ABB DEMO TRUCK RETURNS IN SUMMER 2023

SUPPLIERS: ANDRITZ; DE IULIIS; HOTTER; JOHN CRANE; TOSCOTEC

TECHNOLOGY: AUTOMATED CLEANING; ELECTRIC HOODS; HEADBOX DESIGN; SEAL TECHNOLOGY; STEEL DRYERS CANS
FEATURES: BIOREFINERIES; FABRIANO MUSEUM; GOLD AWARDS/MEDAL; PAPERCYCLE; WEARABLE TECH
COLUMNS: CPI; LETTER FROM INDIA; NEWS; ORDERS; PEOPLE; STANDARDS
VOLUME 64, NUMBER 2 SUMMER 2023
THE JOURNAL OF THE BIOFOREST PRODUCTS SECTOR


For over 100 years, ABB has developed products and services that help papermakers realise higher levels of productivity and profitability. From electrification and advanced control systems to state-of-the-art quality control and lab testing and process measurements, ABB brings together deep industry knowledge, world-class solutions

expertise to make mills more efficient.

Features 10 Switching to Steel Dryer Cylinders (De Iuliis) 14 Automated Cleaning of Paper Machines (Hotter) 18 TT Headbox Delivers Superior Performance (Toscotec) 20 Strategies to Improve Pump Reliability (John Crane) 22 ........ PEFC Stakeholder Meeting 24 ........ Paper Industry Gold Awards 2023 (CPI) 28 Papercycle Recyclability Assessment Tool 30 Paper and Watermark Museum (Fabriano) 32 Investment (CPI) 36 Paper Gold Medal Award Essay 40 Introduction to Biorefineries 43 Wearable Tech Solutions for Health & Safety 44 The PrimeDry Hood E (Andritz) 1 Volume 64 Number 2 Summer 2023 Contents Published by PITA PO Box 721, Bury, BL8 9UZ, United Kingdom Tel: 0300 3020 150 Tel: +44 161 746 5858 (from outside the UK) Fax: 0300 3020 160 email: info@pita.co.uk website: www.pita.co.uk
Daven Chamberlain St Johns House Spring Lane Cookham Dean Berks SL6 9PN Tel: 0300 3020 159
editor@pita.co.uk UK Advertising Sales Contact the PITA Office Tel: 0300 3020 150
info@pita.co.uk European Representative Nicolas Pelletier RNP 16 Rue Bannier – 45000 Orleans, France Tel: +33 6 82 25 12 06
+33 2 38 42 29 10 email: europe@pita.co.uk Designed and typeset by Upstream Ltd, Deepcar, South Yorkshire Printed by Mixam UK Watford, Herts
Editor
email:
Email:
Fax:
and
© PITA reserves all copyrights for the contents of this Journal. Technical papers may also carry first-authors’ copyrights jointly with the Association. None of the contents may be extracted, circulated, or re-published without permission. Registered Number*2928961 England Limited Liability. ISSN (Print) 0 306-252X ISSN (Online) 2632-5799 2 ........ Comment 4 Industry News 6 ........ News Bytes 23 People in the News 34 A Letter from India 38 Exhibition Reports 46 Compendium of Recent Orders 48 Standards Update Advertising List ABB OFC, 1, 3 DITP 33 MIAC 9 Paper Middle East 17 Paper Week Symposium 13 Paperex OBC PITA LinkedIn 42 PITA Training Calendar 31 PRIMA IFC PRO PAPER Africa IBC PRO PAPER Dubai 45 Specialty Paper Europe 35
Environmental Perception of Paper and Packaging
Most of us employed in the pulp and paper sector labour under the belief that we are working in an environmentally friendly industry using a sustainable raw resource. In particular, when compared with other materials, such as plastic, or to a lesser extent glass and metal, we are well placed for the future. However, we are not the sole arbiters of what is considered sustainable or environmentally friendly; governments, pressure groups and ultimately the general public all have influence.
Hence the interest when last month Two Sides Europe published the latest of their Biennial surveys – ‘Trend Tracker Survey 2023’ – which seeks to understand changing consumer perceptions towards print, paper, paper packaging and tissue products. This is pulled together from interviews held across Europe, and as usual it finds multiple misconceptions being held by the general public.
Starting with forestry, 60% of respondents to the survey believed that the European forest coverage is decreasing, whereas it is actually increasing. Although there is some variation between countries, even in the Nordic region which has huge tree-coverage, almost 50% of respondents believe the deforestation trope.
Turning to recycling, again there are misconceptions and misunderstandings about the recyclable nature of paper. Across the EU, only 18% of consumers knew that the paper recycling rate exceeds 60%. However, 41% believe that paper and paper packaging is positively wasteful. Furthermore, 67% of consumers believe that only recycled paper should ever be used.
One final statistic of interest; 56% of respondents believe that e-communications are more environmentally friendly than paperbased communication. This is despite the ICT industry global greenhouse gas emissions being the same as for air travel (>2% of global emissions) where paper and print products are much lower, at 0.8%.
A second survey published this year, on eco-responsible packaging, by IntoTheMinds consultancy, also reveals some interesting, and contrary, opinions. When packaging was made from paper in combination with other materials, its eco-friendliness was deemed 42% higher than for plastic alone. However, with packaging consisting solely of paper, it is only 33% higher than for plastic alone. So, the higher the proportion of paper relative to plastic in a package, the greater are its perceived environmental benefits. But in and of itself, paper still has an image problem!
The survey also reveals that presence of an eco-label exerts a very significant effect on consumer preference, which the survey found was enough to help orient perception. We should never underestimate the ‘validity’ that such a label confers on the packaging, which is in part why the Papercycle tool (pages 28 & 29)
Supplier Index

has been devised, since it is planned to help in the UK Government’s aim that by 2026 all packaging producers will be mandated to label their goods with the simple instruction “recycle” or “do not recycle”. (This is because the current labelling system is deemed far too confusing for the general public, where items may be labelled as “check locally” because not all authorities accept this material or material combination, and “not yet recycled” even though some authorities do indeed recycle the material.)
We must always bear in mind that all studies have their limitations: the socio-economic and demographic chosen, and way the questions are framed are obvious influences. But what is most striking from the Two Sides research is that this is a propaper body, yet the general sway of the answers cannot be considered entirely “pro paper”. This gives the research findings much more validity that those produced by a consultancy charged by an interested party with surveying perception in their business area.
So what do we as a sector need to do? Well one area where the general public needs greater understand is the area of forestry and wood. As I have pointed out previously, we are seen as contributors to deforestation, which is just not true. In the same way, the UK Government has been keen to promote planting of trees in the UK, but has shied away from the idea that some may be felled for industrial uses.
People want wooden furniture, decking and even cutlery, certainly in preference to plastic, but there is a disconnect between this and protesting the felling of trees.
As a world we must plant more trees, some of which should be considered as woodland which is the purview of nature (although again, this does not mean that nature does everything –even woodland needs to be managed!). But we should also be sowing trees as plantations, for felling (and replanting) after a defined time for use in a variety of industries – including power production. (It is a little-known statistic which is worth repeating here: FAO data show that approximately 50% of trees felled worldwide are used as fuel: not for timber or construction (which accounts for around 21%) and certainly not for paper (around 13-15%) – so wood is being burnt already, although we should probably try and reduce the amount in favour of other, better uses, as other environmentally-friendly power sources such as solar and wind grow in size.)
In conclusion, the paper (and forest) industry has a good environmental story to tell. But we are still not reaching the public, and we are in danger of others ‘simplifying’ the message for them in a way that controls the narrative.
Daven Chamberlain
2
Comment
A.Celli 8, 46 ABB 5, 46 AFRY ..................................8, 46 AFT 5 Andritz 6, 7, 8, 44, 46 Archroma ...............................23 Aurorium 8 BASF 8 Bellmer 46 Bodytrak 43 BTG 6, 46 Byworth 4 De Iuliis 10-13 Dieffenbacher 46 DustCanary 43 E.ON 4 GAW 46 Greycon 46 HAVSco ..................................43 Hergen 7 Hotter 14-16 Howden...................................47 Industrial Physics 8 ISRA Vision 23 John Crane 20-22 Kadant 8, 47 Kemira 8 Kuraray 8 MākuSmart 43 Modjoul 43 Omya 8 Pesmel .....................................47 Petrofer 24 Projet 8, 47 Reactec ...................................43 Runtech 47 Sael 6, 47 Siempelkamp 8, 47 Smartech 47 Solenis 8 Soter Analytics 43 Stanley Handling 43 Sulzer Chemicals 8 TietoEVRY 47 Toscotec ...............7, 8, 18-19, 47 Valmet 7, 8, 23, 47 Valutec 47 Vertellus....................................8 Voith 7, 8, 46, 47
See you at the mill Book a stop on the 2023 ABB Pulp and Paper tour
Due to popular demand, the ABB Pulp and Paper European tour is coming back to the United Kingdom this summer, and we still have a few spots left. Your team can see, try and learn about the latest digital technologies and industry solutions that will help enhance your process and bottom line – all in a mobile unit that we bring to your site. No travel required!

To book a visit, contact one of the United Kingdom Pulp and Paper Account Managers: paul.d.clark@gb.abb.com or colin.goodchild@gb.abb.com
Learn more at: abb.com/pulpandpaper
—
Industry News
UK NEWS
Cepac has broadened its offering, with the acquisition of specialist microflute corrugated tray producer EW Cartons Ltd. Located in Altham, Lancashire, EW Cartons Ltd is now being rebranded under the name Flutepac, as it is brought under the umbrella of Cepac Group. Adam Clifton, the previous owner, remains a shareholder and is appointed as Flutepac’s General Manager. Flutepac’s portfolio of microflute corrugated packaging is entirely food safe, with its products being fully BRCGS AA accredited. The packaging solutions are utilised extensively for fresh produce, bakery items, ready meals and ‘food-to-go’ containers.
Cepac is set to start production this summer on the first Koenig & Bauer ChromaCUT X Pro to be sold to the British market. The high board line rotary die-cutter will boost productivity for the corrugated packaging specialist at its Rawcliffe Bridge, East Yorkshire site. Koenig & Bauer will handle the supply and installation of the entire line, including full integration of the associated third-party peripherals such as the pre-feeder and palletiser, into the control system of the ChromaCUT X Pro. Along with the active air management system at the dryer, which allows higher production speeds to be achieved when printing coated sheets, the machine is also equipped with the patented die-cutting contour control. This allows any waste sheets to be ejected and makes zero-defect production possible.

The Compostable Coalition UK has kicked off a large-scale composting trial, currently underway in Cambridgeshire, UK. Millions of compostable tea bags, coffee pods, catering disposables, caddy liners and bags are in the spotlight – will they compost as expected? A group of compostable packaging and materials producers have teamed up with industrial composting facility EnVar, with expert advice from REA Organics. The trial is aiming to address whether even if an item may hold compostability certification, does that mean it can successfully break down in a real-world composting environment? The multi-stakeholder initiative is aimed at ensuring compostable packaging is effectively collected and organically recycled via existing UK biowaste infrastructure. Partners include Biome Bioplastics, behaviour change experts from the University of Sheffield and Hubbub, and waste industry partners EnVar Composting, Recorra, REA and Recoup. The ‘Closing the Loop for Compostable Packaging’ project is funded by Innovate UK’s Smart Sustainable Plastic Packaging Challenge fund.
DS Smith has invested in corrugated printing capabilities at its factory in Ely, Cambridgeshire, with an investment in digital printing technology: a Nozomi C18000 Plus was purchased from digital printing technology specialists Electronics For Imaging and prints directly onto board at fast speeds. DS Smith says the award-winning printer advances its high-end 3D corrugated display capabilities in the UK and is designed to deliver superior quality and productivity. The seven-colour printer has a configuration that gives DS Smith the ability to match 97% of Pantone Colours and also features inspection system technology that allows for rapid identification and correction of inkjet nozzle issues or other defects.
The University of Exeter has partnered with DS Smith to launch a circular design challenge. Students have been tasked with creating reusable packaging system solutions focusing on the reuse of e-commerce and white goods secondary packaging.
They will receive mentoring from DS Smith experts to support the development of their ideas and understanding of the industry. DS Smith is a corporate sponsor of the University of Exeter’s MBA, Circular Economy Corporate Challenge.
DS Smith and E.ON unveiled a new state-of-the-art combined heat and power (CHP) plant at DS Smith’s paper mill in Kent, the largest mill for recycled papers in the UK. Work on the CHP plant began in 2019 with E.ON financing, building and operating the plant. The new plant produced its first energy in 2022, and to commemorate the plant’s official opening, a ribbon-cutting ceremony took place on 25 April. E.ON IQ Energy has been deployed at the new CHP plant, an intelligent, energy supply solution that has been specially developed for energy-intensive industries. It features an automated, self-controlled power plant based on patented hardware and a digital control concept that uses artificial intelligence to optimise the supply in real time. Data from the operation of the power plant and production facilities, the grid, and commodity markets help make the energy supply efficient and flexible.
James Cropper received delivery of a new energy-efficient boiler to its Burneside mill. The new boiler was delivered, under police escort, on a low loader up the A66 in the early hours of 29 April and lifted into its new home at James Cropper. Taking the place of the two old boilers which had been in place for fifty years, the 18-tonne Byworth Yorkshireman is extremely efficient and will deliver a reduction in environmental emissions as well as energy usage. It is fitted with an ‘economiser’ which hoovers up every last drop of heat from the flue gasses.

4 PAPER TECHNOLOGY SPRING 2016 MONOTIER®: THE MILLION-TONNE DRYER FABRIC
James Cropper Group is investing in the James Cropper brand by reorganising itself from three separate divisions (James Cropper Paper, Technical Fibre Products and Colourform) into
four market-facing segments, unified under the Group name: James Cropper Creative Papers; James Cropper Luxury Packaging; James Cropper Technical Fibres and James Cropper Future Energy. A consequence of these changes will be reduction of production of its paper segment as the group focuses on value rather than volume; this will mean loss of one machine, and operating only two out of three machines at any one time. Therefore, some job losses are inevitable.
Kimberly-Clark has announced three of the UK-based green hydrogen projects it is developing with energy partners have won places on the UK government’s Hydrogen Business Model Strategy (HBMS) shortlist. The three hydrogen projects selected by The Department for Energy Security and Net Zero (DESNZ) include K-C’s green hydrogen hub in Barrow-in-Furness, developed in partnership with Carlton Power, which will power K-C’s Cumbria manufacturing facility. The other two projects are being developed in partnership with HYRO, a joint venture between Octopus Energy Generation and renewable energy company RES, and will see green hydrogen supplied to K-C’s manufacturing facilities in Flint, North Wales, and Northfleet in Kent. In total, the three schemes are expected to provide a total of 50MW of green hydrogen. The shortlisting of all three green hydrogen projects submitted by Kimberly-Clark’s partners coincides with the switch-on of a new purpose-built onshore wind farm expected to generate around 80% of Kimberly-Clark’s UK electrical power needs. Located in Cumberhead in South Lanarkshire, Scotland, the 12-turbine wind farm has taken just 18 months to build. Kimberly-Clark will take 160MWhr annually from the site.
Omni-Pac, a manufacturer of moulded fibre products based in Lincolnshire, is building a second factory with a single production line a short distance away from its main site in Flixborough. This is part of a strategy to double its turnover to £40m. The 60,000 sq.ft. facility is based on the Normanby Enterprise Park in Scunthorpe.
Smurfit Kappa Chelmsford has invested £5.5m in a Gopfert HBL machine to boost its print capability along with material handling for its conversion production areas; the die-cutter has seven flexo units. The corrugated packaging specialist said the machine’s highly productive, “state-of-the-art” quality control systems, auto print registration, and colour control features enable high-quality repeatability job to job. It will also reduce environmental footprint at the site. Furthermore, it will shorten lead times, allow for an increase in customer supply collaboration in the group’s print division, and offer both reliability and repeatability throughout the process.
Transcend Packaging has secured an £8m investment from Japanese moulded fibre pioneer Itochu. The deal, which Transcend called “the cornerstone” of its latest funding round, will see the Welsh manufacturer ramp up its expansion plans in the UK, Europe, Asia and North America. Transcend, which specialises in food-safe moulded fibre packaging for the retail and catering industries, currently has installed capacity to produce several billion straws per year, and will be investing to ramp up its capacity for straws, lids, and other moulded fibre products.
BENELUX NEWS
The planned sale of three mills by Sappi to Aurelius Group, a pan-European multi-asset manager group, has collapsed because it was not finalised within the agreed timeframe of the contractual agreement. Therefore, the Maastricht Mill (capacity 260,000tpy of coated woodfree paper and paperboard for printers and packaging converters) will remain within the Sappi group.
While the UK Government still dithers about recycling pro-
jects in general, imposition of Extended Producer Responsibility (EPR), Deposit Return Schemes etc, the Dutch and Belgium Governments are moving ahead. In the Netherlands a new deposit return system for aluminium and steel drink cans, with collection points including supermarkets and staffed petrol stations, has been introduced. According to the new concept, all metal beverage containers with a capacity of up to three litres and a deposit of €0.15 will be eligible for recycling. This expansion plan comes after the number of metal drink cans in the environment increased by 27% in 2020, according to information posted on the TOMRA website. (TOMRA is the world’s leading provider of reverse vending machines, where consumers return drink containers for recycling in deposit return systems. TOMRA’s reverse vending technology is capable of accepting all types and materials of drink containers.)
Turning to Belgium, the Dutch recycler Morssinkhof-Plastics has announced the construction of a recovery plant in Lommel, Belgium. The production facility, which is to go into operation in October 2024 and is projected to have a recycling capacity of 40,000 tonnes (input), will recycle polypropylene and polyethylene (HDPE) packaging, including milk, shampoo, detergent, and shower gel bottles.
CORPORATE MEMBER NEWS
ABB opened a multi-million-dollar R&D centre to drive technological advancements in pulp and paper in Dundalk, Ireland. The new R&D Centre is at the heart of ABB’s automation and digital offering for the sector and will be home to the ongoing evolution of the ABB Quality Control System (QCS). New ideas and products will be piloted and managed into the suite of applications for improved quality in the complex world of papermaking, where manufacturers often struggle to balance ever-changing variables to produce paper to customers’ particular specifications. This will include solutions for measuring, adjusting, optimising and controlling quality as the paper web makes its way through the paper machine to form the end-products, including paper and board.
AFT has appointed Salvtech Machinery and Services as their UK agent with direct responsibility for mills in England. Salvtech is a specialist process engineering and paper recycling company located in North Wales. It is a family run business focused on supplying a wide variety of machinery and services for paper and tissue manufacturing and for energy from waste industries. Their experience includes the installation and servicing of pressure screens.

5 PAPER TECHNOLOGY SUMMER 2023 INDUSTRY NEWS
News Bytes
HEALTH & SAFETY
Over thirty mill workers contracted a fungal infection (Blastomycosis) and one died at the Billerud Paper Mill in Escanaba, Michigan. The fungus grows in moist soil and decomposing wood and leaves. The mill was subsequently closed to a month during which it was subjected to a deep clean before being reopened.
A worker was injured at the Pratt Industries Mill in Travis on Staten Island; he was pulled into the paper machine by his right arm while working at his station and sustained extensive injuries to the face and chest areas.
Fires occurred at: Cascades Recovery Inc. at the site in Kelowna, British Columbia, Canada, on a conveyor filled with recycled materials; Inland Empire Paper Co. in Millwood, Washington, after the bleaching agent sodium hydrosulphide leaked out of an over-pressurised container and reacted with another chemical; Kruger in Memphis, in a facility that produced tissue (no cause reported); Kruger in Gatineau, Quebec, Canada, cause unreported; Neenah Paper Mill in Brownville, New York, after a machine overheated; Pro-Gest in Mantua Mill, Italy, in the recovered paper stockyard; Renewcell textile recycling facility in Sundsvall, Sweden, in the shredding area; Resolute Forest Products facility in Talladega County, Alabama, on a chip conveyor; Soundview Paper Co. at Putney, Vermont, due to ‘caked on’ dust which covered, among other things, the sprinkler heads!
EUROPE - EASTERN
MG TEC Industry successfully started its second complete tissue production line supplied by Andritz at its mill in Dej, Romania.
MM Group has approved investment at MM Kwidzyn in Poland, including a new recovery boiler and a new steam turbine, a second pulp line and a pulp dryer. In parallel, PM1 is to be converted from copy paper to sack kraft paper.
Natron Hayat in Bosnia and Herzegovina has successfully completed a cooking control project thanks to instruments supplied by BTG
Rottneros and Arctic Paper have established a JV to produce moulded fibre trays in Poland.
Smurfit Kappa has installed a new high-tech corrugator and a range of ultramodern converting machinery at their Pruszków corrugated plant.
Tex Year Group recently established a new factory in Poland in a JV with Minima Technology, Taiwan’s largest compostable tableware and food packaging manufacturer.
UPM has completed withdrawal of its businesses from Russia by selling all its Russian operations, including the Chudovo plywood mill, to Gungnir Wooden Products Trading
EUROPE - WESTERN
Ahlstrom has launched a consultation at its Stenay paper mill (capacity 55ktpy of one-side coated speciality papers) in France about the possibility to divest the mill, and if a buyer cannot be found, closure.
Recycled cartonboard producer Buchmann Karton has been taken over by fellow German rival Weig Karton
Corex, part of VPK Group, has entered into a binding agreement to acquire Arteche Paper, a leading player in the production of coreboard, cores and edge protectors in Portugal and Spain.
DS Smith announced an upgrade program to its kraft paper mill in Viana, Portugal, which will include rebuilding the existing paper machine and installing a new recovery boiler.
Essity concluded a two-year pilot study at its tissue paper production plant in Mainz-Kostheim, Germany, where the company became the first in the industry to produce tissue using renewable hydrogen.
A French partnership of bio-resin producer Evertree and wood-based panels manufacturer Seripanneaux has launched what they claim is the first 100% Made-in-France bio-based particleboard, produced in Saint-Vincent-De-Tyrosse, South West France.
Fedrigoni Paper Mill in Verona, Italy, has restarted PM3 after Sael rebuilt the sectional drive.
Heinzel Group plans to convert an idled graphical paper machine at the Steyrermühl mill in Austria to the production of kraft papers (capacity 150ktpy).
ICT Group has completed a number of energy efficiency measures on PM2 and PM4 at the Italian plants in Piano
della Rocca and Piano di Coreglia. One intervention involved the installation of a system blowing hot air, recovered downstream from other processes, onto the paper sheet before it reaches the nip area between the suction press and the Yankee dryer. By heating the paper sheet, the viscosity of water it contains is reduced and thus drainage is more effective.
Koehler Group has successfully converted the power plant at the Greiz site in Germany from lignite to biomass.
Lucart has signed a 10-year Corporate Power Purchase Agreement with the Eni Group company, which covers the entire production of the 10MW wind farm in Abruzzo.
MM Board & Paper, Austria, has successfully restarted KM3 at the Frohnleiten mill after Andritz completed a major rebuild.
Model Group is to convert a graphic paper mill in Eilenburg, Germany, from newsprint to packaging papers; the PM will be shut and rebuilt between August 2023 and February 2024.
Mondi is to refocus operations at its Neusiedler mill, Austria, on the strategic growth markets of Luxury Packaging, Professional Print, and Technical & Converting Papers, and as a result one paper machine will be closed, and the capacity of the finishing lines will be streamlined.
Norske Skog has started its rebuilt containerboard machine at Bruck mill in Austria, introducing 210ktpy of recycled testliner and fluting capacity to the market.
RDM Group officially inaugurated a new boiler house at the Ovaro mill, Italy.
Sappi Europe has invested in a new plant to produce innovative high-barrier papers, including an all-new type of barrier coating machine. Recently put into operation at the company’s Alfeld site in Germany, the in-house solution will produce high-barrier papers for recyclable packaging for food and non-food applications.
Sappi Limited announced that its plan to sell three paper mills to the Aurelius Group has failed; the intended sale of the Kirkniemi, Stockstadt and Maastricht facilities was not completed within the agreed timeframe of the contractual agreement.
Smurfit Kappa is investing in a new waste management and recovery facility at its Nervión paper mill in Iurreta, Spain.
6
The lime kiln and gas treatment system will have a production capacity of 120tpd.
Sofidel signed an agreement with Hakle GmbH for the acquisition of the Hakle trademark and other brands. The transaction structure allows Hakle GmbH to continue to produce and process paper under a new name at the DüsseldorfReisholz site.
Suominen Corporation is to close its nonwoven wipes plant in Mozzate, Italy.
UPM plans to permanently close PM6 at Schongau mill in Germany, reducing the annual capacity of uncoated publication papers by 165ktpy. Production on PMs7 and 9 will continue.
NORDIC REGION
Holmen is to rebuild PM52 at Braviken mill in Sweden, for higher CCM capacity and to strengthen its position in the book paper market.
To reduce the climate footprint of board production, IKEA is switching from fossil-based to bio-based glues.
Metsä Board inaugurated its renewed bleached chemical pulp mill in Husum, Sweden, on 3 May.
Metsä Tissue is to modernise and expand Mariestad tissue mill in Sweden. After the expansion the mill will have a new tissue machine (capacity 70ktpy), and three new converting lines; also a fully automated warehouse for finished goods and raw material handling will be built as well as a new office facility.
Mondi is upgrading its Dynäs pulp and paper mill in Sweden. The project includes the installation and upgrade of machinery and equipment such as a new cooking plant and bark boiler.
Norske Skog Skogn AS is investing in a new TMP line, to increase the production capacity by 100ktpy. The investment will replace the use of expensive recycled paper fibre with fresh wood fibre.
PA Consulting, and PulPac (the Swedish R&D and IP company behind the proprietary production process of Dry Moulded Fibre), have launched the Bottle Collective. The Collective will create a fibre bottle alternative to help minimise the use of single-use plastic bottles in food, drink, consumer health and FMCG industries.
RDM Group is to acquire Fiskeby, a producer of packaging board made from 100% recovered fibre, with one manufacturing facility in Sweden (capacity 170ktpy).
Rottneros is to invest in renewable electricity at Rottneros mill in Sweden. The investments include a solar park (capacity 3GWh annually) and battery stor-
age. The company is also to expand the production capacity of CTMP from 125ktpy to approximately 165ktpy; the additional capacity will come on-line in 2024.
SCA announced that the new kraftliner machine (PM2) at its Obbola pulp and paper mill in Umeå, Sweden, is ramping up production. The new machine was supplied by Voith
SCA inaugurated its new pulp mill at its Ortviken industrial site in Sundsvall, Sweden, on 16 May. The upgrade project increased CTMP capacity by 90ktpy to 300ktpy.
Stora Enso and Valmet have started collaborating on next-generation lignin product and process development to drive Stora Enso’s lignin-based businesses and further improve the performance of the Valmet LignoBoost technology.
Stora Enso has started a lime cooling system at Imatra Pulp Mill in Finland, supplied by Andritz
Stora Enso is to permanently close a paper machine at Anjala Mill in Finland, reducing capacity of uncoated mechanical printings by 250ktpy. A second machine on the site will continue, and will focus upon book paper production.
Stora Enso will invest in its Heinola Fluting site in Finland to renew the energy set-up and process equipment.
Tetra Pak has commenced groundbreaking research towards advancing fibre-based sustainable food packaging, in collaboration with MAX IV synchrotron radiation laboratory. The research aims to uncover fresh insights into the nanostructure of fibre materials, with the first application being to optimise the composition of materials used for paper straws.
UPM is replacing the use of fossil fuels with electric boilers in heat and steam production at its mills in Finland and Germany. A total of eight boilers will be installed, mainly to replace the use of natural gas. UPM Tervasaari paper mill has already commissioned its first 50MW electric boiler, which was transferred to Valkeakoski from UPM Kaipola mill. In the autumn, a new, more efficient 60MW electric boiler will be installed at the mill. The remaining electric boilers will be installed at the Finnish and German mills by the end of 2023.
electric truck to transport pulp.
Canfor Pulp is to close the Taylor Pulp Mill, which was curtailed temporarily in September 2022 (capacity 60kpty).
Cascades Inc. announced that it has produced its first roll of 100% recycled containerboard at its Bear Island, Virginia mill. Cascades also announced the permanent shutdown of PM2 at its Niagara Falls, New York mill; the old machine had a production capacity of 90ktpy. Finally, the company is to close its tissue plants in Barnwell, South Carolina, and Scappoose, Oregon, as well as the virgin paper tissue machine at its St. Helens plant, also in Oregon.
Cipel has restarted PM3 after Hergen installed a new Steel Yankee Dryer and replaced the press frames.
Domtar Corporation plans to divest the Dryden NBSK pulp mill in Canada to US tissue and personal care products company First Quality Enterprises Dryden mill runs one fibre line (capacity 330ktpy).
Georgia-Pacific is commencing three upgrade projects: at Monticello Mill in Mississippi, the corrugated plant in Owosso, Michigan, and at the Port Hudson mill in Zachary, Louisiana.
GrandBay Papelera Internacional started PM7, a double-width tissue machine (capacity 60ktpy) supplied by Toscotec at its Rio Hondo Zacapa site in Guatemala.
Kruger Packaging plans to modernise its Place Turcot Containerboard Mill in Montréal, Canada, making it the first in North America to manufacture 100% recycled saturating kraft board, a product that is used to make high-pressure laminates for furniture, countertops and decorative panelling.
Omnia Advanced Materials has started PM1 at its Beaver Falls facility following a successful rebuild by Toscotec of the drier section.
Pactiv Evergreen plans to shut down operations at its pulp and paper mill in Canton, North Carolina, during Q2, 2023.The converting facility in Olmsted Falls, Ohio is also affected. The company also continues to explore strategic alternatives for its Pine Bluff, Arkansas, mill and Waynesville, North Carolina, facility.
Pixelle ceased production at the Androscoggin Mill in Jay, Maine, on 8 March (capacity of 425ktpy of speciality grades).
BiOrigin Specialty Products started up PM2 at its Menominee site in Michigan after the successful completion of a wet section rebuild supplied by Toscotec.
Bracell is starting a project to use an
Resolute Forest Products Inc inaugurated its new commercial-scale plant for the production of cellulose filaments (capacity 21tpd) at its Kénogami paper mill in Saguenay, Quebec.
Sonoco closed Hutchinson Paperboard
7 PAPER TECHNOLOGY SUMMER 2023 NEWS BYTES
N
NORTH / SOUTH AMERICA
Mill in Kansas, capacity 90ktpy on two pressure-former paper machines, in early March.
UPM started pulp production at its new mill in Paso de los Toros, Uruguay, in mid-April. After ramp-up, the mill’s output will amount to 2.1Mtpy of bleached eucalyptus kraft (BEK) pulp.
WestRock plans to close its paper mill in North Charleston, South Carolina, by late August. The North Charleston mill produces containerboard, uncoated kraft paper and unbleached saturating kraft paper, with a combined annual capacity of 550ktpy. The Company intends to exit the unbleached saturating kraft paper business when the mill shutdown is completed.
REST OF WORLD
ABC Tissue commissioned A.Celli to modernise the DCS system on PM1 at the Wetherill Park, Sydney (Australia) plant.
Dongguan Jianhui Paper Co., Ltd. has successfully started a new mechanical pulping line from Andritz.
Essity has initiated a strategic review of the company’s ownership of the Asian hygiene company Vinda
Metro Ply Group has produced the first board on its new Siempelkamp particleboard plant at the Surat Thani site, Thailand.
Nippon Paper Industries Corp, Sumitomo Corp and Green Earth Institute Corp agreed to jointly study bioethanol production made from woody biomass. The project, if it succeeds, would aim to produce bioethanol from Nippon Paper’s mills to be used as a feedstock for sustainable aviation fuel production.
Opal, the Australian subsidiary of Nippon Paper, closed its Maryvale Mill in Victoria, Australia, after their main wood supplier, VicForests, lost a court case with various environmental groups regarding timber harvesting.
Following its expansion into Asia, PulPac announced HZ Green Pulp as its first licensee in Malaysia. HZ Green Pulp is one of the APAC market’s largest moulded paper pulp groups.
Rengo Co., Ltd. announced that it has acquired 70% of the shares issued by Nitto Danboru Co., Ltd., a corrugated packaging manufacturer.
Saudi Paper Group has started the new tissue machine (PM2), supplied by Toscotec, at its Dammam mill in Saudi Arabia (capacity 30ktpy).
Siam Kraft Co. Ltd. in Thailand successfully started two press felt cleaners on PM1, supplied by Projet BV
Starwood Orman Urunleri Sanayi
A.S., an MDF producer in Türkiye, has successfully produced fibres with its new fibre preparation system supplied by Andritz
Zhejiang Shanying Paper Mill in Jiaxing, China, has restarted PM16 after Kadant Fiberline (China) Co. Ltd. supplied two OCC Systems and a UKP System.
SUPPLIERS
A.Celli Group has acquired Sadas Srl, a Lucca-based company specialising in system integration and automation solutions and electrification for industrial plants.
AFRY acquired KSH, a Canadian engineering company focused on the process industries sector such as pulp & paper, chemicals and biorefining, as well as in energy, water and environment sectors.
AFRY has divested its Russian subsidiary to local management. The local ownership and operations will secure a good solution for both employees and customers.
Andritz launched PrimeDry Hood E, an electrically heated hood for reduced carbon emissions and increased tissue production. In addition, the system offers increases in energy efficiency and production rates compared to conventional fossil-fuelled systems. An order has already been placed, with start-up by the end of this year.
Andritz Nonwoven has set up a technical centre in Cours, France, equipped with a pilot line.
BASF extended its portfolio for extrusion coating on paper and board by adding a certified home as well as industrial compostable grade for cold and hot food packaging: ecovio® 70 PS14H6.
Kemira has divested most of its colorants and dye business to ChromaScape. The scope includes one Kemira manufacturing site at Goose Creek, Bushy Park in South Carolina. Kemira will keep its APAC-related colorants business.
KKR, a global investment firm, will acquire Industrial Physics, a leading manufacturer of testing and measurement instruments, from Union Park Capital Headquartered in New Castle, Delaware, Industrial Physics is a global provider of testing and inspection equipment used across food and beverage, packaging and other diversified markets.
Kuraray America, Inc., a world leader in performance-based polymers and special materials technology, announced a new grade of PLANTIC™, the
company’s sustainable, high-performance barrier material. A plant-based resin designed specifically for converters who perform extrusion coating, PLANTIC™ EP can be used to develop sustainable gas and aroma-barrier solutions with paper, paperboard or traditional film substrates.
Omya will invest in seven onsite plants for ground and precipitated calcium carbonate at paper and paperboard mill locations in China and Indonesia. The new plants in China include 3 ground calcium carbonate (GCC) plants in Guangxi, Guangdong, and Shandong, 2 precipitated calcium carbonate (PCC) plants in Shandong, and 1 more PCC plant in Fujian. The new plant in Indonesia will be for GCC in Sumatra.
Solenis has agreed to merge with Diversey, a leading provider of hygiene, infection prevention and cleaning solutions based in Fort Mill, South Carolina.
Sulzer Chemtech has signed an agreement with JTC Corporation, the master planner and developer of Singapore’s industrial infrastructure, to build and operate a new research centre for its separation technology solutions.
The Forest Stewardship Council (FSC) announced withdrawal of the remaining forest management certificates in Russia by the respective certification bodies.
Valmet has decided to further strengthen its press felt production capabilities in Tampere, Finland, by investing in a new weaving machine and a new heat-setting machine in addition to the ongoing press felt investment announced in August 2022.
Vertellus announced the acquisition of CENTAURI Technologies. In addition to the acquisition, the company announced that it has changed its official name from Vertellus to Aurorium. CENTAURI’s specific expertise in hydroformylation and hydrogenation processes, including high pressure, high melt, and other complex capabilities, is highly complementary to Aurorium’s strategy and strengthens its position as a provider of speciality ingredients and performanceenhancing materials.
Voith inaugurated its newly refurbishment workshop in Karlstad, Sweden. The new workshop and office space significantly increases capacity for refurbishment services of screw presses and screens; it also presents the opportunity to refurbish other equipment, such as rotary valves, vacuum pumps and rolls.
Continued on page 18
8
PAPER TECHNOLOGY SUMMER 2023 NEWS BYTES

Why to switch from cast iron to steel dryer cylinders?
De Iuliis C&A, www.deiuliis.it
Introduction
The drying phase in the paper machine is the most energyconsuming process of a paper mill. Therefore, it is essential to invest in the optimisation of the drying section consumption, which constitutes one of the principal direct costs of every paper mill. In the past, drying cylinders were generally built in cast iron because it was an easy to find low-cost material and above all easily machinable.
Currently, the demand for higher machine speeds and wider paper size imposed by the market, requires a proportional increase in the number of drying cylinders to maintain the same level of drying capacity of the machine.
The use of modern steels and modern manufacturing techniques, made cast iron cylinders disadvantageous and their replacement can bring great benefits in terms of machine management, especially regarding energy saving. In this short technical excursus, we will try to demonstrate the reasons.
The factors that most influence the heat exchange through the drying cylinder are:
diameter, thickness and material of the cylinders; operating pressure and temperature; condensate drain system.
Given the limits on maximum operating pressure and on maximum condensate that can be extracted with current technologies, it is logical to invest to improve the efficiency of the drying by replacing the cast iron cylinders with steel ones.
In fact, the change from cast iron to steel brings four fundamental advantages:
Greater thermal efficiency, since thinner thickness of the shell leads to a significant increase in heat exchange;
Greater useful drying surface, due to the enlargement of the working width, consequent to the smaller size of the heads;

Faster reaching of the working temperature, given by the increased heat exchange;
Increase of safety standards, linked to the higher safety coefficients used for steel.
Heat exchange
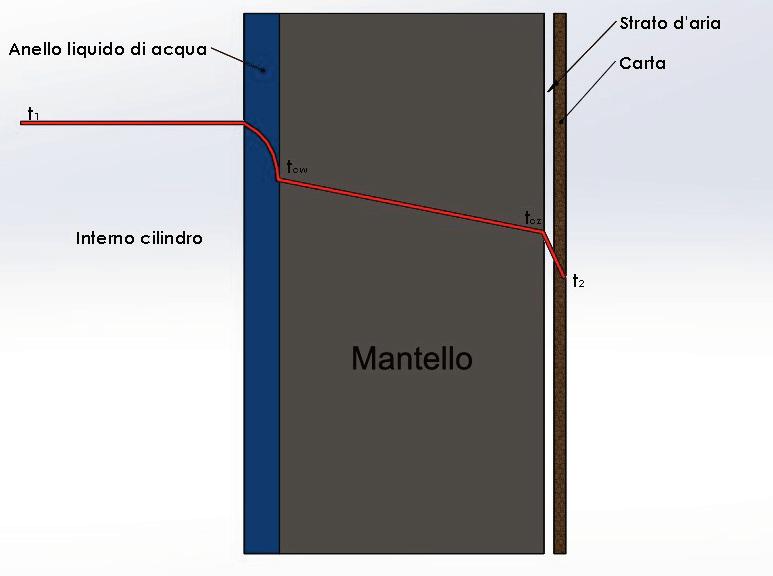
A drying cylinder can theoretically be treated as a thin-wall pressure vessel (s << 2R). It is therefore possible to schematise the heat exchange between the steam and the sheet of paper with the simplified model schematised in Figure 1 and based on the following hypotheses:
the shell of the cylinder may be dealt as a flat plate (s << 2R);
the global heat transfer shell-paper also includes the transfer of heat through the thin layer of air between the shell and the sheet of paper.
Therefore, starting from the previous hypotheses, the equation that represents the thermal flow affecting the surface of the cylinder is given by:
Where:
q = thermal flow, W m-2;
t1 = steam temperature inside the cylinder, °C;
t2 = external temperature of the sheet of paper, °C;
a1 = steam thermal conductance - internal shell surface, W m-2 K-1;
s = wall thickness, m;
a2 = thermal conductance; outer surface of the shell - outer surface of the sheet of paper, W m-2 K-1;
λ = thermal conductivity of the shell, W m-1 K-1
Assuming the value of the sum constant for both cast iron and steel cylinders and equal to 1.35x10-3 m2 K W-1, the only parameter that we can modify in order to increase the heat flow is the thickness of the drying cylinder shell, which must be sized according to the standards (ASME / UNI), that define the minimum thicknesses to be used.
In the following discussion we have chosen to use the UNI EN 13445-3:2019 standard, which allows us to arrive at the following formulation of the thermal flow transmitted by the steam to the sheet of paper.
��=( 1 ��1 + �� �� + 1 ��2)(��1−��2) (1) ��= 1 1 ��1 + �� �� + 1 ��2 (��1−��2) = 1 1 ��1 + ������ 2(����) ⁄ ��+�� �� + 1 ��2 (��1−��2) (2) 10 PAPER TECHNOLOGY SUMMER 2023 NEW INSIGHTS ON APPLICATION OF HIGH-YIELD PULP
Figure 1: Qualitative trend of the temperature in the system. (Anello liquido acqua = Liquid water ring; Interno cilindro = cylinder internal; Carta = paper; Strato aria = air layer; Mantello = shell)
Where:
p = steam pressure inside the cylinder, Pa;
De = outer diameter of the shell, m;
f = material yield stress, N mm-2;
i = safety factor, according to UNI EN 13445-3:2019 adim.;
z = joint coefficient, according to UNI EN 13445-3:2019, adim.
From (2) it can be deduced that, for the same pressure and diameter of the cylinder, the heat exchange depends on λ and f, so, on the characteristics of the material used. The values of λ and f for steel P275NH and cast iron G25, used for the construction of drying cylinders, are shown in Table 1, from which it is evident that, even if they have similar thermal characteristics, the best mechanical characteristics play in favour of steel, that allows a thinner shell.
Working Width
The second factor to consider when choosing the drying cylinders to be used in the drying section of the paper machine is the maximum width. In fact, the paper market is pushing its trends towards wider paper size, so that paper mills, in order to be competitive, must expand their paper size. As we will see, the steel drying cylinders, with the same overall dimensions, can have a bigger useful width, thus allowing a precious recovery of centimetres of paper size and an increase in the thermal energy transferred to the sheet of paper, without necessarily modifying the external frames of the machine.
Figure 2 shows the construction drawing of two drying cylinders, one in steel and one in cast iron. It is evident that steel cylinder’s heads, thanks to the weldability of the material and the better mechanical characteristics, has smaller dimensions compared to cast iron ones.
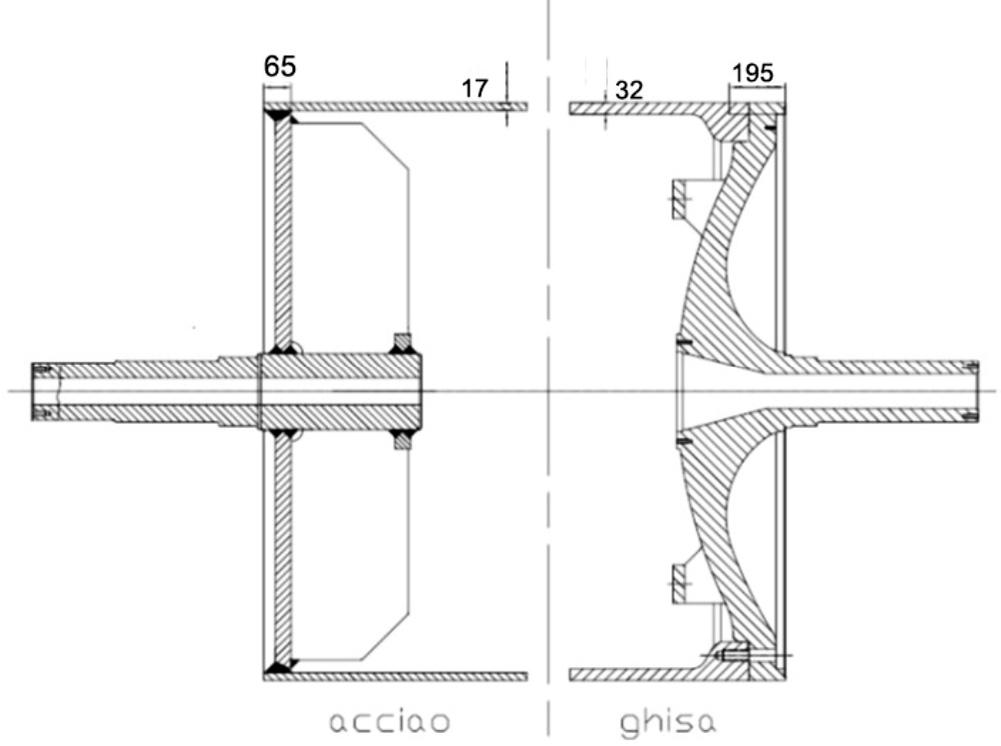
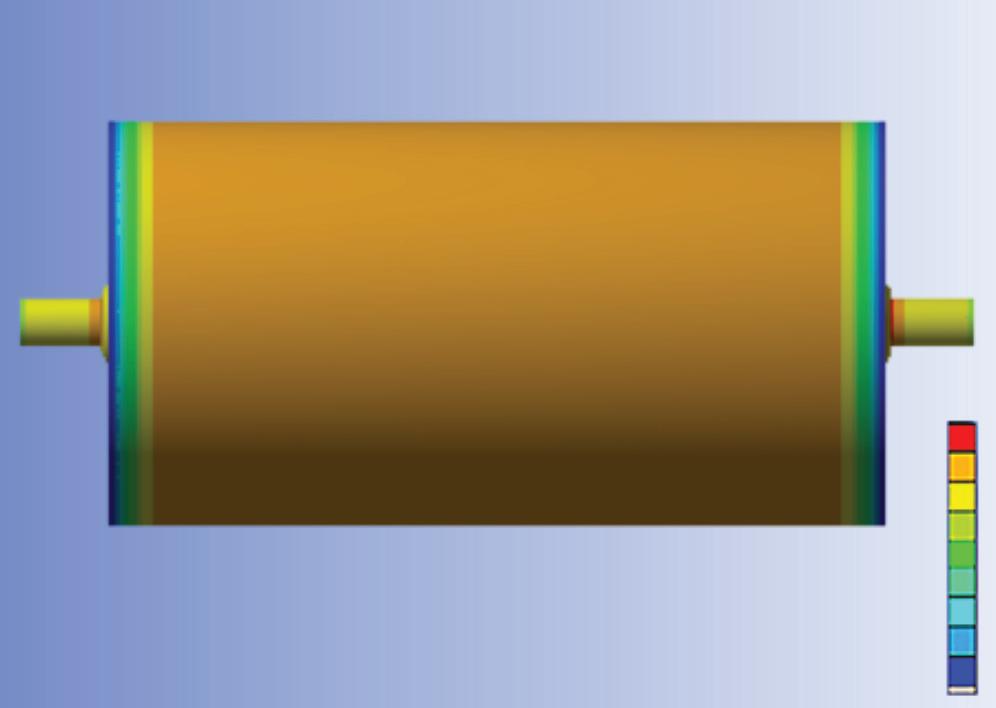
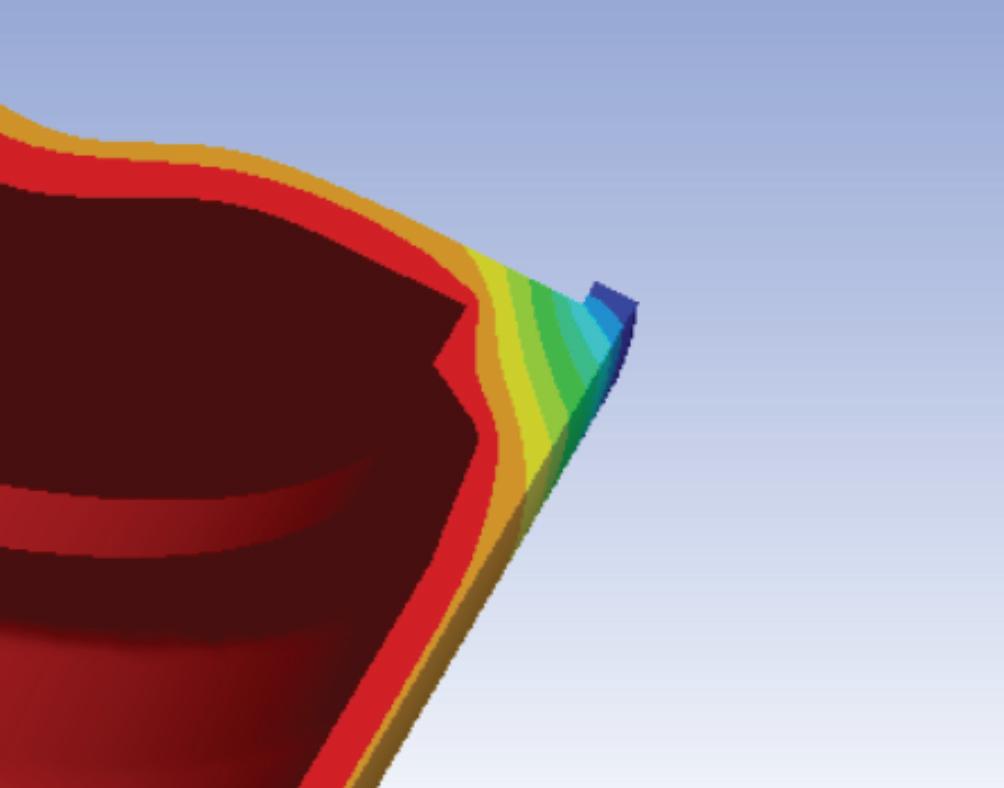
Figures 5 & 6 show that the cast iron cylinder, as mentioned, has the head slightly more recessed and it has a variation in thickness on the extreme sides of the shell.
For that reason, the temperature trend is not uniform and doesn’t allow to obtain a perfect drying process of the sheet.
Furthermore, due to the different type of design and construction technique, steel cylinder’s shell maintains a constant thickness up to the head, which determines the temperature trend
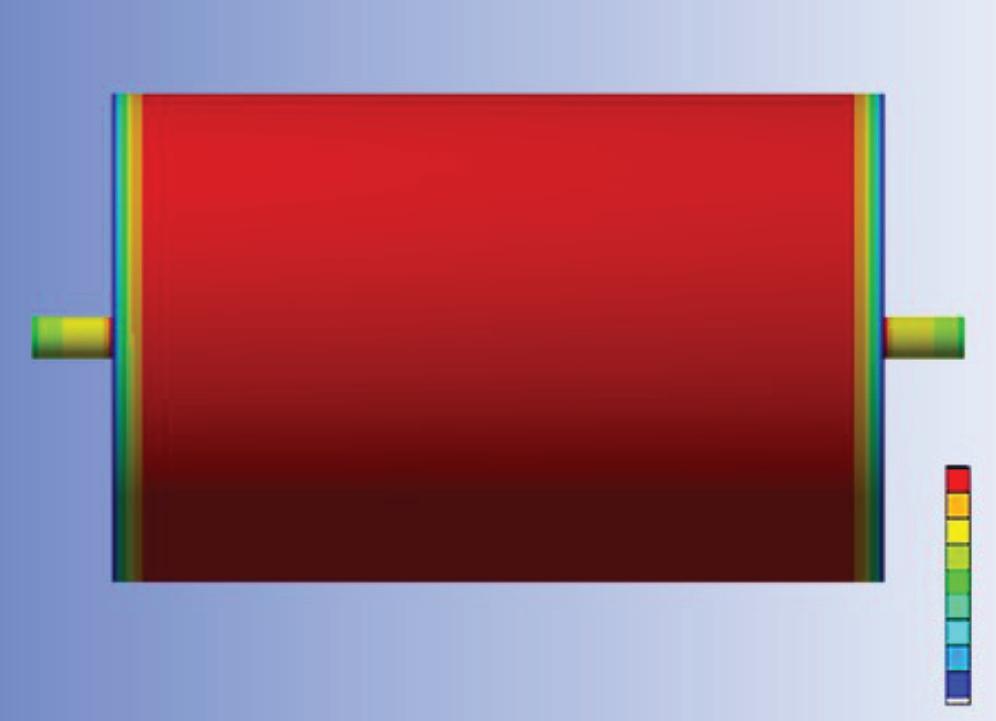 shown in Figures 3 & 4, with a uniform heat distribution in the shell up to the ends of the cylinder.
shown in Figures 3 & 4, with a uniform heat distribution in the shell up to the ends of the cylinder.
11 PAPER TECHNOLOGY SUMMER 2023 SWITCH FROM CAST IRON TO STEEL DRYER CYLINDERS
Table 1: Values of λ and f for steel P275NH and cast iron G25.
Figure 2: Construction drawing of steel (left) and cast iron (right) drying cylinders.
Figure 3: Trend of temperatures on the shell of the P275NH steel dryer cylinder.
Figure 5: Trend of temperatures on the shell of the G25 cast iron dryer cylinder.
material λ [W m-1 K-1] f [N mm-2] steel P275NH 49 275 cast iron G25 46 110
Figure 4: Trend of temperatures in the thickness of the P275NH steel dryer cylinder.
Geometrically speaking, using a steel instead of a cast iron cylinder, bring generally to an increase of up to 130 mm of useful width per side, therefore 260 mm of width difference, simply because of the different construction design. As consequence steel cylinders are able to achieve a larger width, and to reduce heat loss through the walls of the cylinder, with a general increasing of efficiency.
Case study
Two possible models of dryer section are compared below, one with cast iron cylinders and one with steel cylinders, to understand the differences between the two materials. We start from the hypothesis of cylinders of the same diameter and the same operating pressure, therefore under the same working conditions, which are interchangeable with each other without modifications of the machine frames; the only variation will be due to the different thickness of the shell, linked to the different resistances of the two materials. The data relating to the two models are shown in Table 2
equal to 13%, with the important benefit of eliminating the problems of lateral humidity at the edges of the sheet. With reference to the heat exchange, considering the same values of the temperatures t1 and t2 of Figure 1, the change to steel cylinders guarantees an increase equal to 18%, due to the lower thickness of the shell, while maintaining a higher safety coefficient. Considering the contribution due to the different characteristics of the materials and the widening of the useful width, the use of the steel cylinders increases the heat exchange of 33%, an increase that is immediately translated into a saving of the quantity of steam needed by the dryer, and therefore in less drying cylinders necessary to obtain the same performance obtainable with the cast iron ones.
A second type of analysis concerns the more drastic situation in which a paper mill wants to carry out a deeper upgrade of its own dryer section, varying not only the material of the drying cylinders, but also their diameter and their operating pressure.

The useful drying area of the two cylinders is obtained with the equation:
Where:
L = cylinder width, mm;
b = useful width reduction, mm.

From (3) therefore it results:
A(P275NH) = 12.98 m2
A(G25) = 9.42 m2
Using the relationships (1) and (2), the transition to the steel cylinders in this case allows an increase in the useful drying area
The data relating to the cylinders and the operating pressure values pre and post intervention are shown in Table 3
In the first analysis it is clear that the larger diameter and the larger useful width of the steel cylinders entail a much higher drying surface, which can be calculated with (3) and is equal to 38%. For that reason, the steel shell, while maintaining a high safety coefficient, will have a smaller thickness than the cast iron shell, and this will generate an increase in the steam-paper heat exchange equal to 14% in advantage of steel. Ultimately, the heat exchange obtainable with the steel cylinder is 57% greater than the one that occurs with the homologous cast iron cylinder. Obviously, the basic hypothesis is that the temperature difference between the inside of the hood and the steam introduced into the cylinder is the same for the two types of cylinder.
Conclusions
The transition from cast iron to steel cylinders appears to be a winning choice for all paper mills that want to modernise their drying section and improve their efficiency by reducing their management costs. Of course, the increase in efficiency from the point of view of heat exchange does not correspond to a proportional increase in the water extracted from the paper, which also depends on other physical factors not explained in this review. In any case, already from this first partial analysis, the advantages linked to the use of steel in drying process emerge, and that will certainly represent the future of all paper mills.
Bibliography
a) Kawka W. & Reczulsky M.: The optimalization of heating steam pressure on thermal effectiveness of drying cylinders. Technical University of Lodz 2011.
b) Karlson M.: Papermaking Part Drying. Fapet Oy, Helsinki 2000.
c) Keranen J.: Increasing the drying efficiency of cylinder drying. University of Jyvaskyla 2011.
d) Holik H.: Handbook of paper and board. Wiley-VCH.
e) UNI EN 13445-3:2019 Recipienti a pressione non esposti a fiamma - Parte 3: Progetta.
��=2����
12 PAPER TECHNOLOGY SUMMER 2023 SWITCH FROM CAST IRON TO
(��−��) (3)
STEEL DRYER CYLINDERS
Figure 6: Trend of temperatures in the thickness of the G25 cast iron dryer cylinder.
material Diameter [mm] Shell thickness [mm] Width [mm] Pressure [bar] steel P275NH 1500 17 2400 3 cast iron G25 1500 32 2400 3
Table 2: Data relating to the two models of dryers considered.
material Diameter [mm] Shell thickness [mm] Width [mm] Pressure [bar] steel P275NH 1830 20 2400 10 cast iron G25 1500 32 2400 3
Table 3: Data relating to the cylinders and the operating pressure values at the pre and post intervention dryers.
8TH PAPER WEEK SYMPOSIUM
18-19-20 SEPTEMBER 2023





5 STAR RESORT HOTEL, ÇEŞME - İZMİR,TÜRKİYE
PAPER WEEK SYMPOSIUM
Paper Week participants consist of the best companies from Europe, USA, Türkiye, the Middle East, and Africa.





Our target for this edition is 14 companies as sponsors, consisting of senior management and technical experts who will come together on a professional networking platform and make their presentations for their products and services in a 5 Star Resort Hotel in Türkiye.






In total, 150 participants who are the top potential customers and all decision makers representing their companies.
WHY YOU SHOULD PARTICIPATE

Enjoy 3 days with a relaxing atmosphere. A perfect chance for all attendees to get together, socialize and network, and have pleasure & business all together.

Present your products or services, have B2B meetings expand, business networks with friendly relations.

7th PAPER WEEK SYMPOSIUM 2022 ANALYSIS

43 PAPER MILLS57 CONVERTERS 19 COUNTRIES 142 PARTICIPANTS 110 COMPANIES +90 (212) 916 17 31 info@paperoneshow.net www.paperoneshow.net
Automated Cleaning of Paper Machines – An Outlook

Robert
This article deals with the cleaning of paper, board and tissue machines. Due to the use of water as a carrier medium for fibres, fillers and chemicals of process chemistry, these machines inevitably become dirty. As long as there is no waterless web formation, it will be necessary to clean. The big challenge for plant operators lies in the long production runs from one planned shutdown to the next. Furthermore, sharply increased energy costs require precise analyses of how to prevent web breaks caused by contamination.
1. INTRODUCTION
Why is it necessary to clean? What types of deposits are there and what do closed water circuits or waste paper have to do with machine efficiency? These questions and many other thoughts on the subject of cleaning concern us as a developer and manufacturer of cleaning chemicals for paper, board and tissue machines.
Web breaks are uncontrolled events that at best only cause an interruption in production, but in the worst case can lead to damage to machine clothing or press rolls. In any case, they cause high costs, because the system runs with full drive power and heated drying cylinders without producing paper. The trend towards ever wider and faster machines is exacerbating the situation. The web breaks can be triggered by falling chunks or holes in the web coming from the wet end.
Deposits are formed in several ways. Mineral encrustations originate from the water, fibre chunks collect above high-pressure showers in the wire section, bacterial slime forms due to water mist. Closed water circuits allow the water hardness to rise to astronomical heights of up to 1000 degrees German hardness. Therefore, mineral deposits are formed very easily. With waste paper, a wide variety of undesirable substances get into the paper web. Hydrophobic microstickies, macrostickies, colloidal stickies and their negative effects are well known among paper technologists.
2. CURRENT CLEANING METHODS
For understandable reasons, thorough cleaning can only be carried out during the planned shutdown. You can quickly spray the water hose into the machine at any short, unplanned shutdown, but thorough cleaning simply requires more time.
In most planned shutdowns of a year, the wires and felts of the wet section and all dryer fabrics of the dryer groups are still installed. This means that cleaning can only be done from the tending or drive side. Cleaning systems for fabrics that work during production are expressly excluded. Water hoses are used for cleaning in every factory, but in the end they are not very thorough and the detached dirt is sprayed mainly to the drive side. There it remains on cardan shafts and electric motors, walkways, stairs and handrails (Figure 1). Bacterial slime then often forms on these deposits.
2.1 High-pressure water
The use of high-pressure cleaners with 200 bar is only possible to a very limited extent when the fabrics are not removed. In the case of fourdrinier machines with pressure-sensitive drainage foils,
it is not even allowed to walk on protective felts or Styrofoam plates laid on top of the table. It is a pity, as the combination of chemical foams and 200 bar high-pressure water would be particularly effective. In the centre of the machine, deposits in the wet section are virtually inaccessible when the fabrics are installed.
2.2 Foamed cleaning chemicals
Alkaline and acidic cleaning chemicals are very effective means of loosening deposits; for descaling, oil removal and loosening organic dirt, they work very well. However, it also requires mechanical energy from high-pressure water to thoroughly remove the deposits and rinse the chemicals from the wet end of the machine.
In the dryer groups alkaline foams can be used with installed dryer fabrics and the oily deposits can be flushed out with water hoses.
2.3 Mechanical cleaning
Especially very old, mineral deposits must be removed with grinding wheels or chisels. Since this work requires electrically operated, hand-held equipment, the cleaners have to climb directly into the machine. This is not possible with installed fabrics.

3.
In case of short, unplanned downtimes, almost always only in-house workers are involved in cleaning. Planned downtimes of more than 6 hours allow the use of external cleaning companies. Huge machines with a sheet width of 10m or more require a workforce of up to 10 external cleaners who block the wire or

14 PAPER TECHNOLOGY SPRING 2023 NEW INSIGHTS ON APPLICATION OF HIGH-YIELD PULP
CLEANING PERSONNEL
M. Hotter, Hotter GmbH, Inkobastrasse 14, 4730 Waizenkirchen, Austria. phone: +43-664-88622872. email: robert.hotter@hotter-care.at
Figure 1. Dirt on the drive side of the wet end.
press section for several hours. They bring in their own personal protective safety gear and tools like foam pumps, hoses and highpressure water units.
3.1 Chemicals and cleaning personnel
Especially in the wet end sometimes cleaning chemicals are used which are not accepted by in-house workers. Odours, corrosive effects and extensive personal protective equipment make the work unattractive. Therefore, cleaning jobs are often left to external companies, so the use of chemicals is only possible during longer downtimes.
3.2
Effects of the Corona measures
More than once it has happened that ordered external cleaning companies were not allowed into the paper mill because Coronainfected persons were present. So long-planned cleaning jobs could not be carried out.
3.3 Supply chains and energy costs
Due to supply chain issues, energy costs and market turbulence, extended shutdowns of several days or weeks have become more common since 2022.
The available time can be used by the company’s own staff for thorough cleaning. This requires excellent cleaning chemicals, adapted personal protective equipment, training by external cleaning experts and supervision during cleaning. Most of the time, external equipment is also provided by the suppliers of the cleaning chemicals.
4. AUTOMATION
In more and more areas of our daily life, automated processes are being used to relieve workers, eliminate dangerous work and to defuse the issue of lack of workers. Also, in the production and processing of paper a large number of robots are already being used.
4.1 First stage of automated cleaning – Hotter Solution ACSF System
In the wet end, currently it is necessary to bring IBCs with chemicals to the cleaning area. Furthermore, mobile foam pumps must be connected to the IBCs and air hoses must be run to the cleaning equipment. After cleaning, all IBCs and all equipment must be removed.

As the first stage of automated cleaning, we have developed a system that enables the machine personnel to use even the shortest unplanned downtimes for the use of cleaning chemicals.
The ACSF system consists of a mother-daughter IBC unit, which is coupled with a foam unit. This foam unit is connected to the plant’s process control system. Permanently installed piping for compressed air, water and foam eliminates the work required to provide foam. One click of the mouse in the control room and foamed cleaning chemicals are available at a central coupling point in the wet section; or three primary sorters can be foamed at the same time; or two suction rolls at the same time.
The prerequisite for this solution is, of course, a cleaning chemistry that is accepted by the machine personnel.
4.2 Second stage of automated cleaning – Hotter Solution ACSD System
The basic principle of the ACSF system can also be applied in the dryer section. We have developed the alkaline cleaner CCS 100 for oil removal and cleaning the dryer fabric. CCS 100 can be used in dryer groups without traversing cleaning heads.

Again, a mother-daughter IBC unit with foam unit is connected to the plant’s process control system. With a click of the
mouse, the alkaline oil remover can be distributed in one or more dryer groups at the same time. Permanently installed piping distributes the foam evenly and is then used for rinsing with water.
4.3 Third stage of automated cleaning – Hotter Solution ACSM System
The objective for the development of ACSM was as follows: no longer allow humans to climb into the machine, no direct contact of humans with chemicals, cleaning at the click of a mouse in the control room, and use of cleaning chemicals only selectively in places that are essential for machine operation.
Advantages: significantly lower consumption of cleaning chemicals, no risk of injury to humans, cost savings and use of available personnel for other, equally important work.
4.3.1. Don’t let people climb into the machine anymore
The first point is already a hot issue. Safety is a top priority in every paper mill, and before entering the factory premises, safety training must first be completed and the test passed. However, it is very often not possible to reach the internal surfaces of the wet section from the safe walkways. The external cleaning companies then have to make a decision. Thorough cleaning, as requested by the client, is only possible if you climb into the machine (Figures 2 & 3). If the occupational safety regulations are adhered to, the walkways must not be left. Thus, the work order cannot be fulfilled at all.
15
Figure 2: Man inside tank spraying foam cleaner.
PAPER
Figure 3. Man under machine spraying foam cleaner.
TECHNOLOGY SUMMER 2023 AUTOMATED CLEANING OF PAPER MACHINES
A way out of this dilemma is not so easy to find. Creating secure access is difficult because the existing structures of the paper machine do not allow this at all. The deposits are also hidden in particularly inaccessible niches above wires or felts. Above pulpers, it is not possible to clean thoroughly at all without scaffolding or a mobile walkway.
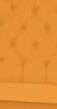
Especially in the case of large machines with sheet widths of more than 10m and a gap former (Figure 4), it is critical to keep the lips free of incrustations. However, since damage to the lips or a separating strip is absolutely not acceptable, it is obvious not to let workers walk on the gap former.
4.3.2. No direct contact with chemistry
Direct contact between foaming chemicals and workers is unacceptable. Although unhealthy chemicals are avoided in the development of acidic or alkaline foam products, the workers should not be contaminated. Astronaut suits with bottled breathing air protect against chemicals, but hinder mobility and visibility very much. Thus, the goals of the third stage of automation are clear. Cleaning at the click of a mouse from the control room. Automated, mechanical systems remove the deposits without human labour.
4.3.3. Spot cleaning
Incidentally, during the expert discussions on the subject of acidic foams in the wet end, it became clear that there are individual areas in each wet section that must be kept clean at all costs, as they have a major influence on the sheet break numbers. Most of the rest of the cleaning job may well be called cosmetic.
This is the main point for the automated, mechanical systems. Selective use of chemicals at crucial locations makes it possible to limit the number of such systems (Figure 5). It also makes it possible to reduce the use of chemicals; and the available ma-
chine personnel is freed up for other work. Thus, the cost/benefit calculation is extremely positive.
4.3.4. Automated, mechanical-chemical cleaning systems
Now, what does such an automated, mechanical cleaning system look like? This question cannot be answered so simply and universally.
The basis for the selection of suitable systems is the thorough analysis of the wet end by an expert audit. In this process, the spots with an influence on sheet break numbers are identified and existing, useable machine components are identified.
Water showers, for example, can also be used for distributing acidic foams, and existing traversing cleaning systems can be upgraded. However, robotic arms reach much larger areas around the trusses than simple, traversing cleaning heads. Even the underside of the trusses can be cleaned by robot arms. So, the idea of having robot arms traversing is obvious; at least if there are no interferences with existing structures. Priority targets are places that have a major impact on the number of sheet breaks and the quality of the paper web and/or are particularly sensitive to damage. If such damage could result in extreme interruption of production, one should seriously consider the use of robot arms for cleaning.
4.4 Outlook
Robot technology, artificial intelligence, camera systems and processing speeds are changing rapidly. The same applies to the possibilities of keeping steel structures permanently free of dirt due to changed surface properties.
As of today, it is already possible to use cameras to determine the type of contamination and select the appropriate chemicals. It is already possible to mechanically achieve the dirt repelling effect on steel structures and to maintain it permanently.
Additionally, it is already possible today to use artificial intelligence to decide whether cleaning is necessary or not, no matter how short a shutdown is. And if so, to carry the cleaning job out autonomously. Sensors can detect any movement or a person within the danger zone and stop the robotic cleaning system.
The development of future paper machines will take into account the questions raised about humane cleaning of the wet end and wherever possible, bring us automated mechanical systems for cleaning with highly specialised chemicals.

16
PAPER TECHNOLOGY SUMMER 2023 AUTOMATED CLEANING OF PAPER MACHINES
Figure 4. Encrusted debris around the lip of a gapformer, before cleaning.
Visit
PITA website www.pita.org.uk
Figure 5. Cleaning a gapformer using a robot spraying acid foam.
the


Toscotec’s TT Headbox delivers superior performances in tissue
Luca Ghelli, R&D Director Toscotec, Luca.Ghelli@toscotec.com
An old and popular advert promoting efficient, reliable, and user-friendly household equipment ended with the vigorous claim “Facts, not just words.” The underpinning message being the guarantee of “actual results, not only promises.”
While elaborating the list of Toscotec’s TT Headboxes – 32 units since 2020, of which 23 in operations and 9 undergoing manufacturing – we were reminded of that popular ad.
Over the last 16 years, Toscotec has sold over 130 TT Headboxes to be installed on tissue machines, of which 32 have been in the last three years. The majority of these units were part of complete tissue line orders (23 units), some were part of major rebuilds (4 units), and the rest (5 units) were sold as replacements of existing headboxes. The latter replaced headboxes manufactured by other machinery suppliers with the aim of improving paper quality and production performance. Since headboxes are normally sold with the complete tissue machine, the fact that paper producers are willing to replace only the headbox testifies to its importance, as it affects the machine’s production both in terms of paper quality and energy performance.
Toscotec’s TT Headboxes sold since 2020 vary in size, characteristics, and performance:
15 TT Headboxes have a pond width lower than 3,000 mm, while 17 units between 3,000 and 5,800 mm

The majority are designed for high-speed machines (up to 2,200 m/min)
5 TT Headboxes are equipped with paper profile dilution control (connected to QCS), while 5 units are designed for its future installation
21 units are single-layer TT Headboxes and 11 are multilayer units
26 TT Headboxes are installed on crescent former machines and 6 units on twin wire former machines
3 TT Headboxes are installed on TAD machines and the rest on DCT machines.

Toscotec’s headboxes produce high quality products – from facial and low basis weight toilet tissue (below 12 gsm) to towel tissue (up to 32-35 gsm) – processing different furnishes, including virgin fibres, de-inked pulp, and 100% wastepaper.
All TT Headboxes feature high flexibility in terms of: flow out of the headbox and into the forming section through precise slice opening control jet landing on the first dewatering part of the former
In order to ensure a proper and uniform feed, they are equipped with best-in-class instrumentation for the control of process parameters such as pressure, temperature, and consistency.
Actual Results: superior performances
After a short period of optimisation and fine-tuning following start-up, all TT Headboxes have met the guaranteed figures and customer requirements, as high quality formation was always reached on all applications and on all grades. In several cases, the headboxes have set a new benchmark for paper formation, which was subsequently adopted also in other mills of the same group, and on various occasions also led to repeated orders.
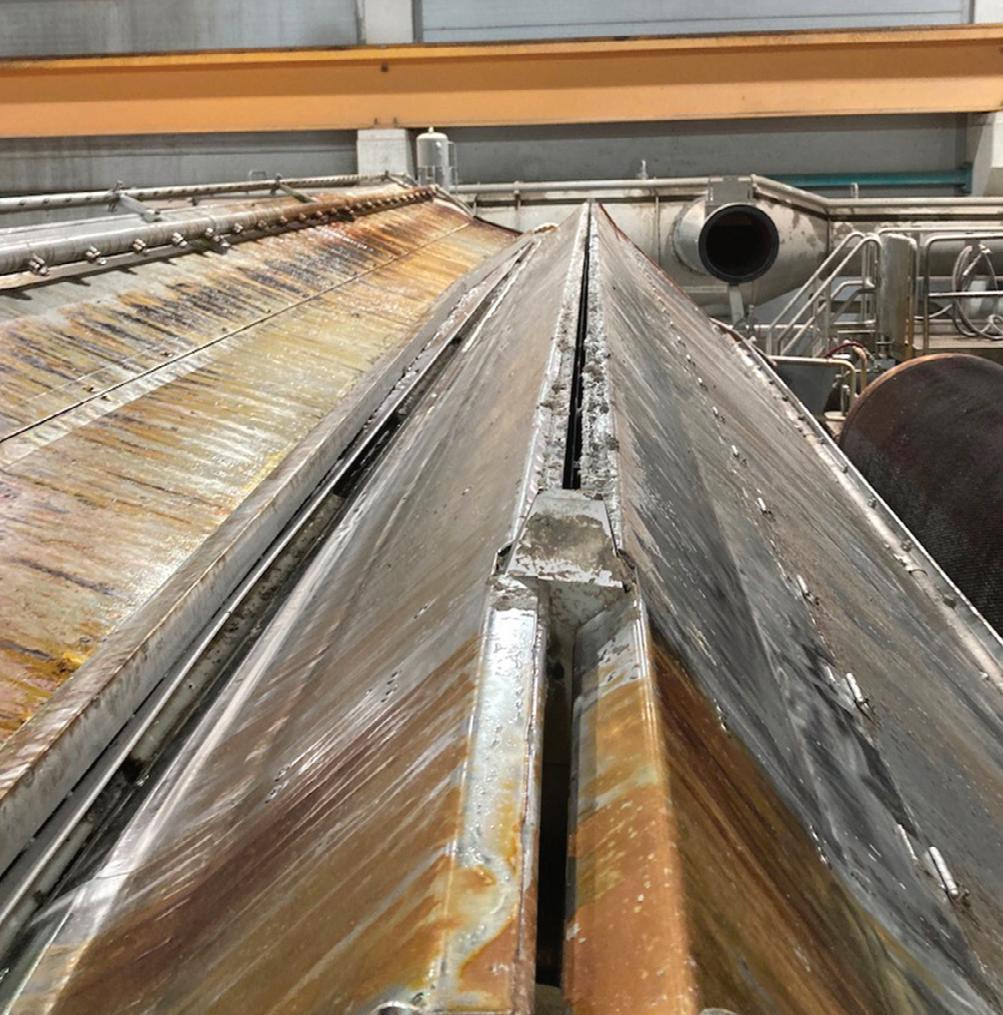
TT Headboxes – those without dilution control and only the basic configuration of the slice lip controlled with manually operated micro jacks or micrometric screws have always met bone dry profile guarantees within 1.5% of mean bone-dry value when averaged over the control window corresponding to the adjusting spindle spacing.
For TT Headboxes equipped with automatic Cross Direction (CD) dilution system, the main operating parameters are: dilution flow accounting for 7 to 10% of the flow out of slice
18
PAPER TECHNOLOGY SUMMER 2023 BIOECONOMY AND THE PULP & PAPER INDUSTRY PART 1
Photo 1: Toscotec’s TT Headbox
pressure ratio (pressure in dilution header divided by pressure in headbox header) normally in the range of 1.3-1.4 standard control window of 82 mm
bone dry profile 2 sigma values below 0.8-0.9% (ratio of bone dry 2 sigma CD gsm/average bone-dry gsm*100) for all products
The accomplished 2 sigma figures are based on the control window of the profiling system. Even when all scanner readings are used to calculate the 2 sigma figures, the variability never exceeds 1.5% of the average bone-dry value.
Why is bone dry profile uniformity so important? Because after paper formation is completed, it is a crucial property as it normally translates into:
better control of the Yankee coating
avoid over-drying to compensate for lack of moisture profile uniformity with significant energy saving in the Yankee and hood area
better moisture profile at the pope reel better runnability in the converting less complaints from final customers
TT Headbox: a successful technology
Optimal headbox performance and high-quality paper production require an optimised control of stock injection and a proper selection/operation of the equipment in the approach system. A good control of the water recovery circuit is also key for smooth, clean, and efficient operation of the headbox, especially for furnishes such as wastepaper and de-inked pulp.
Toscotec has developed a deep knowledge of the approach system design and best practices to avoid process disturbances, which could affect TT Headbox’s operations, enhancing both Machine Direction (MD) and CD profile control. As a result, it offers all the necessary support for the control of the complete process both upstream and downstream of TT Headbox.
The success of TT Headboxes derives from: extensive experience and deep product knowledge effective and precise manufacturing specifications optimal quality control of the final product stricter and more accurate quality control procedures of sub-suppliers.
Based on the increasing knowledge of the product, Toscotec has developed standard headbox specifications, which are then applied and customised for each customer based on the specific need in terms of flow, control capacity, and geometry of the application.
Besides quality and profile control results, the TT Headbox is close to 100% free of internal build up issues or the need of special cleaning requirements.
19 PAPER TECHNOLOGY SUMMER 2023 SUPERIOR PERFORMANCES IN TISSUE
Photo 2: Toscotec’s TT Headbox
Photo 4: Toscotec’s TT Headbox: bone dry profile and dilution system
Photo 3: Toscotec’s TT Headbox
Water Waste Reduction in Pulp & Paper Mills: 8 Strategies to Improve Pump Reliability
The world’s population is expected to reach 8.5 billion by 2030, and the conservation of critical resources, such as water is a crucial societal goal. The United Nations estimates that water scarcity currently affects 40% of the population, making it a significant concern.
Processes in pulp and paper production plants, among other industrial processing, rely on slurry movement that use high volumes of water. Regions, where pulp and paper mills operate, are coming under increasing scrutiny for water use and effluent and wastewater disposal. With expectations for tighter legislation on water consumption targets, and many companies making public declarations of their water and energy savings targets, water conservation in the pulp and paper processing industry has never been more important than it is today.
Water is used in almost every paper production process, from moving slurries and paper stock to steam creation for heat transfer in cooking and dehydrating pulp by-products and creating concentrated liquors and waste products. Mechanical seals are used in heavy-duty centrifugal process pumps that move liquids, including black liquors, water, chemicals, or sludge, to support the manufacturing process. The variations encountered with process water and waste liquids make pump and seal selection vital to plant productivity and process reliability.
Today, virtually all paper mills face challenges in reducing water consumption and increasing water reuse and recycling to reduce the mill’s environmental footprint. Specifying the correct mechanical sealing technology can dramatically improve system reliability, greatly reduce water consumption and significantly impact the parasitic losses of sealed shafts.
Modern, well-designed mechanical seals will:
Limit leakage from rotation shafts
Reduce power losses associated with compression packing
Lower the frictional heat associated with packing
Minimise water consumption
Reduce maintenance hours associated with rotating equipment
Recycle process water and eliminate harmful solids using self-clearing filtration technology
Consider these eight water-waste reduction strategies to achieve dramatically improved results in your pulp and paper mill:
1. Convert compression packing to single mechanical seals to reduce water consumption and eliminate leakage. The proper operation of mechanical shaft packing requires a constant water flow to cool and lubricate the sealed shaft. More than a century old, this technology amounts to a balancing act of radial compression exerted by the packing, a constant flow of pressurised water used to cool the pump sleeve and process leakage required to lubricate the packing rings. Replacing packing with a mechanical seal will reduce water consumption by at least half and eliminate the need for daily or weekly maintenance activities to tighten packing.
2. Where mechanical packing cannot be easily upgraded to a mechanical seal, consider using a CPR bushing. This device meters and distributes flush water while excluding solids from spoiling the inboard packing ring.
3. If you are using an external water source as a flush for a single mechanical seal, the flush should be set to a higher pressure than the stuffing box to effectively flush the seal or packing. When the external water source is uncontrolled, water consumption increases, leading to more water waste. Where flush water is used, standard practice should include, at a minimum, a simple manual control valve to avoid full-flow flush consumption where it may not be necessary.
4. The installation of a water metering instrument will ensure the desired pressure and ultimately reduce flush water consumption to a known and planned amount. Used in conjunction with mechanical control values, flow meters reduce seal water use while improving mechanical seal reliability. The John Crane Safeunit™ is a combined metering and control device which allows for fixing the flow to only the value required for optimal seal performance, and by measuring the flow, enables monitoring of the consumption at the seal. (https://resources.johncrane.com/brochures/b-safeunit_a4_hr)
5. Use smart water control systems that reduce up to 97% of water consumption compared to the water savings produced by once-through metered flushes. These control systems regulate water consumption based on seal temperature, only allowing seal water to flow through the system when needed to cool the seal. Unlike flow meters, where the seal water runs through the system once and drains, smart water control systems, such as the John Crane SmartFlow, recirculate the same water multiple times in a closed loop, only adding water when needed, further reducing water consumption. (https://resources.johncrane.com/ brochures/b-smartflow-universa)
6. Optimise your pumps using dual mechanical seals paired with a seal support system, such as a pressurised water vessel to extend the life of the mechanical seal as it is running in its own clean environment. This approach reduces water consumption in the event of a seal failure where only the water in the seal support system is lost, which typically equates to just eight litres.
7. Further optimise your pumps by selecting dual mechanical seals with enhanced seal face technology. Sophisticated and simple dual seal solutions can reduce water consumption to nearly 1/100 of single seal requirements by applying advanced, self-pressurising seal face technologies, such as John Crane’s Upstream Pumping (USP) technology. Where pumps move fluids high in solids or low in lubricity, USP spiral grooves use a small measure of clean seal water to pressurise and lubricate the faces in contact with the process fluid (Figure 1). These spiral grooves, normally seen on compressor gas seals, draw in the clean seal water and pressurise it as the water is forced into the tips of the grooves. The pressure at the groove tips causes the
20 PAPER TECHNOLOGY SUMMER 2023 NEW INSIGHTS ON APPLICATION OF HIGH-YIELD PULP
faces to ‘lift off’ and run without any contact and push a small quantity of the seal water into the pump, without needing to provide the seal water at a higher pressure than the stuffing box pressure.
By running on the clean seal water without the need for a continual flush, and only consuming a very small quantity, water consumption is greatly reduced, while also providing the benefit of low wear and high reliability in the harshest environments such as harmful solids or corrosive process liquids. Being able to operate even when the seal water pressure is much lower than the stuffing box pressure (seal water pressure typically around
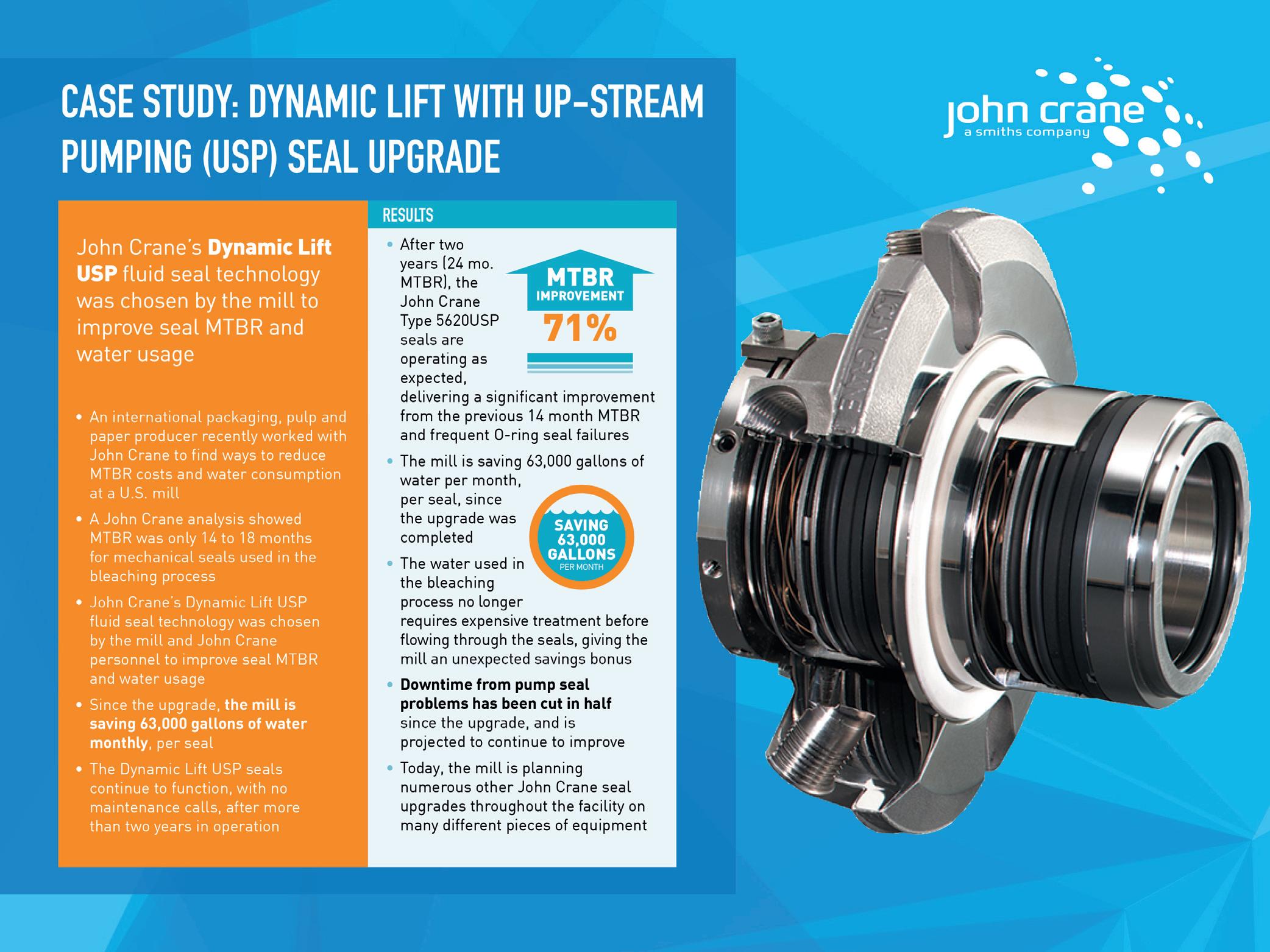
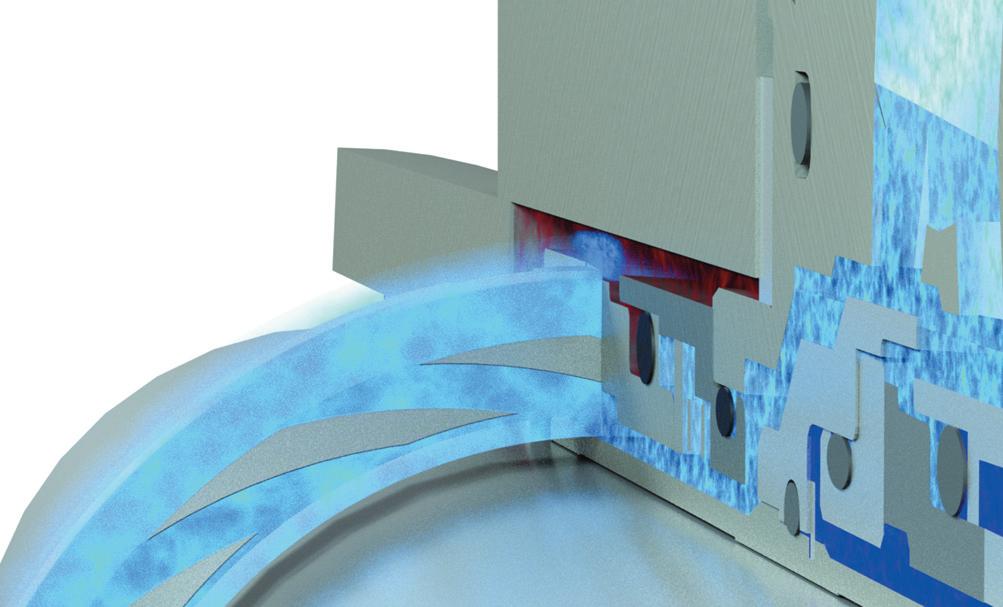
0.2 bar g / 3 psi g) means that a simpler water supply system can be used, and the need for water ‘pressure boosters’ on highpressure pumps is eliminated.
For more information about how this works in practice, check out the resources section of the John Crane website (and see Figure 2). (https://resources.johncrane.com/l/case-studies).
8. Create and store low-cost filtrate or clean water using automated backwash filters. Water conservation is most effectively achieved by recycling water and creating clean filtrate or filtered water. A small amount of clean filtrate is usually used as the backwash medium and multiple elements can be incorporated on a single skid to accommodate higher flow rates, as needed. Using metallic filter media enables at least one year before replacement, resulting in low OpEx costs.
John Crane’s Multi-Purpose Filter (MPF) is an automatic selfcleaning device used in several applications in paper mills. It is a ‘plug and play’ unit with a long element life, requires very little maintenance and generates clean filtrate for use as barrier fluid in mechanical seals. The MPF provides for continuous filtration even during backflushing of the element to generate a constant stream of clean water to the seals. It can be used as a polishing filter to remove suspended solids to very low levels and to protect downstream units, such as reverse osmosis membranes, from fouling. The MPF uses a combination of filtration technologies—a hydro cyclone to remove coarse contaminants followed by a backflushing / scraper operation to clean the filter medium. The filter has been demonstrated to remove fibres, and
21
PAPER TECHNOLOGY SUMMER 2023 8 STRATEGIES TO IMPROVE PUMP RELIABILITY
Figure 2. Case study highlighting how John Crane's Dynamic Lift USP seal technology can reduce water usage.
Figure 1. Spiral grooves distribute water over the non-contacting seal face
it conserves water by treating recycled water, which generally increases the amount of contamination in the process water.
The world’s water scarcity will continue to impact all types of industries in the coming years. Processes that use high volumes of water—like pulp and paper production, mining, and others—will face important decisions about decreasing water usage and increasing energy savings. These issues, along with a need to increase mean time between repair, will continue to drive operators to do more. Selecting the best equipment for the application can make a difference in each of these areas. Seals, including packing and single or dual mechanical seals, are crucial components in any pulp and paper operation. Choosing the right seals can mean saving millions of litres of water and its associated costs and environmental impact.
Links to further resources
Water savings webinar: https://resources.johncrane.com/webinars/uknpye7fi2
Blog on Upstream Pumping, https://resources.johncrane.com/blog2/upstream-pumping-imp
Learn more about John Crane’s Upstream Pumping technology: https://www.johncrane.com/en/products/seal-facetechnology-solutions/upstream-pumping
Learn more about John Crane’s pulp and paper products, services, and training opportunities: www.johncrane.com/industries/pulp-paper
Scan the QR code below to find out more
PEFC Stakeholder Meeting 2023: Net Zero Targets - Delivery & Implementation
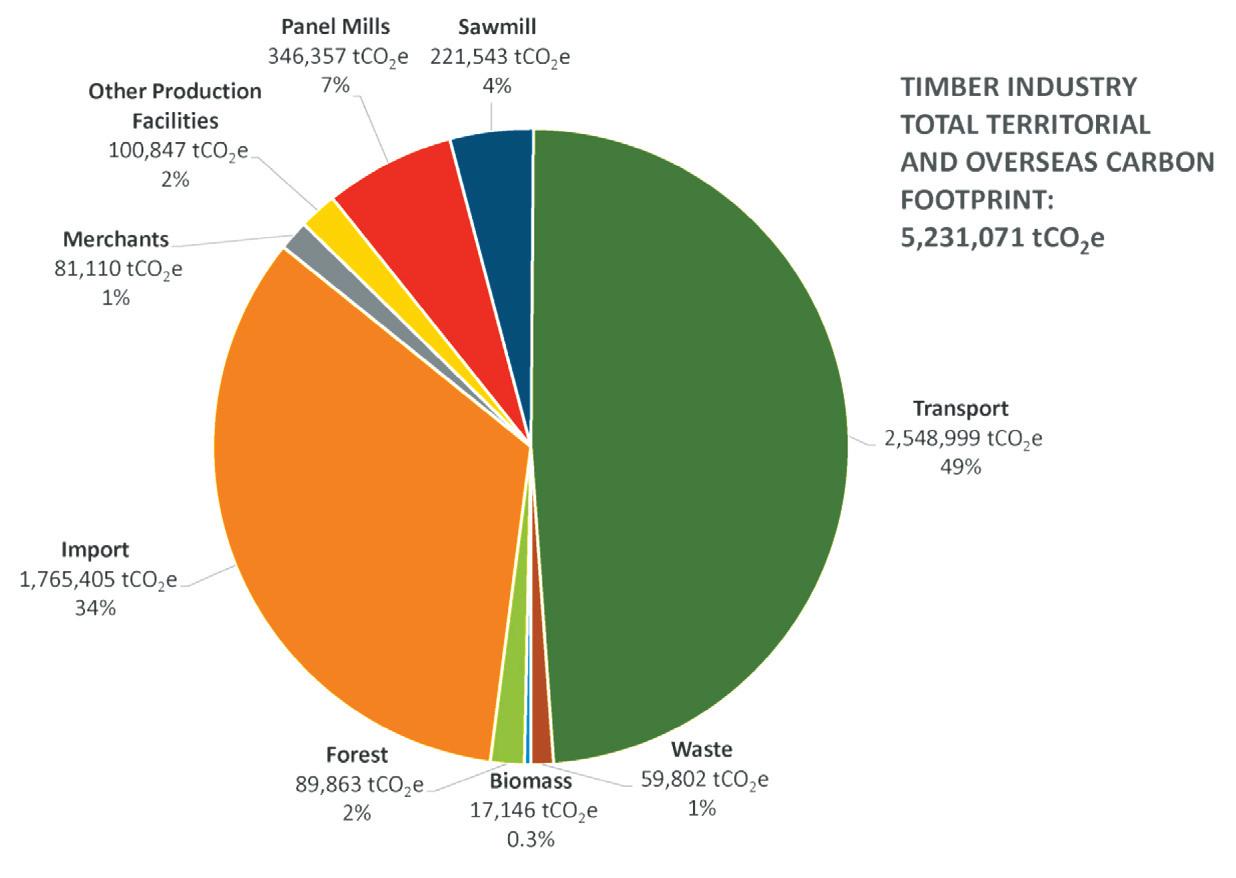
This meeting, held in London during April, brought together British Retail Consortium, Forestry England, Huhtamaki and Timber Development UK (formed in 2021 by the amalgamation of Timber Trade Federation (TTF) and Timber Research and Development Association (TRADA)), alongside the hosts, PEFC, to discuss their latest ideas on the thorny topic of “Net Zero”.
PK Khaira-Creswell opened proceedings by describing Forest England’s approach. As the country’s largest landowner, they have redefined how they assess their ‘carbon inventory’ by inclusion of Natural Capital, including quantification of ‘Physical Health’ on their balance sheet. A passing reference was made to harvesting tress and timber sales (which forms their largest source of income), but unfortunately no reference to helping educate the general public about trees as a sustainable resource.
Charlie Law (TDC) was next up, and discussed the Timber Industry roadmap to Net Zero. Figure 1 shows the assessment that has been done to date, which notes two major sources of emissions: transportation (which includes transport of wood products from the country of origin) and imported embedded emissions (including processing of wood products in the country of origin). In particular, future use of electric vehicles is hoped to help reduce transportation emissions.
Dr Paul Collins described Huhtamaki’s approach to The Circular Economy, which includes some new barrier-coated paper grades that have similar oxygen and moisture vapour transmission rates to certain plastics. The company has also partnered with Stora Enso under the banner of the Cup Collective to collect used coffee cups in Brussels; a retail sector where Huhtamaki is also producing moulded fibre lids for beverage cups at its Alf site in Germany.
Julia Kozlik (PEFC) gave an update on sustainable textiles; an industry where around 65% of the garments are made using yarn derived from fossil sources. By contrast, around 7% are made from viscose, mainly derived from wood fibre. Currently
only around 40 fashion brands and retailers are referencing PEFC, so their foray into the textile industry is still at a very early stage (compared with timber and paper).
Nicki Hunt (British Retail Consortium) outlined how they are helping retailers navigate a climate change roadmap, which includes helping brands align more with perceived customer values. The BRC roadmap includes switching to renewable electricity sources and using low carbon logistics.
Alun Watkins (PEFC) gave the final official presentation, describing how PEFC is supporting all forest-based industry segments, from construction, furniture, to paper and packaging, and most recently, textiles and fashion. The day ended after Lord Deben gave a rousing unscripted speech about how and why Government and industry should be moving to delivery and implementation of net zero concepts.
22 PAPER TECHNOLOGY SUMMER 2023 8 STRATEGIES TO IMPROVE PUMP RELIABILITY
Figure 1. UK emissions footprint of the Timber industry (terrestrial and overseas) excluding paper, cardboard, pulp and imported biomass.
People in the news
Archroma
Heike van de Kerkhof, CEO of Archroma since January 2020, stood down effective 30 April 2023, to focus on other career opportunities; since then, Mark Garrett, a seasoned industry executive, has assumed the role of interim CEO. Previously, Mark has served in senior executive leadership roles with companies such as OMV/Borealis, Marquard & Bahls, Ciba Specialty Chemicals and DuPont.
Cullen Eco Packaging
The company made a new strategic senior appointment midApril, hiring Phil Brien as Head of Sales for Moulded Fibre. The firm created the new position as part of a range of ramp-up measures to meet the rapidly growing demand for moulded fibre packaging to replace one billion pieces of plastic packaging per year. Brien brings with him a wealth of experience in global sales and business development, having previously worked as Director of Procurement at PG Paper Company.
DS Smith
DS Smith has appointed Eric Olsen to the Company’s Board as a Non-Executive Director. Eric is currently CEO of Aliaxis, a global leader in fluid management solutions for building, infrastructure, industrial and agriculture applications. Previously he held several senior positions with the Lafarge Group.
ISRA Vision
Stephen Berry has replaced Neil Stephenson as the main ISRA Vision contact for the Pulp and Paper, and Printing and Packaging sectors. A Mechanical Engineer by training, Steve worked previously for Brammer Buck & Hickman in a variety of positions, and RLC Engineering Group.

COO. Prior to this appointment, Matthew was Managing Director of Union Papertech, and before then spent 20 years with James Cropper plc, ending as Business Director of James Cropper 3D Products Limited.
Two Rivers Paper
Kieren Berry, hand papermaker at the Two Rivers mill in Watchet, is a dedicated member of the West Somerset Brass Band. He has only been with them a short time as the principal euphonium player and conductor at the Wednesday evening practice sessions, but he is obviously very well regarded, since he has been awarded ‘Bandsman of the Year 22’ selected by an all-member ballot.
Two Sides
Ian Bates is the new European Marketing and Partnership Director at Two Sides. After over 20 years working within the packaging industry, including working with brand owners to help them reduce their dependency on single-use plastic, Bates brings with him a raft of experience about the forest and cellulose value chain and how to collaborate with multiple partners and stakeholders.
Valmet
Tero Kokko, Ph.D. (Eng.), M.Sc. (Econ), has been appointed President, EMEA (Europe, Middle East, Africa) at Valmet as of June 1, 2023. Previously, Tero Kokko (left) worked in Valmet’s Services business line as Vice President, Fabrics business unit, where he started in 2020. Tero Kokko succeeds Vesa Simola, whose decision to continue his career outside Valmet was announced in February.

James Cropper
The Group will invest in the James Cropper brand by reorganising itself from three separate divisions into four market-facing segments, unified under the Group name. To drive future growth through innovation, the Board has made a senior level appointment with the move of Patrick Willink to the new position of Chief Innovation Officer, starting immediately. Patrick will lead a Centre for Innovation at James Cropper, bringing a wealth of experience to this role, as former Paper Operations Director, Group Chief Technology Officer, and most recently Managing Director of Colourform. Also, Rob Tilsley (left) has been appointed as Fibre Operations Group Lead, tasked with driving growth of upcycled fibre within the company’s paper products to 50% by 2025, both increasing the capacity and the quality of recovered fibre available to the James Cropper business.
Pelta Medical Papers
Matthew Miller has joined Pelta Medical Papers as Deputy


Gunnar Nicholson Gold Medal Award
TAPPI announced that Martin Hubbe, Ph.D., Professor, and Buckman Distinguished Scientist, North Carolina State University, has been named winner of the prestigious Gunnar Nicholson Gold Medal Award. His research has involved the broad area of papermaking additives focusing on the charge-related properties of fibre furnish (how to measure, interpret, and optimise), the development of paper’s dry-strength, optimal usage of retention aids, and chemical programs to promote dewatering. He has published more than 100 peer-reviewed papers, and is the co-founder and editor or the peer-reviewed scientific journal BioResources, which currently publishes about 600 research articles and scholarly reviews per year.
Paper Gold Medal Award
This year the Gold Medal was presented to Bud Hudspith, formerly of the Trade Union Unite. This is a prestigious career achievement, and the recipient automatically gains membership of the exclusive Gold Medal Association. Bud has devoted his career to improving the health and safety of the Paper Industry and other industries. (See page 36 for Bud’s essay.)
23 PAPER TECHNOLOGY SUMMER 2023 NEW INSIGHTS ON APPLICATION OF HIGH-YIELD PULP
Paper Industry Gold Awards 2023
These new awards, now in their second year, are an opportunity to celebrate the best of the UK’s Paper-based Industries across a range of categories that are designed to showcase excellence within the industry. This year the awards ceremony was held on 22 March at the House of Commons – where around 100 invited guests from across industry mingled with politicians including Ruth Jones MP, Guy Opperman MP and Mark Pawsey MP, and enjoyed an afternoon tea while celebrating the achievements and exceptional work of individuals and companies within our sector. In total there were 30 nominations across six categories, not including the Paper Gold Medal, as detailed below.
RECYCLING AWARD
The Recycling Award is here to identify successful projects, initiatives, and campaigns run by member companies to enhance recycling and more broadly contribute to the UK’s sustainability through activities supporting paper and board recycling.

Nominations: DS Smith Recycling; Kimberly Clark; Smurfit Kappa; VPK.
Winner – VPK (Desborough, Northamptonshire)
Andrew Large commented, “VPK UK and Ireland was presented with the winning award for showing a strong commitment to waste minimisation, backed up by a clear knowledge of recycling streams leading to a measurable benefit to the company of nearly £1M.”

VPK has set up their waste initiative at sites across the UK to really make a difference to their business, the environment and the thinking of their employees. As a result of the initiative staff have embraced the benefits of waste prevention. Prior to this, they had monitored their waste but from 2018 onwards the process became more formalised, and since the pandemic extra initiatives were added to further enhance the waste reduction program. Keeping track of less visible waste streams was essential and this meant checking every parameter of their measurement systems.
The project was aimed at gaining control of paper waste and to measure the various waste streams effectively and as accurately as possible. For instance, corrugator, conversion and overproduction waste are easy to spot, whereas customer returns, obsolete stock and the part where overproduction is created are not that visible. Therefore, part of the strategy has involved doing ‘waste walks’ to track down any new waste reduction opportunities on site. And when anyone has an idea, it is added to the planning, to be sure it is captured and acted upon.
The results make it more than worthwhile. Since 2018, the total amount of waste generated at the Desborough site has dropped by 2.5% (to 15%) and the controllable waste has been reduced by 2.39% (to 8.48%). This has resulted in more than €900,000 in savings. More importantly, the Desborough site employees are now so much more interested and aware of the differences that ‘watching the waste’ can make to the business, and it has created a working environment where sustainability issues are at the forefront of minds.
NET ZERO & SUSTAINABILITY AWARD
The Net Zero Award is to recognise a company that has made positive strides towards decarbonising, either via general operations or with a specific project or plan. Meanwhile, the Sustainable Innovation Award is designed to recognise specific projects or initiatives which are pioneering in the field, and which will benefit the future of the industry by making the production process more efficient, sustainable and minimising the wider impact on our environment.
Nominations: DS Smith Recycling; Fourstones Paper; Holmen Iggesund; James Cropper Colourform; Petrofer; Swanline (two entries); Traqa Ltd; VPK.
Winners – (1) DS Smith – Kemsley Mill; (2) Swanline. “The first winner is a company who has invested heavily in a laboratory for fibre and paper development – congratulations to DS Smith, for their Fibre Lab and the technology research that it is driving”, said Andrew Large.
DS Smith’s brand-new Fibre and Paper Development Laboratory (referred to as ‘Fibre Lab’) is the first of its kind in the paper industry, and goes to the heart of the company’s Now and Next Sustainability Strategy; by 2030 they are aiming to optimise every fibre from every supply chain. The Fibre Lab is state of the art, and was created to support their customers in optimising the circularity of their packaging.
Fibre Lab is already being used for researching technologies that enhance the performance and sustainability qualities of fibre-based packaging, including coatings and barrier technology, wet-end chemistries, surface chemistries, repulpability and recyclability.
By researching how alternative fibres can be used as a raw material in paper and packaging products amid increasing demand for sustainable goods from customers and consumers alike, they believe that Fibre Lab is a game-changer for the paper industry. Exploring new technologies and materials allows them to expand their offering of circular-ready packaging solutions that have less impact on the environment and support their customers’ transition to a circular economy.
24 PAPER TECHNOLOGY SUMMER 2023 NEW INSIGHTS ON APPLICATION OF HIGH-YIELD PULP
Figure 1: Steven Panter (VPK) and Mark Pawsey MP.
This was such a popular category that the judges decided a second award was necessary. As Andrew described, “The second winner is a company that has looked closely at the implications of the growth in e-commerce and innovated to improve the sustainability of the packaging used – congratulations to Swanline, for their EzeE-comm pack design.”
Swanline wanted to create a more efficient way of returning ecommerce goods that removed the need for any non-recyclable materials, such as tape. Their designers were given the brief to fill a need in the market for a more environment-conscious that can:
Withstand the rigours of a courier/postal journey and stay sealed without tape.
Be fully pilfer proof once sealed on both the outward and return journeys.
Be easy to open once it arrived at its destination.
Be simple to assemble and seal for the potential packers.
Be extremely cost effective from a commercial point of view.
Be resealable without tape to facilitate returns.
The new, innovative, sustainable, patented EzeE-comm pack design is revolutionary for the e-commerce sector. It is 100% recyclable, requires zero tape or glue, and can safely be returned, whilst remaining tamper proof in both the outward and the return journeys.
This has made the returning of eCommerce goods an easier and more efficient process, by being able to return the goods in the same box that they were delivered in, without the need for external components. It has minimised the wider environmental impact by being completely plastic free and can be recycled as there is no glue or tape required.
Highly-Commended – Fourstones Paper
In such a popular category, a further Highly-Commended award was deeded appropriate, as Andrew Large outlined: “Fourstones Paper Mill received a Highly Commended certificate for their initiative to reduce chemical usage in their tissue paper production.”



The focus of Fourstones has been on reducing the use of ‘excess’ chemicals in recycled tissue paper produced in the UK. In 2021, they launched a limited trial product called HONEST®, which included two lines for AfH use. Over the next 18 months, they assessed the feedback received from customers, and in Q4 2022, adapted their paper blend accordingly. As a result of this work, they launched the new and improved product with additional educational material in Q2 2023.
In doing so, they have implemented several strategies to enhance their value proposition. Firstly, they have significantly reduced the amount of chemicals used in the paper production process, resulting in a lower cost of raw materials and an immediate cost saving. Additionally, they have incorporated cheaper cardboard waste into their paper blend, resulting in a lower cost of waste materials compared to other blends, such as sorted office waste. This has resulted in further cost savings while retaining qualities people look for in AfH tissue products.
Furthermore, they have utilised their existing paper mill, which already produces a natural wadding material on a compact paper machine. With their expertise and refinement systems, they have tailored their paper blend in smaller batches, which is more cost-effective than using larger machines and processing systems to run trials.
Lastly, they have leveraged their unique product to create a branded product during the feedback phase, which has helped them build brand equity in an unsaturated sector of UK paper products. By doing so, they have established ourselves as a leading player in the market and differentiate themselves from their competitors.
COMMUNITY ENGAGEMENT AWARD
The Community Engagement Award is given to a member company that, in the opinion of the judges, has clearly demonstrated an outstanding and successful Community Engagement campaign, which should have had a positive effect on the public at large or specific groups.
Nominations: Cardboard Box Company; DS Smith; Kimberly Clark; Palm Paper; Smurfit Kappa (two entries).
Winner – Smurfit Kappa (Chesterfield)
Andrew Large highlighted the winner in this category as follows: “Smurfit Kappa has forged a close relationship with a local in-
25 PAPER TECHNOLOGY SUMMER 2023 PAPER INDUSTRY GOLD AWARDS 2023
Figure 2: Rhiannon England (DS Smith) and Mark Pawsey MP.
Figure 3: Mark Pawsey MP and Nick Kirby (Swanline).
Figure 4: Kevin Duxbury (Fourstones) and Mark Pawsey MP.
fant and nursery school, based on both providing hands on support and assistance, and assisting the school to receive a British Council International School Award.”
SKG Chesterfield linked with nearby Bolsover Infant and Nursery School which is situated in the heart of an old mining town in Derbyshire. They are a larger than average infant and nursery school schooling 264 children with a high percentage of pupil premium children. Initially the company helped fund and install a sensory garden in the school grounds. Then the school asked for further assistance in helping them to attain The International School Award, which is a British Council accreditation scheme rewarding those schools with a notable global element in their curriculum.
As part of this work, the company was able to establish a link with young children in Mexico via a SKG plant in Mexico; this country was chosen because pupils in Bolsover had studied it previously, and the initiative gave them the chance to bring the learning to life. Overall, the curriculum was enriched with planned activities and opportunities which taught the children about the diverse and interconnected world in which we live, helping the children to see themselves as global citizens. In addition, the school was successful in accreditation of the International School Award, and the link with the School in Mexico has continued and each school has made strong ties with each other and both continue to share different learnings.
SKG continue to work with and support the school, building on their relationship and collaborative projects in any way possible.
safely and a highway code for safety.”
Saica Paper’s first nomination was for their onsite Emergency Response team for firefighting. The company has ensured availability of the best equipment to ensure efficient firefighting, and safety of the team through Chain of Command procedures and use of equipment which minimises exposure to the fire scene. They have also actively participated in the drafting and communication of the Fire Safety Guidance, using learning from their own experience of firefighting and drilling PfR fires. As such, Saica has significantly improved its ability to tackle a large PfR fire.
The second Saica Paper nomination was for their in-house Highway Code for safety, started to “promote safety in the workplace, whilst also supporting a healthy, sustainable and efficient way of working”. Version 1 was published in September 2021, and has since been updated. Saica PM11 now has a well-defined safe system of work – a highway code for safety. The policy covers all aspects of work flow management – it defines clear roles and responsibilities and a clear set of safety rules. The total amount of safety permits issued on an annual basis has broadly remained the same in recent years – however the iron clad safety rules and roles/responsibilities set out in their code has meant that their safety performance has improved, that their workflows are streamlined and planning for maintenance has become much more structured.
Finally, the last part of the amalgamated nomination was for Saica Pack’s Safety Transformation Programme, branded as Saica’s Licence to Operate Safely (LTOS) training. There are many similar elements within the LTOS courses created, dependent on job role, but each is tailored to support the different roles and specific H&S training requirements of the different groups. Each LTOS course has three separate workshops spread over approximately a 6-month period. Two of these workshops are classroom based and one is ‘shop floor’ based. This project has been underway since April 2020 and is still evolving to educate other Tiers of the UK and IE business.
HEALTH AND SAFETY AWARD
The UK Paper Industry is dedicated to improving the Health and Safety of its staff. This award recognises companies that have gone above and beyond to ensure a safer and healthier working environment for their staff, whether that is through innovative safety projects or initiatives to support the health of their staff.


Nominations: DS Smith; Glatfelter; Saica Pack; Saica Paper (two entries); Smurfit Kappa.
Winner – Saica Pack & Saica Paper
The judges decided to amalgamate three different entries and award the prize to the parent company, Saica. As Andrew Large noted, “This year’s winner, in the opinion of the judges, has made a very substantial commitment to improving both their own health and safety performance and that of the industry, across the whole range of their operations. The winner is Saica, both Pack and Paper, an award for the whole company that recognises the efforts made in fire prevention, licences to operate
SKILLS AWARD
The Skills Award recognises a company that has made a significant investment in skills development and training.
Nominations: DS Smith Paper (two entries); Essity; Impress Print Services; Saica Paper.
Winner – Essity (Prudhoe Mill)
Andrew Large commented, “In the opinion of the judges, Essity
26 PAPER TECHNOLOGY SUMMER 2023 PAPER INDUSTRY GOLD AWARDS 2023
Figure 5: Dave Dudley (Smurfit Kappa) and Mark Pawsey MP.
Figure 6: Brian Lister (Saica Pack), Darren Johnson (Saica Paper) and Karen Gilbert (Saica Paper) receiving the award from Mark Pawsey MP.
has made a sustained investment in employee training to address business needs, and had seen tangible improvement in business performance as a result. Congratulations go to Essity UK Limited, for their Prudhoe Mill Skills Development Academy.”

Essity has made a significant change to the delivery model for apprenticeships and skills training at Prudhoe Mill. After realising that young people’s education was lacking in a number of areas, in 2021 they embarked on a 14-month journey to explore the options of becoming their own employer training provider. This resulted in The Apprentice Academy, where their own team delivers its own bespoke programme of theoretical and practical training, which is underpinned by industry-recognised and EALaccredited academic qualifications in a bid to nurture a pipeline of new talent in operational and technical engineering.
This has included investment of £200,000 in a state-of-theart workshop and training school, which contains bespoke equipment the apprentices and employees work on daily as part of their full-time permanent role. An investment in 3 addition heads was also achieved, an electrical teacher, a programme leader and an IQA assessor.
In 2023 the academy will be providing more taster days with different local high schools, allowing students to experience industry-based skills with the support of Essity’s up-and-coming apprentices, which in turn allows these apprentices to showcase what they have learned and gives the students a chance to talk about their training. In addition, Essity has now transferred all of their apprentices into the academy centre and have picked up all of the legacy issues to get 20 technical apprentices back on track with their industry-based training.
Finally, the company secured enough funding to develop the academy and also to reinvest in this for future years to come. Furthermore, the commitment in the business case is to ensure they have a higher skilled workforce by 2026.
limited to, paper and board manufacturing, printing, newspapers and magazines, direct mail and catalogues, envelopes and stationery, retail and transport packaging, bags and tissues.
The recipient this year was Bud Hudspit, He has been the H&S advisor for the paper & packaging trade union Unite and its predecessors, Amicus, the GPMU and the NGA, for over 30 years. As such, he was a longstanding Committee member of the Paper and Board Industry Advisory Committee (PABIAC), Paper Industry Working Groups and the Printing Industry Action Group (PIAG) until in September 2022, when he retired.

During his long and illustrious career, Bud has been an inspiration figure in promoting health and safety within the paper industry, and his commitment to helping employees and employers alike understand how by ‘working together’ they could achieve so much, never wavered. A larger-than-life character in every sense, in the late 80s early 90s, Bud was a key figure during those dark times, when the number of people being killed and seriously injured working in UK paper was at an all-time high. Never shy in coming forward, and recognising that something had to be done to bring about a change in culture within the industry, Bud, with support from the GPMU, was hugely influential in applying pressure on the Health and Safety Commission to act swiftly and provide the necessary resources and get health and safety as a top priority on every paper mill’s agenda.
The key to achieving this was to bring about a cultural change through collaboration, and it was vital that HSE, Trades Union representatives and the industry worked together, and it was through this tri-partite relationship that PABIAC came into its own.
Of course, Bud’s role extended beyond just paper mills and with the same commitment he was equally involved with the corrugated sector. And while the corrugated sector was not under the same ‘spotlight’ as paper, employees were still exposed to similar life-threatening hazards, and Bud was able to influence similar changes.
As the industry improved, Bud’s counterparts in Europe, US and Australia were keen to replicate what the UK had achieved and he was a great ambassador for the industry of what can be achieved. Passionate about health and safety, and looking to the future, he was a key member of the UK team for developing international machinery standards for corrugating, printing and paper machines, something he continued to do until his recent retirement.
He is well respected by employers and regulators such as HSE across all the sectors he dealt with. Bud’s opinion was a gold standard in his field of work, and changed many opinions at HSE and industry for the good of TU members and workers as a whole.
THE PAPER GOLD MEDAL AWARD
The Paper Gold Medal is now over 50 years old and is presented annually to an individual (or individuals), in recognition of personal excellence and achievement beyond their normal duties, who has made a unique contribution to the UK’s Paper-based Industries. The award of the Paper Gold Medal is a prestigious career achievement, and the recipient automatically gains membership of the exclusive Gold Medal Association. Whilst the origins of the Paper Gold Medal were focused on the paper manufacturing sector, the Award has now become more inclusive and today is open to nominations from the ever-increasing number of sectors and specialisms that supply an amazing range of products based on paper. These include, but are not exclusively
27 PAPER TECHNOLOGY SUMMER 2023 PAPER INDUSTRY GOLD AWARDS 2023
Figure 7: Staff from Essity receive their award from Mark Pawsey MP.
Figure 8. Bud Hudspit.
Papercycle - the UK’s first comprehensive recyclability assessment and certification service for fibre-based packaging

Papercycle is a ground-breaking recyclability assessment and certification service for fibre-based packaging products and materials for the UK and beyond. With Extended Producer Responsibility (EPR) legislation on the horizon, this new service could not arrive at a better time!
Developed by the Confederation of Paper Industries (CPI) and supported by the UK’s Paper-based Industries, Papercycle’s automated online tool provides a robust, comprehensive system to assess the recyclability of fibre-based products and materials in a consistent and credible way. It also identifies whether fibrebased packaging materials can be recycled in the UK and which type of recycling mills can reprocess them.
Why has Papercycle been developed?
Recyclability refers to the ability to treat paper-based packaging in a recovered paper treatment plant according to recognised rules of engineering so as to ensure that the secondary fibre furnish allows the undisturbed and cost-effective manufacture of a recycled fibre-based new paper of acceptable quality.
Confirming the recyclability of a product is becoming an area of great interest for the recycling industry, policymakers and the public at large. Although paper is inherently recyclable, when used as a constituent with other materials in paper-based packaging products the ability of it to be recycled by standard, or even specialist, recycling mills may be impeded. This means basic recyclability assessments based on visual or a simple compositional analysis are no longer sufficient to capture the complexities of the recycling process and accurately reflect the true recyclability of the packaging. Without a comprehensive assessment there could be unintended environmental consequences, such as packaging being sent to a recycling facility where it cannot be processed, increased waste and contamination, potentially jeopardising the move to a more circular economy, and disrupting the recycling supply loop for business.
In order to contribute fully to the circular economy principles, it is imperative that paper-based packaging is designed from the start with recyclability in mind. Papercycle is the ideal tool for all in the packaging value chain – designers, developers, brand owners and retailers – to ensure that existing and new packaging
products conform to the accepted rules of recyclability.
Papercycle Services
Under Papercycle there are three services on offer:
Online self-assessment tool.
Laboratory recyclability test.
Post-assessment review.
Using the self-assessment tool, a client inputs the composition of the paper-based packaging, listing all components, pack contents (which may cause food contamination), pack size etc. Recyclability can be assessed at any stage of packaging development, from prototype to semi-finished or finished products. From the online questionnaire the system will produce four possible outcomes:
Recyclable in a standard mill.
Recyclable in a specialist mill.
Not recyclable.
Requires laboratory testing.
If laboratory testing is identified as necessary, the Cepi Recyclability Test Method v.2 is used (see later). Note also that a proportion of packages deemed recyclable just by online assessment are randomly selected for laboratory testing to verify the system.
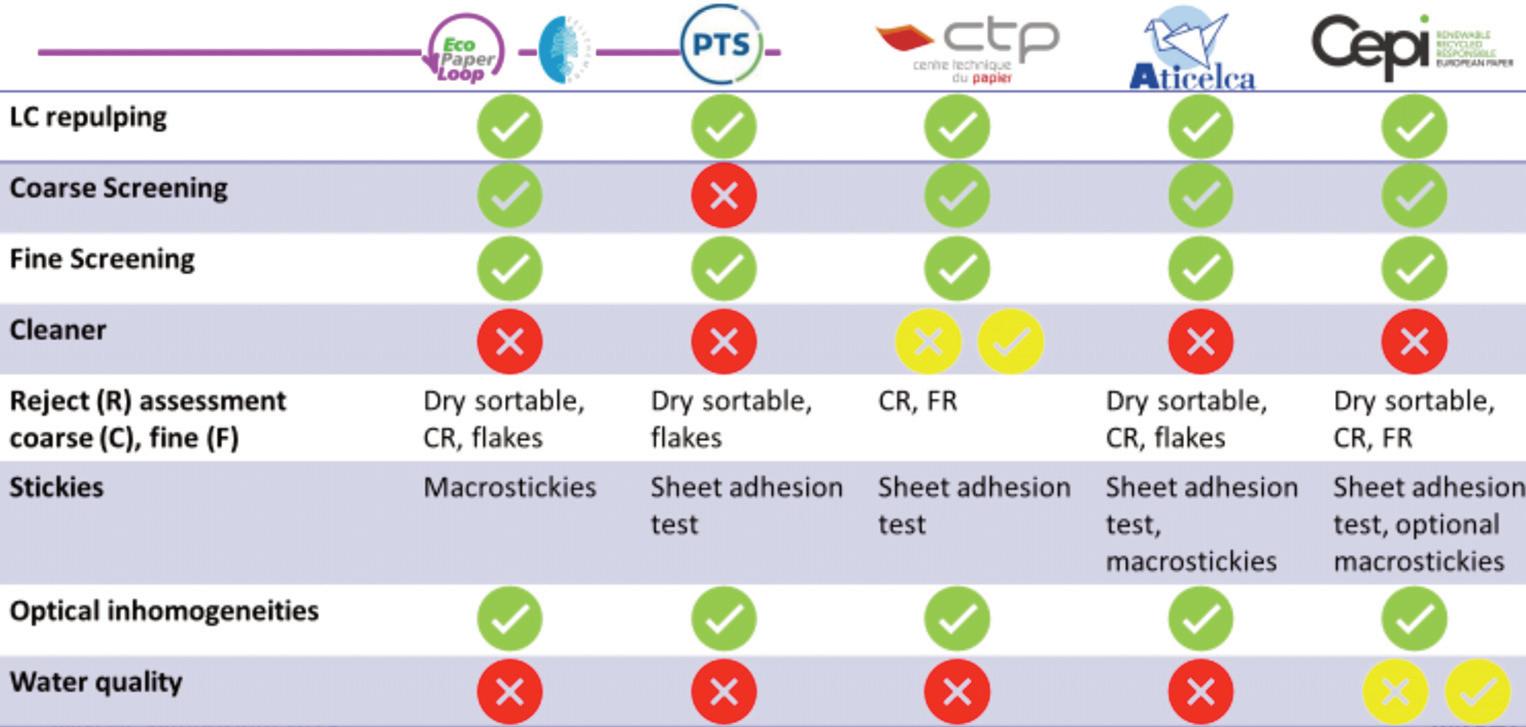
If a post-assessment review is required, a technical discussion will ensue, giving interpretation of the laboratory test results and offering potential solutions for material modification to rectify issues.
Papercycle has been designed to be an easy-to-use tool, offering all in the packaging system a key tool to help design products that is as recyclable as possible, so contributing to a more circular economy. Papercycle can thus help prepare fibre-based packaging for certification and expansion in the UK and other markets, subject to local variations and requirements.
Cepi Paper Packaging Recyclability Test
The Cepi test method has been derived from a number of national protocols (Figure 1), such as Aticelca MC501:2017 and
28 PAPER TECHNOLOGY SUMMER 2023 PAPER GOLD MEDAL AWARD 2023
Figure 1: Comparison of test parameters from selected national test procedures and the Cepi protocol. (Courtesy of Ingede)
UNI 11743:2019 (Italy), PTS-RH 021:2012 (Germany) and CTP-REC21 (France). The aim of all these methods is to replicate (at laboratory scale) the main features of the papermaking process: pulping (dispersion of the solid packaging to produce a fibre slurry); screening and cleaning (removal and quantification of nonfibrous materials); and sheet forming. At each stage there are various set procedures to follow which can involve assessing accepts or rejects, solid or liquid samples, which result in quantitative or qualitative outputs.
The Cepi protocol builds upon the different predecessors with the aim of producing a harmonised test method across the European region. Currently on version 2, it will be developed further in the future, especially as packaging materials evolve and material combinations or chemical additives become more complex.
The full range of analyses includes:
Filtrate analysis (evaporation residue and COD).
Rejects after Coarse Screening.
Consistency after Coarse Screening.
Sheet adhesion after Coarse Screening.
Rejects after Fine Screening.
Sheet adhesion after Fine Screening.
Macrostickies.
Optical homogeneity.
Finally, the recyclability test is exactly that: a test protocol which produces a variety of quantitative and qualitative data. In and of itself there are no ‘pass/fail’ criteria; following the laboratory assessment, evaluation of the data passes to national qualification bodies, where acceptability criteria are applied. (Note: these national criteria differ across the EU, so what is acceptable in one country may not be in another. As yet there is little likelihood of harmonisation in this area.)
The current test method can be downloaded from the Cepi website (https://www.cepi.org/cepi-recyclability-test-methodversion-2/).
UK Recyclability Laboratory Test Method
The chosen UK test protocol uses a subset of the full number of tests in Cepi test method v.2, as follows:
Coarse rejects (large nonfibrous elements unable to pass through 5mm holes)
Fine rejects (small nonfibrous elements, fibre bundles and sand, unable to pass through 150µm slots)
Macrostickies
(second) Adhesion Test
Optical homogeneity
Taken together, the coarse and fine rejects help quantify the
potential yield of fibre. High levels of reject material reduce fibrous yield, increase disposal costs and have the potential to increase the risks of web breaks on the paper machine.
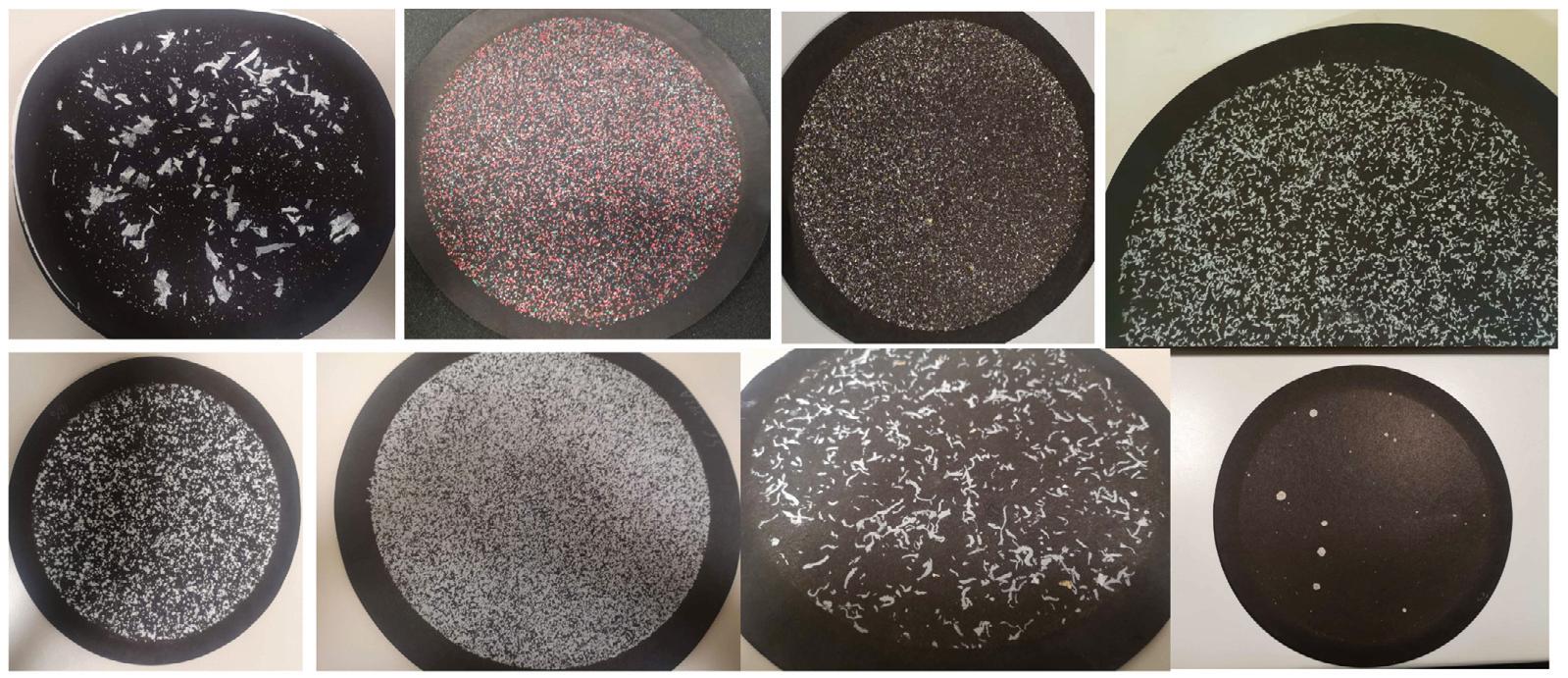
Macrostickies (Figure 2) are derived from packaging components such as adhesives, binders, coatings, inks, latex, polymers and varnishes. They have a tendency to agglomerate in stock circuits on the paper machine, and can deposit on various surfaces, blocking wires and felts which reduces drainage and dewatering, and are a known cause of web breaks and defects in finished sheets.
The adhesion test involves making test handsheets after coarse screening (first Adhesion Test), and again after fine screening (second Adhesion Test); these are air dried, then two sheets from the same screening are placed together under load in a heated environment for a set duration. Afterwards they are cooled to ambient temperature and pulled apart by hand. Any sticking of the sheets is noted, as is surface disruption or picking. This assesses the level of microstickies that bypass the fine screening process.
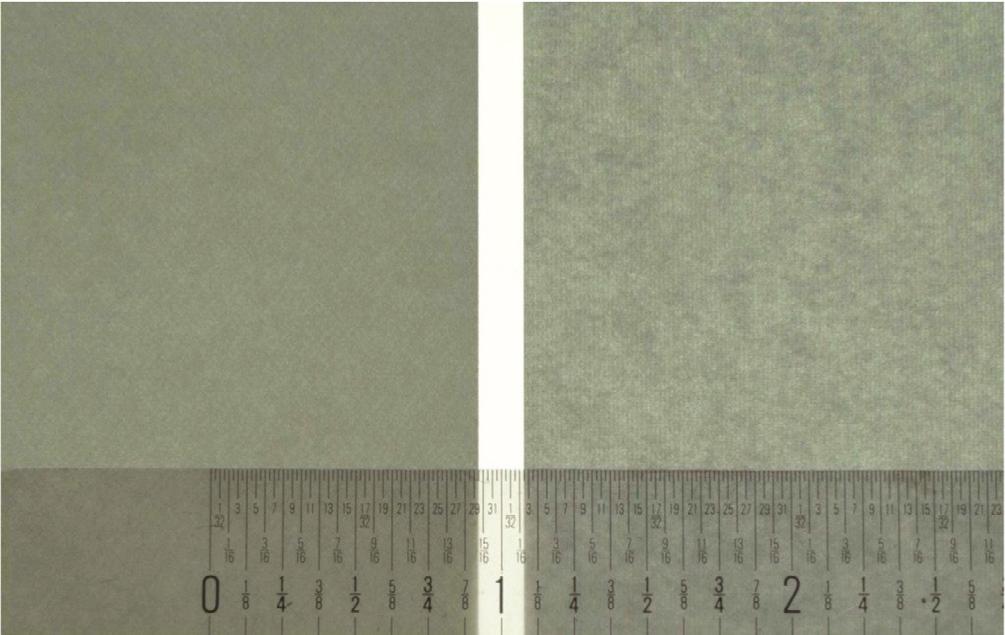
Optical homogeneity (Figure 3) involves assessing formation, which in particular shows up poorly dispersed fibres.
For the future, with the EPR reforms underway, Papercycle’s certification service could enable a standardised labelling system where customers could receive a ‘recycle’ label as will be required by the UK’s mandatory recyclability labelling on packaging. Packaging certified as “recyclable” will also attract lower Producer Responsibility (modulated) Fees associated with complying with the reformed Packaging Waste Regulations. Furthermore, for consumers, Papercycle can help avoid confusion on what can and cannot be recycled.
For further information see the dedicated website: https://paper.org.uk/Papercycle/Papercycle/Home.aspx
29 PAPER TECHNOLOGY SUMMER 2023 RECYCLABILITY ASSESSMENT AND CERTIFICATION SERVICE FOR FIBRE-BASED PACKAGING
Figure 2: Examples of different levels of macrostickies.
Figure 3: Examples of good (left) and poor (right) optical homogeneity.
Paper and Watermark Museum Fabriano
Claudia Crocetti, Tourist guide and assistant director, http://www.museodellacarta.com/ http://www.fabriano.com/
the watermark, a translucent design or writing used to personalize the sheet, visible when the paper is held up to the light (Figure 3),
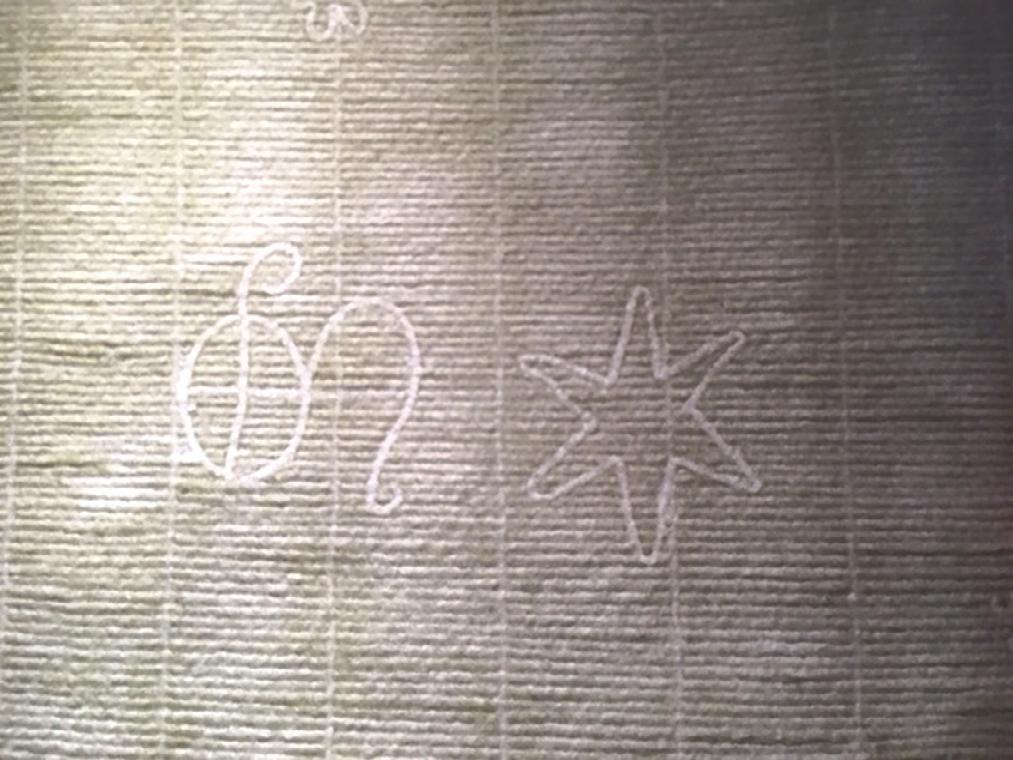
The Paper and Watermark Museum is an international museum opened in 1984 by the Municipality and located in the former Monastery of the Dominican monks (Figure 1). It was created to highlight the 800 years of traditional papermaking in Fabriano.
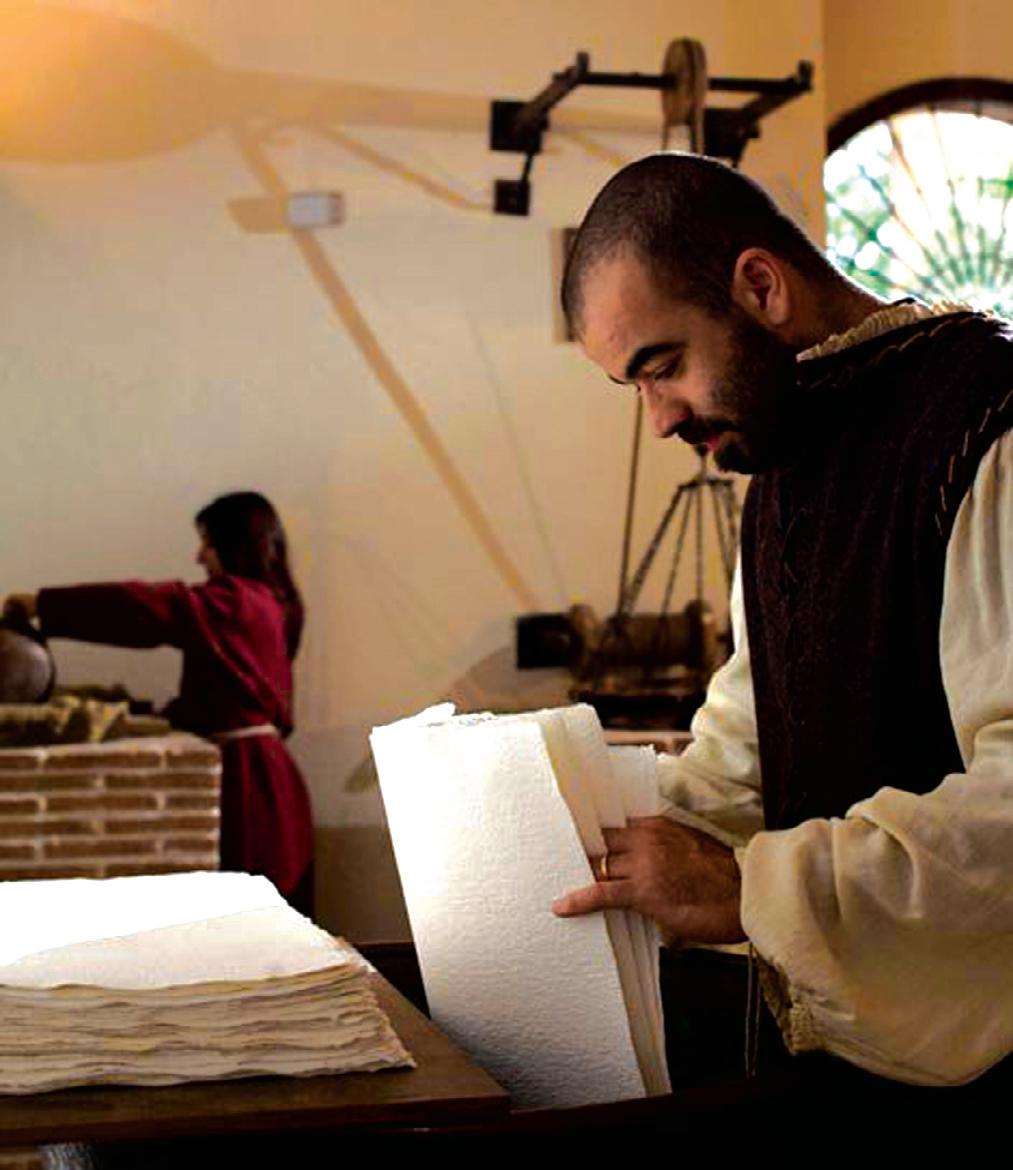



Paper originated in China, more than 2000 years ago. The Chinese held their secret for centuries, after which it was spread to northern Africa and Spain by Arabs. The first paper mill in Europe was born in Xativa, close to Valencia, in 1150. Ships often departed from the Port of Valencia and the merchants brought with them the art of papermaking to the little town of Fabriano.
During the medieval period, Fabriano was a rich district full of arts. There were 12 arts with their captains and consuls. The sinergy between these ancient crafts was the real secret behind three inventions that improved the art of papermaking in Western countries, these being:
the hydraulic hammer mill, the first automatic machine to refine rags, the ancient raw material used for papermaking (Figure 2),
the animal gelatine which coated and waterproofed the sheets in the best way (Figure 4).
In the first room of the museum a medieval paper mill is reconstructed and the visitor can witness first-hand. The selection of the rags, the production of hand made paper and the movement of a perfect recreated hydraulic hammer mill can be admired during the guided tour.
30
PAPER TECHNOLOGY SPRING 2023 PRODUCTION OF CELLULOSE FROM NON-WOOD – AGRICULTURAL RESIDUES
Figure 1. Museum of paper and watermark.
Figure 2. Hydraul hammer mill.
Figure 3. Watermark
Figure 4. Animal gelatine
In the second room a very rare model of a Fourdrinier paper machine from Germany is on display (Figure 5), to better understand the industrial production.

On the second floor there are rooms of precious collections, such as the Zonghi Collection with the most ancient watermarks found in the archives of the town, from 1293 to 1599.
A special place is dedicated to the chiaroscuro watermark (Figure 6 & 7) which in Fabriano, at the beginning of the 20th Century, became the most requested all over Europe. It was used, above all, as a security feature for banknotes: an international fame due to the members of the Miliani family, the founders of the modern papermill that started in 1782. In the Miliani room, the most beautiful watermarks made for Italy, America and other countries showcase the incredible skill and genius of Giambattista Miliani (Figure 8) the last heir and true captain of industry. He transformed the paper mill of his ancestors, Pietro, the founder, and Giuseppe, the advertising expert, into a real high-tech factory. After his death, in 1937, the mill became state-owned until 2002, when it was bought by a big group of paper mills from Verona, known as Fedrigoni.

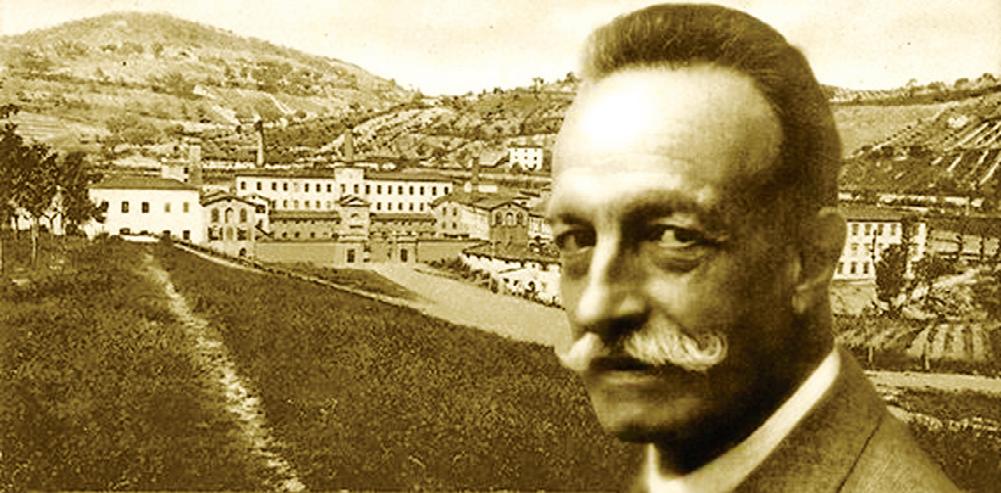
Very famous artists, engravers, and writers used Fabriano paper: Michelangelo, Raphael (Figure 9) Antonio Canova, Giambattista Bodoni, Ludwig Van Beethoven, Gabriele d’An-


The Museum of Paper and Watermark welcomes more than 45,000 visitors a year. It organises workshops for children and adults to teach the ancient production technique. After the guided tour everyone is offered the opportunity to produce his own hand made sheet with the help of the papermaker (Figure 10).
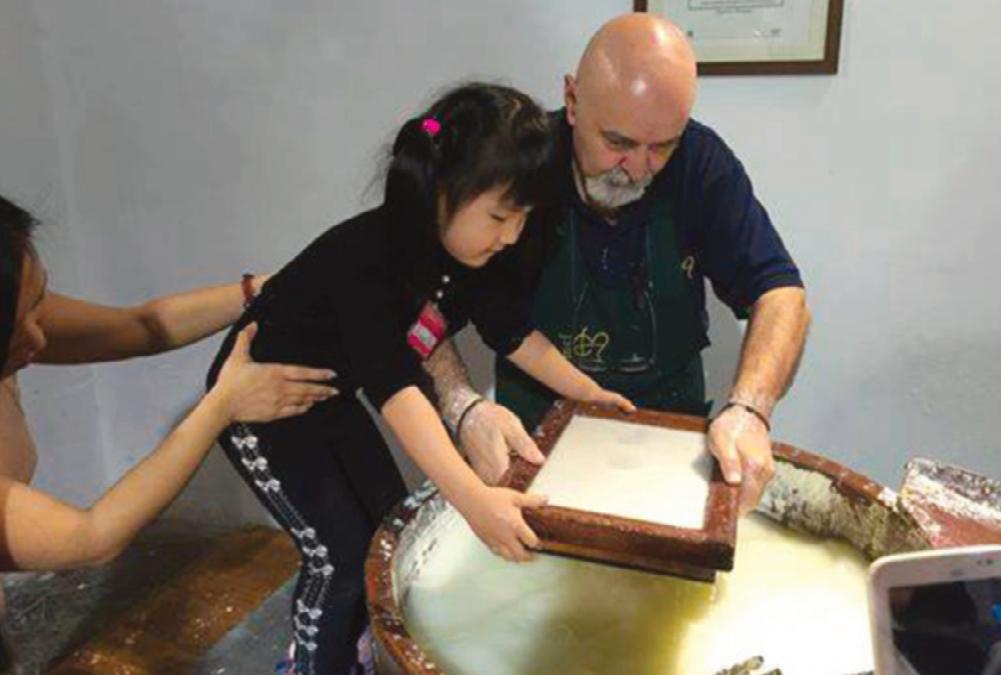
The collections, the machines, the watermarks and the workshops will let you enter this astonishing place in Fabriano, designated UNESCO Creative City in 2013. You will witness a fascinating material, the finest, thinnest, solid and most resistant that man has ever invented to make his ideas live and travel.
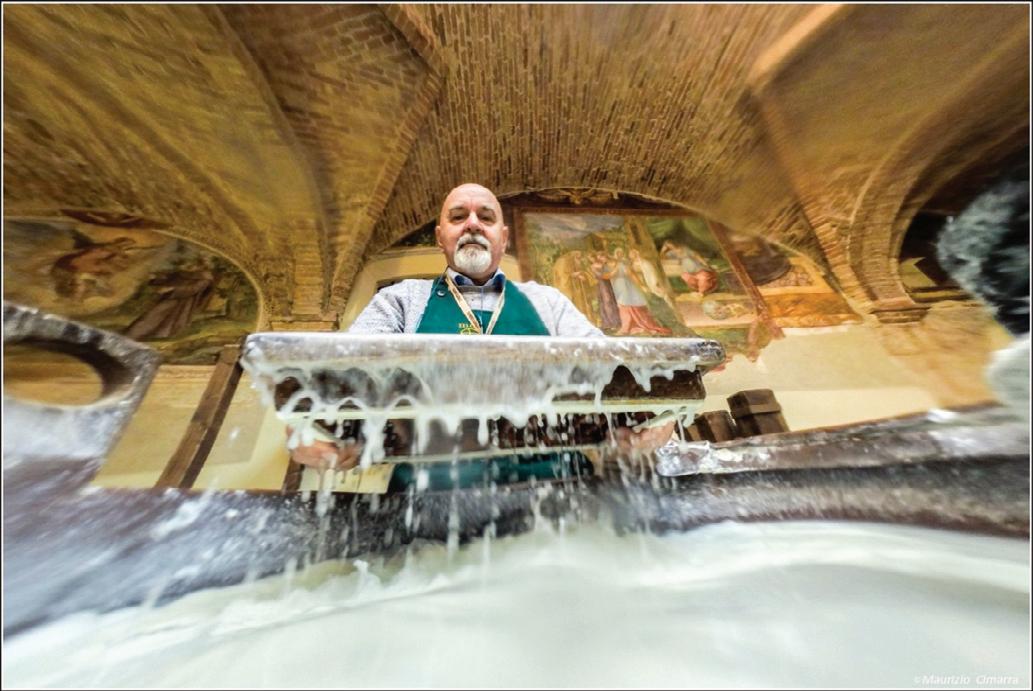 nunzio, Francis Bacon, Georgia O’Keeffe, Roy Liechtenstein and many others.
nunzio, Francis Bacon, Georgia O’Keeffe, Roy Liechtenstein and many others.
31 PAPER TECHNOLOGY SUMMER 2023 PAPER AND WATERMARK MUSEUM FABRIANO
Figure 5. Fourdrinier paper machine
Figure 8. Giambattista Miliani
Figure 6. Chiaroscuro watermark
Figure 7. Chiaroscuro watermark engraving
Figure 9. Raphael
Figure 11. Papermaking at the museum
Figure 10. Visitors making paper by hand
Andrew Large, Director General, CPI

The future success of the UK’s Paper-based Industries will be determined by how attractive the UK is to inward investment in both new and modernised plant and equipment. Such investment is essential to drive cost effective industrial decarbonisation. The major sources of that investment are outside the UK. They are the global banks, other capital providers and the shareholders of the multinational paper-based companies. Their headquarters are in places like New York, Helsinki and Stockholm, and they have no particular loyalty to any global location.

It therefore follows, that the UK Government must take seriously the need for the UK to be an attractive location for that investment and must set its policy course accordingly.
The investment that the UK needs covers a wide variety of high capital cost items.




Within the industry itself, new advances in CHP generation, mill energy efficiency, and downstream processing all require company sourced investment, supported by local and national Government where possible and representing a long term commitment to a location, a workforce, and a community. A new paper machine will have a design life of over 25 years, and such a multi-million pound investment will not be made unless the company is confident that it will be able make a reasonable return.
Outside the industry, but equally vital, is the many billions of pounds of investment required to make the UK a sustainable economy by the middle of the century. Whether this is for new energy generation capacity from wind, solar and nuclear, whether this is for energy storage systems to match demand and supply of energy more closely together, or whether this is for networks and interconnectors to link this new energy system together, it all requires very significant capital outlay, and again private capital providers need to be sure that they will get a good return on their investment.
This need for a return is crucial. Without it, investors will move their capital to other locations where such returns are possible, and the UK will see its capital assets, productivity and manufacturing capacity dwindle. Sadly, it is all too clear that this process is underway now.
But it is not too late to reverse this trend and make the UK the most attractive destination in Europe for investment and a global hub for low carbon manufacturing.
To make this happen, the Government needs to work with industry to develop a Green Industrial Strategy that prioritises making low carbon operations in the UK cheaper, rather than the current track of pricing high carbon activities out of the UK market. The right Government approach will crowd in private investment in low carbon manufacturing rather than driving out the existing industrial base.
So what can Government do?
The Government has already made a move in the right direction in enabling the full expensing of capital investment over the next three years. This needs to be made permanent, and supplemented with a super deduction scheme to enable greater
than 100% expensing of specified low carbon and sustainable infrastructure expenditure. Other corporate taxes must also remain competitive to enable investors to make reasonable returns.


On energy costs, CPI welcomes the British Energy Security Strategy and the British Industry Supercharger concepts, as well as the Energy Bill commitments to reduce capacity market and network charges. But these words need to be followed by actions that lead to lower bills. The greater interconnection between the UK and EU for gas and electricity will tend to equalise the commodity price between the two markets which puts greater focus on long term policy costs as a driver of long term investment. The Government recognises that these policy costs are too high in the UK, and they need to be reduced, sustainably, for the long term.
A Green Industrial Strategy also needs to support the functioning of the circular bio-economy that is the bedrock of UK papermaking. Well intentioned initiatives such as low carbon product standards and carbon border adjustments cannot jeopardise the recycling of paper in the UK, currently powered as it is by gas CHP. The key priority for any Green Industrial Strategy is to find a competitive alternative to natural gas for UK paper recycling and accelerate its adoption in the UK market. Paper recycling is also being disrupted by the regulatory uncertainty around the introduction of Extended Producer Responsibility and Consistency of Collections. Any Green Industrial Strategy must create regulatory clarity as quickly as possible.
The final issue here is one of money. All of the above issues are necessary conditions for investment to grow in the UK, but they are insufficient. Without Government funding support to crowd in private sector investment, then global capital will move to those locations that offer that support and export manufactured goods to the UK. This would further diminish the UK’s industrial base and leave the country ever more vulnerable to external geo-political shocks, as exemplified by COVID. The priority must be to support industrial growth, in support of the global sustainability imperative, rather than closing UK manufacturing to make UK emissions data look impressive, while hiding the dirty little secret of the embedded emissions in the products we now have to import. If the UK were to support investment to the same degree as the Unites States, then there would be a fund of £33 Billion available to support netzero manufacturing investment here. The Government has already promised to use UK ETS receipts, currently in excess of £12 Billion since the start of the UK scheme, as a funding mechanism to support net-zero investment. We call on them to live up to that promise.
The challenge for the next Government, of whatever party, is to match that ambition with funding, or see the UK’s industry base and the communities it supports wither away. The Governments of the US and EU are already acting, and the UK cannot afford to be left behind.
32 PAPER TECHNOLOGY SPRING 2023 NEW INSIGHTS ON APPLICATION OF HIGH-YIELD PULP Investment


















































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































A letter from India
Dr Mahendra Patel, industrypaper@yahoo.co.uk (www.industrypaper.net)

India has been importing waste paper since years; now imports uncoated and coated paper
India’s import of paper and board has increased by 14.34% in 2022-23 over the previous year 2021-2022, from 1145.8 thousand tonnes (1.15million) to 1310.1 thousand tonnes (1.31million). Such an increase is beyond expectation and likely to hamper the sustenance and growth of domestic paper industry. There has been hue and cry from all the Industry Associations against such rise in imports, apprehending the harm it can cause to the existing paper growth in the country. The fear is the fact that better quality paper gets imported and the domestic industry may find it tough to compete with the price and quality.
India has been importing the waste paper for the last two decades or so to replenish its recycled fibre-based paper industries, which account to around 70% now, 21% being from wood and only 8% from agro-residues. The domestic collection rate of waste paper is not rising from its 30-35% figure in spite of all efforts put; this compares with > 70% in most of the European countries. This customary practice was considered acceptable in view of advantages in using the secondary fibres for papermaking, lesser water consumption, lesser energy consumption and with least environmental damage and thus import was being considered normal. India has been showing excellent growth for the last many years, retaining its 6-7% figure. It had slowed down during the Covid period but it has picked up in the meantime.
However, the present news of increasing import of paper and board from abroad, has been alarming to the domestic Industry. In terms of money, Indian imports of paper and paperboard have jumped to 47% from INR 7,839 crore in FY 2021-22 to INR 11,513 crore in FY 2022-23 according to official statement.
While the growth in imports have been across all grades of paper, the highest jump has been in the imports of uncoated writing & printing paper at 102% in 2022-23 over 2021-22, followed by coated paper and paperboard at 51%, and tissue at 41%. Imports from China have increased to 112%, and from ASEAN countries by 97%. The top import sources of uncoated writing & printing paper are Indonesia, Singapore and China, while the top import sources of coated paper and paperboard are China, Japan and South Korea.
Imports of paper and paperboard into India have significantly increased in the last three years, in spite of adequate domestic production capacity. As the domestic industry suffers with the issue of producing paper and paperboard at competitive costs with rising raw material and energy costs, substantial quantities of paper and paperboard are imported into the country at significantly lower costs with nil import duty from ASEAN, South Korea and Japan under the respective free trade agreements, and preferential import duty from China under the Asia Pacific Trade Agreement (APTA). Taking advantage of the low import
duty rates in India, these countries find India as an attractive outlet for diverting their excess inventory.
One of the ways to curb the import is by imposing mandatory BIS (Bureau of Indian Standard) certification for the exporters to follow. It will enable import of only quality paper as per requirement of the country and no substandard papers can arrive into the country.
What is surprising is that most of the big players have fared well last year, especially in the last quarters. For example, JK Paper Q4 consolidated net profit rose 64.7% to Rs 280 crores. The company’s consolidated total income rose by 29.22% to Rs 1,760 crores for the March quarter as compared to Rs 1,362 crores in the previous year. JK Paper and other paper companies have benefited from rising demand from offices as work-fromoffice slowly reverts to the norm as well from e-commerce and other companies to substitute plastic, especially after India banned single-use plastics in mid-2022, for packaging and products such as drinking cups.
The strong demand has helped paper companies push up their prices, helping their net sales realisation, or NSR. Most of the big paper mills have fared well in the last quarters. Earlier this month, Andhra Paper Ltd said its fourth-quarter profit more than doubled. ITC registered 21% rise in net profit in Q4 on growth across various segments. Tamil Nadu Newsprint and Papers (TNPL) posted highest-ever profit at Rs 113 crores in Q3 with revenue grown by 16% to Rs 1,263 crores on account of overall better realisation despite the adverse impact of increased input cost. Seshasayee Paper consolidated March 2023 net sales at Rs 573.17 crores, up by 21.7%. The quarterly net profit was at Rs. 117.67 crores in March 2023 up by 107.79% from Rs. 56.63 crores in March 2022. West Coast Paper Mills’ consolidated net profit rose 237.87% in the December 2022 quarter.
On the other hand, the export from India to abroad has increased. Therefore, the present situation is paradoxical: Industry faring, export increasing but surprisingly import has risen. In view of the world situation, this import may further rise if adequate measures are not taken.

34 PAPER TECHNOLOGY SUMMER 2023 NEW INSIGHTS ON APPLICATION OF HIGH-YIELD PULP
Seshasayee Paper & Boards, Tirunelveli Mill, Tamil Nadu.

Improvements in Health and Safety in the
Paper
and
Board Industry
2023 Paper Gold Medal Award
since the 1990s
Robert (Bud) Hudspith

Thirty years’ ago, the paper industry was thriving, but it was a dangerous place to work. The major injury rate in the mid1990s exceeded that of the construction industry (usually considered a high-risk industry).
In the 1990s the Graphical Paper and Media Union (GPMU), now part of Unite, had expressed general concern over poor safety standards in the paper industry. Then, in the two years to May 1996, there were 6 deaths in paper mills. As a result, the GPMU sought a meeting with the Council of the Paper Federation (now CPI) and demanded action from the industry to address this appalling accident record. The meeting took place on 20 June 1996, and the industry committed to making improvements across the board.
Actions to improve safety
Paper industry employers were called on to ensure that:
Health and Safety was dealt with at Board level and projected to all levels of the company;
Risk assessments were completed in line with Regulation
3 of the Management of Health and Safety at Work Regulations;
Systems of work were reviewed and shown to be safe and operating effectively;
All staff were trained in the safe systems;
All managers were trained in Health & Safety;
All managers were appraised on their Health & Safety performance;
Safety was on the top of the agenda for every mill meeting at all levels;
There was active involvement of Union representatives;
Safety Reps were permitted the necessary time off to perform their legal functions within mills, and to be trained in those functions; and
There was full disclosure of all Health & Safety information to Union representatives.
All of these points were formally endorsed by the Paper Federation.
In addition, all GPMU members in papermaking were instructed not to do anything that they considered to be dangerous, and not to follow any practices that fall outside agreed safety procedures. GPMU Circulars stated that all failings in Health & Safety procedures and systems of work must be reported in writing to the employer, and that copies of all such reports must be sent to branches.
Industry Research
The Paper Federation agreed to the GPMU’s call for an independent enquiry into the paper industry, with the aim of determining why the industry’s accident record was so bad, and why some companies which were doing similar work to others were able to maintain much better safety performance.
So, prompted by the GPMU, the Paper and Board Industry Advisory Committee (PABIAC) decided to sponsor research to test this hypothesis, and investigate both the high injury rate and the apparent disparity between mills. PABIAC is a tripartite health and safety committee on which the paper employers, the paper unions and the Health and Safety Executive are represented. It still exists in 2023.
Fieldwork was carried out by the Health & Safety Laboratory at twelve paper mills to look at the standards of safety culture, safety management systems, and technological risk and to correlate them with accident statistics.
Safety culture and safety management factors proved to be important, interlinked, leading indicators. However, the study found that standards of safety culture and safety management were both variable and generally inadequate, and concluded that to improve injury rates the paper industry needed to urgently address both of these areas and make major improvements. As a result of these findings and recognition of the need to address the high incidence rates across the industry, PABIAC set itself a nominal target of reducing injury rates by 50% over 3 years by addressing 6 high level objectives:
Improve health and safety awareness within the industry;
Improve senior management commitment to health and safety;
Ensure that everyone is competent to carry out their roles adequately and safely;
Improve the levels of risk control and decrease technological risk within the paper industry;
Monitor accidents and feedback progress on achieving the PABIAC target;
Improve the management of contractors.
On 23 March 2000, the GPMU held a meeting in London of over 100 Senior Union Representative from paper mills, along with the relevant Branch Secretaries. This followed continuing safety problems, and in particular a further two deaths of paper workers. The meeting called for a GPMU campaign to stop the continuing unsafe practices that were common place in the industry.
Significant improvements
The last 30 years have seen significant health and safety improvements in the paper industry, and although the number of paper mills has more than halved, the corrugating industry in particular has taken up the safety baton. Arguably corrugating now has a better safety record than paper making, which indicates the continuing need for improvements. PABIAC continues to develop health and safety action plans to address key issues in the paper related industries.
The initial safety initiative in the paper industry, subsequently extended to all of the paper-related industries covered by the Confederation of Paper Industries (CPI), was successful in re-
36
PAPER TECHNOLOGY SUMMER 2023 NEW INSIGHTS ON APPLICATION OF HIGH-YIELD PULP
ducing major accident rates and improving the management of health and safety. It heralded the publication of “Making Paper Safely”, ground-breaking guidance setting out guarding standards for the industry.
If the whole operation was repeated today, it would involve many of the same elements. However, it would probably put a much greater emphasis on workforce involvement and the more recent principles of doing safety differently.
What Do We Mean By Safety?
Traditionally health and safety has been defined as the absence of injuries and illnesses. If there are very few injuries or illnesses the workplace is considered safe. When someone asks, “How are we doing?” the recordable and lost time rates are trotted out. One of the major problems with this approach is the realisation that many catastrophic incidents have occurred at workplaces with low incident rates. For this reason and many others, more and more organisations are still referring to accident/incident rates, but abandoning them as a prime measure.
Back in the late 1990s, the GPMU called a meeting of representatives from the worst performing mills, according to accident data. What was striking was the fact that many of these so-called poor performers were doing good safety work.
However, if safety and health isn’t simply the absence of injuries and illnesses then what is it?
H&S is part of the workplace system. It is the product of the way parts of the system work together (or not!). It includes the management system, people, work methods, hazard controls, procedures, supervision, tools, equipment and other factors including culture, production pressure, resource constraints, goal conflicts, system strengths and deficiencies.
Extreme Cost and Resource Pressure
In most organisations the usual way to increase output is to continually apply pressure on production and change processes.
This has very significant implications for H&S. It affects how work is performed compared to how it is planned. Equally important is the recognition that many of the traditional H&S processes, in their current form, may no longer be appropriate in rapidly changing, dynamic and resource-constrained work environments. Many serious incidents demonstrate that weekly or monthly inspections or audits, annual risk assessments and Safe Systems of Work (SSoW) can fail to identify hazardous situations in a timely manner. Almost every serious incident is the result of a complex collection of factors.
Exposure to hazards is important but many other factors play
a very important and often critical role. H&S is a property of the system.
Some people have been seduced by the false promises of behavioural safety. Often, we hear erroneous behavioural safety claims that 80-90% of all incidents are caused by unsafe acts of individuals. The implication is that worker actions are separate and independent and not affected by the work environment or system in which they take place.
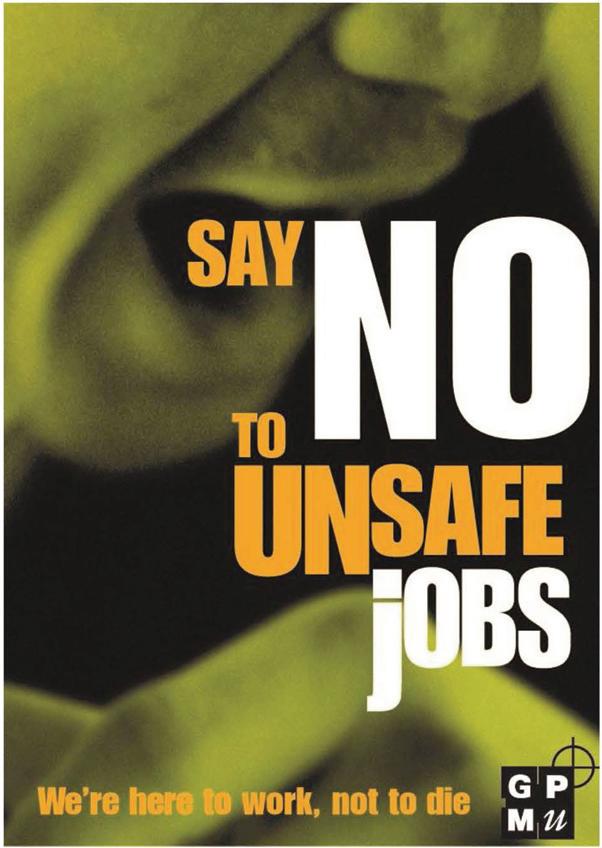
The traditional approach is to think of incidents as being like a line of causes and effects. The problem is that this is not how most injuries and illnesses occur. Most incidents involve people making decisions and taking action in dynamic situations as events unfold. Investigations often fail to accurately represent such incidents because they attempt to interpret non-linear relationships in a linear fashion.
A much more accurate model of incidents and how failures occur includes looking at worker actions but also recognises the profound impacts of many other factors, again demonstrating the point that safety and health is a result or property of the whole system. It is important to recognise that many, possibly most, of the elements of an incident may not be identified during routine inspections and observations.
Work as planned versus work as performed
How work is planned and what is written in the procedure manual, or Safe System of Work (SSoW), often differs from what actually happens. When asked, workers quickly shake their heads and say “That is not the way we do it”. Why isn’t work performed according to the procedure? Workers say things like:
We didn’t have the right equipment.
The procedure is outdated, we haven’t done it that way for years.
The procedure did not cover the situation we faced.
We didn’t have time.
We lacked sufficient manpower.
We were trying to get the work out and thought we could skip a few steps and still be safe.
Traditional Views versus New Views
Traditionally most managers and H&S professionals have regarded strict compliance with procedures to be one of the elements most critical to the success of their program. The new view of safety is based on a different understanding of how work is performed and the role of procedures.
Deviation from procedures (usually written by managers and not involving the frontline workers) is the result of workers trying to adapt and balance a number of conflicting goals such as productivity, efficiency and safety in an ever-changing workplace frequently burdened by resource constraints. Frequently, workers find a way to do the job that is safer, faster or easier than the procedure. If workers find that their written safe systems of work do not reflect how work is actually done, then the safe systems need to be changed, but they must be safe. Are the safe systems trying to protect workers or the organisation?
Many of the list of reasons given for not following the procedure are the result of organisational weaknesses or system deficiencies. Examples could be excessive production pressure, lack of sufficient staffing, lack of equipment availability, leadership shortcomings or negative culture and lack of resources to maintain up to date procedures, to name just a few. If these and other factors are not recognised, there can be a very gradual drift that can lead to failure. The process may take years before there is a catastrophic incident. In hindsight, but all too late, investigators identify the drift. It is critical to develop processes that identify
37
PAPER TECHNOLOGY SUMMER 2023 PAPER GOLD MEDAL AWARD 2023
Figure 1. GPMU safety poster circa 1990s.
weak signals and drift before they result in failure.
Employers must engage workers and establish a culture of learning, and continually question the safety of operations. Often the system whispers before it screams. We need processes that are sensitive to these whispers and weak signals.
So, we are seeing differing views of how work is performed and the role of procedures.
The old view is based on four mistaken beliefs:
1. Planners can anticipate every situation that workers will encounter when procedures are written.
2. Work process, hazards and risk are static and seldom change.
3. Safety is achieved when workers mindlessly follow procedures.
4. Workers are the primary problem because they make mistakes and don’t follow procedures.
The new view is based on four alternative beliefs:
1. It is impossible for planners to anticipate every situation that workers will encounter.
2. Work processes, hazards and risk are dynamic and frequently change.
3. Safety is always the result of workers adaptively blending knowledge, experience, procedures, support tools, physical tools and context/environment.
4. Workers are very important to success and safety because of their central role making the patchwork of processes, methods, procedures, system deficiencies and hazard controls work.
A better way to think about the organisation
Do those at the frontline and those more distanced from the work see safety in the workplace in the same way? Normally the answer is no. Those who are more distanced generally see safety embodied in incident rate charts and what is in the procedure manuals. Those at the sharp end generally see safety as how work is actually performed. Their view of safety is based on their experiences of trying to get the work done within the context that the organisation has created – the system. Those who are more distanced can make decisions that have a major effect both positive and negative on the front line. Organisational improvement depends on closing the vision of safety gap between those two groups.
What can be done to close the gap?
The two most important changes that lead to operational and organisational improvement are:
1. Transitioning from old view to new view assumptions and mental models.
2. Providing feedback to those at the blunt end from those at the sharp end. This includes how work is actually performed given the organisational factors, goal conflicts and constraints.
Recognising safety as an emergent property of the system means that those at the sharp end of the stick have critical information needed by all levels of management to improve health and safety and simultaneously enhance operational and organisational effectiveness.
The Principles of Doing Safety Differently
The new view of health and safety incorporates some key principles:
1. People make errors.
2. Error-likely situations are predictable.
3. All human actions are influenced by the context in which they occur.
4. Operational upsets can be avoided.
5. Our response to failure matters.
Human Error Myths
To successfully implement the new view it is necessary to dispense with common human error myths: All people in workplaces need to understand that:
1. Human error is not a choice.
2. No event does not mean no human error problems.
3. Training alone will not solve human error problems.
4. Punishment will not address human error problems. (A learning culture is better than a blame culture)
5. Experience does not eliminate human errors.
6. Human errors are highly unlikely to be the root cause of accidents.
7. Errors should not be labelled as violations.
8. Errors are not necessarily bad; they help us learn.
So what should we do?
We need to set aside old outdated myths and assumptions and begin to learn. One of the most valuable resources for learning and the richest source of information is the worker. Daily learning can take place when workers conduct pre-task planning and post-job debriefs with fellow workers, team leaders and supervisors.
Learning teams can be formed that include workers familiar with the job or issue, a supervisor, and support personnel such as an engineer. They often work best with the involvement of an external mediator. Teams can meet to work on a wide variety of issues such as incidents, near misses, areas of concern, operational problems, high-risk jobs and design issues. The distinction often made between health and safety, operations, quality, etc. is artificial and represents old view anti-systemic thinking. Operational issues lead to health and safety issues. Health and safety issues can lead to quality issues. Taking a holistic view of the system builds collaboration, draws on collective knowledge and broadens integration of health and safety with other areas.
Workers are the solution, not the problem
To bring about improvements in health and safety performance everyone needs to work together towards a set of common goals. We need a genuine management/workforce partnership based on trust, respect, co-operation and joint problem solving. Involvement in health and safety should be a two-way process where employers and employee representatives:
Talk to one another
Listen to one another’s concerns
Raise concerns and solve problems together
Seek and share views and information
Discuss issues in good time
Consider what everyone has to say
Make decisions together
No matter what the size and scope of the organisation, working together does not have to be complicated. The paper related industries, working with the paper unions, have made huge strides forward on health and safety. Now is the time to build on that action, using the principles of doing safety differently, involving the workforce as key players, and making work in the paper industries healthy and safe.
38 PAPER TECHNOLOGY SUMMER 2023 PAPER GOLD MEDAL AWARD 2023
Old View New View
What is safety?
The absence of injuries and illnesses.
Safety would be improved if management and workers were just more committed.
Our perspective of workers
We need to help workers be safe.
Accident investigation
What is safety?
Safety is an emergent system property, which is improved by improving the system.
Management and workers are both affected by the intense economic pressure, which constrains resources and leads to continual process changes that can often impact safety in subtle ways.
Our perspective of workers
Workers need to help us understand how work is done and how the system affects it.
Workplace learning
Who did it? How did this happen?
Find an unsafe act of a person. Find the root cause. Discover the context.
Use a systems approach to find the multiple contributing safety and operational factors.
Analyse and solve
What we look for
Looking for hazards is all we need to do.
What we look for
Looking for hazards is important but not enough. Understanding how work is actually performed provides critical insight to organisational weaknesses and deficiencies that undermine safety and operational performance.
PITA TRAINING COURSES

PITA organises a wide range of courses in partnership with a host of top trainers, covering important managerial and technical subjects, including:
• Energy Optimisation
• EPR Compliance
• Fundamentals of Papermaking
• Introduction to Food Contact
• Introduction to Wet End Chemistry
• Modern Papermaking
• Pump E�ciency
• Wastewater Treatment
For more information about any of these courses, see the PITA website (www.pita.org.uk ¦ E: info@pita.co.uk ¦ T: +44 0300 3020 150)
39 PAPER TECHNOLOGY SUMMER 2023 PAPER GOLD MEDAL AWARD 2023
Table. Summary of the Old and New management approaches to assessing Health & Safety.
Bioeconomy and the Pulp & Paper Industry Part II: Introduction to Biorefinery
Dr Mahendra Patel, Technical Adviser, Indian Agro and Recycled Paper Mills Association, New Delhi (patel@nanoindustry.in)

This paper intends to unfold the intricacies of biorefinery within the purview of bioeconomy in the pulp and paper sector. The definition and background on biorefinery are redrawn through a schema enlarging the scope of Bioeconomy from societal needs like food and environment to all the products, generable from different processes and raw materials at different stages of operation in the pulp and paper manufacturing.
Apart from the wood, the agro-residues and recycled fibre along with their origin, namely forest and agricultural land as well as the industrial wastes, are also integrated into the biorefinery concept. Thus, it has been attempted to present a comprehensive picture of Bioeconomy and Biorefinery comprising of all the aspects reported and additional products generable from agro-residues and wastes.
The biorefinery concept in the pulp and paper sector has been so far focussed mostly to the wood-based raw materials; this paper gives prominence to the biorefinery prospects of agroresidue raw materials such as sugarcane bagasse, wheat straw and rice straw. The other two aspects which are highlighted deserving inclusion in the Biorefinery are the origin of raw materials, namely the forest and agricultural land and wastes, generated from the pulp and paper mills.
Some of the successful biorefinery products, processed by the pulp and paper industry are highlighted here. It appears that all the chemicals and components of wood and agro-residues can be extracted in the next decade or so for use by various industries and thus the future of biorefinery is very bright in the pulp and paper sector.
Introduction
The four major concepts forwarded by different organisations and authors for future sustainable development are (1):
Circular economy, Bioeconomy, Circular bioeconomy and Biorefinery.
Circular bioeconomy is conceived as the intersection of circular economy and bioeconomy while biorefinery complements the bioeconomy execution. As explained in the first part of this paper (1), all the progressive pulp and paper mills are already practising the Bioeconomy without having much notion and implications of the Bioeconomy or Biorefinery.
Definition and Background
According to the International Energy Agency (IEA) the Biorefining in a circular economy, is defined (2) as “the sustainable processing of biomass into a spectrum of marketable products and energy” (Figure 1). Biorefining can be a concept, facility, process or cluster of industries. Though there are several definitions (3), this definition is the most befitting one.
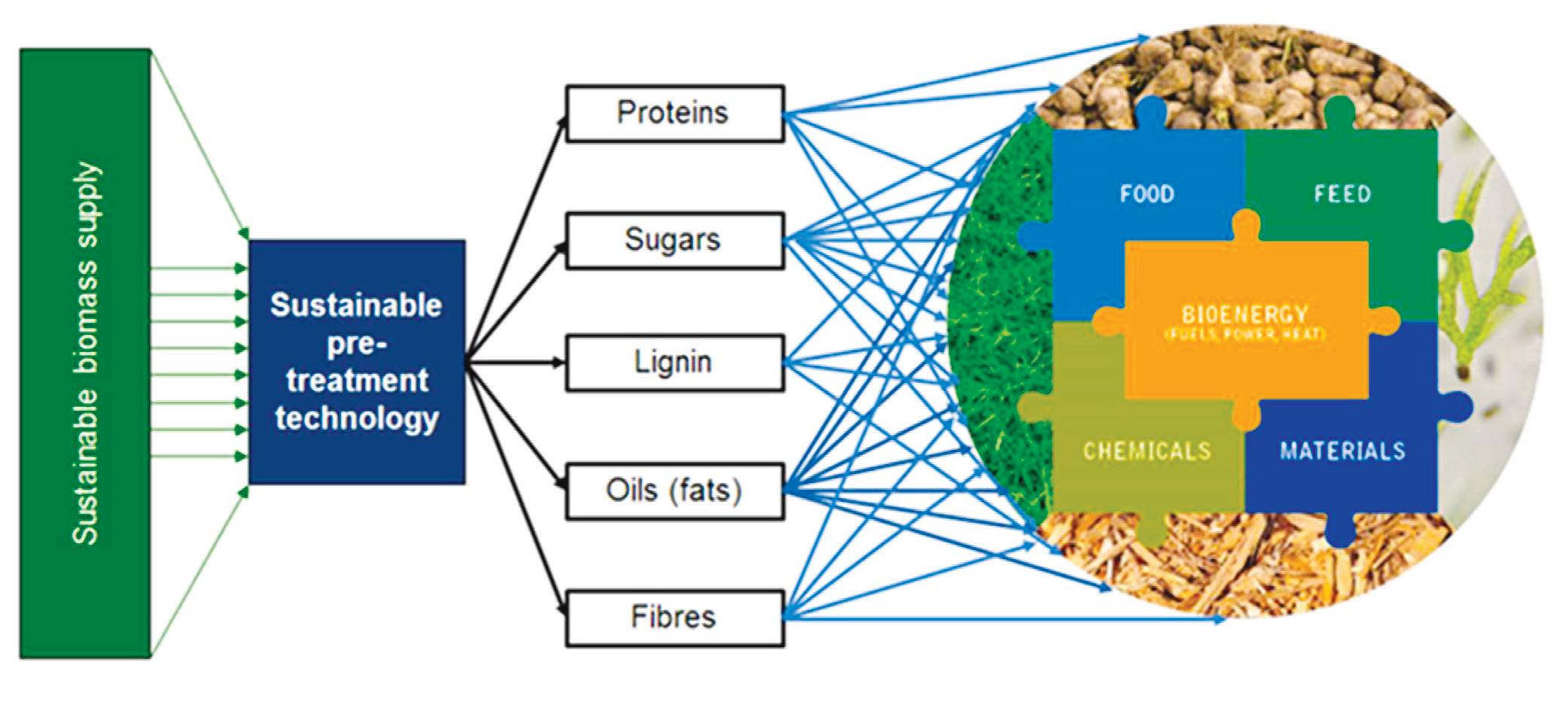
The biorefinery has been defined (4) as a “facility integrating biomass extraction and conversion processes and equipment to produce fuels, power, heat, and value-added chemicals” by the National Renewable Energy Laboratory (NREL). According to US Department of Energy (DOE) “A biorefinery is an overall concept of a processing plant where biomass feedstocks are converted and extracted into a spectrum of valuable products.” These definitions of biorefinery are analogous to today’s integrated petroleum refinery and petrochemicals industry to produce a multitude of fuels and organic chemicals from oil.
A biorefinery is a facility or network of facilities that integrates upstream, midstream and downstream processing to turn biomass including waste into valuable products such as biochem-
40 PAPER TECHNOLOGY SUMMER 2023 NEW INSIGHTS ON APPLICATION OF HIGH-YIELD PULP
Figure 1: Schematic representation of a Biorefinery (2).
icals, biofuels, biomaterials and energy (5). It involves a multi-step process that begins with feedstock selection, processing (pretreatment) and final treatment, which includes thermochemical, chemical and biological conversion processes.
Biorefinery, especially “Lignocellulosic Biorefinery” is a non-food feedstock-based process, and it is considered as a key in achieving a sustainable society where energy, chemicals and materials are less fuel dependent contributing to addressing the climate change problem (6).
The biorefineries can be classified considering the feedstock or the technology: lignocellulosic and marine biorefineries, biochemical and thermochemical biorefineries and advanced biorefinery. The sustainability and the economic factor of the biorefinery are extremely important, and should be evaluated to understand the energy and environmental issues, and the associated costs of any conversion system (2).
Figure 1 schematises the definition of Biorefinery, framed by the IAE-Bioenergy (2)
The terms in the definition are further explained below:
“Sustainable” means that the biorefinery has economic, environmental and social benefit.
“Spectrum” refers to multiple energy and nonenergy products.
“Marketable” means that there needs to be a current or forecasted market volume at a profitable price.
“Products” can be food/feed ingredients, chemicals, materials and bioenergy.
The lignocellulosic biorefinery is well known in two platforms, i.e. biochemical platform and thermochemical platform (2). The study of lignocellulosic biorefinery has strongly influenced the development of biofuels and biochemicals production from cellulose and hemicellulose via hydrolysis and fermentation, which is called as the biochemical platform. It is mainly based on sugars which can be derived from fermentation or other biological processing of biomass. Different types of sugar are further converted into various fuels and chemicals. The thermochemical platform leads to energy generation, which will be discussed in the next part of this paper.
Biorefinery Products and Processes
The concept of biorefinery originated in late 1990s as a result of scarcity of fossil fuels and increasing trends in use of biomass as a renewable feedstock for the production of non-food products (3). The term “Green Biorefinery” was first introduced in 1997 as “Green biorefineries represent complex (to fully integrated) systems of sustainable, environmentally and resource-friendly technologies for the comprehensive (holistic) material and energetic utilisation as well as exploitation of biological raw materials in form of green and residue biomass from a targeted sustainable regional land utilisation”.
The pulp and paper industry is actually an excellent example of circular economy and it is the first industrialised biorefinery system (4). The industry today represents the world’s largest woody biomass utilisation system and is a large user and producer of bioenergy and biomaterials (5). This industry has consolidated its status as the highest consumer of biomass, which consist of not only wood as feedstock but also agricultural waste such as bagasse, rice straw and wheat straw (7) and recycled fibre. Among these three raw materials, wood is the most abun-
dant and affordable raw material, and most productive forests are managed by local communities (7).
All these raw materials have the common chemical compositions of cellulose, lignin and hemicellulose along with many organic and inorganic compounds although the percentages of these chemicals vary from one raw material to the other as shown in Table 1. It is important to understand that the products and processes in paper manufacturing and biorefinery depend to a great extent on these chemical compositions.
The rigorous alkali treatment along with white liquor in presence of steam at 150-170°C for 3 hours in the pulping process, followed by washing, removes lignin, hemicellulose and a number of chemicals mostly in the effluent but some in the air also. The pulp contains still the lignin, for a bleaching stage is required. At the end of the process, sizable amounts of fibrous sludge and nonfibrous materials are also produced, which often go as wastes.
It is therefore obvious that apart from the pulp meant for the paper, packaging, tissue and newsprint, a large number of organic or biochemicals are produced, which can be recovered for different industrial uses. On recovering these chemicals, not only the environmental impact will be lessened but the revenue of the mill will also be enhanced.
There are plenty of opportunities in the pulp mills now to turn side and waste streams into valuable bioproducts such as methanol, sulphuric acid, lignin, and biogas, bringing extra revenue at the same time as finding an effective way of dealing with waste. The whole cycle is the essence of biorefinery. A pulp mill (Figure 2) as the core of the complex is integrated with a biorefinery unit to produce value-added bioproducts for generating a new revenue stream, a woody biomass gasification plant to produce syngas for fossil fuel substitution and a polygeneration unit to generate green power for supply to the integrated facility (5).
Some of the innovative recent findings from wood are:
41
Type of biomass Lignocellulosic raw material Cellulose (%) Lignin (%) Hemicellulose (%) Ash, Extractive, Pectin & Wax (%) Hardwood 40-55 18-35 24-40 0.6 (Ash), 2-8 (Extractive) Hardwood bark 22-40 30-55 22-38 0.8 (Ash), 6(Extractive) Eucalyptus 45-51 29 11-18 Softwood 40-44 25-31 25-29 0.5 (Ash), 1-5 (Extractive) Softwood bark 18-38 30-60 15-33 0.8 (Ash) Douglas fir 35-48 15-21 20-22 Pine 42-49 23-29 13-25 Pinecone biomass 42-46 20-23 27 4-11 Agroresidues 37-50 5-15 25-50 Wheat straw 30-43 15-22 22-37 2-14 Rice straw 32.1 18 24 Rice husk 28-36 15-20 12-29 Sugarcane bagasse 42-45 20-22 25-35 3-5
PAPER TECHNOLOGY SUMMER 2023 BIOECONOMY AND THE PULP & PAPER INDUSTRY PART II
Table 1: Chemical compositions of some common raw materials for pulp and paper production (7).
Figure 2: Examples of commercial biorefineries either in operation or under construction: (a) Metsä Fibre Äänekoski, Finland (capacity 1.3Mt fibre, crude tall oil, sulphuric acid, sulphate turpentine, bioenergy, biopellets and biogas) started 2017; (b) Metsä Fibre Kemi, Finland (design capacity 1.5Mt fibre) due to start late 2023; (c) UPM Kaukas, Finland (700kt pulp and biofuel) started 2015; (d) UPM Leuna, Germany (design capacity 220kt bio-monoethylene glycol (BioMEG) and lignin-based renewable functional fillers) due to start 2023/4.


Vanilla flavours can be extracted from wood.
Nanocellulose fibre, i.e. nano-sized versions of cellulose are produced which is stronger than spider silk.
Wafer-like layers of cardboard can offer the same performance as aluminium in some car parts, while being much lighter.
Lignin produced from trees, can be used as a gluing additive for cement and concrete.
In the next article, the different chemicals recovered and used along with the pulp and paper manufacturing, will be discussed.
References
1) Patel Mahendra, Paper Technology International®, 64 (1), 12-15 (2023).

2) Bert Annevelink, Lesly Garcia Chavez, René van Ree & Iris Vural Gursel; Global biorefinery status report 2022, IEA Bioenergy: Task 42 Biorefining in a circular economy, Publ. IEA Bioenergy, (2022).
3) Popa Valentin A.; Pulp Production and Processing, Ch.1. Biorefining and the pulp and paper industry; Publ. De Gruyter (2020).



4) Ghochapon Mongkhonsiri, Rafiqul Gani, Pomthong Malakul, Suttichai Assabumrungrat; Computers & Chem. Eng. 119, 70-84, (2018).
5) Yogalakshmi K.N., Mohamed Usman T.M, Kavitha S, Saloni Sachdeva, Shivani Thakur, Adish Kumar S and Rajesh Banu J; Fermentation, 9(3), 238 (2023).
6) Rushton Mark, Paper 360°, Oct-Nov. (2019).
7) Patel Mahendra, Nanocellulose from Techno-economic Perspective, Publ. Industrypaper (2022).
42 PAPER TECHNOLOGY SUMMER 2023 BIOECONOMY AND THE PULP & PAPER INDUSTRY PART II
Figure 2 (a)
Figure 2 (b)
Figure 2 (d)
Figure 2 (c)
Areyou‘LinkedIn’? Areyou‘LinkedIn’?® To join the PITA LinkedIn Group, please contact the To join the PITA LinkedIn Group, please contact the PITA Office for an invitation (info@pita.co.uk) PITA Office for an invitation (info@pita.co.uk)
Wearable Tech Solutions for Health & Safety

In April and May there were two Health & Safety Event shows, the first at the NEC in Birmingham and the second at the Excel Centre in London. One interesting development at both shows was the explosion in Wearable Technology used to assess the working environment or employee’s physical exertion (mainly due to manual handling) as is detailed below.
Bodytrak
This small sensor is the only one described here to include an ear piece; this is used to measure core body temperature and heart rate – both important measures of heat stress. The unit also assesses fatigue and noise exposure. It is notable that this company has produced a factsheet detailing work they did with a paper manufacturer who wanted to understand the physiological burden of their environment on workers; this identified issues of heat stress in two individuals.
MākuSmart
Slightly larger than a smartwatch, this sensor straps to the upper arm around the biceps and assesses the Environment (ambient light, air quality, noise level, air pressure, humidity and temperature), Motion (slips, trips and falls; repetitive motions; worker physicality) and Spatial Awareness (proximity, access control and contact tracing). It also contains a Voice Recorder which can relay a short message. It does not assess biometric data nor track movement.

HAVSco
This personal Hand Arm Vibration Syndrone (HAVS) dosimeter measures and records the actual vibration exposure at the point where the vibrations enter the hand when using power tools. Although of more obvious importance for construction workers, all mills or equipment suppliers have maintenance staff who utilise powered hand tools.


Modjoul
Stanley Handling were present at both events, and presented the Modjoul Smartbelt system which measures: Lumber Risk (bending and twisting, including angle and duration, and count), Proximity to dangerous equipment (such as FLTs), External Temperature (and it sets a timer to minimise duration) and Repetitive Motion (and again it sets a threshold number before a break is required).
Reactec
The new R-Link smartwatch gives a view of the employees’ environment, including: Proximity Warnings (to moving vehicles or equipment), Vibration Exposure, Creation of Exclusion Zones (based on workers’ credentials to restricted access areas), and Tracking Employee Movements (particularly useful for lone workers).
Soter Analytics
DustCanary
DustCanary, as the name suggests, assesses the working environment and the effectiveness of dust control measures employed to safeguard employee health. Although focussed mainly on construction and mining applications, involving mainly respirable crystalline silica, they are useful for mineral processing and packing (so suppliers of paper filler and coating pigments please take note!). Other dusts that can be assessed include flour and food dusts (such as starch) and wood and MDF dusts (cellulose fibre). Given that several paper machine fires each year are caused by dust, surely this sensor has some obvious uses in the paper sector!
This is another sensor designed to help prevent MSD injury and improve ergonomic safety. The sensor is small (weighing just 20g) and can be clipped on a collar at the back of the neck, attached to a headset or helmet, or strapped to the upper arm. It assesses: Bending of the Back (including angle and twist, repetition and duration) and Shoulder Movement (including repetitive movement, overexertion, arm elevation and hazardous pushing and pulling movements). It is already in use by a large number of household name companies, mainly in warehouse situations where manual handling is a major feature.
The age of wearable tech is now with us. Although not a silver bullet, it offers some interesting possibilities in how to take worker safety to the next level, especially if their work involves significant amounts of manual handling, or working in challenging environments such as high heat, humidity, dust or noise.
43
PAPER TECHNOLOGY SUMMER 2023 NEW INSIGHTS ON APPLICATION OF HIGH-YIELD PULP
Electric storm: the Andritz
PrimeDry Hood E

As tissue mills seek to optimise their energy consumption for optimum sustainability, Andritz’s introduction of a hood air system based on electrical heating is very timely
From environmental considerations to the basic economics of running any energy-intensive process, there are, today, numerous reasons for tissue mills to examine their energy strategy. Add in the uncertainty over gas supply created by the current geopolitical situation and the case for electricity becomes very compelling.
This is particularly the case in any location where wind and sun are in plentiful supply. There is a growing list of mills which source electrical energy, at least in part, from renewables. In Europe and the USA, there is tax to pay on emissions, including carbon dioxide, which further incentivises solutions based on electricity, particularly if that electricity is sourced from renewables rather than fossil fuels. Government subsidies on renewable energy are another factor in the equation.
In this context, Andritz has taken a wealth of knowledge regarding electrical heating, in the drying of spunbond materials for nonwovens in some of their installations for example and applied it to hood air systems for tissue machines. The result is the Andritz PrimeDry Hood E, which uses the same air system as gas- or steam-heated hoods, but with electric heaters replacing gas burners or steam heaters. The result is a system capable of achieving air temperatures of 400 - 450°C.
Compared with for instance gas-heated systems, PrimeDry Hood E increases energy efficiency for the hood drying system by up to 4%. Electrical heating is more efficient because a conventional gas burner requires heating of both the combustion air and drying air for the burner to function, while electrical heating does not require combustion air. And in theory at least, 100% of electrical energy is converted into thermal energy. Compared to steam-heated systems, the PrimeDry Hood E can increase production through its capability to achieve elevated temperatures.
Electrical heating offers the further advantage that no combustion residuals are emitted to the air. Overall, tissue machines can expect a reduction in carbon dioxide emissions of approximately 70% compared to a conventional gas-heated system. In many parts of the world, Europe and the USA included, mills pay tax on emissions to the atmosphere, so there is a clear economic argument for electric heating as well.
The potential for lower availability compared with gas-heated air systems is mitigated by the use of filters with automatic cleaning in case of low temperatures, as is already implemented with steam-heated hoods.
There are two types of electric heaters available from Andritz: the Corner Type and the In-Line Type. In terms of performance there is no difference, but each format is suited for a particular mill layout and recommended on a case-by-case basis. Electrical heating comprises the main body of the electrical resistor, a terminal box and control panel, the placement of which is flexible.
While the application of electric heating for hood air in tissue production is new, electrical heating in industrial contexts where
drying is involved is not. So, it has the benefits of being proven technology – for instance in some Andritz nonwovens installations, just to give one example. It also means that there are existing design solutions to manage specific situations, such as the potential for seismic activity.
The electrical heater has been specifically designed with minimally disruptive maintenance in mind. The standard solution enables easy removal of both top/bottom and laterally affixed resistors by unbolting them from the plates. Andritz proposes an even more convenient solution, in which the heating elements can be removed in bundles from the duct heater rather than having to extract the whole duct heater installation. Through a minor modification of the duct heater design, this refinement facilitates maintenance of a single heating bundle while the tissue machine continues to operate at a lower capacity, rather than being shut down completely.
A positive addition in a changing world
Electrical heating is a positive addition to Andritz’s portfolio in a changing world. It is not going to suit every situation, but its flexibility makes it widely applicable. Renewable energy sources might not be available 24/7, but a hybrid system which can switch between gas and electric heating for hood air enables a mill to switch to the fuel source, which is most suitable for prevailing climatic conditions, time of day, or even changing tariffs for gas and electricity over a 24-hour period. It is a question both of optimising energy cost and security. And if drying capacity is a limiting factor in any tissue-making scenario, the addition of electrical heating can increase capacity.
As a new application of a tried and tested technology, there is minimal technical risk to the user. PrimeDry Hood E is equally suitable for dry-crepe tissue production as for textured or structured (TAD) tissue machines. With zero carbon dioxide emissions from combustion, there is also a benefit in terms of the final product’s eco credentials. This will appeal to the consumer and therefore the retailer. A genuine marketing opportunity born out of technology – and based on hot air!
44
PAPER TECHNOLOGY SUMMER 2023 NEW INSIGHTS ON APPLICATION OF HIGH-YIELD PULP
Marco Cattani, product manager at Andritz Novimpianti, and George Nowakowski, Vice President Tissue Drying at Andritz Canada, Lachine




Compendium of Recent Orders
Daven Chamberlain
The list below contains a summary of orders reported by a host of major suppliers to the Paper Industry and related sectors between the Spring edition of Paper Technology International® and the end of April 2023. Further information on each entry can be found online. Supplier companies wishing to publicise their success in gaining orders should send details to Daven Chamberlain via editor@pita.co.uk.
A.CELLI
1. ABC Tissue (Wetherill Park, Sydney, Australia) Distributed Control System (DCS) and Quality Control System (QCS) for PM1 as part of mill’s Industry 4.0 transformation
2. Shanying Paper (Suzhou site, China) to supply six paper rewinders to equip five of their PMs (71-75) capable of processing jumbo rolls of fluting paper
ABB
1. Stora Enso (Skoghall Mill & Forshaga Mill, Sweden) to upgrade two mills to ABB Ability™ Manufacturing Execution System (MES)
AFRY
1. APK AG (Merseburg, Germany) engineering services assignment for the project development phases of this industrial-scale plastics recycling plant to treat 40,000tpy of plastic waste
2. Stora Enso (Oulu site, Finland) an engineering assignment for converting decommissioned paper machine into a consumer board production line
ANDRITZ
1. Billerud AB (Gruvön Mill, Sweden) to supply a flue gas treatment system for its soda recovery boiler including an electrostatic precipitator (ESP)
2. Dong Tien Binh Duong Paper (Ben Cat Town, Binh Duong Province, Vietnam) to deliver a new system for recycling of Used Beverage Cartons (UBC) including a drum pulper (50tpd) and innovative Two-in-One cleaner combining two cleaning stages in one unit (order from Tetra Pak South East Asia Pte Ltd., Singapore)
3. EON Energy Projects GmbH (Aschaffenburg, Germany) to supply an EcoFluid boiler with a capacity of 30MW thermal power to a waste treatment plant
4. Gascogne Papier (Mimizan, France) to supply a Machine Glazed paper production line to replace three of the mill’s four paper machines; the target is to establish a multi-grade production line, capable of producing more than 80 different grades of ribbed and unribbed paper
5. Hubei Xianhe New Materials (Jingzhou City, Hubei Province, China) to supply a chemi-thermomechanical pulping line - scope of supply comprises the entire key equipment and supervision service for the mechanical installation, commissioning, start-up, and training
6. Klingele Paper & Packaging Group (Nova Campina, Brazil) automated threading systems for paper machines PM1 and PM3
7. Lee & Man Paper Manufacturing Ltd. (Banting, Malaysia) shoe press to be installed on PM23 containerboard machine
8. Pori Energia Oy (Pori, Finland) to conduct a feasibility study on a carbon capture and storage plant planned to be built at the biomass CHP power station supplied by the company in 2017
9. Predo Health Products Inc (Türkiye) two high-speed hygiene converting lines to produce adult open diapers and feminine sanitary napkins
10. Procter & Gamble (Box Elder, Utah mill, USA) to supply a Through-Air Dried tissue machine
11. Quimicolor (Medellín, Colombian) spunlace line for wipes (nonwovens)
12. Smurfit Kappa (Yumbo Paper Mill, Colombia) to deliver a new energy-efficient debarking line as part of the company’s project to replace the fossil fuels with different types of organic waste to generate cleaner energy
13. Teknomelt Teknik Mensucat San. ve Tic. A.S. (Kahramanmaras, Türkiye) a complete wetlace line to produce nonwoven plastic-free wet wipes
14. Visy Paper (Coolaroo, Victoria, Australia) to supply a FibreFlow Drum pulper with a maximum feed capacity of 1,400tpd, various fibre cleaning equipment, and a spray water treatment system for the production of various board grades
15. Winstone Pulp International Ltd. (Karioi Pulp Mill, New Zealand) to perform a comprehensive twin wire press retrofit including: a new cantilever system for easier and safer wire replacement; a modernised headbox with modified outlet geometry for improved pulp sheet formation; an upgraded drive section; and a new wire tensioning
BELLMER
1. Mondi (Štětí Mill, Czech Republic) sack kraft line and comprehensive automation solutions including DCS
BTG
1. Kuantum Papers Ltd (Project “Neev”, District Hoshiarpur, Punjab, India) Industry 4.0 tools as well as leading Pulp & Paper expertise and services
2. Stora Enso (Ingerois mill, Finland) to implement the dataPARC software platform for digital transformation
3. Tamil Nadu Newsprint & Papers Ltd (India) a consulting partnership to assist with the Industry 4.0 roadmap development for their Units 1 & 2
DIEFFENBACHER
1. Greenpanel Industries Ltd (Routhusuramala, Andhra Pradesh, India) to install thin-board MDF line
GAW
1. Green Bay Packaging (Wisconsin, USA) working station for the Speed Sizer from Voith Paper and also the wet end chemical preparation, the starch pneumatic conveying and several starch preparation systems (PM4)
GREYCON
1. The Middle East Paper Company (Saudi Arabia) to deploy
46
PAPER TECHNOLOGY AUTUMN 2022 COMPENDIUM OF RECENT ORDERS
manufacturing process efficiency software
HOWDEN
1. Parteks Paper Industry Inc. (Turkey) to supply energy recovery technology for paper mill; the TWIN steam turbine will operate with saturated steam at the turbine inlet and outlet and will drive a generator for electrical power supply
KADANT
1. UNIPAKHELLAS S.A (Thessaloniki, Greece) new stock preparation system to treat OCC
PESMEL
1. Stora Enso (Oulu mill, Finland) a 40,000-ton automated high-bay warehouse with transfer cars and joint conveyors for board rolls
PROJET
1. FPC Tissue (Concepción, Chile) two high pressure showers (TM1)
2. Papelera Nacional s.a. (Ecuador) two dryer fabric cleaners (PM2)
3. XuanMai (China) to supply wet end tail cutter (PM4)
RUNTECH
1. Satia Industries (India) two vacuum system rebuilds including two RunEco EP600 Turbo Blowers with EcoDrop water separators to replace the existing liquid ring pumps on PM1 and PM2
2. WEPA (Porcari & Cassino Mills, Italy) two vacuum systems
SAEL
1. Cartiera Fornaci (Italy) control system for vacuum drive; and rebuild machine drive, the MCC for Steam pumps / hoods / actuators and the DCS modification / implementation for PM1
SIEMPELKAMP
1. Arauco (Zitácuaro, Mexico) a complete plant for the production of MDF as well as a short-cycle press line - Siempelkamp subsidiaries CMC and Pallmann will contribute the screening and size reduction technology, and Büttner will supply the dryer and energy plant
SMARTECH
1. Egger (various sites, Europe) to supply four additional Smartwax Systems (patented in-line wax suspension solution is designed to reduce the use of wax in the manufacturing of wood panel products)
TIETOEVRY
1. Asia Pulp & Paper (APP), Sinar Mas (Indonesian pulp, paper and tissue mills) TIPS Industry Solutions and Services integrated with SAP
2. Asia Symbol Jiangsu Co., Ltd (Changjiang Town, Rugao City, Jiangsu Province, China) Manufacturing Execution System (MES)
TOSCOTEC
1. Anon (4 different sites, USA) a total of 30 TT SteelDryer cylinders
2. Ranheim Paper & Board (Ranheim, near Trondheim, Norway) dryer section rebuild involving supply of new felt runs including stretcher and guide systems suitable for higher felt tensions, as well as some internal felt loops to deliver im-
proved cleanliness (PM5)
3. Unipak Hellas (Indevco Group, Pelasgia, region of Fthiotida, Greece) complete packaging paper machine to produce high quality test liner and fluting grades
4. WEPA (Bousbecque Plant, near Lille, France) to install a Steel Yankee Dryer on PM11 to replace an existing cast iron cylinder
VALMET
1. Ajin P&P (Hyunpoong Mill, Korea) forming section rebuild with an innovative sleeve roll technology and machine control system for linerboard machine (BM2)
2. Alholmens Kraft AB (Pietarsaari Biopower Plant, Finland) to replace an existing third-party automation system with a Valmet DNA Automation System
3. AS Estonian Cell (Kunda Pulp Mill, Estonia) renewal of service agreement which covers continuous collaboration on spare parts, process evaluations and condition assessment of the mechanical equipment, as well as yearly shutdowns of the fibre line and baling line
4. Batı Kipaş Kağıt (Söke, Turkey) machine clothing for startup of PM3
5. DS Smith Paper Italia S.r.l (Porcari, Lucca, Italy) to supply a new container board machine with extensive packages of automation, services, and industrial internet applications
6. Graphic Packaging International (Waco, Texas USA) to supply coated board machine to include equipment for stock preparation, approach flow systems, board machine with extensive process ventilation scope, a wide automation package, industrial internet services, and a winder
7. Greenalia Biomass Power Curtis-Teixeiro S.L.U. (Spain) service agreement to further improve the performance of biomass plant
8. Henan Longyuan Paper (Henan province, China) key technologies (including a bottom dilution headbox and a Tri-nip press section) and automation systems (including Valmet DNA machine controls (MCS), IQ Quality control system (QCS), dilution profiler for headbox, steam profiler) for new testliner line (PM7)
9. Holmen Paper AB (Braviken Mill, Sweden) a TwinRoll wash press to improve the separation between the thermomechanical pulp (TMP) mill and the paper machine; electric motors, mechanical erection, basic engineering, commissioning, start-up, process support and advisory services
10. Metsä Tissue (Mariestad Mill, Sweden) to supply a complete tissue production line (capacity 70ktpy) featuring full stock preparation with bale handling, an extensive package of stock preparation, automation and service solutions
11. Stora Enso (Oulu Mill, Finland) bleached chemi-thermo mechanical pulp (BCTMP), evaporation and non-condensable gas (NCG) technology for odorous gas handling as well as an extensive automation solutions package and Industrial Internet solutions including connectivity and process support with analytics tools
12. Western Michigan University (Kalamazoo, Michigan, USA) to install a Valmet IQ Quality Control System (QCS) pilot paper plant
VALUTEC
1. Moelven (Valåsen, Sweden) to supply lumber kiln including a control system (sawn boards and planks)
VOITH
1. Stora Enso (Oulu site, Finland) conversion of a former paper machine from coated graphic papers to high-quality folding boxboard and coated kraft back (CKB)
47 PAPER TECHNOLOGY SUMMER 2023 COMPENDIUM OF RECENT ORDERS
Standards Update
Daven Chamberlain Chairman PAI/11
This column contains a summary of recent work performed under the auspices of PAI/11, the BSI committee that deals with Methods of Test for Paper, Boards and Pulps. It also contains limited information on work performed by PAI/43, Graphical Technology, in particular relevant new standards published that might be of interest to the paper sector.
New or updated standards that have been issued recently:
1. BS EN ISO 535:2023 Paper and board. Determination of water absorptiveness. Cobb method.
2. BS ISO 9184-1:2023 Paper, board and pulps. Fibre furnish analysis. General method.
3. BS ISO 23772:2023 Pulps. Kraft liquor - Determination of residual alkali using potentiometric titration.
4. BS ISO 23774:2023 Pulps. Kraft liquor - Determination of total, active and effective alkali using potentiometric titration.
5. BS ISO 23777:2023 Pulps. Kraft liquor - Determination of hydrosulphide ion concentration using potentiometric titration.
Subject reports and other documents submitted for vote / comment have included:
1. Food Contact: ISO 8784-2 Microbiological examinationEnumeration of bacteria, yeast and mould on surface.
2. Healthcare: PAS 29:1999 Disposable pulp products for use in healthcare.
3. Lignin: CSA W206-20 Kraft lignin - Glass transition temperature by differential scanning calorimetry; CSA W20720 Kraft lignin - Determination of thermal stability by thermogravimetry.
4. Pulps: ISO TS 11371 Guidelines for using laboratory refiners to simulate industrial low consistency refining; ISO 15360-3 Recycled pulps - Estimation of stickies and plastics - Determination by applying near-infrared measurement.
5. Strength: ISO 3689 Paper and board - Determination of bursting strength after immersion in water.
6. Surface: ISO 24118-1, Paper and board - Stylus contact method - Determination of surface roughness.
7. Tissue: ISO 12625-12 Determination of tensile strength of perforated lines and calculation of perforation efficiency; ISO 12625-16 Determination of optical properties - Opacity (paper backing) Diffuse reflectance method.
8. Water Absorption: ISO 5637 Paper and board - Determination of water absorption after immersion in water.
Current Standards that have been submitted for Periodic Review:
EN 12281:2002 Printing and business paper - Requirements for copy paper for dry toner imaging processes.
Anyone interested in any of the standards or work mentioned above should contact the PAI/11 Chairman (telephone 0300 3020 159 or email daven@pita.co.uk).
New Draft of Permanence and Durability of Writing, Printing and Copying on Paper (ISO 11798)
A PTS Insight webinar described a forthcoming update of this standard, which relates to long-term storage documents in archives and other protected environments, and involves recording of images solely on paper, where the substrate has to be ‘permanent’ according to ISO 9706 (permanent paper) or ISO 11108 (archival paper).
The intention of this standard is to set requirements and test methods for evaluation of permanence and relates to writing, printing and copying images. Images may be multi-coloured or mono-coloured made by pens, stamps, copy machines or printers, and the documents are to be stored in protected environments so not in conditions of high humidity, pollution or other harmful conditions. Note: legal documents are not covered by this standard.
The main changes relative to the 1999 version of the standard are:
Prints are to be characterised by CIELAB measurements instead of optical density.
There are set requirements for colour change values that differ according to colour.
Testing and requirements for abrasion resistance are new. New methods of specimen preparation. New test templates.
CIELAB Change Values Paper is printed or stamped with solid blocks of colour which
are then aged using light, heat or water under defined conditions. Allowed degradation values are shown in the table.
Resistance to Wear
This uses a standard Taber Abrasion Tester. The old version used a series of test lines drawn or printed upon a test sample, which were assessed relative to a series of ‘reference’ lines also applied to the sheet. The new test uses two different templates, the first with blocks of colour and the second with text.
Effect of Recording on Mechanical Strength
The test methods (Tensile Energy Absorption and Fold testing) haven’t changed, but again there is a new template.
48 PAPER TECHNOLOGY SPRING 2023 NEW INSIGHTS ON APPLICATION OF HIGH-YIELD PULP
L* a* b* Eab* LIGHTFASTNESS Printers (C, M, K) 8 8 8 10 Printers (Y) 8 8 15 15 Pens & Stamps 15 WATER / HEAT RESISTANCE Printers (C, M, K) 8 8 8 10 Printers (Y) 8 8 15 15 Pens & Stamps 10