КАК
ДА ПОДОБРИМ
ПРОИЗВОДИТЕЛНОСТТА
НА
ЛЕНТАТА



Как да изберем профила на банциговите ленти
Материал на банциговите ленти Wood-Mizer
Как да увеличим живота на банциговата лента
Заточващи машини и устройства за чапразене,
предлагани
от Wood-Mizer
Как да заточвате и да настройвате ленти
Как да заточвате ленти със CBN диск


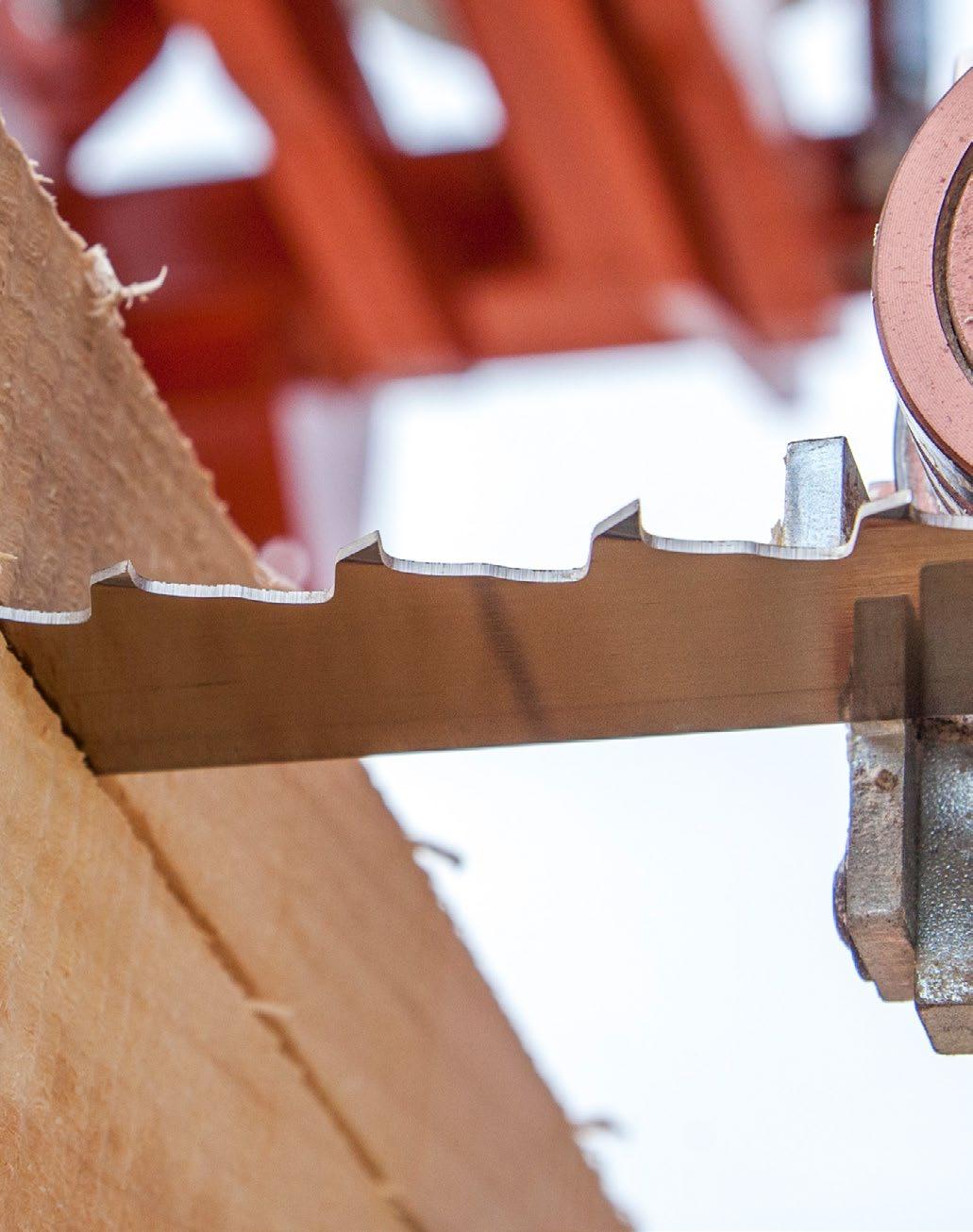
КАК ДА ИЗБЕРЕМ ПРОФИЛА
НА БАНЦИГОВИТА ЛЕНТА
Използването на най-подходящата банцигова лента е от ключово значение за увеличаване на производителността, подобряване на качеството на бичене и намаляване на разходите. От сурова иглолистна дървесина до суха твърда дървесина, Wood-Mizer предлага широка гама от банцигови ленти в повече от 100 варианта, базирани на профил, ширина, дебелина, стъпка на зъбите и материал за всякакъв вид приложение. С голямото разнообразие от налични опции изборът на лента, която най-добре отговаря на Вашата нужди, може да бъде сложен. Тук Ви предлагаме едно полезно ръководство за разбиране на различни параметри на банциговата лента и избор на най-добрия профил и материал за Вашето производство.

A = стъпка на зъбите
B = пазва
C = височина на зъба
D = преден ъгъл на зъба
E = заден ъгъл
F = широчина на лентата
G = дебелина на лентата
H = чапраз
А. Стъпката на зъбите е разстоянието между един връх до друг на два съседни зъба. По-малка стъпка (1/2 “, 5/8”, 3/4 “и 7/8”- 12,7 мм, 15,87 мм, 19,05 мм и 22,22 мм) обикновено се използва за бичене при по-малки мощности на задвижване (18kW / 24HP или по-малко), вторична обработка и листене, докато по-голяма стъпка (1 ”и 1-1 / 4”- 25.4mm и 31.75mm) е подходяща за оборудване с висока производителност и при по-голяма мощност (18.5kW / 25HP или повече).
Б. Пазвата е областта между зъбите, в която се събират и отстраняват дървесните стърготини, като същевременно осигурява устойчивостта на зъба. Височината на зъба трябва да е достатъчно голяма, за да позволи на пазвата да изнася дървесни стърготини от сряза.
В. Височина на зъба е разстоянието от найниската точка на пазвата до най-високата точка на връх на зъба. По-високите зъби (7° и Turbo 7 ° ъгъл на зъба) осигуряват поголяма производителност при по-голяма мощност (18,4kW / 25HP или повече) с по-голям капацитет за отстраняване на дървесните стърготини. Зъбите с по-малка височина и преден ъгъл 9 ° и 10 ° са по-добри при по-малка мощност на задвижване (18kW / 24HP или по-малко), бичене на трупи с малък диаметър, листене и вторична обработка.
D. Предният ъгъл е ъгълът между предната стена на зъба и перпендикуляра спрямо оста на лентата. Предният ъгъл на зъба трябва да бъде избран според вида на дървесина, която ще се обработва.
ġ 7 ° - банцигови ленти - солиден многофункционален профил за поголяма мощност на задвижване (18,4kW / 25HP или повече) и при рязане на твърда дървесина.
ġ 9 ° - банцигови ленти – идеална лента за по-малки мощности на задвижване (18kW / 24HPили по-малко) за рязане

на замръзнала дървесина, твърда
дървесина и трупи с малък диаметър.
ġ Турбо 7 ° - банцигови лентипредлага се само от Wood-Mizer, този
високоефективен профил със заден
ъгъл от 39 ° е проектиран специално за
екстремни и екзотични твърди дървесни видове при рязане с оборудване с поголяма мощност (18.4kW / 25HP или
повече).
ġ Банцигови ленти Turbo 747 - предлага се само от Wood-Mizer, този профил е
съвместим с всички нива на мощност и се отличава с по-дълбока пазва за поефективно отстраняване на дървесните стърготини, екстремен заден ъгъл от 47 ° за по-бърза скорост на рязане и
повишена точност на рязане.
ġ 10 ° банцигови ленти - много популярна
универсална лента за всички нива на
мощност за рязане на твърда дървесина
като дъб, череша, орех, ясен и топола.
ġ Банциговите ленти Vortex™ - Предлагат
се само от Wood-Mizer, този уникален
профил за отстраняване на дървесни
стърготини има по-дълбока пазва, което
позволява дъските да остават чисти от
стърготини и прах.
F.Широчина на лентата е разстоянието между върха и гърба на лентата. Пошироките ленти (1-1 / 2 “до 2” - 38 мм до 50 мм) са проектирани за по-мощни банцизи (18,4kW / 25HP или повече), позволяват по—висока скорост на подаване и по-голям брой заточвания. Тесните ленти (1-1 / 4 “до 1-1 / 2” - 32 мм до 38 мм) са за банцизи с по-малка мощност (18kW / 24HP или по-малко) и по-трудни условия на бичене.
G.Дебелина на лентата. По-дебелите ленти (.045 “, .050”, .055 “) позволяват повисоки скорости на подаване и по-добри показатели на рязане при трудни условия на рязане като чепове, замръзнали, сухи или изключително твърди материали, но изискват по-голяма мощност на задвижването (18.4kW / 25HP или повече).
По-тънките ленти (.035 “, .038”, .042 “) осигуряват по-дълъг гъвкав живот при банцизи с по-ниска мощност (18kW / 24HP
Wood-Mizer зъбни профили
Wood-Mizer произвежда ленти с няколко зъбни профила, за да постигне най-добри резултати при рязането на различни видове дървесина.
ġ 7/34, 7/39 и 7/47 Тези зъбни профили се препоръчват за твърда дървесина и работят най-добре с двигатели над 18 kW / 25HP.
ġ 9/29 Този профил е предназначен
за рязане на замръзнала, частично
замръзнала или твърда дървесина с
висока плътност, като акация, дъб, габър
и ясен.
ġ 10/30 Това е най-популярният и
универсален профил на зъбите на Wood-Mizer. Лентите режат еднакво
добре иглолистна, средно твърда и
или по-малко), където производителността
или скоростта не са основен фактор.
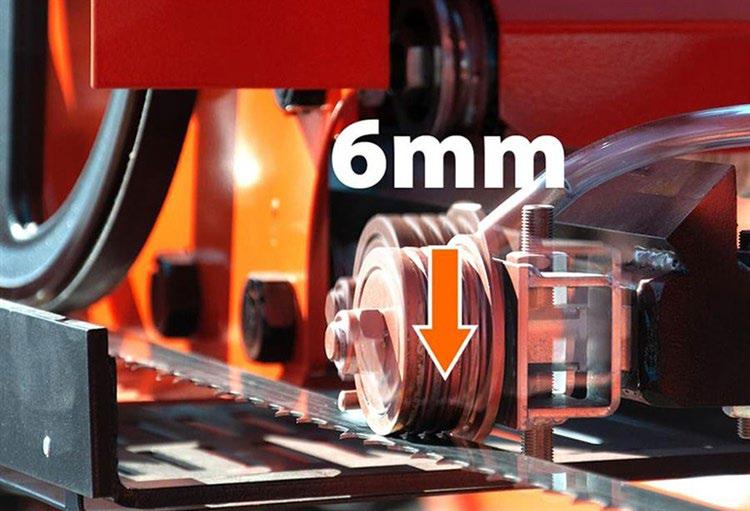
H.Чапраз – това е отклонението на
външния връх на зъба над равнината
на лентата. Чапразът се прави с цел да
направи прореза в дървесина по широк
от дебелината на лентата и избегне
прекаленото триене на лентите в стените
на прореза, загряване и влошаване на
работата. Колкото по-голям е чапразът, толкова повече дървесина се превръща в стърготини и намалява рандемана. Тънките ленти на Wood-Mizer правят прорез с широчина по-малко от 2,5 мм, което в сравнение с дебелите ленти с голям чапраз
или циркулярните триони позволява
получаването на около 20% повече дъски
на единица обла дървесина..
твърда дървесина, например бреза, бук, клен, липа, бор и топола.


МАТЕРИАЛ НА БАНЦИГОВИТЕ ЛЕНТИ WOOD-MIZER
В допълнение към профила, материалът, от който е направена лентата е другия важен параметър при избора на найподходящата банцигова лента за вашите нужди. Wood-Mizer
предлага няколко материала за банциговите ленти с различен
химичен състав, твърдост и др.


Лентите BiMETAL са направени от два вида стомана: легирана стомана за тялото на лентата и бързорезна стомана за върховете на зъбите. В процеса на производството материалът за върховете под формата на тел се наварява с помощта на лазер и след това се оформя с необходимата форма. Обикновено използваните биметални ленти на за първична обработка преработка на дървесината на мобилните или стационарни банцизи, остават остри при работа три пъти по-дълго от обикновените ленти и могат
да бъдат заточвани много пъти повече на
машините, които работят със заточващи дискове с покритие от кубичен борнитрит (CBN).
Банциговите ленти BiMETAL предлагат
по-дълъг живот на работа от повечето
въглеродни и високолегирани ленти и са проектирани за промишлено използване.

MaxFLEX е висококачествена универсална
лента за бичене при условия, където
е необходим максимална еластичност
на лентата. С „висококачествена
високолегирана“ стомана за максимална
гъвкавост и живот на рязане, лентите MaxFLEX се използват предимно в мобилни
и стационарни банцизи. Могат да се използват и на банцизи за листене.
ġ Поддържа се със стандартната технология за заточване CBN
ġ Твърдостта на материала наподобява
тази на DoubleHARD
ġ Поддържа се със стандартната
технология за заточване CBN
Лентите на Wood-Mizer също се предлагат в различни комбинации от материали и профили. Лентите се изработват на модерно съвременно оборудване, при което компютри следят за формиране на профила, а заточването се осъществява с високотехнологични машини и абразивна технология, позволява получаване на върхове на зъбите с голяма острота. Произведени в Европа, всички ленти на Wood-Mizer са проверени за качество по време на повече от 100 теста и проверки от избора на материала до крайната обработка. Съвместими с множество марки и модели на банцизи, можете да разчитате на банциговите ленти Wood-Mizer за несравнимо качество, точност и производителност.

Оригиналният материал на лентите DoubleHARD е произведен от високолегирана стомана и е предназначен за мобилни и стационарни банцизи. С комбинацията от по-твърда високолегирана стомана и високочестотно закаляване на зъбите, лентите DoubleHARD доставят имат повисока якост и два пъти по-дълго остават остри в сравнение със стандартните въглеродни ленти и могат да бъдат повторно заточени многократно с заточващите дискове със CBN покритие. Банциговите
ленти DoubleHARD са издръжливи
универсални ленти за рязане на иглолистни, твърди, замърсени и замръзнали трупи.
ġ По-твърди от “въглеродна стомана”
ġ Здрав, не напукващ се материал
Wood-Mizer произвежда банцигови ленти с дължини по желание на клиента.

Произведени от пружинна въглеродна стомана, лентите SilverTIP могат да се използват както на мобилни, така и на стационарни банцизи и са подходящи и за хоризонтални листачи. Въглеродната е
най-често срещаната стомана, използвана за производство на тесни банцигови ленти, които също могат да бъдат заточвани многократно с дискове тип CBN, но обикновено не толкова много, колкото лентите, направени от по-твърда високолегирана стомана като лентите DoubleHARD. Банциговите ленти SilverTIP са идеални за икономично рязане, първична и вторична обработка, както и за големи по обем производства.
ġ По-малко твърда от „високолегирана стомана“



Wood-Mizer представи серията StartCUT като най-евтините банцигови ленти, които фирмата предлага. Лентите StartCUT са направени от пружинна въглеродна стомана с индукционно закалени зъби, които са начапразени и заточени. За онези дървопреработватели, които дават приоритет на цената, StartCUT е правилният избор като нескъпа банцигова лента от световноизвестния производител.
VORTEX
ПРОФИЛ


Vortex. Wood-Mizer разработи уникален профил на зъбите, наречен Vortex®(вихрушка). Vortex са ново поколение специализирани ленти, които по време на рязането почистват максимално прореза от дървесните стърготини от прореза, в резултат на което се получава чиста дървена повърхност, важна за високопроизводителните фабриките за палети. Почистването на дъски от палети от дървени стърготини е отделна операция, която често се изпълнява ръчно. С лентата
Vortex тази операция за почистване
може да бъде ограничена, улеснена или
дори избягната, което води до намалени
оперативни разходи.

КАК ДА УВЕЛИЧИМ ЖИВОТА
НА БАНЦИГОВАТА ЛЕНТА
1.ЗАТОЧВАЙТЕ ВАШИТЕ ЛЕНТИ Използвайте услугата за заточване на лентите, която предлагаме в гр. Тетевен или вашето собствено оборудване за поддръжка на ленти, за да гарантирате, че вашите банцигови ленти имат максимална острота и производителност.
2.ОБЪРНЕТЕ ВНИМАНИЕ НА ДЕТАЙЛИТЕ Когато поставяте нова лента на банцига, направете няколко ряза с умерена скорост, за да “въведете” лентата. Също така, минимизирайте повърхностните прорези, когато зъбите от едната страна на лентата се натоварват повече от тези от другата страна.
3.ПОДДЪРЖАЙТЕ ОПЪНАТ ГЛАВНИЯ РЕМЪК Поддържайте главните ремъци опънати, за да се предава пълната мощност от двигателя към банциговата лента, особено внимание обърнете при новите ремъци, които трябва
да се опъват по-често.
4.ИМАЙТЕ ПРЕДВИД РАЗЛИЧНИТЕ
ДЪРВЕСНИ ВИДОВЕ И СЪДЪРЖАНИЕ НА
ВЛАГА
Дървесината се различава по плътност,
което изисква различни техники на бичене
и скорости на подаване. Промяната на
плътността на дървесината с изсушаването
на трупите затруднява рязането.
5.СМАЗВАЙТЕ ВАШИТЕ ЛЕНТИ Всички банцизи на фирмата Wood Mizer имат приспособления за подаване на почистваща и охлаждаща върху лентата по време на работа, по-малко полепване на стърготини по лентата, по-дълъг период между заточванията на лентите и удължаване на цялостния живот на лентата.
6.ПОЧИСТЕТЕ ПРЕДИ ДА БИЧЕНЕ Замърсяване, камъчета, пясък и други чужди материали, които могат да се срещат по повърхността на трупите причиняват затъпяване на зъбите значително по-бързо. Ползването на устройство за премахване на кората пред лентата може да помогне с това.
7.КОНТРОЛИРАЙТЕ СИЛАТА НА ОПЪНАНЕ
НА ЛЕНТАТА
Периодично проверявайте устройствата
за опъване на лентите, хидравлични или механични, защото правилното опъване е от решаващо значение за максимална
производителност на лентата и скоростите на подаване.
Минимизирайте прекъсванията и продължете да бичите с тези 10 полезни съвета за удължаване на живота на банциговите Ви ленти.




8.ПРОВЕРЯВАЙТЕ БАНДАЖНИТЕ РЕМЪЦИ Бандажните ремъци трябва да бъдат в
добро състояние, за да постигате добри резултати, тъй като износените ремъци могат да доведат до проблеми с напукването на лентата. Разменяйте ремъците на задвижваното и на мъртвото колело при всяка смяна на лентата за да се удължи живота на ремъка.
9.УВЕЛИЧАВАНЕ НА СКОРОСТТА НА ПОДАВАНЕ Скоростта на подаване трябва да бъдат възможно най-висока, като същевременно се следи за правия ряз, тъй като рязането с по-ниски скорости намалява общия живот на лентата.
10.ПРОВЕРЯВАЙТЕ НАСТРОЙКАТА НА
ЛЕНТОВОДНИТЕ РОЛКИ
Ако лентоводните ролки са наклонени
нагоре или надолу, те ще доведат до това
лентата да забива или да катери. Ролките
трябва да притискат достатъчно лентите
според инструкцията. Лентата не трябва да
опира непрекъснато в реборда на ролката
по време на работа.
.
ЗАТОЧВАЩИ МАШИНИ И УСТРОЙСТВА ЗА ЧАПРАЗЕНЕ НА ЛЕНТИТЕ
ПРЕДЛАГАНИ ОТ WOOD-MIZER
Правилната подготовка на лентите за работа е ключов момент за постигане не само на високо качество на рязане, но и за намаляване на потреблението на ленти. Добре заточената лента с подходящия чапраз
остава остра по-дълго и може да се заточва повече пъти. Wood-Mizer съветва да дадете на заточената лента един ден„ почивка“, преди да я използвате отново. Това позволява да се премахне напрежението в
метала и като цяло удължава живота на лентата.
Wood-Mizer предлага няколко
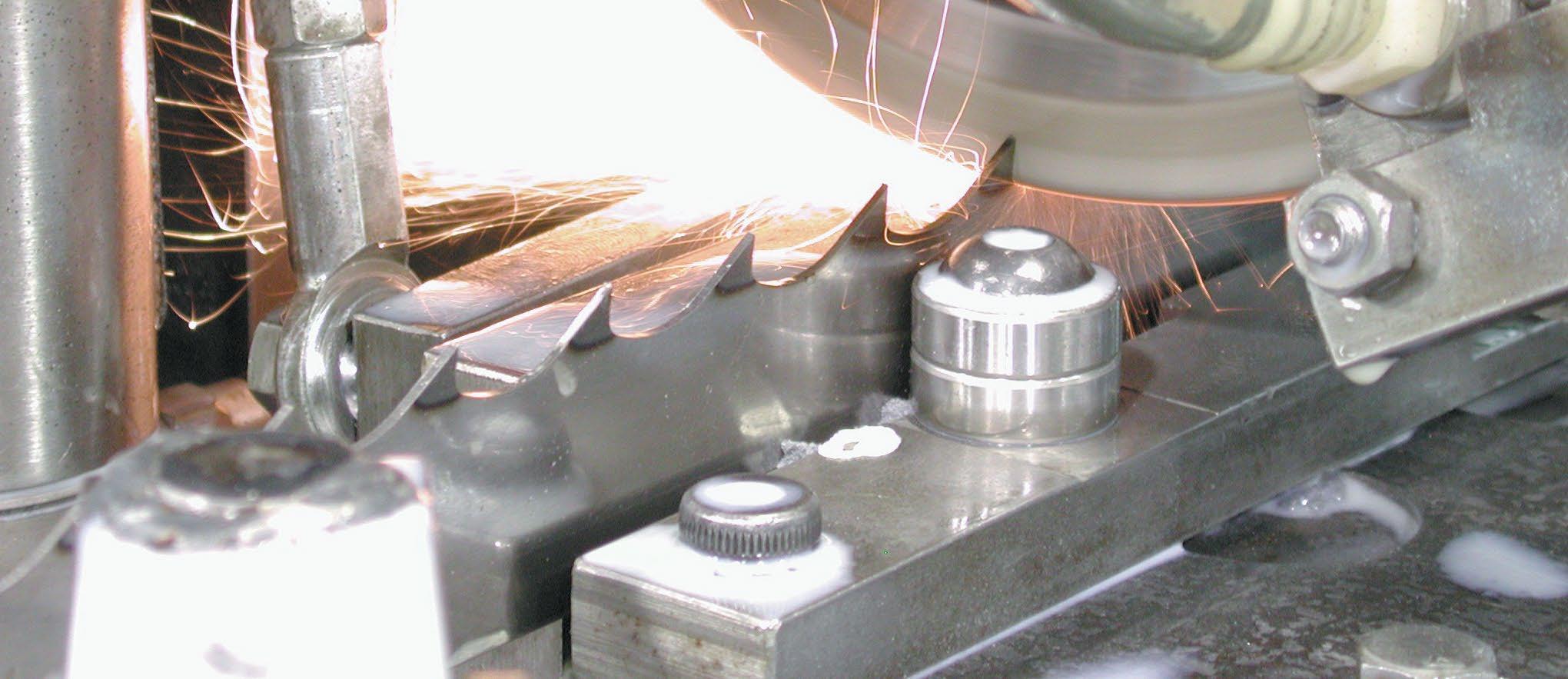
заточващи устройства с различни цени и характеристики, така че можете да намерите най-доброто за вашите нужди. Всички заточващи машини на Wood-Mizer използват
технология на заточване с диск с покритие от кубичен борнитрит (боразон) CBN, който не се нуждае от оформяне по време на работа, тъй като съответства на формата на зъбите на Wood-Mizer и контактува изцяло по профила на зъба с едно минаване.
Заточващи устройства Wood-Mizer.
Wood-Mizer произвежда три версии на
заточващите машини за ленти.
Полуавтоматичната машина BMS250
осигурява отлично качество на
заточването, оборудвана е с автоматичен изключвател,
надежден капак, който покрива зоната
на работа заедно с лентата по време на
процеса на заточване, и приемен отвор за аспирация и отвеждане на изпаренията
от охлаждащата течност. Заточващото
устройство BMS250 използва заточващ
диск CBN с диаметър 127 mm, който се
предлага в различни варианти за всички профили на зъбите на лентите Wood-Mizer. След заточването трябва да се отстранят
т.наречените „мустаци“ от лентата.
Автоматичната машина BMS500
е предназначена за използване в
промишлени предприятия с големи обеми
на производството, където има нужда от
ежедневно заточване на голям брой ленти.
Заточващият диск CBN с диаметър 203 mm
осигурява висококачествено заточване, като
същевременно работи при по-високи скорости
и с по-голяма производителност.
Пултът за управление е оборудван с брояч на
зъбите, регулиране скоростта на заточване
и може да бъде програмиран да изключва
машината след заточване на определен брой
зъби. Машината разполага и с приспособление за премахване на металните „мустаци“ от повърхността на заточената лента. Произвежда се и промишлена вариант на
BMS600, оборудвана с по-мощна помпа, която осигурява по-висока производителност на машината..
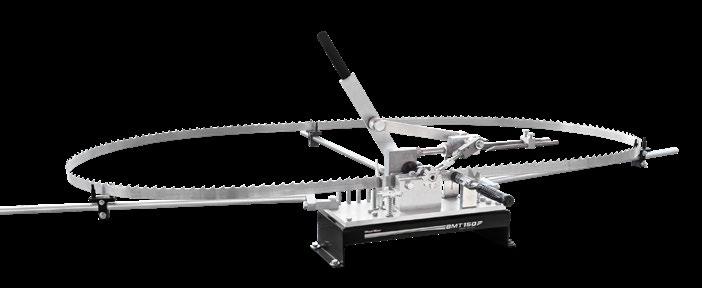
Устройства за настройване на чапразене на зъбите, предлагани от Wood-Mizer Ръчното устройство за чапразене на зъбите BMT100 осигурява добра точност и равномерност на чапраза. С помощта на
ръчката операторът подава лентата напред
и настройва наклона на зъбите един по
един, контролирайки големината на чапраза с микрометър. Устройството за чапразене
BMT150 също е ръчно, но то се отличава по това, че с едно движение на лоста операторът прави наклона на двата зъба – левия и десния. Най-производителните и високопрецизни устройства за чапразене на зъбите са
полуавтоматичните машини BMT200 и BMT250
с едновременно двустранно чапразене. Компютризираната пневматична машина за чапразене BMT300 работи автоматично и е
предназначена за предприятия с голям обем на производството.
Услуга за подготовка на ленти
Wood-Mizer ReSharp
Услугата ReSharp е много популярна, тъй като сервизните центрове използват специализирано оборудване на Wood-Mizer и в процеса на подготовка лентите се






възстановяват до фабричните параметри на заточване и
чапразене. Свържете се с най-близкия сервизен център
на Wood-Mizer и се осведомете за цените, които по
правило са съвсем приемливи.
Използването на услугата ReSharp ще ви позволи да
се съсредоточите върху това, което ви носи пари, т.е.
разбичване на дървен материал, и да спестите време
и пари от
спомагателни операции, като заточване и
чапразене.

КАК ДА ЗАТОЧВАТЕ
И ДА НАСТРОЙВАТЕ ЛЕНТИ
Със заточващите машини и устройствата за настройка на Wood-Mizer можете сами да подготвите вашите ленти за работа. Ето няколко съвета, за да започнете.
ППРОЦЕСЪТ НА ЗАТОЧВАНЕ НА ЛЕНТА Етап 1: Почистване на лентата Преди да свалите затъпената лента от банцига, се препоръчва докато машината е в движение да пуснете почистваща течност в максимална степен в продължение на 15 секунди, за да отстраните колкото е възможно повече стърготини от повърхността. Ако това не е достатъчно и по тялото на лентата има полепнали стърготини, почистете я с телена четка.
Стъпка 2: Заточване
Процесът на заточване връща остротата и правия ъгъл на предната стена на зъба спрямо равнината на лентата. Wood-Mizer
препоръчва използването за заточване само
на CBN дискове с необходимия профил, които оформят целия профил на пазвата. Това е
много важно, тъй като в необработените
зони на пазвата могат да се образуват микро
пукнатини, които с течение на времето
нарастват и причиняват преждевременно скъсване на лентата. Препоръчва се всяка лента да се заточва най-малко два пъти. В този случай натискът на заточващия диск върху лентата не трябва да бъде твърде силен. Стъпка 3: Отстраняване на металните
„мустаци“
Отстраняването на малки парчета метал, като косъмчета останали по ръба на
зъбите след заточване, е необходимо, тъй като тези „мустаци“ водят до появата на микропукнатини. Заточващите устройства
Wood-Mizer BMS250 и BMS500/600 правят това автоматично. Въпреки това, когато използвате стари модели заточващи устройства, може да се наложи повърхността на лентата да
се почисти от „мустаците“ с парче дърво.
Отстраняването на „мустаците“ е важно и
защото повърхността на лентата трябва да
е чиста, за да може да се постигне точно
чапразене на зъбите.
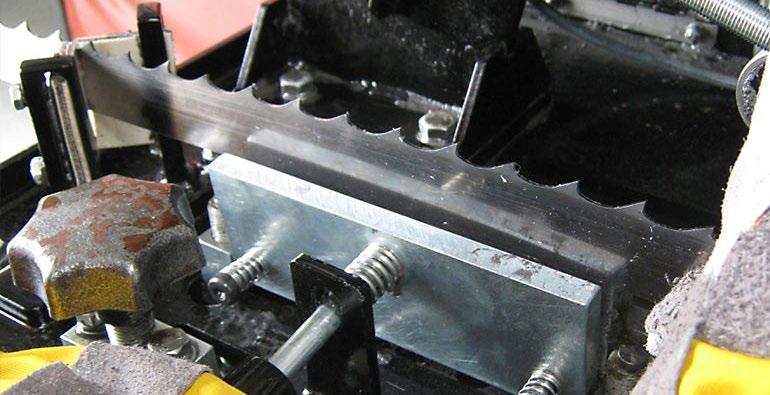
Стъпка 4: Чапразене
Възстановяването на правилния чапраз
е много важно за качеството на рязането.
Точката на натиск върху зъба спрямо
височината му при правенето на чапраза не
трябва да е разположена твърде високо или
твърде ниско: тя трябва да е на около една
трета от височината от върха.
ПРОЦЕС НА ЧАПРАЗЕНЕ
За да получите висококачествена
повърхност на рязане, лентите трябва
да са с подходяща големина на чапраза
на зъбите. Наклонените зъби позволяват
получаването на прорез с по-голяма
широчина от дебелината на лентата и
оформят пространство за стърготините като
по този начин се постига плавно движение
на лентата, а повърхността на дъската е
равна и гладка. Колкото по-влакнеста е
дървесината, толкова по-голям трябва
да е чапраза и обратно, за плътна или
замръзнала дървесина се изисква по-малък чапраз. Ако чапразът е прекалено голям, то повърхността на дъските става груба и
грапава. При недостатъчна големина на
чапраза се получава натрупване на твърде
много стърготини в прореза и прегряване
на лентата. При правилен чапраз се
получават фини стърготини, с хомогенен
състав и леко топли на допир.

КАК ДА ЗАТОЧВАТЕ
ЛЕНТИ СЪС CBN ДИСК
1. Важно е винаги да използвате само CBN заточващ диск, чийто профил съответства на профила на зъбите на заточваната лента.
2. Когато поставяте лентата на заточващата машина, уверете се, че притискащите плочи са чисти и подпорите са правилно регулирани.
3. Проверете дали лостът на бутача е в
правилната позиция; той трябва да избута зъба, който ще се заточва.
4. Правилната настройка на дължината на бутача е много важна, защото ако не се
провери може да повреди заточващият
диск.
5. Регулирайте дълбочината на спускане на
диска, така че в най-ниската точка да можете
да завъртите заточващия диск с пръст и
да усетите много малко съпротивление.
Заточващият диск трябва да има контакт с целия профил на зъба.
6. Вк лючете двигателя и проверете дали се появяват искри по целия профил на пазвата. Ако това не е така, трябва да се коригира положението на бутача.
7. На базата на опита на Wood-Mizer при едно заточване не трябва да се снема повече от 0,10— 0,15 mm метал от лентата.
8. Wood-Mizer препоръчва при едно заточване на лентата тя да премине най-малко два пъти през машината


ВАЖНО!
Не забравяйте редовно да почиствате заточващата машина и отворите, през които почистващото
масло достига до повърхността на диска. Чистото
масло и редовното почистване на заточващия
диск гарантират ефективен процес на заточване
без прегаряне на
повърхността.
МИНЕРАЛНО
МАСЛО
ЗА ВАШЕТО ЗАТОЧВАЩО УСТРОЙСТВО

Чистото минерално масло удължава живота на заточващата шайба с борозоново покритие (CBN). Използването на друг вид масло може да повреди заточващата шайба, като доведе до замазване на фината й повърхност. Веднъж замаза, тя вече трудно може да бъде почистена. В
резултат на това заточващата шайба започва да оставя следи от изгаряне върху лентата и да не заточва правилно
Преди да започнете да заточвате Wood-Mizer
препоръчва:
ġ ппроверявайте редовно Вашия заточващ
диск - трябва да е чиста
ġ уверете се, че отворите за подаване на
масло и притискащите плочки са чисти
ġ използвайте минерално масло
Wood-Mizer за заточване на банцигови ленти (каталожен номер 083559-1).


Защо точно минерално масло?
Минералното масло за заточващите
машини е с по-малък вискозитет от
другите синтетични масла за двигатели или
хидравлика. То осигурява почистване на
заточващия диск от натрупване на метални стружки от лентата. Освен това, ако има
много стружки в маслото, това може да
причини повреда на помпата, запушване
на отворите и отлагането им върху
притискащите плочи.
Поръчайте минерално масло за точиларки
от местния представител на Wood-Mizer.

ГРЕШКИ
ПРИ ЗАТОЧВАНЕ
И НАСТРОЙВАНЕ
НА ЛЕНТИТЕ
Тук сме събрали информация за типичните грешки, които възникват по време на заточване и настройка на лентата.

1. Подобни пукнатини (на снимката в дясно) възникват поради неправилно положение на лентоводните ролки. В резултат на това задния ръб на лентата по време на работа се трие непрекъснато в реборда на ролката.
2. Прегаряне: в този случай лентата бързо се изтъпява.
Причината за този вид грешка е твърде силният натиск на
заточващия диск върху лентата при заточването.



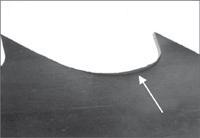
3. Визуално се забелязва, че при заточването дискът не е контактувал равномерно по целия профил на зъба. Възможно е ъгълът на блока с двигателя и диска да е променен или профила на заточващия диск не е подходящ, ако се използва обикновен абразивен диск. В допълнение причината може да се е в износване на гърбицата на заточващата машина. Пукнатините възникват в местата, където повърхността на стените не е обработена.
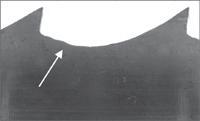
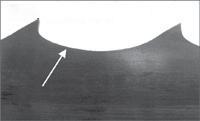
3a. В този случай пукнатините ще възникват на мястото, посочено със стрелката. Причината за грешката се крие в неправилното положение на главата на заточващата машина.
4. Нулев преден ъгъл на рязане — лентата вибрира силно по време на работа, което води до вибрации и на режещата глава. В този случай се появяват пукнатини по тялото на лентата на мястото, посочено с кръгче.
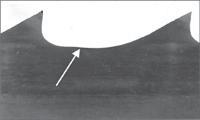
4a. При много малка височина на зъба по лентата започват да се образуват „вълнички“ поради факта, че пазвата не е достатъчно голяма, за да изнесе стърготините от прореза, които в този случай са много дребни като прах. Причината е неправилното монтиране на главата на заточващата машина.
5. ЗЗъбът не е заточен докрай до край към върха. Причината за това е изместване на равнината на лентата, респ. на притискащите плочки спрямо оста на диска. Лентата ще се изтъпи бързо.
6. Твърде голям чапраз на зъбите. Режещият ръб на зъба (върхът) не е на еднакво разстояние от равнината на лентата и ще се затъпи по-бързо. По време на работа се наблюдава значително трептене на лентата.

7. При неправилно поставяне на линийката за настройване на лентата, може да се получи рязане на вълни въпреки че показанията при настройката са правилни.

КАК ДА ОСИГУРИМ СТАБИЛНА РАБОТА
НА БАНЦИГА
Биченето на трупи с банциг машина Wood-Mizer позволява да се получават фасонирани материали с равномерна дебелина по цялата повърхност. Има обаче няколко фактора, които трябва да се имат предвид, за да се постигнат възможно най-добри резултати. Редовното техническо обслужване на машината, правилната подготовка и работа с лентите и заостряна на вниманието към някои детайли при биченето ще ви помогнат да избегнете преждевременното късане на лентата или липсата на праволинейност на готовите материали.
Почистете замърсените трупи Рязането на замърсени трупи води до бързо затъпяване на лентата и влошава качеството на
дървения материал. Съветваме ви да почистите трупите с телена четка, преди да започнете да режете, или да монтирате на банцига устройство за белене на кората. Контролирайте скоростта на рязане Работещата лента трябва да влиза равномерно и плавно в трупа, след което подаването може да се ускори, ако е необходимо. Скоростта на рязане трябва да бъде възможно най-висока, като същевременно се поддържа равномерно рязане. Плътността на дървесината влияе върху скоростта на рязане. Тъй като меката
дървесина има влакнеста структура, е необходимо по-внимателно да се следи скоростта на рязане. Твърдите видове дървесина обикновено са с еднородна структура и по-лесни за рязане при постоянна скорост на подаване на лентата..




Поддържайте лентата чиста
При рязане дървесните стърготини могат
да полепнат по лентата. Използвайте
почистваща течност или добавете малко
количество препарат за миене на съдове
към водата, за да поддържате лентата чиста. След приключване на работа отпуснете
опъването на лентата. Проверявайте
настройките на лентоводните ролки.
Правилните настройки на лентата и
настройките на машината трябва да се
проверяват съгласно процедурите, описани в ръководството за машината.
ġ Лентоводните ролки трябва да се
въртят свободно, без блокиране.
Разстоянието между задния ръб на
лентата и реборда на ролката не трябва
да надвишава 4 mm и в никакъв случай
да е нула, т.е.те да се допират. В противен случай това ще причини напукване в
задната част на лентата. С течение на
времето ролките се износват, губят
формата си и трябва да се сменят с нови. ġ Бандажните ремъци върху
лентоводните колела трябва да са
без дефекти и с еднаква дебелина. За
удължаване на експлоатационния им живот се препоръчва да разменяте ремъците на задвижваното и мъртвото колело. Това трябва да се прави при всяка смяна лентата или поне веднъж седмично.
ġ Настройките на машината трябва да се проверяват редовно. Водете дневник
за техническото състояние на машината. Това е особено важно, ако на машината работят няколко оператори.
ġ Настройките на лентоводните колела
да се проверяват от време на време.
ġ Неправилното опъване на лентата
или повреди в механизма за опъване, може да доведе до неточно разбичване.
Уверете се, че опъването на лентата
е изпълнено според инструкциите за
машината.

КАК ДА РЕГУЛИРАМЕ
ЛЕНТОВОДНИТЕ