CEO Scott Jaimeson sjamieson@annexbusinessmedia.com
416-442-5600
CAPITAL GAINS
Automation giant unveils $12-million capital upgrade of its Montreal plant
Industrial automation and robotics giant ABB (www.abb.com) has officially opened up its expanded electrical products manufacturing facility in Pointe-Claire Canada following a $12-million investment that has doubled the plant’s size to nearly 65,000 square feet.
In addition to creating 40 new full-time jobs, the ABB Installation Products Division plant is doubling its production capacity to help meet growing demand for electrical solutions used across North America.
According to the company, the upgraded facility integrates ABB cobots and advanced technology, as well as flexible automation to boost manufacturing of multiple product lines, including Marrette wire connectors, Carlon electrical boxes and fittings, NuTek non-metallic boxes, Snap-it fittings, and other components used in a range of Canadian industries.
In addition, the plant has initiated new processes deigned to help increase production and enhance efficiency and sustainability throughout facility, including installation of the ABB Ability intelligent energy management solution that uses smart sensors to optimize the plant’s energy use.
The expanded site will also include electric vehicle charging stations, solar thermal panels and an electric heat pump to help reduce greenhouse gas emissions of 40 per cent by 2025.
ABB Installation Products Division’s president Khalid Mandri (sixth from left) leading senior ABB staff and invited guests through a cheerful ribboncutting ceremony.
“Growing our footprint in Canada with this state-of-the-art facility builds on our global strategy to regionalize production of essential electrical solutions and expand ABB’s manufacturing capabilities and supply chain,” says Khalid Mandri, president of the ABB Installation Products Division.
“The digital and robotics technology and sustainability initiatives we have integrated in our expanded plant will help preserve resources and drive efficient, modern industrial production that positions us to keep pace with future demand.”
The investment in Pointe-Claire, Canada is part of more than US$165 million that ABB Installation Products has invested in global expansions and improvements since 2020 to increase manufacturing capacity, drive innovation and sustainability, and bring needed products closer to customers, suppliers and distribution partners.
In Canada, ABB has a strong history of excellence stretching back more than 100 years. With its Canadian corporate headquarters in Montreal, ABB’s success is driven by 3,200 talented employees in 33 locations from coast-to-coast.
Building on its long history of pioneering in electrification, ABB Installation Products creates solutions to safely connect and protect electrical systems that power businesses, cities, homes and transportation.
With more than 200,000 products under 38 premium brand names, ABB Installation Products (formerly Thomas & Betts) solutions are found wherever electricity is used around the world and in space.
As an established global technology leader in electrification and automation for enabling a more sustainable and resource-efficient future, the company’s solutions connect engineering know-how and software to optimize how things are manufactured, moved, powered and operated.
Building on over 140 years of excellence, ABB’s more than 105,000 employees worldwide are committed to driving innovations that accelerate industrial transformation. www.abb.com
ABB’s new Pointe-Claire facility
“Growing our footprint in Canada builds on our global strategy to regionalize production of rssential electrical colutions.”
ABB Installation Products’ modernized 65,000 sq. ft. facility incorporates ABB cobots and state-ofthe-art technology, doubling production capacity to meet the growing demand for electrical solutions throughout North America.
On September 16, 2024, ABB Installation Products newly expanded electrification products manufacturing facility in Pointe ribbon facility.
The upgraded facility will boost manufacturing of ABB Installation Products’ connectors, Carlon® electrical boxes and fittings, NuTek it® fittings, and other components used in a range of North American solutions.
The upgraded facility will boost
celebrates 18 years as a leading
ABB Installation Products’ Marrette connectors, Carlon® electrical NuTek® non-metallic boxes, other components used in American solutions.
The upgraded facility will boost ABB Installation Products’
connectors, Carlon® electrical NuTek® non-metallic boxes, other components used in American solutions.
ABB Installation Products’ Pointe facility celebrates 18 years employer in the region with
For access resolution please email: Dumoulin@ca.abb.com
ABB Installation Products’ Pointe facility celebrates 18 years employer in the region with 40 new full-time jobs, underscoring company’s commitment to
40 new full-time jobs, underscoring company’s commitment to
Integrating ABB cobots helps tasks such as packaging, enabling focus on more strategic and quality control and systems
Integrating ABB cobots helps tasks such as packaging, enabling focus on more strategic and quality control and systems In Canada, ABB has a strong stretching back more than Canadian corporate headquarters
In Canada, ABB has a strong stretching back more than Canadian corporate headquarters
ABB’s success is driven by 3,200 employees in 33 locations from
ABB cobots and state-of- the-art technology, doubling production capacity to meet the growing demand for electrical solutions throughout North America.
ABB’s success is driven by 3,200 employees in 33 locations from
STILL GROWTH
Packaging machinery shipments still growing despite cooling demand amidst market uncertainty over trade tariffs
Automated changeovers, servo-driven systems, and versatile machines for machines for legacy and novel packaging formats are propelling innovation in the packaging industry in 2025, according to the 2025 Packaging State of the Industry report of the Herndon, Va.-headquartered PMMI, The Association for Packaging and Processing Technologies. (www.pmmi.org)
Released just prior to the recently-held PACK EXPO Las Vegas 2025 exhibition, produced by PMMI, the new report predicts a relatively modest growth for North American machinery market both in the U.S. and Canada for this year.
After reaching US$11.3 billion in sales in 2024, the growth rate for U.S.made machinery is forecast to increase by 2.2 per cent this year, according to PMMI, while the Canadian packaging machinery market, which grew by 3.1 per cent last year, is only expected to post a “flat” increase of just 0.8 per cent for 2025.
“With financing conditions still tight and ongoing uncertainty related to the U.S. tariff policy, machinery shipments are expected to remain relatively flat in 2025,” PMMI states.
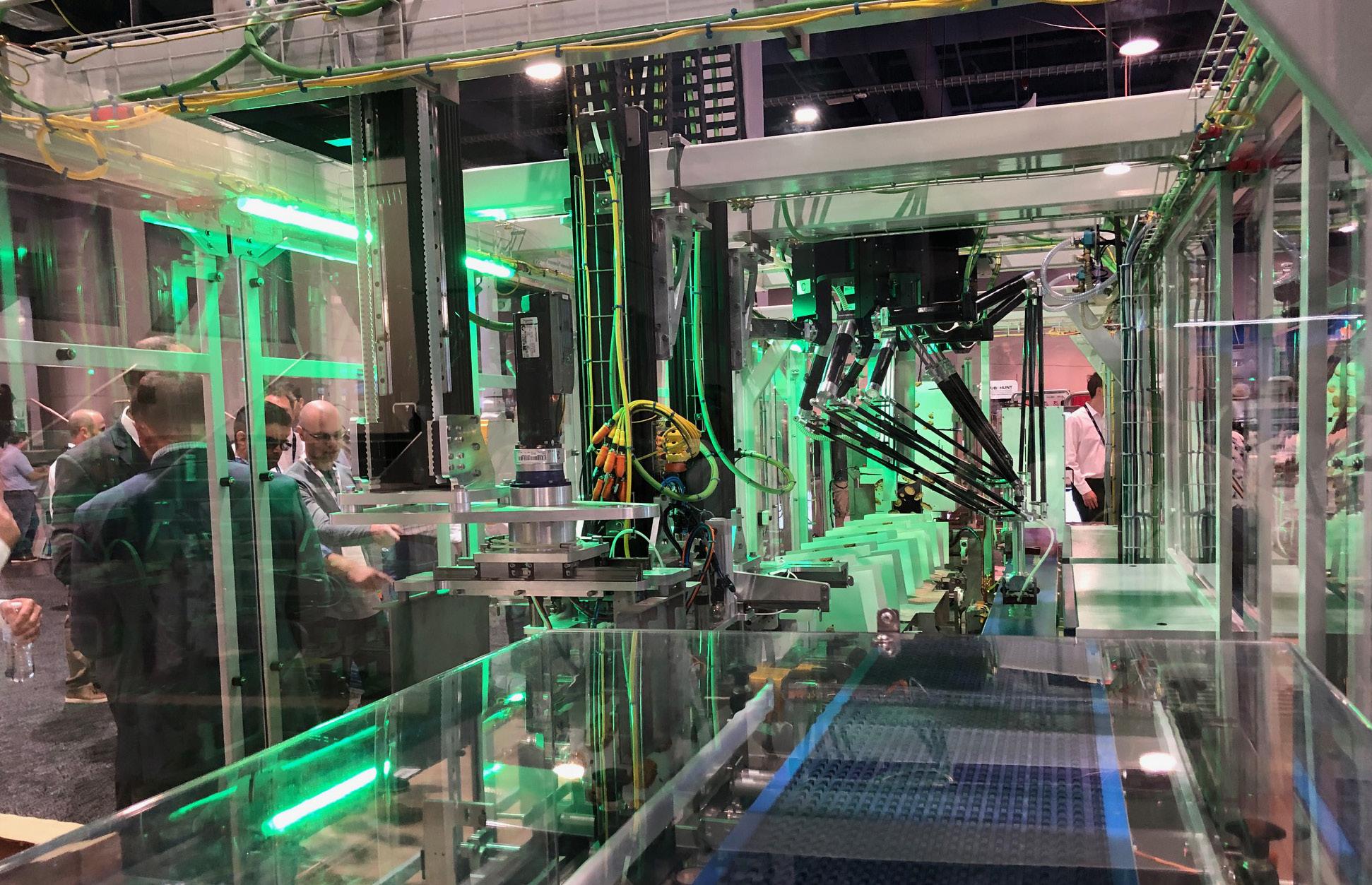
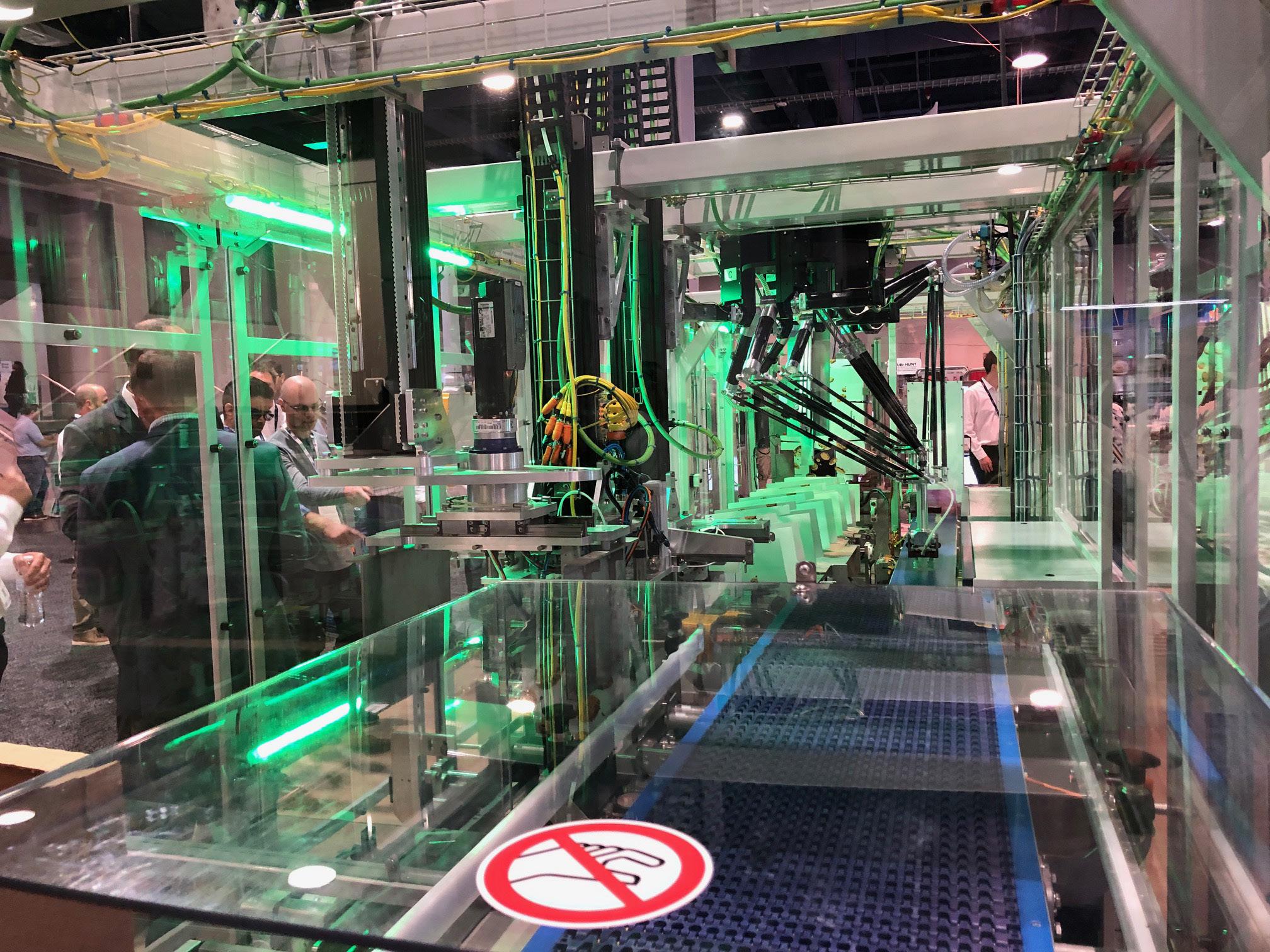
Robotic solutions were front-and-center at many exciting PACK EXPO Las Vegas 2025 booth demos throughtout the vast halls of the expanded Las Vegas Convention Center.
However, the long-term picture appears much brighter, according to PMMI, which predicts the value of machinery shipments in Canada to reach US$1.4 billion by 2030, reflecting annual cumulative growth of 3.1 per cent from 2023 to 2030.
“In 2024, cartoning, multipacking, and case-packing machines are projected to post the highest growth at 4.3 per cent, PMMI reports, followed closely by palletizing and load stabilization machines at 4.2 per cent.
“This growth is largely driven by demand for end-of- line automation, as Canadian manufacturers continue to grapple with the rising cost of human resources and persistent staffing shortages, trends that parallel those seen in the U.S.,” the PMMI report states.
“The push toward more sustainable packaging also plays a role: increased investment in cartoning equipment is being supported by Canada’s bans on single-use plastics and new requirements around recyclability and packaging material content.”
According to the PMMI report, packaging machinery makers on both sides of the border are tasked with designing compact equipment to fit existing plant footprints, which can handle delicate materials without damage, and is easy to operate and maintain.
In 2024, Canada’s domestic shipments of packaging machinery were valued at approximately $1.2 billion, with imports totaling $515 million and exports at $613 million. Combined, domestic shipments and imports amounted to an estimated $1.7 billion of packaging machinery sold into the Canadian market in 2024, with imports accounting for about 30% of the total.
The largest share of Canada’s packaging machinery imports in 2024 came from the United States, totaling approximately $165 million (32%), followed by Germany ($88 million, 17%), Italy ($82 million, 16%), Netherlands ($31 million, 6%), and China ($31 million, 6%). The remaining $118 million (23%) came from other countries.
On the export side, Canada shipped approximately $613 million in packaging machinery abroad in 2024. The vast majority of these exports went to the United States ($570 million, 93%), with smaller shares to Malaysia (1%), Belgium (1%), China (0.6%), and other destinations making up the remaining 5%.
“End-user customers are also increasingly challenged by high SKU counts, innovative packaging formats, and the need to minimize downtime,” states Jorge Izquierdo, vice-president of market development at PMMI.
In 2024, Canada’s domestic packaging machinery shipments were valued at US$1.2 billion. Including parts and services, the market increased to $1.9 billion, highlighting the importance of aftermarket activity. When imported equipment is also included, along with domestic shipments, parts, and services, the total Canadian market value reached nearly US$2.4 billion.
TOTAL CANADIAN PACKAGING MACHINERY VALUE OF SHIPMENTS
Other factors affecting the industry include labor challenges, artificial intelligence (AI), sustainability, and changes in U.S. government policies.
“Hiring and retention challenges continue to be hurdles for original equipment manufacturers (OEMs) and end-users alike,” the PMMI reports.
While AI, automated systems and data collection can help increase efficiency as companies deal with labor challenges, many endusers want to focus on practical applications that can help them solve real problems on the plant floor.
One solution is increasing corporate investment in workforce development programs. Predictive maintenance is another tool with the potential to solve manufacturing challenges, but its adoption has been slow, according to PMMI’s 2025 State of the Industry report.
Many end-users are said to concerned about its cost and are hesitant to move away from existing preventative maintenance routines.
However, some OEMs report progress in manufacturing efficiency when predictive systems are integrated into a human-machine interface (HMI) with simple, actionable alerts.
In addition, preventative maintenance still holds promise because it aligns more closely with existing maintenance workflows and often results in end-users feeling more in control of timing and cost, PMMI acknowledges.
While sustainability also continues to play a huge role for end users seeking to boost efficiency and profitability, there is a noted shift in prioritizing environmental issue, as companies strive to balance environmental goals with cost and operational realities.
“At the same time, tariffs and changing U.S. policies are causing market volatility, making
planning difficult,” PMMI acknowledges.
“Tariffs have become the dominant topic effecting machine builders this year,” the study points out. “Many describe the current U.S. trade policy as unpredictable, with shifting announcements making it difficult to plan.
“While some global OEMs said they would consider adjusting operations most have held off on major investments, viewing the current environment as too volatile to justify costly changes.”
With European machine-builders now subject to 15-percent tariffs on their U.S.-bound exports, Canadian OEMs are currently exempt from such punishing penalties under the provisions of the CUSMA (Canada-U.S.-Mexico Agreement) trade deal, albeit there is no telling how long that protection will last.
“We certainly hope its lasts well into the future,” Izquierdo told Canadian Packaging
in a one-on-one interview during PACK EXPO Las Vegas 2025.
“We are certainly not fans of trade tariffs as an organization (PMMI),” he said, “and the vast majority of our membership, comprising companies from the U.S, Canada and Mexico, are not in favor of them either.
“With packaging being such a tightly integrated market right across North America now, protectionist policies like the tariffs would add a lot of unnecessary costs to doing business in all three countries, while putting brakes on many investment decisions about further expansions and capital investments,” Izquierdo explained.
“We at PMMI will certainly do whatever we can to work towards achieving fair and just resolutions that continue to protect our members’ business interests.”
www.pmmi.org
Automated conveyor systems and robotic palletizing and pick-and-place workcells made packaging automation a common theme and narrative throughout the three-day PACK EXPO Las Vegas 2025 exhibition.
COLLECTIVE INTELLIGENCE
Upcoming interpack 2026 exhibition to offer a vast dazzling showcase of future-ready packaging automation technologies to fuel the unfolding ‘Smart Manufacturing’ revolution
While there are plenty of excellent packaging trade shows around the world these days showcasing the latest advances in industrial automation, none of the can really rival the triennial interpack exhibition in Düsseldorf, Germany, for the sheer breadth and scope of smart manufacturing technologies that CPG (consumer packaged goods) companies can quickly deploy to maximize their productivity and competitiveness.
And with the interpack 2026 (www.interpack.com) trade show now only a few months away, making plans to visit the sprawling Messe Düsseldorf fairgrounds May 7-13, 2026, may well be one of the smartest and rewarding decisions that manufactures of any size and scale will make in coming weeks.
With market leaders from every stage of the value chain preparing to participate, the perennial Mecca of packaging trade shows will feature over 2,800 exhibitors from all over the world showcasing their latest innovations, including AI (artificial intelligence), robotics, digitalization, predict -
The sprawling Messe Düsseldorf fairgrounds are being readied to welcome huge crowds of visitors and exhibitors from around the world next May for the one-week interpack 2026 global showcase of packaging innovation.
ive maintenance and other key pillars underpinning world-class packaging and manufacturing excellence.
“The upcoming interpack 2026 is more important than ever,” states interpack director Thomas Dohse.
“Against the backdrop of profound transformation across many sectors, a wide range of topics are on the agenda, including AI, automation, new regulations, the need for future skills and innovative materials.
“Now is the time to take action together,” says Dohse, citing several key megatrend impacting the increasingly interconnected global packaging business landscape.
Due to population growth, rapid urbanization, rising incomes and changing consumer behavior, the processing and packaging industry is in high demand now and will continue to be so in the future.
At the same time, however, companies face major challenges: raw materials are limited and expensive; regulations are becoming increasingly complex, creating an enormous administrative burden; supply chains are uncertain; skilled labor is scarce; the pace of innovation is high; and there is no shortage of serious geopolitical risks.
“In such a dynamic market situation, a global summit like interpack is a central source of impetus and therefore of particular value,” says Richard Clemens, managing director of the Food Processing and Packaging Machinery
The last interpack show in 2023 drew over 170,000 visitors from 169 countries, with some 2,866 exhibitors dispaying a broad range of cutting-edge packaging automation and other technologies.
Association of the vastly influential VDMA (Verband Deutscher Maschinen und Anlagenbau, the German Engineering Federation) consortium. (www.vdma.eu)
“Here, solutions will be presented that contribute to conserving resources, making processes more efficient, and securing long-term competitiveness along the entire value chain,” Clemens proclaims.
“Those who want to actively shape change need innovative technologies and a smart strategic orientation because only in this way can ecological and economic challenges be successfully overcome.”
According to VDMA, smart manufacturing uses cutting-edge technologies such as the Industrial Internet of Things (IIoT), artificial intelligence (AI) and Machine Learning, robot-as-
sisted automation, big data, and virtual twins to increase efficiency, quality, and adaptability, optimize resource utilization, reduce waste, lower costs, and respond quickly to market changes.
RESOURCE EFFICIENCY
Many processes in the food industry are very energy-intensive. Here, mechanical engineering offers numerous solutions that help to use energy, water, and raw materials efficiently or save them - for sustainable production and packaging.
The use of smart plant components such as sensors, drives, heating systems, compressors, fans, or pumps contributes significantly to saving materials and operating resources, increasing energy efficiency, and improving product quality at the same time.
In addition, optimized processes and design changes that affect the process as a whole are even more promising.
For example, the industrial baking process requires a lot of energy to generate the necessary process heat. The use of energy-optimized ovens is an example of energy-efficient and time-saving baking, because less energy also means less climate- damaging CO2.
Another important lever for reducing energy consumption is heat recovery.
In the production of hard candies, the use of innovative process and machine technology reduces the consumption of process water. In
addition, energy requirements are significantly reduced compared to conventional systems.
PRODUCT SAFETY
Safe and hygienic production is a top priority in the food and pharmaceutical industries. Residue-free cleaning of machines and equipment is therefore one of the basic requirements for meeting the hygiene and safety requirements for food and pharmaceutical products.
Automated cleaning processes such as cleaning-in-place systems ensure defined and timeoptimized cleaning procedures with the lowest possible use of resources such as water, energy, and cleaning agents.
They guarantee high, reproducible cleaning quality and reduce cleaning costs. Innovative and intelligent mobile cleaning devices equipped with smart sensor technology detect the actual cleaning requirements of the equipment and adjust the cleaning parameters to the respective situation. This saves time, energy, and resources.
DIGITALIZATION
Digital technologies offer new opportunities to design production processes, generate data for optimizing existing processes, and track company performance in real time.
They play a key role in increasing overall equipment effectiveness (OEE), optimizing the use of resources for greater sustainability, and making machine utilization more flexible. In the manufacturing and packaging industry,
The interpack 2026 show will unveil many innovative hygienic machine designs to help global pharmaceutical and food industries dealing with increasingly strict product safety regulations.
robot-assisted automation offers companies a variety of advantages that lead to higher efficiency, lower costs, improved product quality, and an optimized working environment.
The pick-and-lace robots with up to six axes and, increasingly, cobots (collaborative robots) equipped with intelligent vision systems ensure maximum flexibility, speed, precision, and repeatability for rapidly changing product and
format sequences.
The interaction of plant technology, sensors, software, and real-time communication at many points in the machine or system makes it possible to collect data that is completely worthless on its own.
It only gains value through intelligent algorithms used by AI systems to recognize characteristic patterns for specific incidents in this
disordered data and generate usable information from it. They enable processes and incidents to be assessed objectively, decisions to be made quickly and specifically, and preventive action to be taken when a deviation in production becomes apparent.
With automation and digitalization continuing to increase, the use of artificial intelligence (AI) is therefore an important step toward
monitoring machines in real time, identifying weaknesses through integrated error analysis, minimizing overproduction, and avoiding waste.
This increases the quality and efficiency of machines and systems, leading to faster product cycles and reduced costs.
Moreover, AI can also be used to design packaging more quickly and sustainably.
With packaging optimally adapted to the product, significantly less packaging material is required, conserving resources and avoiding packaging waste.
Modern AI algorithms are often based on Machine Learning (ML). This enables systems to learn independently from data and improve themselves without being explicitly programmed to do so.
They identify patterns and relationships in data and use this information to make predictions and decisions. Deep Learning, a special subfield of Machine Learning, mimics human learning behavior with the help of large amounts of data, an artificial neural network.
A typical application for AI systems is machine vision, for example. When vision systems in robotics are combined with Deep Learning, they can recognize products, even if they are unsorted and irregular, check packages for correct content and completeness, detect errors, defects, contaminants, or anomalies with the highest accuracy, and thus remove incorrect products from the product line.
This ensures the highest quality and contrib-
Pneumatic motion control system components and devices (above) and fully-automatic mutihead weighscales (right) are just a little sampling of the vast wealth of packagigng automation technologies to be displayedat interpack 2026 in Düsseldorf, Germany, May 7-13, 2026.
utes significantly to increasing the efficiency of processes and thus increasing production capacity. In the food sector, they make a significant contribution to reducing food waste.
The digital twin, a virtual replica of a physical object or system such as a product, machine, or plant, is a key technology for digital transformation.
It can be used to design, simulate, and optimize products, machines, production processes, and entire plants in the digital world before implementing them in the real world.
Products, machines, and plants can be brought to market faster, put into operation virtually, and new packaging developments can be tested in advance on the machine.
With the digital twin, it is possible to train employees to recognize and correct errors, similar to a flight simulator, without affecting ongoing production.
Employees such as operators can also be trained on a new or existing machine or plant. This allows them to practice in a virtual and risk-free environment before working on real equipment.
USING BIG DATA
Companies face the challenge of ensuring transparent supply chains. However, these are becoming increasingly complex, making it difficult to track the origin and quality of materials. Blockchain technology can help to generate secure and transparently traceable data, as once
data is stored, it cannot be changed retrospectively.
In the packaging industry, blockchain technology can be used to ensure traceability and ultimately also the certification of recycled materials. The digital recording of every single material movement and change creates an unchangeable record. Blockchain ensures secure and transparent storage of the data stored in the digital product passport, thus offering complete transparency in the packaging industry. The data collected by networked machines is
extremely valuable to companies. With the help of AI and its analysis tools, machines and systems can be monitored and controlled in real time—meaning less waste, shorter throughput times, and improved overall production performance.
PREDICTIVE MAINTENANCE
Unexpected downtime is one of the biggest risks in the processing and packaging industry. Component damage can be detected long before the actual damage occurs.
Through the use of condition monitoring and predictive maintenance based on it, unplanned production downtime due to sudden failure of machine components is now a thing of the past.
Condition monitoring allows machine conditions to be continuously monitored with the aid of sensors that trigger an alarm for immediate response in the event of deviations. Predictive maintenance uses the data obtained from condition monitoring to predict future failures with the aid of algorithms and Machine Learning, thus determining the optimal time for maintenance.
This moves away from reactive, regular maintenance with fixed component replacement intervals toward predictable, targeted, and, above all, precisely plannable maintenance measures. This offers mechanical engineering customers significant advantages, such as higher availability of machines and systems, significantly lower failure risks, higher operational and production reliability, and significantly lower maintenance costs.
www.interpack.com www.vdma.eu
Visitors to the interpack 2026 exhibition will be treated to the world’s largest display of innovative packaging technolgies and materials assembled in one place.
The interpack show is well-renowned for the diverse range of packaging line machinery and equipment running live demostrations for the duration of the one-week exposition.
FIRING UP ALL CYLINDERS
New AI-powered pneumatic cylinder monitoring software cuts machine downtime to transform maintenance from a reactive to predictive task
Quick to put the promise of AI (artificial intelligence) to good practical use, Festo’s new AX Motion Insights Pneumatic
AI-enabled monitoring and predictive maintenance system is designed to provide cost-effective, easy-to-use solution for preventing costly unscheduled machine downtime through its monitoring of pneumatic cylinders for wear and other anomalies. According to Mississauga, Ont.-based automation components experts Festo Inc. (www.festo.com), which is celebrating its 50th anniversay of operating in Canada this yeear, this AI-based industrial app ensures operations are more reliable, efficient and, ultimately, more profitable.
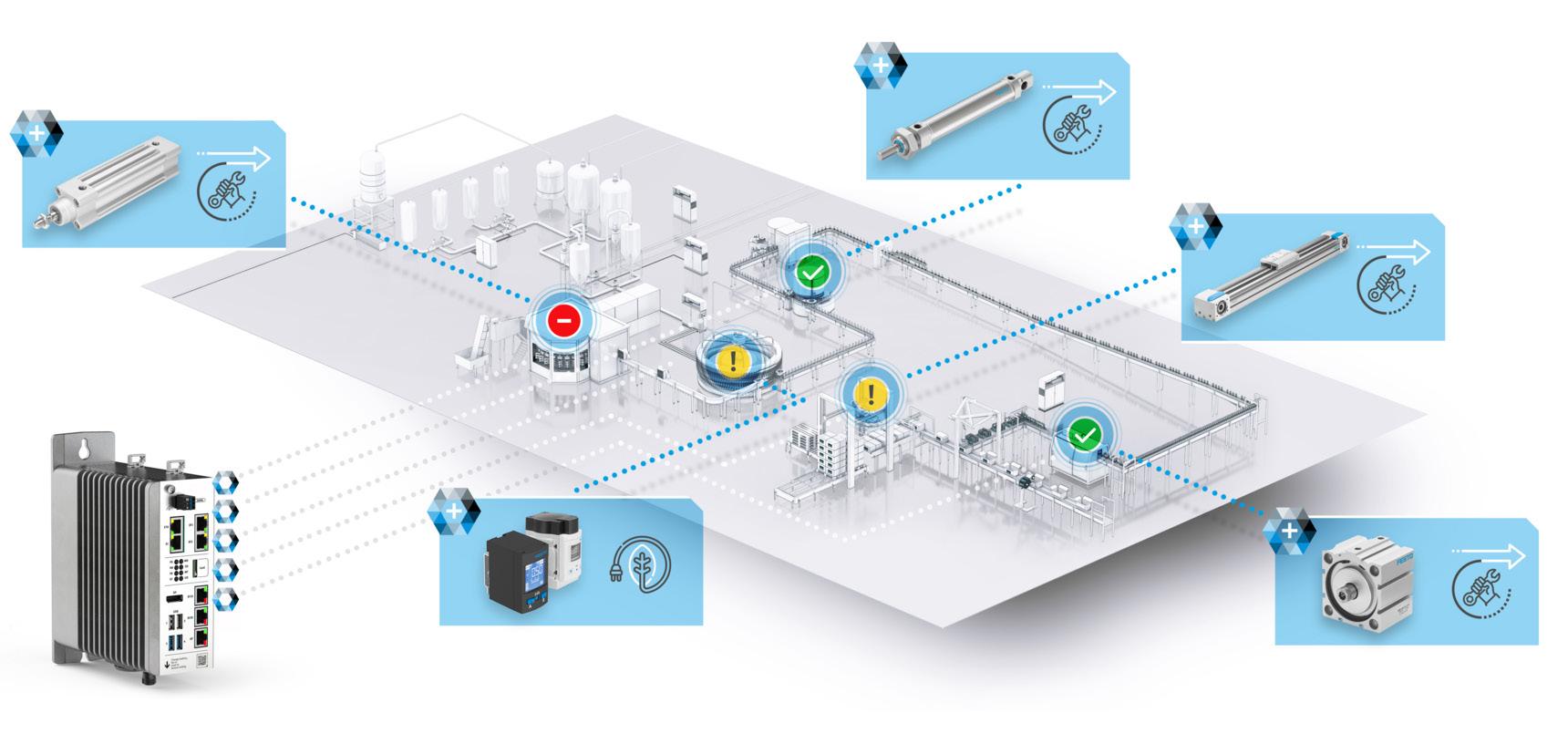
The system uses AI to detect anomalies in the behavior of pneumatic drives and cylinders without the need for additional sensors—providing a ‘Health Score’ a ‘Risk of Failure’ indicator for each cylinder.
With connectivity achieved via a PLC (progrmmable logic controller) function block, the system is compatible with actuators from different manufacturers and has specific connectivity details for the Siemens,
Rockwell and Beckhoff controllers.
As Festo points out, Motion Insights Pneumatic enables maintenance teams to schedule tasks in advance, significantly reducing the risk of unexpected downtime.
Moreover, the platform offers the flexibility of on-premises computing—giving end-users full control over their data and deployment—and the open system works with both Festo and third-party components.
Designed for ease-of-use and seamless integration, the AX platform opens the door for customers to embrace today’s AI data-driven solutions and digital transformation without worry, according to Festo.
The AX Motion Insights Pneumatic from Festo is a cost-effective, easy-to-use solution for preventing costly unscheduled machine downtime through its monitoring of pneumatic cylinders and drives.
A critical element of Motion Insights Pneumatic is its integration with Festo’s Smartenance maintenance management system. Working in tandem, the app identifies when maintenance is needed, while Smartenance manages the resulting tasks.
The integration of the two function creates a cohesive, end-to-end workflow that ensures predictive insights are not just seen, but also efficiently acted upon.
Easy to set up and use, the ‘plug-and-play’ aspect of this app, combined with its user-friendly interface and standardized AI models, makes the technology more accessible than otherwise possible.
This can be particularly beneficial for original equipment manufacturers (OEMs) and end-user companies that are just beginning their digital journey, as it lowers the barrier to entry and brings the benefits of AI without requiring deep data-science expertise, whereby the OEMs andend users simply download the app, install it and integrate it themselves. It’s that easy, according to Festo.
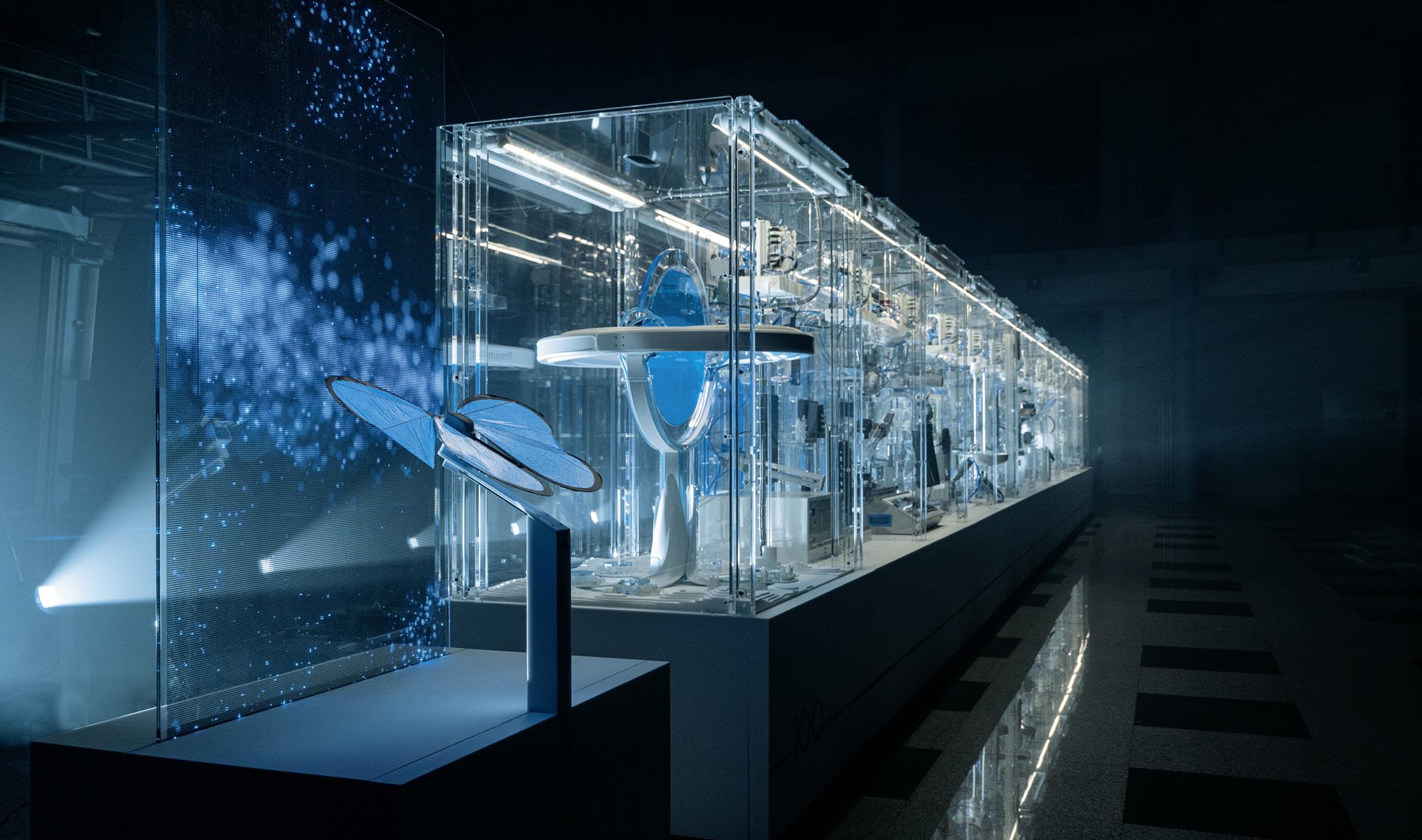
As part of the 100th anniversary celebrations, Festo unveiled its ‘Incredible Machine’ project on the first day of the 2025 Hannover Fair last spring to demonstrate the company’s diverse skills and extensive expertise in the field of automation technology, attracting many high-profile visitors including the form German chancellor Olaf Scholz (third from left) and Canadian representative Stephane Dion (second from left), Canada’s ambassador to France, Monaco and the European Union.
The Festo AX Motion Insights Pneumatic joins the Festo AX Motion Insights Electric app, which focuses on electric components, and Festo AX Data Access, which makes operation technology (OT) data available for information technology (IT) analysis. These apps can be used singly or in combination.
Recently, prominent beverage canning equipment manufacturer CODI Manufacturing of Littleton, Colorado, installed all three on its new, compact gantry palletizer to give customers the ultimate in uptime and insights into operational efficiency.
The apps can be deployed on-premises using standard hardware and container technology such as Docker, while Containerization allows the apps to be deployed flexibly on various computing environments, including industrial PCs, virtual machines, servers and edge devices.
According to Festo, the Insights Electric and Pneumatic programs can currently be purchased on a subscription basis, while the time-limited three-and five-year options will be made available at the end of 2025. For its part, Data Access is purchased under a perpetual license.
Available through Festo App World, customers can select a license package based on the number of cylinders they want to monitor.
Unlike some competing vendors offering a single software tool, Festo AX apps are a seamless part of a complete one-stop-shop automation solution, including its electrical and pneumatic components—simplifying integration and offering a single point of contact for support. www.festo.com
LEAN AND FIT
Canadian collaborative robotics supplier on a mission to enhance factory productivity by freeing up human hands for the more meaningful
value-added tasks
Starting up a business in the midst of a nasty recession is always a risky proposition, but when you have a really good idea to offer to the marketplace, the rewards make the eventual success all the more gratifying.
Founded in 2008 by three former Laval University post-graduate students, Quebec City-based collaborative robotics specialists Robotiq (www.robotq.com) has already achieved multiple milestones in a relatively short time-frame by leveraging its co-founders’ passion for science and innovation to become a prominent player in the fast-growing global market for collaborative robotics (cobots). Having developed a comprehensive product portfolio comprising cost-effective solutions and services for automating palletizing, machine tending, screwdriving and assembly tasks for leading manufacturers worldwide, the
privately-owned company—co-founded by Samuel Bouchard, Jean-Philippe Jobin and Vincent Duchaine—currently employs 120 people to manufacture and integrate robotic gripper , sensors, cameras and other key components, along with complete workcells, used by a vast number of global CPG manufactures to automate their production and packaging lines.
The Canadian Packaging magazine recently reached out to Robotiq’s president Samuel Bouchard to explain the company’s remarkable success in the highly competitive global market for collaborative robotics.
QPlease tell us about how Robotiq was founded and where the company fits in the robotics industry landscape.
ABasically, we started out on a mission to free human hands from repetitive tasks.
(Above)
Designed for rapid installation upon arrival, the PAL Ready solution from Robotiq is a productionready palletizing cell from Robotiq designed for optimal palletizing output with minimal programming intervention.
Robotiq co-founder and company president Samuel Bouchard.
(Left)
We really believe that humans can do amazing things, and we also believe that humans should be empowered to do more than just doing the same thing over and over again in a factory setting.
And as a matter of fact, it is hard for companies to find people to do that kind of repetitive task, which is simply far more suited for robots—especially in the palletizing part of the process.
Our customers operate factories in a wide range of industries, including food, beverage, pharmaceutical, automotive, electronics and other consumer products.
What we do is provide them with the robotic components and modules they need to build their own robotic solutions or, conversely, complete robotic workcells to be deployed at the palletizing stations so that they can automate repetitive manual tasks quickly and efficiently.
QHow hard was it for your company to break into the robotics business and make a name for yourselves?
AIf you recall, in 2008 the market was not really good for the robotics business, as it was right in the middle of an economic crisis. But fact it turned out to be a good time to start up because we didn’t really have anything to sell in the first year or so, meaning we could only go up from then on.
So we went on about developing our first
Designed for modular palletizing applications, Robotiq’s PAL Series palletizing solution is a configurable option built from the company’s standard AX or PE series models and modules that include Robotiq vacuum grippers, smart infeed, safety packages and mobility kits.
product, grippers, and then move on to sensors, cameras and so on.
We just started building up our portfolio module by module, and eventually we reached the point where were able to connect them all together to start doing more complete and complex robotic applications.
QHow did you acquire the technical knowledge and know-how you would need to start up a robotics business, a cobot business to be exact?
AMe and the other two company-co-founders all did post- graduate studies in robotics at the Laval University, focusing on
grasping, manipulation, and human-robot collaboration or grasping, which provided the core knowledge base for us to focus on the collaborative robotics (cobots) space. This enabled us to focus on the emerging collaborative robotics technology.
QAnd yet your company does not manufacture the actual robotic arms themselves; can you explain that?
We don’t make the arms themselves because we decided to focus on everything that enables the arms to do the job that the robot has to do with the right tools, the right software, the right integration—that’s the part we chose to focus
on. Our components are compatible with all the major cobot brans, but on the application side, we work exclusively with Universal Robots.
QThe are plenty of companies making cobots now; why did you select Universal as the exclusive partner?
AThey became the dominant player in the cobots market very early on because they had the right mix of ease-of-use, reliability, performance and development tools that are really second to none.
In turn, this enables us to develop very highvalue, high-performance, reliable, easy-to-use solutions by leveraging the development tools that they provide.
In addition, they also have a very big global footprint, with a lot of local partners that we work closely with.
So this partnership on the technology side also aligns very well on the commercial and marketing side of our business.
In fact, we are their biggest components partner on the palletizing side of their business, so when we go to exhibit at major trade show like PACK EXPO, for example, they will show our palletizer cells at their booth, and we will display their robotic arms at ours.
QHow much of your products are exported outside of Canada at the moment?
AAbout 95 per cent of what we make is exported outside of Canada, mostly to the U.S., with Europe being a close second.
That said, we would like to sell more in Canada, because what we really sell is productivity, and there are a plenty of factories operating in Canada that would benefit from more automation.
Aside from the robotic arms, all the grippers, sensors, cameras and modules we make are assembled at our factory in Quebec City, so for companies looking for made-in-Canada automation solutions, we are happy to serve them.
QAre the U.S. trade tariffs having any impact on your export business south of the border?
ARight now, our products are mostly exempt from tariffs U.S. tariffs, with just a little impact on one specific product line.
I think that the biggest challenge with the tariff is the uncertainty. There are a lot of U.S. manufacturers currently wondering what’s going on with the tariffs, so many of them are waiting on making automation investments because of all that uncertainty.
QWhy did you choose to focus on palletizing as your area of expertise and core competence?
AWhat we have seen in many food-and-beverage and consumer products factories is
The PAL Series solution from Robotic delivers modular palletizing through configurable standard models and modules to allow manufacturers to start start small and scale to multiple cells or multi-site deployments with the same software, operator interface, design logic and building blocks.
that many people have automated their core process, but as they go down the line, they discover that they still have a bottleneck at the palletizing station, which is usually because they don’t measure it well.
But when they start automating their palletizing, they realize that they increase their whole line productivity, because they have a steady palletizing tempo at the end of their line.
So our approach to automation, which we call Lean Robotics, is really a combination of the lean manufacturing mindset with continuous improvement and waste reduction with robotics.
It’s all about starting simple and keeping it simple—standardizing on the technology to eliminate a lot of waste along the way. It’s about start production fast with a simple
case-packer, for example, and then iterating, improving and deploying the process as you go.
That is how we achieve a high return—doing it in a predictive way by starting with a simple application and growing from there step by step.
QThe palletizing station is typically where a lot of heavy lifting happens, with heavy payloads, so how do you convince prospective customers that a cobot solution is preferable to the conventional fixed-mount robots?
ACobots are just a set of tools, just like robots are a set of tools. And when you look at your toolbox, some tools are better for some jobs and some other tools are better for others. The reality is that cobots can’t do very heavy payloads, but they can go up to about 30
kilograms.
There are several benefits to the cobot approach. First of all, you don’t have to do a lot of additional engineering. You can just drop it into the process; it is easy to program and deploy; you don’t need to bring in high voltage; it requires a much smaller footprint; and it is easier for your staff to learn to operate. So the whole deployment process is simplified.
An if you need to make changes to your program in a couple of months to accommodate a customer request for a special promotion, let’s say, cobots make it really easy for the operators to modify the system. This keeps the ownership of the process in-house, so that you’re not locked in to depend on your systems integrator to keep the factory running.
QAre the people in the industry buying into this reasoning?
ABased on the fact that we have sold close to 1,000 palletizers by now, with about 40 per cent of those sold to existing customers, the answer is ‘Yes.’
Once people buy one cobot, the chances are pretty good that they will buy more. For me, the best confirmation is the fact that many of our customers also use the conventional industrial-scale palletizers for high-speed applications, but they also have lines with smaller payloads, which require more flexibility to accommodate the frequent production changes. Being able to move your palletizer around to
make those changes is a big plus. At the end of the day, smart factories will use the best tool for the job at hand, meaning using industrial robots for some jobs and cobots for others.
QAside from palletizing, are there other opportunities to benefit from cobots at other points along the packaging line?
ABecause of their small footprint, cobots are a great fit for many packaging applications such as case-packing, carton-erecting and so on. But the further you go up the line, with faster throughput rates, the more challenging it becomes for cobots to provide a standard solution, although I’m sure there will be other innovations coming along to address those limitations.
But at the moment, it is the more downstream functions where cobots can provide standardized solutions with the advantages of ease-of-use, less system integration, less need for custom programming, easier design … that’s really where the big gains are.
QCan you address the safety advantages offered by cobot technology?
AIn many cases, we improve the safety in factories because we eliminate a lot of ergonomic risks. Like any other machinery you install on your factory, cobots need to go through a risk assessment. For low-speed applications, you can do it in collaborative mode,
because the robot is slow enough that it’s not dangerous. If you need to go higher speeds, you can have safety scanners, and you can also always use the fences. Some cobot installation will also use sensors, just like industrial ones. Even then, customers will get the benefit of the ease of use, even if they use fencing.
QIn your experience, how long does it take you customers to realize a return-on-investments with cobots?
AWe have a lot of Fortune 500 companies as customers, especially among the big food manufacturers, but the ones we really focus on are probably in the layer just beneath that top tier—mid-sized to large manufacturers—who can often move a lot faster with capital investments than the really big CPGs.
As long as the customer has a lot of lines running, there are a lot of benefits to be derived from scalability, whereby you can start out with a simple solution for one line and then scale that across all the other lines, maybe fives lines at a time.
The good thing there is that you get away from that compromise where a big return means taking a high risk.
What we do is a step-by-step approach, so that you automate one line to obtain a one-year payback, let’s say, and then proceed to get faster paybacks as you go along because you learn from your earlier installs. So if you have 10 or more lines and you save $150,000 per line in labor costs, those savings can really add up
“At the end of the day, smart factories will use the best tool for the job at hand, meaning industrial robots for some jobs and cobots for others.”
to a very big return.
We estimate that with the 1,000 or so installations we have done to date, our customers are saving themselves somewhere around $100 million a year in total.
When talking about ROI, the two big things are the saving on labour and the increased production—those are the two main variables that will impact the payback.
AQSo with all that said, how does the future look for the cobot market?
People have been talking about cobots for more than a decade now, but the reality is that we are just entering the mass adoption stage of the market, so there is still very huge growth potential out there.
And while there is a lot of economic uncertainty right now, the fundamentals are still good, especially in the food and other CPG industries that are facing increased labor costs and finding it hard to find skilled labor. Increasing your productivity by installing technology that your
employees can easily put into use, and also use it as an opportunity to develop their own skillsets, is a good thing in any economy.
QSo what is your ultimate value proposition to prospective customers?
AEverybody wants to automate, but everybody is too scared to automate because they find it too complex and too costly. That’s where we come in: we allow them to automate in a way that’s simple and cost-effective, with a good balance between ease-ofuse, high performance and high reliability. Our ‘Lean Robotics’ mindset enables our customers to start out fast and simple, and because we have a broad portfolio with partners all over the world, they will be able to scale with us throughout all their lines and all of their factories. And that’s really our unique proposition that has allowed us to become the world’s leading cobot palletizing provider in the world.
www.robotiq.com
SAFE AND SOUND
Prioritizing food safety in the new digital age
Productivity in food manufacturing is no longer defined solely by output per input. In today’s global and tightly regulated environment, it also reflects how effectively companies manage risk, maintain traceability and ensure compliance.
For food processors, packagers and manufacturers, increasing productivity requires more than efficiency improvements. It calls for systems that embed food safety into the fabric of production.
The food and beverage sector in North America has a long-standing reputation for delivering safe, high-quality products. However, factors such as shifting global trade, labor shortages and rising operating costs are creating new challenges.
According to CRB Groups’s 2024 report
titled Horizons: Digital Age of Food Manufacturing , only 37 percent of food companies have adopted real-time analytics or digital production tools, often citing cost and complexity as barriers.
Policy-makers are advised to take note of this challenge, as assisting food manufacturers to adopt new technologies can deliver significant economic benefits.
Increased productivity enables companies to expand output, raise wages and enhance production flexibility. This enables better adaptation to market demands and supply chain disruptions.
China provides a strong example, having prioritized digital manufacturing at the government level, with the aim of supporting over 10,000 factories in their transition to digital operations.
Lean manufacturing principles that focus on maximizing value and minimizing waste, including digital tools, will be critical to productivity and supply chain transparency.
This gap between potential and implementation presents a clear opportunity. Inspection technology that aligns with modern production needs can support greater output, stronger compliance and faster response to evolving conditions.
Toronto-based product inspection systems stalwart Fortress Technology Inc. (www. fortresstechnology.com) develops inspection
systems that go beyond well detection.
The company’s metal detectors, checkweighers and X-Ray systems are designed to accurately detect physical contaminants, verify weight, streamline production and provide actionable insight through integrated data collection.
These systems help manufacturers reduce downtime, support changeover agility and
maintain consistent performance across production runs.
The company’s digital monitoring platform Contact 4.0 provides real-time access to performance data, automated record-keeping and centralized system oversight. This eliminates the need for manual data collection and helps ensure that compliance records are always audit-ready.
While many manufacturers are cautious about digital transformation due to perceived
risks around integration or disruption, Fortress
Technology addresses this by designing userfriendly systems that require minimal training and can be deployed into existing infrastructure with minimal modification.
Legacy systems also remain supported through the company’s Never Obsolete Commitment policy, whereby equipment installed decades ago can still receive software updates and digital enhancements.
This approach helps manufacturers extend
Food factories
focused on operational efficiency can experience greater employee engagement, championing further process improvements.
demand and constrained resources.
In addition to meeting internal benchmarks, smart inspection systems support external expectations as well.
As the global trade and consumer transparency standards continue to rise.
Facilities equipped with traceable, data-driven food safety practices are better positioned to manage recalls, respond to inquiries and maintain buyer confidence.
Productivity in food manufacturing must be resilient, traceable and adaptable. Fortress Technology supports this evolution with systems that improve performance without adding complexity.
By integrating food safety with digital insight and operational efficiency, the company’s equipment helps manufacturers move from reactive to predictive operations.
system life, reduce capital expenditure and gain access to newer capabilities without replacing entire systems.
Inspection systems that operate with minimal resource waste, compact footprints and automated calibration functions contribute to both operational efficiency and environmental sustainability. These features support lean manufacturing principles, lower utility consumption and reduce material loss— important factors in a sector facing growing
“Success in today’s turbulent food market hinges on the ability to predict, plan and adapt,” says Eric Garr, regional sales manager at Fortress Technology.
“Productivity is central to this transformation. Manufacturers that embrace innovation and sustainable practices will be best positioned to lead in tomorrow’s competitive markets.”
In today’s increasingly volatile market, preparation is a formidable competitive advantage. Manufacturers that align food safety with digital innovation will be best equipped to adapt, compete and lead.