
The leading innovator supplying cutting-edge integrity solutions. Together we can ensure sustainable decision-making. Our combination of advanced inspection systems and expert consultants delivers a comprehensive understanding of asset safety, lifetime, and performance.
Comprehensive Asset Integrity Management

www.rosen-group.com
C O NTENTS
WORLD PIPELINES | VOLUME 23 | NUMBER 5 | MAY 2023

03. Editor's comment
05. Pipeline news

Get up-to-date with current international pipeline stories.
KEYNOTE ARTICLES: SAFETY AND RISK MANAGEMENT
8. Consistent access management

Amit Pawar, VP of Consulting & Services, Xage Security, USA, charts a top pipeline operator’s journey to cyber harden and meet updated TSA security directives.
FIELD JOINT COATINGS
37. Exploring specialised robotic equipment

Kristopher Kemper, Technical Services Consultant, Association for Materials Protection and Performance (AMPP), USA.
42. Lasting connections
Paul McShane, Managing Director, CRC Evans, UK.
13. Never trust. Always verify.
Trevor Dearing, Director of Critical Infrastructure Solutions, Illumio, UK, advises how pipeline operators can stay ahead of mounting cyber threats.
Extreme
17. Connecting the dots
Jim Francis, Vice President – SMS Consulting, ENTRUST Solutions Group, USA.
22. A pipeline journey across the Danube River
Camila Sanchez Prado, Horizontal Drilling International (HDI), France.
27. A game-changing solution
Mario Moreno P.Eng., Seal for Life Industries, Canada.
31. Easing fugitive emissions
Ariel Avitan, Co-founder and CCO, Percepto, USA.
PIMS SOFTWARE
35. Digitise then automate
Vicki Knott, CEO and Co-Founder, CruxOCM, USA.
HOT TAPPING AND LINE STOPPING
47. Staying free-flowing
Darran Pledger, STATS Group, UK.
PIPELINE STEELS
53. An economically superior material
Girish Babu Nounchi and Jayaraj Padayachiyar Govindan, Wood Plc, and Shankar Mohan, Worley.
PIPELINE MACHINERY FOCUS


57. On the edge of innovation
Leonardo Gravina, General Manager, SICIM, Italy.
YOUNG PIPELINERS INTERVIEW
60. Recognising young achievement
Recipients of the 2023 John Tiratsoo Award for Young Achievement, Cassandra K. Moody and Sarah Newton.
CBP006075
STATS SureTap® ST1530-90 hot tap machine providing access for STATS BISEP® double block and bleed line plugging tool. The 30 in. gas pipeline in Northern Alberta, Canada was operating at 69 bar. STATS hot tapping and plugging technology is suitable for onshore, topsides or subsea operations and fully compatible with industry-standard tapping equipment; including fittings, valves and completion plugs. www.statsgroup.com
ISSN 14727390 Member of ABC Audit Bureau of Circulations ON THIS MONTH'S COVER Reader enquiries [www.worldpipelines.com]
Copyright© Palladian Publications Ltd 2023. All rights reserved. No part of this publication may be reproduced, stored in a retrieval system, or transmitted in any form or by any means, electronic, mechanical, photocopying, recording or otherwise, without the prior permission of the copyright owner. All views expressed in this journal are those of the respective contributors and are not necessarily the opinions of the publisher, neither do the publishers endorse any of the claims made in the articles or the advertisements. Printed in the UK.
42
57
31
PAGE 42
I the world of field joint coating, CRC Evans’ team has an enormously successful track record and has The company’s full turnkey service capability helps to ensure the optimised delivery times that customers trust. The engagement begins early at the materials selection and delivery stages, with the support of state-of-theart equipment, specialist personnel and purpose-built anti-corrosion and insulation materials to field joints, for onshore and offshore pipelines, CRC Evans is now leading the way in developing new procedures and practices and Enhancing efficiency through automation As market-leader the offshore application of field joint (J-Lay) and horizontal (S-lay/multi-jointing) techniques, where increasing expectations for quality, reliability, and of technologies and methodologies. The growing emphasis As field joint coating workscopes become more technically challenging, with larger diameter pipe and deeper water, companies must adapt, says Paul McShane, Managing Director, CRC Evans, UK. Figure 1. Spoolbase Bintan, Indonesia. 42 43
pipeline operators and cybersecurity leaders across the world. The incident forced the company to halt operations across its more than 5500 mile pipeline Gulf Coast to the New York Metro area. The six-day cost in downtime caused fuel shortages and price increases. action from the US government. New guidelines from The White House, the Cybersecurity and Infrastructure Security Agency (CISA), and the Department of Homeland pushing critical industries towards the adoption of zero trust cybersecurity approaches. Specifically, the TSA’s latest version of its Pipeline Security directive doubles down on infrastructure systems. This presents range of challenges for pipeline operators with distributed mix of legacy and To address these security and compliance challenges, one of the top pipeline operators in North America turned to Xage, cybersecurity company helping critical infrastructure The major pipeline operator has thousands of miles of pipelines transporting natural gas, gasoline, crude oil, carbon dioxide, and more. Fabric delivers zero trust security to cyber-physical systems with proactive, easy to implement approach that treats stream as its own independent ‘perimeter’. This allows for granular access policy enforcement and prevents breaches before they happen. Zero trust can be delivered as an overlay making possible to implement seamlessly in complex OT environments. trust approach in OT, this pipeline operator was able to quickly reach compliance with access control, credential management, and multi-factor authentication (MFA) or remodelling their existing technology ecosystem, which critical for operators with mix of legacy and modern infrastructure. With the Xage Fabric, the operator’s strategy sites and 5000+ OT assets. The operator also increased productivity for its 500+ users with simplified experience outline of the steps this operator took to become one of the first companies to receive TSA-approval and adopt zero trust cybersecurity model all without disrupting the Assess and evaluate As first crucial step, was important to assess and vulnerabilities and gaps against any federal security guidelines. The operator had plethora of varying systems, protocols, Amit Pawar, VP of Consulting & Services, Xage Security, USA, charts a top pipeline operator’s journey to cyber harden and meet updated TSA security directives. 9 8
PAGE 8
EDITOR’S COMMENT
CONTACT INFORMATION
MANAGING EDITOR
James Little james.little@palladianpublications.com
EDITORIAL ASSISTANT
Sara Simper sara.simper@palladianpublications.com
SALES DIRECTOR

Rod Hardy rod.hardy@palladianpublications.com
SALES MANAGER
Chris Lethbridge chris.lethbridge@palladianpublications.com
SALES EXECUTIVE
Daniel Farr daniel.farr@palladianpublications.com
PRODUCTION MANAGER
Calli Fabian calli.fabian@palladianpublications.com
EVENTS MANAGER
Louise Cameron louise.cameron@palladianpublications.com
DIGITAL EVENTS COORDINATOR
Stirling Viljoen stirling.viljoen@palladianpublications.com
DIGITAL CONTENT ASSISTANT
Merili Jurivete merili.jurivete@palladianpublications.com
DIGITAL ADMINISTRATOR
Leah Jones leah.jones@palladianpublications.com
ADMINISTRATION MANAGER
Laura White laura.white@palladianpublications.com
Palladian Publications Ltd, 15 South Street, Farnham, Surrey, GU9 7QU, UK
Tel: +44 (0) 1252 718 999
Website: www.worldpipelines.com
Email: enquiries@worldpipelines.com
Annual subscription £60 UK including postage/£75 overseas (postage airmail). Special two year discounted rate: £96 UK including postage/£120 overseas (postage airmail). Claims for non receipt of issues must be made within three months of publication of the issue or they will not be honoured without charge.
Applicable only to USA & Canada:
World Pipelines (ISSN No: 1472-7390, USPS No: 020-988) is published monthly by Palladian Publications Ltd, GBR and distributed in the USA by Asendia USA, 17B S Middlesex Ave, Monroe NJ 08831. Periodicals postage paid New Brunswick, NJ and additional mailing offices. POSTMASTER: send address changes to World Pipelines, 701C Ashland Ave, Folcroft PA 19032
warm welcome to the May edition of World Pipelines, which includes a special section on pipelines in extreme environments. Since 2015, we have published an annual focus on ‘extreme’ pipelines, and even hosted online conferences on the topic, such is the breadth of interest in pipeline activity in challenging places. Pipeline design, construction and operation for extreme environments is so interesting because it showcases the industry at its best and most cutting edge; difficult conditions push the sector to adapt and innovate. In covering extreme topics, we’ve seen that the necessity of working in extreme or risk-filled environments affects the pipeline industry in different ways.
Safety is the primary concern, and all endeavours should work towards addressing risk and reducing incidents of harm. We have featured articles on working in dangerous weather conditions, handling hazardous chemicals, constructing pipelines on unsafe terrain or at great depths, navigating the possibility of physical risk, facing local unrest, and more. In any of these environments, or any worksite that is out of the ordinary, appropriate modifications to safety protocols and training are essential.
From a financial perspective, working in challenging places can be rewarding for pipeline personnel: risky jobs command higher wages (although, it must be stated, not in all cases) with compensation generally rising to offset the potential danger or discomfort experienced.
A pipeline operator needs up-to-date risk analysis intelligence in order to ascertain the current risk to personnel, since this advice can often change in a heartbeat. AKE International’s Global Intake platform contains detailed country profiles updated in real-time, and offers emailed intelligence containing risk advisories, daily updates and analytical briefings. Look out for AKE’s upcoming article (July 2023 issue), which will offer expert analysis on the current spate of pipeline incidents in Colombia.
Work in extreme environments can also have an impact on the health, safety and livelihood of the communities situated near pipeline routes. These communities need spokespeople and I’m always cheering for those who seek to make the relationship between pipeline company and community more harmonious. One such trailblazer is Kaella-Marie Earle, who I have admired ever since I interviewed her a few years ago, when she won the John Tiratsoo Award for Young Achievement, awarded by Young Pipeliners International. In her current role as Engineer-inTraining and Construction Project Manager at Enbridge Gas, she works on the management and execution of major pipeline, integrity and storage enhancement projects, and serves as the ViceChair of the Indigenous Advisory Committee. Her commitment to truth and reconciliation with Indigenous peoples, and her drive for reconciliation and inclusion going forwards, is impressive.
Environmentally, extreme environments are often places where pipeline companies are most at risk of ‘losing their social license to operate’. The secure backing of insurers and financial institutions, along with strong evidence-based mandates for the work in the first place, help make these pipeline projects a success for everyone.

Finally, politics can never be taken out of the equation: the political decisions of the few affect the many. The issues of energy independence, national security and climate change often intersect with policy about where to extract natural resources, and how those resources should get to market. The viability of working in an extreme environment can often be determined by the pressure of political imperatives, rather than simple market forces.
Whatever forces shape the outlook for pipeline projects in these testing environments, let’s make sure that we forever prioritise safety and wellbeing for optimum project success. Dig in to the Extreme section at p.17, and let the capable contributors to this special section assume the risk on your behalf.
SENIOR EDITOR Elizabeth Corner elizabeth.corner@palladianpublications.com
The welding and coating experts you can trust



Ensure the efficient, on-time delivery of your onshore and offshore projects with CRC Evans’ market-leading welding and coating services, technologies and integrated solutions, and extensive fleet of pipeline equipment

americas Europe Middle East Africa Asia Pacific crcevans.com enquiries@crce.com @crcevansglobal CONNECT WITH CRC EVANS
WORLD NEWS
TC Energy: Keystone oil spill was caused by a fatigue crack
Canada’s TC Energy said a 14 000 bbls oil spill from its Keystone pipeline in rural Kansas in December was primarily due to a progressive fatigue crack, which originated during the construction of the pipeline (Reuters reports).
The Calgary-based company released the findings after receiving an independent third-party root cause failure analysis (RCFA), as required by regulators.
Keystone’s spill into a Kansas creek was the biggest US oil spill in nine years and prompted a 21 day shutdown of a portion of the 622 000 bpd pipeline, which ships crude from Alberta to US refineries.
TC said it has recovered 98% of the spilled product from the pipeline and cleaned up 90% of the Mill Creek shoreline.
“We are unwavering in our commitment to fully remediate the site and are taking action on the recommendations from the RCFA,” said Richard Prior, President of Liquids Pipelines at TC Energy in a statement.
The company said it is now investigating other sites along
Keystone with similar characteristics, performing extra inspections on 300 miles (482 km) of the pipeline, and reviewing design guidelines, construction and operations.

TC said the RCFA report found the fatigue crack came from a girth weld connecting a manufactured elbow fitting to the section of pipe constructed across Mill Creek. The girth weld was completed at a fabrication factory and met applicable standards.
During construction, the pipe segment came under ‘bending stresses’ that initiated a crack in the girth weld and also led to a deformation in the elbow fitting and a wrinkle in the adjacent piping, TC said. The design of the weld transition made the pipe in that location more susceptible to bending.
“This resulted in the initiation of a circumferential crack in the weld, which led to failure through operations after over a decade,” TC said.
The company said the RCFA findings are consistent with its own investigation released in February.
‘State actor’ is “absolute main scenario” in Nord Stream blasts
A state actor’s involvement in the damage of the Nord Stream pipelines last year is the “absolute main scenario”, though confirming identity will prove difficult, the Swedish prosecutor investigating the attack said on 6 April.
In September 2022, several unexplained underwater explosions ruptured the Nord Stream 1 and newly-built Nord Stream 2 pipelines that link Russia and Germany across the Baltic Sea. The blasts occurred in the economic zones of Sweden and Denmark, and both countries say the explosions were deliberate, but have yet to determine who was responsible.
The blast in the Swedish zone occurred at a depth of 80 m, which the Swedish prosecutor said made it complicated to investigate.
“We believe it will be rather difficult to determine who did this,” prosecutor Mats Ljungqvist told Reuters in a phone interview. “The people who did this have probably been aware that they would leave clues behind and probably took care so that the evidence would not point in one direction, but in several directions,” he added. “That makes it difficult to clearly
Cano Limon-Covenas pipeline attacked again
The suspension of pumping operations at Colombia’s Cano Limon-Covenas oil pipeline will be prolonged after a new bombing attack damaged its infrastructure in the country’s Arauca province, oil transportation company Cenit said.
The attack, the ninth this year, took place on Thursday 20 April in the Saravena municipality, prompting the company to activate its emergency contingency plan to control the subsequent oil spill and mitigate pollution, said Cenit, a subsidiary of Colombia’s majority state-owned oil company Ecopetrol.
“The company calls on the nearby community to refrain from approaching the site of the incident, until the evaluation, repair and clean-up operation that is in place is completed,” Cenit said in a statement. Colombia’s military is working to
point to one actor.”
The investigation continues.
Ljungqvist said investigators had been able to determine what type of explosive had been used and that it ruled out “a very large number of actors”, but declined to name the explosive, citing the ongoing nature of the investigation.
While no conclusion has been drawn, there have been a number of theories as to who blew up the pipelines and how. Germany has confirmed its investigators raided a ship in January that may have been used to transport the explosives used to blow up the pipelines. German media reported the boat could have been used by a small Ukrainian or pro-Ukrainian group.
Ljungqvist said it could not be completely ruled out that an independent group, as opposed to a state actor, was behind the attack, but that it was unlikely.
“There are certain companies that have certain special missions that mean they could, in theory, carry this out,” he said. “We don’t rule out anything, but that it is a state actor who is directly or at least indirectly behind this is of course our absolute main scenario, given all the circumstances.”
secure the area, Cenit added.
Pumping along the pipeline has been suspended since 14 April due to other attacks, a Cenit spokesperson said, adding that the restarting of operations will depend on the military’s ability to secure the area where the attacks took place while repairs continue.
Cenit did not attribute the attack to any particular group, but guerrillas of the National Liberation Army (ELN) and FARC dissidents who reject a 2016 peace deal with the government operate in the area, according to the military.
The Cano Limon-Covenas pipeline, which can transport up to 210 000 bpd of oil and runs along Colombia’s northern border with Venezuela, was attacked 13 times in 2022, leading to fires and contamination of the surrounding area.
MAY 2023 / World Pipelines 5
CONTRACT NEWS
Fugro wins contract for extensive offshore surveys in UAE
Transocean: harsh environment contract award
8 - 11 May 2023
Pipeline Technology Conference (ptc) Berlin, Germany
www.pipeline-conference.com
9 - 11 May 2023
Canada Gas & LNG Exhibition and Conference
Vancouver, Canada www.canadagaslng.com
30 May - 1 June 2023
AIEN International Energy Summit Miami, USA www.aien.org/forms/meeting/Microsite/IES2023
13 -15 June 2023
Global Energy Show 2023 Calgary, Canada www.globalenergyshow.com
8 - 10 August 2023
Rio Pipeline 2023
Rio de Janeiro, Brazil www.riopipeline.com.br
5 - 8 September 2023
Gastech 2023 Singapore www.gastechevent.com
5 - 8 September 2023
SPE Offshore Europe 2023
Aberdeen, Scotland www.offshore-europe.co.uk
21 - 22 September 2023
Subsea Pipeline Technology Congress (SPT 2023)
London, UK www.sptcongress.com
2 - 5 October 2023
ADIPEC 2023
Abu Dhabi, UAE www.adipec.com
Fugro has been awarded a contract for site characterisation services in support of one of the largest long-term field development programmes in the United Arab Emirates (UAE).
Commencing April 2023, Fugro will perform a series of offshore surveys including geophysical, geotechnical and ROV inspections supported by advanced engineering and geoconsulting studies to help inform the FEED. The project consists of approximately 600 km pipeline route assessment with 800 crossings, 49 jacket surveys and island offshore surveys.
Near real-time insights into the ground conditions will be available using Fugro’s remote data management solutions, delivered via Fugro’s digital platform.
Perma-Pipe announces contract awards
Perma-Pipe International Holdings, Inc. has announced it has been awarded two contracts with a combined value in excess of US$8 million. The first is to provide insulated piping for a thermal distribution system on the campus of Fanshawe College in London, Ontario, Canada. The contract is to supply Perma-Pipe’s XTRU-THERM® thermally insulated piping system.
In addition, Perma-Pipe International Holdings, Inc. announced its subsidiary, Perma-Pipe Middle East LLC, has been awarded contracts by China Petroleum & Chemical Corporation (Sinopec) for the provision of thermally insulated pipe and field joints for a project in Uganda.
This project will feed the East African crude oil pipeline (EACOP) transporting oil to the coast in Tanzania. The project will utilise Perma-Pipe’s XTRU-THERM insulation system, a spray-applied polyurethane foam jacketed with a high-density polyethylene casing. The projects will begin execution in Perma-Pipe’s new facility in Abu Dhabi, UAE in 3Q23.
Saleh Sagr, Senior Vice President for Perma-Pipe’s MENA region commented, “I am glad to announce that this important project has been assigned to Perma-Pipe. We have recently announced the opening of the new plant in Abu Dhabi and obtaining this award is an excellent start.”
Transocean Ltd. has announced contract fixtures for two of its harsh environment semisubmersibles.
Transocean Endurance was awarded a multi-well plug and abandonment contract in Australia with an independent operator. The estimated 240 day contract is expected to commence in January 2024 and contribute approximately US$91 million in backlog, excluding fees for mobilisation.
In Norway, Wintershall DEA exercised a one-well option on Transocean Norge The well is expected to commence in May 2023 ahead of the existing firm term for 60 days and contribute approximately US$22 million in backlog.

ON OUR WEBSITE
• Borusan Mannesmann finalises acquisition of Berg Pipe
• Iraq asks Turkey to restart northern oil exports
• Corinth Pipeworks awarded contract for the N05-A pipeline
• DNV grows energy testing capability in the Netherlands
• US warns companies over Russian oil price cap
• Growth expected in AUV and ROV market
Follow us on LinkedIn to read more about the articles linkedin.com/showcase/worldpipelines
EVENTS DIARY 6 World Pipelines / MAY 2023
PROTECTIVE OUTERWRAPS
HEAT SHRINKABLE SLEEVES
SOIL-TO-AIR INTERFACE
INTERNAL
DENSO™ are leaders in corrosion prevention and sealing technology. With 140 years’ service to industry, our mainline and field joint coating solutions offer reliable and cost effective protection for buried pipelines worldwide.


















United Kingdom, UAE & India
USA & Canada
Australia & New Zealand
Republic of South Africa
FOR CORROSION PREVENTION
www.denso.net

www.densona.com
www.densoaustralia.com.au
www.denso.co.za
LIQUID EPOXY COATINGS
PETROLATUM TAPE WRAP SYSTEMS
BUTYL TAPE WRAP SYSTEMS
PIPE LININGS
BITUMEN TAPE WRAP SYSTEMS
A MEMBER OF WINN & COALES INTERNATIONAL
VISCO-ELASTIC COATINGS
he Colonial Pipeline attack was a wake-up call for pipeline operators and cybersecurity leaders across the world. The incident forced the company to halt operations across its more than 5500 mile pipeline responsible for transporting gasoline and other fuels from the Gulf Coast to the New York Metro area. The six day cost in downtime caused fuel shortages and price increases.
Since then, increased cyber threats have spurred action from the US government. New guidelines from The White House, the Cybersecurity and Infrastructure Security Agency (CISA), and the Department of Homeland Security’s Transportation Security Administration (TSA) are pushing critical industries towards the adoption of zero trust cybersecurity approaches. Specifically, the TSA’s latest version of its Pipeline Security directive doubles down on strict access control and credential management for critical infrastructure systems. This presents a range of challenges for pipeline operators with a distributed mix of legacy and modern equipment.
To address these security and compliance challenges, one of the top pipeline operators in North America turned to Xage, a cybersecurity company helping critical infrastructure organisations adopt zero trust.
The major pipeline operator has thousands of miles of pipelines transporting natural gas, gasoline, crude oil, carbon dioxide, and more.
In contrast to perimeter-based security models, the Xage Fabric delivers zero trust security to cyber-physical systems with a proactive, easy to implement approach that treats
the identity of each machine, application, user, and data stream as its own independent ‘perimeter’. This allows for granular access policy enforcement and prevents breaches before they happen. Zero trust can be delivered as an overlay on top of the existing systems and network architectures, making it possible to implement seamlessly in complex OT environments.
Despite the perceived challenges of adopting a zero trust approach in OT, this pipeline operator was able to quickly reach compliance with access control, credential management, and multi-factor authentication (MFA) requirements. They were able to do so without replacing or remodelling their existing technology ecosystem, which is critical for operators with a mix of legacy and modern infrastructure. With the Xage Fabric, the operator’s strategy accelerated the pipeline’s zero trust rollout across 700+ sites and 5000+ OT assets. The operator also increased productivity for its 500+ users with a simplified experience and single sign-on for all OT assets. The following is an outline of the steps this operator took to become one of the first companies to receive TSA-approval and adopt a zero trust cybersecurity model – all without disrupting the services that communities rely on every day.
Assess and evaluate
As a first crucial step, it was important to assess and evaluate the operator’s current systems and networks for vulnerabilities and gaps against any federal security guidelines. The operator had a plethora of varying systems, protocols,
8
9
Amit Pawar, VP of Consulting & Services, Xage Security, USA, charts a top pipeline operator’s journey to cyber harden and meet updated TSA security directives.
and control interfaces. These systems were composed of new devices with robust security controls along with older legacy devices that had little to no security capabilities. Some examples include: programmable logic controllers (PLCs), remote terminal units (RTUs), human machine interfaces (HMIs), meters, and sensors.
This created a major roadblock for their productivity and displayed inadequate protection. Specifically, it resulted in inconsistent access management across their 5000+ OT systems. There was heavy reliance on shared static device passwords and group accounts across these varying systems and assets – posing a gaping vulnerability to breaches.
What’s more, the operator was unable to enforce granular policies within their Purdue model architecture, a key framework used to protect OT technologies from malware and other attacks. The operator’s existing devices were zonebased so they were unable to restrict access to individual assets based on employees’ identities. In turn, malicious files could be accidentally uploaded into the OT environment by the operator’s 1000+ employees. At this stage, enabling access to any new employees required firewall policy changes that could take days to weeks to implement, harming productivity. Providing access to OT devices via protocols like virtual network computing (VNC) and remote desktop protocol (RDP) through firewall rules, at the lowest levels of their Purdue model implementation, increased security risks unnecessarily.
Another task at hand was to update multi-factor authentication (MFA) tactics to meet specific TSA requirements. If an attacker retrieves a password, an MFA request usually prevents them from getting any further. However, the Uber hack by the Lap$sus group showed that even MFA can be vulnerable under the right circumstances. Deemed ‘MFA fatigue attacks’, this strategy targets security professionals by sending multiple MFA requests to a secondary device, usually in the middle of the night, in hopes they inadvertently approve access. After passing the single MFA layer, hackers typically launch malware and attempt to make their way deeper into the company’s systems to find valuable assets. In the case of an oil and gas pipeline, that could give hackers access to systems that run these critical assets to wreak havoc.
Develop a roadmap to mitigate gaps; and begin implementation to meet TSA guidelines
Following the assessment, we outlined suggested technologies and strategies based on gaps, then developed a roadmap and implementation plan to meet compliance requirements. In this case, the operator needed a solution for a zero trust identity verification and access policy enforcement for all their employees and OT assets that could be implemented into their systems with ease. The final implementation plan and roadmap were then sent to the TSA for review, which was quickly approved by the agency.
To solve their access management problems, we implemented a scalable and consistent access control approach across multi-vendor OT systems and synchronised with Active Directory for single sign-on. Another benefit
was eliminating static and shared passwords across systems. To ensure continuous, active operation at all locations, we enabled a distributed architecture with decentralised policy enforcement. This provides access management even when remote sites do not have connectivity to the central site. Lastly, it was crucial to ensure no single point of security failure via multi-node architecture, so security services continue uninterrupted, even if an attacker succeeds in a partial compromise.
To address concerns with current MFA strategies, Xage provides a multi-layer MFA tool that puts up a series of gates, so that if an attacker makes their way into the first level, they won’t be able to get to the organisation’s more critical technology. In the case of this pipeline operator, implementation of multi-layer MFA helps them mitigate any potential attacks from compromised file uploads via scanning and blocking malicious files. We made sure that the operator could verify and control all connections and interactions between users, devices and apps, whether they come from inside or outside the network perimeter.
We also recognise that cybersecurity tasks can be taxing on personnel and staff, particularly when the operator had disjointed systems at the start. So, we looked to increase their productivity, costs, and cyber harding without the expense, disruption and lengthy timescales of replacing their existing systems. We helped their personnel productivity by establishing a consistent approach to access management with single sign-on for all OT assets. We also improved their access visibility by beginning to log interactions between users and devices, thus helping to establish reliable audit trails for investigating security incidents. An added financial bonus: we lowered application maintenance costs by integrating their applications and processes with the Xage Fabric.
Support and ongoing assessment programming
Overall, the operator successfully improved their security posture with the Xage Fabric rollout while meeting TSA security requirements. We are continuously covering ongoing maintenance and improvements for the pipeline operator and ensuring they’re receiving necessary operational support.
Looking to the future, this operator plans to scale secure remote access to all their sites to enable technicians, including authorised third-party technical experts, to work remotely. With critical infrastructure in need of stronger protection from threats, all operations across oil and gas will benefit from independent expertise to accelerate their shift to proactive cyber-defence strategies and meet security requirements.
Federal regulations aside, undergoing the necessary shift from a reactive to proactive zero trust security strategy is a critical step towards a more secure future for energy infrastructure. This pipeline operator proved that despite how distributed and complex OT environments may be, meeting TSA security requirements quickly and without disruption is possible. We hope their success will inspire greater adoption of zero trust security strategies and help curb the effects of a growing threat landscape.
10 World Pipelines / MAY 2023
YOUR TRUSTED HDD PARTNER FOR ALMOST 40 YEARS 2313 boulevard de la Défense, 92000 Nanterre France +33 (0)1 57 60 93 21 contact@hdi.fr www.hdi.fr HORIZONTAL DRILLING INTERNATIONAL TRENCHLESS INSTALLATION OF PIPELINES UNDER NATURAL OR ARTIFICIAL OBSTACLES
25 years gone in a FLASH!

Thanks for the continued support of our much-valued staff, clients and suppliers.
Propipe will continue to supply Pipeline Pigs, Pipeline Plugs and Trident Pig Tracking Equipment to the same high standards that we have maintained since 1998. www.piggingsmarter.com





TrevorDearing,DirectorofCriticalInfrastructure Solutions,Illumio,UK,adviseshowpipelineoperatorscanstay aheadofmountingcyberthreats.
he energy sector finds itself operating against a turbulent backdrop of soaring electricity demands, price spikes and an unrelenting climate crisis. Such pressures are forcing rapid digitalisation in the sector and combined with socioeconomic challenges, have exposed the industry to severe cyberattacks.
Criminal groups increasingly deploy disruptive attacks such as ransomware against the sector, risking serious consequences like blackouts and fuel shortages. Highprofile incidents such as the Colonial Pipeline attack have shown how damaging such attacks can be.

Building up to a cyber crisis
Today’s heightened level of cyber risk has been years in the making, with a confluence of different factors creating a perfect storm. Skyrocketing demand is one primary issue. ExxonMobil estimates that global energy demand increased by 15% from 2021 to 2022, driven by developing nations
13
and international growth in industrialisation. The spike in demand and an unstable geopolitical climate has also seen soaring prices, with wholesale gas increasing by more than 400% in 12 months.
The rise in demand has increased pressure to modernise ageing architecture for generating and delivering energy, with many operators turning to automation to increase efficiency. These trends have been exacerbated further by the global push for environmental energy production, such as the EU’s proposed changes around hydrogen and the construction of Europe’s first clean hydrogen, beginning in December 2022.
However, as digitalisation continues, the energy sector is trapped in a difficult balancing act between operability and security. With operations reliant on large physical assets such as refineries and pipelines, building and transforming infrastructure is a slow process. The sheer scale means that even minor updates can be daunting with so many systems involved.
How threat actors exploit complex and ageing infrastructure
While there is an unavoidable need to update infrastructure, further digitalisation will also increase cyber risk exposure. As data processing and grids become more intrinsically interlinked, the potential for a major IT-side failure impacting energy delivery increases. Remotely located smart systems are more difficult to secure with traditional network-based security.
This results in an increasingly complex combination of traditional IT systems, operational technology (OT), and connected Internet of Things (IoT) infrastructure. Effectively monitoring and protecting this mixture of disparate systems against cyber threats presents a steep challenge, as different elements are rarely designed to work together.
The outcome is organisations struggling with expansive, convoluted IT environments that present a large attack surface for cyberattacks. The complexity means that ageing infrastructure elements are often overlooked, presenting easy attack paths for threat actors. In October 2022, for example, Tata Power suffered a breach due to a discontinued web server that was still integrated with other systems. The ransomware gang known as Hive claimed responsibility for the attack and followed up the initial ransomware infection by leaking stolen confidential data when Tata apparently refused ransom demands.
The notorious Colonial Pipeline ransomware incident was also the work of the criminal gang DarkSide, apparently acting independently despite allegations of state-backing. The same group appears to be behind a more recent attack this year on German oil and gas storage company, Oiltanking, and its sister company Mabanaft.
Alongside opportunistic criminal gangs, we have seen an increase in the weaponisation of energy in global, physical, and cyber conflicts. As critical national infrastructure (CNI), the energy sector has been targeted in geopolitical conflicts for some time, with the infamous Stuxnet attack of 2010 being one of the earliest high-profile examples. More recently, major attacks on Ukraine’s power grid in 2015 and 2016 during the earlier conflict with Russia resulted in widespread blackouts.
Why are pipeline providers being targeted?
Pipeline infrastructure is an attractive target for both independent criminal gangs and state-backed threat groups because it is particularly vulnerable to cyber tactics like ransomware. These attacks are centred around causing as much disruption to the target as possible by locking down critical systems and encrypting essential data.
For criminal gangs, the aim is to force the victim into meeting their ransom demand. These groups know that pipeline operators will be under intense pressure to pay up as every minute of downtime will rack up more costs. The prospect of fuel shortages and other widespread consequences gives the attacker even more leverage against the industry. The encryption is also increasingly coupled with data exfiltration, with attackers stealing large volumes of data and threatening to leak it unless their payments are met. This ‘double extortion’ technique has become a mainstay for ensuring a profit, evident in the Colonial Pipeline breach, the recent Tata Power incident, and many others.
Meanwhile, nation-state-level actors will generally seek to weaken opposing nations and send a message. Such attacks are an appealing alternative to physical sabotage or traditional military strikes, as cyber activity has a high level of deniability. While these adversaries will seek to extort payments from their victims, the disruption itself is often the primary goal.
The impact of a serious attack
Whatever the perpetrator’s motivation, the result of a successful attack on pipeline infrastructure can have serious impacts that ripple across entire industries and economies. The Colonial Pipeline system, for example, is responsible for moving roughly 45% of all fuel consumed on the East Coast of the US. While the ransomware locked down payment systems rather than the pumping infrastructure itself, it still meant that pumping operations ground to a halt. Despite Colonial Pipeline opting to meet the US$5 million ransom in the hopes of a swift resolution, the disruption lasted for nearly a week.
The resulting fuel supply shortage caused widespread issues across the country. Multiple airports reliant on the pipeline implemented urgent schedule changes to compensate. Panic buying set in across several states as the shutdown dragged on, with filling stations from South Carolina to Washington DC seeing most of their stations entirely run out.
The same group’s recent attacks on German storage and trading firms Oiltanking and Mabanaft saw an immediate impact on inland supply, with terminals operating at limited capacity. The attack again appears to have hit payment systems and impacted a large swath of the fuel distribution infrastructure.
Rubbing salt into the wound, many of these incidents also saw large volumes of corporate data stolen and often publicly leaked online. More than 100 GB of data was stolen from Colonial Pipeline before the encryption was triggered, although the Darkside group appeared to have refrained
14 World Pipelines / MAY 2023

from leaking it when the ransom was met. Just over a week after the Tata Power breach, the perpetrators began leaking large volumes of data ranging from employees’ personal information to engineering specs and financial records.
Such incidents are far from one-offs, and each successful attack and payment encourages further attacks. The GridEx VI exercise, jointly run by NERC and E-ISAC from April 2022, shows that future cyberattacks could cause widespread power outages.
Focusing on limiting cyber threat disruption
The widespread threat posed by cyberattacks on pipeline operators has not gone unnoticed. The Colonial Pipeline attack served as a particular eye-opener on the risk to the pipeline industry and the impact on supply. The incident has prompted a sea change in the industry, including several security directives from the TSA in quick succession with heightened requirements for pipeline operators.
The new TSA directives require pipeline operators to focus on maintaining services while under attack. To meet requirements, operators will need to implement a planned approach to protecting their pipeline networks. These requirements include mapping the interdependencies between the OT and IT systems, segmenting the IT and OT systems and mitigating vulnerabilities. Operators should look towards newer technologies, such as zero trust segmentation, that can help meet multiple requirements while also driving immediate resilience gains.
Segmentation is the process of dividing the network environment into separate sections, making it more difficult for intruders and automated malware alike to travel through the network and reach critical data and systems. Zero trust segmentation technology is a more advanced form, coupling the segmentation approach with the zero trust principle of ‘never trust, always verify’. This means users cannot move across segments without meeting verification demands such as multifactor authentication (MFA).
The zero trust approach means the authentication requirements will fit the asset’s criticality and the risk involved, enabling legitimate users to pass through smoothly while blocking unauthorised intruders. Zero trust segmentation is particularly effective against disruptive and fast-moving attacks like ransomware, as well as halting or delaying high-level threat actors seeking to infiltrate deeper into the network.
Steps for increasing cyber resilience
Globally, there is an increasing need to secure our energy delivery systems and infrastructure. But with many pipeline operations comprising sprawling expanses of IT, OT and IoT systems, it can be challenging to know where to begin to strengthen cyber resilience.
Operators can cut through much of the complexity by following an established cybersecurity framework. This will make it easier to identify priorities and divide the seemingly impossible task into manageable stages. The NIST Cybersecurity framework is one of the most widely
respected and relied-upon examples. It divides improving security resilience into five key steps:
Identify
Determine what assets are most in need of protection and prioritise activity accordingly. This requires extensive auditing to accurately map assets across IT, IoT and OT systems.
Protect
Implement a plan to protect vulnerable areas and replace or compensate for ageing software or assets like OT that run on different systems. Limiting connectivity and communication through technology like zero trust segmentation is valuable here.
Detect
Ensure capabilities are in place to detect and mitigate threats already within the network. A combination of tools such as network detection and response (NDR) and user and entity behaviour analytics (UEBA) will help to provide an early warning of abnormal activity.
Respond
The ability to move quickly to contain active threats and mitigate their impact. A combination of automated and manual approaches through security operation centre (SOC) and security orchestration automation and response (SOAR) is necessary. Segmentation can prevent fast-acting threats such as ransomware from spreading through the network.
Restore
Finally, being prepared to restore any damaged systems as quickly as possible. This also includes processes to learn from attacks and fine-tune processes, technology, and response playbooks to improve resilience against future incidents.
Moving to a more proactive mindset
Implementing the right technologies and processes will improve cyber resilience, enabling even the most expansive and unwieldy pipeline infrastructure to be more tightly managed and defended against incoming threats. Measures such as EDR and zero trust segmentation will also help to shift the organisation to a more focused, proactive approach to security. The emphasis is on protecting the assets rather than the network as a whole.
This also leads to a mindset known as ‘assume breach’ – accepting that some form of cyber intrusion is inevitable and focusing instead on limiting the damage. Even if outer network defences are breached, technology like zero trust segmentation can prevent the attack from reaching critical areas, minimising the chance of a significant disruptive incident.
With such a vast attack surface and so many threat actors targeting the sector, pipeline operators will inevitably be breached at some point. But by being prepared to contain attacks, organisations will have the best chance of preventing a breach from spiralling into a major crisis leading to pumping shutdowns and fuel shortages.
16 World Pipelines / MAY 2023
The Best Liquid Epoxy Solutions For Pipelines SCAN ME SCAN ME The Toughest HDD Coating on the Market HBE - The Best Performing Field Joint Coating ®
The welding and coating experts you can trust
Ensure the efficient, on-time delivery of your onshore and offshore projects with CRC Evans’ market-leading welding and coating services, technologies and integrated solutions, and extensive fleet of pipeline equipment
americas Europe Middle East Africa Asia Pacific crcevans.com enquiries@crce.com @crcevansglobal CONNECT WITH CRC EVANS
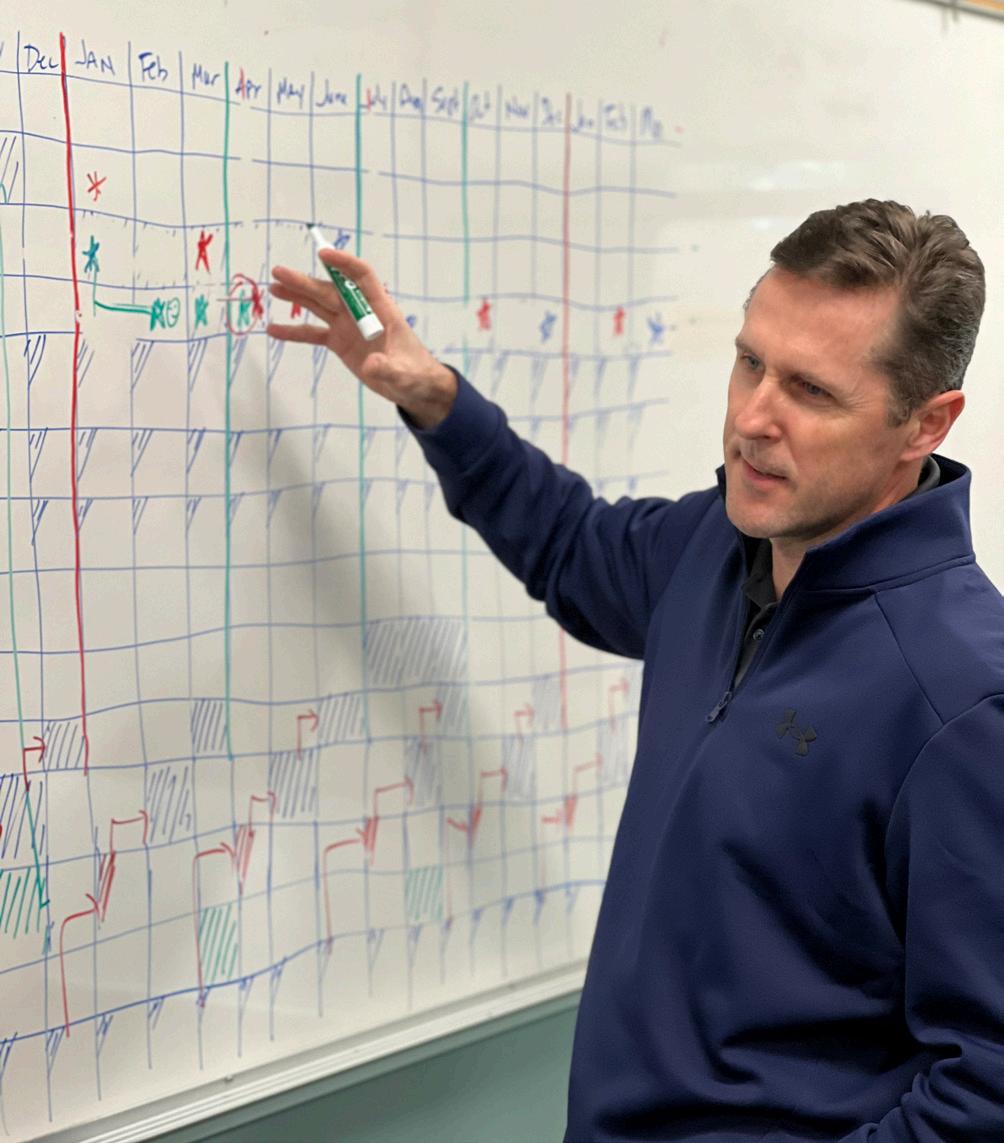
ENTRUST Solutions Group’s safety management systems reduce risk before an incident occurs, says Jim Francis, Vice President – SMS Consulting, ENTRUST Solutions Group, USA.
earning to identify, analyse, and mitigate potential hazards in the workplace drives us to take a deeper look into our safety management systems (SMS). ENTRUST Solutions Group (EN), a leading national engineering, consulting, and compliance services firm, has experts experienced in the development, implementation, and improvement of a SMS.
A SMS is a comprehensive, systematic and deliberate approach to managing the safety of the workforce, assets, and the public. It is focused on proactively identifying and reducing risk. Employees and stakeholders are empowered to raise concerns and act to mitigate risks, while continuously improving processes, procedures, performance, and culture.
EN has resources in place to help clients address specific challenges and areas of risk that surface when exercising the SMS. EN’s data solutions, integrity management, and engineering and design teams can guide businesses in addressing risks in their workplace and support solutions to mitigate risk.

In 2015, The American Petroleum Institute (API) provided the framework for SMS in the ‘Recommended Practice 1173’. The team at EN uses key elements from API RP 1173 and other SMS and quality management system (QMS) standards to work together to drive engagement and accountability in the workplace.
“When you think of the changes to the natural gas and liquids pipeline industry over the last 20 years, we’ve already developed programmes that have improved safety and compliance,” said Jim Francis, EN’s Vice President of SMS consulting.
17
“Numerous regulations and the evolution of technology add a complexity and increased demand to continue to drive SMS to be better,” he added.
Building a SMS requires continuous focus over a long period of time. “Implementing SMS is a marathon, not a sprint,” said Francis, “and it takes dedication, persistence, and fortitude to be engrained in your culture and business operations.” Often, a measurable reduction of risk requires multiple cycles of analysis before it is known if the mitigations are effective. A SMS adds a layer of control to an evolving environment. EN ensures that SMS is inclusive of all programmes in the workplace by complementing and creating an opportunity to improve safety processes.
Risk management
“Risk management is at the heart of a SMS,” said Francis. “It establishes the need for education, drives goal setting and creates the basis for continuous improvement.”
Along with all of the factors in a SMS, risk management must be routine and intentional. This allows all of the compliance requirements and activities to be measured, establishes the criteria for the management system, and, because of audits, measures whether the work is completed as required. Addressing and analysing risks are to be completed throughout the year and on purpose. Risk management first starts with a defined set of procedures that describes how the processes will be executed. The procedures break down each process into different components: risk collection, decision-making, risk assessment, and mitigation planning.
According to Francis, the owner of the risk management process should meet at least annually with stakeholders to have a facilitated discussion about the operational risks relevant to their group.
“The fourth quarter of the year is a great time to reflect on the performance and experiences of the previous months. By
discussing new or changing risks, you can develop a plan for the upcoming year,” Francis said.
Once a plan has been made for the year, including goals and objectives, the team can start conducting deep-dive risk assessments on individual risks. These are facilitated sessions that thoroughly review a risk, the associated operational controls, and create a defined improvement plan as an outcome. A risk management process must be flexible to allow for urgent and emerging issues. Most risks are identified during the facilitated and routine execution of the SMS. Evaluating the effectiveness of controls allows for additional or changing risks that may occur.
At its best, Francis shared, a SMS reduces risk before an incident occurs. By creating structure and establishing intentional engagement activities, risk discussion ensures that the voices of all stakeholder groups are incorporated into a risk management programme. The outcome of the process creates clear operational focus for the upcoming year, setting safety improvement priorities for the enterprise.
The SMS risk management process bridges the gap between detailed asset-based integrity processes and the high-level enterprise risk management process. Identifying risks for SMS allows an examination of all aspects within a company. The mitigation of these risks provides a closer look at the controls that are in place and to determine if it is effective at preventing risks from occurring.
Operational controls
In SMS, operational controls are designed to minimise the likelihood of a hazard leading to a safety incident. These controls also help minimise the consequence when an incident occurs.
Francis shared, “The further you go up on the hierarchy of controls, the solution is more effective at preventing the risk from occurring. Higher level controls should be outcomes of the engineering processes and integrity management programmes.”
Operational controls can be found in two forms: preventive and responsive. A preventive control is intended to keep a hazard from causing an incident to occur, such as locating a service line to prevent excavation damage. A responsive control is intended to minimise the consequence if the incident does occur, such as having an excess flow valve installed on the service line, which shuts off the gas before something more catastrophic can occur.
Understanding the relationship between operational controls can be challenging due to industry regulations. SMS is at its best when a company is facilitating intentional and routine risk assessments. This can include reviewing operational controls and its effectiveness before an incident occurs.
Francis said, “EN thinks well beyond the compliance requirements when assessing our operational controls. Controls should be specific and evidence should be available to prove compliance.”
Using statistical analysis and sampling tools, EN provides clients with confidence in the results of the process control checks. By leveraging tools such as a bow-tie analysis or process hazard analysis, companies can visually see the relationships. These analyses involve facilitating small teams in identifying and documenting which operational control is intended to prevent or minimise a hazard.
18 World Pipelines / MAY 2023
Figure 1. Risk management is the engine that drives the SMS process.
FOREFRONT INNOVATION SERIES

A new, virtual, technical series from AMPP!










Forefront Innovation Series is a new and innovative web-based series from AMPP. Filled with the latest insights and technical developments, Forefront brings together subject matter experts from a wide variety of industries and professional backgrounds to discuss hot-button materials protection and performance related technical topics. Utilizing best practices, case studies, and lessons learned, these engaging sessions will shed light on challenges faced by different industries. Top 5 reasons to attend:
• Gain insights to the New & Emerging Technologies
• Participate in Open Discussions about Future Innovations and Theories












• Engage with Subject Matter Experts to get your questions answered
• Network with peers & discuss hot-button materials protection and performance related technical topics











• Earn up to 6 Professional Development Hours per series

View our Calendar for Upcoming Events!
Visit www.ampp.org/events/forefront-innovation-series
Francis said, “Creating a visual map to see the relationship between the hazards, controls, risks, and outcomes is an important outcome in a risk assessment. This approach is very effective when implementing new regulations. Evaluating your controls through a risk assessment allows you to see the gaps as you plan for implementing new requirements, particularly thinking beyond just updating your compliance procedures.”
Documented controls are a foundation to compliance and continuous improvement. Without structure or procedures in place, it is difficult to identify the effectiveness of a risk assessment.
“One of the more rewarding aspects of mapping your controls is that it often reveals to individuals who own parts of a process how what they do affects the work of others,” Francis said.
Whether it be changes to controls, such as procedures and training, or changes that directly affect the pipeline system, there are decisions made every day that have an impact on the safety of a pipeline system and the stakeholders that operate it.
Safety assurance
The EN team works together with clients to ensure the SMS is driving the level of performance expected by providing improved safety and a reduction of risk. Safety assurance makes sure that SMS is having a positive impact on a company’s safety culture. Putting a structure in place is key to allowing the measurement of progress and effectiveness of a SMS against an established baseline.
Francis said, “It is important to not only show how you are complying with the SMS requirements, but also demonstrate that you are reducing risk.”
Auditing is one of the most effective ways to measure risk. Internal audit processes create a continuous improvement plan and supports compliance with the requirements. Leveraging an external resource to perform these audits can provide added value to a company’s SMS by recommending practices that an internal audit team may not be privy.
Francis said, “Going beyond compliance is important. It is good to get an outsider’s perspective to assess the quality of the process.”
Measuring the effectiveness of risk management is one of the primary goals of a SMS. A risk management programme should provide metrics that quantify the change in risk over time. These measurements reflect the quality of the process, stakeholder engagement, and leadership commitment to risk management.
Programme level metrics provide continuous measurements of high-risk processes, such as emergency response times or excavation damage rates. The performance of stakeholders can be measured by engagement metrics. These metrics illustrate participation in continuous improvement events or SMS leadership meetings.
Measuring risk at an individual level shows progress of the mitigation efforts over time and evaluates if the mitigations were effective. Particularly early in the implementation of an SMS when the risk register is more volatile and more stakeholders are getting engaged, improvement can be shown even if the aggregate risk score increases. “Your goal is to quickly be able to communicate to your leaders whether there are additional actions that need to be taken to address any emergent issues,” Francis said.
Establishing key performance indicators (KPIs) is also a way to demonstrate how an SMS is reducing risk and improving safety. There are multiple elements to how KPIs are leveraged within a SMS.
SMS programme metrics illustrate progress. These results, which include implementation progress and audit results, are
Figure 2. Annual cycle of an SMS should drive decision-making, prioritisation, resource planning, and review in a routine and intentional way.
20 World Pipelines / MAY 2023
Figure 3. Author, Jim Francis, facilitating a workshop on safety management systems.
typically reported on an annual basis. Risk management metrics demonstrate the change in risk from the baseline assessment and previous results. This includes changes in risks associated with specific areas where mitigation activities were completed.
Engagement metrics measure the level engagement in the SMS from various stakeholders, such as employees identifying risks or corrective actions. Pipeline safety programme metrics are continuous metrics associated with high-risk processes, including excavation damage rate, emergency response times, and integrity assessments. These programme-level metrics are actively tracked and monitored through the year as part of an SMS.
“At EN, we help our clients develop their SMS metrics and scorecards,” Francis said. “We’ve worked with our clients to develop systems, metrics, dashboards, and reports that allow them to see the effectiveness of their SMS.”
Conclusion
Creating an infrastructure of support within your company allows teams to quickly gather the information needed to review the effectiveness of a SMS. Francis shared, “A SMS management review should be structured around the input requirements, making it easy to demonstrate compliance and provide a good visual of the programme’s strengths.”
Implementing a governance process that is executed throughout the year will allow management to perform on-going analysis. Management is also responsible for communicating plans and outcomes of the SMS to stakeholders. By doing so, stakeholders know that they have a voice in the SMS.
According to API RP 1173, leadership ensures that routine processes are in place to foster continuous improvement. Continuous improvement methods should be leveraged on a daily, weekly, monthly basis to drive change both intentionally and routinely. Engagement in continuous improvement creates active stakeholders who solve their own problems, which drives further engagement and influences a positive culture.
Francis explained when applying continuous improvement to risk mitigation activities, “You want the people who own and exercise the process to help improve it. When this occurs, you get the type of engagement that’s needed to drive your company’s safety culture.”
Ensuring that continuous improvement methods are fully implemented and effective is driven by accountability.
“By having effective, continuous improvement processes and expecting your teams to use them in their daily work activities, risk management becomes routine,” Francis said.
Building a quality SMS adds a layer of control to an already complex environment. EN works together with clients to ensure the SMS process is efficient in its execution and continuous growth.
“EN helps clients develop procedures to all aspects of a SMS. We help connect the dots to all of your existing procedures, operational control documents, and elements of your management system,” Francis said.
PosiTector ® Inspection
All Gauges Feature...
n NEW Larger 2.8” impact resistant color touchscreen with redesigned keypad for quick menu navigation
n NEW On-gauge help explains menu items at the touch of a button
n NEW Weatherproof, dustproof, and water-resistant —IP65-rated enclosure
n NEW Ergonomic design with durable rubberized grip
n Shock-absorbing protective rubber holster for added impact resistance
n Two year warranty on gauge body AND probe

n Conforms to national and international standards including ISO and ASTM
n NEW Auto rotating display with Flip Lock
n NEW Screen Capture—save 100 screen images for record keeping and review
Customized Inspection
Kits... Build your own kit from a selection of gauge bodies and probes to suit your needs.
Backwards Compatibility!
The PosiTector gauge accepts ALL coating thickness (6000/200), environmental (DPM), surface profile (SPG/RTR), salt contamination (SST), hardness (SHD/BHI), gloss (GLS), and ultrasonic wall thickness (UTG) probes manufactured since 2012.

Introducing the next generation PosiTector gauge body for all your inspection needs.
DeFelsko Corporation l Ogdensburg, New York USA Tel: +1-315-393-4450 l Email: techsale@defelsko.com

22
orizontal Drilling International (HDI), a major international player in horizontal directional drilling (HDD) for the energy market, has completed the works to replace the crude oil import pipelines between stations C1 - C2 and C3 - C4, including the crossing of the Danube River and the Borcea branch, by trenchless method, for CONPET SA, in Romania.
The crossing site was in Fetesti, about 150 km east of Bucharest. This place is well known by Romanian geologists and is used as a site for learning for future geologists, since it has almost all the types of soil that can be found in Romania (rocky and sandy ground).
The project was carried out jointly by the CIS GAZ S.A, Romania, as the leader of the association, and HDI. The contract was concluded on 30 August 2021 for the design and execution of the works, with a deadline for the completion on 15 August 2023. The execution of the works started on 10 May 2022 and was completed four months ahead of schedule.
The scope of work included the pipe supply; the welding of six steel pipelines (1250 m of 8 in., 20 in. and 28 in., and 1460 m of 8 in., 20 in. and 28 in.); six horizontal directional drillings; trench works; and welding from drilling entry and exit of each 20 in. and 28 in. pipe to the stations; backfilling; and site reinstatement.
“Reliability of energy transport infrastructure is of paramount importance, not only with regards to security of supply but also from an environmental perspective. The completion of this project, using environmentally friendly

23
Camila Sanchez Prado, Horizontal Drilling International (HDI), France, outlines a crude oil pipelines replacement project under the Danube River.
techniques, reinforces the security of supply in Romania while reducing the potential environmental hazard.
“We are proud of our contribution to the successful delivery of this landmark project”, said Atef Khemiri, HDI’s Managing Director.
The original undercrossing of the Danube and the Borcea arm with crude oil transport pipelines was carried out in two stages, in 1968 and 1978 respectively. At this time, the pipelines were covered with concrete and sunk to the bottom of the river, without any protection.
Given the age of the pipelines, to ensure optimal conditions for crude oil transport and to avoid the risk of damage with severe environmental consequences, modernisation and restoration works have been implemented.
For the Minister of Energy, Virgil Popescu, it is an extraordinarily important project as it ensures the transportation of crude oil from the Black Sea to the interior (to refineries) and it was an important project from an environmental point of view.
CONPET is the operator of the National Petroleum Transport System by pipelines in Romania and operates a pipeline network with a length of over 3800 km throughout the country. This contract is one of the biggest ever signed by the company, with a total value of €26.5 million.

The current project scope included 1250 m and 1460 m long HDD crossings with pipelines of the following diameters: 8 in., 20 in. and 28 in. A maxi drilling rig of 400 t capacity was mobilised and successfully executed the crossings.
Two crossings of 1250 m were completed within a month (July 2022); the four others (one 1250 m and three 1460 m) were completed in about two months (September and October 2022). Subsequently, the rest of the pipeline could be installed by open cut and connected to the existing network.
The overall scope of work, from design to commissioning, has been mastered by the project team.
“A good team spirit quickly emerged between the joint venture stakeholders and its subcontractors, everyone was there for the same purpose and always with the intention of helping each other when possible”, said Alcyme Rambaud, HDI Project Manager.
The Danube River is undercrossed by 10 pipelines, on a perpendicular corridor on the minor riverbed.
It was not the first time HDI has performed HDD works under the Danube: the company performed two crossings for fibre optic cables in a northern section in the 1990s, with a much smaller diameter and smaller length.
The successful execution of the most recent project was made possible thanks to the excellence of the detailed design, which finds its roots in reliable subsoil characterisation.
In addition to geotechnical boreholes, the interpretation of the data collected during the geophysical investigation (electrical and seismic) allowed a better understanding of the ground conditions along the drilling routes and subsequent design adjustments in order to mitigate the risks.
Ground investigations revealed a major rock formation on the second quarter of the Danube crossing, which was the called the ‘rock mountain’ by the project team during project operations.

With those investigations HDI was able to redesign the drilling by adding a second horizontal tangent to stay above the rocky area and then go down again to pass under the river.
“In a global context marked by climate change, global warming, but also by intense institutional concerns in the field of climate change, the realisation of this project will contribute to the security of energy supply in Romania, in terms of reducing pollution risks. We are happy that we managed to successfully complete a large-scale project using the most modern technologies available internationally”, said Hora
Sebastian
ţiu
C ălug ăr, Cis GAZ General Manager.
Figure 2. The Handover ceremony took place on 3 April 2023 in Festite, in the presence of The Minister of Energy, Virgil Popescu, the Secretary of State George Niculescu, the representatives of Conpet top management, the General Director of CIS Gaz, Horaţiu Sebastian Călugăr, the General Director of Horizontal Drilling International (HDI), Atef Khemiri, as well as local officials from Ialomiţa and Constanța counties.
24 World Pipelines / MAY 2023
Figure 1. The works started on 10 May 2022 and were completed four months ahead of schedule.
The Best Liquid Epoxy Solutions For Pipelines
Combining industry-leading abrasion resistance with unmatched flexibility, our range of epoxy solutions are built tough, easy to apply and designed to last. Whether its HDD or field joint coatings, we’ve got the solution.
The Toughest HDD Coating on the Market
HBE - The Best Performing Field Joint Coating
SCAN ME SCAN ME







Mario Moreno
P.Eng.,
Seal for
Life Industries,
Canada, discusses revolutionising pipeline field joint coating with high flexibility epoxy coatings.
orrosion prevention for underground structures is essential to ensure their long-term integrity and reliability. A combination of a durable coating and cathodic protection (CP) is necessary for effective corrosion prevention. When focusing on field joint coatings, there are many advantages and disadvantages of the different coating technologies available. We take a look at what those are and introduce a new epoxy formulation that promises extraordinary corrosion protection properties and flexibility.
Background
For optimal corrosion prevention in underground structures, a robust coating combined with CP is the recommended approach. The protection cost comprises both the coating and the CP system.
Since its introduction in 1960, single-layer FBE has demonstrated remarkable effectiveness as a pipeline coating. It currently enjoys widespread use as the preferred pipeline coating in North America and has a strong following worldwide. Its exceptional performance characteristics, as well as its track record of success in underground and undersea applications, make it an ideal choice for line pipe, fittings, and bends.
However, for field joint coatings there are several reasons why liquid epoxies are often preferred over FBE to treat the joints between pipes.

Ease of application
Liquid epoxy is easier to apply than powder FBE epoxy, especially in field conditions. The liquid form allows for easier mixing and application, making it more convenient and efficient for use onsite.
Faster cure time
Liquid epoxy has a faster cure time than powder FBE epoxy. This means that the coating can be applied
27
Figure1.After applicationwithCanusaHBEFLXthepipeline isinstalled.
and cured more quickly, reducing the overall downtime for the pipeline.
Better adhesion
Liquid epoxy has better adhesion properties than powder FBE epoxy, particularly in wet or humid conditions. This makes it more effective in protecting the pipeline against corrosion and other forms of damage.
More sustainable
Liquid epoxy installation requires no force curing or external energy compared to FBE. Plus the material has minimum waste during application.
In order to ensure the long-term integrity and reliability of a pipeline, it is important for the field joint coating to

possess mechanical properties similar to those of the main line coating. This approach helps to promote corrosion protection, compatibility, uniformity, and reduces the risk of delamination, stress concentrations, and potential cracking or damage due to thermal expansion.
Generally, liquid epoxy coatings used for field joint coating applications must undergo a series of qualification tests before they can be considered for pipeline use. These tests are specified in the standard CSA Z 245.20 (plant applied coatings) and CSA Z 245.30 (field applied coatings). The main difference between the two standards lies in the flexibility value, which is the performance limit between the two. A liquid epoxy that meets the required flexibility level will also satisfy the other parameters.
In the realm of pipeline engineering, flexibility plays a crucial role in the performance of joint coatings, especially for pipelines that undergo thermal expansion, ground movement, and other environmental stresses. The ability of a coating to flex and move with the pipeline, without experiencing cracking or fracturing, is of paramount importance. Ideally, both the mainline and field joint coatings should exhibit similar behaviour and movement patterns.
For instance, let’s consider the flexibility requirements outlined by CSA Z245.20 (plant applied coatings) and CSA Z245.30 (field applied coatings). While the former specifies a flexibility limit of 3°/PD, the latter mandates a more stringent limit of 0.75°/PD for an 18 in. OD pipe (Figure 2).
In the context of field joint coatings, flexibility requirements differ from those of mainline coatings during installation. This trade-off exists to enable better performing epoxy coating systems, as adhesion and cathodic disbondment properties also significantly impact the coating’s long-term performance. The engineering decision is justified, provided no alternatives that offer comparable performance alongside flexibility are available.
To achieve enhanced flexibility, alternative modifiers have been introduced in the market. One such alternative resin is a polyurethane-epoxy hybrid, which improves the epoxy matrix’s flexibility through the addition of polyurethane functionality. However, this solution’s drawback is that the material’s temperature performance is affected, leading to a compromise in performance characteristics such as cathodic disbondment test results and temperature resistance.
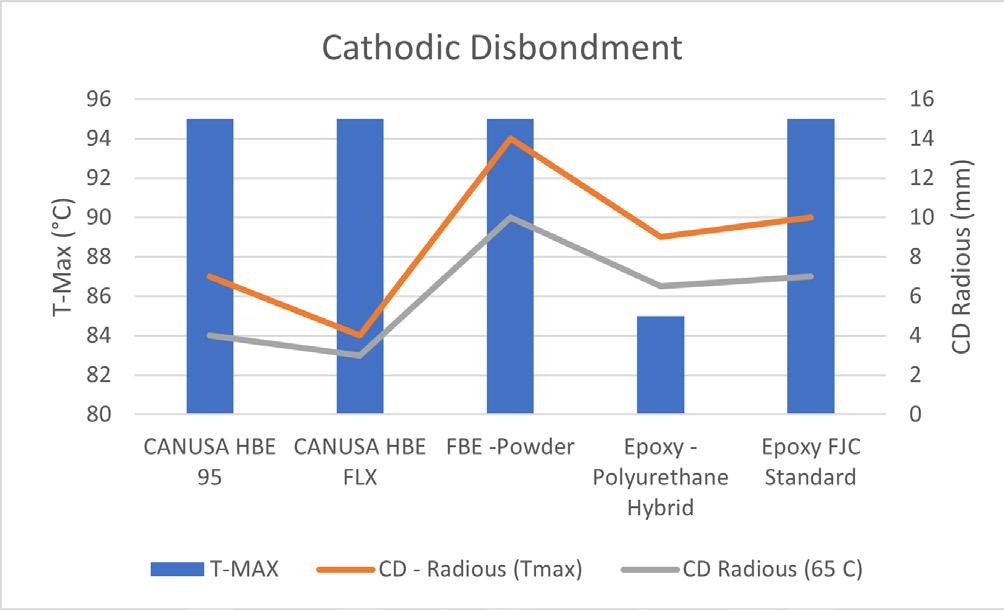
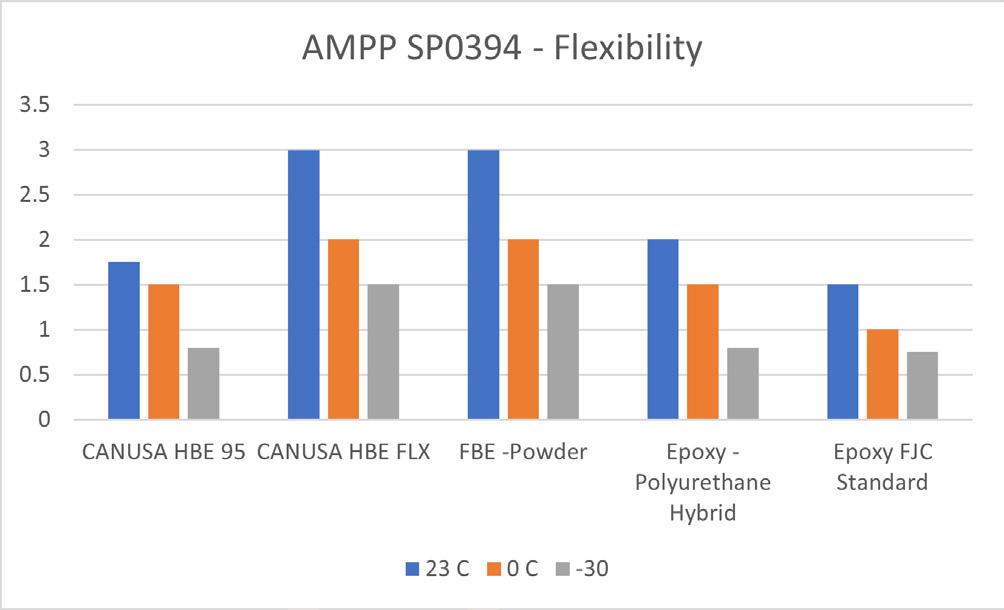
Canusa, a division of Seal for Life Industries, conducted a benchmarking exercise to compare the performance of epoxy field joint coatings, which highlighted a significant performance gap between the epoxy-polyurethane hybrid technology and traditional epoxy field joint coatings.
In the search to meet the requirements for effective corrosion control and mechanical properties, the development of the next generation of field joint coatings is crucial. CANUSA CPS Division of Seal for Life Industries has created a new epoxy formulation that delivers exceptional flexibility and corrosion protection. Known as HBE FLX, this coating system is based on epoxy polymer modified with core-shell rubber nanoparticles. These nanoparticles improve the tensile properties, fracture toughness, and glass transition temperature of the epoxy resin. Core-shell FJC epoxy formulation is patent-pending technology.
Core-shell rubber nanoparticles are a type of nanocomposite material that consists of an elastic rubber core surrounded by a shell made of another material, such as polymers, metals,
Thickness CSA 245.20 System 1A CSA 245.30 System FC1 24 hr cathodic disbondment at 65˚C < 6.5 mm < 6.5 mm 28 d cathodic disbondment at 20°C < 8.5 mm < 8.5 mm 28 d cathodic disbondment at max rated service temp < 20 mm (95˚C) < 10 mm (95˚C) Flexibility (-30˚C) 2.0˚/PD 0.75˚/PD Flexibility (23˚C) 3.0˚/PD N/A 1.5 J impact resistance No holiday -30˚C No holiday -30˚C Adhesion to steel substrate N/A Rate 1 Adhesion to existing coating N/A Rate 2 Adhesion to steel after hot water immersion (95˚C, 28 d) Rate 1 - 3 Rate 1 Adhesion to existing coating after hot water immersion (75˚C, 28 d) Rate 1 - 3 Rate 2
Table 1. OEM FBE vs field applied liquid epoxy qualification requirements
28 World Pipelines / MAY 2023
Figure 2. Bending radius example 18 in. OD pipe.













































































































































































































WeldFit.com/ReCap
ReCAPTM Emissions Recovery System with patent-pending XR Technology—the safe alternative to venting or flaring during common pipeline operations. ReCAP delivers the new industry standard in depressurization and methane recovery speeds with Straight-LineTM predictability that assures projects remain on schedule. And by keeping your gas in the pipeline, it reduces GHG emissions by nearly 100%. ReCAP is the solution that puts today’s challenging ESG goals in reach. TM Trademark of WeldFit Corporation in the United States and other countries. © Copyright 2023 All rights reserved by WeldFit Corporation Trusted Solutions Partner FAST. PROVEN. PREDICTABLE. ELIMINATE
EMISSIONS
Introducing
VOLUNTARY
ceramics, or other types of nanoparticles. This technology offers a promising approach to enhance the mechanical properties of coatings while maintaining their corrosion resistance.
The performance characteristics of the novel product HBE FLX in addition to being highly flexible are:
• Excellent adhesion to well-cleaned steel.
• Good chemical resistance.
• Low oxygen permeability.
• Non-shielding – works with CP.
• No reported cases of stress-corrosion cracking (SCC) of pipe coated with FBE (6).
• The coating remains bonded to the extent that it separates the pipeline steel from an SCC chemical environment.
• It allows the passage of current in case of bond failure.
• Resistance to biological attack.
• Tough.
• Excellent penetration resistance.
• Good impact resistance.
• Good abrasion resistance.
When it comes to the performance of a coating, several factors come into play, such as the mixing process, environmental conditions, and surface preparation. Among these factors, the ease of application is crucial for the coating to be effective. The new coating technology offers exceptional ease of application, with excellent spreadability and sag resistance. The product can be applied to high dry film thickness without any need for correction or reapplication, ensuring a consistent dry film thickness for optimal coating performance.
Coatings in action: Trans Mountain Pipeline
The Trans Mountain pipeline project, which involved expanding an existing pipeline running from Edmonton, Alberta to Burnaby, British Columbia, in Canada, was completed during the COVID-19 pandemic, during severe pressure on the supply of construction materials. The project increased the pipeline’s capacity from 300 000 to 900 000 bpd of oil per, allowing for increased transportation of crude oil from central Canada to the west coast. The project incorporated the HBE FLX technology, which was approved for use and installed in several sections of the pipeline with great reviews from the application crews. Despite challenging weather conditions, this new technology proved to be highly effective.
The successful completion of the Trans Mountain pipeline project is a significant milestone for the adoption of the HBE FLX technology in Canada, and is expected to pave the way for its use in other major projects. The technology’s ability to overcome difficult environmental conditions and increase pipeline efficiency makes it a disruptive force in the industry.

Conclusion
The development of the HBE FLX epoxy formulation by CANUSA CPS Division of Seal for Life Industries is a significant step forward in pipeline corrosion protection. Its core-shell rubber nanoparticle technology provides exceptional flexibility and mechanical properties while maintaining other important characteristics such as adhesion, chemical resistance, and non-shielding with CP. The HBE FLX’s ease of application and consistent dry film thickness make it a highly attractive option for pipeline coating. By mimicking the behaviour of FBE and offering outstanding consistency, HBE FLX promises to ensure the long-term integrity and reliability of underground structures, particularly on FBE-coated pipes that are expected to experience thermal cycling, vibration, or mechanical stress. Overall, this promising solution has the potential to transform average pipeline performance into excellence.
Figure 3. Cathodic disbondment comparative and T Max.
Figure 4. Flexibility at different temperatures comparative.
30 World Pipelines / MAY 2023
Figure 5. Canusa HBE FLX being applied.
lthough the moniker carries a certain outlaw panache, fugitive emissions in the oil and gas sector are simply leaks and other irregular releases of volatile organic compounds (VOCs), including the much-maligned methane.
Methane emissions are the second-largest contributor to global warming after carbon dioxide, and 80 times more warming. The amount of methane that leaks from industrial sites into the environment is enormous. The Environmental Protection Agency estimates that 2 - 3% of gas in the gas supply chain is lost to leaks – but industry sources and studies suggest that actual leak rates are far higher.

Autonomous drones and AI-powered data analysis enable a new level of monitoring fugitive gas emissions, suggests Ariel Avitan, Co-founder and CCO, Percepto, USA.
Figure 1. Percepto’s Air Max flying over a solar power plant to monitor and inspect operations with the company’s Autonomous Inspection and Monitoring platform (AIM) to manage the insights derived from the data collected.
31
The fact is that fugitive emissions are so common in the gas sector that, until recently, stakeholders simply accepted them as a ‘cost of doing business’. But now, US and EU legislation, market conditions and companies looking to achieve their environmental, social and governance (ESG) goals are upending the industry’s ‘laissez-faire’ attitude to fugitive emissions. Today, gas infrastructure players are far more concerned about the costs of fugitive emissions. Here’s why and what’s being done.
A changing market and regulatory environment
Passed in August 2022, the landmark Inflation Reduction Act (IRA) has as much to do with energy as it does with inflation. The legislation contains a long list of provisions that will reduce US greenhouse gas (GHG) emissions and speed the transition to renewable energy.
The IRA aims to lower GHG emissions by around 1 Gt by 2030, and to dramatically reduce particle pollution from fossil fuels. It accomplishes this reduction through a combined ‘stick and carrot’ approach. On one hand, the Act offers industries new or enhanced tax credits for decreasedemission or emission-free technologies.
On the other hand, the IRA introduces a significant fee on methane emissions. These fines will start at US$900/t and will grow to US$1500/t by 2028. The Congressional Budget Office (CBO) estimates that this fee will raise some US$6.35 billion over the next decade – which should give an indication of both the prevalence of the problem, and the relative importance from the US government’s perspective.
What’s more, the IRA contains very specific enforcement provisions – requiring the EPA and producers to calculate emissions baselines. Those exceeding the limits are subject to the fine, while taking into account a complex system of exemptions.
The IRA essentially shifts the onus of monitoring and reporting to oil and gas producers, while imposing very strict penalties for noncompliance. This significant tightening of regulatory oversight has oil and gas players taking a long, hard look at how they’re mitigating fugitive VOC gas emissions today, and how they can quickly and dramatically improve the results of their efforts.
What’s being done today?
The International Energy Agency (IEA) claims that the largest source of methane emissions is oil and gas operations –which lost over 120 Mt of methane in 2021. Interestingly, the quantity of methane lost – if recaptured and sold – would cover Europe’s shortfall of gas following the recent changes in gas supply in light of Russia’s war in Ukraine.
This means that even before the IRA came along, industries had a powerful incentive to reduce methane emissions. And indeed, companies have long made efforts to reduce fugitive methane emissions via EPA-mandated leak detection and repair (LDAR) programmes.
Traditionally, LDAR monitoring has involved either fixed-sensor or manual roving surveys – which rely on probes carried by workers. This means that employees must walk around the plant, physically inspecting, touching, measuring


 Figure 2. Automated drone inspections enable more efficient and more profitable operations, pointing maintenance crews to the exact location when repairs are needed.
Figure 4. The Percepto Air Mobile is used for inspections, maintenance, security and industrial operations calling for mobility, flexibility and resource-sharing.
Figure 2. Automated drone inspections enable more efficient and more profitable operations, pointing maintenance crews to the exact location when repairs are needed.
Figure 4. The Percepto Air Mobile is used for inspections, maintenance, security and industrial operations calling for mobility, flexibility and resource-sharing.
32 World Pipelines / MAY 2023
Figure 3. The Percepto Air Max is designed for inspecting and mapping the most complex industrial environments, where high accuracy and durability are the top priorities.
and documenting each relevant component of each piece of equipment on a site. These manual inspections are time-consuming, resource-intensive, costly, and lengthy – meaning they can’t be conducted with high frequency. They are also highly subject to human error. While this method can have limited efficacy for facilities in which production equipment is concentrated in one area, it is not viable for checking transmission pipelines or other geographicallydistributed downstream equipment.

What’s more, legacy inspection methods simply place employees in harm’s way. Monitoring fugitive gases requires workers to get up close and personal with potentially toxic and explosive materials, or climb to dangerously located equipment. Accessing such equipment – if even physically possible –may require costly equipment shutdowns. And even newer monitoring technology like handheld optical gas imaging (OGI) cameras, which allow employees to maintain a modicum of safe distance from hazards, still require some proximity and thus risk.
More advanced methods moving mainstream include a Wide-Angle Fabry Perot (WAF-P) imaging spectrometer,
which is mounted on low Earth orbit satellites to measure the absorption of sunlight by methane at high spectral resolution. At a lower altitude, some companies offer methane monitoring via fixed-wing aircraft flying over sites and LIDAR to measure atmospheric methane concentrations around production regions and along transmission pipelines. The major limitation of orbital or high-altitude solutions is that they excel at indicating geographic areas in which there
AGRULINE XXL PIPES
HDPE piping systems for horizontal directional drilling

•
• HIGH-QUALITY MATERIALS
•
Figure 5. Percepto’s drone charging box stores the Air Max when not in operation, protecting it and keeping it ready to launch at a moment’s notice.
LIFE SPAN
• OUTSTANDING
• FAST AND EASY INSTALLATION
FOR HIGH-VOLUME FLOWS
EXPERTISE IN PLASTICS PROCESSING
agru Kunststofftechnik Gesellschaft m.b.H. | Ing.-Pesendorfer-Strasse 31 | 4540 Bad Hall, Austria T. +43 7258 7900 | office@agru.at | www.agru.at | @agruworld |
are leaks, and perhaps the extent of those leaks. But they cannot pinpoint specific leak sources to facilitate immediate remediation.
Closer to the ground, oil and gas facilities leverage piloted drones to attempt to locate leaks from a birdseye view with less risk than on-the-ground crews. While these can be effective, piloted drones require skilled pilots, working in shifts on an employee or outsourced basis –making them less cost-effective. What’s more, piloted drones remain subject to human error. Pilot oversight or distraction can result in missed indicators that can leave fugitive emissions undetected.
Finally, companies are using vehicle-mounted laser absorption spectroscopy and other detection techniques to monitor emissions from the ground. The challenge for these solutions is that methane and most other VOCs are gases which generally rise – making the likelihood of detecting leaks at ground level far lower. Further, oil and gas equipment tends to rise to heights – often the equivalent of several building stories. This means that leaks from less accessible or higher sources would simply go undetected.
Clearly, to meet both the ecological and regulatory imperatives of fugitive emissions reduction, a different monitoring and detection paradigm is required.
New tech meeting the challenges of the IRA
The proactivity surrounding fugitive gas emissions is not driven solely by the penalties in the IRA. It’s also part of a broader ESG agenda pursued more and more vigorously by companies across all industries, as the global implications of ESG issues becomes clearer.
Technology is playing a key role in furthering the cause of both ESG and regulatory liability mitigation. More and more energy companies are turning to autonomous technology to perform routine inspections of tanks, pipes, equipment and other assets – including monitoring for fugitive emissions. Autonomous tech enables highfrequency, ongoing monitoring without human intervention – accessing assets consistently at the same time of day, from the same angle, using the same detection equipment. This enables creation of baselines and trend monitoring over time – resulting in consistent reports that make comparisons and measurements simpler.
Autonomous drones with an OGI camera payload are already in use and successfully detecting fugitive methane emissions. These drones fly a predefined route on a predefined, often daily, basis. They can monitor the same hard-to-access equipment and measure the same leak-prone assets, day in and day out, in almost any weather conditions.
Because they are AI-powered, autonomous drone platforms turn the data gathered in the field into immediately actionable insights on mission-critical maintenance issues – among them fugitive emissions. Leaks are detected faster, more accurately, and with far lower latency – resulting in dramatically lower fugitive emissions and ultimately lower regulatory fines.
Further, IRA requires oil and gas producers to maintain a historical timeline of where and when each leak was
found, when it was fixed, when the repair was completed, the quality control deployed, and more. Facilities with such accurate records are less likely to be targeted for audit enforcement actions. Since the data gathered and analysed by autonomous intelligent systems is fully auditable, oil and gas producers using them can prove to regulators the exact quantity and source of fugitive emissions, how they remediated each source, and by exactly how much they reduced fugitive emissions owing to their prompt actions.
Finally, automated inspections translate into overall more efficient and more profitable operations. When failures are detected early on, costly unscheduled shutdowns or accidents are prevented. When repairs are needed, autonomous platforms can point maintenance crews to the exact leak location, minimising employee exposure during repairs and lowering downtime.
Case study: Delek US
Delek US, a diversified downstream energy company, operates refineries in Texas, Arkansas and Louisiana. In addition to a crude refining capacity of 302 000 bpd, the company’s refining segment includes renewables operations with an annual biodiesel production capacity of some 40 million gal.
As part of the company’s effort to stay ahead of the digital curve and make their refineries safer and more efficient, Delek US adopted Percepto autonomous drones to collect data, and Percepto’s AI-based Autonomous Inspection and Monitoring platform (AIM) to manage the insights derived from the data collected.
AIM’s AI-powered change detection framework provides Delek US a unified view of each refinery, with reports and insights that are automatically generated and disseminated to relevant stakeholders on any mobile device. AIM automates routine inspection, and then offers data insights to anticipate trends, preventing environmental and operational failures while meeting efficiency goals.
Delek US adopted Percepto to perform remote, programmable and autonomous aerial inspections across its entire refinery operations. Leveraging Percepto’s Air Max OGI autonomous gas emission detection solution at its refinery in Tyler, Texas, Delek US later expanded this solution to its refineries in El Dorado (Arkansas), Big Spring (Texas), and Krotz Springs (Louisiana). The only drone-in-abox with an integrated OGI camera, Air Max OGI is helping Delek US detect fugitive emissions as they happen –reducing product loss and streamlining compliance.
Conclusion
The IRA and other emerging legislative initiatives have changed priorities for oil and gas players – moving fugitive emissions mitigation to the forefront of executive attention. Autonomous drones together with AI-powered data analysis enable a new level of monitoring fugitive VOC gas emissions. These game-changing solutions offer oil and gas companies a triple win: find and plug leaks faster and more efficiently, ensure employee safety, and dramatically lower regulatory liability.
34 World Pipelines / MAY 2023
Now that you have smart phone and wifi connections, your home has become digitised. With this digitisation you can now start automating seemingly little things, like the deadbolt on your front door or your main floor light switches. This automation simplifies your life and makes your home more efficient. Having an automated deadbolt that you can control by holding your phone to your door is super handy when you have an arm load of groceries and can’t remember which pocket your keys are in. The easier we can make things, the better we can make things in many ways. It’s time for us to leverage this mindset of automation to empower control room operators at our organisations.
The first step of digitising operations for pipeline assets is to move from pneumatic controls to electric actuation and digital telemetry. Once those are in place, it is then possible to visualise the operation from a central location via a SCADA system. Many pipeline operations across the world have achieved this step, which greatly reduces the cost of operations and minimises downtime/outages due to the enhanced visibility into the ‘health’ of the operation. This digitalisation is the first step to empower those at the heart of it all – our control room operators. If a control room operator can visualise what’s happening, then they can react quicker. However, more isn’t always better; we have seen this with alarm flooding. Control room operators have so much
information that they are unable to process it, and thus are unable to react to it, which results in control room operator fatigue, which in turn is the leading cause of safety and environmental incidents in our industry. On top of this, humans struggle with complacency once they become very proficient at tasks. We must now look to what’s next with regards to technological development for control rooms in order to unlock the next phase of safe and efficient operations. This is especially important as we strive to reach our sustainability goals as per the Paris Agreement.
Automating operational procedures
The next step is to use digital information to automate the operation. By operation, we mean the procedures, checklists and rules of thumb that a control room operator executes to operate the pipeline asset. That may be managing line pack, swings, startups, shutdowns, batch transitions, etc. All the things that are part of the day-to-day operations of pipeline assets that ensure the flow of energy to our societies.
Control room operators are much more effective with access to digital information. However, leveraging automation to create ‘auto-pilot’ capabilities for control room operators will greatly reduce incidents related to human factors and generate the efficiency required to meet the initial industrial requirements for the Paris Agreement.
35
Vicki Knott, CEO and Co-Founder, CruxOCM, USA, is on a mission to empower control room operators to automate the energy industry.
The benefit to control room operators by automating the operation of procedures, checklists, and rules of thumb for pipelines are the following:
) Reaching and maintaining, with substantially reduced variability, true maximum pipeline capacity rates during all operational procedures increasing volumetric throughput.
) Increasing pipeline ratability.
) Managing pipeline line pack for gas systems.
) Reducing control room operator commands (aka workload).
) Enabling the highest possible consistency of operations between control room operators.
) Ensuring maintained line pack during shutdowns, which increases leak detection integrity for liquid systems.
) Maintaining, with substantially reduced variability, targeted rates during all operational procedures increasing volumetric throughput.
) Automatically managing start-ups, swings, shutdowns, and strips for liquid lines.
These benefits empower control room operators to focus on the overall operation of the system, ensuring that nominations are met every day as well as making sure that they are alert and well rested if there are any safety issues that need their immediate and full attention. Similar to how Alexa or Google are fully integrated into your home’s light switches, simple ‘procedures’ such as turning off all lights on the main floor of the house can be simplified to “Alexa – turn off lights downstairs”. That feels so simple as it has many tangible and intangible benefits to both your enjoyment of your house, as well as the energy usage of it. In short, the easier we can make things, the better we can make things in many ways.
So how then does automation enhance safety, one would ask? One of the simple thought exercises that I like to do here is the following:
Imagine getting on a plane to fly from London to Houston without a pilot. Not going to do it, are you? Now imagine getting on a plane to fly from London to Houston without auto-pilot software. Not going to do that either, are you?
Yet we are operating our world’s critical energy infrastructure every day without the equivalent of auto-pilot software. Whilst we do have all of the critical safety limits in place, the way I see it is yes – we have the guardrails on the highway – but the best way to drive a car is to stay in the middle of your lane. You really don’t want to be bouncing your car off the guardrails. Automation of pipeline operating procedures ensures that you are always driving the car smoothly in your own lane.
I think it’s obvious from what has been stated that automation of control room operator procedures is not replacing control room operators. If anyone has any doubts, however, I’ll repeat this point again: imagine getting on a plane to fly from London to Houston without a pilot. You aren’t going to do it.
Lowering emissions
Circling back to our global sustainability goals as an industry: oil and gas Scope 1 emissions account for 8% of greenhouse gas emissions globally in 2015.1 To play our part in mitigating climate change, the oil and gas industry must reduce its emissions by at least 3.4 Gt of CO2 equivalent from current operations by 2050, which is approximately a 90% reduction. If oil and gas usage were to decline rapidly then this could be an easy target to reach; however, based on the 2022 Annual Energy paper by JP Morgan Chase, oil and gas usage is forecasted to increase.
The good news is that process changes and operational adjustments have the potential to be sufficient to achieve our climate goals. This is where automation comes in. Midstream crude transport accounts for roughly 5% of the overall oil and gas Scope 1 emissions. The paper cites electrification as the main way to achieve our industry section emission reduction goals; however, I think we need to dig into that more, especially if your pump stations for liquid lines are already electrified.
Pump stations already electrified for your liquid pipelines?
Then you need to look at aligning the consumption of energy at each pump station to the hydraulic profile in real-time. This can be done with a real-time, continuous recalculation of the hydraulic profile as a function of the elevation profile and the batch line up to determine which pumps should be running at which locations. Many companies have a team of engineers running these calculations and sending them to the control room every day; however, converting this calculation into a real-time control system via automation of which pumps to operate when, there is a substantial opportunity for efficiency that is currently being left on the table.
Pump stations not electrified for your liquid pipelines?
First step is to electrify them; however, if this is not possible and you have a gas-powered turbine powering the pumps, why not apply the same strategy as above? The inputs are slightly more complex as you now must account for the gas consumption of the turbine, but where there is an algorithm, there is a way to efficiently automate this.
Gas compression stations on gas pipelines?
Gas compressor emissions are a function of the efficiency of the compressor over time. If line pack on gas pipeline systems is automatically managed to ensure optimal compressor efficiency across all compressors, then there are emissions to be saved.
Conclusion
Crux is on the forefront of automation in midstream control rooms, which is the next step for our industry. We firmly believe that control room operators are the heart of the operation, and we are on a mission to empower them to automate the energy industry, which increases the safety and sustainability for the world’s critical energy infrastructure.
References
1. www.mckinsey.com/industries/oil-and-gas/our-insights/the-future-is-nowhow-oil-and-gas-companies-can-decarbonize
36 World Pipelines / MAY 2023
With today’s technology, contractors can continuously update the pipeline owner on the coating project status, says Kristopher Kemper, Technical Services Consultant, Association for Materials Protection and Performance (AMPP), USA.
In the world of pipelines, there are many corrosion control challenges that, if not adequately addressed, can result in a breach of pipeline integrity ranging from ‘small’ to catastrophic failures. This article addresses one of those challenge areas: internal field joint coatings.
Throughout the world, internal pipeline coatings are used to protect both onshore and offshore pipelines from corrosion. Most often, 40 ft (12 m) pipe sections are first factory-coated, transported to a project location, and then welded together onsite. At this point, specialised robotic coating equipment is often required to perform coating of the pipeline’s internal field joints and inspection of the cured coating. With properly calibrated equipment and a well-documented and detailed quality programme, this specialised equipment can easily clean, coat and inspect 40 field welds in one day.
The key to effective project planning for internal pipeline field joint coatings is including the use of specialised robotic equipment in project specifications. Specialised robotic equipment designed and used specifically for internal pipeline field joint coatings can ensure a high-quality coated field joint when the equipment is properly calibrated and aligned with other elements of the project specification. With the Association for Materials Protection and Performance’s (AMPP) qualification procedure (QP) programme, certified coating contractors using specialised robotic equipment can more effectively and efficiently work within a project specification and use the proper quality checks throughout a coating project. These certified coating contractors can demonstrate quality process control, management procedures, safety, health, and environmental compliance competence.
Specialised robotic equipment has progressed over the years. Legacy equipment was fashioned from robotic internal pipeline weld X-ray equipment, and equipment size constraints forced pipeline owners to use a minimum size of 8 in. pipe. Today, high-quality internal field joint coating equipment can provide solutions to many challenges. With quality monitoring of several metrics, pipeline as small as 6 in. can be coated and inspected. On the inspection side, the first available internal robotic coating equipment used in the industry had no video capability and was limited to 250 m weld tie-ins; today, the equipment can provide a high-definition colour video, with a range of over 2 km for tie-ins, if required.
Root profiles
One ongoing major concern for internal field joint coatings is pipeline weld root profiles resulting from welding specifications that do not account for internal field joint coatings after a weld is finished. Previously, pipeline contractors relied on weld X-ray and the robotic equipment video to confirm a weld was ready for coating application. Still, there was not enough precise information to verify that the weld was ready for coating. With recent technological improvements, weld laser mapping is available for use in conjunction with internal robotic equipment. Weld laser mapping can measure the weld root profile while showing a three-dimensional picture of the weld and any imperfections on the surface, giving a true visual representation to view against the weld replica standard.1
With this three-dimensional picture, personnel can consider weld height, sharp edges, undercut and other aspects of the surface that can cause an internal field joint coating to fail. Additionally, laser mapping
37
can ensure that the factory coating cutback area, for the coating transition, is correct for coating application.
Figure 2 shows where the laser mapping equipment has been set up to highlight the weld height above 1.5 mm in the colour red. The graph on the right of Figure 2 shows weld width, weld height, weld undercut, potential voids/porosity in the weld, sharp edges, over-roll/overlap, and potential high/low pipe misalignment.
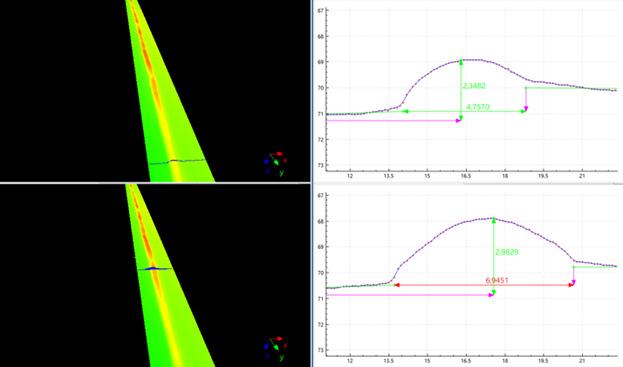
Ultimately, this graph shows if a weld will have a possible pinhole holiday in the coating before the coating is applied.

Figure 3 and 4 show weld defects that failed high-voltage holiday testing because all weld root profiles must be uniform with no sharp edges and minimal undercut. The internal field joint coating industry calls for a weld root profile of 1.5 mm or less. A weld smoothing tool has been developed that allows defective welds to become ‘coatable’ welds while also minimising pinhole holidays in the internal field joint coating, helping to avoid the need for cutting welds out and rewelding. This technological advancement can improve quality, minimise failures, and reduce costs associated with rework.
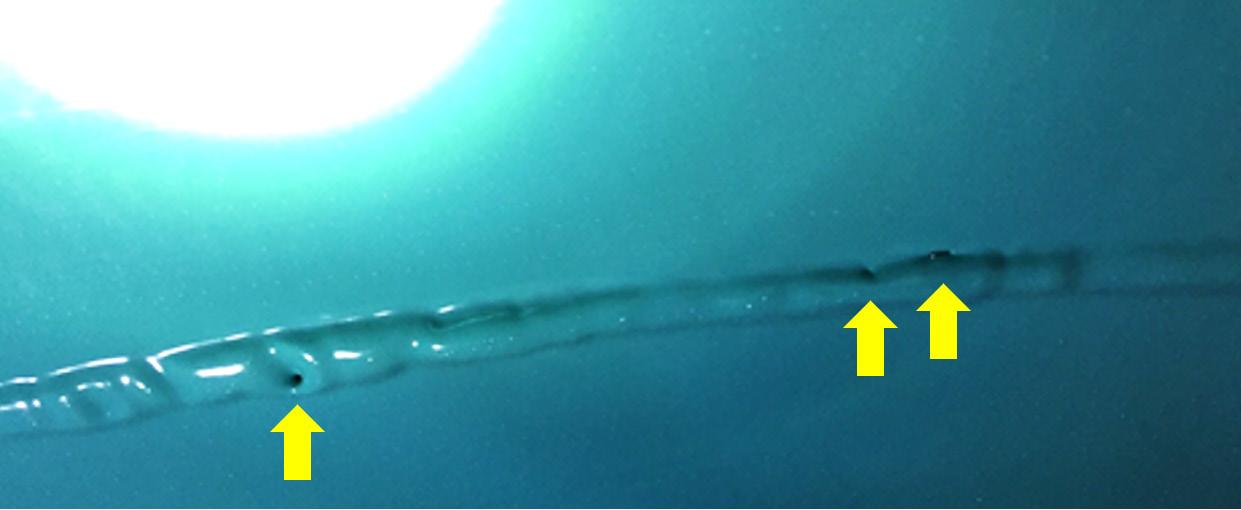
Figure 4 shows a weld with over-roll/overlap causing a void near the weld.
Surface profiles
Another historical challenge with weld areas is industry’s inability to verify the surface cleanliness and surface profile of the bare steel area prior to coating application. Most project specifications have relied on open abrasive blasting to ensure the coating cutbacks and factory coating transition area at the end of the pipe are adequately prepared before the welding process. Previously, no equipment was available to verify surface cleanliness or profile. The possibility of rust formation occurring before the coating is applied was a reality that often resulted in more rapid coating failures. With improvements to the equipment over the years, we can now ensure the surface profile and cleanliness meet the specification requirement and the coating manufacturer’s product data sheet.
Figure 5 shows a weld that has been smoothed and then robotically abrasive blasted to a near-white.2 Internal pipeline steel surface cleaning equipment varies from company to company, with most equipment using a centrifugal cleaning head. However, today’s equipment can use abrasive air blasting for 6 in. pipes and larger without air hoses tracking down the pipe. Using abrasive air blasting, a robotic machine can quickly and efficiently remove rust or coating from a weld and cutback area, ensuring a project will not have additional delays due to high humidity locations, a pipe submerged in water, or imperfections in applied coating. The abrasive air blasting can provide a sharp angular surface profile, while ensuring the surface meets the ‘SSPC-SP 5/NACE No. 1-2006, White Metal Blast Cleaning’ or ‘SSPC-SP 10 /NACE No. 2-2006, Near-White Metal Blast Cleaning’, per the SSPC VIS-1 standard, depending on the steel grit mixture.3,4 If required, new cleaning equipment can take an un-blasted steel surface to a blasted surface with a sharp angular profile within 10 minutes, while older technology took more than one hour to begin to make a surface profile. Once the abrasive blasting process is finished, a vacuum is used
Figure 2. Laser mapping and graphing diagrams highlight weld height.
Figure 3. Welding defects that did not pass high-voltage holiday testing.
38 World Pipelines / MAY 2023
Figure 1. Upstream view of weld (Source: WISKOTS).


QUALITY RELIABILITY FLEXIBILITY SALES RENTAL L AYING BENDING WELDING STRENGTH, PERFORMANCE & RELIABILITY UNDER ALL CIRCUMSTANCES . MAATS PIPELINE PROFESSIONALS P.O. Box 165 | 7470 AD Goor the Netherlands T + 31 547 260 000 F + 31 547 261 000 E info@maats.com CO2 neutral rental STAAMmoc. MAATS.com your equipment partner since 1981 QUALITY RELIABILITY FLEXIBILITY T F E MAATS PIPELINE PROFESSIONALS P.O. Box 165 | 7470 AD Goor the Netherlands + 31 547 260 000 + 31 547 261 000 info@maats.com SALES RENTAL
to collect and recycle the steel grit onboard the equipment inside the pipe, maximising time and efficiency. Using steel grit for surface preparation inside the pipe, the vacuuming process has been a key element in ensuring proper adhesion of field joint coatings. The vacuum can provide a surface dust level of less than Level 2 per ISO 8502-3:2017, with the proper air filtration while inside the pipe.5
Figure 6 shows a 1 in. wide strip of cleaned steel that was achieved in just one minute inside a 6 in. pipe.


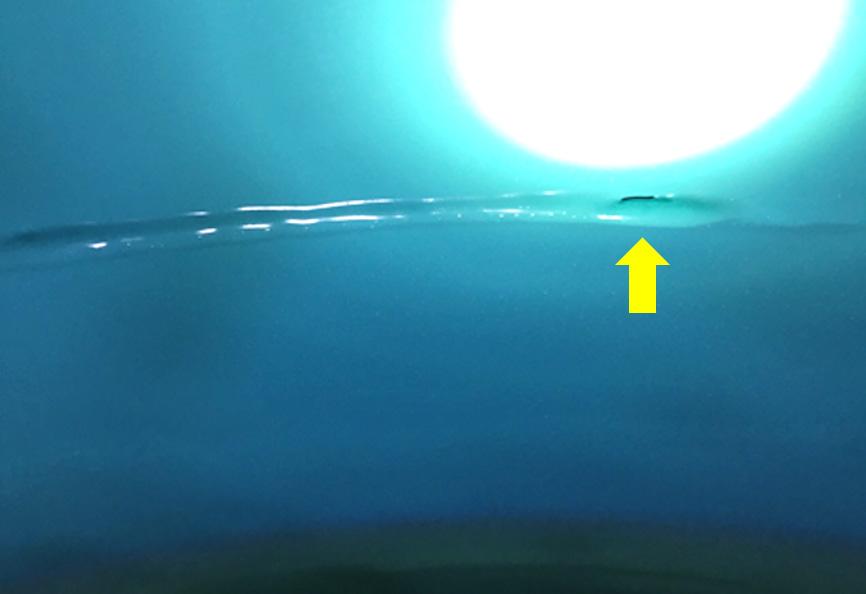
Powder coatings
On another front, coating application equipment also has advanced and can now help minimise holiday pinholes in the cured coating and other coating failures. Equipment can apply powder coatings and plural component liquid coatings inside a pipe,
allowing for a more precise coating application and coating thickness control on the entire circumference of the weld and cutback area, providing a smooth transition to the factoryapplied pipe coating. The fusion bonded epoxy (FBE) coating application heating process can even be checked using multiple thermocouples on the induction coil, ensuring an evenly controlled heating cycle within the coating specification and manufacturer’s data sheet.
Changes to the internal robotic powder coating equipment include onboard quality controls, ensuring the powder’s moisture content is within the coating manufacturer’s limits. A machine will stop working if the powder does not flow properly during the coating application process. Likewise, with other advances, the liquid coating equipment can heat multiple component coatings onboard and monitor mix ratios and coating material flow during the application process, ensuring the mixed coating will cure to the manufacturer’s requirements.
Inspection
With regards to advances in coating inspection, the robotic coating inspection equipment can take spot and continuous dry film thickness readings, per SSPC-PA 2-2022, at the field joint area, giving high/low and average dry film thickness readings immediately to the equipment operator.6 High-voltage holiday inspection has been previously limited to using a ground wire. Today’s high-voltage inspection machines perform tests without a ground wire connected to the outside of the pipe. The high-voltage inspection is usually kept to the field joint area, but it can now be used for full-line internal holiday inspection using SP0188-2006.7 A revised version of this standard is nearing completion as of February 2023, incorporating new research findings.
With today’s technology, internal field joint coating contractors can continuously update the pipeline owner onthe coating project status with daily production and inspection reports and live video from robotic equipment. The pipeline owner’s quality team can remotely check when a specific weld was cleaned, the surface was inspected, the coating was applied, and when the final inspection was performed, along with the video. Additionally, internal robotic equipment operators can remotely check equipment status and troubleshoot equipment on a project via smartphones, working on the opposite side of the world.
Conclusion
In summary, the robotic internal field joint coating equipment used globally today can achieve a high-quality coated internal field joint when the equipment is used correctly, following the project specification. With quality checks and balances in the robotic process, failures in coating applications are minimised.
References
1. store.ampp.org/sp0178-2007-formerly-rp0178-
2. store.ampp.org/sp0615-2015-2
3. store.ampp.org/nace-no-1-sspc-sp-5-white-metal-blast-cl
4. store.ampp.org/nace-no-2-sspc-sp-10-white-metal-blast-cleaning-r
5. www.iso.org/standard/58060.html
6. store.ampp.org/sspc-pa-2-2022-procedure-for-determining-conformance-to-drycoating-thickness-requirements
7. store.ampp.org/sp0188-2006
Figure 4. Welding over-roll/overlap leads to a void near the weld.
Figure 5. Smoothed weld that has been robotically abrasive blasted to a near-white.
40 World Pipelines / MAY 2023
Figure 6. Interior of cleaned steel pipe.
As field joint coating workscopes become more technically challenging, with larger diameter pipe and deeper water, companies must adapt, says Paul McShane, Managing Director, CRC Evans, UK.

42
Figure 1. Spoolbase in Bintan, Indonesia.
In the world of field joint coating, CRC Evans’ team has an enormously successful track record and has earned a reputation for undertaking complex projects. The company’s full turnkey service capability helps to ensure the optimised delivery times that customers trust. The engagement begins early at the materials selection stage and continues throughout the project planning and delivery stages, with the support of state-of-theart equipment, specialist personnel and purpose-built coating facilities. Already a leader in the application of anti-corrosion and insulation materials to field joints, for
onshore and offshore pipelines, CRC Evans is now leading the way in developing new procedures and practices and innovative technologies that will further optimise delivery.

Enhancing efficiency through automation
As a market-leader in the offshore application of field joint coating systems, CRC Evans’ track record spans vertical (J-Lay) and horizontal (S-lay/multi-jointing) techniques, where increasing expectations for quality, reliability, and shorter installation times requires the constant evolution of technologies and methodologies. The growing emphasis
43
on improving sustainability in offshore operations is driving the demand for increased productivity and consistency whilst managing high production rates. This has transformed the company’s approach to R&D towards technologies and processes that support automation, which provides fast repeatable cycle times and consistent quality across the application of materials, whilst the associated reduction in operator strain and fatigue is leading to improvements in operational safety.
CRC Evans’ coating technologies already offer customers an element of automation as they are designed for consistent results and new initiatives to drive automation. Such initiatives include the development of the factory coating preparation (FCP) machine which automates the cleaning and preparing of FJC linepipe chamfer and overlaps. This operation is currently performed manually using a combination of grinders, electric planers and scrapers, and can require four operators depending on the size of the field joint and target cycle time. With the FCP, these functions can be carried out from a central panel by one operator who simultaneously controls other FJC processes, streamlining both the workscope and support requirements.
Overcoming new challenges
As field joint coating workscopes become more technically challenging, with larger diameter pipe and deeper water (J-Lay), generally more testing than shallow water (S-Lay) companies are having to adapt very quickly. The biggest
trial usually faced using injection moulded polypropylene (IMPP) in offshore environments is navigating the equipment into what can be very cramped working spaces which necessitates a tailored approach for each vessel, working closely with customer-side engineers to deliver a bespoke design package and manage barge integration to support the project. No stranger to technical challenges, CRC Evans successfully delivered the largest ever coated field joint, in ultra-deep waters ranging 1400 - 1950 m, off the coast of Angola. This required a selection of bespoke IMPP technologies customised to meet specific project challenges. IMPP is the most advanced coating type for field joints, offering excellent operating temperature and impact performance, and is applied in thicknesses 10 - 100 mm. The project required field joint coating during onshore spool fabrication utilising the patented IMPP and flamespray polypropylene (FSPP) coating systems. To overcome the restrictive conditions onboard the vessel and facilitate a smooth offshore process, CRC Evans designed and manufactured custom blasting equipment including the automated SABRE consisting of up to six blasting nozzles, two bespoke RAPTOR heat coat machines and five sets of IMPP spreads capable of casting field joints in multiple planes. CRC Evans was able to support the demands of the project, providing QHSE management and logistical and operational support. The company’s local entity in Angola worked alongside international technicians, providing a 14-strong skilled, local workforce that contributed over 100 000 site hours with zero loss time incidents (LTI).
Tier 1 contractor in Australia
CRC Evans has delivered the largest ever reeled field joint, completed at a high production rate to a high standard, with zero repairs needed, leading to time and cost savings for the customer.
In 2020, CRC Evans was engaged by a Tier 1 subsea contractor to carry out field joint coating operations for 22 km of pipeline 200 km off the northwest coast of Australia. The coating works would take place at BOMC Spoolbase in Bintan, Indonesia on an 18 in. dia. corrosion-resistant alloy pipeline.

In an industry first, the operation would require the reel-lay installation of 23 in. dia. pipe, including insulation thickness, adding complexity to the workscope.
As this project commenced at the height of the pandemic, there were significant logistical challenges in mobilising personnel to Indonesia and compliance with country access and quarantine requirements. To avoid travel-related disruption, our team spent additional weeks onsite, helping to ensure that the project was completed successfully and on time.
Solution
CRC Evans would treat 22 km of 18 in. pipeline with 65 mm of 5-layer polypropylene insulation. Standard spoolbase equipment would require an uprating to
44 World Pipelines / MAY 2023
Figure 2. The SOLARIS was deployed to ensure precise and consistent control of overlap temperature prior to injection.
Midwestern’s line of high-performance recovery winches with line pull from 30,000 to 100,000 lb, can be installed on various types of construction equipment. These winch packages tie into the machine hydraulics, use the existing cab controls, and are easy to install. Make your equipment more versatile by adding on one of our recovery winches. MIDWESTERN - built for the toughest jobs.




918-858-4201 I sidebooms.com
handle the height of the pipeline. The coated pipeline would total 23 in. dia. overall, the largest IMPP pipe spooled to date.
Delivery
Preparatory site works commenced in December 2020 and pre-qualification testing took place at CRC Evans’ coating
facility in Lancashire, UK. Investment in remote technology enabled live viewing of testing operations by our customers, who could access the feed from any location in the world.
To achieve the required results, CRC Evans proposed a combined solution utilising its RAPTOR, SOLARIS, IMPP and enclosed HYDRA TM quench equipment. The RAPTOR was mobilised to handle the large pipe OD and thickness. Its high frequency heating input combined with the ability to heat and apply powder simultaneously helped to reduce cycle times. This reduced the amount of heat going under the factory coating, helping minimise the risk of cracking during spooling. This was critical given the overall size of the pipe.
SOLARIS was deployed to ensure precise and consistent control of the overlap temperatures prior to injection and to decrease the risk of cracking or disbondment during spooling. Our IMPP system could support the high production rates whilst helping to withstand the high bending stresses normally associated with coating large pipe OD. Using the enclosed HYDRA, the entire field joint was fully quenched, with air blades to reduce the risk of sagging and deformation post injection.

CRC Evans’ operations and HR teams worked tirelessly throughout to ensure the welfare, health and safety of our people whilst adapting to evolving worldwide travel restrictions. This allowed our onsite projects team to keep the job running smoothly. With difficulties related to leaving the country, our people spent many months away from home to ensure that this project was completed on time and within customer requirements. This combination of equipment proved highly successful in delivering the expected quality of work.
Meeting challenges
Technically challenging projects such as these have helped to cement CRC Evans’ reputation as a solutionsoriented partner, leveraging the company’s 90 year track record and wide expertise to overcome unique challenges that can meet and exceed customers’ expectations. With its newly expanded capability and reach, CRC Evans’ high standard of delivery is set to expand over new geographies. The global energy transition depends upon the efficient delivery of new clean energy infrastructure. This will drive innovation and investment throughout the CRC Evans’ business as the company responds to new technical and logistical challenges spanning renewables activities including hydrogen pipelines, offshore and floating wind, carbon capture, and storage and nuclear.
Figure 4. The CRC Evans coating team worked on a project located offshore Western Australia.
46 World Pipelines / MAY 2023
Figure 3. Custom coating conducted by the CRC Evans coating team in Angola.
Darran Pledger, STATS Group, UK, discusses techniques that allow operators to perform necessary maintenance, repairs, and modifications without interrupting the flow of the product, while reducing downtime and increasing efficiency.
Hydrocarbon pipelines are essential to ensure energy security for many countries around the world. Pipelines play a critical role in meeting the energy needs of households, businesses, and industries by providing a reliable, efficient, and cost-effective means of transporting hydrocarbons.
One of the primary advantages of pipelines is their ability to transport large volumes of hydrocarbons efficiently and safely over long distances. Pipelines offer a more cost-effective way to transport hydrocarbons than other modes of transportation, such as trucks or tankers, which can be more expensive and have higher environmental risks.

47
Figure 1. SureTap ST410-90 12 in. hot tap, Canada.
To maintain the integrity of these pipelines, regular inspection and maintenance is crucial for ensuring the safe and efficient transportation of oil, gas, and other products. Regular inspections help identify potential issues before they become major issues, preventing integrity threats, and reducing the risk of incidents or environmental damage.

Hot tapping and line stopping
Pipeline hot tapping and line stopping are two critical techniques used for maintenance, repair, and modification of pipelines without interrupting the flow of the product, reducing downtime and increasing efficiency.
Pipeline hot tapping involves cutting a hole into a pressurised pipeline to create a new branch connection without disrupting the flow of the product. The hot tapping process requires specialised equipment and highly skilled technicians to perform the procedure safely and efficiently. Firstly, a split tee is welded onto the pipe (or a mechanical tee is fitted if welding is not possible) and a pressure test is conducted against the parent pipe. A valve is then added, and a drilling machine mounted which has a pressure competent boundary to ensure no unplanned release of pipeline contents during the cut. The cutter is
normally a hole cutter with centre pilot drill which acts both as a guide and to retain the pipe coupon.
Line stopping, however, involves stopping the flow of product through a pipeline temporarily. This technique is used to perform maintenance on a short section of the pipeline without depressurising the entire line when incumbent valves are not available or not providing the required level of isolation. During line stopping, a temporary plug is inserted into the pipeline to prevent the flow of product. This allows operators to work on the pipeline in a controlled environment, with the isolated section of pipeline vented and purged, reducing the risk of leaks or other safety concerns. If pipeline flow must be maintained, a standalone bypass or line stopping tools with integrated bypass can be deployed.
Both pipeline hot tapping and line stopping are critical techniques used by operators to ensure the safety and reliability of pipelines. One of the primary benefits of pipeline hot tapping and line stopping is the ability to minimise downtime and maintain product flow. Shutting down a pipeline for maintenance or repair can be a costly and time-consuming process, and it can result in significant product losses, adverse effects to the environment, integrity threats and increased risk. By using these techniques, operators can perform necessary work on the pipeline while the product is still flowing, reducing the requirement to depressurise, vent and purge large sections of pipeline.
Double block and bleed
The term double block and bleed (DBB) is mostly used to define a level of isolation provided by valves in a pipeline or process system. The term is used to describe a safe method of isolation from a pressurised or hazardous medium to facilitate breaking of containment. This terminology is also utilised to identify the relative integrity of temporary isolation systems. However, although DBB is a universally used term to specify a level of isolation, the definition of the term is by no means universal.
The UK Health and Safety Executive guidance document, ‘The Safe Isolation of Plant and Equipment’, defines DBB as “an isolation method consisting of an arrangement of two block valves with a bleed valve located in between.” 1
Testing and monitoring the effectiveness of the isolation is specified in the guidance document which states (Ref. Article 165), not must but should:
• “Prove the integrity of all isolation points of an isolation scheme before proceeding with intrusive work (unless your risk assessment has indicated that the use of non-proved isolation is acceptable).
• Each part of the isolation should be proved separately, e.g. prove each valve in a double block and bleed scheme.
• Each part should be proved to the highest pressure which can be expected within the system during
48 World Pipelines / MAY 2023
Figure 2. 24 in. BISEP with integrated bypass, Belfast, Northern Ireland.
DEKOTEC® Shrink Sleeves Ready for the greatest challenges.
North Africa, 128 Inches (DN 3200)






NEW: SecureDEKOTEC®-HTS100 protection up to 100°C/212°F.
The answer to the most extreme conditions: DEKOTEC® shrink sleeves




Reliable corrosion protection - even for largest pipe diameters and extreme temperatures. Meets ISO 21809-3 and EN 12068. denso-group.com

DEKOTEC® Made for Extremes

• the work activity. Particular care is required when there is a low differential pressure across valves where sealing mechanism is activated by pressure.

• Where possible, each part of the isolation should be proved in the direction of the expected pressure differential.”
Many global operators have developed their own guidance with regards to DBB which is typically derived from the HSE guidance document HSG 253.
Hot tap installed line plugging
STATS BISEP® offers pipeline operators a solution using industry-leading technology for temporary line plugging and is available from 3 - 56 in. and pressures up to 153 bar. Achieved using patented and DNV Type Approved technology, the BISEP provides a fail-safe DBB isolation deployed through a single hot tap penetration, without the need for additional hot tapped bleed or vent ports. The BISEP offers significant safety advantages over traditional line stop technologies, with the hydraulically activated dual seals providing leak-tight isolation.
The dual seal isolation barrier is confirmed once each seal is independently tested with full pipeline pressure in the correct direction; and the pressure between the seals is vented, creating a zero-energy zone. The zero-energy zone between the seals is monitored throughout the workscope, confirming the isolation integrity with zero leakage which increases worksite safety.
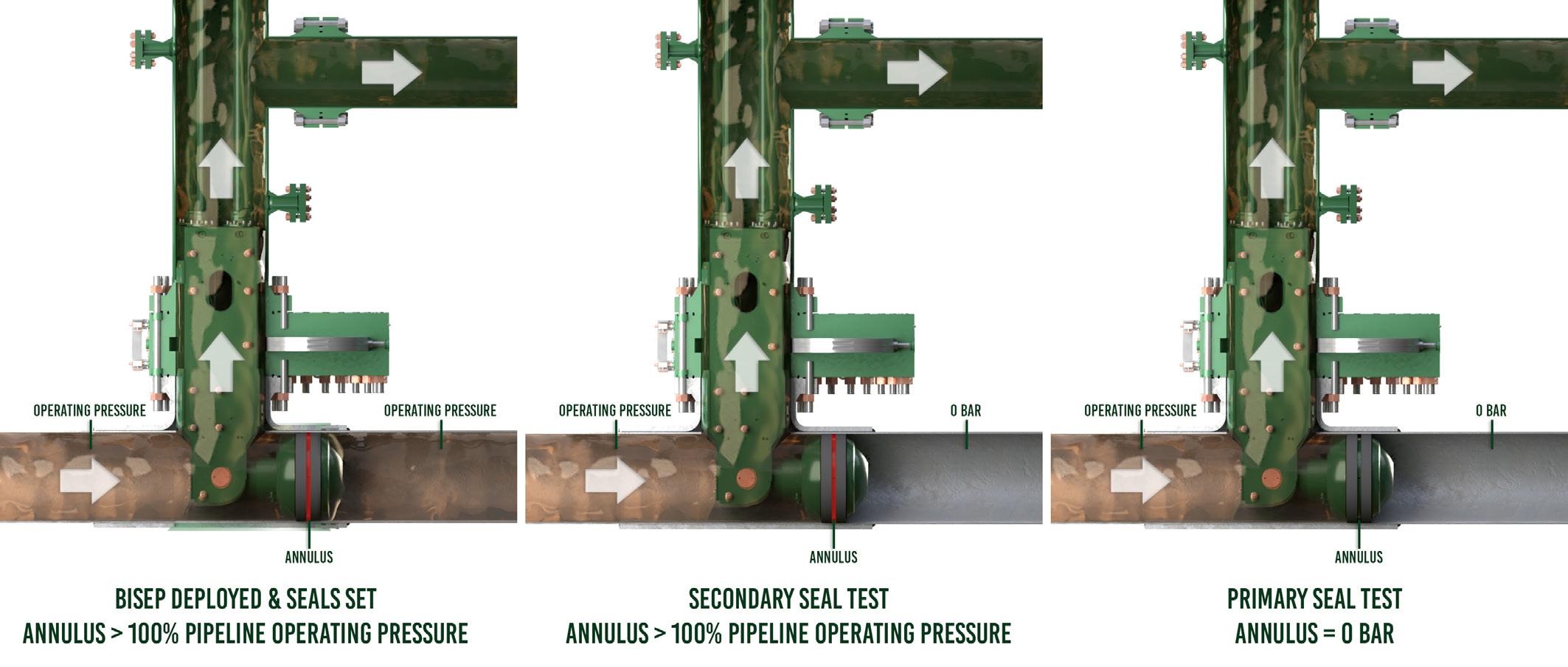
Seal verification sequence
Once deployed into the pipeline, the BISEP is hydraulically activated, compressing the plugging head which energises dual elastomer seals,
Figure 3. Seal test sequence.
50 World Pipelines / MAY 2023
Figure 4. 36 in. BISEP, fuel gas line decommissioning, Abu Dhabi, UAE.
causing them to radially expand against the pipe wall. The hydraulic activation allows the seals to be manipulated to improve performance when sealing in pipes with issues such as pitting, ovality or weld seams, ensuring a leak-tight seal.


As the seals are energised, the trapped pipeline content in the annulus between the seals is compressed due to the seal compression reducing the annulus volume. This increases the annulus pressure to higher than pipeline pressure, monitoring this pressure to prove no pressure loss is an initial indication that the seals are isolating. The annulus pressure is continually monitored and the pipeline pressure inboard (section of the pipeline to be isolated) is vented, generating a differential pressure across the plugging head. Once inboard pressure is fully vented, the BISEP secondary seal is tested in-situ to above the pipeline pressure in the correct direction. This proves the integrity of the secondary seal. The annulus is then vented to a safe area and locked-in. This allows the primary seal to be tested to the full differential pressure and in the direction of the pressure threat. The isolation is then monitored for an extended period prior to issuing the isolation certificate and allowing safe breaking of containment.
Fail-safe isolation

The BISEP provides a fail-safe isolation as the seals are activated and maintained by two independent mechanisms; hydraulic activation and pressure differential across the seals provided by the pipeline pressure. The differential pressure maintains self-energisation of the seals, ensuring isolation integrity independent of the hydraulic control circuit.
The BISEP launcher (housing) features integrated flanged ports to allow safe depressurisation of the isolated pipeline. Flushing and purging of the isolated section can be efficiently conducted without welding any extra fittings onto the line. In addition, once maintenance activities have been completed, the BISEP seals can be used as a pressure boundary to perform a reinstatement test of the newly repaired or replaced pipe section as the seals are designed to resist back pressure.
The BISEP is the only hot tap installed isolation tool that satisfies the design criteria for DNV Type Approval for Pipeline Isolation Plugs. The design criteria satisfies the requirements for Pipeline Isolation Plugs to provide dual seal and isolation in accordance with Offshore Standards: DNV-OS-F101 (Submarine Pipeline Systems) and recommended Practices: DNV-RP-F113 (Subsea Pipeline Repair) and is code compliant with ASME BPVC Section VIII, Division 2.


Integrated bypass: maintaining production


The BISEP can be configured with an integrated bypass through the launcher, which ensures no interruption to flow, maintaining production throughout the maintenance activities. The BISEP is installed into the pipeline unset, allowing deployment into a flowing pipeline, resulting in no interruption to production and saving time onsite. This configuration includes many of the benefits of the standard BISEP, however the addition of an integrated bypass reduces the worksite area and number of fittings required, significantly reducing project costs and timescales.
Pipeline hot tapping and line stopping are critical techniques used by operators to ensure the safety and reliability of pipelines in the energy industry. These techniques allow operators to perform necessary maintenance, repairs, and modifications without interrupting the flow of the product, minimising downtime and reducing environmental risks. However, these techniques require highly skilled technicians and specialised equipment to perform safely and efficiently, and failure to follow proper procedures or to use appropriate equipment can result in accidents, injuries, or environmental damage.
OUR BALL VALVES GO BEYOND THIS DISPLAY AND YOUR EXPECTATIONS! www.boehmer.de OIL, GAS, HYDROGEN, DISTRICT ENERGY & VARIOUS APPLICATIONS 1/8’’ - 56 ‘‘ CLASS 2500 AND HIGHER
Energy transition
As the oil and gas industry transitions to more sustainable energy, and investment in carbon capture and storage (CCS) and hydrogen accelerates, there is a growing focus on how existing pipeline infrastructure can be repurposed for CO 2 and hydrogen transportation. Therefore, the requirement for isolation and intervention technology to isolate these pipelines safely and efficiently for maintenance or modification is increasingly important. STATS DBB isolation tools can provide high integrity
isolation in traditional hydrocarbons as well as hydrogen and high-pressure liquid CO 2 pipelines.

STATS is the only company in the world with an extensive track record of providing hot tapped isolation of high-pressure CO 2 pipelines, operating at up to 138 bar. Isolating liquid CO 2 pipelines has many challenges and project success required the careful control of CO 2 phasechange during venting, and the appropriate selection of steel and elastomer materials to accommodate CO 2 service.
Reducing venting and flaring

Pipeline operators face challenges associated with eliminating greenhouse gas (GHG) emissions during intervention activities such as hot tapping and line isolation for mainline replacement and facility upgrades. STATS’s inline (Remote Tecno Plug®) and hot tap installed isolation (BISEP) tools are contributing to reducing carbon emissions for their customers. Using leak-tight, DBB pipeline isolation technologies, localised repair and maintenance worksites can be safely isolated without the need to depressurise large sections of the pipeline, thereby avoiding the need to discharge significant quantities of GHGs into the atmosphere. In the case of large diameter gas pipelines, this can prevent the potential discharge of thousands or tens of thousands of tons of methane emissions into the atmosphere.
Innovation
STATS are committed to incorporating sustainability into its core activities to assess and measure its social and environmental impact. As the company strives to support the industry move to a lower carbon future, it will continue to innovate and develop new technologies to enable energy transition and support net-zero targets. Ultimately, providing a scalable and sustainable business with purpose, for the benefit of people and the planet.
and
References 1. The Safe Isolation of Plant
Equipment, Health & Safety Executive (2006). Dairyland Electrical Industries is the world’s leading manufacturer of solid-state decoupling products for the
corrosion protection industry.
We’ve been making rugged and reliable products since 1983. After 40 years in business, 99.99% of them still work.
Learn more about our Always Rugged Promise: Dairyland.com /AlwaysRugged
FOR 40 YEARS, WE’VE BUILT THEM RUGGED SO YOU CAN RELY ON THEM TO PERFORM
aterial selection plays a vital role for any industry, and there is no exception for the oil and gas sector. In onshore pipelines projects, pipeline material and its welding accounts for the majority of the cost, whilst in natural gas pipelines it is usually 60% of the project allocated budget (CAPEX). Choosing the right pipeline material with optimised grade therefore leads to enormous savings in project capital cost. However, it’s very technically challenging, interesting, and sensitive to select the pipeline material in view of techno commercial aspects; factors such as fluid type, fluid composition, fluid velocity, sour or corrosive, presence of solid particles, pipe size, design conditions, operating parameters, design life, material properties, fabricability, severe environment conditions, material availability, performance and their combination will have a significant influence. While selecting materials, consideration should be given to their safe design and reliable performance under the anticipated in-service conditions over the lifetime of the component.
Process environment
Hydrocarbon fluids are majorly classified as crude oil, natural gas, gas condensate, multiphase, liquid hydrocarbons, produced water, etc. Material deterioration is quite common in its lifecycle due to direct contact between the fluid and internal wall of the pipe in various conditions such as uninterrupted fluid flow, fluid composition, improper periodical maintenance, differential pressure, and velocity. The basic principles to avoid material deterioration are creating a barrier between the internal wall of the pipe to fluid contact, or using better resistant material against the fluid composition and/or injecting corrosion inhibition in the fluid. Higher percentage of CO2, H2S, chlorides, sulphur, water cut, organic acids, solid suspended particles and oxygen will cause damage, loss of the material and ultimately reduces the material life.

53
Girish Babu Nounchi and Jayaraj Padayachiyar Govindan, Wood Plc, and Shankar Mohan, Worley, explore governing factors in the efficient selection of pipeline material.
When CO2 in the fluid mixes with water it forms carbonic acid, resulting in iron carbide scales at an elevated temperature. The metal begins to corrode and will be enhanced when oxygen and organic acids dissolve the protective iron carbide, preventing further scale formation. Presence of bicarbonates increases the alkalinity of the fluid and reduces the corrosivity. Corrosion resistance alloys (CRAs) are considered immune to this in most conditions, but some of the lower grade stainless steel (SS) type 13Cr may suffer at higher temperatures and low pH. The materials resistance to CO2 corrosion in the order CS < CS with lining < SS 300 series < 22 Cr < 6Mo < GRP.
The primary concern with hydrogen sulphide (H2S) is hydrogen attack on the metal which causes it to become brittle. Fluids with high levels of H2S are termed ‘sour’ and NACE defines the H2S levels above 0.05 psi of partial pressure as a sour condition for gas phases. In aqueous phases, above 10 ppm mass is considered sour. The hydrogen attack mechanism is complex and caused by the absorption of atomic hydrogen in steel, depending on certain conditions such as pressure, temperature, and the pH value of the fluid.
Chlorides in the fluid attack the material through de-passivation effect caused by chlorides ions, and is aggressive on 300 series of austenitic steel. This chloride stress corrosion is prompted by the temperature, chloride stress concentration and residual stresses in the metal. It will be enhanced by the presence of O2 and low pH. The chloride content shall not exceed 50 ppm in water at any case during the hydrotesting. High nickel alloys, nickel-iron (Inconel), nickel-iron-chromium alloys are highly immune and resist this corrosion. The order of resistance is 25Cr > 22 Cr > 6 Mo > SS 300 series.
Elemental sulphur is an extremely strong oxidant, and when mixed with water forms sulphuric acid, reacting with carbon and low alloy steels (CRA) to form sulphides. However, highly alloyed nickel CRA’s such as Inconel (High PREN) are resistant to sulphur attack.
Presence of solid suspended particles or sand in the fluid will remove the metal layer based on the fluid flowrate, the density and morphology of solids. Velocity range shall be maintained to avoid deposits at the bottom of the pipe, and at the same time flow rate shall not cause erosion to break the corrosion inhibitor film in case of it’s injection in the fluid. In general comparison the velocity range based on the pipe material is non-metallic materials < CS < CRA. In certain fluids, however, the velocity may be similar in CS and CRA materials pipe.
The dissolved oxygen in the fluid (produced water) oxidises the metal very quickly. HDPE lined CS can be used for produced water, oil, multiphase, H2S (max 3 mol%), chlorides, CO2 excepts wet and dry gas, aromatics, and acid services by considering limitations of pressure and temperature. However, the GRE pipe can be used even in dry gas and allows higher limitation of H2S (max 7 mol%). For both materials, special flow assurance studies recommend in case of solid deposits > 10 g/m3 in the fluid to confirm no erosion effect. RTP have similar robust advantages but limitations in size availability.
Internal coatings or linings are not an acceptable method to mitigate cracking in sour service such as HIC and SSC, however they may be used to mitigate general or localised corrosion.
Design conditions and operating parameters
The MAOP, MDMT, maximum and minimum operating temperatures, tie-in temperature, and installation temperature (soil temperature at 1 m burial depth of cover) are a few parameters that greatly influence the pipeline size and material. Flow assurance specialists provide the pipeline size options based on volume flowrate, transient and hydraulics studies with respect to the destination pressure requirement. However, the selection of pipeline materials such as carbon steel (CS) API 5L with optimised grade, non-metallic materials (RTP, RTRP, GRE, HDPE), lined CS, CRA cladded steel, SS and DSS alloys are mainly from the studies of corrosion management plans. In general, CS API 5L, PSL-2 pipes up to grade X70 are used for non-sour applications, and in case of sour services the grade is limited to X65. For the required MAOP, installation and operating temperatures, the minimum pipe wall thickness will significantly reduce with respect to increase in the grade of material due to higher SMYS, resulting in less tonnage cost. RTP and RTRP are replacing the usage of CS flowlines (< 8 in.) for higher pressure (3000 psi) and temperature (-33 to 82˚C) of multiphase lines (untreated fluid) due to flexibility in installation and easily operable – despite high initial investment and less design life compared to CS (20 vs 25 years).
Material properties
The properties of material will vary with respect to the chemical composition. The susceptibility of the material depends on the temperature, loads, internal and external environment until it reaches its threshold value. For CS PSL-2 pipes with thickness ≤ 25 mm, specification API-5L restricts maximum carbon equivalent percentage (CEIIW = 0.43) for most of the grades with a suggested percentage of each material element and pipe forming. The mechanical tests such as tensile, CVN, DWT, bend, guided bend, hardness and flattening with respect to seamless or welded pipe are covered in API-5L specification and test pieces are in accordance with ASTM A370.
For gas, two-phase gas/condensate lines and the liquids which will convert to gas at near atmospheric temperature require the pipe material to have sufficient inherent toughness to resist fracture propagation. Two possible modes of fracture exist i.e. brittle (cleavage) and ductile (shear). The CVN impact test helps to know the resistance in the pipe body to ductile fracture propagation. Even with fully ductile material it is possible to have long propagating fractures which are due to high pressure, low temperature (< -29˚C), decompression character, SMYS, pipe size, wall thickness, pipe design factor, backfill conditions, etc. Several empirical relationships have been derived from full scale test with methane to predict the propagation behaviour. For rich gas or two-phase lines operating at higher pressures, those relationships are not valid and may not be conservative. In certain cases, it may be impossible to arrest a fracture by pipeline material selection alone and an alternatively dedicated crack arrestor may be required. Brittle fracture propagation can be avoided by specifying a drop weight tear test (DWT) at a temperature lower than the minimum design temperature, and selecting a pipe material which will fail in a ductile manner. If the manufacturer meets the minimum average absorbed value and
54 World Pipelines / MAY 2023

Untitled-5 1 27/11/2019 15:39
shear area requirements, then no additional assessment tests are required.
The hardness value for CS is restricted to 22 HRC by NACE MR-0175. For the welded CS pipes in API 5L, hardness is limited to 22 HRC for the internal surface of the pipe and 27 HRC for the external surface of the pipe. PWHT method involves tempering at temperatures high enough to reduce hardness and relive residual welding stresses via high temperature stress relaxation. ASME B31.8 recommends the PWHT if the thickness is > 32 mm. The use of special chemistry controls allows the company/contractors to perform welding without PWHT and be reasonably sure that weld heat affect zones will be soft enough to resist cracking which will be very useful for pipe where it is often difficult to perform PWHT. Steels above a certain hardness are susceptible to hydrogen induced cracking (HIC) and sulphide stress cracking (SSC) belongs to hydrogen embrittlement, a condition of low ductility in metals resulting from the absorption of hydrogen. HIC occurs without influence of stress and SSC will be influenced by stressed and strained conditions. Polythionic acids (sulphur acids) will crack when stressed and sensitised by the austenitic SS even at ambient temperatures. It causes problems in steels with ultimate tensile strength > 90 ksi, and is usually manifested by delayed, catastrophic, and brittle fractures at tensile stresses well below the ultimate tensile strength of material. Rolled products such as plates and welded pipe made from plate or coil are at major risk of HIC due to the flattened nature of sulphide inclusions, whilst seamless pipes and CRAs are not susceptible to HIC. Austenitic SS and nickel-based alloys are mostly susceptible to stress corrosion cracking (SCC) in the presence of chlorides and H2S.
Non-metallic pipes (such as GRE, GRP, RTR, RTP, HDPE, etc.) are limited mainly by pressure and not by SMYS like steel pipe. This allows them to overcome high built-up pressures sometimes during overflow or surge. The main properties, such as resistance to creep, hydrostatic design basis, yield/ ultimate (burst) strengths, stress relaxation properties, modulus of elasticity, compression strength, impact strength, density, notch sensitivity, thermal properties (brittleness temperature and melting point), permeation characteristics (fluid permeability and blistering resistance), compatibility and aging (fluid compatibility, aging tests, and weather resistance) shall be considered. Lesser diameter of pipe can withstand the more pressure at established temperature, and the pressure rating will be decreased by increase in line size. If the maximum operating temperature of the fluid is increased for a prolonged time, then the nominal ultimate burst pressure, nominal ultimate tensile load and nominal ultimate compressive load will decrease and there will not be any change in nominal ultimate collapse pressure. Aromatic content in hydrocarbon applications shall be limited to maximum 50%.
External environment
The pipelines are affected by the external environment such as buried or partially buried, culverts, water bodies, sabkha, wadi, road crossings due to soil type/composition, soil resistivity, continuous or intermediate wetting, external surface temperature, seashore areas, arctic environments, etc. The suitable external coating shall be preferred based
on the fluid temperature, soil type, and additionally cathodic protection (CP) shall be provided for normal terrain conditions. For special terrains, other precautionary measurements should be implemented such as trench design, bedding, and cover material. In arctic environments, insulation for the pipeline is a requirement even if a tough material is used. UV protection is required for non-metallic lines in above ground applications. CP systems shall be provided for all metallic buried lines including SS, even though it is externally coated.
Cost
Proper selection of materials will ensure operational reliability and integrity throughout the design life of the pipeline whilst keeping in mind the health and safety of personnel, environmental protection, repairability, product/process contamination (impact of corrosion rates), and optimised cost. The use of corrosion resistant alloys and internally cladded piping systems shall only be considered when other corrosion mitigations, such as internal coating and corrosion inhibition, cannot withstand the harsh service conditions. The use of solid alloys instead of cladding may not be the most cost-effective option, however, it is worthwhile to think in terms of lifecycle costing, which may show a longer life and lower maintenance cost despite high initial cost. The initial cost comparison with respect to the CS is, CS < LTCS (1.15 times) < CS + epoxy/ PTFE line (1.5 times) < non metallics GRE & RTP (4 times) < SS (4.2 times) < CRA (6 - 8 times) < DSS (13 times) < Cu Ni alloys (> 15 times). The operating companies already have the history of used material performance that helps to conduct detailed studies of process and operating conditions before selection of a new material. Such use shall be economically justified with consideration to potential damage mechanisms. Detailed study of flow conditions, corrosion mechanisms involved, and the expected life of material is important before selecting a specific metal for the application.
Conclusion
Historically, no single material has survived all types of problems caused by various types of corrosion, since the material suitable for SSC may fail due to fatigue. Another material which can resist high temperature corrosion may fail due to pitting. Selecting a suitable grade of SS, such as a low carbon variety or stabilised grade, will avert intergranular corrosion or weld decays if welding operations are involved. There is continuous development in the materials by metallurgists to tackle the corrosion in the hydrocarbon industry, but the primary consideration shall be given to economically superior material with respect to the design requirements and design life.
References:
1. API RP 5L: Specification for Line Pipe.
2. API SPEC 15HR: High-pressure Fiberglass Line Pipe.
3. API SPEC 15S: Spoolable Reinforced Plastic Line Pipe.
4. ASME B31.8: Gas Transmission and Distributing Piping Systems.
5. ASTM A 370: Mechanical Testing of Steel Products.
6. ISO-13623: Petroleum and Natural Gas Industries - Pipeline Transportation Systems.
7. ISO-15663: Petroleum and Natural Gas Industries - Lifecycle Costing.
8. NACE MR-0175 / ISO 15156: Petroleum and Natural Gas Industries - Materials for Use in H2S-Containing Environments in Oil and Gas Production.
9. NOUNCHI, G. B., BAHUBALI C., ‘Many layers to RTP’, WorldPipelines (November 2021), pp. 51 - 55.
56 World Pipelines / MAY 2023
Improving competitiveness and environmental footprint as well as keeping everyone safe during construction activities are the main challenges for the oil and gas industry. With this in mind, Sicim is continuing to invest in research and development (R&D) in order to innovate its equipment and practices of constructing onshore pipelines and plants.
Sicim’s continuous strive for excellence has been recognised with different awards by IPLOCA. During the last three years, the company was awarded a total of six prizes in different domains such as health and safety, environmental, new technologies, and excellence in project execution. The following is a brief description of the main solutions implemented.

Flying washing basket
To ensure a perfect cleaning of all heavy equipment in safe conditions, Sicim developed the flying washing basket. This system is composed of a suitable crane with remote control and a dedicated basket to host the washing operator. The flying washing basket allows the operator to perform a 360° flight all around the equipment, cleaning every part with ease.
The main advantages are the elimination of manual handling hazards, the mitigation of the hazards associated with working at height, the elimination of slip and trip hazards, and the improvement of housekeeping.
Oil and lubricant saving distribution system
Engine and hydraulic system oil and lubricants change operations are part of standard maintenance procedures. With the aim to improve this process, Sicim implemented a controlled oil and lubricants distribution system in its Mexican facilities.
This system consists of refilling tanks located in a separate area to minimise HSE risks. Through pumps, the oil and lubricants are then distributed to different workstations via a system of pipes. Single service points are equipped with flow meters to monitor and measure the quantity of oil and lubricants used in real-time. This allows for the optimisation of consumption as well as minimised cost, machine downtime, and manual handling. This also avoids leaks during refuelling, thus keeps workstations clean.
Leonardo Gravina, General Manager, SICIM, Italy, introduces machinery that minimises cost, machine downtime, and manual handling.
57
Figure 1. Sur de Texas (onshore) pipeline project landfall platform.
Sur de Texas pipeline project
Between 2017 and 2018, Sicim executed the Sur de Texas (onshore) pipeline project in the region of Altamira, Mexico. The scope of work entailed three components: landfall execution, landfall support and pipeline. The project was executed on an EPC basis, including permit application. The pipeline diameter was 42 in., X70 with wall thickness from 23.7 - 45.52 mm.
The execution plan was largely based on unconventional construction techniques: temporary platforms to support the landfall construction (north), 4 double line HDD crossings, tunnel crossing (landfall north), 56 in. direct pipe installation (landfall south), docks and river crossings, and very little conventional pipe laying works. Pipes were installed in flooded areas and across the lagoons and coastal wetlands.
Landfalls required the design and construction of solid embankments importing soil from an existing quarry located 7 km from the project area. To minimise the impact on the local community, a specific traffic management plan had to be implemented. From an environmental point of view, Sicim had to re-engineer a crossing solution (HDD and direct pipe) to consider problematic geological conditions and restriction of the working strips to preserve the unique flora and fauna richness of the area –the mangroves.
The main project achievements were: timely completion of all project milestones, 1 million worked manhours, 0 LTIs, and a stunning ‘below zero’ impact on the mangroves – 100% preservation of existing forest and +33% new mangrove reforestation.
Airborne and self-assembly excavator
The services connected with the operation and maintenance of the Camisea Pipeline in Peru require proper solutions for their critical challenges, and namely the capability to mobilise emergency crews in a very short timeframe to extremely remote areas that require equipment able to be transported by helicopter and assembled onsite without the assistance of auxiliary systems.
To cope with these challenges, Sicim developed a selfassembling excavator with the following features:
) Capability to be disassembled in elements not heavier than 3.9 t (max-lifting-capacity of the helicopter).
) Reassembling to be manually performed using specific devices already attached to the excavator.

) Rapidity of assembling/disassembling (less than 2 hours and 30 minutes).
The airborne and self-assembling excavator meets all safety requirements and the latest engine emission applicable standards.
Safe choker belt
The choker belt is a special lifting gear designed to lift a single pipe. During the years, Sicim experienced several accidents related to hand or finger crushes. In order to reduce the risk of injuries during pipe lifting operations, Sicim implemented a specific modification of the ‘industry standard’ choker belt based on the following:
) Installation of a carter that covers all the rotating parts, avoiding any shearing.
) Application of removable handles to allow the slinger to secure the lower part to its holder without putting fingers between the belt and pipe.
Sicim initially started to use the new ‘safe choker belt’ on a 56 in. pipeline project to gradually extend its use to all pipe sizes up to 60 in.
When it comes to the dramatic improvement in safety in relation to entrapments/shears, with zero accidents recorded after implementation, it was also noticed a drastic reduction in the time connected with the overall pipe handling operations.
Personnel detection tool
The safety of workers operating on the ground near live heavy machinery is vital. Sicim decided to equip its heavy equipment (pipelayers and excavators) with a proximity visual/audible detection warning and alert system to reduce the risk of impacting pedestrian workers when working in proximity.
The selected proximity warning system is called personnel detection tool (PDT) and is designed for personnel and object detection. Frequency modulated continuous wave (FMCW) radar detects moving and stationary objects, providing the operators with a suitable time frame to avoid collisions. The sensors provide active object detection in heavy equipment blind spots, minimising false alarms.
The strive for continuous excellency
The continuous strive for better and safer equipment has allowed Sicim to design its types of machinery with quickdetachable parts to allow easier transportation in containers (containerisation method). Among the types of equipment that were redesigned in accordance with this concept, there are pipelayers, multipurpose transporters, pipe carriers, pipe welders, and bending machines.
Finally, to keep control of this fleet, Sicim has introduced the use of the MasterLog System which, through web server software, has the purpose of ensuring the acquisition and telemetry of functional parameters and other data generated by vehicles, machinery, and equipment that are operating remotely.
58 World Pipelines / MAY 2023
Figure 2. Containerisable multi-purpose tracked transporters (EPE smartcarriers).

Keep updated Keep up-to-date with us to hear the latest pipeline news For more news visit: www.worldpipelines.com






60
Cassandra K. Moody, M.S., P.E, President and Principal Engineer, Time For Change, LLC.
Elizabeth Corner: Congraulations Cassandra! What are your thoughts upon winning the award?


Cassandra K. Moody: I’m very honoured to receive the 2023 John Tratsoo Award for Young Achievement at PPIM 2023. There are so many people in the pipeline industry to thank for guidance and encouragement along the way. I am excited to continue encouraging the next generation of pipeline thought leaders as they are entrusted with the duty of care for this great industry transporting safe and reliable energy to the world!
EC: What would you say has been your career highlight so far?
CK: During my career thus far, I’ve gained a broad perspective of experience on projects spanning the lifecycle of pipeline projects, including many deep-dives in pipeline and facility integrity management initiatives as an operator, independent consultant, and expert witness. The highlight of my career has been noticing the changes in the industry since I’ve been working, namely being active in the National Academies of Science sponsored committee to study and make recommendations for valve automation to the National Transportation Research Board for PHMSA and Congress.

61
The recipients of
the
2023
John Tiratsoo Award for Young Achievement are Cassandra K. Moody and Sarah Newton. Senior Editor, Elizabeth Corner, gets to know the winners.
EC: How would you describe your career path?
KC: It’s definitely been non-linear. I actually thought I wanted to be in the alternative energy space when I started (I originally wanted to be a doctor). And then when I made my way to engineering I was thinking alternative energy, but at the time the Obama incentives ran out, so I found myself in Houston, and oil and gas is prevalent here. I got my job on a golf course actually! I was talking to the President of a pipeline company, he’s a very good golfer, we were at the tee box at the 18th hole and our drives were very even. We went up to the approach shot, and I had a hybrid and he had an iron (so he wasn’t going for the green), and he looked at me and asked “you’re going for it?” and I said “absolutely, if you don’t go for it you’re never going to make it”, and he said “you need to come in on Monday for an interview”. So it all just serendipitously happened after that. Since then, I worked for a corporate oil and gas company for eight and a half years and then decided I wanted to help more than one pipeline operator so I started my own pipeline consultancy. This is not what I thought I would be doing when I would grow up, but I wouldn’t have it any other way, and it’s really neat to have the opportunity to help young engineers and female engineers kind of make their own way and their own career paths in the industry.
EC: Who are your mentors or role models in the pipeline industry?
CK: Pat Veith, Shawn Laughlin, Chris Yoxall, Michael Lopez, Rusty Belflower, Chris Alexander, and Tara Podnar McMahan.
EC: What is your message to other young pipeline professionals? What makes this industry rewarding and attractive?
KC: The pipeline industry has been personally rewarding to me in terms of opportunities to gain experience and expand my responsibilities. I was selected to be ‘Miss Piggy’, the person responsible for cleaning and inspection pigging at my company because I was ‘young and good with technology’. Being willing to leverage technology to improve analysis and work process efficiencies has benefited me during my career. Additionally, many opportunities to better the industry are present to attract
other young professionals to develop and seek out better ways to safely operate pipelines.
EC: Do you feel like you make a difference in your job?
KC: I hope so. If not for my girls/children inspiring them to be whoever they want to be, then hopefully to make opportunities for others in the industry, and to give those who might not have the loudest voice in the room a seat at the table.
EC: Are there any expectations you had about this career path that you have found differed from reality, in both a good or bad way?
KC: It depends. I mentioned I was really interested in alternatives when I started, and coincidentally I was at a conference yesterday where they were talking about alternative fuels and renewables, and so it’s kind of coming full circle. But I do still think there’s definitely a place for traditional oil and gas, and those people who have been in the industry for a long time have lots of knowledge. I really think that’s where the key is: it’s getting that knowledge exchange from those with lots of experience. Not just in terms of years of experience, but experience with unique projects and different perspectives, and really capitalising on that information and sharing it across the industry. I do think the industry as a whole is collaborative and does do well with sharing lessons learned. Because really, when there’s an incident from one pipeline operator, it affects everybody, with public perception. So I really like to see the collaboration and working together and that knowledge sharing and knowledge transfer, not just from the young or from the old generations to the young generations, but in terms of complex projects and experiences.
EC: What skills are the most crucial to succeeding in this career? What type of person do you need to be?
KC: I think you need to be a very nimble and flexible person who is very adaptable to change. That’s actually what my company, Time For Change, is named after: it’s the ability to adapt, whatever challenges you face. And as engineers, I think most of us are really good problem solvers. But some engineers seem to be solving the same problem over and over and not looking outside of the box for new solutions to the problems that that we all face.
EC: What the best bit of advice you have for someone looking to move into this area?
KC: I would find a mentor. I am a huge proponent of mentors to help with knowledge sharing and transfer. Having a formal relationship where you can have a safe space to share your experiences, ask for feedback, accept constructive criticism and have have somebody support you in driving change and progressing your career is invaluable.

EC: And your hopes for the future?
KC: In the future, I aim to personally grow my company, Time For Change Engineering Consulting, to serve the pipeline industry in finding ways to safely optimise ROI (Return on Integrity), while creating opportunities for young persons and women in science, technology, engineering, and mathematics through my company’s internship programme and other industry initiatives.
62 World Pipelines / MAY 2023
Figure 1. Cassandra K. Moody.
Sarah Newton, CambioTM Product Lead and Senior Geological Engineer, BGC Engineering Inc.

Elizabeth Corner: Congraulations Sarah! What are your thoughts upon winning the award?
Sarah Newton: I’m grateful to have been nominated and pleased to have been awarded. Grateful to have been able to work with such incredible teammates on this work (BGC engineers, software developers, client partners) and pleased to have been able to contribute to risk reduction in the pipeline industry.
EC: What would you say has been your career highlight so far?
SN: By far the highlight of my career has been to realise that our work has had measurable impacts on pipeline geohazard failure rates. We estimate that our methods have reduced our clients’ pipeline geohazard failures by 80% compared to industry average failure rates. This is a statistic that we’ve been tracking for the past seven years on nearly 500 000 km of pipelines. I’ve also enjoyed partnering with client pipeline integrity teams and working with a great, diverse team at BGC. Not to mention the opportunity to conduct field work in remote and beautiful landscapes (including the Peruvian Amazon, Alaska, Australian Pilbara, and much of Canada).

EC: Could you briefly describe your current role?

SN: Right now I’m the Cambio Product Lead. Cambio is the geohazard risk management software that we’ve developed for the pipeline industry and other industries, and in that role I establish
Need a reprint?

the road map for the product. I work with the designers, product owners and software developers to bring the vision into reality.
EC: What does a typical day in the role look like? Is there a typical day?
SN: I spend a lot of time connecting with different people. I talk to our pipeline clients to understand what their needs are for the software. I meet our internal team, improve our designs
Figure 2. Sarah Newton.
+44
reprints@worldpipelines.com
(0)1252 718999
We can tailor to your requirements, produce 1 - 12 page formats, print colour or mono and more
ADVERTISERS’ DIRECTORY
and build out new features, and work through geotechnical and geohazard type problems. I also still do a decent amount of technical consulting work as well. It’s a very connected role – it’s a lot of fun in that respect!
EC: And what qualities do you think you need to succeed in the role? What do you think makes you good at it?
SN: I think curiosity is the cornerstone; being interested in other people’s problems and challenges, and trying to help them figure out how best to address them. Working to try to overcome what it is that they’re struggling with, either in the more mundane workflows or if they’re really trying to come at something that hasn’t been tackled in the science yet. So we spent a lot of time doing research and development, thinking about how to improve the state of the practice and how to share what we learn with others. There’s a big push to get our research out there in the world and to publish what we uncover so others can benefit from the work that we do.
EC: Can you tell me something that the readers might not know about your company, or about the product?
SN: The main thing is just how effective it’s been. We’ve been targeting this goal of a global reduction of geohazard failure risk in the pipeline sector. Our target has been to to take that down by 10% from 2015 rates by 2025 and I’m pretty confident we’re going to meet this goal.
EC: Who are your mentors or role models in the pipeline industry?
SN: My main two role models in the pipeline industry have been Gerry Ferris and Michael Porter – both are exceptional leaders, mentors, and innovators in the field of pipeline geohazard risk management at BGC Engineering Inc. who have supported me throughout my career.
EC: What is your message to other young pipeline professionals? What makes this industry rewarding and attractive?
SN: There are lots of real-world problems to work on, with the potential to make a measurable impact. There is the opportunity to use new technologies – especially in the field of remote sensing – giving us the ability to scale assessment across vast geographies and to bring novel solutions to longstanding problems. And the importance of solving of the problems is compelling – people and the environment can be badly impacted, so it’s imperative we do this right.
EC: What are your hopes for the future?
SN: Expand our methods to further operations globally, incorporate new datasets and technologies, build something useful, used by many people. Use what we’ve learned supporting pipeline operators and apply the methods in other sectors to improve overall climate change resiliency for infrastructure and communities. And maybe do some field work in Italy!
EC: Do you feel like you make a difference in your job?
SN: Totally. I mean it’s incredibly motivating to be part of something that feels like it has real-world impact and actually move the needle on something like this.
Advertiser Page ABC 55 AGRU 33 AMPP 19 Böhmer GmbH 51 CRC-Evans 4, bound insert Curtiss-Wright EST Group OBC Dairyland 52 DeFelsko 21 DENSO GmbH 49 Denso Inc. 7 Girard Industries 45 Global Hydrogen Review IBC Horizontal Drilling International 11 Laurini 41 Maats 39 Midwestern 45 Palladian Energy Podcast 2 Pigs Unlimited International LLC 19 Pipeline Inspection Company 55 Propipe 12 ROSEN IFC Seal For Life Industries bound insert, 25 Stark Solutions 15 STATS Group OFC, 26 WeldFit 29 World Pipelines 59, 63

www.globalhydrogenreview.com A new magazine focused on the global hydrogen sector Subscribe for free:
GripTight ® Test & Isolation Plugs















Confidently test open-end pipe, pipelines & pressure vessels without welding, and isolate & test flange-to-pipe weld connections with GripTight Test & Isolation plugs from Curtiss-Wright.







• Standard pressure ratings up to 15,000 PsiG (1034 BarG)












• Patented gripper design for increased safety in high-pressure applications












• Eliminate welding end caps for pressure testing pipe spools and piping systems












• Test flange-to-pipe welds without pressurizing entire systems





• Isolate & monitor upstream pressure and vapors during hot work



• ASME PCC-2 Type I, III & IV Testing Devices

877.503.0768 l est-sales@curtisswright.com l cw-estgroup.com/wpl-23
