Konstruktion för gymnasiet är skriven utifrån ämnesplanen på gymnasiet enligt Gy25 för Konstruktion och som gäller från och med 1 juli 2025. Konstruktion nivå 1 ingår i inriktningen Design och produktutveckling. Målet har varit att Konstruktion för gymnasiet även ska kunna användas i programfördjupningar i konstruktion på inriktningarna Samhällsbyggande och miljö, Produktionsteknik och Teknikvetenskap. Delar av Konstruktion för gymnasiet kan man även tänka sig är användbara i Teknik nivå 2 och nivå 3.
Skolverket beskriver ämnet konstruktion som:
Ämnet konstruktion behandlar konstruktionsprocessen från idé till färdig produkt, där syftet är att utforma och dimensionera produkter med sikte på ändamålsenlig formgivning, funktion och användning.
Målet har varit att stoffet i Konstruktion för gymnasiet ska vara tillräckligt omfattande, både på bredden och på djupet, för att kunna användas i både Konstruktion nivå 1 och nivå 2. I alla kapitel breddas och fördjupas kunskaperna från kursen Teknik nivå 1.
Traditionellt har materiallära, mekanik och hållfasthetslära varit cent rala områden för studier i konstruktion. Dessa områden är också omf ångsrika i Konstruktion för gymnasiet. Här tillkommer dock även hållbarhetsaspekter bl.a. vid materialval. CAD, FEM, simu leringar och digitala verktyg är väsentliga för utformning och dimensionering inom modern konstruktion. Andra områden som tas upp är konstruktionsprocessen, projektarbete, ritteknik och produktionsteknik. Konstruktion för gymnasiet anger inte vilka delar som ska avhandlas på nivå 1 respektive nivå 2 i Konstruktion.
Hässleholm januari 2025
Robert Korán
Innehåll
Förord 3
INLEDNING 6
Matematik 7
Formelomvandling 7
Prefix 8
Geometri 8
Trigonometri 8
1 KONSTRUKTIONSPROCESSEN 10
Från idé till färdig produkt 11
Konstruktionsprocessens olika steg 11
Kravspecifikation 11
Konceptgenerering 13
Utvärdering och val av koncept 14
Detaljkonstruktion och produktlayout 14
Tillverkningsanpassning 15
Översätta kundkrav till konstruktionsspecifikationer 16
Funktionsanalys 16
Quality Function Deployment 17
Prototyper 20
2 HÅLLBAR KONSTRUKTION 22
Miljödriven produktutveckling 23
Avfallstrappan 23
Vagga till vagga 24
Hållbarhetsbegreppets tre dimensioner 25
Livscykelanalys 26
Tekniketik 28
3 PROJEKTARBETE 30
Arbete i projektform 31
Arbetsgång vid projektarbete 33
Projektplan och tidsplan 33
Genomförande 36
Uppföljning och utvärdering 36
Dokumentation 37
Presentation 40
Konstruktionsprojektidéer 42
Bro 42
Soptunna 42
Trappa 42
Utegym 42
Lekredskap 42
Hylla 42
Pall 43
Nötknäckare 43
4 RITTEKNIK OCH CAD 44
Olika slags ritningar 45
Vyer och vyplacering 48
Ritningskontroll 49
Toleranser 50
Måttoleranser 50
Ytjämnhetstoleranser 52
Form- och lägetoleranser 53
Datorn i konstruktionsarbetet 58
CAD 58
CAE och FEM 59
CAM 61
PDM och PLM 61
BIM 61
5 MATERIALLÄRA 62
Inledning 63
Järn och stål 64
Allmänt om järn och stål 64
Stålframställning 65
Stålets tillståndsdiagram 66
Värmebehandling av stål 67
Ståltyper 69
Gjutjärn 71
Lättmetaller 72
Aluminium 72
Titan 73
Magnesium 74
Koppar och kopparlegeringar 75
Övriga metaller 76
Zink 76
Tenn 77
Nickel 77
Bly 77
Trä 78
Plaster och gummi 80
Plast 80
Gummi 86
Övriga material 87
Keramer 87
Hårdmetall 87
Cement och betong 88
Kompositer 88
Nanomaterial 90
Val av konstruktionsmaterial 91
Materialval är alltid en kompromiss 91
Materialval baserat på meritvärdering 91
Andra aspekter som påverkar materialval 92
Materialstandard 93
6 MEKANIK 94
Grundläggande mekanik 95
Inledning 95
Tyngdaccelerationen g 95
Statisk jämvikt 95
Fackverk 102
Knutpunktsmetoden 103
Snittmetoden 106
7 HÅLLFASTHETSLÄRA 110
Inledning 111
Elasticitetsmodul 112
Sträckgräns 113
Resttöjningsgräns 113
Brottgräns 113
Drag och tryck 114
Dragspänning 114
Töjning 116
Hookes lag 116
Förlängning 117
Säkerhetsfaktor 119
Hållfasthetsberäkningar 121
Med hjälp av kalkylprogram 121
Med hjälp av CAD-programs simuleringsmodul 122
Skjuvning 124
Skjuvspänning 124
Limförband 124
Svetsförband 126
Nitförband 127
Stansning 129
Vridning 130
Vridspänning 130
Förvridning 134
Böjning 137
Böjspänning 137
Tvärkrafts- och momentdiagram 141
Nedböjning 151
Superpositionsprincipen 154
Knäckning 155
Sammansatta spänningar 158
Spänningar med samma riktning 158
Spänningar med olika riktning 159
Andra belastningsfall 160
Värmespänning 160
Hålkanttryck 162
Kälverkan 164
Utmattning 164
Krypning 164
8 PRODUKTIONSTEKNIK
168
Produktionsplanering 169
Beredning 169
Produktionsflöde 170
Lean Production 171
Kvalitet 173
Vad är kvalitet? 173
Vad är produktkvalitet? 174
Kvalitetsledningssystem 175
Mätteknik 176
Mätfel 176
Mätfelsanalys 177
Några orsaker till mätfel 177
Lönsamhet 178
Rätt pris 178
Självkostnadskalkylering 178
Facit 182
Formelsamling 185
Register 188
Bildförteckning 191
1 KONSTRUKTIONSPROCESSEN
Från idé till färdig produkt
Sällan innebär konstruktionsprocessen en fri kreativ process mot att ta fram en helt ny produkt. Istället utgår man från kundens funktionskrav, från vilken man successivt specificerar produkten. Utifrån funktionskraven tar man fram flera lösningsförslag som analyseras och värderas tills man funnit den bästa lösningen. Detta upprepas flera gånger på en alltmer detaljerad nivå. Detta arbetssätt brukar kallas för ”top-down”.
Tidigare arbetade man istället enligt ett arbetssätt som brukar kallas ”bottom-up”. Man utgick från tidigare detaljlösningar och arbetade sig upp mot en färdig produkt. Man provade olika lösningar genom att bygga fysiska modeller, prototyper, och testade dem i laboratoriemiljö. Arbetssättet ledde ofta till flera omkonstruktioner då prototypen inte gav det utfall man förväntade sig och då behövdes nya prototyper. Tillverkningsanpassningen i slutskedet av processen kunde sedan leda till ytterligare omkonstruktioner.
Bottom-up-arbetssättet medförde även att man inte hade klart för sig vilka behov kunden hade, eller ens vilka kundgrupper som var aktuella.
Konstruktionsprocessens olika steg
Konstruktionsprocessen är en del av produktutvecklingsprocessen och upprepas om och om igen för att en produkt på olika sätt hela tiden ska förbättras. Man brukar dela in konstruktionsprocessen i fem steg:
• Kravspecifikation
• Konceptgenerering
• Utvärdering och val av koncept
• Detaljkonstruktion och produktlayout
• Tillverkningsanpassning
Konstruktionsprocessen innebär att omvandla idéer och koncept till en teknisk specifikation och konkret design för en färdig produkt.
Kravspecifikation
Kravspecifikationen, eller produktspecifikationen som den ibland kallas, syftar till att fastställa konkreta krav för produkten. Den ska svara på vad en produkt ska klara, men inte hur den ska klara det. Kravspecifikationen utgår från kundens krav och önskemål. Kunden kan vara en beställare som själv sammanställer kraven. En kravspecifikation innehåller ofta, förutom såväl funktionella och tekniska krav, även krav gällande ekonomi, miljö, ergonomi, estetik, säkerhet med mera.
Kravspecifikationen kan också göras utifrån en behovsanalys. Ofta handlar en behovsanalys om att identifiera dolda behov, dvs. hitta problem som finns, men som inte uppmärksammats tidigare. I en behovsanalys kan även marknadsundersökningar ingå då man på olika sätt undersöker behovet ”ute i verkligheten”. Det kan också innebära att samla in information om konkurrerande produkter och ta reda på idéer som finns på marknaden, men som ännu inte omsatts i någon ny produkt. Alla produkter är omgärdade med en mängd lagar, regler och normer som måste följas och därför kommer de med i kravspecifikationen.
En kravspecifikation måste vara komplett, dvs. alla intressenter, livscykelfaser och aspekter måste beaktas. Kravkriterierna ska vara lösningsoberoende och entydiga. Kriterierna ska vara mätbara för att kunna kontrollera om man faktiskt uppfyllt alla kriterier. Varje kriterium ska vara unikt och inga upprepningar får förekomma. Under hela konstruktionsprocessen kontrolleras alla förslag gentemot kravspecifikationen för att se till att alla kriterier uppfylls. Under konstruktionsarbetet kan fler kriterier tillkomma som resultat av de konstruktionsbeslut som tas.
Kriterierna kan delas in i funktionella kriterier och icke-funktionella kriterier. De funktionella kriterierna beskriver produktens förväntade funktion – vad den ska kunna göra – t.ex. ”bära person”, ”ändra riktning”, ”avge ljus” och så vidare. Exempel på icke-funktionella kriterier kan vara ”maxvikt ”, ”maximal kostnad”, ”måste kunna tillverkas med befintlig produktionsutrustning”, ”måste uppfylla förordning” och så vidare. Därför kallas icke-funktionella kriterier ibland för begränsande kriterier. Utgångspunkten är de funktionella kriterierna. Utifrån dessa tas olika tänkbara lösningsförslag fram. De ickefunktionella kraven används sedan för att sålla fram de lösningar som kan tillåtas.
Kriterierna i kravspecifikationen, både de funktionella och de ickefunktionella kriterierna, kan delas in i krav och önskemål. Krav är kriterier som alltid måste vara helt uppfyllda, medan önskemål inte måste vara det. Olika konstruktionslösningar kan uppfylla önskemålen i olika grad och faktorer som tillverknings- och materialkostnader kan fälla avgörande vilken lösning man väljer.
Vilka krav bör man ställa på en cykel? Den här har t.ex. en elhjälpmotor och är hopfällbar.
Konceptgenerering
Konceptgenerering betyder helt enkelt skapande av övergripande och bärande idéer. Genom kreativa lösningar försöker man lösa ett specifikt problem, eller möta ett kundbehov. Genom att förstå kundernas behov kan man skapa koncept som blir framgångsrika på marknaden. Konceptgenereringen utgår från kravspecifikationen och därefter görs såväl en extern och intern informationssökning.
Kravspecifikation
Extern informationssökning
Generering av många koncept
Intern informationssökning
De bästa koncepten väljs ut
Konceptgenereringens arbetsgång.
Personer från olika kompetensområden såsom konstruktörer, designer, marknadsförare, servicetekniker med flera involveras för att utifrån sin kompetens bidra i den interna informationssökningen. Serviceteknikern vet t.ex. vilka problem som brukar finnas med produkten och vad som oftast går sönder. Marknadsföraren vet vad kunderna gillar och ogillar med företagets produkter.
Den externa informationssökningen kan t.ex. vara patentsökningar, sök ninga r i konstruktionskataloger, analys av konkurrenters produkter, eller intervjuer med experter. Det senare kan vara intervjuer av forskare, leverantörer och ”lead users”. Lead users kan antingen vara användare av produkten som är pionjärer på så vis att de har behov månader eller år tidigare än konkurrenter, eller användare som kan dra betydande fördelar av nya lösningar och därför kan vara innovativa.
Ju mer kunskap man får om en produkt i utvecklingen, desto mindre blir handlingsutrymmet och förändringskostnaden större. Detta brukar kallas konstruktionsparadoxen.
Utvärdering och val av koncept
Konceptgenereringens mål är att skapa ett brett spektrum av lösningar och koncept. Dessa analyseras och utvärderas sedan utifrån krav och önskemål i kravspecifikationen. Aspekter som genomförbarhet, marknadspotential, kostnader och användarvänlighet spelar också stor roll vilken lösning man väljer. De mest lovande koncepten väljs ut att arbetas vidare med. Valet av koncept kan ske på olika sätt, t.ex.:
• Konstruktionschefen, projektledaren, kunden eller någon annan betydelsefull person väljer ut sin favorit
• Medlemmarna i gruppen röstar på sin favorit
• Fördelar och nackdelar listas och gruppen väljer utifrån detta
• Successiv eliminering utifrån kravkriterierna tills bara en lösning återstår
• Prototyper byggs och testas varpå testresultaten avgör valet
• Intuition, känsla, eller erfarenhet
Detaljkonstruktion och produktlayout
Detaljkonstruktion innebär att utforma de olika delarna i produkten. Detta görs efter att det övergripande konceptet har fastställts tidigare i processen. Under detaljkonstruktionen bestäms exakta dimensioner, toleranser, material och tillverkningsmetoder för varje enskild del av produkten. Detta görs hela tiden fortfarande med kravspecifikationen i åtanke. Detaljkonstruktionen syftar till att skapa specifika ritningar och andra tekniska dokument som används för att tillverka och montera produkten.
Produktlayoutprocessen fokuserar på hur olika komponenter eller delar av en produkt ska ordnas för att designen ska bli effektiv och användarvänlig. Produktlayouten tar hänsyn till faktorer som t.ex. produktens syfte (alltså vad den ska användas till), användningsområden, monteringsprocesser, service och underhåll, miljömässiga samt estetiska överväganden.
Luftmotståndet hos en bil testas med hjälp av en prototyp i lera i en vindtunnel.
Tillverkningsanpassning
Innan produkten kan tillverkas måste man med hänsyn till tillverkningsmetoder, material, verktyg och produktionsprocesser utforma produkten på ett sätt som underlättar tillverkningen. Tillverkningsanpassningen är egentligen inte det sista steget i konstruktionsprocessen, utan hänsyn till tillverkningen måste göras tidigt i processen. Det kan t.ex. innebära att man försöker använda standardkomponenter för att dra nytta av befintliga tillverkningsprocesser och verktyg, att man från början utformar produkten med en viss tillverkningsmetod i åtanke, eller att materialvalet anpassas till de tillverkningsmetoder som används.
Genom att integrera tillverkningsanpassning i konstruktionsprocessen kan man nå fördelar som kortare ledtider, minskade kostnader, förbättrad produktkvalitet och ökad tillförlitlighet. Det underlättar även efterföljande produktions- och monteringssteg samt reparationer och underhåll av produkter senare hos kunder.
HÅLLBAR KONSTRUKTION
Miljödriven produktutveckling
Miljödriven produktutveckling, kallat ekodesign, syftar till att minska produkters miljöpåverkan under hela deras livscykel. Förr fokuserade man på tillverkningsfasen och mindre på användningen och resthanteringen. En produkts miljöpåverkan styrs till största delen av vilka funktioner den har och vilken teknik som används för att uppfylla funktionskraven.
Därför måste man analysera vilka funktioner som är nödvändiga och även finna vilka funktioner som påverkar miljön mest så att dessa prioriteras i konstruktionsarbetet. Utmaningen är att uppfylla funktionskraven samtidigt som produkten får en låg miljöpåverkan. Därför måste man ibland frångå etablerade konstruktionslösningar och finna nya sätt att uppnå funktionskraven. En konstruktionslösning kan t.ex. kanske uppfylla flera funktionskrav och därmed ge lägre miljöpåverkan.
Avfallstrappan
Minimering
Återanvändning
Materialåtervinning
Energiutvinning
Deponering
Avfallstrappan beskriver hur avfall ska tas omhand.
Trots riktlinjer om minskat avfall ökar mängden avfall per person varje år. Avfallstrappan, ibland kallad avfallshierarkin, är ett EU-direktiv som har antagits i den svenska miljöbalken. Den beskriver hur avfall ska tas omhand. Avfallstrappan har fem nivåer från sämst till bäst:
• Deponering
Att helt enkelt slänga avfallet på en deponi, dvs. en soptipp. Det är förbjudet att deponera brännbart och organiskt avfall. Mindre än 1 % av hushållsavfallet deponeras i Sverige.
• Energiutvinning
Avfallet förbränns i t.ex. ett kraftvärmeverk som genererar både värme och elektricitet. För att förbränningen ska vara optimal får bara det som verkligen är brännbart förbrännas. Därför måste olika materialtyper enkelt kunna separeras från varandra, så att t.ex. olika metaller inte följer med in i förbränningen. Förbränningen måste förstås ske på ett sätt så att utsläppen minimeras.
• Materialåtervinning
Materialet omvandlas (metall smälts t.ex. ned) och används som råvara till nya produkter. För att det ska kunna göras på ett effektivt sätt måste olika materialtyper enkelt kunna separeras från varandra.
• Återanvändning
Produkter eller delar av produkter används igen. T.ex. kan bildelar användas som reservdelar vid reparationer och tegelstenar kan användas vid nybyggnation av ett hus.
• Minimering
I första hand ska man se till att så lite avfall som möjligt skapas. Det kan t.ex. göras genom att använda mindre material i produkten, möjliggöra reparation enkelt genom att göra det enkelt att ta isär den och att se till att produkten håller länge.
Vagga till vagga
Länge talade man om ”från vaggan till graven” i produktlivscykelsammanhang, men detta har ersatts av uttrycket ”från vagga till vagga” (engelska: cradle to cradle). Det går ut på att produktutvecklingen måste likna ekologiska system där energi och material används effektivt och cykliskt, och inte genererar något avfall. Material ska antingen kunna brytas ned och återföras till naturen, eller så ska de kunna återvinnas eller återanvändas till samma – eller bättre – kvalitet än tidigare.
Medaljerna som delades ut vid de olympiska spelen i Tokyo 2021 var tillverkade uteslutande av återvunnen metall från elektronikavfall. Deponering
Hållbarhetsbegreppets
tre dimensioner
Begreppet ”hållbar utveckling” myntades 1981 av den amerikanske miljövetaren Lester Brown (1934-) i boken ”Building a Sustainable Society”. Begreppet fick ett större genomslag i och med FN-rapporten ”Report of the World Commission on Environment and Development: Our Common Future” (svenska: ”Vår gemensamma framtid”). Rapporten var ett förarbete inför FN:s miljökonferens i Rio de Janeiro 1992. Arbetet leddes av Norges dåvarande statsminister Gro Harlem Brundtland och därför kallas FNrapporten ofta för Brundtlandrapporten. Hållbar utveckling definieras i Brundtlandrapporten som:
En hållbar utveckling är en utveckling som tillfredsställer dagens behov utan att äventyra kommande generationers möjligheter att tillfredsställa sina behov.
Hållbar utveckling vilar på tre ben; ekologisk, ekonomisk och social hållbarhet :
• E kologisk hållbarhet
Naturresurser ska vårdas långsiktigt så att även kommande generationer kan få de naturresurser som behövs. Man måste ha kunskap om vilken belastning som ekosystem tål och hur skador kan undvikas.
Resursanvändningen av t.ex. energi, kemikalier och råvaror ska ha så litet avtryck som möjligt. Utsläppen av växthusgaser från energiförbrukning, transporter och resor måste minimeras.
• E konomisk hållbarhet
Ekonomisk tillväxt och utveckling främjas på ett sätt så att det inte står i vägen för ekologisk och social hållbarhet. En stabil och rättvis fördelning av resurser och ekonomiska möjligheter måste skapas. Det ekonomiska systemet måste baseras på förnybara resurser som går att återvinna och återbruka i kombination med förnybar energi.
• Social hållbarhet
Fokuserar på att säkerställa att alla människor har tillgång till grundläggande behov som trygghet, jämlikhet, hälsa och utbildning. Förutom det individuella perspektivet handlar det om hur dessa livsbetingelser fördelas mellan människor.
Livscykelanalys
LCA (engelska: Life Cycle Assessment, svenska: livscykelbedömning), vanligen benämnt livscykelanalys på svenska, är en serie metoder för att analysera och värdera en produkts miljöpåverkan under hela dess livscykel. Livscykeln består av fyra faser: materialframställning, tillverkning, användning och resthantering. Man analyserar energianvändningen, resursanvändningen, transporter och utsläpp inom och mellan var och en av de fyra faserna. Det är svårt att avgöra om en produkt är ”miljövänligare” än en annan. Det beror på hur man värderar olika miljöpåverkan. Alla relevanta miljöaspekter kan inte heller tas upp i en livscykelanalys, utan det är nödvändigt att göra avgränsningar.
Materialframställning
Tillverkning
Användning
Resthantering
En livscykelanalys består av fyra steg:
• Mål och omfattning
Här anges vilken produkt som avses och systemgränser definieras, dvs. man anger vad som utesluts ur analysen. Ofta tas endast själva produktens miljöpåverkan under hela dess livscykel med. Miljöpåverkan från de maskiner som använts vid råvaruutvinningen och tillverkningen tas t.ex. med, men inte miljöpåverkan från de maskiner som använts för att tillverka maskinerna som använts vid råvaruutvinningen och tillverkningen. Inte heller personalens miljöpåverkan tas med. När man jämför miljöpåverkan från olika produkter måste det vara produkter med samma funktion och därför tar man fram en tydligt definierad och mätbar funktionell enhet som bas för jämförelsen. Den funktionella enheten ska vara sådan att den beskriver funktionen för produkten, t.ex. dm 3 volym för dryckesförpackningar eller m 2 boyta om man bygger bostäder.
• Livscykelinventeringsanalys
Alla in- och utflöden av material och energi analyseras, liksom utsläpp och avfall från produktens tillverkning, transporter, användning och avveckling. Data såsom energi- och materialmängder samlas in och olika former av miljöpåverkan beräknas relaterat till produktens funktionella enhet. Data analyseras bakåt till råmaterial och energiråvaror.
MÅL OCH OMFATTNING
LIVSCYKELINVENTERINGSANALYS
• Miljöpåverkansbedömning
Resultatet från livscykelinventeringsanalysen sammanställs och produktens totala miljöpåverkan bedöms. Två olika produkter kan påverka miljön på helt olika sätt och det kan vara svårt att veta hur detta ska vägas mot varandra. Vetenskaplig kunskap är en viktig faktor, men ekonomi och politik kan vara det som avgör hur man väger olika miljöpåverkan mot varandra.
• Livscykeltolkning
När livscykelanalysen är klar gör man en känslighetsanalys, dvs. man undersöker hur livscykelanalysen påverkas av att man gör små förändringar i de grundläggande antagandena. Man gör också en osäkerhetsanalys då man tar reda på hur säker datan som har använts är. Under hela livscykelanalysen måste man hela tiden göra nya tolkningar och uppdateringar av uppgifter och resultat.
Resultatet från en livscykelanalys kan t.ex. användas i marknad sföringen, för miljömärkning, eller som beslutsunderlag under konstruktionsprocessen. Man kan t.ex. kanske finna konstruktionslösningar som ger samma funktion, men med lägre miljöpåverkan. Ibland strävar man efter att minimera miljöpåverkan från en produkt under hela dess livscykel. Det kallas för ekodesign.
En livscykelanalys fokuserar på den ekologiska dimensionen av hållbar utveckling, men de andra dimensionerna kan vara intressanta t.ex. vid beslut under konstruktionsprocessen, t.ex. att värna om arbetsmiljön för de som tillverkar produkten. Det kan också vara att ställa krav på leverantörer vad gäller bl.a. mänskliga rättigheter. En produkt som kan återvinnas eller återbrukas många gånger minskar resursanvändningen som inte bara är bättre ur ekologisk synvinkel utan även ekonomisk.
MILJÖPÅVERKANSBEDÖMNING
LIVSCYKELTOLKNING
Tekniketik
Ny teknik utvecklas inte i syfte att det ska leda till skogsskövling, utsläpp och buller. Ändå har teknikutvecklingen lett till detta och mycket mer. Oftast vet man om dessa skadeverkningar i förväg.
Tekniketik i ett hållbarhetsperspektiv handlar om hur innovationer och användningen av teknik påverkar samhället och miljön. Det är avgörande att teknikutvecklingen inte bara fokuserar på att möta dagens behov, utan också att säkerställa att dessa behov tillgodoses på ett sätt som inte äventyrar framtida generationer att göra detsamma. Tekniska framsteg måste balanseras med skyddet av naturresurser, avfallsminimering och bekämpning av klimatförändringarna.
Tekniken måste gagna människor, miljö och samhälle genom effektivare resursutnyttjande utan skadeverkningar. För detta krävs ett livscykelperspektiv, dvs. att man förutom att väga in hur en produkt t.ex. påverkar miljön när den används, också även när den tillverkas, distribueras och avyttras. Man måste veta vilka material som används, hur de utvinns och bearbetas, och hur de kan återvinnas eller allra helst återanvändas. Vid en livscykelanalys försöker man bedöma vilken miljöpåverkan en produkt har under hela dess livscykel.
En social aspekt av tekniketik kan t.ex. vara hur man säkerställer att teknik inte gynnar vissa grupper i samhället på bekostnad av andra. Det kan också handla om hur och var avfallet efter uttjänta produkter tas om hand. Avfallet kanske skeppas till länder med svagare lagstiftning kring avfallshantering. Sociala aspekter kan vara svåra att förutsäga. En ekonomisk aspekt kan vara att bli medveten om de ekonomiska konsekvenserna av teknikens användning och att den inte leder till oacceptabla kostnader för samhället eller för framtida generationer.
Elektronikavfall från väst som hamnar på soptippar i afrikanska länder är ett omfattande problem.
Ibland motverkas ny teknik som är bättre ur hållbarhetssynpunkt än befintlig. Det kan också finnas ett kommersiellt teknikmotstånd hos företag. Man försöker motverka ny teknik för att skydda sina produkter från konkurrens. Företaget kan då köpa upp konkurrenter för att få kontroll över den nya tekniken. Man kan också driva på för politiska regleringar som hindrar den nya tekniken på marknaden. Det kan även finnas ett köpmotstånd bland konsumenter. Det kan bero på att produkten inte fungerar tillräckligt bra, eller att konsumenter inte anser att det fyller ett behov. Det senare kan bero på att företaget varit för tidigt ute med en innovation. Det är bra att vara först, men ändå inte vara för tidigt ute. Det finns flera exempel genom historien på innovationer som slog igenom långt efter att de först lanserades, just för att de dök upp för tidigt första gången.
Diskutera
• Sök efter FN:s ”Allmän förklaring om de mänskliga rättigheterna”. Vilka av rättigheterna har med teknik att göra?
• Företag har ofta flera underleverantörer som i sin tur har sina egna underleverantörer. Är det rimligt för ett företag att veta hur dessa underleverantörers underleverantörer utvinner och bearbetar material?
• Företag som exporterar avfall till andra länder begår sällan något lagbrott. Diskutera de moraliska aspekterna kring detta. Borde överstatlighet råda i större utsträckning på miljöområdet med bindande internationella lagar? Diskutera fördelar och nackdelar.
• Du arbetar som konstruktör på ett företag och har varit med om att utveckla en produkt som du vet kommer att revolutionera marknaden. Den är effektivare, förbrukar mindre energi, är enkel att demontera och reparera samt kan säljas till ett mycket lägre pris än de produkter som redan finns på marknaden. Du får dock veta att företaget har för avsikt att vänta med att lansera produkten och kanske rentav aldrig lansera den. Vad är företagets skäl till detta? Vad ska du göra?
• Vissa yrkesgrupper som t.ex. läkare, psykologer och lärare har yrkeslegitimation som kan återkallas om man visar sig vara ”grovt oskicklig” i sin yrkesutövning. Borde även ingenjörer ha en yrkeslegitimation?
MATERIALLÄRA
Inledning
Olika produkter eller delar av produkter kan kräva vitt skilda egenskaper. Antalet material är närmast oändliga, alla med väldigt olika egenskaper. När det kommer till materialegenskaper finns dock inget universalmaterial, utan man värderar på olika sätt egenskaper mot varandra och kompromissar hela tiden. Materialvalet är en kompromiss inte bara mellan olika materialegenskaper, utan även materialets pris, tillgänglighet och hållbarhetskrav.
Man kan dela in alla material i grupperna:
• Järn och stål
• A ndra metaller
• Trä
• Plaster och gummi
• Sten och mineral
Sölvesborgsbron är med sina 760 meter en av Europas längsta gång- och cykelbroar. Pålarna är tillverkade av armerad betong, bågar och räcken av rostfritt stål, underliggande bärande balkar av varmförzinkat stål och farbanan av trä.
Viktiga materialegenskaper är:
• Mekaniska (draghållfasthet, hårdhet, slagseghet och utmattningshållfasthet)
• Fysikaliska (densitet, smältpunkt, värmeutvidgning, värmeledningsförmåga, elektrisk ledningsförmåga och magnetism)
• Kemiska (t.ex. korrosionsegenskaper)
• Tillverkningstekniska (gjutbarhet, svetsbarhet, skärbarhet, härdbarhet, formbarhet med mera)
Skovtårnet (Skogstornet) Själland, Danmark. 45 m högt torn byggt av stål och trä. Konstruktionen är en s.k. hyperboloid form; långa, vertikala stålrör som inte böjts, utan roterats 120° till en skruvad timglasform.
Järn och stål
Allmänt om järn och stål
Stål består av järn, kol och ofta ytterligare ämnen. Järn började användas för ungefär 4 500 år sedan och har blivit den överlägset mest använda metallen. Järn utvinns ur järnmalm. Rent järn är väldigt mjukt och rostar lätt. För att det ska bli hårdare och starkare blandar man i kol. Generellt kan man säga att ju mer kol stålet innehåller, desto hårdare är det. Är kolhalten högst 2 % kallas materialet för kolstål. Om det innehåller 2–5 % kallas det för gjutjärn.
Stål delas in i två huvudgrupper:
• Olegerade stål som består av bara järn och kol
• L egerade stål som förutom järn och kol innehåller ytterligare ett eller flera legeringsämnen för att få de egenskaper man önskar
Beroende på legeringsämnen varierar ståls densitet mellan 7,8–9,0 kg/dm 3 Järn har densiteten 7,86 kg/dm 3. Ungefär 90 % av allt järn som framställs i världen används till:
• Maskiner för råvaruutvinning inom oljeindustrin, gruvdrift och skogsbruk
• Byggnader, maskiner och utrustning inom industrin
• Vapenindustrin
Endast 10 % av allt järn används till konsumentprodukter som bilar, vitvaror och hemelektronik. Ungefär 25 % av allt järn som används kommer från återvunnet skrot. Skrot är restprodukter med stort andrahandsvärde och som kan återvinnas och användas i nyproduktion. Skrotet kan t.ex. komma från gamla bilar eller vitvaror. En del ståldelar återanvänds också, som t.ex. fungerande bildelar som säljs på begagnatmarknaden i konkurrens med nytillverkade reservdelar.
Svetsning av stålskelettet till en byggnad.
Stålframställning
Järn bryts som järnmalm i form av järnoxiderna hematit, Fe2O3, och magnetit, Fe3O4. Malmen krossas och mals till ett fint pulver som kallas slig. Sligen blandas med kol under uppvärmning. Järnet och kolet pressas samman så hårt att metallbindningar bildas. Detta kallas för sintring.
2Fe2O3 + 3C 4Fe + 3CO2
Fe3O4 + 4C 3Fe + 4CO
Sintern smälts sedan samman med kol och kalksten till tackjärn. Kalkstenen tillsätts för att dra till sig föroreningar som finns kvar i sintern. Slaggen som bildas kan sedan enkelt tas bort. Detta steg i processen görs i en masugn. Sintern kan även reduceras direkt till stål med låg kolhalt. Detta görs i ett järnsvampverk och istället för kalksten tillsätts vätgas. Ibland blandas järnsvamp och tackjärn med skrot och förädlas till stål av lika bra kvalitet som stål som enbart innehåller nytt material.
När stålet är färdigbehandlat gjuts och valsas det till strängar. För att få bort gasblåsor bestående av syre eller koldioxid tillsätter man mangan eller kisel som oxideras och gasblåsorna kan på så vis enkelt avlägsnas. Stål där man tagit bort gasblåsorna kallas för tätat stål. Förr brukade man inte alltid ta bort gasblåsorna. Om man då valsade stålet fick man väldigt ojämn kvalitet och stålet hade ofta sprickor.
Järnoxid reduceras till rent järn med hjälp av kol i en masugn.
Stålets tillståndsdiagram
Stålets tillståndsdiagram, vilket ofta även kallas järn-kol-diagrammet eller stålets fasdiagram, visar stålets utseende på molekylnivå beroende på dels kolhalt och dels temperatur. Beroende på kolhalten och temperaturen får stålets metallgitter, alltså hur atomerna är arrangerade, olika utseende.
Stålets tillståndsdiagram visar stålets utseende på molekylnivå beroende på dels kolhalt och dels temperatur.
Rent järn (alltså med en kolhalt på 0 %) förekommer i två former, dels ferrit och dels austenit. Ferrit existerar upp till 911 °C. Ferrit kan bara lösa upp till 0,05 % kol och är därför mjuk och seg. Stål med 0,85 % kol kallas för perlit. Perlit är en skivformad blandning av mjuk ferrit och skivor av hård cementit. Den är därför medelhård. Stål med 6,7 % kol kallas för cementit. Detta ligger långt utanför diagrammet. Cementit är en mycket hård kemisk förening och förekommer som skivor eller runda kulor. Mellan dessa gränser – ferrit, perlit och cementit – finns blandningar av dessa faser. Ö ver 727 °C bildas austenit, antingen ren eller som blandning med ferrit eller cementit. Ren austenit kan lösa upp till 2 % kol. Om den kyls hastigt hinner inte järnet och kolet omvandlas till cementit, utan kolet ”fastnar”. Då bildas martensit som är hård och spröd. Detta utnyttjas vid härdning av stål. Just temperaturen 727 °C och övergången till austenit är viktig att beakta vid värmebehandling av stålet.
Värmebehandling
av stål
Vid stålframställning och bearbetning, t.ex. formning, svetsning eller skärande bearbetning, förändras stålets inre struktur. Oftast vill man återställa strukturen och ge stålet önskvärda egenskaper. Det görs genom värmebehandling. Värmebehandling görs också för att ett mjukt stål som har bearbetats ska bli hårt och starkt.
Värmebehandling delas in i två grupper. Härdning gör stålet hårt, ökar hållfastheten, ökar segheten och förbättrar slitstyrkan. Glödgning gör stålet mjukt och fritt från inre spänningar, ökar formbarheten, ger finkorning struktur och förbättrar skärbarheten.
Härdning
Vid härdning värms stålet upp till lämplig temperatur. Denna härdningstemperatur varierar något beroende på kolhalt. Temperaturen hålls kvar tills detaljens hela struktur har omvandlats till austenit. Därefter kyls stålet hastigt genom att sänkas ned i vatten eller olja. Man får då en mycket hård struktur som kallas martensit. Martensit är uppkallad efter den tyska metallurgen Adolf Martens (1850–1914). Efter härdningen brukar man anlöpa stålet, som är en värmebehandling för att göra stålet segt igen. Härdning av höglegerade stål sker på samma sätt som för kolstål, men kylningen görs istället i gas.
Härdningsresultatet påverkas av:
• kolhalt
• legeringsämnen
• uppvärmningstid och hålltid
• kylmedel
• kylningshastighet
Seghärdning höjer stålets seghet och hållfasthet. Kolstål med en kolhalt på upp till 0,6 % kan seghärdas om dimensionerna är klena. För grövre dimensioner används seghärdning för legerade stål.
Sätthärdning används på stål med låg kolhalt, mellan 0,1 % och 0,2 %. När man sätthärdar får man en hård yta och seg kärna. För att uppnå detta görs en uppkolning av ytan under uppvärmning till cirka 900 °C då stålet omges med kolhaltig gas. Gasen avger kol till stålets ytskikt och man kan på så sätt höja kolhalten på ytan till 0,7 %–0,9 %. Därefter härdas och anlöps stålet.
Glödgning
De tre vanligaste glödgningsmetoderna är normalisering, mjukglödgning och avspänningsglödning. Vid svetsning och smidning blir stålet oftast grovkornigt. För att få en finkornig struktur igen normaliserar man stålet och förbättrar på så sätt hållfastheten och segheten. Normalisering används mest på olegerade och låglegerade stål. Kolstål med en kolhalt under 0,8 % värms upp till en temperatur strax över den övre omvandlingslinjen i järnkoldiagrammet. Strukturen omvandlas då till austenit. Stålet får därefter svalna i luft, vilket ger en finkorning blandning av ferrit och perlit. Om kolhalten är över 0,8 % värms stålet upp till en temperatur strax under den övre omvandlingslinjen. Vid uppvärmningen omvandlas strukturen till austenit och cementit. Svalning i luft ger en finkornig blandning av perlit och cementit. Vid normalisering får inte svalningshastigheten vara för långsam för då blir strukturen grovkornig igen. Om svalningshastigheten är för hög kan materialet härda.
Kolstål med hög kolhalt och många legerade stål som har luftsvalnat efter varmbearbetning blir oftast för hårda för att kunna skärbearbetas. Mjukglödgning gör att stålets hårdhet minskar. De hårda cementitskivorna i strukturen omvandlas till mjuka runda korn som enklare kan bearbetas. Kolstål med en kolhalt under 0,9 % värms till 700–723 °C och hålls där i upp till 10 timmar innan den får svalna. Är kolhalten under 0,9 % värms stålet till 740–760 °C och hålls där i 2–4 timmar. Svalningen måste ske mycket långsamt.
Avspänningsglödning görs för att avlägsna de inre spänningar som uppkommit i stålet efter skärande och plastisk bearbetning samt vid svetsning och alltför snabb kylning efter värmebehandling. De inre spänningarna kan orsaka formförändringar vid skärande bearbetning och ge sprickor vid härdning. Avspänningsglödgning leder inte till någon strukturomvandling och påverkar därför inte hårdheten. Vid avspänningsglödgning värms stålet till 550–650 °C och hålls vid den temperaturen i ungefär två timmar. Därefter får materialet långsamt svalna i ugnen.
Stål får olika egenskaper beroende på hur mycket kol det innehåller. Om man vill förändra stålets egenskaper kan man värmebehandla stålet då man värmer upp det, håller kvar det vid en viss temperatur och sedan kyler ner det.
De olika faserna (ferrit, perlit, cementit och austenit) hinner utvecklas i olika omfattning och på så vis kan man förändra stålets egenskaper. Det finns många olika orsaker till att man vill värmebehandla stål. Om stål kallbearbetas blir det sprött, vilket oftast är så negativt att man vill åtgärda det. Man kan då rekristallationsglödga det för att göra materialet segare igen. Om stål utsätts för hetta på en begränsad del av det uppstår inre spänningar, vilket kan göra att det brister vid mycket lägre påfrestning än stålet klarar utan de inre spänningarna. Man kan då avspänningsglödga det för att göra materialet spänningsfritt.
Ståltyper
Beroende på användningsområde delar man in stål i tre grupper: konstruktionsstål, verktygsstål och rostfria stål. Rostfria stål innehåller minst 12 % krom. Ytterligare legeringsämnen är nickel och ofta också molybden. Rostfritt stål används exempelvis till diskbänkar, detaljer till tvättmaskiner, rör, bestick och saxar. Verktygsstål används för att tillverka verktyg, t.ex. svarvstål, stansar, dynor, valsar, borrar, mejslar, filar och knivar. Verktygsstål har god slitstyrka, eggskärpa, hårdhet och seghet. De brukar levereras i mjukt tillstånd för att sedan härdas efter bearbetning som svarvning och fräsning. Kolhalten är mellan 0,6 % och 1,2 %. En speciell typ av verktygsstål kallas för snabbstål. De har höga halter av legeringsämnena krom, molybden, wolfram, kobolt och vanadin. De används framför allt till verktyg för skärande bearbetning. Detta eftersom de behåller sin hårdhet upp till 600 °C.
Konstruktionsstål
Stål
Indelning av stål beroende på användningsområde. Rostfria stål Verktygsstål
Allmänna konstruktionsstål
Tryckkärlsstål
Maskinstål
Seghärdningsstål
Sätthärdningsstål
Fjäderstål
Automatstål
Konstruktionsstål är det gemensamma namnet för flera olika ståltyper. Kolhalten är låg, oftast mellan 0,1 % och 0,6 %. Stål avsedda för svetsning har ännu lägre kolhalt. Konstruktionsstål levereras varmvalsade, kallbearbetade och ibland värmebehandlade. Konstruktionsstålen delas in i undergrupper beroende på användningsområde:
• A llmänna konstruktionsstål är den allra vanligaste och billigaste ståltypen avsedda för tyngre produkter som byggnader, broar, master, traverser och cisterner. Allmänna konstruktionsstål har låg kolhalt (under 0,25 %), ganska låg hållfasthet och är ganska sega. Den låga kolhalten gör dem svetsbara.
• Tryckkärlsstål är svetsbara eftersom kolhalten är maximalt 0,25 %. Stålet har ganska hög hållfasthet. Som namnet antyder används stålet till tryckbehållare och ångpannor.
• Maskinstål är stål avsedda för skärande bearbetning som svarvning och fräsning. Maskinstål har högre hållfasthet än vad allmänna konstruktionsstål har. Kolhalten är mellan 0,25–0,60 % och stålet lämpar sig inte för svetsning. Det är inte heller avsett att härdas. Maskinstål används exempelvis till axlar, skruvar, muttrar och lastkrokar.
• Seghärdningsstål finns som både legerade och olegerade. De olegerade används mest för klena axlar och kan seghärdas. Grövre dimensioner är legerade med mangan och ytterligare legeringsämnen som krom. Seghärdningsstål används för detaljer med höga hållfasthetskrav som axlar, vevstakar och kugghjul. Nitrerstål är seghärdningsstål som efter seghärdningen behandlats för att få ett mycket tunt och hårt ytskikt. Stålet används till små komplicerade konstruktionsdetaljer som inte kan härdas på annat sätt.
• Sätthärdningsstål har låg kolhalt, vilken kan höjas på ytan genom härdning. Den låga kolhalten gör stålet segt. Om kärnans hållfasthet behöver ökas kan man legera stålet. Sätthärdningsstål används framför allt då ytan behöver vara hård och nötningsbeständig som t.ex. kugghjul och kamaxlar.
• Fjäderstål har hög kolhalt och extremt hög sträckgräns för att kunna ta upp stor deformation och därefter kunna återgå till ursprunglig form. Stålet används såklart bl.a. till fjädrar, men även till pianotrådar.
• Automatstål är avsett för skärande bearbetning och ger då korta spån. Stålet används till massproduktion av detaljer såsom skruvar och muttrar.
Grundläggande mekanik
Inledning
Kraft betecknas allmänt med bokstaven F, från engelskans Force. Ofta använder man prefix, t.ex. F1, F2 , F3 och så vidare, om en konstruktion utsätts för flera krafter. Andra beteckningar för kraft förekommer, t.ex. P, R , T eller vilken annan bokstav som helst.
Enheten för kraft är newton (N). Enheten newton är uppkallad efter den brittiske fysikern Isaac Newton (1642–1727).
Tyngdaccelerationen g
Tyngdaccelerationen g varierar över jordens yta eftersom jordklotet inte är ett klot, utan p.g.a. dess rotation är tillplattad vid polerna. Därför är tyngdaccelerationen något mindre vid ekvatorn än vid polerna, eftersom man befinner sig längre ifrån jordens mitt vid ekvatorn än vid polerna. Tyngdaccelerationen varierar från g ≈ 9,780 m/s2 vid ekvatorn och g ≈ 9,832 m/s2 vid polerna. I Sverige varierar tyngdaccelerationen från g ≈ 9,815 m/s2 vid Smygehuk till g ≈ 9,824 m/s2 vid Treriksröset. I verkligheten är det vanligt att använda g ≈ 9,81 m/s2 . Här nöjer vi oss med att approximera tyngdaccelerationen till g ≈ 10 m/s2 .
Statisk jämvikt
Statisk jämvikt innebär att en kropp står still. Den rör sig inte i någon riktning och den roterar inte åt något håll, det vill säga:
Σ F x = 0
Σ F y = 0
Σ M = 0
Detta gäller för statisk jämvikt i två dimensioner. Vid statisk jämvikt i tre dimensioner tillkommer Σ F z = 0 och dessutom blir momentekvationerna tre, en vardera för x, y och z . I den här boken tas endast statisk jämvikt i två dimensioner upp.
Vid Smygehuk är tyngdaccelerationen g ≈ 9,815 m/s2 .
Med hjälp av detta ekvationssystem bestående av tre ekvationer kan vi, i ett steg med ett ekvationssystem eller flera steg med flera ekvationssystem, ta reda på alla krafter som påverkar en konstruktion.
Arbetsgång:
1. Rita figur.
2. Frilägg.
3. Sätt ut de krafter som verkar på den frilagda kroppen.
4. Bestäm en strategi för hur och i vilken ordning beräkningarna ska göras.
5. Definiera riktningen för positiv kraft och positivt moment.
6. Ställ upp lämpliga samband. Definiera variabler.
7. Utför de beräkningar som erfordras för ett resultat.
8. Gör en rimlighetsbedömning; Är resultatet rimligt både vad gäller storlekar och riktningar?
Ofta skriver man in alla enheter när man sätter in siffervärden i formler och ekvationer. I denna bok skriver vi endast in enheter i resultatet av uträkningarna.
EXEMPEL 6.1
Beräkna resultantens storlek och riktning.
Lösning:
Svar: Resultantens storlek är 8,2 N och riktningen 76° från horisontalplanet.
EXEMPEL 6.2
En balk är fritt upplagd på två stöd och utsätts för en punktlast om 10 kN.
Beräkna reaktionskrafterna (R A och R B) vid A och B.
Lösning:
(↑) RA + RB 10 = 0 (1) [kraftjämvikt i vertikal led]
(A) 10 · 2 RB · 5 = 0 (2) [momentjämvikt kring A]
(2) ⇒ 20 = RB 5
RB = 20 5 = 4 kN
(1) ⇒ RA + 4 10 = 0
RA = 10 4 = 6 kN
Svar: Reaktionskraften är 6 kN vid A och 4 kN vid B.
En traverskran är ett exempel på en balk fritt upplagd på två stöd och som är utsatt för en punktlast.
En balk är fritt upplagd på två stöd och utsätts för en punktlast om 10 kN. Beräkna reaktionskrafterna vid A och B.
Lösning:
B B
Vid utbredd last blir momentarmen avståndet från momentpunkten till mitten av den utbredda lasten, eller om man så vill den genomsnittliga hävarmen. Det är ju 3 m från momentpunkten till där den utbredda lasten börjar till vänster men 5 m till där den slutar till höger.
(↑) RA + RB 10 6 ⋅ 2 = 0 (1)
(A) 10 ⋅ 2 + 6 ⋅ 2 ⋅ 4 RB ⋅ 5 (2)
(2) ⇒ 68 = RB ⋅ 5
RB = 68 5 = 13,6 kN
(1) ⇒ RA + 13,6 10 6 ⋅ 2 = 0
RA = 10 + 12 13,6 = 8,4 kN
Svar: Reaktionskraften är 8,4 kN vid A och 13,6 kN vid B.
6.1 I tabellen nedan anges ungefärliga värden på tyngdaccelerationen g för några olika platser på jorden. Beräkna tyngden för en person med massan 80 kg på de olika platserna och jämför med tyngden om man approximerar tyngdaccelerationen till g ≈ 10 m/s2.
Plats
Nordpolen
9, 832 m/s2
Smygehuk 9,815 m/s2
Pompeji 9,802 m/s2
Kairo 9,786 m/s2
Ekvatorn 9,780 m/s2
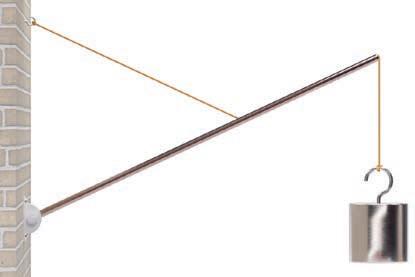
6.2 Hur stora är krafterna i trådarna i anordningarna A, B och C nedan? Med vilka krafter påverkas trissorna i B och C?
6.3 Två krafter F x = 40 N och F y = 80 N har samma angreppspunkt. Krafterna bildar rät vinkel. Beräkna resultantens storlek och riktning.
6.4 Beräkna resultantens storlek och riktning.
6.5 Beräkna resultantens storlek och riktning.
6.6 Beräkna resultantens storlek och riktning.
6.7 En lamparmatur som väger 6 kg är upphängd i en lina i taket. Beräkna krafterna i linorna.
6.8 En lamparmatur som väger 1 kg är upphängd i en lina i taket. Beräkna krafterna i linorna.
6.9 En lamparmatur som väger 2 kg är upphängd i en lina i taket och väggen. Beräkna krafterna i linorna.
6.13 En balk är fritt upplagd på två stöd och utsätts för punktlasterna 5 kN och 15 kN. Beräkna reaktionskrafterna vid stöden.
6.10 Om kraften F är 200 N, längden L = 0,2 m och vinkeln mellan kraften och nyckeln är 90°, hur stort blir momentet M som muttern kan dras åt med?
6.11 Om kraften F är 150 N, längden L = 25 cm och vinkeln v = 30°, hur stort blir momentet M som muttern kan dras åt med?
6.12 En balk är fritt upplagd på två stöd och utsätts för en punktlast om 12 kN. Beräkna reaktionskrafterna vid stöden.
6.14 En 3 m lång balk är fast inspänd och utsätts för en utbredd last om totalt 10 kN. Beräkna reaktionskrafterna vid infästningen.
6.15 En balk är fritt upplagd på två stöd och utsätts för en punktlast om 18 kN och en utbredd last om 4 kN/m. Beräkna reaktionskrafterna vid stöden.
6.16 En 4 m lång balk är fast inspänd och belastas med en utbredd last om totalt 5 kN och en punktlast om 1 kN. Beräkna reaktionskrafterna vid infästningen.
6.17 En tyngdlyftningsstång väger 20 kg. En viktskiva på 10 kg träs på den ena änden och en på 20 kg på den andra. Båda skivorna fästs 60 cm från stångens mittpunkt. Var ska man hålla stången för att den ska väga jämnt?
6.18 En 5 m lång limträpelare av gran ligger i ena änden på en bock och hålls i horisontellt läge av en snickare. Limträpelarens tvärsnitt är kvadratiskt med sidan 90 mm. Avståndet från bocken till änden av limträpelaren är 0,4 m. Med vilken kraft måste personen lyfta limträpelaren för att hålla den i horisontellt läge och med vilken kraft trycker pelaren mot bocken? Densiteten för gran är 470 kg/m3.
6.19 En vertikal stolpe AB är ledbart monterad vid marken och vid toppen belastad med en horisontell kraft på 500 N. Stolpen hålls i vertikalt läge med hjälp av staget CD. Beräkna kraften i CD och infästningen vid B.
6.20 En homogen stång, som har tyngden 2 000 N och längden 5 m, är rörlig kring ett gångjärn i sin nedre ände. Stången bildar 25° vinkel med horisontalplanet. En staglina bildar 50° vinkel med stången och är fäst i denna på avståndet 3 m från gångjärnet. I stångens övre ände hänger en tyngd F = 5 000 N. Beräkna till storlek och riktning den kraft varmed gångjärnet påverkar stången.
Fackverk
En struktur bestående av ett antal stag eller balkar och som kopplats ihop i trianglar med mer eller mindre ledade knutpunkter kallas för fackverk. Exempel på fackverkskonstruktioner är byggkranar, takstolar, broar och skal, t.ex. innanför det vita yttre på världens största sfäriska byggnad Avicii Arena.
Broar, takstolar, byggkranar och Avicii Arena under byggnationen 1987 är exempel på fackverkskonstruktioner.
De ledade knutpunkterna i ett fackverk kan inte överföra moment, bara krafter. Stagen i ett fackverk utsätts antingen för drag- eller tryckkrafter. I t.ex. en byggkran kan vissa stag utsättas för omväxlande drag- och tryckkrafter, beroende på hur kranen belastas. Två sätt att beräkna stagkrafterna i ett fackverk är knutpunktsmetoden och snittmetoden
Knutpunktsmetoden
Metoden går ut på att i varje knutpunkt i fackverket uppfylla jämv iktsv illkoren. Krafterna i stagen ur två jämviktsekvationer:
Σ F x = 0
Σ F y = 0
När man beräknar stagkrafterna i ett fackverk med hjälp av knut punktsmetoden är det bra att planera i vilken ordning man ska gå från knutpunkt till knutpunkt, så att man hela tiden har maximalt två obekanta stagkrafter i varje knutpunkt till sina två ekvationer i ekvationssystemet. När man frilägger varje knutpunkt ska man också se till att kraftpilarna alltid pekar bort från knutpunkten. Då kommer tecknet tala om ifall stången utsätts för tryckkraft eller dragkraft. Om beräkningen visar en negativ kraft betyder det att stången utsätts för en tryckkraft och om beräkningen visar en positiv kraft betyder det att stången utsätts för en dragkraft.
Arbetsgång:
1. Frilägg hela fackverket för att bestämma reaktionskrafterna
2. Gör en plan för i vilken ordning knutpunkterna ska bestämmas
3. ”Såga av” stängerna runt knutpunkten och markera stångkrafterna alltid med en pil bort från knutpunkten
4. Ställ upp en kraftjämvikt i vertikal led och en i horisontell led
5. Om beräkningen ger ett negativt värde på den okända kraften betyder det att den utsätts för en tryckkraft och om beräkningen ger ett positivt värde betyder det dragkraft
6. Markera tryckkraft med (T) efter den slutförda beräkningen och dragkraft med (D)
Bestäm samtliga stångkrafter i fackverket.
Lösning:
(↑) R A − L + R D = 0 (1)
(A) L · 2 − RD · 6 = 0 (2)
(2) ⇒ RD = L · 2 6 = 15 · 2 6 = 5 kN
(1) ⇒ RA = L − 5 = 15 − 5 = 10 kN
(I)
(↑) RA + AF · sin 45° = 0
AF = − RA sin 45° = − 10 1 √ 2 = − 10 √ 2 kN (T)
(→) AF · cos 45° + AB = 0
AB = − AF cos 45° = − (− 10 √ 2 1 √ 2) = 10 kN (D)
Den sista jämviktsekvationen behövs på sätt och vis inte eftersom alla ingående krafter är kända, men kan ändå fungera som en kontroll då alltihop ska bli noll om det stämmer.
Snittmetoden
I snittmetoden kan vi förutom kraftjämvikt i horisontell och vertikal led även utnyttja momentjämvikt:
Σ F x = 0
Σ F y = 0
Σ M = 0
Snittmetoden har dessutom fördelen att stagkrafterna i snittet beräknas direkt istället för att gå omvägen via knutpunkterna i fackverket. Dock kan de båda metoderna kombineras för att effektivisera beräkningsarbetet.
När man frilägger ett snitt ska man precis som vid knutpunktsmetoden se till att kraftpilarna alltid pekar bort från snittet. Då kommer tecknet tala om ifall stången utsätts för tryckkraft eller dragkraft. Om beräkningen visar en negativ kraft betyder det att stången utsätts för en tryckkraft och om beräkningen visar en positiv kraft betyder det att stången utsätts för en dragkraft.
Arbetsgång:
1. Frilägg hela fackverket för att bestämma reaktionskrafterna
2. ”Såga” rakt igenom hela fackverket och markera stångkrafterna alltid bort från stången
3. Ställ upp en kraftjämvikt i vertikal led och en i horisontell led samt en momentjämvikt
4. Om beräkningen ger ett negativt värde på den okända kraften betyder det att den utsätts för en tryckkraft och om beräkningen ger ett positivt värde betyder det dragkraft
5. Markera tryckkraft med (T ) efter den slutförda beräkningen och dragkraft med (D)
Bestäm samtliga stångkrafter i fackverket.
Lösning:
(↑) R A − L + R D = 0
(A) L 2 − RA 6 = 0
R D = L · 2 6 = 15 · 2 6 = 5 kN
RA = L − 5 = 15 − 5 = 10 kN
Vänster del:
(↑) R A + BE · sin 45° − L = 0 (1)
(→) BC + BE · cos 45° + EF = 0 (2)
(A) L · 2 − BE · sin 45° ⋅ 2 − EF · 2 = 0 (3)
(1) ⇒ BE = L − RA sin 45° = 15 − 10 1 √ 2 = 5 · √ 2 kN
(3) ⇒ EF = − L · 2 − BE · sin 45° ⋅ 2 2 = − L + BE · sin 45° = = − 15 + 5 · √ 2 · 1 √ 2 = − 10 kN (T)
(2) ⇒ BC = − EF − BE cos 45° = − (− 10) − 5 √ 2 1 √ 2 = 10 − 5 = 5 kN (D)
Förutom snittet mitt i fackverket behöver man göra ett snitt genom fackverket vid knutpunkterna A och D, men då blir friläggningen och jämviktsekvationen precis som när knutpunktsmetoden användes ovan.
6.21 En lyftanordning lyfter tyngden 100 kg via en lina i punkten C. Beräkna belastningen på stången AB respektive stången BC. Ange även om det är tryck- eller dragkrafter.
6.22 Beräkna stagkrafterna i fackverket. Ange om det är tryck- eller dragkrafter.
6.24 Beräkna stagkrafterna i fackverket. Ange om det är tryck- eller dragkrafter.
6.23 Beräkna stagkrafterna i fackverket. Ange om det är tryck- eller dragkrafter.
6.25 Beräkna stagkrafterna i fackverket. Ange om det är tryck- eller dragkrafter.
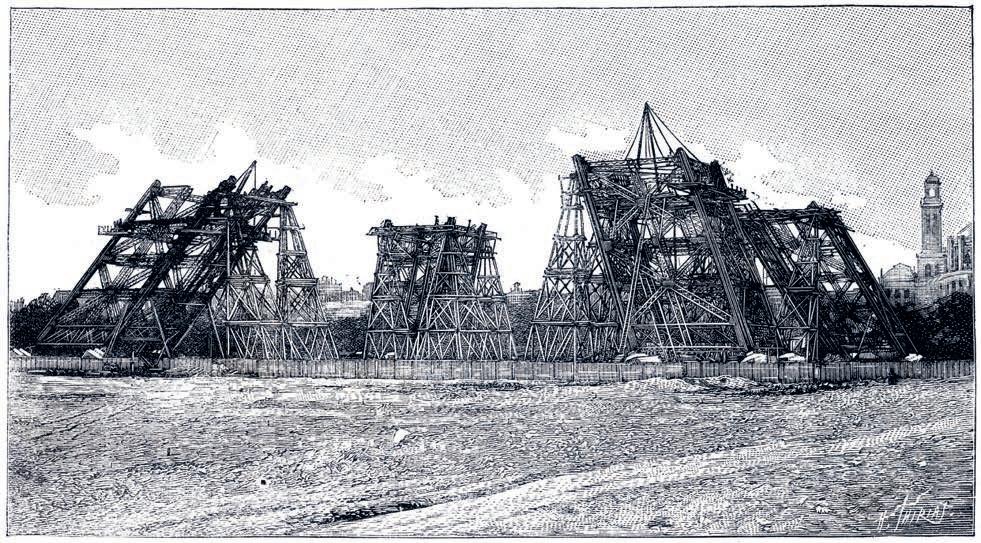
Den kanske mest berömda fackverkskonstruktionen är Eiffeltornet i Paris. Tornet byggdes mellan 1887 och 1889 för att bli den pampiga entrén till världsutställningen Exposition Universelle som anordnades 1889 för att fira hundraårsjubileet av franska revolutionen.
EXEMPEL 7.15
En 5 m lång fritt upplagd balk utsätts för två punktlaster om 10 kN respektive 5 kN. Rita tvärkrafts- och momentdiagram. Beräkna maximala böjmomentet och ange var detta inträ ar.
Lösning:
(↑) R A − 10 − 5 + RB = 0
(A) 10 · 2 + 5 · 4 − RB · 5 = 0
RB = 10 2 + 5 4 5 = 8 kN
RA = 10 + 5 − 8 = 7 kN
(↑) 7 + TI = 0
TI = − 7
(A) MI + 7 · x = 0
MI = − 7 · x
(↑) 7 − 10 + TII = 0
TII = 3
(A) MII + 7 · x − 10 · (x − 2) = 0
MII + 7 x − 10 x + 20 = 0
MII = 3 · x − 20
Hållfasthetslära
TIII = 8
(A) MIII + 7 · x 10 · (x 2) 5 · (x 4) = 0
MIII + 7 · x 10 · x + 20 5 · x + 20 = 0
MIII = 8 · x 30
Vid punktlaster är tvärkraften konstant där det inte tillkommer någon kraft. Där tvärkraftsdiagrammet visar en positiv tvärkraft ger det en positiv lutning i momentdiagrammet. Negativ tvärkraft i tvärkraftsdiagrammet ger en negativ lutning i momentdiagrammet. Om tvärkraften byter tecken flera gånger måste momentet kontrolleras i alla punkter där tvärkraften är noll för att veta i vilken punkt momentet är störst. I exemplet ovan måste därför momentet kontrolleras både då x = 2 och då x = 4.
KONSTRUKTION
för gymnasiet
Konstruktion för gymnasiet är en helt ny bok anpassad för Gy25. Innehållet täcker både nivå 1 och nivå 2 i ämnet konstruktion. Konstruktion nivå 1 ingår i inriktningen Design och produktutveckling. Boken kan även användas i programfördjupningar i konstruktion på inriktningarna Samhällsbyggande och miljö, Produktionsteknik och Teknikvetenskap.
Delar av Konstruktion för gymnasiet kan även tänkas vara användbara i Teknik nivå 2 och nivå 3.
Författare till Konstruktion för gymnasiet är Robert Korán med mångårig erfarenhet som lärare i flera teknikämnen.