Hall C5 | Stand C5-679



Hall



8

8
Il futuro del beverage e liquid food a drinktec 2025
The future of beverage and liquid food industry at drinktec 2025


20 Vetromeccanica verso drinktec 2025: novità ad alta velocità per la fiera di Monaco
Vetromeccanica towards drinktec 2025: High-speed innovations for the Munich trade fair




30
Tradizione italiana con un tocco di modernità Italian tradition with a modern touch
12

WS: sistemi affidabili con componenti top brand
WS: reliable systems equipped with top brand components

26 Punto di riferimento del settore The point of reference of the sector



42 La filtrazione nell’industria delle bevande Filtration in the beverage industry



drinktec 2025: Kosme disegna il futuro dell’imbottigliamento flessibile e sostenibile
drinktec 2025: Kosme is shaping the future of flexible and sustainable bottling

Rivoluzionare la produzione di preforme in rPET
Revolutionizing rPET preform production


108

Molle con dichiarazione MOCA: la sicurezza alimentare riguarda tutta la filiera
FCM-certified springs: Food safety from farm to fork
TECNALIMENTARIA BEVERAGE INDUSTRY
Anno 30 - n°6 Giugno/June 2025
Direttore responsabile
Fabiana Da Cortà Fumei
Redazione e Grafica redazione@tecnalimentaria.it
Sabrina Fattoretto
Claudia Bosco Elena Abbondanza
Pubblicità e Marketing
Anita Pozzi anita.pozzi@edftrend.com
Franco Giordano franco.giordano@edftrend.com
Stampa L’Artegrafica Srl
Direzione e Redazione
Editrice EDF Trend srl Corso del Popolo, 42 31100 Treviso – Italy Tel. +39 0422 549305 Fax +39 0422 591736 redazione@tecnalimentaria.it www.tecnamagazines.com www.tecnalimentaria.it
Autorizzazione Tribunale di Forlì n. 5 del 19.01.1996 (Iscriz. Roc n. 22054)
In questo numero la pubblicità non supera il 45% Poste Italiane SpA - Spedizione in Abbonamento Postale - D.L. 353/2003 (conv. in L. 27/02/2004 n. 46) art. 1 comma 1 NE/TV ISSN 2498-9541

Flexibility, timeliness and efficiency 76
Publisher Editrice EDF Trend srl Corso del Popolo, 42 31100 Treviso – Italy
All right reserved.
Flessibilità, tempestività ed efficienza


Beverage Industry is a magazine by
IN COPERTINA Smi Spa www.smigroup.it



Defil Srl www.defil.it
Reproduction in whole or in part without written permission is prohibited.
The Publisher is not responsible for any materials, nor for writers’ nor contributors’ expressed or implied opinions.
Informativa ex D.lgs 196/03
Ai sensi dell’art.2 comma 2° del Codice Deontologico dei giornalisti si rende nota l’esistenza di una banca dati di uso redazionale presso la sede di Corso del Popolo, 42 - Treviso. Responsabile del trattamento dati è il direttore responsabile a cui ci si può rivolgere presso la sede di Treviso - Corso del Popolo, 42 per i diritti previsti dalla legge 675/1996.
Associato a:


In un settore come quello del beverage chiamato ad affrontare cambiamenti strutturali, drinktec rappresenta non solo una vetrina di novità, ma anche una bussola per orientarsi, confrontarsi e cogliere spunti strategici per il futuro
L’industria delle bevande e dei liquid food si prepara a uno dei suoi appuntamenti più attesi: drinktec 2025, in programma dal 15 al 19 settembre a Monaco di Baviera. Un evento che da decenni rappresenta il punto di riferimento globale del settore, e che nel 2025 si presenta con un format ancora più ricco di contenuti, aree tematiche e soluzioni orientate al futuro.
L’importanza strategica di drinktec è confermata dai numeri registrati nell’ultima edizione, tenutasi nel 2022. L’evento ha ospitato 1.002 espositori provenienti da 55 Paesi, attirando oltre 50.000 visitatori professionali, di cui il 70% internazionali. Gli operatori in visita rappresentavano 171 nazioni, con una quota di decision maker pari all’84%, a riprova della qualità del pubblico presente.

Oltre all’internazionalità un altro elemento distintivo di drinktec è l’ampiezza dell’offerta merceologica rappresentata. Gli espositori copriranno l’intera catena del valore della produzione di bevande e alimenti liquidi: dagli ingredienti alle tecnologie di processo, dai sistemi di riempimento alle soluzioni di confezionamento, fino alla logistica e alla gestione della supply chain. Non mancheranno tematiche trasversali come il marketing del beverage e le strategie di packaging. L’organizzazione per aree tematiche nei padiglioni espositivi permetterà ai visitatori di orientarsi con facilità e di esplorare le soluzioni più rilevanti per il proprio ambito di attività. A drinktec i visitatori avranno la possibilità di vedere in funzione i macchinari presentati e osservare impianti completi, dalle tecnologie low-tech fino a
sistemi high-performance, in un ambiente progettato per valorizzare l’esperienza diretta.
Tre filoni tematici per orientarsi nel cambiamento
L’intera fiera sarà attraversata da tre temi guida che rispecchiano i principali driver dell’innovazione nel settore beverage:
- Lifestyle & Health: riflette la crescente attenzione dei consumatori verso prodotti salutistici, personalizzati e sostenibili. Le bevande plant-based, i nuovi ingredienti funzionali, l’impiego di sottoprodotti vegetali (side stream) e le tecnologie di processo ad hoc saranno protagonisti assoluti.
- Data2Value: tema che esplora le potenzialità dell’analisi dei dati e dell’intelligenza artificiale lungo tutta la filiera. L’obiettivo è ottimizzare le prestazioni

degli impianti, prevedere comportamenti del mercato, supportare la formulazione dei prodotti e favorire un’efficienza sempre più predittiva e intelligente.
- Circularity & Resource Management: focus su gestione sostenibile delle risorse, recupero energetico, riciclo avanzato e trattamento intelligente delle acque reflue. Un’area dove la sostenibilità non è più optional, ma componente strutturale delle strategie aziendali.
Altra novità dell’edizione 2025 è Liquidrome, un nuovo format nel padiglione C4 pensato per favorire l’interazione tra espositori, visitatori e mondo della ricerca. Conferenze, workshop, dimostrazioni pratiche, ma anche aree di networking e confronto aperto animeranno questo spazio dinamico, con un ruolo centrale anche per le start-up, che avranno l’opportunità di presentare soluzioni e modelli di business innovativi.
Organizzare la visita I biglietti per drinktec 2025 sono già disponibili online e, tramite il sito ufficiale www.drinktec.com, è possibile iniziare a pianificare il proprio percorso tra espositori, padiglioni e aree tematiche. Grazie al database aggiornato dei partecipanti e ai numerosi filtri disponibili, ogni visitatore potrà personalizzare la propria esperienza, rendendo ogni minuto in fiera davvero produttivo.
The Next Big Thing: la guida all’innovazione drinktec 2025 offrirà anche uno strumento pensato per non perdersi nulla tra i padiglioni: The Next Big Thing, la guida ufficiale alle innovazioni presentate in fiera. I visitatori potranno accedere in anteprima a una selezione di novità tramite una landing page dedicata, dove gli espositori registrati potranno presentare le loro anteprime. Una volta in fiera, i visitatori troveranno QR code dedicati per identificare rapidamente gli stand più interessanti.
In un settore come quello del beverage chiamato ad affrontare cambiamenti strutturali, drinktec rappresenta non solo una vetrina di novità, ma anche una bussola per orientarsi, confrontarsi e cogliere spunti strategici per il futuro.
Per informazioni e supporto in lingua italiana è possibile rivolgersi a BD Expo, la rappresentanza ufficiale della fiera drinktec in Italia (sales@bd-expo.net). www.drinktec.com




In an industry such as beverages that is called upon to face structural changes, drinktec represents not only a showcase of innovations, but also a compass to navigate change, exchange ideas, and gather strategic insights for the future
The beverage and liquid food industry is preparing for one of its most anticipated events: drinktec 2025, scheduled to take place from September 15 to 19 in Munich. This event has been a global benchmark for the sector for decades, and in 2025 it will feature an even richer format in terms of content, thematic areas, and future-oriented solutions.
The strategic importance of drinktec is confirmed by the numbers recorded in the last edition, held in 2022. The event hosted 1,002 exhibitors from 55 countries and attracted more than 50,000 trade visitors (70% International) from 171 nations, with decision makers accounting for 84%, further proving the high quality of the audience.

In addition to its international scope, another distinctive feature of drinktec is the breadth of the product range represented. Exhibitors will cover the entire value chain of beverage and liquid food production: from ingredients to process technologies, from filling systems to packaging solutions, and even logistics and supply chain management. Cross-cutting topics such as beverage marketing and packaging strategies will also be presented. The organization by product categories in the exhibition halls will allow visitors to easily find their way around and explore the solutions most relevant to their field of business.
At drinktec, visitors will have the opportunity to see the presented machinery in operation and observe complete plants, from low-tech technologies to highperformance systems, in an environment specifically designed to enhance hands-on experience.
Three key themes to address industry transformation
The entire trade fair will be structured around three guiding themes that represent the main drivers of innovation in the beverage industry:
- Lifestyle & Health: reflects the growing consumer focus on healthy, personalized and sustainable products. Plant-based beverages, new functional ingredients, the use of plant-based byproducts (side streams), and dedicated processing technologies will play a key role.
- Data2Value: explores the potential of data analysis and Artificial Intelligence across the entire value chain. The goal is to optimize plant performance, predict market behavior, support product formulation, and enable increasingly predictive and intelligent efficiency.
- Circularity & Resource Management: focuses on sustainable resource management, energy
recovery, advanced recycling, and intelligent wastewater treatment. In this area, sustainability is no longer optional – it has become a structural component of corporate strategy.
Another new feature of the 2025 edition is Liquidrome, a new format located in Hall C4 designed to foster interaction between exhibitors, visitors, and the research community. Conferences, workshops, practical demonstrations, as well as networking zones and open discussion areas will bring this dynamic space to life. Start-ups will also play a central role, with the opportunity to present innovative solutions and business models.
Organize your
Tickets for drinktec 2025 are now available online, and visitors can start planning their journey through exhibitors, halls, and thematic areas via the official website www.drinktec.com. Thanks to an updated exhibitor database and a wide range of filters, each visitor can personalize their experience and make every minute at the fair truly productive.
The Next Big Thing: the guide to innovation drinktec 2025 will also provide a tool designed to help visitors not to miss anything at the show: The Next Big Thing, the official guide to the innovations showcased at the event. Visitors will be able to preview a selection of innovations via a dedicated landing page, where registered exhibitors can present their product previews. Once at the trade fair, visitors will find QR codes to quickly identify the most relevant stands.
In an industry such as beverages that is called upon to face structural changes, drinktec represents not only a showcase of innovations, but also a compass to navigate change, exchange ideas, and gather strategic insights for the future.
www.drinktec.com


WS ha adottato i più recenti standard in termini di qualità del prodotto, risparmio energetico e massimizzazione della produzione
WS, nata nel 2005, si propone come fornitore di impianti di processo per l’industria del beverage. Negli anni WS si è costruita un’ottima reputazione nel campo della produzione industriale delle bevande, ottenendo cooperazioni con i maggiori attori del settore, quali Coca Cola, Pepsi Cola, Nestlé Waters e Orangina-Schweppes, e con investitori privati per l’installazione di nuovi impianti produttivi, spesso green field, nei Paesi emergenti.
WS ha adottato i più recenti standard in termini di qualità del prodotto, risparmio energetico e massimizzazione della produzione, rispettando al contempo le più stringenti normative su igiene e sicurezza. Tutti i sistemi proposti sono interamente concepiti e progettati per rispondere alle richieste in termini di proprietà microbiologiche, fisico-chimiche, e organolettiche; l’intero processo produttivo e lo sviluppo software sono gestiti internamente, e anche installazione e commissioning sono effettuati mediante risorse WS.
I prodotti proposti da WS per l’industria del beverage sono:
• impianti di purificazione acqua (filtrazione meccanica, microfiltrazione, osmosi inversa, disinfe-
zione, sterilizzazione, stoccaggio, ecc.) progettati conformemente alle esigenze del cliente ed alle analisi dell’acqua da trattare;
• sistemi di dissoluzione zucchero (a singolo batch, doppio batch e in continuo fino a 35.000 l/h);
• sale sciroppi semiautomatiche e automatiche;
• sistemi premix;
• pastorizzatori flash;
• generatori di ozono;
• sistemi di carbonatazione (acqua, vino, birra, bibite);
• impianti di miscelazione in linea per sciroppo e altri ingredienti;
• sistemi di microfiltrazione sanificabili a vapore (succhi di frutta, birra, vino, ecc.);
• impianti di mineralizzazione;
• sistemi di preparazione soluzioni non-chimiche di risciacquo e disinfezione bottiglie (generatori di ozono) e preparatori di soluzioni chimiche (acido peracetico, perossido di idrogeno, cloro, ecc.);
• sistemi di preparazione acqua sterile;
• sistemi CIP manuali ed automatici.
Grazie all’esperienza acquisita, oggi WS è ampiamente presente a livello mondiale anche con soluzioni chiavi in mano che includono sistemi ausiliari (sistemi di raffreddamento, caldaie, ecc.). La filosofia aziendale è quella di realizzare sistemi affidabili e di alta qualità, equipaggiati con componentistica top brand: Alfa Laval, Endress+Hauser, Pall, Anton Paar, Siemens, Festo, Spirax Sarco sono le marche che il cliente troverà abitualmente sugli impianti WS.
La scelta di fornire solo soluzioni all’avanguardia ha portato WS ad essere insignita del titolo di integratore ufficiale di Alfa Alval.
Tra le numerose referenze, rilevante è la fornitura di due pastorizzatori per riempimento asettico ad Orangina-Schweppes in Francia; inoltre è significativo l’inserimento di WS nella lista ufficiale dei
fornitori autorizzati di Nestlé Waters per i sistemi di purificazione dell’acqua.
Tra le ultime forniture (2016) in ordine temporale, WS può vantare un impianto di processo completo per la produzione di soft drink a Las Vegas (USA): dal trattamento dell’acqua al pastorizzatore del prodotto finito per hot fill, passando per la preparazione dello sciroppo, come anche il sistema CIP.
WS considera il Servizio Clienti uno dei punti fondamentali per il raggiungimento del successo: l’intero business, il marketing, le vendite e I profitti, tutto è basato sulla soddisfazione del cliente e dunque il personale addetto al servizio post-vendita è costantemente aggiornato al fine di trovare la miglior soluzione nel minor tempo possibile per supportare il business del cliente.
Sistema PREMIX “BLENDSYSTEM M”
La crescente fiducia dimostrata dal mercato nei confronti degli impianti di WS, ha consentito un significativo sviluppo della tecnologia di blending per la produzione di CSD sino a raggiungere un alto grado di specializzazione nella realizzazione di sistemi premix a controllo massico, chiamati BLENDSYSTEM M.
Il BLENDSYSTEM M è una unità per la preparazione di bevande, completamente preassemblata su telaio per la massima semplicità di trasporto e installazione. È concepita principalmente per la produzione di soft drinks addizionati di anidride carbonica (CSD), ma anche di acqua gasata (CMW) e acqua piatta (addizionata di azoto per incrementare la resistenza meccanica della bottiglia). La quantità richiesta di ingredienti viene misurata accuratamente e dosata in un processo continuo controllato elettronicamente. L’apparecchiatura, realizzata per garantire i più elevati standard qualitativi e una produzione qualitativamente costante anche in condizioni di cambio formato piuttosto impegnative, è completamente preassemblata su telaio in acciaio inox a sezione

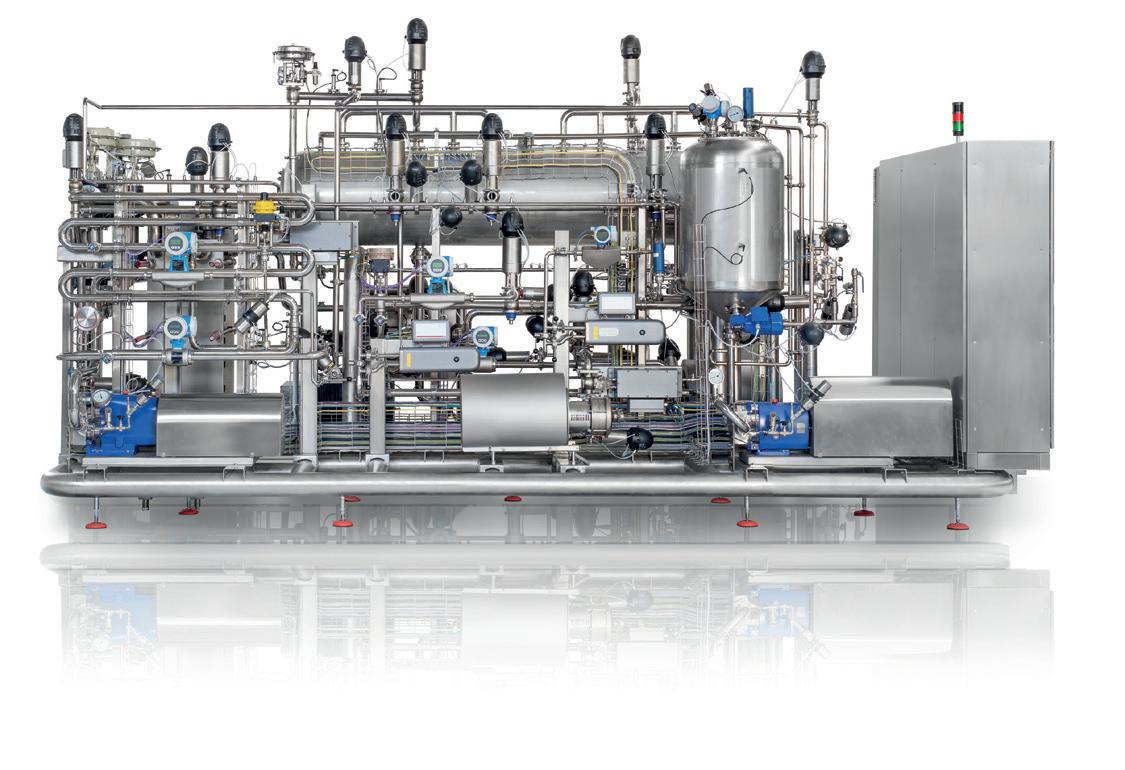
circolare per la massima pulibilità e si compone generalmente dei seguenti sottosistemi:
• deaerazione acqua in ingresso (o di azoto in caso di produzione di acqua piatta): la rimozione dei gas incondensabili viene effettuata mediante pompa da vuoto, che garantisce un livello di ossigeno disciolto a valori inferiori a 1 ppm (e inferiori a 0,5 ppm in caso di deaerazione a doppio stadio);
• dosaggio di anidride carbonica: l’iniezione di anidride carbonica viene effettuata mediante una valvola modulante e un trasmettitore di portata massico in maniera proporzionale alla quantità di acqua trasferita dal serbatoio di deaerazione; la portata d’acqua viene misurata mediante un trasmettitore di portata magnetico; uno speciale sistema di iniezione e miscelazione del gas, specificamente sviluppato da WS, consente una intima miscelazione con l’acqua da trattare e, conseguentemente, un ottimale perlage del prodotto; il tasso di anidride carbonica disciolta viene quindi mantenuto nel tank di ricevimento prodotto grazie al software di supervisione che tiene sotto controllo eventuali fluttuazioni nella temperatura di alimentazione dell’acqua o di stoccaggio del prodotto stesso; la concentrazione dell’anidride carbonica effettivamente disciolta nel prodotto viene verificato mediante una unità carbometrica installata sulla linea di alimentazione della riempitrice;
• dosaggio e miscelazione dello sciroppo: l’iniezione dello sciroppo, alimentato inizialmente a un piccolo serbatoio di stoccaggio con atmosfera modificata e arricchita di anidride carbonica per evitare qualsiasi fenomeno ossidativo, avviene mediante una valvola modulante sanitaria e un misuratore di portata massico in maniera proporzionale alla quantità di acqua trasferita dal serbatoio di deaerazione; il flussimetro massico consente inoltre di verificare in continuo l’effettiva densità dello sciroppo in arrivo all’impianto, permettendo di compensare istantaneamente il dosaggio e stabilizzare quindi, entro i limiti, la concentrazione zuccherina del prodotto finito; analogamente, in caso di produzione di prodotti diet, uno specifico rifrattometro consente la gestione ottimale dell’iniezione di sciroppo anche in presenza di even-
tuali fluttuazioni nella concentrazione del prodotto in arrivo dalla sala sciroppi; un secondo rifrattometro, installato sulla linea di alimentazione della riempitrice, consente la verifica del prodotto in continuo e, se necessaria, la correzione dello stesso; analogamente la strumentazione consente di minimizzare gli sprechi di sciroppo e prodotto durante le fasi transitorie di avvio e arresto della produzione consentendo rapporti di dosaggio acqua-sciroppo fino a 1:1. Sono disponibili soluzioni personalizzate per il raffreddamento del prodotto, progettate su misura del cliente in funzione delle condizioni ambientali.
Il software del premix massico BLENDSYSTEM M è concepito per garantire i più raffinati risultati in termini di dosaggio, restando di semplice gestione grazie all’interfaccia user friendly. Il programma consente la registrazione e la visualizzazione grafica dell’andamento dei principali parametri di produzione nonché il calcolo e la registrazione dei parametri statistici ca, cp e cpk
L’apparecchiatura è completa di bus di campo (MPI, Profibus o Ethernet) per l’integrazione completa alla linea di imbottigliamento e per la gestione delle fasi di produzione e CIP.

WS has met new standards for product quality, energy saving and maximum plant output
WS is a company, founded in 2005, working as process equipment supplier for the beverage industry. During these years, WS has achieved a very good reputation in the beverage industry field, managing to cooperate with the major global players, such as Coca Cola, Pepsi Cola, Nestlé Waters and Orangina-Schweppes, and with private investors installing new production facilities, quite often green fields, in emerging Countries.
WS has met new standards for product quality, energy saving and maximum plant output while complying with the strictest criteria for hygiene and safety
All the devices are entirely conceived and designed to guarantee the best requirements in terms of microbiological, physical-chemical and organoleptic properties; the entire production process and software development are managed internally, as well as installations and commissionings which are carried out with WS’s own resources.
WS products for beverage industry are:
- water purification plants (mechanical filtration, microfiltration, reverse osmosis, UV disinfection, sterilisation) designed according to the customer’s exigencies and the chemical analysis;
• sugar dissolving systems (single batch, double batch and continuous up to 35.000 l/h);
• semiautomatic and automatic syrup rooms;
• premix units;
• flash pasteurising units;
• ozone generators;
• carbonating equipment (water, wine, beer, soft drinks);
• in line syrup blending systems and ingredients mixing systems;
• steam sterilisable microfiltering systems (juices, beer, wine);
• mineralising equipment;
• equipment for preparation of non-chemical bottles rinsing and disinfecting solutions (such as ozone) and chemical solutions preparing devices (peracetic acid, hydrogen peroxide, chlorine, etc.);
• equipment for the preparation of sterile water;
• manual and automatic CIP systems.
Thanks to its skill and process expertise, today WS is widely present worldwide even with turnkey solutions including ancillary equipment (cooling equipment, boilers, etc.).
WS’s philosophy is to manufacture high-quality and reliable equipment, equipped only with top brand components: Alfa Laval, Endress+Hauser, Pall, Anton Paar, Siemens, Festo, Spirax Sarco are the typical components WS’s customers will find on their plants.
The choice of providing only state-of-the-art solutions has brought this company to be appointed as officially authorized integrator by Alfa Laval.
Between main technical references, WS can list the supply of two fruit juice tubular flash pasteurizers for aseptic filling to Orangina-Schweppes in France; furthermore, it is also significant to point out that WS is included in Nestlé Waters’ authorized suppliers list for water purification systems: recently, an important contract for the supply of a top-technology water treatment plant in the far East has been finalized. Amongst last supplies (early 2016), WS also boasts a complete line for soft drinks production in Las Vegas - USA (Coca Cola co-packer): from water treatment to hot fill pasteurizer, through sugar syrup preparation and ingredients mixing, also including CIP equipment.
WS consider Customer Service one of the greatest keys to success: entire business, marketing, sales and profits depend on customers’ satisfaction so the after sales team is constantly trained to perform the simplest solution in the shortest possible time to support the customer’s business.
The growing market’s confidence gained by process plants manufactured by WS, allowed a continuous development of blending technology for carbonated soft drinks (CSD) production to such an extent that WS reached a very high level of specialisation in

manufacturing mass controlled blending systems, named BLENDSYSTEM M.
The BLENDSYSTEM M is a piece of equipment for preparing beverages, completely preassembled on a skid for an easy and quick shipment and installation, conceived mostly for the production of carbonated soft drinks (CSD), but also carbonated mineral water (CMW) and still water (charged with nitrogen in order to increase the mechanical resistance of the bottle). The required quantity of ingredients (water, syrup, and CO2) is carefully measured and dosed in an electronically controlled continuous process.
The whole system, realized to guarantee the highest qualitative standards and a qualitatively constant production, also running in conditions of considerable format change, is completely preassembled on stainless steel circular-section skid for an easy and efficacious cleaning. It usually includes the following subsystems:
• inlet water deaeration: a vacuum pump removes incondensable gases; the pump is conceived to maintain the dissolved oxygen level below 1 ppm values;
• carbon dioxide dosing (or nitrogen in case of still mineral water production): a modulating valve and a mass flow rate transmitter inject carbon dioxide in quantity that is proportional to water quantity loaded to the deaeration tank; the water flow rate is measured by a magnetic flow rate transmitter. A special gas injecting and mixing system - specifically developed by WATER SYSTEMS - performs a careful mixing with the water to be treated and, hence, best results in terms of product perlage; the carbon dioxide concentration is maintained constant in the product receiving tank by a supervising software, which checks possible fluctuations in temperature of feeding water and in product buffer tank; the effective dissolved carbon dioxide concentration in the product is checked using a carbometric unit, installed on the filling machine feeding line;
• syrup dosing and mixing: at first syrup is stored in a small buffer tank, whose atmosphere is modified and enriched with carbon dioxide, in order to avoid oxidation. Syrup injection is made by a sanitary design modulating valve and a mass flow rate transmitter in a quantity which is proportional to the water amount fed from the deaeration tank; furthermore, the use of a mass flow rate transmitter also allows to check constantly the effective density of the inlet syrup and therefore to compensate immediately for the dosing and to stabilize the sugar concentration in the end product within established bounds. Analogously, when producing diet beverages, a specific refractometer allows the constant check of syrup injection also in case of flow rate fluctuations from syrup room; a second refractometer, installed on the filler feeding line, allows the continuous product check and, if necessary, its adjustment. Similarly, the instruments minimize waste of both syrup and product during transitory phases of production, such as start and stop, thence allowing water-syrup dosing ratio up to 1:1. Furthermore, customized solutions for product cooling are also available, depending on the environmental conditions of the system installation.
The supervising software loaded on the mass premix unit - BLENDSYSTEM M - is conceived to guarantee the best results in terms of dosing, offering at the same time an easy control by a friendly user interface; this software enables on one hand to set the main production parameters and visualize their state graphically and on the other hand to set the statistics parameters (ca, cp e cpk) connected to that kind of production.
SYNCROCAP presenta un gruppo di separazione e distribuzione a gestione completamente elettronica con la nuova F.E.D.S. Technology implementata
Grazie a un innovativo progetto meccatronico (F.E.D.S. Technology), il nuovo distributore SYNCROCAP riesce a adattarsi automaticamente alle diverse capsule da lavorare riducendo così i tempi di cambio formato fino all’80% e le imperfezioni dovute all’intervento umano.
Rispetto ai distributori di capsule standard il nuovo SYNCROCAP ha rappresentato un passo avanti significativo per tutto il settore: ogni componente è stato completamente ripensato e riprogettato attorno ai seguenti obbiettivi:
• Ottimizzazione della lavorazione
• Aumento dell’affidabilità

• Riduzione e semplificazione della manutenzione
• Riduzione al minimo dei tempi di cambio formato a carico degli operatori.
Il cuore principale dell’innovazione è il gruppo di separazione e distribuzione a gestione completamente elettronica dove è stata implementata una nuova tecnologia meccatronica proprietaria (patent pending) denominata F.E.D.S. Technology (Fully Electronic Distribution System). Questo porta ad una riduzione dei tempi di settaggio e cambio formato da parte dell’operatore di
SYNCROCAP features a fully electronic separation and distribution group with implemented F.E.D.S. Technology
Tcirca l’80% e alla completa eliminazione degli errori e problematiche che possono sorgere a causa di regolazioni approssimative. Inoltre, grazie ad una serie di algoritmi che racchiudono tutta l’esperienza Nortan, sono stati eliminati tutti i dispositivi meccanici ed è stato introdotto il concetto di “camma elettronica” che permette di adattare automaticamente le fasature e i parametri dei vari componenti in base al tipo di capsula in lavoro. La riduzione dei particolari del 40% e l’ottimizzazione dei processi produttivi ha portato a un notevole aumento di affidabilità.
hanks to an innovative mechatronic project (F.E.D.S. Technology), the new SYNCROCAP distributor can automatically adapt to the different capsules to be processed, thus reducing the format change times up to 80% and the imperfections due to human intervention.
Compared to standard capsule distributors, the new SYNCROCAP represents a significant step forward for the whole sector. Each component has been completely rethought and redesigned around the following objectives:
•Processing optimization
• Increase in reliability
• Reduction and simplification of maintenance
• Minimization of the format change times for operators.
The main heart of the innovation is the fully electronic separation and distribution group, where a new proprietary mechatronic technology (patent pending) called F.E.D.S. Technology (Fully Electronic Distribution System) has been implemented.
This leads to a reduction in setting and format change times by the operator of about 80% and to the complete elimination of errors and problems that may arise due to rough adjustments. Furthermore, thanks to a series of algorithms that encompass all Nortan experience, all mechanical devices have been eliminated and the concept of “electronic cam” has been introduced, which allows to automatically adapt the timing and parameters of the various components based on the type of capsule in work. The 40% reduction in details and the optimization of production processes has led to a significant increase in reliability.


Vetromeccanica presenterà a drinktec una gamma completa di soluzioni tecnologiche d’eccellenza, Hall A5 | Stand A5-360
Si avvicina uno degli appuntamenti più importanti dell’anno per Vetromeccanica, che a settembre tornerà al drinktec di Monaco dopo il debutto del 2022.
L’evento tedesco è universalmente riconosciuto come la fiera leader mondiale per l’industria del Beverage e del Liquid Food. Per l’azienda emiliana, rappresenta quindi un’imperdibile occasione per continuare ad affermarsi tra i principali produttori di soluzioni per il trasporto e la movimentazione di contenitori in PET, HDPE, vetro, alluminio e banda stagnata. Vetromeccanica si distingue per la gestione completa e diretta dell’intera filiera: dall’engineering alla produzione, dal montaggio all’installazione e avviamento, fino all’assistenza post-vendita.
A Monaco sono attesi 1.200 espositori e 60.000 visitatori provenienti da 60 Paesi, a conferma dell’importanza di questo appuntamento per il settore del beverage.
Vetromeccanica si presenterà con una gamma completa di nastri trasportatori, sistemi di accumulo e macchine accessorie per l’industria dell’imbottigliamento, estendendo la propria offerta anche ai segmenti del fine linea e della palettizzazione.
Elevatori-discensori, riunitori, divisori, dryer e sterilizzatori per tappi rappresentano solo una parte del portfolio dedicato al settore beverage e liquid food. Tra le soluzioni più innovative spiccano i tavoli di accumulo dotati di un carrello brevettato (patent pending) che consente il cambio formato senza sostituzione di parti meccaniche, ma semplicemente tramite apposite maniglie graduate: un vantaggio fondamentale per la gestione di formati diversi (tondi, quadrati, ovali) sulla stessa linea.
La grande novità che Vetromeccanica presenterà al drinktec sarà un divisore ad alta velocità: una macchina compatta, in grado di suddividere in più canali di uscita – in modo continuo – contenitori
provenienti da una singola fila, raggiungendo una velocità di 90 m/min. Progettata per gestire contenitori dalle forme più varie, instabili e difficili da manipolare (quadrati, rettangolari, ovali), la macchina integra tecnologie meccaniche ed elettroniche avanzate, come parti mobili in fibra di carbonio e movimenti con motori lineari.
Le sue caratteristiche uniscono massima flessibilità e alta produttività. Al posto delle classiche barriere laterali passive (guide piane o rullini), il divisore utilizza cinghie dinamiche che viaggiano alla stessa velocità dei contenitori, eliminando attriti e giochi tra prodotto e barriera e garantendo un trasferimento attivo. Anche le bottiglie più instabili possono così essere suddivise in modo preciso e affidabile, senza rischio di cadute o inceppamenti. Il divisore ad alta velocità sarà inserito in un loop di nastri trasportatori table-top e tavoli di accumulo, progettati per gestire due diversi formati di bottiglie. Queste – e molte altre soluzioni tecnologiche d’eccellenza – vi aspettano alla Hall A5 | Stand A5-360 della Fiera di Monaco, dal 15 al 19 settembre


Vetromeccanica will exhibit a complete range of solutions at the cutting-edge of technology at drinktec, Hall A5 | Stand A5-360

One of the most important events of the year for Vetromeccanica is approaching. In September, the return to drinktec in Munich after the debut in 2022.
The German event is universally recognized as the world’s leading trade fair for the beverage and liquid food industry. For the Italian company, it represents an unmissable opportunity to continue establishing itself among the top producers of solutions for the conveying and handling of containers made of PET, HDPE, glass, aluminium, and tinplate.
Vetromeccanica stands out for its complete and direct management of the entire supply chain: from engineering to production, from assembly to installation and commissioning, up to after-sales support.
In Munich, 1,200 exhibitors and 60,000 visitors from 60 countries are expected, confirming the importance of this event for the beverage industry.
Vetromeccanica will present a complete range of conveyors, accumulation systems, and auxiliary machines for the bottling industry, expanding its offerings to include end-of-line and palletization segments.
Elevators - lowerators, accumulating systems, dividers, dryers, and sterilizers for caps represent only a part of the portfolio dedicated to the beverage and liquid food sector. Among the most innovative solutions are the accumulation tables equipped with
a patented (patent pending) trolley that allows format change over without replacing mechanical parts, but by using specially graduated handles: a key advantage for managing different formats (round, square, oval) on the same line.
The big innovation that Vetromeccanica will present at drinktec is a high-speed divider: a compact machine capable of continuously splitting containers coming from a single row into multiple exit channels, reaching a speed of 90 m/min. Designed to handle containers of various, unstable, and difficult-tomanipulate shapes (square, rectangular, oval), the machine integrates advanced mechanical and electronic technologies, such as carbon fibre moving parts and linear motor movements.
Its features combine maximum flexibility and high productivity. Instead of traditional passive side barriers (flat guides or roller guides), the divider uses dynamic belts that move at the same containers speed, eliminating friction and excess space between the product and the barrier and ensuring active transfer. Even the most unstable bottles can thus be divided accurately and reliably, without the risk of falls or jams.
The high-speed divider will be integrated into a loop of table-top conveyors and accumulation table, designed to handle two different bottle formats. These – and many other cutting-edge technological solutions – await you at Hall A5 | Stand A5-360 at the Munich fair, from September 15 to 19
La pompa VY di Vogelsang è nata per rispondere alle esigenze reali delle cantine: semplicità d’uso, precisione nelle lavorazioni, automazione e possibilità di gestione a distanza
La pompa VY di Vogelsang è nata per rispondere alle esigenze reali delle cantine: semplicità d’uso, precisione nelle lavorazioni, automazione e possibilità di gestione a distanza. A illustrarne le caratteristiche è Claudio Ragusa, commerciale ed enologo in Vogelsang Italia, che racconta:
“La pompa VY è stata progettata pensando alle necessità pratiche di chi lavora in cantina ogni giorno. L’interfaccia touchscreen, ad esempio, è semplice e intuitiva, e consente di gestire otto funzioni principali. Tra queste, la lavorazione in pressione costante, ideale per la filtrazione, e l’aspirazione costante, che garantisce uniformità nelle movimentazioni.

The VY pump by Vogelsang was developed to meet the real needs of wineries: ease of use, processing precision, automation, and remote control capabilities
The VY pump by Vogelsang was developed to meet the real needs of wineries: ease of use, processing precision, automation, and remote control capabilities. Claudio Ragusa, Sales Representative and Oenologist at Vogelsang Italy, explains:
“The VY pump was designed with the practical needs of winemakers in mind. The touchscreen interface is simple and intuitive, allowing the user to manage eight main functions. Among them are constant pressure operation, ideal for filtration, and constant suction, which ensures uniform movement. We also have the automatic barrel filling system with a sensor-equipped gun, which helps avoid waste and reduces manual intervention. The integrated flow meter is another valuable tool: you can set the desired volume, and the pump handles the operation autonomously, especially useful during blending and transfer phases.

Abbiamo poi il riempimento automatico delle barrique con pistola a sensore, che evita sprechi e riduce gli interventi manuali. Il contalitri integrato è un ulteriore vantaggio: permette di impostare il volume desiderato, e la pompa lavora in autonomia, facilitando operazioni come i blend e i travasi. Il software supporta l’operatore nella gestione semi-automatica delle attività quotidiane in cantina, come il carico e scarico delle cisterne, contribuendo a ottimizzare tempi e risorse.
Infine, grazie all’app per smartphone e tablet, è possibile controllare la pompa anche da remoto, perfino in aree dove il radiocomando non arriva. È utile per modificare impostazioni, monitorare il lavoro in tempo reale e ricevere assistenza o aggiornamenti software senza interrompere la produzione.
In sintesi, con la pompa VY portiamo in cantina un mix di efficienza, tecnologia e praticità, pensato per semplificare e migliorare il lavoro quotidiano.”
Claudio Ragusa
Sales Specialist Wine Vogelsang Srl claudio.ragusa@vogelsang.info

The software assists the operator in the semi-automatic management of daily winery tasks, such as tank loading and unloading, improving efficiency and optimizing resource use.
Lastly, with the dedicated app for smartphones and tablets, the pump can be controlled remotely, even in areas where the radio remote can’t reach. It’s a useful tool for adjusting settings, monitoring operations in real time, and receiving support or software updates without interrupting production.
In short, the VY pump brings a combination of efficiency, technology, and practicality to the winery, an essential tool for simplifying and enhancing daily operations.”
Claudio Ragusa Sales Specialist Wine Vogelsang Srl claudio.ragusa@vogelsang.info

Pompe adattabili a tutte le fasi della vinificazione
Flessibilità è la parola d‘ordine. Le pompe Vogelsang per il settore enologico sono utilizzate con successo per tutti i processi: dal conferimento all‘imbottigliamento.
La qualità del prodotto non viene alterata durante tutte le fasi di lavorazione e, nel processo di pompaggio, si riduce la dissoluzione dell‘ossigeno.
Pompe adattabili a tutte le fasi della vinificazione
adattabili a tutte le fasi della vinificazione è la parola d‘ordine. Le pompe Vogelsang per il settore enologico sono con successo per tutti i processi: dal conferimento all‘imbottigliamento. del prodotto non viene alterata durante tutte le fasi di lavorazione e, processo di pompaggio, si riduce la dissoluzione dell‘ossigeno.
Le pompe Vogelsang sono particolarmente apprezzate per il loro funzionamento regolare, la portata costante e l‘assenza di vibrazioni, anche nel trattamento di liquidi altamente viscosi. Inoltre, sono autoadescanti e non richiedono manutenzione, il che le rende la scelta perfetta per le cantine di qualsiasi dimensione.
Flessibilità è la parola d‘ordine. Le pompe Vogelsang per il settore enologico sono utilizzate con successo per tutti i processi: dal conferimento all‘imbottigliamento.
La qualità del prodotto non viene alterata durante tutte le fasi di lavorazione e, nel processo di pompaggio, si riduce la dissoluzione dell‘ossigeno.
Vogelsang sono particolarmente apprezzate per il loro funzionamento portata costante e l‘assenza di vibrazioni, anche nel trattamento di liquidi viscosi. Inoltre, sono autoadescanti e non richiedono manutenzione, il che scelta perfetta per le cantine di qualsiasi dimensione.
Le pompe Vogelsang sono particolarmente apprezzate per il loro funzionamento regolare, la portata costante e l‘assenza di vibrazioni, anche nel trattamento di liquidi altamente viscosi. Inoltre, sono autoadescanti e non richiedono manutenzione, il che le rende la scelta perfetta per le cantine di qualsiasi dimensione.
VOGELSANG – LEADING IN TECHNOLOGY vogelsang.info
VOGELSANG – LEADING IN TECHNOLOGY
vogelsang.info
VOGELSANG – LEADING IN TECHNOLOGY vogelsang.info
Grec e l’evoluzione degli agitatori industriali nel beverage: performance, igiene e affidabilità Made in Italy
Nel settore beverage, l’efficienza dei processi e il rispetto degli standard igienici sono fondamentali. Gli agitatori industriali svolgono un ruolo centrale in fasi come miscelazione, dispersione e sospensione di solidi (es. fecce, vescicole di arancia).
In questo ambito, Grec, azienda italiana con oltre 30 anni di esperienza, si distingue per soluzioni affidabili, personalizzate e conformi alle normative alimentari. Versatilità e competenza applicativa
Dalla birra agli spumanti, dai succhi ai soft drink e al latte, ogni processo ha esigenze diverse. Grec propone agitatori con configurazioni assiali e radiali,
anche in versione a tenuta sterile, progettati per garantire elevate prestazioni e integrazione ottimale in ambienti CIP/SIP. L’approccio parte sempre da un’analisi tecnica del fluido e delle condizioni operative.
Materiali e igiene
Gli agitatori sono costruiti in acciaio inox AISI 304 o 316L, a seconda della compatibilità con il prodotto trattato. Il 316L è preferito in ambienti più critici per la sua resistenza alla corrosione, mentre il 304 risponde efficacemente in contesti meno aggressivi. Le superfici sono rifinite con rugosità controllata (Ra ≤ 0,5 μm), per evitare residui e agevolare la sanificazione.
Efficienza e innovazione
L’integrazione con inverter e sistemi di controllo consente un’agitazione regolabile, riducendo consumi e fenomeni indesiderati come la schiumatura. I modelli Grec sono predisposti per il monitoraggio da remoto e la manutenzione predittiva, in linea con le logiche dell’Industria 4.0.
Conclusione
Grec è oggi un punto di riferimento nel panorama della miscelazione industriale per il beverage. Soluzioni su misura, attenzione al dettaglio e tecnologia Made in Italy al servizio della qualità.
Grec vi aspetta al drinktec 2025 – Hall B5, Stand B5-538 per scoprire da vicino le ultime novità dedicate al mondo delle bevande.

Grec and the evolution of industrial agitators in the beverage sector: Performance, hygiene, and Made in Italy reliability
In the beverage sector, process efficiency and compliance with hygiene standards are essential. Industrial agitators play a key role in operations such as mixing, dispersion, and the suspension of solids (e.g., lees, orange vesicles). In this context, Grec, an Italian company with over 30 years of experience, stands out for its reliable, customized solutions that meet food industry regulations.
Versatility and application expertise
From beer to sparkling wines, juices to soft drinks and milk, every process has specific requirements. Grec offers agitators with axial and radial configurations, including sterile-seal models, designed to ensure
high performance and seamless integration in CIP/ SIP environments. Each project begins with a technical analysis of the fluid and process conditions.
Materials and hygiene
The agitators are manufactured from AISI 304 or 316L stainless steel, depending on the compatibility with the product. 316L is preferred in more demanding environments due to its higher corrosion resistance, while 304 is suitable for less aggressive applications. Surfaces are finished with controlled roughness (Ra ≤ 0.8 μm) to prevent residue buildup and facilitate sanitation.
Efficiency and innovation
Integration with inverters and control systems enables adjustable agitation, reducing energy consumption and minimizing undesired effects such as foaming. Grec agitators are ready for remote monitoring and predictive maintenance, in line with Industry 4.0 standards.
Conclusion
Grec is now a benchmark in the field of industrial mixing for the beverage industry. Tailored solutions, attention to detail, and Made in Italy technology serving product quality.
Grec invites you to visit drinktec 2025 – Hall B5, Stand B5-538 to discover the latest innovations dedicated to the world of beverages.

Taglio portelle, una nuova tecnologia IMCAR per i produttori di serbatoi destinati al settore alimentare
Imcar è un’azienda presente sul mercato dal 1955, che vanta il primato di essere una delle aziende italiane più longeve ancora attive nel settore delle macchine per la formatura di lamiere e carpenteria metallica.
Da anni Imcar è in grado di offrire un’ampia gamma di prodotti incentrati su soluzioni personalizzate, come la tecnologia verticale per la produzione di serbatoi di grandi e medie dimensioni, diventando così un punto di riferimento per le aziende del settore alimentare e delle bevande che necessitano di silos per lo stoccaggio dei loro prodotti.
Questi impianti sono 100% Made in Italy e permettono di ottenere prodotti finali di altissima qualità, soddisfacendo le esigenze di un’ampia gamma di aziende in tutto il mondo.
Imcar mantiene un rapporto costante con i propri clienti anche dopo la vendita, per fornire un servizio costante, ma anche per comprenderne le esigenze nel tempo e ottimizzare i diversi reparti produttivi.
Negli ultimi anni, ha sviluppato una nuova soluzione automatizzata, un sistema di taglio destinato ai serba-
Imcar has been a company present on the market since 1955, boasting the record of being one of the most long-lived Italian companies still operating in the sector of forming machines for plate and steel structural works.
For years, Imcar has been able to offer a wide range of products focused on customised solutions like the vertical technology for large and medium tank applications, in fact this company has become a point of reference for food and beverage companies that need silos for storage of their products. This equipment is 100% Made in Italy and lets achieve very high-quality final products, satisfying the needs of wide range of companies all over the word.

toi, in grado di eseguire tutte le operazioni di taglio per il collegamento di accessori, come porte e fondi inclinati.
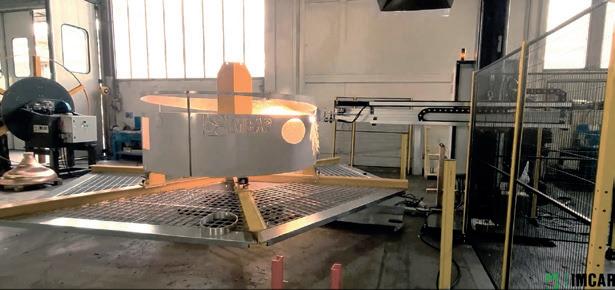
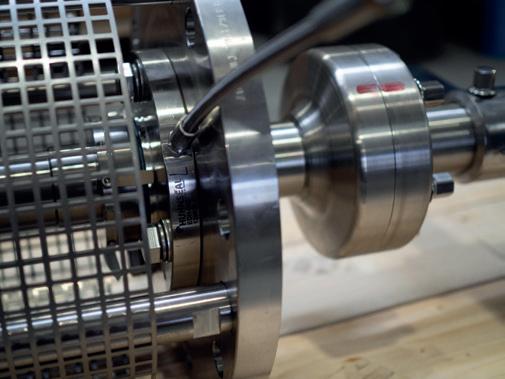
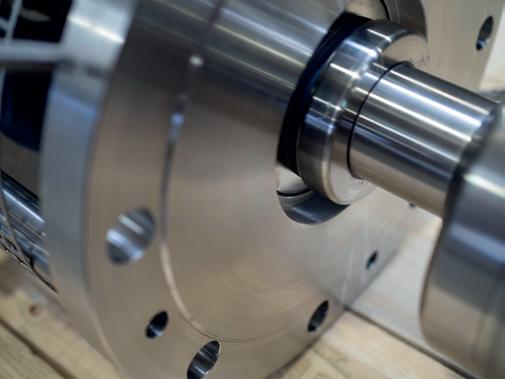
La tecnologia convenzionale per la realizzazione di questo tipo di tagli richiede numerose operazioni manuali e quindi un notevole dispendio di tempo e costi, senza la garanzia di un risultato perfetto. Questa automazione semplifica tutte le operazioni e la macchina risulta essere molto versatile. Il sistema di taglio automatico Imcar è costituito da una tavola rotante adattabile a diversi diametri di
serbatoio insieme a un manipolatore con una sorgente di taglio installata. Il binomio di queste due macchine è dotato di un controllo numerico avanzato che riceve i progetti in formato DXF e li trasforma in un taglio su una superficie circolare, controllandone la distanza. L’utilizzo del gas per il taglio consente inoltre di procedere con le operazioni successive senza dover pulire l’area lavorata. Il sistema automatico garantisce un’elevata ripetibilità del processo e una qualità costante dei risultati; inoltre, è in grado di ridurre i costi di produzione del prodotto finito.

Imcar keeps a constant relationship with its customers also after the sale to provide a steady service, but also to understand customer’s needs over time and optimize the various production departments. During these latest years, Imcar has developed a new automated solution, a tank cutting system, able to do all cutting operations for the connection of accessories, like doors and sloping bottoms. The conventional technology for the realisation of this type of cuts requires many manual operations and therefore a considerable amount of time and costs, without the guarantee of a perfect result. This automation makes all operations easier, and the machine is very versatile.
The Imcar automatic cutting system consists of a rotary table adaptable to different shell diameters together with a manipulator having a cutting source installed. The binomial of these two machines has an advanced numerical control that receives the projects in DXF format and transforms it into a cut on a circular surface and controls its distance. The use of gas for cutting also allows proceeding with subsequent operations without having to clean the worked area. The automatic system guarantees a high repeatability of the process and a constant quality of the results; moreover, it is able to reduce the production costs of the finished product.



Year Anniversary


Con un’esperienza trentennale nel settore dell’imbottigliamento, Dipran è oggi un punto di riferimento per l’ampia gamma di macchine affidabili e di qualità
Oggi un gruppo di persone con un’esperienza trentennale nel settore dell’imbottigliamento costituiscono il cuore e la ricerca e sviluppo della Dipran, questo ha permesso all’azienda di progettare macchine affidabili e di qualità idonee per ogni tipo di prodotto.
Tutte le macchine Dipran annoverano diversi vantaggi rispetto le macchine della concorrenza, quali:
• Bassi costi di manutenzione,
• Estrema facilità di utilizzo,
• Possibilità di sterilizzazione della macchina fino a 120°C, riducendo drasticamente i valori di acqua consumata durante il lavaggio,
• Possibilità di lavare e sterilizzare la macchina anche senza l’installazione delle false bottiglie.
In base alla tipologia del prodotto da riempire e al tipo di contenitore, la scelta è ampia sulle macchine da poter offrire:
Le macchine isobariche ISO GLASS, con comandi meccanici e ISO GLASS EP, con comandi elettro

pneumatici, sono state installate con successo presso importanti cantine, birrifici e produttori di bibite. Sono macchine idonee per prodotti frizzanti di alta qualità dove necessitano di una bassa ossigenazione durante la fase di riempimento.
Le macchine ISO PET e ISO CAN nella versione EPV, con sistema di riempimento isobarico volumetrico, hanno l’unicità di essere sterilizzabili con vapore fino a 120°C.
La macchina per lattine ISO CAN permette di riempire con la minima ossigenazione possibile prodotti frizzanti e fermi. La possibilità di riempire prodotti fermi a caldo, utilizzando la tecnologia del NITRO HOT FILL, medesima tecnologia utilizzata anche per le macchine isobariche per PET.
La macchina TARVISIA, con un nuovo concetto di imbottigliamento, utilizzata per prodotti come vino, olio, aceto, liquori ecc., grazie alla mancanza di guarnizioni nelle valvole di riempimento e l’assenza del serbatoio prodotto, ha ridotto drasticamente i valori di ossigeno assorbito e la quantità alcool persa durante il riempimento e i costi di manutenzione. I tempi di lavaggio, ridotti del 70%, abbattono il consumo di acqua, facendone la macchina più green del mercato. Verrà presentata nella nuova versione durante la fiera drinktec di settembre 2025. Per prodotti densi, la macchina FELIPE, grazie ad un sistema volumetrico elettronico con flussimetri, garantisce una elevata precisione di riempimento, dai mignon ai grandi formati, dalle bottiglie in vetro, PET e PE alle lattine. Nel caso di riempimento a caldo, può essere fornita nella versione NITRO HOT FILL
With thirty-year experience in the bottling sector, today Dipran is a benchmark for a comprehensive range of high-quality and reliable machines
Ateam of technicians with more than 30 years of experience in the bottling industry now forms the heart and research and development of Dipran, which has enabled this company to design reliable, quality machines suitable for any type of product.
All Dipran machines have numerous advantages over those of competitors, such as:
• Low maintenance costs
• Extreme easiness of use

• Possibility of sterilizing the machine up to 120°C reducing drastically the amount of water consumed during washing
• Possibility to wash and sterilise the machine even without installing dummy bottles.
Depending on the type of product to be filled and the type of container, the choice is wide as to which machines can be offered:
ISO GLASS isobaric machines, with mechanical controls and ISO GLASS EP machines with electro-pneumatic controls, have been successfully installed at major wineries, breweries and beverage producers. These machines are suitable for highquality sparkling products where low oxygenation is required during the filling phase.
The ISO PET and ISO CAN machines in the EPV version, with an isobaric volumetric filling system, have the special advantage of being sterilisable with steam up to 120°C.
The ISO CAN can filling machine allows for the filling of sparkling and still products with the lowest possible oxygenation. The possibility of filling still products type in hot temperature, using NITRO HOT FILL technology, the same technology also used for the isobaric PET machine.
The TARVISIA machine, with a new bottling concept, used for products such as wine, oil, vinegar, spirits, etc., thanks to the elimination of gaskets in the filling valves and the absence of the product tank, has

drastically reduced the amount of oxygen absorbed and the amount of alcohol lost during filling, as well as maintenance costs. Washing times, reduced by 70%, lower water consumption, making it the greenest machine on the market. It will be presented in its new version during the drinktec exhibition in September 2025.
For dense products, the FELIPE machine, thanks to an electronic volumetric system with flow meters, guarantees high filling accuracy, from small bottles to large formats, from glass, PET and PE bottles, to cans. In the case of hot filling, it can be supplied in the NITRO HOT FILL version.

Ferrarelle Società Benefit - quarto player nel settore delle acque minerali in Italia - annuncia il lancio del Chinotto Ferrarelle, una bibita che celebra la tradizione italiana con un tocco di modernità. Ispirato ai sapori autentici di un tempo, questo nuovo prodotto è un inno alla Dolce Vita italiana e al calore del Mediterraneo, reinterpretati con la qualità e l’eleganza che, da sempre, contraddistinguono il marchio.
Dopo il successo delle referenze Limonata, Aranciata e Gassosa, Ferrarelle abbraccia un nuovo classico del Made in Italy, proponendo la sua interpretazione del Chinotto, una delle bibite più amate dagli italiani - consumata da oltre il 20% delle famiglie italiane , per il suo gusto piacevolmente amaro ma allo stesso tempo dolce e agrumato.
Come per tutta la gamma di Bibite Ferrarelle, anche il nuovo Chinotto è realizzato con acqua effervescente naturale Ferrarelle, per un’esperienza di frizzantezza naturale e raffinata. Il suo colore ambrato dalle calde sfumature caramellate, è il riflesso della sua anima autentica: senza coloranti artificiali, puro nella sua essenza e nobile nella sua semplicità.
Ferrarelle S.p.A. Società Benefit
Ferrarelle S.p.A. Società Benefit è il quarto gruppo italiano a valore nel settore retail e il terzo gruppo italiano a valore nel settore Ho.Re.Ca. delle acque minerali. È proprietaria dei marchi Ferrarelle, Vitasnella, Fonte Essenziale, Maxima, Boario, Natía, Electa e Santagata, che imbottiglia presso i suoi due stabilimenti di Darfo Boario Terme (BS) e Riardo (CE). Inoltre, è distributore esclusivo per la Penisola del brand Evian. La società è in espansione anche all’estero e con Ferrarelle è in distribuzione in molti Paesi, tra i più rilevanti: USA, Canada, Regno Unito, Francia, Malta, Emirati Arabi Uniti, Cipro, Israele, Filippine, Kuwait, Repubblica Dominicana. Da agosto 2017, è proprietaria di Amedei, azienda italiana di produzione di cioccolato d’alta gamma e dello stabilimento di Pontedera (PI). Infine, dalla collaborazione tra Ferrarelle S.p.A. Società Benefit e FAI, nasce il progetto di restauro conservativo di un’antica masseria nel cuore del Parco Sorgenti di Riardo, che ha portato alla rivalutazione di una straordinaria oasi campana e all’istituzione dell’azienda agricola biologica Masseria delle Sorgenti. Per maggiori informazioni: https://www.ferrarelle.it/
Ferrarelle Società Benefit - quarto player nel settore delle acque minerali in Italiaannuncia il lancio del Chinotto Ferrarelle

Ferrarelle nasce dall’infuso di Chinotti di Savona, un frutto prezioso che racchiude il respiro del mare e il profumo delle brezze liguri. Il Chinotto di Savona è un prodotto di nicchia, coltivato in un territorio specifico che ne garantisce l’autenticità e la qualità. Il risultato è una bibita con un sapore adulto e raffinato, per un’esperienza sensoriale inconfondibile. Il colore naturale del Chinotto Ferrarelle è enfatizzato anche nel packaging della lattina, che riprende il system grafico delle Bibite Ferrarelle: un design elegante e minimal, con un colore caldo e avvolgente e preziosi dettagli silver.

Ferrarelle Società Benefit - Italy’s fourth largest mineral water companyannounces the launch of Chinotto Ferrarelle
Ferrarelle Società Benefit - the fourth largest player in the mineral water sector in Italyannounces the launch of Chinotto Ferrarelle, a drink that celebrates Italian tradition with a modern twist. Inspired by the authentic flavours of yesteryear, this new product is a hymn to the Italian Dolce Vita and the warmth of the Mediterranean, reinterpreted with the quality and elegance that have always distinguished the brand.
After the success of the Lemonade, Aranciata and Gassosa references, Ferrarelle embraces a new Made in Italy classic, proposing its interpretation of Chinotto, one of the most popular soft drinks among Italians - consumed by more than 20% of Italian households - for its pleasantly bitter yet sweet and citrus taste.
As with the entire range of Ferrarelle soft drinks, the new Chinotto is made with Ferrarelle’s natural effervescent water for a natural and refined fizzy experience. Its amber colour with warm caramel tones is a reflection of its authentic soul: without artificial colouring, pure in its essence and noble in its simplicity.
Ferrarelle Chinotto comes from the infusion of Chinotto di Savona, a precious fruit that holds the breath of the sea and the scent of Ligurian breezes. Chinotto di Savona is a niche product, cultivated in a specific territory that guarantees its authenticity and quality. The result is a drink with an adult and refined flavour, for an unmistakable sensory experience.
The natural colour of Ferrarelle Chinotto is also emphasised in the can’s packaging, which echoes the graphic system of Ferrarelle Beverages: an elegant, minimalist design with a warm, embracing colour and precious silver details.

Ferrarelle S.p.A. Benefit Society
Ferrarelle S.p.A. Società Benefit is the fourth largest Italian group by value in the retail sector and the third largest group by value in the Ho.Re.Ca. mineral water sector. It owns the Ferrarelle, Vitasnella, Fonte Essenziale, Maxima, Boario, Natía, Electa and Santagata brands, which it bottles at its two plants in Darfo Boario Terme (BS) and Riardo (CE). In addition, it is the exclusive distributor for the Peninsula of the Evian brand. The company is also expanding abroad and with Ferrarelle is distributing in many countries, among the most relevant: USA, Canada, UK, France, Malta, United Arab Emirates, Cyprus, Israel, Philippines, Kuwait, Dominican Republic. Since August 2017, it has owned Amedei, an Italian high-end chocolate production company, and the Pontedera (PI) plant. Lastly, the collaboration between Ferrarelle S.p.A. Società Benefit and FAI led to the conservative restoration project of an ancient farmhouse in the heart of the Sorgenti di Riardo Park, which led to the revaluation of an extraordinary oasis in Campania and the establishment of the Masseria delle Sorgenti organic farm. For further information: https://www.ferrarelle.it/
ADUE annuncia con orgoglio l’apertura di una nuova sede in Marocco e offre ai propri clienti un supporto continuo e specializzato
ADUE, uno dei principali fornitori globali di impianti preparazione bevande e trattamento acqua, annuncia con orgoglio l’apertura di una nuova sede in Marocco: ADUE Med
ADUE vanta storicamente nell’aerea del Maghreb una forte presenza commerciale sin dagli anni 80, con clienti del calibro di Fruital (imbottigliatore Coca Cola).
Attraverso la nuova succursale in Marocco, ADUE ha l’ambizione di espandersi ulteriormente sui mercati del Maghreb e Middle East, offrendo ai propri clienti un supporto continuo e specializzato, sia per i nuovi progetti, sia per gli interventi di assistenza tecnica e vendita ricambi originali.
ADUE era già presente nel Paese dal 2016 grazie al supporto di Ahmed Mahfoud, un collaboratore di fiducia che vanta una formazione continua in azienda da oltre 30 anni, avendo ricoperto diversi ruoli tecnici, e dotato di spiccate capacità organizzative.
A capo della nuova succursale di Casablanca ci sarà proprio Ahmed Mahfoud con il ruolo di amministratore delegato, coadiuvato dal CDA composto dal CEO di ADUE, Simone Squeri, e dal COO di ADUE, Luigi Brugnoli. Il team è completato da una figura amministrativa e da vari tecnici specializzati locali. Tutto personale parlante arabo, francese e inglese, per rapportarsi in modo più semplice ed immediato con i clienti dell’area MENA. “L’apertura della sede marocchina rappresenta un’importante pietra miliare per il nostro business” ha aggiunto Simone Squeri, CEO di ADUE, “Con la guida di

Ahmed e il forte team locale, vogliamo intensificare le nostre visite ai tanti clienti presenti nell’area e ribadire le nostre capacità di supportare i nostri clienti a raggiungere i loro obiettivi di business con soluzioni innovative e accessibili”. ADUE aggiunge così una nuova tappa al processo di crescita in atto da diversi anni, che sta portando all’azienda ottimi risultati e ai clienti un alto valore aggiunto. La scelta strategica di una presenza diretta si affianca infatti alla diversificazione del portafoglio prodotti con l’introduzione degli impianti per il trattamento acque reflue, l’espansione della sede principale in Italia (+ 30 postazioni di lavoro), l’ampliamento dell’organico del reparto field/aftersales, e i progetti di apertura di una nuova sede in Messico entro il 2025. Per maggiori informazioni: info@adue.it www.adue.it +39 0521 505411

ADUE proudly announces the opening of a new office in Morocco and offers its customers continuous and specialised support
ADUE, a leading global supplier of beverage preparation and water treatment systems, proudly announces the opening of a new office in Morocco: ADUE Med
ADUE has historically boasted a strong commercial presence in the Maghreb area since the 1980s, with customers of the calibre of Fruital (Coca-Cola bottler).
Through the new branch in Morocco, ADUE has the ambition to further expand in the Maghreb and Middle East markets, offering its customers continuous and specialised support, both for new projects and for technical assistance and sales of original spare parts.
ADUE had already been present in the country since 2016 thanks to the support of Ahmed Mahfoud, a trusted collaborator who has been with the company for over 30 years, having held various technical positions, and has strong organisational skills.
The new Casablanca branch will be headed by Ahmed Mahfoud himself as managing director, supported
by the Board of Directors composed of ADUE CEO, Simone Squeri, and ADUE COO, Luigi Brugnoli. The team is completed by an administrative figure and several local specialised technicians. All staff speak Arabic, French and English to interact more easily and immediately with customers in the MENA area.
“The opening of the Moroccan office represents an important milestone for our business” added Simone Squeri, CEO of ADUE, “With Ahmed’s leadership and the strong local team, we want to intensify our visits to the many customers present in the area and reaffirm our ability to support our customers in achieving their business goals with innovative and affordable solutions”.
ADUE thus adds a new stage to the growth process that has been underway for several years, which is bringing the company excellent results and high added value to customers.
The strategic choice of a direct presence is in fact accompanied by the diversification of the product portfolio with the introduction of wastewater treatment systems, the expansion of the headquarters in Italy (+ 30 workstations), the expansion of the field/ aftersales department staff and the plans to open a new office in Mexico by 2025.
For more information: info@adue.it www.adue.it +39 0521 505411



A sessant’anni dalla fondazione, Mini Motor resta fedele alla propria identità: un’azienda dove il futuro non è solo immaginato, ma progettato e costruito ogni giorno
Nel 1965 Gianfranco Franceschini apre un piccolo negozio di televisori a valvole a Correggio (RE). Da quella bottega prende forma Mini Motor, spinta dalla passione per la meccanica e da una lungimirante visione imprenditoriale.
Dopo una breve fase iniziale dedicata ad azionamenti per tapparelle e tende, l’azienda si specializza nei motoriduttori integrati per uso industriale, capaci di resistere a sollecitazioni elevate e risolvere i primi problemi di affidabilità con i quali il settore era chiamato a misurarsi.
L’orientamento alle performance e alla co-progettazione con i clienti è da sempre parte del modello Mini Motor. Settori come ceramica, packaging e logistica hanno contribuito a rafforzare l’innovazione interna, portando alla nascita di soluzioni come la linea DBS: motori e motoriduttori brushless ad azionamento integrato progettati per garantire precisione, efficienza e durata, semplificando installazione e manutenzione.
Oggi la visione del fondatore è nelle mani dei figli
Lorella e Andrea, rispettivamente Presidente e Amministratore Delegato. Con una strategia di integrazione verticale, Mini Motor S.p.A. ha acquisito due storiche aziende partner, internalizzando fasi chiave del processo produttivo.
La Ricerca e Sviluppo continua a guidare l’evoluzione tecnologica. Le nuove linee FC e Wireless incarnano il futuro del motion control: soluzioni smart, senza fili, connesse e orientate all’efficienza energetica. Il tutto in formato Plug&Play, per essere implementati velo-
cemente anche su macchine esistenti e rappresentare una soluzione efficace in ottica di revamping. L’espansione internazionale è sostenuta da una solida rete, distribuita in oltre 60 Paesi, che consente di monitorare i mercati esteri e supportare attivamente clienti da tutto il mondo.
A sessant’anni dalla fondazione, Mini Motor resta fedele alla propria identità: un’azienda dove il futuro non è solo immaginato, ma progettato e costruito ogni giorno.
Sixty years since its foundation and Mini Motor is still loyal to its identity: A company where the future is not simply envisaged but designed and built every day
In 1965, Gianfranco Franceschini opened a small valve television shop in Correggio, RE, laying the foundation of Mini Motor, driven by passion for mechanics and a forward-thinking entrepreneurial vision.
Following a brief initial stage focusing on drives for roller shutters and curtains, the company would specialize in integrated geared motors for industrial use, able to withstand high stress and solve the first problems of reliability the sector had to face to.
Aiming to performance and co-design with its customers has always been a part of Mini Motor model. Sectors such as ceramics, packaging and logistics have contributed to reinforcing internal innovation, and have led to solutions like the DBS line: Brushless motors and geared motors with integrated drive designed
to guarantee precision, efficiency, and long-lasting, simplifying installation and maintenance.
Today, the founder’s vision is on the hands of his daughter Lorella and son Andrea, President and CEO, respectively. With a vertical integration strategy, Mini Motor S.p.A. has acquired two historic partner companies, internalizing the key phases of the production process.
Research and Development continues driving technological evolution. The new FC and Wireless lines embody the future of motion control: Smart, wireless and connected solutions aiming to energy efficiency. All that in a Plug&Play format, to be quickly implemented also in already existing machines and standing as an efficacious solution from a revamping point of view.
International expansion is supported by a sound network, present in more than 60 Countries, that allows monitoring foreign markets and actively supporting customers of the world over.
Sixty years since its foundation and Mini Motor is still loyal to its identity: A company where the future is not simply envisaged, but rather designed and built every day.


Con una visione orientata all’innovazione, Magnabosco risponde alle esigenze di un mercato in continua evoluzione offrendo soluzioni avanzate e personalizzate che coniugano efficienza energetica, affidabilità e sostenibilità ambientale

Dal 1960, Magnabosco è leader nella progettazione e costruzione di caldaie a vapore ad alte prestazioni, destinate ad una vasta gamma di settori industriali: dall’alimentare e beverage al tessile, dalle lavanderie industriali alle industrie chimiche, farmaceutiche, cosmetiche, fino alle strutture ospedaliere. Con una visione orientata all’innovazione, l’azienda ha saputo rispondere alle esigenze di un mercato in continua evoluzione, offrendo soluzioni tecnologiche avanzate e personalizzate che coniugano efficienza energetica, affidabilità e sostenibilità ambientale. Magnabosco progetta caldaie su misura con tecnologie all’avanguardia, che riducono i consumi e ottimizzano l’efficienza energetica; su richiesta possono essere completamente personalizzabili, per risolvere le esigenze particolari dei clienti con soluzioni che soddisfano ogni aspettativa. Inoltre, il reparto ricambi garantisce tempi rapidi di consegna e disponibilità di componenti anche datati, assicurando supporto continuo ai clienti. Magnabosco propone caldaie a gas e a gasolio (GVR, GOPI), elettriche (GVE) e l’ultima nata ibrida a gas/ elettrico o a gasolio/elettrico (HYBRID).
Le caldaie della serie GVR con surriscaldatore producono vapore secco di alta qualità senza trascinamenti d’acqua, mentre le versioni GVR ECO1 e GVR ECO2 riducono il consumo di combustibile dal 5% all’8%, migliorando ulteriormente l’efficienza.
With an innovation-driven vision, Magnabosco meets the demands of an ever-evolving market by offering advanced, customized solutions that combine energy efficiency, reliability, and environmental sustainability
Since 1960, Magnabosco has been a leader in the design and construction of high-performance steam boilers, serving a wide range of industrial sectors: from food and beverage to textiles, from industrial laundries to the chemical, pharmaceutical, cosmetics industries and hospital facilities. With an innovation-driven vision, the company has consistently met the demands of an ever-evolving market by offering advanced, customized technological solutions that combine energy efficiency, reliability, and environmental sustainability. Magnabosco designs customized boilers with cuttingedge technology that reduce consumption and optimize
energy efficiency. Upon request, these boilers can be fully customized to meet the specific needs of clients, providing solutions that satisfy expectations. In addition, the spare parts department ensures fast delivery times and availability of even older components, offering continuous support to customers.
Magnabosco offers gas and diesel boilers (GVR, GOPI), electric boilers (GVE), and the latest hybrid models powered by gas/electricity or diesel/ electricity (HYBRID).
The GVR series boilers with superheater produce highquality dry steam without water carryover, while the GVR ECO1 and GVR ECO2 versions reduce fuel consumption by 5% to 8%, further enhancing efficiency.
The GOPI series includes fire-tube boilers with capacities ranging from 150 to 8000 kg/h, known for their robustness, fast startup, and compact size.
The GVE electric steam generators, environmentally friendly and fully electric, deliver outstanding performance from 6 to 4600 kW (up to 6000 kg/h of steam), with pressure from 0.5 to 50 bar, exceptional thermal efficiency, and zero CO2 emissions.

La serie GOPI caldaie a tubi di fumo con capacità che varia da 150 a 8000 kg/h, elevata robustezza, rapida operatività e dimensioni compatte.
I generatori di vapore GVE completamente elettrici, a basso impatto ambientale, offrono prestazioni eccezionali da 6 a 4600 kW (6000 kg/h di vapore) con pressioni da 0.5 a 50 bar, efficienza termica altissima, a zero emissioni di CO2
Tutte le caldaie Magnabosco possono essere realizzate in acciaio al carbonio, in acciaio Inox Aisi 304 e Aisi 316. In particolare, le caldaie in acciaio inox Aisi 304 sono rivolte al comparto alimentare, dove la richiesta di vapore pulito è requisito fondamentale per trattare processi alimentari in modo sicuro e igienico. Inoltre, tuti i modelli di caldaie Magnabosco si possono dotare di diversi accessori ed optional. Le caldaie Magnabosco sono robuste, di dimensioni contenute e di facile utilizzo, con bassi consumi energetici. In un’epoca in cui la sostenibilità è diventata una priorità per le aziende, Magnabosco ha integrato soluzioni green in tutta la sua produzione per ridurre l’impatto ambientale e contribuendo così a una gestione più responsabile delle risorse naturali. Le caldaie a vapore Magnabosco sono quindi una sintesi di efficienza, affidabilità e alta tecnologia.

All Magnabosco boilers can be manufactured in carbon steel, AISI 304 stainless steel, or AISI 316 stainless steel. Specifically, AISI 304 stainless steel boilers are intended for the food industry, where clean steam is essential for safe and hygienic food processing. Furthermore, all Magnabosco boiler models can be equipped with various accessories and optional.
Magnabosco boilers are durable, compact, and easy to use, with low energy consumption. In an era where sustainability is a key priority for companies, Magnabosco has integrated green solutions throughout its production to reduce environmental impact, thereby contributing to more responsible natural resource management.
Magnabosco steam boilers are the synthesis of efficiency, reliability, and advanced technology.

Dai ghiacciai dell’Adamello Brenta alle tavole dei migliori ristoranti, all’insegna di eccellenza e sostenibilità
Surgiva celebra con orgoglio 50 anni di storia, in cui ha portato la purezza dei ghiacciai del Parco Naturale Adamello Brenta sulle tavole dei migliori ristoranti, bar e hotel al mondo. Un traguardo significativo all’insegna dell’eccellenza e di un costante impegno verso la sostenibilità. Era il 1975 quando Surgiva dava il via al suo viaggio a Carisolo, in Trentino, con una piccola produzione. Un percorso che ha avuto un momento chiave nel 1988, con l’acquisizione da parte del Gruppo Lunelli, una delle realtà più importanti nel settore del beverage di alta gamma in Italia, che portò avanti da subito una strategia ben precisa: in un periodo storico in cui si stava affermando l’utilizzo della plastica, Surgiva andò controcorrente, scegliendo, prima acqua italiana, di proporsi con una bottiglia personalizzata in vetro bianco, dal design molto distintivo, e con il tappo a vite. Da allora quella di Surgiva è una storia imprenditoriale di successo, costruita su valori solidi: il legame con il territorio, l’attenzione alla sostenibilità e la costante ricerca dell’eccellenza, principi che
contraddistinguono tutte le aziende del Gruppo Lunelli. Qualità per Surgiva è sinonimo di purezza e leggerezza: è infatti un’acqua minimamente mineralizzata, con un bassissimo residuo fisso che ne assicura un gusto neutro, ideale per accompagnare i piatti dei grandi chef e i migliori vini. Non a caso è stata scelta dall’Associazione Italiana Sommelier (AIS), come sua acqua ufficiale. Disponibile esclusivamente in vetro bianco, si distingue per il design elegante della bottiglia e dell’etichetta, resa inconfondibile dal caratteristico “graffio”. È distribuita unicamente nei circuiti della migliore ristorazione e hotellerie, in Italia e nel mondo.
Surgiva sgorga nel cuore del Parco Naturale Adamello Brenta, un ecosistema che ne garantisce la purezza e che è impegnata a preservare. Un’analisi commissionata dall’azienda per valutare lo stress idrico del bacino in Val di Nambrone, dove si trova la fonte, ha evidenziato l’assenza di stress idrico attraverso il calcolo dell’indice WEI (Water Exploitation Index).
Da sempre Surgiva sostiene numerose iniziative del Parco e dal 2023 collabora con la SAT (Società Alpinisti Tridentini) e la sua Commissione Glaciologica nell’implementazione di un sistema di monitoraggio satellitare dei ghiacciai del Trentino. Un progetto che contribuisce a sensibilizzare sulle conseguenze del riscaldamento globale, tema centrale nel 2025, Anno Internazionale dei Ghiacciai.
Surgiva ricicla il 98% dei rifiuti prodotti e utilizza energia esclusivamente da fonti rinnovabili, una scelta che ha portato l’azienda ad ottenere, nel 2024, la certificazione di Carbon Neutrality Scope 1, 2 e parzialmente 3, secondo lo standard di Climate Partner, grazie a un approccio sistematico di riduzione e compensazione dell’impronta carbonica. Surgiva ha prodotto nel 2024 quasi 40 milioni di bottiglie e ha intrapreso negli ultimi anni un significativo percorso di crescita sui mercati esteri, con un incremento del 40% nel solo 2024. È ad oggi presente in 40 paesi, con una dinamica particolarmente positiva nella penisola araba. “Siamo orgogliosi di celebrare questo importante anniversario, 50 anni di storia fedeli alla nostra missione di valorizzare un’acqua minerale di eccellenza, lavorando nel rispetto dell’ambiente e in armonia con il territorio” commenta Matteo Lunelli, Presidente di Surgiva. “Un ringraziamento speciale va a tutti coloro che hanno reso possibile questo successo, dai nostri collaboratori ai clienti che ci scelgono ogni giorno.”

From the glaciers of Adamello Brenta, in the Dolomites, to the tables of the best restaurants: a journey of excellence and sustainability
Surgiva proudly celebrates 50 years of history, during which it has brought the purity of the glaciers of the Adamello Brenta Nature Park to the tables of the best restaurants, bars, and hotels around the world. A significant milestone marked by excellence and a constant commitment to sustainability.
It was in 1975 when Surgiva began its journey in Carisolo, in Trentino, with a small production. A journey that had a key moment in 1988, with the acquisition by Gruppo Lunelli, one of the most important players in the high-end beverage sector in Italy. The Gruppo immediately pursued a clear strategy: at a time when the use of plastic was becoming widespread, Surgiva flowed upstream, choosing, as the first Italian water brand, to present itself in a personalized white glass bottle with a distinctive design and a screw cap. Since then, Surgiva has built a successful entrepreneurial story based on solid values: a strong connection with the territory, attention to sustainability, and a constant search for excellence—principles that distinguish every Gruppo Lunelli’s company.
For Surgiva, quality means purity and lightness: it is indeed a minimally mineralized water, with an extremely low fixed residue that ensures a neutral taste, making it ideal to accompany dishes from great
chefs and the finest wines. That’s why it was chosen by the Italian Sommelier Association (AIS) as its official water. Available exclusively in white glass, it stands out for the elegant design of the bottle and label, made unmistakable by the characteristic “scratch.” It is distributed solely in the circuits of the finest restaurants and hotels, in Italy and around the world.
Surgiva springs in the heart of the Adamello Brenta Nature Park, an ecosystem that guarantees its purity and that it is committed to preserving. An analysis commissioned by the company to evaluate the water stress of the Val di Nambrone’s basin, where the source is located, highlighted the absence of water stress through the calculation of the WEI (Water Exploitation Index).
Surgiva has always supported numerous initiatives of the Park and, since 2023, it has been collaborating
with the SAT (Società Alpinisti Tridentini) and its Glaciological Commission in the implementation of a satellite monitoring system for Trentino’s glaciers. A project that helps raise awareness about the consequences of global warming, a central theme in 2025, the International Year of Glaciers.
Surgiva recycles 98% of the waste produced and uses energy exclusively from renewable sources, a choice that led the company to obtain, in 2024, the Carbon Neutrality Scope 1, 2, and partially 3 certification, according to the Climate Partner standard, thanks to a systematic approach to reducing and offsetting its carbon footprint.
In 2024, Surgiva produced nearly 40 million bottles and has undertaken a significant growth in international markets in the last years, with a 40% increase in 2024 alone. It now can be found in 40 countries, with a particularly positive trend in the Arabian Peninsula. “We are proud to celebrate this important anniversary, 50 years of history faithful to our mission of promoting an excellent mineral water, working in respect of the environment and in harmony with the territory,” comments Matteo Lunelli, Surgiva’s President. “A special thanks goes to all those who have made this success possible, from our collaborators to the customers who choose us every day.”



La struttura aziendale di Emilos si contraddistingue per una forte flessibilità, che permette di ottenere significativi immediati risultati
La passione di Emilos per la setacciatura nasce al termine degli anni ’70; frutto della volontà e dell’impegno di Luigi Solimè, il fondatore dell’azienda. Questa azienda si caratterizza da sempre per l’intuizione e l’entusiasmo, grazie ai quali è riuscita ad affermarsi nel mondo della setacciatura. La struttura aziendale è contraddistinta da una forte

Emilos’ structure is characterized by strong flexibility, which allows obtaining significant immediate results
Emilos’ passion for sieving was born at the end of the 70s; the result of the will and commitment of Mr. Luigi Solimè, the company’s founder. Emilos has always been characterized by intuition and enthusiasm, thanks to which it has managed to establish itself in the world of sieving. The company’s structure is characterized by strong flexibility, which allows obtaining significant

flessibilità, la quale permette di ottenere significativi immediati risultati. Il contatto diretto con le problematiche del cliente stimola costantemente la progettualità
In Italia Emilos propone prove di setacciatura gratuite, grazie alle quali è possibile definire con precisione il tipo di vibrovaglio più idoneo al risultato desiderato dall’utilizzatore. Con il ciclo di lavorazione Emilos vengono realizzati vibrovagli interamente personalizzati.
Emilos offre una garanzia assoluta di qualità e garantisce da sempre il miglior funzionamento del vibrovaglio realizzato ad personam. La fidelizzazione dei clienti è un elemento di orgoglio. Emilos è da sempre focalizzata sul Made in Italy e ogni vibrovaglio viene interamente realizzato all’interno dell’azienda. Emilos fornisce soluzioni per qualsiasi problematica di vagliatura.
La gamma dei vibrovagli va da un diametro minimo di 450mm a un diametro massimo di ben 1800mm I vibrovagli Emilos sono in grado di affrontare setacciature molto difficoltose e portate orarie elevate, grazie agli speciali motovibratori instal-

immediate results Direct contact with the customer’s problems constantly stimulates planning In Italy, Emilos offers free sieving tests, thanks to which it is possible to precisely define the type of vibrating screen most suitable for the result desired by the user. With its production cycle Emilos produces completely customized vibrating screens. Emilos offers an absolute guarantee of quality and has always guaranteed the best functioning of the vibrating screen made ad hoc. Customers’ loyalty is an element of pride for Emilos.
lati, progettati per funzionare in continuo 24 ore su 24 per 365 giorni l’anno. Vuota-sacchi compatto Questo dispositivo è così detto “tutto in uno” ed è composto da un vibrovaglio mod. SLP600 che integra in sé la cappa di aspirazione. Per facilitarne l’apertura durante le fasi di pulizia, il sistema è dotato di sganci rapidi e scivolo appoggia sacchi ribaltabile.
Il telaio portarete è di tipo doppia-gola che consente assoluta autonomia nel cambio della tela vagliante. Il fondo è conico con scarico laterale per la fuoriuscita del prodotto setacciato. Presenta un carter di protezione per molle e motovibratore. Il carrello è corredato di tre ruote antitraccia. Il motovibratore installato può variare dai 1400 ai 3000 giri/minuto. È costruito interamente in acciaio inox AISI 304L o 316L. Viene realizzato anche in esecuzione ATEX zona 22.
La struttura può essere realizzata con altezza e diametro personalizzati.
I punti di forza di Emilos sono la progettazione e la realizzazione di vibrovagli personalizzati, la qualità e la durevolezza dei macchinari prodotti e le brevi tempistiche di esecuzione e consegna.
Emilos has always been focused on Made in Italy; each Emilos vibrating screen is entirely made in-house. Emilos provides solutions for any sieving problem. The range of Emilos vibrating screens goes from a minimum diameter of 450mm to a maximum diameter of 1800mm
The vibrating sieves are able to deal with very difficult sievings and high hourly flow rates, thanks to the special motorvibrators installed, designed to operate continuously 24 hours a day, 365 days a year.
Compact bag-emptying machine
This so-called “all-in-one” device consists of a vibrating screen model SLP600 that houses a suction hood. To facilitate opening during cleaning operations, the system is equipped with quick releases and a tilting bag ramp. The double-groove screen holder frame allows utter freedom when changing the screening net. The conic-shape bottom has side unloading for sieved product discharge. It features a protective casing for springs and motor vibrator. The trolley is equipped with three non-marking wheels. The motor vibrator installed can vary from 1400 to 3000 rpm. It is entirely in stainless steel AISI 304L or 316L, and is also built in compliance with ATEX, zone 22. The height and diameter of the frame can be customized.
Emilos’ strength points are the design and construction of customized vibrating screens, the quality of the materials used, the longevity of the machinery produced and the short times of execution and delivery.

Sistemi avanzati di filtrazione per la stabilizzazione biologica e la conservazione delle proprietà organolettiche
Tecnologie di filtrazione avanzata per la qualità e la sicurezza nel beverage
Nel settore beverage, la filtrazione è cruciale per preservare le caratteristiche sensoriali, la stabilità e la sicurezza microbiologica dei prodotti. BEA Technologies offre soluzioni avanzate per la chiarifica, la brillantatura e la stabilizzazione di acque, succhi, bibite, sciroppi e vini.
Rispetto ai trattamenti termici, la filtrazione a freddo mediante membrane consente di eliminare batteri e impurità senza alterare la composizione o il profilo organolettico del prodotto. Una tecnologia sostenibile, efficace e sempre più richiesta nel mercato beverage. Per ottenere bevande visivamente limpide, BEA Technologies propone elementi filtranti come TOPLIFE, STARLIFE e VINOLIFE. Queste cartucce, con elevata capacità di accumulo, trattengono efficacemente le particelle colloidali responsabili della torbidità residua.
Gli sciroppi destinati alle bevande richiedono una filtrazione articolata:
• Primo stadio: Filtri in rete d’acciaio inox 316 (25–50 µm) per trattenere particelle grossolane
• Secondo stadio: Cartucce TOPLIFE e STARLIFE (20–40 µm) per una filtrazione fine, in grado di preparare lo sciroppo all’uso in bevande gasate e non Prima dell’imbottigliamento, è essenziale ridurre la carica batterica.
Questo avviene in due passaggi:
• Prefiltrazione: Con cartucce rigenerabili NANOTRAK o NOVATRAK (0,5–1 µm)
• Filtrazione finale: Con membrane BIOKLARIS, installate a monte della riempitrice
Soluzioni su misura per ogni esigenza produttiva
Per rispondere alle diverse necessità applicative, BEA Technologies ha sviluppato una gamma completa di soluzioni:
• MAGNEX: Ampia superficie filtrante (fino a 9,5 m²), ideale per elevate cariche contaminanti
• MAGNEXFLO: Sistema automatico e rigenerabile, sostituisce le farine fossili nella chiarifica di vini e distillati
• POLYVERSE: Per la filtrazione degli sciroppi zuccherini, rigenerabile con controlavaggio
• POLYVER: Preserva l’integrità aromatica dei vini più delicati
• VINOKLARIS: Membrana finale per la stabilizzazione microbiologica dei vini
Ogni impianto richiede una soluzione specifica. Per questo BEA Technologies mette a disposizione un sistema pilota, utile per test di filtrazione personalizzati. Le aziende possono così valutare con precisione prestazioni e costi legati all’introduzione delle tecnologie BEA. Nel mondo enologico, il rispetto dell’identità del prodotto è imprescindibile. Le soluzioni BEA garantiscono l’integrità organolettica dei vini e ne valorizzano la qualità, offrendo sicurezza, efficienza e sostenibilità.


Advanced filtration systems enabling biological stabilization and preserving the authentic sensory profile of beverages
State-of-the-art filtration technologies for quality and safety in beverages
Filtration plays a vital role in preserving the sensory qualities, stability, and microbiological safety of beverage products. BEA Technologies offers advanced solutions for clarification, brightening and stabilization of water, juices, soft drinks, syrups and wines. Compared to heat treatments, cold filtration using membranes allows the removal of bacteria and impurities without altering the composition or organoleptic profile of the product. A sustainable, effective technology that is increasingly in demand in the beverage market.
To achieve visually clear beverages, BEA Technologies offers filter elements such as TOPLIFE, STARLIFE and VINOLIFE. These cartridges, with high accumulation capacity, effectively retain colloidal particles responsible for residual turbidity.
Syrups intended for beverages require articulated filtration:
• First stage: 316 stainless steel mesh filters (25-50 µm) to retain coarse particles
• Second stage: TOPLIFE and STARLIFE cartridges (20-40 µm) for fine filtration to prepare the syrup for use in carbonated and non-carbonated beverages Before bottling, it is essential to reduce the bacterial load.
This is done in two steps:
• Prefiltration: With NANOTRAK or NOVATRAK regenerable cartridges (0.5-1 µm)
• Final filtration: With BIOKLARIS membranes, installed upstream of the filling machine Tailor-made solutions for every production need
To meet different application needs, BEA Technologies has developed a full range of solutions:
• MAGNEX: Large filtering surface area (up to 9.5 m²), ideal for high contaminant loads
• MAGNEXFLO: Automatic and regenerable system, replaces kieselguhr in the clarification of wines and distillates
• POLYVERSE: For filtration of sugar syrups, regenerable with backwashing
• POLYVER: Preserves the aromatic integrity of the most delicate wines
• VINOKLARIS: Final membrane for microbiological stabilization of wines
Each system requires a specific solution. To support this process, BEA Technologies provides a pilot system for customized filtration tests. Companies can thus accurately assess performance and costs associated with the introduction of BEA technologies. In winemaking, preserving the unique identity of each product is essential. BEA filtration solutions maintain the organoleptic integrity of wines, enhancing their quality while ensuring safety, efficiency, and sustainability.

Le rinnovate lattine “Drink Your Meditation” soddisfano la domanda dei consumatori di opzioni di bevande sane e sostenibili

Il marchio di “Botanical soda” Moment (www. drinkmoment.com) ha stretto una partnership con Crown Holdings, Inc. (NYSE: CCK) (Crown) (www.crowncork.com) per espandere i suoi sforzi di sostenibilità migliorando il packaging in alluminio delle sue bevande a base di botanici e adattogeni vendute negli Stati Uniti. Sostituendo le lattine di alluminio termoretraibili con lattine stampate direttamente - che presentano credenziali di sostenibilità senza pari - l’azienda migliorerà notevolmente la circolarità delle confezioni e il suo impatto ambientale. Per completare questa transizione, Moment ha scelto Crown per la sua esperienza completa nel campo del packaging, le capacità di progettazione grafica, i servizi tecnici e la dedizione alla sostenibilità. Uno dei partner di Moment, Capsules and Closures, LLC, fornisce ulteriore supporto.
“Moment rappresenta un settore entusiasmante dell’industria delle bevande, che continua a primeggiare nelle classifiche di categoria”, ha dichiarato Bryan Sahadi, Marketing and Commercial Operations Senior Manager di Crown. “Siamo entusiasti di sostenere il successo del marchio nel mercato delle ‘bibite moderne’ fornendo una confezione ecologica e straordinaria che riflette
l’evoluzione delle preferenze dei consumatori. Poiché Moment continua ad aumentare la propria popolarità, siamo impegnati come loro fornitore e risorsa per il design grafico - e non vediamo l’ora di vedere cosa succederà nel loro viaggio ispiratore”. La collaborazione tra le due aziende consentirà a Moment di trasferire sei dei suoi prodotti più popolari in un formato infinitamente riciclabile, mantenendo al contempo l’esperienza del consumatore. Moment continua a crescere e ad essere leader nel settore delle “bibite moderne”, e la collaborazione con Crown per migliorare il nostro packaging non è certo un problema”, ha dichiarato Aisha Chottani, fondatrice e CEO di Moment. “Tra le loro capacità e lo stretto supporto di Capsules and Closures, siamo in grado di estendere il nostro raggio d’azione al dettaglio in un formato più sostenibile, ma con l’aspetto e la sensazione che i nostri clienti si aspettano”.
Con lo slogan “Bevi la tua meditazione”, le referenze di Moment con Crown includeranno gusti di grande successo come Sparkling Blackberry Lavender e Still Blueberry Ginger, che favoriscono la riduzione dello stress e la chiarezza mentale grazie a ingredienti di ispirazione sud-asiatica come l’ashwagandha e la L-teanina. Analcoliche,
ipocaloriche e senza zuccheri aggiunti, le bevande soddisfano la crescente domanda di opzioni salutari da parte dei consumatori e l’aumento della fascia demografica dei “sobri curiosi”.
Di proprietà di donne e minoranze, il marchio ha creato una base di clienti fedeli che cercano bevande naturali da gustare durante le varie attività sociali e di vita. Dopo la partecipazione al reality show di successo “Shark Tank”, Moment ha registrato una crescita del 400% ed è pronta per una scalata significativa. Il suo nuovo packaging manterrà la trasparenza e l’integrità del prodotto attraverso questa espansione, mantenendo al contempo la straordinaria identità visiva del marchio, riflessa in una serie di lattine ombreggiate in colori vivaci e accattivanti.
Per saperne di più sulle capacità e i servizi di Crown nel settore delle lattine per bevande, visitate il sito: https://www.crowncork.com/beverage-packaging.
Visualizza il contenuto originale: https://www.prnewswire.com/news-releases/ botanical-beverage-brand-moment-and-crownholdings-elevate-modern-soda-to-a-new-level-ofsustainability-302415929.html
Informazioni su Crown Holdings, Inc.
Crown Holdings, Inc. attraverso le sue consociate, è un fornitore leader a livello mondiale di prodotti di imballaggio rigido per le aziende di marketing al consumo, nonché di prodotti, attrezzature e servizi di imballaggio protettivo e di transito per un’ampia gamma di mercati finali. La sede centrale si trova a Tampa, in Florida. Per ulteriori informazioni, visitare il sito www.crowncork.com.
Informazioni su Moment
Moment è una bevanda naturale a base di piante che favorisce la chiarezza mentale e l’attenuazione dello stress. Non contiene zuccheri aggiunti ed è un’opzione a basso contenuto calorico e non OGM con sapori divertenti ispirati da tutto il mondo. Moment è di proprietà di donne e minoranze e condivide l’1% dei profitti con organizzazioni non profit per la salute mentale.
Informazioni su Capsules and Closures, LLC Capsules and Closures LLC, fondata nel 2015, è un’azienda di proprietà femminile che fornisce chiusure specializzate per contenitori di alimenti e bevande, nonché lattine di alta qualità. Oltre ai suoi prodotti, che supportano la durata di conservazione, il trasporto e lo stoccaggio dei beni di consumo confezionati, l’azienda offre competenze di sourcing e consulenza ai clienti in tutti gli Stati Uniti.
Revamped “Drink Your Meditation” cans meet consumer demand for healthy and sustainable beverage options
“Botanical soda” brand Moment (www. drinkmoment.com) has partnered with Crown Holdings, Inc. (NYSE: CCK) (Crown) (www. crowncork.com) to expand its sustainability efforts by upgrading the aluminum packaging of its botanical and adaptogen-based drinks sold across the U.S. By replacing shrink-wrapped aluminum cans with directly printed cans – which feature unparalleled sustainability credentials – the company will vastly improve package circularity as well as its environmental impact. To complete this transition, Moment chose Crown for its comprehensive packaging expertise, graphic design capabilities, technical services and dedication to sustainability.
One of Moment’s partners, Capsules and Closures, LLC, is providing additional support.
“Moment represents an exciting corner of the beverage industry that continues to top category charts,” said Bryan Sahadi, Marketing and Commercial Operations Senior Manager at Crown. “We are thrilled to support the brand’s success in the ‘modern soda’ market by providing an eco-friendly, stunning package that reflects evolving consumer preferences. As Moment continues to soar in popularity, we are committed as their supplier and graphic design resource—and we look forward to seeing what is next in their inspiring journey.”
The collaboration between the companies will enable Moment to move six of its most popular SKUs to an infinitely recyclable format while upholding the consumer experience.
“As Moment continues to grow and lead in the ‘modern soda’ space, partnering with Crown to elevate our packaging is a no-brainer,” said Aisha Chottani, founder and CEO of Moment. “Crown has demonstrated extensive expertise in everything from supply chain sustainability to shelf appeal; between their capabilities and the close support from Capsules and Closures, we are able to extend our retail reach in a more sustainable format but with the signature look and feel our customers expect.”
Paired with the tagline “Drink Your Meditation,” Moment’s SKUs with Crown will include topperforming flavors like Sparkling Blackberry Lavender and Still Blueberry Ginger, which foster stress relief and mental clarity with South Asian-inspired ingredients like ashwagandha and L-theanine. Nonalcoholic, low-calorie and with no added sugar, the beverages satisfy increased consumer demand for healthy options and the rise of the “sober-curious” demographic.
Female- and minority-owned, the brand has built a loyal customer base with those seeking natural
beverage formulations to enjoy during various lifestyle and social activities. Since appearing on the hit reality show “Shark Tank,” Moment has experienced 400% growth and is poised for a significant scale-up. Its new packaging will maintain product transparency and integrity through this expansion while also upholding the brand’s striking visual identity—reflected in a series of ombre cans in bright, eye-catching colors. To learn more about Crown’s beverage can capabilities and services, visit: https://www.crowncork.com/beverage-packaging.
View original content: https://www.prnewswire. com/news-releases/botanical-beverage-brandmoment-and-crown-holdings-elevate-modern-sodato-a-new-level-of-sustainability-302415929.htm
Crown Holdings, Inc., through its subsidiaries, is a leading global supplier of rigid packaging products to consumer marketing companies, as well as transit
and protective packaging products, equipment and services to a broad range of end markets. World headquarters are located in Tampa, Florida. For more information, visit www.crowncork.com.
Moment is a natural botanical based beverage that supports mental clarity and stress-relief. It contains no added sugar and is a low-calorie, non-GMO option with fun flavors inspired from around the world. Moment is female-owned, minority-owned and shares 1% of profits with mental health non-profits.
Capsules and Closures LLC, established in 2015, is a female-owned business that provides specialized closures for food and beverage containers, as well as high-quality cans. In addition to its products, which support shelf life, transport and storage for consumerpackaged goods, the company offers sourcing and consulting expertise to customers throughout the U.S.

ALritma è una macchina etichettatrice che accompagna la storia di ALtech da oltre vent’anni. Con più di 20.000 unità installate nel mondo, è riconosciuta per affidabilità e versatilità
Si è conclusa con successo la partecipazione di ALtech a Ipack Ima 2025, una delle fiere internazionali di riferimento per il settore del packaging. In questa occasione, insieme con varie etichettatrici rappresentative della vasta gamma di ALtech, l’azienda ha mostrato l’evoluzione di uno dei suoi sistemi più iconici: ALritma ALritma è una macchina etichettatrice che accompagna la storia di ALtech da oltre vent’anni. Con più di
20.000 unità installate nel mondo, è riconosciuta per affidabilità e versatilità. A Ipack Ima 2025 è stata svelata la quarta generazione del modello, completamente riprogettata per offrire maggiore flessibilità e modularità, senza rinunciare alla rinomata precisione ed affidabilità.
Le principali novità della nuova ALritma
• Modularità evoluta, che consente l’aggiunta di componenti anche dopo l’installazione
• Struttura flessibile con moduli orientabili, adattabile a linee di confezionamento con spazi ridotti.
• Applicabilità universale, programmabile per memorizzare i parametri di etichettatura di formati diversi.
• Adatta a numerosi settori industriali, tra cui alimentare, cosmetico, farmaceutico, chimico.
Come sottolineato dal CEO Paolo Salvini, “Il nome è lo stesso, ma i contenuti sono completamente nuovi.” La nuova ALritma si conferma una soluzione modulare, in grado di rispondere alle esigenze sempre più specifiche e dinamiche dell’industria moderna.


Un riscontro positivo da parte del pubblico
Durante i quattro giorni di fiera, lo stand ALtech ha accolto un elevato numero di visitatori, tra cui clienti storici, distributori internazionali e nuovi potenziali partner. L’interesse dimostrato ha confermato l’attualità e il valore delle soluzioni proposte.
ALtech desidera ringraziare tutti i visitatori per l’attenzione e il tempo dedicato, nonché per aver contribuito al successo dell’evento.
Un ringraziamento speciale va anche a tutto il team aziendale, che con dedizione e professionalità ha reso possibile questa partecipazione di successo.

ALritma is a labeling machine that has been part of ALtech’s history for over twenty years. With more than 20,000 units installed worldwide, it is known for its reliability and versatility
ALtech’s participation in Ipack Ima 2025, one of the leading international trade fairs for the packaging industry, concluded successfully. On this occasion, alongside various labeling machines representing ALtech’s broad product range, the company unveiled the evolution of one of its most iconic systems: ALritma
ALritma is a labeling machine that has been part of ALtech’s history for over twenty years. With more than 20,000 units installed worldwide, it is known for its reliability and versatility. At Ipack Ima 2025, the fourth generation of the model was revealed, completely redesigned to offer greater flexibility and modularity, while maintaining the brand’s renowned precision and reliability. Key innovations of the new ALritma:
• Advanced modularity, allowing components to be added even after installation
• Flexible structure with adjustable modules, adaptable to packaging lines with limited space
• Universal applicability, programmable to store labeling parameters for different formats
• Suitable for numerous industrial sectors, including food, cosmetics, pharmaceuticals, and chemicals
As CEO Paolo Salvini noted, “The name is the same, but the contents are entirely new.” The new ALritma confirms itself as a modular solution, capable of meeting the increasingly specific and dynamic needs of modern industry.
Positive feedback from the public
Throughout the four-day event, the ALtech stand welcomed a large number of visitors, including long-time customers, international distributors, and new potential partners. The interest shown confirmed the relevance and value of the solutions presented.
ALtech would like to thank all visitors for their attention and time, as well as for contributing to the success of the event.
A special thanks also goes to the entire company team, whose dedication and professionalism made this successful participation possible.


Il Gruppo punta a raggiungere una quota del 20% di prodotti analcolici nel suo portafoglio entro il 2030
Dopo gli oltre 5 milioni di euro in impianti di dealcolizzazione e la partnership globale con Scuderia Ferrari HP, arriva una nuova campagna di Peroni Nastro Azzurro 0.0% che ci ricorda che è possibile godere una birra di qualità, senza rinunce.
Birra Peroni continua a investire sui prodotti no alcol, a dimostrazione della loro centralità all’interno della strategia di sostenibilità dell’azienda e del Gruppo Asahi, di cui è parte. Il Gruppo, infatti, punta a raggiungere una quota del 20% di prodotti analcolici nel suo portafoglio entro il 2030 e in questa direzione si inseriscono gli oltre 5 milioni di euroinvestiti nello stabilimento di Roma per la
produzione di birra analcolica oltre che la recente partnership globale con Scuderia Ferrari HP. In questo scenario, l’azienda birraia ha lanciato “Zer0% Alcol, Zer0% Rinunce”, la campagna che racconta come una birra analcolica può essere una scelta consapevole e appagante. Il messaggio è chiaro: la possibilità di godersi momenti di condivisione e socialità senza dover rinunciare al gusto e alla sicurezza, oltre che semplicemente al piacere di bere una bevanda analcolica in momenti speciali.
“In linea con la nostra strategia di sostenibilità, da anni stiamo investendo sullo sviluppo di un’offerta di prodotti premium analcolici” – dichiara
Federico Sannella, Direttore Relazioni Esterne e Affari Istituzionali di Birra Peroni – “Questo ci ha sicuramente permesso di arrivare pronti a questo momento in cui il mercato vede una crescita costante della domanda di prodotti no alcol, grazie a una maggiore consapevolezza intorno al benessere e alla qualità degli ingredienti. Ma soprattutto, questo impegno per noi rappresenta da sempre il nostro contributo concreto nel continuare a promuovere un consumo responsabile delle bevande alcoliche, attraverso l’innovazione di prodotto e quindi la capacità di offrire a consumatori e consumatrici una valida alternativa, che gli permetta di non rinunciare al piacere di bere una buona birra anche quando non vogliono o non possono consumare alcol”. Birra Peroni porta avanti, dunque, il suo impegno di lungo corso nel consumo responsabile in linea con i trend del momento e in ascolto dei consumatori, che sempre di più promuovono uno stile di vita sano e consapevole senza rinunciare a gusto e qualità.
The Group aims to reach a 20% share of non-alcoholic products in its portfolio by 2030

After more than 5 million euros in dealcoholisation plants and the global partnership with Scuderia Ferrari HP, comes a new campaign for Peroni Nastro Azzurro 0.0% reminding us that it is possible to enjoy a quality beer without sacrifices.
Birra Peroni continues to invest in alcohol-free products, demonstrating their centrality within the sustainability strategy of the company and the Asahi Group, of which it is part. The Group, in fact, aims to reach a 20% share of non-alcoholic products in its portfolio by 2030, and the more than 5 million euros invested in the Rome plant for the production of nonalcoholic beer, as well as the recent global partnership with Scuderia Ferrari HP, are part of this strategy. In this scenario, the brewery launched ‘Zer0% Alcohol, Zer0% Rinunce’, the campaign that tells how a non-alcoholic beer can be a conscious and satisfying choice. The message is clear: the possibility of enjoying moments of sharing and socialising without having to give up taste and safety, as well as simply the pleasure of drinking a non-alcoholic beverage at special moments.
‘In line with our sustainability strategy, for years we have been investing in the development of a range of premium non-alcoholic products,’ says Federico Sannella, Director of External Relations and Institutional Affairs at Birra Peroni. ’This has certainly enabled us to arrive ready for this moment in time, when the market is seeing a constant growth in demand for non-alcoholic products, thanks to a greater awareness of wellness and the quality of ingredients. But above all, this commitment for us has always represented our concrete contribution in continuing to promote responsible consumption of alcoholic beverages, through product innovation and therefore the ability to offer consumers a valid alternative that allows them not to give up the pleasure of drinking a good beer even when they do not want to or cannot consume alcohol’. Birra Peroni therefore continues its long-standing commitment to responsible consumption in line with current trends and listening to consumers, who are increasingly promoting a healthy and conscious lifestyle without giving up taste and quality.
Dal cuore della Valle Brembana a drinktec, BBM celebra due decenni di soluzioni all’avanguardia per il confezionamento. Non solo linee usate, ma un vero servizio chiavi in mano e ricambistica di alta qualità. In vetrina la linea PET da 25.000 bph e un invito speciale per i visitatori

Nel dinamico mondo dell’imbottigliamento e del confezionamento, BBM Packaging rappresenta da vent’anni un punto di riferimento solido, innovativo e in continua crescita. Fondata nel 2005 e con sede a Lenna, in provincia di Bergamo, l’azienda italiana ha saputo distinguersi nel mercato internazionale grazie a una formula che unisce competenza tecnica, attenzione al cliente e una gamma di servizi completa.
BBM Packaging non è solo un rivenditore di macchinari: è un partner strategico per chi opera nei settori beverage, food e non-food. L’azienda propone linee e macchine usate revisionate dei principali brand, offrendo soluzioni economicamente vantaggiose e sostenibili senza compromettere prestazioni e affidabilità. BBM offre impianti completi nuovi, usati o misti, con un ampio stock di oltre 200 macchine disponibili per la visione.
BBM è attiva nei settori acqua, latte, bibite analcoliche, alcolici, vino, olio e conserve. Che si tratti di adattare le linee a nuovi formati, PET riciclato o tappi tethered, la missione è aiutare le aziende a fare di più con meno: meno sprechi, meno investimenti, meno tempi di attesa, ma con il massimo dell’efficienza, dell’affidabilità e della sostenibilità
Accanto alla vendita, BBM mette a disposizione un service specializzato su impianti di tutti i principali brand (come Krones, Sidel, SMI, e tanti altri), effettuando revamping, installazioni, manutenzioni e aggiornamenti tecnologici, anche su misura. L’offerta si estende anche a rilocazioni complete di impianti, smontaggi e rimontaggi professionali in tutto il mondo, nonché alla formazione degli operatori per garantire un uso ottimale delle linee in produzione. Completa l’offerta un vasto magazzino di ricambi compatibili, che consente consegne rapide e continuità operativa agli impianti dei clienti. Un approccio flessibile, smart e sempre orientato alla soddisfazione delle esigenze produttive di aziende di ogni dimensione.

BFrom the heart of the Brembana Valley to drinktec, BBM celebrates two decades of cutting-edge packaging solutions. Not just used lines, but a true turnkey service and high-quality spare parts. Showcased: the 25,000 bph PET line and a special invitation for visitors
BM Packaging has been a solid, innovative, and continuously growing benchmark for the past twenty years in the dynamic world of bottling and packaging. Founded in 2005 and headquartered in Lenna, in the province of Bergamo, this Italian company has set itself apart in the international market thanks to a formula that combines technical expertise, customer focus, and a comprehensive range of services.
BBM Packaging is not just a machinery reseller: it is a strategic partner for operators in the beverage, food, and non-food sectors. The company offers refurbished used lines and machines from major brands, providing cost-effective and sustainable solutions without compromising performance and reliability. BBM supplies complete lines — new, used, or mixed — with a wide stock of over 200 machines available for inspection.
BBM operates in the water, milk, soft drinks, alcoholic beverages, wine, oil, and preserved foods sectors. Whether it’s adapting lines to new formats, recycled PET, or tethered caps, the mission is to help companies achieve more with less: less waste, lower investment, shorter lead times, and maximum efficiency, reliability, and sustainability
Beyond sales, BBM offers specialized service on equipment from all major brands (such as Krones, Sidel, SMI, and many others), performing revamping, installations, maintenance, and custom technological upgrades. The offering also includes complete plant relocations, professional disassembly and reassembly worldwide, and operator training to ensure optimal line performance.
Completing the offer is a vast stock of compatible spare parts, enabling fast deliveries and operational continuity for customer plants. A flexible, smart approach, always focused on meeting the production needs of companies of all sizes.

In vetrina: linea PET da 25.000 bph per acqua naturale e frizzante
Tra le soluzioni più performanti attualmente disponibili, la linea di imbottigliamento PET da 25.000 bph rappresenta un impianto completo e affidabile per la produzione di acqua naturale e frizzante. Progettata per garantire efficienza e continuità operativa, questa linea si distingue la qualità dei marchi coinvolti, come Krones, Atlas Copco e Zalkin.
Il layout copre il processo dal compressore fino all’etichettatura, offrendo un flusso ottimizzato per velocità, precisione e compatibilità con cinque formati. Grazie alla possibilità di integrazione con soluzioni di confezionamento e pallettizzazione automatica BBM, la linea si presta perfettamente a impianti moderni orientati a volumi medio-alti.
La lista macchine:
• Compressore Atlas Copco ZD2300VSD (2009)
• Soffiatrice Krones Contiform S14 (2009)
• Nastri ad aria Eurosistemi (2002)
• Riempitrice Krones Variojet (2002)
• Etichettatrice Krones (2013)
• Nastri di trasporto bottiglie BBM Scopri di più:



In vetrina: linea PET da 12.000 bph per acqua e bibite
Showcased: 25,000 bph PET line for still and sparkling water
Among the top-performing solutions currently available, the 25,000 bph PET bottling line is a complete and reliable plant for producing still and sparkling water. Designed to ensure efficiency and operational continuity, this line stands out for the quality of the brands involved, such as Krones, Atlas Copco, and Zalkin.
The layout covers the process from the compressor to labeling, offering an optimized flow for speed, precision, and compatibility with five formats. This line is perfectly suited to modern facilities targeting medium-to-high volumes thanks to seamless integration with BBM’s automatic packaging and palletizing solutions.
Machine list:
• Atlas Copco ZD2300VSD Compressor (2009)
• Krones Contiform S14 blow molder (2009)
• Eurosistemi Air Conveyors (2002)
• Krones Variojet Filler (2002)
• Krones Labeler (2013)
• BBM Bottle Conveyor Belts
Learn more:




Showcased: 12,000 bph PET line for water and soft drinks
BBM propone una seconda soluzione attualmente in produzione: una linea completa per l’imbottigliamento in bottiglie PET di acqua naturale, frizzante e bibite, con una capacità fino a 12.000 bottiglie/ora. Compatta, versatile e affidabile, è ideale per produzioni medio-piccole e comprende soffiatrice, riempitrice ed etichettatrice. Anche questa linea è ispezionabile su appuntamento ed è disponibile “vista e piaciuta” fino a ottobre 2025.
La lista macchine:
• Soffiatrice Krones Contiform S8 (2004)
• Riempitrice Simonazzi Eurostar 40-60-15-10 (1988)
• Etichettatrice Krones Contiroll (2009) Scopri di più:



Appuntamento a drinktec 2025 - Con ingresso gratuito
BBM Packaging ti aspetta a Drinktec 2025 nel Padiglione A6, Stand 539, con uno stand completamente digitale e interattivo, pensato per offrire un’esperienza immersiva nelle sue soluzioni per l’industria del beverage. Per agevolare la partecipazione di clienti e partner, BBM Packaging mette a disposizione biglietti d’ingresso gratuiti: è sufficiente scannerizzare il QR code o registrarsi sul sito per ricevere il voucher. Ottieni il tuo biglietto gratuito per drinktec:
BBM also offers a second solution currently in production: a complete line for bottling still and sparkling water and soft drinks in PET bottles, with a capacity of up to 12,000 bottles/hour. Compact, versatile, and reliable, it is ideal for small to medium-scale production and includes a blower, filler, and labeler. This line is also available for inspection by appointment and is offered “as-is” until September 2025.
Machine list:
• Krones Contiform S8 blow molder (2004)
• Simonazzi Eurostar 40-60-15-10 Filler (1988)
• Krones Contiroll Labeler (2009)
Learn more:





Join BBM Packaging at drinktec 2025 – Free Admission
BBM Packaging awaits you at Drinktec 2025 in Hall A6, Booth 539, with a fully digital and interactive stand designed to offer an immersive experience in its beverage industry solutions. To support the participation of clients and partners, BBM Packaging is offering free admission tickets: simply scan the QR code or register on the website to receive your voucher. Get your free ticket to drinktec:

Da PET Solutions soluzioni avanzate per il futuro dell’imballaggio nel settore beverage
PET Solutions ha recentemente completato l’installazione di una linea di produzione all’avanguardia per un importante cliente nel settore beverage, progettata specificamente per il trattamento di PET riciclato (rPET) nella produzione di preforme. Con una capacità produttiva di circa 6.000 kg/h, l’impianto integra tecnologie all’avanguardia mirate a ottimizzare le prestazioni, garantire l’efficienza energetica e mantenere una qualità costante del materiale durante l’intero processo produttivo. Questa installazione rappresenta una testimonianza del potenziale delle pratiche di produzione sostenibile in un mercato in crescita, che sempre più richiede soluzioni di imballaggio ecologiche. Sistema di caricamento silo esterni: gestione efficiente e sicura dei materiali
La prima fase delle operazioni dell’impianto riguarda la gestione e il caricamento dei materiali in quattro silos esterni, forniti da Ergomec, parte di Pegaso Industries. Questi silos sono dotati di avanzati sistemi di trasporto pneumatico che trasferiscono i materiali in modo sicuro, mantenendo alti standard di controllo della contaminazione.
Il sistema è progettato per automatizzare il flusso dei materiali, assicurando una fornitura continua e costante ai ricevitori a valle. Questo non solo migliora l’efficienza operativa dell’impianto, ma riduce anche i rischi legati alla gestione manuale, diminuendo i rischi di contaminazione e migliorando la sicurezza. L’uso del trasporto pneumatico garantisce che i materiali vengano trasferiti in modo controllato e pulito, aspetto fondamentale quando si trattano materiali in PET riciclato
Sistema di dosaggio gravimetrico: alta precisione per una miscelazione ottimizzata dei materiali
Un componente cruciale del sistema è la tecnologia di dosaggio gravimetrica, che fornisce una precisione di dosaggio di ±0,1% per i materiali in


ingresso. Capace di gestire fino a otto componenti diversi, il sistema offre capacità produttiva che vanno da 50 kg/h a 3.000 kg/h, garantendo che le proporzioni precise di materiale richieste per la produzione delle preforme siano mantenute in modo costante.
Il sistema di dosaggio è dotato di monitoraggio in tempo reale e di una funzione di ricalibrazione adattiva, che assicura che la qualità del materiale rimanga costante durante l’intero processo produttivo. Utilizzando un PLC Siemens S7, il sistema fornisce agli operatori il controllo in tempo reale attraverso un’interfaccia touchscreen da 7 pollici, che consente di monitorare e regolare con precisione il flusso dei materiali, contribuendo a migliorare la qualità del prodotto e riducendo il rischio di errori durante il processo.
Tecnologia DRV per deumidificazione continua: rimozione avanzata dell’umidità
Al centro delle operazioni dell’impianto si trova la tecnologia DRV, una soluzione di deumidificazione in vuoto continua ottimizzata per la rimozione dell’umidità sia dal rPET che dal PET vergine prima dell’iniezione nello stampo per la produzione delle preforme. Il sistema DRV funziona a pressione ridotta, il che non solo migliora l’efficienza energetica, ma protegge anche il materiale da surriscaldamenti e degrado.
I principali vantaggi del sistema DRV includono:
• Protezione del materiale: L’operazione a bassa pressione previene il degrado termico e preserva la qualità del materiale, evitando problemi comuni come l’ingiallimento, che si verificano spesso con i sistemi di deumidificazione tradizionali.
• Efficienza energetica: Il sistema DRV opera con un consumo energetico significativamente ridotto rispetto ai sistemi tradizionali, eliminando la necessità di condensatori a olio e garantendo importanti risparmi energetici.
• Deumidificazione rapida e uniforme: Il processo a quattro tramogge garantisce che il contenuto di umidità venga ridotto in modo omogeneo, ottimizzando il materiale per la fase successiva della produzione. Questa deumidificazione uniforme è essenziale per mantenere la qualità e la consistenza delle preforme.

• Cambio rapido del materiale: Il sistema riduce i tempi di cambio materiale fino al 65%, migliorando l’efficienza complessiva dell’impianto e riducendo i tempi di fermo tra le produzioni.
• Manutenzione minima: La progettazione del sistema DRV richiede una manutenzione ridotta, garantendo meno interruzioni e un tempo operativo maggiore.
Efficienza energetica e sostenibilità: un approccio green
L’intero impianto è progettato con un forte focus sulla sostenibilità, riducendo l’impatto ambientale del processo produttivo e migliorando l’efficienza operativa. L’integrazione di tecnologie ad alta efficienza energetica, come il sistema di deumidificazione DRV, il sistema di dosaggio gravimetrico e la gestione automatizzata del flusso dei materiali, contribuisce a ridurre il consumo energetico e i costi operativi. Questo design a basso impatto energetico si allinea con il cambiamento globale verso pratiche di produzione sostenibili, sempre più essenziali di fronte alle crescenti preoccupazioni ambientali.
Il focus sull’ottimizzazione dell’uso del PET riciclato garantisce che il sistema giochi un ruolo significativo nell’economia circolare, riducendo la dipendenza da materiali vergini. L’uso di rPET non solo supporta gli obiettivi di sostenibilità, ma aiuta anche a ridurre l’impronta ecologica delle soluzioni di imballaggio del settore beverage, allineandosi con le crescenti normative per prodotti eco-compatibili
Sistemi di controllo integrati
Un aspetto vitale del successo di questo impianto risiede nell’integrazione delle tecnologie di controllo avanzato. Le operazioni dell’impianto sono gestite da un PLC Siemens S7, che coordina i vari sottosistemi, garantendo un’interazione senza soluzione di continuità tra ogni componente della linea produttiva. Questa integrazione assicura che la gestione dei materiali, il dosaggio, la deumidificazione e gli altri processi siano sincronizzati, riducendo al minimo i potenziali errori e ottimizzando l’efficienza produttiva.
L’interfaccia touchscreen fornisce agli operatori un accesso in tempo reale a tutti i parametri critici del processo, permettendo di apportare modifiche rapide se necessario. Questo controllo in tempo reale consente agli operatori di monitorare e regolare le operazioni, assicurando alta qualità di produzione e tempi di fermo ridotti. Inoltre, le capacità di raccolta dati e di diagnostica del sistema facilitano la manutenzione predittiva, garantendo che eventuali problematiche vengano risolte prima che possano causare fermi produttivi. Eccellenza operativa
La combinazione di automazione del trattamento dei materiali, dosaggio preciso, deumidificazione energeticamente efficiente e sistemi di controllo integrati assicura che l’impianto di produzione di preforme in rPET sia altamente efficiente e affidabile. L’impianto è in grado di mantenere
una produzione elevata, garantendo al contempo la qualità costante delle preforme che soddisfano gli stringenti standard del settore.
Il sistema è progettato per ottimizzare il trattamento del PET riciclato, un materiale difficile da gestire a causa della sua variabilità di qualità, mantenendo al contempo un rigoroso controllo sul consumo energetico e sui costi di produzione. Questo si traduce in una soluzione altamente economica ed ecocompatibile che risponde alla crescente domanda di imballaggi sostenibili nel settore beverage. Guidare l’innovazione nella produzione di preforme in rPET
Questo avanzato impianto di produzione di preforme in rPET dimostra la leadership di PET Solutions nel campo della produzione sostenibile e delle soluzioni innovative per il beverage. Grazie all’integrazione di tecnologie avanzate l’impianto non solo ottimizza i processi produttivi, ma riduce anche l’impatto ambientale della produzione di PET.
L’attenzione all’efficienza energetica, alla sostenibilità e all’automazione avanzata posiziona questo impianto come un modello per il futuro della produzione di preforme in rPET. PET Solutions continua a stabilire lo standard per innovazione e sostenibilità, offrendo soluzioni che non solo migliorano le prestazioni operative, ma contribuiscono anche a un settore dell’imballaggio più verde e sostenibile www.petsolutions.it
PET Solutions has recently completed the installation of a cutting-edge production line for a leading client in the beverage industry, designed specifically for the processing of recycled PET (rPET) in preform production. With an impressive throughput of approximately 6,000 kg/h, the plant integrates state-of-the-art technologies aimed at optimizing performance, ensuring energy efficiency, and maintaining consistent material quality throughout the production process. This installation serves as a testament to the potential of sustainable manufacturing practices in a growing market that increasingly demands ecofriendly packaging solutions.
External silo loading system: Efficient and safe material handling
The first stage of the plant’s operations involves the handling and loading of raw materials into four external silos, which are supplied by Ergomec, part of Pegaso Industries. These silos are equipped with advanced pneumatic transport systems that securely transfer materials while maintaining strict standards for contamination control.
The system is designed to automate material flow, ensuring a continuous and steady supply of material to the downstream feeders. This not only enhances the operational efficiency of the plant but also minimizes the risks associated with manual handling, reducing contamination risks and improving safety.
The use of pneumatic transport ensures that the materials are transferred in a controlled and clean manner, which is especially critical when handling recycled PET
Gravimetric dosing system: High precision for optimized material blending
A critical component of the system is the gravimetric dosing technology, which provides ±0.1% dosing accuracy for incoming materials. Capable of managing up to eight different components, the system offers throughput rates ranging from 50 kg/h to 3,000 kg/h, ensuring that the precise material proportions required for preform production are maintained at all times.
The dosing system is equipped with real-time monitoring and an adaptive recalibration feature, which guarantees that material quality remains consistent throughout the production process. By utilizing a Siemens S7 PLC, the system provides operators with real-time control through a userfriendly 7-inch touchscreen interface. This allows for precise monitoring and fine-tuning of material flow, contributing to enhanced product quality and reducing the chances of error during the production process.
DRV vacuum drying technology: Advanced moisture removal
At the core of the plant’s operations lies the DRV technology, a continuous vacuum drying solution optimized for drying both rPET and virgin
PET materials before injection molding to produce preforms. The DRV system operates under reduced pressure, which not only improves energy efficiency but also helps protect the material from overheating and degradation.
Key advantages of the DRV system include:
• Material protection: The low-pressure operation prevents thermal degradation and preserves the quality of the material, preventing common issues such as yellowing, which is often seen with traditional drying systems.
• Energy efficiency: The DRV system operates with a significantly reduced energy footprint compared to conventional systems, eliminating the need for oil condensers and providing considerable energy savings.
• Fast and uniform drying: The four-hopper drying process ensures that the moisture content is consistently reduced, optimizing the material for the next stage of production. This uniform drying process is essential for maintaining the quality and consistency of preforms.
• Quick material changeover: The system reduces changeover times by up to 65%, enhancing the overall efficiency of the plant and reducing downtime between production runs.
• Minimal maintenance: The design of the DRV system requires minimal maintenance, ensuring fewer interruptions and higher operational uptime. Energy efficiency and sustainability: A green approach
The entire plant is designed with a strong emphasis on sustainability, reducing the environmental impact of the production process while improving operational efficiency. The integration of energyefficient technologies, such as the DRV drying system, the gravimetric dosing system, and the automated material flow management, all contribute to lowering energy consumption and operational costs. This energy-conscious design is aligned with the global shift toward sustainable manufacturing practices, which are becoming increasingly essential in the face of growing environmental concerns.
The plant’s focus on optimizing the use of recycled PET ensures that the system plays a significant role in the circular economy, reducing the reliance on virgin materials. The use of rPET not only supports sustainability goals but also helps reduce the ecological footprint of the beverage industry’s packaging solutions, aligning with growing regulatory demands for eco-friendly products Integrated control systems
A vital aspect of this plant’s success lies in its integration of advanced control technologies. The plant’s operations are managed by a Siemens S7 PLC, which coordinates the various subsystems, ensuring seamless interaction between each component of the production line. This integration ensures that material handling, dosing, drying, and other processes are synchronized, reducing the potential for errors and optimizing production efficiency.
The touchscreen interface provides operators with real-time access to all critical process parameters,

allowing for rapid adjustments to be made as required. This real-time control enables operators to monitor and fine-tune operations, ensuring high production quality and minimal downtime. Additionally, the system’s data collection and diagnostics capabilities facilitate predictive maintenance, ensuring that any potential issues are addressed before they result in production stoppages.
Operational excellence
The combination of automated material handling, precise dosing, energy-efficient drying, and integrated control systems ensures that the rPET preform production plant is both highly efficient and reliable. The plant is able to maintain high throughput while consistently producing high-quality preforms that meet stringent industry standards.
The system is designed to optimize the processing of recycled PET, a challenging material due to its variability in quality, while maintaining tight control over energy usage and production costs. This results in a highly cost-effective, environmentally friendly solution that addresses the beverage industry’s increasing demand for sustainable packaging. Leading the way in rPET preform production
This advanced rPET preform production plant demonstrates PET Solutions’ leadership in the field of sustainable manufacturing and innovative packaging solutions. Through the integration of advanced technologies such as gravimetric dosing systems, DRV vacuum drying, and automated material handling, the plant not only optimizes production processes but also reduces the environmental impact of PET production.
The focus on energy efficiency, sustainability, and advanced automation positions this plant as a model for the future of rPET preform production. PET Solutions continues to set the standard for innovation and sustainability, offering solutions that not only enhance operational performance but also contribute to a greener, more sustainable packaging industry. www.petsolutions.it


Le macchine Bortolin Kemo sono tecnologicamente avanzate, innovative e ingegnerizzate per migliorare le performance produttive
Dal 1945, anno in cui nasceva, di acqua sotto i ponti ne è passata tanta. Ampliamenti, acquisizioni e ristrutturazioni hanno portato Bortolin Kemo SpA al suo assetto attuale, a proiettarla nel mercato mondiale ed essere riconosciuta per la sua eccellenza nel campo del packaging e delle chiusure metalliche. Oltre 200 aziende dei settori Food & Beverage, Chemical e Pharma in tutto il mondo si affidano alle sue macchine, per migliorare le proprie performance produttive con soluzioni tecnologiche avanzate, innovative e su misura. 85% di export mondiale, 23 milioni di fatturato e 105 dipendenti
La Bortolin Kemo continua a crescere consolidando la propria posizione competitiva sui mercati internazionali. Per dare pronta risposta alla clientela e alle esigenze dei diversi mercati, da quest’anno vanta una filiale aggiuntiva che va ad aggiungersi alle già presenti Bortolin Kemo Inc. per il mercato del Nord America e Bortolin Kemo NE Ltd per il Nord Europa: la Bortolin Kemo LatAm per il mercato del America Latina.
La Bortolin Kemo Spa si divide in:
Closures impianti per la produzione di tappi e chiusure: studia, progetta e produce macchine e linee complete per la produzione di tappi e chiusure

in alluminio, banda stagnata e plastica per svariati mercati.
Packaging macchine confezionatrici e impianti di imballaggio
Bortolin Kemo Packaging è esperta nella progettazione e fornitura di linee complete per l’imbottigliamento e confezionamento di vino, liquori, bibite, RTD, acque, olii alimentari, food.
Molte le referenze presso i siti produttivi di grandi gruppi, i più noti al mondo, così come presso realtà di

Bortolin Kemo machines are technologically advanced, innovative and engineered to improve production performance
Bortolin Kemo was established in 1945 and it’s been a long ago; Expansion, acquisitions, and renovations have shaped Bortolin Kemo SpA to its current structure, projected it onto the world market, and to be recognised for its excellence in the field of packaging and metal closures. More than 200 companies in the international Food & Beverage, Chemical and Pharma sectors entrusted Bortolin Kemo machines, to improve their production performance with technologically advanced, innovative and tailored solutions. 85% world export, 23-billion turnover and 105 employees
Bortolin Kemo continues growing while cementing its competitive position in international markets. To give prompt answer to its customers and meet the requirements of different markets, this year, the company has also added a new branch to the already operating Bortolin Kemo Inc. for the North American market, and Bortolin Kemo NE Ltd for Northern Europe: Bortolin Kemo LatAm for the Latin American market.
Bortolin Kemo Spa is divided into:
Closures plants for caps and closures production. It studies, designs, and produces machines and complete lines for aluminium, tinplate and plastic caps and closures for various markets.
Packaging machines and packing systems
Bortolin Kemo Packaging is expert in designing and providing complete bottling and packaging lines for wine, liquor, soft drinks, RTDs, water, edible oils, and food. Many
medio piccola dimensione, che riconoscono l’assoluta affidabilità e qualità di livello superiore di Bortolin Kemo.
Depalettizzatori, formatrici di cartoni, inseritrici di alveari, incartonatrici, incollatori, palettizzatori nonchè linee di trasporto per bottiglie, vasetti, barattoli, cartoni, fardelli, vassoi, etc. sono i fiori all’occhiello di una realtà conosciuta nel settore a livello internazionale.
Da fornitore chiavi in mano aggiunge il supporto capillare e puntuale per tutto quanto è relativo alle parti di ricambio, componentistica nonché di un ufficio assistenza potenziato.
Tutte le macchine sono dotate di collegamento da remoto e per una pronta assistenza, il cliente può richiedere pacchetti assistenza tailor made ottenendo un servizio veloce e rapido: l’operatore tramite una video chiamata al customer service ottiene gli aiuti di cui necessita risparmiando sui tempi di attesa e riducendo così al minimo il fermo macchina.
La Bortolin Kemo offre ai propri clienti macchine che uniscono innovazione, semplicità meccanica e facilità di utilizzo.

references at various large group production sites, the most famous in the world, as well as at small- and medium-sized companies recognise Bortolin Kemo’s utmost reliability and superior quality.
Depalletizers, case erectors, partition inserters, case packers, gluers, and palletizers as well as conveying lines for bottles, jars, cans, cases, shrink-wrap packs, trays, etc. are the flagship products of a company that is internationally renowned.
As suppliers of turnkey solutions, Bortolin Kemo also provides widespread and timely assistance as regards spare parts and components, and an empowered assistance office.
All machines are provided with remote connection for a prompt assistance, and customers can ask for tailor made assistance packages for a fast service: By video calling the customer service, the operator can have the help he needs, thus saving time and reducing downtime to the minimum.
Bortolin Kemo offers its customers machines that blend innovation, simple mechanics, and user friendliness.
















































Grazie a una visione sostenibile a 360°, Grangärde Musteri adotta soluzioni di imballaggio affini alla propria filosofia naturalistica, e la sua collaborazione con SMIPACK ha portato all’installazione di una cartonatrice wrap-around modello WPS 600R
Nata nel cuore della Svezia e conosciuta per la sua bellezza naturale ed il ricco patrimonio culturale, Grangärde affascina con i suoi paesaggi mozzafiato: foreste, laghi e dolci colline si susseguono in una cornice idilliaca. Quest’ area urbana, situata nel comune di Ludvika, nella contea di Dalarna, è rinomata per le sue tradizioni artigianali, che si esprimono attraverso la lavorazione della ceramica, del legno e di molte altre professioni. È proprio qui, dove ambiente e tradizione convivono in perfetta armonia, che nasce Grangärde Musteri, un’azienda svedese che ha conquistato un posto speciale nella quotidianità degli amanti del sidro e dei succhi naturali. Con una forte passione per l’agricoltura biologica e sostenibile, questa realtà a conduzione familiare si distingue per l’impegno verso la qualità e la valorizzazione delle tradizioni locali. Con una visione sostenibile a 360°, Grangärde Musteri ha scelto di adottare soluzioni di imballaggio affini alla propria filosofia naturalistica.
Grazie al supporto del distributore FPACK Sverige, è nata una collaborazione con SMIPACK, che ha portato all’installazione di una cartonatrice wraparound modello WPS 600R, al termine della linea di produzione di succhi.
Wrap-around in cartone: efficienza e sostenibilità per Grangärde Musteri
Rispetto ai metodi convenzionali, questa tecnologia permette di avvolgere i prodotti con un cartone, riducendo gli sprechi e minimizzando gli scarti. Il modello di cartonatrice automatica WPS 600R, integrata nelle linee di produzione di Grangärde Musteri, rispetta gli elevati standard qualitativi grazie alla progettazione con componenti tecnologicamente avanzati. Queste macchine consentono di imballare fino a 25 pacchi al minuto in spazi ridotti, lavorano con cartone micro-corrugato, ondulato e kraft, e favoriscono un processo di imballaggio eco-sostenibile.


Serie WPS: Innovazione e sostenibilità per il settore del beverage
Le cartonatrici della serie WPS sono la scelta ideale per le aziende del settore del beverage, in quanto offrono efficienza e flessibilità.
I loro principali vantaggi sono:
• Efficienza e flessibilità nell’imballaggio automatico
Combinano avvolgimento automatico e una capacità di stoccaggio tra i 300 e i 900 cartoni, ottimizzando il flusso produttivo. Il design versatile consente di lavorare con cartoni di varie dimensioni, perfetti per l’imballaggio di diverse tipologie di bevande.
• Design ecologico e materiali sostenibili
Utilizzano materiali riciclabili e biodegradabili, come il kraft, per ridurre l’impatto ambientale. Sono compatibili con cartoni di diversi spessori, inclusi quelli eco-compatibili.
• Automazione e controllo preciso
Con il sistema Flxmod® e interfaccia touch screen, garantiscono alta precisione e automazione nella gestione del processo produttivo, riducendo gli sprechi e migliorando l’efficienza.
• Compatibilità con Industria 4.0
Supportano l’integrazione con tecnologie avanzate come IoT, ottimizzando il monitoraggio e l’efficienza energetica, rispondendo agli standard dell’Industria 4.0.
Soluzioni di imballaggio innovative e tecnologicamente avanzate
Dal 1997, SMIPACK S.p.A. si è affermata come leader nel settore delle tecnologie di imballaggio avanzate e di alta qualità. L’azienda italiana, consociata del Gruppo SMI, propone una vasta gamma di soluzioni che comprendono: confezionatrici a campana, angolari, con sistema flow pack, fardellatrici a barra saldante e a lancio di film, oltre a cartonatrici wrap-around.
La fusione di tecnologie innovative, il forte investimento in ricerca e sviluppo e la costante attenzione alle esigenze del cliente, hanno consentito a SMIPACK di superare le 4.300 unità prodotte ogni anno, diventando così un punto di riferimento globale. La sua presenza in diversi settori industriali e il suo impegno verso l’eco-sostenibilità, evidenziano la capacità aziendale di offrire soluzioni versatili ed efficaci, stabilendo un nuovo standard nell’industria dell’imballaggio.

Thanks to a 360-degree sustainable vision, Grangärde Musteri adopts packaging solutions that align with its environmentally friendly philosophy, and its collaboration with SMIPACK has led to the installation of a WPS 600R wrap-around case packer
Located in the heart of Sweden and known for its natural beauty and rich cultural heritage, Grangärde captivates with its breathtaking landscapes: Forests, lakes, and gentle hills alternate in an idyllic setting. This urban area, situated in the municipality of Ludvika, in Dalarna County, is renowned for its artisanal traditions, expressed through ceramics, woodworking, and various other crafts.
It is here, where nature and tradition coexist in perfect harmony, that Grangärde Musteri was born – a Swedish company that has earned a special place in the daily lives of cider and natural juice lovers. With a strong passion for organic and sustainable farming, this family-run business stands out for its commitment to quality and the promotion of local traditions. With a 360-degree sustainable vision, Grangärde Musteri has chosen to adopt packaging solutions that align with its environmentally friendly philosophy.
Supported by the distributor FPACK Sverige, a collaboration with SMIPACK was established, leading to the installation of a WPS 600R wrap-around case packer at the end of their juice production line. Wrap-around packaging: Efficiency and sustainability for Grangärde Musteri
Compared to conventional methods, this technology allows products to be wrapped with a single cardboard sheet, significantly reducing waste and minimizing material scraps. The WPS 600R automatic wrap-around case packer, integrated into Grangärde Musteri’s production lines, meets highquality standards through the use of technologically

advanced components. These machines can pack up to 25 bundles per minute in compact spaces, work with microflute, corrugated, and kraft cardboard, and promote an eco-friendly packaging process.
WPS Series: Innovation and sustainability for the beverage sector
The WPS series case packers are the ideal choice for companies in the beverage sector, offering both efficiency and flexibility.
Their main advantages include:
• Efficiency and flexibility in automatic packaging
They combine automatic wrap-around packing and a storage capacity ranging from 300 to 900 cartons, optimizing production flow. Their versatile design allows for handling cartons of various sizes, perfect for packaging different types of beverages.
• Eco-friendly design and sustainable materials
They use recyclable and biodegradable materials such as kraft cardboard to reduce environmental impact, and they are compatible with cartons of various thicknesses, including eco-friendly options.
• Automation and precise control
With the Flxmod® modular system and touch-screen interface, they ensure high precision and automation

in managing the production process, reducing waste and improving overall efficiency.
• Industry 4.0 Compatibility
They support integration with advanced technologies such as IoT, optimizing monitoring and energy efficiency in line with Industry 4.0 standards.
Innovative and technologically advanced packaging solutions
Since 1997, SMIPACK S.p.A. has established itself as a leader in advanced and high-quality packaging technology. The Italian company, part of the SMI Group, offers a wide range of solutions including: chamber shrink wrappers, L-sealers, flow pack machines, shrink wrappers with sealing bar or with overlap system, as well as wrap-around case packers. The combination of innovative technologies, strong investment in research and development, and constant attention to customer needs has enabled SMIPACK to exceed 4,300 units produced annually, becoming a global reference point. Its presence across different industrial sectors and its commitment to eco-sustainability highlight the company’s ability to offer versatile and effective solutions, setting a new benchmark in the packaging industry.

Innovazione e sostenibilità
al centro del futuro del packaging
Si è conclusa l’edizione 2025 del contest Best Packaging, il prestigioso premio promosso da Istituto Italiano Imballaggio in collaborazione con IPACK-IMA e Patrocinato da CONAI, che ogni anno celebra le soluzioni più innovative e sostenibili nel settore del packaging. I vincitori di quest’anno incarnano una visione all’avanguardia che coniuga tecnologia, ecologia, funzionalità e design.
I vincitori Best Packaging 2025 Sezione Tecnologia
• FRESCOSYSTEM+ GOGLIO
Motivazione: Per l’integrazione intelligente di materiali, macchine e dati in un ecosistema digitale unico che ottimizza i processi, riduce gli sprechi e rappresenta un passo avanti verso un’automazione sostenibile del packaging.
• SNACK&VAI GRANTERRE e ISTITUTO STAMPA
Motivazione: Per aver introdotto la saldatura a freddo su carta, una soluzione innovativa che semplifica i materiali, migliora la riciclabilità e ottimizza i consumi, stabilendo un nuovo standard sostenibile nel food packaging.
• SMARTFLEXPACK FESR 1054 LOACKER
Motivazione: Per lo sviluppo di una tecnologia di stampa diretta che elimina le etichette adesive, migliora la riciclabilità e integra digital twin e computer vision per un controllo avanzato e sostenibile del packaging.
• T-Bag SMILESYS e MUSTANGPACK
Motivazione: Per aver rivoluzionato l’imballo in carta con un sistema termosaldabile, 100% naturale e riconvertito da linee industriali precedentemente impiegate per la produzione di mascherine. Il nuovo sistema riduce del 50% il consumo di materia prima e migliora l’esperienza del consumatore.
• Cofanetto per cosmetici di lusso TAGHLEEF INDUSTRIES e PLASTIGRAF TREVIGIANA
Motivazione: Per aver unito estetica e sostenibilità nel lusso attraverso un laminato innovativo composto per oltre il 90% da risorse rinnovabili, ridefinendo gli standard del packaging premium.
• NICETUCK TIBERPACK
Motivazione: Per lo sviluppo di un sistema di incartonamento che elimina colle e adesivi, riducendo l’uso di materiali e il consumo energetico senza compromettere l’efficienza produttiva.
Premi Speciali
• Premio Speciale Quality Design – SCUDO BRAFIM
Motivazione: Per la creazione di un sistema protettivo 3D in cartone riciclato che garantisce massima ammortizzazione, facilità di riciclo e significativa riduzione dell’impronta di carbonio.

• Premio Speciale Ambiente – DIRECT GRUPPO HAPPY e UNICOOP FIRENZE
Motivazione: Per aver reinventato il vassoio drenante in XPS riciclato, monomateriale, leggero, riciclabile e privo di pad assorbente, migliorando la conservazione degli alimenti e riducendo l’impatto ambientale del 36%.
Le tendenze del packaging 2025
I progetti vincitori riflettono le principali direttrici emerse nell’analisi delle tendenze 2025:
• Sostenibilità come driver strategico: uso di materiali riciclati, compostabili e monomateriali.
• Tecnologia al servizio dell’ambiente: digitalizzazione, sistemi airless, stampa diretta e automazione intelligente.
• Esperienza utente e design funzionale: packaging che semplificano l’uso, facilitano lo smaltimento e migliorano la conservazione.
• Estetica e storytelling: packaging premium che combinano eleganza, identità visiva e responsabilità ambientale.
• Adattabilità e scalabilità industriale: soluzioni applicabili a più settori e processi produttivi.
Il contest Best Packaging si conferma un laboratorio d’idee per un futuro del packaging più sostenibile, efficiente e centrato sul consumatore. Le aziende premiate dimostrano come innovazione e responsabilità ambientale possano coesistere, ridefinendo i paradigmi dell’imballaggio contemporaneo.

and sustainability
The 2025 edition of Best Packaging has officially concluded. This prestigious award, promoted by the Italian Packaging Institute in collaboration with IPACK-IMA and under the patronage of CONAI, celebrates the most innovative and sustainable solutions in the packaging industry. This year’s winners embody a forward-looking vision that merges technology, ecology, functionality, and design.
Best Packaging 2025 winners
Technology Category
• FRESCOSYSTEM+ – GOGLIO
Motivation: For the intelligent integration of materials, machinery, and data within a unique digital ecosystem that optimizes processes, reduces waste, and represents a significant step toward sustainable packaging automation.
• SNACK&VAI – GRANTERRE and ISTITUTO STAMPA
Motivation: For introducing cold sealing on paper – an innovative solution that simplifies material

use, enhances recyclability, and reduces resource consumption, setting a new sustainable standard in food packaging.
• SMARTFLEXPACK FESR 1054 – LOACKER
Motivation: For developing a direct-to-pack printing technology that eliminates adhesive labels, improves recyclability, and integrates digital twin and computer vision for advanced and sustainable packaging control.
• T-BAG – SMILESYS and MUSTANGPACK
Motivation: For revolutionizing paper packaging with a 100% natural, heat-sealable system, adapted from industrial lines originally used for mask production. The new system cuts raw material use by 50% and enhances the consumer experience.
• LUXURY COSMETIC BOX – TAGHLEEF INDUSTRIES and PLASTIGRAF TREVIGIANA
Motivation: For merging aesthetics and sustainability in the luxury segment through an innovative laminated material composed of over 90% renewable resources, redefining the standards of premium packaging.
• NICETUCK – TIBERPACK
Motivation: For developing a cartoning system that eliminates glues and adhesives, reducing material use and energy consumption without compromising production efficiency.
Special Awards
• Quality Design Special Award – SCUDO by BRAFIM
Motivation: For creating a 3D protective system made from recycled cardboard, offering maximum shock absorption, easy recyclability, and a significantly reduced carbon footprint.
• Environment Special Award – DIRECT by GRUPPO HAPPY and UNICOOP FIRENZE
Motivation: For reinventing the XPS draining tray with a recycled, monomaterial, lightweight, recyclable solution that eliminates the need for absorbent pads, improves food preservation, and cuts environmental impact by 36%.
Packaging Trends 2025
The winning projects highlight key trends shaping the packaging landscape in 2025:

• Sustainability as a strategic driver: Emphasis on recycled, compostable, and monomaterial solutions.
• Technology for the planet: Digitalization, airless systems, direct printing, and smart automation.
• User experience and functional design: Packaging that is intuitive, easier to dispose of, and improves product preservation.
• Aesthetic value and storytelling: Premium solutions that blend elegance, brand identity, and environmental responsibility.
• Adaptability and industrial scalability: Solutions designed to be implemented across various industries and production processes.
Once again, the Best Packaging contest proves to be a creative lab for a future where packaging is more sustainable, efficient, and consumerfocused. The awarded companies demonstrate how innovation and environmental responsibility can go hand in hand, reshaping the paradigms of modern packaging.

Vitaminwater rinnova il design del packaging per il nuovo portafoglio di prodotti ampliato
Vitaminwater presenta un nuovo look e un paio di nuovi gusti per aiutare il marchio a distinguersi nell’affollata categoria sempre piu omogenea delle acque aromatizzate.
L’identità visiva rinnovata, che è stata introdotta in tutto il portafoglio vitaminwater a partire da marzo, presenta un design più pulito e audace dell’etichetta della confezione con colori vivaci e ricchi di sapore, un logo ingrandito e sovrapposto con una tipografia modernizzata e descrizioni giocose dei sapori che incanalano la voce irriverente del marchio nato e sviluppato a New York.
“Il look di vitaminwater, riconoscibile e immediato, è rimasto coerente fin dall’inizio”, ha dichiarato Amanda Harkins, direttore del marchio vitaminwater, Unità Operativa Coca Cola Nord America. “Ma ciò che non è rimasto costante è il panorama competitivo e la domanda dei consumatori di marchi più audaci,
freschi e moderni. Ci siamo resi conto che era giunto il momento di cambiare l’identità visiva e comunicativa in modo dirompente, per affinare il nostro vantaggio in modo da attrarre i fan esistenti e coinvolgere la prossima generazione di bevitori di vitaminwater”.
Il restyling punta sul sapore e sulla funzionalità, con un look più semplice e meno “terapeutico” che risalterà sugli scaffali e rinvigorirà l’attualità e la vivacità di vitainmwater. Oltre al packaging, il nuovo look prenderà vita nella creatività esterna, nei social media e nei media digitali, nel merchandising dei punti vendita e altro ancora.
“Al centro del nostro brief creativo c’era la sfida di rendere il marchio più provocatorio e irriverente, pur mantenendo le nostre credenziali fondamentali”, ha dichiarato Matt Cooper, design director di vitaminwater. “Abbiamo fatto una verifica di ciò che rende questo marchio cool attraverso una lente del 2025 e abbiamo esplorato il modo in cui potevamo modernizzare l’equazione che il marchio ha usato per creare la categoria delle acque potenziate 25 anni fa”. Il design differenzia più chiaramente le varietà a pieno contenuto di zucchero (etichette nere in grassetto) dalle opzioni a zero contenuto di zucchero (etichette bianche nitide), e l’arguzia e l’umorismo caratteristici del marchio sulla confezione si rivolgono in modo più diretto ai consumatori di oggi, in rapida evoluzione e guidati dai social media.
Vitaminwater revitalizes packaging design for newly expanded portfolio
Vitaminwater is unveiling a bold new look and a pair of new flavors to help the pioneering brand stand out in the crowded, increasingly homogenized ingredient enhanced waters category.
The refreshed visual identity — which rolled out across the vitaminwater portfolio starting in March — features a cleaner, bolder packaging label design with vibrant, flavor-forward colors, an enlarged and stacked logo with modernized typography, and
playful flavor descriptions channeling the irreverent voice of the New York-born-and-bred brand.
“vitaminwater’s ownable and immediately recognizable look has stayed consistent since the beginning,” said Amanda Harkins, vitaminwater brand director, Coca Cola North America Operating Unit. “But what hasn’t stayed consistent is the competitive landscape and consumer demand for bolder, fresher and more modern brands. We realized it was time for a disruptive, gamechanging visual and vocal identity that would sharpen our edge in ways that appeal to existing fans and rein in the next generation of vitaminwater drinkers.”
The redesign leans into flavor and functionality, with a simpler, less-medicinal look that will stand out on the shelf and reinvigorate vitainmwater’s relevancy

Per dare il via al restyling, vitaminwater sta lanciando la sua prima innovazione di gusto a pieno contenuto di zuccheri da anni: Elevate (gusto lime al lampone blu con multivitamine) e Rehydrate zero sugar (frutto della passione all’ananas con elettroliti).
Inoltre, il gusto power-c a zero zuccheri (gusto dragonfruit che favorisce le difese immunitarie con vitamina C e zinco), preferito dai fan, sarà distribuito a livello nazionale nei prossimi mesi. “Ciò che rende vitaminwater unica nel suo genere è che siamo l’unico marchio di acqua potenziata a offrire ai consumatori sia l’opzione a pieno contenuto di zucchero che quella a zero zucchero”, ha dichiarato Harkins.
Le aggiunte alla linea riflettono la domanda di aromi funzionali. “Stiamo puntando sui benefici funzionali che la gente può capire”, ha aggiunto Harkins. “Per esempio, Rehydrate Zero Sugar contiene elettroliti a livello di una bevanda sportiva, ma lo stiamo posizionando come un’opzione di rifornimento quotidiano. In un mondo in cui tutti spingono sulle dichiarazioni, vogliamo essere sicuri di mantenere la nostra reputazione di marchio che plasma la cultura e che è definito da ingredienti di qualità e da un gusto eccellente”.
La nuova VIS verrà presentata come estensione della campagna “vitaminwater from New York” del 2024, che metteva in evidenza le radici del marchio nella Grande Mela.
and vibrancy. Beyond packaging, the new look will come to life in outdoor creative, social/digital media, in-store merchandising and more.
“At the heart of our creative brief was a challenge to make the brand more provocative and irreverent while preserving our core credentials,” said Matt Cooper, design director, vitaminwater. “We did an audit of what makes this brand cool through a 2025 lens and explored how we could modernize the equation the brand used to create the enhanced water category 25 years ago.”
The design more clearly differentiates full-sugar varieties (bold black labels) from zero-sugar options (crisp white labels), and the brand’s signature onpack wit and humor more directly addresses today’s fast-moving, social media-driven consumers.
To kick-start the redesign, vitaminwater is rolling out its first new full-sugar flavor innovation in years — elevate (blue raspberry limeade flavor with multivitamins) — as well as re-hydrate zero sugar (pineapple passionfruit with electrolytes).
In addition, fan-favorite zero sugar power-c (dragonfruit flavor supporting immunity with vitamin c and zinc) will roll out nationally in the coming months. “What makes vitaminwater unique is we’re the only enhanced water brand to offer drinkers both full- and zero-sugar options,” Harkins said.
The lineup additions reflect demand for functional flavors. “We’re leaning into functional benefits people can understand,” Harkins added. “For example, rehydrate zero sugar is packed with sports drink-level electrolytes, but we’re positioning it as an everyday replenishment option. In a world where everyone is pushing claims, we want to make sure we maintain our equity of a culture-shaping brand defined by quality ingredients and great taste.”
The refreshed VIS will show up in extensions of the 2024 “vitaminwater from New York” campaign, which showcased the brand’s Big Apple roots.


Il packaging è un elemento strategico per il successo commerciale di qualsiasi prodotto, perchè può influire sulla redditività e sulle politiche di sostenibilità delle imprese.
Nell’ambito delle soluzioni di imballaggio primario la sostenibilità si esprime attraverso la creatività, con lo studio di contenitori dall’aspetto attraente che attirano l’attenzione del consumatore, e attraverso la funzionalità, per realizzare contenitori leggeri, in rPET e senza etichetta
Le bottiglie senza etichetta rappresentano una tendenza sempre più diffusa tra le aziende del settore “food & beverage”; ad esempio, in Portogallo, l’azienda Carvalhelhos, che da sempre mette in primo piano la sostenibilità ed il rispetto dell’ambiente, grazie alla stiro-soffiatrice EBS 8 KL ERGON di SMI, produce nuovi contenitori in PET e rPET senza etichette di plastica.
La soluzione SMI per Carvalhelhos
La soffiatrice di Carvalhelhos, oltre a produrre le tradizionali bottiglie PET e rPET che richiedono l’applicazione dell’etichetta, monta appositi stampi realizzati da SMIMEC per lo stiro-soffiaggio di bottiglie da 0,33 L, 0,5 L e 1,5 L in rPET con fondo piatto, sprovviste di etichetta cartacea o in plastica; una soluzione eco-compatibile e rispettosa dell’ambiente, poiché non richiede l’utilizzo di colla e di supporti in carta o plastica, evitando la rimozione degli stessi


durante lo smaltimento e assicurando una maggiore purezza del PET riciclato.
La zona della bottiglia riservata all’etichetta è stata eliminata, togliendo le nervature presenti nelle soluzioni tradizionali; conseguentemente, grazie ad una combinazione innovativa di rilievi e bassorilievi incisi sul corpo della bottiglia, è stato ricavato uno spazio maggiore utilizzato per l’incisione per “embossing” del logo del marchio e di una serie di informazioni generalmente presenti sull’etichetta. Tale soluzione ha permesso di riportare le stesse informazioni anche in braille.
Il risultato raggiunto, oltre ad essere perfettamente compatibile con l’obiettivo del rispetto ambientale, soddisfa le necessità estetiche e di immagine espresse da Carvalhelhos, in quanto la nuova bottiglia si differenzia sugli scaffali dei punti vendita attirando l’attenzione dei consumatori.
Vantaggi per l’ambiente e il consumatore:
• Soluzione eco-sostenibile, perché la bottiglia di PET può essere riciclata al 100%.
• Maggiore e migliore attuazione delle legislazioni ambientali in termini di riciclo.
• Facile riciclaggio dei materiali in quanto sulle bottiglie non esiste l’etichetta da eliminare. Anche se fatte di materiali riciclabili, le etichette presenti sulle bottiglie tradizionali devono essere separate dal contenitore durante le operazioni di riciclo.
• Eliminato l’uso di colla per l’applicazione dell’etichetta.
• Minor quantità di materiale di imballaggio da sottoporre a riciclo.
Vantaggi per l’imbottigliatore:
• Risparmio sui costi di acquisto delle materie prime (etichette e colla).
• Risparmio sui costi di immagazzinamento delle materie prime.
• Semplificato ed ottimizzato il processo di produzione, in quanto non serve l’etichettatrice per l’applicazione dell’etichetta.
• Processo di riciclo del PET più efficiente e semplice,
in quanto non serve più separare l’etichetta dal contenitore.
Dare forma alle idee
La qualità degli stampi installati sulle stiro-soffiatrici rotative, necessari per la produzione dei contenitori, e l’efficienza nel processo di stiro-soffiaggio sono due elementi fondamentali per ottenere bottiglie di qualità che attirano l’attenzione dei consumatori.
SMI, tramite la controllata SMIMEC, si occupa dell’intera fase di realizzazione degli stampi installati sulle macchine di stiro-soffiaggio. Per soddisfare le esigenze di clienti che desiderano produrre sia le bottiglie tradizionali dotate di etichette, sia bottiglie prive di etichette, SMIMEC realizza particolari innesti, da inserire negli stampi montati sulle stiro-soffiatrici SMI. Le operazioni di cambio formato per passare da una tipologia di bottiglia all’altra sono estremamente semplici e veloci in quanto è sufficiente sostituire la sezione dell’innesto nello stampo.
Sebbene la modifica del design possa sembrare semplice, in realtà tale operazione rappresenta un grande cambiamento dal punto di vista del marketing, perché promuove l’economia circolare e contribuisce a far evolvere il modo in cui i marchi comunicano con i loro clienti e si differenziano sugli scaffali dei punti vendita.
Innovare per anticipare il futuro
Da 25 anni l’attività di SMIMEC si contraddistingue per competenza, professionalità, passione e creatività. L’innovazione è un fattore chiave per il costante miglioramento e SMIMEC coglie tutte le opportunità offerte dai cambiamenti grazie ad un approccio proattivo alle istanze provenienti dal mercato. Per eseguire innumerevoli lavorazioni su commessa per conto terzi e proporre una vasta gamma di componenti di alta qualità, di precisione e in conformità alle normative vigenti, l’officina meccanica del Gruppo SMI dispone di un parco macchine di ultima generazione, continuamente rinnovato, che soddisfa le esigenze dei clienti più esigenti.
SMI proposes only appealing and trendy containers
Packaging is a strategic element for the commercial success of any product, as it can impact both profitability and corporate sustainability policies.
In primary packaging solutions, sustainability is expressed through creativity, with the design of visually appealing containers that capture consumers’ attention, and through functionality, with the development of lightweight, rPET, and label-free bottles.
Label-free bottles are an increasingly popular trend among food and beverage manufacturers. For example, in Portugal, Carvalhelhos, a company that has always prioritized sustainability and environmental responsibility, produces new PET and rPET containers without plastic labels, thanks to the EBS 8 KL ERGON stretch-blow moulder by SMI.
SMI solution for Carvalhelhos
Carvalhelhos blow moulder not only produces traditional PET and rPET bottles that require label application, but it is also equipped with specialized moulds designed by SMIMEC for the stretch-blow moulding of 0.33 L, 0.5 L, and 1.5 L flat-bottom rPET bottles without paper or plastic labels. This eco-friendly solution eliminates the need for glue and additional paper or plastic materials, simplifying the recycling process and ensuring higher purity in recycled PET.
The area dedicated to the label has been removed, eliminating the ribs typically found in traditional bottles. Therefore, an innovative combination of embossed and debossed engravings on the bottle
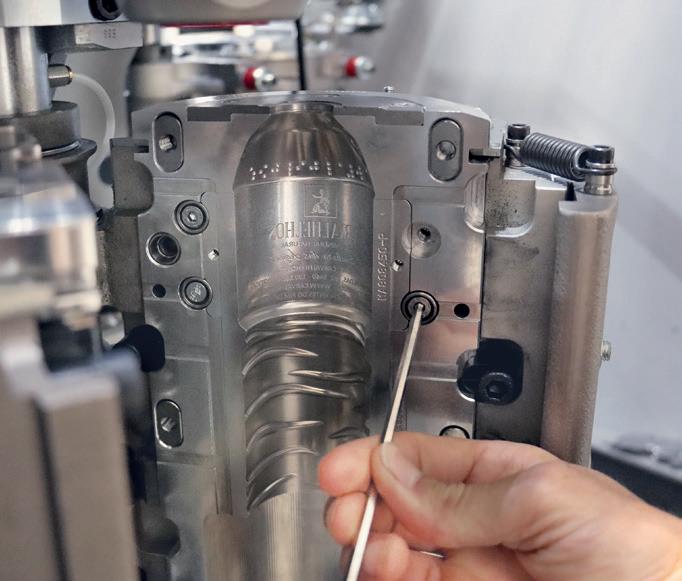
body provides additional space for the brand logo and essential product information, which would traditionally appear on a label. This approach also allows for the inclusion of information in braille.
Beyond its environmental benefits, this solution aligns with Carvalhelhos’ aesthetic and branding needs, helping the new bottle stand out on store shelves and attract consumer attention.
Advantages for the environment and the consumer:
• Eco-friendly solution, as the PET bottle is 100% recyclable.
• Better compliance with environmental regulations regarding recycling.
• Easier recycling process, since there is no label to remove. Even when made from recyclable materials, labels on traditional bottles must be separated from the container during recycling.
• No need for glue in label application.
• Reduced packaging waste, resulting in less material to recycle.
Advantages for the bottler:
• Reduced costs for raw material purchases (labels and glue).
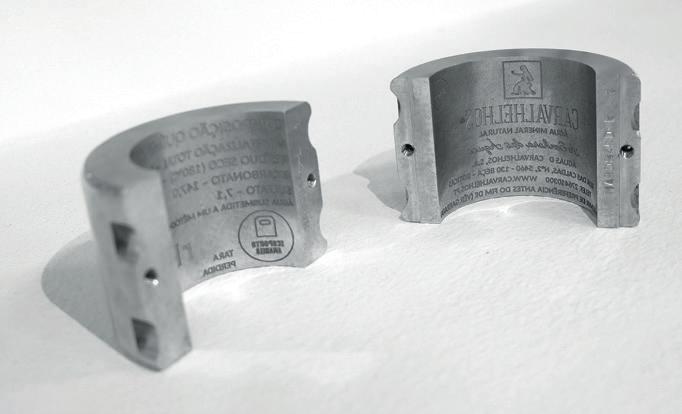
• Lower storage costs for raw materials.
• Simplified and optimized production process, as a labelling machine is no longer required.
• Easier and more efficient PET recycling, since there is no need to separate the label from the container. Giving shape to ideas
The quality of the moulds installed on the rotary stretch-blow moulders, necessary for the production of the containers, and the efficiency in the stretchblow moulding process are two fundamental elements to obtain quality bottles that attract the attention of consumers.
SMI, through its subsidiary SMIMEC, takes care of the entire production phase of the moulds installed on stretch-blow moulding machines. To meet the needs of customers who wish to produce both traditional bottles intended for label application and bottles without labels, SMIMEC manufactures special couplings to be inserted in the moulds mounted on SMI stretch-blow moulders. Size changeover operations to switch from one type of bottle to another are extremely simple and fast as it is sufficient to replace the plug section in the mould.
Although the design change may seem simple, in reality such an operation represents a major change from a marketing point of view, as it promotes circular economy and helps to evolve the way brands communicate with their customers and differentiate themselves on shop shelves.
Innovating to anticipate the future
For 25 years, SMIMEC’s activity has been characterized by competence, professionalism, passion and creativity. Innovation is a key factor for constant improvement and SMIMEC seizes all the opportunities offered by changes thanks to a proactive approach to market demands.
In order to carry out countless processes on behalf of third parties and offer a wide range of high quality, precision components in compliance with current regulations, the SMI Group’s mechanical workshop has a state-of-the-art machine park, continuously renewed, which meets the needs of the most demanding customer.
La nuova base per bottiglie leggere in 100% rPET ad alta velocità di produzione di Sidel per prodotti fermi
StarLITE®-R STILL è una nuova base per bottiglie che impiega la tecnologia brevettata da Sidel per garantire l’integrazione del 100% di PET riciclato (rPET), l’alleggerimento e la produzione ad alta velocità per acqua, succhi, latte e olio alimentare da 0,25L a 2,5L.
“I principali produttori di alimenti e bevande sono alla ricerca di design che spaziano da opzioni semplici e leggere a forme più estetiche con pesi ottimizzati, ma tutti compatibili con la produzione ad alta velocità”, commenta Mikael Derrien, Manager Packaging Innovations di Sidel.
“Mirano a ridurre i costi di produzione attraverso l’alleggerimento, pressioni di soffiaggio più basse e consumi energetici ridotti, cercando al contempo di ridurre al minimo l’impronta di carbonio in risposta alle pressioni normative e alla domanda dei consumatori”.
“Oggi esistono sul mercato basi per bottiglie adatte a progetti leggeri e ad alte velocità di produzione, ma sono progettate per bottiglie in PET vergine.
StarLITE®-R STILL di Sidel è l’unica soluzione sul mercato sviluppata specificamente per il PET riciclato che raggiunge le elevate prestazioni necessarie in questo spazio di mercato competitivo.”
Bilanciare la velocità di produzione, il tipo di materiale e il peso della bottiglia rappresenta una sfida complessa per i produttori nel mantenere alte le prestazioni, ma StarLITE®-R STILL le supera grazie alla precisa sagomatura della base della bottiglia e all’efficiente distribuzione del materiale.
Il suo design innovativo può essere adattato senza problemi alle linee di produzione esistenti, garantendo versatilità, e la soluzione richiede una bassa pressione di soffiaggio, migliorando ulteriormente le sue credenziali di sostenibilità.
Prestazioni elevate con design e tecnologia brevettati
La base per bottiglie StarLITE®-R STILL è dotata della tecnologia brevettata da Sidel, che comprende una distensione uniforme del materiale e una distribuzione precisa, uno sfiato ottimizzato per facilitare la formatura e un efficiente circuito di raffreddamento della base, ideale per l’rPET che può essere lavorato a temperature più elevate. Il nuovo design garantisce che la base non si deformi o si rompa, fattore cruciale per mantenere l’integrità della bottiglia durante la produzione, il trasporto, lo stoccaggio, il trasporto e l’utilizzo.
Il design arrotondato della base dello stampo ne facilita la modellazione durante il processo di soffiaggio, aumentando la resistenza della base della bottiglia a difetti come la rottura durante il processo di soffiaggio. Questa caratteristica è particolarmente importante per le bottiglie leggere, che sono più soggette a questi problemi a causa dell’uso di materiale più sottile.
Grazie all’elevata distanza della base, il design strutturale impedisce la deformazione, garantendo funzionalità e stabilità anche in condizioni di alta temperatura.
La base della bottiglia funziona in modo affidabile anche durante la produzione ad alta velocità, grazie
a un raffreddamento efficiente. Questo processo di raffreddamento previene deformazioni e difetti, mantenendo una qualità costante a velocità di produzione elevate.
Il processo di produzione delle bottiglie può utilizzare fino al 20% in meno di pressione di soffiaggio grazie al miglioramento dello sfiato dello stampo StarLITE®-R STILL. Le scanalature e i fori di sfiato dello stampo, accuratamente progettati, garantiscono una fuoriuscita efficiente dell’aria, consentendo alla base della bottiglia di assumere perfettamente la forma desiderata, anche a pressioni inferiori. In questo modo si riducono i consumi energetici e i costi di produzione, mantenendo inalterata la qualità. Maggiore sostenibilità e costi per bevande ferme e oli alimentari
Passando dal PET vergine al 100% rPET grazie a StarLITE®-R STILL, i produttori possono beneficiare di una riduzione di 2.400 tonnellate di CO² equivalente ogni anno.[1]
Questa base per bottiglie può anche essere soffiata a una pressione inferiore, richiedendo solo 16 bar - una riduzione fino al 20% rispetto alle operazioni di soffiaggio ad aria standard, che si traduce in un ulteriore risparmio di 51 tonnellate di CO² equivalente e in 205.000 € risparmiati ogni anno[2]
La base della bottiglia è inoltre compatibile con un’ampia gamma di pesi, comprese le bottiglie molto leggere, fino a 7 g per il formato da 500 ml.
Versatilità con StarLITE®-R STILL
L’ultima base per bottiglie StarLITE®-R di Sidel offre ai produttori una maggiore versatilità, in quanto è compatibile con bottiglie di forma rotonda, quadrata e rettangolare e adatta a formati singoli o multi-
servizio da 0,25L a 2,5L. Può essere utilizzata anche con PET trasparente o bianco.
Questa nuova base per bottiglie è facile da integrare nelle linee di produzione esistenti ed è qualificata per elevate velocità di produzione in vari formati di bottiglie.
Supporta velocità di produzione monodose fino a 2.700 bottiglie all’ora per macchina e velocità multidose fino a 2.400 bottiglie all’ora per macchina. Lo StarLITE®-R STILL può essere utilizzato anche con PET vergine e rPET e può essere prodotto con le soffiatrici EvoBLOW, Universal e Series 2 di Sidel. Ampliamento della gamma StarLITE®-R La base per bottiglia aerodinamica è l’ultima novità della gamma StarLITE®-R di Sidel, che si aggiunge a design innovativi come StarLITE®-R per bibite gassate (CSD), StarLITE®-R Nitro e StarLITE®-R Premium. L’originale StarLITE®-R per CSD è stata la prima soluzione Sidel dedicata all’rPET, in grado di offrire una maggiore protezione contro la deformazione, una migliore stabilità e una maggiore resistenza allo scoppio. Nel frattempo, nel 2024, Sidel ha lanciato StarLITE®-R Nitro, una base per bottiglie unica e ad alta resistenza, specificamente progettata per prodotti ancora dosati con azoto in bottiglie 100% rPET, e StarLITE®-R Premium, una base per bottiglie elegante e ad alte prestazioni per bottiglie distintive, 100% rPET.
[1] Calcolo basato su una bottiglia da 11g, 0,5L, 270M bottiglie prodotte annualmente | Confronto tra bottiglia in PET vergine e bottiglia in 100% rPET | Dati di riferimento sull’impronta ambientale: 2,44 t CO2 eq / tonnellata di PET vergine | 1,64 t CO2 eq / tonnellata di rPET | Fonte dei dati: Ecoinvent, Metodo IPCC 2013, Categoria cambiamento climatico, Indicatore GWP 100a
[2] Calcolo basato su una bottiglia d’acqua da 0,5L, 270M bottiglie prodotte annualmente | Costo dell’elettricità: 0,2€/kWh | Confronto tra la pressione media di soffiaggio del mercato senza StarLITE-R Still (20b) e la pressione di soffiaggio di StarLITE-R Still (16b) | 1. 64 t CO2 eq/tonnellata di rPET | Fonte dei dati: Ecoinvent, Metodo IPCC 2013, Categoria cambiamento climatico, Indicatore GWP 100a

new high production speed 100% rPET lightweight bottle base for still
StarLITE®-R STILL is a new bottle base that employs Sidel’s patented technology to ensure 100% recycled PET (rPET) integration, lightweighting, and high-speed production for water, juices, milk, and edible oil from 0.25L up to 2.5L.
“Mainstream food and beverage manufacturers are seeking designs that range from simple, lightweight options to more aesthetic shapes with optimised weights, yet all compatible with high-speed production,” comments Mikael Derrien, Manager Packaging Innovations at Sidel.
“They aim to reduce production costs through lightweighting, lower blowing pressures, and reduced energy consumption, while also striving to minimise their carbon footprint in response to regulatory pressures and consumer demand.”
“Today there are bottle bases on the market suitable for lightweight designs and high production speeds, however, they’re designed for virgin PET bottles.
Sidel’s StarLITE®-R STILL is the only solution on the market specifically developed to address recycled PET that achieves the high performance necessary in this competitive market space.”
Balancing production speed, material type, and bottle weight presents a complex challenge for manufacturers in maintaining high performance, but the StarLITE®-R STILL overcomes these with precise bottle base shaping and efficient material distribution.
Its innovative design can also be seamlessly retrofitted onto existing production lines ensuring versatility and the solution requires a low blowing pressure, further enhancing its sustainability credentials. High performance with patented design and technology
The StarLITE®-R STILL bottle base features Sidel’s patented technology which includes smooth material stretching and precise distribution; optimised venting for easy shaping; and an efficient base cooling circuit ideal for rPET which is likely to be processed at higher temperatures.
The new design ensures the base does not deform or break, crucial for maintaining the bottle’s integrity during production, conveying, storage, transportation, and use.
The mould base’s rounded-edge design makes it easier to shape during blow moulding, which increases the bottle base resistance to defects such as bursts during the blowing process. This feature is particularly important for lightweight bottles, which are more prone to such issues due to the use of thinner material.
With a high base clearance, the structural design prevents deformation, ensuring functionality and stability even in high-temperature conditions.

The bottle base also performs reliably during highspeed production, thanks to an efficient cooling. This cooling process prevents deformation and defects, maintaining consistent quality at rapid manufacturing speeds.
The bottle production process can use up to 20% less blowing pressure due to improved mould venting of the StarLITE®-R STILL mould base. The carefully designed grooves and venting holes in the mould ensure that air escapes efficiently, allowing the bottle base to take its desired shape perfectly, even at lower pressures. This reduces energy consumption and production costs while maintaining quality.
Improved sustainability and costs for still drinks and edible oils
By switching from virgin PET to 100% rPET thanks to StarLITE®-R STILL, manufacturers can benefit from a reduction in 2,400 tonnes of CO² equivalent each year.[1]
This bottle base can also be blown at lower pressure, only requiring 16 bars - a reduction of up to 20% on standard air blowing operations, translating to a further saving of 51 tonnes of CO² equivalent and to 205,000 € saved, each year[2]
The bottle base is also compatible with a wide range of weights, including very lightweight bottles as low as 7g for 500ml format.
Versatility with StarLITE®-R STILL
Sidel’s latest StarLITE®-R bottle base provides manufacturers with increased versatility as it is compatible with round, square-round and rectangular shaped bottles as well as suitable for single or multiserve sizes from 0.25L up to 2.5L. It can also be used with transparent or white PET.
This new bottle base is easy to integrate onto existing manufacturing lines and is qualified for high production speeds across various bottle formats.
It supports single-serve production rates of up to 2,700 bottles per hour per machine and multi-serve rates of up to 2,400 bottles per hour per machine.
The StarLITE®-R STILL can also be used with virgin PET as well as rPET and be produced utilising Sidel’s EvoBLOW, Universal, and Series 2 blow moulders. Expanding StarLITE®-R range
The streamlined bottle base is the latest addition to Sidel’s signature StarLITE®-R range, joining the ranks of innovative designs like the StarLITE®-R for carbonated soft drinks (CSD), StarLITE®-R Nitro and StarLITE®-R Premium.
The original StarLITE®-R for CSD, was Sidel’s first solution dedicated to rPET, offering enhanced protection against deformation, improved stability, and increased resistance to bursting. Meanwhile in 2024 Sidel released the StarLITE®-R Nitro, a unique, high-resistance bottle base specifically engineered for still nitrogen-dosed products in 100% rPET bottles and the StarLITE®-R Premium, a sleek, highperformance bottle base for distinctive, 100 % rPET bottles.
[1] Calculation based on a 11g, 0.5L bottle, 270M bottles produced yearly | comparing Virgin PET bottle to 100% rPET bottle | Environmental footprint reference data: 2.44 t CO2 eq / ton of virgin PET | 1. 64 t CO2 eq/ ton of rPET | Data source: Ecoinvent, Method IPCC 2013, Category climate change, Indicator GWP 100a
[2] Calculation based on a 0.5L water bottle, 270M bottles produced yearly | Electricity cost: 0,2€/kWh | comparing market average blowing pressure without StarLITE-R Still (20b) to StarLITE-R Still blowing pressure (16b) | 1. 64 t CO2 eq/ ton of rPET | Data source: Ecoinvent, Method IPCC 2013, Category climate change, Indicator GWP 100a

Per Kosme, drinktec non rappresenta solo un appuntamento di settore, ma il palcoscenico ideale per mostrare cosa significhi innovare nel mondo dell’imbottigliamento a bassa e media cadenza
All’interno del padiglione più prestigioso della fiera, quello occupato dalla casa madre Krones, Kosme ha l’onore e la responsabilità di raccontare una storia di evoluzione tecnologica, visione industriale e ascolto del mercato. Per Kosme, drinktec non rappresenta solo un appuntamento di settore, ma il palcoscenico ideale per mostrare cosa significhi innovare nel mondo dell’imbottigliamento a bassa e media cadenza.
La partecipazione di Kosme a drinktec 2025 è una dichiarazione d’intenti: condividere una visione del futuro, frutto di anni di esperienza, ricerca, confronto con i clienti e appartenenza a un gruppo – Krones –che rappresenta l’eccellenza globale nel settore.
L’azienda si presenta a Monaco non solo per esporre tecnologie, ma per confrontarsi con il cambiamento e proporre soluzioni concrete a sfide sempre più complesse.
Kosme è convinta che il futuro dell’imbottigliamento sarà modellato da quattro grandi tendenze, a cui ha deciso di rispondere con visione e determinazione:
1. Flessibilità e modularità per affrontare un mercato sempre meno prevedibile
In un’epoca in cui le tendenze di consumo cambiano rapidamente, le macchine devono essere progettate per adattarsi. Kosme sviluppa soluzioni modulari che permettono configurazioni su misura e tempi di consegna ridotti, consentendo ai clienti di lanciare nuovi prodotti o formati in poche settimane.
I tecnici dell’azienda hanno fatto della flessibilità una missione: ogni macchina Kosme è pensata per crescere, cambiare ed evolversi insieme al business dei partner.
2. Automazione al servizio dell’efficienza
Kosme è consapevole delle difficoltà nel reperire manodopera qualificata, soprattutto nei Paesi a forte industrializzazione. Per questo investe in tecnologie che semplificano la curva di apprendimento: cambi formato semplificati, manutenzione guidata, interfacce digitali user-friendly.
L’obiettivo è permettere agli operatori di lavorare con sicurezza ed efficienza, anche senza anni di esperienza. L’automazione è vista come un’alleata del capitale umano, utile per mantenere alta la produttività, ridurre gli errori e ottimizzare i costi.

3. Sostenibilità e prossimità nei mercati emergenti
Nei Paesi in via di sviluppo, la sostenibilità si misura anche in termini di accessibilità. Le linee Kosme a media e bassa cadenza sono ideali per contesti in cui la filiera produttiva deve adattarsi al territorio: meno energia, meno spazio, meno complessità, ma più efficienza, affidabilità e valore.
In questi mercati, avvicinare la produzione al consumo riduce i costi logistici, l’impatto ambientale e crea valore locale. Kosme risponde con tecnologie semplici da installare, gestire e manutenere.
4. Qualità automatizzata per un consumatore sempre più esigente
L’aumento della qualità della vita ha innalzato le aspettative dei consumatori, anche nei segmenti base. Kosme garantisce la qualità lungo tutta la filiera con macchine che monitorano costantemente ogni
parametro, integrano sistemi di controllo intelligenti e assicurano una qualità costante, anche senza intervento umano.
La sfida è trasferire il know-how tecnico all’interno delle macchine, non per sostituire le persone, ma per liberarle da compiti ripetitivi e permettere loro di concentrarsi sul valore.
Le innovazioni presentate a drinktec 2025
A Monaco, Kosme presenta le ultime novità in tre ambiti strategici: etichettaggio, riempimento e soffiaggio.
• Etichettaggio – Al centro della proposta c’è la modularità: sistemi capaci di adattarsi in tempo reale a nuove esigenze di mercato, materiali e tendenze di packaging. Le etichettatrici Kosme si trasformano in base al prodotto, al formato e alla cadenza richiesta, mantenendo precisione e produttività.
• Riempimento – Viene presentata Primafill Class, la nuova soluzione per il riempimento di prodotti alcolici e non alcolici. Una macchina di riferimento per il gruppo Krones, progettata per gestire prodotti diversi con la stessa precisione, igiene ed efficienza.


• Soffiaggio – In anteprima vengono mostrate le gamme KSB XRs e XRGs, soluzioni di punta per la produzione di bottiglie in PET. Tecnologie che combinano efficienza, qualità del prodotto finito e sostenibilità ambientale, riducendo i consumi e ottimizzando ogni fase del processo produttivo.
Uno sguardo al futuro
Per Kosme, drinktec è più di una fiera: è il luogo dove le idee diventano strategie e le sfide si trasformano in soluzioni. L’azienda è orgogliosa di far parte del gruppo Krones e altrettanto fiera della propria identità, costruita su flessibilità e diversificazione, in ascolto costante dei clienti.
L’impegno di Kosme è chiaro: rendere l’imbottigliamento più accessibile, intelligente e sostenibile. L’azienda è pronta a tracciare, insieme ai propri partner, un nuovo percorso. E crede fermamente che drinktec 2025 sarà il punto di partenza di questo viaggio.


For Kosme, drinktec is more than just a trade fair; it is the ideal platform to demonstrate what true innovation means in the world of low- and medium-output bottling
At drinktec 2025, Kosme takes the stage within the most prestigious hall of the exhibition –home to its parent company, Krones. In this setting, the company carries both the honor and the responsibility of telling a story of technological evolution, industrial vision, and responsiveness to market needs. For Kosme, drinktec is more than just a trade fair; it is the ideal platform to demonstrate what true innovation means in the world of low- and medium-output bottling.
Kosme’s presence at drinktec 2025 is a clear statement of intent: to share a vision of the future shaped by years of experience, research, collaboration with customers, and the strength of belonging to the Krones Group, a global benchmark in the industry.
The company is not merely exhibiting technology, it is engaging with change and offering concrete solutions to increasingly complex challenges.
Now more than ever, Kosme believes the future of bottling will be defined by four major trends, addressed with clarity and determination.
1. Flexibility and modularity for an unpredictable market
In an era where consumer trends shift rapidly, products emerge, evolve, and disappear at an astonishing pace. Machines can no longer be static – they must be designed to adapt. Kosme develops modular

solutions that allow for customized configurations and faster delivery times, enabling customers to launch new products or formats in weeks rather than months. Kosme’s engineers have made flexibility their mission. Every machine is built to grow, adapt, and evolve alongside the businesses of its partners.
2. Automation in service of efficiency
Kosme understands the challenges companies face in securing skilled and stable labor, particularly in highly industrialized regions. To address this, the company invests in technologies that simplify the learning curve for operators: streamlined format changes, guided maintenance, and user-friendly digital interfaces. The goal is to enable operators to work safely and efficiently, even without extensive experience. For Kosme, automation is not just about technology, it is a partner to human capital, essential for maintaining high productivity, reducing errors, and optimizing costs.
3. Sustainability and local adaptation in emerging markets
In developing countries, sustainability also means accessibility. Kosme’s low- and medium-output lines are ideal for environments where production must adapt to local conditions: requiring less energy, space, and complexity – while delivering greater efficiency, reliability, and value for both producers and consumers. In these markets, bringing production closer to consumption is a strategy that reduces logistics costs,
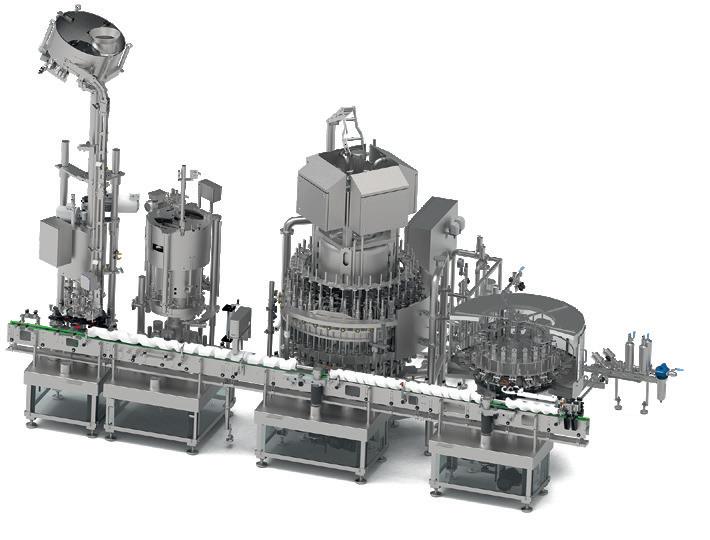
4. Automation for an increasingly demanding consumer
As quality of life improves, so do consumer expectations – even in entry-level market segments. Water, for instance, has become a strategic product whose quality must be ensured throughout the supply chain. Kosme addresses this with machines that continuously monitor every parameter, integrate intelligent control systems, and ensure consistent quality – even without human intervention. The company’s challenge is to embed technical know-how into the machines themselves—not to replace people, but to free them to focus on value creation rather than control.
Innovations at drinktec 2025
In Munich, Kosme will unveil the latest results of its work in three strategic areas: labeling, filling, and blow molding.
• Labeling – At the heart of Kosme’s offering is modularity. These systems are designed to adapt in real time to new market demands, materials, and packaging trends. The labelers transform based on product, format, and output requirements – without compromising precision or productivity.
• Filling – Kosme will introduce Primafill Class, a new solution for filling both alcoholic and nonalcoholic beverages. Selected by the Krones Group as a benchmark for its versatility and reliability, this machine is engineered to handle a wide range of products with consistent precision, hygiene, and efficiency.
• Blow Molding – For the first time, Kosme will showcase the KSB XRs and XRGs series – its flagship solutions for PET bottle production. These technologies combine efficiency, product quality, and environmental sustainability, reducing consumption and optimizing every stage of the production process.
Looking ahead, together
For Kosme, drinktec is more than a trade show – it is where ideas become strategies and challenges turn into solutions. The company is proud to be part of the Krones Group and equally proud of its own identity, built on flexibility and diversification, shaped through close collaboration with customers, and transformed into a tangible innovation.
Kosme’s commitment is clear: to make bottling more accessible, intelligent, and sustainable. The company is ready to chart a new course alongside its partners – and believes that drinktec 2025 will mark the beginning of this journey.
Le soluzioni ENOBERG per Bepensa Bebidas, importante imbottigliatore dei marchi The Coca-Cola Company, rispondono alle crescenti richieste del mercato di acqua imbottigliata a marchio Cristal
Ivolumi di acqua confezionata in Messico sono in costante crescita da diversi anni e anche per il futuro accurati studi di mercato prevedono un incremento medio annuo tra il 3 e il 4% dal 2024 al 2028, con tassi di crescita superiori per il segmento dell’acqua naturale rispetto a quella frizzante. Embotelladora Bepensa Cancun, divisione di Bepensa Bebidas, importante imbottigliatore dei marchi The Coca-Cola Company, per rispondere alle crescenti richieste del mercato di acqua imbottigliata a marchio Cristal, si è recentemente rivolta a ENOBERG e SMI per la fornitura di una linea completa per l’imbottigliamento e confezionamento in bottiglie PET da 0,335 L /0,5 L / 0,6 L/ 1 L e 1,2 L. alla velocità massima di 24.000 bottiglie/h.
La nuova linea include un sistema di riempimento volumetrico elettronico per acqua naturale HEVF/ECO 60/94-12/94 di ENOBERG in configurazione ECOBLOC® con la stiro-soffiatrice compatta EBS 10 KL ERGON di SMI
La linea installata a Cancun è la prima delle tre linee per l’imbottigliamento e il confezionamento dell’acqua naturale a marchio Cristal fornite da ENOBERG a Bepensa Bebidas; la seconda è stata installata presso lo stabilimento di Merida, sempre in Messico, e la terza nello stabilimento della Repubblica Dominicana.
Il progetto che ha portato Bepensa Bebidas ad acquistare 3 nuove linee di imbottigliamento e confezionamento si è focalizzato su pochi ma semplici aspetti, in primis la necessità di una soluzione di linea efficiente ed estremamente flessibile per lavorare 5 diversi formati di bottiglie PET all’interno della medesima linea di produzione, seguita dalla rapidità dei cambi formato e dalla tempestività nella consegna e nell’installazione degli impianti. Flessibilità, tempestività ed efficienza. Le soluzioni ENOBERG per Bepensa Bebidas
La collaborazione tra Bepensa Bebidas, ENOBERG, SMI e la filiale messicana Smicentroamericana è il frutto di una storica e lunga partnership strategica che permette a Bepensa di disporre di macchine e

attrezzature ad elevato contenuto tecnologico e di avvalersi di una tempestiva ed efficiente consulenza tecnica, commerciale e di post-vendita.
Bepensa Bebidas è costantemente impegnata nel soddisfare le esigenze dei consumatori offrendo prodotti di alta qualità confezionati in pratici formati di pacco.
I recenti investimenti per l’installazione di tre nuove linee di produzione all’interno degli stabilimenti di Cancun, Merida e Repubblica Dominicana si sono focalizzati sulla necessità di disporre di impianti multi-formato estremamente flessibili per passare rapidamente da un lotto di produzione all’altro; una sfida impegnativa, considerato che il sistema produttivo tradizionale di Bepensa si è sempre basato su linee mono-formato.
Un’altra richiesta dell’azienda a ENOBERG e SMI è stata quella di poter disporre velocemente dei nuovi impianti per rispondere alla crescente domanda del mercato per l’acqua imbottigliata Cristal. Un grande lavoro di squadra tra committente e fornitori ha consentito il raggiungimento di tutti gli obiettivi prefissati, grazie ai quali Bepensa ha ottenuto la competitività di mercato richiesta e preservato la qualità dei prodotti imbottigliati e confezionati. Monoblocco di riempimento e tappatura HEVF/ECO 60/94-12/94 in configurazione ECBOBLOC® con la stiro-soffiatrice per il riempimento e tappatura delle bottiglie PET di acqua naturale Cristal

• Sistema di riempimento con flussimetri ad alta precisione installati in prossimità di ciascun rubinetto.
• Telaio interamente realizzato in acciaio inox AISI 304.
• Isolamento della camera di riempimento rispetto all’ambiente esterno, grazie a guarnizioni installate sulle portelle, alla copertura superiore e ad un sistema di soffiaggio di aria che consente di generare una sovrappressione di aria sterile all’interno dell’ambiente di lavoro, proteggendola dagli agenti esterni e consentendo il ricircolo di aria.
• Piano della macchina inclinato verso i punti di drenaggio: questa soluzione assicura il drenaggio dei liquidi dalla riempitrice verso l’esterno in modo da evitare ristagni con conseguente maggiore livello di igiene.
• Le parti a contatto con il prodotto sono realizzate in acciaio inox AISI 316.
• Cambi formato bottiglia rapidi e “tool-less”.
• False bottiglie (per lavaggio CIP delle tubazioni) ad inserimento automatico: soluzione che permette un maggior livello di igiene ed un considerevole risparmio di tempo per la preparazione della macchina al lavaggio CIP.
• Facile accesso a tutte le parti della riempitrice per una completa ed efficiente manutenzione. Orientatore tappi easy-cap 40M
• Orientatore tappi gravitazionale, che preleva i tappi dalla tramoggia e li orienta correttamente alla linea di imbottigliamento.


• Struttura molto compatta, adatta a qualsiasi soluzione di layout.
• Realizzato in acciaio AISI 304.
• Funzionamento fluido e lineare, per trasportare solo i tappi orientati correttamente.
• Sistema adatto a diversi tipi di tappi in plastica.
• Interfaccia operatore “user-friendly”, che consente un facile ed efficiente utilizzo della macchina da parte dell’operatore.
Stiro-soffiatrice rotativa EBS 10 KL ERGON
• Cambi formato semplici e veloci, fondamentali per passare rapidamente da un formato di bottiglia all’altro all’interno di una linea di produzione multi-formato.
• Struttura compatta, grazie alla sezione di riscaldamento preforme integrata con la sezione di stiro-soffiaggio.
• Ridotti costi di trasporto.
• Installazione e avviamento macchina semplici e veloci.
• Ridotti consumi energetici.
• Valvole ad alte prestazioni e bassi volumi morti (-50%) che assicurano ridotti tempi di pre-soffiaggio e soffiaggio e migliore qualità delle bottiglie prodotte.
• Riscaldamento preforme ad elevata efficienza, grazie ad una distribuzione uniforme del calore
• Ridotti interventi meccanici: il servomotore si regola automaticamente in base alla velocità di produzione.
• HMI semplice e intuitiva.
• Minor usura e maggiore precisione di gestione della soffiatrice: movimentazione delle pinze basato su pinze preforme/bottiglie senza molle dotate di camme desmodromiche.
Continui investimenti in innovazione tecnologica
Embotelladora Bepensa è costantemente impegnata nel migliorare l’efficienza idrica delle attività del proprio stabilimento e nel ridurre il consumo di acqua in rapporto ai litri di bevanda prodotti; elemento chiave nel perseguimento di tali obiettivi sono i continui investimenti in innovazione tecnologica, di cui fanno parte anche i macchinari ENOBERG recentemente installati a Cancun, Merida e nella Repubblica Dominicana per l’imbottigliamento dell’acqua a marchio Cristal. Quest’ultima è confezionata in bottiglie composte al 100% da altre bottiglie, grazie a tecnologie e processi di riciclo che trasformano il PET in modo sicuro; il risultato è una bottiglia dal tono blu completamente riciclata e riciclabile che mantiene la qualità e la freschezza dell’acqua.

Focus su Bepensa Bepensa è il terzo imbottigliatore di Cola Cola in Messico. Fondato nel 1946 a Mérida, nello Stato messicano dello Yucatán, da Fernando Ponce G. Cantón; oggi è una realtà industriale multinazionale composta da 40 società raggruppate in cinque divisioni (Bebidas – Industrial – Motriz – Capital e Spirits), che può contare su una forza lavoro di oltre 15.000 persone.
In termini di volume vendite la divisione Bepensa Bebidas S.A. de C.V. è il terzo imbottigliatore più importante in Messico e negli Stati Uniti e il quinto in America Latina; questa importante realtà industriale produce, commercializza e distribuisce un portafoglio di 35 marchi di The Coca-Cola Company, in particolare bibite analcoliche, acqua e bevande pronte da bere.
ENOBERG solutions for Bepensa
Bebidas, an important bottler of The Coca-Cola Company brands, respond to the growing market demands for Cristal bottled water
The volumes of bottled water in Mexico have been growing steadily for several years and also for the future, accurate market studies predict an average annual increase between 3 and 4% from 2024 to 2028, with higher growth rates for the still water segment than for sparkling water. Embotelladora Bepensa Cancun, a division of Bepensa Bebidas, an important bottler of The CocaCola Company brands. The company, in order to respond to the growing market demands for Cristal bottled water, recently turned to ENOBERG and SMI for the supply of a complete line for bottling and packaging in 0.335 L / 0.5 L / 0.6 L / 1 L and 1.2 L PET bottles at max. speed of 24,000bph.
The new line includes an electronic volumetric filling system for natural water HEVF/ECO 60/94-12/94 in ECOBLOC® configuration with the compact EBS 10 KL ERGON stretch-blow moulder by SMI
The line installed in Cancun is the first of three lines for bottling and packaging the Cristal brand natural water supplied by ENOBERG and SMI to Bepensa Bebidas; the second was installed at the Merida plant, also in Mexico, and the third at the Dominican Republic plant.
The project that led Bepensa Bebidas to purchase 3 new bottling and packaging lines focused on a few simple aspects, first of all the need for an efficient and extremely flexible line solution to process 5 different formats of PET bottles within the same production line, followed by the speed of format changes and the timeliness in the delivery and installation of the systems. Flexibility, timeliness and efficiency. ENOBERG solutions for Bepensa Bebidas
The collaboration between Bepensa Bebidas, ENOBERG, SMI and the Mexican subsidiary Smicentroamericana is the result of a long-standing strategic partnership that allows Bepensa to have high-tech machines and equipment and to make use of timely and efficient technical, commercial and after-sales consultancy.
Bepensa Bebidas is constantly committed to meeting the needs of consumers by offering high quality products packaged in practical package formats. Recent investments for the installation of three new production lines within the Cancun, Merida and Dominican Republic plants focused on the need to have extremely flexible multi-format systems to quickly switch from one production batch to another; a demanding challenge, considering that Bepensa’s traditional production system has always been based on single-format lines. Another request from the company to ENOBERG and SMI, was to be able to quickly have the new systems available to meet the growing market demand for Cristal bottled water. Great teamwork between the customer and suppliers has made it possible to achieve all the objectives set, thanks to which Bepensa has obtained the required market competitiveness and preserved the quality of bottled and packaged products.

HEVF/ECO 60/94-12/94 filling and capping monobloc in ECOBLOC® configuration with stretch-blow moulder for the filling and capping of Cristal PET bottles
• Filling system with high-precision flowmeters installed near each tap.
• Frame entirely made of AISI 304 stainless steel.
• Isolation of the filling chamber from the external environment, thanks to gaskets installed on the doors, the upper cover and an air blowing system that allows to generate an overpressure of sterile air inside the work environment, protecting it from external agents and allowing air recirculation.
• Machine table inclined towards the drainage points: this solution ensures the drainage of liquids from the filler to the outside in order to avoid stagnation with a consequent higher level of hygiene.
• The parts in contact with the product are made of AISI 316 stainless steel.
• Quick and “tool-less” bottle format changes.
• Dummy bottles (for CIP washing of pipes) with automatic insertion: a solution that allows a higher level of hygiene and considerable time savings for the preparation of the machine for CIP washing
• Easy access to all parts of the filler for complete and efficient maintenance.
Easy-cap cap turner 40M
• Gravitational cap turner. It picks the caps from the hopper and turns them correctly to the bottling line.
• Very compact design, suitable for any layout solution.
• Made of AISI 304 steel.
• Smooth and linear operation, to transport only the correctly turned caps.
• System suitable for different types of plastic caps.
• “User-friendly” operator interface, which allows easy and efficient use of the machine by the operator.
Rotary stretch-blow moulder EBS 10 KL ERGON
• Simple and fast format changes, essential for quickly switching from one bottle format to another within a multi-format production line.
• Compact design thanks to the preform heating section integrated with the stretch-blow moulding section.
• Reduced transport costs.
• Quick and easy installation and start-up.
• Reduced energy consumption.
• High-performance valves and low dead volumes (-50%) that ensure reduced pre-blowing and blowing times and better quality of the bottles produced.
• Highly efficient preform heating due to uniform heat distribution.
• Reduced mechanical intervention: the servo motor automatically adjusts according to the production speed.
• Simple and intuitive HMI.
• Less wear and greater precision of handling of the blow moulding machine: handling of the grippers based on springless preform/bottle grippers equipped with desmodromic cams.
Continuous investments in technological innovation Embotelladora Bepensa is constantly striving to improve the water efficiency of its plant’s operations and reduce water consumption in relation to the litres of beverage produced; a key element in the pursuit of these objectives are the continuous investments in technological innovation, which also include the ENOBERG machinery recently installed in Cancun, Merida and the Dominican Republic for the bottling of Cristal water. The latter is packaged in bottles made up of 100% other bottles, thanks to recycling technologies and processes that transform PET safely; The result is a completely recycled and recyclable blue-toned bottle that maintains the quality and freshness of the water.
Focus on the Bepensa world
Bepensa is a Mexican business group founded in 1946 in Mérida, in the Mexican state of Yucatán, by Fernando Ponce G. Cantón; today it is a multinational industrial company consisting of 40 companies grouped into five divisions (Beverages – Industrial –Motor – Capital and Spirits), which can count on a workforce of over 15,000 people.
In terms of sales volume, the Bepensa Bebidas S.A. de C.V. division is the third most important bottler in Mexico and the United States and the fifth in Latin America; this important industrial reality produces, markets and distributes a portfolio of 35 brands of The Coca-Cola Company, in particular soft drinks, water and ready-to-drink drinks.
Grazie alla visione lungimirante del suo fondatore e al costante impegno degli eredi, oggi Wolhfarth è tra le aziende leader per soluzioni di travaso e filtrazione di fluidi
Avere alle spalle molti anni di attività significa avere un patrimonio di esperienza insostituibile. Questo però rappresenta un grande valore per un’azienda solo nella misura in cui viene messo a disposizione della continua ricerca di nuove soluzioni a servizio della clientela di riferimento, che tengano conto del progresso tecnologico, in particolare in questi ultimi decenni di profonde innovazioni.
Bruno Wolhfarth produce da 60 anni pompe e filtri in acciaio inox per i settori alimentare, farmaceutico, cosmetico e chimico. Alla prima serie RAPID se ne sono aggiunte altre negli anni, con innovazioni sia nella progettazione ed esecuzione meccanica, sia nella componentistica elettrica ed elettronica. Le serie RAPID SANITARIA e HRS (Hygienic Rapid Sanitaria) sono progettate secondo le regole del design igienico per l’uso a contatto di alimenti, in ottemperanza ai rigorosi standard europei. Per il travaso di prodotti particolarmente delicati o molto densi e viscosi, che richiedono di poter variare la velocità del motore, all’esecuzione con variatore meccanico si è affiancata l’esecuzione con inverter elettronico a bordo e tastierino di comando remotabile. Per il travaso di acidi corrosivi che intaccano l’acciaio inox si è aggiunta la serie AC, con corpo pompa in titanio e girante in EPDM resistente agli acidi. Tutte le elettropompe Wolhfarth sono reversibili e fortemente autoadescanti, grazie alla meccanica interna del corpo che fa flettere le alette flessibili della girante, creando un forte risucchio. Il filtro a piastre rotonde è stato il primo brevetto Wolhfarth, negli anni ’60, ed è ancora insuperato quanto alla praticità d’uso e di sanificazione, essenziali nei nostri settori di riferimento. È completamente in acciaio inox e lavora con strati filtranti di
Having many years in the business means having an irreplaceable wealth of experience. However, this is only of great value to a company to the extent that it is made available to the continuous search for new solutions to serve its customers, taking into account technological progress, particularly in these last decades of profound innovations. Bruno Wolhfarth has been manufacturing stainless steel pumps and filters for the food, pharmaceutical, cosmetic and chemical industries for 60 years.


cellulosa, senza guarnizioni, grazie alla caratteristica forma rotonda delle piastre, che permette di ottenere la tenuta direttamente con lo strato filtrante. La filtrazione con strati filtranti è ancora considerata molto valida e richiesta in campo alimentare per filtrare sciroppi, liquori, e integratori; in campo farmaceutico, per filtrazioni specifiche di materie prime per la produzione di medicinali e infine in campo chimico e cosmetico, per la filtrazione di lozioni, profumi, essenze.
Tutte le lavorazioni vengono progettate ed eseguite presso lo stabilimento di Sordio, in provincia di Lodi.
Caratteristica della produzione è la lavorazione dalla barra piena di acciaio, con processi di tornitura e fresatura. In questi ultimi anni le macchine utensili hanno segnato un progresso vertiginoso in termini di precisione e di risparmio energetico. Wolhfarth si è dotata di macchine CNC di ultima generazione, in modo da ottenere un grado di finitura delle superfici prima impensabile. Superfici perfettamente lisce e compatte e assenza di parti saldate o fuse sono essenziali per evitare contaminazioni del prodotto e permettere una perfetta pulizia.
Grazie alla visione lungimirante del suo fondatore Bruno Wolhfarth e al costante impegno degli eredi nel perfezionare e innovare il processo produttivo sotto l’aspetto meccanico, tecnologico e non ultimo di sostenibilità ambientale, Wolhfarth si colloca con orgoglio tra le aziende leader per soluzioni di travaso e filtrazione di fluidi.
Thanks to the far-sighted vision of its founder and the ongoing commitment of his heirs, today Wolhfarth ranks among the leading companies for fluid transfer and filtration solutions
The first RAPID series has been joined by others over the years, with innovations both in mechanical design and execution, and in electrical and electronic components. The RAPID SANITARIA and HRS (Hygienic Rapid Sanitaria) series are designed according to the rules for hygienic design for use in contact with food, in compliance with strict European standards. For the transfer of particularly delicate or very dense and viscous products, which require the possibility of varying the motor speed, the use of mechanical variator has been combined with the use of on-board electronic inverter and remote control keypad. For the transfer of corrosive acids that attack stainless steel, the AC series was added, with a titanium pump body and EPDM acid-resistant impeller. All Wolhfarth electric pumps are reversible and highly self-priming, thanks to the internal mechanics of the casing that causes the flexible fins of the impeller to bend, creating a strong suction.
The round plate filter was Wolhfarth’s first patent, back in the 1960s, and is still unsurpassed in terms
of user-friendliness and sanitisation, which are essential in our industry. It is completely made of stainless steel and works with cellulose filter layers, without gaskets, thanks to the characteristic round shape of the plates, which allows sealing directly with the filter layer. Filtration with filter layers is still considered very valid and in demand in the food industry to filter syrups, liqueurs, and supplements; in the pharmaceutical industry, for specific filtration of raw materials for the production of medicines; and finally in the chemical and cosmetics industry, for the filtration of lotions, perfumes, essences.
All processes are designed and built at the plant in Sordio, in the province of Lodi.
Production is characterised by machining from solid steel bar, with turning and milling processes. In recent years, machine tools have progressed dramatically in terms of precision and energy savings. Wolhfarth has equipped itself with the latest CNC machines to achieve a previously unthinkable degree of surface finish. Perfectly smooth and compact surfaces and the absence of welded or fused parts are essential to avoid contamination of the product and to allow perfect cleaning.
Thanks to the far-sighted vision of its founder Bruno Wolhfarth and the ongoing commitment of his heirs to perfecting and innovating the production process in terms of mechanics, technology and not least environmental sustainability, Wolhfarth proudly ranks among the leading companies for fluid transfer and filtration solutions.
Cibus Tec Forum torna il 28-29 settembre a Parma per due giorni di condivisione e aggiornamento attorno ai temi dell’innovazione sostenibile
Cibus Tec Forum, l’evento triennale organizzato da Koeln Parma Exhibition (KPE) - joint venture tra Koelnmesse e Fiere di Parma – in programma a Parma il 28 e 29 ottobre prossimi beneficerà di una partnership strategica con OnFoods. Si tratta di una partnership sistemica importante, che lega un evento – ritenuto un riferimento importante per l’incontro tra tecnologia, innovazione e industria alimentare e delle bevande – con il più grande ecosistema italiano per la ricerca alimentare, nato grazie al sostegno del PNRR e composto da 26 organizzazioni partner, tra università, centri di ricerca, aziende e istituzioni. L’accordo è nato con un obiettivo chiaro: creare momenti di condivisione e aggiornamento attorno ai temi dell’innovazione sostenibile e alimentare, la promozione di modelli produttivi più sani, tracciabili, inclusivi e competitivi, con un impatto positivo sull’intero food system. A Cibus Tec Forum 2025, OnFoods porterà contenuti scientifici, progettualità concrete e opportunità di trasferimento tecnologico, creando connessioni ad alto valore tra mondo accademico e imprese. Cibus Tec Forum 2025 offrirà a sua volta a OnFoods una piattaforma di visibilità e networking ad alto livello, mettendo in relazione diretta i protagonisti della ricerca con le aziende più avanzate dell’industria food e food tech, italiana e internazionale. L’accordo è il primo di una lunga serie di azioni intese a federare sotto il cappello di Cibus Tec Forum iniziative, attività e contenuti scientifici di rilievo per la comunità dell’agro-industria e del meccanoalimentare. Sotto il payoff “Two days to reimagine Food Tec”, Cibus Tec Forum 2025 si conferma, dunque, una Mostra-Convegno innovativa e funzionale, nata per stimolare un confronto profondo tra innovazione, industria e tecnologie e si configura inoltre come un importante momento di dialogo e preparazione in vista dell’edizione 2026 di Cibus Tec, prevista dal 27 al 30 ottobre 2026, una delle fiere di riferimento a livello globale per le tecnologie alimentari che nella precedente edizione ha portato a Parma 1200 aziende espositrici da 30 Paesi, 38.000 professionisti da 120 Paesi e 3000 Top Buyers da 80 Paesi grazie al più




ampio programma di incoming tra tutte le manifestazioni di tecnologia alimentare. Oggi Cibus Tec è sempre più una piattaforma trasversale e completa, capace di valorizzare le innovazioni tecnologiche in tutti i comparti: dal beverage al bakery fino alla filiera meat, senza dimenticare i settori storici che da sempre rappresentano il cuore della manifestazione. In contemporanea a Cibus Tec Forum, si svolgerà Labotec, il primo e unico evento in Italia interamente dedicato alle tecnologie e soluzioni per il laboratorio e l’analisi, per tutti i settori come alimentare, chimico, farmaceutico, cosmetico, life sciences. Labotec sarà una piattaforma dinamica e trasversale, capace di valorizzare la comunità scientifica, favorire il networking tra operatori specializzati e promuovere l’evoluzione della cultura analitica nei processi industriali. Con una proposta espositiva altamente qualificata e un fitto programma di conferenze, Labotec rappresenta un’opportunità unica per connettere ricerca, università e laboratori con l’industria, stimolando sinergie concrete e il trasferimento di conoscenze.
www.cibustecforum.it
www.cibustec.it
www.labotec.one

Cibus Tec Forum will be held in Parma on 28-29 September for a two-day event of knowledgesharing and updates on sustainable innovation
Cibus Tec Forum, the triennial event organised by Koeln Parma Exhibition (KPE) — a joint venture between Koelnmesse and Fiere di Parma — scheduled to take place in Parma on 28-29 October, will benefit from a strategic partnership with OnFoods. This is a major systemic partnership, connecting an event — recognised as a key reference point for the intersection of technology, innovation, and the food & beverage industry — with Italy’s largest ecosystem for food research. Supported by the National Recovery and Resilience Plan (PNRR), OnFoods consists of 26 partner organisations, including universities, research centres, companies, and institutions. The
agreement has a clear objective: to create moments of knowledge-sharing and updates on sustainable food innovation, promoting healthier, more traceable, inclusive, and competitive production models that positively impact the entire food system. At Cibus Tec Forum 2025, OnFoods will bring scientific content, concrete projects and technology transfer opportunities, fostering high-value connections between academia and businesses. In return, Cibus Tec Forum 2025 will provide OnFoods with a highlevel visibility and networking platform, directly linking research leaders with top-tier companies in Italy’s and the international food and food-tech industries. This agreement is just the first in a series of initiatives under the Cibus Tec Forum umbrella, aimed at bringing together key events, activities, and scientific content relevant to the agro-industrial and food-processing communities. Under the tagline “Two days to reimagine Food Tec,” Cibus Tec Forum 2025 reaffirms itself as an innovative and functional exhibition-conference designed to foster in-depth discussions between innovation, industry and technology. It also serves as an important moment of dialogue and preparation for the 2026 edition of Cibus Tec, scheduled to take place from 27 to 30 October 2026. This event is recognised as one of the leading global fairs for food technology, with the previous edition bringing 1.200 exhibitors
from 30 countries, 38.000 professionals from 120 countries, and 3.000 Top Buyers from 80 countries to Parma, thanks to the most extensive hosted buyers programme among all food technology exhibitions. Today, Cibus Tec is increasingly positioned as a broad and comprehensive platform, showcasing technological innovations across all sectors: from beverage to bakery and the meat supply chain, while continuing to highlight the historic industries that have always formed the core of the event. Running concurrently with Cibus Tec Forum is Labotec, the first and only event in Italy entirely dedicated to laboratory and analytical technologies and solutions across various sectors, including food, chemical, pharmaceutical, cosmetics, and life sciences. Labotec will be a dynamic and cross-sectoral platform that enhances the scientific community, facilitates networking among specialised operators, and promotes the advancement of analytical culture within industrial processes. With a highly qualified exhibition offering and a dense programme of conferences, Labotec presents a unique opportunity to connect research institutions, universities, and laboratories with the industry, fostering concrete synergies and knowledge transfer. www.cibustecforum.it www.cibustec.it www.labotec.one

Contenitori di sicurezza CPT: garanzia di filtrazione efficiente e ambiente protetto nella beverage industry
Nel contesto dell’industria del beverage, dove l’igiene, la qualità dell’aria e la sicurezza operativa rappresentano elementi imprescindibili, l’adozione di soluzioni di filtrazione avanzata è una necessità strategica. I contenitori di sicurezza a perfetta tenuta per filtri a perfetta tenuta (CPT) si configurano come sistemi fondamentali per garantire un ambiente di lavoro sicuro, pulito e conforme alle più stringenti normative sanitarie. Progettati per operare entro un range di pressione compreso tra -8

kPa e +8 kPa, secondo lo standard ANSI 509, i contenitori CPT rappresentano una soluzione di alto livello tecnologico, pensata per la massima efficienza e sicurezza nella filtrazione dell’aria. Un sistema progettato per l’efficienza totale Anche il miglior filtro, se installato in un sistema inadeguato, rischia di perdere la propria efficacia. Ecco perché i gruppi CPT sono costruiti per garantire una perfetta tenuta. Realizzati in lamiera verniciata decontaminabile o in acciaio inossidabile AISI 304/316, questi contenitori sono idonei per ospitare prefiltri, filtri assoluti e a carbone attivo. Le saldature continue, le guarnizioni ad alto spessore e i sistemi di serraggio rapido assicurano un’ermeticità senza compromessi. I collettori d’ingresso e uscita, completamente saldati, mantengono l’integrità dell’aria trattata, mentre le predisposizioni per strumenti di monitoraggio, sonde DOP e dispositivi rompivuoto permettono un controllo costante dell’impianto. Sicurezza dell’operatore: il sistema bag-in/bagout
Un elemento distintivo dei contenitori CPT è il sistema bag-in/bag-out, che consente la sostituzione dei filtri senza esporre l’operatore e l’ambiente di lavoro stesso, a contaminanti pericolosi tramite l’inserimento e la rimozione dei filtri all’interno di sacchi barriera sigillati. Nella produzione di bevande in caso di

contaminazione incrociata l’utilizzo dei CPT è la soluzione più indicata per la sicurezza del personale, del prodotto finito e dei locali.
Filtri per l’aria: una scelta strategica I CPT possono contenere varie tipologie di filtri che, a seconda delle esigenze dei clienti, variano dai prefiltri, filtri intermedi, carboni attivi e filtri assoluti. Con queste tipologie di filtri si garantisce la rimozione di polveri, VOC, batteri e altre particelle dannose.
Dunque?
Per l’industria attenta al benessere del proprio personale, alla qualità, alla sostenibilità e all’efficienza, mantenere l’aria pulita nei processi produttivi è fondamentale, per questo i CPT sono un alleato indispensabile. Defil Srl vi può aiutare nelle problematiche ambientali con varie tipologie di filtri e sistemi porta filtro.
CPT safety containers: Guarantee of efficient filtration and protected environment in the beverage industry
In the context of the beverage industry, where hygiene, air quality and operational safety are essential elements, the adoption of advanced filtration solutions is a strategic necessity. The perfectly sealed safety containers for perfectly sealed filters (CPT) are configured as fundamental systems to guarantee a safe, clean working environment that complies with the most stringent health regulations. Designed to operate within a pressure range of -8

kPa to +8 kPa, according to the ANSI 509 standard, CPT containers represent a high-tech solution, designed for maximum efficiency and safety in air filtration.
A system designed for total efficiency
Even the best filter, if installed in an inadequate system, risks losing its effectiveness. This is why CPT units are built to guarantee a perfect seal. Made of decontaminable painted sheet metal or AISI 304/316 stainless steel, these containers are suitable for housing pre-filters, absolute filters and activated carbon filters. Continuous welding, high-thickness gaskets and quick-tightening systems ensure uncompromising hermetic integrity. The fully welded inlet and outlet manifolds maintain the integrity of the treated air, while the provisions for monitoring instruments, DOP probes and vacuum breakers allow constant control of the system.
Operator safety: the bag-in/bag-out system
A distinctive element of CPT containers is the bag-in/bag-out system, which allows the replacement of filters without exposing the operator and the work environment itself to dangerous contaminants by inserting and removing filters inside sealed barrier bags. In the production of beverages in the event of cross-contamination, the use of CPT is the most suitable solution for the safety of personnel, the finished product and the premises.
Air filters: A strategic choice
CPTs can contain various types of filters that, depending on customer needs, vary from pre-filters, intermediate filters, activated carbons and absolute filters. These types of filters ensure the removal of dust, VOCs, bacteria and other harmful particles.
So what?
For the industry that is attentive to the well-being of its staff, quality, sustainability and efficiency, maintaining clean air in production processes is essential, which is why CPTs are an indispensable ally. Defil srl can help you with environmental issues with various types of filters and filter holder systems.

I nastri trasportatori Eurobelt perfezionano ogni fase del processo produttivo, rispondendo agli standard più severi del settore

Con oltre 50 anni di esperienza sul mercato, Eurobelt si è affermata come punto di riferimento nello sviluppo di nastri trasportatori modulari in plastica. La sua continua innovazione le consente di offrire soluzioni all’avanguardia, adatte a numerosi settori, con un focus particolare sull’industria delle bevande. L’efficienza e la precisione nel trasporto sono fondamentali, dove ogni secondo conta. Le serie E31 ed E32, progettate per processi di trasferimento dinamico, ottimizzano il flusso di bottiglie e lattine, eliminando fermi imprevisti e migliorando la sincronizzazione nelle linee produttive.
Nelle applicazioni dedicate alla pastorizzazione, il nastro E41 si distingue come uno dei migliori sul mercato, grazie alla sua resistenza meccanica alle alte temperature e alla sua straordinaria durabilità, garantendo prestazioni ottimali in ambienti estremamente esigenti. Alcuni pastorizzatori di Eurobelt, infatti, operano da oltre 20 anni. Consapevole delle continue esigenze del mercato, Eurobelt presenta il nuovo nastro D50: una soluzione robusta e versatile ideale per la movimentazione di scatole e imballi. Progettato per una manipolazione agile e sicura, il D50 risponde perfettamente alle necessità di trasferimenti laterali e di trasportatori lunghi con accumulo, senza compromettere la stabilità del prodotto.
Inoltre, nei tavoli di accumulo, i nastri Eurobelt, realizzati con materiali speciali, operano con carichi elevati e ad alte velocità, preservando l’integrità dei prodotti. Nei processi di pallettizzazione e de-pallettizzazione, le sue soluzioni garantiscono un imballaggio efficiente e preciso, assicurando un’operatività fluida nelle linee produttive.
Eurobelt continua a innovare per offrire le migliori soluzioni di nastri trasportatori, assicurando efficienza, qualità e prestazioni in ogni applicazione. Con tecnologie avanzate e materiali all’avanguardia, Eurobelt ottimizza i processi del settore delle bevande, garantendo un flusso continuo e sicuro in ogni fase della produzione.
Eurobelt conveyor belts optimize every stage of the process, meeting the industry’s most stringent standards

With more than 50 years of experience in the market, Eurobelt has established itself as a point of reference in the development of plastic modular conveyor belts. Its constant innovation has enabled this company to offer cutting-edge solutions suitable for numerous sectors, with a particular focus on the beverage sector.
Efficiency and precision in conveying are fundamental, every second matter. Eurobelt Series E31 and E32, designed for dynamic transfer processes, optimize bottle and can flows, eliminating stopovers and improving synchronization in production lines.
In pasteurization applications, the E41 belt stands out as one of the best on the market thanks to its temperature resistance and extraordinary durability, granting excellent performance in utterly demanding environments. In fact, some Eurobelt pasteurizers have been running for more than 20 years.
Aware of market’s continuous requirements, Eurobelt presents its new belt D50: A sturdy and versatile solutions ideal for box and package handling. Designed for safe and agile handling, D50 perfectly meets the requirements of lateral transfer and of long conveyors with accumulation, without ever compromising product stability. In addition to this, in accumulation tables, Eurobelt belts - made of special materials - operate with high loads and at high speeds, maintaining product wholeness. In palletising and de-palletising processes, its solutions ensure efficient and accurate packaging, guaranteeing smooth operation in production lines.
Eurobelt continues innovating and offers the best conveyor belt solutions, granting efficiency, quality and high performance in every application. With advanced technologies and cutting-edge materials, Eurobelt optimises processes in the beverage industry, guaranteeing a smooth and safe flow at every production stage.

Le presse pneumatiche della serie ATMOS sono progettate per garantire un’estrazione ottimale dei composti organolettici dell’uva, creando mosti qualitativamente superiori
Brand di riferimento nel mercato internazionale, Enoveneta propone una completa gamma di soluzioni ad alta innovazione e sostenibilità per ottimizzare ogni fase del processo di vinificazione. Tra i suoi prodotti di punta, le presse pneumatiche della serie ATMOS consentono di produrre mosto in ambiente inerte utilizzando azoto fino ad un determi-


nato grado di pressatura. Ciò comporta anche un risparmio energetico per la cantina. Progettate per garantire un’estrazione ottimale dei composti organolettici dell’uva, creando mosti qualitativamente superiori, le presse pneumatiche ATMOS a cilindro chiuso permettono di lavorare il prodotto in un ambiente totalmente privo di ossigeno utilizzando azoto puro al 99,9% non riciclato.
Questo sistema riduce al minimo l’ossidazione dell’uva e del mosto in fase pre-fermentativa. La solidità delle presse ATMOS, con capacità dai 9 ai 330 hl è garantita dalla costruzione in acciaio inox e canaline interne lucidate BA
Punto di forza di Enoveneta sono i PLC con software di ultima generazione di facile utilizzo. Il programma
“Fast” ottimizza e riduce i tempi di pressatura, mantenendo alta la qualità del mosto, mentre grazie a compressore e soffiante, vengono ridotti i tempi morti durante la pressatura. Inoltre, grazie alla predisposizione per l’Industria 4.0, possono essere controllate e assistite da remoto, offrendo un ulteriore livello di efficienza. Di serie troviamo anche la porta di carico ermetica, la valvola di carico assiale con pressostato, la valvola di scarico mosto pneumatica e la vasca di raccolta mosto completa di pompa a girante flessibile.

Per maggiori info: enoveneta.it
The pneumatic presses of the ATMOS series are designed to ensure optimal extraction of the organoleptic compounds of grapes, creating qualitatively superior must

Enoveneta, leading brand in the international market, offers a complete range of highly innovative and sustainable solutions to optimize each phase of the winemaking process. Among its flagship products, the pneumatic presses of the ATMOS series allow the production of must in an inert environment using nitrogen up to a certain degree of pressing. This also results in energy savings for the winery.
Designed to ensure optimal extraction of the organoleptic compounds of the grapes, creating qualitatively superior must, the ATMOS pneumatic presses with closed cylinders allow the product to be processed in a totally oxygenfree environment using 99.9% pure non-recycled nitrogen. This system minimizes the oxidation of the grapes and must in the prefermentation phase. The solidity of the ATMOS presses, with capacities from 9 to 330 hl, is guaranteed by the stainless-steel construction and BA polished internal draining channels
Enoveneta’s strenght point is the PLC with easy-to-use latest-generation software. The “Fast” program optimizes and reduces pressing times, maintaining the high quality of the must, while thanks to the compressor and blower, downtime during pressing is reduced. Furthermore, thanks to the predisposition for Industry 4.0, they can be controlled and assisted remotely, offering an additional level of efficiency. Standard features include the hermetic loading door, the axial loading valve with pressure switch, the pneumatic outlet must valve and the must collection basin with flexible impeller pump.

Il Pinot Grigio Friuli Grave D.O.C. Pighin:
una pietra miliare nella storia di successo dell’azienda vitivinicola Pighin
Era il 1963 quando la famiglia Pighin acquistò un vasto terreno da una nobile casata friulana, l’azienda agricola Pighin ha segnato il panorama vitivinicolo del Friuli con un’impronta distintiva e duratura. La conduzione familiare ha permesso un controllo accurato dell’intera filiera produttiva e una passione trasmessa di generazione in generazione, elementi che hanno plasmato la qualità e l’innovazione costante della produzione vinicola dell’azienda. Un elemento centrale nella storia e nel successo dell’azienda è senza dubbio il Pinot Grigio. Coltivato nei fertili terreni del Friuli Grave D.O.C., questo vitigno è diventato emblematico non solo per l’azienda stessa, ma anche simbolo della viticoltura friulana su scala internazionale. Il Pinot Grigio di Pighin si distingue per le sue qualità organolettiche equilibrate, con note fruttate e una versatilità che lo rende ideale per numerosi abbinamenti gastronomici. Questo vino ha contribuito significativamente all’espansione internazionale dell’azienda, con una produzione che rappresenta oltre il 50% del totale, consolidando il posizionamento di Pighin nei mercati di alta gamma sia nazionali che internazionali.
Evoluzione dell’azienda negli ultimi sessant’anni e quale ruolo ha giocato il Pinot Grigio Roberto Pighin spiega che:“La nostra azienda venne acquisita dalla famiglia nel 1963, passando dalle mani dei Conti Agricola, una nobile casata friulana. Questi possedevano un esteso podere di 200 ettari situato nel cuore della prestigiosa zona di produzione del Friuli Grave, gestito in regime di mezzadria fin dalla metà del XVII secolo. Questo passaggio ha confermato la secolare tradizione vitivinicola che caratterizza la nostra realtà aziendale. Con l’arrivo della nostra famiglia, si è innescato un processo di profonda trasformazione, sostenuto da continui e





sostanziali investimenti volti a massimizzare il valore agronomico ed enologico dell’azienda, che continua ancora oggi.
Sul fronte produttivo, ci siamo sempre prefissati l’obiettivo di realizzare vini di alta qualità e affidabilità, in grado di competere con le migliori produzioni a livello globale. Tra questi spicca il Pinot Grigio, che grazie al nostro terroir ha trovato una sorta di cittadinanza storica, come testimoniato anche dalle bottiglie datate 1935 conservate nel nostro archivio, risalenti ai tempi dei nostri predecessori. Il Pinot Grigio, con le sue note organolettiche fruttate, persistenti, equilibrate e con una grande versatilità negli abbinamenti culinari, ha giocato un ruolo cruciale nell’aprirsi ai mercati internazionali, ottenendo un notevole successo tra i consumatori. Oggi, il nostro Pinot Grigio è considerato uno dei più apprezzati della regione Friuli nel segmento premium, sia sul mercato nazionale che internazionale, rappresentando oltre il 50% della nostra produzione totale.”
Oltre ad essere una cantina storica del panorama friulano, Pighin è una delle aziende più significative in regione sia dal punto di vista dell’estensione che della produzione annua. La gestione, tuttavia, è sempre rimasta nelle mani della famiglia: infatti, come spiega il titolare: “Essere un’azienda a gestione familiare costituisce per noi un duplice punto di forza. Dal punto di vista umano rappresenta un valore inestimabile, in quanto la conduzione dell’azienda è nelle mani della nostra famiglia da tre generazioni, garanzia di continuità e di presenza costante da parte di coloro che hanno fondato e dato vita a questa appassionante e sfidante realtà imprenditoriale. La nostra è una passione di famiglia ispirata da sempre ad un valore molto preciso: difendere la più alta qualità del vino. Da qui discende quello che per me rappresenta il secondo vantaggio di essere un’azienda familiare. Sotto il profilo tecnico, infatti, il fatto di essere dei produttori che possono vinificare uve di nostra produzione ci consente di avere il controllo totale dell’intera filiera, dalla terra alla tavola. Questo elemento è per noi garanzia di quella costanza qualitativa che le bottiglie firmate Pighin rappresentano da sempre per il consumatore, nella piena consapevolezza che stiamo lavorando con un prodotto della natura e come tale dobbiamo accettare le sue leggi a volte imprevedibili.”
Pighin e la sostenibilità
L’azienda crede da sempre nella sostenibilità tanto che ha 7 ettari convertiti completamente a biologico che sono stati piantati da barbatelle resistenti, ossia vitigni frutto di uno scrupoloso programma di incrocio tra fiori della vite (non incroci ogm) e selezione di viti di nuova generazione resistenti a peronospora e oidio, che permettono di ridurre i trattamenti contribuendo nel tempo alla salubrità e alla sostenibilità ambientale. A garanzia della produzione in campagna dal 2007 Pighin inoltre ha i certificati GLOBALGAP e dal 2016 anche certificati SQNPI, il sistema nazionale di qualità della produzione integrata. In campagna vengono usati quindi prodotti mirati e non inquinanti. Su questo l’azienda è stata tra i primi produttori in Regione ad adottare il sistema di irrorazione che prevede il recupero della nebulizzazione in eccesso consentendo di risparmiare oltre il 40% del prodotto in fase di trattamento.
It was 1963 when the Pighin family purchased a large plot of land from a noble Friulian family, the Pighin winery has left its distinctive and lasting mark on the Friuli wine scene. The family management has allowed a careful control of the entire production chain and a passion passed down from generation to generation, elements that have shaped the quality and constant innovation of the company’s wine production. A central element in the company’s history and success is undoubtedly Pinot Grigio. Grown in the fertile soils of Friuli Grave D.O.C., this vine has become emblematic not only for the company itself, but also a symbol of Friulian viticulture on an international scale. Pighin’s Pinot Grigio stands out for its balanced organoleptic qualities, with fruity notes and a versatility that makes it ideal for many gastronomic pairings. This wine has contributed significantly to the company’s international expansion, with production representing over 50% of the total, consolidating Pighin’s positioning in both national and international high-end markets.
Evolution of the company over the last sixty years and role of Pinot Grigio Roberto Pighin explains:“Our company was acquired by the family in 1963, passing from the hands of the Conti Agricola, a noble family from Friuli. They owned a large estate of 200 hectares located in the heart of the prestigious production area of Friuli Grave, managed under a sharecropping regime since the mid-17th century. This passage confirmed the centuries-old winemaking tradition that characterizes our company. With the arrival of our family, a process of deep transformation was triggered, supported by continuous and substantial investments aimed at maximizing the agronomic and oenological value of the company, which continues to this day.

On the production front, we have always set ourselves the goal of creating high-quality and reliable wines, capable of competing with the best productions globally. Among these, Pinot Grigio stands out thanks to our terroir where it has found a sort of historical citizenship, as also demonstrated by the bottles dated 1935 preserved in our archive, dating back to the times of our predecessors. Pinot Grigio, with its fruity, persistent, balanced organoleptic notes and great versatility in culinary pairings, has played a crucial role in opening up to international markets, obtaining considerable success among consumers. Today, our Pinot Grigio is considered one of the most appreciated in the Friuli region in the premium segment, both on the national and international market, representing over 50% of our total production.”
In addition to being a historic winery in the Friulian panorama, Pighin is one of the most significant companies in the region both in terms of size and annual production. Management, however, has always remained in the hands of the family because, as the owner says:
“Being a family-run business is a dual strength for us. From a human point of view, it represents an inestimable value, as the management of the company has been in the hands of our family for three generations, a guarantee of continuity and constant presence on the part of those who founded and brought this exciting and challenging entrepreneurial reality to life. Ours is a family passion that has always been inspired by a very specific value: defending the highest quality of wine. From here comes what for me represents the second advantage of being a family business. From a technical point of view, in fact, the fact of being producers who can vinify grapes of our own production allows us to have total control of the entire supply chain, from the land to the table. For us, this element is a guarantee of that qualitative consistency that Pighin bottles have always represented for the consumer, in the full awareness that we are working with a product of nature whose sometimes unpredictable laws we must accept.
Pighin approach to sustainability
The vinery has always believed in sustainability, so that it has 7 hectares converted completely to organic that were planted with resistant rootstocks, i.e. vines resulting from a scrupulous program of crossbreeding between vine flowers (not GMO crossbreeds) and selection of new generation vines resistant to downy mildew and powdery mildew, which allow a reduction in treatments, contributing over time to environmental health and sustainability. As a guarantee of production in the countryside, since 2007 the company has also been GLOBALGAP certified and since 2016 also SQNPI certified, the national quality system for integrated production. Pighin therefore uses targeted and non-polluting products in the countryside. In this regard, it is among the first producers in the Region to adopt the spraying system that provides for the recovery of excess nebulization, allowing for savings of over 40% of the product during the treatment phase.




Intercap segue un percorso di innovazione, alla ricerca delle migliori tecnologie intese come strumento per offrire il massimo della flessibilità per liberare spazio a fantasia e creatività

Da sempre Intercap segue un percorso di innovazione andando alla ricerca delle migliori tecnologie applicabili al mondo delle chiusure. Tecnologie intese come strumento per offrire il massimo della flessibilità per liberare spazio a fantasia e creatività. La sartorialità come approccio creativo per cercare soluzioni alle esigenze dei clienti, nella scelta delle materie prime e cura del dettaglio in ciascun passaggio della filiera produttiva. Punto di sintesi tra artigianato e industria, le capsule di Intercap vestendo le bottiglie ne diventano punto di forza, riconoscibilità e identità.
Il packaging dice molto di un vino e la capsula, insieme all’etichetta, sono elementi fondamentali. Ancor prima di assaggiare un vino, il consumatore viene catturato dall’estetica della bottiglia. Ecco perché la capsula diventa per Intercap oggetto di design che valorizza il prodotto.
Questo percorso unito alla continua attenzione per una riduzione dell’impatto ambientale, da sempre centrale nella filosofia life-friendly di Intercap, prima

Intercap follows a path of innovation, in search of the best technologies intended as a tool to offer maximum flexibility to give space to imagination and creativity
Intercap has always followed a path of innovation in search of the best technologies applicable to the world of closures.
Technologies intended as a tool to offer maximum flexibility to give space to imagination and creativity. Tailoring as a creative approach to look for solutions To the customers’ needs, in the choice of raw materials and attention to detail in each step of the production chain. The synthesis point between craft and industry, Intercap capsules dressing bottles become strength, recognition and identity. The packaging says a lot about a wine bottle and capsules, along with the labels, are fundamental elements. Even before tasting a wine, the consumer is captivated by the aesthetics of the bottle. That’s why the capsule becomes for Intercap an object of design that enhances the product.
con la creazione di Polynature®, polilaminato coestruso con polimero interno di origine vegetale al 100%, e con l’introduzione di un impianto di recupero dei solventi utilizzati durante la fase di verniciatura, ora permette un nuovo balzo di qualità nella gestione delle problematiche ambientali.
Nasce così ALUXAPURESPAR® la capsula per spumanti e champagne riciclabile al 100%. Completamente in metallo e senza plastica, con disco di testa e fianco interamente in alluminio ricotto (spessori 40 μ e 50 μ).
È la capsula dalle mille goffrature personalizzate fianco e testa, unica nel suo genere. Mille colorazioni esterne ed interne e con le più svariate personalizzazioni su entrambi i lati.
È la capsula che potrai decorare con stampe personalizzate in Bistra® Printing, sempre più complesse e fantasiose.
È la capsula con gli stessi valori prestazionali fisico/ meccanici, ma in completa assenza di plastica.
ALUXAPURESPAR® è il salto di qualità.
Info: intercapclosures.com
This path combined with the continuous focus on reducing environmental impact, always central to the LIFE-friendly philosophy of Intercap, first with the creation of Polynature®, coextruded polylaminate with 100% plant-based polymer, and with the introduction of a solvent recovery plant used during the painting phase, now it allows a new leap in quality in the management of environmental problems. Thus ALUXAPURESPAR® is born, the capsule for sparkling wines and champagne that can be recycled to 100%.
Completely metal and plastic free, with top disk and side entirely in annealed aluminium (thickness 40μ and 50μ).
It is the capsule with a thousand personations on side and top, unique in its kind. Thousand external and internal colours and with the most varied customization on both sides. It is the capsule that you can decorate with personalized prints in Bistra® Printing, increasingly complex and imaginative.
It is the capsule with the same physical/mechanical performance values, but in complete absence of plastic.
ALUXAPURESPAR® is the leap.
Info at: intercapclosures.com
Ogni bottiglia di Andreola è un’espressione autentica del territorio, un’eredità preziosa omaggio alla sua bellezza
Nel cuore delle colline del Valdobbiadene DOCG, tra le ripide Rive di Soligo e le Rive di Col San Martino, dove la storia e la tradizione si integrano con la passione e l’innovazione, si snodano alcuni dei vigneti storici di Andreola, vestigia di un’epoca passata e custodi di un’eredità preziosa. Un territorio che da secoli è dedicato alla coltivazione della vite, testimonianza di consuetudini vitivinicole ardite e appassionate, un patrimonio unico che si articola tra ripidi pendii e terreni scoscesi.
Situata nel cuore del Valdobbiadene DOCG, con i suoi 110 ettari vitati, 900 mila bottiglie vendute in oltre 35 paesi e ormai 40 anni di vita, l’azienda Andreola è divenuta simbolo della viticoltura eroica del Valdobbiadene Docg, producendo da sempre vini letteralmente “fatti a mano”, a conferma dell’impegno costante volto verso la ricerca qualitativa. La cantina si distingue per il lavoro manuale nei vigneti, essenziale nelle ripide colline di questa regione, che in vendemmia,

si caratterizza per la presenza di particolari ed uniche carrucole per il trasporto dell’uva. La produzione di Andreola è incentrata sul vitigno Glera, assieme ad una minoranza di varietà autoctone compresenti nelle vecchie vigne e comprende diverse etichette, tra cui la Rive Line con il maggior numero di Rive in catalogo nel Valdobbiadene DOCG.
Rive di Col San Martino
Anima eroica del territorio, le Rive di Col San Martino sfidano la gravità. Aggrappati tenacemente a luoghi erti (tra i 300-500 m.s.l.m.) i vigneti di Glera e piccole percentuali di varietà autoctone come Bianchetta, Perera e Verdiso, sono un tesoro inestimabile; vigne centenarie e pendenze estreme ai limiti della coltivazione della vite, dove le uve maturano lentamente acquisendo una peculiare complessità aromatica. Un vero monumento all’artigianalità, a un lavoro di fatica e dedizione che trasforma quotidianamente il territorio in forme e ritmi, per vini che esprimono forza, eleganza, tipicità.
Ogni operazione è totalmente manuale e si rende necessaria in virtù delle caratteristiche delle colline che in vendemmia richiedono, nei casi più estremi, l’utilizzo di un sistema di carrucole, un unicum utile al trasporto dell’uva nel rispetto delle consuetudini locali e dell’ambiente. 26° I° Rive di Col San Martino Valdobbiadene Docg - Extra Brut - 0gr/Lt è il Metodo Martinotti che racconta nel calice il terroir, la cui selezione dei grappoli avviene all’interno dell’originario corpo aziendale di circa quattro ettari, proprio nel cuore della denominazione e, in particolare, delle Rive di Col San Martino.
Il paesaggio si fa appena appena più dolce lungo il percorso che porta alle Rive di Soligo: in un susseguirsi di colline parallele, la varietà di microclimi e suoli conferiscono alle uve caratteristiche varietali distintive. Un mosaico di profumi e sapori, di mineralità e complessità aromatica dettati dal clima temperato, costante ventilazione e una buona escursione termica, conducono a un’esperienza sensoriale profonda grazie alla quale si ha piena comprensione della terra e dell’arte di sapere coniugare moderne tecnologie, sapienza enologica e innovazione.
Mas de Fer Valdobbiadene Docg Rive di Soligo Extra Dry, Metodo Martinotti 100% Glera, è l’espressione pura del vigneto di proprietà (sei ettari) collocato nella porzione più meridionale del sistema delle “corde” collinari comprese tra Vidor e Vittorio Veneto, caratterizzato dalla presenza di rocce calcaree. Finezza ed eleganza, gentilezza ed esilità, la carta d’identità del vino enfatizzato dalla versione Extra Dry.
Per immergersi completamente nella bellezza del Valdobbiadene, riconosciuto Patrimonio Mondiale dell’Umanità dall’UNESCO, il sentiero naturalistico delle Vedette, che collega le due cittadine di Col San Martino e Soligo, è un itinerario irrinunciabile che offre scenari incomparabili.
Il sentiero delle Vedette è un tuffo nella storia, quando le colline erano teatro di battaglie e avvistamenti. Sono molti i luoghi di interesse storico-bellico lungo il tracciato, una sorta di viaggio a ritroso per apprezzare ancora di più la fatica e la passione di chi ha coltivato e protetto questi luoghi per generazioni.

Every bottle of Andreola is an authentic expression of the territory, a precious legacy that pays homage to its beauty
In the heart of the Valdobbiadene DOCG hills, between the steep Rive di Soligo and the Rive di Col San Martino, where history and tradition blend with passion and innovation, some of Andreola’s historic vineyards meander, footprints of a bygone era and custodians of a precious legacy. A territory that has been devoted to the cultivation of vines for centuries, evidence of bold and passionate winemaking traditions, a unique heritage that unfolds amidst steep slopes and rugged terrain.
Located in the heart of Valdobbiadene DOCG, with its 110 hectares of vineyards, 900 thousand bottles sold in over 35 countries, and now 40 years old, the Andreola farm has become a symbol of the heroic viticulture of Valdobbiadene DOCG, always producing wines that are literally “handmade”, confirming the constant commitment aimed at qualitative research. The winery stands out for the work in its vineyards
carried out exclusively by hand, essential among the steep hills of this region; work which, during the grape harvest, is characterised by the presence of peculiar, unique pulleys for transporting the grapes. Andreola’s production is centred on the Glera grape variety, together with a minority of native varieties present in the old vineyards; it includes several labels, among which the Rive Line that has the largest number of Rive in the Valdobbiadene DOCG catalogue.
Rive di Col San Martino
A symbol of heroic viticulture, the Rive di Col San Martino challenge gravity. Tenaciously clinging to steep terrain (between 300-500 m. above sea level), the Glera vineyards and small percentages of native varieties such as Bianchetta, Perera and Verdiso are a priceless treasure; these are centuries-old vineyards and extremely steep slopes, almost at the limits of vine cultivation, where the grapes ripen slowly, acquiring a distinctive aromatic complexity.
A true monument to craftsmanship, to hard work and dedication that daily transforms the land into shapes and rhythms, for wines that express strength, elegance, and a distinctive character.
All vineyard work is carried out manually and is necessary due to the characteristics of the hillsides that, during the grape harvest and in the most extreme cases, require the use of a system of pulleys, a unique means of transporting the grapes while respecting local customs and the environment.
26° I° Rive di Col San Martino Valdobbiadene DOCG
- Extra Brut - 0gr/Lt is the Martinotti Method that tells the story of the terroir in the glass, whose grapes are selected within the original estate of about four hectares, right in the heart of the denomination and, in particular, of the Rive di Col San Martino.
The landscape becomes ever so slightly gentler along the route that leads to the Rive di Soligo: in a succession of parallel hills, the variety of microclimates and soils gives the grapes distinctive varietal characteristics. A mosaic of aromas and flavours, of earthiness and aromatic complexity dictated by the temperate climate, constant ventilation and a good temperature range, all lead to a profound sensory experience, thanks to which one gains a full understanding of the land and the art of knowing how to combine modern technologies, winemaking knowledge and innovation.
Mas de Fer Valdobbiadene DOCG Rive di Soligo Extra Dry, Martinotti Method 100% Glera is the pure expression of the estate’s vineyard (six hectares) located in the southernmost portion of the hilly “corde” system between Vidor and Vittorio Veneto, characterised by the presence of limestone rocks. Marked by finesse, elegance, and a delicate lightness, hallmarks of the wine, highlighted by the Extra Dry version.
To fully immerse yourself in the beauty of Valdobbiadene, recognised as a World Heritage Site by UNESCO, the Vedette nature trail, which connects the two towns of Col San Martino and Soligo, is an absolute must-do itinerary offering incomparable scenery.
The Vedette trail is a leap back into history, when the hills were the scenes of battles and sightings. There are many places of historical and military interest along the trail, a step back in time to appreciate even more the effort and passion of those who have cultivated and protected these places for generations.


Eccellenza artigianale, etica impeccabile e perfetta armonia tra estetica e sostenibilità. È “Virtuo”, l’ultima innovazione firmata Crealis
L’eccellenza artigianale, un’etica impeccabile e una perfetta armonia tra estetica e sostenibilità. È “Virtuo”, la capsula per vini e spirits di alta gamma realizzata al 100% in stagno riciclato, ultima innovazione firmata Crealis sul fronte del rispetto per l’ambiente. Prodotta nello stabilimento di Rivercap del gruppo internazionale leader nel settore delle chiusure per vino e liquori, “Virtuo” segna una svolta proprio sul fronte della sostenibilità: è monomateriale, decorata con colori ad acqua, riciclabile fino al 99% e realizzata in unico pezzo con lingotti di stagno riciclato di altissima purezza proveniente in larga parte dall’industria elettronica europea. Questa soluzione, che garantisce una riduzione del 61% dell’impronta di carbonio rispetto a un’omologa capsula in stagno di Crealis prodotta con materiale vergine, riesce a mantenere lo stesso livello di purezza con perfor-
Exceptional craftsmanship, impeccable ethics, and perfect harmony between aesthetics and sustainability. This is “Virtuo”, Crealis’ latest innovation
Exceptional craftsmanship, impeccable ethics, and perfect harmony between aesthetics and sustainability. This is “Virtuo”, the capsule for premium wines and spirits made entirely from recycled tin — Crealis’ latest innovation in its ongoing commitment to environmental responsibility. Produced at the Rivercap facility, part of the international group leading the wine and spirits
closures sector, Virtuo marks a breakthrough in sustainability: it is monomaterial, painted with water-based colors, up to 99% recyclable, and made from a single piece of ultra-pure recycled tin ingots, sourced largely from the European electronics industry. This solution reduces the carbon footprint by 61% compared to a similar tin capsule made from virgin material, while maintaining the same level of purity and performance – both in terms of design execution and bottling line compatibility
Thanks to the quality of the material, Virtuo offers unique customization opportunities through embossing, debossing, and high-end finishes. With its deep color and exceptional tactile properties, Virtuo enhances every bottle while meeting the highest ecological standards.
“The name Virtuo, from virtuoso,” explains Isabelle Gruard, Group Marketing Director at Crealis,
mance immutate sia per quanto riguarda la realizzazione del design che sulla linea di imbottigliamento. La qualità del materiale consente infatti possibilità uniche di personalizzazione grazie a raffinati rilievi e finiture di pregio. Con la sua profondità di colore e le straordinarie qualità tattili, “Virtuo” valorizza ogni bottiglia rispettando al contempo i più severi requisiti ecologici.
“Il nome Virtuo, da virtuoso – spiega Isabelle Gruard, Group Marketing Director di Crealis – esprime la grande maestria ed expertise nel lavorare questo nobile materiale e la volontà di proporre delle soluzioni che rappresentano l’anello di congiunzione tra funzionalità, ricerca estetica e impegno per l’ambiente, senza compromessi. Un risultato reso possibile dal continuo investimento in ricerca e sviluppo sui materiali, per noi alla base del binomio lussoresponsabilità. La sostenibilità è un impegno concreto che caratterizza ogni fase della nostra catena del valore, sia sul fronte del prodotto che dei processi”. Combinando economia circolare, riciclabilità, qualità ed eleganza, “Virtuo” si inserisce nell’articolata strategia ESG di Crealis. Il Gruppo, che a gennaio ha presentato il primo Bilancio di Sostenibilità, da tempo lavora per traghettare l’industria del packaging di vino in una direzione sempre più green.
“expresses the great mastery and expertise in working with this noble material, as well as the desire to offer solutions that represent the perfect link between functionality, aesthetic research, and environmental commitment—without compromise. This has been made possible through continuous investment in R&D focused on materials — something we believe is key to the luxury-responsibility equation. Sustainability is a concrete commitment that defines every stage of our value chain, from product design to process efficiency.”
By combining circular economy principles, recyclability, quality, and elegance, Virtuo fits perfectly within Crealis’ comprehensive ESG strategy. In January, the Group published its first Sustainability Report, underscoring its long-standing mission to steer the wine packaging industry toward an increasingly green future.

TECHNO MIDA is an ISO 9001 and 14001 Coating Centre specializing in offering excellence in anti-friction and anti-oxidation coatings for mechanical parts and moulds
TECHNO MIDA Srl offers multiple proposals that represent both tradition and innovation in the field of wear-resistant, anti-corrosive and anti-stick coatings: flash hard chrome, hard chrome plating, DLC (Diamond Like Carbon), “anti-sticking” silicon oxide.
TECHNO MIDA is an ISO 9001 and 14001 Coating Centre specializing in offering excellence in antifriction and anti-oxidation coatings for mechanical parts and moulds.
TECHNO MIDA è un Centro Rivestimenti ISO 9001 e 14001 specializzato e orientato all’eccellenza dei rivestimenti antiusura e anti-ossidazione per stampi e componenti meccanici
TECHNO MIDA Srl offre molteplici proposte che rappresentano sia la tradizione che l’innovazione nel campo dei rivestimenti antiusura, anticorrosione e anti-adesione: il flash cromo duro, la cromatura dura a spessore, il DLC (Diamond Like Carbon), l’ossido di silicio “anti-sticking” (anti-incollaggio).
TECHNO MIDA è un Centro Rivestimenti ISO 9001 e 14001 specializzato e orientato all’eccellenza dei rivestimenti antiusura e anti-ossidazione per stampi e componenti meccanici.
Durante il processo di stampaggio i polimeri (elastomeri termoplastici), chiamati anche gomme termoplastiche, tengono a incollarsi sulle parti; questi residui compromettono il processo di stampaggio alterando i particolari stampati sia dal punto di vista geometrico che dimensionale.
Il rivestimento superficiale Ossido Silicio anti-sticking proposto conferma le seguenti aspettative:
• Facilitare il distacco del materiale stampato, incrementando lo scorrimento del flusso plastico;

• Evitare che il prodotto stampato subisca deformazioni o danni superficiali;
• Evitare che la cavità dello stampo rimanga parzialmente occupata dal materiale aderito.
Sui polimeri TPE, TPE-E Arnitel/Marfran e TPE-V Taroprene, il rivestimento permette di ottenere i seguenti vantaggi:
1. Più facile pulizia
2. Minor scarti di produzione
3. Più elevata qualità del prodotto finito
Per lo stampaggio a iniezione di polimeri elastomeri il rivestimento Ossido Silicio anti-sticking risulta migliorativo rispetto ai tradizionali rivestimenti a “film sottile”: CrN (PVD), WC/C (PVD) e DLC.
Vantaggi del rivestimento:
• Rivestimento idrofobo e anti-incollaggio
• Riduzione della bagnabilità e dell’incollaggio delle superfici
• Rivestimento ideoneo per uso alimentare REG EU 1935/2004 & FDA food contact.


During the moulding process, polymers (thermoplastic elastomers), also known as thermoplastic rubbers, tend sticking to the parts; these residues jeopardize the moulding process by altering the moulded particulars geometrically and dimensionally.
The proposed anti-sticking Silicon Oxide surface coating fulfils the following expectations:
• Facilitating the release of the moulded material by increasing the plastic flow,
• Preventing the moulded product from being deformed or damaged superficially,
• Preventing the mould cavity from being partially occupied by the adhered material.
On TPE, TPE-E Arnitel/Marfran and TPE-V Taroprene polymers, the coating grants the following benefits:
1. Easier cleaning
2. Less production waste
3. Higher quality of finished products
For elastomer polymer injection moulding, the anti-sticking Silicon Oxide coating stands as an improvement over traditional “thin film” coatings: CrN (PVD), WC/C (PVD), and DLC.
Advantages the coating offers:
• Hydrophobic and anti-sticking coating
• Reduced wettability and surface sticking
• Coating suitable for food use REG EU 1935/2004 & FDA food contact.









La 57ª edizione di Vinitaly chiude con un incremento in assoluto del 7% rispetto all’edizione precedente
La 57ª edizione di Vinitaly chiude a Veronafiere con 97.000 presenze complessive e con un’incidenza degli operatori esteri che sale al 33% del totale: oltre 32.000 da oltre 130 nazioni, con un incremento in assoluto del 7% rispetto all’edizione precedente. In particolare, aumentano i buyer dai primi tre mercati target per il vino italiano: Stati Uniti (+5%), Germania (+5%) e Regno Unito, che compie un balzo in avanti del 30%, mentre si registra una flessione dalla Cina (-20%).
In Europa, riscontri molto positivi anche da Francia (+30%) Belgio (+20%) e Olanda (+20%). Bene anche Svizzera (+10%) e Giappone (+10%). Stabili gli arrivi da Canada e Brasile. Un risultato che acquista ancora più valore in un contesto reso complesso dall’inasprimento dei dazi dagli USA e dalle tensioni geopolitiche.


Per quanto riguarda Vinitaly and the City, il fuorisalone dedicato ai wine lover centro storico di Verona, sono stati superati i 50.000 tagliandidegustazione venduti, la stessa cifra del 2024, ma con una giornata di evento in meno.
Vinitaly 2025 si chiude dunque come un appuntamento ancora più internazionale, sempre più business e strategico: un asset centrale per il futuro del vino italiano e una piattaforma di dialogo e confronto tra oltre 4.000 aziende del settore, associazioni di categoria, istituzioni nazionali ed europee. Per la prima volta, infatti, in visita ufficiale a Vinitaly anche due commissari europei: Christophe Hansen (Agricoltura e Sviluppo rurale) e Olivér Várhelyi (Salute). A Vinitaly anche il ministero dell’Agricoltura, il ministero delle Imprese e del Made in Italy, il ministero degli Affari esteri e l’Agenzia ICE che ha collaborato alla realizzazione del piano di incoming di operatori dall’estero.
“Vinitaly 2025 chiude con un’edizione di successo, in cui il mondo del vino italiano ha saputo esprimere unità e capacità di reazione, anche di fronte alle difficoltà iniziali legate all’introduzione dei dazi USA –commenta Federico Bricolo, presidente di Veronafiere –. Verona si è riaffermata come capitale europea del vino, grazie alla partecipazione di due Commissari UE, che proprio da Vinitaly hanno annunciato nuove iniziative concrete a sostegno della filiera, insieme ai ministri e alle tante presenze istituzionali a Verona nei giorni di manifestazione. Un segnale forte, in un momento che richiedeva chiarezza, coesione e visione strategica. Vinitaly inoltre consolida il proprio legame con gli Stati Uniti: dopo il debutto nel 2024, tornerà a Chicago il 5 e 6 ottobre di quest’anno con la seconda edizione di Vinitaly USA. Su questo mercato, il vino italiano ha le idee chiare: continuare a costruire un rapporto solido e duraturo con i consumatori americani, da sempre protagonisti del successo del nostro export”.
“Vinitaly si conferma un brand solido che è stato capace di fornire al mondo del vino una risposta di sistema allo scenario internazionale – spiega il direttore generale di Veronafiere, Adolfo Rebughini.

Tra le novità di questa edizione di Vinitaly, l’esordio di Vinitaly Tourism, il format dedicato all’enoturismo, e l’ingresso nel palinsesto di tendenze emergenti come vini No/Low alcol, RAW Wine e vini in anfora. Si tratta di iniziative che arricchiscono l’esperienza fieristica, a conferma di un salone che non solo ascolta e fotografa il settore, ma ne anticipa le traiettorie. Vinitaly, oggi più che mai, rappresenta un asset strategico in un momento di profonde trasformazioni. La qualità degli operatori e la soddisfazione degli espositori con agende di lavoro fitte di appuntamenti, ribadiscono il ruolo centrale della manifestazione nell’ascolto dei mercati e nella promozione del vino italiano a livello globale”.
La prossima edizione di Vinitaly è in programma dal 12 al 15 aprile 2026. www.vinitaly.com


The 57th Vinitaly closes posting an overall increase of 7% compared to last year’s event
The 57th Vinitaly closes at Veronafiere with total attendance of 97,000 and a percentage of international professionals rising to 33% of total: more than 32,000 arrivals from over 130 countries, posting an overall increase of 7% compared to last year’s event. In particular, even more buyers arrived from the top three target markets for Italian wine: United States (+5%), Germany (+5%) and the United Kingdom, which leapt forward by 30%, while China posted a downturn (-20%).
There was also very positive feedback in Europe, from France (+30%), Belgium (+20%) and Holland (+20%). Switzerland (10%) and Japan (+10%) also performed well. Attendance from Canada and Brazil was stable. This result is all the more significant given the context complicated by increased tariffs in the US and geo-political tensions.
Vinitaly and the City, the off-show event specifically for wine lovers staged in the historic centre of Verona itself saw more than 50,000 tasting tickets sold, the same figure as for 2024 despite being one day shorter.
Vinitaly 2025 consequently closes as an increasingly international business and strategic event: it stands as a central asset for the future of Italian wine and a platform for dialogue and comparison involving more than 4,000 companies in the sector, as well as trade associations, and national and European institutions. For the first time ever, two European Commissioners also made official visits to Vinitaly: Christophe Hansen (Agriculture and Rural Development) and


Olivér Várhelyi (Health). Vinitaly also welcomed the Ministry of Agriculture, the Ministry of Enterprise and Made in Italy, the Ministry of Foreign Affairs and the ICE Trade Agency (which contributed to the development of the incoming plan for international professional operators).
“Vinitaly 2025 closes as a successful edition where the world of Italian wine again expressed a sense of unity and ability to react, even in the face of initial difficulties associated with the introduction of US duties,” said Federico Bricolo, President of Veronafiere. “Verona has confirmed its status as the European capital of wine, thanks not the least to visits by two EU Commissioners, who announced new and effective initiatives to support the supply chain during Vinitaly, together alongside ministers and broad institutional attendance in Verona during the event. A very positive signal at a time when clarity, cohesion and strategic vision are vital. Vinitaly also consolidated its bonds with the United States: After its debut in 2024, the event returns to Chicago 5-6 October 2025 for the second edition of Vinitaly USA. Italian wine has clear ideas as regards this market: continue building a solid and long-lasting relationship with American consumers, who have always been in the forefront of the success of our exports.”
“Vinitaly comes through as a solid brand capable of providing the world of wine with a system-level response to the international scenario,” as the General Manager of Veronafiere, Adolfo Rebughini, explained. New features at this year’s Vinitaly included the debut

of Vinitaly Tourism, the format specifically focused on wine tourism, and the inclusion in programme of emerging trends, such as No/Low alcohol wines, RAW Wine and amphora wines. These initiatives further enhance the trade fair experience, thereby confirming Vinitaly as an event that not only listens to and snapshots sector but also one that anticipates its trajectories. Vinitaly, today more than ever, is a strategic asset in times of such far-reaching changes. Top quality professional operators and exhibitors satisfied by busy meeting agendas highlight the central role of the event in listening to markets and promoting Italian wine on a global scale.”
The next Vinitaly is scheduled 12-15 2026 April 2026.
www.vinitaly.com











Nell’ambito dell’industria alimentare, Molinox si distingue per la possibilità di progettare e produrre molle che soddisfino tutti i requisiti regolati dalla normativa MOCA
Molinox Srl, da 30 anni leader nella produzione di molle industriali, ha realizzato una linea di molle idonee al contatto con gli alimenti e con l’acqua per il consumo umano.
Le molle progettate e prodotte nello stabilimento di Rozzano (MI) Italia rispondono ai requisiti richiesti dalla normativa MOCA per il contatto con gli alimenti e bevande con specifica cura nell’esecuzione delle lavorazioni e finitura di superfici.
Le caratteristiche tecniche delle molle Molinox, idonee al contatto con alimenti, sono le seguenti:
• Evitano il formarsi di punti di maggiore migrazione e/o cessione di sostanze chimiche;
• Impediscono fessurazioni, interstizi di ristagno che ostacolano il libero passaggio di liquidi di processo e di lavaggio;
• Elevata rimovibilità batterica con bassa ritentività della stessa dopo il ciclo di pulitura;
• Ottima resistenza alla corrosione e ridotta porosità superficiale;
• Sensibile riduzione dei tempi necessari alla rimozione batteriologica degli impianti durante l’esecuzione dei cicli CIP/SIP grazie ad una corretta progettazione, alla scelta di materiali idonei e a processi di trasformazione e manipolazione rigorosamente sotto controllo. Gli impianti e le macchine destinati ad essere utilizzati per prodotti alimentari o per prodotti cosmetici o farmaceutici devono essere progettati e costruiti in modo da evitare qualsiasi rischio di infezione, di malattia e di contagio. La Direttiva Macchine 2006/42/CE pone l’attenzione di garantire una corretta progettazione affinché il prodotto alimentare che le macchine tratteranno nelle varie fasi (riempimento, surgelazione, raffreddamento, lievitazione, pastorizzazione, confezionamento e trasporto) non subisca:
• Contaminazione microbiologica;
• Cross contamination di sostanze (con attenzione particolare agli allergeni);


• Contaminazione fisica da corpi estranei (di tipo biologico, come insetti o materiale organico, o da frammenti di materiali estranei al prodotto, come legno, plastica, vetro, metallo, etc.);
• Contaminazione chimica derivante da residui di detergenti o lubrificanti.
È necessario scegliere i materiali costruttivi che entreranno a contatto con gli alimenti in modo che rispettino le leggi relative ai prodotti alimentari.
Il requisito principale del Regolamento Europeo, il 1935/2004, riporta all’art.3, quanto segue: “I materiali e gli oggetti, compresi i materiali e gli oggetti attivi ed intelligenti, devono essere prodotti conformemente alle buone pratiche di fabbricazione affinché, in condizioni d’impiego normali o prevedibili, essi non trasferiscano ai prodotti alimentari componenti in quantità tale da:
• Costituire un pericolo per la salute umana;
• Comportare una modifica inaccettabile della composizione dei prodotti alimentari;
• Comportare un deterioramento delle loro caratteristiche organolettiche.
Le molle rappresentano quei componenti attivi e intelligenti che possono costituire pericolo per la salute umana se non sono conformi alle normative MOCA. Le molle, se non adatte a questo scopo, possono rilasciare sostanze nocive nell’alimento, alterandone la composizione e la qualità. Per evitare problematiche in tal senso (sanzioni pecuniarie, ritiri, etc.) le molle utilizzare su impianti e macchine per alimenti devono avere una Dichiarazione MOCA che attesti che i materiali utilizzati nella loro produzione non rilascino sostanze nocive per gli alimenti. Molinox Srl può rilasciare tale documentazione.
Attenzione per la qualità e soluzioni personalizzate sono valori fondamentali per Molinox S.r.l. Molinox S.r.l. lavora al fianco dei suoi clienti con prodotti altamente specializzati e in linea con le più rigorose normative in materia di sicurezza e tutela dell’ambiente.
Per ulteriori dettagli sull’argomento MOCA (GMP, Reg. Quadro CE, sanzioni, etc.) o per scoprire di più sui prodotti Molinox S.r.l., visitate il sito www.molinox.it
Within the food industry, Molinox distinguishes itself by the ability to design and manufacture springs that meet all the requirements by the FCM regulation
Molinox S.r.l., a leading manufacturer of industrial springs for 30 years, has created a line of springs suitable for contact with food and water for human consumption.
The springs designed and manufactured in the Rozzano (MI) plant, Italy, meet the requirements of FCMs regulations for contact with food and beverages with specific care taken in the execution of machining and surface finishing.
The technical characteristics of Molinox springs, suitable for food contact, are as follows:
• They prevent the formation of mayor migration and/ or chemical release points;
• They prevent cracks, stagnation gaps that hinder the free passage of process and washing fluids;
• High bacterial removability with low retentiveness of the same after the cleaning cycle;
• Excellent corrosion resistance and low surface porosity;
• Significant reduction in the time required for bacteriological removal of plants during the execution of CIP/SIP cycles due to proper design, selection of suitable materials, and strictly controlled processing and handling.
Plants and machines intended to be used for food products or for cosmetic or pharmaceutical products




must be designed and constructed to avoid any risk of infection, disease and contagion. The Machinery Directive 2006/42/EC places the emphasis on ensuring proper design so that the food product that the machine will handle at the various stages (filling, freezing, cooling, leavening, pasteurization, packaging, transport) does not suffer:
• Microbiological contamination;
• Cross contamination of substances (with special attention to allergens);
• Physical contamination by foreign bodies (of biological type, such as insects or organic material, or by fragments of materials foreign to the product, such as wood, plastic, glass, metal, etc.);
• Chemical contamination from detergent or lubricant residues.
It is necessary to choose construction materials that will come into contact with food in a way that complies with food-related laws.
The main requirement of the European Regulation, 1935/2004, states in Article 3, the following:
“Materials and articles, including active and intelligent materials and articles, shall be produced in accordance with good manufacturing practice so that, under normal or foreseeable conditions of use, they do not transfer components to foodstuffs in such quantities as to:
• Constitute a danger to human health;
• Involve an unacceptable change in the composition of food products;
• Result in deterioration of their organoleptic characteristics.
Springs represent those active and intelligent components that can pose a danger to human health if they do not comply with FCMs regulations. Springs, if not suitable for this purpose, can release harmful substances into the food, altering its composition and quality. To avoid problems in this sense (fines, recalls, etc.) springs use on food plants and machines must have a FCMs Declaration stating that the materials used in their production do not release substances harmful to food. Molinox S.r.l. can issue such documentation.
Attention to quality and customized solutions are core values for Molinox S.r.l.
Molinox S.r.l. works alongside its customers with hightly specialized products in line with the strictest safety and environmental protection regulations.
For more details on the FCMs topic (GMP, EC Framework Reg., sanctions, etc.) or to find out more about Molinox S.r.l. products, visit www.molinox.it
Le soluzioni Mayr per la robotica industriale per costruttori che non accettano compromessi tra prestazioni, affidabilità e conformità
Il mercato della robotica continua a espandersi a livello globale: l’innegabile flessibilità e modularità di queste soluzioni le rendono ideali per la fabbrica intelligente.

In questo scenario si inserisce il ruolo strategico degli assi servoattuati: si tratta di sistemi meccatronici che governano con precisione i movimenti dei robot in ogni asse di libertà, garantendo posizionamenti accurati e ripetibili, anche in presenza di cicli di lavoro dinamici e complessi.
Gli assi servoattuati trovano applicazione nelle soluzioni per il packaging, nel material handling e naturalmente nei cobot (robot collaborativi), dove sicurezza, fluidità e precisione sono determinanti.
L’uso di assi servoattuati in questi ambiti consente alle aziende di ottenere maggiore flessibilità, riduzione dei tempi ciclo, risparmio energetico e qualità costante del processo.
Robot e cobot per l’alimentare
Le applicazioni in cui la robotica può dare il meglio di sé sono in costante amento: le nuove forme di mobi-
lità elettrica aprono opportunità nel controllo qualità e nel dosaggio in settori quali l’alimentare e il chimicofarmaceutico, attività che le soluzioni automatizzate sono perfettamente in grado di gestire, così come la gestione della logistica e dei magazzini.
I robot collaborativi rappresentano attualmente la frontiera più dinamica della robotica. Ideali per le operazioni di packaging secondario e pallettizzazione ad alta frequenza, i cobot possono dare il meglio anche in postazioni miste-uomo macchina, anche nelle piccole imprese, grazie alla sempre maggiore disponibilità e accessibilità di queste soluzioni. Freni affidabili per ogni istanza di sicurezza L’integrazione di funzionalità di sicurezza nei servoassi, a partire dai sistemi frenanti, è oggi indispensabile, soprattutto in ambienti in cui robot e umani sono copresenti e interagiscono.
I freni di sicurezza giocano un ruolo determinante nei sistemi servoattuati. Un componente non affidabile può compromettere l’intero impianto, esponendo operatori, macchinari e materiali lavorati a rischi elevati.

Mayr risponde a queste esigenze con i freni ROBAservostop. Il principio fail-safe permette a ROBAservostop di fornire la coppia frenante richiesta anche in caso di arresto di emergenza.
ROBA-servostop è in grado di bloccare gli assi in modo preciso e affidabile, anche in verticale, supporta cicli dinamici grazie ai materiali resistenti all’usura e permette di ridurre ingombro e peso rispetto a freni dalle prestazioni analoghe garantendo un’elevata densità di potenza.
Componenti otimizzati per i cobot
I freni ROBA-servostop sono disponibili anche in versione ottimizzata per cobot: la linea ROBAServostop Cobot è progettata appositamente per i robot leggeri, come quelli collaborativi.
Affidabili e compatti, il loro design rende facile integrarli anche in spazi molto ristretti.
L’elevata densità di potenza permette di contenere il consumo di energia, caratteristica apprezzata anche per le conseguenze positive sull’ambiente oltre che sull’efficienza e produttività.
I freni ROBA-Servostop Cobot possono funzionare con una temporanea sovreccitazione ed una successiva riduzione di voltaggio; la coppia di frenatura nominale va da 0,23 a 9 Nm e la velocità massima può variare fra i 4500 e i 10500 giri al minuto.
L’utilizzo di componenti certificati come i freni Mayr contribuisce inoltre a rendere i robot che li incorporano idonei alla certificazione CE.
Sicurezza e prestazioni in perfetto equilibrio
Nel panorama industriale attuale, dove l’automazione si fa sempre più intelligente, veloce e collaborativa, la sicurezza non è più un accessorio. È una componente strutturale, da progettare a monte e integrare in ogni sistema servoattuato.
Mayr, con i freni ROBA-servostop e ROBA-servostop cobot, si posiziona come partner tecnologico per costruttori che non accettano compromessi tra prestazioni, affidabilità e conformità.
mayr.com/it
Mayr solutions for industrial robotics for manufacturers who refuse to compromise on performance, reliability and compliance
The robotics market continues to expand globally: the undeniable flexibility and modularity of these solutions make them ideal for smart factories.
This is where servo-driven axes play a strategic role: these are mechatronic systems which precisely control the movements of robots in every axis of freedom, ensuring accurate and repeatable positioning, even in dynamic and complex work cycles.
Servo-driven axes are used in packaging solutions, material handling and, of course, cobots (collaborative robots), where safety, fluidity and precision are crucial.
The use of servo-driven axes in these areas allows companies to achieve greater flexibility, reduced cycle times, energy savings and consistent process quality.
Robots and cobots for the food industry
The applications in which robotics can give its best are constantly increasing: new forms of electric mobility are opening up opportunities in quality control and dosing in sectors such as food and chemicalpharmaceutical, activities for which automated solutions are perfectly suited, as well as logistics and warehouse management.
Collaborative robots are currently the most dynamic frontier in robotics. Ideal for high-frequency secondary packaging and palletising operations, cobots can also perform at their best in mixed human-machine workstations, even in small businesses, thanks to the increasing availability and affordability of these solutions.

Reliable brakes for every safety requirement
The integration of safety features in servo axes, starting with braking systems, is nowadays essential, especially in environments where robots and humans coexist and interact.
Safety brakes play a crucial role in servo-driven systems. An unreliable component can compromise the entire system, exposing operators, machinery and processed materials to high risks.
Mayr meets these requirements with ROBA-servostop brakes. The fail-safe principle allows ROBA-servostop to provide the required braking torque even in the event of an emergency stop.
ROBA-servostop is capable of locking axes precisely and reliably, even vertically, supports dynamic cycles thanks to wear-resistant materials and reduces space and weight compared to brakes with similar performance, ensuring high power density.
Components optimised for cobots
ROBA-servostop brakes are also available in a version optimised for cobots: the ROBA-Servostop Cobot line is specially designed for lightweight robots, such as collaborative robots.
Reliable and compact, their design makes them easy to integrate even in very confined spaces.
The high power density keeps energy consumption low, a feature appreciated for its positive impact on the

environment as well as on efficiency and productivity.
ROBA-Servostop Cobot brakes can operate with temporary over-excitation and subsequent voltage reduction; the nominal braking torque ranges from 0.23 to 9 Nm and the maximum speed can vary between 4500 and 10500 rpm.
The use of certified components such as Mayr brakes also helps to make the robots incorporating them suitable for CE certification.
A perfect balance between safety and performance
In today’s industrial landscape, where automation is becoming increasingly intelligent, fast and collaborative, safety is no longer an accessory. It is a structural component which must be designed upstream and integrated into every servo-driven system.
With its ROBA-servostop and ROBA-servostop cobot brakes, Mayr is an ideal technology partner for manufacturers who refuse to compromise on performance, reliability and compliance. mayr.com/it
Nel settore delle bevande, la scelta delle tubazioni può fare la differenza e Allegri Cesare SpA offre esperienza e innovazione per garantire la competitività delle aziende
’importanza delle tubazioni Allegri Cesare Spa nel settore delle bevande: innovazione e qualità per un futuro sostenibile
Nel panorama industriale odierno, la qualità e l’efficienza delle infrastrutture rivestono un ruolo cruciale nel garantire la competitività delle aziende. In particolare, nel settore delle bevande, la scelta delle tubazioni può fare la differenza tra un impianto produttivo efficiente e uno che non riesce a soddisfare le crescenti esigenze del mercato. Allegri Cesare Spa, con la sua esperienza pluriennale e la sua costante attenzione all’innovazione, si propone come partner ideale per tutte le aziende del comparto beverage che cercano soluzioni di alta qualità e sostenibili. Esperienza e innovazione al servizio del settore beverage Fondata nel 1951, Allegri Cesare Spa ha costruito una solida reputazione grazie alla sua dedizione alla qualità e alla continua ricerca di soluzioni innovative. Le tubazioni proposte dall’azienda sono il frutto di decenni di esperienza combinata con l’impiego delle tecnologie più avanzate. Questa combinazione permette di offrire prodotti che non solo soddisfano gli standard internazionali, ma che spesso li superano, garantendo prestazioni superiori e una lunga durata nel tempo.
Qualità certificata e sicurezza alimentare
Nel settore delle bevande, la sicurezza alimentare è di primaria importanza. Le tubazioni di Allegri Cesare Spa sono progettate e realizzate per garantire la massima igiene e prevenire qualsiasi rischio di contaminazione. L’azienda utilizza materiali di alta qualità, certificati per l’uso alimentare, che resistono alla corrosione e non rilasciano sostanze nocive. Inoltre, il processo produttivo è rigorosamente controllato e certificato secondo le normative vigenti, assicurando che ogni componente rispetti gli standard di sicurezza più stringenti.
Efficienza energetica e sostenibilità ambientale
In un’epoca in cui la sostenibilità ambientale è diventata un imperativo per tutte le industrie, Allegri Cesare Spa si distingue per il suo impegno a ridurre l’impatto ambientale dei propri prodotti. Le tubazioni dell’azienda sono progettate per ottimizzare il flusso dei liquidi, riducendo al minimo le perdite di carico e quindi il consumo energetico degli impianti. Inoltre, Allegri Cesare Spa utilizza processi produttivi a basso impatto ambientale e materiali riciclabili, contribuendo a un’economia circolare e sostenibile.
Un partner affidabile per il futuro
La scelta delle tubazioni giuste è fondamentale per il successo di un impianto di produzione di bevande. Allegri Cesare Spa, con la sua lunga esperienza, la qualità dei suoi prodotti e il suo impegno per l’innovazione e la sostenibilità, rappresenta un partner affidabile per tutte le aziende del settore. Affidarsi a Allegri Cesare Spa significa investire in soluzioni che migliorano l’efficienza produttiva, garantiscono la sicurezza alimentare e contribuiscono alla protezione dell’ambiente.
In conclusione, Allegri Cesare Spa si conferma come leader nel settore delle tubazioni per l’industria delle bevande, offrendo prodotti e servizi che rispondono alle esigenze più esigenti del mercato. Per le aziende che desiderano rimanere competitive e sostenibili, le tubazioni di Allegri Cesare Spa rappresentano una scelta vincente e lungimirante.
In the beverage sector, the choice of piping can make the difference and Allegri Cesare SpA offers experience and innovation to ensure competitiveness to companies
The importance of Allegri Cesare Spa tubes in the beverage industry: Innovation and quality for a sustainable future
In today’s industrial landscape, the quality and efficiency of infrastructure play a crucial role in ensuring the competitiveness of companies. Specifically, in the beverage sector, the choice of piping can make the difference between an efficient production plant and one that fails to meet the increasing demands of the market. Allegri Cesare Spa, with its extensive experience and constant focus on innovation, positions itself as the ideal partner for all beverage companies seeking high-quality and sustainable solutions.
Experience and innovation serving the beverage sector
Founded in 1951, Allegri Cesare Spa has built a solid reputation through its dedication to quality and continuous pursuit of innovative solutions. The piping offered by the company is the result of decades of experience combined with the use of advanced technologies. This combination allows Allegri Cesare Spa to offer products that not only meet international standards but often exceed them, ensuring superior performance and long-lasting durability.
Certified quality and food safety
In the beverage sector, food safety is of paramount importance. Allegri Cesare Spa’s piping is designed and manufactured to ensure maximum hygiene and prevent any risk of contamination. The company uses highquality, food-grade certified materials that are corrosion-resistant and do not release harmful substances. Additionally, the production process is rigorously controlled and certified according to ISO standards, ensuring that every component meets the most stringent safety requirements. Energy efficiency and environmental sustainability
In an era where environmental sustainability has become imperative for all industries, Allegri Cesare Spa stands out for its commitment to reducing the environmental impact of its products. The company’s piping is designed to optimize liquid flow, minimizing pressure losses and thus the energy consumption of plants. Furthermore, Allegri Cesare Spa employs lowimpact production processes and recyclable materials, contributing to a circular and sustainable economy.
A reliable partner for the future
Choosing the right piping is essential for the success of a beverage production plant. With its extensive experience, product quality, and commitment to innovation and sustainability, Allegri Cesare Spa represents a reliable partner for all companies in the sector. Partnering with Allegri Cesare Spa means investing in solutions that enhance production efficiency, ensure food safety, and contribute to environmental protection. In conclusion, Allegri Cesare Spa confirms its leadership in the beverage industry piping sector, offering products and services that meet the most demanding market requirements. For companies wishing to remain competitive and sustainable, Allegri Cesare ’s piping is a winning and forward-looking choice.

Accuratezza del servizio, qualità, affidabilità e prezzo competitivo sono gli elementi sui quali si fonda il successo di ITV
ITV Pneumatik GmbH fondata nel 1982 è specializzata nella progettazione, produzione e commercializzazione di componenti pneumatici per l’automazione industriale e il settore alimentare. Certificata ISO 9001, con un fatturato di oltre 30 milioni di euro, si annovera tra i primi cinque produttori specializzati europei del settore. Dal 2006 è presente anche in Italia, in provincia di Brescia, con una propria unità produttiva e una commerciale, la ITV Pneumatic Srl, per offrire al mercato italiano, una presenza territoriale sempre più capillare e prossima ai distributori e agli utilizzatori finali.
ITV Pneumatic srl offre una vastissima gamma di raccordi in ottone CW614N e CW617N, in ottone a basso contenuto di piombo per uso alimentare CW510L, M.O.C.A, NSF51 e in acciaio inox AISI 316L.
Il magazzino centralizzato del prodotto finito, distribuito su oltre 15.000 mq, si trova in Germania a Bielefeld che, con una giacenza disponibile costante di 6 milioni di pezzi, permette di far giungere in ogni angolo d’Europa – Italia compresa - i raccordi in 72 ore dall’ordine alla consegna diretta “door to door”. Industria 4.0
ITV si avvale di un team tecnico progettistico in grado di valutare sia le esigenze del mercato sia le applicazioni specifiche della clientela. ITV è il partner affidabile con il quale sviluppare e produrre soluzioni personalizzate secondo le attuali Norme ISO. I prodotti
Il 70% della produzione è rappresentato dai raccordi a innesto automatico IPSO, con misure da 4 a 16 mm di passaggio, con tenuta fino a 250 bar. Il resto si riferisce a raccordi a calzamento, a ogiva per i tubi metallici, standard fitting, valvole a sfera, silenziatori e valvole di scarico rapido oltre a gruppi trattamento aria FRL. A completamento viene offerto il tubo adatto per ogni applicazione.
ITV in numeri
• Oltre 8.000 i prodotti e le soluzioni individuali personalizzate;
• 20 le macchine per i montaggi;
• 100 i dipendenti;
• Oltre 2500 clienti soddisfatti.
Tratti distintivi
Il successo di ITV si fonda sull’accuratezza del servizio, sulla qualità, sull’affidabilità e sul prezzo competitivo info@itvpneumatic.com - www.itv-gmbh.de
Accurate service, quality, reliability and competitive price are the features at the base of ITV’s success
Established in 1982, ITV Pneumatik GmbH specializes in design, production and marketing of pneumatic components for the industrial automation and food sectors. Certified ISO 9001 and with more than 30-million Euro turnover, this company stands out as one of the first top specialized producers in Europe.
Since 2006, this business reality has been present in Italy as well, in the province of Brescia, with production and commercial units, ITV Pneumatics Srl, as to offer Italian market an increasingly widespread presence all over the country, close to dealers and end-users.
ITV Pneumatics Srl offers a comprehensive range of brass fittings CW614N and CW617N, in low-lead content for the food sector CW510L, M.O.C.A. (FCMs), NSF51, and in stainless steel AISI 316L.
Finished product centralized warehouse covering more than 15,000 sqm, is in Bielefeld, Germany, permanently stores 6 million items, and enables delivering the fittings to all over Europe, Italy included, within 72 hours from order to “door to door” delivery.
Industry 4.0
ITV boasts a skilled engineering staff that can study both the market’s requirements and customers’ specific applications. ITV is a reliable partner that develops and produces customized solutions complying with ISO standards in force.
Products
Production accounts for 70% of IPSO push-in fittings, from 4 to 16 mm passage, and operating pressure up to 250 bar. The rest consists of insert fittings, ogive fittings for metal tubes, standard fittings, ball valves, silencers and fast discharge valves, as well as FRL air treatment units.
ITV in figures
• More than 8,000 products and individual customized solutions,
• 20 machines for installation,
• 100 employees,
• More than 2500 satisfied customers.
Distinctive features
ITV’s success is based on accurate service, quality, reliability, and competitive price info@itvpneumatic.com - www.itv-gmbh.de


Oggi i moderni impianti di ispezione si avvalgono di una o più telecamere che acquisiscono immagini, garantendo elevata affidabilità e sicurezza del processo produttivo

Nel settore delle bevande, la produzione di bottiglie è un processo altamente automatizzato, reso necessario dall’esigenza di realizzare grandi volumi in modo rapido, efficiente e affidabile. Per garantire la continuità e la qualità del processo produttivo ad alta velocità, è fondamentale adottare soluzioni che offrano elevata affidabilità e sicurezza. In questo contesto, l’impiego di strumenti standardizzati per il controllo qualità consente di rilevare tempestivamente eventuali difetti, mantenendo al contempo un basso livello di manutenzione e facilitando l’adattamento del sistema a diversi formati o tipologie di prodotto. Oggi è imprescindibile effettuare il controllo qualità direttamente in linea. A tal fine, i moderni impianti di ispezione si avvalgono di una o più telecamere che acquisiscono immagini, ad esempio, del tappo della bottiglia. Queste immagini vengono poi analizzate tramite algoritmi avanzati di visione artificiale, tra cui spicca HALCON, il software sviluppato da MVTec
Today, modern inspection systems feature one or more cameras to capture images, for instance, guaranteeing highly reliable and safe production processes
In the beverage industry, bottle production is a highly automated process, necessary to produce large quantities rapidly, efficiently, and reliably. To guarantee the continuity and quality of high-speed production process, it is fundamental to choose solutions able deliver reliability and safety. Standardized quality control equipment enables detecting defects rapidly and efficiently, while
maintaining a low-level maintenance and enabling easy adjustment to different formats and types of products.
Today, performing quality control in line is essential; To this regard, modern inspection systems feature one or more cameras to capture images, for instance, of bottle cap. These images are then analyzed by advanced artificial vision algorithms, such as the well-known HALCON, software developed by MVTec GmbH, acknowledged as industrial standard in image processing.
HALCON offers a broad range of processing algorithms, thought to provide sound and reliable results also in demanding production environments. The integrated user-interface HDevEngine enables performing and modifying vision processes directly in the application, with no need to re-fill the software or re-certify the system. This delivers great operation
GmbH, riconosciuto come standard industriale nell’elaborazione di immagini.
HALCON mette a disposizione una vasta gamma di algoritmi di processing, pensati per fornire risultati robusti e affidabili anche in ambienti di produzione complessi. Un elemento distintivo è HDevEngine, un’interfaccia utente integrata che permette di eseguire e modificare i processi di visione direttamente all’interno dell’applicazione, senza necessità di ricompilare il software o di ri-certificare il sistema. Questo consente grande flessibilità operativa, poiché i processi possono essere aggiornati o adattati in tempo reale, mantenendo l’interfaccia utente (GUI) separata e semplificata per l’operatore. Per una piena integrazione nei sistemi di automazione industriale, HALCON è in grado di comunicare con le altre componenti dell’impianto attraverso protocolli standard come OPC-UA e PROFINET. In caso di difetti riscontrati, queste interfacce assicurano un flusso dati coerente tra i dispositivi, rendendo possibile un controllo qualità completamente automatizzato. Grazie a queste tecnologie, diventa semplice e affidabile rilevare impurità, rotture del vetro o tappi mal posizionati, garantendo la sicurezza e la qualità del prodotto finale. In Italia, MVTec è rappresentata da iMAGE S S.p.A., azienda leader nella distribuzione di soluzioni per la visione industriale. Da sempre attenta all’innovazione e alla qualità, iMAGE S seleziona i migliori prodotti e le tecnologie più avanzate per rispondere alle esigenze dell’industria alimentare e delle bevande.

flexibility, since processes can be updated or adjusted in real time, maintaining user interface (GUI) separated and simplified to the operator.
For full integration of industrial automation systems, HALCON communicates with the other components of the system by standard OPC-UA and PROFINET protocols. When defects are detected, these interfaces guarantee a coherent data flow among the various devices, thus making the quality control fully automated.
Thanks to these technologies, checking impurity, glass breakage, and loose caps, gets easy and reliable, for a safe and quality end product.
MVTec is represented in Italy by iMAGE S SpA, leader company in distribution of industrial vision solutions. Always attentive to innovation and quality, iMAGE S selects the best products and the most advanced solutions as to meet the requirements of the food & beverage industry.
I sensori di forza e di coppia possono essere integrati, permettendo di realizzare in maniera semplice processi ad alta precisione, riproducibili e registrabili come richiesto dall’industria farmaceutica o nelle applicazioni dell’Industria 5.0 in generale
Imotori rotativi lineari PR02 sono stati progettati per sfruttare i vantaggi della combinazione meccanica di due servomotori elettrici nel più piccolo spazio di installazione possibile. Il dispositivo “pronto per l’uso” offre al costruttore della macchina un componente che consente la realizzazione di movimenti lineari e rotativi complessi nel modo più semplice possibile. Lo speciale design consente di ridurre al minimo la massa in movimento, permettendo di utilizzare la piena dinamica per il ciclo della macchina. È possibile integrare dei sensori di forza e di coppia. Questi sensori consentono di realizzare in maniera semplice processi ad alta precisione, riproducibili e registrabili come richiesto dall’industria farmaceutica o nelle applicazioni dell’Industria 5.0 in generale. I motori lineari rotativi della serie PR02 sono disponibili con corsa massima di 300 mm, forza massima di
572 N e coppia massima di 10 Nm. Una completa gamma di azionamenti con interfaccia con i più diffusi bus di campo è disponibile per il controllo dei motori PR02.
Pinza elettrica GM01
La pinza elettrica GM01 LinMot è utilizzata per il serraggio e lo spostamento preciso di prodotti in ambienti difficili. Grazie all’elevata flessibilità delle impostazioni, i prodotti secchi, umidi, solidi o morbidi possono essere bloccati e trasportati delicatamente
senza lasciare segni visibili. Con il suo design igienico e l’alta classe di protezione IP69, la pinza può essere facilmente pulita ed è progettata per l’uso nell’industria alimentare. Abbinata alle guide SM LinMot, creano un movimento di presa e rilascio, controllabile, facile da gestire e adattabile alle operazioni più delicate in ambienti climaticamente controllati. L’utilizzo di questa tecnologia è anche adatto al mondo della cosmetica, dove il grado di pulizia è estremamente importante.
Force and torque sensors can be integrated, enabling simple, highly precise, reproducible, and recordable processes as required by the pharmaceutical industry or in Industry 5.0 applications in general
The PR02 linear rotary motors are designed to harness the advantages of combining two electric servo motors in the smallest possible installation space. The “ready-to-use” device provides machine builders with a component that allows for the realization of complex linear and rotary movements in the simplest way possible. The special design minimizes moving mass, enabling full dynamic
utilization for the machine cycle. Force and torque sensors can be integrated, enabling simple, highly precise, reproducible, and recordable processes as required by the pharmaceutical industry or in Industry 5.0 applications in general. The PR02 series linear rotary motors are available with a maximum stroke of 300 mm, maximum force of 572 N, and maximum torque of 10 Nm. A complete range of drives with interface to the most common field buses is available for controlling the PR02 motors.
Electric gripper GM01
The LinMot GM01 electric gripper is used for precise gripping and handling of products in challenging environments. Thanks to its high flexibility in settings, dry, wet, solid, or soft products can be securely gripped and delicately transported without leaving visible marks. With its hygienic design and high IP69 protection class, the gripper can be easily cleaned and is designed for use in the food industry. Paired


with LinMot SM guides, they create a grip and release movement that is controllable, easy to manage, and adaptable to the most delicate operations in climatecontrolled environments. This technology is also suitable for the cosmetics industry, where cleanliness is extremely important.
L’impiego dell’ERP e di soluzioni digitali CSB-System può aumentare la resilienza delle aziende alimentari perché garantisce flessibilità, efficienza e trasparenza
L’industria alimentare si è distinta per la sua grande capacità di adattamento sia durante la pandemia che con il conflitto ancora in corso tra Ucraina e Russia. Ora la situazione diventa nuovamente tesa a causa delle politiche sui dazi volute dagli Stati Uniti. La pressione sui prezzi rischia di intensificarsi. L’impiego dell’ERP e di soluzioni digitali CSB-System può aumentare la resilienza delle aziende alimentari perché garantisce tre cose:
• Flessibilità: con una gestione efficace dell’atteso e dell’imprevisto.
• Efficienza: soprattutto nei mercati just-in-time, i margini già ridotti non devono essere consumati da processi inefficienti.
• Trasparenza: un buon sistema KPI fornisce non semplici numeri ma vere e proprie informazioni per processi decisionali giusti. Processi di produzione più efficienti. L’ERP CSB-System offre scenari di pianificazione a lungo, a medio e a breve termine, tenendo conto degli ordini in entrata, della capacità produttiva e delle giacenze di magazzino, senza mai tralasciare gli adempimenti sulla rintracciabilità.

Ricette migliori. L’ottimizzazione ricette del CSB-System calcola la composizione più vantaggiosa delle ricette tenendo conto delle restrizioni chimiche e tecnologiche, senza trascurare la qualità del prodotto. Impegno di capitale inferiore. Oltre al monitoraggio intelligente dello stock di magazzino, il CSB-System determina le quantità ottimali da ordi-

nare e segnala automaticamente il raggiungimento di scorte minime. Il risultato è una copertura al 100% dei bisogni con il minor impegno di capitale possibile. Servizio al cliente migliore. A seconda della tipologia di prodotti, della struttura dell’ordine e degli spazi in uso, si può optare per Pick-by-Light, Pick-to-Light, Pick-by-Voice, Pick-by-Vision oppure l’evasione con sorter per la preparazione di casse multiprodotto. Costi di trasporto più bassi. Apposite funzionalità del CSB-System consentono di ottimizzare giri, utilizzo, peso e volume di carico dei veicoli, con conseguente razionalizzazione dell’impiego di personale e automezzi.
Semplificazione dei processi
L’M-ERP di CSB-System consente di personalizzare l’interfaccia grafica utente per semplificare l’inserimento dei dati e la gestione dei processi. L’M-ERP di CSB-System è comunemente utilizzato anche per la gestione del ricevimento merci, produzione, movimenti tra magazzini e gestione degli inventari e picking.
IA per l’identificazione automatica dei prodotti
Il CSB Eyedentifier è un sistema di riconoscimento automatico delle immagini basato sull’IA, che “impara” a identificare autonomamente i prodotti, per es. i tagli di carne nelle casse, e ad indirizzarli ai magazzini automatici dell’azienda oppure al percorso successivo di lavorazione.
Automazione e robotica
Tecnologie CSB all’avanguardia nell’intralogistica, in particolare sistemi automatizzati di produzione e confezionamento, RFID e linee di pesoprezzatura, sono soluzioni consolidate nella pratica già da parecchi anni.
The use of CSB-System ERP and digital solutions can increase food companies’ resilience because it guarantees flexibility, efficiency and transparency
The food industry stood out for its great capacity of adjustment, both during the pandemic and the ongoing Ukraine-Russia war. Now, the situation is becoming tense again due to the tariff policies wanted by the US. The pressure on prices is likely to intensify. The use of CSB-System ERP and digital solutions can increase food companies’ resilience because it guarantees three things:
• Flexibility, with efficient management of expected and unexpected events,
• Efficiency, especially in just-in-time markets, margins that are already tight cannot be eroded further by inefficient processes,
• Transparency, a good KPI system provides real information for the right decision-making process and not just simple figures.
More efficient production processes. CSBSystem ERP offers long, medium and short-term planning scenarios, taking into consideration incoming orders, production capacity and inventory,
without ever leaving traceability requirements aside.
Better recipes. CSB-System’s recipe optimization calculates the best recipe composition taking into consideration chemical and technological restrictions, without putting ever product quality apart.
Less capital. As well as intelligent stock monitoring, the CSB-System ERP also sets optimal order quantities and automatically reports when the minimum stock is reached. It follows that 100% of the requirements are met with the least capital possible.
Better customer service. Depending on the type of product, order structure and space available, it is possible to choose among Pick-by-Light, Pick-toLight, Pick-by-Voice, Pick-by-Vision or sorter picking for the preparation of multi-product crates.
Lower transport costs. CSB-System special features enable optimizing vehicle trips, their use, weight and loading capacity, with the following streamlining of personnel and vehicles.
Process simplification
CSB-System’s M-ERP allows customizing user graphic interface for data entry and process management simplification. CSB-System M-ERP is commonly used also for the management of goods reception, production, warehouse handling, and inventory and picking.
AI for automatic production identification
The CSB Eyedentifier is an AI-based automatic image recognition system that “learns” to self- identify

products, such as meat cuts in crates, and forward them to the company’s automated warehouses or to the next processing route.
Automation and robotics
State-of-the-art CSB technologies in intralogistics, in particular automated production and packaging systems, RFID and weighing lines, are the solutions that have been cemented for several years.
Vivace l’affluenza nei padiglioni espositivi per la tredicesima edizione di SPS Italia, l’appuntamento imperdibile per il mondo di automazione industriale, robotica, meccatronica, digital&software, smart manufacturing e Industria 5.0
Un appuntamento imperdibile per incontrare i fornitori di componenti e sistemi per l’automazione industriale, robotica, meccatronica, digital&software, smart manufacturing e Industria 5.0. Con 37.126 presenze SPS Italia, dal 13 al 15 maggio, si è confermata fonte di ispirazione e divulgazione: tutto su AI e innovazione tecnologica per le imprese, industria digitale, politiche e tecnologie per la manifattura del futuro, con uno sguardo concreto alle competenze e alla sostenibilità sociale e ambientale.
Donald Wich, Amministratore Delegato di Messe Frankfurt Italia: “come organizzatori della manifestazione assistere all’incontro di un network affezionato e consolidato è ogni anno motivo di grande soddisfazione. La rete di SPS Italia si arricchisce sempre di professionisti e nuovi talenti per un appuntamento dinamico sulle ultime
evoluzioni della tecnologia. Sono stati tre giorni vivaci nei padiglioni, segno che l’innovazione resta in cima alle priorità delle imprese italiane verso un futuro promettente per gli operatori di oggi e le generazioni di domani”.
Andrea Bianchi, Presidente ANIE Automazione: “L’edizione 2025 di SPS Italia conferma il ruolo centrale di questa manifestazione come punto di riferimento per la community dell’automazione industriale. Nonostante l’attuale contesto così mutevole e venato di precarietà e il deciso calo del comparto dello scorso anno, le aziende del settore continuano a dimostrare resilienza e capacità di innovazione, puntando con decisione su digitalizzazione e sostenibilità. La twin transition in atto, insieme a temi cruciali come intelligenza artificiale, robotica e cybersecurity, costituiscono nuove opportunità e leve per la ripartenza del settore”.
Premi SPS Italia 2025
L’evento ha anche celebrato gli eccezionali risultati con i seguenti premi: She SPS Italia Award
• Sostenibilità Sociale - Cristina Magatti, SEWEURODRIVE Italia
• Empowerment - Antonella Raganato, SICK Sensor Intelligence
• Imprenditoria Femminile - Lorella Franceschini, Presidente Mini Motor
• Mentorship - Cynthia Corina Zazzarini, ESA Automation & Robotics
Roberto Maietti Award
• Giuseppe Morabito, Siemens Urban Mining: l’automazione che vale oro per l’ambiente SPS Italia UP Challenge
• SunCubes. SunCubes LUCY - Sistema all’avanguardia progettato per rivoluzionare l’autonomia operativa dei droni attraverso un’innovativa tecnologia di ricarica energetica wireless basata su laser.
La prossima edizione è a Parma dal 26 al 28 maggio 2026. www.spsitalia.it





Large number of visitors to 13th edition of SPS Italia, the unmissable event for the world of industrial automation components and systems, robotics, mechatronics, digital & software tools, smart manufacturing, and Industry 5.0 products and services
This is the unmissable event of the year for those interested in meeting suppliers of industrial automation components and systems, robotics, mechatronics, digital & software tools, smart manufacturing, and Industry 5.0 products and services. With 37,126 visitors from May 13–15, SPS Italia reaffirmed its role as a premier platform for innovation and knowledge exchange. The event showcased cutting-edge advancements in AI, industrial digitalisation, and next-gen manufacturing technologies, alongside practical insights into workforce development and social and environmental sustainability.
Donald Wich, Managing Director of Messe Frankfurt Italia, declared: “As the organisers of this event, witnessing the yearly reunion of a loyal and wellestablished network is a source of great satisfaction. SPS Italia continues to grow its community, attracting both seasoned professionals and fresh talent for a dynamic exchange on the latest technological advancements. The vibrant energy across the exhibition halls over these three days confirms that innovation remains a top priority and a promising prospect both for today’s industry leaders and for the next generation of Italian businesses.”




Andrea Bianchi, President of ANIE Automazione, commented: “The 2025 edition of SPS Italia reaffirms this event’s central role as a benchmark for the industrial automation community. Despite the current volatile and precarious global context, and despite last year’s sizeable downturn of the sector, companies in our industry continue to demonstrate remarkable resilience and a strong capacity for innovation as they remain tightly focused on digitalisation and sustainability. The ongoing twin transition (digital and green), coupled with the fact that artificial intelligence, robotics, and cybersecurity remain indispensable areas of corporate interest, provides plenty of fresh opportunities and drivers of growth that should revive the fortunes of the sector.”
SPS Italia 2025 Awards
The event also celebrated outstanding achievements with the following awards:
She SPS Italia Award
• Social Sustainability: Cristina Magatti, SEW-EURODRIVE Italia
• Empowerment: Antonella Raganato, SICK Sensor Intelligence
• Female Entrepreneurship: Lorella Franceschini, President, Mini Motor
• Mentorship: Cynthia Corina Zazzarini, ESA Automation & Robotics
Roberto Maietti Award
• Giuseppe Morabito, Siemens, for the project “Urban Mining: Automation worth its weight in environmental gold.”
SPS Italia UP Challenge
• SunCubes, for “SunCubes LUCY” – A cutting-edge system designed to revolutionize drone operational autonomy through innovative wireless laserbased energy charging technology.
The next edition of SPS Italia will be held in Parma from May 26 to 28, 2026.









Le soluzioni di sigillatura Roxtec possono aiutare gli utenti a ottimizzare le loro piattaforme di progettazione e a rimanere competitivi
Ipassaggi Roxtec per l’ingresso di cavi e tubi sono utilizzati per proteggere le apparecchiature dell’industria alimentare. I sistemi sono a tenuta di acqua, di polvere, resistenti al fuoco e a forti lavaggi. Oltre al grado di protezione IP69K, i passaggi garantiscono la tenuta dei cavi ed una capacità di scorta integrata per cavi e tubi aggiuntivi. Essendo leggeri ed efficienti in termini di spazio, sono ideali per armadi, quadri e scatole di derivazione ad alta densità di cavi. Sono apribili per consentire l’installazione in anticipo, accelerare la progettazione e la produzione e per semplificare la manutenzione ed eventuali modifiche. Sono disponibili anche in versione EMC per il collegamento equipotenziale e la messa a terra. Tecnologia di sigillatura innovativa per vantaggi immediati e a lungo termine Standardizzare i passaggi Roxtec nelle macchine e nei dispositivi garantisce la tenuta durante la produzione e il dosaggio ad alta pressione. È possibile sigillare più cavi precablati in ogni apertura, invece di spendere ulteriore tempo per tagliare i connettori e praticare nuovi fori che potrebbero trasformarsi in potenziali punti di perdita. Le soluzioni di sigillatura Roxtec garantiscono sicurezza ed efficienza in ambienti industriali difficili e la capacità di scorta per esigenze future può aiutare gli utenti a ottimizzare le loro piattaforme di progettazione e a rimanere competitivi.

Roxtec sealing technology can help users optimize their design platforms and remain competitive
Roxtec cable and pipe entry seals are used to protect equipment in the food industry. The seals are watertight, dust-tight, fire rated and withstand heavy washdown. Besides being IP69K rated, the seals provide cable retention and built-in spare capacity for additional cables and pipes.
The lightweight and area efficient seals are ideal for cabinets, enclosures, and junction boxes with high cable density. They are openable to enable installation in advance to speed up design and production, and to simplify maintenance and changes. There are also Roxtec EMC seals for bonding and grounding. Innovative sealing technology for instant and long-term benefits Standardization with Roxtec seals in machines and devices ensures tightness during production and high-pressure hosing. It is possible to seal multiple pre-terminated cables in each opening instead of spending time on cutting connectors and punching new holes that can turn into leak paths. Roxtec sealing solutions ensure safety and efficiency in hazardous industrial environments, and the spare capacity for future needs can help users optimize their design platforms and remain competitive.

A DUE SPA www.adue.it
A. WATER SYSTEMS SRL www.watersystems.it
AFHER EUROBELT S.A. www.eurobelt.com
ALLEGRI CESARE SPA www.allegricesare.com
ALTECH SRL www.altech.it
BBM SERVICE SRL www.bbmpackaging.com
BEA TECHNOLOGIES SPA www.bea-italy.com
BORTOLIN KEMO SPA www.bortolinkemo.com
BRUNO WOLHFARTH SRL www.wolhfarth.it
CIBUSTEC FORUM 2025 www.cibustecforum.com
CREALIS SPA www.crealisgroup.com
CSB SYSTEM SRL www.csb-system.it
DEFIL SRL www.defil.it
DIPRAN SRL www.dipran.it
DRINKTEC 2025 www.drinktec.com
INTERCAP SRL www.intercapclosures.com
IPACK-IMA 2025 www.ipackima.com
ITV PNEUMATIC SRL www.itv-gmbh.de
KOSME SRL www.kosme.it 1, 72-75
MAGNABOSCO SRL www.magnabosco.com
MAYR ITALIA SRL www.mayr.com
MINI MOTOR SPA www.minimotor.com
MOLINOX SRL www.molinox.it
NORTAN SRL www.nortan.it
PACPROCESS MEA 2025 www.pacprocess-mea.com
PAMOCO SPA www.pamoco.it
PET SOLUTIONS SPA www.petsolutions.it 4^ COVER, 54-57
ROTEN SRL www.roten.it 93-95
ROXTEC ITALIA SRL www.roxtec.com
SMI SPA www.smigroup.it
SMIPACK SPA www.smipack.it 3^ COVER, 61-63
SPS ITALIA 2025 www.spsitalia.it
TECHNO MIDA SRL www.technomida.com 102-103
VETROMECCANICA SRL www.vetromeccanica.it 19-21
VINITALY-ENOLITECH 2025 www.vinitaly.com 104-106
VOGELSANG SRL www.vogelsang-srl.it 22-23





AFRICA FOOD SHOW | Cape Town 10-12 June | www.theafricafoodshow.com
PROPAK ASIA | Bangkok 11-14 June | www.propakasia.com
PROPAK CHINA | Shanghai 24-26 June | www.propakchina.com
FISPAL TECNOLOGIA | Sao Paulo Brazil 24-27 June | www.fispaltecnologia.com
DRINKTEC | Munich 15-19 September | www.drinktec.com
LABELEXPO | Barcelona 16-19 September | www.labelexpo-europe.com
FACHPACK | Nuremberg 23-25 September | www.fachpack.de
PACK EXPO | Las Vegas 29 September-1 October | www.packexpolasvegas.com
PROWEIN SAO PAULO | Sao Paulo Brazil 30 September - 2 October | www.prowein-world.com
ANUGA | Cologne 4-8 October | www.anuga.com
EXPO SAVE | Verona 8-9 October | www.exposave.com/verona/evento.asp
CIBUSTEC FORUM | Parma 28-29 October | www.cibustecforum.it
PROCESS EXPO | Chicago 29-30 October | ww.process-expo.us.messefrankfurt.com
GULFOOD MANUFACTURING | Dubai 4-6 November | www.gulfoodmanufacturing.com
ANDINA PACK | Bogota 4-7 November | www.andinapack.com/en
EXPO RIVE | Pordenone 5-7 November | www.exporive.com
PROWEIN SHANGHAI | Shanghai 12-14 November | www.prowein-world.com
REFRIGERA | Bologna 12-14 November | www.refrigera.show
SITEVI | Montpellier 25-27 November | www.event.sitevi.com
SPS | Nuremberg 25-27 November | www.sps.mesago.com/nuernberg/en
PACPROCESS MEA | Nasr City, Cairo | 9-12 December | www.pacprocess-mea.com
BBTECH EXPO 2026 | Rimini 15-17 February | www.bbtechexpo.com
SLOW WINE FAIR 2026 | Bologna 22-26 February | www.slowinefair.slowfood.it
PROWEIN 2026 | Düsseldorf 15-17 March | www.prowein-world.com
ENOLIEXPO 2026 | Bari 19-21 March | www.enoliexpo.com
VINITALY-ENOLITECH 2026 | Verona 11-15 April | www.vinitaly.com
SAVE 2026 | Bergamo 16 April | www.exposave.com/bergamo/evento.asp
CHINAPLAS 2026 | Shanghai 21-24 April | www.chinaplasonline.com
METPACK 2026 | Essen 5-8 May | www.metpack.de
INTERPACK 2026 | Düsseldorf 7-13 May | www.interpack.com
SPS ITALIA 2026 | Parma 26-28 May | www.spsitalia.it