A closer look at the processes behind the array of labels seen today P. 11
Packaging printing in 2021
Reaching beyond trends and embracing new realities P. 15
New Products
Products and solutions from Labelcraft, Domino, Arconvert-Ritrama, Technicote, Epson, Rotoflex and Scodix P.18
THE NEXT GENERATION
Two Ryerson GCM students impress on the international stage with PPA Student Design Challenge win P. 7
Reader Service
Print and digital subscription inquires or changes, please contact
Barbara Adelt, Audience Development Manager
Tel: 416-510-5184
Fax: 416-510-6875
Email: badelt@annexbusinessmedia.com
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
Editor
Kavita Sabharwal-Chomiuk
kchomiuk@annexbusinessmedia.com 437-220-3039
Media Designer
Lisa Zambri lzambri@annexbusinessmedia.com
Account Coordinator
Alice Chen
achen@annexbusinessmedia.com 416-510-5217
Group Publisher
Diane Kleer
dkleer@annexbusinessmedia.com
COO
Scott Jamieson sjamieson@annexbusinessmedia.com
FEATURES
7 The next generation
Two Ryerson GCM students impress on the international stage with PPA Student
Design Challenge win
11
Digital labels
A closer look at the processes behind the array of labels seen today
15 Packaging printing in 2021
Reaching beyond trends and embracing new realities
DEPARTMENTS
Annex Business Media
111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1 printaction.com
Tel: 416-442-5600 • Fax: 416-442-2230
3 Berlin Packaging acquires Consolidated Bottle Corporation, Domino promotes Matt Condon and Dale Rawhoof, Ontario invests in Integrated Packaging Films and more
INSTALLS
6 Jones Healthcare Group, Associated Labels and Packaging and E.B. Box NEW
PRODUCTS
18 Products and solutions from Labelcraft, Domino, Arconvert-Ritrama, Technicote, Epson, Rotoflex and Scodix
Jones Healthcare Group has launched CpaX NFC (Near Field Communications) Connected Packaging for health and wellness brands looking to engage customers while collecting real-time supply chain and user data. The platform was launched complete with intelligent package components and customizable cloud software to drive digital user experiences and decision-making.
aging behaviour and sharing information in real time – truly learning more about your customer and product lifecycle than ever before.”
play engagement metrics.
“Product packaging is now a major player in our connected world through the ‘Internet of Things,’ delivering incredible benefits to both brands and consumers,” said Nic Hunt, chief strategy officer at Jones. “Through CpaX, brands have new ways to address critical safety and brand protection issues like counterfeiting and grey market diversion, while also engaging consumers remotely, encour-
The product works by allowing customers to tap their smartphone or other NFC-enabled device to interactive packaging to engage with a digital experience, including video tutorials, usage instructions and more. Brands can access a cloud portal to track and measure products and consumer experiences at the individual item level.
Although the connected packaging offering can connect to any digital experience a brand chooses, Jones also offers its own solution that includes product authentication, a digital sales associate to educate consumers and a cloud-based platform to dis-
Berlin Packaging, the world’s largest hybrid packaging supplier, has significantly expanded its Canadian footprint with the acquisition of Consolidated Bottle Corporation, a Canadian packaging supplier. The acquisition enables the combined businesses to offer even more packaging solutions to customers.
Consolidated Bottle has over 110 years of experience supplying plastic, glass and metal containers and closures across various industries, including personal care, pharmaceutical, cannabis, food, beverage and industrial.
Berlin Packaging is a global supplier of rigid packaging products and services. In 2016, the company established a Montreal location to
manufacture specialty glass packaging for food, spirits and wine.
The two companies’ customers can now benefit from new services, including Berlin Packaging’s design studio for custom packaging solutions and Consolidated Bottle’s injection molding, decorating and shrink-sleeve capabilities. All employees and locations of Consolidated Bottle will be retained. Following the acquisition, the company will be called Consolidated Bottle Corporation, a Berlin Packaging company.
Domino has promoted Matt Condon and Dale Rawhoof to focus on developing and supporting the corrugated sector as it continues to grow its digital printing business.
Matt Condon is Domino’s
CpaX NFC Connected Packaging
new business development manager, corrugated. A Domino employee for over 10 years, Matt has held roles as project manager, product manager and, most recently, OEM manager.
Prior to joining Domino, Matt held roles at Fujifilm Graphic Systems, London Litho and Scitex America, and has expertise in software applications, digital printing and trad-
itional print. Matt graduated from the Rochester Institute of Technology with a Bachelor of Science degree in Imaging and Photographic Technology.
Dale Rawhoof is now Domino’s technical product manager, corrugated. Company
veteran Dale has held various roles at Domino, including electrical technician, technical trainer & application specialist, project manager
and product manager, for 31 years.
Crawford Packaging has announced that it has acquired Summit Paper & Packaging, a Brampton, Ont.-based packaging company, effective Dec. 21, 2020.
Owned and managed by Mike Bowden and Dan Djakalovic, Summit Paper & Packaging is a specialist in industrial packaging solutions, especially for distribution and e-commerce customers. Mike plans on retiring following the acquisition, whereas Dan aims on continuing to work in a sales capacity. The Summit team looks forward to introducing Crawford’s extensive product line, including packaging automation, to help improve its customers’ performance. Summit will continue to operate independently for the foreseeable future as a division of Crawford Packaging.
The addition of Summit to Crawford “strengthens [its] team of professionals who are dedicated to driving new packaging solutions to clients across North America.”
The Ontario government is investing $350,000 in Integrated Packaging Films to help meet the increased demand for personal protective equipment. The funding, which comes from the Ontario Together Fund, will be used to create new jobs and increase the production of PET film by 49 per cent, contributing to the production of nearly four million more face shields per month.
The $50 million Ontario Together Fund was launched to help businesses retool their operations to produce PPE and develop tech-driven solutions and services to help businesses reopen safely.
“As a manufacturer of clear plastic sheeting for over 23 years, Integrated Packaging Films is excited to work towards protecting Ontarians against the COVID virus,” said Bill Mechar, president of Integrated Packaging Films. “With the help of the government’s Ontario Together Fund, we will increase capacity of clear film and offer Canadian manufacturers locally made materials for fabricating face shields. This expansion will also create several new full-time jobs in our Ayr facility.”
Matt Condon
Dale Rawhoof
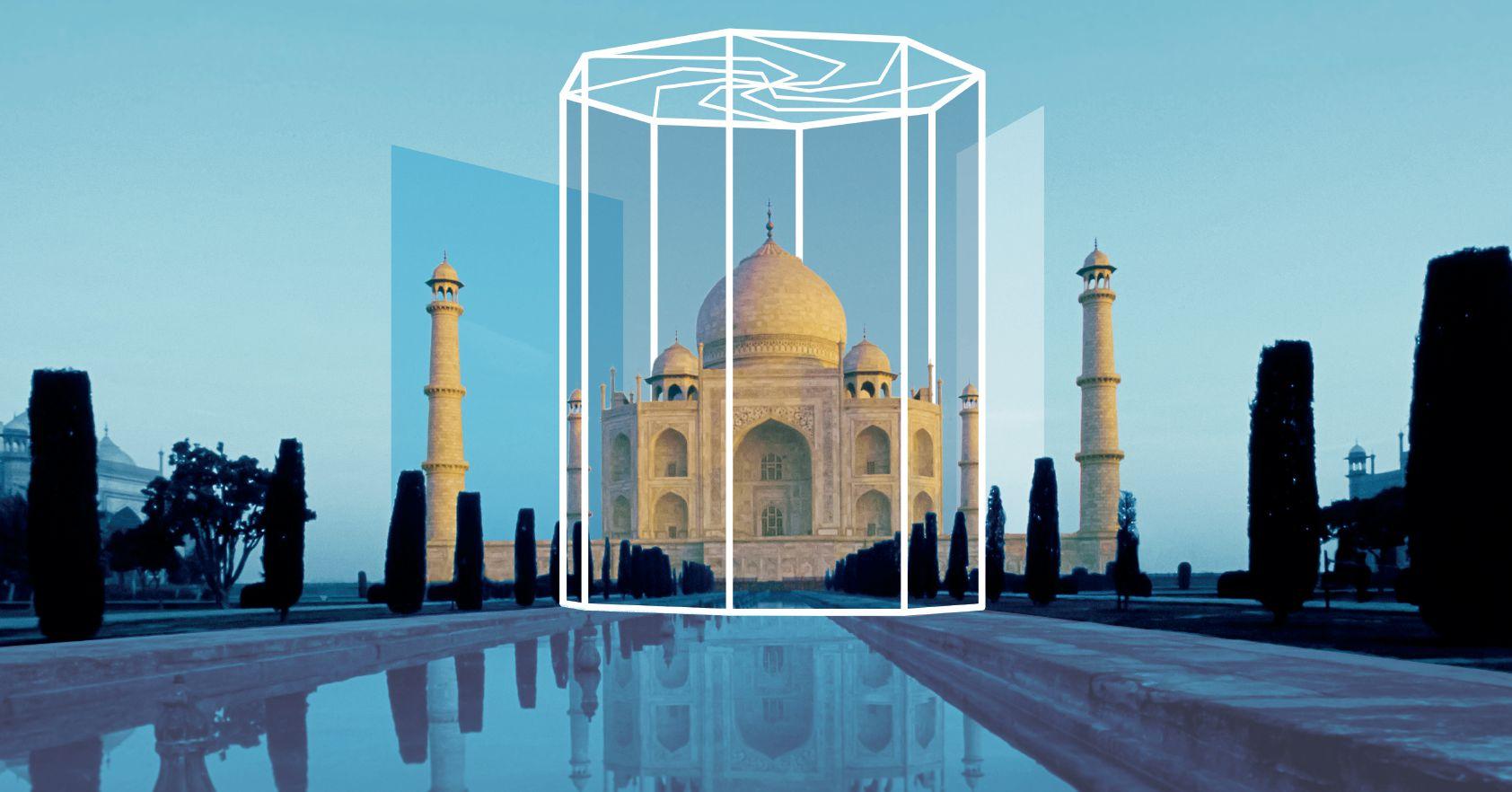
Explore it with Heidelberg and MK Masterwork.
As the world’s largest supplier of machines for packaging printing, our portfolio is the most comprehensive in the industry. And one that offers complete confidence: MK Masterwork is the only supplier whose machines are all GS certified. Learn more at http://bit.ly/WorldofPackaging
Jones Healthcare Group has announced the installation of a new, custom-built Aquaflex LX 2350 label printing and converting press at its London, Ont. facility. The addition of the press expands the company’s capacity to produce customized laser pharmacy labels with enhanced speed to market for clients.
Coquitlam, B.C.-based Associated Labels and Packaging has successfully installed a Hudson-Sharp Ares 400-SUP, marking the first installation of Hudson-Sharp’s newest pouch machine. The compact, efficient, easy-to-operate machine provides quick changeovers and delivers recycle-ready structures with low scrap rates.
Richmond Hill, Ont.-based E.B. Box, a food-grade packaging company, recently installed a new Heidelberg Speedmaster XL 106+6+L with Push to Stop technology and Prinect Production Manager, a move that the company says has helped it increase its packaging capacity by 50 to 60 per cent per shift.
The next generation
Two Ryerson GCM students impress on the international stage with PPA Student Design Challenge win
By Kavita Sabharwal-Chomiuk
Two Ryerson Graphic Communications Management (GCM) students, Dorotea Bajic and Laura Rendell-Dean, earned the top spot in the Paperboard Packaging Alliance (PPA)’s Student Design Challenge. This marks the first time Ryerson students have achieved a top-three result in the competition, and also the first time a Canadian project has won the challenge.
“This win means a lot to me and it’s really crazy to think we are the first GCM students and Canadians to win this competition, especially when it means our design is going to be commercially produced,” said Laura Rendell-Dean.
This year’s design challenge was to create an educational package for Trees Into Cartons, Cartons Into Trees (TICCIT), an outreach and educational program developed by the Packaging Paperboard Council. The program aims to educate school-aged children on the renewability and sustainability of paper and paperboard packaging by promoting it as sustainable packaging material and emphasizing the importance of recycling.
“We approached this challenge with the intention to create something to promote learning and initiate a positive learning experience for the educators that would be receiving this product,” Dorotea and Laura ex -
plained on a Ryerson GCM Instagram post. “Our idea started by taking the TICCIT logo and turning it into this three-dimensional hexagon box that would include many touchpoints to suit different types of students. The package was for children aged eight to 10, so hands-on learning would be key for their engagement.”
The final product, the Education Crate, is a ready-to-ship package
containing education materials, a sampling carton dieline from TICCIT and planting instructions to enhance the educational experience for elementary school students. The final design was required to promote brand recognition and the TICCIT program, in addition to being commercially viable on standard machinery and highlight paperboard packaging as a preferred substrate. Dorotea and
Fourth-year Ryerson Graphic Communications Management students
Dorotea Bajic (left) and Laura Rendell-Dean (right). PHOTOS:
Laura’s winning design gave “great consideration to the unboxing experience and gamified learning about paperboard.”
“We bounced ideas for educational games and crafts we could include in our design and made prototypes for mini packages that could showcase the broad applications of paperboard,” said Dorotea and Laura on Instagram.
angular boxes we have provided three unique and interactive activities that keep students learning and having fun.”
Dorotea and Laura’s winning design gave “great consideration to the unboxing experience and gamified learning about paperboard.”
“Inside, the box contains three triangular boxes, an assembled sampling carton and an additional unassembled sampling carton. Within the three tri-
The event was held by the Paperboard Packaging Alliance (PPA), a joint initiative of the American Forest & Paper Association and the Paperboard Packaging Council (PPC). In lieu of an in-person event, the team was invited to participate in the PPC’s virtual fall conference, which is where the two Ryerson students were presented with their award. This year,
The design was delivered as an educational package with three games for Trees Into Cartons, Cartons Into Trees (TICCIT).
Dorotea and Laura’s winning design — a three-dimensional hexagon box — includes touchpoints to suit different students.
supporting the students in their competition entry. Other entrants to the competition hailed from a number of leading institutions, including California Polytechnic State University and Clemson University. The competition is known as an elite international event that is well-known in the packaging industry for its level of difficulty and prestige.
According to Jay Park, the students took a holistic approach to designing the packaging that considered structural integrity, graphics, manufacturing, user experience and sustainability. “I’m so incredibly proud of our team this year. In addition to creating a solution that is visually appealing and innovative, they were able to use their technical knowledge to create a package that is highly functional,” added Natalia Lumby. “For example, by creating a design that is printed only on one side and folded into itself, they were able to cut down the print proRyerson GCM was sponsored by WestRock, a paper and corrugated packaging products company. GCM Associate Professor Natalia Lumby and Assistant Professor Jay Park both acted as faculty advisors
duction time and complexity. A true example of taking what we know, and using it to innovate. The impact of these small changes should never be underestimated from a sustainability perspective.”
Recognition came from industry leaders, as well. “On behalf of the Canadian Paperboard Packaging Council contingency, I would like to congratulate Team Ryerson for their first-place finish in the PPC Carton Design Contest,” said David Ellis, president of The Ellis Group. “There were many Canadians participating virtually this year and cheering on our local university. I am thrilled to say that Laura and Dorotea’s unique carton design was the highlight of the show. Thank you, Team Ryerson, for making Canadians and Ryerson Alumni proud!”
This competition marks the second international packaging competition win for Ryerson students this year.
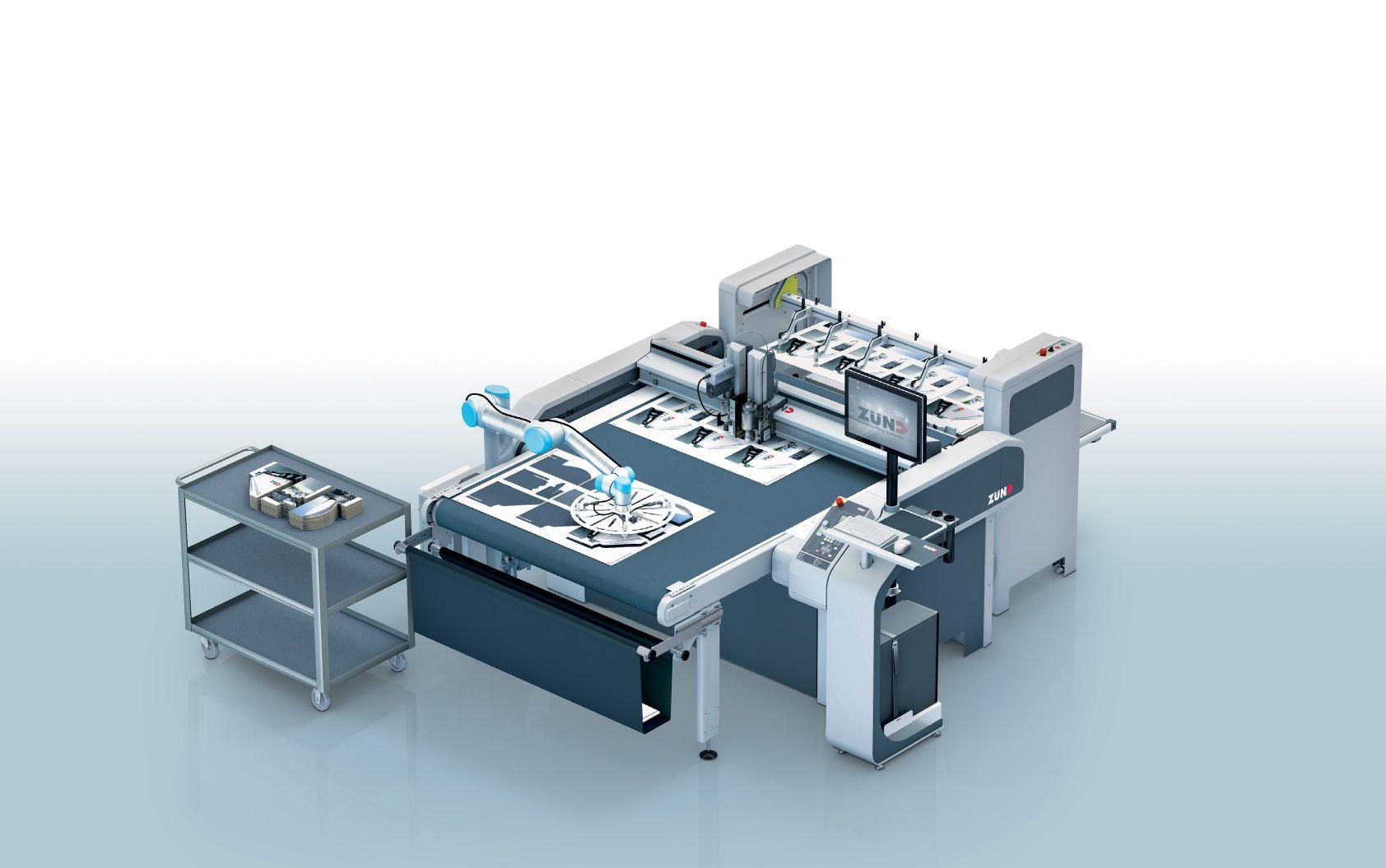
Zünd Innovation Spotlight
Don't miss the Zünd Virtual Event of the Season, December 17/18, and discover:
– New options for robotic pick & place
– Job tracking throughout the print & cut workflow
– Visual support for easy picking & labeling
– First in, first out: the future of inline processing
– Shorter runs & production times with less waste, greater efficiency
Reserve your Spot HERE for a December 17 or 18 Session
Printing and finishing the humble label
A closer look at the processes behind the array of labels seen today
By Heather Roth
When buying wine, olive oil or shampoo, do you often make your purchasing choice because of the label? If your answer is yes, you’re not alone.
As consumers decide within seconds which product to buy, labels and packaging are key factors for product to be competitive on the shelf. It’s not just the artistic visual appeal of a label or package that makes the sale, but also its tactile allure with embellishments such as gloss, embossing or even scents.
Since the mid-2000s, digital label printing and finishing has evolved as a popular process for printers. What’s
produced in the printing industry and the technologies behind it are heavily influenced from consumer purchasing behaviour.
Here’s a closer look at the processes behind the array of labels you see on shelves today.
Why go digital?
The need to produce great looking labels that consumers love is the same today as it was years ago. However today, more variables are at play, as well as more requirements and challenges.
When label printers combine their customers’ needs with their own busi-
As consumers decide within seconds which product to buy, labels and packaging are key factors for product to be competitive on the shelf.
ness revenue and profit initiatives, it’s obvious that the process for completing jobs quickly and efficiently is changing, and changing fast.
Label printers look to invest in presses that provide added potential for greater sales growth and increased profitability, while reducing production cost and complexity.
Inkjet technology is non-contact,
with few moving parts, no printing plates, no drums and no blankets.
Quite simply, it provides consistent print results.
The inks are designed to deliver a wide gamut while also delivering key mechanical features and benefits of inkjet digital printing technologies. They provide superior adhesion with unparalleled resistance to heat and
cold, sunlight, chemicals and abrasion to maintain the highest quality through the life of the final product
Unique digital textured effects deliver increased shelf appeal that can open up new applications for the press owner. A full colour variable data workflow enables the printing of variable text, barcodes and images delivering multiple SKUs, traceability and security, as well as full product personalization.
There are digital label presses in the market capable of achieving in excess of 92 per cent of the Pantone® colour range without the need to make plates or the complexity of mixing spot colours.
These presses can also accommodate customer demand for shorter production runs, reduce lead-time with multiple SKUs or versions (i.e. flavours, colours, varieties, sizes), that range colours from vibrant UV-curable inks, and combine the productivity of flexo printing. The flexibility offered by rapid job changes in
digital technology are just a few of the many benefits of inkjet printing.
The finish line
To keep the inkjet label press churning, it’s common to move the printed rolls to a separate machine to complete the finishing process. This helps reduce production cost and complexity.
Finishing machines for digitally printed labels can range from basic inspection, slitting and rewinding to more elaborate finishing touches with die-cutting and embellishing. Short set-up times, low waste generation, simple handling and a modular design for later expansion possibilities are key benefits of offline label finishing machines.
This is also where special finishing effects come into play that make labels and packaging pop, such as hot foil stamping in silver, gold, hologram foil, gloss varnish, matte varnish, laminating foil gloss, laminating foil matte, UV-blocker laminate, multilayer labels,
With digital label finishing, printers can produce complex labels on a wide range of substrates for maximum flexibility and future-proofed production capabilities.
screen printing and cold foil. The result is a digitally printed label on a finished roll that is slit, embellished and ready to be applied to a bottle container or package.
Best of both worlds
Unique
Hybrid label printing and finishing systems provide both processes in a modular, single in-line solution and are especially advantageous when producing highly-refined labels. Many suppliers in the narrow web industry have aligned their expertise in close partnerships to offer these hybrid solutions to a growing number of label printers. In this end-to-end solution, a configuration could involve up to seven colours including opaque white, 600dpi
native print resolution and operating speeds accelerating to 70m/min(230ft/ min), an unwind/rewind unit and waste rewind, multiple die cutting (die stations capable of running full or semi-rotary mode with simple changeover) and printing stations (rotary flexo and flatbed screen printing).
Embellishments also possible with a hybrid solution include lamination, cold foiling, hot stamping, label inspection, small roll programmable auto turret winding and 100 per cent servo control and compliance for food packaging.
digital textured effects deliver increased shelf appeal that can open up new applications for the press owner.
traditionally provided by the suppliers.
An open architecture design provides easy operator access to the web and integrated modules, for increased efficiencies in operation/web handling and movement during production.
This synergy of a hybrid solution allows the printing and finishing of reel-to-reel printed stock to the highest quality.
The end results
Applications for digital label printing and finishing are vast, including food and beverage, pharmaceutical, industrial, security, automotive, health and safety, consumer goods and personal care.
finished goods survive the journey to the shelf in optimum condition and then offer the longest possible shelf life.
It’s important to use tested and proven ink sets using industry standards to maintain full adhesion on the widest range of substrates and remain highly abrasion-resistant to maximize shelf appeal.
With virtually unlimited printing and converting options available in digital label finishing, printers can produce complex labels on a wide range of materials and substrates for maximum flexibility and future-proofed production capabilities.
Operator friendliness is a very high priority in the design, functionality and maintenance of both printing and finishing machines, with hands-on initial training and subsequent support
UV curable inks are designed for a range of industry standard self-adhesive label stocks including coated paper, polypropylene, polyethylene and shrink sleeves.
Vital for industrial applications, adhesion and abrasion are important for all printing applications to ensure the
Going digital helps label printers react to ever-changing customer demands, to ensure their labels remain a step ahead on the highly competitive shelf.
Heather Roth has over 10 years in the label printing industry as marketing communications manager with Rotocontrol, a designer and manufacturer of high-speed label finishing machines for inspection, die cutting, slitting and rewinding.
SPONSORED BY
CONGRATULATIONS to the 2020 WINNERS
This fall, PrintAction launched the Champions of Print Awards, designed to recognize individuals or companies in the Canadian print industry that have made a significant contribution to their community or been innovative to meet community or Canadian needs during these unprecedented times.
We are thrilled to present the winners of the 2020 Champions of Print Awards. Please join us in congratulating:
C17 Media
Produced 100,000 face shields, donating 4,000 to local hospitals. Remainder for public and private sector requests. Produced 300 sneeze guards. Retooled Esko cutting table to create this PPE.
CJ Graphics Inc.
Retooled various machines to start producing PPE, social distancing guards, office dividers, hospital beds and more. Developed a hand sanitizing line.
Flash Reproductions
Retooled machines and started producing shields using donations from a GoFundMe they launched, distributed shields to hospitals and long-term care homes.
SinaLite
Launched ‘Bounceback Resource Centre’ featuring information on webinars, cold-call strategies, industry product guides to help printers bounce back.
Each winner will be sharing their stories in a new PrintAction podcast series. This series will begin on December 14. To receive a notification for each of the podcasts, subscribe to the PrintAction e-Newsletter at PrintAction.com – Click on the Subscribe button.
Packaging printing in 2021
Reaching beyond trends and embracing new realities
By Phil Bagdasarian
The e-commerce uptick sparked by COVID isn’t just a passing trend. The revolution is here. Even groceries, often considered the least penetrative of the e-commerce categories, are seeing a surge in online purchases that is unlikely to subside entirely after the pandemic. This shift is multi-generational. The baby boomers who were once resistant to online shopping have crossed over to the other side. They’ve discovered a world of convenience from which it’s hard to turn back.
So, what does the “retail apocalypse” mean for the packaging and printing world? While many businesses recently repurposed their operational costs as packaging budgets, others want to rethink their packaging strategies entirely. Everything from design trends to print media to supply chain is undergoing rapid transformation.
Shipping and returns: A new set of rules
When physical retail went on lockdown, many companies were suddenly presented with a new set of packaging rules. Businesses arriving late to the online scene were now confronted with different consumer touchpoints and contending with fac-
tors such as safe shipping and return-ready packaging.
Once upon a time, the product journey ended when the consumer stepped out of a store. Now, the onus is on the retailer to ensure goods arrive safe and sound. Companies are choosing to forego shelf-ready packaging for more practical, durable and shipping-friendly options.
Fashion e-commerce, in particular, is opting for packaging that enables easy returns. For many, the dressing room is now in the home, meaning returns no longer apply chiefly to defects or fussy consumers. Thanks to try-before-you-buy shopping, returns have become an integral part of the consumer journey.
The power of storytelling: Rethinking consumer touchpoints
Walk-in clients once represented the biggest sales opportunity for any retailer. Not so much the case anymore.
Over the last decade, many retail giants were relegated to mere showrooms for their digital competitors. And today, the “showroom” itself has pivoted almost entirely onto the digital landscape.
Simply put, customer-initiated touchpoints no longer happen on the shelf; they happen on the screen. In turn, packaging serves a different
purpose than it did just a few short years ago. Chances are, the first time a consumer handles a brand’s packaging is in the comfort of their own home—after they’ve already made their purchase.
Rather than serve as a sales pitch, e-commerce packaging must work to engage, encourage brand loyalty, and provide a cost-conscious wow factor. As a result, packaging that tells a story is likely to see even more momentum as we step into 2021.
We can turn to the mailer box as a tried-and-tested design with a bright future. Its opening and display-case design builds anticipation and crescendos with an engaging ‘ta-da’ moment. And given that printing both inside and outside the packaging is easy, mailer boxes offer businesses the perfect opportunity to communicate their brand mission and values at different stages of the unboxing experience, bolstering a deeper emo-
tional connection with the consumer.
Design language: Keeping it simple
On the design front, we’re seeing a move toward flatter, geometric illustrations that strip down a brand’s messaging to its essentials. Bold and abstract, these designs represent a pivot from shelf packaging to e-commerce realities. No longer is it necessary to illustrate USPs and critical product info explicitly. After all, the purchase has already been made. These minimalist designs are all about leaving an impact.
They don’t rely on textured media, looking great on just about any printed material. Simply put, they let you transform a low-cost packaging solution such as a mailer box into a standout work of art. Minimizing colours, too, can save costs. Given this trend’s trajectory, we can expect to see even more black-and-white packaging in the months to come.
Short-run packaging: More orders, smaller quantities
Often, distinct packaging must be developed for different product categories or, sometimes, even individual products—we’re talking quantities as low as the double digits!
Final thoughts
Many businesses are turning to packaging printing companies that specialize in short-run jobs.
From a practical standpoint, these designs are simply more cost-effective.
Fulfilling small orders is the new normal. Whereas many shops used to reserve select items for e-commerce, the pandemic has forced them to put their entire product catalogues online.
Many businesses are turning to packaging printing companies that specialize in short-run jobs. Moreover, with a disrupted global supply chain, North American businesses are building relationships with North American packaging printers instead of relying entirely on countries overseas. Funnily enough, it’s the little guys emerging as the best equipped for this new packaging printing landscape.
New printing demands: The end of offset?
Okay, admittedly, this is just a catchy sub-header. The reality is that offset printing probably isn’t going anywhere for a while. But there is reason to believe that the outcome of the pandemic will favour digital packaging printing.
Certainly, COVID has taught us many lessons—one of which is that we should be wary about making predictions. Let’s face it, we’re coming out of 2020 with a vastly different worldview than we had going in. That said, it’s likely safe to say that some roads ahead of us are already being paved. At the end of the day, COVID has proven to be more of an accelerator than an all-out game-changer. Much of what’s being predicted now was already forecasted pre-pandemic. We can expect to see these market shifts arrive with heavier winds at their sails. We’ll see what happens!
Phil Bagdasarian is the co-founder of Packwire, an online packaging service that enables businesses to create their own box designs, including branded mailers, folding cartons, shipping boxes and gift boxes. The company serves small and large businesses alike and fulfills orders of as little as 10 boxes.
Domino N730i digital label press
Domino Printing Sciences has launched its new N730i press, what the company is calling “the most significant” product it has launched since it got involved in the digital label press business. It is also the first press to use the new Generation 7 inkjet platform.
The N730i includes new features such as the Brother Bitstar 1200 dpi piezo print head, the SunLight graphical user interface and the newest automated Domino i-Tech intelligent technology featuring i-Tech SetAlign and i-Tech CleanCap2.
The new press is designed to print at 70m per minute (230ft per minute).
The Brother Bitstar 1200 dpi print head uses a combination of drop sizes of 2.1 pl and nominal drop sizes of 2.8 pl and 3.3 pl to provide consistent ink density across the image, with sharper edges and smoother gradients. Patented triple-layer polycrystalline micro piezo technology minimizes cross talk and delivers precise nozzle control for optimum drop placement accuracy, according to Domino.
The N730i is available with optional flexo stations for priming, spot colours or varnishing, or reverse white, for cost-effective shrink sleeve applications.
The printer also includes Domino’s own in-house UV90 ink set with fade resistance, including abrasion and scratch resistance.
Labelcraft Recyclable Enviroliner
Labelcraft Products Ltd. has announced the debut of its new Recyclable Enviroliner, made with 100 per cent post-consumer waste for both the face stock and the liner. It is the first label liner made from 100 per cent recycled material.
The products were developed following years of re search and development. Because of its composition, the product also “reduces the environmental impact on forestry, water consumption, electrical usage, landfill waste and, ultimately, our carbon footprint.”
The Recyclable EnviroLiner can be used for laser sheets, direct thermal and thermal transfer printer labels, as well as custom roll labels printed on gloss and film.
Arconvert-Ritrama Eden FSC
Arconvert-Ritrama has announced the launch of a natural paper comprised of 50 per cent dried grass fibres and 50 per cent pure natural cellulose fibres. The company’s Eden FSC AP1300 WG74 is self-adhesive, specifically manufactured for the labelling of wines, spirits, craft beers and cosmetics.
The paper ensures the lowest possible environmental impact. Because of its natural composition, its appearance may vary depending on the specific batch of grass used in production, making each label unique.
The labels incorporate the AP1300 adhesive that is “guaranteed to perform to a high level, even when immersed in wet and cold conditions.”
Rotoflex VTI and DF1
Rotoflex has announced the launch of two digital finishers, the DF1 and VTI Series. The DF1 is a semi-rotary offline finisher and converter to meet demand for short run labels. Built with finishing speeds up to 750 fpm for full-rotary and 250 fpm for semi-rotary, the Rotoflex DF1 allows label converters to decorate, die-cut, slit and strip labels in a single step.
The VTI Series is an advanced tabletop finishing machine created to ensure conformity with pharmaceutical and high-security packaging industries regulations. The VTI Series detects and corrects errors in text and registrations.
Epson General Data PAC5 and LabelMill LM3612CTT
Epson has launched General Data PAC5 and LabelMill LM3612CTT label applicators designed for the ColorWorks CW-C6000P on-demand label printer, to provide full colour print-and-apply labelling technology.
The ColorWorks CW-C6000P models are the first printers with peeland-present as well as remote I/O control, enabling integration with an automated label applicator to print and apply the label.
The PAC5 prints full-colour labels on blank media and automatically applies the label to a variety of products. It is available as a manual or fully automatic print and apply system.
The LM3612CTT is a compact, semi-automatic tabletop label applicator for heavy-duty industrial use.
Scodix Ultra 5000 and 6000
Scodix recently announced the commercial launch of the next generation of its Ultra Digital Enhancement Press Series, which features six presses, each targeted to a specific market segment. The series includes the Scodix Ultra 5000 and 6000 for the packaging industry.
Both the Scodix Ultra 5000 and 6000 allow thicker substrates used in packaging applications, up to 2 mm. They also incorporate industrial pallet feeders and stackers. The Ultra 6000 offers a larger format, and comes with a simplified range of enhancements.
Technicote Black Chromecast line
Technicote has expanded its Black Chromecast line of products to include a line of premium labels for brands within the food and beverage and health and beauty markets.
According to Technicote, its new Black Chromecast line provides a superior appearance, due to its ultra-smooth, highgloss surface, that also helps alleviate technical issues associated with producing a black label with traditional materials. The Black Chromecast line is highly printable and allows for hot foiling while providing a highly opaque black colour, even on the label edges.
IT’S TIME TO DEMAND ILLUMINA
We’ll keep it simple. There isn’t an easier way to print flexo, and it provides the lowest total cost on the market. Get to know Fujifilm’s Illumina COLDCURE LED curing system and all of its benefits.
• COLDCURE: Absolutely no need for chill drum systems, LED chilling systems or fans. Say goodbye to those upsells
• No more annoying heat from UV lamps or dryers means a better environment for you and your crew.
• By far the lowest energy consumption of any flexo print technology.
• More billable production time and LED chip life compared to conventional LED.
• Consistent, lasting cost savings. Utility costs are lower, presses run faster and produce more sellable product per shift.
If you’re sick of web or registration issues due to heat, temperature variation during jobs and all the abundance of waste, Illumina is the cure. It’s the future of flexo curing. Learn more at fujifilmpackaging.com