L'HORLOGER
N.
50.-
Suisse

Syvaco : L'effet noir-anthracite / 22
The black-anthracite effect
Positive Coating : De l’ombre à la lumière pour une patine / 10
From shadow to light for a unique patina
ASRH : Travailler le laiton sans plomb / 18
Working with lead-free brass.
Laubscher : La septième génération est à pied d’œuvre / 2
The seventh generation is already at work
CHF l’année / Year 8.- CHF EX.
0 – 1er Année / First Year Août/August 2023 Revue de la cotraitance horlogère / Watchmaking co-contracting review




















 Caracciolo di Brienza Directeur de la publication
Caracciolo di Brienza Directeur de la publication
Edito Editorial
IMPRESSUM
L’Horloger suisse
N° 0 – Août 2023
Revue spécialisée suisse
Parutions
3x par année
Tirage 2'000 exemplaires par numéro
Editeur
Agence CRP Sàrl
55, route de Florissant
Why a magazine on watchmaking co-contracting?
Pourquoi un magazine sur la cotraitance horlogère ?
L’horlogerie et la cotraitance sont indissociables. Cette symbiose apporte la prospérité et favorise la pérennité de nos entreprises. Un véritable alignement permanent des planètes avec des acteurs qui veillent aux intérêts de cette industrie. Et dans une Suisse ouverte au monde, ses entreprises travaillent en synergie.
Le besoin est réel de mettre en exergue les acteurs de cette filière y compris les marques, et de relater leur actualité. Nous traiterons régulièrement des tendances de la cotraitance, de la recherche sans oublier de donner la parole à celles et ceux qui font la prospérité de cette industrie.
Dans ce numéro, Raphael Laubscher, à la tête de la société éponyme, nous relate les raisons du succès de son entreprise familiale, active depuis plus d’un siècle. Fabienne Marquis Wieble, directrice de l’ASRH (Association pour la recherche horlogère), nous parle du défi encore en cours du laiton sans plomb.
Watchmaking and co-contracting are inextricably linked. This symbiosis brings prosperity and promotes the long-term future of our companies. The planets are in a permanent alignment, with all the players looking after the industry's interests. And in a Switzerland that is open to the world, its companies work in synergy.
There is a real need to highlight the players in this sector, including watch brands, and to report on their latest developments. We will be regularly covering trends in co-contracting and research, without forgetting to give a voice to those who make this industry thrive. In this issue, Raphael Laubscher, head of the eponymous company, tells us about the reasons behind the success of his family business, which has been in operation for over a century. Fabienne Marquis Wieble, Director of the ASRH (Association pour la recherche horlogère), talks about the ongoing challenge of lead-free brass.


1206 Genève
T. +41 22 347 25 96 mcb@agencecrp.ch
Directeur de la publication
Michele Caracciolo di Brienza
Contributeurs
Edouard Huguelet, Fabienne Marquis Weible (ASRH), Charles Decourt.
Chef de publicité
Laurent Champod marketing@agencecrp.ch
T. +41 79 760 37 44
Directeur artistique
Laurent Haoua
Abonnements
30.- CHF par année en Suisse
50.- € par année en Europe
Imprimé en Suisse































Réduction

des bavures dans le titane et l’inox
4 / L'Horloger Suisse 0 /
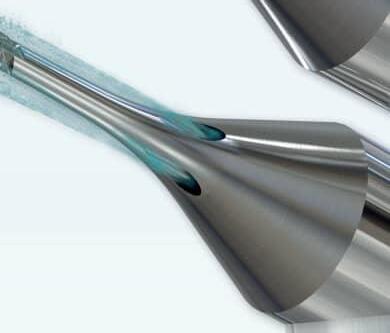
LOUIS BÉLET S.A. Les Gasses 11 CH - 2943 Vendlincourt www.louisbelet.ch REF 1430H : l 2 =3xd 1 REF 1450H : l 2 =5xd 1 MICROFRAISE À LUBRIFICATION INTERNE POUR USINAGE PROFOND
Michele
significative
Sous la loupe
Under the Spotlight
Nouvelles de la cotraitance horlogère suisse. Mis-à-jour sur les acteurs d’un secteur pilier de l’industrie suisse.
News from the Swiss watchmaking industry. Update on the players in a sector that is a pillar of Swiss industry.

VOH S’AGRANDIT
Le département montage de VOH.ch à Courtelary, Jura bernois, est désormais doté d’une plus grande surface et ses flux de production ont été améliorés. Quatre collaborateurs travaillent au montage des produits au sein de la Supply Chain de VOH.ch. La réorganisation des flux de production a été réfléchie afin d’optimiser la communication au sein de cette entité. Les collaborateurs de ce département se sont chargés en personne de cette réalisation. Bel effort.
VOH expands
The VOH.ch assembly department in Courtelary, Bernese Jura, now has a larger surface area and improved production flows. The VOH.ch supply chain now employs four people for product assembly. The reorganisation of production flows has been designed to optimise communication within this unit. The staff in this department have personally taken charge of this project. A great effort.
TROIS-QUARTS DE SIÈCLE ET UN AVENIR PROMETTEUR
Désormais la troisième génération, personnifiée par Cédric Chèvre (ingénieur mécanicien + EMBA), reprendra à la fin de l'année le flambeau familial de Claude Chèvre, fils du fondateur, à la tête de l'entreprise depuis une trentaine d'année. La société a rejoint le groupe Acrotec en 2009. Actuellement Décovi, active dans les secteurs du décolletage et de l'usinage de précision de composants pour les secteurs horloger, médical et micromécanique, recense quelque 120 machines de production, et occupe une centaine de collaborateurs. L'entreprise devra tout prochainement s'agrandir en ajoutant 2000 wm2 supplémentaires aux 4800 m2 existants. Avec comme corollaire, un accroissement des effectifs de 25 employés d'ici trois ans.
Three quarters of a century znd a promising future
At the end of the year, the third generation, personified by Cédric Chèvre (mechanical engineer + EMBA), will take over the family torch from Claude Chèvre, son of the founder, who has been at the head of the company for some thirty years. The company joined the Acrotec Group in 2009. Décovi currently operates in the bar turning and precision machining of components for the watchmaking, medical and micromechanical sectors, with some 120 production machines and around a hundred employees. The company will shortly be expanding by adding a further 2,000 m² to its existing 4,800 m². As a corollary, the number of employees is set to increase by 25 over the next three years.

NOUVEAU COO POUR LA CROISSANCE
La société Capsa, basée à La Neuveville, a nommé Jean-François Laneve au poste de Directeur des Opérations (COO), à partir du 1er janvier 2023. De formation technique, Jean-François Laneve, 56 ans, a fait ses armes dans le domaine des systèmes et des technologies de l’information où il a occupé durant vingt ans diverses fonctions à responsabilité, dans des entreprises industrielles et de services.
New COO for growth
La Neuveville-based Capsa has appointed JeanFrançois Laneve as its new Chief Operating Officer (COO), with effect from 1st January 2023. Jean-François Laneve, 56, has a technical background and a background in information systems and technology, where he spent twenty years in various positions of responsibility in industrial and service companies.
TRIO DE CHOC POUR ACROTEC
Enraison d’une croissance soutenue du groupe, Acrotec a décidé de réorganiser ses forces dès le début de cette année. Cyrille Mathieu, CEO de Kif Parechoc, WatchDEC et mu-DEC, est nommé à la direction de la division Horlogerie-Joaillerie. Sébastien Virtel prend la tête de la division Medtech après avoir contribué à son développement depuis 2018. Marjolaine Cordier, CEO de Vardeco, prend les rênes de la division Précision High-Tech.

A powerful trio for Acrotec
In view of the Group's sustained growth, Acrotec has decided to reorganise its forces from the start of this year. Cyrille Mathieu, CEO of Kif Parechoc, WatchDEC and mu-DEC, has been appointed head of the Watch and Jewellery division. Sébastien Virtel takes over as head of the Medtech division after contributing to its development since 2018. Marjolaine Cordier, CEO of Vardeco, takes the reins of the Precision High-Tech division.
/ L'Horloger Suisse 0 / 7
> Décovi SA à Vicques (JU.) / Décovi SA in Vicques (JU.)
> A gauche sur la photo, Jean-François Laneve, COO de Capsa.
6 / L'Horloger Suisse 0 /
> On the left, Jean-François Laneve, COO of Capsa.
MIGRIBOT TRÈS RAPIDE
Des chercheurs de l’Université de Besançon, France, ont mis au point un micro-robot capable de prendre et déplacer des objets microscopiques avec une rapidité inégalée. Des performances qui pourraient servir dans la santé ou pour l’assemblage de microsystèmes électriques, mécaniques et optiques. Cet instrument est capable de saisir et de manipuler des micro-objets à peine visibles à l’œil nu (de 40 micromètres à plusieurs centaines de micromètres, μm) et peut réaliser 720 opérations de prise et dépose de micro-objets par minute, avec une précision inférieure au micromètre. Ces performances font de lui le robot le plus rapide au monde.
Very fast MiGriBot
Researchers at the University of Besançon, France, have developed a micro-robot capable of picking up and moving microscopic objects with unrivalled speed. This performance could be used in healthcare or for assembling electrical, mechanical and optical micro-systems. This instrument is capable of picking up and handling micro-objects that are barely visible to the naked eye (from 40 micrometers to several hundred micrometers, μm) and can perform 720 pick-up and drop-off operations per minute, with submicrometre precision. This performance makes it the fastest robot in the world.
> Ce micro-robot servirait à l’assemblage rapide de petites pièces mécaniques et optiques au sein de systèmes électroniques.
> This micro-robot will be used for the rapid assembly of small mechanical and optical parts within electronic systems.

> Étudier les alternatives disponibles pour évaluer les performances atteignables.
> Study the alternatives available to assess achievable performance.

ALTERNATIVES DISPONIBLES AU CUBE
L'ASRH, l’Association suisse pour la recherche horlogère, Neuchâtel, vient de lancer un projet stratégique ouvert à l'ensemble de l'horlogerie suisse qui s'engage dans la recherche d'alliages de remplacement de l’alliage cuivre-béryllium, le CuBe. Ce projet vise à disposer d'alternatives performantes pour répondre aux besoins horlogers. Ces travaux ont pour but d'étudier les alternatives disponibles commercialement ou en développement, en particulier d'évaluer les performances atteignables (propriétés mécaniques, usinabilité, aptitude à divers traitements) et d'apporter les améliorations nécessaires en cas de performances insuffisantes.
Alternatives available to CuBe A
SRH, the Swiss Association for Watch Research, Neuchâtel, has just launched a strategic project open to the entire Swiss watchmaking industry, which is committed to researching alternatives to the copper-beryllium alloy, CuBe. The aim of this project is to provide high-performance alternatives to meet watchmaking needs. The aim of this work is to study the alternatives available commercially or under development, in particular to assess the achievable performance (mechanical properties, machinability, suitability for various treatments) and to make the necessary improvements where performance is inadequate.
TIC-TAC GRÂCE À MIMOTEC
Tic-Tac thanks to Mimotec
Mimotec, sous-traitant sédunois, sert depuis vingt ans les grands noms de l'industrie horlogère. Sa production de microcomposants pour une centaine de clients tutoie les quatre millions de pièces par an. En fait, on les retrouve dans presque toutes les montres. Cette PME produit des roues dentées, ressorts et autres pièces d'une taille généralement inférieure au centimètre carré. Le composant le plus petit fait 0,7 mm de long sur 0,5 mm de haut. Son équipe R&D ne chôme pas. Chaque année, une ou deux inventions sont brevetées.


CONCEPTION ÉLECTROÉROSION ÉTAMPAGE USINAGE CN



2610


Mimotec, a subcontractor based in Sion, has been serving the big names in the watchmaking industry for twenty years. It produces around four million microcomponents a year for around a hundred customers. In fact, they are found in almost every watch. This SME produces gears, springs and other parts generally smaller than a square centimetre. The smallest component is 0.7 mm long and 0.5 mm high. Its R&D team is always busy. Every year, one or two inventions are patented.

Encore plus proche du pouls du client
Les montres spéciales Sinn aident à sauver des vies. Pour les porteurs de ces montres, ce sont les secondes qui comptent ; pour l‘entreprise Sinn, c‘est la précision des données qui compte. Le développement de cette entreprise est porté et accompagné par l’ERP+ de proALPHA depuis plus de 20 ans.
Les montres Sinn sont au poignet du client, mais c‘est proALPHA qui prend son pouls.






I www.arcofil.ch I
St-Imier
d‘informations et contact sous : www.proalpha.com/fr ou scanner le Code QR. SOUS LA LOUPE / Under the Spotlight
Plus
© Université de Franche Comté
Positive Coating
De l’ombre à la lumière pour une patine unique
From shadow to light for a unique patina
Sobre et riche en profondeur, cette profondeur décorative se joue d’un crescendo d’un crescendo chromatique qui ravira les esthètes.
Sober and rich in depth, this decorative depth plays out in a chromatic crescendo that will delight aesthetes.
par / by Michele Caracciolo di Brienza
La tendance ombrée transforme élégamment les pièces habillées
Pourquoi se contenter d’une teinte unique, compacte et dense, alors que nous pouvons désormais oser le dégradé avec les revêtements Positive Coating ? Le dégradé de couleurs est une transition progressive d’une couleur vers une autre. L’utilisation de dégradés permet d’ajouter de la profondeur à un design, afin de créer une texture intéressante, pour redonner de la vie !
VENT EN POUPE POUR LES DÉGRADÉS
Comment fonctionnent exactement les dégradés ? La couleur s’éclaircit ou s’assombrit dans un dégradé fluide sans aucune démarcation. Le jeu de contrastes se fait en continuité, en toute fluidité. En s’inspirant des expériences scientifiques élaborées par Newton sur les origines de la décomposition de la lumière, Positive Coating revèle la couleur de l’ombre. Mais pourquoi sont-ils si populaires ces derniers temps ? La tendance ombrée inspire largement le design et la mode. Elle transforme élégamment les pièces qu’elle vient habiller. Elle apporte une esthétique nouvelle de tons sur tons et de camaïeux.
EXPLOSION DE COULEURS
The ombré trend elegantly transforms the components.
Le premier dégradé de couleurs proposé en première mondiale en septembre 2021 par Positive Coating concernait l’arc-en-ciel. Très audacieux et extraverti, il concentre l’attention et séduit les manufactures par son explosion de couleurs lumineuses. Cette année, le dégradé proposé est travaillé avec davantage de discrétion et d’élégance. La combinaison de teintes plus sourdes permet une combinaison moderne et unique qui habillera les composants en toute subtilité.
UNE PATINE UNIQUE
Le dégrade ton sur ton a été retravaillant en utilisant deux nuances qui se marient pour un résultat des plus inspirants. Il ne s’agit pas d’un dégradé de couleurs diamétralement différentes, mais d’un camaïeu entre deux tons aux nuances proches du bleu et du gris. La couleur dense et profonde enchante par son rendu de couleur évanescente. Le résultat gagne en richesse de nuances et la couleur semble se patiner. Ce dégradé saura s’adapter à la personnalisété du design des pièces revêtues. La couleur se réinvente en une émotion pure. •


Why settle for a single, compact, dense shade, when we can now dare to gradate with Positive Coating? Color gradation is a gradual transition from one color to another. The use of gradients adds depth to a design, to create an interesting texture, to bring it back to life!
GRADIENTS ON THE RISE
How exactly do gradients work? Color is lightened or darkened in a flowing gradient without any demarcation. The play of contrasts is seamless and fluid. Inspired by Newton's scientific experiments on the origins of light decomposition, Positive Coating reveals the color of shadow. But why are they so popular these days? The ombré trend is widely inspiring design and fashion. It elegantly transforms the rooms it dresses. It brings a new aesthetic of tone-on-tone and cameo.
COLOR EXPLOSION
Positive Coating's first color gradient world premiere in September 2021 was the rainbow. Very bold and outgoing, it focuses attention and seduces manufacturers with its explosion of luminous colors. This year, the proposed gradient is worked with more discretion and elegance. The combination of more muted hues allows for a modern and unique combination that will dress components with subtlety.
A UNIQUE PATINA
The tone-on-tone degrade has been reworked using two shades that blend together for a most inspiring result. This is not a gradient of diametrically different colors, but a cameo between two tones with shades close to blue and gray. The deep, dense color is enchanting in its evanescent rendering. The result gains in richness of nuance and the color seems to take on a patina. This gradation is perfect for customizing the design of the parts to be coated. Color is reinvented as pure emotion. •
/ L'Horloger Suisse 0 / 11
10 / L'Horloger Suisse 0 / TRAITEMENTS DE SURFACE / Surface Treatments
Interview
La septième génération est déjà à pied d’œuvre
The seventh generation is already at work
Détenteur d’un doctorat en économie de la Business School de l’Université de SaintGall et d’un diplôme d’ingénieur de la Fern Hochschule de Hambourg, Raphaël Laubscher est le CEO de la firme Laubscher Précision depuis 2016 et le représentant de la sixième génération. Ce passionné de sports d’endurance sait fort bien que seuls l’esprit créatif, la recherche patiente de solutions et l’amour du détail déterminent la réussite du sous-traitant. Entretien.
Raphaël Laubscher holds a doctorate in economics from the Business School of the University of St Gallen and a degree in engineering from the Fern Hochschule in Hamburg. He has been CEO of Laubscher Précision since 2016 and represents the sixth generation. This endurance sports enthusiast knows full well that only the creative spirit, the patient search for solutions and the love of detail determine the success of the subcontractor. Interview.
par / by Michele Caracciolo di Brienza
Comment se porte Laubscher Précision depuis la fin de la pandémie ?
Raphaël Laubscher : Les trois dernières années nous avons connu une croissance, entre 4 et 5% par année.
Cette progression s’est effectuée grâce à l’horlogerie, au médical et à d’autres secteurs. En revanche, de 2013 à 2019, notre chiffre d’affaires avait légèrement reculé.
Fondée en 1846, quelle est la recette de longévité de votre entreprise ?
R.L. : La famille Laubscher a toujours réinvesti systématiquement les bénéfices de l’entreprise. En 2014 et 2015, nous avons investi vingt millions de francs pour des surfaces de production supplémentaires.
Par la suite, nous avons reconstruit et créé de nouveaux locaux pour la fabrication et la distribution des outils et renouvelé l'étalonnage des instruments de mesure. Les dividendes des actionnaires sont mesurés ce qui augmente d’autant la marge de manœuvre de l’entreprise. Nous avons toujours été prudents. Cette philosophie nous a conduit de garantir la pérennité de l’entreprise plutôt que de chercher la croissance exponentielle. Une anecdote, nous avons des clients dans l’horlogerie avec lesquels nous travaillons depuis 150 ans. Cela n’est possible que parce que nous avons réussi à nous adapter aux exigences de notre époque sans pour autant renoncer à notre ligne de conduite générale.
How is Laubscher Précision doing since the end of the pandemic?
Raphaël Laubscher: Over the last three years we've seen growth of between 4 and 5% a year. This growth has been driven by the watchmaking, medical and other sectors. On the other hand, from 2013 to 2019, our sales declined slightly.
Founded in 1846, what is your company's recipe for longevity?
R.L.: The Laubscher family has always systematically reinvested the company's profits. In 2014 and 2015, we invested twenty million francs in additional production space. Subsequently, we rebuilt and created new premises for the manufacture and distribution of tools and renewed the calibration of measuring instruments. Shareholder dividends are

12 / L'Horloger Suisse 0 / / L'Horloger Suisse 0 / 13 DÉCIDEURS / Decision-Makers
> Raphaël Laubscher, CEO de Lausbcher Précision / Raphaël Laubscher, CEO of Lausbcher Précision
Combien d’actionnaires compte votre entreprise ?
R.L. : 85 actionnaires, tous descendants du fondateur Samuel Laubscher. Lorsque la société anonyme fut créée en 1920, les quatre fils et le gendre de mon aïeul avaient reçu 20% de parts chacun. Les statuts stipulaient que l’actionnaire devait être un descendant du fondateur et qu’il ne pouvait détenir plus de 20% du capital. Par la suite, ce pourcentage est monté à 25%. Depuis cette époque, partage du pouvoir de décision demeure en vigueur. Aucun actionnaire ne peut détenir la majorité.
Avez-vous eu la tentation de sortir du petit diamètre ?
R.L. : Nous fabriquons des composants allant jusqu’à un diamètre de 42mm pour des séries de moins de 10pces toutefois notre logistique est organisée pour des pièces de petit diamètre soit de moins de 20mm de diamètre. Notre site de production est situé au centre-ville de Täuffelen, avec assez peu d’espace. Nous avons donc dû ériger des bâtiments verticaux répartis sur dix étages. Le petit diamètre reste notre force. Du reste, la Suisse a plusieurs longueurs d’avance au niveau international dans ce domaine. Laubscher réalise entre 50 et 65% de son chiffre d’affaires dans le médical. 70% de notre production va à l’exportation. L’horlogerie est notre plus gros client en Suisse, le reste part principalement en Allemagne et aux États-Unis.
Quelle est la marque de fabrique de Laubscher ?
R.L. : Nous faisons des petites pièces et des pièces complexes de très haute qualité. En 2016, lorsque je suis devenu CEO de l’entreprise, j’ai rendu visite à une trentaine de nos clients et j’ai compris que notre réputation reposait sur la constance de la qualité de nos pièces ainsi que du respect des délais de livraison. Notre personnel très compétent ainsi que notre parc de 450 machines de différents types nous permettent d’honorer les commandes les plus complexes dans les délais impartis.
Nous fabriquons des composants allant jusqu’à un diamètre de 42mm pour des séries de moins de 10 pièces.
measured, which gives the company even more room to manoeuvre. We have always been prudent. This philosophy has led us to guarantee the company's long-term future rather than seeking exponential growth. One anecdote: we have customers in the watchmaking industry with whom we have been working for 150 years. This is only possible because we have succeeded in adapting to the demands of our time without abandoning our general line of conduct.
How many shareholders does your company have?
R.L.: 85 shareholders, all descendants of the founder Samuel Laubscher. When the limited company was created in 1920, my grandfather's four sons and son-in-law each received 20% of the shares. The bylaws of the company stipulated that a shareholder had to be a descendant of the founder and could not hold more than 20% of the capital. This percentage was later increased to 25%. Since then, decision-making power has been shared. No single shareholder can hold the majority.
Have you been tempted to move away from small diameters?
R.L.: We manufacture components up to a diameter of 42mm for series of less than 10 units, but our logistics are organised for small-diameter parts, i.e. those with a diameter of less than 20mm. Our production site is located in the centre of Täuffelen, with relatively little space. We therefore had to erect vertical buildings spread over ten floors. The small diameter remains our strength. In fact, Switzerland is several steps ahead of the rest of the world in this field. Laubscher generates between
50 and 65% of its sales in the medical sector. 70% of our production is exported. The watchmaking industry is our biggest customer in Switzerland, with the rest going mainly to Germany and the United States.
What is Laubscher's trademark?
R.L.: We make small parts and complex parts of very high quality. In 2016, when I became CEO of the company, I visited around thirty of our customers and realised that our reputation was based on the consistent quality of our parts and on meeting delivery deadlines. Our highly skilled staff and 450 machines of various types enable us to meet even the most complex orders on time.
Very early on, Laubscher diversified its activities, for example into the medical sector?
R.L.: We manufacture around 1,200 different items a year. In 1950, we started in the medical sector with parts for syringes. We don't manufacture implants, but we do make components for medical equipment. In the medical sector, bar turning is subject to specific standards and the documentation requirements are stricter than in the watchmaking industry.
In 1890, Samuel Laubscher developed a perfected version of the first automatic lathe, the Swiss Type Turning Machine, which made it possible to produce screws in a single step. Do you think the concept of this machine has not changed since then?
R.L.: Yes, absolutely. It's amazing to see that the principles of the time are still relevant today. We still have a
We manufacture components up to a diameter of 42mm for series of less than 10 units.

Très tôt, Laubscher a diversifié ses activités comme dans le domaine médical ?
R.L. : Nous fabriquons environ 1'200 articles différents par année. En 1950, nous avons commencé dans le domaine médical avec des pièces pour des seringues Nous ne fabriquons pas d’implants mais nous réalisons des composants pour des appareils médicaux. Dans le domaine médical, le décolletage est soumis a des normes spécifiques et les exigences de documentation sont plus strictes que dans l’horlogerie.
En 1890, Samuel Laubscher met au point une version perfectionnée du premier tour automatique, la Swiss Type Turning Machine, qui permettait de réaliser en une seule étape les fentes. Vous pensez que le concept de cette machine n’a pas changé depuis ?
R.L. : Oui, tout à fait. Il est étonnant de voir que les principes d’alors sont encore d’actualité. Nous avons toujours un grand nombre de machines conventionnelles en service aujourd’hui. Leur productivité éle-
vée n’a pas été surpassée jusqu’à aujourd’hui. L’augmentation constante des exigences qualité et de la complexité des pièces de nos clients ainsi que le passage aux matières sans plomb nous conduisent toutefois à étoffer considérablement notre parc machine par des machines CNC les plus modernes.
Est-ce une obligation de porter le patronyme de Laubscher pour prétendre au poste de CEO ?
R.L. : Cela a été le cas jusqu’à maintenant. La famille a toujours recouru à un de ses membres pour reprendre le flambeau. Indéniablement, il y a un avantage à ce que l’entreprise et le CEO porte le même patronyme, mais c’est loin d’être une condition absolue. Les choses ont évolué dans ma famille au cours des cinquante dernières années, le critère des compétences est devenu prépondérant. Pas seulement les diplômes universitaires, mais aussi l’expérience dans d’autres firmes et les aptitudes sociales. Je représente la sixième génération, mais la septième est déjà à pied d’œuvre dans l’entreprise.
> Entre 2014 et 2015, Laubscher Précision a investi vingt millions de francs pour des surfaces de production supplémentaires
> Between 2014 and 2015, Laubscher Précision invested twenty million francs in additional production space.
large number of conventional machines in service today. Their high productivity has not been surpassed to this day. However, the ever-increasing quality requirements and complexity of our customers' parts, as well as the switch to lead-free materials, have led us to expand our production capital considerably with the latest CNC machines.
Is it compulsory to bear the Laubscher surname in order to apply for the position of CEO?
R.L.: That has been the case until now. The family has always used one of its members to take over. There's undoubtedly an advantage in having the same family name for the company and the CEO, but it's far from an absolute requirement. Things have changed in my family over the last fifty years, and the criterion of skills has become paramount. Not just university degrees, but also experience in other firms and social skills. I represent the sixth generation, but the seventh is already working hard in the company.
14 / L'Horloger Suisse 0 / / L'Horloger Suisse 0 / 15 DÉCIDEURS / Decision-Makers


PÉRENNITÉ
Le but du profit est d’assurer la pérenité de l’entreprise. C’est à sa longévité que se mesure son succès. Raphaël Laubscher, CEO de la société éponyme, a fait sienne cette devise. Laubscher Précision a d’abord été fondée en 1846 à Malleray dans le Jura bernois et par la suite à Täuffelen dans le canton de Berne. 250 employés,5450 machines, 22’500 m² de surface de production pour 200 millions de pièces par an. Ce spécialiste du petit diamètre est l’un des plus anciens et plus grands sous-traitants de l’industrie horlogère suisse. Ses vis et autres pièces décolletées sont présentes dans les montres des plus grandes marques. Laubscher est également active dans la technologie médicale. Récemment, le prix Entrepreneur Lebenswerk a récompensé tous les Laubscher pour l’œuvre de leur vie. Une consécration qui honore cette famille en raison de son engagement dans la commune de Täuffelen, Berne et de son attachement à la région. •
Sustainability
> Laubscher fabrique environ 1'200 articles différents par année.
> Laubscher manufactures around 1,200 different items a year.
T he aim of profit is to ensure the company's longevity. The measure of its success is its longevity. Raphaël Laubscher, CEO of the eponymous company, has made this motto his own. Laubscher Précision was first founded in 1846 in Malleray in the Bernese Jura and later in Täuffelen in the canton of Bern. 250 employees, 5,450 machines, 22,500 m² of production space and 200 million parts per year. This specialist in small diameters is one of the oldest and largest subcontractors in the Swiss watchmaking industry. Its screws and other turned parts are found in the watches of the biggest brands. Laubscher is also active in medical technology. Recently, the Lebenswerk Entrepreneur Prize was awarded to all the Laubschers for their life's work. This prize honours the family for their commitment to the community of Täuffelen, Bern and their attachment to the region. •


16 / L'Horloger Suisse 0 / DÉCIDEURS / Decision-Makers Décolletage – Microtechnologies – Terminaisons – Assemblages Rue Pierre-Pertuis 18 2605 Sonceboz www.monnin.ch Visitez-nous au stand n° D 35
Travailler le laiton sans plomb
Working with lead-free brass
Fabienne Marquis Weible, ingénieure EPFL et Dr. ès sciences, est la directrice de l’Association suisse de recherches horlogères (ASRH). Basé à Neuchâtel, cet organisme unique en son genre fait progresser le savoir horloger en menant des études pour le compte de ses membres. Dernière recherche, fabriquer du laiton sans plomb.
Fabienne Marquis Weible, an EPFL engineer and Phd, is the director of the the Swiss Association for Watch Research, Association suisse de recherches horlogères (ASRH). Based in Neuchâtel, this unique organisation advances watchmaking knowledge by conducting studies on behalf of its members. Its latest research project involves the manufacture of lead-free brass.
Le laiton est un alliage de cuivre et zinc qui contient 2 à 3% de plomb afin d’en faciliter l’usinabilité. Sous la pression de la législation qui veut restreindre sa teneur en plomb, le marché propose des laitons sans plomb sur lesquels l’industrie est appelée à basculer. Dans un effort communautaire démarré en 2019, l’Association suisse pour la recherche horlogère (ASRH) a mené une large étude afin d’identifier, parmi les alternatives du marché, des laitons sans plomb aptes à remplacer les alliages traditionnels sans perte de qualité ni de productivité. Complexe, le problème implique l’optimisation d’une solution sous des angles multiples. Il s’agit de trouver un optimum global entre propriétés de l’alliage, aptitude à la mise en forme, optimisation des multiples opérations d’usinage et des divers traitements (galvaniques, détentes, lavages…) afin d’assurer les performances du composant usiné.
Ce projet constitue un effort stratégique pour le secteur horloger, il a rassemblé une trentaine de sociétés toutes à la recherche d’une solution optimisée. Fabricants de matière, lamineurs et tréfileurs, fabricants de machines, d’outils et d’huile de coupe, décolleteurs et fabricants de composants possèdent tous une expertise et un savoir-faire dont l’exploitation combinée permet de converger vers un optimum global. En suivant une démarche scientifique basée sur des campagnes d’essais rigoureux, l’étude a mis en évidence les paramètres clés et documenté leur influence sur l’usinabilité et les performances des laitons sans plomb. Les résultats montrent que des alternatives telles que le CuZn42 ou le CuZn21Si3P disponibles sur le marché peuvent être usinées et permettent d’atteindre les performances nécessaires. Les paramètres doivent toutefois être optimisés en fonction de compromis propres à chaque entreprise. Le marché fournit des
wire drawers, manufacturers of machines, tools and cutting oil, bar turners and component manufacturers all have expertise and know-how which, when combined, will enable them to converge on a global optimum.
Brass is an alloy of copper and zinc that contains 2 to 3% lead to make it easier to machine. Under pressure from legislation to restrict its lead content, the market is offering lead-free brass, which the industry is set to switch to. As part of a community effort launched in 2019, the ASRH has conducted a wide-ranging study to identify lead-free brass alternatives on the market that can replace traditional alloys without any loss of quality or productivity.
This complex problem involves optimising a solution from multiple angles.
The aim is to find a global optimum between the properties of the alloy, its suitability for shaping, optimisation of the multiple machining operations and the various treatments (galvanic, stress relieving, washing, etc.) in order to ensure the performance of the machined component.
This project represents a strategic effort for the watchmaking sector, bringing together around thirty companies all looking for an optimised solution. Manufacturers of materials, laminators and
Following a scientific approach based on rigorous test campaigns, the study highlighted the key parameters and documented their influence on the machinability and performance of lead-free brass. The results show that commercially available alternatives such as CuZn42 or CuZn21Si3P can be machined and deliver the required performance. However, the parameters need to be optimised according to the trade-offs specific to each company. The market provides machines and tools capable of fragmenting and eva-
cuating the swarf, with cutting forces that, although higher than those observed on leaded brass, keep burrs and deformations within acceptable limits and deliver surface finishes that are sometimes even better than those obtained on leaded brass. However, the transition to production requires the materials to be well specified and the right cutting conditions to be targeted more precisely: the machining ranges where parameters can be varied without influencing cutting forces and energies are less extensive for lead-free materials.
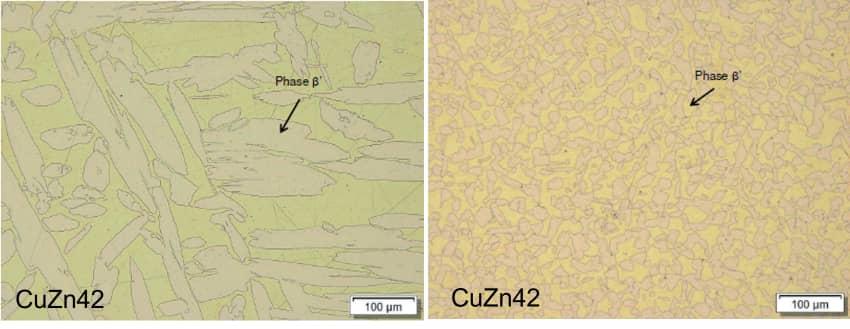
Figure 1 shows the microstructure of a CuZn42 alloy supplied to the same specification from two sources. There are significant differences that can lead to chip fragmentation and different
machines et des outils aptes à fragmenter et évacuer le copeau, avec des efforts de coupe qui, bien que supérieurs à ceux observés sur le laiton au plomb, maintiennent bavures et déformations dans des limites acceptables et livrent des états de surface parfois même meilleurs que ceux obtenus sur le laiton au plomb. Le passage en production nécessite toutefois de bien spécifier les matières et de cibler de façon plus précise les bonnes conditions de coupe : les plages d’usinage où les paramètres peuvent être variés sans influencer les efforts et les énergies de coupe sont moins étendues pour les matières sans plomb. La Figure 1 présente la microstructure d’un alliage CuZn42 appro-
/ L'Horloger Suisse 0 / 19
3 18 / L'Horloger Suisse 0 / LA TECHNIQUE / The Technique
> Figure 1 >
Figure
par / by Fabienne Marquis Weible
ASRH
visionné selon le même cahier des charges auprès de deux sources. On relève d’importantes différences susceptibles de conduire à une fragmentation du copeau et des états de surface différents, comme observé lors d’essais réalisés sur ces échantillons.
L’étude a également cherché à améliorer l’usinabilité en travaillant sur les outils. La Figure 2 illustre pour les mêmes paramètres de coupe l’influence de la géométrie de l’outil sur la formation du copeau : les essais sont réalisés dans un laiton CuZn21Si3P pour différents angles de coupe et brise-copeaux.
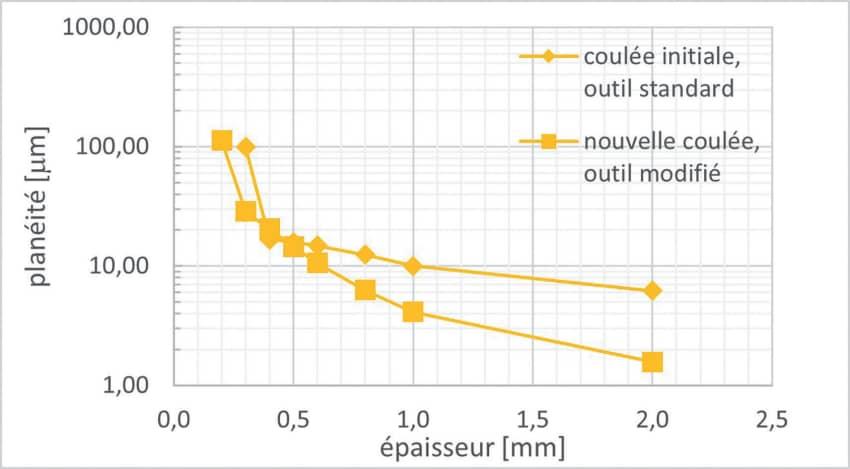
L’ASRH a mené ces travaux en s’appuyant sur l’expertise de nombreux partenaires industriels ainsi que sur celle disponible au sein de plusieurs laboratoires des hautes écoles (HE-Arc, EPFL). Une collaboration fructueuse avec le CIP de Tramelan pour la réalisation des essais de décolletage a permis de documenter sur une machine instrumentée l’influence des principaux paramètres et de disposer de données difficilement accessibles dans un environnement de production. Des expertises multiples ont été mises à contribution pour l’analyse approfondie de ces données, un dialogue avec les acteurs clés a permis d’assurer un transfert des résultats dans la pratique : le marché fournit à ce jour des matières satisfaisantes ainsi que des solutions aptes à les travailler. La Figure 3 montre par exemple l’amélioration obtenue sur la maîtrise des déformations de rondelles de diamètre 25mm et d’épaisseur variable : en combinant une améliorant de l’alliage et une amélioration des outils, il a été possible de réduire significativement le défaut de planéité observé sur une rondelle de CuZn42. Seule la mutualisation des ressources entre de nombreux partenaires permet de réaliser une telle étude, c’est le propre de la recherche communautaire. L’ASRH encourage tous les acteurs concernés à s’engager dans ce type de projets dont le retour sur investissement est particulièrement intéressant. •
Seule la mutualisation des ressources permet de réaliser une telle étude.
surface finishes, as observed in tests carried out on these samples. The study also sought to improve machinability by working on the tools.
Figure 2 illustrates, for the same cutting parameters, the influence of tool geometry on chip formation: the tests were carried out in CuZn21Si3P brass for different cutting angles and chip breakers.
ASRH has carried out this work by drawing on the expertise of numerous industrial partners as well as that available in several university laboratories (HE-Arc, EPFL). A fruitful collaboration with the CIP in Tramelan to carry out bar turning tests has made it possible to document the influence of the main parameters on an instrumented machine and to obtain data that is difficult to access in a production environment. A wide range of expertise has been
brought to bear on the in-depth analysis of this data, and dialogue with the key players has ensured that the results are put into practice: the market now provides satisfactory materials as well as solutions for processing them. Figure 3 shows, for example, the improvement achieved in controlling the deformation of washers with a diameter of 25mm and a variable thickness: by combining an improvement in the alloy and an improvement in the tools, it has been possible to significantly reduce the flatness defect observed on a CuZn42 washer. Such a study can only be carried out by pooling the resources of a large number of partners, which is what community-based research is all about. ASRH encourages all those involved to commit to this type of project, which offers a particularly attractive return on investment. •
Such a study can only be carried out by pooling resources.



SYLVAC VISIO
Garantie 2 ans Construc tion robuste en granit 3 éclairages LED programmables Axe Z motorisé avec réglage n Fonc tion "Compare CAD"
Fonc tion "Statistiques"
Pointeur laser de position Programmes semi-automatique
Ne séduit pas seulement par sa compacité il facilite aussi la mise à niveau des microscopes de mesure classiques
Un coup de boost technologique permet les applications les plus récentes – détection automatique et constructions géométriques-Station MINIscope optimale pour les axes et les pièces plates
Votre contac t: optik.messtechnik@br w.ch



SWISS






w w w.br w.ch
est un concentré de technologie pour votre atelier
MINIscope™
Medtech Horlogerie Industrie www.laubscher.swiss Prototypes Pré-séries Grandes séries Décolletage Tournage revolver 20 / L'Horloger Suisse 0 /
LA TECHNIQUE / The Technique
> Figure 2

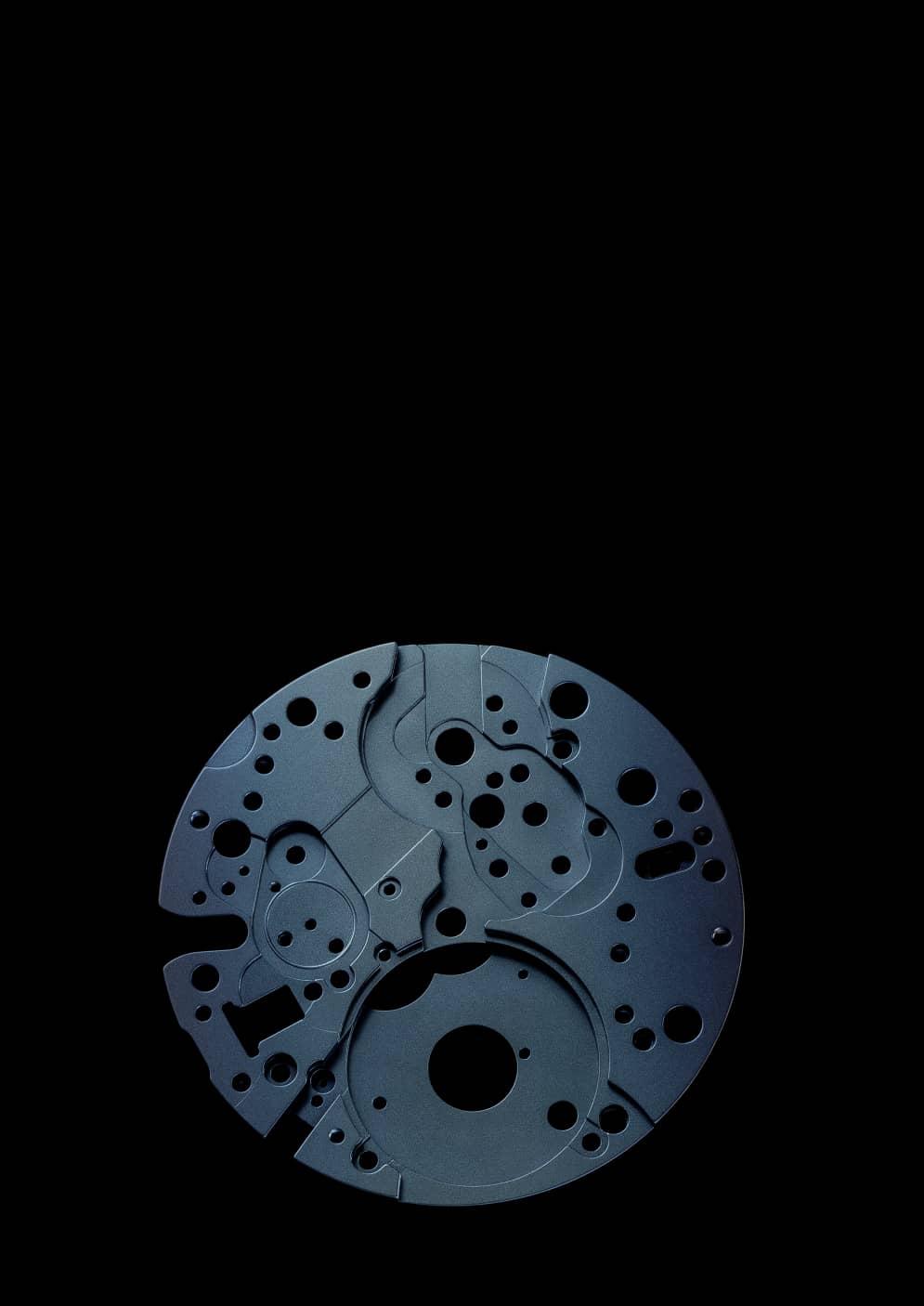
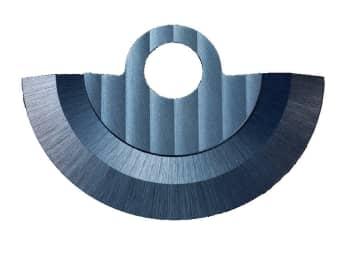
L'effet noir-anthracite Surface
The black-anthracite effect
Le traitement de surface appelé a-DLC (Amorphous Diamond Like Carbon) permet d'obtenir des états de surface de couleur noire ou anthracite.
The surface treatment known as a-DLC (Amorphous Diamond Like Carbon) produces black or anthracite surface finishes.

Ce traitement a été spécialement mis au point pour associer de bonnes performances fonctionnelles à de hautes exigences esthétiques. Il convient particulièrement à des applications dans les domaines de l'horlogerie, de l'optique, des fournitures médicales et de la micromécanique en général.
DES PROPRIÉTÉS INTÉRESSANTES
En effet, cette technique utilise un procédé de revêtement hybride, en l'occurrence PVD-PECVD (dépôt physique en phase vapeur assisté par plasma) à structure amorphe. Le résultat consiste en une couche esthétique de couleur noire ou anthracite. Outre l'aspect esthétique, ce traitement apporte des propriétés mécaniques intéressantes, notamment une résistance à l'usure accrue, une bonne résistance aux agents chimiques et un faible coefficient de frottement. L'épaisseur de la couche est de 2 à 3 µ, pour une dureté superficielle est de l'ordre de 1500 à 1800 HV 0.05. Coefficient de frottement : 0,1. Taux d'hybridation chimique (Sp2/Sp3): 80/20. La biocompatibilité est excellente et ce traitement convient également à des applications du secteur médical. C'est en outre un isolant électrique : sa résistance électrique est meilleure que 1010 µΩcm.
LE PROCÉDÉ PECVD
Le dépôt chimique en phase vapeur
assisté par plasma (ou PECVD, pour Plasma-Enhanced Chemical Vapor Deposition en anglais) est un procédé utilisé pour déposer des couches minces sur un substrat à partir d'un état gazeux (vapeur)1. Des réactions chimiques se déroulent au cours du processus après la formation d'un plasma à partir des gaz du réacteur. Le plasma est généralement créé à partir de ce gaz par une décharge électrique pouvant être générée à partir de sources radio-fréquences (13,56 MHz), micro-ondes (2,45 GHz) ou par une décharge électrique continue entre deux électrodes.
SYVACO EN BREF
Fondée en 2006 à Vernier, Genève, la société Syvaco est spécialisée dans les traitements sous vide à base de carbone. Elle fusionne en 2013 avec l'entreprise Surcotec à Plan-les-Ouates spécialisée dans les traitements sous vide et l'analyse des matériaux formant le groupe Syvaco-Surcotec. Raison pour laquelle le groupe se répartit sur deux sites à Genève, Surcotec à Plan-les-Ouates et Syvaco à Vernier. Les domaines d'activités sont très variés et dans le cas de l'horlogerie, ce sont autant les composants du mouvement que les composants de l'habillement qui sont revêtus d'une couche protectrice colorée aux propriétés physiques intéressantes, tels que dureté élevée, résistance à l'usure, résistance chimique et faible coefficient de frottement. •
This treatment has been specially developed to combine good functional performance with high aesthetic standards. It is particularly suited to applications in the watchmaking, optics, medical supplies and micromechanics sectors in general.
INTERESTING PROPERTIES
This technique uses a hybrid coating process, in this case PVD-PECVD (plasma-assisted physical vapour deposition) with an amorphous structure. The result is an attractive black or anthracite coating. In addition to its aesthetic appeal, this treatment provides interesting mechanical properties, including increased wear resistance, good resistance to chemicals and a low coefficient of friction. The coating is 2 to 3 μ thick, with a surface hardness of around 1500 to 1800 HV 0.05. Coefficient of friction: 0.1. Chemical hybridisation rate (Sp2/Sp3): 80/20. Biocompatibility is excellent and this treatment is also suitable for applications in the medical sector. It is also an electrical insulator: its electrical resistance is better than 1010 μΩcm.
THE PECVD PROCESS
Plasma-Enhanced Chemical Vapour Deposition (PECVD) is a process used to deposit thin films on a substrate from a gaseous (vapour) state1. Chemical reactions take place during the process after the formation of a plasma from the gases in the reactor. The plasma is generally created from this gas by an electrical discharge that can be generated from radio-frequency sources (13.56 MHz), microwaves (2.45 GHz) or by a continuous electrical discharge between two electrodes.
SYVACO IN BRIEF
par / by Edouard Huguelet

Founded in 2006 in Vernier, Geneva, Syvaco specialises in carbon-based vacuum treatments. In 2013, it merged with Surcotec in Plan-les-Ouates, a company specialising in vacuum treatment and materials analysis, to form the Syvaco-Surcotec group. As a result, the group now has two sites in Geneva, Surcotec in Plan-les-Ouates and Syvaco in Vernier. The company's activities cover a wide range of fields, and in the case of watchmaking, both movement components and clothing components are coated with a coloured protective layer with interesting physical properties, such as high hardness, wear resistance, chemical resistance and a low coefficient of friction.
• Syvaco, 1214 Vernier - www.syvaco.ch
/ L'Horloger Suisse 0 / 23
> Xxxxxx xxxxx xxxxx xxxxx xxxxx xxxxx xxxxx > Xxxxxx xxxxx xxxxx xxxxx xxxxx xxxxx xxxxx TRAITEMENTS DE SURFACE / Surface Treatments
Outillage
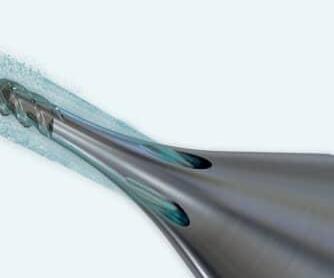
Micro-taillage par génération sans bavures
Generative hobbing without burrs
Le taillage par génération des dentures à petits modules comporte de nombreuses difficultés. La précision exigée (avec des tolérances très serrées) et les moyens de contrôle pour respecter ces tolérances, sont primordiaux. L'élimination de la bavure constitue en outre un problème très délicat et difficile à maitriser.
Generative hobbing of small-module gears involves many difficulties. The precision required (with very tight tolerances) and the means of checking that these tolerances are respected are essential. Eliminating the burr is also a very delicate problem that is difficult to control.
par / by Edouard Huguelet
Il existe plusieurs solutions d’ébavurage et d’anglage pour des modules supérieurs à 0,5. En dessous, et ce qui est le cas notamment des dentures pour rouages horlogers, en raison des dimensions des éléments, de leur forme, des encombrements ainsi que des prises de pièces souvent légères, les opérations d’ébavurage ou d’anglage deviennent difficiles.
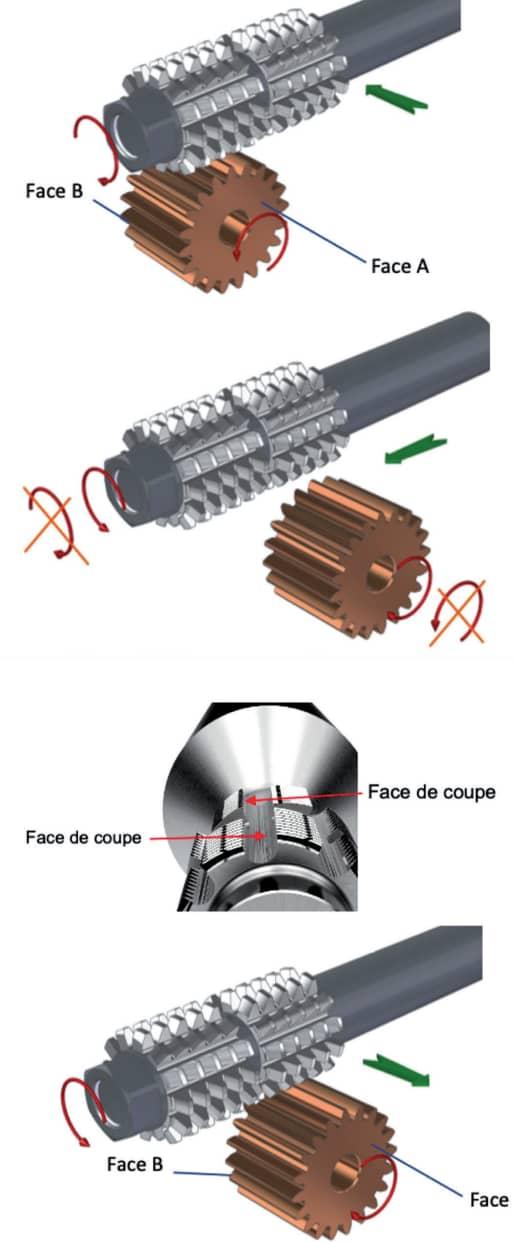
TAILLAGE AVEC DEUX
FRAISES-MÈRES
Une solution existe et est appliquée depuis de nombreuses années, c’est le taillage avec deux fraises-mères.
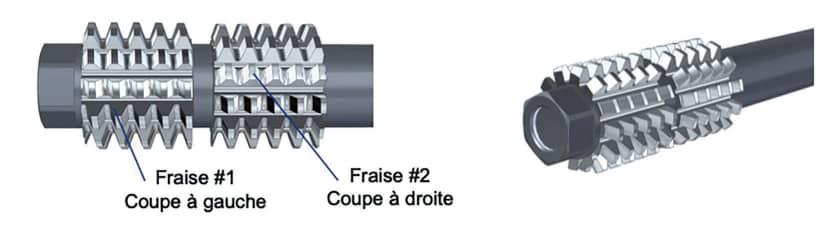
Les deux fraises sont montées sur un même tasseau, l'une sens «à droite» la deuxième «à gauche» (voir fig.A)
Déroulement des opérations (fig.B): un premier taillage au diamètre fini est réalisé avec la fraise #1. Fraisage en opposition, plongée au-dessus de la face A, puis chariotage jusqu'à la sortie de pièce en face B. Il y a de la bavure sur la face B (côté de sortie de la fraise), alors que la face A (côté d'entrée de la fraise) est exempte de bavure. Les outils doivent être décalés pour travailler avec la fraise #2 et il s'agit d'opérer le changement du sens de rotation
des fraises et des pièces. Ensuite, on entre dans la matière jusqu'à ce que l'axe de la fraise dépasse la face B. La bavure de la face B est enlevée par la fraise #2.
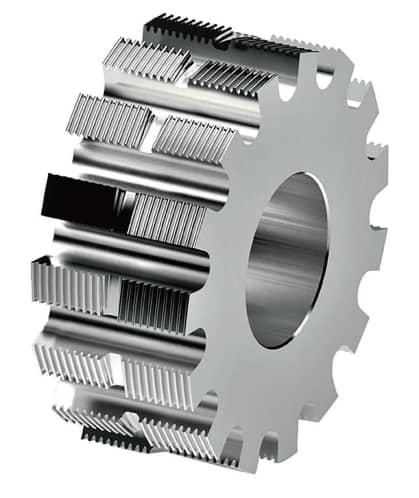
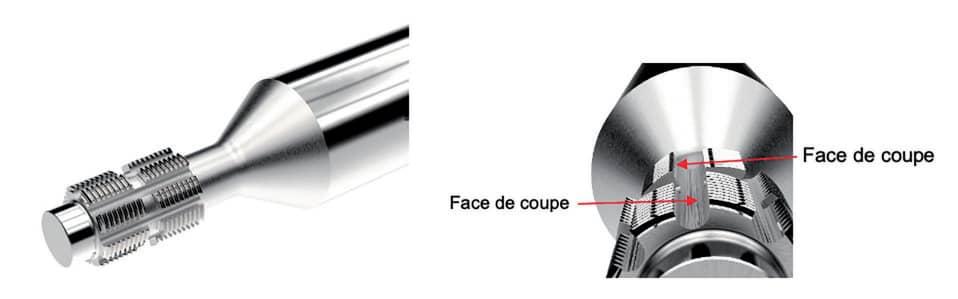
TAILLAGE AVEC UNE SEULE FRAISE
Pour faciliter le procédé de taillage, Louis Bélet SA a développé des fraises-mères « Duplex»: un seul outil pour deux sens de coupe, à droite et à gauche. Réalisables avec tige (fig.C) ou de forme annulaire pour montage sur tasseau (fig.D), elles permettent un réglage plus rapide, réalisant le taillage avec un seul outil, plutôt qu'avec deux fraisesmères. Testées chez plusieurs clients en production, cette technique de taillage permet d'usiner sans bavure des dentures de petits modules, dans de multiples matériaux. Les caractéristiques de ces fraises peuvent être personnalisées. Le parc de machines de ce fabricant d'outils s'est largement développé, avec la possibilité de réaliser des fraises pour le taillage jusqu'au mo-
There are several deburring and bevelling solutions for modules greater than 0.5. Below this, as is the case for gear teeth for watchmaking, deburring and bevelling operations become difficult because of the dimensions of the elements, their shape, the space required and the fact that the parts are often lightweight.
CUTTING WITH TWO HOBS
One solution exists and has been used for many years: hobbing with two hob cutters. The two cutters are mounted on the same cleat, one facing "right" and the second "left" (see fig.A)
Sequence of operations (fig.B): an initial
cut to the finished diameter is made with cutter #1. Opposite milling, plunging over face A, then turning until the part exits face B. There is burr on side B (the milling cutter exit side), whereas side A (the milling cutter entry side) is burrfree. The tools need to be shifted to work with cutter #2 and the direction of rotation of the cutters and workpieces needs to be changed. The material is then entered until the axis of the milling cutter extends beyond face B. The burr on side B is removed by cutter #2.
CUTTING WITH A SINGLE HOB
To facilitate the hobbing process, Louis Bélet SA has developed "Duplex" hobs: a single tool for two cutting directions, right and left. Available with a shank (fig.C) or a ring shape for mounting on a cleat (fig.D), they allow faster adjustment, enabling hobbing to be carried out with a single tool, rather than with two hobs. Tested by a number of customers, this hobbing technique enables the burrfree machining of small gear modules in a wide range of materials. The features of these hobs can be customised. This tool manufacturer's machine
/ L'Horloger Suisse 0 / 25
PROCÉDÉS, OUTILLAGE ET MATÉRIAUX / Processes, tools and materials
Fig. B > Processus de taillage avec deux fraises.
>
Cutting process with two cutters.
Fig. A
> Taillage de dentures avec deux fraises. > Cutting gear with two cutters.
dule 1. Piste de contrôle, largeurs différentes pour zone de taillage et zone d'ébavurage, constituent quelques-unes des possibilités d'adaptation.
LOUIS BÉLET SA: 75 ANS
D'EXISTENCE L'AN PROCHAIN
L'entreprise Louis Bélet SA, implantée à Vendlincourt et Porrentry, est une référence dans la fabrication de fraises, d’outils de taillage par génération et autres micro-outils (800'000 outils par an). Célébrant l'an prochain ses 75 ans d'existence, elle dispose d'un outil de production comportant quelque
Fig. D
160 machines-outils, réparties sur les sites de Vendlincourt et Porrentruy. Environ 60% des outils produits, qu’ils soient standards ou spécifiques, sont destinés aux domaines de l’horlogerie. L'entreprise ajoulote s’engage également pour ses collaborateurs et la planète. « Nous avons mis en place à l’interne de nombreuses activités, non seulement pour valoriser les places de travail, notamment une autonomisation importante des employés, des formations spécifiques », explique la co-directrice, Roxane Piquerez, petite-fille du fondateur, Louis Bélet. •
park has expanded considerably, with the ability to produce hobbing cutters up to module 1. A control track and different widths for the hobbing and deburring zones are just some of the possibilities for adaptation.
LOUIS BÉLET SA: 75 YEARS OF EXISTENCE NEXT YEAR
Based in Vendlincourt and Porrentry, the company is a benchmark manufacturer of milling cutters, generation hobbing tools and other micro-tools (800,000 tools per year). Celebrating its 75th anniversary next year, the company has a production facility comprising some 160 machine tools, spread over the Vendlincourt and Porrentruy sites. Around 60% of the tools produced, whether standard or specialised, are used in the watchmaking industry. The Jura-based company is also committed to its employees and the planet. "We have set up a number of in-house activities, not only to enhance the value of the workplaces, but also to empower employees and provide specific training," explains co-director Roxane Piquerez, granddaughter of founder Louis Bélet. •
Fig. C

26 / L'Horloger Suisse 0 / DÉCIDEURS / Decision-Makers
Louis
Bélet SA, 2943 Vendlincourt - www.louisbelet.ch
> Fraises-mères Duplex: un seul outil. > Duplex hobs: a single tool.
> Fraise Duplex pour montage sur tasseau.
> Duplex cutter for mounting on a cleat.
Barrettes haut de gamme, pour l’excellence horlogère.
Notre savoir-faire helvétique nous permet d’innover et de sublimer des composants répondant aux exigences élevées de l’horlogerie de luxe.
Deux ressorts en Nivaflex pour une force augmentée.
Répétabilité accrue grâce à un assemblage sans déformation.
Sans tube soudé, aucune corrosion en conditions extrêmes.
SA | 2854
|
CYBERIS
BASSECOURT (JURA-SWITZERLAND)
CYBERIS.CH
@ POMZED.CH 11.21 + + +
