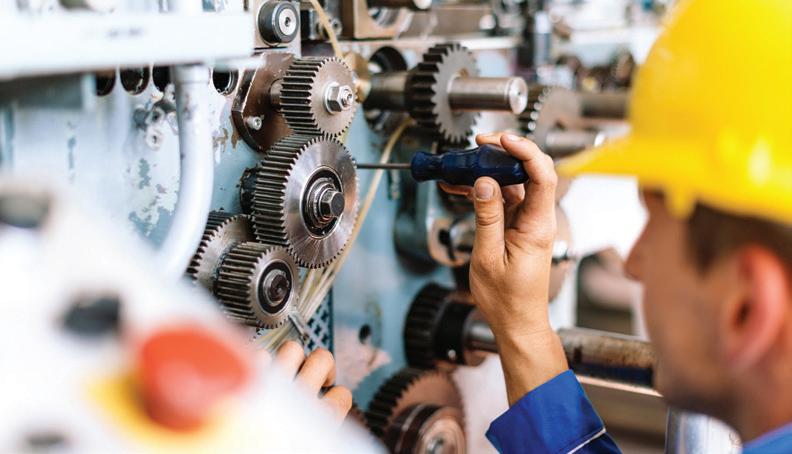
150 years ago, our founders set out to make the highest quality, best performing lubricants available. In doing so, they helped pioneer the use of anti-wear additives that significantly increased lubricant performance through the years. Today, that innovative tradition continues with our newest line of 100% synthetic, ultra high-performance lubricants. Engineered from the ground up, they provide a wide range of benefits including: extended lubrication intervals, multiple application capability, reduced friction, extended machinery life and reduced downtime. Products include...
HIGH-PERFORMANCE SYNTHETIC GEAR OILS
SYNTHETIC AIR COMPRESSOR FLUIDS
SYNTHETIC HYDRAULIC FLUIDS
HIGH-PERFORMANCE SYNTHETIC GREASES
NSF H1 REGISTERED FOOD GRADE LUBRICANTS
ECO-FRIENDLY SYNTHETIC LUBRICANTS
SYNTHETIC SPECIALTY LUBRICANTS
QUALITY INNOVATION PERFORMANCE FOR 150 YEARS
MACHINERY AND EQUIPMENT
MONTH 2019
JUNE 2020
Vol. 36, No. 3
Established 1985
Vol. 35, No. X Established 1985 www.mromagazine.com
As we were finishing the April issue of MRO Magazine in March, the seriousness of the COVID-19 pandemic began to take shape in Canada. Emergency measures were being put in place by governments, physical distancing became part of the everyday lexicon, and many non-essential businesses were forced to shut their doors.
Fast-forward to the June issue. While things are definitely not back to normal, positive signs are emerging. Businesses that were forced to close are beginning to reopen, albeit with new health and safety measures in place. Businesses that were able to remain open by having their employees work from home are now debating if they should have them return to the office or continue to work remotely.
Tim Dimopoulos, Vice-President tdimopoulos@annexbusinessmedia.com
Scott Jamieson, COO sjamieson@annexbusinessmedia.com
Tim Dimopoulos, Vice-President tdimopoulos@annexbusinessmedia.com
Mike Fredericks, President & CEO
Scott Jamieson, COO sjamieson@annexbusinessmedia.com
Machinery and Equipment MRO is published by Annex
Mike Fredericks, President & CEO
Business Media, 111 Gordon Baker Rd., Suite 400, Toronto ON M2H 3R1; Tel. 416-442-5600, Fax 416-510-5140. Toll-free: 1-800-268-7742 in Canada, 1-800-387-0273 in the USA.
Machinery and Equipment MRO is published by Annex
Printed in Canada
Business Media, 111 Gordon Baker Rd., Suite 400, Toronto ON M2H 3R1; Tel. 416-442-5600, Fax 416-510-5140. Toll-free: 1-800-268-7742 in Canada, 1-800-387-0273 in the USA.
ISSN 0831-8603 (print); ISSN 1923-3698 (digital) PUBLICATION MAIL AGREEMENT #40065710
Printed in Canada
CIRCULATION
ISSN 0831-8603 (print); ISSN 1923-3698 (digital)
E-mail: bolechnowicz@annexbusinessmedia.com
PUBLICATION MAIL AGREEMENT #40065710
Tel: 416-510-5182 Fax: 416-510-6875 or 416-442-2191
Mail: 111 Gordon Baker Rd., Suite 400, Toronto ON M2H 3R1
CIRCULATION
E-mail: bolechnowicz@annexbusinessmedia.com
Subscription rates.
Tel: 416-510-5182 Fax: 416-510-6875 or 416-442-2191
Canada: 1 year $65, 2 years $110 United States: 1 year $110
Mail: 111 Gordon Baker Rd., Suite 400, Toronto ON M2H 3R1
Elsewhere: 1 year $126 Single copies $10 (Canada), $16.50 (U.S.), $21.50 (other). Add applicable taxes to all rates.
Subscription rates.
Canada: 1 year $65, 2 years $110. United States: 1 year $110. Elsewhere: 1 year $126. Single copies $10 (Canada), $16.50 (U.S.), $21.50 (other). Add applicable taxes to all rates.
On occasion, our subscription list is made available to organizations whose products or services may be of interest to our readers. If you would prefer not to receive such information, please contact our circulation department in any of the four ways listed above.
Annex Privacy Officer
Privacy@annexbusinessmedia.com, 800-668-2374
On occasion, our subscription list is made available to organizations whose products or services may be of interest to our readers. If you would prefer not to receive such information, please contact our circulation department in any of the four ways listed above.
Some businesses are endeavouring to help fight the pandemic. OEMs are donating much-needed supplies and money to food banks, charity organizations, and hospitals. And many automotive production plants—in addition to restarting vehicle production—are on their way to producing a number of supplies, including face masks, face shields, ventilator parts, and gowns.
However, things at these plants are definitely not as they were before. Physical distancing is in use where possible, face masks must be worn, employees have their temperature checked upon arrival at the facilities, and sanitation is of the utmost importance.
What these changes show, though, is the ingenuity of companies to adapt. Instead of trying to go along with the status quo—which, during a pandemic, is not feasible—many businesses are getting back to pre-shutdown production with more stringent health and safety procedures.
In “Optimizing Maintenance Work: How to Accommodate Increased Production Volume During the COVID-19 Pandemic” (page 20), we look at how companies in the food manufacturing, safety equipment, and medical gear industries are seeing an increase in production and how they can plan, schedule, and optimize their maintenance in a difficult time.
We also look at precision maintenance in two features: “Are You Using Coupling Tolerances to Align Your Machines? You’re Doing it Wrong” (page 12) and “A Proactive Lifestyle for Your Machines – Focus on FLAB” (page 26).
And, we have our regular departments: MRO Quiz “Designing Equipment for Maintainability and Reliability” (page 16), What’s Up Doug “Magnetism and Bearings” (page 18), and Maintenance 101 “Routine Maintenance on Production Equipment. Who Should Do It?” (page 24).
As we’ve been doing for the last few months, we’ll have to wait and see what comes next, and what the “new normal” will be. In the meantime, from all of us here at MRO, stay healthy and stay safe. MRO
Mario Cywinski Editor
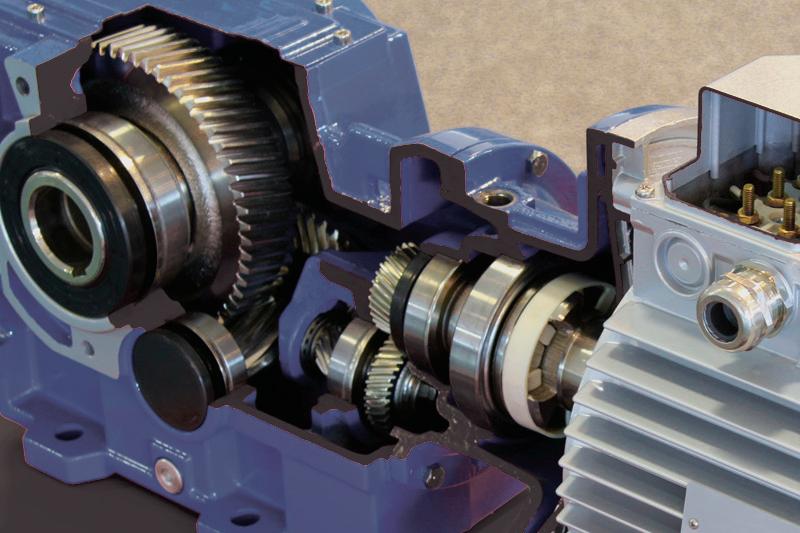
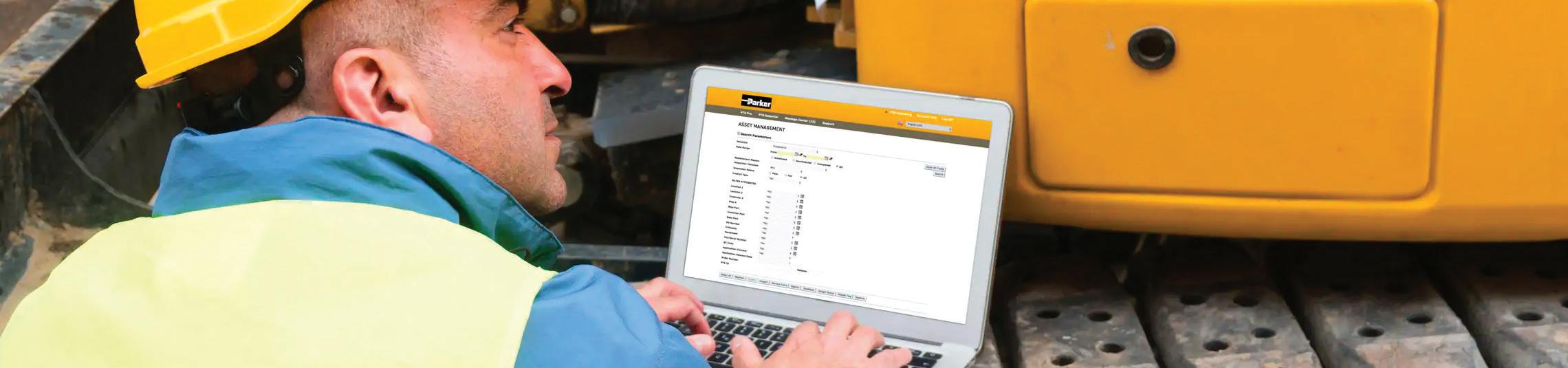
SKF Pulse™ Machine monitoring made easy.
Gain operational insight like never before with SKF Pulse.
The SKF Pulse portable, Bluetooth™ sensor and free mobile app help you predict machinery issues before operations are impacted. Monitor vibration and temperature data on your rotating equipment, without the need for training or diagnostic expertise.
Tap into decades of SKF predictive maintenance and rotating machinery analysis expertise through SKF
Rotating Equipment Performance Centers, dedicated to improving your operation and finding solutions for every performance challenge.
SKF is your partner in moving toward a digital future. Visit skf.ca/skfpulse to see how SKF Pulse can improve your operation.
Contact your SKF authorized distributor for a quote today. You will be surprised how cost effective SKF Pulse is.
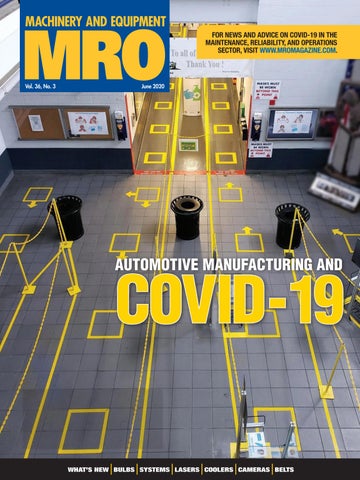
Automotive Manufacturing and COVID-19
How are Canadian automotive production plants dealing with the pandemic?
Are You Using Coupling Tolerances to Align Your Machines? / 12 You're doing it wrong.
MRO Quiz / 16
Designing equipment for maintainability and reliability.
What’s Up Doug / 18
Optimizing Maintenance Work / 20
How to accommodate increased production volume during the COVID-19 pandemic.
Maintenance 101 / 24
Routine
Focus on magnetism and bearings. Precision Maintenance / 26
Editor’s Notebook / 3
Industry Newswatch / 6
Mr. O / 30
New in Products / 28
Canadian Renewable Energy Association Names Leader
Effective July 1, 2020, the Canadian Wind Energy Association (CanWEA) and the Canadian Solar Industries Association (CanSIA) will become the Canadian Renewable Energy Association. The new association will be led by Robert Hornung, the president of CanWEA for nearly 17 years.
“I’m honoured and excited to be leading a new association with a mandate unlike any other. There is a clear public desire to see advancement of the technologies we represent to capture the full promise of a renewable energy future. The Canadian Renewable Energy Association is the right vehicle to help make that promise a reality, while delivering great business value to each
JW Winco Opens Office in Canada
JW Winco, Inc., has opened a new distribution centre and branch office in Canada. The new facility, located in Woodbridge, Ont., has over 6,000 square feet of warehouse space, and over 2,300 square feet of office space.
“We have over 2,500 individual items in stock to improve our service to our customers in Canada,” said Peter Aulich, Branch General Manager. “The building features great logistics that will enable us to provide quick delivery to our customers throughout the country. The branch will provide our clients with local support and technical training, and, of course, we will continuously add new products to fulfill our clients' needs when it comes to a wide selection of metal and plastic standard machine components.”
JW Winco is a manufacturer and distributor of inch and metric standard parts for the industrial and commercial equipment industries.
The new facility is located at 300 Trowers Road, Unit 11, Woodbridge. It has been operational since March and has already fulfilled orders from Canadian customers. MRO
and every member,” said Hornung.
Hornung becomes the President and CEO of the Canadian Renewable Energy Association, and will lead the member-based association in stakeholder advocacy and public engagement.
Prior to joining CanWEA, Hornung worked on climate change issues with the Pembina Institute, Environment Canada, the Organisation for Economic Co-operation and Development, and Friends of the Earth Canada. He is currently on the Advisory Council of Positive Energy, a University of Ottawa research project. The Canadian Renewable Energy Association will have a corporate office in Ottawa. MRO
CTMA Makes Appointments
The Canadian Tooling & Machining Association (CTMA) has named Sarah Grandy as its new Marketing Communications Specialist.
Grandy will report to Robert Cattle, executive director, and Julie McFarlane, office manager. She has a background in journalism and public relations, and will develop and execute all marketing and communication activities. Grandy will focus on enhancing the association’s brand and help foster membership growth.
“On behalf of the CTMA, I am very pleased to welcome Sarah to the team,” said Cattle. “We are very excited about the potential that Sarah will bring to this new role within our organization.”
Also, Darlene Carr has stepped back from her position as the finance and marketing co-ordinator at CTMA; she will continue to handle CTMA’s accounting functions on a contract basis. MRO
Electrozad Now a Festo Canada Distributor
Festo Canada announced Electrozad as its full-line exclusive sales, support, and service partner for Southwestern Ontario (from London to Windsor and Sarnia).
"The Festo line of products fills an important need for Electrozad in further extending our ability to provide complete automation solutions for our customers,” said William Smith, President, Electrozad. “Festo is a Rockwell Automation encompass partner, which complements the latter’s flagship Allen-Bradley brand in Electrozad’s trading area. We look forward to the value this Festo partnership will bring to our customers when combined with the service and technical expertise they expect from Electrozad.”
Electrozad will feature Festo’s pneumatic, electrical, and process automation products. Electrozad's five offices will have full-line stock of Festo components for overnight or same-day delivery. MRO
For news and advice on COVID-19 in the maintenance, reliability, and operations sector, visit www.mromagazine.com.
Robert Hornung
Sarah Grandy
Canadians Top Nine in Global Ventilator Design Competition
Engineers from Toyota Motor Manufacturing Canada (TMMC) and Fanshawe College finished in the top nine in the Code Life Ventilator Challenge. The competition had teams design a low-cost, easy-touse medical ventilator to help patients affected by COVID-19. The competition team incorporated common parts that usually go into Toyota and Lexus vehicles (sensors and moulded bearings) with components manufactured using in-house 3D printers. The team beat out over 1,000 entries from 94 countries.
The Agorize online innovation platform hosted the challenge with the Research Institute at the McGill University Health Centre, and the Montreal General Hospital Foundation. The goal of the competition was to develop open-source ventilator designs that any manufacturer can build.
Leon Drasovean, Engineering Manager, TMMC, and Chris Loates, Project Engineering Analyst, TMMC, were joined on the team by Moe Bdeir, Engineering Analyst, TMMC; Daniel Adam, Mechanical Designer, TMMC; and Yvonne Drasovean and David Wall, Professors of Respiratory Therapy, Fanshawe College.
The challenge team worked with shortlisted teams to ensure compliance, testing, materials and engineering meet the required standards during the competition. MRO
Mitsubishi Chemical Acquires Gelest
Mitsubishi Chemical Corp., through its subsidiary Mitsubishi Chemical America, Inc., entered into a definitive agreement to acquire Gelest Intermediate Holdings, Inc., parent of Gelest, Inc. and part of New Mountain Capital, LLC.
Gelest is an American innovator, manufacturer, and supplier of silicones, organosilanes, metal-organics, and specialty monomers. The transaction is expected to be completed in 2020. MRO
AUTOMOTIVE MANUFACTURING AND COVID-19
How are Canadian production plants dealing with the pandemic?
BY MARIO CYWINSKI
This time last year, automotive plants in Canada were making full use of their production lines to produce their new vehicles. Toyota Motor Manufacturing Canada (TMMC) had just announced that the Lexus NX would be built in Ontario starting in 2022, and Honda of Canada Mfg (HCM) was on its way to producing its nine millionth vehicle at its manufacturing facility in Ontario, which they hit early in 2020. Meanwhile, Ford Motor Company of Canada, FCA Canada Inc., and General Motors of Canada Company were all still producing vehicles in Canada.
Fast-forward to spring 2020 and many automotive plants in Canada are only now reopening, as they have been shuttered since March as a result of the COVID-19 pandemic. Instead of simply sitting idle, many have taken to adapting their operations and helping in the fight against the virus.
MRO reached out to OEMs that have plants in Canada to get a sense of what they are doing during these unique times. Here is a cross section of what each is doing to contribute.
Photos: Ford Motor Company (top) / FCA Fiat Chrysler Automobiles (bottom)
FCA Canada
FCA Canada has partnered with United Way/Centraide Windsor-Essex County by donating $100,000 to the agency’s COVID-19 Emergency Response Fund, which helps to provide food service programs for children in need.
At the production level, FCA has developed a program of safety measures to protect employees, their families, and surrounding communities from COVID-19, upon reopening (after closing in March).
FCA will require its employees and all visitors to complete a daily health risk assessment consisting of taking their temperature under two hours before reporting to work or visiting the site, and completing a self-screening questionnaire and turning it in upon entry. FCA is also installing thermal imaging cameras and requiring employees to wear provided masks and safety glasses at all times within the facility. Gloves and glasses will be required for applying and cleaning with disinfectant spray.
Visitors and contractors to any FCA facility will now be required to provide their own personal protective equipment for entry. Since it suspended production, FCA has cleaned and disinfected over 57 million square feet of manufacturing floor space, developed enhanced cleaning and disinfecting schedules for common and high-traffic areas, provided cleaning supplies at all workstations, installed over 2,000 hand sanitizer stations across all facilities, and created daily audits to be conducted to ensure new standards are followed.
New physical distancing practices have been implemented. FCA analyzed over 17,000 workstations for adherence to six-foot physical distancing guidelines, installed protective barriers in or redesigned over 4,700 job areas and workstations, installed plexiglass partitions and created visual management guides for physical distancing throughout all buildings, staggered start times and added time to breaks and lunch, suspended meetings of over eight employees at a time and transitioned to virtual meetings, wherever possible, and added new approval protocols for facility visitors, to name a few.
When production restarts, FCA will increase the number of times per shift high-traffic, high-use areas and common touchpoints are cleaned and
disinfected; 10 minutes per shift will be dedicated to cleaning and disinfecting employee workstations.
FCA also plans to manufacture and donate protective face masks. Producing over one million per month, with initial distribution to Canada, the United States, and Mexico.
Ford Motor Company of Canada
Ford of Canada began production of face shields at its Windsor site operations. It is working with the Ontario and federal governments to distribute the face shields across Canada. and plans to assemble over 2.75 million of them to help medical personnel and first responders.
Ford of Canada has also donated 2,900 pairs of nitrile gloves to the Brampton Civic Hospital and 80 N95 masks to the Oakville Trafalgar Memorial Hospital.
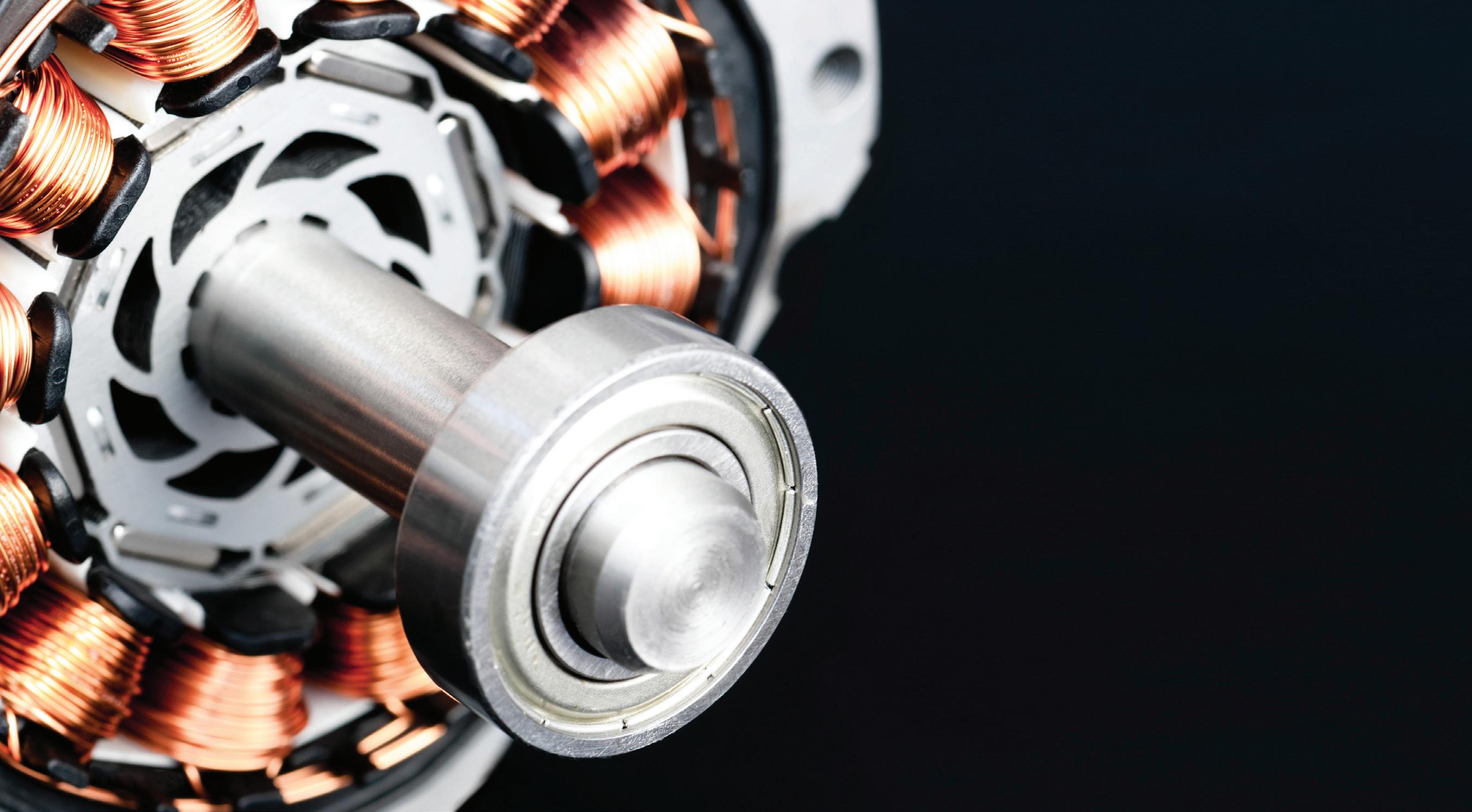
Keep process machinery moving for reliable output. Control quality and costs. For any maintenance operation, those are the goals. And NSK is the partner of choice.
NSKHPS series bearings are designed to deliver higher loads, higher speeds and longer life in motors, pumps, drives and equipment critical to optimizing plant capacity. For consistently improved machine efficiency and lower total cost.
Don’t just replace. Improve. With NSK.
HIGH PERFORMANCE SOLUTIONS
NSKHPS Angular Contact Ball Bearings and Cylindrical Roller Bearings
For production facilities, Ford has created health and safety protocols, including daily online health self-certifications completed before work every day; no entry to employees or visitors who are symptomatic or have been exposed to the virus; and no-touch temperature scans upon arrival. (Anyone with a raised temperature is not permitted to enter, is instructed to consult with a medical practitioner, and must be cleared before returning to work.)
Face masks are required for everyone entering a Ford facility. Ford team members will be provided with a care kit (face mask and other items). Safety glasses with side shields or face shields are added requirements for jobs that don’t allow for social distancing.
Ford is evaluating workstations and work patterns. Facilities that have been cleaned and disinfected will be cleaned with increased frequency upon reopening. Hand sanitation stations have been added at Ford facilities and signs for proper handwashing methods have been placed in all restrooms.
General Motors of Canada
GM Canada is preparing parts of its Oshawa plant to produce face masks to help meet the country’s demand. The model will be based on the GM production model in place in Warren, Mich. Experts from the Warren mask production line were onsite in Oshawa in May to share their knowledge.
GM Canada plans to manufacture approximately one million masks per month, at cost, for the Government of Canada, with roughly 50 employees supporting two shifts of production. In all, GM will make 10 million face masks for the government over the next year.
GM Canada has built and prepared a clean room environment with enhanced safety protocols, delivered and installed the required machinery, and started training for the start of production. Equipment for the mask line arrived in Oshawa in April, and a portion of the plant has been converted into an official Canadian Mask Making (CMM) room.
GM Canada is also collecting and donating PPE from its Canadian partners to help the Public Health Agency of Canada meet the needs of healthcare workers. The donated PPE is being collected at Woodstock Parts Distribution Centre and Oshawa OEM Stamped Products and Services operation.
Collected items include N95 face masks, safety glasses, sanitized goggles, isolation gowns and coveralls, hand sanitizers, and gloves (latex, nitrile, and vinyl, in all sizes). All collected items are clean and in their original packaging.
GM, Ventec Life Systems, and StopTheSpread.org, are
collaborating in an effort to allow Ventec to increase production of its respiratory care products during the COVID-19 pandemic. Ventec will use logistics, purchasing, and manufacturing expertise provided by GM to build more ventilators.
Honda Canada
Honda has put in place new health and safety procedures when it reopened its North American production plants. Measures and policies vary by location and company.
Honda’s main focus is on the health and safety of its associates. Procedures include temperature scanning of all Honda associates, suppliers, contractors, and visitors; those with a temperature of 100°F or higher will not be allowed to enter the facilities. Use of masks or cloth face coverings is now required at all times in all buildings. (Plants and offices will provide one new mask per day for every associate.) Associates will be required to wear face shields in certain areas of the manufacturing plants.
Honda has increased cleaning, disinfecting, and sanitizing activities throughout its operations, and cleaning supplies will be provided for common areas. Physical distancing measures are also being added: staggered shift start times, and lunch and break times (seating arrangements have been changed and more rooms added). Common areas (restrooms and locker rooms) will have capacity limits.
Each plant is adjusting its processes and workstations to be able to achieve physical distancing on the production line where possible.
Honda Canada and HCM have donated over 45,000 PPE items to local Ontario hospitals. Honda associates at different Honda facilities (including HCM) are using 3D printers to manufacture parts for face shields to be donated.
The Honda Canada Foundation donated $500,000 to support essential nutrition and healthcare needs in Canada. This included $100,000 each to the following: Food Banks Canada in Mississauga, Southlake Regional Health Centre in Newmarket, Stevenson Memorial Hospital Foundation in Alliston, Royal Victoria Regional Health Centre in Barrie, and Markham Stouffville Hospital in Markham. Honda pledged $1 million to address the needs of communities across North America, providing the vulnerable with access to food.
Honda has also created the COVID-19 Special Matching Gift Program; associates make monetary donations to local food
Photos: General Motors (left) / Honda (right)
programs, with Honda matching up to $1,000 for each associate. So far, over 130 associates have donated over $19,500 to Food Banks Canada.
Honda has partnered with Dynaflo Inc. to increase its production of diaphragm compressors, a component used in portable ventilators. Honda aims to produce 10,000 compressors per month once production has reached capacity and maintain production until the end of August. Further, Honda is investigating the ability to meet manufacturing needs for medical equipment by partnering with other companies.
Toyota Canada
Toyota Canada is using a phased approach to resuming operations; this allows employees to return to a work environment that has implemented policies and procedures to ensure health and safety. Adjustments to operations include a health survey for anyone coming on-site, controlled and appropriately spaced entryways into facilities, and increased use and availability of PPE (face masks, face shields, gloves, and hand sanitizer). Face masks will be provided to all employees.
Toyota Canada is also taking the temperature of anyone coming on-site, each time they return; practising physical distancing
on the job, during all breaks and during shift changes; and frequently sanitizing of high-traffic areas, including break areas and restrooms.
TMMC has donated approximately 1,000 N95 masks and 1,000 surgical masks, as well as gloves, protective eyewear, and sanitary boot protectors, to local hospitals and long-term care facilities in Southwestern Ontario. TMMC is also working with Inksmith, a 3D printing company, to fabricate protective face masks using six 3D printers at its production facilities.
Toyota expanded its partnership with Canadian Blood Services and donated over $1 million worth of advertising to communicate the need for donations of blood and blood products.
Toyota Canada is matching donations its dealers make to local COVID-19 response initiatives. Many Toyota dealers across Canada are focusing on food security, donating to local food banks and other community food programs. Toyota Canada is matching their donations. (Up to a total of $1 million)
Also, engineers from TMMC and Fanshawe College finished in the top nine in the Code Life Ventilator Challenge. The competition had teams design a low-cost, easy-to-use medical ventilator to help patients affected by COVID-19. The competition incorporated common parts that usually go into Toyota and Lexus vehicles (sensors and moulded bearings) with components manufactured using in-house 3D printers. The team beat out over 1,000 entries from 94 countries. (Full story on page 7).
Other Companies
It's great to see companies that have had to shut down their day-to-day plant operations, pivoting to help with the pandemic. Many other automotive companies, suppliers, and production plants are also working to help fight COVID-19. However, as June is MRO’s production plants issue, the focus is on the five companies that build vehicles and/or parts in Canada.
MRO
Mario Cywinski is the Editor of Machinery and Equipment MRO magazine, a member of the Automobile Journalists Association of Canada, and a judge for Canadian Truck King Challenge. He has over 11 years of editorial experience and over 16 years of automobile industry experience, as well as small business industry experience.
WE’RE GOING THE DISTANCE
Our goal is, and still remains, to provide continued support to Canada’s critical supply chains throughout this uncertain time. A huge thanks to our service & production team for their service and following COVID-19 protocols.
ARE YOU USING COUPLING TOLERANCES TO ALIGN YOUR MACHINES? YOU’RE DOING IT WRONG.
If we want to get into precision maintenance, we need to be aware of the differences between shaft alignment tolerances and coupling tolerances.
BY JOHN LAMBERT
Precision maintenance isn't new. Apparently, the term precision maintenance was first used by actual rocket scientists who worked for NASA in the 1960s. I first heard the term from Ralph Buscarello of Update International; he taught me shaft alignment using dial indicators almost 40 years ago.
What is precision maintenance? If you look up precision in the dictionary, it says:
1. The state or quality of being precise; exactness.
2. The ability of a measurement to be consistently reproduced.
The two key words are exactness and reproduced. As we know, a carpenter measures twice before cutting once. If the measurements are not the same (reproduced), he does not cut until he answers the question Why?
Exactness makes statements such as “that’s close enough” redundant because we do not want “close”; we want it to be within tolerance.
That is how I define precision maintenance. It’s simply working to a tolerance. The reason we must work to an accepted
tolerance range and not to an “exactness” is because in an environment of rotating machinery, machines and mechanical parts are constantly subjugated to constant forces in which an exact measurement can’t be fulfilled. The problem is, some people get confused by some of the tolerances that are out in the maintenance world, especially when it comes to shaft alignment and major mechanical parts involved.
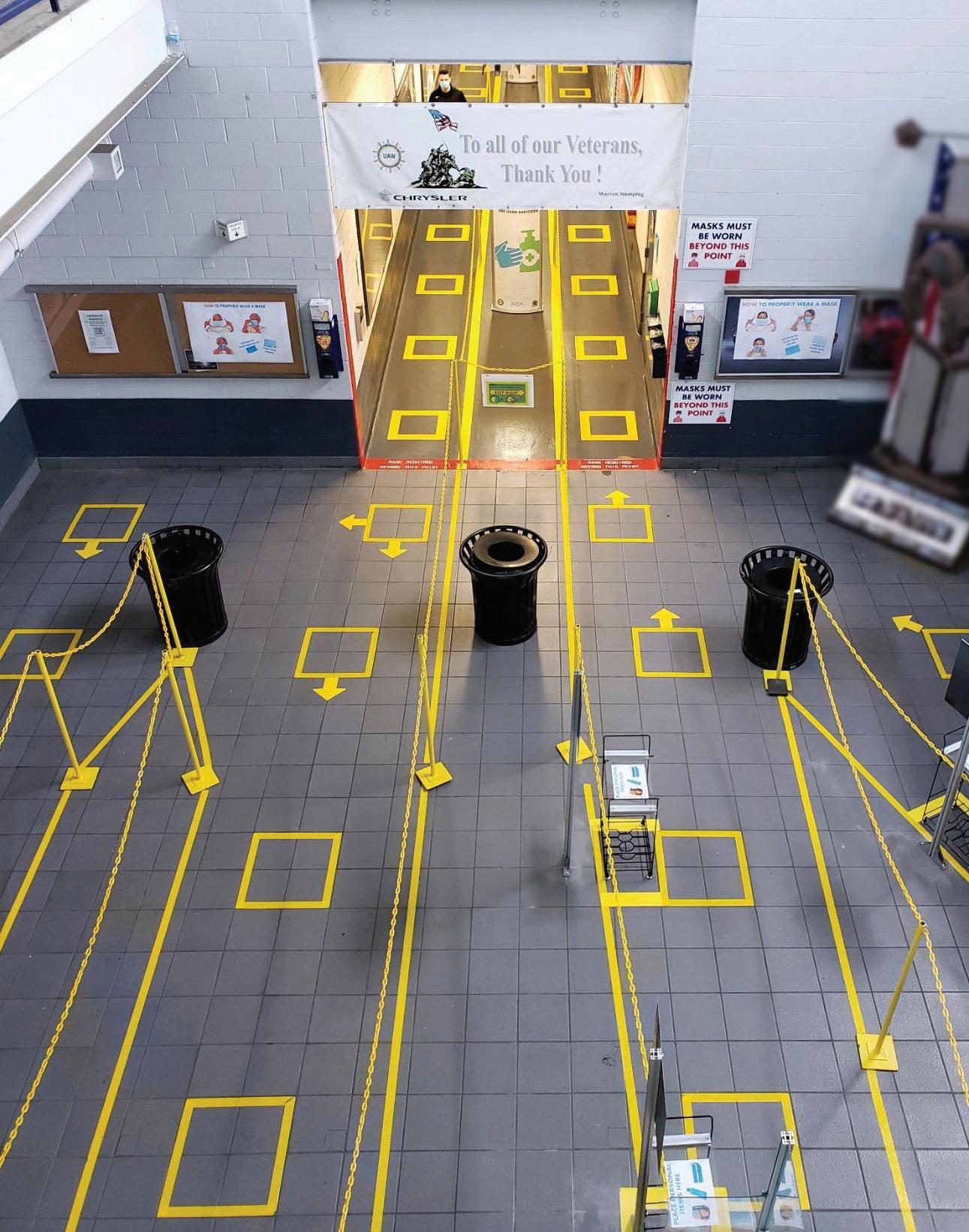
Couplings
In rotating machines, the power transfer from the driver machine to the driven machine is done through a coupling.
Photo: Drazen_ / Getty Images
These are amazing mechanical components that must endure high stress levels from horsepower, torque, and process-load demands.
Most of the couplings used in a motor-to-pump setup are flexible couplings. As the name implies, they flex, allowing for small amounts of misalignment. The amount of misalignment they can tolerate depends on the design of the coupling.
There are a lot of different styles of flexible couplings, including gear, jaw, grid, chain, and disc. Each has its benefits, and some work better in different applications. For smaller pumps, we
normally see elastomeric couplings; for example, a jaw coupling, shown in Figure 1. These are popular because they can be quickly opened to do an alignment or replace the elastomer.
For larger pumping systems we see gear couplings (Figure 2), but regardless of the style, they are all flexible (to a point) couplings. Couplings are one
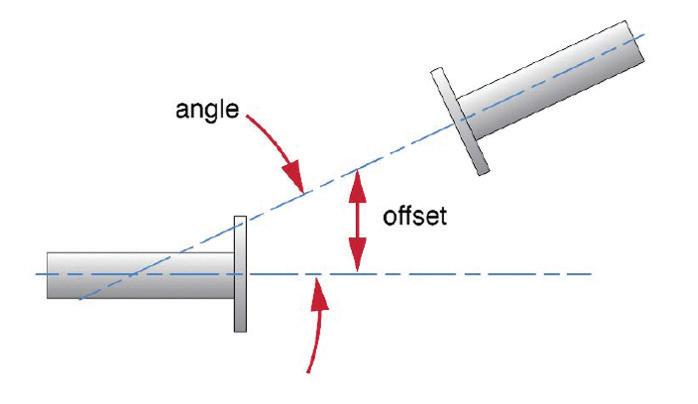
of the biggest workhorses in the power transmission industry. When we measure shaft misalignment, we must consider both types of misalignment: the offset (also known as parallel offset) between the two centrelines of the shafts and the angle between the two-shaft centrelines (illustrated in Figure 3).
This means, when you see a tolerance chart or table, you will see offset and angular values. It is the same with couplings; they will give you a tolerance for both offset and an angle.
Coupling Tolerances vs. ANSI Tolerances
The Lovejoy S-Flex coupling is a short flex coupling, and the offset and angle are given in their misalignment capability guide for each coupling: Parallel, the S-Flex Endurance coupling accepts up to .062 inches of parallel misalignment. Angular, the S-Flex Endurance coupling accepts angular misalignment up to one degree.
In this instance, the angle has been given as a degree. We can easily convert that to thousandths of an inch (thou), per inch. One degree is 0.01745” (thou) per inch. That means, on a two-inch coupling, you would be allowed a gap at the top or bottom and side to side of 0.035” thou.
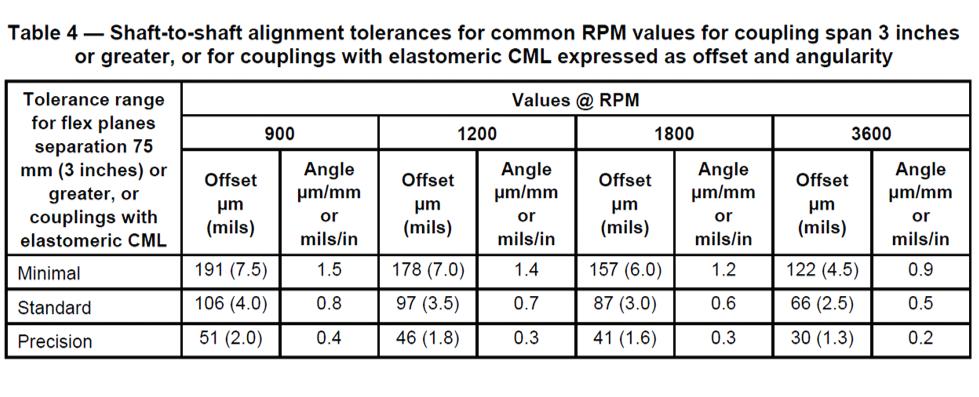
Figure 4 shows a shaft alignment tolerance chart from the American National Standard Institute (ANSI) Shaft Alignment Methodology, Part 1: General Principles, Methods, Practices, and Tolerances. The statement above the table shows that the RPM is the deciding factor in shaft-to-shaft tolerances. The faster the machine runs, the tighter the tolerance. If you look at the tolerances, you will
Figure 1: Lovejoy GS Series curved jaw coupling.
Figure 2: Lovejoy HercuFlex gear coupling.
Figure 3: Offset and angular misalignment.
see it written in metric and imperial. In the brackets, the tolerance is in mils. A mil is the same as a thou, it’s just written differently. One mil equals one thou — i.e., 1.0 mil = 0.001 inch (thou). Mils are used throughout North America, although mainly in the U.S., as this is an ANSI standard.
If we look at the table under 1,800 RPM, which is the most common RPM in the industry, it shows the allowable tolerances divided into three ranges:
Minimal - 6.0 mils of offset and 1.2 mils per inch of angle.
Standard - 3.0 mils of offset and 0.6 mils per inch of angle.
Precision - 1.6 mils of offset and 0.3 mils per inch of angle.
When comparing the minimal ANSI tolerances to the tolerances of the jaw coupling in thou:
- The coupling tolerance is 0.062” of offset, 0.01745” per inch of angle.
- The ANSI standard is 0.006” of offset, 0.0012” per inch of angle.
Why the big difference? The coupling manufacturer is not trying to mislead you; they are simply pointing out that
their coupling can withstand a high degree of misalignment, which is a great benefit to the user. The fact that the bearings in the machines cannot handle the high vibration created from too much misalignment is not their concern. It’s yours.
While most coupling manufacturers give good information, some seem to be on the outrageous side. I have seen one that claimed an offset of one-eighth of an inch and four degrees of angle. Even if it has a rubber tire for an insert, it will have very high vibration levels that would destroy the bearing, seals, and eventually the machines it is attached to.
Open-coupling Alignment
During our alignment training we spend a lot of time on couplings because they have a large influence on alignment
And the reason it’s a benefit to you is that many machines have to be offset, or misaligned, when installed so they can expand into alignment when their at operating temperature (thermal growth). This means, a coupling that can handle large amounts of misalignment is needed. In other words, the specification sheet you get with your coupling is for the couplings, not for shaft-to-shaft alignment tolerances.
Figure 4: ANSI Shaft Alignment Tolerances for short-flex couplings.
work. One of the most common questions asked is “Should the couplings be loose or open when we align them?”
Couplings that are installed (coupled together) when the machine is misaligned can lock up and not flex when the shafts are rotated. This can give incorrect results when aligning with a dial indicator or laser system.
We actually promote open-coupling (disengaged) alignment so that we remove any potential strain from the coupling. Some couplings are quite stiff and will deflect the shafts.
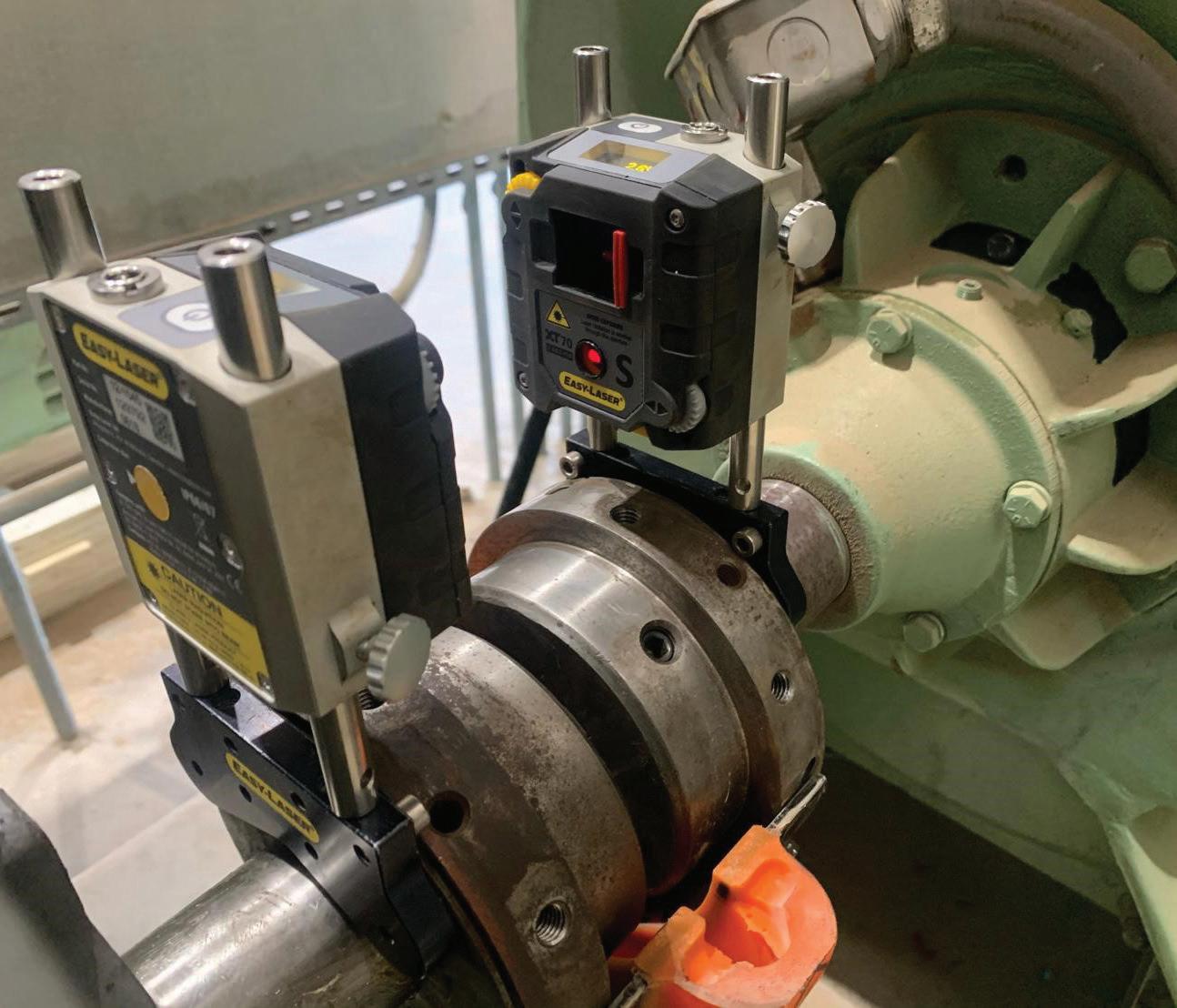
Figure 5 shows a blower that is being aligned. The worker who's doing the job is only using half the coupling elastomeric link to reduce the shaft deflection. It’s a good coupling and this was their solution to avoiding potential coupling interference.
The bottom line is, with precision maintenance, you have to make sure you get the right tolerances for your machines and follow the correct alignment procedures. MRO
John Lambert is the President of BENCHMARK PDM. He can be reached at john@ benchmarkpdm.com.
Figure 5: Precision shaft alignment using an Easy-Laser XT770.
Photo: Brian Franks, JetTech
MAINTAINABILITY AND RELIABILITY DESIGNING EQUIPMENT FOR
BY L. (TEX) LEUGNER
Maintainability is the term used to describe the ease with which any piece of industrial equipment can be inspected, lubricated, tested, adjusted, or repaired. Sound equipment maintainability demands that any new piece of equipment is properly installed, with no shortcuts to complete commissioning and startup procedures.
Other critical considerations are ease of accessibility to system components and of servicing, easy access of condition monitoring devices (such as vibration analyzer transducers and oil analysis sampling valves), ease of carrying out repairs, and constant consideration for continuous improvement of any system component or the equipment itself.
1. How does your plant establish equipment maintainability for a new piece of equipment?
Logic: The first consideration must be based on the lifecycle cost of the machine that is being replaced with a complete review of the maintenance history of that machine. The design criteria of the new machine can then be compared and considered. Items to be reviewed include operational loads, speeds, operating temperature conditions expected, maintenance levels expected or anticipated, spare parts selection (such as bearings, filters, and seals), and operational tolerances (such as vibration, lubricant cleanliness levels and alignments). The design engineer may not necessarily be correct with initial machine design criteria, so always be prepared to question any standard that may be in doubt. Remember, no amount of maintenance will correct a bad design.
2. Once selected, how does your plant develop pre-delivery, installation, commissioning, and startup procedures?
Logic: These considerations must include a review of the manufacturer’s line card specifications, and maintenance recommendations to comply with warranty provisions, correct mounting and fitting of hardware, machine cleanliness standards, correct lubricant specifications and levels, acceptable filter standards, alignment standards, and the preparation of additional desired plant maintenance requirements with complete detailed written installation, commissioning, and startup procedures.
3. After the machine has been installed and commissioned with startup complete, what condition monitoring program does your plant apply?
Logic: Depending on the machine’s production criticality and of the equipment systems themselves, condition monitoring may include operating temperatures, oil and/or process flu-
id flow rates and pressures, lubricant contamination levels, vibration standards of rotating components, and alignment standards between drive and driven components.
A sound practice is to employ every suitable condition monitoring technology available initially, establish baseline histories, and discontinue those that do not provide any valuable machine condition information. Above all, begin gathering lifecycle cost information immediately after startup and ensure that operators and maintenance personnel are thoroughly trained in operational and maintenance procedures.
4. After startup, how does your plant determine what is acceptable operation of the new equipment?
Logic: It is normal to ask the equipment manufacturer what constitutes normal operation between routine maintenance activities or procedures. Is it 5,000 or 10,000 hours between routine maintenance? For example, oil drain intervals and a sound, regularly scheduled oil analysis program will often effectively allow the extension of oil drain intervals beyond the manufacturer's recommended period.
In addition, synthetic lubricants are extremely cost-effective with today’s sophisticated industrial equipment. Approxi-
Photo: yoh4nn / Getty Images
mately 70 per cent of today’s lubrication-related machine failures are caused by contamination of the oil, so lubricant cleanliness and effective filtration are critical. Cleanliness of the equipment itself is also important. Any dirt and dust covering a machine can cause an unacceptable temperature increase by several degrees, creating premature component failures. Any increase in machine loads or speeds can introduce unacceptable operating conditions that will cause premature component failure. Operations and maintenance personnel must be well aware of these considerations as critical training after a new machine is installed is often neglected.
5. Does your plant develop a program to maintain accurate maintenance records for the new equipment?
Logic: Once in operation, operations and maintenance personnel must be aware of changes in operational and maintenance requirements, and how these may affect documentation of all maintenance activities both routine and unusual, because accurate recordkeeping is critical.
During an initial inspection of new equipment systems, operational loads, speeds, and temperatures must be recorded. Relubrication and filter change intervals must
be carefully documented, condition monitoring practices established, and results documented with care and accuracy.
Operations and maintenance personnel must be trained to recognize that any change in what is considered normal operation may cause a change in the equipment’s standard behaviour, such as operating temperature, weather conditions, the use of a non-standard replacement filter or component, or the extension of any particular maintenance interval.
6. How does your plant handle modifications to equipment?
Logic: Often after a new piece of equipment is installed, operating conditions may demand modifications. It is of critical importance that any modification be carefully designed, and properly documented after completion. Often a plant will increase loads or speeds in order to increase production. The results can be disastrous if the modification is not carefully planned and implemented. When modifications that increase machine loads or speeds are carried out without consideration of certain components, these may fail prematurely.
For example, doubling the load on a rolling element bearing can reduce the bearing's life by up to 90 per cent. Doubling the speed can reduce its life by 50 per cent. Many modifications can directly improve the maintainability of the equipment. These include repositioning of oil filters, oil sampling valves, and vibration transducers for easier maintenance access.
7. When a breakdown does occur, how do you research the failure?
Logic: Often, failures occur so frequently that plant personnel consider such failures as normal. They are not. Every failure that causes a serious production loss must be investigated thoroughly in an effort to totally eliminate the cause, or, at the very least, extend the meantime between failures (often referred to as MTBF).
Questions to be answered include which part caused the failure, including why, how and when, and what were the operating conditions at the time? Did lubrication problems contribute to the failure? Could a preventive maintenance activity prevent the failure? Could a condition monitoring technology have predicted the failure? Did human error contribute to the failure? How can a recurrence be prevented?
Finally, it is suggested that with any new piece of equipment unfamiliarity will generate questions, and plant engineering and maintenance personnel are encouraged to establish good working relationships with manufacturers, and exchange information with other plants with similar equipment.
Stay in touch with applicable technical groups and subscribe to reliable maintenance and engineering publications. Equipment design, manufacturing and production standards, and operating conditions continue to evolve, and plant personnel must be willing and prepared to continually review technology, learn new applicable technologies, and be willing to change their approach to equipment reliability, and maintainability improvement possibilities. MRO
L. (Tex) Leugner, the author of Practical Handbook of Machinery Lubrication, is a 15-year veteran of the Royal Canadian Electrical Mechanical Engineers, where he served as a technical specialist. He was the founder and operations manager of Maintenance Technology International Inc. for 30 years. Tex holds an STLE lubricant specialist certification and is a millwright and heavy-duty mechanic. He can be reached at texleug@shaw.ca.
MAGNETISM AND BEARINGS
BY DOUGLAS MARTIN
The question about allowable magnetism in bearings arose from a shaft being magnetized when a manufacturing company cut a portion of its shaft that the bearing was to be mounted on. Since the bearing was to be mounted onto this magnetized shaft, it was felt that the shaft would make the bearing magnetized as well. This would be like that experiment a child does with a magnet and paper clips, to see how long of a chain of paper clips could be made from the magnet.
What is wrong with a bearing being magnetic?
Iron is one of the most abundant elements on earth, and iron oxide makes an excellent grinding media. If you have a precision piece of machinery that's magnetic that attracts iron/iron oxides, you generate a situation in which a bearing pulls this grinding media to it, and it can grind itself away. Also, as the bearing wears away, the resultant product is itself a grinding media multiplying the problem. Having a bearing that attracts a grinding medium is not a good thing. There is not much material published on this topic; however, there is a paper published by the Electrical Apparatus
Service Association (EASA) — "Demagnetizing Motor Shafts to Prevent Bearing Failures" by Cyndi Nyberg — from the October 2005 issue of Currents. It suggests that a measurement of no more than two gauss should be measured in the bearing area of the shaft.
For a typical maintenance shop (as opposed to an electric motor shop), such an instrument to measure gauss is not common. However, there is a clear recognition that whatever manufacturing processes there are for a shaft that a bearing will be mounted on, there must
be some way of both measuring and eliminating magnetism that may be created by that process.
Another cause of magnetism is an induction heater, a common tool in shops that install bearings. It creates an electric field that heats the bearing (like a microwave oven), but it also causes magnetism in the bearing. More sophisticated induction heaters have an automatic demagnetization cycle (demag cycle); however, with less-expensive systems, the bearing must be “waved through the uprights” while the
Magnetic cylindrical roller bearing.
Photo:
Maurer Magnetic AG, Getty Images (top)
induction heater is on, to ensure appropriate demagnetization occurs. This is concerning, as this depends on the passing on of knowledge, as this type of induction heater lacks the specific instructions to alert the user to this key step in the bearing heating process.
For induction heaters with demag cycles, the stated “norm” is that the magnetism must be below two ampere/ centimetre (a/cm) (of interest, one a/ cm, is about 0.000126 tesla and one tesla is 10,000 gauss). These higher-grade induction heaters ensure that they do not leave the bearing with magnetism, and thus unintentionally shorten its life.
Another common case of magnetism in a bearing is when a bearing failure occurs. The bearing has to be removed from the shaft or housing, and it is cut with a zip cutter or other grinding/cutting device. This cutting action will impart magnetism to the bearing rings. Later, when the bearing is being inspected by a technician, they may notice that this bearing is magnetic. Is this what caused the failure? No, just as in the first case, the cutting of a ferrous metal can induce magnetism. The bearing as inspected is magnetized, but this was caused by the removal process.
Bearing companies do understand the processes by which magnetism can be induced, and they apply the appropriate technology to correct this issue. A company in Switzerland supplies equipment to bearing manufacturers to appropriately demagnetize bearings and components in the manufacturing process.
One of the processes in the manufacturing of bearings that is identified as a cause of magnetization is the hot riveting of a brass cage in a cylindrical roller bearing. This process causes the assembled bearing to become magnetic. As a standard practice, this is corrected by the appropriate tools in the manufacturing process.
Having a bearing that has become magnetic can be detrimental to its operation. The sources of magnetism in the bearing manufacturing pro-
cess are well understood and closely controlled. Therefore, the likelihood of a new bearing being magnetic from the package is highly unlikely. However, further handling of the bearing, such as using an induction heater without a demag cycle, or having the shaft itself become magnetic from its manufacturing process, can induce detrimental magnetism in the bearing.
Is there such a thing as a “magnetic bearing”?
Yes, there is. “Magnetic bearings” are used in applications such as high-speed
compressors for natural gas facilities and for compressors for chillers in large urban buildings. The shaft is supported by an electromagnetic field, which allows for oil-free operation and speeds of up to 40,000 rpm. Due to the complexity of these bearings, which levitate the shaft, these bearings are expensive and are not very common. MRO
Douglas Martin is a heavy-duty machinery engineer based in Vancouver. He specializes in the design of rotating equipment, failure analysis, and lubrication. Reach him by email at mro.whats.up.doug@gmail.com.
OPTIMIZING MAINTENANCE WORK
To accommodate increased production volume during COVID-19 pandemic
BY BRYAN CHRISTIANSEN
Although the COVID-19 pandemic has severely limited production in many sectors, some industries have had to significantly ramp up their production volume. These industries include those that produce safety equipment, medical gear, food, and protective wear, among others.
However, despite the fact that the pandemic is compelling manufacturers to work under unfamiliar conditions and undue stress, these current conditions are not an excuse to jettison long-established procedures and regulatory con-
trols. On the contrary, manufacturers need to be more vigilant than ever, especially in the areas of workers' safety and equipment maintenance.
Here’s a look at how this particular set of manufacturers can plan, schedule, and optimize maintenance work, and workers, to deliver increased production in a time of dire safety concerns.
Staff training on COVID-19 awareness
Keeping busy plants safe during this period starts by exposing all staff to the facts about COVID-19.
What staff needs to know COVID-19 belongs to a family of viruses that are generally believed to be transmitted through droplets when a carrier coughs or sneezes. Uninfected persons can also contract it by touching contaminated surfaces.
To prevent its spread, staff should be taught to avoid placing their bare hands on high-contact surfaces, and avoid physical contact with one another (touching, handshakes, and hugs) till further notice. Taking these precautionary steps is important to prevent problems like those at Smithfield Foods in South
Photo: gorodenkoff / Getty Images
Dakota, where over 700 workers tested positive for COVID-19, which inevitably led to the plant being closed.
Cleaning and disinfection protocols
To help limit the spread of this virus, some states in the U.S., such as Pennsylvania, and agencies like the Centers for Disease Control and Prevention have published recommendations for specific cleaning routines in larger buildings that measure up to 50,000 square feet.
It’s important to understand these cleaning processes, follow them strictly to avoid cleaning liability issues, and provide all plant workers with adequate PPE.
Increased automation
Production may be higher, but one of the key priorities for manufacturers will be how to employ measures to protect their staff from infection while remaining operational for as long as possible. Unfortunately, these measures include strict physical distancing guidelines (six feet or two metres apart) that are impossible to maintain on typical plant floors, where hundreds of workers work shoulder-to-shoulder on hectic schedules.
There are several options for managing this situation. Manufacturers can choose to reduce the concentration of personnel in the facility and run their production with minimal staff strength. They may also choose to adjust workers’ shifts or try to work out multitasking arrangements.
An example of multitasking would be getting technicians or operators to handle quick administrative tasks like answering the phone instead of having both admin and technical staff on-site. They could also experiment with other flexible work arrangements to find out what works best.
The above arrangements can quickly fail and cause missed production deadlines once there’s a maintenance hiccup. To reduce the chance of that happening, busy manufacturers can still perform adequate maintenance activities during this period by automating their maintenance.
Popular options include: Remote monitoring: Several aspects of the factory's maintenance operations can be monitored remotely from a central station, located outside the premises.
Remote monitoring is commonly used to manage CCTV and access control systems, and is especially useful during this period when there is less staff on-site.
Another way to monitor locations remotely is to use drones for routine inspections and safety checks. Ford Motor Company is doing this at its Dagenham Engine Plant in London, U.K.
Mobile CMMS: With mobile CMMS, the maintenance unit can communicate quickly, share information, and receive support from other more experienced team members who may not be on duty at the plant when their expertise is required. If, for example, a team member needs to perform a maintenance procedure on a machine, they can request support and be guided through videos, text, or images, all from a mobile device without compromising their safety or the quality of the repair or servicing done.
CMMS-managed workflow: It’s expected that before this time, the plant already had a planned preventive maintenance program in place. In that case, it can use the CMMS to plot workflow and assign work orders across different shifts smoothly. The maintenance schedule is already set so everybody knows what to do and when. The maintenance manager can simply track and monitor their progress with each task remotely without being on the premises.
Upgrade maintenance strategy
Critical production assets have to be protected from failure and shutdowns. For manufacturers that already have proactive maintenance strategies like predictive maintenance and condition-based maintenance in place before this pandemic, they have a major advantage, as this helps with early failure detection. Manufacturers that don’t yet have these technologies can use general condition monitoring equipment like handheld sensors to improve potential failure detection.
Regardless of the maintenance strategy a plant is using, the vital element
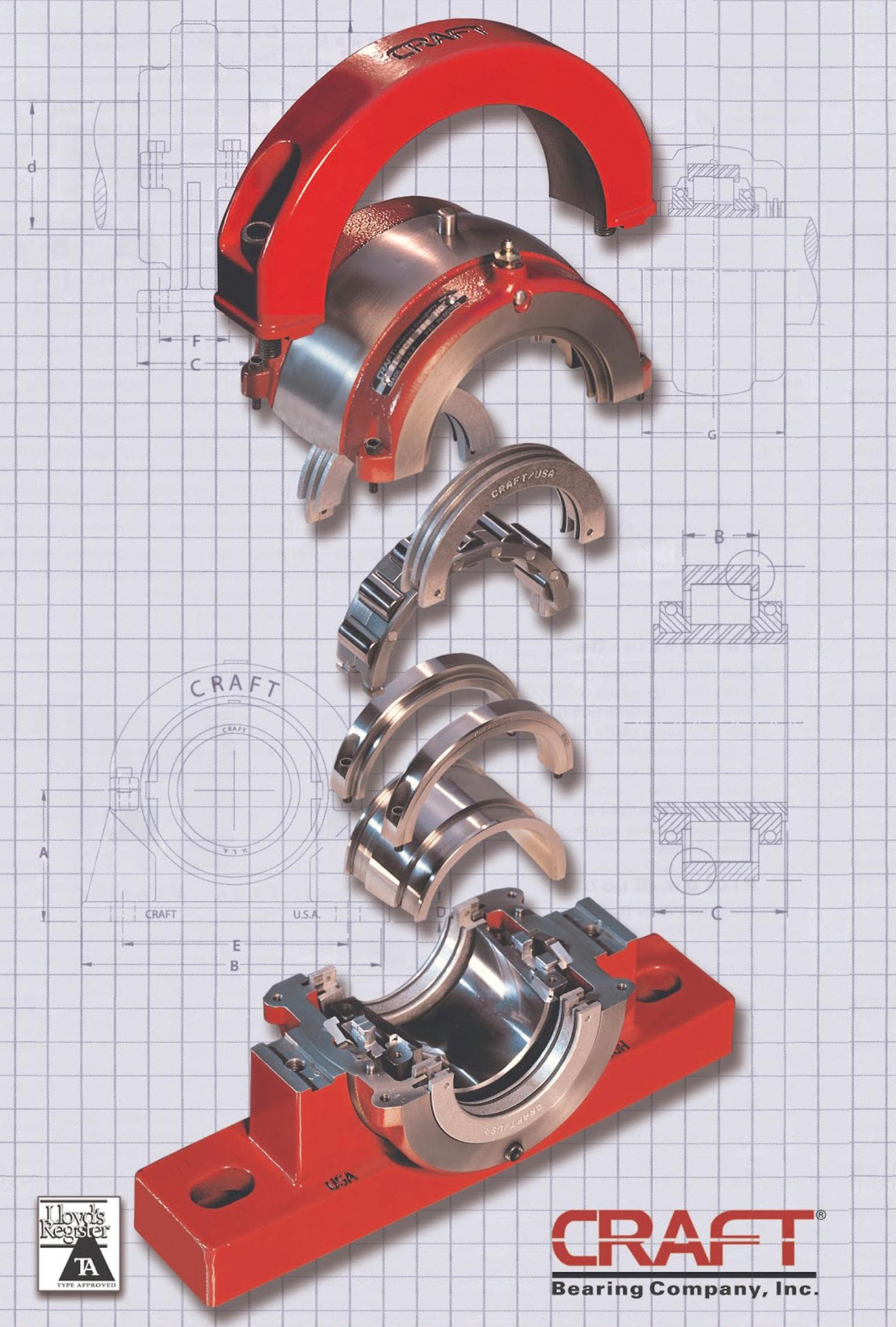
The World of Bearings and Power Transmission...
Photo:
gorodenkoff / Getty Images
for optimizing maintenance work will be focusing strictly on the maintenance schedules for its production equipment, especially in the case of machines that need to be shut down for preventive work. Maintaining this category of machines can be a delicate task, since planned shutdowns have to be carefully managed to avoid major production disruptions.
It is important to keep in mind the need to adjust your preventive maintenance (PM) work to accommodate the increased production volume. Certain PM tasks are performed after the machine runs for X hours or after it goes through X cycles. While that usually means a certain task needs to be performed twice a month, it's logical to assume that routine task now needs to be scheduled more often.
Adopt lean strategies for inventory management
Global supply chains are stretched thin now, and manufacturers will need to be creative in managing the raw materials and inventory they have in stock. While other plants may be placing a
hold on shipments of parts due to suspended production, busy factories will actually need to follow up closely with their vendors to confirm the status of expected deliveries, especially for production raw materials and maintenance spare parts inventory.
Knowing how your vendors are being affected will give you time to quickly pivot and make alternative arrangements if need be. If the stock you require is still available, it’s advisable to find ways to order in bulk, if possible. If not, look for local alternatives. Whatever the case, there has never been a better time to employ lean zero-waste strategies during the production process.
In times of stress, like this current pandemic, busy manufacturers need to be flexible and willing to try new things. Thinking outside of the box will place them in a better position to adapt to unfolding events with a two-pronged focus: optimizing maintenance while keeping their people safe. MRO
Bryan Christiansen is the Founder and CEO at Limble CMMS, a mobile CMMS software. He can be reached at bryan@limblecmms.com.
ROUTINE MAINTENANCE ON PRODUCTION EQUIPMENT WHO SHOULD DO IT?
BY PETER PHILLIPS
When equipment needs maintenance, we naturally think about the tradespeople in the maintenance department. However, not all equipment servicing is done by maintenance people. For many years, we have had production operators perform many of the routine inspections, commonly called clean, inspect, and lubricate (CIL).
CIL tasks are often assigned to production staff. CIL duties have been transferred to machine operators for many reasons. Outlining the key elements that must be considered, provides guidance for this maintenance transition.
While writing this article, I looked
in my office library for some reference material. I found two books on total productive maintenance (TPM), bought back in the early 1990s. The concept of operator maintenance has been around for a considerably long time. TPM combines the North American practice of preventive maintenance with the Japanese concepts of total quality control, and total employees' involvement. The result is an innovative system for equipment maintenance that optimizes effectiveness, eliminates breakdowns, and promotes autonomous operator maintenance through day-to-day activities.
Then, as now, the name given to production employees' maintenance is
autonomous maintenance (AM). TPM, WCM, and other related improvement programs all have an element of AM as a maintenance strategy, where machine adjustments and minor maintenance are performed by operators who are deemed to have unique knowledge about the equipment and manufacturing process.
With the proper skills, knowledge, and attitude, an operator can easily carry out routine maintenance on the equipment. The skills and knowledge are the easiest of the three ingredients. Skills and knowledge can be taught to operators, and we have our in-house experts, our maintenance staff, to provide both of these ele-
Photo: pankration / Getty Images
ments. It will take more time for the attitude and the cultural change to take place in the mind of the operator. An operator needs to be convinced the added duties of inspections and minor maintenance will have worthwhile benefits for them. From the operator's perspective, the basic question is “What’s in it for me?”
To ensure operators succeed, they must have the proper training, documents, and follow-up.
Key elements of the AM program for operators
They will need:
• To know the reason they are being asked to perform minor maintenance on the equipment that has been historically done by the maintenance department;
• To know the role they play in equipment reliability;
• Technical training to perform the maintenance, and how to recognize when the equipment needs repairs;
• Specific checklists and other documents to support their AM tasks;
• Time to carry out the maintenance; and
• Support and follow-up from maintenance and production management.
AM is driven by the maintenance department. They can provide everything the operator needs to perform successful CIL and perform minor repairs. AM is normally driven by the company’s continuous improvement initiatives, and because AM is driven by the maintenance department, the technicians fill an important role in the
design, delivery, and execution of the AM program.
To achieve this, maintenance techs need these key elements
• Why operators are performing maintenance on the equipment;
• How operators can help improve equipment reliability;
• How to design the technical lesson plans they will need to train the operators;
• How to design the checklists and other documents for the AM;
• Training on how to be a trainer; and
• Time to design and deliver the AM training to the operators.
These are the critical elements for both parties to ensure AM will succeed. There are many ingredients needed to support the AM activities. Each item must be in place to ensure a smooth transition from technician to operator maintenance.
AM training and execution requires detailed lesson plans to deliver the training and a Train the Trainer program for the technicians. People do not always possess the skills to be trainers. A person who has the detailed knowledge of what needs to be done may not be an effective trainer. On-the-job training (OJT) is the type of training the technicians will deliver. Typically, an OJT training course teaches the person how to design and deliver one-onone training. OJT programs ensure every operator receives the same AM training. They allow any trainer to effectively deliver the AM training simply by using the lesson plan. Consistent training is the key to AM success.
AM Duty Sheets: Duty sheets are the detailed daily checklists the operator needs to perform. The duty sheet identifies the checks to be carried out on the equipment or area. Operators sign off to verify they have completed the inspections. Signatures also add a sense of equipment ownership by the operator.
AM Standards: These standards contain the specific information the operator needs when performing maintenance. This include pictures and instructions that must be observed or physically completed. If problems are encountered, corrective actions are included in the standard.
AM has been around for decades, and has had its share of failures and successes. One thing is clear, though, when properly implemented, it has contributed to a significant improvement in equipment reliability. Equally important, it has given operators more meaning and responsibility in their jobs. It has given technicians more time to focus on important equipment issues that need to be solved, which uses their expertise and skills.
Operator maintenance is not complex; it simply needs commitment to follow the steps to implementation and adjust course when necessary. MRO
Peter Phillips is the owner of Trailwalk Holdings Ltd., a Nova Scotia-based maintenance consulting and training company. Peter has over 40 years of industrial maintenance experience. He travels throughout North America working with maintenance departments and speaking at conferences. Reach him at 902798-3601 or peter@trailwalk.ca.
FLAB A PROACTIVE LIFESTYLE FOR YOUR MACHINES – FOCUS ON
BY DREW D. TROYER
Precision equipment care proactively targets the root causes of machine failure with the specific intent to increase equipment reliability. Proactively managing the mechanical and electrical aspects of fasteners, lubrication, alignment, and balance (FLAB) can increase equipment life, drive equipment reliability, reduce maintenance costs, and support an organization’s environmental sustainability objectives through improved energy efficiency.
The following introduces the fundamentals of proactive and precision equipment care with a focus on FLAB, illustrates its economic potential, and lays out an implementation plan that will help from the drawing board to execution.
A blood cell-sized film separates reliability and failure in mechanical systems.
Machines, when operating under normal loads, can last a long time, and provide reliable service if the critical clearances between rolling elements and raceways, gear teeth, rings and liners remain effectively separated under dynamic load conditions. Assuring this occurs is the lubricant’s job. The lubricant is a viscous fluid that physically separates surfaces in relative motion. For sliding contacts, separation is referred to as hydrodynamic lubrication. For rolling contacts, separation is referred to as elastohydrodynamic lubrication, as creation of a hydrodynamic lubricant film is dependent upon the temporary elastic deformation of the contacting surfaces.
This lubricant film is very small, under five microns in thickness in rolling contacts and under 10 microns in sliding contacts. To put that in perspective, five microns is approximately the diameter of a red blood cell. Unfortunately, if machines are
shaking, noisy, hot, and dirty, that’s an indication that the film has been compromised, which leads to surface-to-surface contact, wear, reduced component and machine life, production losses, and wasted energy.
For mechanical systems, this film is compromised by:
• Looseness, unbalance, misalignment, and resonance increase the load on the critical clearance, which overloads the film.
• Water contamination in the lubricant compromises the oil’s pressure-viscosity relationship. When oil is dry, the viscosity increases as pressure increases. Water compromises that property and the film strength.
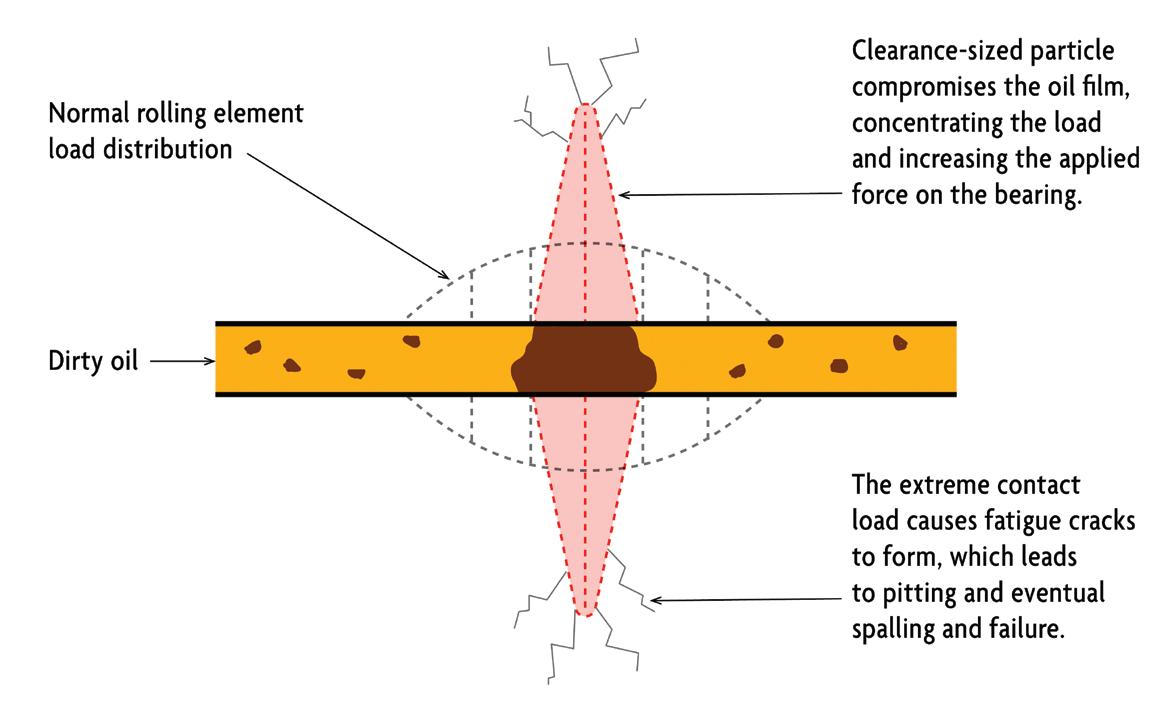
• A clearance-sized particle bridges the critical clearance, which localizes the load and causes fatigue in rolling contacts and abrasion in sliding contacts (see Figure 1).
• Degradation or mixing.
In electrical systems, improper wire size, degraded wire, poor connections, and the breakdown of electrical insulation create heat, and stress the electrical systems. Also, voltage, current, inductive and/or resistive unbalance, harmonic distortion, and stray current stress electrical systems.
Focus on FLAB for precision equipment care
Focusing on the four foundational elements (in FLAB) enables you to control the most important root causes of mechanical and electrical wear and tear that compromises reliability of equipment.
Fastener best practices
• Threaded fasteners are properly specified, installed, ten-
Photo:
sioned, inspected, and maintained to ensure a solid connection between parts, machines, and equipment bases.
• Weld inspections assure quality of welded connections.
• Leaks in pipes and hoses are routinely monitored and addressed to reduce liquid, vapour, and gas leaks.
• Electrical fasteners are routinely maintained to assure proper current flow.
Lubrication best practices
• Lubricants are selected to match performance properties with the machine’s performance requirements.
• Lubricants are stored to avoid cross-mixing, accumulation of contamination, and shelf degradation.
• Lubricants are corrected to machines, ensuring that the right lubricant is applied to the right machine using the right method and is delivered in the right condition.
• Contaminants, such as abrasive particles, water, fuel, and anti-freeze, are controlled to extend machine and lubricant life.
• Transformer oils are properly maintained to ensure insulation effectiveness.
Alignment best practices
• Shafts, pulleys, sheaves, and sprockets are precision aligned to minimize angularity and offset, and to prevent vibration, and wear and tear.
• Conveyor belts and other equipment are aligned as required to minimize wear and tear, and to assure reliable operation.
• Electrical alignment minimizes stray current and harmonic distortion.
Balance best practices
• Pump impellers, electric motor rotors, fans, turbomachinery, and other rotating equipment is dynamically balanced to the appropriate ISO 1940 (or API) specification to minimize vibration and wear.
• Electrical voltage, current, resistive and inductive balance are routinely monitored in electric motors and corrected as required.
Best practices for all FLAB elements
• Fit, tolerance, quantity, and quality details are included in all preventive and corrective work plans that require managed fastened connections.
• Connections are routinely monitored with vibration analysis (and lubrication analysis for lubrication), ultrasonic analysis, thermographic/thermometric, non-destructive testing, and visual/sensory inspections as required to identify proactive opportunities that improve reliability.
• Operators and tradespersons write timely, clear, and accurate proactive work requests to address fastener-related proactive opportunities before damage to the machine can occur.
These elements are non-negotiable if you wish to achieve proactive control over machine reliability with precision equipment care.
Putting precision equipment care on the plant floor
To claim the benefits offered by precision equipment care focused on the proactive management of the root causes of failure, you’ll need to answer yes to the following organizational preconditions.
• Business case and strategy - A business case for precision and proactive care of the equipment is developed and includes
equipment life extension opportunities, and reduced energy consumption opportunities. A strategy for deploying precision and proactive care is developed and aligns to the organization’s reliability, maintenance, and operational strategies.
• Benchmark / deep dive - A baseline of the current state of the plant with regard to FLAB, relative to predefined optimum reference states, is established. Good practices are identified, and deficits with regard to proactive and precision equipment asset care are highlighted and targeted for improvement and mitigation.
• Proactive and precision talent management - Tradespersons, operators, supervisors, engineers, and managers are appropriately trained and qualified on proactive and precision asset care theory and practice. Formal training is supplemented by active, in-the-field coaching and mentoring to produce a sustainable behavioural change.
• Proactive KPIs and rewards - Metrics are essential for tracking performance and for driving desired behaviours. The majority of asset management metrics are lagging indicators. Proactive and precision equipment asset care demands leading indicators that are focused on the root causes of failure; extrinsic and intrinsic rewards must align to proactive metrics.
• Proactive condition monitoring - Machine condition monitoring activities are focused on controlling the sources of vibration, noise, heat, wear, and failure, with a particular focus on the FLAB optimum reference states. Condition monitoring activities include online, instrument assisted, off-site (laboratory), and sensory/simple devices-assisted inspections.
• Proactive and precision operator asset care - Operators are the first line of defence in the proactive and precision care of equipment assets. Equipment is operated within a sustainable load range. Operators faithfully execute routine inspections and write effective proactive notifications. Operators own and drive asset reliability.
Precision equipment care targets the root causes of machine wear and tear, and failure that compromise the organization's productivity, cost management, safety, and environmental goals. We want to replace shaky, noisy, hot, and dirty operating conditions with smooth, quiet, cool, and clean conditions. Fortunately, these root causes are very controllable, if we focus on the FLAB.
Drew D. Troyer, CRE, is Principle at T.A. Cook Consultants in The Woodlands, Texas.
Figure 1: Small (five to 10 micron) particles concentrated load in critical clearances, which leads to fatigue, wear, and abrasion.
WHAT’S NEW IN PRODUCTS
Efficient Emergency Light Bulb
IRWIN Industrial’s
VCC SP160604-50K
AC/DC light bulb is a 9W AC/DC LED bulb that replaces 100W incandescent bulbs, while maintaining E26 base and A21 shape. It provides better lighting and lasts 50x longer.
It has dual operation from either 110-130 VAC or 105-280 VDC, which allows for emergency operation by higher voltage battery power, for longer than conventional lighting, without inverters or special wiring. DC can be supplied directly to the fixture with the same gauge cable as AC input.
cutting tools.
CNC Laser Cutting Machine
VCC SP160604-50K AC/DC light bulb has a daylight temperature of 5000K and 980 lumens, at 109 lumens per watt with a power factor of 0.9. Lifetime is rated at 50,000 hours.
IRWIN partners with Visual Communications Company, LLC and a public utility to develop and deploy the light bulb in emergency lighting systems at two power plants. www.irwin-ind.com
GROB Linear Pallet Storage System
GROB Systems developed the linear pallet storage system (PSS-L), an automated, flexible manufacturing line that complements a variety of part types.
PSS-L allows up to five machine tools to be connected to a pallet storage racking with a maximum of 87 pallet positions. PSS-L can also operate “locked out” of a system, as an independent machine.
PSS-L is equipped with a linear travelling pallet changer system with a pallet gripper to transport the materials between setting stations, work-piece deposits, and machines. www.grobgroup.com/en
Rollomatic Introduces New Capability
Rollomatic announced new capabilities to the LaserSmart 510 laser cutting and ablation machine. Rollomatic has developed a process allowing sharpening of thick-film, diamond-coated
LaserSmart incorporates technologies that facilitate probing the surface of a coated cutting edge to detect the exact shape and position. The laser cutting process will remove just enough diamond coating to make the cutting edge sharp. Only a predetermined amount of the coating, just around the cutting edge, is removed by the laser process.
Features include increase in tool life, near-perfect TIR, fast cycle time, and simulation of the tool path after edge detection, and the same machine can laser-cut PCD and other materials www.rollomaticusa.com
Baltimore Aircoil Company HXV Hybrid Cooler
Baltimore Aircoil Company (BAC) HXV Hybrid Cooler offers both evaporative and dry cooling and is water-saving and energy-efficient.
Evaporative cooling allows the HXV to be up to 60 per cent more energy-efficient than air-cooled systems. BAC’s combined flow technology combines parallel air and water paths. HXV offers up to 70 per cent water savings compared to traditional fluid coolers with the ability to run with reduced water during the majority of the year.
The HXV Hybrid Cooler also offers 25 per cent maintenance savings compared to traditional fluid coolers. Immediate access to the cold-water basin, prime surface coil, and the fan drive system helps with maintenance. Operators can inspect the spray distribution system while the unit is in operation. HXV includes multiple fans and optional redundant pumps. www.baltimoreaircoil.com
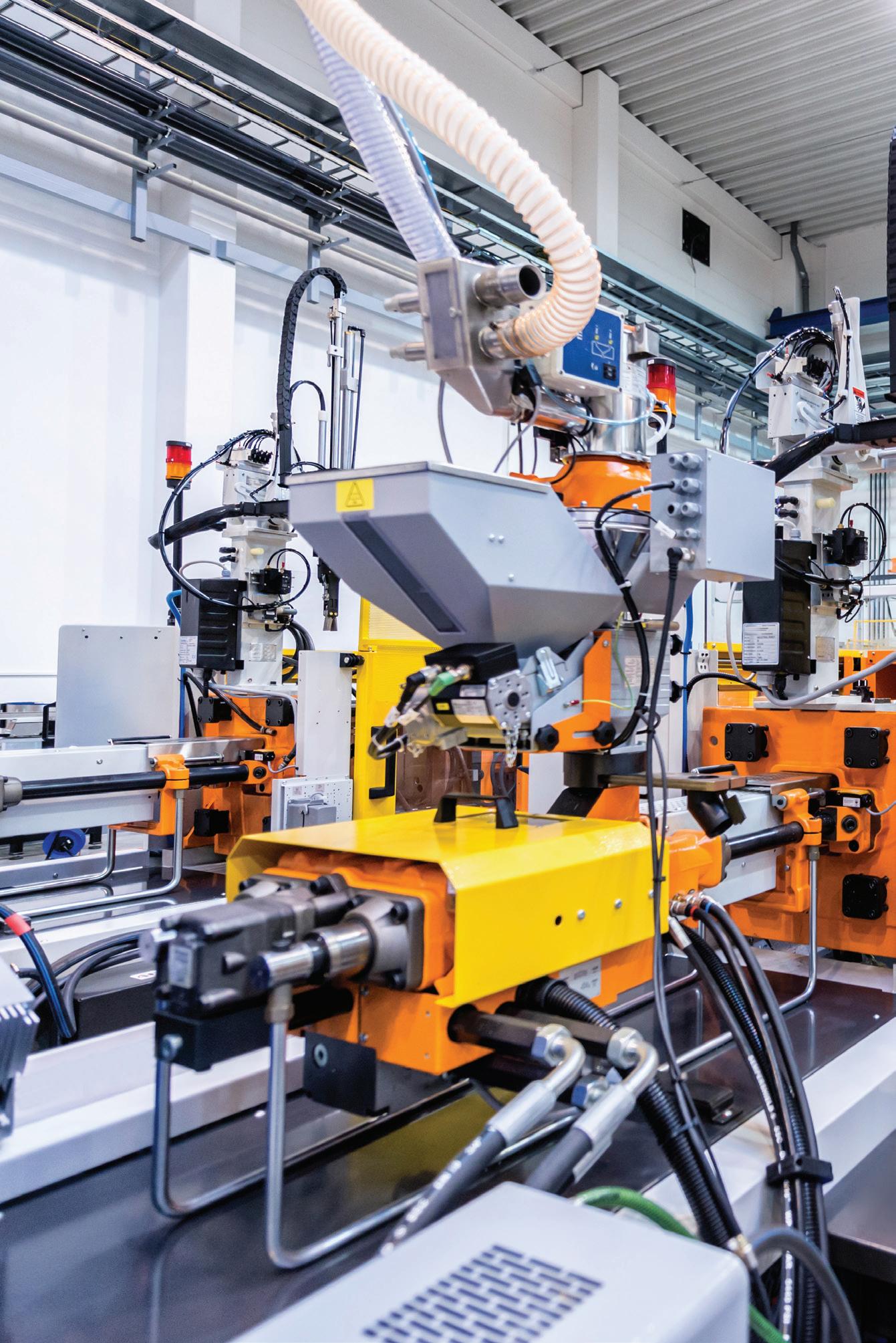
Flexicon SizingDispensing System
Flexicon Sizing-Dispensing System is fed by a pneumatic conveying line, and is equipped with an integral cyclone that separates incoming solids from the air stream.
A rotary airlock isolates the pneumatic system from atmospheric pressure and meters material into a vibratory sifter that discharges on-size particles into a surge hopper, which stores up to 540 litres of material.
The enclosed three-metre conveyor, with curved, rigid carbon steel tubing and heavy-duty round wire screw, can handle a broad range of free-flowing and non-free-flowing bulk materials.
As the metering screw rotates, it self-centres within the conveyor tube. It is driven by a 1 1/2 HP NEMA 4-rated motor beyond the discharge point. Both the screw and tube interior are smooth and crevice-free.
www.flexicon.com
OZ Lifting Push Beam Trolley
OZ Lifting Products LLC expands push beam trolley range. It comes with width adjustment, locking mechanism, and glowin-the-dark decals. It is fitted to an I-beam and typically paired with a manual or electric hoist.
The range now include two-tonne and three-tonne capacity units (in addition to 0.5-tonne and one-tonne). It is suited to applications where quick installation and durability is required.
OZ offers 8-, 12-, and 16-inch flange widths on the 1/2-tonne and one-tonne systems and an 8” flange width on larger units. The precision ball bearing trolley wheels are shrouded by side plates, protecting them. www.ozliftingproducts.com
FLIR GF77a
FLIR Systems, Inc. GF77a Gas
Find IR camera is its first fixedmount, uncooled, autonomous leak detection camera designed to visualize methane and other industrial gases. GF77a provides
upstream and midstream gas processors, producers, and operators with the ability to monitor continuously for invisible, potentially dangerous, methane leaks.
The camera is engineered to detect methane, sulphur dioxide, and nitrous oxide. Featuring a High Sensitivity Mode, the technology enables better detection capabilities by accentuating movement to make gas plumes more visible to the user. GF77a also measures temperature and provides advanced connectivity protocols. GigE Vision- and GeniCam-compatible, GF77a includes Wi-Fi connectivity. It’s also ONVIF-compliant and includes environmental accessories.
www.flir.com/GF77a
Gates Develops HighPerformance Banded V-Belt
Gates-wrapped V-Belt technology using Ethylene Elastomer compounds for OEMs in the heavy industrial, agriculture, and forestry markets is available.
Gates Xtreme V-Force Mega belt offers AN operating temperature range of -40°C to 130°C; increase in load capacity and durability; improved flex for higher-speed drives; and elimination of chlorinated polymers.
www.gates.com/xtreme
REED R7800
The REED R7800 coating thickness gauge automatically identifies ferrous and non-ferrous substrates and is designed for non-invasive coating thickness measurements.
It features a 360° screen rotation, allowing users to view measured readings from any angle. The R7800 has a single or multi-point mode, allowing for setting of tolerances, identifying if a coating passes or fails; zero and twopoint calibration for measurement accuracy; and tri-colour LEDs that indicate when measurements are below (red), above (yellow), or within set parameters (green).
www.reedinstruments.com/r7800
Tek-Trol 1100A
Tek-Trol 1100A Coriolis Mass Flowmeter measures the mass of the fluids directly, rather than volume, and does not require compensations for temperature and pressure.
It consists of two parallel tubes that oscillate by way of a magnet. The oscillations are recorded by sensors fitted at the inlet and outlet of each tube.
It can be used in dairy plants, and the oil and gas, process, chemical, food, and pharmaceutical industries. www.itm.com/tek-trol-1100a
JManaging Maintenance and Reliability with guest James Reyes-Picknell
ames Reyes-Picknell is the author of Uptime - Strategies for Excellence in Maintenance Management and Reliability Centered Maintenance – Reengineered. He is a mechanical engineer with over 40 years of reliability, maintenance, and asset management experience.
James is widely regarded as a subject matter expert in ensuring the delivery of value from physical assets. His experience spans a wide range of industries, in both the public and private sectors, all dependent on physical assets for their success. MRO
Helping stores provide what you need for maintenance
Maintainers often blame their stores for not having parts when needed. Stores point the finger right back and blame maintenance for a lack of planning. Blaming achieves nothing. The problem may be with planning, it may be with scheduling, and it may be with stores. They all share a bit, but, the problem is with demand forecasting, and no one has clear responsibility for it.
The challenge is in producing and maintaining realistic demand forecasts that your stores and inventory manager can use. Without them they rely on historical usage data, and that is often distorted and understates actual demand.
Each created job plan should identify needed parts and have an anticipated demand rate. Parts in stores are used to serve multiple equipment; therefore, demands must add together. If the parts were identified incorrectly or multiple times with different identifiers, then they should be consolidated, both on the shelf and in the recordkeeping. Demands should be combined. If a new job plan calls for a part that’s already in stores, then that demand should add to the existing demand for the item. Do planners diligently update demand for store items whenever they write or amend a job plan?
If a part is needed and isn’t available, then maintenance often resorts to a direct purchase with a rush order. They often add a few extras and put them in a cabinet for the next time. That builds a shadow inventory and keeps the usage off the inventory records. Direct purchases are handled by purchasing, and that usage is
usually recorded in your inventory management system. Historical usage is then understated, and sets you up for future stock-outs. After this happens enough times, demand in the inventory system is much lower than in reality. The items on the shelves in stores are slow movers that become candidates for removal.
Maintainers mean well, but their efforts often create distortions in the data that stores need to do their job properly. Meanwhile, over in stores, it is not uncommon to find identical items with different part numbers and names all in separate bins. This happens because of errors in naming parts when adding them to stores. Nomenclature for parts must be consistent; planners and store persons need to be diligent in their use of names and numbering for parts.
Planners need to think big picture when they are looking at parts demand forecasts; it needs to include all instances of potential use for the part. That includes repairs on each asset where the part is used and consumption for PM. It’s also crucial for stores to know just how many of each item are needed for a single use. If a single repair requires two, then no less than two should be in stores.
To get this all sorted out requires a concerted and co-operative effort among planners and stores personnel. Finger pointing is counter-productive; working together can serve both you and your organization much better. MRO
Mr. 0, The Practical Problem Solver
MRO magazine’s weekly e-newsletter provides you with special articles and updates on news, maintenance products, and operating tools - right in your inbox.
MRO offers the most recent maintenance, reliability, and operations information on social networks.
miss a thing! Stay
Follow us on these platforms for the latest news, features, and product information.
MRO also produces the “In Conversation with Mr. O” podcast. Topics include safety, maintenance and reliability, and scheduling and planning.