








West Coast snack-food pioneer combines automated packaging precision with hand-crafted product quality to serve up a winning chip sensation Story on Page 16





Delivering Results.
With Heat and Control, you have a partner with the scale to support your success, the innovation to advance your operations, and a commitment to quality that will help you offer better products for consumers.




COMPLETE SNACK PACKAGING SOLUTIONS
• Accumulation
• Horizontal motion conveying
• Incline, belt and bucket conveyors
• Filling and multihead weighing
• Bagmaking and casepacking
• Checkweighing and seal checking
• Foreign object and defect inspection
• Controls and information systems
We are successful when you are successful. That’s why we apply creativity, engineering excellence, and determined perseverance to every project to help our customers get the performance their business demands—whether measured by flavor, efficiencies, sustainability, improvement, or innovation.





Oct. 23-26, 2022 Booth N-4706, McCormick Place Chicago, IL USA
info@heatandcontrol.com | heatandcontrol.com






West Coast potato chip innovator invests into a fully integrated packaging line at its new production facility ascompanay coninues its rise part up the industry’s pecking order.
New high-speed vacuum-packing machinery enables thriving Quebec seafood producer to expand its retail product portfolio.


COLUMNS
FROM THE EDITOR
4 George Guidoni
Sustainability a destination: not just a journey.
CHECKOUT
56 Julie Saunders
Joe Public speaks out on packaging hits and misses.
ON THE COVER
Thick crunchy slices of freshly kettle-cooked all-natural Hardbite brand potato chips filling up the high-precision Ishida multihead scales with bulk product at the start of a packaging run at the new Naturally Homegrown Foods production plant in Surrey, B.C.
Cover photography by David Buzzard.
New packaging makes authentic Italian meatballs literally fly o the shelves.
Boutiqueco ee roaster enjoying the perks of recent end-of-line packaging upgrade.
Leading Dutch fresh produce processor achieves unfailing accuracy and precision with new multihead weighscales.. PRE-SHOW REPORT
A selection of exciting new technologies to be unveiled at the upcoming PACK EXPO International 2022 exhibition in Chicago, Sept. 23-26, 2002.
If familiarity ultimately breeds resentment and contempt, there may be truth to the notion that the flood of industry reports, studies and action plans releases by governments, corporations and NGO (nongovernmental organization) activists on packaging sustainability and circularity my be doing more harm than good in the long term by simply wearing out the public interest in what should be a top-of-mind issue.
Naturally, it’s a challenge that will have to be collectively addressed by all stakeholders, but always blaming the government for the lack of coherent recycling policies, or consumers for making wrong choices in the grocery aisles, is an outdated refrain that will not get the packaging industry very far.
SEPTEMBER 2022 | VOLUME 75, NO. 9
Reader Service
Print and digital subscription inquires or changes, please contact Angelita Potal, Customer Service Tel: 416-510-5113
apotal@annexbusinessmedia.com
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
Senior Publisher Stephen Dean | (416) 510-5198 SDean@canadianpackaging.com
Editor George Guidoni | (416) 510-5227 GGuidoni@canadianpackaging.com
Account Coordinator
Barb Comer | (888) 599-2228 ext 210 bcomer@annexbusinessmedia.com
Audience Development Manager Barbara Adelt | (416) 510-5184 Fax: (416) 510-6875 badelt@annexbusinessmedia.com
300 MILLION
Tonnes of plastic waste generated globally each year
Bu consistently pointing out how bad things really are with the environment and how little time we have to fix it, the authors of these widely-publicized reports run the risk of simply spooking the general public into a state of defeatist resignation—based on the notion that all hope is lost—rather than energizing industry and consumers to redouble their sustainability e orts.
Fortunately, a new white paper from PMMI The Association for Packaging and Processing Technologies o ers a healthy dose of practical advice on how to accelerate the industry’s combined e orts to lower its collective carbon footprint, rather than just preach to the converted.
Released just in time for the upcoming PACK EXPO International 2022 packaging technologies and materials exhibition in Chicago, the 2002 Achieving Packaging Sustainability report outlines clear and concise five-pillar action plan that focuses on end solutions instead of the obstacles facing them and rightly so: we are all far beyond the problem acknowledgment stage by now.
As the study proclaims, “There isn’t a discussion to be had about the validity of reducing the carbon footprint across the global CPG industry.
“It goes without saying that we need to strive for it, as does every industrial sector. It doesn’t only benefit the environment, after all.”
Says PMMI: “Sustainability presents an opportunity for businesses facing increasing competitive and economic pressures to gain value and competitive advantage as they respond to environmental concerns and the pressures of resource scarcity, population growth and higher and more varied consumer expectations.
“But how to go about it is the challenge,” PMMI acknowledges.
Leading by example, however, can provide the inspirational spark the CPG industry needs to get moving into the direction of a truly circular economy.
As the report soundly points out, packaging machinery OEMs (original equipment manufacturers) have a critical role to play in getting the industry moving on the fast track by helping their end-users reduce the costs of their switch to more sustainable materials and packaging formats through further automation and compatibility with new-generation packaging materials made from a wide range of natural and recovered feedstocks.
“The fact is that CPGs cannot achieve true sustainability unless the OEMs and packaging manufacturers that supply them get involved,” says the report, citing global packaging machinery manufacturer Syntegon Technology as a case in point.
Nor only is the company installing LED lighting and solar panels at its plants, it is also designing its new CNC machines to use as little cutting oil as possible—further reducing the overall carbon footprint downstream.
“Syntegon has been looking into paper forming, where they are trying to find a way to replace blister packs using paper, as well as to reduce energy consumption of their machines—such as by reducing the use of energy intensive hot glue in packaging operations with the use of lock-forming,” the report notes.
“OEMs also have a crucial part to play in energy-saving in the industry,” PMMI says, noting increasing calls in Europe for introduction of mandatory carbon footprint ratings for all new machines.
“There doesn’t appear to be a clamor as yet for this measure in America,,” PMMI says, “but the baton will likely be taken up in the not-too-distant future.”
And frankly, the earlier the better.

GEORGE GUIDONI, editor GGuidoni@canadianpackaging.com
Media Designer Brooke Shaw | (519) 428-3471 bshaw@annexbusinessmedia.com
COO Scott Jamieson SJamieson@annexbusinessmedia.com
Annex Business Media
111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1; Tel: 416-442-5600.
Canadian Packaging, established 1947, is published 10 times per year except for occasional combined, expanded or premium issues, which count as two subscription issues.
PRINTED IN CANADA ISSN 008-4654 (PRINT), ISSN 1929-6592 (ONLINE)
PUBLICATIONS MAIL AGREEMENT NO. 40065710
SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE: Canada $78.50 per year,USA $179.50 (CDN) per year, Outside Canada $203.50 (CDN) per year, Single Copy Canada $10.00, Outside Canada $27.10.
From time to time Canadian Packaging will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
Annex Privacy O icer
Privacy@annexbusinessmedia.com
Phone: 800-668-2374
DISCLAIMER: No part of the editorial content of this publication may be reprinted without the publisher’s written permission. ©2022 Annex Publishing & Printing Inc. All rights reserved. This publication is for informational purposes only. The content and “expert” advice presented are not intended as a substitute for informed professional engineering advice. You should not act on information contained in this publication without seeking specific advice from qualified engineering professionals. Canadian Packaging accepts no responsibility or liability for claims made for any product or service reported or advertised in this issue. Canadian Packaging receives unsolicited materials, (including letters to the editor, press releases, promotional items and images) from time to time. Canadian Packaging, its a iliates and assignees may use, reproduce, publish, republish, distribute, store and archive such unsolicited submissions in whole or in part in any form or medium whatsoever, without compensation of any sort.
We acknowledge the [financial] support of the Government of Canada


















New RTD beverage ready to explode in the crowded market
The explosive growth of RTD (ready-todrink) alcoholic beverages in recent year has unleashed a tidal wave of product innovation and experimentation, but a young British Columbia entrepreneur is looking to really blow the marketplace up with her one-of-akind SakeBomb pre-mixed cocktails made with Japanese rice wine.

Stefana Prodeo, Founder & CEO, Bomb Beverages Inc.
Crafted in B.C. and using premium saké as its base, the SakeBomb o ers a premium-quality spiked sparkling water with best-in-class nutritional attributes—including low sugar, low calories, and low carbs—and using the natural sweetness of high-quality saké to deliver a rich, unique taste that is further enhanced with real fruit flavors.
A brainchild of serial local entrepreneur Stefana Prodea, founder and chief executive o cer of Bomb Beverages Inc., the SakeBomb is marketed as a BFY (better-for-


you) adult RTD beverage currently available in three flavor varieties that include Berry Blast, Lime Drop and Peach Smash.
Packed in slim 355-ml direct-printed aluminum cans supplied by Vancouver-based Alna Packaging, the SakeBomb cocktails are currently sold in individual cans or in 12-can multipacks—containing four cans of each flavor—packed in highly decorative paperboard cartons supplied by Ellis Packaging Limited of Pickering, Ont.
Currently available only in B.C., the SakeBomb beverages are expected to be rolled out across Canada in the near future, according to Prodea.
“SakeBomb is truly a dream brand for us,” says Prodea, adding that a portion of all proceeds form the brand’s sales is dedicated to funding the local its BombWomen mentorship programs aimed at developing a new generation of women entrepreneurs

“Not only have we created a delicious, innovative RTD cocktail, but we are also making waves in the alcohol beverage industry with our focus on female empowerment,” Prodea states.
“It’s a dynamite combo that tastes like a much-needed change in the market,” she says, “and it is only just the beginning of what’s to come.”

Since opening their doors in 1996 as one of Ontario’s first craft brewers, Muskoka Brewery has worked relentlessly to adapt to a rapidly evolving market and ensure there is a beverage for everyone that comes to the table thirsty.



While continuing to push the envelope but staying true to their roots, the independently owned brewer has recently expanded its capabilities to brew a new Juicy Hard Seltzer Squeeze the Day and Wandr, a non-alcoholic sparkling tea infusion, as part of a major expansion of its product portfolio this past summer.

Nestled in the heart of southern Ontario’s cottage country in Bracebridge, Ont., Muskoka Brewery has built up an exceptionally loyal customer base in the province over the years with popular beer brand such as Detour Session Ale and Mad Tom West Coast IPA, among others, and its foray into the RTD beverage market was a natural extension of its keen understanding of the beverage market trends, according to the company.
“We have crafted a line-up this year that has something for everyone and something for every occasion,” says Muskoka Brewery’s director of marketing Sarah Au.
“With individuals moving towards adopting drinks that fit into a more active lifestyle, these new beverages will let people can unwind with a beverage that aligns with their goals.”
Adds company president Todd Lewin: “At the core of our values is being welcoming by encouraging everyone to reach for a Muskoka beverage that fits their lifestyle.
“As we have from Day One, what we strive to do is to craft iconic experiences for Canadians, one glass at a time,” he states.

Coca-Cola’s massive capital investment a big boost for its B.C. bottling operations
Coca-Cola Canada Bottling Limited has announced plans for a massive $42-million capital expansion of its Lower Mainland operations in the Vancouver area.
The investments—including a $24-million upgrade of its bottling facility Richmond, B.C. and construction of a new nearby sales/ warehouse/distribution facility—are intended to “help the company meet the evolving needs of customers in British Columbia and enable its capability to grow in the market,” according to Coca-Cola Canada.
“We are a family business, and as the Lower Mainland’s local bottler, we’re very committed to investing in our local business for the long-term,” says Coke Canada Bottling’s chief executive o cer Todd Parsons.
“We’re guided by our mission to deliver optimism and create a better future for our customers, consumers and communities.” Parsons states.
“By increasing our manufacturing capacity and consolidating our warehouse and distribution operations, we’re ensuring we’re able to grow our business and continue to make, distribute, merchandise and sell B.C.’s favorite
beverages for many years to come.”
Scheduled for operational start-up in the spring of 2023, the new manufacturing line at the Richmond manufacturing facility will enable the use of pre-form bottles, add capacity and help decrease packaging emissions.
For its part, the new sales, warehouse and distribution center (DC) will combine the capabilities of its existing DCs in Richmond and Coquitlam to significantly expand its storage capacity, according to Parsons, while enabling seamless product distribution from production to delivery via the company’s iconic Red Truck delivery vehicles.
Slated to open in the spring of 2024, the new DC will also house
Coke Canada’s local fleet and equipment service operations. Operating on 24/7 and 24/5 schedules throughout the year, Coke Canada Bottling currently employs about 550 people at its Lower Mainland operations.
Servicing a region from Vancouver to Hope, B.C., the company produces nearly 20 million cases of product annually—comprising over 210 SKUs (stock-keeping units) and 18 packaging formats—including popular brands such as CocaCola, Canada Dry, A&W and Monster energy drinks, as well as the Dasani brand bottled water sold in 100-percent recycled PET (polyethylene terephthalate) plastic bottles.




SENSORS: Inductive and Capacitive Proximity Sensors • Photoelectric Sensors • Level Sensors • Ultrasonic Sensors
Magnetic Sensors • Limit Switches • Safety Interlocks


CARLO GAVAZZI has the solution for your application needs, whether it’s our industry leading solid state relays, energy meters, contactors, motor controls, monitoring relays or sensors, now available with IO-Link communications. Contact



Leading industrial adhesives manufacturer H.B. Fuller Company of St. Paul, Minn., has entered into a strategic partnership in North America with Enimac, a globally operating manufacturer of tape application equipment serving customers in over 30 countries worldwide. According to the companies, the agreement e ectively combines the respective market application expertise of both companies with advanced knowledge on pressure-sensitive adhesive tapes to support the growing e-commerce packaging industry. “As the e-commerce packaging market begins its next wave of exponential growth, the agreement with Enimac strengthens our presence in the market by leveraging our performing tape and their application technology expertise to provide quality solutions and technical support to a wide range of packaging makers,” says Tania Montesi,
H.B. Fuller’s global e-commerce packaging business development manager.

Kingsey Falls, Que.-headquartered corrugated packaging group Cascades Inc., has announced the launch of the company’s northbox XTEND line of isothermal meal boxes said to be 20 per cent more e icient than the company’s current like of home delivery meal boxes. To be produced on a newly commissioned line at the company’s Cascades Enviropac plant in York, Pa., the new northbox XTEND features a special new moisture barrier that helps to keep the insulation rigid, while enabling the packaged food to stay fresh longer in transit and requiring less ice. “We’re pleased to innovate with our customers to o er them a variety of high-performance and adaptable isothermal packaging solutions,” says Luc Langevin, president and chief operating o icer of Cascades
Specialty Products Group. “Since 2007, our recycled cardboard meal boxes have been perfected to meet operational and environmental challenges,” Langevin adds. “Our expansion plan in the market is rolling out as anticipated, reinforcing our role as a strategic partner that works in close proximity with customers.”
St. Louis, Mo.-headquartered rigid packaging plastics manufacturing group TricorBraun has been honored with two 2022 AmeriStar Packaging Awards from the Institute of Packaging Professionals (IoPP) in recognition of the company’s innovation and packaging excellence in the Food: Shelf Stable category.
• Designed by the company’s TricorBraun Flex flexible packaging division, the Brandywine Co ee Roasters package utilizes a pocket zipper to replace the traditional tin tie used on co ee bags for opening and




closing, with the bags themselves made from 60-percent compostable and renewable material.
• The NERDS Twist & Mix pack, produced for Ferrara Candy Company, features a custom polypropylene (PP) base, enabling consumers to twist the customclarified PP lid on one circularshaped, five-compartment package to mix and match their perfect combination of NERDS Candy flavors. “We are honored to receive these prestigious awards, recognizing packaging innovation in partnership with our customers,” says TricorBraun president and chief executive o icer Court Carruthers. “This recognition acknowledges our team’s dedication to serving our customers’ needs.”
Milwaukee, Wis.-headquartered Regal Rexnord Automation Solutions has completed a rebranding project to update its corporate name from the former Arrowhead Systems moniker. The rebranding reflects the company’s recent acquisition by Regal Rexnord, a leading global manufacturer of industrial powertrain solutions, power transmission components, electric motors, electronic controls, and































































specialty electrical components and systems. Under its new name, Regal Rexnord Automation Solutions will continue to provide industry-leading industrial process automation solutions—including conveyors, palletizers and depalletizers—to the food-and beverage, aluminum can, and consumer staples (household goods, hygiene products, etc.) industries.

Leading Swedish industrial packaging and logistics services group Nefab AB has been awarded the 2002 German Packaging Award in the Sustainability category for the company’s highly innovative fiber-based solution for Lib (lithium-ion) batteries. Developed as an alternative to the traditional hard-torecycle EPP (expanded polypropylene) materials, the EdgePak Straw system is a mono-fiber solution that is fully recyclable and can handle weight loads of up to 350 kilograms per box, with up
to four-layer stackability during transport. Featuring UN certification for the transport of dangerous goods, the EdgePak Straw system provides an ideal recyclable solution for one-way Lib shipments, according to Nefab, and it can be applied to many other heavy products shipped through demanding supply chains. “We are extremely honored with this prize and happy that the German Packaging Award jury noticed the unique qualities of Nefab EdgePak Straw,” says Sebastian Wachauf-Tautermann, vice-president for sales and marketing at Europe Nefab Group. “We are also grateful to our LiB customers with whom we collaborated to develop this innovative solution that addresses two of the biggest challenges: the growing need for sustainability and cost reductions across the entire supply chain.”
Leading German flexible packaging materials manufacturer SÜDPACK has formed a long-term partnership with Clean Cycle Investments for commercializing the advanced (chemical) recycling CARBOLIQ technology developed by leading German recycling specialists Recenso GmbH. According to the partners, the

promising technology can help make currently non-reusable packaging materials suitable for recycling and for the Circular Economy of the future. Tests at a joint disposal center in Ennigerloh have shown that numerous material fractions, as well as mixed and contaminated plastic wastes can be converted into a valuable resource. The process is claimed to achieve virgin-grade quality plastics by using with the recovered oil said to provide the same virgin-grade quality plastic films as those made from fossil fuels. So far, the partners have successfully applied the technology both for resource recovery from their own recyclable material flows as, well as for recycling packaging materials from processing and from end customers. “In a wide range of applications, for example in the food industry, highperformance multilayer films with e ective protective functions are the most e icient solutions for keeping all
kinds of food fresh, and they’ll re-main the best choice in the future,” says Dirk Hardow, business unit manager at SÜDPACK. “However, the drawback is that they can’t be mechanically recycled. Now CARBOLIQ o ers a key system component for creating a Circular Economy in the food packaging industry, which can’t be achieved solely with mechanical recycling, and also due to existing legislations. So we see our investment in CARBOLIQ as an opportunity for SÜDPACK to expand the definition of plastic waste recycling beyond just mechanical recycling.”
Global digital cutting and finishing systems supplier Kongsberg Precision Cutting Systems (Kongsberg PCS) has appointed Global Imaging Inc. of Louisville, Co., as an authorized distributor of its digital finishing solutions for North America. “Global Imaging has developed the best network of distributorships available, and this new partnership enables our two companies to work together to significantly boost availability of our innovative digital cutting tables throughout the U.S. and Canada,” says Heather Roden, Kongsberg’s sales director for the Americas region.









Eastey, a division of Engage Technologies Corporation, has introduced the model EB80 automatic bundler series, equipped with the company’s renowned hot knife technology to ensure consistent positive sealing of polyethylene film. Featuring 80-inch seal width to accommodate larger product like doors, windows, larger corrugate bundles, etc., the EB80 bundler is welded onto 0.25-inch cold-rolled steel frame and designed to handle day-to-day abuse of even the most demanding bundling applications— utilizing two rolls of single wound film mounted on the same side of the machine and an upper and lower power film unwind for ease-of-use.
Eastey (Div. of Engage Technologies Corp.)

Designed to enhance operations involving the use of collaborative robots (cobots), Piab’s clever end-of-arm (EOAT) vacuum tool piCOBOT is now available with a generic electrical interface as well as several options for mechanical mounting plate dimensions in accordance with the ISO 9409-1 standard, enabling it to be configured to work with any collaborative robot. By o ering generic compatibility for piCOBOT, Piab is answering calls from manufacturers of cobots wishing to use the company’s unique vacuum EOAT in collaboration with their cobots. Through a user-friendly online configuration tool, Piab’s customers can choose between a generic electrical interface with a standard cable, or one specified by Universal Robots. Featuring Piab’s proprietary and highly e icient COAX vacuum technology, the piCOBOT comprises a vacuum pump unit and a gripper unit fitted with suction cups, which are available in a wide range of sizes and payload capacities to let customers tailor their own application solutions.
Piab

The new Helical Modular Chute (HMC) from Interroll Corporation is designed to provide optimal optimum use of available workspace with a simple and easy solution for vertical transport and product transfer in confined spaces. With a durable and robust steel construction, the new HMC serves a wide range of material handling applications for the retail and e-commerce, warehousing and distribution applications, as well as for the courier, express and parcel sectors. With its small footprint, the flexible chute seamlessly suits many diverse material flow requirements to accommodate a broad range of product quantities, sizes, and various packaging formats such as cartons, case, trays, bags, etc., while o ering the versatility attributes of 700-, 900-, 1,100- and 1,250-mm conveying widths, a decline angle between 18 and 26 degrees, an entry slide width of 2.5 meters, as well as an arc angle range between 90 and 180 degrees for optimal operational flexibility. Interroll Group

The new AirMax Pro Smart Breather from Regal Rexnord is designed to keep gearboxes running longer by utilizing Perceptiv connected technology to monitor gearbox status in real time. Developed to prevent leading causes of gearbox failure caused by lubricant contamination or corrosion inside the box due to abrasion, erosion, fatigue and corrosive wear, the AirMax Pro Smart Breather extends the life of industrial lubricants by preventing contamination with desiccant breathers; removes contaminants with filtration systems; and detects lubricant problems with visual oil analysis. In addition, the breather detects and records any unusual spikes in humidity and water ingress by integrating with Regal Rexnord’s Perceptiv connected technology, which uses Cloud-based technology to track, report, communicate and share performance data—enabling users to monitor the status of their equipment through a variety of modules, sensors, and other connected products with early detection of system upsets. Regal Rexnord Corp.
• ltra ig s d for ig st roducti it
• 4 or it and ri r
• obust industrial build it ad anc d auto ation
• xt nd d acuu for corrugat d rinting
• Six configurations: 4 for board, 2 for rolls







auro S ill continu to s t us a art

Dan Deveau, President, Cameron Advertising





By Lee Metters
Environmental concerns surrounding unrecycled plastic waste have prompted a rise in alternative ‘sustainable’ solutions which look and feel like traditional plastic but can be composted at end of life, helping to combat excess waste.
These solutions sound great in principle, but it far less straightforward in practice. In fact, many people in the industry are starting to recognize that improper use of compostable plastic packaging could do more harm than good.
A primary concern with compostable plastic is disposal. If a consumer incorrectly disposes of a compostable plastic container in a recycling bin, it can contaminate the recyclable waste around it.
This contamination may adversely a ect waste recovery and recycling systems, which have evolved to manage common packaging materials.
Introducing new materials can be problematic. Indeed, existing MRFs (Materials Recovery Facilities) have been designed to segregate and handle
materials that we value and materials that councils want to recycle—such as PET, aluminum, steel, glass and cardboard.
When new materials are introduced, there is no guarantee that they will flow as they need to, or they may inhibit the ability of the system to capture existing target materials.
Just a small amount of compostable material can contaminate standard plastic recycling streams—leading to the waste of vast quantities of recyclable material.
In light of these issues, leading global climate action group WRAP (Waste and Resources Action Programme) recently published new guidance materials to help businesses make informed choices when considering the use of compostable packaging.
“Businesses need to be clear on when it is viable to use compostable plastics, given the complexities surrounding current treatment infrastructure,” says WRAP’s resource management specialist


“It is critical that end markets for recycled plastics are not compromised; people need clear instructions not to place compostable plastics in the recycling bin.”
The key to the successful use of compostables is finding areas where collection and recycling of single-use plastics is problematic and where compostable materials could help to divert food waste from landfills.
For example, hard-to-recycle, heavily food-contaminated items do not currently have an ideal waste stream for disposal.
Such items can cause issues when placed in traditional recycling streams and can contribute to methane emissions caused by the anaerobic break-




























































































































down of residual food waste sent to landfill.
This latter point is key to any discussion surrounding compostables. With methane from landfill being a significant contributor to global GHG (greenhouse gas emissions), governments worldwide are committing themselves to the introduction of mandatory household food waste collection programs.
Some of the upcoming regulations include:
• European Directive (EU) 2018/851, mandating the introduction of separate collection of food waste as of January 1, 2024, within the European Union.
• U.K. government’s Resources and Waste Strategy, which pledges the introduction of separate collections for household food waste in the U.K. by 2023.
As the scenarios below outline, these upcoming regulations present a considerable opportunity for compostable plastic packaging when used correctly:
One of the most cited scenarios where compostable packaging could come in useful is with food contact packaging, where the product is heavily contaminated by food waste and di cult for consumers to clean, such as microwavable ready-to-eat meal trays.
Instead, a compostable microwavable tray could be placed into a food waste bin in areas where industrial composting facilities exist or, depending on the material, into a home composter. Any leftover food within the tray would then become compost, rather than food waste sent to landfill.
This would also reduce the number of trays being sent to landfill and improve the quality of recyclables by keeping contaminated products out of recycling bins.
Flexible plastic wrap is a popular feature in food and beverage applications in everything from single-serve condiment sachets to pre-packed, readymade salads and convenience pouches.
However, these materials can be challenging and costly from a recycling perspective, as they can stick together and get tangled with other recyclables. Compostable plastics could have a role to play here—especially where products are contaminated with food, as in the case of single-serve sachets. In such a scenario, compostable packaging and any leftovers could be disposed of together in a food waste bin for collection and treatment.
Certain items regularly end up in home compost, or organic waste collection, despite containing conventional, non-compostable plastic. Such items include tea bags, which many consumers incorrectly assume to be entirely compostable, and fruit and vegetable stickers that are often disposed alongside fruit and vegetable peelings.
In these instances, where conventional plastics regularly end up in organic waste, it makes sense to switch to compostable alternatives to improve the quality of the final compost.
Interestingly, WRAP highlights tea bags as one of the only areas where compostable plastic packaging should always be used in place of traditional plastics, because they are regularly placed within the organic waste collection.
Ensuring consumer awareness of correct disposal methods is of the utmost importance when considering the use of compostable plastic solutions. Manufacturers using compostable plastics should ensure that all items are clearly labeled to avoid the risk of compostable materials being disposed of inappropriately and contaminating the natural environment or conventional plastic recycling systems.
Considerations should bear in mind the di erences in regional recycling systems. When using industrially compostable materials, for example, brands should advise how to dispose of an item in the absence of an industrial composting facility.
WRAP advises that manufacturers consider the introduction of special labeling to inform consumers how items should be disposed of, rather than using vague statements, such as ‘100-percent
compostable,’ without disposal information. Where on-pack space is at a premium, information could be included within a 2D code, such as a QR or Data Matrix code, to provide easily accessible information to consumers via a smartphone or tablet. The beauty of using a 2D code for such applications is that a brand is not limited in the amount of information it can provide.
Standards such as GS1 Digital Link could be utilized to identify a consumer’s location and provide personalized information based on their regional recycling capabilities—potentially even linking to the nearest available recycling point.
In addition, brands can use product coding and marking to assist in the identification of packaging types at recycling centers and allow for the removal of compostable material that has ended up in plastic recycling. Projects supporting such initiatives include Holy Grail 2.0, which utilizes digital watermarking for product identification.
There is no doubt that compostable materials are an exciting new development in the packaging market. However, as with any switch in materials, the use of compostable plastic packaging requires careful consideration. In addition, any brand considering a switch in packaging solutions should enlist responsible and experienced supply chain and manufacturing partners to minimize the risk of change.
All brands should partner with an experienced coding and marking provider who can support sustainability design with coding solutions for compostable plastics, advise on appropriate labeling choices, and help ensure products will be accepted by retailers, valued by consumers, and trusted by everyone with an environmental conscience.

LEE METTERS is group business development director at product coding technologies group Domino Printing Sciences in Cambridge, U.K.













Packaging Equipment
Packaging Materials
Preparation & Processing
Portioning & Slicing
Automation & Integration
Inspection & Verification
Labelling & Coding
Dough Processing


Packs from our MULTIVAC packaging machines provide more than just a way to get your product from production line to dinner plate.
They also provide consumer convenience, product protection, marketing and labelling real estate, and even help to reduce global food waste.
We have been extending the shelf life of food for over 60 years, helping manufacturers like you to innovate fresh ideas in Processing and Packaging.
Isn’t it time we helped you?








West Coast snack-food pioneer builds up remarkable brand loyalty for its all-natural chips with daring product innovation and world-class packaging excellence
By George Guidoni, Editor
Photos by David Buzzard
Despite being one of the world’s most universally beloved snack foods, potato chips carry a fair big of historic baggage from their traditional unflattering portrayal as a poster child for unhealthy eating and poor nutritional habits.
But thanks to companies like Naturally Homegrown Foods of Surrey, B.C., legions of Canadian consumers with a shared fondness for the thin, seasoned potato slices cooked to crispy, crunchy perfection can rest easy knowing that not all potato chips are created equal—far from it.
As the only potato chip manufacturer operating in all of British Columbia, the privately-owned company’s unique
kettle-cooking process and the use of all-natural ingredients have enabled it to cultivate a strong and loyal fan base among Canadian consumers increasing looking for innovative BFY (better for you) snacking options without compromising on taste, quality and overall gratification they crave from their favorite munchies.
Originally launched in 1998, the company’s flagship Hardbite brand of potato chips, recently expanded to include root vegetable chips in its portfolio, tick many of the boxes that make it an attractive choice in today’s marketplace driven by a pronounced trend towards health-andwellness and sound nutritional awareness. No GMOs? Check. No transfats? Check. Gluten-free? Check. Peanut-free? Check. Kosher-certified? Check. No artificial ingredients or preservatives? Doublecheck.

“The consumer is seeking brands that they can trust and align with who they are,” says Naturally Homegrown Foods president and co-owner Kirk Homenick, who acquired the Hardbite business from its original founder in 2011.
“One key area that the consumer is currently seeking is transparency as it relates to ingredients,” Homenick says.
“Trust is an increasing attribute that consumers are seeking today, and we address this through our Non-GMO Project verification and by sourcing [ingredients] as close to our facility as possible.”
Kettle-cooked via a consistent batch process to ensure superior taste profile and a healthy satisfying crunch in every bite, the Hardbite brand enjoyed early local success among the health-conscious West Coast consumers, but the fledgling upstart lacked the capital resources and marketing clout to really grow the brand outside of its home confines.
That all changed when Homenick and his business partner took over the company and renamed it as Naturally Home-
grown Foods, while leveraging the Hardbite anchor brand’s growing popularity to make significant market share gains by introducing exciting new flavor varieties and high-impact brand packaging inspired by Mother Nature and the great outdoors.
With pack sizes ranging from single-serve 150-gram pillow-packs to Club Store multipacks containing up to 32 bags in assorted flavor varieties, “We o er a broad range of SKUs (stock-keeping units) to appeal to di erent consumers and snacking occasions,” Homenick states.
“Our SKUs range in di erent flavor profiles and pack sizes,” says Homenick, citing Hardbite All Natural and Hardbite Salt & Vinegar as the company’s bestselling flavors.
“That said, we have seen tremendous consumer demand for new and innovative flavors,” Homenick relates, pointing to recent market launches of the new Hardbite Spicy Dill Pickle, Apple Cider Vinegar, and Spicy Ketchup varieties.


In addition to expanding its ‘classic’ Hardbite range of potato chips, the company has also diversified into the production of chips made from root vegetables such as carrot, beet and parsnip, while also introducing a new range of BFY potato chips kettle-cooked in avocado oil.
The growing product portfolio and warm market reception has enabled Naturally Homegrown to secure national distribution for its brands across Canada, Homenick relates, while also opening up new export opportunities to enter the fast-growing global market estimated at US$32.2 billion in 2020.
“We have benefited from strong brand awareness and heritage in the Western Canadian geography, which is our home base,” Homenick relates.
“We have also historically expanded our geographic reach into Eastern Canada and the U.S markets,” Homenick adds.
“Most recently we have gained significant distribution in Japan, Taiwan and South Korea,” he confides, “and we will be launching in Australia by the end of 2022.”
Not surprisingly, all this robust product development and marketing activity gained momentum around the same time that the company began making major capital upgrades to its manufacturing operation with a continuous influx of automated processing and packaging equipment to cut labor costs and boost line e ciencies and productivity.
The company’s comprehensive capital upgrades over the last several years have resulted in a complete transformation of Naturally Homegrown from a boutique niche manufacturer into a highly competent and competitive snack-food manufacturer capably holding its own against huge multinational brand-owners dominating the current industry landscape.
“The snack food industry is large and highly competitive,” says Homenick, cit-
The state-of-theart Ishida model CCW-RV automatic weighscales are key to the continuous high-speed batch production process requiring gentle product handling and optimal weighing precision to reduce product giveaway and ensure high yields on the new integrated packaging line expertly installed at Naturally Homegrown’s new Surrey production facility by Heat and Control Canada.
ing Frito-Lay, Campbell Soup, Old Dutch Foods, Hain Celestial, UTZ Brands and Kellogg as perennial industry heavyweights.
“Nevertheless, regional brands do have advantages in the areas where they produce,” he points out, “because value and brand loyalty are very important consumer attributes in those home markets.
“Consumer decision triggers in the snack market can be very impulsive,” he says, “and they are often based on product value, price, brand recognition and loyalty.”
Homenick says he is especially upbeat on the company’s prospects in coming months and years following completion of a milestone move of its manufacturing operations this past spring to a brand-new, 43,000-square-foot production facility in Surrey, roughly a half-hour drive from downtown Vancouver, employing about 85 full-time sta .
“One of the big strategic advantages of this facility is that we are located close to a number of our key customers, as well as suppliers of our ingredients,” says Homenick, crediting local engineering services provider LaPorte Engineering for the first-rate project management expertise in laying out the new facility and commissioning new equipment.
“We are very grateful for the support that they provided us,” says Homenick, adding the new plant has been consistently running three daily shifts around-theclock since coming online.
Having already completed a third-party HAACP (Hazardous Analysis Critical Control Points) certification, the new facility is planning to complete the globally recognized SQF (Safe Quality Foods) certification audit by the end of this year, says Homenick, adding the new facility was been designed and built with sucient room to accommodate future capacity expansions.
“We currently have three packaging lanes in the facility,” he says, “which allows us to produce a variety of di erent flavors

Machine operator prepping up a new roll of high-barrier film to run through the new Ishida Inspire vertical bagmaking system used to package Hardbite brand chips in flexible pillow-packs at speeds of over 100 packs per minute, depending on bag size.
and pack styles simultaneously.
“We have made significant changes to our operations over the past five years,” Homenick relates, “as we have completely automated our packaging area.”
Says Homenick: “Packaging really is the face of our brand and our best way to communicate with our consumers.
“I expect our packaging will continue to evolve in the coming years,” he states.
“I also anticipate that we will see advances in packaging that address the recyclability of the materials that the snack industry uses, while enhancing shelf-life and product quality.”
Last year, Naturally Homegrown’s packaging savvy and expertise received prestigious industry acclaim and recognition by winning the coveted Canadian Grand Prix Best New Product Award of the Retail Council of Canada in the Savory Snacks category for its large-format Club-style Explorer Pack multipack comprising 32 bags of the company’s bestselling chip flavor varieties—including Rock Salt & Vinegar, Spicy Dill Pickle, Ketchup and Wild Onion &Yogurt flavors.
Says Homenick: “Over the course of the past five years our organization has diligently grown the Hardbite brand of snack food products, increasing distribution and launching new products.
“We are on-trend with our brand attributes of o ering BFY options, along with innovative flavors and pack sizes to meet our consumers’ needs.”
To get the new plant to run immediately at full production mode without incurring any downtime at its former existing location, Naturally Homegrown worked closely with Heat and Control Canada Inc., headquartered in Cam-


bridge, Ont., to acquire and to install high-performance packaging and processing equipment—raising the new facility’s line and process e ciencies to world-class levels.
Heat and Control Canada is the Canadian subsidiary of Heat and Control Inc. Based in Hayward, Ca., the renowned food manufacturing technologies group is one of the world’s leading manufacturers and distributors of modern industrial processing, coating, seasoning, conveying, weighing, packaging, inspection and controls systems—o ering best-of-breed food production technologies as standalone machines or as fully-integrated, custom-engineered end-to-end line solutions.
As Heat and Control Canada’s general manager Chris Jenkins recalls, “The recent move to a new location this past spring required careful coordination, since Naturally Homegrown needed to

The Inspira
features automatic film centering and tension control to ensure consistent product quality.
The Inspira bagmaker’s large touchscreen HMI panel ensures user-friendly operation.
Close-up of a pillow-pack being filled inside the Inspira bagger.



Clockwise from Left: The Markem-Imaje model SmartDate X65 thermal-transfer overprinter used to apply barocdes and other variable information onto the running film web; a full side view of the new Ishida model ACP-701 multifunctional case-packer capable of packing up to 150 packs per minute; a stack of corrugated shipping containers being fed inside the ACP-701 case-packer.
Above: The ACP-701 case-packer’s HMI control panel can store over 500 pre-set bag and case sizes, packing patterns and other key variables for quick changeovers.
keep production running at the old plant while they installed and commissioned the new facility.”
Despite the many logistical challenges unleashed by the COVID-19 outbreak, Jenkins and his team worked tirelessly with Naturally Homegrown to develop a high-speed, end-to-end packaging and product inspection solution capable of continuously handling up to 120 bags per minute.
“The Heat and Control after-sales support, including project management and on-site field service technicians, made our job much easier at a time when everyone continued to deal with COVID-19 related travel issues and shipping industry delays,” Jenkins recalls.
“Like a lot of food manufacturers today, Naturally Homegrown recognizes the advantages of increased automation and the improved e ciencies associated with total system solutions,” Jenkins relates.
The chip-making process at the Surrey plant begins with the arrival of raw potatoes and vegetables, which are quickly sorted, washed and pre-processed before being placed inside the batch kettle fryers in the plant’s processing area.
After the product is sorted again to remove any defects, namely undercooked or overcooked chips, the cooked product is accumulated, seasoned according to recipe, and moved on to the packaging area, where is packed inside pillow bags and into boxes or display-ready shipping containers.
To make the process run as smoothly as possible, while ensuring optimal product safety, Heat and Control designed and assembled a high-performance integrated packaging solution comprising:
• Two models of CCW-RV automatic multihead weighscales manufactured in Japan by Ishida Co Ltd, a long-time global equipment partner

with Heat and Control.
O ering a robust combination of advanced software, digital filtering, and precise feeder control to reduce product giveaway and to ensure higher yield, CCW-RV weighers provide a highly ecient and operator-friendly solution, according to Jenkins.
• A brand new Ishida Inspira series VFFS (vertical form/fill/seal) bagmaker designed to ensure consistent, superior forming/sealing performance of up to 200 bags per minute, featuring cutting-edge motor drive technology for exceptionally precise positional jaw control at the point of sealing, along with quick and easy

changeovers.
Joining the two existing Ishida Astro series bagmakers moved in from the company’s previous production facility in Maple Ridge, B.C., the Inspira bagmaker features a new splice table lightbar for easier and faster film splicing, simpler film feed with fewer rollers, and error-free forming of block-bottom gusseted, hem-seal and pillow bags, with fully automated film centering and tension adjustment.
Freshly cooked red and white potato chips being transferred side-by-side towards the Surrey plant’s high-speed packaging line to make bags of the Hardbite True North Spuds brand of chips. This limited-edition product combines the two di erent potato varieties in a playful tribute to Canada’s red-andwhite national flag colors.
According to Homenick, “We are excited to adopt the Ishida Inspira in our new facility.
“We have seen a shift in consumer demands towards portion- and snack-sized packs,” he says, “and the Inspira machine’s throughput rate of more than 100 bags per minute is very important to us.
“In the past these smaller sizes were di cult to pack e ciently,” Homenick notes, “but the new Inspira will allow us to stay on top of these consumer trends and needs going forward.”
• An Ishida model ACP-701R automatic case-packer. Designed as a compact high-speed case-packing solution for packing small and large bags inside boxes at speed of 150 units per minute (approximately 10 cases per minute), the new-generation case-packer combines case-packing, case aligning, bag packing, sorting, closing and sealing in one machine, while handling a wide range of bag sizes, case sizes and pack patterns.
Allowing users to store up to 500 preset case and bag sizes, pack patterns and other key variables via its large color touchscreen human-machine interface (HMI) terminal, the versatile case-packer can be automatically set up in less than three minutes without any tools or other manual operation—eliminating the risk of human errors and related downtime.
“We have been very happy with the new

Ishida automatic case-packer,” says Homenick, adding he was already impressed by the performance of the model ACP 700 case-packer that the company had previously installed at its old plant.
“In the current environment, where there has been a notable scarcity of labor in the marketplace, we have found that the ACPs have been critical for us to maintain our production run rates,” Homenick states.
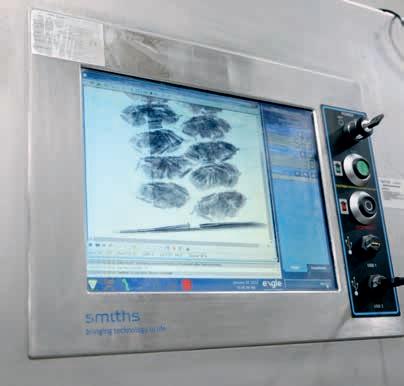
To ensure optimal product quality and safety at all stages of the packaging process, Heat and Control also installed a pair of model THS/G21E drop-through metal detectors, manufactured in Italy by CEIA SpA, which are fully integrated with the Ishida weighscales and bagmakers to ensure reliable detection and removal of even the tiniest metallic particles that may have found their way into the product flow.
“It really provides a valuable ‘peace of mind’ for the Hardbite quality control team,” Jenkins points out, also citing incorporation of an Ishida model TSC-RVS bag thickness and seal checker at the entry point into the ACP-700 automatic case-packer.
Says Jenkins: “As the leading snackfood packaging team, Heat and Control and Ishida are both very familiar with high-speed packaging, but the Hardbite packaging film was a real challenge.
“It’s thick and makes a uniquely attractive bag,” he says, “but it’s not the easiest film to process at high speeds.
“Sending film to the Heat and Control packaging division o ce facility in Lancaster, Pennsylvania, and also to Ishida in Japan for testing was all part of a thorough process to ensure that Naturally Homegrown reached their production and
quality targets,” Jenkins relates, “and that they were totally satisfied with the Ishida system solution.
“At this stage, I am pleased to report that Hardbite is reaching all the expected targets in terms of output, manpower savings and overall e ciency associated with the Ishida high-speed packaging system.”
Homenick concurs: “All Heat and Control equipment comes with a level of confidence that you know will perform in a trusted manner.
“We feel extremely grateful for the ongoing support that we have received from their team over the years as they have helped support our growth.”
For his part, Heat and Control’s Jenkins is also proud of the trust, rapport and comfort levels that his company has built up with Naturally Homegrown.
“The experience of continuing to work with a unique outfit like Naturally Homegrown has been very rewarding for us at Heat and Control,” he states.
“Kirk and his team are extremely knowledgeable and very forthcoming with their challenges as they continue to grow their business.
“I believe Heat and Control is uniquely positioned in the industry to provide them with not only equipment solutions,” Jenkins concludes, “but also with an abundance of knowledge to help the Hardbite team solve any issues they may encounter with the various equipment they have acquired over the years.”
Heat and Control Canada Inc.
Ishida Co Ltd CEIA Spa
Please see a video of the fully automated packaging line, installed by Heat and Control at the new Naturally Homegrown Foods potato and vegetable chip manufacturing plant in Surrey, B.C., running in full flow on Canadian Packaging TV at www.canadianpackaging.com




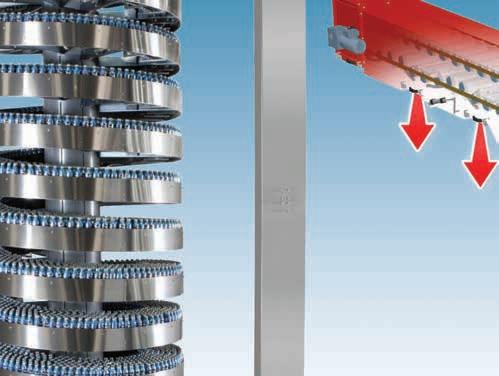

Ryson Spiral Conveyors need less floor space than conventional conveyors and are faster and more reliable than any elevator or lift.
Unit Load Spirals convey cases, totes and packaged goods smoothly on our slat style belts and come in 9 standard slat widths ranging from 6” to 30”. Available in powder coated carbon steel, stainless steel, wet environment and freezer versions.
Mass Flow Spirals handle full and empty bottles, cans and jars in mass up to 2000 units per minute. Available in 4 different slat widths ranging from 6” to 20”.
Narrow Trak Spirals are super compact and designed to handle your smaller loads. Our 6” and 9” wide nesting slats can end-transfer small cartons and packages or side-transfer small bottles and containers in a single file or in mass at speeds in excess of 200 FPM.




Ryson’s Bucket Elevators combine vertical and horizontal transportation of bulk materials in one integral unit.
Ryson Bucket Elevators are designed for gentle handling and well-suited to transport a broad range of bulk products. Our signature feature is that they are completely enclosed with overlapping pivoting buckets, that prevent spillage and helps mitigate foreign debris.
Their modular design enables us to customize with ease. They can be configured with multiple inlets or outlets that can be controlled individually. The design makes them easy to install and modify. Available in three standard bucket sizes, yielding capacities up to 300, 700 or 1,800 cubic feet per hour. They can also be delivered in powder-coated carbon-steel, stainless-steel or wet environment versions.
All Ryson equipment is modular and built to order. No matter the application, the Ryson team is up to the challenge of finding solutions for your conveying needs. For application assistance or more information, give us a call or visit www.ryson.com .





















The lightline machines from Schubert can be delivered quickly and are exceptionally attractive in terms of price . With the preconfi gured machines, customers can adapt more fl exibly to market trends and signifi cantly shorten their time-to-market.
The LIGHTLINE CARTONPACKER consists of a single compact machine frame, and packs boxes, cans, bags or bottles into cartons and trays with or without a lid, wrap-around cartons and RSC cartons. It offers an affordable and space-saving possibility to automate packaging processes with the most effi cient technology on the market while ensuring the highest availability and packaging quality.
The world’s leading FMCG and private label manufacturers rely on Schubert. www.schubert.group



WHAT TYPE OF CARTON SHOULD IT BE?


Hardworking Quebec seafood processor leverages superior product quality and versatile packaging machinery to meet growing consumer demand
By Andrew Snook
Photos by Pierre Longtin
For over 35 years, Frandon Seafoods has been supplying high-quality fish products to the people of Quebec and beyond.
Starting out as a small distributor catering to Montreal’s foodservice industry in 1986, the company has since undergone multiple expansions.
Frandon Seafoods entered the retail market in 2009, and less than a decade later was acquired by Premium Brands Frandon is now an importer wholesaler distributor supplying primarily the Quebec and eastern Ontario markets.
Frandon services all sectors of the food industry including product development and innovation. Based in Saint-Léonard Que., the company employs more than
100 employees working two productions shifts (days and evenings), as well as a night shift for sanitation.
“We source our products from around the world,” says Éric Bissonnette, managing director for Frandon Seafoods, “but we like to put an emphasis on local products like lobsters, crab, Nordic shrimp, turbot and halibut.
“There are still lots of products that we need to market from our own waters to local markets,” Bissonnette says. “We serve foodservice customers, large and small retailers, regional distributors, fishmongers, manufacturers, home meal replacement products, and more.”
Since being acquired by Premium Brands in 2019, the combined resources of the two companies have allowed Frandon to grow considerably, taking advantage of additional capital and a coast-to-


coast distribution network.
In the past year, Frandon imported and sold over 10 million pounds of fish and seafood.
“We are part of a Quebec seafood distributor list that Premium Brands acquired in the latest couple of years which, combined, is making us the biggest in the province,” Bissonnette says. “Our ecosystem is very strong and very beneficial for all the di erent entities.”
Bissonnette adds that his knowledgeable team is also a big reason for the company’s success.
“We have a lot of experienced people in our organization,” he says. “Our knowledge of the products and the industry, combined with our variety of products and, most of all, our service excellence, is what really sets us apart from the competition.”
With production and processing of fish


products currently comprising about 35 per cent of the company’s business, Frandon is continuously investing in its processing and packaging lines at its state-ofthe-art 45,000-square-foot production facility.
“We are committed to becoming the biggest processor in the province,” Bissonnette says adding that Premium Brands has been extremely supportive of all of the company’s initiatives to grow its market share.
With food safety, quality and sustainability all being top priorities in all aspects of Frandon’s operations, the company has created a dedicated four-person team, led by its quality assurance director, mandated to ensure that all of its certification protocols—including HACCP (Hazard Analysis Critical Control Points) , SQF (Safe Quality Food), Ecocert and the federal permit—are stringently followed to the
letter and solidly implanted in the company’s work culture.
“More and more customers are looking for peace of mind when buying and eating seafood,” Bissonnette says.
“They want quality and sustainability in their plates,” he says, noting that the current labor shortages in the industry have created new challenges on the packaging side of Frandon’s business for ready-to-sell products.
“It (packaging) is becoming an important area of our business,” Bissonnette acknowledges. “Every day we are thinking of new ways to use the equipment so that we can meet all the requests we get.”
Two years ago, the company began accelerating its capital investment on the packaging side of the business with the purchase of a versatile P420 P-Series rollstock machine.
Manufactured by renowned Swiss
packaging machine-builder VC999 Packaging Systems, the P-Series machines are designed to run flexible, rigid, semi-rigid, skin and shrink films to produce superior air-tight packaging to ensure optimal product protection and freshness.
“This machine does rigid, flexible and skin-pack on the same machine without a die or mechanical adjustment,” says Carl-Michel Cloutier, sales manager for eastern Canada at VC999 Canada Inc. in Saint-Germain-de-Grantham, Que.
“We developed it five years ago when we started selling that machine specifically for the fish market,” says Cloutier, adding that supplies Frandon with rigid, flexible and breathable films for fish packaging through the company’s VC999 Materials Division unit.
Bissonnette says the biggest challenge related to packaging fish is its constantly changing size and shape, but that has been addressed with their investment in VC999 technologies.
“Fish has no standards as far size and shape are concerned,” he says, “but the VC999 is permitting us to adapt to most of them using di erent dies.
“It also lets us package either fresh or frozen products.
“We are also packaging marinated products,” Bissonnette points out, “and the VC999 P-Series machine is built in a way where the liquid marinade is well accepted into the package, creating no problem for packaging our skewers.”
According to Bissonnette, one of the main reasons that Frandon opted for VC999 technologies is for the company’s reliable service and knowledgeable sta .
“When you put a new packaged product out on the market, you can’t go back,” he says, “so you need to make sure you are well supported by your equipment company.
“Speedy service and parts availability are very important in case you have a breakdown,” Bissonnette says, adding that Frandon also benefits from VC999 Canada’s solid industry knowledge when developing new packaging concepts.
“Since we are still relatively new in this market segment, we also solicit them for advice when we are developing new packaging ideas,” Bissonnette says.
“Their know-how and experience are a huge help for us at that stage of product development.”
As Bissonnette relates, when the company started looking into purchasing packaging equipment for new products it was developing, VC999 was recommended as a packaging equipment supplier by the general manager of another sister-company owned by Premium Brands.
“VC999 Canada came up with the best overall package, including versatility, upgrading, service, fastest delivery and price,” Bissonnette recalls.





Managing director Éric Bissonnette praises the flexibility of the P420 machine to process a variety of di erent package formats, styles and sizes.
“We did our due diligence before signing up with them,” he adds. “We called at least five di erent companies that were using their products, and they all highly recommended them to us.”
As Bissonnette points out, the new VC999 P420 P-Series rollstock machine is actually the second piece of VC999 equipment that Frandon has purchased to date.
About five years ago, the company acquired the model XtraVac 860 vacuum-packing machine to be able to improve its packaging for the grocery retail market.
Since arriving at the plant, the new VC999 P420 P-Series rollstock machine has been extremely helpful for packaging the fresh fish products that Frandon offers, according to Bissonnette.
Due to the fragile nature of the product, and with fresh fish requiring an oxygen transfer aways from the product, all the adjustments in the vacuum process need to be very precise and steady.
“Once you have set your program, the equipment is very easy to use,” Bisson-

nette says. “It is a plug-and-play.
“Most ideas we have for new products are doable with the VC999 equipment we purchased,” Bissonnette relates.
“That is very important because we want to maximize our ROI (return-on-investment),” he says, “and also because of space-saving aspect, which is crucial in our environment.”
The robust P420 P-Series rollstock machine technology and the helpful VC999 Canada sta have provided an important competitive advantage for Frandon in terms of both productivity
and innovation.
“Basically, none of our projects and new ideas would have been feasible without it and their team,” Bissonnette extols.
“Those new ideas are increasing our purchase power as our volume increase and as projects gets developed.”
The P420 P-Series rollstock machine is equipped with one servo-driven moving punching/cutting station, so that Frandon can make any type of packing format or size they may require in the future.
Cloutier adds that the high-performance machine is fully equipped with all
“VC999 Canada came up with the best overall packge, including versatility, upgrading, service, fastest delivery and price.”
The VC999 P-Series P420 rollstock machine installed at the Frandon Seafood facility o ers throughput speed of 12 to 14 cycles per minute, depending on the product and pack size, which comfortably exceeds the plant’s current production speed requirements and provides plenty of room to boost production levels in the future.
the latest control technologies and multiple value-added features.
“This machine has a jumbo roll for the forming station, so that they can put on really big rolls, and not have to change forming rolls very often,” he explain.
“They also have a spacial loading grid to protect the loading area against contamination for marinated products,” he says, “and they have an on-site chiller so that so that they don’t have to use city water.
“It’s a real ‘green machine’ concept,” says Cloutier, adding that the machine’s throughput speeds of 12 to 14 cycles per minute o ers Frandon plenty of room to grow its production volumes over time.
“They don’t run at that speed right now because they don’t have enough production yet,” Cloutier remarks.
The P420 rollstock machine at the Frandon plant is connected to with a Markem-Imaje thermal-transfer printer—equipped with top and bottom labellers—to take care of all lot number and dating on the film, printing all the required variable product information at high resolution.
Some of the P420 rollstock system’s other notable features and attributes include:
• A swing arm HMI (human-machine interface) control panel;
• The p-Software programming suite, designed to control the machine’s operations with high eciency and ease of use;
• The IP 65-rated stainless-steel display enclosure;
• Intelligent integrated diagnostics;
• The Know Now! Machine/Production Metrics software for both live set-up and historic production data collection and reporting.
With sustainability is an integral aspect of Frandon’s operations, the company is

always looking for more eco-friendly packaging options as they become available.
“We work very closely with packaging manufacturers,” Bissonnette confides.
“Our products are very shelf-life-sensitive and come in many di erent shape and forms: therefore their support is of the utmost importance.
“Being a federal plant, HACCP & SQF certified, we need our materials to be of superior quality as well,” Bissonnette says.
So what does the future hold for Frandon Seafoods?
Bissonnette says the company is dedicated to developing new shelf-ready products and ideas for its customers while ensuring optimal product integrity and quality.
“We are definitely in expansion mode, and we welcome any product ideas or needs from our existing and new custom-
ers,’ he says. “We want to be the Quebec solution for ready-to-use seafood products in the province.
“Fish has very limited shelf-life,” he says, “so our proximity to markets will help us immensely.”
To conquer those markets, the company will continue to invest in new product and packaging development, according to Bissonnette, as well as install more automated packaging machinery.
“Frandon is well supported by our corporate department for all our product development initiatives,” Bissonnette concludes, “as it continues to be a growing segment for us.
“There is no doubt in our mind that further automation will be a key part of our future.”
VC999 Canada Inc.
Please see a video of the VC999 P420 P-Series rollstock vacuum-packing machine in action at the Frandon Seafood plant on Canadian Packaging TV at www.canadianpackaging.com














Scan the QR code to find your “breakthrough”.









© 2022 Honeywell Intelligrated. All rights reserved.


Are persistent bottlenecks cutting into profits and disrupting customer service levels? Leveraging advanced warehouse execution software, high-speed sortation, AS/RS shuttles and robotic automation, we can help you to clear hurdles and solve fulfillment challenges.



A family tradition quickly takes flight with a little help from its packaging friends
Featuring upscale, authentic Italian dishes, white glove service, and a setting that includes Grottescostyle painted ceilings and live piano during most meals, the Il Capriccio Ristorante in Whippany, N.J., has been a local fine-dining favorite for more than 35 years.
On any given evening at Il Capriccio, second-generation owner and executive chef Natale Grande warmly greets his patrons with a smile and handshake, calling them by name as he stops at the tables just as his father did—and sometimes still does—so that every guest feels like family.
Naturally then, when the enterprising chef Grande started looking at ways to expand the business, he was struck by the idea of o ering some of his family’s recipes in settings outside of the flagship restaurant.
When his mother asked him what dishes he thought would be popular to sell at retail or online, Grande answered with one of his own childhood favorites: the meatballs.
Handed down by generations and perfected in his kitchens at the restaurant and at home, this was the recipe he knew by heart. The challenge became how to package those meatballs in sauce so that in addition to tasting like they were fresh o of the stove, they were easy to ship, store, and heat in a home kitchen.
At first, Grande cooked and packaged meatballs in small quantities at the restaurant, which he started selling in one location, his family’s gourmet shop, La Famiglia Gourmet in East Hanover, a few miles away from Il Capriccio.
In only a matter of weeks, however, he couldn’t keep them in stock as they were literally “flying o the shelves,” at which point The Flying Meatballs brand and its signature logo was born.
After visiting a restaurant trade show and making an investment in some packaging equipment, the company’s equipment supplier suggested for Natale Grande to reach out to Sealed Air Corporation for help with package design and access to the company’s CRYOVAC brand food packaging materials.
New business development manager

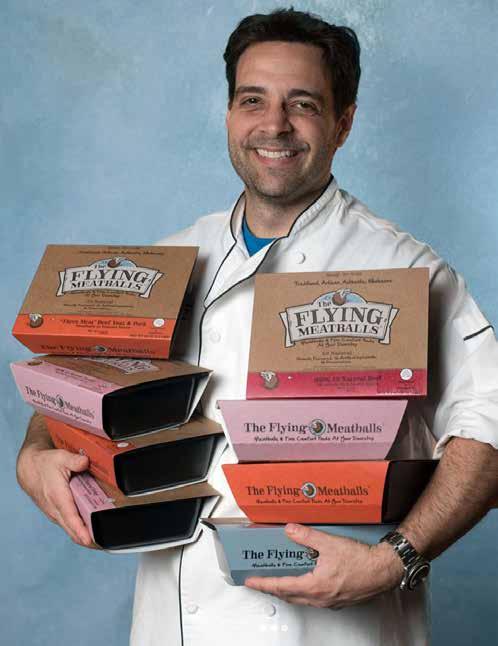
Enterprising New Jersey chef Natale Grande holding up packs of The Flying Meatballs brand of ready-to-eat authentic Italian dishes packed in CRYOVAC sous-vide film pouches placed inside ovenable cooking trays.
Steve Daca and Account Manager Sherri Schall soon met with Grande one afternoon at the restaurant, carefully listening to his vision for The Flying Meatballs brand.Daca and Schall immediately started homing in on package performance needs like thermalization, durability, filling, transit, storage, and retail impact.. They o ered Grande access to resources like Sealed Air’s creative and design teams and training courses at the company’s Packforum research facilities, so
he could learn more about package thermalization.
They also visited The Flying Meatballs packaging plant to understand more about the floor layout and equipment Natale had purchased. Together they came up with a plan that allowed The Flying Meatballs to really start gaining momentum, with resources most small businesses simply can’t a ord at start-up. Over the past several years, The Flying Meatballs package has changed a few times, making modifications along the way to account for growing demand and a larger, more diverse supply chain.
Current packaging features a sous-vide flexible pouch placed into a pre-made ovenable tray, all surrounded by a printed, recyclable paperboard sleeve featuring the company’s iconic logo of a meatball with wings.
Now available in five di erent flavors, The Flying Meatballs product line continues to grow, with distribution expanding from the family store to local specialty retailers, then to regional retailers and now to national grocery chains, several sell-out appearances on the QVC shopping channel, and their new online direct-to-consumer store.
Using the knowledge gained as part of the process, the company now has secured more new business and invested in more packaging equipment to serve as a co-packer for several well-known brands of hot dogs and gourmet ready-meals for one of the most prominent DTC (direct-to-consumer) meat brands in the U.S.
Sealed Air Corporation
busy
Nestled in cozy Invermere, B.C., Kicking Horse Co ee is situated between the Purcells and the Rocky Mountains in the beautiful Columbia Valley.
The pristine resort town, which boasts a population of just over 3,000 people, is a popular year-round destination for tourists and a second home for many folks from Calgary and Edmonton in the neighboring province of Alberta.
Invermere is a quiet place where many people ride bicycles, aegerly partake in local cultural events, and enjoy the leisurely overall pace of life.
Many of these same charms are also instilled at Kicking Horse Co ee. From its humble roots of roasting co ee from a garage more than 25 years ago, Kicking Horse today sources its co ee beans from certified organic and fair-trade farming cooperatives around the world.
Organic and fair-trade farming means the co ee beans come from farming co-operatives who are dedicated to improving the biodiversity on their farms. This also means its co ee is shade-grown on small-scale farms, which aids in the biodiversity e orts of the land.
Another thing Kicking Horse Co ee is passionate about is the safety of its employees, recently noticing that aome areas of its packaging process required repetitive motions that could lead to injuries.
To minimize those concerns, while also adding more e ciency to its operation, the company turned to Wexxar Bel, a prominent case- and tray-forming and sealing machinery manufacturer based in Richmond, B.C., to automate these tasks at its end-of-line packaging process.
“It was always kind of a scramble,” recalls Jocell Valdez, production manager at Kicking Horse Co ee, describing the previous manual of process of filling


the boxes with product.
“Our packing team was always wrestling the boxes to the ground, and then packing six bags in it,” Valdez relates.
“There’s a lot of ergonomic issues with that type of repetitive motion—twisting and bending, and constant rotation—to try and avoid injuries.”
Operates three roasting lines over two daily eight-hour shifts, five-days-a-week, Kicking Horse was introduced to Wexxar Bel, a subsidiary of the ProMach group of packaging machinery manufacturing companies, during a visit to the PACK EXPO Las Vegas packaging technologies exhibition in September of 2019.
Soon after the show, Wexxar Bel recruited the services of Harlund Indus-
Top
An overview of the of the end-of-line packing area of the Kicking Horse Co ee roasting plant in Invermere, B.C.
Bottom One of the three Wexxar Bel Flex E Pack modular case-packing systems installed at the plant by Harlund Industries.
tries, leading Canadian-based distributor of coding, identification and related packaging equipment, to help design the ideal solution for Kicking Horse’s needs.
Harland Industries’ packaging and coding specialist Rob Vanstone began the process by auditing Kicking Horse’s packaging procedures as part of their review.
After discussing several options with the Kicking Horse management team, Harlund and Kicking Horse ultimately determined that installing the Wexxar Bel Flex E Pack system on all three lines would provide the best ROI (freturn-on-investment) moving forward.
The Flex E Pack system is a modular
packing solution that provides endusers with the flexibility to integrate the right case former, product delivery conveyor, work-cell and sealer that best meets their applications.
The Flex E Pack system matches the right components to each of these four segments to ultimately design a packing line tailored to customers’ exact needs.
Based on Kicking Horse’s needs, two workcells and product accumulation tables were needed to easily grab and pack the product into cases.
“One of the big advantages the Flex E Pack system brings is packaging on demand,” says Adrian Tomozei, Wexxar Bel’s regional sales manager for Canda and northwestern U.S..
“Each operator now has everything right in front of them.They don’t have to move, rotate or go grab boxes: it’s very ergonomically sound.”
“Each operator now has everything right in front of them,” Tomozei explains. “They don’t have to move, rotate or go grab boxes: it’s very ergonomically sound.
“The system automatically forms the cases,” he continues. “All you have to do is manually put the pack inside and let it go to the fully-automatic sealer.
“It makes everything so much simpler, easier and user-friendlier.”
The first line was installed in summer of 2020 and included extra-long infeed conveyors to keep employees six feet apart for physical distancing, while the other two lines were installed in spring of 2021.
After each case is packed, operators press a foot button to move the cases to be sealed.
The Flex E Pack allows cases to be packed by one or two operators at any time; if one operator steps away from the machine, the packing can continue seamlessly without interruption.
“The Flex E Pack has definitely changed the way we pack product by bringing more consistency to our operation,” Valdez said.
“The co ee is delivered at a better height,” he notes, “so there’s much less bending and twisting.
“It has been a great improvement for us.”
As Valdez explains, continuous improvement is an ongoing strategic strategy for Kicking Horse Co ee, with the company being a devoted practitioner of the renowned Kaizen approach to continuous improvement based on the five founding elements of teamwork, personal discipline, improved morale,


quality circles, and suggestions for improvement.
Developed in Japan and forming the basis for the famed Toyota Production System (TPS) for waste-free manufacturing, Kaizen had been widely adopted by “lean manufacturing” enterprises worldwide over the years to improve their competitiveness and productivity.
Over the past few years, Kicking Horse has actively applied Kaizen principles in upgrading other areas of its co ee manufacturing and packaging processes, automating its case-packing capabilities being just the latest example of this continuous daily improvement process.
“Kaizen is a big component of our success and our endless desire to improve, and Wexxar Bel is spot on with that,” Valdez states.
“All of their changeovers or any adjustments required on the machines are all done through color-coded photos.
“So, they’re really on that ‘5S’ approach with Kaizen that we strive to maintain in
place all around our facility,” says Valdez, defining the 5S as “sort, straighten, scrub, standardization and sustain.”
Since the first line was specified and installed during the pandemic, the factory acceptance testing (FAT) was done virtually entirely through video. However, Wexxar Bel was on-site for the installation and commissioning of the line.
Within a year of operation, the Flex E Pack system has allowed Kicking Horse to maintain the current packing rat,e while increasing the level of automation in each of their lines, with the potential to install more packaging lines in the future.
“The folks from Wexxar Bel were everything they said they were and more,” Valdez states. “We’ve really had no doubts about their ability to deliver.
“Their solution has been a smart upgrade to our packaging department.”
Wexxar Bel (Div. of ProMach)
Harlund Industries Ltd.














Visit us at booth N-6020 in Chicago!



Very small packages? Polybags? Not a problem for ModSort® divert and transfer conveyor modules! The ModSort module can do left and right sorting on the fly for a wide range of package types and sizes weighing up to 50 pounds (23 kg). It is safe, quiet, versatile and saves energy. In addition to integration with existing systems, the ModSort Trident and Mobile Flats systems offer modular, scaleable, and mobile end of line sortation for your operational needs.
Retrofitting an existing conveyor with ModSort modules has saved some customers as much as $90k annually in reduced manual labor alone! To learn more and schedule time with a ModSort specialist, visit:
modsort.com





Dutch fresh produce processor accelerates its packaging automation efforts with state-of-the-art multihead weighscales
Located in the North Holland region famed for the high quality of its local fresh produce, Vezet B.V. is one of the largest vegetable and fruit processing businesses in The Netherlands, leading the market in freshly chopped ready-to-cook vegetables.
Vezet’s cutting-edge vegetable chopping facility produces a range of about 250 different products. The family-owned enterprise aims to be the best and most progressive developer, producer and highly valued supplier of processed vegetables and fruit for immediate consumption.
Currently packing about 220 million bags of product annually, with bout 180 million of them supplied to the Albert Heijn national supermarket chain, the company’s has recently decided to boost its manufacturing output to 300 million bags over the next five years.
With ambitious plans to add new capacity and invest in more automated machinery, the company recently made its intentions clear with addition of a new line for packing ready-to-eat salad mixes.
Based on its previous positive project experiences with Multipond weighing systems (distributed in Canada by Abbey Packaging Solutions),Vezet again invited the MULTIPOND International group to spearhead the project.
The production process revolves around a busy bowl line located in the plant’s highcare section, where bowls are filled with various ready-to-eat salads consisting of a main ingredient—for example di erent leaf salads or cooked noodle— and several salad toppings like shrimp, chicken, mozzarella, olives, pineapple and mandarins right up to small pieces of beef or boiled egg.
Depending on the recipe, the target weights for the ingredients are between 10 and 150 grams.
As the plant’s general manager Hans Boshuizen relates, “In packaging products of this type, the market demand for bowls is steadily increasing.



“So it became imperative for us to invest in an additional bowl line.
“We simply wanted to have the best and fastest line in the plant here,” he states, “and that’s where MULTIPOND, our partner of many years, came into play by bringing us its project expertise.”
The entire line consists of six filling points in total—including three automated stations and another three requiring manual filling. Located above the ceiling, the three weighing systems include a 14-head MP 14-3800/1250-H model weigher for weighing the main ingredients, and two 10-head model MP 10-1000/400-H weighers for the toppings, with funnels built directly into the ceiling to dispense the product.
To complete the system, a custom-made three-track product transfer system, de-
Three Multipond automatic multihead weighers enable the Vezet production line to process up to 40 bowls of fresh pre-mixed, ready-to-eat salads in a broad range of recipes and with various topping options.
veloped specifically for this application , distributes the prepared servings into the bowls.
According to Boshuizen, all product contact parts are precisely adjusted to production requirements and to the products being weighed to render the most perfect product flow possible.
Upon arriving at the weighing systems, the products are first conveyed to the prefeed hoppers by the radially positioned feed trays and then to the weigh hoppers underneath. Here, using the partial portions, a computer determines the combination which corresponds to the target weight to be achieved, or is closest to it.
“Thanks to the simple user interface, our employees can operate the MULTIPOND weighers in the shortest amount of time, which is tremendously important for us.”
After the actual weighing process, the precisely weighed servings are transferred via the outlet funnel by means of a timing hopper to the swivelling funnel, which distributes the portions to the product transfer system. The system maintains maximum accuracy and hopper availability with calibration systems integrated in each load cell—making completely automatic calibration possible even during operation.
All in all, the line runs at speeds of about 40 bowls per minute, with standard deviation of less than one per cent, while complying with the highest hygiene requirements in the salad sector.
Says production manager Sam Mos: “Thanks to the simple user interface, our employees can operate the MULTIPOND weighers in the shortest amount of time, which is tremendously important for us. The reliability of the machines is terrific.”
General manager Boshuizen whole-heartedly agrees: “If you consider all the factors like giveaway, reliability, spare part requirements and personnel costs, then the MULTIPOND systems pay for themselves in the shortest amount of time. “A genuine partnership between the two companies has developed over the years as a result,” he concludes, “and there are further joint projects being planned for the near future.”
Abbey Equipment Solutions

By Davor Djukic, National Sales Manager – Product Inspection, METTLER TOLEDO
or a contract packer, audits can come from many directions. Brand owners, retailers, food or packaging manufacturers and standards/certification bodies as well as regulators all have an interest in the robustness and integrity of your Quality Management System. For some of these parties, it is more than an interest – it is a stake.
Product Inspection equipment such as checkweighing, metal detection, x-ray and vision inspection is the friend of the contract packer when it comes to audit time. By inspecting products and identifying problems such as foreign body contaminants, it underpins the entire quality and safety management program. Through constant data collection, it also provides an audit trail of production, testing and maintenance activity – a treasure trove of information for auditors, customers and co-packers alike, especially in light of approaching digital supply chain and track and trace requirements.
But product inspection needs to be done right. In contract packing environments, where there can be multiple job changeovers, serving numerous customers and compliance frameworks, the added layers of complexity make this even more paramount. Doing it right involves these key steps in implementing product inspection, all of which will help you prepare for and pass audits:
Integrate advanced product inspection technologies
As a contract packer, you need to be flexible to accommodate di erent formats, sizes and types of products and packaging. The more agile and
easily configured your product inspection equipment is, the better it will be able to meet the needs of retailers, manufacturers and brand owners. Advanced product inspection technologies generally make it possible for product set-up and job changeover to be automated, saving valuable time, and ensuring that parameters for each set-up support the compliance demands of that customer or regulatory framework.The equipment should also be capable of real-time monitoring and recording of all inspection activities, providing an audit trail of data to support compliance.
Data records used to be kept on paper in lever-arch files. More recently, they could be extracted from equipment using a USB stick. Neither situation is ideal for responding to an audit, especially if there has been little warning given to the co-packer. Connectivity makes responding to the demands of an auditor much quicker and simpler. Product inspection equipment gathers data during operation, and with data management software, such as Mettler-Toledo’s ProdX™, this wealth of information, including data from remote sites, can be sorted and arranged as needed.
Evidence of regular and e ective testing will demonstrate to the auditor that your product inspection equipment has been fully functional and continuously optimised to do the job you bought it for. The more regularly a machine is tested, the more certain you can be that good products are leaving the factory. While testing has trad-

itionally been a manual process, it can increasingly be carried out using automation, saving time and potential human error. Advanced product inspection solutions, such as Mettler-Toledo Safeline metal detection systems also have a Reduced Test Mode, in which an onboard monitoring system continuously checks the performance of the metal detector, reducing the frequency of routine performance test requirements.
Similar to regular testing, preventative maintenance keeps product inspection equipment running at optimum levels of performance and prevents breakdowns and production line delays. Co-packers can ad-
dress the issue in two ways; Firstly, by having their own skilled technical department to deal with scheduled maintenance checks and repairs as needed. Secondly, by partnering with machinery suppliers that have reliable equipment and the scale of support, both engineers in the field and remotely, that is required to maximise uptime of highly sophisticated inspection systems. Consistent and reliable operation of production line machinery is good for business, and a head-start towards successful audit performance.

DAVOR DJUKIC is national sales manager for product inspection at METTLER TOLEDO Inc. in Mississauga, Ont.


International to make triumphant live return with unmatched breadth of new packaging technologies and solutions
Finally, the PACK EXPO International exhibition is back, live and in-person, and it promises to be better than ever!
Returning to the vast hallowed grounds of the majestic McCormick Place exhibition center in Chicago next month, Oct. 23-26, 2022, PACK EXPO International 2022 is the most comprehensive packaging and processing show in the world this year, according to its organizers PMMI The Association for Packaging and Processing Technologies, and this year’s edition will o er attendees more features than ever before.
As PMMI points out, it is more vital than ever for the packaging and processing industries to come together and share innovations, connect with colleagues, hear from experts and see cutting-edge packaging machinery in action.
By any measure, the upcoming PACK EXPO International 2022 will the most efficient and e ective way to do it all—offering solutions for over 40 vertical markets.
“No other event this year will showcase entire production line solutions and o er attendees everything needed to compete in a changing marketplace,” says PMMI president and chief executive o cer Jim Pittas.
“The past several years brought about vast advancements in equipment and technology,” Pittas explains, “and PACK EXPO Internationalwill showcase all the new, never-seen-before solutions in one place, bringing all vertical industries together generates a cross-pollination of ideas and crossover solutions that can only be discovered in-person, on the show floor.”
With over 2,000 exhibitors eager to display their latest product o erings, visitors to the four-day event show will be sure to find optimal solutions for their business needs, including many they solutions they didn’t know they were

looking for.
With so much growth and change in the industry, the multitude of new features in Chicago are a ‘must-see’ for everyone in the industry. Here are a few new ones, along with some returning favorites, not to be missed:
• The Processing Zone returns to Chicago larger than ever before. This show-floor destination integrates frontof-the-line food and beverage processing solutions with the packaging advances on display, to o er one convenient location for attendees to solve their biggest challenges. In today’s manufacturing environment, processing and packaging are integrated systems, making it critical to bring both solutions under one roof. On track to deliver widest variety of food and beverage processing equipment, The Processing Zone will showcase advanced front-of-the-line solutions such as homogenizing, heat treating, forming/sizing

Jim Pittas, President and CEO, PMMI The Association for Packaging and Processing Technologies.
and coating. Attendees will discover solutions to increase e ciency, achieve total system integration and ensure safety. New for 2022, the Processing Innovation Stage area will focus on the latest food and beverage processing breakthroughs.
• The Emerging Brands Summit Produced by the PMMI Media Group, this new one-day event will feature invaluable educational content and informative tabletop exhibits aimed a founders and leaders of startup manufacturing companies looking to scale their brand to larger production— either through in-house facility build-out or outsourced relationships with contract manufacturers and packagers. Exhibits will include packaging machinery, packaging materials, processing equipment, and contract manufacturing and packaging.
• The Logistics Pavilion. New for 2022, this will be will be the place to find targeted solutions related to the supply chain, including warehousing, fulfillment, distribution logistics services and transportation providers. With the ongoing boom in e-commerce, logistics is a crucial part of the product journey from manufacturer to consumer.
• PACK to the Future is a new interactive exhibit created to celebrate the role of packaging and processing through history and the impact it is poised to have on our future. This curated exhibit includes historical equipment, materials and photo -













































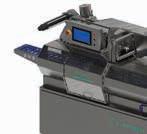







graphs spanning 250 years, journeying through the evolution of packaging and processing, and highlighting how the industry developed alongside civilization. In addition, the PACK to the Future Stage will provide thought-provoking sessions on groundbreaking industry advancements with free presentations by industry experts on advances in pharmaceutical and cannabis packaging, wireless factory automation, sustainable alternatives, smart packaging, artificial intelligence and more.
• Healthcare Packaging Pavilion will be a show-within-a-show display focusing on life science industries, featuring the latest innovations for the pharmaceutical, biopharmaceutical, nutraceutical and medical device sectors.
•The Forum at PACK EXPO will o er o ers free unique, interactive learning sessions on the latest industry trends throughout the duration of the show, with sessions designed to encourage interactive audience engagements, small group discussions and focused Q&A sessions.
• Innovation Stages , featuring three strategically-located presentation areas delivering free 30-minute seminars on breakthrough technologies and techniques, focusing on a wide range of industry-specific solutions.
• The Industry Meets at PACK EXPO is a special program of targeted mini-industry events hosted by a record number of association partners as part of the PMMI’s Partner Plus Program, with the partner thought leaders presenting the latest industry trends on the Industry Speaks stage throughout the show. The presentations will cover multiple industry verticals, address the latest hot-button topics and industry trends such as sustainability, remote access, supply chain solutions, augmented reality, operational e ciency and more.
• The PACK EXPO Green Program is the commitment of PACK EXPO and all its partners, vendors and exhibitors working together to create a more sustainable world. Attendees can find information and resources to aid and advance their company’s unique sustainability goals.
• Pack Match. Making its PACK EXPO International debut, this complimentary consultation service will provide attendees with personalized, one-on-one guidance to locate targeted solutions. Whether an emerging

brand or a well-established household name, PACK Match Advisors will be made available for 30-minute virtual consultations to connect attendees with the right suppliers. Attendees will complete an online form to indicate their challenges and ensure they are matched with the appropriate industry expert to use the service.
Once the match is made, attendees schedule a virtual meeting with their assigned PACK Match Advisor to receive non-biasedguidance and recommended exhibitors to suit their business needs.
•The PACKage Printing Pavilion, featuring the latest digital printing and converting, labeling, coding and marking technologies.
• The Containers and Materials Pavilion . With big trends such as sustainability, recyclability, e-commerce and consumer convenience looming large in coming years, this pavilion is a prime destination for companies looking to refresh a brand, launch new products, broaden appeal and attract attention.
• The Showcase of Packaging Innovations. Sponsored by WestRock Company, this special show area within the Container and Materials Pavilion will display a broad variety of award-nominated packaging solutions from around the world.
•The Confectionery Pavilion will be home to the latest trends and technologies relating to aeration, batch refining, shaping, cluster production and more. Hosted by the National Confectioners Association (NCA) and sponsored by Syntegon Pack-

aging Technology, the pavilion’s popular Candy Bar Lounge will o er visitors an ideal meeting place for casual networking and ideas sharing.
• The Reusable Packaging Pavilion Sponsored by the Reusable Packaging Association, this pavilion will showcase sustainable packaging solutions to help reduce waste, cut costs and gain supply chain e ciencies with various innovative reusable transport packaging products and services from over 30 participating exhibitors.
With workforce issues remaining a top priority, PACK EXPO International 2022 will provide many opportunities to get students excited about packaging and processing careers.
In addition to the prestigious Future Innovators Robotics Showcase and educational Amazing Packaging Race programs, this year’s show will feature six high-school teams facing o in a brand-new machine-building PACK Challenge competition.
The PMMI will provide a build to print snack filler machine kit, designed specifically for this competition, along with an assembly (flight manual) to the qualifying teams, after which each team will assemble the snack filler to the specifications at PACK EXPO International and have the flexibility to be creative with add-ons.
The winning school will be awarded US$5,000 with an additional US$2,000 split between individual team members. The other five teams in attendance will receive US $1,000 for participating in the event.
After the event, the teams will take the machines back to their school, providing future students the opportunity for invaluable handson experience.
The PACK EXPO International exhibition has always prioritized the importance of getting students excited about careers in packaging, and this year’s edition will continue advancing that noble goal with popular show features such as:
• Future Innovators Robotics Showcase , featuring Chicago-area high school robotics teams showcase their design, engineering and troubleshooting skills.
• The Amazing Packaging Race. Sponsored by Emerson Automation Solutions, this fun and educational event brings together teams from colleges and universities across North America to race around the PACK EXPO International show floor to complete various tasks at the booths of participating exhibitors.
• CareerLink @ PACK EXPO. PMMI’s online job board CareerLink will be going live at the show, providing an opportunity for PMMI members and CPA , OMAC and IoPP member-companies to meet with students and veterans pursuing careers in packaging and processing during one-on-one informational interviews to take place at the show.
• PMMI U Workforce Development Pavilion is the one-stop-shop for resources to strengthen the current workforce and grow the existing workforce through popular training workshops on mechatronics, packaging, processing and other vital industry topics.
To register for PACK EXPO International 2002, please go to www.packexpointernational.com
U.S. recycling infrastructure and commitment must rapidly evolve to avert looming plastic waste crisis
By Jorge Izquierdo
Looking at the numbers, there is no doubt that the U.S. needs to do a much better job at recycling.
This is especially true for plastic waste, which at current five-percent recycling rate significantly trails recycling rates for other packaging and containers: glass (40 per cent), aluminum beverage cans (45 per cent), paper (63 per cent), steel food cans (68 per cent) and corrugated (91 per cent).
What will it take to boost the plastics’ recycling rates and achieve the Environmental Protection Agency (EPA)’s goal of a 50-percent recycling rate by 2030? Action is needed in many areas, but harmonization and regularization of recycling rules and programs is crucial.
To start, the U.S. needs improved data collection, because what’s not measured can’t be managed.
“Stronger data is the necessary first step toward modernizing American recycling infrastructure and strengthening U.S. community recycling programs by determining needs, providing education and access, and ultimately capturing valuable materials for the Circular Economy,” says Dylan de Thomas, vice-president of external a airs at The Recycling Partnership.
Along with more data, regularization of what can and can’t be recycled will make the process easier for consumers, thereby driving more material into recycling streams
For example, uniform collection standards can eliminate the variability of what is collected across programs and the confusion consumers experience when one program or municipality collects a material such as polypropylene (PP) or glass and neighboring programs do not.
At the same time, clearer labeling of disposal information is important so that consumers know how and where to recycle an empty package. This also minimizes contamination, which can reduce the quality of the
recyclate or even render it unusable.
Many organizations are taking action to eliminate barriers to recycling. As part of its Blueprint for America’s Recycling System action plan, the Recycling Leadership Council (RLC)—formed in 2020 by the Consumer Brands Association—calls for a national strategy on recycling and policy action, including a plan to standardize the recycling system.
“Besides the obvious benefits of a single set of rules to limit consumer confusion, a standardized system across the United States would create scale and e ciency,” explains the group’s senior director of sustainability Meghan Stasz. “With a standardized system, programs can collect more volume, which allows for more and di erent types of materials to be collected and processed for post-consumer recycled content, keeping recyclable waste out of landfills and waterways.”
The American Beverage Association is also undertaking e orts to spur more recycling. The goals of its Every Bottle Back program are to improve recycling infrastructure, measure the industry’s plastic footprint, make 100-percent recyclable bottles, add recycling-promoting messaging on packaging, raise awareness and inspire action.
Similarly, the Can Manufacturers Institute is working to retrieve the 25 per cent of aluminum cans currently mis-sorted and lost at material recovery facilities. To that end, it has established a grant program to help install eddy current equipment and quality control robots that can identify and capture the cans that otherwise would be overlooked.
The recycling technology is evolving too. To maximize the yield of post-consumer recycled plastics, The Wolfson Centre for Materials Processing of Brunel University London has developed new PRISM (Plastic Packaging Recycling using Intelligent Separation) technologies, referred to as polyPRISM, which invis-

ibly tags plastic containers for sorting into food-grade and non-food-grade streams for recycling.
In this process, coded mixtures of invisible phosphor inks are applied to labels to identify the plastic, regardless of color, as well as the contents of the container. To sort the marked containers, recyclers only need to add a low-cost UV light source to their near-infrared sorting systems, which can be programmed to read the phosphor codes.
A multi-client project called NEXTLOOPP, led by Nextek, a consultancy specializing in design and recycling of plastic materials, is developing polyPRISM technology to sort and wash PP containers to establish closed-loop recycling for food-grade PP. With separation rates exceeded 99 per cent in fullscale trials, the program’s next steps include a commercial scale test and food-grade accreditation.
It is clear that leading CPG (consumer packaged goods) companies must commit to using recycled content to develop a Circular Economy, but better sorting technologies, cutting-edge materials science, and a collaborative approach with all stakeholders is necessary to address the scale of the plastics waste issue.
At the federal level, the U.S. Department of Energy is funding seven research-and-development projects to convert plastic films into more valuable materials, and to design new plastics that are more recyclable and biodegradable.
Three of those projects will be of particular interest to packagers:
• Michigan State University working to create a redesign for inherently recyclable plastics.
• University of Massachusetts - Lowell working on integrating delamination and carbonization processes for the upcycling of single-use, multilayer plastic films.
• West Virginia University Research Corporation plans to develop process-intensified modular upcycling of plastic films to monomers by microwave catalysis.
Lastly, educating consumers can’t be forgotten. Many CPGs are already helping consumers recycle correctly by adopting the How2Recycle label, which provides information about local recycling programs. Established in 2012 by Sustainable Packaging Coalition (SPC), the program seeks to standardize recycling labeling, divert recyclables from landfills and teach consumers about recycling.
Making a real di erence in reducing plastic waste will require for commercial, governmental and academic partners to work together with end-users and consumers closer than ever before. Fortunately, with so many stakeholders focused on improving recycling, progress is being made and this momentum can be continued going forward.

JORGE IZQUIERDO is VP of market development at PMMI The Association for Packaging and Processing Technologies





Ross Inline Tray Sealer
n Fully automatic, high-speed production of MAP, VSP and lid-only packages
n Reliable, high-quality seals virtually eliminate leakers, extending product freshness and shelf life
n Uses preformed trays of almost any size or shape
n Rapid tool changeovers maximize production efficiency

























By Jorge Izquierdo
With the ‘Help Wanted’ signs everywhere you look these days, every business seems to be short-handed. That’s because turnover is higher than it’s ever been, with more than four million employees quitting each month, according to the Bureau of Labor Statistics (BLS)
Workforce retention is a problem in every sector of the economy, but it’s a particular challenge in industries like packaging and processing. According to the BLS, roughly 2.6 per cent of the manufacturing workforce left their job each month between August 2021 and May 2022, an average loss of 330,000 every 30 days.
Not only is it di cult to run production lines with skeleton crews, but it requires considerable time, e ort and expense to interview, hire and train a replacement for an employee who opts to leave. In fact, it typically costs 50 per cent of their salary to replace an entry-level employee.
To retain personnel, it’s vital for employers to continually invest in employees and make it clear that they have opportunities to learn new skills, change roles, and grow professionally within the organization. Encouraging internal mobility enhances retention, engagement and agility, and it reduces time and money spent on hiring.
As a recent report by LinkedIn notes, “Companies that excel at internal mobility are able to retain employees for an average of 5.4 years.
“That’s nearly twice as long as companies that struggle with it, where the average retention span is 2.9 years.”
Manufacturers must therefore communicate what paths can be taken to advance within an organization or move from one role to another.
Noting that the best employees want to grow, learn or advance, the Work Institute recommends: “Establish clear benchmarks with your sta that indicate their expected advancements based on performance accomplishments.
“For those that don’t want to advance, but still want to learn new skills, make an

Consumer goods manufacturers must invest in better workplace sta training to create more professional growth opportunities and retain a loyal workforce.
e ort to find what they enjoy and o er learning opportunities that will challenge them.
“This will motivate employees to perform,” the insitute states, “but more importantly, it will encourage them to stay.”
With the increasing use of automation, mechatronics, robotics and AI (artificial intelligence), providing the training in the technical skills needed to support these advanced technologies is one way to o er growth opportunities that employees crave to build a skilled and loyal workforce.
Automation not only can eliminate monotonous and physically arduous work, but it can also free employees’ time for more satisfying tasks.
Here at PMMI, The Association for Packaging and Processing Technologies, we have also noted in our recent research that promoting from within and improving training and career development are critical needs for CPG (consumer packaged goods) companies.
Manufacturing employers must also provide better clarity to their employees on how to transition to new roles and opportunities.
Fortunately, there are plenty of options for workforce development support.
These include the TechEd 365 course, Troubleshooting Packaging Machiner y, which is available online in English and Spanish. Designed for newcomers to the industry, it also can serve as a refresher for seasoned employees, and it’s available from PMMI for members and non-members alike.
We also o er the PMMI Mechatronics Certification program, which consists of a
series of tests based on industry-developed skill standards. It’s recognized by the U.S. Department of Labor and the Manufacturing Institute’s Skills Certification System. The program seeks to narrow the skills gap by:
• Helping employers assess workers for core skills;
• Guiding schools in developing curricula to prepare students for the manufacturing workforce;
• Providing a career pathway for students looking for rewarding careers in advanced manufacturing.
In the nearer future, next month’s PACK EXPO International 2002 exhibition in Chicago, PMMI’s designated ‘Partner Schools’ will present various educational mechatronics, packaging, and processing o erings, as well as an opportunity for attendees and exhibitors to meet students interested in careers in packaging and processing. Students will also participate in a machine-building competition, while the show’s Future Innovators Robotics Showcase will provide attendees with the chance to network with potential employees who have an interest in manufacturing technology.
With time and attention focused on communication and training, manufacturers can stem the tide of employee turnover and build loyal, stable workforces.
JORGE IZQUIERDO is vice-president of market development at PMMIThe Association for Packaging and Processing Technologies

Engineered for a client packaging ground coffee, WeighPack Systems’ new co ee bagging system for pr-emade box gusset bags o ers a perfect solution for packaging other powder or granule products where a gusseted bag is required.
Built specifically for the client’s existing bag sizes, this automated system conveys ground co ee from a hopper up to the Star Auger powder weigher via a screw conveyor. Once weighed, it passes into the Swifty Bagger box gusset bagging machine, where it is dispensed into pre-made bags before the sides are tucked and the top is sealed. The bags are then conveyed to the WeightCheQ checkweigher to ensure each bag meets the pre-set weight tolerance before they are accumulated on a rotary table.
Unique system features include an integrated bag shaker to fully settle the product in the bag prior to sealing, and a product rejection system to prevent the accumulation of bags falling outside of the desired weight tolerance. The system was designed to facilitate easy future integration of case erecting, case-packing and palletizing solutions.
“We designed this integrated co ee packaging system to weigh fill up to 1,500 bags per hour to meet the needs of one of the most progressive co ee retailers,” says Nicolas Taraborelli, vice-president of WeighPack’s parent company Paxiom Group. “And our larger wholesale clients can expect to fill up to 600 of their larger bags per hour.
“By combining our new box gusset bagger with our auger co ee filler and downstream checkweigher, our clients get a turnkey system that’s easy to integrate so they can ramp up production immediately to work with our other vibratory weigh fillers for packaging wholebean co ee.”
Taraborelli adds WeighPack can customize a turnkey system to meet almost any weighing, filling and bagging need with extensive product portfolio comprising multihead weighers, linear net weighers, bagging machines, and a variety of labeling and container filling solutions.
BOOTH S-2153


Syntegon Technology will present its versatile portfolio of processing and packaging solutions that include innovative robotic handling solutions and cutting-edge automation technologies, as well as advanced and sustainable system concepts for primary and secondary packaging.
Among many memorable highlights, the vast exhibit will feature the company’s SVE 2520 Doy Zip vertical bagger integrated with an Elematic 3001 case-packer to provide a highly e cient turnkey solution for packagung choc-
olate buttons into resealable Doy Zip bags that keep the confectionery products fresh.
The highly flexible machine also processes all other common bag formats and feeds them to the Elematic 3001 WA case-packer, renowned for its flexibility and easy changeovers, for placing the bags inside the corrugated cases.
Manufacturers looking for a top-load solution for RSC cartons can take a closer look at the company’s Elematic 1001 TL case-packer, which boasts a large-format range and groups products into various collations before placing them into corrugated or solid board cases.
Both case-packers can easily be integrated into complete system solutions, according to Syntegon.
BOOTH #S-3514
(Also at Emerging Brand Summit: Booth EB-15 in S-100)

Orion Packaging Systems , a ProMach brand specializing in end-of-line packaging machinery, will display its vast array of stretch and pallet wrapping solutions, including its S-Carriage InstaThread pre-stretch film carriage and the LoPro Drag chain conveyor.
Renowned for the durability, e ciency and reliability of its equipment, Orion an exceptionally comprehensive line of end-of-line stretchwrapping pallet packaging systems in di erent styles: including rotary turntable, rotary tower, orbital and horizontal wrapping systems.
Orion’s proprietary S-Carriage InstaThread



















Victoria is a manager at a personal care products manufacturing facility.
And it’s her job to be sure the products shipping out of her facility are properly labeled with the correct traceability codes.
In the past, these labels were applied by hand and were prone to all kinds of problems: it was slow moving, expensive, and always hard to find and train labor.
But since partnering with Domino, Victoria’s job has been a whole lot easier. Labels are applied directly and accurately to packaging with an automated Domino label print and apply machine.
With consistently placed, error-free labels on cases and pallets, Victoria has lowered operating costs and eliminated a lot of headaches.
Less headaches. More efficiencies. Domino. Do more.



pre-stretch
film carriage brings several key perfromance advantages to customers, including the ability to save up to 15 per cent on film-per-load for substantial cost savings.
Launched in 2021, the S-Carriage improved upon what many consider to be the most important component of a stretchwrapper—the carriage—by placeing two pre-stretched rollers at the heart of the system, where the film travels in an S pattern around the rollers to over 180° of film contact to reduce slippage and neckdown.
The result is a consistent pre-stretch of 260 per cent at di erent tensions and up to one-inch less neckdown, according to the company.
Achieving this consistent level of pre-stretch means the customer can wrap faster while receiving better film yield—reducing film acquisition costs for shippers and improving end-user sustainability through less waste.
BOOTH #N-5646
Renowned for years as the global leader in highspeed, precision slicing technology, Weber has undergone a rapid evolution since its acquisition of Schroder’s packaging business in 2017, and the company will use PACK EXPO International 2022 as a platform for highlighting its impressive breadth of product portfolio and unique philosophy on complete line solutions.
Showcasing a complete slicing line, including automatic infeeding, slicing, handling, product loading and packaging, Weber’s “Line Up for the Future” exhibit will help visitors understand the company’s ability to problem-solve and bring optimized, integrated solutions forward.
Starting with the new weSLICE 4500 midsize slicer, Weber will further leverage its weSHUTTLE—a cutting-edge ‘smart’ method for product transportation and handling—and wePICK , the standard for hygienic environment robotic loading, to show how products can be delivered to its wePACK thermoformer in a high-output, yet footprint-friendly manner.
With innovative technology on display at each step of the process, including Weber’s own OEM designed and manufactured software, vision, and robotics, Weber will challenge consensus when it comes to integration and line control with its mechanically, electrically, and digitally integrated line solutions.
BOOTH #LU-7506

Leading metal detection systems specialists Fortress Technology will unveils its newest Contact 4.0 digital reporting feature for tethering multiple front-end production machines to back-end reporting software in real time.
Designed for decoupling automated data logging and record-keeping from legacy networks, Contact 4.0 utilizes web-based architecture to capture valuable production data from across an entire suite of networked Fortress inspection machines.
Creating a centralized repository of live and recorded data that assists food processors to automate QA (quality assurance) documentation, Contact 4.0 monitors the performance of equipment, tracks events, and documents all potential product risks—turning potentially massive data streams into tightly monitored operational insight.

As s real-time web-based remote machine monitoring solution, Contact 4.0 enables food plants to review and collect data, and securely oversee the performance of an unlimited number of Fortress metal detectors, checkweighers and combination machines connected on the same network—eliminating many of the cumbersome functionality concerns that enterprising companies often encounter in respect to infrastructure, data storage, security and scalability.
As Fortress Techology’s regional sales manager Eric Garr explains: “Manually monitoring food inspection machine performance can be extremely labor-intensive and impact productivity.
“Even food processors that have upgraded legacy systems continue to gather data on a machine-by-machine basis rather than integrating and analyzing information side-by-side and building up a performance picture,” he says.
“Automated and networked data extraction and real time monitoring are proven to enhance production e ciency and minimize machine downtime
As Garr points out, Contact 4.0 can be installed or retrofitted for a minimal fee on all the company’s digital Stealth, Interceptor and Interceptor DF metal detectors, as well as the Raptor Checkweigher, Raptor XL Caseweigher and Raptor Combination units, all of which will also be displayed at the show.
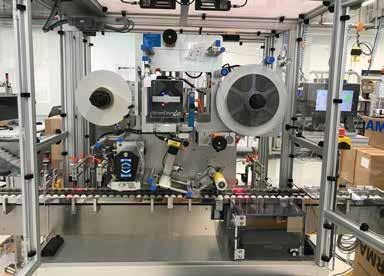
HERMA US Inc., the subsidiary of HERMA GmbH, leading Germany supplier of labeling machinery and self-adhesive labels and materials to the global packaging marketplace, is planning to partner with New Jersey-based automation specialist Norwalt to showcase a special solution for demanding pharmaceutical packaging applications.,
The HERMA 252 M system features HERMA’s state-of-the-art H500 label applicator, utilized by Norwalt utilizes on its highspeed assembly lines and sophisticated product handling systems, to support a broad range of HERMA’s labeling systems for the pharmaceutical sector.
The system being showcased at PACK EXPO Internationl 202o will be similar in design to a line recently supplied to a major U.S.-based pharmaceutical contract manufacturer, which can process and label up to 30 products per minute, handling containers from 12-mm to 30-mm in diameter.
In operation, the glass tubes are picked from trays using a robotic arm and placed onto the labeling system’s infeed.
The products are then transported to the labeling station, where a wraparound label is applied to each tube. The labels are printed with a barcode and lot/expiry information, and a vision system inspects the print, rejecting any label deemed out of specification.
Finally, products are checked for label alignment and all the with all detected rejects are segregated from good products, which are then re-trayed.
BOOTH #W-1706
Texwrap and Bartelt, both a big part of the ProMach family of packaging machinery brand, are joining forces to introduce the next generation of single-roll bundling systems.
According to the companies, the new Kayat SRX Series system provides a high-e ciency solution for for shrink bundling pre-formed trays of product, with the option to add graphics
with print registered shrink film.
The SRX Series provides several engineering upgrades for customers looking for a single roll bundler platform to handle a wide variety of packaged food and beverage products.
For example, the SRX Series can create shrink-bundled packages with bull’s-eye closures by using a bottom overlap seal technology for a stronger seal and better product presentation.
“The SRX Series is built upon the iconic Kayat shrink bundling machine platform,” says Texwrap’s director of engineering said Ingermar d’Agrella.
“We took the strengths that attributed to its market success, listened to loyal customer feedback, and went to work incorporating Texwrap innovation and technological upgrades to make the next generation Kayat SRX Series.”
Other main features and benefits of the new Kayat SRX Series include:
• Toolless adjustable wrap-bar assembly, for adjusting the machine’s package height with no change parts;
• Easy access film feed and cut: just slide out the film feed and cut mechanism for easy maintenance;
• Superior film sealing and control with special wrap-bar mechanism and integrated heat tunnel to ensure reliability and high performance;
• Adjustable tunnel side and bottom air flow adjustments to create the most attractiv presentation of the end product;
• Dual-roll film mandrel for minimal changeover times and packaging equipment downtime.
BOOTH #N-5346

Case-packing machinery specialists EndFlex, a sister company of Paxiom Group, has incorporated both gantry and delta robots into the new PKR modular pick-and-place wokcell that the company will showcase at the exhibition alongside its many other case- and tray-packing machines. Designed as a packing solution for flexible bags and packages, the PKR Delta joins the company’s pick-and-place o erings alongside the PKR Gantry, which is used to pack more rigid cans, bottles, jars, cartons and similarly packaged products.
The flexibility of these top-load case- and tray-packing machines to accommodate several rigid and flexible package styles can be seen in recent system integrations for clients packaging a range of products from personal care items and vitamin gummies to vegetables and snack foods, according to EndFlex.
Both robotic options were designed by the EndFlex in-house team of robotic specialists with
product integrity and consistency in mind.
These modular cells achieve their gentle product handling by either vacuum-assisted or mechanical methods, and they can be easily customized for a wide variety of case or tray sizes and pack patterns.
“Our clients needed faster, more compact and precise modular cells to compete in their respective industries,” says EndFlex vice-president of operations Jorge Perez.
“They came to us with their wish lists and trusted us to find a solution. Our team of engineers and technicians got to work, and their e orts led to this new generation of robotic pick-and-place cells,” Perez sates. “The gantry and delta robotic cells we developed allow us to o er unique new solutions to some of the old packaging challenges.”
According to Perez, EndFlex can customize these modular pick-and-place cells to fit into any existing production line, or be integrated as part of a complete packaging solution to include automatic cas- erecting, tray forming, sealing and robotic palletizing.
BOOTH #S-2153

METTLER TOLEDO Product Inspection will demonstrate a variety of new inspection systems for the food and pharmaceutical industries, including metal detectors, checkweighers, X-ray and vision inspection systems, and trackand-trace solutions, as well as its data management and connectivity software.
Featuring solutions for all types of products— including bulk, piped, gravity fed, and packaged products for the food and pharmaceutical industries—the company’s experts will be available on the show floor to explain the many value-added features and benefits of each technology, as well as discuss individual applications.
Among a variety of metal detectors, the latest M-30R Series (see picture) is expected to attract special attention with its advanced algorithms and the new smart SENSE software that makes it possible to deliver high sensitivity to all types of metal contaminants with minimal ‘False Rejects’.
According to the company, the new system’s innovative Dynamic Stability Control technology to stabilize the core sensor of the metal detector to help protect against interference for increased reliability.
The metal detector and conveyor can be easily upgraded as compliance or production requirements change which helps manufacturers to achieve a lower overall cost of ownership and extend the useful life of their equipment.
BOOTH #S-1714

Celebrating its 90th anniversary this year, Weber Packaging Solutions will unveil a broad range of high-speed labeling systems, including the new Model 4050 label printer-applicator o ering a modular design to adapt to particular applications, variable-stroke operation, modulated vacuum to reduce air requirements by 80 per cent, and increased precision with powered unwind and rewind modules.
Other Weber systems on display will include:
• The Model LA-6000 is Weber’s high-speed, variable-height print-apply system that can print and apply labels to packages of assorted heights accurately and quickly. Carbon fiber components reduce the systm’s weight to allow high labeling speeds and increased accuracy.
• The newest Legi-Flex 6100 SLAM highspeed print-apply system. Built with distribution centers in mind, the new Legi-Flex can print and apply labels to packages of variable height and position, using optical sensors to match the label to the alignment of the package.
BOOTH #S-3642

Domino North America plans to go literally “beyond the code” at PACK EXPO International 2022 by sharing tangible examples of how the company is helping manufacturers support their sustainability by leverainge its 40-plus years of experience in product traceability solutions.
“As traceability continues to become a more critical component of our customers’ manufacturing environment, so too is the drive to integrate enhanced sustainable manufacturing practices,” says Domino’s director of marketing Nikki Johnson.
“As an organization we are excited to have the opportunity to educate how the right coding, marking and labeling solutions reduce waste and help brands work towards their sustainability goals.
“We have tangible examples to share at PACK EXPO and will be using this show as the platform for the global reveal of an exciting new interactive waste calculator to show visitors how they can make improvements in waste reduction.”
BOOTH #S-3506

Accurate weighing and filling of various ingredients into ready-made salad bowls.
Mixtures exist in a wide variety of industries. Whether for cereals, confectionery, frozen food, or salads. We have the optimal solution for you! We ensure an exact mixing ratio of the components with the exact piece count or weight depending on your recipe. The weighing of product mixtures is one of our core competencies.
• Bespoke solutions to meet your exact requirements
• Argus 3D-camera for precise product feed control
• Fully automated calibration in each load cell provides maximum accuracy















Industrial automation technologies supplier Emerson will display the company’s AVENTICS Series AF2 airflow sensor, designed improved the energy e ciency of packaging equipment in a variety of applications, including food-and-beverage, personal care product, and even labels.
Now available in a high-flow model, the advanced sensor that propels compressed air monitoring beyond individual machines to benefit larger air lines and systems, with the new expanded capability allowing operators to easily optimize energy consumption across an entire packaging facility and improve overall plant sustainability.
According to Emerson, the new Series AF2 high-flow model is available as a stand-alone device to monitor air consumption in pneumatic pipe systems.
Much more than a flow meter, the Series AF2 high flow model allows packaging customers to access actionable insights into machine data—such as flow, pressure and temperature—in larger air lines and systems to detect leaks in real time, allowing operators to take fast action to address them.
The Series AF2 high-flow version has an integrated analysis option and open interfaces and can be directly interpreted by many controllers, making it a highly flexible solution.
BOOTH #N-4736


Product inspection specialists Loma Systems will display the company’s expansive range of X-Ray, metal detection and checkweighing systems, designed to improve production quality control and compliance for manufacturers across numerous CPG (consumer packaged goods) industries.
The company’s exhibit will feature the IQ4 metal detector, designed to provide a fully-functional, adjustable metal detection conveyor solution. The system incorporates a seven-inch color touchscreen with a user-friendly interface that is designed to help make set-up easier and reduce user errors.
Also, the company’s innovative X5C Compact, Loma’s smallest X-Ray system, is ideal for detecting all types of metal (i.e. stainless steel, ferrous and non-ferrous), bone, glass or dense plastics. According to Loma, the X5C Compact can be used for basic product integrity tests such as missing items, objective checking and fill level, and also for products packaged in foil or heavy metallized film.
BOOTH #N-5220

ValTara Srl, a Paxiom Group company, will showcase the company’s innovative SleekWrapper i65 flow-wrapping system, designed for ecient and reliable packaging of hard-to-handle products such as soft baked goods, tortillas, fresh produce, meats and multi-pack trays.
The Sleek i65 feeds the film from below so that delicate and hard-to-wrap products are securely carried on top of the packaging—essentially pulling them through the wrapping process.
By carrying the product through instead of pushing it, the integrity and the aesthetics of the product are maintained throughout the process.
Built with reliability and serviceability in mind, this a ordable, easy-to-use flow-wrapper features integrated infeed and exit conveyors, stainless-steel frame and discharge chute, easily accessible film carriage, and a large color touchscreen HMI (human-machine interface) terminal.
BOOTH #S-2153

Sanner GmbH will unveil the company’s comprehensive pharmaceutical packaging portfolio, with a strong focus on desiccant solutions for pharmaceuticals, med-tech applications, and diagnostics products.
“PACK EXPO is the ideal event to underline this additional strategic focus and to discuss the future requirements of the industry,” says Adrian Possumato, president of the company’s Sanner of America subsidiary.
“As a contract development and manufacturing organization, we support our customers in designing, developing, and producing precision-molded, customized medical devices and diagnostics products with high-quality desiccants.”
In addition to its competence in precision injection molding, Sanner provides drop-in, fitin and built-in desiccant solutions.
The latter are especially suited to protect the functionality of medical devices including clinical and home-use in-vitro diagnostic platforms.
Among the drop-in solutions, Sanner will also showcase the AdPack desiccant packets, which o er an ideal combination of durability, moisture protection and breathability, while taking up little space inside the primary packaging.
For their part, the AdCap desiccant canisters (see picture) ensure that moisture or odors are optimally adsorbed immediately after filling of oral solid dose drug product bottle packaging.
BOOTH #W-15052

The standardized RC10 palletizing cell from FlexLink is compact, quick to install and easy to configure. The use of a collaborative robot significantly reduces the footprint, by over 50% compared to cells with industrial robots.
A fence system or cage is not needed and operators can safely work side-by-side with the robot. The solution permits continuous operations, the operator can easily remove one complete pallet without stopping the collaborative robot.
Read more at Flexlink.com or contact us at info.ca@flexlink.com


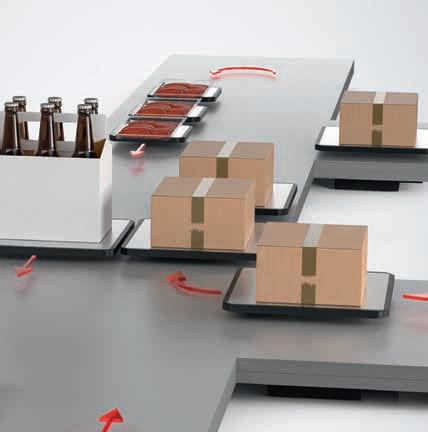





Levitating planar movers
Scalable payload kg
Individual product transport

6D motion
Velocities up to 2 m/s
Free system layout
XPlanar enables new dimensions of freedom in product and material handling: Levitating planar movers
fly over flexibly arranged planar tiles accommodating nearly any track layout and path planning.
Individual 2D transport at up to 2 m/s
Processing with up to 6 degrees of freedom
Transport and processing in one system
Wear-free, hygienic and easy to clean

Free arrangement of planar tiles enabling totally customized machine and process layouts
Multi-mover control enables parallel and individual product handling
Fully integrated into the powerful and standardized PC-based Beckhoff control system
(TwinCAT, PLC IEC 61131, Motion, Measurement, Machine Learning, Vision, Communication, HMI)
For use across all industries: assembly, packaging, food/bev, pharma, laboratory, entertainment, …




In the canadian food processing market, meat industry is the largest sub-sector (in delivered sale value) which has also been growing steadily in past years. In this sector, the labor force is important, and the level of production line automation is still low compared to others because of the peculiarities of their products: natural, sensitive, and easily perishable products. With the pandemic, strict hygiene requirements, and lack of labor, the sector has great challenges to overcome to continue to be productive and grow. The challenges of the companies in this sector are also the challenges of Storcan
For all these reasons, Storcan recently invested more in R&D to develop specific equipment, especially for the meat processing sector. We are convinced that automation is an e ective way to remedy the di culties characteristic of this market.
Our R&D team therefore contacted companies in the sector to better understand their technological needs and design custom equipment. From these discussions, these equipments have been developed:

• The MDR conveyor HERO1, ideal for transporting heavy boxes (110-120lbs) at high speed in a sanitary and humid environment,
• The elevating vertical conveyor, used to transport boxes, crates and trays continuously, e ortlessly and quickly, is made entirely
of stainless steel and full washdown,
• The pick and place, which moves food products packed in cardboard boxes, has been designed in an ultra-sanitary way to avoid all types of deposits, facilitating cleaning and maintenance,
• The strapping machine, a box closing system, specially designed for environments with high sanitary requirements. This fully automatic strapping machine closes and seals boxes in random order without an operator. It can seal both small and large cases and automatically adjusts to sizes randomly.
All these equipment could be integrated into an existing production line or a new line. Designed for the meat processing sector, they can also be adapted to food sectors which need sanitary equipment.
Storcan experts will be able to support you at every stage of your production line automation project, from design to production, evolving from a manual system to a more automated production system. Contact us via info@storcan.com for a consultation.
TORONTO, AUG 15, 2022. Elyse Boulet, President & Managing Partner, Pigeon Brands Inc., today announced the appointment of Zeb Barrett as its new VP Strategy, Toronto. In response to growth and demands from existing clients, along with a number of significant new client wins, Pigeon is continuing to expand its strategic capabilities.
“We are excited to welcome Zeb as Pigeon continues to expand its o erings in delivering more global and local brand-building work. For years, strategy has always been at the forefront of great design and great brands at Pigeon. Zeb joining the Pigeon team ensconces us as a fully-committed and even stronger player in the global strategic branding arena.”
“Design thinking continues to be at the forefront of leading brands throughout the world,” stated Zeb. “Pigeon’s knowledge of brands, insights into the consumer psyche, and comprehensive involvement and excellence in the retail environment were paramount in my decision to join this exceptional team. As the VP Strategy, my role is to elevate the strategic piece even higher than it is today at Pigeon, and bring our clients unique insights and perspectives to enhance their competitive ability in this confused and cluttered marketplace.”
As a founding board member of the Account Planning Group of Canada, Zeb comes to Pigeon with 15+ years of strategic planning experience, working in leadership positions in some


of the country’s top brand communications agencies. His career in strategy has been marked by a strong breadth of categories and challenges to be solved on many of the world’s best brands, including Kraft, Budweiser, Toronto FC, SportChek, Maple Leaf, AstraZeneca, and Wiser’s Canadian Whisky, to name a few. Zeb joins Pigeon from Art and Mechanical, and he previously held leadership roles at Huge, Havas, Anomaly, and Rethink.
Pigeon CEO, Thomas Pigeon noted: “Whether in store or online, the battle for consumer share of mind and share of pocket is fiercer than ever. Pigeon continues to evolve by building strategic bench strength, and with the addition of Zeb, we will ensure that we o er our clients significantly enhanced branding solutions. From our roots as a package design firm and as branding experts, over the years we have expanded to become a brandcentric communications firm, serving our clients from the brand on up in all areas of their integrated marketing needs.”
Working in conjunction with Stéphane Crevier, Pigeon’s VP Brand Strategy & Growth, Montreal, Zeb will continue to elevate brand strategy across Pigeon’s three o ces by helping develop a keen understanding of consumer needs leading to stronger brand and product design for our clients.



The food, beverage and packaging industry is looking for operating flexibility, faster throughput, and higher reliability – all with a smaller footprint. Many plants operate 24/7 with very little allowance for downtime. After all, a down line means a loss of production.
Production line real estate is also at a premium. Often, to increase production, a company will want to install additional lines in the same building, instead of constructing a new building or expanding the existing building.
If a company decides to build a new building, they are looking to minimize the square footage while optimizing the space utilization. This is also true if an existing facility is purchased and retrofit for new production – particularly in urban properties. Saving space is paramount to profit.
Certainly, the best way to minimize a building footprint is to build vertically. After all, a two-story structure can half the footprint of a building while maintaining the same square footage. But of course, with a muti-level building, you need to find a way to transport materials from one level to the next.
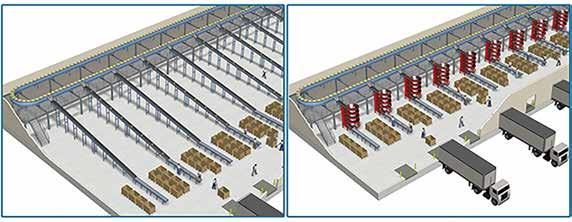
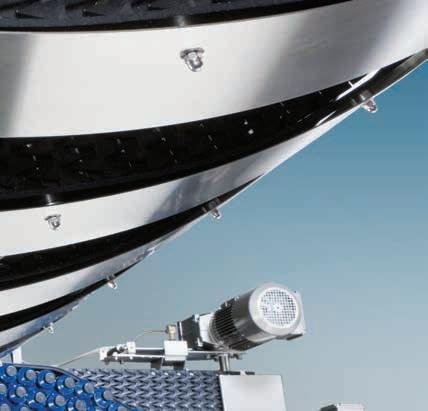
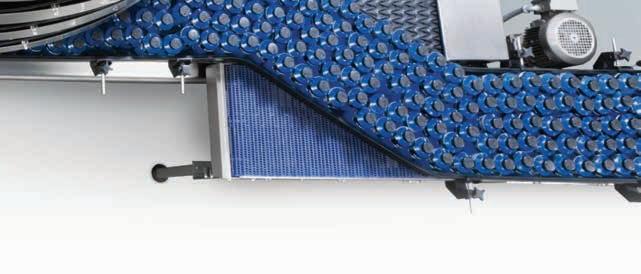
One constant in the packaging industry is change. Production lines change as products and seasonal demands dictate. New product variations, sizes and configurations are constantly testing the capabilities and configuration of production lines.
Spiral Conveyors can provide that sort of flexibility. They can convey units of different sizes, shapes and weights without needing any sort of adjustment. There is no need for change parts or reconfigurations. In fact, it’s not uncommon for a single spiral to elevate dissimilar loads from multiple production lines to the palletizing or warehousing area.
Some spirals can also be configured with intermediate induction or discharge conveyors, allowing multiple production lines to feed or be fed from the same spiral. This can truly reduce floorspace.
Spiral conveyors also have the ability to be designed with custom infeed and outfeed configurations. This can add efficiency in a layout, reduce floorspace and eliminate small ancillary connector conveyors that require additional power and controls. A perfect example would be that a spiral with an extended infeed curve can replace a small 90º conveyor or extension to feed a spiral.
Spirals are frequently used to create a forklift aisle between packaging lines to prevent landlocking operations or to transfer product between floors in space constrained buildings.
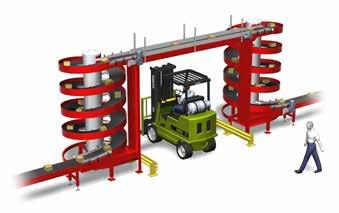
The ideal solution is a spiral conveyor. It takes the concept of an incline conveyor but configures it in a helix. This allows the same elevation change as an incline conveyor, but with a fraction of the footprint. Another advantage is that depending on the size and stability of the product being conveyed, the angle of incline can be lowered without increasing the footprint of the machine.

Profit margins in the packaging industry are notoriously thin. Managers are striving for improvements that can reduce operation expenses and minimizing downtime. That can have a huge impact. With more and more product variations going to market, the strain on the production team can mount. So, there is a demand for efficient, reliable machines that can handle any sort of production line changes without skipping a beat.
For these reasons, Spiral Conveyors have become the industry standard for vertical conveying.


SEPT. 19-21
Toronto : 2022 Canadian Stewardship Conference, by PAC Global. At the Metro Toronto Convention Centre.To register, go to: www.canadianstewardship.com
SEPT. 28-30
Toronto: MeatEx Canada, international meat industry exhibition by Farasoo Holding Corporation. At the Enercare Centre. To register, go to: www.meatexcanada.com
OCT. 14-15
Niagara Falls, Ont.: Meat Industry Expo, meat processing and packaging technologies exhibition by Meat & Poultry Ontario. At Niagara Falls Convention Centre. To register, go to: www.meatpoultryon.ca.
OCT. 11-19
Düsseldorf, Germany: K 2022, global plastics and rubber industries technology showcase by Messe Düsseldorf. At the Düsseldorf Exhibition Center. To register, go to: www.mdna.com
OCT. 23-26
Chicago : PACK EXPO International , packaging and processing technologies exhibition by PMMI, The Association for Packaging and Processing Technologies. At McCormick Place. To register, go to: www.packexpo.com
OCT. 25-26
Niagara Falls, Ont.: OCBC22: Ontario Craft Brewers Conference & Suppliers Marketplace, annual conference and trade show by Ontario Craft Brewers (OCB). At the Niagara Falls Convention Centre. To register, go to: www.ocbconference.com
NOV. 9-10
Montreal : ADM (Advanced Design & Manufacturing Expo) Montréal. Crossindustry exhibition comprising PACKEX, ATX, Design & Manufacturing, Expoplast, and Powder & Bulk Solids. All at the Palais des congrès de Montréal. To register, go to: www.admmontreal.com
NOV. 15-18
Milan, Italy: SIMEI, international enological and bottling equipment exhibition by the Unione Italiana Vini (UIV). At Fiera Milano. To register, go to: www.simei.it
2023
APRIL 25-27
Toronto: CPMA 2023, annual convention and trade show of the Canadian Produce Marketing Association (CPMA). At the Metro Toronto Convention Centre. To register, go to: www.convention.cpma.ca
MAY 4-10
Düsseldorf, Germany: Interpack 2023, global showcase for packaging and processing technologies by Messe Düsseldorf GmbH. At Messe Düsseldorf fairgrounds. To register, go to: www.interpack.com

greater visibility of energy and resource consumption essential to meeting sustainability goals.
Manufacturing plants typically lose 30% of compressed air due to pneumatic system leakages. Emerson’s Industrial Internet of Things (IIoT) solutions and analytics software provide the actionable insights needed to identify waste and optimize energy efficiency.
Discover how digitally transforming your operations can help meet your sustainability goals:
Sometimes I go shopping for new spices and herbs, not because I need something for a particular recipe, but just to add a little novelty to my cooking. So I appreciate a spice like Pride of Szeged’s Rib Rub, which wears its place of origin proudly, with the crest and colors of the Hungarian flag a central design feature on the side of the slim plastic container that easily fits into my crowded spice cupboard. Resembling an old-school metal tin, the container’s backside provides easy-tofollow instruction and recipe suggestions to round out a tiny little package oozing with authenticity.
As the name implies, the Simply Organic Oregano brand is packaged in a simple, square-sided glass bottle, with the screw-top lid used to revealing both shaker and pour openings in the underlying plastic top. I was particularly attracted by the cute, contemporary font treatment, using all lowercase with interlinking letters in the logo. If I were storing this in the open, I might be concerned that exposure to sun could diminish the flavor of the contents, since the entirely clear glass bottle provides no protection against light, but generally my herbs are always stored in a dark cupboard.
I have come to realize that I cannot resist a package with a seal—breaking it open feels like opening a present. So the Urban Accents Mesa Rosa Chipotle really drew me in with its shiny red seal over the lid, not to mention the peek-a-boo view of the interior through a cut-out in the opaque wrapper. I was a little disappointed when I opened it to find that it only has a single shaker top option, but I liked the wide-ranging suggestions for use and the reference to the website to find more tips and ideas.
I feel like McCormick Gourmet Chili Powder has been a familiar brand my entire life, but I gave a double take on my recent shopping trip—when did it get this sleek two-toned sculpted plastic lid? The colorful graphic of ingredients on the label also livened it up. And, in a so-smart




‘Why-didn’t-I-think-of-it before’ display of edgy innovation, the top of the lid has the name of the spice printed on it—perfect if the bottle were stored in a spice drawer with only a top-down view.
The Cold Grind Organic Garam Masala brand looks like a fairly basic product, but I think the packaging is selling it short. A visit to the brand’s website reveals a genuinely earnest commitment to working directly with individual farmers to source premium spices, as well as their authentic cold grind process that does an outstanding job of preserve the spice flavor down to the last few specs. Alas, the stubby shape and proportions of the clear rounded plastic jar don’t really do much to make the product stand out on the shelf, the black plastic lid and angled log on graphics on the label are more suited for a protein supplement, rather than a very flavorful and zesty food spice.
I have a nostalgic soft spot for the Club House brand’s spice tins, such as their timeless Ground Cloves. My father made a wooden spice rack for my mother when they were first dating, which hung on our kitchen wall my whole life growing up, and it was filled with these clever little containers. Despite their smallish size, they o er terrific three-way dispensing functional with their built-in shaker, pour spout and wide-mouth spoon openings,


depending on whether you open the lid along the side or at the front. The small size is also ideal for spices used in small quantities, in order to finish them while they are still fresh. The graphics are more contemporary than the circa-70s brown and orange of my memories, with a bold red-orange background that really pops.
I love the look of President’s Choice Shichimi Togarashi, but the functionality of the packaging could be improved. The silver metallic screw top and low-profile clear plastic jar are very distinctive, and, as with all of the Black Label line of products, the graphics are contemporary, with a black and white photograph of the spices that make up this seven-spice blend. However, when I unscrewed the top, the lightweight flakes of this spice mixture were easily jostled and some spilled over the edge. Perhaps this package should incorporate a shaker or pour spout opening to more reliably dispense the contents.
I am not a big fan of resealable plastic envelopes of spices—it’s all too easy for the contents to clog the zipper lock when pouring out, and then it does not reseal securely. But I’m happy to make an exception for the Fire in the Kitchen Spice Co .’s JJ’s Veggie Blaze blend, which really grabbed me with its appetizing full-color photo of a finished food product, set o by a bold black background. The jury is still out on how well the resealable zipper holds up, but I’m really looking forward to finding out.


To ensure efficient production and quality control processes, METTLER TOLEDO offers a wide range of checkweighing solutions for food, pharmaceutical, and industrial applications. With a range of solutions from entry-level to highly specialized systems built on a single platform, we provide manufacturers with more than just a checkweigher.
Download our free weighing solutions eGuide to learn more about:
•Benefits of integrating a checkweigher into your production line
•Precision weighing for highest accuracy
•Process optimization to maximize productivity
•Support for compliance with regulations
•Future-proof portfolio with modular configurations
•Open interfaces enabling Industry 4.0 integration
Learn more about high performance weighing solutions by downloading the eGuide today www.mt.com/ca-checkweighing-solutions












