Starting up a new facility in late 2017, Jay Mandarino continues to push CJ Graphics toward becoming Canada’s largest commercial printing operation
16 Printing and politics
A family tradition of printing and politics, Victoria Gaitskell looks at the arrival of Doug Ford as Ontario’s new Progressive Conservative leader
18 The father of colour science
Albert Munsell this June will be celebrated for his contributions to colour science as his death reaches 100 years, prompting thoughts about his impact on print
DEPARTMENTS
GAMUT
5 News, Calendar, People, Installs, Globe, Dots
TECH REPORT
20 Digital fifth stations
Digital presses continue to advance in fifth-station units providing printers with the ability to drive print enhancement
NEW PRODUCTS
23 Detailing new technologies from Agfa, BILD, Durst, Highcon, HP, manroland web and Mimaki
MARKETPLACE
25 Industry classifieds
SPOTLIGHT
26 Roy Oomen of HP discusses the impact of the Indigo 4 Series
COLUMNS
FROM THE EDITOR
4 Jon Robinson
Textile printing growth
A new report predicts dye-sub to be an enticing market for the next five years
SALES
9 Dave Fellman
The future of printing sales
Why salespeople should look beyond ink on paper amid a sea of options
CHRONICLE
10 Nick Howard
American armoury practice
What historic U.S. efficiency can tell us about modern manufacturing needs
Textile printing growth
The wide-format-inkjet sector is intriguing mostly because of the sudden maturity of its imaging technology, which provides printers with high application flexibility and relatively low capital equipment investment. These opportunities, however, also present challenges in terms of competition and generating margin, which ultimately requires developing a strong sales structure to effectively sell direct-to-garment work.
A new report from Smithers Pira estimates the global dye-sublimation printing market will reach a total market value to €12.4 billion by 2023, which represents a compound annual growth rate of 10.2 percent from the latest numbers in 2017.
Textile printing is certainly one of the sectors more commercial printers will be wondering about, as the technology advances and new business models emerge by established players in the sector, disrupting traditional production models. Sophie Matthews-Paul, a career printing journalist who passed away in November 2017, described this trend: “In much the same way as digital printing technologies are upending conventional print, the same thing is starting to happen with garment printing. It’s too early to say when [direct to garment] printing will become a totally digital industry. But if you are interested in short runs, prototyping and customized garments the possibilities available to you are about to get very interesting.”
Matthews-Paul, who specialized in display graphics at the end of her career, was describing how the technology can be used for growth in an article for FESPA, a global federation of 37 national associations for the screen printing, digital printing and textile printing community. One only needs to look at the meteoric expansion of FESPA, which puts on numerous regional shows, over the past decade to have a better understanding of growth in this wide-format sector. It’s most recent event, FESPA Asia held in Thailand, attracted visitors from 66 countries.
In North America, the same growing interest in large-format-inkjet business can be seen at events like SGIA’s Sign Expo, which in 2017 joined with NAPCO to take on PRINT (formerly Graph Expo) with a new trade show called Print United in 2019. More commercial printers are attending these large-format-inkjet shows, which carry a reborn sense of print innovation. Consider, for example, this month’s cover story about the new 240,000-squarefoot operation of CJ Graphics, which has installed six production-strength, largeformat-inkjet engines for its critical shortterm growth plans – with a seventh device scheduled to be installed some time over the next few weeks.
It will only be a matter of time before more printers begin looking at the burgeoning textile printing market. A new report by Smithers Pira supports the potential in the market, looking specifically at
dye-sublimation printing. The Future of Dye-Sublimation Printing to 2023 report, tracks how this market worldwide will rise from a value of $11.2 billion in 2017 to $12.2 billion in 2018. The research organization believes this compound annual growth rate (CAGR) of 10.2 percent will hold for the five-year period to 2023, creating a total market value to $19.9 billion by that time.
The worldwide digital direct-to-garment retail value of print, according to an InfoTrends report, was worth around $6.7 billion in 2016 and is forecast to grow at 13 percent CAGR to 2021. This forecast to 2021 considers factors like unit placements, installed base, hardware, ink and service revenue, as well as ink and print volume. Putting the potential for textile growth into a pure volume viewpoint, a July 2017 report by Global Industry Analysts Inc. estimates the global production of printed textiles will reach 36.8 billion squares metres by 2024.
Smithers Pira explains, “Globally, the rate of expansion in demand for dye sublimation inkjet printed textiles and rigid media is reduced from that witnessed in the first half of the decade; but this is simply evidence of a disruptive technology slowly maturing.” In describing its 10.2 percent CAGR projections, the organization points to current critical trends for dye-sublimation print like higher productivity presses, greater automation, multi-season fashion and online retailing, and the diversification for low-end and single-print garments.
“DtG shops are starting to pop up on high streets and online. Mad-in-Berlin for example has two locations in the city digitally printing souvenirs and T-shirts on demand, and has a healthy online business too,” wrote Matthews-Paul. “Basic products such as a Yoko backpack can be customized with your name and images, or you can create your own products from blank generics either at the Website or in one of the Mad-in-Berlin shops… Creating such high value items is what DtG is all about and it’s a perfect way to come up with ideas that capitalize on bespoke, customized and localized production.”
Not all printers will develop dedicated DtG workflow in this way, but the words customized and localized certainly hint at the possibilities for direct-to-garment growth. For commercial printers, the fact that familiar names like Agfa, Epson, HP and Mimaki, among others, are investing heavy R&D dollars into the space is another reason to believe more printers will move toward direct-to-garment to reach new markets potentially with existing clients.
Editor Jon Robinson jrobinson@annexbusinessmedia.com
Contributing writers
Zac Bolan, Wayne Collins, David Fellman, Victoria Gaitskell, Martin Habekost, Nick Howard, Neva Murtha, Abhay Sharma
Publisher Paul Grossinger pgrossinger@annexbusinessmedia.com 416-510-5240
Associate Publisher Stephen Longmire slongmire@annexbusinessmedia.com 416-510-5246
Media Designer Lisa Zambri lzambri@annexbusinessmedia.com
Circulation Manager Barbara Adelt badelt@annexbusinessmedia.com 416-442-5600 ext. 3546
PrintAction is printed by Annex Printing on Creator Gloss 80lb text and Creator Silk 70lb text available from Spicers Canada.
ISSN 1481 9287 Mail Agreement No. 40065710
JON ROBINSON,
editor
jrobinson@annexbusinessmedia.com
CALENDAR
Sappi announced the winners in its 2017 awards program, which included several of Canadian customers. St. Joseph Print of Vaughan, Ontario, won a Gold Award in the category of Magazines Web for its production of Best Wildlife Photography 2017. Sappi Silver Award winners from Canada included Pazazz in the category of Printers Own Promotion for its production of Pazazz Digital Experience 2. Blanchette Press of Vancouver, BC, won two Silver Awards in the categories of Brochures and General Print.
Transcontinental acquired Multifilm Packaging Corp., a flexible-packaging supplier located near Chicago in Elgin, Illinois. Employing more than 70 people, Multifilm focuses on the high-end candy and chocolate verticals in North America, specializing in piece-wraps and high-barrier laminates for the confectionery, snacks and dry foods markets. Since entering the market in 2014, this is TC Transcontinental’s sixth flexible packaging acquisition, a sector close to 1,000 employees.
Crawford Technologies of Toronto was recognized with two awards from Xplor International, including the 2018 Technology of the Year Award for its Auto Tagger for Accessibility solution. Crawford also won Xplor’s 2018 Application of the Year Award for its work with
the metal decoration market and, according to Felipe Mellado, reflects an increasing brand demand to make canned food and beverages stand out on shelves.
April 18, 2018
Focus on Manufacturing
Security
The International Centre, Mississauga, ON
May 1-2, 2018
InPrint USA
Palmer House Hilton, Chicago, IL
May 15-18, 2018
FESPA 2018 Global Print Expo Messe Berlin, Germany
insurer Unum, leveraging Crawford’s Operations Express and QA in the Cloud technologies, in conjunction with Canon’s PRISMAproduction workflow.
Goss International’s printing press business and manroland web systems plan to merge by mid2018, subject to regulatory approval. The Contiweb business of Goss International is not included in the transaction. The current shareholders of Goss, American Industrial Partners, and of manroland web, Possehl Group (Lübeck), will co-own the combined company.
Crawford Technologies of Toronto was recognized for two awards from Xplor International, including the 2018 Technology of the Year Award for its Auto Tagger for Accessibility solution. Crawford also won Xplor’s 2018 Application of the Year Award for its work with insurer Unum, leveraging Operations Express and QA in the Cloud technology, in conjunction with Canon’s PRISMAproduction workflow.
Sun Chemical acquired the metal deco ink business of PPG, a U.S.-based global supplier of paints, coatings and specialty materials. PPG and Sun Chemical are both long-standing players in the metal packaging sector. Sun Chemical explains the acquisition creates the widest ink portfolio in
St. Joseph Communications this spring is launching what it describes as a new flyer distribution model for Canadian retailers. The flyers are being packaged with St. Joseph’s new brand Best Life, which is a weekly editorial lifestyle magazine. The first Best Life package will reach targeted Canadian mailboxes for a controlled test in London, Ontario, in late April.
Siegwerk Druckfarben AG and Agfa Graphics entered into an agreement that includes a transfer from Agfa to Siegwerk of a selected OEM customer list, intellectual property and services in the domain of UV curable inkjet inks for single-pass packaging and labels. Agfa will continue to manufacture on behalf of Siegwerk for several months, before Siegwerk begins to produce inks and varnishes at its own inkjet manufacturing centre in France.
Koenig & Bauer is among the winners of this year’s iF Design Awards for its RotaJET inkjet web press in the discipline of product design. A jury of 63 international experts evaluated more than 6,400 entries from 54 countries before selecting the prizewinners in seven disciplines.
May 23-24, 2018
CPES2018
Centennial College Conference Centre, Toronto, ON
June 6, 2018
PrintForum Trade Show & Conference
The International Centre, Mississauga, ON
June 14, 2018
DIA Golf Tournament
St. Andrews Valley Golf Club, Aurora, ON
June 19-20, 2018
Print & Packaging Legislative Summit
Washington, DC
September 26-27, 2018
Label Expo
Donald E Stephens Convention Center, Chicago, IL
September 30-October 3, 2018
PRINT 18
McCormick Place South, Chicago, IL
October 18-20, 2018
SGIA Expo
Las Vegas Convention Center, Las Vegas, NV
October 24-28, 2018
Sappi completed its acquisition of the specialty paper business of Cham Paper Group (CPG). The transaction includes the acquisition of CPG’s Carmignano and Condino Mills in Italy, and its digital imaging business located in Cham, Switzerland. The acquisition adds 160,000 tonnes of speciality paper to Sappi’s capacity, as well as €183 million in sales and approximately €20 million of EBITDA before taking into account synergies.
All in Print China
Shanghai, China
November 8, 2018
Canadian Printing Awards
Palais Royale, Toronto, ON
November 12-16, 2018
IS&T Color and Imaging Conference
Vancouver, BC
April 11-13, 2019
Graphics Canada
The International Centre, Mississauga, ON
June 16-26, 2020
drupa 2020
Dusseldorf, Germany
Warren Werbitt, President of Pazazz, Frank Gatti of Ariva, and Denis Beauchamp, Plant Manager, Pazazz, celebrate a Sappi Award win.
Felipe Mellado, CMO, Sun Chemical.
Steve Binnie, CEO, Sappi Limited.
Mohit Uberoi, CEO, Goss.
François Olivier, CEO, TC Transcontinental.
Mark Norlock takes on the role of Production Specialist for Canon Canada Inc., headquartered in Brampton, Ontario. Norlock brings Canon more than 30 years of experience within the Canadian printing industry. He most recently worked with KBA Canada Inc., as Regional Sales Manager, for just over five years. Norlock’s printing career began with Linotype-Hell Canada before taking on a role with Indigo Canada to help that company launch its press technology in the country. He then spent six years with Scitex America before joining Xerox for four years. Norlock moved into the world of offset press makers in 2003 as a Sales Manager with MAN Roland. He then worked for Kodak as a Sales Specialist in that company’s new Inkjet Printing Solutions division, before moving back into offset presses with KBA. Norlock is also heavily involved with the Digital Imaging Association.
INSTALLS
Gene Zamiska, former Senior VP of Finance, Corporate Controller and Chief Accountant for Verifone, joins Electronics For Imaging as its new Chief Accounting Officer. In the past two years at Verifone, he led a team of more than 200 employees to direct the company’s reporting, SEC financial filings, accounting and Sarbanes-Oxley Section 404 compliance. He also spent 18 years in finance and accounting roles at Hewlett Packard. Mark Allred also joins EFI as the company’s new VP of Corporate Accounting. EFI also hired Jill Norris as its new Chief Information Officer. She most recently served as VP of Global IT Services for semiconductor company Globalfoundries.
Shai Lior, an HP Fellow within HP’s Imaging and Printing Group, received the Gutenberg Award from the Society for Imaging Science and Technology “for contributions to the invention and development of liquid electrophotography printing technology.” Lior is leading technical developments in the Liquid Electro Photography (LEP) process and materials for HP Indigo printing solutions. He pioneered the development of key technologies like on-the-fly colour switching, Intermediate Transfer Member, one-shot process, Binary Image Development processing, and LEP paper handling. Lior is the author of more than 50 patents.
Steve Leibin becomes President of Matik, a distributor of European converting, packaging and printing machinery in North America, while Wolfgang Ripper becomes Chief Executive Officer. Leibin has served within the packaging industry since 2001, while Ripper has been in the converting, printing and packaging industries for more than 40 years.
Mark Hiltwein becomes Chief Financial Officer of Cenveo, coming back to the company from Rand Logistics, where he served as CFO. Cenveo also appointed VP Ayman Zameli as its Chief Restructuring Officer to lead the company’s Chapter 11 proceedings.
Lowe-Martin Group installed a Standard/ Horizon RD-4055 DMC rotary die cutter, purchased through KBR Graphics, at its production facility in Mississauga, Ontario, pictured with (left to right) Quentin Chan, Lead Hand, Lowe-Martin; Steve Klaric, Account Manager, KBR; and Rob Castro, Bindery Manager, Lowe-Martin.
Cambridge Label purchased a Nilpeter FA press pictured with (left to right) Terry Sinclair, President, Deanne Sinclair, GM, and Mitch Whatford, Plant Manager. The company focuses on labels for food and beverage, health and beauty, nutraceutical and pharmaceutical, and industrial products, among other sectors.
Simpson Print of Bloomingdale, Ontario, installed a SwissQPrint Nyala LED large-format inkjet system, pictured with Steve Mitchell (left) and Ryan Sibley, to expand its digital services. Simpson also runs screen presses, a 40-inch Komori LS640 UV and digital presses, including an HP Indigo.
Card-printing RMGT in Pasadena
House of Printing is a family business, currently under its third generation of family ownership. Founded in 1942, the Pasadena, California, printer runs both offset and digital presses, and a range of finishing equipment.
Before its recent purchase of a RMGT 9 Series press, the company had been running two secondhand presses, including a two-colour purchased in 1985 and a four-colour purchased in 1991. “They were still in good condition, but they were slow, and makeready was especially slow,” said Andrew Pittroff, VP of Operations. “We could only get away with doing two to three jobs a day just because makeready took a long time. Hanging plates was close to an hour alone.”
Pittroff explains with the RMGT 9 Series press, as long as the press runs are at least 250 sheets, which is around 4,000 cards, it is more cost effective for the customer, and more efficient for the shop to produce on work on offset. It takes about three minutes to hang the plates and the press is ready to go in less than 100 sheets.
“Automation and colour management is much easier,” said Pittroff, “and we are also now able to get bigger runs. Where before we were limited by the slower machine and the smaller 4-up format, we are now able to run 8-up — so we can do twice as much on the sheet, and the press will run 50 percent faster.”
Nilpeter labels in England
Reflex Label Plus acquired a new 14-colour FA flexo press from Nilpeter, for its Keighley site in England, to meet customer demands for unique designs and embellishments, along with the company’s own business expansion goals. This will be the sixth Nilpeter press put in the Reflex Label site in a little over 20 years. The Reflex Group was formed in 2002 and now focuses on products like self-adhesive labels, shrink sleeves (including R.O.S.O.), liner-less labels, flexible packaging, in-mould labels, artwork, and design.
“The label sells the product. In this ever-growing market, there are more and more craft breweries and distilleries, all looking for shelf appeal, wow factor, and differentiation from competitors,” said Shaun Hanson, Operations Manager, Reflex Label Plus. “At the same time, labels are getting very complicated, and the use of multiple print processes is often necessary to meet customer demands with regards to unique designs, high quality and embellishments.”
Reflex Label Plus’ new FA is a 14-colour press, with 10 flexo printing units, two hot foil/embossing units, cold foil, and two fully independent RSI screens. The press will primarily be used for high-end beverage labels, craft beers, wine, spirits, cosmetics, and combination labels.
“Our challenges relate to how many different embellishments we can do in one pass. The new press will alleviate these issues, and save us a lot of time. We are looking to expand this exciting business through innovation – our customers want labels that make their products stand out, and this new investment will enable us to meet and exceed those expectations,” said Hanson.
Xeikon CX3 for Loire Valley labels
Anjou Etiquettes of Loire Valley, France, has installed a five-colour Xeikon CX3 to better position itself in the market of high-quality, short-run labels, particularly around versioning work. Since it was founded in 1978, Anjou Etiquettes has built up expertise across the label manufacturing supply chain from graphic design to printing and from processing to logistics. The company produces labels on rolls and sheets, as well as non-stick labels, for industries like agribusiness, phytosanitary, cosmetics and wine.
The Xeikon CX3 joins offset and letterpress presses at Anjou Etiquettes. which built its reputation in the manufacturing of high-quality labels for the wine industry. The Xeikon CX3 dry toner technology, however, is well suited for a range of customers who need structured paper labels printed with hot- or cold-stamped gold foil and raised text.
“We estimate that digital printing will soon account for between 15 percent and 20 percent of our global business,” said Maurice Darré, Chairman of Anjou Etiquettes. “We have already received a number of orders for short printing runs in the cosmetics and confectionery industries. We are now also able to service the market for unique labels used for traceability and in the fight against counterfeiting.”
The Watkins Printing Company is a publication printer established in 1923 in Columbus, Ohio, and today operates a 65,000- squarefoot facility. The company converted to Fujifilm’s SUPERIA ZD no-process plate less than one year ago. “We recently achieved more than 220,000 impressions with SUPERIA ZD, and our previous plates would start to break down at 150,000 impressions,” said Maureen Watkins Green, President.
House of Printing’s new RMGT 9 Series press is printing runs of around 250 sheets or 4,000 cards.
Reflex Group’s new 14-colour FA flexo press from Nilpeter will primarily be used for high-end beverage labels, craft beers, wine, spirits, cosmetics and combination labels.
The Xeikon CX3 complements existing printing equipment at Anjou Etiquettes, including offset and letterpress machines.
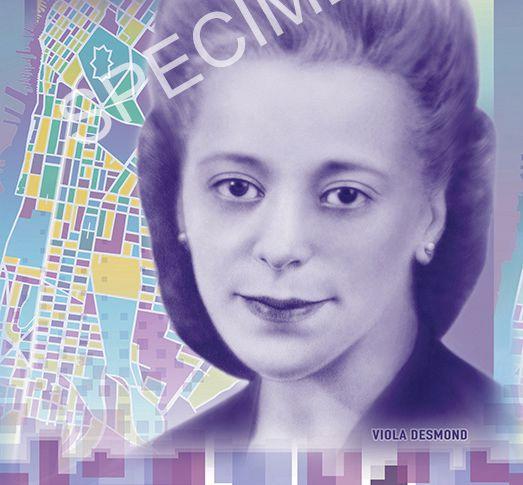
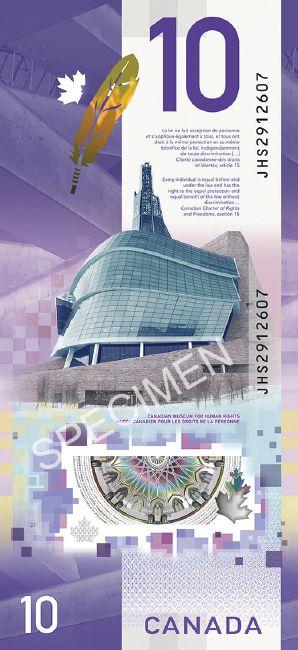
Canada’s new $10 bank note
Finance Minister Bill Morneau and Bank of Canada Governor Stephen Poloz on March 8, 2018, unveiled Canada’s new $10 bank note featuring Viola Desmond. Held on International Women’s Day, to highlight the pioneering contributions of Desmond, the unveiling ceremony took place at the Halifax Public Library. Once issued into circulation in late-2018, the new bank note will mark the first time that a Canadian woman is portrayed on a regularly circulating Bank of Canada note.
Viola Desmond was selected for the new $10 bank note by Minister Morneau following an open call to Canadians to nominate an iconic Canadian woman for the next redesigned bank note. The Twitter-fuelled #bankNOTEable campaign launched by the Bank yielded more than 26,300 submissions by April 15, 2016.The #bankNOTEable push resulted in 461 eligible candidates, who had Canadian citizenship and had been dead for at least 25 years. An independent Advisory Council composed of Canadian academic, sport, cultural and thought leaders narrowed down the list to five candidates for consideration by the Minister of Finance.
The other short-listed women included Pauline Johnson, daughter of a Mohawk Chief and an Englishwoman, best know for the poetry she wrote celebrating her Aboriginal heritage; Elizabeth MacGill, the first woman in Canada to receive a bachelor’s degree in electrical engineering (University of Toronto, 1927) and a master’s degree in aeronautical engineering (University of Michigan, 1929); Fanny Rosenfeld, who held Canadian records in the running and standing broad jump and in the discus; Idola Saint-Jean, primarily known as a feminist and pioneer in the fight for suffrage in Quebec; and Pitseolak Ashoona, an Inuit graphic artist known for her prints and drawings.
A successful Black Nova Scotian businesswoman, Bank of Canada explains Desmond refused to leave a whites-only
area of a movie theatre in 1946 and was subsequently jailed, convicted and fined. Her court case, explains the Bank, is one of the first known legal challenges against racial segregation brought forth by a Black woman in Canada.
The new $10 note featuring Desmond is the first vertically oriented bank note issued in Canada. This allows for a more prominent image of Desmond, explains the Bank, and differentiates this new $10 note from its other current polymer notes.
“Two years ago today – on International Women’s Day – Prime Minister Trudeau and I announced that the time had come for a Canadian woman to be represented on Canada’s bank notes,” said Minister Morneau. “Since then, thanks in large part through her sister Wanda, more and more Canadians have come to know Viola Desmond’s remarkable personal story of courage and dignity.
“Her story serves as inspiration to all Canadians and acts as a powerful reminder of how one person’s actions can help trigger change across generations,” continued Morneau. “As we strive for equality across our economy and in every facet of our country, we hope this constant reminder of Viola’s story will help inspire a new generation of women, men, girls and boys to fight for what they believe, take their place and create a better future for themselves and all Canadians.”
This new Viola Desmond $10 note, explains the Bank of Canada, reflects the broader themes of social justice and the struggle for rights and freedoms. It will be the first note in its next modern series. To continue to celebrate more iconic Canadians, the next $5 note will also feature a new NOTE-able Canadian, with the Bank launching another consultation process to seek input from Canadians.
Canada’s first Prime Minister, Sir John A. Macdonald, and our first francophone Prime Minister, Sir Wilfrid Laurier, will be honoured on Canada’s higher-value bank notes. This change will take place when the higher-value notes are redesigned for the next series. These changes mean that former Prime Ministers William Lyon Mackenzie King and Sir Robert Borden will no longer be portrayed on new bank notes. The $20 denomination will continue to feature the reigning monarch.
The Canadian flag was officially adopted on February 15, 1965, a date which is celebrated today as National Flag Day. This national milestone came almost 20 years after Viola Desmond was jailed, convicted and fined for refusing to leave a whites-only area of a movie theatre in 1946.
Unveiling Canada’s new $10 bank note featuring Viola Desmond during March 8 ceremony at the Halifax Public Library are (left to right): Finance Minister Bill Morneau, Wanda Robson, sister of Viola Desmond, and Bank of Canada Governor Stephen Poloz.
The new $10 note is the first vertically oriented bank note issued in Canada. It features a range of holographic and raised printing security measures on what has become the de facto polymer substrate for new bank notes.
The future of print sales
Looking beyond ink on paper to become a modern, valuable marketing consultant
By David Fellman
The future of print and the future of the printing industry are obviously related, but I think it’s important to separate the two in order to consider your future as a printing salesperson. The future of print is partly technical and partly sociological. On the technical side, we’ve seem amazing changes in the scope of what printing machines can do. On the sociological side, we’ve seen a lot of what we used to print migrate to different “substrates.” I think the future of the printing industry, and your future as a printing salesperson, have a lot to do with mastering those “substrates.”
Here’s a fairly representative definition of what printing is from an online dictionaries: Printing is the skill, process, or business of producing books, newspapers, etc., by impression from movable types, plates, etc. I’d like to suggest a more basic definition: Printing is a process for putting colour on paper or other substrates.
Let’s expand on that definition. The colour can be monotone, halftone or continuous tone. In other words, it can be black or any PMS colour, the white effect of paper showing through ink, CMYK, or even six-colour or eight-colour high-fidelity. It can be ink or toner or dye. It can also be words, images, or both.
As for paper and other substrates, printers have always described what they do as putting ink on paper and obviously that has expanded to putting toner on paper, but it has also expanded to clear film and vinyl and plastic and fabric, among a range of medias. I have a client who cut a big square out of the bottom of their flatbed printer, and they routinely jack large blocks of non-porous stone up under the printing heads. Large-format printing in particular has always been about working with other substrates.
But here’s the main point I’m hoping to make: A salesperson must now also think of a Web page as a substrate, an e-mail, a text message, a Facebook post as a substrate. Anywhere words and/or images appear provides opportunity for the printing industry and its salespeople.
To ask the question “why is printing?”
Facebook’s first dedicated data centre in Prineville, Oregon, drives what has become one of the world’s most influential advertising platforms, directly competing with print, radio, and television for minds and dollars.
is very poor grammar but it is still an important part of this discussion. From my perspective, there are two types of printing in the world, promotional printing and operational printing. Promotional printing is used to promote companies and their products and services – brochures, catalogues, mailers and anything else that is printed and then used in sales, marketing or merchandising. Operational printing is more internal – forms, labels, manuals, documents, etc.
an even larger market. Some will accept that it’s just another learning challenge, because after all no one was born knowing enough about print to sell it effectively.You had to learn print, now you have to learn marketing. Or do you?
1.4B
Facebook had 1.4 billion daily active users on average for December 2017 and 2.13 billion monthly active users as of December 31, 2017.
In the old days, we used to print all of this on paper. These days, a lot of it is “printed” to be viewed on electronic substrates. But there is still a need for assistance with this printing, and there has always been a need for assistance with the overall business strategy that the printing is part of. And that takes us to the transition from print provider to marketing services provider, which is a very real avenue for a healthy printing future.
Selling marketing services
I know lots of salespeople who aren’t convinced they can sell marketing services. “I know printing and paper and ink,” one recently told me. “I don’t know anything about marketing.” I told him that is not true: “I’m pretty sure you know more than you think. And I’m equally sure you can learn more if you set your mind to it.”
Some salespeople will look at this as a sales challenge, to continue to get a share of a diminishing market for ink/toner on paper. Others will see it as a learning challenge, to equip themselves to share in
I think that depends on how much of a future you want in the printing industry. I’m 63 years old. If I were a print-only salesperson, I could probably run out the string to retirement without investing much in learning about marketing. If you are younger, you really have to face the fact that your ability to earn a living selling print-only will diminish every year. There’s going to be less print in the future. My advice is to start learning how to be a marketing consultant, not just a print consultant. And here’s one thing you can start doing right away: Talk with your customers about their goals for the rest of this year. Why? Because those goals are the starting point for next year’s marketing plan, and you want to be part of it.
DAVE FELLMAN is the president of David Fellman & Associates, a graphic arts industry consulting firm based in Raleigh, NC, USA. He is a popular speaker who has delivered keynotes and seminars at industry events across the United States, Canada, England, Ireland and Australia. He is the author of “Sell More Printing” and “Listen To The Dinosaur.” Visit his website at www. davefellman.com.
American armoury practice
How early methods of U.S. manufacturing spread across the world and into print
By Nick Howard
In the late 18th century, the United States War Department, eager to develop homegrown weapons, listened enthusiastically to what French revolutionary soldier Major Louis de Tousard had to say. He had learned the gun-making craft in France and was a staunch supporter of le système Gribeauval. It was the French who first began developing a way of manufacturing guns in a uniform method. In 1765, General Jean-Baptiste de Gribeauval argued for small guns to be made with interchangeable parts for a range of reasons.
Guns damaged in the field could not be readily repaired. Each part had to be reworked with files in order to fit. Hard to do in midst of a bloody battle. Early attempts by American contractors proved daunting. In 1798, Simeon North, a scythe maker from Connecticut, was handed a cash advance to manufacture five hundred pistols. Later that year, Eli Whitney also received a contract.
These two entrepreneurs laboured over crude machinery in a quest to make identical interchangeable firearms in mass production. By 1822, John Hall, a contractor at the Federal armoury at Harper’s Ferry, announced he had finally succeeded in making pistols with interchangeable parts. Whether or not this is true, America was captivated by the new process to be named “armoury practice”.
Interchangeable parts
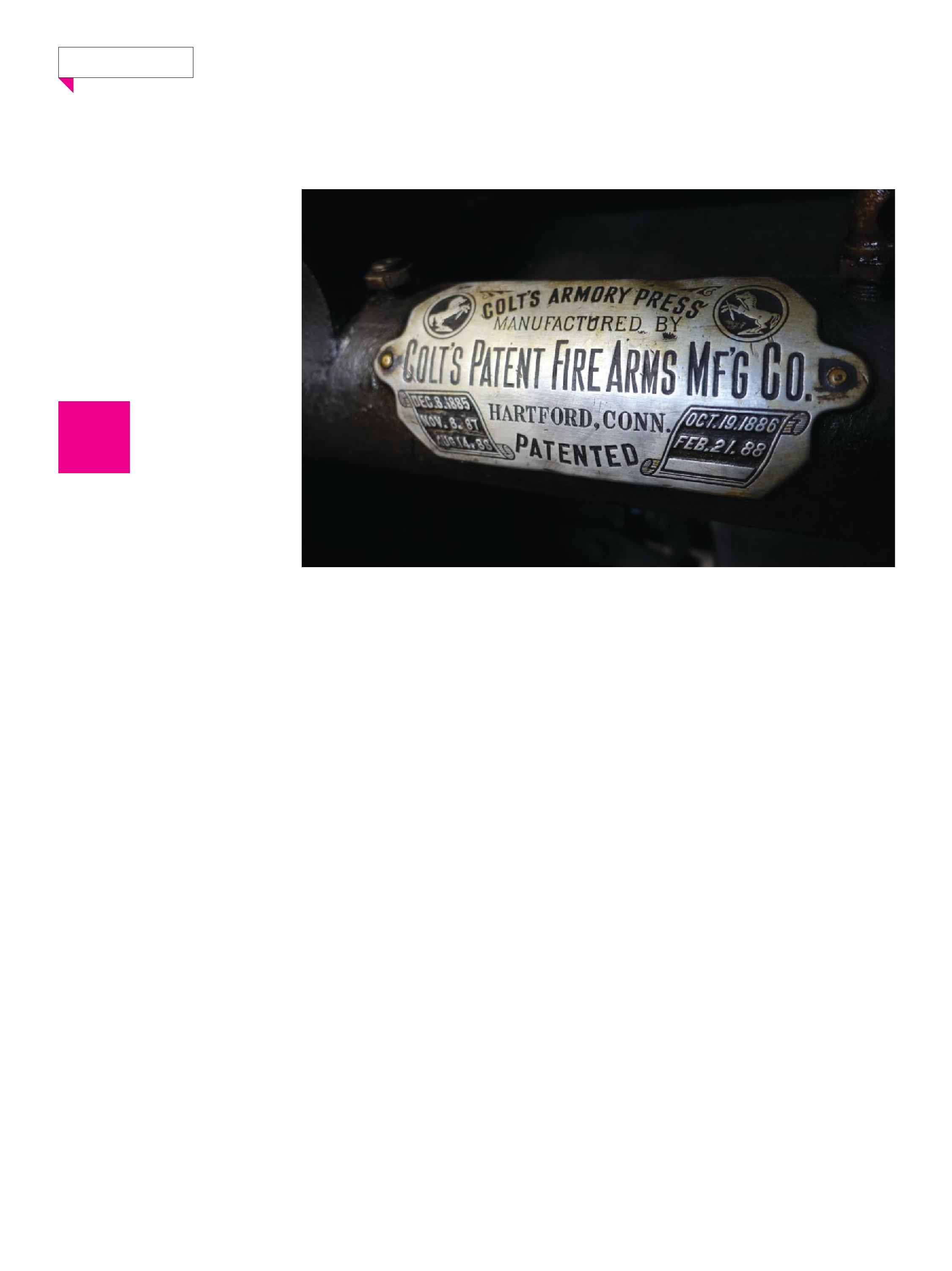
The most famous gun maker of all was Colonel Samuel Colt. In 1855, the preceding years of knowledge culminated at the Colt’s Patent Firearms Armory in Hartford.There gauges, jigs and machine tools were utilized with the newly developed bearing point. This “0” position, which was indicated on each jig and drawing, eliminated the wandering of tolerances as parts were milled, annealed, hardened and ground to a finished product.
The British at the time were still using lots of labour and bench work with skilled fitters. They looked to emulate the American system and approached Colt to supply his bespoke machine tools for the
Colt’s Armory was the first to make interchangeable pistol parts, using jigs, gauges and its newly developed bearing point.
500K
More than 500,000 Singer sewing machines were being produced per year by 1880, showcasing the start of America’s manufacturing power.
Royal Small Arms Factory in Middlesex. They settled on another Yankee firm, Ames Manufacturing, but Colt like many private armouries made its own machine tools to eliminate skilled craftsmen and fitters. Labour costs were much higher in America than in Britain and Europe.
Little known was the fact that Colt also built printing presses in his armoury. John Thomson’s parallel platen press was produced in large numbers under the Colt’s label. Possibly hundreds are still in use today. (We have one in our Howard Iron Works museum.) American manufacturers soon began using machinery in almost every department of industry as a substitute for manual labour.
From bikes to sewing machines
When the Singer Sewing Machine Co. needed a cheaper wood for its cabinets, it opened up a new plant in Cairo, Illinois, which had a bountiful supply of gumwood. However difficult to stain, gumwood was priced at $4 per thousand feet as compared to walnut at $50 per thousand. Singer made it work and in 1882 started churning out thousands of gumwood sewing machine cabinets with a great deal of internally developed woodworking machinery. More than 500,000 Singer sewing machines were being produced per year by 1880.
Then the bicycle industry took off in the 1880s. Albert Pope had seen an English Smith & Starley two-wheel bike at the 1876 Philadelphia Centennial Exhibition. He started importing them as the Columbian Light Roadster and soon set up his own manufacturing factory. Although Pope used rudimentary armoury practice,
he was eclipsed by a Chicago firm, Western Wheel Works. Western found a cheaper way to make a bike using newly invented metal stamping for the wheels, sprockets and chain. This eliminated all the machining that Pope and others back east were doing. Cheaper and faster was the result.
“I never saw a job where the Western man would not beat the Eastern man out every time. You [Eastern men] know too much about tool making, and not enough about making money,” said Chicago mechanic David Hounshell in American Machinist (1895).
As jigs and gauges became standard, productivity would increase with the next big discovery. As formidable as it was in the late 19th century, Henry Ford would re-invent the armoury practice in the early 20th century with his Model T assembly line and machine-shop practices. Ford re-thought factory layouts. Instead of placing, say, all the milling machines here and the lathes there, machine tools were laid out in a logical sequence to complete parts in a small space. Today, we’d call this Lean Manufacturing, but in 1913 Detroit it was revolutionary.
Heidelberg assembly lines
In 1926, just 13 years after Ford Motor Co., Heidelberg became the first in the printing industry to implement an assembly line. The American armoury practice spread worldwide and everything from light bulbs to farm implements followed the rigours of exactness and more importantly the use of machinery to replace skilled and semi-skilled labour. Printing equipment in the plants of Roland, Miehle, Chandler & Price, and Linotype adopted
CALLING ALL PRINTERS
the armoury practice in some form.
“There can’t be much hand work or fitting if you are going to accomplish great things,” said Max Wollering, Ford Motor.
Henry Ford produced 15-million model Ts. He made them all the same and affordable. But America soon demanded more – more power, more options, more comfort, and at a cheaper price.This is the irony of free enterprise: One cannot stop improving and sit back and enjoy the fruits of one’s labour.
We are all well aware of the power of new printing equipment today. One offset press can make two or more older models redundant. A factory floor doesn’t need a battery of presses anymore. One tenth of the labour is needed today as compared to just 20 years ago. Surely this showcases a renaissance for the printing industry –even if it’s now much smaller in size. Rigour in calibration of colour and software drives mechanical means and continually reduces the cost of print.
To continue the journey, industry leader Heidelberg has correctly turned its attention to an area poorly served since mass production began. It realized how printing plants vary greatly in the use of devices and software. Push to Stop is Heidelberg’s solution. Bring discipline back in order to use the tools that already
Finishing
exist, reducing costs and increasing productivity. With run lengths dwindling, it’s more important than ever to drive out waste. Training, as with jigs and gauges, is a by-product of armoury practice.
The Web-to-print giant Cimpress N.V., for example, likely doesn’t associate itself with armoury practice, but in fact it is the basis of its production. Various technologies from digital to offset, and lots of platforms, work seamlessly with an online ordering template to reduce costs and increase profits.
In some ways, the Heidelberg approach is something each one of us can embrace. From creating a very simple, clean and organized environment to more intense upgrading of software and machinery. But these are only part of the real need to metaphorically bring back gauges and templates. ISO was supposed to be that tool, but isn’t it really just common sense? Tools, whether a printing machine or software, can do much, much more.
Pure efficiency is the hallmark of the American system of manufactures: Common sense in studying costs and processes, accepting labour as your biggest expense and taking steps to reduce it.The Japanese didn’t invent Lean – America did. As with all great-sounding how-to, Six Sigma management courses and concepts, they
derive from an early 19th century U.S. War Department’s desire for uniformity. The printing industry can still learn a great deal from its history to make tomorrow more profitable.
NICK HOWARD, a partner in Howard Graphic Equipment and Howard Iron Works, is a printing historian, consultant and Certified Appraiser of capital equipment. nick@howardgraphicequipment.com
John Thomson’s parallel platen press was produced under the Colt’s label. Possibly hundreds are still in use today.
In 1926, just 13 years after Ford Motor Co., Heidelberg became the first printing supplier to implement an assembly line.
4.0
FlexPack
The bundle building system that does it all. Newspaper publishing and commercial printing companies are achieving new revenue sources through innovative inserts. But the proficient processing of these highly diverse and regionalized products has always been a formidable challenge. Until now. Muller Martini’s user-friendly FlexPack not only optimizes your mailroom space, but efficiently processes numerous inserts and newspaper sections by combining stacking, strapping, bottom wrap and top sheet application functions into one single, compact machine. Traditional bundle building procedures can have a negative impact not only on production output, but bundle quality. FlexPack ensures smooth production without jams, resulting in compact, accurate bundles. Muller Martini – your strong partner.
EXTREMELY VIVID PRINTING
Our Jeti Tauro hybrid printer now relies on low-energy UV LED curing to offer you vivid six color plus white or primer prints on a wide variety of rigid and flexible media up to 2.54 m wide. Moreover, its multiple automation options let you achieve maximum efficiency and productivity up to 2960 ft²/h.
Driven by Asanti workflow technology, integrated with data exchange service PrintSphere and optimized to work with our highly-pigmented UV inks, the Jeti Tauro LED takes on any challenge.
Expect only high-quality, vivid prints that stand out every time.
INVESTED IN PRINT
Starting up a new 240,000-square-foot facility in late 2017, Jay Mandarino continues to push The CJ Group toward becoming Canada’s largest commercial printing operation, featuring a range of innovations
By Jon Robinson
Jay M andarino in March 2017 began his largest business venture in what has been a storied printing career that began as CJ Graphic Images – a brokerage proprietorship – 38 years ago in the basement of his parents’ home. Since opening his first press location in downtown Toronto in 1985, Mandarino has been on a steady path of growth toward becoming one Canada’s largest independent commercial printing operations
Growing through acquisition, as well as by organic sales and technological investments, Mandarino took a major step toward his goal in 2014 with the purchase of a 65,000-square-foot plant, adding to two facilities controlled by what had been renamed as The CJ Group of Companies (CJG) to reflect holding more than 30 businesses. In late 2014, Mandarino pegged CJG as a $30 million operation and described his ambition to reach toward $100 million in annual revenue. Over the past 15 years alone, CJG has made more than 15 acquisitions, including the recent additions of Prime Imaging, Artwords and TPS (2014); publishing entity SBC Media (2015); and Clixx, one of the top mailing facilities in Canada, Artistic Die Cutting and Annan & Sons (2017).
In January of last year, Mandarino concluded the sale of three CJG buildings, accounting for approximately 145,000 square feet of space on 4.5 acres of land in Etobicoke, Ontario. That real-estate deal was reinvested in CJG’s new 240,000-square-foot plant, situated on eight acres, just 10 minutes away in Mississauga. “We had the opportunity to sell our three other buildings for very good money… I could of put the money in the bank and retired, but what am I going to
do,” says Mandarino, President and CEO of CJG, who recently turned 57. “Two hundred and twenty people work here now and they have families.”
The move to CJG’s new Hensall Circle location began in March 2017 and ultimately involved more than 200 tractor-trailer loads, not to mention regular runs by the company’s two 5-tonne trucks and two vans. By fall 2017, CJG began operating out of the facility, today easily one of Canada’s largest commercial printing plants.
“We are about $45 million right now,” says Mandarino, reaffirming his commitment to continue growing. “And now we have the capacity and the facility to do it.”
Offset innovations
Mandarino estimates the capital investment in CJG’s new facility to be more than $30 million. The cost of the building alone was just under $16 million and renovations came in at around $5.5 million, with additional moving costs of approximation $1 million. CJG also made major equipment investments that conservatively reach above $8 million.
Mandarino estimates around a third of CJG’s revenue is generated through 41inch sheetfed offset presses, which is a relatively low number compared to other lithography-rooted shops – hinting at the diversity of CJG’s current operations. “People are looking for one-stop shopping,” he says, pointing to CJG’s range of services like screen printing, large- and small-format digital, traditional foil stamping and embossing, digital foil stamping and embossing, traditional and laser die cutting, fulfillment and distribution, and mailing and marketing services.
The company is currently in the process of setting up a car-wrap department
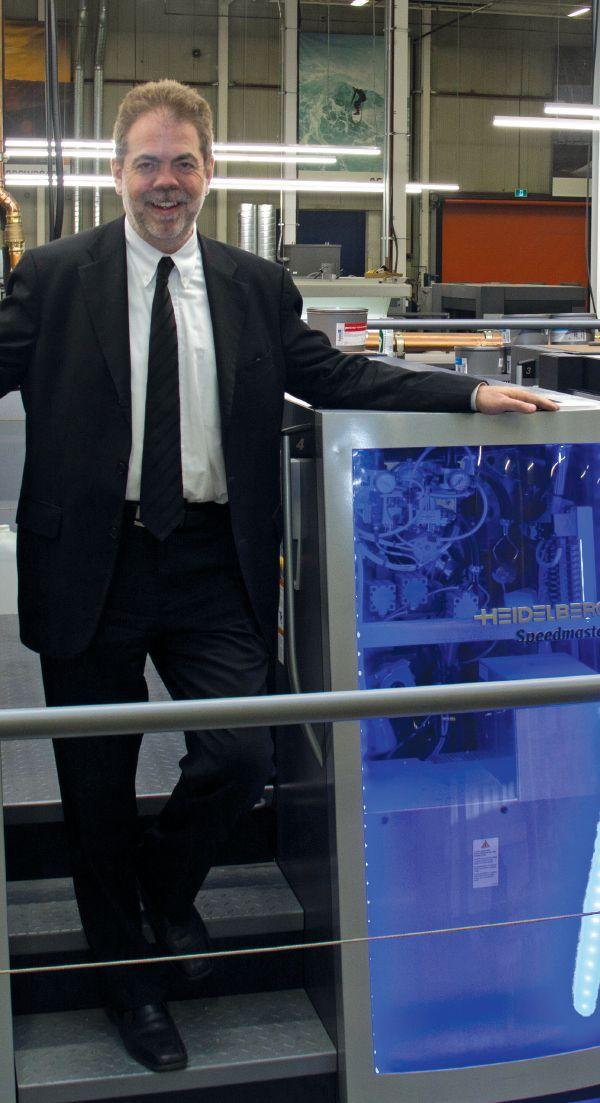
from top: Jay Mandarino on CJ Graphic’s newest 6-colour Heidelberg XL 106 with Push To Stop technology. Getting the new XL 106 ready for a press run. The team building the new non-profit CJ Skateboard Park & School, which, at 50,000-squarefoot, will become the world’s largest air-conditioned indoor skateboard park.
Clockwise
within a couple of bays at the building’s front-right corner. “We also have an Innovation Division now dealing with holographic displays and virtual readers. We have some very creative people working here and we are very blessed.”
CJG’s lithography was boosted in November 2017 with a new 6-colour Heidelberg XL 106, adding to its existing line-up of two 6-colour XL straight presses and two 20-inch offset machines. “The XLs just produce so much. One XL is like two old CDs,” says Mandarino. CJG’s new XL 106 is equipped with an Anilox AQ coater and Inpress Control, which Mandarino is directing toward Heidelberg’s new Push To Stop operating philosophy. Push To Stop allows a press to initiate a series of print jobs that are properly queued by Prinect software, which also relies on the new Press Center XL 2 console, Intellistart 2 and assistance systems like Intelliguide.
Depending on ink lay-down and imposition, print jobs can run consistently without operator intervention. The technology platform can leverage colour management tools to reach specified Delta levels and tagging systems in the press delivery. “The new technology is unbelievable, Push To Stop – the ability to set inline spectrophotometry and recalibrate sheets, how it is done automatically at 18,000 sheets an hour. The press operators love it,” says Mandarino. “It is the way the industry is going and we do a lot of similar jobs in different industries that we specialize in, so it is not a problem.” CJG also invested in Inpress and Push To Stop controls to retrofit its second XL press, while the third XL is being equipped with UV.
Digital innovations
CJG finished upgrading one of its Xerox presses to run gold and silver metallic. The facility also holds six large-format machines: Fujifilm’s Uvistar, Acuity HS, and Onset X3, as well as investments in Agfa’s Jeti Tauro H2500 LED with ABF, Jeti Ceres RTR3200 LED, and Jeti Titan HS with FTR. In April, CJG was scheduled to add a seventh machine in Agfa’s 10-foot Tauro 3300 with full automation.
The Tauro H2500 is a 100-inch wide hybrid LED UV printer with an integrated roll-to-roll system. It is designed to reach speeds of up to 2,960 square feet per hour and can feed a range of media including corrugated board. The Tauro’s automated board feeder (ABF) can process up to four boards automatically and its white ink capability expands applications to backlit POP or for using white as a spot colour. CJG’s new Jeti Ceres RTR3200 LED, aimed at higher-quality work, reaches speeds of up to 2,002 square feet per hour. The 126-inch-wide, roll-to-roll system provides six colours plus white to enhance the opacity and boost colour contrast.
$30M
The total capital investment in CJ Graphic’s new facility comes in at more than $30 million, based on new equipment, recent M&As, and building costs.
The Hensall Circle facility also holds one of North America’s most advanced digital finishing departments after CJG in 2015 installed North America’s first Scodix Ultra Pro with Scodix Foil. The system is designed for producing cost-effective foil with run lengths from one up to 10,000, enhancing a range of products like packaging, brochures, business cards, invitations and book covers.
As its new offset press was being added at Hensall Circle, CJG was also installing two fully loaded Xerox iGen 5 presses, as well as an Epic CTi-635 inline coating system equipped with a C.P. Bourg BSFE-x sheet feeder. The new Epic technology allows for spot and overall aqueous and UV coatings, while the iGen 5s can produce matte toner, run 24-point stock, and achieve up to 93 percent of reproducible PMS colours – with orange, blue, green, white dry and clear dry.
“They are very unique machines. They have the newest technology in the sense that they have opaque white, which is amazing especially if you are going to print on black stocks,” says Mandarino. “We have a lot of clients who are still very, very fussy and they want that specific PMS colour and we are so close now. We actually changed over about 20 percent of our clients who were doing traditional litho stationery to digital.” In February,
This Scodix purchase came a week after CJG announced its Canada-first acquisition of a Highcon Euclid II+ system, described as the first fully digital cutting and creasing machine for converting paper, labels, folding carton and micro-flute. It incorporates Highcon’s patented Digital Adhesive Rule Technology (DART) and polymers to produce creases, as well as high-speed laser optics to cut a range of substrates.
“It takes a while to build up the market for it, there is no question, but I can tell you we have two major accounts – one out of the U.S. and one out of the UK – because of those machines,” says Mandarino. “We are looking at upgrading to the [Highcon] Beam now, which does, I think, 5,000 sheets an hour – we are doing 1,200 to 1,500 now – to get into some bigger packaging runs.”
The Scodix and Highcon sit across from each other in a dedicated room filled with unique print samples, which are in fact a common sight throughout the entire Hensall Circle facility. “We are very sales driven and we have always invested in technology and it has made us successful,” says Mandarino. “You have to find new stuff all of the time.”
PRINTING AND POLITICS
Ontario’s new Progressive Conservative leader Doug Ford shares his thoughts on the state of the province and how the experience gained in his family’s printing business provides key insight for economic growth
By Victoria Gaitskell
After being elected head of Ontario’s Progressive Conservative (PC) Party on March 10, Doug Ford now stands to become Premier of Ontario if his party wins the June 7 provincial election. “Our focus will be on straightening out the finances of this province,” he said, two days after his leadership victory. “We’re going to reduce hydro rates, start attracting high-paying jobs… and make this the most-prosperous region of North America.”
Ford’s recent campaigns promote his career as President of his family’s business, Deco Labels & Flexible Packaging, as a primary qualification to run the province. Ford also credits his business
experience as the source of at least two of his main guiding political principles: customer service excellence and reducing the size and cost of government.
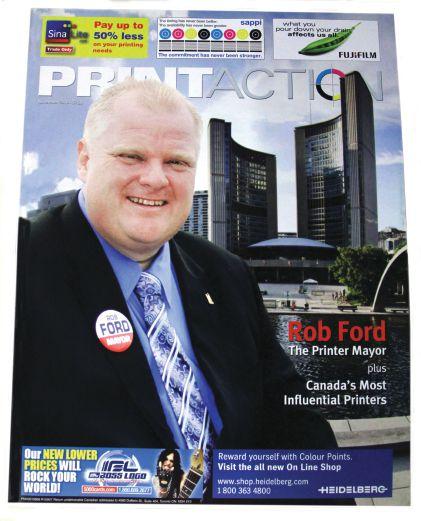
These principles were also hallmarks of Ford’s late father, Doug Ford Sr., who served as MPP in the PC government of Mike Harris from 1995 to 1999, and Ford’s late younger brother, Rob Ford, who was mayor of Toronto from 2010 to 2014. “[Rob] and I both learned customer service from our dad... at its most basic level, it just meant being accessible, honest and fair with people’s money. That had served us well [in] our family business, and it served us even better in our political careers,” writes Ford.
Ford explains how the unique nature of his business gives him insight into the economy: “Labelling has always been a special service. Every product in the
Left: Doug Ford backed by family members and supporters as he addresses the crowd at FordFest on September 8, 2017. Above: Victoria Gaitskell’s November 2010 story on the late Rob Ford was published just days before he became mayor of Toronto.
world has a label on it, and in turn, I believe every household in North America has one of Deco’s labels under the hood of their car, in their medicine cabinet, on their cosmetics or in their fridge. Very few industries are that diversified, so we get the pulse of the economy. When we’re selling labels, that means manufacturers are selling their products.”
The source of the last two quotes and portions of the following history is Ford Nation:Two Brothers, One Vision – The True Story of the People’s Mayor by Rob and Doug Ford, their bestselling autobiography published in 2016.
Business success
Ford, 53, has worked in the family business practically all his life. He remembers how as children he and his three siblings worked for their father by assembling sample packs for potential new customers on their basement ping-pong table for wages of 0.5 cents per bag. In 1962, Ford’s father had launched Deco with his partner and neighbour, Ted Herriott, a former salesman at Avery Label, who he eventually bought out. By 1970, Deco was turning a good profit, and by the late 1970s Ford Sr. had purchased the company’s present building in northwest Toronto near Pearson Airport.
purchased its tenth Mark Andy press, equipped with a Rotoflex VLI-500 rewinder and other options to increase its capabilities and Deco’s product offerings, which currently include pre-applied labels, onserts, and Instant Redeemable Coupons (IRCs); resealable packaging; and a proprietary tamper-evident system.
Political career
Ford’s earliest political activities involved supporting roles. In 1995, he volunteered to help Doug Holyday, one of his printing customers, mount a successful campaign to become mayor of Etobicoke. In 1995, Ford was instrumental in his father’s successful bid to become MPP for the riding of Etobicoke-Humber. Ford also supported his brother Rob’s four successful campaigns to become city councillor for Ward 2 Etobicoke North from 2000 to 2010 and again from 2014 until Rob’s death from cancer in 2016 at age 46.
After Rob decided to run for mayor in 2010, Ford himself successfully ran for city councillor in Rob’s old ward with the intention of helping Rob eliminate wasteful spending, balance the books, and implement other changes as mayor. Ford served
Although figures for the government’s pre-election budget for 2018-19 are still undisclosed, they are expected to include new spending that will raise the deficit as high as $8 billion.
In 1984, Ford undertook a diploma program in business administration at Humber College, until a faculty strike diverted him into full-time sales for Deco. Although initially he promised his father that he would return to college when the strike ended, Ford’s career in print sales took off and he never looked back.
As Ford Jr.’s influence over the business grew, he spearheaded the company’s expansion into the U.S., initially against his father’s advice. Deco’s production facilities now include the Toronto plant, enlarged to 70,000 square feet, and a 45,000-square-foot plant in Chicago, collectively employing about 200 people.
The company specializes in custom pressure-sensitive products, narrow web flexible packaging, promotional items, and tags, mainly for the Consumer Packaged Goods (CPG) industry. In 2015, Deco
With Deco’s position now solidified in both the label and flexible packaging markets, Ford expressed confidence that his older brother, Randy Ford, whom Ford calls Deco’s Co-president, and the great management team they have assembled in Toronto and Chicago, will keep the company moving forward while Ford concentrates on politics.
Ford’s business platform
So far, Ford has spoke about lowering Ontario’s hydro rates and abolishing Brown’s proposed carbon tax, both of which Ford described at the February 28 leadership debate in Ottawa as “job-killers, absolute job-killers.” Ford also said he would abolish mega-million-dollar subsidies to selected corporations and instead replace them with tailored tax-incentive packages: “We’re going to give companies tax incentives to come up and open here. Now, don’t mistake tax incentives for corporate welfare. I’m dead against corporate welfare.”
In a Q&A after the debate, Ford explained: “Corporate welfare is giving Bombardier a billion dollars, a few years
“The province is in desperate need of a strong voice. People are telling me to run, and it weighs on you. You feel an obligation.”
as Ward 2 Councillor from 2010 until 2014, the year cancer forced Rob to withdraw from the race for re-election as mayor. When Rob asked Ford to run for mayor in his place, Ford hastily organized a sixweek campaign that earned him 330,000 votes to winner John Tory’s 394,000. Ford planned a 2018 rematch with Tory for the mayoralty until this January, when Patrick Brown suddenly resigned as Ontario Conservative Party leader amid allegations of sexual misconduct, and Ford entered the contest to replace Brown.
“The Ontario Liberal government’s current deficit is not sustainable. With that kind of deficit, if you were in the private sector, you wouldn’t be in business,” Ford told me in a phone conversation some months before his PC leadership bid. At the time of writing, various sources place the provincial deficit at between $3 and $4 billion for the 2017-18 fiscal year. Although figures for the government’s pre-election budget for 201819 are still undisclosed, they are expected to include new spending that will raise the deficit as high as $8 billion.
“[Ontario Premier] Kathleen Wynne is at the lowest popularity level of any Canadian politician at any level of government,” Ford said during the same phone call. “The province is in desperate need of a strong voice. People are telling me to run, and it weighs on you. You feel an obligation.”
later another billion, another billion. I don’t believe in that. But giving a tax incentive is encouraging companies here and giving a tax incentive to open up in certain regions. If they’re up north, I’d be more than happy... Procter & Gamble’s leaving Brockville. If Procter & Gamble came up to me and said, ‘What sort of taxes can we save?’, we’d come up with a great plan to keep Procter & Gamble up there. There’s going to be 300 families without a job up there.” (Another source says 480 jobs are ending.)
At a February 21 leadership campaign event in Peterborough, Ont., Ford said: “Our company has a facility in Chicago, and every week or second week we get letters from all the other states saying: ‘We have a tax-free zone. We’ll help you with the building. We’ll even help you hire people’... But here in Ontario the message from the Ontario government is: ‘Come up to Ontario. We’re going to tax you to death. We’re going to put rules and regulations and red tape that you’ll never get through. And you’re going to have the highest property taxes, high hydro rates.’ That’s absolutely unacceptable.
“When we get elected, we’re going to go down to the border and put this big neon sign up saying ‘Ontario is open for business.’ We’re going to blaze a new trail of prosperity, prosperity this province has never seen.”
THE FATHER OF COLOUR SCIENCE
Albert Munsell this June will be celebrated for his contributions to colour science as the anniversary of his death reaches 100 years, prompting questions about his impact on the printing industry and scientific legacy
By John Seymour
The founding of the Munsell Color Company will be celebrated this summer during the Munsell Centennial Symposium at the Massachusetts College of Art and Design. This onetime only, interdisciplinary gathering of colour professionals to honour the life and work of colour pioneer Albert Henry Munsell will be held June 10 to 15, 2018, in his old stomping grounds of Boston, where I will be providing a keynote and also giving a tutorial on colour measurement devices.
( This article contains excerpts from a 3-part series, Munsell, The Father of Color Science? published on John Seymour’s blog, johnthemathguy.blogspot.ca.)
Let’s look at some of Munsell’s legacy to decide whether he deserves the honour
as being labelled as The Father of Colour Science, starting with his contributions to colour science education.
Colour education
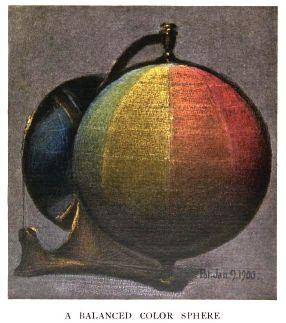
Munsell’s first claim on the coveted title as The Father of Colour Science is that he had a passion for teaching about colour. He filed for a patent in 1899 (US Patent 640,972, A Color Sphere and Mount) for a colour sphere, which was a globe, with rainbow colours painted around the equator, and gradations of those colours mixed with white heading up to the North Pole, and with similar gradations mixed with black in the Southern Hemisphere (pictured above).
Quoting from his patent: “The object of my invention is to provide a spherical color chart for educational purposes.” In addition, Munsell filed for a patent for a
Clockwise from top, left-hand page: sRGB approximations of the 1943 Munsell renotations. Only those colours that lie within the sRGB gamut are included. (Source data from Munsell Renotation Data.)
A photograph of Albert Munsell restored by Munsell Color Science Laboratory graduate student Douglas Corbin in 1998.
A color sphere; the color frontispiece from Albert Henry Munsell’s 1905 pamphlet A Color Notation.
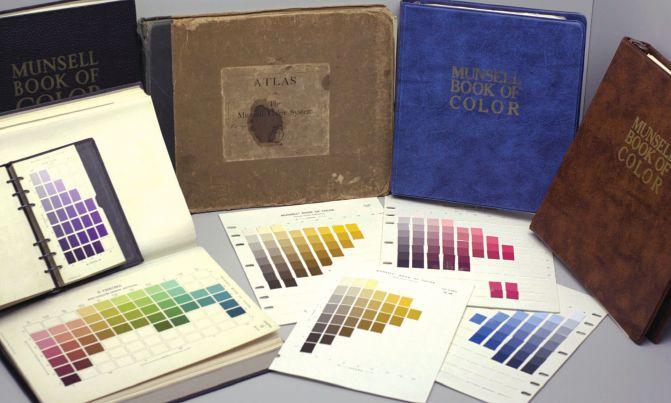
Above right: Editions of the Munsell Book of Color and the Atlas of the Munsell Color System (sold by the Munsell Color Co.), perched behind some of the book’s removable pages of colour swatches. (Photo by Mark Fairchild).
Spinning Top in 1902. One could affix coloured cards to the spinning surface of the top “for the purpose of producing novel color effects”. It sure sounds like Munsell was in the business of colour edu-tainment to me.
He worked toward standardizing the teaching of colour. In 1904, Munsell started working with teachers in Boston on a primer for teaching colour in grades 4 through 9. Munsell developed a set of 22 crayons in 1906. This line was eventually added to the set of Crayola crayons sold by Binney and Smith. In 1917, the Munsell Color Company was formed to sell art supplies to schools. So, does this qualify Albert Munsell for the title of The Father of Color Science? While his work was impressive, sadly, I don’t think he deserves the title for these efforts alone. Munsell was not the only evangelist for proper colour education at the turn of the last century. A gentleman by the name of Milton Bradley was another early chromo-vangelist. Yes – that Milton Bradley. The guy who invented the Game of Life, Operation, Battleship, and of course Candyland.
this reason alone, the system proposed by Mr. Munsell, with its three dimensions of hue, value, and chroma, is a decided step in advance over any previous proposition.” As another piece of evidence US Patent #824,374 for a Color Chart or Scale was issued to Munsell in 1906. His disclosure states: “It may assist in understanding the order of arrangement of my charts to know that the idea was suggested by the form of a spherical solid subdivided through the equator and in parallel planes thereto…”
So, he got the patent – case closed, Munsell deserves the title. Or did he patent the colour space? Another part of the disclosure in the patent refers to “the three well-known constants or qualities of color – namely, hue, value or luminosity, and purity of chroma...” In the patent biz, we would refer to that hyphenated word well-known as a pretty clear admission of prior art. Clearly, Munsell did not invent the idea of using three coordinates to identify unique colours.
This is a family tree of proposed models for determining colour difference. CIELAB is arguably the most widely used tool in the colour industry. Richard Hunter, an American colour scientist and founder of Hunter Associates Laboratory, who is best known as the inventor in 1942 of the Lab colour space, traces the lineage of CIELAB back to Munsell. So, at the very least, I feel pretty confident about putting Munsell on the shortlist of highly influential figures in the history of colour science. But this hides a lot of the fun stuff that happened between the creation of the Munsell Color Space and the ratification of CIELAB as a standard. Munsell’s colour space is based on some simple principles. First, hue, value, and chroma: There are three attributes to colour in Munsell’s colour system. While these are implicit in many of the previous colour systems, Munsell was intent on tying these to our intuitive understanding of colour. (After studying on this for 25 years, I have come to realize that they are indeed intuitive.) Second, it provided a physical standard with simple tools, simple math, and a defined procedure. Munsell described the procedure by which his colour system could be developed from any reasonable set of pigments. The procedure included a way to assign unique identifiers to each colour. As a result, all colours within the gamut of the chosen pigments could be unambiguously named.
The Munsell Color Company was formed to sell art supplies to schools including Albert Munsell’s 1906 creation of 22 crayons. Milton Bradley also developed a line of crayons in 1895, shortly after filing a patent for a Color Disk Rotating Mechanism in 1893.
In Bradley’s book Elementary Color, he describes the Bradley System of Color Instruction, which aims “to offer a definite scheme and suitable material for a logical presentation of the truths regarding color in nature and art to the children of primary schools.” The third edition of this book was published in 1895, a few years prior to the start of Munsell’s colourful evangelical career. To add insult to injury, Bradley developed a line of crayons in 1895, and had a business relationship with Binney and Smith for a few years, starting in 1905.
3D colour space
Here is a quote from the introduction of Munsell’s book A Color Notation System (1919), written by his publicist H. E. Clifford: “The attempt to express color relations by using merely two dimensions, or two definite characteristics, can never lead to a successful system. For
In Munsell’s paper A Pigment Color System and Notation (1912), he refers to a number of previous colour ordering schemes by Lambert, Runge, Chevreul, Benson, and others. Munsell also mentioned Ogden Rood as an experimenter in colour, so I dug out his book Modern Chromatics. Not only does Rood’s book predate the Munsell patent by about 30 years, but on page 215 he pushed the discovery of three-dimensional colour back by a full century: “This color-cone is analogous to the color pyramid described by Lambert in 1772.”
Including Rood’s work, we have eight different suggestions for a three-dimensional colour space that preceded the work of Munsell. Robert Grosseteste’s colour system (13th century) was likely the first three-dimensional colour system ever conceived.
CIELAB and spectrophotometry
I have finally made my way to Munsell’s most-significant work. The Munsell Color Space was a model for CIELAB.
Third, perceptual linearity: One of Munsell’s secondary aims was to create a colour space where the steps in hue, value, and chroma were all perceptually linear... This colour system was used to create the Atlas of the Munsell Color System , a book (pictured above) containing painted samples with their corresponding designations of hue, value, and chroma. This book was to be used as an unambiguous way to identify colours, and thus, to provide a standard way to communicate colour.
The Munsell Color System was largely ignored in the literature until 1940. At that time, seemingly everyone jumped on the bandwagon. A subcommittee of the Optical Society of America was formed and the December 1940 issue of the Journal of the Optical Society in America published five papers on the Munsell Color System. Why the sudden effort? Spectrophotometers were expensive and cumbersome, but were becoming available to the printing public.
I realize that my work over the past 25 years has given me a bias toward the importance of measurement of surface colours, and hence a bias toward thinking that CIELAB is important. Therefore, the next statement is subjective, and based on my admitted biases: I think Albert Munsell deserves to be called The Father of Colour Science.
Digital fifth stations
Digital presses continue to advance in fifth-station units, providing printers with the ability to enhance work
Kodak Nexfinity
Kodak in March 2018 introduced its new Nexfinity sheetfed toner press platform, which builds from its NexPress systems, with availability scheduled for spring 2018. The new platform is built with Dynamic Imaging Technology (DIT), a patented Kodak technology for digital printing.
DIT technology applies algorithmic adjustments to specific areas of an image, explains Kodak, which optimizes image quality and consistency based on the image content in each area. Kodak explains this imaging technology produces crisp text, hard lines, soft skin tones, and beautiful skies on the same page.
The Fifth Imaging Unit, standard on both Nexfinity and NexPress ZX machines, enables the use of 10 different inks for special applications, gamut expansion, and multiple surface finishes. It only takes 15 minutes to switch in a new Fifth Imaging Unit ink, according to Kodak, compared to one hour or more on competitive devices. Depending on the job, four different CMYK ink sets are available and easily switchable with both Nexfinity and NexPress ZX.
When used in combination with different types of fuser rollers, an even wider choice of look and feel is available for any given job. Not only is the standard CMYK gamut larger than the conventional offset gamut, explains Kodak, you can match 92 percent of Pantone colours within a Delta E of 3 by using red, green or blue in the Fifth Imaging Unit.
Ricoh Fifth Station
Ricoh in April is introducing enhancements to its fifth-station technology for its toner presses. This includes improved colour stability, explains Ricoh, based on updated auto calibration with inline sensors, and improved registration with an auto adjustment function. In addition, Ricoh explains it fifth-station technology offers a wider scope for value-added print applications with a new ability to print white plus CMYK in a single pass, enhancing impact, for example, on coloured media substrates. The new fifth-station enhancement also introduces an invisible red toner, which is ideally suited for a range of entrylevel security applications. The recently launched neon pink toner, as well as white, clear and neon yellow toners complete a range of fifth-station colour options.
Productivity is increased on the new models with an ability to reach speeds of up to 95 ppm or 85 ppm, plus auto duplex long sheet production of up to 700 mm, and simplex up to 1,260 mm. Image quality is enhanced with 2,400 x 4,800 dpi. As well, the new systems handle a wider range of medias of up to 360 gsm at rated speeds. The new models also provide inline finishing options like the GBC eWire Binder, BDT Banner Sheet LCT, and a Plockmatic banner sheet stacker.
HP Indigo 12000
HP in March 2018 commercially released new ElectroInk Fluorescent Green, Yellow and Orange for
its HP Indigo 12000 HD press, which is its Series 4 larger format press platform with more than 700 units installed worldwide.
The High Definition Imaging System for the B2-sized HP Indigo 12000 HD doubles image resolution, explains the company, delivering sharper, smoother, finer print. HP explains this allows print service providers to surpass offset quality and open new digital possibilities in high-end commercial and photo applications. The press’ all-new High Definition Imaging System uses 48 parallel laser beams and high screen sets of up to 290 lines per inch. HP Indigo ElectroInk Vivid Pink and HP Indigo ElectroInk Vivid Green are a new set of brighter inks for high-end photo applications like wedding photography.
Xerox iGen 5
In October 2017, Xerox released a White Dry Ink for the fifth print station of its iGen 5 press. With the addition of White Dry Ink to the iGen 5 platform, print providers can apply spot effects to produce printed pieces with more physical look and feel. Xerox’s White Dry Ink features the ability to print White Dry Ink only, as white layers under or over CMYK. The company
claims it provides strong brightness and opacity that is achievable in a single pass of white. The iGen 5’s automated multi-pass mode can also be leveraged to produce up to two layers of white. Additional layers of white can be manually printed for custom applications.
The iGen 5 press can provide an extended gamut to achieve up to 93 percent of Pantone colours, with 2,400 x 2,400-dpi imaging. It leverages what the company labels as Object Oriented Halftoning, Xerox Confident Colour, and Auto Density Control.
HP Indigo ElectroInk Fluorescent Green, Yellow and Orange are additions to the previously available Fluorescent Pink.
Xerox’s White Dry Ink features the ability to print White Dry Ink only.
Kodak’s Fifth Imaging Unit, standard on the Nexfinity enables the use of 10 different inks for special applications, gamut expansion, and multiple surface finishes.
Ricoh’s special colours for its fifth station are: white, clear, neon pink , neon yellow, and the recently introduced Invisible (Security) Red.
Achieve Graphic Greatness.
Take a look at Ricoh’s line of innovative 5th Color Digital Cutsheet Presses.
Set your business apart with oversized media capabilities, outstanding image quality, support for specialty stocks and substrates up to 360 gsm, plus a 5th color station for Clear, White, Neon Yellow, Neon Pink and Invisible Red toner.
Deliver an impressive range of high-end capabilities that traditional 4-color digital systems simply cannot match. Go beyond CMYK. Go beyond basic. Go big. Imagine the possibilities. Proactively offer new applications while building customer loyalty, expanding your base and increasing your bottom line at the same time.
Watch the video and be inspired to take your business further.
RS SuperiorSuperior Binder y
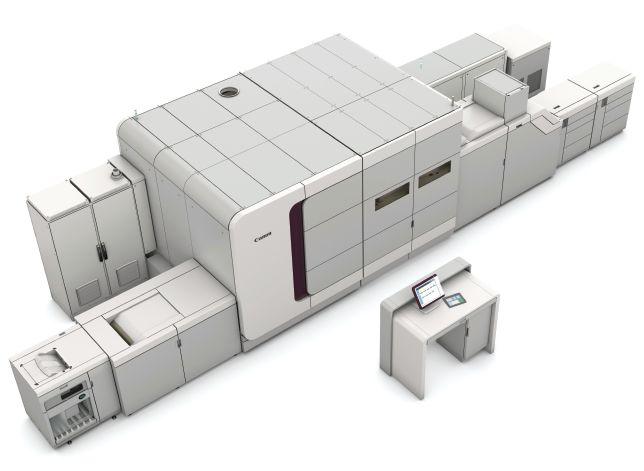
Canon VarioPrint i-Series
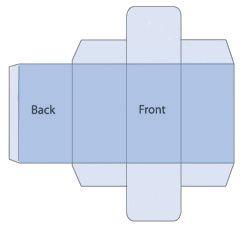
INTEGRATED MODULAR UNITS — Combined in-line finishing: crease, fold, glue, tipping, envelope inserting, ink jetting (Duplex), clip seal (3 sides), mail prep.
4. SAVE ON POSTAGE COSTS As a Certified Canada Post Direct Marketing Specialist, we get contract pricing reductions.
5. RETURN MAIL PRODUCTS — Customized “Return Mailers” created in-line with “U” or “BOX-shape” remoistenable glue, time perfed applications and envelope formation.
6. MINI-BOOKLETS — Saddle-stitch and trim 2-up booklets in-line to the size of a business card. No need to trim off-line, or do 2 passes. 7. HIGH SPEED EQUIPMENT — High speed Tipping, Folding, Saddle-stitching and soft folding ensuring on time delivery.
Canon in April 2017 introduced the Océ VarioPrint i-series Release 2, an expansion into a family with the Océ VarioPrint i200 press, a MICR version for sensitive financial documents, and the previously launched Océ VarioPrint i300 device. Powered by Océ iQuarius technologies, the new expansion is set to provide inkjet productivity combined with sheetfed versatility, explains Canon, while offering cost-effective, premium inkjet quality prints on a range of media.
The additional ink or fifth ink in the VarioPrint i-Series relates to the digital press’ ability to produce Magnetic Ink Character Recognition (MICR) ink. There is the option to add the MICR ink to the configuration if a customer’s application demands it. MICR is an additional ink in the custom solution which sits next to the existing CMYK inks. The introduction MICR to both models of the VarioPrint i-Series (i300 and i200) opens doors for print service providers to produce financial security applications. Documents printed with this magnetic ink require special readers to decode the
magnetic signals, making it invaluable in financial documents to prevent and detect fraud.
Xeikon CX500
Xeikon in October 2017 introduced the new Xeikon CX500 digital label press, which the company describes as its first press based on a new generation dry toner platform. It is scheduled to be commercially available in 2018.
The Xeikon CX500, with a web width of up to 520 mm (20.47 inches), is designed for larger sized labels, labels requiring an opaque white or an extended colour gamut. It also features full rotary printing technology and speeds of up to 30 metres per minute (98 feet per minute).
The wider web of Xeikon CX500 is part of the company’s dry toner Cheetah Series aimed at the highend self-adhesive label market. Xeikon explains it also complements the narrow-web CX3 press introduced in 2015. Like the Xeikon CX3, the CX500 runs on Cheetah toner, which is based on Xeikon’s ICE technology and is designed specifically to cope with the higher speeds.
VarioPrint i-Series relates to the digital press’ ability to produce MICR ink.
Detailing the newest technologies from Agfa,
BILD, Durst, Highcon, HP, manroland web, and Mimaki
manroland web VARIOMAN
In February, manroland web systems introduced its new VARIOMAN printing press for flexible packaging. The pilot press, called the VARIOMAN f:line, is an offset gravure hybrid press, which prints foils. The company explains this new press, based on its mixture of offset and gravure, provides short makeready and changeover times with reduced start-up waste rates. The VARIOMAN f:line is ideally suited for printing flexible foils for shrink-sleeve applications, as well as for a range of substrates. The VARIOMAN fits in the production gap of medium-sized print runs. manroland web explains it provides the quality from the offset side with the benefits of gravure printing in the areas of varnishing, adhesives and opaque white.
Durst P5 Platform
Durst in March unveiled its new P5 250 HS targeted at high-volume industrial production, as well as one-offs with what Durst describes as offset quality. P5 relates to five core features, including: Productivity, reliability, workflow, versatility and print quality. The Durst P5 features a two-pass mode with up to
240 sqm/h speed and resolution modes of up 1,200 dpi – based on a drop-size of 5 pcl. When compared to Durst’s existing P10 250 HS, the new generation P5 is designed to be 70 percent more productive. It features MEMS nozzle plates, powered by Durst proprietary data-path and electronics.
BILD SF Vinyl
In February, Better Life Technology LLC, which develops vinyl surface coverings, introduced a new BILD Print Media line aimed at sheetfed offset printing. The company explains its new product, which is sold through Veritiv, targets long-run printing for vinyl substrates. BILD SF (Sheetfed) is designed for UV offset printing in a range of applications like counter mats, floor mats, pole wraps, end cap displays, temporary wall graphics and way finders, among others.
Highcon Euclid IIIC
Highcon in February launched its newest postpress system in the Euclid IIIC, which extends the company’s third generation of cutting and creasing machines into the sector of corrugated and fluted substrates. The Euclid IIIC is de-
VARIOMAN’s special offset printing units have been developed with Goebel GmbH.
Durst’s new generation P5 is designed to be 70 percent more productive.
signed to save on the production and storage of die-cutting forms, while providing flexibility for JIT production and short runs. The Euclid series also provides customized perforations with cleaner edges and easier opening, explains Highcon, and variable-data etching for customization or personalization down to the level of serial numbers. The Euclid IIIC will handle single wall, laminated, N F G E and B-flute from 1 mm to 3 mm/ 40-120 points.
Agfa Anapurna H1650i LED
In February, Agfa Graphics introduced its new Anapurna H1650i LED inkjet printing system. The 1.65-metre-wide hybrid printer, according to the company, is designed as an accessible and cost-effective LED production system. The Anapurna H1650i LED is a smaller version of its Anapurna H2050i LED printer, while sharing some of the same features.
The H1650i LED includes Agfa’s thin-ink-layer and white-ink technologies. Anapurna LED engines also leverage a reinforced belt drive and shuttle beam, a gradient and multi-layer functionality and six 12-picoliter print heads. The printing systems are fitted with air-cooled UV LED lights that allow for printing on thin and thermal sensitive substrates.
HP DesignJet T1700
HP in February released what it describes as the world’s most-secure large-format printer for GIS mapping with its 44-inch DesignJet T1700. Features include a new self-encrypting hard drive on the printer that ensures it is only readable by the printer itself, even if removed from the device. For additional device security, HP Secure Boot provides BIOS protection, and Whitelisting only allows approved firmware to be installed and run on the device.
Mimaki Tiger-1800B
Mimaki in March released its Tiger1800B printing system in the Americas. The Tiger-1800B is described as a high-production inkjet printer capable of direct-to-textile or transfer dye sublimation output. For high-volume work, it features 16 print heads in a staggered array for the direct-to-textile model, or 8 print heads for the transfer dye sublimation model, resulting in print speeds of up to 4,144 square feet per hour. The 74.8-inch Tiger1800B includes an adhesive belt transport system with belt washing technology and inline heat drying unit for what Mimaki describes as an all-in-one process for direct-to-textile printing. It features wrinkle and media-jam sensors.
The Euclid IIIC targets the corrugated market in B1 and B2 (42- and 28-inch) formats.
The new Anapurna H1650i LED is a smaller version of Agfa’s Anapurna H2050i LED printer.
CONTRACT LECTURERS WANTED AT RYERSON UNIVERSITY
The School of Graphic Communications Management at Ryerson University is seeking experienced professionals to provide class instruction to students. Course titles include: 1. Accessibility for Graphic Communications, and 2. Asset Management for Graphic Communications.
For full course descriptions and application instructions visit the Ryerson career page at https://careers. ryserson.ca
Eclipse Imaging is a leader in the large format printing market. We cater to the outdoor, agency and retail communities and offer offset and digital processes, as well as in-house finishing, kitting and fulfillment services.
We have an opportunity available for a Digital Print Operator. This role will be
responsible for all aspects of running jobs on our HP digital printers including trouble shooting and performing everyday maintenance. You must have previous experience operating computerized digital presses, and eye for colour and a mechanical aptitude. Shift work is a must.
If you would like to be considered for this position, please forward your resume in confidence.
Sakurai: 1, 2 or 4 colours and any size (newer model)
Polar: any size/older or newer models (66/72/76/78/82/90/92/107/115)
Horizon-BQ: 220/240/260/440/460
Roy Oomen / HP Indigo Category Manager, North America / HP Inc. / Atlanta, Georgia
Roy Oomen has played an instrumental role in HP Indigo’s market penetration of its game-changing Series 4 presses, which includes the Indigo 12000 press for commercial printing, 20000 press for labels and flexible packaging, and 30000 press for folding-carton. These systems are unique based on a series of HP innovations but most notably because of their B2-format size, which will help drive a transition toward digital press technologies in the packaging and label sectors.
Oomen currently leads HP Indigo’s North American interests in the flexible packaging sector, revolving around the Indigo 20000 press. PrintAction spoke with Oomen to find out what impact digital press technologies are having in the packaging industry.
What stands out about the Indigo 20000 in terms of capabilities for digital packaging?
RO: I think what stands out about the Indigo technology, in general, is the one-shot process on the packaging presses, and the same on the label presses. That means all of the colours are built up on rotation on a blanket and transferred in one pass. With most print processes you have multiple passes for the colours and the material may actually be contorting or changing because of temperature or whatever. We transfer all of those colours in one pass.
Why is Pack Ready important for HP’s packaging interests?
RO: We found a way to combine HP ElectroInk and laminate it to a piece of material, without an adhesive, and achieve a really high bond. And by the way, achieve it instantaneously. We call it zero cure time. What typically happens in flexible packaging whether you are laminating a water-based or solvent-free or solvent-based sheet, you have a wait time that can be anywhere from a day, a day and a half, all the way up to five days.
How does the 20000 address spot colours and how important is ElectroInk White?
RO: With the Indigo 20000, we had two stations of white ink feeding into one ink tank because there is so much white ink being utilized… As far as ElectroInk and spot colours, it is really no different than any other Indigo digital press model. Most customers will often run orange and or violet on say 20 or 15 percent of their jobs. The great majority runs are on a four-colour process and when there is a need for a specific spot colour we have the ability to mix that and so we can achieve 97 percent of the Pantone book…
The system also has a spectrophotometer – as do all of the Series 4 presses,
2012
HP Indigo’s unique one-shot printing mode was introduced at drupa 2012 to allow for high-quality, accurate and repeatable printing.
HP Indigo GM Alon Bar-Shany projects that digital label and packaging work will eventually generate half of the business unit’s revenue. 50%
12000, 20000 and Indigo 30000 – and we leverage that to make sure we maintain consistency. Most of the time when we have flexo printers come in [to HP’s Atlanta facility] they are blown away by the capabilities… There are just things we can do with photographic images, highlights, drop shadows and things of that nature that are very hard for them to do in flexography.
Can the 20000 leverage HP’s Enhanced Productivity Mode, CMY?
RO: I worked with the narrow-web series at the very first beta site of Enhanced Productivity Mode, going back to an older generation of presses, and 20000 is no different. From my point of view, it is probably a capability that our customers could leverage even more… When you compare three and four colours, it is a 33 percent productivity increase. It is significant and all Series 4 presses have it.
What impact has the Indigo 30000 made on folding-carton?
RO: I did the beta-launch agreements on the 30000, so I am familiar with it… We seem to do really well in a couple of areas: health and beauty, and pharmaceutical, so a lot of cartons where you can get at least a
4-up on a B2 press sheet. And we have also seen a lot of adoption in the speciality-card business, loyalty cards, financial cards. We have a number of customers who have added second units, but in the beginning our customers had to learn a lot. In many cases, these were brand-new customers who were getting their first digital press.
What growth does HP see in packaging?
RO: We typically look at print volumes and I can tell you they are growing rapidly… When you look at the statements that Alon Bar-Shany [VP and GM of HP Indigo] has made, our vision is that label and packaging will become about half of our business and we are on this quest to become a multiple-billion-dollar business unit. Our investment is deep… and you will see us continue to expand. For instance, I never thought we would be at a point where we could do retortable packaging, which we have been able to achieve now on the Indigo 20000 with specialty coating. It is very demanding flexible packaging. Our customers see this investment from HP. Our expectations around packaging are high. And that goes for all of the packaging markets – corrugated, flexible packaging, folding carton.
Autonomous printing
Independently driven presses
Independently driven printers
Our new generation of 29”, 41”, 57”, and 64” presses are chosen by industry leaders around the world. Koenig & Bauer’s leading knowledge and support paired with autonomous printing technology increases profitability for the highest return on investment.