Huile de c oupe nou velle génér a tion
ECORESPONSABLE
• De conception chimique et technique exigées pour l’usinage horloger
• A base d’ester synthétique provenant de matières premières renouvelables
• Spécialement recommandée pour les métaux exotiques sévères ainsi que toutes les matières non ferreuses
• Indice à l’effet corrosif sur le cuivre I 1 / DIN EN ISO 2160
• Exempte de souffre et de zinc
• Exonérée du pictogramme de danger selon réglementation (CLP ) 1272 2008



La revue Le MicroMécanicien se dédie à la micromécanique suisse. Grâce à notre réseau de collaborateurs, nous proposons des informations et des analyses approfondies sur l'actualité des entreprises, en mettant en avant leurs innovations et leurs atouts. C'est notre mission. Informer implique principalement de rendre manifeste des femmes et des hommes talentueux, tout en retenue. Et mettre en exergue des produits et des entreprises d’un secteur industriel ouvert au monde mais dans la discrétion. Une qualité bien suisse ! A chaque rentrée, la rédaction du MicroMécanicien fait le point sur la stratégie éditoriale de l’année et cherche à proposer de nouveaux sujets passionnants de cette filière, de nouvelles rubriques et mises en page plaisantes. L'objectif de ce numéro est de mettre l'accent sur la formation duale des apprentis, en interviewant Danielle Ackermann, directrice du CAAJ de Moutier, et sur les outils de filetage avec DC Swiss.
Michele Caracciolo di Brienza Directeur de la publication



IMPRESSUM
Le MicroMécanicien N° 13 Septembre / Octobre 2024 Revue spécialisée suisse
Parutions 6x par année
Tirage 3'000 exemplaires
Editeur
Agence CRP Sàrl
55, route de Florissant 1206 Genève
T. +41 22 347 25 96 mcb@agencecrp.ch
Directeur de la publication : Michele Caracciolo di Brienza (Registre Professionnel Impressum n. 10987)
Contributeurs :
Charles Decourt
Patrick Di Lenardo
Francis Koller
Pierre-Yves Kohler
Anna Aznaour
Directrice commerciale
Lila Maalem lila@agencecrp.ch
T. : +41 78 310 76 96
Abonnements
50.- CHF par année en Suisse
70.- € par année en Europe
Graphiste
Laurent Haoua
Imprimé en Suisse
ISSN 2813-4028




Le Groupe Acrotec vient d’acquérir la société hollandaise Lasertec, spécialisée dans les technologies laser pour les marchés des semi-conducteurs, des technologies médicales et de l’horlogerie. Fondée en 1995 à Barendrecht, Pays-Bas, Lasertec est réputée pour son savoirfaire en traitement laser de haute précision.


Ce qui est nouveau aujourd‘hui dans l‘électronique et l‘électrotechnique devient la norme de demain. Les entreprises de haute technologie doivent évoluer sans cesse pour rester compétitives.
Un système ERP optimise et conduit les processus, libérant ainsi du temps à l‘humain pour réfléchir aux innovations.
„Nous sommes désormais en mesure de coordonner efficacement nos processus, de les gérer selon les besoins, de les automatiser et de les contrôler grâce à proALPHA.“
Georgios Giantsios, Directeur général de Limtronik GmbH

Plus d‘informations et contact sous : www.proalpha.com/fr ou scanner le Code QR.




Swiss Medtech se réjouit de l’adoption de la loi fédérale sur l’électricité. Cette loi sur un approvisionnement en électricité sûr basé sur des énergies renouvelables a pour objectif d'augmenter la production nationale d'électricité à partir de sources renouvelables. L’augmentation de la production nationale d’électricité à partir de sources renouvelables profitera doublement au secteur des technologies médicales. Cette filière est tributaire d’un approvisionnement en électricité sûr. La durabilité est un critère d’accès primordial au marché. I www.arcofil.ch I 2610 St-Imier

Décovi, référence horlogère pour l’usinage des masses oscillantes, s’agrandit. Une surface de 2'000 m² vient s’ajouter aux 4'800 m² actuels de la société jurassienne. Cet étage supplémentaire dans son siège à Vicques, lui permettra d’installer une bonne partie de ses machines CNC, soit une soixantaine pour le même nombre d’employés. Cette extension répond à une croissance confirmée en 2023 avec une hausse de 20% de l’activité.
Pour un sous-ensemble destiné à un dispositif médical implantable, constitué de composants biocompatibles, Azurea Microtechnique devait trouver une solution assurant la tenue indéfectible des éléments assemblés sans adjonction de colle. Un assemblage vissé classique avec un filetage symétrique aurait laissé un espace entre les flancs des filets compromettant la solidité mécanique pour l’application d’Azurea. DC SWISS a suggéré d’utiliser le profil asymétrique des outils Safelock qui assurent un contact hélicoïdal continu sur toute la longueur filetée. Cette solution répartit l’effort de traction et garantit une solidité mécanique fiable à 100% des éléments assemblés sans utilisation de colle.

L’année 2024 marque un jubilé particulier pour Willemin-Macodel. Celle des cinquante ans de sa création par Blaise Haegeli. Dès ses débuts, Willemin-Macodel s'est spécialisée dans les solutions d'usinage sur mesure. Cette méthode lui permet de satisfaire les demandes précises de chaque client, que ce soit pour la fabrication de séries moyennes et grandes ou de pièces uniques complexes. Son savoir-faire englobe une variété de centres d'usinage offrant une précision, une fiabilité et des performances exceptionnelles.
En mai dernier lors des journées de la presse de l’Association des Fabricants de Décolletages et de Taillages, l’AFDT, les journalistes ont découvert six entreprises de Delémont et travaillant tout ou en partie pour le domaine horloger.
Texte: Pierre-Yves Kohler, directeur du Siams - Photos: Roland J. Keller
Cette entreprise d’une soixantaine de personnes est spécialisée dans le décolletage de microcomposants de mouvements horlogers et de composants plus grands comme les cercles d’emboitage. L’entreprise s’est dotée de sa propre structure de révision de machines CNC. L’entrée dans le Groupe Acrotec en 2021 lui permet de bénéficier de toute la force de développement d’Acrotec R&D. Cette année, elle met notamment en place le contrôle en boucle fermée en cours de production directement dans la zone d’usinage. L’entreprise a également commencé un agrandissement qui devrait se terminer en 2025. Ce doublement de la surface de production lui permettra de faire face aux développements dans l’horlogerie et le médical.
www.easydec.ch


Le roulage a pour but de réduire l’usure due au frottement dans les mouvements de montres en garantissant les dimensions, les états de surfaces et la dureté des pièces.
CLA, seule entreprise à ne pas faire partie de la famille des décolleteurs, compte un département R&D représentant 35% de l’effectif des 43 collaborateurs. CLA est bel et bien le fournisseur de solutions d’assemblages complexes de pièces et de mesure de micro-couple d’avant-garde. Les lignes d’assemblage ou de production de pièces microtechniques de moins de 300 grammes basées sur le système SMS (Sample Management System) développé en interne représentent la plus grande partie du chiffre d’affaires. Ce système intelligent et modulaire est un vrai jeu de Lego, qui propose des solutions sur mesure. Chaque "porte-pièces" est identifié avec une puce RFID qui permet une traçabilité complète et une souplesse inégalée dans le fonctionnement des cellules. www.cla.ch

L'entreprise Joray & Wyss dispose d’un personnel jeune, moyenne d’âge 38,5 ans et féminin, 53% de l’effectif.

Cette entreprise de 155 collaborateurs, fondée en 1941, fabrique 55 millions de pièces par an. Fournissant des assemblages de pièces complexes allant de trois à plus de dix pièces, Joray & Wyss maîtrise onze techniques nécessaires à la fourniture des ensembles terminés. Seule la galvanoplastie est sous-traitée et sera intégrée dans le nouveau bâtiment en 2025. A cette date, l’entreprise passera de 3'000 à 10'000 m². De quoi lui permettre de se développer au service des marques horlogères.
www.joray-wyss.ch
Steulet Microtechnique, fondée en 2013, produit essentiellement des composants de mouvements pour l’horlogerie suisse. L’entreprise fournit également des prestations de terminaison très évoluées (notamment taillage, roulage,
cerclage, soleillage, colimaçonnage et assemblage). Elle dispose de deux ateliers distincts: le premier pour les pièces complexes jusqu’au diamètre de 10 mm et le second pour celles un peu plus simples jusqu’au diamètre de 4 mm.
www.steulet-microtechnique.ch
NTE SA, fondée en 1999, fabrique des composants d’horlogerie. De ses débuts dans le développement du traitement NTE Secur (dépose d’un frein filet sur des vis), elle réalise aujourd’hui ses propres composants. Onze passionné-e-s y travaillent. Dix tours automatiques usinent en majorité des petites séries. Le nombre de mises en train est sidérant ! Avec 370 mises en train effectuées en 2023, ce sont deux changements de pièces par jour que les décolleteurs ont réalisé !
www.nte-sa.ch
Sous le thème des enjeux de la sous-traitance horlogère, une table ronde s’est tenue lors de la première Journée de Presse. Les débats se sont tenus à Chambre de Commerce et d’Industrie du Jura (CCIJ). Il était question de démontrer l’importance de l’être humain tant bien même que l’on parle de haute technologie, de machines et de dispositifs techniques extraordinaires ! Pour autant, les entreprises peinent toujours à convaincre les jeunes de la magie de ces métiers. Autre trait commun relevé : la nécessité de se former en permanence et d’être à l’affût des évolutions technologiques et de s’y lancer.

Avec l’UCM PerfomanceLine, les solutions de nettoyage peuvent être configurées individuellement.
machine-outils
Dégraissage, nettoyage classique des composants ou applications de haute pureté. L'industrie a connu une augmentation sensible des demandes de solutions de nettoyage.
Ecoclean offre une variété de produits variés et personnalisables. Ses principes : un nettoyage de haute qualité, une optimisation des coûts et des processus moins énergivores. Le nettoyage des éléments est une étape cruciale de la production dans les domaines industriels afin de garantir que les procédés respectent les normes. Il est essentiel de maintenir une qualité des produits stable et impeccable. Des produits récents ou actualisés, des formes de plus en plus complexes, des matériaux de plus en plus divers, allant du millimètre à plusieurs mètres. Il est aisé de comprendre pourquoi la liste des applications de nettoyage est longue comme un jour sans pain. Les exigences relatives au processus et au degré de propreté requis varient en fonction de l'étape de fabrication ainsi que du produit et du secteur. Ainsi, lors du nettoyage final de composants de haute technologie, les impuretés de l'ordre du nanomètre et les nanocouches de contamination filmique doivent être éliminées. En revanche, dans le secteur industriel, la première tâche consiste souvent à nettoyer de grandes quantités d'éclats et de résidus d'usinage. Bien souvent, il faut prendre en compte des facteurs tels que des cadences élevées, des pièces lourdes, une gamme variée de composants et des délais de livraison courts.

Les installations spécifiques au nettoyage avec des produits à base d'eau sont incluses dans le système modulable EcoCvela.

Le concept modulable EcoCstretch a été développé pour des applications de nettoyage avec solvant.

La première tâche consiste souvent à nettoyer de grandes quantités d'éclats et de résidus d'usinage.
Adapter la solution de nettoyage
Ecoclean et UCM, branche du groupe, spécialisée dans le nettoyage de haute précision et ultra-fin, proposent une solution complète pour les processus chimiques humides en utilisant des produits à base d'eau, des solvants et des alcools modifiés. Ainsi, les systèmes de nettoyage, à l’instar des technologies de séchage adaptés au nettoyage pièce par pièce ou par lots, peuvent être ajustés en fonction des spécificités du produit. Le processus est développé dans des salles propres dans les centres de test d'Ecoclean.
Système modulable
Ecoclean offre une vaste sélection de systèmes de chambres standard pour utiliser des produits à base d'eau, de solvants et d'alcools modifiés pour le nettoyage. Il est également important de mentionner de nombreuses méthodes telles que le nettoyage par aspersion, à haute pression, à pression pulsée, plasma ou ultra-sons, le lavage à turbulences forcées, le dégraissage vapeur ou Ultrasonic Plus. De quoi prendre en charge la majorité des opérations de nettoyage dans le domaine industriel. Toutefois, la demande d'applications qui requièrent des équipements adaptés à différentes dimensions des composants, aux exigences de performance ou de propreté, a augmenté considérablement au cours des dernières années. Le concepteur d'installa-
tions a créé des systèmes modulables innovants EcoCvela pour les produits à base d'eau et EcoCstretch pour les solvants et l'alcool modifié afin de diminuer le temps de création de ces applications. Pour les solvants, le concept modulable propose quatre tailles de chambres de travail avec des diamètres compris entre 750 et 1 200 mm et plusieurs réservoirs. Pour les procédures de nettoyage pièce par pièce, les systèmes peuvent être équipés de toutes les technologies disponibles en nettoyage avec solvant.
Les gammes UCMBaseLine, UCMSmartLine, UCMPerformanceLine et UCMHighLine offrent des solutions en modules standard pour les systèmes de nettoyage par ultrasons à plusieurs bains. Grâce à des modules spécialement conçus pour le nettoyage, le rinçage, la pression pulsée, le séchage, le chargement et le déchargement, ainsi qu'un système de transport polyvalent, il est aisé et à moindre coût de configurer et de mettre en place des systèmes de nettoyage pour différentes applications. Le processus est simplifié grâce au système électrique et à la technologie de gestion intégrés. Les systèmes pour les applications de haute pureté sont équipés d'équipements appropriés pour être utilisés à l'intérieur ou en connexion avec une salle propre. ■
le dirigeant
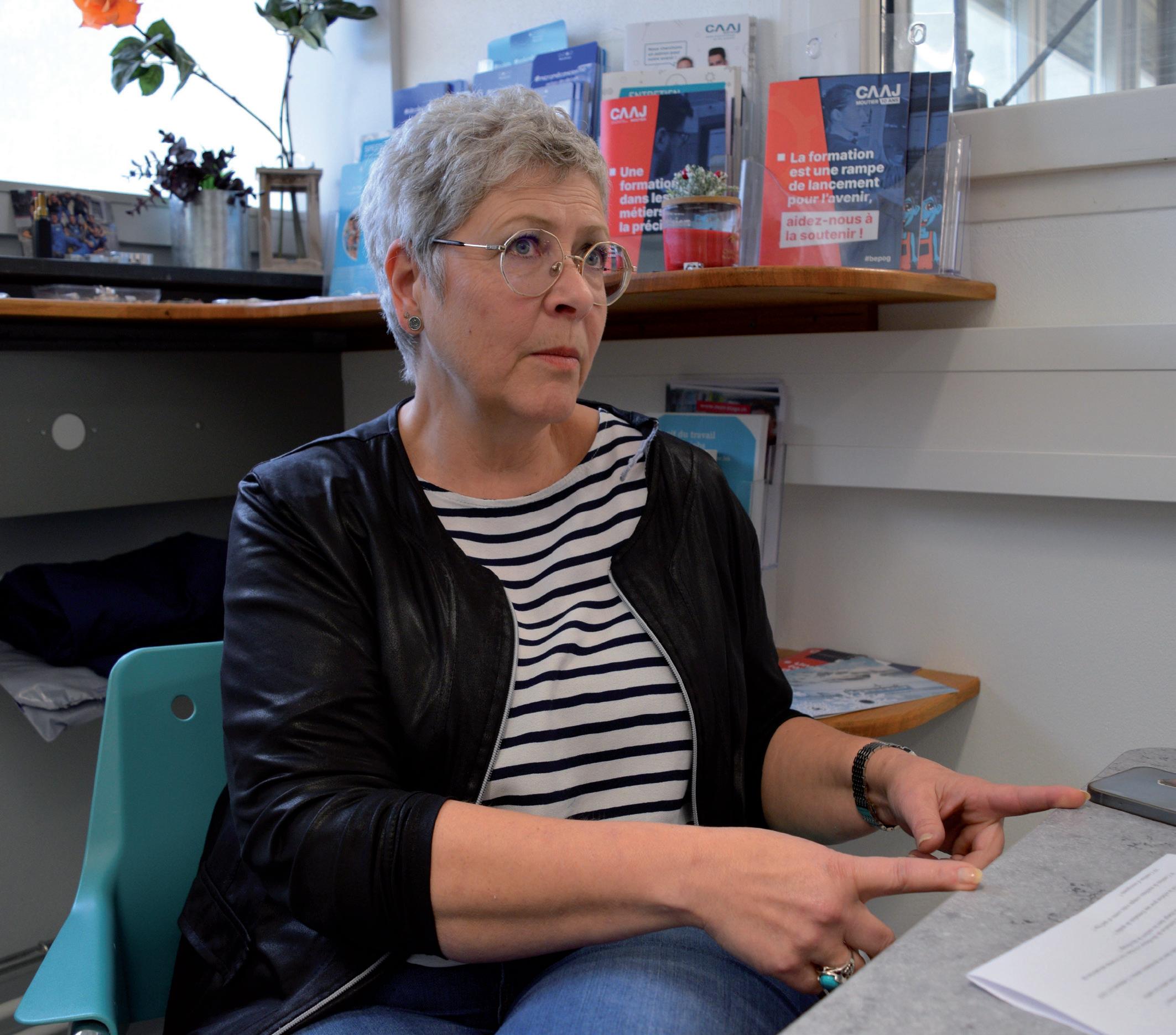
Elle a l’habitude de saluer chaque matin tous les formateurs et apprentis. Elle, c’est Danielle Ackermann, directrice du Centre d’apprentissage de l’Arc jurassien, le CAAJ à Moutier. A vrai dire, cette passionnée d’opéra italien a toujours baigné dans le monde du décolletage. Visite de ce centre de formation.

La reprise et le contrôle de pièces n’ont aucun secret pour elle. « J’ai été amené à faire plein de choses au sein de l’entreprise de mon mari, confie Mme Ackermann, il fallait angler des pièces, reprendre une pièce, monter et démonter la pince. J’ai tout appris dans la société familiale fondée en 1978 à Bassecourt. Mon époux a toujours formé des apprentis. Sur les douze employés, il y en avait au moins un en formation. » Le hasard est le seul Dieu sans temple disait Malraux. En mars 2014, elle pousse la porte du CAAJ, juste pour une visite. Un de ses amis, membre du conseil d’administration la sollicite pour s’occuper de l’administration, afin de décharger les formateurs de la paperasse ! « J’avais à peine posé
un pied dans l’atelier, que mes souvenirs sont revenus, ces machines à cames, ces odeurs, tout me ramenait à l’entreprise familiale. C’était ma madeleine de Proust. Je me suis sentie tout de suite dans mon élément. »
Cette passionnée du décolletage fait ses débuts trois jours plus tard dans ce centre en se fixant deux objectifs avec Dominique Lauener, alors président du conseil d'administration. Il n'y a pas de fonds de formation dans le canton de Berne, la formation des apprentis est assurée par des coopératives comme les CAAJ ou des entreprises mais pas assez. En une décennie, le nombre d'entreprises sociétaires formatrices de ce centre de formation a été multiplié par deux. De 11 à 22 ans en dix ans ! Premier objectif largement atteint.
Le CAAJ offre une formation aux polymécaniciens généralistes, aux polymécaniciens et aux mécaniciens de production, spécialisés dans le décolletage. Deux options se présentent à eux : l'usinage général ou le décolletage. Deux choix sont disponibles pour devenir micromécanicien lors de la troisième formation : le décolletage ou l'étampage. Les fondements de ces trois professions sont semblables. La mécanique reste l'élément central. Le domaine de la formation est en perpétuelle mutation. L'industrie évolue rapidement et on peut observer un décalage entre la formation et les besoins des entreprises. La réforme des métiers en 2027 permettra d'ajuster plus précisément les besoins de la branche.

Propre et lumineux
Le deuxième objectif avait trait au déménagement du CAAJ. « Tout était poussiéreux dans l’ancien atelier confie Danielle, qui n’était plus représentatif de ce qui se fait en entreprise. Je voulais en finir avec cette image rance sur fond d’huile suf-
focante et de murs borgnes. Notre nouveau siège à Moutier est propre et lumineux, conforme aux canons actuels de la production. » Dès son arrivée, elle n’a eu de cesse de promouvoir le décolletage et les métiers techniques en offrant la possibilité aux jeunes des deux Jura de faire
Le CAAJ compte trois formateurs à plein temps pour 27 apprentis, parmi lesquels trois filles. Ces chevronnés de la production ont vécu l’entreprise. La pratique est bien le fondement de la théorie. Ces enseignants suivent un parcours pour développer leurs compétences pédagogiques à la Haute École de Formation Professionnelle (HEFP) à Renens, près de Lausanne. Le diplôme s’obtient à l’issue de 600 heures de formation. Le CAAJ compte un apprenti âgé de 42 ans, en quatrième année de formation en tant que polymécanicien. Cette réinsertion professionnelle prouve que la demande existe si les entreprises s'engagent.
des stages. « Nous ne sommes plus à la mine aime-t-elle le répéter, c’est en organisant des visites de classes et des stages que l’on peut détruire ces clichés passéistes et susciter des vocations. »
Son cheval de bataille demeure la formation, d'autant plus que près de 200 décolleteurs de la région prendront leur retraite dans les prochaines années. Que faire ? Selon Danielle Ackermann, il est essentiel de recruter davantage d'apprentis, mais il faut surtout responsabiliser les entreprises. Beaucoup d'entre elles se cachent derrière leur statut de PME afin de faire le Ponce Pilate. Pour ces dernières, il incombe aux grandes entreprises ou aux cantons de prendre en charge la relève de ces dernières. Ce qui est faux ! « Nous devrions sensibiliser davantage ces petites structures aux bénéfices
d'un apprentissage du CAAJ, affirme sa directrice. » A la décharge de ces PME, la formation a subi de nombreux changements. Il faut désormais bien superviser l'apprenti et rédiger régulièrement des rapports de formation. Il n'est plus possible pour le formateur de laisser son apprenti se débrouiller seul, il doit lui consacrer un temps considérable avec le risque de moins produire. Cela justifie l'intérêt du CAAJ car il s'agit d'une véritable formation duale.
Barrière de röstis
Pour autant, il existe une véritable barrière de röstis dans le monde de l’apprentissage. « En Suisse alémanique, un établissement est honoré d’avoir un apprenti et d’être une entreprise formatrice, explique Danielle Ackermann. En Suisse romande, tout le monde veut poursuivre des études universitaires et charge à l’État de s’occuper de nos apprentis. L’industrie a perdu sa vocation de transmettre son savoir. Et réalité, plus on en forme, moins il y aura de défections. Dans le canton du Jura, une étude réalisée en 2018 a mis en évidence le fait que seulement 20 % des entreprises, dans tous les secteurs, proposaient des places d'apprentissage ! Par comparaison, en Suisse alémanique, le double des entreprises employait des apprentis. »
Le CAAJ offre une transition entre l’école et le monde du travail, souvent très dur. L’adolescent entre dans le milieu professionnel en douceur avec des formateurs et des horaires précis. Le centre dispose de 53 machines conventionnelles en mécanique et en décolletage sans assistance de logiciels. Les apprentis apprennent les bases sur les machines conventionnelles afin de comprendre le cœur de leur métier. Par la suite, ils passent au numérique. Les apprentis qui jettent l’éponge ne sont que de 8% au CAAJ de Moutier, Jura bernois, contre 24% dans le Jura et 36% à Genève !
Machines à cames
À la question de savoir si le domaine du décolletage a subi de nombreux changements ? Sa réponse est catégorique : « Le décolleteur ne se limite plus à un simple métier ». Il s'agit d'un mécanicien spécialisé dans le décolletage, qu'il soit micromécanicien ou polymécanicien spécialisé dans le décolletage. Autrefois, la formation du décolleteur se limitait aux machines à cames. Lorsque la CNC est arrivée en 1985, le métier est devenu plus technique, voire mécanique. Il ne s'agit plus que tournage automatisé. De nos jours, les centres d'usinage réalisent diverses opérations avec une plus grande valeur ajoutée. » Le décolleteur ne se limite plus à un simple métier. ■
En dix ans, le CAAJ a doublé le nombre de ses entreprises formatrices, soit de 11 à 22 !

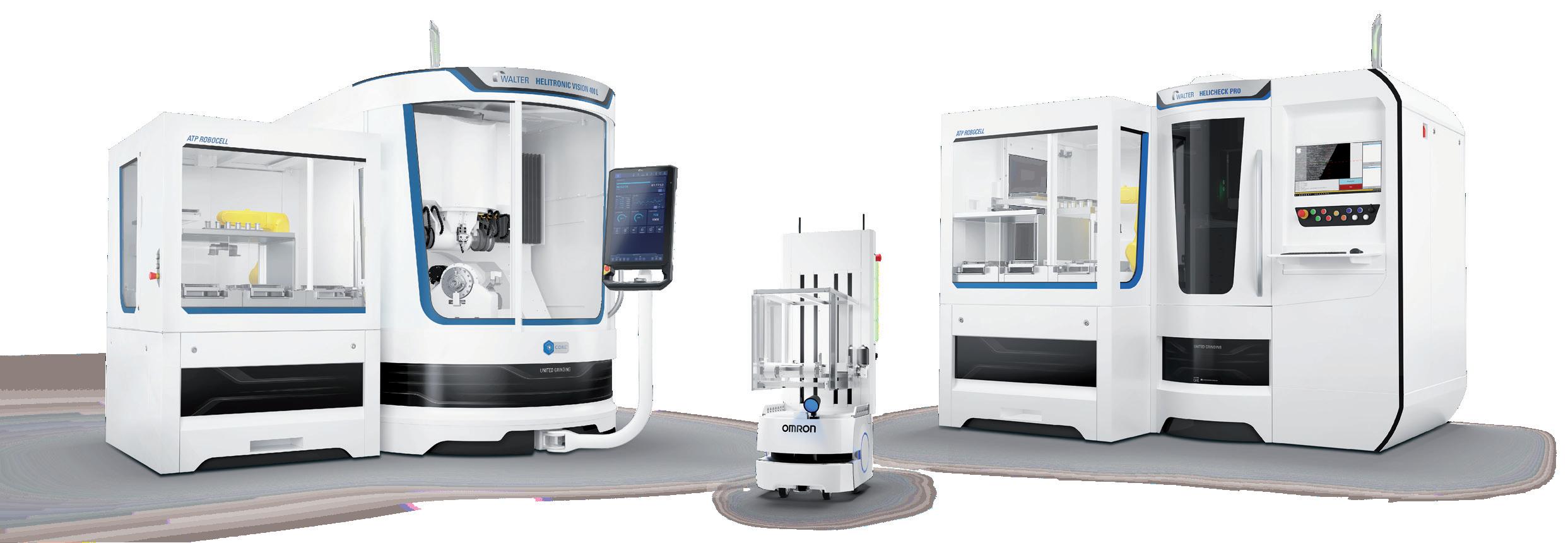
Le système ATP de Walter utilise la rectifieuse Helitronic Vision 400 L, la machine de mesure Helicheck, toutes deux équipées de l’ATP Robocell et le robot de transport mobile.
machine-outils
Avec le système Automated Tool
Production (ATP), Walter offre une solution d'automatisation pour les outils cylindriques de précision. Cette innovation s'applique à la mise en réseau des machines de rectification, d'érosion et de mesure de Walter, mais pas seulement.
L'accroissement de l'efficacité, la concurrence et le manque de main-d'œuvre qualifiée exigent un niveau d'automatisation plus élevé dans la production industrielle. Le système Automated Tool Production (ATP) de Walter ne demande pas d'espace supplémentaire et peut être intégré dans des configurations d'installations déjà en place. Ce système sert également d'interface pour des machines d'autres fabricants. Le contrôle du système repose sur le modèle de données OPC-UA FLAMES. Il comprend une cellule robotisée accessible par l'avant (ATP Robocell) pour le chargement et le déchargement automatiques des machines, ainsi qu'au moins un robot de transport autonome et mobile (ATP AMR) pour le transport des palettes de pièces et des pièces détachées entre les stations de stockage et d'usinage.
Flexibilité maximale
Le système ATP développé par Walter n'exige pas d'espace additionnel pour son installation.
Les opérateurs peuvent facilement intégrer le système ATP à leurs productions actuelles, sans changer la configuration de l'installation existante et indépendamment du fournisseur d'automatisation. Les fabricants d'outils dont la production n'utilise pas encore de machines Walter peuvent également intégrer le système ATP dans leur production.
L'ATP Robocell, accessible par l'avant, dispose de trois sas, offrant ainsi des espaces tampons supplémentaires pour une production sans temps d'attente ni interruption. Un poste de prélèvement distinct permet l'échange de pièces détachées entre la machine de mesure et la machine d'usinage, ce qui autorise une correction automatique et des processus entièrement en boucle fermée. Dans l'ATP Robocell, un préhenseur à plages multiples offre une grande flexibilité au système. Il s'adapte à une vaste gamme de diamètres de pièces sans changer d'unité de préhension, tout en remplaçant simultanément les pinces de serrage. ■

Solution standard économique
Utilisation universelle
Commande avec assistant de configuration
Chargement entre pointes ou dans le mandrin
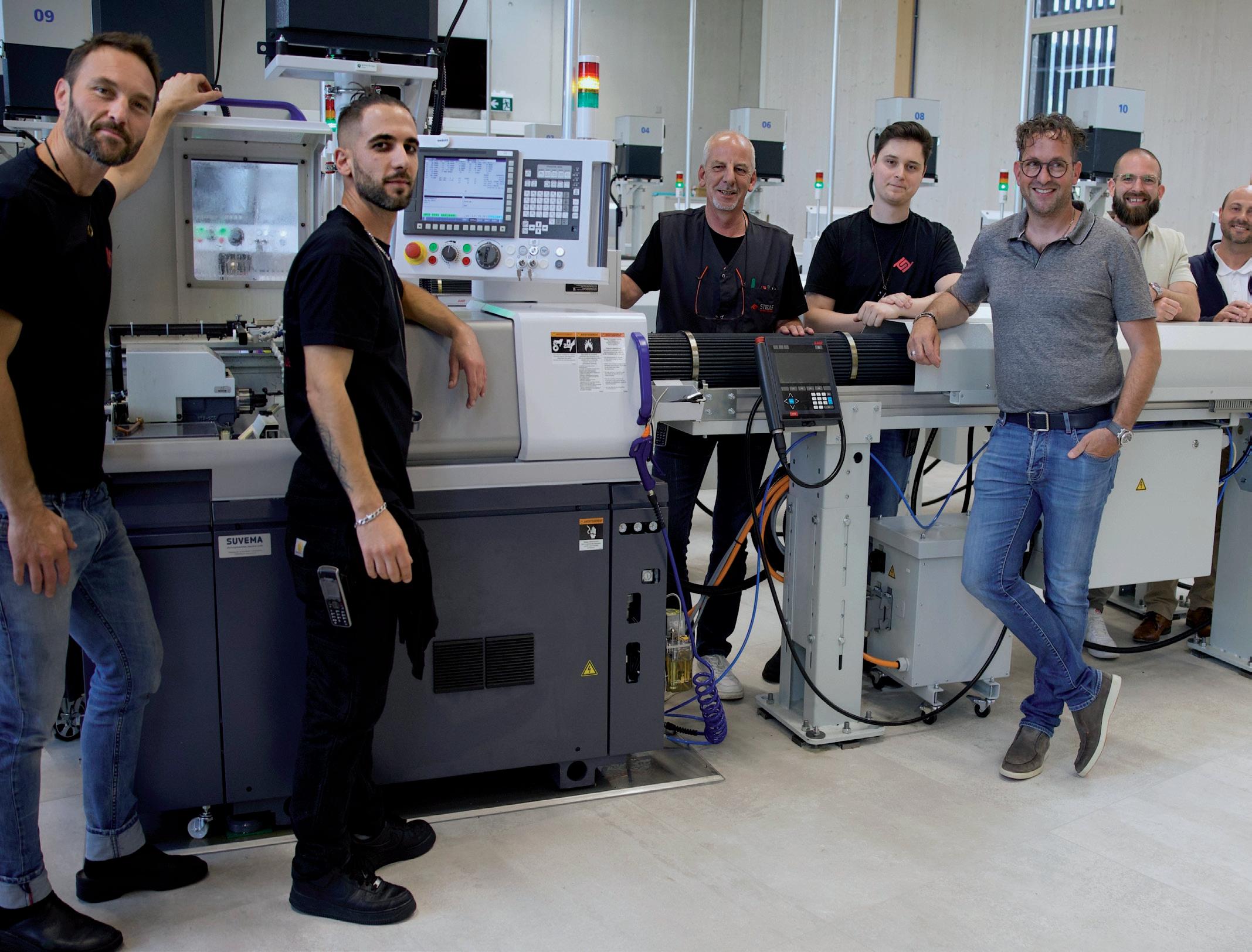
Une nouvelle automatisation universelle facilite le chargement et le déchargement des pièces sur les rectifieuses cylindriques universelles CNC S33 et S31. Jusqu’à présent, l’automatisation nécessitait des chargeurs spécifiques au client. Capable de manipuler des pièces agencées en position verticale et horizontale, le nouveau système de chargement standardisé peut être configuré de manière simple par les utilisateurs pour un serrage entre pointes ou dans un mandrin. Un assistant de configuration facilite la programmation grâce à une visualisation simple. Aucune connaissance en programmation n’est nécessaire à cet effet.
Fonctionnement individuel
Les machines S33 et S31 sont des solutions de rectification optimales pour des pièces petites à grandes dans la production de pièces unitaires, de petites et de grandes séries. Les deux machines disposent d’une distance entre pointes de 400 à 1 600 millimètres et d’une hauteur de pointe de 175 millimètres. Le chargeur insertLoad peut traiter des distances entre pointes jusqu’à un maximum de 1000 millimètres et comble une lacune dans les systèmes d’automatisation standardisés de STUDER. Les pièces peuvent avoir une longueur jusqu’à 100 mm et un poids de 1,5 kg en mode de fonctionnement alterné et 5 kg en mode de fonctionnement individuel.
Rectifieuse cylindrique extérieure universelle CNC S31 avec nouvelle solution d’automatisation insertLoad.
machines-outils
STUDER offre avec le nouveau système de chargement insertLoad une solution d’automatisation universelle pour les rectifieuses cylindriques S33 et S31 qui peut charger des pièces entre pointes et dans le mandrin de serrage.
Grande flexibilité
En raison de la grande flexibilité du chargeur en termes de géométrie, de taille et de temps nécessaire pour la tâche respective de rectification, son autonomie varie tout comme la capacité des tiroirs de pièces à usiner. Le temps sans intervention de l’opérateur varie généralement entre une demi-heure et une heure. Dans ce contexte, le chargement et le déchargement des pièces à usiner sont pris en charge par un robot Fanuc, qui se déplace entre le chargeur et l’espace de travail de la machine via un axe linéaire.
Trappe de chargement
La sécurité pour les processus de rectification utilisant de l’huile de rectification a été par ailleurs un enjeu important lors du développement. Une trappe de chargement sépare ainsi l’espace de chargement de la solution d’automatisation de l’espace de travail de la machine, ce qui permet d’éviter un retour de flamme dans les processus utilisant de l’huile de rectification. Dans le même temps, le logiciel et un interrupteur de sécurité assurent que les opérateurs ne sont pas mis en danger en cas de déflagration. STUDER a présenté en première mondiale le système de chargement insertLoad lors du salon EMO de Hanovre 2023. La prise en charge d’autres machines est aussi en préparation. (source : United Grinding Group). ■

publi-info
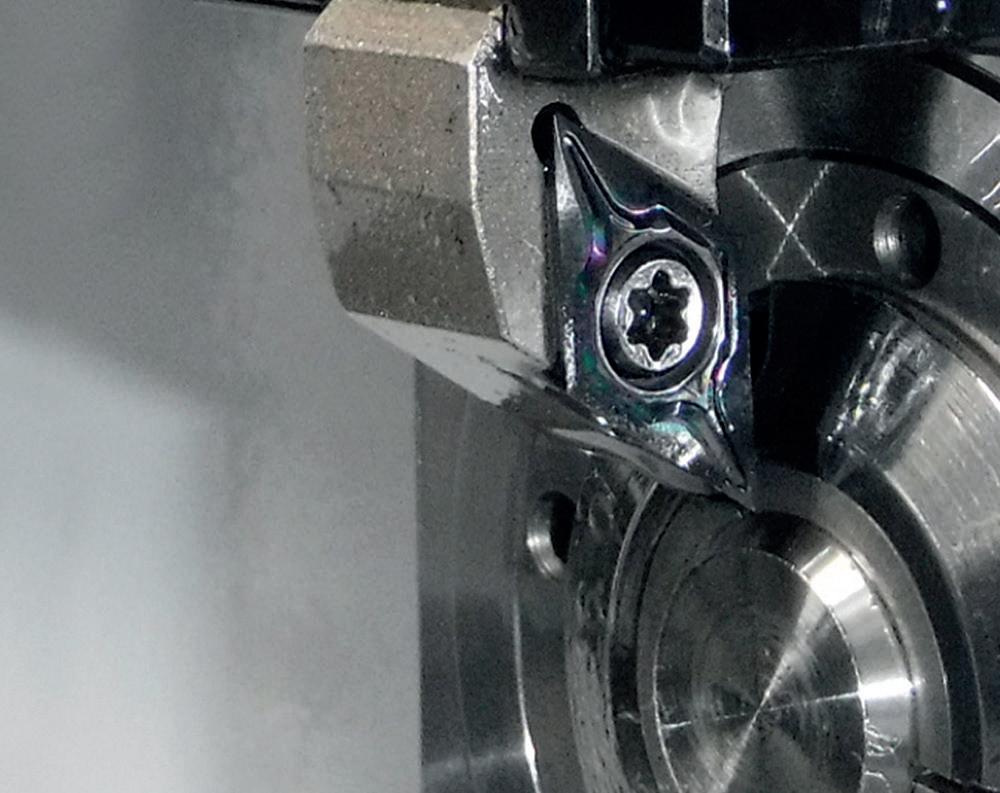
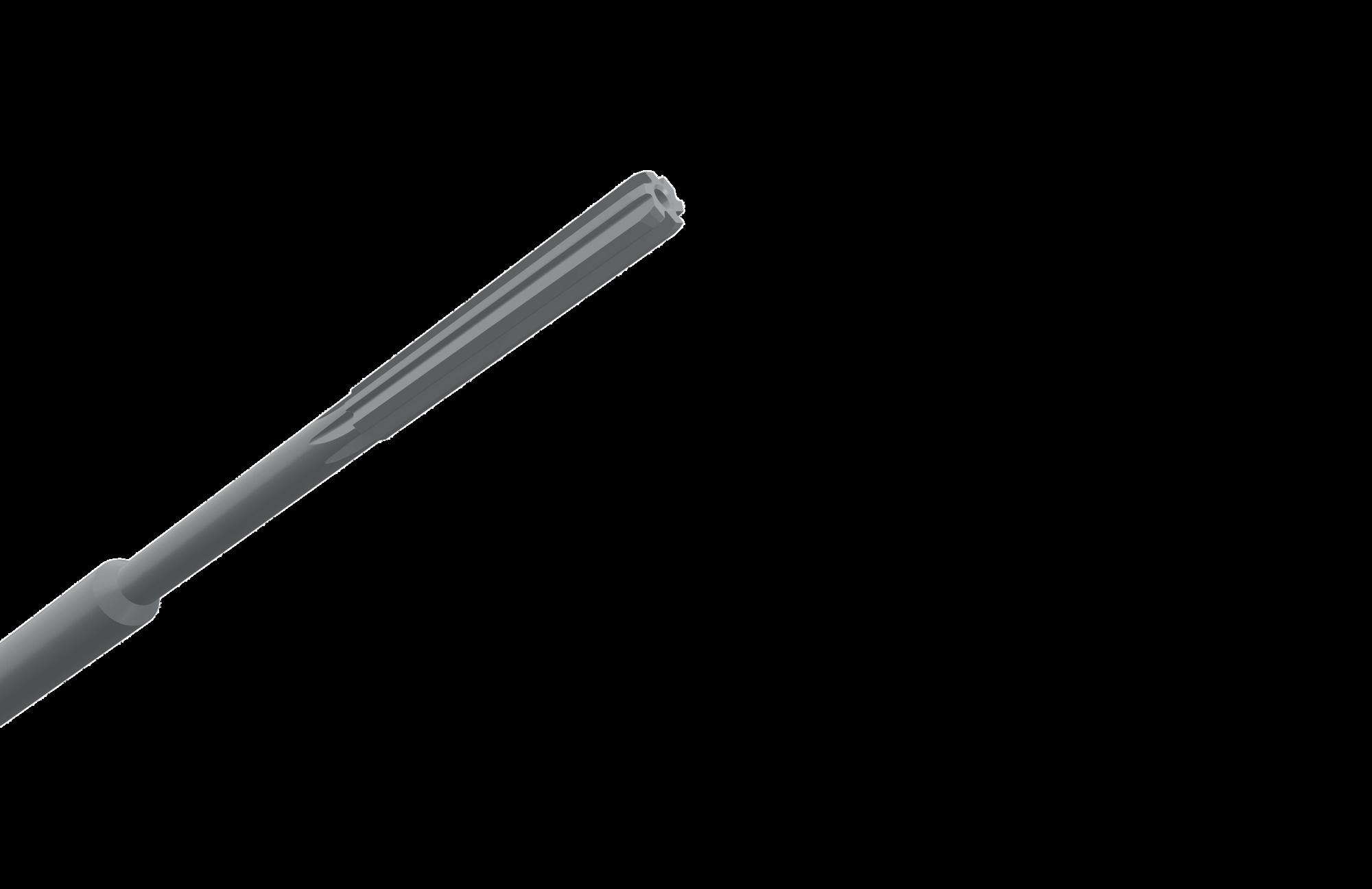
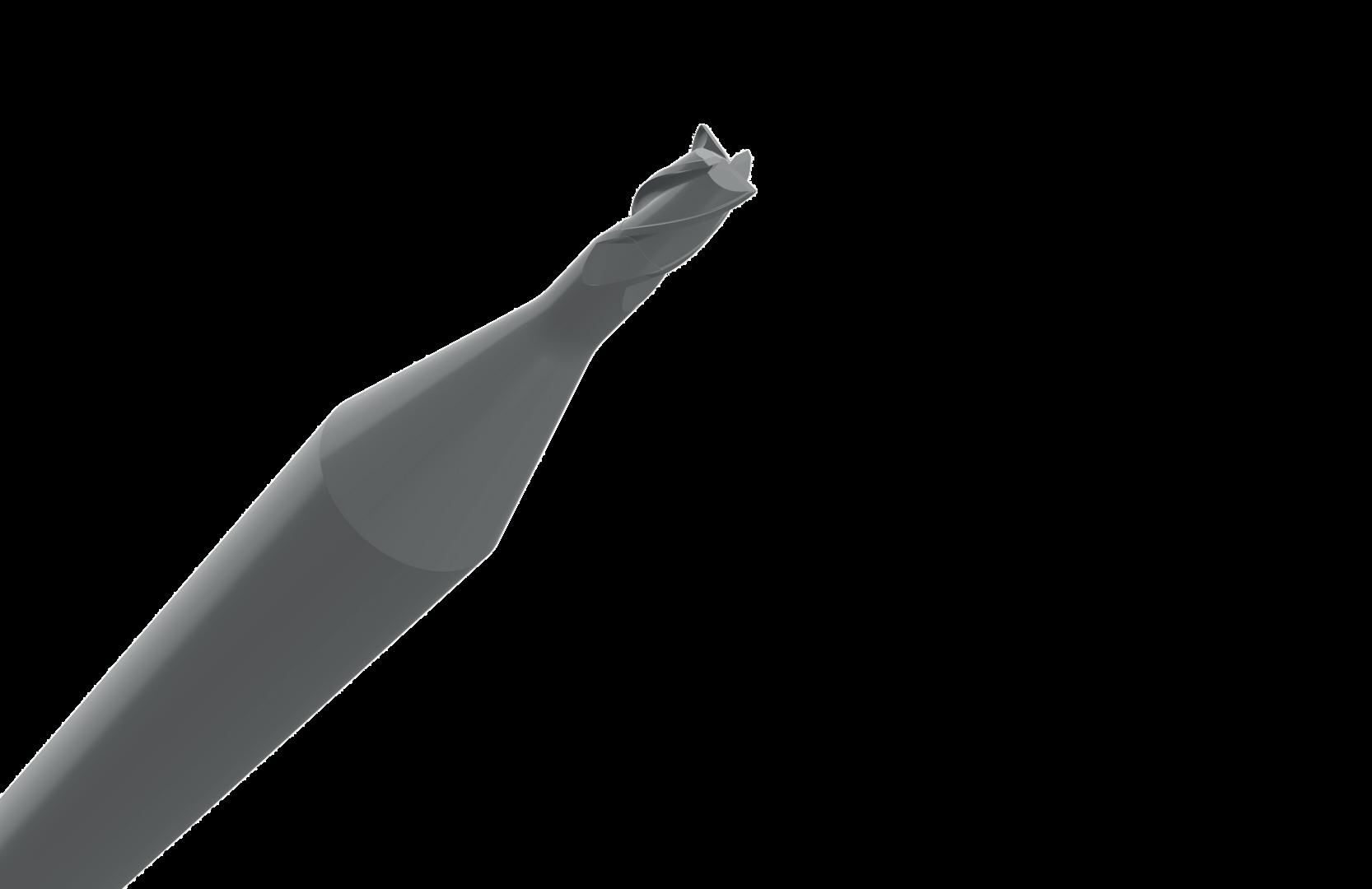
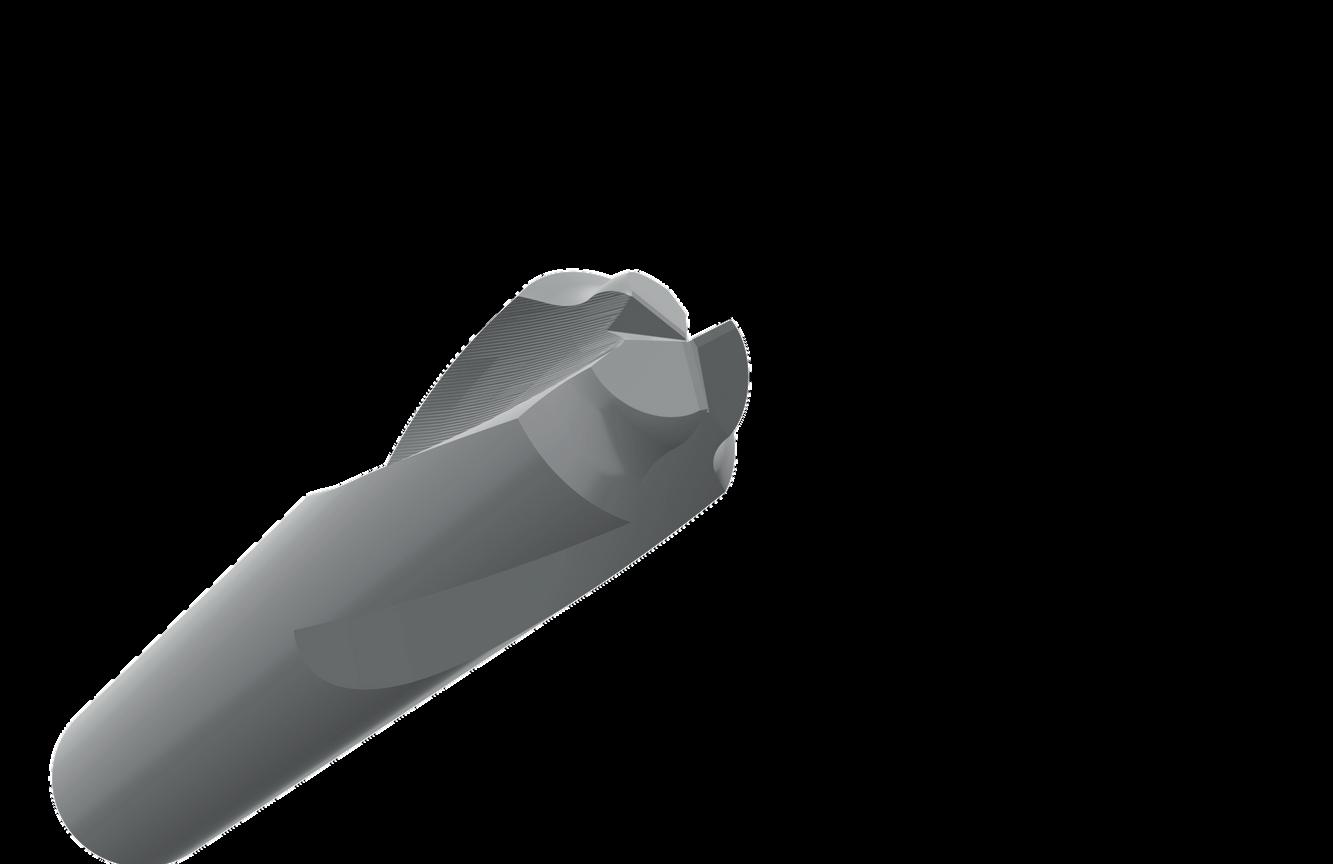
Afin de rester leader sur le marché des outils de filetage, DC Swiss SA à Malleray investit constamment dans la recherche et le développement.
Texte et photos : Patrick Di Lenardo
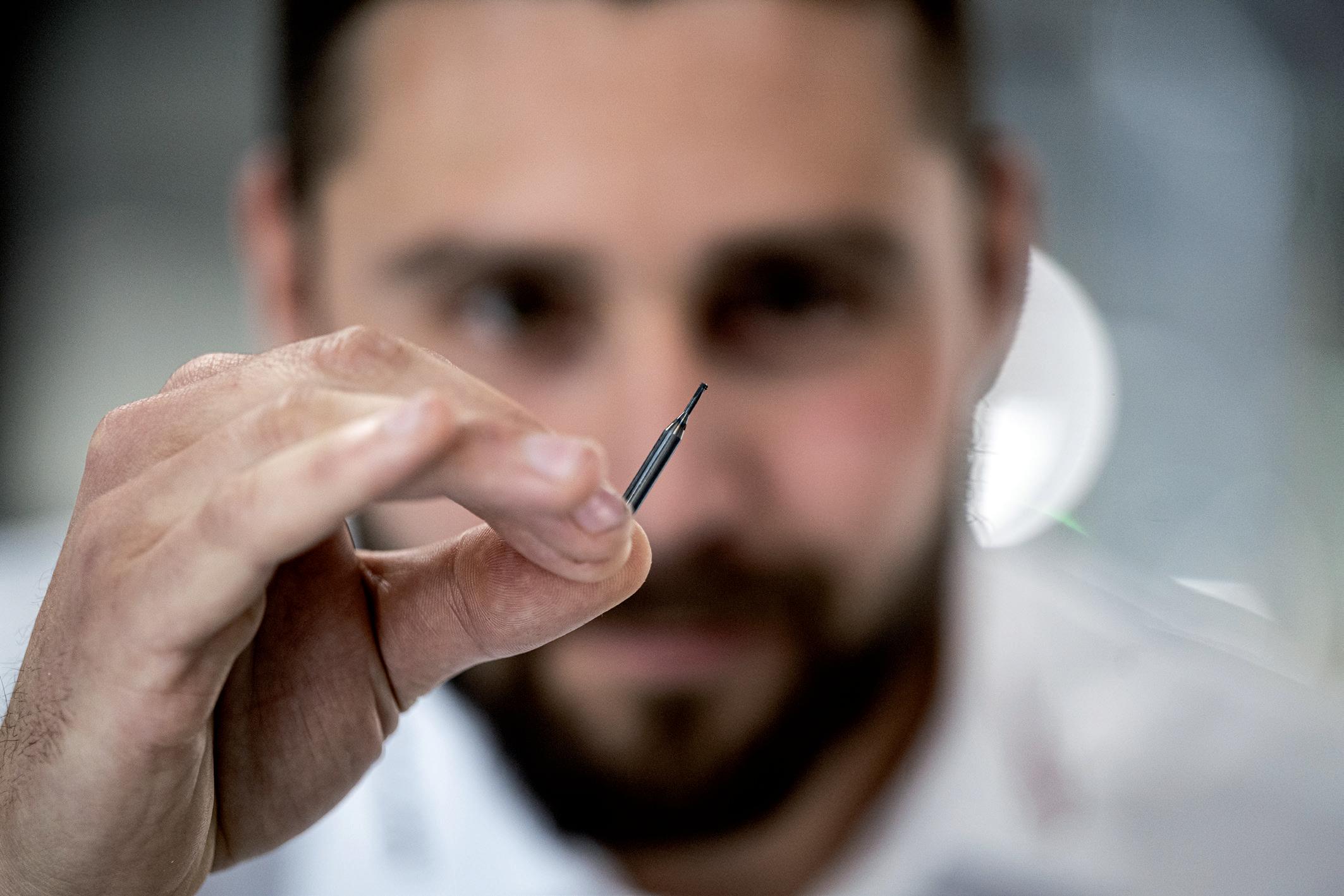
C’est un élément indispensable dans tous les secteurs de la mécanique. Les liaisons vissées sont robustes et fiables tout en restant démontables. A Malleray dans le Jura bernois, DC Swiss SA en a fait sa spécialité depuis plus de 80 ans. Acteur incontournable du marché, l’entreprise propose une vaste gamme d’outils de filetage pour tarauder ou fraiser des filets dans toutes sortes de matières. Et ceci avec le souci constant de rester innovant.
Précision et fiabilité en ligne de mire
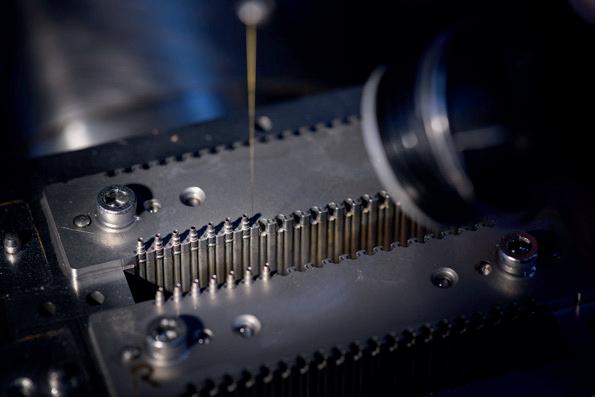
Est-ce possible sur un sujet pour lequel on imagine que tout a déjà été inventé ? « Nous travaillons effectivement sur plusieurs axes d’amélioration continue pour nos outils », explique Maxime Sandoz, ingénieur développement produits et membre de la cellule R&D du fabricant. Celleci cherche à optimiser performance et durabilité pour les tarauds, fraises à fileter ou encore les fraises à tourbillonner, ces outils qui permettent notamment par interpolation circulaire d’obtenir un filet parfait, sans bavures. Mais chez DC Swiss SA, on vise également et surtout à être le plus précis possible. « Chez nous, la précision n’est pas seulement une norme, c’est notre passion », explique Claude Sudan, membre de la direction.
Symbole du succès rencontré, une nouvelle halle industrielle a été bâtie en ce début d’année sur le site DC Swiss à Malleray. Ce nouveau bâtiment de plus de 1300 m2 abrite plusieurs lignes de machines CNC, la cellule R&D ainsi qu’un réfectoire. Doté d’une atmosphère régulée, il garantit la fiabilité et la répétabilité de l’usinage. L’entreprise, toujours située sur son site historique depuis sa fondation en 1940, connaît un agrandissement tous les trente ans environ afin d’accompagner son essor.

Nouvelles géométries de coupe
Ainsi, DC Swiss SA a développé, depuis plusieurs années, un programme d’outils de filetage nano qui repousse les limites de la finesse dans le microfiletage, soit entre 0,3 et 2,74 mm. « C’est l’évolution du marché qui donne le ton de nos recherches », affirme Maxime Sandoz. Et notamment, les nouvelles matières utilisées dans certains secteurs industriels poussent la société à compléter sans cesse sa gamme d’outils. « Nous développons ainsi de nouvelles géométries de coupe afin de mieux évacuer le copeau. C’est notamment important avec des matières comme le laiton sans plomb qui pose des défis intéressants », ajoute encore l’ingénieur. Les recherches se concentrent également sur les matériaux avec lesquels fabriquer ou revêtir les outils, comme la céramique ou le diamant PCD, par exemple.
La cellule de R&D de DC Swiss SA, qui a déjà développé plusieurs solutions brevetées, est également en contact étroit avec ses clients finaux pour guider ses travaux. « L’écoute est très importante. Nous comprenons que chaque client est unique, c’est pourquoi nous adaptons continuellement nos solutions afin de répondre de la meilleure façon aux besoins de notre clientèle », ajoute encore Claude Sudan.
En plus de produire des outils pour créer des liaisons vissées, DC Swiss SA propose également le moyen d’en vérifier la précision grâce à ses jauges de filetage. Ses clients peuvent ainsi répondre aux plus hauts standards de qualité. « La large gamme de jauges de filetage DC Swiss est certifiée SCS, garantissant à l'utilisateur final l'utilisation d'un équipement de métrologie entièrement fiable. D’ailleurs, une attestation de conformité confirme systématiquement que la production a scrupuleusement suivi le processus de contrôle au terme de la fabrication.
Marchés diversifiés et internationaux
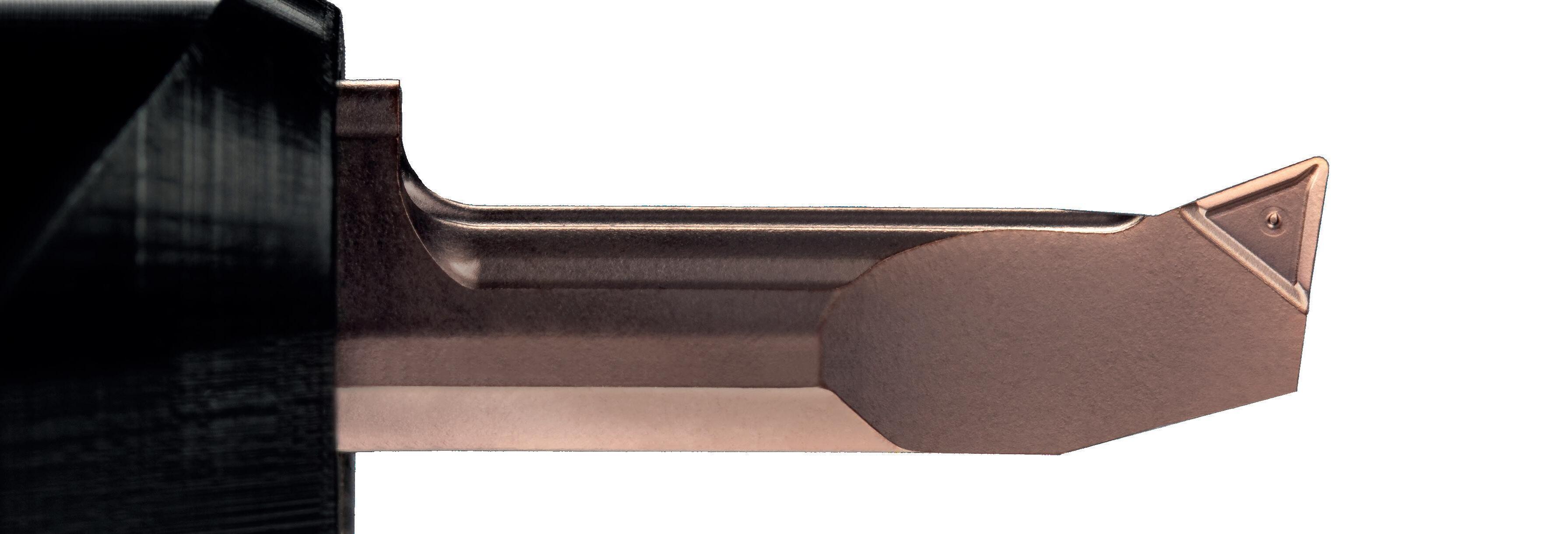
Cette clientèle, elle est forcément très diverse, puisque DC Swiss SA propose des solutions de filetage dans des dimensions comprises entre 0,3 et 164 mm ! Horlogerie, médical, mécanique générale, automobile, ou aviation font ainsi appel aux outils de la marque. « Nous sommes principalement actifs en Suisse et en Europe, bien que nous soyons aussi bien représentés en Asie et en Amérique », explique Claude Sudan. Entreprise familiale à taille humaine, la société DC Swiss SA s'engage à cultiver ses forces – qualité, fiabilité, disponibilité, innovation, proximité et flexibilité –afin de conserver sa position de spécialiste incontournable dans les solutions de filetage. ■
Ses solutions de filetage varient entre 0,3 et 164 mm.
1940 Fondation de l’entreprise à Malleray (BE) 110 employés répartis sur ses deux sites de production en Suisse
19 apprentis en formation
5000 outils produits chaque jour
9200 références en catalogue
98 pour-cent des références sont déjà en stock et prêtes à être livrées
5 pour-cent du chiffre d’affaires est réinvesti dans la R&D

Il est erroné de penser que le porte-outil ne joue qu'un rôle secondaire dans les économies d’énergie !
décarbonisation
Pour réduire 250 tonnes de CO2 chaque année, le groupe allemand
Haimer, spécialisé dans la technologie de serrage d'outils, a consacré en 2023 plus d'un million d'euros dans des infrastructures respectueuses de l'environnement. Cas concret de durabilité.
Haimer a remplacé un centre d'usinage par un nouveau avec le même processus d'usinage, l’économie d’énergie était de 30 %.
Pour évaluer la durabilité, il ne faut pas se focaliser sur un produit, mais sur l'environnement, le cycle de vie du produit et l'ensemble du processus dans lequel le produit est intégré. L'usinage des métaux a de multiples aspects. Selon le matériau, la structure des éléments et les quantités, on utilise une grande diversité de machines, d'outils et de dispositifs de serrage. En plus des matériaux, l'efficacité énergétique joue un rôle essentiel dans la détermination d'un processus écologique. Une méthode prometteuse implique de cibler les consommateurs les plus importants et d'améliorer leur utilisation. La majorité de l'énergie utilisée dans l'usinage est consommée par la machine-outil, avec ses entraînements de broches et d'axes, ses périphériques et ses unités auxiliaires. Haimer a changé un centre d'usinage par un nouveau en utilisant le même procédé d'usinage, ce qui a entraîné une économie d'énergie de 30 %. Depuis plusieurs années, cette entreprise se sert exclusivement d'électricité issue des énergies renouvelables et investit dans des systèmes d'énergie solaire et des infrastructures respectueuses de l'environnement. Le processus d'usinage peut également être optimisé en utilisant des stratégies d'usinage optimisées par la CAO/FAO, telles que le fraisage trochoïdal.

En utilisant cette méthode, il est possible de diminuer le temps d'usinage de 71 minutes à 18 minutes par pièce en utilisant le fraisage trochoïdal avec les mandrins de frettage Haimer Power, par rapport à l'usinage avec une fraise à surfacer. La modification de la stratégie d'usinage a entraîné des économies d'énergie grâce à une consommation d'énergie considérablement réduite.
Durabilité du serrage des outils
De manière paradoxale, même un porte-outil peut jouer un rôle dans la durabilité ! Dans un processus d'usinage où la fraiseuse utilise en moyenne environ 30 kW, à laquelle s'ajoutent la puissance des dispositifs hydrauliques et pneumatiques, des équipements d'automatisation et des robots, on a tendance à croire que le porte-outil n'est qu'un élément secondaire. Le porte-outil est assez petit et le processus de serrage à l'aide d'un mandrin de frettage nécessite une consommation d'énergie marginale. D'autres systèmes de serrage consomment plus d'énergie lors du frettage qu'un mandrin hydraulique ou un mandrin de fraisage en utilisation opérationnelle.
Cycle de vie
Cependant, la situation évolue lorsque l'on considère l'ensemble du cycle de vie d'un porte-outil, qui englobe la fabrication, l'entretien et la décomposition. En raison de sa structure plus complexe, la fabrication d'un mandrin hydraulique nécessite beaucoup plus d'efforts et d'énergie. En plus de l'usinage de haute précision des divers éléments, il est nécessaire de souder le manchon d'expansion, de procéder à un traitement thermique supplémentaire afin d'éviter la rupture du joint de soudure, ainsi que tous les efforts pour le nettoyage, l'assemblage et le remplissage d'huile. Selon notre expérience, la quantité d'énergie requise pour la production est environ trois fois supérieure à celle requise pour le mandrin de frettage, explique Andreas Haimer, Directeur Général de Haimer GmbH. ■

Ypsomed, comme tout fabricant de produits dans le domaine de la santé humaine, s’impose des exigences bien particulières en matière de production. L’entreprise a opté, il y a un an, pour le système intelligent de gestion des fluides FLUIDLYNX de MOTOREX. Un choix qui se traduit par une baisse substantielle de la consommation de fluides et une réelle économie de coûts.
Dans la production industrielle moderne, la durabilité est essentielle. Martin Held, responsable de la fabrication d'outils, cherchait à améliorer l'efficacité tout en préservant les ressources. Ypsomed a trouvé la meilleure solution dans le système FLUIDLYNX de MOTOREX. La numérisation favorise une production durable. FLUIDLYNX de MOTOREX se règle et se pilote automatiquement, convaincant rapidement Ypsomed d'opter pour ce système. Ypsomed utilise deux boîtiers COOLANTLYNX, connectés à cinq et six machines respectivement.
Plus sur MOTOREX INDUSTRIAL LINE : motorex.com/industry



Du 24 au 27 septembre, l'édition du Salon Micronora, Besançon, France, sera dédiée aux microtechniques intelligentes. L’intégration de solutions intelligentes pour une plus grande efficacité devient importante pour l’industrie. Ces solutions optimisent la production en analysant les données en temps réel, en identifiant les inefficacités et en améliorant les performances des machines. De plus, une utilisation raisonnable contribue également à réduire les coûts grâce à une planification proactive de la maintenance. En fin de compte, l’intelligence manufacturière stimule l’innovation en ouvrant de nouvelles possibilités d’amélioration des processus et des produits. L'événement phare du salon, Zoom, mettra cette année en vedette les microtechniques intelligentes. Il s'agira d'un ensemble de solutions répondant aux besoins des différentes industries de précision, quelle que soit la taille de l'entreprise.

L'enquête de satisfaction des exposants du SIAMS est très positive avec une note globale de 4,39, légèrement supérieure à l'édition précédente. Le Salon s'étend avec de nouveaux événements à venir. A savoir la deuxième édition des Pitch idé au Forum de l’Arc, Moutier, le 28 octobre prochain. La deuxième fois également pour les SIAMS TV Days du 7 au 11 avril 2025. A vos agendas !
Prolongations pour le SIAMS
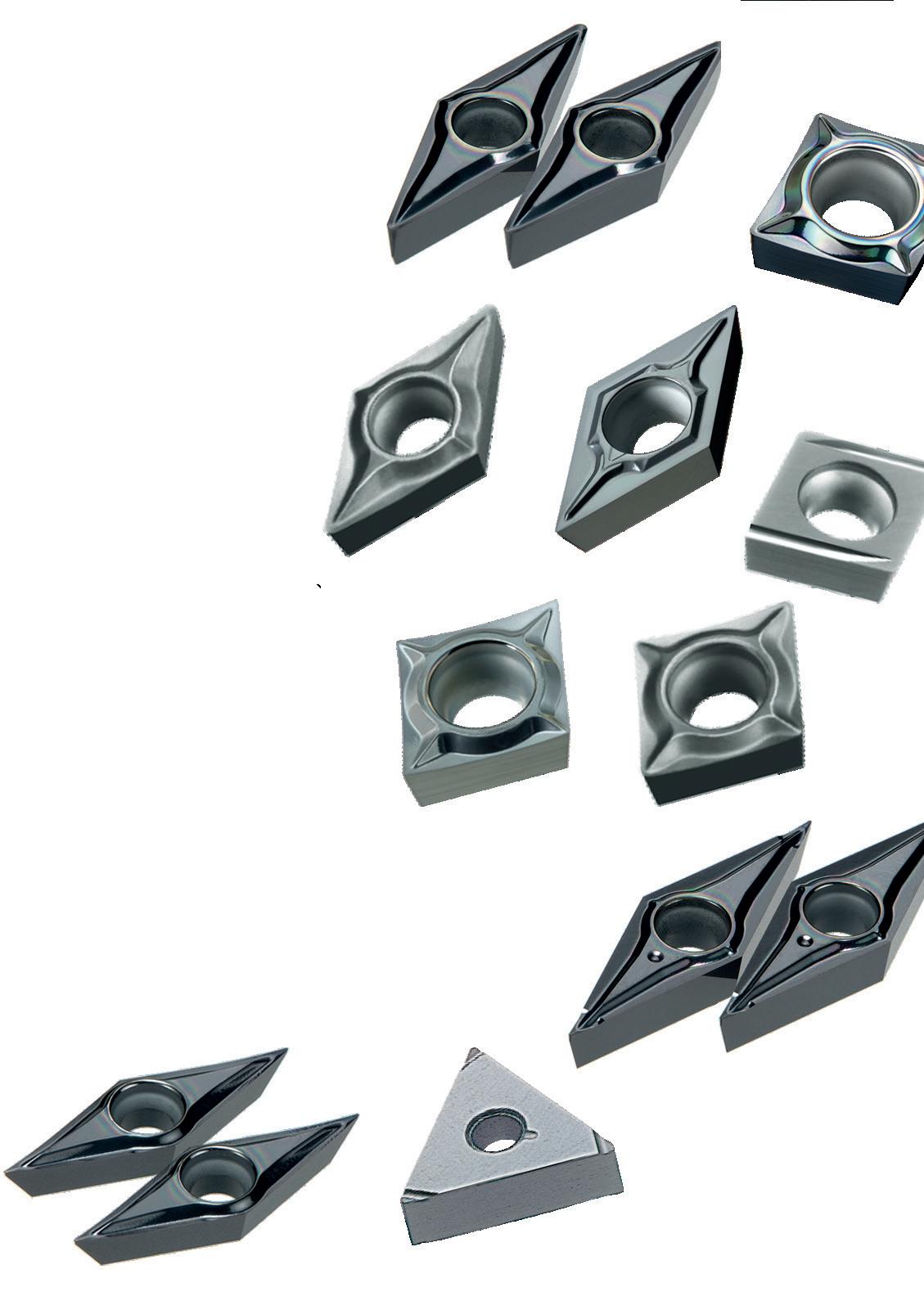
NUANCES À REVÊTEMENT PVD POUR LE DÉCOLLETAGE
UNE PETITE RÉVOLUTION DANS LE DÉCOLLETAGE
NOUVEAU : Plaquettes ISO positives 5° VBMT, 7° VCGT and 11° VPGT
MS6015
Optimale pour le tournage à haute vitesse de l‘acier
MS7025
La nuance parfaite pour l‘inox
MS9025
Pour plus d’efficacité en usinage de titane et réfractaires

Ulrich Kissling, fondateur et directeur général de KISSsoft AG, a quitté son poste chez KISSsoft le 1er juillet 2024. Il continuera cependant à représenter Gleason/KISSsoft AG au sein de divers comités techniques d'ingénierie et à apporter un soutien technique aux équipes techniques et d'ingénierie de ventes. Hanspeter Dinner, directeur général adjoint, lui succède. Il n'est pas étranger à l'entreprise puisqu'il y travaille depuis plus de vingt ans.
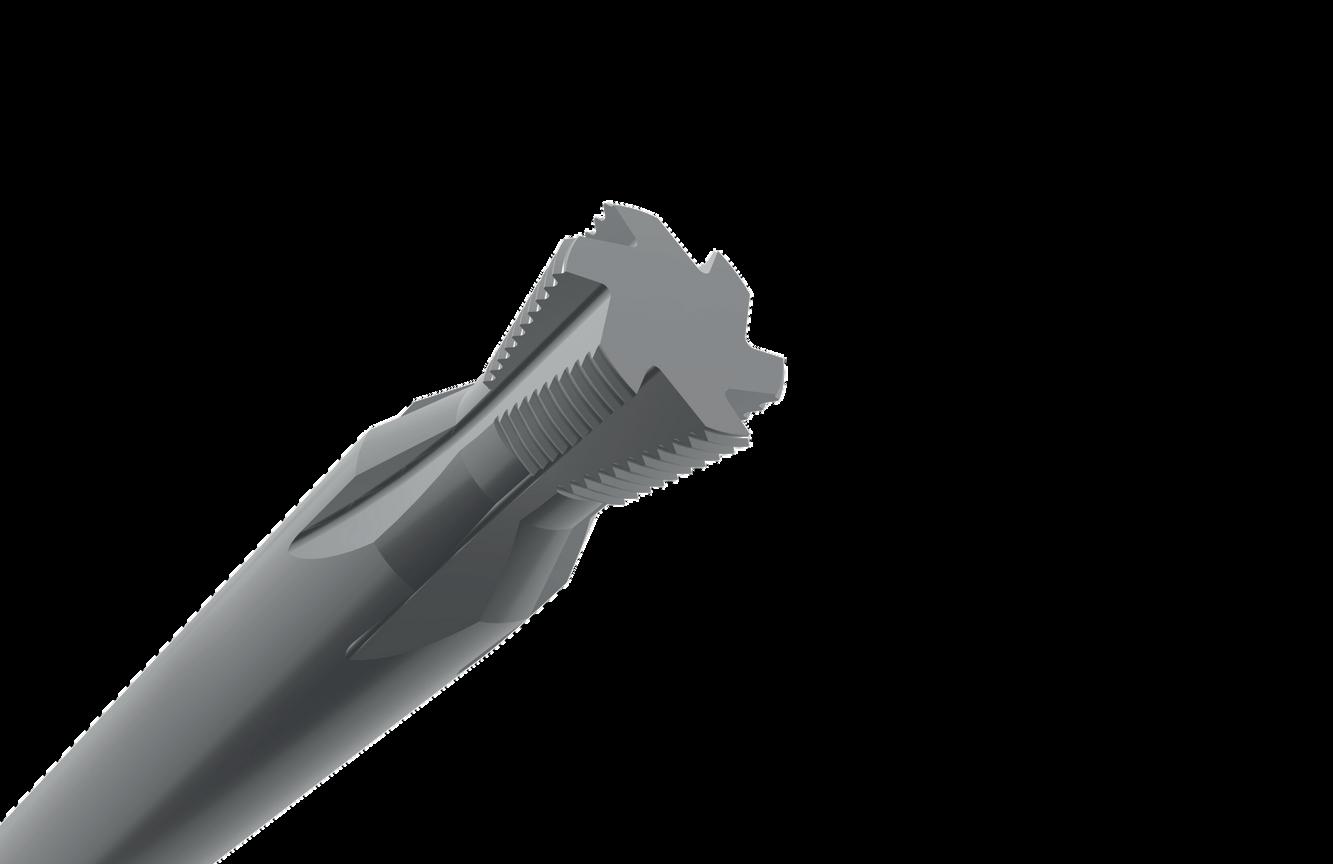
RÉSOLUTION DE PROBLÈMES – Pour longs copeaux dans les petits diamètres d‘alésage
Le nouveau Supermini de type 105

LCe robot peut être équipé du système MELFA SafePlus pour davantage de fonctions de sécurité.
Le nouveau robot de Mitsubishi Electric manie de plus lourdes charges utiles sur une plus importante portée.
e robot articulé de la gamme MELFA RV-12CRL offre une capacité de charge de 12 kg et une portée de 1'504 mm. Grâce à sa portée considérable, ce robot peut être utilisé dans différents secteurs industriels tels que l'industrie automobile, la fabrication de batteries lithium-ion, la logistique et l'entreposage. En raison de sa capacité de charge considérable et de sa portée incomparable par rapport aux robots de sa catégorie, le dernier robot de la gamme MELFA se démarque par sa grande souplesse et sa grande polyvalence. De quoi le rendre idéal pour les applications de pick-and-place et les opérations d'assemblage. Le robot RV-12CRL peut opérer à grande vitesse tout en garantissant un positionnement précis même lorsqu'il manipule de lourdes charges, en assurant une précision de ±0,04 mm. Son bras est conçu pour supporter de fortes inerties et d´importantes accélérations.
En toute sécurité
Ce robot à six axes peut être équipé du système MELFA SafePlus afin d'intégrer davantage de fonctions de sécurité. Quand des opérateurs sont détectés dans son environnement, la vitesse peut être limitée ainsi que le couple et la portée en utilisant des systèmes de détection tels que des barrières immatérielles. Cela lui donne la possibilité de travailler sans être confiné dans une enceinte de sécurité. Cette aptitude à travailler en toute sécurité dans des espaces communs sans avoir besoin de s'arrêter à l'approche d'un opérateur permet aux lignes de production flexibles de renforcer leur efficacité. Ce robot inclut en particulier des servomoteurs de nouvelle génération équipés d'encodeurs sans batterie, ce qui permet de se passer de batteries. ■

med-tech
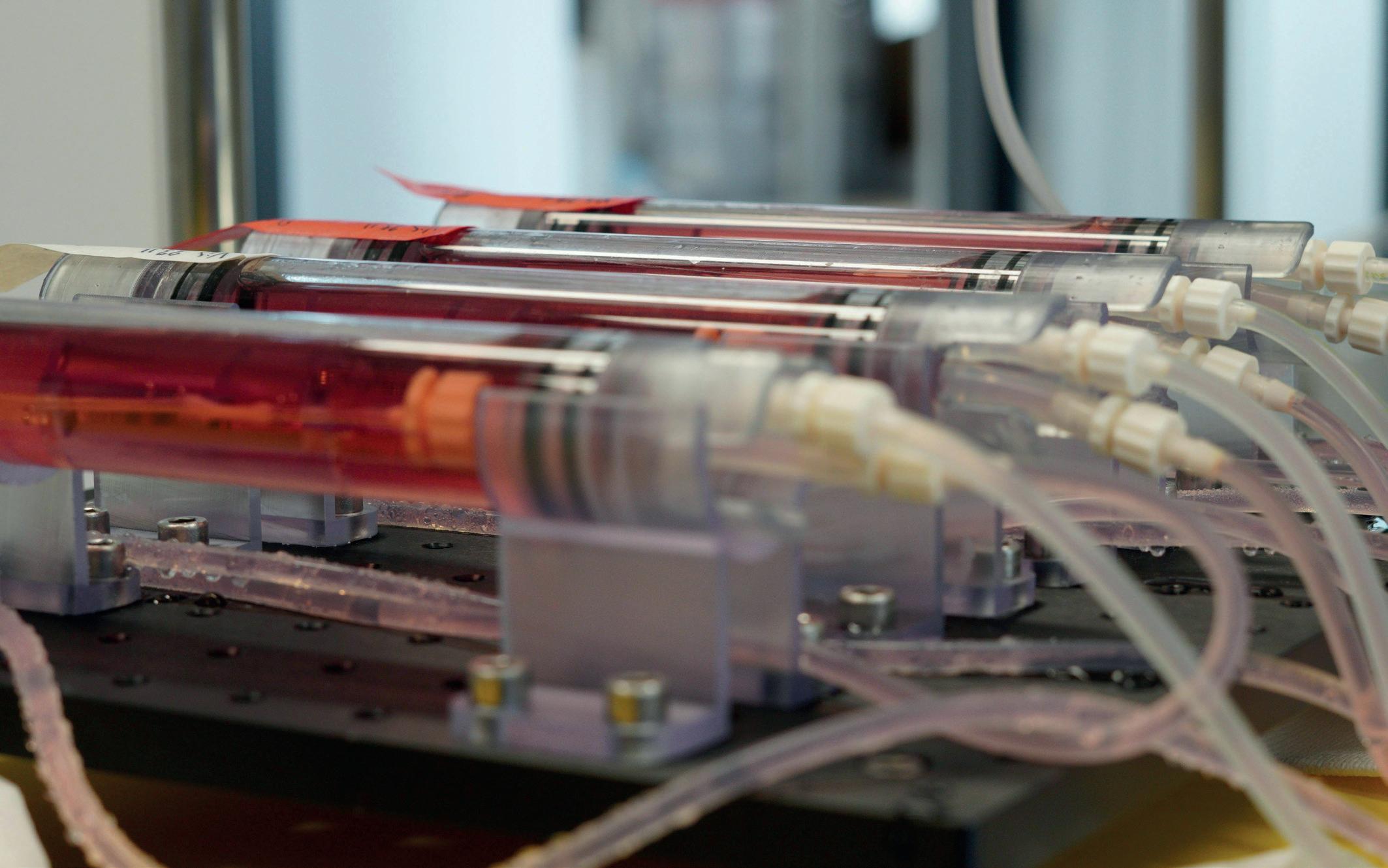
Un nouveau type de bioréacteur capable de cultiver en laboratoire des tissus de veines humaines a été développé par le CSEM et ClexBio. Objectif : trouver une solution pour améliorer la qualité de vie de personnes souffrant d'insuffisance veineuse chronique.
Le CSEM et ClexBio, startup norvégienne spécialisée dans la médecine régénératrice, ont développé un nouveau bioréacteur qui permet de cultiver en laboratoire des tissus de veines humaines. Cette solution, financée par le Conseil norvégien de la recherche, a pour objectif d'améliorer la qualité de vie de millions de personnes atteintes d'insuffisance veineuse chronique sévère en leur implantant des veines bio-conçus. Un prototype de bioréacteur a été développé et testé avec les deux partenaires afin de produire des implants veineux fonctionnels à partir de tissus humains provenant de cellules souches qui s'intègrent dans le corps du patient et deviennent des tissus vivants. Les compétences en médecine régénératrice, la propriété intellectuelle de sa plateforme et l'expertise étendue dans les hydrogels ont été exploitées par ClexBio, tandis que les ingénieur.e.s du CSEM ont exploité leur expertise en automation, microsystèmes physiologiques et solutions de laboratoire intelligentes.
Dépassons ensemble vos exigences de finition
Machines de traitement de surfaces pour :
Ebavurer
Décalaminer
Satiner
Microbiller
CH - 1800 Vevey | Switzerland | +41 21 925 04 70 sablage@bremor.ch | www.bremor.ch

Orientation décolletage
Polymécanicien/ne
Mécanicien/ne de production
Micromécanicien/ne
Centre d’Apprentissage Technique de l’Arc Jurassien

caaj-moutier.ch
Micro usinage de haute performance

VivoSet, une plateforme technologique révolutionnaire de ClexBio, offre la possibilité de mouler et de créer des tissus à l'architecture complexe, tels que les veines. En utilisant un processus microfluidique, on fabrique ces veines en combinant des cellules normales avec le biomatériau breveté de ClexBio. Après la formation du tissu désiré, les cellules et l'échafaudage sont enlevés, laissant un implant constitué d'une matrice extracellulaire humaine – le principal constituant des tissus naturels. L'ingénierie tissulaire permet donc d'implanter directement ce greffon de tissu veineux chez les patients.
Tandem gagnant
En collaboration avec les spécialistes de ClexBio, les ingénieurs et ingénieures du centre suisse d'innovation technologique CSEM ont développé ce bioréacteur qui peut produire ces implants tissulaires de manière évolutive. La structure tubulaire des veines qui transportent le sang des organes jusqu'au cœur est reproduite par cette machine. En combinant des membranes biocompatibles avec une structure guide et en utilisant l'impression 3D avec des résines biocompatibles, l'équipe du CSEM a élaboré le modèle pour fabriquer des tubes semblables aux veines. Elle a produit une série de tissus d'environ 10 cm de long et 1 cm de diamètre.
Tissu fonctionnel
D'après les premiers résultats précliniques de ClexBio, il n'y a aucune réponse immunitaire après l'implantation de ces implants chez les patients. Au contraire, les cellules du patient les colonisent et deviennent un tissu fonctionnel, qui s'insère dans le corps et se développe avec lui. Le système étant à présent développé, ClexBio entend conduire quelques essais précliniques supplémentaires sur des modèles animaux plus grands afin de produire des données concernant la fonctionnalité des implants veineux bio-conçus dans le système cardiovasculaire. ■
L'ingénierie tissulaire permet d'implanter directement un greffon de tissu veineux chez le patient
Le centre d'innovation technologique suisse, le CSEM, œuvre dans les secteurs de la microfabrication de précision, des technologies numériques et des énergies durables pour renforcer notre économie. Les technologies de rupture à fort impact sociétal sont développées par cette organisation à but non lucratif afin de les transmettre à l'industrie. Des universités, des hautes écoles spécialisées, des instituts de recherche et des acteurs industriels de premier plan collaborent avec plus de 550 collaboratrices et collaborateurs venant de 46 pays.

interview
Arcofil pour arc électrique et fil. Dès sa création en 1979, son atout résidera dans l'usinage des métaux par électroérosion. Au fil du temps, cette entreprise imérienne mettra plusieurs cordes à son arc jusqu’à verticaliser sa production. Petit tour d’horizon avec son CEO Frank Kräuchi.
Quelles modifications avez-vous apportées à votre arrivée il y a plus de neuf mois ?
Nous avons examiné tous les flux de l'organisation pour saisir le futur rôle de chaque atelier, l'un des changements majeurs à la suite de notre forte croissance étant de se concentrer sur le produit plutôt que sur le métier. Pendant notre phase de stabilisation, lorsqu'une commande arrivait, elle était envoyée dans les divers ateliers avec des délais plus ou moins élastiques ! Maintenant, nous disposons d'une perspective globale sur chaque pièce ou outil. Le chef de projet surveille constamment le déroulement de la production. Le client a une connaissance précise du prix et de la date de livraison des premières pièces. Avant, le cheminement de la commande était tout à fait kafkaïen. Actuellement, un suivi par opération est assuré et pour les étampes, c’est un suivi individualisé.
Est-ce qu’Arcofil est entrée de plain-pied dans l’industrialisation du produit ?
Complètement. Avant, c’était de la sous-traitance. Aujourd’hui nous faisons des produits sur mesure et plus une opération individuelle. Les clients commandent un outillage complet très souvent fini. En somme, un service verticalisé. Quand ils viennent pour une roue, ils la veulent étampée, polie, galvanisée, finie pour n’avoir plus qu’à la glisser dans le mouvement. Cette solution clé en main est le fil conducteur de notre stratégie sur cinq ans. Une pièce qui se balade chez plusieurs fournisseurs, le cirque ! Et surtout la fabrication du produit n’est pas maitrisée avec comme corollaire des retards. Le but : un seul responsable, Arcofil.
En somme un guichet unique ?
Cette tendance a commencé il y a environ cinq ans. C’était dans l’intérêt des deux parties de maitriser toute la chaine de valeur du produit. Désormais, toutes les manufactures horlogères travaillent de la sorte. Auparavant, elles ne maitrisaient ni la qualité ni les délais de livraison. Grâce à la verticalisation, tout est plus clair pour le client.
Une diversification de vos produits ?
En maitrisant les métiers autour de l’étampage, nous proposons un produit fini avec pour base l’étampage. Nous faisons également les presses pour l’étampage, de l’outillage pour l’industrie horlogère pour tout type d’opération. Nous réalisons ce dont cette industrie a besoin sur une ligne de production. Bernard Schenk, Imérien pur souche, a fondé Arcofil en commençant avec une machine d’électroérosion. Quelques années plus tard, un atelier de mécanique avec fraisage et tournage a vu le jour. En 2000, l’étampage est arrivé. Nous sommes en constante innovation.
Le secteur est à la peine ?
Nous constatons un ralentissement chez certains de nos clients. Mais les grandes marques horlogères sont en croissance continue et nous avons la chance de les avoir comme clientes. Et nous continuons à embaucher.
Vous disposez d’une R&D performante. Pour quelles raisons ?
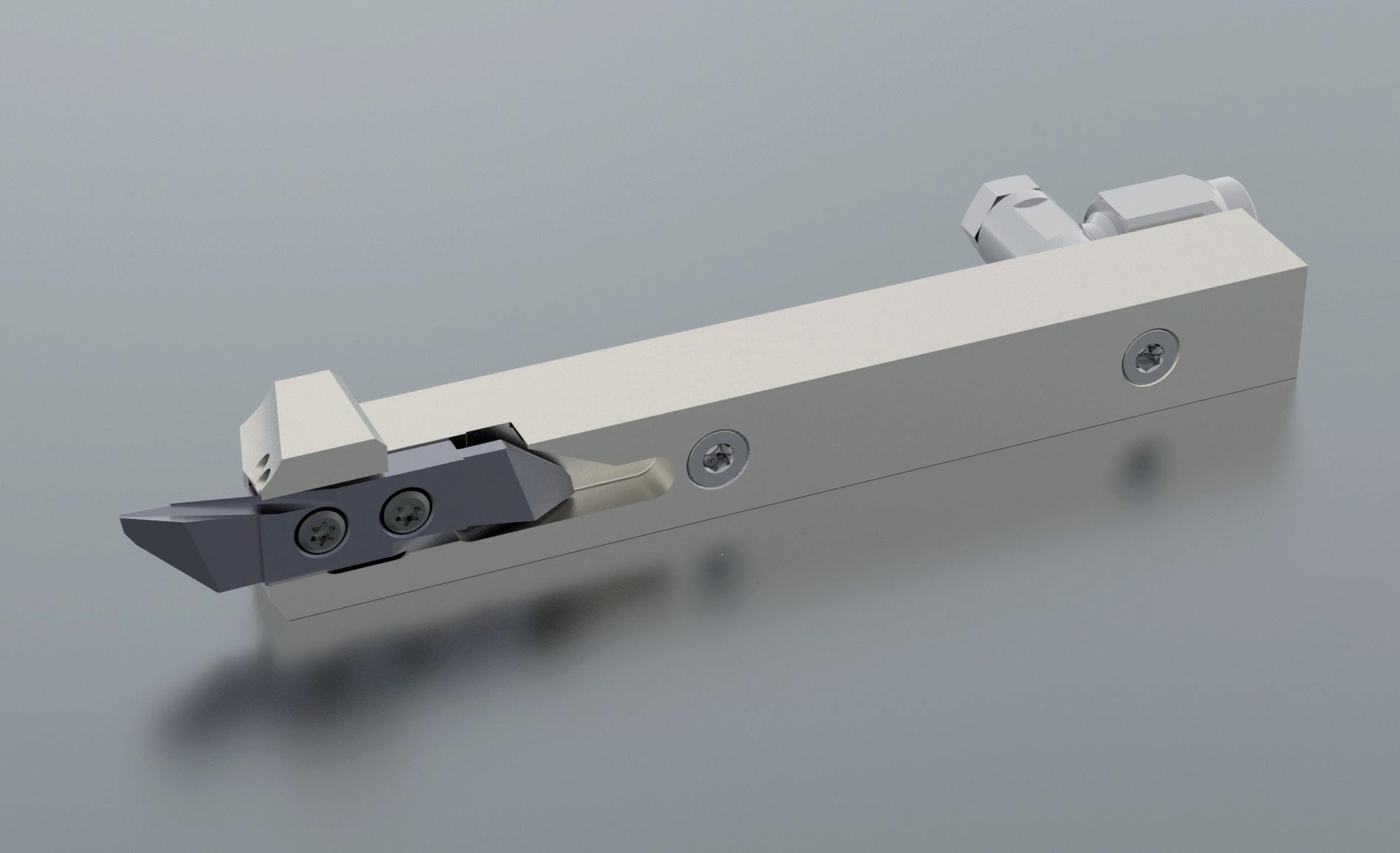
Arcofil n’est pas le meilleur marché, en revanche, nous offrons des solutions difficilement trouvables ailleurs. Nous sommes dans le haut de gamme pour des prestations très pointues. Avec l’électroérosion, nous réalisons également des pièces pour le secteur médical en grands volumes et au micron. En fait, au dixième de micron pour des centaines de milliers de pièces. L’étampage existe depuis longtemps mais pour rester les meilleurs, nous devons apporter des solutions inédites grâce à la R&D. Un de nos outils phare est l’Arcoroue, une étampe ultra agile pour la production d’ébauches de roue. Sa conception permet une réduction spectaculaire des coûts et des délais d’exécution pour un large et évolutif panel de dimensions, avec ou sans bras. Nous étudions maintenant l’ajout d’options à l’instar de l’anglage, qui ravirait nos clients.
Quels sont les projets d’Arcofil ?
A l’avenir, nous développerons davantage d’activités autour des composants de mouvement pour l’horlogerie pour avoir ainsi trois produits phares : les étampes, les outils et les composants. Notre stratégie est de verticaliser notre production pour livrer un produit fini. Quand les volumes augmentent, il faut inéluctablement s’industrialiser et automatiser. ■
Grâce à la verticalisation, tout est plus clair pour le client

La PME montera rapidement en puissance pour fournir des solutions à des références prestigieuses

Les deux entités seront présentes au salon
jubilé
Laser Cheval n’a cessé d’innover dans la gamme de machines et dans les services supports. Pour son demi-siècle d’activités,
il était important de vous raconter son histoire.
Le développement de Laser Cheval a débuté dans les années 70 en étant le premier fabricant de machines laser spécialement conçues pour le perçage de rubis horloger. Déjà un grand saut dans la haute technicité malgré la petite infrastructure et les moyens alliés. Sa force ? Des passionnés du faisceau laser qui ont su travailler ensemble et s’entourer de fournisseurs performants pour proposer à ses clients des machines dédiées au marquage, à la soudure et à la découpe, toutes pilotées par un logiciel conçu en interne. Atelier de sous-traitance, service SAV, centre de formation pour les clients. La PME montera rapidement en puissance pour fournir des solutions à des références aussi grandes que pres-

tigieuses. Elle continuera à innover à la fois dans la gamme de machines qu'elle propose et dans les services supports qu'elle propose à ses clients (SAV, formation, développement logiciel spécifique). L’entreprise poursuit son histoire en s'associant au groupe belge LASEA, leader dans la conception et la production de machines de micro-usinage femtoseconde. Les deux entités sont propulsées sur le même chemin grâce à leur complémentarité des activités, à la synergie des compétences et des connaissances. Leur histoire, innovations et solutions techniques de haut niveau permettent à leurs clients d'avoir des outils de production de pointe pour apporter une véritable valeur ajoutée aux produits fabriqués. ■


Panatere recycle les chutes d’acier de la production de composants ou pièces industrielles.
La Haute Ecole d'Ingénierie et de Gestion du Canton de Vaud a décerné en mai dernier le Prix Suisse d’Ethique à Panatere. Cette entreprise de Saignelégier a été primée pour son système de valorisation des déchets de l’industrie du luxe et médicale. L'empreinte carbone de l'acier recyclé est réduite de 165 fois par rapport à une fabrication standard. Pour un avenir plus respectueux de l'environnement, la société investit dans un four solaire industriel afin de produire une énergie avec une empreinte carbone proche de zéro.
Les startups suisses Impli et Yalosys associées au centre d’innovation technologique CSEM annoncent CERES, une avancée majeure pour la santé des femmes. Ce biocapteur implantable permet de surveiller en temps réel les hormones de fertilité et sera développé pour les tests cliniques d'ici 2025.
Biocapteur pour soutenir la médecine procréative.




























































Emerson vient de lancer son poste de soudage laser Branson™ GLX-1. Il offre une flexibilité nécessaire pour répondre à la demande croissante de soudage de composants et d´assemblages plastiques petits, complexes ou délicats. Avec son encombrement réduit et sa conception modulaire, il est compatible avec une utilisation en salle blanche ISO-8. De plus, un contrôleur d´automatisation intégrée simplifie l´installation et l´interface avec la robotique de production. Le contrôle précis du déplacement de la tête de soudure par servomoteur du poste de soudage GLX-1 offre une plus grande liberté pour concevoir et assembler des composants aux contours tridimensionnels dans des applications de petites pièces pour le marché médical.
Exposantà · TWS LaChaux-de-Fonds
· MICRONORA Besançon

Fabricant de machines laser
> marquage
> gravure et micro-usinage
> micro-soudure
> découpe fine
Sous-traitant laser
> petites, moyennes et grandes séries
> prototypes
> flexibilité
> confidentialité
> certifié ISO 9001 : version 2015







Dana David est la nouvelle directrice des Ressources Humaines du Groupe Acrotec depuis le 1er juillet dernier. Mme David bénéficie d’un Master en ingénierie, ce qui lui permettra de se familiariser très vite avec les sociétés, les produits, les marchés et les processus du Groupe, fort de 2800 employés. Cette DRH n’a cessé de se former en gestion de projet RH, gestion de conflit, PNL et droit du travail parallèlement à sa carrière professionnelle.

SilMach remporte le prix du ‘Best of Innovation Awards’ pour son moteur MEMS hybride sans électronique ni source d'énergie. Cette technologie révolutionnaire de micromécanique sur silicium est le plus petit micro détecteur de chocs au monde, prêt pour l'industrialisation. Basé à Besançon, le français SilMach conçoit et fabrique des microsystèmes MEMS performants. SilMach pour Silicium Machinery est le pionnier sur la scène internationale dans la micromécanique sur silicium.