


























Ofi posibil? O fi.
Bine. ľi atunci cum stimulăm, pentru reuşita unor acţiuni ce necesită implicarea unei mase mai mari de oameni (cetăţeni), o solidaritate mai presus de cea de grup, partid sau regiune, care să unească oamenii din interiorul unei ţări? Ce motivaţie leagă acţiunile oamenilor, care să-i ajute într-o reuşită superioară, cu altă anvergură, la nivel de ţară? Necesară, iată, vezi situaţia de acum.
Care este următoarea solidaritate care uneşte şi căreia i se circumscriu micile solidarităţi, mai uşor de perceput?
Ce este deasupra unor concepte familiare ca: familie, grup, companie, partid, comunitate locală şi regională? Ceva care să unească identitar aceste mici comunităţi ce au interesele lor aparte, şi, fatalitate, şi unele comune?
Ce anume poate să subordoneze firesc interesele şi solidarităţile restrânse unora superioare, care să coaguleze puternic emoţional şi să permită astfel depăşirea unor obstacole comune majore?
Căutăm împreună un răspuns?
Împreună... ľi iată deja un demers care solicită o abordare mai cuprinzătoare a ideii de solidaritate şi un alt tip de solidaritate decât cele amintite. Este nevoie de nivelul următor. Care?
Cel care ne va asigura tuturor reuşita, indiferent de parte sau partid.
(Altă întrebare care are nevoie de un răspuns: Ce mai este ţara fără naţiune? Este o formă fără fond?)




DIRECTOR/REDACTOR ªEF in nu i cu
ART DIRECTOR
Claudia Costache ing. Gabriela Atanasiu
REDACTORI in i a a i cu ing. Corneliu Gornic in n i i cu an u i cu
COLABORATORI
ani c au o in o a u
B n i o a
Phd Florea Dorel Anania Ra u a ian ana ac in i c a Bă u R
ona Ri oiu R R
ABONAMENTE
Pentru detalii despre abonamentele la i a i ă i ă i a a ian a i i a ă scrieþi la: office@tehnicmedia.ro.
DATE DE CONTACT
Bucu i on
Email: info@ttech.ro www.ttonline.ro i a ă nic ia
Rãspunderea privind corectitudinea informaþiilor prezentate revine în întregime autorilor. R o uc a o a ă au a ia ă a ma ia o in i ă ă ă aco u c i a ac i i
Revista T&T - Tehnicã ºi Tehnologie se poate procura doar prin abonament completând talonul inserat în revistã sau pe cel descãrcat de pe site-ul T&T: www.ttonline.ro o o co ă u oc a a u



anul 24 I nr. 4/ 2025 (142)
Tehnologii





u a ma ia o a ic
Inteligent R on a i 62 a on c a ă cu ii o u
injec iei materialelor polimerice 63
ă a a a icu ui n ci cui in oc u cic a a ă o n i 64
CAD/CAM/PLM/ERP
R o a a an a imu a i o imi a a uc ă i o phd. Florea Dorel Anania, phd. Radu Canarache 66 u o ia oa a unui m n ing ircea ă u





Energie
BB uni ică mo o u i con i o u n o a o mă u an a im i ica ă 70
o a n u iona a n i i i a a ii o m ună ă n a i i a a
Strategii
n u ia Rom ni i n iun a i
Ra o u in i in a iu o u i i c niu ui i i a n amnă a nnoi a ac iuni o i in an o ma a i i a ă cu i a a i u ani a a no o ică 74
R an a ă imu acc a o iona in i ii in a imu unico n in R iun a nă n 76
de carte 77
Plus >>> resurse umane
i in i i in n n u








Naționale:
17 – 18.09
19 – 21.09
22 – 24.09
07 – 12.10
17 - 18.10
23 – 24.10
24 – 25.10
Internaționale:
24 - 27.09
22 – 26.09
30.09 – 03.10
07 – 10.10

Blechexpo, târg internațional pentru prelucrarea tablei, Stuttgart, Germania Evenimente 08.09 – 25.10.2025
Porți Deschise Mitutoyo România, eveniment dedicat controlului calității și măsurării de înaltă precizie, Brașov
Smart Energy Expo, eveniment pentru industria energiei sustenabile, dedicat promovării celor mai noi soluții, tehnologii și inovații care contribuie la eficiența, sustenabilitatea și dezvoltarea sectorului energetic și a industriilor conexe, Constanța
SIREN, Simpozionul Român al Energiei, București și online
SAB - Salonul Auto București și Accesorii, București
Angajatori de Top, eveniment de carieră, București
Cities of Tomorrow, conferinţă anuală dedicată dezvoltării durabile a oraşelor şi regiunilor din România, Timișoara
Angajatori de Top, eveniment de carieră, Timișoara
International Technical Fair, târgul tehnic international, Plovdiv, Bulgaria
EMO Hannover, expoziţie internaţională de prelucrare a metalelor, Hanovra, Germania
MachTech & InnoTech Expo, târg internațional de mașini, tehnologii și echipamente industriale, Sofia, Bulgaria
MSV International Engineering Fair Brno, târg industrial, Brno, Bulgaria
08 – 15.10 K, târg internaţional dedicat industriei materialelor plastice și cauciucului, Düsseldorf Germania
21 – 24.10
Centrală şi de st
Pe 16 iulie, la Bruxelles, s-a lansat ACEA Automotive u pentru uropa entrală i de t , o inițiativă a A ociației roducătorilor uropeni de Auto o ile A A , în colaborare cu asociațiile naționale auto din e ia olonia o nia i lo acia. A A este membru fondator și contribuie activ la reprezentarea intereselor industriei auto din România.
oul are rolul de a întări cooperarea dintre și asociațiile naționale, asigurând reprezentarea adecvată a intereselor industriei auto din regiune în cadrul procesului decizional european.
„Europa Centrală și de Est găzduiește aproximativ o treime din producția de ve icule a UE și are circa două milioane de angajați în întregul lanț valoric. Cu U -ul Automotive ACEA CEE, facem un pas important către o cooperare mai strânsă și către reflectarea mai bună a perspectivelor naționale din această regiune în discuțiile europene”, a declarat i rid de rie , secretar general .

oordonat la nivel local de A ociația ndu triei Auto din e ia Auto A , ul va oferi informații politice structurate, va facilita coordonarea regională și va sprijini transmiterea de analize strategice privind legislația cu impact asupra industriei auto.
„ orim să transformăm regiunea noastră într-o parte integrantă a dialogului politic al UE o voce strategică, nu doar o bază de producție. Acest U nu reprezintă doar o conexiune mai solidă cu ruxelles-ul, ci și o legătură mai strânsă între noi. Structura pe care o oferă ne va ajuta să lucrăm mai eficient împreună și să transmitem un mesaj mai clar atunci când este nevoie” , a subliniat den et l , director e ecutiv uto .
rin această inițiativă, asociațiile fondatoare își propun să evidențieze rolul strategic al regiunii în arhitectura industrială a niunii uropene și contribuția sa esențială la competitivitatea și reziliența economică a uropei, în conte tul tranziției către mobilitatea cu emisii zero.

lma lectronic a demarat oficial construcția unei noi facilități industriale în imișoara, o investiție de peste 1 milioane de euro. roiectul, cu o suprafață de peste 1 .000 mp, va include o hală de producție, spații de depozitare și birouri.

oua fabrică va deveni cel mai mare hub industrial al din uropa, pentru producția de componente electronice și comutatoare rotative, utilizate în domenii precum apărare, aerospațial, feroviar, telecomunicații și medical.
nvestiția sprijină strategia de e tindere a rupului lma în uropa, pe fondul cererii globale în creștere pentru soluții tehnice robuste și avansate. ucrările vor dura 1 luni și sunt realizate în parteneriat cu un antreprenor general local și un partener de management de proiect din omânia.
„Această investiție din imișoara reprezintă nu doar extinderea capacității noastre de producție, ci și un angajament pe ter-
men lung față de cererea tot mai mare de soluții inovatoare în Europa. oua fabrică va oferi un mediu de lucru modern, va optimiza procesele și va respecta cele mai noi standarde de eficiență energetică, sănătate și siguranță”, a declarat T o a err ann l a roup
În omânia, lma are 1 0 de angajați 1 0 la actuala unitate de producție din imișoara care va fi relocată și 10 la centrul de inginerie din ucurești. imișoara oferă o locație strategică, cu acces rapid la rețelele de transport și un important bazin de talente.
oua facilitate va permite rupului lma să își diversifice portofoliul și să răspundă mai rapid nevoilor clienților din uropa, cu produse personalizate, competitive și livrări optimizate.

a finalul lunii iulie, producătorul german Diehl Aviation a dat startul lucrărilor la noua sa unitate de producție din raiova, un proiect strategic menit să consolideze prezența companiei în uropa și să răspundă cererii tot mai mari din industria aerospațială. oua fabrică, amplasată pe o suprafață de peste 1 .000 mp de spații de producție și birouri, va produce componente și produse destinate aeronavelor comerciale de pasageri. nvestiția, estimată la zeci de milioane de euro, va fi finalizată la mijlocul anului 0 , urmând ca producția să înceapă la scurt timp după aceea. a lansarea oficială au participat reprezentanți ai autorităților române, printre care orin o in a ile președintele onsiliului udețean olj , Adrian ciu deputat de olj , Ale andra re ură senator de olj și aniela ar u secretar de stat în inisterul uncii și olidarității ociale , subliniind importanța proiectului pentru dezvoltarea regională.
Craiova hub strate ic în uropa ecizia de amplasare a fabricii în raiova a fost influențată de infrastructura dezvoltată acces direct la autostrăzi și la eroportul nternațional raiova , precum și de disponibilitatea unei forțe de muncă înalt calificate. omânia oferă un mediu de afaceri competitiv, stabilitate politică și integrare

deplină în piața unică europeană. a deschiderea unității, iehl viation va angaja apro imativ de persoane, cu obiectivul de a ajunge la circa 00 de angajați pe termen mediu.
nte rare în reţeaua europeană
nitatea din raiova va colabora îndeaproape cu locațiile iehl viation din ngaria și ermania, sporind fle ibilitatea operațională și siguranța aprovizionării. roiectul construcției este realizat în parteneriat cu compania românească lo al i ion, ceea ce asigură integrarea regională și transferul de no ho .
„ oua unitate din Craiova este o investiție strategică în viitorul ie l Aviation. Locația excelentă, forța de muncă bine calificată și parteneriatele locale solide ne permit să continuăm să livrăm produse competitive și de înaltă calitate”, a declarat r c uler ie l A iation.
espre iehl Aviation
iehl viation este furnizor global pentru industria aerospațială, cu peste . 00 de angajați și venituri anuale de peste 1, miliarde euro. rintre clienți se numără irbus, oeing, ombardier, mbraer, producători de aeronave e , operatori aerieni comerciali și militari din întreaga lume.
Nema , furnizor global de soluții inovatoare pentru reducerea greutății vehiculelor, a anunțat semnarea unui acord definitiv pentru preluarea afacerii din domeniul auto a F asting olutions, parte a grupului elvețian eorg Fischer F .
ranzacția, evaluată la mi lioane , marchează un pas strategic în diversificarea portofoliului ema și e tinderea amprentei globale. rin această achiziție, ema va integra e pertiza F asting olutions în proiectarea și fabricarea de componente structurale comple e din aluminiu și magneziu esențiale pentru vehicule mai ușoare și eficiente.
ranzacția include întreaga divizie auto a F asting olutions, cu sediul central în lveția, cu venituri anuale de apro imativ 0 milioane și un ajustat de 1 milioane în
0 . ai e act, tranzacția include un centru de cercetare și dezvoltare situat în lveția și nouă unități de producție amplasate strategic în ustria, hina, omânia, ermania și tatele nite, care au apro imativ . 00 de angajați.
rezenţa Castin olutions în om
F asting olutions deține trei unități de producție n o nia două fabrici la ite ti și cornice ti, specializate în turnarea sub presiune a aluminiului și magneziului pentru componente auto, și o unitate la Arad, dedicată post procesării de precizie. ceasta din urmă oferă servicii precum tratamente termice, sudură, finisare fină, inspecții nedistructive și măsurători , conform unor standarde internaționale riguroase adcap, 100, 001 .
ranzacția este așteptată să se finalizeze în a doua jumătate a anului 0 , după obținerea aprobărilor necesare. otrivit ema , integrarea diviziei auto a F asting olutions va accelera tranziția companiei către soluții sustenabile de mobilitate și va întări poziția acesteia în segmente cu creștere rapidă, precum vehiculele electrice și componentele structurale ușoare.


De mai bine de 12 ani, itie o To orro se a ează pe îmbunătățirea vieții și încurajarea dezvoltării unor comunități sustenabile, moderne și puternice în omânia, oferind o platformă pentru schimbul de no ho și e emple de bune practici.

Scopul principal al conferinței este de a reuni reprezentanți ai administrației publice cu mediul privat și societatea civilă, pentru a discuta aplicat probleme de actualitate și a găsi împreună soluții și oportunități de colaborare.
Ediția din acest an, ce va avea loc la Timișoara, se va desfășura pe parcursul a două zile: o zi dedicată conferinței ( . . ) și o zi dedicată vizitelor de proiecte și companii din zona Timișoara ( . . ). Tema acestei ediții este: Liveable cities: People, Skills and Innovation
Dezvoltarea sustenabilă a orașelor nu se limitează doar la crearea de infrastructuri ecologice, ci presupune și promovarea unei culturi a inovației și colaborării între autorități, mediu de afaceri și cetățeni. O planificare urbană inovatoare nu doar că răspunde nevoilor actuale, dar și implică activ locuitorii, oferindu-le șansa de a contribui la modelarea unui mediu urban mai bun.
Inovația, pe de altă parte, furnizează instrumentele și tehnologiile necesare pentru a face orașele mai inteligente, mai eficiente și mai sustenabile. Inovația joacă un rol important în crearea unor orașe eficiente și sustenabile. Integrarea tehnologiei, cum ar fi sistemele IoT (Internet of Things), analiza datelor și infrastructura inteligentă, poate face orașele mai eficiente în termeni de consum de energie, gestionarea deșeurilor și transport.
Astfel de instrumente digitale ajută la implicarea cetățenilor în guvernanță, permit servicii de calitate și încurajează participarea activă în procesul decizional.
venimentul se adresează următoarelor grupuri țintă:
n reprezentanți ai primăriilor
n manageri de oraș
n reprezentanți ai administrației centrale
n reprezentanți ai agențiilor de dezvoltare
regională și a zonelor metropolitane
n reprezentanți ai consiliilor orașelor și județelor
n companii private românești și străine
n profesioniști din domeniul planificării urbane
arhitecți
n investitori imobiliari și dezvoltatori interesați
pentru cu sediul în Europa de Sud-Est
n furnizori de servicii și tehnologie
n companii de utilități urbane și infrastructură
n profesioniști din domeniul bancar
n ON -uri
n reprezentanți ai camerelor de comerț și industrie
n reprezentanți ai clusterelor industriale și ai universităților
venimentul este structurat în trei părți:
Mese rotunde, ce vor avea loc fizic și online într-un cadru interactiv.
Cele 9 subteme de anul acesta sunt:
Siguranță urbană
Economie circulară egea construcțiilor
Turism, ifest le Cultură
Digitalizare și guvernanța orașelor
Mobilitate
Eficiență energetică Management
Finanțare Fonduri UE
Reconversie Revitalizare
Participarea la aceste sesiuni reprezintă o oportunitate valoroasă de a contribui la identificarea și dezvoltarea unor posibile soluții pentru temele discutate.
Conferință de top pentru mediul de afaceri, arhitectură, dezvoltare urbană și administrație publică, în . . izite de proiecte și companii din Timișoara, în . .
Principalele obiective ale Cities of Tomorrow sunt:
n Sc imb de bune practici pentru administrația publică: se vor analiza cum noile tehnologii și infrastructurile bine planificate și implementate pot aduce valoarea adăugată esențială pentru dezvoltarea orașelor și a regiunilor.
n Consolidarea relației public-privat îmbunătățirea cooperării publicprivat: se vor evalua posibilele puncte de intersecție dintre actorii publici locali și companiile private.
n Construirea unor comunități informate și conectate: se vor explora modalități de informare și educare a populației cu privire la noile inovații, beneficiile acestora și utilizarea lor inteligentă.
Mai multe informații: www.citiesoftomorrow.ro A
Ra enn a fost numit președinte al ituto o urope, devenind primul non japonez care ocupă această funcție în cei de ani de prezență în uropa. umirea marchează începutul unei noi etape strategice, orientată spre adaptarea mai rapidă la specificul piețelor regionale. ariera lui a enn la ituto o a început în 1 , ca teh nician de service în area ritanie. avansat prin roluri de suport tehnic și vânzări, devenind în 01 director general al ituto o și membru al consiliului de administrație al ituto o urope. În noua funcție, coordonează operațiunile din regiunea uropa, rientul ijlociu, frica . biectivul central al mandatului său este transformarea ituto o urope într o organizație mai orientată către piață, capabilă să răspundă rapid cerințelor și tendințelor locale. cest demers face parte din planul de management 0 0 și susține viziunea globală ision 100 strategia companiei pentru centenarul din 0 . enn subliniază importanța ca ideile pentru produse noi să vină direct din piață, motiv pentru care a fost creată o divizie regională de mar eting. rintre priorități se numără automatizarea măsurătorilor în linie și dezvoltarea sectorului , oferind soluții integrate în produsele altor producători.

„ u vreau sc imbări majore, deoarece suntem o companie de succes, dar trebuie să ne adaptăm rapid și agil. unctele noastre forte precizia, organizarea și eficiența ne-au adus rezultate bune timp de 1 de ani, însă pentru a crește trebuie să fim creativi la , afirmă enn .
e fondul unei piețe globale dificile, ituto o urope își menține stabilitatea veniturilor și își propune obiective ambițioase de creștere. periența îndelungată a lui a enn în companie și în industria metrologiei îi oferă încrederea că aceste obiective sunt realizabile.
Despre Mitutoyo Corporation
Fondată în 1 în a asa i, aponia, ituto o este prezentă în peste 0 de țări și oferă o gamă completă de produse de măsurare de precizie de la micrometre și șublere, la mașini de măsurat în coordonate, sisteme optice și soft are de metrologie. ompania deservește industrii precum auto, aerospațială, electronică și medicală și operează laboratoare de calibrare acreditate, centre de instruire și asistență tehnică.
rave Aero, startup din Clu , îşi propune să devină lider european în drone industriale p nă în
Brave . ero este una dintre puținele companii europene care dezvoltă atât drone cu aripă fi ă, cât și drone cu decolare verticală , o arhitectură aeronautică comple ă, la granițele dezvoltării tehnologice din domeniu, esențială pentru misiuni de supraveghere, cartografiere și intervenție rapidă. ompania operează o linie de producție lângă luj și vizează creșterea capacității de fabricație de la peste 0 la 00 de unități anual până în 0 . ronele rave ating până la patru ore de autonomie și o rază operațională de 0 m, depășind mult performanțele dronelor multirotor standard. unt destinate misiunilor de salvare, supraveghere teritorială, agricultură de precizie și transport logistic ușor. ortofoliul include modele electrice F 1 , F , hibride F , cu propulsie cu jet și o variantă specializată pentru salvare F .
„ e propunem să fim un furnizor european de referință pentru drone cu aripă fixă și OL. Avem produse funcționale, testate în condiții dificile și contracte onorate”, a declarat ă an o tea ărluțiu i in e titor ra e

Înființată în 0 0, compania dezvoltă integral tehnologia în omânia de la designul fuselajului și fabricarea componentelor structurale, până la integrarea soft are ului de navigație și reduce dependența de furnizorii asiatici prin colaborarea cu producători europeni.
nul acesta, rave a atras o finanțare de 1 .000 euro prin rețeaua rans lvania ngels et or și pregătește o nouă rundă pentru începutul lui 0 . biectivul este e tinderea bazei de clienți din administrațiile publice, structurile de apărare și companii private din domeniul securității, cu piețe țintă în uropa, frica, anada și merica de ud.
ompania derulează parteneriate în tehnologii pentru navigație în medii fără și control simultan al flotelor de drone, cu potențial în monitorizarea unor suprafețe e tinse.
„ isiunea noastră este să contribuim la protecția oamenilor, la salvarea de vieți și la securitatea comunităților”, a adăugat ostea ărluțiu.




ISCARNEOBORE este un sistem revoluþionar de alezare, dezvoltat de ISCAR, cu u i i a u oa ă cu muc ii a c i oa c i
Soluþia vine în completarea ansamblurilor existente CAMFIX/MB, cu Zef=1 i Zef=2 i o o u i ii ă m ni ă ă n ocuia că ca a i a ă a ă i in in o a n

ISCAR TOOLS
Tel.: 031.228.66.14 Fax: 031.228.66.15
Robot pentru manipulare
P3020 este un robot extrem de versatil, propus în special pentru mani u a a cu ii o i o i c o cu o u a ma imă i o a ă ac iun u ia ă mm

oa i in a n inia o uc i a am a n u a ica ii i
au a ina u ini i n o in un a i a ă o u ini n un u a i a au oma ă i in a cu o o ii mo i i
au onomi c a c o ă o au oma i a com ă oc
oo an unu in i ii o a i n oi c a a i o uc ia
o o i o co a o a i i o i ina in o a u i o ă o i
oa a ă co o i c a mai na ă ca i a cu a cini i inclusiv pentru aplicaþiile industriale. n
NOVOMATIX INTEGRATED SYSTEMS SRL
Tel.: 0755.966.205
Freză pentru prelucrare ultra-precisă

Freza KenCut™ de la Kennametal a o conc u ă n cia n u a ica ii c i ic in om nii cum in u ia m ica ă a o a ia ă i m canică ină KenCut™este disponi i ă n a ian cu au in i i ca iun iin o imi a ă n u a o i o acua ici n ă a a c ii o con o mic c n i a i ia n oc u a c ia i a iam u mm c uc u o ac i a ă n o in o i a au ini a u a an aco o un a ii ac i n a a ac i ici i n icii n performanþă constantă în condiþii solicitante; n control termic optim, vibraþii minime; n prelucrare optimă în spaþii restrânse a o i ă u ui in n 3 sau 4 dinþi care permit o prelucrare agresivă cu timpi de ciclu u i n oi c a ă n u a uc a a viteze şi avansuri mari, reduce im u uc a ă n ca i a a u a o n
MAXIM
Tel.: 0214.991.180; 0744.311.124
Burghiu de microprecizie de cea mai bună performanță

Mașină de tăiat cu laser cu fibre pentru tuburi metalice
a ina ăia cu a n u u u i
m a ic o o i ă n u
ăi a u u ui o un u u ui ă a i a
altor tuburi metalice. Interval de prelucrare

a i o mm mm u ă a mm mm a ina ăia cu a
a u u i o m a ic c i a ă cu i o i i a cu
i ă u a a a u a a ona o u
Ra cu a un o u u imă n a i ca a o i ă
u ă ii io ă nu numai că o man ă i ica ă i oa a i ă a i cu o u a ă ia ă oa n un a ă c i ă mu mai u ină n in i a con um mai mic n i c ma ini a n
VERSYCNC TECH
Tel.: 0727.352.117
Gamă de lubrifianți pentru prelucrarea metalelor
ama in ă o i o u
iona ă n om niu o u o u
c a a m a o o i ui

a a ă io u u io o ic ă ă con inu u i u iu i i mu -
a o i n un a u i i i ica i o ao ina ă ca aci a ăci ama u i ian i o ia o ă u i i a o i o o o u i n a ă unică n u ma a ma o i a o a ii uc a a m a o B n icii
c i a u i i ă ii am i u i ian i un u i i ăci
i o c i m o a ă c n ic u ia ă i ica a ui u ui
om a i i i a cu u iu i i a i a n in i uma
a a a a i ă a o i ă n mi ci i i ă ii a u iu i o no o ic in i a
o a iona au acci n a i n in imi a ă i a
com u i o c imici noci i n u ănă a a umană i n u m iu n
TOTALENERGIES MARKETING ROMANIA
Tel.: 021.361.05.50
Dispozitiv de ridicare cu tub vidat
a o i ă oi c ă ii i o i i u i icacu u i a um o a o o a
n con inua n un mo in i n u a ac oc uc u mai ici n i mai u oa um o un i o i i uni a a ica i n oa om nii in u ia o a a con ă n mani u a a a i ă a mă ui o u oa nă a a o c n ă ma a cic u ui um o o imi a a i u ă oc ă ă n u i uc im u n unc iona i im ii ami ia i a in ui c a ă n a i u a a unui u ici n ma ia m u n on in a o i ic in a a a ă ă o a un i ma i a i ă i unu i um o im ion a ă i a ncă ca a i că ca a i m o i ma ini o cu o uc i i a ma n u o ă onomi i a i n ă a mani u a a ac o i a ncă ca a i m o o a i i i u i n

ROBITAL INDUSTRIAL SUPPLIER SRL Tel.: 0722.275.001
Cameră de imagistică acustică
R no o ic o a in mic o u iu u imă n a i n u uc a a o u i o ino i a i a ia o cia i i anu ui om ia o imi a ă cu ăi inci a conca a u ă a u ni a a unui com o am n ăi a i n ac u iu mic o ci i ouc a c ii cu c ia i n ma ia cu a c ii un i aci i n n ă a a a c ii o n ac a i im n i u o o a ă cu a com on n a a i in a ia i in o ma a un i o ăi a u a mic o u iu a in c mai ma i i a an cu o u a ă ia ă oa un ă i ia i ă a cu i n
GÜHRING S.R.L. – ROMÂNIA
Tel.: 0269.503.100 Fax: 0269.503.190

am a ima i ică acu ică i mi c a a i uc a cu i o in in aa ii uc n a co u i a ocia cu i o a comima i a cia inco o ac ca aci ă i ac a a i n i ică a mn a c iuni m canic cum a i o m a u m n i aci i n n in a n i ă n u a i a im ii mo i ia i o ă o man n a a m ună ă u o u ci iona im i ică iona a o i i in a ă c cu a nprinderii, stabilind un nou standard în clasa sa n
UE SYSTEMS EUROPE Tel.: 0755 086 113

La 0 , va prezenta o serie de produse și servicii noi, concepute pentru a ajuta producătorii de scule așchietoare să depășească provocările actuale precum lipsa forței de muncă, dinamica schimbătoare a pieței și nevoia de eficiență crescută în utilizarea resurselor. azându se pe e pertiza tehnologică vastă a grupului și valorificând cele mai recente progrese în digitalizare și inteligență artificială, inginerii și e perții au dezvoltat soluții inovatoare pentru întregul portofoliu mașini, soft are, automatizări și servicii. ceste oferte sunt adaptate pentru a sprijini clienții nu doar în perioade dificile, ci și pentru identificarea oportunităților dintr o piață în continuă schimbare.
Profitabilitatea se bazează pe doi piloni principali: fabricarea unor scule de cea mai înaltă calitate și optimizarea costurilor de producție. La ANCA, ne-am construit reputația oferindu-i pe ambii – cu soluții de precizie susținute de peste 50 de ani de inovație. Pentru a celebra aniversarea de 50 de ani a EMO, vom prezenta o serie de dezvoltări noi, menite să ajute clienții să își îmbunătățească eficiența, să respecte specificații mai înalte și să își extindă gama de produse.
Edmund BOLAND, Director General al ANCA CNC Machines
ehnolo ia A propulsează noua eneraţie de precizie
La EMO 2025, ANCA va prezenta cele mai recente progrese bazate pe tehnologia ULTRA – o integrare revoluționară a controlului pe axe la nivel de nanometru, algoritmi inteligenți pentru servocontrol și un pachet de precizie ce îmbină designul mecanic, software-ul avansat și îmbunătățiri bazate pe inteligență artificială. Dezvoltată datorită integrării verticale unice a ANCA, tehnologia U TRA reprezintă baza pentru o precizie neegalată la rectificare, repetabilitate și eficiență ridicată în producție.
Ca parte a acestei platforme, ANCA va lansa două inovații de top în industrie:
n MicroX ULTRA cel mai precis echipament de rectificat scule micro din industrie, proiectat special pentru producția de volum mare a sculelor cu diametre de până la , mm. Include control la nivel de nanometru, măsurare laser în timpul procesului și sistemul propriu de Control al Temperaturii Motorului (MTC) pentru stabilitate termică. emonstrațiile live vor include freze cu vârf rotund de , mm cu schimbări rapide ale roții.
n MX7 ULTRA dedicat producției flexibile și de mare volum a plăcuțelor amovibile cu profile complexe și vârfuri multiple. Combină rectificarea pe axe cu MTC-ul patentat ANCA și oferă soluții de fixare unică, cu compensare automată a profilului și a feței de așezare, permițând schimbări rapide fără a compromite precizia.
Pentru a demonstra potențialul extins al rectificării plăcuțelor, co-e pozantul itsubis i va prezenta la standul A CA te nologia pentru acoperirea sculelor. Această colaborare evidențiază
FOTO
MicroX ULTRA aduce avantajele tehnologiei ULTRA de la ANCA producătorilor de scule micro și nano. Schimbarea rapidă a roților, dispunerea optimizată a axelor și optimizarea inteligentă a procesului permit obținerea unor rezultate de top.
avantajele integrării proceselor, schimbului de date fără întreruperi și digitalizării complete a fluxului de producție îmbunătățind rezultatele și eficiența în fabricarea plăcuțelor.
O altă premieră prezentată la O este mașina de finisare P -S , care optimizează performanța sculelor și îmbunătățește pregătirea muchiilor pentru un avantaj competitiv. oile funcționalități includ: sistem de prindere pentru scule cu diametre multiple, mecanism simplificat pentru schimbarea tamburului, performanță îmbunătățită a straturilor de acoperire, timp redus de încărcare descărcare cu (la doar de secunde) și reglaje inteligente ale parametrilor pe baza feedback-ului de ieșire.
FOTO
Auto-învățare: mașina de finisare EPX ghidează utili zatorii către un rezultat per fect în pregătirea muchiilor, folosind algoritmi inteligenți de control.
Europe Headquarters: ANCA Europe GmbH
Im Technologiepark 15 69469 Weinheim Germany
T: +49 620 184 669 0

Fax: +49 6201 87 508 13 gerinfo@anca.com
România:
A.V.Servicii Tehnologice S.R.L. Mr.Valentin Smarandescu 88, Bisericii Romane Str.,cam.1 B a o R
emonstrațiile live vor include cicluri cu buclă închisă pentru scule de mm, cu rapoarte comparative complete, alături de prezentări ale performanțelor EP -SF U TRA, dar și implanturi medicale finisate.

C inear e icienţă ridicată în pre ătirea semi abricatelor
Proiectată pentru rectificarea de volum mare a semifabricatelor, CP inear oferă rate ridicate de îndepărtare a materialului, crescând productivitatea, precizia și stabilitatea procesului. Obținând finisaje , Ra, echipamentul dispune de măsurare OD automatizată în proces și funcții de auto-încărcare pentru diametre între D D mm toate într-un spațiu de lucru generos, susținute de un puternic arbore pentru operații de degroșare. Acum echipată și cu capacitate de rectificare plană, CP inear oferă o versatilitate și mai mare, permițând prelucrarea caracteristicilor cilindrice și plane într-o singură configurare. n colaborare cu G S, co-e pozant la stand, CP poate rectifica semifabricate de p nă la mm și c iar semifabricate sinterizate.
n Răspunsul la multe dintre provocările din fabricarea plăcuțelor: noul pachet software InsertsPro de la ANCA.


Tool oom , cea mai recentă versiune de software de rectificare ANCA, oferă optimizarea avansată a vitezelor de avans și reducerea timpilor de așteptare, generând cicluri cu până la mai scurte. Cu îmbunătățiri ale canelurilor de profil și import VRM în i rind, RN include funcții puternice pentru creșterea productivității, calității sculelor și finisajelor obținute. Software-ul de simulare CI vine cu funcții avansate de comparație a sculelor pentru validarea rapidă a designului. Modulul ToolDraft generează automat desene tehnice ale sculelor pe baza semifabricatelor și a setărilor roților de rectificare direct din simulare, fără a fi nevoie de cunoștințe CAD. izitatorii O vor putea testa noile funcții pentru o creare mai rapidă și intuitivă a desenelor de scule și roți.

n Mașina de pregătire a semifabricatelor – CPX poate rectifica acum și forme necirculare și semifabricate sinterizate.
oluţii so t are pentru avanta competitiv
Soluțiile software ANCA, dezvoltate pentru industrii specifice, permit creșteri semnificative ale productivității, performanță îmbunătățită, timpi de ciclu mai rapizi și o experiență îmbunătățită pentru utilizatori maximizând eficiența și menținând calitatea, reducând în același timp costul per sculă.
ansat la EMO, noul pachet software InsertsP O este dedicat plăcuțelor speciale. Acesta aduce îmbunătățiri semnificative în ușurința utilizării și include funcții noi, precum simularea piesei finite, compensarea feței de așezare, calculul canelurilor de rupere și orientarea automată a prinderii toate pentru a produce plăcuțe de înaltă calitate, rapid și flexibil. Simularea avansată pentru producție „din prima” și strategiile de rectificare optimizate oferă o rentabilitate crescută, adaptată cerințelor actuale și viitoare.
A CA Integrated anufacturing System AI S permite clienților să maximizeze producția de scule de înaltă calitate, reducând în același timp costul per sculă, rata de rebut și necesarul de forță de muncă. Automatizarea inteligentă crește productivitatea, scalabilitatea și repetabilitatea, ducând la o utilizare cu - mai mare a mașinilor și dublarea raportului operatormașină. AI S Automate permite producția autonomă, optimizând controlul și logistica pentru un randament ridicat și eliberând operatorii calificați pentru sarcini cu valoare adăugată mai mare.
AI S Connect este soluția ANCA pentru managementul comenzilor, instrucțiuni digitale de lucru și ghidarea operatorilor oferind control digital al producției și integrare facilă cu mașinile existente. AIMS Connect crește productivitatea prin eliminarea potențialelor erori ale operatorului, introducând urmărirea și trasabilitatea activelor, ceea ce permite fluxuri de lucru ușoare și monitorizate pentru producția sculelor, indiferent de dimensiunea loturilor. emonstrațiile live de la EMO vor evidenția funcțiile de management al comenzilor și de ghidare pentru operatori la stația AIMS. Vizitatorii pot calcula anticipat ROI-ul individual pentru AIMS Connect la: https://machines. anca.com/aims-connect-calculator
Evidențiind calitatea și expertiza oferite de tehnologia ANCA, la EMO vor fi anunțați câștigătorii concursurilor „Tool of the Year” și emale ac inist Award”, sărbătorind astfel excelența și realizările în industria de rectificare a sculelor și frezelor.
izitați A CA în ala 11, stand 4, pentru a descoperi cum integrarea te nologiilor cu software-ul poate face producția de scule mai rapidă, mai inteligentă și mai profitabilă. A


Industria producătoare trece printr o schimbare istorică. nteligența artificială își face loc în utilajele indus triale și nu schimbă doar procesele de producție, ci și întreținerea mașinilor. devine centrul de control pentru o producție eficientă, sustenabilă și competitivă. În conte tul lipsei de personal calificat și al presiunii concurențiale internaționale, este mult mai mult decât un simplu truc tehnologic devine o strategie de supraviețuire.
IA în utilaje înseamnă mult mai mult dec t automatizare. Aceasta le permite mașinilor să învețe din date, să ia decizii și să optimizeze procesele. Pentru acest lucru se folosesc tehnologia senzorilor, analiza datelor, învățarea automată și sisteme inteligente de asistență atât la nivelul controlului, cât și în interacțiunea cu operatorii.
Creşterea potenţialului individual al A
Există numeroase aplicații posibile pentru com-

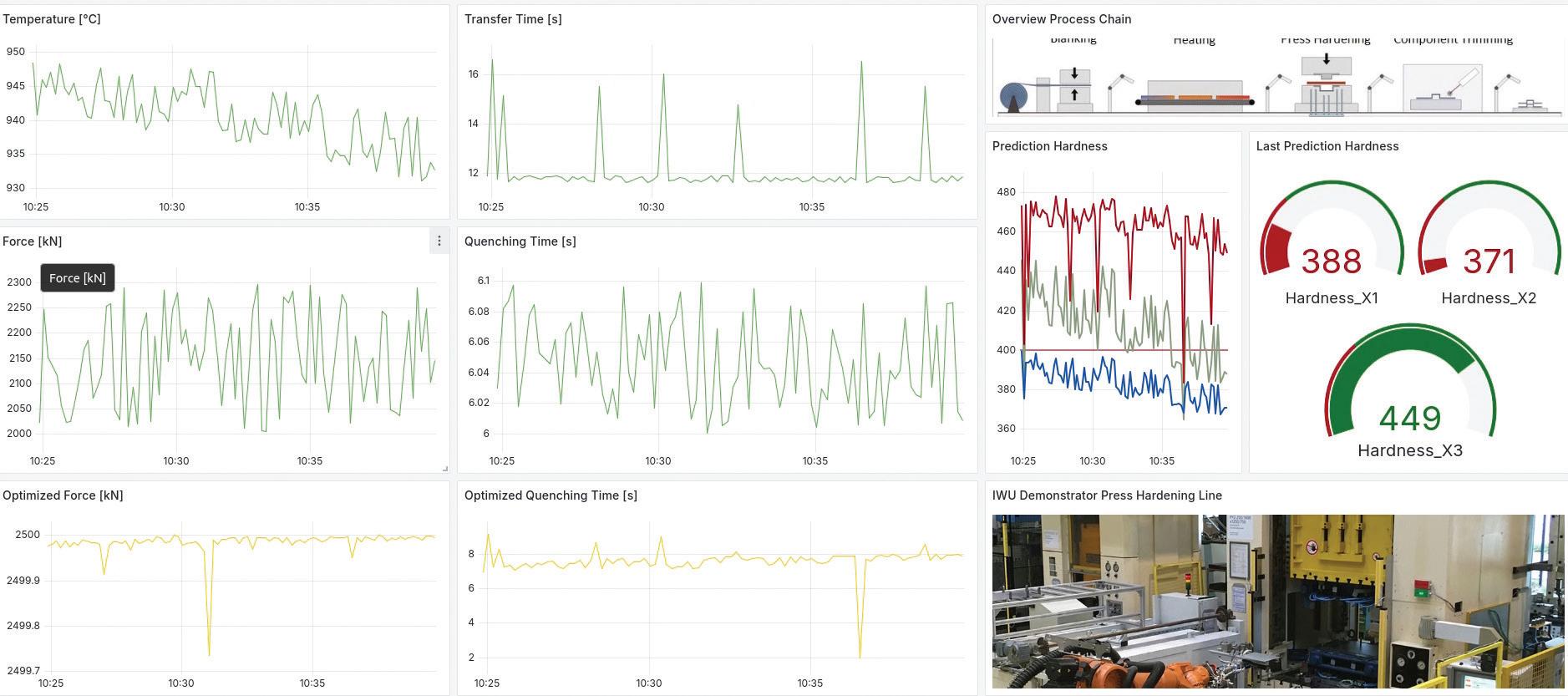
Exemple tipice sunt predicția în timp real a proprietăților procesului pentru controlul calității inline și monitorizarea proceselor și a caracteristicilor acestora. Avantajul față de metodele tradiționale este reprezentat de posibilitatea includerii unui număr foarte mare de parametri în procesul de monitorizare.
Prof. Philipp KLIMANT, șeful unității de business Digitizarea
Proceselor și Automatizarea Producției la Institutul Fraunhofer pentru Mașini-unelte și Tehnologii de Formare (IWU) din Chemnitz
Există însă și multe alte domenii de aplicare, cum ar fi modelele de asistență IA pentru instruire și inteligența artificială care susține întreținerea. Fraunhofer I U, specializat în adaptarea metodelor tradiționale și moderne de învățare automată pentru producție, este condus de trio-ul Martin Dix, elf- untram Drossel și Steffen Ihlenfeldt. Toți trei sunt membri ai P (Societatea Științifică pentru Tehnologia Producției), o asociație de profesori germani de renume în domeniul științei producției. Din ianuarie, P a integrat inițiativa Pro I, finanțată inițial de M F, oferind de atunci expertiză practică și demonstrații, în special pentru firme mici și mijlocii care vor să descopere potențialul IA în situația lor particulară sau care caută suport.
n mare e ect în creşterea e icienţei
Recomandarea cercetătorilor de la I U este să se pună de la început următoarea întrebare: Cât de mari sunt, de fapt, câștigurile de eficiență posibile prin IA în procesul meu de producție? „Nu se poate răspunde la modul general, fără o analiză suplimentară,” spune Prof. limant. Potențialul depinde foarte mult de procesul concret și de
posibilitățile de optimizare asociate. „ n prelucrarea plasticului, de exemplu la injecție, pot apărea, în cazuri rare, rate de rebut de 20- 0 .” Aceasta reprezintă o pârghie importantă pentru creșterea eficienței cu IA. Poate fi utilă și pentru procese deja stabile, de exemplu în mentenanța predictivă sau pentru prelungirea duratei de viață a sculelor.
Potrivit lui Prof. limant, inteligența artificială poate contribui semnificativ și la ameliorarea lipsei de personal calificat. „ tocăm cunoștințe implicit în IA. Aceste cunoștințe pot fi folosite pentru instruirea noilor angajați, mai ales când colegii mai vechi se pensionează și pleacă cu ei no -ho -ul important,” explică cercetătorul, care este și profesor de Tehnologii Virtuale la Universitatea de Științe Aplicate Mittweida din Saxonia, din . „Acest depozit de cunoștințe IA oferă noi oportunități pentru automatizare, și, nu în ultimul rând, pentru controlul calității automatizat,” adaugă el.
e iniţia inteli enţei arti iciale
Cercetătorul definește IA astfel: „Când vorbim despre IA, ne referim în general la învățarea automată, o subcategorie a IA. Aceasta învață independent din datele de antrenament. Este un proces empiric care învață corelații fără să cunoaștem noi legăturile analitice. Pe scurt, învăță din experiență.” IA este folosită pentru optimizarea parametrilor de proces în producție și pentru a-i retrimite către sistemul de control printr-un sistem automatizat. „Inteligența artificială este ca o cutie neagră, intră valori de intrare și ies previziuni,” spune Prof. limant. „Un exemplu ar fi un proces de formare în care măsurăm un semnal acustic, iar apoi IA ne spune dacă procesul a fost reușit sau nu.” În esență, este un sistem digital ce poate fi conectat la sistemele de control prin interfețe existente, ceea ce îi permite să influențeze algoritmii de control în mai multe puncte.
utere mare de calcul pentru procesarea ima inilor
Pentru ca IA să fie folosită cu succes în producție, este nevoie uneori de hardware cu o putere de calcul foarte mare. „ ai întâi trebuie făcută distincția între faza de antrenament și faza de utilizare. aza de antrenament este întotdeauna mai solicitantă din punct de vedere computațional, dar se face offline. n faza de utilizare, dispozitivele
edge sunt adesea suficiente pentru metode clasice precum mașina vector suport,” explică Prof. limant. Situația este diferită pentru procesarea imaginilor, unde modelele IA necesită mai multă putere de calcul atât în faza de antrenament, cât și în cea de utilizare. „ impul de răspuns al aplicației joacă un rol decisiv,” spune cercetătorul. „Dacă am nevoie de un rezultat la fiecare cinci secunde, am nevoie de mai multă putere de calcul decât la un timp de ciclu de 0 de secunde.” Evaluarea modelelor lingvistice este o excepție, acestea necesitând hardware puternic,

FOTO
Utilizarea unui model IA pentru predicția punct-cupunct a durității în timpul unui proces de presare la cald.
de la plăci grafice performante pentru consumatori până la plăci speciale IA.
aşini unelte autoînvăţate pentru producţie
autonomă
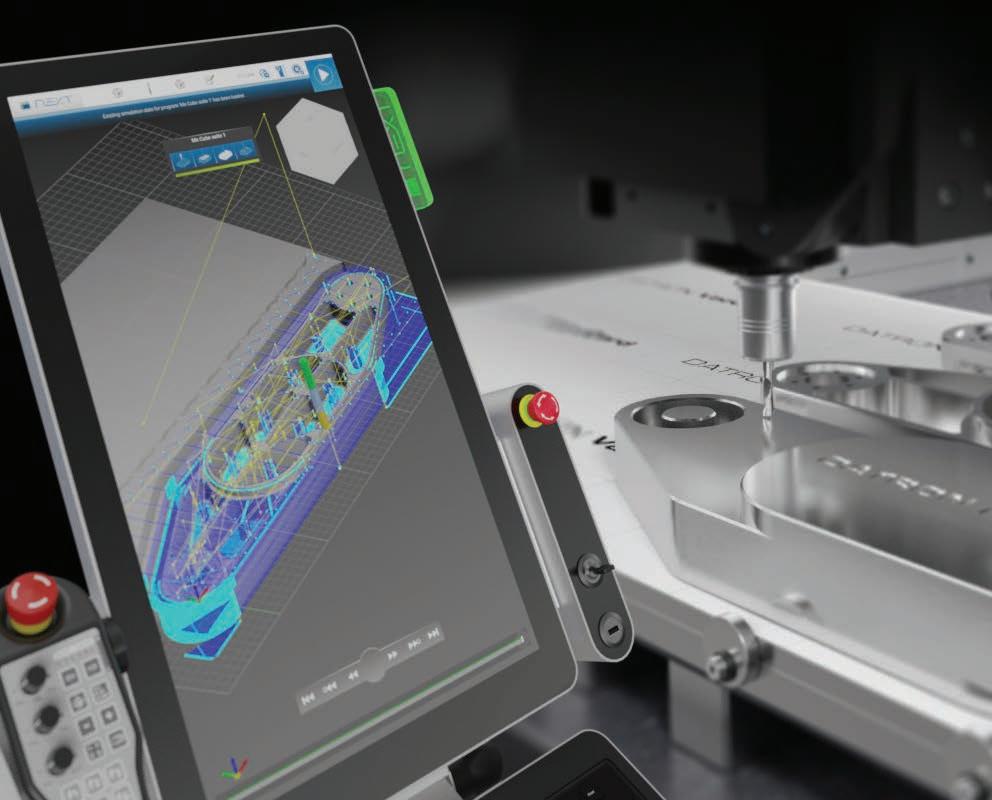
Mașinile-unelte autoînvățate sunt posibile datorită IA. Producătorul de mașini de frezat și expozant EMO, Datron A din Ober-Ramstadt, lângă Darmstadt, folosește această inovație prin care mașina folosește cunoștințele acumulate și adaptează procesul de producție. Scopul este de




a dezvolta mașinile Datron în celule adaptive de producție, care se ajustează automat la cerințele pieselor și la condițiile de mediu.

Astfel, IA schimbă focalizarea de la programare rigidă spre producție asistată, autoînvățată și adaptivă. „ așinile devin parteneri în procesul de fabricație, care se adaptează oamenilor nu invers. n ingineria mecanică, aceasta nu mai este o viziune, ci devine din ce în ce mai mult realitate,” afirmă illmann. IA oferă mari creșteri de eficiență: „ n producția C C cu mașinile Datron, se pot reduce timpii de setare cu până la 0 , se reduc semnificativ rebuturile și se prelungește durata de viață a sculelor toate acestea în timp ce crește fiabilitatea procesului.”
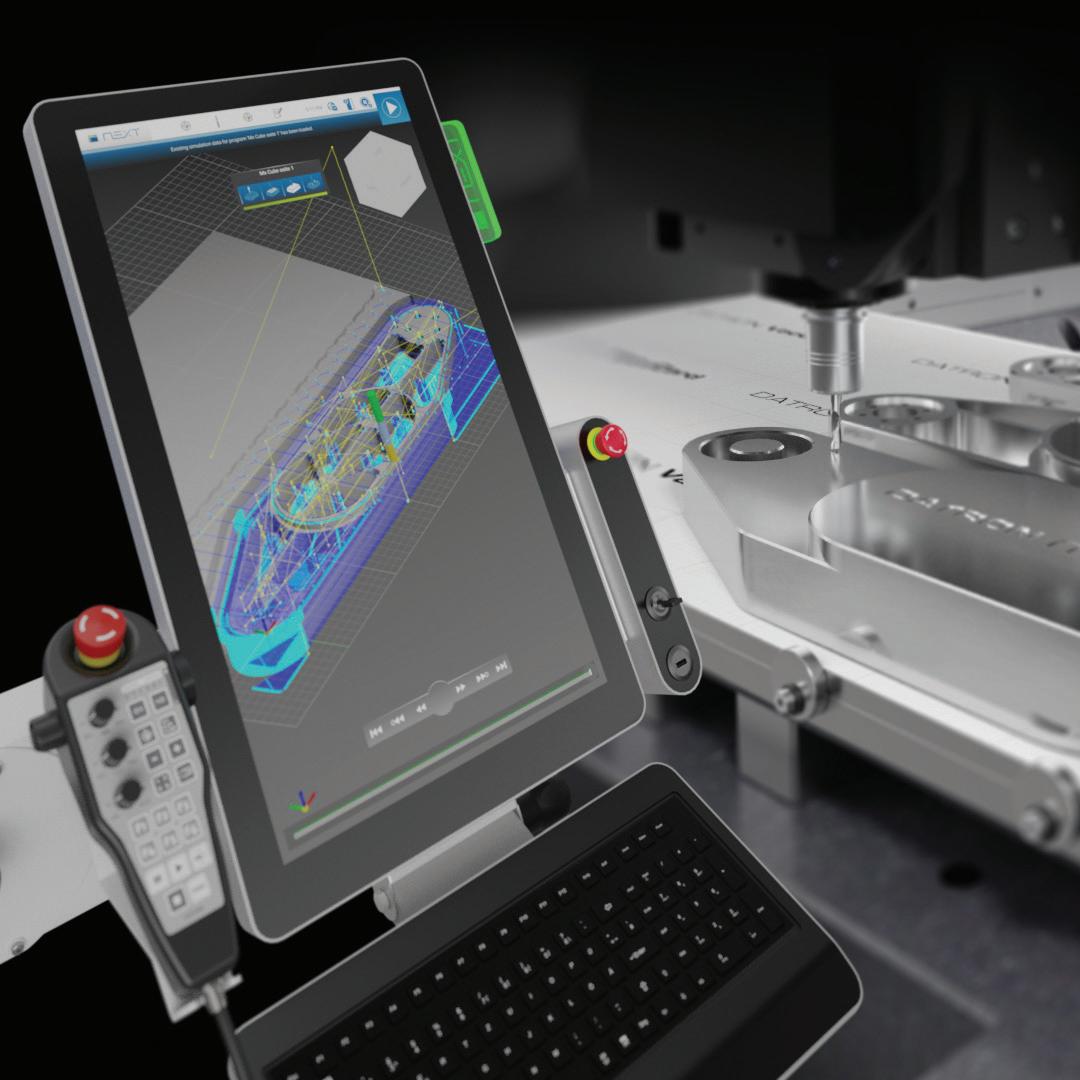
hida intuitiv în procesul de rezare
Un progres deosebit este legătura cu softul de control „Datron next”, spune illmann. Acesta îi ghidează intuitiv chiar și pe operatorii fără experiență prin procesul de frezare și recunoaște automat piesele. „Astfel, și angajații fără specializare tehnică pot freza productiv un avantaj clar în contextul lipsei de personal calificat,” spune CTO-ul Datron, care și-a început cariera ca tehnician mecatronic industrial
la aceeași firmă. Conform acestuia, IA va permite în viitor și efectuarea mentenanței predictive pentru a preveni defectele înainte să apară. „Astfel, procesul de frezare va deveni mai eficient, mai robust și mult mai flexibil din punct de vedere al personalului necesar.”
A în utila e a ută la producţia de produse personalizate în serii mici
„IA face economică producția în serii mici: cu softul Datron next, piesele sunt recunoscute automat, fără programare complexă,” spune illmann. „Se elimină timpii lungi de setare și părțile individuale pot fi produse rapid, eficient și la o calitate ridicată ideal pentru produse personalizate.”
ai puţină pro ramare, mai multă responsabilitate în proces
Mașinile-unelte autoînvățate schimbă și profilul utilizatorului: „ ai puțină programare, mai multă responsabilitate pentru proces,” rezumă CTO-ul Datron. Angajații devin designeri de proces care asigură calitatea și optimizează procesele. „Aceasta scade pragul de acces, iar expertiza umană este completată nu înlocuită de asistența inteligentă.”
Utilizarea inteligenței artificiale în fabrici ajută la rezolvarea a trei mari provocări competitive:
IA contribuie la atenuarea lipsei de personal calificat prin asistență automată, interfețe intuitive și sisteme autoînvățate. În locul operatorilor specializați, vor fi suficienți angajați cu competențe tehnice generale.
IA crește sustenabilitatea prin minimizarea rebuturilor, optimizarea consumului de energie și mentenanță condiționată. Astfel se economisesc resurse, se reduc emisiile și consumul de materiale un atu major în contextul politicilor industriale climate-friendl
IA răspunde presiunii concurențiale internaționale. Cine produce mai rapid, mai eficient și mai flexibil câștigă. Inteligența artificială permite reacția în timp real la schimbările pieței, producția în serii mici fără setări îndelungate și creșterea ratei de utilizare a mașinilor cheia pentru a rămâne competitiv în Asia, Europa și SUA.
Mașinile care odinioară erau sisteme pur mecanice devin acum unități autoînvățate.
FOTO
Software-ul de control
Datron next, este conceput pentru a ghida intuitiv utilizatorii prin procesul de frezare.
IA în mașini-unelte nu mai este o viziune, ci parte din realitatea industrială zilnică cu avantaje imediate pentru productivitate, calitate și sustenabilitate. În fața schimbărilor globale și a presiunii pentru eficiență, mașina-unealtă autoînvățată devine piatra de temelie a sustenabilității industriale. A
La EMO Hannover 2025, cel mai important târg mondial dedicat tehnologiei de producție, care va avea loc între și septembrie, se va putea vedea cum inteligența artificială revoluționează producția industrială. (Autor: Daniel chauber, trade journalist, annheim, sursă: emo-hannover.com)
Prețurile tot mai ridicate ale metalelor feroase i neferoase ridică tot mai multe probleme producătorilor din toate ramurile industriei construcțiilor de ma ini. conomia de materiale a devenit un deziderat important i numeroase centre de proiectare dezvoltare depun eforturi mari pentru realizarea de produse cu un înalt grad de utilizare a materialelor. Fabricația matrițelor din toate domeniile industriale este o provocare i ridică cele mai mari probleme tehnice privind eficiența utilizării metalelor, a eliminării consumurilor e cesive de metale i de scule prelucrătoare.
Comercianții de oțeluri au fost i ei ,,pe fază” în dorința de a oferi soluții tehnice de economisire pentru producători, pentru constructorii de matrițe. Ei s-au dotat cu ma ini versatile cu care să poată oferi blocuri de material de dimensiuni cât mai apropiate de dimensiunile finale ale produsului de prelucrat.
Astfel, cel mai mare comerciant de oțeluri aliate i nobile din Transilvania s-a dotat cu ma ini de debitat în construcție verticală, cu care să taie atât blocuri i plăci de dimensiuni mari de peste 1 tone, precum i blocuri i

Această firmă a achiziționat ma ina cu bandă în construcție verticală semiautomată tip ASTObbs 1 pentru blocuri de dimensiuni de până la x x mm, precum i mai multe ma ini semiautomate
ASTOvertical unde se debitează blocuri i plăci cu lungimi până la mm i înățimi până la mm.
Principial, i din punct de vedere constructiv, cele două tipuri de ma ini se deosebesc fundamental.
a ma ina ASTObbs 1 , blocul de oțel se fixează pe masa ma inii și unitatea de tăiere se deplasează tăind materialul, iar la ma ina ASTOvertical, unitatea de tăiere este fixă și masa pe care se fixează materialul se deplasează către bandă realizând tăierea. În plus, ma ina ASTObbs 1 este echipată i cu un subansamblu de role laterale prin care se permite debitarea plăcilor i blocurilor atât longitudinal cât i transversal.
Construcția ma inilor de debitat moderne are în vedere realizarea unor debitări cât mai precise, dar i să realizeze o durabilitate a sculelor cât mai ridicată cu influență directă asupra costurilor.
Ma inile ASTO se echipează cu module de comandă tip ProControl i cu convertizoare inteligente Siemens prin care se reu e te adaptarea rapidă a parametrilor de tăiere în funcție de material i starea acestuia. Există în computerul ma inii o

Prelungirea Ghencea nr. 270A, Bucu i c o o mai o ic ma im oo o

bază de date cuprinzătoare conținând materialele uzuale de tăiat, i în funcție de materialul ales și dimensiunile acestuia, se afi ează parametrii de debitare.
În situația în care operatorii nu aleg corect parametrii de debitare sau dacă materialul de debitat este mai dur decât în mod normal, convertizorul de frecvență care acționează banda de debitat sesizează o cre tere bruscă a curentului absorbit de motor i acționează rapid asupra parametrilor de tăiere. Se evită astfel numeroase incidente neplăcute datorită neatenției precum ruperea prematură a benzilor i deteriorarea unor componente mecanice ale ma inilor.
Combinația între o ma ină de debitat foarte mare ASTObbs 1 i ma inile mult mai mici i versatile ASTOvertical permite o organizare eficientă a procesului de producție i livrarea operativă a blocurilor de material la dimensiuni optime pentru prelucrările ulterioare.
Prin faptul că se reu e te obținerea unor blocuri de matrițe de dimensiuni foarte apropiate de cele finale, fiecare client realizează o economie importantă de material i scule prelucrătoare, lucruri dorite de orice producător. Economia de material i scăderea costurilor de producție sunt preocupările cele mai importante atât pentru furnizorii de materiale cât i pentru clienți, i acestea conduc în final la scăderi semnificative ale prețurilor produselor finale. A

ala , tand
La 0 , cu o gamă de tehnologii noi pentru utilaje și automatizare inclusiv apte pre iere ondiale i cinci pre iere europene, amaza i aza își propune să le ofere putere utilizatorilor de utilaje.
Sub motto-ul „Experimentează inovația, dă putere viitorului tău”, cu un stand care pune succesul clientului, automatizarea inteligentă și integrarea digitală în centrul producției moderne, Mazak va evidenția beneficiile unui parteneriat real între producătorul de utilaje și utilizator. Vizitatorii vor experimenta o prezentare cuprinzătoare de utilaje noi, tehnologii conectate și servicii de asistență de specialitate toate concepute pentru a le oferi putere clienților.
Standul Mazak va găzdui în total 20 de utilaje dintre care cinci fabricate în Europa care evidențiază diversitatea tehnologiilor disponibile, de la strunguri cu axe și centre de prelucrare verticale ce oferă o introducere accesibilă în brandul Mazak, până la cele mai noi modele din gama sofisticată INTE RE de
tizare, digitalizare și soluții integrate de producție inteligentă, toate disponibile la stand, vizitatorii pot pleca cu informații esențiale despre cum să își crească productivitatea și eficiența în operațiunile de producție.
Cu peste de ani de dezvoltare, MAZATROL va fi prezentat ca o soluție cheie care continuă să ofere performanțe de vârf ale utilajelor, cu programare conversațională pentru utilizatorii noi. Vizitatorii pot urmări demonstrații live și pot testa uick Mazatrol, instrumente digitale de configurare și funcții inteligente de programare care simplifică operațiunile și reduc timpii de pregătire. Este un spațiu interactiv unde clienții pot înțelege modul în care sistemele de control Mazak au un impact practic asupra productivității de zi cu zi.
Vizitatorii vor primi, de asemenea, o mulțime de informații despre aplicații avansate de prelucrare, cum ar fi prelucrarea aditivă, sudarea prin frecare, prelucrarea avansată în axe și prelucrarea roților dințate, care extind conceptul Mazak „Done-In-One” către noi tehnologii și aplicații. Acest lucru poate duce la reducerea proceselor externalizate, scurtarea termenelor de livrare și reducerea costurilor pentru utilizatorii de utilaje.

n INTEGREX j-200 NEO este unul dintre utilajele care își fac debutul european la EMO 2025.
j-200 NEO prezentat pentru prima dată în Europa care combină productivitatea remarcabilă pentru lucrări complexe de tip high-mix lo -volume cu un preț atractiv, oferit de pionierii prelucrării MultiTasking.
Un concept central pentru Mazak la EMO va fi nivelul profund de integrare a proceselor de care clienții vor beneficia atunci când colaborează cu renumita companie. În practică, acest lucru va fi demonstrat printr-o optimizare a procesului în timp real, folosind atât o mașină-unealtă, cât și o mașină de prelucrare cu laser pentru a crește productivitatea, reducând în același timp atât amprenta de carbon, cât și costul pe piesă. a această ediție, standul Mazak va include și un Centru de Soluții care va oferi o prezentare detaliată a tehnologiei Mazak și a serviciilor disponibile dincolo de utilaj. Cu sfaturi și expertiză în prelucrare avansată, tehnologie hibridă, soluții de automa-
Mazak va prezenta, de asemenea, 1 soluții diferite de automatizare care susțin producția flexibilă, de tip high-mix, lo -volume. De la sisteme cu paleți multipli și încărcare robotică a pieselor, până la gestionarea inteligentă a sculelor și celule integrate, standul va demonstra cum automatizarea poate fi integrată perfect pentru a crește producția, a reduce presiunea asupra forței de muncă și a spori profitabilitatea.
Abordarea Mazak privind automatizarea este clară: integrarea trebuie să fie simplă, scalabilă și complet susținută. Fiecare soluție de automatizare este proiectată să funcționeze în armonie cu utilajele Mazak, făcând adoptarea mai ușoară și obținerea rezultatelor mai rapidă.

CENTRAL EUROPE
ROMANIA
ucu a a B a o on cu um n B a o Bu in a a Bi ou n in o ma a o ma a u o


n Mazak HCN-4000 NEO + MPP una dintre cele 12 soluții diferite de automatizare expuse.
„ ot ceea ce se află în standul aza este ghidat de o filozofie simplă: să ajutăm clienții să construiască operațiuni mai productive, mai reziliente și mai competitive”, declară ic ard Smit , irector General al Grupului uropean la amazaki azak
„Ca o companie deținută de o familie, cu o mândră moștenire japoneză, aza a pus întotdeauna relațiile pe termen lung în centrul abordării sale. Reputația companiei se bazează nu doar pe inovație, ci și pe decenii de parteneriate de încredere cu producători din întreaga lume. ie că este vorba despre automatizare avansată, control C C intuitiv, programe inteligente de service sau integrare digitală, aza este dedicat să fie un partener de încredere, orientat spre viitor, pentru clienții săi astăzi, mâine, dar și pentru viitorul industriei.” A





CORNELIU GORNIC
Președinte PROFEX
Centru de Dezvoltare Tehnologică
Am împrumutat titlul acestei serii de articole de la ever , dintr un articol publicat în , nul ., r. , 1 decembrie 0 1 . entru a justifica titlul seriei ce urmează a fi publicată, redau mai jos câteva din constatările articolului respectiv.
n Românii s-au aflat după într-o lume liberă, secularizată, tehnologizată și ideologizată, tot mai materialistă, dar cu un I în scădere, cu un interes cultural general tot mai mult atras spre cultura de confort, pentru care nu erau pregătiți
n Cum să fii partenerul unui stat șubred, corupt și inundat de impostură
n Dezinteresul părinților și interesul anapoda al statului în privința educației nu este specific doar lumii noastre: „Un principiu de pedagogie pe care ar trebui să-l aibă în vedere mai ales oamenii care fac planuri de educație este următorul: copiii nu trebuie crescuți după starea de față a neamului omenesc, ci după idealul omenirii și a întregii sale meniriEmmanuel KANT și, în continuare: părinții își cresc, de obicei, copiii având în vedere doar lumea actuală, așa stricată cum e. Ei ar trebui, dimpotrivă, să le dea o educație mai bună, pentru ca din ea să rezulte o stare mai bună în viitor
n Soluția ar fi de găsit în școli private, care „nu ar trebui să depindă decât de judecata celor mai luminați cunoscători. Dar prestigiul cunoscătorilor a pierit de mult, iar lista cunoscătorilor luminați variază de la un grup la altul, astfel încât cunoscătorii luminați dintr-o parte se află pe lista idioților patenți a celeilalte părți.
Cred că ar fi de interes opiniile recomandările Regelui CARO I referitoare la modalități de rezolvare (la vremea lui) a unor probleme referitoare la politicieni și la educație (citez din memorie, fără a indica sursele):
Corneliu GORNIC
Inginer, specialitatea a ini nelte i cule, promo ia 1
Activitate: n cercetare ma ini unelte din 1 până în 1 , de la simplu inginer la cerce tător tiin ific principal gr. i director tiin ific, în cadrul nstitutului de ercetări i roiectări a ini nelte , , acum
n mar eting, , , proiectare fostul n dezvoltare, tehnologii de montaj i reglaj, încercări i diagnoză, tehnologii de prelucrare F
n e-a declarat șefilor partidelor că nu va accepta niciun ministru fără doctorat în Franța. Nu au fost toți miniștrii posesori de diplome de doctor (fiecare în domeniul său), ci doar , și nu toți în Franța, ci și în ermania, Austria, elgia etc n a alcătuirea guvernelor a dat mână liberă șefilor de partide, dar a insistat asupra faptului că la Externe nu acceptă decât un ministru cu doctorat la Sorbona, iar la Educație trebuie să fie, obligatoriu, Spiru HARET la rândul lui cu doctorat la Sorbona și solicitat să rămână profesor acolo. A declinat oferta, afirmând că are de lucru acasă! n Un episod care reliefează atât calitatea Regelui, cât și a unor politicieni: Prințul Ferdinand era în tandrețe cu Elena V C RESCU, situație în care Petre P. CARP, politician conservator, la o discuție cu Regele CARO I, i-a spus acestuia: apoi, ăria a, aiasta nu se poate!, pentru că, în conformitate cu Statutul Casei Regale, îi era interzis oricărui membru al acesteia să se încurce cu români!
Ajungem astfel la zicala românească, anume că peștele... Care sunt calitățile conducătorilor, dar și cine-i formează pe formatori? Răspunsuri voi încerca să ofer pe parcursul acestor articole, folosind experiențe din multe țări, unde educația este la alte niveluri decât la noi.
După opinia multor autori, prezentată în cele ce urmează (și cărora mă raliez integral), EDUCA IA în sensul cel mai larg și care include multe aspecte ale relațiilor din societate, din instituții, din economie și, așa cum va rezulta, din industrie, este unul dintre elementele perturbatoare care vor remodela aproape toate sectoarele vieții omenirii. Este doar începutul,
așa cum afirmă cei care se ocupă de prognozarea viitorului Accentul se va pune pe activități din industrie ingineri, administratori (directori, manageri), muncitori, tehnicieni
Pentru început, un citat din experiența unui profesor și practician din SUA, referitoare la modul de pregătire a viitorilor ingineri: „Inginerii și arhitecții de sistem sunt vitali în lumea actuală complexă, multidisciplinară tehnologic. Dar cum pot fi pregătiți studenții pentru a stăpâni aceste competențe esențiale din prima zi a carierei lor - Kathryn WESSON, profesor la Embry-Riddle Aeronautical University (ERAU) Arizona, este un pionier în domeniul Modelased S stem Engineering (Inginerie de Sistem azată pe Modelare - M SE), predând, pe baza experienței, abordarea practică cu origini în standarde industriale actuale și în dezvoltare.
Modul în care gândim, concepem, producem și consumăm se schimbă rapid. Sistemele devin mai inteligente, mai conectate și din ce în ce mai autonome, având ca rezultat produse și ecosisteme de o complexitate fără precedent. În același timp, industriile sunt presate să elaboreze soluții fiabile și reziliente, dar și sustenabile.
Pentru a face față acestor provocări, companiile adoptă Systems Engineering (SE - Ingineria Sistemelor), pentru a aborda complexitatea tehnică, economică și cea a mediului. Dar pe măsură ce solicitările privind competențele SE cresc, decalajul dintre solicitările industriei și numărul profesioniștilor calificați continuă să se lărgească. Vestea bună este că universul academic încearcă să elimine acest decalaj, iar unele instituții de pionierat integrează deja S replicile digitale (digital twins) ale Ingineriilor de Sistem în programele proprii pentru a pregăti studenții pentru cerințele ingineriei de azi și de mâine.
„ iitorul, ca și toate celelalte, nu mai este nici el ce-a fost Paul Valéry (scriitor francez).
„ pusa și-a făcut loc în multe dintre discuțiile cu privire la stările de criză și la provocările cu care ne încearcă schimbările profunde. Acele schimbări pe care, în noile limbaje, le numim schimbări transformative. i decizia pare una la fel de tranșantă ca și fatalismul transmis de cel care o rostește. (...) Acesta este sensul celebru cu care se însoțește de cele mai multe ori butada lui al r . Decid să ironizez viitorul în acest fel, mai ales atunci când situația de criză este atât de alambicată, încât nu mai e loc de strategie, proiecție, calcul sistemic, metodologie, gândire de limită. ntr-o astfel de situație, dincolo de starea de butadă și de viitorul anapoda cu care ne încearcă noile crize, sunt obligat, de obiectivele, pasiunile și calculele mele strategice, să iau decizii cu un impact pe termen scurt, dar și lung.
Două sunt pârghiile de care am nevoie pentru a da un sens folositor acțiunilor mele. În primul rând este vorba despre gândirea critică. rebuie să învăț modul acela de gândire în care sunt din ce în ce mai atent la toate tipurile de idei și discursuri la care sunt expus. (...) rebuie să fiu din ce în ce mai conștient de faptul că tot ceea ce spun și gândesc poate avea consecințe și pentru altcineva, de lângă mine sau de departe. n acest caz, strategia ține mai ales de motivații și de tactici interioare. rebuie să fiu mai atent, mai prezent, mai preocupat de efecte și consecințe.
Dincolo de gândirea critică și de practicile de antrenare a acesteia, un alt lucru la fel de important ține de instrumentele și practicile de evaluare.
i, mai ales, de acele paradigme și roluri în care funcționează evaluatorii. (...) Persoanele și sistemele cu rolul de evaluatori trebuie să-și schimbe stilul liniar de abordare și trebuie să înceapă să gândească din ce în ce mai mult în chiar deschiderea pe care o caută în lucrurile și faptele pe care le monitorizează. Pentru că un viitor care pare că se închide nu poate fi deschis din nou decât de noile noastre moduri de evaluare.
Avem nevoie de moduri noi prin care să înțelegem lumea noastră. Pentru că nu mai putem măsura doar în metri sau, după caz, cu picioare. [664]
„ inergia (asocierea mai multor organe, sisteme sau factori care desfășoară activități simultane) dintre mintea și trupul unei persoane determină felul în care această persoană percepe lumea, iar acest lucru se vede mai ales în cazul artiștilor, care mărturisesc prin arta lor, de fapt, aspecte ale lumii lor interioare [665]
„ ă surprinde faptul că în așa-zisă epocă a comunicării non-stop, a tehnologiei, oamenii sunt, de fapt, atât de nevorbiți. i atât de disperați să se audă vorbind. Pentru că, de fapt, despre asta e vorba nimeni nu mai ascultă pe nimeni. oți vorbesc exclusiv despre ei înșiși, uneori își exprimă gândurile cu voce tare, orice dialog eșuează lamentabil într-un interminabil monolog unul vorbește fără șir, celălalt tace și ascultă, cel care vorbește îl domină pe amărâtul care ascultă din politețe e vorba de supremație aici, de care e mai șmecher. ici măcar în bula aia simpatică de intelectuali (...) nu ne ascultăm unii pe alții, ne întrerupem, vorbim de-a valma, totul devine doar o pălăvrăgeală inutilă (așa cum în bulele de scriitori, rareori citește cineva cărțile celorlalți). Am ajuns să cred că a fi ascultat este un privilegiu. (...) ă întreb ce s-ar alege de lumea asta dacă mâine dimineață ne-am trezi cu toții muți. Probabil că mulți s-ar apuca brusc de scris. nsă am senzația că s-au apucat deja, pentru că există și oameni nescriși, cei care cred cu convingere că viața lor este un subiect de roman, cei care cred că nu li se potrivesc carierele lor onorabile din care câștigă bani frumoși doctori, avocați, ingineri, instalatori și nu-și doresc decât un singur lucru: să publice cărți, să devină scriitori. [666]
C teva considerații:
n O mare parte din conținutul acestor articole provine din materialele pe care le primesc zilnic, din diferite colțuri ale lumii
n Încerc să mă familiarizez cu noțiunile, problemele abordate în aceste materiale și, apoi, să le fac cunoscute potențialilor cititori. Cele prezentate sunt selecții din acele materiale, selecție efectuată în conformitate cu nivelul meu de cunoștințe în domeniile respective, și considerând că aceste selecții pot incita cititorul să caute materialele listate în bibliografie
n Este posibil ca, pe baza unor materiale primite ulterior redactării acestor articole, sau a identificării unor informații neglijate la un moment dat, să revin cu completările pe care le consider utile
n Cred că este folositor ca, în anumite situații, conjuncturi, să citez din gândirea unor persoane care au avut ceva de spus cu privire la un anumit aspect al vieții.
Există o motivație care pune la grea încercare, nu numai procesul educațional în ansamblul
lui, ci întregul concept de educație. De fapt, este vorba despre pregătirea profesională, indiferent de domeniu sau de nivelul de pregătire, și de actualizarea permanentă a cunoștințelor, adică învățarea continuă. a ora actuală, această motivație, pentru toate tipurile de industrii, este concretizată de A Patra evoluție Industrială, cunoscută ca Industry 4.0 sau 4IR
În se explică ce reprezintă A Patra Revoluție Industrială: aceasta este, de fapt o fază a digitalizării sectorului industrial, motivată de tendințele perturbatoare, care includ patru tipuri fundamentale de tehnologii, cum sunt:
1. Conectivitate, date și putere de calcul: tehnologie cloud, Internet, blockchain (sistem de blocuri interconectate, un fel de registru contabil pentru tranzacții, în mod distribuit), senzori
. Analize și informații: analize evoluate, învățare automată (machine learning), inteligență artificială (AI IA)
. Interacțiune om-mașină: realitate virtuală (VR) și realitate augmentată (AR), robotică și automatizări, autovehicule autonome
4. Te nologii evoluate: fabricația aditivă (printare D), energii regenerabile, nanotehnologii.
Tehnologiile sunt doar o parte a ecuației în cadrul acestei revoluții companiile trebuie să se asigure că muncitorii (de fapt, toți angajații) sunt pregătiți corespunzător prin perfecționare și recalificare. În cadrul unor conferințe internaționale, experți în viitorul fabricației au subliniat problemele legate de dezvoltarea forței de muncă și schimbarea mentalităților (printre acestea se numără: învățare și evoluție responsabilitate și asumare colaborare și conectare consecințe și apreciere vocea muncitorului înțelegerea unor nevoi ascunse).
Plecând de la aceste cerințe, companiile de frunte (așa numitele lighthouses companii far), împreună cu furnizori de tehnologii avansate, cu universități etc.,au elaborat proceduri, metode care să satisfacă cerințele actuale ale forței de muncă: în activitate sau viitoare .
Dar cine suntem astăzi? Au apărut opinii legate de condițiile situării ființei umane în noianul, oceanele de informații și de condiții necesare nu numai încadrării într-o poziție de confort, de bunăstare, ci și de supraviețuire indivizi și structuri colective (companii industriale, de exemplu). C teva considerații: n Vastitatea și diversitatea informațiilor nedumerește, copleșește, amorțește curiozitatea nevoia. Suntem aproape incapabili să alegem ce ne este util. Epoca actuală a informațiilor permite răspândirea ignoranței la fel ca răspândirea cunoașterii. E mult mai ușor să preluăm cunoaștere gata ambalată, prefăcută sau prefabricată, deseori alterată și falsificată. Este mai la îndemână să respingem cunoașterea aceasta ne încurcă, ne contrazice, ne face vulnerabili. Ignoranța benevolă ne face să ignorăm aproape toate domeniile istorie, educație, cultură, arte, știința tehnologia, natura, geografia, lumea etc. ark TWAI : „ untem cu toții ignoranți, dar nu pe aceleași teme.
n Ignoranța are cel puțin trei surse majore:
a. O sursă naturală ne naștem neînvățați, neștiutori. Educația este cea care pune cel mai mult în mișcare motoarele cunoașterii
b. Poate fi înțeleasă ca un tărâm pierdut, adică să cunoaștem într-o anumită direcție, ignorându-le pe altele
c. Există ignoranța strategică, deliberat fabricată pentru a zdruncina încrederea în cunoaștere științifică, medicală. Organizează îndoiala, incertitudinea și răspândește dezinformarea .
„ copul educației este de a oferi unui individ un echilibru general de abilități, care să îi permită să înțeleagă lumea, mai degrabă decât s-o calculeze în sistem de algoritmi. (...) Interfețele creier-mașină ne conduc la ultracompetențe în domenii specifice. Acest lucru va ridica și problema interacțiunilor dintre acești indivizi care vor căpăta o experiență ( U expertiză ) unică, dar nu vor avea un teren comun, de parcă ar vorbi o altă limbă. Atunci când ne obișnuim creierul să delegăm o cantitate mare de informații mașinilor, acest lucru ne afectează grav rezerva cognitivă capitalul nostru de cunoștințe și abilități pe care fiecare le construim, sau ar trebui s-o facem, de-a lungul vieții. Acest capital este vital, nu doar pentru dezvoltare personală, ci și pentru o mai bună rezistență în fața efectelor negative ale vârstei și pentru a întârzia posibila apariție a bolilor neurodegenerative (ex. Alzheimer)” - Francis EUSTACHE. Tot el amintește că omul a apelat la suporturi externe pentru a-și consolida și amplifica memoria internă. „ n trecut, erau pereții peșterilor, sulurile de papirus, tăblițele de lut sau pergamentele astăzi, avem microprocesoare, nori (cloud) virtuali și hard dis uri. Cu toate acestea, suportul „de odinioară implica mai mult decât tastarea unor butoane, pe care nici nu le mai privim, sau chiar interogarea orală a mașinilor: implica scrisul sau desenatul de mână, două activități care imprimă mult mai bine o informație în creier.
„ crisul de mână este și va rămâne indispensabil. Este foarte important pentru dezvoltarea cognitivă a copiilor. (...) Activitatea creierului, atunci când scriem de mână, ajută și la promovarea lecturii. (...) crisul de mână este, de asemenea, de mare importanță pentru creativitate și înțelegerea conținutului. Dacă scriem fluent, putem recunoaște și literele mult mai repede” - arianela iaz eyer
Potrivit unui alt studiu (...), studenții care și-au luat notițe pe tablete au fost mai puțin capabili să proceseze și să memoreze conținutul decât cei care au scris cu pixul pe hârtie. (...) Când învățăm să scriem de mână, mișcarea coordonată de creier ne face să memorăm mult mai bine. (...) „ r, asta înseamnă că, dacă nu mai învățăm să scriem de mână, capacitatea noastră de recunoaștere a literelor și de memorare va scădea” Jean-Luc Vrelay, cercetător în neuroștiințe (CNRS Centrul Național de Cercetare Științifică Franța).
Un alt studiu (Universitatea Harvard) a arătat că medicii care elaborează un diagnostic utilizând, în special, cercetarea pe Internet greșesc de mai multe ori decât cei care își utilizează pentru aceasta informațiile interne, adică cele create din experiența căpătată de-a lungul timpului, din educație, dar și din discuțiile cu alți doctori sau cu pacienții.
„Câtă încredere putem avea în Inteligența Artificială Pe când informațiile disponibile într-un dicționar, o enciclopedie, o carte sau chiar într-un ziar sunt rar puse sub semnul întrebării, pentru că sunt scrise de autori identificați, din date care provin din cercetări și studii realizate de oameni reali, răspunsurile oferite de mecanismele Inteligenței Artificiale nu sunt 100 de încredere (...). Acestea dau un răspuns probabil, nu un răspuns exact” Raja CHATILA, profesor de robotică.
În articolul din numărul viitor voi continua cu considerații despre Inteligența Artificială, dar mai ales cu cele legate de cultură și educație, dezbătând în același timp și ideea de răzgândire A



Eeste platforma perfectă pentru ca să prezinte soluții noi, să dezvolte relații solide și să construiască parteneriate de încredere. nteracțiunea personală cu clienții e istenți și noi în cadrul târgurilor este o parte esențială a filozofiei companiei producătoare de scule de precizie și rămâne ferm înrădăcinată în strategia sa de mar eting.
„E nu este doar un târg pentru noi joacă un rol cheie în relațiile noastre cu clienții și este locul în care dezvăluim inovațiile noastre de produse pentru anul următor , explică acek Kruszynski, Director tehnic la MAPAL. MAPAL își prezintă cele mai recente soluții și inovații la standul A20 din Hala 4. Atât MAPA , cât și EMO sărbătoresc aniversări importante anul acesta, MAPA împlinind de ani, în timp ce EMO împlinește . mbunătăţirea productivităţii proceselor clienţilor principiul călăuzitor al participării la t r şi al inovaţiilor din
MAPA rămâne un furnizor de soluții integrate, susținând clienții de-a lungul întregului lanț de procese de la soluții la cheie, incluzând proiectarea proceselor și a sculelor așchietoare, până la suport tehnic în producție, ca să nu mai vorbim despre gestionarea sculelor și serviciile digitale avansate.
MAPAL Romania a a ouă o a B a o on a ai nica an ma a com ma a com
Obiectivul principal este creșterea sistematică a productivității proceselor clientului, un principiu ce stă și la baza tuturor inovațiilor pregătite pentru , în domeniile alezării, alezării de precizie, găuririi, frezării, prinderii și a sistemelor complete de fixare. Dintre noutățile remarcabile se evidențiează tehnologiile Opti ill- ni- PC și P 4
pti ill ni C n nou standard în iabilitatea proceselor de rezare
Cu cea de a treia generație de OptiMill-UniHPC, MAPA aduce o freză din carbură monbloc dezvoltată special pentru procesele de fabricație automatizate. Noua structură de carbură, stratul optimizat pentru rezistența la uzură și variantă cu rupător de așchii integrat, contribuie la o fiabilitate maximă a procesului, o rată ridicată de îndepărtare a materialului și timpi extinși de funcționare a mașinii - ideale pentru schimburi fără personal și prelucrare


n EMO_OptiMill-Uni-HPC: A treia generație a frezei din carbură solidă OptiMill-UniHPC a fost dezvoltată special pentru procesele de fabricație moderne și automatizate. Accentul se pune pe fiabilitatea maximă a procesului. ©MAPAL


asistată de robot. Noua generație este disponibilă în trei variante și acoperă o gamă largă de aplicații în prelucrarea oțelului, oțelului inoxidabil și a fontei.
roductivitate crescută la diametre mari cu sistemul de alezare
Sistemul de alezare HPR de la MAPA oferă o varietate de avantaje în ceea ce privește viteza de așchiere ridicată, ușurința de manevrare și flexibili tatea pentru prelucrarea diametrelor mari. MAPA prezintă mai multe soluții noi la EMO pentru a spori productivitatea în producția de serie.
Combinația dintre o sculă multifuncțională (cu treaptă de pre-degroșare plăcuțe ISO ) și sistemul HPR oferă o soluție inovatoare unică pentru finisarea alezajelor cu o rată mare de îndepărtare a materialului, de până la mm într-o singură trecere, reducând astfel semnificativ numărul de treceri respectiv timpul pe operație.
aximizaţi vă per ormanţa în prelucrarea aluminiului”
Un alt domeniu de interes pentru participarea la târgul din este prelucrarea aluminiului. MAPA a ales motto-ul „Empower Your Aluminium Machining” („Maximizați-vă performanța în prelucrarea aluminiului”) pentru a sublinia faptul că soluțiile de scule inteligente fac posibile precizia maximă, fiabilitatea procesului și rentabilitatea la prelucrarea componentelor din aluminiu. Cu zeci de ani de experiență și know-how în prelucrarea aluminiului, MAPA oferă un portofoliu extins de scule de înaltă performanță pentru procese ultra-

Noua serie HPR plus a fost dezvoltată special pentru prelucrarea canelurilor frontale. Noul concept îmbunătățește semnificativ rentabilitatea alezajelor în cazul de contur și forme speciale, atât în termeni de cost cât și a fiabilității procesului.
Împreună cu o nouă soluție de sculă pentru finisarea alezajelor statorului în motoarele electrice, soluțiile recent dezvoltate sunt exemple foarte bune despre cum poate fi crescută rentabilitatea în prelucrare, chiar și în condiții cu cerințe complexe.


de ani de A A e la un mic producător de scule aşchietoare la un expert lobal în domeniul abricaţiei



n EMO_HPR400 – Soluție „dintr-o singură trecere”: Scula combinată cu treapta de predegroșare ISO și sistemul HPR400 permite finisarea alezajelor cu adaos de prelucrare de până la 6 mm într-o singură operație. Îndepărtarea principală a materialului este realizată de secțiunea de tăiere ISO, în timp ce sistemul HPR400 se ocupă de procesul de finisare.



rupul MAPA sărbătorește anul acesta de ani de existență. Încă de la înființarea sa în , compania a evoluat de la un mic producător de scule la un furnizor global de scule de precizie și soluții pentru prelucrare. În prezent, MAPA are aproximativ . de angajați și deține unități de producție, birouri de vânzări și reprezentanțe în de țări. Compania furnizează produse și soluții unor clienți de top din industria auto și aerospațială, inginerie mecanică și de instalații, precum și din sectorul de matrițe și scule. Accentul, atât în anul aniversar, cât și în viitor, este pus pe digitalizare, creșterea productivității și fabricarea sustenabilă. A





Cu burghiul cu carbură monobloc rivo tec 1 0 -
bol al găuririi . a fel ca predecesorul său ,,iconic , 1 0 upreme, noul 1 0 upreme este, de asemenea, conceput ca o soluție premium în oțel și fontă dar cu unele îmbunătățiri tehnice care sunt în prezent unice în primul rând noua acoperire multistrat rato tec . alter a lansat deja cu succes această acoperire în alte familii de burghie. rin urmare, creșterile duratei de viață de până la plus 0% promise de
alter sunt pe deplin fiabile. eometria modificată a vârfului burghiului din carbură monobloc are un efect la fel de pozitiv n unghi de așezare mai mare spre centru față de e terior și vârful proeminent îmbunătățesc precizia poziționării, reduc forțele a iale care apar și, astfel, cresc calitatea găuririi.
esignul patentat al canelurilor în zona de ghidare a fost, de asemenea, optimizat o intrare mai lină spre vârful burghiului îmbunătățește stabilitatea procesului, în special cu materiale moi, cum ar fi oțelul moale, deoarece minimizează depunerea de material. e lângă optimizarea profilului, alter a crescut și numărul de caneluri. u douăsprezece caneluri în loc de opt, 1 0 upreme poate fi acum reascuțit de mai multe ori, ceea ce crește semnificativ atât durata de viață, cât și durabilitatea burghiului. otrivit alter, fiabilitatea ridicată a procesului 1 0 upreme în aplicații dificile, cum ar fi găurirea încrucișată sau ieșirile în plan înclinat, rezistența ridicată la uzură a acoperirii rato tec® și calitatea e celentă a găurilor realizate îl transformă în noul punct de referință în găurirea cu carbură monobloc. ompania din bingen oferă burghiul premium pentru cantități și volume mari de găurire fără pilotare până la 1 c cu diametre 0 mm, precum și ca scule speciale cu termene de livrare scurte prin alter press. A
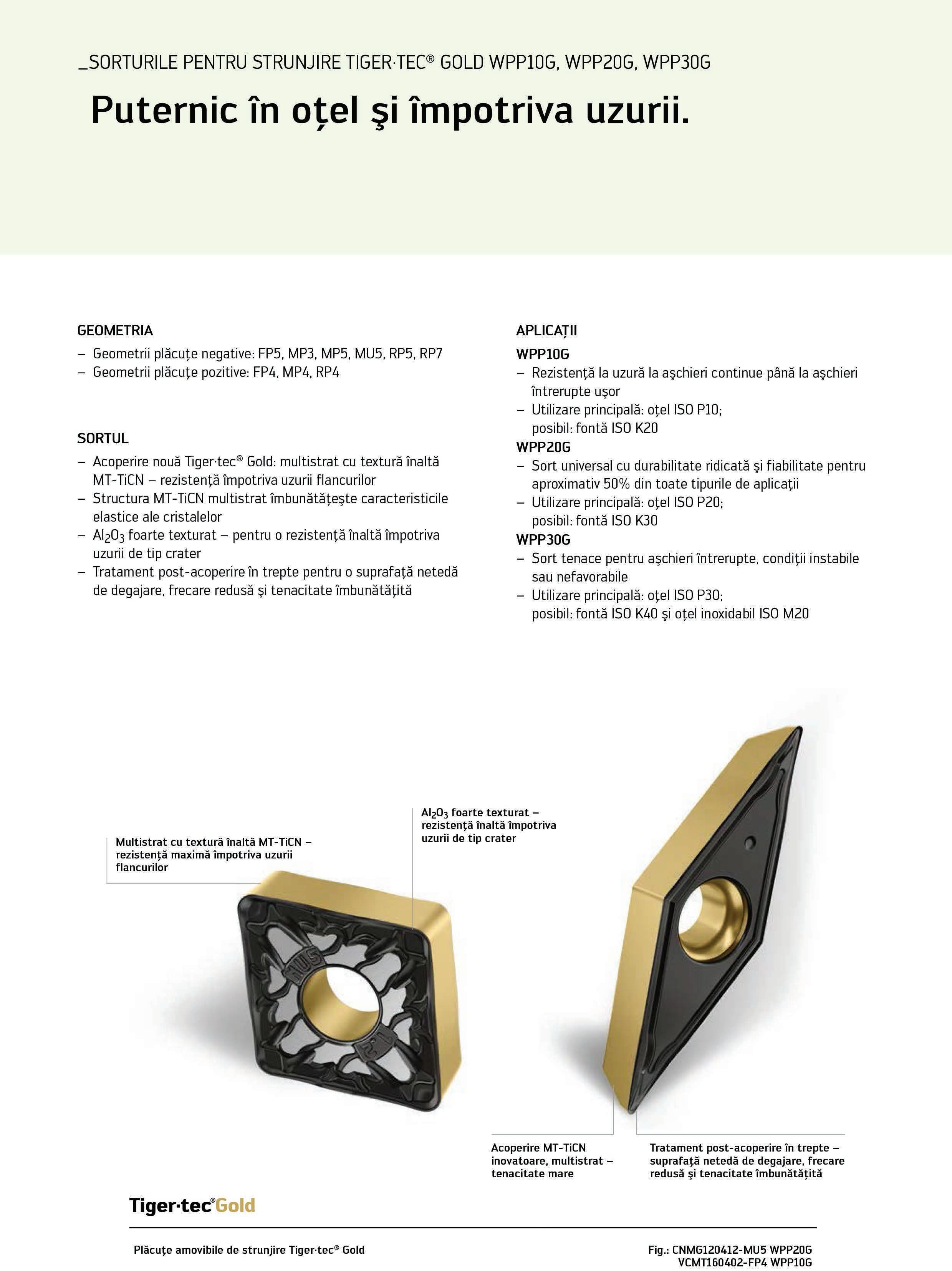
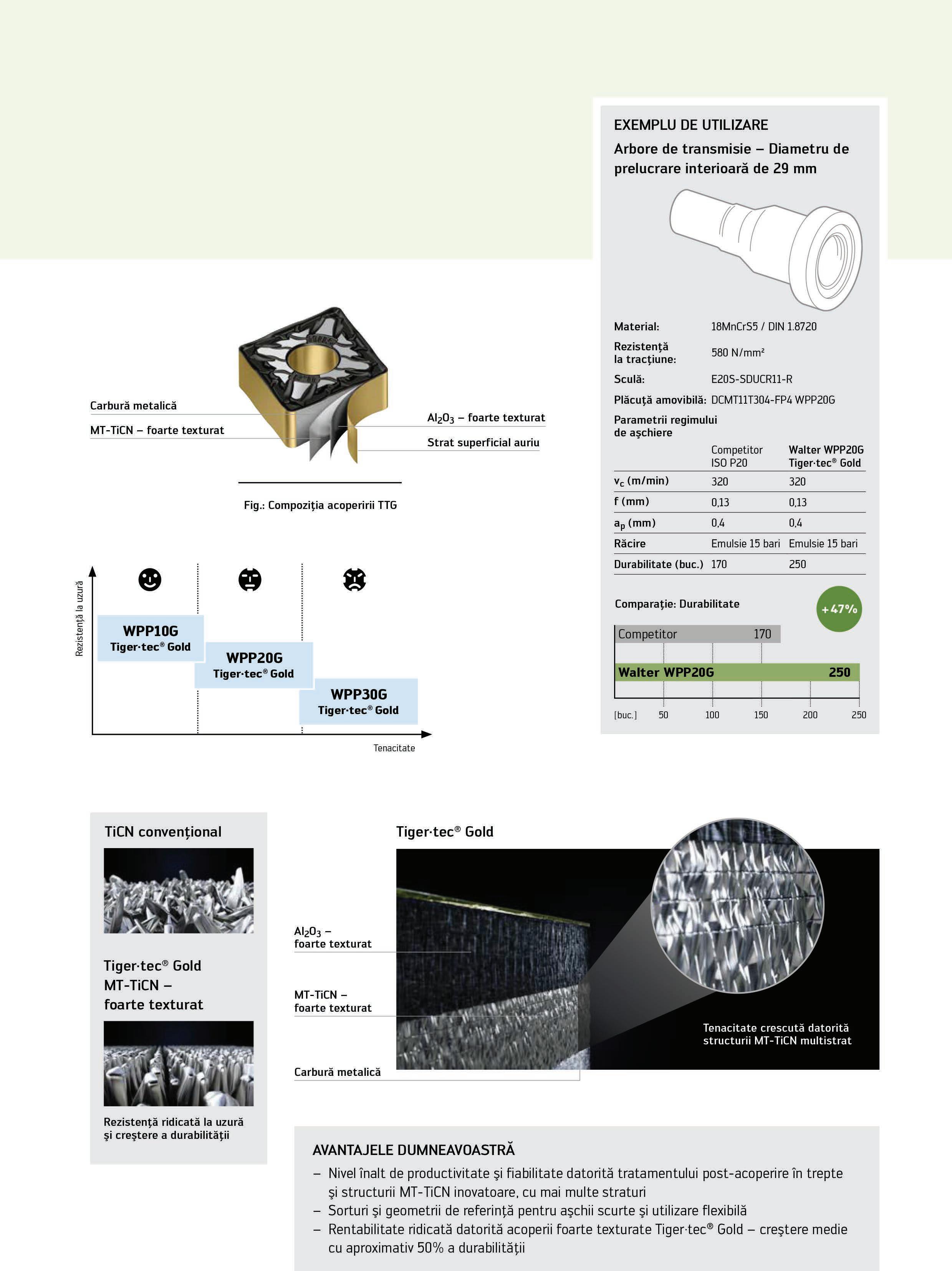
pecialişti în oţel cu per ormanţe bune în ontă
alter introduce noua calitate universală
Cu clasa iger tec® old , alter lansează noi inserții inde abile special pentru frezarea brută a materialelor din oțel și fontă. omparativ cu alte clase de frezare din acest domeniu de aplicare, noua clasă crește din nou semnificativ performanța, în special în ceea ce privește durata de viață a sculei, fiabilitatea procesului și rezistența la uzură. ici, depășește performanțele claselor com-
parabile în oțel cu o medie de % și în materialele din fontă cu încă apro imativ 1 %. În centrul calității iger tec® old se află o structură multistrat i cu proprietăți elastice optimizate ale cristalelor. e obține astfel o aderență foarte mare a straturilor, cu o rezistență ridicată. tratul foarte te turat de l de deasupra reduce aderența de e emplu, cu și servește ca un scut termic rezistent la uzură. tratul final de i de culoare aurie optimizează detectarea uzurii.
În plus față de ,,te turarea ridicată adică cristalele dispuse în aceeași direcție, spre deosebire de cristalele dezordonate și structura multistrat, post tratamentul în mai multe etape contribuie în special la rezistența ridicată la uzură a calității de frezare . cesta asigură suprafețe de tăiere netede și îmbunătățește tenacitatea. Fiabilitatea ridicată a procesului face din soluția ideală pentru producția cu forță de muncă redusă și producția de masă poate fi utilizat în condiții de prelucrare medii și bune, în prelucrarea uscată în special pentru oțel sau cu lubrifiant de răcire și în toate frezele alter standard din liniile 000 alter și tra tec® . omeniile potențiale de aplicare includ ingineria mecanică generală, industria auto și aerospațială, precum și industria vehiculelor feroviare și industria energetică. A
Pentru a putea respecta graficele de produc ie solicitante i a men ine rentabilitatea, lucrările de găurire de mare anvergură necesită precizie, eficien ă i fiabilitate. entru producători, aceste cerin e comportă adesea provocări, cum ar fi asigurarea durabilită ii sculei, asigurarea unei calită i constante a găurilor i minimizarea timpilor de nefunc ionare. adar, de ce anume este nevoie pentru a eficientiza găurirea, având în vedere mediul de lucru care este tot mai competitiv ici, Mikael Carlsson, specialist global în scule rotative amovibile în cadrul Sandvik Coromant, e plică modul în care o nouă inova ie în domeniul găuririi ar putea reinventa abordarea opera iunilor ample de găurire.

Realizarea unui volum mare de găuri implică adesea provocări care pot fi subestimate, chiar i de către producătorii cu experien ă. Mul i dintre ace tia recunosc deja importan a primordială a uzurii sculelor i duratelor de prelucrare, dar aspectele complexe ascunse ale opera iunilor care implică viteze ridicate i grade ridicate de penetrabilitate pot avea un impact semnificativ asupra productivită ii i eficien ei opera ionale.
Să luăm în considerare, de exemplu, stresul termic i tensiunea mecanică ce se produc în timpul efectuării a mii de găuri, mai ales în materiale care sunt, de obicei, mai dificil de prelucrat, cum ar fi o elurile călite i superaliajele refractare. Aceste for e pot duce la uzura accelerată a sculei, formarea de bavuri sau chiar deformarea piesei de prelucrat.
Astfel de provocări necesită mai mult decât o durabilitate mare a sculei. Acestea implică în elegerea interac iunii dintre geometria sculei, straturile de acoperire i compozi ia materialului i caracteristicile specifice ale piesei de prelucrat. Disiparea eficientă a căldurii, rezisten a la microfracturi i capacitatea de men inere a ascu imii muchiei, în cazul utilizării prelungite, sunt factori esen iali pentru asigurarea unei calită i consecvente în cadrul ciclurilor de produc ie extinse.
Un alt aspect care trebuie luat în considerare este impactul costurilor implicate de ineficien e aparent neglijabile, cum ar fi configurarea sau schimbarea vârfului. De exemplu, în cadrul opera iunilor desfă urate la scară largă, chiar i o perioadă scurtă de nefunc ionare per schimb, fie ca urmare a recalibrării utilajelor pentru o sculă nouă sau ca urmare a înlocuirii vârfurilor uzate, poate duce la o reducere semnificativă a productivită ii. Aceste ineficien e eviden iază importan a solu iilor de eficientizare, cum ar fi sistemele de configurare rapidă, aliniere precisă i înlocuire u oară a sculelor.
În plus, eliminarea pa ilor inutili din procesul de găurire poate permite ob inerea unor economii semnificative de timp i costuri. De exemplu, sculele care elimină necesitatea alezajelor de centrare sau de configurare preliminară a echipamentelor pot reduce considerabil duratele de prelucrare i pot minimiza necesitatea interven iei operatorului, crescând, astfel, stabilitatea generală a procesului i randamentul.
Abordarea acestor puncte slabe cu ajutorul unei planificări atente i al unor strategii optimizate pentru selectarea sculelor este esen ială pentru producătorii care fac tot posibilul să îndeplinească cerin ele de produc ie de mare volum, fără a compromite calitatea sau eficien a.
abordare e icientă
ansat de Sandvik Coromant în martie , Coro rill® 1 , un burghiu avansat cu vârf interschimbabil conceput pentru realizarea unor volume mari de găuri, este proiectat pentru a face fa ă acestor provocări din domeniul găuririi.
CoroDrill® DE a demonstrat o cre tere a productivită ii i, concomitent, o eficientizare a opera iunilor, datorită geometriei avansate a vârfului său -M . Acest design inovator asigură un echilibru ideal între avansurile mari i pătrunderea precisă, iar scula poate atinge performan e excep ionale într-o varietate mare de materiale. De la aliaje din o el la materiale inoxidabile, CoroDrill® DE poate asigura o calitate consecventă a găurilor, minimizând, în acela i timp, riscurile de formare a bavurilor sau de deformare a piesei de prelucrat.

O caracteristică esen ială a CoroDrill® DE10 este loca ul de prindere pretensionat brevetat, care combină designul consacrat cu siguran a îmbunătă ită. Interfa a permite schimbarea rapidă i u oară a vârfului, fără piese de schimb, asigură o găurire fiabilă la avansuri i viteze mari, garantează o fixare mult mai puternică i permite efectuarea unor găuri mai drepte, cu toleran e mai mici. De asemenea, datorită rezisten ei mai mari a corpului burghiului, CoroDrill® DE este cel mai robust burghiu cu vârf interschimbabil din gama sa.
De asemenea, CoroDrill® DE elimină necesitatea alezajelor de centrare, eficientizând i mai mult fluxurile de lucru i reducând atât duratele de prelucrare, cât i complexitatea inventarului de scule. Datorită construc iei sale robuste, asigură o rezisten ă mai mare a sculei, cu mai multe vârfuri per corp de sculă, ceea ce asigură reducerea costului per gaură.
Ca solu ie plug-and-pla , CoroDrill® DE10 se integrează extrem de simplu în configura iile existente, reprezentând un upgrade practic pentru producătorii care doresc să- i crească productivitatea fără a trebui să- i modifice sistemele existente. De asemenea, datorită platformei CoroPlus® de la Sandvik Coromant, acesta se integrează perfect în sistemele de prelucrare digitală. Datorită acestei compatibilită i, operatorii beneficiază de informa ii precise privind regimul de a chiere i performan a în timp real, iar configura iile parametrilor pot fi optimizate i adaptate la materialele i aplica iile specifice.
Avanta e operaţionale şi reduceri de costuri Mai multe pove ti de succes au eviden iat modul în care CoroDrill® DE îmbunătă e te considerabil productivitatea în cadrul opera iunilor de realizare a unor volume mari de găuri. În cadrul testelor efectuate în Italia, CoroDrill® DE10 a demonstrat o performan ă net superioară comparativ cu o sculă concurentă, în cazul găuririi în o el inoxidabil AISI .
Cazul aplicativ a constat din efectuarea de găuri străpunse i înfundate cu adâncimea de mm, folosind emulsie de răcire la o presiune de de bari. Cu CoroDrill® DE s-a înregistrat o cre tere remarcabilă, cu , a productivită ii i o durabilitate cu 4 mai mare a sculei, comparativ cu scula concurentă. S-au ob inut, de asemenea, o calitate excelentă a găurii, un control constant al a chiilor i un nivel mic de zgomot.
Designul robust al sculei i geometria avansată a vârfului -M au asigurat fiabilitate i repetabilitate, ambele caracteristici fiind factori-cheie pentru componentele pre ioase din cadrul acestei aplica ii. Datorită avansului mare, durabilită ii extinse a sculei i reducerii perioadelor de nefunc ionare, CoroDrill® DE s-a dovedit a fi o solu ie rentabilă, eficientă i durabilă pentru realizarea de volume mari de găuri în materiale dificile.
ntr-un alt caz, un producător din industria auto s-a confruntat cu probleme legate de for ele mari de a chiere care au deformat corpurile burghielor, în special în timpul prelucrării componentelor carcasei cutiei de viteze din o el aliat CrMo . Această problemă a dus la defec iuni ale sculei i la cre terea costurilor. În schimb, cu CoroDrill® DE10 aceste probleme au fost depă ite.
Utilizând o viteză de alimentare de , mm rot la o adâncime de a chiere de , ori mai mare decât diametrul burghiului, scula a înregistrat o cre tere cu 1 a productivită ii. Ca i în cazul altor aplica ii, designul robust i loca ul de prindere pretensionat brevetat al CoroDrill® DE au asigurat o precizie excep ională, o durată de via ă extinsă a sculei i durate minime de nefunc ionare.
Aceste exemple demonstrează modul în care CoroDrill® DE satisface cerin ele din cadrul industriei, asigurând, în acela i timp, avantaje opera ionale semnificative i reducerea costurilor.
Pentru realizarea unor volume mari de găuri este nevoie de precizie, durabilitate i eficien ă de asemenea, este esen ial ca producătorii să facă fa ă provocărilor, pentru a ob ine o productivitate mai mare i să rămână competitivi. Datorită caracteristicilor avansate, sculele precum CoroDrill® DE10 oferă noi performan e de găurire i solu ii strategice pentru viitorul produc iei.
Pentru mai multe detalii despre CoroDrill® DE10 i avantajele pe care le poate oferi în ceea ce prive te aplica iile de găurire, pute i descărca cartea tehnică de pe site-ul eb andvi Coromant. A


Schimbătoarele de căldură sunt componente esențiale ale sistemelor de monitorizare a temperaturii, permițând transferul eficient al căldurii între fluidele care traversează o barieră solidă. rezente frecvent în diferite industrii, precum cea auto, aerospațială, energetică sau industria grea, aceste componente pun prelucrătorilor probleme serioase cauzate de configurația geometrică, mărime și proprietățile materialelor din care sunt realizate. s a adaptat perfect acestor provocări și oferă o gamă completă de soluții pentru acest domeniu.
Precizia este asigurată încă de la începutul procesului, odată cu pregătirea plăcilor.


rezarea rontală
Este în cele mai multe cazuri prima operație, iar calitatea suprafeței în acest caz influențează performanțele operațiilor ulterioare. Frezele frontale ISCAR combină robustețea cu eficiența.
Dintre cele mai recomandate scule ISCAR pentru prelucrarea suprafețelor plăcilor, le menționăm pe următoarele:
n FFQ4 SOMT 0904: Plăcuțe pătrate mono-față, cu muchii așchietoare, pentru frezări cu avansuri ridicate (HFM: High Feed Milling)
n H1200 HXCU 0606: plăcuțe hexagonale dublă-față, cu muchii așchietoare
n IQ845: plăcuță de frezare dublă-față, cu muchii așchietoare, pentru uz general (figura 1)
n ONMU/ONHU 07--: plăcuțe octogonale dublăfață cu muchii așchietoare ,,pe dreapta , pentru frezări frontale economice.
Fiecare dintre soluțiile de mai sus a fost dezvoltată având ca scop realizarea unei aplicații specifice, cu scopul maximizării atât a productivității, cât și a calității suprafeței. trun ire soluţii dedicate aplicaţiilor rele
Strunjirea plăcilor tubulare implică foarte frecvent prelucrarea unor materiale problematice și a unor condiții vitrege de prelucrare. Soluțiile de
strunjire ISCAR conferă stabilitate, control bun al așchiei și durabilitate excepțională, chiar în condiții foarte grele. Iată câteva dintre soluțiile de strunjire ISCAR recomandate:
n DOVE-IQ: plăcuțe dublă-față cu fragmentator de tip R3P, negative, cu unghi de vârf de , pentru eboșuri grele.
n CNMG-R3M: plăcuțe rombice dublă-față, cu unghi la vârf de . Reprezintă prima opțiune de eboș al oțelurilor inoxidabile și a oțelurilor slab aliate (figura 2).
n RCMX: plăcuțe rotunde cu unghi de așezare de , muchie pozitivă și robustă, pentru strunjiri de eboș.
n LOMX: plăcuțe tangențiale cu muchii așchietoare pentru adaosuri de prelucrare mari în oțel, de până la mm.
Aceste scule au fost în mod special dezvoltate pentru a face față cu succes rigorilor prelucrărilor grele, asigurând în același timp precizie dimensională și fiabilitate.

iscar-romania@iscar.com
ăurirea plăcilor tubulare şi a de lectoarelor, cu scule modulare de precizie
inia SUMOCHAM de la ISCAR răspunde cu succes solicitărilor impuse de găurirea de precizie a plăcilor tubulare și a deflectoarelor (figura 3). Fiind dotate cu capete amovibile și un mecanism eficient de montare demontare rapidă, această platformă minimizează timpii auxiliari și asigură acuratețe ridicată. Caracteristici: n amă diametrală (4-32,9) mm în gamă sunt prevăzute toate diametrele intermediare, în incremente de , mm
n 12 geometrii diferite, standard, adaptate perfect celor mai utilizate grupe de materiale.
n Capete de găurire prevăzute cu muchie centrală auto-centrantă este astfel eliminată necesitatea pilotării inițiale, la găuririle cu lungimi de până la 12xD
n Carbură performantă, sub-micronică, acoperită TiAlN (IC 908)
n Corpul suport este proiectat astfel încât să asigure volum maxim de evacuare a așchiilor.
n Suprafețe de degajare evacuare a șpanului super-finisate, pentru evacuare eficientă a fragmentelor de așchii din gaura prelucrată.
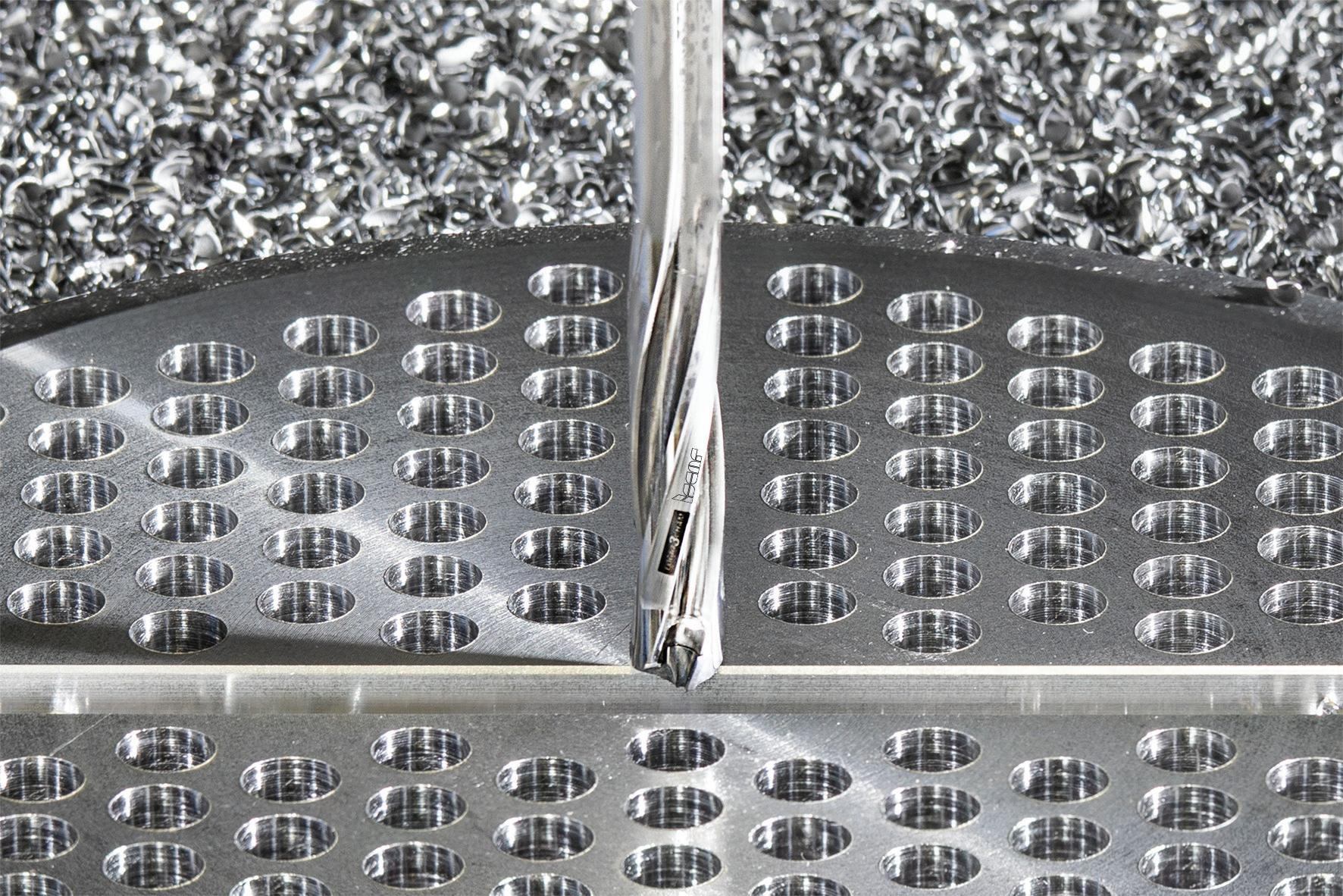
inia QUICK-3-CHAM include:
n amă diametrală (12-25,9) mm, cu diametre în incremente de , mm.
n eometrie cu muchie centrală, auto-centrantă, garantând stabilitatea procesului și penetrare ușoară.
n Muchie centrală precisă, componentă a unei geometrii complexe patentate, care asigură fiabilitate chiar la prelucrări generatoare de forțe mari de așchiere.
n Muchiile așchietoare exterioare concave, patentate, asigură găurire ușoară și stabilă. Dacă adăugăm și muchia vălurită avem explicația clară a formării unei așchii optime, mult mai ușor de eliminat.
n Șanfrenul realizat precis pe muchia așchietoare îi conferă acesteia robustețe și durabilitate superioară.
n ungimea găuririi realizate cu această linie: până la 10xD
n Unghiul variabil al elicei asigură rezistență sporită în prezența forțelor axiale ridicate.
uzunarul SUMOCHAM asigură un număr semnificativ de indexări datorită preciziei sale ridicate și a unei zone înalte de contact între capul de găurire și buzunar. De asemenea, această zonă cilindrică înaltă și precisă amplifică rigiditatea și reduce efectul de stres în zona interioară. Suprafețele cu rol de opritor în procesul de montare sunt realizate precis, asigurând astfel poziționarea corectă a capului de găurire și susținerea sa solidă în timpul prelucrării. Astfel, soluția conferă performanțe ridicate și durabilitate excepțională. inia SUMOCHAM extinde posibilitățile de realizare a găuririlor. Această linie modernă deschide noi posibilități de utilizare a soluției cu capete indexabile, permițând abordarea aplicațiilor pe care doar sculele monobloc le puteau realiza. Reamintim posibilitatea realizării găurilor cu lungimi 12xD, fără a fi nevoie de gaură pilot.
Nivelul de productivitate cel mai ridicat, concomitent cu cel mai scăzut cost de producție sunt asigurate de linia QUICK-3-CHAM, care include capetele indexabile cu dinți (figura 4). Prin utilizarea lor, productivitatea crește semnificativ, timpul de prelucrare se reduce cu , comparativ cu predecesoarele lor convenționale prevăzute cu dinți.
inia QUICK-3-CHAM a fost proiectată în special pentru prelucrarea materialelor din grupele ISO P (oțeluri, oțeluri turnate, oțeluri aliate) și ISO (fonte).
n Mecanismul de blocare a capului în buzunar, patentat la rândul lui, are rezistență ridicată în prezența unor parametri de așchiere ridicați și asigură indexare sigură, ușoară și rapidă.
a realizarea fiecărei caracteristici în parte a QUICK-3-CHAM, inginerii de la ISCAR au avut în vedere că acest produs va lucra în condiții foarte dure, că rata de îndepărtare a materialului trebuie să fie ridicată și că, în același timp, aceasta trebuie să asigure fiabilitate, repetabilitate și precizie.
ăurire ad ncă
Frecvent, componentele schimbătorului de căldură sunt prevăzute cu găuri lungi, mult mai lungi decât cele pe care le pot realiza burghiele SUMOCHAM. ISCAR a rezolvat și această problemă, creând liniile TRI-DEEP și ISCAR-DEEP-DRILL
Platforma TRI-DEEP oferă variate soluții pentru realizarea unei game extrem de variate de găuriri. Metodele de prelucrare includ găurirea cu burghie ,,GUN'', găurire adâncă ,,SINGLE-TUBE'' (figura 5) și găurire ,,DOUBLE-TUBE''


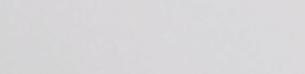
Oferta TRI-DEEP include:
n Burghie GUN capabile să găurească până la adâncimi de până la 25xD, începând cu diametrul de 7,5 mm.
n Sistem ,,SINGLE-TUBE'' diametre între (16-40) mm, cu conexiuni externe pe baza de filete cu începuturi sau filete interioare cu un singur început.
n Sistem ,,DOUBLE-TUBE'' diametre între (18,4-28) mm, cu conexiuni externe bazate pe filete cu începuturi.
ISCAR-DEEP-DRILL completează linia cu cartușe care echipează sculele suport:
n Sistem ,,SINGLE-TUBE'': gamă diametrală (38-294) mm, în configurații de montare cu filete interioare și exterioare.
n Sistem ,,DOUBLE-TUBE'': gamă diametrală (38-184) mm, prevăzut cu conexiune exterioară bazată pe filet cu începuturi.
n Cartușele permit e tinderi de diametre cu p nă la mm
Chiar și la adâncimile de găuri menționate anterior, sculele asigură stabilitate și performanțe ridicate.
Canelare, şan renare, alezare
a realizarea schimbătoarelor de căldură, operațiile finale precum canelările, șanfrenările și alezările sunt esențiale pentru asigurarea unor performanțe, a unei fiabilități și a etanșărilor performante, absolut necesare. Acești pași finali trebuie să aibă ca rezultat obținerea de dimensiuni foarte precise și de calități de suprafețe superioare, condiții absolut necesare pentru funcționarea corectă a schimbătorului de căldură.
În ceea ce privește canelările interioare, sistemul MULTI-MASTER oferă soluții modulare precise:
n Capete cu diametre de 1, 1 , , și 4, mm
n ățimi de canelare de 3 mm, adâncimi canelare de până la 0,5 mm
n Soluțiile sunt extrem de stabile, prevăzute cu geometrii așchietoare antivibratoare, pentru obținerea de suprafețe de bună calitate și fără grad.
Capetele de șanfrenare MULTI-MASTER realizează unghiuri de 45° și 60°, sunt echipate cu până la muchii așchietoare pentru prelucrări rapide, șanfrenări de mare acuratețe și suprafețe de cea mai bună calitate.
În ceea ce privește alezarea de precizie, sistemul BAYO-T-REAM este soluția ideală, cu următoarele
caracteristici:
n amă diametrală între (1,5-32) mm
n Repetabilitatea și bătaia radială până în m
n Capete modulare atât pentru găuri înfundate, cât și străpunse, prevăzute cu canale interioare de răcire. Controlul șpanului e astfel asigurat, iar calitatea de suprafață obținută este impecabilă.
Aceste soluții rezolvă problemele în detaliu, cele mai mici elemente geometrice putând fi prelucrate la cele mai înalte standarde, cu acuratețe și eficiență.
oluţii speciale de ăurire
Sculele de trepanare și capetele modulare rezolvă provocările poate cele mai dificile din cadrul schimbătorului de căldură.
ur hie repanatoare
n Proiectate pentru aplicații de extragere a miezului de formă cilindrică din gaura realizată. Astfel, acest material poate fi în continuare utilizat la obținerea altor piese, mărind eficiența de utilizare a semifabricatului.
n Utilizează plăcuțe GRIP dublu-colț, realizate din carburi SUMOTEC performante.
n Execută găuriri cu L de până la 2xD, cu forțe reduse de așchiere.
C A Capete odulare
n Capete de găurire din carbură, cu muchii concave, capabile să prelucreze cu avansuri ridicate.
n Realizează toleranțe IT8-IT9, eliminând necesitatea unei operații suplimentare de finisare.
n Mecanismul de indexare rapidă asigură durabilitate ridicată și simplitate în utilizare și întreținere.
CA Capete modulare
n Echipate cu plăcuțe robuste tip SOMX, prevăzute cu muchii așchietoare.
n eometrii optimizate atât pentru operații solicitante, cât și pentru operații de semi-finisare. COM I-CHAM ( urghie modulare)
n Existente în diametrele standard de 33,2; 36,2 și 39,2 mm
n Plăcuțele de ghidare asigură stabilitate și rectilinitate excelente.
n Capabile să găurească la adâncimi lungimi de găuri de până la 8xD, fără gaură pilot.
Aceste sisteme moderne sunt proiectate pentru a furniza precizie, stabilitate și productivitate în prelucrări complexe, optimizând în același timp costurile și consumurile de materiale.
În gama complexă de aplicații, de la eboșuri și până la finisări, portofoliul ISCAR cuprinzător asigură prelucrarea precisă, fiabilă și eficientă a componentelor schimbătorului de căldură. Pe baza zecilor de ani de experiență și de continuă inovare, ISCAR furnizează soluții speciale, dedicate, care nu numai că se conformează unor standarde pretențioase, dar deseori chiar le depășesc cerințele.
Prelucrarea schimbătoarelor de căldură necesită abordare complexă. ISCAR dezvoltă fiecare sculă având ca scopuri primordiale performanța și versatilitatea, pentru că în această industrie compromisurile nu-și au locul. A
n perioada septembrie 0 , lumea internațională a producției se va reuni la din anovra, iar va avea o prezență impresionantă. ccentul va fi pus pe soluții de scule performante, servicii digitale și numeroase inovații de produs care simplifică sarcinile zilnice de prelucrare.
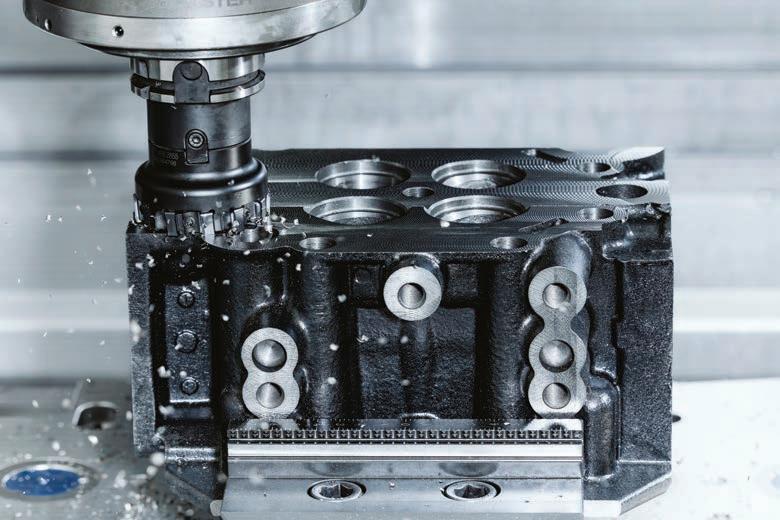
Acolo unde alții oferă doar scule, CERATI IT merge mai departe ca partener de-a lungul întregului lanț valoric: de la dezvoltarea de carburi inovatoare, la producția precisă de scule și reciclare, compania își sprijină clienții cu soluții personalizate. a EMO, această abordare va prinde viață cu simulări practice pe mașini care demonstrează cum colaborarea strânsă duce la soluții individuale de scule și procese pentru industrii cheie precum auto, aerospațială, utilaje grele, hidraulică și electronice de consum.
Un accent special al prezenței CERATI IT la EMO va fi pus pe aplicațiile digitale. Cu ToolSelect, CERATI IT introduce o soluție care duce selecția strategiei optime de prelucrare la un nou nivel: utilizatorii pot introduce manual datele piesei sau pot încărca un model D, iar în decurs de de secunde, sistemul oferă până la cinci combinații de scule potrivite pentru operații de frezare, găurire, strunjire sau canelare. ToolSelect este complet integrat în magazinul online CERATI IT și oferă funcții extinse de comparare, filtrare și sortare pentru ajustări precise.
Portofoliul digital este completat de aplicațiile Spanflug BUY și Spanflug MAKE, care fac acum parte din oferta CERATI IT printr-o investiție strategică în Spanflug Technologies mbH. Aceste instrumente permit calcule de ofertă și mai precise, bazate pe date detaliate despre scule, și deschid noi sinergii în dezvoltarea produselor, vânzări și internaționalizare.
tabilirea unor noi standarde în dezvoltarea sculelor
a EMO , CERATI IT va prezenta mai multe scule inovatoare, inclusiv sistemul de frezare
FOTO 1
La EMO 2025, CERATIZIT va prezenta mai multe scule inovatoare, inclusiv sistemul de frezare MaxiMill – S-Power pentru materiale turnate – conceput pentru eficiență maximă și fiabilitate a procesului în aplicații solicitante.
FOTO 2
Prin procese inovatoare și metode de reciclare, CERATIZIT produce carbură recondiționată și fabrică scule cu o amprentă de carbon redusă. Noutate în portofoliu: burghiul de adâncime WTX-Deep Uni!
MaxiMill – S-Power pentru materiale turnate, freza onster ill ISO-S pentru aliaje pe bază de nic el și seria versatilă de burg ie WT - I. Toate aceste inovații se remarcă prin durată de viață ridicată, geometrie optimizată și materiale sustenabile dezvoltate pentru eficiență maximă și fiabilitate a procesului în aplicații solicitante.
FOTO 3
La EMO, CERATIZIT va introduce noua linie de produse CoreLine, care include scule de înaltă calitate cu un raport excelent preț-performanță.

Cu seria CoreLine, CERATI IT demonstrează cum pot arăta soluțiile standard performante, cu calitate ridicată și un raport preț-performanță atractiv. Această linie de produse este destinată în mod special prelucrării generale și oferă o gamă largă pentru serii mici și medii susținută de procese de comandă simple și termene de livrare scurte.
bţine
CERATIZIT România S.R.L.
46 Calea Romanului \ 600384
Bacău \ Romania
T. +40 216 550 600 0800 672 384 E. comanda.ro@ceratizit.com www.ceratizit.com, www.cuttingtools.ceratizit.com
Vizitatorii EMO se pot bucura de o experiență interesantă la târgul internațional, în perioada 22–26 septembrie 2025, în Hala 5, Standul B42 inclusiv discuții personale cu experții CERATI IT. Cei care doresc să participe își pot obține cu ușurință un bilet de intrare gratuit de pe site-ul CERATI IT.
Pentru mai multe informații și un bilet gratuit la t rg, vizitați: https://cuttingtools.ceratizit.com/ int/en/machining-know-how/news/emo-2025. html A


Calitate optimă a găurilor, toleranțe stricte, precizie ma imă aceștia sunt factorii esențiali în fabricarea inserțiilor din oțel călit în matrițe. Fritz Schmidt Metallgießerei GmbH & Co KG se bazează pe alezoarele de înaltă performanță din gama HR 500 de la Gühring, ceea ce i permite companiei cu sediul în ec enheim să și dubleze durata de viață a sculelor, în comparație cu alezoarele concurente. i, datorită vitezelor de așchiere de cinci ori mai mari, economisește și timp valoros de prelucrare.
Clienți din diverse industrii, precum tehnologia medicală și industria auto, se bazează pe nivelul ridicat de integrare verticală a proceselor la Fritz Schmidt Metallgie erei mbH Co. . Datorită proiectării interne, turnătoriei proprii, fabricării de matrițe și prelucrării mecanice și acestea realizate intern, compania oferă soluții personalizate în domeniul turnării sub presiune a aluminiului, precum și pentru construcția de matrițe și utilaje. Respectarea celor mai înalte standarde de calitate este o prioritate absolută.
„Folosim de ani de zile diverse scule Gühring”, spune Fabian Hambach, director adjunct al departamentului de fabricație a sculelor la Fritz Schmidt Metallgie erei mbH Co. . „În ultimii patru ani, am crescut semnificativ numărul sculelor hring, în special în producția de matrițe.” În acest domeniu, nu doar precizia și fiabilitatea procesului sunt cruciale, ci și respectarea toleranțelor stricte, necesare pentru a menține acuratețea conturului. Acest lucru este valabil mai ales în alezare, unde precizia trebuie să fie la nivel de micron.
recizie ără compromisuri
Alezoarele sunt utilizate și în producția inserțiilor din matriță, realizate de companie. Aici
Gühring S.R.L. România
Str. Europa Unita nr. 6
550018 Sibiu
Tel.: 0269.503.100
romania@guehring.de www.guehring.ro
este necesară o precizie extremă, deoarece aceste matrițe definesc conturul exterior și suprafața piesei obținute prin procesul de turnare sub presiune. Acest proces permite producția în serie de componente complexe din aliaje de aluminiu, folosite, de exemplu, în industria auto. Calitatea multor componente depinde, așadar, de calitatea unei inserții în matriță iar Fritz Schmidt Metallgie erei mbH Co. nu își permite compromisuri.
Pentru a realiza găuri de diferite diametre în inserțiile din matriță, compania a folosit inițial alezoare de la un competitor. Rezultatele nu au fost însă pe deplin satisfăcătoare: durata de viață a sculei era insuficientă, generând costuri ridicate.
Fabian Hambach a apelat la consilierul său de lungă durată de la hring: „Putem face mai bine de atât”, a spus Marcel Horn, reprezentant de vânzări, recomandând un alezor de înaltă performanță din gama HR . „HR 500 este una dintre sculele hring pe care mi-aș paria reputația”, adaugă Horn. Și curând, clientul i-a împărtășit opinia.
er ormanţă maximă în oţel călit modelul
„Cum căutam un alezor pentru aceste aplicații care să funcționeze excelent și în oțel călit până la 50 RC, am ales rapid modelul R 500 Universal pentru găuri străpunse (cod articol: 1 8 )”, explică Marcel Horn. Pe lângă calitatea excepțională a găurilor și fiabilitatea procesului, alezoarele trebuie să facă față unui material foarte dur și rezistent la uzură. Deoarece aliajul de aluminiu lichid este ulterior injectat în matriță sub presiune ridicată, inserția din matriță este supusă la solicitări mecanice și temperaturi ridicate și nu trebuie să se deformeze. Din acest motiv, compania utilizează oțel călit ( . ,HCR), care poate rezista la aceste solicitări.
Modelul HR 500 Universal este un alezor din carbură monobloc de înaltă performanță, eficient nu doar în oțel, oțel inoxidabil, titan și aliaje speciale, ci și în oțeluri călite până la HRC. Stratul de acoperire TiAlN-nanoA asigură o protecție ridicată la uzură, ceea ce se traduce printr-o durată lungă de viață a sculei. Este disponibil în diametre de la mm la mm. În timpul prelucrării, alimentarea centrală cu lichid de răcire, cu ieșire prin canelurile de ulei de pe coadă, asigură răcirea optimă și eliminarea eficientă a așchiilor din gaura străpunsă. În combinație cu vitezele extreme de avans și așchiere pe care le poate atinge HR , utilizatorii beneficiază de procese stabile și sigure.

n Făcând planuri împreună: Fabian Hambach (Fritz Schmidt Metallgießerei GmbH & Co. KG) și Marcel Horn (Gühring).
urată dublă de viaţă, viteze de aşchiere de ori mai mari
„Am testat alezorul și am obținut imediat rezultate excelente”, își amintește Fabian Hambach. Alezorul de înaltă performanță ( mm) poate prelucra de găuri în inserții din matrițe pentru industria auto, acolo unde alezorul folosit anterior ajungea la sfârșitul duratei de viață după doar găuri. Dar asta nu e tot: „ biectivul nostru inițial a fost creșterea duratei de viață și a fiabilității procesului”, adaugă Hambach. „ aptul că am devenit și mult mai rapizi a fost un efect secundar pozitiv.”
În loc de viteza de așchiere anterioară V(c) m min, HR atinge cu ușurință o viteză de cinci ori mai mare. „ cula concurenței nici măcar nu se putea apropia de valorile noastre de așchiere”, rezumă Marcel Horn. Datorită trecerii la alezoarele de înaltă performanță din gama HR , Fritz Schmidt Metallgie erei mbH Co. a reușit să-și îmbunătățească semnificativ durata de viață a sculelor și timpii de prelucrare, menținând aceeași calitate a suprafeței și aceleași toleranțe.
„Am testat alezorul și am obținut imediat rezultate excelente”, declară Fabian Hambach, director adjunct al departamentului de fabricație scule, Fritz Schmidt Metallgie erei mbH Co.
ără oluri în o ertă
Cu gama HR , hring oferă alezoare standard de înaltă performanță pentru toate diametrele, de la , mm și mm. Clienții beneficiază de timpi de livrare scurți și de un larg portofoliu de produse: pe lângă versiunea pentru aplicații universale, gama standard include și varianta scurtă HR pentru spații de montaj limitate, precum și modele specializate pentru anumite materiale, cum ar fi cele pentru aplicații în fontă sau aluminiu.
În timp ce dimensiunile fixe standard sunt disponibile doar în intervalul - , mm și în trepte de m, hring acoperă un gol important din piață cu această nouă gamă: producătorul de scule din Albstadt oferă acum și seria cu dimensiuni fixe în intervalul - , mm și în trepte de m. Aceasta reduce semnificativ costurile pentru scule speciale și aduce un avantaj suplimentar o toleranță la uzură cu peste mai mare și o durată de viață mai mare a sculei.
etalii
tehnice
Precizie la cel mai înalt nivel Cu alezoarele de înaltă performanță din familia de produse HR , hring oferă o gamă variată de scule standard pentru toate diametrele între , mm și , mm.

n Alezor de înaltă performanță HR 500.
Familia HR include, de asemenea, și variante pentru aproape toate tipurile de materiale.
Avantajele HR 500: n eometrie de tăiere inovatoare și sistem de răcire pentru o evacuare controlată a așchiilor n Fiabilitate ridicată a procesului datorită vitezelor mari de avans și așchiere n Reducerea costurilor prin timpi de ciclu mai scurți, durată lungă de viață a sculei și disponibilitate rapidă. A


Su tena ilitatea ncepe cu lucruri ici i cre te cu iecare aptă ună i în acest an, angajații celor trei companii surori eitz, oehlerit și ilz, care formează împreună Grupul Brucklacher s au mobilizat din nou în spiritul acestui principiu, în cadrul inițiativei globale WeCare Action Weeks


ansată în 0 ca o inițiativă comună de consolidare a proiec telor locale de sustenabilitate, WeCare a devenit între timp o tradiție bine împământenită. stăzi, WeCare înseamnă asuma rea responsabilității într o rețea globală care unește oameni dincolo de granițe, inspirându i și motivându i să se implice.
Participare record în cadrul WeCare Action Weeks 2025 u 1 de proiecte desfășurate în de țări, ediția din acest an a atins un nou nivel de amploare . 0 de angajați au
contribuit în mod voluntar, dedicând în total peste . 0 de ore unei game variate de inițiative de la acțiuni de protecție a mediului, la campanii de sprijin social. ezultatele sunt impre sionante n peste tone de donații în bunuri colectate, n 10 litri de sânge donați, n . 00 de copaci plantați, n 1 m de zone florale create.

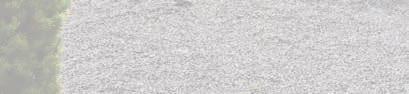


onațiile și contribuțiile financiare în valoare totală de .000 de euro transmit, de asemenea, un mesaj puternic de solidaritate, susținând organizații caritabile din regiunile în care activează companiile participante, dar și din întreaga lume.
cționariatul și conducerea celor trei companii și au e primat recunoștința pentru implicarea remarcabilă a angajaților din


întreaga lume „În 2025, eCare a arătat din nou ce se poate realiza atunci când oamenii își unesc forțele. iversitatea și creativitatea proiectelor reflectă cât de adânc înrădăcinate sunt sustenabilitatea și colaborarea în cultura noastră organizațională. Acest angajament mă umple de recunoștință și mândrie”, a declarat dr ornelia ruc lac er pre edinta on iliului de upra e ere i acționară a rupului
Despre Grupul Brucklacher
ele trei companii surori, independente din punct de vedere juridic Leitz, Boehlerit și Bilz formează împreună Grupul Brucklacher, un actor global activ în industria prelucrării.

n Leitz și Boehlerit au colectat împreună un întreg trailer de capace de plastic. Acestea vor fi donate, iar fondurile obținute vor sprijini o organizație dedicată pacienților cu cancer colorectal.








n Leitz Group este lider mondial în producția de scule pen tru prelucrarea lemnului, materialelor pe bază de lemn și a materialelor avansate. ompanie de familie ajunsă la a cin cea generație, eitz a fost fondată în 1 la ber ochen, ermania, și se remarcă prin viziune pe termen lung și acțiuni sustenabile.
n Boehlerit este un pionier în domeniul carburii metalice, și unul dintre cei mai importanți producători globali de soluții de protecție împotriva uzurii și de scule pentru prelucrarea me talelor și a materialelor compozite.
n Bilz este specialistul global în sisteme de prindere de înaltă precizie, mișcare controlată și schimbare manuală rapidă a sculelor de precizie.

n La Leitz Brazilia, s-a plantat câte un copac pentru fiecare copil născut în 2024 în familiile angajaților Grupului Brucklacher. În total, 114 voluntari au plantat 82 de puieți.




WeCare este un e emplu remarcabil al modului în care multe contribuții mici pot avea un impact mare. mplicarea angajaților demonstrează că sustenabilitatea nu este doar posibilă, ci este deja o realitate în cadrul rupului ruc lacher pentru un viitor care merită trăit, astăzi și mâine.
ntegrarea verticală a celor trei companii le permite aces tora să le ofere clienților soluții coordonate și optimizate dintr o singură sursă. uterea celor trei companii se e tinde permanent, prin sinergii și proiecte comune de cercetare și dezvoltare.
u 1 locații de producție, subsidiare de vânzări și service în de țări 1 de locații în total , și cu o rețea e clusivă de parteneri la nivel global, rupul ruc lacher este un jucător global, prezent pe toate continentele. În prezent, grupul are peste .000 de angajați la nivel mondial și generează o cifră de afaceri anuală de apro imativ 0 milioane de euro. A

FLORIN MORARU ing., director SM TECH SRL
ostul sculelor reprezintă unul dintre cele mai importante costuri în e ploatarea unei ma ini de tan at , fie ea de tip hic urret sau rumpf®. in acest motiv, între inerea lor trebuie realizată cu ma imă responsabilitate, deoarece poate genera economii semnificative prin prelungirea duratei de via ă a poansoanelor i matri elor. cest lucru se traduce direct prin reducerea costului pieselor tan ate i, în acela i timp, prin îmbunătă irea calită ii acestora.
În materialul de fa ă vom încerca să acoperim câteva dintre aspectele importante legate de între inerea corectă a sculelor pentru ma inile de tanțat CNC:
n Ascu irea corectă a sculelor
n Setarea corectă a sculelor după ascu ire
n Alegerea corectă a jocului la matri ă
n Alegerea corectă a tipului de o el i acoperire tratament pentru sculele folosite func ie de aplica ie i a tipului muchiei poansonului (flat sau înclinat whisper)
n Factori externi ce scurtează durata de exploatare a sculelor.
Ascuţirea corectă a sculelor
Folosirea în continuare a sculelor de tanțat, după ce muchia tăietoare începe să dezvolte o rază, duce la o uzură progresiv accelerată, scurtând semnificativ durata de via ă a poansoanelor matri elor. Recomandarea este ca ascu irea să se facă mai des, dar cu adaosuri de ascu ire mai mici. În general, se recomandă ascu irea atunci când raza depă ește , mm (simpla atingere a muchiei poansonului poate indica lipsa „muchiei ascu ite”).
FIGURA 1
Evoluţia uzurii funcţie de ascuţire.
Ilustrarea consecin elor ascu irii neregulate, cu adaosuri mari, este dată de următorul e emplu. Dacă un poanson este folosit . de lovituri fără ascuțire, iar raza pe muchiile tăietoare ajunge la , mm, atunci este necesară îndepărtarea unui strat de mm pentru refacerea muchiei. Dacă acela i poanson ar fi fost ascu it la aproximativ . de lovituri (când raza era aproximativ , mm), a doua oară la . de lovituri (tot cu , ), a treia oară la . de lovituri ( , ) și apoi la . de lovituri ( , ), atunci, pentru milimetru eliminat din poanson, numărul de lovituri executate este aproximativ dublu, durata de via ă fiind astfel dublată printr-o ascu ire corect făcută
Uzura progresivă în cazul ascu irii regulate i iregulate este cel mai bine ilustrată în figura 1
Cei factori care trebuie urmări i pentru a stabili trimiterea poansonului matri ei la ascu it:
n onitoriza i muc ia tăietoare a sculei (figura 2). a fiecare setup de scule este recomandat să verifica i starea muchiei la poansoane i matri e.
FIGURA 2
Dacă raza muchiei este 0,1 mm sau mai mare, ascuţiți scula.
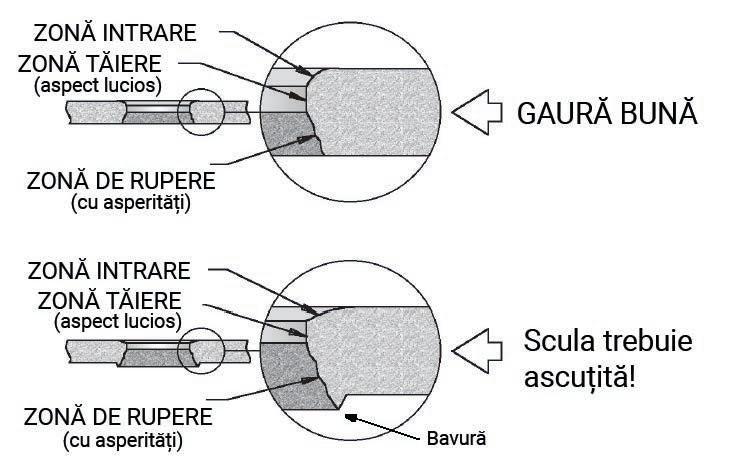
n onitoriza i calitatea găurilor tanțate pe piese apari ie bavură etc (figura ). O bavură mărită indică efectuarea unui control la scula respectivă i trimiterea la ascu ire dacă este necesar.
n onitorizați zgomotul emis de poanson la tan are după apari ia uzurii sculele emit un zgomot specific, u or de recunoscut de către operatorii cu experien ă.
istă c teva reguli care trebuie respectate pentru o ascu ire corectă:
1. O ascu ire între , si , mm trebuie să aducă muchia sculei în parametrii corec i.
. Avansul pe fiecare trecere la rectificare nu trebuie să fie mai mare de , mm pentru a preveni încălzirea sculei. O mașină de ascu it automată (gen -Sharp sau AN - T) reprezintă o solu ie optimă pentru a controla to i parametrii.
. Folosi i emulsie de răcire în timpul procesului de ascu ire.
4. Dispozitivul ce fixează scula în mașina de ascu it nu trebuie să vibreze.
. Nu depășiți limita totală de ascu ire indicată de producătorul sculelor (fiecare poanson i matri ă are indicată o limită maximă de ascu ire dincolo de care funcționarea sculei este afectată).
. Se recomandă demagnetizarea sculelor după ascu ire (producătorii de scule au în general în ofertă un dispozitiv dedicat pentru aceasta).
. Dacă pe scule există depuneri de material (în cazul prelucrării aluminiului, tablei zincate sau inoxului), acestea se pot îndepărta cu un sistem de cură are cu infrasunete (exemplu sistemul T Ultra Sonic M ). Depunerile pot afecta și precizia sculelor de abkant, rezolvarea fiind de asemenea cură area lor cu infrasunete. După cură area sculelor în cuva cu ultrasunete, acestea se vor proteja contra coroziunii.
O ascu ire corectă a sculelor se poate realiza doar dacă operatorul are la dispozi ie, în imediata apropiere a ma inii de tan at, o ma ină dedicată pentru ascu it scule. În gama noastră, oferim atât ma inile de ascu it premium T -Sharp, cât i

foarte apreciatele ma ini SV META , recunoscute pentru raportul imbatabil calitate investi ie. ama SV META de mașini de ascu it scule include atât modele semi-automate (PN - E i PN - E), cât i modelul automat AN - .
etarea corectă a sculelor după ascuţire a poansoanele Trumpf® (figura 4) utilizate la ma inile ce au cursa programabilă, trebuie setat obligatoriu în controlerul ma inii parametrul corespunzător noii valori a lungimii poansonului de după ascu ire, iar operatorii trebuie să men ină o situa ie exactă a acestor lungimi pentru toate


poansoanele. Pentru poansoanele non-rotund se va acorda aten ie setării corecte la unghi în inelul de centrare utilizând dispozitivele dedicate (sistemele moderne de scule Trumpf® gen ilson -multiuse elimină necesitatea acestui reglaj). a poansoanele pentru ma inile thick-turret poansonul trebuie reglat astfel încât acesta să fie sub nivelul stripperului cu , - , mm. (figura ). a acest tip de scule operatorul se va asigura la montaj că scula are lubrifiant între poanson i ghid. hidurile la sculele thick turret necesită de asemenea o atenție specială. Ele trebuie inspectate la setup-ul sculelor (se va verifica starea canalelor de ghidaj, se vor cură a de impurită i pe exterior i interior, se vor unge și se vor inspecta eventualele lovituri de suprafa ă).
Ascu irea matri elor trebuie compensată cu adaosuri de reglare („bailagare”) sau seturi de adaosuri astfel încât înăl imea matri ei după ascu ire să fie aceea i ca i cea ini ială. Mul i utilizatori î i tanțează propriile adaosuri din tablă de o el normal. Acestea sunt de fapt cele mai scumpe adaosuri în final - o elul se deformează sub acțiunea for elor mari, diametrul cre te i se blochează în port-matri ă, suprafa ă devine neregulată i contribuie la cre terea uzurii sculei. Recomandată este achizi ionarea de seturi de adaosuri din o el special (rezistent la compresiune). Acestea vin în seturi cu grosimi diferite ( , , , , , etc) din combina ia cărora se poate realiza orice grosime. În ultimii ani au apărut și port-matri e reglabile ( ilson Tool Shimless Die adaptors) ce nu mai necesită adaosuri de compensare la ascu ire i la care nu mai este nevoie să căutați adaosuri de compensare potrivite sau să pierdeți timpul măsurând adaosurile pentru a compensa înălțimea matrițelor după ascuțire. Pur și simplu măsurați înălțimea matriței, reglați adaptorul la setarea dorită, introduceți matrița și sunteți gata de lucru
Așa cum subliniam i mai sus, este important de inut cont de ascu irea ma imă recomandată pentru fiecare sculă în spate. Cursa de pătrundere a poansonului în matri ă trebuie men inută prin toate aceste reglaje în parametrii recomanda i pentru a men ine astfel calitatea ini ială.
Ale erea corectă a ocului la matriţele pentru centrele de ştanţat C C
ocul la matri e este un alt element extrem de important în ob inerea unei calită i bune a tan ărilor i în prelungirea duratei de exploatare a sculelor.

FIGURA 5
Scule Thick-Turret: Setare corectă (0.3-0,5 sub stripper) și incorectă (poziţie prea joasă a poansonului).
ocurile recomandate pentru ma inile de tanțat CNC sunt date în tabelul de mai jos (procente din grosimea de material):
Ale erea corectă a tipului de oţel şi acoperire tratament pentru sculele olosite uncţie de aplicaţie
a prelucrarea ino ului, un rol important în cre terea duratei de via ă a sculelor îl au acoperirile TiCN la poansoane (exemplu: acoperirea patentată Optima®). a tan area aluminiului apare fenomenul de depunere pe tăi („galling”) ce uzuează rapid scula, solu ia fiind un tratament specific de suprafa ă (exemplu: S IP-MA sau EAR- EATER) ce reduce mult fenomenul de aderen ă a aluminiului la tăi . a multe scule se poate alege o elul U TIMA® M (pulberi sinterizate), un o el cu o rezisten ă deosebită la uzură. Reducerea uzurii sculei se poate face (acolo unde este posibil) i prin reducerea for ei de tan are prin folosirea de muchii înclinate la poansoane („ hisper”) sau dublu înclinate („Rooftop”), rezultatul fiind i un zgomot mai redus.
actori externi ce scurtează durata de exploatare a sculelor
n Alinierea incorectă la ma ină între poanson i matri ă (problemă ce afectează în special ma inile cu turelă) alinierea se recomandă a fi verificată în mod regulat.
n Ine isten a unei ma ini c iar și simple de ascu it scule chiar lângă ma ina de tanțat CNC, astfel încât operatorul amână ascu irea până în punctul în care uzura devine progresivă.
n zura buc elor ce fixează sculele la ma inile cu turelă i a cheilor de indexare a acestora sau a dispozitivelor ce fixează poansonul în cap la ma inile Trumpf®
n ubrifierea incorectă se vor prefera ma inile cu lubrifiere automată programabilă la un număr dat de lovituri a sculei, procesul de lubrifiere fiind astfel u or de controlat. ecomandăm sculele cu canale interioare de ungere (exemplu: sistemul A S) ce fac ca lubrifiantul sa ajungă u or la muchia de tanțare.
n Cursa incorectă a poansonului în matri ă.
n Programare incorectă a pașilor de tan are la tan area pas-cu-pas (nibbling) i aplicarea în consecin ă a unor for e prea mari laterale pe poanson.
n Alegerea incorectă a plăcii de apăsare stripper .
n epozitarea sculelor fără aplicarea unor reguli i proceduri astfel încât apare posibilitatea unor gre eli la setup-ul sculelor. ecomandăm existen a unor dulapuri dedicate de scule, cu o etichetare strictă i a unor cărucioare speciale de transport ale sculelor de la punctele de stocare la ma ini pentru setup. a ma inile cu turelă (Thick turret) se recomandă eviden ierea grafică pe un panou a la out-ului turelei. A
Mai multe infoma ii legate de între inerea corectă a sculelor pentru ma ini de tan at CNC pot fi găsite la https://www.sm-tech.ro/mentenanta-scule-stantare/ (sau accesând codul R alăturat)

Broup folose te filamente metalice i granule de plastic din pulberea reziduală de la imprimare i piese uzate pentru a produce componente noi folosind tehnologia de imprimare . ulberea reziduală generată din produc ia a mii de componente în fiecare an i care anterior genera de euri nereciclabile, împreună cu piesele uzate mărun ite, este acum procesată în filament nou.

Filamentul este rulat pe bobine, care poate fi apoi folosit pentru a imprima articole noi, cum ar fi dispozitivele i uneltele auxiliare de produc ie. Acest filament este utilizat în Campusul de Produc ie Aditivă din Oberschlei heim, precum i în diverse loca ii din re eaua globală de produc ie a M roup. Pe lângă filamentul reciclat pentru procesul de Fabricare a Filamentului Topit (FFF), Campusul furnizează i granule reciclate pentru utilizare în tehnologia de Fabricare a ranulelor Topite (F F), permi ând astfel fabricarea de unelte de dimensiuni mari.
„Am fost implicat în acest proiect încă de la început i sunt încântat să văd cât de departe am ajuns, de la ideile i încercările noastre ini iale, la nivel de start-up i apoi până la posibilitatea de a produce acum cantită i mari de componente extrem de robuste din filament reciclat în orice loca ie de produc ie a B roup. Este incredibil de interesant să dezvoltăm i să testăm continuu noi procese. Utilizarea pulberii reziduale i a resturilor de componente imprimate D este un element-cheie al unei economii circulare func ionale i eficiente", declară Paul ictor Osswald, project manager pentru Predezvoltare de Non-metale, care a lucrat la această dezvoltare din .
rimii paşi ăcuţi în cu proiectul inovator bottle
azele pentru ciclul actual de imprimare D de la M roup au fost puse în 1 . Ca parte a programului M Start-up Accelerator, proiectul inovator „bottleUP s-a concentrat pe ob inerea de materiale de imprimare D pentru diverse aplica ii prin reciclarea recipientelor PET. Doar un an mai t rziu,
primele de euri industriale erau utilizate pentru a produce filament reciclat în cadrul unui proiect-pilot. P nă în 1, echipa lui Osswald a imprimat cu succes primele suporturi i dispozitive auxiliare de produc ie folosind propriul filament reciclat. Astăzi, diverse centre din re eaua globală de produc ie a M roup sunt aprovizionate cu componente imprimate D de la Campusul de Produc ie Aditivă din Oberschlei heim, unde compania i-a consolidat activită ile de produc ie, cercetare i formare în domeniul produc iei aditive sub un singur acoperi .
În fiecare an, până la 1 tone de pulbere reziduală pot fi reciclate sub formă de filament i granule i pot fi apoi reutilizate pentru fabricarea de dispozitive auxiliare de produc ie în fabrici i pentru proiecte de predezvoltare la Campusul de Produc ie Aditivă. Utilizarea acestor componente reduce costurile, spore te eficien a procesului i calitatea produsului i îmbunătă e te ergonomia angaja ilor din fabrici.
Campusul de roducţie Aditivă spri ină unităţile de producţie cu un pachet complet de ilament reciclat, parametri de imprimare şi competenţă
Ca parte a conceptului de centru de competen ă al M roup, Campusul de Produc ie Aditivă facilitează implementarea continuă a filamentului reciclabil dezvoltat intern. Acesta sus ine centrele de produc ie M roup prin furnizarea de competen e i de solu ii complete. În colaborare cu unită i de imprimare D consacrate i experimentate din uzinele de produc ie ale M roup, sunt testate imprimante 3D adecvate, iar parametrii de imprimare optimiza i pentru filamentul reciclat sunt dezvolta i i valida i pentru modelele respective.


Acest pachet - constând în recomandări de imprimante, filament reciclat i setări de parametri valida i - este pus ulterior la dispozi ia altor uzine. Acest lucru asigură că loca iile sunt activate eficient i pot ob ine rapid rezultate de imprimare de înaltă calitate la fa a locului.
Campusul oferă sprijin suplimentar prin dezvoltarea de cuno tin e în uzine, prin oportunită i relevante de dezvoltare i formare ale competen elor. Aceasta include cursuri fundamentale în imprimarea D, instruire avansată pe tema designului pentru produc ia aditivă i sesiuni axate pe aplica ii privind integrarea imprimării D în mediul de produc ie. O re ea puternică i în continuă evolu ie s-a dezvoltat în toate loca iile, beneficiind de partajarea cuno tin elor i de sprijin reciproc.
Următoarea unitate de imprimare D, aflată în prezent în construc ie la uzina din Debrecen (Ungaria), va beneficia de experien a re elei, iar în viitor va sprijini noua unitate de produc ie pentru Neue lasse.
mprimarea la unităţile de producţie roup un actor de succes dovedit
Instalarea i operarea imprimantelor D în întreaga re ea de produc ie a M roup vor asigura implementarea cu succes i lansarea continuă a tehnologiei de imprimare D. Datorită timpilor de răspuns rapizi la fa a locului, componentele pot fi disponibile în doar câteva zile - sau chiar ore, în unele cazuri. Acest lucru permite bucle scurte de itera ie i optimizări rapide, ajutând la prevenirea timpilor de nefunc ionare a liniei de asamblare.
Flexibilitatea i libertatea de proiectare a imprimării D generează idei i solu ii creative care pot fi dezvoltate i implementate direct de angaja ii de la fa a locului. Colaborarea dintre unită ile de imprimare D din uzine i Campusul de Produc ie Aditivă impulsionează continuu dezvoltarea suplimentară a imprimării D i duce constant la noi aplica ii i optimizări în cadrul sistemului de produc ie al M roup.


Componente imprimate pentru diverse aplicaţii
Utilizarea imprimării D în uzinele de produc ie ale M roup continuă să se extindă. Astăzi, fiecare uzină M roup este echipată cu o imprimantă D, permi ând produc ia locală a câtorva sute de mii de componente în fiecare an. Domeniile de aplicare sunt foarte diverse - de la solu ii ergonomice i de siguran ă la locul de muncă pentru angaja i, protec ii împotriva zgârieturilor, ajutoare de montare i echipamente speciale de produc ie până la calibre, abloane, scule speciale i organizarea sculelor. Cavită ile matri elor, suporturile de preasamblare i chiar cle ti întregi pot fi produse cu ajutorul imprimării D.
amă lar ă de componente sunt acum imprimate cu ilament reciclat
De exemplu, la uzina W Group din nc en, o componentă specifică utilizată pentru îmbinarea asiului cu caroseria este imprimată D în prezent. Această componentă fixează temporar tija de direc ie într-o pozi ie definită, permi ând ghidarea acesteia prin deschiderea din caroserie fără risc de coliziune. Componenta reutilizabilă este instalată în automobil cu pu in timp înainte de îmbinare, după care este îndepărtată ulterior.
La uzina W otorrad din erlin, piedestalurile de sus inere imprimate 3D sunt utilizate pentru aplicarea decorului pe panoul ornamental al motocicletelor. Piedestalurile, care sunt personalizate pentru a se potrivi precis componentelor panoului ornamental, dispun i de mecanisme de prindere. Datorită acestui lucru, componentele sunt fixate în siguran ă la locul lor, împiedicându-le să alunece în timp ce se aplică decorul.
Solu iile pentru optimizarea opera iunilor sunt adesea dezvoltate ca răspuns la nevoile acute ale locului de muncă. De exemplu, angaja ii de la uzina W Group din ingolfing i-au dezvoltat propriile dispozitive de montare pentru a preveni pierderea uruburilor în timpul asamblării lor în automobile. Folosind imprimarea D, a fost dezvoltat un suport pentru fixarea magnetică a uruburilor pe diverse urubelni e fără fir, care permite transportul în siguran ă al uruburilor. (autor: enedikt Torka, M roup) A
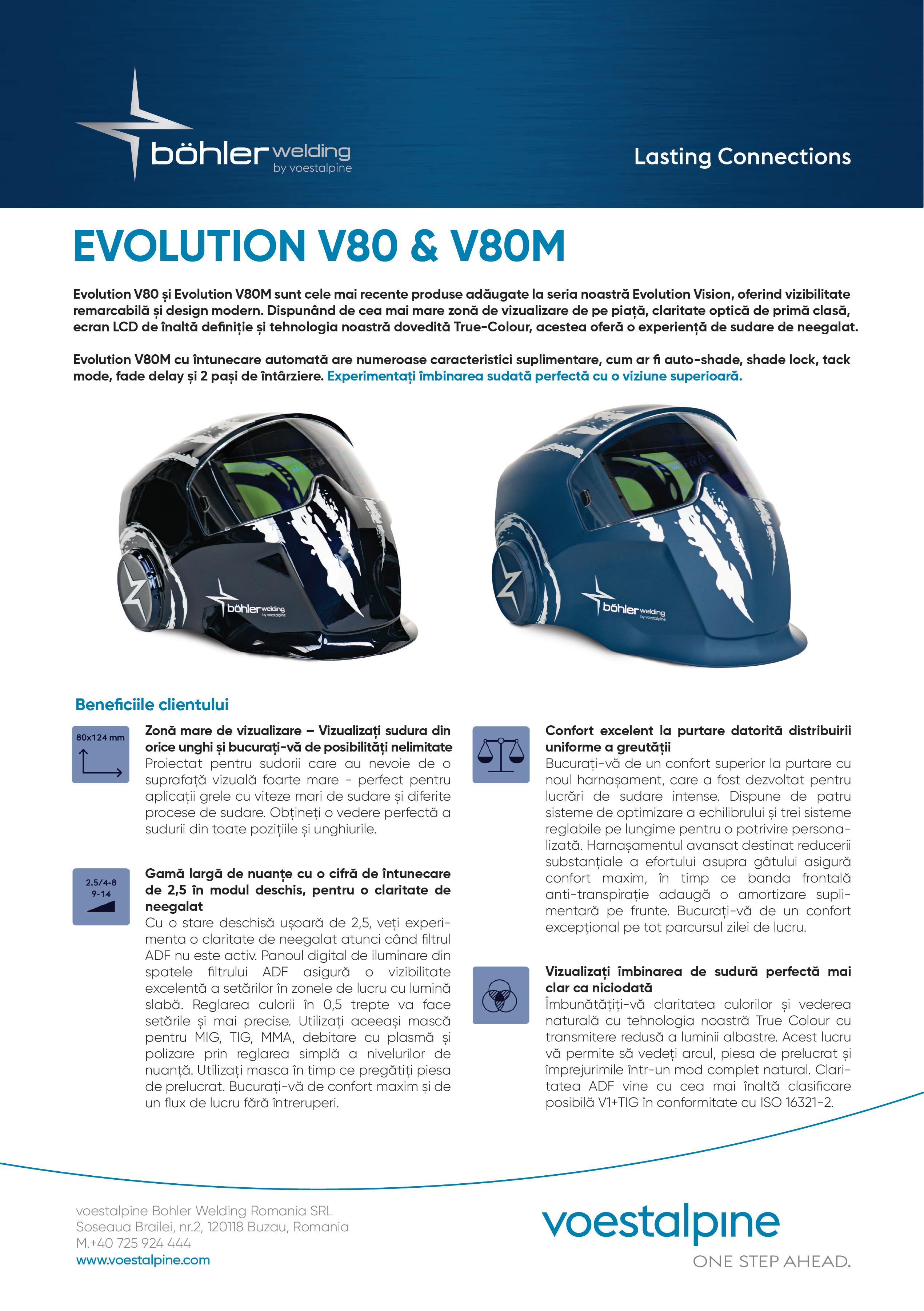

n cadrul unei colaborări între Schaeffler și AICA, a fost industrializată o soluție de automatizare bazată pe inteligență artificială (IA) și roboți colaborativi (coboți), care, pe lângă automatizarea directă a unui proces complex de asamblare, a optimizat și eficiența ingineriei de automatizare.
Contextul provocări în producţia modernă
Companiile din producție operează astăzi într-un mediu volatil, marcat de cicluri mai scurte de viață ale produselor și tehnologiilor, dar și de tranziția către sustenabilitate. Creșterea gradului de funcționalitate și personalizare face ca produsele și procesele de fabricație să devină tot mai complexe. În plus, schimbările demografice globale accentuează deficitul de forță de muncă bine pregătită.
Aceste realități impun dezvoltarea unor soluții inovatoare pentru automatizarea proceselor complexe de asamblare, capabile să ofere flexibilitate și eficiență, reducând în același timp costurile de producție.
Colaborarea chae ler A CA
În acest context, Schaeffler și AICA au dezvoltat și implementat o soluție de automatizare cu IA, utilizând coboți, pentru asamblarea unui reductor planetar din domeniul - obility. Soluția nu doar automatizează procesul de asamblare, ci și îmbunătățește procesele de inginerie prin:
n Integrare perfectă cu sistemele existente
n Adaptare în timp real la schimbările din mediu
n Învățare autonomă din feedback-ul de forță
n Creșterea productivității și preciziei
n Reducerea timpului și costurilor de dezvoltare
rovocările asamblării unui reductor planetar În e-mobilitate, asamblarea precisă și rapidă a cutiilor de viteze planetare reprezintă o provocare majoră. Procesul implică potrivirea simultană a trei sateliți cu dinți elicoidali independenți și a inelului din carcasa reductorului, ceea ce, în cazul programării convenționale a roboților, necesită eforturi și costuri ridicate de inginerie.
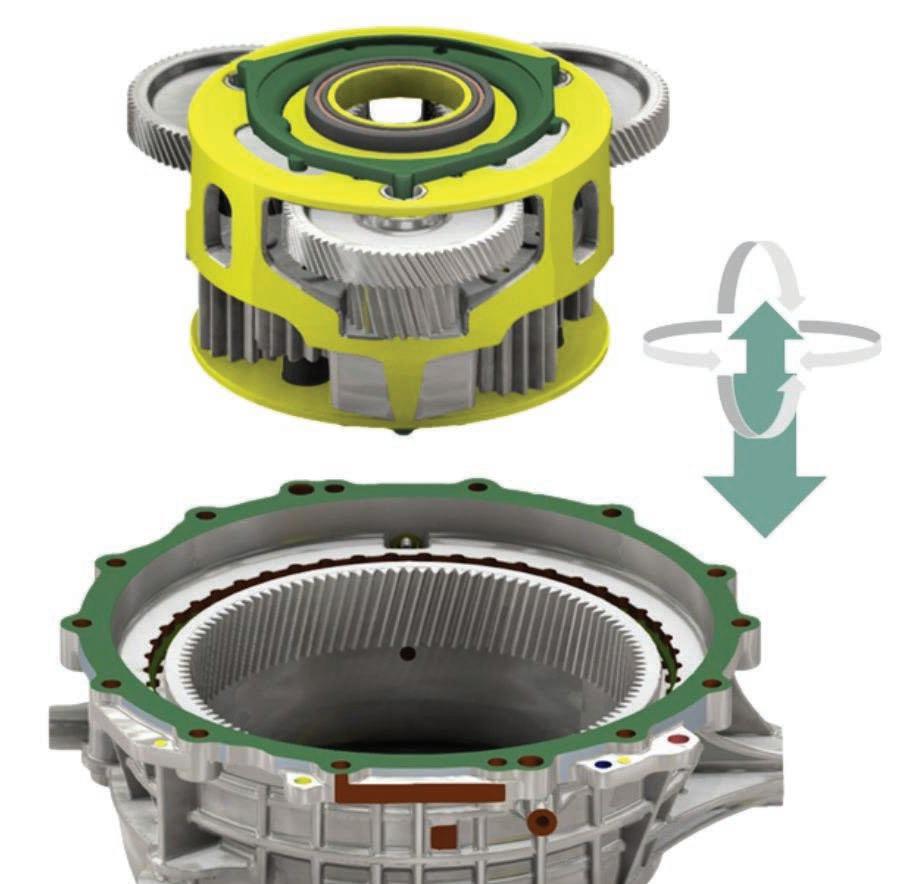
Pentru a depăși aceste limitări, Schaeffler a apelat la expertiza AICA, o companie elvețiană specializată în software pentru automatizarea proceselor complexe de asamblare, folosind învățarea prin consolidare o ramură a machine learning
mplementare internaţională
oluţia mart Assembl de la A CA
AICA a adaptat software-ul său de ultimă generație la cerințele specifice ale Schaeffler. Modulul Smart Assembly folosește adaptare în timp real, feedback de forță și învățare autonomă pentru optimizarea procesului. Astfel, robotul poate învăța singur parametrii optimi de asamblare, în baza unor criterii și condiții predefinite. ezultate obținute:
n Prima soluție AI pentru automatizarea asamblării în producție de serie
n Reducerea cu peste a timpului de dezvoltare
n Eliminarea necesității unor cunoștințe avansate de programare robotică
n Soluție independentă de tipul hardware-ului utilizat
Primul caz de utilizare industrială a avut loc în Greater C ina, pentru asamblarea unui reductor planetar cu dinți elicoidali, parte a sistemului de tracțiune
-A le pentru vehicule electrice. Procesul a fost validat prin teste pe termen lung, monitorizare detaliată și optimizări succesive.
eneficiile identificate includ:
n Reducerea numărului de operatori direcți în linia de producție
n Scăderea efortului de inginerie pentru generarea traiectoriilor robotului
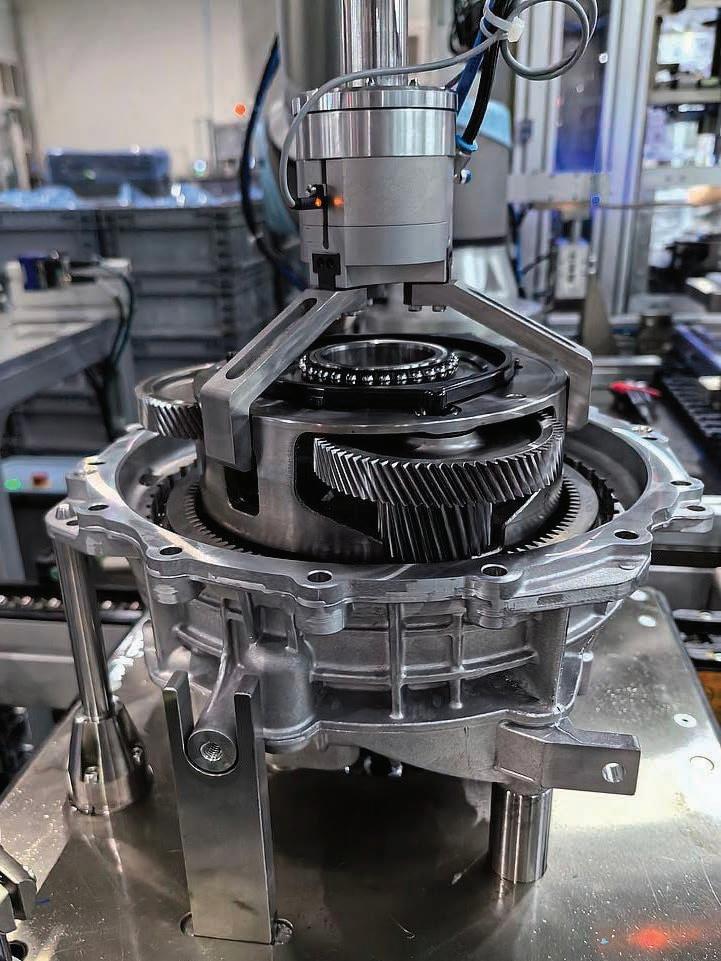
n Automatizarea asamblării cutiei de viteze planetare, aplicație pentru producția de serie, Greater China.

n Creșterea vitezei de implementare internațională a noilor aplicații
Concluzie şi perspective
După primele luni de producție în masă, soluția AICA a demonstrat un potențial semnificativ, urmând să fie extinsă atât în regiunea reater China, cât și la nivel global în cadrul Schaeffler. Parteneriatul continuă cu noi proiecte, vizând îmbunătățirea automatizării proceselor complexe în diviziile auto și industriale, dar și dezvoltarea de produse noi care să valorifice pe deplin avantajele machine learning în automatizare. (Foto: Sc aeffler Tec nologies) A



Integrat în motoarele brushless de înaltă performanță din familia FAULHABER BX4, noul controler de mișcare integrat BX4 IMC impresionează utilizatorii prin gama extinsă de funcții și performanța remarcabilă. Extinderea în lungime față de motorul standard este de doar 18 mm, incluzând un servocontroler complet echipat și un encoder de 12 biți. În plus, performanța completă a motoarelor poate fi utilizată în toate variantele disponibile.
Versiunea cu interfață RS232 este ideală pentru integrare atât de pe un PC, cât și prin intermediul unui sistem master încorporat. Varianta CANopen este alegerea perfectă pentru rețelele de automatizare industrială. Fiind complet compatibilă cu standardul de acționare servo CiA 402, permite suport direct de la P C-uri uzuale. Totuși, chiar și utilizând versiunea RS , mai multe acționări pot fi controlate folosind un singur port al masterului. Sarcinile tipice, cum ar fi aducerea la origine a unui sistem de acționare, pot fi executate direct de controlerul de mișcare integrat, utilizând intrările ieșirile sale digitale și analogice locale.
Alternativ, ambele versiuni pot fi operate și fără un master în modul „stand-alone”. Intrările și ieșirile digitale și analogice pot fi utilizate foarte flexibil pentru sarcini de control local sau pentru valori de referință și valori reale discrete.
Desigur, modelul compact xx IMC poate fi combinat cu numeroase produse din portofoliul FAU HA ER, cum ar fi reductorul compact PT și noile actuatoare liniare FAU HA ER .
icient şi extrem de dinamic
Controlul integrat al curentului asigură automat protecție împotriva supraîncărcării, existând și o funcție de diagnosticare. Controlul cuplului, vitezei sau poziției este acceptat conform standardului pentru acționări servo. Aceste caracteristici sunt completate de emisii EMC reduse și certificarea obligatorie CE
Motoarele brushless echipate cu noul controler de mișcare integrat 4 I C sunt disponibile în două lungimi, oferind un raport volum - performanță de primă clasă și caracteristici de control extrem de dinamice. Sunt potrivite pentru o gamă variată de aplicații, pe diverse segmente de piață, precum tehnologia medicală și de laborator, automatizare, robotică sau utilaje industriale speciale.
oluţie completă, compactă şi de calitate dovedită
Designul compact și uniform pe diametru oferă utilizatorilor o soluție de sistem care minimizează spațiul ocupat, resursele și cerințele de cablare. Este suficientă conectarea la aplicație pentru a începe utilizarea. În plus, software-ul gratuit otion anager 7.1 de la FAU HA ER este, probabil, cel mai bun instrument din clasa sa pentru o configurare ușoară și integrare în sistem. Interfața prietenoasă permite configurarea ușoară a sistemului și accesul la funcțiile extinse de diagnosticare. Pentru o punere rapidă în funcțiune, sunt disponibile ca accesorii RS232, CANopen





Conform unor rezultate preliminare publicate de Federația nternațională de obotică F , în industria auto japoneză s au instalat în 0 un total de apro imativ 1 .000 de roboți industriali, ceea ce reprezintă o creștere de 11% comparativ cu anul precedent și cel mai ridicat nivel înregistrat din 0 0.
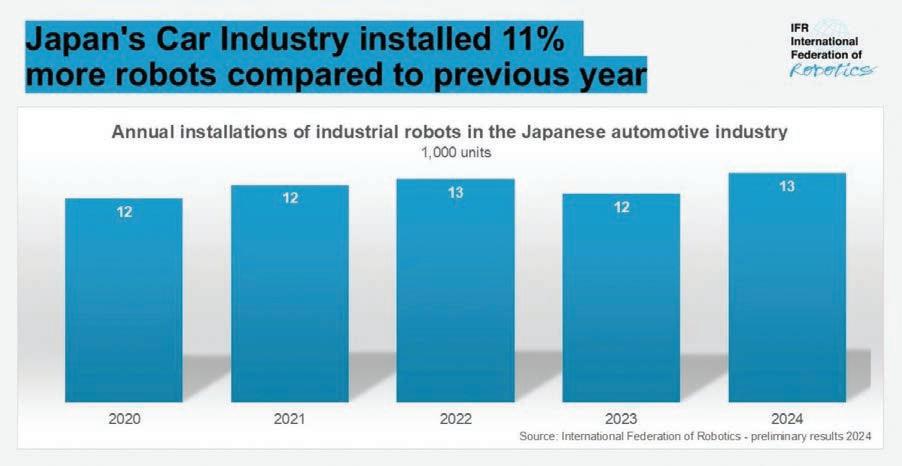
„Japonia este țara predominantă la nivel mondial în producția de roboți, reprezentând 38% din producția globală” afirmă Ta a u i to pre edintele „În ceea ce privește automatizarea fabricilor, industria auto japoneză s-a clasat pe locul al patrulea la nivel mondial, cu o densitate de 1.531 roboți la
10.000 de angajați, în 2023. Acest nivel este superior Statelor Unite și Germaniei, fiind depășit doar de Slovenia, Coreea și Elveția.”
ndustria auto japoneză trece în prezent printr un proces de restructurare pentru a se adapta la trendurile alternative de propulsie. ajoritatea producătorilor auto intenționează să și e tindă gama de vehicule electrice cu baterii și cu celule de combustibil. În plus, producătorii japonezi dezvoltă motoare cu ardere pe bază de hidrogen. cest portofoliu diversificat va necesita tehnologia de producție corespunzătoare. roducătorii auto reprezintă apro imativ % din totalul instalărilor anuale de roboți din aponia. ndustria electrotehnică și electronică este singurul sector în care sunt instalați mai mulți roboți.
„Utilizarea roboticii nu caracterizează doar locurile de muncă industriale moderne din Japonia, ci contribuie și la dezvoltarea aplicațiilor în viața de zi cu zi,” spune a a u i to. „La evenimentul uture reation o ot ee , organizat în cadrul Expo 2025 în luna iulie la Osaka, vizitatorii au avut ocazia să experimenteze evoluția către o societate în care roboții susțin viața cotidiană.” A

Evenimentul Future reation obot ee , desfășurat
între 1 și 1 iulie 0 în cadrul po 0 sa a, a oferit vizitatorilor o oportunitate unică de a e plora modul în care tehnologiile robotice pot modela viitorul societății. ub tema e i nin a uture ociet t at ine it i e , e poziția a prezentat inovații în domeniul roboticii, evidențiind interacțiunea dintre oameni și mașini în diverse aspecte ale vieții cotidiene.
rintre atracțiile re arca ile au nu ărat: n a ilionul uture o i e : ici, vizitatorii au întâlnit apro i mativ 0 de roboți umanoizi și caractere generate pe calcula tor personaje virtuale create digital , care ilustrau o societate în care tehnologia avansată și interacțiunea umană coe istă armonios n ona uture it : ceastă zonă a oferit o privire asupra orașelor viitorului, prezentând roboți care pot fi utilizați pen tru transport și platforme robotice agricole multifuncționale, demonstrând aplicabilitatea tehnologiilor în diverse industrii
n uture a in o ot ee : În această perioadă, com panii precum pson au prezentat roboți echipați cu senzori de forță, care au participat la jocuri interactive, evidențiind precizia și adaptabilitatea tehnologiilor robotice în conte te dinamice.
venimentul a fost parte integrantă a po 0 sa a, care a atras un număr impresionant de vizitatori. ână la sfârșitul lunii iulie 0 , po 0 sa a a depășit 10 milioane de vizi tatori, cu o medie zilnică de peste 1 0.000 de participanți, iar vânzările de bilete au depășit 1 milioane, reflectând atracția globală a evenimentului.
articipanții la uture reation o ot ee au avut ocazia să e perimenteze direct evoluțiile tehnologice și să interacționeze cu inovațiile care promit să transforme soci etatea în următoarele decenii. venimentul a subliniat angaja mentul aponiei de a fi în fruntea progresului tehnologic și de a e plora modalități prin care roboții pot contribui la o viață mai bună și mai sustenabilă. A

ăcirea omogenă a unei scule joacă un rol esențial în ceea ce privește calitatea produsului final. analele de răcire corespunzătoare asigură o disipare controlată și precisă a căldurii în timpul producției. entru ca răcirea să funcționeze în mod stabil, etanșarea sigură a tuturor orificiilor și racordurilor este absolut indispensabilă. entru a asigura etanșarea durabilă, pot fi utilizate diverse elemente de închidere. soluție compactă, simplă și foarte fiabilă o reprezintă dopurile cu închidere cu bilă. arianta zincată şi inoxidabilă lementele esențiale ale dopurilor de obturare sunt o carcasă cilindrică, o bilă interioară și un profil canelat pe suprafața e terioară. cesta din urmă se e tinde în materialul de bază al materialului de îndată ce bila este apăsată în carcasă. A anta ele unt e idente: dopurile cu închidere cu bilă oferă o soluție foarte simplă, rapidă, fiabilă și, în același timp, compactă pentru etanșarea permanentă a orificiilor. unt rezis tente la presiuni ridicate până la 100 bar , temperaturi ridicate până la 0 00 și pot fi utilizate cu diferiti agenți de răcire. u sunt necesare racorduri sau agenți de etanșare suplimentari. opurile de închidere sunt disponibile la în variantă zincată 0 și ino idabilă 0 în șapte, respectiv trei diametre obișnuite.

re ătirea ăurii
n espectați distanța minimă b vezi tabel n alorile de rugozi tate necesare pentru 1 se obțin cu un burghiu spiralat sau o freză spirală. u frecați n vitați urmele spirale de canelură longitudinale n Fără impurități sau ulei grăsime
Montare
n ntroduceți dopul de etanșare în gaură. arginea manșonului nu trebuie să depășească n resați bila cu un panson de fi are până când raza bilei se află sub marginea manșonului n espectați dimensiunile s și t. A
Turnarea prin injecție este cel mai potrivit proces de fabricație pentru producerea în masă a componentelor cu geometrii comple e. tunci când aceste componente trebuie să îndeplinească cerințe mecanice și sau termice ridicate, materialele termoplastice utilizate sunt aproape întotdeauna ranforsate cu fibre. e lângă fibrele de sticlă,
sunt folosite într o anumită măsură și fibrele de carbon. În ambele cazuri, se utilizează granule cu fibre scurte sau lungi, fiecare tip impunând cerințe diferite în ceea ce privește proiectarea piesei, proiectarea matriței și controlul procesului.

În cazul componentelor ranforsate cu fibre, orientarea fibrelor este principalul factor care influențează contracția și deformarea piesei.
n Histogramă cu suprapunerea unei distribuții tipice a lungimii fibrelor pentru componente ranforsate cu fibre de sticlă scurte și lungi
Previzionarea simulată a contracției și deformării, precum și a proprietăților mecanice, este complexă, deoarece orientarea fibrelor depinde de geometria piesei și de distribuția lungimii fibrelor. În plus, fibrele sunt prezente în componentă în straturi (de exemplu, straturi de suprafață sau de miez), în care lungimile și orientările variază. Toți acești factori se influențează reciproc și pot varia semnificativ în funcție de poziția în piesă.
Simulările în special în cazul termoplasticelor ranforsate cu fibre oferă adesea un grad de incertitudine a rezultatelor. Orientarea fibrelor

SKZ – German Plastics Center
Friedrich-Bergius-Ring 22 97076 Wuerzburg, Germany
Christian Deubel
Senior Engineer |
Coordinator Industry | Research Injection Molding +49 (0) 931 4104-242
c.deubel@skz.de www.skz.de/en
calculată în simulare indică doar direcția principală locală. Cu suficientă experiență în simulare, această informație poate fi de ajuns pentru optimizarea deformării prin ajustarea geometriei piesei și sau a poziției canalelor de injecție. De asemenea, predicția liniilor de sudură este valoroasă, deoarece acestea reprezintă puncte cu rezistență scăzută în materialele ranforsate cu fibre. În funcție de tipul de termoplastic și de lungimea fibrelor, rezistența liniilor de sudură poate fi uneori sub față de valorile de rezistență la tracțiune menționate în fișele tehnice.
Pentru o proiectare fiabilă și completă a componentelor structurale ranforsate cu fibre, este recomandat să se efectueze caracterizări suplimentare pe lângă simularea reologică. Unele dintre aceste investigații pot fi realizate încă din faza de dezvoltare a piesei, altele atunci când componenta este deja produsă, pentru optimizarea cât mai precisă a detaliilor (de exemplu, geometrie, alimentare sau parametri de proces).
Informații valoroase pot fi obținute prin determinarea distribuției locale a lungimii fibrelor și a orientării acestora. Aceste date permit evaluarea realistă a potențialului piesei, realizarea unor simulări mecanice mult mai precise și optimizarea procesului de turnare prin injecție.
istribuţia lun imii ibrelor
Programele software moderne, combinate cu sisteme de achiziție a imaginii bazate pe scanare, pot evalua eficient cantități mari de fibre. Detectarea fibrelor lungi, îndoite și sau încrucișate este acum posibilă. Odată ce scanarea fibrelor este disponibilă, analiza grafică și numerică poate fi realizată în doar câteva minute. Informațiile obținute sub formă de histograme ale lungimii fibrelor, lungimi medii și lungimi de fibre corespunzătoare anumitor cuantile permit optimizarea parametrilor de procesare (de exemplu, plastifiere, injectare și compactare), a matriței (de exemplu, proiectarea canalului de injecție sau a duzelor) și a fluxului de material topit în matriță (de exemplu, tranziții de geometrie, lungimi ale traseului de curgere, injectare secvențială), astfel încât fibrele să fie transferate în piesă cu deteriorare minimă.
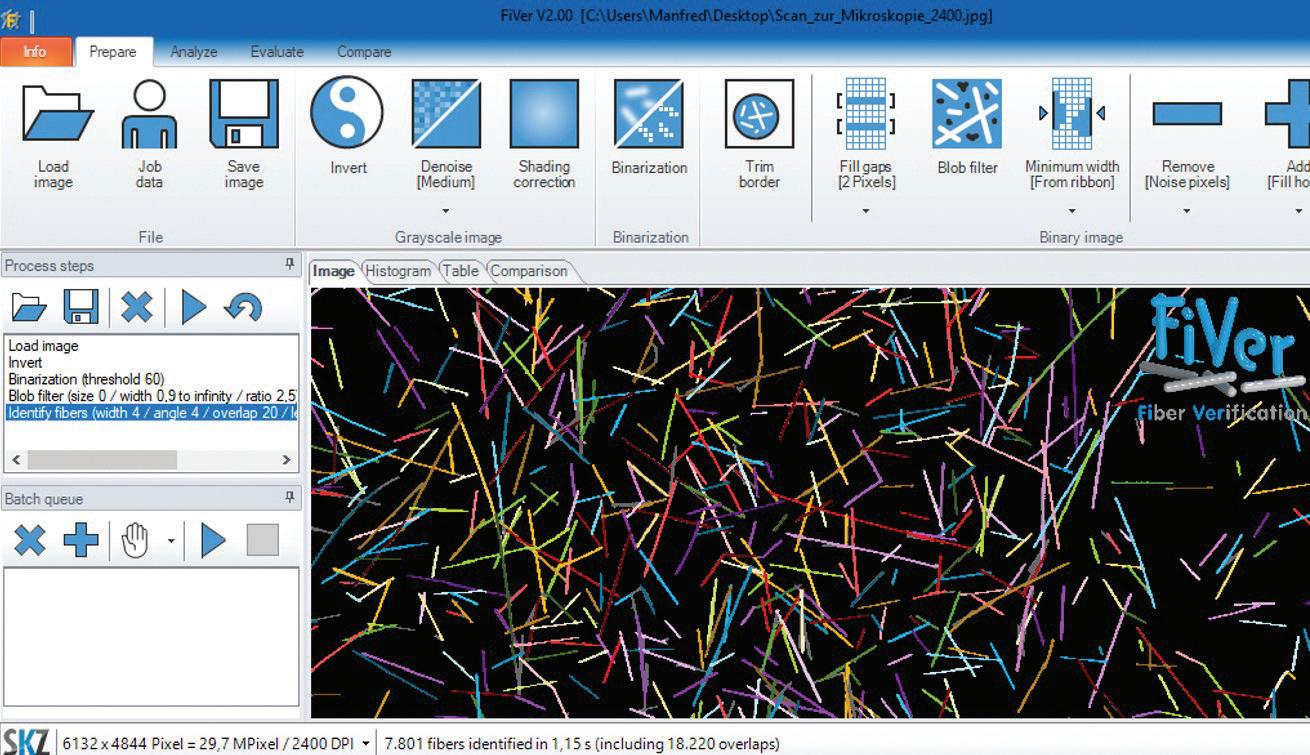
n Software „FiVer” pentru analiza lungimii fibrelor, cu fibre detectate și codate cromatic.
Software-ul FiVer s-a impus ca un instrument extrem de eficient în acest sens și este considerat standard de către majoritatea producătorilor de materii prime, procesatori și institute de cercetare.
Dacă lungimea fibrei este cunoscută, de obicei se pot stabili corelații cu proprietățile componentelor. În exemplul următor, acest lucru a fost realizat pentru rezistența la tracțiune a unei componente PP- F.
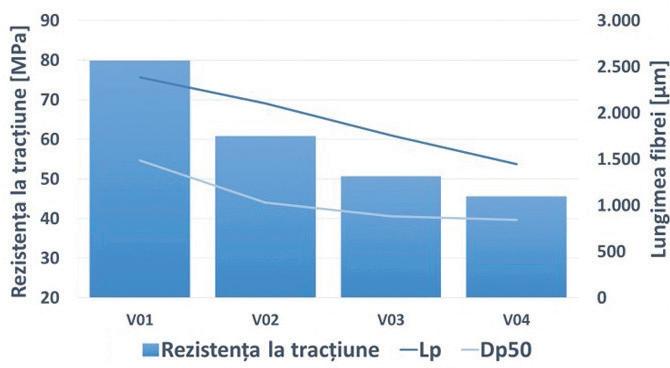
n Dependența rezistenței la tracțiune de lungimea fibrei
rientarea ibrelor
Simulările reologice oferă o primă imagine a orientării medii a fibrelor în componentă și pe secțiunea transversală. Cu ajutorul scanărilor CT
de înaltă rezoluție, este posibilă vizualizarea și descrierea numerică a orientării reale a fibrelor în poziții bine definite ale piesei. Pentru fiecare fibră identificată, se poate determina orientarea acesteia în raport cu direcția de curgere a masei topite.
Imaginea de mai jos prezintă o epruvetă de testare special concepută pentru caracterizarea materialelor armate cu fibre (lungi): barele pentru testarea la tracțiune sunt injectate direct, fiind utilizate pentru determinarea valorilor caracteristice din fișele tehnice. De asemenea, sunt incluse bare de tracțiune cu linie de sudură și o zonă mai mare din care se pot preleva epruvete orientate în direcții diferite față de calea de curgere.
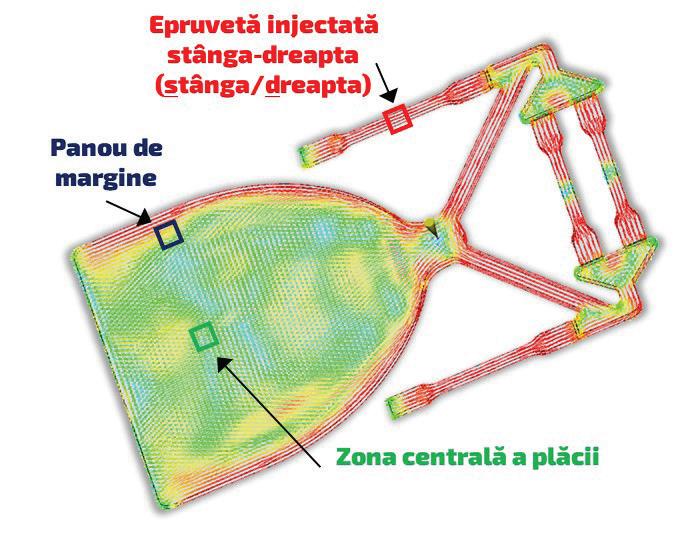
n Epruvete pentru materiale termoplastice ranforsate cu fibre, cu marcaje pentru pozițiile de prelevare în vederea analizei CT.
Concluzie
Distribuția lungimii fibrelor și orientarea acestora în componentă pot fi influențate semnificativ prin proiectarea piesei, a matriței și prin controlul procesului în special în cazul peletelor cu fibre lungi. Simulările reologice reprezintă baza pentru predicția comportamentului componentelor și pentru optimizarea sculelor. Testele pe materiale, realizate pe epruvete corespunzătoare, contribuie esențial la determinarea realistă a proprietăților anisotrope. Cunoașterea distribuției reale, locale, a lungimii și orientării fibrelor permite simulări mecanice mai precise și o predicție mai bună a comportamentului la oboseală al componentelor.
Pentru mai multe informații puteți accesa site-ul https://www.skz.de/en/fiver sau puteți vizita SKZ – German Plastics Center la standul G09 din Hala 10, în cadrul K 2025 A
*Cuantil – valoare statistică ce împarte un set de date ordonat în părți egale. De exemplu, cuantilul 0,5 (sau mediana) indică punctul sub care se află 50% din date. În contextul distribuției lungimii fibrelor, cuantilele exprimă lungimi de referință sub care se regăsesc anumite proporții din totalul fibrelor (exemplu: 90% din fibre au o lungime mai mică decât cuantilul 0,9).
n perioada 8–15 octombrie 2025, târgul K de la Düsseldorf va fi din nou scena centrală pentru industria internațională a materialelor plastice și a cauciucului. pro imativ . 00 de e pozanți din de țări vor prezenta soluții inovatoare, produse orientate spre viitor și utilaje impresionante funcționând live
Cu motto-ul „Puterea materialelor plastice! Verde – Inteligent – Responsabil”, evenimentul stabilește priorități clare. Acesta reflectă valorile și obiectivele actuale ale industriei și subliniază faptul că materialele plastice sunt o componentă indispensabilă a numeroaselor sectoare industriale, având o contribuție majoră la inovație și progres. În același timp, motto-ul ediției din acest an reprezintă angajamentul industriei de a acționa sustenabil, inteligent și responsabil în producerea și utilizarea materialelor plastice.
Mai ales în vremurile provocatoare de astăzi, târgul de la D sseldorf își reafirmă rolul de cel mai important eveniment mondial din domeniu. Este locul unde întreagul lanț valoric este prezentat la cel mai înalt nivel. Nicăieri altundeva nu se regăsesc atât de multe inovații și lansări de produse precum aici. Pe de o parte, este vitrina globală a unui sector activ, inovator și responsabil pe de altă parte, este platforma unde se conturează viitorul fie prin tehnologii revoluționare, discuții aprofundate despre provocările globale sau prin crearea de parteneriate internaționale.
ate, ci re şi internaţionalizare impresionează nu doar prin dimensiuni, ci și prin varietatea țărilor reprezentate. Încă din mai , toate spațiile de expunere au fost rezervate integral. Peste . m de suprafață netă în cele hale și în spațiile exterioare vor găzdui întregul spectru al industriei materialelor plastice și a cauciucului:
n așini și ec ipamente: Hale , , b și
n aterii prime și au iliare: Hale , , , a, a, b
n Produse semifabricate, piese te nice și produse din materiale plastice armate: Hale , , , a, a, b
În , expozanții din Europa vor fi din nou puternic reprezentați, în special din ermania, Italia, Turcia, Austria, ările de os, Elveția și Spania. În același timp, reflectă schimbările pieței globale: numărul și suprafața expozanților din Asia se mențin la un nivel ridicat de ani de zile. Prezența companiilor din China, India și Taiwan va fi deosebit de impresionantă. SUA vor fi, de asemenea, prezente cu un grup mai numeros de expozanți.
Numărul mare de inovații și prezența tuturor liderilor de piață sunt evaluate constant cu scoruri maxime de vizitatorii ( satisfacție). Printre aceștia se numără nu doar producători de materiale plastice și cauciuc, ci și utilizatori industriali finali din domenii precum auto, ambalaje, inginerie electrică, electronică, comunicații, construcții, tehnologie medicală sau aeronautică și aerospațială.
Temele centrale ale K 2025: modelarea viitorului
își propune să abor deze principalele provocări ale vremurilor noastre și să prezinte soluții concrete, reflectate în cele trei teme centrale:
n Modelarea economiei circulare Industria lucrează tot mai mult la dezvoltarea unei economii circulare sustena bile, care să promoveze reuti lizarea, reciclarea și reducerea deșeurilor din plastic.
n Adoptarea digitalizării
Copyright: Messe Düsseldorf/tillmann
Actorii din domeniul materi alelor plastice și al cauciucului valorifică tot mai mult tehnologi ile digitale pentru a crește eficiența utilajelor și produselor și pentru a stimula inovația.
n Grija pentru oameni Industria este conștientă de responsabilitatea socială privind protecția mediului, utilizarea responsabilă a resurselor, promovarea tinerelor talente și crearea de perspective pentru viitorul profesional al noilor generații.
epere şi ormate noi la
Evenimentele speciale vor reflecta temele directoare ale târgului, îmbinând formatele consacrate cu accentul pe inovație:
n Plastics S ape t e uture Evenimentul oficial organizat de industria germană a materialelor plastice, sub coordonarea PlasticsEurope Deutschland e.V. și Messe D sseldorf. Include șapte zile tematice cu discuții, prezentări, panou politic, Career Da și Start-up Pitch.
n orumul A T e Power of Plastics În aer liber, între halele și , cu demonstrații live privind tehnologiile pentru circularitate.
n Rubberstreet Spațiu dedicat sectorului elastomerilor (cauciuc TPE), organizat sub patronajul D .
n Start-up Zone Platformă extinsă pentru companii aflate la început de drum în domeniul inovațiilor din materiale plastice și cauciuc.
n Science Campus Universități și institute își prezintă cele mai recente cercetări.
n oung Talents ounge onă dedicată atragerii tinerelor talente, organizată de V.
n Women in Plastics Eveniment de networking pentru femeile din industria internațională a materialelor plastice. escoperiţi viitorul materialelor plastice şi al cauciucului la , între şi octombrie, la sseldor
Fie că sunteți producător, furnizor de tehnologie, cercetător sau utilizator final dintr-un domeniu industrial, rămâne locul unde se definesc tendințele, se lansează inovațiile și se stabilesc parteneriate durabile.
Rezervați-vă locul și fiți parte din cea mai importantă întâlnire a industriei internaționale a materialelor plastice și a cauciucului (detalii pe www.k-online.com) A
























n cadrul târgului internațional dedicat materialelor plastice și cauciucului, ce va avea loc între și 1 octombrie la sseldorf, nstitutul Fraunhofer pentru ngineria roceselor și mbalaje va demonstra cum pot fi recuperate cu succes materialele plastice din amestecuri comple e.
Prin procesul de reciclare pe bază de solvenți, dezvoltat la Fraunhofer IVV, o mare varietate de materiale plastice provenite din ambalaje, dar și din sectoarele auto, electronic, construcții și textile, poate fi reciclată și transformată în reciclate de înaltă puritate. Astfel, fracțiile de deșeuri care nu pot fi reciclate prin metode convenționale devin disponibile pentru economia circulară. (Fraunhofer IVV va expune în cadrul Clusterului Fraunhofer Circular Plastics Econom CCPE, în hala . , standul SC , sub motto-ul „ ridge the ap to Circularit ”.)
Procesul de reciclare pe bază de solvenți este extrem de versatil. Dr. Andreas M urer va fi prezent pe durata târgului pentru a răspunde întrebărilor privind implementarea procesului și recuperarea de reciclate plastice de înaltă calitate. El coordonează dezvoltarea de procese pentru reciclarea polimerilor la Fraunhofer IVV și este persoană de contact în cadrul Departamentului de Cercetare Avansată în Reciclare al Fraunhofer CCPE. „Recuperăm chiar și materiale plastice greu de reciclat prin metode convenționale, folosind procesul nostru pe bază de solvenți”, explică dr. M urer. Comparativ cu procesele de separare mecanică, metoda oferă avantajul dizolvării selective a polimerului-țintă și recuperării acestuia la un grad înalt de puritate.
Polimerii străini și alte solide rămân nedizolvate și sunt separate eficient. Impuritățile dizolvate, precum ignifuganți, plastifianți, produse de degradare și mirosuri, sunt eliminate prin solvenți specifici, rezultând mase plastice reciclate de o puritate superioară. Reciclarea pe bază de solvenți este un proces fizic și o alternativă eficientă la reciclarea chimică, deoarece polimerii nu sunt degradați și nu este necesară repolimerizarea.









n Producția de mostre de reciclate polimerice de înaltă calitate pentru testări industriale: Dr. Andreas Mäurer (stânga) împreună cu un coleg, în instalația-pilot de mari dimensiuni de la Fraunhofer IVV. © Fraunhofer IVV
a Fraunhofer IVV este disponibilă o instalațiepilot de mari dimensiuni, care permite scalarea la nivel industrial și producerea de cantități suficiente


Acesta îndeplinește chiar și cerințele stricte pentru reutilizare în interiorul vehiculelor. „Astfel, sprijinim producătorii auto să respecte mai ușor cerințele Directivei europene privind vehiculele scoase din uz. Până în 20 0, 25 din greutatea materialelor plastice din vehiculele noi trebuie să provină din PCR, dintre care un sfert din vehicule la sfârșit de viață”, adaugă dr. M urer.
ateriale plastice din compozite şi termoplastice recuperare de înaltă calitate şi ără poluanţi








n Împreună cu partenerii din industrie, experții în reciclare ai Fraunhofer IVV, dr. Martin Schlummer (stânga) și dr. Andreas Mäurer (dreapta), implementează procesul de reciclare pe bază de solvenți în instalații industriale. © Fraunhofer IVV
de reciclat pentru testări. Institutul caută parteneri pentru transferul procesului la scară industrială.
eciclate de înaltă puritate pentru ambala e culori atractive şi ără substanţe nocive
Prin acest proces, companiile din diverse industrii pot atinge obiectivele ambițioase prevăzute de noul Regulament UE privind ambalajele și deșeurile de ambalaje (PP R). Metoda poate fi aplicată într-o gamă variată de domenii și este adecvată atât pentru ambalaje flexibile, cât și pentru cele rigide. Respectând cerințele de siguranță alimentară, procesul asigură o eficiență de curățare de până la , pentru contaminanți cu volatilitate ridicată și medie. Această performanță permite reciclarea materialelor plastice din deșeuri de ambalaje flexibile și utilizarea lor în producția de noi ambalaje pentru produse sensibile.
Fraunhofer IVV a implementat deja integrarea reciclatelor obținute în structuri de ambalaje monomaterial flexibile pentru alimente, realizând un conținut de până la reciclat în structura dezvoltată. În domeniul ambalajelor pentru produse de îngrijire personală și sănătate, s-a reușit utilizarea până la de material reciclat, iar în sectorul nonalimentar, conținutul a ajuns chiar și la .
ectorul auto reciclat post consum din vehicule scoase din uz pentru reutilizare în automobile noi
Sortarea materialelor plastice din vehicule scoase din uz, care conțin multe materiale compozite și piese negre, a reprezentat până acum o provocare. „Am atins un adevărat reper în reciclarea plasticului și am rezolvat cu succes sortarea materialelor plastice din vehicule la final de viață”, afirmă dr. M urer. Materialele termoplastice valoroase, precum PC A S, sunt concentrate din fracțiile de resturi prin procese mecanice și sortare spectroscopică cu laser până la , după care sunt purificate prin reciclarea pe bază de solvenți.
Rezultatul este un reciclat de înaltă puritate, care poate fi apoi combinat cu material virgin și aditivi, pentru a produce un PC A S cu un conținut ridicat de material reciclat post-consum (PCR).
„Prin procesul nostru pe bază de solvenți recuperăm și resurse plastice valoroase din materiale compozite sau contaminate cu substanțe nocive, astfel încât să poată fi reintroduse în circuit”, explică dr. M urer. „ aterialele plastice din echipamente electrice vechi, care în prezent nu pot fi reciclate din cauza diversității tipurilor de plastic și a prezenței unor substanțe periculoase precum ignifuganții, pot fi recuperate fără impurități prin metoda noastră.”
De asemenea, polistirenul expandat din deșeuri de construcții, contaminat cu retardant H CD, poate fi transformat în reciclat de polistiren fără substanțe ignifuge. „Acest lucru este posibil datorită dizolvării eficiente a polimerilor-țintă și separării ulterioare a componentelor nedizolvate sau co-dizolvate. Adaptăm procesul special pentru materiale plastice compozite”, adaugă dr. M urer. „Astfel putem recicla carcase de baterii auto, materiale textile și plastice acoperite sau lăcuite.”
Materialele plastice din matrițe sunt separate cu succes de fibrele de carbon, fibrele de sticlă sau inserțiile metalice, obținându-se polimeri reciclați de puritate ridicată. „Reciclăm și pardoseli din P C, eliminând eficient plastifianții nedoriți. aterialul P C obținut respectă cerințele legislației UE (REAC ) și poate fi folosit pentru producția de noi pardoseli din P C”, exemplifică dr. M urer.
lastics hape the uture , expoziţie specială la
În cadrul expoziției speciale „Plastics Shape the Future”, prof. dr. Andrea ttner, director al Fraunhofer IVV și membru în Consiliul de conducere al Fraunhofer CCPE, va susține prezentarea intitulată igitalizare, modelare și inteligență artificială: c t de necesare sunt în lumea materialelor? pe octombrie , ora : , la standul Plastics Europe din Hala C .
Digitalizarea este considerată un factor-cheie al inovației în tranziția industriei materialelor plastice și a materialelor către o economie circulară și sustenabilă. Totuși, aplicarea sa necontrolată poate genera ineficiențe, supraîncărcare de date și consum crescut de resurse. În prezentare, prof. ttner analizează critic rolul inteligenței artificiale, al modelării și al infrastructurilor digitale prin prisma designului de sisteme inspirate biologic și ilustrează utilizarea lor țintită prin exemple practice din interacțiunea om mașină, dezvoltarea materialelor asistată digital și optimizarea proceselor. A
FLOREA DOREL ANANIA Phd
RADU MARIAN CANARACHE
Phd
De peste 35 de ani, producătorii de CNC aleg software-ul Vericut pentru a-și ușura munca. Software-ul Vericut este lider în industrie și se bucură de încredere (dobândită) în întreaga lume prin calitatea produsului și a serviciilor oferite.
Din 1988, Vericut este software-ul de simulare CNC preferat, și pe bună dreptate. Acest lucru este dovedit de industriile în care îl regăsim: aerospace, auto, industrie producătoare, matrițerie și sculărie, medical, petrolieră.
FIGURA 1 Industrii în care regăsim VERICUT.
ericut simulare
Puține lucruri sunt mai costisitoare pentru producția și profiturile unei companii decât o coliziune. Prin maximizarea eforturilor de prelucrare cu ajutorul software-ului de simulare a mașinilor CNC Vericut, accidentele costisitoare ale mașinilor devin o amintire îndepărtată.
Identificarea eficientă a coliziunilor
Vericut dispune de funcții avansate de verificare a coliziunilor - examinând întreaga traiectorie de deplasare pentru a identifica orice coliziuni posibile și situații periculoase - astfel încât operatorii mașinilor pot avea încredere de fiecare dată când apasă butonul „ o”.
FIGURA 2
Simularea digitală a procesului de prelucrare.
erificare completă a codului G
Vericut este capabil să verifice toată logica mașinii CNC și codul , asigurându-se că simularea se comportă identic cu mașina fizică din atelier - un geamăn digital identic.
Suportă c iar și cele mai comple e aplicații
Vericut este special conceput pentru a răspunde cerințelor de fabricație CNC și este pregătit chiar și pentru cele mai complexe aplicații. Alegeți Vericut pentru a simula transferul automat al pieselor între dispozitive de fixare, programarea multicanal pentru prelucrarea prin frezare strunjire, prelucrarea cinematică paralelă și multe altele.
rincipalele avanta e ale so t are ului de veri icare C C ericut
Verificarea Vericut elimină riscul prin citirea și simularea aceluiași cod post-procesat care rulează pe mașină și informează cu privire la orice coliziuni sau erori potențiale înainte de a trimite piesa reală pentru a fi prelucrată.
etectează rapid erorile: Vericut Verification lucrează neîncetat pentru a informa producătorii cu privire la orice erori sau coliziuni posibile în configurarea prelucrării CNC, astfel încât, atunci când lucrarea ajunge în atelier, puteți fi siguri că este programată corect de fiecare dată.
Suport total pentru codul G: Vericut poate emula cu precizie toate codurile ale mașinilor CNC și logica de control, asigurându-vă că simularea se comportă identic cu mașina fizică pe care veți rula programul piesă.
Convertește datele C: Vericut este, de asemenea, un instrument puternic de post-procesare inversă, care poate traduce programele NC în APT sau alte formate de date NC, economisind timp prețios pentru programatori și reducând riscul de erori.
odule ericut pentru creşterea productivităţii
Vericut este cel mai bun prieten al programatorului NC. Dar devine cu totul altceva când este susținut de gama largă de module dedicate optimizării. De la Multi-Axis și Machine Probing, la Grinder-Dressing și Optimization, există o mulțime de opțiuni de descoperit.
INICAD DESIGN
Dr. Ing. Radu Canarache Tel.: 0722-285147
ericut orce ptimization erificarea vă ajută să prelucrați în siguranță. orța vă ajută să o faceți în mod eficient. Companiile din domeniul prelucrărilor nu caută doar să elimine erorile de prelucrare și coliziunile. Se dorește, de asemenea, un proces de prelucrare mult mai inteligent și mai eficient, unul care oferă economii sem-
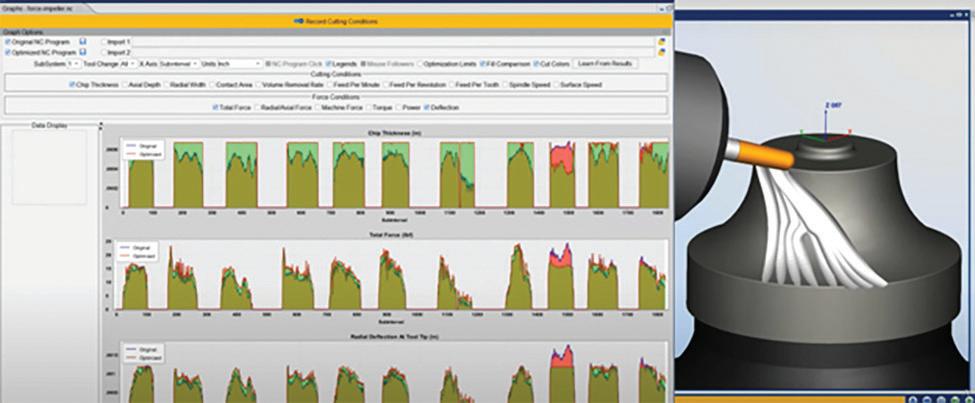
nificative în ceea ce privește timpul de prelucrare și consumul de energie, și care asigură optimizarea reală a traiectoriilor sculelor și a condițiilor mașinii.
odulul ericut orce Optimization oferă toate acestea și multe altele. De fapt, acesta produce cel mai eficient program NC pentru materialul, scula așchietoare și parametrii de regim dați pentru fiecare program, de fiecare dată - chiar și pentru o piesă sau un proces pe care îl executați pentru prima dată.
Avanta ele so t are ului de veri icare CA
AUTO-DIFF previne apariția erorilor, permițându-vă să comparați un model de proiectare CAD cu o simulare a mașinii CNC Vericut și să detectați automat orice diferențe, puncte slabe sau greșeli.
Comparații superioare între solide, suprafețe și puncte: AUTO-DIFF permite producătorilor să compare și să simuleze cu precizie atât modelele solide, cât și cele de suprafață din cele mai populare sisteme CAD CAM din industrie. Și atunci când nu există date despre modele solide sau de suprafață, se pot utiliza în schimb puncte D.
erificare constantă a ad nciturilor gouge . În timpul tuturor simulărilor de îndepărtare a materialului, AUTO-DIFF efectuează verificări constante ale adânciturilor și exceselor, astfel încât producătorii să poată identifica și corecta rapid problema în momentul în care apare.
ptimizarea în ericut licenţa stand alone
Un program NC optimizat este un program NC puternic. Un program care crește drastic eficiența prelucrării, reduce risipa de material și ajută la accelerarea lansării pieselor pe piață.
Vericut Optimizer (VO) este o soluție complet autonomă de optimizare a programelor NC, care nu necesită o licență suplimentară Vericut Verification pentru a funcționa.
Vericut Optimizer este soluția potrivită pentru optimizarea programelor NC chiar si atunci când validarea acestora se realizează în software-ul de CAM sau în altă soluție de simulare.
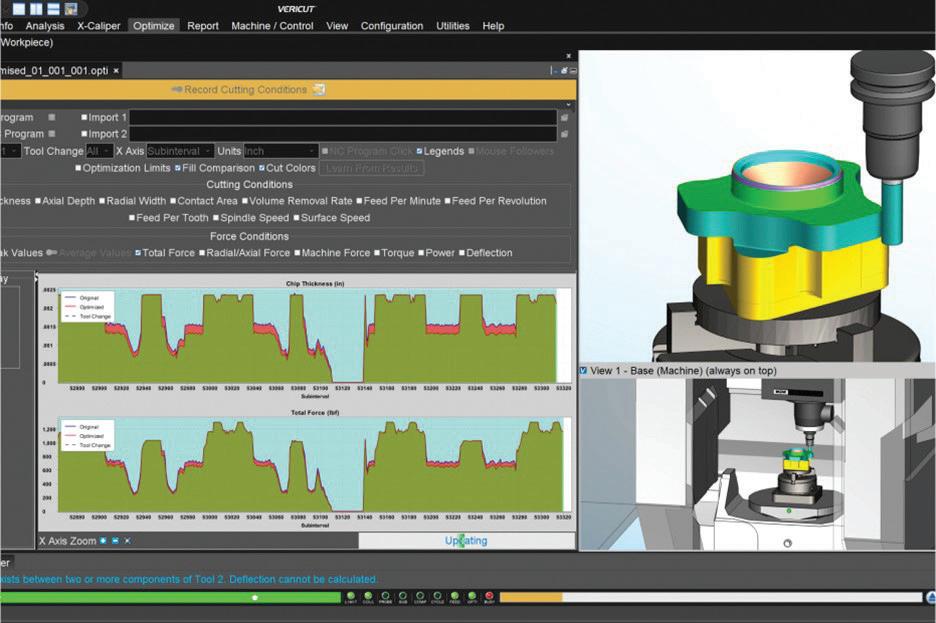
Vericut Optimizer se concentrează exclusiv pe optimizarea parametrilor de proces de așchiere pentru a oferi îmbunătățiri de neegalat în ceea ce privește creșterea duratei de viață a sculelor, diminuarea timpilor de prelucrare și creșterea calității pieselor.
Vericut Optimizer analizează condițiile de prelucrare în fiecare punct de pe traiectorie (în fiecare set de coordonate din programul NC) și calculează forțele și momentele din așchiere care acționează asupra sculelor așchietoare și a pieselor.
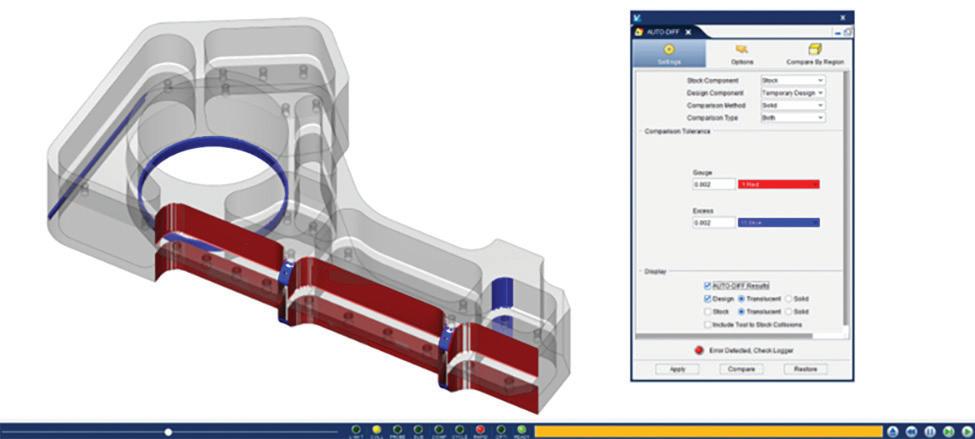
apoarte detaliate de erori. Producătorii au posibilitatea de a lua cele mai informate decizii de prelucrare datorită raportării robuste a erorilor de către AUTO-DIFF. Rapoartele cuprinzătoare includ tipul de eroare, valoarea toleranței, înregistrarea traiectoriei sculei și multe altele.
Acest lucru permite programatorilor să examineze o serie întreagă de informații privind prelucrarea - de la condiții de tăiere subutilizate și forțe excesive, până la volumul de material îndepărtat, puterea de așchiere, momente de așchiere și deformări ale sculei. Astfel, programatorii pot lua cele mai bune decizii de prelucrare, economisind timp, energie și bani, eliminând în același timp risipa inutilă de material și utilizarea optimă a sculelor.
Mai mult, cu un singur clic, se poate obține o revizuire completă și o analiză vizuală a programului NC înainte de a-l rula pe mașina propriu-zisă. Sunt generate rapoarte detaliate sub formă grafică ușor de analizat de către inginerul programator.
Folosind informațiile furnizate de Vericut Optimizer, durata ciclurilor de prelucrare poate fi redusă cu până la sau mai mult. A

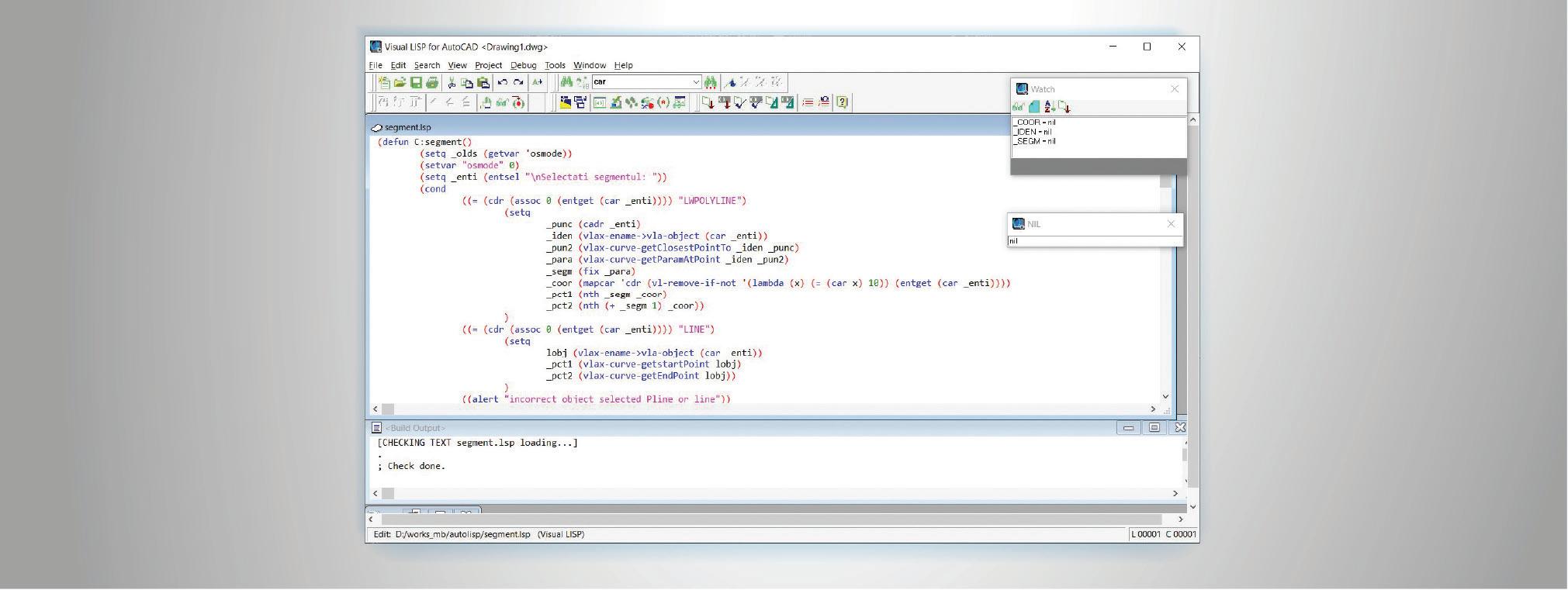
MIRCEA BĂDUŢ inginer, consultant CAD/IT cad_consultant@hotmail.com
Vă propun să analizăm și eventual să creăm o mică unealtă în limbajul de programare AutoLISP/VisualLISP (rulând sub mediul software AutoCAD sau sub vreun software urmaș de IntelliCAD), pornind de la o temă geometrică aparent simplă: trasarea de mediatoare (sau „bisectoarea perpendiculară a unui segment”).
Să presupunem că apare o situație în care avem de trasat multe mediatoare într-un desen (sau poate la o serie de mai multe desene), astfel firește ne vom gândi că ne-ar fi utilă o aplicație care să ne ajute la această sarcină, și dacă lucrăm cu un mediu AutoCAD IntelliCAD atunci ne vom aminti de ISP. ,,Wow! . O aplicație Auto ISP Visual ISP? ,,Long Time No See , cum ar spune anglofonul. Dar înainte de a scrie analiza vreun cod sursă în venerabilul limbaj de programare, ar fi necesar să înțelegem de ce tema aceasta de geometrie elementară nu este chiar simplu de rezolvat în software-urile CAD CADD. (Ne amintim: mediatoarea unui segment înseamnă perpendiculara pe acel segment pornită din chiar mijlocul său.)
Să ne imaginăm (și eventual să încercăm) rezolvarea punctuală, adică trasarea unei mediatoare undeva în desenul existent în AutoCAD IntelliCAD Manevra ar presupune:
( ) apelarea comenzii INE, ( ) impunerea modului OSNAP scriind la prompter imediat ,,mid , ( ) selectarea cu mouse-ul cursorul a segmentului dorit, și apoi
( ) alegerea direcției pentru perpendiculara pe segment.
Problema este că nu putem impune acum condiția de perpendicularitate pe segmentul selectat (mediul CAD CADD nu permite două moduri OSNAP simultane), așa că linia noastră, pornită din
mijlocul segmentului va fi condiționată unghiular doar de eventualul mecanism de asistență PO AR (dacă este activ și eventual îl activăm cu tasta F ), care mecanism nu știe de intenția noastră unghiulară.
Vom observa că unghiurile propuse dinamic de asistența PO AR ( , , , ) sunt raportate implicit la UCS (sistemul de coordonate curent), ceea ce ne sugerează că reorientarea UCS-ului prin aliniere la segmentul vizat ar putea fi o soluție. (Adică o instrucțiune Auto ISP de genul (command "ucs" "ob" (car (entsel "\nSelectati segmentul vizat:"))) inserată în eventualul program înainte de (command "Line" "mid" ...).) Însă poate că ar fi mai simplu să recurgem la alinierea mecanismului PO AR la respectivul segment, adică printr-o instrucțiune (setvar "polarmode" 1), pe care însă va trebui la finalul programului să o anulăm prin (setvar "polarmode" 0), pentru a readuce mediul AutoCAD IntelliCAD la starea implicită firescă. (O abordare similară ar putea combina comanda UCS cu modul ORTHO de asistență a desenării.)
Ne putem juca la prompterul de comenzi inserând direct instrucțiunile Auto ISP de mai sus (ceea ce vă și recomand), exploatând astfel avantajul interacțiunii imediate (dat de faptul că mediul ISP de programare este aici unul interpretativ). Însă dacă încercăm să reunim imediat aceste comenzi într-un program-sursă (adică un fișier text cu extensia SP, pentru a fi încărcat apoi în AutoCAD

IntelliCAD prin comanda APP OAD, sau din meniulribbon Manage oad Application) vom vedea că nu funcționează (deoarece comanda INE nu poate rămâne suspendată altfel am fi putut introduce unghiul, prin coordonate polare, la prompterul from point ).
Așa că ne rămâne varianta ,,forței brute , adică să încercăm a scrie un mic program Auto ISP care să facă intern ceea ce voiam să se întâmple la nivelul comenzilor AutoCAD IntelliCAD. Pentru asta va trebui să alcătuim codul sursă ISP care să analizeze segmentul de linie vizat selectat, să îi extragă coordonatele celor două capete, să calculeze unghiul lui de înclinare, și doar apoi să apeleze comanda INE și să îi impună acesteia atât punctul de plecare (mijlocul segmentului, calculat ca medii aritmetice ale coordonatelor și ale celor două capete) cât și unghiul de înclinare (perpendicular pe segmentul nostru).
Desigur, (și ceea ce va constitui o complicație în plus în viitorul program) va trebui să tratăm particular cele două cazuri de existență ale segmentului de linie:
( ) când entitatea este de tip linie, ( ) când entitatea este de tip poli-linie.
Aplicația propusă ca exemplu definește o comandă nouă (numită ,,mediatoare ), pe care
o vom putea introduce ulterior la prompterul de comenzi din AutoCAD IntelliCAD.
Și dacă vom scrie aplicația folosind mediul de programare Visual ISP integrat în AutoCAD (apelabil tot din meniul Manage), vom remarca puternicele facilități de auditare asistență (precum urmărirea animată a instrucțiunilor și a variabilelor din codul sursă, la simularea analizarea aplicației). A

Noua platformă itanium cu motor cu viteză variabilă oferă avantajele unui motor de înaltă eficiență și ale unei tehnologii de acționare cu viteză variabilă într o soluție unică și compactă, personalizabilă, plug-and-play, care le permite clienților industriali să își minimizeze consumul de energie, să economisească bani și să reducă emisiile de carbon.
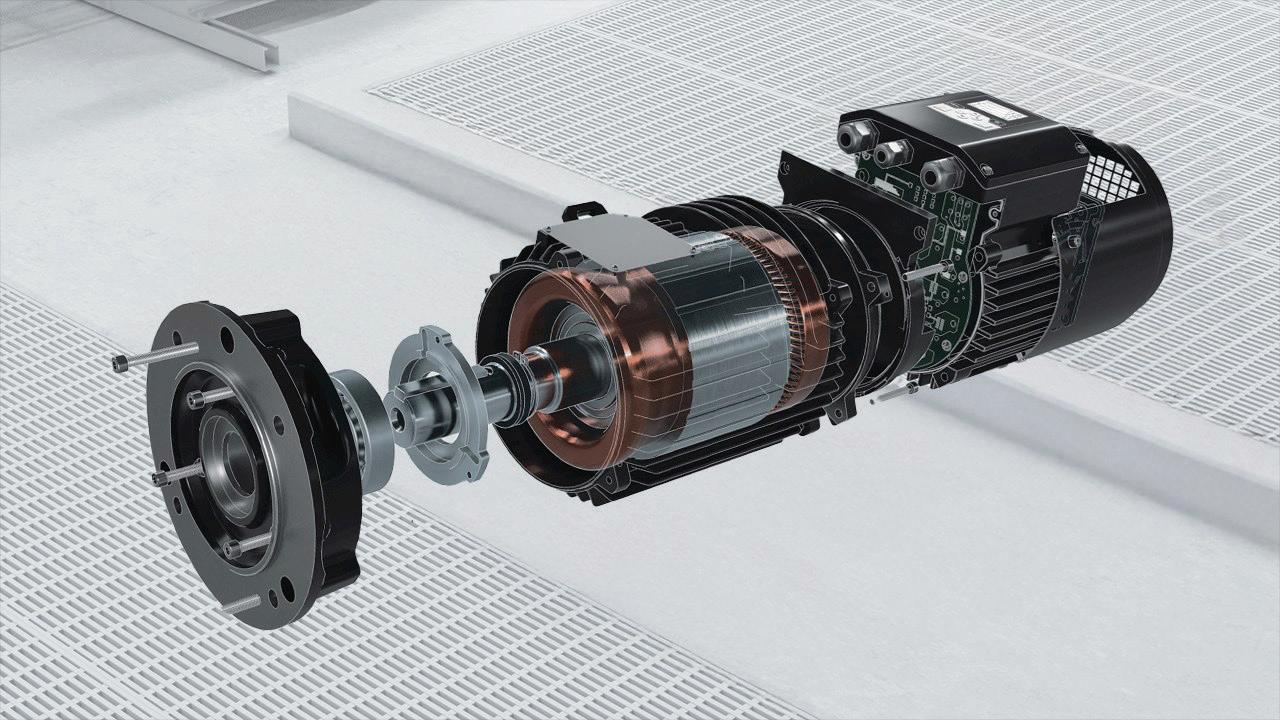
Am dezvoltat LV Titanium în colaborare cu clienții care ne-au solicitat să îi ajutăm să realizeze economii de energie și emisii reduse de carbon fără complexitate la instalare.Acest motor cu viteză variabilă oferă exact acest lucru - performanță avansată într-un pachet cu motor compact, ușor de utilizat și cu viteză controlată, care se bazează pe deceniile noastre de expertiză în aplicații.
Stefan FLOECK, președintele diviziei IEC de motoare de joasă tensiune, ABB
V Titanium oferă o modalitate simplă și rentabilă de a asigura o clasă de eficiență IE UltraPremium pentru pompe, compresoare și multe alte aplicații. Ca înlocuitor direct pentru motoarele asincrone cu alimentare directă (DO ) existente, motorul cu viteză variabilă oferă o cale ușoară de upgrade la un motor acționat de convertizor, cu un ROI rapid. Platforma inovatoare V Titanium este mult mai mult decât un sistem de acționare pur și simplu fixat pe un motor. În schimb, aceasta este proiectată ca un concept complet integrat, cu un modul de acționare avansat, special conceput de la bun început pentru performanțe optime cu un motor cu magneți permanenți (PM) de înaltă eficiență. Acest design elegant și aerodinamic, cu acționarea axială montată la capătul motorului, economisește spațiu și face ca V Titanium să fie ideal pentru aplicații precum pompele verticale. De asemenea, este remarcabil de silențios în funcționare.
Un avantaj suplimentar al V Titanium este acela că poate funcționa pentru o gamă largă de cerințe de viteză și cuplu, având capacitatea de a furniza un cuplu ridicat la viteze mici.
Funcționalitatea plug-and-pla înseamnă că V Titanium nu necesită punere în funcțiune, deoarece motorul și acționarea complet integrate sunt puse în funcțiune și optimizate pentru a funcționa împreună
înainte de a părăsi fabrica. Acest lucru face instalarea rapidă și ușoară, fără a fi nevoie de dulapuri sau camere electrice și nu este necesar personal special instruit.
V Titanium funcționează pe baza unui panou de control intuitiv cu intrări și ieșiri (I O) analogice și digitale ușor de utilizat, împreună cu un P C simplu încorporat, iar caracteristicile sale de conectivitate includ protocolul de comunicații Modbus RTU pentru o integrare ușoară cu P C-uri și alte dispozitive de control.

n LV Titanium pentru aplicații de pompare.
Datorită designului său compact și densității mari de putere, motorul cu viteză variabilă este cu cel puțin două dimensiuni mai mic decât motoarele asincrone comparabile, ceea ce îl face potrivit pentru instalații în care spațiul este limitat, cum ar fi înlocuirea motoarelor mai vechi și ineficiente.
Posibilitățile de economisire a costurilor cu energia prin trecerea la V Titanium sunt ilustrate prin compararea acestuia cu un motor convențional, independent, cu viteză fixă, într-o aplicație de pompare centrifugă de , k - unul dintre principalele puncte forte pentru motorul cu viteză variabilă IE . Economiile anuale la factura de energie electrică sunt estimate la peste . de euro, pe baza unui cost tipic al energiei pentru Europa de , euro k h. În același timp, există o reducere anuală de . kg a emisiilor de CO , pe baza factorului mediu european de intensitate a emisiilor de carbon de , kg CO k h (sursa: https://ourworldindata.org/grapher/carbon-intensityelectricity).
Motorul cu viteză variabilă V Titanium este disponibil în prezent în dimensiuni mai mici, de la , k , în timp ce platforma se va extinde pentru a acoperi aplicații de până la k pentru o gamă largă de sectoare industriale - de la tratarea apei și prelucrarea chimică până la producția de alimente și băuturi. Pe lângă faptul că este gata disponibil, motorul poate fi personalizat pentru a se potrivi cerințelor specifice ale clienților.
Cu eficiența sa inovatoare, versatilitatea, robustețea și designul compact, V Titanium este pregătit să transforme operațiunile industriale la nivel mondial, oferind o soluție inovatoare care nu numai că satisface nevoile actuale dar anticipează și cerințele viitoare ale industriei. A


o t are pentru
bateriilor






Emerson, lider în domeniul tehnologiei industriale care furnizează soluții avansate de automatizare, a anunțat lansarea unor soluții specializate pentru sisteme de stocare a energiei în baterii , care includ soft are de gestionare a energiei și a activelor pentru portofoliul său de soluții de energie regenerabilă vation reen.
Combinând controlere pentru centrale electrice specializate și testate în teren, strategii de gestionare a energiei și software de control și achiziție de date (SCADA), soluția ESS de la Emerson conectează dispozitive și sisteme de la diferiți producători, agregând și contextualizând datele de stocare a bateriilor în informații utile pentru a ajuta la optimizarea utilizării bateriilor și la prelungirea duratei de viață a acestora, permițând o rentabilitate, o eficiență și o durabilitate mai ridicate.
Piața globală a stocării energiei în baterii a ajuns la un punct de inflexiune, pe măsură ce progresele tehnologice și cererea globală de energie electrică durabilă determină creșterea valorii stocării energiei regenerabile și a gestionării rețelelor. Având în vedere că Agenția Internațională pentru nergie prevede că cererea globală de energie electrică va crește cu aproape anual până în , operatorii de rețele se pregătesc pentru o creștere a cererii de sarcină o schimbare care va genera transformări dinamice pe piețele energetice. ocurile cu baterii de stocare pot profita de această schimbare a pieței, dar numai dacă pot naviga prin complexitatea operațiunilor de stocare a energiei bateriilor: date izolate, costuri de întreținere mai mari și necesitatea unei funcționări flexibile pentru a permite o gestionare sigură și eficientă a cererii.
Soluțiile Ovation Green SS includ un set avansat de algoritmi specializați pentru baterii, care simplifică controlul bateriilor prin blocuri funcționale personalizabile, gata de utilizare, care distribuie valori de referință proporționale către componente individuale, cum ar fi invertoarele și sistemele de gestionare a bateriilor. Strategia de control rezultată optimizează automat ciclurile de încărcare și descărcare și interacțiunile cu rețeaua pentru o gestionare rapidă, precisă și fiabilă a cererii.
Producătorii de energie de astăzi creează din ce în ce mai multe proiecte hibride cu mai multe tipuri de energie regenerabilă – solară, eoliană, baterii și multe altele – agregate împreună. Această gamă largă de opțiuni le permite să obțină cel mai bun randament al investiției, fie că furnizează energie direct în rețea în perioadele de cerere ridicată, fie că o stochează atunci când cererea este scăzută. Valorificarea piețelor în continuă schimbare înseamnă comutarea rapidă a modurilor de funcționare la cerere. Acest lucru necesită, la rândul său, un sistem puternic și dovedit de gestionare a energiei bateriilor, care se integrează perfect cu sistemul SCADA al locației.
Bob YEAGER, președintele diviziei de energie și apă a Emerson
Colaborarea Emerson cu Zitara Technologies, lider în domeniul software-ului avansat de gestionare a bateriilor, extinde capacitățile Ovation reen ESS prin integrarea gestionării bateriilor de ultimă generație cu platforma de automatizare Ovation Automation Platform, lider în industrie. Soluția îmbunătățită oferă operatorilor vizibilitate instantanee și precisă asupra stării de încărcare și a condițiilor de sănătate ale bateriilor, îmbunătățind previziunile privind energia și disponibilitatea siteului și adăugând funcții de siguranță predictive.
Prin vizibilitate sporită și control detaliat al tuturor bateriilor, proprietarii și operatorii ESS pot obține o utilizare optimizată a bateriilor și o durată de viață mai lungă a acestora, ceea ce permite o rentabilitate, o eficiență și o durabilitate mai ridicate. În plus, abordarea mai standardizată și repetabilă a gestionării energiei bateriilor permite o implementare mai rapidă în mai multe locații, reduce vizitele la fața locului și asigură operațiuni consistente, eliminând necesitatea de a instrui fiecare operator cu privire la o gamă largă de interfețe OEM de gestionare a bateriilor. A
Raportul omisiei uropene privind stadiul evoluției deceniului digital 0 a evaluat progresele înregistrate de în cele patru domenii țintă pentru transformarea digitală a până în 0 0, evidențiind realizările și lacu nele în domeniul infrastructurii digitale, al digitalizării întreprinderilor, al competențelor digitale și al digitalizării serviciilor publice.
Potrivit analizei Romanian Economic Monitor (RoEM) U FSE A, industria românească traversează o perioadă de vulnerabilitate economică fără precedent în ultimii șase ani: scădere structurală a producției, creștere a costurilor operaționale sub impactul măsurilor fiscale și contracție a cererii externe pe fondul stagnării marilor economii europene. Cu toate acestea, contextul geopolitic devine un potențial catalizator de investiții. Astfel, decizia NATO de a crește cheltuielile pentru apărare la din PI până în ar putea deschide calea pentru reindustrializarea României, în special prin revitalizarea industriei grele prin implicarea în producția de echipamente militare.
Situația geopolitică complicată va fi o altă provocare majoră în viitor: tensiunile din Orientul Mijlociu pot menține prețurile energetice la un nivel ridicat în următorii ani, iar țările din vestul Europei par să nu treacă ușor peste provocările economice domestice, ceea ce împiedică o accelerare a creșterii industriale. Mai mult, recentele tarife vamale impuse de SUA, respectiv o potențială majorare a acestora în relația cu UE, pot reduce și mai mult potențialul industriei europene și implicit a României.
Balázs MARKÓ, Cercetător al echipei RoEM-UBB FSEGA, proiect de cercetare al Facultății de Științe Economice și Gestiunea Afacerilor (FSEGA) din cadrul Universității Babeș-Bolyai (UBB) din Cluj-Napoca
De asemenea, pe plan intern, și măsurile fiscale adoptate în ultima perioadă de uvernul olojan pot reduce volumul producției industriale din România, prin scăderea cererii interne pentru bunuri și creșterea costurilor de producție din cauza majorării impozitelor.
Aceste măsuri sunt absolut necesare pentru restabilirea echilibrului bugetar, iar dacă piețele financiare vor avea încredere în potențialul lor de a rezolva problema deficitului, România poate redeveni o țintă preferată pentru investițiile străine, ceea ce ar putea redinamiza sectorul industrial. În plus, creșterea cheltuielilor de apărare la 5% din PIB până în 2035 poate fi o schimbare majoră pentru industria europeană, producția de echipamente militare putând fi o oportunitate majoră pentru sectorul industrial din România. Dacă reușim să direcționăm o parte a acestei cereri crescute către industria locală, industria grea autohtonă ar putea beneficia în mod semnificativ în următorul deceniu.
Levente SZÁSZ, Prorector al UBB Cluj-Napoca, coordonatorul echipei RoEM
Nu în ultimul rând, susțin specialiștii RoEM, în contextul creșterii tensiunilor geopolitice, există, de asemenea, posibilitatea ca țările vestice să adopte strategii de „friendshoring” cu scopul de a proteja lanțurile de aprovizionare în fața unor șocuri precum conflictele militare sau pandemia. Astfel, statutul României de membru al UE și NATO ar cântări semnificativ în decizia de a reloca în România unele industrii europene strategice, ceea ce ar putea încetini sau chiar inversa procesul de declin industrial din ultimii șase ani.
„Din perspectivă istorică, industria României a reușit să crească și să devină mai eficientă după o perioadă de tranziție dificilă dominată de privatizările eșuate ale anilor ‘90, devenind competitivă ulterior în contextul piețelor libere. Pregătirea aderării României la UE, respectiv aderarea în sine, a adus o perioadă lungă de dezvoltare dinamică a industriei (2005-2018), o perioadă de succes semnificativ al industriei românești, ce nu a putut fi oprită nici de criza economico-financiară din 2008-2009. Perioada ultimelor șase ani însă a adus un declin structural: producția industrială, precum și contribuția sectorului industrial la PIB-ul țării a înregistrat o scădere, cuplat cu un declin al proporției forței de muncă angajată în industrie”, explică al zs Mark .
Conform analizei realizate de economiștii RoEM, dacă în perioada - , rata anuală a creșterii volumului de producție în industria prelucrătoare a depășit , , după , aceasta a devenit negativă, - , . Deși provocările ultimilor ani au afectat întreaga UE, nu toate țările din Europa Centrală și de Est au trecut printr-o contracție similară după : de exemplu, industria prelucrătoare din Polonia a crescut cu , anual, cea din Cehia, cu aproximativ , , iar cea din Ungaria, cu , . Industria ermaniei, un motor al creșterii industriale din regiunea CEE (Europa Centrală și de Est), a suferit mult după războiul tarifar din prima administrație a președintelui Trump, scăzând cu mai mult de pe an, după .
În România, în aceeași perioadă, unele ramuri industriale au înregistrat o contracție și mai accentuată: producția în industria articolelor de îmbrăcăminte a scăzut anual cu , iar industria
de mobilă, cu , . Analiza economiștilor RoEM arată că sunt câteva sectoare care au înregistrat o performanță relativ mai bună, precum industria alimentară care a crescut anual cu , , în ultimii șase ani. În același timp însă, numărul angajaților în industria prelucrătoare a scăzut semnificativ. chimbări structurale în economia om niei
Analiza economiștilor RoEM arată că, în ultimii de ani, economia României a trecut prin schimbări macro-structurale semnificative: importanța sectorului de servicii a crescut, pe când ponderea sectorului industrial în economie s-a micșorat. Astfel, numărul angajaților în industria din România a scăzut cu aproximativ , milioane de persoane între și , de la , milioane la , milioane. Comparativ cu alte țări din regiune, trendul din România devine și mai îngrijorător: în Ungaria și
Cehia, numărul angajaților din sectorul industrial a rămas aproape constant în perioada respectivă, iar în Polonia acesta a crescut cu . .
Începând cu anul , se observă un declin aproape constant în unele industrii, precum cea de confecții, unde numărul angajaților a scăzut cu . . În industria auto, numărul angajaților a crescut până în , după care a scăzut cu . până în prezent. Sunt și industrii care, începând cu anul , au înregistrat o creștere a numărului de angajați: de exemplu, numărul angajaților din industria alimentară a crescut de la aproximativ . la . , în prezent.
Tranziția dintr-o economie industrială într-o economie bazată predominant pe servicii este un fenomen bine cunoscut în economiile avansate, precum Statele Unite sau în țările din Europa de Vest, iar motivele principale sunt atât schimbările în structura cererii și ofertei domestice, cât și schimbările în structura comerțului internațional. În general, susțin cercetătorii RoEM, ponderea relativă a industriei în economie scade odată cu creșterea nivelului dezvoltării economice (măsurat în PI pe cap de locuitor), chiar dacă există câteva excepții. Un exemplu pentru tendința generală este industria prelucrătoare din SUA, unde numărul angajaților a scăzut cu aproximativ milioane, între și , concomitent cu o dezvoltare economică puternică. În Franța și ermania, această creștere a fost de aproximativ . și . de persoane. În aceeași perioadă, ponderea industriei prelucrătoare în numărul total de angajați din China o țară cu un nivel mai scăzut al dezvoltării economice la începutul perioadei a crescut de la la .
„Chiar dacă numărul de angajați în industria României a avut o scădere accentuată similară cu țările dezvoltate, volumul producției a crescut dinamic până în anul 2017. Astfel, nu putem vorbi despre o dezindustrializare generală în economia României până în anul respectiv. Explicația acestei tendințe aparent paradoxale este clar creșterea productivității muncii în acest sector”, spune al zs Mark .
Cauzele declinului industrial al României
Există numeroase explicații pentru schimbările macro-structurale legate de industria din România, dar echipa de economiști RoEM consideră că patru dintre acestea sunt foarte importante:
După revoluția din , industria prelucrătoare a trecut printr-un proces de eficientizare și o îmbunătățire semnificativă a productivității forței de muncă. Astfel, numărul angajaților a scăzut, iar producția a crescut semnificativ. Mai precis, producția reală a crescut în medie cu pe an între și , în timp ce numărul angajaților a
scăzut cu aproape . . Acest proces de eficientizare a fost necesar în urma moștenirii regimului comunist care a operat firme industriale mari și neproductive, care trebuiau restructurate pentru a supraviețui într-o piață liber-competitivă.
Salariile reale din România au crescut în general mai rapid decât productivitatea muncii, ceea ce a redus competitivitatea industriei românești pe piețele internaționale (în special în sectoarele bazate preponderent pe munca resursei umane, precum industria textilă și de confecții). Creșterea prețului energiei după invadarea Ucrainei de către Rusia a contribuit, de asemenea, la majorarea costurilor industriale în Europa și în România. Astfel, industria autohtonă a fost pusă sub o presiune serioasă de competiția internațională. Spre exemplu, importurile de produse textile din afara UE (precum țările asiatice) au crescut de la de milioane de euro în , la de milioane de euro, în . Costurile relativ ridicate și productivitatea relativ scăzută ale unor industrii din România a redus competitivitatea produselor lor atât pe piețele internaționale, cât și pe piețele domestice.
Odată cu pregătirea integrării în UE, industria României a devenit o parte din ce în ce mai integrată a lanțurilor de aprovizionare europene, devenind astfel dependentă de performanța industriilor exportatoare din vestul Europei. Stagnarea economică a țărilor din Vest, precum ermania, a redus oportunitățile de expansiune ale unor industrii, precum industria autovehiculelor sau fabricarea de echipamente și mașini. Observăm o stagnare a exporturilor din aceste industrii spre ermania, respectiv o scădere a numărului de angajați în România după , de când economia ermaniei a început să stagneze. Războiul tarifar lansat de administrația Trump în este unul dintre motivele principale ale cererii slabe pentru produsele exportate de România în parte în mod direct, prin reducerea cererii SUA pentru produsele din România, dar, mai ales indirect, prin slăbirea economiei partenerilor comerciali majori ai României din Europa de Vest. Măsurile similare curente ale administrației americane generează, de asemenea, efecte similare.
Colapsul cererii globale după pandemia COVID- , precum și blocajele lanțurilor de aprovizionare globale au contribuit și ele la scăderea cererii domestice și internaționale pentru bunurile din industria României.
Despre Romanian Economic Monitor
Romanian Economic Monitor este un proiect de cercetare al Facultății de Științe Economice și estiunea Afacerilor din cadrul Universității abeșol ai din Cluj-Napoca, prin care cei șase cercetători ai universității implicați în acest demers științific publică o serie de date economice în forma unor infografice interactive, menite să arate o imagine comprehensivă, actualizată în timp real, a situației economice din România. (sursă: Romanian Economic Monitor (RoEM)-UBB FSEGA ) A



aportul din privind stadiul evoluţiei deceniului digital îndeamnă
Raportul omisiei uropene privind stadiul evoluției deceniului digital 0 a evaluat progresele înregistrate de în cele patru domenii țintă pentru transformarea digitală a până în 0 0, evidențiind realizările și lacu nele în domeniul infrastructurii digitale, al digitalizării întreprinderilor, al competențelor digitale și al digitalizării serviciilor publice.
Raportul arată că, deși există anumite progrese, implementarea infrastructurii de conectivitate, cum ar fi rețelele de sine stătătoare de fibră optică și , este încă în urmă. Tot mai multe companii adoptă inteligența artificială (AI), cloud și big data, dar adoptarea trebuie accelerată. Puțin peste jumătate dintre europeni ( , ) au un nivel de bază al competențelor digitale, în timp ce disponibilitatea specialiștilor TIC cu competențe avansate rămâne scăzută și cu un puternic decalaj de gen, împiedicând progresele în sectoarecheie, cum ar fi securitatea cibernetică și IA. În , UE a înregistrat progrese constante în ceea ce privește digitalizarea serviciilor publice esențiale, dar o parte substanțială a infrastructurii digitale guvernamentale continuă să depindă de furnizorii de servicii din afara UE.
Datele arată provocări persistente, cum ar fi piețele fragmentate, reglementările excesiv de complexe, securitatea și dependența strategică. Investițiile publice și private suplimentare și facilitarea accesului întreprinderilor din UE la capitalul de risc ar accelera inovarea și extinderea.
Statele membre vor revizui recomandările Comisiei și vor discuta cu aceasta despre calea de urmat. În , Comisia va revizui obiectivele DDPP pentru a evalua dacă acestea reflectă în continuare evoluția peisajului digital și răspund cerințelor priorităților și ambițiilor UE.
om nia aportul de ţară privind deceniul digital
România se poate baza pe o infrastructură de conectivitate fixă bine dezvoltată și își consolidează rolul în domeniul tehnologiilor critice, cum ar fi semiconductorii. Cu toate acestea, lacunele persistente
în materie de cercetare și dezvoltare, slaba inovare a IMM-urilor și a întreprinderilor nou-înființate și gradul scăzut de adoptare a tehnologiilor emergente limitează competitivitatea.
Foaia de parcurs a României constă în de măsuri cu un buget de , miliarde EUR (echivalentul a , din PI ), din care o parte substanțială provine din Planul național de redresare și reformă.
ndicatorii cheie de per ormanţă, ca procent din obiectivele pentru
raficul următor reprezintă indicatorii-cheie de performanță observați în statul membru ca procent din obiectivele UE pentru , precum și distanța, ca procent, față de obiectivele UE pentru .
arele pentru cloud, analiza datelor și competențele de bază sunt goale, deoarece este cel mai recent an pentru care sunt disponibile date. arele pentru nodurile periferice și unicorni sunt, de asemenea, goale, deoarece performanța statului membru nu poate fi comparată cu obiectivul UE. În , România avea aproximativ noduri periferice și nu avea unicorni.
Conectivitate de înaltă per ormanţă şi tehnolo ii undamentale pentru o competitivă
+ România răm ne unul dintre liderii în ceea ce privește conectivitatea fi ă, inclusiv în zonele slab populate.
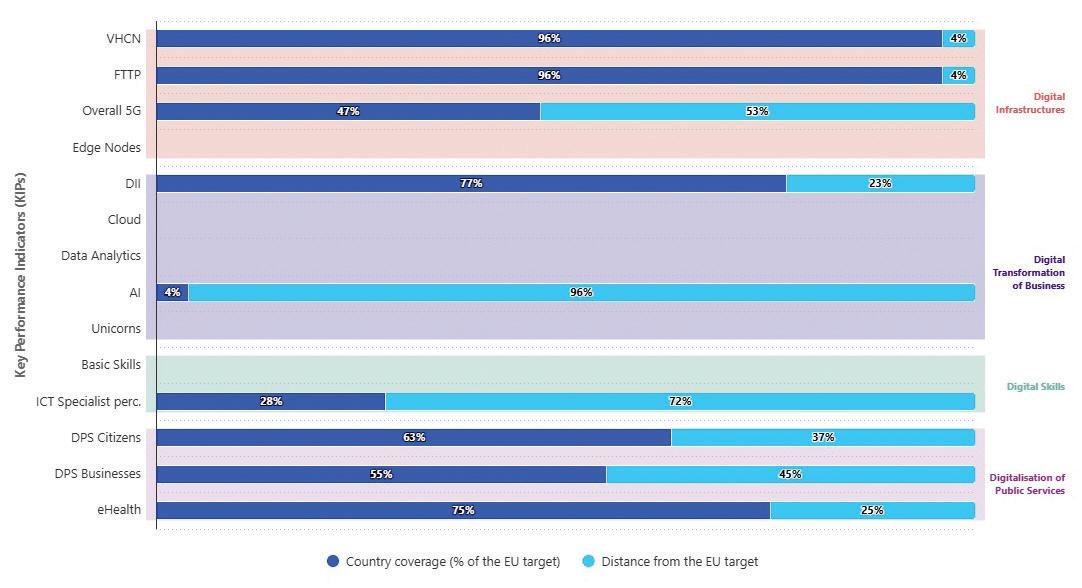
+ România își consolidează poziția în domeniul te nologiilor critice, prin inițiative privind semiconductorii și informatica cuantică.
- igitalizarea întreprinderilor este încă în urmă față de media UE, în special pentru IMM-uri.
ecomandare: Continuarea eforturilor, inclusiv prin intermediul centrelor europene de inovare digitală, pentru a spori gradul de adoptare a serviciilor de cloud și de IA de către întreprinderile de toate dimensiunile.
- om nia are performanțe slabe în ceea ce privește conectivitatea G, atât în ceea ce privește acoperirea, cât și alocarea spectrului.
ecomandare: Creșterea acoperirii globale G, inclusiv în banda de , - , Hz, și alocarea spectrului.
Competenţe di itale şi servicii publice pentru prote area şi capacitarea cetăţenilor şi a societăţii din
+ România a continuat să investească masiv în digitalizarea serviciilor publice
ecomandare: Să continue să aloce resursele necesare pentru digitalizarea serviciilor publice, inclusiv după instituirea inițială. Eficientizarea multiplelor proiecte existente.
+ România și-a îmbunătățit performanța în ceea ce privește disponibilitatea datelor privind e-sănătatea.
ecomandare: Să continue extinderea surselor de date disponibile online. Adoptarea și punerea în aplicare a noii strategii privind digitalizarea sistemului de sănătate, ținând seama de nevoile utilizatorilor și de ușurința utilizării.
- România continuă să aibă rezultate slabe în ceea ce privește competențele digitale de bază
ecomandare: Continuarea integrării competențelor digitale de bază ca o componentă esențială a procesului educațional, atât pentru profesori, cât și pentru elevi. Să acorde prioritate perfecționării, în special a angajaților din sectorul privat și a populației în vârstă.
- România are un număr mare de absolvenți în domeniul TIC, dar nu este în măsură să păstreze talentul în țară
ecomandare: Stimularea competențelor digitale ale I -urilor prin simplificarea măsurilor de sprijin și implicarea părților interesate pentru a identifica nevoile pieței. Identificarea modalităților de atragere și păstrare a talentelor din domeniul TIC.
alori icarea trans ormării di itale pentru o ecolo izare inteli entă România înregistrează progrese lente în ceea ce privește o abordare integrată pentru ecologizarea infrastructurii digitale și urmărirea reducerilor de emisii, inclusiv prin:
n O strategie națională privind educația și schimbările climatice și
n Un cod de durabilitate cu o platformă dedicată pentru a facilita raportarea privind durabilitatea inanţare
n , miliarde EUR - Ponderea planului total de redresare și reziliență al României care contribuie la promovarea transformării digitale a țării
n , miliarde EUR - Ponderea fondurilor de coeziune totale ale României care contribuie la promovarea transformării digitale a țării
Ce cred cetăţenii rom ni despre di italizare
Potrivit Eurobarometrului special privind deceniul digital , dintre cetățenii români consideră că digitalizarea serviciilor publice și private le face viața mai ușoară.
dintre cetățeni consideră că este important ca autoritățile publice să atenueze problema știrilor false și a dezinformării online.
dintre cetățeni consideră că este important să se asigure că întreprinderile europene se pot dezvolta și pot deveni „campioni europeni” capabili să concureze la nivel mondial. (https://digital-strategy.ec.europa.eu/ro/ factpages/romania-2025-digital-decade-country-report) A




Regiunea est deschide un nou capitol prin semnarea acordului pentru primul accelerator regional de investiții, o inițiativă a genției pentru ezvoltare egională est, finanțată prin rogramul egional est. cest moment marchează o premieră și un pas curajos către transformarea regiunii într un hub de antreprenoriat tehnologic de nivel european.
Cu o misiune clară să descopere, să susțină și să propulseze start-up-uri cu idei inovatoare acceleratorul își pornește drumul odată cu selecția administratorului fondului de investiții: Grow Wise Collective, un consorțiu internațional cu rădăcini solide în inovație, investiții și accelerare de afaceri.
Instrumentul Financiar de Accelerare a Afacerilor are o alocare totală de 14 milioane de euro, din care , milioane euro vor merge direct către IMMuri inovatoare din Regiunea Vest până în . Fondurile europene din Programul Regional Vest vor fi completate de investiții private atrase din partea unei rețele de investitori strategici, multiplicând impactul în ecosistemul antreprenorial regional.
Obiectivul? Să transforme idei inovatoare și sustenabile în afaceri scalabile, dezvoltate de antreprenori curajoși și cu viziune.
Ținta noastră este clară: până în 2029, vrem să vedem un unicorn crescut aici, în Regiunea Vest. Acum, plantăm acele semințe – idei cu potențial, oameni cu viziune – iar noi, prin acest accelerator, le oferim resursele, mentorii și încrederea de care au nevoie să crească. Asta înseamnă dezvoltare reală și sustenabilă. Pentru Regiunea Vest, acesta este un moment deosebit de important, întrucât sprijinirea și finanțarea afacerilor aflate la început de drum, în special a celor care se bazează pe noile tehnologii, reprezintă un pilon strategic al politicii de dezvoltare regională în actualul exercițiu financiar. Prin utilizarea unor instrumente financiare moderne, contribuim activ la dinamizarea ecosistemului antreprenorial, oferind suport real start-up-urilor inovatoare.
Sorin MAXIM, director general al ADR Vest
Cum? Prin trei pași:
n Pre-accelerare de idei de afaceri vor fi ghidate de la concept la Produs Minim Viabil (MVP), pregătite să intre pe piață
n Accelerare - de start-up-uri vor primi sprijin intensiv pentru creștere
n Seed cele mai promițătoare firme vor atrage finanțare pentru scalare și extindere.
Consorțiul câștigător reprezintă un parteneriat între entități din România și Estonia, care aduce împreună expertiza europeană și cunoașterea profundă a pieței locale. Membrii consorțiului sunt: n Startup Wise Guys lideri europeni în accelerare de start-up-uri tech, cu peste de companii sprijinite și o rețea extinsă în Europa de Est și Sud. n Growceanu Angel Investment rețea de de investitori activi din Timișoara, pionieri în conectarea capitalului angel cu start-up-uri tehnologice. n Cowork Timișoara nucleul comunității antreprenoriale tech din regiune, activ din . n Iceberg Plus catalizator al inovării și transferului tehnologic, cu un istoric solid în dezvoltare organizațională și rețele europene de cercetare.
Ce urmează? Selecția viitorilor inovatori. Grow ise Collective va demara procesul de identificare a ideilor și start-up-urilor cu potențial, oferindu-le nu doar finanțare, ci mentorat, vizibilitate, conexiuni și o rampă de lansare reală către succes.
Informații suplimentare pot fi obținute la telefon . . sau prin e-mail, pe adresa office adrvest.ro. A

Inteligența artificială a antrenat cea mai profundă și mai amplă schimbare tehnologică și culturală de la teoria relativității, mecanica cuantică și formarea geneticii încoace. Ea duce înainte industrii întregi, dar își valorifică potențialul doar în condițiile în care inteligența naturală este folosită din plin. Oameni cu echiparea anatomo-fiziologică cunoscută au creat, dezvoltă și folosesc inteligența artificială. Toate acestea, în operarea lor cu capacitățile inteligenței naturale și conform logicii și metodologiei ce-i este proprie. Ceea ce avem de făcut ca oame-
ni este să dezvoltăm oricât de mult cele două inteligențe naturală și artificială și să adoptăm acele măsuri legislative, instituționale, sociale și geopolitice care permit fructificarea lor în serviciul binelui comun - Andrei Marga.
n Autor: ndrei arga
n Editura:
n ISBN 0
n Anul apariției: 0
n Nr. pagini:
O viziune îndrăzneață și clarificatoare asupra viitorului a unuia dintre cei mai importanți speakeri europeni despre tendințele globale în economie, afaceri și societate.
Cum va arăta lumea în ? Cum vor influența forțele complexe ale schimbăriidemografia, mediul înconjurător, finanțele, tehnologia și ideile despre guvernare - societatea noastră globală? Și cum ar trebui să ne gândim la viitor când există atâtea necunoscute?
Hamish McRae, una dintre cele mai importante voci din Europa în ceea ce privește tendințele globale din economie, afaceri și societate, ne poartă într-o călătorie antrenantă prin următorii douăzeci și cinci de ani. azându-se pe decenii de cercetare și combinând raționamentul economic cu perspectiva istorică, autorul cărții analizează oportunitățile și pericolele cu care
Această monografie tratează provocările pe care le întâmpină o lume care se confruntă cu crize sanitare, economice, politice și climatice. Afacerile evoluează într-un ritm din ce în ce mai rapid, deoarece oamenii lucrează diferit, sunt motivați diferit și au așteptări diferite.
În acest context, leadershipul este plasat în dinamici interpersonale complexe care depășesc spațiile de lucru, este o abilitate care poate fi învățată, dar este și ceva care poate fi cultivat și dezvoltat. Această carte te învață cum să devii un lider și să-ți dezvolți propriul stil de conducere.
Explică cum să fii și să devii un lider creativ în context de afaceri, dar mai presus de toate, nu omite faptul că în domeniul leadershipului, simpla atingere a obiectivelor









ne confruntăm, studiind plăcile tectonice economice din trecut și din prezent pentru a ne ajuta să trasăm o hartă a viitorului.
O viziune îndrăzneață și vitală asupra planetei noastre, Lumea în 2050 este o proiecție esențială pentru oricine e îngrijorat de ceea ce ne rezervă viitorul, întrucât, dacă înțelegem cum se schimbă lumea noastră, ne vom afla într-o poziție mai bună, din care ne putem asigura viitorul în deceniile următoare.
n Autor: amish c ae
n Editura:
n Cod: 0 110
n Anul apariției: 0
n Nr. pagini:
n Titlu Original: he orld in 0 0. o to hin bout the Future
n Traducător: aria ădălina drescu






nu este totul, un mare lider știe să viseze, să inspire și să obțină rezultate mai mari într-un mod creativ.
iderul profesionist nu lasă nimic la voia întâmplării, ci își cultivă relațiile de grup și aptitudinile cu luciditate. Manager, șef sau leader? Reguli stricte sau creativitate? O carte inedită despre cum să aplici principiile managementului clasic în economia globalizată, acum și în viitor.
n Autor: tefano modio
n Traducător: le andra adu
n Editura: Fundația omânia de âine
n ISBN: 0 00 1
n Anul apariției: 0
n Nr. pagini:









LEONARD RIZOIU
Managing Partner
leoHR/stayIN
n plin avans tehnologic, întrebarea critică nu este cât de repede automatizează organizațiile, ci cât de repede își pot ele adapta oamenii la ceea ce au automatizat deja. Fabricile sunt echipate cu infrastructură digitală, liniile de producție trimit date în timp real, iar sistemele de control industrial devin tot mai autonome. În paralel, grilele de competențe rămân destul de rigide, iar instrumentele de formare se prea poate să nu fie 100% compatibile cu realitatea din teren.

Cele mai multe companii tehnice investesc în echipamente. Puține își întreabă echipele dacă știu să le folosească în mod eficient. Iar și mai puține fac ceva concret pentru a construi aceste competențe din mers, într-un mod organizat, scalabil și aplicabil.
Asta e zona în care HR-ul își joacă influența reală: acolo unde decizi dacă vrei să ai un operator care rulează o comandă fără să înțeleagă procesul sau un operator care poate anticipa când ceva e pe cale să se defecteze, pentru că a învățat să citească parametrii, nu doar să urmeze instrucțiuni.
Upskilling-ul, în acest context, înseamnă precizie
Înseamnă maparea exactă a ce trebuie să știe fiecare om pentru ca echipamentele din fabrică să funcționeze corect, constant și cu minimă intervenție. Reskilling-ul, în schimb, ține de viteză și decizie. Ai un segment de angajați care nu mai are utilitate în forma actuală. Ce faci? Îi redirecționezi spre un alt rol, le oferi un parcurs de formare tehnică, sau îi pierzi definitiv?
În fabricile moderne, un program bun de formare nu înseamnă să bifezi cursuri. Înseamnă să ai acces la date de performanță granulară: cine are reacție bună în fața erorilor de sistem, cine învață repede, cine poate opera sisteme digitale fără supraveghere.
Leonard RIZOIU
Managing Director, leoHR

HR Expert & Managing Partner la leoHR și ViitorulMeu - o voce puternică în zona de capital uman și Managementul Carierei din România, cu peste 15 ani de experiență în business și management în diferite industrii.
n Definiția profesionistului cu gândire strategică, orientat spre rezultate, care înțelege în profunzime nevoile afacerilor, construind soluții complete și personalizate pentru acestea.
n Promotor al empatiei și umanității în piața muncii, contribuie activ atât la creșterea performanței în organizații, cât și la educarea publicului larg prin numeroase intervenții TV și în presa scrisă.
Înseamnă să folosești VR, simulări tehnice, jocuri de scenarii, interfețe dinamice și să extragi din toate acestea informații relevante pentru deciziile de HR.
Mai departe, înseamnă să nu te bazezi pe intuiție. Nici pe senioritate. Ci pe capacitatea demonstrabilă de adaptare. Iar asta se construiește.
Organizațiile care au înțeles direcția nu mai separă HR-ul de producție. Departamentele de învățare lucrează direct cu inginerii de proces, cu managerii de tură, cu IT-ul. Identifică unde apar blocaje, ce abilități lipsesc, cine are potențial să învețe ceva nou, și acționează rapid.
Un operator bun nu mai este cel care „știe meserie” în sensul clasic. Este cel care poate schimba o interfață HMI, poate interpreta un set de alerte și poate învăța un sistem de operare nou în două zile, nu în două luni.
Atenție, însă: programele de formare prost calibrate pot face mai mult rău decât bine.
Dacă trimiți oameni la cursuri fără legătură cu realitatea de pe teren sau îi obligi să învețe din PDFuri vechi și tutoriale fără aplicație practică, riști să pierzi credibilitatea și să blochezi motivația.
Ce funcționează? Formarea modulară, concentrată pe task-uri reale. Traininguri directe, integrate în fluxul de lucru. Acces constant la feedback, date și instrumente de corecție. Oferirea de alternative: vrei să treci pe rol de mentenanță? Ai acest parcurs. Vrei să intri în zona digitală? Aici ai resursele.
Competenţele reale în zona tehnică sunt directe, măsurabile şi adaptabile
Vorbim despre capacitatea de a opera și seta echipamente cu interfață digitală, de a urmări și interpreta indicatori de proces, de a lucra cu sisteme integrate de producție (MES, SCADA, ERP), de a colabora cu echipe transversale în mentenanță sau IT, de a respecta fluxuri standardizate în timp real. În paralel, este esențială înțelegerea riscurilor de securitate operațională, a modului în care se documentează o intervenție și a responsabilității personale într-un lanț de producție automatizat.
Nu există fabrică inteligentă fără oameni care pot lua decizii rapide pe bază de date. Nu există mentenanță predictivă fără tehnicieni care pot observa variații în parametrii și pot semnala riscuri înainte să apară avariile. Nu există eficiență fără operatori care pot trece de la o sarcină la alta fără training suplimentar la fiecare schimbare.
Asta înseamnă competenţă tehnică aplicabilă HR-ul are un rol clar aici: definește, măsoară, pregătește și calibrează. Nu doar pentru prezent, ci și pentru orice schimbare de proces sau tehnologie. Asta implică audit de competențe făcut riguros, nu pe bază de opinii. Înseamnă conectare constantă cu echipele din producție, nu doar întâlniri trimestriale. Înseamnă colaborare reală cu managerii de echipă, cu inginerii de proces, cu cei care pot spune concret: aici ne blocăm, aici avem decalaj de pregătire, aici nu avem backup.
Rolul HR-ului mai este și să prevină blocaje. Să asigure că ai destui oameni pregătiți pe fiecare linie critică. Să construiască un pipeline intern de oameni care pot trece dintr-un rol în altul fără întreruperi costisitoare. Să urmărească progresul de competențe pe baza datelor, nu a declarațiilor.
Un HR funcțional în zona tehnică nu așteaptă ca echipamentele noi să vină și apoi să vadă ce traininguri ar trebui organizate. Cere specificații din faza
de achiziție, mapează abilitățile necesare și începe din timp să le dezvolte intern. Acolo unde nu există resurse, le pregătește. Unde nu există potențial, anticipează rotații. Unde apar riscuri de pierdere a cunoștințelor, documentează, structurează și creează canale de transfer de know-how.
Companiile care își văd HR-ul ca o funcțiune de people care ține prezentări despre engagement rate se auto-sabotează în mediile tehnice. Acolo unde costurile reale vin din opriri, reluări, lipsă de continuitate și timp pierdut cu oameni neadaptați.
Competenţele se dezvoltă doar dacă sunt clar definite
Iar forța de muncă e pregătită doar dacă cineva se ocupă activ să o pregătească. Nu pasiv. Nu formal. Nu cu șabloane.
Upskilling și reskilling în Industry 4.0 înseamnă să construiești infrastructură de competențe care poate răspunde la întrebări precise de business: putem introduce o linie nouă fără recrutare externă? Avem oameni care pot acoperi un rol critic dacă pleacă cineva mâine? Cât de pregătiți sunt angajații noștri să susțină o rampă de producție cu componentă digitală ridicată?
Cine are răspuns la aceste întrebări are control operațional și autonomie. Cine nu are, improvizează. Și în industrie, improvizația costă. Scump. A