Royal Food Products raising its packaging game to a whole new level with fully-automatic turnkey bagging solution Story on Page 23
• Accumulation
• Horizontal motion conveying
• Incline, belt and bucket conveyors
• Filling and multihead weighing
• Bagmaking and casepacking
• Checkweighing and seal checking
• Foreign object and defect inspection
• Controls and information systems
We are successful when you are successful. That’s why we apply creativity, engineering excellence, and determined perseverance to every project to help our customers get the performance their business demands—whether measured by flavor, efficiencies, sustainability, improvement, or innovation. COMPLETE SNACK PACKAGING SOLUTIONS
Delivering Results.
With Heat and Control, you have a partner with the scale to support your success, the innovation to advance your operations, and a commitment to quality that will help you offer better products for consumers.
17-19, 2026
Experience the enhanced design and advanced digital capabilities of the Videojet 1880 +
• Integrated Wi-Fi and cellular connectivity
• Vital sign monitoring
• Automated troubleshooting to keep your production moving with precision
Achieve seamless, non-contact printing while meeting your need for 2D and track and trace coding, as well as alphanumeric text and codes printed on almost any substrate.
Increase
throughput
and
efficiency
with Reiser form/fill/seal packaging
Watch live demonstrations of industry-leading Reiser form/fill/seal packaging machines
n Fast, easy changeovers from one package style to another
n Reliable package seals eliminate leakers, rework, & returns
n Extends product shelf life
n Rapid Air System guarantees the highest quality packs
n Wide range of machines for all production requirements
n Backed by Reiser’s industry-leading service and support Simpler. Faster. Better.
Material substitution is the new frontier for packaging OEMs.
CHECKOUT
46 Julie Saunders
Joe Public speaks out on packaging hits and misses.
COVER STORY
23 Royal Treatment
Edmonton-based producer of frozen meat pastries kicks its packaging game into high gear with installation of a fully-automatic turnkey vertical bagging solution manufactured by an industrious Canadian packaging OEM.
FEATURES
14 Above Board
Family-owned Ontario folding carton manufacturer growing from strength to strength in a highly competitive marketplace through continuous capital investment and packaging innovation.
29 Being There
Senior Atlantic Packaging Products executive leads his team through a whirlwind tour of the recent PACK EXPO Las Vegas 2025 exhibition in search of innovative new packaging solutions for his company’s end-use customers.
36 Check & Balance
Leading global product inspection technologies group acquires innovative Canadian product reclaim service leveraging advanced X-Ray detection capabilities to inspect packaged goods suspected of possible contamination.
Bigger & Better
The upcoming 2026 IPPE meat industry exhibition in Atlanta, Ga., already on course to smash all previous attendance records. 44
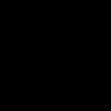
New Dimensions
What you need to know about the pending phase-in and widespread adoption of 2D barcodes throughout the consumer packaging goods value chain.
ON THE COVER
A
Material substitution a pressing imperative for packaging OEMs
Most right-thinking people in the packaging industry realize that the journey to packaging sustainability is a marathon undertaking— not a sprint.
64%
The percentage of OEMs currently manufacturing machinery that has been redesigned or modified to accommodate more sustainable materials
Source: PMMI
And while the pace of progress towards truly circular packaging solutions has been deemed too slow so far by many critics, getting it right must take precedence over getting it fast, which inevitably leads to shortcuts, greenwashing, and a lot of wasted effort and capital.
It’s true that choosing the right package for the right product and application is a more challenging proposition when viewed through the lens of sustainability, since compromising packaging functionality, safety and performance is not an option.
And that is precisely why it’s a decision best addressed through greater collaboration between CPG (consumer packaged goods) manufacturers, their packaging OEMs (original equipment manufacturers) and, critically, the materials suppliers.
As a new report from the Custom Research branch of PMMI, The Association of Packaging and Processing Technologies, states, “The main goals of packaging, which are to market the product and protect it from damage, promoting the integrity, health and safety of the product cannot be dismissed completely to satisfy recycling and composting needs.
“It is also not as simple as changing the design,” the report points out.
“Any changes made to a package itself must also be coordinated with product filling systems, distribution channel needs and consumer packaging demands,” PMMI states. “Finding the right balance will require collaboration at both the design and recovery phases.”
Titled The New Material World: Packaging’s Path Towards Sustainability, the PMMI study incorporates survey responses from 222 individuals representing 201 different CPG companies, along with 80 respondents from 55 OEM companies, to pinpoint the main obstacles to a swifter and more widespread sustainability progress.
As more aggressive environmental and EPR (extended producer responsibility) regulations continue to pile pressure on CPG brands to go green are unveiled across
both Canada and the U.S., “OEMs feel the ripple effects of these pressures,” PMMI reports.
“As governments and retailers push CPG companies toward more sustainable practices, end-users turn to OEMs for equipment capable of handling sustainable materials.
“Additionally, as carbon footprint reporting expands to include OEMs, they are increasingly drawn into the sustainability equation,” the study observes.
“In response, OEMs and suppliers are adapting their machinery and parts to work with these sustainable materials.”
With most CPG companies currently focused on recyclable packaging as their go-to sustainability strategy—compared to reusable or compostable packaging—producers of paperboard and corrugated will see increased market demand for their materials in the next five years, according to PMMI.
“The material that is most likely to remain in usage is recycled paperboard with forestry certification (91 per cent),” according to PMMI, followed by certified corrugated (88.8 per cent); certified SBS board (87.4 per cent); certified kraft paperboard (86.4 per cent); and reusable packaging (85.9 per cent). Other recycling-friendly options such as PCR-content rigid and flexible plastics, steel, clear glass and aluminum are also expected to remain in demand over the next five years, PMMI notes.
In contrast, 70 per cent of survey respondents said they expected to replace polystyrene (PS) from their packaging mix in the next three to five years, with 46 per cent aiming to phase out foams and 38 per cent to do the same for PVC (polyvinyl chloride).
“End-users are seeking more than technical fixes: they need strategic insight, foresight, and partnership,” the PMMI report asserts.
“The OEMs are uniquely positioned to step into that role by helping customers navigate material transitions, anticipate future machine requirements, and co-develop solutions that align with emerging standards and consumer expectations.”
GEORGE GUIDONI, editor GGuidoni@canadianpackaging.com
November/December 2025 | VOLUME 78, NO. 8
Reader Service
Print and digital subscription inquires or changes, please contact Angelita Potal, Customer Service Tel: 416-510-5113
apotal@annexbusinessmedia.com
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
Senior Publisher Stephen Dean | (416) 510-5198 SDean@canadianpackaging.com
Editor
George Guidoni | (416) 510-5227 GGuidoni@canadianpackaging.com
Audience Development Manager Barbara Adelt | (416) 510-5184 Fax: (416) 510-6875 badelt@annexbusinessmedia.com
Media Designer Brooke Shaw bshaw@annexbusinessmedia.com
CEO Scott Jamieson SJamieson@annexbusinessmedia.com
Annex Business Media 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1; Tel: 416-442-5600.
Canadian Packaging, established 1947, is published 10 times per year except for occasional combined, expanded or premium issues, which count as two subscription issues.
PRINTED IN CANADA ISSN 008-4654 (PRINT), ISSN 1929-6592 (ONLINE)
PUBLICATIONS MAIL AGREEMENT NO. 40065710
SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE: Canada $80.07 per year,USA $183.09 (CDN) per year, Outside Canada $207.57 (CDN) per year, Single Copy Canada $10.00.
From time to time Canadian Packaging will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
We acknowledge the [financial] support of the Government of Canada
Ferrero Canada’s plant expansion delivering the sweet rewards of landmark capital investment
Being a home sweet home to Canadian operations of the world’s third-largest confectionery company is playing out like dream for the southwestern Ontario city of Brantford, where Ferrero Canada recently celebrated the official launch of the new Ferrero Rocher chocolate squares production line.
Marking the first-ever production of this global innovation anywhere in the world, the launch is part of the landmark $445-million investment announced by the Ferrero Group last spring, which includes a $36-million loan from the provincial corporate funding agency Invest Ontario
Already ranking as the city’s largest employer with about 1,300 full-time workers, Ferrero Canada expects to create 500 more local jobs as a result of the expansion, which
also calls for installation of new production lines to produce Nutella Biscuits—a product beloved by consumers worldwide that will soon be made outside Europe for the first time.
“This is another important milestone in Ferrero’s history,” Ferrero Canada president Omar Zausa proclaimed at the official ceremony celebrating the first production runs of the Ferrero Rocher chocolate squares in late October.
“This expansion represents a commitment to Ferrero’s tremendous momentum in the region and will strengthen our manufacturing capabilities and supply chain,” Zauso stated.
When foreign material incidents occur, METTLER TOLEDO’s finished goods reinspection service, X-ray Reclaim, helps food and beverage manufacturers manage on-hold inventory quickly and confidently. We deploy advanced x-ray systems to inspect suspect finished goods and provide detailed test reports, enabling you to make informed decisions and reclaim products efficiently.
Our PXT™ Photon Counting and Dual Energy technologies detect most standard foreign materials in packaged food and beverage products at below 1mm, helping you release on-hold inventory with minimal disruption.
Learn more today by contacting us at info@xrayreclaim.com or calling (844) 972-9911
The ribbon-cutting celebrating start-up of a new Ferrero Rocher chocolate squares line drew senior company executives and notable government dignitaries including Michael Lindsey, president and chief business officer of Ferrero North America; Omar Zausa, president of Ferrero Canada; Eric Houdet, Brantford plant director; Will Bouma, member of provincial parliament for Brantford-Brant; Brantford mayor Kevin Davis; and Italy’s ambassador to Canada Alessandro Cattaneo.
Entering the Canadian market just over 50 years ago, Ferrero solidified its local presence in 2006 by building its first North American manufacturing plant in Brantford, which produces some of Canada’s favorite brands like the Nutella hazelnut spread, Nutella &GO! breadsticks, Tic Tac mints and the signature foil-wrapped Ferrero Rocher chocolates.
Since then, the Brantford plant has been sourcing the lion’s share of its packaging supplies and key ingredients—including wheat flour, dairy products, refined sugar—within Ontario, according to the provincial minister of agriculture, food and agribusiness Trevor Jones.
“It is a ‘Made-in-Ontario’ success story that showcases the important role local farmers and suppliers play in creating premium products enjoyed at home and abroad,” says Jones.
“Ferrero Canada’s decision to expand their operations and create new, good-paying jobs in Brantford demonstrates Ontario’s attractiveness as a jurisdiction of choice for global agribusinesses.”
BOARD KEMI
We’re the Original Kemi™ Liner
KemiTM liners, Metsä Board’s premium white top kraftliners, have played a significant role in the evolution of corrugated packaging in the Americas. Known for their superior printing surface and high performance, KemiTM liners are a coated white top kraftliner that revolutionized the corrugated packaging industry by combining performance with visual branding.
KemiTM liners, then known as Kemiart, were launched in the American market in 1991. Innovation continued introducing double coated white kraftliner in 2011. Most recently, in 2023, the Kemi mill underwent further developments to increase its capacity to 465,000 tons, while enhancing energy and water e ciency.
At 465,000 tons, our facility is now the world's largest
Growth, with a future
production plant for coated white-top kraftliner. Customers worldwide specifically request "Kemi" when they mean our first-class white kraftliners such as MetsäBoard Classic WKL, MetsäBoard Pro WKL and MetsäBoard Prime WKL.
With a legacy spanning over five decades, Metsä Board will continue to help set the standard for excellence in packaging, allowing every box to tell a story of quality and sustainability.
Ramen noodles pioneer adding sushi bowls to its growing product portfolio
Founded by Michelin-trained chef Jared Ferrall and his partner Miki Ferrall, Crafty Ramen began with a simple mission to craft the perfect bowl of ramen— a comfort food they fell in love while teaching English in Japan, where they also spent many years living and cooking in different cities.
After attending the Yamato School of Ramen, they toured the country in search of the best ramen shops, and upon returning to Canada they opened up their first Crafty Ramen shop in Guelph, Ont., in 2017, followed by a second location in nearby Kitchener.
restaurant-quality ramen using the same recipes as in its shops at a production plant in Waterloo, Ont.
With a goal of making their beloved comfort dishes available across Canada, Crafty Ramen is eagerly anticipating the pending rollout its latest inspired ramen creations—jointly developed with popular Quebec-based sushi restaurant chain Sushi à la Maison—at FreshCo and IGA stores across Quebec.
comfort food, with the packaging to match.
“When someone sees our package, I want them to feel the same thing we feel when we eat a bowl,” says Crafty Ramen’s chief executive officer Khalil Khamis.
a natural fit.”
During the COVID pandemic, the business deftly pivoted into the meal-kit segment, where soaring demand for its high-quality ramen prompted the company to reimagining their meal-kit concept for the grocery retail markets.
Today, the company packages
Nutritious, comforting and ready in minutes, these flavourful bowls showcase Crafty Ramen’s signature house-made noodles and broths, leveraging Sushi à la Maison’s deep roots in Québec to market the nourishing, restaurant-quality ramen that’s easy to enjoy at home in minutes.
Currently comprising Pork Shoyu Ramen, Spicy Chicken Tantanmen Ramen and Tofu Miso Ramen recipes, each bowl was created to highlight bold, balanced flavors inspired by both brands’ shared love of Japanese-inspired
“It’s about comfort, great food, and being part of a community that loves sharing good things,” Khamis relates. “Partnering with Sushi à la Maison and keeping with the style and design of their brand brought vibrant colors and energy into the packaging—making the whole project even more exciting.”
Adds Crafty Ramen co-founder Miki Ferrall: “We’re so grateful to collaborate with Sushi à la Maison!
“One of our biggest goals here is to connect with the community through food,” Ferrall states. “Partnering with another female-founded Canadian brand rooted in creativity and respect for Japanese cuisine was
25_010728_Canadian_Packaging_NOV_DEC_CN Mod: September 11, 2025 10:43
Well-known in Quebec for its creative and approachable take on sushi, Sushi À La Maison’s foray into retail provides an exciting opportunity to expand its own take-out product portfolio, which includes sauces, various frozen products, and cookbooks inspiring people to explore the joy of Japanese cuisine.
“I’m so excited to be collaborating with Crafty Ramen, an amazing Ontario-based company led by a brilliant female entrepreneur,” says Sushi à la Maison founder Geneviève Everell.
“Their ramen is the kind of comfort food that instantly makes you smile: fresh house-made noodles, incredibly tasting broth, and the magic of restaurant-quality right at home,” Everell states.
“Working together feels natural, delicious and, honestly, just so fun.”
New fiber supplement to help Canadians get their full daily intake
While fiber is a vital part of a healthy diet, the average Canadian daily intake of this essential carbohydrate is only 14 grams per day— barely half the amount recommended by most health professionals.
dextrin formula, Benefiber is a plant-based prebiotic dietary fiber that is naturally sugar-free, gluten-free and non-GMO.
However, making up for that shortage should be a breeze thanks to the new Benefiber powder fiber supplement launched across Canada by leading consumer health products manufacturer Haleon earlier this fall.
Formulated as an easy and gentle powder that helps support a healthy diet, Benefiber dissolves completely into soft foods, water and non-carbonated beverages, according to Haleon, meaning it can be easily be added to things like morning smoothies or baked goods without altering the taste of the original recipe. It can also be simply mixed with water to help Canadians meet their fiber goals. With its 100-percent wheat
Metabolized slowly and steadily, the product is easy and gentle on the digestive system, according to Haleon, making it a safe choice for everyday use.
“With the help of Benefiber, Canadians can easily meet their daily recommendation of fiber by adding it to their existing diet or daily routines,” says Zeeshan Shams, head of marketing for Haleon Canada
Boasting high-impact packaging featuring multiple shades of green—created by Toronto-based agency SGS&CO—the product is available in four convenient formats to fit any life-style, including:
• Benefiber Powder, available in bottles of unflavored 62- and 125-serving sizes at all major retailers, with a 205-serving Club Pack found exclusively at Costco stores.
• Benefiber On the Go Sticks, available at all major retailers in 28-count unflavored stick-packs.
Says Shams, “The Benefiber bottle serves as a distinctive brand asset—instantly recognizable and made to enhance consumer findability on the shelf.
“Additionally, the stick-packs provide enhanced convenience by making it easier for consumers to incorporate Benefiber into their daily routines.”
New bathroom tissue line made to live up to consumer expectations
Leading Canadian corrugated packaging and tissue products group Cascades Inc. has launched a new of line of high-end bathroom tissue designed to meet the Canadian consumers’ expectations for softness, thickness and strength.
to ensure optimal performance at every stage—from manufacturing to use.
Launched as a replacement for the Fluff Ultra line, the new tissue showcases Cascades’ commitment to offering increasingly effective hygiene solutions that meet the real needs of the market, according to Jérôme Porlier, Cascades’ executive vice-president for tissue.
“It reflects our teams’ commitment to provide an experience that combines comfort, efficiency and quality,” says Porlier, adding the newly-updated packaging provides better readability and differentiation on the shelf, with clearer communication of product attributes through visual pictograms.
According to the Kingsey Falls, Que.-headquartered company, the new Fluff Excellence tissue was meticulously developed in close collaboration between multiple areas of expertise within Cascades
“It perfectly illustrates our teams’ ability to create a product that is high-performance, distinctive and aligned with market expectations,” he states. “As such, Cascades Fluff Excellence is a tangible demonstration of our commitment to innovation, quality and customer satisfaction.”
INNOVATIVE MATERIALS
Nortera, Brossard, Que.-based manufacturer of frozen and canned vegetables, has reached a definitive agreement to acquire the Green Giant and Le Sieur brands in Canada from the U.S.-based B&G Foods. According to Nortera, which has been the exclusive producer of Green Giant and Le Sieur brands in Canada for 30 years, the Green Giant brand includes a diverse range of frozen and shelfstable vegetable products that perfectly complement Nortera’s existing portfolio of popular brands that Canadian consumers know and love, including Arctic Gardens and Del Monte, among others. “With decades of expertise as the trusted manufacturing partner behind the Green Giant and Le Sieur brands in Canada, this acquisition ensures that these iconic brands, long produced in Canada, are now also locally-owned,” says Nortera’s chief executive officer Hugo Boisvert.
Leading global flexible packaging products group Amcor has announced plans for a significant expansion of its
North America printing, lamination and converting capabilities for the protein market at the company’s operations in Oshkosh, Wis. Intended to reinforce Amcor’s strong heritage in the meat, poultry and seafood industries, while supporting evolving customer needs for flexible packaging, the installation of new state-of-the-art equipment will improve customer service in the forming and non-forming packaging categories through expansion and optimization of manufacturing capacity, according to the company.
“This investment reflects Amcor’s long-term strategy for growth in the protein market and our continued leadership in developing the next generation of high-performance and sustainable packaging,” says Scott Fallon, global vice-president and general manager of the Amcor Flexibles protein division, adding the expansion will help the company expand its AmPrima range of recycle-ready materials.
Leading global metal packaging products manufacturer Trivium
Packaging has picked up four Cans of the Year Awards—including one Gold, one Silver and two Bronze—in recognition of its success in advancing sustainable and functional metal
packaging solutions. Produced for Cliker, Trivium’s refillable beverage container took the Gold in the Bottles category with a special-edition bottle celebrating Argentina’s national football team, winners of the 2022 FIFA World Cup. Featuring 25-percent recycled content, the refillable bottle supports sustainability while delivering high-impact visual storytelling, according to Trivium, with winning combination of relevance, recyclability, and stand-out shelf appeal.
to purchase additional CNC and related equipment to support the manufacturing of more labelers in North America, with full customer support for all local after-market activities. “From a strategic standpoint, the new Logistics Center represents a major step forward for Krones Inc.,” says chief executive officer Holger Beckmann. “Consolidating our operations into one centralized, automated center will allow us to serve our customers’ needs even more efficiently and effectively.”
has announced plans to open up the new Krones Logistics Center in Franklin, Wis., near its North American headquarters. Targeted for opening in the spring or 2026, the new 240,000-square-foot facility located next to the Franklin Business Park (see picture) will consolidate the company’s shipping and warehousing operations across the region. According to Krones, the new buiding will house a state-ofthe-art automated picking and order fulfillment system—as well as offices and conference rooms—while providing more manufacturing space for the nearby main campus to expand local machine-building operations. Krones says plans are already in place
Simplify Secure Programming with Pilz PIT oe
Two port options to meet your controller programming needs:
Leading global Aluminum producer Alcoa Corporation, multinational consumer goods manufacturer Unilever PLC, and U.S.-based metal beverage packaging supplier Ball Corporation have announced successful completion of a collaborative project pivoting the first use of breakthrough ELYSIS carbonfree smelting technology in personal and home care packaging. Created through a joint technology venture between Alcoa and Rio Tinto, the proprietary ELYSIS process eliminates all direct greenhouse gas emissions from the smelting process by using inert anode technology that produces oxygen instead of carbon-dioxide. The resulting aerosol can, made with 50-percent ELYSIS primary aluminum and 50-percent post-consumer recycled content, is claimed to be one of the lowest-carbon packaging solutions of its kind.
Krones Inc., regional subsidiary of leading global beverage production lines equipment Krones AG,
Molded-fiber packs dispense with need for glue and labels
Leading Canadian molded-fiber packaging manufacturer CKF, Inc. has launched a new sustainable produce packaging solution that the Hantsport, N.S.-headquartered company says eliminates the need for labels and adhesives.
Branded under the name Etched Earthcycle, the fiber-based packaging allows for the branding elements, logos and mandatory pack information to be etched directly onto the fiber surface.
The result is a fully fiber-based solution that is renewable, widely recyclable, home-compostable and circular by design, according to CKF’s senior director of new market development Shannon Boase.
“Etched Earthcycle reflects our ongoing commitment to packaging
innovation that helps growers and retailers achieve their sustainability goals while enhancing consumer appeal,” Boase states. “This is the next step in our Earthcycle journey, which began a decade ago when we pioneered the first top-sealable molded fiber punnets.”
Developed in partnership with leading grocery retailers and produce suppliers, Etched Earthcycle was created to reduce packaging waste while offering a natural, sustainable canvas for brand storytelling, according to CKF.
By integrating product details directly into the molded fiber, the innovation simplifies recycling, reduces costs and complexity, and elevates shelf presence.
As Leona Neill, director of marketing and packaging at greenhouse operator Red Sun Farms in Kingsville, Ont. Red Sun Farms, relates, “We’re excited about the possibilities the etched Earthcycle design will bring—an elegant, straightforward solution that reduces packaging waste while reinforcing our sustainability com-
mitment.
“Consumers will immediately recognize its distinct look, creating strong impact on the shelf level.”
The new Etched Earthcycle packaging is currently available in the same range of punnet and tray formats as CKF’s existing Earthcycle line, with various size options suitable for berries, grapes, stone fruit, tomatoes, avocados, and more.
While CKF’s earlier Earthcycle packaging has provided growers and retailers with sustainable options compatible with labels and top-seal automation, Etched Earthcycle extends that innovation by embedding branding and regulatory information directly onto the packaging—removing the need additional components without compromising product protection.
GOING TO THE EXTREME FOR SAFE AND SWIFT WET FOOD PORTION PACKAGING
Standing out at a huge crowded trade show like PACK EXPO Las Vegas 2025 often comes down to three things: location, location and location.
And with its expansive display of live operating machinery and billboard-sized signage greeting thousands of PACK EXPO visitors right at the main entry point to the Las Vegas Convention Center’s gleaming new West exhibit hall, Harpak-ULMA’s knack for being in the right place at the right time is only matched by the technologic-
Harpak-ULMA president Kevin Roach explaining the finer points of the new Cabinplast MHW SF Extreme automatic multihead weighscales.
al brilliance of innovative new technologies displayed by Taunton, Ma.-headquartered company throughout the three-day packaging extravaganza.
Positioned right near the exhibit’s reception area, the new Cabinplant MHW SF Extreme weighscales—manufactured in Denmark by Cabinplast A/S—provided a perfect starting point for any show visitor looking for true breakthrough innovation in food packaging machinery.
Designed primarily for efficient weighing, portioning and handling of sticky and/or damp products like mixed salads, coleslaw, tuna flakes, cottage cheese, pulled meats, RTE (ready-to-eat) meals and salads, etc., the Multihead Weigher Sticky Configuration incorporates the patented multihead feed screw feeding technology, developed by Cabinplant in 2025, that ensure accurate, waste-free dispensing of portioned damp food products inside each bucket in clean, hygienic process to ensure optimal food safety.
According to Harpak-ULMA president Kevin Roach, the MHW SF Extreme’s unique multihead weighing process opens up a multitude of product innovation opportunities for smaller convenience food manufacturers aiming to grow their product offerings.
“ With this type of multihead weigher, you can automate the weighing of products like ready-toeat pre-mixed salads that contain dressings, oils or products mixed with other sticky dressings,” Roach told Canadian Packaging during a morning booth visit on the show’s opening day, lauding the weigher’s compact footprint and low 1,750-mm height enabling it to fit into tight spaces.
“It can also be easily integrated with any of our automatic tray-sealing machines,” Roach added, “to provide our customers with an automatic all-in-one turnkey solution for packaging of all sorts of damp fresh-made foods that were traditionally very tricky to pack inside trays with reliable consistency.”
According to Cabinplast, the easy-to-clean system can save end-user up to 70 per cent of the labor costs required to handle such product manually, while vastly reducing the risk of product contamination, while producing consistently uniform and precision-weight product portions at robust speeds of 40 to 50 portions a minute.
Harpak-ULMA’s impressive exhibit at the PACK EXPO Las Vegas 2025 exhibition earlier this fall.
FuturePack: Redefining Brands Through Design
The PAC Global Awards @ Futures Edge Summit is the premier global experience for the world’s top designers, innovators, and changemakers. We’ll gather to explore how global retail giants and bold emerging brands are transforming packaging through creativity, innovation, and sustainability on the global stage.
Join us at the Royal Conservatory of Music for the awards and summit, followed by a rooftop reception at the Writer’s Room Bar, Park Hyatt. Stay comfortably nearby at the Yorkville Royal Sonesta Hotel in the heart of Yorkville.
Visit our website for tickets, storytellers, and more info.
ALL ABOVE BOARD
Ontario paperboard producer keeps getting better with age with world-class manufacturing prowess and savvy sustainable packaging innovation know-how
By George Guidoni, Editor
Operating from the same location under ownership of the same founding family for over 100 years
is a rare feat in today’s ever-changing manufacturing landscape—especially in the fiercely competitive and capital-intensive folding-carton industry.
But aging like a fine wine seems to come naturally to the proud and resolute folks helping Ingersoll Paper Box Co. grow from strength to strength through tireless dedication and commitment. Their high product quality, manufacturing excellence and best-inclass customer service sets them apart in the industry.
Having undergone numerous expansions and plant upgrades since opening its doors back in 1922, the company’s landmark 85,000-square-foot facility is today a one-stop shop, manufacturing sustainable packaging solutions for many big brand names in the food and beverage, pharmaceutical, personal care, health and beauty and other CPG (consumer packaged goods) sectors.
Employing about 70 full-time production staff operating on a three-shift, five-days-a-week schedule, Ingersoll Paper Box offers a comprehensive range of custom design solutions, starting with advanced structural and graphic design services enabled by continuous investment in cutting-edge technologies for printing, die-cutting, embossing and folder-gluing.
Headed by company president Sarah Skinner, representing the fourth generation of the founding family, Ingersoll
Paper Box is also one of the most prominent and well-respected employers operating in the picturesque town of Ingersoll, located in Oxford County on the banks of the Thames River in southwestern Ontario.
According to quality and business process improvement manager Marianne Fountain, the company’s high standing in the local community and stellar industry reputation provide it with an important competitive edge.
“We really pride ourselves on being community-focused and employing really great people that stay with us for
a long time,” says Fountain.
“All of Sarah Skinner’s children are also employed at Ingersoll Paper Box,” he points out, “following in the footsteps of other family members.
“Treating people well is something that has been embedded into our work culture right from the beginning,” Shapton states, noting that more than a quarter of the plant’s staff have been with the company for over 25 years.
As Sarah Skinner explains, the vast wealth of industry knowledge and experience shared by the company’s employees is an invaluable asset that very
Ingersoll Paper Box Co. president Sarah Skinner is the fourth-generation of the founding family to lead the venerable business, which was established back in 1922 under the name Ingersoll Cone and Paper Box to manufacture ice-cream cones.
Consultation
We support your business with our extensive knowledge. Together we analyse your product portfolio, your requirements and the substrates with their print characteristics and mechanical properties. With that knowledge and our expertise, we identify the range of materials needed to exactly match your application profile.
Curious? Contact our specialists
Chris Andonovski - Sales Director Canada chris.andonovski@hubergroup.com
Mobile: 416-540-9233
Clinton Melius - Technical Application Manager clinton.melius@hubergroup.com
Mobile: 847-308-4829
An overview of the extensive production and converting equipment arsenal laid out in perfect process sequence at the 85,000-square-foot folding carton manufacturing plant operated by
in Ingersoll, Ont.
few other independent Canadian folding-carton producers can match.
“We have the skillset to tackle any sort of challenge that our customers may have,” Skinner states.
“We are really well-known for our responsiveness in terms of providing quick turnaround for our customers and for delivering high-quality products at a fair price,” adds director of sales Shawn Shapton.
“In addition to having the luxury of being a family-owned company, our sales team and customer service reps have built up very strong relationships with our customers by providing them with exceptional customer service,” says Shapton, adding that all of the company’s suppliers and vendors are treated with the same high level of goodwill and respect.
“We view our customers and our suppliers as partners, not outsiders, because they are both equally important parts of the same equation,” he states.
“Competing in the folding-carton industry requires a good mix of innovation, efficiency and adaptability to
The Bobst Novacut flat-bed die-cutter provides perfect sheet feeding, cutting, stripping and blanking at speeds up to 7,000 sheets per hour.
The seven-color Rapida 106 printing press can perfrom conentiona or UV printing at speeds up to 16,000 sheets per hour.
Ingersoll Paper Box
market demands, and the ever-changing expectations of our customers.
“Being able to do that for over 100 years is a testament to the quality of the people we have working here,” Shapton asserts, “but we really cannot downplay the strength of our vendors, both on the equipment and the raw materials (board) side of the mix.”
On the equipment side, the Ingersoll plant has amassed a “state-of-the-art” production equipment arsenal, according to production manager Craig Watmough, which includes a seven-color Koenig & Bauer Rapida 106 press and a six-color MAN Roland printing press; two Bobst folder-gluers, both equipped with the W.H. Leary application and quality assurance systems; one Bobst Novacut and a Koenig & Bauer Iberica die-cutter; and ESKO prepress equipment.
“We can run orders from 5,000 boxes to over three million cartons,” says Watmough, adding the company is constantly upgrading its ancillary pro-
Aerial view of the RYAM high-yield pulp mill located in Témiscaming, Que., which manufactures the freezer/ freezer-grade Kallima paperboard used by the Ingersoll Paper Box Co.
“Competing in the folding-carton industry requires a good mix of innovation, efficiency and adaptability to market demands, and the everchanging expectations of our customers.”
Ingersoll Paper Box Co. president Sarah Skinner leans against the state-of-the art Rapida 106 printing press, manufactured in Germany by Koenig & Bauer, used to run the new Kallima freezer-grade paperboard from RYAM.
(From left) The Ingersoll Paper Box management team includes quality and business process improvement manager Marianne Fountain; production manager Craig Watmough, president Sarah Skinner; and the director of sales Shawn Shapton.
duction equipment and software to optimize its primary production machinery.
“We always strive to give everyone working here the best tools we can for them to make the best product possible for our customers,” says Watmough, lauding the Rapida 106 press’s powerful capabilities that enable it to perform both conventional and UV printing at speeds of up to 18,000 sheets per hour.
“We typically run the Rapida press at about 14,000 sheets per hour on average,” he relates, “but it’s great to have this extra capacity to accommodate some of our large-volume runs.”
For their part, the plant’s two die-cutters feature patented blanking technology that enables them to cut full sheets into individual cartons at exceptionally high speeds.
Moreover, the plant’s two folder-gluers are equipped with inline Leary quality control systems that auto-
“We always strive to give everyone working here the best tools we can to make the best product possible for our customers.”
matically inspect every carton for board defects, type accuracy, color variations, and any other possible deviations from the original PDF proofs.
Says Watmough: “Being customer-centric enables us to provide customized packaging solutions with shorter lead-times and enhanced design capabilities.
“Today’s customers have very diverse needs that consistently change with the ebbs and flows in the packaging world,” Watmough points out.
“Hence, IPB always strives to stay on the leading edge of technology, especially on the software solutions side, to maintain our structural and graphic design competencies at the highest level.”
In addition to offering its customers a broad range of high-quality finishing options—including inline embossing
Loaded stacks of the high-performance Kallima boxboard being warehoused and readied for shipment to customers from the RYAM high-yield pulp mill operating in Témiscaming, Que.
and Braille printing—Ingersoll also provides them with optional warehousing and inventory management services.
“It’s all part of our continuous efforts to integrate our technology investments in a way that achieves optimal cost management for us and our customers,” says Shapton.
Ingersoll Paper Box is also fully committed to environmentally responsible manufacturing by implementing rigorous in-house programs to reduce waste and minimize its carbon footprint at all stages of the production process.
Equipped with an in-house compactor and baler, the plant collects and returns all the paperboard trimmings for reuse, while also using a customized recycling collection system to divert over 99 per cent of paperboard waste generated at the plant from landfill.
Moreover, IPB crafts most of its printing inks in-house utilizing vegetable-based formulas that eliminate waste. In addition, all the printing
Ingersoll Paper Box Co. director of sales Shawn Shapton has been working with the family-owned folding carton manufacturer for 12 years, acquiring insightful knowledge of the Canadian paperboard industry and market dynamics.
plates are imaged in-house and require no water or harsh chemicals when being produced, according to Ingersoll.
Fully-certified under the global FSC (Forest Stewardship Council) and SFI (Sustainable Forestry Initiative) standards for responsible forestry management, IPB has also earned the globally-recognized ISO 9001-2015 (quality management), GMI (print quality) and the BRCGS (Brand Reputation through Compliance Global Standards) certification for food-safe packaging.
Over the last couple years, Ingersoll has significantly expanded its repertoire of sustainable packaging with the introduction of a new line of sustainable freezer-grade boxboard packaging made from the Kallima brand paperboard manufactured by RYAM (Rayonier Advanced Materials) at its facility in Témiscaming, Que.
Developed specifically as a sustainable packaging solution for frozen meals and other convenience food products, the lightweight folding grade is engineered to withstand temperatures as low as -18°C (0°F), maintaining its structural integrity and resisting delamination in freezer conditions.
Manufactured via a unique process to ensure optimal natural resistance to moisture and condensation without coatings or plastic extrusion, the Enhanced Freezer Application board checks all the boxes for durability, moisture resistance, versatility, printability and sustainability, according to RYAM, being made from responsibly-sourced, certified forest fiber.
“Our Enhanced Freezer Application is a direct response to customer needs,” says Ken Duffy, RYAM’s senior vice-president for paperboard and high-yield pulp.
“It empowers converters with a freezer-ready solution that performs reliably while remaining easy to convert—helping brands stay competitive without adding production complexity.”
As RYAM’s technical sales representative for paperboard Bob Hepburn relates, “Our Kallima freezer/freezer-grade performed exactly as anticipated during trials with the Ingersoll Paper Box team.
“Made
Since her appointment as president in 2016, Sarah Skinner has led the country’s only 100-percent female-owned paper box company through a robust growth phase marked by major capital investment in new machinery and production capacity expansion.
“The rolls were sheeted in Toronto without issue, then printed, die-cut, folded and glued at Ingersoll,” Hepburn recalls.
“Thefreezer/ freezer grade ran identical to our traditional folding grade,” he relates, “requiring no adjustments to achieve an excellent finished package.”
Adds Duffy: “Ingersoll Paper Box has been an outstanding partner, collaborating with us on the development of two key products: freezer/freerzer-grade board and the oil/grease-resistant board.
“Their openness to running trials at their facility has been instrumental in our success and in expanding Kallima’s presence in the folding packaging market,” Duffy states.
According to Shapton, adding Kallima board to its portfolio has been highly beneficial for Ingersoll Paper Box on multiple levels.
high premium on packaging sustainability, as fittingly reflected by the Bronze Medal ranking it has earned from EcoVadis, which is valid through August of 2026.
With an overall score of 67 out of 100, the company ranks among the top 20 per cent of all organizations worldwide evaluated by EcoVadis to date—further enhancing the sustainability credentials of its Kallima board and other highyield pulp products that also boast the vaunted FSC and PEFC (Programme for the Endorsement of Forest Certification) accreditations.
“It’s a relationship that’s been working out very well so far,” Shapton asserts, “and has great potential going forward.
in Canada from reliable tarifffree supply, it cuts material and shipping costs, while providing a lightweight, durable and hydropowered solution to prove that high performance and sustainability can go hand-in-hand.”
“The quality level is comparable to SBS (Solid Bleached Sulfate) board,” he explains, “but with a reduction in weight, while providing a very high-quality sheet to print on at high speeds.
“We know that RYAM is very responsive from a technical production standpoint,” he adds, “and are always there to resolve any issues quickly.
“RYAM is a supplier that we rely on frequently nowadays,” Shapton states.
Like Ingersoll, RYAM also places a
“But the bigger picture is that RYAM is more than just another vendor for us—it is a true partnership,” Shapton concludes. “We really enjoy working closely together to provide a great product for our customers.”
As RYAM’s paperboard account manager Stephane Goupil fittingly sums up, “Kallima’s Freezer Board delivers cold-chain strength with a sustainable edge.
“Made in Canada from reliable tariff-free supply, it cuts material and shipping costs,” Goupil concludes, “while providing a lightweight, durable and hydro-powered solution to prove that high performance and sustainability can go hand-in-hand.”
Built by PLAN IT Packaging Systems, the turnkey vertical bagging line installed at the Royal Food Product factory in September has enabled the busy facility drastically increase the throughput and quality of its bestselling frozen sausage rolls.
ROLLING IN DOUGH
Fast-growing manufacturer of frozen meat pastries beefs up its packaging throughput and production capacity with a turnkey made-in-Canada vertical bagging line
By Andrew Snook
Photos by Steven Li
Royal Food Products has been on a massive roll in recent years—a sausage roll, to be more precise. This success didn’t come overnight. It is the culmination of more than half a century of hard work and dedication that began when Paul Tomyn started up his small commercial kitchen in 1967 producing sausage rolls for local delicatessens and bakeries in the Edmonton area.
Since that time, Royal Food Products has evolved into a state-of-the-art manufacturing facility with annual production of three million kilograms of sausage rolls for foodservice and retail customers across North America.
“We’ve grown from four employees to over 95 employees now running three
shifts a day, five days a week,” says Paul Meyer, president of Royal Food Products and the third generation to lead the family business started by his grandfather.
While the company produces a wide variety of other savory pastries, the sausage rolls are by far Royal Food Products’ bestselling offerings.
“It’s about 98 per cent of our business,” Meyer states. “It’s huge: we pump out hundreds of thousands over a shift.”
The company remained a fairly small producer from 1967 until 2000, when Meyer, his brother and his mother all agreed to expand aggressively.
In 2001, they constructed a federal CFIA (Canadian Food Inspection Agency) -certified production facility (also HACCP- and SQF-certified) with a total of 17,000 square feet of manufac-
turing space in Edmonton.
“We haven’t looked back since: it’s just been amazing growth,” Meyer says.
In 2004, Meyer bought out his family members and now oversees the entire operation with his wife, Teana.
Another reason production spiked was because the company became an active player in the private-label space, in addition to selling sausage rolls under its house brands, including Royal Food Products and Meyer’s Mighty Fine Foods
“We’ve become a private-label leader in this category,” Meyer says. “We are in almost every retail chain in Canada.”
The savory pastry sector is a highly competitive business, Meyer relates, and success depends on being able to produce high volumes of products.
“It’s all about increasing volume and maintaining quality,” Meyer says.
Internally, Meyer and his team are constantly researching ways to drive change by investing in new equipment to continually improve processes and remain competitive, so that any additional costs—including the rising price of commodities like beef—don’t get passed on to their customers.
“We want to be competitive, and we also want to look after the end consumer that it’s going to, especially in these times,” Meyer says. “We want to make sure that we’re providing a high-quality product at a great price.”
In addition, Royal Food Products is in constant communication with its customers to ensure the company is always meeting all their needs.
“A huge thing is customer service, filling orders on time, and just keeping a really good communication with our customers,” Meyer says.
“We’re always working with them, always internally bettering ourselves and our company strategies that keep us competitive.”
The company operates two production lines with four different types of packaging offerings: a shrinkwrapped retail deli pack; a pillow pack; individually wrapped pastries for the convenience store clients; and a generic bulk pack.
For most of their packaging technology needs in recent years, Royal Food Products has worked with PLAN IT Packaging Systems of Mississauga, Ont., a leader in primary and secondary packaging manufacturing in Canada with facilities in both Canada and the U.S.
“One example of continuous improvement to stay competitive is collaborating with PLAN IT Packaging Systems to improve the packing portion of our process,” Meyer says. “The equipment we recently purchased has significantly increased our throughput and is helping us maintain our profit margins, while
Royal Food Products president Paul Meyer cheerfully shows off a finished retail box of the company’s flagship Meyer’s brand of premium-quality frozen sausage rolls.
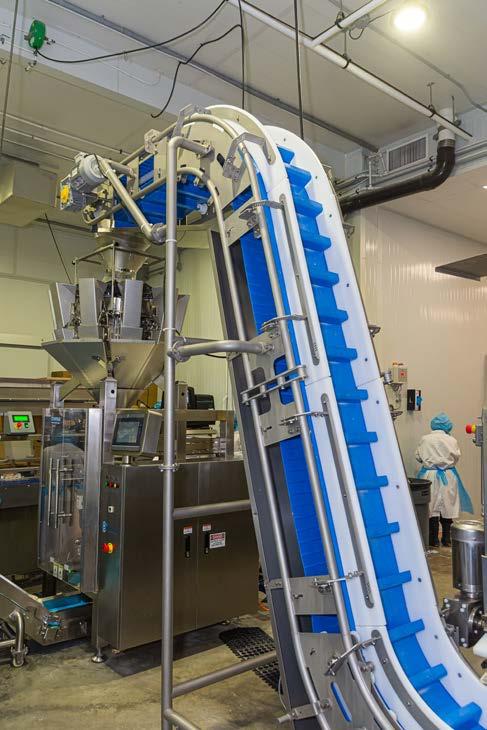
Frozen sausage rolls making their way upwards along the food-grade plastic bucket elevator supplied and integrated by PLAN IT Packaging Systems.
The washdown-ready, stainless-steel ELITEWEIGH multihead weighscale offers superior weighing accuracy to help the Royal Food Products plant minimize product giveaway.
also allowing us to reinvest in our employees and purchase new equipment for the future.”
The producer’s most recent purchase was a MarsCompak vertical form-fill-seal (VFFS) line with sanitary design, featuring a built-in ELITEWEIGH multihead scale and integrated washdown inclined conveyor.
However, this was not the first time that the two companies worked together.
In 2022, Royal Food Products reached out to PLAN IT Packaging Systems for an automated flow-wrapping line solution for its sausage rolls production to replace its older, less efficient flow-wrapper that was not particularly user-friendly.
“Royal’s initial goal was to reduce labor and improve consistency for their individual Pepperoni Cheese Bread and retail sausage roll products,” explains Mark Evangelista, director of sales for PLAN IT Packaging Systems. “They wanted a reliable, long-term solution that could grow with them.
“At the time, they were new to automation and packaging machinery,” Evangelista notes, “but we delivered a solution that exceeded expectations.”
As Evangelista recalls,the PLAN IT Packaging Systems’ Pack520 flow-wrapper offered Royal Food Products several key features including:
• Servo-driven performance for precise control and longterm reliability;
• User-friendly controls for operators new to automation; robust construction with minimal maintenance requirements;
• Robust stainless-steel configuration for hygiene and durability.
“It was operator-friendly and very easy to use,” Meyer says. “It was a very competitive machine.
“It had all the capabilities that we needed, and because we deal with meat, it needed to have full washdown capabilities.”
Over the next two-and-a-half years, the partnership between the two companies continued to grow, with Royal Food Products recently choosing to invest in the MarsCompak vertical
A pre-weighed quantity of frozen sausage rolls is dispensed inside a high-barrier plastic bag, supplied by Canpaco, prior to sealing and placement inside a paperboard carton.
A close-up of the touchscreen HMI (human-machine interface) terminal panel displaying all the real-time operational data collected by the MarsCompak line’s machine vision cameras keeping a close eye on the process.
form-fill-seal (VFFS) line.
This investment allowed the company to replace a manual process involving four counters and two sealers.
“Royal needed a compact, high-output system,” Evangelista relates. “We delivered our all-in-one MarsCompak vertical form-fill-seal solution, integrating the ELITEWEIGH multihead scale directly above the bagger.”
As Evangelista reveals, the key features of the MarsCompak VFFS solution include:
• Minimum output of 30 packages per minute (ppm), scalable up to 50 ppm;
• All washdown-rated contact parts;
• IP67-rated conveyors for easy cleaning, critical for the cold environment;
• Compact footprint to fit into the company’s limited production space.
According to PLAN IT, the ELITEWEIGH scale delivers precise weights within grams, minimizing giveaway, while the system’s open architecture is powered by OMRON’s non-proprietary PLCs (programmable logic controllers) for optimal operational flexibility.
The MarsCompak VFFS is also designed for minimal maintenance intervention and maximum uptime, boasting stainless-steel construction that is hygienic, durable and compliant with all the critical food safety standards. The flexible packaging for the process is supplied by Canpaco of Woodbridge, Ont.
“Transitioning from manual to automated packaging required a learning curve,” Evangelista recalls.
“We provided four days of hands-on training to ensure Royal Foods’ operators were confident and capable.
“Despite their limited prior experience, the team adapted quickly with our support,” he states.
According to Meyer, Royal Food Products’ latest investment has helped with removing production bottlenecks and opened up new opportunities to expand the company’s product offerings.
“This new system that we’ve just brought in from PLAN IT has really opened up our potential capacity,” Meyer extols,
Sealed bags filled with frozen sausage rolls emerging from the vertical bagging machine to make their way upwards for quick visual inspection before being transferred to the packing station.
Machine operator performs a thorough visual inspection of the bagged products prior to placing them into a tray for transfer to the packing station upstream, to be placed and sealed inside pre-printed paperboard cartons.
Royal Food Products president Paul Meyer shows off a freshly-filled bag of frozen sausage rolls coming off the high-speed MarsCompak VFFS machine supplied by PLAN IT Packaging Systems.
Side view of the high-performance MarsCompak vertical form-fill-seal machine capable of processing up to 50 packages per minute.
“It’s surpassed our target from when we did our initial assessment—it’s been an amazing asset!
“We’re already seeing tweaks that we can do to get that those numbers up even more,” he adds.
Royal Food Products’ popular sausage rolls are made completely in-house from the pastry to the fillings.
“while also improving our finished product quality and weighing accuracy.
“In late 2026 or early 2027, we may see some new items coming out of Royal Foods into the marketplace,” he adds.
Since the first day that the MarsCompak VFFS solution started up in early September, the difference in production has been impressive, according to Meyer.
“The day we turned it on, we saw a 24-per-cent increase in productivity,” Meyer relates.
“Depending on the product, we have seen a 56- to 80-percent increase in our output with just this system.
After the sausage rolls are processed and frozen, the pastries are sent to an incline conveyor that places them into the ELITEWEIGH scale system, which then deposits the sausage rolls into the MarsCompak VFFS.
“Since the new machine has been implemented, we have better finished weights, less waste, more accurate counts, and easier labor requirements,” Meyer says.
The packaged sausage rolls are then placed in retail boxes using a Consolidated Technologies glue line; sealed and coded with a Hitachi model UX inkjet printer; (sold and serviced by Edmonton-based Harlund Industries); placed into master cases; and readied to be shipped to customers.
According to Meyer, one of the biggest challenges in this market is constantly looking for ways to innovate and offer new products that retailers will be willing to place onto their shelves in front of potential customers.
“We’re constantly working on research-and-development to come up with new ideas and new projects,” says Meyer. “Because we deal closely with retailers, it’s primarily all about finding that right niche or that right product that they can get on the shelf.”
So does Meyer see his company working with PLAN IT Packaging Systems in the future? It’s definitely a possibility.
“PLAN IT have been excellent to work with from start to finish,” Meyer asserts. “They’ve got a great support network that is very responsive.
“If there’s a question, you reach out to them, and they get back to you quickly.
“They’ve been a really good partner on this last project we did with them,” Meyer concludes, “and I would be happy to work with them again, no problem.”
PLAN IT Packaging Systems handled the integration of all the key system components to provide the Royal Food Products plant with a fully turnkey packaging solution.
Close-up of the attractive pre-printed folding carton used as secondary packaging for the retail pack of the Royal Food Products’ flagship Meyer’s brand sausage rolls.
A close-up of the clear high-barrier plastic bags, used as primary packaging for the premium-quality frozen sausage rolls, supplied by the Woodbridge, Ont.-based packaging supplies distributor Canpaco.
Atlantic Packaging Products technical services manager Ed Haugh joins technical sales representative Rob Stodart and senior technical sales representative Tim Hewitson at the entrance to a Las Vegas Convention Center’s exhibit hall for a busy day of pounding the pavement at the PACK EXPO Las Vegas 2025 exhibition in search of innovative new machinery solutions.
BEING THERE
Leading Canadian corrugated packaging producer always ready to go the extra mile to help its customers achieve world-class operational excellence
By George Gudoni, Editor
Creativity and innovation may often seem like two flipsides of the same coin, but as the renowned late economist and marketing guru Theodore Levitt once deftly observed, “Creativity is thinking up new things. Innovation is doing new things.“
For Ed Haugh, technical service manager at the leading privately-owned Canadian corrugated packaging manufacturer Atlantic Packaging Products (Ontario division of the Atlantic Packaging group of companies), doing new things has been an integral part of a rewarding career spanning three decades with the Toronto-headquartered integrated corrugated producer that keeps growing from strength to
strength in the North American packaging industry landscape some 80 years after opening up its first box plant in downtown Toronto.
Today, the company operates more than 20 manufacturing locations across Ontario, Quebec and the United States, employing over 3,600 people to produce a diverse portfolio of high-quality, sustainable corrugated packaging solutions ranging from standard shipping boxes to high-impact merchandising displays, retail-ready and e -commerce packaging, bulk bins and paper bags, to name a few.
Having originally joined Atlantic as a millwright mechanic, Haugh’s upwardly career path with closely parallels his progressive employer’s own rise to industry prominence as an elite total solutions provider for leading food,
beverage, pharmaceutical and other CPGs (consumer packaged goods) manufacturers in key markets on both sides of the Canda-U.S. border.
As technical services manager for Atlantic’s Ontario division, Haugh leads a four-person team that serves as a vital bridge between customers, sales, manufacturing and design, with strong focus on collaboration and continuous innovation in developing packaging solutions.
Under Haugh’s guidance, the team facilitates essential conversations among corrugated packaging production, machine manufacturers and customers to ensure that all customer needs and operational tolerances are clearly understood—resulting in more effective and efficient outcomes for all partners involved.
“I have a very well-experienced team, with each rep on it having 20 to 30 years of experience in the industry,” Haugh told Canadian Packaging in a recent interview, shortly after returning from the PACK EXPO Las Vegas 2025 exhibition in early fall.
As Haugh explains, attending PACK EXPO and other important packaging industry trade shows is an important part of his team’s responsibilities—helping his team stay on top of the ongoing technological advances in packaging machinery used by its customers.
“We look at everything deployed towards the end of the process on the production or packaging line—case erectors, tray-formers, die-cutters, wrappers, palletizers and so on,” Haugh relates.
“Atlantic has a very strong supply chain,” he notes, “so we’re able to support various corrugated packaging and paper-based solutions for customers looking for specific machinery to do that.”
As Haugh explains, many of its bigger national customers already know what sort of machines they want to buy ahead of time, but there are many smaller manufactures looking to expand their operations with new automated equipment— often without good understanding of what exactly to need to invest in.
That’s where Haugh’s technical services team comes in.
“We’re able to give them ideas to accommodate their budgets and footprints,” Haugh explains, “as well as their expectations for the investment.
“And then we’re able to summarize some options for them to look at and to determine what is possible.
“We also do this for our smaller customers,” Haugh adds, “for whom automation is a completely new thing that they’ve never done before, with no idea where to start.
“So again, we go in, assess their plans and expectations, and put together some options for them,” says Haugh, adding this
One of several state-of-the-art die-cutters deployed at the new Atlantic Packaging Products manufacturing facility in Hannon, Ont.
A bird’s-eye view of the sprawling Midwest Ontario Division plant of the Atlantic Packaging Products, located in Toronto’s east-end suburb of Scarborough.
Aerial view of the recently-opened new state-of-the-art Atlantic Packaging Products corrugated manufacturing facility in Hannon, Ont., a short drive outside of Hamilton.
Ed Haugh proudly displays the elegant high-impact corrugated boxes digitally printed at the company’s Retail and Displays Division in Scarborough.
The Atlantic Packaging group of companies’ core values are displayed in each facility.
collaborative approach to customer service has enabled Atlantic to build and foster many beneficial long-term business partnerships over the years.
Matching their customers with the right machinery to run Atlantic-made packaging on their production lines at optimal efficiency is an important strategic advantage for Atlantic Packaging in a very competitive global market, according to Haugh.
As such, annual visits to PACK EXPO are always part of the technical service team’s busy schedules.
“Every time I visit PACK EXPO there is always an active project going on with my team,” says Haugh, calling the show a perfect opportunity to see the latest packaging innovations live.
“Innovation is one the strategic pillars at Atlantic,” Haugh says, “and going to PACK EXPO certainly exposes you to a lot of new innovation.
“Seeing those innovations on the show floor and seeing how our customers can benefit from them is huge for us,” says Haugh, “The new technology out there that our customers are using is you know is huge for us and for myself.
“It is also chance to meet and rekindle some of the relationships we have with the machine manufacturers we deal with.
“With our customers base, that’s a lot or people to see,” says Haugh, adding that one of his team members was able to meet up with a project manager for a
“As long we stay on the top of it all with the right machines and training, we’ll be able to supply our customers with the product they need and meet their expectations.”
A stack of corrugated boxes making its way towards the Brampton plant’s shipping area to be loaded onto trucks for prompt delivery to customer.
commissioning of a brand new machine being prepared, on the team’s advice, for installation at a major Canadian-based CPG customer in the coming months.
“Making those connections and innovation go hand-in-hand at Atlantic,” says Haugh.
“Innovation is really built into everything Atlantic does,” he asserts, “and being able to get
down to PACK EXPO to see so many innova tions in one place is fantastic!”
For his part, Haugh says he was very impressed by the new robotic case-erector displayed at the show by Douglas Machine Inc.
Minn.
“It’s a very simple case-packing machine, but it has a built-in robotic arm that pulls the RSC
Large stacks of corrugated sheets heading towards the high-performance bundle breaker from the Alliance Machine Systems International operating at the Brampton facility.
Bundled stacks of corrugated boxes being transferred down a heavy-duty conveyor line towards the Brampton boxmaking plant’s shipping area.
Collaborating Across Canada for Lasting Results
VFFS Machines Up For The Challenge of Packaging Frozen Appetizers
Featuring Our Customers
PLAN IT Packaging Systems Inc. is proud to celebrate our continued partnership with Royal Foods Products in Edmonton, a valued customer dedicated to quality and innovation in frozen food production.
What began as a search for a trusted local partner has grown into a long-standing collaboration built on reliability and results.
Our returning Canadian customer recently expanded their packaging capabilities with a washdown-rated MarsCompak™
VFFS system, designed to package delicious frozen appetizers, including snack size rolls, patties, and more with precision and efficiency.
Featuring a compact footprint, washdown infeed, and output speeds of up to 40 bags per minute, this system is built for sanitation, performance, and consistent operation, perfectly suited for their frozen food line.
We’re proud to support their continued growth and grateful for the trust they’ve placed in our team to deliver packaging solutions that perform.
Connect with the PLAN IT team today!
Foods Products
Serving retail and food service companies across North America since 1967.
Says Haugh: “When retail-ready packaging first came out, it really threw the industry for a loop with all the changes to the structural strength, all the new perforations to create on the boxes, the types of dies used to cut the boxes, the kinds of knives we use to make those cuts and so on.
“There was a time when a corrugated box was just a shipper,” Haugh acknowledges, “but that’s not the case anymore.
“Retail-ready packaging now accounts for a huge percentage of all the work we do, and this type of packaging has to look it best, be printed to highest quality standards, and to provide optimal structural strength.
“Making sure the box looks clean on the shelf and the product inside it is highly visible may sound simple,” says Haugh, “but there is a reason that they have courses at places like Clemson University teaching students what goes into that process.
“This is a very innovative time for us,” Haugh states, “because what the customers are looking for expect today, we would not have been able to produce 20 or 30 years ago.
“Being pressured to be able to come up with ways to manufacture what the customers are looking for is only going to get more complicated as the years go by,” Haugh asserts, “but as long as we say on the top of it all with the right machines and training, we’ll be able to supply them with the product they need and meet their expectations.”
Over the years, Atlantic has implemented many innovations to keep pace with the technology, according to Haugh, citing implementation of corner crush on boxes running on automated equipment—reducing scrap and machine downtime.
In addition, the company is making continuous improvements in the tooling used for tear-out features on retail-ready packaging—ensuring easy and clean tear and superior box aesthetics. Likewise, the technical services team has been involved on machine part revisions to help customers optimize their end-of-line packaging processes, Haugh reveals.
“Despite all the experience my team has acquired over the years, we need to stay sharp at all times,” Haugh proclaims.
“With the industry changing as it has been, our innovation capabilities have to evolve in step with the innovation progress.
“We simply cannot make a customer recommendation for something that is already outof-date or does not live up to their expectations,” says Haugh, adding his team is always ready to work with its customers on-site to help improve their product quality and other performance attributes.
“Whether it’s a product itself or the machine they are using, we can assess the situation for A to Z to improve their operations,” Haugh concludes, “and we do it through continuous process improvement and continuous training—helping our customers to leverage today’s innovations to achieve true operational excellence.”
“Despite all the experience my team has acquired over the years, we need to stay sharp at all times.”
As a highly integrated corrugated packaging supplier, Atlantic Packaging Products operates its own fleet of trailer trucks to handle customer deliveries, operated from the company’s Brampton location.
A state-of-the-art BHS corrugator installed at the Atlantic Packaging Products’ recently-opened new production facility in Hannon.
NORDIPAK
EUROPEAN TECHNOLOGY. CANADIAN SERVICE.
The same company you know and trust, now locally run. Choose our premier line of meat, poultry and seafood machinery.
POLY-CLIP SYSTEM
Excellence in Clipping
Trust these German clipping solutions built on research and development since 1922.
INJECTORS
Injection Into Meat, Poultry, Fish and Cheese
Elevate the taste and quality of your products with curing injectors at the forefront of the industry for over 40 years.
BRINGING THE MANUFACTURERS STRAIGHT TO YOU
• Faster delivery
• Localized service
• Canadian headquarters
• Service coast to coast.
NORDIPAK LTD.
4993 Louis-B.-Mayer, Laval, QC H7P 0E5, Canada
TT BASTARD 160
Continuous and Time-Saving Protein Digestion
Ensure optimum protein extraction thanks to continuous massaging, tumbling and mixing. Press rack, Stainless steel mold and more...
contact@nordipak.ca 450.990.4646
Mat Bédard, Head of Product Inspection, METTLER TOLEDO Canada.
CHECK & BALANCE
Innovative third-party food product reclaim services company under new management
Started up in 2019 by PLAN Automation Inc ., the PLAN Automation X-ray Reclaim division was established to support food safety by providing X-ray services to reclaim products suspected of foreign material contamination.
Filling a long-standing void in the market for affordable and unobtrusive product inspection services that do not slow down production speed or compromise line efficiencies, the service has saved food manufacturers hundreds of millions of dollars by diverting thousands of pallet-loads of finished product originally bound for landfill back to the to their intended retail channels—generating enormous savings in food waste and operational costs for the products’ brandowners.
Earlier this summer, leading global product inspection technologies group METTLER TOLEDO, the parent company of Eagle Product Inspection,
acquired the Eagle X-Ray inspection- and reclaim-related assets of PLAN Automation.
As a follow-up to that announcement, the Canadian Packaging magazine recently reached out to co-founder Mat Bédard to find out what the future holds for this invaluable product safety and quality inspection service going forward under the new management.
Q. Please talk to us about the motivationbehindthepurchaseofPlan AutomationbyMETTLERTOLEDO?When did this take effect?
AOn August 1, 2025, METTLER TOLEDO Canada acquired the Eagle X-Ray inspection- and reclaim-related assets of PLAN Automation. This strategic acquisition expands our prouct lines and services, enabling us to offer even higher levels of support and a wider range of products to better meet our customers’ exacting needs.
Q.PleaseexplainthestructureoftheMETTLERTOLEDO’s X-Rayinspection,metaldetectionandcheckweighing business in Canada.
AThe product inspection business at METTLER TOLEDO provides advanced inspection solutions primarily for the food and beverage, pharmaceutical, and packaging industries.
We offer a comprehensive range of product inspection solutions including X-Ray inspection systems (Safeline and Eagle product lines), metal detection, checkweighers and vision inspection to help customers detect contamination and maintain product integrity.
These are complemented by our full life-cycle service support and industry-specific software.
Our proven product inspection solutions enable our customers to inspect every product with confidence, helping protect brands, profits, and productivity.
In addition, we make it easier for manufacturers to comply with industry requirements.
METTLER TOLEDO is a leading global supplier of precision instruments and services.
Beyond inspection solutions, we offer innovative weighing and analytical solutions critical in key R&D (research-and-development), quality control, and manufacturing processes for customers in a wide range of industries including life sciences, food, and chemicals.
AMETTLER TOLEDO Canada serves customers nationwide with its solution offerings.
The new X-ray reclaim service is provided in the United States as well, expanding our reach and support for this specialized offering.
We have an extensive sales and service team in Canada, and the METTLER TOLEDO global sales and service network is one of the most extensive in the industry.
continuetooperatefromthe5LoringDriveplantinBolton? How hasthisserviceevolved?Whattypesofcustomersdoyouhave forX-rayReclaim?Howmanycustomershaveyouserviced?Can youputadollaramountontheamountofproductthathasbeen savedfromgoingtolandfillforyouraveragecustomer?Canyou attachadollarfigureoraweightbyproductnumberoffood productionthathasnotgonetolandfillsinceyouhavebegunthe service?
AX-ray Reclaim is now part of METTLER TOLEDO, providing critical emergency support to food and beverage manufacturers through rapid X-Ray re-inspection services for ‘on-hold’ suspect foreign materials in finished goods.
The X-ray Reclaim applications team, based in Bolton, Ontario, handles all testing to validate re-inspection projects and conducts in-house re-inspections. Additionally, mobile re-inspection services are available at client sites.
Today, X-ray Reclaim serves hundreds of leading food and beverage manufacturers.
Last year we helped customers reinspect and recover more than $120 million worth of retail products, and diverted more than 3,000 metric tonnes of product from landfills.
The feedback from clients using our professional X-Ray re-inspection services to handle suspected foreign material incidents has been extremely positive.
(Top)
A bird’s-eye view of another busy day unfolding at the PLAN Automation X-ray Reclaim service’s 15,000-squarefoot facility in Bolton, Ont.
(Above)
An operator at the X-ray Reclaim facility in Bolton keeping an eye on the images of inspected products passing through an X-Ray detector being displayed on the unit’s touchscreen HMI terminal.
OIL FREE SOLUTIONS
Oil free compressors help reduce the risk of contaminants entering the air stream, protecting product quality and safety.
Available in a broad range of pressures and flows to meet your specific needs.
Learn more at HitachiGlobalAirPower.com/OilFree
COMPRESSED AIR SOLUTIONS FOR YOUR APPLICATION
OIL FLOODED SOLUTIONS
For packaging applications without strict air quality requirements, oil flooded compressors provide a robust, durable solution.
Available in a broad range of pressures and flows to meet your specific needs.
Learn more at HitachiGlobalAirPower.com/Industrial
(Above Left) The C31 StandardLine checkweigher from METTLER TOLEDO features compact and modular design to enable seamless integration and scalability to help small to mid-sized food and non-food manufacturers to expand to meet future production and retailer requirements. (Middle) The new high-performance X12 R-ray inspection system from METTLER TOLEDO delivers improved product quality and increased product safety through high-speed inspection of small to medium food and pharmaceutical products to detect metal, glass, stone, bone and other low-density debris.
(Right) Capable of inspecting up to 14,000 kilograms of product per hour, METTLER TOLEDO’s new C35 Bulk Flow X-Ray inspection system deploys the ContamPlus automatic learning process to constantly learn what ‘good’ bulk product looks like to provide accurate inspection results in-line.
AThe X-ray Reclaim service should be regarded as a key component of a foreign material mitigation strategy. Manufacturers can detect and identify foreign materials that disrupt their production processes.
Gaining a clear understanding of foreign material incidents is the essential first step toward developing an effective mitigation plan, which may include integrating advanced metal detection and or X-Ray inspection systems into their production lines to prevent future issues.
AFood and beverage manufacturers are continuously striving for optimal production efficiency, quality management, and waste reduction.
To better support these goals, we have significantly expanded our sales, project management, and service teams, enabling us to offer more comprehensive end-to-end support.
This growth also allows us to deliver faster response times, helping customers get back up and running quickly.
Our newly integrated teams consist of experienced industry experts who are well-trained and equipped to understand customer challenges and help address both operational and business needs.
Q. Please talk to us about the technological evolution of the equipment you build?
What will be the most important features and advancements in your inspection and safety equipment moving forward? How has Artificial Intelligence impacted your offerings. Do you have new products and services that you will be introducing in the near future?
AWe continue to innovate with new products and services that address evolving industry needs and help our customers maintain the highest standards of safety and quality.
As example, we were excited to announce the release of our new X3 Series on November 17, designed specifically for bulk-flow products.
Building on the proven framework of the X2 Series, the X3 Series introduces our first-ever dual-energy X-Ray inspection system, tailored
for demanding bulk flow applications and challenging contaminant types.
This new platform, which includes the X13 and X53 models, offers customers highly accurate and reliable contaminant detection while remaining cost-effective, easy to clean and maintain, user-friendly, and efficient at minimizing product waste.
Earlier this year we also released a major update to our C31 StandardLine checkweighers.
In addition, we also introduced a range of smart production packages that deliver greater flexibility, faster implementation and enhanced food safety compliance, all at an attractive price point for small- and mid-sized manufacturers.
The rugged HMI (human-machine interface) terminals on METTLER TOLEDO X-Ray units displaying real-time images of moving products.
BIGGER & BETTER
Upcoming meat industry value chain exhibition in Atlanta setting the stage for record-breaking event
There is nothing like starting off the new year on a high note, and for organizers of the upcoming 2026 International Production & Processing Expo (IPPE), setting new record for the number of exhibitors is just part of what promises to be the year’s most important event for the North American meat industry supply chain.
Scheduled for Jan. 27-29, 2026, at the Georgia World Congress Center in Atlanta, Ga., the upcoming IPPE has already booked over 629,000 square feet of exhibit space and secured more than 1,130 exhibitors—setting stage for the largest stage for the largest trade show floor ever in IPPE’s history.
“Ninety-five percent of the show floor has been booked, and we are excited about all that will be available for attendees to see and experience at the 2026 IPPE,” say the show organizers.
As the only annual exposition highlighting the best of the poultry, egg, meat and animal feed industries, IPPE will enable attendees to discover real-world solutions, watch cutting-edge equipment in action, and network with top decision-makers from every corner of the supply chain.
As always, IPPE will also provide the most current innovations and solutions, dynamic education programs focused on the latest industry issues, and a variety of networking opportunities and attendee activities.
Representing every part of the meat industry’s value chain, 2026 IPPE will consist of three integrated trade shows— the International Poultry Expo , International Feed Expo and the International Meat Expo—sponsored by the U.S. Poultry & Egg Association, the American Feed Industry Association and the Meat Institute respectively.
As the show management states, “The broad array of solutions showcased at IPPE attracts industry leaders from
around the world who are dedicated to advancing best practices, growing their businesses, modernizing operations and staying competitive.
“We look forward to welcoming both our domestic and international attendees to the 2026 IPPE.”
According to IPPE management, those attendees will be able to find all of the solutions for their business needs at the world’s largest annual display of technology, equipment, supplies and services used in the production and processing of eggs, meat and poultry, and those involved in feed manufacturing.
As always, IPPE 2026 will also provide offers countless opportunities to connect, collaborate and celebrate with industry peers with popular networking events, including the on-site Happy Hour on Tuesday, Jan. 27; the perennial fan-favorite Hot Wing Eating Competition on Wednesday, Jan. 28; and the welcoming atmosphere of the IPPE Community Courtyard show-floor area.
Show visitors are also advised to the information board in front of the Discovery Zone area for the latest updates on award presentations and special events.
Moreover, the show’s Members to Atlanta (M2A) program allows qualified attendees from member-companies of all three associations engaged in the production of poultry, eggs and meat for consumption, production of feed, and for pet food manufacturers, to attend complimentary.
The program is supported through the sponsorship of elite IPPE show ex-
2026 IPPE SHOW HOURS
Tuesday, Jan. 27
7: 10 a.m. – 5 p.m.
Wednesday, Jan. 28
9 a.m. – 5 p.m.
Thursday, Jan. 29
9 a.m. – 3 p.m.
hibitors, which include Aviagen Inc.; CEVA Animal Health; Cobb Vantress; Elanco Animal Health; Heat and Control; Huvepharma; Kemin Animal Nutrition & Health; US Soybean Export Council; and Zoetis. To register or to obtain more information about 2026 IPPE, please go to: www.ippexpo.org
2026 IPPE EDUCATION PROGRAMS
Paid Programs (all prices in US$)
International Poultry Scientific Forum
Monday, Jan. 26, 7:30 a.m. – 5:00 p.m.
Tuesday, Jan. 27, 8:00 a.m. – 12:00 p.m.
Registration Fee: $95 early bird, $155 after Jan. 9, 2026.
Sponsored by the Southern Poultry Science Society, the Southern Conference on Avian Diseases and the U.S. Poultry & Egg Association, the forum presents information on industry topics such as environmental management, nutrition, physiology, pathology, processing and products and avian diseases. Students with a valid student ID may register complimentary on-site.
Gain a basic understanding of how to control the pathogen Listeria monocyto-
genes in meat and poultry processing environments. This course will provide learners with background knowledge of Listeria and listeriosis, as well as fundamental concepts of sanitation, facility design, sampling and environmental monitoring to address Listeria at their facilities.
Pet Food Conference
Tuesday, Jan. 27, 7:30 a.m. – 4:00 p.m.
Registration Fee: $125 early bird/$160 after Jan. 9, 2026.
The American Feed Industry Association’s Pet Food Conference covers a variety of topics from regulatory and technical aspects of production to product claims, marketing and nutrition. The conference attracts more than 450 attendees from pet food manufacturing to ingredient suppliers, covering all ingredient categories and offering an excellent opportunity to network with a diverse audience. Program registration includes breakfast and lunch.
Foreign Material Control Maturity Model: From Reaction to Prevention
Tuesday, Jan. 27, 8:00 a.m. – 12:00 p.m.
Registration fee: $299
This interactive workshop introduces a structured Foreign Material Control Maturity model to help food safety and quality professionals assess and strengthen their foreign material prevention programs. Participants will explore real-world case studies, evaluate their current maturity level and leave with a practical 12– to 24-month improvement roadmap. Topics include detection technologies, front-line training, supplier management and data analytics—culminating in a live expert panel and collaborative action planning.
Smart Systems, Stronger Operations: Harnessing AI and Automation in Meat and Poultry Processing
Tuesday, Jan. 27, 8:00 a.m. – 10:00 a.m.
Wednesday, Jan. 28, 8:00 a.m. – 10:00 a.m.
Registration Fee: $299
Artificial intelligence and automation are transforming the meat and poultry industry—improving performance, safety, transparency and animal care. This two-day educational workshop, hosted by the Meat Institute, will explore how these technologies are being applied in real-world processing environments to solve persistent
challenges and position companies for long-term success.
New Understanding About “Old” Ingredients
Wednesday, Jan. 28, 10:00 a.m. – 12:00 p.m.
Registration Fee: $79 early bird/$99 after Jan. 9, 2026. Join AFIA at the IPPE Nutrition Symposium to explore the latest insights on “old” ingredients that have been used in the feed industry for decades. The session will explore the latest research discovering performance results, lab assessments versus production data and the emerging benefits of micro and macro ingredients used in feed formulation. Don’t miss this opportunity to engage with the nutrition experts and discuss these important new findings.
Foreign Supplier Verification Program
Wednesday, Jan. 28, 1:00 p.m. – 5:00 p.m.
Thursday, Jan. 29, 8:00 a.m. – 5:00 p.m.
Registration Fee: $599
The Foreign Supplier Verification Program (FSVP) training and certification course is designed to help importers meet the requirements of the FDA’s Food Safety Modernization Act. This comprehensive course covers the essential elements of FSVP compliance, including hazard analysis, supplier evaluation, verification activities and proper documentation procedures. Led by qualified instructors, the training provides participants with the knowledge and tools needed to develop and maintain an effective FSVP. Upon successful completion of the course, participants will receive an official FSVP certificate of training, demonstrating compliance readiness and a strong commitment to food safety.
FREE PROGRAMS
(included with trade show admission)
Animal Agriculture Sustainability Summit
The U.S. Poultry & Egg Association, American Feed Industry Association and the Meat Institute will share details on opportunities for animal agriculture to advance food supply chain sustainability goals. In addition, the Family Farm Environmental Excellence Awards competition winners will be announced.
AFIA Feed Education Program
Wednesday, Jan. 28, 8:00 a.m. – 10:00 a.m.
The American Feed Industry Association’s production compliance committee is hosting the annual Feed Production Education program again in 2026. As regulatory requirements for the feed industry continue to evolve, this training session will update participants on any recent changes from several federal agencies, including DOL, DOT, EPA, FDA and OSHA
Sanitation Essentials: Building the Foundation for Food Safety
Wednesday, Jan. 28, 8:00 a.m. – 10:00 a.m.
Proper sanitation is the cornerstone of food safety in meat and poultry processing. This free educational session, hosted by the Meat Institute, provides a practical overview of sanitation fundamentals—perfect for those new to the industry or looking to reinforce their understand-
ing of best practices. Participants will learn the core principles of effective cleaning and sanitizing, the importance of sanitation in regulatory compliance and public health and how a strong sanitation program supports product quality, worker safety and operational success. Whether you’re on the floor or in a support role, this session will help you better understand how sanitation contributes to a safe, efficient and responsible food system.
WMIN Educational Session: Building Connections, Empowering Growth
Wednesday, Jan. 28, 8:30 a.m. – 10:00 a.m.
Join the Women Meat Industry Network (WMIN) at IPPE for an inspiring session focused on connection, mentorship and professional development across the meat industry. Learn how WMIN is helping women at all career stages grow through community, support and shared experience.
This year’s session will highlight exciting updates to the WMIN mentoring platform, including the addition of Guided Conversations and Communities—a new show feature designed to make workplace mentoring more accessible, impactful and engaging. Come see what WMIN accomplished in 2025 and get a first look at what’s in store for 2026. Whether you’re already involved or looking to get connected, this session offers valuable insights and opportunities to engage with the WMIN community.
Unwrapping Sustainability: Innovations and Strategies in Meat Packaging
Wednesday, Jan. 28, 9:00 a.m. – 10:00 a.m.
Packaging plays a vital role in product safety, shelf-life and consumer satisfaction, but it also presents unique challenges in the drive towards sustainability. This session explores the latest innovations, strategies and practical solutions for making meat and poultry packaging more sustainable without compromising performance or compliance. Industry experts will share insights into recyclable and compostable materials, packaging reduction strategies, labeling transparency, and how companies are responding to shifting regulatory landscapes and customer expectations. Attendees will gain a clear understanding of emerging technologies, environmental tradeoffs , and the real-world considerations that drive packaging decisions across the value chain. Whether you’re developing packaging, managing operations or leading sustainability initiatives, this session will help you identify actionable steps to reduce environmental impact while maintaining product integrity and brand value.
Poultry Market Intelligence Forum
Wednesday, Jan. 28, 9:00 a.m. – 12:00 p.m.
A leading industry economist and industry experts will provide insights into how the domestic and global economies are continuously improving performance and how regulatory issues impact the poultry and egg industries—identifying main challenges facing the industry and discussing how the U.S. and international poultry industries are positioning themselves to move forward.
THE NEW DIMENSIONS
Why choosing the right product coding system is a key first step for a successful 2D Migration journey
The impending 2D Migration, also known as GS1 Sunrise 2027, represents an exciting new chapter for the global supply chain—creating many new opportunities for efficiency, innovation and value.
With the he goal of having a large majority of retailers scanning 2D (two-dimensional) barcodes at checkout, alongside the traditional liner 1D barcodes, by the end of 1997, this global initiative will have profound impact on manufacturing, warehousing, logistics and healthcare professions by connecting businesspeople to the information they need for inventory management, traceability programs, sustainability initiatives, consumer engagement actions and more.
According to GS1, a not-for-profit, Brussels, Belgium-headquartered international organization developing and maintaining global standards for barcodes and the corresponding company prefixes, this shift will allow for large amounts of standardized data to be embedded in packaging—enabling better product traceability, safety information access, and consumer engagement through smartphone scans.
The GS 1 initiative is already reshaping product marking and retail checkout systems, with many leading FMCG (fast-moving consumer goods) producers and retailers already committed to adopting the GS1 2D code standard to accelerate its development.
The challenge now lies in seamlessly integrating reliable 2D printing into existing production processes, with early adopters putting themselves in great position to benefit from greater security, improved efficiency, and a clear competitive edge.
There is a widespread misconception is that linear barcodes will be banned in 2028. This is not the case: they will remain valid. The requirement to ensure readability applies only to POS (pointof-purchase) systems, not to packaging.
Another misunderstanding is that human-readable codes will disappear. This is also false. In regulated industries such as pharmaceuticals and medical devices, as well as for broader consumer usability, alphanumeric data will remain essential.
Finally, migration is often seen as a one-time switch. In reality, it will be a multi-year transition in which 1D and 2D codes will co-exist.
So what is driving the need for 2D barcodes?
Traditional 1D barcodes have been in use since 1974, but their limitations are now evident. In today’s data-driven, digital world, products require far more information than the 13-character GTIN carried in an EAN barcode.
In contrast, a 2D code can store up to 7,000 numeric characters, including net weight, expiration dates, and all the required serial and batch numbers.
All of this data can be embedded in a single 2D symbol that is faster and easier to scan from any angle, thereby providing major benefits of:
• Greater supply chain efficiency, with better inventory management and faster recalls.
• Improved quality control, enabled by more detailed production and batch information.
• Greater consumer engagement, prompted by enhanced access to access to nutritional values, sustainability in-
The IQJET continuous inkjet printer manufactured by LEIBINGER, and distributed in Canada by Redemac Inc., is designed to facilitate convenient ink cartridge replacement on-the-fly without any production interruptions.
formation, and product authentication.
• Smooth retail operations, thanks to improved POS efficiency and accurate price look-ups.
While there is no shortage of general information about GS1 Sunrise 2027 , industry leaders need clear, practical insights to prepare effectively for it effectively.
What does the new system really mean? How will it affect production processes? Which printing technologies deliver the best results? These are all questions that business leaders must answer in full detail with the help of their product identification systems suppliers. Naturally, ensuring a smooth transition to 2D codes begins by selecting the right printing technology.
In modern supply chains, all partners—from manufacturers to retailers— will rely on 2D codes for product identification, making it imperative for retail systems to be upgraded and adapting POS equipment to the new standards.
If a simple scan of a 2D code at pointof-sale is going to do everything from price look-up functionality to sell-by dates, knowing how to best print them is a fundamental requirement.
Compared to linear barcodes, 2D codes are far more complex—containing much more data and being are made up of dense arrays of small modules.
While most printers can technically apply a 2D code, the real challenge is
printing with maximum readability, at high speed, and at a low cost.
In fast-paced industrial production, selecting the right technology, and the right solution partner, is essential.
The 2D barcodes are made up of a high-density arrangement of black squares, known as modules. With each module measuring 0.39-mm by 0.39-mm in size, there is a big difference in how well different printing technologies are able ‘fill in’ this area.
For example, the fine points of a laser printer (approximately 30 µm for UV laser printing) has to pass over it 13 times, whereas a single drop of ink from a continuous inkjet (CIJ) printer fills the module completely.
This has a significant effect on production speed, which is why CIJ printers manufactured by leading German product coding and marking systems supplier LEIBINGER Group provide a good starting for a successful 2D migration journey.
Distributed in Canada by Montreal-based product ID technologies supplier Redemac, Inc., LEIBINGER’s CIJ printers have the fastest drop generators on the market (up to 96,000 drops/second), which is why they are often preferred by ultra-fast extruded cable manufacturers operating at speeds of 1,000 meters per minute.
In fact, the latest LEIBINGER IQJET printer can reliably print 2D codes at speeds of up to 20,000 codes per hour, utilizing its 15-mm maximum printhead height to print the GS1 QR versions up to 33×33 modules in line.
If the 2D codes are going to be easily read by the scanners used both within the supply chain and by customers in stores, there needs to be clear contrast between the white and the black modules.
For this reason, the fine point size of laser systems is a drawback. Laser printers work by “scorching” the material, and the multiple passes required have a damaging effect on the substrate below. This can lead to discoloration of the white space alongside the black, reducing contrast and impairing readability.
Continuous inkjet printers, however, avoids such issues by using high-contrast inks. To that end, LEIBINGER printers offer an innovative heat management feature to ensure con-
(Top)
For direct printing on transparent packaging, a LEIBINGER printer applies a white background to create the necessary contrast, followed by printing the GS1 DataMatrix code itself, eliminating the need for labels and helping manufacturers save time and costs, while contributing to greater sustainability.
(Bottom)
From left: The two most widely used 2D code formats are the QR codes (GS1 Digital Link URI) and GS1 DataMatrix codes (square or rectangular), with both formats providing high data density in a small space, while remaining as fastand easy to scan as linear barcodes.
sistent viscosity and performance of these specialty inks in varied temperature environments.
Furthermore, the 48-drop resolution of the IQJET printheads ensures sharp module edges, high contrast, and maximum readability.
Because the contrast between the modules is important to the readability of the code, pigmented inks can also be very effective when printing against darker backgrounds.
Pigmented opaque inks can be easily added to CIJ printers, but this convenient option is not available to users of laser printers and thermal inkjet printers.
In addition to the IQJET, LEIBINGER’s powerful JET3up PI series—specially developed for printing with high-contrast inks on dark surfaces—also provide outstanding speed performance, making it particularly popular in the beverage and cable industries.
The technology chosen to meet the demands of 2D codes will certainly affect the overall running costs.
For example, while laser printers cost significantly more to purchase than CIJ printers, it is often claimed that laser printing is cheaper in the long run because it doesn’t use ink.
However, the opposite is true. The energy requirement for filtration systems and the frequent replacement of filters is a considerable hidden cost, and laser printers require much more electricity. Add to this the lower purchase price of continuous inkjet technology, and some compelling cost advantages become self-evident.
It is also worth noting that the low energy consumption and frugal use of solvent make LEIBINGER our CIJ printers more sustainable, since laser printer users need to dispose of non-recyclable used filters every few months.
According to LEIBINGER, the company’s IQJET delivers unbeatable TCO (total cost of ownership) with the lowest cost-per-code on the market, with additional savings delivered by consistently high uptime—ensured by automatic nozzle sealing and five years of maintenance-free operation.
And while TIJ (thermal inkjet) can also be used for 2D barcode printing, they have their limitations. For one, the TIJ option is mostly limited to printing on flat surfaces because of the shorter throw distance and the lower velocity of its ink drops. It also presents a high risk of nozzle clogging, which can lead to missing modules in QR codes, especially at high production speeds.
In contrast, LEIBINGER printers use a fully automatic nozzle sealing system that prevents clogging, removing the need for cleaning cycles that interrupt production cycles.
Due to the small size of nozzles in TIJ, the quantity of delivered ink is limited, increasing the risk of contrast and readability issues.
Also, TIJ is unable to use the specialty pigmented inks to provide contrast on darker surfaces, or the fast-drying inks to prevent smudging on non-porous materials—thereby affecting 2D code legibility.
Furthermore, the ink cartridges of the LEIBINGER IQJET printers can be replaced during ongoing production—without any pause or interruption of the printing process. In contrast, replacing a TIJ cartridge requires stopping the line, resulting in lost production time and unnecessary waste.
Finally, TIJ inks are five to times more expensive per liter, adding significant ongoing costs.
The seamless transition to 2D codes is an amazing opportunity for producers to streamline logistics and improve the customer experience, and there is no reason that these benefits should come at an extraordinary cost.
Having thoroughly evaluated and resolved the main technical issues involved in 2D barcode printing, LEIBINGER has developed a powerful portfolio of solutions to help any company greet the fast-approaching 2D migration implementation with full confidence.
SMARTER GRIPPING STARTS HERE: Why AI Is Changing the Game in Material Handling
For many engineers, the biggest constraint in bin picking and gripping isn’t hardware—it’s unpredictability.
Random part orientation. Reflective packaging. SKU variations. Legacy automation systems often stall when faced with messy, unstructured environments.
What’s changed? Artificial Intelligence is opening new possibilities.
A NEW CLASS OF GRIPPING SOLUTIONS
AI-enabled gripping systems represent a shift in how automation responds to real-world conditions. Instead of rigid programming, these systems adapt in real-time—learning, sensing, and improving as they work.
That means:
• More successful picks in fewer cycles
• Faster changeovers without reprogramming
• Better handling of mixed or unpredictable product sets
For technical engineers, automation managers, and systems integrators, this unlocks new opportunities in flexibility, throughput, and efficiency.
WHAT MAKES A GRIPPING SYSTEM INTELLIGENT?
Smart gripping solutions use computer vision, deep learning, and motion optimisation to interpret each pick environment dynamically.
But not all solutions are created equal. In our latest white paper, we explore:
• What to look for in an AI-enabled gripping system
DOWNLOAD THE WHITE PAPER:
“GRIPPERAI: THE REVOLUTION IN GRIPPER TECHNOLOGY
Discover how leading teams are reshaping their handling strategies by integrating intelligence—not complexity—into their automation.
• Where traditional automation fails—and why
• How to assess if your environment is ready for intelligent gripping
• What kind of ROI early adopters are already seeing
This isn’t about replacing your current systems—it’s about unlocking more from the ones you already have.
IS AI GRIPPING RIGHT FOR YOU?
This is the question more manufacturers are now asking—not whether AI can help, but where it fits best.
Our white paper brings clarity to that decision by unpacking:
• The core functions behind adaptive gripping
• Which use cases benefit most from AI today
• What questions to ask vendors before you commit
• How to identify the right integration path without major disruption
Whether you’re exploring new tooling for a robotic cell or rethinking your material handling strategy, this guide helps you weigh your next move—on your terms.
START SMARTER GRIPPING CONVERSATIONS
You don’t need to commit to a product. You just need the right insight to know what’s possible—and where to look next.
2026
JAN 27-29
Atlanta, Ga.: 2026 International Production & Processing Expo (IPPO), global meat and poultry supply chain exhibition comprising the International Poultry Expo by the U.S. Poultry & Egg Association; International Meat Expo, by the Meat Institute; and International Feed Expo, by the American Feed Industry Association. All at Georgia World Congress Center. To register, go to: www.ippexpo.org
FEB. 11-12
Birmingham, U.K.: Packaging Innovations & Empack 2026, international packaging industry exhibition and conference by Easyfairs Group. At NEC Birmingham. To register, go to: www.easyfairs.com
FEB. 17-19
Philadelphia, Pa.: PACK EXPO East 2026, regional packaging and processing exhibition by PMMI, The Association for Packaging and Processing Technologies. At Pennsylvania Convention Center. To register, please go to: www.packexpoeast.com
FEB. 18-19
Toronto: FuturePack: Redefining Brand through Design, featuring the Futures Edge Summit and the PAC Global Awards gala. Both by PAC Global. At the Royal Conservatory of Music. To register, please go to: www.pac.global/awards
MARCH 15-17
Boston, Ma.: Seafood Expo North America, jointly with Seafood Processing North America. By Diversified. At Thomas M. Menino Convention & Exhibition Center. To register, go to: www.seafoodexpo.com
APRIL 13-16
Atlanta, Ga .: MODEX 2026 , material handling, logistics and supply chain technologies exhibition and conference by MHI. At Georgia World Congress Center. To register, go to: www.modex.com
APRIL 14-16
Barcelona, Spain: IMFA (International Molded Fiber Association) annual conference. At Torre Melina Gran Meliá. To
register,please go to: www.imfa.org
APRIL 21-14
Shanghai, China : CHINAPLAS 2026, global plastics and rubber trade fair by Adsale Exhibition Services Ltd. At the National Exhibition and Convention Center (NECC). To register, go to: www.ChinaPlasOnline.com
APRIL 29-30
Toronto: 2026 CPMA Convention and Trade Show, by the Canadian Produce Marketing Association (CPMA). At the Metro Toronto Convention Centre. To register, please go to: www.convention.cpma.ca
APRIL 29 – MAY 1
Montreal: SIAL Canada 2026, global food marketplace by Expo Canada-France. At Palais des Congrès. To register, go to: www.sialcanada.com
MAY 7-13
Düsseldorf, Germany: interpack 2026 , global packaging and processing technologies exhibition by Messe Düsseldorf GmbH. At Messe Düsseldorf. To register, go to: www.interpack.com
MAY 19-22
Barcelona, Spain: FESPA Global Print Expo 2026, jointly with European Sign Expo 2026, Personalisation Experience 2026 , Corrugated 2026 and Textile 2026 , by FESPA (Federation of European Screen Printers Associations). All at Fira de Barcelona. To register, go to: www.fespa.com
JUNE 2-5
Mexico City: EXPO PACK México 2026, packag ing and processing exhibition for Latin America by PMMI, The Association for Packaging and Processing Technologies. At EXPO Santa Fe. To register, go to: www.expopackmexico.com
OCT. 18-21
Chicago : PACK EXPO International 2026 , global packaging and processing technologies exhibition by PMMI, The Association for Packaging and Processing Technologies. At McCormick Place. To register, go to: www.packexpointernational. com
Avery Dennison Corporation, Mentor, Ohio-headquartered producer of digital identification solutions, has appointed Tina Hart as vice-president and general manager of the company’s Label and Packaging Materials (LPM) business in North America.
Schreiner Group, Oberschleißheim, Germany-based manufacturer of digital labeling solutions for the healthcare, mobility and general manufacturing applications, has appointed Dr. Jens Vor der Brüggen to head the company’s Technology and Innovation Management (TIM) department.
Eriez, Erie, Pa.-based manufacturer of metal detection, magnetic separation, flotation and material handling equipment, has appointed Chien Dang Tran as the country manager for Vietnam as part of the company’ s expansion plans in the Southeast Asia region.
Stäubli , Swiss-based manufacturer of robotic and mechatronic solutions for industrial automation applications in packaing and other manufacturing industries, has appointed Brouillard as executive president of the company’s Robotics Division business unit.
The International Organization for Standardization (ISO) has appointed Alberto Cirio, managing director of Italian-based AROL S.p.A. and member of the UCIMA board of directors, as the new chairperson of ISO technical committee ISO/TC 313 - Packaging Machinery, which focuses on developing global standards for packaging machinery.
BoxonTech, Swedish-based manufacturer of reusable and recyclable transport packaging solution for the automotive and other manufacturing industries, has appointed Niklas Rönnäng as its new chief executive officer.
PRECISION FILLING. SEAMLESS CAPPING. SINGLE OPERATOR.
Picolo Tabletop Monoblock: Efficiency for Startups.
One Operator: Drastically cut labor costs and simplify production. Seamless Process: Achieve precise piston filling, reliable capping (press-on or screw caps), and crimping.
Perfect Fit: Ideal, customizable efficiency for high-value liquid products in Diagnostics, Biotech, and Nutraceuticals.
514 322 0062 sales@capmatic.com
Condiments packaging delivers a tasteful experience/Julie Saunders
Summer always feels like the season of condiments to me, and looking back on the last few months of eating, several distinctive examples of condiment packaging jump to mind. I kicked off summer by ordering the Caplansky’s Deli’s Signature Mustard Variety Pack as a Father’s Day gift for my husband, as surely it would have a winning flavor both for him and for all the mustard lovers in our family. Not only did it perform as promised, I was even more pleasantly surprised by the packaging, which was worthy of a special gift. To start, the variety pack box is decorated with charming, humorous graphics and messaging about how mustard makes people happy and brings them together with “the power to change the world.” Opening the box lid reveals four jars, nestled safe and snug for delivery between cardboard dividers, with colorful labels displayed face-up for full effect. Upon removing a jar, you’re greeted with a personable photograph of mustard creator Zane Caplansky on the lid, and there is more detail on the labels about how three per cent of the brand’s sales are directed towards ending childhood hunger through the No Kid Hungry campaign. There’s so much eye-catching detail that you might almost miss the visual puns—like the horse heads and radishes decorating the Horseradish flavor.
My son has recently taken up the challenge of increasing his tolerance for hot foods, so what better condiment to keep on hand than Dript Gourmet’s Hive on Fire Hot Honey? The chemistry lab-like vibe of the clean label design, with its stark, fiery-red drop of honey, convinced me that this would be the precise ingredient we needed to heat our dishes up a notch or two. The compact plastic squeeze bottle is the perfect size to fit into my shelf of spices—so that it is easy to pull out to to add a spicy kick when I’m cooking—while the snug-fitting flip-top lid manages to remain astonishingly clean, considering the sticky substance it’s dispensing.
(Clockwise from top left)
The Caplansky’s Deli’s Signature Mustard Variety Pack gift-box; The new President’s Choice Tomatillo Salsa jar; The Okazu Chili Miso Japanese Chili Oil; Dript Gourmet’s Hive on Fire Hot Honey squeeze bottle; The Good Food for Good’s Spicy Ketchup; The Senap Mild Mustard sold exclusively by IKEA.
In addition to a bit of heat, Abokichi’s Okazu Chili Miso Japanese Chili Oil really ups the umami. The short, widemouthed glass jar is the ideal size and shape for mixing up each spoonful of the chili oil and miso (one spoonful of this flavor-packed condiment is all you really need). Although chili crisp and chili oil are ultra-trendy, having seemingly taken over during the COVID pandemic when we all longed for novelty while cooking at home, I have long appreciated the ageold Japanese tradition conveyed by the design of the label, with its distinct geometric regularity of the band of red graphics along the bottom.
My husband likes to say that I have a problem with condiments—there are too many of them in our refrigerator door shelves. So when a new condiment catches my eye, I can save myself an argument if it’s clear that I’ll be able to fit it in. To that end, the Good Food for Good’s Spicy Ketchup was an easy sell, because its distinctively slim glass jar easily slips into the smallest space. There are a lot of good aspects to this product— communicated on the classy, matte black label— from the many diets it’s compatible with (conveyed in a row of circular symbols at bottom) to the founder’s message about the Buy One, Feed One initiative, whereby every purchase helps to feed a person in need. The fact that it is a “Canadian Woman Owned” product is also a bonus, though I think it would be even more effective if the size of the red Maple leaf logo was pumped up a little more, in tune with the times. Despite its slim profile, the bottle does a great job pouring the ketchup out just right.
I’ve been buying President’s Choice Tomatillo Salsa for years. For so long, in fact, that I hadn’t realized that I’d subconsciously internalized the silhouette of the distinctive upright jar with an angled shoulder and a narrowed neck. So when this product went missing at my local grocery store about a year ago, I started to wonder just how far afield I would have to shop to find it. And then, one day, there it was—the familiar label, with a black and white photograph of silhouetted Texas long-horned cattle, but on an entirely different, rather nondescript, squat, straight-sided jar. After taking some time to get used to the new look, I am ready to admit, grudgingly, that the new jar is more functional, as fairly runny salsa really benefits from being stirred prior to serving, with my spoon now easily reaching to the bottom to do so.
The love of condiments is a really family thing at our household, as underscored by my son’s recent Halloween trick-ortreating stroll through the neighborhood dressed up as his favorite condiment— IKEA’s Senap Mild Mustard. Inspired by the product’s packaging, I volunteered to help create the costume using a bucket, some yellow paint, a stuffed plastic bag, and a whole lot of Duck Tape to make a flip-top lid with mustard squeezing out. To complete the ensemble, he trick-ortreated with a big blue IKEA shopping bag, bringing home his largest candy haul ever!
JULIE SAUNDERS is a freelance writer and healthcare communications specialist living in Toronto.
THE COPILOT MAX LT PRINTING SYSTEM
CASE CODING
BACK IT UP
Squid Ink’s CoPilot® Max LT long throw printing system has redefined the hi-resolution industrial ink jet coding and marking industry with an unprecedented 12-14mm throw distance.
and marking
Squid Ink’s CoPilot Max LT printing system can easily handle high speed applications with the ability to run up to 440 fpm at 150 horizontal dpi, or
fpm
For more information, visit www.squidink.com or call
MAKE YOUR MARK
CoPilot Max LT utilizes Squid Ink’s revolutionary active ink system, allowing users the ability to tilt or rotate the printhead in any direction without making height adjustments to the ink supply