, in an ecological way and in the purest quality. The 2750 mm wide cutting drum unit, with a cutting depth of up to 650 mm, enables high cutting performance. Thanks to the central drum concept, the machine weight can be optimally utilised for the cutting process. Even very hard rock above 100 MPa UCS (14 500 Psi) – for example limestone, gypsum, or anhydrite – can be mined economically.
Nick Striegel and Jon Hood, Caterpillar, USA, ponder the training options that mining operations have when it comes to operator equipment and technology.
Employing skilled, trained operators is a vital asset for mining operations. Experienced workers, trained on best practices for operations, can contribute to getting the most productivity out of a piece of equipment, as well as helping to improve a machine’s availability. Additionally, experienced operators are trained to focus on safety.
The issue facing many industries, including the global mining community, is a skilled labour shortage. The ageing workforce is creating a gap in refilling operating positions resulting from retirement.
Technology and automation can help to bridge this shortfall of skilled labour, but it cannot solve the issue entirely. This is where formal machine training offered by
OEMs can assist mining operations to upskill workers, by teaching best practices for operating and maintenance, and maintaining production efficiency targets.
It is not just about teaching machine operating best practices, but also how to leverage available on-board technologies to maximise a piece of equipment’s production capabilities. For Caterpillar’s operating training segment, Cat® Equipment Training Solutions (ETS), the most requested training concerns new technologies. The team of experienced industry professionals is charged with developing and facilitating delivery of training through certified Cat Dealer Instructors and the Cat Demonstration & Learning Centers.
In response to the high training demand, OEMs are developing extensive training content to assist customers with educating their workforce on ways to properly operate, maintain, and recognise machine issues, and understand safe operating practices. Cat ETS’s extensive ecosystem of training programmes range from free online short videos and economical eLearning programmes to simulators built with actual Cat machine controls and technology.
In-person and one-on-one training programmes are also available. The in-person sessions are led either by certified Cat dealer instructors or operators, or Cat demonstration instructors, who each have a minimum of 10 years of field experience.
The Cat ETS team fields thousands of training requests globally each year. Like other OEMs, the team collaborates with customers to determine the type of equipment or technology training required, and the method of delivery for such training is best to satisfy their needs – whether that is one-on-one, in person, or virtual online training.
It is highly recommended to be proactive in engaging with an OEM for training, and not to wait until a safety event or near miss occurs to identify the need. The following are some of the types of training opportunities provided by OEMs, and what a trainee can expect to encounter.
Free online videos
A growing trend for training requests is for short ‘how-to’ videos covering equipment features, technology, and simple maintenance items. These can serve as an introduction to a particular machine, or as a refresher after in-person training. The website catoperatortraining.com offers access to hundreds of short training videos, with topics ranging from basic equipment operation to advanced techniques, so that operators can uncover a wide breadth of knowledge about their equipment.
With the expansion of technology offerings for dozers, loaders, excavators, and other mining equipment, one significant focus area for these training videos by OEMs like Caterpillar is production-enhancing technology. From payload tip off for wheel loaders to grade systems for dozers, these videos offer a refresher for operators.
Safety is also paramount to miners and OEMs alike. Many videos explain some of the safety features in the equipment, such as off-highway truck brake and steering testing procedures, as well as enhanced automatic resistive braking control.
OEMs can offer the most current feature, safety, technology, and maintenance videos because they know when machines will be updated and can create new videos in advance. Caterpillar continually expands its video offering to cover the latest updates.
eLearning opportunities
Like online videos, eLearning serves as introductory-level training to new equipment operators, or as a refresher for more experienced operators. These programmes are designed to be affordable and introduce new operators to safety, machine controls, maintenance, inspection, and operating procedures for a particular piece of equipment. eLearning offers more of a high-level overview of a machine or product family for familiarisation. It also offers the added benefit of the operator being able to learn at their own pace, at a convenient time.
In the case of Caterpillar eLearning programmes, each unit takes about an hour to complete and ends with
Figure 1. Formal machine training offered by OEMs can assist mining operations to upskill workers.
Figure 2. Cat ETS reports that the most requested training concerns new technologies.
Figure 3. Designed to be affordable, Caterpillar eLearning programmes serve as introductory-level training to new equipment operators, or as a refresher for more experienced operators.
a unit knowledge self-check and an overall final examination at the end of the full programme.
One eLearning example offered by Caterpillar covers Cat D9 through D11 large mining dozers. The training module is developed for beginner operators, technicians, equipment owners, and others who have a desire to learn about Cat machine operating basics. The presented materials are intended to give end users basic knowledge on safety, maintenance, pre-operating procedures, and operating processes.
The latest simulators
Simulators can provide a safe and economical way for new operators to gain an understanding of machine controls and learn proper operating procedures. For experienced operators, they offer the benefit of refining skills to increase production levels.
Simulator developers work hard to make the virtual world experience as real and effective as possible. However, not all simulators are created equally. Some developers use generic machine controls for training operators on multiple pieces of equipment, which can leave a significant gap between the learned virtual experience and actual machine control when getting in the seat of a machine.
To provide training value, Caterpillar offers its simulator training developers – Simformotion and ThoroughTec –access to actual machine controls and technology, and licenses its intellectual property for simulator development. When operators are trained on the same controls they use when they get in the seat of the machine, it can create a more realistic experience than those being trained on generic controls.
Recent trends with simulation involve multiple people working together with collaborative simulators to increase the value of virtual training. When a trainee begins to interact with another human being, the experience can be totally different, as the shovel might not be perfectly positioned, or the truck might not be staged in the right spot. Cat Simulators recently announced its first mine-related collaborative worksite training package, using the Cat 6060 hydraulic mining shovel and 793 truck, to add this level of human interaction to the load/haul cycle.
Other available simulator designs include high-fidelity, built-to-spec replicas of the environment in which the trainee will operate. These mining simulators feature realistic reproductions of the actual mining equipment, where the instruments and controls look, feel, and are positioned as they are in the mining vehicle. Details down to a virtual representation of the company’s mine site offer the trainee a more realistic, site-specific feel for an operating site, and it gives the miner an opportunity to customise and introduce safety scenarios for dedicated training purposes.
In-person experience
While OEMs offer a range of online and virtual training opportunities to advance the operator’s skill level, nothing can completely replace customised,
Figure 4. When operators are trained on the same controls they use when they get in the machine’s seat, it can create a more realistic experience than those with generic controls.
Figure 5. Recent trends with simulation include having multiple people working together with collaborative simulators to increase the value of virtual training.
Figure 6. Actual 'seat time' can allow operators to put into practice everything they have learnt via other training methods and to improve the skill set.
in-person training. Actual ‘seat time’ can allow operators to put into practice everything that they have learned via other training methods, and to improve their skill set, so they can get the most productivity and availability from the machine.
OEMs offer a variety of on-site and ‘at-the-factory’ in-person training experiences, such as sessions at the Caterpillar Demonstration & Learning Centers. These may be performed by the dealer, or directly by the equipment manufacturer. If conducted by the dealer, the representatives will have received significant training and certification by the manufacturer so they can take the training lead.
Cat ETS assists customers with identifying the type of training required, and customising it to fit the specific need. For example, these areas could include improving the production environment, focusing on maintenance items, and identifying and addressing fault codes, among others. Training classes are segmented into three different levels:
Level 1 – Introductory training for new operators.
Level 2 –Fine-tune operating skills to increase productivity and safety.
Level 3 – Advanced certification of operators and trainers.
A key topic of in-person training through Cat ETS is safety. Sessions will include maintenance from the operator’s perspective, such as thorough walkarounds, identifying components and excessive wear, and daily fluid inspection points. Courses cover items like ISO symbols and levels of warning; what the operator will see, hear, and how they should react. They will also learn the controls and technologies available inside the equipment’s cab, and be taught best practices for operating procedures.
The advantage of contacting the manufacturer for training is their intimate knowledge of how a piece of equipment is designed to operate. Most often, manufacturers will have dedicated training facilities and access to an in-depth experience with the latest production-boosting technologies available on the machine.
Conclusion
Mining companies today have a multitude of training options available at their disposal to help increase operating productivity and safety, as well as machine availability. Training selections can range from free on-line videos, to high-level eLearning, to virtual training on simulators designed for a particular product family or specific mining environment. However, Caterpillar believes that nothing can completely replace the value and experience gained through in-person, one-on-one training.
It is recommended that companies be proactive about training and not wait for a safety event to occur before scheduling. If there is a question as to where to begin identifying training needs, the manufacturer is ready to assist.
E L E V A T E O P E R A T I O N A L E F F I C I E N C Y
The Alimak elevator is the perfect solution for both underground and surface mining applications, such as pelletizing plants, smelter s, concentrator s, and other ore processing plants Alimak elevator s have been enhancing operational efficiency and safety for the global mining industry since 1957.
• Built to perform in the world’s harshest environments
• Unparalleled track record in reliability and durability Visit our website for further information.
Maarten van de Vijfeijken, ABB, Switzerland, weighs up the pros and cons of different mill drives and their impacts on the mining industry.
Often, when thinking about gearless mill drives (GMD), large diameter semi-autogenous grinding (SAG) mills come to mind, with high power ratings of around 28 MW, well above the feasible range of geared mills. Interestingly though, of all the GMDs awarded globally in the last two years, the average GMD power was ‘only’ 18.7 MW. During this time, just two SAG mill GMDs of 18 and 24 MW were ordered, compared to a total of 10 ball mill GMDs – ranging from 16 MW upwards, and averaging 18.3 MW. Over the last four decades, more than 200 GMDs for wet grinding have been sold to the
mineral processing industry. In the first two of those decades, 67% of those GMDs were for (S)AG mills, and 33% for ball mills. Whereas, in the last two decades it was the opposite: only 37% of the GMDs were for (S)AG mills, and 63% for ball mills.
Most gearless mills today are ball mills
There are several reasons why most GMDs sold today are for ball mills rather than SAG mills. Firstly, there are often more ball mills than SAG mills in a typical SAB(C) circuit.
Secondly, certain greenfield projects, and some existing operations with SAG and ball mills that are now reaching deeper levels of the deposit, are processing more competent and harder ore: the high competence increases the attractiveness of a high-pressure grinding roll (HPGR) over a SAG mill, and the higher hardness increases the power requirement of the ball mill. Although HPGRs produce additional micro-fractures compared to SAG mills, they also produce less fines (i.e. finished product), and may require rather large ball mills, especially for relative hard ores. Furthermore, the GMD provides inherently variable speed, combined with the highest drivetrain efficiency and almost no limit to installed mill power. Most importantly, the gearless solution offers the highest mill availability: all mechanical drivetrain components are eliminated, so they cannot fail, and the GMD is significantly better monitored than most ring-gear
mill drives. For the past 15 years, ABB GMDs have led the way with online monitoring and remote troubleshooting tools that have paved the way for predictive and prescriptive maintenance, resulting in minimised unplanned downtime.
A brief history of grinding mills
Looking back, horizontal tumbling mills have undergone enormous development. In the past, a one-size-fits-all solution was often used for comminution circuits: three-stage crushing, followed by a very large number of very small rod and ball mills, each with an installed power of several hundred kW. A rod mill uses steel rods as grinding media, which is the reason why these mills are not scalable: both the mill diameter and the mill length are directly related to the rod length, which has its practical limits. The result was a very large concentrator footprint for a relatively low plant throughput capacity. The large number of small mills meant that, often, at least one mill was always under maintenance; when the last mill was finally relined, it started all over again.
Then came the autogenous grinding (AG) mill, starting with small diameter mills and low power ratings. By the mid-1960s the AG mills were up to 32 ft diameter with several thousand kW of installed power. In the 1970s, some AG mills had serious challenges due to lack of sufficient autogenous grinding media, and the SAG mill saw the light by adding small percentages of steel balls as additional grinding media. This worked so well that a significant increase in mill throughput was also achieved. The SAG mill quickly became the preferred workhorse of the mineral processing industry, not only because of its increased throughput capacity, but also because of the SAG mill’s scalability. Increased power and throughput per mill allowed the industry to realise a more compact footprint with fewer but larger mills, with simpler and easier to maintain comminution circuits, without the need for secondary and tertiary crushing. At that time, all (S)AG mills were gear-driven, which became the limiting factor in the development of larger and more powerful mills.
GMD’s entry into mining
By then, ABB had already realised a truly visionary concept for the cement industry: the GMD, which eliminated all mechanical drivetrain components. With GMDs, the rotor poles are mounted on the mill shell and the stator is wrapped around them. In 1969, ABB installed the world’s first GMD in a cement plant in France, which, after more than half a century, is still in operation today. In 1985, ABB installed the first GMD in a mineral processing plant, remarkably not for a SAG mill, but for a 6000 kW GMD for an 18 ft diameter ball mill in a copper concentrator. The first GMD (8200 kW) for a SAG mill (32 ft diameter) was installed in 1986. After that, the advance of the GMD, with its ever-increasing power ratings, especially for larger SAG mill diameters, was unstoppable. The GMD also inherently provided plenty of clearance on the mill deck on all sides of the mill, conveniently allowing dual-side relining. This cuts the number of time-consuming inching operations in half, and, combined with the automatic positioning and rapid controlled rollback functions, significantly reduces the downtime required for relining, further increasing mill availability. Over the past two decades numerous 40 ft (and even one 42 ft) diameter gearless SAG mills have been supplied with GMD powers up to 28 MW.
Figure 1. ABB installed the world's first GMD in 1969.
Figure 2. ABB service engineers.
Figure 3. A 17.5 MW GMD on a 26 ft diameter ball mill.
Several papers have been published that rightly argue for even larger and more powerful SAG mills with GMDs.
The prestigious global comminution conference in Vancouver is called the SAG Conference, although other comminution technologies are also discussed. The SAG mill is often in the spotlight whilst ball mills get less attention; perhaps because ball mills, being smaller in diameter and lower in power, are less impressive?
Variable speed on ball mills
SAG mills always require variable speed, which the GMD inherently provides. Several decades ago, ball mills were
driven by fixed-speed motors. Variable speed ball mills were not considered necessary, perhaps just nice-to-have. The approach was that the ball mill could simply be operated at a fixed (maximum) speed all the time, based on the rather crude argument that the cyclone in the closed ball mill circuit would provide the required particle size classification anyway. Later, however, there was a growing awareness that variable speed could be a real benefit on a ball mill, which is the last size reduction step before the actual concentration process. For example, during periods with softer ore or reduced fresh feed (e.g. during ramp-up or upstream issues), high mill power draw is not necessary, and would even be detrimental. Therefore, it is advantageous to reduce the ball mill speed, which instantaneously reduces the mill power draw and ensures high grinding efficiency, due to the high recirculating load. The reduced speed also minimises wear on mill liners and steel grinding media. If the downstream process after ball milling involves leaching, the reduced grinding media consumption due to the lower mill speed results in less steel contamination in the ball mill product, which in turn reduces cyanide consumption. It is well-known that in the case of flotation, a higher recirculating ball mill load results in less overgrinding, and thus higher recoveries, because the particles are given the opportunity to leave the closed ball mill circuit as soon as they are fine enough.
Another aspect concerns the mill liners, which need to be replaced on a regular basis. Often, customers will try different liners (materials and/or geometry), affecting lifting capacity and ball trajectory. It would be unfortunate if some liners with certain advantages should not be tried just because fixed-speed mills would slightly overthrow the balls. Sooner or later, most concentrators will push tonnage beyond the original design value, resulting in a coarser grind, so a consistently high mill power draw would be essential to minimise recovery loss. With fixed-speed ball mills, maintaining a constant high mill power draw over the life of the liners is a challenge: once the liners are half-worn, their lifting capacity and mill power draw are greatly reduced, resulting in lower throughput or a coarser product, which in turn negatively affects recovery. However, if the mill speed can be increased slightly as the liners wear, a more consistent high mill power draw can be maintained, and higher recoveries can be achieved. After a few years of operation, several customers consider upgrading the installed mill power, which at that point in time can cause additional downtime to implement. Therefore, it is highly recommended to install the maximum power that the selected mill size can actually draw from the outset, rather than limiting it to the power required for the design throughput and grinding duty. GMD power ratings are available for the actual achievable mill power draw of all attainable SAG and ball mill sizes, combined with the invaluable variable speed feature.
Conclusion
GMDs are the logical and only viable choice for large, high-powered mills, and are obviously also a justifiably preferred solution for medium-sized SAG and ball mills with much lower power ratings. Some of the key drivers for this certainly include the intrinsic operational pillars of the GMD: operational flexibility, high efficiency, and particularly high mill availability.
Figure 4. The ABB GMD Connect platform provides engineers with all the detailed data of their GMDs on any mobile device, from anywhere.
Figure 5. Two large 28 ft diameter ball mills with 22 MW GMDs.
Figure 6. A 17 MW GMD on a 26 ft diameter ball mill.
Alexander Kanaris, VDG (Van der Graaf), USA, describes how drum motors offer a solution to many traditional conveyor drive issues faced by the mining industry.
The environmental conditions in an underground or above ground mine are harsh for any mechanical mining equipment, especially for belt conveyors, and even more so for conveyor belt drives.
The most common conveyor drive configuration used in the mining belt conveyor is an external motor and gearbox mounted on the side or on the top of the conveyor frame. This externally-mounted drive unit is either driving the head roller by using sprockets and chain, by V-belts, or via the gearbox shaft that is mounted directly to the shaft of the
head roller. This external belt drive system is very maintenance intensive; the pillow block bearings supporting the head roller to the frame need to be maintained and kept lubricated. Part of the maintenance includes bearing vibration analysis, which is very important in estimating the remaining service life of the bearings. Downtime is very common for this type of conveyor drive configuration. The dusty and abrasive conditions in which these belt conveyors operate affects the proper cooling of the externally mounted electric motor, and are the cause of premature motor failure.
Another issue associated with the traditional drive configuration that causes downtime is the rubber lagging on the head drive roller. Lagging delamination due to wear, or physical damage to the lagging, can cause downtime and belt damage. Uneven wear of the rubber lagging will also prevent proper belt tracking, requiring more maintenance time to track the belt.
Redesigning the drum motor
The solution to completely avoid all the inherent traditional external conveyor drive issues and inefficiencies is to drive the conveyor belt with a drum motor conveyor drive design. The drum motor features unique advantages over a traditional external motor and gearbox drive.
The drum motor is a one-component conveyor drive that has all drive components, including the electric motor and gear reducer, along with all bearings and seals housed within the drive drum. The mounting shafts of the drum motor do not rotate. The drum motor does not have external bearings and therefore eliminates the need for periodic greasing and monitoring micro vibrations to estimate remaining bearing service life. All vital components of the drum motor are bathed in oil. The oil inside the drum keeps all gears and bearings well lubricated, and due to the high dielectric strength of the oil, it provides extra insulation to the electric motor windings for extended electric motor service life.
A traditional external conveyor drive has the output shaft of the gearbox at 90° to the electric motor shaft, resulting in 20 – 35% mechanical losses, depending on the type of gearbox used. Additional losses can occur when transferring the torque from the gearbox to the drive drum.
The drum motor has the electric motor mechanically connected in-line with the gear reducer, and the mechanical losses are limited to 2% per stage of gear reduction. In addition to high mechanical efficiency and no maintenance requirements, other advantages of using the one-component all-enclosed drum motor include space saving, and as there are no external components, there is no need for a mounting platform to accommodate an external motor and gearbox that are required with a traditional drive. In many cases with traditional drives, especially on stacker conveyors, the heavy external motor and gearbox hanging on the side of the conveyor creates side load, making it difficult to maintain and hazardous for maintenance personnel.
Using a drum motor for belt conveyor applications is safer for the people who work around the conveyor since it requires no maintenance other than oil change, uses less energy due to the substantial reduction of mechanical losses, and the weight is concentrated in the center of the conveyor – so there is no side load.
Original drum motor issues
Drum motors have been in the North American market for many years. They have been used in various industries, including food processing, warehousing, baggage handling, postal parcel, and mining and aggregate, among others. For the purpose of this article, the focus will be on the heavy-duty mining and aggregate applications. With all the benefits and design advantages of the drum motor, many people wonder why the external drive configuration is still the preferred belt conveyor drive used by the mining and aggregate industries.
The original design of the drum motor has an inherent design flaw: heat dissipation. The standard electric motor used with external drives has a cooling fan, whereas the electric motor inside the drum motor does not. The original design of the drum motor relies on the oil inside the drum as the method for cooling. The oil inside the drum transfers heat generated by the electric motor and gear reducer to the drum, and then
Figure 1. The VDG Drum Motor design.
Figure 2. Designed to withstand harsh and abrasive environments.
Figure 3. VDG Drum Motors with IronGrip™ lagging.
dissipates the heat to the belt. This method works in principle depending on the size and electrical losses of the drum motor. However, if the drum motor is covered with rubber lagging, the heat dissipated to the belt is negligible.
Failure to dissipate the heat generated by the electric motor and gear reducer will result in the failure of the electric motor due to overheating. Overheating the drum motor also causes the oil to overheat and lose viscosity. The oil can overheat to the point that it loses all lubrication properties, and at that point it no longer functions as a lubricant. Electric motor failure due to overheating is the main reason the drum motor is not widely used in mining and aggregate applications.
Designing for the future
Aside from one manufacturer, VDG (Van Der Graaf), no other drum motor manufacturers have adapted their designs to address these inherent mechanical and electrical shortcomings. VDG invested in a study to develop and manufacture a new drum motor design that corrected all design flaws associated with the original design of the drum motor. The aim of the new design was to substantially lower the temperature of the oil inside the drum, and increase oil viscosity for optimal lubrication. High electrical current and magnetic densities cause the electric motor to operate at higher than nominal temperatures, resulting in electric motor failure.
Over the last 10 years, the engineers at VDG developed a method to reduce the amount of heat generated by the electric motor inside the drum, and applied it to the VDG Drum Motor.
The new electric motor provides the same torque and horsepower (hp), with reduced magnetic and electrical current densities. It has a larger core and rotor, and premium efficiency electric motor windings, resulting in a much cooler-running electric motor.
Drum motors exceeding 75 hp have higher electrical and mechanical losses relative to the heat radiation area of the drum motor. Therefore, VDG developed and patented an external oil cooling/conditioning unit to maintain the necessary oil temperature and viscosity. Supplied as standard for drum motors from 75 hp up to 500 hp, the VDG oil cooling/conditioning unit extracts the oil from the drum, cools and filters it, and then pumps it back into the drum motor.
To address lagging issues experienced with standard rugger lagging, VDG developed the IronGrip™ lagging. This system features metal bars welded on the drum with hot bond vulcanised rubber lagging sections between the bars. IronGrip lagging increases traction, improves belt tracking, eliminates lagging delamination, and extends the service life.
Conclusion
After continuous investments into research and development, the new VDG Drum Motor design has proven to be the most reliable belt drive solution available for the mining and aggregate conveyor industries.
Adopting solutions such as this will be crucial to drive positive change and progress within the mining industry, as it continues to innovate and advance.
Global Publication
Matthew MacKinnon and David W Jaunay, Unmanned Aerial Systems Inc, USA, outline the role of drones in developing the mining industry.
In recent years, drone technology has revolutionised industries worldwide, most notably in agriculture, construction, and public safety, with a lot of media attention in conflict regions. For almost a decade now, Unmanned Aerial Systems Incorporated (UAS Inc) has been achieving world firsts and delivering rich data insights into the dull, dirty, dangerous, and inaccessible regions typical in an underground mining operation. UAS Inc has emerged as a key player and strategic partner in this transformative space, utilising cutting-edge technologies from around the world, including Australia, Switzerland, and the US.
Drones no longer a novelty in mining
The adoption of drones has been transformative in the mining industry. Due to the ability to access excluded or confined areas with integrated sensors to capture detailed imagery, video and Lidar-derived point clouds provide insights that were previously impossible to acquire. Traditional cavity mapping systems and terrestrial Lidar for areas that can be reached would take a complete shift to capture and process, compared to what can be achieved with a 10 min. drone flight, while delivering high fidelity video or point clouds within the hour. Across an entire mine operation, this resembles a significant reduction in the time it takes to acquire data, but at the same time delivers a significant increase in the quality, coverage, and range of data sources for multiple teams across the operation. UAS Inc has leveraged these advantages to pioneer data solutions that monitor settlement, divergence, convergence, overbreak, and a suite of calculations for stockpiles, fall of ground, or fragmentation analysis.
Deploying the right tools for the task
At the heart of UAS Inc’s technological capability is its implementation and honed understanding of complimentary drone technologies for the environment and required deliverables. Large sections of underground mines are inaccessible but critical to the ongoing operations; stopes and voids are out of bounds, but several factors or conditions could impact their usability. Draw points, chutes, and ore passes often get blocked or may be experiencing stability failure resulting in dilution. The suite of drone platforms UAS Inc operates enables drones to be deployed with sensors specific to the mission.
Two key technologies in the UAS Inc arsenal include missions conducted autonomously beyond human reach to map the surroundings in real-time while actively avoiding obstacles, and capturing intense point clouds using Lidar sensor and simultaneous localisation and mapping (SLAM). This market-leading capability, from Emesent in Australia, enables drones to safely fly and navigate in underground environments where GPS signals are non-existent, capturing up to 1 million data points per second, and distinguishing features smaller than 0.5 in.
The second drone platform is the Flyability system from Switzerland, with a robust cage that allows the drone to safely enter confined spaces, narrow veins, ore passes, and voids where high resolution video is captured. Its second-generation system also piggybacks a Lidar sensor. Using range extenders and highly experienced technicians, UAS Inc has deployed this drone to assist with incident recovery, map extremely challenging environments, monitor an area after blast activity,
and showcase areas of a mine that have water ingress or flooding before resuming operations.
Benefits of SLAM in underground environments
Accurate mapping in challenging conditions
Underground mines have a number of characteristics that make monitoring and mapping difficult. Bolts, wires, ventilation systems, cable trays, bunds, and chains would typically pose a significant hazard for a drone. Add dust, gasses, and water into the mix, and self-navigating deployment with Lidar resolution
exceeding 200 points/ft2 provides a level of mapping and modelling capability previously unachievable.
Increased efficiency
Traditional surveying methods in underground spaces can be time-consuming and labour-intensive. Lidar enabled SLAM equipped drones significantly reduce the time required for mapping and data collection, allowing for faster decision-making and project execution. Typical stopes can be captured in less than 10 min.
Enhanced data quality
SLAM-based systems generate rich, multidimensional data sets, enabling a more comprehensive understanding of underground environments. This data provides a 360° view of the mapped environment, reducing shadowing and data voids so geotechs and engineers have a comprehensive perspective of a never-before-seen environment.
Lidar enabled drone autonomy
Autonomous drones are essential in complex and dynamic environments where manual control is impractical or impossible. UAS Inc has invested heavily in autonomous capabilities; its drones are able to operate with minimal human intervention, delivering tangible benefits. Active path planning uses Lidar and sophisticated algorithms embedded in the SLAM in real time to plan and execute optimal flight paths after the flight has commenced and without human input. This feature ensures efficient data collection and reduces operational risks. These characteristics enable UAS Inc to deploy drones, not only into active mines, but to explore and map old workings and mines with Lidar that may have been out of operation for an extended period of time. Some client sites barely have hand drawn maps detailing the decline or passages, but the power of Lidar enabled autonomy allows rapid, complete coverage of a completely unknown area. After a fall of ground, seismic activity, or flooding, the known configuration may have been significantly impacted. Only an autonomous system can reach and map the area from the Lidar data to support critical decision making.
Video capture in a light-void environment
Designed specifically for indoor and confined spaces, the Flyability system is a game-changer for underground applications. Designed to operate in harsh environments, and configured with the ability to position hold using the camera system, UAS Inc technicians are able to deploy into unique and extreme mine nooks and crannies, utilising the system features:
Protective cage design
The Elios drone is encased in a durable cage, allowing it to withstand collisions and continue operating in confined or cluttered environments. This design is ideal for underground inspections, where contact with walls or other structures is often unavoidable.
High-resolution imaging
Equipped with powerful cameras and lighting systems, the Elios drone captures high-quality visual and thermal imagery.
Figure 1. UAS Inc CEO and Founder Matt MacKinnon deploying a Lidar enabled drone underground.
Figure 2. Lidar derived point cloud showing a collapse at rear and loss of structural support captured by a drone.
Figure 3. Drone data overlaid on the only known map of old workings.
This capability enables detailed inspections and assessments of underground spaces.
Compact and agile
The compact design of the Elios drone allows it to navigate through narrow tunnels and access areas that are inaccessible to larger equipment. Its agility ensures thorough coverage of complex environments.
Real-time data transmission
The Elios system transmits data in real-time, providing operators with immediate insights. This feature enhances situational awareness and supports timely decision-making.
Data is currency in mining
While the benefits of drone technology are undeniable, many mines are faced with challenges when conducting their own drone programme. Becoming efficient at piloting a drone can be achieved in a relatively short period of time, with the assistance of the Global Navigation Satellite System (GNSS) and collision avoidance sensors (when flying at the surface). Mastering the deployment of a drone where there is no GNSS enabled stability, or visual sensors are redundant due to a pitch-black environment, requires time and dedication. Many UAS Inc clients are owners and operators of drones to varying capacity, and frequently reach out for drone data capture support in high risk or extremely challenging scenarios. When a drone is out of service, rosters are not aligned, end of month data is required, or Lidar derived data is problematic,
UAS Inc are the partner of choice for an expanding mine clientele. Reporting on programme progress is a critical deliverable in which UAS Inc has become an expert, handling, processing, and resolving SLAM and Lidar data irregularities. A team of resolute analysts use their near-decade of drone and Lidar experience to peer under the hood and reconstruct datasets that are incomplete, problematic, or have irregularities. This capability becomes critical for clients when recapture is not an option, the environment is active and cannot be isolated, or one of the previously mentioned impacts has occurred when operations are at a stop.
Conclusion
UAS Inc has positioned itself as a leader in the integration of drone technology for underground mining applications. Through its innovative use of SLAM, autonomous capabilities, and collision tolerant drone system, UAS Inc is transforming how the mining industry approaches and captures data in challenging environments. By improving safety, efficiency, and data quality, UAS Inc is not only addressing current operational needs, but also shaping the future of drone technology.
As the demand for innovative and reliable solutions continues to grow, UAS Inc’s contributions highlight the immense potential of drones in tackling complex challenges. This success serves as an inspiration for the broader adoption of advanced technologies across the mining sector.
Anu Mahesh, Yokogawa, discusses tailored digital solutions for efficiency, safety, and sustainability.
The mining industry is navigating a complex landscape of rising resource demand, workforce challenges, and increased scrutiny of environmental and social governance (ESG) practices.
To address these evolving demands, mining companies are turning to digital transformation (DX) strategies, incorporating advanced technologies such as artificial intelligence (AI), robotics, and asset optimisation tools. These innovations enable operations to achieve greater efficiency, safety, and sustainability while addressing workforce shortages and enhancing remote capabilities.
Crafting tailored solutions to meet mining needs
Every mining operation faces unique challenges, from site-specific environmental concerns to fluctuating workforce availability. Customised digital solutions are essential for addressing these variables, ensuring that technologies align with each operation’s goals and desired outcomes.
Today, companies are at various stages of their digital transformation journeys. A five-stage digital transformation roadmap has been designed to guide these initiatives (see Figure 1). When applied to specific operational challenges, this roadmap helps identify key considerations for recommending, designing, and building the necessary applications and capabilities to achieve and sustain excellence, while also addressing potential barriers to success.
Frost & Sullivan has estimated that process industries utilise less than 5% of the data that is collected, which means that 95% of the data is either siloed (used selectively), dark (unused), or lacking consistency in use. Problems in terms of assigning context to data and poor quality have also been identified. To be ready for digital transformation, the impediments to data utilisation must be addressed.
Leveraging digital transformation
Digital transformation empowers mining operators to integrate data, processes, and systems into a unified framework, delivering actionable insights for decision-making. Tools such as real-time data analytics and process simulation enable operators to optimise workflows, reduce downtime, and adapt quickly to changing market demands.
Digitally transforming operations typically deploy centralised platforms, which enable integration across multiple facilities by unifying data with disparate formats and protocols into valuable, actionable information (see Figure 2). These highly scalable platforms feature open arc hitecture and can operate on-premise or in the cloud. They enable high availability of information to users across the enterprise.
Asset optimisation for greater efficiency
Asset optimisation strategies combine advanced monitoring technologies with predictive analytics to maximise equipment performance. Contemporary asset
management applications use AI with condition based maintenance (CBM) to drive productivity with reliable and resilient wireless solutions. Real-time insights into machinery health reduce unplanned downtime and extend asset lifespans, ultimately lowering operational costs while increasing production output.
Addressing workforce challenges through technology
Workforce shortages and high turnover are pressing issues in mining, often exacerbated by remote locations and hazardous working conditions. Digital tools and automation are transforming workforce management, enabling remote operations and improving safety.
Autonomous operations
The integration of connected devices and cloud-based platforms allows operators to monitor and control equipment remotely. This not only reduces the need for on-site personnel, but also opens the door to recruiting and retaining a more diverse workforce, including individuals who cannot work on-site due to geographic or personal constraints.
For operational and profit optimisation, this means data-driven operational feedback control. It uses increasing amounts of data to understand specific problems, solve them, and drive improved economics. Autonomy provides accurate, hyper-connected supply chains that are genuinely on-demand (see Figure 3). In workforce demographics, companies are shifting from qualitative tribal knowledge, which has kept certain assets running for a long time, and trying to layer in as much as possible to make that quantitative.
Robotics for routine and dangerous tasks
Robotics technology is revolutionising routine inspections and safety protocols. Mobile robots equipped with sensors can perform repetitive tasks, such as equipment checks, while mitigating risks in hazardous environments. By removing human capital from dangerous situations, companies enhance workforce safety and minimise the potential for accidents.
Digitally transforming operations that use mobile robots must integrate the data recorded by the robots during their missions with asset management systems, process control systems, and other operational technology (OT) platforms. Fortunately, solutions which automate robot fleet management with data distribution are available from several suppliers today.
Safety and efficiency: The twin pillars of modern mining
Safety remains a core priority in mining, especially as companies seek to protect human labour in high-risk scenarios. Simultaneously, the need for cost-effective and efficient production drives the adoption of optimisation technologies and more intelligent maintenance planning and protocols.
Enhancing safety and regulatory compliance
Integrated safe systems of work help to ensure safe, reliable, and efficient plant operations and regulatory compliance by the digitisation of information related to key operations management practices (see Figure 4). This results in both improved safety and productivity, through standardised work practices, streamlined processes, and improved communications and coordination across departments.
Production optimisation: Increasing output, reducing costs
Figure 1. A proven digital transformation roadmap.
Figure 2. A collaborative information (CI) server unifies information from disparate sources across the enterprise.
and boost production. By leveraging AI-powered algorithms and real-time data, operators can identify bottlenecks, improve resource allocation, and achieve cost savings without compromising output quality.
Sustainability as a strategic priority
Sustainability is no longer optional for mining companies; it is a competitive imperative. Partnering with technology providers to develop tailored solutions helps operators minimise their environmental impact while meeting regulatory and community expectations.
Minimising environmental footprint
Technologies such as advanced water management systems, renewable energy integration, and emissions monitoring tools allow mining companies to reduce their ecological impact. By adopting circular economy principles, such as recycling and resource recovery, operations can further enhance their sustainability efforts.
Collaboration for sustainable solutions
Mining companies and technology providers are increasingly working together to co-create solutions that align with sustainability goals. Whether it is optimising energy consumption or implementing low-impact exploration techniques, collaboration ensures that solutions are practical, scalable, and effective.
Mining operations can avail themselves of services that calculate the carbon footprint of OT facilities and equipment throughout the supply chain. By leveraging energy-related data, raw material information, manufacturing specifics, shipping details, and more collected from factories, cloud-based applications can ensure precise measurement and reporting of product carbon footprint (PCF) data to meet regulatory requirements.
The role of AI and collaborative intelligence
AI and collaborative intelligence are key enablers of mining’s digital transformation, enhancing decision-making and workforce collaboration while driving operational efficiency.
AI-driven decision support
AI-powered systems analyse vast amounts of data to provide real-time insights into equipment performance, production processes, and environmental metrics. This allows operators to make informed decisions quickly, improving efficiency and reducing risks.
Fostering collaboration across teams
Collaborative intelligence tools enable seamless communication and coordination among remote and
on-site teams. By integrating human expertise with intelligent systems, mining companies can adapt more effectively to operational challenges and maintain high levels of productivity.
A holistic approach to mining success
By integrating advanced technologies, addressing workforce challenges, and prioritising sustainability, mining companies can achieve a balanced approach to success. Successful digitalisation solutions require informed leadership and leaders who are strong enough to accept greater empowerment of users and consumers.
Digitally-wise leaders will accurately understand the value that is derived from digitalisation solutions. Failure to accurately tell ‘the value story’ to the organisation can leave pockets of people isolated and unwilling to change. Pushing the ‘I believe’ button starts at the top and is filtered through the organisation to gain adoption and acceptance of digitalisation changes. Successful transformations have the backing of the whole organisation.
A people-first strategy
Empowering the workforce with advanced tools and training is essential for realising the full potential of
digital transformation. Remote capabilities, robotics, and collaborative platforms not only address workforce shortages, but also create safer and more engaging work environments.
Strong leaders are comfortable that users will be able to make better decisions, faster, and will encourage them to do so without heavy-handed oversight. They also understand that software applications and control systems that consume data are going to make more holistic recommendations, and take actions that will drive the plant closer to its operating limits, in pursuit of the economic optimum.
Continuous improvement through technology
From asset health management to production optimisation, continuous improvement is achievable through the strategic deployment of digital technologies. Mining companies that embrace innovation are better positioned to navigate market challenges, meet sustainability goals, and ensure long-term profitability.
Conclusion
The mining industry is evolving rapidly, driven by three imperatives: safety, efficiency, and sustainability. Digital transformation, AI, and tailored solutions are enabling companies to address complex challenges, from workforce shortages to environmental concerns, while enhancing production and reducing costs. By adopting a customised approach and partnering with technology providers, mining operations can unlock new levels of performance and resilience. The future of mining lies in leveraging these advancements to build safer, more sustainable, and more efficient operations that deliver value for all stakeholders. Through continuous innovation and collaboration, the mining industry can confidently navigate the path toward a more sustainable and prosperous future.
Figure 4. Yokogawa’s OpreX Control of Work solutions help ensure smarter, safer working.
Figure 3. Industrial Automation to Industrial Autonomy (IA2IA).
Erik Lindhjem, Emerson, USA, evaluates how continuous condition monitoring is helping mining organisations capture and maintain a competitive advantage.
The tools and strategies needed to run a successful mining operation have changed dramatically from just five or 10 years ago. Mining has always been a complex industry, featuring remote sites and challenging environmental operations that make it difficult to keep equipment running at its best. However, for decades, many organisations were able to rely upon deep benches of trained personnel at their sites to monitor and maintain the most critical assets, and to keep an eye on the essential ones.
Today, that landscape looks very different. In the last few years, experienced mining personnel have been retiring in droves, taking their decades of institutional knowledge with them. Unlike in decades past, experienced replacements have become difficult, if not impossible, to find – particularly for mines operating in remote locations. Gone are the days where a reliability team could count on having people on site who could tell if a conveyor or shovel was malfunctioning based on the sound of its operation.
At best, new staff onsite need lots of extra decision support to help them identify, isolate, and solve problems. At worst, there are no new people onsite, and the reliability team loses more visibility into the health of its assets with each passing day (see Figure 1).
Fortunately, modern technology can help reliability teams close the experience gap and ensure constant visibility into the health of assets, both on-site and across the enterprise. Modern sensors and machinery health software are more intuitive, affordable, and scalable than they have ever been, providing teams with an easy path to continuously monitor asset health, and intervene before small asset problems evolve into costly downtime. Today’s forward-thinking organisations are implementing these continuous condition monitoring technologies as part of a boundless automation vision to capture data from a more intelligent field, and then easily turn it into valuable, actionable information at the edge and in the cloud.
Wrestling with walkarounds
Many mines still rely nearly exclusively on physical rounds to ascertain the health of their critical and essential assets. For lean teams, physical rounds are particularly problematic. First and foremost, they are often extremely time-consuming. Whether they are investigating a shovel that is a long way from the maintenance shop, or need to check the many moving
parts on a miles-long conveyor, reliability personnel for mining operations frequently spend significant time in trucks moving between assets.
Every minute that a worker spends travelling between data collection points is a minute they could be spending on a more high-value task. Moreover, when the technicians are less experienced, it often means multiple people must spend time performing rounds, making the loss of time even more significant. If a site or plant does not have enough people, or the staff responsible for maintenance rounds are sick or on vacation, data collection – and, by proxy, data analysis – is often delayed or missed. In addition, the more time personnel must spend near operating assets, the more risk is associated with the task of maintenance and reliability, and that risk increases further for less experienced personnel.
In response, today’s most efficient mining operations are dramatically reducing the need for physical rounds with modern condition monitoring technologies. Small, wireless vibration monitors are easy for technicians to install nearly anywhere, and they can capture a wealth of asset health data. The best solutions not only capture raw vibration data, they also translate it into intuitive health scores viewable from a user’s mobile device. These help them immediately identify which assets are healthy, and which need intervention – whether the technician is in the field, in the shop, or even off site.
Continuous monitoring in action
For one organisation running an opencast mine and associated processing facilities in Mexico, the reliability team depended on physical rounds to monitor several conveyors ranging from 50 m to 2 km in length. Covering that distance was complicated and risky, especially when personnel shortages left the organisation with a lean staff on-site. However, downtime events associated with ruptures in the belts often exceeded 24 hr and resulted in massive revenue loss, making regular monitoring a critical task (see Figure 2).
Using wireless sensors and gateways, the team was able to implement continuous temperature and vibration monitoring along the conveyor belts. The reliability team not only reduced the time spent on collecting data, it also ensured data was collected the same way and with the same frequency, regardless of who was on staff. The team is now safer, more efficient, and more effective at keeping critical assets operational, which is a key differentiator over its competitors.
Software delivers insight
While collecting and analysing asset health data are crucial, organisations are finding that standardising the response to this data is equally important. Modern workflow software helps bridge the gap between insight and action, especially for less experienced teams. These systems create consistent, repeatable processes that guide maintenance teams through proper procedures, while meeting compliance and documentation requirements.
In addition, with a workforce shortage and the need to run lean teams, organisations are increasingly finding that expertise on hand is at an all-time low. If users are still collecting data physically, or if their wireless sensors are only sending raw data back to users, less-experienced personnel
Figure 1. While the unique characteristics of electric rope shovels can make monitoring a challenge, Emerson offers specialised solutions for this particular environment.
Figure 2. Emerson’s wireless monitoring solutions offer a cost-effective means for keeping even the longest and most distant conveyors running at peak performance.
often struggle to make timely decisions. It takes time and expertise to review and analyse spectrum and waveform data, plus additional time to track and trend the data over time to identify patterns. Small teams rarely have the bandwidth for such activities, so they often go unperformed.
Organisations are beginning to close this gap by selecting sensing technologies that perform basic analysis before sending results to users. Even small, wireless sensors can now translate raw data into intuitive health scores, providing users with a clear indication on their mobile device – green for healthy, yellow for needing attention, red for severe faults –so they can quickly prioritise and react to asset health issues, regardless of their expertise.
In fact, many organisations are taking a further step by implementing edge analytics devices right at their assets for even deeper automatic analysis of health status. Edge analytics devices collect vibration and process data from mine assets, and they then use embedded software analytics to automatically identify the most common problems with rotating machinery, empowering users to skip the analysis and proceed right to intervention in many cases (see Figure 3).
Enhancing operations with edge insights
Software was critical to the Mexico facility’s ability to track and trend its asset health. Using industrial software designed with pre-built, industry-accepted analytics, the reliability team was able to quickly and easily transform sensor data into actionable information, leading to better decision-making.
The team could potentially increase its insights and shorten their reaction time by implementing edge analytics devices for deeper monitoring of its conveyors. Edge analytics applied to conveyors could measure and evaluate peak-to-peak vibrations to predict degradation before it slows processes. Even more importantly, the data can be tracked and trended more effectively, helping teams prevent accidental events or loss of production.
Enterprise insights
One element of mining that distinguishes it from other industries is the tendency to operate many different facilities spread out over a wide geographic area. These organisations often need visibility of reliability data at corporate headquarters to make strategic business decisions, but if every mining operation relies on manual data collection and analysis, it is unlikely the corporate office will be able to monitor and evaluate big picture operations effectively.
To address this issue, forward-thinking facilities are leveraging a boundless automation vision to eliminate silos of data to more efficiently and effectively move asset health data from the field, through the edge, and into the cloud – while maintaining critical context necessary for high-level analytics. They accomplish this by prioritising seamless integration between their reliability solutions to ensure data is never trapped through proprietary formatting, incompatible transmission protocols, and other barriers to seamless transmission. Free of the need to move or format data by hand – or worse, travel to the site to collect it – business teams can use automatically-collected data to innovate and streamline operations, driving competitive advantage across their entire fleet.
Prepared for the future
The mining operation in Mexico implemented its continuous monitoring solution with a boundless automation vision by selecting wireless transmitters and analytics software that were integrated out of the box. The team knew it did not have the staff or the time to engineer and maintain a complex web of custom connections between a wide array of disparate solutions. Instead, it opted for technologies with proven performance that could communicate automatically.
Not only does the team now have seamless data mobility between its wireless sensors, mobile device dashboards, and on-site analytics software, it has also built a foundation for future technology expansion to an enterprise asset management platform and enterprise analytics software. It will thus be possible for the team to drop in seamlessly integrated versions of such solutions without extra engineering effort when it is ready to drive its facility insights to the enterprise cloud.
Build a technology trajectory
Because mining operations are typically remote, many have learned to be quite self-sufficient over their decades of operation. Today, however, self-sufficiency must go beyond maintaining a large staff, and instead must focus on ways to do more with a lean crew of less experienced personnel. Fortunately, organisations ready to tackle this challenge can do so with the many continuous condition monitoring technologies available to help teams turn data into actionable insight. Moreover, teams willing to be thoughtful about their technology implementations can build a foundation for seamless data mobility, not just at the site level, but across the enterprise. Such solutions are key to locking in competitive advantage in an ever-widening global marketplace.
Figure 3. Teams can access asset health information anywhere from pit to processing using AMS Machine Works on mobile devices.