MenschenundMärkte
Harald Deller im Interview
Strudel
Eine hart umkämpfte Nische
Forschung
Minimierungsstrategien für Acrylamid

www.brotundbackwaren.de




















MenschenundMärkte
Harald Deller im Interview
Strudel
Eine hart umkämpfte Nische
Forschung
Minimierungsstrategien für Acrylamid
www.brotundbackwaren.de
(Das wär besser für dich und für Düsseldorf am Rhein)

Tobias Schuhmacher Hauptgeschäftsführer, Verband Deutscher Großbäckereien
Die Überschrift dieses Editorials stammt aus einem Schlager aus dem Jahr 1968 (Dorthe Kollo) und hat mit Backen nichts zu tun. Trotzdem musste ich –gerade nach der letzten iba in eben diesem Düsseldorf, über die in dieser Ausgabe mehrfach zu lesen sein wird – unweigerlich daran denken.
Im Jahr 2012 habe ich an meiner ersten iba in München teilgenommen. Dort wurde feierlich verkündet, dass man mit der GHM und der Messe München „einen Vertrag bis 2030“ geschlossen habe und die Messe fürderhin nur noch in der bayerischen Landeshauptstadt stattfinden solle. Eine Pandemie im Jahr 2020 und deren mögliche Folgen hatte niemand auf dem Schirm.
Und doch ist es gerade dieser Pandemie zu verdanken, dass wir in diesem Jahr wieder eine iba in Düsseldorf hatten (in München waren außerhalb des vorgesehenen Turnus keine Kapazitäten frei). Diese „Zwischen-iba“ war nach Meinung vieler deutlich erfolgreicher als erwartet. 53 % der deutschen Besucher stammten aus Nordrhein-Westfalen, die problemlose Anreise mit dem Auto wurde von Teilnehmenden aus Benelux, Frankreich und den skandinavischen Ländern ausdrücklich gelobt. Und nach Meinung vieler Aussteller war die Qualität der Anfragen außergewöhnlich gut.
Um im Bild zu bleiben: Letzten Endes bestellt natürlich der die Musik, der sie auch bezahlt. Das sind die ausstellenden Unternehmen, ohne die eine Messe denknotwendigerweise nicht funktionieren kann und denen wir dankbar dafür sein dürfen, dass sie sich auf das „Experiment Zwischen-iba“ eingelassen haben. Trotzdem müssen Entscheidungen wie damals 2012 nicht in Stein gemeißelt sein. Ein turnusmäßiger Wechsel der Messe kann – trotz aller Vorteile, die eine Stadt wie München zweifelsohne zu bieten hat – durchaus belebend wirken.
Auch im Verband Deutscher Großbäckereien steht in diesem Jahr ein solcher Wechsel an –wobei das Wort „Wechsel“ die anstehenden Neuwahlen unseres Präsidiums sicher nur unzureichend beschreibt. Man darf mit Fug und Recht sagen, dass im September dieses Jahres anlässlich unserer Jahreshauptversammlung in München (sic!) eine Ära zu Ende geht: Nach 12 Jahren ehrenamtlichen Wirkens haben sich sowohl unsere Präsidentin Frau Prof. Dr. Ulrike Detmers als auch unser Vizepräsident Herr Hans-Jochen Holthausen dafür entschieden, die Arbeit des Verbandes künftig als Zuschauer und nicht mehr auf der Bühne zu begleiten. Ihr langjähriges Wirken wird im Rahmen der Tagung auch durch ihre dort zu wählenden Nachfolger entsprechend gewürdigt werden. Wer dabei sein möchte (und noch nicht angemeldet ist), kann sich gerne bei mir direkt melden (schuhmacher@grossbaecker.de).
Neben der iba enthält die vorliegende Ausgabe der brot+backwaren eine Vielzahl weiterer Artikel, die Ihnen Impulse für Ihre tägliche Arbeit geben können und sollen. Ich wünsche viel Spaß bei der Lektüre und freue mich auf ein Wiedersehen – in München, Düsseldorf oder andernorts innerhalb der Branche.
Ihr Tobias Schuhmacher

„ICH WEISS, WAS ES HEISST, SICH VON DER PIKE AN HOCHZUARBEITEN“
Als Harald Deller vor 30 Jahren als Exportleiter begann, belieferte backaldrin Bäckereien in Österreich und Deutschland. Heute ist er der Generaldirektor eines Unternehmens mit Kunden in rund 130 Ländern und acht Produktionen weltweit.

„WIR KÖNNEN FAST ALLES VERSTRUDELN“
Mit TK-Strudeln und anderen Mehlspeisen beliefert die Dinghartinger Apfelstrudel Produktions- und Vertriebs GmbH den Großhandel. Strudel sind ein hart umkämpfter Markt, eine Nische, in dem sich das Unternehmen erfolgreich behauptet, denn Dinghartinger hat Neubaupläne.

ACRYLAMID IN SPEZIALBACKWAREN SENKEN Reduktion durch forcierte Hydratation von Karottenstreifen.

WELCHE VORTEILE KUNSTSTOFFBÄNDER MIT SICH BRINGEN
Sie sind leicht, hygienisch, laufen leise und lassen sich leichter austauschen: Es gibt gute Gründe, Kunststoffförderbänder für den Einsatz in Bäckereien auszuwählen.

MECATHERMS NEUES DEMO CENTER
Das Demo Center im französischen Barembach wurde von einem Vorführ-Technikum in eine voll funktionsfähige Bäckerei ausgebaut. MECATHERM nutzt die Räumlichkeiten für Schulungen, Produktentwicklungen und Prozessverbesserungen.

DIE DYNAMIK IN NEUE CHANCEN VERWANDELN
Der Markt für Kekse und Cracker befindet sich im Wandel. Ein Blick auf sieben zentrale Herausforderungen der Branche – und wie Hersteller diese jetzt erfolgreich für sich nutzen können.
Menschen und Märkte
08 Harald Deller: „Ich weiß, was es heißt, sich von der Pike an hochzuarbeiten“
16 Sven Tebbe: Neuer Verkaufsleiter bei Boyens
Fördertechnik
14 Ashworth: Welche Vorteile Kunststoffbänder mit sich bringen
Märkte
18 Dinghartinger: „Wir können fast alles verstrudeln“
22 Tiefkühlmarkt: Neue Rekorde
Kältetechnik
24 BÄKO: Immer cool bleiben
Mittendrin
26 MECATHERM: Neues Demo Center
Messen
30 iba 2025: Die andere iba
Qualitätssicherung
35 IFS Broker: Version 3.2: Was ist zu tun?
Kekse und Cracker
38 Syntegon: Die Dynamik in neue Chancen verwandeln
Forschung
41 Minimierungsstrategien: Acrylamid in Spezialbackwaren senken



Rubriken
03 Editorial: Wärst du doch in Düsseldorf geblieben!
06 Nachrichten
13 Nachrichten
23 Neue Produkte
29 Nachrichten
46 Inserenten-Verzeichnis






Die Mitglieder der VDB Österreich haben Eva Pfahnl, Leitung Produktentwicklung & Qualitätsmanagement der Pfahnl Backmittel GmbH, auf der Generalversammlung am 23. Juni in Schladming einstimmig zur neuen Obfrau gewählt. Sie folgt damit auf Michael Bruckner, der sich nach 6 Jahren im Amt des Obmanns nicht mehr zur Wiederwahl gestellt hatte. Christian Ruetz bezeichnete Michael Bruckner in seiner Laudatio als eine der prägendsten Persönlichkeiten, nicht nur der VDB, sondern der Branche. Aus dem Vorstand auf eigenen Wunsch ausgeschieden sind Dieter Schranz, Angela Pretzl und als Rechnungsprüfer Alfred Mar. Neu in das Gremium berufen wurden Natalie Frühwirth (Beirätin), Michael Guschlbauer (Beirat) und als Rechnungsprüfer Christoph Hirsch. Über die Generalversammlung und das Kolloquium der VDB Österreich berichten wir in der nächsten brot+backwaren Ausgabe 4-2025. +++
Bei der König-Tochter Fortuna Maschinen gab es einen Führungswechsel: Stefan Windhaber ist in die Geschäftsführung eingetreten. Windhaber ist seit 2012 in verschiedenen Positionen in der Gruppe tätig und bringt umfassende Erfahrung in Technik und Mitarbeiterführung mit. Zuletzt war er Geschäftsführer der ebenfalls zur König Gruppe gehörigen Gießerei Katz Metallguss GmbH. Windhaber folgt auf Josef Hefner, der in den Ruhestand wechselte. Gemeinsam mit Klaus Gasser wird Stefan Windhaber die Geschäftsführung vervollständigen. +++
Der niederländische Bäckereimaschinenbauer Rademaker hat die dänische Form & Frys Maskinteknik übernommen und eine strategische Partnerschaft mit Sensure vereinbart. Form & Frys ist für seine Lösungen bei der Formgebung von Feingebäcken und Pizzaprodukten bekannt. Beide Unternehmen haben in mehreren Projekten bereits zusammengearbeitet und sind vor zwei Jahren eine Partnerschaft eingegangen. Mit Wirkung vom 10. April ist Form & Frys Maskinteknik an Rademaker übergegangen. Mit Sensure vereinbarte Rademaker eine Partnerschaft und ist als Minderheitsaktionär in das italienische Unternehmen eingetreten. Sensure hat sich auf Vision-Inspektionssysteme spezialisiert, die auf KI und selbstlernender Technologie basieren. +++


NEU:

BÄKO-line Einfahr-Lagerfroster / -Kühlschrank ELF / EKS 1200 Plus

Mit niedrigem Energieverbrauch und höherer Kühlleistung ganz mein
Ding: Der bleibt cool, auch wenn’s heiß her geht.
Superior-Kühlsystem: Energieverbrauch runter – Kälteleistung rauf deutlich verbesserte Kälteleistung von +60 %* bzw. +42 %** reduzierter Energieverbrauch von -10 %* bzw. -20 %**
Silent-Technologie – niedriges Geräuschniveau Klimaklasse 5 (tropentauglich) mit Reserven für hohe Umgebungstemperaturen

*beim BÄKO-line
**beim BÄKO-line Einfahr-Kühlschrank

„Ich weiß, was es heißt, sich von der Pike an hochzuarbeiten“
Als Harald Deller vor 30 Jahren als Exportleiter begann, belieferte backaldrin Bäckereien in Österreich und Deutschland. Heute ist er der Generaldirektor eines Unternehmens mit Kunden in rund 130 Ländern und acht Produktionen weltweit.
+Helga Baumfalk: Herr Deller, Sie haben eine beeindruckende Karriere bei backaldrin hingelegt. Wie haben Sie das geschafft?
Harald Deller: Wenn Sie so wollen, ist mein beruflicher Werdegang – Achtung, Wortspiel mit meinem Namen – eine „Dellerwäscher-Story“. Ich habe keine Universität besucht; ich habe eine Lehre gemacht. Warum ich das betone? Ich möchte auch der jungen Generation beweisen, dass alles möglich ist. Man muss es nur wollen und tun. Mir ist es gelungen, darf ich sagen. 30 Jahre Firmenzugehörigkeit bei backaldrin, ich glaube, das kann man herzeigen. Noch wichtiger ist es für mich, jetzt die Zukunft für die nächste Generation vorzubereiten. Das ist meine Mission.
Baumfalk: … in Ihrer neuen Funktion als Generaldirektor?
Deller: Genau. Mit der Entscheidung, Martin Mayr und Wolfgang Mayer in die Geschäftsleitung zu holen, ist der Weg in die Zukunft von backaldrin kanalisiert. Ich bin noch mindestens sechs Jahre im Amt. Mein Job ist es, meine Kollegen auf ihre Aufgaben vorzubereiten. Ich blicke auf viele Jahre Erfahrung, Kontakte und Netzwerken zurück –das kann man nicht in kurzer Zeit weitergeben, nur sukzessiv. Ich betreue weiterhin unsere acht Produktionsstätten und die Auslandstöchter. Den Großteil meiner Aufgaben in Asten habe ich inzwischen abgegeben.
Baumfalk: Wie wichtig ist Netzwerken für Sie?
Deller: Unglaublich wichtig. Netzwerken bedeutet im positiven Sinn, mit Menschen zu sprechen. In einer globalisierten Welt setzt das voraus, die Mentalitäten der Nationalitäten, mit denen man im Austausch steht, kennenzulernen und zu verstehen. So was lernt man nicht von heute auf morgen.
Baumfalk: Inwieweit ist die Inhaberfamilie Augendopler in Ihre Entscheidungen eingebunden?
Deller: Herr Augendopler und ich trinken in der Früh einen Kaffee und wir reden. Bei uns läuft alles unbürokratisch ab,
auf dem kurzen Dienstweg. Natürlich gibt es monatlich ein Reporting, aber keine Vorstandsdirektorensitzungen oder Ähnliches. Die Kunst ist, und ich glaube, das gelingt uns ganz gut, den Spirit eines familiengeführten Privatunternehmens zu leben, auch wenn wir weiter wachsen.
„Ich habe keine Universität besucht; ich habe eine Lehre gemacht. Warum ich das betone? Ich möchte auch der jungen Generation beweisen, dass alles möglich ist. Man muss es nur wollen und tun.“
Harald
Deller, Generaldirektor, backaldrin
Baumfalk: Wie haben Herr Augendopler und Sie sich kennengelernt?
Deller: Das ist eine Geschichte, die die EU geschrieben hat. 1995 trat Österreich der EU bei, was das Landschaftsbild meines gelernten Berufes Speditionskaufmann natürlich komplett auf den Kopf stellte. Ich erhielt ein EU-Stipendium
und brauchte ein Praktikum. backaldrin war mein Kunde, also fragte ich im Unternehmen an. Nach einem Monat bot mir Herr Augendopler an, bei backaldrin einzusteigen und den Export aufzubauen.
Baumfalk: Eine große Aufgabe. Wo fängt man da an?
Deller: Ich bin bei null gestartet. Mein erstes Büro – und das ist heute noch ein „Running Gag“ in Asten – war ein umgebauter Besprechungsraum ohne Fenster. Ich hatte keinen Tisch, keinen Stuhl, kein Telefon. „Kümmern Sie sich darum“, meinte Herr Augendopler nur. Also habe ich angepackt und genauso zupackend meinen Job ausgefüllt. Ich weiß, was es heißt, sich von der Pike an hochzuarbeiten.
Baumfalk: Bei der Vorbereitung für unser Gespräch fand ich heraus, dass Sie aus der Steiermark stammen?
Deller: Aus einem kleinen Dorf in der Oststeiermark. Berufsbedingt hat es mich dann nach Oberösterreich verschlagen. Linz wurde meine neue Heimat, wobei ich das in Anführungszeichen setzen möchte, eigentlich war die Welt meine Heimat. Ich war sehr viel unterwegs.

Das Unternehmen backaldrin
In Asten/Österreich nahe Linz hat der international tätige Backgrundstoff-Hersteller backaldrin International The Kornspitz Company GmbH seinen Hauptsitz. Das Unternehmen wurde 1964 durch Peter Augendopler gegründet.
Heute ist backaldrin in rund 130 Ländern weltweit aktiv und beschäftigt rund 1.000 Mitarbeiter, davon 370 in Österreich. Neben dem Produktionsstandort in Österreich betreibt backaldrin sieben weitere Werke in Amman (Jordanien), Winterthur (Schweiz), Toluca (Mexiko), Kapstadt (Südafrika), Kiew (Ukraine), nahe Moskau (Russland) und in Guangzhou (China). Darüber hinaus ist das Unternehmen in 16 Ländern weltweit mit Tochtergesellschaften und auf vielen weiteren Märkten über Vertriebspartner vertreten. Zum Portfolio gehören mehr als 800 Produkte zur Herstellung von Brot, Kleingebäck, Feinbackwaren und Snacks. Das Sortiment umfasst Weizen- und Brotbackmittel, Sauerteige, Spezialvormischungen für Brot, Gebäck, Feine Backwaren und Konditoreiwaren, Brotgewürze sowie Füllungen und Aromen, vieles wird auch in BIO-Qualität angeboten.

Baumfalk: Sie haben viel erreicht. backaldrin produziert heute in acht Ländern. Warum eigentlich?
Deller: Aus mehreren Gründen. Zum einen macht es keinen Sinn, Rohstoffe um den Planet zu transportieren. Zum anderen aufgrund der verschiedenen Mentalitäten der Menschen und Brotkulturen in den Ländern. Man muss die Nuancen spielen können, um ein wirklich gutes Produkt zu produzieren. Das schafft man nicht von Österreich aus. Nahe dran zu sein am Markt, ist das Wichtigste.
Baumfalk: Stammen die Rohstoffe, die Sie einsetzen, aus Österreich oder aus den jeweiligen Ländern?
Deller: Wenn wir über unseren Hauptsitz in Österreich sprechen: Hier kaufen wir alle Rohstoffe, die in Österreich erhältlich sind, in Österreich ein. Nicht, weil wir national denken, sondern weil wir unseren Lieferanten mindestens einmal im Jahr – zur Ernte – in die Augen schauen wollen. Das ist Familienphilosophie. Unsere Lieferanten wachsen mit uns und verstehen, was wir brauchen. Die internationalen Standorte kaufen natürlich auf den lokalen Märkten zu.
Baumfalk: Sie sprachen über die verschiedenen Mentalitäten der Menschen. Wie übertragen Sie das auf die Produkte?
Deller: Ich nenne Ihnen Beispiele. Im Nahen Osten lieben die Leute die Süße. Was für uns eine Brioche ist, ist dort ein Weizen-Kleingebäck mit 10 % Fett und 15 % Zucker. Während die Österreicher erwarten, dass der Kornspitz knusprig ist,
empfinden die Chinesen knusprige Backwaren als alt. So was müssen wir wissen. Wir müssen verstehen, was die Konsumenten wollen. China ist übrigens das einzige Land, in dem der Kornspitz Edelweiß heißt. Kornspitz könnte in China keiner aussprechen.
„Man muss die Nuancen spielen können, um ein wirklich gutes Produkt zu produzieren. Das schafft man nicht von Österreich aus. Nahe dran zu sein am Markt, ist das Wichtigste.“
Baumfalk: Ist das Thema Internationalisierung für backaldrin abgeschlossen?
Deller: Es gibt noch genügend weiße Flecken auf der Weltkarte. Wir erzwingen nichts. Dinge müssen sich entwickeln.
Baumfalk: Wo sehen Sie denn weiße Flecken?
Deller: Ich persönlich glaube an das Potenzial von Afrika. Wir betreiben zwar eine Produktion in Kapstadt, von wo aus wir den Süden Afrikas beliefern, und eine weitere in Amman in Jordanien für den nordafrikanischen Markt, aber in der Mitte liegt reichlich Puffer. Ich bin innerlich überzeugt, dass hier ein Riesen-Zukunftsmarkt vor uns liegt.




Jammern hilft nicht
Baumfalk: Die Weltlage hat sich in wenigen Jahren massiv geändert. Welchen Einfluss hat das auf Ihr Geschäft und wie kann man darauf reagieren?
Deller: Die geopolitischen Veränderungen durch Währungsturbulenzen, Zölle, Beschränkungen usw. haben auf jede Gesellschaft und jedes Geschäftsleben einen Einfluss, und zwar massiv. Jammern hilft aber nicht. Man muss mit Flexibilität reagieren und optimistisch überdenken, was zu tun ist. Sich zurückzulehnen und zu sagen, alles ist schlecht, na grüß Gott, davon rate ich ab.
Baumfalk: Was sind die derzeit stärksten Märkte für backaldrin?
Deller: Der wichtigste Markt ist nach wie vor Deutschland. Dann folgt Polen bzw. Zentraleuropa, wo wir mittlerweile tief verankert sind. Auch in den arabischen Ländern sind wir stark, und in Südamerika haben wir mit unserer Produktion in Mexico City gute Strukturen geschaffen. Unabhängig davon gibt es für uns natürlich noch genug zu tun.
Baumfalk: Wie läuft das Geschäft in den USA?
Deller: Den US-Markt beliefern wir von Mexiko aus. Ob das in Zukunft weiterhin möglich sein wird, liegt „out of my hands“. Man muss, wie gesagt, flexibel bleiben. Wenn ich von Mexiko aus nicht in die USA liefern kann, dann lenke ich den Fokus eben auf Südamerika.


Das passiert einem nicht oft
Baumfalk: Holen Sie Trends aus anderen Märkten nach Europa?
Deller: Das ist unser Job. Die Brotkultur eines Landes kann man nicht ändern. Das ist ein Irrtum. Aber man kann die bestehende Brotkultur um neue Produkte bereichern. Jeder kennt heute ein Baguette oder ein Croissant. Denken Sie an Croissants mit Pistazienfüllung. Vor zwei Jahren kannte das kein Mensch, heute ist das Produkt ein Riesentrend in Europa. Man muss dem Markt Innovationen bieten, darum geht es. Ob er sie annimmt und ob sie sich am Markt halten, lässt sich schwer voraussagen. Dass es gelingen kann, haben wir mit unserem Kornspitz bewiesen. Seit über 40 Jahren gibt es die Marke. Wir verkaufen sie in über 70 Länder. Ein solcher Erfolg passiert einem nicht oft. Trotzdem muss man immer wieder versuchen, neue Trends zu platzieren.
Baumfalk: Wie ist Ihre Sicht auf den Backwarenmarkt in DACH?
Deller: Ich möchte mit meiner Antwort auf etwas aufmerksam machen: Wir dürfen nicht vergessen, wie ausgesprochen gut unser duales Ausbildungssystem für Bäcker ist. Bekanntlich ist der Prophet zu Hause aber nichts wert. Wenn ich in Chile oder Dubai auf einen österreichischen oder deutschen Bäcker treffe, dann ist er dort der King. Hingegen heißt es in Europa oft: „Wie, du bist Bäcker?“ Es ist nahezu unglaublich, dass wir es nicht geschafft haben, zu transportieren, wie wichtig Bäcker sind.
Der langjährige Geschäftsführer Harald Deller (Mitte) ist seit Januar 2025 Generaldirektor der backaldrin International The Kornspitz Company GmbH. Er leitet das Unternehmen gemeinsam mit einem erweiterten Führungsteam aus Mag. Martin Mayr (rechts) und Mag. Wolfgang Mayer. Martin Mayr trägt die Verantwortung für Finanzen, Produktion, Logistik, Technik sowie den internationalen Vertriebssupport. Wolfgang Mayer ist wie bisher Unternehmenssprecher und leitet die Ressorts Marketing, Sponsoringinitiativen sowie die Bereiche Nachhaltigkeit und Digitalisierung. Zu seinem Zuständigkeitsbereich gehören außerdem die Vertriebsaktivitäten in Österreich, Deutschland und Benelux.

Baumfalk: Wie hat sich die Branche in den letzten fünf Jahren verändert?
Deller: Lassen Sie mich mit Zahlen antworten: 1964 gab es in Wien 470 backende Betriebe, 2024 noch 18. Und jetzt kommt der Hammer, es ist immer noch genug Brot da. Das heißt, die Leistungsfähigkeit der guten Betriebe hat immens zugelegt. Das Bäckersterben wird weitergehen. Wir können das nicht wegdiskutieren.
Man kann das nicht ignorieren
Baumfalk: Was bedeutet das für backaldrin?
Deller: Jeder Kunde – ob klein oder groß – ist uns wichtig. Die Marktgegebenheiten lassen sich aber nicht ignorieren. In Österreich laufen 85 % des Brot- und Backwarenumsatzes über den LEH. Ich glaube, damit ist alles gesagt.
Baumfalk: Welche Bedeutung haben Ihre Backmeister für den Verkauf und das Ansehen von backaldrin?
Deller: Sie sind die Botschafter und die Visitenkarte unseres Unternehmens. Ohne Backmeister brauchst du meiner Meinung nach am Markt gar nicht erst loszulegen. In der Zentrale in Asten arbeiten 32 Backmeister für uns, jeder mit Meisterausbildung. International sind es weit über 100.
Baumfalk: Arbeiten Sie manchmal mit Maschinenbauern zusammen?
Deller: Wir werfen einander positiv gemeint den Stein in den Garten. Wer Rohstoffe braucht, braucht Öfen, und umgekehrt. Aber wir arbeiten komplett neutral, setzen keine Prioritäten. Wir sind backaldrin, das ist für uns wichtig.
Baumfalk: Inwieweit spielt KI in Ihrem Unternehmen eine Rolle?
Deller: Zusammen mit einer Universität in Oberösterreich arbeiten wir seit einigen Jahren an einem EU-Projekt zum Thema. Man kann sich dem nicht komplett verschließen, aber man kann bewusst beurteilen, inwieweit KI Sinn macht. Unsere Branche ist besonders. Bäcker
„Wenn ich in Chile oder Dubai auf einen österreichischen oder deutschen Bäcker treffe, dann ist er dort der King. Hingegen heißt es in Europa oft: „Wie, du bist Bäcker?“ Es ist nahezu unglaublich, dass wir es nicht geschafft haben, zu transportieren, wie wichtig Bäcker sind.“
Harald Deller, Generaldirektor, backaldrin
müssen den Teig angreifen. Wenn Sie mich heute fragen, ich wüsste nicht, wie eine KI dieses Bäckergreifen hinbekommen könnte. Aber noch mal, sich dagegen zu sperren, funktioniert nicht.
Baumfalk: Wie ist Ihr Eindruck von der iba 2025?
Deller: Die Qualität der Besucher und Gespräche ist super. Die Leute freuen sich über den persönlichen Austausch und wissen, was sie wollen. Die Stimmung in der Branche ist nach meinem Eindruck gut.
Baumfalk: Herr Deller, danke, dass Sie sich die Zeit für unser spannendes Gespräch genommen haben. (Das Interview haben wir auf iba in Düsseldorf geführt.) +++


Roland Ermer, Präsident des Zentralverbandes des Deutschen Bäckerhandwerks, ist neuer Präsident der Europäischen Bäcker- und Konditorenvereinigung (CEBP). Ermer wurde von der Mitgliederversammlung der CEBP auf der iba einstimmig in das Amt gewählt. Damit folgt er auf Dominique Anract, Präsident des französischen Bäckerverbandes. Der Verband CEBP – Confédération Européenne des Organisations Nationales de la Boulangerie et de la Pâtisserie – repräsentiert europaweit rund 190.000 kleine und mittelständische Betriebe mit rund 2 Mio. Mitarbeitern. +++ ©

Dietmar Kappl: Baking next level –Perfektes Brot mit Roggensauerteig
Er gilt als Institution in der Welt des Brotbackens: Jetzt hat Dietmar Kappl, Bäckermeister und Produktionsleiter eines österreichischen Traditionsbetriebs und FoodBlogger (homebaking.at), die Geheimnisse seines Handwerks in seinem ersten Brotbackbuch niedergeschrieben. Im Buch „Baking next level mit Roggen“ widmet er sich voll und ganz dem Roggenbrot aus Sauerteig – 336 Seiten enthält es mit 50 Rezepten aus oder mit Roggenmehl und über 1.000 Step-by-StepFotos zum Nachbacken.
Band 1 bildet den Auftakt zu einer „wegweisenden Trilogie, die die Herzen ambitionierter Hobbybäcker höherschlagen lässt“, kündigt der Verlag Becker Joest Volk an. „Mit Dietmar Kappls Rezepten gelingen Roggenbrote in Perfektion.“ Das hochwertig gestaltete Buch sei ein Begleiter für alle, die die Kunst des Roggenbrotbackens meistern wollen. +++
Das Hardcover-Buch (ISBN 978-3-95453-347-3) ist für 38 EUR (D) inkl. MwSt. bzw. 39,10 EUR (A) zu haben und wird versandkostenfrei nach Österreich und Deutschland geliefert.




Bitte scannen.

Sie sind leicht, hygienisch, laufen leise und lassen sich leichter austauschen: Es gibt gute Gründe, Kunststoffförderbänder für den Einsatz in Bäckereien auszuwählen.
+Wie ihr Pendant aus Metall können Kunststoffförderbänder an die diversen Prozessanforderungen beim Kühlen, Garen oder Frosten angepasst werden. Sie eignen sich für den Transport kleinformatiger Produkte und können sich in engen Kurven bewegen. Aber es gibt weitere Vorteile: Ihre glatte Oberfläche minimiert das Anhaften eines Produkts. „Kunststoff bietet Ablöseeigenschaften, die Metalle in der Form nicht mitbringen. Kunststoffbänder laufen leiser und können oft schneller und mit einfacheren Werkzeugen repariert werden als Metallbänder“, erklärt Jonathan Lasecki, Leiter Technik bei Ashworth.
„Kunststoff bietet Ablöseeigenschaften, die Metalle in der Form nicht mitbringen. Kunststoffbänder laufen leiser und können oft schneller und mit einfacheren Werkzeugen repariert werden als Metallbänder.“
Jonathan Lasecki, Leiter Technik, Ashworth
Kunststoffbänder von Ashworth werden in mehr als 100.000 Ermüdungszyklen getestet, und zwar unter allen Bedingungen, die beim Kühlen, Garen und Frosten in einer Bäckerei vorkommen können. Die Bänder sind vor allem für den Einsatz in Spiralsystemen konzipiert, können aber auch in anderen
Fördersegmenten genutzt werden. „Die Bänder lassen sich sowohl in Fördersystemen mit Steigungen oder Gefälle, mit 90-Grad-Umlenkung und genauso gut in Geradeaus- und Kurvenförderern einsetzen“, weiß Lasecki.
Die Bandtypen SpiralSurf100 und SpiralSurf200 (mit 1" bzw. 2" Abstand zwischen den Kettengliedern) eignen sich für den Transport unverpackter Backwaren oder verpackter Produkte. Die Bandoberflächen können Aussparungen oder Muster aufweisen und sind vielfältig einsetzbar. Klebrige Produkte wie Teig sollten jedoch nicht direkt auf das Band gelegt werden, um sie zu frosten, so das Unternehmen, da sie strengere Anforderungen an den Transport stellen und während des Transports am Band kleben bleiben können. Das Band vom Typ SpiralSurf100 besitzt kleinere Aussparungen, um auch kleinere Produkte sicher zu transportieren, während die Variante SpiralSurf200 mit ihren größeren Aussparungen einen besseren Luftstrom zulässt.
Keine speziellen Werkzeuge notwendig
Ashworths SpiralSurf ® Bänder werden aus Acetal- (Polyoxymethylen, POM) oder Polypropylen- (PP) Komponenten hergestellt. Bänder aus POM sind für den Einsatz im Temperaturbereich zwischen -40 und 93 °C geeignet, während Bänder aus PP für Prozesse verwendet werden, die bei 5 bis 104 °C ablaufen. Für Produkte, die sich auf dem Band bewegen könnten, sind Schutzkanten ein optionales Merkmal, und zur Produktsortierung ein Spurtrenner.
In der einfachen Montage liegt ein weiterer Vorteil von Kunststoffbändern. Das Aufstellen der SpiralSurf ®-Bänder erfordert keine speziellen Werkzeuge. „Es gelten die allgemeinen Konstruktionsregeln für Bandförderer“, erklärt Lasecki und fügt hinzu, dass geeignete Schutzvorrichtungen für die Sicherheit des Personals installiert werden sollten. „Sobald das Förderband richtig eingestellt ist, wird es wie vorgesehen laufen und laufen. Ein geeignetes Aufwickelsystem muss jedoch Teil der Fördererkonstruktion sein. Es dient dazu, Längenschwankungen des Bandes auszugleichen. „Diese Schwankungen könnten sich durch Bandspannung, Verschleiß und/oder Temperaturunterschiede einstellen“, so der Spezialist.
Langsam laufende Förderbänder halten länger
Die Lebensdauer eines Bandes variiert je nach Nutzung und Fördergeschwindigkeit, wobei Ashworth für seine Bänder eine Lebensdauer von weit über 100.000 Zyklen garantiert. Förderbänder, die langsam laufen, halten länger als schnell laufende. Im Allgemeinen sollten die Bänder mit einer maximalen Geschwindigkeit von 30 m/min arbeiten. In einigen Prozessen müssen sie jedoch wesentlich höhere Geschwindigkeiten aushalten. In diesem Fall sei mit einer entsprechend kürzeren Lebensdauer und häufigeren Service-/ Wartungsarbeiten zu rechnen.
Hygiene ist ebenfalls ein Faktor, der die Lebensdauer von Kunststoffbändern beeinflusst. „Wenn sich Produktreste oder feine Staubpartikel auf dem Band ansammeln, führt dies zu abrasivem Verschleiß und zu einer Dehnung des Bandes und/oder zum Ausfall von Komponenten“, so Jonathan Lasecki. „Die Funktion von Kunststoffbändern wird außerdem durch scharfe Reinigungsmittel, UV-Licht und eine fehlende oder unsachgemäße Überwachung im Betrieb beeinträchtigt.“ Er fügt hinzu: „Kunststoffbänder brechen in der Regel entweder an den Scharnierstäben oder an den Bandmodulen selbst.“
Der Einsatz von Kunststoffgurten bringt aber den Vorteil mit sich, dass nur das beschädigte Element ausgetauscht werden muss.
Im täglichen Betrieb muss das Band selbst perfekt und seine Spannung über die gesamte Bandbreite gleichmäßig ausgerichtet sein. Ist die Spannung ungleichmäßig, können Spurfehler die Folge sein oder das Band könnte sich im Laufe der Zeit dehnen und irgendwann reißen. Um dadurch bedingte Ausfallzeiten zu vermeiden, sollten Förderbänder regelmäßig inspiziert werden. Ashworth empfiehlt, auf die Anwendung und die Anlage abgestimmte spezifische Inspektions-Checklisten zu erstellen. +++


Unser Schapfen Frische-Kick sorgt für eine beeindruckende Verzehrsfrische von bis zu 5 Tagen! Durch die einzigartige Rohstoffkombination verlängern Sie die Frischhaltung Ihrer Jetzt entdecken!
Gebäcke. Die Anwendung ist äußerst variabel – betriebseigene Rezepturen ganz einfach optimieren! Ihre Kunden werden den Unterschied spüren.



+Seit 15. März 2025 ist Sven Tebbe (33) neuer Verkaufsleiter oder, ganz genau, Director of Sales and Marketing bei der Boyens Backservice GmbH in Ibbenbühren. Damit folgt er auf Michael Jankowski, der in den Ruhestand gewechselt ist.
Tebbe ist Groß- und Außenhandelskaufmann, hat Betriebswirtschaftslehre studiert und startete 2018 als kaufmännischer Angestellter in der Auftragsbearbeitung bei Boyens. 2021 übernahm er die Verantwortung für die Betreuung der Key-Account-Kunden in der Private-Label-Abteilung und wenig später die Leitung des B2B-Bereichs. „Ich habe von der Pike auf einen kompletten Werdegang durch das Unternehmen durchlaufen“, sagt er. In seiner neuen Position als Verkaufsleiter sieht sich Sven Tebbe als verlängerten Arm des Vertriebsteams. „Wir habe ein super-organisiertes Team. Ich sehe mich als Unterstützer, wenn es um flächendeckende Maßnahmen oder die Koordination von Verkaufsaktionen jeglicher Art geht.“ Der Verkaufsleiter erklärt weiter: „Vom Außendienst bekomme ich gespiegelt, was den Kunden wichtig ist, und auf interner Ebene erfahre ich, welche Themen im Unternehmen anstehen. Meine Position ist demnach wie eine Art Schnittstelle, denn so kann ich Maßnahmen bewusst so steuern, dass sie für den Kunden von Vorteil sind. Und genau das ist es, was wir wollen und weiter forciert wird – die Kundennähe wirklich zu leben.“
Mit rund 70 % Umsatzanteil bildet die Backbranche den Kernmarkt von Boyens. „Weil aber überall, wo Produkte gebacken, gegart oder geschmort werden, Trennmittel benötigt werden, beliefern wir seit Jahrzenten den kompletten Lebensmittelmarkt. Dasselbe gilt für unsere weiteren Produktgruppen Gelee und Backglanz, welche beim Umsatzanteil aufholen.“
Den Bäckereimarkt in DACH sieht Sven Tebbe ein Stück weit im Wandel. „Getrieben durch Personalengpässe in allen Bereichen überdenken Betriebe ihre internen Handlingprozesse.“ Dazu passe das Sortiment von Boyens perfekt. Tebbe: „Unsere Maschinen und Produkte sparen wichtige Mitarbeiterressourcen und bieten höchste Effizienz.“ +++
Sie verschließt bis zu 120 Beutel pro Minute, arbeitet mit modernster Bewegungssteuerung, Ethernet und kabelloser Kommunikation. Effizienz ist in der automatischen, schnellen 893 C-Beutelverschließmaschine gleich eingebaut. Erfahren Sie mehr unter KWIKLOK.com














































„Wir können fast alles verstrudeln“

Mit TK-Strudeln und anderen Mehlspeisen beliefert die Dinghartinger Apfelstrudel Produktions- und Vertriebs GmbH den Großhandel. Strudel sind ein hart umkämpfter Markt, eine Nische, in dem sich das Unternehmen erfolgreich behauptet, denn Dinghartinger hat Neubaupläne.
+60 verschiedene Strudelvarianten, süße wie herzhafte, teils in Bio oder glutenfrei, produziert Dinghartinger an seinem Stammsitz in Landsham etwa 20 km östlich von München. „Strudel sind unsere Kernkompetenz“, betont Julia Landauer, die im Unternehmen Prokura hat, die Qualitätssicherung leitet und in naher Zukunft ihrem Vater Walter Landauer als Geschäftsführerin nachfolgen wird. Auch Kaiserschmarrn, Apfelküchle, Ausgezogene und Zwiebelkuchen stellt das Unternehmen in Landsham her. Ein kleiner Teil des Sortiments, um es abzurunden, wird zugekauft, wie etwa die glutenfreien Brote.
Das kann
Es steckt durchaus eine gewisse Kunst darin, einen guten Strudel herzustellen. Das kann nicht jeder. „Optik, Geschmack, eine ,Wie-hausgemacht-Qualität‘, viel Füllung, wenig Teig, darauf kommt es an“, sagt die Prokuristin. „Wir legen großen Wert auf die Auswahl unserer Rohstoffe, u. a. bei den Äpfeln für unseren Apfelstrudel.“ Dinghartinger arbeitet seit Jahren mit demselben Obstlieferanten zusammen, bezieht seine Äpfel überwiegend aus der Bodensee-Region, manchmal aus der Steiermark. Und ganz wichtig: „Wir schälen unsere Äpfel selbst.“ Bis 3.000 Tonnen Äpfel verarbeitet das Unternehmen im Jahr. Das sei durchaus aufwendig, so Landauer, aber entscheidend für die Qualität des Endprodukts.

„Optik, Geschmack, eine ,Wie-hausgemachtQualität‘, viel Füllung, wenig Teig, darauf kommt es beim Strudel an.“

Seit März 2025 laufen die Arbeiten für den Neubau am Stammsitz Landsham. Auf einem Areal von insgesamt rund 7.000 qm entsteht in einer ersten Ausbaustufe ein vollautomatisches TK-Hochregallager mit knapp 2.400 Stellplätzen und Erweiterungsmöglichkeiten für zusätzliche 800 Stellplätze. Darüber hinaus sind ein neuer Auslieferungsbereich für den Warenversand, Produktions- und Verpackungsbereiche sowie Sozialräume (darunter ein Gebetsraum und Schulungsräume) für das Personal geplant. In den Neubau soll die Produktion von Apfelküchle und Kaiserschmarrn verlagert werden, während die 2 Strudellinien im Bestandsbau bleiben. Es ist die größte Investition des Unternehmens in den vergangenen 40 Jahren. Für den März 2026 ist die Inbetriebnahme geplant.
„Natürlich könnten wir gefrostete Apfelspalten zukaufen, aber dann würde unser Apfelstrudel seinen frischen, ,Wie-hausgemacht-Charakter‘ einbüßen. Und genau das wollen wir nicht.“
Mit dem Apfelstrudel fing vor genau 40 Jahren alles an. „Meine Eltern haben in Großdingharting – daher der Name – ein Gasthaus geführt und einen Apfelstrudel gebacken, der so gut ankam, dass mein Vater begann, die umliegende Gastronomie mit TK-Strudel zu beliefern“, erzählt Landauer. „Als die Pacht nicht verlängert wurde, entschieden meine Eltern: ,Dann machen wir eben Strudel.‘ Anfangs wurden sie belächelt, denn den TK-Apfelstrudel, wie sie ihn in ihrer ersten Backstube produzierten, aus Strudelziehteig, vorgeschnitten in der 160-g-Portionsgröße, das gab es damals nicht. Jetzt ist das der Standard.“ Genau dieses Produkt ist noch heute Dinghartingers Bestseller. Nur das Ausrollen der Strudelteige, die Heidemarie Landauer beim Start noch per Hand auszog, übernehmen heute Teigbandanlagen von Fritsch.
Die Mengen an Strudel und anderen Mehlspeisen, die Dinghartinger ausliefert, wären ohne Automatisierung nicht zu stemmen. „Trotzdem werden wir nie ein vollautomatisiert arbeitender Betrieb sein“, ist sich die Junior-Chefin sicher, „weil wir für Produkte mit hausgemachtem Charakter stehen.“
Länderspezifische Erwartungen
Der Verkauf läuft über den Großhandel vor allem in die Gastronomie, an Caterer für Kitas oder die Schulverpflegung, Krankenhäuser, Betriebskantinen, Kioske und an Bäckereien. Kernmarkt ist Deutschland. „Ganz Deutschland“, wirft Julia Landauer ein. „Strudel kennt jeder, auch im Norden.“ Exportiert wird nach Österreich, über einen Partner in die Schweiz, in die baltischen Länder, die Niederlande und nach Costa Rica. „Momentan strecken wir unsere Fühler außerdem in den arabischen Raum aus“, erzählt sie und erwähnt





Ausgezogene sind gesiedete Hefe-Feingebäcke, die sowohl süß mit Zimt-Zucker als auch herzhaft, z. B. mit Sauerkraut, gegessen werden. Für die Herstellung werden die Teiglinge rundgewirkt und anschließend per Hand in Form gezogen. Bekannt sind Ausgezogene vor allem in Süddeutschland und Österreich.
länderspezifische Besonderheiten: „Während in Deutschland der klassische gerollte Strudel gefragt ist, erwartet man in Österreich, dass in der Füllung kein Teig enthalten ist. Hier bieten wir einen ,Hülle/Fülle-Strudel‘ an, d. h., die Füllung wird nur vom Teig umhüllt.“
Nicht über den LEH
Der LEH kommt als Vertriebskanal, Stand heute, nicht in Frage. „Wir bleiben beim Großhandel.“ Landauer erklärt: „Wenn ein Gast eines Restaurants feststellt, dass das eine oder andere Produkt dasselbe ist, das er auch im Handel bekommt … in diesen Konflikt möchten wir gar nicht erst geraten. Dasselbe gilt für TK. Wir haben keine Pläne, im Frischebereich tätig zu werden.“
Convenience wandelt sich
Die Qualität und die Einstellung zu Convenience haben sich verändert. Heute geben selbst Spitzengastronomen unumwunden zu, Convenience-Produkte zu nutzen. Bei Dinghartinger spürt man diese Entwicklung. Julia Landauer: „Convenience hat mit den Jahren an Popularität zugelegt, sicherlich auch infolge des Fachkräftemangels. Gefragt ist vor allem hochwertige Convenience.“
Um unterschiedliche Bedarfe abzudecken, bietet Dinghartinger den Strudel in verschiedenen Convenience-Graden an: gebacken und vorportioniert oder als Teigling-Stange zum Fertigbacken. „Viele Gastronomen wollen selber backen, während den Betriebskantinen oft die Zeit dazu oder das Equipment fehlt.“
Die Herzhaften holen auf
Die klassischen süßen Strudel sind die Hauptprodukte im Sortiment. „Aber die herzhaften holen auf“, berichtet die Junior-Chefin, „vor allem, wenn sie den Trend zu gesunder

Germknödel sind wie Dampfnudeln, Kaiserschmarrn und der Zwiebelkuchen klassische Gerichte in der Saisongastronomie. Zur Wintersaison und zum Oktoberfest macht sich das im Absatz bemerkbar.
„Kaiserschmarrn ist ein riesiges Thema am Markt. Das Produkt läuft in der Gemeinschaftsverpflegung genauso gut wie im Food-Service, im Besonderen natürlich in Skihütten.“
Julia Landauer
oder veganer Ernährung bedienen.“ Wie der Gemüsestrudel, der mittlerweile zu den Top-7-Produkten in der Range gehört und in der 250-g-Portion in Mensen auch als Hauptgericht
Über Dinghartinger:
+ 1985 durch Walter Landauer (Vertrieb) und Heidemarie Landauer (Produktion) gegründet
+ Start mit einem Gasthaus in Großdingharting, später Fokus auf TK-Strudelherstellung und Vertrieb an die Gastronomie
+ Wachstum mit fertiggebackenem TK-Apfelstrudel im Ziehteig in der 160-g-Portionsgröße
+ 2001 Produktionserweiterung und Verlagerung des Firmensitzes von Parsdorf nach Landsham
+ heute rund 60 Mitarbeiter
+ Vertrieb nur an den Großhandel
+ Zum Sortiment gehören 60 Strudel, Kaiserschmarrn, Dampfnudeln, TK-Stollen, glutenfreies Brot und Kleingebäck sowie Zwiebelkuchen und Strudel- und Blätterteige zum Selberbelegen
+ Produkte werden ungebacken oder fertig gebacken und portioniert angeboten
+ 2022 neue Linie für Ausgezogene in Betrieb genommen
+ 2025 Start des Neubauprojekts
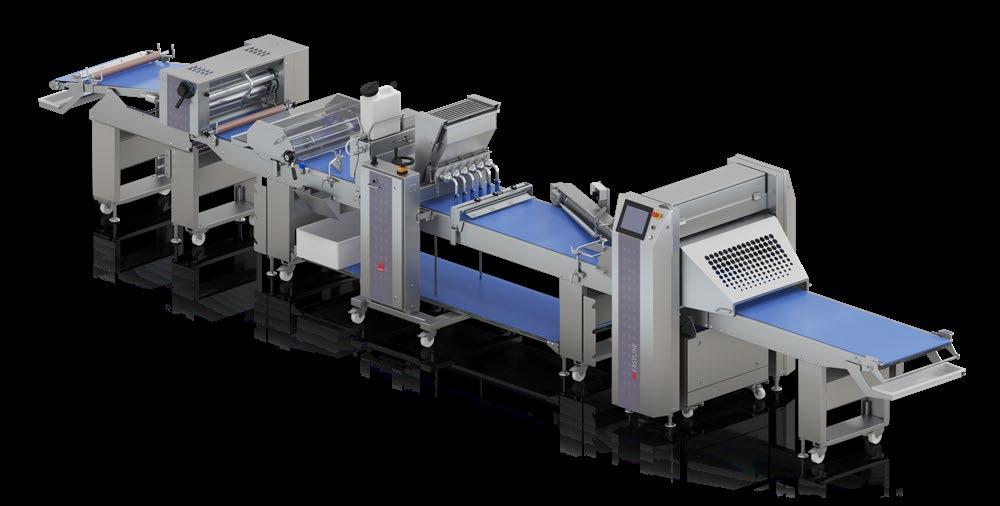
Dinghartinger produziert alle Strudel auf einer Linie von FRITSCH. Wir haben beim Maschinenbauer nachgefragt, worauf es bei der Teigaufarbeitung ankommt.
Das Wichtigste bei der Herstellung und Verarbeitung von Strudelteig ist das gleichmäßige und dünne Ausrollen des Teiges – egal ob bei klassischem Strudelteig oder bei der Zubereitung eines Strudels mit Blätterteig. Beim Blätterteig ist es essenziell, dass die einlaminierten Fettschichten nicht beschädigt werden. Ob gewickelt oder gefaltet, es gibt viele Varianten der Verarbeitung, bei denen FRITSCH Maschinen flexibel eingesetzt werden können. Ein Beispiel hierfür ist die VARIOFLEX M 700. Die flexible Feingebäcklinie ist dank ihrer kompakten Abmessung ideal geeignet für kleine und mittlere
FRITSCH-Feingebäcklinie VARIOFLEX M 700
Weil sich die Kundenstruktur verändert
Apropos vegan. Auch beim Apfelstrudel ist das ein Thema. „Wir haben das Ei im klassischen Strudelteig ersetzt, um ihn vegan anbieten können.“ Das sei ein guter Schritt gewesen, so Landauer. „Die Teige sind jetzt geschmeidiger, und wir konnten unseren Carbon Footprint verbessern.“ Nachhaltigkeit ist wichtig, meint sie. „Man findet immer Ansätze im eigenen Unternehmen, um nachhaltiger zu werden. Wir haben zum Beispiel eine Wärmerückgewinnungsanlage installiert und decken damit unseren Warmwasserbedarf ab. Rohstoffe wie Quark, Äpfel oder Kartoffeln kaufen wir bevorzugt regional. Die Schälreste von den Äpfeln gehen in die Biogasanlage.“
Koscher produziert Dinghartinger noch nicht. Aber das ändert sich, „weil sich die Kundenstruktur ändert. Viele Verbraucher haben heute einen ethnischen Hintergrund und, wie gesagt, wir peilen den arabischen Raum als neuen Markt an.“
Auch ein Renner: Kaiserschmarrn
Neben den Strudeln ist Kaiserschmarrn ein Renner im Sortiment und konkurriert mit dem fertig gebackenen Apfelstrudel. „Die Nachfrage steigt von Monat zu Monat“, beobachtet Julia Landauer. „Kaiserschmarrn ist ein riesiges Thema am Markt. Das Produkt läuft in der Gemeinschaftsverpflegung
„Convenience hat mit den Jahren an Popularität zugelegt, sicherlich auch infolge des Fachkräftemangels. Gefragt ist vor allem hochwertige Convenience.“
genauso gut wie im Food-Service, im Besonderen natürlich in Skihütten.“ Wiederum treffe man am Markt auf große Qualitätsunterschiede. „Der Ei-Anteil ist entscheidend, und das richtige Schneiden der Gebäckstücke. Es darf nicht künstlich aussehen.“ Kaiserschmarrn stellt Dinghartinger mittlerweile im 3-Schicht-Betrieb, fünf Tage die Woche her. Trotzdem reichen die Kapazitäten nicht aus, um den Bedarf zu decken. Das ist mit ein Grund, warum das Unternehmen in Landsham baut.
Dinghartinger ist ein Familienunternehmen und wird es nach der Übernahme durch Julia Landauer bleiben. Was sie betont: „Ich bin nicht ,die Tochter von‘, ich kann es. Meine Position habe ich mir erarbeitet. Die Übernahme sehe ich als großartige Chance, die mir in die Wiege gelegt wurde. Dessen bin ich mir bewusst und werde das Unternehmen in Ehren halten. Wir machen einen guten Job, finde ich.“ Die Bilanzzahlen von Dinghartinger spiegeln das wider. +++

+Die deutsche Tiefkühlbranche verzeichnete 2024 einen neuen Absatzrekord im Gesamtmarkt, im Handel, beim Verzehr pro Haushalt und beim Pro-KopfVerbrauch. Das zeigt die Absatzstatistik* des Deutschen Tiefkühlinstituts (dti). Zum ersten Mal weist die Statistik außerdem die neue Warengruppe „TK-Alternativprodukte (pflanzenbasiert)“ aus.
High Convenience ist stark gefragt
Im LEH/HD stieg der TK-Absatz 2024 um 1,7 % auf 2,017 Mio. Tonnen (2023: 1,982 Mio. Tonnen). High Convenience ist weiter stark gefragt: Während Tiefkühlprodukte zum Selberkochen nur um 0,4 % wuchsen, setzte der Bereich Fix & Fertig seinen positiven Trend mit einem Plus von 4,2 % weiter fort. Wie bereits 2023 lagen auch im vergangenen Jahr vor allem TK-Pizza, Fertiggerichte und Snacks im Plus. Die noch junge Subkategorie „TK-Alternativprodukte (pflanzenbasiert)“ musste 2024 einen kleinen Rückgang um 2,9 % hinnehmen. Hierzu zählen Fisch- und Fleischalternativen sowie Gerichte auf pflanzlicher Basis. Sabine Eichner, dti-Geschäftsführerin: „Konsumentinnen und Konsumenten suchen frische und schnell zuzubereitende Lebensmittel, die zu ihrem Alltag passen.“
Auch im Außer-Haus-Markt setzte sich die positive Entwicklung 2024 fort: Der TK-Absatz erhöhte sich um 2,9 % auf 2,12 Mio. Tonnen (2023: 2,061 Mio. Tonnen). Alle drei Teilsegmente Selberkochen, Fix & Fertig sowie Frühstück & Dessert lagen 2024 im Plus. Die Nase vorne hatte beim durchschnittlichen Mengenwachstum der Bereich Fix & Fertig mit 3,9 %. Besonders hervorzuheben ist das zweistellige Wachstum bei den erstmals ausgewiesenen „TK-Alternativprodukten (pflanzenbasiert)“ mit 17,8 %. Gefragt waren außerdem Kartoffelprodukte (v. a. Pommes frites), die um 5,6 % wuchsen. Deutlich ins Minus entwickelte sich TK-Fisch (-4,7 %), Fleisch lag mit 0,6 % leicht im Plus. Diese

Marktentwicklung passt den Angaben zufolge zu den Ergebnissen der neuen dti-Studie, wonach 97 % der Betriebe bereits eine vegetarische Menülinie eingeführt haben. „Steigende Kosten, der anhaltende Fachkräftemangel und rückläufige Besucherzahlen in einer angespannten wirtschaftlichen Lage stellen vor allem die Betriebe in der Gemeinschaftsgastronomie vor große Herausforderungen“, so Eichner.
Der TK-Gesamtumsatz stieg 2024 um 2,7 % auf 22,601 Mrd. EUR (2023: 22,017 Mrd. EUR). Im LEH/HD stieg der TK-Umsatz um 1,1 % auf 11,77 Mrd. EUR (2023: 11,64 Mrd. EUR). Im AußerHaus-Markt erhöhte sich der TK-Umsatz um 4,4 % auf 10,84 Mrd. EUR (2023: 10,37 Mrd. EUR).
Seit 70 Jahren gibt es Tiefkühlprodukte in Deutschland. 1955 wurden auf der Lebensmittelmesse Anuga in Köln hierzulande erstmals Tiefkühlprodukte vorgestellt. Lag der durchschnittliche Verbrauch 1960 noch bei 800 g pro Kopf und Jahr, sind es laut dti-Absatzstatistik 2024 inzwischen 50 kg. Laut YouGov Shopper Panel 2024 bietet der Handel rund 11.000 Artikel an. 96 % aller Haushalte kauften laut YouGov 2024 Tiefkühlprodukte. +++
*Die Absatzstatistik des dti weist jährlich den Absatz von Tiefkühlprodukten in Deutschland insgesamt aus, aufgegliedert nach den Absatzmärkten Lebensmitteleinzelhandel/ Heimdienste (LEH/HD) und Außer-Haus-Markt (AHM).

Roggenmehle haben sich in den vergangenen Jahrzehnten verändert. Die Fallzahlen sind stark gestiegen, die Verkleisterungstemperatur der Roggenstärke liegt heute über der Denaturierungstemperatur der Amylasen. Die Folge: weniger Stärkeabbau, trockene Krume, schnellere Retrogradation und somit kürzere Frischhaltung. Um den trockenbackenden Roggenmehlen entgegenzuwirken, empfiehlt BÖCKER eine präzise Sauerteigführung, insbesondere mehrstufige Verfahren wie die Vollsauerführung. Ergänzend können Quell-, Brühund Kochstücke die Teigqualität verbessern. An Bedeutung gewinnen Langzeitführungen, für die sich laut Unternehmen vor allem die inaktiven, Ready-to-use-Sauerteige bewähren. Sie bringen Flexibilität in die Betriebe, berichtet BÖCKER, weil die Sauerteige nicht zu einem bestimmten Zeitpunkt verarbeitet werden müssen. Gleichzeitig seien sie eine praktische Lösung, um die enzymatischen Defizite trockenbackender Roggenmehle auszugleichen. +++
Mit der Vormischung Schapfen SchwabenKörnle launcht die SchapfenMühle eine Weiterentwicklung ihres bekannten SchwabenKorn. Die Idee dahinter: Bäckereien können ihr Dinkelsortiment gezielt erweitern und gleichzeitig vom wachsenden Snack- und To-go-Geschäft profitieren. Die neue Vormischung ist speziell auf die Herstellung kernig-saftiger Dinkelkleingebäcke ausgelegt. Die Rezeptur basiert auf dem Dinkelvollkornbrot der Mühle und wurde gezielt an kleinere Gebäckformate angepasst. Für die Herstellung sind lediglich Dinkelmehl, die Mühlenvormischung, Hefe und Wasser erforderlich, keine Zusatzstoffe oder aufwendigen Prozessschritte. „Das sorgt für planbare und verlässliche Abläufe im alltäglichen Bäckereibetrieb und gleichbleibend hohe Qualität im Ergebnis“, so das Unternehmen. +++

Martin Braun hat ein Rezeptheft für Gebäcke mit den beliebtesten Sommergetränken aufgelegt, wie Hugo, Aperol oder Limoncello. Die Rezepturen wurden in Zusammenarbeit mit Henkell Freixenet und Mionetto, der weltweit meistverkauften internationalen Prosecco-Marke, entwickelt. Die Rezepte sind online abrufbar unter: www.martinbraungruppe. com/de-de/rezepte/aperitifgebaecke +++






+Mit dem Klimawandel werden die Sommer heißer. Das hat auch Einfluss auf die Kältetechnik im backenden Handwerk. Kühlgeräte stoßen schneller an ihre Grenzen. Das gilt insbesondere dann, wenn sie in Filialen mit kleiner Fläche zum Einsatz kommen und die Umgebungstemperaturen, z. B. in Ofennähe, hoch sind, oder die Deckenhöhe womöglich gering.
Deutlich verbesserte Kühlleistungen
Kühlschränke oder Lagerfroster sollten zuverlässig funktionieren, die Qualität der Backwaren und Rohstoffe bewahren und als verlässlicher Partner im Hintergrund einen ruhigen Job erledigen. Genau so arbeiten den Angaben zufolge die neuen BÄKO-line Einfahrkühlgeräte, die die BÄKO auf der iba in Düsseldorf erstmals vorstellte. Von deutlich verbesserten Kühlleistungen ist die Rede. Beim BÄKO-line Einfahr-Kühlschrank EKS 1200 PLUS konnte die Kühlleistung um 42 % gesteigert werden. Beim BÄKO-line Einfahr-Lagerfroster ELF 1200 PLUS liegt das Plus demnach sogar bei 60 %.
Trotz verstärkter Kühlleistung, der Energieverbrauch konnte reduziert werden: um -20 % beim BÄKO-line Einfahr-Kühlschrank bzw. um -10 % beim BÄKO-line Einfahr-Lagerfroster. Beide Geräte wurden für den Einsatz in besonders warmen Umgebungen mit Raumtemperaturen bis +40 °C bei 40 % relativer Luftfeuchtigkeit abgestimmt und mit der Klimaklasse 5 als „tropentauglich“ eingestuft.
Die Kompressoren halten Reserveleistung für hohe Umgebungstemperaturen vor. Ist irgendwann eine Reinigung des Kompressors notwendig, wird das dem Anwender gut sichtbar über ein Display angezeigt. Für den Fall der Fälle, dass es eines Tages doch zu einer Überhitzung kommt, verhindert ein eingebauter Waren- und Kompressorschutz, dass Lebensmittel oder die Technik beschädigt werden könnten. Für beide Geräte sichert die BÄKO eine Ersatzteilverfügbarkeit von 10 Jahren zu.
Ruhige Technik
Laut BÄKO sind die Einfahrkühlgeräte die einzigen am Markt für das backende Handwerk, die mit Silent-Technologie arbeiten. Sie sind leise. Die Geräuschentwicklung liegt bei lediglich 49 dB (A) für den EKS 1200 PLUS und 50,1 dB (A) für den ELF 1200 PLUS und damit auf einem niedrigen Niveau. Das verbessert die Arbeitsbedingungen im Umfeld der Anlagen. Die Luftführung im Kühlraum des Gerätes läuft schonend und gleichmäßig ab, sodass z. B. ein Austrocknen der Waren, auch bei Produkten mit Sahne, laut BÄKO weitestgehend unterbleibt. +++

Die BÄKO, die sich und ihre Produkte unter dem Motto „Zeit für Deine Leidenschaft“ präsentierte, blickt nach eigenen Worten auf eine erfolgreiche iba zurück.
Stefan Strehle, geschäftsführender Vorstandssprecher der BÄKO-ZENTRALE eG: „Die iba 2025 war eine gelungene Messe und willkommene Gelegenheit, unsere neuen Konzepte und Produkte einem breiten Fachpublikum vorstellen zu können.
Die sinnvolle schwerpunktbezogene Hallenaufteilung ermöglichte es dem backenden Handwerk, schnell und effizient ihre Partner zu finden. Darüber hinaus ist es gelungen, die iba 2025 als Plattform für ein zukunftsorientiertes Handwerk zu positionieren.“




MECATHERM hat sein Demo Center im französischen Barembach von einem Vorführ-Technikum in eine voll funktionsfähige Bäckerei ausgebaut. Der Bäckereimaschinen-Spezialist nutzt die Räumlichkeiten für Schulungen, die Modernisierung von Anlagen oder arbeitet zusammen mit Kunden an Prozessverbesserungen und Produktentwicklungen.
+Das Demo Center wurde von MECATHERM nicht nur mit neuen Maschinen ausgestattet, sondern völlig neu konzipiert. Es misst 3.000 m², verfügt über eine vollautomatische Produktionslinie sowie verschiedene Prozessalternativen und unterteilt sich in die zwei Bereiche Teigherstellung und Backen. Ein neues Luftmanagementsystem regelt die Raumtemperatur, Luftfeuchtigkeit und den Luftdruck im Gebäude. Auch der Aspekt Nachhaltigkeit macht sich im neuen Technikum bemerkbar und passt perfekt zu den Verpflichtungen zur Corporate Social Responsibility (CSR), die sich das Unternehmen auferlegt hat. „Technologische Innovationen verknüpfen wir mit Umweltbewusstsein“, erklärt der Leiter des Demo Centers Simon Heyberger. „Wir sind z.B. bestrebt, den Energieverbrauch zu begrenzen, Food Waste zu reduzieren und gehen einen Schritt weiter, indem wir unser Tun ständig auf den Prüfstein stellen. Unser Ziel ist es, die Umweltauswirkungen zu minimieren.“
Das Herzstück der modernisierten Räumlichkeiten bildet eine neue Linie zur industriellen Herstellung von Backwaren. Unter realen, kontrollierten Bedingungen können Bäckereien, Konditoreien, Süßwarenhersteller oder deren Zulieferanten Tests für eine Reihe von Produkten durchführen, z. B. für Brot und Softbrote, Feingebäcke und Süßwaren. Dies schließt alle Prozesse mit ein – vom Mischen bis zum Backen. Im Prinzip handelt es sich um einen hochspezialisierten
„Anhand der Tests unter realen Bedingungen an einer kompletten Linie können unsere MECATHERM-Teams den Kunden die Anlagentechnik, Abläufe und Leistungsfähigkeit der Linien leichter vermitteln."
Simon Heyberger, Leiter des Demo Centers, MECATHERM
Arbeitsraum, der um „Think Tanks“, ruhige Besprechungsräume, in unmittelbarer Umgebung der Maschinen ergänzt wird. Austausch und Besprechungen sind also im wahrsten Sinne des Wortes direkt „vor Ort“ möglich.
Die neue Industrielinie verfügt über mehrere der neuesten Technologien von MECATHERM, wie den M-NS-Teiler und den M-RT-Former zur Verarbeitung weicher Teige. Auch drei M-UB-Gärschränke und ein 6 m hoher „Retarder“ gehören zur Ausstattung. Drei ganz unterschiedliche Produkte, wie Croissants, Baguettes und Bagels, können zur gleichen Zeit getestet werden. Die Roboter-Scoringlösung KATANA von ABI ist ebenfalls integriert und kann vom Schneiden mit Ultraschall auf das Wasserstrahlschneiden umgestellt werden. Auch ein Bagelformer von ABI gehört zum Technologieangebot im Demo Center.

Im Demo Center installierte MECATHERM eine vollautomatisierte Linie für vielfältige Produkttests






Ganz wichtig: die Öfen. Im Demo Center in Barembach sind fünf Industrieöfen installiert: darunter ein Steinbackofen, ein Tunnelofen sowie die neueste Entwicklung von MECATHERM, der vertikale M-VT-Ofen. „Anhand der Tests unter realen Bedingungen an einer kompletten Linie können unsere MECATHERM-Teams den Kunden die Anlagentechnik, Abläufe und Leistungsfähigkeit der Linien leichter vermitteln“, berichtet Heyberger. Bäcker könnten die Auswirkungen der Prozesse auf die Produkte direkt in praktischen Tests beobachten. „Wir haben kürzlich eine Option zur automatisierten hygrometrischen Steuerung eingeführt. Diese patentierte Innovation verbessert nicht nur den Energieverbrauch, sondern wirkt sich auch direkt auf die Qualität des Endprodukts aus“, erklärt er.
„Dieser
Das Demo Center liegt strategisch günstig inmitten des MECATHERM-Werks in Barembach. Um die Kundenzufriedenheit weiter zu steigern, hat das Unternehmen einen kontinuierlichen Verbesserungsprozess für sein neues Technikum und alle integrierten Betriebsabläufe eingeführt. „Dieser Ansatz funktioniert“, betont Heyberger. „Wir haben eine strukturierte Methode für die Durchführung der Tests etabliert. Kommt der Kunde zu uns nach Barembach, wird eigens ein Team für ihn mobilisiert und alles im Voraus bis ins Detail geplant.“
Ein Team aus sieben Bäckern und Konditoren mit jeweils 10 bis 30 Jahren Erfahrung bei MECATHERM steht den Kunden zur Verfügung. „Es sind dieselben Teams, die die Betriebe von der Erprobung bis zur Inbetriebnahme der Anlage oder Linie vor Ort unterstützen. Da sie mit jedem Projekt bestens vertraut sind, kennen unsere Bäcker und Konditoren die Erwartungen unserer Kunden und können insofern die richtigen Bedingungen für die Inbetriebnahme empfehlen.“ Auch Produktmanager, Ingenieure, Designer und sowie das Forschungs- und Entwicklungsteam stehen beratend zur Seite.
Die Arbeit im Demo Center dreht sich neben den Produktund Produktionstests um den Wissenstransfer. Zu diesem Zweck wurde die MECATHERM-Akademie gegründet. In verschiedenen Schulungsprogrammen werden Theorie und Praxis vermittelt. Eine der beliebtesten Schulungen ist der Kurs „Grundlagen der industriellen Bäckerei in 72 Stunden“. Heyberger: „Die praktische Arbeit mit dem Teig und das anschließende Nachverfolgen der Prozesse an allen Maschinen ermöglicht einen raschen Kompetenzaufbau.“
Gemeinsam mit Puratos und ABI organsierte MECATHERM Ende vergangenen Jahres das Seminar „Bakery Sustainability“. „MECATHERM und ABI präsentierten innovative Lösungen zur Optimierung der Energieeffizienz und Reduktion von Ausschuss im Herstellungsprozess, z.B. durch das neue patentierte Hygro Control System für Vertikalöfen, das Produktpufferkonzept sowie das KI-unterstützte EYE-Q Qualitätskontrollsystem von ABI“, so der Experte. In LiveVorführungen wurde die Herstellung von Baguettes und Brioches mit deutlich reduziertem CO 2-Fußabdruck gezeigt.
Auch zur Nachwuchsförderung nutzt MECATHERM sein Demo Center. „Jedes Jahr besuchen uns rund 150 Studierende“, erzählt Simon Heyberger. Sie seien oft überrascht, was die Technologie alles leisten könne. Heyberger ist überzeugt, „dass MECAHTERM mit KI-unterstützten Lösungen und an Nachhaltigkeitsanforderungen angepassten Konzepten junge Talente inspirieren und begeistern kann.“


Die Mitglieder des Verbandes Deutscher Mühlen (VDM) haben Ralph Seibold, geschäftsführender Gesellschafter der SchapfenMühle, zum Sprecher des Vorstands gewählt. Er folgt auf Michael Gutting, Bindewald und Gutting Mühlengruppe. Gutting wird sich nach zehn Jahren als Sprecher des Vorstands künftig als Stellvertreter weiterhin im VDMPräsidium engagieren. Neben Michael Gutting und Ralph Seibold sind im vergangenen Jahr Jan Cordesmeyer, Hemelter Mühle, Hans-Christoph Erling, Roland Mills United, und Christopher Rubin, Rubin Mühle, ins VDM-Präsidium gewählt worden. Bis auf den Wechsel in der Funktion des Sprechers ändert sich die Besetzung des VDM-Präsidiums somit nicht. +++
König und Abendschön kooperieren


Hannes Stelzer (l.), CEO der König Gruppe, und Christian Abendschön, Managing Director Abendschön
Der Bäckereimaschinenbauer König und der Hersteller von Bäckereiautomatisierung Abendschön arbeiten zusammen. Ziel der Kooperation ist es, gemeinsam innovative Automatisierungslösungen für Bäckereien zu entwickeln. Unter dem Motto „Next-level Automation – an Abendschön and König Cooperation“ wollen beide Unternehmen ihre Kompetenzen bündeln. „Diese Partnerschaft bietet zukunftsfähige Lösungen, um die Prozesse unserer Kunden noch besser zu automatisieren“, sagt Hannes Stelzer, CEO der König Gruppe. Auf der iba in Düsseldorf wurden die gemeinsamen Lösungen im Bereich Scoring, Blechhandling sowie Belaugung erstmals vorgestellt. +++



Das war sie also, die iba 2025 in Düsseldorf – eine Messe, die mit ihrem Ortswechsel Besucher aus anderen Regionen als üblich ansprach.
+Insgesamt 49.115 Besucher aus 149 Ländern reisten zur iba 2025. Zum Vergleich: 2023 in München waren es noch 57.000 Besucher aus 150 Ländern. Der Großteil (34 %) – das ist wenig überraschend – kam aus Deutschland, wobei dieses Mal vor allem Gäste aus NRW und den umliegenden Bundesländern stark vertreten waren. Auffällig ist, dass die Niederlande auf Platz 2 vorrücken, und sowohl Belgien als auch Frankreich im Ranking der Top-Besucherländer zu finden sind. Weniger Besucher kamen hingegen aus Österreich und Tschechien – womöglich aufgrund der Distanz – und den USA – womöglich aufgrund der Messe IBIE im September.
Nicht jeder große Player stellte in Düsseldorf aus und der eine oder andere Aussteller hatte im Vorfeld mit einer gewissen Skepsis auf die „kleine iba“, „iba light“ oder „Zwischen-iba“, wie sie auch genannt wurde, geblickt. Aber siehe da – sie lief erfolgreich hat ihren ganz eigenen Charakter entwickeln können.
Ausstellerstimmen zur iba 2025
„Die iba als Weltmesse des Backens ist für uns eine sehr wichtige Veranstaltung. Wir freuen uns besonders, dass unser Messemotto ‚It’s YOUR choice‘ von den Kundinnen und Kunden so gut angenommen worden ist. In einer Zeit großer Herausforderungen, aber auch vielfältiger Chancen, kommt es darauf an, dass jeder Betrieb für sich seinen individuellen Weg in die Zukunft findet. Dafür haben wir an unserem iba-Stand und der Trendinsel kreative Impulse gegeben und neue Optionen aufgezeigt.“
Dr. Sabine Krätzschmar, Geschäftsführung IREKS
„Die iba ist für uns von entscheidender Bedeutung, da sie nicht nur eine Plattform für die Präsentation unserer Innovationen bietet, sondern auch eine wertvolle Gelegenheit, unseren Kunden zuzuhören. Sie ermöglicht es uns, mit Branchenführern in Kontakt zu treten, strategische Partnerschaften zu schmieden, die unser Wachstum vorantreiben, und unsere umfassenden Fähigkeiten bei der Bereitstellung von Lösungen zu demonstrieren, die den Lebenszyklus ihrer Backformen unterstützen und ihren sich wandelnden Anforderungen gerecht werden.”
William Bundy, Präsident der globalen Fertigung, American Pan, USA
Top-Besucher-Länder der iba
1.) (Deutschland) 1.) (Deutschland) 2.) Niederlande 2.) Italien
3.) Italien 3.) Österreich
4.) Spanien 4.) Polen
5.) Polen 5.) Spanien
6.) Türkei 6.) USA
7.) Belgien
7.) Niederlande
8.) UK 8.) UK
9.) Brasilien 9.) Brasilien
10.) Frankreich 10.) Tschechien 11.) Griechenland 11.) Griechenland





Wir kriegen’s gebacken!









Informationen über das Boyens Backglanz, die Alternative zur klassischen Eistreiche, für eine goldgelbe Bräunung und einen super Glanz, finden Sie hier.



„Aus unserer Sicht war die Messe in diesem Jahr noch internationaler als in der Vergangenheit. Unsere Erwartungen wurden deutlich übertroffen: Wir konnten viele erfolgreiche Gespräche führen, wertvolles Feedback sammeln und neue Impulse für die Weiterentwicklung unserer Produkte mitnehmen.“
Kai Rohde, Geschäftsführer Bakels Deutschland
„Wie in den letzten Jahren waren etwas weniger Besucherinnen und Besucher auf der Messe. Das ist ein Trend, der sich nicht leugnen lässt. Dennoch stellen wir auch fest, dass die Qualität der Gespräche deutlich zugenommen hat und wir viele konstruktive Gespräche am Stand führen konnten. Vor allem haben wir gesehen, dass das Interesse an Trends und Innovationen groß ist und die iba generell, aber auch wir am Stand diese Nachfrage bedienen konnten.“
Dr. Georg Böcker, Geschäftsführer Ernst BÖCKER
Ehrungen und Wettbewerbe
Dass die Halle 14 einer der Besuchermagneten war, lag auch am Stand des Zentralverbandes des Deutschen Bäckerhandwerks und den zahlreichen Vorträgen und Wettbewerben. „Wir sind mit der iba 2025 sehr zufrieden“, resümiert ZV-Präsident Roland Ermer, „denn es ist gelungen, den Handwerksbäckern spannende Trends aufzuzeigen, sie durch neue Impulse zu begeistern und viele Gelegenheiten zum fachlichen Austausch zu bieten.“
Ehrenpreis für 50 Bäckereien
Am ersten Messetag hat der Zentralverband des Deutschen Bäckerhandwerks den Ehrenpreis des deutschen Bäckerhandwerks an insgesamt 50 Handwerksbäckereien verliehen. Sie hatten herausragende Ergebnisse bei unabhängig
durchgeführten Brotprüfungen des Deutschen Brotinstituts (DBI) erzielt. Grundlage für die Ehrungen auf der iba 2025 waren die Ergebnisse der DBI-Qualitätsprüfungen aus dem Jahr 2024.
Sebastian Brücklmaier und Yannick Dittmar sind Deutschlands beste Bäcker
Sebastian Brücklmaier aus München und Yannick Dittmar aus Herford haben die deutsche Meisterschaft der Bäckermeister für sich entscheiden können. Siebeneinhalb Stunden Zeit hatte das Team, um zum Thema „Leidenschaft“ Brote, Kleingebäcke, Plunder, Hefefeinteig und ein kunstvoll kreiertes Schaustück zu erschaffen. Die Jury bewertete nicht nur die Qualität und den Geschmack der Gebäcke, sondern auch die Präsentation und Arbeitsweise des Teams. „Die Deutsche Meisterschaft hat uns viel abverlangt, sowohl körperlich als auch mental“, sagt Sebastian Brücklmaier

und sein Teampartner Yannick Dittmar ergänzt: „Für den Sieg haben wir mehr als acht Monate trainiert.“ Mit dem Titel der Deutschen Meister gehören sie jetzt automatisch zum Team der Deutschen Bäckernationalmannschaft.
Michael Kress gewinnt das WM-Finale der Brot-Sommeliers Er ist der erste Weltmeister der Brot-Sommeliers überhaupt: Michael Kress aus Weinheim an der Bergstraße konnte sich im WM-Finale gegen 15 weitere Brot-Experten aus insgesamt zehn Ländern durchsetzen. Neben Deutschland, Österreich und der Schweiz reisten sie aus Norwegen, Frankreich, Neuseeland, Polen, Rumänien, den USA sowie der Karibikinsel Aruba zum ersten Wettbewerb dieser Art nach Düsseldorf an. Die Brot-Sommeliers präsentierten auf der iba ihr Wissen vor einer Jury aus drei Experten, nämlich Bernd Kütscher, Direktor der Akademie Deutsches Bäckerhandwerk in Weinheim, Prof. Michael Kleinert, Leiter des Instituts für Lebensmittel- und Getränkeinnovation an der ZHDW in der Schweiz, sowie Starkoch Johann Lafer, der selbst BrotSommeliers ausbildet.
„Ich bin Bäcker aus Leidenschaft und überwältigt von der Ehre, nun der erste Weltmeister der Brot-Sommeliers zu sein“, sagte Michael Kress bei der Siegerehrung.

Michael Kress aus Weinheim an der Bergstraße ist Weltmeister der Brot-Sommeliers

Sparen Sie Zeit, Energie und Geld mit ePAN®-Designs ePANs verbessern die Effizienz durch schnelleres Aufheizen und Abkühlen, was zu niedrigeren Ofentemperaturen und kürzeren Backzeiten führt.






Susann Seidemann und Diego Dominguez, Fonte Ingredientes

Feierlicher Abschied von Bernd Kütscher (Mitte) als Geschäftsführer und Direktor der Akademie Deutsches Bäckerhandwerk auf der iba durch ZV-Präsident Roland Ermer (l.) und Dr. Friedemann Berg, ZV-Hauptgeschäftsführer
Frankreich holt Gold beim „The iba UIBC Cup of Bakers” Corentin Molina und Yannis Thouy aus Frankreich sind die Gewinner des The iba UIBC Cup of Bakers. Teams aus sechs Nationen wetteiferten zwei Tage lang um die Goldmedaille. Auf Platz zwei folgen Johanna Lenhardt und Lea Wagner aus Deutschland. Den dritten Platz belegen Mike Onase und Gerrit Huckriede aus den Niederlanden. Den Preis für das beste Schaustück gab es für das Team aus Deutschland, und der Kreativpreis des Jurypräsidenten ging an Sigrun Sol Vigfusdottir und Nastasja Kiencke aus Island. „Kunst“ lautet das Wettbewerbsthema in diesem Jahr.
Korea siegt beim „The iba UIBC Cup of Confectioners”
Die Goldmedaille des The iba UIBC Cup of Confectioners gab es für In Seok Kim und Kyung Joo Jang aus Korea. Das deutsche Team mit Amelie Natterer und Marleen Oehmke belegte den zweiten und Mexiko mit Mauro Montez Ruiz und Oscar Paniagua Galindo den dritten Platz. Der
Kreativ-Preis des Jury-Präsidenten wurde an Vasil Terziu und Bledian Ibrahimllari aus Albanien verliehen. An zwei Wettbewerbstagen hatten die Konditoren aus fünf Nationen unter dem Motto „Kunst“ süße Kreationen erschaffen: Anzufertigen war ein Schaustück aus Zucker, Krokant und Schokolade.
iba.START UP AWARD für Fonte Ingredientes
Der iba.START UP AWARD 2025 wurde Fonte Ingredientes aus Brasilien überreicht. Die Messebesucher hatten darüber entschieden. Sie konnten online für ihren Favoriten votieren. Das Start-up hat ein flüssiges Anti-Schimmel-Mittel mit über 80 % Bio-Rohstoff-Anteil entwickelt. Mit dem Produkt lässt sich die Haltbarkeit von Backwaren verlängern. +++
Die nächste iba findet vom 24. bis 28. Oktober 2027 dann wieder in München statt.

Viele Broker, Händler und Importeure beschäftigt die Frage, ob für sie eine Zertifizierung gemäß IFS Broker erforderlich bzw. hilfreich ist, aber was kommt eigentlich im Detail auf die Unternehmen zu? Der Artikel liefert einen Überblick.
+Zuallererst ist zu sagen, dass ein Qualitätsmanagementsystem aufgebaut werden muss, das regelmäßig gepflegt und aufrechterhalten werden will – d. h., es macht Arbeit und erfordert systematisches Arbeiten. Es bringt auch viele Vorteile, denn für die relevanten Geschäftsprozesse gibt es nach der Einführung definierte Verfahren, die die Erfüllung von Kundenforderungen sowie die Lebensmittelsicherheit sicherstellen – und somit Zeit sparen.
Dokumente und Verfahren
Grundsätzlich sind folgende Dokumente zu erstellen und aktuell zu halten:
+ Übersichtliche Unternehmenspolitik (inkl. Produktsicherheitskultur)
+ Unternehmens- bzw. Qualitätsziele
+ Organigramm
+ Stellenbeschreibung(en)
+ Risikobewertung aller Schritte der Broker-Tätigkeit (HACCP)
+ Schulungs- bzw. Qualifikationsmatrix der Mitarbeiter
+ Schulungsplan
+ Spezifikationen für alle Produkte, ggf. entsprechend den Kundenforderungen
+ Prüfplan (aus Basis einer Gefahrenanalyse und ggf. Kundenforderungen)
+ Schwachstellenanalyse bzgl. Lebensmittelbetrug (Food Fraud)
+ Liste Notrufinformationen (Kunden, Lieferanten, Behörden …)
Für folgende Geschäftsprozesse sind dokumentierte Verfahren festzulegen:
+ Lenkung von Dokumenten und Aufzeichnungen
+ Produktentwicklung
+ Spezifikationserstellung und -pflege
+ Zulassung und Überwachung von Lieferanten und Dienstleistern
+ Produktanalysen – Verfahren zur Einhaltung spezifizierter Produktanforderungen
+ Umgang mit Vorfällen bzw. Krisenmanagement
+ Umgang mit fehlerhaften bzw. nichtkonformen Produkten
+ Verfahren zur Erfassung und Analyse von Nichtkonformitäten – Ergreifung von Korrektur- und Vorbeugemaßnahmen inkl. Ursachenanalyse
Außerdem sind für folgende Prozesse Systeme, also strukturierte Vorgehensweisen, festzulegen. Eine Dokumentation der Vorgehensweise kann, muss aber nicht erfolgen:
+ Informationen über die relevanten Rechtsvorschriften und Verfahrenskodizes der Industrie hinsichtlich Qualität und Sicherheit
+ Vertragsprüfung/Vertragsänderung
+ Überwachung der Herkunftsgebiete der beschafften Produkte
+ Rückverfolgbarkeit
+ Umgang mit Produktbeanstandungen und Produktreklamationen
+ Kennzeichnung/Deklaration der gehandelten Produkte gemäß den Kundenforderungen sowie den gesetzlichen Anforderungen im Bestimmungsland
Jährlich wiederkehrende Tätigkeiten zur Systempflege und -aktualisierung sind laufend erforderlich, d. h.:
+ die Bewertung des Qualitätsmanagementsystems (Managementreview)
+ die Prüfung und ggf. Aktualisierung der Risikobewertung /HACCP (Schritte der Broker-Tätigkeit)
+ die Lieferantenbewertung
+ die Prüfung und ggf. Aktualisierung der Schwachstellenanalyse bzgl. Lebensmittelbetrug (Food Fraud)
+ ein Test des Rückverfolgbarkeitssystems
+ ein Test des Krisen- bzw. Rücknahmesystems
+ die Durchführung interner Audits
+ die Reklamationsauswertung
Der Schwerpunkt des IFS Brokers liegt im Management der Lieferanten und Dienstleister, um die Kundenanforderungen sowie die Lebensmittelsicherheit zu gewährleisten, d. h. Sicherstellung
+ der Anwendung eines HACCP-Systems bei jedem Lieferanten.
+ dass Verpackungsmaterialspezifikationen gemäß den Anforderungen der Bestimmungsländer der gehandelten Produkte vorliegen.
+ dass Lebensmittelunbedenklichkeitsnachweise für Verpackungsmaterial mit Direktkontakt zum Produkt bzw. bei Kunststoffverpackungen Konformitätserklärungen gem. VO (EG) 10/2011 vorliegen.
+ der Verwendung der korrekten Verpackung beim Lieferanten.
+ der Umsetzung von Änderungen der gesetzlichen Anforderungen oder Kundenwünsche an die Verpackung.
+ dass Lagerhalter und/oder Spediteure nach einem GFSI-anerkannten Standard zertifiziert sind oder aber ein Vertrag abgeschlossen wird, der die Anforderungen zur Produktsicherheit/-qualität regelt.
+ eines Systems (Identifizierung und Kontrolle) für nichtkonforme Produkte (als Bestandteil des Broker-Krisenmanagementsystems) bei allen Lieferanten.
KO-Anforderungen
+ der eindeutigen Definition der Verantwortlichkeiten hinsichtlich des Produktschutzes sowie Sicherstellung, dass eine Gefahrenanalyse diesbezüglich beim Lieferanten durchgeführt und dokumentiert wurde.
Besonders zu betonen ist an dieser Stelle, dass der IFS Broker fordert, dass alle Lieferanten nach einem GFSI-anerkannten Standard zertifiziert sein müssen (z. B. IFS Food, BRCGS, FSSC 22200 usw.) – es sei denn, der Kunde hat ausdrücklich andere Konditionen akzeptiert.
Diese Anforderung klingt eigentlich ganz simpel, kann es im Detail aber in sich haben. Denn sollten ein oder mehrere Lieferanten nicht gemäß eines GFSI-anerkannten Standards zertifiziert sein, muss hier eine gut organisierte Verfahrensweise festgelegt werden, um sicherzustellen, dass Kunden eine Belieferung mit Ware eines nicht zertifizierten Lieferanten auch nachweisbar akzeptiert haben.
Zur Unterstützung des Lieferantenmanagements kann man sich, zumindest bei IFS-zertifizierten Lieferanten, der IFSDatenbank bedienen. Dort kann man die relevanten Lieferanten als Favoriten hinterlegen. Dies hat zur Folge, dass man von der Datenbank im Falle eines Zertifikatsablaufs oder gar -entzugs (z. B. aufgrund eines Majors oder eines KOs) informiert wird.
KO-Kriterien
Der IFS Broker umfasst in der Version 3.2 aktuell 101 Forderungen in 6 Kapiteln. Darin enthalten sind 8 sogenannte KOs, d. h., wenn eine oder mehrere dieser KO-Forderungen nicht erfüllt werden, wird kein IFS-Zertifikat ausgestellt (siehe Tabelle).
KO Nr. 1 1.2.2 Die Unternehmensleitung ist für die Unternehmenspolitik und -ziele verantwortlich. Die erforderlichen Ressourcen und Investitionen zur Absicherung der spezifikationsgemäßen bzw. in Kundenverträgen vereinbarten Produktsicherheit, -legalität und -qualität sind bereitgestellt.
KO Nr. 2 2.3.1 Grundlage des Steuerungssystems für die Produktsicherheit des Unternehmens ist ein vollständig umgesetztes, systematisches und umfassendes Risikomanagementsystem.
KO Nr. 3 4.2.2 Die Kundenspezifikation wird vollkommen eingehalten
KO Nr. 4 4.6.1 Es ist ein System zur Rückverfolgung vorhanden, das die vollständige Identifikation der Produkte ermöglicht. Die Kennzeichnung der Produkte erfolgt so, dass eine vollständige Rückverfolgbarkeit gewährleistet ist. Das Rückverfolgbarkeitssystem sowie dazugehörige Aufzeichnungen gewährleisten eine lückenlose Rückverfolgbarkeit vom Lieferanten (definierte Chargenmenge) bis zur Anlieferung beim Kunden.
KO Nr. 5 5.1.1 Wirksame interne Audits werden gemäß eines festgelegten Auditprogramms durchgeführt und decken mindestens alle Anforderungen dieses IFS-Standards ab. Erfassungsbereich und Häufigkeit der internen Audits werden mittels Gefahrenanalyse und Bewertung der damit zusammenhängenden Risiken bestimmt.
KO Nr. 6 5.2.2 Wo vom Kunden spezielle Analysen gefordert werden, sind diese in einem Prüfplan definiert und werden gemäß der definierten Vorgaben durchgeführt. Die Prüfergebnisse liegen im Unternehmen vor.
KO Nr. 7 5.5.2 Es gibt ein wirksames Verfahren zur Rücknahme und zum Rückruf aller Produkte. Dies stellt sicher, dass betroffene Kunden schnellstmöglich informiert werden. Dieses Verfahren beinhaltet die eindeutige Zuweisung von Verantwortlichkeiten.
KO Nr. 8 5.7.2 Korrekturmaßnahmen werden eindeutig formuliert, dokumentiert und schnellstmöglich ergriffen, um ein erneutes Auftreten der Nichtkonformität zu vermeiden. Die Verantwortlichkeiten und die zeitnahen Fristen für die Korrekturmaßnahmen sind eindeutig definiert. Die Dokumentation wird sicher aufbewahrt und ist leicht zugänglich.
Bewertungsschema: Die Bewertung der 101 Anforderungen erfolgt mit einem Punktesystem:
A: Volle Übereinstimmung: 20 Punkte
B: Fast vollständige Übereinstimmung: 15 Punkte bzw. bei einer KO-Anforderung: 0 Punkte
C: Ein Teil der Anforderung wird nicht umgesetzt: 5 Punkte
D: Anforderung wird nicht umgesetzt: - 20 Punkte
Major: Abzug von 15 % der möglichen Gesamtpunktzahl in folgenden Fällen:
a) Es liegt eine wesentliche Nichteinhaltung der Anforderung des Standards vor, die u. a. die Produktsicherheit und/ oder die gesetzlichen Anforderungen der Produktionsund/oder Bestimmungsländer einschließt, aber nicht darauf beschränkt ist.
b) Ein Prozess ist außer Kontrolle geraten, was u. a. Auswirkungen auf die Produktsicherheit haben könnte.
Es ist möglich, nicht anwendbare Anforderungen des IFS Broker mit NA zu bewerten. Die daraus resultierende mögliche Gesamtpunktzahl wird dann mit der erreichten Punktzahl ins Verhältnis gesetzt und in Prozent ausgedrückt. Ab einem Auditergebnis von mind. 75 % gilt das Audit als bestanden auf Basisniveau. Wenn das Ergebnis mind. 95 % erreicht, sogar auf höherem Niveau. Sollte im Audit ein KO oder ein Major vergeben werden, wird kein Zertifikat erteilt. Im Falle eines Majors führt dies zu einem Ergänzungsaudit nach frühestens 6 Wochen. Falls ein KO oder mehrere Majors vergeben wurden, muss ein komplett neues Audit durchgeführt werden.
Zertifizierungsprozess
Um ein IFS-Zertifikat zu erhalten, wird das QM-System jährlich von einer unabhängigen Zertifizierungsstelle geprüft bzw. auditiert. Der Auditumfang und die damit verbundenen Kosten sind abhängig von der Unternehmensgröße, der Art der Dienstleistungsprozesse, der Mitarbeiteranzahl sowie der Anzahl der Nichtkonformitäten/ Abweichungen im vorherigen Audit. Es sind aber immer mind. 6 Stunden Audit vor Ort. Hinzu kommen üblicherweise 1 bis 2 Stunden für die Auditvorbereitung sowie 4 Std. für die Auditberichterstellung durch den Auditor. Die Kosten je 8 Std. Audittag sind von der jeweiligen Zertifizierungsstelle abhängig und betragen i. d. R. zwischen 1.200 und 1.600 €. Hinzu kommen IFS-Gebühren sowie Reisekosten.
Wenn der Broker ein eigenes Lager besitzt oder auch Transportdienstleistungen anbietet und diese Dienstleistungen Bestandteil des Geltungsbereichs des IFS-Zertifikats sein sollen, ist eine zusätzliche IFS Logistics-Zertifizierung erforderlich – außer, der Kunde hat andere Bedingungen akzeptiert.
Unangekündigte Auditvariante
Seit der IFS Broker-Version 3 kann das Zertifizierungsaudit angekündigt oder auch unangekündigt durchgeführt
werden. Wobei die unangekündigte Variante freiwillig ist. Das unangekündigte Audit muss im festgelegten Auditzeitfenster von 18 Wochen durchgeführt werden. Dieses Zeitfenster richtet sich nach dem sogenannten Fälligkeitsdatum des Audits, dabei handelt es sich um den Jahrestag des Erst-Audits. Das Zeitfenster umfasst 16 Wochen vor dem Fälligkeitsdatum des Audits bis 2 Wochen nach Fälligkeitsdatum des Audits.
Bei der Anmeldung zum unangekündigten Audit können vom Broker Sperrzeiten festgelegt werden, in denen das Audit nicht stattfinden darf. Diese Sperrzeit umfasst max. 10 Tage (in max. 3 Perioden aufgeteilt), zzgl. weiterer Zeiten, wenn das Büro für die Prüfung nicht zur Verfügung steht. Es muss bei der Anmeldung eine Person benannt werden, die beim unangekündigten Audit als Kontaktperson/Ansprechpartner fungiert.
Die Auditdauer ist identisch mit der bei der angekündigten Auditvariante, einen Auditplan gibt es vorher nicht, dieser wird in einer Entwurfsversion zum Audit verwendet und ggf. entsprechend angepasst.
Fazit
Abschließend sei gesagt, dass ein QualitätsmanagementSystem, das den Anforderungen des IFS Broker genügt, einiges an Aufwand erfordert. Es liefert aber effektive Instrumente zur Erfüllung von Kundenforderungen. Ebenso hilft es, das Vertrauen in Lieferanten und deren Produkte auszubauen und den Zeitaufwand für die Lieferantenauswahl zu reduzieren.
Außerdem zeigt ein IFS Broker-Zertifikat, dass Sie Wert auf Qualität, Lebensmittelsicherheit und Kundenzufriedenheit legen, und unterstützt dadurch die Verbesserung des geschäftlichen Images als ein Broker mit hoher Qualität und sicheren Produkten. +++
Autorin des Artikels ist die Lebensmitteltechnologin Barbara Siebke aus Hamburg. Sie ist als QM-Beraterin und Auditorin in der Lebensmittelwirtschaft tätig. Kontaktdaten: Tel. 0176 493 73 482, E-Mail: info@ql-siebke.de, Website: www.ql-siebke.de
KOENIG Motiv3 91x53.qxd 07.02.2007 11:23 Uhr Seite 1
Markenqualität und Frische aus Tradition. The Nut specialists
· Mandel- und Haselnusspräparate · zuckerdragierte und gesalzene Produkte · Nusseckenstreusel · Sonderanfertigungen
KEKSE UNTER DRUCK
Steigende Nachfrage, neue Perspektiven: Der Markt für Kekse und Cracker befindet sich im Wandel. Ein Blick auf sieben zentrale Herausforderungen der Branche –und wie Hersteller diese jetzt erfolgreich für sich nutzen können.
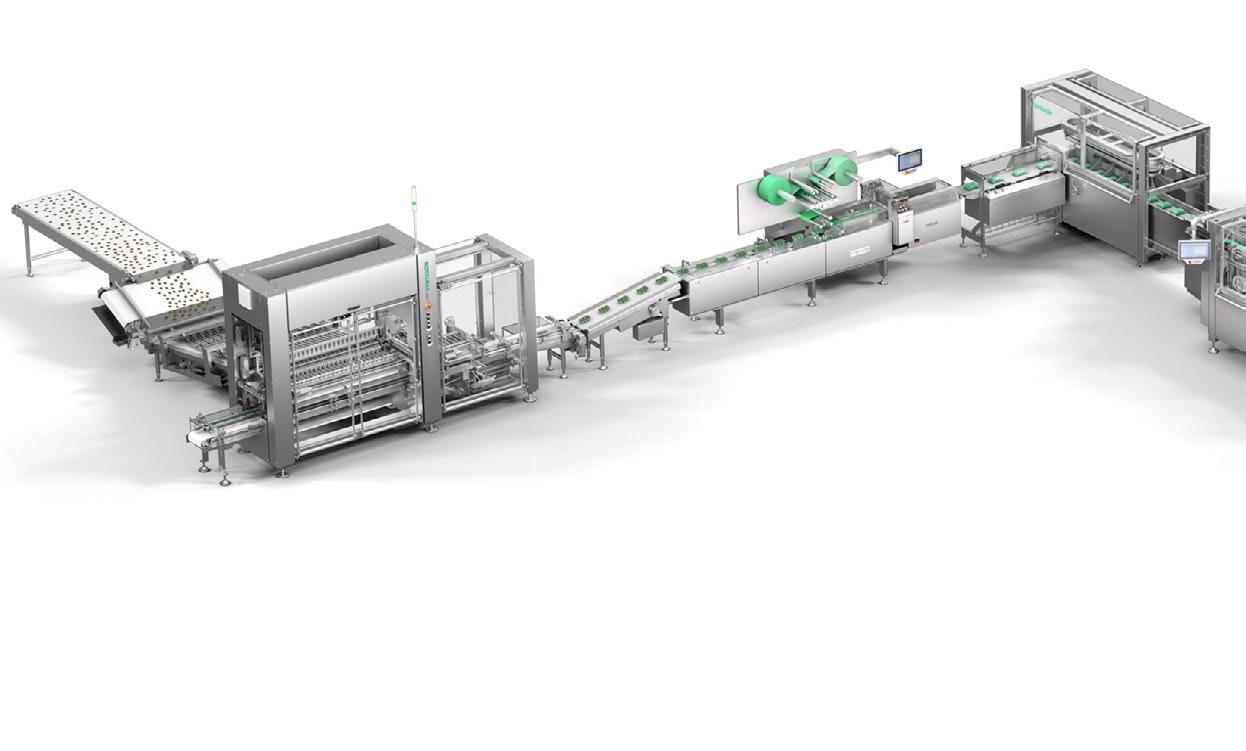
Autor: Daniel Bossel, Produktmanager bei Syntegon
+Kaum ein Lebensmittel verbindet Tradition und Genuss so wie Backwaren. In den aktuell wirtschaftlich herausfordernden Zeiten erleben Kekse und Cracker einen Aufschwung – als erschwinglicher Genuss, den sich Verbraucher auch gönnen und leisten können. Für Hersteller bedeutet das vielversprechende Wachstumschancen in einem dynamischen Markt. Dabei verändern sich die Rahmenbedingungen in rasantem Tempo, was enorme Potenziale bietet. Doch veränderte Konsumgewohnheiten, wachsende Produktvielfalt und Nachhaltigkeitsanforderungen bis hin zu Fachkräftemangel und Digitalisierung stellen Hersteller auch vor verschiedene Herausforderungen. Wie lässt sich diese Dynamik in neue Chancen verwandeln – und welche technologischen Lösungen braucht es dafür?
1. Convenience-Produkte und funktionelle Snacks auf dem Vormarsch
Der Griff ins Backwarenregal ist heute eine bewusste Entscheidung: Verbraucher suchen Produkte, die zu ihrem individuellen Lebensstil passen – ein entscheidender Treiber für viele Branchenherausforderungen. Das wachsende Gesundheitsbewusstsein steigert die Nachfrage nach funktionellen Snacks mit reduziertem Zuckergehalt, zugesetzten Proteinen oder Ballaststoffen. „Free from“-Produkte wie glutenfreie oder laktosefreie Varianten haben den Nischenmarkt längst verlassen. Transparenz bei den Inhaltsstoffen gewinnt dabei zunehmend an Bedeutung – je kürzer die Zutatenliste, desto besser. Gleichzeitig bleibt die Nachfrage nach Convenience ungebrochen: Einzelportionen, wiederverschließbare Verpackungen und „On-the-go“-Formate entsprechen unserem mobilen Lebensstil. Spannend ist dabei: Konsumenten differenzieren zwischen verschiedenen Snacking-Anlässen, vom Genussmoment bis zum funktionalen Energieschub.

2. Vom Standardsortiment zur wachsenden Produktvielfalt
Die neuen Verbraucherpräferenzen haben zu einer beispiellosen Produktvielfalt bei Keksen und Crackern geführt – ergänzt durch saisonale

Varianten, limitierte Editionen und verschiedene Verpackungsformate. In der Produktion verursacht das Herausforderungen: Spezialrezepturen wie glutenfreie oder vegane Produkte verhalten sich in der Verarbeitung oft deutlich empfindlicher. Schonendes Handling ist entscheidend, um Bruchware zu vermeiden. Durch die wachsende Vielfalt werden Produkt- und Formatwechsel zum Alltag. Aber: Hersteller müssen trotz der steigenden Komplexität noch wettbewerbsfähige Preise anbieten können – eine Gleichung, die nur mit effizienten Prozessen aufgeht. Was es dafür braucht, sind flexible Anlagen mit kurzen Rüstzeiten: Nur so können Hersteller ihr Portfolio erweitern, ohne das Standardsortiment zu
Syntegon versteht sich als strategischer Partner der Pharmaund Lebensmittelindustrie für Prozess- und Verpackungstechnik. In der Lebensmittelindustrie produzieren und verpacken Systeme des Unternehmens Süßwaren, trockene Nahrungsmittel und Tiefkühlkost. Syntegon hat seinen Hauptsitz in der Region Stuttgart, beschäftigt weltweit 6.900 Mitarbeiter und besteht seit mehr als 160 Jahren. 2024 erwirtschaftete das Unternehmen einen Jahresumsatz von 1,6 Mrd. EUR. Mit 47 Standorten in mehr als 20 Ländern ist der Spezialist global präsent und hält 2.100 Patente und Patentanmeldungen. Allein 1.400 Mitarbeiter arbeiten in der Forschung und Entwicklung.
reduzieren. Die Fähigkeit, vielfältige Produkte effizient herzustellen und agil auf neue Trends zu reagieren, wird zum entscheidenden Wettbewerbsvorteil in einem Markt, der mehr Auswahl erwartet als je zuvor.
Zur Optimierung der Produktionseffizienz gehört im Markt der Kekse und Cracker auch die Minimierung von Ausschuss. Weil die Margen aufgrund steigender Rohstoff- und Energiekosten unter Druck stehen, kann jedes eingesparte Prozent den Unterschied zwischen Gewinn und Verlust bedeuten. Durch schonendes Handling im Verarbeitungsprozess sorgen Hersteller dafür, dass die leicht zerbrechlichen Kekse nicht zu Bruch gehen und Schokoladenoberflächen intakt bleiben. Technologien wie präzise Linearmotorsysteme oder spezielle Greifwerkzeuge für Roboter reduzieren

Bruchware – damit jeder Keks und jeder Cracker am Ende ein Gewinn ist.
Neben den gestiegenen Anforderungen der Verbraucher setzen auch neue gesetzliche Vorgaben Keks- und Crackerhersteller unter Druck. Das Thema Nachhaltigkeit hat sich dabei längst zu einer zentralen Geschäftsanforderung entwickelt. Regulierungen wie die EU-Verpackungsverordnung PPWR setzen verbindliche Standards für recyclingfähige Verpackungen. Für Hersteller ist es an der Zeit, Verpackungsstrategien zu überdenken: Der Übergang von schwer recycelbaren Verbundmaterialien zu Monomaterialien oder papierbasierten Lösungen erfordert Flexibilität im Verpackungsprozess. Nachhaltige Verpackungsalternativen weisen andere mechanische und thermische Eigenschaften auf – sodass innovative Siegeltechniken zum Schlüsselfaktor werden.
5. Produktkomplexität steigert Anforderungen an Lebensmittelsicherheit
Im Bereich Lebensmittelsicherheit sind es nicht nur Vorschriften, sondern auch die wachsende Produktkomplexität selbst, welche die Anforderungen an Produktionsabläufe erhöhen. Durch immer mehr „Frei von“-Produkte wird das Allergenmanagement immer wichtiger. Anlagen mit entsprechendem Hygienedesign stellen daher eine lohnende Investition dar: Durch glatte Oberflächen und einfach demontierbare Komponenten lassen sie sich effektiver reinigen, was Stillstand minimiert.
6. Fachkräftemangel und Kostendruck
Währenddessen sitzt den Keks- und Crackerherstellern zudem noch eine doppelte Herausforderung im Nacken: der wachsende Fachkräftemangel bei gleichzeitig zunehmendem Kostendruck. Steigende Personalkosten belasten

die ohnehin unter Druck stehenden Margen zusätzlich. Hersteller müssen daher mit weniger und teilweise geringer qualifiziertem Personal eine gleichbleibend hohe Produktqualität sicherstellen. Die zentrale Antwort auf diese Herausforderung lautet: Automatisierung. Moderne Produktionsanlagen reduzieren den Personalbedarf – von der Produktverarbeitung über Qualitätskontrollen bis zur Verpackung –, während sie gleichzeitig die Effizienz steigern.
Technologische Innovation wird nicht nur im Bereich Automatisierung zum Wettbewerbsfaktor – auch das Thema Digitalisierung verändert Herstellungsprozesse und eröffnet neue Möglichkeiten. Vernetzte Produktionsanlagen ermöglichen einen kontinuierlichen Datenaustausch, sodass per Echtzeitüberwachung Abweichungen innerhalb kürzester Zeit erkannt werden. Predictive Maintenance revolutioniert dabei die Instandhaltung: Wartungsarbeiten müssen so nur bei Bedarf stattfinden, nicht in festen Zyklen – was Stillstand und Personaleinsatz reduziert und die Lebensdauer der Maschinen verlängert.
7. Partnerschaften als Schlüssel
Keks- und Crackerhersteller stehen vor komplexen Herausforderungen: Veränderte Verbraucherwünsche treiben die Produktvielfalt, steigern Anforderungen an Nachhaltigkeit, Effizienz und Lebensmittelsicherheit – bei gleichzeitigem Fachkräftemangel und Kostendruck. Einzelne Aspekte zu
optimieren, reicht heute nicht mehr aus. „Die heutigen Herausforderungen erfordern mehr als einzelne Maschinen –es braucht durchdachte Systemlösungen und echte Partnerschaft“, erklärt Daniel Bossel, Produktmanager bei Syntegon, einem führenden Anbieter für Verpackungslösungen. „Wir verstehen uns nicht nur als Technologielieferant, sondern als Problemlöser, der gemeinsam mit den Kunden zukunftsfähige Konzepte entwickelt. Dabei hilft uns unser globales Netzwerk und die Erfahrung aus hunderten erfolgreichen Projekten in der Backwarenindustrie.“ Erfolgreiche Hersteller setzen auf Partner wie Syntegon, die Branchenexpertise mit innovativen Technologien verbinden. Mit einem umfassenden Portfolio von der Produkthandhabung über Verpackungslösungen bis zu maßgeschneiderten ServiceKonzepten unterstützen sie dabei, die Themen Qualität, Effizienz, Flexibilität und Nachhaltigkeit auszubalancieren.
Die Zukunft der Branche liegt in automatisierten, flexiblen Systemen, die sich schnell an Marktanforderungen anpassen. Wer jetzt in solche Lösungen investiert und auf die richtigen Partner setzt, kann langfristig Wettbewerbsvorteile erzielen und die vielfältigen Herausforderungen erfolgreich meistern. +++


Minimierungsstrategie: Reduktion durch forcierte Hydratation von Karottenstreifen
Autoren:
Jagoda Swiacka, Louisa Wötzel, Viktoria Zettel, Mario Jekle
+Brot ist ein zentrales Grundnahrungsmittel und nimmt eine bedeutende Rolle in der deutschen Ernährung ein. 2025 wird der Umsatz im deutschen Brotmarkt voraussichtlich rund 17,42 Mrd. EUR betragen, wobei ausschließlich Einzelhandelsumsätze mit Brot für den häuslichen Konsum berücksichtigt werden, sowohl über Online- als auch stationäre Vertriebskanäle. Umsätze aus dem Außer-Haus-Verzehr sind nicht enthalten. Prognosen zufolge wird das Marktvolumen bis 2030 auf 20,11 Mrd. EUR steigen, was einem durchschnittlichen jährlichen Umsatzwachstum (CAGR 2025–2030) von 2,85 % entspricht. Der Pro-Kopf-Umsatz beläuft sich 2025 auf etwa 207,19 EUR, bei einem durchschnittlichen Pro-Kopf-Verbrauch von rund 61,13 kg. Der Markt für Brot bleibt auch in den kommenden Jahren ein bedeutender Wachstumssektor der deutschen Lebensmittelbranche (Statista Market Insights 2025).
Acrylamidbildung in Spezialbroten
Neben klassischem Brot bietet die regionale Brotkultur eine Vielzahl an Spezialbroten, die mit verschiedenen Zutaten angereichert werden. Pflanzliche Zutaten wie Karottenstreifen verleihen Brot neue Aromen und Geschmacksnoten sowie einen erhöhten Frischeeindruck. Ihre Verwendung kann jedoch die Acrylamidbildung erhöhen, da sie oft zusätzliche Mengen an reduzierenden Zuckern und Asparagin in den Teig einbringen. Acrylamid ist eine Prozesskontaminante, die bei trockener Erhitzung über 120 °C aus der Aminosäure Asparagin und reduzierenden Zuckern wie Glucose entsteht. Es wurde bereits 1994 von der Internationalen Agentur für Krebsforschung (IARC) als möglicherweise krebserregend eingestuft (IARC 1994).
In der Europäischen Union sind die Acrylamid-Richtwerte in der Verordnung (EU) 2017/2158 vom 20. November 2017 (EU 2017/2158) für verschiedene Lebensmittelprodukte definiert, darunter für „weiches“ Weizenbrot (50 µg/kg) und „weiches“ Nicht-Weizenbrot (100 µg/kg). Da sich Spezialbrote durch eine hohe Variabilität der verwendeten Rohstoffe auszeichnen und oft keine klaren Zielqualitäten für die Spezialzutaten definiert sind, werden die Richtwerte von Acrylamid in dieser Produktgruppe häufig überschritten.
Projekt entwickelt Minimierungsstrategien
Um die Acrylamidbildung in Spezialbroten mit pflanzlichen Zutaten genauer zu untersuchen, bestehende Wissenslücken zu schließen und praxisnahe Minimierungsstrategien zu entwickeln, wurde 2021 ein IGF-Projekt (Förderkennzeichen: 01IF22209N) des Forschungskreises der Ernährungsindustrie in Zusammenarbeit mit dem Verband Deutscher Großbäckereien e.V. gestartet. Das Projekt wurde von 2021 bis 2024 am Fachgebiet Pflanzliche Lebensmittel der Universität Hohenheim in Stuttgart und am Institut für Lebensmittelund Umweltforschung e.V. (ILU) in Bad Belzig, koordiniert von Prof. Dr. Sascha Rohn, Dr. Sandra Grebenteuch und Dipl.-Ing. Alexander Voß, in Kooperation mit einem projektbegleitenden Ausschuss mit Teilnehmer:innen aus der Backbranche bearbeitet. Das Hauptziel des Projekts war die Entwicklung effektiver technologischer Strategien zur Reduzierung des Acrylamidgehalts in Spezialbroten.
Einer der im Projekt verfolgten Ansätze war die sogenannte forcierte Hydratation, die sich beispielsweise mit einer
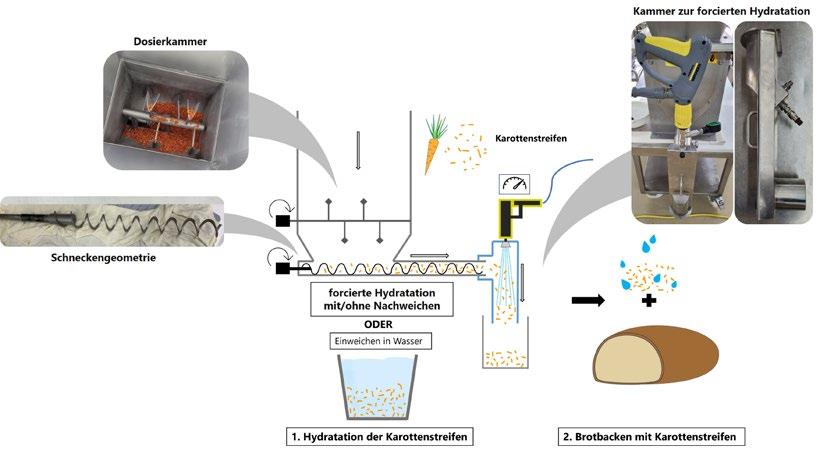
Abbildung 1: Schematische Übersicht des Versuchssetups zur forcierten Hydratation mit anschließendem Einweichen von Karottenstreifen für die Backversuche
Hochdruck-Hydratationsanlage realisieren lässt. Dabei werden Spezialzutaten (z. B. Karottenstreifen) im Freifall mit Wassertropfen höchster Geschwindigkeit in Kontakt gebracht – ähnlich wie in kommerziellen Systemen (z. B. dem Rapidojet). Dadurch soll die Wasseraufnahme der Zutaten und somit ihr Feuchtigkeitsgehalt erhöht werden. Durch die gezielte Variation von Druck, Wasserzufuhr und Zutatenmenge sollen sich dabei auch unterschiedliche Hydratationsgrade erzielen lassen.
Vorbehandlung der Zutaten zur (forcierten) Hydratation
Für die forcierte Hydratation wurde ein Dosiergerät mit Trichter und Frequenzumrichter zur Einstellung der Dosiergeschwindigkeit, zusammen mit einer Rapidojet-Mischkammer mit stationärer Düse eingesetzt. Die schematische Darstellung des experimentellen Versuchsaufbaus sowie der eingesetzten Geräte zeigt die Abbildung 1. Als Spezialzutaten wurden getrocknete Karottenstreifen zweier Qualitäten verwendet, die allerdings auf dem Markt unter vergleichbaren Produktspezifikationen erhältlich waren. Die getrockneten Karottenstreifen (200 g) wurden jeweils bei drei unterschiedlichen Druckeinstellungen (100, 125 und 150 bar) und drei Förderfrequenzen (6, 15 und 30 Hz) hydratisiert.
Verlauf der Sättigungskurven von Karotten
Abbildung 2 zeigt die Feuchtigkeitsgehalte von Karottenstreifen zweier Qualitätsstufen (Q1 und Q2) nach verschiedenen forcierten Hydratationen. Die Versuchsvariationen umfassten Druckeinstellungen von 100, 125 und 150 bar sowie Förderfrequenzen von 6, 15 und 30 Hz. Dabei zeigten die Karotten der Qualitätsklasse Q2 durchgehend deutlich unterschiedliche und signifikant höhere Feuchtigkeitsgehalte (50–60 %) als die Karotten Q1 (40–45 %), bei gleichen Behandlungseinstellungen, was auf eine insgesamt höhere Wasseraufnahmefähigkeit hinweist.
Für die Karotten Q1 wurden die optimalen Druck- und Frequenzeinstellungen bei 100 bar (6 Hz und 30 Hz) sowie bei 150 bar, 15 Hz identifiziert. Bei Karotten Q2 erwiesen sich die Kombinationen 100 bar, 6 Hz; 125 bar, 6 Hz sowie 150 bar (6 und 15 Hz) als optimal. Besonders hervorzuheben war die Konfiguration mit 100 bar und 30 Hz, die eine hohe Wasseraufnahme ermöglichte, ohne die Karotten übermäßig zu zerkleinern – was bei höherem Druck (150 bar) deutlicher erkennbar war. Diese Kombination wurde schließlich für die nachfolgenden Backversuche ausgewählt. Zudem sorgte diese Einstellung für eine stabilere und homogenere Förderung der Karotten durch die Schnecke im Vergleich zu niedrigeren Frequenzen. Um die Wasserbindung in den
Direkt nach der forcierten Hydratation wurde der Feuchtigkeitsgehalt der Karotten im Trockenschrank bei 105 °C für 4 h bestimmt. Anschließend wurde eine optimale Kombination aus Druck und Frequenz für das anschließende Einweichen festgelegt. Die Einweichdauer wurde auf 85 Min festgelegt, da dies eine geeignete Vergleichsbasis zur Hydratationszeit der Karotten im einer gesamten (direktgeführten) Teigherstellung darstellt – von der Knetphase bis zum Eintritt in den Ofen. Als Referenzversuch wurden getrocknete, nicht hydratisierte Karotten ebenfalls 85 Min im Wasser eingeweicht. Nach jedem Einweichzyklus wurden Sättigungskurven erstellt, und jeweils zwei optimale Einweichzeiten mit und ohne forcierte Hydratation für die Backtests ausgewählt. Der Zuckerverlust am Ende jeder Einweichphase wurde durch Brix-Messung einer Wasserprobe ermittelt und als prozentualer Anteil des Ausgangsgewichts der Karotten berechnet.
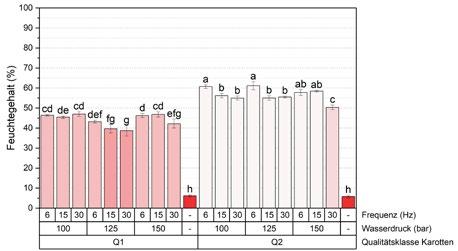
Abbildung 2: Feuchtigkeitsgehalte von Karottenstreifen (Q1, Q2) im trockenen Zustand sowie nach der forcierten Hydratation bei verschiedenen Druck- und Frequenzeinstellungen (n = 2). Je dunkler die Balkenfarbe, desto niedriger der Wassergehalt. Signifikanzunterschiede wurden mittels ANOVA (p < 0,05) und anschließendem Tukey-Test ermittelt. Balken mit denselben Buchstaben sind statistisch nicht signifikant unterschiedlich.
Karotten noch weiter zu erhöhen, wurden sie nach der Behandlung (100 bar, 30 Min) für 90 Min in Wasser eingeweicht und deren Sättigungskurven wurden erfasst (siehe Abbildung 3). Beide Karottenqualitäten erreichten am Ende der Einweichphase somit Feuchtegehalte von über 90 %. Bei Karotten der Qualitätsstufe Q1 zeigte sich nach etwa 40 Min ein Plateauwert. Karotten der Qualitätsstufe Q2 stabilisierten ihren Feuchtigkeitsgehalt bzw. erreichten ihren maximalen Gehalt hingegen bereits nach etwa 20 Min.
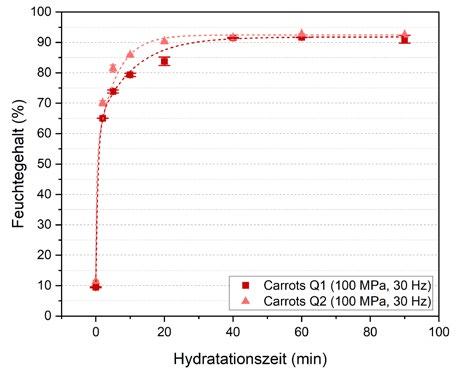
Abbildunge 3:. Verläufe der Feuchtegehalte der behandelten Karottenstreifen Q1 und Q2 als x ±SD über die Einweichzeit nach der durchgeführten forcierten Hydratation, n = 2.
Hydratation – Zuckerverlust Waschwasser
Abbildung 4 zeigt den Zuckerverlust im Waschwasser als prozentualen Anteil bezogen auf das Anfangsgewicht der
Karotten. Direkt nach der forcierten Hydratation lag der Zuckerverlust für beide Karottenqualitäten bei etwa 10 %. Nach einer darauffolgenden Einweichzeit von 40 Min bzw. 85 Min erreichten die Zuckerverluste für die Karotten Q1 54 ± 5 % und 66 ± 5 %. Im Vergleich dazu führte ein einfaches Einweichen ohne forcierte Hydratation über 55 Min bzw. 85 Min zu Zuckerverlusten von 60 ± 4 % bzw. 65 %. Bei der Karottenqualität Q2 lagen die Zuckerverluste nach dem Einweichen über 50 Min und 85 Min bei 44 ± 1 % und 46 ± 2 %. Ein reines Einweichen über 60 Min bzw. 85 Min führte hier zu Verlusten von 48 ± 1 % bzw. 49 ± 1 %. Insgesamt zeigten beide Karottenqualitäten etwas höheren Zuckerverlust nach dem Einweichen über 85 Min, welches für die Karotten Q1 zum Teil signifikant war. Dabei konnten keine signifikanten Unterschiede zwischen der forcierten Hydratation und dem Einweichen festgestellt werden.
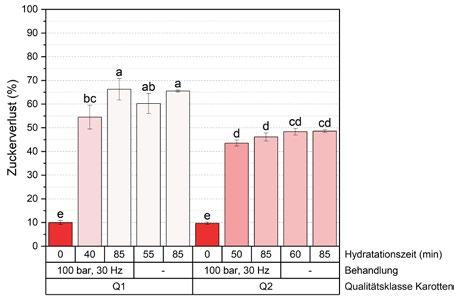
Abbildung 4: Zuckerverlust in Karotten (%) berechnet aus dem Brix-Wert des Einweichwassers (n = 3). Je dunkler die Balkenfarbe, desto niedriger der Zuckerverlust. Signifikanzunterschiede wurden mittels ANOVA (p < 0,05) und anschließendem Tukey-Test (p < 0,05) ermittelt. Balken mit denselben Buchstaben sind statistisch nicht signifikant unterschiedlich.
Nach der forcierten Hydratation wurden die Karottenstreifen abgesiebt, gewogen und direkt zur Teigherstellung verwendet. Die Teig- und Brotherstellung erfolgten nach einem Standardbackversuch aus Weizenmehl Typ 550 (Zielfeuchte = 14 %), Natriumchlorid (1,8 g/100 g Weizenmehl), Hefe (1 g/100 g Weizenmehl) und Wasser. Um die Wassermenge im Teig konstant zu halten, wurden folgende Schüttwassermengen festgelegt: 111 g Wasser pro 100 g Mehl für Karotten Q1 und 151 g Wasser pro 100 g Mehl für Karotten Q2. Diese Mengen beinhalten auch das von den Karotten aufgenommene Wasser. Es wurden dann freigeschobene Brote von 600 g hergestellt, die in einem Etagenbackofen bei 210 °C für 40 Min gebacken wurden. Abbildungen der daraus resultierenden Brote sind in Tabelle 1 zu sehen. Alle Brote zeichneten sich durch eine gute Bräunung, ein hohes spezifisches Volumen, eine feuchte Krume und eine gleichmäßige, offene Porung aus. Auffällig im Aussehen waren
Tabelle 1: Aufnahmen der gebackenen Brote nach verschiedenen Vorbehandlungen (n = 3). Die Kantenlänge des Würfels im Hintergrund (schwarz/weiß) beträgt 10 mm.
Karotten Qualität Wasserdruck,






























jedoch die Brote, die mit Karotten ohne Nacheinweichen gebacken wurden. Diese Brote waren tendenziell flacher, runder und breiter, und die Brotscheiben zeigten im Vergleich zu den anderen Broten eine länglichere Form. Diese Unterschiede lassen sich vermutlich auf das überschüssige Schüttwasser zurückführen. Da die Karotten nach der forcierten Hydratation weniger Wasser gebunden hatten, wurde zusätzliches Schüttwasser zugegeben, um die Gesamtwassermenge im Teig auszugleichen bzw. vergleichbar zu machen. Dies führte zu einer insgesamt schwächeren Teigstruktur. Darüber hinaus wiesen diese Brote eine dunklere Krustenfarbe auf, was vermutlich auf eine intensivere MaillardReaktion zurückzuführen war (Zyzak et al. 2003), da weniger Vorläuferstoffe im Einweichwasser ausgewaschen worden waren (s. Abbildung 4). Zusätzlich waren die Brote dichter und kompakter als die Vergleichsbrote. Brote mit einer maximalen Einweichzeit von 85 Min waren insgesamt etwas heller als die mit kürzer eingeweichten Karotten, was im Einklang mit dem höheren Zuckerverlust im Einweichwasser steht.
Die Acrylamidgehalte der isolierten Brotkrusten wurden mittels HPLC-ESI-MS/MS (HochleistungsflüssigkeitschromatographieElektrospray-Tandem-Massenspektrometrie) bestimmt. Aus den Gewichtsanteilen von Krume und Kruste sowie den gemessenen Acrylamidgehalten in der Kruste wurden die Acrylamidgehalte einer durchschnittlichen Brotscheibe berechnet (s. Abbildung 5). Diese Werte bieten eine praxisnahe Einschätzung der potenziellen Acrylamidaufnahme, berücksichtigen jedoch weder Randstücke mit höherem Krustenanteil noch mögliche Acrylamidgehalte in der Krume, die durch Rohstoffkontaminationen entstehen können, weshalb sie tendenziell niedriger ausfallen. Insgesamt führten alle Vorbehandlungen zu einer signifikanten Reduzierung der Acrylamidkonzentrationen (AA) in den Karottenbroten. Diese reduzierenden Effekte waren bereits direkt nach der forcierten Hydratation erkennbar, voraussichtlich aufgrund Auswaschung wichtiger Acrylamid-Vorläufermoleküle wie Zucker (Abbildung 4), aber auch parallel der Aminosäure Asparagin. Eine Verlängerung der Einweichzeit führte dabei
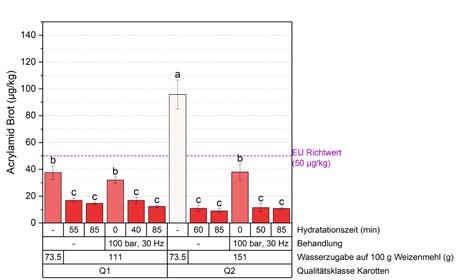
Abbildung 5: Berechnete Acrylamidkonzentrationen in Broten nach verschiedenen Vorbehandlungen (n = 3). Je dunkler die Balkenfarbe, desto niedriger der Acrylamidgehalt. Unterschiede in der Signifikanz ermittelt durch ANOVA (p < 0,05); Mittelwertvergleich mittels Tukey-test bei p < 0,05. Balken mit denselben Buchstaben sind statistisch nicht signifikant unterschiedlich.
Die präsentierten Versuche zur forcierten Hydratation wurden als Teil des IGF-Vorhabens 01IF22209N der Forschungsgemeinschaft Forschungskreis der Ernährungsindustrie e. V. (FEI), Godesberger Allee 125, 53175 Bonn, im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Klimaschutz aufgrund eines Beschlusses des Deutschen Bundestages gefördert. Weitere Projektergebnisse werden in einer der nächsten Ausgaben brot+backwaren vorgestellt.


stets zu einer höheren Reduktion der AA-Gehalte für beide Karottenqualitäten. Die forcierte Hydratation hat dabei eine vergleichbare oder etwas höhere Acrylamidreduktion bei kürzerer Einweichzeit ermöglicht als reines Einweichen. Es zeigte sich eine positive und signifikante lineare Korrelation zwischen der Einweichzeit und dem Zuckerverlust (p<0,001, r = -0,90), was die Bedeutung einer kontrollierten Einweichdauer für die Minimierung der Acrylamidbildung unterstreicht.
Zusammenfassung der Ergebnisse
Insgesamt haben sowohl die forcierte Hydratation als auch das Einweichen der Karotten signifikant zur Verringerung der Acrylamidkonzentrationen beigetragen. Wichtig ist dabei, das Einweichwasser nach dem Prozess zu verwerfen, um die Konzentration der Acrylamid-Vorläufer möglichst gering zu halten. Zusammenfassend konnte gezeigt werden, dass
Literaturverzeichnis
eine kurze forcierte Hydratation die Acrylamidwerte um mehr als 40 % senken konnte, während eine verlängerte Einweichzeit die Werte sogar um bis zu 90 % reduzierte. Beide Strategien erwiesen sich als wirksam, um die Acrylamidwerte unterhalb der EU-Richtwerte zu halten, und bieten somit wertvolle Ansätze für die praxisnahe Optimierung von Rezepturen mit Spezialzutaten. +++
Jagoda Swiackaa, Louisa Wötzela, Viktoria Zettela, Mario Jeklea aInstitut für Lebensmittelwissenschaft und Biotechnologie, Fachgebiet Pflanzliche Lebensmittel, Universität Hohenheim, Garbenstr. 25, 70599 Stuttgart, Kontakt: mario.jekle@uni-hohenheim.de
EU 2017/2158: Commission Regulation (EU) 2017/2158 of 20 November 2017 establishing mitigation measures and benchmark levels for the reduction of the presence of acrylamide in food, EU 2017/2158. In: Official Journal of the European Union. Online verfügbar unter https://eur-lex.europa.eu/eli/reg/2017/2158/oj, zuletzt geprüft am 22.07.2022.
IARC (1994): Acrylamide. Summary of Data Reported and Evaluation. International Agency for Research on Cancer (IARC) (60). Online verfügbar unter https://inchem.org/ documents/iarc/vol60/m60-11.html, zuletzt geprüft am 08.07.2022.
Statista Market Insights (2025): Brot - Deutschland. Hg. v. Statista. Online verfügbar unter https://de.statista.com/outlook/cmo/lebensmittel/brot-getreideprodukte/brot/ deutschland, zuletzt geprüft am 22.05.2025.
Zyzak, David V.; Sanders, Robert A.; Stojanovic, Marko; Tallmadge, Daniel H.; Eberhart, B. Loye; Ewald, Deborah K. et al. (2003): Acrylamide formation mechanism in heated foods. In: Journal of agricultural and food chemistry 51 (16), S. 4782–4787. DOI: 10.1021/jf034180i.
brot+backwaren ISSN 0172-8180
brot+backwaren ist das offizielle Organ des Verbandes Deutscher Großbäckereien e.V.
brot+backwaren erscheint 6 x im Jahr zum Einzelverkaufspreis von Euro 15,00.
+ Der Jahresabonnementpreis beträgt 75,00 EUR zzgl. MwSt., + Kombi-Abonnement Print-Abonnement zzgl. MwSt im Inland: 69,00 EUR (Preis gilt nur im Rahmen eines Kombi-Abos)
+ Ergänzungsabonnement digital zzgl. MwSt im Inland: 6,00 EUR (Preis gilt nur im Rahmen eines Kombi-Abos)
Im Ausland und für Studenten gelten andere Preise. Abonnementskündigungen müssen 6 Wochen vor Ende des Bezugszeitraums dem Verlag schriftlich vorliegen. Abonnementsbestellungen richten Sie bitte an die genannte Vertriebsleitung. Bei Nichtlieferung ohne Verschulden des Verlags oder infolge von Störungen des Arbeitsfriedens bestehen keine Ansprüche gegen den Verlag. Die Zeitschrift und alle in ihr enthaltenen Beiträge und Abbildungen sind urheberrechtlich geschützt. Mit Ausnahme der gesetzlich zugelassenen Fälle ist eine Verwertung ohne Einwilligung des Verlags strafbar. Online-Streitbeilegung gemäß Art. 14 Abs. 1 ODR-VO: Die Europäische Kommission stellt eine Plattform zur Online-Streitbeilegung (OS) bereit, die Sie unter http://ec.europa.eu/consumers/odr/ finden. Zurzeit gültig ist die Anzeigenpreisliste 2024.
VERLAG
Food2Multimedia GmbH
Schoolkoppel 27 21449 Radbruch +49 4178 244 9797 www.foodmultimedia.de
HERAUSGEBER/CHEFREDAKTION
James Dirk Dixon +49 4178 244 9797 dixon@foodmultimedia.de
REDAKTEUR EMERITUS Hildegard M. Keil hildegard_keil@t-online.de
REDAKTION
Helga Baumfalk +49 4178 244 9791 baumfalk@foodmultimedia.de
Catalina Mihu +49 4178 244 9792 mihu@foodmultimedia.de
ABONNEMENTS Viktoria Usanova +49 4178 244 9793 usanova@foodmultimedia.de
VERTRIEBSLEITUNG vertrieb@foodmultimedia.de
ANZEIGENABTEILUNG Dirk Dixon info@foodmultimedia.de
SOCIAL MEDIA Annie Dixon annie.dixon@foodmultimedia.de
GESTALTUNG
LANDMAGD – Design aus der Heide Linda Langhagen, design@landmagd.de
LITHO/DRUCK
Leinebergland Druck GmbH & Co. KG
Industriestr. 2a, 31061 Alfeld (Leine)
IT IT Consulting BRUNK
Felix Brunk, felix@brunk-net.de
Stay in the know, with the industry-first, open-access virtual library!
Valuable in-depth information about everything baking, always with you. The f2m resource library opens soon, bookmark it!












