The event industry around the globe is the latest to fall victim to COVID-19. As countries around the world scramble to find ways to prepare their citizens for the global pandemic, scheduled events across all industries have been getting postponed or cancelled altogether at a feverish pace.
The printing and graphic communications industries are no exception to that rule. Over the past few weeks, events ranging from small, localized networking events to massive global scale conferences and trade shows have been put on hold in an effort to “flatten the curve.”
work has stopped.
So, as an employer, how do you manage COVID-19?
Well, the World Health Organization has published tips for employers to help prevent the spread of COVID-19 in the workplace:
The low-cost measures below will help prevent the spread of infections in your workplace, such as colds, flu and stomach bugs, and protect your customers, contractors and employees.
Interim Editor
Andrew Snook asnook@annexbusinessmedia.com 289-221-8946
Contributing writers
Zac Bolan, Wayne Collins, ,Victoria Gaitskell, Martin Habekost, Nick Howard, Neva Murtha, Abhay Sharma
Associate Publisher Stephen Longmire slongmire@annexbusinessmedia.com 416-510-5246
Media Designer
Lisa Zambri
lzambri@annexbusinessmedia.com
Account Coordinator
The number of people expected to attend the drupa Trade Fair this year.
EskoWorld (U.S.) has been cancelled. FESPA Global Print Expo 2020 (Spain) has been postponed. Sign & Digital UK 2020 was cancelled over coronavirus concerns.The ISA Sign Expo (U.S.) has been moved to August. Dscoop Edge Orlando (U.S.) has been postponed. Labelexpo Southeast Asia 2020 (Thailand) postponed over coronavirus fears.
And of course, we can’t forget about the drupa Trade Fair.
No show in this industry was going to be larger than drupa 2020, which takes place every four years in Germany.
The drupa Trade Fair was scheduled to take place from June 16 to 26, 2020, but has been postponed until April 20 to 30, 2021.
The show’s organizers, Messe Düsseldorf, assessed the risk of hosting the event in June. But with the spread of COVID-19 so prominent across Europe and other parts of the world, decided the best option was to postpone. That said, they may not have been able to go on with show even if they wanted to, since the city of Düsseldorf proclaimed on March 11, “that major events with more than 1,000 participants present at the same time are generally prohibited,” according to the drupa website.
Was this the right call? I’d say so. With the drupa Trade Fair expected to draw approximately 60,000 people, one could certainly argue that the risk of wide-scale infection would have been high.
drupa’s president, Claus Bolza-Schünemann, said that he supported this decision in a recent statement:
A postponement of drupa was unavoidable after the latest developments. The decision is therefore right and responsible. Many exhibitors start their logistical preparations middle of March – today’s announcement of the postponement enables all those affected to react now, reschedule and prepare for the event date in April 2021. The excitement for ‘embrace the future’ remains undiminished –also in 2021.
But just because events have been put on the shelf temporarily, doesn’t mean the
Employers should start doing these things now, even if COVID-19 has not arrived in the communities where they operate. They can already reduce working days lost due to illness and stop or slow the spread of COVID-19 if it arrives at one of your workplaces.
Make sure your workplaces are clean and hygienic
• Surfaces (e.g. desks and tables) and objects (e.g. telephones, keyboards) need to be wiped with disinfectant regularly.
• Why? Because contamination on surfaces touched by employees and customers is one of the main ways that COVID-19 spreads.
Promote regular and thorough hand washing by employees, contractors and customers
• Put sanitizing hand rub dispensers in prominent places around the workplace. Make sure these dispensers are regularly refilled.
• Display posters promoting hand washing – ask your local public health authority for these or look on: www.WHO.int.
• Combine this with other communication measures such as offering guidance from occupational health and safety officers, briefings at meetings and information on the intranet to promote hand washing.
• Make sure that staff, contractors and customers have access to places where they can wash their hands with soap and water.
• Why? Because washing kills the virus on your hands and prevents the spread of COVID-19.
To download the full WHO document, “Getting your workplace ready for COVID-19,” visit: www.who.int/docs/ default-source/coronaviruse/gettingworkplace-ready-for-covid-19.pdf.
ANDREW SNOOK, Interim Editor asnook@annexbusinessmedia.com
Alice Chen achen@annexbusinessmedia.com 416-510-5217
PrintAction is printed by Annex Printing on Creator Gloss 80lb text and Creator Silk 70lb text available from Spicers Canada.
ISSN 1481 9287 Mail Agreement No. 40065710
CALENDAR
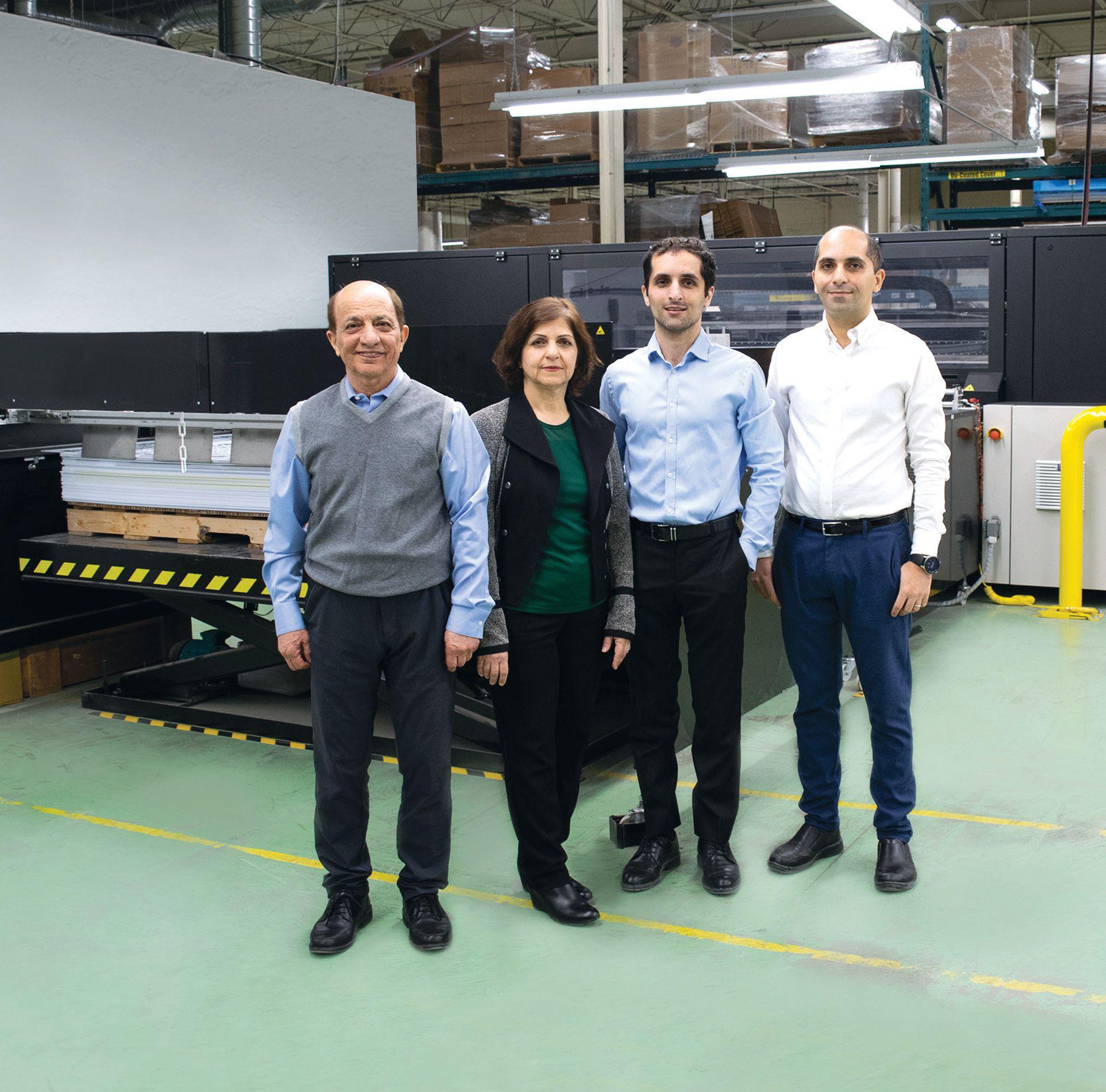
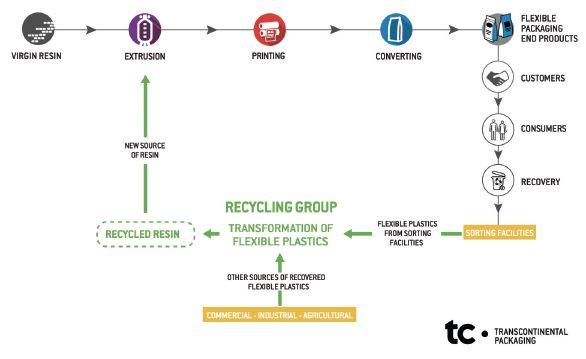
TC Transcontinental recently announced the creation of a Recycling Group within TC Transcontinental Packaging. In 2020, this group will start purchasing equipment for converting flexible plastics recovered from sorting facilities and other commercial, industrial and agricultural sources into recycled plastic granules. It will also be on the lookout for potential acquisitions of companies in this sector.
“The creation of the Recycling Group aims to vertically integrate the recycling of plastics in our packaging production chain in Canada, the United States and Latin America, ultimately ensuring stable procurement of this material for us,” said François Olivier, president and CEO of TC Transcontinental. “This decision stems from our desire and that of many customers to differentiate ourselves with an offering of eco-responsible packaging products containing recycled plastic, accelerate its development, and create a truly circular economy for plastic that will bring further benefits for the environment and for communities.”
The establishment of the Recycling Group will contribute to the achievement of TC Transcontinental’s objectives as a signatory of the Ellen MacArthur Foundation’s New Plastics Economy Global Commitment. One of the corporation’s objectives is to increase post-consumer recycled content across its portfolio of flexible plastic packaging products. The purchase of recovered plastics will better enable their value recovery and facilitate the creation of local outlets for sorting facilities and companies in
and expertise that Christine and her team have to offer. We look forward to seeing the initiatives that will emerge from this incredible value-add to the Print Three network.” says Andrew Hrywnak, president of Print Three.
the commercial, industrial and agricultural sectors.
The team will be led by Sylvain Levert, as senior vice-president, Recycling Group, reporting to Thomas Morin, president of TC Transcontinental Packaging. Levert was previously senior vice-president of procurement at TC Transcontinental.
Print Three adds Print Panther into its network
Print Three Franchising Corporation has onboarded Print Panther into its growing national network.
Specializing in digital print applications, the Oakville-based business utilizes techniques such as digital foil, embossing, metallic inks, and spot UV to create standout print pieces in a plethora of formats.
“We have always been about creating beautiful, award-winning print. As early adopters in digital embellishment and specialty inks, we are so excited to share our knowledge and love for the embellished page with Print Three’s network of print shops across the country,” said Print Panther president Christine Yardley. “Print Three shares our passion for all things print. Forming this union allows us to keep our brand intact whilst growing and being a part of something much larger.”
Effective immediately, Print Panther’s products and services will be made available at each of Print Three’s 46 locations across Canada.
“By bringing in Print Panther, we are adding best-in-class digital effects to our roster. Moreover, our franchisees and their customers, are gaining the wealth of knowledge
Konica Minolta hosted an exclusive event for business leaders, industry experts, students, and others shaping the future of the print industry on Feb. 26 in Mississauga. It was an opportunity for the participants to gain valuable insight to help boost their businesses in 2020 and network with future print industry leaders from Ryerson’s School of Graphic Communications Management and Eva’s Print Shop. There were scheduled presentations and live demonstrations throughout the day.
Sydney Stone has been named Duplo’s Canadian Dealer of the Year for 2019. The annual award recognizes growth and development, expertise and knowledge, and excellence in customer service.
Sydney Stone has represented Duplo in Canada since 1996 and offers sales and service nationwide, with branches in Toronto and Vancouver.
A provider of print finishing technologies, Duplo offers the DDC 810 Spot UV coater and the latest DC 618 slitter cutter creaser.
“2019 was an exciting year for us at Sydney Stone as we installed our third DDC 810 Spot UV coater along with some of the first installations of the successful evolutionary DC 618,” says Michael Steele, president of Sydney Stone.
Supremex Inc. announced the acquisition of Royal Envelope Ltd. and Envelope Royal Inc., an
June 21-24
CUPMAC
Niagara Falls, Ont.
August 23-25
ISA Sign Expo Orlando, Fla.
September 10-12
Labelexpo Southeast Asia 2020 Bangkok, Thailand
September 15-17
Brand Print 2020 Chicago, Ill.
September 18-19
Sign Expo Canada 2020 Mississauga, Ont.
September 24, 2020
Gala Gutneberg Montreal, Que.
September 29 to October 1
Solimar User Conference & CAC Summit San Diego, Calif.
October 21–23
Printing United 2020 Atlanta, Ga.
November 12
Canadian Printing Awards 2020 Palais Royale Toronto, Ont.
envelope manufacturer and printer operating in Ontario and Quebec for a total purchase price of $27.4 million.
“The acquisition of Royal Envelope allows us to optimize the operations cost-base in Eastern Canada and enhance cash-flow generation capacity, which in turn will provide us with the necessary means and time to continue to diversify into packaging,” said Stewart Emerson, president and CEO of Supremex.”
Founded in 1989, Royal Envelope generated approximately $30 million of revenue during its most recent fiscal year mainly from the direct sale of envelopes and printing services. Royal Envelope employs approximately 135 people at its two primary facilities located in Concord, Ont., and LaSalle, Que.
Aldus has acquired the business of API Foils Europe (excluding its Dutch and Asian subsidiaries), creating a new company called API Foilmakers Ltd. Financial terms have not been disclosed.
Vertical integration of plastics recycling in TC packaging production
Konica Minolta networking event
Sydney Stone win Duplo award
INSTALLS
Contiweb has named Ralph Casale sales manager for North America. Casale’s responsibilities will include overseeing Contiweb’s sales operations in the region, where he will report to Contiweb vice-president Chuck Irons. Casale brings a wealth of experience to his new role with extensive knowledge of auxiliary equipment for heatset web offset applications, having worked in the sector for over 30 years.With considerable awareness of the graphic arts industry in Canada and the U.S., he has managed multiple national and international corporate accounts.
Colour printing technology provider Onyx Graphics Inc. has named Matt Crawford as its new director of product marketing. Onyx president and CEO Kevin Murphy stated that Crawford’s responsibilities will include driving the vision and growth of the company’s product portfolio for its worldwide customer base, as well as Onyx brand affinity. Crawford’s previous position at Onyx was as regional general manager, Americas. Before that, he held the position of Onyx territory sales manager, central North America. Prior to joining Onyx in 2002, he worked with several leading graphics art organizations. Crawford holds a bachelor’s degree in visual communications from Northern Illinois University.
Art Smart Digital Printing of Vaughan, Ont., has installed the INcut DC-6040 digital finisher from Insource.
(L to R): Jane and Rick Dalmus of Art Smart Digital Printing, and Alan Ferguson of Insource.
GMG Americas has named printing industry veteran Michael Macaluso as technical sales support specialist in Canada. Before joining GMG, Macaluso spent his entire 31-year career at Kodak, most recently as the primary application specialist based in the Toronto area, serving the Canada and the U.S. supporting the Kodak Approval, Matchprint Inkjet, Matchprint Virtual and Colorflow colour management systems and software, among other print systems. He was involved in pre- and post-sales support as well as installation, troubleshooting, and supporting sales reps. He had additional experience in general workflow and flexo platemaking systems.
Imprimerie Héon & Nadeau of Victoriaville, Que., has installed a Komori LS 8-colour 40-inch perfecting press purchased from Komcan Inc. (L to R): David Héon, Michel Larivee, Charles Boisvert and Charles Héon with Brett Rogers of Komcan.
David Muncaster has added sales in North America to his responsibilities at JM Heaford. Muncaster joined JM Heaford as director of operations and business development in 2016. Since then, he has implemented initiatives to improve efficiencies both internally and externally, with an emphasis on creating opportunities for customers of any size, from start-ups to multinationals.
The non-profit Specialty Graphic Imaging Association (SGIA) has named long-time printing industry marketing and sales executive Jack Noonan as vice-president of business development. In this newly created role, Noonan will oversee PRINTING United exposition exhibitor and sponsorship partnerships for SGIA, strengthen existing communities, develop dedicated postal and packaging sector participation, and help explore new business opportunities for the leading annual event in the combined graphic arts industries.
Surrey Digital Printing recently installed Konica Minolta’s AccurioWide 200 Wide Format Printer, the first to be installed in B.C.
(L to R): Jared Cotterill of Surrey Digital Printing, and Janice Goldring, Jason Sham, Victor Torres, and Surinder Dhiman of Konica Minolta Canada.
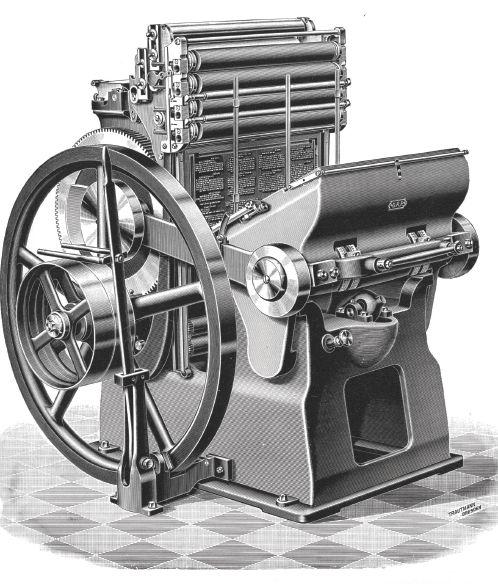
Operation Bernard: How the Nazis almost won the war
The Nazis counterfeited the most circulated British £5 note to use the fake money to finance German intelligence operations
By Nick Howard
S.S. officer, Arthur Nebe had a devious plan. As the head of the Reichskriminalpolizeiamt (central criminal investigation department) in Berlin, the ruthless killer came up with an idea of forging British currency and dropping banknotes all over Britain courtesy the Luftwaffe. The Second World War had just broken out as he presented his plan to, among others, the notorious Reinhard Heydrich. Heydrich, considered a principal architect of the Holocaust, and whose nickname would soon be “The Butcher of Prague,” quickly gave his approval, very hastily seconded by Adolf Hitler. The top-secret assignment would become known as Unternehmen Andreas (Operation Andreas).
Dumping millions of English banknotes all over England would have caused widespread panic and chaos. The “Englanders” would never be able to utter the expression: ‘‘Sound as a Pound”. Institutions could crumble, commerce frozen, and who knows what other calamities would follow?
By early 1940, an equally loathsome character, Alfred Helmut Naujocks, set to work. First, with the difficult task of creating identical paper, then the printing plates. The paper proved to be a challenge. The British banknote was a special all-rag content paper, but in Germany, lignin was primarily available. Turning to the paper mill Hahnemühle in the northern city of Dassel, various tests were performed without the cellulose addition. Still, the results proved unacceptable: the paper was simply too white! Someone suggested sending the rags to local industrial companies to use as cleaning cloths, then returning them to the
mill to be washed and processed. An almost perfect match resulted, but this exposed a new flaw: The paper did not have the same crispness as the original. Trial and error eventually found the problem: the English water. After further experiments, this, too, was overcome, and the process continued with the next rather tricky task of replicating the incredibly intricate watermark. Beautiful screens using the cylindermould-process were fabricated to produce a sheet of four notes.
Banknotes were produced – probably at, or near, Berlin – until an abrupt and unexpected stop was ordered by Heydrich. Seems in 1940, Naujocks had fallen out of favor with a guy you didn’t want to upset. The plan limped along with Albert Langer, a mathematician, and code breaker, who had been recruited for his expertise and abilities to decipher the alpha-numeric British serial numbers. Supposedly, some £500,000 worth of superb counterfeit £5 notes were printed by the time Heydrich pulled the plug by early 1942. None of the notes seem to have ever circulated.
“The best way to destroy the capitalist system is to debauch the currency” – Vladimir Lenin
As early as November 1939, the British caught wind of the plot through a chance meeting in Greece between the British Ambassador and a Russian émigré, who spilled the beans. London was informed, and this brought about restrictions on
Supposedly, some £500,000 worth of superb counterfeit £5 notes were printed by early 1942.
paper money arriving in England from abroad. The Bank of England took a further step introducing a special “blue” £1 note with a security thread, while also ceasing production of fivers for the duration of the war.
All would not disappear, and the Nazis revived the plan in July 1942; with the encouragement of Reichsführer Heinrich Himmler. But the new program had a different mission. This time, the Nazis would counterfeit the most circulated £5 note and use the fake money to finance German intelligence operations, which were underfunded continuously by the Reichsbank Himmler also had other wild ideas, including the forging of British stamps (laughably replacing King George’s image with that of Lenin). A new man arrived to run the operation: SS Major Bernard Krüger. Operation Bernard would take its name from Krüger.
Production of the British forgeries began in January 1943.
Scouring the offices of the now-defunct Operation Andreas, Krüger located most of the copper printing plates, watermark screens, and printing presses; but needed printers. Skilled men were readily available at death camps, including Auschwitz-Birkenau. No persuasion was required when the option, for the selected Jewish prisoners, was a bullet to the back of the head or working in a print shop. The selection process focused on skills required, such as artists, typographers, machine operators, and cameramen. Historical documents suggest some of the Jews didn’t have any of these skills, but to stay alive insisted they were seasoned tradesmen. One hundred and forty-three men were selected and quickly transferred to the Sachsenhausen-Oranienburg concentration camp in northern Germany. Ensconced within the walls was a prison within a death camp where these men were isolated by barbed wire from the general population in two purpose-built barrack blocks, 18 and 19, and guarded by a select elite S.S. unit.
Although history suggests Krüger wasn’t a cruel man, every forger knew the German’s allegiance to the Reich, and should any of them become unable to work or get sick; they knew the Nazis would simply shoot them rather than risk a trip to the hospital where the possibility of leaking the plan could expose the operation. Later in 1944, Krüger transferred a convicted forger by the name of Salomon Smolianoff to the unit.
Smolianoff was a master, and although Jewish, became ostracized from the other forgers who looked upon him as a “real forger” and, therefore, a crook. Smolianoff was an expert at forging, and the Nazis
considered expanding their printing skills to include the American $100 bill. The Yankee Greenback proved extremely difficult compared to the £5 note because it was printed Intaglio and on both sides of the sheet. The British note was one-sided and without Intaglio.
German paper, German ink, German machines, Jewish forced labour
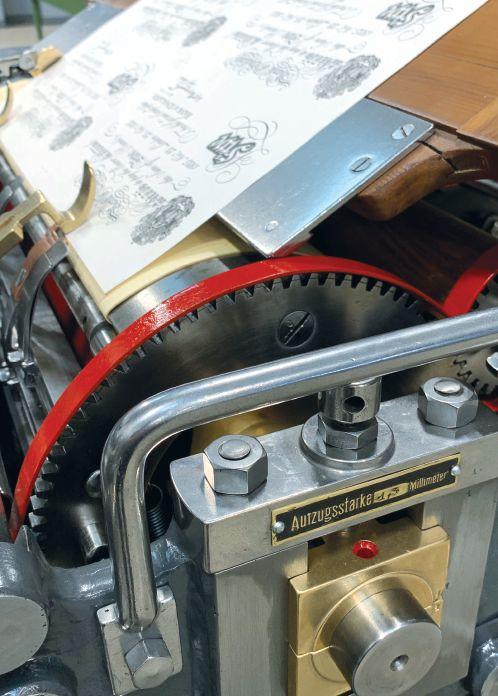
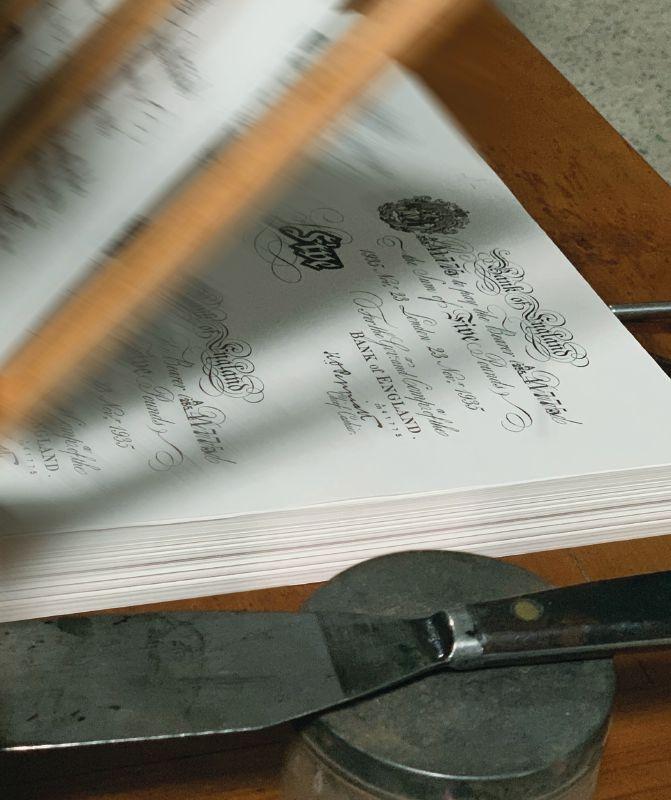
With 12,000 sheets of paper arriving each month from the Hahnemühle paper mill and equipment set up, production of the British forgeries began in January 1943. The prisoners would eventually find 150 security features that were hidden in the genuine British notes, including intentional minor defects (that are still part of today’s modern currency). The notes were printed four-up on a sheet, then separated by hand with a ruler to replicate the rough edges of the original. Each bill would be subject to a “wearing in” procedure that involved prisoners passing them between themselves, folding them, and building up grime and sweat. Often, they would also write a British address on the back of the notes, as this was common among original banknotes.
The printing machinery was suggested as being stop-cylinder presses. Still, it would have been possible to run the notes on a parallel impression (or Art platen), which, ironically an American invention, was extremely popular in Germany. Details of the printshop indicate there were only four printing presses. Whether they were
cylinder or platen, one thing we do know is they were all hand-fed.
The printing plates were likely to have been copper plates with a light-sensitive coating applied, then exposed using a glass negative.The plate would later be dropped in an etch bath to remove all non-print areas. Perhaps these were hardened with nickel to increase their sharpness and life. Another possibility is that these plates were used as “masters” and possibly made of
was working perfectly. But by January 1945, the writing was on the wall. The Allies had already entered Germany from the west and south; Russians were even closer in the east; and the clock for the Reich was ticking. The men who worked 14-hour days and nights slaving in the cramped concentration camp, were ordered to cease production and be relocated to the Mauthausen-Gusen concentration camp in Austria, along with all the printing equipment.
The plan of paying the Nazi’s bills was working perfectly. But by January 1945, the writing was on the wall. The Allies had already entered Germany from the west and south; Russians were even closer in the east; and the clock for the Reich was ticking.
zinc, then lead would be poured into a matrix or flong, taken from these originals.
Each bill would be subject to a “wearing in” procedure that involved prisoners passing them between themselves.
The prisoners, some of whom were artists, would carefully alter the original images of original copy and glass film under a magnifying glass. Several features proved to be a challenge. The symbol of Britannia required great effort; especially the eyes, which the forgers never did get right. Plate alterations were constant and unwavering attention had to be paid to even the minutest detail. A second pass was required to add the numbering sequence.
Notes were then put into four distinct groups. The best was to be used in neutral countries and for Nazi spies, the next to pay collaborators, the third in case they were to be dropped all over England, and the last, destroyed.
Fortunes were made by Nazi collaborators laundering the money
To launder the money, this fell upon a Nazi with a long history of deception: Friedrich Schwend. Schwend ordered that the finished banknotes should be delivered to a castle in the Italian Alps. Schloss Labers was an S.S.-run facility in the north Italian region of South Tyrol. From this castle, he distributed the forgeries to a variety of enterprises and individuals throughout Europe. Even Jews, as they would be seen unlikely to be collaborating with the Nazis. Some historians also believe £100,000 forgeries were used to earn the release of Benito Mussolini from Italian partisans in 1943. The funny-money spread as far as Turkey and Tangier. It was in Tangier, where the British finally caught wind when a banknote was compared with records in London, and the serial number was discovered to be a duplicate of an original note already remitted to the bank.
Schwend would ultimately pass millions of pounds, many through Switzerland, Belgium, Italy, the Netherlands, and Yugoslavia. In the process, he became a wealthy man. The plan of paying the Nazi’s bills
Krüger received orders to re-start the printing operation, but shortly on arrival at Mauthausen, another command was received from Berlin to stop production again. A further directive soon followed that had the Jewish prisoners transported to a nearby Vergeltungswaffen V-2 rocket facility, which also used forced labour: Schlier-Redl-Zipf. The operation was to be resumed once more, this time deep in the tunnels at Redl-Zipf, where the V-2 rocket program was in full swing. But doors of opportunity closed. Krüger gave the order to destroy the equipment and remaining banknotes. By May of 1945, Operation Bernard came to an end, and also it seemed, for the Jewish forgers, as Berlin ordered them trucked to nearby Ebensee concentration camp for liquidation.
The forgers were divided into three groups, and on arrival, as per usual, they would be sequestered from other prisoners until all three groups were together. There would be no chance for loose lips to give away the operation, and it would make the killings so much easier. Luck intervened as there was only one truck available and necessitated three separate trips. Two groups completed the journey, but on the third and final run, the truck broke down, and the prisoners were force-marched to Ebensee: a journey that took two days. Serendipity finally provided a blessing for the printers as the delay coincided with the fleeing of the S.S. soldiers at the camp and release of the first two groups into the general population when the populace overpowered the remaining soldiers. As the third group arrived on May 5, they too vanished into the crowds and finally released the very next day (May 6) when the Americans arrived. If the truck had not broken down, every one of these men would have perished!
“No, I expect you to die, Mr. Bond!” – Goldfinger So what happened to all the fake cash? As
was later discovered in 1959, the Germans had loaded up horse-drawn carriages and transported boxes of money, plates, and the printing machinery to Toplitz Lake nearby and dumped everything into a bottomless abyss. Unbeknownst to the Germans, everything would be preserved due to a lack of oxygen below 65 feet. Talk of a German forger conspiracy grew in intensity and worried both the British and Americans; as both feared an Alpenfestung (National Redoubt) or potential uprising in the Alps of Austria. The place was festered with what remained of the Nazi menace, and having a constant supply of money could reignite hostilities.
In 1959, German magazine Stern, alarmed by a series of mysterious deaths near the lake, commissioned a dive to search for Nazi loot rumored for years to be gold bars. Urban legend suggested a massive hoard of gold bricks lay at the bottom of the lake, but none would be found. Amusingly in the 1964 movie Goldfinger, James Bond shows off a Nazi bar said to have been unearthed at Toplitz.
The divers did, however, uncover a massive trove of wood crates with perfectly preserved £5, £10, £20, and £50 notes along with some U.S. $100 bills and printing plates. Finally proof, but the British already were well acquainted with the affair. Right after the war ended, four men traveling from the Netherlands were stopped
on entering England, and counterfeit notes were seized. One official remarked how rather unusual it was that four men would have bills with consecutive numbering on them.
The Jewish prisoners were scattered on liberation, some never speaking again.Two men, in particular, have shed some light on events. Adolf Burger, who passed away at 99 years of age in 2016, was a Czech typographer who had been arrested early in the war for forging baptismal certificates for escaping Jews. Burger would later write a book of the horrors that also took the life of his wife in Auschwitz. Avraham Sonnenfeld was from Transylvania and his family owned a printing business. Although not highly skilled, Sonnenfeld was able to pass the Nazi rudimentary printing test (printing a greeting card).
Most experts agree that Operation Bernard forgeries were the finest ever seen
In 1967, a couple of pipe organ repairmen were dismembering an old organ in the Italian church of San Valentino They were looking for a nameplate to determine the organ’s age, but instead stumbled across £5-million worth of almost flawless banknotes. The rippling effects of the Bernard operation simmered long after the war with notes popping up all over the place. The Bank of England did not even resume
One source suggests the value today could have been in the billions of Pounds.
printing a £50 denomination until 1981 –such was the seriousness of the counterfeiting effort. Some allege that fake notes were also used by Jews to finance travel to Palestine in 1948.
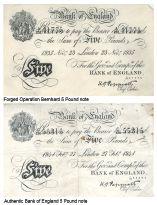
At Howard Iron Works Museum, we have one of the Operation Bernard £5 banknotes and an authentic £5 note. The resemblance is remarkable in almost every detail, including the distinctive watermark – a virtual copy. No wonder experts pronounce these forgeries the best they’ve ever seen. The Hahnemühle paper company is still in business to this day but only producing innocuous artist’s paper. Bernard Krüger would go to work for them for a short time after the war. No one knows for sure exactly how many banknotes were produced during Operation Bernard, or worse, how many escaped detection. One source suggests the value today could have been in the billions of Pounds.
Jewish Printers who faced unimaginable horrors, and completed such a monumental feat.
Let us not forget the 143 Jewish Printers who faced unimaginable horrors, and completed such a monumental feat. They are the true heroes of this story and must be remembered along with the six million who perished at the hands of the Third Reich.
NICK HOWARD, a partner in Howard Graphic Equipment and Howard Iron Works, is a printing historian, consultant and certified appraiser of capital equipment.
nick@howardgraphicequipment.com
PRINTING PRODUCTION
EXPAND YOUR HORIZONS
Today’s printing landscape requires flawless print quality results with impossible deadlines. Operators of varying skill levels must e ciently produce complex documents in both black and white and colour, while maximizing uptime. The Canon imagePRESS with PRISMAsync Print Server provides powerful colour management and producitvity tools aimed at controlling rising costs and minimizing production bottlenecks.
PRISMAsync Print Server
PRISMAsync Print Servers help boost production capacity, lower cost and increase profitability. With an 8 hour scheduler, operators can e ciently plan out and manage an entire shift. This powerful controller provides high-performance, deadline-driven printing capabilities that can help grow business and drive future success. Easy job submission enhanced by advanced automation. Curve based colour adjustments and editing. Integrated ICC Profiling tools. Embedded G7® calibration and verification tools.
High productivity with production speeds up to 90 ipm.
Excellent quality prints with R-VCSEL imaging technology.
Consistent registration on large and heavy stocks up to 350 gsm.
Support a wide variety of paper types such as envelopes, textured, heavy uncoated, and heavy coated.
APPLICATIONS:
Brochures, booklets, banner sheets, posters, catalogues, business cards, postcards, manuals, envelopes, tabs, and more.
AGGRESSIVE EXPANSION
SinaLite growing services to help customers succeed
By Andrew Snook
Growth through the successes of others.
This is essentially the business model of Markham, Ont.-based SinaLite, which recently celebrated its 21st year in business. The wholesale trade printer has partnered with more than 10,000 businesses since 1999, when Oscar and Fara Meshkati opened up a 1,200-sq.-ft. shop with a small single-colour offset press for printing flyers, pamphlets, NCR forms, and other promotional products that their clients needed.
According to Brian Meshkati, vice-president of SinaLite, their company’s entire business model and focus is about helping others succeed.
“As a trade printer, our only focus is to
help distributors, print brokers and other commercial printers be able to compete in such a difficult industry. We want to help them succeed,” Brian says.
That business model has served the company well over the past two decades. SinaLite has grown to approximately 150 employees working in a 100,000-sq.-ft. facility and boasts more than $20 million worth of state-of-the-art printing technologies.
In addition to the company’s more traditional promotional print offerings, SinaLite recently developed a label printing division and an apparel division with dozens of different apparel offerings.
“One of the things our customers have been requesting is, ‘How do we compete with the billion-dollar online printing companies out there that are offering not only traditional business cards and mar-
The Meshkati family (Mike, Fara, Oscar and Brian) recently celebrated the 21st anniversary of SinaLite, which they have been operating since 1999.
keting collateral in a wide format, but they’re also starting to offer stickers, labels and apparels?” Brian says. “It’s hard for them to compete against that.”
Rolling up their sleeves
SinaLite started up its label printing division a couple of years ago to expand its product offerings. Brian says this was a sound business decision since label printing makes up a good percentage of the printing market and it isn’t showing signs of disappearing.
“You won’t see labels going anywhere soon,” he says.
For the production of the roll labels, the company purchased an HP Indigo 6900 digital press, which was installed in January 2020.
“The main reason was because of the quality that it outputs,” says Mike Meshkati, president of SinaLite. “It is meant for high-end label printing. It’s meant for short-run printing for the label market –consider the short-run anything below 50,000 pieces. At the same time, HP offers great service in the GTA (Greater Toronto Area) and in Canada, and we like our equipment to always be up and running so we can fill our clients order and ship to them the next day, if we need to.”
The company currently produces 19 different substrates of roll labels and different adhesive types.
“The substrate can be anything from fluorescent green colour or could be for applications for a freezer, outdoors, indoors or wine bottles. Some of the adhesive types we offer our clients are permanent adhesive and there’s also removable adhesives,” Brian says, adding that one of the big things that differentiates SinaLite’s offerings from competitors is that they’re not charging additional for custom shapes. “We do offer our customers circles, ovals, rectangles and squares, but we also offer them any shape that they really want. So, if what they’re buying needs the shape of a star, we can do it, and we don’t charge
additional for it.”
“I know that anyone we talked to was excited about this new area developing within the company,” adds Lisa Ratanprasad, manager of public relations for SinaLite. “To be able to offer this to their client base, they feel like it’s over and above.”
A good fit
(Top left) Mike and Brian Meshkati pose in front of one of their latest investments: a new ABG Digicon Series 3. (Bottom left) SinaLite staff and other industry professionals recently came together to celebrate SinaLite’s 21st anniversary. (Right) Markham Mayor Frank Scarpitti gets a tour of SinaLite’s facilities.
SinaLite made the decision to jump into the apparel market at the same time because they see apparel as one of the most popular promotional materials available today.
“It’s something that’s in style and hip with the younger generations,” Brian says. “For apparel we currently have 67 options for apparel, which includes tank tops, sweatshirts, t-shirts and hoodies; and we’re hoping to add on to that. In the next month we’re going to be adding on tote bags.”
To build up the apparel side of the business, SinaLite invested in a brand new Kornit Storm HD6.
“The reason why we went with the Kornit is because of the quality of the print that it does on the apparel products. It’s very close to silk screening, which is the traditional way of printing on garments. It allows us to control colour quite heavily, so it can allow us to match other logos and brands that people are looking for,” Mike says. “At the same time, it is a very durable piece of equipment. It’s not a ‘mickey-mouse’ tabletop printer that will break down quite often. It’s an industrial piece of equipment that allows us to have it up and running, as needed, 90 per cent of the time.”
New products, new people
With the additions of the label and apparel lines, SinaLite has brought on additional staff at its Markham headquarters.
October 2019; and a new ABG Digicon Series 3 installed in late 2019.
Mike says his company’s investments in new equipment have allowed SinaLite to offer great quality at a very economical pricing model with quicker turnaround.
“It’s increasing our speed to market, which helps our clients win more work,” he says. “It’s allowing aggressive customers that want to grow their businesses to be able to tap into new markets. For example, if someone was traditionally selling postcards to their clients, now they could start selling roll labels to their clients, and then they could start selling apparel. We’re investing heavily in our gear so our clients can increase their profits and increase their revenues. We’re already seeing that a big percentage of our customers are taking advantage. For example, I have a graphic designer that I was working with two or three years ago who was struggling with his business. He was just selling business cards, postcards and traditional marketing collateral. As soon as we introduced roll labels, he tapped into the cannabis market and he’s getting a lot of orders. He never had that revenue before, plus now, because he got all of those roll label products for his cannabis business, his postcard marketing and marketing collateral business automatically grew too, because he attracted new customers.”
Mike says he has already started to see SinaLite’s new apparel lines help clients grow their businesses.
“Operationally, it’s helping us increase our revenues by helping our customers’ revenues to increase,” he says.
The company expects these new products continuing to grow as more and more of the younger generation move towards an e-commerce model for their businesses.
The year SinaLite started up operations.
“For the roll labels right now, we’re running two shifts. So that alone is four additional individuals that we’ve added to our team in production. Apparel just came out last month, but we are running one shift, and that’s three individuals in total, Mike says. “As demand increases and we get more orders – and we are expecting that in these two departments – we are looking to expand that team.”
The addition of the roll labels and apparel products lines are only two of several recent investments made by SinaLite to grow their brand. The company also invested in two HP Indigo 12000 digital presses installed in October 2018 and
“Anyone that’s selling print can jump on our platform and within hours start making money,” Mike says, adding that there is extra security that comes with doing business with SinaLite. “With us, they have the security that we’re not going to the end user.”
Going forward, SinaLite hopes to continue expanding in the future, bringing in top technologies and offering the best services for their customers.
“We’re thrilled to be celebrating 21 years in business,” Lisa says. “It shows the dedication and growth that this company has been through. We’re keen to develop new ways to help the customers – whether its shipping times or getting a new portfolio of products to sell, or just finding ways to make things simple.”
IGNITING PRINT POSSIBILITIES FOR BUSINESS GROWTH
The A ll- N ew AccurioPress C14000/C12000
Superior automation, reliability and streamlined operations
The new flagship C14000 series offer unprecedented print quality, amazing media flexibility with stocks up to 450 gsm in simplex and duplex, embossed paper, envelopes, polyester, cut-sheet labels and long banner printing 1300mm/51” sheets and the highest degree of automation including 4-sided inline trimming.
Radio-frequency identification (RFID) chips are expected to become more prevalent in packaging designs of the future.
FOILING COUNTERFEITERS AND HACKERS
Konica Minolta’s Adrian Wilkinson talks security printing solutions
By Victoria Gaitskell
Dedicated technology that can combine digital spot varnish and spot foil processes to produce holographic effects gives printers an entry point into the high-margin field of security printing, says Adrian Wilkinson, product marketing manager of production for Konica Minolta Business Solutions (iCanada) Ltd. in Mississauga, Ont.
Wilkinson explains that Konica Minolta’s MGI iFOIL S Printing Press works in combination with the JETvarnish 3DS to perform inline embossing and hot foil stamping through a 100-per-cent digital process. Among the spectacular visual and tactile effects that can result from this equipment pairing is Authentication Hologram Digital Printing (AHDP), a patented process using specially formulat-
ed toner and foil to produce holographic effects that can be used to create customized security authentication options for brands or products. Wilkinson says the advantages of AHDP technology include that it can be combined with variable data printing and executed much more easily, quickly, and inexpensively – without the need for films, expensive dies, and lengthy makeready – in contrast to traditional spot varnish and cold foil stamping.
Brand and packaging security
Other security measures that can be applied to packaging as variable data applications include serial numbers or other unique identification codes, says Wilkinson. Still, other security devices that he expects will become more prevalent in packaging designs of the future include radio-frequency identification (RFID) chips and augmented reality (AR). Both RFID and AR technologies enable users
to access digital content from a package using their smartphone or other mobile device.
“Although serial numbers, identification codes, AR, and RFID are not necessarily directly related to security printing, they are design features the brand owner can build in, to ensure product authentication and that their brand is not being impersonated by someone else,” says Wilkinson.
Trends in Trade in Counterfeit and Pirated Goods, a 2019 report published by the Organization for Economic Cooperation and Development (OECD), states that the current boom in e-commerce sales is driving a global surge in fake and pirated merchandise with an estimated value of half-a-trillion U.S. dollars or 3.3 per cent of the world’s entire trade volumes.
“Small parcels sent by post or express courier are a prime and growing conduit for counterfeit goods,” the OECD report states.
The website of the Canadian Anti-Counterfeiting Network (CACN) reports that the 11 counterfeit goods most often seized by customs (in descending order of frequency) include: shoes, knitted clothing, leather goods, electrical machinery and equipment, watches, medical instruments, non-knitted clothing, perfumes and cosmetics, toys, pharmaceuticals, and jewellery. This list provides confirmation of many types of brand owners who would likely benefit by incorporating security features into their packaging designs, and there are probably many more.
However, Wilkinson says that in his experience, rather than being primarily focused on security concerns, brand owners are typically more focused on making their brand or product appear unique. Thus, at the present time, they are more interested in using spot varnish and foil to grab consumers’ attention.
“A lot of times these effects are used for short-run boutique projects,” he says.
For example, an automobile manufacturer might invest in customized packaging with a deluxe, exclusive feel to hold keys and accessories for a newly purchased high-end car. Purchasers would receive this special presentation package at the time of delivery of their new premium vehicle.
“I do not often hear of security holograms being expressed as a primary need from a brand ownership perspective,”
continues Wilkinson. “But even though security may not be a forefront discussion, it’s definitely something printers can explore in their dialogue with brand owners and suggest they incorporate into their packaging along with decorative spot varnish and spot foil effects.”
In fact, a report by global business management consulting firm Smithers confirms that the market potential for brand protection, anti-counterfeiting, and security packaging components is growing.
“As the brand protection industry is moving from optical to digital authentication methods, and track-and-trace systems emphasize coded systems to create integrity in the supply chain, there is an opportunity for holographic marks that can be authenticated automatically or via a smart device,” reads Smithers’ online synopsis of the report. The Smithers report forecasts global growth for anti-counterfeiting packaging during the period 2019-24 at a compound annual growth rate (CAGR) of 4.4 per cent to over US $4 billion.
Data security
Wilkinson says that Konica Minolta supports another completely different aspect of security printing by means of a comprehensive multi-tiered Total Security System for its bizhub multifunction printers. These devices combine printing, copying, and scanning functions.
Every Konica Minolta multifunction printer comes equipped with bizhub SECURE, a security service for the device, consisting of such features as a password lock, hard drive encryption, auto-deletion of temporary data, and antivirus protection. Wilkinson says an extensive penetration test by global cybersecurity organization NTT Data, involving over 80 hours of simulated attacks by sources ranging from hackers to malware, has certified that Konica Minolta’s multifunction printers maintain the privacy and integrity of all stored information against compromise or extraction.
Other components of Konica Minolta’s Total Security System that can be activated, depending on a particular company’s individual needs for information privacy and security, include:
• Access control to restrict device usage to registered authorized users
• A document security system that monitors digital activity to and from print-
ers. This feature provides a full document audit trail by depositing copies of documents into a searchable, monitored repository with a breach-alert notification system
• Comprehensive assessment of a company’s vulnerabilities and risk profile
• Physical security via advanced video surveillance technology
• Managed security services.
MGI JETvarnish 3DS and MGI iFOIL S 3.3%
The percentage of global trade volumes that are believed to be fake and pirated merchandise.
How businesses collect, store, use, and share personal information about Canadians is governed by the Personal Information Protection and Electronic Documents Act (PIPEDA). But critics have long argued that the current privacy legislation lacks teeth, especially in an age when major data breaches are commonplace and social media platforms that amass personal information about Canadians abound. Critics have urged such reforms as significant fines for companies that breach privacy rules and empowering the Office of the Privacy Commissioner of Canada, the nation’s privacy watchdog, to order private companies to comply.
In response last May, Canada’s governing Liberal Party released a “Digital Charter” setting out 10 broad principles on how they intend to deal with issues like data ownership and privacy protections. Recently, Federal Minister of Innovation, Science and Industry Navdeep Bains told the Toronto Star that he expects to back up those principles with legislation within a matter of months. Between these expected reforms and the growing concerns of Canadians about their privacy, data and document security are likely to become even higher priorities. Prospective clients will be even more likely to choose to do business with companies that can demonstrate they will handle personal information with the appropriate level of care.
“We are definitely trying to raise awareness of the importance of preventative information security and provide expert assistance to guide printers and other clients through the steps involved in maintaining it. But in unfortunate instances [of breaches] where the horses have already left the barn, we can assist in the recovery process as well,” says Wilkinson.
How the bioeconomy is reshaping food delivery
Rising consumer
demand
for sustainable
packaging is closing the loop on the bioeconomy
By Ian Lifshitz
Getting meals delivered has never been easier and Canadians ordered $4.3 billion worth of meals in 2018 alone. A large portion of that, $1 billion, was through meal delivery apps. According to Ipsos Foodservice Monitor, this number is only poised to grow. Statistics Canada determined that the restaurant-to-consumer delivery segment, which is the largest segment in the online food delivery space, has a market volume of US$1.35 billion in 2019. Just the online food delivery market was pegged at US$2 billion in 2019 and expected to grow to nearly US$3 billion by 2023.
So, what does the food delivery business have to do with the print and paper industry?
With more food deliveries comes more packaging and the need to ensure that businesses and consumers are able to get serviced with sustainable options. As consumer demand for sustainable products continues to rise, businesses are adapting their supply chains and processes to ensure that they provide sustainable, recyclable and fully compostable solutions.
From Earth to Earth
A keyword here is the “bio-circular” economy. The circular economy is defined as products, materials or resources maintained within the economy with limited produced waste such as recycled cups.The bioeconomy encompasses production of renewable biological materials and the conversion of these resources and waste streams into value-added products, such as biofuels.
By closing the loop, the bio-circular economy is combining sustainable product development, compostable and recycled materials and production processes, resulting in sustainable solutions.
When it comes to sustainable packaging development, three areas close the loop. The first being in forestry with the use of
renewable fibres, natural fertilizers and the underbrush, while having a positive impact on the communities affected in the forested areas. The second is the use of biofuels and clean energy in mill operations. Lastly, the concept of earth-toearth product development.This results in a fully closed bio-circular economy with products that are completely sustainable, compostable and recyclable.
The need of the hour
As the need for more sustainable, compostable and recyclable packaging increases, businesses are responding to rising consumer demand by ensuring that their packages meet these standards.
For food delivery and take out experiences, which are increasingly being viewed as an extension of the restaurant, the packaging has to deliver the best out-ofstore experience. Additionally, packaging plays multiple functions including preserving food quality; protection from contamination; providing customer convenience; it forms an extension of the brand’s personality; and, most importantly, reinforces the brand’s commitment to sustainability.
Responding to this growing consumer demand and through research, Asia Pulp & Paper Canada developed the Bio Natura Foopak and Paper straw line of products, which replace plastic, foam, and PE-coated food packaging with fully sustainable,
With more food deliveries comes more packaging and the need to ensure that businesses and consumers are able to get serviced with sustainable options
compostable, recyclable, re-pulpable, lightweight virgin paper alternatives. Launched earlier this year in Canada, the suite of products is available for both hot and cold food and beverages, as well as other food packaging uses.
Foopak Bio Natura is a fully commercialized and award-winning virgin paperboard product family, which includes multi-use cups and containers. Paper straw is a combination of three layers of high performance Enza Kraft paper; uniquely formulated to provide superior strength, performance, and run-ability for straws.
Sustainable profit meets sustainable purpose
As businesses and establishments look for sustainable product offerings, they will witness their own enterprises flourish. Consumers want to purchase from companies that meet sustainable goals and incorporate sustainability as the foundation of their business. By ensuring that a brand is taking every measure possible across its supply chain and ensuring sustainable product offerings, the impact in the long run will be increased profits.
In fact, in May of this year, Bioindustrial Innovation Canada (BIC) proposed the first national Bioeconomy Strategy for Canada, reflecting the views of more than 400 industry representatives from across the country. The strategy recommended action in four key areas: creating agile regulation and government policy, establishing biomass supply and stewardship, building strong companies and value chains, and building strong sustainable innovation ecosystems.
So the push is right here at our doorstep, and companies that are leading the way in developing sustainable products and solutions will find themselves at the helm of the growth story.
Ian Lifshitz is vice-president of sustainability and stakeholder relations at Asia Pulp & Paper Canada, which recently won the Sustainability Product of the Year award for its Foopak Bio Natura line of food packaging products. The primary goal with these products was to replace plastic foam and PE-coated food packaging with a fully compostable and sustainable paperboard alternative, specifically designed for converting both hot and cold beverage cups and other food packaging.
• Hard Copy Proof included (Courier of proof is additional)
• All booklets prices are 4/4 cmyk
• Collating, 3 sided trimming & folding included in price
PUR Perfect Binding
Colour revolution 2020
Exciting new products from X-Rite Pantone
By Abhay Sharma
Out of the gate in 2020, X-Rite Pantone released a number of revolutionary colour products for designers and printers – a new Pantone plug-in for Adobe Creative Cloud, the latest Color Bridge fan deck, now aligned with GRACoL, and a new generation i1Pro 3 measuring instrument. X-Rite Pantone has begun 2020 with an ambitious product lineup that is very relevant and beneficial to the colour community.
Pantone Connect Extension
The Pantone Connect Extension for Illustrator (and Photoshop, etc.) has a number of features not found in Illustrator’s native Swatches palette. There are nice-to-have features – colour harmonies, for example – and there are must-have features, such as the automatic updating of the digital libraries.
Adobe automatically updates all its Creative Cloud applications, but for some reason, Adobe and Pantone have not been able to agree on a way to automatically update the spot colour digital libraries. This year there are 294 new spot colours. Users will need to keep their digital libraries up to date; otherwise, content files that contain one of the new spot colours may not be correctly managed. The Pantone Connect Extension ensures that the spot colour libraries are kept current.
The plug-in requires a $29 annual subscription and an online user account that is totally separate to other accounts, such as myPANTONE or X-Rite device registration. In testing, the plug-in worked seamlessly – even behind my organization’s firewall security nightmare! Soon the Connect Extension will integrate with smartphones and measurement devices. This is a cool new plug-in for spot colours on steroids.
Pantone Swatch Books
The best-known part of the Pantone Matching System (PMS) is the fan books or swatch books, called Guides. As a refresher, the basic set of guides are: Formula Guide, Color Bridge guide, and Extended Gamut guide.
The Formula Guide is the basic fan book that shows a colour swatch and the
number for that swatch. The Formula Guide has been updated with 294 new colours and now contains 2161 swatches. The Color Bridge is a swatch book that shows which spot colours can be accurately simulated by a CMYK print process. The Color Bridge guide is split into two columns and shows a spot colour on the left printed with a single spot colour ink; and on the right, is a simulation of that colour, printed using a 4-colour CMYK process. If a colour looks the same in both the left and right columns of the Color Bridge, then, in terms of colour, it doesn’t matter how the job is printed. It can be printed using a single spot colour ink or the same colour can be created more economically using a CMYK print process.
Up until 2020, the CMYK values indicated in the Color Bridge were largely irrelevant, as they would not create the required swatch colour with any accuracy, on your or my printing process. This is because the CMYK values were based on a particular Pantone printing press in Carlstadt, N.J. A very significant development is that the swatch book is now printed according to GRACoL (CRPC 6), so that if you have a print process that is in accordance with GRACoL, then the CMYK numbers will directly create the required colour. The CMYK values shown in the swatch book have suddenly become relevant and useful.
Colour management users (which is every user) will note that the RGB values in the Color Bridge have always been sensible, because their colour was fully specified as the RGB values are associated
new Connect Extension is a plug-in to Illustrator that offers automatic updating of spot colour digital libraries.
The PMS swatch books have undergone a revolution - the Color Bridge is now printed to GRACoL – hugely relevant and useful for CMYK emulation of spot colours.
with the sRGB colour space, now the CMYK values have also become sensible, as they are now associated with the GRACoL ICC profile/printing condition. This is a huge step in the right direction – well done, Pantone!
The final guide in the series is the Extended Gamut Guide, printed using seven inks: CMYK plus orange, green and violet. The guide was printed at a North American package printer on an offset lithographic printing press.
The basic premise of the Extended Gamut Guide is that by adding three additional inks (orange, green and violet) to the traditional CMYK ink set, it is possible to accurately simulate many more Formula Guide colours than could be simulated by CMYK alone. Brand owners and designers can use the guide to make an informed decision on how a spot colour will reproduce, if sent to a 7-colour, extended gamut print process. It is expected that compared to reproduction of a spot colour in the Color Bridge (that
Pantone
FORMULA GUIDE COLOR BRIDGE EXTENDED GAMUT
PANTONE number Ink formulation recipe Single spot color ink CMYK equivalent Swatch printed with 7 ink set
Pantone’s
uses CMYK), many more of the Formula Guide colours can be matched by the Extended Gamut Guide. It may be non-intuitive, but the Extended Gamut Guide does not seek to extend the gamut of the spot colour set, rather it seeks to show the reproduction of existing spot colours in a printing process with more inks. It is relevant to note that there is never the need to use all seven colours at any one time. In fact, each colour in the Extended Gamut Guide has been created with a maximum of three inks at any one time.
X-Rite i1Pro 3 and i1Pro 3 Plus
The X-Rite i1Pro spectrophotometer is a widely used colour measurement instrument that has become a household name in colour management. The i1Pro is the flagship member of X-Rite’s extended family of i1 (Eye-One) hardware and software products. The i1Pro device started life as a Gretag-Macbeth instrument manufactured in a small town outside Zurich, Switzerland. The original i1Pro came in UV-included and UV-excluded models. The first generation i1Pro is being phased out and X-Rite’s popular profiling software – i1Profiler – will no longer support it. The i1Pro was re-de-
The i1Pro 3 (shown here in limited edition Color of the Year 2020 –Pantone Classic Blue) is the latest iteration of X-Rite’s workhorse spectro, well-loved by colour professionals throughout the modern world!
a dual light source – tungsten and UV LED – to support M1 and M2 measurement modes within the same instrument, but with two passes.
The newly released i1Pro 3 now uses a single, full spectrum LED and does M1 and M2 measurements in a single pass. The recommended patch size is now smaller, reduced from 7x8 mm to 7x7 mm and the instrument requires a new i1iO3 table. The device still comes in its familiar James Bond black briefcase with all the same accoutrements.
The i1Pro 3 is available in two configurations: i1Pro 3 and i1Pro 3 Plus. The
Extensive line of products
We offer solutions ranging from coated and uncoated text and cover papers; custom boards for standard and specialty printing; product packaging for a variety of applications, including food and pharmaceuticals; to high quality bonds and digital paper products for commercial and personal printing jobs.
Sustainably Sourced
ment mode (for metallics, fabrics and also used to estimate ink dry back). The price is very reasonable starting at $1,700 (i1Pro 3) and $2,000 (i1Pro 3 Plus).
The year ahead promises to be colourful and exciting with these new developments and initiatives from the X-Rite Pantone group. Well done, X-Rite Pantone, in serving the colour community. Watch this space for more exciting announcements…
Abhay Sharma is a colour management expert and professor at Ryerson University in Toronto and the author of Understanding Color Management, 2nd Edition, Wiley, 2018
Extensive line of products
Extensive line of products
APP sources its fiber from plantations and not from high conservations or high carbon stock areas, ensuring a sustainably sourced product. Further, the Company offers a full complement of PEFC certified papers.
Extensive line of products
Nationwide
One of Canada's largest providers of paper, board and packaging products since 1998. APP Canada is part of one of the world's largest integrated pulp and paper manufacturers with operations in over 65 countries.
We offer solutions ranging from coated and uncoated text and cover papers; custom boards for standard and specialty printing; product packaging for a variety of applications, including food and pharmaceuticals; to high quality bonds and digital paper products for commercial and personal printing jobs.
We offer solutions ranging from coated and uncoated text and cover papers; custom boards for standard and specialty printing; product packaging for a variety of applications, including food and pharmaceuticals; to high quality bonds and digital paper products for commercial personal printing jobs.
We offer solutions ranging from coated and uncoated text and cover papers; custom boards for standard and specialty printing; product packaging for a variety of applications, including food and pharmaceuticals; to high quality bonds and digital paper products for commercial and personal printing jobs.
Sustainably Sourced
Sustainably Sourced
Sustainably Sourced
APP sources its fiber from plantations and not from high conservations or high carbon stock areas, ensuring a sustainably sourced product. Further, the Company offers a full complement of PEFC certified papers.
APP sources its fiber from plantations and not from high conservations or high carbon stock areas, ensuring a sustainably sourced product. Further, the Company offers a full complement of PEFC certified papers.
APP has strategically located national presence - Toronto, Montreal, Vancouver, Calgary, Winnipeg, Edmonton - with the ability to meet your 'Just-in-time" needs from our large warehouse inventories.
For more information, please contact your local merchant or visit us at www.appcanada.com
APP sources its fiber from plantations and not from high conservations or high carbon stock areas, ensuring a sustainably sourced product. Further, the Company offers a full complement of PEFC certified papers.
Nationwide
Nationwide
Nationwide
APP has strategically located national presence - Toronto, Montreal, Vancouver, Calgary, Winnipeg, Edmonton - with the ability to meet your 'Just-in-time" needs from our large warehouse inventories.
APP has strategically located national presence - Toronto, Montreal, Vancouver, Calgary, Winnipeg, Edmonton - with the ability to meet your 'Just-in-time" needs from our large warehouse inventories.
APP has strategically located national presence - Toronto, Montreal, Vancouver, Calgary, Winnipeg, Edmonton - with the ability to meet your 'Just-in-time" needs from our large warehouse inventories.
For more information, please contact your local merchant or visit us at www.appcanada.com
For more information, please contact your local merchant or visit us at www.appcanada.com
For more information, please contact your local merchant or visit us at www.appcanada.com
Toner Production Press Spotlight
The latest toner devices from Konica Minolta, Xerox and RICOH
Konica Minolta
The all-new Konica Minolta AccurioPress C14000/C12000 operates at 140 A4 pages-per-minute (ppm) and the C12000 at 120ppm respectively. They offer advanced automation for fewer human touchpoints and higher productivity. Designed from the ground-up to be a “digital print factory,” these presses will transform print customers’ operations and streamline their workflow. The new inline TU-510 four-side full-bleed trimmer further increases efficiencies and profitability for printers. The innovative design of the AccurioPress C14000/ C12000 demonstrates Konica Minolta’s mission to be a leader in the high-speed toner-based digital production print segment.
www.konicaminolta.com
RICOH
The RICOH Pro C5300s/C5310s are built as a right-sized solution, combining high-quality colour, exceptional media handling, powerful performance and a range of finishing options. Features in-
Konica Minolta AccurioPress
C14000/C12000
clude: high productivity with full-colour output up to 80 ppm; exceptional image quality with VCSEL Laser resolutions up to 2400 × 4800 dpi; best-in-class media support for specialty stocks, oversized sheets and heavier weights; accurate registration and colour consistency for higher-quality jobs; automatic duplexing up to 13” × 19.2” and weights to 360 gsm; intuitive user controls with a 10” smart operation panel; expansive selection of
finishing options for greater flexibility; and a choice of RICOH and EFI controllers to match workflows. It can be integrated with RICOH software solutions to create efficiencies that drive measurable results — from prepress to job and device management. They offer authentication and data encryption to protect sensitive information. The RICOH Pro C5300s/ C5310s are Energy Star certified. www.ricoh-usa.com
Xerox
The Xerox Iridesse Production Press is the only digital press that can print up to six colours in one single pass, with excellent accuracy and the ability to embellish with decorative metallic, clear and white inks, enabling digital printers to differentiate their offerings and tap new markets. With two inline specialty dry ink stations, customers can create lucrative applications with spot colours, metallic and mixed metallic gradients, and specialty enhancements. Gold and silver dry metallic inks can be used on their own or layered under or over CMYK to create unique iridescent palettes. A layer of clear dry ink can be added for an extra touch of dimension or texture.
www.xerox.com
Xerox Iridesse Production Press
MACmark marking films
In a move that expands its high-performance 9800 PRO series of MACmark marking films, Mactac Distributor Products is launching two new premium quality marking films. Featuring advanced adhesive technology, the new products –MACmark 9800 PRO B-free and 9800 PRO High-Tack – are designed to make graphic application of high-performance permanent marking applications easy. MACmark 9800 PRO B-free was developed using Mactac’s bubble-free air-egress adhesive technology. MACmark 9800 PRO High-Tack features a “very aggressive adhesive” that is geared specifically for tough-to-stick-to applications. The adhesives are paired with a 2.6-mil heavy metal-free calendared vinyl, which offers durability, UV resistance, and conformability over diffi-
cult surfaces, such as rivets and those with gloss and matte finishes. The films offer REACH regulation compliance for environmental concerns. The films are supported with 83# and 90# bleached white Kraft liners for added stability and layflat. MACmark 9800 PRO B-free and 9800 PRO High-Tack are available in white and black constructions and offer outdoor durability of up to eight to 10 years. Typical applications include vehicle/fleet marking, decorative panels, window graphics, and shipping containers. MACmark Marking Films are designed for plotting and computer-aided decoration and signage.
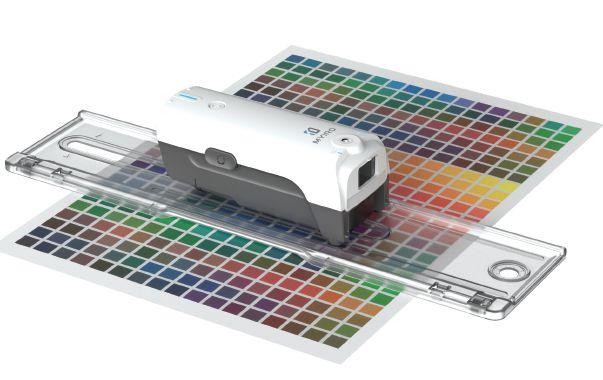
MYIRO-1 spectrophotometer
The MYIRO-1 is said to be the first spectrophotometer that can measure prints, light, and monitors while remaining connected to the software
2. SUPERIOR TECHNOLOGY — Die crease without a die, then fold and even glue all on the same machine, up to 30 pt.
3. INTEGRATED MODULAR UNITS — Combined in-line finishing: crease, fold, glue, tipping, envelope inserting, ink jetting (Duplex), clip seal (3 sides), mail prep.
4. SAVE ON POSTAGE COSTS
—As a Certified Canada Post Direct Marketing Specialist, we get contract pricing reductions.
5. RETURN MAIL PRODUCTS — Customized “Return Mailers” created in-line with “U” or “BOX-shape” remoistenable glue, time perfed applications and envelope formation.
6. MINI-BOOKLETS — Saddle-stitch and trim 2-up booklets in-line to the size of a business card. No need to trim off-line, or do 2 passes.
7. HIGH SPEED EQUIPMENT — High speed Tipping, Folding, Saddle-stitching and soft folding ensuring on time delivery.
Mactac MACmark marking films
MYIRO-1 spectrophotometer
via WLAN. Part of MYIRO – a new brand dedicated to producing colour management solutions for the printing industry – the MYIRO-1 is designed to offer superior connectivity and simplicity, and also to put an end to working around USB cables that are too short or lose connection whenever the operator moves. The MYIRO-1 measures the measuring modes M0, M1, and M2 in a single pass, and automatically detects the scan direction to save time and cut errors during measurement of profiling targets.
The MYIROtools software combines the demands of colour management experts for flexibility with the need for ease of use for everyday print production.
This contradiction is solved by building flexible individual tools into complete workflows, the company said. Users can select individual functions for measuring, displaying, analyzing, profiling, and evaluating. In the production environment, an operator wizard with an integrated manual can be used to guide the user through all the necessary steps for common tasks, for example creating a printer profile.
Catena-W washer and dryer/light finisher
sealed environment. Its efficient extractions ensure a minimum of solvent fumes reaching the workplace, according to Flint Group.
Rather than a drive chain that passes through the solvent, the Catena-W uses a leadscrew that’s outside the liquid, thereby, saving maintenance, according to the company.
Free app for remote control scanning
Format scanning technology provider Contex has now introduced Nextimage Remote, a free app to accompany the Nextimage scanning software.
The new Catena-W washer and dryer/light finisher from Flint Group is designed to deliver superior productivity through a unique plate alignment, which avoids plate skew during transport as well as an advanced plate queuing system. This limits the distance between plates being processed and maximizes the throughput. An integrated plate shuttle will enable a single operator to easily handle large format plates, and a minimum gap between queues will increase the number of plates processed per shift.
The Catena-W operates in a
Nextimage Remote provides users with a quick and easy way to control basic scanning tasks from an iOS (Apple) or Android tablet. The tablet can be placed directly in front of the user, making the scanning process even more streamlined, especially for batch scans. Operators can validate projects faster since the scanned images appear immediately in front of them instead of where Nextimage is installed, which may be a few steps away from the scanner. Nextimage Remote is immediately available from the App Store and Google Play.
The app is compatible with the HD Ultra X scanner series and Nextimage scanning software version 5.4 or higher.
Headquartered in Burnaby B.C., Hemlock Printers has built a name for itself as a leader in quality sustainable printing. It has come a long way since it opened up its first 600-sq.-ft. storefront producing one- and two-colour stationary in 1968. In 2004, the company created its first sustainability committee and began driving new internal initiatives and forging innovative partnerships with mills and NGOs. Sustainability is a key word at the company, which has grown to several locations across B.C., as well as the Seattle and San Francisco Bay Area. To learn a little more about Hemlock’s environmental initiatives, we touched base with Amanda Chor, sustainability coordinator at Hemlock Printers, who filled us in on her role at the company.
Can you tell me more about your role as sustainability coordinator?
AC: Every day is full of variety. In a nutshell, I manage the environmental programs, projects and initiatives here at Hemlock. I have several responsibilities that I hold. The first one is that I lead the sustainability committee known as the “Think Tank.” It’s an internal committee that meets on a monthly basis, and I chair this meeting to work on various waste reduction initiatives with about 13 staff members from all different departments. Externally, I build and maintain relations with environmental third parties and non-profit organizations. This includes the Forest Stewardship Council (FSC), Green-e, Offsetters, Environmental Paper Network, and Canopy Planet.
One of our major efforts is to expand our ZERO carbon neutral program, which gives the opportunity to our clients to make their print projects carbon neutral. I also do a lot of tracking and measuring of our key sustainability metrics. At Hemlock, we operate carbon neutral, so I analyze our metrics and measure the amount of emissions offset by Hemlock and the ZERO program.
I also support marketing and communications. When we’re sharing news about our operations, or launching new environmental products, it’s really important for me to collaborate with the marketing manager and frame sustainability stories with insightful data points to share with all of our stakeholders.
While a large part of my role regards sustainable operations, I am also a representative on behalf of Hemlock conveying our core values about the environment as a speaker or a company representative.
What attracted you to your role at Hemlock?
AC: I definitely was attracted to Hemlock
because of the role. The reason I wanted to pursue a sustainability role was because I graduated from Simon Fraser University in the Bachelor of Business Administration Program, and it had a Corporate Environment and Social Sustainability Certificate to pair with my BBA. To become certified, we complete a select number of courses and that’s where I met my current manager and president of Hemlock, Richard Kouwenhoven. I met Richard during my sustainable operations course in my final semester of school. What attracted me to the role was Hemlock’s genuine commitment to the environment and the community at large.
2004
The year Hemlock Printers created its first sustainability committee.
What are the biggest challenges for you to overcome in your role to help ensure successful sustainable operations at Hemlock?
AC: I would say the biggest challenge, and also the greatest opportunity, when it comes to sustainable operations is that it requires a lot of collaboration from others. My job would be easy if it only required me to sit at my desk and roll out all these initiatives on my own, but that’s definitely not the case. When you think about the paper and the other materials that we purchase, the equipment, the investments in the way we manage our waste, these
involve multiple stakeholders both within Hemlock and beyond. A high level of commitment and collaboration is required from internal and external stakeholders to green our operations. This includes interacting with staff members, leadership, business partners, suppliers, clients and non-profits. It’s important that everyone is held accountable given our current environmental conditions that our supply chain has and that our world faces right now. It might take a lot of time and effort to align so many players, internally and externally, but it can be done and those successes are incredibly rewarding.
How do you see the state of Canada’s print industry from a sustainability aspect right now?
AC: When we’re taking a look at Canada’s print industry from a sustainability aspect, I think it’s really important to acknowledge there’s a lots of room for improvement on a company and industry-wide scale, given the current state of our world and the environment. We feel a really strong accountability to help safeguard our forests through the business decisions that we make. Without a doubt, sustainability is intertwined with our overall strategy and this provides us with a competitive advantage.
JUST WHEN YOU THOUGHT INKJET COULDN’T GET MORE AMAZING
The J Press 720S set the industr y standards for print quality, colour reproduction, repeatability and reliability Now, the new J Press 750S is pushing the envelope of inkjet technology even fur ther by incorporating exciting new advancements like an increased sheet size of 23” x 29.5” and a running speed of 3,600 sheets per hour – ef fectively doubling letter-size output Just imagine where the new J Press 750S can take your business
By pushing the envelope of inkjet technology, the J Press 750S invites you to rethink what you can do using the worldʼs fastest full colour B2 sheetfed inkjet press.