Six ways packaging depicts brand storytelling P.12
Q&A with Sarah Skinner, President of Ingersoll Paper Box P.38
FEATURES
12 Brand identity
Six creative ways packaging communicates brand storytelling
16 The Iron Index
A look at technological innovation and investment among some of Canada’s top commercial printers
24 On the forefront of print
TAGA 2019 conference illustrates the diversity of new print technology advancements
DEPARTMENTS
GAMUT
5 News, People, Installs, Calendar, Globe
TECH REPORT
28 Print software
Amid the Industry 4.0 manufacturing buzz, print continues to push its ability to leverage MIS and software to drive capital equipment
NEW PRODUCTS
32 Detailing new technology and solutions from APP, Durst, Esko, EyeC, HP, Intec, Kodak, Mimaki, Sun Automation, swissQprint, Toray Graphics, Vastex and Xerox
SPOTLIGHT
38 Sarah Skinner, President, Ingersoll Paper Box
COLUMNS
FROM THE EDITOR
4 Alyssa Dalton
Tapping into the senses with scented print
CHRONICLE
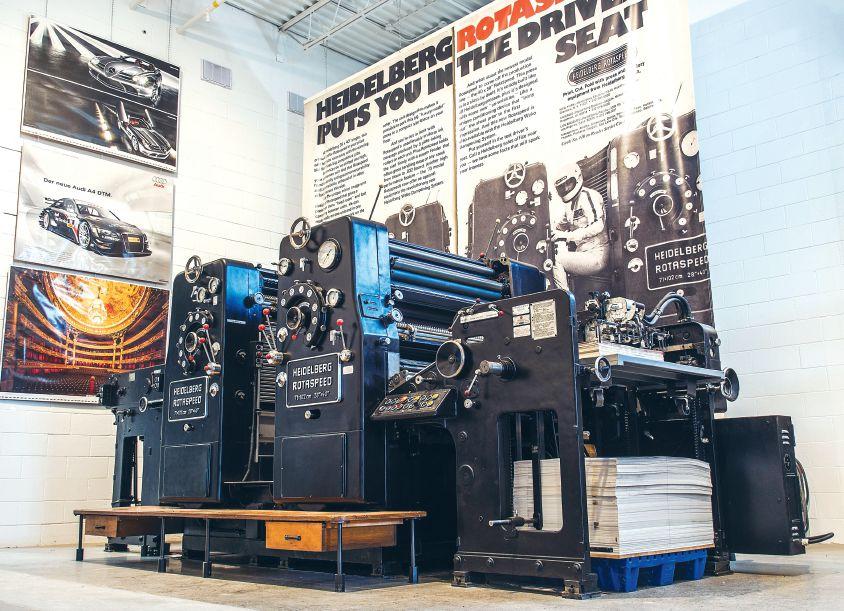
9 Nick Howard
A loyal following The remarkable birth and evolution of the Heidelberg Speedmaster
With the ability to shape our thoughts, emotions and behaviours, our sense of smell is one of the most primitive ways humans make sense of and perceive the world. In an age where it’s becoming more difficult to be distinctive, brand owners are striving to capture the attention – and noses – of today’s consumers with powerful, memorable experiences.
According to Harvard Business School Professor Gerald Zaltman, 95 percent of a consumer’s purchasing decisions takes place in the subconscious mind, which is overseen by emotions.
Liberty Mutual recently ran a scented print campaign to promote auto insurance to those in the market to buy a vehicle. The bright yellow ad, which invited readers to open a flap for a whiff of that ‘new-car smell,’ ran in the April 28 issue of the Chicago Sun-Times and reads: “If you’re thinking about a new car, think about Liberty Mutual.”
The idea came from research suggesting that most car buyers wait until making a purchase to think about getting a car insurance quote, according to San Francisco ad agency Goodby Silverstein & Partners, who worked with the insurance company on the campaign. Because smells are closely connected to memory formation, associating the scent of a new car to the insurance ad is expected to prompt a subconscious response. “To engage with a consumer during this specific moment where they’re making a decision about their insurance, we used a print ad that would give people a Pavlovian response to catch car buyers at the moment that matters most,” the agency explained.
The effort comes as businesses turn increasingly experimental with different nose-catching strategies, seeking to deliver something unexpected, while staying on brand. Today’s technology allows for more creative opportunities to marry the sense of smell with printed media, namely through scented papers or inks.
“The true power of olfactory branding (also known as scent branding) is in its unique ability to form immediate, powerful, and differentiated emotional connections with customers, particularly within a category of functionally similar offerings,” write Laurence Minsky, Colleen Fahey and Caroline Fabrigas in the Harvard Business Review article, Inside the invisible but influential world of scent branding. “That’s because a unique scent can spark the memory of the associated products or events, even for an incident dating back to one’s childhood. And olfactory recall can extend to 10,000 different odours, if not more.”
The holidays are a popular time for brands to get unconventional. For the 2018 festive season, Coca-Cola turned the Oxford Circus Underground station
in London, U.K., cinnamon-scented to remind consumers of the holidays, a unique tactic in its promotion of a new limited-edition cinnamon drink flavour. Last year, breakfast sausage brand Jimmy Dean hosted a recipe gift exchange for free holiday swag. After sharing their favourite recipe that features a Jimmy Dean product, customers could choose from various gifts, including sausage-scented gift wrap, as a thank-you for their participation. The gift wrap was so popular, it went out of stock a few weeks into the promotion.
Several years ago, McCain Foods launched its first-ever ‘smell-vertising’ campaign. Ten bus stations in the U.K. were outfitted with large advertisements for McCain Ready Baked Jackets, a frozen baked-potato product that can be consumed after microwaving. Each billboard included a fibreglass potato sculpture and a button that once pushed, would release the tantalizing smell of baked potatoes throughout the bus shelter.
The Gensler Brand Engagement Study reports 94 percent of respondents said they would be highly likely to recommend a brand they were emotionally engaged with.
“Scents don’t only change how people feel, they even give a powerful sway to what they think and how they process information. A pleasant smell appears to turn on a switch in your brain that shifts your focus to the positive aspects of your environment and blinds [you] from the negative. The entire experience changes,” writes Tom van Bommel in his article, The definitive guide to scent marketing.
For more than three decades, McCormick & Company, a manufacturer of spices, seasoning mixes and condiments, has added extra “spice” to its annual reports by incorporating a McCormick product into the printed pages – selecting flavours such as ginger, garam masala, Chinese five spice, even a fusion of blackberry and clove – to create a captivating reader experience.
As Travis Montaque, Founder and CEO of Emogi, explains in the Adweek article, Three steps to build a lasting emotional connection with customers: “To thrive in today’s marketing landscape, it is no longer enough for brands to simply communicate what their products and services provide; brands must cultivate an emotional connection with their consumers that will ensure continued loyalty. Brands that have not established this sort of bond are bound to be lost in the sea of competition.”
Zac Bolan, Wayne Collins, Victoria Gaitskell, Martin Habekost, Nick Howard, Neva Murtha, Abhay Sharma
Associate Publisher
Stephen Longmire slongmire@annexbusinessmedia.com 416-510-5246
Media Designer - Team Lead
Lisa Zambri
lzambri@annexbusinessmedia.com
Account Coordinator
Alice Chen achen@annexbusinessmedia.com 416-510-5217
Circulation Manager
Barbara Adelt badelt@annexbusinessmedia.com 416-442-5600 ext. 3546
Circulation apotal@annexbusinessmedia.com
Tel: 416-510-5113
Fax: 416-510-6875 or 416-442-2191
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
Group Publisher Diane Kleer dkleer@annexbusinessmedia.com
COO Scott Jamieson sjamieson@annexbusinessmedia.com
President & CEO
Mike Fredericks
Subscription rates
For a 1 year
subscription (10 issues): Canada — $43.00 +Tax Canada 2 year — $70.50 +Tax United States — USD$75.50
Other foreign — USD$147.00
Mailing address
Annex Business Media
111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
printaction.com
Tel: 416-442-5600
Fax: 416-442-2230
Annex Privacy Officer
Privacy@annexbusinessmedia.com 800-668-2384
PrintAction is printed by Annex Printing on Creator Gloss 80lb text and Creator Silk 70lb text available from Spicers Canada.
ISSN 1481 9287 Mail Agreement No. 40065710
Printing and communications company C.J. Graphics has expanded its product offering capabilities with the addition of the assets of ACME Ticket. For more than 60 years, AMCE Ticket has produced a range of products in the ticket business for a list of clients that include MLB, NHL, OHL, WHL, QMJHL and other professional sporting events in Canada and the United States. The company produces Season Ticket Books, Ticket Sheets, POS Tickets, Souvenir Tickets, Single Tickets, Bus Passes, Day Passes, Thermal Parking Tickets, Wristbands & Badges and Will-Call Envelopes, with features that include variable imaging and data programming, security printing, foiling, embossing and debossing, barcoding, security inks, coil and custom binding, stitch and tape, marketing, mail and fulfilment services and a full in-house art department. The ACME team led by Jerry Navarole, a veteran in the ticket and related business products for the last 20+ years, will serve as Senior Account Director overseeing the division.
Transcontinental Inc. has announced the gradual reduction of printing activities at Transcontinental Brampton, leading to the plant’s complete closure at the end of December 2019. The company says the decision was made in order to optimize the retail printing platform in Canada, noting that over the coming months, there will be a gradual transfer of activities
On April 23, Western Printers merged with Bond Reproductions “With a combined 68 years of experience in the print industry, Bond will continue its focus on quality and service. We feel confident Western Printers will be a good fit with Bond and that we can support the values they have built over their years in print,” according to a statement from the company. “The clients of Bond and Western will benefit from an expanded range of services and talent. Whether it’s offset or digital printing, we will continue to meet or exceed your expectations.”
from Transcontinental Brampton primarily to Transcontinental RBW Graphics and Transcontinental Vaughan in Ontario, as well as to Transcontinental Transmag in Quebec. Each of the latter two plants has just installed a press from TC Transcontinental Printing’s former plant in Fremont, Calif., the company explains. The closure of Transcontinental Brampton will take place in two phases. Starting July 7, only one of the two presses will remain in operation, resulting in the permanent layoff of about 60 production and support employees. As for the approximately 65 production and support employees who will still be employed after this date, they will continue to work on the remaining press until the plant closes. Upon the closure, most of the 30 office employees at Transcontinental Brampton should be transferred to Transcontinental Vaughan, where renovation work is underway, it says.
PDS is the exclusive Ontario dealer for Mark Andy consumable print products including the trademark of AB Dick and Presstek. With coverage coast to coast, PDS says it is able to service customers across Canada with the entire Mark Andy consumable print product line. PDS will be stocking a range of products, such as the Di Digital Plates and associated products, Toyo Inks, Varn, Epson and Pantone products, to name a few. It will also provide parts for the related equipment lines.
Torstar Corporation says it will close its Hamilton, Ont., printing and mailroom operations at 44 Frid Street this August, affecting approximately 73 full-time and 105 part-time staff. The printing work currently performed at the Hamilton facility will be transferred to TC Transcontinental Printing and other Torstar-owned facilities as well as other external printers. The move is expected to result in savings of approximately $4 million to $6 million annually once fully implemented. Torstar expects to record a restructuring charge in the range of approximately $6 million in connection with the closure. In connection with this decision Torstar has also extended its printing arrangements with TC Transcontinental Printing to 2024.
The bank note marks the first time a Canadian woman is portrayed on a regularly circulating Bank of Canada note.
Canada’s new $10 bill featuring civil rights activist Viola Desmond is the recipient of the 2018 Bank Note of the Year Award from The International Bank Note Society (IBNS). This is the fifth consecutive polymer containing note to win the coveted award. Polymer replaced paper on Canadian
banknotes several years ago but this is the first vertical format note for it. The face of the note features the portrait of social justice icon Viola Desmond while the back depicts the Canadian Museum for Human Rights in Winnipeg, Man. Desmond fought for racial equality across Canada and is the first Canadian woman to appear on a bank note; other women have all been British royals. Printed by Canadian Bank Note Company in the same distinct purple colour as the previous horizontal format $10 polymer note, this note is just fractionally larger than neighbouring United States currency bills. Canada plans “to issue a new denomination every few years” and the Bank of Canada has confirmed the next four notes in this series will also use the vertical format.
Southwest Business Products has purchased the Binders and Index Tabs Business from DATA Communications Management (DCM) of Brampton, Ont. In addition, Southwest has entered into a long-term supply agreement with DCM whereby Southwest has become the preferred vendor to DCM for the supply of binders, index tabs and related products. A provider of business communication solutions, DCM’s core capabilities include direct marketing, print services, labels and asset tracking, event tickets and gift cards, logistics and fulfilment, content and workflow management, data management and analytics, and regulatory communications. The loose-leaf binders and tabs business was previously acquired by DCM in conjunction with its acquisition of Bolder Graphics in November 2017.
Epson has opened its first Epson Certified Solution Centre in Canada. Located at the TG Graphics office in Mississauga, Ont., the centre will provide customers with access to the SureColor S-Series, SureColor F-Series and SureColor P-Series wide-format equipment, print samples and applications, and hands-on training opportunities. “TG Graphics is both very proud and honoured to join the Epson team,” said Al Proulx, President, TG Graphics Canada. “Our goal is to provide customers with a wonderful learning experience when they visit our facility for personal demos or open house events.”
PDS has been named the exclusive Mark Andy dealer in Ontario.
INSTALLS
Brian Evans has joined TI Group in the role of Operations Manager, Merchandising & Visual Displays. In this newly created role, Evans will manage the advancement of this growing competency for TI Group, which aims to help brand owners see results in retail environments.
After 22 years at technology manufacturer Domino Printing Sciences, including managing the sale of the FTSE250 company to Brother Industries in 2015, Nigel Bond is retiring from his position as CEO. Succeeding him is Robert Pulford (in photo), previously Managing Director of Domino’s Digital Printing Solutions division. With Domino for 23 years, Pulford has been part of the Domino executive management team for 14 years and has led the Digital Printing Solutions division for the last six years. He has been responsible for driving the growth of digital printing products into direct printing, label and packaging markets, as well as other broader industrial applications.
Best Color Press of Vancouver, B.C., recently invested in a Heidelberg Speedmaster XL 106-6+L press with Push to Stop and autonomous print automation. Producing 18,000 sheets per hour, the press is able to produce both conventional print jobs with water-based coatings and UV-printed jobs with high gloss UV coatings.
Rollem International has announced the hiring of Paul Byrne as its northeast Sales Representative. He most recently served as the Regional Finishing Solutions Manager for C.P. Bourg Company. He brings many years of finishing experience to the company where he will represent Rollem’s slitting, scoring, perforating and collating systems, along with the Insignia series of sheetfed rotary die-cutters and Durselen automated paper drilling systems. He is based in the Boston, Mass., area and will cover the New England and eastern Canada markets.
Avery Dennison Corporation’s board of directors has elected President and CEO Mitch Butier to serve as Chairman of the board following the company’s annual meeting of shareholders on April 25, 2019, subject to his re-election. Dean Scarborough, Avery Dennison’s current Chairman, has informed the board of his intention to not stand for re-election. Scarborough leaves the board after serving nine years as Chair, capping a career with the company that began in 1983. He served as President and CEO from 2005 to 2016.
FLEXcon Company has named Charles Hatheway Regional Sales Manager, North East/Canada, for FLEXcon North America. Based in Spencer, Mass., FLEXcon manufactures coated and laminated films and adhesives. As Regional Sales Manager, Hatheway will lead sales strategies in Canada and the northeastern United States, and will work to help customers develop new markets.
Kornit Digital, a company that develops and designs digital printing solutions for the global printed textile industry, has appointed Stephen Nigro as Strategic Advisor to the company and board of directors.
Domco Group of Quebec has acquired a Komori LS 429 with coater, purchased through Komcan Inc., the exclusive distributor of Komori presses in Canada. Domco Group employs more than 40 people across three divisions: Domco-Cayer Printing, Priority Printing and Tapage Agency.
Maritime Labels & Packaging has chosen the HP Indigo 6900 digital press for high-volume variable printing of digital shrink sleeves. The press will enable the Bedford, N.S., company to become the first supplier of digitally printed shrink sleeves in the region.
June 13, 2019
PrintForum 2019
The International Centre, Mississauga, Ont.
June 26, 2019
DIA Annual Golf Tournament St. Andrew’s Valley Golf Club, Aurora, Ont.
October 3-5, 2019
Print 19 Chicago, Ill.
October 23-25, 2019
Printing United 2019 Dallas, Texas
November 7, 2019
Canadian Printing Awards Palais Royale, Toronto, Ont.
November 25-28, 2019
Shanghai World of Packaging Shanghai, China
June 16-26, 2020
drupa 2020
Düsseldorf, Germany
September 15-17, 2020
Labelexpo Americas 2020 Rosemont, Ill.
GLOBE Goodway Group installs Océ VarioPrint i300
Nearly six months after installing an Océ VarioPrint i300 inkjet press, commercial printer Goodway Group is reporting uptimes of above 95 percent, “decreased operating costs and new opportunities for business growth.”
Said to be the first commercial printer in the Boston, Mass., metropolitan area to install an Océ VarioPrint i300, the system has allowed Goodway Group to nearly triple its capacity. Prior to installing the inkjet press, the company says it landed a large project for a national client, but was limited by the speed and capacity provided by older toner devices in the company’s print fleet.
“As one of Boston’s early adopters of digital technology, we are proud to now be the first in the region to acquire this groundbreaking technology,” explains Mike Jenoski, President and CEO of Goodway Group. “It has brought great value to our business and our customers in a short time. The feedback from our customers on the quality of the prints has been overwhelmingly positive and our capacity to print a high volume of impressions has increased exponentially.”
Ricoh Pro VC60000 boosts direct mail division
Direct marketing company Kirkwood Direct has partnered with Ricoh to streamline and enhance its variable data printing (VDP) technology.
By implementing a Ricoh Pro VC60000 with new Expanded Gamut Inks, Kirkwood Direct says it expects to significantly reduce time and costs associated with VDP. The partnership makes Kirkwood Direct the first VDP printer in the New England region to implement Ricoh’s Expanded Gamut Inks, enabling the company to deliver “near-offset image quality at high speeds,” even on coated media, Ricoh says.
Kirkwood US began in 1973 with a single press printing technical manuals for Boston-area technology companies. Over the next four decades, the company grew to become a global full-service print communications provider, with in-house services ranging from offset printing, variable data direct mail, database management, mailing services, digital print, wide-format, grand-format printing as well as fulfilment and postal logistic planning.
For the past several years, Kirkwood Direct’s VDP operation relied on the deployment of multiple digital sheetfed presses. This approach met the interim needs for VDP, however it was not the company’s long-term strategic solution, it explains. In recent months, Kirkwood Direct’s senior management team made the decision to upgrade technology and invest in new equipment, but they needed a press that could keep up with its customers’ high-volume, fast-turn demands and print on different papers, such as glossy, uncoated stock or cover stock.
“The quality and versatility of our Kirkwood brands had really taken off in recent years, and we knew it was time to take Kirkwood Direct’s capabilities to the next level. Ricoh’s technology perfectly fit our needs and exceeded our expectations, but what really persuaded us was how firmly Ricoh stands behind its products,” says Steven Kuczwara, Vice President of Operations, Kirkwood Direct. “They took us to the Customer Experience Center in Boulder, and let us see firsthand what can be done with the technology, including how spectacular and precise the output is, and how quickly it can be produced.”
The Ricoh Pro VC60000 boasts a comprehensive solution for users looking to expand their digital, inkjet or colour capabilities. The Ricoh printheads and inks, which leverage variable drop technology, are capable of producing resolutions of up to 1,200 x 1,200 dpi. It supports a range of fluid types, paper stocks and file formats, including PDF, PDFVT, JDF/ JMF, PostScript and AFP/IPDS.
Armenian printer adds fifth Rapida 106
Printing company Grand Master in Masis, Armenia, has modernized its entire machinery base since 2010. Four Rapida 106 presses are already in use at the company, and a fifth joined them in May. Production start-up is scheduled for early summer. At that point, the print centre will have been fully switched to sheetfed offset presses from Koenig & Bauer.
Since 2006, Grand Master has belonged to Grand Holding, the largest employer and taxpayer in Armenia with a workforce of 9,500 employees. The print company Grand Master also works with flexo and gravure presses. It produces packaging primarily for the tobacco industry and possesses equipment to handle the complete process from design and prototyping through to folding carton production. A total of 22,000 m2 of pro-
duction space is available. Further investments are already planned for this year, for example, in corrugated production capacities and a factory for paper recycling is also in the pipeline.
With the exception of one six-colour press with coater and extended delivery, Grand Master has each time chosen an eight-colour configuration with inline coating facilities and fully automatic plate changing. It is thus the proud owner of 43 Rapida 106 printing and finishing units.
All five Rapida presses are equipped with board-handling accessories and stand on 450-mm raised foundations. The most commonly used substrate is 1-mm board. The presses run at speeds up to 18,000 sheets per hour. Its automation features include automatic nonstop pile changing at the feeder, non-stop
roller racks in the delivery, FAPC plate changers and multi-function CleanTronic washing systems. Mention must also be made of the environment-friendly VariDryBlue dryers installed in the swan neck and the delivery extension. Quality assurance is handled with QualiTronic Professional, providing not only colour density control, but also sheet inspection. Together with the new press, Grand Master is implementing a new workflow based on LogoTronic Professional.
L to R: Mikael Harutyunyan, General Director of Grand Master, receives a model of the fifth Rapida 106 from Michael König, Sales Manager, Koenig & Bauer Sheetfed.
A loyal following
The remarkable birth and evolution of the Speedmaster
By Nick Howard
nside the offices of Schnellpressenfabrik AG, Heidelberg frustration not seen since the firm’s founding in 1850, filled the hallways of power. A new crop of young executives grew impatient with their boss, Herbert Sternberg. The year was 1961. Heidelberg Druckmaschinen, as the company would soon be renamed, had never entered the offset field. Sternberg was stubborn and believed the future would always be letterpress. After all, Heidelberg was sitting on top in this key sector.
At the upper levels of management, Sternberg had a loyal following. Artur Büttner was well ensconced as chief designer and between the pair, they shared almost 50 years of experience working for Schnellpress. It was Büttner who had led developments of both the T-platen and the OHC cylinder press. Schnellpress had recently added rotary letterpresses to its arsenal – using relief letterpress plates – but this didn’t qualm the younger executives. One who had experience and could see that the future would be in offset was Willi Jeschke. Jeschke had arrived at Heidelberg from M.A.N. in 1956. Soon after, Dr. Wolfgang Zimmermann would be added and the youth was about to force Herr Sternberg to make a radical decision — build a damn offset press!
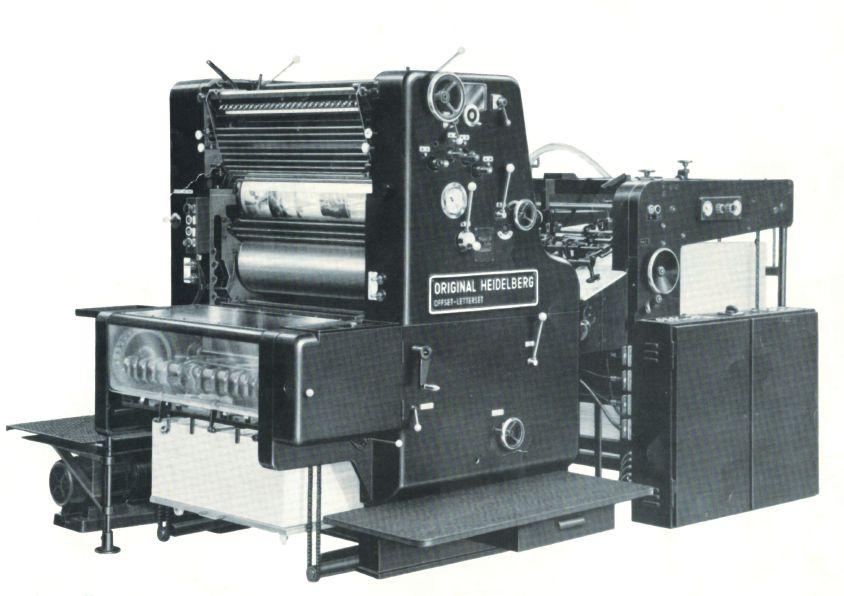
Taking the existing KRZ rotary model, the engineers made quick work to modify it into Heidelberg’s first offset press. Designated the KOR, or Klein Offset Rotation, the model in the 40 x 57-cm sheet size sold incredibly well when shown at drupa 1962. Heidelberg never looked back and when the K Offset era ended in 1985, roughly 40,000 machines had left the Wiesloch, Germany, factory. Offset was becoming a major growth industry. Numerous companies were in the business – especially small four-up sizes, but it soon became obvious to Heidelberg that the small KOR had its limits. A larger press, known as the RotaSpeed, would also be redesigned from wrap-around letterpress into an offset. This press, with a sheet size of 71 x
102 cm was supposed to be Heidelberg’s ticket into the lucrative offset B1 segment. In 1965 this model, showcased as a two-colour RZO, would make its appearance at TPG in Paris. But the RZO quickly turned out to be a beast. Although it looked great and presented some interesting features, such as five form rollers, the RotaSpeed was awkward to work on. Designed with mirror image print units, the press used a troublesome Spiess BX feeder head and avant-garde grippers instead of belts on the feedboard. This made feeding some papers, such as label stock, challenging.
Only Roland had success using a chain transfer system and for some unfathomable reason, Heidelberg sought to replicate the concept as it would have been much cheaper than traditional cylinders and gears. With stretched chains causing havoc, even adding “register racks” did not eliminate mis-register. By 1967, a new transfer base was designed with cylinders. The writing was on the wall — the RotaSpeed had to go. Thankfully in 1976, Heidelberg put the RotaSpeed out of its misery. Fortuitous for everyone, 1975 was the year Harris-Intertype exited the sheetfed business. Losing such a large competitor was a godsend for Heidelberg and the company knew it’d have to find a better solution before the likes of Miller and Roland gobbled up market share. Or did they already have something?
In the mid-1960s, the R&D department had been hard at work on a radically new design: The SORD and SOR (or S
Offset). At drupa 1967 the model, in a sheet size of 64 x 91.5 cm and 61 x 82 cm, was first shown. SORD was the first Heidelberg offset to be completely engineered from scratch and was it ever a winner! A very easy press to run, the SORD – and its five other variants – kept the RotaSpeed in-feed and transfer gripper system which was first used on the OHC cylinder press of 1935, but that was all. Controls were simple and accessible, and the inker rollers could all be set without tools – and outside of the press. Every roller core was identical and each roller was fitted with ball bearings. The impression plate and blanket cylinders were easily accessed, as was the in-feed.
Little did the Heidelberg engineers realize that the remarkable inking, dampening design and ease of operating controls would become the basis for the printing industry’s most successful platform: The Speedmaster.
The S Offset became an instant bestseller in one- and two-colour models. By 1974, the 102-cm SORS (Z) appeared. Production ended in 1998 and by my count, over 38,000 machines were built.
During the early 1970s, Heidelberg drew upon the S Offset as the basis in designing a multi-unit unitized new platform in 72-cm and 102-cm formats. The result was unveiled at Chicago’s PRINT 1974 tradeshow as a four-colour 52 x 72 cm running at speeds of 11,000 iph. North America’s first installation of the Speedmaster 72V would be at Toronto’s Aerotype Services in 1976. Quickly the
A photo of the first Heidelberg S Offset model.
flood gates opened and by the beginning of 1976, a larger Speedmaster 102, now with a perfecting device, took the printing world by storm.
This new Speedmaster brought many new labour-saving devices to the industry: Speed compensated dampening, motor-driven water pan roller, blanket washers, chromium-plated impression cylinders, and for perfecting machines, replaceable impression jackets. A new suction feeder, which launched in 1971, was a major enhancement and would remain essentially unchanged for the next 20 years. Even those same 1935-designed steel grippers would survive until 1995. All inking rollers had the same core and with price-pinching printers, this meant they could re-grind rollers, only recovering the smallest ones.That meant a typical inking unit would only need three recovered rollers.
This remarkable press grew in popularity because of the operators who loved running it. Anyone with experience running other Heidelbergs soon caught onto offset because the Heidelberg brand maintained the common element throughout all variants. At first, Heidelberg refused to be drawn into a continuous dampener — preferring cloth covering. But in the U.S., this was a non-starter. Dahlgren and Epic were soon busy slapping its dampeners on so many Speedmasters that Heidelberg had no choice but to come up with its own. In 1979, the first Alcolor-I arrived and to poor reviews. In those days, all manufacturers had to redesign Dahlgrens to circumvent patents. But coming up with a crowned roller obviated the skewing patents and at drupa 1982, the Speedmaster launched Alcolor-II and it worked! Soon, five- and six-colours with convertible perfecting washed across the industry. Although Roland had vastly more offset experience, the Speedmaster overnight became the world’s most popular press.
Above: A 1967 Heidelberg RotaSpeed model RZO with chain transfer at Howard Iron Works.
Below: A Heidelberg Speedmaster SM 72V (first model) from 1974.
By 1986, Heidelberg brought out a new Speedmaster.The CD, or Cardboard Diameter, filled a major weak spot — carton printing. Although the SM 102 could print to 0.8 mm, trying to jam a heavy piece of board around a 10-inch diameter cylinder was near impossible. Many board shops tried anyway but marking couldn’t be eliminated. The CD had a double-sized impression and triple-sized transfer cylinder and although initially marketed as a board press, it quickly caught on with commercial printers. Well into the 2000s, the CD enjoyed the crown as Heidelberg’s most prolific sales model after the platen press.
In 1988, competition from Japanese and other German manufacturers forced Heidelberg to make changes to the Speedmaster. At the drupa 1990 unveiling, the Speedmaster displayed a new control system (CP-tronic) which did away with electromechanical relays and contactors. The press drive went DC and press speeds increased from 11,000 to 13,000 iph. Still by 1990, 60 percent of Heidelberg presses left the factory as perfectors; perfecting was so important then. Same slightly narrower grippers and finally the old RotaSpeed Ranger in-feed drum was retired.
drupa 1995 saw another wave of changes. The CD version upped speeds to 15,000 iph by changing the unit side frames. An increased use of pneumatics reduced overall weight and costs. Already in 1993, Heidelberg had offered semi-automatic plate changing (Autoplate) and presetting functions for sheet size and thickness, but this was a period where virtually the rest of the industry caught up to Heidelberg. Although still
outselling everyone else, it seemed that small alterations would not protect the Speedmaster’s market share. Heidelberg needed something new again, just like the SORD of 1967. Another brand new platform had to be developed. Grippers and pads although improved, were a weak spot so was the delivery gripper-bar design. Both were expensive repair areas that had to be upgraded.
Another drupa, this one in 2000, surprisingly didn’t see much change. Other than a newly designed off-press console (CP2000), new feeder head and a new paint livery (guards were now painted silver), the Speedmaster was unaltered. But...what was that space-age design in the middle of drupa 2000? There it was! For the first time, the printing world got a look at a futuristic new Speedmaster, also called the CD74.
The press was under wraps and took a lot of people by surprise. Heidelberg never even mentioned the CD74 in its own commemorative book, 150 Years of Heidelberger Druckmaschinen Aktiengessellschaft, published just prior to drupa 2000. The new model would become a radically new machine that when officially launched in the 105-cm size at drupa 2004, would again eclipse every offset press that had come before. Officially known as the XL 105, the press ignored all previous art of the Speedmaster. Gone were the troublesome gripper systems and now slow semi-Autoplate. In came new inking distribution with faster reaction times, new washing systems, new feeder (Preset-Plus), new delivery, new dampening system and a double-size impression and transfer arrangement. A brand new perfector with additional (and
collapsible) extra cylinder also came a short time later. The XL 105 was a larger version of drupa 2000’s CD74.
Unfortunately the early 2000s had the print industry in the doldrums as electronic media started to make itself felt. The economy was on shaky ground and adding insult to injury was the new Euro, which had replaced Germany’s Deutsche Mark, and had taken flight against the U.S. dollar and Japanese Yen. It was tough times for Germans making presses and that included Heidelberg. The offset sales decline had begun and only a fool expected the good times of pre-2000 to come again. But as the packaging segment continued to grow, Heidelberg found itself riding a wave as it elbowed Koenig & Bauer for a bigger slice of the pie. The new perfector proved to be another winner with the one-pass eight-colour.
By 2012, the XL 106 launched and remains today as Heidelberg’s key offset asset. The new simultaneous plate loading feature (Autoplate XL) loads and removes all plates twice as fast and press speeds rose from 16,000 to 18,000 iph. Inpress, colour densitometry closed-loop and built right into the press, first appeared with the XL 105 and has been a major reason why waste has dropped. As part of Heidelberg’s acquisition of Lino-
type-Hell in 1997, it inherited workflow prepress software. Among them was a patented tool to connect prepress profiles to the press as well as to connect densitometers in a closed-loop fashion. Heidelberg pioneered this CIP4-PPF software, which has been a source of revenue as other press manufacturers were obliged to use it.
Since 2004, Speedmaster sought to design an open architecture system to tie in the host of peripherals including dampening, sprayer and dryer. The result was CANopen (Controller Area Network), which does a great job of allowing all devices to communicate with each other. The operator views and interacts with everything from one screen and adjusts settings (such as IR dryer sheet size, dampening, LED/UV and air flow) from one device. Heidelberg has been the leader in tying in ancillary devices. Most competitors leave that task to individual suppliers such as drying, coating and dampening manufacturers. The “Wallscreen” monitor was also a Heidelberg design and has been widely copied. Amongst the five big press builders, there are no lemons. Everybody can be proud of what they sell. But Heidelberg has another ingredient that gives it an edge — it excels at product support and
A Heidelberg Speedmaster XL 105-6+LX2, age 2012, sold by Howard Graphic Equipment.
superior customer interaction.Whether it be training or spare parts and service, Heidelberg leads by instilling rigour in its quest to connect the German factory with the print shop. Around the world virtually all sales are carried out by factory-owned units and it has more technicians in the field with an excellent support network. Service plays a big role in buying decisions, especially in today’s climate. New creative solutions, such as the payas-you-go subscription model or groundbreaking system software through Heidelberg’s own Prinect architecture called Push to Stop, have kept the Speedmaster at the top of the offset world for over 40 years. What began as a marvellous S Offset design in 1967 has evolved and is a press with which all others are compared. Like many used machinery dealers, I know this first-hand. We sold every Speedmaster model, including the XL 106, during the past 43 years; Speedmaster was our bestseller by far.
NICK HOWARD, a partner in Howard Graphic Equipment and Howard Iron Works, is a printing historian, consultant and Certified Appraiser of capital equipment. nick@howardgraphicequipment.com
According to emerging tech hub Action Card, while consumers form a first impression of a brand’s logo within 10 seconds, it takes between five to seven impressions for consumers to remember the logo.
BRAND IDENTITY
Six creative ways packaging communicates brand storytelling
By Phil Bagdasarian
Today’s packaging does more than protect a product, it is a vessel designed to convey a brand’s unique story. Every customer who purchases a product sees its packaging, thus creating an opportunity for businesses to establish a perfectly controlled interaction. The right strategy will generate engagement by crafting an informational, yet emotional, story. Modern shoppers want more than product details, they crave a story that establishes a personal connection with the product’s creator. Once the perfect brand identity and story have been created, it is vital to express and bolster the narrative though the package’s design elements. A clear, minimalist design is
highly recognizable in multiple settings, and is an efficient strategy for directing consumers to a brand’s evocative tale. Every design component is crucial, communicating a brand’s message through colour, shape, size, content and materials.
The following six creative strategies will help efficiently communicate a brand’s story and create a lasting, positive impression that will enhance the consumer’s shopping experience.
Know your target
Failure to target the right audience will result in packaging that falls flat, regardless of how attractive the design is. An overreaching strategy that attempts to sell a product to everybody will probably sell to no one, so it’s essential for businesses to conduct a market analysis that targets the right message to the right people. An
Our people make the difference.
“
Our customer’s success is our primary focus and we take great pride in being a trusted business advisor. Our team of experts offers custom press configurations and enhanced solutions to meet the complex needs of our customers.
“
Richard Dreshfield, Senior VP Sheetfed Sales
Our focus is on training your team to ensure you are achieving the highest uptime and throughput. Our vision continues with our investment in pro-active connected services to support your long term success.
“ “
Chris Talbert, Vice President Sheetfed Service and Operations
Service & Sales working together for your success.
At Koenig & Bauer with our rich 200+ years we pride ourselves on our dedicated employees. We believe as the pioneers that our people will make the difference in ensuring your success.
Koenig & Bauer
+1 (800) 522-7521
na-marketing@koenig-bauer.com koenig-bauer.com
effective design will be composed of aesthetically pleasing components that speak to the company’s targeted consumers, conveying its message with visual efficacy. To accomplish this, designers need to ask themselves several questions and establish their approach on the answers. Information such as the shopper’s age, employment, income level, gender, education, interests, location and marital status for instance, can help designers adopt a neutral, unbiased view that will assist them in creating a visual expression that reflects the emotional needs of consumers. Knowing an audience’s preferences is invaluable, so designers should perform research that sheds some light on lifestyles, personalities and tastes, and then translate these into colour, typography and layout that exudes the right ambiance and attitude.
First impressions
It takes seven seconds for consumers to make a decision after visualizing a product, which means businesses only have a small timeframe to make a first impression. Recent studies have shown that “people form first impressions very quickly based solely on appearance, and that these first impressions persist over time and aren’t changed easily.” An attractive packaging design is the ultimate motivator when it comes to impulse shopping, triggering a delightful feeling of reward. By integrating a story into product packaging, businesses can make their brand more relatable to consumers and establish an important connection that will drive engagement. But first, customers must be drawn to the design through original colours, unique shapes and appealing materials that offer a tactile experience. Once the initial connection has been elicited, the packaging’s words can do the rest of the talking. The same is true for e-commerce packaging, which makes an impression the moment it arrives on a consumer’s doorstep, regardless of what is inside.
Showcase the human connection
The layout of a product’s package is of utmost importance. Proper use of layout will direct consumers’ eyes the right way, drawing them to the brand message in a clear and emotional manner. Once the connection has been made, it needs to be maintained through proper use of colour, negative space, graphics and compelling content. Developing a strategy that encompasses a human factor will attract shoppers and help establish a brand’s unique character. In packaging, consistency is key, so this aspect must be present in each and every design variation. Humanizing specific elements of a brand, such as its employees or stellar customer service, by showcasing team photos or easy methods of contact, will help form the kind of relationship with shoppers that will make them feel valued and appreciated.
Set the mood with colour
The right combination of colours can evoke specific feelings, helping to express and enhance a brand’s storytelling. But oftentimes, colour choices in packaging are dictated by a brand owner’s personal tastes rather than what resonates with potential customers. To find the perfect colour palette, designers need to perform a delicate dance that can satisfy both consumers and brand owners. Colour theory can predict an audience’s reaction with surprising accuracy, but it’s important to apply a guideline that will prevent a disconnect between colour and messaging, which could turn customers away. Guidelines can be developed based on a colour’s emotional associations. Red, for instance, conveys passion and demands attention, green signifies nature, stability and growth, while the colour white represents purity and health. When it comes to packaging, colours are vital tools. They possess the power to make or break a connection, so it’s essential to apply this type of methodology to craft the right design. Typically, brand colours
involve the use of three colours: An emotive base colour, an accent colour, and a neutral tone that will harmonize with the base colour. To strengthen brand awareness, the chosen colours should be consistently implemented across each design element.
Conveying an experience
A signature colour can boost brand recognition by 80 percent, based on research by Color Matters. According to Forbes, consistent brand presentation across all platforms increases revenue by up to 23 percent.
To design a packaging experience that expresses a story, careful consideration must be applied to materials, graphics and finishes. The right elements will create balance and a sense of fluidity that will make a positive and memorable impression during the unboxing experience. To create a euphoric and rewarding packaging event, several factors must be implemented. Functionality is key to keeping a product protected during handling and shipping, but is also crucial to providing shoppers with a smooth, relaxing and dynamic unboxing experience. Sensuality plays a significant role in the process, and can be tapped into by stimulating the senses with several features such as soft touch finishes, embossing, crisp edges, natural elements and crinkly materials. Adding these stimulating layers will appeal to the senses, helping to build excitement and anticipation.
Lastly, a box’s contents should be akin to a display case, presenting each element in a perfect sense of order. When all of these design features are carefully orchestrated and brought together in a single package, the unboxing ritual can be greatly enhanced, sending customers on an unforgettable journey.
Let’s be honest
Today’s market demands transparency. Since the 2008 recession, consumer trust is at an all-time low, so a brand message that lacks honesty and integrity will fail, despite the use of effective and creative design elements. Authenticity is at the top of shoppers’ lists, which is why businesses need to be completely open about their values and the products they offer.
A great way to convey transparency through packaging is to replace generic stock photography with real images. Showing photos of the actual product and the team of people behind it will let consumers know the brand can be trusted. What they see is what they want to get. Modern shoppers are savvy, so there’s no point in altering product shots. Instead, companies should lay out their core values in an open manner and hold themselves accountable, proving to existing and potential clients they can be trusted.
Phil Bagdasarian is the co-founder of Packwire, an online printing and packaging service that enables businesses to create their own box design, including branded mailers, folding cartons, shipping boxes and gift boxes.
Measuring technological innovation and investment among some of Canada’s leading commercial printers
By Alyssa Dalton
The following snapshot of The Iron Index 2019 survey produced by PrintAction compares current production trends to a historical benchmark of capital investments made by Canadian printers. The facts presented throughout the article relate 2019 numbers to past survey statistics.
A technology survey unique in the Canadian printing community, the roots of The Iron Index trace back to the late1990s when PrintAction began tracking the arrival of computer-to-plate-imaging systems in Canada. What started as a short, but important, list of commercial printers in 1996 to first install CTP technology grew exponentially after the turn of the millennium, as sheetfed and web offset printers began to abandon film-
based workflows. Today, CTP systems, while still a priority for throughput, are barely an investment concern for commercial printers who are instead focusing on the evolution of toner and emergence of inkjet.
In 2004, we began to track which CPT-enabled commercial printers were also installing toner presses to augment their traditional offset production. Inkjet systems were soon after added to the survey, and in 2007, PrintAction determined it was important to follow the application of technologies by these ironheavy litho printers and asked survey participants to provide their production ratio of offset to toner to inkjet, which describes the printer’s estimated percentage of how their print work is generated among the three primary printing processes.
For the first time last year, we asked
“With Heidelberg Subscription, we take an economic stake in boosting your productivity and forge a genuine performance partnership with you.”
Prof. Dr. Ulrich Hermann, Head of Digital Business & Services
Your New Success Story Starts Here. Heidelberg Subscription:
Heidelberg Subscription offers a unique formula: pay as you print. Heidelberg provides the machines, workflow, perfectly matched consumables, expertise, and service you require – ensuring optimal and stable printing and maximum availability. Peak productivity at a price that reflects the volume you actually produce. Subscribe to a Smart Future.
commercial printers about their production-strength inkjet press investments, as systems are now ready to impact the market. It is important to note this production-strength category is differentiated from large-format inkjet, largely based on application and potential offset and toner printing disruption.
The goal of The Iron Index is to track the production-technology investment trends of leading offset-based printing companies across Canada. This includes tracking the offset (by model, number of
The Iron Index methodology
units, and format size), toner and inkjet press specifications of participants, as well as employee levels, revenue, frontend technologies, MIS and certifications. The following statistics provide insight into what is going on with the direction of production ratios. The key statistics describe how the landscape is changing in terms of long and short runs, as well as the work of 29- and 40-inch printers, and how they are shaping their companies and Canadian printing.
Based on the information provided by
For more than 20 years, PrintAction has surveyed commercial printing companies across the country to track their production-technology investment and trends. Below is a sample of the survey questions they are asked to answer to produce our results. This primarily includes tracking the offset (by model, number of units, and format size), toner and inkjet press specifications of participants, as well as employee levels, revenue, front-end technologies, MIS and certifications.
Year of company founding:
Number of employees:
Offset presses:
Include up to four primary offset presses. Include press brand, press format size in inches, and number of press units.
Toner/digital presses:
List up to three primary toner/digital presses. Include press brand and model number.
Production inkjet:
List up to two primary production inkjet machines. Include press brand and model number.
Wide-format inkjet:
List up to two primary wide-format inkjet machines. Include press brand and model number.
Production ratio:
Provide approximate percentage of work done, in terms of total revenue generation, with Offset : Toner : Inkjet.
Primary offset plate brand:
Provide brand and type if available.
Primary platesetter:
Provide brand and type if available.
Primary front-end (prepress) software:
Provide brand, type and version if available.
Management information system:
Provide brand, type and version if available.
Annual revenue:
Certifications:
List up to three of your most important certifications.
80 responding companies, it appears large-format inkjet is having an impact on the revenue stream of commercial printers in Canada, while production-strength inkjet has not yet made significant inroads. Meanwhile, toner printing has made significant inroads over the past few years as almost three quarters of all surveyed printers now producing at least 10 percent of their work with digital presses.
To participate in next year’s edition of The Iron Index, please contact adalton@annexbusinessmedia.com.
SURPRISING STATS
Total number of companies that participated in this year’s Iron Index.
Total number of employees represented in this year’s survey.
Percentage of all printers (29- and 40-inch) surveyed in 2019 producing work with all three processes (offset, toner, inkjet), up from 58% in 2017.
BALANCE ON PROPRINT
AVAILABLE EXCLUSIVELY FROM VERITIV
PROVIDING A PERFECT BALANCE OF PERFORMANCE AND AFFORDABILITY
Features include:
• Gloss and Silk finishes in a wide range of standard weights and sizes
• Available in matching digital basis weights and sizes
• Smooth, even print surface for excellent print results
• High opacity for superior image sharpness
• Excellent print contrast leads to crisp imagery
• PEFC Certified
60, 70, 80, 100 and 115 lb. Text
80, 100, 111 and 130 lb. Cover
To learn more and see the full offset and digital range, please visit: Pour en savoir plus et pour voir tout l’éventail de papiers offset et numériques, rendez-vous sur : veritivcorp.com/proprint
L’ÉQUILIBRE AVEC PROPRINT
OFFERT EXCLUSIVEMENT PAR VERITIV
L’ÉQUILIBRE PARFAIT ENTRE LA PERFORMANCE ET L’ABORDABILITÉ
Principales caractéristiques :
• Finis brillant et satiné, large éventail de formats standard, versions édition et couverture assorties
• Poids de base et formats digital assortis
• Surface d’impression lisse et uniforme pour d’excellents résultats
• Opacité élevée pour une netteté supérieure des images
• Excellent contraste pour des images précises
• Certifié PEFC
120, 140, 160, 200 et 230 M Édition
160, 200, 222 et 200 M Couverture
40-inch printers
The following statistics apply to Canadian printing companies with at least one 40-inch sheetfed press, based on their participation in The Iron Index surveys.
Percentage of all printers surveyed this year with at least two toner printing systems, up from 56% in 2018 and 52% in 2017.
Key 40-inch printer findings in 2019: The Iron Index indicates there are fewer commercial printers with full-size sheetfed presses focusing solely on offset work. This is seen by the gradual decline in printers producing 90 percent or more of their work with offset.
29-inch printers
The following statistics apply to Canadian printing companies with at least one 29-inch offset press (or of smaller format) and no 40-inch presses, based on The Iron Index surveys.
Percentage of 29-inch printers surveyed in 2019 producing at least 40% of their work with toner presses, a marginal decline from 24% in 2018.
Key 29-inch printer findings in 2019: The Iron Index survey indicates offset continues to lose momentum in the 29-inch market, largely seen by only a couple of surveyed printers producing more than 90 percent of their revenue with this process, while a significant number of respondents are producing at least 10 percent of their revenue with toner production presses.
Percentage of all printers (29- and 40-inch) surveyed in 2019 producing at least 10% of their work with toner presses, down from last year’s 79%.
Percentage of 40-inch printers surveyed in 2019 producing at least 80% of their work with offset, a slight dip from 73% last
Percentage
Percentage of 29-inch (or smaller) respondents that indicated at least 10% of their work was being produced with toner presses.
Percentage of
Complete Iron Index participants by year
The following percentages are derived from 80 Canadian printing companies who participated in The 2019 Iron Index survey.
Percentage of all printers (29- and 40-inch) surveyed in 2019 generating at least 30% of revenue from toner, versus 23% in 2018.
Percentage of all printers (29- and 40-inch) surveyed with at least one toner press, versus 81% just five years ago in 2014.
Percentage of 29-inch printers generating at least 20% of revenue from toner presses, a healthy increase from 71% in 2017.
Percentage of 40-inch printers producing at least 20% of their work with inkjet, reinforcing the fact that large-format inkjet continues to make an impact.
PrintAction would like to thank all of the companies that have participated in The Iron Index over its 21-year history, and in particular those who responded to our 2019 edition, enabling these statistics to be generated. To participate in next year’s survey, please contact the editor at adalton@annexbusinessmedia.com.
The 2019 RyeTAGA group, comprised of third-year students from the Graphic Communications Management (GCM) program at Ryerson University, and chapter advisor Martin Habekost.
ON THE FOREFRONT OF PRINT
The
TAGA 2019 conference highlights the diversity of new print technology advancements
By Martin Habekost
The middle of March is the time when the Technical Association of the Graphic Arts (TAGA)’s Annual Technical Conference takes place. This year the conference was held in Minneapolis, Minn., from March 17 to 20. The conference is not only for researchers to present their findings, but also for PIA InterTech Award winners to present their innovative solutions, while post-secondary students from Canada, the U.S. and France show off their work in the form of student journals. These student journals contain research work related to the graphic arts industry conducted by students. The TAGA student chapters compete for the Kipphan cup, awarded annually to the best student journal. The
Ryerson TAGA, also known as RyeTAGA, is the sole Canadian student chapter and has won this cup six times in the past and went to the conference as the defending champion. Unfortunately the RyeTAGA student chapter did not defend the cup, but received an award for the best electronic publication portion of the journal. Meanwhile Ryerson University’s Graphic Communications Management (GCM) student Julia Forrester won the Harvey Levenson Undergraduate Student Paper Award for her paper on expanded gamut printing.
The conference always starts with four keynote presentations on the Sunday afternoon. The keynotes are there to inspire the attendees to think outside the world of graphic arts and printing. The first keynote was delivered by Jeff Gomez from Starlight Runner Entertainment,
who spoke about immersive media being the new language of enchantment. Gomez talked about how successful storytelling is becoming more and more important. “For the past couple of decades, media has engaged our eyes and ears at the expense of our other senses. Lately, young people have been yearning for something more. They want to imagine. They want to touch,” he said. He told his story about how he became part of the world of printing, images and storytelling. According to Gomez, variable data printing will result in big revenue. This quote from his closing slide is very indicative of where things are headed: “We are now capable of surrounding people with digital communication and the graphic arts.”
The next keynote was presented by Dan Dennehy, Head of Visual Resources from the Minneapolis Institute of Arts. He spoke about new approaches to documenting cultural heritage. One of the challenges they face is the long-term readability of eBooks. Dennehy said Getty has developed a platform that allows an eBook to be produced in various formats. The most interesting part of this keynote was how the Minneapolis Institute of Arts uses photogrammetry to make many of their collection items that are not on display to the public. The items are first 3D scanned, and then the images are cleaned up and processed so the viewer can see the items through a computer or tablet. There is a range of challenges for 3D imaging, including: Colour accuracy, reflectivity and surface appearance, verification of geometric data and viewability across different platforms.The current library of 3D scanned items can be viewed at https:// sketchfab.com/artsmia.
Fritz Horstman, Artist Residency and Education Coordinator at the Josef and Anni Albers Foundation, delivered the third keynote: A look at the interactivity of colour, art and teaching of Josef Albers. Horstman set the stage by sharing the historic background of how Josef Albers was part of the Bauhaus, first in Weimar (1919 – 1925) and then in Dessau (1925 – 1933), Germany. Josef Albers was running the preliminary course at the Bauhaus. In 1933, Albers immigrated to America and started to paint and work with colours. His signature series, Homage to the square, features three or four squares set inside each other, each in a different colour, with the squares slightly gravitating towards the bottom edge. Although this presentation was vastly different from the other keynotes, it provided attendees with an opportunity to think about how different colours and materials interact with each other, perhaps in a way they hadn’t thought about before. In my opinion this presentation highlighted where the roots for certain colour interactions were laid in the first third of the 20th century.
The last presentation, This is your brain
on paper, was given by Daniel Dejan of Sappi Paper. He spoke passionately about how all the senses get engaged when you read on paper. Many studies have proven that there is a larger mnemonic (aiding or designed to aid the memory) retention when reading something on paper versus reading the same information on a screen. He noted the following as some of the benefits of reading on paper:
• Lowered heart rate and blood pressure,
• More in-depth reading/increased ability to absorb more information,
• Increased mnemonic retention, and
• Better understanding of the content.
When you read the same information on a digital device, you go into ‘skim mode’ and start searching for keywords. You are reading for speed, you have a lower retention rate and a diminished understanding of the content, Dejan noted. Print still has its checks and balances, while with digital, everything gets uploaded and there is no filter in regards to the content.
This concluded the Sunday keynotes. All were well received by the audience and many attendees struck up conversations with the presenters during the welcoming reception that followed the sessions.
The Monday and Tuesday of the TAGA conference were dedicated to presentations by industry and university researchers, as well as PIA InterTech Award winners. The presentation by Axel Fischer from Ingede, an organization that evaluates the deinkability of printed materials, focused on the deinkability of prints made with inkjet technology. Fischer noted that if a batch of paper contains 2-percent water-based inkjet printed material, the batch will be unusable for deinking with the current pro-
The RyeTAGA team worked closely with industry on its 2019 journal, printed on paper from Mohawk Paper donated by Spicers at Canon Canada, featuring digital embellishments from C.J. Graphics and binding done at Beck Bindery. The NFC tags were donated by Jones Packaging.
cess that is being used. Inkjet printed material that has been pretreated before inkjet ink hits the paper, preventing it from being absorbed into the fibres, can be deinked. As well, prints made with dry toner technology can also be deinked. He noted that prints made with cross-linked inks – inks that have been ‘dried’ by UV light exposure – pose a problem for deinking, meaning new digital print technologies are not friendly for being deinked... at this time.
MacDermid Graphic Solutions’ Dan Fry presented an innovation in flexo plate technology for printing on corrugated material. The new MGS Anti-Fluting plate technology, Fry explains, is designed to minimize the washboard effect that is typical when printing on corrugated material and aims to reduce the board crush that can happen in the printing nip. Described as being very durable, the plates boast excellent ink transfer and low dot gain.
Keeping with the topic of printing on corrugated material, EFI’s Liz Logue gave a presentation on the Nozomi C18000 digital inkjet press, which won an InterTech Award. Along with highlighting the technological innovations that have made the Nozomi a reality, she noted the corrugated market will adopt inkjet as a valuable avenue of producing corrugated materials in the next five to 10 years. (More on the Nozomi C18000 can be found in my article, Change on the horizon, published in the April 2019 issue.)
David Biro from Sun Chemical gave a very good presentation on how UV-curing works. He explained the difference between UV-curing with mercury doped lamps and UV-LED lights. Both curing processes pose challenges for ink manufacturers to have the correct chemistry
present in the ink. An ink formulated for UV-curing with mercury doped lamps cannot be cured with UV-LED lights and vice versa, he noted. Biro also showed how the variation of an ink formulation can help improve the curing rate of an ink.
Ganesh Kumar of colourvision.org.in, an organization that strives to raise awareness of colour vision deficiency, gave a presentation on the development of a new test tool to identify colour blindness. The test, he explained, had to withstand wear without losing its physical integrity, as it would be handled by many people. After testing on different substrates using various printing technologies, they determined that printing the Ishihara plates on 200 mil Polyester using electrophotographic print technology performed the best. This was a rather interesting presentation which took the audience on the journey of discovering the best possible solution for a problem.
Next was Mustafa Bilgin from the Bergische University in Wuppertal, Germany. He had developed a coding system, similar to a QR code, with elements that react to heat, light and water. These elements have the ability to change the message of the code, which can be read by a code reader, he explained. This presentation showed how initial research in this type of area is done and how various materials and optical code patterns are evaluated for their suitability.
Another InterTech Award presentation was made by Dr. Danny Hall from Global Graphics Software. His company has invented a screening technology for inkjet printing that helps to minimize and/or eliminate the problems from directional streaking that can be the result of missing nozzles, nozzle timing jitter and intrascreen defects. This can result in banding and other artefacts. The examples shown in the presentation were quite impressive. This technology is worth looking into for anyone having an inkjet production device in their printing company.
Several presentations at the conference addressed expanded gamut printing, one of which was given by Kyle Hargrove of CGS. He explained the difference between extended and expanded gamut printing. Extended gamut printing, he noted, is extending the gamut of traditional CMYK by printing these colours at higher densities and thereby extending the gamut. This is denoted as XCMYK. Meanwhile expanded gamut printing is traditional CMYK plus orange, green and violet, going from the four-colour process to seven-colour process. What does this mean for a printing company? If you have a flexo print shop, it means you can standardize your anilox roller inventory. You don’t need to keep a wide variety of anilox rollers, since you can more or less run the same anilox rollers for every job. And since you run the same anilox rollers all the time, they also wear out
faster than before. Alternatively you have fewer wash-ups, since the inks stay the same for every job and you only need to change the plate cylinders and substrate. This results in a drastic increase in press efficiency, he said. He shared the cost analysis of a print shop his company worked with. All cost factors were taken into consideration and in the end, the customer saw a 35-percent savings in hard costs.
Next, Jodi Alejandro from CrossXColor and Thorsten Braun from ColorLogic gave a talk on the number of test patches needed to characterize a print process with four and more colours. As a measure of the quality of the test chart, the following two characteristics were chosen: DE average and 95% percentile. An example was done in relation to standard test charts for GRACoL. It showed that after about 150 patches, the average DeltaE is 1 or lower, meaning more test patches are not needed. One of the main takeaways of this presentation was that a high quantity of test patches does not automatically result in a better test chart — test chart generators and colour models need to be optimized to better reflect this. Hanno Hofstadt from GMG gave a presentation on the characterization of multicolour printing and creating a meaningful test chart. Hofstadt showed that if the same logic behind the IT8.7/4 test chart was applied to expanded gamut
printing, the test chart with the same resolution (10 to 15 percent, nine steps) would result in a test chart with approximately 5 million patches. Even if the resolution was reduced to only four steps, it would still result in a test chart with almost 17,000 patches, he said. These are all not practical approaches to creating test charts for expanded gamut printing, he explained, so what could be done to reduce this set of test patches to a maximum number of 5,000? Some approaches to limit the number of test patches is to reduce the Total Area Coverage (TAC) from 400 to 280. Also, limiting the number of colours involved in overprinting inks will result in a reduced number of test patches. For seven-colour printing with four steps and four overprinting inks, the number of test patches is reduced to approximately 4,000. Since most people printing with expanded gamut use AM-screening, so-called screen-clashes need to be avoided. Why is that? Well there are basically only four screen angles available, so certain colours need to share a screen angle. Most likely these will be opposing colours, like cyan plus orange or magenta plus green.
Currently there is an initiative from Idealliance to create a common expanded gamut test chart. It should be suitable for offset, flexo, gravure and digital printing, be supported by all major profiling software vendors and provide a reasonable CMYK characterization too. Another stipulation of this initiative is the test chart should not be more than four letter-size pages big. At the end of his presentation, Hofstadt demonstrated that GMG’s OpenColor software solution takes into account these various factors and creates a dynamic test chart layout. One of the last presentations of the conference was given by Professor Liam O’Hara, who discussed expanded gamut printing in flexography. His study focused on the influence of the chroma of the inks on the gamut volume. Without going too much into detail, it can be said the greatest chroma of orange, green or violet does not mean the largest possible gamut volume. Using a low chroma version – up to only 70 percent of the original ink concentration – can make it possible to achieve more Pantone colours than using full chroma inks. The ink film thickness of the inks appears to influence the gamut size beyond its influence on the chroma of the solids.
Overall it was a great conference, and in my opinion, one of the best TAGA conferences put together. The variety of the topics was very broad and the research also showed that specifically in the expanded gamut printing area, a lot of work still needs to be done to fully understand how this technology works best and can be used by printers. I look forward to next year’s conference to discover what developments have since taken place.
RyeTAGA president Aidan Kahane (centre) accepts the Electronic Publication Award on behalf of the team.
Print software
Amid the Industry 4.0 manufacturing buzz, print continues to push its ability to leverage MIS and software to drive capital equipment
SAi Flexi 19 signmaking software
SAi has introduced Flexi 19, describing it as a more powerful and feature-rich update of its flagship signmaking software, engineered to meet the design and production challenges of sign and display, and large-format print providers. Central to Flexi 19 is a more high-performance 64-bit RIP engine, SAi explains, delivering an increase in speed of more than 30 percent. Developed to be an all-in-one solution for design, print, print-and-cut and direct-to-vinyl production workflow, Flexi 19 boasts a host of features and tools – some of which are available free of charge to SAi subscription-based customers. These include more than a dozen new additions, each geared towards improving the design, production and business aspects of users’ operations, it explains.
Among the new tools introduced to ensure a more efficient design workflow is Find my Font. This lets users open different photo files, including Bitmaps, before automatically detecting the font or the best match of that used in the file. Another new addition is the Pantone FineTune Spot Color Matching Tool. Particularly useful for sign and display companies that regularly use Pantone books, it allows users to measure charts and make manual adjustments to colour match from ICC profiles.
BCC Software acquires Satori Software from Quadient
BCC Software in January 2019 acquired Satori Software from Quadient, a division of Neopost. The deal included all former Satori Software products, such as Bulk Mailer, Architect, Ignite and Monticello. Quadient says it is retaining all other products in its portfolio, including the Quadient Inspire platform. The parties say the acquisition will improve the overall quality of mail and bring exciting new opportunities to mailers of every size. “Users will now be able to access the mailing industry’s best solutions – in-
cluding postal presort software, data quality solutions, mail tracking and post-presort technology – through one focused and reliable provider,” says Shawn Ryan, Vice President of Product Strategy at BCC Software. “As we begin to leverage the combined technological strengths and talents of both teams, I am excited about the future state of enhanced mail automation workflows, improved postage optimization, and bestin-class address quality solutions to further improve the value of mail throughout the industry,” adds Chris Lien, President of BCC Software.
Aleyant PrintJobManager 2.0
Aleyant in November 2018 announced the availability of a new version of its production tool, PrintJobManager. With Version 2.0 available now, the company introduces Scheduling Simplified to help print shops engage in more intelligent production planning. “We continue to add functionality to PrintJobManager based on customer feedback and our own assessment of industry trends,” says Trent Foreman, Aleyant’s PrintJobManager Product Manager. “Customers will now be able to view information at the job, department or resource level as a basis for more intelligent production planning. Each view shows details about each job, including due date, estimated production time, customer information and more. Jobs can be sorted based on priority and other criteria. This level of easily accessible information allows for a more efficient production process that can deliver immediate bottomline results.”
In addition to Scheduling Simplified, Version 2.0 features an additional integration point with Aleyant’s Pressero Web2Print solution. “The forms and product forms inside of Pressero can now be
Flexi 19 is designed to be an all-in-one solution for design, print, print-and-cut and direct-to-vinyl production workflow.
mapped to a custom field in PrintJobManager,” Foreman explains. “This can be useful to automatically capture additional information such as department code, billing code or another piece of metadata that is unique to a specific customer. It allows the information to be visible on both the Job Ticket and the Job List view.” Customers can now designate custom fields as internal or external when sending out an estimate, allowing better control of information that is exposed to the customer, the company explains.
MIS provider EPMS integrates with PrintReleaf
EPMS says it is the first print MIS provider to integrate with PrintReleaf, a print industry sustainability and reforestation standard. Founded in 1989, EPMS provides fully integrated print MIS solutions to printing companies, from simple quoting to sophisticated client relationship management, accounting and JDF integrations. Once released later this year, commercial printers that run EPMS’s PrintReleaf integration can automate and scale PrintReleaf and provide their customers the opportunity to automatically offset the paper consumption associated with each print job by planting trees –equivalent to the paper used in each print job – at certified reforestation sites around the world.
“The PrintReleaf platform offers an affordable alternative to traditional chain-of-custody solutions. Once integrated, every print job estimate originating EPMS can now automatically include the PrintReleaf service offering. Our printers and their clients know that by partnering with us, their sustainability efforts will be automatically and authentically supported,” Mark Andersen, Presi-
dent and CEO of EPMS, says. “We are excited that EPMS is the first print MIS provider to respond to its customers’ demand for a genuine, automatic paper offset solution. By using the PrintReleaf API, the job offsetting happens behind the scenes, but EPMS and [its] customers can review their reforestation efforts any time right from their dashboard,” Casey O’Hara, VP of Technology for PrintReleaf, notes.
Avanti Slingshot integration
Avanti Computer Systems of Toronto in May 2018 introduced the integration of its Slingshot’s Print MIS software to BCC Software’s BCC Mail Manager postal software, a USPS CASS/PAVE certified platform. Avanti explains the integration will provide print and mail shops with “seamless communication” of the mailing and production requirements for a job and is designed to eliminate risk and errors that typically result when mailing lists are processed. Postage, reports and production mail files will now be added directly to an Avanti Slingshot Order so that mission critical information will be centrally located. Business requirements that impact mail sorting rules will be communicated automatically to Avanti Slingshot to create correct mail drop and postage information, it explains.
In March 2018, Avanti also integrated its Slingshot Print MIS solution with the Catfish web-to-print platform from Infigo Software. By integrating Catfish with Slingshot, Avanti explains it is possible to automate every aspect of the print job into a single workflow, eliminating the need for human intervention. This includes functions like job specification and submission, reporting, estimating, imposition, inventory management, scheduling, shipping and billing.
Kodak InSite Prepress Portal 9.0
Introduced in May 2018, Kodak’s InSite Prepress Portal 9.0 (IPP) features a new user interface that delivers a “simplified, intuitive and real-time proofing experience.” Designed to reduce cycle time, IPP offers 24/7 access to communication and job status, which Kodak says minimizes traditional proofing requirements while decreasing costs. Other features of IPP 9.0 include: Streamlined navigation through important sections, allowing users to see a job summary while viewing specific details without leaving the web page; enhanced Preview Preferences for customized capability functions; and the ability to brand and personalize web pages along with individual customer pages. Additionally, the company released updates to the Prinergy On-Premise Software platform, featuring Prinergy Workflow 8.2 with expanded digital connectivity with Kodak Creo servers, which includes the Konica Minolta IC-314 driven devices, as well as greater support
Kodak InSite
Prepress Portal 9.0’s user Page List Gallery interface.
PrintFactory has introduced Linux compatibility for its workflow software suite, in addition to its existing Windows and MacOS compatibility.
for Ricoh Pro C7200 series digital presses. Kodak describes other software highlights as including Prinergy Device Track complete with Job Ticket Editor for Bi-Directional JDF communication with XPO Software Print Console and CTP devices; improved packaging capabilities including Maxtone SX Screening for four-colour applications; PREPS imposition software allowing users to edit in template mode; and Pandora step-andrepeat software with Packaging Layout Automation (PLA) now offering multiCAD file support for combination runs. As a result packaging printers and converters, Kodak explains, will be able to shorten cycle times for multiple jobs by combining items on a single sheet layout and maximizing sheet usage.
Ultimate Enfocus Switch app
Ultimate TechnoGraphics in April 2018 introduced the new Ultimate Impostrip configurator for Enfocus Switch, developed in collaboration with Impressed Germany. The company says Ultimate Impostrip is designed to optimize every aspect of the prepress imposition workflow with “easy-to-use yet extremely versatile” tools, suitable for very short turnaround delivery on marketing campaigns, transactional and short run of books. The configurator is now available for download from Enfocus Switch. Also available on the Enfocus App Store are various
applications developed to drive Ultimate Impostrip functionality, such as XML for redirection extended values and the Ultimate Imposition Control Language.
PrintFactory Linux compatibility
PrintFactory this past May launched Linux compatibility for its workflow software suite, saying it is the first software provider to offer a fully supported workflow solution across the three main operating systems:Windows, MacOS and Linux. The launch of PrintFactory on Linux aims to offer wide-format printers maximum flexibility in the way they work. For example, if prepress operators are using MacOS or Windows workstations, PrintFactory now enables jobs to be simultaneously processed on a Linux server. Boasting advanced processing power, PrintFactory’s Linux compatibility offers a solution for large-format printers looking to cluster applications and RIP files on an industrial scale. The open source platform also supports the direct integration of PrintFactory’s RIP application with large-format print devices. PrintFactory provides job preparation and colour correction tools required for wide-format print production. As well, the software’s Cloud-based workflow connects multiple devices for production scheduling, status reporting and resource management from any connected computer, it explains.
The companies doing well in our industry are the ones coming up with innovative products designed to meet the needs of our customers in today’s fast-paced digital world. They’re not looking back to the way things were. They’re looking forward to the way things have to be. And they’re thriving. At PRINT® 19, you’ll meet the creative minds behind some of these exciting new companies, and hear from speakers including Nicholas Thompson, editor-in-chief of Wired magazine, addressing the future of business. The discussion will be frank, honest, and maybe even uncomfortable. But it might also be exactly what you need to hear in order to survive. See you there.
Detailing new solutions from APP, Durst, Esko, EyeC, HP, Intec, Kodak, Mimaki, Sun
Automation,
swissQprint,
Toray Graphics, Vastex and Xerox
HP Stitch S1000
At FESPA 2019, HP introduced HP Stitch S1000, a superwide dye-sub production printer for interior décor and soft signage that aims to enable fast speeds, high uptime and unattended shifts. Reaching a maximum production speed of up to 220 m2/h and backlit speed of up to 130 m2/h, the 3.2-m printer boasts fully automatic maintenance without user intervention, HP says,
while helping to save time with easy media loading and unloading by a single operator. The new HP Stitch portfolio also includes the 1.62-m HP Stitch S300 and S500 printers. HP Stitch prints direct to fabric using HP Drop&Dry print zone dryer, and is designed to deliver reliable image quality thanks to the Smart Nozzle Compensation System, the company explains. The optical media advance sensor, the
OMAS Plus, controls media advance for both transfer paper and fabric materials. As well, HP Stitch provides 1,200 native dpi in thermal inkjet printheads for “deep blacks and vivid colours.” The entire Stitch portfolio introduces dye sublimation ink into HP’s Thermal Inkjet printing technology to meet rising demand for polyester-based textiles for sportswear, fast fashion, home décor and soft signage. HP Stitch S1000 is suitable for print service
providers looking to boost production of textile applications in the soft signage market, including backlits, frontlits and interior décor, such as curtains, upholstery and sofas.
Esko motorized roll feeder
With the goal of providing sign and display producers with more flexibility, efficiency and accuracy in their operations, Esko presented two new hardware solutions at FESPA 2019: A new motorized roll
The new Esko solution is designed to eliminate inaccurate cuts on soft signage jobs due to wrinkles, stretch distortion or imperfectly rewound rolls.
The S1000 is the newest addition to the newly announced HP Stitch portfolio.
feeder for soft signage applications and the Kongsberg C Edge, the upgradeable digital cutting table released earlier this year. The motorized roll feeder, according to Esko, is the only solution in the soft signage industry that delivers “great cutting results” on tensile materials from the first cut through to the end of the roll. Designed to eliminate inaccurate cuts on soft signage jobs due to wrinkles, stretch distortion or imperfectly rewound rolls, the solution incorporates an active material feed to avoid stretch by actively feeding the material to the Kongsberg C64 digital cutting table, rather than pulling it. Meanwhile the new upgradeable Kongsberg C Edge is said to deliver high speed production capability of up to 75 m/ min at an acceleration of 1G. The table is complemented with a range of customizable fittings, including a conveyor feed system, a new Fast Tool Adapter designed to reduce downtime, a heavy-duty unit for corrugated crease lines, and CorruSpeed, a non-oscillating device for cutting.
APP folding boxboard biodegradable container
Asia Pulp & Paper (APP) is expanding its packaging portfolio for takeaway food with the Bio Container, an addition to its Foopak suite that will be available in Canada by the end of the year. Constructed with folding boxboard, the box offers a fully biodegradable and compostable solution for takeaway containers, trays and other direct food-contact items. Described as being highly durable paper stock, the solution is capable of breaking down naturally in 12 weeks, making it an alternative to commonly used plas-
tic boxes. The Bio Container’s double coating has an outside layer with a white surface suitable for multi-colour lithography, letterpress and flexography. The inside layer provides level nine grease resistance and is designed to protect against water and grease absorption. The Bio Container is formulated for high-speed bar heat-sealing at 80°C for converting, finishing and hot gluing applications. FDA-compliant and ISEGA-certified for compostability within 12 weeks, the offering is available in 260 to 370 gsm, and 13.3 to 23.6 caliper.
Sun
Automation CorrStream
Sun Automation Group featured the new smaller, modular design of its CorrStream technology at FESPA 2019. Calling it the first single-pass digital printer built for the corrugated industry, the CorrStream features aqueous inks for food safety compatibility, an operational speed up to 75 m/min, and includes a complete front-end workflow including colour management, RIP and screening. As the company explains, CorrStream’s CMYK colour digital printers for
Sun Automation describes CorrStream as the first single-pass digital printer designed and built for the corrugated industry.
FULL SERVICES
QUICK TURNAROUND
corrugated shortens the graphicsto-press time from days to hours, allowing for personalization and graphic changes, data merge capabilities, wide formats and mass customization.
Over 75,000 sq ft plant housing state-of-the-art nishing and bindery
Personalized account management and complete control over production
24/7 Production with fully automated and barcode controlled plant
FSC / PEFC / SFI certi ed
Designed to help digital printers leverage the press for jobs once dominated by offset printing, the Ultra Lightweight Stock Printing Kit for Xerox Nuvera production systems is now available worldwide. Kit installations are now available for Xerox Nuvera 1XX EA Series and Xerox Nuvera 200/288/314 EA. The kit, Xerox explains, transforms select configurations of Xerox Nuvera production printing systems to feed and stack stocks as low as 44 gsm and at a sheet size of 12 x 18 inches for digital monochrome printing. Xerox offers pre-qualified stock recommendations for the Ultra Lightweight Stock Printing Kit. For customers using an unqualified media, Xerox offers a 5,000-sheet test with unqualified stock to ensure the signature productivity, quality and economics of Xerox’s Nuvera production printing system remains constant.
Vastex LittleRed X3D-78
The new Vastex International LittleRed X3D-78 infrared conveyor dryer with a 2-metre wide conveyor belt can cure 185 garments/h DTG printed with digital white ink, 1080/h screen printed with plastisol ink, and 555/h screen printed with water-based ink or discharge. The DTG-specific feature of the dryer is a high-powered pre-heating zone that boosts ink temperatures past 150°C within the first few centimetres of conveyor travel, increasing the dwell time that ink is exposed to optimum curing temperatures, thus allowing the speed of the conveyor
belt and machine output to be increased. Previously available in a 76-cm wide model for a single row of garments and a 137-cm wide model for two rows, the 2-metre wide X3D-78 can accommodate three rows of normal-sized garments or two rows of oversized garments, the company explains. The dryer’s three 30.5 x 183-cm heaters output a combined 26,700 watts at 240V, and are digitally controlled and height adjustable for curing bulky or over-sized garments. The X3D-78 also offers precision-thermal-profiling (PTP) to match curing conditions to the drying characteristics of each ink type, in particular the difficult to cure inkjet-printed white ink, Vastex says. It also features a 31.2 CMM targeted exhaust system to remove moisture and air contaminants from the heating chamber, while keeping exterior surfaces and controls cool.
Mimaki JFX200-2513 EX
Mimaki in April announced the new JFX200-2513 EX UV-LED flatbed printer, which it says has adopted a new draft mode that enables a maximum print speed of up to 12 boards per hour. Its three staggered printheads also allow for simultaneous printing without sacrificing speed, Mimaki says, even when using white and clear inks. This model boasts faster mechanical motors and a vacuum foot pedal that gives users the ability to load or unload various substrates quicker and more effectively. Mimaki engineers developed a 2.5D print function for the JFX200-2513 EX, the company explains, noting that 2.5D printing allows users to create dimensional textured graphics up to 0.5 mm in height using greyscale, while being compatible with RasterLink6 Plus software. Combined with Mimaki Clear Control, the
The Vastex LittleRed X3D-78 infrared conveyor dryer with 2-m wide conveyor belt features a preheating zone for high-speed curing of moisture-laden DTG ink as well as other types of screen printed ink.
The Karibu is expected to be available internationally this September.
function aims to leverage Mimaki’s LUS clear inks to remove bubbles and create sharper edges. The JFX200-2513 EX can print onto media up to 98.4 inches wide x 51.1 inches long x 1.96 inches thick, for a range of applications such as rigid signage, wayfinding, decorative panels, and POPs. It utilizes Greenguard Gold inks in four- and six-colour configurations, plus available white, clear and primer.
swissQprint Karibu
Karibu, swissQprint’s first roll-toroll printer, made its public debut at FESPA 2019. Available internationally this fall, the UV inkjet printer delivers a maximum print width of 3.4 metres and features a lightbox next to the printing area for on-thespot inspection of backlit prints. For users who regularly print in parallel, swissQprint offers a dual roll option capable of handling two rolls each up to 1.6 metres wide, doubling Karibu’s productivity.The roll holders are split into two sections with each half of the shaft driven individually, which swissQprint says will help ensure optimum web tension on both rolls. The system’s mesh kit comes integrated with the print bed for processing permeable substrates, as well as full bleed printing. There is neither additional setup work beforehand nor cleaning afterwards, swissQprint explains. A mouse click by the operator sends the Karibu print beam – which is movable in the X direction – from its standard position to the mesh position; printing can then start immediately.
Karibu has 136 keys ranged across the print bed width, like a piano. Each one opens or closes a vacuum channel to help eliminate air leakage in the gap between dual rolls. A light tap on the switches using a fingertip is all the user action required to open or close the entire vacuum area width within four seconds, also known as the Tip Switch vacuum. swissQprint has developed an ink set specifically for the new Karibu. The cured ink layer is flexible to help suit “all imaginable roll media,” the company says. The inks are NVC-free and Green-
guard Gold certified, making them safe to use in critical places such as hospitals and schools.
Toray Graphics Imprima LJ plate
Toray Graphics’ new Imprima LJ waterless offset printing plate delivers a printing resolution up to 175 lpi. Described as being 200 percent more durable than comparable waterless offset printing plates, the Imprima LJ thermal negative CTP printing plate uses a standard imaging wavelength of 830 nanometres and is designed for label production but can also be used for a range of other applications, including CD/ DVDs, loyalty cards, metal decoration, and printing on non-absorbent substrates. These plates are also suitable for printers using UV curable inks as well as for sheetfed and web presses that require production quality, such as density stability during the print run, the company explains. It also boasts “excellent screening” at 1 to 99 percent with 36 micron FM or hybrid screening, and 2 to 98 percent with AM screening at 175 lpi. Since this is a water-washable plate, it requires no chemicals in the developing process and can be processed in most available waterless processors, Toray Graphics says, noting that it also doesn’t require post-baking.
Intec ColorCut FB8000PRO
At FESPA 2019, Intec introduced the new ColorCut FB8000PRO auto sheet-feeding flatbed cutter. The digital cutter features the ASF8000 high-speed auto sheet feeder and the digital FB8000 digital flatbed cutter for a comprehensive packaging cutting solution, it explains. The feeder, Intec says, can stack up to 25 kg of media to a depth of 22.5 cm and automatically feeds and places the printed sheets onto the flatbed’s conveyor cutting table. The cutter uses a dual tool-cutting and creasing head to deliver 1 kg of force on up to 600 micron media; cut jobs are advanced to the collection tray. Using ColorCut Pro3 software, operators get a live view of the process through the onboard video camera, which reads QR
2. SUPERIOR TECHNOLOGY — Die crease without a die, then fold and even glue all on the same machine, up to 30 pt.
3. INTEGRATED MODULAR UNITS — Combined in-line finishing: crease, fold, glue, tipping, envelope inserting, ink jetting (Duplex), clip seal (3 sides), mail prep.
4. SAVE ON POSTAGE COSTS As a Certified Canada Post Direct Marketing Specialist, we get contract pricing reductions.
5. RETURN MAIL PRODUCTS — Customized “Return Mailers” created in-line with “U” or “BOX-shape” remoistenable glue, time perfed applications and envelope formation.
6. MINI-BOOKLETS — Saddle-stitch and trim 2-up booklets in-line to the size of a business card. No need to trim off-line, or do 2 passes.
7. HIGH SPEED EQUIPMENT — High speed Tipping, Folding, Saddle-stitching and soft folding ensuring on time delivery.
Celebrating Over 24 Years Creating Database Solutions
Providing custom management software for the printing and publishing industries since 1995. This allows all departments to share information and be more efficient.
Enter data once and use it many times. Error-prone paper processes are eliminated through seamless integrated connectivity of our solutions.
Our solution apps are applications we created and tailored for your industry using the FileMaker Platform. These apps do exactly what your business needs. Organize contacts, track inventory, manage jobs, and much more. The same app works on your mobile device, computer, the web, and in the cloud.
www.bardsolutions.com
info@bardsolutions.com
codes to retrieve the associated cut file and smart marks to compensate for sheet skew or printer stretch. SmartLine colours are used to determine the specific cutting/creasing/perforating functions and their preferred order.
EyeC Proofiler 900 DT
EyeC has extended the range of its scanner-based inspection systems for half-size formats of 36 x 25 inches with the EyeC Proofiler 900 DT, making print sample testing possible on all types of printed products, such as leaflets, flexible packaging and the printed sheets of folding boxes, it says. The series can be used in quality checks on the output of multiple machines during printing, as well as during incoming quality control. EyeC says the system detects all relevant printing defects and provides traceable results, which are documented in a comprehensive report.
Durst P5 printing systems
Durst has launched the P5 350 and P5 210 printing systems for large-format based on the P5 technology platform at FESPA 2019. Durst also presented the P5 250 HS printing system at the show, unveiled in 2018 and has since been further developed. In addition to the new printing systems, Durst introduced its own modular software solutions – Durst Workflow, Durst Analytics and Durst Smart Shop – to provide customers with an automated production unit from ‘pixel to output.’ With P5 350 (print width up to 3.5 metres) and P5 210 (print width up to 2.1 metres), Durst is expanding its P5 portfolio with two new hybrid solutions. The new printing systems can print on both roll media and boards. With a multi-roll option for the P5 350/210, users can even load rolls during printing to help reduce setup times and increase efficiency. The printing
systems are equipped with LED technology and are supplied with integrated Durst Workflow Print software and the monitoring tool Durst Analytics.
Both print systems deliver print quality of up to 1,200 dpi, multitrack options for up to six parallel boards, automatic media width and thickness detection, foldable and smooth-running roller tables and an ink refill system. Both systems can be equipped with peripheral systems for 3/4 automation or full automation. With the further development of the HS Series, the P5 portfolio offers two industrial printing systems with print widths of up to 2.5 metres. The P5 250 HS and P5 200 HS feature MEMS printhead technology and achieve print speeds of up to 600 m²/h with 5pl print quality. The company notes that the printing systems can also print on roll media and boards, and are designed to enable sensor-controlled double-sided printing on roll media.
Kodak Kodacolor fabric inks
Eastman Kodak Company last month introduced its Kodacolor fabric inks, leveraging proprietary ink dispersion technology with a 20-year history of ink development and manufacturing. “The result is an exceptionally large colour gamut, a more reliable high-quality image with outstanding shelf life and a soft, natural feel, as well as better in-printer performance,” the company says. Kodak has partnered with ColDesi, Digital Ink Sciences and Resolute DTG, among others, to bring Kodak’s ink formulations to their respective hardware printing capabilities. Kodak has been producing and selling digital inks for thermal piezo and continuous inkjet systems since the 1990s. It plans to offer the Kodacolor fabric inks in all major markets by the end of the year.
Durst is expanding its P5 portfolio with two new hybrid solutions: P5 350 (print width up to 3.5 m) and P5 210 (print width up to 2.1 m).
Place your own ad and view the latest postings: printaction.com/Marketplace
EQUIPMENT FOR SALE
Used printing equipment for sale.
2006 Schneider Senator 78E
Manual Paper Cutter EBA 430 M
Renz DTP 340 A – table top punching machine with three dies Renz DTP 360 – electric closing machine
Challenge 3 head Drills – 3 available Morgana DigiCreaser
Please contact us at: giprint@giprint.ca Website: www.giprintequip.com
Established in 1922, Ingersoll Paper Box Co. Ltd. is a family-owned folding-carton manufacturer based in Ingersoll, Ont., with 85,000 square feet of manufacturing space including a 38,000 square feet of warehousing space. The newest addition to its postpress department is a new high-speed Koenig & Bauer-Iberica Optima 106K die-cutter, which went operational in January. The purchase follows IPB’s 2014 installation of a Koenig & Bauer Rapida 106 41-inch, seven-colour sheetfed press built for full UV production, described as the first of its kind in North America. PrintAction chats with Sarah Skinner, IPB’s fourth-generation leader.
PA: How has Ingersoll Paper Box stayed competitive after nearly 100 years of business?
SS: Ingersoll Paper Box is a fourth-generation family-owned business that prides itself on providing the highest quality cartons, innovation and customer satisfaction. IPB’s business philosophy is centred on trust, reliability, quality and innovation, all of which have served us well for almost 100 years. We continuously invest in state-of-the-art technology to ensure we can serve our customers, providing them with the highest quality product. All our employees know that providing the best customer service and the highest quality folding carton is paramount. We know, just as they did in 1922, that our customers are depending on us. Our business has grown over the decades through the success of our customers.
PA: What does the new installation of the Iberica mean for Ingersoll Paper Box?
SS: The new Iberica die-cutter with blanking capabilities is another investment in our capital purchases that support our strategic growth plan. This capital investment adds more capabilities, faster speeds and increased capacities, all of which benefit our customers with highest quality and fast turnaround times. It is the continuous investment in our technology and employees that has allowed us to grow and continue to grow.
PA: What packaging trends do you see in the industry right now?
SS: Sustainability is one of the most prevalent trends in our industry. If you look at all the plastic polluting our oceans, it should influence consumers to buy paperboard packaging whenever possible, as it has the least harmful impact on our planet’s health. Many of our customers, established brands and new brands (such as licensed cannabis producers), are looking for environmentally friendly options.
This year marks Ingersoll Paper Box’s 97th year of service as a Canadian familyowned, folding-carton manufacturer.
This is driven by their own environmentally conscious brands and policies as well as being consumer driven. According to the North American industry trade association Paperboard Packaging Council (PPC), 77 percent of all consumers prefer to buy a product from a company that uses recycled paperboard packaging over other forms of less sustainable packaging. IPB is extremely environmentally conscious in our business practices and in what we offer to our customers. I think it’s important to debunk myths about paperboard not being environmentally friendly. We must do a better job of educating the public on what our industry has known for generations — that paperboard packaging, unlike fossil fuel-based plastic packaging, is made from a renewable resource, is recyclable, and is the best choice for the environmentally conscious consumer. According to the PPC, virtually all paperboard consumed in North America today comes from farms where trees are planted, harvested and replaced specifically to be converted into paperboard. Five trees are planted for every one harvested for paper, and the young trees planted soak up more carbon dioxide than older ones. Also, whatever wood waste isn’t used to make paperboard is converted into
power, saving energy costs and reducing reliance on non-renewable fossil fuels.
PA: What’s next for Ingersoll Paper Box?
SS: Seventy-five percent of consumer decisions are made at the point of sale in less than 10 seconds; this means that packaging must cut through the clutter on store shelves and communicate value to consumers. This continues to be our challenge — to offer our customer endless ways to cut through the clutter and attract a buyer’s attention, thus reinforcing their brand. What’s next for IPB is to continue to meet this challenge.
PA: You said packaging must “cut the clutter” and communicate value. What are some elements of effective packaging?
SS: The most important element of effective packaging is that it is able to attract the consumer’s eye. That is the combination of graphic design and structural design. Graphically, this would entail colours and finishes, such as embossing, light catching foil or spot coating. Structurally, for example, could mean that a box is in the shape of a triangle. The structural design allows for the graphics to be optimized for consumer impact.