Le MicroMécanicien TruMicro Mark Page 24 Yannick Choffet et Loïc Piervittori à la barre d’Horlaser Page 26 9 772813 402005 05 8,50.- CHF 8,50 Euros Avril 2024 proALPHA page 14 HORN, Outils de coupe M475 Page 29

Moutier du 16 au 19 avril 2024
au Forum de l’Arc

Vous hésitez encore ?
• Plus de 100 machines y sont installées sur les stands de près de 450 exposants !
• Plus de 1’500 personnes travaillent sur les stands et vous y attendent !
• Les navettes et les parkings sont gratuits !
• … et vos concurrents y seront certainement pour essayer de prendre de l’avance ! Différentdepuis1989
(parmi de nombreuses autres)
1 Rencontre en vrai, qualité de contacts maximale !
2 Salon spécialisé microtechnique (et donc aussi horlogerie) !
2,5 Toute la chaîne de production représentée !
3 Visite réalisable en 1 jour !
4 On y vient pour trouver des solutions et faire des affaires !
5 Ambiance conviviale et sympathique !
6 Un programme stimulant !
7 Le meilleur outil de veille et d’information !
8 Entrée gratuite à télécharger (dès février) !
8,5 Moutier n’a jamais été aussi près du reste de la Suisse !
8,6 L’édition de 2022 de SIAMS a été exceptionnelle !
AU CŒUR DE L’ARC JURASSIEN DES MICROTECHNIQUES
SIAMS : le salon de l’ensemble de la chaîne de production des microtechniques

Le monde irremplaçable des expositions régionales
Ce printemps annonce la saison des salons de l’Arc jurassien : SIMODEC, SIAMS et EPHJ. Merci aux éditeurs du Micromécanicien de me donner l’opportunité de m’exprimer sur ma longue relation avec les expositions. Relation d’un demi-siècle empreinte de riches expériences essentiellement positives. Pour moi, une exposition a toujours été un formidable moment hors du temps. Sortir de ma zone de confort et pouvoir consacrer tout mon temps durant une semaine à privilégier les contacts avec les clients, les partenaires, les collaborateurs et même les concurrents sur un espace aménagé à cet effet, dans un environnement propice, est un privilège. Lorsque l’exposition est à l’image de la région, en termes de surfaces et de palette de produits présentés, le bonheur est total et l’efficacité optimale. Les exposants se connaissent et s’apprécient et les visiteurs sont dans un état d’esprit propice aux échanges fructueux.
En cela le SIAMS est un merveilleux exemple.
Francis Koller




IMPRESSUM
Le MicroMécanicien
N° 11 – Avril 2024
Revue spécialisée suisse
Parutions
6x par année
Tirage
3'000 exemplaires
Editeur
Agence CRP Sàrl
55, route de Florissant
1206 Genève
T. +41 22 347 25 96
mcb@agencecrp.ch
Directeur de la publication
Michele Caracciolo di Brienza

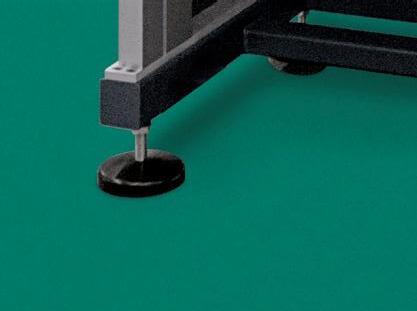
Les bras porte-ventouses sont disponibles en plusieurs configurations, tailles et différents matériaux.
Le français Elesa propose de nouvelles ventouses pour manipuler automatiquement et en toute sécurité des pièces de différentes formes, tailles et surfaces à l’instar du métal, verre, plastique, céramique. La fonction de ces composants repose sur la présence d'un générateur de vide qui, en créant une dépression à l'intérieur de la ventouse, lui permet d'adhérer à la surface de la pièce à déplacer. Grâce à leur polyvalence, les ventouses industrielles Elesa de dimensions vont de 4 mm à 125 mm, en forme classique de coupelle ronde, plate, elliptique, à soufflet ou multi-soufflet,
Avec son connecteur T1 Industrial®, Harting propose son interface SPE (Single Pair Ethernet ou Ethernet à paire unique) pour les milieux industriels légers et plus sévères. Le Mini PushPull T1 Industrial® est une version améliorée qui permet d’utiliser l’interface SPE dans des environnements plus exigeants. Avec son indice d’étanchéité IP65/IP67, il assure une connexion fiable adaptée aux milieux exposés aux poussières, à l’eau, aux contraintes extérieures.

La console PAL de MicroAire comporte deux embases
Fischer Core 104 A 130 © Conextivity Group 2023
Fischer Connectors dont le siège suisse se trouve à Saint-Prex, vient de lancer de nouveaux connecteurs First Mate Last Break dans sa série multipôle basse tension Fischer Core, avec de hauts niveaux de sécurité électrique, de fiabilité mécanique et de facilité d'utilisation pour les opérateurs d'appareils médicaux. Les nouveaux connecteurs First Mate Last Break de Fischer Connectors sont disponibles en deux tailles ('taille 104' avec une fiche de 15 mm de diamètre, et taille 1031 avec une fiche de 13 mm de diamètre). En plus de sa robustesse, cette série Fischer Core est polyvalente.


L’entrée de gamme des machines Studer à l’instar des modèles favorit, favorit CNC et S100 ne cesse de sé duire. La favorit, une rectifieuse cylin drique universelle à CNC rectifie des pièces plus ou moins longues avec un poids de 150 kilos maximum, en fabrication à l'unité ou en série. Idem pour la favorit CNC. Cette rectifieuse cylindrique universelle à CNC est adaptable à d'autres tâches de rec tification. Avec une distance entre pointes de 650 ou de 1000 mm, elle convient à l'usage universel et elle maîtrise les principales applications.
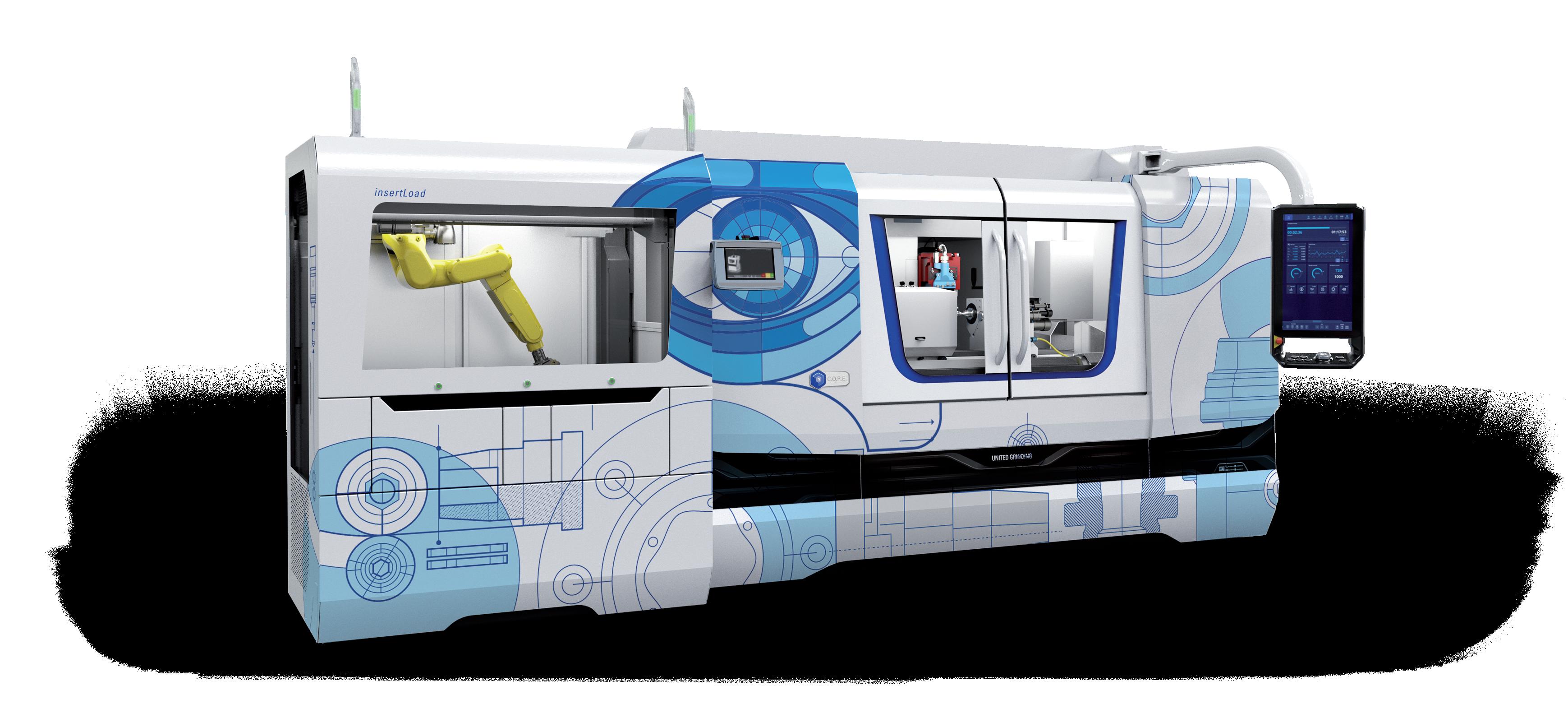
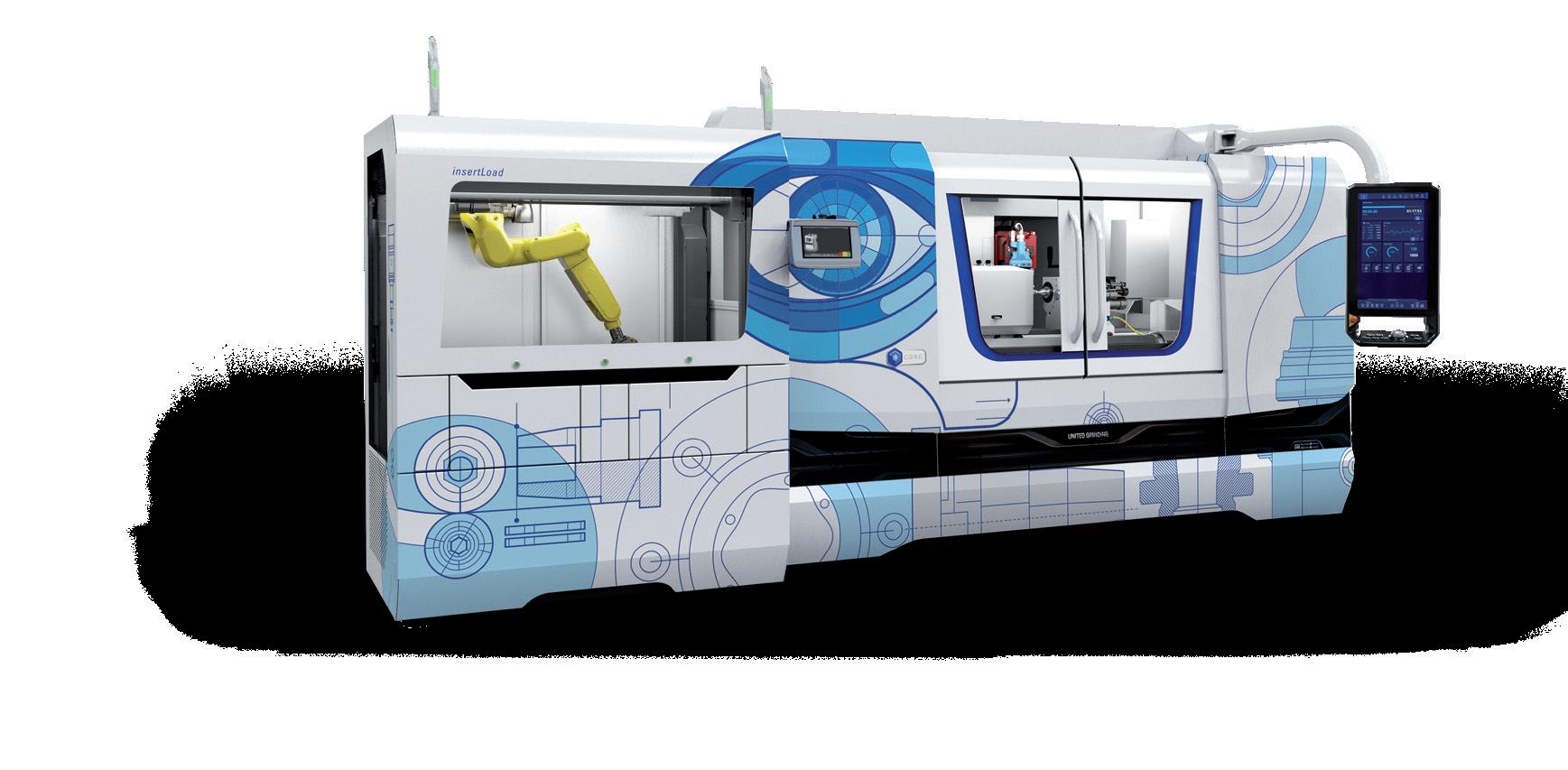
insertLoad, le nouveau système de chargement universel de Studer simplifie le chargement et le déchargement des rectifieuses cylindriques universelles S33 et S31, en permettant également le chargement de pièces entre pointes et dans le mandrin de serrage. Ce système est compatible avec une distance entre les pointes de 1 000 millimètres maximum et complète avantageusement un manque au niveau des systèmes d’automatisation standardisés.
Le Groupe Emitech est le partenaire des fabricants de diagnostics in vitro (DM DIV) en offrant des solutions complètes pour une entrée réussie sur les différents marchés dans le monde. Ces outils essentiels, de simples kits de tests à domicile à des équipements de laboratoire avancés, sont indispensables pour le diagnostic, la surveillance, et la gestion des conditions de santé.


StarragTornos Group AG
Seebleichestrasse 61
9404 Rorschacherberg Suisse
Annonce événementielle au sens de l’art. 53 RC
Rapport annuel 2023 du groupe StarragTornos :
Le groupe StarragTornos enregistre une hausse de son chiffre d'affaires et un bond de son bénéfice sur une base pro forma
• Evolution très réjouissante des chiffres pro forma consolidés
• Augmentation de l'EBIT2) de 56,8%, du résultat net de 56,0%
• Excellente situation de départ pour une nette extension de la présence sur le marché et des segments de clients
• Mise en place d'une organisation de projet pour une exploitation optimale des opportunités de croissance et des potentiels de synergie
Rorschacherberg, 15 mars 2024, 07h00

Après la fusion réussie de Starrag et Tornos en décembre 2023 pour former StarragTornos Group, les premiers chiffres annuels communs – consolidés sur une base pro forma pour l'ensemble de l'exercice 2023 – montrent une évolution très réjouissante. Par rapport aux chiffres pro forma 2022, l'EBIT2) a augmenté de 56 8%, passant de CHF 29 6 millions à CHF 46 4 millions, le bénéfice net de 56 0%, passant de CHF 20 8 millions à CHF 32 4 millions, et le chiffre d'affaires de 13 2%, passant de CHF 499 0 millions à CHF 564 7 millions. StarragTornos Group dispose ainsi d'une excellente base pour développer nettement sa présence sur le marché mondial des machines-outils pour l’usinage par enlèvement de copeaux et continuer à conquérir des segments de clientèle attrayants.
Plus pour les 15'000 visiteurs sont attendus au SIAMS. Le salon de l’ensemble de la chaîne de production des microtechniques annonce de nombreuses nouveautés. Des dizaines d’exposants en profiteront pour les dévoiler dans tous les domaines comme les machines, périphériques, outils, accessoires, dispositifs et services. Le menu sera copieux. Dans le registre écologique, toutes les lampes des halles ont cédé la place à des LED. La climatisation des halles passe à la trappe en raison de son inefficacité, en
Comme la fusion entre Starrag et Tornos était techniquement une fusion par absorption, les chiffres annuels de Starrag sont consolidés dans les comptes annuels avec les résultats de Tornos pour le mois de décembre 2023 (12 mois de Starrag Group plus 1 mois du groupe Tornos). Afin de donner une image réaliste de l'évolution globale de StarragTornos Group avec ses deux divisions Starrag et Tornos, le groupe présente également dans son rapport annuel 2023 les chiffres pro forma de StarragTornos sur une base annuelle pour les années 2023 et 2022 (12 mois de Starrag Group plus 12 mois du groupe Tornos). Ceux-ci montrent une nette augmentation du chiffre d'affaires et un bond du bénéfice
Pour l'exercice 2023, StarragTornos a réalisé, sur une base pro forma, une entrée de commandes de CHF 528 7 millions. Ce chiffre est en diminution de 10 4% à la valeur exceptionnellement élevée de l'année 2022. Le carnet de commandes à la fin de l'année se situe cependant toujours à un niveau élevé, avec CHF 340 8 millions.

© CSEM
Un type de bioréacteur capable de cultiver en laboratoire des tissus de veines humaines a été développé par le CSEM et ClexBio, une startup scandinave spécialisée dans la médecine régénératrice. Cette solution vise à améliorer la vie de millions de personnes atteintes d’insuffisance veineuse chronique (IVC) sévère en leur greffant des implants veineux bio-conçus. Les deux partenaires ont créé et testé ensemble un prototype de bioréacteur pour la production d’implants veineux fonctionnels fabriqués à partir de tissus humains dérivés de cellules souches qui s'intègrent dans le corps du patient et deviennent des tissus vivants.

Grâce à l’Intelligence artificielle (IA), Fabera, éditeur français de logiciels de chiffrage et de gestion commerciale pour la sous-traitance industrielle propose aux sous-traitants de valoriser leur historique de chiffrage issu de leur ERP afin de fiabiliser les chiffrages futurs. Son produit phare est le modèle de prédiction de temps et de prix sur la base des données d’un fabricant industriel. Fabera équipe les industriels d’un algorithme d’intelligence artificielle adapté à leur métier afin de valoriser leur historique de chiffrage accumulée dans leur ERP. Sa mission est de réduire de 40% le temps de chiffrage grâce à l’utilisation de cet historique pour performer sur les chiffrages futurs.
UNITED GRINDING Group est l’un des principaux fabricants mondiaux de rectifieuses, de machines à érosion, de machines laser, de machines de mesure ainsi que de machines-outils pour la fabrication additive. Ce groupe sera à présent au salon GrindingHub du 14 au 16 mai à Stuttgart. Il dévoilera une nouveauté dans le domaine de l'usinage d'outils de sa marque Walter, à l’ouverture du salon à 10 heures dans le hall 9, stand C51. Il sera également possible de voir les machines Studer dans la rectification cylindrique, et Blohm dans la rectification plane et de profils. Par ailleurs, le groupe présentera sa machine-outils
additive pour l'impression 3D industrielle de pièces métalliques, de sa marque IRPD. L’édition de cette année sera placée sous la devise Stay Connected. Logiquement, l'accent a été mis sur les solutions de connectivité, qui seront présentées sur 840 m². Outre les systèmes d'assistance numérique, United Grinding Digital Solutions™, il sera possible de s'informer sur les solutions numériques du Customer Care ou sur la manière dont les machines peuvent être connectées entre elles et avec leur environnement de production via l'interface de données universelle et indépendante du fabricant umati.











> marquage
> gravure et micro-usinage
> micro-soudure
> découpe fine
> petites, moyennes et grandes séries
> prototypes
> flexibilité
> confidentialité
>





•
simple et rapide
• Ajustement du faux-rond en dessous de 0.002 mm de façon répétitive
Efficacité et productivité accrue
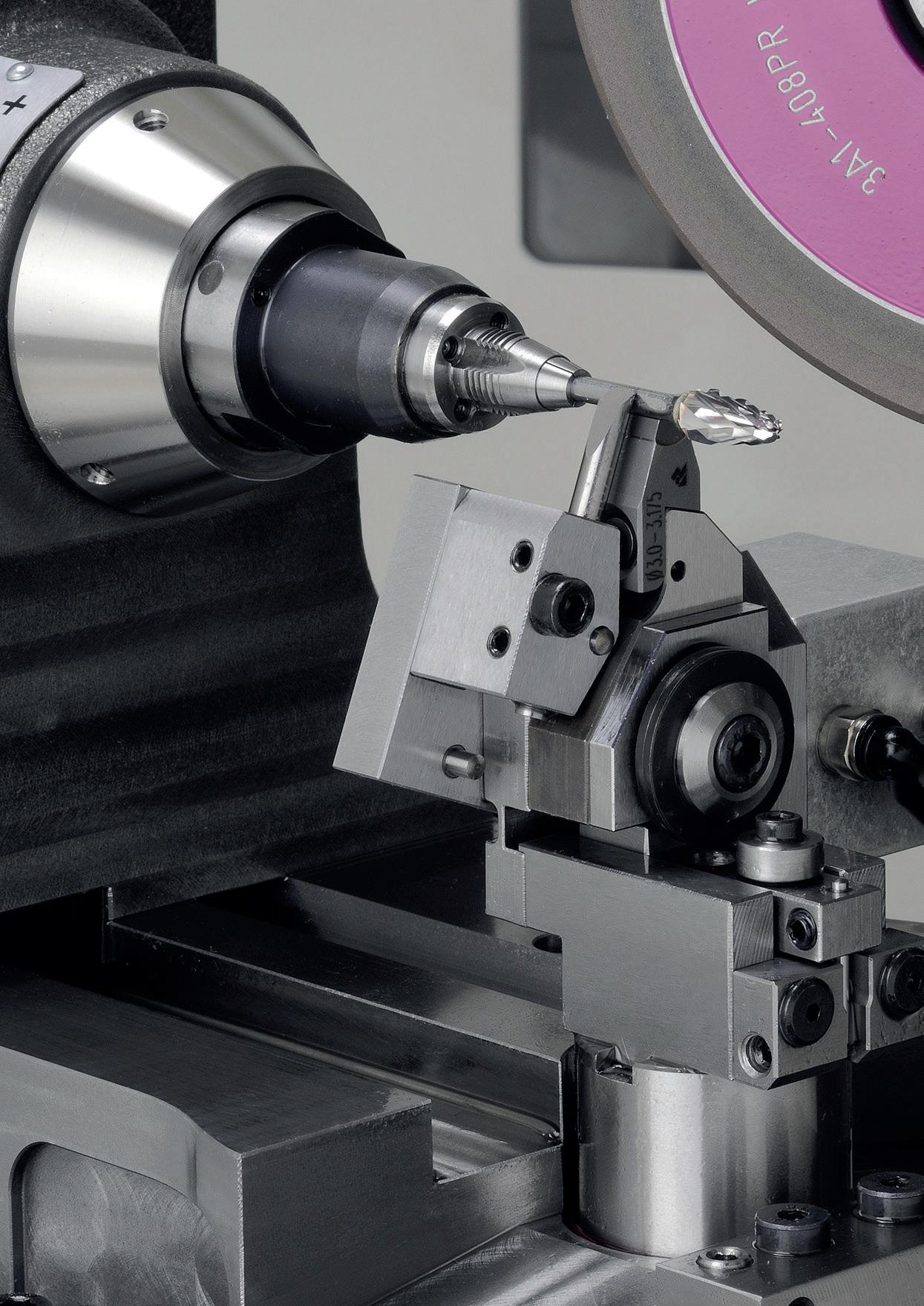
Le chargeur intégré permet la manipulation d’outils dont le diamètre de tête est supérieur au diamètre de queue. Une charge rapide avec prise de référence sur la partie frontale de l’outil garantit un enlèvement constant de matière tout au long de la série, sans utilisation du palpeur. La vitesse rapide de déplacement des axes ainsi que la conception très compacte du chargeur, permettent un changement d’outil en toute fiabilité et rapidité.
• Chargement fiable en moins de 8 secondes
• Capacité jusqu’à 1000 pièces
VirtualGrind®Pro et BurCalc® solutions de programmations illimitées
La GrindSmart Nano5 est livrée avec un « package » de logiciels complets et intuitifs pour la conception de fraises, forets, limes rotatives et autres outils dentaires.
Sa flexibilité offre une totale liberté de conception sur l’ensemble de la géométrie désirée. La programmation peut se faire directement sur la machine ou sur un PC relié en réseau. De plus et contrairement aux pratiques habituelles, les mises à jour de logiciels Rollomatic sont gratuites.
Le chargeur intégré permet de manipuler des outils dont le diamètre de tête est supérieur au diamètre de queue.
Un simulateur puissant, stable et très rapide permet de générer une image en 3D de l’outil programmé.
Ce logiciel offre également la possibilité de visualiser sur PC les mouvements de la machine avant l’usinage, avec comme avantage de réduire les temps de réglage au minimum, de vérifier d’éventuelles collisions et de bénéficier ainsi d’un temps de production plus élevé.
• Programmation simple et intuitive
• Logiciel de simulation 3D intégré
• Temps de réglage réduit avec animation machine 3D
• Mises à jour gratuites à vie
Smart grinding, solutions d’usinage illimitées
Le centre de meulage 5 axes GrindSmart®Nano5 a été conçu pour fabriquer des outils destinés aux laboratoires dentaires et médicaux ainsi que pour la fabrication d’outils de coupe industriels en carbure, acier inoxydable, HSS ou hybride aciercarbure, d’un diamètre maximum de 6,35 mm.
LGrindSmart®Nanon5, centre de meulage pour outils dentaires et industriels
Design compact, courses réduites au minimum
• Gain sur les temps de cycle de 20 %
• Effets de dilatation réduits, stabilité en production accrue de 30 %.
Cabine désolidarisée du bâti machine
• Réduit les problèmes liés aux perturbations extérieures et améliore la qualité d’usinage.
Moteur broche 1,5 kW en prise direct et système de tasseau sans jeu
• Accroît la qualité d’état de surface
• Montage des tasseaux précis et répétitifs dans les 0.002 mm.
Processus de réglage précis et répétitif
Aussi bien pour la fabrication de fraise en bout, de forets que de limes rotatives industrielles et dentaires, la GrindSmart®Nano5 est proposée à choix avec le système de guidage d’outil le mieux adapté au type d’application. Ces systèmes de guidage assurent un réglage de la concentricité précis et répétitif. Pour les outils à longues spires, un système d’appui est également disponible afin de soutenir les outils durant l’usinage. Son réglage est simple et rapide. L’ajustement du faux-rond en dessous de 0.002 mm s’effectue de manière répétitive.
Efficacité et productivité accrue
Le chargeur intégré permet de manipuler des outils dont le diamètre de tête est supérieur au diamètre de queue. Une charge rapide avec prise de référence sur la partie frontale de l’outil garantit un enlèvement constant de matière tout au long de la série, sans utilisation du palpeur. La vitesse rapide de déplacement des axes et la conception compacte du chargeur permettent un changement d’outil rapide et fiable.
• Chargement fiable en moins de 8 secondes • Capacité jusqu’à 1000 pièces.
Solutions de programmations illimitées
La GrindSmart®Nano5 est livrée avec un package de logiciels complets et intuitifs pour la conception de fraises, forets, limes rotatives et autres outils dentaires. Sa flexibilité offre une totale liberté de conception sur l’ensemble de la géométrie désirée. La programmation peut se faire directement sur la machine ou sur un PC relié en réseau. De plus, les mises à jour de logiciels Rollomatic sont gratuites. Un simulateur puissant, stable et rapide permet de générer une image en 3D de l’outil programmé. Ce logiciel offre également la possibilité de visualiser sur PC les mouvements de la machine avant l’usinage. Ce qui permet de réduire les temps de réglage au minimum, de prévenir les éventuelles collisions et de bénéficier d’un temps de production plus élevé. ■
La vitesse rapide de déplacement de ses axes et la conception compacte du chargeur, permettent un changement d’outil rapide et fiable. Printed 03/2018
e dispositif de guidage du manche de l’outil facilite la mise en train et diminue radicalement le temps de réglage. Ce système permet également d’atteindre des tolérances de concentricité en dessous de 0.002 mm. Destinée à la production, la GrindSmart®Nano5 est équipée en série d’un chargeur automatique d’une autonomie de mille pièces. Basé sur un concept qui a largement fait ses preuves, ce chargeur aux mouvements rapides permet la charge/décharge des outils en tout juste huit secondes. La GrindSmart®Nano5 est équipée d’une commande numérique Fanuc performante, avec PC intégré, écran tactile 15" et un nouveau pupitre de contrôle ergonomique. De plus, Rollomatic propose en standard son logiciel de programmation VirtualGrind®Pro, puissant, intuitif et simple d’utilisation.
Rollomatic travaille continuellement à la réduction de ses émissions de CO2 et sur l’optimisation de l’efficience énergétique. Ainsi la société s’inscrit dans la démarche globale que la Suisse a ratifiée avec les Nations Unies dans le cadre du protocole de Kyoto. C’est dans cet esprit que la GrindSmart®Nano5 a été étudiée avec un dimensionnement des éléments mécaniques et électroniques permettant de réduire au maximum la consommation énergétique et en utilisant principalement des matériaux recyclables.


Rangée d'assemblage
« Notre croissance, c'est-à-dire la quantité et la complexité des commandes que nous traitons quotidiennement, n'aurait pas été possible sans l’ERP proALPHA»
Roger Kugler, responsable ERP de Mikrop AG
C'est en plein cœur de la Suisse, à Wittenbach près de Saint-Gall, que l'entreprise Mikrop AG a son siège social et où elle réalise ses développements révolutionnaires dans le domaine des systèmes optiques. Cette entreprise, spécialisée dans la production de lentilles sphériques, de lentilles cylindriques miniaturisées, de systèmes optiques multiples et d'ensembles compacts, approvisionne un marché exigeant où la précision et la fiabilité sont essentielles. Avec ses produits d'un périmètre de 0,3 mm à 15 mm, Mikrop AG s'est imposée en tant que partenaire indispensable dans la technique médicale et le traitement industriel d'images, par exemple dans l'industrie automobile ou la surveillance des moteurs d'avions.
Des exigences les plus élevées - même envers l'ERP Le secteur de la micro-optique impose des exigences particulièrement élevées en matière de précision des composants fabriqués, qui est largement influencée par les outils d'usinage utilisés. C'est pourquoi, non seulement le produit final est significatif pour Mikrop, mais aussi la qualité et la précision de la fabrication des outils, effectuée dans l'usine mère en Suisse. La fusion avec INDUS-Holding AG a permis à cette entreprise d'élargir stratégiquement ses capacités de production en délocalisant une partie de sa production dans une usine moderne en Serbie. Cette expansion géographique a pu être effectuée tout particulièrement grâce à l'implémentation de l’ERP proALPHA en 2009 qui garantit une planification et un contrôle efficaces et synchronisés de la production, même au-delà des frontières.
Solution ERP multi-sites pour une chaîne de création de valeur basée sur la division du travail
La décision d'ouvrir une usine de production en Serbie a été audacieuse et a permis d'augmenter de manière significative la compétitivité de Mikrop et d'accélérer la croissance de l'entreprise. La filiale serbe est désormais devenue une partie intégrante de l'entreprise : elle compte plus de 80 employés et une surface de production de 1 700 mètres carrés qui peut être agrandie si nécessaire. Cette expansion n'a été possible que grâce à l'intégration sans faille des deux sites au moyen du logiciel d’entreprise proALPHA qui a coordonné et optimisé tous les processus, de la conception optique jusqu'au contrôle de qualité final.
« La collaboration avec proALPHA est parfaite, professionnelle et hautement efficace. C'est le cas non seulement dans notre travail quotidien mais aussi pendant les changements de versions. Nous étions entièrement opérationnels dès la première heure.
C’est exactement ainsi que ça doit se passer ! »
Roger Kugler, Responsable ERP de Mikrop AG
Grâce à la diversité de ses clients et de ses domaines d'application, de la technique médicale jusqu'au traitement d'images dans l'automobile, Mikrop a acquis une position leader sur le marché. La mise en réseau complète et l'intégration des données au moyen du système
ERP proALPHA permet à cette entreprise de proposer à la fois des produits standards et des solutions sur mesure. Ce système permet non seulement de traiter des ordres et de planifier la production de manière efficace, mais aussi de saisir et de surveiller de manière précise les coûts, ce qui est particulièrement important lors du traitement de matériaux de haute qualité tels que le verre optique.
Une saisie détaillée des données d'exploitation pour des optimisations ciblées
La saisie détaillée des données d'exploitation et la planification avancée et ordonnancement « Advanced Planning and Scheduling » de l’ERP proALPHA qui en découle constituent des éléments essentiels pour la réussite
de l'entreprise. Mikrop. La possibilité de saisir et d'analyser chaque commande individuellement permet à cette entreprise de maîtriser efficacement les petites commandes et les défis qui y sont liés. Sans l'aide de proALPHA, l'optimisation permanente des processus et la planification ciblée des commandes ne seraient pas imaginables. À plus long terme, Mikrop prévoit d'autres innovations et améliorations dans sa production. Un projet actuel consiste en l'optimisation du marquage des pièces pour garantir une traçabilité et une assurance-qualité encore plus précises. L'étroite collaboration avec proALPHA et son équipe d'experts en Suisse est un facteur essentiel du succès et du développement continus de l'entreprise. L'expérience positive que Mikrop a faite avec l'ERP, en particulier lors d'importantes mises à jour telles que le changement à la version 6.2 de proALPHA, confirme la décision stratégique en faveur de cette solution logicielle et souligne le potentiel pour les futurs développements. ■

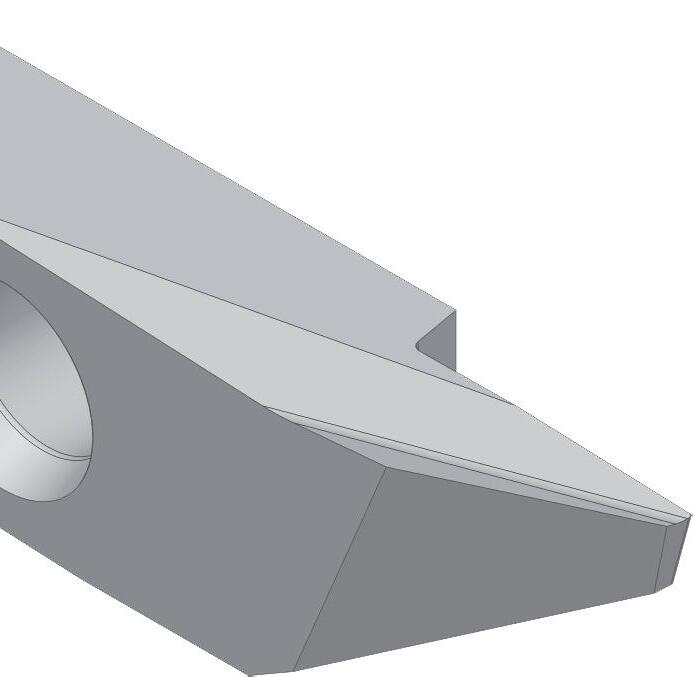
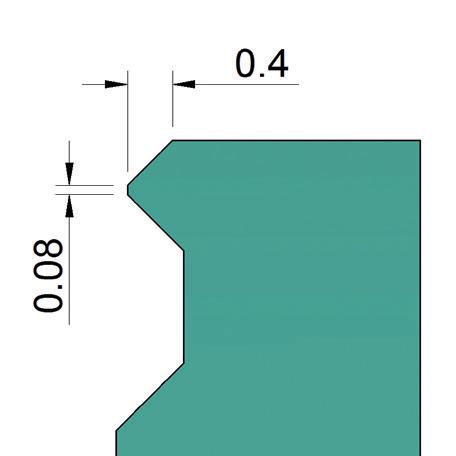
Pour potence à levier Chatelain Outil idéal pour garantir des sertissages répétitifs


Le groupe TOLUS réunit les compétences professionnelles de trois fournisseurs établis et prospères de solutions globales dans le domaine de l’industrie de la fabrication sous un même toit.

16-19.04.2024
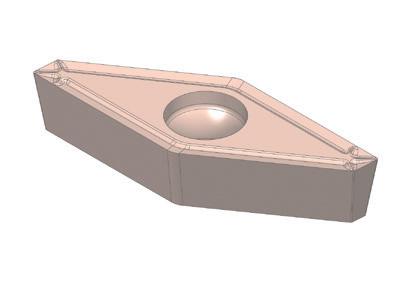
ISO line
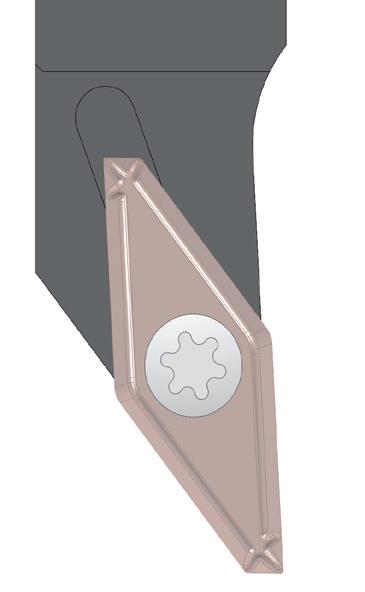
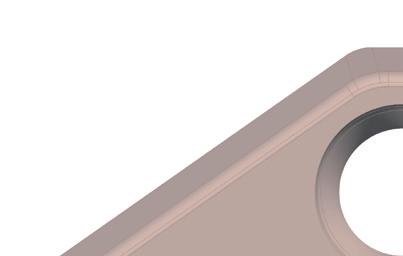
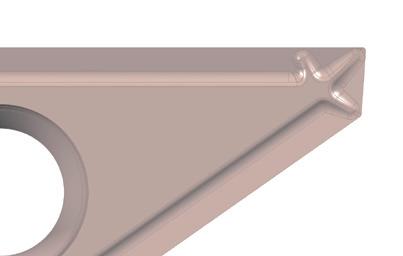
Plaquette ISO avec nouveau brise-copeau

Halle 1.2 - Stand B13
Parfaite maîtrise de la coupe et excellent état de surface à l’usinage grâce à la géométrie « Wiper » et au nouveau brise-copeau.

Avec des marques fortes, nous couvrons de manière optimale les besoins de l’industrie. Nous mettons l’accent sur la précision, la qualité et la fiabilité pour répondre aux exigences les plus élevées. Grâce à des idées innovantes, une gestion moderne et des réflexions durables, nous sommes l’entreprise partenaire idéale. 16. – 19.04.2024 | Moutier


Demandez-nous la « Customer success story » !
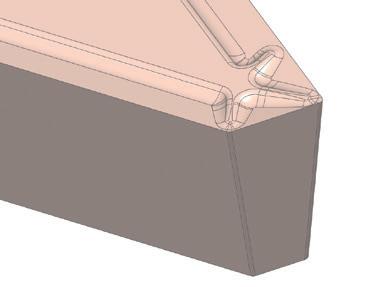
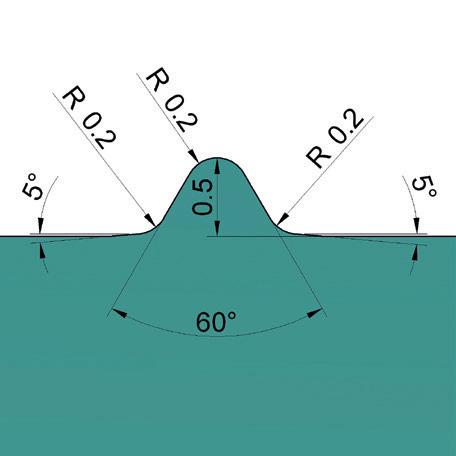
040 line
Plaquettes de finition avec une excellente maîtrise du copeau
Disponibles avec rayon de 0,04 et 0,15 mm.
Revêtement BI90 : Spécialement adapté à l’usinage de l’acier inox.
Revêtement BI110 : Premier choix pour l’usinage des métaux non-ferreux, du CoCr, du cuivre pur, du CuBe ainsi que pour tous les alliages sans plomb.
MOUTIER, FORUM DE
Halle 1.2 - Stand B13
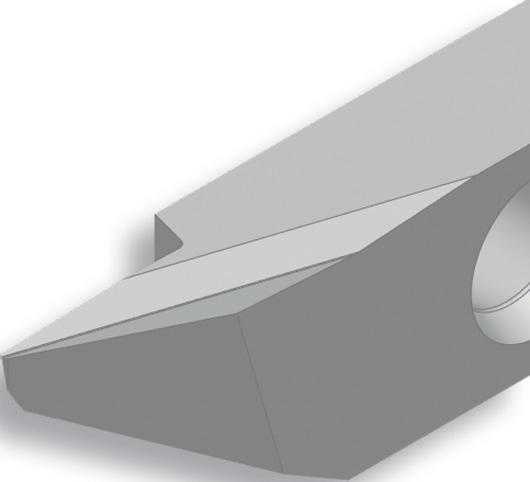
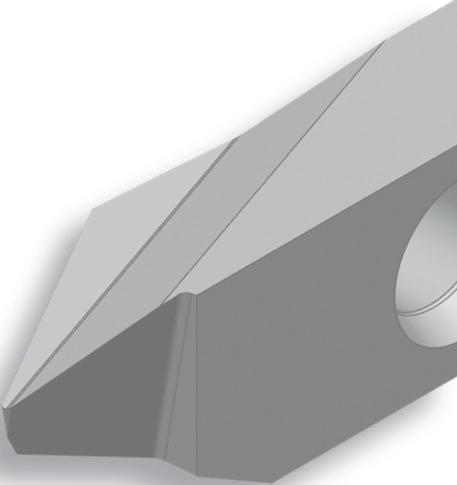
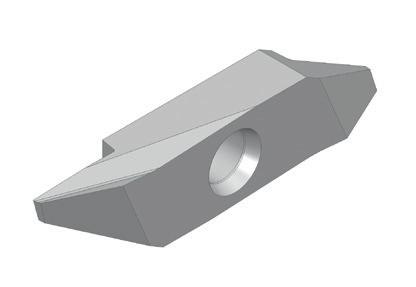
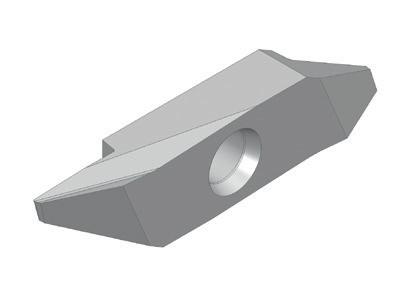
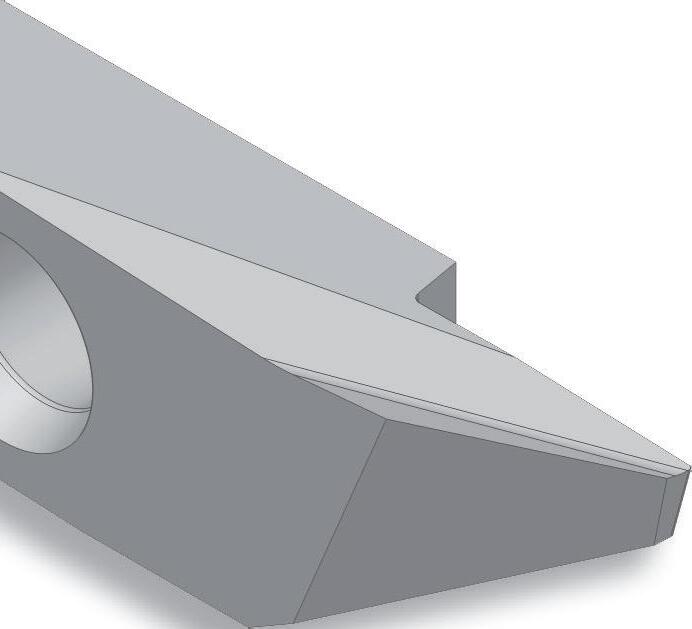
Plaquette de tournage arrière pour super finition avec effet « wiper »
Idéal pour l’usinage à haute vitesse de coupe de l’acier inox.
Excellent contrôle des copeaux. Brise-copeaux agressif.
Disponibles sans rayon et avec rayon de 0,04 ou 0,08 mm.
Revêtement BI100 : Très haute résistance à la chaleur. Haute résistance à l’usure.
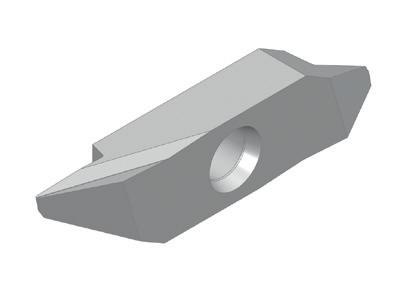
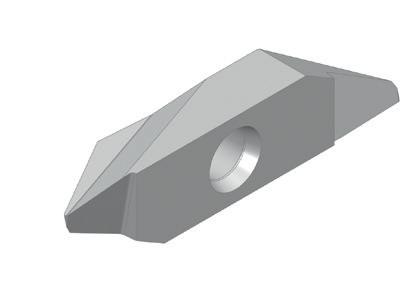
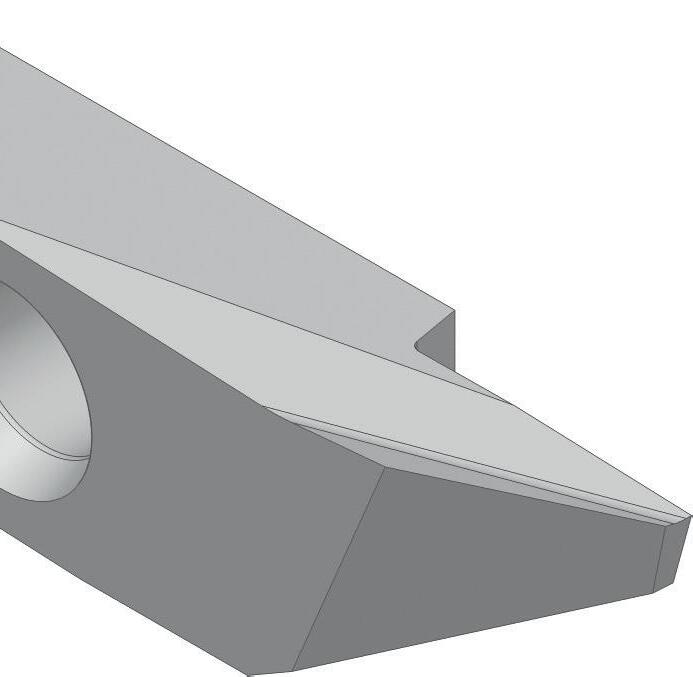
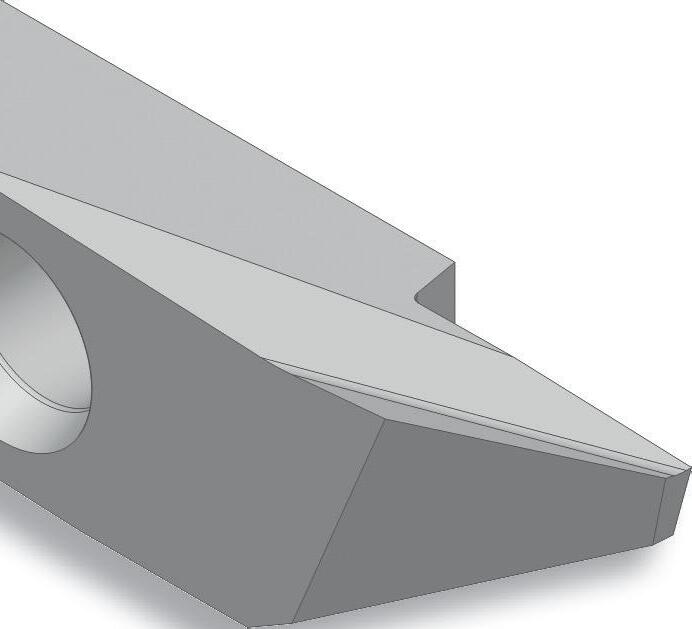
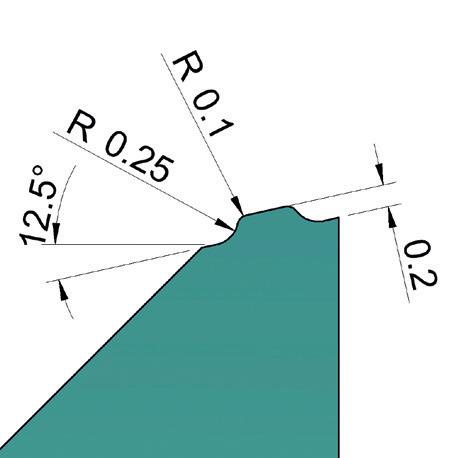
063R - 29° - r 067R - 29° - r

063R - 29° - r Tourneur arrière 29° avec brise-copeau et rayon



Plaquettes spéciales
16-19.04.2024
Halle 1.2 - Stand B13

Plaquettes réalisées sur mesure selon les besoins spécifique du client.
Outils adaptés à de multiples domaines d’application.
Dentaire
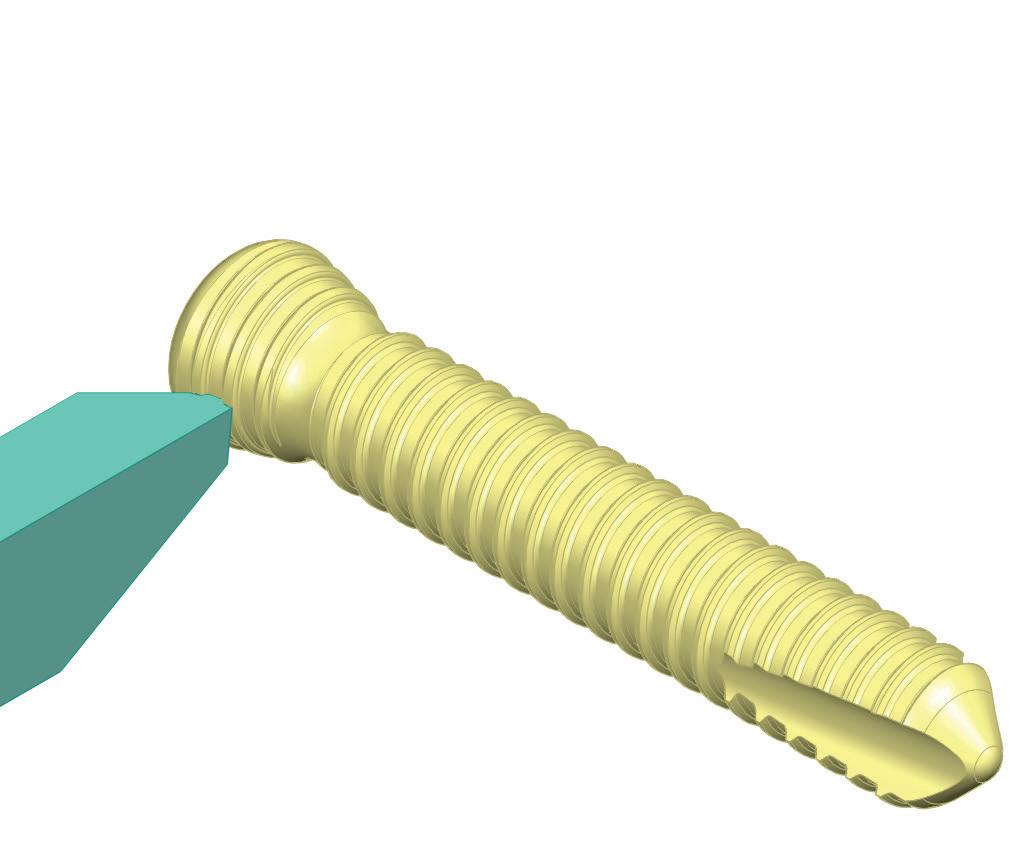
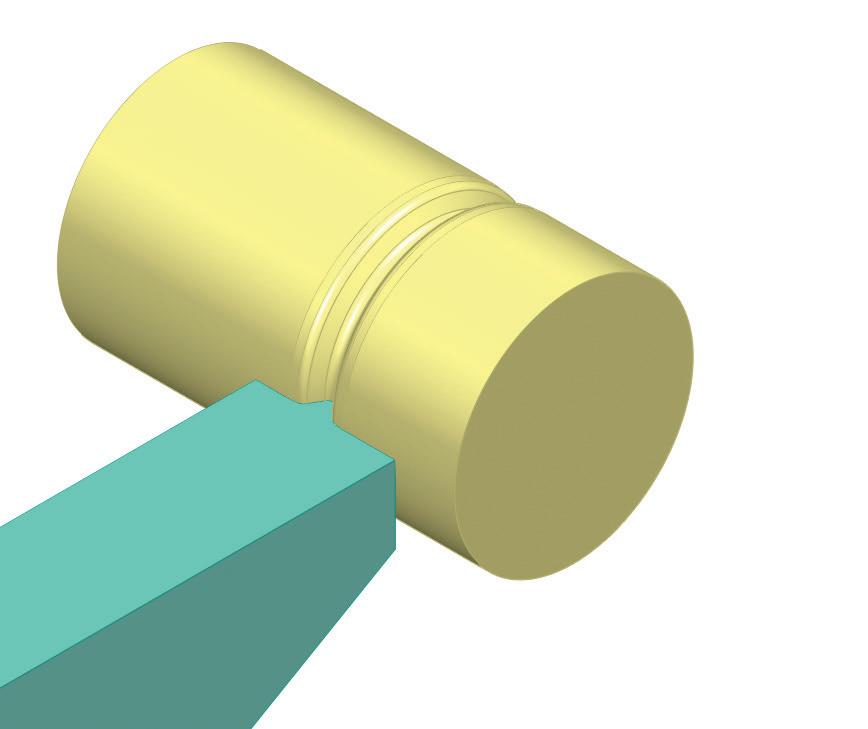
Outil trépan
Médical
Plaquette pour filetage conique

Horlogerie
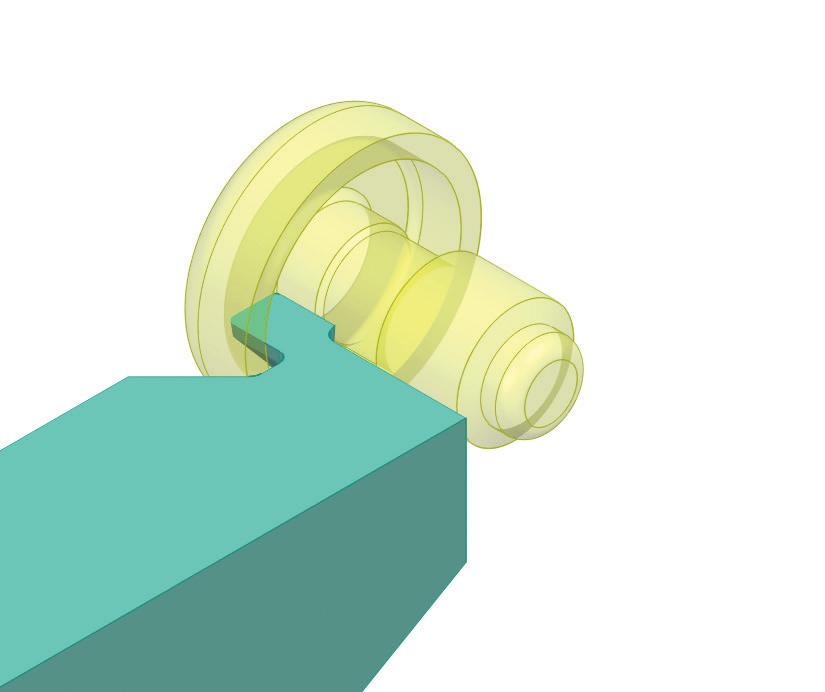
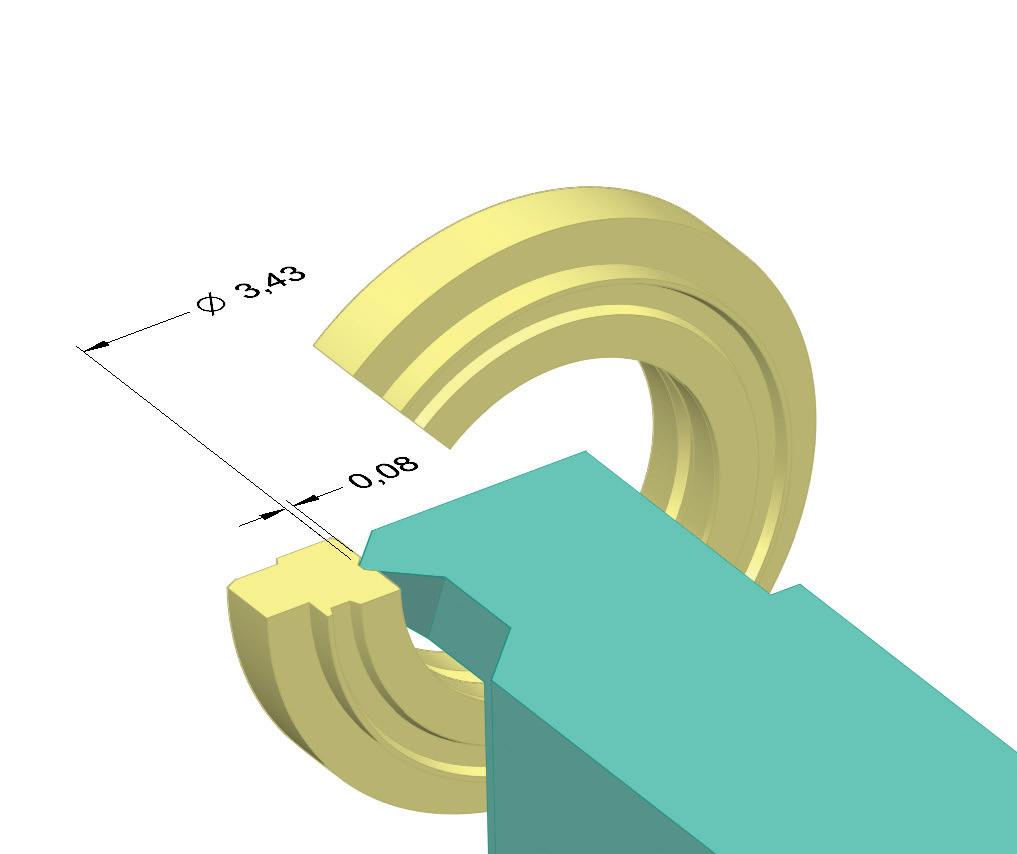
Plaquette pour usinage de gorge intérieure
Micromécanique
Plaquette de rainurage
Dépassons ensemble vos exigences de finition
Machines de traitement de surfaces pour : Ebavurer Décalaminer
Satiner












PRÊTS POUR DE NOUVELLES SOLUTIONS ? – Matériaux sans plomb.
Notre partenaire
Le Centre des techniques de production (PTZ) de Berlin est la référence en ce qui concerne les questions de procédés de fabrication. Les lubrifiants réfrigérants ont sur

De longs temps d'arrêt sont courants dans de tels instituts. En plus d'une excellente performance de coupe, le lubrifiant réfrigérant miscible à l'eau SWISSCOOL UX 4403 em-

CONCEPTION ÉLECTROÉROSION ÉTAMPAGE USINAGE CN




Nous examinons de plus près.
Une expérience de plusieurs décennies en enlèvement des copeaux nous a appris qu’entre chimie et mécanique existent des interactions complexes. Profitez de nos connaissances pour optimiser, maintenir la stabilité de vos processus et remédier rapidement aux dysfonctionnements.
Visitez-nous. Ça en vaut la peine. blaser.com








Retrouvez-nous hall : 1.1, stand : B10, du 16 au 19 avril 2024




Nouvelle gamme de servopresses avec les nouvelles commandes PressControl 700 et 7000
SCHMIDT TECHNOLOGY
FABRICANT DE PRESSES
Presses manuelles 1,6 à 22 kN
Presses pneumatiques 1,6 à 60 kN
Presses hydropneumatiques 15 à 220 kN
Presses électriques 0,5 à 250 kN
Systèmes de surveillance de process intégrés


SCHMIDT Technology GmbH
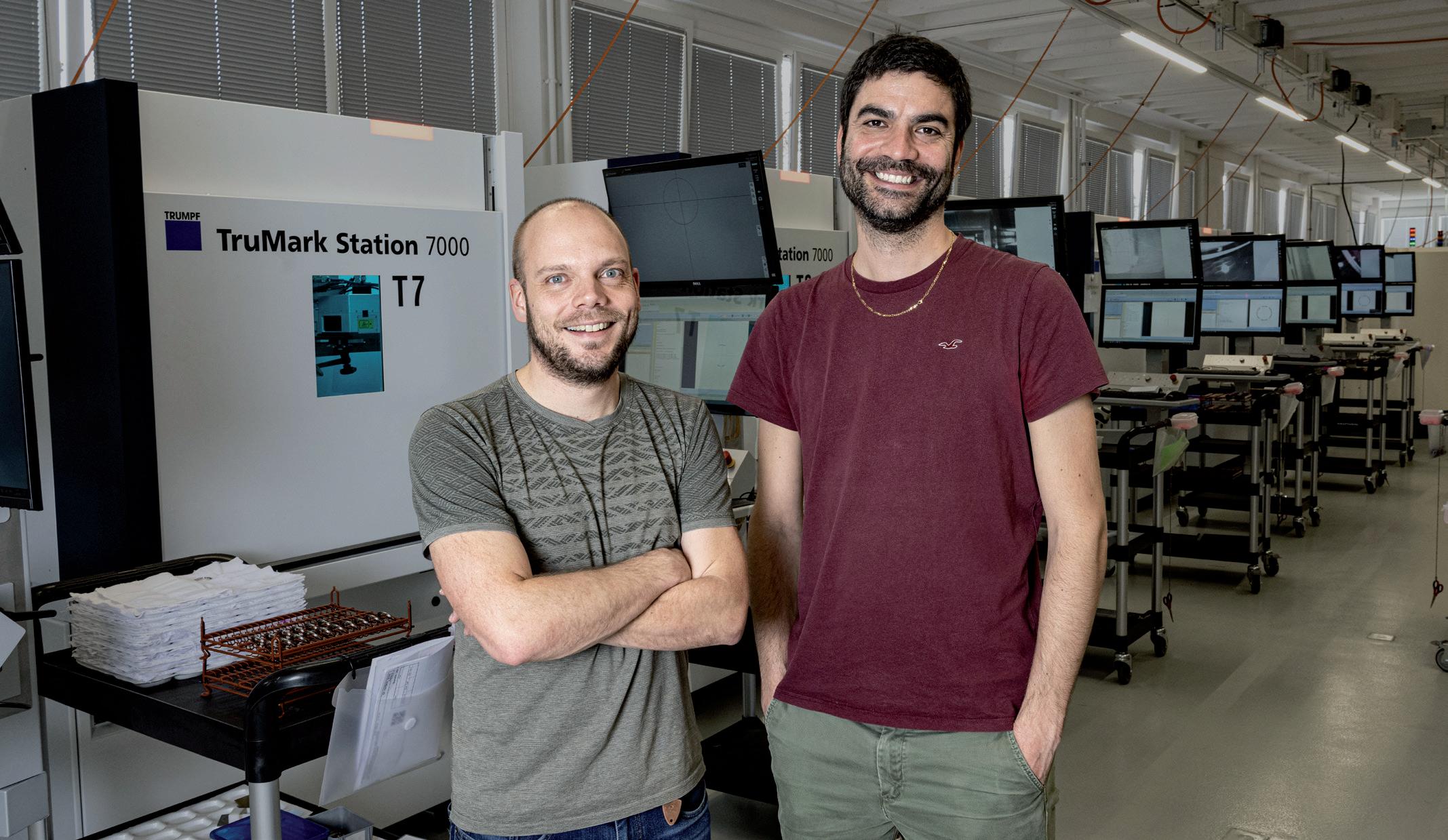
« Le laser a encore un énorme potentiel »
C’est une technologie qui intéresse de plus en plus l’industrie. Le laser permet de souder, découper, graver les matières les plus diverses. Un marché intéressant pour les entreprises que se sont spécialisées dans le travail au laser, comme Horlaser SA à La Chaux-de-Fonds.

La
Mark
2000 offre une solution complète pour l'usinage au laser à impulsions ultracourtes.
Dans cet atelier des hauts de La Chauxde-Fonds (NE) bourdonnent une vingtaine de laser. Ils gravent, décorent, découpent de minuscules pièces qui iront bientôt orner les montres assemblées dans tout l’Arc jurassien. Bienvenue chez Horlaser SA, une société en pleine croissance qui dispose sans doute de la plus grande capacité de travail au laser de la région. « Nous sommes un peu les sous-traitants des sous-traitants horlogers. Nous travaillons pour divers acteurs, comme les fabricants de boites, de cadrans, d’aiguilles, d’index, d’éléments d’habillage et de bracelets. Nous avons aussi des décolleteurs parmi nos clients. C’est un panel très large. Notre volonté est de nous spécialiser dans les grandes séries », lance Yannick Choffet, CEO de l’entreprise.
Un essor rapide
Avec son associé Loïc Piervittori, il a repris il y a sept ans une petite entreprise de microsoudure laser, avec l’ambition de la développer en capitalisant sur cette technologie en plein essor. Aujourd’hui, leur société a dû investir de nouveaux locaux, plus vastes, afin d’installer son parc de machines et sa quinzaine d’employés. Un bel essor, essentiellement dû au secteur horloger qui constitue la grande partie de la clientèle d’Horlaser SA aujourd’hui. L’entreprise est capable de travailler les matériaux les plus divers qui sont utilisés par l’horlogerie. En plus du laiton, de l’acier titane et des métaux précieux, Horlaser œuvre également sur des matériaux extra-durs comme les céramiques et saphirs, mais aussi des matières plus exotiques, telles la nacre ou le cuir. Aujourd’hui, le monde horloger
Un leader de la machine laser
La société TRUMPF a été fondée en 1923 en tant qu'atelier mécanique pour devenir aujourd’hui l'une des entreprises leaders dans le monde pour les machines-outils, les lasers ainsi que l'électronique pour les applications industrielles. Ce groupe compte plus de 18'000 collaborateurs dans le monde. Son siège social se trouve à Ditzingen, Allemagne. En Suisse, TRUMPF emploie environ 800 personnes sur plusieurs sites. TRUMPF Schweiz développe et fabrique des lasers de marquage comme la TruMicro Mark 2030 ainsi que des outils électriques sur le site de Grüsch (GR) et produit des installations de découpe laser 2D et des lasers haute puissance. Le deuxième site, à Baar (ZG), est dédié à la vente et au service après-vente. Et à Bottighofen (TG), l'activité principale consiste en des solutions logicielles.

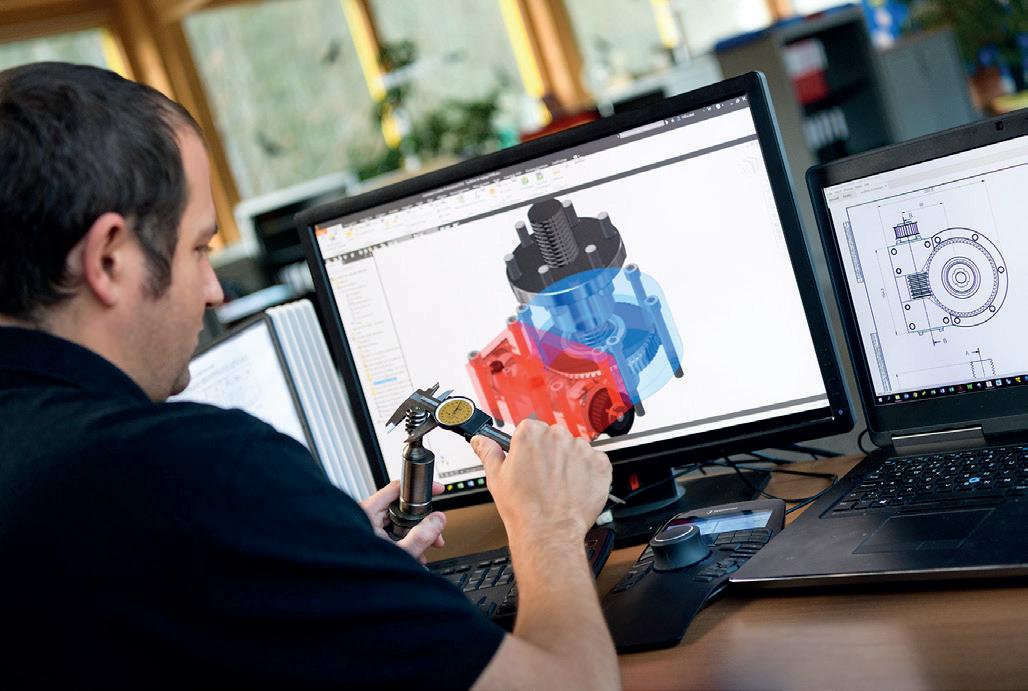
Le logiciel de vision et de programmation de ces machines industrialise plus rapidement les productions.
fait avant tout appel au laser pour remplacer la gravure chimique afin de gagner en qualité et préserver l’environnement. Par ailleurs, le laser permet de réaliser rapidement certaines décorations horlogères avec presque la même finesse que le travail artisanal. Enfin, cette technologie est la seule qui assure la gravure en trois dimensions, promettant des états de surface et de renvoi de la lumière inédits. « Notre volume de travail consiste pour 60% à des opérations de gravage et de décoration, 20% à de la découpe et 20% à du soudage », ajoute encore le directeur général.
Technologie à impulsions ultracourtes
Pour ces diverses opérations, l’entreprise utilise des machines laser femtoseconde, soit à impulsions ultracourtes. « Ce sont les lasers les plus performants en termes de qualité. Ils nous permettent de travailler sur des pièces entièrement terminées, qui ne nécessitent pas d’opération de finition ultérieure. Même en profondeur, la gravure est réalisée en une seule fois, sans aucune bavure », ajoute Yannick Choffet. Ce qui permet également de couper certains matériaux particuliers, notamment transparents, proprement et sans fondre la matière.
Le laser assure la gravure en trois dimensions pour des états de surface et de renvoi de la lumière inédits.

Dans l’atelier d’Horlaser SA sont notamment alignées neuf machines Trumpf identiques, achetées successivement depuis quatre ans. Les TruMicro Mark 2030 ont été choisies par Horlaser SA avant tout pour des raisons de constance de qualité. « Ces machines intègrent leur propre source de lumière. Leur logiciel de vision et de programmation est à la fois performant et simple d’utilisation, ce qui nous garantit d’industrialiser plus rapidement nos productions ».
Outre l’horlogerie, Horlaser SA met son savoir-faire au service d’autres secteurs pointus, à l’instar de la joaillerie, la maroquinerie ou les équipements médicaux. Le champ des possibles semble largement ouvert pour l’entreprise chaux-de-fonnière, comme le relève encore son CEO :
« Le laser a encore un énorme potentiel ». ■
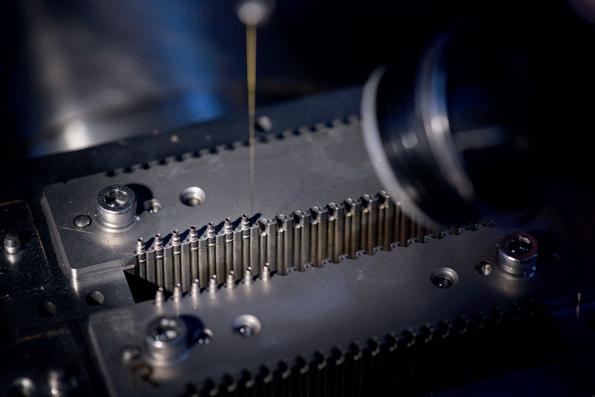
La TruMicro Mark Série 2000 est un laser à impulsions ultracourtes, particulièrement apprécié dans l’industrie horlogère et médicale. La TruMicro Mark Série 2000 s’avère la solution clé en main pour la réalisation de marquages reproductibles et résistants à la corrosion, de gravures ou de coupes extrêmement fines. Elle permet un réglage flexible de la durée d'impulsion pour couvrir un spectre plus large d'applications. Cela comprend le marquage noir et les gravures de haute qualité.
Ses caractéristiques. Changement de durée d’impulsion très rapide (sous 20 Nanosecondes) de 20 Picosecondes à 400 Femtosecondes. Il est possible d'obtenir pratiquement n'importe quelle finition de surface sans bavures. Des options telles que le mode QCW, permet même de réaliser des finitions brillantes.
Ses clients. Ce best-seller de TRUMPF est très apprécié dans le secteur médical et l'industrie horlogère.
Ses avantages. Le client a ainsi la possibilité d'acheter le laser et également la machine auprès d'un seul fournisseur.


VOTRE FABRICANT «ONE-STOP-SHOP»
POUR LES PÉRIPHÉRIQUES
DES MACHINES-OUTILS


FILTRATION DE L’AIR
De 500 à 2000 m3/h
RAVITAILLEURS DE BARRES
Pour barres courtes et barres longues, diamètres de 0.8 à 120 mm
NOUVEAU: connectivité pour le suivi des filtres




GESTION DES COPEAUX
Sans ou avec filtration de 500 à 50µm
GESTION DU LIQUIDE DE COUPE
Jusqu’à 140 bar, 4 ou 8 sorties haute pression

NOUS VOUS ATTENDONS DURANT LE SALON PLUS D’INFOS SCANNEZ ICI:

Le
outils de coupe. Horn a présenté une nouvelle génération de système de fraisage de rainures et de tronçonnage. Ce système d'outils permet d'obtenir des performances de fraisage élevées, économiques et productives.
Diamètre correspondant
Les porte-outils du système M475 sont disponibles en stock sous forme de fraises disques, de fraises à corps cylindrique et de fraises à moyeu. Les fraises à moyeu sont équipées d'un arrosage interne. Horn propose les fraises disques dans des diamètres de 80 mm à 200 mm. La largeur de coupe et de rainure est au choix de 3 mm, 4 mm, 5 mm, 6 mm et 8 mm. En tant que fraises à corps cylindrique, les outils sont disponibles dans les diamètres de coupe de 63 mm à 200 mm. Les largeurs de rainure sont les mêmes que pour la variante en fraises disque. Les fraises à moyeu sont disponibles en stock avec une largeur de coupe de 5 mm et des diamètres de 40 mm à 63 mm. Le nombre effectif de dents de toutes les variantes dépend du diamètre correspondant. Celui-ci est par exemple de zeff= 2 pour la fraise à corps cylindrique de 40 mm de diamètre et de zeff = 13 pour la fraise disque de 200 mm. Le nombre élevé de dents effectives contribue également en partie à la rentabilité du nouveau système de fraisage M475. ■




Afin de compléter le système de fraisage pour des rainures plus étroites, Horn l'a étendu avec des plaquettes d'une largeur de coupe de 3 mm et 4 mm. La plaquette rectifiée avec précision offre quatre arêtes de coupe utilisables avec deux arêtes de coupe à gauche et deux arêtes de coupe à droite. L'utilisateur n'a plus besoin de différentes plaquettes pour équiper le corps de fraise. Les plaquettes à coupes positives avec brise-copeaux rond sont proposées dans la nuance de matériau de coupe RC4G. Cette nuance permet d'obtenir des rendements de coupe élevés dans le processus de fraisage. Le traitement de surface spécial des corps de base de fraisage offre une protection élevée contre l'attaque abrasive des copeaux.

SIAMS
Halle 1.2
Stand F12
DESIGNER
3D modelling Software
ALPHACAM
CAD / CAM Software
NCSIMUL
CNC Simulation Software
MW-DNC Transfert and management


MW Programmation SA
2735 Malleray sales@mwprog.ch www.mwprog.ch

AGENCE CRP
RELATIONS PUBLIQUES
“
La réputation n’est qu’une chose vaine lorsqu’elle n’est pas établie sur la vérité. ”
Citation de Saint Vincent de Paul ; Maximes spirituelles (posthume, 1576)
AGENCE CRP Sàrl
Relations médias en Suisse Bureau de presse externalisé
55, route de Florissant
CH 1206 - Genève
Tel. : +41 22 347 25 96
mcb@agencecrp.ch www.agencecrp.ch

Grande précision et débit élevé avec l’imprimante 3D Pro XL. Ajustement et finition de précision avec 45 µ en XY. Glissières
doubles linéaires pour une stabilité supérieure en Z.
publi-info
Le futur de la production industrielle s’écrit déjà avec les imprimantes EnvisionTec et nos solutions en Fabrication Additive.

Grâce à son expertise et à ses technologies de pointe, Altair Consulting SA offre des solutions sur mesure pour la création rapide de prototypes, de posage, de pièces complexes ou de séries de production. Autant de gains en flexibilité, efficacité et compétitivité.
• Production de pièces complexes sans astreintes de la fabrication traditionnelle
• Personnalisation à grande échelle
• Réduction des coûts de production
• Amélioration de la qualité et de la durabilité des pièces
Altair Consulting SA
Genève
Tél : +41 22 301 53 60
www.altair-consulting.com
Schaublin toujours un temps d’avance
Marco Pezzoli, Business Development Manager pour les outils de serrage auprès de Schaublin et de Swisstools, travaille depuis dix ans chez Schaublin. Tour d’horizon de cette société spécialisée entre autres au niveau mondial dans les outils de serrage.
Une bonne marge d’avance dans la production et le développement du produit est indispensable pour rester compétitif.
Plus d’un siècle d’existence pour Schaublin SA. Quelle est la recette de sa longévité ?
En effet, que de chemin parcouru ! En 1915, Charles Schaublin fonde à Mallerey un atelier dédié à la fabrication des tours. Neuf ans plus tard, il récidive à Delémont en fabriquant des outils de serrage. Le succès de Schaublin tient à sa constance à développer en permanence de nouveaux produits et services afin de suivre les besoins de ses clients. La maison s’est forgée une réputation mondiale dans le serrage matière avec les pinces F, W, B, et dans le serrage d’outils avec les pinces D et E ainsi que les portes outils ISO, HSK...
Schaublin est la filiale du groupe RBC Bearings, qui comprend plus de 42 sociétés à travers le monde. Quels sont les avantages d’en faire partie ?
Le groupe RBC-Bearings a acheté en 2000 la société Schaublin SA à Delémont. Ce groupe nous a apporté et continue de le faire énormément en matière de savoir-faire industriel, commercial ainsi que la connaissance des marchés internationaux. Les synergies sont intéressantes du côté de la production, de l’organisation, de la propriété intellectuelle comme pour les investissements. Ainsi pour l’acquisition de Swisstools en 2019, RBC nous a soutenus dès le début du projet. Grâce aux deux sociétés, nous avons renforcé la gamme de produits ainsi que notre approche R&D, marketing et commercial sur le marché mondial.
Vous disposez d'un département recherche et développement, quel est votre dernier produit ?
Le dernier produit que nous avons développé est l’hydro-nut. Cette solution permet d’optimiser la lubrification des outils de coupe sur les machines équipées de lubrification à haute pression. Ses avantages ? La durée de vie de l’outil est sensiblement augmentée et de meilleurs états de surfaces sont obtenues. Avec la performance de cette solution, nous sommes en train de développer une ligne de produits à la disposition des clients de Schaublin et de Swisstools dans le monde entier.
Comment arrivez-vous à obtenir une excellente finition de vos produits ?
Les moyens de production sont en évolution permanente. Nos produits s’améliorent grâce aux nouveaux moyens de fabrication et s’adaptent aux besoins de ces nouvelles machines pour des productions plus performantes. Pour rester compétitif, il faut toujours avoir un temps d’avance dans la production et le développement du produit.
Depuis 1956, vous développez et perpétuez une image de performance avec vos rotules et embouts à rotules standards. Les rotules ferroviaires de Schaublin sont utilisées dans le monde entier et appréciées pour leur longévité. Comment arrivez-vous à cette qualité de fabrication ? Nous avons développé cette expertise au fil des années en accumulant savoir-faire et expérience dans de nombreux domaines d’applications. L’écoute de nos clients et le travail d’amélioration des produits sont le secret pour de notre longévité.
Les rotules ferroviaires auto-lubrifiées Uniflon sont pourvues d’étanchéités intégrales et ne nécessitent aucun entretien tout au long de leur durée de vie. Quel est leur fonctionnement ? Dans l’application, le mouvement appliqué aux rotules active le transfert de particules lubrifiantes, générant ainsi un film protecteur à faible coefficient de frottement nécessaire au fonctionnement. Les étanchéités servent à préserver le cœur des rotules de la contamination extérieure dans le cas où l’environnement est agressif. La technologie auto-lubrifiée est réellement une des spécialités de Schaublin, elle est utilisée dans de nombreux domaines de pointe, notamment dans l’industrie aéronautique. ■
L’hydro-nut permet d’optimiser la lubrification des outils de coupe sur les machines équipées de lubrification à haute pression.
Catalogue Schaublin : www.schaublin.ch/catalogs
Catalogue Swiss Tools : www.swisstools.org/D/02/3020-kataloge.php
En plus d’un siècle, Schaublin a accumulé savoir-faire et expérience dans plusieurs domaines d’applications.

Le Groupe Acrotec et la Haute Ecole Arc Ingénierie seront partenaires durant trois ans pour des projets d’innovation. Cette collaboration financera des projets de recherche appliquée dans les microtechniques, l’automation, l’électronique et l’informatique logicielle. Autant de domaines qui sont en phase avec les expertises des différentes entreprises du Groupe Acrotec. Partenariat doublement positif car Il permettra aux ingénieurs en devenir de se confronter aux exigences technologiques du marché́ de la haute précision et favorisera l’innovation en mettant en commun les ressources du groupe avec les laboratoires et les cerveaux de la HE-Arc. Ses étudiants seront impliqués dans différents projets avec le Groupe Acrotec, notamment pour leurs travaux de Bachelor.


Marcel Gerber (photo) est le nouveau CFO du groupe Cendres+Métaux. Fort d'une expérience de plus de dix ans dans un poste similaire, notamment au sein de structures de groupes, Marcel Gerber possède une expertise solide dans le secteur de la production et de la fabrication sur demande ainsi que dans les domaines de la technologie médicale et de l'horlogerie.

Elisabeth Saulcy (photo) est la nouvelle CEO de la société STS, leader dans le domaine des traitements de surface pour l’horlogerie haut de gamme. Fondée en 2006 dans le canton de Neuchâtel, la société STS, Saulcy Traitement de Surface, s’est rapidement développée pour devenir la référence dans le domaine de la galvanoplastie et des traitements de surface pour l’horlogerie. Au fil du temps, STS a diversifié ses activités dans d’autres secteurs à l’instar de la connectique et du médical. Cette diversification se déploie sur les quatre sites de production de l’entreprise, à Meyrin, La Vallée de Joux, la Chaux-de-Fonds et Develier. Cette nomination intervient alors que STS vient de boucler un exercice 2023 satisfaisant.