3 Flint ups prices of packaging inks and coatings, Canadian Corrugated Systems now representing Sun Automation, and more
7 Whitebird, Beneco Packaging, Dana Industries and Produlith Packaging
9 Packaging machine installations in Wisconsin, California, Tennessee and Israel
23 New products and solutions from Arden Software, CGS, Epson, Esko, IIMAK, Mactac, Nilpeter, Scodix, Techkon, Tilia Labs and more
Koenig & Bauer is taking over 80 percent of Duran Machinery’s folder gluer business in Istanbul and will integrate it into the group, under the name Koenig & Bauer Duran, to further expand its activities in the packaging market. With this acquisition, the press manufacturer says it is strengthening its activities in the growing segment of machines and systems for packaging production.
ery’s existing premises in Istanbul and with Duran’s management on board.
Fibre-based materials
Together with the Rapida sheetfed presses from Koenig & Bauer Sheetfed, flatbed die-cutters from Koenig & Bauer Iberica and the folder gluers from Duran, the company says it is now able to offer complete lines for the printing and processing folding boxes from a single source, with products made in Europe. Koenig & Bauer Duran will proceed its activities in Duran Machin-
provider Ahlstrom-Munksjö has partnered with five companies to develop a new flexible paper-based packaging solution. The objective of the project, dubbed Sherpack, is to develop a renewable, biodegradable and recyclable flexible paper-based packaging material by replacing current materials with more bio-based ones, leading to a reduced amount of plastic films. The project also involves Cargill and Borregaard, as well as research centres CTP, ITENE and ISOF-CNR.
The new technology uses a wet lamination of cellulosic
fibrils on the cellulosic substrate, a biodegradable polymer waterborne emulsion and a grid of polysaccharides to create a flexible packaging that is also a good barrier for water vapour, oxygen and contaminants. The material is expected to be available for use in 2021.
Pantone has announced Pantone 16-1546 Living Coral, an “animating and life-affirming” shade of
orange with a golden undertone, as the Pantone Color of the Year 2019.
Living Coral, the company says, represents the fusion of modern life and is a nurturing colour that appears in our natural surroundings and at the same time, displays a lively presence within social media.
“We get energy from nature. Just as coral reefs are a source of sustenance and shelter to sea life,
With the acquisition of Duran Machinery, Koenig & Bauer further expands its activities in the growing packaging market.
vibrant yet mellow Pantone 16-1546 Living Coral embraces us with warmth and nourishment to provide comfort and buoyancy in our continually shifting environment,” the company explains.
Pantone Color of the Year 2019 Formula Guides for graphic, print and packaging designers and Fashion, Home + Interiors Color Guides for fashion and product designers, are available in limited quantities from Pantone and through authorized distributors worldwide. Supremex, headquartered in the Montreal community of LaSalle, in December announced a plan to reduce operating expenses at its Canadian envelope oper-
ations as it works to diversify its business to include more packaging products. The manufacturer of envelopes and provider of paper-based packaging solutions says it intends to cut 41 employees at its Canadian envelope manufacturing facilities – approximately 8 percent of its Canadian envelope workforce – resulting in annual cost reductions of approximately $2.7 million before taxes. A one-time charge of approximately $1.4 million, before taxes, will be recorded in the company’s 2018 fourth quarter results, Supremex says.
“These cost-cutting measures were necessary to improve operational efficiency and improve both competitiveness and profitability in our envelope busi-
ness as we continue to prudently deploy resources into our packaging activities,”
Stewart Emerson, President and CEO of Supremex, says.
Heidelberger Druckmaschinen AG (Heidelberg) has taken over MBO Group in a bid to further expand its offerings in postpress operations for digitally printed products.
The move, Heidelberg explains, is another step in its continuing growth in the digital and packaging segments and is expected to help Heidelberg gain new
The acquisition highlights Heidelberg’s focus on the growing digital and packaging segments.
customers in the pharmaceutical industry and add mailing system offerings to its offset portfolio.
The acquired operations account for a sales volume of around €50 million. The acquisition involves, among other things, taking over the sites in Oppenweiler and Bielefeld, Germany, and the production site in Perifita, Portugal, which employ approximately 450 staff.
The companies explain that MBO’s technology will complement the Heidelberg product range well, saying the acquisition will help optimize the portfolio and supply chain, while leveraging the MBO dealer and service network will also result in mutual benefits.
“Even when postpress operations are running
efficiently, there is still huge potential for boosting productivity throughout the entire print shop,” Stephan Plenz, Member of the Management Board responsible for Digital Technology, says. “The takeover is another important step in offering our customers a comprehensive portfolio that generates value and covers everything from technology and consumables right through to service.”
On November 15 Flint Group Packaging Inks implemented a price increase for all packaging inks and coatings sold in Canada and the U.S. to help alleviate raw material and freight cost increases.
“The progressively challenging trading environment is forcing Flint Group to look carefully at its cost base,
ensuring the sustainability of supply for all our valued customers,” according to a statement from the company.
“The recent trade tariffs imposed by the U.S. Government are soon to rise from 10 to 25 percent, a cost Flint Group cannot bear alone. Additionally, the market has seen significant cost increases in raw materials and freight across the North American region, which place further pressure on Flint Group’s cost base.”
Ricoh Company in November announced it has reached an agreement to buy ColorGATE Digital Output Solutions GmbH, a colour management software provider in the printing industry.
Founded in 1997, ColorGATE of Hannover, Ger-
many, has been supporting the printing industry for over 20 years by providing software for the wide-format and industrial printing sectors. The company explains it has unique colour management technology to support the printing and decorating of a variety of materials used for packaging, floor and wall coverings as well as textiles and signage, noting that it offers performance-optimized colour management and workflow software to standardize and automate the digital print markets.
This past February, Ricoh announced its growth strategy plan, Ricoh Ignite, which sets out its intention to reinforce its value offering by expanding its printing technology portfolio. The investment in ColorGATE is the
latest part of this plan.
To enhance its industrial printing business, Ricoh also recently established a Global IP Technology Center and a Global IP Marketing Center.
Sun Automation Group has announced Mikah Thorne, President of Canadian Corrugated Solutions, and his team will now represent the company and support its customers in Canada. With more than 25 years of experience in the packaging industry, Thorne and his team have
developed expertise in automation within the corrugated and graphic industries, the Sun Automation explains.
“They have a strong focus on the customer experience by providing top level expertise, service and support. This dedication to the customer really resonated with us and our own company culture of exceeding expectations and outcomes,” Greg Jones, Vice President of Global Sales and Aftermarket for Sun Automation Group, says.
UPM Raflatac has expanded its RafCycle recycling solution to Canada and the U.S., explaining that printers, converters and brands in the region can now give new life to their self-adhesive label waste that would otherwise be landfilled.
UPM Raflatac collects the paper and PET liner waste from its RafCycle partners and recycles it into new materials.
Mattias Byström
Mattias Byström has been named President of Esko, effective January 1, 2019, succeeding Udo Panenka who is leaving the company to pursue new opportunities, the company explains. Byström brings over 20 years of general management experience. Most recently he was CEO of FlexLink, a global US$300-million factory automation solutions business with headquarters in Gothenburg, Sweden.
Canadian Corrugated Solutions is now representing Sun Automation Group in Canada.
Products need to stand out in a crowded market and your customers need exceptional packaging designs which can be rapidly changed. Our digital technology streamlines your workflow and makes short run printing faster and more cost-effective - allowing customers to test and perfect their packaging.
Want to learn more about packaging & opportunities for your business?
We’ve got you covered. Canon has put together this special feature on how packaging is changing and, most importantly, what print opportunities exist for your business.
Océ Arizona® 6100 High Flow Vacuum Series
Easily pull down porous & warped substrates for:
• Short Run Packaging
• Package Prototyping
• Printed Plywood Panels
• POP Displays
• Hoarding
Océ ProCut Series with Auto Pilot Cut
Fast forward finishing by reducing operator intervention with the Auto Pilot option that automatically identifies and initiates processing of all jobs placed on the cutter.
CHECK IT OUT NOW
Whitebird is looking to offer faster turnaround and greater versatility in high-end corrugated packaging production with its recent acquisition of the EFI Nozomi C18000 inkjet press, making it Canada’s first installation of the corrugated inkjet press, EFI says. With the Nozomi press, the second-generation, Hamilton, Ont., independent boxmaker will be able to produce shelf-ready packaging and corrugated displays in the exact quantities customers need — an advantage over the larger fixed costs and minimum run lengths required on high-graphic corrugated packaging using analogue flexo and litho lamination methods, EFI says.
Scheduled to be installed in the fourth quarter of 2018, the new press is expected to shorten the time needed to launch new designs from weeks or months to just days.
The 71-inch wide EFI Nozomi C18000 single-pass,
LED inkjet, ultra-high-speed press operates at speeds up to 246 linear feet per minute and can print up to 10,000 35 x 35-inch boards per hour two-up. Leveraging a piezo greyscale inkjet writing system, the Nozomi press is designed to deliver high-fidelity colour, including consistent reproduction on solid areas, explains the company.
when fully operational, will be a complete design, manufacturing and finishing production house.
“Our new facility is filling up with new equipment, for example: a Heidelberg Speedmaster CX 102-6+L with full automation and UV capabilities, a Heidelberg MK
Promatrix 106 CS die-cutter and a Heidelberg MK
Diana Easy Folder Gluer,” says Carol Jiang, Owner of Beneco Packaging. “This gives us a complete production line up and running, serving our customers right away. We will continue to add pieces as we settle into our new facility.”
As well, the EFI Fiery NZ-1000 digital front end (DFE) print server and production system aims to produce versioned/multi-SKU work and even personalized packaging at full speed.
Beneco Packaging and subsidiary company SoOPAK is opening a second facility in Scarborough, Ont., and
The new plant also includes a prepress department, ready to process files and output plates. The Heidelberg
Speedmaster CX 102-6+L is designed to handle both short runs with quick turnaround and longer run work. Featuring the PressCenter XL 2 operating system with the Wallscreen XL, jobs are pre-defined as they are output from prepress, helping to cut down on job transfer and loading, the company explains. Once at press, the job data simultaneously initiates a “job change” which may include blanket and roller washes, automatic plate loading with AutoPlate Pro and spectral colour measurement with Prinect AxisControl. This is what Heidelberg calls Autonomous Printing, which falls in line with the Smart Print Shop philosophy.
Established 25 years ago, Dana Industries has expanded from its base in Toronto, Ont., to additional
Komcan Inc. and Komori have sold a new Komori GLX
facilities in the U.S., China and Singapore. Its portfolio includes custom shelf talkers, retail store fixtures and displays, large format printing and product packaging. With the “tremendous explosion of growth” at Dana, management decided it needed a larger press than its current pressroom models including a Koenig & Bauer Genius 52 14 x 20-inch press. This fall, a Koenig & Bauer Rapida 75 PRO with LED-UV drying was commissioned at Dana’s 35,000-square-foot facility outside of Toronto. According to Koenig & Bauer, this is the first half-format press incorporating this drying technology in the country. Dana purposely built a special 4,000-square-foot humidity-controlled print room within its facility to self-contain the new Rapida 75 PRO.
six-colour 41-inch press to Produlith Packaging in Boucherville, Que. The new press is expected to be installed in the Boucherville facility next January.
Boasting the highest level of automation and inspection system available in the market today, the press features
PQA-S sheet quality and colour control, PDC-X scanner and PDF comparator. The 18,000-sheet-per-hour press is capable of running up to 40 point board with a fully automatic nonstop delivery, explains Komcan, the exclusive Komori dealer in Canada.
“Working with Komcan has been a pleasure. Kom-
“We’ll now be able to produce 80 percent of our work in-house compared to 20 percent before. This is a big step up for us,” Dana Industries President John Ricci, says.
The company explains it needed a press that could successfully handle shorter run lengths and produce more runs with fewer plate changes. After an extensive search, it decided on the Rapida 75 PRO with its One-Button-Job-Change feature, designed to provide a reduction in makeready times by up to 50 percent. As well, pre-selected makeready processes are carried out in an optimized sequence, the company explains, noting that job and press settings can be loaded at the ErgoTronic console during production.
can’s professional implication and experience has made it easy for us in choosing the perfect press for our present and future needs to support our continuous growth,” says Shawn Desmarchais of Produlith Packaging.
Founded in 1981, Produlith Packaging is a second-generation company that specializes in full-service folding carton and flexible packaging solutions for high-end pharma, food and beverage, cosmetic and general folding carton customers.
Empire PrintingScreeninstalls Fujifilm Graphium for labels and packaging
Onalaska, Wisconsin-based Empire Screen Printing says its newly installed Fujifilm North America Graphic Systems Division’s Graphium UV digital hybrid inkjet press is opening the door to new markets and additional revenues.
Established in 1960, Empire Screen
Carmel Frenkel invests in EFI Nozomi
Israel-based Carmel Frenkel, a subsidiary of Hadera Paper, has purchased an EFI Nozomi C18000 single-pass, ultra-high-speed LED inkjet corrugated packaging press from Electronics for Imaging.
This, EFI says, makes Carmel Frenkel one of the first companies world-
Printing provides print products for various industries within automotive, aircraft, electronics, food and beverages, government, sporting goods and retail. The company began in a garage in La Crosse, Wisc., as a oneman operation. Though its roots are in screen printing, the company has expanded into flexographic and digital printing with the acquisition of the Graphium.
Fujifilm explains the Graphium is
The Graphium UV digital hybrid inkjet press will help Empire better target the labelling and packaging markets.
designed to help print service providers embrace complex label, packaging and specialty jobs that aren’t achievable with standalone conventional or inkjet presses. The press aims to increase the profitability of converting short to medium print jobs, as it works to streamline workflow,
require less setup material, less ink/ varnish/laminate, and minimize overruns. Furthermore, Fujifilm explains the Graphium is one of the only modular digital inkjet presses offering the option to integrate true flexo and finishing stations for hybrid production and conversion in a single pass.
wide to have the complete EFI ecosystem for corrugated production with the Nozomi press, the Fiery NZ-1000 digital front end (DFE), the Corrugated Packaging Suite MES business and production management workflow and Escada corrugator control software.
The 71-inch press boasts high-quality output leveraging a single-pass, piezo greyscale inkjet writing system
that delivers high-fidelity colour, including consistent reproduction on solid areas. It boasts operating speeds up to 246 linear feet per minute, or up to 10,000 35 x 35-inch boards per hour two-up.
The LED Nozomi press comes equipped with the advanced EFI Fiery NZ-1000 DFE print server and production system, which provides the ability to produce versioned/multi-
SKU work or even personalized packaging at full speed, explains the company. Meanwhile, the Corrugated Packaging Suite MES workflow that Carmel Frenkel is also installing facilitates plant-wide management and integration of digital production for a full, end-to-end business and production framework to handle the company’s digital, analogue flexo, litholam and litho label operations.
Lollicup USA secures Koenig
&
FlexotecnicaBauer-EVO-XG
Responding to the surge in the food container market, particularly for eco-friendly products, Lollicup USA has invested in the newest generation Koenig & Bauer-Flexotecnica EVOXG press. The firm, a beverage and
TPC installs North America’s first Scodix E106
Scodix has announced the sale of the first E106 system in North America to TPC Printing & Packaging, a producer of custom folding cartons and promotional packaging, replacing the UltraPro with Foil the company installed in May 2017.
The Chattanooga, Tenn., company installed the UltraPro to expand the range of effects it offers to clients, and
disposable goods supplier and manufacturer for the food service industry, operates five locations including its headquarters in Chino, Calif. Its new 660,000-square-foot production and manufacturing plant in Rockwall, Texas, is currently being built outside of Dallas and will house the new press.
“We want to stay ahead of market
trends while quickly and efficiently serving our customers with better shipping and more manufacturing.
This means finding new forms of innovative technology to help us with this demand,” says Marvin Cheng, Lollicup CFO.
After researching the available models in the market, management chose the EVO-XG press, equipped
with automated features designed to improve efficiency and reduce makeready times, for the Rockwall facility.
within a year, TPC Packaging President Joseph A. Schmissrauter III says, the company realized that client demand necessitated an even larger and faster system, as clients understood the impact of Scodix enhancements. The original purchase agreement allowed for an upgrade once the E106 became commercially available, and after a visit to the Scodix facilities in Tel Aviv, Israel, this past summer, TPC made the decision to authorize the switch.
“We were really drawn to the larger
format of the E106,” Schmissrauter says, “and it offers more than twice the production speeds of the UltraPro.
All 10 of our top accounts – which make up the bulk of our revenue –have already been introduced to the technology through the UltraPro, but they have been limited in what they can do because of the size and speed restrictions.”
In addition to running jobs with special effects, TPC Packaging plans to transition all short-run foil work to the E106, which it anticipates will help
cut down on the costs to produce those jobs.
“We should have a sizable amount of machine hours already booked on day one, when the press hits the floor.
And we anticipate some larger programs coming in that will utilize the unique combinations we can produce on the E106 shortly after that,” Schmissrauter says.
He estimates that by next year, a quarter of the work run on the E106 will be traditional capacity pulled from other equipment.
L to R: CFO Marvin Cheng and CEO Alan Yu of Lollicup USA.
Managing print in a digital age
Create value by leveraging print products with digital methods
By Bob Kalenka and Gary Abitz
According to a 2018 Keypoint Intelligence-InfoTrends survey, 70 percent of consumers choose to receive their most essential communications, such as statements and bills, in print. Contrary to popular belief, in today’s hyper-digital age, the printing industry is still active.
That said, it’s not just a case of print versus digital — continuously changing consumer preferences and regulations make it difficult to enhance the customer experience and maintain satisfaction while determining the optimal communications strategy.
Across all industries, companies are facing increased pressure to lower print and mailing costs while addressing declining volumes, outdated equipment and upcoming lease renewals. As a result, many organizations are naturally turning to the digital platform as one way to offset these costs, but creating value – and revenue – by leveraging print communications could be a smarter, longer-term
strategy. It is important for companies to keep up with changing trends and stay ahead of business needs. Here are some ways organizations can succeed as they manage their print strategies and get the most out of essential communications as they “go digital.”
Data-driven targets
With enterprise-wide data initiatives, companies are opting to move away from mass mailings and their associated expense. With propensity modeling and analytics tools, companies can identify their most profitable, qualified prospects
and target those mailings. We anticipate this trend will continue, as data-driven efficiencies are creating measurable ROI.
A personal presentation
Personalization plays an important role in purchasing decisions, as noted by 86 percent of survey respondents. With this in mind, many companies are adding personalized marketing offers on every component of the print package, from documents to envelopes.
As colour becomes more cost-effective and continuously important to the overall presentation, companies are also leveraging its power. An article by Colorcom notes that colour can improve readership by 40 percent, learning by 55 to 78 percent, and comprehension by as much as 73 percent.
Cutting costs through packaged deals
To cut through the clutter, a creative
way to capture attention is to combine sealed envelopes in one larger mailing package going to the same address. This provides companies with a way to optimize mailings and reduce costs while offering customers one convenient delivery.
Creative packaging has also been added to the mix. For example, a new approach for proxy communications is to send investors a clear polywrap of their annual report to showcase the mailing contents and entice investors to vote their proxy.
Sticky messages will naturally stick
It is easy for repetitive messages to become noise to clients. Take “go digital” for example – this is on many envelopes and inserts we mail on behalf of our clients, but customers eventually tend to overlook it.
Regularly updating the message – in copy and design – helps keep the
Even in today’s hyper-digital world, print remains an active and, for many industries, a vital customer touchpoint.
message fresh. One unique print technique that has proven to grow digital adoption is embedding a sticky note within the wall of an envelope via a die-cut section that remains smooth and secure, but can be easily removed and used as a sticky note. By doing so, one company saw its digital adoption rate more than double within the first two months of making this change.
Improved onboarding; improved outsourcing
Historically, the conversion effort created the biggest barrier for in-house print operations to outsource jobs. Now, with the introduction of advanced technologies that support faster onboarding, the heavy lifting is removed from the com-
pany’s IT resources. Onboarding time was reduced by 40 percent for one of our clients, making outsourcing increasingly attractive.
Even in today’s hyper-digital world, print remains an active and, for many industries, a vital customer touchpoint. As companies work to effectively manage print, it is increasingly important to understand the true costs and quality of communications, as well as the value they are creating for customers.
In order to prepare for tomorrow’s next channel and new challenges, businesses need to stay ahead with innovative technologies that will help them prepare and capitalize on what’s ahead.
BOB KALENKA is Chief Operations Officer at Broadridge Customer Communications, and GARY ABITZ is Senior Vice President of Operations at Broadridge Customer Communications.
Under new ownership
Private equity firm Montagu to acquire Kodak’s flexo packaging arm for up to US$390 million
By Packaging For Printers staff
In November Eastman Kodak Company entered into a definitive agreement to sell its Flexographic Packaging Division to Montagu Private Equity LLP, a private equity firm. After closing, the business will operate as a new standalone company which will develop, manufacture and sell flexographic products, including the Kodak Flexcel NX System, to the packaging print segment.
Under its new ownership, the business will have the same organizational structure, management team and growth culture that has served Kodak’s Flexographic Packaging Division in recent years. Chris Payne, who has served as President of the Flexographic Packaging Division for the last three years, will lead the new company as CEO.
Kodak first announced in August
that it had begun a process to sell its Flexographic Packaging Division, saying it had engaged UBS Investment Bank as its financial adviser for the transaction.
Over the past five years, the Flexographic Packaging business has “grown and thrived,” Kodak explains, and has become a “significant player in the packaging print industry.”
“Kodak has been evaluating monetization opportunities for the last several years in order to deleverage the company and we believe this is the right time to monetize this valuable asset,” Kodak CEO Jeff Clarke says.
“The business will be well-positioned to continue delivering solutions to maintain profitable growth for printers in the packaging sector and remain at the leading edge of flexographic print production,” it says.
Kodak expects to receive total value of up to US$390 million, comprised of the following components: (1) base purchase price of US$340 million, subject to purchase price adjustments; (2) potential earn-out payments of up to US$35 million over the period through 2020 based on achievement by the business of agreed-upon performance metrics; and (3) US$15 million payable by Montagu to Kodak at the closing as a prepayment for various services and products to be provided by Kodak to the business post-closing pursuant to commercial agreements, subject to completion of certain pledge and collateral arrangements. The net proceeds from the transaction will be used by Kodak to reduce outstanding term debt.
“This transaction is an important turning point in our transformation and is a significant, positive development for Kodak,” says Jeff Clarke, CEO,
Kodak. “The sale of the Flexographic Packaging Division unlocks value for shareholders and strengthens our financial position by providing a meaningful infusion of cash which allows us to reduce debt, improving the capital structure of the company and enabling
Chatting with Chris PresidentPayne, of Flexographic Packaging Division
Q: What makes Montagu and Kodak’s flexo business a great fit?
greater flexibility to invest in our growth engines.”
The transaction is expected to close in the first half of 2019, subject to the receipt of required regulatory approvals and satisfaction of closing conditions.
CP: Montagu is an European private equity firm that invests in mid-sized businesses. They have a varied portfolio – but all their companies command leading positions in attractive markets and can be described as businesses that would be ‘badly missed’ if they did not exist. This environment is clearly a great fit for the flexo packaging business with its market-leading position in the package printing market.
continued on page 16
Q: How will the Kodak Flexo business operate under Montagu?
CP: Under the new ownership, the flexo packaging division will become a completely separate company and will operate as a self-contained standalone business. That includes all of the operations, such as research & development, manufacturing, sales, service, IT and finance. I will lead the new company as its CEO and the current flexo packaging leadership team, my team, will continue to manage the business, including all the staff that work in the division today. Finally, we will sell the same Kodak-branded flexo products, including our flagship Kodak Flexcel NX System, that our customers buy from us today.
growth and transforming Flexo into the premium print process of choice for packaging.
Q: How does this move benefit the flexo industry in general?
Q: What will the sale mean for Kodak’s Flexcel NX customers?
CP: For Flexcel NX customers there will be very little change. It’s the same product, the same people and the same brand. At a fundamental level, we have been changing the nature of flexo, transforming flexo for the last 10 years, and we’ve been doing that in strong collaboration with all of our partners –including our customers. Our strength comes from our customers. We have a track record, and it’s really ingrained in what we do, of helping our customers to differentiate – and none of that will change. Under Montagu ownership, the Flexo packaging team will have the focus, agility and resources to maintain a constant stream of innovation for our customers and continue the journey of
CP: If you look back at the last 10 years, Kodak flexo packaging has been transforming the flexo industry. Flexo printing used to be a very craftbased process, and increasingly it’s becoming an automated manufacturing process. And that’s really good when you think about improving quality and production efficiencies that we’re driving to deliver packaging more effectively for all of our customers. In turn, that means that flexo is gaining share as a printing process versus gravure and offset and that’s good for everybody. And our journey has really only just begun. There are many things that we’re working on within our business that can drive more improvements whether that be in quality or production efficiency. As a standalone company, we’ll have the agility to get even closer to our customers and innovate in more ways as we move forward, and that’s really good for flexo as a printing process in packaging. It means that flexo will no doubt become the premium production method for printed packaging and that’s great for our customers and it’s frankly really exciting.
Interview courtesy Eastman Kodak Company
PHOTO: EASTMAN KODAK COMPANY
VARIOMAN – Boost Quality – Cut Costs
A new dimension for flexible packaging printing: VARIOMAN is the new technology platform for modern flexible packaging printing. The market demand is a press that offers brand differentiation, increased comfort and additional packaging sizes. This is given by the extraordinarily designed VARIOMAN. As offset hybrid press, it bypasses weak points of other technologies. In combination with gravure, inkjet, or flexo printing units, the VARIOMAN covers production gaps at medium print runs with excellent offset printing quality. manroland Goss web systems
www.manrolandgoss.com
Lessening the environmental footprint
TC Transcontinental Packaging installs high-calibre pollution abatement system at its Transcontinental Flexstar plant in British Columbia
TC Transcontinental Packaging’s
British Columbia plant Transcontinental Flexstar has installed a Regenerative Thermal Oxidizer (RTO), describing it as a high-calibre pollution abatement system. The 50,000-standard-cubicfeet-per-minute RTO will now capture the plant’s volatile organic compounds
installation.
TC Transcontinental Packaging says it strives to work with its internal and external stakeholders in a concerted manner to conduct its business responsibly.
“One of our goals is to reduce the environmental footprint of our activities, namely by fostering a forward-thinking culture within our busi-
ness units,” Brian Reid, President of TC Transcontinental Printing and TC Transcontinental Packaging, explains.
“Air quality is a top concern, and we are always aiming to limit and control air pollutants, both at the source by choosing new products, and through the exhaust systems of our plants, by capturing VOCs. We are pleased with (VOCs) and air pollutants emitted from the facility’s various exhaust streams, including from the printing presses, laminators, as well as ink room operations. TC Transcontinental Packaging has invested close to C$2 million in the project, allowing Transcontinental Flexstar to improve air quality, both indoors and outdoors.
Transcontinental Flexstar team and collaborators in front of the RTO
this project at Transcontinental Flexstar.”
This latest investment in Transcontinental Flexstar advances TC Transcontinental Packaging, the packaging sector of Montreal, Quebec-based TC Transcontinental Inc., in its continuing push to become a North American leader in flexible packaging.
“As part of TC Transcontinental Packaging’s commitment towards compliance and social responsibility, our plant was looking to control and capture VOCs. The installation of this regenerative thermal oxidizer significantly reduces our plant’s emissions by more than 90 percent. Additionally, we are proud to be the first flexible packaging company in British Columbia’s Lower Mainland to have a system of this calibre,” Marc Bray, General Manager of Transcontinental Flexstar, adds.
A member of TC Transcontinental Packaging’s network of 28 plants, Transcontinental Flexstar of Richmond, B.C., specializes in blown extrusion, printing, lamination and converting, including pouch making and bi-directional laser scoring, for the cereal, confectionery and snack markets for a range of customers in North America.
In addition to Canada, the network maintains operations across the
“We are proud to be the first flexible packaging company in British Columbia’s Lower Mainland to have a system of this calibre,” says Marc Bray, General Manager of Transcontinental Flexstar.
The new Regenerative Thermal Oxidizer at Transcontinental Flexstar.
United States, Mexico, Guatemala, Ecuador, the United Kingdom, China and New Zealand. It employs a workforce of more than 4,000 employees, the majority of which are based in the United States.
Its packaging platform, TC Transcontinental Packaging explains, is comprised of one premedia studio and 28 production facilities specializing in extrusion, lamination, printing and converting.
Domtar has been present in the Canadian pulp-and-paper market for more than 150 years, producing such iconic brands as Windsor Offset, Plainfield Opaque, Cornwall Coated Card, and Luna Coated and in more recent years Cougar, Lynx, Husky and EarthChoice. Today, Domtar is the largest producer of uncoated paper in North America, operating 13 pulp-and-paper mills.
Four of these mills are located in Canada, including operations in Kamloops, B.C., Espanola and Dryden in Ontario, and in Windsor, Quebec. Domtar employs almost 9,000 people in North America, 2,000 in Canada and approximately 1,200 of these Canadian jobs are in the Province of Quebec. PrintAction asked Stéphane Dagenais, Domtar’s Region Manager for printing and publishing papers in Canada, what makes the company unique.
Where does Domtar stand in terms of its pulp manufacturing capabilities?
SD: Several varieties of pulp are made in the
Domtar mills and can be used in products as varied as copy and printing papers, specialty packaging papers, toilet tissue and disposable diapers. About 1.8 million tonnes are sold on the open market.
How did Domtar build its strong position in uncoated freesheet?
SD: Domtar has maintained continuity in our market presence over the years...In addition to our manufacturing presence, Domtar keeps inventory in a unique network of Regional Distribution Centres to make sure printers have rapid access to their Domtar paper through the merchant of their choice. The Canadian market is serviced by four [centres] in Seattle, Winnipeg, Mississauga and Richmond, Que.
As an environmental paper pioneer, what is Domtar doing to push this agenda?
SD: Domtar continues to work with ENGOs like Rainforest Alliance and World Wildlife Fund to think creatively and [maintain the health] of forests. You can’t make a notable difference in a vacuum, but collectively we can tackle important issues like the lack of certified fibre in some of our
fibre basket regions. We have created small landowner workshops highlighting the importance of certified fibre throughout the supply chain.
How important is packaging to Domtar?
SD: The packaging market is a growing segment of the industry. In 2017, the specialty papers and packaging segment represented 17 percent of Domtar’s paper shipments. These grades of papers require a certain amount of innovation and agility in the manufacturing system, which is in direct alignment with Domtar’s core values.
What newer capital investment initiatives are underway at Domtar?
SD: Our flexible assets allow us to balance our supply with customer
demand and an announcement of further capital investment is expected in 2018. We are also investing in R&D in fields as varied as Biofuels or Green Energy Generation. We remain committed to paper, however – as a percentage of business, we are by far more focused on paper, compared to our competitors.
the new innovations in ink and printer capabilities.
Why is print still a critical part of the communications world?
For more Spotlight Q&As with newsmaking print and packaging professionals, please visit www.printaction.com/profiles. In 2017, the specialty papers and packaging segment represented 17 percent of Domtar’s paper shipments. 17%
How is Domtar working with printers?
SD: It is our mission to be a resource to the commercial print community... As print technology continues to evolve, our partnerships with OEMs remains more important than ever. Our goal is to develop papers that will be market ready when new technologies are launched. This product innovation could be new weights and sheet sizes or special treatments to meet
What print markets are gaining traction?
SD: As the market trend continues to shift toward extreme personalization and variable data, the growth of digital and inkjet printing will continue. High-speed Inkjet is growing rapidly and appears to be the print technology of the future. Because of the small population in Canada and the high acquisition costs of these types of equipment, the growth rate will be a lot slower in Canada than in the U.S...Of course anything to do with packaging is a growth opportunity. The increase in online shopping impacts the need for shipping materials and requires a lot of components that can be fibre-based.
Domtar operates 13 pulp-and-paper mills, including four in Canada, where it employs some 2,000 people alone: Kamloops, B.C., Espanola and Dryden in Ontario, and in Windsor, Quebec.
SD: The studies are clear. The brain learns and retains better from reading on paper over a screen. If this is true for educators it is certainly also true for marketers. The physicality and tactile side of print will always be attractive. This trend will only grow as companies continue to differentiate themselves in their respective markets... New print technologies and data analytics allow a level of personalization in print like never before. Personalization makes people feel special and we now have all the tools in hand to make this experience even more targeted and intimate.
Giving surfaces the life they deserve
Established in Canada since July 2018, ICP Industrial Canada is a leader in the development, application, and technical support of specialty coatings and adhesives for the packaging, labeling, and graphic arts industry with leading brands Nicoat® and MinusNine Technologies.
ICP Industrial Canada’s strategic partner, DIVICOR, a manufacturer’s representative firm will support supplying its pressroom consumables to the Canadian market.
DIVICOR is represented by a Canadian team who have been leaders in the consumable sector for over 30 years and have a deep knowledge and expertise of the printing industry.
CAPACITY & QUALITY
Over 165,000 Square Feet of Manufacturing Space throughout North America with dedicated quality control to ensure product consistency for large and small scale customer requirements.
PORTFOLIO
Industry’s most comprehensive portfolio of high-performance UV/EB, aqueous, and specialty coating and adhesive technologies.
PASSION
Our passion lies in delivering high-quality consumer solutions, dedication to quick turnaround times and industry-leading product development at our two Innovation Centers.
SERVICE
Dedicated R&D, Technical Service and Technical Sales teams that provide coating solutions and manufacturing support.
info@divicor.ca
Epson SurePress L-6534VW
Epson in September presented the SurePress L-6534VW digital label press, offering three print speed modes from 49 to 162 fpm. Epson explains the L-6534W integrates all of the functions required for label production, including a Corona Treater, White ink, digital varnish and an additional UV curing unit. Additional features include PrecisionCore Linehead for single-pass printing; Nozzle Verification Technology to manage inkjet nozzles; digital varnish; and variable web width.
Screen, OneVision Software team up for label printing workflow
A new collaboration between OneVision Software AG and Screen GP Americas aims to simplify day-to-day production for label printers. OneVision’s automated label printing software solution DigiLabel integrates with Screen’s Equios Workflow, and is designed to streamline production time. The integration of the two solutions with Screen’s
Truepress Jet L350UV and L350UV+ inkjet label presses boasts smooth production workflows and maximum use of the presses’ capabilities. In addition to streamlining the prepress stage, DigiLabel aims to optimize the process from order receipt through artwork preparation for printing, production planning and automated job transmission to printing and stamping presses. While the Equios Workflow focuses on ripping PDF files and providing printer queue management, high-end screening, colour matching and spot-colour adjustments, DigiLabel supplies Equios with optimized PDF files including any required register marks, correct bleeds, required white masks and varnish masks.
CGS Oris X Gamut
The latest product from colour management developer
CGS is Oris X Gamut, a fully automated software for expanded gamut printing on conventional and digital presses. Released during Labelexpo Americas 2018 and Print 18, Oris X Gamut aims to extend the full colour space and multicolour ink set of the press. CGS explains a specific spot colour can be reproduced without the need for a special ink formulation, an appealing feature to brand owners and the packaging and label industries. As well, Oris X Gamut is designed to increase the colour saturation of images, which is especially important in the production of pictures for photobooks and complex packaging designs, for example.
Scodix-Esko Studio applications
Esko Studio now features Scodix enhancement applications.
Esko and Scodix are collaborating to include Scodix packaging enhancement applications within the Esko Studio suite including, Scodix Foil, Scodix Embossed Foil, Scodix Sense for UV embossing and Scodix Spot for varnish applications, making it easier to prototype and present digital enhancements without running them on press, they say. A subset of Scodix applications is now included in the Visualizer library and aims to eliminate the need to print and manually reproduce special finishes during the prototyping and presentation stage.
The SurePress L-6534VW is expected to be available summer 2019.
Mactac PUREapply adhesive
Mactac Performance Adhesives
Group has introduced PUREapply, describing it as a pressure-sensitive adhesive designed to deliver high initial adhesion with clean initial removability. Suitable for semi-rigid or rigid container substrates like high-density polyethylene (HDPE), polypropylene and glass, it forms a strong bond when applied, yet at the same time, provides clean removability, explains Mactac. Designed to perform on low-surface energy substrates and cold, damp labeling applications. It can be used across a broad range of applications, including beverage, cosmetics, toiletries, household goods and food packaging labeling. PUREapply is currently available in a 2.4-mil white polypropylene film construction and a 2.0-mil clear polypropylene film construction. Both constructions include a 1.2-mil polyester liner for die-cutting, stripping and label dispensing.
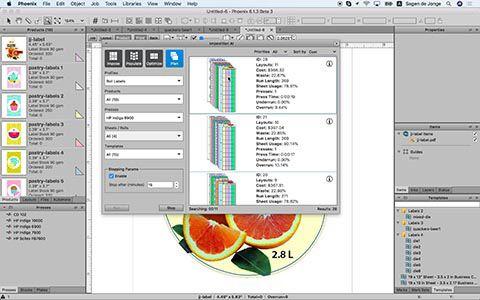
Tilia Phoenix 7.0
Tilia Labs in September unveiled its Phoenix 7.0 software for narrow-web production. For the first time in North America, Tilia showcased the new features, designed to optimize substrate usage and boost setup speed, flexibility and control. The software release uses AI in automating planning and imposition for various print and postpress applications. The system factors in job specifications (quantity, dimensions, colours and substrates), presses/print devices, postpress requirements, and delivery considerations to deliver the layout options. When a final option has been selected, it generates print-ready layouts and JDF or die instructions, for all devices in the production chain.
Eagle Packaging Machinery becomes EndFlex
Eagle Packaging Machinery LLC recently announced it would operate under the new name EndFlex LLC, effective immediately. Company ownership and staff have not changed. EndFlex is a Florida-based manufacturer of secondary and end-of-line automated packaging solutions including case erecting, tray forming, case packing and robotic pick and place automation.
“At our core, we have always manufactured flexible end of line solutions. The name EndFlex provides focus on what we do best – provide our customers with solutions tailored to their needs of today and tomorrow,” says Vice President Nicholas Taraborelli. “In a crowded market place of commodity like products, we continue to stand out as a supplier that listens, innovates and delivers on time and on budget.”
Ottawa-based Tilia Labs recently offered an exclusive preview of advanced Phoenix 7.0 features developed for the full range of commercial print production.
Nilpeter label presses
Nilpeter describes its new FA, Panorama Hybrid and FB350 presses as being designed for the next generation of printers and Industry 4.0 needs. The new FA, for example, boasts complete clean-hand operation from wireless tablets, handheld or positioned anywhere on the front of the machine. All new machines offer total job store and recall, automated controls and full connectivity. The company’s digital product line, Panorama, is designed to cover a varied spectrum of requirements – from standalone to all-round, and value-added hybrid configurations. The company describes the FB-350 as the latest generation of highly efficient label printing, offering new features such as Automated Plate Positioning System (APPS), pre-register and re-register functionality.
IIMAK NET330 resin TTO ribbon
At Labelexpo Americas IIMAK introduced NET330 thermal transfer overprint (TTO) ribbon for printing on-demand information directly on flexible packaging, boasting heat resistance and strong adhesion to films. NET330 is paired with polyester films used in high-performance food packaging and is designed to withstand heat sealing, hot fill, oils and other common chemicals. NET330 TTO ribbons can print expiry dates, lot codes, nutrition information, ingredient lists and other variable information directly on flexible packaging. Imprints endure through fill, form and seal as well as tray lidding processes for products like coffee, meats, sauces, soups, nuts and prepared foods. According to the company, NET330 doesn’t smear or rub off in the packaging process and can stand up to oils and water. With extreme heat resistance, NET330 resists retransfer when sealing at temperatures up to 500 degrees F.
The NET330 is ideal for printing small text and barcodes that will not rub off, IIMAK explains.
Amtech, HP collaborate on HP PageWide C500 ERP integration
Amtech, a provider of software solutions for the corrugated and folding carton manufacturing industries, is collaborating with HP to integrate the Amtech ERP solution for the HP PageWide C500 Press, which the companies say will enable converters to optimize production and enhance their brand customers. The EnCore software system is comprised of a set of modules that address key components of a packaging plant’s operations, processes and procedures. The EnCore integration, they say, will benefit HP PageWide C500 converters with automated job submission, tracking, control, bilateral data retrieval and visibility to press status, all using the standard JDF/JMF print protocol. The solution will create an all-digital, end-to-end workflow that allows businesses to design, price and order packaging online, while keeping everyone in the supply chain informed and collaborative, the companies explain.
Uflex FlexGreen UV LED sheetfed inks
Uflex Chemicals has introduced its new FlexGreen range of UV LED sheetfed inks for commercial printing and packaging. The company describes FlexGreen as a series of UV-LED process colours for sheetfed offset printing on coated paper, paperboard and MetPet Board, boasting “high colour strength and gloss, quick curing, excellent ink-water balance and press stability.” FlexGreen, Uflex Chemicals explains, is expected to bring substantial savings to printers by way of reduced carbon footprint and energy costs.
Techkon ChromaQA 4.0
Techkon describes the new ChromaQA version 4.0 as an advanced colour quality solution that monitors the colour quality of jobs on press. Designed to reduce the number of remakes, it intends to detect colour problems early in the production process. Version 4.0 introduces a new, optional software module, the Automation Agent, which allows a printer’s existing MIS/prepress system to interface directly with the ChromaQA Cloud Server for automated job creation workflow. Accessed via a software API or input “hot folder,” MIS systems can send colour and job information directly to ChromaQA for jobs to be automatically created and sent to the job queue, thus eliminating the need for customer service or prepress staff to input this data into ChromaQA, Techkon says.
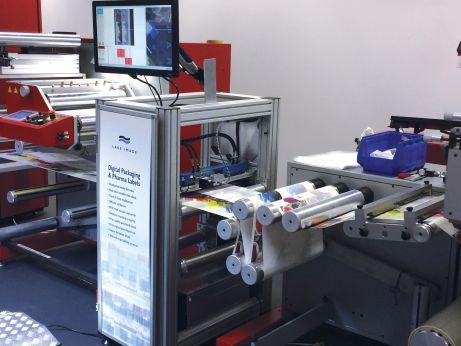
Lake Image Systems integrity control solutions
Arden Software Impact CAD 2018
Arden Software recently premiered the latest release of its packaging design software – Impact CAD 2018 – at Scandinavian packaging exhibition ScanPack 2018. Intended for packaging designers, Impact CAD delivers a suite of new features including a plug-in for Adobe Illustrator, extending Impact’s graphic workflow capabilities. Arden Software has also teamed up with Hybrid Software to integrate Impact with Hybrid’s editing software PACKZ, which the team demonstrated at ScanPack for the first time. At the show, Hybrid Software also showcased its newly released PACKZ V5.0 and Cloudflow Software V18.08.
Gerber tool kit for MCT Cutter
Following the news of its acquisition of MCT Digital in October, Gerber Technology has debuted a new tool kit designed specifically for packaging and finishing applications. This year represents Gerber’s 35th year participating in SGIA and it celebrated this achievement with demonstrations of two Gerber MCT Cutters with TigerVision software at the tradeshow, each showing the system’s versatility in the sign and graphics and packaging markets, the company explains. One system showcased wide-format, high-speed laser cutting and the other showed its mechanical toolsets including a new line of packaging tools including a 5Kw router, 6-inch creasing wheel, and heavy-duty oscillating knife. These tools are designed to address corrugated triple and folded carton, foam and triple wall packaging materials, Gerber Technology explains.
At Pack Expo 2018, Lake Image Systems featured its Discovery solution platform, describing it as a suite of integrated solutions for inspecting print quality and verifying variable data on a range of label and packaging applications. The company demonstrated its portfolio of inspection solutions, including: digital packaging – for reading, grading and verifying QR codes on a webbed packaging application, as well as for detecting print defects such as streaks, voids, colour deviations and print registration issues; anti-counterfeit packaging – an automated solution that inspects, validates and authenticates ScanTrust codes to deter counterfeiters; and security labels – inspecting, reading, tracking and verifying variable codes from reflective tax stamps and authentication labels for detecting unreadable, out of sequence, missing or duplicate labels as well as for detecting positional and printing defects. The Discovery platform boasts line-scan, area-scan and high-resolution scanners, including its Discovery Maxscan – a linear, low-profile scanning device that captures high-resolution, uniform colour images at press speeds – and image processing software optimized to run on Windows 64-bit OS and on PC hardware architectures.
Lake Image Systems says its data verification and integrity management solutions are designed to help automate labour-intensive inspection processes and raise quality levels.