Five articles focusing on upcoming drupa innovations describe how digital printing technologies are impacting the global market
ith a 41% share of the worldwide continuous feed inkjet market, Océ and Canon have proven to be the industry’s foremost authority on full process colour digital inkjet printing.
Since introducing the Océ JetStream® in 2007, Canon continues to evolve their inkjet technology to stay ahead of the changing market while increasing customer value. And with over 900 global installs of continuous feed inkjet presses alone, they’ve gained the crucial infield experience and expertise required to serve all customer needs. Simply said, Canon continues to lead in perfecting inkjet.
INKJET AND GRAPHIC ARTS
The flexibility, control, and cost effectiveness of digital inkjet printing has always appealed to the Graphic Arts market. However, limits such as speed and run length constraints, paper choices, and quality have long been deterrents in realizing the full potential of this technology.
With over 150 billion letter-sized pages printed on Océ presses, Canon understands what the Graphic Arts market requires from an inkjet press. They’ve poured this knowledge into the roll-fed Océ ImageStream® 2400 (20”) and 3500 (30”) and the new Océ ColorStream® 3000 Z, along with the sheet-fed Océ VarioPrint® i300 Ensuring that regardless of media requirements, output quality, or speed and run length needs, there is a true digital inkjet solution to fit any application.
THE TRUE ABILITY TO PRINT ON ANYTHING
Inkjet’s media capability has always been the main chink in this technology’s armor. Previously, choosing inkjet meant a compromise between the inherent cost efficiency and flexibility of this technology and the paper and quality requirements of your customers. The new Océ ImageStream series can print high quality inkjet on standard coated and uncoated media without the added costs of conditioning or treated inkjet media. No exceptions. Print providers can now mix offset and digital production lines without the need for two different types of paper and without compromising on productivity.
FILLING THE GAP BETWEEN WEB AND TONER
One of the main barriers in transitioning to digital has been the huge chasm between volume outputs. Traditionally, cutsheet toner presses’ duty cycle cap-out at approximately one million impressions/month whereas the price of admission to web inkjet starts at approximately ten million impressions. The new Océ VarioPrint i300 fills this gap. Now any company, regardless of size, can take advantage of the flexibility and control of full process colour digital inkjet printing.
THE FLEXIBILITY TO ACCEPT ANY JOB
Supreme flexibility is where digital inkjet stands apart from other technologies. Canon’s new line of Océ presses enables printing-ondemand and short runs without compromising speed and quality.
As the demand for customized, targeted messages increases, so does the need to understand variable data and execute it in a quick
and precise manner. More than 60% of all Canadian transactional documents are printed on a Canon-Océ press making Canon the clear experts in this category.
OPTIMIZING THE BENEFITS OF DIGITAL INKJET
Canon’s team of dedicated workflow and colour management experts, many with offset expertise, guide customers through the digital transition.
Canon’s total solutions approach encompasses everything from needs analysis to pre/post installation support, including third-party equipment integration. Intensive training covers critical learnings
“SIMPLY
SAID, CANON CONTINUES TO LEAD IN PERFECTING INKJET”
such as optimizing files and workflow, colour management, and a full understanding of PRISMAproduction - an “open” software system with multi-modules to fit your exact needs.
With 24/7 service availability and a two hour response time, Canon is dedicated to ensuring your production line consistently performs to its full capability.
THE NEW ERA OF DIGITAL INKJET
The Océ ImageStream series, Océ ColorStream 3000 Z, and Océ VarioPrint i300 are breaking down barriers and allowing any company to take advantage of digital inkjet printing without compromising the needs of their customers.
• Print width of up to 21.25” on paper up to 22” wide
• Monthly print volumes up to 56 million letter size impressions
• Total control of costs with pre-job estimators and post-job analytics
• Océ DigiDot® technology for crisp details and smooth halftones with less ink
• Print speeds from 246-417 feet/minute, or, from 537-1,822 letter size impressions/minute
• The least amount of paper wastage with page one quality and paper waste-free print pause
• Patented full-colour inkjet system provides 600 x 600 dpi
• Prints 294 letter impressions/minute or up to 8,700 duplex sheets/hour
• Prints on a wide range of media, including uncoated, coated, and inkjet treated paper
• Supports media weight from 60-300 GSM (16lb bond – 110lb cover)
• Integrated digital workflows with Océ PRISMAsync digital front end and Océ PRISMA software
• Leverages proven technologies from Canon such as the Océ ColorStream inkjet print head technology and solid Océ VarioPrint media handling
• The most compact footprint in this class
• Native 1200 x 1200 dpi for smoother colour gradations
• True ability to print high quality inkjet on coated and uncoated offset media without the expense of conditioning or treated inkjet media
• High speed printing of 525 feet/minute or 2,290 letters/minute on the Océ ImageStream 2400 and 3,436 letters per minute on the Océ ImageStream 3500
• Print on paper 30” wide with the Océ ImageStream 3500 or 20” with the Océ ImageStream 2400
IndustrIal Inkjet transformatIon
Kateeva describes its YIELDjet platfor as the world’s first inkjet system for producing flexible and large-scale OLEDs in a volume-oriented manufacturing platform.
From textiles and decorative print to 3D and membrane switches, the drupa Expert Article Series looks at some of today’s most-impactful industrial printing sectors being influenced by digital technologies
By Ron Gilboa
Over the past two decades, surging technological developments in materials and printheads have yielded a crop of products that have effectively transformed industry dynamics to enable mass-customization of graphic arts products using inkjet technology. These changes are quickly expanding into industrial manufacturing as well.
In a market where printing requires less make-ready and inventories are significantly reduced, brand owners and designers are now free to explore new products, materials, and manufacturing technologies that do not require as high an investment as mass-produced products. Fueled by the Internet, these products generate demand for a range of applications that were previously unavailable to consumers and businesses. Compounded with the operational benefits, these market-driven opportunities can spell profitable growth for companies of all sizes.
Packaging
Packaging is a massive industry and InfoTrends’ industry assessments estimate that it accounted for over US$400 billion in related
revenues on a global basis in 2014. Over the past few years, digital colour technology has established a critical base of electrophotographic (toner) and inkjet solutions. These accounted for about 1 billion square metres in 2014 and are projected to reach 2 billion square metres in 2019, representing a compound annual growth rate of 23 percent. Thanks to a new generation of inkjet presses, this market is now reaching folding cartons, flexible packaging, directto-shape, and corrugated printing. Solutions that are targeted toward corrugated liner manufacturing or sheetfed printing of corrugated boxes/displays are now available from key industry suppliers with print speeds exceeding 200 metres per minute.
Direct-to-shape is another example of an emerging category where graphic arts, technologies, and industry-specific suppliers have come together to meet the demand for customized printing like never before. Examples include a major brand that is now offering digitally printed beer bottles that are fully customized and linked to an augmented reality campaign. This isn’t a completely new concept, except that it is now being done on an industrial scale by a mainstream manufacturer.
ceramics
The market for ceramic tile is huge, with over 12 billion square metres of tile manufactured worldwide in 2014 based on an InfoTile report. This industry segment traditionally used rotary presses to deposit decorative ceramic inks onto tiles ahead of the firing process, resulting in a cost-effective product that rivalled the permanency of natural stone. At the same time, however, using rotary print cylinders has its drawbacks – pattern repeats are limited and require costly changeovers. Because digital printing has dramatically improved time-to-market, enabled design changes, and reduced make-ready, it now captures the majority of tile manufacturing in Europe and is gaining a rapidly-growing share in China. Moreover, digital technology offers dimensional printing in later firings to add texture in addition to the decorative layer.
TexTiles
Textile printing is a far-reaching industry with a deep-rooted heritage in countries like Italy, Turkey, India, Japan, Korea, and China. Based on InfoTrends’ Digital Textile Forecast, printed fabrics accounted for over 35 billion square meters in 2014 – and 800 million of this volume was digital. Although most of these fabrics are produced using silk screens or rotary presses, the use of digital printers is rapidly increasing. This unique industry has been creating dazzling designs since wood-carved blocks were used to stamp fabrics. Great strides have been made since that time, and the prevailing technology for high-volume fabric manufacturing is now rotary screen printing. Now that specialty inks can be used with a wide range of man made and natural fibres, it is possible to create cost-effective finished products with bright colors and bold designs.
InfoTrends’ Digital Textile Forecast projects that digital textile fabric printing will demonstrate a CAGR of over 30 percent, surpassing 3.2 billion square metres by 2019.
laminaTes and wood
Within the construction and furniture industries, woodworking products have been making use of printed decorative papers and laminates for decades. With a wide range of designs that mimic natural wood grains, stone and graphic patterns, laminates are a cost-effective substitute for natural materials. In some cases, laminates are actually preferred because they are more durable. Typically produced using gravure presses, decorative papers are converted to laminates using a range of processes. This industry produced over 300 million digital square metres in 2014, based on InfoTrends’ report Profiting from Digital Printing in the Décor Marketplace. The pressure to develop short-run or custom laminates is driving an increased demand for mid-range as well as industrial products that rival the printing volumes of traditional gravure presses.
Emerging on the heels of laminate solutions are a range of direct printing solutions produced on a variety of wood products such as Medium Fibre Board (MDF), plywood, and natural wood. These do not require lamination and are used for adding a decorative surface to residential and commercial applications.
wallcoverings
Wallcoverings have been in existence since the ancient Chinese decorated their palace walls. More recently, King Louis XI of
France ordered wallpaper for his royal dwellings in 1481. Creator Jean Bourdichon painted 50 rolls of paper with angels on a blue background because King Louis found it necessary to move frequently from castle to castle. Wallcoverings have made great strides since that time, and they are now readily available to everyday residences and commercial buildings. Technologies such as surface printing, offset, flexography, and gravure printing have been widely used to produce standard wallpapers, with volumes estimated at 52 million square metres annually in 2014 based on InfoTrends’ Profiting from Digital Printing in the Décor Marketplace.
Digital wide format printing solutions ushered in generations of innovative graphic communication solutions for the plethora of industries that have been migrating to the wallcovering segment. Advancements in digital printing inks (latex and flexible UV inks) now enable printing on standard industry media that complies with health and safety codes. Applications such as murals and graphically rich wallpaper rolls are becoming increasingly common and are now available from a number of suppliers.
glass
Decorative glass has been adorning cathedrals, palaces, and a range of public and private buildings for millennia. Applications span from leaded stained glass to screen-printed glass panes, and these items have been used to reinforce branding, promote artistic expression, or create simple signage. According to the Global Flat Glass Industry Trend, Forecast and Opportunity Analysis by Lucintel, the flat glass market is expected to surpass US$66 billion by 2019 and is starting to adopt digital printing as a means of expanding its reach. With the development of inkjet printheads that are capable of printing ceramic inks onto glass, a number of industries are using digital printing technology to produce long-life decorated glass that is suitable for architectural and industrial uses.
membrane swiTches
Printing technologies are regularly used in the production of the graphic overlays as well as the some of the circuitry where conductive inks are used. Advancements in digital UV printing technology, including flexible inks and Light Emitting Diode (LED) curing, are expanding the range of membrane switch applications and carrier materials to include flexible substrates that can be cured with less energy and heat. In certain higher-volume applications, curing using EB (Electron Beam) technology enables deposition and curing on sensitive materials. In all of these cases, short-run of customized print can take the place of screen or flexographic printing technology.
3d PrinTing
Typical applications created on 3D printers include prototypes, molds & dyes, and end-use products. These applications are being used by almost all industries to create a variety of products from nano-sized research products to airplane parts. This segment is evolving rapidly, and hardly a day passes when we don’t hear about a new innovation that enables another compelling application. The attraction in 3D printing is its additive nature—waste is limited, time-to-market is shortened, and custom designs are possible.
new packagIng perspectIves
With a major shift undwerway to digitize global packaging, the drupa Expert Article Series looks at the demanding mindset of brand owners and what they expect from print providers
By Des King
Looks count and first impressions matter. How products are judged by their many differing New packaging perspectives attributes will determine the extent to which they build market share on an ongoing basis. Prior to that, however, it will probably be a particular spot colour, a distinctive font, or the artful application of a metallic ink on the exterior of a pack that initiates a relationship between brand and consumer.
“Thanks to impressive print packaging, brands can seduce customers into a change of purchasing vote at the point of purchase,” says Superbrands founder Marcel Knobil. “We would end up with less brand and more bland were it not for the attention that the packaging attracts.” Superbrands is acclaimed worldwide as being an independent authority and arbiter of branding excellence, committed to paying tribute to exceptional brands and promoting the discipline of branding.
Today’s packaging trends are driven by longer supermarket
Global gin brand Bombay Sapphire uses a 3D effect achieved through the use of Fresnel lens technology.
opening hours, continually enhanced print technologies and capabilities and demand to protect brands and increase recognition. Not only surviving but attaining the status as the preferred choice under such highly testing conditions is one half of the brand owner’s greatest challenge. The other is to meet it at an affordable cost.
Controlling quality With the high probability of colour variations occurring not only between different substrates, but also print processes – and indeed from one printer to another, not only in different locations but even when they are running presses made by the same manufacturer – maintaining consistency can be a complex undertaking.
The best way to meet it is to ensure that all the contributory links within the supply chain, which are engaged in steering the progress of a printed pack from hatch to dispatch are all able to interact via an open entry Web-based platform.
“Our vision is to connect the supply chain from the brand owner to the retailer and to make that flow broader and richer,” says Jef Stoffels, Esko Marketing Director. “We do this by adding greater functionality which meets the go-to-market and quality needs of CPG (consumer packaged goods) businesses and retailers. We also make it possible for the brand owner to ensure that the flow of data is secure and transparent, mistakes and errors can be picked up early or avoided altogether and the net result is to get products to market faster.”
Similarly Web-based colour management systems can extend the same degree of comfort and control to brand owners over how pre-determined colour parameters are then replicated accurately irrespective of substrate or supplier, ensuring a guaranteed consistency of colour reproduction that underpins brand authenticity and integrity. The X-Rite PantoneLIVE colour management solution is ideal for the brand owner as it has control over the pre-determined colour parameters, these are then stored in the cloud for use as and when required by his supply chain. This ensures accurate replications of the accredited brand image irrespective of substrate or supplier.
Pressed To Perform
Converters equipped with smarter production facilities can be more directly instrumental in achieving cost and performance benefits to brand owners. Using high-definition flexo plate and software technologies, it is now possible to meet the requirements of 85% of current flexo-printed, flexible packaging without detriment to the finished result from CMYK + white rather than using special inks.
“Working out of a reduced colour palette means there are less plates and less waste ink. It ticks a lot of boxes,” says Ultimate Packaging Sales Director, Chris Tonge. “Whilst global players like Unilever and P&G have been specifying these solutions for the past 10 to 15 years, smaller brands are realizing there is a cost advantage in that you can control the colours a lot better if you set the right standards.”
It’s not just improvement at the front-end that is raising quality and performance standards in flexo, still the sector’s most widely used print process accounting for over 40 percent of a current global printed packaging market worth around an estimated €250 billion per annum, particularly for flexibles and corrugated board applications. Speed on the press and consistency across substrates are key. What has sparked improvements in analogue press technology
is the increasingly potent challenge posed by digital print; not least in meeting brand owner requirements for cost-efficient shorter run lengths and the ability to differentiate products on-shelf through customization. Whilst affordability utilizing variable data has always been part and parcel of the digital print proposition, it’s now clearly on the retail marketing radar following its successful adoption by high-profile retail marketing campaigns run by Coca Cola, Heineken, Nutella and a steadily growing band of global blue-chip brands.
“To take our brand off the packaging and replace it with something other than the Coca Cola script wasn’t easy to do within a structure like ours, where we operate according to very tight brand guidelines to protecting it,” says Coca Cola Packaging Innovator Greg Bentley. “The digital print capability enabled it to happen, but the marketing campaign is the really smart thing.”
“The combination of technological muscle and marketing inspiration is what it takes to make customization fly,” says Paul Randall, HP Worldwide Brands Business Development Manager. “It’s breaking away from the mindset of packaging being the static bearer of logos and ingredients tables and using it as a media opportunity for consumer engagement to the benefit of the brand. The media landscape has changed. It is becoming increasingly fragmented between above the line spend [bought media], PR and below the line [earned media], and packaging [owned media] –with the latter two increasingly linked together... brand owners are now regular visitors to HP’s Graphics Experience Centre in Barcelona.”
Likewise Xeikon’s technology centre in Antwerp. “For brand owners attending our Xeikon Café program, it’s a two-track learning curve,” says Labels & Packaging Marketing Director, Filip Weymans. “First, understanding how the benefits of digital production can be translated into diversifying communication towards the audience they’re reaching out to and second, how the technology can address needs within their business model – notably, being faster to market and making better use of working capital.”
“While the adoption of digital is an accelerating trend, despite the buzz being created it’s still under-selling its potential,” says SAB Miller Global Packaging Manager, Doug Hutt. “The Top 10 brand owners in the world are generating over a quarter of a trillion dollars in sales. If just 10 to 20 percent of these were digitized with the balance going to analogue, that is still a very large potential revenue that converters haven’t yet grasped.”
finishing and new fronTiers
Short-run, cost-effective special effects such as high gloss, glitter, metallic without recourse to hot-foil stamping and even Braille are also within the remit of next-generation digital post-press enhancement technology now establishing itself within the finishing sector. Also providing a more cost-effective means of achieving greater standout is the take-up of cold foiling using the analogue process – notably as an alternative to laminated or metalized substrates for labels and cartons.
Meanwhile, at the higher end of the scale is the arresting 3D effect achieved through the use of Fresnel lens technology providing instant standout in retail duty-free for cartons containing the global gin brand Bombay Sapphire. “It’s obviously more expensive than a normal foil by about one-third, but you do get signifi-
cantly greater impact. If you want something that is undeniably eye-catching and alluring then that’s what it takes,” says Dominic Burke, Webb deVlam, UK Managing Director.
“Working out of a reduced colour palette means there are less plates and less waste ink. It ticks a lot of boxes.”
– Chris Tonge, Sales Director, Ultimate Packaging
“The adoption of online-oriented technologies is pointing the way towards next generation applications aimed at facilitating greater engagement between brand and consumer,” says Sun Branding Solutions Packaging Technology Director, Gillian Garside-Wight. “Who would have thought that the Apple watch would be available five years ago? Brand owners need to deliver what consumers want including smarter packs that integrate with a digitally driven smarter life-style.”
Quite a number of applications on the market bring into play mobile technology. For example, on-pack Augmented Reality (AR) applications pioneered by Blippar that allow users to simply look at an object through the camera on their smartphone to activate an instantaneous digital search and draw down information from the web. In a recent campaign for Perrier, the invitation to consumers to shake their phone like a cocktail shaker to reveal a recipe was a typically innovative way to highlight the overall concept and add fun by using the technology to unique advantage.
Rather than position an icon on-pack to facilitate interaction, UK prepress specialist Reproflex3’s proprietary PackLinc scanning technology embeds a hidden code within the ink itself, enabling the consumer to treat the entire pack as a portal. Debbie Waldron-Hoines, Director of the European Flexographic Industry Association, says, “Brand owners need a deeper understanding of the processes so that they can help make considered decisions on what is best suited for their brand. Both flexo and digital can work wonderfully together to enhance the brand.”
securiTy and inTegriTy
U nderpinning product security and thereby underpinning brand integrity is another obvious avenue being explored by smart technologies. A fully printed nearfield communication sensor tag (NFC) developed by Thin Film Electronics for Diageo’s Johnnie Walker whisky doubles as a security and anticounterfeiting device as well as interacting with smartphones to dispense product advice and information.
As a lot of the labeling and pre-printed information currently required to be displayed on-pack is gradually phased out, just imagine the potential for branding afforded by that freed-up real estate. Brands are currently getting maybe only 40 percent of the pack’s surface for its primary purpose. However, if one small interactive barcode resolves all the regulatory and legal requirements 90 percent of the print surface could be released for marketing the product.
code into a 2D format,” says Domino Printing Sciences Global Account Manager, Craig Stobie. “Brand owners are yet to fully realize the potential in having a machine-readable code that not only contains a lot more data but with the same footprint or smaller than a human-readable, but can also actually be cheaper.”
40%
Percentage of the packaging sector’s most widely used printing process, flexography, in the current global printed packaging market, which accounts for a value worth approximately $340 billion per year.
“Ironically, the most practical bridge linking brand and consumer might simply entail upgrading the humble linear bar-
“Whether it be products that communicate with your tablet or temperature or time sensitive thermochromic inks that indicate when your lager is perfectly chilled or provide the re-assurance that pre-packaged meat is safe to eat, the facility for interactivity ticks all the right boxes for forward-looking brand owners,” says Eef de Ferrante, Director, Active & Intelligent Packaging Industry Association.
“Brand owners need to meet the challenges faced by counterfeiting, product security in the supply chain, consumer engagement and Big Data management. Brand protection and better marketing of their products are major starting points towards averting potential reputational damage and simply saving money.”
Faster running inkjet technology looks poised to dictate the next chapter in the digital packaging print story.
prInt 4.0
The global printing industry is taking on a new shape, influenced by the cutting-edge development of digital technologies and continuing influence of offset power, both of which will be on display at drupa 2016
By Jon Robinson
Claus Bolza-Schünemann over the past two years has been tasked with leading the restructuring of two global printing institutions. As Chief Executive Officer and President of Koenig & Bauer Group (KBA), he led a major overhaul of one of the printing industry’s primary press makers, which is two years away from celebrating its 200-year anniversary.
In 2013, KBA began a massive restructuring effort, following the suit of its historic German press-making rivals Heidelberg and manroland, by focusing on consolidating its manufacturing platform. By mid-2015, everything needed for the assembly of a Rapida sheetfed press in Radebeul is derived from two KBA sites instead of five scattered across Germany and Austria. Radebeul continues to make the world’s largest sheetfed press in the Rapida 205. There are currently 25 of these 81-inch giants operating in North America, based on the level of automation now found in even the largest of modern printing presses and also because of the growth in the signage market fuelled by wide-format inkjet.
The second global print institution Bolza-Schünemann is helping to steer toward the future is the dominating drupa exhibition, which underwent a very public overhaul since its last Düsseldorf showing in 2012. He relates the direction of the industry, in terms of potential, to the emerging, process-driven concept of Industry 4.0, which print-
ing has been at the forefront of for more than a decade.
Bolza-Schünemann describes drupa 2016 as a platform for Print 4.0. PrintAction caught up with Bolza-Schünemann at Graph Expo, just hours after he landed in Chicago from a 20-hour flight out of Tokyo’s IGAS event, to discuss what has been an incredibly busy two years for one of the printing world’s most influential leaders.
why is drupa still important to print?
CBS: It is the largest stage on earth for the printing industry, where you realize printing is not dead. For years and years, the whole industry had a very bad standing with investors and bankers. Everybody was thinking that printing is something out of date. Everything was going down. On the other hand, we certainly know that printing is still a very strong industry and I’m absolutely convinced it will not disappear.
It is important for our industry in total to have confidence for investors, for young students who are looking for future jobs, that this is not a dead industry but a very interesting industry. Therefore, drupa, or a large exposition like Graph Expo, is very important, not only from a sales point of view or for vendor-customer relations, but to also show the public, yes, printing is something we cannot live without.
Claus Bolza-Schünemann, CEO of KBA and Chairman of drupa 2016.
what is industry 4.0 and how does it relate to printing?
CBS: The starting point of Industry 4.0 was in Germany actually, when the German government was looking for ways to strengthen German technology throughout the world. We have several very large companies making industrial controls and drives and the idea is to have common interfaces to link different vendors and machinery very easily together. Every car manufacturer, for example, writes a specification and if you want to be a supplier of a robot you have to put in their specifications regarding the interface.
And the printing industry started very, very early – minimum 10 years ago – with standard interfaces because we realized that complex software interfaces are not affordable to redo depending on the customer or the components you are using. To have a flawless interface, it takes years to develop and [today in print] it is very easy to hook up different vendors’ colour or register controls, consoles, prepress systems or whatever. The printing industry was really way head of Industry 4.0, which is the big hype in Europe and there are now some big U.S. companies with these types of working groups.
what will drupa 2016 be remembered as?
CBS: It will be The Everything drupa. We will have a good mixture of traditional and newer processes. For example, I’m convinced there is still a big gravure market. If you look to China, 80 percent of all flexible printers in China are gravure, 20 percent are flexo. [In North America] it is just the opposite. So there are different needs around the world and I think every vendor in this industry has reasons for providing different products, not to only focus on digital, or offset or flexo… much like KBA does today. We have a very wide variety of products and processes for the demands of the market.
what did you learn about kba during restructuring?
CBS:: To be very honest, I could not learn much since I have been with the company for 27 years now. It was mainly market driven that our business, the revenue of the business, was declining. This started in 2008 as everywhere and we did some restructuring by cutting workforce, but we did not rearrange the whole organization whatsoever. Then in mid-2013 the sheetfed, web and se-
curity businesses were not really picking up. We came fairly quickly to the conclusion that we have to reorganize the core part of the group to be more efficient and maybe even to cope with a decline in business.
Then we decided at the end of ‘13 to do a consolidation, mainly of our manufacturing. In the old days, we casted iron at four sites and we produced printing cylinders at four sites. Today, we cast iron at one of our main plants in Würzburg – nowhere else. In Radebeul, where our sheetfed division is located, we produce our cylinders and gears. So each location has a very clear focus now.
how difficult was the decision to consolidate manufacturing?
CBS: It was a very expensive process mainly to cut the workforce. We cut the workforce by more than 1,000 employees within the last one and a half years. We closed two manufacturing facilities. We moved about 50 large tool machines, about the size of private homes, around Europe while having the factories running because we could not stop production for three months to restructure.
But it went extremely well and also every one involved, all employees, were really focused to get this done and also saw
the benefits for the company once the restructuring is over. Most important was to tell the employees not only what we are going to do, but also why we are going to do it. This is one of the key things to watch, so that you do not lose the faith of the employees.
how is kba positioned today relative to its competitors?
CBS: Looking backward, it is always too late when you do a restructuring. When you are done you always think we could have started a year earlier, maybe two years earlier, but I think the timing was very good. It was not overdue, but it was the right thing to do. We took exactly the right decisions two years ago and if we had to do it all over again I do not know a single item to do differently.
did kba ever consider divesting some of its operations?
CBS: That was never on the table, but we certainly did discuss if it makes sense to stay in the newspaper business, for example, since the market is today about 20 percent of what it was 10 years ago.We have an extremely solid customer base with a very good service business, but if you step
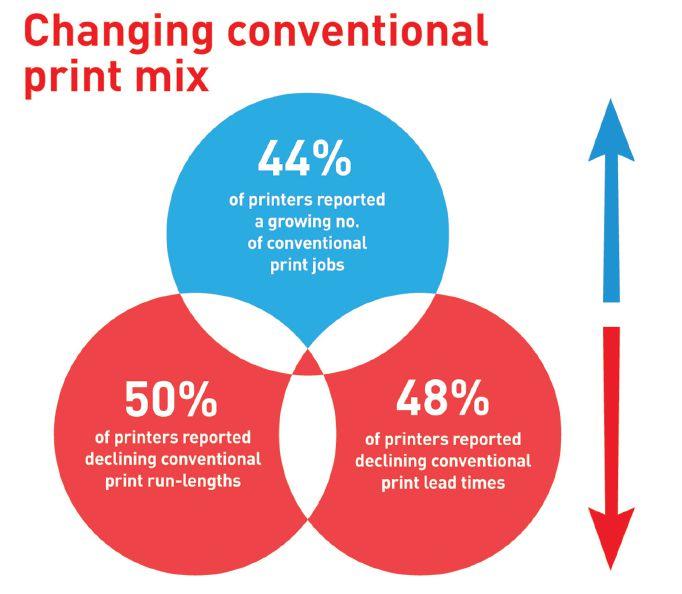
The drupa Global Trends Report 2015 is based on a survey conducted in October 2014 in which more than 1,100 participants took part globally, including 810 printers.
out of a product line you lose over time this customer base. Our approach was to streamline the organization; that even with a fairly small business in newspapers, for example, we can still be profitable.
why has kba experienced a 30 percent increase in order intake over the past year?
CBS: Several reasons: Some markets picked up such as Germany, which has been fairly slow over the last few years, and I think investments were just overdue; not only for us but also the competition did well in Germany – there is no question. The U.S. did very well and thanks to an extremely good team in the U.S. and in Canada we increased our market share, which is nice. Then also the order intake of digital web was higher than estimated for the first half of this year. The metal decorating business is doing very well. Overall, we can be satisfied but it can always be better.
is kba starting to see fruits of its 2013 flexotecnica acquisition?
CBS: It is an analogue technology; you can say an old technology. We used to build flexo presses in the old days mainly for newspapers. So from an engineering point of view we would be in the position to design and manufacture a press for flexible packaging, but we thought this is not very smart, because then there is an additional vendor in the market and you need a good product with market access.We would have been an absolute no-name in the flexible packaging business and, therefore, it was quite smart to buy a fairly small manufacturer with a very high quality product… it is a very good fit and we have been very successful in the U.S. As a newcomer, we fairly quickly have five orders in our hands. It is a new market segment for us, printing on foil – aluminum foil. But we have a core expertise to put ink on any substrate.
how is led technology revolutionizing perfecting?
CBS: It is not only perfecting – we have several presses running in a straight mode, single-sided for the packaging industry. LED is very interesting technology and it has several benefits. The room it needs is very small since LED lamps are very small. The energy efficiency is wonderful, so the cooling is much less than a conventional
UV curing system. The ozone is gone, which has always been an issue with UV drying. It is a brilliant technology and especially KBA’s design in that we can interchange the same system no matter if it is conventional UV or LED UV, which is unique.
what is the status of kba’s rotaJeT inkjet initiative?
CBS: To be open and frank it was a quick shot for drupa [2012].We started 14 months prior to drupa, from scratch, jointly with R.R. Donnelley, and took the position that drupa must be the goal we achieve. It was a prototype and, as an absolute newcomer and within an extremely short period of time, we achieved quite a product even if it wasn’t ready for the market. The printing quality was not what customers were expecting for their particular market needs and we have enhanced mainly ink and software over the past 18 months since drupa [2012] to tremendously improve the printing quality. We didn’t change anything on the iron or on the hardware. The first installation is with a printer who has nothing to do with our traditional customer base. It is a lamination floor producer which is absolutely new for us – a new niche.
how did you find this first rotaJeT customer?
CBS:The customer approached us.We knew him from the old days since laminating floor printing is typically gravure. [These operations] are confronted with more and more design changes from customers, so the gravure process of producing cylinders is very costly and complicated, and he approached us with the idea of the RotaJET printing on laminated paper really… and it did not take many changes to the RotaJET. The press is running day in and day out. I did not know the quality demands on these floor printers is so incredible. I think it is more demanding than for a commercial printer.
where is rotaJeT’s sweet spot going to be?
CBS: Definitely niches – we showed a second even larger [88-inch format] RotaJET to another floor manufacturer. The RotaJET is dedicated for niche industrial printing applications. KBA is a supplier who is used to the customization of equipment. It has been the strength of KBA no matter if it is the web, sheetfed or
security business. We listen to our customers and if they ask us for a special solution we find a special solution. Therefore, I think also the RotaJET is perfect for special markets.
where is kba and hP at in developing the 110-inch inkjet corrugated machine?
CBS: We are on time and on budget. We planned jointly with HP to have an open house at the end of this year and we will certainly do this in early December. It is running very well. We have a very, very fine collaboration with HP. The engineers and technicians are working day in and day out on a superb basis and I am absolutely confident it will be a very fine product with outstanding print quality for the corrugated market. It is not ready for market yet, but we are very well underway. You have to understand I cannot tell you the details.
how will kba hold onto its dominance in large-format sheetfed?
CBS: We started a long time ago… the old Planeta operation actually, before we stepped in in 1991, already had large-format machines mainly for the packaging industry. Today, we have about 300 largeformat machines running in the U.S. One hundred of them are less than 10 years old, all Rapida-based, 127s, 142s, 145s, 164s… mainly folding-carton printers. It is a very good market for us and the packaging industry is something to enjoy in the printing world.
is the future of offset difficult relative to digital processes?
CBS: Introducing digital printing technology for commercial or packaging printers is a driving factor for enhancing traditional offset machines regarding changeover, fully automated paper orders, SPCs, single drives for the units that we can change within three minutes from one product to another. There was no need really [to add so much automation] five or 10 years ago since there was no competition. But these newer technologies drove the development of conventional offset and today I am absolutely convinced this will remain for years to come. No digital process, whether it is liquid toner, dry toner, inkjet, whatever, is even close to the low cost of offset printing in relation to the quality it can achieve.
The new high speed Ricoh Pro VC60000 press, launched in 2015, has early adopters like HansaPrint in Finland.
state of tHe art Inkjet or scI-fI?
With the emergence of production inkjet becoming a viable printing process, the drupa Expert Article Series looks at some of the best applications in the market today
By Sean Smyth
Parents know this refrain well, “Are we there yet?” – just as they know the answer, “In a little while.” I spend my working life with printing technology and have heard this for many years. In the case of inkjet, it is a recurring theme. And while we are not there yet, we are getting much closer.
Some print providers have arrived. A great example is REAL Digital International based in South London. In 2004, the company was founded based on the belief that transactional and direct-mail production could be improved using a flexible inkjet solution. They invested heavily in secure premises and powerful workflow with finishing systems to cut, fold, collate and insert almost anything.
REAL Digital invented 650-mm-wide high-quality colour du-
plex web inkjet printing by mounting a pair of single pass inkjet presses on a flexible transport system. Further, the company developed new paper coatings to reach acceptable quality for leading brands, printing personalized carriers, mailers and magazines.
REAL Digital’s journey continues by upgrading to a pair of Screen Jet520 duplex lines in 2014, but is not stopping there.
“Inkjet technology provided the flexibility enabling us to deliver solutions that address latent customer demand and to drive new demand in areas where we have seen further opportunities,” David Laybourne, REAL Digital’s Managing Director, explains.
“The technology continues to evolve, and inks are more flexible with increased colour gamut, reducing the need for special substrates whilst increasing productivity. As the ink manufacturers accept more viable pricing models, the proportion of the marketplace that inkjet solutions are able to address will only increase.”
Ink cost makes medium to long runs
with high ink coverage uneconomical in inkjet, as compared to analogue print. Suppliers want to maximize profit and this disconnect is holding back adoption of inkjet in commercial print, publishing and packaging.
Printers using analogue presses think the ink is too expensive. There are several supply models for equipment, service and consumables (mostly ink, but cleaning fluids and replacement heads must be considered). High value recurring consumable revenue is attractive to suppliers, but print service providers are not used to this. They buy a litho press and negotiate for plates, inks and support from the established supply base – although some press manufacturers are competing there. Costly ink is turning some potential customers away from inkjet.
Another historical barrier to wider adoption of inkjet, especially for commercial printing applications, was the need to use specially treated papers and the inability to effectively print on glossy coated stocks. The latest generation of production inkjet presses is rapidly eroding those barriers.
“With the latest system introductions of the ImageStream, the reachable range of applications extends even further, due to the printability of offset coated material for matte, silk and glossy applications,” says Peter Wolff, Director of Commercial Printing Group Canon EMEA “With these new capabilities, additional applications like magazine printing, catalogue printing and others are now doable on inkjet with all the benefits in regards of individualization and customer targeted content without additional cost related to special inkjet treated papers.”
books and growTh oPPorTuniTies
It is important to note that the costing of inkjet production is different from that of analogue print. It has lower prepress and set-up cost, but ink – and until recently, paper – is more expensive, often much more expensive. This means long run, high ink coverage inkjet is not cost effective, so there is little appetite for printers to change.
In book production, however, there are advantages in combining inkjet with inline finishing, delivering finished blocks ready for cover application and final trimming.
This is particularly true for monochrome books. Publishers and book printers have gone beyond just comparing print costs to considering the total cost of manufacturing, since inkjet can deliver folded, collated and glued blocks for a simple cover application and final trim for books in any format or pagination with minimal waste. The flexibility of inkjet allows book production to be re-engineered with overall cost and service advantages, enabling book publishers to reduce their stocks and their publishing risk. Colour books are quickly following the mono lead.
In 2015, there are many inkjet early adopters and profitable users. Ricoh is at the forefront of quality with the highspeed Pro VC60000 press launched in 2014. It has several early adopters, including HansaPrint in Finland, a €70m turnover firm specializing in retail and publishing.
“Prior to experiencing the Ricoh Pro VC60000, I did not believe that there would be a major shift from offset printing to inkjet. But the new press has changed my mind,” says Jukka Saariluoma, HansaPrint Business Unit Director.
The print world is certainly changing. All the key analyst organizations predict very high growth continuing for inkjet print volumes and values. Smithers Pira forecasts that the value of inkjet printing output for graphics and packaging will more than triple over 10 years, from €23 billion in 2010 to more than €70 billion in 2020 (in current values), with a CAGR forecast of 12.7 percent between 2015 to 2020.
HP alone reports that its customers have produced more than 100-billion inkjet pages since its first installation of a production inkjet press in 2009.
beyond TradiTional
The applications for inkjet are many: Coding and marking, addressing, security numbering and coding, photo-printing, wide-format (sheet, roll-fed and hybrid), flatbed imprinting systems, narrow web, tube and irregular shapes, high-speed wide web and sheetfed, to name a few. Outside of traditional printing, inkjet has revolutionized ceramic tile printing and it is growing very strongly in textiles and other industrial decoration applications – from pens and memory sticks to architectural glass and laminated decor.
R&D of inkjet technologies continues at a breakneck pace based on expected growth for the market, which SmithersPira forecasts to reach US$67.3 billion in 2017.
“Inkjet has become the preferred decoration process for ceramics and other decorative materials,” explains Jon Harper Smith, Fujifilm Specialty Ink Systems Business Development Manager.
Thus, inkjet offers opportunities for expansion into related areas that may not normally be considered by traditional print providers. “Not too long ago, inkjet was praised as an alternative to conventional systems for its ability to offer singleoff sheets, short runs and personalized prints. In the meanwhile, the technology is challenged to offer higher speeds and higher volumes to replace some of the conventional systems,” says Paul Adriaensen of Agfa Graphics. “But the technology is also introduced in new areas never related to the printing industry before. This creates interesting dynamics in the industry.”
From a technical perspective, inkjet has a major advantage over all other print processes because it is the only non-contact, high-quality, high-performance process. The advances are primarily in new and better control of print heads, better inks and a much wider selection of readily available and more affordable inkjet treated papers. New applications are developing almost daily. For example,
Canon has installed lines in Nigeria to print election ballot papers.
inkJeT develoPmenT
In low-end wide-format inkjet, there are independent third-party ink suppliers competing with the OEM. That is probably the healthiest part of the market for end users, with thousands of machines sold each year consuming millions of litres of inks. This is not the case for high-performance systems, where the equipment supplier typically provides the ink tailored to optimize performance within the system.
There are indications, however, that this is changing. Collins Inkjet is an independent inkjet ink manufacturer that sells a range of inkjet inks, innovating in many applications including new electron beam curing. It makes water-based inks for many of the high-speed single-pass presses. It remains to be seen how effective this company and others will be in establishing itself as a third-party ink provider.
“Low consumables costs promote growth and easier adoption.When customers see competitive pricing for the more efficient inkjet technology, it is easier to switch, and they are more willing to change,” says Chris Rogers, Collins’ VP of
Sales & Marketing.
As productivity grows, inkjet is becoming greedy, with suppliers now turning toward siphoning volume from analogue print markets for additional growth and offering directly competing solutions. The productivity, quality and economics are pushing inkjet firmly against sheetfed litho and narrow web flexo, and it has larger format flexo and web offset in its sights.
While a few inkjet suppliers may be guilty of hyperbole (sorry, they are very guilty of it in some instances!), it is good to see users and customers voting with their wallets. That being said, we will continue to see enhancements to productivity of inkjet. Some totally new formats and systems are coming to market that will be aimed at the heartland of offset and flexo printing.
Choice of printing methods changes because of one or more reasons: to reduce cost, to improve quality, to achieve greater levels of service, or to do new things. Inkjet allows printers to do all four – and no doubt there will be other new reasons going forward. In technology terms, inkjet is state of the art. In business terms, inkjet is being used to re-engineer supply chains, making money. That certainly is not fiction.
Announced at drupa 2012, Bobst’s digital packaging press, installed at a Swiss beta site, has been shrouded in secrecy for three years and will debut at drupa 2016.
dIgItal versus tradItIonal
Exploring one of the strongest shifts in printing, the drupa Expert Article Series looks at how inkjet and toner technologies are pushing key packaging sectors like labels, folding-carton and flexible work
By Michael Seidl
The volume of the worldwide print market is set to grow to €420 billion by 2020 from a current level of around €407 billion, following the significant sharp decline in the years between 2008 and 2010 from €438 billion to €407 billion. Within the global print market, packaging print is the only area that will grow significantly, with an increase of 3.3 percent per year, for a share of the overall market of €141 billion by the year 2020. This includes folding boxes, labels and flexible packaging. In terms of specific printing processes, flexo printing is projected to see 2.6 percent growth, and digital printing eight percent. Today, only seven percent of packaging is printed digitally. For packaging converters, digital printing can be a logical adjunct to analogue printing and simultaneously allow them to develop new applications.
“Just how much digital print technologies will impact production depends on how quickly digital printing presses for the industrial production of packaging are developed,” says Hubert Marte of the Austrian Corrugated Cardboard Forum. “A further – very important
– factor is the cost of procurement, maintenance and repair, as well as the cost of the printing inks. In addition, it has not yet been possible to achieve all Pantone colours with digital printing. Printing onto coated papers and the drying [required] also remains a serious challenge.”
The Future of Package Printing to 2019 report by Vlad Savinov, Smithers Pira, 2014, anticipates an annual growth of 17 percent for digital printing.This makes it the fastest growing technology within packaging print, projected to reach a volume of US$19 billion by 2019.
The packaging market can essentially be divided into four sectors: labels, flexible packaging, folding cartons and corrugated. The label market was the first to recognize the benefits of digital printing. The other markets are now following suit, but not at the same speed or via the same route. The label market has a 10- to 12-year head start on corrugated in terms of digital printing.
digiTal labels
HP has now installed more than 1,000 digital presses in the market, and considers that digital printing has become mainstream. Xeikon
has well over 300 systems installed, and more than 50 percent of its sales now come from the packaging industry. Traditional companies such as Heidelberger Druckmaschinen have gone down the digital path via Gallus, and since Labelexpo 2015 are fully on-board with digital.
The Gallus DCS 340 converting system, developed in a joint project by Heidelberg and Fujifilm, is equipped with the latest generation of inkjet print heads and prints at a quality level that was previously only achievable in offset printing. It delivers high-end UV inkjet print quality with a native resolution of 1,200 dpi at a speed of 50 metres per minute, combining the benefits of digital printing with flexo printing. Also unique to this solution is the integration of inline finishing modules. The Gallus DCS 340 prints digitally from roll to the finished die-cut label; all in one pass. French company Autajon bought and tested the first system, and has now ordered three additional systems.
Label print shops increasingly recognize that digital printing can be used as a logical adjunct to the long print runs in flexo or offset printing. Designs can also be changed rapidly. It’s almost as if label design is turning into fashion design. Some wine bottles are becoming style icons as a result. Flexible packaging, folding cartons and corrugated applications will also be riding this tide.
flexible Packaging growTh
The market for flexible packaging will continue to develop digitally in the coming five years, but it is also subject to social change (primarily due to external mobility). People eat and drink on the move (nomadic mobility). Flexible packs are gaining popularity and increasingly replacing fixed packaging. Digital printing provides manufacturers of flexible packaging the opportunity to grow their businesses.
The formula is a simple one: high quality packaging, produced digitally, with just-in-time delivery. This is why the technology is currently gaining ground, supported by presses such as the HP Indigo 20000 that issued a clear signal to the packaging market with its launch.
Swiss firm O. Kleiner KG was the first company in the world to install an Indigo 20000 to specialize in the production of flexible packaging using flexo, gravure and digital printing. “The HP Indigo 20000 introduced a quantum leap in digital production of flexible packaging and opens up many new opportunities for flexible packaging print with its printing width of 736 millimetres,” says CEO Martin Kleiner.
O. Kleiner KG has leveraged its HP Indigo 20000 to produce small runs as add-ons and to provide new options for customers in the smaller run sector. A good example of this is closures for small jam jars. As flavours such as strawberry are produced in large runs, other flavours like raspberry have smaller batch sizes that in the future can be produced using digital printing. Further applications include test packages or personalized packaging.
colourful folding carTons
Digital printing is still relatively new in the folding-carton sector even though there are now several excellent examples of applications here. This sector tends to use the technology for small and differentiated runs; print runs before or at the end of large, conventional runs are another application. Digital folding carton printing is still e in the early adopter stage as new users develop the first applications.
Peter Sommer from Elanders in Germany, together with Ritter Sport chocolate, provides one such fascinating example. A special Website was set up where consumers were able to order personalized packaging for their Ritter Sport chocolate. Customers were willing to pay considerably more for this chocolate. There are now a growing number of projects of this nature as brand owners recognize the potential and savvy print shops are helping them to realize creative ideas.
To date firms processing corrugated have been slow to adopt digital printing technologies, with the exception of those using flatbed systems like HP Scitex, Durst, Mimaki, swissQprint. However, this is more due to the fact that until now there had not been many systems available on the market that could be used for corrugated. But this will be changing relatively quickly due to providers such as Bobst or the HP/KBA joint venture.
colossus in Pre-PrinT
Following barely two years of development, HP and KBA presented the world’s first HP PageWide Web Press T1100S to a group of visitors in Würzburg in November 2015.This gigantic inkjet rotation with a web width of 2.80 metres and with digital pre-printing of the top layer is opening up new options for the flexible production of corrugated packaging in different sizes and run lengths that were not economically feasible before.
“Finishers and their customers need to develop both customerappropriate and effective packaging whilst reducing costs,” says Eric Wiesner, GM of HP’s PageWide Web Press Division. “With the combined expertise of HP and KBA, we have now launched the world’s most-productive roll printing press for corrugated. The HP PageWide Web Press T1100S allows finishers in the high-end sector to offer added value by combining pre-print and digital printing in one machine.
The first customer for the HP T1100S was DS Smith Packaging, which sought greater productivity and flexibility with small- and medium-sized runs. Thanks to its high productivity of over 30,000 square metres of printed area per hour, the press can also be cost effective for large runs. The Brits are clearly taking the project very seriously as they have been experimenting for a year with the T400 system purchased specifically for this purpose.
Another current example in the corrugated card market comes from Bobst, which announced it was developing a digital printing system at drupa 2012. The project, shrouded in secrecy, is now in use with beta testers a little over three years later, specifically at Model in Switzerland and at Schumacher in Germany. This industrial digital solution for printing packaging and displays made from corrugated material uses Kodak’s Stream Inkjet technology and offers not only intense colour reproduction and one of the highest print resolutions available, but also functions with food-compatible printing inks.
The digital sheet press designed for four-colour printing on a range of uncoated and coated corrugated permits the personalization of runs large and small of packaging and displays at high speeds. At an outstanding speed of up to 200 metres a minute, the new press delivers high quality on sheets up to a maximum size of 1.3 x 2.1 metres.
drupa 2016 will be full of demonstrations about the implementation of digital technologies packaging. Benny Landa’s Nanotechnology will be shown with a complete system for packaging production. It is a fascinating sector that will be stimulated by all of these developments. And above all this is a growth market –good news for the industry.