KĀ UZLABOT Z ĀĢLENTES DARBU



Zāģlentes ģeometrija
Wood-Mizer zāģlentu sērijas
Kā pagarināt zāģlentes kalpošanas ilgumu
Wood-Mizer asināšanas un izlocīšanas ierīces


Kā asināt un izlocīt zāģlentes
Kā pareizi asināt zāģlentes ar CBN slīpripu
Kas ir jāzina par asināšanas iekārtu minerāleļļu
Kļūdas zāģlentes asināšanas un izlocīšanas laikā
Praktiski padomi, kā uzlabot zāģlentes darbību
Kā noregulēt lentzāģa zāģlentes atbalsta rullīšus
2 LATVIA • woodmizer.lv
Saites uz noderīgiem video 3 6 10 12 14 15 16 17 19 21 22
SATURS
ZĀĢLENTES ĢEOMETRIJA

Optimāli piemeklēta zāģlentas izmantošana ir galvenais faktors zāģēšanas apjomu palielināšanai, zāģēšanas kvalitātes uzlabošanai un ražošanas izmaksu samazināšanai. Wood-Mizer ražo koksnes zāģēšanai paredzētu zāģlentu plašu sortimentu ar vairāk nekā 100 kombinācijām, atkarībā no zobu profila, zāģa platuma, biezuma, zoba soļa materiāla. Pieejamo iespēju lielā skaita dēļ ir lietderīgi tikt skaidrībā ar zāģlentu parametriem, lai veiktu visoptimālāko un ekonomiski pamatotāko izvēli tieši jūsu zāģēšanas uzdevumiem. Piedāvājam noderīgu informāciju, lai labāk izprastu zāģlentas ģeometriju un to, kā
izvēlēties pareizo zāģlentu jūsu lentzāģmašīnai.
A = zoba solis
B = zobstarpa
C = zoba augstums
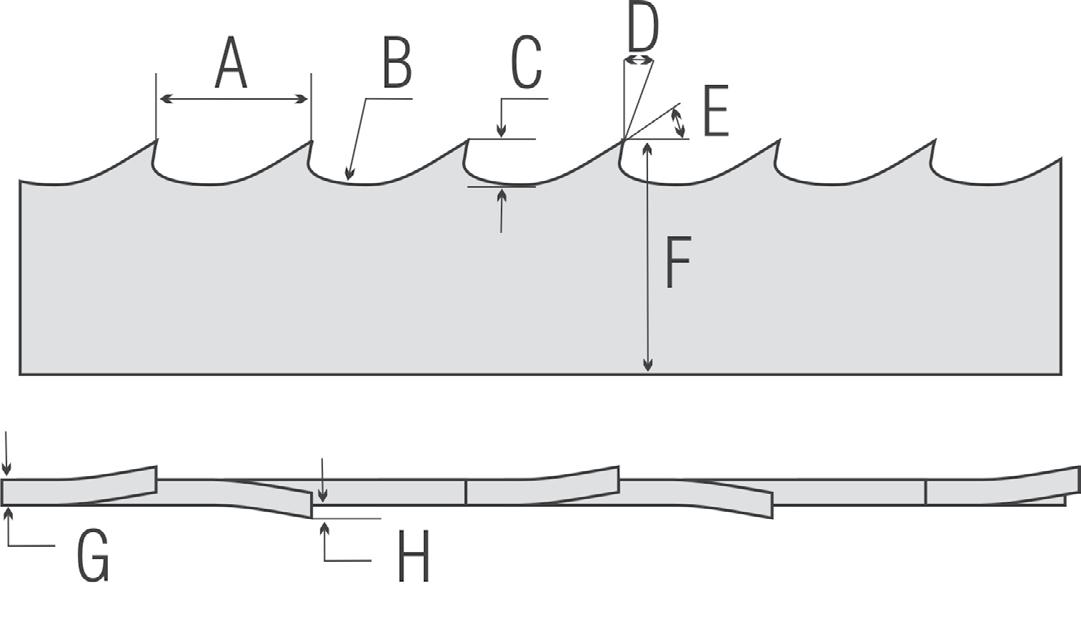
D = satveres leņķis (priekšējais leņķis)
E = aizmugurējais leņķis
F = zāģlentas platums
G = zāģlentas biezums
H = zoba iestatījums
3 LATVIA • woodmizer.lv
A. Zoba solis – tas ir attālums starp blakus esošo zobu augšējiem punktiem. Lentas ar īsu zoba soli (12,7 mm, 15,87 mm, 19,05 mm un 22,22 mm) izmanto iekārtās ar mazjaudas motoriem <18 kW (24 ZS), kā arī dalītājmašīnās brusu sazāģēšanai. Lentas ar platu soli (25,4 mm un 31,75 mm) ir piemēroti lielu koksnes apjomu zāģēšanai iekārtās ar motoriem > 18,5 kW (25 ZS).
B. Zobstarpa – vieta starp lentas zobiem, kas nepieciešama, lai satvertu un aizvadītu zāģskaidas. Zobstarpa kalpo arī spriegumu vienmērīgai sadalīšanai pa lentas pamatnes visu rādiusu. Zoba augstumam ir jābūt pietiekamam, lai zobstarpa varētu izvadīt zāģskaidas no iezāģējuma.
C. Zoba augstums – attālums no zobstarpas zemākā punkta līdz zoba augstākajam punktam. Augstāki zobi (ar satveres leņķi 7° un Turbo 7°) nodrošina lielāku produktivitāti mašīnām ar motoriem > 18,4 kW, ļaujot ātrāk izvadīt zāģskaidas no iezāģējuma. Lentas ar īsākiem zobiem (ar satveres leņķi 9° un 10°) labāk darbojas iekārtās ar motoriem <18 kW, kā arī zāģējot tievkokus vai bruses ar dalītājmašīnām un lentveida daudzzāģu iekārtām.
D. Satveres leņķis (vai priekšējais leņķis) –zoba priekšējās malas slīpuma leņķis attiecībā pret 90° ordinātu pret lentas asmens aizmuguri. Satveres leņķis tiek izvēlēts atkarībā no zāģējamās koksnes veida..
isko šķirņu koksnei, ko zāģē ar mašīnām > 18,4 kW.
ġ Turbo 747 – Šāda profila lentes ražo tikai uzņēmums Wood-Mizer, un tie var darboties ar jebkuras jaudas mašīnām. Tiem ir dziļa zobstarpa zāģskaidu labākai aizvadīšanai, ārkārtīgi liels 47° aizmugurējais slīpuma leņķis lielākam padeves ātrumam un asi iespiešanās kokā punkti, lai palielinātu zāģēšanas precizitāti.
ġ 9° – Paredzēts mazjaudas mašīnām, kuru jauda ir <18 kW, sasalušas koksnes, cietkoksnes un maza diametra baļķu zāģēšanai.
ġ 10° – Ļoti populāras universālas zāģlentas visiem jaudas līmeņiem, zāģējot jauktu lapu koku koksni, piemēram, sarkano ozolu, ķirsi, riekstkoku, mīksto kļavu un papeles.
ġ 7° – Izturīgs universālais lentas profils ar labu zāģskaidu aizvadīšanas spēju; izmanto lieljaudas mašīnās > 18,4 kW, cietkoksnes zāģēšanai.
ġ Turbo 7° – Lentas ar šo augstas veiktspējas profilu un agresīvo 39° aizmugurējo slīpuma leņķi ražo tikai uzņēmums Wood-Mizer, un tie ir īpaši izstrādāti ļoti cietai un eksot-
ġ Vortex™ – Šīs lentas ar unikālo zobu profilu, ko ražo tikai uzņēmums Wood-Mizer, to lielās zobstarpas dēļ spēj aizvadīt praktiski visas zāģskaidas no dēļa virsmas.
F.Zāģlentes platums – attālums starp zoba virsotnes punktu un lentas aizmugurējo malu. Platākas lentas (no 38 mm līdz 50 mm) ir paredzēti darbam ar jaudīgākām mašīnām >18,4 kW, tās var nodrošināt lielu padeves ātrumu un spēj izturēt lielāku asināšanas reižu skaitu. Šauras zāģlentas (no 32 mm līdz 38 mm)
4 LATVIA • woodmizer.lv
ir paredzēti mašīnām ar mazāku jaudu - <18 kW, kā arī sarežģītākiem koksnes zāģēšanas uzdevumiem.
G.Zāģlentes biezums. Biezākas lentas (1,14 mm, 1,27 mm, 1,4 mm) nodrošina lielu padeves ātrumu un labāku veiktspēju sarežģītos gadījumos, kad ir jāsazāģē koksne ar zariem, sasalusi, sausa vai ļoti cieta koksne, taču to izmantošanai ir nepieciešami jaudīgāki mašīnu motori > 18,4 kW. Plānākas lentas (0,9 mm, 1 mm, 1,07 mm)ir lokanākas un kalpo ilgāk, ja tiek izmantoti mazjaudas mašīnās, kuru jauda ir <18

kW, un ja zāģēšanas ātrums un veiktspēja nav galvenais faktors.
H. Zoba izlocījums – attālums, kādā zobs ir atliekts attiecībā pret lentas asmens plakni (vai attiecībā pret taisnu, neiestatītu zobu). Zoba izlocījums rada iezāģējumā spraugu zāģim. Wood-Mizer lentu iezāģējuma biezums nav lielāks par 2,5 mm, tas rada mazāk skaidu. Pateicoties plānajam iezāģējumam, Wood-Mizer zāģlentas var saražot aptuveni par 20% vairāk gatavo koka izstrādājumu, salīdzinot ar ripzāģiem vai ķēdes zāģiem.
Wood-Mizer ražo lentzāģus ar vairākiem zobu profila variantiem dažādiem koksnes veidiem.
ġ 7/34, 7/39 un 7/47 – Zāģus ar šiem zobu profiliem ieteicams izmantot koksnes cieto veidu zāģēšanai. Tie labāk darbojas mašīnās ar jaudīgiem motoriem..
ġ 9/29 Šis profils ir paredzēts, lai zāģētu sasalušu, daļēji sasalušu vai cietu koksni ar lielu šķiedru blīvumu, piemēram, akāciju, ozolu, skabārdi un osi.
ġ 10/30 Šis ir vispopulārākais un daudzpusīgākais Wood-Mizer zobu profils. Šāda profila zāģi vienlīdz labi zāģē mīksto un vidēji cieto koksni, kā arī cieto koksni, piemēram, bērzu, dižskābaržu, kļavu, liepu, priedi un papeli.
LATVIA • woodmizer.lv
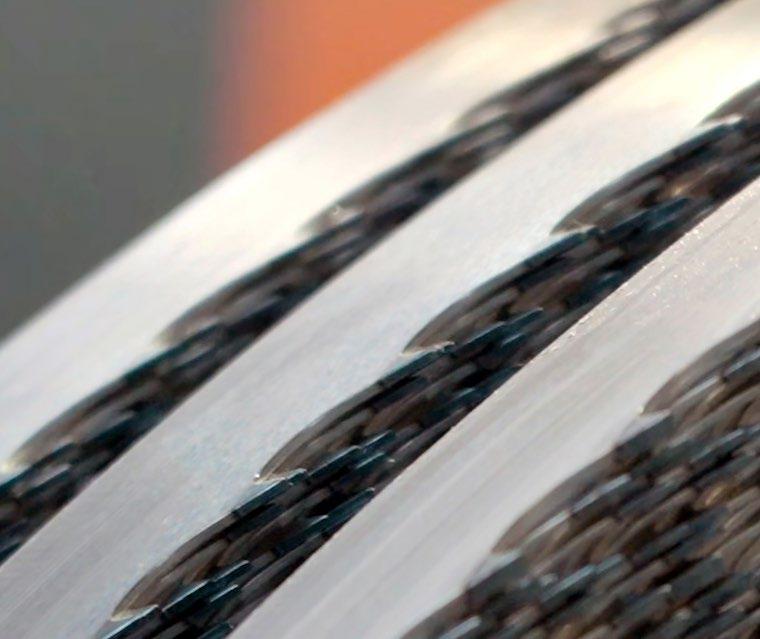
Wood-Mizer zāģlentu zobu profili
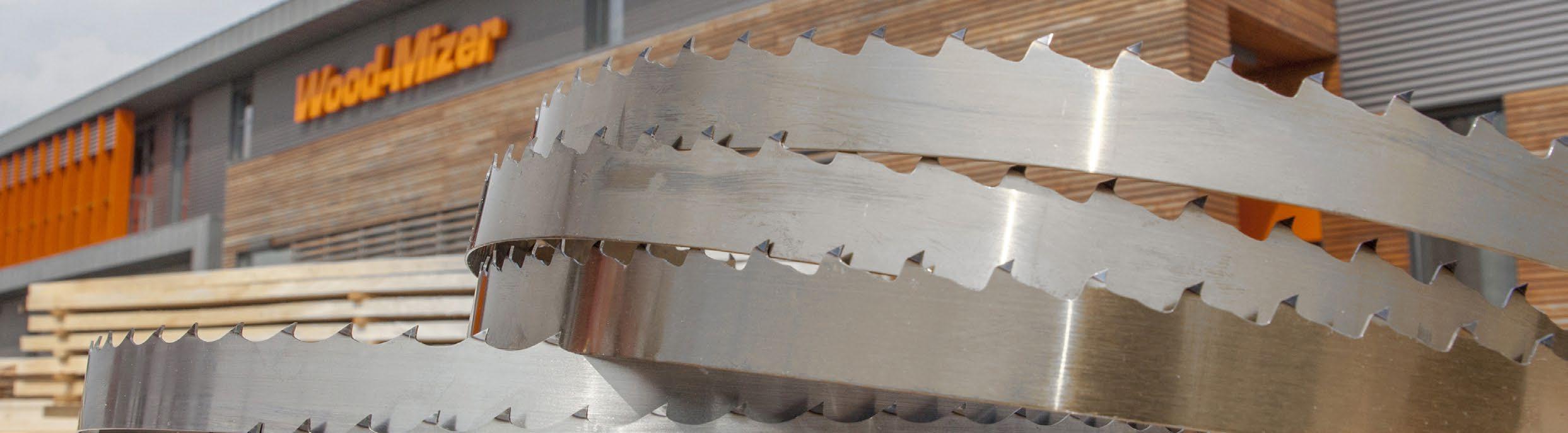
WOOD-MIZER Z ĀĢLENTU SĒRIJAS


Papildus zobu profilam vēl viens faktors, kas ir jāņem vērā, izvēloties optimālo zāģlentu lentzāģim, ir materiāls, no kura ir izgatavota zāģlente. Wood-Mizer piedāvā vairāku veidu tērauda asmeņus ar dažādām īpašībām.
6 LATVIA • woodmizer.lv
BiMETAL zāģlentes ir izgatavotas no divu veidu sakausējuma tērauda ar papildus cietību zāģzobiem. Pateicoties tam BiMETAL zāģlentes saglabā asumu līdz trim reizēm ilgāk nekā standarta zāģlentes no oglekļa tērauda. BiMETAL zāģlentēm ir ilgāks kalpošanas laiks un tās ir projektētas , lai risinātu visdažādākos koksnes sazāģēšanas uzdevumus. Šīs zāģlentes tiek asinātas ar CBN slīpripu. Galvenais trūkums austā cena.


ġ Tie tiek uzasināti ar CBN ripu
MaxFLEX ir augstas kvalitātes , universālas un maksimāli lokanas zāģlentes. Izgatavotas no Premium klases augsta sakausējuma tērauda, šīs lokanās zāģlentes ir ilgmūžīgas un spēj efektīvi sazāģēt jebkuru koksni. Tās tiek asinātas ar CBN disku un pēc izturības ir labākas par DoubleHARD zāģlentēm.
ġ Tie tiek uzasināti ar CBN ripu
ġ Materiāla cietības ziņā līdzinās DoubleHARD
Wood-Mizer zāģlentes tiek ražotas Eiropā, un to darbības kvalitāte tiek pārbaudīta vairāk nekā 100 testos un izmēģinājumos, sākot ar izejvielu atlasi, līdz galīgai asināšanai. Ikvienai Wood-Mizer zāģlentei rūpnīcā tiek veikta izlocīšana, izmantojot ar datoru kontrolējamu iekārtu, un tas tiek uzasinātas, izmantojot īpašu abrazīvu slīpēšanas tehnoloģiju, lai nodrošinātu visaugstāko darba kvalitāti. Wood-Mizer zāģlentes, kas ir savietojami ar dažādu marku lentzāģēšanas iekārtām, nodrošina augstu kvalitāti, precizitāti un produktivitāti.
7 LATVIA • woodmizer.lv
INDUSTRIAL BANDSAW BLADES
STELLITE® BANDSAW BLADES BANDSAW BLADES
INDUSTRIAL
STELLITE® BANDSAW BLADES BANDSAW BLADES
BANDSAW BLADES
DoubleHARD ir izturīga un universāla zāģlente, kas lieliski tiek galā ar skujkoku un lapkoku sazāģēšanu, kā arī sasalušu koksni un materiāliem, kas satur daudz sausus zarus un sveķus. DoubleHARD zāģlente izgatavota no augsta sakausējuma tērauda. Šīs zāģlentes zobi tiek rūdīti ar indukcijas metodi, kas dod tiem dubultu izturību un divkārt palielina intervālu starp asināšanas reizēm salīdzinājumā ar standarta oglekļa tērauda zāģlentēm.
ġ Tie ir cietāki nekā asmeņi no oglekļa tērauda
ġ I zturīgs materiāls, kas nedrūp

ġ Ilgnoturīgs asmens pat pēc vairākkārtīgas asināšanas
SilverTIP ir lieliska zāģlente gan baļķu, gan brusu sazāģēšanai rūpnieciskos apjomos. Izgatavota no oglekļa tērauda, SilverTIP zāģlente tiek izmantota mobīlajos un stacionārajos lentzāģos, tai skaitā horizontālajās zāģēšanas iekārtās. Oglekļa tērauds ir viens no izplatītākajamiem materiāliem šauro zāģlentu ražošanā. Šādas zāģlentes ir viegli uzasināt, taču tā kā materiāls ir mīkstāks, tās iztur mazāk asināšanas reižu nekā zāģlentes, kas gatavoti no augsta sakausējuma tērauda.
ġ M īkstāks nekā augsti leģētais tērauds
8 LATVIA • woodmizer.lv
INDUSTRIAL BANDSAW BLADES STELLITE® BANDSAW BLADES
BANDSAW BLADES
Wood-Mizer pēc pasūtījuma ražo jebkura garuma lentzāģus.
Wood-Mizer laida klajā sēriju StartCUT kā savā sortimentā vislētākās zāģlentes. StartCUT zāģlentes ir izgatavotas no zemākas kvalitātes oglekļa tērauda ar induktīvi rūdītiem zobiem un atbilst visiem Wood-Mizer kvalitātes standartiem. StartCUT zāģlentes ir gudra izvēle tiem zāģētājiem, kuriem zema cena ir galvenais faktors.



VORTEX

Uzņēmums Wood-Mizer izstrādāja unikālu zobu profilu ar nosaukumu Vortex®. Vortex –specializētu zāģu jaunā paaudze, kas vienlaikus var sagriezt koku un noņemt zāģskaidas, tāpēc rezultātā tiek iegūta tīra dēļu virsma, kas ir svarīga palešu ražošanas rūpnīcām. Zāģskaidu notīrīšana no paletēm ir atsevišķa darbība, ko bieži veic manuāli. Izmantojot Vortex asmeņus, šo tīrīšanas soli var saīsināt, atvieglot vai pat izslēgt no procesa, tāpēc rezultātā samazinās ražošanas izmaksas.
9 LATVIA • woodmizer.lv
KĀ PAGARINĀT ZĀĢLENTES KALPOŠANAS ILGUMU
Regulāra zāģlentes tehniskā apkope, lietošanas noteikumu pārzināšana un uzmanības pievēršana atsevišķiem aspektiem zāģēšanas laikā palīdzēs izvairīties no priekšlaicīgiem zāģlentes bojājumiem vai nevienmērīgas zāģēšanas.
1. UZASINIET ZĀĢI
Izmantojiet pakalpojumu vai patstāvīgi asiniet zāģi, izmantojot savas asināšanas un iestatīšanas iekārtas, lai zāģis vienmēr būtu darba kārtībā un nodrošinātu vislabāko zāģēšanas precizitāti un produktivitāti.
2. PIEVĒRSIET UZMANĪBU DETAĻĀM ZĀĢĒŠANAS LAIKĀ
Pēc jaunas zāģlentes uzstādīšanas uz rullīšiem veiciet dažus izmēģinājuma zāģējumus mērenā ātrumā, lai iestrādātu zāģlentu.
3. KONTROLĒJIET PIEDZIŅAS SIKSNU NOSPRIEGOTĪBU
Raugieties, lai piedziņas siksnas būtu nospriegotas, lai nodrošinātu zāģlentei lielāku jaudu no motora. Tas ir īpaši svarīgi, kad siksnas ir jaunas un tās ir biežāk jāpārbauda.
4. IZPĒTIET DAŽĀDU KOKU SUGU ĪPAŠĪBAS UN ŅEMIET VĒRĀ MATERIĀLA MITRUMU
Dažādām koksnēm ir dažāds blīvums, tāpēc ir nepieciešams izmantot atšķirīgus zāģēšanas paņēmienus un padeves ātrumus. Baļķa blīvums žūstot mainās, un zāģēšana kļūst sarežģītāka.

10 LATVIA • woodmizer.lv
5. KONTROLĒJIET ZĀĢA MITRINĀŠANU
Zāģa asmens mitrināšana var uzlabot zāģēšanas produktivitāti, samazināt zāģu skaidu salipšanu, palielināt zāģlentes kalpošanas ilgumu starp asināšanas reizēm un zāģās kopējo kalpošanas laiku.


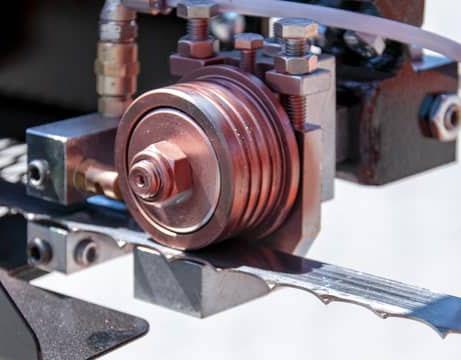
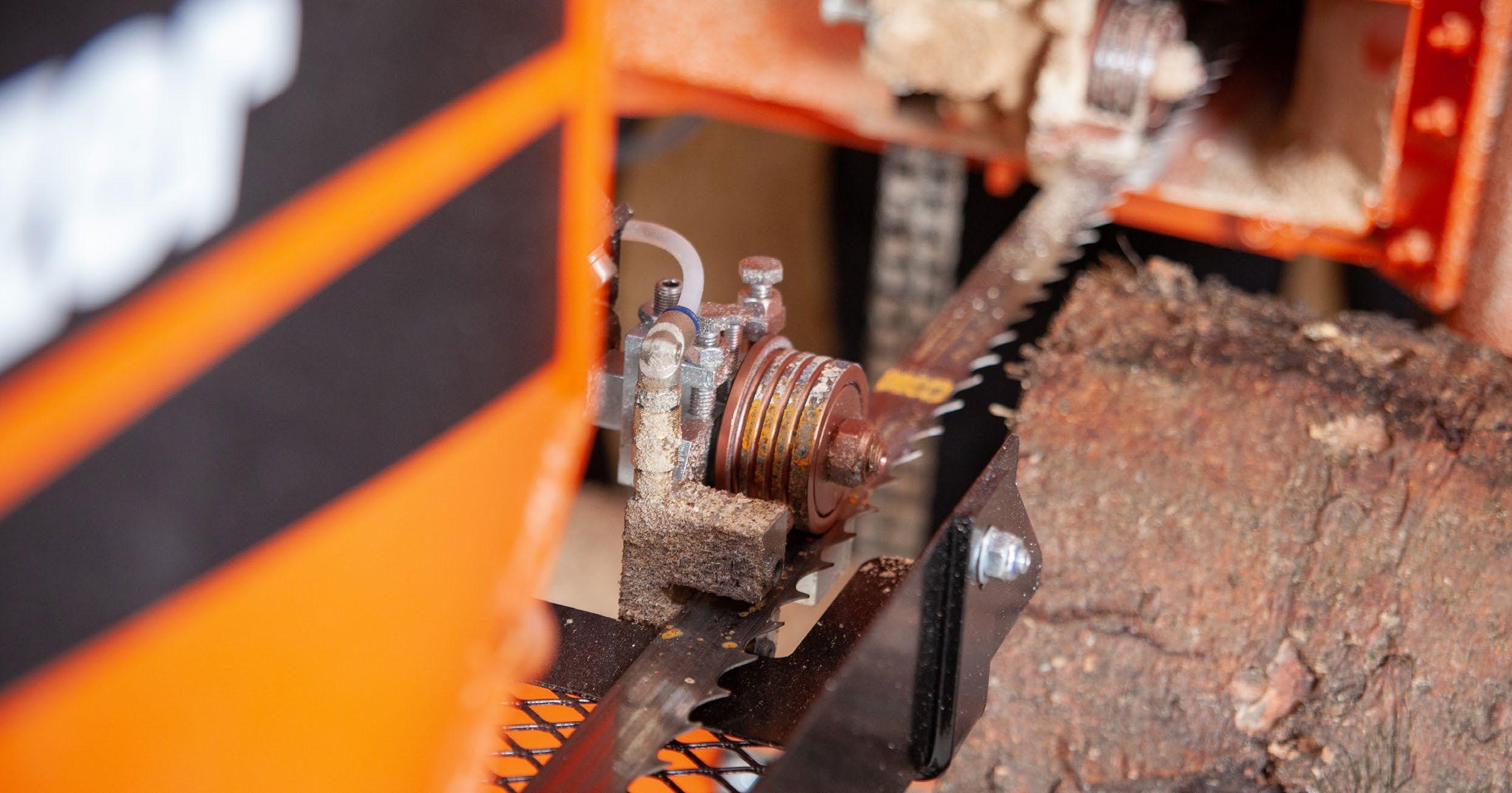
6. ATTĪRIET BAĻĶUS PIRMS ZĀĢĒŠANAS
Uz baļķa esošie netīrumi, akmeņi, smiltis un citi svešķermeņi notrulinās asmeni. Truls asmens nevar kvalitatīvi zāģēt. Padeves ātruma samazināšana šo problēmu neatrisinās. Viens no efektīviem risinājumiem ir izmantot mizas frēzi, kas noņem mizu tieši pirms lentzāģis iezāģē kokā.
7. PĀRBAUDIET ZĀĢLENTES SPRIEGOJUMU
Periodiski pārbaudiet hidraulisko spriegojumu, drošības spilvenus vai atsperes, jo pareizs zāģlentes spriegojums ir būtisks, lai sasniegtu maksimāli labāko zāģlentes darbu.
8.
PĀRBAUDIET RATU SIKSNAS
Rullīšu siksnām, pa kurām zāģlente virzās, ir jābūt labā stāvoklī, jo nolietotu siksnu dēļ (kuru biezums ir mazāks par 1 mm) zāģlente saskaras

ar metāla rullīti, kā rezultātā zāģlente priekšlaicīgi saplīst. Lai nodilums būtu vienmērīgs, mēs iesakām laiku pa laikam apmainīt vietām virzošos un virzāmos rullīšus. Tas pagarinās zāģlentes kalpošanas laiku.

9. ZĀĢĒJIET AR MAKSIMĀLI IESPĒJAMO PADEVES ĀTRUMU
Zāģēšanas ātrumam ir jābūt pēc iespējas
lielākam, saglabājot taisnu griešanas līniju. Griežot ar samazinātu ātrumu, zāģis griežas uz rullīšiem pa tukšo, paliekot jau sazāģētajā baļķa vietā. Tas samazina produktivitāti un saīsina zāģlentes kalpošanas laiku.
10. PĀRBAUDIET LENTZĀĢA ATBALSTA RULLĪŠU REGULĒJUMN
Ja atbalste rullīšu ir noliekti uz augšu vai leju, tie izraisīs zāģlentes novirzīšanos un zāģēšanu tajā pašā virzienā. Rullīšiem ir jābūt pareizi noregulētiem, bet zāģlente nedrīkst saskarties ar rullīša atloku..
11 LATVIA • woodmizer.lv
Wood-Mizer ASINĀŠANAS UN IZLOCĪŠANAS IERĪCES
Zāģlentu pareiza sagatavošana darbam ir svarīgs moments, lai panāktu ne tikai augstas kvalitātes zāģēšanu, bet arī instrumenta ekonomisku izmantošanu. Labi uzasināta un izlocīta zāģlente ilgāk paliek asa, un to var atkārtoti uzasināt vairākas reizes. Wood-Mizer iesaka uzasinātajai zāģlentei ļaut “atpūsties” vienu dienu pirms tā uzstādīšanas zāģēšanas iekārtā. Tas mazina metāla nospriegojumu un kopumā pagarina zāģlentes kalpošanas laiku.
Wood-Mizer piedāvā vairākas cenas un veiktspējas ziņā atšķirīgas asināšanas ierīces – varat izvēlēties savām vajadzībām optimālāko variantu. Visās Wood-Mizer asināšanas ierīcēs tiek izmantota borazona slīpripas CBN asināšanas tehnoloģija, ko nav nepieciešams pielabot, jo tā atbilst Wood-Mizer zoba formai un vienā piegājienā uzasina visu zobstarpu.
Wood-Mizer asināšanas ierīces
Wood-Mizer ražo lentzāģu asināšanas ierīču trīs versijas.
Pusautomātiskā ierīce BMS250 nodrošina izcilu asināšanas kvalitāti, ir aprīkota ar automātisko slēdzi, uzticamu korpusu, kas asināšanas procesā nosedz zāģi, un izplūdes
12 LATVIA • woodmizer.lv
atveri gāzveida atkritumu izvadīšanai. BMS250 asināšanas ierīcē tiek izmantota 127 mm diametra CBN slīpripa, kas tiek ražota dažādās versijās visiem Wood-Mizer zobu profiliem. Skrāpis pēc uzasināšanas noņem no zāģlentas metāla atskarpes.

Automātiskā ierīce BMS500 ir paredzēta izmantošanai rūpnieciskos zāģēšanas uzņēmumos, kur ir nepieciešama lentzāģu asmeņu asināšana katru dienu. 203 mm CBN slīpripa nodrošina kvalitatīvu asināšanu, strādājot ar lielu ātrumu un augstāku produktivitāti. Vadības panelis ir aprīkots ar zobu skaitītāju, asināšanas ātruma regulēšanu, un to var ieprogrammēt mašīnas izslēgšanai pēc noteikta zobu skaita uzasināšanas. Iekārtai ir arī skrāpis metāla atskarpju noņemšanai no uzasinātās zāģlentas virsmas.
Tiek ražota arī BMS600 rūpnieciskā versija, kas ir aprīkota ar jaudīgāku sūkni, kā rezultātā tiek nodrošināta iekārtas augstāka produktivitāte.
Wood-Mizer izlocīšanas ierīces




Manuālā izlocīšanas ierīce BMT100 nodrošina zobu izlocīšanas labu precizitāti un regularitāti. Operators, izmantojot rokturi, padod zāģlentu uz priekšu un pa vienam izloca zobus, kontrolējot procesu ar mikrometru.

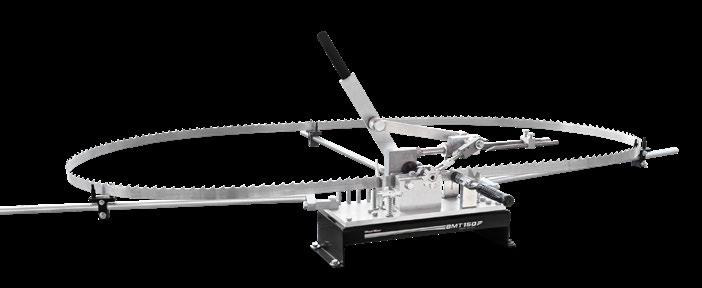
Izlocīšanas ierīce BMT150 arī tiek vadīta manuāli, taču atšķiras ar to, ka ar vienu sviras kustību operators izloca divus blakus esošos zobus dažādos virzienos.
Visproduktīvākās un precīzākās izlocīšanas ierīces ir pusautomātiskās ierīces BMT200 un BMT250 ar vienlaicīgu abpusēju zobu izlocīšanu.
Datorizētā pneimatiskā izlocīšanas ierīce BMT300 ir automāts, kas paredzēts rūpnieciskām kokzāģētavām.
13 LATVIA • woodmizer.lv
KĀ ASINĀT UN IZLOCĪT
ZĀĢLENTES
Ar Wood-Mizer asināšanas un izlocīšanas ierīcēm varat patstāvīgi sagatavot zāģlentes darbam. Lūk, daži padomi iesākumam. Zāģlentes asināšanas process
1. solis: Zāģlentes attīrīšana
Pirms trulā zāģa izņemšanas no zāģēšanas iekārtas ir ieteicams ieslēgt iekārtu un 15 sekundes skalot zāģi ar mazgāšanas šķidrumu, lai pēc iespējas vairāk noņemtu zāģskaidas no tā virsmas. Ja ar to nepietiek un zāģskaidas paliek uz zāģa korpusa, notīriet to ar metālisku birsti.
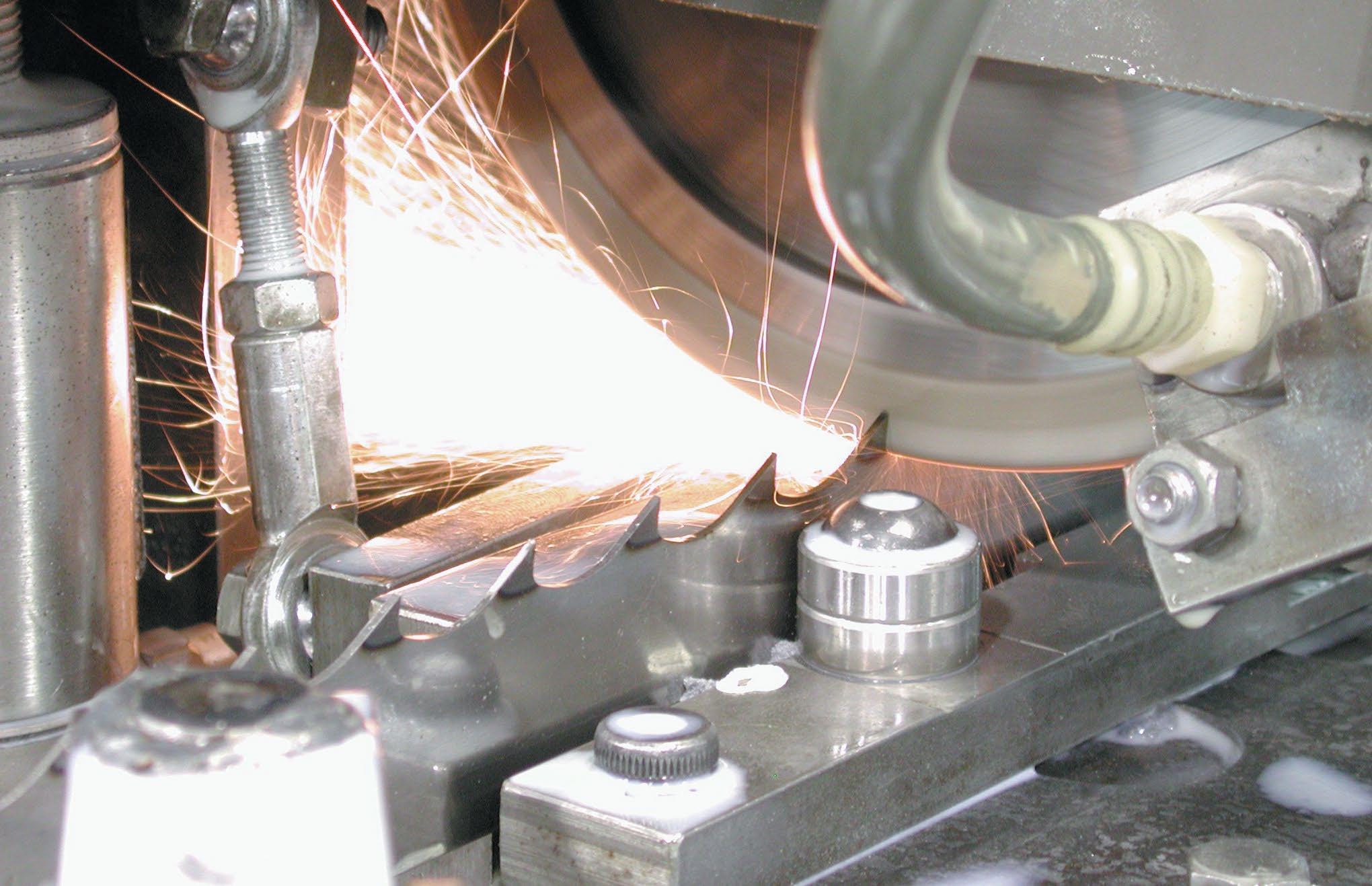
2. solis: Asināšana
Asināšanas process zoba malai atjauno tās asumu un taisnstūra formu attiecībā pret zāģlentas korpusu. Wood-Mizer iesaka asināšanai izmantot tikai vajadzīgā profila CBN slīpripas, kas uzasina zobstarpas visu virsmu. Tas ir ļoti svarīgi, jo zobstarpas neuzasinātajās vietās var veidoties mikroplaisas, kas ar laiku palielinās un izraisa zāģlentas priekšlaicīgu pārplīšanu. Katru zāģlentu ieteicams asināt divas reizes. Šajā gadījumā slīpripas spiediens uz zāģlentu nedrīkst būt pārmērīgs.

3. solis: Metāla atskarpju noņemšana
Mazo metāla gabaliņu, kas palikuši uz zobu malām, noņemšana pēc asināšanas ir nepieciešama, jo šīs atskarpes izraisa mikroplaisu parādīšanos. Wood-Mizer asināšanas ierīces BMS250 un BMS500/600 to dara automātiski. Tomēr, izmantojot vecākus asināšanas ierīču
modeļus, var būt nepieciešams attīrīt zāģlentas virsmu no atskarpēm ar koka gabalu. Atstarpju noņemšana ir svarīga arī tāpēc, ka zāģlentas virsmai ir jābūt tīrai, lai nodrošinātu zāģlentas zobu kvalitatīvu iestatīšanu.
4. solis: Zobu izlocīšana
Zobu iestatījuma pareiza atjaunošana ir ļoti svarīga zāģējuma kvalitātei. Iestatīšanas punktu nedrīkst izvietot pārāk augstu vai pārāk zemu: iestatīta tiek tikai zoba augšējā trešdaļa.
Lentzāģa zobu izlocīšanas process
Lai iegūtu kvalitatīvu zāģējuma virsmu, ir nepieciešams pareizi un regulāri izlocīt zobus. Izlocītie zobi attīra zāģlentas ceļu caur koksni un noņem zāģskaidas no zāģējuma, tādējādi nodrošinot vienmērīgu zāģlentas kustību un gludu, līdzenu dēļa virsmu. Jo šķiedraināka koksne, jo lielāks zāģlentes izlocījums, un otrādi, blīvai vai sasalušai koksnei ir nepieciešams mazs zobu izlocījums.
Pārāk spēcīgi izlocītu zobu dēļ sazāģētajam dēlim būs raupja, nelīdzena virsma. Nepietiekama zobu izlocījuma dēļ zāģējumā uzkrājas pārāk daudz zāģskaidu, kas pārkarsē zāģlentu. Ja zobs ir pareizi izlocīts, zāģskaidām ir jābūt smalkām, viendabīgām un nedaudz siltām uz tausti..
14 LATVIA • woodmizer.lv
KĀ PAREIZI ASINĀT ZĀĢLENTES AR CBN
1. Ir svarīgi vienmēr izmantot tikai CBN slīpripu, kuras profils atbilst asināmā zoba profilam.
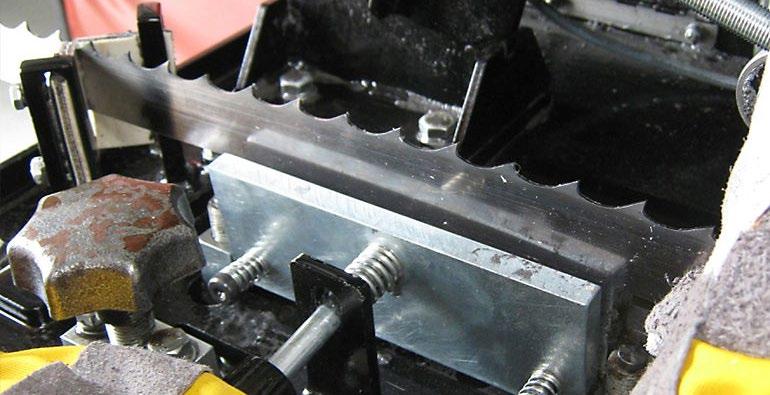
2. Uzstādot zāģlenti asināšanas ierīcē, pārbaudiet, vai piespiedējs ir tīrs un atbalsta kājas ir pareizi noregulētas.
3. Pārbaudiet, vai bīdnis atrodas pareizā stāvoklī; tam ir jāstumj asināmais zobs.
4. Bīdņa pareizs garuma iestatījums ir ļoti svarīgs, jo tad, ja aizmirsīsiet veikt šo iestatījumu, slīpripa ātri kļūs nelietojama.
5. Noregulējiet asināšanas dziļumu tā, lai galvas stāvokļa zemākajā punktā jūs varētu pagriezt slīpripu ar pirkstu un sajust ļoti vāju pretestību. Slīpripai ir pilnībā jāpieskaras visam zoba profilam.
6. Iedarbiniet dzinēju un pārbaudiet, vai visā zoba profilā parādās dzirksteles. Ja tā nav, jums ir jākoriģē zāģa padeves mehānisma pozīcija.
7. Pamatojoties uz Wood-Mizer pieredzi, vienā asināšanas ciklā no zāģlentes nedrīkst noņemt vairāk par 0,10-0,15 mm metāla.



8. Wood-Mizer vienmēr iesaka veikt vismaz divus zāģlentes asināšanas ciklus.
SVARĪGI!
Atcerieties regulāri tīrīt asināšanas ierīci un tās eļļas sprauslu. Tīra eļļa un pareiza slīpripas tīrīšana garantē efektīvu asināšanas procesu bez izdegšanas.
15 LATVIA • woodmizer.lv
1 2 3 4 5
KAS IR JĀZINA PAR ASINĀŠANAS IEKĀRTU MINERĀLEĻĻU
Ar slīpripu CBN uzasināto zāģlenšu kvalitāte ir atkarīga no iekārtas pareizas noregulēšanas un regulāras tīrīšanas.

Pirms asināšanas uzsākšanas Wood-Mizer
iesaka:
ġ pārbaudīt slīpripu CBN - tās virsmai ir jābūt tīrai
ġ pārliecināties, ka eļļas padeves sprausla un zāģlentes piespiedējs ir tīri
ġ izmantot slīpēšanas minerāleļļu Wood-Mizer.

Kāpēc asināšanas iekārtās ir jāizmanto tieši minerāleļļa?
Minerāleļļas konsistence ir plūstošāka, salīdzinot ar citām sintētiskajām eļļām, kuras izmanto dzinējos vai hidraulikā. Pateicoties šai īpatnībai, minerāleļļa spēj notīrīt slīpripu CBN, vienlaikus nenosprostojot tā kristālisko virsmu. Minerāleļļa pasargā asināšanas iekārtu no metāla skaidu uzkrāšanās. Ja asināšanas iekārtā uzkrāsies metāla paliekas, kas rodas asināšanas procesā, tad krasi pazemināsies asināšanas kvalitāte, var tikt sabojāta sprausla, eļļas sūknis un asmens piespiedējs.
Tīra minerāleļļa pagarina slīpripas CBN kalpošanas laiku. Citu veidu eļļas var piesārņot slīpripas CBN virsmu, un tad ripa tiks sabojāta, to vairs nebūs iespējams attīrīt. Netīra ripa atstāj piedeguma pēdas uz asmeņiem un vairs neatjauno zoba precīzu ģeometriju.
Pasūtiet asināšanas iekārtu minerāleļļu ar kataloga numuru 083559-1 savā Wood-Mizer pārstāvniecībā..

16 LATVIA • woodmizer.lv
KĻŪDAS ZĀĢLENTES ASINĀŠANAS

UN IZLOCĪŠANAS LAIKĀ
Šeit esam apkopojuši informāciju par tipiskām kļūdām, kas tiek pieļautas zāģlentes asināšanas un izlocīšanas laikā.
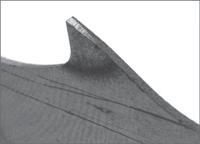
1. Šādas plaisas rodas vadošo rullīšu nepareizas uzstādīšanas dēļ. Rezultātā zāģlentes aizmugure darbības laikā visu laiku berzējas pret rullīša malu.

2. Šajā gadījumā zāģlentes ātri kļūst neasa. Šāda veida kļūdas cēlonis ir pārāk liels spiediens uz slīpripu asināšanas procesā.
17 LATVIA • woodmizer.lv
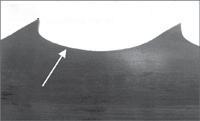
3. Vizuāli ir pamanāms, ka asināšanas laikā slīpripa iziet nepilnu zoba profilu. Kļūda slīpmašīnas galvas leņķa iestatīšanas laikā vai asināšanas akmens profilā, ja tiek izmantota slīpripa, kas nav CBN borazona slīpripa. Turklāt iemesls var būt slīpmašīnas ekscentra izveidē. Neuzasinātajā vietā parādījās plaisas.
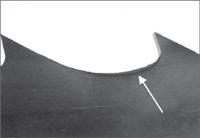
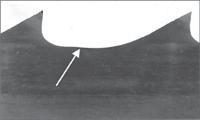
3a. Šādā gadījumā zāģlente ieplaisās bultiņas norādītajā vietā. Kļūdas cēlonis ir slīpmašīnas galvas nepareiza uzstādīšana.
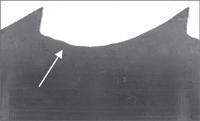
4. Nulles iedarbības leņķis – zāģlente darbības laikā spēcīgi dreb, kas izraisa zāģgalvas vibrāciju. Šajā gadījumā uz zāģlentes korpusa parādās plaisas ar apli apzīmētajā vietā.
4a. Ar ļoti mazu zobu augstumu zāģlente sāk “viļņoties”, jo zobstarpa nav pietiekami liela, lai izmestu zāģskaidas, kas šajā gadījumā ir ļoti smalkas (putekļi). Iemesls ir asināšanas ierīces galvas nepareiza uzstādīšana.
5. Zobs netiek uzasināts līdz galam. Iemesls ir slīpēšanas galvas neaksiālā uzstādīšana attiecībā pret piespiedēju. Zāģlente āti kļūst neasa.
6. Pārāk liels zobu iestatījums. Zoba griezējmala (augša) neatrodas vienādā attālumā no zāģlentes zobstarpas malas, tāpēc zāģlente ļoti ātri kļūst neasa. Zāģēšanas laikā ir jūtama galvas raustīšanās.



7. Iestatīšanas instrumenta grota ir iestatīta pārāk zemu, un tas izraisa zāģlentes ievērojamu novirzi zem zobstarpas. Šāda zāģlente rada “vilni” zāģējumā, neskatoties uz iestatīšanas instrumenta pareiziem rādījumiem.
18 LATVIA • woodmizer.lv
PRAKTISKI PADOMI , KĀ UZLABOT ZĀĢLENTES DARBĪBU
Baļķu sazāģēšana ar Wood-Mizer lentzāģi nodrošina iespēju iegūt gludus, precīza izmēra zāģmateriālus. Tiesa, ir vairāki faktori, kas būtu jāņem vērā, lai sasniegtu vislabākos rezultātus. Regulāras iekārtas tehniskās apkopes, zināšanas par lentzaģa pareizas izmantošanas nosacījumiem, kā arī uzmanības pievēršana atsevišķām niansēm var palīdzēt jums izvairīties no priekšlaicīgas zāģlentes pārtrūkšanas vai nelīdzena iezāģa.


Attīriet netīrus baļķus
Netīru baļķu zāģēšana noved pie ātras zāģlentes notrulināšanās; attiecīgi samazinās arī zāģmateriālu kvalitāte. Mēs rekomendējam pirms zāģēšanas attīrīt baļķus ar drāšu birstes palīdzību, vai arī lentzāģim uzstādīt mizotāju.
Kontrolējiet zāģēšanas ātrumu
No sākuma zāģlnetei ir jāgriežas kokā vienmērīgi un lēni, vēlāk, ja nepieciešams, ātrumu var palielināt. Lai nodrošinātu taisni iezāģi, Zāģlentes rotācijas ātrumam ir jābūt maksimāli augstam. Taču jāņem vērā, ka zāģgalvas padeves ātrumu ietekmē koksnes blīvums. Mīkstās koku sugas pēc savas struktūras ir šķiedrainas, tāpēc to sazāģēšanā ātrumam ir daudz rūpīgāk jāseko līdzi. Cietās koku sugas ir viendabīgas, tāpēc tās ir vieglāk sazāģēt ar pastāvīgu zāģgalvas padeves ātrumu.
Turiet zāģlentu tīru
Zāģēšanas laikā pie zāģlentes var pielipt skaidas. Lai uzturētu zāģlenti tīru, izmantojiet skalošanas šķidrumu vai pievienojiet ūdenim nelielu daudzumu šķidro ziepju. Pēc zāģēšanas vienmēr samaziniet zāģlentes nospriegojumu.
19 LATVIA • woodmizer.lv
Pārbaudiet lentzāģa iestatījumus
Lai pareizi noregulētu lentzāģi un uzstādītu iekārtas iestatījumus, sekojiet līdzi procedūrām, kas aprakstītas lentzāģa lietošanas instrukcijā.
ġ Zāģlentes vadības rullīšiem ir jāgriežas brīvi, bez izrāvieniem. Attālums starp zāģlentes aizmuguri un rullīša malu nedrīkst pārsniegt 3 mm; savstarpēja strīķēšanās nav pieļaujama, pretējā gadījumā zāģlentes aizmugurē var veidoties plaisas. Ar laiku rullīši nolietojas, zaudē savu formu un ir jānomaina.
ġ Peldošajām siksnām uz skriemeļiem ir jābūt bez defektiem un vienmērīgā biezumā. Lai palielinātu to kalpošanas laiku, rekomendējam siksnas uz skriemeļiem regulāri mainīt vietām. Standartā tas jādara reizi nedēļā, bet iekārtās, kas strādā vairākām maiņās –pat biežāk.
ġ Regulāri jāpārbauda iekārtas iestatījumi. Izveidojiet iekārtas tehnisko pārbaužu reģistrācijas žurnālu. Tas ir īpaši svarīgi, ja ar iekārtu strādā vairāki operatori.


ġ Laiku pa laikam jāpārbauda skriemeļu regulējums.
ġ Nepareizs zāģlentes nospriegojums vai kļūdas spriegošanas sistēmā noved pie nevienmērīga iezāģa. Pārliecinieties, ka zāģlentes spriegojums veikts atbilstoši iekārtas lietošanas instrukcijai.
20 LATVIA • woodmizer.lv
KĀ NOREGULĒT LENTZĀĢA ZĀĢLENTES ATBALSTA RULLĪŠUS
Atbalsta rullīši nosaka zāģlentes stāvokli pret statni. Pareiza atbalsta rullīšu regulācija piedod papildus stabilitāti zāģlentai zāģēšanas laikā.
Atbalsta rullīšu regulācija tiek pārbaudīta ar kuntroles lineāla palīdzību, kas ir iekļauts lentzāģa komplektācijā.
Svarīgs nosacījums : atbalsta rullīšiem jānospriego uz leju zāģlente par 5 – 6 mm. Tas tiek panākts sekojoši :
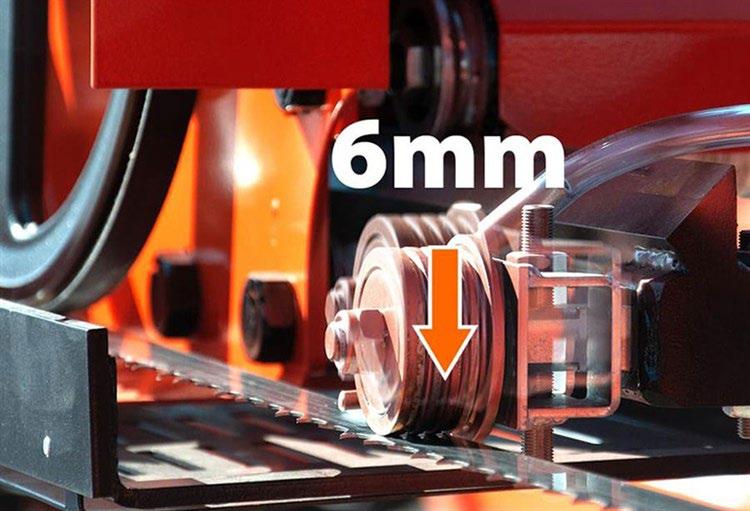
1. Nolaidiet atbalsta rullīšus, lai tie nepieskaras zāģlentei
2. Nospriegojiet zāģlentu līdz apkopes instrukcijā uzrādītajam spriegumam konkrētajam modelim
3. Nomēriet atālumu no statnes līdz zāģlentei ( piemēram 250 mm )
4. Pie nospriegotas zāģlentes atbalsta rullīšus noregulē tā, lai attālums no statnes līdz zāģlentei samazinās par 6 mm. (mūsu piemērā tas būtu 250 mm mīnus 6 mm , kas ir 244 mm )
5. Tā pat regulējot atbalsta rullīšus arī nepieciešams ieturēt min. 4 mm attālumu no zāģlentes aizmugures līdz atbalsta rullīšu flancim.
21 LATVIA • woodmizer.lv
SAITES UZ NODERĪGIEM
VIDEO
ġ Zāģlentu asināšanas procesa pamati ar iekārtām Wood-Mizer

ġ Video prezentācija Wood-Mizer LIVE (angļu valodā): Kā izvēlēties Wood-Mizer asināšanas ierīci. Konstrukcijas un funkciju atšķirības asināšanas ierīcēm Wood-Mizer BMS600HS, BMS500HS un BMS250AS. Kā sagatavot asināšanas ierīci darbam? Kā asināt zāģlentu ar asināšanas ierīci? Kā pareizi piemeklēt slīpripu?
ġ Video prezentācija Wood-Mizer LIVE (angļu valodā): Kā izvēlēties Wood-Mizer izlocīšanas iekārtu. Konstrukcijas un funkciju atšķirības izlocīšanas iekārtām Wood-Mizer BMT300AS, BMT250AS-P, BMT200, BMT150, BMT100. Kā sagatavot iestatīšanas ierīci darbam? Kā veikt zāģlentes izlocīšanu?
ġ Video prezentācija Wood-Mizer LIVE (angļu valodā): Kā izvēlēties labāko zāģlentu saviem zāģēšanas darbiem?
ġ Kā darbojas automātiskā asināšanas ierīce Wood-Mizer BMS250
ġ Kā darbojas profesionāla automātiskā asināšanas ierīce BMS500
ġ Manuālā iestatīšanas ierīce Wood-Mizer BMT100 zāģlentām
ġ Manuālā divpusējā izlocīšanas ierīce Wood-Mizer BMT150 zāģlentēm
ġ Manuālā divpusējā izlocīšanas ierīce Wood-Mizer BMT200 zāģlentēm
ġ Divpusējo izlocīšanas iekārtu Wood-Mizer BMT200 un BMT250 zāģlentēm regulēšana un kalibrēšana
▶ SKATĪT TAGAD
▶ SKATĪT IERAKSTU
▶ SKATĪT IERAKSTU
▶ SKATĪT IERAKSTU
▶ SKATĪT TAGAD
▶ SKATĪT TAGAD
▶ KLIKŠĶINIET ŠEIT
▶ KLIKŠĶINIET ŠEIT
▶ KLIKŠĶINIET ŠEIT
▶ UZZINĀT VAIRĀK
© 2022 Wood-Mizer Industries Sp. z o.o. All rights reserved.
