Le MicroMécanicien DIHAWAG Solutions sur mesure Page 23 MEDTECH Le cœur en 3D Page 16 9 772813 402005 05 8,50.- CHF 8,50 Euros Juin 2024 ASRH page 36 proALPHA tâte le pouls du client Page 38

Huile de coupe nouvelle génération
ECORESPONSABLE
• De conception chimique et technique exigées pour l’usinage horloger
• A base d’ester synthétique provenant de matières premières renouvelables
• Spécialement recommandée pour les métaux exotiques sévères ainsi que toutes les matières non ferreuses
• Indice à l’effet corrosif sur le cuivre I 1 / DIN EN ISO 2160
• Exempte de souffre et de zinc
• Exonérée du pictogramme de danger selon réglementation (CLP ) 1272 2008



Dans l’industrie micromécanique suisse, l’utilisation du laiton sans plomb est primordiale surtout pour des raisons de protection de l’environnement et de santé publique. C’est pour ces raisons, que Geiger SA propose la solution avec son huile de coupe de nouvelle génération écoresponsable MULTICUT FSE HSC 15 NF. Cette qualité d’huile offre non seulement de nombreux avantages pour l’environnement et la santé publique car elle ne contient aucun pictogramme de danger et a également été testée par l’Association Suisse pour la Recherche Horlogère (ASRH) pour l’usinage du laiton sans plomb. De nos jours, ce ne sont pas seulement les performances d’une huile de coupe qui sont importantes, mais également son impact sur l’environnement et la santé des utilisateurs.
Nos techniciens sont à votre disposition lors de l’édition 2024 de l’EPHJ, stand B03.
William Krebs, Area Sales Manager de Geiger SA



Le MicroMécanicien
N° 12 – Juin 2024 Revue spécialisée suisse
Parutions 6x par année
Tirage 3'000 exemplaires
Editeur
Agence CRP Sàrl
55, route de Florissant 1206 Genève
T. +41 22 347 25 96 mcb@agencecrp.ch
Directeur de la publication : Michele Caracciolo di Brienza (Registre Professionnel Impressum n. 10987)
Contributeurs :
Charles Decourt
Patrick Di Lenardo
Pierre-Yves Kohler
Francis Koller
Anna Aznaour
Directrice commerciale
Lila Maalem lila@agencecrp.ch
T. : +41 78 310 76 96
Abonnements
50.- CHF par année en Suisse
70.- € par année en Europe
Graphiste
Laurent Haoua
Imprimé en Suisse



Extension
Adrian Hunn, nouveau directeur
19 OUTILS DE COUPE
Partenariat avec Permedica
21 INSTRUMENT
Machine QUARTZ avec palettiseur GEODE
32 RECHERCHE
De la courbe de traction au copeau
37 MACHINES CNC
HAAS Factory Outlet chez nous 14 LE MEGAPHONE

publi-info
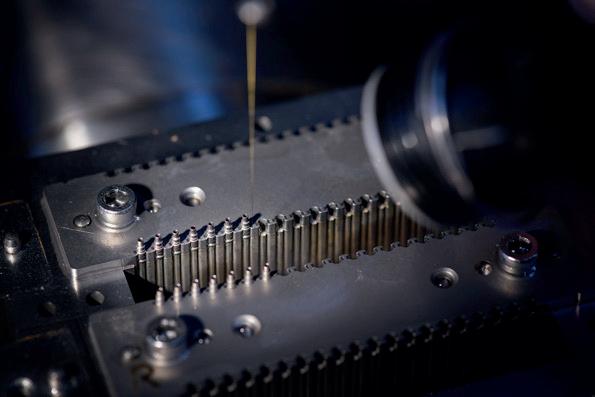
L’entreprise de Boudry (CH) leader mondial pour le développement et la production des broches sur le marché de la machine-outil met en place les processus d’information de haute qualité au cœur même de la production.
Propos recueillis par Sophie Ménard EPSILUS Stratégie et Communication
L’histoire de Robert Renaud SA est celle de ses produits : la recherche permanente de qualité, précision, performance technique et des valeurs humaines.
Depuis 1985, l’entreprise fabrique des broches hautes fréquences ainsi que des axes de rotation de précision incluant fonctionnalités techniques et capteurs permettant au client d’avoir une vision optimale de ses conditions de production (analyse de la température, nombre d’heures d’utilisation, vibrations etc..).
Les produits phares de l’entreprise sont les broches de diamètre 16 mm à 240 mm, mais le sur-mesure des débuts perdure dans l’ADN de Robert Renaud. « Nous travaillons au plus proche de nos clients, nous leur délivrons de la compétitivité en plus des pièces mécaniques de haute précision » rapporte la direction. « La fabrication en interne des composants fait toute la différence : nous pouvons agir à tous les niveaux pour devenir encore meilleurs et maîtriser nos processus ».
Le potentiel de ScreeN
Dans un premier temps, le management a initié le projet en vue d’analyser les solutions sur le marché.
C’est ScreeN de BOS-Software qui a été choisi pour ses nombreuses références et sa proximité. Le point de départ consistait à supprimer le papier des ateliers, les autres fonctionnalités ont suivi.
L’objectif final consiste à déployer ScreeN dans l’ensemble de l’entreprise Robert Renaud SA.La force de ScreeN réside clairement dans sa simplicité d’utilisation.
Yannick Bregnard, responsable administratif SAV explique que « dans un premier temps, ScreeN a été intégré au département
« tournage » (première étape physique de la production), avec les plans des ateliers, suivi des encours, quittancement, suivi des ordres de fabrication et priorités.» L’objectif final consiste à déployer ScreeN dans l’ensemble de l’entreprise.
Création d’un nouveau statut
La production des broches de rectification, de fraisage ou de broches spéciales est particulière car se déroule en deux temps. De nombreuses pièces, quasi terminées, subissent leur dernière opération avant d’être livrées et demeurent parfois des semaines en attente. Jusqu’à présent considérées « en cours de production », ces pièces bénéficient avec ScreeN d’un nouveau statut « En attente », plus proche de la réalité.
Simple comme ScreeN
L’introduction de ScreeN dans les ateliers de Robert Renaud a finalement rapidement dépassé l’objectif de digitalisation qui a donné l’impulsion au projet. « Nous avons retravaillé nos gammes et confirmé nos processus. Tout doit être soigneusement réfléchi pour être juste, nous avons gagné là aussi en efficacité » souligne le respon-
sable administratif, « même si la force de ScreeN réside clairement dans sa simplicité d’utilisation ».
La solution devait d’être intuitive, user friendly, visuelle, ce que n’offre pas l’ERP qui reste complexe et pas adapté au fonctionnement de l’atelier. La simplicité s’est également retrouvée au niveau de la mise en place. La direction confirme que l’implantation a été rapide pour un projet comme celui-ci. « En l’espace de quelques mois, ScreeN était fonctionnel, y compris avec la partie customisable qui s’adapte à notre façon de travailler ».
Ce rythme efficace ainsi que la bonne cadence ont été appréciés dans le déroulement du projet. Une collaboration optimale conduite avec engagement et ... précision par l’équipe Robert Renaud. ■
BOS-Software à Saint-Imier, Suisse, a créé ScreeN, dont la philosophie apporte un vent d’innovation dans la production. Fondée en 2008, BOS-S s’est initialement consacrée à résoudre les besoins informatiques de l’industrie de la sous-traitance horlogère.
Aujourd’hui, de grandes manufactures lui font également confiance pour la gestion visuelle de la production dans leurs ateliers. Les compétences de l’équipe en programmation permettent d’intégrer ScreeN au fonctionnement de chaque entreprise.
www.bos-software.com


Grâce à son configurateur d'outils, HTC – Horn Tool Configurator, Horn peut livrer des outils à rainurer en peu de temps. Horn se concentre sur le système de plaquettes 117. Le système HTC offre la possibilité de générer automatiquement tous les profils de plaquettes sous forme de dessin d'outil. La longue phase de conception n'est plus nécessaire. Le système permet d'établir une offre avec le dessin technique dans les 48 heures. De nombreuses formes et largeurs d'arêtes sont possibles pour le système de rainurage.
Une année après le lancement de la division Precision High Tech du groupe Acrotec, Vardeco a finalisé sa réorganisation managériale en appelant en renfort Dominique André. Ce nouveau directeur des opérations (COO) dispose d’une large expérience dans les produits électroniques et assurera la gestion et la coordination des opérations.

Les entraînements sont le cœur du système d'automatisation modulaire. Les moteurs doivent fonctionner de manière dynamique, être contrôlables avec précision. Dans le cas des modules ForTorque, les moteurs C.C. sans balais des séries B et BX4 de Faulhaber ont fait leurs preuves. Les moteurs en technologie à deux ou quatre pôles sont extrêmement compacts. Les variantes de la série B de 16, 20 et 35 mm de diamètre, d’une longueur de seulement de 28, 36 et 68 mm, mais aptes à fournir des couples continus allant jusqu’à 168 mN pour le plus grand modèle.
 Les micro-entraînements C.C insufflent du dynamisme à la manutention.
De gauche à droite, Alice Martellini, Fabrice Schmitlin, Thibaut Guiral, Dominique André, Laurent Schmitt, Marjolaine Cordier et Pascaline Amestoy
Configurateur d'outils HTC – Horn Tool Configurator.
Les micro-entraînements C.C insufflent du dynamisme à la manutention.
De gauche à droite, Alice Martellini, Fabrice Schmitlin, Thibaut Guiral, Dominique André, Laurent Schmitt, Marjolaine Cordier et Pascaline Amestoy
Configurateur d'outils HTC – Horn Tool Configurator.



Les alimentations Trio Power sont moins encombrantes grâce à leur faible largeur.
Phoenix Contact France lance une nouvelle génération d'alimentations et de disjoncteurs. Les machines et process industriels nécessitent une alimentation électrique fiable et sans coupure, avec un taux de panne le plus bas. Le concept Power Reliability regroupe ses différentes conditions. La nouvelle alimentation Trio Power est disponible pour la première fois avec un vernis de protection sur le circuit imprimé. Grâce au circuit imprimé recouvert de ce vernis, l’alimentation garantit une disponibilité élevée de l'installation, même dans des conditions ambiantes extrêmes. La peinture protège de la poussière, des gaz corrosifs et de l'humidité de l'air.
Norelem lance un nouveau vérin de bridage flexible. Fabriqués en aluminium, ces vérins de serrage offrent un système de maintien flexible pour assurer un blocage sûr et puissant des bruts à usiner ayant des contours extérieurs réguliers ou irréguliers. Ils peuvent être fixés sur une table de machine avec des rainures en T ou directement dans un alésage fileté. Les vérins de serrage flexible sont disponibles dans des hauteurs de 50 mm et 80 mm avec une plage de 5 mm à 25 mm.
Propreté et Etanchéité sont la base des solutions de fixation étanches, requises dans le secteur de l'électromobilité. Arnold Umformtechnik, fabricant de fixations, basé à Forchtenberg, Allemagne, garantit l'étanchéité et la propreté, spécifie les applications et analyse les facteurs qui influent sur le système.
Les considérations sur l'étanchéité et la propreté sont souvent axées sur des applications étanches.
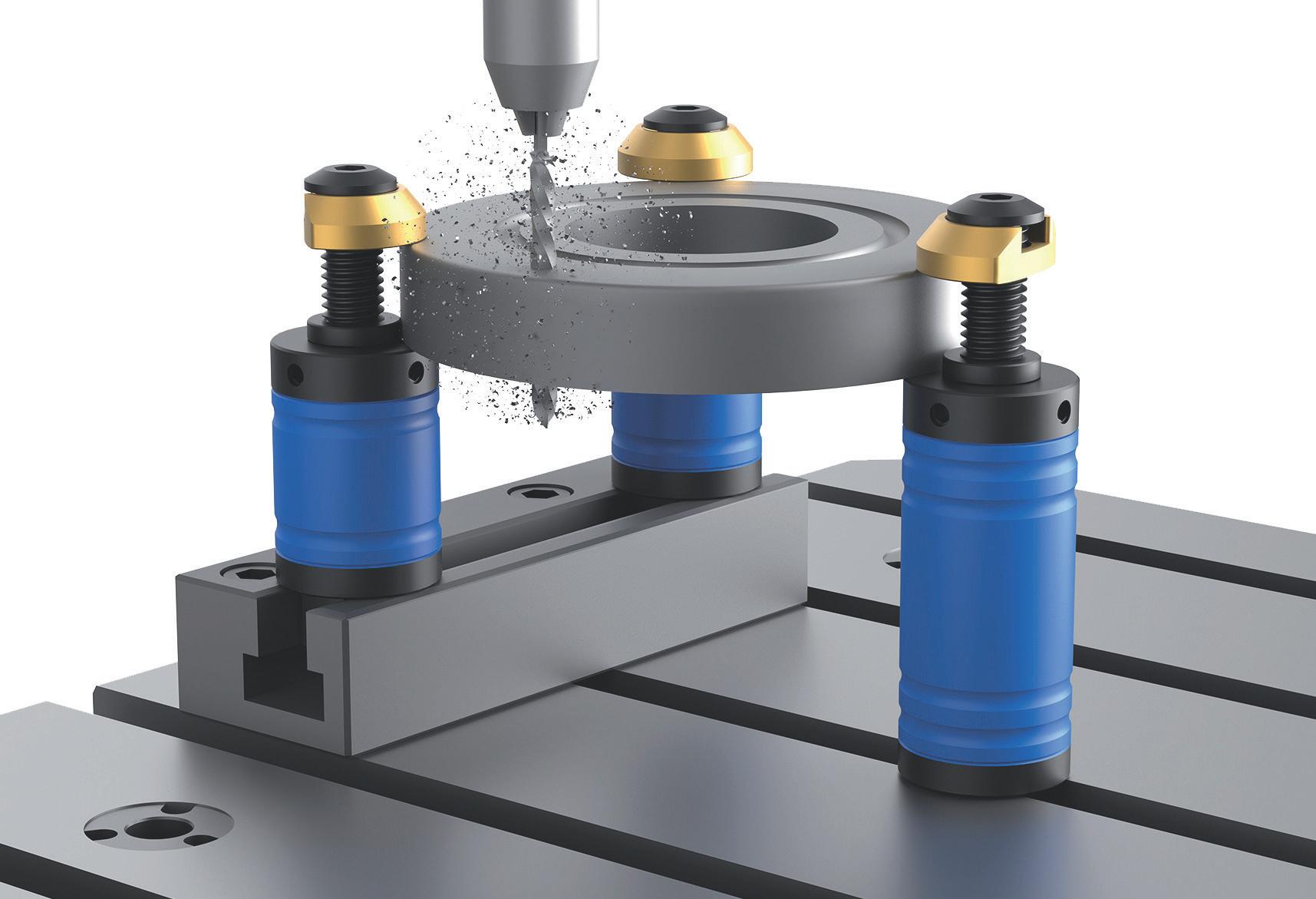
Ce vérin est utilisé dans les secteurs de la fabrication et de l'ingénierie.


micro-tooling solution


Francesco Crivelli, Research & Business Development Manager Industry 4.0 & Machine Learning (gauche) et Benjamin Gallinet, Regional Development & Relations Manager Jura (droite) lors du petit-déjeuner du SIAMS.
publi-info
Comment les données facilitentelles la compréhension d’équipement et procédés de fabrication complexes ? Comment les algorithmes permettent-ils de surveiller et prédire la santé des machines ainsi que la qualité de production ? Réponses des experts du CSEM.
Afin de rester concurrentielle au niveau mondial, l’industrie suisse privilégie la haute qualité, base de son image de marque nationale. Pour maintenir ce positionnement, la qualité parfaite est visée. La demande de personnalisation des produits de manufacture et des services associés requiert agilité, flexibilité et un apprentissage continu. La construction des machines est autant concernée que leur utilisation. La pression des salaires, des coûts et du franc fort demande une haute efficience dans la manufacture : augmenter l’efficacité des processus, minimiser les pertes de temps, d’énergie et de ressources. Le grand volume de données à disposition ainsi que l’explosion des capacités des infrastructures de calculs ont permis des progrès spectaculaires dans l’intelligence artificielle (IA). Construire une expertise digitale maitrisant les processus est maintenant réalisable, en appui au savoir-faire des opérateurs et experts humains.
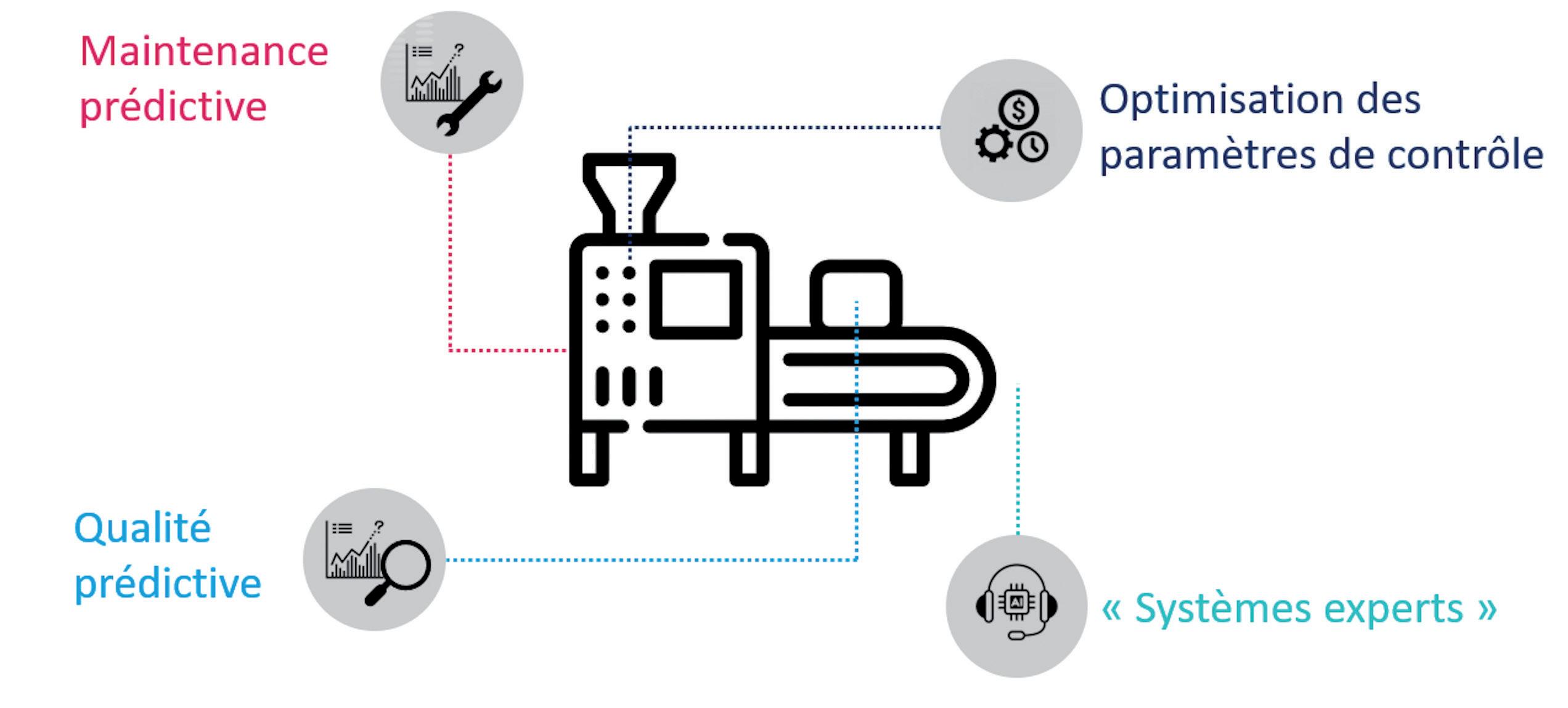
Enjeux et opportunités de l’exploitation des données Dans ce contexte, le CSEM a organisé un petit-déjeuner pour les exposants de l’édition 2024 du SIAMS à Moutier. Francesco Crivelli et Benjamin Gallinet ont sensibilisé l’audience aux enjeux et opportunités offertes par l’exploitation des données dans la production microtechnique. Parmi les applications de l’apprentissage machine, la prédiction d’un défaut de la machine permet de réduire les coûts en raison des défauts et interruptions . La qualité prédictive, centrée sur l’utilisation des machines, permet d’estimer la qualité du produit en se basant sur les données de procédés . L’optimisation de processus implique une interaction entre physique et données, comme en témoigne un exemple dédié à la fabrication additive . Enfin, les « systèmes experts » permettent la découverte de processus complexes et peuvent être déployés en support à l’authentification . Ici, l’expérience des experts humains est centrale dans la valorisation des données. La qualité des données est essentielle, avec un contrôle sur l’entièreté de la chaîne. C’est avec cette approche que le CSEM apporte son support aux entreprises. Avec l’avènement des « large language models » (LLM) et leur capacité de génération, on a finalement abordé la question sur leur utilisation dans le contexte des signaux
relayés en production. C’est un des sujets de recherche au sein de l’activité Industry 4.0 & Machine Learning du CSEM qui implique environ une cinquantaine de collaborateurs. Nous vous invitons à prendre contact avec eux pour tout complément d’information. ■
Le CSEM (www.csem.ch) est un centre d’innovation technologique suisse, qui développe des technologies de rupture à fort impact sociétal et les transfère à l’industrie, pour renforcer l’économie. Pour remplir sa mission de pont entre les mondes de la recherche et de l’industrie, plus de 550 collaboratrices et collaborateurs travaillent en étroite collaboration avec des universités, des hautes écoles spécialisées, des instituts de recherche et des acteurs industriels de premier plan.

Le groupe ABB est entré majoritairement dans le capital de la société bosniaque Meshmind. Ce dernier, fournisseur de services de développement logiciel, lui permettra d’étendre ses compétences R&D dans l'IA, le loT Industriel et la vision industrielle. Grâce à cette acquisition, ABB pourra accélérer le développement de solutions d'automatisation innovantes au sein de sa division Machine Automation (B&R).
La robotique et l'automatisation assistées par l'IA peuvent radicalement transformer l'industrie.

Adrian Hunn (photo) est le nouveau directeur de Swiss Medtech, l’Association de la technologie médicale suisse. Âgé de 45 ans, M. Hunn a travaillé pour des groupes internationaux de technologie médicale comme Sonova. Ce dirigeant a également exercé dans plusieurs start-ups à l’instar de Dentalpoint comme CEO, où il a mis en place une stratégie de croissance réussie. Son défi ? Parvenir à rendre les processus clés efficaces et efficients de cette industrie, sans oublier la numérisation, le must en matière d’optimisation des processus.
Forte de ses 130 collaborateurs, Décovi a décidé d'accroître ses capacités de solutions d'usinage de haute précision en acquérant 2000 m² supplémentaires pour répondre à la demande croissante.




depuis 1983
Ebauches Micromécanique Precitrame SA
Combe-Aubert 3, 2720 Tramelan, Switzerland
T +41 (0)32 486 96 10 | F +41 (0)32 486 96 11
info@empsa ch | www empsa ch
EPHJ - Stand R29


Nous examinons de plus près.
Une expérience de plusieurs décennies en enlèvement des copeaux nous a appris qu’entre chimie et mécanique existent des interactions complexes. Profitez de nos connaissances pour optimiser, maintenir la stabilité de vos processus et remédier rapidement aux dysfonctionnements.
Visitez-nous. Ça en vaut la peine. blaser.com/savoir-faire

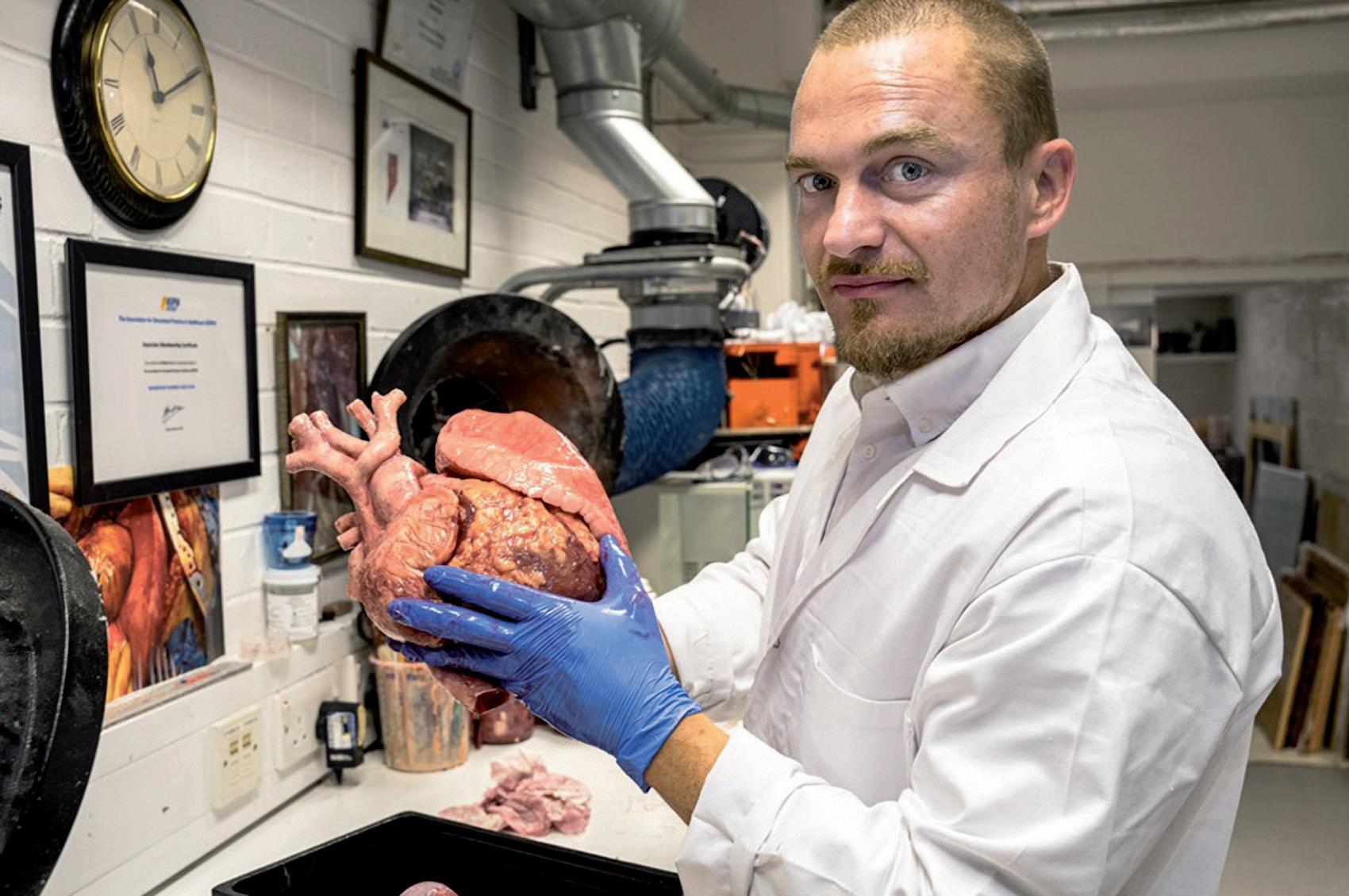
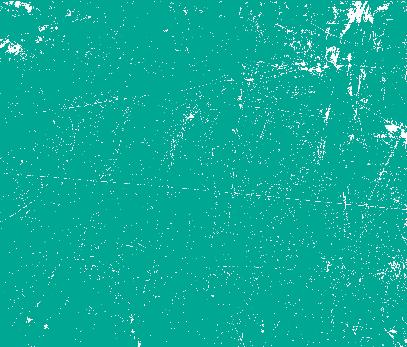
Le chercheur Richard Arm a utilisé les données d'un patient souffrant d'insuffisance cardiaque et d'un cœur de donneur sain pour imprimer en 3D des modèles réalistes.
Medtech
Récemment, une équipe de chercheurs de l’Université de Nottingham Trent (NTU), Royaume-Uni, a conçu un cœur artificiel pour former les médecins à la chirurgie de transplantation. Voyage dans l’impression 3D de cet organe vital.
Ce modèle, fabriqué par impression 3D à partir de matériaux tels que le silicone et le tissu, reproduit fidèlement le comportement de l’organe humain. Il bat et saigne. Cette recherche vise à permettre aux chirurgiens de se familiariser directement avec les aspects techniques de ce type d’intervention chirurgicale pour améliorer les résultats des transplantations. Les chirurgiens se forment généralement sur des dépouilles, voire des animaux, car il n’existe pas de modèles réalistes pour les préparer à la pratique. Cependant, les possibilités d’apprentissage sur les cadavres sont limitées. Pour y remédier, les chercheurs de l’Université de Nottingham Trent ont vu le potentiel de l’impression 3D pour créer des modèles de formation chirurgicale réalistes et pratiques. Richard Arm, artiste spécialisé dans les effets visuels cinématographiques, s’est reconverti dans la création d’organes en 3D reproduisant fidèlement le comportement des organes réels. Il est le chercheur principal de ce projet et a mis au point des modèles de divers organes. Son dernier modèle de cœur est celui qui correspond le mieux aux caractéristiques exactes d’un cœur humain.
Comment se fabrique un cœur en 3D ?
Les modèles de cœur sont spécialement conçus en tenant compte des affections spécifiques des patients. En d’autres termes, ces organes artificiels reproduisent les conditions pathologiques des patients afin d’aider les médecins dans leur traitement. Ils sont capables de saigner lors d’incisions, simulant ainsi des conditions réelles qui permettent aux praticiens de perfectionner leurs compétences et d’apprendre à arrêter les hémorragies. De plus, ces modèles présentent des caractéristiques tactiles réalistes grâce à des variations de texture qui reflètent la diversité des tissus cardiaques. Les données de la scintigraphie cardiaque, une technique d’imagerie médicale permettant d’obtenir des images détaillées des artères du cœur, sont recueillies. Elles sont ensuite utilisées pour générer des modèles 3D reproduisant les caractéristiques anatomiques du cœur. Richard Arm explique : « Après des recherches poussées, j’ai enfin réussi à créer des reproductions biologiques réalistes de l’anatomie humaine en combinant des données provenant de scanners médicaux, des techniques d’impression 3D et des méthodes traditionnelles. Ces modèles sont suffisamment précis pour être utilisés dans des simulations chirurgicales. » En plus du cœur, ce chercheur a également développé un modèle de poumons capable de simuler la respiration. Un aspect remarquable de ces modèles est qu’ils peuvent être réutilisés une fois assainis. Ils sont non seulement réutilisables mais abordables, ce qui permet de former davantage de chirurgiens.
Grâce aux travaux de Richard Arm, les ambulanciers, les secouristes, les équipes de traumatologie, les écoles de médecine et les équipes chirurgicales militaires peuvent s’entraîner à la chirurgie d’urgence à l’aide de ces modèles. Les chirurgiens peuvent planifier les opérations, répéter et enseigner les procédures en toute sécurité, réduisant ainsi le risque de complications, voire de décès lors de transplantations. Ces modèles peuvent respirer et saigner comme les organes réels.
L’avenir de la recherche
La FHLTA, l’association de transplantation cardiaque et pulmonaire du Royaume-Uni finance ce projet depuis un certain temps. En mars dernier, il a été présenté lors de la réunion annuelle de la Société de chirurgie cardiothoracique. L’objectif est de développer la fabrication de ces faux organes afin d’aider davantage de médecins dans leur pratique. ■
Ces cœurs 3D sont suffisamment précis pour être utilisés dans des simulations chirurgicales.

Ces modèles saignent lors d’incisions, simulant les conditions réelles pour permettre aux praticiens d’apprendre à arrêter les hémorragies.

AUTOMATED FLUID MANAGEMENT
• Fraisage UGV 4 ou 5 axes pour pièces inscrites dans un cube de 50 mm de côté
• Changeur d’outils automatique jusqu’à 50 positions
• Broche d’usinage à fourreau 60’000 tr/min
• Répétabilité de positionnement inférieure à 1 μm
• Axe C pour opérations de tournage jusqu’à 5’000 tr/min
• Nouvelle IHM «Precitrame Machine Manager»
• 90% d’énergie économisée et 1 m² suffisent
Retrouvez-nous !
• Charge automatique en option 11-14.06.2024

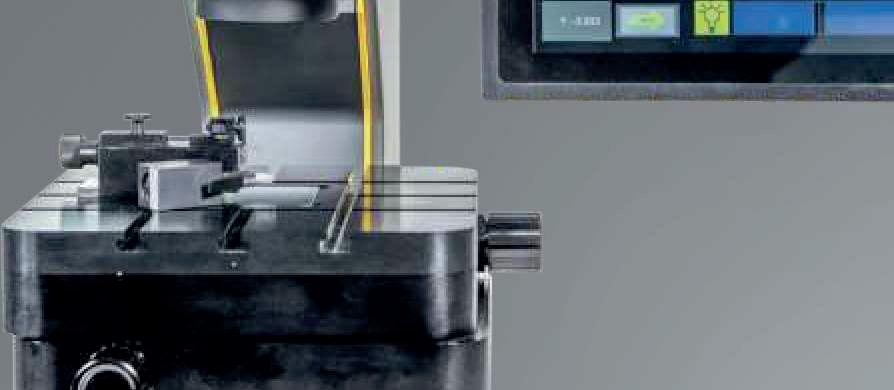
Ce système numérique de gestion des fluides surveille de manière fiable et pilote automatiquement la distribution de lubrifiants réfrigérants miscibles à l’eau.
l Système de mesure entièrement automatique fonctionnant 24/7
l Convient pour les systèmes individuels et les systèmes centralisés
l Monitorage en ligne de la concentration, de la valeur pH, de la conductivité électrique et de la température



Outils de coupe
Le fabricant italien d'implants médicaux Permedica s'est développé si rapidement qu'il a eu du mal à répondre à la demande. Le précieux concours de Seco Tools lui a permis d'accroitre sa productivité.
Étroite collaboration entre Federico Perego, Permedica et Matteo Foglietta, Seco Tools
Le taux de croissance annuel du marché mondial des implants médicaux sera de 5,4 % pour les dix prochaines années, soit une valeur globale à près de 146 milliards de dollars. Ce marché haussier a permis à Permedica, basée en Italie, de devenir une firme internationale. Sa croissance rapide a posé des défis extrêmes en matière de productivité. « De nombreux distributeurs apprécient nos produits pour leur conception et leur qualité, et ils en demandent davantage. Malheureusement, nous ne parvenions pas à répondre à la demande", affirme Federico, le fils du fondateur et président de Permedica, Marco Perego. La direction a d'abord essayé de résoudre ce problème en augmentant les ressources. En vain, car il s'agissait de problèmes divers et multiples qui caractérisent la structure opérationnelle complexe de cette firme.
L'entreprise familiale d'implants médicaux Permedica a lancé sa première prothèse sur le marché en 1992. L'essor de la dernière décennie du secteur des implants médicaux a permis une croissance rapide des activités de Permedica. La firme est aujourd’hui présente dans 25 pays et compte 40 distributeurs à l'international.
Gains en productivité
Le tournant s'est produit lorsque d’une rencontre avec Seco en 2022. Il a été convenu de lancer un projet pilote afin de remédier au goulot d'étranglement de la productivité dans le département CNC de Permedica, qui créait des problèmes pour la chaîne d'approvisionnement de ses cotyles de hanche. L'une de ses machines ne pouvait pas fonctionner la nuit en raison de sa programmation et des types d'outils utilisés. Par conséquent, il était impossible de la programmer pour la faire fonctionner automatiquement pendant la nuit. Matteo Foglietta, responsable de la transformation de fabrication, au sein des équipes de Seco Tools Italie, ajoute : « Nous avons pu résoudre les problèmes liés aux copeaux qui constituaient un problème important pour l'équipe de nuit. » La firme italienne a gagné en productivité avec des temps de cycle plus courts, mais également en augmentant la capacité de la machine pendant la nuit, en production automatisée.
Premier succès
Federico Perego estime que les mesures de Seco Tools ont contribué à augmenter la productivité de Permedica de plus de 40 %. D'autres initiatives sont en cours, notamment l'installation de distributeurs automatiques d'outils pour faciliter la gestion de son entrepôt. ■
Avec plus de 75 pays à son actif, le fabricant suédois Seco Tools est l'un des principaux fournisseurs mondiaux d'outils coupants, de services et de solutions d'usinage des métaux pour le fraisage, le fraisage carbure monobloc, le tournage, l'usinage de trous (holemaking) et le filetage.

publi-info
Laser Cheval, fabricant français de machines laser dédiées au micro-usinage, à la soudure et au marquage fête cette année ses cinquante ans. Elle a choisi le salon EPHJ pour exposer en avant-première sa dernière innovation.
Nouvelle machine QUARTZ avec palettiseur GEODE
Depuis plusieurs années, une gamme complète de machines standards répond aux exigences de ses clients : usinage de précision sur pièces disposées en plateaux, en autonomie et finition optimale. C’est en s’inspirant des nouvelles contraintes et besoins de ses clients, considérés comme de véritables partenaires technologiques, que le BE mécanique commence il y a près de deux ans à concevoir une nouvelle solution de production modulable, autonome, précise et intelligente.
Machine QUARTZ : la machine laser par excellence
Pouvant intégrer tout type de source laser, du continu au femtoseconde, elle répond à tous les besoins, du soudage au micro-usinage. L’innovation est de pouvoir
La Quartz Géode est à découvrir Hall 1 Stand 35 au salon EPHJ.
concentrer une source femtoseconde couplée à un système 3D optique sur une surface au sol restreinte : une véritable prouesse technologique.
La QUARTZ, c’est la possibilité de travailler avec de la vision automatique ou manuelle (jusqu’à 3 caméras), avec une large gamme d’optiques validées par le laboratoire d’application, des axes mécaniques (jusqu’à 5) et axes optiques en série. Un concentré d’options pour une garantie de précision et de qualité d’usinage.
Palettiseur GEODE : jusqu’à 48 plateaux de pièces
Pour répondre aux besoins de productivité et d’autonomie, le GEODE est un système intelligent et flexible qui gère les diverses références de pièces chargées. C’est une option qui peut être intégrée ultérieurement, à la machine grâce au principe plug & play. Avec 4 colonnes de stockage, jusqu’à 48 plateaux de pièces, 3 hauteurs de plateaux, un bras robotisé vient alors assurer le transfert des plateaux de pièces vers le laser. L’ensemble est piloté par des logiciels développés en interne, très accessibles et orientés métiers.
Une machine précieuse taillée sur mesure
Tout comme la pierre géode, elle présente de multiples facettes. Haute précision d’usinage machine intuitive et ergonomique, adaptabilité au volume et au type de production, sobriété énergétique et sans infrastructure particulière. A noter que son empreinte au sol est de 1.5 m2 pour une surface utile de 2 m2 ■
Laser Cheval est située à Marnay, à côté de Besançon, France, pôle des microtechniques. Depuis sa création en 1974, elle conçoit des solutions éprouvées et efficaces dédiées aux applications de micro-usinage 2D et 3D, de microsoudure, décors, texturation, gravure et marquage pour les secteurs de l’horlogerie, bijouterie, médical, décolletage … Elle intègre le groupe LASEA en 2022, un des leaders mondiaux dans la conception et fabrication de machines laser de précision. LASEA, est implantée en Belgique, à Liège et à Mons (avec Optec qui conçoit des machines laser spécifiques), à Bordeaux, à Bienne et à San Diego (USA). Par leurs valeurs, leur savoir-faire et une connaissance fine des métiers, le groupe LASEA est une référence mondiale dans le laser.
La machine laser QUARTZ intègre tout type de source laser, du continu au femtoseconde et répond à tous les besoins du soudage au micro-usinage.
Outil idéal pour garantir des sertissages répétitifs


CONCEPTION ÉLECTROÉROSION ÉTAMPAGE USINAGE CN


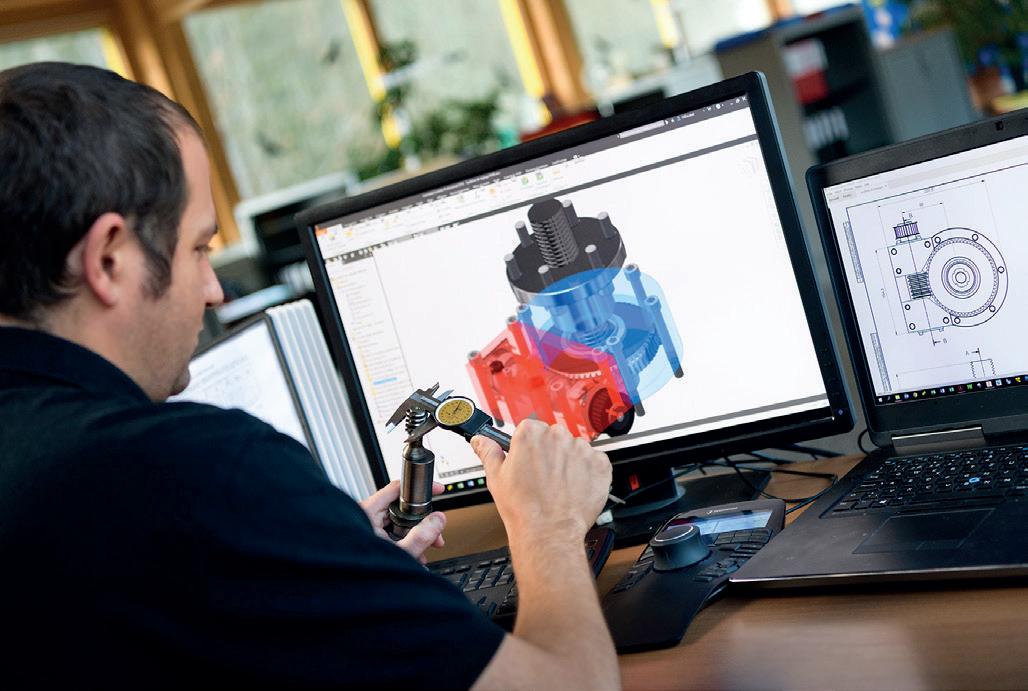
« On travaille aujourd’hui sur l’outil que l’on vendra dans cinq ans »

Il a développé les activités horlogères pour l’entreprise biennoise DIHAWAG, faisant de ce fournisseur de solutions d’usinage un partenaire incontournable du secteur horloger suisse. Rencontre avec Lionel Fabre, responsable des ventes.
Lionel Fabre, responsable des ventes, s’évertue à trouver la meilleure solution pour ses clients.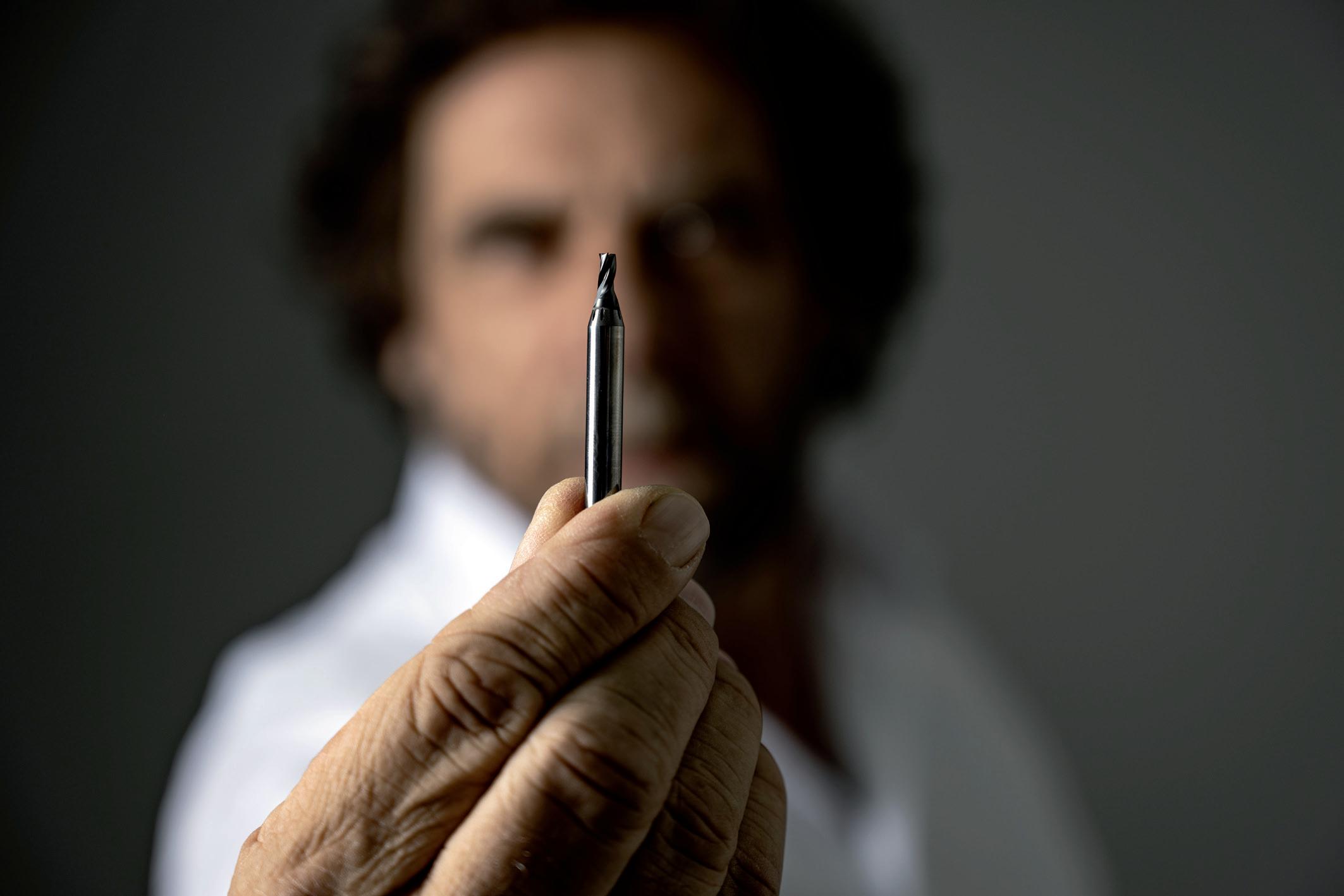
Volubile et énergique, Lionel Fabre est du genre à passer rapidement au tutoiement. Une familiarité naturelle et sincère pour ce Grenoblois d’origine. « J’aime les gens », explique-il. Responsable des ventes chez DIHAWAG Horlogerie à Bienne, l’homme ne tient pas en place. De son regard bleu perçant, il scrute son interlocuteur, puis l’envoûte en se lançant avec fougue dans la description du nouvel outil de coupe que vend son entreprise. Avec lui, l’outil n’est plus un simple instrument d’usinage, mais devient un objet magique et doué de vie. Pas de doute, on est face à un pas sionné qui veut trouver la meilleure solution pour ses clients.
Débuts à l’usine
A 54 ans, il a les traits burinés. Une vraie gueule, celle de celui qui n’aime pas emprunter les mêmes chemins que tout le monde. Il a commencé sa carrière à l’usine, comme simple fraiseur. A Grenoble, durant quinze ans, il a ainsi fait grandir en lui l’amour du métal et de la précision. Puis est venue l’envie d’explorer d’autres horizons. Un bac passé le soir, par correspondance à l’âge de 28 ans, puis des études universi-
Horlogerie sera présente à l’EPHJ sur le stand B13
 Le catalogue de DIHAWAG compte plus de 3000 références.
DIHAWAG
Le catalogue de DIHAWAG compte plus de 3000 références.
DIHAWAG
DIHAWAG fonctionne comme le bureau technique de ses fournisseurs, en identifiant les besoins des clients finaux.
Mais en attendant, l’homme à la bougeotte. Lionel Fabre part faire ses armes du côté de la façade Atlantique, vendre des machines-outils japonaises, notamment dans le monde de l’aérospatiale. Puis il s’installe en Suisse, dans la patrie de la précision. Alors qu’il travaille dans le secteur des machines au cœur des montagnes neuchâteloises, il s’ennuie, manque de challenges. « En 2012, DIHAWAG est venu me chercher pour développer les ventes dans le secteur horloger. Il y avait tout à faire ».
Enfin un vrai défi ! Aujourd’hui, grâce à son réseau, son énergie et se force de persuasion, il a permis à l’entreprise biennoise de devenir un acteur incontournable de l’horlogerie suisse pour la fourniture d’outils spéciaux. Sous-traitants et manufactures lui font confiance. « Nous accompagnons nos clients dans leurs processus industriels. Ils nous externalisent leurs problématiques et nous leur apportons grâce à notre cellule de rechercher et développement des solutions adaptées, innovantes et performantes ».
Fondée en 1980 par Winfried Haberzeth et Walter Mühlemann à Bienne, DIHAWAG diffuse les outils de coupe de plusieurs fournisseurs. « Ce sont toutes des firmes familiales, indépendantes et aux très hautes compétences avec lesquelles des partenariats très proches sont entretenus », explique-t-on chez DIHAWAG. La société propose des solutions sur mesure et des processus de fabrication optimisés au travers d’un large éventail de fournisseurs de premier plan et une qualité supérieure de conseils. L’entreprise diffuse ainsi principalement les produits des firmes Horn et Zecha. Horn est le partenaire de longue date. DIHAWAG a notamment développé avec le fabricant allemand des outils adaptés à l’usinage du laiton sans plomb, notamment une plaquette de tournage équipée d’un brise-copeaux adapté. La problématique du laiton sans plomb est également traitée par les produits Zecha. Au fil des décennies, l’entreprise a étoffé sa gamme de fraises Iguana, développée avec l’Université de Stuttgart, qui permettent d’obtenir des surfaces précises et impeccables, et surtout qui présentent une durée de vie exceptionnelle. En matière d’outils de coupe, DIHAWAG collabore également avec DTS, qui propose également des solutions pour le fraisage de la céramique.
DIHAWAG propose également divers autres produits en lien avec l’usinage, telles que banc de préréglages, appareils à fretter, équilibreuses, porte-outils (Haimer), etc. Bref, l’ensemble des équipements satellites pour l’usinage.
A part l’horlogerie, l’entreprise fournit également les secteurs du médical, fabricants de machines, du décolletage ou des moulistes. Afin d’alimenter en flux tendu sa clientèle présente dans tout le pays, DIHAWAG dispose à Bienne d’un stock de 60'000 articles et emploie quelque 45 collaborateurs.

HAIMER : Banc de préréglage muni d’un logiciel conversationnel.

HORN : Plaquette 274 µ-finish, la solution de décolletage pour un état de surface répondant aux exigences horlogères.
Le bureau technique e ses fournisseurs
L’entreprise fonctionne ainsi comme le bureau technique de ses fournisseurs, en identifiant les besoins des clients finaux et en imaginant des développements personnalisés. « En assurant une veille technologique et en cherchant sans cesse de nouvelles solutions, nous proposons des outils toujours plus précis et surtout durables, avec une longévité cinquante fois supérieure à ceux de la concurrence ».
Aujourd’hui, le catalogue de quelques 3 000 références de DIHAWAG n’a plus rien à voir avec celui des débuts. « En douze ans, les outils ont tellement changé. Et c’est bien normal. Moi, je refuse le concept de vendre des outils avec lesquels je travaillais comme fraiseur il y a 25 ans. Chez DIHAWAG, on travaille aujourd’hui sur l’outil que l’on vendra dans cinq ans ». ■
Patrick Di Lenardo


AGENCE CRP
RELATIONS PUBLIQUES
Ce que nous assemblons chez Abatech, nous le garantissons. En tant que spécialiste pour l‘industrie horlogère, nous possédons le savoir-faire et l‘expérience afin de trouver pour vous les meilleures solutions possible. Prenez contact avec nous, chaque nouveau challenge nous réjouit.
ABATECH Ingénierie de Collage SA
Rue du Marché 4 | CH-2300 La Chaux-de-Fonds
Tél. +41 (0)32 968 85 50 | www.abatech-ing.com | info@abatech-ing.com
APM Technica AG
Max-Schmidheiny-Strasse 202 | CH-9435 Heerbrugg
Tél. +41 (0)71 788 31 00 |www.apm-technica.com | info@apm-technica.com
une entreprise de

Grande précision et débit élevé avec l’imprimante 3D Pro XL. Ajustement et finition de précision avec 45 µ en XY. Glissières doubles linéaires pour une stabilité supérieure en Z.
“
La
réputation n’est qu’une chose vaine lorsqu’elle n’est pas établie sur la vérité. ”
Citation de Saint Vincent de Paul ; Maximes spirituelles (posthume, 1576)
AGENCE CRP Sàrl
Relations médias en Suisse Bureau de presse externalisé
55, route de Florissant CH 1206 - Genève
Tel. : +41 22 347 25 96
mcb@agencecrp.ch www.agencecrp.ch
Le futur de la production industrielle s’écrit déjà avec les imprimantes EnvisionTec et nos solutions en Fabrication Additive.

Grâce à son expertise et à ses technologies de pointe, Altair Consulting SA offre des solutions sur mesure pour la création rapide de prototypes, de posage, de pièces complexes ou de séries de production. Autant de gains en flexibilité, efficacité et compétitivité.
• Production de pièces complexes sans astreintes de la fabrication traditionnelle
• Personnalisation à grande échelle
• Réduction des coûts de production
• Amélioration de la qualité et de la durabilité des pièces
Altair Consulting SA
Genève
Tél : +41 22 301 53 60 www.altair-consulting.com

ISI-X-ScanTM diagnostique le grippage des têtes de vis sur les hexagones. Les pièces non correctement serrées s'allument à l'écran. © ISOMA
Les séquences de contrôle sont mémorisées par pièce et par support de pièce.
Le nouveau ISI-X-ScanTM d’ISOMA s’avère judicieux aussi bien que pour les minuscules diamants dans les montures de montres, de composants électriques sur des circuits imprimés que pour les autres pièces de précision.
Les objets examinés sont mis en vibration par induction. À l'aide de deux caméras à haute résolution, il est possible de déterminer rapidement et précisément si les pièces sont correctement fixées ou non. ISOMA, l'un des principaux spécialistes de la mesure optique en atelier, propose l'ISI-X-ScanTM, appareil censé révolutionner le contrôle de la mobilité des petites pièces dans l'industrie horlogère, joaillière et électronique.
Champ magnétique
« L'ISI-X-Scan permet de déterminer de manière efficace et précise si, par exemple, de minuscules diamants sont correctement fixés dans des montures de montre ou des composants électriques sur des circuits imprimés », explique Thomas Reber, CEO d'ISOMA. L'appareil utilise un champ magnétique pour secouer afin de faire vibrer périodiquement les objets examinés. Deux caméras à haute résolution assurent un contrôle rapide et simple. En fait, le procédé s’effectue de la manière suivante : des images sont prises avant et après l'oscillation, puis superposées à l'aide d'un dispositif de traitement d'images afin d'identifier rapidement les différences. Les pièces qui ne sont pas correctement fixées s'allument à l'écran. Dans de nombreuses branches de l’industrie, de telles petites pièces ne peuvent être contrôlées optiquement pièce

par pièce. Grâce au scan ISI-X, les contrôles optiques peuvent être soit complètement remplacés, soit rendus beaucoup plus efficaces.
Sous le feu des projecteurs
ISOMA exposera son nouveau produit à l’EPHJ, au salon international de la haute précision dans l'horlogerie, les microtechnologies et les technologies médicales, du 11 au 14 juin à Genève. Les visiteurs auront ainsi l’opportunité de se familiariser avec les prouesses de l'ISI-X-Scan. Auparavant, ISOMA avait été présente au SIAMS, salon de la chaine de production des microtechniques qui s’est tenu en avril dernier à Moutier
Faible poids
Le petit appareil ne mesure que 250x220x100mm. Il a été conçu pour être installé directement sur le lieu d'utilisation. Son faible poids de seulement 1,1 kg garantit une grande flexibilité Les séquences de contrôle sont mémorisées par pièce et par support de pièce tout en étant facilement consultables. Thomas Reber poursuit : « L'ISI-X-Scan vérifie le serrage des pièces parallèlement à d'autres travaux, ce qui accélère ainsi l'ensemble du processus ».
ISOMA Sàrl, basée à Brügg dans le canton de Berne, Suisse, emploie dix personnes. Elle est l'une des spécialistes les plus renommées de la mesure optique en atelier. Fondée en 1947, l'entreprise se concentre sur la technologie, l'innovation, l'ergonomie et la qualité. Elle fabrique des microscopes, des appareils de contrôle de la dureté et des systèmes de visualisation pour la production et le contrôle qualité pour l'industrie horlogère, médicale, électronique, automobile et aéronautique.
www.isoma.ch
Outre l'ISI-X-Scan, ce spécialiste de la mesure optique en atelier présentera également l'ISIscope® CNC entièrement automatique pour la mesure en série à l’EPHJ. Alors que la mesure est effectuée manuellement avec l'ISIscope traditionnel, avec détection automatique des arêtes, l'ISIscope® CNC est conçu pour la mesure en série avec un programme de mesure commandé par CNC. « Le but de l'ISIscope® CNC est de favoriser la production en série des fabricants de pièces de précision et des fabricants de microcomposants », souligne Reber. ■
ISOMA exposera son nouveau produit au salon de l’EPHJ, stand C115, du 11 au 14 juin à Genève. Les visiteurs auront ainsi l’opportunité de se familiariser avec les prouesses de l'ISI-X-Scan. Auparavant, cette entreprise avait présenté son nouveau-né au SIAMS, salon de la microtechnique qui s’est tenu en avril dernier à Moutier.

ISOMA est l'un des principaux spécialistes de la mesure optique en atelier.

avantages
Solution standard économique
Utilisation universelle
Commande avec assistant de configuration
Chargement entre pointes ou dans le mandrin
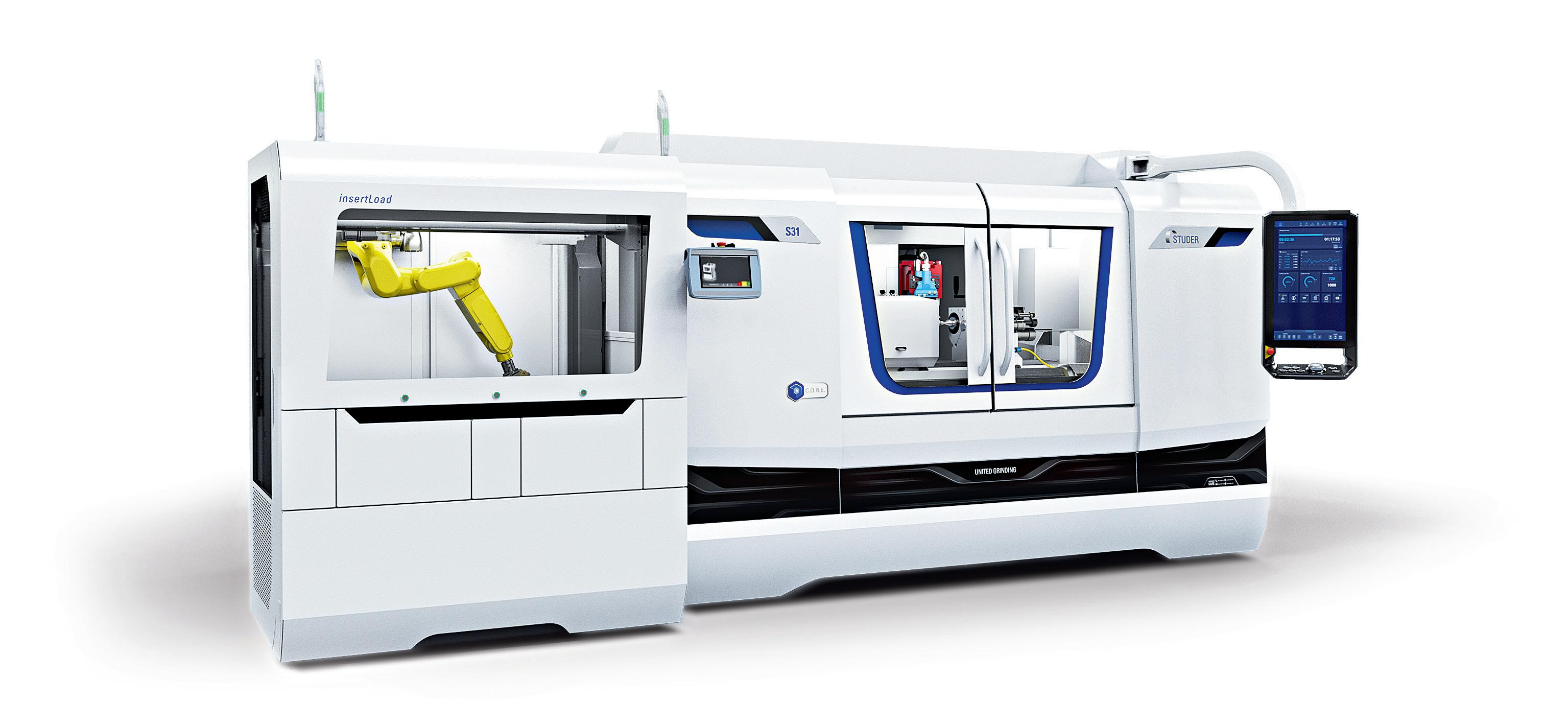
Une nouvelle automatisation universelle facilite le chargement et le déchargement des pièces sur les rectifieuses cylindriques universelles CNC S33 et S31. Jusqu’à présent, l’automatisation nécessitait des chargeurs spécifiques au client. Capable de manipuler des pièces agencées en position verticale et horizontale, le nouveau système de chargement standardisé peut être configuré de manière simple par les utilisateurs pour un serrage entre pointes ou dans un mandrin. Un assistant de configuration facilite la programmation grâce à une visualisation simple. Aucune connaissance en programmation n’est nécessaire à cet effet.
Fonctionnement individuel
Les machines S33 et S31 sont des solutions de rectification optimales pour des pièces petites à grandes dans la production de pièces unitaires, de petites et de grandes séries. Les deux machines disposent d’une distance entre pointes de 400 à 1 600 millimètres et d’une hauteur de pointe de 175 millimètres. Le chargeur insertLoad peut traiter des distances entre pointes jusqu’à un maximum de 1000 millimètres et comble une lacune dans les systèmes d’automatisation standardisés de STUDER. Les pièces peuvent avoir une longueur jusqu’à 100mm et un poids de 1,5 kg en mode de fonctionnement alterné et 5 kg en mode de fonctionnement individuel.
Rectifieuse cylindrique extérieure universelle CNC S31 avec nouvelle solution d’automatisation insertLoad.
machines-outils
STUDER offre avec le nouveau système de chargement insertLoad une solution d’automatisation universelle pour les rectifieuses cylindriques S33 et S31 qui peut charger des pièces entre pointes et dans le mandrin de serrage.
Grande flexibilité
En raison de la grande flexibilité du chargeur en termes de géométrie, de taille et de temps nécessaire pour la tâche respective de rectification, son autonomie varie tout comme la capacité des tiroirs de pièces à usiner. Le temps sans intervention de l’opérateur varie généralement entre une demi-heure et une heure. Dans ce contexte, le chargement et le déchargement des pièces à usiner sont pris en charge par un robot Fanuc, qui se déplace entre le chargeur et l’espace de travail de la machine via un axe linéaire.
Trappe de chargement
La sécurité pour les processus de rectification utilisant de l’huile de rectification a été par ailleurs un enjeu important lors du développement. Une trappe de chargement sépare ainsi l’espace de chargement de la solution d’automatisation de l’espace de travail de la machine, ce qui permet d’éviter un retour de flamme dans les processus utilisant de l’huile de rectification. Dans le même temps, le logiciel et un interrupteur de sécurité assurent que les opérateurs ne sont pas mis en danger en cas de déflagration. STUDER a présenté en première mondiale le système de chargement insertLoad lors du salon EMO de Hanovre 2023. La prise en charge d’autres machines est aussi en préparation. (source : United Grinding Group) ■


REF.376H-10/336H Foretàlubrificationinterne Expertinox
























REF1520H:l1=2xd1/1620H Fraises à lubrification interne haute performance















Nouvelle gamme d’outils à lubrification interne



Halle 1 Stand J16

machine CNC
En 2003, Urma se lance dans le commerce de machines et met en place la "HAAS Factory Outlet" en Suisse. Avec plus de 2 000 machines CNC vendues, distingué en 2018 comme meilleur revendeur Haas au monde, Urma s'est fait une solide réputation dans la vente et le service après-vente des machines CNC.

De l’autre côté de l’Atlantique, Gene Haas, fondateur et propriétaire de Haas Automation, créait en 1983 son entreprise aux EtatsUnis. Son but était de fabriquer des machines-outils économiques et fiables. Peu de temps après, Haas distribuait ses machines CNC dans le monde entier. L'engagement d'Urma pour la qualité et la satisfaction des clients ont joué un rôle décisif dans l'établissement de Haas sur le marché suisse. La décision de Haas Automation de choisir le canal de distribution indirect pour ses machines et de rechercher des partenaires pour sa distribution a coïncidé avec les efforts d'Urma pour développer un nouveau modèle commercial. " Les technologies avancées ont fait baisser les ventes d'outils d'alésage. “ Pour maintenir notre activité principale, nous avons misé sur un nouveau pilier, tout en nous concentrant sur de nouveaux développements d'outils ", confie Urs W. Berner, CEO d’Urma. La synergie entre les deux entreprises a conduit à la création de la "HAAS Factory Outlet" d'Urma, qui distribue l'ensemble du portefeuille de ces produits en Suisse en ligne.
Urma est le seul concessionnaire Haas en Europe à disposer de sa propre production. © UrmaFondée par Carine Voirol, la société Adhezion, basée à La Chaux-de-Fonds, intervient dans le domaine de la réalisation d’assemblage par collage de divers matériaux dans les domaines suivants :


Récompense
Au cours des vingt dernières années, Haas s'est imposé comme leader dans le paysage CNC suisse grâce à la distribution indirecte, tandis qu’Urma n'a cessé de développer son expertise dans le commerce de machines. Urma a même été élu "HFO Dealer of the Year" en 2018, meilleur distributeur Haas du monde face à plus de 170 distributeurs de renom. Michel Godel, collaborateur HFO, souligne l'importance de ce prix : "Nous sommes honorés de cette récompense qui sanctifie nos efforts en matière de service."
Miser sur Haas
La firme Urma a également équipé son site de production de machines CNC Haas afin d'augmenter sa productivité dans la fabrication d'outils. Urma est le seul revendeur Haas en Europe à utiliser huit machines de cette marque pour le tournage et le fraisage pour sa propre production. Son expérience de production lui permet de mieux comprendre les besoins et les applications de ses clients pour mieux les conseiller. Si les exigences ne sont pas couvertes par les machines standard, Urma propose des solutions sur mesure. Grâce aux transformations de machines qu'Urma réalise avec des partenaires, presque tous les usinages sont possibles. Michel Godel ajoute : "Nous avons des clients qui travaillent la pierre, taillent des diamants ou du métal dur et utilisent ces machines pour la fabrication d'outils, la production de cadrans de montres."
Haas Automation est un important fabricant de machines-outils aux États-Unis et l'un des plus grands fabricants de machines CNC au monde. L'entreprise fabrique une gamme complète avec de produits : centres d'usinage verticaux (VMC), centres d'usinage horizontaux (HMC), tours CNC et tables de tournage et d'indexation, ainsi que des grandes machines spéciales à cinq axes.
www.haascnc.com/fr.html
Avec les progrès technologiques, la production n'a cessé de se modifier et de s'améliorer.
Nouvelles possibilités
Avec les progrès technologiques, la production n'a cessé de se modifier et de s'améliorer. La dernière innovation de la chaîne de production est l'impression 3D industrielle. Convaincue par cette technologie, Urma a développé son savoir-faire et son portefeuille de machines en complément des centres d'usinage CNC afin de proposer à ses clients un portefeuille de machines plus complet sur toute la chaîne de fabrication. Le gamme de produits pour la fabrication additive comprend des imprimantes 3D industrielles pour le métal, le polymère et le plastique, y compris des équipements de prétraitement/conception et de posttraitement. Et la division Machines est en constante croissance, comme le déclare Urs W. Berner: "Nous investissons en permanence dans l'innovation, la numérisation et la durabilité afin de rester compétitifs." A ce titre, le centre Urma ouvrira ses portes en 2025, avec une surface d'exposition pour les machines CNC, les imprimantes 3D, les machines de finition et tous les produits du secteur Machines. ■
Urma développe et fabrique des systèmes d’outils de précision. Son siège social et son site de production de l’entreprise familiale sont en Suisse depuis 1962. Urma dispose également de filiales en Allemagne, en Espagne, aux États-Unis et en Chine. En Suisse, l’entreprise distribue et entretient en exclusivité les machines-outils Haas et propose les systèmes d'impression 3D.
www.urma.ch
Le groupe TOLUS réunit les compétences professionnelles de trois fournisseurs établis et prospères de solutions globales dans le domaine de l’industrie de la fabrication sous un même toit.
Avec des marques fortes, nous couvrons de manière optimale les besoins de l’industrie. Nous mettons l’accent sur la précision, la qualité et la fiabilité pour répondre aux exigences les plus élevées. Grâce à des idées innovantes, une gestion moderne et des réflexions durables, nous sommes l’entreprise partenaire idéale.
En savoir plus sur nous:
TOLUS Group AG
Grüttstrasse 106 4562 Biberist 032 674 41 11 info@tolus.com tolus.com
NEWEMAG SUVEMA BROMATEC





Y E R LY: serrage pour l‘ horlogerie, la microtechnique, médicale et l‘ aéronautique
YERLY: clamping for the watch-making, the medical-technology and aerospace
YERLY: Spanntechnik für Uhren, Mikro- / Medizinaltechnik und Luftfahrt
B an c d e pré ré gla g e 3 a xe s , p o r te - o ut il p al et t is a b l e
P re - s et t ing to o l w it h 3 a xe s , p all et ize d to o l c ar r i e r



Précision: YERLY MECANIQUE SA Rte de la Communance 26 CH -2800 Delémont Tel +41 32 421 11 00 info@ yerlymecanique.ch | www yerlymecanique.ch
Vo re ins te llg e räte mit 3 Achs e n und p al et t isi e r te Wer k zeug t rä g e r




VDI 20 / 30
Tor nos Citizen Mori -Seiki HSK






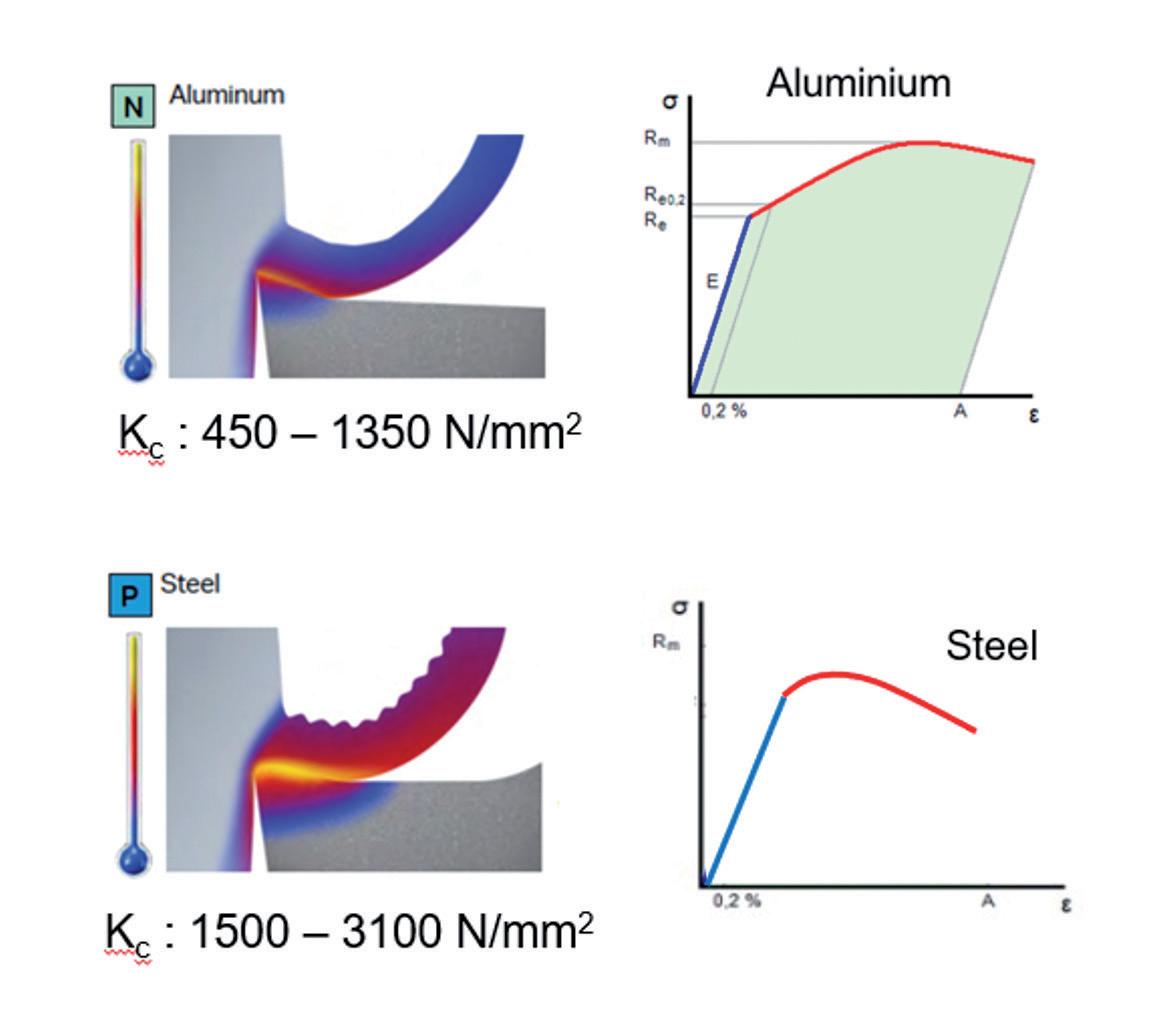
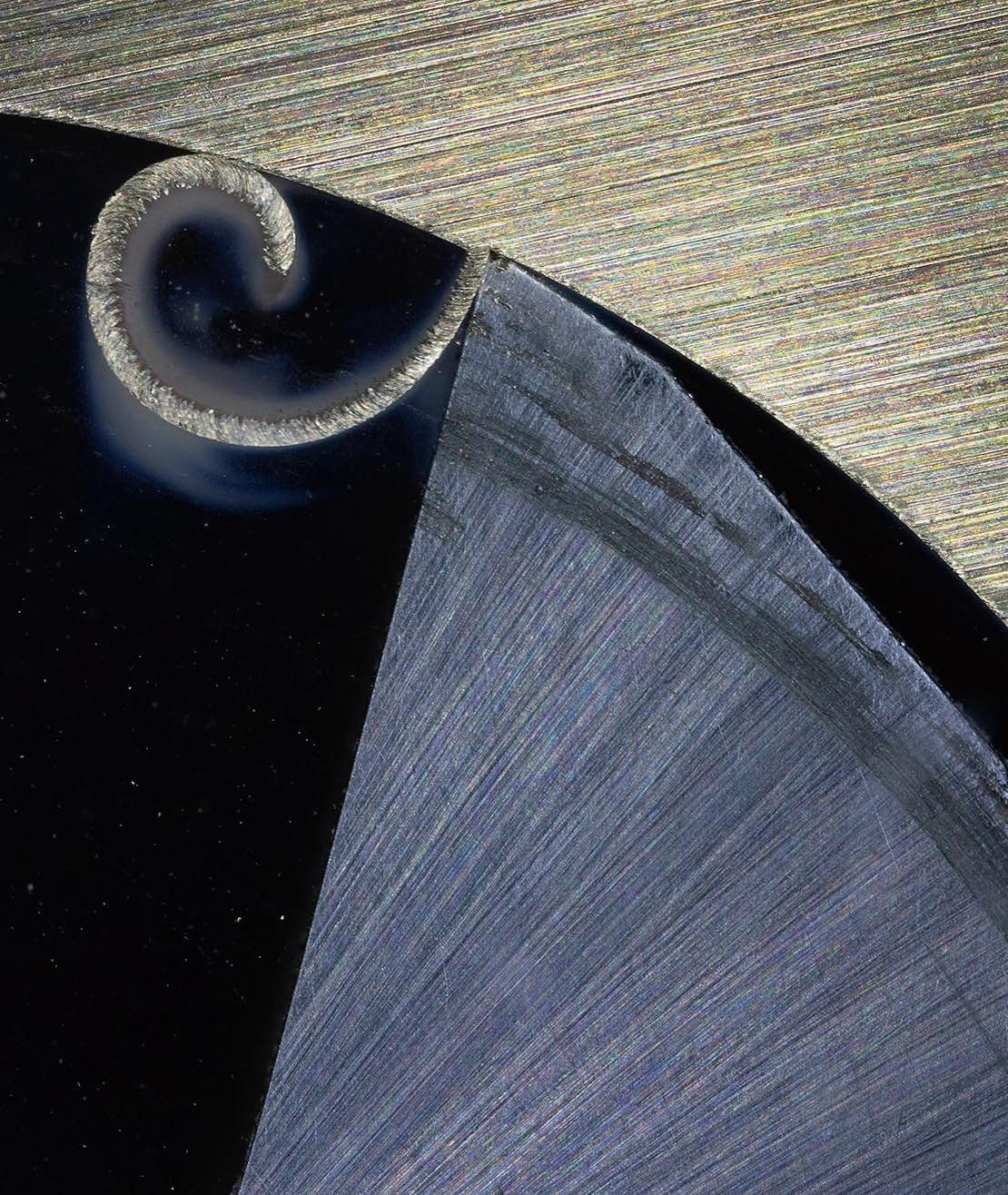
Figure 1 : Typologie du copeau et courbe de traction pour deux types de matériaux.
haut : alliage non ferreux. En bas : acier.
De la courbe de traction au copeau : la science des matériaux, une aide pratique à l’introduction de nouveaux alliages en production
recherche
L’évolution législative impose au secteur horloger de travailler de nouveaux alliages dont l’usinabilité doit être suffisante pour maintenir la productivité.
Fabienne Marquis et Evelyne Vallat, Association suisse pour la recherche horlogère (ASRH)
Ces nouveaux alliages répondent à un cahier des charges sévère, qui combine des critères fonctionnels, économiques, environnementaux et réglementaires avec des critères de faisabilité pratique propres aux méthodes et moyens de production disponibles dans les ateliers. Or comment optimiser l’usinabilité ? Plus précisément, comment maximiser la facilité de mise en forme de ces nouveaux alliages avec un outil de coupe ? Vu le nombre élevé de facteurs d’influence, la démarche « essais – erreurs » offre un chemin hasardeux : de la composition chimique au choix de la gamme d’élaboration de l’alliage, de nombreux paramètres gouvernent ses caractéristiques physiques et mécaniques dont dépend intrinsèquement l’usinabilité. Le praticien s’y engage néanmoins, en s’appuyant sur une classification universelle des matières élaborée par les fabricants d’outils de coupe, qui guide ses choix dans sa recherche de solution optimale. Cette classification ISO se base sur 3 critères principaux : la forme du copeau, l’énergie spécifique nécessaire à la coupe et la capacité du matériau à dissiper la chaleur générée lors de la coupe. Extraites du Training Handbook : Metal Cutting Technology (2017, Sandvik), deux typologies de copeaux sont par exemple présentées dans la colonne de gauche de la Figure 1, l’une typique des alliages non ferreux (type N), l’autre typique des aciers inoxydables (type M).
La démarche scientifique est plus lourde et le praticien y voit au mieux un chemin tortueux, au pire un labyrinthe où il risque de s’égarer. Lorsqu’il s’agit d’évaluer l’usinabilité, la science des matériaux offre pourtant une aide pratique à l’introduction d’un nouvel alliage en production. Présentée sur la droite de la Figure 1 en regard des deux typologies ISO introduites plus haut, la courbe de traction fournit des informations précieuses sur les caractéristiques mécaniques de l’alliage, à relier directement avec la formation du copeau : la résistance maximale Rm (contrainte maximale supportée lors de la déformation), l’allongement à la rupture A, l’énergie spécifique Kc (proportionnelle à la force de coupe) y sont directement accessibles. A noter que l’aire sous la courbe (zone verte) représente le travail minimum à fournir pour fragmenter la matière.
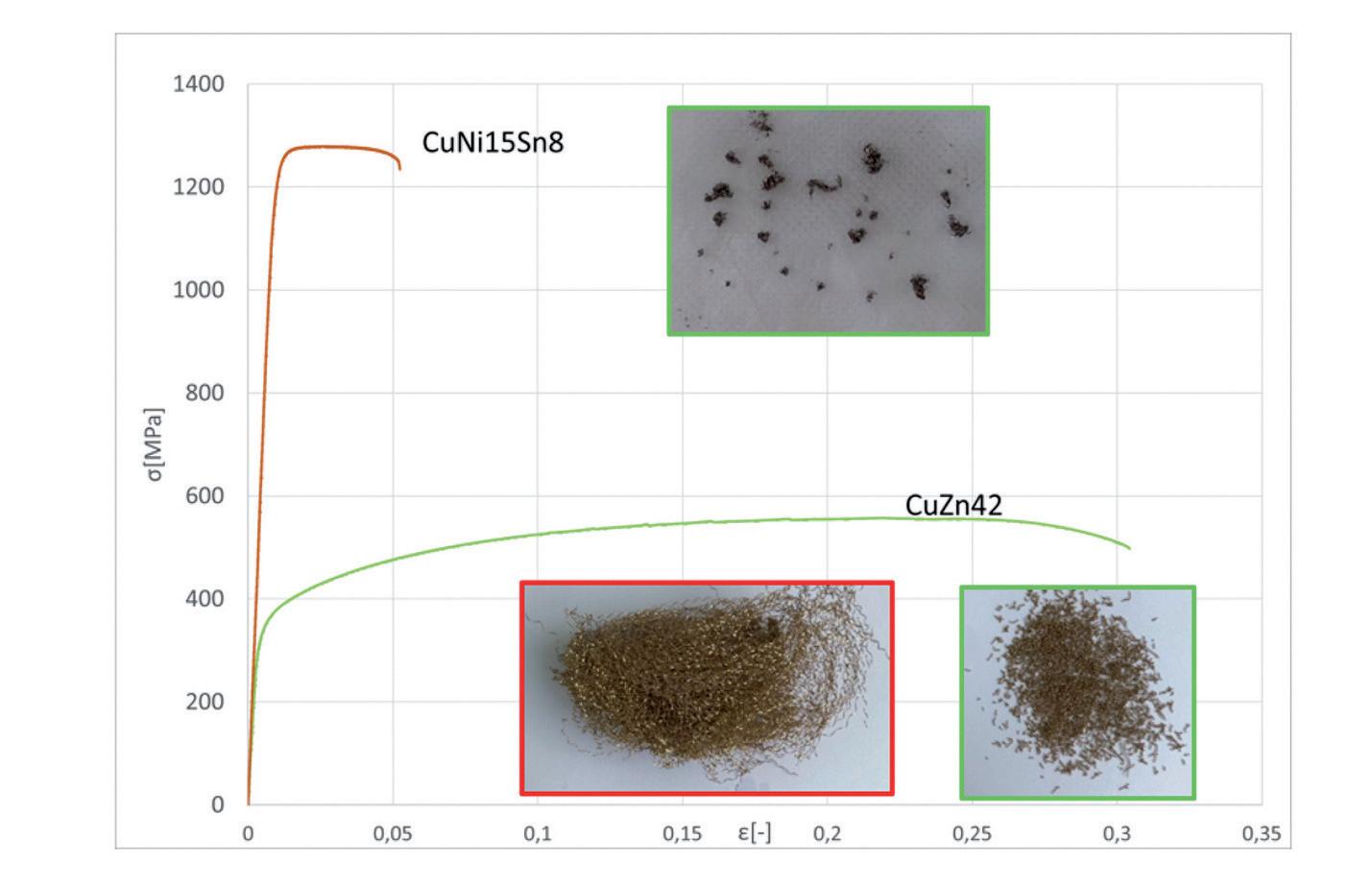
Une comparaison de ces caractéristiques intrinsèques pour un nouvel alliage relativement à celles d’un alliage de référence bien maîtrisé permet d’anticiper le comportement de la nouvelle matière à l’usinage. En effet, en connaissant l’influence de ces caractéristiques sur la formation du copeau, une analyse comparative permet pour chaque opération spécifique, d’anticiper leurs effets sur l’usinabilité : une résistance maximale Rm plus élevée conduit à des efforts de coupe plus élevés ; un allongement à la rupture A plus élevé conduit à un copeau potentiellement plus long (hors effets d’inclusions) ; une valeur de Kc plus élevée conduit à un échauffement potentiellement plus important (selon la conductivité thermique du matériau). Le lecteur est invité à faire ici l’exercice sur deux alliages nouvellement rencontrés dans le secteur : le CuZn42 (laiton sans plomb proposé en substitution au laiton de décolletage CuZn39Pb3) et
le CuNi15Sn8 (alliage cuivreux proposé en substitution au cuprobéryllium de décolletage CuBe2Pb). La Figure 2 présente pour ces deux matières les courbes de traction mesurées ainsi que les copeaux obtenus lors d’une opération de chariotage réalisée dans de bonnes conditions de coupe. Sans surprise, on constate que les efforts de coupe sont plus élevés sur le CuNi15Sn8 ; l’énergie spécifique mesurée lors d’essais de chariotage sur cette matière est de l’ordre de 3000N/mm2, alors qu’elle est d’environ 1600N/mm2 sur le CuZn42. Les copeaux parfaitement gérables présentés sur les photos à liseré vert ont toutefois été obtenus après une démarche d’amélioration portant sur les outils. Ainsi, l’outil choisi pour le décolletage du CuNi15Sn8 est un outil préconisé pour l’usinage de l’acier, comme le suggère la courbe de traction de cet alliage cuivreux à haute résistance mécanique. De même, la grande ductilité du laiton CuZn42 suggère d’éviter l’utilisation d’un outil préconisé pour le laiton au plomb, qui en effet conduit à la formation de longs copeaux « filasses » (photo à liseré rouge). L’utilisation d’un outil de même géométrie de coupe mais muni d’un brise copeau approprié permet, aux mêmes conditions de coupe, de fragmenter le copeau en petits segments facilement gérables (photo à liseré vert). Ainsi, une lecture avisée de la fiche matière permet de se faire une idée globale de la typologie de l’alliage et des problèmes qui pourraient survenir lors de son usinage par enlèvement de copeau. Une fois acquise une certaine expertise confrontant les caractéristiques matières aux résultats d’essais d’usinage, un essai de traction réalisé sur un échantillon à réception de la matière est en mesure de fournir d’utiles informations sur le potentiel du lot de matière livrée. ■
La grande ductilité du laiton CuZn42 suggère d’éviter l’utilisation d’un outil préconisé pour le laiton au plomb.

publi-info
Les montres spéciales Sinn aident à sauver des vies. Pour les porteurs de ces gardetemps, ce sont les premières secondes qui comptent. Pour l’entreprise Sinn, c’est la précision des données qui compte.
Cfiables, indispensables à leur propre sécurité ainsi qu'à celle de nombreux autres individus. Depuis 1961, Sinn fa brique et commercialise de telles montres. La marque al lemande est renommée pour sa fonctionnalité, ses tech nologies innovantes et ses brevets exclusifs.