HOGYAN LEHET JAVÍTANI A KESKENY SÁVÚ SZALAGOK



TELJESÍTMÉNYÉT?



2 HUNGARY www.woodmizer.hu Hogyan válasszunk szalag profilt? A Wood-Mizer fűrész szalagok anyaga Hogyan növelhető a szalag élettartama? Wood-Mizer élezők és fogbeállítók Hogyan élezzük meg a szalagokat saját magunk? Rövid útmutató – hogyan élezzük a szalagokat megfelelően? Ásványolaj az élezőkészülékéhez Élezési hibaelhárítás Hozza ki a legtöbbet a szalagból A szalagvezető görgők beállítása Linkek hasznos videókhoz 3 6 10 12 14 15 16 17 19 21 22 TARTALOM
HOGYAN VÁLASSZUNK SZALAG PROFILT?
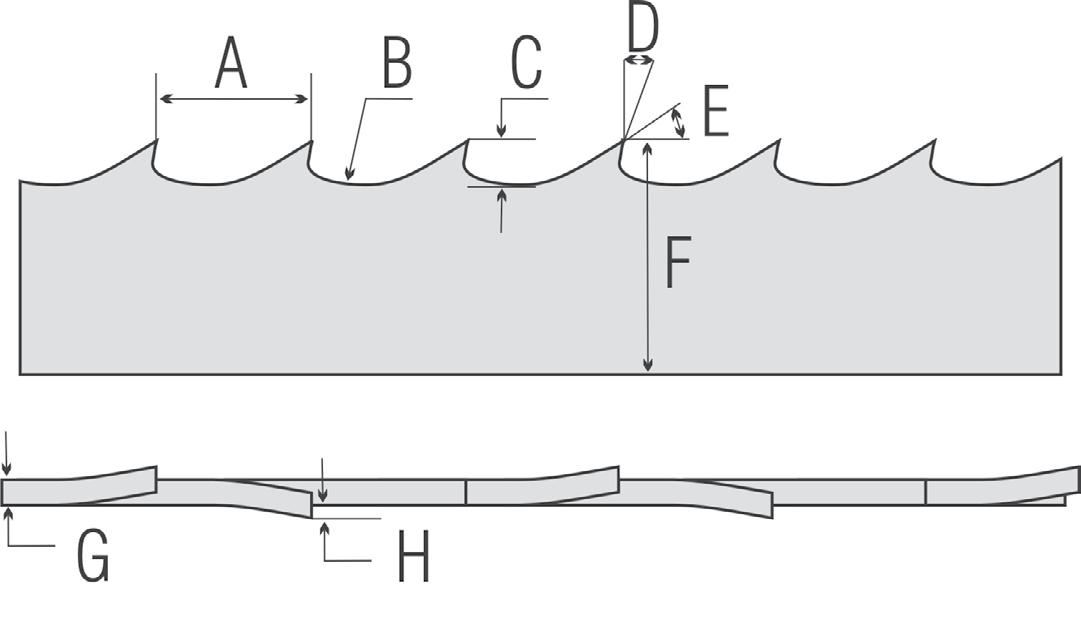
A leginkább megfelelő szalag használata kulcsfontosságú a termelés növeléséhez, a vágás minőségének javításához, valamint a fűrészelés vagy újrafeldolgozás költségeinek csökkentéséhez. A Wood-Mizer az iparág vezető szalagjainak teljes sorozatát gyártja a zöld puhafák fűrészelésétől kezdve az erősen koptató keményfák vágásáig, több mint 100 kombinációval, profil, szélesség, vastagság, fogtávolság és anyag alapján bármilyen fűrészeléshez vagy hosszantvágáshoz. A rendelkezésre álló opciók széles választéka miatt a fűrészeléshez leginkább megfelelő szalagok kiválasztása kihívást jelenthet. Az alábbiakban hasznos útmutatót találhat a szalag különböző részeinek megértéséhez, valamint a legjobb szalag profil és anyag kiválasztásához az adott faanyag fűrészeléséhez.
A = Fogak elosztása
B = Fogak közötti rész

C = Fog magasság
D = Horog szög
E = Hátsó szög
F = Kések szélessége
G = Szalag vastagsága
H = Fogdőlés
3 HUNGARY www.woodmizer.hu
A. A fogak elosztása alatt a fogak csúcsai közötti távolságot értjük. A rövidebb fogtávolságot (12,7 mm, 15,87 mm, 19,05 mm és 22, mm) általában alacsony lóerős fűrészeléshez használjuk (18 kW / 24 LE vagy kevesebb) másodlagos megmunkáláshoz és hosszantvágáshoz, míg a hosszabb fogtávolság (25,4 mm és 31,75 mm) a nagy mennyiségű termeléshez és a nagy teljesítményhez ideális (18,5 kW / 25 LE vagy több).
B. A szalag fogai közötti rész felfogja és eltávolítja a fűrészport, miközben erőt biztosít a fog részére. A fognak elég magasnak kell lennie ahhoz, hogy a fűrészport el tudja távolítani a vágatból.
C. A fogmagasság a szalag fogai közötti rész legalsó pontja és a fog csúcsa közötti távolság. A magasabb fogak (7° és Turbo 7° horog szög) nagyobb teljesítményt nyú-jtanak nagyobb lóerőnél (18,4 kW / 25 LE vagy nagyobb), fokozott fűrészpor eltávolítás-sal. A rövidebb fogak (9° és 10° horog szög) előnyösebbek alacsonyabb lóerőnél (18 kW / 24 LE vagy kevesebb), kis rönkátmérőjű fűrészeléshez, hosszantvágáshoz és másodlagos feldolgozáshoz.
D. A horog szög azt a fokot jelöli, amenny-ivel a fog elülső része előrébb dől 90 fokhoz viszonyítva. A horog szöget a fűrészelendő fa típusa alapján kell kiválasztani.
lóerős (18,4 kW / 25 LE vagy nagyobb) géppel történő fűrészeléshez.
ġ Turbo 747 fűrész szalagok - Csak a Wood-Mizer kínálatában kapható, ez a profil minden teljesítményhez használható, mélyebb kapacitású fogak közötti résszel rendelkezik a fűrészpor fokozott eltávolítása érdekében, az extrém, 47°-os hátulsó szög pedig nagyobb fűrészsebességet tesz lehetővé, és éles behatolási pontok vannak rajta a precízebb vágáshoz.
ġ 9°- os fűrész szalagok - Ideális szalag alacsonyabb lóerőhöz (18 kW / 24 LE vagy kevesebb) fagyott fa, keményfa és kis átmérőjű rönkök fűrészeléséhez.
ġ 10°- os fűrész szalagok - Nagyon népszerű általános célú szalag vegyes keményfák, például vörös tölgy, cseresznye, dió, puha juhar és nyár fűrészeléséhez bármilyen teljesítmény mellett.
ġ 7°- os fűrész szalagok - Szilárd, körbefutó profil, nagy fogak közötti résszel keményfák nagyobb lóerővel történő fűrészeléséhez (18.4kW / 25LE vagy több).
ġ Turbo 7°-os fűrész szalagok - Csak a Wood-Mizer kínálatában kapható, ez a nagy teljesítményű, 39°-os hátsó szögű, agresszív profil kifejezetten extrém és egzotikus keményfákhoz lett kifejlesztve, nagyobb
ġ Vortex™ fűrész szalagok - Csak a Wood-Mizer cégtől elérhetők, az egyedülálló poreltávolító profil nagyobb fogak közötti kapacitással rendelkezik a fűrészpor deszkából történő eltávolításához.
F.A szalag szélessége a szalag csúcsa és alapja közötti távolság. A szélesebb szalagokat
4 HUNGARY www.woodmizer.hu
(38 mm - 50 mm) nagyobb lóerős (18,4 kW / 25 LE vagy annál nagyobb) fűrészgépekhez terveztük, gyorsabb behordást biztosítanak, és többször lehet őket megélezni. A keskeny szalagok (32 mm - 38 mm) alacsonyabb lóerős fűrészgépekhez (18 kW vagy 24 LE vagy kevesebb) és nehezebb fűrészeléshez ajánlottak.

G.A szalag vastagsága. A vastagabb szalagok (.045 “, .050”, .055 “) gyorsabb behordási sebességet és jobb vágási teljesítményt nyújtanak nehéz fűrészelési körülmények között, mint például csomós, fagyasztott, száraz vagy rendkívül kemény faanyagok, de nagyobb (18,4 kW / 25 LE vagy annál több) lóerőre van szükségük.
A Wood-Mizer fogprofilok
A Wood-Mizer több fogprofillal ellátott szalagot gyárt, hogy a legjobb eredményt érje el a különböző fafajták fűrészelése során.
A vékonyabb szalagok (.035 “, .038”, .042 “) hosszabb élettartamot biztosítanak alacsonyabb lóerős fűrészgépek esetében (18kW / 24HP vagy kevesebb), ahol a termelés vagy a sebesség nem elsődleges tényező.
H.A fogdőlés az a távolság, amellyel a fog meg van hajlítva a szalag testéhez viszonyítva. A fogdőlés utat vág a fában a szalag teste részére, amelyet a bevágás szélességével vagy az eltávolított fa mennyiségével lehet mérni vágásonként. A Wood-Mizer vékony bevágású szalagok kevesebb, mint 2,5 mm-t távolítanak el, ami rönkönként körülbelül 20%-kal több hasznos faanyagot eredményez a körfűrészekhez vagy láncfűrészekhez viszonyítva.
ġ 7/34, 7/39 és 7/47 Ezek a fogprofilok keményfákhoz ajánlottak, és 18 kW/25 LE-től erősebb motorokkal működnek a legjobban.
ġ 9/29 Ezt a profilt fagyott, részben fagyott vagy nagy sűrűségű keményfák, például akác, tölgy, gyertyán és kőris vágására tervezték.
ġ 10/30 Ez a Wood-Mizer legnépszerűbb és legsokoldalúbb fogprofilja. A szalagok ugyanolyan jól vágják a puhafát, a közepes keményfát és a keményfát, mint például a nyírfa, a bükk, a juhar, a hárs, a fenyő és a nyárfa.
HUNGARY www.woodmizer.hu
A WOOD-MIZER FŰRÉSZ SZALAGOK ANYAGA


A profil mellett a penge anyaga is egy másik fontos szempont, amikor kiválasztja a felhasználáshoz legmegfelelőbb fűrészlapot. A Wood-Mizer számos anyagból kínál szalagokat, például ötvözet, RC keménység és egyebek alapján.
6 HUNGARY www.woodmizer.hu
A BiMETAL kétféle acélból készül: ötvözött acél a hordozóanyaghoz és a nagysebességű acél a foghegyekhez. A gyártási folyamat során a huzal alakú foghegyeket lézerhegesztéssel egyesítik a hordozóval, és a későbbi szakaszokban a megfelelő profilra formálják. A BiMETAL szalagokat általában az elsődleges bontási fűrészeléshez használják hordozható vagy ipari fűrészgépeken és a szén szalagokhoz képest akár háromszor hosszabb ideig is élesek, és CBN köszörűkoronggal többször is újraélezhető.
A BiMETAL szalagok a legtöbb szén és erősen ötvözött szalaghoz képest hosszabb ideig bírják élezés nélkül, és fűrészüzemi felhasználáshoz terveztük.
ġ CBN élezési technológiával lehet karbantartani
A MaxFLEX egy prémium minőségű univerzális szalag, amely fűrészelési és hosszantvágási műveletekhez használható, ahol a lehető leghosszabb élettartamra van szükség. A MaxFLEX szalagok „prémium minőségű erősen ötvözött acélból” készülnek, a maximális rugalmasság és fűrészelési élettartam érdekében, elsősorban hordozható és ipari fűrészgépekhez használják. Azonban hosszantvágáshoz is használhatók.


ġ CBN élezési technológiával lehet karbantartani
ġ A z anyag keménysége hasonló a DoubleHARD szalagokéhoz
A különböző profilokon és anyagokon alapuló több száz kombináció esetében a Wood-Mizer a szalagok fogait pontosan beállítja egy számítógéppel vezérelt berendezéssel, és teljesen kialakítja a csúcsok profilját egy különleges csiszolási technológiával a legmagasabb minőségű végtermék érdekében. Az összes Európában gyártott Wood-Mizer szalag teljesítményi minősége ellenőrzésre kerül több mint 100 vizsgálattal és ellenőrzéssel az alapanyagok kiválasztásától kezdve a végső élezésig. Több fűrészgép márkával és modellel kompatibilis, a Wood-Mizer fűrészgépekre és hosszantvágó szalagokra mindig számíthat a páratlan minőség, pontosság és teljesítmény tekintetében.
7 HUNGARY www.woodmizer.hu
INDUSTRIAL BANDSAW BLADES STELLITE® BANDSAW BLADES BANDSAW BLADES
INDUSTRIAL BANDSAW BLADES STELLITE® BANDSAW BLADES BANDSAW BLADES
STELLITE® BANDSAW BLADES

A DoubleHARD szalagokat „erősen ötvözött acélból” készítjük és hordozható valamint ipari fűrészgépekhez terveztük. A keményebb, erősebb ötvözetű acél és az indukciósan edzett fogak kombinációjával a DoubleHARD szalagok kétszer nagyobb szívósságot és kétszer hosszabb élettartamot biztosítanak, mint a szokásos szén szalagok, és többször újraélezhetők CBN köszörűkoronggal. A DoubleHARD egy tartós, univerzális szalag fenyő, keményfa, görcsös fa és fagyott faanyag fűrészeléséhez.
ġ Keményebb, mint a „szénacél”
ġ Kemény, nem törékeny anyag
ġ Tartós szalag többszöri élezés után is INDUSTRIAL BANDSAW BLADES
BANDSAW BLADES
A SilverTIP szalagok rugókhoz használt szénacélból készülnek a nagy rugalmasság és tartósság érdekében. Felhasználhatók hordozható és ipari gépekhez is, de vízszintes hosszantvágó fűrészekhez is. A szén a leggyakrabban használt acél a keskenysávú fűrészelés esetén, újraélezhető CBN köszörűkoronggal, de jellemzően nem olyan gyakran, mint az erősen ötvözött acélból készült szalagok, mint például a DoubleHARD szalagok.
A SilverTIP ideális szalag a gazdaságos fűrészeléshez, az elsődleges és másodlagos bontáshoz, valamint a nagy mennyiségű fűrészeléshez.
ġ Puhább, mint az „erősen ötvözött acél”
8 HUNGARY www.woodmizer.hu
A Wood-Mizer kérésre egyedi hosszúságú szalagokat is tud gyártani.
A Wood-Mizer bemutatja a StartCUT sorozatot, ami a legolcsóbb választás fűrészgépekhez és hosszantvágókhoz. A StartCUT szalagok rugókhoz használt szénacélból készülnek, és indukcióval edzett fogakkal rendelkeznek, amelyek be vannak állítva és meg vannak élezve. Az árat elsődleges szempontnak tekintő mesterek számára a StartCUT a megfelelő választás, mint olcsó szalag a világhírű gyártótól.


VORTEX


Vortex A Wood-Mizer kifejlesztett egy egyedi fogprofilt Vortex® néven. A Vortex a speciális szalagok új generációja, amely képes a fát fűrészelni, és egyidejűleg eltávolítani a fűrészport a vágásból. A raklaplapok tisztítása a fűrészportól sokszor egy külön művelet, amelyet gyakran manuálisan hajtanak végre. A Vortex szalaggal ez a tisztítási művelet csökkenthető, megkönnyíthető vagy akár ki is zárható a folyamatból, ami csökkenti a működési költségeket.
9 HUNGARY www.woodmizer.hu
HOGYAN NÖVELHETŐ A SZALAG ÉLETTARTAMA?
Szüntesse meg az állásidőt, és ne hagyja abba a fűrészelést az alábbi 10 hasznos tipp segítségével, és növelje meg a szalag élettartamát.
1.ÉLEZZE MEG A SZALAGJAIT
Használja a Wood-Mizer ReSharp® szalag élesítési szolgáltatását vagy saját szalagkarbantartó berendezését annak biztosítása érdekében, hogy szalagjai maximális pontosságot és teljesítményt nyújtsanak.

2.ÜGYELJEN A RÉSZLETEKRE
Új szalag felszerelésekor ejtsen néhány vágást mérsékelt sebességgel, hogy „betörje” a fűrészlapot. Ezenkívül ne nagyon ejtsen finom vágásokat, amikor a beállított fogaknak csak az egyik oldala fűrészel.
3.FIGYELJEN ODA A MEGHAJTÓ ÉKSZÍJAK
FESZESSÉGÉRE
A hajtó ékszíjak mindig feszesek legyenek, hogy több lóerőt juttassanak el a gép szalagjához, ez különösen az új szíjak esetében fontos, amelyeket gyakrabban kell meghúzni.
4.FIGYELJEN ODA A KÜLÖNBÖZŐ
FAFAJTÁKRA ÉS A PÁRATARTALOMRA
A fák sűrűsége változó, és ez eltérő vágási technikákat és behordási sebességet igényel. A fa sűrűsége a száradás során megváltozik, ami megnehezíti a fűrészelést.
10 HUNGARY www.woodmizer.hu
5.KENJE MEG A SZALAGJAIT
A szalag kenése magasabb fűrészelési teljesítményt eredményez, csökkenti a fűrészpor fogak közötti felhalmozódását, és hosszabb élezések közötti időt, és hosszabb élettartamot eredményez.
6. VÁGÁS ELŐTT TISZTÍTSA MEG
A SZALAGOT
A rönkben lévő piszok, kavicsok, homok és egyéb idegen anyagok gyorsabban elveszik a szalag élét. A háncsoló ebben segíthet.
7.MÉRJE MEG A SZALAGFESZESSÉGET
Rendszeresen ellenőrizze a hidraulikus feszítőket, a légzsákokat és a rugókat, mert a megfelelő feszesség kulcsfontosságú a szalag maximális teljesítménye és a vágási sebesség szempontjából.

8.ELLENŐRIZZE A SZALAGKERÉK
ÉKSZÍJAIT
A csúcsteljesítmény eléréséhez a szalagkerék ékszíjainak jó állapotban kell lenniük, mert a kopott szíjak a szalag pontatlan vágását eredményezhetik. A hajtás és az alapjárat oldali ékszíjak felcserélése meghosszabbíthatja a szalag élettartamát.


9.A BEHORDÁSI SEBESSÉG NÖVELÉSE
A behordásnak a lehető leggyorsabbnak kell lennie, ugyanakkor biztosítania kell az egyenes vágást, mert a lassabb vágás csökkenti a szalag teljes élettartamát.

10.ELLENŐRIZZE A SZALAGVEZETŐ BEÁLLÍTÁSÁT
Ha a szalagvezetők felfelé vagy lefelé állnak, akkor a szalag ugyanabba az irányba fog vágni. Tartsa a görgőket jól meghúzva és figyeljen oda rá, hogy a szalag ne érintse folyamatosan a hátsó vezetőt vagy a görgő peremét.
11 HUNGARY www.woodmizer.hu
Wood-Mizer ÉLEZŐK ÉS FOGBEÁLLÍTÓK
A szalagok megfelelő kezelésével biztosítani lehet, hogy azok hosszabb ideig maradjanak élesek, és többször lehessen megélezni őket. A Wood-Mizer azt javasolja, hogy élezés után maximum egy napig pihentesse a szalagokat és csak azután szerelje vissza őket a fűrészgépre. Ez lehetővé teszi, hogy a fém megpihenjen, és általában hosszabb élettartamot biztosít.
A saját szalagok élezése
A Wood-Mizer többféle szalag élezőt szállít, amelyek különböző költségvetéseknek és követelményeknek felelnek meg, hogy Ön magabiztosan élezhesse a saját szalagjait. Minden Wood-Mizer élezők a legmagasabb minőségű CBN csiszolókorongot használják, amelyek minden egyes alkalommal megélezik a szalag fogai közötti részt teljesen, és úgy érkeznek, hogy készen állnak az élezésre.
Szalag élezési felszerelés
A BMS250 ideális megoldás azon fűrészmesterek részére, akik magas minőségű, automata élezőt szeretnének. Ez egy automatikus kikapcsolót is tartalmaz, valamint egy nagyteljesítményű burkolatot, amely elzárja a szalagot élezés során, de szellőzőnyílás is van rajta. A BMS250 127mm-es köszörűkövet használ, amely különböző profilokkal kapható. A kefe automatikusan lesorjázza a szalagokat.
12 HUNGARY www.woodmizer.hu
A BMS500-at ipari szalag élezéshez terveztük. A 203mm-es CBN élezőkorongok magasabb minőségű élezést biztosítanak nagyobb sebességgel, így növelve a hatékonyságot.


A felhasználóbarát vezérlőállomás része egy fogszámláló kijelző, változtatható sebességű élezés, és gyorsan beállítható, hogy leálljon egy adott számú fog szám után. A kefe automatikusan lesorjázza a szalagokat.
A fogak beállítása
A BMT100 lehetővé teszi, hogy elérhető áron tartson fenn állandó fog beállítást a szalagján.
A BMT100 kézi hajtókarral működik, és egy olyan egyszerű élező, amely egyenletesen állítja be az összes fogat.
A BMT150 egy gazdaságos kézi működtetésű kettős fogbeállító, amely a szalag mindkét oldalán egyszerre élezi meg a fogakat.
A BMT200 vagy BMT250 egy ideális kettős fogbeállító, amely gyorsan állítja be a szalag fogait kézi vagy automatikus konfigurációval.
A számítógépes vezérlésű pneumatikus
BMT300 fogbeállítót ipari léptékű fogbeállításhoz terveztük.
A Wood-Mizer ReSharp szolgáltatás
Bár a saját szalagok saját kezű élezése gyorsabb, a Wood-Mizer ReSharp szolgáltatása nagyon népszerű, mivel gyári állapotban juttatjuk vissza a szalagokat, mivel azon a gépen tisztítjuk meg, élezzük meg és állítjuk be, amelyiken legyártottuk azokat kezdetben. A ReSharp szolgáltatás megfizethető, és lehetővé teszi, hogy több időt töltsön fűrészeléssel. Vegye fel velünk a kapcsolatot a részletekért.




13 HUNGARY www.woodmizer.hu
HOGYAN ÉLEZZÜK MEG
A SZALAGOKAT SAJÁT MAGUNK?
A Wood-Mizer élező és beállító eszközeivel saját magunk is jól karban tarthatjuk a szalagokat. Íme néhány tipp ehhez.
Az élezési folyamat
1. lépés: A szalag tisztítása
Az életlen szalag leszerelése előtt, futtassa a szalagot 15 másodpercig, árassza el kenőanyaggal a ráragadt szennyeződés minél jobb eltávolítása érdekében. Ha ez nem elegendő a szalag tisztításához, tisztítsa meg drótkefével.
2. lépés: Élezés
Az élezés újra megélezi a fogat, és merőlegesen állítja be a fogak felületét a szalag testéhez viszonyítva. A Wood-Mizer azt javasolja, hogy csakis CBN teljes profilú szalagokat élezzen. Ha standard élezőkorongot használ, ellenőrizze, hogy a teljes fog profil egyenletesen kerül-e élezésre, és állítsa be a kerék profilját vagy az élezőt, ha szükséges. A fogak teljes élezése fontos, mert repedések keletkeznek, ha egy adott terület nem kerül élezésre. A legjobb eredmény érdekében kétszer élezze meg a szalagot egymás után és ne túl erősen élezze a szalagokat.
3. lépés: A fém sorja eltávolítása
A sorjátlanítás eltávolítja az élezés után hátramaradó kis fém részecskéket. A Wood-Mizer
BMS250 és BMS500 gépek ezt automatikusan elvégzik, de a régebbi élezők esetében ezt kézzel kell megcsinálni, úgy, hogy egy desz-

kával megdörzsöli a szalag belsejét. Nagyon fontos eltávolítani a csiszolási sorját a fogak tetejéről a pontos beállításhoz.
4. lépés: A fogak beállítása
A beállítások visszaállítása az élezés után nagyon fontos a szalag további teljesítménye biztosításához. A beállítási pont ne legyen túl alacsony, vagy túl magas, csak a fog felső 1/3át kell beállítani.
A saját szalagok beállítása
A minta és a fogak beállításának mennyisége nagyon fontos a minőségi fűrészelési teljesítményhez. Az eltolt fog utat vág a szalagnak, hogy simán át tudjon menni a fán. Több beállításra van szükség a rostos puhafák esetében, mint a keményfák esetében. A fagyott fa kisebb bevágást igényel.
A túl nagy beállítás nem hatékony vágást eredményez, rossz felületi minőséggel. A túl kevés beállítás túl sok fűrészport eredményez, amely nem tud kikerülni a vágásból, ez pedig felmelegíti a szalagot. Általában a fűrészpornak kissé melegnek és ropogósnak kell lennie.
14 HUNGARY www.woodmizer.hu
RÖVID ÚTMUTATÓ – HOGYAN ÉLEZZÜK A SZALAGOKAT MEGFELELŐEN?


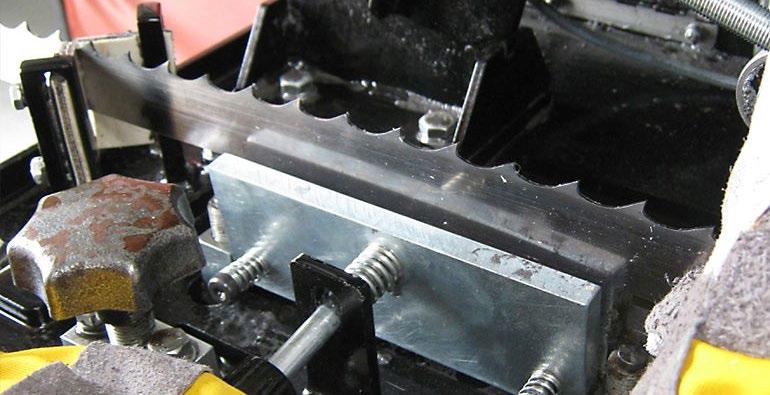
1. Ellenőrizze, hogy az élező profilja olyan-e mint a szalag profilja.
2. Tegye a szalagot az élezőbe.
3. Ellenőrizze, hogy a szalagmozgató a megfelelő irányba mozgatja-e a szalagot, ha igen, akkor az élezőkorongnak az egész profilt le kell fednie.
4. FONTOS! Javítsa a szalagmozgató pozícióját, ha szükséges. Ha ezt elfelejti megtenni, akkor nagyon gyorsan el fog kopni az élezőkerék.
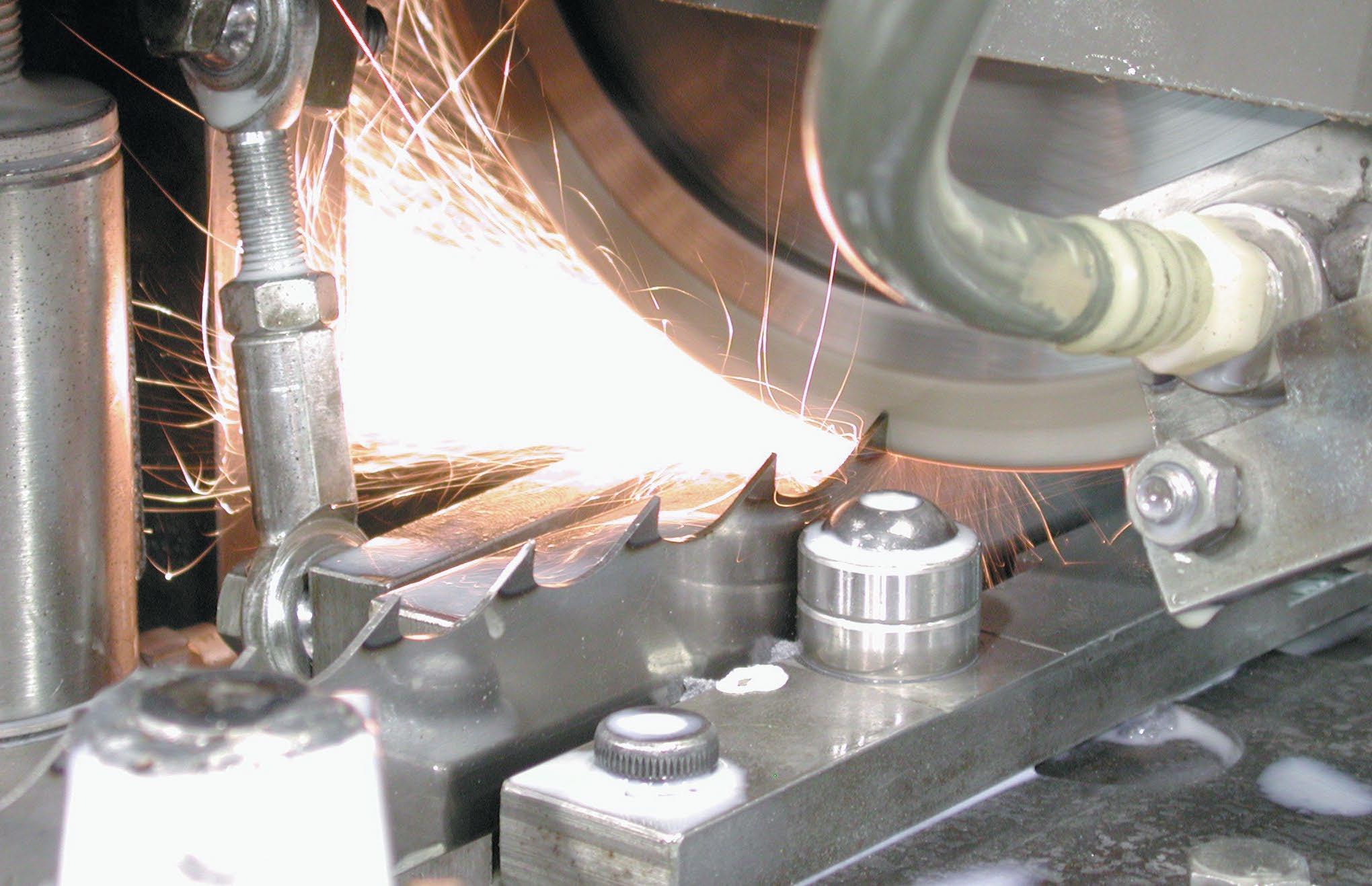
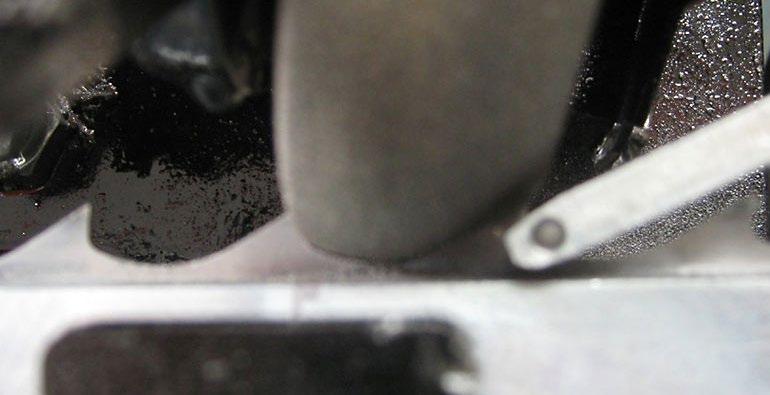
5. Ha a szalag pozíciója megfelelő, akkor ellenőrizze, hogy a kerék milyen erősen ér hozzá a szalaghoz. Forgassa meg a kereket kézzel - nagyon enyhe ellenállást kell éreznie (6. fotó). Ha szükséges, korrigáljon.
6. Indítsa el a motort és ellenőrizze, hogy a szikrák a profil teljes felületén keletkeznek-e. Ha nem, korrigálja mozgató pozícióját.

7. A Wood-Mizer tapasztalata alapján, egy élezés során az eltávolított fém vastagsága ne legyen több mint 0,10 - 0,15 mm.
8. A Wood-Mizer azt javasolja, hogy mindig legalább két lépésben élezze a szalagot.
FIGYELEM : Ne feledje el az élezőt és az olajfúvókát rendszeresen tisztítani. A tiszta olaj és a köszörűkorong megfelelő tisztítása garantálja a hatékony csiszolási folyamatot megégés nélkül.
15 HUNGARY www.woodmizer.hu
1 2 3 4 5
ÁSVÁNYOLAJ
AZ ÉLEZŐKÉSZÜLÉKÉHEZ
A tiszta ásványolaj meghosszabbítja a CBN köszörűkorong élettartamát. A nem megfelelő olaj használata megrongálhatja a CBN kereket azáltal, hogy eltömíti a finom felületét. Eltömődése esetén nem tisztítható. Ennek következményeként a CBN kerék égési nyomokat hagy a szalagon, és nem lehet jól megélezni.
Az élezés megkezdése előtt a Wood-Mizer a következőket javasolja:

ġ rendszeresen ellenőrizze a CBN köszörűkorongját - tisztának kell lennie
ġ ellenőrizze, hogy az olaj adagoló fúvóka a kerék és a szalag felett tiszta-e
ġ használjon Wood-Mizer ásványolajat az élezéshez (cikkszám: 083559-1).
Miért használjon ásványolajat?
Az élezéshez használt ásványolaj folyékonyabb, mint a motorokhoz vagy hidraulikákhoz használt szintetikus olaj. Ez segít a CBN kerék tisztán tartásához a fémporoktól. Ha túl sok por van az élezőben, az negatívan befolyásolhatja az újraélezés minőségét, mert blokkolja a fúvókát, az olajszivattyút és a fűrészlap rögzítőjét.

Rendeljen ásványi élező olajat a Wood-Mizer helyi képviselőjétől.

16 HUNGARY www.woodmizer.hu
ÉLEZÉSI
HIBAELHÁRÍTÁS
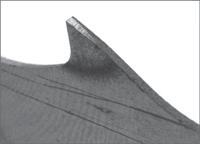
Vannak tipikus hibák a szalagélezésben és beállításban.
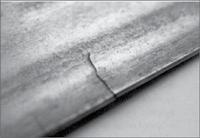
1. Az ilyen repedések a szalag görgő helytelen beállítása miatt fordulnak elő. A szalag hátsó oldala folyamatosan dörzsöli a görgő peremét, és megkeményíti a hátsó oldalát, aminek következtében a szalag hátulról megreped.

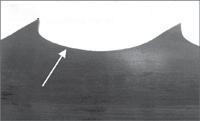
2. Ebben az esetben a szalag nagyon gyorsan eltompul. Ennek oka a túl erős köszörülés és a szalag fogai közötti rész túlmelegedése.
17 HUNGARY www.woodmizer.hu
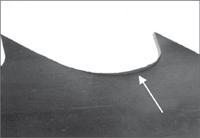
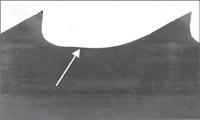
3. Látható, hogy a CBN köszörűkorong nem élezte meg a teljes fogprofilt, mert az élező fej szöge nem megfelelő. Ha nem CBN korongot használ, hanem standard köszörűkorongot, ellenőriznie kell a korong profilját. A probléma másik lehetséges oka az lehet, hogy az élező bütyök elkopott és cserére szorul. A repedések ott kezdődnek, ahol a köszörűkorong nem éri el a szalag fogai közötti részt.
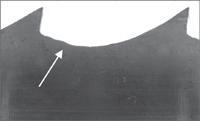
3a. Ilyenkor a szalag a képen jelzett helyen reped meg. Ennek az az oka, hogy az élező fej rosszul van beállítva.
4. Ez egy alacsony horogszög. A szalag rezegni fog vágás közben, és az egész fej vibrálni fog.

4a. Ha a fogmagasság túl kicsi, a szalag „hullámos” vágást produkál, mert nem tudja eltávolítani az összes fűrészport a vágásból. A fűrészpor finom és porszerű lesz.
5. A fogak nem megfelelően vannak megélezve, mert az élező fej nem merőlegesen áll a rögzítőhöz viszonyítva. A szalag nagyon gyorsan eléletlenedik.
6. A fogak túl erősen vannak beállítva. A fogak vágó élei túl messze vannak a szalag testétől, és nagyon gyorsan eléletlenednek. Vágás közben a fej rángat.
7. A beállító pont helytelenül van beállítva a fogmagassághoz, ami helytelen hajlítási pontot és rossz vágást eredményez.


18 HUNGARY www.woodmizer.hu
HOZZA KI A LEGTÖBBET A SZALAGBÓL
Ha Wood-Mizer szalagokat használ a fűrészeléshez, akkor egyenes, egyforma faanyagot tud fűrészelni; azonban érdemes odafigyelni néhány dologra, amely megnöveli a teljesítményt. Ha rendszeresen karbantartja a szalagot, és tudja, hogy mire kell odafigyelni fűrészelés közben, és a szalag használata során, akkor elkerülhető a szalagtörés és a gyenge minőségű fűrészelés.

Koszosak a rönkök
Ha piszkos rönköket fűrészel, akkor gyorsan elkopik a szalag, és nem lesz jó minőségű a vágás. Mindig tisztítsa meg a rönköt drótkefével vagy a fűrészgép háncsoló funkciójával.
Fűrészelési sebesség
Mindig lassan és egyenletesen tolja be a rönköt, és ezután gyorsítson a behordáson, ha szükséges. A cél, hogy a lehető leggyorsabb legyen a behordás, de a vágás egyenes maradjon. Értse meg, hogy a fa sűrűsége milyen hatással van a vágási sebességre. A puhafa belseje nem egyenletes, ezért jól oda kell figyelni a behordási sebességre. A keményfa sűrűsége általában sokkal egyenletesebb, így egyenletesebb sebességgel lehet fűrészelni.

Tartsa tisztán a szalagokat
Figyeljen oda fűrészelés közben arra, hogy nem ragad-e piszok a szalagra. Bőséges kenést alkalmazzon, és tegyen a vízhez egy kis folyékony szappant, ami segít tisztán tartani a szalagot. Fűrészelés után, mindig lazítsa meg a szalagot.
19 HUNGARY www.woodmizer.hu
Beállítás és ellenőrizendő alkatrészek
Rendszeresen ellenőrizni kell a fűrészgép különböző elemeinek a beállítását és állapotát, a kézikönyvben leírt módszerek alkalmazásával.
ġ A szalagvezető görgőinek szabadon kell forogniuk, és ne legyen rajtuk lapos rész. A szalag hátsó része és a görgő hátsó része közötti távolság ne legyen több mint 3mm, de ne is érjenek össze, mert ha összeérnek, akkor a szalag hátsó részén repedések képződnek. Az idő múlásával a görgők elkophatnak és elvékonyodhatnak, ami hullámos vágást eredményez, ezért cserélni kell őket.
ġ A szalagkerék ékszíjainak egyforma vastagságúnak kell lenniük, és ne legyen rajtuk sérülés. Azt javasoljuk, hogy rendszeres időközönként cserélje át a hajtott oldal és nem hajtott oldal ékszíjait annak biztosítása érdekében, hogy az ékszíjak egyformán kopjanak (hetente egyszer, vagy gyakrabban, ha több műszakban használja a gépet).

ġ Rendszeres időközönként be kell állítani a fűrészgépet.
ġ Időről időre a szalagot meghajtó kerék beállítását is ellenőrizni kell.
ġ A nem megfelelő szalagfeszesség vagy a nem megfelelő feszesség megbízhatatlan vágást eredményez. Figyeljen oda rá, hogy a szalag feszessége a kézikönyvben meghatározott értékre legyen beállítva.

20 HUNGARY www.woodmizer.hu
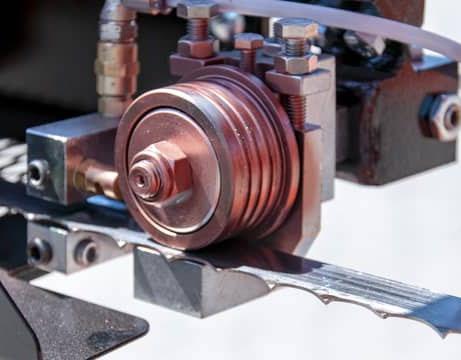
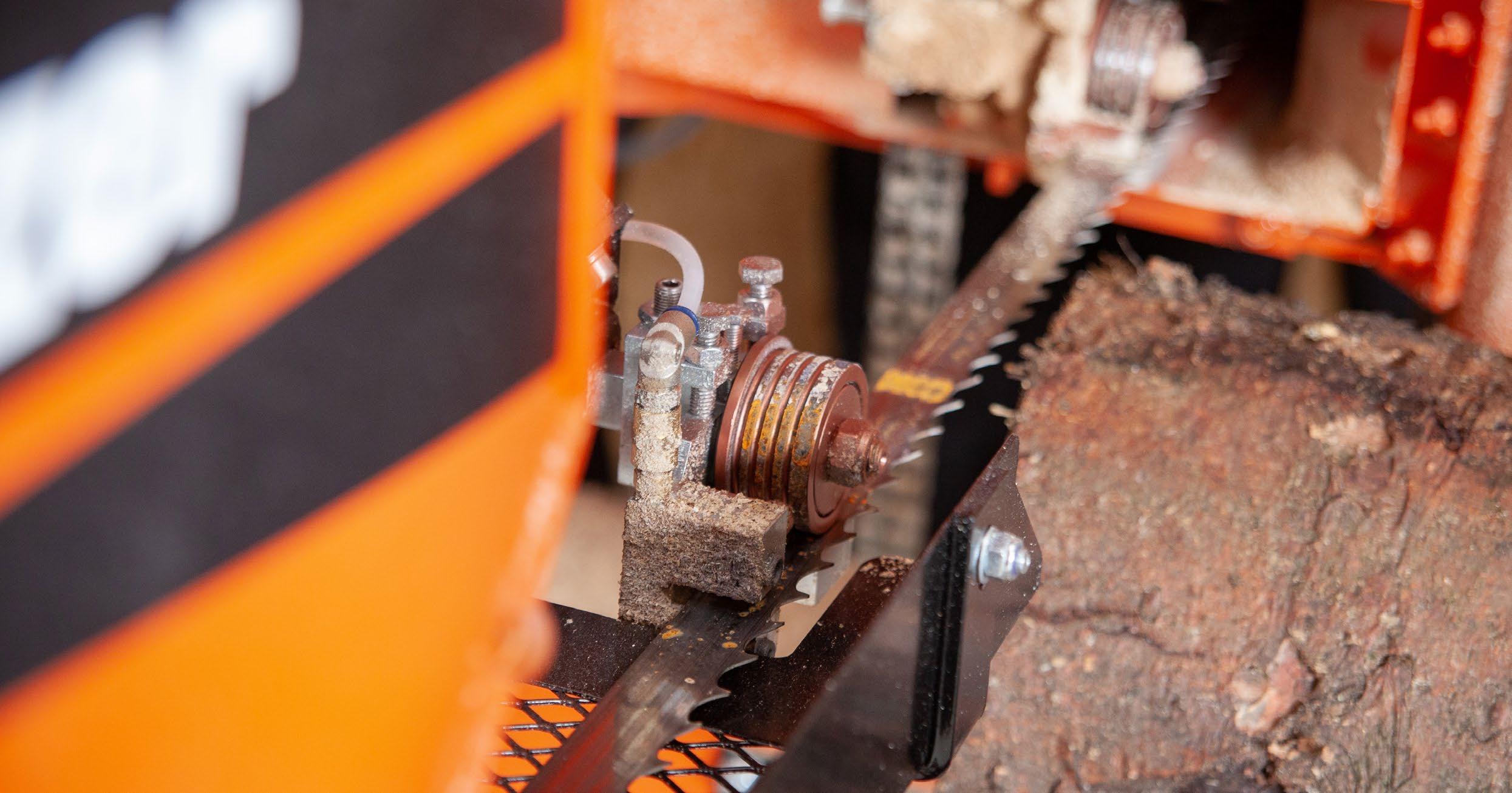
A SZALAGVEZETŐ GÖRGŐK BEÁLLÍTÁSA
A szalagvezető görgők további precizitást és stabilitást adnak a szalagfűrész szalagjának vágás közben. Meghatározzák továbbá a szalag pozícióját a munkaasztalhoz viszonyítva. Ha szeretné ellenőrizni, hogy a szalagvezető görgők megfelelően vannak-e beállítva, használja a fűrészgéphez adott különleges vonalzót.
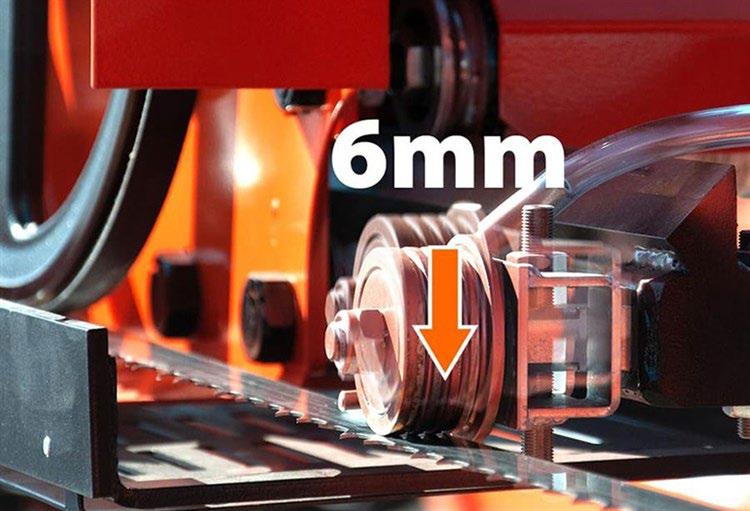
A görgőknek egy kis feszességet kell biztosítaniuk, és le kell nyomniuk a szalagot 6mm-re. A szalagvezető görgők beállításához, kövesse az alábbi lépéseket:
1. Lazítsa meg a görgőket, hogy ne érjenek hozzá a szalaghoz.
2. Állítsa be a szalag feszességet a gép használati utasításában megadott módon.
3. Mérje le a távolságot a munkaasztal és a szalag között (pl. 250mm).
4. Miközben a szalag meg van feszítve, állítsa be a görgőket úgy, hogy azok 6mm-re nyomják le a szalagot (ebben a példában a munkapad és a szalag közötti távolság 244mm).
5. Ügyeljen arra, hogy a görgők beállítása után a szalag hátulja ne érjen hozzá a görgő széléhez - legalább 4 mm rés legyen.
21 HUNGARY www.woodmizer.hu
LINKEK HASZNOS VIDEÓKHOZ
ġ Hogyan csináljuk – A Wood-Mizer szalag élezés alapjai
ġ Wood-Mizer ÉLŐ online bemutató: Hogyan válasszunk szalag élezőt? A Wood-Mizer BMS600HS, BMS500HS és BMS250AS szalag élezők jellemzőinek összehasonlítása. Hogyan készítsük elő az élezőt a használathoz? Hogyan használjuk a szalag élezőt? Hogyan válasszunk köszörűkorongot?

ġ Wood-Mizer ÉLŐ online bemutató: Hogyan válasszunk fog beállítót? A Wood-Mizer BMT300AS, BMT250AS-P, BMT200, BMT150, BMT100 szalag fogbeállítók jellemzőinek összehasonlítása. Hogyan készítsük elő a fogbeállítót a használathoz? Hogyan állítsuk be a szalag fogát?
ġ Wood-Mizer ÉLŐ online bemutató: Hogyan válasszunk jobb szalagot az adott vágási feladathoz?
ġ Hogyan használjuk a Wood-Mizer BMS250 automata szalag élezőt
ġ Hogyan használjuk a Wood-Mizer Professzionális BMS500 automata szalag élezőt
ġ Wood-Mizer BMT100 kézi működtetésű szalag fogbeállító
ġ Wood-Mizer BMT150 kézi működtetésű kettős fogbeállító szalagokhoz
ġ Wood-Mizer BMT250 kézi működtetésű kettős fogbeállító szalagokhoz
ġ A Wood-Mizer BMT200 és BMT250 kettős fogbeállító beállítása és kalibrálása
▶ TOVÁBBI INFORMÁCIÓ
▶ MEGTEKINTÉS
▶ MEGTEKINTÉS
▶ MEGTEKINTÉS
▶ NÉZZE MEG MOST
▶ NÉZZE MEG MOST
▶ KATTINTSON IDE
▶ KATTINTSON IDE
▶ KATTINTSON IDE
▶ HOGYAN?
© 2022 Wood-Mizer Industries Sp. z o.o. All rights reserved.
