
THE JOURNAL OF THE BIOFOREST PRODUCTS SECTOR
VOLUME 65, NUMBER 2 SUMMER 2024 FEATURING: ABB; ANDRITZ; PILZ; SHELL ENERGY; VALMET TECHNOLOGY: AUTOMATION; BARRIER COATING; DIGITALISATION; NANOCELLULOSE; RECYCLABILITY EVENTS: PAPER INDUSTRY GOLD AWARDS; HEALTH & SAFETY; PACKAGING INNOVATIONS COLUMNS: CPI; LETTER FROM INDIA; NEWS; ORDERS; PEOPLE; STANDARDS BARRY READ (1956-2024)



Volume 65 Number 2
Published by PITA PO Box 721, Bury, BL8 9UZ, United Kingdom
Tel: 0300 3020 159
Tel: +44 161 746 5858 (from outside the UK)
Fax: 0300 3020 160 email: daven@pita.co.uk website: www.pita.co.uk
Editor
Daven Chamberlain The Vicarage - Wayside Eldon Place
Cleckheaton
W. Yorks, BD19 5DH
Tel: 0300 3020 159 email: editor@pita.co.uk
UK Advertising Sales
Contact the PITA Office
Tel: 0300 3020 159
Email: daven@pita.co.uk
European Representative Nicolas Pelletier RNP
16 Rue Bannier – 45000
Orleans, France
Tel: +33 6 82 25 12 06
Fax: +33 2 38 42 29 10 email: europe@pita.co.uk
Designed and typeset by Upstream Ltd, Deepcar, South Yorkshire Printed by Mixam UK Watford, Herts
for the contents of this Journal. Technical papers may also carry first-authors’ copyrights jointly with the Association. None of the contents may be extracted, circulated, or re-published without permission. Registered Number*2928961 England Limited Liability.
ISSN (Print) 0 306-252X
ISSN (Online) 2632-5799
and Digitalisation (Valmet / Andritz)
& the Pulp & Paper Industry (Part V)
(PITA)
ABB

Supplier Index
For over 100 years, ABB has developed products and services that help papermakers realise higher levels of productivity and profitability. From electrification and advanced control systems to state-of-the-art quality control and lab testing and process measurements, ABB brings together deep industry knowledge, world-class solutions and expertise to make mills more efficient.
Features 10 The Road Less Travelled
13 End of Waste Criteria for Paper
14 Safety
Industrial Security
16
20
22
26
28
30 Bioeconomy
36 Bio-based
42
1
(ABB)
(CPI)
and
(Pilz)
Accelerated Change for Intensive Energy Users (Shell)
Health & Safety Event (PITA)
Paper Industry Gold Awards (CPI)
Automation
Dispersion Barrier Coatings (Kemira)
Barrier Coatings
Packaging Innovations Show
Summer 2024 Contents
© PITA reserves all copyrights
2 Comment 4 Industry News 6 News Bytes 18 ........ A Letter from India 44 ........ People in the News 46 ........ Compendium of Recent Orders 48 Standards Update Advertising List ABB OFC, 3 CPI Health & Safety 17 DITP 25 MIAC IFC Paper Arabia 19 Paper ME - Egypt 35 Paper ME - KSA IBC Paperex South India 2 PITA Training Courses 13 PRIMA 9 PRO Paper - Dubai OBC PRO Paper - Tanzania 29 Specialty Papers Europe 27 A.Celli 46 ABB 6, 7,
10-12, 46 AFRY 46 AFT 5 Albany 8 Andritz 4, 7, 8, 26, 46 Aquafil 8 Archroma 5 Argynnis 8 AS Drives 8 Bellmer 46 BIM Kemi . . . . . . . . . . . . . . .8 BMH Technology 46 C.G. Bretting 46 Caveron 46 Dieffenbacher 6, 8, 46 DJM . . . . . . . . . . . . . . . . . . . . .7 Enersense 46 Fortum 46 FrontWay 8 GAW 46 IBS Papertech 6 IMA Schelling 46 Jagenberg 6 Kadant . . . . . . . . . . . . . . . . . . .8 Kemira 5, 8, 28, 44 Konecranes 8 MagComp AB 8 Microtec 46 Opturion . . . . . . . . . . . . . . . .46 Pallmann 8 PCF Maintenance 46, 47 Petrofer 44 Pilz 5, 14-15 Powerhouse Controls 8 Protex Chemicals 5 RePlus 8 Runtech 8, 47 Sael 6, 7, 47 Shell Energy . . . . . . . . . . .16-17 Siempelkamp . . . . . . . . . . . .47 Spinnova . . . . . . . . . . . . . . . .47 Tietoevry . . . . . . . . . . . . . . . .47 Toscotec . . . . . . . . . . . . .7,
47 Tronox . . . . . . . . . . . . . . . . . .45 Valmet 5,
44, 45, 47 Voith 8, 44, 47 WEG 47
8,
8,
8, 26,
FRONT COVER PICTURE
Comment
Recycling & Recyclability
These two topics are connected, but are certainly not the same. Also, what is new, especially for our sector?, because, let’s face it, we are the ‘poster boys’ when it comes to recycling!
Let’s start with a couple of definitions. Recycling as it is understood by the general population includes the whole set of connected processes involving collection (or recovery), transportation, sorting, baling, warehousing, selling and ultimately re-processing (which is where the paper mills step in). Meanwhile, recyclability involves assessing the extent to which a material or object can be broken down at the end if its useful life, and re-processed into something new. (Note that this is different from compostability, where the recovered object is broken down by heat, humidity, micro-organisms and invertebrates, to yield low molecular weight organic materials that can be used as soil enhancer. Using this route of processing material at its end of life, the constituent raw materials are lost to the manufacturing sector; however, should the object end up as litter in the environment, it should break down in nature and cause no harm to animals and ecosystems.)
First to recycling. Recently, the UK Government has agreed that the plethora of different recycling operations operated by local government is unacceptable, and that some harmonisation across the country is necessary. So, they propose a ‘commonsense’ approach for England (and presumably Northern Ireland) where all recyclable items (including plastic, metal, glass, paper and card) will be collected from a single bin (so-called co-mingled). This will certainly simplify kerbside collection, although inclusion of glass, from our standpoint, is undesirable! Also, as always, the devil will be in the detail, so we wait to see whether the Government will specify on national scale what can or cannot be classed as ‘recyclable’ such that it can be included in kerbside collection. (Here I note that I live in Kirklees, where I am unable to place used aseptic drink cartons in my recycling bin, yet my local mill, Sonoco Stainland, is the only one in the country set up to take these grades in quantity.) Also, and perhaps most importantly, no start date has been set, so we will have to see whether the next government decides to pursue this proposal.
Of course, the responsibility for waste and recycling is a devolved competence in the UK, so this initiative doesn’t include Scotland or Wales.
Next, the UK Government is also proposing to simplify labelling, so that the public can more easily identify what is or is not recyclable. Under the Extended Producer Responsibility (EPR) scheme, new packaging labelling will be required, although (currently) there are two options that can be used:
1. DEFRA-design: ‘Recycle’ and ‘Do Not Recycle’.
2. OPRL: ‘Recycle’, ‘Don’t Recycle’, ‘Recycle with bags at large supermarket, ‘widely recycled at recycling centres’ etc.
The former is ‘black and white’, the latter gives more nuance, but will in turn lead to confusion, (although whether as much as we have now is debatable: www.recyclenow.com lists over 20 marks that can currently be applied).
Further afield, the EU voted recently to adopt a regulation which aims to harmonise EU rules across all member countries, and boost the circular economy, initially by reducing packaging and in particular banning certain packaging types, notably single-use plastic, as well as encouraging reuse and refill options

for consumers. Since this is a major market for UK producers, we cannot ignore what is proposed ‘across the water’, and so there will have to be some harmony between what we do in terms of labelling and packaging design, and what the EU will accept.
And so we come to the vexed question of ‘recyclability’. Paper and board coming from our mills is, in the main (with a very few exceptions), recyclable. However, once paper or board leaves our mills, it will often be used as a base structure to which other materials are applied to make a finished product. Obvious additives include plastics, glues and adhesives, decorative foils and print; less obvious inclusions include glitter, metallised layers and laminates. What started as a fully recyclable product can quickly become a problem. This is where recyclability testing comes in.
Laboratory tests have been designed to mimic the early part of paper production, namely slushing, screening and cleaning, and by so doing (under controlled conditions), assess the reject levels, and potential problems due to stickies and other contaminants. Sappi has already installed a laboratory in its European R&D to monitor recyclability of its own products, and other paper manufacturers are likely to follow suit. Meanwhile, other independent contract organisations (such as PITA Member ECOL Studio in Italy) offer this service as well; see also CPI with Papercycle in the UK where the whole process is explained in greater depth
Although recyclability testing is probably of more direct interest to packaging producers than paper mills, nevertheless, papermakers will need to have a greater understanding of this area than ever before, because the market is going to get ever stricter in its requirements. Expect scrutiny of what additives go into paper production, and arguments with recovered paper merchants if any consignment causes issues at a mill. Furthermore, expect the test method to alter with time. (Here I note that Barry Read was particularly interested in any unintended deleterious effects that bio-based barrier coatings might have on the wet end chemistry of a mill; only time will tell whether he was right to be concerned.)
So, in terms of ‘Recycling’, changes are afoot, and as regards ‘Recyclability’, we are roughly at the start of what is going to be a long, and increasingly complicated journey.
Daven Chamberlain

2

ABB Ability™ Manufacturing Execution System for Pulp and Paper
Evolving market demands require agility and efficiency for mills to deliver products on spec and on time. Trust ABB and our MES specifically designed for pulp and paper to help you deliver the best operational results. Our comprehensive and modular solution covers all the core MES functionalities across the value chain, helping you achieve new levels of operational efficiency.
For more information contact your Pulp and Paper Account Managers, Paul Clark: +44(0)7803 885700 | paul.d.clark@gb.abb.com Colin Goodchild: +44(0)7562 207605 | colin.goodchild@gb.abb.com
abb.com/pulpandpaper
—
Real-time transparency for easier decision-making
Industry News
UK NEWS
Board24 has produced sheets on the new corrugator installed at its Eurocentral facility in Motherwell. It is the newest corrugator in the country and the latest technologies mean that it is faster, has enhanced capabilities, and can manufacture superior quality materials more efficiently and sustainably. Capable of producing more than 100 million metres squared per annum, it can manufacture a wide range of flute types including B, C, M, E, BC, MB, and EB.
Cullen Packaging has been nominated for the Earthshot Prize for its Fibre Bottle, in the Waste-Free World category. The Fibre Bottle is a patented paper bottle, made from the waste from Cullen’s corrugated facility via a bespoke closed-loop recycling system and is fully recyclable and compostable. Cullen said the bottle is a scalable, sustainable alternative to single-use plastic bottles or plastic pouches containing dry goods.
In a move to combat plastic pollution, the UK government has announced plans to introduce legislation aimed at banning wet wipes that contain plastic. The announcement was made by the Environment Secretary, marking a significant step in the UK’s environmental strategy. The Department for Environment, Food and Rural Affairs (Defra) plans to roll out the legislation for England before the summer recess, with Northern Ireland, Scotland, and Wales expected to follow suit by autumn.
Over the last couple of months, DS Smith has been subject to two rival takeover bids, the first from Mondi and the second from International Paper. Following an all-stock transaction agreeing to pay 0.1285 new shares of International Paper for each DS Smith share, Mondi withdrew, declining to make a counter offer. IP’s agreement on the conditions to buy DS Smith on 16 April, valued the British packaging firm at £5.8bn.
DS Smith has made a £48m investment in a new fibre preparation line at its Kemsley paper mill. The new line will supply recycled fibre to PM3 machine, which is capable of producing white top test liner, plasterboard liner and other corrugated case materials grades. A drum pulping and screening system will also be installed as part of this initiative, to more efficiently separate contaminants such as plastics, barriers and coatings. With this investment, production waste is expected to fall by 39,000tpy and Kemsley’s use of fresh water by more than 50,000 cu m a year.
Ekman & Co has increased its footprint in Britain. The company has announced the acquisition of Allan Morris Recycling (AM Recycling Ltd) of Deeside, Flintshire, North Wales. According to Ekman, AM Recycling operates one of the most advanced paper recovery facilities in the UK. The company will, as a wholly owned subsidiary of Ekman & Co AB, trade as Allan Morris Recycling.
Essity has had the combustion system of its TAD machine in Prudhoe Mill upgraded by Andritz Novimpianti. The new equipment included a new gas valve train as well as a new burner management system for electronic control of the air/gas ratio to optimise the combustion process over the entire burner output range. This will increase burner performance while reducing gas consumption by up to 4%. CO2 and NOx emissions will also be considerably reduced, and safety improved.
Essity has closed one of its two machines at its Oakenholt site in Flintshire. The site makes brand labels such as Quilted
Velvet and Triple Velvet and also private label products for Tesco, Morrisons, Asda, Wilkinson, Lidl and Costco. The action has placed 13 roles at risk and the firm says it will work to relocate affected staff to other Essity sites, which has six bases in the UK.
Fourstones Sapphire Paper Mill has installed a new paper machine at their site in Leslie, Scotland. The paper machine, which is the company’s biggest single investment to date, was delivered to site in September, and is equipped with a Crescent Former, a Fabricated Steel Yankee Cylinder and a High Temperature Drying Hood with a trimmed width of 2.75m and an operating speed of 1700m/min. Once operational, the capacity is 60,000tpy, and it will primarily produce virgin toilet tissue and towel grades for the consumer and away from home markets.
Seventeen organisations, including global manufacturing giants, universities, and innovation experts, are working together in the unprecedented collaboration Flue2chem to examine the potential for using biogenic carbon emissions as an alternative source of carbon in the manufacture of household products. In the project’s first stage, the partners will examine the transformation of biogenic carbon, captured from the flue gas emissions at Holmen’s paperboard mill in Workington, UK, into surfactants – the active ingredient in household detergents. Earlier this year, the mill took delivery of the carbon capture equipment, which has been developed by the University of Sheffield and CCU International
Metsä Tissue launched a three-week public consultation on its plans to develop a new state-of-the-art tissue paper mill in Goole, East Yorkshire, in March. Metsä announced that it had chosen Goole as the site for this landmark investment in September 2023. Subject to planning and environmental permits, the new mill would increase the UK’s self-sufficiency by more than 30% in the production of tissue products. The proposed mill would be the largest of its kind in the UK and create 400+ jobs at the facility, as well as thousands more across the supply chain and the local economy.
Navigator Paper UK Limited has succeeded in acquiring the entire issued and to-be-issued share capital of British tissue converter Accrol Group Holdings plc. Accrol is a leading tissue converter and supplier of toilet tissues, kitchen rolls, facial tissues, and wet wipes to many of the UK’s leading discounters and grocery retailers across the UK.
UPM Caledonian paper mill in Irvine is celebrating its 35th anniversary this year. The plant opened in April 1989, at a cost of £215 million, which at the time was the largest single inward investment in Scotland. More recently, the site has benefitted from a biomass CHP plant, which is now able to produce all of its heat requirements and just over half of its electricity needs.
Ireland-based packaging group Zeus has announced the acquisition of the Weedon Group, one of the UK’s largest independent integrated corrugated manufacturers. The Weedon Group has three business units: Weedon Corrugated Products in Audenshaw near Manchester operates a corrugator and produces sheet board for internal and external conversion as well as industrial and transit packaging; Weedon PSC at Hednesford, Staffordshire produces POS displays and printed packaging for the retail market; and the i2i europe Creative Solutions unit develops packaging solutions for the own brand label market.
4 PAPER TECHNOLOGY SPRING 2016 MONOTIER®: THE MILLION-TONNE DRYER FABRIC
BENELUX NEWS
DS Smith has invested in a new advanced converting machine, designed to produce FEFCO 0201 bespoke boxes and other alternative grades tailored to customers’ requirements, at its Eerbeek plant in the Netherlands. The machine boasts an advanced automatic inline error detection system to ensure the highest quality in printing and glueing. Also, the computer-controlled technology enhances the precision of die-cutting lines in the packaging and folding process.
Mondi has improved the circularity of material flows in a release liner production site in Heerlen, the Netherlands, in partnership with Veyzle, a Dutch specialist in the recycling of paper and plastics, and the Dutch site of the WEPA Group, an expert for sustainable hygiene paper production. Veyzle collects Mondi’s production waste and sorts, shreds and bails the different papers before transporting them to WEPA. 95% of the production waste is now used as secondary raw material for other industries, thanks to its strategic partnerships.
Prezero has started a new paper and board processing plant in Alphen aan den Rijn in the Netherlands, that can process 40,000tpy of recovered paper and board in a newly built hall on an existing site, located midway between Amsterdam and Rotterdam.
PITA CORPORATE MEMBERS
The Aikawa Fiber Technologies (AFT) MaxEdge™ refiner family has a new member: the MaxEdge600, capable of handling process capacities over 600 t/d. With this latest design, AFT is expanding its product range to higher production rates, offering energy efficient refining technology combined with patented Finebar® segments. Since launching the MaxEdge refiner, AFT has been continuously developing the refiner series by integrating more control and IoT features. With AFTLinx™ service, they are providing more comprehensive and faster support to ensure efficient and optimised refiner operation.
Aikawa Fiber Technologies (AFT) and Islet Group have collaborated to improve AFT’s IoT data processing and reporting. Islet’s team created a modern data and analytics platform using Microsoft Fabric, able to meet AFT’s current needs and expandable for the future. AFTLinx™ Service was developed as a diagnostic service that collects equipment-specific operating data to improve its productivity and performance - with assistance from AFT specialists who analyse the instrument information. AFT’s data platform and reporting will be expanded in stages by bringing in data from other operational systems. The architecture was implemented using specific Microsoft models, which have become industry standards.
Archroma announced the launch of the latest innovation in their Cartaseal® portfolio, Cartaseal® OGB F10, which is a superior water-based oil and grease resistant barrier coating that enables papermakers to provide high-quality and sustainable packaging by replacing fluoro-based substances and polyethylene with a recyclable and repulpable coating. It is FDA and BfR compliant, making it suitable for the manufacturing of paper and board for food and non-food contact. In addition to its functionality, it is recyclable and repulpable.
Kemira and PA Consulting have formed a strategic collaboration aimed at accelerating the development of a new renewable coating technology, supporting transformation into more sustainable food packaging. This builds upon the recent announcement of a new contract manufacturing facility by Kemira and IFF under their exclusive partnership, which will be able to supply entry-level industrial scale volumes for Kemira’s strategic markets. The collaboration with PA focuses on bringing an in-
novative polysaccharide-based renewable barrier coating material to market by leveraging its inherently strong sustainability profile, including recyclability and compostability, combined with excellent barrier properties for sustainable flexible food packaging applications.
Kemira has expanded its renewable products portfolio by launching two new ISCC PLUS certified biomass balanced polymers for the papermaking industry, wet strength resins and polyamines. The wet strength resins reportedly are ISCC-certified PAE-based chemistries (polyamideamine epichlorohydrin), derived from renewable feedstocks. In the biomass balance approach, fossil-based raw materials such as oil and gas are replaced by renewable resources at the beginning of the production value chain. A corresponding amount of renewable raw materials is attributed to the products sold as biomass balanced. Kemira’s biomass balanced products reportedly contain at minimum 50 percent renewable carbon, through either partial or full mass balance attribution.
Pilz has launched an Operation element PIT oe ETH with activatable Ethernet port. The compact control and signal devices are versatile to use when operating your plant, enabling you to switch and display digital inputs and outputs. The operation elements are intended for 22.5 mm diameter mounting cutouts in accordance with EN 60947-5-1 with anti-rotation protection. As an industrial Ethernet interface, PIT oe ETH can be fully activated and deactivated electrically and works like an expanded Ethernet interface of an industrial PC. The interface elements can be activated via any controller. In combination with the PITreader output, activation is only possible with corresponding permission. This ensures that only authorised personnel are allowed access.
Valmet is introducing new low-friction doctor blades to respond to customers’ energy savings and decreased doctor blade usage sustainability requirements. The new low-friction doctor blades are suitable for dryer sections in all paper and board machines regardless of the original equipment manufacturer. The new doctor blades are made of epoxy resin with glass and/or carbon glass fibre reinforcements. Special attention in research and development was paid to functional fillers for low friction. Valmet has conducted a series of successful customer trials with the new blades, and data from one European customer found that the new blade reduced absolute electric consumption of the dryer section motors by more than 26%. Valmet’s doctoring offering includes a complete portfolio of doctor blades, holders and other accessories.
Valmet is taking process automation further by introducing the next-generation distributed control system (DCS), the Valmet DNAe. The fully web-based process control system comes with a new cybersecure system architecture, control software and hardware, engineering and analytics tools, helping customers improve efficiency, productivity, sustainability and safety of their operations. The system provides a common user interface for controls, analytics, configuration, and maintenance. Intuitive workflows simplify operations and enable users to manage larger process areas with less effort.
And finally, we welcome Protex Chemicals, part of Protex International, as our latest PITA Corporate Member. Founded in 1932, Protex International is an independent French industrial group which develops, manufactures and markets speciality chemicals. Their UK operation is based in Morley, just outside Leeds, and the company’s offering includes process additives, flame-proof reagents, products for tissue manufacture and coated paper applications, and materials for speciality packaging (including food-grade papers) such as barrier products.
5 PAPER TECHNOLOGY SUMMER 2024 INDUSTRY NEWS
News Bytes
HEALTH & SAFETY
A pipefitter died after being electrocuted at Canfor Intercontinental Pulp Mill in Prince George, Canada. The man was operating an electric hoist attached to an overhead monorail in the mill when he was electrocuted; according to WorkSafeBC, “the worker was holding the control pendant and leaning on a metal guardrail to view the area of the lift when he collapsed. An exposed 347-volt conductor was subsequently found on the electric hoist power cable in close proximity to where the worker had been.”
Officials with the Domtar Corporation in Johnsonburg have confirmed that two contractors were injured at their mill in Elk County while working on a chip conveyor tunnel.
An employee at the Georgia-Pacific box-making facility in Camas died after becoming entangled in packing machinery.
Metsä Group announced an extended (2-3 month) shutdown of its Kemi bioproduct mill due to a gas explosion in the evaporation plant that occurred during welding work. Three people were slightly exposed to hydrogen sulphide and were referred for a health check.
A contractor working at the Resolute sawmill in Thunder Bay, Canada, was killed in an incident involving a log loader vehicle.
A worker died after becoming trapped in a machine at the WestRock Niagara County facility; the site manufactures corrugated containers.
One man died following a forklift accident at a Weyerhaeuser sawmill facility in North Carolina.
Fires occurred at: Georgia Pacific facility in Emporia, Virginia, following an explosion; International Paper Company on Wells Road and Halifax Drive, Petersburg, in a tractor-trailer attached to the facility in the loading dock area; NORPAC in Longview, Washington, in a conveyor belt system, probably due to overheating equipment or a malfunctioning roller bearing in contact with combustible materials; Pixelle Specialty Solutions paper mill in Spring Grove, Pennsylvania, in the hardwood digester; Resolute Forest Products, Calhoun Mill, Tennessee, in part of the building’s power distribution system; Sappi Somerset Maine mill, on a conveyor belt carrying
shredded wood chips – the wood silo also caught fire; UP Paper LLC mill in Manistique, Michigan, in a storage area containing bales of OCC; Weyerhaeuser location in West Eugene, Oregon, reportedly in a press section.
EUROPE - EASTERN
Arctic Paper is constructing a new production unit for moulded fibre trays at the paper mill in Kostrzyn, Poland; production is due to start in Q3, 2024.
Lithuanian cardboard maker Grigeo has completed its takeover of a Polish paper mill, from Głuchołaskie Zakłady Papiernicze sp. z o.o.
Mondi expanded its professional printing and converting papers portfolio at its Slovak mill in Ružomberok, with a new slitting and rewinding unit.
Pehart Group, a Romanian tissue paper producer, has invested in a new conversion line.
Vrancart, a Romanian tissue paper and corrugated cardboard maker, is investing in renewable energy and installing 20.5MW of photovoltaic panels.
EUROPE - WESTERN
Ahlstrom has launched a consultation process with employee representatives at its facility in Bousbecque, France, about the possibility to divest or close the plant and to centralise parchment paper production to its Saint-Séverin plant in France.
Ahlstrom announced that it is implementing a refined strategy focused on global trends for sustainable materials and is simplifying its divisional structure from five to three business units, being (1) Filtration and Life Sciences, (2) Food and Consumer Packaging, and (3) Protective Materials.
Cartiere Saci S.p.A. in Italy has successfully completed the start-up of its monitoring systems for stock activity and formation, supplied by IBS Papertech GmbH
CPH Group, the parent company of Swiss newsprint and magazine paper producer Perlen Papier, intends to focus on the growing chemicals and packaging business in the future. Therefore, the paper and the real estate business will be separated from the group and subsumed under Perlen Industrieholding AG Drewsen Spezialpapiere is to con-
struct a photovoltaic system, with a generation capacity of 24,600 kWp, close to the mill. This project is being realised by the EPC service provider Iqony Solar Energy Solutions GmbH. The expected annual generation will cover about 22% of the annual electricity requirements for paper production at the mill.
Drewsen Spezialpapiere started a new film press on PM1 at their mill in Lachendorf, Germany; this replaced an existing size press.
DS Smith Contoire-Hamel Mill in France had their motors upgraded by ABB, using award-winning SynRM motors technology.
DS Smith has invested in two Austrian packaging plants. At their plant in Margarethen, new palletising robots and transfer carriages have been installed. At the Kalsdorf facility a new folder gluing machine (Masterfold) and a high-performance die-cutter (Masterline) were put into operation. In addition, the conveyor system has been modernised and the warehouses expanded at both sites.
The EcoReFibre consortium has met at the Dieffenbacher Eppingen base to demonstrate and discuss interim results of the research project which aims to recycle waste fibreboards and use the material in the manufacture of new fibreboards.
Ence (Energía y Celulosa) has commenced the execution works of the project that will allow the Navia biofactory to supply cellulose fluff pulp.
Ermolli paper mill in Italy commissioned Sael to upgrade their Jagenberg Varidur rewinder/slitter.
Heinzel Group may discontinue operations at Raubling Papier mill in Germany.
Turkish company İŞ Holding A.Ş. has confirmed plans to build a new paper machine at the Ober-Schmitten speciality paper mill (SPO) in Nidda, Germany.
Koehler Group has signed a Power Purchase Agreement with Koehler Renewable Energy, to use the power produced from two wind turbines for paper production at its mill.
LEIPA plans to concentrate the production of graphic papers on PM4 and discontinue operation of the older PM1 at Schwedt, Germany. This decision is part of a comprehensive approach to site optimisation, which is also being pursued in Schrobenhausen, Germany.
6
PAPER TECHNOLOGY SUMMER 2024 NEWS BYTES
Mayr-Melnhof in Austria has started marketing its “latest eco-friendly breakthrough”, thermoformed wet-moulding technology, a fibre-based, moulded pulp product.
Omnia Advanced Materials, a company producing absorbent media, industrial filters and gasket materials, has taken delivery of an induction heated calender from DJM at its facility in Italy.
Pavatex, a member of Soprema Group, has started a second fibre production line at the Golbey facility in France. Andritz supplied the equipment, which is used for production of insulation board.
Pirinoli Papermill, Italy, has upgraded the press section of PM3, with new drives from Sael; in addition, Toscotec installed a shoe-press.
Progroup has set a world record at the paper mill in Eisenhüttenstadt. Containerboard machine PM2 produced WS 80g paper at more than 1801m/min over a 25hour period on 21 February.
Progroup plans to build a new containerboard machine in Stockstadt by the end of the decade. Dismantling of the former idled Sappi Stockstadt pulp and mill began in May.
RDM announced the closure of its Blendecques paper mill (capacity 117ktpy of recycled grades) in Pas-de-Calais region, Northern France, and is withdrawing from the French market.
Sappi has established inhouse capacity to test recyclability of its own products, within the R&D Department at its European Technology Centre.
Schilliger Holz AG started the construction works for its new fibre insulation board factory in Küssnacht am Rigi, Switzerland.
French containerboard mill Papeterie Saint-Michel, part of French industrial group Thiollet, has found itself in receivership due to the plant’s long-term financial trouble.
Unipak Hellas Central S.A. has taken delivery of ABB KPM KC7 microwave consistency sensors at their new paper mill in Pelasgia, Greece. This is the first time a customer has opted to use highquality microwave only, rather than a combination of different measurement technologies, throughout an entire facility.
NORDIC REGION
Infinited Fiber Company, based in Espoo, Finland, has developed a 100% circular technology for converting textile waste or other cellulose-rich waste into their proprietary “Infinna” fibres. The company has just raised €40 million as it looks to finance future growth.
Metsä Board has made an investment decision to renew the folding boxboard machine at Simpele, Finland; this will increase the mill’s production capacity by around 10ktpy.
Metsä Board announced on 15 September 2022 that it will start pre-engineering for a new folding boxboard mill in Kaskinen, Finland. The pre-engineering has now been completed and Metsä Board has decided not to proceed with the investment.
Metsä Fibre Kemi bioproduct mill in Finland has successfully commissioned a state-of-the-art 270 MW steam turbine supplied by Doosan Škoda Power
Metsä Group announced plans for its Mänttä tissue mill in Finland to develop the sustainability of the operations and to modernise and extend the lifecycle of the mill.
Metsä Group will construct a demo plant for lignin refining in connection with its Äänekoski bioproduct mill in Finland. The equipment will be supplied by Andritz. Construction will begin in summer 2024, and the plant’s daily capacity will be two tonnes of the lignin product.
Södra is to invest in a new condensing turbine in the pulp mill at Mörrum, which will increase the county of Blekinge’s electricity generation by 20%.
Soilfood, a Finnish circular economy company, is processing the fibre-based side streams generated in the production of paperboard from manufacturer Metsä Board, into various soil improvement fibres for local farms. Soilfood has previously used these side streams from Metsä Board’s board mills at Kemi and Äänekoski. Now the cooperation has been extended to the Tako mill, located in the centre of Tampere.
NNORTH / SOUTH AMERICA
Ahlstrom completed a paper machine conversion project at its Thilmany Mill in Kaukauna, Wisconsin. The machine now produces stretchable creped base papers for masking tape, capacity 30ktpy.
Berry Global Group and Glatfelter Corporation have entered into definitive agreements for Berry to spin-off and merge the majority of its health, hygiene and specialities segment to include its Global Nonwovens and Films business with Glatfelter, to create a leading, publicly-traded company in the speciality materials industry. The new combined company will become a global leader in the growing speciality materials industry.
Billerud has reached terms with the Capital Recovery Group, LLC for the sale of the Wisconsin Rapids Mill and related assets; the mill had been idled since July 2020.
Canfor aims to reduce reliance on natural gas with a hydrogen power project in Prince George, B.C. Chilliwack-based Teralta Hydrogen Solutions plans to take byproduct hydrogen from Chemtrade Logistics’ sodium chlorate plant in Prince George and refine it for use as hydrogen power at the pulp and paper mill.
Cascades Inc. is closing three facilities as part of changes to its containerboard operations; the corrugated medium mill in Trenton, Ont., that is currently idled will not restart operations, while converting plants in Belleville, Ont., and Newtown, Conn., closed.
According to CMPC, the process for building a new $4bn pulp mill project in the municipality of Barra do Ribeiro, Brazil, has been launched with the signing of a protocol of intentions with the federal government of Rio Grande do Sul.
Colombian tissue manufacturer C.Y.P. Del R. S.A. has started a complete tissue line supplied by Toscotec at its mill in Risaralda.
Fedrigoni Group acquired ‘certain assets’ from Mohawk Fine Papers; the company did not acquire the whole legal entity, but did acquire production assets in Waterford and Cohoes mills and the Albany Warehouse.
Georgia-Pacific is to rebuild a paper machine at its mill in Wauna, Oregon. This investment will transform a 1965vintage paper machine into a world-class machine to make paper for Angel Soft® and strategic private label bath tissue.
Godfrey Forest Products is to open a new OSB production facility in Jay, Maine, located at the premises of the Androscoggin paper mill where production activities ended in 2023.
Graphic Packaging is to sell Augusta mill in Georgia, which produces solid bleached sulphate (SBS) paperboard, to Clearwater Paper
Holmen is set to merge its paperboard and paper business units into a new unit, Holmen Board & Paper. The company said that the decision is part of a continuing development of its business.
International Paper Vicksburg containerboard mill has been selected for Carbon Capture Pilot Program by the U.S. Department of Energy (DOE) Office of Clean Energy Demonstrations (OCED). A first-of-its-kind for the pulp and paper industry, the pilot project aims to capture 120ktpy of CO2 and direct it to a site for permanent geologic storage.
International Paper Riegelwood Mill was closed temporarily following a cyberattack. The attacker accessed International Paper’s system through a third-party vendor “and did not directly
7 PAPER TECHNOLOGY SUMMER 2024 NEWS BYTES
target our company or mill.”
Irving Pulp & Paper in west Saint John, New Brunswick, is upgrading its woodyard, including installation of a new automated stacker reclaimer that is the tallest of its kind in the world.
Mondi plc has completed the acquisition of Hinton Pulp mill in Alberta, Canada, from West Fraser Timber Co. Ltd
Paperera Reyes, has started a new vacuum system supplied by Runtech, at their mill in in Callao, Peru. TM2 was supplied by RePlus Tissue, and can produce 130tpd.
ProAmpac acquired UP Paper, a leading producer of 100% unbleached recycled kraft paper for packaging applications located in Manistique, Michigan.
US wood-based panel Roseburg closed the Missoula works in Montana during May, and has permanently withdrawn from particleboard production.
Sofidel America produced its first parent roll of tissue at its newly acquired mill in Duluth, Minnesota (USA) on 1 Feb.
Sonoco Products Company announced that it will permanently close its uncoated paperboard (URB) mill operations in Sumner, Washington (capacity 40ktpy), effective immediately.
Twin Rivers Paper has sold Pine Bluff unbleached kraft paper mill to American Kraft Paper Industries.
UPM Paso de los Toros pulp mill in Uruguay has taken control of a 2.1Mtpy eucalyptus pulp mill from the supplier, Andritz
West Fraser and Mercer announced dissolution of its Cariboo Pulp and Paper joint venture; West Fraser will continue as the sole owner/operator of the mill, doing business as Cariboo Pulp and Paper Company
Hangzhou Huawang New Material Technology, a Chinese decor paper manufacturer based in Ma’anshan Huawang (Anhui province), is to commission its fourth paper machine in June.
Hengan International Group has launched structured tissue products on the Chinese market from its Xiaogan mill, following start-up of a new machine supplied by Toscotec
Middle East Paper Company (MEPCO) has approved 1.78 billion Saudi riyals ($474.56 million) for the construction of a fifth paper line (PM5), which will have a production capacity of 450ktpy.
PT Riau Andalan Paperboard International, part of APRIL Group, has initiated the commissioning of its new paperboard manufacturing plant, capable
of producing 1.2Mtpy of recyclable and biodegradable paperboard annually.
Shandong Huatai Paper and Voith Paper successfully started PM11 in the eastern Chinese province of Shandong. PM11, a former newsprint machine, was successfully rebuilt by Voith for the production of high-quality graphic paper.
Societé Industrielle Des Papiers Tissues (Sipat S.A.), a manufacturer of premium tissue mill in Morocco, has started ABB QCS on two machines.
SK Leaveo, a subsidiary of South Korean chemical giant SKC specialising in biodegradable materials, has reportedly partnered with paper product manufacturer KleanNara to create a line of biodegradable hygiene products, starting with eco-friendly wet wipes.
Thai MDF producer Wisewoods Co. Ltd. is expanding its production capacity at the company’s headquarters in Khao Yoi in the province of Phetchaburi, with the new CEBRO MDF plant delivered by Dieffenbacher
Xuong Giang Paper in Song KhêNội Hoàng Industry Park, Bắc Giang Province, Vietnam, has successfully started a new 72ktpy tissue machine supplied by Andritz.
Yuen Foong Yu Consumer Products started a new Andritz tissue production line at Chingshui mill in Taiwan.
SUPPLIERS
Albany International Korea, Inc., an affiliate of Albany International Corp. is to discontinue manufacturing at its operations in Chungju, South Korea, and to transfer production to other Albany International manufacturing facilities.
Andritz and Powerhouse Controls, a leading provider of drive systems, have entered into a partnership to address the need of North American paper mills to modernise their paper machine drive systems while minimising production downtime. The partnership combines Powerhouse Controls’ drive solutions with Andritz’s extensive paper machine engineering expertise to provide customers with a tailored and comprehensive solution to their coordinated drive system challenges.
Andritz and AS Drives are partnering in the field of innovative direct drive solutions for the pulp and paper industry. Since more than 30 years, AS-Drives has offerred a range of products in the drive and lubrication technology sector.
Argynnis announced the acquisition of MagComp AB, whose non-contact drying systems will complement the company’s other technology.
Kadant Inc. has acquired Swedish simulation software company FrontWay
AB. Founded in 2004 with a focus on pulp and paper industries, the company is headquartered in Norrköping, Sweden and will become part of Kadant’s Industrial Processing reporting segment.
Kadant Solutions, a division of Kadant Inc., announced the launch of the VeriFlex™ oscillation system which provides compact and reliable oscillation for the VeriLite™ roll cleaner assembly. The VeriFlex oscillation system enhances roll cleaning effectiveness and extends blade life in a variety of industrial processing applications.
Kemira has strengthened its product portfolio in Brazil’s growing pulp market with an exclusive distribution agreement with BIM Kemi.
Konecranes launched its flagship Konecranes X-series industrial crane, the successor to its popular CXT model with a new compact design and safe, reliable wireless technology that is upgradable.
Pallmann Maschinenfabrik, located in Zweibrücken, Germany, has acquired the business operations of the Slovakian company Febs SK s.r.o. in Mytne Ludany.
Toscotec has successfully launched a new generation design of its TT Brain DCS, which offers a whole breadth of innovative functions and add-on customised tools.
Valmet has introduced sustainable low-friction doctor blades to reduce energy consumption at the dryer section of board and paper machines.
Valmet introduced their next-generation Distributed Control System (Valmet DNAe).
Valmet plans closure of its exhaust air purification system in Kaiserslautern, Germany (previously EWK Umwelttechnik GmbH, which it purchased in 2021).
Valmet is to invest in filter fabric manufacturing in Belo Horizonte, Brazil, in order to better respond to the growing demand of high-performing filter fabrics in both the mining and pulp and paper industries in South America.
Voith Paper has introduced the “Design for Recycling” concept. In cooperation with partners such as Aquafil S.p.A., Voith has succeeded in an initial pilot phase in collecting used press felts from customers at the end of the product life cycle and successfully recycling them at Aquafil S.p.A through its regeneration process.
Voith introduced OnView.Energy, an innovative digitalisation solution for energy monitoring that enables paper manufacturers to visualise, monitor and reduce energy consumption to lower their operating costs while minimising environmental footprint.
8
REST OF WORLD
PAPER TECHNOLOGY SUMMER 2024 NEWS BYTES


9 PRIMA 2024 STRATEGICALLY FOCUSED ONE-DAY EVENT PRIMA has established a reputation as the go-to network hub for the entire fibre value chain. Register Now: www.prima-paper.com/home 2 SEPTEMBER 2024 A MUST ATTEND EVENT FOR ANYBODY IN THE FOREST FIBRE & PAPER INDUSTRY PART OF SMITHERS PAPER WEEK 2024 USE CODE PRIM2410 FOR 10% OFF YOUR TICKET!

The road less travelled in papermaking Navigating known challenges when scaling operations
 Stefano Cinquina, Global Business Line Manager for Pulp and Paper, ABB Process Industries
Stefano Cinquina, Global Business Line Manager for Pulp and Paper, ABB Process Industries
The pulp and paper industry represents a large and growing portion of the world’s manufacturing economy. As more businesses and consumers opt against single use plastics, demand for paper and sustainable packaging solutions is growing. This is driving an expected compound annual growth rate of 3.8% between 2024 and 20281 for the pulp and paper industry.
With increasing demand for paper products and new innovations on the horizon, such as bags, bottles and battery components made from paper, the industry needs to achieve consistent, high levels of productivity to capitalise on these abundant opportunities. However, paper mills are struggling with uptime, mainly due to the time-old challenge of outdated equipment and subsequent low standards of process control and measurement.
Digital transformation is part of the answer to existing production optimisation and holds significant promise for reducing energy consumption, however, despite it being essential for the future, connectivity brings its own unique set of challenges. The convergence of operational technology (OT) with information technology (IT) has created new vulnerabilities in mill cyber security which, if not managed correctly, can cause even greater inefficiencies if a cyberattack is successful.
Many of ABB’s clients are struggling in the face of these conflicting challenges. They recognise the copious opportunities for growth but find the road to realising them is plagued with hazards. As a result, mills find themselves at a crossroads. They must find a way to increase uptime and productivity, while doing so safely, securely, and sustainably. In this article, we investigate the approaches and technologies that can give the pulp and paper industry the boost it needs to reach its destination.
Unleashing productivity
Most pulp and paper mills are aware of the pressing need to
modernise and invest in their operations, yet some sites have not upgraded key technologies in over 20 years. The culminating result is unexpected failures and hidden inefficiencies, costing time and money while losing out on key growth opportunities.
It is critical to see and measure results in real time. If you can’t measure quality, the consumption of raw materials such as fibre, chemicals and energy is often not optimal for the paper products produced, which has a significant impact on overall productivity and profitability. Quality Control Systems (QCS), such as ABB QCS, enable mills to have greater control over their paper machines, including functions such as third-party dilution actuators in headbox and profilers, which can optimise production based on basis weight and moisture measurements. This level of control ensures production quality is higher with less downtime, empowering operators to implement faster production changes while maintaining a high-quality output.
Effective data management also has the potential to revolutionise productivity in paper mills. By analysing historical data and identifying patterns and trends, mills can forecast when a component is likely to require maintenance or a replacement, allowing them to schedule interventions during planned downtimes, rather than responding reactively to faults and having to shut down at inconvenient times.
ABB Ability™ System 800xA® distributed control system (DCS) integrates operations across the mills to provide data and analysis to support maintenance engineering decisions. This helps pulp and paper manufacturers to optimise maintenance strategy procedures, while ABB Ability™ Asset Condition Monitoring observes all pulp and paper mill’s assets in real time. This includes field devices, control systems, automation elements and other major assets.
One of ABB’s key clients in Asia demonstrates the value that

10 PAPER TECHNOLOGY SPRING 2024 NEW INSIGHTS ON APPLICATION OF HIGH-YIELD PULP
ABB Control Room Solution for Pulp Mills

digital technologies can deliver for increasing productivity. One of its major paper mills runs a complex, 13-paper machine operation which needed to maintain high production while being able to correctly predict service costs and constantly improve process performance. They turned to ABB’s remote monitoring and predictive analysis technologies. This helped the mill harness the tremendous amount of data needed to complete bump tests to address production, quality and cost issues — one step at a time — and reduce both the time spent doing so by 70% and the overall loop tuning effort by 75%. This contributed to increased production, lower chemical costs, accelerated grade changing, fewer sheet breaks, reduced unplanned downtime and machine direction ash variability.
Keeping security in check
The advent of new technologies to reduce downtime and foster greater productivity is changing the pulp and paper industry significantly. However, excitement regarding these innovations must be balanced with a constant eye on security.
These technologies place a greater emphasis on connectivity as real-time data and insights are often crucial to realising productivity gains. If not managed correctly, the increased integration of operational assets onto corporate networks can expose industrial control systems, process control systems and operational technology to malware attacks, hacktivism and other security threats.
A cyber security breach on a mill can bring production to a halt with potentially widespread consequences, even from just a minor breach. One day of lost production or downtime could cost millions of dollars. There are also many potential sources of indirect loss in the immediate wake of a breach. In the long term, mills must contend with the costs to validate that their systems are back to normal, manage regulatory reporting and invest additional time into rebuilding trust with customers.
With the instances of cyberattacks on the rise – in 2023, over 72 percent of businesses2 worldwide were affected by ransomware attacks – mill operators can’t afford to be passive about cyber security.
So, how can mills rise to the challenge of growing demand without compromising the security of their operations?
A dual faceted solution
Digital transformation should be built on a strong foundation of cyber security. All digitalisation initiatives must actively pursue an appropriate combination of technology, people, and process – including integrating IT and OT. A defence-in-depth approach is a great way to achieve this, meaning addressing cyber security at multiple levels.
Working with mills worldwide, ABB has found it’s never too late to begin implementing a cyber security strategy. Mills can, and should, upgrade and implement practices across existing platforms if they don’t already have an established cyber security architecture. New technologies now make it easier than ever to collect and analyse security data.
ABB recently supported DS Smith to build a bespoke cyber security system to ensure the highest level of security across existing technologies. The two organisations worked together to upgrade legacy systems and establish enhanced cyber security architecture.
DS Smith case study: Combining safety with automation
DS Smith is a leading provider of sustainable fibre-based packaging worldwide, supported by recycling and papermaking operations. The company’s Kemsley Paper Mill in Kent, UK, has been in operation for 99 years and is today the second largest recycled paper mill in Europe with an annual production capacity of over 820,000 tonnes.
As it edges towards its centenary, the DS Smith Kemsley team
11 PAPER TECHNOLOGY SUMMER 2024 NAVIGATING KNOWN CHALLENGES WHEN SCALING OPERATIONS
ABB Ability™ System 800xA® Distributed Control System

faces a new generational challenge to create highly automated, increasingly connected and more secure operations. As a technology leader with decades of history and many industry firsts in pulp and paper, ABB is embedded in the mission. For the Kemsley mill, cyber security is an important part of its license to operate. The team wanted to maintain their security but recognised the importance digitalisation plays now and in the future.
For the last decade, an older version of System 800xA distributed control system (DCS) was used successfully, but it did not lend itself to effectively supporting the latest technology and hardware. The time had come for a full system upgrade with enhanced cyber security architecture to meet modern requirements.
Together with a QCS, drives and machine control across all three paper machines on the 1.1km² site, the DCS touches every area of the mill. At such a scale, the idea of a seamless upgrade may have seemed impossible to many.
The mill scheduled shutdown on all three paper machines, beginning with PM3 and PM4 simultaneously, followed by PM6 and their effluent and freshwater plant. The team recognised the importance of the project and timed it for minimal disruption to normal operations. Having three paper machines on one site isn’t common within the industry and added to the complexities and logistics of such a project – raising the stakes significantly.
It became one of the largest system upgrades that ABB has supplied into the industry, taking over 6,000 hours in advance and 12 days on site. The team completed a full upgrade of the DCS, QCS and paper machine drives, with mill-wide integration.
Mapping out a complex architecture to deliver cyber security at every level of operations, ABB had the expertise and power of both local and coordinated resources to deliver a close-toseamless upgrade.
System 800xA is a key control system for DS Smith and with enhanced integration and more secure options, visibility of operations mill-wide have improved significantly – aiding DS
Smith on their digitalisation journey and laying the ground for the future of their operations.
The home stretch
ABB firmly believes that the future of the pulp and paper industry is sustainable. But, to succeed, mills need to keep moving forward with a phased approach that takes advantage of data. While the industry is increasingly embracing digitalisation, knowing how best to utilise and secure it is key.
It is important not to shy away from adopting new technologies just because of the elevated security risk. Thousands of companies around the world have embraced new productivity-boosting technologies and haven’t experienced devastating cyberattacks. This is because they secured against threats by considering and implementing security as part of the overall transformation plan.
As exemplified by DS Smith’s Kemsley Mill, digitalisation presents a roadmap for a more secure, efficient, and sustainable future for the pulp and paper industry. By embracing these advancements and fostering collaborative partnerships with industry leaders like ABB, manufacturers can unlock the true potential of digital transformation and secure their competitive edge in the years to come.
References
1. Pulp & Paper - Worldwide | Statista Market Forecast (https:// www.statista.com/outlook/io/manufacturing/materialproducts/pulp-paper/worldwide)
2. 2024 Cyberthreat Defense Report, CyberEdge Group, LLC (https://cyberedgegroup.com/cdr/)
12 PAPER TECHNOLOGY SUMMER 2024 NAVIGATING KNOWN CHALLENGES WHEN SCALING OPERATIONS
DS Smith Kemsley Paper Mill in Kent, UK

End of Waste Criteria for Paper – Position Paper
 Dimitra Rappou, Executive Director - Sustainable Products, Confederation of Paper Industries
Dimitra Rappou, Executive Director - Sustainable Products, Confederation of Paper Industries
Setting the bar high has long been fundamental for progress and innovation in the paper sector and instrumental in its long-term credibility and growth. Today, with the UK recycling rate for packaging paper and cardboard exceeding 80%, and a remarkable 78% reduction in carbon emissions since 1990, the importance of standards in driving such achievements cannot be ignored. Paper, as a sustainable, renewable, and recyclable material, stands as a testament to the potential of setting the bar high. However, as packaging evolves to meet consumer demands, it is crucial that these innovations also prioritise recyclability.
The Confederation of Paper Industries (CPI) recently published the 4th edition of the Design for Recyclability Guidelines Since its first publication in 2019, it was evident that the supply chain needed clear, simple but comprehensive guidelines that provide design parameters which, if generally adhered to, should deliver recyclable fibre-based packaging. This revised version both seeks to offer guidance on efficient paper recycling, but also gives a direction of travel for future packaging design within the context of the upcoming regulatory changes.
But why do these guidelines matter beyond being a set of recommendations? They define the very essence of sustainable packaging design by setting clear design recommendations, such as limiting non-paper components to 5% of pack weight. They challenge industry professionals to push boundaries and develop environmentally friendly and efficient solutions. Moreover, with the prevalence of commingled recycling collections, the need to improve the quality of upstream materials has never been more timely. As more materials are mixed together in the recycling process, the level of undesired contaminants in the paper recycling stream will increase significantly. This trend poses a serious challenge to the recycling process, as contaminated materials impact significantly on the quality of recyclate and increase processing costs. In response, initiatives aimed at enhancing the
quality of materials entering the recycling stream have gained importance.
In an era where corporate responsibility is increasingly scrutinised, these standards demonstrate a commitment to sustainability. By setting clear benchmarks for recyclability and resource efficiency, companies are urged to make more responsible decisions regarding their packaging materials and processes. They signal a commitment to sustainability, demanding accountability at every stage of the packaging process.
Right from the start, these Guidelines have been shaped through collaboration, gathering insights from a wide range of stakeholders. This inclusive approach ensures that the guidelines are thorough and reflective of the industry’s collective commitment to sustainability and innovation. As new technologies emerge and policy takes shape, CPI will continue to review these guidelines through a cross-sectoral CPI committee. The more recyclability testing is conducted via Papercycle, the richer the insights we gather to inform these Guidelines. Additionally, we’re inviting contributions on any technological advancements through an open call for evidence, which will influence future revisions. At the same time, as pan-European efforts to provide guidelines for paper and board packaging intensify, the CPI Guidelines will be as closely aligned as possible with the work being undertaken in Europe.
The time for action is now. As consumers become increasingly conscious of their environmental footprint, businesses must rise to the occasion and embrace sustainable practices. As we navigate through uncertain times, with impending reforms and regulatory changes on the horizon, the CPI Guidelines remain a trusted resource and supportive mechanism for designers of fibre-based packaging. They provide future direction, guiding towards a future where sustainability is not just a goal, but a standard practice.
PITA TRAINING COURSES

PITA organises a wide range of courses in partnership with a host of top trainers, covering important managerial and technical subjects, including:
• EPR Compliance
• Fundamentals of Papermaking
• Introduction to Food Contact
• Introduction to Tissue
• Introduction to Wet End Chemistry
• Modern Papermaking
• Wastewater Treatment
For more information about any of these courses, see the PITA website (www.pita.org.uk ¦ E: daven@pita.co.uk ¦ T: +44 0300 3020 159)
13 PAPER TECHNOLOGY SUMMER 2024 INDUSTRY NEWS
Safety and Industrial Security - One-stop shop
Security incidents no longer affect just IT systems, but increasingly the production environment (OT) also. Industrial Security incidents include not only targeted attacks but also unintended manipulations. The mission of Industrial Security in production is to guarantee the availability of plant and machinery, as well as the integrity and confidentiality of machine data and processes. Ultimately, if companies are not in control of their data, then both the company and employee safety are at stake: there’s no Safety without Security, and without Safety, people are not protected!
The EU legislator has reacted to the rising threat level: at corporate level, the Directive for Network and Information Security NIS 2 requires the overall implementation of an Information Security Management System.
The new Machinery Regulation 2023/1230 now stipulates protection against corruption for plant and machinery and demands security measures for parts of the machine that influence functional safety.
The Cyber Resilience Act (CRA) requires security measures for products with digital elements. These include controllers, IO systems and other components used in machinery.
Companies, machinery and products – at every level, machine builders and operators face different challenges and different legal frameworks.
Irrespective of the fact that the legislator is making Industrial Security mandatory, there are a number of good reasons for dealing with the subject early and getting some advice. That’s because many procedures and factors for the operation of machinery encourage manipulations, and should be scrutinised and modified urgently. For example, a long service life for machinery often leads to a situation where the corresponding systems become outdated, and at some point no longer meet the current security standards. These systems have security gaps that can no longer be closed, because the supplier has stopped providing security updates. Often, protection against malware cannot be implemented on end devices, as some are too old and their performance would suffer as a result, potentially leading to production downtimes.
Comprehensive service package from Pilz
The ultimate goal is to protect business operations, but to do this companies need to overcome a variety of challenges: this ranges from identification of the valid legal requirements and detection and rectification of weak points in systems, to raising

awareness of and training employees, and to subsequent enforcement of controls. Because Security is a goal that is constantly changing, a regular check of the Industrial Security status of machinery is also necessary.
The automation company Pilz has prepared itself for these requirements and developed a service package for machine builders and users around the world that holistically incorporates all aspects for the protection of human and machine. The services range from basic information, orientation guides and training, through to the Industrial Security Consulting Service (ISCS), in which actual projects are implemented.

Pilz launches its Industrial Security Consulting Service, helping companies to make their plant and machinery secure. (© Westend61/[westend61] via Getty Images, © Pilz GmbH & Co. KG)
With the qualification “CESA • Certified Expert for Security in Automation”, since last year Pilz has offered a two-day expert course, which gives delegates concise Security knowledge in line with the current status of the standards. What’s more, the training covers practical risk reduction measures, such as access control, increase of network security using technical means and organisational measures to avoid security risks. When delegates pass the test, they receive the TÜV NORD certificate for “CESA • Certified Expert for Security in Automation”, which is recognised worldwide.
With the new Industrial Security Consulting Service (ISCS), Pilz is expanding the safety-related inspection of machinery to create a holistic approach to Safety and Security. Pilz has developed the service package, building on the proven methodology for functional machinery safety services and based on the security standard series IEC 62443. Once companies have used this service, they will be well equipped in terms of Industrial Security and will meet the current legal requirements.

One-stop Safety and Security: Pilz offers a comprehensive solution package with services and products for Industrial Security on machinery. (© Pilz GmbH & Co. KG)
14 PAPER TECHNOLOGY SUMMER 2024 INDUSTRY NEWS
Four modules for greater Industrial Security
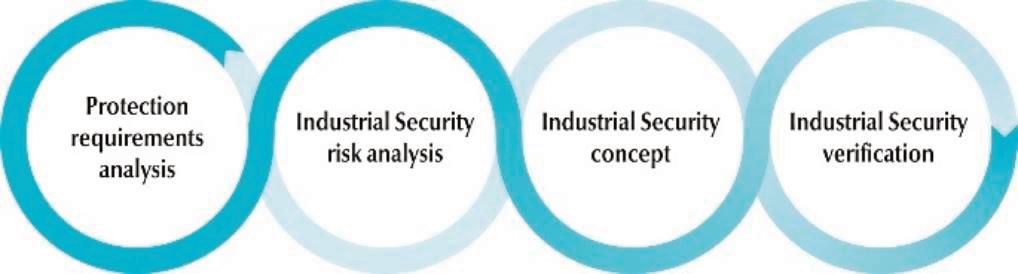
ISCS consists of four modules: Protection Requirements Analysis, Industrial Security Risk Assessment, Industrial Security Concept and Industrial Security System Verification.
In the Protection Requirements Analysis, experts from Pilz visit the company to identify the protection requirement of the individual “assets” in the plant or machinery, and their protection goals. Step two is the Risk Assessment, where all risks are considered along with the likelihood of them occurring, for each subsection over the system’s complete lifecycle. Then the Pilz experts meet with the customer to discuss solution approaches to mitigate the identified risks and potential hazards.
In step three, experts from Pilz create an Industrial Security Concept with strategies and measures to defend against and mitigate risks arising from attacks, manipulations and misuse. In addition, policies, rules and guidelines are created for the continued secure operation or structure of the system. The final step, the Industrial Security System Verification, checks the effectiveness of the implemented countermeasures.
Secure machine availability
Industrial Security Consulting Service helps to mitigate or prevent cyber attacks. The number of security incidents triggered unintentionally also falls. In turn this increases machine availability and ultimately brings cost savings and maintains economic efficiency.
Above all, ISCS ensures that appropriate security measures are used to protect people on the machine. Because a security incident can obstruct safety measures. For example, a light curtain in front of machinery ensures that operators do not enter a danger zone. However, if an attacker can influence the relevant controller and mechanism, the protective function of the light curtain may no longer be guaranteed. Security protects Safety!
Thus machine builders and users receive a service package from Pilz, which takes into account all aspects for the protection of human and machine.
For the actual implementation of the machine, therefore, it makes sense to consider Safety and Security together. Because: there’s no Safety without Security, and without Safety, people are not protected!

Comprehensive Identification and Access Management controls access to the application, thereby ensuring the integrity of the safety functions and measures – including Safety and Industrial Security. (© Westend61/[Westend61] via Getty Images, © Pilz GmbH & Co. KG)
The Industrial Security Consulting Service from Pilz consists of four modules: Protection Requirements Analysis, Industrial Security Risk Assessment, Industrial Security Concept and Industrial Security System Verification. (© Pilz GmbH & Co. KG)
Clearly controlled: who can do what on the machine?
The safety of a machine and its operators stands and falls with the control of access – whether that’s for people or the network. Entry points must be protected against unauthorised access, so that nobody is inside the danger zone when the machine is in operation, for example. If an authorised machine operator is in this danger zone for maintenance purposes, it is essential to ensure that nobody else accesses the plant at the same time. Otherwise, even well-intentioned plant operation or maintenance – whether on site or via a network – could have fatal consequences.
An important element is Identification and Access Management (I.A.M.), which clearly regulates permissions and access to plant and machinery in companies. These include organisational measures and specifications, as well as the appropriate Safety and Security functions. An access permission system such as PITreader from Pilz represents an appropriate product component. It means that users can meet the requirements with regard to employee protection, liability protection, maximum productivity and data protection.
With the operating mode selection and access permission system PITmode fusion, Pilz offers functionally safe operating mode selection and the control of access permissions on plant and machinery. Each operator is given an RFID-coded transponder, which contains the machine enables that match their responsibilities and qualifications. So the plant can only be operated and controlled by authorised personnel in defined operating modes. This provides a high degree of protection against unintended actions and manipulations.
Add the components of a modular safety gate system to the operating mode selection and access permission system and the result is a coherent machine access concept – from Safety and Security perspectives.
The best safety gate guarding is worthless if data, know-how and operations are not sufficiently secured against unauthorised access and manipulation and an external attacker is able to penetrate the control system.
Industrial firewall protects against external access
The mission of the SecurityBridge industrial firewall from Pilz is to safeguard against external access to automation networks. It monitors the data traffic between the PC and controller and thus reduces the attack surface for hacker attacks and manipulation. SecurityBridge not only protects Pilz controllers but also third-party controllers from manipulation.
Pilz is convinced that only a holistic approach to Safety and Security can guarantee the comprehensive protection of human and machine. It is no longer at the company’s discretion whether, and to what extent, it wishes to grapple with Security. It is now a legal requirement. In engineering, security in the form of Industrial Security is not solely a task for IT, but is an integral part of the design and construction. To implement security retrospectively is complex, and usually means reductions in user friendliness, functionality and productivity.
15 PAPER TECHNOLOGY SUMMER 2024 SAFETY AND INDUSTRIAL SECURITY - ONE-STOP SHOP

Accelerated change on the cards for intensive energy users in 2024
 Jodie Eaton, CEO of Shell Energy UK
Jodie Eaton, CEO of Shell Energy UK
From government plans to unlock access to grid connections, to updates on support for major energy users, the focus on driving efficiency and supporting decarbonisation is set to continue in 2024. In this article, Jodie Eaton, CEO of Shell Energy UK, digs deeper into what’s ahead and considers how major energy users can take advantage of the opportunities available.
For many major energy users, rising costs and pressing decarbonisation targets mean that energy is already firmly on the board room agenda. Recent research from Shell Energy1 found that two of the top five strategic priorities for UK businesses are related to decarbonisation – considered more important than other critical issues such as financial stability and retaining employees.
It is now nearly two years since it became mandatory for more than 1,300 of the largest UK-registered businesses to disclose climate-related financial information, aligned with the UK Government’s drive to reach net-zero by 2050.2
The disclosure regime was endorsed by 60% of global businesses and has helped to frame decarbonisation strategies among some of the UK’s largest companies.3
Increasing support for companies looking to decarbonise
For those looking to diversify their supply and explore onsite generation, government plans to halve power line construction time to accelerate homegrown, renewable energy will help create
up to 100GW of capacity – equivalent to around a quarter of the electricity needed to power the UK economy in 2050.4
The plans will remove the first come, first served queuing system for connection and, via the Green Industries Growth Accelerator, commit £960m of investment in green industries in a bid to boost energy security.5 The Accelerator package, announced by the government in mid-November 2023 as part of a £4.5bn boost for UK manufacturing, is targeted at expanding homegrown, lower carbon supply chains across the UK, including carbon capture, utilisation and storage, electricity networks, hydrogen, nuclear and offshore wind.
Powering the future
Resilience is business critical and in its Statutory Security of Supply Report 20236, the Department for Energy Security and Net Zero (DESNZ) reminds us that we can expect a significant increase in peak electricity demand - 26-51% by 2035, versus 2022. The government’s Net Zero Strategy7, British Energy Security Strategy8, and the Powering Up Britain: Energy Security Plan9 aims to meet this demand with a diversification of energy sources, with a significant emphasis on accelerating the transition to renewable energy sources such as wind, solar, and hydroelectric power.
This shift aims to reduce dependence on fossil fuels as well as mitigate the risks associated with volatile global energy mar-

16 PAPER TECHNOLOGY SUMMER 2024 INDUSTRY NEWS
kets. The plan cautions that while demand for oil, gas, and other fossil fuels will decline, they will continue to play a role in ensuring secure energy supplies and as an important part of the future economy.
So, what’s in store for major energy users?
The goals of efficiency, performance, risk management, resilience and cost management are likely to remain, but will continue to be supported by advances in technology and artificial intelligence (AI). Every industry faces unique challenges, but collaboration can accelerate progress towards overcoming them.
The government has already committed to providing more than £500m of energy bill support for energy-intensive industries10, including £122m waived emissions trading costs under the Energy Intensive Industries Compensation Scheme. In addition, more than £400m of reduced electricity costs were delivered through exemption from green surcharges in 2020. The compensation scheme was extended for another three years in April 2022.11
Another incentive offered by the government is the Industrial Energy Transformation Fund12, which is set to run until 2028. The initiative helps businesses undertake feasibility studies and introduce technologies that can help to reduce their fossil energy use. Two competition windows will be opened in 2024, with major energy users able to apply for funding. Grants are available for a number of initiatives, including energy efficiency technologies, or more innovative solutions, such as those enabling the use of electricity or hydrogen in industrial heating processes.
The plans for the British Industry Supercharger scheme aim to bring energy costs of the UK’s energy intensive industries in line with those charged across the world’s major economies. Specifically, support will be made available to sectors particularly exposed to the cost of electricity.
The scheme intends to build on the government’s Energy Security Strategy, published in 2022, which aims to deliver decisive action in addressing the UK’s industrial electricity prices, which are higher than those of other comparable countries.
In October 2023, the Government announced more detailed plans13 for its British Industry Supercharger Network Charging Compensation (NCC) Scheme, which is designed to benefit eligible14 businesses from April 2024. The NCC Scheme will offer Energy Intensive Industries (EIIs) 60% compensation on eligible network charging costs. Meanwhile, the final changes to the wholesale market set out in the Review of Electricity Arrangements (REMA) are still subject to consultation.
For businesses, the closure of the Energy Bill Discount Scheme at the end of March 202415 is a reminder that short, medium and long-term strategies must be regularly re-examined to ensure that sustainable decarbonisation and energy security goals are met.
Shell Energy is able to draw on its global expertise and capability to support major energy users as they look for effective ways to navigate the changes ahead on their decarbonisation journey and create opportunities. For more information about how Shell Energy can support your business, visit www.uk.shellenergy.com
References
1. Shell Energy surveyed 100 decision makers in energy-intensive businesses (June 2023)
2 UK to enshrine mandatory climate disclosures for largest companies in law - GOV.UK (www.gov.uk)
3 https://www2.deloitte.com/uk/en/focus/climate-change/tcfd.html
4 Huge boost for UK green industries with £960 million government investment and major reform of power network - GOV.UK (www.gov.uk)
5 Billions of investment for British manufacturing to boost economic growth - GOV.UK (www.gov.uk)
6 https://assets.publishing.service.gov.uk/media/ 6574ae1a33b7f2000db72144/statutory-security-supply-report2023.pdf
7 https://www.gov.uk/government/news/uks-path-to-net-zero-setout-in-landmark-strategy
8 https://assets.publishing.service.gov.uk/media/626112c0e90e07 68e3fdba3/british-energy-security-strategy-web-accessible.pdf
9 https://www.gov.uk/government/publications/powering-upbritain/powering-up-britain-energy-security-plan
10 Government action to supercharge competitiveness in key British industries and grow economy - GOV.UK (www.gov.uk)
11 High energy usage businesses to benefit from further government support - GOV.UK (www.gov.uk)
12 https://www.gov.uk/government/collections/industrial-energytransformation-fund
13 https://www.gov.uk/government/consultations/british-industrysupercharger-network-charging-compensation-scheme/outcome/government-response-british-industry-superchargernetwork-charging-compensation-scheme
14. https://assets.publishing.service.gov.uk/media/644926988 14c66000c8d0709/cfd-ro-fit-exemption-guidance.pdf
15 https://www.gov.uk/guidance/energy-bill-relief-scheme-helpfor-businesses-and-other-non-domestic-customers
CPI Biennial Health and Safety Conference - 2024
Jo Mo昀att (Engage for Success) - Guest SpeakerKevin Stevens (FM Conway) - WS4 Pippa Brockington (Human Factors Expertise) - WS1Julie Bell (Human Factors Expertise) - WS5
Steven Naylor (Health and Safety Executive) - WS2Beverley Jones (Awaken Mentoring) - WS6
Stephen Haynes (British Safety Council) - WS3Carole Spiers (ISMA UK) - Plenary

17 PAPER TECHNOLOGY SUMMER 2024 ACCELERATED CHANGE ON THE CARDS FOR INTENSIVE ENERGY USERS IN 2024
E: cpi@paper.org.uk T: 01793 889 600 W: www.paper.org.uk 1st/2nd July 2024, Chesford Grange Hotel, Kenilworth

Letter from India
Dr Mahendra Patel, Industrypaper, (www.industrypaper.net)
industrypaper@yahoo.co.uk
Pulpwood Plantation in Degraded Land
The Indian Paper Industry urged the Government recently to allot degraded land for carrying out pulpwood plantation in view of the acute shortage of wood pulp. This will result in improvement of the environment and give employment to farmers.
Pulpwood plantation through agroforestry, adopted by the Indian pulp and paper industry, has so far been very rewarding, with 90% of wood coming from agroforestry. The industry has worked incessantly with over 5 lakh marginal farmers over the last several years and has successfully brought over 12 lakh hectares of largely degraded land under plantations through agroforestry.
The industry opines that apart from its agroforestry initiatives, the availability of additional 25 lakh hectares of land for agroforestry will be very helpful in ensuring raw material security for the wood-based industries and it can provide employment to about 10-15 lakh personnel besides increasing the incomes of farmers and the area of tree cover.
The Indian paper industry has been urging Government to allot the degraded land for pulpwood plantation since the 1980s as India has been a wood-deficient country for running the pulp and paper mills. Though the Government encourages the effort made by the pulp and paper industries for increasing tree cover through agroforestry, allotment of degraded land for pulpwood plantation is not happening. It might be due to existing land and forest legislation. While it is easy to get a lease for setting up of industries, it is not easy to get land for plantation in spite of the fact that increasing green cover leads to environmental and health benefits to the society as well as generating local employment. The forest cover in India being merely 20%, pulpwood plantation will help increasing the green cover.
The paper industry is facing acute shortage of wood now and therefore, the Indian Paper Manufacturers Association (IPMA), has urged once again few days before to the Government to provide degraded land on a long-term lease to paper mills for pulpwood plantation. In absence of such allotment, the fear is that import of wastepaper and wood pulp will increase, which may adversely affect the industry and economy.
The present production of paper in India is estimated to be 23 million tonnes, one fifth (20-22%) being from the virgin wood. Wood-based paper mills have production capacity of more than 4 million tonnes per year.
Though promotion of paper from recycled fibre is advocated, it is necessary to produce paper from wood as it can replenish and supplement the strength and other properties of agro- and recycled fibre-based paper.
India was the first country to adopt an agroforestry policy, in 2014. In absence of availability of adequate forest land for growing trees, the paper industries find agroforestry as the ideal alternative to meet their raw material crisis. Mills have started adopting this sustainable land use system in agricultural lands in collaboration with the farmers. It may be mentioned that wood through agroforestry in India is totally a new concept unlike in Europe and other countries, where wood for the pulp and paper industry is procured from the forest.
The mill provides the saplings/clones of hardwoods such as eucalyptus, casuarina (Casuarina equisefolia), Subaul (Leucaena leucocephala) and Poplar etc, grown in mist chamber/green house following to special conditions for higher yield and faster
growth. After the trees grow sufficiently in 5 years or so, the trees are felled and the mill arranges to transport the trees to the mills after making payment to the owner on mutually-agreed rates, thus adding to the overall financial gain of the farmers. The mill also facilitates the farmers in obtaining financial assistance from the bank. However, the Timber and Plywood industries are buying the wood from the farmers by paying high rate though they do not initiate any agroforestry in India.
Quality planting stock is the first and foremost necessity of any plantation activity. Some mills are engaged in advanced research activities to develop disease- and drought-resistant tree saplings which can be grown in harsh climate on poor-quality land. Hybrid variety of clones, procured from Brazil, have been found to be very fast growing and efforts are going on to plant these clones to increase the wood or pulp yield per acre of land.
Nevertheless, the environmental obligation to reduce the carbon emission rapidly, Government may consider proposal for allotting the degraded land to paper industry for plantation and the long-waited aspiration of the industry can be met soon.
The author standing next to 2-year-old hybrid eucalyptus planted on his own land, supplied by the Forest Department of JK Papers, showing 15-20 ft growth in 2 years. JK Papers has made agroforestry in 1 lakh 60,000 hectors (12000-15,000 hectors per year; started from 2012).

18 PAPER TECHNOLOGY SUMMER 2024 INDUSTRY NEWS




3 - 5 S E P T E M B E R 2 0 2 4



Introduction
Health & Safety Event Show Review
Daven Chamberlain, PITA Publications Editor
This is the largest such event in the UK, and since it is co-partnered with four other shows (Security Event, Fire Safety Event, Workplace Event and National Cyber Security Show), and situated at the NEC in the middle of the country, it is probably the best and easiest to visit from most destinations in the UK. As always it consisted of many exhibitors (337) coupled with plenty of free talks and seminars (83 spread over three days). For a free exhibition, with plenty of co-located events, it makes a very convenient and worthwhile visit, and is highly recommended.
Anti-slip flooring
Step on Safety Limited is a UK manufacturer of bespoke anti-slip riser floors, step overs and maintenance platforms, in addition to which they can provide slip-resistant treatments to existing steps and walkways. Made from GRP (Glass Reinforced Plastic – or fibreglass) they are lightweight but very strong. They were the only provider of such products at the event, and the range on display, which is already used in the rail, utility and construction industries, would grace any mill or factory in our industrial sector.
Skin Protection
Glove manufacturers abounded, and were too numerous (and dare I say it, too similar) to warrant coverage. That said, one, Unigloves, did have on their stand Dermashield, a foam spray barrier cream suitable for both children and adults, that gives protection against irritants such as cleaning fluids, oils and a host of general chemicals. I have reported upon this product before, and with first-hand knowledge – because it works!
SC Johnson also had a large stand, and showed their wellknown DEB range of skin cleaning, barrier and UV Protection products. They are seeing increasing interest in the latter range, not just from workers that have to spend more than 20-30 minutes working outside, but also from those managing fleets of delivery and HGV drivers. UV radiation is grouped generally as UV-A (wavelength 315-400 nm) which penetrates deep into the skin causing skin aging, UV-B (wavelength 280-315 nm) which penetrates less and causes burning, and UV-C (wavelength 100280 nm) which is filtered by interactions in the atmosphere and doesn’t reach the earth surface. Car and van window glass tends to shield occupants from much UV-B, whereas only the windscreens are treated to protect against UV-A radiation. (Note: bus, coach, plane and train windows also do not tend to give protection against UV-A!) So, while professional drivers, and those who manage them, are becoming more aware of the dangers of skin damage while driving, and are applying sunscreen, it is something about which all of us should take notice; whether driving or commuting by public transport, we are all in danger from UV-A exposure!
Wearables
This area of technology is really expanding quickly, and the show included more examples than ever. Many are designed for lone-worker non-industrial situations, but could find use in a mill
environment. Others are configured for industrial environments, and a few are already in use in our industry. Non-wearable instrument manufacturers, such as Cirrus Research and Turnkey Instruments were also present, and one wearables manufacturer (Makusafe – who already have customers in the pulp and paper field) was due to be there, but did not attend.
Adresys: Their offering includes a wearable clip and a ‘smart’ shirt. Both include general lone-worker features such as (1) motionlessness and (2) fall detection, in addition to which they have added (3) electrical accidents.
Ashtead Technology: Offers mainly hand-held monitors and sensors for a very wide range of measurements (gases, dust, noise, vibration etc), and include wearable noise monitors.
Blackline: General lone worker facilities such as (1) configurable check-in alarms, (2) warning alarm, (3) fall detection and motion sensor, (4) GPS location along with (5) gas detection. They claim already to have customers in the mill and packaging sector, and indeed the pulp and paper sector is detailed on their website.
Bodytrak: This company differs from all others in that their wearable tech involves a small box with an earpiece sensor. This allows it to assess (1) location, (2) heat stress (comparing temperature in the ear with the external environment), (3) fatigue, (4) noise and noise-attenuation / dose, and soon to be released (5) movement and fall detection.
Casella: Offers a range of hand-held instruments assessing air quality (both dust and vapour) and noise, including a wearable noise detector.
First2HelpYou: General lone worker protection consisting of an app along with wearable tech such as a fob (rather like that on a car key) or ID badge. Offers (1) alarm alert, (2) GPS location, (3) two-way audio contact and (4) fall detection.
Flic: A programmable button, worn on a wrist strap that connects to an iOS or Android app, which can be used as a lone worker alarm. (The hardware is really focussed upon controlling various functions in a ‘connected’ household, such as controlling lights or temperature, and is not specifically a dedicated piece of safety wearable tech.)
HAVSco: Hand-held vibration sensor.
Pambry: A UK manufacturer offering several items including a multi-purpose personal environmental monitor capable of measuring (1) dust and particulate matter, (2) noise (both level and dose), (3) temperature, (4) humidity, (5) movement and (6) gases (such as CO2, NO2 and O3).
Reactec: Several different wearable products used to assess (1) vibration, (2) noise (both the level in the unprotected environment, and the attenuation in the ear offered by hearing protection) and (3) dust. They also offer wearable proximity warning systems.
Riken Keiki: Gas sensors covering a very wide range of chemicals including CO, CO2, hydrocarbons, O2 and H2S (an important one for some pulping plants). (Displayed
20 PAPER TECHNOLOGY SUMMER 2024 INDUSTRY NEWS

on the stand of Weatherall Equipment and Instruments Ltd.)
7Solutions: Offer a range of wearable monitors for (1) gases (such as such as CO, H2S, or O2), (2) dust, (3) noise and (4) heat stress.
SoloProtect: A number of different wearable sensors and a phone app offering (1) alarm, (2) incapacitation alarm and (3) location.
StaySafe: A mobile phone app offering protection for lone and remote workers, featuring (1) location, (2) fall detection, (3) panic alarm and (4) scheduled welfare check-ins.
TotalMobile: A mobile app offering access to real time data events such as alarms, automatic alerts and real time reporting, but does not seem to have the functionality of other apps and devices covered above.
Turning to the seminars, the three I attended were very different. Starting with the Driving Safety Theatre there was a Mock Trial run by Driving for Better Business and LMP Legal Limited. The scenario was fictitious, and involved a delivery driver involved in an accident where a cyclist received lifechanging injuries. He was obviously culpable, having high alcohol levels in his blood, using a mobile phone whilst driving, exceeding the speed limit and not paying sufficient attention to the traffic conditions. But the trial focussed solely upon the company, to determine who much culpability they shared.
It started by looking at company policies, particularly those related to H&S; how detailed were they, and how up to date? It was noted that ‘verbal policies’ are worthless. Then it looked at training, and how much of any training the driver had received was logged with associated documentary evidence (preferably signed). Following on from that, the specifics of the case were reviewed. The van was found to have defective tyres; these should have been identified in the assessment that the driver undertook before taking the vehicle. However, the defects were so bad that they must have been present for weeks or longer; yet there was no report showing their presence. So, who was responsible for the tyre tread – the company or the man? These are all grey areas, and in this instance, it was suggested that a single failure might be attributable to the person, but multiple faults would make it more difficult for the company to avoid blame.
Talking about ‘grey’, discussion then ventured on to the
‘Grey fleet’ – a term that describes the use of personal vehicles for business purposes. Although not owned by the company, any such vehicle must be compliant with the company vehicle policy.
In conclusion, it was stated that full compliance with H&S legislation is very, very difficult, and time consuming. So, the common trend of adding H&S to managers having other responsibilities, must be questioned. But above all, the mantra was the same: document, document, document! Without evidence, a company will find it very hard to defend themselves and remember, fines are based upon turnover, not profit!
Next up in the Practical Safety Theatre was the subject of PPE, under the provocatively-titled “Don’t just pink and shrink it – what women really need from their PPE”. Around 40% of PPE is purchased for women, with the ‘unisex’ fit (which is based upon men) being most common, and women being treated as ‘small men’ the norm. However, PPE made for men does not necessarily fit a woman properly, and remember that proper-fitting PPE is often a necessity. Another problem identified was ‘sizing-up’, where many non-UK-manufactured items are undersize compared to UK sizes, and women can feel inhibited in having to ask for larger sizes. Continental PPE is often tighter and more figure-hugging, and again women don’t want this. Also, to provide PPE in a wider range of sizes and fits would need manufacturers to make more items but in smaller numbers, which would tend to increase manufacturing costs. And here it was noted that procurement will sometimes step in and veto some purchases due to the increased costs, instead purchasing ‘unisex’ where fit is compromised.
Then the discussion veered on to certain PPE types, starting with boots. It was noted that steel toe caps are often too heavy for women, and that composite materials can offer the same protective benefits at reduced weight. Then on to hard hats: there are manufacturers that account for the increased volume of natural Afro-hair, so there is no reason to supply ‘standard’ fit examples to women with these hair types. Then, some social groups require women to dress modestly; again there are companies who supply specific PPE for these people. Finally, turning to trousers, a common plea was for the incorporation of a black gusset to guard against visible blood spill during a period.
Women make up 50% of the workforce, although a slightly lower proportion in the work areas requiring PPE of the type on show at this event. However, without supplying adequate PPE to attract women to the jobs where such protection is needed, they are likely to go elsewhere for employment. Just as men don’t come in one shape and size, nor do women, and with a little thought, care and attention to detail, suitable PPE can be found to fit women of all shapes, sizes and social or ethnic groupings – it just takes a little more time (and maybe money) to source.
Finally, staying in this same theatre, was a talk titled “The manager’s critical role in managing psychosocial risks within the workplace”. The premise of this presentation was that managers tend to be promoted based upon their technical skills and knowledge, but that as a person rises up the managerial ladder, their need for ‘soft’ or interpersonal skills becomes greater. This is why numerous studies have shown that the stress level of employees is linked strongly to their relationship with their immediate manager or supervisor, and if the latter has poor soft skills, stress levels will be increased. However, the company running this session, Ripple&Co, offers training for managers in these very areas, teaching such things as empathy and emotional intelligence.
21 PAPER TECHNOLOGY SUMMER 2024 HEALTH & SAFETY EVENT
Riken Keiki GX-3R-wearable gas sensor
Paper Industry Gold Awards 2024
Now in their third year, these awards are the perfect platform for us to celebrate the best of the UK’s Paper-based Industries across a range of categories that are designed to showcase excellence within the industry. This year the awards were expanded to include a new category (EDI) and were hosted in the historic Stationers’ Hall situated close by St Paul’s Cathedral.
The awards were presented by Richard Whitehead MBE, the British Paralympian and motivational speaker, who started by giving a short talk extolling the virtues of industry promoting EDI initiatives. With a reported 16 million people in the UK registering some form of ‘disability’ (from neurodiversity to mental or physical differences), these initiatives increase the pool from which new personnel can be found, in addition to increasing the degree of representation in a workforce.
COMMUNITY ENGAGEMENT AWARD
The Community Engagement Award is given to a company that, in the opinion of the judges, has clearly demonstrated an outstanding and successful Community Engagement campaign, which should have had a positive effect on the public at large or specific groups.
Nominations: CorrBoard; DS Smith – Kemsley Village Initiative; DS Smith – Recycle Week Campaign; Saica Paper UK; Smurfit Kappa (Leeds); Smurfit Kappa SSK; Smurfit Kappa/Inspirepac Chesterfield; Tri-wall.
Smurfit Kappa Leeds has strong ties with Greater Manchester Blood Bikes Charity and has supported it with donations for the last nine years. A motorcycle “Esskaye” has been sponsored by Leeds and other SK sites around the country for three years now and support from the Smurfit Kappa Foundation was sought in 2023 with the aim of purchasing a new car for the charity which would allow it to function in the worst of weathers, ensuring that Blood was delivered to hospitals and the North West Air Ambulance on a daily basis, medication was delivered to hospices and homes, and donor breast milk was collected from donating mums, delivered to the NW Milk Bank at Chester to be filtered and screened and then the same milk could be delivered piecemeal to Neonatal intensive care units all over Manchester and some parts of West Yorkshire.

EQUALITY, DIVERSITY, AND INCLUSION (EDI) AWARD
The EDI award recognises a company or individual who has demonstrated exceptional commitment to the promotion of EDI; the more diverse and inclusive the industry can become, the more it will serve the industry in building a resilient work force fit for the future.
Nominations: Kimberly-Clark; Northwood Hygiene Products; Smurfit Kappa; TransFIRe.
Northwood’s HR Strategy ‘Success Through People’ aims to create an inclusive environment where colleagues, workers and their communities feel valued and thrive. The EDI strategy was designed to raise awareness, further improve their diversity and representation from local communities, and further develop employee experience, enabling colleagues to be their true selves. Key aspects of the 2023/24 plan that have contributed to the EDI agenda include talks ranging from the Holocaust, Pride Month, deafness, race equality, inclusion, disability, gender, autism, men’s and women’s health, menopause, harassment and bullying. The greatest impact has been on attrition, with 141 leavers in 2023 compared to 205 in 2022. Average annual labour turnover improved by 65.6% (33.91% to 22.27%), while headcount rose by 10.6% (759 to 840 colleagues). Finally, the company has experienced an increase in demand for their vacancies, where the time to hire has decreased from 40.9 to 28.2 days, and the quality of applications has improved.

HEALTH AND SAFETY AWARD
This award recognises companies that have gone above and beyond to ensure a safer and healthier working environment for their staff, whether that is through innovative safety projects or initiatives to support the health of their staff.
Nominations: Board24; Cardboard Box Company; Essity Manchester; Glatfelter; Saica Pack UK (3 entries); Sonoco Stainland Paper Mills; Tri-Wall UK.
In addition to their Life Changing Event elimination program, Sonoco introduced many new initiatives to ensure their workforce have great tools and knowledge to make both their working
22 PAPER TECHNOLOGY SUMMER 2024 INDUSTRY NEWS
Figure 1: Smurfit Kappa personnel with Richard Whitehead.
Figure 2: Northwood personnel with Richard Whitehead.
and their personal lives safer and to help look after their wellbeing. Although this was only launched mid-point last year and is actually a multi-year plan strategy, early indications are very positive as related to the original objectives. Data show extremely positive returns on investments and results to date, such as 50% + reduction in serious injuries, increases in productivity of 45% +, talent retention and reduction in absenteeism, along with increase in customer loyalty and employee satisfaction/engagement, to name but a few.

The Board24 project aimed to elevate health and safety between operators and forklift trucks where it was impossible to achieve complete segregation. Whilst trucks are fitted with the latest light and audible warning systems, it was felt that more could be done to prevent the occurrence of any near misses or incidents. This system tackled that final challenge. This would give all operators and FLT drivers greater confidence when carrying out their roles. The trial had little to no disruption on operations, and team colleagues have not been presented with any adverse issues making it a hugely worthwhile investment.

NET ZERO AWARD
The Net Zero Award is to recognise a company that has made positive strides towards de-carbonising, either via general operations or with a specific project or plan.
Nominations: Glatfelter; Kimberly-Clark
The UK is a priority market for K-C where the company is best known for its market-leading brands, Andrex®, Kleenex® and Huggies®. K-C in UK has taken the step of setting a challenging ambition of 100% renewable energy by 2030. Energy transfor-
mation is a key priority for K-C which will deliver on this ambition. In April 2023, K-C launched an onshore wind farm through a Power Purchase Agreement (PPA) with Octopus Renewables Infrastructure Trust (ORIT). The company is also working with Octopus on developing on-site solar power as well as green hydrogen. The company’s green hydrogen projects have been selected by the UK Government in a first of its kind Hydrogen Business Model. When live the green hydrogen projects will reduce the company’s natural gas consumption for its consumers business by 50% once operational at the end of 2026.

RECYCLING AWARD
The Recycling Award is here to identify successful projects, initiatives, and campaigns run by member companies to enhance recycling and more broadly contribute to the UK’s sustainability through activities supporting paper and board recycling.
Nominations: Swanline Group; WEPA.
WEPA’s “Recycled Nature Pure” innovation is a first to UK Supermarket launch of 100% recycled Toilet Tissue and Kitchen Towel, made with 70% recycled cardboard fibres (OCC). The principle of this innovation is to continue meeting consumer requirements for high performing, quality hygiene products, whilst improving the sustainability credentials of their product portfolio, and promoting the use of recycled products as an alternative to virgin fibre tissue. Toilet Tissue and Kitchen Towel, made with recycled cardboard, has 70% improved environmental footprint vs tissue products made with virgin tree fibre – but still delivers on softness, strength and absorbency. Whilst reception has been very positive, it’s still very early days to report on sales performance; however, 10,000 units sold in the first month which indicates there is appetite in the marketplace.

23 PAPER TECHNOLOGY SUMMER 2024 PAPER INDUSTRY GOLD AWARDS 2024
Figure 3: Sonoco personnel receiving the Winning award from Richard Whitehead.
Figure 5: Kimberly-Clark personnel with Richard Whitehead.
Figure 6: WEPA personnel with Richard Whitehead.
Figure 4: Board24 personnel receiving the Highly Commended award from Richard Whitehead.
SKILLS AWARD
Here companies are recognised for specific programmes or initiatives which focus on skills development within their workforce which benefit the future development of the industry by facilitating innovation, greater sustainability and the attractiveness of the industry to new recruits.
Nominations: Board24; DS Smith – Graduate Programme; DS Smith – Talent Development Team; DS Smith – The DS Smith Way; Saica Paper UK (2 entries); Smurfit Kappa Paper (2 entries).
DS Smith took this award with three separate nominated entries that together show their commitment to upskilling their staff. Taking the three entries separately:
(1) The Graduate Programme extends beyond investment and incorporates the up-skilling of their rotation managers, mentors, coaches, peer buddies and grad mates – amplifying the company’s impact. The program focuses on cultivating skills vital for sustainable growth in the paper industry – investing not only in the graduate’s future but the future skills of the paper industry. It also aims to bolster the appeal of the industry to more diverse recruits. This programme was largely developed internally and supported by the senior leadership to enable delivery against a backdrop of challenging business and operational demands, that meant they needed to design a programme different to a traditional modular delivery module. To support the initiative they created a learning ecosystem that embraces both formal and informal learning.
(2) The Talent and Development Programme includes a broad series of learning and development initiatives embracing a framework based on 70:20:10, that allows to continuously build a stronger platform for skills, particularly in the competitive labour market and changing world, that requires a faster rate for refreshing building new skills. The results and feedback indicate the collective success of the programmes on the business and the impact on their people and their skills. They have seen stronger retention and greater career opportunities for their leadership teams, and those talented team members who aspire to people management. In particular, compared with prior years, the efforts over the past two years have seen 75% of site leaders having been recruited from within the organisation.
(3) The “DS Smith Way”, is a continuous improvement program that standardises how the company operates across their operations, based on a common set of lean tools and principles, in order to realise the potential of their employees, whilst striving to always optimise their performance and value. The mission of the “DS Smith Way” program is to cultivate a sustainable culture

of continuous improvement which delivers tangible return on investment through capability development and robust organisational structure in order to raise operating standards within DS Smith and across the paper industry. The “DS Smith Way” differs from other lean transformation program by putting greater focus on the commitment and sponsorship of leaders and managers to impact the commitment of their teams to consistently uphold the principle of continuous improvement.
SUSTAINABLE INNOVATION AWARD
This award is designed to recognise the innovative work of companies across the sector, and can include specific projects or initiatives which are pioneering in the field, and which will benefit the future of the industry by making the production process more efficient, sustainable and minimising the wider impact on our environment.
Nominations: DS Smith; James Cropper; Northwood; Palm Paper; Smurfit Kappa Yate; Sonoco Europe; WEPA.
James Cropper has partnered with Islay single malt Scotch whisky brand Bruichladdich, bringing the first of its Luxury Redefined range to market with a fully sustainable outer wrap. The coloured wrap for The Bruichladdich Eighteen and The Bruichladdich Thirty is the first of its kind in the whisky space. Made from fully recyclable paper pulp and moulded to the shape of the Bruichladdich optimised, proprietary glass bottle, the wrap is the definition of conscious modern luxury. Bespoke in colour and shape with unique emboss and deboss features, the design also includes a branded, oversized custom clasp feature. The project will increase the awareness and acceptance of moulded fibre into the industry and encourage more brands to switch to sustainable packaging, minimising their wider impact on the environment.


24 PAPER TECHNOLOGY SUMMER 2024 PAPER INDUSTRY GOLD AWARDS 2024
Figure 7: DS Smith personnel with Richard Whitehead.
Figure 8: James Cropper personnel with Richard Whitehead.
Figure 9: Cropper’s moulded fibre packaging for Bruichladdich.
Sonoco, working with brand owner Kellanova, has engineered a sustainability makeover for the iconic Pringles tube, with the metal base (which proved a challenge to sort and recycle in standard recycling plants and paper mills) now replaced with paper, making the can fully recyclable in the UK domestic paper and cardboard recycling stream. While such cans are not new (Sonoco itself has been producing them for some time) an ‘all paper’ can robust enough to preserve and protect the famous Pringles snack – which crumbles easily, and loses crispness quickly if not sealed – has not existed on the market before now.


THE PAPER GOLD MEDAL AWARD
The Paper Gold Medal is now over 50 years old and is presented annually to an individual (or individuals), in recognition of personal excellence and achievement beyond their normal duties, who has made a unique contribution to the UK’s Paper-based Industries. The award of the Paper Gold Medal is a prestigious career achievement, and the recipient automatically gains membership of the exclusive Gold Medal Association.
Tim Gray has been Chairman of the UK Sheet Plant Association (SPA) – an organisation which promotes the interests of the corrugated sheet plant sector – for some 15 years. Tim gives freely of his time as Chairman, for no monetary award. Tim’s aims as Chairman of the SPA have always been very clear – to help member companies to become and continue to be excellent businesses. He strives to bring Best Practice into all areas of the SPA – from member events, training and initiatives, to deliverables.
His drive for excellence, inclusivity, diversification, structure, inspiration and innovation for the sheet plant members and supplier members of the Association is unparallelled.
In February 2024, Tim chaired the 108th Conference of the SPA with a record-breaking audience of 190 delegates. He has raised the profile of the Association to a stage where it now hosts world-class events with pillars of the industry volunteering (or being easily persuaded!) to be involved – most recently JeanPascal Bobst, CEO of Bobst and Eddie Fellows, CEO of Smurfit Kappa UK & Ireland, and in the last 12 months, Andrew Large, Director General at CPI, Eleni Despotou, Director General of FEFCO, and Tony Smurfit, CEO at Smurfit Kappa.
At the same time as chairing the best attended Conference in the long history of the SPA, Tim also helped launch and codeliver a new initiative at Conference for 2024 – the Emerging Leaders Programme – a 2-year training programme for young leaders within our industry to help boost the appeal of the Association, ensuring that there is a succession plan for future Committee members and helping to cement the ongoing longterm of the Association.


25 PAPER TECHNOLOGY SUMMER 2024 PAPER INDUSTRY GOLD AWARDS 2024
Figure 10: Sonoco personnel with Richard Whitehead.
Figure 11: Sonoco’s Pringles packaging: (L) new with paper cap (R) old with metal cap.
Figure 12: Tim Gray (Chairman of UK Sheet Plant Association and Managing Director / Owner of Dairi-Pak Ltd) with Richard Whitehead.
Valmet launches Valmet DNAe: the next generation Distributed Control System

Valmet is taking process automation further by introducing the next-generation distributed control system (DCS), the Valmet DNAe.
The fully web-based process control system comes with a new cybersecure system architecture, control software and hardware, engineering and analytics tools, helping customers improve efficiency, productivity, sustainability and safety of their operations.
“The new Valmet DNAe represents a major milestone in process automation. It provides a solid platform for moving towards more digitalised, autonomous operations, helping our customers thrive in the changing business environment. In the development of this new system, we have focused on usability and performance, with a modular approach that enables upgrade paths also from our previous system generations,” says Emilia Torttila-Miettinen, President, Automation Systems business line at Valmet.
The launch is a major step in the company’s roadmap for growing its automation business further and in bringing unrivalled futureproof automation solutions to a wide base of process industries globally. With this new system, the company will have an excellent opportunity to continue expanding the footprint of its automation systems business worldwide.
Designed to support the work of all process automation user groups
Valmet DNAe is developed with a design philosophy to empower people to perform and collaborate better across the organisation. The system provides a common user interface for controls, analytics, configuration, and maintenance. Intuitive workflows simplify operations and enable users to manage larger process areas with less effort. Advanced analytics tools enable turning real-time and historical data into actionable insights. Additionally, the new web-based configuration environment provides a unified environment for all engineering needs from office to field, enhancing flexibility in configuration and maintenance tasks. These features are designed to increase the operational efficiency of our customers.
A high-performing DCS advancing digitalisation and autonomous operations
Valmet DNAe has been engineered for demanding process control, emphasising performance and availability. The system empowers users to seamlessly run industrial applications on-premise, at the edge server, or in the cloud. It features a scalable redundant data platform, granting easy and controlled access to all data. The system architecture is cybersecure by design, with role-based access control, authentication, audit trail and encryption mechanisms for proactive prevention of cyber threats. With smooth OT/IT (Operational technology / Information technology) connectivity through secure communication interfaces with external systems, Valmet DNAe establishes a robust base for advancing digitalisation and autonomous operations.
Step-by-step upgrade paths for cost-efficient system evolution
In alignment with Valmet’s lifetime systems compatibility promise, a leading principle in Valmet DNAe’s development has been to make it easy for Valmet’s existing process automation customers to benefit from the latest technology.
The new Valmet DNAe Distributed Control System shares its web-based user interface, analytics tools, and common hardware with the previous generation of Valmet DNA. Additionally, Valmet also introduces a new modular controller and a single-channel I/O as new hardware options for Valmet DNAe.
“The lifecycle approach enables flexible step-by-step upgrade paths for a sustainable and cost-efficient system evolution. We have already delivered over 200 new generation user interface upgrade projects to various industries. The first full Valmet DNAe systems have also been successfully delivered to customers. An important part of Valmet’s strategy is to cover a wide base of global process industries in the automation business, and with this new system, we will have an excellent opportunity to continue expanding the footprint of our DCS business globally,” says Torttila-Miettinen.
Digital Factory achieves CMMI certification: setting a new standard in software excellence

International technology group Andritz has attained Level 3 certification under the prestigious Capability Maturity Model Integration (CMMI) scheme for its cutting-edge approach to software and digital product development at the Andritz Digital Factory (ADF) in Zagreb, Croatia.
Originally designed to assess software developers for the US Department of Defense, CMMI is a globally recognised benchmarking scheme that sets the gold standard for evaluating and ensuring the maturity of digital development processes.
Setting the bar for quality standards
Level 3 CMMI certification underscores ADF’s proactive approach to software development. This achievement provides assurance for customers in industries such as the metals, pulp and paper, hydropower, textiles and green energy industries that rely on dedicated software solutions to automate and optimise their systems and processes.
Andreas Eibegger, Managing Director, ADF, states: “Our customers need certainty that our software provides the highest levels of quality, reliability and security. CMMI Level 3 certification goes beyond mere code development, showing our commitment to professionalism and quality across company management, governance, and reporting.”
Proven excellence via thorough assessment
During the certification process, ADF opened its doors to assessors from the CMMI Institute, sharing its documentation, processes and portfolio of projects. The assessors carried out a rigorous evaluation of the organisation and conducted interviews with employees in a process that culminated in a two-week assessment.
Miroslav Kelekovic, Managing Director and Chief Operating Officer, ADF states: “Our pursuit of CMMI certification, Level 3 was a natural choice. As a startup within the Andritz Group, we blend agility with structure – enabling rapid development and integration of customer requirements while ensuring that our solution can be maintained, adapted, and fortified over time.”
Looking ahead and beyond
Due to the nature of CMMI, ADF is constantly improving its processes, quality and security based on feedback and experiences. The next target will be CMMI’s more stringent Level 4 certification. This will further solidify its commitment to excellence in digital innovation.
26 PAPER TECHNOLOGY SUMMER 2024 PRESS RELEASES

27 SPECIALTY PAPERS EUROPE 2024 EUROPE’S LEADING SPECIALTY PAPERS EVENT The leading conference in Europe dedicated to the specialty paper and packaging industry. Register Now: www.specialtypaperconference.com 3-4 SEPTEMBER 2024 300+ INDUSTRY EXPERTS PART OF SMITHERS PAPER WEEK 2024 USE CODE SPEU2410 FOR 10% OFF YOUR TICKET!
3 reasons why dispersion barrier coatings are the future of recyclable food packaging
The demand from consumers and legislators is driving the packaging value chain to find new sustainable and safe solutions for renewable, recyclable, and compostable food packaging. Here are 3 reasons why dispersion barrier coatings are the answer.
Paper and board are renewable packaging materials, but they don’t as such have the needed barrier properties to provide protection against grease, oil, liquid, and other substances. Currently, in many cases, the barrier properties are achieved with extrusion polymers, aluminium, or fluorochemicals. Due to the poor end-product recyclability, regulatory issues, or costs related to these approaches, there’s a pressing need to find new, sustainable and safe barrier solutions for fibre-based food packaging.
“Dispersion barrier coatings are the solution to this demand,” says Sami Puttonen, Senior Manager for Global Sizing and Surface Business Development at Kemira.
He shared his views on the anatomy of sustainable and recyclable food packaging in a recent webinar, introducing Kemira’s FennoGuard portfolio, the new dispersion barrier coatings for paper and board.
1. Replace plastics and enable recyclable food packaging
Regulatory action around the world is targeting plastic. Single Use Plastics Directive in EU and China Plastics Ban are among the key initiatives that aim to restrict the use of plastic in commonly used consumer items.
“The regulation around plastic is important for the fibre-based materials manufacturers, as it impacts the whole packaging industry. Brand owners and retail have set ambitious goals, aiming for 100% recyclable, compostable or reusable packaging already in short term.”
Dispersion barrier coating helps to reduce and replace plastic, e.g. PE extrusion, used in food packaging, and thus enables the development of fully recyclable paper or board packaging. In addition, the key product in Kemira portfolio, FennoGuard GO, has a share of renewable, bio-based raw materials to replace fossil-based chemistries, further lowering the environmental footprint of the packaging material.
“We have conducted a series of compostability tests for our dispersion barrier coating. It’s good to point out that there are differences in the regional compostability schemes, but overall, they all focus on the finished packaging material’s ability to disintegrate and biodegrade fully and on the quality of the resulting compost.”
In addition, paper or board that is treated with FennoGuard breaks down easily in the repulping process at the mill, ensuring material efficiency.


2. Safe alternative to fluorochemicals on food packaging
Another driver for new food packaging barrier solutions is food safety. “The main function of packaging is to protect the packed food product, so that the food doesn’t get spoiled or damaged e.g. during transport and that the consumers can keep their hands clean from spills. The chemistries used to protect the food inside need also to be safe, and that’s why there are increasing concerns with the use of fluorochemicals,” Puttonen says.
Perfluoro and polyfluoro alkyl substances, commonly referred as PFAS, are used to provide grease and moisture resistance for food packaging. These compounds are very persistent both in the environment and in the human body, and various adverse health effects have been reported. In July 2020, Denmark became the first country to ban the use of PFAS in food contact paper and board, and the European Food Safety Authority recently set a strict safety limit for tolerable weekly intake of these substances. In the US, several states have introduced fluorochemicals ban in food packaging and in some states, e.g. the State of New York, the legislation is already adopted.
“The brand owners have taken the initiative to replace PFAS in their food packaging, and even if the change doesn’t happen overnight, there’s an increasing demand for safer alternatives. FennoGuard dispersion barrier coating helps replace fluorochemicals in providing protection against oil and grease in fibrebased packaging.”
3. Cost-efficient production of higher value products
For the paper and board producers, dispersion barrier coating technologies are a possibility to produce higher value products on-site with fewer production steps.
“Dispersion barriers help to improve both the functionality and the sustainability of the fibre-based packaging materials, adding protection against grease and liquid, among other substances. They also provide a functional barrier against mineral oil residual migration, which help protect food in packaging made from recycled fibre.”
The FennoGuard barrier solutions are based on an open formula, which means the formulation barrier properties can be tailored for a specific end-use demand.
“Every paper and board machine and coating line is different from another. The open formulation also gives an opportunity to take these differences into account and develop coating formulation that gives the best performance for each use case and on each machine in question.”
When the final mixing of the formulation is done at the mill site, logistics and extra handling can be minimised. In addition, FennoGuard dispersion barriers have good converting properties with low blocking tendency, ensuring high production efficiency both at the mill and at the packaging converter.
“We work in collaboration with our customers in the packaging value chain to develop new sustainable, safe, and cost-efficient solutions for the current food packaging challenges,” Sami Puttonen states.
https://www.kemira.com/insights/webinar-dispersion-barriersthe-future-of-recyclable-packaging/
28 PAPER TECHNOLOGY SUMMER 2024 INDUSTRY NEWS




















Organiser 7-9 Nov 2024 Dar Es Salaam Tanzania PAPER | PAPERBOARD PACKAGING HYGIENE TISSUE Herds of opportunities await you! welcome to Tanzania www.propapertanzania.com

Bioeconomy and the Pulp & Paper Industry – Part V: Biomass Valorisation with Nanocellulose and Other Bio Materials
Dr Mahendra Patel, Industrypaper, (www.industrypaper.net), industrypaper@yahoo.co.uk
Bioeconomy entails the cutting-edge technologies of Nanocellulose and other Biomaterials, which serve for the valorisation of the biomass user – Pulp and Paper Industry. This paper describes the different biomass used in industries along with opportunities of producing numerous biochemicals and materials, elaborating exigence of nanocellulose production at site. Lignocellulosic biomass can serve effectively for industries in valorisation of their existing products not only for profit-making but also in minimising the environmental impact to meet the missionary objectives of Bioeconomy. The four main components of the biomass, namely cellulose, lignin, hemicellulose and plant oils, can be exploited for generation of more than 200 chemicals having applications in biofuel, food, medicine, shelter, cosmetics, pulp and paper, packaging, electronics and multitudinous other industries.
The immense potential of nanocellulose has been highlighted here along with its performance, properties and applications. The status of present industrial production of nanocellulose is also presented. However, nanocellulose needs more of attention for large scale applications and marketing. It is explained that the different types of nanocellulose with varying properties and performance, which are based on some forty raw materials and more than twenty technologies with many evolving green and sustainable innovations, have become a baffling issue for the existing industries and new entrepreneurs to arrive at optimisation of products and processes, thus being unable to reduce the cost of production and enhance performance as well as capacities.
This paper addresses these issues, simultaneously fulfilling the objectives of valorisation for the pulp and paper industries. It is emphasised that pulp and paper industries have the skills and potentials to address some of the issues and can take major part in nanocellulose production and application.
INTRODUCTION
Lignocellulosic biomass valorisation is the process of adding value to different types of plants and residues [1]. As the end of industries based on fossil fuel appears to be on the horizon, present society is on the look-out for alternative energy and valuable chemical resources. Lignocellulosic biomass being the most abundant and bio-renewable material on earth, it has the potential as an alternative platform to fossil resources.
Forest and agricultural biomass can serve as a resource for a multitude of chemicals and energy [2]. Production of chemicals from biomass offers a promising opportunity to improve the overall economics and sustainability of an integrated biorefinery while reducing dependence on fossil fuel [3].
Apart from biofuels, over 200 value-added compounds (Figure 1), can be derived from lignocellulosic biomass [1] by various treatment methods. However, all chemicals cannot be extracted immediately and it is advisable to select few only to be exploited. In one study [4], initial landscape and bibliometric analysis enabled identification of 50 potential existing and
emerging bio-based technologies, the three feedstocks being cellulose, lignin and seaweed, out of which 18 technologies fulfilled the requirement criteria from where six exemplary technologies were selected, namely:
Bio-methane and bioethanol, High purity lignin, Microfibrillated cellulose/Nanocellulose, PHAs from fatty acids, Urban waste, and Seaweed technology.
Figure 1 presents the schema of biomass valorisation with potential for production of biochemicals/biomaterials and nanocellulose encompassing virgin wood, forest residues, agricultural wastes, industrial wastes and societal wastes [5].
The main components of the plant biomass are cellulose, hemicellulose, lignin and plant oils, the intermediate platforms being lipids and sugars from where a large number of products can be seen in the figure to have been generated. These include biodiesel, esters, alcohols, furan, organic acids, liquid alkanes, polymers, amino acids and various aromatic compounds.
Functionally, cellulose is the most abundant natural biopolymer with ~100 billion tonnes per annum available globally [6], while lignin is another plant-derived polymer, which is the second most abundant natural polymer on Earth with ~20-billion tonnes/annum available globally [7,8]. The global cellulose market size is projected to reach US$ 305.08 billion by 2026, exhibiting a CAGR of 4.2% during the forecast period [9].
Presently, industries are using part of the forest and agricultural biomass only; a lot goes as waste. For example, only the wood logs are being used in the pulp and paper industries for papermaking but other portions of the tree such as branches, leaves, bark etc practically go as waste, which could serve for extraction of many chemicals. Moreover, the industries can be more innovative to add valorisation to their existing products and wastes through many biomaterials and even nanocellulose.
All the three components, namely cellulose, lignin and hemicellulose can produce nano materials:
Nanocellulose (from Cellulose), Nano lignin (from Lignin) and Xylan nanoparticles (from Hemicellulose)
However, this paper will confine to nanocellulose only. Moreover, though a large number of biomaterials are produced from cellulose, production of only nanocellulose has been discussed here as part of valorisation of lignocellulosic biomass.
NANOCELLULOSE
Nanocellulose has evolved today as one of the most fascinating materials of cutting-edge technology in research and industrial applications in multi-disciplinary domains [10]. The basic fact that nanocellulose is produced from natural, biological raw
30 PAPER TECHNOLOGY SUMMER 2024 INDUSTRY NEWS
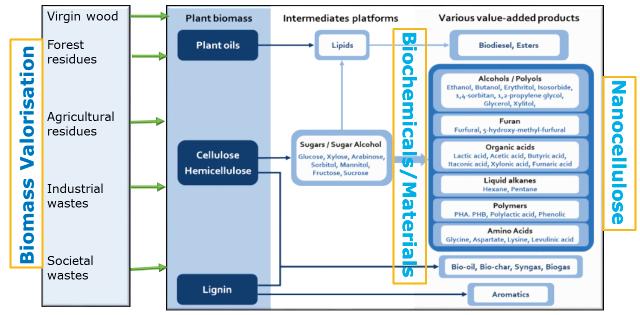
material, which is abundantly available and environmentally benign, it gets immediate priority over the plastic materials based on depleting fossil fuels in any application. One of the main reasons for nanocellulose market coming to limelight is the rising environmental concerns due to high usage of non-renewable petroleum-based materials that have prompted people to look for sustainable bio-based materials. Nanocellulose has emerged as an ideal alternative to various synthetic materials.
Performance
Nanocellulose is being given so much of priority because it is endowed with superior properties over many existing materials and thus possesses the potential for extraordinary performance, as can be seen in Table 1
Superior properties and special applications
Apart from the mechanical and thermal properties mentioned in Table 1, the increasing applications of nanocellulose in a large number of industries are due to its high surface area [12-14] as well as low density, optical, biocompatibility, barrier, colloidal and unique rheology and other properties (Table 2). Some of the most important applications of nanocellulose are in paper and packaging [15,16], food [17], medicine [18,19], composite materials [20], cosmetics [21], textile [22], energy and electronics [23], antimicrobial paper [24] and in many other domains. Table 2 summarises the specific properties and applications.
Property Specific performance Application
Mechanical
Rheology
Young’s modulus: 150 GPa; excellent network hydrogen bonding between celluloses
Strong hydrogen bond and the ability to form a uniform layer on a hydrophilic substrate; suspension viscosity decreasing with increasing shear rate
Optical Translucent, highly consistent gel
Thermal Up to 350°C degradation temperature
Biodegradability
Oxygen barrier
Hydrophilic surface; rapid degradation at ambient temperature
Tight configuration between the fibres leads to reduced porosity
Reinforcement in polymer matrix
Green adhesive; paint; paper coating; rheology modifier for food, coatings, cosmetics, and pharmaceutical products
Transparent material; nano-paper
Insulation material
Films/membranes, beads/microspheres, hydrogels/aerogels, bioplastics
Liquid and gas material barrier
Table 2: Properties and applications of nanocellulose [10].
31 PAPER TECHNOLOGY SUMMER 2024 BIOECONOMY AND THE PULP & PAPER INDUSTRY PART V
Figure 1: Lignocellulosic biomass and wastes as source of multitude products and serving for valorisation including nanocellulose (Modified from [5]).
Tensile strength (GPa) Young’s modulus (GPa) Density (g/cm3) Tensile/ density Modulus/ density Thermal exp. coeff. (ppm/K) CNC 7.5 145 1.6 4.7 90.6 3-22 Steel wire 4.1 207 7.8 0.5 26.5 15 Glass fibre 4.8 86 2.5 1.9 34.4 13 Kevlar 3.8 130 1.4 2.7 92.9 -4
Table 1: Comparison of material properties of cellulose [11].
Material
Present production status
Though a large number of publications from laboratory-scale research were made, it is in the 2012-2015 period that some pilot plants were installed, followed by industrial scale productions after 2018, which is expanding fast. Table 3 summarises the different production capacities of the existing nanocellulose production units in tonnage per year (tpy), >1000tpy, 100-1000tpy, 10-100tpy and <1tpy.
It may be mentioned that the information collected is from the literature and from personal enquiries. It is possible that some of the units mentioned in this table might have stopped production, while additional units could have joined the list. The exact tonnage, technologies adopted and end products as well as raw materials used and applications are made available elsewhere [25].
Capacity
>1000 tpy
Name of the Companies
Fibrelean Technologies, Imerys, UK; Kruger Bioproducts Inc, Canada; Performance BioFilaments Inc, Canada; Borregaard, Norway; Stora Enso, Finland
THE BAFFLING ISSUE LIMITING NANOCELLULOSE EXPANSION
Nanocellulose is an advanced material needing much sophisticated equipment for characterisation and evaluation. While consulting publications, one is confronted with many nomenclatures and properties in terms of shape and size, morphology and performance properties.
Nomenclature and types of nanocellulose
Nanocellulose can be classified into eight categories, out of which six products are being produced at three different stages, namely laboratory, pilot plant and industrial scale (Figure 2).
100-1000tpy
Paperlogic, USA; Nippon Paper, Japan; CelluForce, Canada; Norske Skog, Norway; University of Maine, USA; American Process, USA; RISE, Transportable container factory, Sweden; Daicel, Japan; GranBio Technologies, USA; Daio Paper, Japan; Cellucomp, UK; Chuetsu Pulp and Paper, Japan
10-100tpy
Sweetwater Energy; Oji Paper, Japan; Inventia AB, Sweden; Holmen (Melodea), Sweden; Sugino Machine, Japan; Suzano, Brazil; CTP/FCBA, France; Seiko PMC, Japan; Klabin, Brazil (Melodea)
1-10tpy
<1tpy
SAPPI, Netherlands; Swiss Federal Laboratories for Materials Science and Technology Empa, Switzerland; VTT, Finland; Bio Vision Technologies Inc., USA; Blue Goose Biorefineries, Canada; Central Institute for Research on Cotton Technology, ICAR, India; Tianjin Haojia Cellulose, China; US Forest Products Laboratory; FPI Innovations, Canada; Dai-ichi Kyogo (DKS), Japan
Weidmann Fiber Technology, Switzerland; Alberta Innovates Technology Futures; UPM-Kymmene, Finland; Rettenmaier, Germany; AIPac and AIFT, Canada; ZelfoTechnology GmbH, UK; InoFib LGP2 start-up, France; Daio Paper, Japan; Tianjin Woodelf Biotechnology, China; DIC Corporation, Japan; Tokushu Tokai Paper, Japan; Tianjin Haojia Cellulose, China; Lulea University of Technology, Sweden; Verso Paper, USA; Guilin Qihong Technology, China; Cellulose Lab, Canada; Northeast Forestry University, China
Market potential
Plenty of publications are available on applications at laboratory level and the use of nanocellulose has being expanding at industrial scale also. The global nanocellulose market size was set to reach US$ 474.8 million in 2023 [26]. Between 2023 and 2032, global nanocellulose sales will thrive at 19.1% CAGR. Total market valuation at the end of 2033 is forecast to reach US$ 2,725.5 million.
Each nanocellulose can impart different performances for different applications on which, because of lack of transparency, the producer and user are not free from confusion, culminating in uncertainties and requiring in-house trials by the user industry. This is not a healthy trend in marketing and establishing regular customers.
CNC (Crystalline nanocellulose), CNF (Crystalline nano fibre) and BNC (bacterial nanocellulose) are the three wellknown nanocellulose varieties, but there are many more types of nano products available with properties ranging from micro to nano level, though performance wise, all are classified as nano materials. For example, MFC (Micro fibre cellulose) has properties similar as nanocellulose. Nano filaments (NF) possess also properties as the nanocellulose but the MFC and NF have higher particle dimensions than that of nanocellulose. Mineralised nanocellulose, produced by Fibrelean (Imerys) and nanocellulose composite materials contain other materials than nanocellulose, which can be used directly by some industries.
Electrospun nanofibre (ESPN) can include non-cellulosic material while the seventh product is amorphous cellulose (AC), which is formed in course of extracting the CNC from cellulose and the last one, ligno-nanocellulose (LNC) is based on the lignocellulosic raw material. Apart from these eight forms, hairy nanocellulose and few other named nanocelluloses have also been reported in the literature. Moreover, a large number of synonyms and terms are used for specially the CNC and CNF nanocelluloses, which can confuse the reader. The exact properties required for a particular application are again not defined in terms of particle and other characteristics.
32 PAPER TECHNOLOGY SUMMER 2024 BIOECONOMY AND THE PULP & PAPER INDUSTRY PART V
Table 3: Industries having different nanocellulose production capacities in tonnes per year.
Nano cellulose
Crystalline nanocellulose (CNC)
Bacterial nano cellulose (BNC))
Nanofilament (NF)
Mineralised Nano cellulose
Micro fibre cellulose (MFC)
Cellulose nanofibril (CNF)
Nanoligno cellulose (NLC)
Figure 2: Varieties of nanocellulose, produced by different technologies from different raw materials.
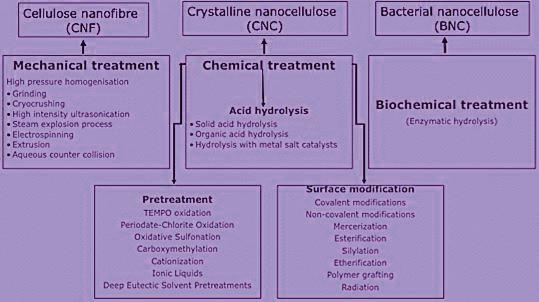
Raw materials
Some of the important raw materials used for production of nanocellulose include: wood (hardwood and softwood), bamboo, agri-residues (wheat straw, rice straw and husk, sugarcane bagasse) and agricultural plants (cotton, jute, kenaf, sisal, hemp, banana fibre, coconut fibre, corncob, oil palm, cassava peel), tunicate and algae.
Apart from the above plants, nanocellulose has been obtained from a few agricultural residues and industrial wastes and grasses etc. The most important and potential commercial raw materials for production of nanocellulose are wood, bamboo, agri-residues and the common agricultural plants such as cotton and jute because of their high cellulosic percentage and abundance in availability. In fact, some 40 raw materials are reported to have the potential for nanocellulose production and 40-70% of the total cost of production of nanocellulose depends upon the raw materials. The availability, cost and properties of each raw material is different from the other and in addition to that, the authors claim different advantages. The final nanocellulose properties depend upon the source of feedstock. Thus, in terms of raw material use also, the issue sometimes is perplexing and baffling.
Technologies
The different technologies and techniques used for nanocellulose production are schematised in Figure 3
Some 30 techniques are shown in the figure, employed in nanocellulose production. The evolution of such large number of techniques is partly due to scientific curiosity and innovative interests of the researchers but there exist important applied objectives also. Here also, for a new entrepreneur or unit looking for modification in process, it is not easy to take up appropriate decision, especially as the technology-suppliers also have their own claims for sale.
The basic problem underlying the lack of clarity is that nanocellulose is a new and sophisticated product and it is at the stage of beginning for industrial production. It may take some time for perfecting and streamlining. It is not like in pulp and paper industry that readymade well-
established technology for a particular product is available for commencement and expansion.
Pulp and paper industry can take the lead
Nanocellulose production process is fairly simple but the developments for industrialisation have taken place in a handful of establishments (Table 3).
Figure 4 presents the schema indicating the different stages for production of cellulose nanofibre (CNF) from wood.
It can be seen in Figure 4 that the first four stages are wellknown in pulp and paper manufacturing. The bleached pulp has to be examined whether it can be used directly for nanocellulose production or some more refining is required.
Advantages with pulp and paper industries for nanocellulose production
Advantage with the pulp and paper industries is that raw materials such as wood, bamboo and agri-residues including wheat straw and sugarcane bagasse are already in use as common raw materials for mass production of paper and board. Production of nanocellulose from these raw materials can be accomplished without disturbing the existing manufacturing systems.
The infrastructure facilities for procurement of raw materials
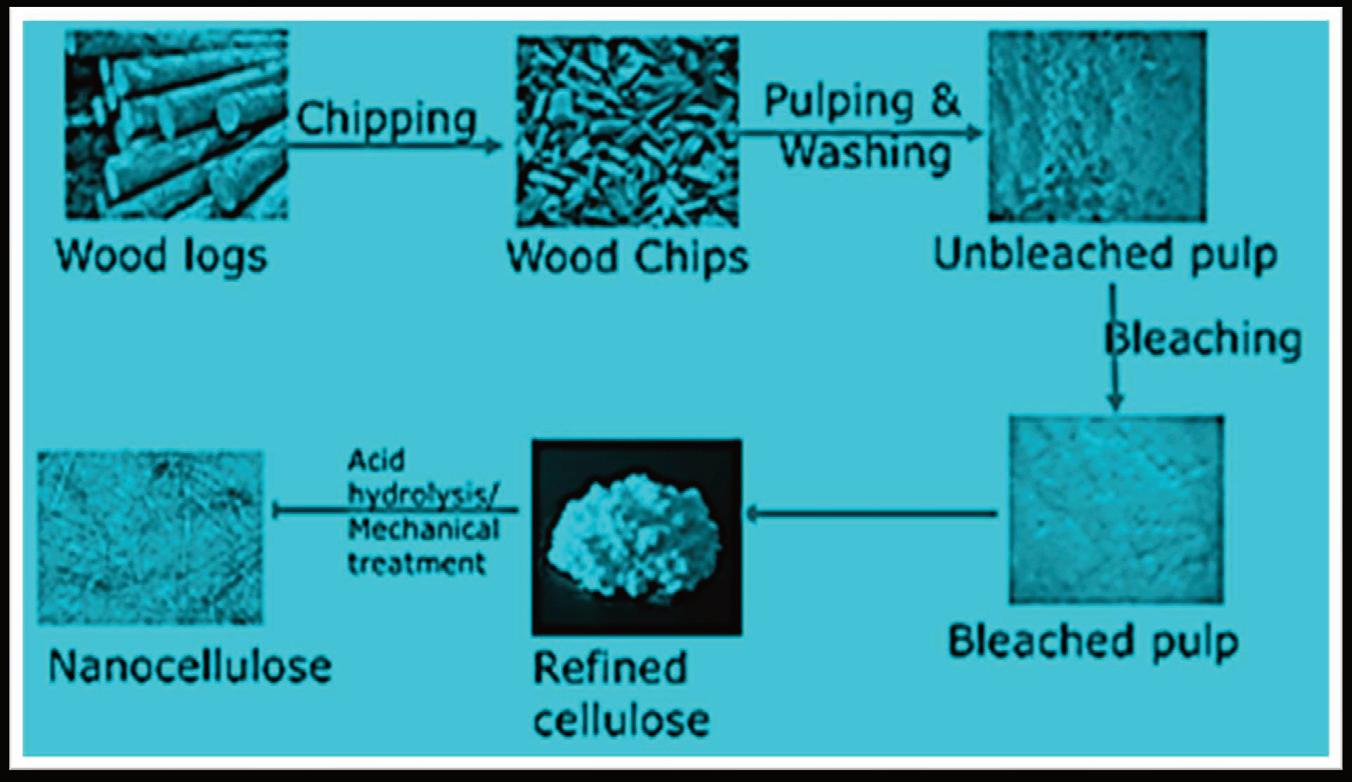
33 PAPER TECHNOLOGY SUMMER 2024 BIOECONOMY AND THE PULP & PAPER INDUSTRY PART V
Figure 3: Different techniques used in nanocellulose production [10].
Figure 4: Photographs of products at different stages for producing nanocellulose from wood [10].
and manufacturing technologies of these industries can be easily acquired for production of nanocellulose. The intermediate products from these industries, namely purified cellulose or bleached pulp, can directly be taken to produce nanocellulose. On the other hand, paper industries may diversify their product portfolio to produce nanocellulose for value-addition.
Ideal location for the nanocellulose production unit
Planning a unit for producing nanocellulose, close to a pulp and paper industry site, may be wiser than having an independent unit far away from the industry producing bleached pulp. In such a case, minimum of infrastructure is required as the existing plant possesses practically the major part of infrastructure, such as transport road, water, electricity, effluent discharge etc. However, the plant may not be having the required sophisticated instruments for analysis and quality monitoring. Therefore, it should be near to an established laboratory, equipped with all the required facilities as well.
Secondly, it should be envisioned well before planning to set up the nanocellulose producing unit whether the end product is to be used by the mill itself or it is to be sent outside for sale to different users.
One of the important aspects include type of raw material and its purification to obtain the pure cellulose or bleached pulp. The starting material for production of nanocellulose is the lignocellulosic biomass of wood, agri-residues, waste paper and other agricultural raw materials. The most important step for nanocellulose production lies in the process of converting the lignocellulosic raw materials to firstly brown or unbleached fibrous pulp through different pulping and washing processes followed by bleaching of the resultant brown pulp to white fibres. Typically, the unbleached pulp yield using wood is around 46.5% and the bleached pulp yield as 43.5%. These values vary when using other raw materials such as recovered fibre or agri-residues.
Industrial production
The two important aspects, restricting further rapid industrialisation of the nanocellulose, is cost and secondly lack of massive demand. While continuous efforts are going on for reducing the cost of production and it has been succeeded satisfactorily by many producers, the demand aspect, which is not solely in the hands of the producing establishments, has not been increasing swiftly. It is certain that in a decade or so, further progress in the production techniques as well as applications will take place swiftly and the production capacities will rise rapidly.
Conclusion
Nanocellulose production can be served as effective valorisation project for the pulp and paper industry. Presently, there is lack of clarity on the raw materials and technologies for profitable commercial production of nanocellulose. The cost of production and user needs are to be addressed properly for rapid mass scale production and expansion of nanocellulose. It is certain that in the next few years, all these lacunae will be addressed. Pulp and paper industry, using the same lignocellulosic raw materials for producing nanocellulose and having the general industrial infrastructure and skill, it is imperative that this industry takes the lead in setting up nanocellulose production unit and add valorisation to their existing product with nanocellulose.
References
1. Isikgor, F.H. & Becer, C.R.; Lignocellulosic biomass: a sustainable platform for the production of bio-based chemicals and polymers. Polymer Chem., 6, 4497-4559, (2015).
2. United Nations Environment Programme (UNEP), Converting
Waste Agricultural Biomass into a Resource Compendium of Technologies, wedocs.unep.org/20.500.11822/7614 (2009).
3. Biddy, M.J. et al; Chemicals from Biomass: A Market Assessment of Bioproducts with Near-Term Potential National Renewable Energy Laboratory, USA, www.nrel.gov (2016).
4. Holland, Claire & Shapira, Philip; Building the bioeconomy: A targeted assessment approach to identifying bio-based technologies, challenges and opportunities. Eng. Biol. 8(1), 1-15 (2024).
5. Ning, P. et al; Recent advances in the valorization of plant biomass. Biotechnol Biofuels 14, 102 (2021).
6. Hepworth, D.G. & Bruce, D.M.; A method of calculating the mechanical properties of nanoscopic plant cell wall components from tissue properties. J. Mater. Sci. 23, 5861-5865 (2000).
7. Fernandez-Rodriguez, J. et al.; Lignin depolymerization for phenolic monomers production by sustainable processes. Energy Chem 26(4), 622-631 (2017).
8. Klemm, D. et al.; Cellulose: fascinating biopolymer and sustainable raw material. Angew. Chem. Int. Ed. 44(22), 3358-3393 (2005).
9. Fortune Business Insights, www.fortunebusinessinsights.com/cellulose-market-102062, 15 April (2024).
10. Patel, Mahendra; Nanocellulose from Techno-economic Perspective, ESBN no. 978-81-923542-7-9, Publ. Industrypaper, New Delhi, www.nanoindustry.in (2022).
11. Moon, R.J. et al; Cellulose Nanomaterials Review: Structure, Properties and Nanocomposites. Chem. Soc. Reviews, 40(7), 39413994 (2011).
12. Kondor, A. et al; On the BET Surface Area of Nanocellulose Determined Using Volumetric, Gravimetric and Chromatographic Adsorption Methods. Front. Chem. Eng., 3 (2021).
13. Moser, C.et al; Specific surface area increase during cellulose nanofiber manufacturing related to energy input. BioRes. 11(3), 7124-7132 (2016).
14. Dufresne, Alain; Nanocellulose: a new ageless bionanomaterial. Materials Today, 16(6), 220-227 (2013).
15. Li Ao et al; Overview of nanocellulose as additives in paper processing and paper products. Nanotechnology Reviews, 10(1), 3 May (2021).
16. Ghislain Fotie et al; Manufacturing of Food Packaging Based On Nanocellulose: Current Advances and Challenges. Nanomaterials, 10, 1726 (2020).
17. Silbir, Selim & Yekta, Göksungur M.; Nanocellulose Production and Its Food Applications; Conf. 2nd Congress on Food Structure Design, Antalya, Turkey, October (2016).
18. Yang, D; Application of Nanotechnology in the COVID-19 Pandemic. International J. Nanomedicine, 16, 623-649 (2021).
19. Bacakova, Lucie et al; Versatile Application of Nanocellulose: From Industry to Skin Tissue Engineering and Wound Healing. Nanomaterials (Basel), 9(2), 164, Feb. (2019).
20. Chakrabarty, Arindam & Teramoto, Yoshikunt; Recent advances in nanocellulose composites with polymers: A guide for choosing partners and how to incorporate them. Polymers, 10, 517 (2018).
21. Almeida, T. et al; Bacterial Nanocellulose toward Green Cosmetics: Recent Progresses and Challenges. Int. J. Mol. Sci., 22, 283 (2021).
22. Felgueiras, Catarina et al; Trends on the Cellulose-Based Textiles: Raw Materials and Technologies. Frontiers in Bioenergy and Biotechnology, 29 March (2021).
23. Dias, Otavio Augusto Titton et al; Current State of Applications of Nanocellulose in Flexible Energy and Electronic Devices. Frontiers in Bioenergy and Biotechnology, 21 May (2020).
24. Patel, Mahendra; Nano composites and coatings for making antimicrobial paper to combat corona virus. Paper Technology International®, 62(1), 16-21 (2021).
25. Patel, Mahendra; Nanocellulose production at industrial level. Applications of Chemistry in Nano sciences and Biomaterials Engineering, NanoBioMat June (2023).
26. Nanocellulose Market, Forecast 2023-2030, www.futuremarketinsights.com (Accessed 30th April 2024).
34 PAPER TECHNOLOGY SUMMER 2024 BIOECONOMY AND THE PULP & PAPER INDUSTRY PART V






Research Status and Prospects of Bio-based Materials for Grease Barrier Coatings on Paper Food Packaging (A Review)
Qi Chen1, Ruijuan Zhang2, Yanqun Su2, Tao Zhao2,3, Qi Du2, and Jingang Liu2
1. Patent Office, China National Intellectual Property Administration, Beijing, 100088, China
2. China National Pulp and Paper Research Institute Co., Ltd., Beijing, 100102, China
3. Sinolight Specialty Fiber Products Co., Ltd., Langfang, Hebei Province, 065008, China
Increased environmental and health concerns over the use of plastic packaging or fluorine-containing coatings, in combination with increased market demand for products with a longer shelf life, make bio-based materials one of the most important research candidates for alternative paper packaging materials for oil resistance. These bio-based materials have excellent oxygen and oil barriers, which are critical for food packaging. Moreover, they are biodegradable, naturally renewable, and safe. In this article, two main groups of bio-based oil repellents for paper food packaging, including polysaccharide-based biopolymers and protein-based biopolymers, are enumerated, and the advantages and weaknesses of bio-based oil repellents are discussed, and effective solutions are proposed. Finally, research status and prospects on the development of bio-based oilresistant coatings for the food packaging industry are presented.
1 Introduction
The food-packaging revolution began when humans learned to cook food. Food packaging occupies a substantial part of the modern packaging industry, accounting for approximately 60%–70% of the industry. Among all types of food packaging materials, plastic occupies a large share of the food packaging market because of its light weight, low cost, flexibility, and good barrier properties. However, because of their non-degradability and potential toxicity, plastics in landfills and marine debris have a considerable impact on the environment and human health [1-2], which can be countered using paper-based packaging. Moreover, the promulgation and implement of the “Plastic Limit Order” also promote the partial replacement of paper packaging for plastic packaging.
However, the rapid development of the fast-food industry and the increased popularity of take-out food in recent years have promoted the continuous expansion of the paper food packaging market. There is a great, unsatisfied demand for paper packaging including wrapping paper, paper boxes and bags in the fast-food and take-out industries. Paper packaging is more environmentally friendly, biodegradable, and recyclable [3]. Further, for food packaging, especially bakery products, fast-food, and pet-food storage, products with grease barrier properties are in high demand and critically important because they require excellent resistance against soaking through fat migration from the product and penetration [4-5].
The most common method of improving the oil resistance of paper packaging is to use oil repellents in the pulp as additives or coatings on the paper surface. Perfluoroalkyl and polyfluoroalkyl substrates (PFAS) are the most widely used and effective oil repellents because of their low surface energies. However, PFAS pose a huge threat to human health because of their toxicity and degradation difficulty resulting from perfluorooctanesulfonyl compounds (PFOA/PFOS), which are produced in the production and utilisation process [6-7]. Since the Stockholm
Convention on Persistent Organic Pollutants (POPS) was fully implemented in 2014, restrictions on fluorine-containing oil repellents have become increasingly stringent. Thus, there is an urgent need to develop environment-friendly and fluorine-free oil repellents.
Bio-based packaging materials are derived from natural renewable sources. Paper coatings, polysaccharides, proteins, and lipids, or combinations of these components, can form a dense film on the surface of paper or paperboard to prevent oil from permeating the paper and paperboard [8]; they may also serve as gas and solute barriers to minimise food quality deterioration and extend the shelf life of foods [9]. Furthermore, biobased packaging materials offer favourable environmental advantages, such as recyclability and reutilisation, compared to conventional petroleum-based synthetic polymers.
As a result, many studies successfully used biobased materials as coatings on paper or paperboard to provide an effective oil barrier for food packaging applications. This review aims to provide a synopsis on the current status of bio-based oil repellents for paper food packaging and a view of prospective developments in sustainable next-generation paper coatings.
Bio-based oil repellents, which are different from fluorinecontaining oil repellents, can form a barrier layer on the paper surface to resist the permeation of oil because the higher critical surface tension makes it difficult to prevent paper from being wetted by oil drops. Therefore, materials with good film formation may perform better as oil barriers. Currently, research on bio-based oil repellents mainly focuses on two categories: polysaccharide-based biopolymers (chitosan, starch, and nanocellulose) and protein-based biopolymers (zein, whey protein, and soy protein). The status and prospects of these two kinds of biopolymers used for grease barrier coatings on food paper packaging were reviewed in this article.
2 Polysaccharide-based biopolymers
Polysaccharide-based biopolymers primarily include chitosan, starch, and nanocellulose. They have been used as adhesives in papermaking and paper coatings, and have received considerable attention for application in oil-barrier coatings for food packaging in recent years. As environmentally friendly materials, polysaccharide-based biopolymers can form a smooth and dense film on the surface to improve paper barrier performance owing to strong hydrogen bonding interactions. However, their natural hydrophilic characteristics limit their applications in the food packaging industry [10]. In addition to oil-resistant properties, water- or water vapour-resistant properties are also required for packaging materials, especially for oil-water mixtures in fast food packaging.
2.1 Chitosan
Chitosan is an edible and biodegradable material that exhibits
36
PAPER TECHNOLOGY SUMMER 2024 INDUSTRY NEWS
excellent oxygen and oil barrier properties owing to its semicrystalline nature, hydrogen bonds between molecular chains, and the positive charge on the amino group [11-14]. Chitosan also possesses good mechanical properties comparable to those of many synthetic polymers owing to its good film-forming ability. These properties make chitosan one of the most attractive polymers for coating paper or paperboard in food packaging applications.
Ham-Pichavant et al [15] compared the fat-barrier properties of uncoated paper and chitosan-coated paper using application tests. Evidently, compared with fluorinated resins, a similar efficiency could be obtained by coating with chitosan at a 2.2% coating level. However, the treatment costs remain high, although other natural molecules such as cellulose ethers and alginates have been blended into the coating formulations in an attempt to decrease the cost. Hamdani et al [16] indicated that the kit rating value (oil/grease) of chitosan-coated paper reached 12/12 when the coating weight was 6.1g/m2, which is sufficient to satisfy the requirements of food packaging applications. Jiang [17] studied the effects of carboxymethyl chitosan coating on paper barrier properties and showed that the grease barrier properties of chitosan-coated papers were significantly improved compared with those of uncoated paper, in which the highest grease rating number of 12 was achieved, and effective protection of hot oil was achieved when transparent paper was coated with 3.3g/m2 chitosan. Kjellgren et al [18] reported that grease resistance was excellent within the coating weight range of 2.45.2g/m2 for chitosan-coated paper.
Despite the good barrier properties that could be achieved with chitosan-coated paper or paperboard, the combination of paper and chitosan is not yet fully suitable for all food packaging applications; even setting aside the cost, water sensitivity is inherent to a majority of polysaccharides, which contain a large number of hydrophilic groups [19-20]. Several studies have been conducted in recent years to address this problem. Bordenave [21] found that compared to chitosan-coated papers, papers coated with either chitosan-palmitic acid emulsions or with a blend of chitosan and O,O’-dipalmitoylchitosan (DPCT) both improved the liquid-water resistance of the materials, and maintained good grease barrier properties (degree of resistance 68/12) at same time. Wang et al [22] reported that by coating paper with a mixture of chitosan and montmorillonite (MMT) instead of a chitosan solution alone, the coated paper exhibited lower air and water vapour permeability and enhanced oil resistance at a lower coating weight.
Chitosan has the potential to replace plastics in food packaging, although many problems need to be resolved before it can be commercially used; these concerns include the difficult process of chitosan coating during coating process, high viscosity and high cost. Optimising both the cost and performance to realise the multiple functions (waterproofing, antibacterial, and water vapour barrier) of chitosan by chemical modification or compounding with other materials may be a viable alternative.
2.2 Starch
Starch and its derivatives are naturally available, inexpensive, and biodegradable polymers commonly used in paper coating. In its native form, it can be utilised as a sizing agent, whereas after modification, it can be used as a coating agent to enhance paper properties owing to its excellent film-forming ability. Starch and its derivatives were early biomaterials used in oil-resistant food packaging. Recently, some modified products have entered the market, such as Filmkote 370, a modified oil-proof starch produced in the USA; however, these products are not as effective as expected.
Many attempts have been made to improve the gas, oil, and water vapour barrier properties of starch, including plasticisation, blending with other materials, modification (chemical, physical, or enzymatic method), and using different combinations of such interventions. Song et al [23] alkalised potato starch at a low concentration and used it to increase the oil resistance properties of paper via a one-sided coating on supercalendered papers. The results showed that excellent oil barrier properties could be achieved at a coating weight of 3g/m2 at room temperature and 12g/m2 at 60°C for alkali-treated starch-coated paper. Zhang [24] reported that after coating using starch crosslinked with organic chromium, the oil resistance of the coated paper increased with an increase in the dosages of organic chromium and coating weight. In addition, starch was mixed with chitosan, PVA, and gum as coatings for paper, and the results showed that all these combinations could improve the grease and oxygen barrier properties of paper, in which the starch/chitosan composite-coated paper was the best. When the chitosan dosage was 20%, the oil resistance grade increased by 4 levels and the oxygen transmission rate was reduced by 89.7%. Menzel et al [25] reported that the crosslinking of starch with citric acid enhanced the barrier and mechanical properties of coated papers, depending on the pH value and coating process used. Buutkinaree et al [26] investigated water resistance and grease barrier properties by coating a combination of stearic acid and hydrophobic starch on a paperboard surface, and found that the water and grease resistance properties of the coated paperboard were significantly improved.
Starch-based oil repellents are a hot topic in the field of oil repellent research for food packaging. It not only has excellent performance, safety, and environmental protection property, but can also be combined with a variety of other materials to optimise its waterproofing and oil repellent effects, mechanical properties, antibacterial properties, thermal stability, and food preservation properties [27]. Considering that, these combinations may weaken the cost advantage, while the ultimate goal is to find a middle ground between performance and price.
2.3 Nanocellulose
The nanocellulose mentioned in this paper includes cellulose nanofibres (CNF), microfibrillated cellulose (MFC), and cellulose nanocrystals (CNC). Owing to its good barrier properties, the application of nanocellulose in food packaging has emerged as a promising alternative to plastic, attracting an increasing number of researchers in recent years. Their nanometre scale, high surface energy, and ability to form a nanoporous network make MFC an ideal material in paper coatings [28]. Several studies have employed MFC as composite coatings on paper substrates to obtain better barrier properties for gas, water, and oil.
To evaluate the potential application in packaging materials, Aulin et al [29] investigated the oil barrier properties of MFC films by surface coating them on base papers. It was evident that the paper with low air permeability showed superior oil resistance (1800s for castor oil), which was possibly due to the dense surface porous structure formed by the nanofibres, as studied by SEM. Chen et al [30] coated a nanocellulose suspension prepared by TEMPO oxidation onto A4 paper to analyse its oil-resistant properties. The experimental results showed that the oil-proofing grade of the coated paper reached level 6 when the CNF coating weight was 2.8g/m2. As the nanocellulose coating weight increased to 4.9g/m2, the air permeability decreased continuously, while the grease-proof level of the paper increased to 12. Moreover, it was found that the paper acted to be heat oil and solventproof. Gicquel et al [31] only used CNC to be oil-proof coating to investigate the surface and barrier properties of coated paper. Concerning Tappi-454, paper coated with CNC yielded the first
37
PAPER TECHNOLOGY SUMMER 2024 BIO-BASED MATERIALS FOR GREASE BARRIER COATINGS ON PAPER FOOD PACKAGING
grease pinhole at 5s, whereas the red oil immediately penetrated the uncoated paper. This demonstrates that the CNC-coated paper is more resistant to oil because the CNC coating increases the tortuosity of the network of paper fibres.
Nanocellulose-based coatings exhibit excellent gas and oil barriers. However, the difficulty in the application progress is due to the very high viscosity at low solids and susceptibility to moisture. These two limitations limit their commercialised prospects in application such as barrier coatings for food packaging. The solution, in this respect, is to chemically modify nanocellulose or develop nanocellulose-based barrier composite coatings with other materials such as nanofillers and lipids. Tyagi et al [32] developed a composite coating containing a mixture of CNC, a high-aspect-ratio nanofiller montmorillonite clay, an amphiphilic binder soy protein, and a surface-active agent, alkyl ketene dimer. CNC composite coatings exhibited a significant reduction in water absorption (up to 71% compared to surfaces with no coating, and up to 27% for surfaces with a CNC single coating), water vapour transmission rate (up to 27% compared to surfaces with no coating, and up to 6% for surfaces with a CNC single coating), and resistance to air permeation (up to 88% compared to surfaces with no coating, and up to 44% for surfaces with a CNC single coating). Furthermore, rheological analysis revealed a decrease in viscosity with the addition of sodium montmorillonite (MMT) and other additives, indicating the possibility of fabricating coatings with higher solid contents.
Another approach to protect nanocellulose-based coatings from moisture is to have a multilayered structure consisting of alternating layers of nanocellulose and hydrophobic polymers such as guar gum, polyvinyl alcohol, polyhydroxyalkanoates (PHAs), shellac, and poly lactic acid (PLA) [33-35]. Rajesh Koppolu et al [33] combined nanocellulose and PLA to form thin multilayer coatings via a continuous process. Their research showed a significant reduction in the water vapour transmission rate of multilayer coatings compared to that of single coating with nanocellulose or PLA, even at a high relative humidity of 90%. In addition, the oxygen transmission rate of the multilayer coatings was 98% lower than that of the PLA-coated paperboard, and the grease barrier for the nanocellulose-PLA composite coatings increased 5-fold compared to that of single coating with nanocellulose, and 2-fold compared to that of single coating with PLA.
Although there are still significant gaps in the performance and cost between nanocellulose and potential replacements for petroleum-based materials, nanocellulose-based materials with competitive performance for food packaging seems attainable.
3 Protein-based biopolymers
The excellent barrier properties and satisfactory mechanical performance of protein-based biopolymers make them promising materials for food packaging application. Compared with polysaccharide-based biopolymers, the viscosity of the protein solution is lower at the same concentration, which is beneficial for the coating process [36]. In recent years, protein-based biopolymer films have been studied as coating materials for food containing oil to extend the shelf life and improve the safety of processed food [37-38]. Currently, most studies focusing on the oil resistance of protein-based biopolymers have mainly concentrated on zein, whey protein, soy protein, and casein.
3.1 Zein (maize protein)
In particular, zein is hydrophobic because of its high content of nonpolar amino acids [39], which makes the water resistance of zein-based films or coatings superior to that of other proteinbased films or coatings [40]. Because of their good film-forming
characteristics, zein-based coatings can be used as barrier layers for food packaging, providing resistance properties for oxygen, grease, and moisture.
Research on the application of zein-based polymers in food packaging began early. Trezza et al [41] measured the grease resistance of zein-coated paper with different coating weights to determine its grease-proofing ability and potential application in fast-food packaging. Zein-coated paper is as effective as polyethylene laminates for oil resistance in fast-food packaging. Furthermore, zein-coated paper would be adequate as grease barriers for 12 hours in fast-food packaging when the coating weight reaches to 4.4-6.6g/m2, and their oil-resistance becomes better with improved coating uniformity and a higher coating weight. Parris et al [42] examined the barrier properties of paper prepared from recycled kraft paper and linerboard coated with fibres. According to the results, the zein-based coating reduced the water vapour transmission rate (WVTR) and grease permeation by 16% and 100%, respectively, on paper prepared from reslushed kraft paper, and 8% and 97%, respectively, on paper prepared from kraft linerboard.
These results demonstrate the potential of zein in paper-based food packaging. Although zein-based coatings have relatively good water and water vapour resistances, they are insufficient for food packaging. Therefore, lipids or crosslinking agents have been used to improve the water and water vapour barrier characteristics of zein-based coatings [43]. Parris et al [44] measured the water and grease barrier properties of kraft paper coated with a combination of zein and paraffin wax. The results showed that the zein layer of the bilayer coating contributed to grease proofing, and the wax layer contributed to water resistance. Weller et al [45] determined the properties of single-layer and bilayer zein/lipid films prepared by coating dried zein films with medium-chain triglyceride (MCT) oil, laboratory-extracted sorghum wax (SW)/MCT oil, or commercially refined carnauba wax (CW)/MCT oil. The results indicated that the addition of a lipid layer significantly decreased water vapour permeability (WVP) of zein films from 9.07g.mm/(m2.h.kPa) to as low as 0.115g.mm/(m2.h.kPa).
The potential barrier ability of zein has spurred considerable research on its application in food packaging. However, to commercialise these applications, intensive researches on improving their performances of mechanical properties and flexibility are necessary. Current methods for increasing the tensile strength of zein-based coatings often result in reduced flexibility [46]. Therefore, maintaining balance within the desired performance is important.
3.2 Whey protein
Whey protein has excellent film-forming properties along with barrier properties against oxygen, aroma, and oils, which can be further enhanced by crosslinking the polymeric chains, making the whey protein-based coating material water-insoluble and more suitable for paper-based food packaging [11]. Whey proteins can be divided into two types based on quality and purity: whey protein concentrate (WPC) and whey protein isolate (WPI).
Han et al [47] tested the contact angle changes of oil drops on WPI-coated paper to examine the potential practical uses of WPI-coated paper for food packaging. The experimental results showed that the reduction rate of the corn-oil contact angle of the WPI-coated paper decreased with increased coating weight. Especially, when the coating weight reached to 18g/m2, the reduction rate was 0.0482°/min, which is statistically nearly 0. Therefore, the WPI coating could be used as an oil barrier on paper packaging materials for the hamburgers or fried foods at a
38
PAPER TECHNOLOGY SUMMER 2024 BIO-BASED MATERIALS FOR GREASE BARRIER COATINGS ON PAPER FOOD PACKAGING
fast-food service restaurant. Additionally, the excellent oil resistance of WPI-coated paper is comparable to that of commercial flexible plastic laminated paper (low-density polyethylene at 9.5g/m2). The study conducted by Chan et al [48] also demonstrated the excellent oil barrier properties of paper coated with whey protein.
The incorporation of plasticising agents is necessary to overcome the intrinsic brittleness of whey protein coatings [49-50]. Chan et al [51] found that paperboard coated with WPI and glycerol as plasticisers exhibited a good oil barrier, along with the migration of the glycerol plasticiser into the paperboard during storage. Lin et al [52] discussed the effect of sucrose (Suc) as an alternative to glycerol plasticisers. They found that Suc imparted excellent grease resistance as a plasticiser, which was similar to that of glycerol, and Suc performed better than glycerol in preventing the cracking of WPC coatings during storage. In addition, they reported that WPC with approximately 80% protein coating on paperboard provided a grease barrier which was comparable to that of WPI coating at a substantially lower cost. To explore the potential of this alternative in practical application, Yoo et al [53] used WPC combined with Suc plasticiser for paperboard coating in food packaging to determine the differences in grease barrier properties. The results showed that the paperboards coated by 10% WPC showed excellent oil barriers comparable to commercial fluorinated hydrocarbon, while the paperboards with 10% WPC:20% Suc solution coating had oil barrier comparable to polyethylene-coated paperboards.
As mentioned above, whey protein coatings containing plasticisers are flexible, safe, biodegradable, and have excellent barrier characteristics for oxygen, oil, and aroma [54]. Similar to other hydrophilic materials, whey proteins have limitations in terms of moisture content [43]. Therefore, the application of lipid materials (fats and oils) may be indispensable for this system to improve water and water vapour barrier properties. Overall, whey proteins are promising ecofriendly alternatives to synthetic polymers.
3.3 Soy protein
Soy protein isolate (SPI) also has a remarkable film-forming capacity, resulting in better oxygen barrier performance than zein and wheat gluten [54-55]. Different from zein, SPI is an inexpensive biopolymer that competes with polyethylene in terms of cost.
Park et al [56] measured the grease barrier properties of SPIcoated paper and compared with those of two commercial polyethylene-laminated papers. The results showed that the SPIcoated paper was impermeable to grease penetration for the first 2h. When the paper was coated with SPI over 2.0g/m2, there was little grease migration, which was slightly superior to that of the polyethylene-laminated papers.
As reported, soy protein-coated paper was found to impart gas and oil barriers as well as adequate mechanical properties [56], while providing poor water barrier properties owing to the hydrophilic nature of soy protein. Researchers have attempted to address this problem. Han et al [57] incorporated SiO2 nanoparticles with SPI films. The results indicated that compared with pure SPI films, using nanoparticles with the minimum size not only induced the greatest decrease in the WVTR and oxygen transmission rate (OTR) values by 11.79% and 9.66%, respectively, but also improved the contact angle and tensile strength by 21.12% and 17.65%, respectively. Wang et al [58] prepared SPI films with oleic and stearic acids, and characterised their water vapour barrier properties and contact angles on a hydrophobic surface. The data showed that the ad-
dition of oleic acid and stearic acid was effective in improving the water vapour barrier abilities, which was embodied in the decrease in the WVP by 70% and the increase in the contact angle by approximately 65° (the highest was 135°) compared with those of the control group.
Given the above, we may reasonably arrive at the conclusion that adding nanoparticles, fatty acids, and lipids to overcome the defects that have limited the application of SPI films or coatings in food packaging seems to be a promising approach.
3.4 Casein
Casein, especially sodium caseinate (NaCAS), is usually used as caseinate because of its poor solubility in water. NaCAS appears to provide better gas barrier properties than nonionic polysaccharides [59], which may be related to its more polar nature and more linear (non-ring) structure, leading to a higher cohesive energy density and lower free volume [60]. In addition, NaCAS also possesses good mechanical properties, as demonstrated by Khwaldia et al [61]. These properties make caseinate an attractive paper coating alternative to plastics for food packaging.
Aloui et al [62] used NaCAS reinforced with halloysite nanotubes (HNTs) as a coating material on paper surfaces to investigate the effects of the coating weight and HNTs content on the mechanical, optical, and barrier properties of the coated papers. Compared with uncoated paper, coatings based on NaCAS, either alone or reinforced with HNTs, were able to reduce or prevent oil permeation through the paper. Papers coated with NaCAS at coating weight of 9.9g/m2 exhibited excellent grease resistance represented by the appearance of the first oil stains on the undersurface after 372min; papers within the coating weights range of 9.9g/m2 and 17g/m2 would be regarded as fully greaseproof as no oil stains were observed on the undersurface after 24h, while oil stains of the uncoated paper appeared after 7s. Further, the addition of HNTs can improve grease resistance properties at a lower coating weight.
Although caseinates have the aforementioned advantages, some drawbacks still need to be addressed to adapt them to practical application, such as the lack of water resistance and flexibility. Currently, the use of functional additives, such as wax, fatty acids, plasticisers, and crosslinkers, is an effective solution [63-66]. For instance, films prepared from aqueous emulsions of calcium caseinate and beeswax exhibited a 90% reduction in WVP compared with those of films prepared from calcium caseinate alone [67]. Since additives influence other properties, further comprehensive studies are required to determine optimal performance.
4 Conclusions and future perspectives
As described above, problems that are similar with most biopolymers, such as hydrophilicity, crystallisation behaviour, lack of flexibility, and high cost, prevent their full commercial exploitations. We also discuss some corresponding solutions proposed in many studies as representative examples. Although biobased materials, compared with fluorinated oil repellents, still have a great shortage in effect and cost, extensive researches are needed in the paper food packaging industry towards developing methods for new coating formations, conveying costs and improving the properties of paper coatings [68]. Bio-based materials are considered to be promising oil repellents with grease barrier for the future development of mainstream direction in paper food packaging.
In the future, numerous combinations can be used cooperatively on an industrial scale, depending on consumers demands, products characteristics, and operating conditions. In our view,
39
PAPER TECHNOLOGY SUMMER 2024 BIO-BASED MATERIALS FOR GREASE BARRIER COATINGS ON PAPER FOOD PACKAGING
the research directions of bio-based grease barrier will focus on the following three aspects in the years ahead.
4.1 Modification or compounding with other materials.
The barrier properties of bio-based materials may be improved by chemical and physical crosslinking or by the incorporation of additives and other bio-based materials. Chemical modifications have been specifically used to provide good water or water vapour barrier properties, including grafting, acetylation, and alkylation. The moisture sensitivity of bio-based coatings can be decreased by crosslinking, leading to improved barrier properties against water vapour and oxygen transmission at high humidity [69]. The combination of additives and other bio-based materials can improve certain properties. For example, the addition of plasticisers can make coatings flexible, whereas the addition of nanocellulose may enhance the oxygen barrier performance. However, all these improvement approaches may have a negative influence on the biodegradability of the coatings, which means that we should consider the balance of both sides.
4.2 Innovation of processing method
Paper coating technology has matured abroad and at home, including bar coating, knife coating, dip coating, and curtain coating. However, innovative processing methods need to be applied to contribute to the biobased coatings properties as auxiliary means. Drawing lessons from successful practices in other related industrial areas is an accessible approach, such as in the fields of extrusion, enrolling, fluidisation, spraying, and UV polymerisation. Currently, extrusion and compression moulding, which are well-known commercial methods applied to develop films and plastic granules, are considered the most likely to be successful in the process of preparing bio-based barrier coatings. However, many problems such as plasticisation and process monitoring still need to be solved.
4.3 Multilayer barrier coatings
Given that most bio-based materials do not present a sufficient water vapour barrier for food packaging, the combination of individual layer with a multilayer coating structure is often necessary to improve their competitive edge against synthetic films [70-71]. The application of hydrophobic compounds as the top coating layer can provide the coated paper with water vapour barrier properties and minimise the unfavourable effects of moisture on the oil-resistant layers. In fact, some hydrophobic compounds such as polylactic acid and shellac can also contribute to oil barrier properties as top coating layer. Owing to the compatibility of the multilayer coating structure, an additional functional layer can provide certain properties, such as antimicrobial ability or printability, which may expand the application of related products.
References
[1] ZHU et al. Research Progress of Paper Oil Repellents. Paper and Papermaking, 2003(4), 31-33.
[2] WANG et al. Effects of Plasticizers on Properties of Whey Protein-sericin Blended Edible Films. Food Science, 2008, 29(6), 59-63.
[3] LIU & LEI. Research on the Preparation and Properties of Water and Oil Resistant Paper Made by Brown Bagasse Pulp. Paper Science & Technology, 2016, 35(6), 28-30.
[4] LANGE et al. Novel Method for Testing the Grease Resistance of Pet Food Packaging. Packaging Technology and Science, 2002, 15(2), 65-74.
[5] KUNAM et al. Bio-based Materials for Barrier Coatings on Paper Packaging. Biomass Conversion and Biorefinery, 2022, 2,1-16.
[6] DASSUNCAO et al. Shifting Global Exposures to Poly- and Perfluoroalkyl Substances (PFASs) Evident in Longitudinal Birth Cohorts from a Seafood- Consuming Population. Environmental Science & Technology, 2018, 52, 3738-3747.
[7] ROSENMAI at al. Fluorinated Alkyl Substances and Technical Mixtures Used in Food Paper-packaging Exhibit Endocrine-related Activity in Vitro. Andrology, 2016, 4(4), 662-672.
[8] CHEN et al. Preparation and Characterization of Grease-proof and Solvent-proof Food Wrapper. Packaging Engineering, 2020, 41(7), 98-106.
[9] WANG. Research on Waterproof and Oil-proof Performance of Packaging Board for Fast Food Packaging. Wuxi: Jiangnan University, 2021.
[10] MIKKONEN et al. Effect of Polysaccharide Structure on Mechanical and Thermal Properties of Galactomannan-Based Films. Biomacromolecules, 2007, 8, 3198-3205.
[11] RASTOGI & SAMYN. Bio-Based Coatings for Paper Applications. Coatings, 2015, 5, 887-930.
[12] BORDENAVE et al. Hydrophobization and Antimicrobial Activity of Chitosan and Paper-based Packaging Material. Biomacromolecules, 2010, 11, 88-96.
[13] KITTUR et al. Functional Packaging Properties of Chitosan Films. European Food Research and Technology, 1998, 206(1), 44-47.
[14] SHU et al. Novel pH-sensitive Citrate Cross-linked Chitosan Film for Drug Controlled Release. International Journal of Pharmaceutics, 2001, 212(1), 19-28.
[15] HAM-PICHAVANT et al. Fat Resistance Properties of Chitosanbased Paper Packaging for Food Applications. Carbohydrate Polymers: Scientific and Technological Aspects of Industrially Important Polysaccharides, 2005, 61(3), 259-265.
[16] HAMDANI et al. Chitosan-Graft-Poly (dimethylsiloxane)/Zein Coatings for the Fabrication of Environmentally Friendly Oiland Water-Resistant Paper. ACS Sustainable Chemistry Engineering, 2020, 8, 5147-5155.
[17] JIANG. Study on the Application of Carboxymethyl Chitosan in Paper Barrier Coating. Guangzhou: South China University of Technology, 2014.
[18] KJELLGREN et al. Barrier and Surface Properties of Chitosancoated Greaseproof Paper. Carbohydrate Polymers, 2006, 65(4), 453-460.
[19] MORIN-CRINI et al. Applications of Chitosan in Food, Pharmaceuticals, Medicine, Cosmetics, Agriculture, Textiles, Pulp and Paper, Biotechnology, and Environmental Chemistry. Environmental Chemistry Letters, 2019, 17(4), 1667-1692.
[20] ZHU et al. Research progress on multifunctional chitosan based oil-repellent agent in grease-proof paper. Fine Chemicals, 2021, 38(12), 2404-2414.
[21] BORDENAVE et al. Hydrophobization and Antimicrobial Activity of Chitosan and Paper-Based Packaging Material. Biomacromolecules, 2010, 11(1), 88-96.
[22] WANG et al. Chitosan/Montmorillonite Coatings for the Fabrication of Food-Safe Greaseproof Paper. Polymers, 2021, 13(10), 1607-1619.
[23] SONG et al. Effects of Renewable Materials Coatings on Oil Resistant Properties of Paper. Nordic Pulp and Paper Research Journal, 2015, 30(2), 344-349.
[24] ZHANG. Preparation of Starch Composite and Its Application in Paper Barrier Coating. Guangzhou: South China University of Technology, 2016.
[25] MENZEL et al. The Effect of pH on Hydrolysis, Cross-linking and Barrier Properties of Starch Barriers Containing Citric Acid. Carbohydrate Polymers, 2013, 98(2), 1505-1513.
[26] BUTKINAREE. Effects of Biodegradable Coating on Barrier Properties of Paperboard Food Packaging. Journal of Metals, Materials and Minerals, 2008, 18(1), 219-222.
[27] XU et al. Research Progress of Water-proof and Oil-proof Modification of Paper Food Packaging Materials. Packaging Engineering, 2021, 42(3), 107-115.
[28] LAVOINE et al. Mechanical and Barrier Properties of Cardboard and 3D Packaging Coated with Microfibrillated Cellulose. Jour-
40 PAPER TECHNOLOGY SUMMER 2024 BIO-BASED MATERIALS FOR GREASE BARRIER COATINGS ON PAPER FOOD PACKAGING
nal of Applied Polymer Science, 2014, 131(8), 40106-40117.
[29] AULIN et al. Oxygen and Oil Barrier Properties of Microfibrillated Cellulose Films and Coatings. Cellulose, 2010, 17(3), 559574.
[30] CHEN. Preparation and Properties of Micro-nano Cellulose Oilproof Barrier Paper. Guangzhou: South China University of Technology, 2020.
[31] GICQUEL et al. Cellulose Nanocrystals as New Bio-based Coating Layer for Improving Fiber-based Mechanical and Barrier Properties. Journal of Materials Science, 2017, 52(6), 30483061.
[32] TYAGI et al. High Performance Nanocellulose-based Composite Coatings for Oil and Grease Resistance. Cellulose, 2018, 25(6), 3376-3391.
[33] KOPPOLU et al. Continuous Processing of Nanocellulose and Polylactic Acid into Multilayer Barrier Coatings. ACS Applied Materials & Interfaces, 2019, 11, 11920-11927.
[34] SPENCE et al. Water Vapor Barrier Properties of Coated and Filled Microfibrillated Cellulose Composite Films. Bioresources, 2011, 6, 4370-4388.
[35] DAI et al. Robust Guar Gum/Cellulose Nanofibrils Multilayer Films with Good Barrier Properties. ACS Applied Materials & Interfaces, 2017, 9(6), 5477-5485.
[36] WANG et al. Research Progress of Oil-proof Packaging Paper Based on Plant Fiber. Packaging Engineering, 2020, 41(21), 138-144.
[37] GENNADIOS & WELLER. Edible Films and Coatings from Wheat and Corn Proteins. Food Technol, 1990, 44, 63-69.
[38] HAN & GENNADIOS. Edible Films and Coatings: A Review. Innovations in Food Packaging, 2005, 40(12), 239-262.
[39] SHUKLA & CHERYAN. Zein: the Industrial Protein From Corn. Industrial Crops & Products, 2001, 13(3), 171-192.
[40] GUILBERT et al. Technology and Applications of Edible Protective Films. Packaging Technology and Science, 1995, 8(6), 339-346.
[41] TREZZA & VERGANO. Grease Resistance of Corn Zein Coated Paper. Journal of Food Science, 2010, 59(4), 912-915.
[42] PARRIS et al. Recyclable Zein-coated Kraft Paper and Linerboard. Progress in Paper Recycling, 2002, 11(3), 23-29.
[43] HASSAN et al. Recent Advances on Polysaccharides, Lipids and Protein Based Edible Films and Coatings: A Review. International Journal of Biological Macromolecules, 2018, 1095-1107.
[44] PARRIS et al. Enzymatic Hydrolysis of Zein Wax-Coated Paper Journal of Agricultural & Food Chemistry, 1998, 46(10), 40564059.
[45] WELLER et al. Edible Bilayer Films from Zein and Grain Sorghum Wax or Carnauba Wax. LWT-Food Science and Technology, 1998, 31(3), 279-285.
[46] PADUA & QIN. Formation and Properties of Corn Zein Films and Coatings [M]. Boca Raton: CRC Press Inc, 2002.
[47] HAN & KROCHTA. Physical Properties and Oil Absorption of Whey-Protein-Coated Paper. Journal of Food Science, 2001, 66(2), 294-299.
[48] CHAN. Oil- and Oxygen-barrier Properties of Wheyproteincoated Paper. Cali: University of California, 2000.
[49] SCHMID et al. Whey Coated Plastic Films to Replace Expensive Polymers and Increase Recyclability. Budapest: Proceedings of the 12th Tappi European Place Conference, 2009.
[50] SCHMID et al. Properties of Whey-Protein-Coated Films and Laminates as Novel Recyclable Food Packaging Materials with Excellent Barrier Properties. International Journal of Polymer Science, 2012, 7(5), 1-7.
[51] CHAN & KROCHTA. Grease and Oxygen Barrier Properties of Whey-protein-isolate Coated Paperboard. Tappi Journal, 2001, 84(10), 57-64.
[52] LIN & KROCHTA. Plasticizer Effect on Grease Barrier and Color Properties of Whey-protein Coatings on Paperboard. Journal of Food Science, 2010, 68(1), 229-233.
[53] YOO et al. Grease Penetration and Browning Resistance of Pulpboard and Paperboard Coated with Whey Protein. Packaging Technology & Science, 2012, 25(5), 259-270.
[54] CHEN et al. Application of Protein-Based Films and Coatings for Food Packaging: A Review. Polymers, 2019, 11(12), 20392071.
[55] FALGUERA et al. Edible Films and Coatings: Structures, Active Functions and Trends in Their Use. Trends in Food Science & Technology, 2011, 22, 292-303.
[56] PARK et al. Grease Resistance and Mechanical Properties of Isolated Soy Protein-Coated Paper. JAOCS, 2000, 77(3), 269273.
[57] HAN & WANG. Improved Water Barrier and Mechanical Properties of Soy Protein Isolate Films by Incorporation of SiO2 Nanoparticles. RSC Advances, 2016, 6(113), 112317-112324.
[58] WANG et al. The Effects of Ultrasonic Microwave Assisted Treatment on the Water Vapor Barrier Properties of Soybean Protein Isolate-based Oleic Acid/Stearic Acid Blend Edible Films. Food Hydrocolloids, 2014, 35, 51-58.
[59] KHWALDIA et al. Mechanical and Barrier Properties of Sodium Caseinate- Anhydrous Milk Fat Edible Films. International Journal of Food Science & Technology, 2004, 39, 403-411.
[60] MILLER & KROCHTA. Oxygen and Aroma Barrier Properties of Edible Films: A Review. Trends in Food Science and Technology, 1997, 8(7), 228-237.
[61] KHWALDIA et al. Milk Proteins for Edible Films and Coatings. Critical Reviews in Food Science and Nutrition, 2004, 44(4), 239-251.
[62] ALOUI & KHWALDIA. Effects of Coating Weight and Nanoclay Content on Functional and Physical Properties of Bionanocomposite-coated Paper. Cellulose, 2017, 24(10), 4493-4507.
[63] KHWALDIA. Water Vapor Barrier and Mechanical Properties of Paper-sodium Caseinate and Paper-sodium Caseinate-paraffin Wax Films. Journal of Food Biochemistry, 2010, 34(5), 9981013.
[64] FABRA et al. Influence of Calcium on Tensile, Optical and Water Vapor Permeability Properties of Sodium Caseinate Edible Films. Journal of Food Engineering, 2010, 96(3), 356-364.
[65] AUDIC & CHAUFER. Caseinate Based Biodegradable Films with Improved Water Resistance. Journal of Applied Polymer Science, 2010, 117(3), 1828-1836.
[66] SCHOU et al. Properties of Edible Sodium Caseinate Films and Their Application as Food Wrapping. Food Science and Technology-zurich, 2005, 38(6), 605-610.
[67] MCHUGH & KROCHTA. Water Vapor Permeability Properties of Edible Whey Protein-lipid Emulsion Films. Journal of the American Oil Chemists’ Society, 1994, 71, 307-312.
[68] GADHAVE et al. Plastic-Free Bioactive Paper Coatings, Way to Next- Generation Sustainable Paper Packaging Application: A Review. Green and Sustainable Chemistry, 2022, 12, 9-27.
[69] VARTIAINEN & HARLIN. Crosslinking as an Efficient Tool for Decreasing Moisture Sensitivity of Biobased Nanocomposite Films. Materials Sciences and Applications, 2011, 2, 346-354.
[70] CAISA et al. Renewable fibers and bio-based materials for packaging applications-A review of recent developments. Bioresources, 2012, 7(2), 2506-2552.
[71] VARTIAINEN et al. Biopolymer Films and Coatings in Packaging Applications—A Review of Recent Developments. Materials Sciences & Applications, 2014, 5(10), 708-718.
Published originally by Paper and Biomaterials Editorial Board, Vol.8(4), 2023. Open source article reproduced under a Creative Commons Attribution-4.0 International Licence.
41 PAPER TECHNOLOGY SUMMER 2024 BIO-BASED MATERIALS FOR GREASE BARRIER COATINGS ON PAPER FOOD PACKAGING
Packaging Innovations Show Review
Daven Chamberlain, PITA Publications Editor
The Packaging Innovations and Empack joint exhibitions held at the NEC in February 2024 have gone from strength to strength, and there is no doubt that they have now surpassed what was happening pre-pandemic, both in size (447 exhibitors) and the number of visitors (it was heaving!). As I have been noting for several years, there are a huge number of foreign firms here, especially from Turkey and China, with India, America and mainland Europe all featuring heavily – they obviously see a benefit in attending (some of them year after year), so surely it is worth our indigenous manufacturers stepping up to the mark more! Finally, as regards packaging materials, metal and glass were hardly visible, but what was noticeable was the amount of plastic. Although there appears to be a push towards more sustainable materials in some quarters, there has certainly been pushback from the plastics industry which was represented in force.
Moulded Fibre
Last year I noted the steady rise in moulded fibre producers present at this event; this year was undoubtedly the largest number yet. This area of the paper-based packaging market is certainly in the ascendent.
The UK was represented by Cullen (Glasgow), Pulp-Tec (Glasgow) and Omni Pac (Lincolnshire). Cullen underwent a major expansion last year installing several new lines, and were pushing their paper bottle concept, initially for packaging dry goods. It appears that the market still has not caught on to paper bottle use for dry goods, so the company is working on bottles to house liquids. Pulp-Tec did not appear to have anything new on display. Finally, Omni Pac has opened their new line that was being installed last year, and is already looking to add a second line in the new building which should go in later this year. The UK moulded fibre sector has seen major investment in the last 5 years (when Pulp-Tec invested in a new site), and all show great confidence for the future.
USA was once again represented by Henry Products, showing their Stakker roll cradles. This company has been present every year since 2014; the only moulded fibre producer to have achieved this feat. What is particularly interesting is that an American company feels able to visit the UK annually for this event, and finds it economic to ship their bulky goods across the Atlantic to a European customer base. (Note – Pulp-Tec also produce roll cradles.)
Elsewhere, Asian moulded fibre producers were present in force, almost always showing products made from nonwoods: AM Packaging Corporation (a distributor) showed bowls; GoPak UK (a subsidiary of SCG from Thailand) has manufacturing sites around the world – those producing moulded fibre products are based in Vietnam (using eucalyptus) and China (using sugar cane); Meridian Packaging Machinery showed items made in China from bagasse; and Xiamen Basebetter from China showed bowls made from sugar cane. BioPak showed some beautiful high-quality moulded food trays; although they are an English company they are not manufacturing here, and since the products are made from sugar cane this suggests Asia, almost certainly China, as their production site.
A newcomer this year was Copar from Australia. They had
something different on offer: wheat straw. The items they had on show were prototypes made in India, but later this year a manufacturing site in Australia using indigenous straw will be opened. They aim to produce for relatively simple applications: bowls, plates, punnets and produce trays.
Finally, a pair of Greek companies were at the show: Matrix Pack and Tescera Bio Products. The former has been at the show many times. In November last year they announced collaboration with Stora Enso on production of moulded fibre cup lids (presumably made from wood pulp). Meanwhile, in March 2024 they announced a partnership with Kaset Thai International Sugar Corporation; this is why their representative was keen to point to the use of sugar cane for moulded fibre production, as well. The company has been investing in both dry- and wet-moulding technology, and sees these products as a major growth area. Turning to Tescera, they showed bowls, cup lids, plates and food containers made from thermoformed sugar cane.
Paper and Board Producers / Converters
This event tends to attract packaging rather than base material producers, but a few paper and board producers do attend every year.
The only UK producer was Romiley Board who produce solid board sheets from 100% recycled fibre, which is then converted onsite into sheet and layer products. Other products made at their site in Stockport include tubes and cores, and edge protectors, and as came out during our discussion, they were in the process of installing machinery to allow them to produce card envelopes.
Doruk Paper from Turkey showed a range of coloured wrapping papers. Established in 1996, they make about 30ktpy of one-side glazed coloured, white or brown wrappings (grammage range 33-150gsm) on three machines. To this they added a corrugated box factory in 2013.
Navigator from Portugal were the final paper producer to be present, showing their superb wrapping grades made from 100% virgin eucalyptus, which are very smooth and have really excellent printing characteristics. Currently they have two machines dedicated to producing this paper.
Aside from these companies, the converting arms of two other paper companies were present: LEIPA showed LEIPAseal, a recycled-paper-based grade with a plastic laminate allowing it to be heat-sealed, and LEIPAform drawable board for tray-forming applications; and Sonoco Consumer Products showed rigid paper containers (paper cans).
There were too many paper converters present to warrant a listing, but one of the most interesting products was on the stand of Valmatic, an Italian company that produces thermoforming machines and single-dose contract packaging. They showed their Paperdose® product, which is capable of holding between 150ml of liquid, gel, cream or powder. This appears to be the next stage along from the product produced by Technoform (which is part-owned by Fedrigoni) that I reported upon in 2022, and shows paper encroaching upon territory previously the preserve of plastic. The other really interesting product was on the Elopak stand, who showed Pure-Pak® eSense, the first aluminium-free
42
PAPER TECHNOLOGY SPRING 2024 NEW INSIGHTS ON APPLICATION OF HIGH-YIELD PULP

gable top aseptic carton suitable for both low and high acid liquid products. The unique polyolefin barrier results in a saving of 50% carbon.
Functional Barrier Coatings
As we all know, functional coatings are necessary to turn paper into a packaging material capable of resisting ingress of water, oil, grease and various gases and vapours. Although this event tends to focus upon finished products, a couple of producers of these coating materials were present.
Sherwood Group showed Puracoat, ‘sustainable barrier protection for food packaging’. This group started as The Sherwood Press in 1976, but over the years has morphed into a packaging and greeting cards manufacturer. Their coating (which they obviously do not produce themselves) is claimed to provide grease resistance to KIT12 rating, and be fully recyclable (no evidence from a certification body was given) and biodegradable (according to BS EN13432). From the use of ‘sustainable’ it must be assumed that it is a bio-coating.
The other company was Xampla, a spin-off from the University of Cambridge whose team works with plant-based natural polymers. They showed Morro Coating, which can be applied by standard coating methods such as gravure, reverse roll and spray coating (the latter making it suitable for moulded fibre products). Again, they claim a KIT12 rating, along with a Cobb60 of <3gsm and oxygen barrier properties. In addition, the coated paper is said to be both recyclable and compostable, although neither claim was backed up with any test data from certification bodies.
Sustainable barrier coatings are the Holy Grail for many paper packaging producers, so it will be interesting to see how these two companies will fare in the race to improve paper’s ingress into the market segment dominated currently by plastic.
Miscellaneous
Both plastic and paper packaging products can be affected adversely by climatic conditions during processing, so it was no surprise to find a couple of companies producing humidification / dehumidification equipment: Condair and Munters. Both had plenty of documentation, case studies and application guides to take away; Munters also gave away free laminated copies of the psychrometric scale.
Finally, our good friends ECOL Studio (PITA Corporate Members) were present to discuss their options for testing and certification of environmental credentials, and the Printing Charity also took a stand. As we keep saying, despite the name, the latter is not just aimed at helping those in the printing trade; paper and board manufacturing, moulded fibre producers, and packaging makers can all benefit from their services.
Conferences
There were three stages where over 70 speakers gave presentations over the two days, during which sustainability was
very much to the fore, as is described below for the two sessions I attended.
Nick Kirk (Technical Director at British Glass) talked to “Clear futures: Net zero developments in sustainable glass manufacturing”. Despite glass being notable by its absence at this event, this talk was very well attended, and we heard how another high energy user has approached decarbonisation issues. Short-term the industry has changed from gas/air fuelled furnaces to oxygen only; this has reduced energy use by 10-15%, and NOX emissions. In addition, they have increased the use of cullet (recycled glass) which has reduced energy use by 25% along with concomitant emissions. But the UK industry is suffering from a shortage of recycled raw material because around 25% (around a million tonnes) is exported to the EU each year.
Longer term the industry is looking at all-electric furnaces, or hybrid furnaces (using mixed fuels such as electricity along with natural gas, hydrogen or bioenergy). This technology is already in use at Ardagh Glass in Germany, which is using 80% electricity and 20% natural gas at present, but is looking to replace the gas with hydrogen in the foreseeable future. Alternative raw materials are also being examined, including mineral slags from biomass boilers, and replacement carbonate material such as limestone and dolomite.
Also, just as the paper industry has tended towards a lightweighting strategy, the glass industry is looking at ‘rightweighting’. On average they have reduced package weights by about 30%, and they think there is still scope to move further, although some products are more difficult (such as Champaigne) where the bottle is under a lot of stress due to carbonation.
Overall, remarkably similar themes to those experience by the paper sector.
Steve Lister (Head of Global Sustainability at POPAI UK & Ireland) “Sustainable packaging: The 7 key stages”. We all know that sustainability is much in the minds of consumers, who are pushing companies to improve their processes and products. In a highly energetic performance, Steve discussed eco labels, greenwashing and recyclability, all of which led to his 7 key stages for sustainable packaging, which were:
1. Packaging Design (Roughly 80% of the environmental impact is determined at the early design stage; if you get it wrong at the beginning, it will never be recovered. In particular think about what the packaging is for, and consider end of use, disassembly and recycling.)
2. Alternative & Sustainable Materials (Mono-materials are best and easiest to recycle; but remember bioplastics are a problem because they cannot be recycled. Think about what you need to use, and also what is easy to recycle.)
3. Supply Chain Partners (What is the carbon footprint of the materials you and your suppliers are using?)
4. Packaging & Print Manufacturing (You must understand what your printers are doing, what inks and processes they are using.)
5. Outer Packaging (Boxes too large for the object they are protecting inside should be consigned to history.)
6. Shipping & Logistics (Where are you buying from? Cheaper from the Far East is not necessarily best.)
7. Circularity & End of Use Recycling (This is the most challenging.)
Key takeaways: (1) the focus on sustainability has never been greater, (2) understand the supply chain problems not only of you operation but also your suppliers, and (3) collaboration is the key to success – it is impossible to do everything on your own.
43
PAPER TECHNOLOGY SUMMER 2024 PACKAGING INNOVATIONS SHOW REVIEW
People in the news
Gold Medal Association
Tim Gray, Chairman of UK Sheet Plant Association (SPA) and Managing Director / Owner of Dairi-Pak Ltd, has been awarded this year’s Gold Medal. (See page 25 for details.)
James Cropper

James Cropper has appointed Dr. David Hodgson as Chief Technology Officer of its Technical Fibre Products Ltd (TFP) division. Dr. Hodgson will lead the global Advanced Materials Innovation Group, partnering with the TFP leadership team to realise the company’s ambitious innovation and growth strategies. With over 30 years in applied electrochemistry, David’s expertise spans electrolysis, flow batteries, molten salt electrochemistry, fuel cells and water treatment, and he brings a wealth of experience to his new position, as he transitions from Founder and Managing Director of TFP Hydrogen, formally PV3, which he founded in 2011 and was acquired by James Cropper PLC in 2021.
TFP Hydrogen, a James Cropper Company, has promoted Tom Sharrock to Global Head of Sales; this is in addition to his current roles as Head of Sales for Technical Fibre Products (Europe & Asia Pacific). Jack Williams joins TFP Hydrogen as Business Development Manager, bringing with him over 15 years of experience in the chemicals sector. Boris Su also joins the company as Global Product Manager across the James Cropper Advanced Materials Division, leveraging over 15 years of experience in product management across various industries. A further new appointment is Dan Piercy, who joins as Operations Manager for TFP Hydrogen to enhance the company’s operational capabilities.
Finally, James Cropper has announced the appointment of Gareth Fisher as its new Head of Sales to drive the growth across the company’s three product areas – speciality paper, luxury packaging papers and moulded fibre products. Gareth brings over a decade of industry experience to the role, and his expertise spans sales, negotiation, sustainable leadership and strategy building.
Kemira
Richard Burden joined the UK Team as a “Technical Service Engineer, Equipment” at the end of 2023. In his new role Richard will transfer his skills to the Paper Industry and have full responsibility for all field-based equipment and for delivering, preparing and monitoring Pulp & Paper Chemicals and their performance in the process. He will also be available on demand to consult directly with paper mills to assess current standards and equipment and offer advice and guidance on mill-owned assets when and where required.
MDF Recovery
Rob Elias, the director of the well-known BioComposites Centre at Bangor University in Wales, has joined MDF Recovery as head of business development. Rob Elias oversaw the BioComposites Centre’s management, scientific endeavours, and strategic vision, but joined MDF Recovery in May as it was transitioning from an intense period of R&D into its commercial
growth phase, and Mr Elias appointment reflects company ambitions. He will work alongside managing director Craig Bartlett and head of commercial, Steve Harvey to help provide sustainable technology to those organisations who want to embrace being part of the circular economy.
Petrofer
Stuart Gregory is retiring at the end of June after 38 years in the paper industry. He started at Applied Chemicals in their paper team before joining Petrofer UK 29 years’ ago, becoming MD 12 years’ ago. Stuart Robinson is the contact for all future paper chemicals enquiries.
TAPPI Fellows for 2024
The following individuals have been named 2024 TAPPI Fellows:
Wolfgang Bauer, Professor, Bioproducts and Paper Technology, Graz University of Technology
Karyn L. Biasca, Department Chair, University of Wisconsin Stevens Point
Suzanne Blanchet, Former President and CEO, Cascades Tissue Group
David Buchanan, President, Voith Paper North America
Beth Cormier, Vice President – R&D and Sustainability, Sappi North America
Calvin Fu, Engineer, Valmet
Peter Gorog, Partner, Houghton Cascade Holdings LLC
Wadood Hamad, Chief Technology Officer, Impossible Materials AG
Joel Panek, R&D Scientist, WestRock
Janet Preston, Senior Scientist & Technical Support Specialist, Imerys (and PITA member)
Martti Tuomisto, Regional Sales Manager – Pulp & Paper, EPIQ Machinery
TAPPI Gunnar Nicholson Gold Medal Award
TAPPI is pleased to announce that Seyhan Nuyan, Ph.D., TAPPI Fellow, has been named winner of the prestigious Gunnar Nicholson Gold Medal Award. Dr. Nuyan, formerly the director, Sales and Applications with Valmet, is retired. Dr. Nuyan’s primary industrial contributions are in the areas of quality measurements and control solutions for moving sheet processes. He is one of the pioneers of developing advanced paper quality measurement and control solutions and holds four control system patents. A prolific author, Dr. Nuyan published numerous peer-reviewed articles and contributed to various books including co-authoring “Paper Machine Quality Control Systems” Volumes 1 and 2. Dr. Nuyan holds a Ph.D. in Control Engineering and a M.S. in Electronics both from the University of South Carolina, and a bachelor’s degree in Electrical Engineering from the Middle East Technical University, Ankara, Turkey.
44
PAPER TECHNOLOGY SUMMER 2024 INDUSTRY NEWS
Tronox
Tronox Pigment UK Limited has appointed Jihad AbulHawa into the role of Research Scientist with a primary focus on the paper laminate sector. Jihad undertook a five-year apprenticeship with Tronox gaining a First-Class Honours degree in Chemical Sciences and Registered Scientist status through the Royal Society of Chemistry.
Two Rivers Paper
Kieren Berry, who was with Two Rivers for three and a half years, during which time he became an accomplished hand paper maker, has left the industry for pastures new, transferring to the new nuclear power station at nearby Hinkley Point. Becca Edwards has joined the team as his replacement; she will be working part-time for the foreseeable future, whilst studying online for a Master’s Degree in Fine Art with Falmouth University. Becca has some background in papermaking as her father, Nigel, was the technical manager at Wansborough Paper Company in Watchet, for forty years! Jim Patterson remembers working with him back in the 1970s; and her mother also worked in the laboratory there.

Valmet’s Board of Directors has appointed Thomas Hinnerskov President and CEO of Valmet. He will start in the position during the second half of 2024 – by the end of September at the latest, and will succeed Pasi Laine, who will continue as the President and CEO until his successor starts. Thomas is a Danish citizen and was born in 1971. He joins Valmet from Mediq B.V. where he has been working as CEO since 2022. Prior to his current position, Hinnerskov was the Executive Vice President at Kone, responsible for South Europe, Middle East and Africa between 2021-2022 and Executive Vice President for Central Europe between 2016-2021.
Obituary – Peter Ingram
Peter Ingram, founder of the Apsley Paper Trail, passed away peacefully at his home on Saturday, 16th March.
In the early 1960s, having left Leeds Grammar School, he went to work for Petty’s, a printer in Leeds, where Kenneth Petty persuaded him to take a diploma in printing and papermaking. He accepted the job of Paper Buyer for the British Printing Corporation (BPC had 52 printing companies) in 1973. He left in 1981 when Robert Maxwell took over BPC. Peter set up Paper Management Services offering technical assistance on print/paper related problems, followed by Grampian Paper, supplying paper and paper management to book publishers. He also launched Paper and Board Market Digest, which latter two publications formed part of Paper Publications when he launched the successful B2B Paper Focus magazine. In the latter 25 years of his life, his passion was the Paper Trail, the history of the Gade Valley, (sign posted the Paper Valley), John Dickinson and the 19th century polymaths who supported him. Peter leaves behind Kathleen his wife, three children, and 5 grandchildren.
Obituary – Geof Nuttall

Geof Nuttall has died at the age of 92. He started work in papermaking research at Wiggins Teape R&D after completing a Mathematics Degree at Cambridge University. He left the company after being ticked off for not going straight to work after travelling overnight up and down to Aberdeen, and moved to a newsprint manufacturing mill in Grimsby as Physicist, then Development Manager during installation of the first (and almost only!) vertical forming machine. During this time he wrote monthly papermaking articles for a UK journal which were syndicated in USA and Germany and was also the author of a classic textbook Theory and Operation of the Fourdrinier Paper Machine.
From Grimsby he went to the University mill in Oxford and after a year Geof succeeded the previous Managing Director and ran the company for nearly ten years. During this period the mill became famous for innovations, having the World’s first computer-controlled machine. Geof prided himself on having good relations with the SOGAT union at a time when industrial relations were poor and abolished clocking-on by introducing staff status for all day and shift workers, a UK first for the papermaking industry.
When the mill was sold by the University so that the Oxford University Press could get charitable status, it became part of a much larger group that proved to be on the verge of bankruptcy (after advice from two different City institutions). The main operation of the Group quickly went bust with massive bank debts at a time when interest rates reached 18% and for a few months Geof had the impossible job of trying to rescue the Group before the whole lot went into administration.
He was Chairman of PITA and in 1979 was elected President of EUCEPA, reaching a career high point when heralded by four trumpeters from the Horse Guards before welcoming some 600 guests to a gala dinner at the Guildhall in London.
In 1980 he moved back to Yorkshire to be Production Director of Whiteleys in Pool and when, shortly afterwards, this mill too went into administration, he took over as MD and re-structured the operation. Then for some 20 years he consulted in the industry at a technical and managerial level in UK and abroad (India, Malaysia, Jordan, Italy). For many years he was chief industry representative for an agency of the Government charged with implementing energy-saving production methods, work which took him all over the country. Also he worked for the Scottish Office to develop recycling in Scotland. Experience gained during this time led him to being recalled to become senior advisor to a major Government supported project in Kent, at the age of 88.
In 1992 Geof was awarded the PITA Gold Medal, and in May 2022 he received the Paper Industry Gold Medal at the Houses of Parliament for outstanding services to the industry.
45
Valmet
PAPER TECHNOLOGY SUMMER 2024 PEOPLE IN THE NEWS
Compendium of Recent Orders
Daven Chamberlain
The list below contains a summary of orders reported by a host of major suppliers to the Paper Industry and related sectors between the Spring edition of Paper Technology International® and the middle of May 2024. Further information on each entry can be found online. Supplier companies wishing to publicise their success in gaining orders should send details to editor@pita.co.uk.
A.CELLI
1. Guiping Qiaoyu Paper Co., Ltd. (China) To supply a new paper rewinder for testliner.
2. Sichuan Fengsheng Paper Technology (Leshan City, Sichuan province, China) To supply a Film Size Press and Suction Press Rolls for the new machine (PM1).
ABB
1. Anon (Kyushu area, Japan) To supply a L&W Autoline with modules to measure Air Permeance, Thickness, Tensile, Burst P (paper) and Grammage. The team is also providing two standalone instruments for tensile and tear, and a lab management system (LMS).
2. Södra Cell (Värö Pulp Mill, Sweden) To implement optimisation control; delivery includes extended functionality for the ABB Ability™ System 800xA® distributed control system (DCS) through the implementation of advanced process control (APC) for the bleaching process.
AFRY
1. Assocarta (Italy) To define a decarbonisation strategy for the pulp and paper sector that is in line with EU framework, country-specific conditions, and technological advancements.
2. Nordic Paper (various sites in Sweden, Norway and Canada) To supply the digital solution AFRY PaperLine to replace the existing production support system with a new MESsystem; this includes migration of existing data to the new system and start-up.
ANDRITZ
1. Indah Kiat Pulp & Paper TBK (Karawang, Jawa Barat, Indonesia) To supply a complete old corrugated containers line including a reject treatment system with design capacity of 2,000 bdmt/d, to process a mixture of OCC, mixed waste and up to 30% American OCC as raw material to produce testliner.
2. Lignatherm AG (Küssnacht am Rigi, Switzerland) To supply a pressurised refining system for a new insulation board production plant.
3. Metsä Group (Äänekoski bioproduct mill, Finland) To build a demo plant for developing new lignin products.
4. Moorim P&P (Ulsan Mill, South Korea) To upgrade evaporation plant for a mill that produces bleached kraft pulp and different types of high-quality paper.
5. PT. Pabrik Kertas Indonesia (Surabaya, Indonesia) To rebuild two existing OCC (old corrugated containers) lines, increasing capacity to 500tpd.
6. Södra (Mörrum pulp mill, Sweden) To upgrade three electrostatic precipitators (ESPs) for the recovery boiler which will extend their lifetime and enable an increase of the boiler’s capacity without increasing emissions.
BELLMER
1. Anagren Pack (Uzbekistan) To supply a new white top line, capacity 120tpd, to fit their 4.25m testliner and fluting machine.
2. Sappi (“Pollux” project, Ehingen Mill, Germany) To supply a new winder for PM6.
BMH TECHNOLOGY
1. DL E&C Co., Ltd. (Yeosu, South Korea) To deliver a biomass handling system to a combined heat and power (CHP) plant.
C.G BRETTING
1. Metsä Group (Mariestad Tissue Mill, Sweden) To deliver one converting line for folded paper towels for professional use.
CAVERION
1. Stora Enso (Oulu Mill, Finland) To deliver work related to process electrics and instrumentation installations; the work is related to the project, where one of the production lines in the Oulu mill is converted into a consumer packaging board line.
DIEFFENBACHER
1. Wisewoods Co Ltd (Khao Yoi, province of Phetchaburi, Thailand) To supply a CEBRO MDF plant which will use rubberwood fibres as the raw material.
ENERSENSE
1. Stora Enso (Oulu Mill, Finland) Has made an agreement with Andritz Oy for the mechanical installation works of a new debarking line.
FORTUM RECYCLING & WASTE
1. Metsä Group (Kemi, Finland) To dismantle and demolish the old pulp mill which closed in Autumn 2023.
GAW
1. Shandong Jin Tian He Paper Co., Ltd (China) To supply coating colour preparation and working stations to the new PM13 for production of food grade folding boxboard.
IMA SCHELLING GROUP
1. Roseburg Forest Products (Dillard, Oregon, USA) To install automated panel cutting and packaging solution (MDF plant).
MiCROTEC
1. Koskisen (Sawmill, Järvelä, Finland) To supply a new log sorting line with a multi-sensor scanner that utilises laser,
46
colour, and X-ray channels to provide a high-precision real 360° shape of the log with a wealth of data for log sorting and cutting optimisation.
OPTURION
1. Arauco (global) To build, commission and support a supply chain optimisation solution, based on its proven optimisation platform.
PCF MAINTENANCE
1. Andritz (Växjö, Sweden) To deliver one tail cutter for the wet section.
2. Anon (Paper Mill, Germany) To supply two press felt cleaners with moisture and permeability measuring.
3. German Paper Solutions (Wuppertal, Germany) To supply press felt cleaners with moisture and permeability measuring capability.
4. PT Papertech (Indonesia) To supply a PCF Tail Cutter for wet section (core board).
5. Solidus Solutions (Bad Nieuweschans, Netherlands) To supply one tail cutter with rotating knife.
6. Yueli Machinery (Taiwan) To supply tail cutters for dryer section (kraft bag paper).
RUNTECH
1. Alkim Kagit (Kemalpasa, Izmir, Türkiye) To deliver a vacuum system rebuild (PM2).
SAEL
1. Cordenons (Italy) To rebuild the coating machine and install a new soft calender, and reconstruct the electrical control system of Coater 2.
SIEMPELKAMP
1. Australian Panels (Mount Gambier, Australia) To provide a complete MDF line. The scope of delivery also includes the expertise of three Siempelkamp subsidiaries: Pallmann supplies a drum chipper, CMC Texpan a wood chip screening system, and Büttner contributes a drying system.
SPINNOVA PLC
1. Suzano S.A. (site not yet decided) Have signed a Letter of Intent (LOI) regarding a potential new production facility for wood-based SPINNOVA® fibre (preliminary capacity 20,000tpy).
TIETOEVRY
1. SCA (multiple sites) Renewal of an agreement to supply the latest SAP technologies and the introduction of the S/4HANA integration for SCA’s business systems.
TOSCOTEC
1. Africaine Paper Mills (Rouiba near Algiers, Algeria) To supply new rewinder line to process near 2.8m width parent reels using two unwind stands; also a complete service package with erection supervision, training, commissioning, and start-up assistance.
2. Papeteries du Cotentin (Orval sur Sienne Mill, Normandy, France) To provide a steel Yankee dryer and a complete high-performance steam and condensate plant (PM3).
VALMET
1. Adara Pakkaus (Valkeakoski, Finland) To supply a Valmet IQ Warp Control system and an IQ Moisturizer, which is
used to correct all kinds of warping, decrease cracking tendency and optimise glue consumption. (Corrugator)
2. Crown Paper Mill (Dammam area, Saudi Arabia) To supply an Advantage DCT 200 tissue line, including an extensive automation package, flow control valves and Industrial Internet solutions.
3. DS Smith (Lucca Mill, Italy) To supply consistency measurements to complement the wide automation package to be delivered with the new container board making line (PM3).
4. E.ON (Steven’s Croft biomass power station, Lockerbie, Scotland) To deliver a boiler rebuild.
5. Ittihad Paper Mill (Abu Dhabi, UAE) To deliver a comprehensive selection of field services both prior to and during the Ittihad Paper Mill’s annual shutdown. Valmet will perform a machine alignment check as well as inspection and maintenance of several paper machine sections and parts such as Valmet Disc Filter, OptiFlo Gap headbox, Valmet SymBelt Shoe Press Roll, OptiSizer Film, OptiCalender Hard and OptiWin Drum two-drum base winders. Valmet will also be responsible for the planning and management of the shutdown.
6. Lecta (Zaragoza Mill, Spain) To upgrade the fibreline including a new log feeding system and a Valmet Chip Cutter for wood handling, a cooking modification with Valmet OptiBin solution and Valmet Chip Pumps, a new screening room, an additional washing stage with a new Valmet TwinRoll Press, and an Oxygen Delignification stage modification.
7. Metsä Group (Mariestad Tissue Mill, Sweden) To provide two new state-of-the-art converting lines to produce rolled tissue papers (Valmet Tissue Converting S.p.A.).
8. Nordic Paper (Bäckhammar Mill, Sweden) To deliver electrostatic precipitators (ESP) for the existing recovery boiler.
9. Papresa (Errentería Paper Mill, Spain) To deliver a Bale Tester which is a reliable and real-time measuring system for recovered paper, providing an opportunity to reduce operational costs and to improve the recycled fibre line performance. The Valmet Bale Tester measures the moisture and other contaminants, such as plastic and ash of the recovered paper, after which the information is automatically stored in the mill’s database, analysed, and further utilised for optimising the production process.
10. PT. Cikarang Listrindo Tbk (Babelan, Indonesia) To add biomass co-firing to coal-fired circulating fluidised bed boiler (power supplier).
11. Södra Cell (Mönsterås Mill, Sweden) To deliver a new digester top separator that will lengthen the lifespan of the digester installed originally in 1979.
VOITH
1. Middle East Paper Company (Jeddah, Saudi Arabia) Has signed an engineering and supply contract to manufacture, supply, and supervise the installation of a new containerboard machine (PM5).
WEG
1. Klabin (Correa Pinto Unit, state of Santa Catarina, Brazil) To supply an IoT solution for asset management of a paper machine, including intelligent WEGscan sensors, and asset management software WEG Motion Fleet Management (MFM).
47
PAPER TECHNOLOGY SUMMER 2024 COMPENDIUM OF RECENT ORDERS
Standards Update
Daven Chamberlain Chairman PAI/11
This column contains a summary of recent work performed under the auspices of PAI/11, the BSI committee that deals with Methods of Test for Paper, Boards and Pulps. It also contains limited information on work performed by PAI/43, Graphical Technology, in particular relevant new standards published that might be of interest to the paper sector.
New or updated standards that have been issued recently:
1. BS EN ISO 12625-16:2024 - Tissue paper and tissue products. Determination of optical properties. Diffuse reflectance method for opacity (paper backing)
2. BS ISO 2469:2024 - Paper, board and pulps. Measurement of diffuse radiance factor (diffuse reflectance factor).
3. BS ISO 6350:2024 - Lignins. Determination of dry matter content. Oven-drying and freeze-drying methods.
4. BS ISO 14298:2021+A1:2024 - Graphic technology. Management of security printing processes.
Subject reports and other documents submitted for vote / comment have included:
1. Absorption: ISO/DIS 5637 Paper and board - Determination of water absorption after immersion in water.
2. Cores: ISO/CD 11093-10 Paper and board - Testing of cores - Part 10: Axial crush test.
3. Environment: Technical Report based on the report N2731 by ISO/TC 6/TG 2 titled “Mapping of Environmental Documents”; ISO 27917:2017 Carbon dioxide capture, transportation and geological storage - Vocabulary - Cross cutting terms.
4. Fibre: ISO/NP 25147 Recovered paper - Old corrugated cartons - Specification.
5. Food Contact: NWIP EN PAHs Pulp, paper and board - Determination of the migration of polycyclic aromatic hydrocarbons (PAH) into food simulants; NWIP EN 645 rev. Paper and board intended to come into contact with foodstuffs - Preparation of a cold water extract; NWIP EN 647 rev. Paper and board intended to come into contact with foodstuffs - Preparation of a hot water extract; NWIP EN 1104 rev. Paper and board intended to come into contact with foodstuffs - Determination of the transfer of antimicrobial constituents; PWI EN 55519 rev. Paper and board intended to come into contact with foodstuffs - Preparation of an organic solvent extract; PWI XXX Paper and BoardPaper and board intended to come into contact with foodstuffs - Determination of Fluorine by Combustion Ion Exchange Chromatography.
6. Lignin: ISO/DIS 22206 Kraft lignin - Glass transition temperature by differential scanning calorimetry; ISO/DIS 22207 Kraft lignin - Determination of thermal stability by Thermogravimetry.
7. Miscellaneous: PWI/TR 19312 Graphic TechnologyGraphic paper properties - Paper for high speed ink jet printing; Reactivate ISO/TC 6/WG 6 - “Terminology” and launch revision of ISO 4046 series “Paper, board, pulps and related terms - Vocabulary”.
8. Pulp: ISO/DIS 5267-2 Pulps - Determination of drainability - Part 2: “Canadian Standard” freeness method.
9. Strength: ISO/DIS 3035 Corrugated fibreboard - Determi-
nation of flat crush resistance; ISO/DIS 3036 Board - Determination of puncture resistance using a pendulum device; ISO/FDIS 7763 Testing of paper and board - Compressive strength of a sample held in s-shape.
10. Tissue: ISO/FDIS 12625-5 Tissue paper and tissue products - Part 5: Determination of wet tensile strength; ISO/FDIS 12625-16 Tissue paper and tissue products - Part 16: Determination of optical properties - Diffuse reflectance method for opacity (paper backing); ISO/CD 18671 Test Methodologies for determining products suitable to be flushed down a toilet and appropriate labelling.
Current Standards that have been submitted for Periodic Review:
1. Books: BS 1413:1989 Specification for page size for books.
2. Chemistry: EN 17163:2019 Pulp, paper and board - Determination of primary aromatic amines (PAA) in a water extract by a LC-MS method; ISO 5647:2019 Paper and board - Determination of titanium dioxide content; ISO 10775:2013 Paper, board and pulps - Determination of cadmium content - Atomic absorption spectrometric method.
3. Cores: ISO 11093-2:1994 Testing of cores - Part 2: Conditioning of test samples.
4. Moisture: ISO 287:2017 Paper and board - Determination of moisture content of a lot - Oven-drying method.
5. Nanocellulose: ISO 2144:2019 Paper, board, pulps and cellulose nanomaterials - Determination of residue (ash content) on ignition at 900 °C.
6. Optical: ISO 22891:2013 Paper - Determination of transmittance by diffuse reflectance measurement.
7. Printing: ISO 15397:2014 Graphic technology - Communication of graphic paper properties; ISO/TS 19857:2021 Paper, board and printing inks - Printability - Laboratory test method for offset ink setting.
8. Sampling: ISO 186:2002 Paper and board - Sampling to determine average quality.
9. Strength: BS 3137:1972 Methods for determining the bursting strength of paper and board; ISO 1924-2:2008 Paper and board - Determination of tensile properties - Part 2: Constant rate of elongation method (20 mm/min); ISO 5628:2019 Paper and board - Determination of bending stiffness - General principles for two-point, three-point and four-point methods.
10. Tissue: ISO 12625-1:2019 Tissue paper and tissue products - Part 1: Vocabulary; ISO 12625-3:2014 Tissue paper and tissue products - Part 3: Determination of thickness, bulking thickness and apparent bulk density and bulk; ISO 1262511:2019 Tissue paper and tissue products - Part 11: Determination of wet ball burst strength.
Anyone interested in any of the standards or work mentioned above should contact the PAI/11 Chairman (telephone 0300 3020 159 or email daven@pita.co.uk).

48 PAPER TECHNOLOGY SPRING 2023 NEW INSIGHTS ON APPLICATION OF HIGH-YIELD PULP






























































17 - 19 SEP 2024 Festival Arena, Dubai Festival City DUBAI Join the Hyper-connected business event for Paper, Packaging & Hygiene Tissue Industry www.propaperdubai.com Festival Ar ena, Dubai Festival - 2024 aDubaiFestivalCity 26% annual growth in the Packaged Food sector in Middle East. Paper, Packaging and Hygiene Tissue industry is the direct beneficiary of the growth in F&B, HORECA, FMCG and E-commerce sectors. Supporting Partner Paper Industry Technical Association Media Partners
