Industrial automation cables in any length YOU choose
Fast, easy online ordering:
Low price per foot - with NO cut charges
Multiple lengths and quantities on one order. Just input the amount and lengths you need and we’ll handle the rest!
Currently o ering these cable types:
• Flexible Portable Cord
• RS-485 & RS-422/RS-232 Cable
• Flexible Control Cable
• Variable Frequency Drive (VFD) Cable
• Instrumentation Cable
• Continuous Flexing Control Cable
• Continuous Flexing Motor Supply Cable
• Continuous Flexing Industrial Ethernet Cable
All cable from AutomationDirect is now available in your specified lengths, so you can eliminate waste and purchase only as much cable as you need. We offer one low price per foot for each cable type, low minimum length, NO cut charges, NO in ated shipping charges, and NO hidden fees. Combine these benefits with our standard business policies* including: FREE shipping on orders over $49, same-day shipping if you order by 6:00pm ET, and our no hassle 30-day returns (yes, even on custom-cut cable) – what could be better?
• UL certified re-spooling facility
• Eliminate waste, buy only what you need!
• Low price per foot, starting at 30¢ (PLTC3-18-1S-1)
• NO cut charges, NO inflated shipping charges, NO hidden fees
• Low minimum cut lengths
• Free shipping on orders over $49*
• Same-day shipping (order by 6:00pm ET)*
• Order via web, phone or fax*
• Standard 30-day return policy*
Kristina Urquhart
Industrial automation experts offer their predictions on what trends and technologies may impact your plant this year Compiled by Kristina Urquhart
A new process automation system at Sleeman Breweries provides internal process and recipe control By
Greg Hood
Why manufacturers should use available R&D tax credits
Three
executives on how the IoT is shifting views on security, IT and
Devin Jones & Kristina Urquhart
NOTABLE TWEETS
@aras_plm
Jason Kasper’s article “Designing a digital thread: ensure traceability throughout a product’s lifecycle” was featured as the cover story of this month’s @ AutomationMag! Check it out: ow.ly/bln330m wZsT
@RayProducts
Check out our article in @Automation Mag to find out why #robots are a good thing for jobs. bit.ly/RP_ Manufacturing Automation
@senseyeIO
Our CEO Simon Kampa features in @AutomationMag where he shares his views on #predictive maintenance and the benefits of reducing downtime.
hubs.ly/H0fSqZZ0
@Universal_ Robot
Want to catch up on the latest #cobot developments? Look no further than the “Robotics Insider” e-book by @ AutomationMag urrobots.com/ B8k
FROM THE EDITOR
BY KRISTINA URQUHART
Making intelligent decisions about AI
Does the term “artificial intelligence” (AI) scare you, or does it get you excited about the future?
A lot of manufacturers may find themselves in the former camp, alongside decision-makers in a number of other industries. In a recent study of more than 300 company executives conducted by Forbes Insights, Canada ranked last out of 10 countries for successful deployment of AI (India and Germany were ranked first and second). Of those Canadians who had adopted AI in their firm, only 31 per cent of them reported the deployment as a “success.” Canadian firms were also most likely to experience pushback from employees about their job security being threatened by AI.
“In a lot of countries, the organizations are jumping to deploy without being thoughtful about how we’re going to deal with ethics,” Jodie Wallis, head of AI in Canada for Accenture (one of the companies that commissioned the study), told The Canadian Press recently. “Canadian organizations tend to do the opposite: ‘Let’s think about all the ethics, and then we’ll deploy.’”
There’s something to be said for that – Canadian companies aren’t the type to just rush into new technology because it’s trendy. That’s good news! But AI is not a flavour of the month – big industry players have been deploying it for years and talking about it even longer. Indeed, just as everyone started figuring out what Industry 4.0 is and how the connected factory can benefit their operation, thought leaders started talking about Industry 5.0 – where humans and machines work alongside each other, aided by technologies like
augmented reality and virtual reality. The concept is still on the horizon, to be sure, but the fact that industry is already discussing the next big thing means that small and medium-sized manufacturers still mired in Industry 3.0 processes and products had better think about catching up before being forced into obsolescence.
According to the experts who submitted their top five trends to our annual industrial automation outlook (p. 16), the time to embrace AI in your plant is now. More advanced data capture and analysis means AI software can predict behaviours and outcomes that increase efficiency at your plant. You can pinpoint lags in your production process that you didn’t even know existed.
One of the most comprehensive ways to do this is through a digital twin framework, which allows operators to view every asset in their plant as a visual representation alongside information about its manufacturing and operational history. These virtual assets are also archiving data as it happens via sensors, which can then be used as the input source for AI software that runs predictive analytics.
Each one of our experts cited the digital twin and/or artificial intelligence as some of the key technologies for plants in 2019, so there’s not a better time to learn what they can do for your operation. We have our own New Year’s resolutions here at MA, like bringing you more content about this new intelligent frontier, starting with a webinar series this spring that will also address other Industry 4.0 topics such as the cloud and cybersecurity.
We wish you all the best for a successful year in automation! | MA
EDITORIAL ADVISORY BOARD
AL DIGGINS, Chairman of the Board, Treasurer and General Manager, Excellence in Manufacturing Consortium
DAVID GREEN, Technology and Business-to-Business Consultant
KARIN LINDNER, Founder and Owner of Karico Performance Solutions
DON MCCRUDDEN, Vice-President, Business Development, Festo
DAVID MCPHAIL, President and CEO, Memex Automation
NIGEL SOUTHWAY, Business Productivity Consultant and Author on Lean Thinking
BILL VALEDIS, Vice-President, Precision Training, Products and Services Inc.
Your resource for Canada’s industrial automation news
Occasionally, Manufacturing Automation will mail information on behalf of industry related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
N.R. Murphy Ltd. announces new owners after 75 years in business
Industrial air-quality solutions provider N.R. Murphy Limited has announced new ownership after three-quarters of a century in business.
The Cambridge, Ontario–based manufacturer of dust collectors, fans and similar equipment says that former sales manager Helder Armas has taken over the reins as the new president. Armas is also now a co-owner with his wife, Lori, who is the daughter of Norman R. Murphy, the company’s previous owner and its namesake.
“It is an honour to take over a business that has a highly esteemed reputation for dedicated customer service and uncompromising quality,” Helder Armas says. “This is a legacy that I plan to carry on.”
Murphy says, “I couldn’t be happier keeping my 75-year-old business in the family.”
The transition comes as N.R. Murphy observes a special anniversary, marking 75 years of building dust collectors in the North American market. The company has installed over 14,000 dust-collection systems throughout the country.
AUTOMOTIVE
GM: Workers to be retrained pending Oshawa plant closure
General Motors of Canada Co. is working to set up jobs and training programs for employees who will be put out of work when it closes the Oshawa Assembly plant this year even as Unifor promises an extended fight to keep the operation open.
The auto giant says that several employers have identified about 2,000 jobs that will become open in Durham region in 2019 and 2020 – many of them related to the refurbishment of the Darlington nuclear power plant
southeast of Oshawa.
General Motors has identified 300 openings for auto technicians at GM dealerships in Ontario, and 100 jobs that will be open at other GM facilities in Ontario.
In addition, GM estimates about half of the 3,000 unionized and salaried employees are eligible to retire under the company’s defined benefit pension plan – leaving about 1,500 who
Norman R. Murphy (right) has transferred ownership of his company, N.R. Murphy Ltd., to son-in-law Helder Armas (left).
AUTOMATION UPFRONT
will want to transition to new occupations.
The city of Oshawa and surrounding areas east of Toronto were shocked in late November when the highly rated Oshawa Assembly plant was included as one of five North American GM plants identified to close this year.
In addition to the Oshawa location, assembly plants at Detroit-Hamtramck in Detroit, Michigan and Lordstown in Warren, Ohio will close. The company will also shutter the propulsion plants Baltimore Operations in White Marsh, Maryland and Warren Transmission Operations in Warren, Michigan.
The company previously announced the closure of the assembly plant in Gunsan, Korea, but says two additional plants outside North America will also cease operations.
“What we want to do is to assure employees that their training will be taken care of. We’ll make sure that there’s enough money to do that,” he says.
GM Canada says Durham College will also establish a confidential internet portal this year to help auto workers identify job openings and begin plans to take retraining courses offered by a consortium of colleges.
Unifor president Jerry Dias says that the training commitment is just a distraction from the company’s lack of commitment to Canada.
“All of these announcements that General Motors is making about retraining, they’re trying
GM Canada vice-president David Paterson says the company is committed to spend millions of dollars to ensure its employees get the retraining they require, with an initial estimate of between $5 million and $10 million, but the exact amount will depend on what other employers provide.
NEW Network-Capable Absolute Encoder from EPC
For EtherCAT communication in a precision absolute encoder, we’ve got your solution.
EPC’s Model A58E Series Encoders feature networking capability and are EtherCAT ready. The Model A58E Series Encoders :
to hide the fact that they’re a terrible corporate citizen.”
GM says it will be discussing further benefits packages for employees with the union, but Dias says the focus is entirely on saving Oshawa. If the plant closes, GM’s only Canadian assembly plant will be CAMI in Ingersoll, Ont., which produces the same Chevrolet Equinox the company produces in Mexico.
Paterson says GM recognizes that the union has voiced “strong opinions” but thinks it would be good for employees if they have time to plan for their future.
“We have an obligation and duty to work with our union to determine – in addition to our pensions and the income supplements our employees will get – what things we can provide,’’ Paterson says.
governments, universities and colleges together to collaborate on breakthrough projects.
The NRC’s research, design and development staff are available to manufacturers, integrators and equipment makers for collaborative research and development. Some of the areas NRC staff specializes in are mechatronics, artificial intelligence (AI), automated guided vehicles (AGVs), vehicle networking, product design, industrial robotics, machine vision and more.
In the hub’s digital factory, which enables Industry 4.0 processes such as machine learning, big data, digital twins and cloud computing, partners can visualize and test advanced manufacturing processes. A Huron five-axis computer numerical control (CNC) machine fabricates components and allows further scaling up of the lab’s existing capabilities in micromachining and surface functionalization.
He says two of the prospective employers that came to GM after the closure announcement are Ontario Power Generation and Aecon, a construction company, working on the nuclear plant’s refurbishment.
Are easily designed into a wide variety of
• applications, including bus, ring, and star con gurations
Come in a compact 58 mm package
• Are available in Shaft or Hollow Bore construction
• Retain position information even in power-o
• scenarios
• 43 bits Multi-Turn Resolution
O er up to 16 bits Single Turn Resolution, or up to
Questions? Call us today. When you contact EPC, you talk to real engineers and encoder experts who are ready to help you.
“They have huge needs in terms of millwrights, boiler makers, electricians and a number of areas where our employees are especially suited to that type of work and have great experience,” Paterson says.–The Canadian Press
Manufacturing and Automotive Innovation Hub opens in Ontario
The National Research Council of Canada (NRC) recently opened the Manufacturing and Automotive Innovation Hub in London, Ontario, a 75,000-square-foot set of renovated scientific laboratories intended to bring together companies,
In the automotive lab, companies can develop technologies for connected/autonomous vehicles, vehicle light weighting and alternative propulsion.
The Manufacturing and Automotive Innovation Hub includes work cells for advanced automation, laser manufacturing and advanced machining, for activities such as additive manufacturing, digital twinning and testing cybersecurity.
An area with 30-foot high ceilings allows for large-scale projects, and two 1,500-squarefoot vehicle bays offer lifts, automotive shop capabilities and 12-foot by 14-foot roll-up doors. Four laboratories are on site, as well as private office workspaces, and meeting areas.
The NRC’s Manufacturing and Automotive Innovation Hub.
CYBERSECURITY
Report: IIoT creating new opportunities in industrial cybersecurity
According to a new study by Frost & Sullivan, high penetration of Industrial Internet of Things (IIoT) technology in critical infrastructure and the manufacturing sector has resulted in a growing number of potential cyber-attack surfaces.
The research firm says cyber attacks within the energy and utilities industries alone cost an average of $13.2 million per year. These rising incidences of cyber attacks, coupled with evolving compliance regulations by governments, and increased awareness among mature and less mature markets, have accelerated the adoption of cybersecurity approaches. However, there is still a high level of ambiguity in
addressing industrial cybersecurity, with existing cybersecurity services struggling to provide comprehensive visibility across both IT and OT networks.
The report, called “Global Industrial Cybersecurity Services Market, Forecast to 2022,” explores market adoption rates, requirements and trends across the market.
Companies that are eager to grow within the industrial cybersecurity market can find
opportunities through:
• Providing integrated platforms that can deploy a range of services to enhance the security posture of end users while incorporating the best security practices;
• Using automated management and advanced analytics to develop a service portfolio that can be adapted for all types of end users; and
• Offering flexible pricing models, such as
cybersecurity-as-a-service (CSaaS), and lifetime services to increase accessibility across industries at a lower cost.
“Despite the growing frequency of cyber attacks, industries still have very low cyber resilience, struggling to ensure cybersecurity in the OT environment,” says Riti Newa, industrials research analyst at Frost & Sullivan. “With complexity and sophistication of the attacks, service providers will need to focus on advanced services that can address the threat landscape and automate cybersecurity.”
PRODUCTION
Via Rail chooses Siemens over Bombardier for $989M contract
Via Rail has selected Siemens over Bombardier Inc. for a
CARLO GAVAZZI has the solution for your application needs, whether it’s our industry leading solid state relays, energy meters, contactors, motor controls, monitoring relays or sensors, now available with IO-Link communications.
Contact us today, and one of our field sales representatives will show you why we are one of the fastest growing automation companies worldwide. We’ll even provide a free evaluation sample to qualified OEMs.
$989-million contract to modernize its passenger rail service along Canada’s key rail corridor between Quebec City and Windsor, Ont.
However, the German manufacturer could receive up to about $500 million more from the state-owned railway if it exercises options for another 16 trains on top of the 32 awarded.
The increased order could take place if the federal government approves Via Rail’s plan to add frequencies between Quebec City and Toronto, says chief executive Yves Desjardins-Siciliano.
It expects Ottawa will announce a decision next year on the project that includes a rail network dedicated to passenger traffic. Under the contract that doesn’t require any local content, Siemens will build the trains at its North American headquarters in California.
The new trains that will maintain Via Rail’s capacity of 9,100 seats should enter into service in 2022 with deliveries staggered until 2024. Via Rail and Siemens also announced a 15-year technical services and parts agreement valued at $355.5 million.
Rumours of Via Rail’s decision not to select Bombardier have provoked resentment in Quebec where Bombardier is struggling to fill the order book at its La Pocatiere plant.
Desjardins-Siciliano says the arguments previously made by federal Transport Minister Marc Garneau that the decision to bypass Bombardier is justified because Canada’s free trade agreements with the European Union and the United States don’t allow Via Rail to favour Bombardier in the awarding of contracts. He says Via Rail couldn’t consider economic benefits in its evaluation of tender bids.
“The opinions of our experts were that Via Rail is named in these (free trade) agreements and is prohibited from demanding Canadian content,” Desjardins-Siciliano says. “We have complied with the rules.”
Siemens has opened the door to offer up to 20 per cent of the value
of contracts to Canadian subcontractors but there is no guarantee they will be selected from bids submitted.–The Canadian Press
INVESTMENTS
Handling Specialty unveils new paint and blast booths
Handling Specialty, the Ontario–based material handling design/build company, recently christened its new paint booth and blast booth with a ribbon cutting at plant two in Hamilton.
The industrial pressurized semi-down draft spray paint booth, with external dimensions of 18 feet wide by 49 feet long by 11 feet high, allows for product parts to undergo the paint process on site. The paint booth includes a galvanized finish, exhaust system with LED lights, one air replacement unit and spray-gun interlock kits with air flow manometer.
The booth was provided by United Paint Booths with an air/ air assist spray paint system by Graco.
The new blast booth includes an IBT 40-foot long air blast room, IBT 30-foot long crane slot assembly, powered door and structural system, an IBT “single auger” reclaim system, man load bar grating, a HD 1/4-inch thick elevator assembly, an IBT measured media system for improved economy, PLC controls, an axxiom, “dual outlet” blast pot, and 11,200 CFM IBT cartridge dust collector.
The blast booth was built on-site by IBT Abrasive Air Blast System.
Maple Leaf Foods to build new plant and close three others
Maple Leaf Foods is building a 660-million-dollar fresh-poultry facility in London, Ontario, which will enhance its ability to process higher-margin products by closing three aging plants in the province.
The protein company will invest an initial $605.5 million dollars into the plant that will serve Eastern Canada and an additional five million dollars into related projects over the next five years.
Meanwhile, $34.5 million dollars will come from the Ontario government and an additional $28 million from the Canadian government.
The new facility will span nearly 60,000 square metres and employ 1,450 full- and parttime workers once operations begin, which is expected in the second quarter of 2021. Three other plants will close, leading to a net reduction of about 300 jobs. Construction will begin this spring.–The Canadian Press
DEAL MAKERS
ATS Automation acquires Transformix Engineering
Cambridge, Ontario’s ATS Automation Tooling Systems has announced the acquisition of all of the intellectual property assets of Transformix Engineering Inc. for $10 million.
Transformix’s CNCAssembly system, based on its patented Rapid Speed Matching (RSM) technology, provides a method of linking and synchronizing the movements of devices and tooling to enable faster and more efficient assembly systems. This enhanced capability is expected to provide higher-speed, lower-cost, energy-efficient and more flexible assembly solutions for customers of ATS customers. CNCAssembly is suitable for any application
where high-precision motion control is required and can serve a broad range of end markets.
“The addition of this important technology will complement our growing portfolio of linear mover technology products, which includes the best-in-class SuperTrakTM linear motion system,” says Andrew Hider, CEO of ATS. “Our team is excited to combine ATS’ engineering expertise with the CNCAssembly technology to develop innovative, market-leading solutions.”
The integration of Transformix’s technology with ATS is expected to take up to 12 months.
JMP Solutions acquires Alfacon Solutions
Milton, Ontario’s Alfacon Solutions, a 35-year-old custom material handling solutions provider, has been acquired by JMP Solutions, a North American industrial technology partner to Fortune 1000 manufacturers. The employees of Alfacon now form JMP’s material handling division.
JMP Solutions will be augmenting the team from Alfacon with their project execution framework, project management resources, and control system design and implementation expertise.
With 15 business units in the U.S. and Canada, JMP services customers locally.
HARTING partners with Heilind Electronics
The HARTING Technology Group has furthered its North American partnership with U.S. company
Handling Specialty’s new paint booth at plant two in Hamilton, Ontario processes parts on site.
Heilind Electronics by entering a global agreement.
Heilind is a global specialty distributor of connectors and electromechanical components, with branches worldwide. Featuring over 170 manufacturers, including most leading connector manufacturers, Heilind boasts an extensive product portfolio.
The company offers products in 25 different component categories, including connectors, relays, switches, thermal management and circuit protection products, terminal blocks, wire and cable, wiring accessories, and insulation and identification products.
The HARTING portfolio of connectivity solutions focuses on multiple levels, from the machine to the device and into the communication infrastructure. The company’s core business is intelligent and high-performance connection technology. HARTING works in almost all industrial markets.
“With this broadened distribution alliance, we are strengthening our international distribution network from our own branches and distribution partners, in order to help us meet our global revenue goals for 2020 and beyond,” says Jon DeSouza, president and CEO of HARTING Americas.
MOVERS AND SHAKERS
Javi Richmond recently joined Weidmuller Canada as managing director, replacing Terry Hodgson, who has been promoted to president
SYSTEMATIC POWER
of Weidmuller Inc., USA and executive vice-president of Weidmuller Inc., North America. As managing director of Weidmuller Canada, Richmond reports directly to Hodgson and has primary responsibility for leading the Canada organization in the areas of sales, marketing, finance, human resources and operations. Prior to joining Weidmuller, Richmond was employed by E.B. Horsman & Son, most recently in the position of vice-president of sales. Hodgson now reports directly to José Carlos Álvarez Tobar, Weidmüller executive board member and chief marketing and sales officer. As executive vice-president of Weidmuller North America, Hodgson has full responsibility of Weidmuller operations in the US, Canada and Mexico. “I’m here to help our organization grow by adding resources, solutions and a support network
MORE OPTIONS. MORE FEATURES. MORE POWER SUPPLIES.
for both our customers and our employees,” says Hodgson.
Excellence in Manufacturing Consortium (EMC), the non-profit organization serving and supporting Canada’s manufacturing industry, has announced Steve Holmgren will join the organization this month as the field service advisor for Eastern Ontario. Holmgren is a senior human resources professional with many years of experience in automotive and wire/cable manufacturing, as well as in the banking, high-tech and education sectors. He is a long-time EMC supporter, and the company says that Holmgren’s broad knowledge of manufacturing and EMC, coupled with his drive for strengthening manufacturers to thrive in today’s challenging economy, will be of great value to its members. | MA
MACHINE SAFETY
BY GARRETT POTTER
Managing hazards in a hazardous world
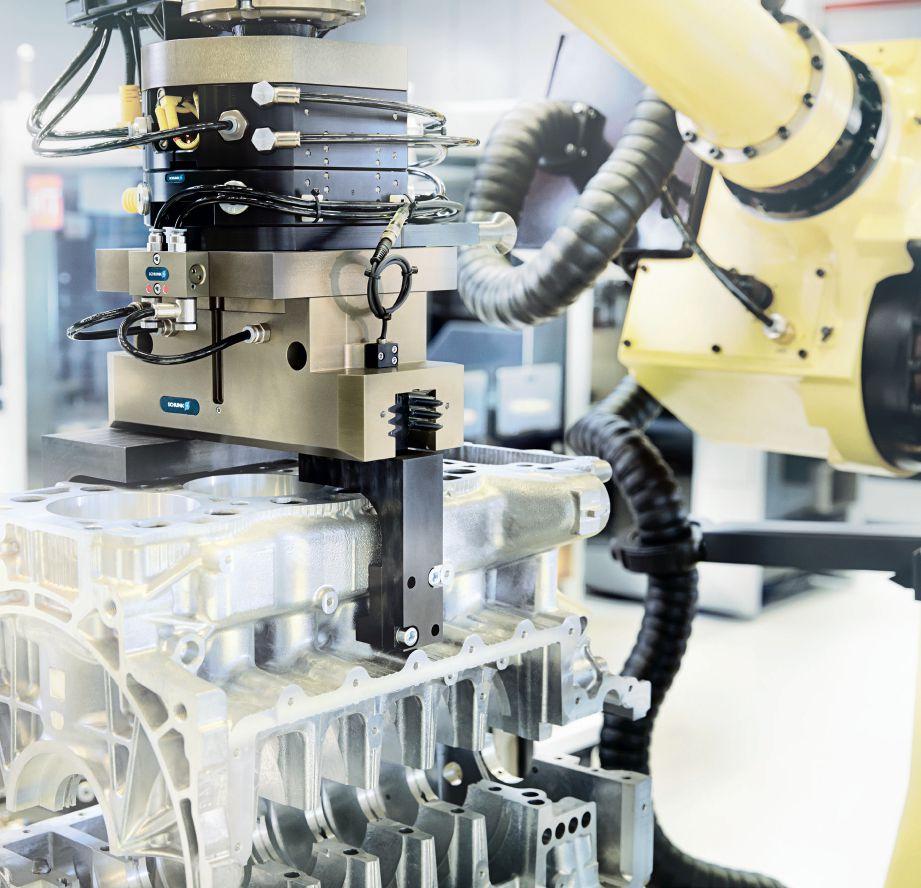
Modern machine safety practices call for the use of guarding, personal protective equipment and proper training, but ensuring the appropriate levels of machine safety can be a complicated task. I sat down with Jim Farmer, P.Eng, of Industrial Performance Group, and Mike Flood, P. Eng. and engineering manager at Tenneco in Owen Sound, to discuss the importance of identifying and managing hazards in the workplace.
Farmer goes into every engineering challenge with the mindset of, “Where will an accident happen from the risks that I am seeing?” Farmer has been a professional engineer for 34 years, 23 of which he has been self-employed. He cultivated his interest in engineering and machine safety at his family machine shop as a young boy, and is now a consulting machine safety specialist who does anywhere from 50 to 100 projects a year. Most projects, whether one machine or a whole plant, involve a risk assessment. Farmer documents risks on a one-page-per-issue format, with a photo of the hazard, a description of the risk, an excerpt of the regulation or standard involved
The inherent inaccuracy of humans is the reason that the machine itself must protect the safety of the worker.
and a recommendation.
In current regulation, the machine manufacturer is not responsible for safety, while the employer must take “every precaution reasonable in the circumstances for the protection of the worker.” Things were not always this way though – when Farmer started, he found that the safety was more or less left up to the employee, not the employer.
Farmer believes that employees should be expected to give an honest day’s work for an honest day’s pay. Being injured on the job should not
be part of the exchange. Farmer must use everything he has learned to stay on top of the different mechanical, electrical and human factors that make machine safety such a unique puzzle. For example, the law states that you must prevent access to hazards to protect the worker. “We used to wonder why an employee would stick their hand in there; now we have to determine how,” he says.
Farmer provides a simple numbers example of just why machine safety is so important. Assuming a manufacturing
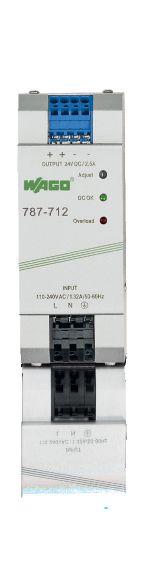
This image shows machinery with no guarding. Employers must take every reasonable precaution to protect workers.
Garrett Potter is the safety group administrator at Excellence in Manufacturing Consortium (EMC), a non-profit that helps Canadian manufacturers become more competitive. Email gpotter@emccanada.org for more information.
Proper guarding includes signage and fencing. Employers should consider all injuries that could arise and work backwards from there.
process takes six seconds, in an eight-hour period (with lunch and breaks), employees can perform a process as many as 4,200 times. Even if the employee was 99 percent accurate, that is still 42 times a shift that a worker can get out of sync and put their hand in the wrong place before they hit the start button again. The inherent inaccuracy of humans is the reason that the machine itself must protect the safety of the worker.
From here, our conversation turned mostly to risk management systems verses striving for compliance. Mike Flood pointed out that compliance with regulations is of course a legal requirement, but it is not the best place to start when managing hazards.
Employers say that safety is more important than production, but at the same time ask, “Do you have that done yet?”
To best manage hazards, engineers like Flood and Farmer look at all of the possible injuries that could arise, and work backwards from there. Flood also pointed out that large multinational companies like Tenneco share certain machines around the world where jurisdictional requirements for health and safety can vary, so their machines are designed to consider and mitigate every possible hazard, which often far exceed the local legal requirements.
I asked why someone would want to circumvent machine safety guidelines, to which they could think of four main reasons.
Firstly, many younger employees have never been exposed to machinery or even hand tools. It is common now for new employees not to drive. Employees that do drive all learned some form of defensive driving, which is basically risk identification and asking “What if” followed by “What will I do if that happens?”
There are conflicting messages in industry, where employers say that safety is more important than production, but at the same time ask, “Do you have that done yet?” – which of course is the practical reality.
Training is frequently inadequate or not followed up on. According to the Ontario Ministry of Labour website, “Employees new to a job are three times more
likely to be injured during the first month on the job than more experienced employees.”
And lastly, Flood pointed out our human instinct to react. Sometimes people reach out purely by reflex. How many of us have dropped a knife in the kitchen and questioned ourselves after the fact what we were thinking as we tried to catch it. Preventing this instinct from resulting in an
injury on the job is one of the reasons the guarding is installed in the first place.
Farmer suggests a simple test for anyone questioning the safety of their machines. “Would you let an inquisitive child near the machine when it is running?” If the answer is no, the machine is not properly guarded. And to be truly proper, guarding must not impede efficient production. |
Everything for your Articulating Arm Robot
More than 3,000 components for handling and
INDUSTRY WATCH BY
PAUL HOGENDOORN
Measuring to improve: finding metrics that lead to success
Paul Hogendoorn is president and co-founder of FreePoint Technologies. He can be reached at paul.hogendoorn@getfreepoint. com or getfreepoint.com. “Measure. Analyze. Share. Don’t forget to share!”
Measuring the right things is just as important as measuring things right. Measuring the wrong things can get in your way and impair your ability to grow, distracting you by putting your focus on the wrong things. Success and growth come from doing more of the right things right, and less of doing the wrong things right.
I have worked with quite a few salespeople over my career, but one in particular stands out. (I’ll call him “Bob.”) He knew his product and was passionate about the company; he had charisma and built trusted relationships. He was internally motivated by a desire to please his customers, and to win, and externally motivated by sales targets and commissions; the latter two also serving as the primary metrics used to measure his success. Many salespeople shared his skills and passion, but they did not achieve the same measure of success. To me, that suggests sales targets and commission were measurements of success, but were not the metrics that drove or created the success. The same is true in most plants I visit; the metrics used to measure effectiveness do not in and of themselves create success. Yet they are the only metrics used and shared.
The goal shouldn’t be to improve the efficiency of the equipment with the hope that will lead to the company’s success. The goal should be the company’s success.
What Bob did differently than the rest were a lot of little things. The time between a meeting and sending a follow up or a quotation was very short, usually within 24 hours, often within 12 hours. The number of quotations he sent out was high, and they were usually very simple. They were easy to read, easy to understand, and were easy to say yes to. In short, he got more quotes out, got them out quicker, and they were less complicated than those put out by his peers. Those were the little things responsible for his success. The sales targets achieved were just the confirmation of it, and the commissions just the reward.
Many plants today strive to achieve higher efficiency metrics, not really understanding what that means, or how those goals can be achieved. Some plants I have visited have been gridlocked for two or more years, hoping to improve an overall efficiency metric. In most of these cases, the problem lies with the metric itself – they are measuring their target improvement against the wrong metric, which has them trying to improve the wrong things. What is the right metric for one plant in one industry is not the right metric for other plants in other industries. Overall equipment effectiveness (OEE), for
instance, is a common metric used by many companies in the various spindle industries, but it is not the right metric for all. I have observed one company increase their value adding time on their spindle machines from 35–40 per cent up to 50–55 per cent in one year, then watch it slip back down to 45–50 per cent in the second year, while overall productivity increased consistently in both years – up a total of 50 per cent from two years earlier. In hindsight, it was clear that the OEE of their spindle machines was not the right metric to drive success, nor in this case was it even a good metric to define success. At a forming company, overall production increased 45 per cent over a two-year period, without changes to equipment or staffing levels, and in this case too, machine performance metrics would have indicated that most of the machines were being operated less efficiently than before. This speaks to the difference between the words “effective” and “efficient.” Doing the wrong things more efficiently is not an effective strategy at all. At best, it stalls your efforts to improve. At worst, it accelerates your demise.
The process should start by asking the right questions, identifying the right goals, and then defining the meaningful metrics. The goal shouldn’t be to improve the efficiency of the equipment with the hope that will lead to the company’s success. The goal should be the company’s success. Defining what that looks like will determine what things need to be improved to achieve it, and that will determine the metrics that can drive daily activity towards success.
That may mean running the equipment more efficiently, but it may mean exactly the opposite, as the two companies above experienced. Don’t let false metrics stand in the way of achieving the overall goal. If Bob (the sales guy above) was measured by the success rate of the proposals he sent out (his quoting efficiency), it would have gotten in the way of his success. Instead, he followed his internal metric (how quickly he got the quote out), which was far more effective.
Do the metrics you’re using lead to your company’s success? What gets measured does get improved – but does that improvement lead to your success? Are you measuring the things that matter? | MA
BY JENNIFER RIDEOUT
How the connected factory delivers real business benefits
When you hear the words “connected mobility,” chances are the first thing that comes to mind is Wi-Fi technology that connects mobile devices like smartphones, laptops and tablets. In fact, wireless technology is what enables mobility – and mobility drives data, voice, video and location applications.
For years, manufacturers have used wireless technology on the factory floor to power equipment such as machine sensors and computers. But mobile manufacturing “networks” are key to driving business benefits that come with the connected factory – in particular, higher margins, reduced cycle times and improved equipment productivity.
Building a mobile manufacturing network is not without challenges. The wireless capabilities must be built on a solid foundation with robust security and a common network infrastructure. With this groundwork in place, the mobile environment must then be configured for foundational use cases – data, communication, video and location capabilities.
Data drives valuable manufacturing applications
Operational data is at the core of any manufacturing network, and sensors enable access to that data. For example, some of the most common wireless IoT sensors measure vibration, current, particle, temperature and humidity. The sensors then communicate with secure wireless networks with embedded edge computers that move and reduce the valuable data, and discard the perishable data.
There are countless applications for manufacturing data. These are some of the most common:
• Wireless tools such as screwdrivers, torque wrenches and scanners
• Operational metrics such as OEE, MTTR and cycle time
• Predictive maintenance instead of reactive maintenance (fix it when it breaks) and preventive maintenance (fix after a measured period)
• Real-time alerts
• Proactive event management/workflow
• Optimized material consumption
Communications enhance productivity
Communication is the most tangible and relatable mobility use case. Many manufacturers provide workers with mobile devices such as tablets and smartphones. The productivity benefits are clear – mobile communications enable workers to do their jobs with greater flexibility and manoeuvrability.
Wi-Fi–enabled voice makes it possible to replace licensed use of handheld paid spectrum and cellular fees. With Wi-Fi mobile communicators, everyone on the factory floor gains immediate access to one another, and the ability to receive real-time notifications, pages and safety alert messages.
Video takes communication to the next level
Wireless video has become part of our daily lives for both recreational and business
purposes. On the shop floor or in a warehouse, video capabilities – whether on a smartphone or tablet – takes communication to the next level by removing the ambiguity of what may be happening, or has just happened.
Video provides manufacturers with some clear benefits:
• Dashboards and digital signs operate in real-time, eliminating the need to print and post the latest production metrics
• Faster response time avoids the need to fly in experts
• Digital work instructions improve training and quality processes
• Physical security is enhanced with monitoring for theft, loss and shrinkage
Real-time location provides unique benefits
The ability to automatically identify and track the location of objects or people in real time is considered by many to be the ultimate wireless capability. The availability of real-time location data about assets, tooling and workers provides manufacturers with real business benefits:
• Improved asset use due to reduced need for “back-ups,” resulting in lower capital costs
• Optimized physical workflow by visualizing real-time bottleneck locations
• Eliminating hunting events thanks to knowledge of the location of every asset
• Enhanced worker safety with the ability to quickly send help to distressed workers
Some location use cases are very simple to implement on a data-capable network. For example, in a worker safety scenario such as “man down,” the push of a button on a worker’s RFID tag or mobile phone triggers a “panic alert.” The panic alert pinpoints the worker’s position so help can be dispatched immediately.
All these benefits of connected mobility are focused on one place – the bottom line. Factory mobility solutions enable essential business benefits like reduced downtime, fewer line stoppages, improved worker efficiency, increased cycle time and higher OEE, all of which contribute to productivity, availability and quality.
Since every dollar spent in manufacturing is tied to return on investment, it’s crucial to map mobility capabilities to those important business needs and benefits. | MA
Jennifer Rideout is the manufacturing marketing manager for Cisco Canada. She is responsible for developing go-to-market strategies for the manufacturing sector in Canada, including channel alignment and content development.
PARTNERS IN AUTOMATION
Lambton College builds industry relationships to acquire top research college spot
BY KRISTINA URQUHART
Sarnia, Ontario’s Lambton College, which offers several industrial automation prog rams, has capitalized on the area’s diversification and industry partnerships to take top honours in a national ranking of research colleges.
Consulting firm Research Infosource Inc. recently announced the school as the number one research college in the country based on research income in its 2018 list of Canada’s Top 50 Research Colleges.
Mehdi Sheikhzadeh, executive dean of applied research and innovation at Lambton College, says the decline of the petrochemical and agriculture industries over the last decade has resulted in the community seeking to attract a new economic cluster.
more access to bigger companies [for partnerships],” he says. “It’s a big achievement for a mediumsized college in a small town to be ranked number one.”
eventually replace plastic water bottles, and established a $6-million oxidation pilot plant facility as part of the new Sarnia Lambton Biohybrid Chemistry Cluster.
Lambton College’s share of the project was about $1 million, to automate and optimize the pilot plant using the expertise of its staff and students. Sheikhzadeh says that Lambton’s programs in both traditional automation and informational technology practices help make a well-rounded team of students.
Since its inception in 2007, Lambton College’s applied research department has received close to $36 million in funding from federal and provincial agencies, and helped to develop more than 60 new prototypes, 20 pilot plants and 300 new or improved processes and technologies.
Lambton College leverages partnerships with companies to attract funding for that research – which can be challenging for a mediumsized school, says Sheikhzadeh.
“When you are at a bigger college, you have access to more faculty, more researchers, more students. And at the same time, most of the bigger colleges are in bigger cities, meaning they have
“The new cluster requires everything,” he says. “It requires R&D; it requires talented people; it requires investment. And the college has been key in building these new clusters, by providing trained people through the academy program that we have, and through applied research.”
The school throws a lot of resources into building its partnerships. Lambton employs a business developer to talk to potential industry partners, maintains relationships with large industrial organizations, and sends staff to conferences and seminars to network. The National Research Council refers companies to the college, which frequently hosts symposia and research days.
“We also have aggressive marketing, outreach and knowledge dissemination,” Sheikhzadeh adds. “And we go beyond our region.”
While the college’s primary focus remains the local industry, it has had to look outside the area to attract more diverse ventures. About 60 per cent of the college’s projects now originate outside the region.
One of those projects was for Origin Materials, a California company that chose to invest in the Sarnia area in mid-2017 after hearing about the talent and R&D opportunities offered by the college. The company wanted to test a plastic-type polymer that might
“We have programs in instrumentation control and we have lots of programs in information technology, from app development to data science to cybersecurity,” he says. “We use those resources to attract projects and we see that industrial automation is becoming a significant focus for the college.”
Robotics, AI, machine learning and data analytics are all becoming part of that focus going forward, Sheikhzadeh says. In another project, Lambton faculty and students developed a mobile device for industrial chemical applications, which scans equipment that needs maintenance to ensure proper disconnection, and then tracks all activities performed on the equipment thereafter. The devices “talk” to a plant’s automation control system, which required an AI/ machine learning implementation. The hardware and software components draw upon expertise from multiple disciplines, says Sheikhzadeh.
“It’s a true collaboration between all departments.” | MA
RAJ SAINI, vice-president of engineered repair services at Wajax Corporation, helps to spearhead digital transformation in plants. We talk to him about the biggest thing that’s holding manufacturers back.
MA: Based on what you have seen in the Canadian manufacturing industry, where would you say that we stack up in terms of digitalization?
RS: Canada is not that far behind. I’ve seen a similar pattern all around the globe with digitalization and condition monitoring. Where it has been applied, in very small pockets, it has been applied very well. My observation is that digitalization in Canada is still evolving –people do not understand how a comprehensive digital strategy applies to them. There is lack of understanding about how to get started on their digital journey. General perception is that such initiatives are capital intensive and probably not for them to embark upon. However, with newer business models like leasing, software-asa-service, performance models, etc., every manufacturer should
be able to have a skin in this game. There is ongoing concern about data privacy, ownership and security.
MA: What are the barriers that may prevent manufacturers from embracing digitalization?
RS: Capturing the data is not a challenge. It might have been a challenge in the past but it is not anymore. All the equipment – at least the critical equipment –has IoT sensors. The bigger challenge for manufacturers that I have seen is the data stopping between different platforms. They have different dashboards and they don’t talk to each other.
For example, operations will buy their technology to operate the plant, maintenance will buy their technology for their maintenance point of view, supply chain will buy their piece of technology to look only into the supply chain. This part is
the biggest barrier, to integrate all the data with artificial intelligence and analytics.
MA: What should be the takeaways for plants that can’t possibly sift through all of the information out there?
RS: My view is that leadership needs to kick in…they need to take a step back and understand in totality how digitalization applies to them. One facility can’t have the same digitalization platform as another facility. It has to be based on your reality. This is critical. Once they have analyzed and understood how digitalization will apply to them, then it is a journey. It’s not an on and off switch. [Manufacturers] need to put this into their strategy and start identifying that they would like to have a common platform where all the information is coming in. But if all these IoT sensors and devices are talking to different platforms – if they’re not on the same
platform? Then we are losing the benefit of digitalization.
MA: What should manufacturers keep in mind as they enter the digitalization phase?
RS: Focus on your business that you do well. While diversifying and vertical integration are important, if not managed properly, [they] could distract focus and consume energy that could be channeled in what you do the best. Find a way to differentiate. Each company has its unique offerings. When the uniqueness gets commoditized, we are playing in a red ocean. Invest in your workforce. Technology is becoming affordable, whereas talent is getting scarce. The best strategies and technology have failed when in unskilled hands. Build long term-strategies before short-term tactics. Day-to-day pressure from competition makes us make tactical moves and long-term strategy fades away. | MA
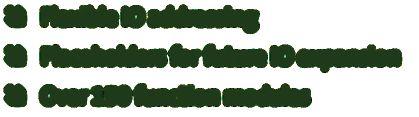
Safety Laser Scanner PSENscan Experienced system planners and design engineers know the score: the monitoring of danger zones is just as indispensable for automation as protection is on the mountain. Risks must be detected immediately and processed reliably Based on many years of experience in the field of optoelectronic sensors, Pilz is now taking the next step With a new product group: flexible, configurable safety laser scanner for productive area monitoring Play it safe: sensor technology, control technology, drive technology and visualisation. A one-stop shop. The complete solution from Pilz
Pilz Automation Safety Canad
TOP 5 IN 2019
Industrial automation experts offer their predictions on what trends and technologies may impact your plant this year
COMPILED BY KRISTINA URQUHART
If you’ve been reading Manufacturing AUTOMATION over the past few years, you’ve come across concepts such as digital twins, augmented reality, the Industrial Internet of Things (IIoT) and digitalization. In 2019, these are no longer buzzwords – they’re important technologies that, if implemented correctly, will allow your plant to position itself as a leader for the next decade. Here, in our annual trends roundup, we’ve consulted numerous automation experts to let us know what manufacturers should be honing in on in 2019. The start of a new year is always a good time to take stock about what is and isn’t working for your operation. And it’s a good time to reflect on the past, too – to look back on prior predictions and see how we did, check out our digital archive at automationmag.com/digital
Muthuraman “Ram” Ramasamy is an industry expert at Frost & Sullivan with over 14 years of manufacturing operations management and strategy consulting experience. He is passionate about creating growth opportunities for clients and tracks horizontal markets such as digital industrial platforms, industrial IoT, analytics (artificial intelligence, machine learning), drones, services 2.0 and ecosystem partnerships. Ramasamy graduated with a degree in mechanical engineering from PSG College of Technology in India.
1. The intelligent edge will augment the cloud, but not displace it
Edge is the next big thing across industrial markets. As customers adopt digital to drive capital, resource and asset efficiencies, computing becomes more distributed and converged at source to build in resiliency and responsiveness. Frost & Sullivan predicts that 30 per cent of all industrial applications will shift to the edge technology and will have better computing horsepower. While this is one aspect of the edge, we also expect the emergence of intelligent field devices, which will have two primary characteristics: a) Edge devices will be intrinsically intelligent,
as asset/function specific algorithms will be ported/swapped based on requirements. We will also see the convergence of field devices with artificial intelligence, which will help customers unlock previously untapped levels of efficiencies; and b) They’ll have native integration capabilities with the cloud and use communication protocols such as MQTT, AMQP, LoRaWAN, etc.
2. Digitalization and the emergence of affordable hardware
Industrial markets (process, discrete and hybrid) have historically digitized/sensorized their processes. However, the industry over the next decade will become more focused on closing the loop between data extraction and value creation. In order to achieve this, digitalization – taking action on data captured in an automated manner – will become paramount. At the same time, digitization will be enabled by very affordable hardware, driven by low-cost/self-serve software. A case in point – IIoT-enabled sensors for basic asset monitoring are available for as low as $250/sensor and self-serve algorithms at $1/ day rates. Disruption by digital is inevitable, but customers appreciate the cost of digital
being low. Clearly, the money is not in selling widgets, but in selling packaged solutions and service offerings – and it’s all about scale. Google speeds, at Amazon prices!
3.
Connected products will drive customers to have negative latency operations
As connected products emerge (the industry is already seeing this in likes of steam traps, valves, compressors, turbines, etc.), the often-underemphasized aspect is the tie back to lifecycle services. Customers will be able to accurately predict asset failures before they happen and take actions to prevent the failure from occurring in the first place. This is what we call negative latency in operations. In essence, in closing the loop between connected products and lifecycle services, customers will have better predictability over operations and management (O&M) spend, uptime, production, and process flow.
4. End-of-asset ownership and emergence of partial asset subscribership
Industrial customers are becoming asset light, as they shed heavy asset ownership and transfer them over to OEMs. This trend started in jet engines and is progressively filtering to industrial class assets. As customers are often in the business of producing oil, chemicals, life science drugs, they are not in the business of maintaining/managing assets. This is prompting them to outsource non-core activities. While asset subscribership may not happen fully, we have begun to observe customers own the assets but transfer the maintenance aspects of those assets to OEMs.
“The industry over the next decade will become more focused on closing the loop between data extraction and value creation. In order to achieve this, digitalization – taking action on data captured in an automated manner – will become paramount.”
5.
The emergence of new business models
Technology convergences will lead to a creative destruction and expansion of traditional business models. Frost & Sullivan has identified nine unique business models that are practiced within industrial markets. There is a spectrum on these business models – at one end are models as common as SaaS agreements and at the other end the models are as unique as zero-cost and gain-share–based contractual agreements. Like in trend number four, customers are constantly pushing the envelope to minimize the cost of O&M on assets in order to improve bottom-line benefits. Today, digital pioneers are leveraging digital and new business models to continuously push down O&M costs to less than one per cent of their capital expenditures. Digital is not about technology adoption, but the ability to achieve interesting outcomes. Digital is all about sustained, new value creation across the enterprise.
Craig Resnick, vice-president at ARC Advisory Group, supports both automation supplier and financial clients. He has more than 30 years of handson experience in marketing, business development and strategic planning. Resnick graduated from Northeastern University with an MBA and BS in Electrical Engineering.
1. Augmented reality (AR) as a tool for assembly and maintenance
As baby boomers retire and are replaced by millennials, knowledge transfer is a major challenge. One solution is to deploy augmented reality (AR) technology, where the user sees the real world with information digitally overlaid. AR devices “sense” what the worker is looking at and display only the data needed for the operation at hand. This is accomplished with video-see-through technology using tablets or smartphones, or with optical-see-through technology, using smart glasses or wearable computers.
For example, in product assembly operations, the AR device prompts an operator with work instructions as augmented reality overlays physical and digital twin models, monitors progress, provides feedback and incorporates automated inspection for quality control. In another example, for maintenance and service operations, AR devices provide maintenance and service technicians with detailed workflows and procedures, such as asset diagnostics, work order information, recording
capabilities, and a platform to contact remote experts for assistance. AR users can share their video feed with a mentor and the remote expert can overlay annotations or feed the user with manufacturing/maintenance details for better contextualization. Companies that employ AR achieve faster throughput, reduce rework and lower downtime.
2. Virtual reality (VR) as a tool for training and simulation
Workforce changes also create a major challenge for training that goes beyond YouTube videos, on-line or classrooms. One solution is to deploy virtual reality (VR) technology, where the user is fully immersed in a virtual world presented through a head-mounted device. Eye- and head-tracking sensors synchronize the virtual display with the user’s motion. VR is a powerful tool for creating immersive experiences and lends itself to applications, such as product and process design or training simulations. VR can provide a highly realistic virtual training environment with contextualized, real-time data overlaid. This enables operators, maintenance technicians, and plant engineers to explore a variety of plant and field scenarios in a safe, off-line environment and prepare for the real-world environment with reduced unknowns. VR enables near-limitless creation of training scenarios with zero risk of disrupted operations. The VR training method is gaining traction in the process industries, where competency requires familiarity with equipment and operational and maintenance procedures. It is often challenging for millennials to acquire this familiarity, particularly for sophisticated and/or rarely executed tasks. VR provides these workers with a repeatable, low-stress learning environment in which to master these skills.
3. Simultaneous deployment of Cloud and Edge solutions
Given the increasing convergence of information technology (IT) and operational technology (OT) and today’s emphasis on digital transformation, manufacturers must focus on deploying computing resources where it makes the most sense to do so on an application-to-application basis. A simultaneous approach that uses both Cloud and Edge solutions has emerged to enable industrial organizations to distribute computing resources more broadly.
In industrial environments, edge technology is used to get the right device data in near real-time to drive better decisions and even control industrial processes. Then that analyzed and processed data is sent to the cloud, enabling this critical business information
“By bringing together big data, statistical sciences, rules-based logic, AI and machine learning, manufacturers can use digital twins to help discover origins of complex problems and determine options for resolving.”
to be leveraged by IT. Taking a simultaneous approach entails deploying edge devices with embedded analytics, edge servers, gateways and cloud infrastructure, which all must deliver industrial-grade availability and performance. Synchronicity will enable manufacturers to provide actionable information to support real-time business decisions, leveraging asset monitoring, analytics, machine learning and artificial intelligence (AI) to make sense of and act on complex data patterns. This will help manufacturers to better identify production inefficiencies, compare product quality against manufacturing conditions, and pinpoint potential safety, production or environmental issues.
4.
IT/OT cybersecurity converging to address manufacturers’ greatest challenge
Many industrial organizations often consider cybersecurity their greatest threat. Reports on industrial cyber incidents show that attackers cross IT/OT boundaries and exploit gaps in security responsibilities. Organizational silos also complicate efforts to pool resources to help alleviate cybersecurity talent shortages plaguing both IT and OT groups. Industrial IoT devices and network edge equipment expand an already challenging attack surface. Integrating information from sensors within and outside control systems creates more confusion in IT/OT responsibilities. Adding more suppliers further complicates enforcement of security requirements for new assets. To help combat this, companies will converge their IT and OT cybersecurity efforts, which will help to clarify responsibilities and remove security gaps. It will also help ensure more consistent security levels across entire organizations. Combined, this will help to reduce the organization’s overall cyber risk.
5. More assets will deploy Digital Twin technology
More and more plant assets will come with digital twins that provide a virtual representation of the asset. These digital twins contain an archive of asset-related information, such as drawings, models, bills of material, engineering analysis, dimensional analysis, manufacturing data and operational history. This
historical information can be used as a baseline when benchmarking asset performance. The digital twin will also have an archive of real-time data acquired via integrated sensors or external sources that can be used for condition monitoring, failure diagnostics, and both predictive and prescriptive analytics. Any knowledge gained will add value to the service life of the asset, such as improving efficiency, reducing downtime, anticipating failures and providing insight for continuous improvement. The digital twin can also be deployed to provide plant personnel with operational intelligence. By bringing together big data, statistical sciences, rules-based logic, AI and machine learning, manufacturers and other industrial organizations can use these digital twins to help discover origins of complex problems and determine options for resolving. As assets increase in complexity, demand for assets with digital twins will continue to grow rapidly.
Ruban Phukan is the cofounder and chief product & analytics officer at DataRPM (acquired by Progress), where he leads product and the data science for the flagship Cognitive Predictive Maintenance product, which solves the complex business problems of minimizing asset failures, unplanned downtimes and maximizing yield/ efficiency/quality in IIoT. Phukan is a serial entrepreneur and technologist with rich and diverse experience in machine learning, natural language question answering, data science, product, technology and business. He holds multiple patents.
1.
Artificial intelligence becomes king
Applications of AI and machine learning will start playing a leading role in the digital transformation of manufacturing. Data science will move from research labs to the production line and begin to have a tangible impact on how the day-to-day business is run. We will start to see technologies like AI/
ML, AR/VR and blockchain converging to drive new use cases. As an example, the field service management industry will use these technologies to predict machine health (AI/ ML), remotely inspect and perform maintenance (AR/VR) and identify the root cause of faulty parts by looking at the full lifecycle of raw materials (blockchain).
2. IIoT extends its reach
More manufacturers will move from condition-based maintenance to predictive maintenance by embracing the Industrial Internet of Things (IIoT). This shift will significantly minimize unplanned downtime, quality issues, maintenance costs and risks. IIoT will not just transform maintenance and field services, but also play an important role in the evolution of other aspects of the manufacturing lifecycle, such as inventory management, supply chain optimization and managing bottlenecks.
3. OEMs redefining the “as-a-service” model
More original equipment manufacturers (OEMs), especially the business-critical and expensive equipment manufacturers, will offer uptime-based services to their customers. This will require OEMs to provide new sales/service models such as “asset management as a service” or “machine as a service” for their products.
4. Now is the time for apps
As digital initiatives continue to shape the manufacturing industry, there will be a growing need for more industrial applications. As an example, hpaPaaS (high-productivity application platform as a service) will play a crucial role in helping manufacturers rapidly build apps with improved UI/UX for both internal use as well as for their customers.
5. Digital transformation becomes prevalent
The concept of using cutting-edge technology to drive profound operational and organizational change across the enterprise is not new. It’s called “digital transformation” and it has quickly become the business world’s loudest buzzword. Despite many industry experts criticizing the ambiguity of digital transformation, the strategy and technologies behind it still ring true. To be successful in today’s climate, modern manufacturers must embrace the ongoing shifts in technology and adapt in real-time to fight back the growing number of more agile and digitally empowered competitors. In the year ahead, this trend will only continue to play out more rapidly, which is why now is
the time for manufacturers to start acting on their digital future instead of simply planning for it.
Olivier Cousseau is the industry vice-president at Schneider Electric Canada. With over 20 years of experience in international aftermarket sales, offer management and business development, Cousseau takes pride in being a corporate ambassador accomplished in global marketing. Some of Cousseau’s key roles as a leader include anticipating change, uncovering opportunities, driving growth and maintaining the standard of excellence Schneider Electric strives to achieve.
1. Artificial intelligence gaining more functionality
Artificial intelligence is becoming a ubiquitous tool in the world of automation, including in quality assurance, predictive analytics for maintenance, operations and design, resulting in improved profitability, optimized assets and a better-informed workforce. Over the last few years, we have seen AI take on many different forms and functions across many different industries, from monitoring to manufacturing.
In the coming year, AI will strengthen industries relying on automation with an expanding network of functionality. Production-line machinery and equipment represent massive investments for companies the world over, and unplanned downtime costs manufacturers approximately $50 billion yearly. Using AI in predictive maintenance, manufacturers can prevent this downtime by knowing ahead of time which part or system in the supply chain is close to failure, allowing for faster response and better-equipped technicians to tackle the problem.
Further, AI allows for a process known as generative design, which supports creation based on goals. Designers and engineers input desired outcomes for a system or mechanism,
“With 5G and satellite connectivity speeds, AI will learn faster and augmented reality tools will provide better and more accurate views of real-world systems.”
and from there software runs through all the possible solutions, generating alternative designs, learning to test and gather information on what worked and didn’t work in each iteration. This eliminates expensive real-world testing and provides higher performance products and tools from initial implementation.
2. Digital twins for maintenance and modelling
Digital twins augment AI, machine learning and software analytics to create functional digital simulation models that reproduce physical assets and systems in a virtual space within which designers can model the behaviour and various processes the item will undergo.
In the world of automation, the use of a digital twin system will provide and perfect two high-value solutions in the coming year. First, it allows technicians a clearer line of sight towards predictive maintenance, augmenting one of the functions of the aforementioned AI systems. By modelling the lifespan of a piece of equipment or system with a digital twin, stress points can be identified and addressed before they are encountered in the physical process.
Second, manufacturers have the ability to mirror and model entire supply chains with a digital twin. This will provide an opportunity to increase efficiency and output from production lines and other automated systems by identifying and addressing potential bottlenecks and stress points in the system before they impact the real-world supply chain.
3. Blockchain for safeguarding product traceability
Since blockchain technology made its first widespread appearance with the cryptocurrency boom in 2008, its usefulness as a highly secure record-keeping system has become more apparent. Now, blockchain’s uses are expanding beyond tracking currency in highvalue transactions, moving in to multiple industrial sectors as a means of enhanced security and automation for supply chains.
Blockchain is resistant to data modification, allowing for a transparent, consistent record of transactions or uses of an item. In the industrial world, this feature provides an opportunity. With the use of blockchain, manufacturers will have the ability to easily and securely track and trace an item or system from the moment it enters production, to sale, to its on-site use and eventual end-of-life processes.
The digital blockchain system further maintains the integrity of the constantly growing number of transactions by self-auditing and notifying all involved parties of data changes. This acts as an added layer of security for any information shared via the
chain, and provides an efficient solution to track the use of systems and machinery.
4. Connectivity everywhere with 5G and
mobile satellite systems
5G network technology is spreading and advancing every day, bringing the next generation of mobile internet connectivity to the world and delivering faster, more reliable connection with download speeds averaging 1Gbps or more. In the coming year, we can expect to see 5G networks on factory floors and in homes across Canada providing hyperfast, low-latency connectivity for improved communication and performance from any system using the network.
IoT connectivity is also reaching remote areas not covered through cellphone networks thanks to satellite infrastructure –constellations of mini satellites orbiting the earth picking up signals from tiny groundbased transmitters, which then relay data to antennas on the ground. From there, the data are uploaded to a cloud-based analytics platform, allowing users to gain better insights and make better decisions based on the data.
With 5G and satellite connectivity speeds, AI will learn faster and augmented reality tools will provide better and more accurate views of real-world systems. Meanwhile, laying a highly responsive and lightning-quick groundwork for numerous powerful systems will allow for companies to embrace an ongoing digital transformation and jump in to the fourth industrial revolution confidently.
5. The further advancement of the IIoT
The above systems feed into Industrial Internet of Things (IIoT) systems, an overarching technology that will become more prevalent through 2019. IoT is already implemented in many homes – for example, a smart thermostat. In manufacturing, IIoT can come into play among complex systems monitoring and maintaining large-scale production lines through machine-to-machine communication to improve safety, production time and efficiency. With IoT connectivity almost everywhere, improving the connection between integrated IIoT components will allow for faster communication and response to change. Meanwhile, advancements in AI and machine learning will allow IIoT systems to more effectively monitor, predict and react to events on production lines and in factory environments, which will improve safety on the floor and plant ROI. | MA
Let us know if you agree or disagree with our experts at editor@automationmag.com.
BREWING A BETTER BEER
A new process automation system at Sleeman Breweries provides internal process and recipe control
BY GREG HOOD
Ten years ago, tourists looking for a taste of the local life in Southern Canada may have asked for one of the region’s best wines. Today, it’s all about craft beer.
From entrepreneurial newcomers to large-scale producers, brewers in Canada are cashing in on the thirst for craft beer. The number of microbreweries – producing less than 25,000 cases of 24 – has more than doubled in the last seven years.
The explosion in craft beer popularity had one company – Sleeman Breweries – bursting at its production seams. The third-largest brewer in Canada, Sleeman brews and distributes popular beers from lagers to pale ales. With a notorious past in
bootlegging and a brewing history dating back to 1834, the company has re-emerged as a powerful presence in the craft beer market. Sleeman operates three brewing production facilities located in Ontario, Quebec and British Columbia.
Modernizing craft brewing
An increase in craft beer demand is ideal for a company like Sleeman, but running out of production capacity is not. At its Okanagan Spring Brewery (OSB) in Vernon, British Columbia, the company was struggling to meet market demand for its OSB beers. The management team was looking for ways to increase output beyond the maximum of eight brews per day.
If unable to increase production capacity at OSB, the company could be faced with the need to build a new facility at a high capital investment cost. At the time, Sleeman had engaged third parties to produce enough to meet customer demand – not ideal for managing costs, ensuring consistent quality and flavour, and meeting delivery deadlines.
Not only was the facility limited in its ability to increase production, the existing infrastructure was based on an antiquated, semi-automated control system. Changes to the brewing process – including adding new recipes – needed to be made manually,
which increased the risk of human error or inconsistencies. Throughout the production process, operators needed to be at the right place at the right time. If the operator was not on the line to move production forward, brewing would be on hold.
These constraints limited Sleeman’s ability to respond quickly to changes in consumer taste or trends in the industry. The manual approach also hampered access to accurate and timely production metrics needed to fully control the brewing process. Batch reporting was ad hoc and required operators to input numbers on paper, limiting real-time access to critical information such as pressure and flow rates.
Better control for better brews
The Sleeman team worked with McRae Integration, a system integrator for Rockwell Automation, to design and implement an integrated process automation system to increase capacity, reduce risk and provide access to real-time production data.
The Sleeman team was hoping to standardize on one solution across its facilities. A single platform would enable executives to view production metrics and operations data for all facilities from the corporate location. With one common platform, in-house mechanics and electricians also could
Within two weeks of implementing the new process automation system, Sleeman increased its beer production by 50 per cent.
more easily transition from one facility to another and keep parts storage streamlined.
“A single platform would give us insights across the line and between facilities, so we could build on successes and meet our goals for continuous improvement while continuing to make great beer,” says Stefan Tobler, brewmaster at OSB.
McRae implemented a phased approach based on the PlantPAx distributed control system (DCS) from Rockwell Automation and McRae’s own Meridian BrewSoft and BrewSight software.
The system includes reporting and historian software that collects, tracks and records key process data to pinpoint brew cycle trends, allowing operators to proactively make changes to brews as needed. A library of process objects provides predefined controller code and faceplates, and the new system helps Sleeman operators more quickly configure new batches and build recipes. McRae customized the solution for brewing applications with its software solutions, which provide operators with control of the process through web interfaces. Allen-Bradley PowerFlex 525 and PowerFlex 755 drives deliver motor control in the brewing process and help communicate device diagnostics to the control system.
To complete the implementation, McRae worked with Sleeman’s IT team to install VMware virtualized servers. The Sleeman team had implemented redundant servers at its Vernon facility a few years earlier, but found the costs of the equipment and additional storage space difficult to maintain. The VMware virtualized servers provided automatic redundancy for production data
Batch reporting was ad hoc and required operators to input numbers on paper, limiting real-time access to critical information such as pressure and flow rates.
with better data recovery and expanded data storage. One virtualized server can replace up to four physical backup servers, helping to offset the equipment hardware costs. It also provides the Sleeman team with the ability to create copies of the virtualized servers to run simulations offline and test production changes before they are made.
Ready for more beer
Within two weeks of the implementation, Sleeman increased production by 50 per cent at its Vernon facility, going from eight brews to 12 brews per day.
The brewing team can now complete all brews on-site without using third-party producers. And they have avoided the cost of a new facility or significant equipment upgrades or additions.
Additionally, operators have gained more control over the brewing process. With web browser–based recipes, operators can more easily build a new recipe, create a test batch, and store the recipe in the system for additional testing and production. Brewing managers can make process and recipe changes via a web browser interface, without additional personnel.
Management can check on any production issues leveraging the PlantPAx system’s
trending capabilities and the BrewSight software’s reporting. With exception reporting, the system creates reports to track progress as the brews reach fermentation and emails management if any brew variables deviate. The brewing team can take any corrective action needed and reduce downtime, rather than reworking and blending off the brew in small amounts later.
“Craft brewing involves a lot of small changes in recipes – based on water, incoming malt and other variables – plus adding new recipes,” says Tobler. The software upgrades have kept the brew quality high while increasing production speed. The Vernon facility now has a two-hour brew cycle, with improved consistency in flavour and quality.
The Sleeman team is not done – they plan to implement the PlantPAx platform throughout the rest of the Vernon facility, including the tank farm and packaging lines. As the standardization across all areas of Sleeman’s facilities expands, corporate visibility will improve, allowing the company to more effectively make decisions that will grow their business. | MA
Greg Hood has worked at Rockwell Automation for more than 20 years, and is currently the solutions and applications business development manager. rockwellautomation.com
GETTING THE BENEFITS
Why and how manufacturers should use available R&D tax credits and other incentives
BY TREENA HEIN
It’s well known that innovation and continuous product/process improvement are necessary for manufacturers to keep or expand their market share. It’s also well known that many incentives exist to offset the costs involved.
Due to some misconceptions, however – such as thinking they do not qualify or underestimating how much they could receive – manufacturers often do not pursue or maximize these tax incentives.
To clear up these misconceptions, it’s first important for manufacturers to understand that almost all incentives relate to R&D – R&D that may or may not ultimately lead to innovation. “As long as a company has tried to improve its processes or products, the related activities may qualify for the credit,” explains Laslo Cesar, managing director at Ayming, a Montreal-based consulting firm specializing in government incentives and cost optimization. “Said another way, you don’t have to innovate to benefit from available incentives. Some incentives may use innovation as part of their assessment, but rare are the ones strictly just for innovation.”
Cesar notes that the biggest Canadian R&D incentive of all, the SR&ED (Scientific Research and Experiment Development) Tax Credit Program, aims to support R&D regardless of the outcome. Indeed, Dennis Darby, president & CEO of Canadian Manufacturers & Exporters (CME), characterizes SR&ED as essential to the future of manufacturing in Canada. He says Canada has one of the lowest levels of research and commercialization among the members of the Organisation for Economic Co-operation and Development, a global body that stimulates economic progress and world trade.
“So reforms of tax credits such as SR&ED are critical to change the situation, boost innovation and allow manufacturers to succeed on the global stage,” he says. “Manufacturers account, in fact, for 42 per cent of SR&ED claimants.”
CME’s in-depth research on the SR&ED program, however, has found that less than two-thirds of companies are using the program, and that less than two-thirds of those are only claiming about half of their R&D expenditures. Of those who are not using
Almost 40 per cent of manufacturers not using the SR&ED program have used it in the past, but stopped because of the administrative burden, which the government plans to
the program, CME found that almost 40 per cent have used it in the past, but stopped because of the large administrative and audit burden.
The federal government invests $3 billion in SR&ED every year, and CME has concluded through its Industries2030 research (CME’s strategic plan to double Canada’s manufacturing output by 2030) that for this investment to yield the most success, SR&ED needs to be modernized. Darby is pleased to report that the federal government has recognized the concerns, and has committed to working with CME to reform the program (see sidebar).
Other options
Other types of incentives are more modest than SR&ED, but should definitely be investigated. Just on the tax credit side, they include design, multimedia and e-business credits. “A design tax credit could apply to the development of a new machine used in manufacturing,” says Glenn Kerrick, president of Ayming North America. “So the name can be misleading in that it doesn’t just apply to product design. This type of incentive could also include software development – for example, the Quebec IT integration tax credit.”
Because each province offers a mix of tax breaks and grant incentives, with some lasting a few months to a few years and criteria that are always evolving, the claiming process is usually complex and time-consuming. Similarly challenging
is the task of evaluating and optimizing all programs. Indeed, Kerrick reports that manufacturers may not know that optimizing the mix of credits across all available programs can lead to a significant increase in total credits obtained. In addition, if your company is located in more than one province or even in several countries, the complexity becomes exponential – but so does the potential for taking advantage of incentives (see sidebar).
Other factors holding firms back Complexity is large factor, but it’s only one of many reasons why companies are not claiming or are underclaiming R&D incentives. The other reasons may surprise you.
For one, companies don’t always think of the changes they are making as R&D, Kerrick notes. “For example, process development and continuous improvement, equipment
Taking advantage of international tax credits
There is obviously a multitude of legislative, policy, cost, labour availability and other factors to consider when drawing comparisons and making decisions about whether or not to set up a plant in the U.S. Cesar notes that the U.S. federal government offers R&D tax credits at the federal level, and that about 37 out of 50 states also have them for product and process development and improvement.
“In general, the eligibility criteria are much broader and it’s much easier to qualify in the U.S. than in Canada,” he says.
“So, depending on individual situations, there can be some benefits for Canadian manufacturers to set up some manufacturing activity in the USA. There are also tons of other programs at the state level to incentivize setting up a plant, hiring and training and so on.”
and system changes, and internal IT projects are all activities that could qualify,” he says. “However, the manufacturer might have had a prior bad audit, or think it takes too much time and discipline to comply with documentation and tracking requirements, so they make the mistake of writing R&D incentives out of their funding equation.”
Cesar points to another example of why some manufacturers don’t claim eligible activities, and that’s the situation of on-demand orders. “In this case, the company is being paid by clients for R&D, so company leaders don’t believe they can claim any tax credits for this work,” he says. “Therefore, we frequently find companies wrongfully not including these activities as part of their claim, in essence eliminating a large portion of eligible costs they could be receiving tax credits for.”
Also, he notes that while R&D accounts for a significant part of these incentives, it’s also critical to understand that incentives exist for activities other than R&D, such as hiring, training and capital investment. “Properly positioning companies’ initiatives toward the right incentives is key,” he says, “as the same initiative could be eligible for several programs.”
Cesar adds that it can be difficult to know what’s expected in each case from the government in terms of compliance, but that it’s possible to identify areas where compliance is weak and strengthen them. “If we go back to custom manufacturing, an example would be how a contract with the client is structured,” he says. “If you’re being paid by the client for R&D based on the number of hours involved or on a fixed fee, that sort of thing can make a difference in claiming incentives.”
Many companies also underclaim simply because they don’t believe they have the backup documentation to support their claim, say Cesar. For example, programs often don’t require timesheets, but emails, meeting invites and status reports are sufficient evidence to accurately account for the time spent.
Changes to the SR&ED application process
CME is working with the federal government to improve SR&ED so that manufacturing is better supported, especially around commercialization/scale-up and process innovation.
Here are the specific aims:
• Modernize program eligibility definitions, including restoring capital expenditures
• Rapidly expand the pre-approval process for R&D activities to de-risk the post-activity audit process (similar to the U.S.)
• Boost training of government technical auditors so that understanding of business and manufacturing in particular is improved
• Create a stronger and more efficient dispute resolution system
• Create a common framework for audits for both government and industry to follow, which would eliminate uncertainties and delays
• Introduce a “patent box” tax program that taxes patent revenues differently, to assist with commercialization.
As to whether CME recommends that manufacturers hire a company (rather than trying to do it themselves) to help choose, apply and implement the incentive programs available in Canada and internationally, Darby suggests using his organization as a resource. “CME can help businesses connect to the right decision-makers in government and help overcome regulatory challenges,” he says.
“If companies need help with their specific claims, our members have access, through our network companies and partners, to a range of vetted experts at a discount.” | MA
Treena Hein is an award-winning freelance science and tech writer based in Ontario.
CLOSING THE GAP
Three Microsoft executives on how the IoT is shifting views on security and narrowing the divide between IT and OT
BY DEVIN JONES & KRISTINA URQUHART
Michael Kuptz, general manager for Microsoft America device experiences for IoT, speaks at the November 2018 IoT in Action event in Toronto.
Last fall at the IoT in Action event in Toronto, Microsoft shared several new additions to its industry-agnostic Azure IoT suite that it says well help companies approach the Internet of Things (IoT) more holistically – including a dashboard for security deployment, security protection for connected microcontroller devices (called Azure Sphere), and a platform to create virtual models of physical environments.
Microsoft highlighted the new developments as part of the company’s overall $5-billion investment in IoT announced in early 2018. How do these innovations add to the IoT landscape? And how can the IoT bridge the gap between operational technology (OT) and information technology (IT)?
We sat down with our colleagues at Design Engineering at the event to find out those answers from three Microsoft experts: Khalil Alfar, general manager of the Azure cloud and enterprise business division for Microsoft Canada, Michael Kuptz, general manager for Microsoft America device experiences – IoT, and Tony Shakib, general manager of Microsoft Azure IoT.
Manufacturing Automation: It’s clear from the turnout today that there’s interest in IoT. But how does Microsoft see that reflected in real use cases? And what’s the momentum like in Canada for IoT adoption?
Khalil Alfar, general manager of the Azure cloud and enterprise business division for Microsoft Canada: A lot of organizations are realizing that it’s time to do something about IoT. They’re starting to realize that there is a significant opportunity to connect directly now into the heart of the organization. It means really doing something outside of just the very specific scenarios operationally.
We’re seeing so many different industries starting to understand that this is so important, and having [these] embedded compute
capabilities in devices opens up significant opportunities for business.
Design Engineering: One of the biggest things that we’ve been seeing is this convergence of OT and IT, where security-wise, those ecosystems were once separated. How is Microsoft using IoT to close that gap?
Tony Shakib, general manager of Microsoft Azure IoT: We have a very rich history with the IT community…We have a very good relationship in terms of understanding their business needs, migrating them to a cloud, managing data and overall making them productive. With this OT division that we’ve created, we actually had to go learn the line of business. We hired a lot of people from different industries – a lot of people from manufacturing. We had to figure out, one: How do we make sure that we provide the right set of technologies for both groups, and two: How do we really help bring these teams together and make them relevant?
IT people come to us saying, “Hey, I want to be more relevant to my line of business.” To us, we hear: “Give me the right tools so I can connect more and more devices, make it secure, and run the applications that we’re looking for.” At the same time, we’re working with the OT department. We’re telling them, “Okay, we understand the environment you’re coming from” – security in OT is very different than IT – all of the legacy equipment that they have, those real-time needs of how to have that compute capability closer to where the action is.
MA: What are some specific gaps Microsoft is noticing when it comes to IoT security architecture? Specifically, where companies and organizations believed they were secure, but in reality, they aren’t at all?
TS: A lot of people honestly don’t know their environment and how vulnerable they are to hackers. A lot of the security incidents that are happening aren’t even malicious. It’s unintended.
When you have a device, it has a set of parameters [that] it operates in. If you don’t confine
Khalil Alfar Michael Kuptz Tony Shakib
its limits, it does unusual things and often breaks, bringing down the whole manufacturing line. Part of the Azure Security Center service that we just unveiled is where organizations can take their Azure subscription, point it to their plant, hospital or assembly line and we will go through every device, port, and operation that it should be executing.
It’s a simple way to visualize and take stock of what’s connected and what’s potentially vulnerable. The second thing is that companies recognize the issues but have no idea what to do about them. For us, it’s to help them remediate – which one of these things do you address?
Michael Kuptz, general manager for Microsoft America device experiences – IoT: Adding to that, from a manufacturer’s perspective, when you differentiate between industrial and consumer, there’s an inherent fear that continues to persist around connecting consumer devices. The home environment and home gateways are probably as open and transparent as any environment.
The announcement of Azure Sphere did three things. It first addressed a massive gap in the awareness around what is secure. Many companies that we met with before we announced Azure Sphere told us, “We’re secure enough.” There wasn’t a benchmark to be able to model what “secure” meant. Microsoft’s seven security properties delineate between having a secure hardware, a secure OS and a secure software base.
In terms of a holistic approach to securing devices, Microsoft is saying, “We’ll take on the operation support side of securing that device” – it is an outsource of device security. When you move that into the consumer environment, parallel to the commercial/ industrial environment, it sets a whole new pattern of engagement that we’ve never had before.
The third facet says, “We’ll extend that support and we’ll be responsible for securing those devices for 13 years.”
DE: Why do you think we’re not seeing more movement towards that second phase of IoT solutions – from implementation and data collection to analysis and improvement?
MK: I’ll address it from an engagement perspective. In the Americas, I have roughly 3,100 OEMs that I’m responsible for. And of those OEMs, the primary focus is, “Do I want to be the disruptor? Or be disrupted?” Once they decide that they’re going to be the disruptor, they become the aggressor in terms of accelerating their transformation. If they’re disrupted, it’s a defend-and-protect strategy, which takes longer because they’re trying to maintain the core business and revenue streams while dabbling in this “How long can I survive?” mindset.
These engagements fall into two identity factors, the first being, is there an executive sponsor across the organization that says, “We will make this transformation happen”? You see that with companies like Johnson Controls, in trying to go to an autonomous type of device that will then auto-update based upon the environment that it’s in. They’re going to be the disruptor.
The disrupted then becomes, “I gotta make something, connect it and be able to compete in added value to my end customers.” The fear factor and the reason it takes longer isn’t because of technology and it isn’t because of the architecture, it’s because of the uncertainty and doubt around being all in or partially in.
KA: To [ MA ’s] question about what gaps Microsoft is seeing, a lot of organizations felt like this environment is not secure and they don’t want to connect OT to this network that they believe exposes them to unsavory elements. Being able to have a view of that and have the tools and environments to show them something that’s operationally sound and secure at the same time is what we’re trying to do.
MA: Could you elaborate on Microsoft’s involvement with legacy systems? A big concern of our readers is the overall investment costs associated with updating those systems with IoT. So how does Azure specifically work with the network architecture that’s already in place?
TS: That’s a great question, and it’s a pretty complex problem to solve. We always realize that the refresh cycle in manufacturing environments [is] very long. When you look at an assembly line, that assembly line is there for 30 years. But we can tap into the existing infrastructure, extract the data, and do a protocol conversion either at the IoT edge because we have the compute engine, or at the cloud.
Then it’s an IP-based packet with the new protocol. We try to push the conversion points as close to the port as possible.
The second thing is that we’re driving standards. Like OPC UA, where we can actually push that responsibility to the vendors, [so] that they would be responsible for getting to common-based standards that everyone can understand.
The third thing is that we’re working on a program called Plug-and-Play that we haven’t announced yet. Ten years ago when you bought a PC, you had to go home, download the drivers, or this and that version. You don’t do that anymore. We’re trying to do the same thing for the IoT world where every device will self-subscribe itself to a service and say “I’m this kind of device, these are my characteristics.” We then create a common data model of what these devices should be doing and their functions –which is automatically brought into the network to perform those functions.
NEW PRODUCTS
Switch with timesensitive networking
Belden has released the new Hirschmann BOBCAT switch. This next-generation managed compact switch provides advanced security and real-time communication through time-sensitive networking (TSN) technology on all of its ports to standardize Ethernet usage in any application. With the Hirschmann BOBCAT Switch, industrial facilities can simultaneously support multiple services on one network through TSN technology, limit downtime and ensure network protection through advanced security features, and prepare for future network growth with increased bandwidth and speed capabilities. The Hirschmann BOBCAT Switch is a solution for classic automation applications that require real-time communication, low latency and the simultaneous synchronization of data and information to control operations. belden.com
Gigabit communication for data-intensive applications
Beckhoff Automation has announced new EtherCAT G gigabit communication technology to deliver Gbit Ethernet speeds needed to support highly data-intensive applications, such as machine vision cameras, complex motion control systems and measurement equipment operating with high sampling rates. EtherCAT G is
compatible with the globally established 100 Mbit/s EtherCAT standard, and a new branch controller model enables efficient operation of multiple network segments in parallel. EtherCAT G supports standard Ethernet transmission rates of 1 Gbit/s; its EtherCAT G10 counterpart, already introduced as a proof-of-concept technology study, is even faster with data rates of 10 Gbit/s. Though it is not a substitute for standard EtherCAT, which remains more than sufficient for the majority of today’s applications, EtherCAT G achieves even higher transmission speeds without changes to the protocol or the EtherCAT master software. beckhoff.com
Long-reach Ethernet VDSL for remote areas
Advantech’s IIoT Automation Group has launched a wired Ethernet VDSL package to allow users to reach remote places where Power-overEthernet (PoE) is unfeasible.
The long-reach VDSL extender series not only carries Ethernet communication but also extends power-serving distance via twisted pair and coaxial cables. It is ideal for remote areas that require internet communication service but cable rewiring and redeployment are difficult. The VDSL SFP module can be plugged into Advantech’s Ethernet switches, bringing the functionality of the switches to remote areas. The combination of a VDSL SFP module and Ethernet switch contributes to realizing additional management and monitoring possibilities. advantech.com
MACHINE SAFETY
Safe transport for cobot workstations
B&R Automation has developed the ACOPOStrak transport system for safe productivity at workstations with collaborative robots. B&R has integrated five safety features in the ACOPOStrak transport system, which operates on a track: Safe Torque Off (STO), Safely Limited Speed (SLS), Safely Limited Force (SLF), Safe Direction (SDI) and Safe Maximum Speed (SMS). These functions limit the speed and force of ACOPOStrak
MACHINE TOOLS
Coaxial cable stripping machine
Schleuniger has released its new CoaxStrip 6580 coaxial cable stripping machine, which the company says offers increased stripping quality. The machine also offers newly implemented processing functions that enable processing of diverse wires and cables covering a wide range of applications. For example, the “cable diameter verification” function prevents incorrect cable from being processed and the “automatic cable retraction function” helps when processing flexible cables with longer strip lengths. The four-blade design ensures that even very thin, hard-moulded or slightly out-of-round insulations
shuttles as they pass manual workstations and then continue around the remainder of the track. The limit values for safe speed and safe force are calculated dynamically by the safety application at runtime and can be activated or deactivated as needed. The safe speed calculations even take the weight of the shuttle into account. This allows shuttles of different weights to travel at their respective maximum safe speeds without posing a danger. br-automation.com
can also be stripped. The cutter head adapts precisely to the cable diameter, and the blades are positioned in the same plane and therefore do not generate any transverse forces when incising and removing the insulation. The four-jaw centering system is mounted adjacent to the blades and ensures that the cable is perfectly centered during the stripping process. schleuniger.com
Weld head system for micro components
Amada Miyachi America has announced an update to its Series 320 electronic weld head system, which increases the maximum weld
POWER SUPPLIES
Power supply for servo drives
Advanced Motion Controls has released the PFC2400W375 power supply, designed to feed 400V series servo drives with a low noise 375 VDC bus. The regulated DC power supply has a universal single-phase AC input 100-240 VAC / 50-60 Hz, with power factor correction and low harmonic distortion along with soft-starting circuitry. This new power supply is designed to achieve power factor improvement, improve performance and ensure consistent operation regardless of voltage levels and quality. It is ideal for correcting the power for high-voltage applications in manufacturing and material
handling facilities with many machines. Among the power supply’s features are power factor >0.95 @ 250W, up to >0.99 above 250W, leakage current < 180µA @ 240VAC/60Hz, a built-in shunt regulation to handle excess regeneration. Efficiency at full load is 97 per cent. The power supply is available at Electromate. electromate.com
DIN rail power supplies
FactoryMation is now carrying a new series of slim-line DIN rail power supplies by IMO Precision Controls. These BPS series power supplies are UL- and cUL-listed as well as CE certified.
MOTION CONTROL
Models range from 15W to 240W and offer 12V or 24V DC outputs. Each power supply offers a single-phase universal 90-264VAC input power range. This power supply series also offers short circuit, overvoltage, overcurrent and over-temperature protection and back-up parallel connections. factorymation.com
Rugged power supplies with wide-range input
Siemens is bringing the Sitop PSU6200 line of rugged power supplies to market. The single-phase 12 V and 24 V power supply units have a wide-range
input for alternating voltage, which enables the connection to direct voltage and is particularly resistant to undervoltage and overvoltage. The high effectiveness of up to 95 per cent and the efficient heat dissipation through the metal enclosure keep the heat generation low. The power supply units from 10 amps inform users about the status of the device and the operating state. The diagnostics monitor indicates by means of LEDs whether the output voltage is correct, how high the load is and whether the end of its service life is approaching. In addition, via the diagnostics interface, users receive information about voltage and current values, the temperature status and the number of undervoltages and overvoltages at the output. The single-phase power supply units are available in different power classes with rated output currents from 1.3 to 20 A. siemens.com
force to 7.0 lb (3175 gm) with a maximum follow-up force of 7.75 lb (3520 gm). Now the Series 320 can handle an even wider range of applications requiring precise position and force control. The weld head system meets the process demands of microelectronics manufacturing, but is robust enough to endure industrial environments. It can be configured with in-line or offset opposed electrodes to tailor the weld head for specific applications. The weld-to-displacement feature stops the weld precisely during collapse. Also offered is an initial part detection feature that detects missing or extra parts. Displacement limits facilitate monitoring of both initial and final part thickness. The Series 320 is available with linear motion or two level footswitch options. amadamiyachi.com
Kit encoders for motion control
POSITAL is expanding its line of kit encoder solutions for motion control applications to satisfy a wider range of needs faced by machine builders, system integrators and motor manufacturers. Kit encoders are component-level products, designed to be built into motors or other types of equipment where real-time measurement of rotary position (angular displacement) or rotational speed is required. Kit encoders typically lack sealed housings,
ball bearings or separate shafts. Instead, they are intended to fit inside the host machine’s casing, with rotating components connected directly to the machine’s shaft. This results in rugged, compact installations with direct measurement of rotational position and speed. The POSITAL kit encoder family now includes: multi-turn, battery-free magnetic kit encoders for absolute position feedback, featuring a rotation counter that is self-powered, eliminating the need for backup batteries; through hollow kit encoders designed for installations where there are benefits to having the measurement element fit around a machine’s shaft or axle; and compact incremental optical kit encoders optimized for speed control of small drives, low power motors and stepper motors. posital.com
Linear drive motor system
AMK Automation has debuted its SPINDASYN SEZ electric cylinder, a ready-to-install linear drive motor system in which the rotor is pressed directly onto the screw. Featuring high and constant force, high precision and position accuracy, and high energy efficiency, the closed-loop positioning and force control of the SEZ make it an alternative to other linear technologies such as pneumatic or hydraulic cylinders, rack and belt drives and linear motors. With several options available
NEW PRODUCTS
MOTION CONTROL
for screw and strength length, motor type and acceleration, the SEZ provides high rigidity without additional wearing parts. The SEZ can set multiple travel profiles and be integrated into machine automation processes and applications such as tubular bag packaging, blister packaging, carton forming, palletizing, pick and place, cross-cutting, machine tooling and more.
amk.systems
Electric power steering for material handling
Allied Motion Technologies has introduced the electric power steering (EPS) series for steerby-wire warehouse vehicles, autonomous AGVs and similar material transport vehicles needing a robust electric steering solution. The EPS series is a compact, fully integrated motor, gearbox, controller and optional output pinion. It is available in three frame sizes and 16 models to cover virtually any electric steering requirement in applications from small pallet lifters to AGVs/AGCs to multitonne reach trucks. It includes a customizable mounting flange, output shaft and output gear, and can be used in cold storage environments with temperature down to -35°C. The EPS series also offers an optional feature –turning wheel absolute position control, which allows the controller to know the absolute position of the turning wheel without the need of external sensors.
alliedmotion.com
Drives for brushless DC motors
American Control Electronics (ACE) has introduced the PML series, a new family of configurable controls for brushless DC motors. PML drives can control
motors that range from 90 to 280 VDC, up to five amps/1.5 HP, using either 115 VAC or 230 VAC line sources. On-board trim pots allow operators to quickly set maximum and minimum speeds, acceleration and deceleration rates, motoring and regening current limits, as well as the proportional and integral feedback gains. An onboard microprocessor allows for custom programming the PML series for tasks as simple as changing the purpose of a jumper or trim pot, or as complex as programming an entire application-specific routine. The PML also integrates PLC-like functionality into operations, allowing users to eliminate the need for a separate PLC altogether or enhance a system that currently doesn’t have one. These controls are positioning-application capable, with feedback sampling rates of 16Khz. Each drive is designed for feedback from 120-degree hall effect sensors and can be commanded with a wide range of analog inputs with built-in isolation.
americancontrolelectronics.com
Voice coil positioning stage for precision
H2W Technologies has released a new voice coil positioning stage. The VCS13-108-LB-01MCF voice coil positioning stage uses the H2W Technologies voice coil motor NCC13-30108-1SH to generate a continuous/peak force of 10.8 lbs [48.0 N]/32.4 lbs [144 N] with a
total stroke length of 1.3 in [31.8 mm]. The one-micron resolution encoder allows for precise positioning. The load cell with signal conditioner (100 N capacity, 1 N resolution) allows for 1-100 N of push/pull force feedback. It comes supplied with a rigid recirculating ball linear bearing. The motor coil is the moving part of the assembly to reduce the moving mass of the system. Power is supplied to the motor via a high-flex, high-reliability flat ribbon cable. h2wtech.com
Servo MAC motor with rating of 3000W
TEST
& MEASUREMENT
Laser trackers for measurement
JVL has developed a new high-capacity integrated servo MAC motor with rating of 3000W. MAC motors are complete servo systems including a high-dynamic AC servo motor, hall sensors, encoder, power supply, driver and positioning controller and nano-PLC, as well as facilities for incorporating various control modules such as Bluetooth, WLAN, ZigBee, EtherCAT, EtherNet/IP, CANopen, DeviceNet, Profibus, Profinet, Nano PLC, RS232/ RS485/USB, Process Control, etc. With a length of 311.8mm and torque of 9.55/28.6Nm at 3000rpm, this 3000W MAC motor matches the size of traditional servo motors without built-in controllers with flange 130x130mm. As with the other integrated servo motors in the range (50-3000W), both the motor and all electronic components have been specifically selected to withstand the rigorous demands required by industrial use. Switching technology is used to ensure low heat generation. The JVL motors are available through Electromate. electromate.com
Automated Precision has announced the launch of its updated series of high-accuracy Radian laser trackers, which comprises three models: Radian Pro, Radian Plus and Radian Core. The Radian Pro offers both absolute distance measurement (ADM) and inferometer (IFM) capability, is available with 20-, 50- and 80-metre range options and offers six degrees of freedom (6DoF). The Radian Plus is supplied standard with the API vProbe or iScan. The vProbe is a handheld lightweight tactile probe that extends the laser tracker coordinate-measuring capabilities by permitting intricate features and part characteristics outside the line-of-sight tracker setup. The vProbe has more versatility than a portable arm CMM and is suitable for large parts and styli lengths up to 500 mm. API iScan is a handheld, lightweight, non-contact scanner with higher data rate, point cloud capture speed and a new global position sensor system. The Radian Core is a spherically mounted retroflector (SMR) tracker only, with a measuring range of 50 and 80 metres. All the laser trackers feature the compact and rigid Unibody tracker design that uses shaft-mounted motors, encoders and laser. apisensor.com
Earth leakage monitoring relays
Carlo Gavazzi has launched two earth leakage monitoring relays, the DEA71 and DEB71. When used in conjunction with a CTG Series core balance current transformer and appropriate circuit breaker, the relays provide machine protection against fault currents, and help to reduce fire hazards. These earth leakage relays react to small changes in current, which
WIRE & CABLE
Industrial Ethernet connectors and cordsets
Binder USA is offering M12 A-, D-, and X-Code industrial Ethernet connectors and cordsets. The Binder connectors and cordsets deliver high-speed transmission up to 10 Gbps with overmould tools, cable flex rating, jacket material, colour and inside/outside usage with cordset lengths up to 90 m. The M12-A locking connectors are used for industrial networks needing power or signal using CAN, CANopen, PROFIBUS PA and DeviceNet devices.
can occur due to insulation or grounding failures. Two models, each offering choices of threshold ranges, allow users to find the right solution for their requirements. DEA71 features fixed trip levels with a reliable tripping level and safety against tampering. DEB71 provides the ability to adjust trip levels and includes an adjustable time delay. A lockable front cover provides further tamper protection. Both DEA71 and DEB71 avoid nuisance tripping in the circuit, in accordance with the EN 60947-2 Annex M norm. Two separate alarm outputs allow for a warning signal to be generated before a shutdown is necessary. gavazzionline.com
Wireless inspection borescope for small openings
The Series 713 offers many different cable connectors, panel-mounted receptacles and accessories. Connectors have industry-standard A-coding and have “hexagon” locking sleeves for hand-tightening or torqueing of connections. Binder USA’s industry-standard D-coded connectors are used for EtherNet/IP, EtherCAT and PROFINET devices. Some connectors feature an iris spring for quick and reliable termination between the plug and the cable shield. Binder industrial Ethernet X-coded connectors can be used for industrial network applications in harsh environments. binder-usa.com
MA’s Technology Handbooks
are a series of digital magazines that focus on a single product category within Canada’s manufacturing industry. Posted on MA’s website as an interactive flip-style magazine, our Technology Handbooks provide specific market and product information, as well as trends within that specific product category, to machine builders, component manufacturers, end-users and system integrators.
For more information, contact Klaus Pirker at kpirker@annexbusinessmedia.com or (416) 510-6757.
Extech Instruments has launched the BR250-4, a wireless inspection borescope designed to get into openings as small as 4.5mm while providing clear images on its detachable, wireless 3.5” colour display. Manufacturers can use the BR250-4 for a variety of jobs, including wiring and pipe locations, weld, machinery, safety or security inspections, inspections of hard-to-reach areas behind motors and compressors, and automotive
access. The cameras offer a 2GB capacity to record video or snap photos. The monitor can be handheld and kept in direct view or affixed to any metallic surface using its included magnet mount. Alternatively, for inspection sites near hazardous or moving components, the wireless monitor allows for conditions to be seen remotely up to 32 ft (9.75 m) away. The BR250-4 features the waterproof (IP67-rated) 4.5mm diameter BR-4CAM camera with a 63-degree viewing angle and bright, adjustable 4-LED lighting. The camera uses a 39” (1m) “semi-rigid” flexible gooseneck cable, which retains a fixed shape. extech.com
Do you have a new product announcement to share? Let us help you get the word out. Send your press release and images to editor@ automationmag.com.
Machine vision: from physical sight to insights
Machine vision technology has been in use in some form or another since the late 1960s. Take, for example, 3D vision. This is not a new technology, however, the past few years have seen major advancements in 3D machine-vision capabilities, including 3D sensor cameras – all of which have expanded the scope and scale of 3D machine vision tools. Deep learning – using artificial neural networks to mimic the way the human brain handles recognition and decision-making tasks – is now a huge industry buzzword. We are only just beginning to see market disruptions
from this type of technology – the wheres and hows of deep learning affecting the industrial sector – and we expect these technologies to be major drivers of change in the coming years. In today’s global marketplace, manufacturers are facing rising pressure and competition, and are responding by taking steps to maximize efficiency and therefore profits. Production demands are on the rise, but companies are facing challenges finding skilled workers. Machine vision is thus more important than ever as these companies look to automation to fill the gaps in the workforce. Customers are increasingly discerning about the quality of goods
What we published in...
2008
“When it comes to inspecting for defects, it’s all about the light.”
2012
“The 3D vision toolkit is expanding to track gestures, body motion, gaze and do facial recognition. Expect entrepreneurs to start thinking up better machine interfaces with these capabilities, better training and worker safety systems.”
2017
“Smart camera manufacturers must work to accommodate the range of industrial networking standards used in automation so that their cameras are able to communicate across all industrial protocols and with standard discrete I/O.”
2009
“Manual inspection [is] not only costly, in terms of time and labour, but it [is] subjective as well.”
2010
“Increasing production speeds and yields, with corresponding reduction in cost, will require use of automated inspection methods at a variety of points in the fabrication process.”
they purchase, even if that means shopping around for alternatives. The best way to enhance quality assurance is using machine vision technology for inspection, verification, tracking and distribution. These tools – along with complementary hardware and software components that support this type of process automation – are all aimed at maintaining tighter controls on the manufacturing process, something we anticipate will continue as part of a drive for faster time to market and better production control. | MA
Sam Lopez is the director of sales and marketing for Matrox Imaging. matrox.com/imaging
Reduce costs with virtual commissioning in TIA Portal
Rule out faults early – accelerate commissioning
In TIA Portal, use Step 7 and Simatic S7-PLCSIM Advanced, as early as the configuration and engineering stages, to simulate and validate… … the controller functions – with no need for real controller hardware.
Use an API interface to integrate external simulation tools…
Simulate several PLC instances interacting with each other.
Scalable simulation as required
… and test and optimize the controller in the context of a virtual machine or an entire system.
This ensures that the actual commissioning process is fault-free, cost-efficient, and runs seamlessly.
By simulating the entire process or machine installation, including the controller and HMI, and by evaluating it based on a virtual model, local commissioning time is reduced thanks to PLCSIM Advanced, the controller’s digital twin. Virtual modeling software such as SIMIT or Mechatronics Concept Designer and its run-time can easily access PLCSIM Advanced and provide the necessary virtual process or machine physics.
Experience the benefits of Digitalization at: siemens.com/tia