MAGAZINE | MAY/JUNE 2023
BERNDORF PROCESS EQUIPMENT FOR THE PRODUCTION OF PREMIUM PASTILLES FOR THE FERTILIZER INDUSTRY


Euromel® Melamine The state-of-the-art HP technology





Euromel® Melamine - the leading and most advanced technology for the production of high-quality melamine used in wood-based products, laminates, moulding compounds and fire-extinguishing foams in the last 40 years.








Delivers high purity, high consistency melamine with total zero pollution (TZP) with extremely lower energy consumption using 30% lesser steam import and 20% lower fuel utilisation than the closest competitor.
Euromel® Melamine Process is now used in 28 plants worldwide, accounting for more than 8 million tonnes of melamine produced cumulatively, making it the most traded and widely used melamine worldwide.

CONTENTS
27 A Crash Course On Conveyors
Robert Fitzpatrick, Ag Growth International (AGI), outlines the different methods for conveying and handling fertilizer materials, and describes best practices for safety and efficiency.
31 Cracking Up
Leslie David, Dunlop, UK, explains how both ozone and ultraviolet light can dramatically shorten the working life of conveyor belts, and considers how fertilizer manufacturers can protect against these effects.
36
A Return To Conveyor Safety

Dan Marshall, Martin Engineering, USA, outlines how fertilizer producers can avoid unscheduled downtime, mitigate cleanup, improve efficiency, and reduce the cost of operation through proper belt return maintenance.
41 Gains From Granulation
Jacco Korver, INSTRAL B.V., and Lucas van der Saag, ICL Fertilizers Europe C.V., The Netherlands, describe the intricacies of the granulation process and consider its benefits for the storage and transportation of the end fertilizer product.


44 Developing Egypt’s Sulfuric Acid Industry

AK Tyagi, Nuberg, India, explains the contributing factors that are influencing the current conditions of the sulfuric acid market, and examines the development of a sulfuric acid plant in Egypt.

48 Less
Is More

Dr. Metodi Zlatev, Haver & Boecker Niagara, Germany, considers the role of efficient and high-quality equipment and fertilizer processing solutions in boosting efficiency, improving product quality, and producing more with less.
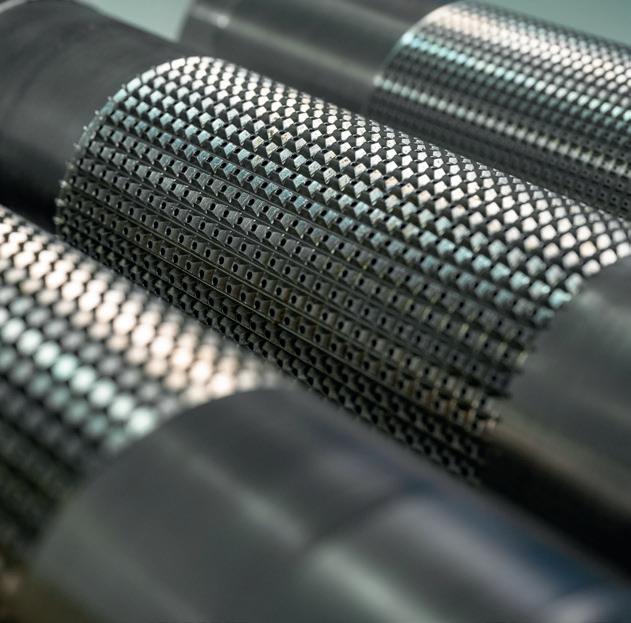
Berndorf Band Group provides equipment for the entire production process of fertilizer pastilles, from upstream equipment to steel belt cooling and solidification systems, as well as pastille handling, bagging and/or truck/rail loading. Advanced feeders, environmentally-friendly cooling systems and Berndorf’s worldwide service network help to ensure the high quality of pastille production.

ON THE COVER 03 Comment 05 News 10 Adapt And Prosper Contributing Editor, Gordon Cope, considers how Europe will eliminate its dependency on Russian natural gas and navigate the challenges of fertilizer and food security. 15 Dried And Tested Shane Le Capitaine, FEECO International, Inc., USA, discusses how rotary dryers operate and why they are favoured for phosphates, as well as the challenges and considerations involved with drying phosphate ores. 19 Keeping A Close Eye On Corrosion Luiza Esteves, Alleima, USA, considers the design, cost, and reliability of corrosion-resistant alloys for use in the phosphoric acid industry. 23 A Question Of Scale James Byrd and Elton Curran, JESA Technologies, LLC., USA, discuss the advantages of larger plant capacities and consider how economies of scale could benefit phosphoric acid producers. follow @WorldFertilizer like World Fertilizer join World Fertilizer Copyright© Palladian Publications Ltd 2023. All rights reserved. No part of this publication may be reproduced, stored in a retrieval system, or transmitted in any form or by any means, electronic, mechanical, photocopying, recording or otherwise, without the prior permission of the copyright owner. All views expressed in this journal are those of the respective contributors and are not necessarily the opinions of the publisher, neither does the publisher endorse any of the claims made in the advertisements. Printed in the UK. CBP006075
BERNDORF PROCESS EQUIPMENT FOR THE PRODUCTION OF PREMIUM PASTILLES FOR THE FERTILIZER INDUSTRY 2023-05 World Fertilizer_May 210x297_cover.indd MAGAZINE MAY/JUNE 2023
and
Contributing Editor, Gordon Cope, considers how Europe will eliminate its dependency on Russian natural gas and navigate the challenges of fertilizer and food security. T o everyone’s relief, Europe weathered the energy storm. conservation, and demand destruction, EU member countries managed to reduce gas consumption by 19%, well above the 15% goal it set But longer, more serious challenge remains; fertilizer and food security. At the start of the 2023 World Economic Forum in Davos, expressed concern over Russia’s “weaponisation” of food: “Russia is the world’s largest exporter of fertilizer, so it will have global implications. We’ve seen some of that from the disruptions already and there a need for Russian fertilizer in order to maintain global food production. But my message here is next phase to reduce, to avoid the dependency on Russia. Because when that is being used as weapon in war, we cannot go to be.” Developing Egypt's Sulfuric Acid Industry AK Tyagi, Nuberg, India, explains the contributing factors that are influencing the current conditions of the sulfuric acid market, and examines the development of a sulfiric acid plant in Egypt. Tbeen steadily growing as one of the primary suppliers of raw materials for various chemical and industrial applications. The fertilizer industry is also driving market expansion. Major sulfuric acid suppliers across the world are projected to enhance their already booming exports in the near future as worldwide demand for sulfuric acid continues to grow. Sulfuric acid is one of the global chemical industries’ most important molecules and products. So far, the majority has been utilised to manufacture various types of fertilizers. Sulfuric acid is also in high demand in other chemical and industrial areas, such as metal processing, pigment, petroleum, paper and pulp (Figure 1). China is currently the world’s greatest producer of largest exporter. Grand View Research’s (GVR) industry analysis reveals that the global sulfuric acid market was worth US$10.1 billion in 2016, and is predicted to grow to US$13.45 billion by 2025, reflecting robust compound annual growth rate (CAGR) of 3.3%. The market is predicted to be driven primarily by rising phosphate fertilizer production capacity and tightening environmental rules to regulate emissions, which will lead to increased use of smelters to capture sulfur dioxide products. According to GVR, the global market is predicted to grow due to rising demand for the product from the fertilizer, chemical manufacturing, paper and pulp, petroleum refinery, metal processing and automotive industries for use as a catalyst, dehydrating 45 10 44
Adapt
prosper
Pop-A-Plug ® Tube Plugs






ASME PCC-2 Compliant Heat Exchanger Tube Plugging System









Trusted by fertilizer plants around the world as their go-to solution for heat exchanger tube leaks, Pop-A-Plug Tube Plugs from CurtissWright are engineered for optimal performance throughout the life cycle of equipment. Controlled hydraulic installation eliminates welding and time-consuming pre-/post-weld heat treatments that can cause damage to tubes, tube sheet ligaments, and joints.









• No Welding Required
• Pressure Ratings Up to 7000 PsiG (483 BarG)







• Simple Hydraulic Installation





• Helium Leak Tight Seal to 1 x 10-10 cc/sec








• 100% Lot Tested to Ensure Unmatched Quality








• ASME PCC-2 Recommended Tube Plugging Repair Methods




• Wide Range of Sizes& ASME/ASTM Certified Materials Available

























































































877.383.1029 l est-sales@curtisswright.com l cw-estgroup.com/wf-23

CONTACT US
MANAGING EDITOR
James Little james.little@palladianpublications.com
SENIOR EDITOR
Callum O’Reilly callum.oreilly@palladianpublications.com
DEPUTY EDITOR
Emily Thomas emily.thomas@palladianpublications.com
SALES DIRECTOR
Rod Hardy rod.hardy@palladianpublications.com
SALES MANAGER
Ryan Freeman ryan.freeman@palladianpublications.com
PRODUCTION
Kate Wilkerson kate.wilkerson@palladianpublications.com
ADMINISTRATION MANAGER
Laura White laura.white@palladianpublications.com
DIGITAL ADMINISTRATOR
Leah Jones leah.jones@palladianpublications.com
EVENTS MANAGER
Louise Cameron louise.cameron@palladianpublications.com
EVENTS COORDINATOR
Stirling Viljoen stirling.viljoen@palladianpublications.com
DIGITAL CONTENT ASSISTANT
Merili Jurivete merili.jurivete@palladianpublications.com
COMMENT
EMILY THOMAS, DEPUTY EDITOR

An estimated 9.9 million viewers tuned into the BBC and gathered around their televisions to watch the 2023 edition of the Eurovision Song Contest on 13th May. The contest was welcomed back to the UK for the first time since 1998, hosted in the city of Liverpool on behalf of 2022 Ukrainian winners, Kalush Orchestra. An array of whacky and wonderful musical acts graced our screens, including Austria’s Teya and Salena, whose electropop tune about being possessed by the spirit of poet Edgar Allen Poe served up exactly what we have all come to expect from the annual competition – a celebration of Europe’s most eccentric and diverse talent. However, among the fun and carefree acts were those using the platform to make more politically-driven statements. Despite the fact that the Eurovision Song Contest was conceived in the 1950s to unite countries after World War II, this year’s competition saw Croatia’s Let 3 perform an anti-war track, with reference to the Russian Federation and both the presidents of Russia and Belarus.
Ukraine’s track ‘Heart of Steel’ also touched upon the war, inspired by Azovstal’s steel works, which became one of the most emblematic points of the Siege of Mariupol. It is evident therefore that the impacts of the Russia-Ukraine conflict are still being felt across Europe, 14 months after it began.
Europe’s fertilizer sector is just one area still struggling with the repercussions of the conflict. As our regional report in this issue of World Fertilizer states, Europe’s nitrogen fertilizer market in particular has found itself vulnerable, relying heavily on Russian natural gas as feedstock. In 2021, Russia exported US$13.1 billion in fertilizer,1 and following the country’s invasion of Ukraine, prices of diammonium phosphate and urea also reached record highs;2 while prices are now coming down from these peaks, Europe must explore new ways to become more self-sufficient and reduce its dependence on Russian exports. A prerequisite for this is sourcing raw materials for fertilizer, such as natural gas, from elsewhere in Europe, however other solutions, according to major European fertilizer producer Yara, should inevitably include the decarbonisation of the fertilizer sector.3 By replacing natural gas with sources like green ammonia, the company plans for its own ‘green fertilizer’ to have an 80 – 90% lower carbon footprint. And Yara is certainly not the only producer with plans based on decarbonisation. CF Industries recently reported that it is partnering up with CHS Inc. to accelerate agriculture and food system greenhouse gas emission reductions through the production and distribution of low-carbon nitrogen fertilizer.4
SUBSCRIPTIONS
By leveraging CF Industries’ investments to produce ammonia, as well as carbon capture technologies, lower Scope 1 emissions are hoped to be achieved. It has also been suggested that the encouragement of organic fertilizer use could set Europe on a path away from Russian exports, as well as circular economy practices like nutrient recycling and recovery from waste streams. Overall, it seems that navigating an industry independent of Russia will not be without its challenges, however being forced to explore alternatives to these exports could provide Europe with a real opportunity to develop more sustainable and planet-friendly practices. Turn to P.10 to read the article from Contributing Editor, Gordon Cope, as he explores the topic in further detail.

1. www.oec.world/en/profile/bilateral-product/fertilizers/reporter/rus#:~:text=About&text=Exports%20In%20 2021%2C%20Russia%20exported,most%20exported%20product%20in%20Russia.
2. www.reuters.com/world/europe/have-western-sanctions-russia-impacted-its-fertiliser-exports-2023-05-11/
3. www.yara.com/sustainability/transforming-food-system/green-fertilizers/what-you-need-to-know-about-greenfertilizers/
4. www.cfindustries.com/newsroom/2023/low-carbon-nitrogen-fertilizer
MAY/JUNE 2023 | WORLD FERTILIZER | 3 World Fertilizer (ISSN No: 2398-4384) is published 8 times a year by Palladian Publications Ltd, UK. World Fertilizer Subscription rates: Annual subscription: £50 UK including postage £60 overseas (postage airmail) Two year discounted rate: £80 UK including postage £96 (postage airmail). Subscription claims: Claims for non receipt of issues must be made within 3 months of publication of the issue or they will not be honoured without charge.
Palladian Publications Ltd, 15 South Street, Farnham, Surrey GU9 7QU, UK Tel: +44 (0) 1252 718 999 Website: www.worldfertilizer.com
sales@bdgt.com.au
MANUFACTURE OF PRECISION
PRILL SPRAY PLATES

CUSTOM AUTOMATED PROGRAMMING SOFTWARE

Capabilities
PRECISION ENGINEERING COMPONENTS
Hole Size: ≥ 0.70mm (0.030”) Diameter

Plate Thickness: 1mm (0.040”) to 3mm (0.120”)
Material: 304 S/S
Finish: Polished
P R I L L SPRAY P L AT E S PE C I A L I S T S
www.bdgt.com.au
BDGT is knowledgeable about the intricate processes required for the production of Prill Spray Plates, and their direct impact on the quality of premium-grade ammonium nitrate. Several factors contribute to the production of high-quality Prill Spray Plates, including the precise form and concentricity of the Prill blank, as well as the perpendicular alignment of the holes with the plate’s surface. By prioritising the manufacturing of top-tier Prill Spray Plates, BDGT enables you to achieve uniform and consistent results when producing ammonium nitrate. +61 7 3344 5744
WORLD NEWS
US Stamicarbon awarded contracts for green ammonia plant
MAIRE S.p.A. has announced that its subsidiary NextChem Holding, through Stamicarbon, part of the Sustainable Technology Solutions business unit, has been awarded licensing and basic engineering design contracts for a 450 tpd green ammonia plant by a prominent North American fertilizer producer.

The plant, to be built in the US, will produce green ammonia to be used as feedstock for nitrogen-based fertilizers and will be based on the state-of-the-art Stami Green Ammonia technology. It is expected to start operations in 2026.
Stami Green Ammonia, the main building block for green fertilizers, enables environmentally friendly ammonia production from nature’s elements by using water electrolysis to make hydrogen and obtaining nitrogen from the air instead of the steam reforming of fossil fuels. The combination of proprietary technology and engineering requirements to build small-scale green ammonia plants offered by Stamicarbon, NextChem Holding’s nitrogen technology licensor, represents a sustainable and highly competitive alternative to the conventional processes. This proven technology can also be applied in existing plants, as part of a hybrid technology solution to make existing fertilizer production more sustainable.
Alessandro Bernini, Chief Executive Officer of MAIRE, commented: “The global demand for ammonia will continue to grow, requiring efficient and environmentally friendly production methods to effectively reduce the carbon footprint. Stami Green Ammonia technology, using renewable energy instead of fossil fuels, represents an important step forward in achieving the fertilizer industry’s goals of sustainable, carbon-free solutions. This important milestone further confirms MAIRE’s role as a leading technology integrator and enabler of the energy transition globally.”
AUSTRALIA Construction of Perdaman Chemicals & Fertilisers’ urea plant begins
Agroundbreaking ceremony in Western Australia’s Pilbara has marked the start of construction of Perdaman Chemicals & Fertilisers’ (PCF) urea plant which will provide Incitec Pivot Fertilisers (IPF) with a secure, long term supply of Australian urea.
The 20-year offtake partnership with PCF secures up to 2.3 million tpy of urea for IPF and its customers. IPF representatives joined Perdaman leadership in Karratha for a groundbreaking ceremony to celebrate the beginning of construction on the project.
Incitec Pivot Limited (IPL) Managing Director and CEO, Jeanne Johns, said the announcement by Perdaman Chairman and CEO Vikas Rambal is testament to his longstanding vision and determination to support Australian agriculture into the future. The world scale manufacturing plant will use Western Australian natural gas to produce urea fertilizer, an essential input for Australian agriculture.
“I want to congratulate Vikas and his Perdaman team for making this opportunity a reality and bringing together Australian and international expertise. This investment in manufacturing will support highly skilled jobs and deliver security of supply for Australian farmers.”
“Our partnership with Perdaman provides IPF with significant volumes of competitive, long-term, domestic urea supply for its Australian customers and the ability to expand sales into growing global markets,” Jeanne Johns continued.
“Global market conditions and security of supply are growing challenges for farmers and the agriculture sector in Australia and globally.”
Urea supply is expected to be available from mid-2027 when construction is completed. IPF’s strategy is to deliver market-leading products and services that provide farmers with more sustainable plant nutrition solutions, manage input costs, increase productivity, and crop yields and improve the health of their most valuable asset, their soil.
“This is all about IPF executing on its strategy and enables them to grow the long-term strength and scale of the business. It is also another step towards creating two great businesses – Incitec Pivot Fertilisers and Dyno Nobel,” added Johns.
The project has been awarded Major Project Status by both the Australian and Western Australian governments. It is expected to generate around 2000 construction jobs and 200 operational and indirect jobs once production begins.
MAY/JUNE 2023 | WORLD FERTILIZER | 5
US CF Industries to work with CHS Inc. on production and distribution of low-carbon nitrogen fertilizer

The company is working with CHS Inc. to accelerate quantifiable and certifiable agriculture and food system greenhouse gas (GHG) emission reductions through the production and distribution of low-carbon nitrogen fertilizer. This initiative was developed as part of the U.S.-UAE’s Agriculture Innovation Mission for Climate (AIM for Climate) programme that seeks to catalyse global innovation in climate-smart agriculture.
The manufacture of fertilizers, which are essential to crop yields, is a significant contributor to the lifecycle GHG footprint of global food production. For example, one study 1 estimated that nitrogen fertilizer manufacturing accounts for about 30% of the lifecycle GHG emissions associated with the production of a loaf of bread.
To address the GHG footprint of food production, both companies will leverage CF Industries’ investments to produce ammonia, which is the building block of nitrogen-based fertilizer products, with lower Scope 1 carbon dioxide (CO 2 ) emissions. They will also leverage CHS’ extensive distribution network to place low- and zero-carbon fertilizers with growers. The companies expect to work together to promote the use of low-GHG nitrogen fertilizer to help farmers and crop end users, such as consumer product goods companies and ethanol producers, reduce the overall carbon footprint of agriculture.
Bert Frost, Senior Vice President, Sales, Supply Chain and Market Development, CF Industries, said: “Decarbonised fertilizer is the future of how we sustainably supply and produce the goods that humanity needs.”
“The advantage of using decarbonised fertilizer is that we can measure the reduction in greenhouse gas emissions associated with its production and transfer that attribute to the farmer who can then provide crops to their customers that have a quantifiably lower GHG footprint. This will enable us to develop a certifiable decarbonised agricultural value chain.”
“We recognise the importance of helping growers optimise resources as they produce food the world needs,” said Brian Schouvieller, Senior Vice President, Commercial Trade and Risk Management at CHS. “Nitrogen fertilizer is critical to plant growth; zero or low-carbon fertilizer can be an important tool as we pursue solutions that help growers simultaneously achieve their crop production and sustainability goals.”
Since 2020, CF Industries has advanced projects to decarbonise its ammonia production network and position the company to supply a substantial volume of clean ammonia within the next few years. This includes leveraging carbon capture and sequestration (CCS) technologies at its Donaldsonville Complex where CF Industries is constructing a CO 2 dehydration and compression facility to enable the capture and permanent sequestration of up to 2 million tpy of CO 2 , which is expected to begin in 2025. Additionally, CF Industries is constructing North America’s first commercial scale green ammonia capacity at its Donaldsonville Complex, enabling up to 20 000 t of green ammonia production beginning in 2024.
1. www.nature.com/articles/nplants201712

WORLD NEWS 6 | WORLD FERTILIZER | MAY/JUNE 2023 NEWS HIGHLIGHTS Western Resources Corp Potash Phase 1 processing plant moves to commissioning phase African Development Bank approves US$11.7 million to facilitate access to fertilizers for African farmers Kropz Plc provides update on Elandsfontein phosphate project sales Fertilizer Canada welcomes the Standing Committee on Agriculture and Agri-Food’s report on global food insecurity Visit our website for more news: www.worldfertilizer.com
ENABLING THE WORLD TO FEED ITSELF
As a pioneer and market leader in designing, licensing and developing plants for the fertilizer industry and beyond, we go all the way to help the world feed itself and improve quality of life. Our 75 years of expertise, knowledge and experience enables us to overcome any challenge and to grow, together with you, towards a more sustainable future. Looking forward to meeting you at www.stamicarbon.com

Tomorrow. Together.
Today.
WORLD NEWS
DIARY DATES
AICHE 2023 Safety in Ammonia Plants & Related Facilities Symposium
20 – 24 August 2023
Munich, Germany aiche.org/conferences/ annual-safety-ammoniaplants-and-related-facilitiessymposium/2023
ANNA 2023
10 – 15 September 2023
Varna, Bulgaria
anna-eu.com
Turbomachinery & Pump Symposium
26 – 28 September 2023
Houston, Texas tps.tamu.edu
Sulphur + Sulphuric Acid 2023 Conference & Exhibition
06 – 08 November 2023
New Orleans, USA events.crugroup.com/sulphur/ home
US OCI Global and NuStar sign agreement to deliver ammonia into the Midwest
The companies’ affiliates have entered into an agreement for OCI Global to transport ammonia on a new segment of NuStar Pipeline Operating Partnership L.P.’s Ammonia Pipeline System.
Under the arrangement, NuStar will install a new 14-mile pipeline segment that will connect OCI’s Nitrogen facility in Wever, Iowa, with NuStar’s existing 2000-mile anhydrous ammonia pipeline, which originates in Louisiana and flows northbound to various points in the Midwest, including Iowa.
OCI’s facility uses ammonia to make fertilizer and produce DEF (Diesel Exhaust Fluid), which reduces emissions from diesel engines in cars, as well as light and heavy-duty trucks, farming equipment and other heavy machinery.
“We are pleased to partner with OCI to better serve the areas’ agricultural needs by delivering more ammonia to help meet fertilizer demand for local and regional farmers and by providing additional ammonia to serve as feedstock for upgraded products,” said NuStar Chairman and CEO, Brad Barron. “We expect this healthy-return, low-capital project to meaningfully increase utilisation of our system in 2024 and we are excited about the growing interest in ammonia – to reduce emissions and supply the globe –which we expect to generate significant additional opportunities for even greater utilisation of our Ammonia Pipeline System over the next several years.”
The agreement has been executed by both companies and commits NuStar to provide transportation services under a long-term arrangement. To facilitate the project, OCI has committed US$30 million in capital expenditures for new ammonia cooling and storage infrastructure. The proposed infrastructure will allow OCI to economically transport ammonia from the Gulf Coast and capitalise on its existing storage capacity.
OCI, which owns and operates US ammonia production facilities in Wever, Iowa, and Beaumont, Texas, is expected to bring an additional 1.1 million t of blue ammonia capacity online in 2025 in the Gulf Coast.
“We are excited to work with NuStar, a leader in safe and responsible midstream operations. This highly cost-effective project will allow us to safely and sustainably reach new customers, strengthens our position in the premium US Midwest market and is one further step in our ammonia logistics,” said OCI Global CEO, Ahmed El-Hoshy. “As one of the most efficient manufacturing plants in the nation, OCI Nitrogen, Iowa is leading the way in providing US farmers a stable, high-quality source of nitrogen fertilizer products. Our plant in Iowa has been central to our US operations since starting up in 2017 and we look forward to continued investment in the region.”
US Ostara announces new Chief Technology Officer
The company has announced that Dr. Aaron Waltz has been named Chief Technology Officer of the company. Waltz brings over 20 years of experience in the agriculture industry and deep agronomic expertise, having begun his career at DuPont Pioneer in corn genetics and transgenic traits. He has since worked in technology development roles in the adjuvants, biologicals and fertilizer industries.
Kerry Cebul, Chief Executive Officer of Ostara, said: “Aaron’s skills are highly complementary to the existing executive team and will enable Ostara to realise our vision of global expansion as we increase production of our portfolio of Crystal Green phosphate fertilizers.”
“Aaron’s agronomic expertise, diverse science background, and leadership will be critical as we rapidly expand our platform of technologies and significantly increase production to meet grower needs.”
8 | WORLD FERTILIZER | MAY/JUNE 2023
TRUSTED TECHNOLOGIES FOR A SUSTAINABLE FUTURE





GET IN TOUCH WITH THE PHOSPHATE TECHNOLOGIES EXPERTS TECHNOLOGIES.PRAYON.COM
Adapt and prosper
o everyone’s relief, Europe weathered the energy storm. Due to a combination of warmer weather, conservation, and demand destruction, EU member countries managed to reduce gas consumption by 19%, well above the 15% goal it set for itself ahead of winter.

But a longer, more serious challenge remains; fertilizer and food security. At the start of the 2023 World Economic Forum in Davos, Yara CEO, Svein Tore Holsether, expressed concern over Russia’s
“weaponisation” of food: “Russia is the world’s largest exporter of fertilizer, so it will have global implications. We’ve seen some of that from the disruptions already and there is a need for Russian fertilizer in order to maintain global food production. But my message here is that we also need to think about the next phase to reduce, to avoid the dependency on Russia. Because when that is being used as a weapon in war, we cannot go back to how it used to be.” 1
10
Contributing Editor, Gordon Cope, considers how Europe will eliminate its dependency on Russian natural gas and navigate the challenges of fertilizer and food security.

11
Prior to the war, the EU produced approximately 18.1 million t of fertilizer; 13 million t of nitrogen, 2.9 million t of potash and 2.2 million t of phosphate products. Domestic farm consumption amounted to 11.2 million tpy of nitrogen, 2.6 million tpy of phosphates and 2.6 million tpy of potash, for a total of 16.4 million tpy. While on paper, production exceeds demand, the market is complicated by a number of factors (transportation costs, crop needs, etc). As a result, around 8 million tpy is imported and over 3 million tpy is exported.
And there lies the vulnerability. The EU’s agricultural sector has relied on inexpensive and abundant potash, phosphate and nitrogen products from Russia, Belarus and Ukraine, all of which have been significantly decreased by bans, embargoes and logistical disruptions. Over the last year, manufacturers and consumers have been scrambling to find new sources, and figure out ways to pay once they have them.
Nitrogen
The manufacturing of ammonia requires lots of natural gas as both feedstock and energy, and accounts for 80% of variable costs in Europe. Even prior to the war, a gas shortage in the EU resulted in prices at the benchmark Dutch TTF market to rise to the point where major European manufacturers curtailed production. When the Ukraine war drove spot prices at the TTF hub over €300/MWh, as much as 40% of ammonia output was shut-in. Some of the shortfall was made up with imports of urea from Egypt and Algeria, but urea has lower field-yield efficiency and a higher carbon footprint when compared to other nitrogen fertilizer products.
Faced with high costs and unsuitable alternatives, farmers in the EU have been curtailing usage. In the summer of 2022, purchases dropped approximately 20%, which will have a negative effect on yields if the trend continues through 2023. While natural gas prices have recently eased to around €50/MWh, they still remain much higher than other producing jurisdictions. The price spread, for instance, between Henry Hub, Louisiana, and TTF, is approximately US$15 per MMBtu. That translates into an ammonia production margin difference of up to US$500 per t.
In order to help alleviate price pressures on the agricultural sector, the EC earmarked €450 million from its agricultural reserve to offset high-input farming costs. In addition, it announced that it would monitor the market for price gouging, and reduce fertilizer import restrictions. New EU sources for nitrogen fertilizer are in short supply. ANWIL is expanding nitrogen capacity at its complex in Wloclawek, Poland. Three new modules – a 1200 tpy nitric acid unit, an ammonium nitrate solution unit, and a drum granulation unit – will increase total fertilizer capacity from 966 000 tpy to 1.46 million tpy when they come on-stream in mid-2023. The company notes that the new production will offset Polish imports from Russia.
Organic fertilizer is an attractive alternative that has been formally adopted under EU’s Green Deal, a €1 trillion growth strategy designed to transition the continent to a climate-neutral, sustainable economic model.
The Green Deal’s ‘Farm to Fork’ (F2F) strategy calls for decreases in methane emissions (agriculture accounts for over half of anthropogenic emissions), and reductions in pesticides and artificial fertilizers. Actions include establishing 25% of arable land under organic practices. A multi-year study comparing organic and artificial fertilizers in Germany was recently published. Over a period of 10 years, the Weihenstephan-Triesdorf University of Applied Sciences studied 40 organic and 40 conventional farms in order to collect and compare data. They found that several factors made the organic farms more environmentally-friendly than conventional farms, including the lesser usage of nitrogen (an average of 20 kg per ha. compared to 80 – 100 kg for conventional), better carbon absorption in the soil and lesser overall energy usage. Costs to consumers were also an advantage; while inflation associated with the Ukraine war caused prices for conventional foods to rise by an average of 59% between November 2021 and November 2022, prices for organic food rose less than 30%, thanks to more stable organic fertilizer prices. The downside of the comparison, of course, was the 50% lower yield rates; the goal of reaching 25% organic farming in Europe would place significant pressure on conservation lands to maintain levels of output.
Green ammonia
For the last several years, EU regulators have been keen on developing green ammonia. The low-carbon process uses renewable energy from windmills and solar panels to separate hydrogen molecules from water using electrolysis, which can then be combined with nitrogen to form ammonia; the process lowers the carbon footprint of nitrogen fertilizers, and, when combusted in engines, offers a low-carbon transportation fuel. Prior to the Ukraine war, government support was essential; hydrogen produced through the traditional Haber Bosch process costs approximately US$2 – 5/kg, but green hydrogen costs around US$6 – 10/kg. With higher gas prices, however, subsidies for hydrolysis-based hydrogen production become relatively cheaper; the EU recently announced a €300 million green hydrogen funding package aimed at ramping up the current target of 3 million t by 2030, to 15 million t.
Major manufacturers have taken note. Yara, Europe’s largest ammonia producer, has extensive plans to go green. In conjunction with Orsted, a Netherlands-based offshore wind-farm developer, Yara will convert part of its ammonia output at its existing plant in Sluiskil, Holland, to 75 000 tpy of green ammonia using a 100 MW electrolyser.
The company is also planning a green hydrogen stream at its 500 000 tpy ammonia plant, in Herøya, Norway. The project, dubbed HEGRA, will reduce CO 2 emissions by 800 000 tpy, equivalent to 300 000 fossil-fuelled cars. Yara is also modifying its ammonia storage capacity at its import and export terminal in Brunsbüttel, Germany, to handle up to 3 million tpy of clean ammonia.
In September 2022, Danish-based Topsoe, and First Ammonia of New York, formed a joint venture to create a company dedicated to the use of solid oxide electrolyser cells (SOEC) to produce green ammonia. The plan is to build
12 | WORLD FERTILIZER | MAY/JUNE 2023











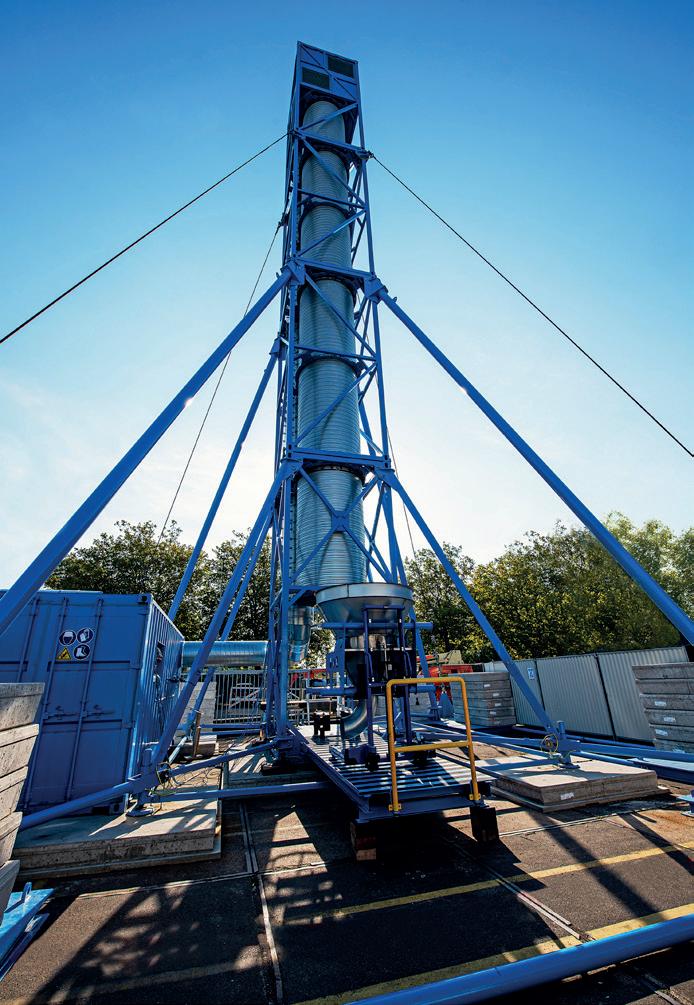

Lab Scale Test 100 g batch Pilot Scale Test 1000 kg batch Industrial Solution 1 to 100 ton/hr
1.
2.
3.
a total of 10 modular 500 MW plants around the world that would displace up to 5 billion m 3 of natural gas and eliminate 13 million tpy of CO 2 emissions. One of the first plants is planned for Northern Germany, with a commission date in 2025.
In late 2022, Cepsa announced a new green energy corridor between southern and northern Europe. The Spanish firm intends to produce up to 4.6 million tpy of green hydrogen at its San Roque Energy Park near the Bay of Algeciras. The hydrogen will then be converted into ammonia and methanol and shipped to the Port of Rotterdam in Holland. First shipments are expected by 2027.
Phosphate
Except for a small amount of production in Finland, there is no commercial mining of phosphate in the EU. Traditionally, Europe has relied on two main sources; Russia accounts for almost 60%, and Morocco around 40%. While phosphate fertilizer imports from Russia have not technically been banned, complications arising from financial payment restrictions and transportation insurance premiums have greatly impeded their movement, not only to Europe, but to many consuming nations.
Morocco, which has the world’s largest phosphate reserves, has been increasing its production to take advantage of the gap. State-owned OCP has announced that it will boost shipments by 50%, and is building three 1 million tpy granular phosphate units at Jorf Lasfa.
While farmers are calling for increased imports from Morocco, there is a complication. Production from the North African nation is relatively high in cadmium. The toxic trace element and its compounds can cause cancer, attacking the renal, digestive, reproductive, and respiratory systems. Fertilizer is one of the major sources for the build-up of cadmium in soils, and, in 2022, the EU emplaced a cap of 60 mg/kg on cadmium levels in fertilizers. Producers were able to meet the cap by mixing Russian-sourced phosphate (which is significantly lower in cadmium than Morocco’s products), but now that option has largely disappeared. COPA COGECA, a European agricultural industry lobby, has called for the EU to suspend the cadmium limit in order to access more Moroccan imports.
The rising cost of phosphates and the political complications of accessing new sources has renewed interest in recycling. The European Sustainable Phosphorous Platform (ESPP) is a broad-based coalition dedicated to recovering phosphorous compounds. The ESPP calculates that the EU generates over 800 000 tpy of phosphorous in sewage, animal byproducts and food scraps; that waste can be economically converted to recyclable products. When sewage sludge is incinerated, for instance, the fly ash contains up to 11% phosphorous compounds. Since 2019, ICL has been recycling phosphates from waste streams at its Amfert fertilizer plant in the Dutch Province of Noord-Holland. Ashes from Amsterdam’s sewage sludge and bone meal from food waste streams were treated with acid; the recycled mineral displaces approximately 10% of the mined phosphate feedstock at the fertilizer plant.
Potash
At first glance, finding supplies of potash to replace Belarusian and Russian imports may not represent as complicated a challenge as other nutrients. K+S, a German resources company, has extensive potash holdings in eastern Germany; the Zielitz underground mine extracts almost 2 million tpy of potash agricultural products, and authorities in the nearby state of Thuringia note that their region has around 5 billion t of reserves that could be developed.
In February 2023, Anglo American announced it would expand its 10 million tpy Woodsmith polyhalite project in the Yorkshire region of England to 13 million tpy. The underground mine, currently under construction, involves digging 1.6 km-deep mine shafts and a 37 km tunnel to transport raw material to the port of Teesside. The rock will then be milled into sulfate of potash-magnesia (SOPM) for export around the world. The company expects first production in 2027.
Potash mining has significant environmental side-effects, however; Zielitz produces 10 million tpy of waste salts, which worries NGOs concerned about salinisation of nearby rivers. In the face of strict EU guidelines that extend the time required to approve new projects, capacity increases that offset Russian and Belarusian supplies are much more likely to be achieved in other, less-populated jurisdictions. In May 2022, K+S Potash Canada announced that it would expand its Bethune mine, located in Saskatchewan, from the current production of 2 million tpy, to 4 million tpy in gradual increments. Nutrien, the world’s largest potash producer, upped 2022 production from an initial 14 million tpy to almost 15 million tpy. Mosaic said it would add 1.5 million tpy of capacity to its Esterhazy K3 mine in Saskatchewan by mid-2023. BHP announced a startup date of 2026 for its C$7.5 billion Jansen mine, also located in Saskatchewan. Once completed, Jansen’s initial phase will produce 4.5 million tpy, with additional phases planned for the future.
The future
The EU is taking concrete steps to permanently eliminate its dependency on Russian natural gas by building LNG regasification terminals and reducing per capita usage; TTF prices have already decreased to the point where ammonia production is once again economically feasible. The continent is not out of the woods yet, however; the European Central Bank (ECB) warned that a hot summer similar to that experienced in 2022 could also pose a problem. “High temperatures in the summer months would raise gas demand for electricity generation owing to an increased need for air conditioning.”2
In the longer term, the increased use of organic fertilizer and the creation of a green hydrogen economy will reduce reliance on imports. Europe’s fertilizer sector, one of the most innovative in the world, will also continue to find new ways to adapt and prosper.
References
1. www.bbc.com/news/business-64288792
2. www.businessinsider.in/stock-market/news/europe-is-now-stuckwith-a-huge-stockpile-of-natural-gas-after-hoarding-it-last-year-fora-brutal-winter-that-never-came/articleshow/97947533.cms
14 | WORLD FERTILIZER | MAY/JUNE 2023
Shane Le Capitaine, FEECO International, Inc., USA, discusses how rotary dryers operate and why they are favoured for phosphates, as well as the challenges and considerations involved with drying phosphate ores.

Whether drying phosphate ore or finishing a fertilizer product, drying plays a pivotal role in bringing phosphate fertilizers to market. To accomplish this, producers continue to rely on the rotary dryer, thanks to the many advantages this type of industrial dryer can offer.
Rotary dryer operation
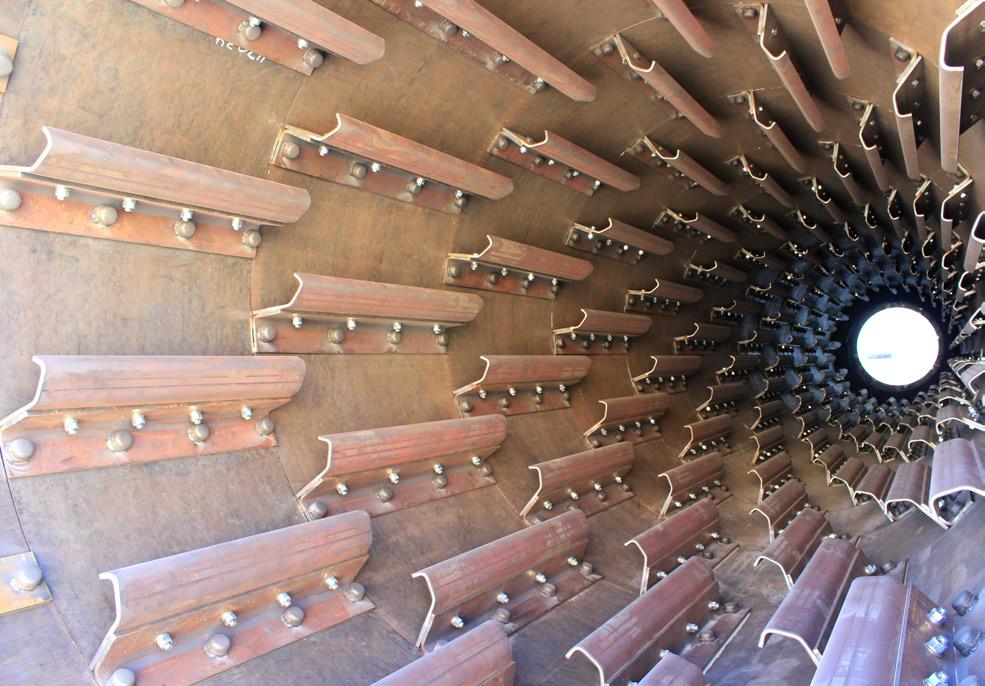
Rotary dryers are based on time-tested rotary drum technology. Solids are passed through a rotating drum, along with products of combustion and hot air to dry the material. Flights, or lifters, pick up the material and drop it through the air flow as the drum rotates. This cascading action creates a ‘curtain’ of material in the drum’s cross section that helps to maximise heat transfer via convection. The drum is set at a slight angle
to allow gravity to assist in moving material through the drum as it turns.
It is important to note that this method of drying is considered direct drying, because the material and products of combustion are in direct contact. While indirect rotary dryers are available, they are typically not employed in processing phosphates.
Direct dryers can be either of the counter-current or co-current (parallel) configuration, referring to the directional flow of the solids in relation to the process gases; in a co-current dryer, the material and products of combustion are fed into the same end of the unit, putting the hottest air in contact with the material in its wettest state. In a counter-current configuration, the solids and process gases are fed into opposing ends, putting the material in contact with the hottest gas while in its driest state, just before discharge.
15
When drying phosphates, the co-current configuration offers the best approach. In drying phosphate rock, a co-current design helps to ‘flash off’ initial surface moisture and dry the rock through to its core as the material moves down the length of the drum. In drying granular fertilizer products, the co-current design prevents over-drying of the product, which would otherwise result in the generation of fines and attrition.
Most phosphate dryers are also equipped with a combustion chamber. This refractory-lined, cylindrical vessel houses the combustion reaction to prevent direct contact
between the burner flame and the solids being processed. In the case of phosphates, the use of a combustion chamber ensures that material will not break down due to contact with the flame.
Why rotary dryers for phosphates?

Rotary dryers have been the dryer of choice among phosphate producers since the dawn of modern fertilizer, and for good reason. Rotary dryers are extremely reliable, thanks to a robust build and their considerable opportunity to design the dryer according to a material’s unique characteristics. They also accommodate the high feed rates required by the industry, processing anywhere from 1 to 200+ tph.
Further, their tolerance to slight fluctuations in feed characteristics makes them ideal for handling the variation across deposits of phosphorus ores. In finishing fertilizers from a granulation process, rotary dryers yield a premium product thanks to the added polishing of the granules caused by the tumbling action as the drum rotates.
Challenges in drying phosphates
Phosphate-based materials present some challenges for producers, which must be considered in the dryer design process to yield a reliable and efficient system. The primary challenges phosphate producers experience are outlined below.
Corrosion and abrasion
Both phosphate rock and fertilizer granules can exhibit varying levels of corrosion and abrasion. For this reason, selecting proper materials for construction and reinforcing high-wear areas such as the material inlet is often essential.
Buildup
Phosphates can also have a tendency to clump and build up on equipment during processing. If not properly managed, this can result in clogged and even damaged equipment, as well as inconsistent product quality and yield. Combatting buildup is often a matter of selecting proper materials for construction, while also implementing additional components such as knockers to dislodge any material that begins to stick to the dryer’s interior. A trommel or grizzly can also be incorporated onto the discharge end to break up any clumps that may have formed during drying, while also assisting in size separation.
Dust
Phosphates, particularly phosphate rock, can also present dust problems, which can result in a dusty atmosphere around the dryer, lost product, and even liability risks. A well-designed dryer from a reputable manufacturer will reduce the amount of dust generated but will not eliminate it entirely. As such, all rotary dryers will need to include some type of exhaust gas handling equipment to capture the dust. Options include cyclones, baghouses, and scrubbers. The recovered dust can then be incorporated into the subsequent granulation process or transported to the dryer discharge conveying system as product.
Variability
Producers often find phosphate ore deposits challenging due to the significant variation they can exhibit in both physical and chemical properties. Depending on the specific ore source,
16 | WORLD FERTILIZER | MAY/JUNE 2023
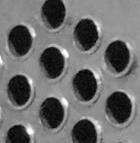
Figure 1. FEECO rotary dryer.
Figure 2. Interior view of a FEECO rotary dryer showing flights.
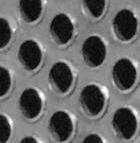
Figure 3. Rotary dryer with trommel screen/grizzly.
CONVERTING C U S T O M E R S INTO BELIEVERS ASME - S and U STAMP Authorized Manufacturer Fabrication: Brad Varnum bvarnum@cmw.cc 813-650-2271 Field Services: Ian Legg ilegg@cmw.com 813-365-2085 For more info go to: www.cmw.cc
producers may benefit from carrying out testing on their material to ensure a fitting solution.

Considerations in phosphate dryer design
In addition to accommodating challenging material characteristics, a few other factors should be considered when designing a rotary drying system for phosphates.
Equipment quality
The harsh conditions characteristic of the phosphate industry demand high-quality equipment tailored to the specific challenges associated with processing phosphates. Standardised and low-quality designs may seem like an economical choice, but typically end up costing more in the long run. As part of this, consideration should also be given to the drive assembly. The gear and pinion drive assembly type is generally best for the high capacities and rugged build required of phosphate producers. For these reasons, it is best to work with an OEM that is familiar with the rigors of phosphate processing to ensure a system that is not only designed for optimisation, but that is also constructed for long-term reliability.
Process development
As mentioned, the considerable variation associated with phosphate rock can require some process development work such as that carried out in the FEECO Innovation Center. Through testing trials, engineers are able to evaluate how the material responds to the drying process and gather critical process data to use in scaling up the process to design a commercial-size unit.
Automation and controls
Automation and control systems are powerful tools in optimising dryer efficiency, performance, and long-term reliability. In addition to assisting in start-up and shutdown, these systems can help operators to ensure key performance indicators stay within specification, even alerting operators when a parameter falls out of spec. They can track and trend data, providing reports that increase process transparency and assist in maintenance planning, making their value immeasurable.
Operating environment
It is important to note that the operating environment can influence dryer performance and therefore must also be considered during the design stages. Factors such as elevation, ambient air temperature, and humidity can all have an impact on drying and must be factored into the design.
Existing dryers
Phosphate producers working with an existing dryer have nearly as many options in tailoring their system according to process and material goals, with numerous retrofits and upgrades to improve overall performance and longevity available. This might include reinforcing high-wear areas or replacing shell sections with more appropriate materials of construction, as well as incorporating add-ons to improve performance and efficiency, such as knockers, seals, a combustion chamber, or more appropriately designed flights.
FEECO recommends those struggling with the performance of an existing dryer bring in an expert to conduct a process audit and evaluate their options.
Concluding remarks
From drying phosphate ores to finishing fertilizers, drying is integral in helping phosphate producers bring their product to market. The rotary dryer, with its high throughput, capability for customisation, heavy-duty build, and reliability, continues to be the industry’s industrial dryer of choice.

While phosphates can be challenging, presenting issues such as corrosion, buildup, variation, and dust, working with an experienced rotary dryer manufacturer to tailor the dryer design around the material’s unique characteristics can result in a dryer that will last for decades to come. Similarly, equipment quality is paramount to withstanding the harsh conditions often associated with phosphate operations. As such, dryer design may best be determined through process development testing. The help of an automation and control system can further optimise the system for performance and efficiency.
Bleed area: 216mm x 78mm
Trim area: 210mm x 72mm
Safe area: 190mm x 52mm
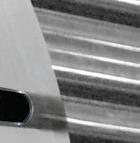
Figure 4. Rotary dryer with a gear and pinion drive assembly (ring gear can be seen).
Luiza Esteves, Alleima, USA, considers the design, cost, and reliability of corrosion-resistant alloys for use in the phosphoric acid industry.

KEEPING A CLOSE EYE ON
he corrosiveness of phosphoric acid during the wet process concentration will depend on the source of the phosphate rock and the presence of impurities. In this article, a detailed comparison between graphite and metallic tubes in the heat exchangers used in evaporators and their advantages in terms of design, cost, and reliability will be provided. The corrosion resistance of Sanicro® 28 which has been used for the past couple of decades under varying phosphate acid compositions and temperatures will also be discussed.
The wet process phosphoric acid (dihydrate)
In general, the wet-process phosphoric acid plant has four sections: rock grinding, reaction, filtration, and evaporation. The feedstock,
calcium phosphate, is ground to improve digestion, mixed with dilute phosphoric acid, and reacted with dilute sulfuric acid. A certain temperature is required to dissolve the phosphate calcium ore before it goes through a filtration process. The filtered acid, 28 – 35% phosphorous pentoxide (P 2 O 5 ), is evaporated to higher concentrations. 1 The concentration for commercial grade is 54% P 2 O 5 and the acid known as superphosphoric is 70%.
19
Phosphoric acid evaporation
The phosphoric acid evaporation can be done in one or several steps, where each loop contains a phosphoric acid heater.
The first stage is usually not as corrosive as the last stage. As the acid moves through the different evaporation stages, a higher temperature is needed and as such, the corrosive species become more concentrated through the evaporation process. For the shell and tube heat exchangers, the process fluid is inside of the tubes. Possible issues with the heater
Group Corrosivity of
1 Low South Africa (Phalaborwa), Nauru, Senegal (Taiba), Florida (Tampa, Pebble), Brazil (Araxa).
2 Medium North Carolina, Kola, Morocco (Khouribga, Youssoufia), Sahara (Bu Craa), Tunisia (Gafsa), Togo.
3 High* Syria, Jordan, Israel, Mexico. *High-chlorine
include erosion from solid particles, formation of deposits, and aggressive corrosion conditions. Phosphate rock contains large amounts of impurities that are found in different mixed ores, some of which are activating (chlorides, fluorides, fluorosilicates, dilute sulfuric acid, calcium, and sodium), and corrosion inhibitors (soluble silica, aluminum, ferric, and magnesium ions). The source and potential contamination of the phosphate rock will influence the corrosiveness of the acid as can be seen in Table 1.
Concentrators: Metallic heater vs graphite heat exchangers
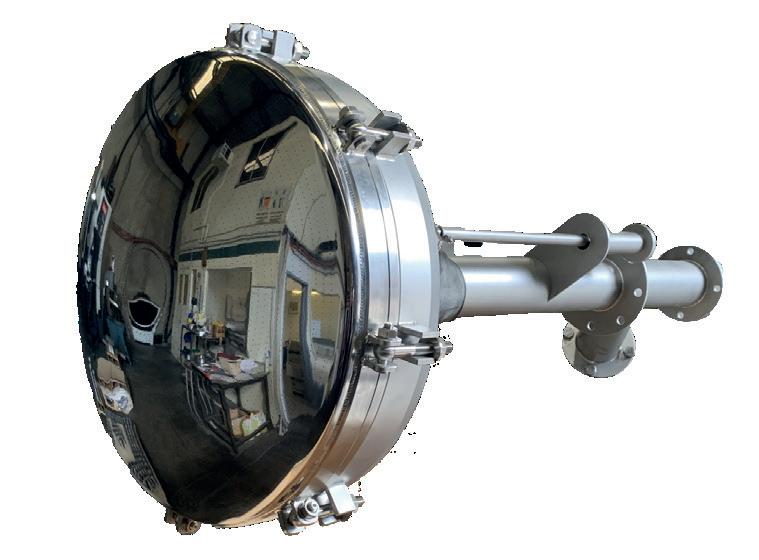
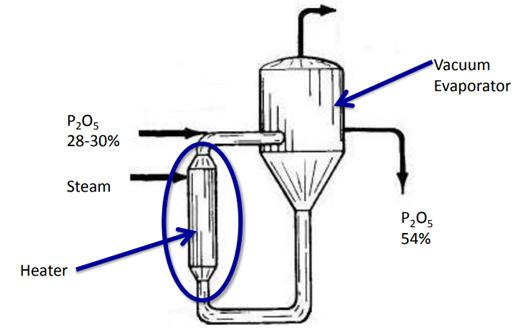
The most frequent system used to concentrate phosphoric acid in the wet process is forced-circulation evaporation, heated by low-pressure steam (Figure 1). The heat exchangers used in forced-circulation evaporators are typically impervious graphite tube-and-sheet, block heat exchangers, or high alloy stainless steel tube heat exchangers. Graphite has excellent corrosion properties; however, it is brittle. 2 Graphite has weak bonds between the atomic layers and therefore breaks easily. These types of heat exchangers are highly vulnerable to cracking during water blasting, a common method of cleaning tubes. Cleaning is required to remove deposits inside the tubes to restore heat transfer. This brittle material can easily fracture during cleaning, start up or shut down. The service life of these types of equipment is typically around three to six years. Metallic heat exchangers, on the other hand, have proven to be robust and resistant to the shocks associated with thermal cleaning. Some advantages of metallic heaters include easier maintenance and cleaning, as full pressure of hydro jets can be used. Repairing metallic tubes is less challenging than repairing graphite tubes. Excellent weldability allows tubes to be easily plugged or replaced, reducing the amount of down time.
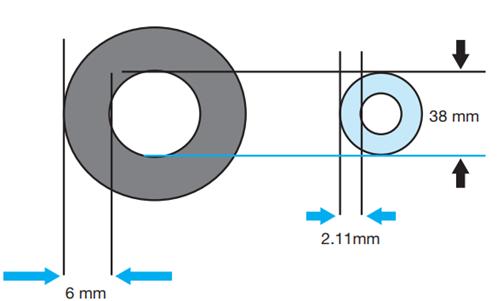
Graphite has around a three times higher thermal conductivity than stainless steel, however, the high yield strength of the metal allows the tubes in metallic heat exchangers to be manufactured with similar heat transfer using thinner walls and smaller outside diameter where more tubes can be accommodated in the same size of tubesheet to maintain the level of efficiency (Table 2 and Figure 2). 1
Overall, the maintenance of the metallic heater is lower and easier than the graphite heaters, resulting in a cost-effective alternative to graphite heat exchangers.
20 | WORLD FERTILIZER | MAY/JUNE 2023
Figures 1 & 2. Schematic of forced-circulation evaporator3 (left) and comparison of the diameter and wall thickness of graphite and metallic tube (right); typical sizes of graphite tubes (50.8 x 6.35 mm) and Sanicro® 28 (38.1 x 2.11 mm).
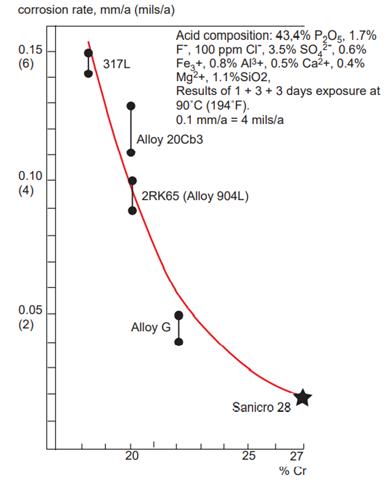
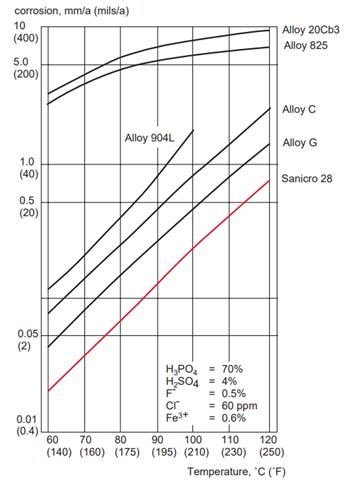
Figures 3 & 4. Corrosion rate of certain alloys with respect to chromium content in the simulated Florida acid1,4 (left), and corrosion rate in contaminated phosphoric acid at different temperatures for Sanicro 28 and some other alloys3 (right).
Table 1. Corrosivity of phosphoric acid obtained from different phosphate geographic regions.3
phosphate Countries
phosphates.
WORLDWIDE SERVICE & SPARE PARTS for your local support
























Steel Belts | Belt Systems | Worldwide Service
INDUSTRY
www.berndorfband-group.com/PE-fertilizer SOLUTIONS FOR PRODUCING PREMIUM PASTILLES FOR THE FERTILIZER
SPECIAL FEEDING DEVICES WITH RAISED SHELL for high production output & optimal pastille quality
ENVIRONMENTALLY FRIENDLY due to closed water circuit
HIGH QUALITY STEEL BELTS for optimal heat transfer & belt run
Metallic alloys for phosphoric acid plants
Chromium is important to increase the corrosion resistance of alloys in phosphoric acid services due to its highly oxidising nature. It is important to consider that the corrosivity of the phosphoric acid depends on the source of the phosphate rock. 1,2 Therefore, phosphates
from different groups are often mixed to keep the corrosiveness of the acid at a controlled level.
Figure 3 shows the effect of chromium content on the corrosion performance of some alloys using a synthetically produced 'Florida Acid.' 3,4
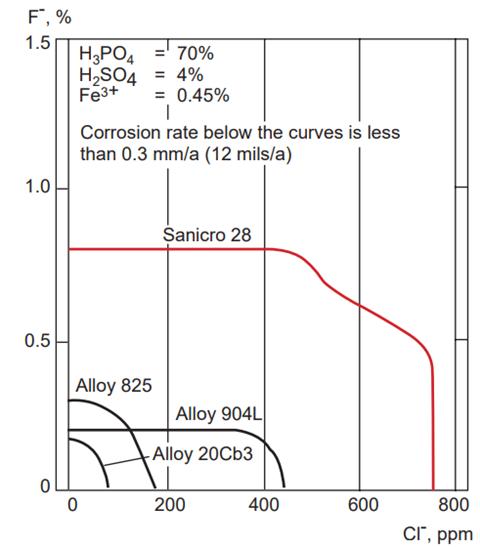
Table 3 shows the chemical composition of some advanced high-performance alloys (nickel-chromium-molybdenum alloys) that are used in phosphoric acid plants. Sanicro 28 was developed for phosphoric acid and has proven its performance under severe conditions of the phosphoric acid evaporators (steam temperatures of 120 – 130 ˚C ). 1,4 In addition, this material has high corrosion resistance in strong acids, resistance to pitting and crevice corrosion, and good weldability.
The temperature changes in a different stage of phosphoric acid production affects the corrosion parameters. The influence of the temperature is shown in Figure 4. 1 Laboratory tests were carried out in simulated phosphoric acid solutions with impurities such as chlorides and fluorides. Sanicro 28 showed a high level of corrosion resistance. An increase of 10 °C results in approximately double the corrosion rate. The importance of a high chromium content is also visible. 4,5 This material is a cost-effective solution in contrast to G-type alloys that offer excellent corrosion resistance to phosphoric acid applications but are more expensive with long lead times. 1
Figure 5 shows the combined effect of chlorides and fluorides on the corrosion of the high alloyed superaustenitic stainless steel in a superphoshoric acid. The results showed that Sanicro 28 offers acceptable corrosion resistance up to 0.8% fluorides. 1,3,4,5
Summary
Sanicro 28 is an austenitic stainless steel that shows high corrosion resistance to this demanding process. It offers easier fabrication and maintenance as compared to graphite heat exchangers which results in lower cost and down time. Graphite tubes have problems during mechanical cleaning as this material is brittle and easily damaged during cleaning or maintenance. In addition, Sanicro 28 has a lower cost than most traditional higher alloyed materials used in phosphoric acid production.
References
1. DILLON C.P., MS-7 Material Selection for Phosphoric acid, 1st Edition, 2004: 91 pp.
2. Technical article no. S-TU229-TA-TA. Corrosion resistance and cost-effective alternative to graphite heaters and low corrosion resistance pipes in phosphoric acid production – metallic heaters and pipes in Sanicro 28 (2014).
3. VIERIA B.S., GULLBERG D., PERROT V., Recent Experience with Metallic Heaters for Phosphoric Acid Evaporation. Procedia Engineering 138, 2015: 437-444 pp.
4. AB Sandvik Steel S-52-90, BERGLUD G., TERSMEDEN K. Materials of Construction for Phosphoric Acid Plants Duty. Sandvik AB, Sweden,1999: 1-9 pp.
5. AB Sandvik Steel, S-52-69, Tersmeden, K., Nicolio C., Sweden, 2001:1-8
22 | WORLD FERTILIZER | MAY/JUNE 2023
pp.
100°C. 3
Figure 5. Combined effect of chloride ion content and free fluoride ion content on the corrosion resistance at
Material Thermal conductivity W/m ˚C Thickness of the tube wall (mm) Graphite 45 6.35 Wrapped graphite 28 6.35 Sanicro 28 15 2.11
Table 2. Thermal conductivity of graphite and metallic Sanicro 28.3
Material UNS Cr Ni Mo Cu Others Sanicro 28 N0828 27 31 3.5 1Alloy 904L N08904 20 25 4.5 1.5Alloy 20Cb3 N08020 20 34 2.5 3.3 Nb Alloy 825 N0825 21.5 42 3 2.3 Ti Alloy G-3 N06985 22 45 6.5 2 W, Co, Nb Alloy C N10276 15.5 54 16 - W, Co
Table 3. Chemical composition of stainless steel used in phosphoric plants.3
James Byrd and Elton Curran, JESA Technologies, LLC., USA, discuss the advantages of larger plant capacities and consider how economies of scale could benefit phosphoric acid producers.
conomies of scale can mean many things depending on context. For the purposes of this article, the phrase references the size of greenfield phosphoric acid plants, and refers to a cost advantage in production in terms of capacity. Because the phosphate industry is a mature industry, improvements to the process are measured in fractions. Small improvements can have significant impacts on plant economics as the scale of production is large. The processes are well known and many talented engineers through history have helped make modern plants highly efficient, compared to the early days. Finding new stones to overturn now is a continual challenge.

23
Trends over time
The goal of being the lowest cost producer has evolved. Initially in the phosphate industry, there were many ways to improve plant economics. Trends have included switching to wet rock processing, the integration of co-generation, predictive operation and maintenance models, DCS implementation with automation, advancing equipment technologies, better understanding of process chemistry, synergies with adjacent plants, and taking advantage of site-specific conditions. These trends have brought the industry to a continual state of improvement. Operators that are not looking forward and optimising unit operations are falling behind in terms of the unit cost per ton of P2O5 produced.
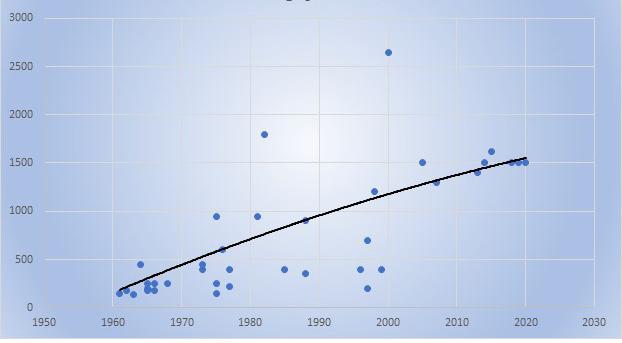
One area in which producers building greenfield phosphoric acid plants can claim an advantage, in terms of cost per ton of product, is in larger plant capacities. The concept is not new and is not limited to greenfield projects. As the price for fertilizer increases, most producers try to increase production rates. Often, a debottleneck exercise can have more favourable economics than a greenfield plant. However, these studies will have production limitations and the increase will be incremental. In a greenfield plant, the targeted production is a matter of design. As can be seen in Figure 1, new plant design capacities have increased over time. The chart is limited to JESA Technologies, and Jacobs’ legacy installations over the past 60 years and does not include plants currently in design nor improvements to increase site capacities.
Project economics of larger over smaller plants are easy to quantify and many precedents have been set in many other industries. JESA Technologies performed a study which determined that a 3000 tpd plant vs two 1500 tpd plants will net CAPEX savings of approximately 20% when converted to a cost per ton basis. OPEX also nets savings but to a lesser degree, since the primary driver for OPEX is raw material costs.
Capacity step changes
A 3000 tpd plant will look remarkably like a 1500 tpd plant. The primary difference revolves around the reactor design. The largest plant in the world has a capacity design of
2650 tpd. That plant, operated by IFFCO, has set a world record of daily production at 3600 t in one day, although it is likely that record could have been surpassed by the time of publication. So, there is evidence that a 3000 tpd design reactor is feasible. Since that installation, over 20 years ago, advancements have been made in flash cooler design; now only two coolers would be necessary at 3000 tpd. The use of two flash coolers on one reactor has been proven throughout the past four or five decades and is not an issue. Depending on the ore source, as few as two filters could be used, which is standard for a world class plant today. The rest of the plant would remain largely unchanged, although with added throughput in rock handling, there are potential technical improvements in both CAPEX and OPEX, over traditional methods. Another hidden advantage herein is an inherently integrated design for the larger plant which allows for higher utilisation factors for all unit operations in the plant. This, in turn, increases annualised production compared to smaller plants totalling the same daily capacity.
The reason that such large CAPEX savings can be realised is the simple fact that the reactor is the most expensive piece of equipment in the plant. What is less apparent is that there are also process benefits for larger reactors. The wetted surface to throughput ratio is lower when comparing a larger reactor to a smaller one. This means there are fewer nucleation sites for scale formation which means scale rates should be lower. This enhances crystal habit since the path of solubility favours the crystal surface area to attack vs wetted surfaces of equipment. Further, sulfate control is better with the larger volume mitigating the inherent variability of chemical constituents in the feed. The specific reactor volume (SRV) can also be reduced, further improving the CAPEX advantage. Additionally, with lower scale rates, a higher degree of forgiveness and multiple filters, a higher asset utilisation factor with the reactor can be achieved. This results in higher relative annualised production per cubic metre of reaction volume.
Not only is the most expensive piece of equipment utilised to a higher relative degree, the fact that it should have longer on-stream time also inhibits scale rates. Any time a reactor is shut down and the slurry is allowed to cool to any degree, a layer of scale occurs on the wetted surfaces. All producers in all technologies are encouraged to keep their reactors running no matter the circumstance, as additional layers of scale reduce both the SRV and times between required cleanings. Reduced SRV decreases sulfate control (efficiencies), and increased frequencies of cleaning reduce annualised production. A producer that can clean every three years with a higher relative SRV has a distinct advantage over other producers that must clean annually with high scale rates. The value of higher asset utilisation of the reactor cannot be underestimated nor simply quantified by an
24 | WORLD FERTILIZER | MAY/JUNE 2023
Figure 1. JESA Technologies installed reactor size: Tpd P2O5 vs time.
Unlocking your green fertilizer goals with CORE-SO2TM sulphuric acid technology
Better-integrated, more efficient and cleaner production of CO2-free phosphate fertilizers

SO2
Reduced stack emissions
It’s the same, but better.
• No fossil fuels required
• 98% lower emissions
• 60% less plot space
Decreased CAPEX
• 55% fewer construction materials
• 50% decrease in CAPEX
Lowest construction cost
Produce CO2free power
By leveraging oxygen from water electrolysis and ammonia production, CORE-SO2TM decreases acid plants’ environmental footprint and greenhouse gas emissions, recovers clean energy and enhances plants’ profitability. LEARN
Green ammonia/ hydrogen O2 use
chemetics.info@worley.com
chemetics.equipment@worley.com worley.com/chemetics
Get in touch with
MORE
our experts!
increase in annualised production; yields and OPEX are also improved.
Questions looking forward
Logically, the question to ask is: “Why haven’t more new plants taken advantage of economies of scale?” The answer is complex; from a design perspective, the technology exists, the precedence exists, the benefits are real and there should be no reason that more large scale plants have not been built. Whether the owner’s position is one of familiarity, market constraints, phased investments or simply replicating what other producers are doing, these decisions reside with financial leaders. But from a process perspective, this area is ripe for the next producer to take advantage. The definition of world class phosphoric acid plants will change over time.
The next logical question is: “What is the limit on reactor capacity?” To answer the question properly, some engineering will need to be done. Certainly, there should be some hydraulic limitations at some production rate, although JESA Technologies has not seen that limitation in the current expansion scheme. The next step change is likely somewhere in the 4500 – 5000 tpd range. A third flash cooler and additional filters can be added. The hydraulic question must be addressed, but at a preliminary glance, this step change appears feasible.
An industry trend over time has been the consolidation of producers. Will the trend in plants follow suit, where a producer has only one site versus multiple sites? There are advantages to this too. Environmental constraints have not
been addressed in this paper, but as time moves forward, this point is getting more attention. As well as this, managing one site vs many could have monetary advantages.
Of course, producers’ circumstances are as varied as the ores they process, so blanket statements will always have exceptions. Certainly, custom plants will result in better project economics than simply keeping to the status quo, but this point also applies to environmental issues.
What is the next step change past 5000 tpd? The answer to that will have to do with the timing of the next two step changes. It has been a long time since the 3000 tpd reference plant was designed and built, and the next step change to 3000 tpd has yet to become mainstream. The next step change to 5000 tpd could take another couple of decades. By then, there could be disruptive technologies addressing the cooling and filtration equipment that could change everything. That said, with the precedence set and the technologies available, the first step change to 3000 tpd could be coming very soon, or one producer may want to take on the challenge of designing and operating the largest plant in the world by moving the bar to 5000 tpd.
Conclusion
It is certain that plant capacities will continue to increase over time. Where and when this will take place is uncertain, but economics dictate that it will occur. In a mature industry, where small advantages result in large benefits, future owners of new plants will need to evaluate all potential opportunities to maximise investments. Certainly, application of economies of scale will be one such variable.
The Doyle and EMT Alliance
Can provide you with all the Blending, Bagging and Transport equipment you need.

High Speed Bagging Line


* For big bags - jumbo bags.
* Capacity 50 to 70 ton m³ per hour.
* 120 kg to 1250 kg bags.
* Suitable for granular and powder materials.
* Available with dust reducing system.
Weighcont Blender
* Capacity of 20 to 200 ton per hour.
* Unlimited number of hoppers.
* Computer controlled.
* Custom built.
Fertilizer Inhibitor Treating Unit

* Portable.
* Stainless steel.
* Computer controlled.
* High Capacity120 m³ per hour.
EMT
Molenpad 10, 1756 EE ‘t Zand The Nederlands.
Tel.+31 (0) 224 591213
email: emt@emt.tech
www.emt.tech
Shamrock Blender
* Capacity of 25 to 70 ton/m³ per hour.
* Machine size 4,5-5,4-7-9-11,5-14 ton.
* Easy and gentle blending process.
* Blending and weighing are separated.
Equipment Manufacturing
Jack Doyle Industrial Drive, Palmyra, MO. 63461 USA. Tel. +1(217) 222-1592 & +1(573) 300-4009
www.doylemfg.com
Doyle
1
doyle@doylemfg.com,
Robert Fitzpatrick, Ag Growth International (AGI), outlines the different methods for conveying and handling fertilizer materials, and describes best practices for safety and efficiency.
Fertilizer is a critical component of agricultural production. It helps to increase crop yields and improve soil fertility. However, the effectiveness of fertilizer depends on its proper use, which includes the efficient and safe conveying and handling of fertilizer materials. This article will discuss the different methods of conveying and handling fertilizer materials, the importance of proper conveying and handling procedures, and best practices to ensure safety and efficiency.
Fertilizer material conveying and handling is a crucial part of the production process in agricultural and industrial applications. It is essential to ensure that the fertilizers are moved quickly and safely from one location to another, while also avoiding damage or contamination. As such, it is important to understand the various types of fertilizer material conveying and handling systems available, as well as the design considerations that need to be made when selecting an appropriate system for the job.
There are several types of fertilizer material conveying systems available, each with their own advantages and disadvantages. These systems can be broadly divided into two categories: pneumatic and mechanical.
Pneumatic systems use a combination of compressed air and vacuum to move the fertilizer material between locations. They are often used in applications where the fertilizer material needs to be moved quickly and efficiently, for example, in large-scale production facilities. These systems are less common in the fertilizer industry.
Mechanical systems, due to their simplicity and low cost, are much more common. Mechanical systems use a variety of methods to move the fertilizer material, including belts, rollers, chain paddles and screws or augers.
The type of equipment used for conveying and handling fertilizer materials depends on the size and type of the operation as well as the distance that materials need to be moved. For example, augers and belt conveyors may be used to move large quantities of fertilizer materials over long distances.
27
Proper fertilizer conveying and handling design: Safety, shrinkage, cost impacts, and maintenance
The importance of proper conveying and handling of fertilizer materials cannot be overstated. Without this, material loss and contamination can be experienced, resulting in decreased crop

yields and soil fertility as well as large cost impacts to the operation.
It is extremely important to consider the operating environment and duty cycle of the process and equipment needed for an application. The number of hours used per day and per year determines the equipment design duty and can optimise efficiencies. An operation utilising equipment less than 2000 hours per year could get by with standard or even light duty cycle designs. These would be typical farm and farm retail equipment designs. Above 2000 hours per year, it would be best to invest in equipment designs for medium and heavy-duty cycle. These decisions affect maintenance and overall operating costs and can impact equipment longevity. Proper choice of duty cycle in equipment and system design, based on system utilisation, significantly affects return on investment.
AGI’s fertilizer conveyor and handling solutions are designed to provide high quality products and meet the needs of farmers, ranchers, and other agricultural businesses. They are also designed to be durable, so they can withstand the harsh conditions of the agricultural industry.

Expert material handling begins with using the right equipment for the application. In addition to using the right equipment, a variety of techniques can be used to reduce material spillage. Experts use their extensive knowledge of material handling and storage to develop innovative ways to reduce material loss. This includes utilising flow control designs to ensure that the material is moved in a steady flow.
Different types of conveyers
Fertilizer conveyors are an essential piece of equipment for any agricultural business. They are used to transfer fertilizer from one location to another, and can be used in a wide variety of applications. There are several different types of fertilizer conveyors available, each with its own unique features and benefits.
The most basic type of fertilizer conveyor is a belt conveyor. These are the most common type of conveyors used in the agricultural industry. They are composed of a continuous belt, typically made of rubber or other durable and flexible material. The belt is driven by an electric motor, and the speed and direction of the belt can be adjusted to suit the job. Belt conveyors are most often used to move granular materials, like fertilizer, from one location to another. Several different types of belt conveyors, such as slider, tri-roller and industrial troughing roller belt conveyors, can be used.
The slider belt conveyor includes a ridged frame and pulleys to drive a belt. Supports along the length of the belt are rigid, low friction frame members; there are typically no support rollers on these designs. Slider belt conveyors can be used for material loadout and transfer, can be stationary or portable, and are typically the lowest cost, lowest maintenance design. Material tripper units can be included in a slider belt design.
Tri-roller conveyors are used to convey heavier loads at higher outputs. The tri-roller design allows the belt to fall into the roller profile, providing a trough for material to sit in. This design reduces material fall-off and allows for higher belt speeds and material flow rates. These conveyors can also be ordered with material trippers.
Troughing roller belt conveyors are similar to the tri-roller belt conveyor but with heavier duty rollers and structure. The troughing roller conveyor includes a heavier frame as well as
28 | WORLD FERTILIZER | MAY/JUNE 2023
Figure 1. Iowa, USA: Hopper to conveyor transition.
Figure 2. Chain paddle conveyor.
roller design and can be included with a tripper for material placement. These conveyors are used in heavier industrial applications with high material flow rates and long material runs.
Tripper units are carts that travel along the length of a conveyor and move material off the belt at a specific location while the belt is running.
Another type of fertilizer conveyor is a chain paddle conveyor or drag chain conveyor. These conveyors use paddles attached to chain links to move fertilizer from one location to another. The speed and direction of the chain can be adjusted to suit the job, and they are often used in applications where large amounts of material need to be moved quickly and efficiently. Chain paddle conveyors are a popular choice for larger operations, such as those involving the transfer of large amounts of fertilizer. They are commonly used in more rugged applications, such as transferring fertilizer from a truck to a storage facility. The chains are more durable than belts, and can handle heavier loads. They are also less prone to wear and tear than belts, making them a popular choice for more industrial applications. Chain paddle conveyors come in ‘bulk flow’ and ‘en-masse’ designs.
Bulk flow conveyors are paddle conveyors with a built-in divider separating the upper and lower chain paddles. This design ensures a fixed volume of material is moved along the conveyor.
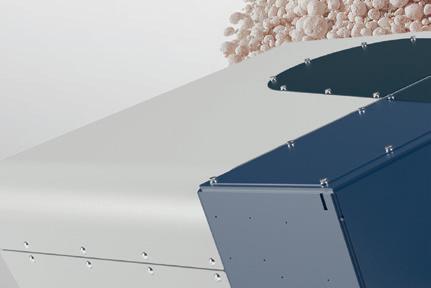
En-masse conveyors are designed to push a varying volume of material within the available housing structure. Without the divider, as in a bulk flow design, and depending on conveyor speed and incline angle, some material can ‘spill’ back over the paddles as material is conveyed. These conveyors are most effective in horizontal and low-incline applications where the rise is less than the angle of repose of the material.
Screw conveyors are another type of fertilizer conveyor and are often used for more precise applications. These conveyors use a rotating screw to transfer materials from one location to another. The speed and direction of the screw can be adjusted to suit the job, and these conveyors are capable of moving fertilizer in both directions. Screw conveyors are often used in applications where accuracy and precision are important, such as when transferring a fixed amount of fertilizer to a specific location. These conveyors use a rotating helical screw blade, known as a ‘flighting’, to move the material. The flighting is mounted within a tube or a rounded trough, often called a ‘housing’ or ‘casing’.
Screw conveyors are used in many industries, from agriculture to manufacturing. They are highly versatile and can be used to move a variety of materials, from grain to coal to cement. This makes them a cost-effective and efficient solution for many material handling needs.
Screw conveyors are also relatively easy to install and maintain. The screw blades can be replaced quickly and easily, and the housing can be easily cleaned. This makes them an ideal choice for many applications.




Conveying and handling best practices






To ensure safe and efficient conveying and handling of fertilizer materials, it is important to follow best practices.

Preparation Technology for Solid Fertilizers









• Mixing, granulating, coating and reacting in a single machine or optional in combination with a disk pelletizer

• Use of secondary raw materials in the form of filter cakes, sludges and nutrient salt solutions
• Environmentally friendly granulating process, no escaping fine dust or aerosol


• Custom-tailored plant solutions
 Mineral fertilizer, Organic bio-fertilizer, Soil improver
Mineral fertilizer, Organic bio-fertilizer, Soil improver
eirich.com
Workers should wear proper personal protective equipment (PPE) such as gloves, safety glasses, and especially dust masks (where required).
When handling fertilizer materials, workers should be aware of potential safety risks such as dust, fumes, and flying particles. In addition, material conveying and handling equipment uses
rotating elements to move material. Special care and safety should be observed around any rotating and/or material conveying equipment.
In addition to following best practices for safe and efficient conveying and handling of fertilizer materials, it is important to ensure that the equipment used is in good condition. This includes inspecting conveyors and augers for signs of wear or damage. It is important to maintain equipment according to the manufacturer’s instructions, including regularly lubricating and cleaning equipment.
AGI’s solutions focus on ensuring that systems are designed correctly. This involves carefully considering the layout and specifications of systems to ensure the correct components are used. The environment the systems will be operating in and the requirements for safety are also considered. This helps to ensure they are optimised for the applications and will be reliable over time.
High quality components and materials specifications are used, and equipment is inspected for quality before shipment and installation. This helps to ensure the system will perform as expected.

Handling tough fertilizer environments
Conveyor and handling solutions should be designed for use in the toughest environments, ensuring that fertilizer is moved safely and efficiently. AGI’s conveyors are built to withstand the harsh elements of the fertilizer industry, including high temperatures, corrosive chemicals, and dust. Designed to minimise maintenance and downtime, the conveying and handling solutions can help companies focus on their business.
The solutions are also easy to install and operate. Engineers work closely with customers to ensure that solutions are tailored to their specific needs.
Conveying systems such as AGI's are an effective choice for agricultural customers. Built with heavy-duty components, such as stainless steel surfaces and frames and high-strength belts, long-term durability is offered. Conveyors and handling systems can also be designed with the latest technology and advanced features in order to operate in a wide range of temperatures and environments. Safety features and overload protection and emergency stops also help to ensure that the system operates as safely as possible.
In conclusion, fertilizer conveying and handling equipment for global fertilizer blending customers should be dependable and provide customers with the most efficient and cost-effective solutions for their fertilizer blending needs.

 Figure 3. Illinois, USA: River terminal receiving system.
Figure 4. Loadout conveyor.
Figure 3. Illinois, USA: River terminal receiving system.
Figure 4. Loadout conveyor.
Leslie David, Dunlop, UK, explains how both ozone and ultraviolet light can dramatically shorten the working life of conveyor belts, and considers how fertilizer manufacturers can protect against these effects.
No matter what price you pay, the reliability and longevity of conveyor belts will ultimately dictate their cost. There are many things that determine the level of maintenance they require and their working
damage that can be caused is extensive and not limited to higher altitudes or sunny climates. Although it is relatively easy to make rubber that is resistant to the effects of O3 and UV, in an effort to minimise the sale price, more than 90% of all


31
depending on what the rubber will be used for and the working environments it will be subjected to.

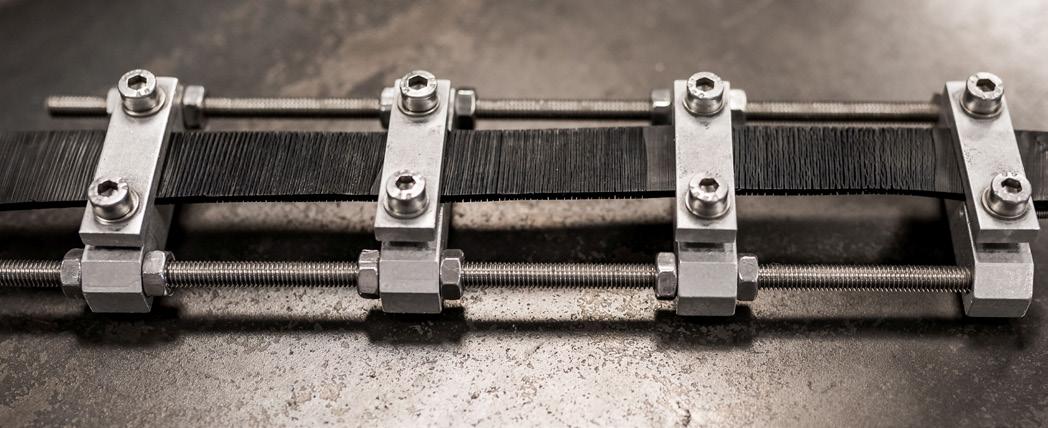


Ozone (O3) occurs naturally in the upper atmosphere. It is formed continuously by the action of solar UV radiation on molecular oxygen (O2). At high altitude, ozone acts as a protective shield by absorbing harmful UV rays. Wind currents carry O3 to the atmosphere at the Earth’s surface. However, at low altitude, O3 becomes a pollutant. Ground level or ‘bad’ O3 is not emitted directly into the air but is created by the photolysis of nitrogen dioxide (NO2) from sources such as automobile exhaust and industrial discharges. This is known as ozonolysis.
Ozonolysis
Ozonolysis is the reaction that occurs between the molecular structure (double bonds) and O3
The scientific explanation is that the immediate result is the formation of an ozonide, which then decomposes rapidly so that the double bond molecule is split. The critical step in the breakdown of molecular chains occurs when polymers are attacked. The strength of polymers depends on the chain molecular weight or degree of polymerisation. The longer the chain length, the greater the mechanical strengths, including the highly important tensile strength of the rubber. By splitting the chain, the molecular weight drops rapidly. There comes a point when very little strength remains and cracks starts to form. Further attacks occur inside the freshly exposed cracks, which continue to grow steadily until they complete a ‘circuit’ and the product separates or fails.
Exposure is inescapable because even tiny traces of O3 in the air will attack the molecular structure of rubber. It increases the acidity of carbon black surfaces with natural rubber, polybutadiene, styrene-butadiene rubber and nitrile rubber being the most sensitive to degradation. Although the first visible sign is when cracks start to appear in the surface of the rubber, depending on the level of O3 resistance that has been built into the rubber compound, the process of ozonolysis effectively begins when the conveyor belt leaves the production line.
Although the variability of weather, airflow patterns, seasonal changes, and the level of emissions and climatic conditions do mean that O3 concentrations can differ from one location to another, the fact is that ground level O3 pollution is ever-present and therefore its effects should never be underestimated.
A partner in crime
To make matters worse, ‘bad’ O3 has a partner in crime that also has a seriously detrimental effect on rubber. UV light from sunlight and artificial (fluorescent) lighting accelerates rubber deterioration because it produces photochemical reactions that promote the oxidation of the rubber surface resulting in a loss in mechanical strength. This is known as ‘UV degradation’.
Ironically, the rapid decline in the O3 layer in the upper atmosphere over the past several decades is allowing an increasing level of UV radiation to reach Earth’s surface. Continuous exposure is a more serious problem than intermittent exposure, since attack is dependent on the extent and duration of the exposure. As would be expected, the problem is worse in hot and sunny climates but even in the most moderate of environments, the problem is ever-present and, as with O3, it would be foolish to underestimate the damage it causes.

32 | WORLD FERTILIZER | MAY/JUNE 2023
Figure 1. Ozone cracks in the surface of the rubber.
Figure 2. Pollution problems – fine particles of dust penetrate the cracks and are then discharged (shaken out) on the return (underside) run of the belt.
Figure 3. The cracks are always orientated at right angles to the strain axis.
Figure 4. Transversal cracks deepen under the repeated stress of passing over the pulleys and drums.

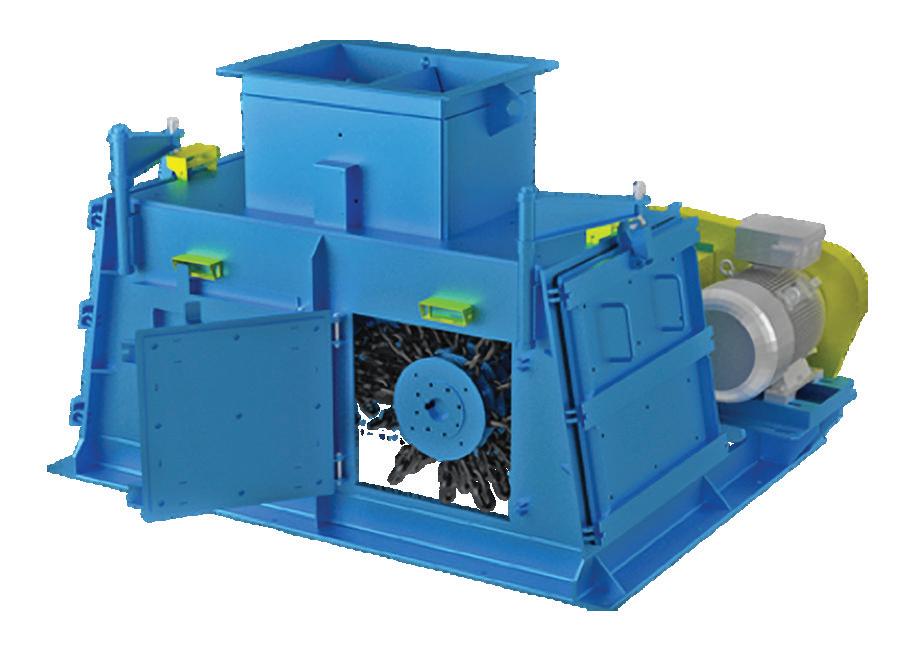
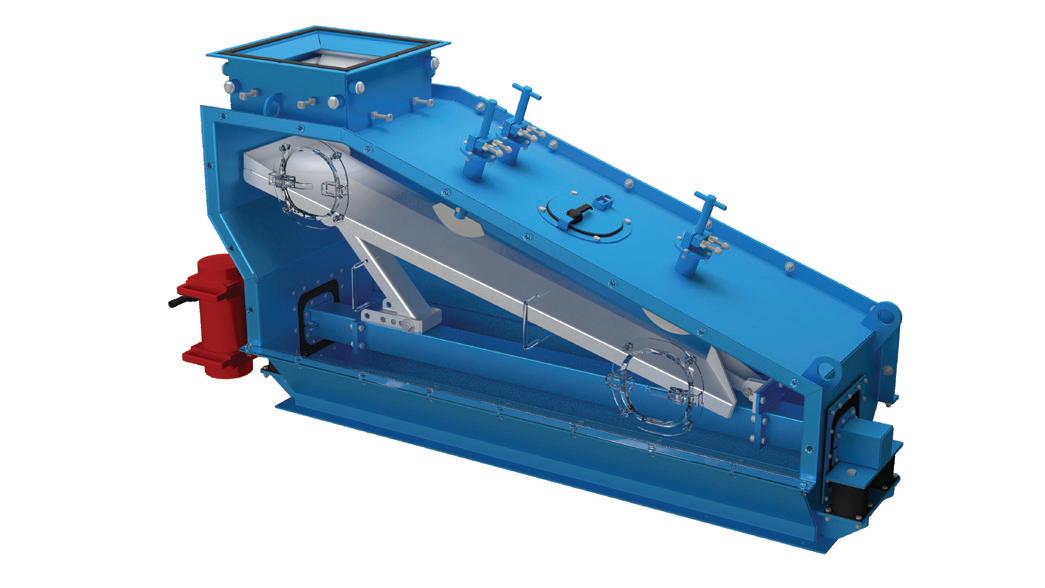

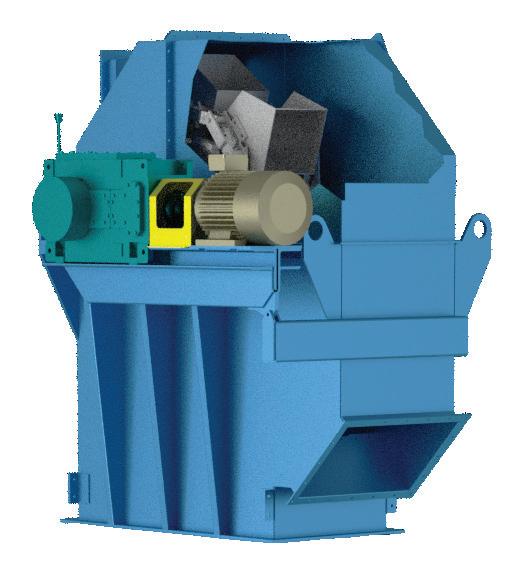
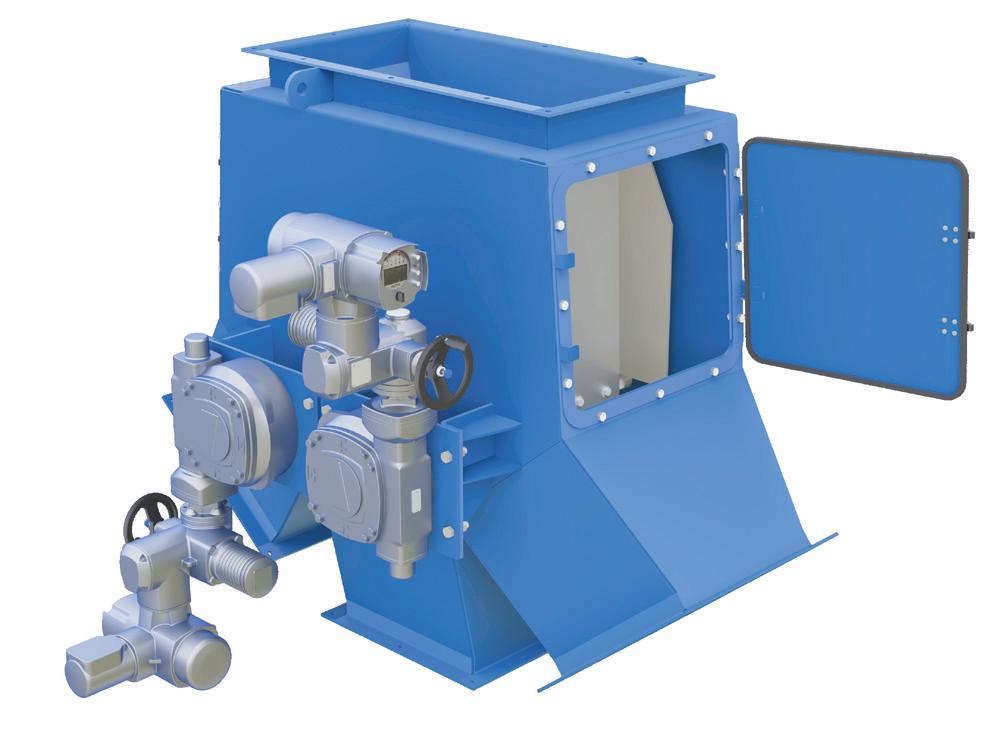
J&H Equipment Inc. 140 Sunshine Way, Alpharetta, GA 30005 Phone (770) 992-1606 | Fax (770) 992-1983 Web Site: www.jhequipment.com The J&H engineering team has over 45 years of experience in material handling, priding itself on swift solutions to client needs. J&H EQUIPMENT INC. The World Leader in Vibrating Wire Screens Bucket Elevator Head Section Chain Mill SBS Screen Electromechanical 3-Way Splitter
Hidden effects
O3 cracks form in rubber that is under tension. This is sometimes referred to as ‘dry rotting’. It is important to bear in mind that the amount of tension (critical strain) needed is only very small. Even a belt that has not yet been fitted on a conveyor has a certain amount of intrinsic tension. The cracks are always oriented at right angles to the strain axis. The dynamic stress that a conveyor belt undergoes while in operation is considerable. O3 attack occurs at the points where the strain is greatest.

The repeated action of the mechanical stress of the conveyor belt and the frictional process from the idler means that the rubber molecular chain will break to form what scientists refer to as a ‘free radical’. This triggers the oxidative chain reaction that forms a chemical process, which mechanically breaks the molecular chain and activates the oxidation process and which magnifies a whole range of more obvious problems such as the ability to resist abrasion.
Stress magnification
At first glance, having small cracks in the surface rubber may not seem to be a big problem, but over a surprisingly short amount of time, the rubber becomes increasingly brittle. Transversal cracks deepen under the repeated stress of passing over the pulleys and drums. The O3 continues to attack so the cracks will steadily grow until catastrophic failure occurs. Cracks often present other potential risks such as scrapers catching on them and tearing off parts of the cover. Re-splicing can also become increasingly difficult over time as the adhesion properties of the rubber diminish.

Yet another ‘hidden’ problem is that moisture seeps into the cracks. This then penetrates down to the actual carcass of the belt. In multi-ply belts, the fibres of the weft strands of the plies expand as they absorb moisture, which in turn causes sections of the carcass to contract (shorten) as the weft strands pull on the warp strands of the ply. This can result in tracking problems, which can be difficult to pinpoint, and which no amount of steering idler adjustment can compensate for. Last but not least, there can also be significant environmental and health and safety consequences because fine particles of dust penetrate the cracks and are then discharged (shaken out) on the return (underside) run of the belt.
The damage is preventable
Damage caused by O3 and UV is almost entirely preventable thanks to the use of modern technology. Several years ago, Dunlop were among the first in the world to make use of new technology that enabled the effects of O3 to be tested and measured. Dunlop equipped its laboratory in Drachten in The Netherlands with the very latest O3 testing equipment and introduced mandatory testing to EN/ISO 1431 international standards for all Dunlop rubber products. The same testing regime was applied to samples of belts made by other manufacturers.
As a direct result, special additives that act as highly efficient anti-ozonants and protect against the damaging effects of O3 and UV became an essential ingredient in all Dunlop rubber compound recipes without exception. Unfortunately, few belt manufacturers make use of these anti-oxidant additives.

34 | WORLD FERTILIZER | MAY/JUNE 2023
Figure 5. Dunlop’s ozone testing cabinet.
Figure 6. Samples are checked for cracking at two-hourly intervals.
Figure 7. Some rubber disintegrates within hours.
EN/ISO 1431 testing
To scientifically measure resistance to O3 in accordance with the EN/ISO 1431 test method, samples are placed under tension (e.g. 20% elongation) inside an O3 testing cabinet and exposed to highly concentrated levels of O3 for a period of up to 96 hours (at 40°C, 50 pphm and 20% strain).
Samples are closely examined for evidence of cracking at two-hourly intervals and the results are carefully measured and recorded. Experience has determined that in order for the rubber to be regarded as adequately resistant, the pass criteria needs to be that the rubber sample does not show any signs of cracking within the 96-hour period.
Swept under the carpet
Despite its crucial importance, O3 and UV resistance is very rarely, if ever, mentioned by belt manufacturers and suppliers and remains a subject that is swept under the carpet. This is because so much of the market is dominated by those trying to undercut their competitors on price. Anti-ozonant additives are not cheap and therefore, in the pursuit of a price advantage, are simply not used. A more sinister aspect of the non-use of anti-ozonants is that for a great many belt suppliers, anything that prolongs the working life of belts is not good for business.
As mentioned previously, more than 90% of belts tested in Europe fail the EN/ISO 1431 test. Worse still, in the majority of cases, the cracks start to appear as early as six to eight hours within the target time of 96 hours. In fact, it is not uncommon to see rubber samples completely disintegrate within a few hours. Typical 40 and 60 Shore sheeting and skirting rubber seems to be even worse.
Because of the sheer size of industrial conveyor belts, it is common practice amongst manufacturers and distributors to store rolls of belting in the open air. Belts can often be held in stock for long periods, sometimes for several years, before they are eventually dispatched and ultimately put to use. During that time, they are vulnerable to the ever-present effects of O3 and UV radiation. A number of conveyor belt users have reported that surface cracking could be seen at the time of delivery.
No hiding place
O3 can be found everywhere. Even ‘normal’ air can have up to 0.01 ppm of O3. The addition of electrical equipment or lighting can increase the ppm level even further. There is no hiding place. The importance of having conveyor belts that are resistant to the damage caused by O3 and UV can no longer be ignored. Unless conveyor operators start insisting on having belts that are O3 and UV resistant, then the vast majority of belt manufacturers and suppliers will continue to ignore the issue and continue to supply belts that start to deteriorate from the moment of creation.
For all buyers of rubber conveyor belts, an absolute pre-requisite when buying any type of belt is that it is fully resistant to the effects of O3 and UV. It is important to always insist on certification that confirms that the belt you are being offered is fully resistant to O3 and UV in accordance with the EN/ISO 1431 test method, because without this essential property, the belt will almost certainly need to be replaced far sooner than necessary.
Mono Ammonium Phosphate (MAP) Crystallization.
GEA crystallization technology achieves fully water-soluble MAP of moderate pH, free of impurities, chlorine, sodium and other harmful elements for a high-quality final product. We adapt to any yield and energy consumption needs and deliver fully customized plant solutions.

Get in touch today gea.com/contact
Dan Marshall, Martin Engineering, USA, outlines how fertilizer producers can avoid unscheduled downtime, mitigate cleanup, improve efficiency, and reduce the cost of operation through proper belt return maintenance.

36
Fertilizer producers often have many belt conveyors that feed specified volumes of additives to material to achieve the perfect mix. No matter how long or wide the belts are, they all have a belt return running at high speeds underneath, sometimes dropping adhered material along the way. Statistics have shown that material is routinely cleaned from under the system by workers while the conveyor is still moving, which is efficient but not recommended for safety reasons. This article will discuss how fertilizer producers can avoid unscheduled downtime, mitigate cleanup, improve efficiency, and reduce the cost of operation through proper belt return maintenance.
The return side of the conveyor may be the most deceptively hazardous part of a conveyor system. With long gaps between rollers and carrying no cargo, there is an extensive list of injuries inflicted on workers from the return side of conveyors in the Occupational Safety and Health Administration (OSHA) database.1 Caused by nip/shear points, belt contact and reach-in hazards from working around a running conveyor, these injuries stem not only from a lack of satisfactory protection of both the worker and system, but also from inadequate training.2
Many experts will attest to the fact that efficiency and safety are inextricably linked. Thus, an emphasis on safety translates to a reduced cost of operation and increased production. Clean return systems using modern equipment mean less spillage and cleanup under and around the belt, which mitigates labour costs, downtime and exposure to work hazards.
A well-maintained belt return also yields less dust, fewer fouled rolling components and a centred belt entry from the tail pulley into the loading zone.
Belt return hazards
Beginning from the head pulley over the snub pulley, around the take-up and bend pulleys and extending to the tail pulley, the myriad of hazards presented to workers along the entire return belt path can result in
friction burns, loss of a limb or even death. Understanding the hazards brings into focus the need for solutions.

Nip points are created where a moving element of the conveyor machinery meets another rotating or moving component. It is possible to entrap objects coming into contact with either of the two parts. Commonly, this involves something being caught between the belt and pulley where the belt tension will draw in anything that comes into contact with the components. Gears, idlers and rollers also pose a hazard, as they can be placed close enough together to entrap and crush anything that gets caught between them.
Based upon common belt speeds and average human reaction times, a shovel or other tool in an entrapment situation will pull the worker using the tool in with it before the person can even let go. The same is true of loose-fitting clothing or long hair when working beside or under a running belt. Rather than merely losing an extremity, in-running nip points will pull the worker through the rotation, with potentially lethal results.
Shear points occur when the edges of two machine parts move across or close enough to each other to cut a relatively soft material. An example of this is where the belt quickly passes a stationary beam or component, which can trap a limb, abrading it or severing it.
Fugitive material
The fugitive material hazards posed around the belt return begin with the discharge at the head pulley. An inadequately cleaned belt can cause carryback to drop along the entire belt path and spill into walkways or on the return belt. This produces a trip hazard and a possible OSHA violation. In addition, dust can get into cracks and divots in the belt, release along the belt path, and foul gears and bearings of rolling components, causing them to seize and creating a possible fire hazard.
Inadequate cleaning technology and tensioning systems allow carryback to collect directly beneath the discharge zone. If not addressed, material accumulates quickly until the belt runs along the top of the pile, creating carryback across the entire profile while abrasion degrades the belt face and frays the edges. In extreme cases, encapsulation can move carryback to the inside of the belt, fouling pulley faces and causing them to slip, leading to mistracking and component wear.
Spillage such as debris on the return side of the belt can rapidly reach the tail pulley. Once caught between the belt and the pulley, these material chunks can recycle through over
37
and over again, each time putting a new divot in the belt, as well as gouging and fouling the pulley face. This material can become ground into fine dust or ejected from the pulley.
Plows are often used to clean the inside of the belt and protect the tail pulley and belt from damage (Figure 1).
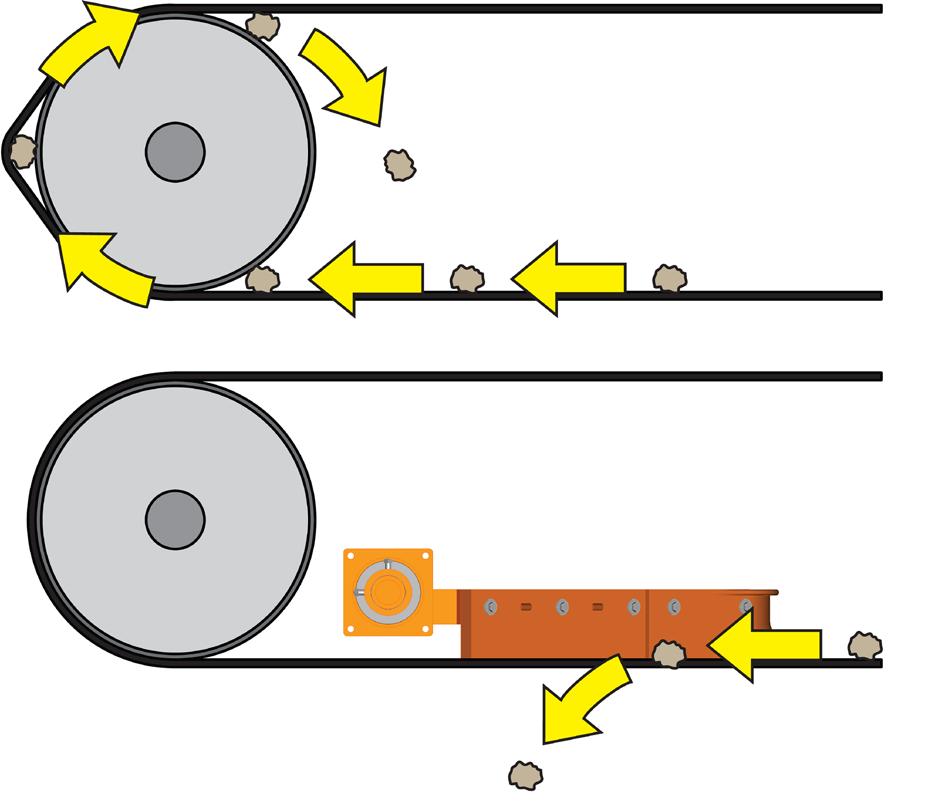
Other equipment hazards
Many fertilizer producers focus on cargo side issues and neglect the return side, where belt tracking should be of pivotal concern. When left unchecked, the belt can drift into the structure, causing fraying and the potential for a fire hazard. Moreover, if the belt is off-centre on the tail pulley, then it will likely enter the loading zone unevenly and cause the cargo to be loaded off-centre, exacerbating cargo-side belt tracking issues.
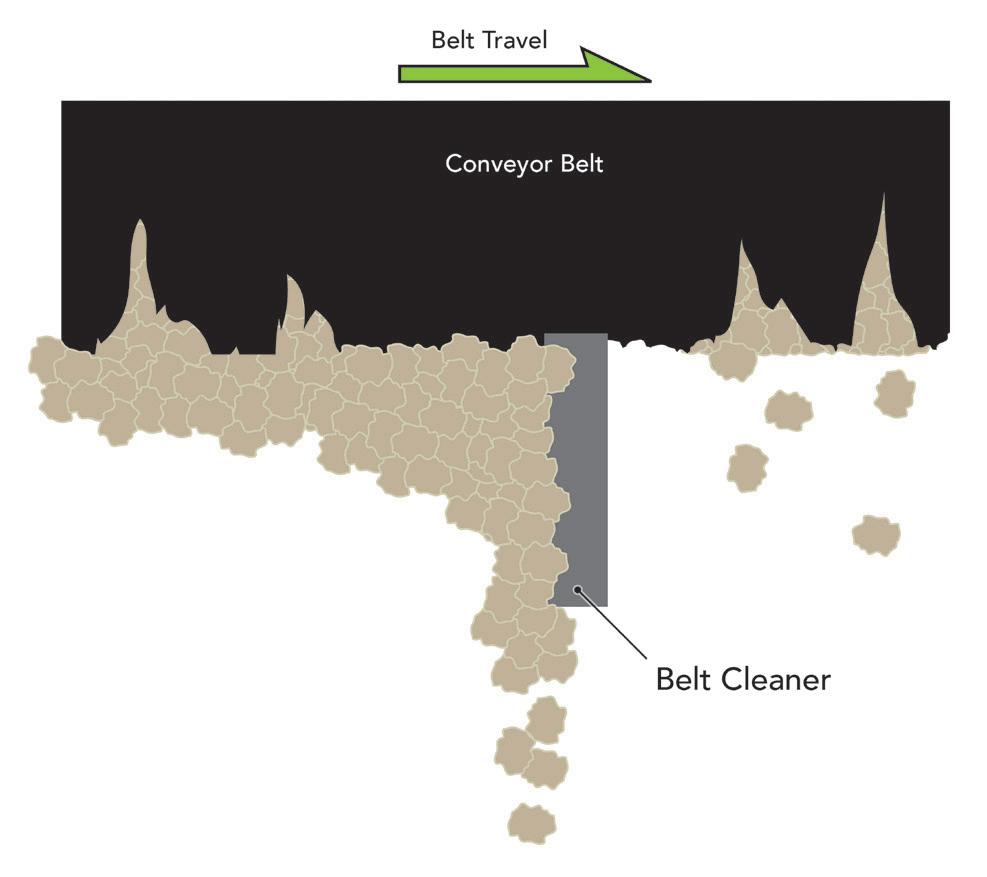
Normal long-term wear and tear is also a hazard, which can contribute to equipment separating from the system and falling to the ground. Operators are encouraged to be especially aware of the weight at the take-up pulley, which uses downward force to control the belt tension, and if it works itself loose, can crush anything beneath it.
While issues from fugitive material to belt tracking can cause a number of mechanical problems, each one also represents a safety hazard. If components are not functioning at 100%, there is an increased likelihood of a situation that may put a worker in danger while trying to fix the problem. An operation’s interests are best served by taking actions intended to prevent the mechanical problems and the accompanying potential for injury, rather than just protecting the worker from hazards that will likely be present with guarding.

Minimising return belt hazards
According to OSHA,3 operators should adhere to the standards set by the American National Standards Institute (ANSI), which recommends detailed inspections of the entire conveyor mechanism.4 The first step is identifying potential problems before they occur (Figure 2). The second step should be putting an emphasis on training and enforcing strict lockout-tagout procedures for any activities on or around the conveyor system.
The third step is for fertilizer producers to choose the proper equipment to minimise accidents. New equipment designs dispel the myth that conveyors are inherently dirty and in need of constant maintenance. The equipment being offered today is safer and easier to maintain, engineered to improve production and efficiency, and designed to reduce the cost of operation.
Safe and efficient cleaning
In the past, belt cleaners were rigid, linear pieces of hardware made out of various materials from brick to plastic that earned the name 'scrapers' or 'wipers' because that is what they did. They had a low operational life, broke or cracked often, and significantly contributed to belt wear. Modern primary cleaners are usually mounted at the head pulley, made from engineered polyurethane, which is forgiving to the belt and splice, but still highly effective for dislodging cargo. Typically supported by mechanical or pneumatic tensioners designed to meet the needs of the application, the designs require significantly less monitoring and maintenance of blade tension. At least one modern primary cleaner design requires no tensioning at all after initial installation. Featuring a matrix of tungsten carbide scrapers installed diagonally to form a three-dimensional curve
38 | WORLD FERTILIZER | MAY/JUNE 2023
Figure 1. A V-Plow helps prevent repeated entrapment of material between the belt and tail pulley.
Figure 2. Proper signage should be displayed wherever a hazard presents itself.
Figure 3. Cleaning a damaged belt with a scraper blade.
Sulphur + Sulphuric Acid 2023 Conference & Exhibition





Understand the key market and technical developments shaping the industry









RETURNINGTO THE UNITED STATES

Now in it’s 39th year, the event continues to be an essential annual forum for the global sulphur and acid community to learn, connect and do business.
You can expect an expanded market outlooks agenda, including expert insights from CRU’s analysis teams on major supply and demand markets, including sulphur, sulphuric acid and phosphates, plus additional industry updates from key players from across the supply chain.


Sponsors: Supporters:


For more information or to book your place, please visit: www.sulphurconference.com
• Sheraton
Orleans,
39th Oil | Gas | Fertilizers | Metallurgy | Industrial
November 6-8, 2023
New
Louisiana
Call for papers is now open
around the head pulley, it typically delivers up to four times the service life of urethane cleaners without ever needing re-tensioning.
As conveyor speeds and cargo volumes increase to meet production demands, secondary belt scrapers are often installed immediately after the belt leaves the head pulley to address dust and fines that escape the primary cleaner. Generally equipped with spring or air tensioners that easily adjust to fluctuations in the belt, secondary cleaners are particularly efficient for applications that produce wet, tacky or dusty carryback.
In most applications, normal belt wear can yield valleys and depressions in the belt. Dust and fines that get into these blemishes often remain even after passing under primary and secondary belt cleaning blades, becoming dislodged by the impact of any return idler the belt meets (Figure 3). This causes dust and spillage in areas away from the head pulley.
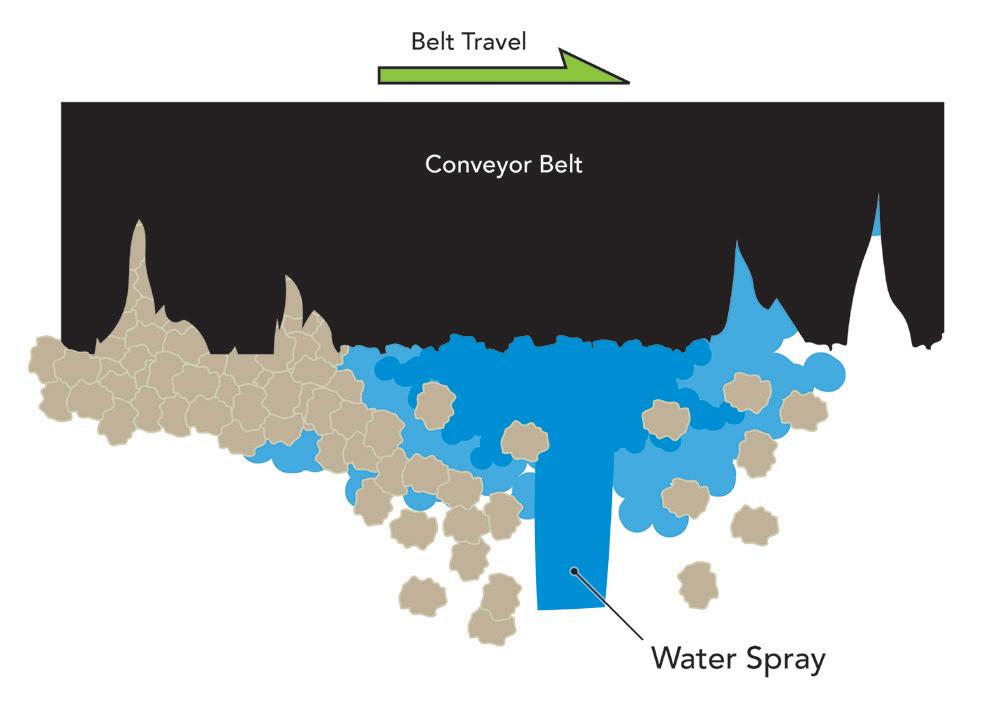
In such cases, operations may choose to install a washbox cleaning system, which combines secondary cleaners with water spray bars enclosed in a self-contained unit that captures residue and drains wastewater safely away from the work area (Figure 4).
Even on a clean belt, mistracking is another concern, especially for operators of long conveyors. Previous belt tracking systems were reactionary pieces of equipment designed to help prevent belt contact with the mainframe, however these designs have historically experienced problems with friction heat, edge degradation and belt curling. To avoid these expensive and hazardous consequences, fertilizer producers can now specify modern tracking equipment designed for the belt return. Shorter single-direction or reversing conveyor systems may only require a crowned roller that uses a ribbed lagging made of durable polyurethane. The moment the belt wanders off-centre, the assembly tilts to the opposing side and steers it back towards the centre.
Some longer systems may require a series of modern upper and lower trackers hung from the mainframe every 70 to 150 ft (21 to 50 m) and on the return run directly prior to the tail pulley. These designs utilise innovative multiple-pivot, torque-multiplying technology with a sensing arm assembly that detects slight variations in the belt path and immediately adjusts a single flat rubber idler to bring the belt back into alignment.
Tail pulley protection from build-up riding on the return side of the belt using a V-Plow or diagonal plow can extend
the life of the entire system by minimising fouling of the pulley face that can lead to mistracking. Attached with dual steel crossbars bolted to the conveyor frame ahead of the tail pulley, the units employ a unique torsion arm suspension system, which adjusts to fluctuations in belt tension to maintain consistent pressure for effective cleaning in all stages of wear. Lightly riding on the belt, the diagonal design deflects debris away in a specific direction, while the V-plow design deflects debris to either side. Where large lumps or broken idlers are getting on the return side of the belt, a tail protection plow designed for high impact is used, often in addition to, or in combination with, a return belt cleaning plow.
Installing adequate guarding that encloses the system and has the correct mesh size and mounting distance from the hazard also helps protect workers from fugitive material and reach-in injuries. For systems that are considered ‘guarded by location’ (too high to reach), gates may not be required, although most countries have standards that require guarding against falling bulk materials.
Return roller guards, though seldom seen except over roads and walkways, improve safety and meet the growing demands of government regulations. Build-up under the conveyor or on work platforms can negate the guarded by location ‘too high to reach’ criteria, so best practice is to guard all known hazards or eliminate the hazard by design.
Conclusion
From head pulley to tail pulley, return side belt care is essential to maintaining an efficient and productive system. By installing modern equipment that helps remedy common return side problems, fertilizer producers reduce the time workers spend near the system servicing and cleaning it. This mitigates hazards, reduces downtime and improves compliance.
In addition to resolving many mechanical problems, these improvements will help prevent injuries caused by incidental contact with a moving belt that can pull a worker into pinch and shear points, some of the most prevalent workplace hazards in bulk handling operations. Over hundreds of projects that directly address return side issues using modern equipment, managers have reported a quantifiable return on investment. Decreased man hours for system cleaning and downtime for maintenance enable a lower cost of operation, translating into a return on investment in as little as 12 – 24 months. If an injury is prevented, the payback is instantaneous, but even without considering the cost of an injury, the improvements actually pay for themselves over time.
References
1. “Accident Reports: Conveyor Roller,” Occupational Safety and Health Administration. Washington, DC. 2018. https://www.osha. gov/pls/imis/AccidentSearch.search?acc_keyword=%22Roller%20 Conveyor%22&keyword_list=on
2. SWINDERMAN, T., MARTI, A. D., MARSHALL, D., Foundations for Conveyor Safety, Martin Engineering, Section 1, pp. 8-26. Worzalla Publishing Company, Stevens Point, Wisconsin; 2016. https://www. martin-eng.com/content/product/690/safety-book
3. “Conveyors,” Occupational Health and Safety Administration 1926.555(a)(8), Washington, DC; 2018. https://www.osha.gov/pls/ oshaweb/owadisp.show_document?p_id=10765&p_table=STANDARDS
4. WEBB, J. C., “Safety Code for Conveyors, Cableways, and Related Equipment,” American National Standards Institute ANSI B20.1-1957; The American Society of Mechanical Engineers.
40 | WORLD FERTILIZER | MAY/JUNE 2023
Figure 4. Cleaning a damaged belt with a washbox.
granuGainsfrom Lation
Fertilizers possess extraordinary physical properties that may cause problems during its production, handling, application chain, storage, and transportation. P roblems such as caking and lumping, moisture uptake and dust problems can occur due to unstable granules
Currently, coatings are used to patch up the physical properties of fertilizer types with poor base quality. Many coatings consist of petroleum-derived polymers and waxes, or polymers that are not biodegradable. Globally, governments are striving to limit the non-biodegradable plastics entering the environment.
Jacco Korver, INSTRAL B.V., and Lucas van der Saag, ICL Fertilizers Europe C.V., The Netherlands, describe the intricacies of the granulation process and consider its benefits for the storage and transportation of the end fertilizer product.

41
The Bio-stimulant and Fertilizing Products Regulation (EC) 2019/1009 came into force on 16 July 2022 in the EU, prohibiting the use of non-biodegradable ingredients in agrochemicals. This has forced fertilizer manufacturers to look for bio-based alternatives that often do not match currently used coatings in price or performance.
INSTRAL believes that improving the base quality of the fertilizer using internal (bio-based) additives could
prove to be an affordable alternative. The company has developed several formulas from which custom-made solutions can be established; this article describes a solution developed together with ICL Fertilizers.

Granulation
Granulation is the process of forming granules, which are small particles of uniform size and shape, from a powder mixture. The process involves combining the powder with a liquid binder to form a wet mass, which is then passed through a granulator to create granules. The granules are then dried and screened to remove any excess fine and coarse particles. Granulation improves the flowability, compressibility, and uniformity of the powder mixture, and helps to prevent segregation and caking.
ICL Fertilizers is currently developing products using the mineral, Polysulphate®. This mineral is composed of four nutrients in the form of: K 2 SO 4 , MgSO 4 and CaSO 4 . The nutrient value of the mineral is 13.5% K 2 O, 6.0% MgO, 17% CaO and 48% SO 4 Polysulphate is mined on the north eastern coast of the United Kingdom, and multiple agronomic trials performed on crops have shown that the mineral provides efficient crop nutrition, offering multiple nutrients essential for healthy crop growth.
In order to improve the physical properties of the fertilizer and to obtain an end-product that possesses the properties required for storage, transport, and ultimate use, it was decided that Polysulphate should enter the market as granules rather than coarse granulate. For various reasons, the material is difficult to granulate using only water. Together with INSTRAL, ICL Fertilizers opted to granulate the Polysulphate without using a chemically modified binder.
Granulation also meant a higher likelihood of using the mineral as a fertilizer, as it can be used in direct application or blended with other fertilizer products. Agronomic trials have shown that granulated Polysulphate (PolyPremium®) has higher nutrient efficiency than the granular product.
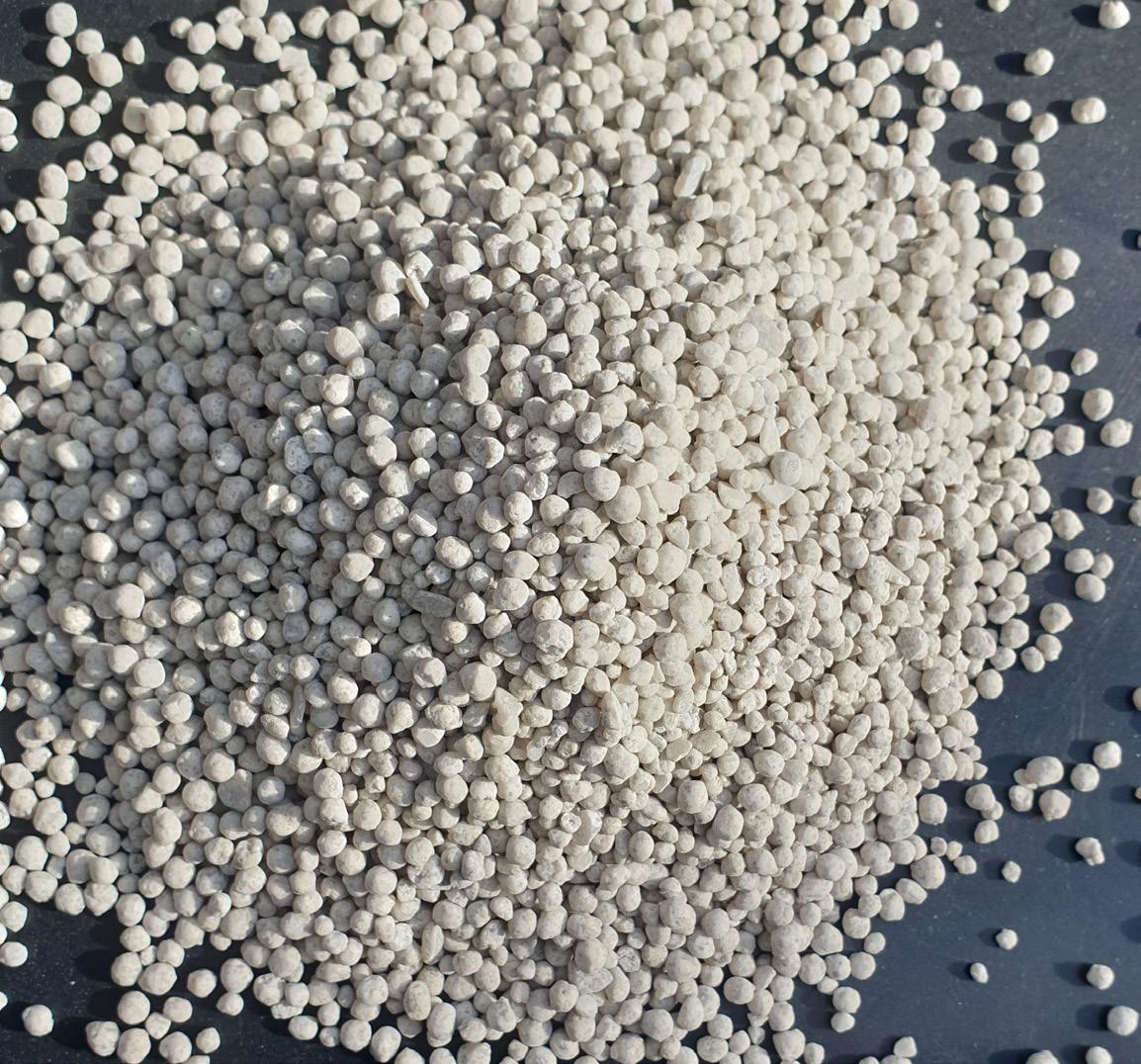
The specifications for fertilizers regarding particle size distribution, however, place high demands on the manufacturer. The granulate is generally sized between 1 mm and 5 mm, with more than 90% between 2 mm and 4 mm. A uniform particle size ensures an even coverage of the granules on the field, as optimally shaped granules will result in an efficient and controlled leaching into the soil. Furthermore, the finished product should not take up too much moisture and remain free-flowing and dust-free during storage and transshipment.
Tackling the granulation challenge
Granulating mixtures of fertilizer salts is a complex process that is dependent on many factors, such as the solubility of the
42 | WORLD FERTILIZER | MAY/JUNE 2023
Figure 1. Tanktruck with INSTRAL C-Force® Binder.
Figure 2. Polysulphate granules.
K2O% MgO% CaO% SO4% H2O% PolyPremium© 13.0 6.0 15.5 48.0 2.0
Table 1. Chemical composition of Polysulphate.
(combination of) salts, temperature, particle size of the salts, impurities in the salts, etc. Granulating a singular salt might therefore seem easier to accomplish, but in this case the Polysulphate proved to be a singular salt with multiple personalities.
Therefore, the R&D experts at ICL Amsterdam and INSTRAL teamed up to find a way to produce granules of good quality and at a steady output rate.
INSTRAL studied the behaviour and complexity of the multi-component salt with unknown reactions and interactions, and selected potential binder formulations that subsequently were assessed by the ICL team to monitor their effect on the physical properties of the granulated end product. A promising formula for a binder was identified, that on a pilot scale, helped to produce good quality granules.
Application of the additive


Having a good candidate as a binder is still only one part of the puzzle. Being able to successfully apply it somewhere in the production process is yet another challenge, which can only be tackled in close cooperation with the technicians of the manufacturer. In its Amsterdam facility, ICL Fertilizers operates a drum granulation process that involves adding water and steam to form granules.
Together with the operators at the Amsterdam manufacturing plant, a system was designed to be able to execute tests to produce Polysulphate granules within the current plant capabilities and without disturbing the daily operations too much.
Through the utilisation of INSTRAL’s specialised binder and the technical proficiency of the operators at the Amsterdam manufacturing plant, production at a steady output rate of 40 tph proved to be achievable. The binder was applied to the granulation bed together with the water and steam, and after conducting three test trials, promising results were obtained. ICL Fertilizers and INSTRAL are working further to continue developing the granulation process and optimise the process conditions to increase the output and further reduce costs.

The granules resulting from the trials have improved quality characteristics as shown in Table 1. The D50 of the granules is 3.3 mm and they have an abrasion of 0.4%.
Those produced in the ICL Fertilizers plant in Amsterdam also pass market quality standards.

0 5 10 15 20 25 30 35 40 5 [mm] 4 [mm] 3.55 [mm] 3.15 [mm] 2.85 [mm] 2.5 [mm] 2 [mm] 1 [mm] 0.0 [mm] Particle
Distribution ® ® C M Y CM MY CY CMY K 5-1_WldFert_insertV1.pdf 1 4/21/23 7:55 AM
Figure 3. Particle size distribution.
Size
Developing Egypt's Sulfuric Acid Industry

AK Tyagi, Nuberg, India, explains the contributing factors that are influencing the current conditions of the sulfuric acid market, and examines the development of a sulfuric acid plant in Egypt.
The worldwide sulfuric acid market has been steadily growing as one of the primary suppliers of raw materials for various chemical and industrial applications. The fertilizer industry is also driving market expansion. Major sulfuric acid suppliers across the world are projected to enhance their already booming exports in the near future as worldwide demand for sulfuric acid continues to grow.
Sulfuric acid is one of the global chemical industries’ most important molecules and products. So far, the majority has been utilised to manufacture various types of fertilizers. Sulfuric acid is also in high demand in other chemical and industrial areas, such as metal processing, pigment, petroleum, paper and pulp (Figure 1). China is currently the world’s greatest producer of
sulfuric acid, whereas Canada is the world’s largest exporter.
Grand View Research’s (GVR) industry analysis reveals that the global sulfuric acid market was worth US$10.1 billion in 2016, and is predicted to grow to US$13.45 billion by 2025, reflecting a robust compound annual growth rate (CAGR) of 3.3%.1 The market is predicted to be driven primarily by rising phosphate fertilizer production capacity and tightening environmental rules to regulate emissions, which will lead to increased use of smelters to capture sulfur dioxide products.
According to GVR, the global market is predicted to grow due to rising demand for the product from the fertilizer, chemical manufacturing, paper and pulp, petroleum refinery, metal processing and automotive industries for use as a catalyst, dehydrating
44

45
agent and reactant. Increasing concerns in the agricultural sector about high crop yields and food quality are expected to further drive the fertilizer industry’s expansion, which will likely aid the growth of the sulfuric acid market. Government controls, high raw material costs, reduced sales due to surplus and health concerns about sulfuric acid are some of the factors limiting the industry.
The future of sulfuric acid
The fertilizer segment was the largest consumer of sulfuric acid in 2016 due to its use as a raw ingredient in the production of phosphate fertilizers. Between 2022 – 2027, the worldwide sulfuric acid market is expected to grow at a rate of more than 3.5%.2 Asia-Pacific is predicted to capture a significant
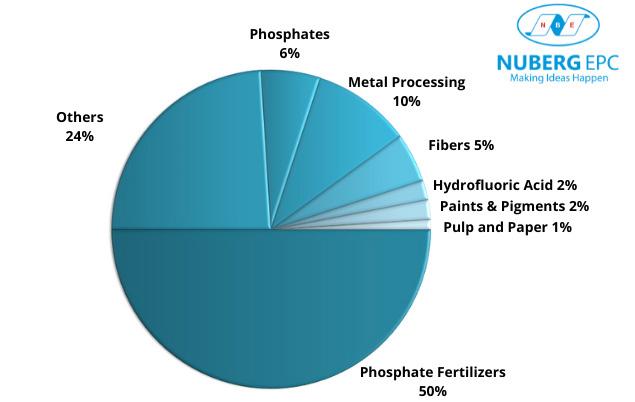
revenue share of the sulfuric acid market in the coming years, with a high CAGR. Increased foreign investment, a flourishing agricultural sector with a large population base and an increasing preference for sulfuric acid in various chemical and fertilizer processes in expanding countries, like India and China, are all contributing to this expansion.
During the projected period, the fertilizer sector is expected to lead the sulfuric acid market in terms of application. Because the world’s population is growing, there is a greater demand for higher-quality food crops.
Farmers employ chemicals such as fertilizers to boost agricultural yields as hectares of arable land shrink, owing to rapid industrialisation and urbanisation. As a result, the fertilizer section of the sulfuric acid market is likely to grow during the forecast period due to increased use of sulfuric acid in fertilizer manufacturing.
In terms of value, China is the largest market in the Asia-Pacific region, accounting for a significant portion of the market. The sulfuric acid market in this region is being driven by a thriving chemical industry, cheap availability of raw materials and increased development strategies, such as the establishment of production facilities to fulfil the growing demand for sulfuric acid. Due to the wide range of uses for sulfuric acid, the market is expected to remain stable and sustainable.
Fertilizers
Sulfuric acid is used to make phosphate fertilizers such as superphosphate of lime and ammonium sulfate, which contain 50 – 60% sulfur. In the manufacturing of all high-grade phosphate fertilizers, phosphoric acid is generated as an intermediate product. Phosphate fertilizers are essential for root formation and growth, as well as for boosting the quality of fruit and vegetable crops. They are also critical for seed formation, water conservation and helping to expedite maturity.
Case study: Sulfuric acid plant in Egypt
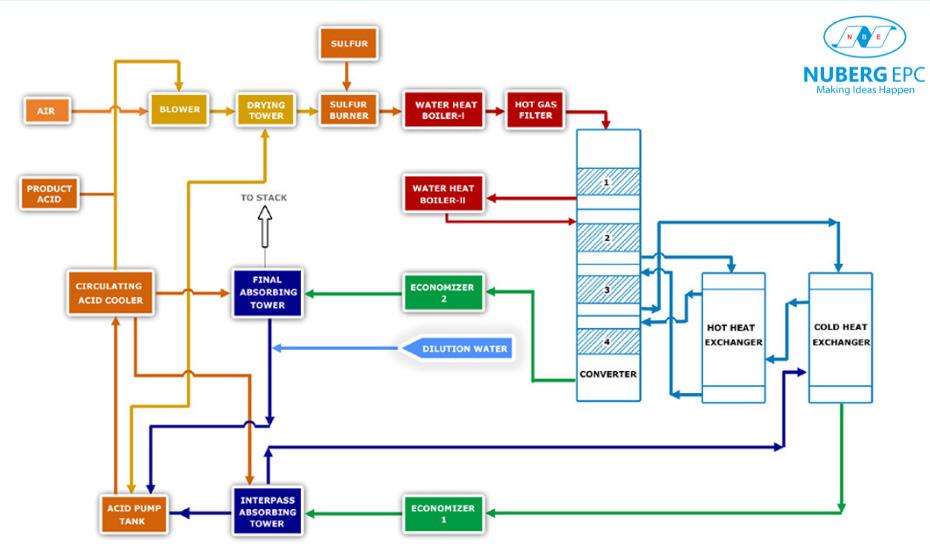
Nuberg EPC has been awarded contracts to comission multiple sulfuric acid plants (Figure 2), including one for Sprea Misr in Egypt. This case study details the learnings and obstacles encountered throughout the process.
Client name: Sprea Misr.
Location: Sprea Misr, Ramadan, Egypt.
Plant capacity: 500 tpd (98% sulfuric acid).
Project details
Sprea Misr, a renowned chemicals and plastics manufacturer in Ramadan, Egypt, awarded the project. The project is now in progress, and Nuberg is the single-point solution company in charge of the project from conception to commissioning.
The 500 tpd sulfuric acid plant project is based on the latest Double Contact Double Absorption (DCDA) process technology.
46 | WORLD FERTILIZER | MAY/JUNE 2023
Figure 1. Uses of sulfuric acid.
Figure 3. Flow diagram of sulfuric acid technology DCDA.
Figure 2. Sulfuric acid plant.
The double contact process is used for the production of sulfuric acid in high concentrations which is required for industrial purposes (Figure 3). A 5 MW turbine and a steam-based power generation facility with a complete bypass system are also included in the project. This is the first time that the company has built a turbine unit for electricity production. The agricultural sector will recieve the sulfuric acid produced in the plant, which will be used to make urea and other fertilizers.
Equipment and machinery

The scope of the work includes the engineering, procurement and construction (EPC) and lump sum turnkey (LSTK) of a 500 tpd sulfuric acid plant. The basic engineering packages are:

Specifications for piping materials.
Specifications for painting.
A list of all the equipment required.
Flow diagram creation and configuration finalisation.
Diagrams of the sequence; process descriptions; single line diagrams; P&I diagrams; instrument lists, and so on.
Details about each individual component and process were also specified with accompanying documents, in addition to the core engineering packages, discussing important aspects of engineering design, such as:
Structural and civil engineering.
Materials for layout and piping (metallic and plastic).
Static and rotary equipment.
Instrumental and electrical engineering.
Mechanical engineering.
Erection and commissioning site supervision.
As-built sketches.
Project management
Nuberg EPC’s project managers plan ahead to ensure that each phase is completed to meet the project’s success criteria while staying within its time frame. The following are some of the important critical pointers in project management processes:
Ensuring compliance by closely monitoring important activities.
The use of bar charts and the critical path method (CPM) to depict each project activity.
During the thorough engineering phase, coordination with clients and providers is essential.
Monitoring the procurement and delivery process.
Monthly progress reports with comments on compliance and deviations are prepared.
Conclusion
Despite the effects of the COVID-19 pandemic decreasing demand for sulfuric acid, the global market is expected to grow in the near future due to rising demand for the product from sectors such as the fertilizer industry.
References
1. Grand View Research, ‘Sulfuric Acid Market Size Worth $13.45 Billion By 2025 | CAGR: 3.3%’, https://www.grandviewresearch.com/press-release/ global-sulfuric-acid-market (November 2017).
2. Mordor Intelligence, ‘SULFURIC ACID MARKET - GROWTH, TRENDS, COVID-19 IMPACT, AND FORECASTS (2022 - 2027)’, https:// www.mordorintelligence.com/industry-reports/sulfuric-acid-market
2400 more than units per hour YOUR SPECIALIST FOR BAGGING & PALLETIZING STATEC BINDER GmbH Industriestrasse 32, 8200 Gleisdorf, Austria Tel.: +43 3112 38580-0 E-Mail: office@statec-binder.com www.statec-binder.com in over 85 countries more than 1800 installed machines global customer service more than 45 years of experience
Less is m o re
Dr. Metodi Zlatev, Haver & Boecker Niagara, Germany, considers the role of efficient and high-quality equipment and fertilizer processing solutions in boosting efficiency, improving product quality, and producing more with less.
48
In the age of a constantly growing human population, fertilizers are the new gold. This phrase is on everyone’s lips, pointing to the crucial role of fertilizer in supporting farmers to get the most out of soil and ensure food security. Hence, innovative and sustainable processing solutions are needed in the fertilizer industry. In this article, Haver & Boecker Niagara discuss global food supply and sustainability, best practices in developing fertilizer processing equipment, and how fertilizer manufacturers can be supported in addressing the challenges in the field. The company is a provider of equipment for producing and processing different types of fertilizer (mineral, chemical and organic) and offers solutions for processing, handling, packing and storage. Its screening, pelletising technologies and complete plant solutions support the fertilizer production process, from the mine where raw materials are extracted and processed, to the fertilizer factories where the fertilizer is produced, to packaging and loading/unloading stations.
Challenges in this sector
The fertilizer industry must balance the need to remain economically competitive with the need to meet environmental and social sustainability goals. In general, plants require essential nutrients such as nitrogen, phosphorus, potassium, calcium, magnesium, and sulfur to grow and thrive. These nutrients play an important role in photosynthesis and plant growth, including promoting healthy root development, improving flower and fruit production, and contributing to overall plant strength and stability. However, soil fertility can be a major issue for plant growth, as soil may be depleted of certain essential nutrients or contain unhealthy levels of certain substances that affect its pH, organic matter content, and structure. This is where fertilizer comes in. As farmers incorporate fertilizer to replenish the soil nutrients, they experience better yields and improved food quality, ultimately helping to ensure food security. Unfortunately, the use and production of fertilizer
results in some harmful effects on the environment. There is a need to reduce emissions and increase storage capacities while still complying with legal regulations.
Another big challenge in the fertilizer sector stems from rising costs and the scarce availability of raw materials. The production of fertilizers requires large quantities of raw materials such as natural gas, nitrogen, phosphate, and potash, which can be expensive and subject to market fluctuations. To address this challenge, fertilizer manufacturers need innovative processing solutions to produce more with fewer resources, or to draw materials from alternative sources. For instance, they may be able to work with phosphates from a water treatment plant in a large city.
To help address some of these challenges, Haver & Boecker Niagara has developed fertilizer processing equipment that produces more with less raw material. By eliminating blinding and sticking of the material and incorporating eccentric screening movement, technology can be used to enable increased production in the same amount of operating time. Using vibrating screen and pelletising disc technologies, fertilizer production plants can increase their capacity by up to 50%. The screens boost efficiency, improve product quality, and assist in successfully meeting the increased challenges in the fascinating agricultural world.
Industry trends are shaping the future
One of the major trends seen in the sector currently is the overall increasing demand for fertilizer. The world is facing enormous population growth, and with it, an exponentially increasing demand for food which drives the demand for fertilizers to support food production. In the past, one acre of land was enough to feed two people. In 2030, the same area must feed six people in order to keep up with the growing population. With this in mind, farmers need to source new and effective ways to increase the earth’s fertility and support sustainable food sourcing.
The fertilizer industry faces growing regulatory pressure to minimise the negative impact of its production and use on the environment. This leads to increased focus on compliance with
49
environmental regulations and a drive towards more sustainable and environmentally friendly practices. The increasing regulatory pressures have resulted in increased investment in research and development to create more sustainable production processes and solutions that increase yields while reducing fertilizer waste and environmental footprint. Following this trend,
Haver & Boecker Niagara has focused its attention on conducting fertilizer testing and scientific studies at its newly modernised R&D centre at Haver Engineering GmbH in Freiberg (associated Institute of the TU Bergakademie), Germany. This has led to innovative fertilizer treatment processes and engineering solutions that allow demand to be met, while adhering to growing regulations.
With increasing concerns about the negative impact of fertilizer production on the environment, there is a growing demand for innovations and digitalisation in fertilizer processing technology and the increased use of precision agriculture. The precision agriculture industry is embracing digital technologies, including the use of sensors to capture real-time data and analytics that enhance and refine fertilizer application. Similarly, equipment technology incorporates artificial intelligence and data capture to ensure perfect flow in the processing stages and high-quality end product. For example, the Scarabaues pelletising disc is equipped with cameras that collect data in real time and measure the size of the pellets – a critical factor in meeting fertilizer pellet quality requirements. The Pulse Condition Monitoring system incorporates sensors on screening machines and collects data to predict breakdowns and maintenance, sending warning messages to the technical team. Additionally, there is a growing demand for organic and mineral fertilizers. This trend has resulted in increased investment in the development of new and improved fertilizers and processing technologies, leading Haver & Boecker Niagara to produce advanced pelletising technologies for organic fertilizer processing.
All of these trends are shaping the future of the fertilizer industry. The company is closely following both regulations and material and production trends while remaining committed to supporting the industry in its efforts to increase food security and sustainability.
Equipment technology in action
Haver & Boecker Niagara works very closely with large players in the sector, carefully listening to their requirements, advising them on how to successfully handle their challenges, and developing customised machines and complete plants that ensure the highest performance and production rates, improved material quality, and low maintenance intervals. An example of such a project is a factory which entrusted the company with the installation of more than 86 of its vibrating screens that operate around the clock. Each of them has a capacity of 150 tph. The customer experienced a smooth project flow and increase in production. Similar successful installations included the basic engineering for a crushing and screening plant for phosphate ore with a capacity of 5500 tph, and the design of a crushing and screening plant with three lines for the processing of potassium with a capacity of 800 tph per line.
Recently, the company supplied a complete loading terminal for potash, to meet production requirements of 480 tph. This facility includes reclaim units, screening stations, mixing units, and truck loading systems, which ensure the highest product quality. A similar project in the Middle East region incorporated a complete screen house with a high-capacity Niagara XL-Class MD 1800 x 6000, UM-Feeder 1400 x 2000 C and EM-Feeder 1400 x 2000 C with a bagging system for a urea fertilizer manufacturer. The material is separated at 2 mm and 4 mm



50 | WORLD FERTILIZER | MAY/JUNE 2023
and the total capacity of the plant
Figure 1. A screening manufacturer worked with a factory to install more than 86 vibrating screens that operate around the clock. Each of the screens has a capacity of 150 tph. The customer experienced a smooth project flow and an increase in production.
Figure 2. In Belgium, one manufacturer custom-built a high-capacity linear screen for a customer processing KAZ fertilizer. Implementing it within that customer’s plant increased its processing capacity to more than 230 tph with cut sizes of 0 – 5 mm.
Figure 3. The production of fertilizers requires large quantities of raw materials such as natural gas, nitrogen, phosphate, and potash, which can be expensive and subject to market fluctuations. To address this challenge, fertilizer manufacturers need innovative processing solutions to produce more with fewer resources, or to draw materials from alternative sources.
is 1190 tph. After project completion, the customer was impressed by the high level of consultation and commitment to optimal production parameters. Another interesting project in the fertilizer sector will be completed in the near future. The company has developed a process (selective crushing) and supplied Niagara XL-Class vibrating screens for classifying phosphates. The Niagara XL-Class combines exciter drive technology with a wide body design for high production capacities, achieving more than 52 tph each at a grain size of 0 – 10 mm, ensuring maximum reliability with extended maintenance intervals.
The implementation of the Niagara T-Class MD1400 x 4500-C 2D vibrating screen in a compact fertilizer plant also helped to ensure the highest performance possible for a sulfate of potash (SOP) producer in Western Australia, with a particle size of 0 – 25 mm. In Belgium, a custom-built Niagara XL-Class high-capacity linear screen was also supplied for a customer processing KAZ fertilizer. Implementing the

environmental regulations, which can raise production costs and limit the availability of certain types of fertilizers.
Haver & Boecker’s equipment and solutions are designed for low maintenance, ensuring higher productivity and profitability for operators, which ultimately contributes to global food security and sustainability. Providing efficient and high-quality equipment will play a crucial role in overcoming the challenges faced by the fertilizer industry and reaching a brighter and more sustainable future.
THE UNBEATABLE VALUE OF DUNLOP CONVEYOR BELTS

SAFE TO USE AND SAFE TO HANDLE
As a result, we continue to be the leading advocates of compliance to EU and UK regulations relating to the use of potentially hazardous chemicals, preparations and substances. This includes the use of any substance of very high concern (SVHC) and Persistent Organic Pollutants (POPs). Sadly, many European manufacturers choose to ignore these legal requirements while manufacturers located outside of EU member states and the UK are not subject to them.
MADE TO LAST
There are many different types of belt constructions, rubber cover combinations, and specialist products available in the Dunlop range. What sets Dunlop apart from the rest is that every single belt we make has one thing in common – it has been designed to be the toughest, best performing and longest-lasting conveyor belt of its kind in the world. It is not uncommon to see Dunlop belts running for several years on applications where the belts had previously only lasted a matter of months or even weeks.


52 | WORLD FERTILIZER | MAY/JUNE 2023 AD INDEX 52 | ABC 04 | BDGT Precision Engineering OFC, 21 | Berndorf Band Group 17 | Central Maintenance and Welding, Inc. 25 | Chemetics Inc. (Worley) 39 | CRU Group 02 | Curtiss-Wright EST Group 51 | Dunlop Conveyor Belting 29 | Eirich 26 | EMT/Doyle Equipment Manufacturing IFC | Eurotecnica 35 | GEA 33 | J&H Equipment Inc. 13 | Kreber 43 | Martin Engineering OBC | Neelam Aqua and Specialty Chem (P) Ltd. 09 | Prayon 18 | SIG Società Italiana Gomma S.p.A. 30 | Sohar Sulphur Fertilizers LLC 07 | Stamicarbon 47 | Statec Binder IBC | World Fertilizer BELIEVING SEEING
Take a look at our ABC Certificate. It shows our circulation has been independently verified to industry agreed standards. So our advertisers know they’re getting what they paid for. ABC. See it. Believe it. Trust it. www.abc.org.uk 2018_seeing is beliving house ad_A5 landscape.indd 4 11/12/2019 11:14:30
IS
A global industry requires a global publication

Register at www.worldfertilizer.com
Global publication