January 2023



Lubrication reduces friction. Knowledge reduces costs. Moving ahead together. Increase your energy efficiency with our know-how and the right high-performance lubricant. www.klueber.com/cement
CONTENTS
03 Comment
05 News
REGIONAL REPORT: GLOBAL FORECAST
10 Winter Has Come
Imran Akram, IA Cement, considers the state of the global cement market and outlines the prospects for what may be a difficult year ahead.
DOMES, SILOS, AIR CANNONS & CLEAN-OUT
17 Streamlining Dispatch With Drive-Through Storage
Rebecca Long Pyper, Dome Technology, explains why more and more cement companies are inquiring about drive-through dome storage systems.
22 Keen On Cleaning!
Jeff Shelton, Dracyon Corp, discusses why many cement plants are not getting the most out of their air cannon systems, and the steps that can be taken to ensure they perform as effective cleaning devices.
REFRACTORIES
29 Revisiting Rapid Recovery And Repair
Florian Laux, REFKO Feuerfest GmbH, revisits the performance of a lining technology that has been used to repair cement kilns in a number of different plants.
35 The Role Of Refractories In A Sustainable Fuel Strategy
Kayra Kurt and Divyendu Tripathy, Calderys, introduce a new refractory brick designed to offer a flexible and cost-effective solution to the pyroprocessing challenges posed by alternative fuels.
38
World Cement’s Refractory Review
The World Cement Refractory Review provides a catalogue of some of the leading players in the refractory sector. This year’s edition includes contributions from: Bricking Solutions, Calderys, HASLE Refractories, SILICON, The Siam Refractory Co., Ltd., and Wahl Refractory Solutions.
ON THE COVER
LOADING & UNLOADING
44 When In Doubt, Upgrade Your Spout Austin Anderson, Vortex Global, discusses the multitude of devices and accessories developed to improve loading spouts within a cement plant, minimising dust pollution, and optimising loading procedures.
PYROPROCESSING & CLINKER COOLING
49 Designed For Smart Modification!
Andre Vos and Ingmar Holst, Claudius Peters, introduce a new development in clinker cooler technology that utilises standard parts to optimise production processes and minimise CO2 emissions.
53 Overcoming Constraints On Kiln Construction
Lisa Hartig and Sebastian Maibaum, IKN GmbH, outline the steps taken during the commissioning phase of a new pyro line at a German cement plant.
BAGGING & PACKING
57 Bag Smarter, Not Harder Mirko Hoffmann and Alexander Hering, Haver & Boecker, discuss the impact of Industry 4.0 solutions implemented at a Croatian cement plant.
CHAINS & LUBRICATION
60 Bearing The Load: Strategies For Protecting Machinery
Ian Walton, SKF, details how taking a proactive approach to bearing management can help overcome the issue of premature machine failure in the cement industry.
65 Moving The Chains
David Page, FB Chain, explains how innovation through design, material, or installation can achieve new performance gains for conveyors.
GENERAL INTEREST
69 Where Do We Stand With Sand?
Oldemar Meneses, Metso Outotec, illustrates the role of sand in the construction industry and considers what can be done differently to address sand scarcity.

January
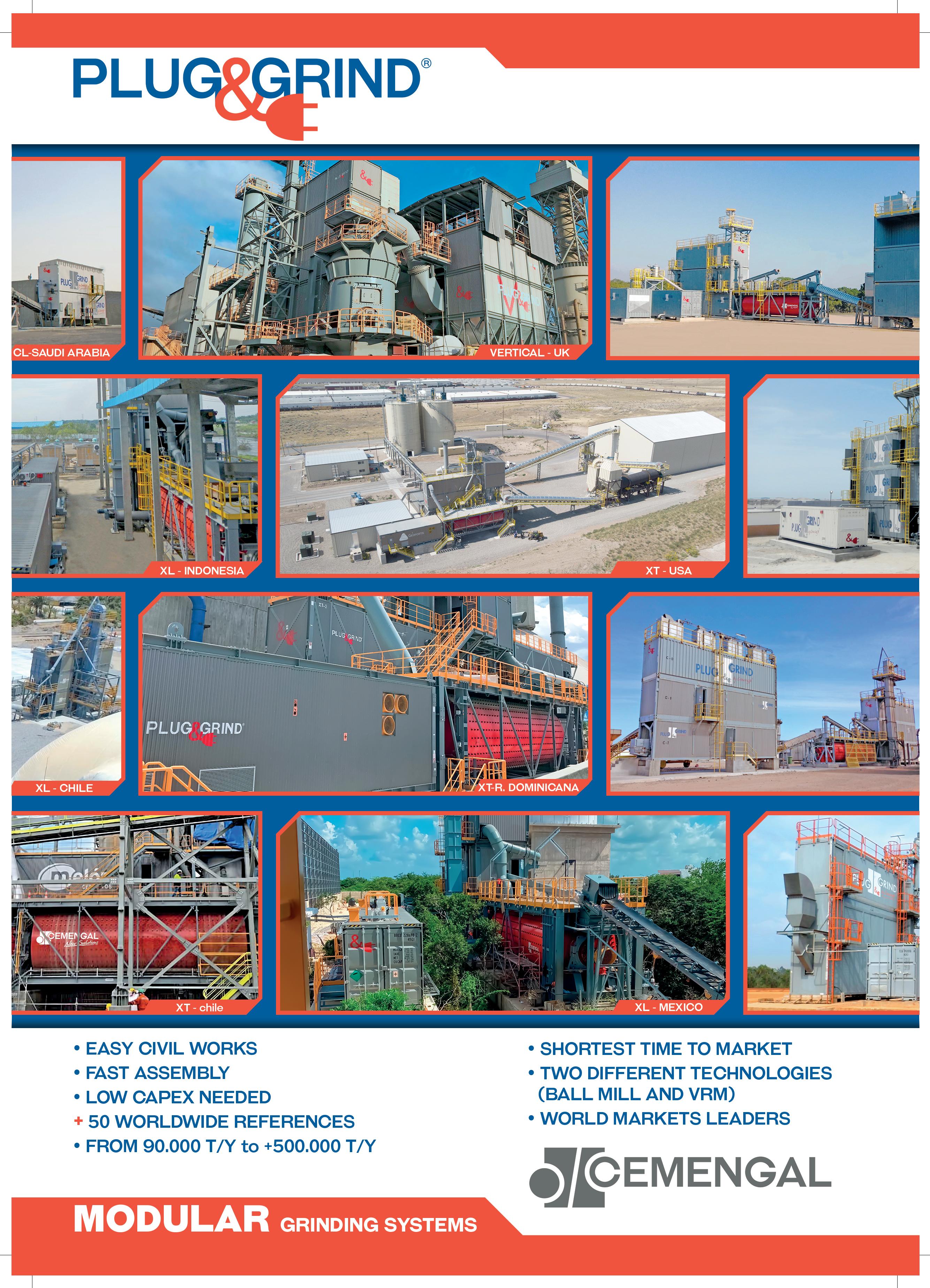
The Plug&Grind® modular grinding system is 10 years old. A decade in which horizontal and vertical grinding solutions have been developed, with four different sizes with production capacities ranging from 90 000 tpy to more than 500 000 tpy were introduced in the market. This has made Cemengal the world leader with more than 50 units sold worldwide.
2023 January 2023
WE MOVE INDUSTRIES











HEKO offers the whole range of chains, rollers, sprockets and scrapers for reclaimers. HEKO products are proven in thousands of bucket elevators and conveyors, worldwide.





Our components for the cement industry: central chains, link chains, reclaimer chains, sprockets, bucket elevators and clinker conveyors.








WWW.HEKO.COM
CONVEYOR SOLUTIONS
YEARS MORE THAN
COMMENT
DAVID BIZLEY, EDITOR
Hello dear readers – welcome to 2023 and the January issue of World Cement!

Production: Kate Wilkerson kate.wilkerson@palladianpublications.com
Sales Director: Rod Hardy rod.hardy@palladianpublications.com
Sales Manager: Ian Lewis ian.lewis@palladianpublications.com

Sales Executive: Riccardo Saunders riccardo.saunders@palladianpublications.com
Events Manager: Louise Cameron louise.cameron@palladianpublications.com
Digital Events Coordinator: Stirling Viljoen stirling.viljoen@palladianpublications.com
Digital Administrator: Leah Jones leah.jones@palladianpublications.com
Digital Content Assistant: Merili Jurivete merili.jurivete@palladianpublications.com
Administration Manager: Laura White laura.white@palladianpublications.com Reprints reprints@worldcement.com
SUBSCRIPTIONS
Annual subscription (published monthly): £160 UK including postage/£175 (e245) overseas (postage airmail)/US$280 USA/Canada (postage airmail). Two year subscription (published monthly): £256 UK including postage/£280 (e392) overseas (postage airmail)/US$448 USA/Canada (postage airmail). Claims for non receipt of issues must be made within 4 months of publication of the issue or they will not be honoured without charge.
Applicable only to USA and Canada: WORLD CEMENT (ISSN No: 0263-6050, USPS No: 020-996) is published monthly by Palladian Publications, GBR and is distributed in the USA by Asendia USA, 17B S Middlesex Ave, Monroe NJ 08831.
Periodicals postage paid New Brunswick, NJ and additional mailing offices. POSTMASTER: send address changes to World Cement, 701C Ashland Ave, Folcroft PA 19032
Copyright © Palladian Publications Ltd 2023. All rights reserved. No part of this publication may be reproduced, stored in a retrieval system, or transmitted in any form or by any means, electronic, mechanical, photocopying, recording or otherwise, without the prior permission of the copyright owner. All views expressed in this journal are those of the respective contributors and are not necessarily the opinions of the publisher, neither do the publishers endorse any of the claims made in the articles or the advertisements. Uncaptioned images courtesy of Adobe Stock. Printed in the UK.
Palladian Publications Ltd 15 South Street, Farnham, Surrey GU9 7QU, UK Tel +44 (0)1252 718999 Email: mail@worldcement.com Website: www.worldcement.com
The holiday season is over and the days are getting longer (for those of us in the Northern Hemisphere anyway); it’s time to clear out what remains of the festive fare (or turn it into soup, freeze it, and forget about it) and make good on those New Year’s Resolutions that you were foolish enough to announce in front of other people.
In addition to those hastily made resolutions, this time of year is routinely accompanied by predictions and forecasts for the months ahead. Nostradamus, for example, is regularly quoted at this time of year for his predictions of momentous events: plagues, wars, the rise of tyrants, natural disasters, and so on. Call me cynical if you must, but I feel that I could also come up with prophecies such as “the lights of Mars will go out” or “Honey shall cost far more than candle-wax” if I knew I was going to be dead hundreds of years before anyone could fact-check me or ask for a bit more detail. Annoyingly, he is actually correct about the honey/candle-wax pricing situation, unless we’re talking about beeswax candles, but I digress… Happily, we don’t have to rely on Nostradamus and his thoughts on apiary-related byproducts to get some idea of what the year ahead might have in store for us. Less happily, the economic forecast for 2023 is mixed at best. Nikolaj Schmidt, Chief International Economist at T. Rowe Price was quoted by The Guardian as saying: “We see the world plunging into a global recession in 2023. The recession is going to be the result of the immense monetary tightening the central banks have administered over the past 12 months. As a silver lining, it will sow the seeds for a substantial retracement of inflation.” J.P. Morgan does little to raise the mood with the introduction for its 2023 Economic outlook: “The 2023 economic outlook for the United States is being defined by decelerating growth, rapid monetary tightening and moderating inflation.”
And whilst wholesale gas prices in Europe have fallen to levels last seen in October 2021 (a result of measures to reduce consumption and diversify supply along with a relatively mild winter), Russia’s invasion of Ukraine and the associated risks of escalation and further disruption continue.
Focusing specifically on cement, if you turn to pg 10 of this issue, you’ll find an executive summary of IA Cement’s Report for the year ahead. Whilst there are some positive notes – India and the Middle East, for example, are both expected to see continued growth – cement demand is generally expected to plateau or decline as inflation and high interest rates eat away at both public and private finances.
It’s not all doom and gloom, however. A few bright spots on the horizon include World Cement’s upcoming virtual conferences: EnviroTech (22 March) and Optimisation (14 June). Once again, these flagship events will be packed with high quality technical presentations and live Q&A sessions with industry experts from around the world. Stay tuned for more details.
And in the meantime, the team at World Cement wish you all a very Happy New Year!
3 January 2023 World Cement
CBP006075

Ship loaders Convey units Road mobile ship unloaders Truck loading Storage & reclaim Ship unloaders www.vanaalSTbulkhandling.Com The answer to your bulk handling questions
Trilogue agreement on ETS and CBAM – Cembureau reaction
The European Cement Association, welcomed the trilogue agreements struck by EU negotiators on the EU Emission Trading Scheme (ETS) and the EU Carbon Border Adjustment Mechanism (CBAM).
“The agreements on CBAM and ETS are essential to create a global level playing field on CO2 and support our sector in its transition to carbon neutrality. It is positive that the EU institutions strengthened some key aspects of CBAM”, commented Koen Coppenholle, CEO of CEMBUREAU. “We however regret that the adopted texts do not provide a structural solution for exports. Some countries export up to 50% of their domestic cement production and these will be at risk should no concrete export solution be found before 2026”.
CEMBUREAU, the European Cement Association, issued its Carbon Neutrality Roadmap in May 2020. A large number of innovation projects are currently being deployed by the sector to reduce CO2 emissions. Robust EU financing mechanisms, such as a focused ETS innovation fund and carbon contracts for difference, are critical to support breakthrough technologies to decarbonise our sector. A strong CBAM is also key to create a global level playing field on CO2
“Looking ahead, we need to focus on CBAM implementation and its watertightness, to ensure the mechanism fully equalises CO2 costs between EU and non-EU suppliers”, added Coppenholle. “It is also essential that policymakers support EU industries like cement, which are confronted with unsustainably high energy costs at a time some of our trading partners are launching massive subsidy programmes. CBAM, ETS and a strong innovation fund are essential part of the puzzle, but we look forward to Commission proposals for a truly ambitious industrial policy, as requested by the European Council in its meeting of 15th December”.
Topping out at new Menzel motor plant
Menzel Elektromotoren celebrated the topping out of its new headquarters on the outskirts of Berlin, Germany, on 16 December 2022. This modern electric motor plant being built on a 24 000 m2 plot will accommodate approximately 6500 m2 of production area, along with spacious offices and a cafeteria.

The new factory will feature the capacity to manufacture and test larger, heavier drive systems.
The production flow will be optimised, and Menzel will create numerous new jobs. The established, family-run company manufactures large AC and DC motors (up to 20 MW) for industrial facilities all over the world and, thanks to its large inventory, can also adapt drives for any requirements at short notice. The experienced team provides individual and reliable service, high product quality and expert advice on drive applications in all kinds of industries.
Lafarge Canada converts Nova Scotia cement plant to greener portfolio
Lafarge Canada recently announced the full transformation of its Brookfield cement plant’s (Nova Scotia) production to a greener portfolio.
Over the last four years, Lafarge Canada saved more than 140 000 t of CO2 by converting GU cement to OneCem in its plants across Ontario, Quebec, and Nova Scotia – the equivalent to taking 42 891 cars off the road, which would have consumed 59 640 854 l of gasoline. With the recent conversion of the Bath Plant’s GU production to OneCem, these numbers will continue to grow.
While cement typically represents only 11% of a concrete mix, it can account for more than 80% of all energy required to produce concrete.
Across Canada, Lafarge has produced over 6 million t of OneCem since 2011, and users can be confident in its performance whilst reducing the carbon footprint in the built environment and community.
From now on, the site’s production of general use cement (GU) ends and will shift to reduced carbon portland limestone cement – branded as OneCem –the company’s eco-efficient alternative. Brookfield is Lafarge’s third cement plant to be converted in 2022 and the first Atlantic Market plant to convert – the

January 2023 World Cement NEWS 5
Menzel’s new plant will feature the capacity to manufacture and test larger, heavier drive systems.
DIARY
others being the Bath Cement Plant (ON) in June and the Richmond Cement Plant (BC) earlier this year, in March.
World Cement Virtual Event: EnviroTech 2023 22 March, 2023 www.worldcement.com
SOLIDS Dortmund 2023 29 – 30 March, 2023 Dortmund, Germany www.solids-dortmund.de
OneCem is a sustainable product that presents up to 10% lower CO2 emissions while providing the same performance and durability. “We have been steadily moving the needle forward when it comes to cement decarbonisation and we will continue to honour our commitment in progressing our greener portfolio in Eastern Canada over the coming years. For us at Lafarge Canada, sustainability and profitability go together – our main goal is to keep partnering with our customers to advance sustainable construction and, at the same time, provide innovative world-class products,” commented Andrew Stewart, Vice President, Cement, Lafarge Canada (East).
According to Robert Cumming, Head of Sustainability & Public Affairs, Lafarge Canada (East): “We are excited to take our plant to the next level of decarbonisation. Our teams on the ground have been successfully showcasing our company’s values of passion, collaboration, and grit, and we couldn’t be prouder. This is a very important milestone in our net zero journey in Nova Scotia and in Canada as a whole,” affirmed Travis Smith, Plant Manager, Brookfield Cement Plant.

IEEE – IAS/PCA Cement Conference 23 – 27 April, 2023 Dallas, USA www.cementconference.org interpack 04 – 10 May, 2023 Düsseldorf, Germany www.interpack.com
UltraTech collaborates with Institute of Risk Management to strengthen risk-readiness
The IRM India Affiliate has signed a memorandum of understanding (MoU) with UltraTech Cement Limited. IRM is the world’s leading professional body for ERM qualifications across 140+ countries and UltraTech is the largest manufacturer of grey cement and ready-mix concrete (RMC) in India. Both organisations will work towards enhancing ERM and risk intelligence in the Indian cement sector.
Additionally, Mr. Atul Daga, Executive Director and CFO of UltraTech, has joined IRM India Affiliate’s Strategic Advisory Board, to further guide the institute’s strategy and vision through his experience and guidance.
World Cement Virtual Event: Optimisation 2023 14 June, 2023 www.worldcement.com
The collaboration is part of IRM India Affiliate’s long-term vision of building risk resilience and a robust ecosystem of risk-intelligent organisations across sectors. As a part of this knowledge partnership, both IRM India Affiliate and UltraTech Cement will be organising webinars, roundtables, industry meetings, and thought leadership articles towards knowledge building for the sector.
The Indian cement industry ranked second in the world after China in terms of production and consumption, is considered to be one of the most environmentally conscious industries with the lowest carbon footprint. As per a Reserve Bank of India bulletin, India’s cement industry has made ‘remarkable progress’ by reducing CO 2 emissions by 36% between 1996 and 2017, moving from 1.12 t to 0.719 t between these years.
In the next 20 years, over 250 million people are expected to shift to urban areas of India. This will create a huge demand for cement production, likely resulting in a rise in input, and in process
World Cement January 2023 NEWS
O PTIMISATION
INTERNATIONAL ONLINE CEMENT CONFERENCE OPTIMISATIO
INTERNATIONAL ONLINE CEMENT CONFERENCE
2023
N 2023
6
creating requirements for mitigation strategies to avoid risks associated with the industry like environmental, sustainability, health, natural resources, and cybersecurity. The role of ERM will be crucial to ensure achievement of these objectives.
Speaking about the association, Atul Daga, Executive Director and CFO, UltraTech Cement said: “Risk management is key to build a sustainable business.
UltraTech has developed comprehensive risk management framework and integrated ESG into its ERM process.
We are delighted to partner with the Institute of Risk Management to further strengthen our enterprise risk management process and build a risk awareness culture for the industry. We look forward to this association being a mutually enriching one.”
Elaborating on the collaboration, Hersh Shah, CEO, IRM India Affiliate, said: “UltraTech Cement has well defined ERM and Environmental, Social, and Governance (ESG) processes in line with international standards and has also institutionalised sustainability across its value chain future proofing its business.
Our association with UltraTech Cement will set the stage for enhancing risk culture in the building materials sector through sharing of best risk practices across platforms.”
MHIENG awarded pre-FEED contract for carbon capture plant
Mitsubishi Heavy Industries Engineering, Ltd. (MHIENG), part of Mitsubishi Heavy Industries (MHI) Group, has been appointed by Hanson UK to deliver the preliminary front-end engineering design (Pre-FEED) for a CO2 capture plant at its Padeswood cement works located in Flintshire, Wales.
The newly awarded Pre-FEED represents MHIENG’s third project involving CO2 capture at a cement plant, following a carbon capture and storage (CCS) feasibility study for Lehigh Cement Company in Alberta, Canada, and a CO2 capture demonstration testing programme currently underway for Tokuyama Corporation in Japan.
The project is part of a comprehensive effort to decarbonise the UK’s cement industry.
This plan constitutes the UK-based cement industry’s first adoption of CCS technology.
This Pre-FEED is part of a project that will deliver a CO 2 capture plant to the Padeswood Works. Once operational, the plant will capture 800 000 t of CO 2 per year and the plan is to store it in spent gas fields off the coast of North West England.
MHIENG will support the project by carrying out the Pre-FEED of a CO 2 capture plant applying its Advanced KM CDR Process™, CO 2 capture technology jointly developed with The Kansai Electric Power Co., Inc.
The UK Government has set ambitious targets for achieving net zero carbon emissions by 2050. To achieve this goal, it has been building the necessary infrastructure, including CCUS clusters that encompass all aspects of carbon capture, utilisation and storage (CCUS) for implementation at designated industrial zones. In October 2021 HyNet and East Coast Clusters were selected as the Track 1 CCUS clusters by the Department for Business, Energy and Industrial Strategy (BEIS). This project was subsequently shortlisted in August 2022 for potential funding when it was selected among a total of twenty CCUS and CCUS-enabled hydrogen projects chosen by BEIS to advance to the due diligence phase of its Track 1 Phase 2 cluster sequencing programme. Operational commencement of the CO 2 capture plant at the Padeswood Works is targeted for 2027.
MHIENG promotes the adoption of CO 2 capture technologies in diverse industrial applications globally: not only in conventional thermal power plants and chemical plants, but also in biomass power plants, steel mills, waste to energy plants, gas engines, ships, and amongst other applications. MHI Group is currently strengthening its position in the Energy Transition, and the development of a CO 2 solutions ecosystem is a core component of those initiatives. MHI Group will continue to help achieve wide-scale greenhouse gas emission reduction by introducing its high-performance CO 2 capture technology globally. It will also press ahead in developing new solutions to contribute to global environment protection.
World Cement January 2023
8
NEWS





Winter has come

10
Imran Akram, IA Cement, considers the state of the global cement market and outlines the prospects for what may be a difficult year ahead.

London-based IA Cement has published its Cement 2023 research report, a comprehensive document looking at expected trends in 2023. The report takes a detailed outlook at consumption prospects around the world, as well as a review of key risks, competitive pressures, and trading flows. It examines the world’s leading producers, and analyses the key topics of carbon emissions and the effect of rising interest rates on cement consumption. This article presents a summary from the report, analysing 2023 demand prospects by region.
Global cement consumption is expected to suffer the biggest drop in for decades in 2022. The world economy has slowed sharply since the Russia-Ukraine conflict began, while a double-digit decline in China means global consumption is likely to close 2022 with a decline of over 5%. Soaring energy costs have squeezed cement margins, while efforts to raise prices have begun to cause demand destruction.
In 2023 cement demand is expected to stabilise. Western countries are already in a recession, predicted to be mild in the US and more protracted in Europe.
11
Rising interest rates threaten a hard landing for housing bubbles everywhere, while public finances have been depleted by the pandemic and are now being diverted toward food and fuel subsidies. Policymakers have struggled to deal with these issues. The Chinese market is expected to stabilise due to a gradual economic reopening, additional support for real estate, and a modest increase in infrastructure spending. The Middle East will continue to benefit from elevated energy prices. Most other emerging markets are expected to see growth slow sharply due to rising inflation. The surge in inflation has raised the prospects of social unrest, industrial strikes, and currency crises in a number of countries.
Seaborne trading markets struggled in 2022, with volumes impacted by weaker demand and a steep rise in production costs. Imports are forecast to drop a further 5 – 10% in 2023, with export prices likely to drop as a result. Shipments to the US and China are expected to decline, with only modest growth elsewhere. Producers with subsidised energy costs are expected to take market share.
Western Europe – dark times
The region faces a daunting task to shift away from Russian energy. A spell of cold weather this winter could lead to rationing. Most countries are already in recession, and are engaged in an energy subsidy race that will cost hundreds of billions. EU interest rates of 1.5% do not address double-digit inflation.
Housing markets have already begun to decline sharply, while the EU recovery fund has been slow to disburse due to technicalities.
Norway is the only country where cement demand is expected to actually grow in 2023. Other countries are expected to see a further 3 – 6% drop in cement demand in 2023, with the UK faring the worst at 7 – 9%. France is expected to be relatively resilient; Germany faces a painful adjustment away from Russian gas but has the financial muscle to cushion the downturn; Italy has been hit with very high energy cost increases; while the UK has pivoted in spectacular fashion from tax cuts to severe austerity.
Eastern Europe – the war continues Cement consumption in the region was initially strong despite the onset of the Russia-Ukraine conflict. Cement demand is expected to drop 5% in 2023 however, as inflation and sanctions begin to bite. Central and Eastern European countries have seen inflation climb to 15 – 20%. As a result, interest rates have risen sharply bringing an end to long-running housing booms. Hungary and Poland are expected to see a moderate decline in 2023 due to support from public works, while the Czech Republic is predicted to lag due to its previous reliance on Russian energy. Russian cement demand is expected to fall sharply as sanctions have a greater impact, although the recently agreed oil price cap is largely ineffective in its current form.
12 World Cement January 2023
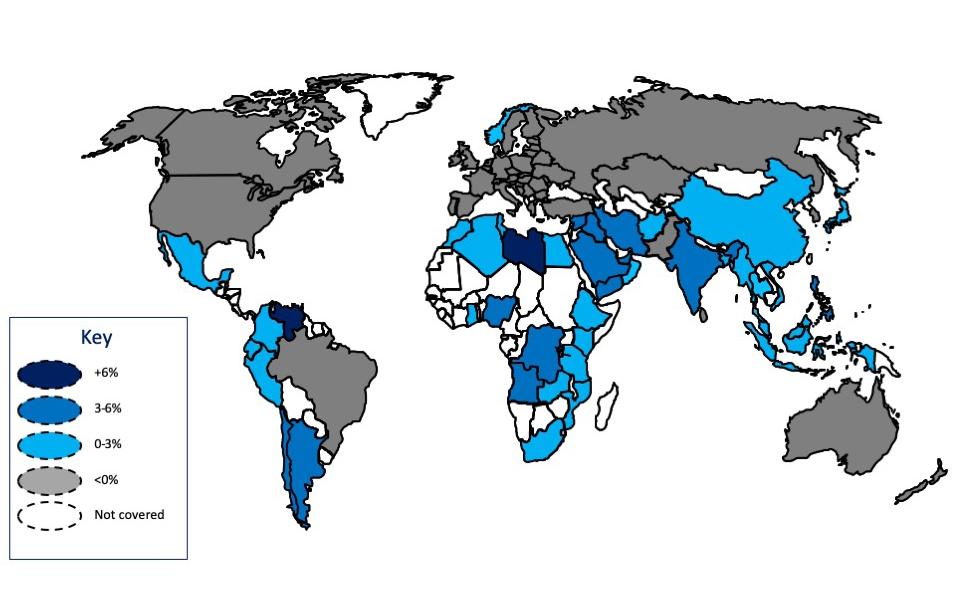
Figure 1. Global cement demand outlook, 2023E. Source: IA Cement Ltd.

US – a modest, temporary drop
The US is expected to undergo a mild recession, supported by energy exports and the Reshoring Initiative. Housing may go through a protracted downturn due to stretched affordability, but with starts already very low most of the pain will be felt in terms of house prices. This limits the impact on cement volumes, where IA Cement anticipates a decline of 2% in 2023. Local production is expected to increase as supply chain bottlenecks ease and more Portland Limestone Cement (PLC) is used. Imports are therefore likely to decline. The industry struggled to push selling prices up during 2020 – 21 when other material costs were surging, but increased success in 2022 has helped to underpin profit margins. Demand for cement is likely to pick up strongly from 2024 onwards, as the US$1.5 trillion infrastructure bill begins to deliver.
Latin America – a mixed picture
Cement consumption in the region is expected to experience a slight decline in 2023. Housing markets are slowing across the board, due to higher interest rates and the cost-of-living squeeze. Argentina is one of the few bright spots, with large private sector projects expected to support cement demand in a hyperinflationary environment. Colombia has seen a sharp slowdown in housing, but cement demand is expected to increase moderately due to public works. Mexico is predicted to be flat as the neighbouring US market enters recession, public works remain lacklustre and housing has already dropped from its pandemic highs. In Brazil, the dramatic rise in interest rates from 2% to 13.75% has crushed the housing market. The return of Lula as President will shift policy back toward social housing and state-led infrastructure, but this will take time. Overall, cement demand is projected to fall 3% in 2023.
Middle East – underpinned by oil and gas
Elevated energy prices continue to boost cement demand in the Middle East, where IA Cement expects a 2% growth in 2023. The average GCC budget surplus is forecast to reach 8% of GDP in 2022, following seven years of deficits. The Saudi market is expected to revive with 3 – 4% growth in cement demand, as mega projects including Neom begin construction. In the UAE, the delayed Expo was a great success and led to a strong rebound in both tourism and housing. Public works are set to increase and cement consumption to rise by a solid 3 – 4%, although selling prices remain low
due to excess capacity. Demand growth in Qatar is predicted to dry up following the end of World Cup construction. In Türkiye, a further drop in local demand is expected as the country grapples with an unprecedented mix of hyperinflation combined with single-digit interest rates.
Africa – a sharp slowdown
Cement markets in Africa are struggling with housing demand being squeezed by the cost-of-living crisis. Regional cement consumption growth is predicted to slow to 2% in 2023, with cement growth lagging behind the wider economy in most countries. Egyptian demand is expected to increase slightly as public works offset a decline in housing demand. Selling prices have recovered strongly due to the official production cut, which has been extended. Algeria is forecast to see almost 3% growth in 2023 cement demand, boosted by higher public works ahead of the 2024 elections. Exports are likely to rise further as producers take market share from higher cost locations. Lacklustre demand growth is set to continue for another year in South Africa, with subdued public works, a slowing housing market, and new political scandals affecting the outlook. Kenya is forecast to slow to a moderate growth rate following the completion of a number of public works, while the lifting of interest rate caps will also impact construction demand. In Nigeria, IA Cement expects solid demand growth as the gas supply normalises, allowing cement output to pick up.
China – likely to stabilise
The Chinese cement market is likely to decline by a double-digit percentage in 2022, before stabilising in 2023. The zero-Covid policy and real estate downturn have been the key drivers of the market correction. Clinker imports have largely stopped in recent months. The outlook is now starting to improve. The comparison basis has eased significantly, the lockdown policy is being gradually eased, additional support measures have been announced for the property segment, and infrastructure spending remains supportive – even if there is no significant stimulus at present. Selling prices have come under pressure, reducing industry margins from being highly profitable to being more in line with the global average.
India – solid growth
The Indian economy has proven highly resilient. Inflationary pressures have been contained by reducing food exports and importing discounted Russian oil. Cement demand is expected to grow at a solid 3 – 4% in 2023,
14 World Cement January 2023
driven by pre-election spending and a further recovery in urban housing. Cement prices have struggled to keep pace with cost inflation, leading to a sharp decline in profit margins. Ambitious industry expansion plans in the wake of the Adani-Holcim deal do not bode well for the supply-demand balance.
Asia – Far East to outperform South Asia
Beyond China and India, other Asian cement markets have struggled to recover despite their economies reopening. South Asian countries are major importers of food and fuel, and have been badly hit by rising prices. Sri Lanka is now engulfed in an economic crisis, Bangladesh cement demand has dropped due to high material costs, and Pakistan is grappling with soaring inflation. Far Eastern countries are less dependent on food and fuel imports, and have fared better although cement industry margins have been squeezed in most countries. Solid demand growth is predicted in Vietnam, underpinned by very healthy GDP and an expected pick up in public works. Producers are struggling with a big drop in exports, however. Solid growth is expected in the Philippines as the new Bongbong Marcos administration resumes public works. Indonesia and Thailand are expected to show a modest growth in demand, driven by higher infrastructure spending. The cement industry in South Korea is currently affected by a trucker strike, with demand predicted to fall in 2023 due to public works cutbacks and a weaker housing market. The Japanese market is forecast to be stable at just below the 40 million t mark.
Conclusions
The cement industry faces a tough 2023. A deep recession in Europe seems inevitable. The Middle East and India stand out as relative bright spots. Elevated energy prices have already impacted industry margins. Passing these costs on to customers requires such high cement price increases that it causes demand destruction. Rising interest rates threaten both housing markets and the debt-fuelled capacity expansions in the cement sector. Public funds are being diverted to food and fuel subsidies. On a more positive note, high fuel costs have accelerated industry trends towards alternative fuels and carbon emission reduction.
Note
The full report is priced at US$620 and is available from IA Cement. For details, visit: www.iacement.com, or email publications@iacement.com.
directly heated by process air fully automated operation low temperature drying proven technology low maintenance drying technology www.stela.de


Join us in Dallas! IEEE - IAS/PCA Cement Conference The biggest cement industry conference of the year! ® On the Agenda: Join us at the most prestigious gathering of cement and concrete industry professionals. Unrivaled technical content Process and professional development training sessions Exhibitors showcasing their latest products and services An exciting spouse program Visit CementConference.org to Register April 23-27 • Dallas Hilton Anatole EXHIBITORS! Reserve Your Booth Now! Attendee Registration Open January 9th Exhibitor Registration Now Open!
For the past six months Dome Technology has responded to an influx of enquiries from ready-mix concrete users eager to bulk up their storage capabilities.
Receiving sufficient product from producers is not always guaranteed in this high-demand market, and ready-mix companies, without serious storage, are not always able to provide
 Rebecca Long Pyper, Dome Technology, explains why more and more cement companies are inquiring about drive-through dome storage systems.
Rebecca Long Pyper, Dome Technology, explains why more and more cement companies are inquiring about drive-through dome storage systems.
17
customers with exactly what they need. This poses a problem when contractors have been guaranteed material so that they can meet their own deadlines – it is a story that Dome Technology sales manager Lane Roberts hears again and again in conversation with customers.
“The contractors come back to the ready-mix supplier going, ‘You’re causing a delay on this project, and I’m passing that cost on to you,’” Roberts said, adding that one potential client recently disclosed that his company had to pay millions of dollars for such a delay.
More ready-mix teams are eager to find a proactive approach, knowing if they buy more product in the off-season, the price will be lower, and a buffer will be on hand when busy times roll around. But first, they must build a storage facility.

This is where the Drive-Thru DomeSilo system was able to step in. The system directly competes with bolted steel tanks and drive-through concrete silos but provides long-term advantages above and beyond these traditional models. This model has piqued the interest of ready-mix companies, who also appreciate that the Drive-Thru DomeSilo can be quickly constructed and is price competitive. With a Drive-Thru, ready-mix companies can
now buy 5000 – 8000 t of cement (or more) and store it away for the busy season.
Cost-effective storage
Most companies think they know the capacity they can afford before conversations with a contractor begin, but adding a few thousand extra tons of storage might not cost as much as expected. An economy of scale is inherent in the Drive-Thru DomeSilo; the extra costs associated with increasing the capacity come only from making the dome taller and bolstering the foundation reinforcements, and the price of truck loadout and reclaim will not change.
For instance, one company in the United States that opted for multiple Drive-Thrus started out planning on the 5000 t option, but when they found they could increase the capacity to 8000 t without significant cost increases, they opted for that version instead.
Other factors lend themselves to dome longevity, which provides cost savings in the long run. Furthermore, a dome’s monolithic form prevents outside moisture entry – they simply do not have the seams and access points found in silos.
The first company to benefit from the Drive-Thru system was Continental Cement Co. (CCC),
18 World Cement January 2023
The Drive-Thru DomeSilo allows companies to fill trucks or rail directly from the storage structure.
which in 2018 built a facility in Memphis, Tennessee, USA. CCC had recently acquired the site with its silo and adjacent scale. Complete upgrades of these assets along with a new barge unloader, dock upgrades, and Drive-Thru allowed CCC to become a service leader in the Memphis market.
The CCC Drive-Thru flanks the pre-existing silo, and though the two appear similar in size, the steel tank stores 3000 t compared to the dome’s 5000 t. The difference in capacity results from the angle of the floor: 60˚ for the steel tank, compared to 8˚ for the dome.
With dimensions of approximately 100 ft in height and 50 ft in diameter, the Drive-Thru is supplied by barge from any one of Continental Cement’s plants. New aeration in the existing silo allows for a much-increased truck-loading rate. A bridge between the dome and silo provides access between the two.
The Drive-Thru delivers 100% live reclaim using a fully aerated floor. Product flows through the truck spout into the truck; the same system could be used for a rail loadout system. An inline lump crusher on the loadout stack-up ensures that lumps passed through the receiving system do not make it into trucks. The dome can receive 350 tph from the barge unloader and load out at 320 tph.
Benefits of drive-through storage
The Drive-Thru DomeSilo was developed for companies to fill truck or rail directly from the storage structure and to speed up the process of product reception to delivery.
The system typically incorporates an inbound material fill pipe, DomeSilo, stair or ladders access, scale, and appropriate foundations. Companies save by building a single drive-through storage facility that eliminates the need for multiple mechanical systems, operators and structures. This model allows for direct load-out, where stored product flows through a spout for direct loadout into the truck or rail.

The Drive-Thru DomeSilo shape, diameter and height can be unique based on actual site and customer requirements, and there is no practical limit on the amount of storage for the DomeSilo. In addition, the exterior is protected from the elements with a waterproof membrane, eliminating the concern of a leaky silo, and this also significantly prolongs the life of the structure itself.
Robust storage
The double curvature and structural engineering of the DomeSilo render it stronger than traditional structures. These steel-reinforced concrete domes
are some of the most durable bulk-storage structures on the market and have withstood earthquakes, hurricanes and the test of time with a remarkable success rate.
A dome provides ideal conditions for stored materials requiring a controlled environment. A high-strength fabric membrane surrounding the entire dome exterior prevents water and moisture entry, blocking the introduction of outside water into the stored product. The dome’s insulated nature reduces the heating and cooling of the walls as well as the air inside, preventing condensation from forming on the interior.
Foam and concrete provide humidity control and moderate externally generated temperature fluctuations.
A dome’s concrete monolithic construction also provides a tolerance for some differential settlement, as the project permits. These qualities combined with geotechnical engineering and site analysis ensure proper foundation selection and performance. All are within Dome Technology’s expertise.
Storage for cement producers
Dome Technology is also building several projects for cement producers. According to Roberts, 90 million t of cement are produced in the United States annually, but 135 million t are consumed. The balance is imported from other countries and, again, storage capacity becomes an issue.

One thing that companies can do to help projects move as quickly as possible is to work with a design-build company. The team provides geotechnical analysis to determine foundation options, and thanks to the company’s dome models, deep foundations are not the only option. In addition to the storage structure itself, Dome Technology can provide structural-steel fabrication, manufactured in its shop located on the corporate campus.
The company also has expertise covering a wide range of stored products, as well as optimal design for product integrity and subcontractor management. Various types of enclosed reclaim systems work well with domes, protecting product from arrival to storage to shipment. The company’s team designs domes with reclaim requests in mind. With options like mechanical stacker reclaimers, mechanical rotary ploughs, gravity, fluidised floor systems, airslides, mechanical horizontal screw reclaimers, and front-end loaders, customers can access their different stored products quickly and to their specifications.
Even when the stored material is the same, every project in every locale is unique and receives individual attention. Dome Technology meets with customers to determine the details for a dome’s proposed function. The team will also develop the optimal plan for a custom dome and the material-handling systems within and around it.
20 World Cement January 2023
Continental Cement Co.’s Drive-Thru DomeSilo has helped the company act as a service leader in the Memphis market.
ir cannons have been in the cement industry for at least 50 years. While there are around half a dozen major air cannon companies, many smaller companies have their own designs as well. When making a decision regarding which air cannon design best fits a given application, the following factors should be considered:

f Air cannon design. What is the available warranty?

f Air cannon volume. The air in the air tank is the cleaning energy of any air cannon. How much energy will provide the best results?
f Not all nozzles are created equal. Which nozzle will allow maximum production from the air cannon?
f Is the air cannon protected from the harsh environment? The leading cause of air cannon failure is the environment.
f Can maintenance be safely performed on the air cannon while the unit is operational.
Poor reliability is related to two main factors: 1) the design of the air cannon, and 2) how the air cannons are installed. Many of today’s air cannon designs are fundamentally good. Since that is the case, the reliability of the air cannons often comes down to how they are installed. Installation, in many cases, is the issue which will lead to greater air cannon failure rates. This is a major reason why Dracyon Corp believes that it can make any currently installed air
22
cannons more reliable while also improving plant efficiency.
One thing to note is that while several air cannon OEMs build a good air cannon, this is not true with air cannons from China. It is not unusual to see cases where the failure rate is quite high. There have even been cases have been seen where the pressure code ratings on the air tanks have been falsified.








When questioned about this issue, at least one a plant replied by saying, “That’s OK because I can replace the entire air cannon for less money than fixing than the North American air cannon.”



Firstly, this is not true for all North American air cannon OEMs.
Secondly, if a North American air cannon fails quickly then the plant operator should review how it was installed. It is most likely not

Jeff Shelton, Dracyon Corp, discusses why many cement plants are not getting the most out of their air cannon systems, and the steps that can be taken to ensure they perform as effective cleaning devices.
23
the air cannon design that is to blame, but the environment in which it is installed.
Thirdly, if a plant can replace the entire air cannon, and it fails frequently the question becomes: ‘are you getting what you paid for?’
Is there a better way than to accept such poor performance? Absolutely.
The greatest difference in air cannon performance can be determined by just how much each air cannon can clean. There are two crucial points to consider with regard to any air cannon’s ability to clean:
f Reliability: It does not matter how powerful an air cannon is if it does not work.
f Cleaning power: It does not matter how reliable an air cannon is if it is not cleaning.
The key to any successful air cannon installation is successfully applying these two rules.
Cleaning practices
The primary factor that limits cleaning performance is the nozzle. In simple terms,
the nozzle serves the same function as a governor on a car engine. One can have a high-performance sports car that has an engine capable of reaching 200 mph, but if this engine has a governor on it set at 55 mph, then 55 mph is the maximum speed. Simply put, the nozzle must be designed to allow for maximum performance. And unfortunately, this does not happen in most cases in the air cannon market.
The second limiting factor in cleaning performance is the air tank size. The air in the pressure vessel is the cleaning energy of the air cannon. If a plant has a 70 l pressure vessel, then 70 l of air pressure is the cleaning energy. If this tank size is increased to 140 l then the cleaning energy is doubled. Doubling cleaning energy also improves the cleaning ability of the air cannon without it needing to be fired as often. Think of using a leaf blower in the fall: when blowing leaves from a front yard, do not turn the leaf blower on and off, hoping a small, repeated burst of air will blow the leaves. Rather, turn the leaf blower on and let it do its work in one go.
The third limiting factor is related to the actual installation of the air cannons. Many air cannon OEMs’ recommendations are that the air cannon must be installed as closely to the discharge point as possible to achieve maximum cleaning power. If the goal is to simply maintain the highest pressure possible, then this is 100% true. However, maximum air pressure is not the only factor to consider, and placing the air cannons right next to the application comes with high risks. Specifically, all air cannons hate two things: high temperatures, and material getting back into the valve. Installing the air cannons as close as possible brings both negatives into play. Moving the air cannon away from the discharge point will reduce the pressure (peak force) of the air cannon blast entering the nozzle, but when this is done properly it will improve air cannon cleaning and reliability.
Consider a couple of facts: f Increasing volume does not increase peak force but it does increase the amount of air at the higher pressure.
f With a smaller air tank, the air cannon must be closer to the discharge point. If moving the air cannon away from the discharge point, then be prepared to increase the cleaning energy so

24 World Cement January 2023
This is an example of poor air cannon installation. The valve assembly and air tank are located in a high heat area, which can lead to reliability issues and makes it unsafe to perform maintenance when the unit is operational.
ON TARGET LUBRICANTS


Proper lubrication is essential to minimize wear and lengthen equipment life in high-temperature, high-load applications
lubricants,
| 800-537-7683 |
|
Easy Bar® with Almasol® is a patented blend of wear-reducing and extreme pressure lubricants suspended in a solid binder that melts after application. It prevents steel-on-steel contact, without risk of flameups, and takes less time to apply than traditional lubricants.
For more about LE’s high-performance
contact us or visit our website today. www.LElubricants.com
info@LE-inc.com
Wichita, KS
Easy-to-apply melting lube bars prevent costly wear in rotary kiln & dryer components EASY BAR WITH ALMASOL
that the loss of cleaning energy caused by the increased distance is not great enough to eliminate any remaining cleaning power.
f What impacts the cleaning ability of an air cannon? The general rule of thumb is peak force. While this does impact cleaning, it is not the only factor involved. Plants must consider momentum and kinetic energy as well as peak force. In all three considerations, the key factors are velocity and volume. Increasing the volume and/or the velocity, will also increase cleaning power.
f Buildup characteristics are often not considered. The key factor in air cannon cleaning is the fact that the air cannon blast must be able to overcome the mechanical bond that holds the buildup in the unwanted location.

f Cleaning buildup is much more complex than one factor (peak force of the air cannon) and many factors must be considered.
f Not all air cannon applications are created equal. Some applications involve moving a dry buildup which is easy to move, yet in other cases the buildup is sticky and/or wet and can be very difficult to move.
f In many applications air cannons should be used in conjunction with other cleaning devices to achieve the best results.
Optimising air cannon performance for the industry
Dracyon Corp offers their services as an air cannon consultant for the cement industry, seeking to help plants solve a wide variety of issues related to the purchase, installation, and proper use of air cannons. The major issue today is not the air cannon design, but basic air cannon philosophy: how
they are installed, which nozzle is used, and the operational sequence of the air cannons. The benefits of this consulting will include the following:
f Extend the cleaning range of the air cannons, which will allow plants to stop using high pressure water washing or cardoxing to supplement air cannons. This will improve production levels and plant efficiency, increase worker safety, and directly extend refractory life.
f Improve air cannon reliability which will also result in improvements in production and plant efficiency.
f Make online maintenance of air cannons safe. There is no need to use air cannons if they cannot be fixed online. Plants today often stop online maintenance because it is deemed unsafe. For the plants that still perform maintenance, the limitation creates such a hardship that often plant maintenance crews refuse to perform this work.
The purpose of this consulting service is to show plants how they can reclaim their investment in air cannons and achieve the results which are required to justify air cannons.
When new air cannons are required, Dracyon tends to argue that IGS air cannons are amongst the best, both in terms of operational efficacy and cost-effectiveness. With that said, the consultation will also offer pros and cons regarding each system and air cannon.
In many plants, the buildup experienced is not the same, and plants will need a ‘family’ of air cannons to meet these needs. The right air cannon for each application will be recommended. The family of air cannons per tier recommendation will include any existing air cannons as well as all major air cannon OEMs, delivering an unbiased opinion about how to best help each plant.
Air cannon maintenance
Air cannon reliability is key to success. Dracyon Corp offers an air cannon maintenance solution. This plan includes the following:
Diagnosis
The first step is to understand the air cannon issues, in order to diagnose the problem. Not all plants experience the same issues. Dracyon Corp will perform a ‘walk the tower
26 World Cement January 2023
A fan jet nozzle with a focus blast capable of moving clinker further away helps maintain better control of snowmen.
service’ in person at the customer’s plant. This will be a two-day service in which a walk down of the installations will be conducted and specific recommendations will be made for each air cannon that is installed. During this walk down, a photo of each air cannon will be taken and a labelling system will be developed. This is critical because this will allow the plant to document when and how often each air cannon requires maintenance.
Solution

Included in this trip the company will extend one day to perform maintenance training for the system. Dracyon Corp will then provide a document which will be included which discusses recommendations for each air cannon.
When problems arise, the company will be available through an internet meeting (e.g. Zoom, Teams, etc.) to discuss any customer issues and how to solve them quickly and effectively. ‘How-to’ videos regarding standard air cannon maintenance will also be offered. In addition, Dracyon Corp will include video safety glasses which will allow them to see what plant operators are seeing and help solve the problem. If ‘a picture is worth a thousand words,’ how much is a video worth?
Dracyon Corp will also work with the plant setting up onsite spare parts. When an air cannon needs repair, the quicker, the better. It is recommended that these on-site spare parts be purchased on a consignment basis: paying for the spare parts as they are used. Some air cannon OEMs are open to this type of arrangement and will help customers get set up.
Dracyon’s service includes review and suggestions regarding the installation of any new air cannon recommendations to solve buildup problems. This service will also include two days at the plant’s annual outage for inspection and recommendation.


Case study
The goal is not to sell every plant new air cannons, but to make every customers’ existing systems work as well as they possibly can. It is expected that improvements from this service could be as high as US$1 million annually per plant. The objective is to make a small investment in order to make significant long-term savings.
The following is one example of the service process and the projected savings for the plant: A walk down was performed on one tower and the following was found: this plant had 135 air cannons installed, 56 of which had failed.
Air cannon improvements can lead to process improvements in excess of $1 million per year

All cement plants have air cannon issues. We will help you make your air cannon performance more efficient by examining and improving four key factors: air cannon installation, the volume of air used by air cannons, the type of nozzle installed, and the firing sequence of your air cannons. Contact Dracyon Corp today to schedule a call about our consulting services.
Starting in February 2023, the first Tuesday of each month is Air Cannon Tuesday, when we’ll be putting out our new Air Cannon Podcast.

We’ll be talking with industry experts and answering your questions about how to improve air cannon performance in all types of applications.
‘Webinar Wednesday’ will be held on the first Wednesday of each month, where we discuss technical information about how to improve air cannon performance. cannon







First episode will be released on Tuesday, Feb 7, 2023!

Dracyon Corp PO Box 1276 Jacksonville, AL 36265 256-454-1444 www.dracyoncorp.com
Many of the air cannons were installed improperly and the maximum benefit was not being achieved by the plant.

But interestingly, it was also found that at least 35 of these air cannons were not even needed. Furthermore, at least 70% of these air cannons were leaking air. These leaks resulted in the plant having difficulty in maintaining proper air pressure, which was affecting all of its air cannons. The operational pressure for this application should have been at least 80 psi, but it was at an average of only 60 psi.
50% of the nozzles were also a limiting factor on the performance of the air cannons.
Buildup issues were occurring at both the feed shelf and riser duct. A Dracyon Corp recommendation to improve performance included the following:

f Remove from service all air cannons that are not needed. This reduces the clutter around the tower and represents a huge saving in air usage. The result would be an increase in operational pressure for the remaining air cannons, thus improving air cannon cleaning for all the remaining air cannons. This removal is also a great source of spare parts.
f Replace all the wrong/ineffective nozzles with improved nozzles. This is generally recommended to be done when the nozzle already needs replacement, but this is not the case for all air cannons. In the critical areas, the proper nozzle may need to be replaced asap to eliminate the need for high pressure water washing.
f The firing sequence of the air cannons was believed to be improper and will need to be adjusted as required. Many air cannons are fired too frequently and thus use more air than is required. Reduction of the frequency of air being used will help improve air pressure and lead to improved air cannon cleaning throughout the plant.
f Establish a plan for the critical areas which will increase performance to help improve production and plant efficiency.
Based on the above recommendations, the plant in question should save at least an additional US$500 000 annually.
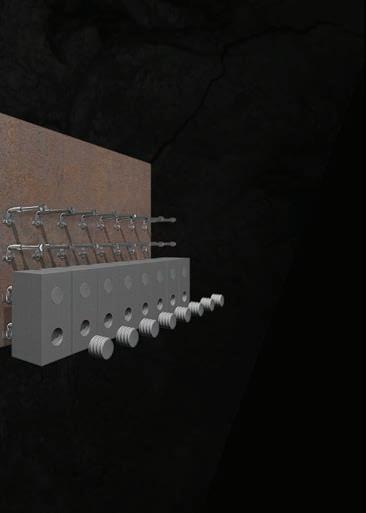
A properly installed air cannon on a material chute. The air cannon is installed close to the discharge points with a high temperature hose which minimises vibration in the chute. This vibration had previously caused many air cannon failures.
28 World Cement January 2023
Three different air cannons; all installed incorrectly, and all of which will require frequent maintenance.
Florian Laux, REFKO Feuerfest GmbH, revisits the performance of a lining technology that has been used to repair cement kilns in a number of different plants.

ho would have thought that one year later the industry at-large would be facing problems with raw material procurement, fossil fuel supplies, temporarily closed industries, and a completely uncertain future? Things that many took for granted are becoming luxuries, and the refractory industry, with all of the industries both upstream and downstream of it, is also facing major challenges.
This article will revisit some of the points made in an article published in the September 2021 issue of World Cement, and will also report on REFKO’s experiences working with the material over the past two years. 1
A safely operating rotary kiln over the course of several months, for the best part of a year, within the scheduled inspection periods, is certainly the ambition of every cement producer. Unscheduled shutdowns cause high costs due to production losses and are, of course, anything but beneficial for the refractory material used. Unfortunately, unplanned emergency stops cannot always be avoided due to various factors. This is exactly where the REFKO Recovery system and in particular the concrete REFKO Recovery MG 78 comes in. This product was developed to repair damage in the lining, especially on old
29
MgO/Spinell bricks. In the best case scenario, the kiln should continue to run safely and trouble-free until the next scheduled annual shutdown.
Preparatory work
Preparatory operations before any installation are mostly the same. The areas to be repaired must be cleaned and free of loose material from the old brickwork. The rubbish must be removed from the kiln so that it does not roll over the fresh lining during the rotation of the kiln during installation. An appropriate bond preparation of the surface is recommended. The spray application is carried out with a standard dry spraying machine/rotor spraying machine in combination with a booster pump and high-pressure membrane spray nozzle or ‘REFKO nozzle’. The company also recommends a field division of four quarters, which can vary in width, but should be based on the joints of the old brick lining. To date, widths up to 100 cm have been undertaken. The widths are also dictated somewhat by the format of the bricks.
Case study: Germany
Initial test cement plant: North Rhine-Westphalia, (Germany) January 2021
The initial field trial was carried out in cooperation with a German cement plant in January 2021, in fairly adverse conditions.
On the one hand, a strong, seasonal frost, provided typical European climate conditions, although it is generally assumed that this material and lining concept are more likely to be used in the fall months from September onwards, since most annual overhauls begin in January and the kiln should simply be kept alive until then.
f Furnace length: 60 m.
f Kiln diameter: 3.8 m.
f Installation point: kiln 7 – 10 m (burning zone).
f Layer thicknesses: 10 – 90 mm (partly tapered to 0).
f Running time: 11 weeks.
Conclusion
Good adhesion with the old brick lining was achieved right from the start. In each case, whole quarters were sprayed in the corresponding lining width. After initial stiffening, the kiln was rotated, and quarter after quarter was sprayed. For the lining of an area of approximately 38 m 3 , a time of approximately 12 hours was required. After 24 hours of drying, the kiln was started up with the plant-specific heating-up curve without any problems or disturbances. Regular thermal imaging camera shots of the lining area were inconspicuous over the entire run time, which in any case indicated that there was no major damage to the lining. Even afterwards, during the main inspection, a residual thickness of the spray lining with REFKO Recovery MG 78 was still visible at all points, even where only a few millimetres had been applied.
Follow-up test cement plant: North Rhine-Westphalia, (Germany) January 2022

f Furnace length: 60 m.
f Kiln diameter: 3.8 m.
f Installation location: Furnace inlet, sintering zone, furnace outlet.
f Layer thickness: 20 – 160 mm.
f Running time: 4 weeks.
Conclusion
In the kiln inlet zone, the material held for a while. Once again, no abnormalities were detected by external temperature measurements of the kiln shell. During the inspection, however, the material was heavily worn. Due to low temperatures, mechanical

30 World Cement January 2023
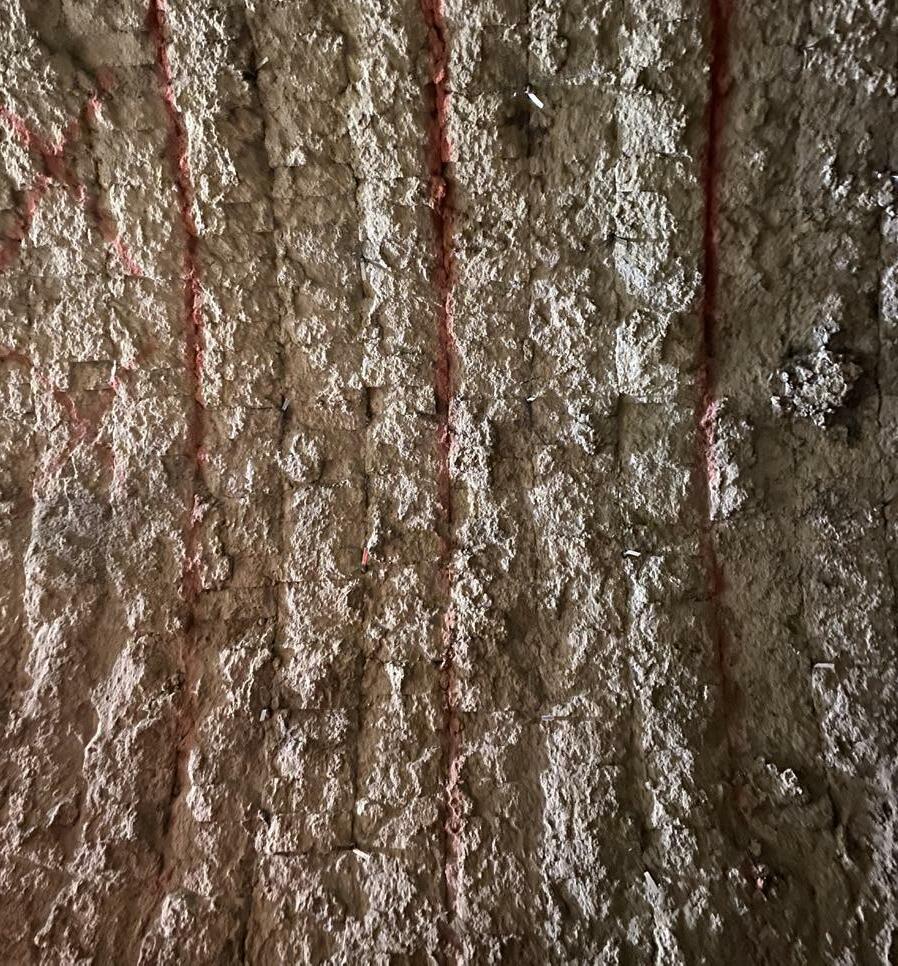
North Rhine-Westphalia: (top) old brickwork, almost dust-free gunning with field classification. (Bottom) final result after installation.











Unshaped monolithic materials Ceramic shock blower Fast heat up Anchor concept: Seal achor Bull nose preshaped block system NEU / NEW REFKO MIX Guide APP Hilfestellung zur richtigen Verarbeitung unserer Produkte l Support for the correct handling of our products REFKO Feuerfest GmbH l Concordiastraße l D-56235 Ransbach-Baumbach Tel: +49 (0) 26 23 - 2075 l Fax: +49 (0) 26 23 - 1738 l E-Mail: info@refko.de l www.refko.de REFRACTORIES AND MORE FIRST IN QUALITY ! Preshaped block System
and chemical abrasion occurs in this area, the wear resistance is most likely insufficient here and must be replaced by another product from the Recovery range. The results in the sintering zone and the furnace outlet were completely different. It was possible to reproduce the results from January 2021. Decent residual thicknesses were visible and the protection of the old brickwork was still given.
Test cement plant: Lower-Saxony (Germany), December 2021
f Kiln length: 50 m.
f Kiln diameter: ~4 m.
f Installation location: sintering zone.
f Layer thickness: 80 – 140 mm.
f Running time: 8 weeks (until annual shutdown).
Conclusion
In this plant, REFKO had the opportunity to carry out the gunning up from a DAT-unit. This unit remained in the kiln because it was decided to use bricks in some areas, and to cover special areas with the Recovery MG 78 system. This gave a time advantage, since the ceiling shells could be sprayed without constant kiln rotation. The kiln was back in operation just 12 hours after the completion of the spraying work. The plant operator was very satisfied with the repair and can imagine
stockpiling the material for unexpected furnace problems.
Case study: Austria
Test cement plant: South Austria, September 2021
f Kiln length: 49 m.
f Kiln diameter: 3.4 m.
f Installation location: Kiln 14.20 – 15.60 m (burning zone).

f Layer thickness: 20 – 180 mm.
f Running time: 13 weeks (until annual inspection).
Conclusion
A damaged area was also repaired in the burning zone. The approximately 1.4 m was divided into two sections. The refractory consumption for this area amounted to 3.5 t of gunning material. The lining, including all necessary preparatory work, took 10 hours. According to the furnace operator, the lining with bricks in this area alone would have taken at least 24 hours, plus the effort of moving the appropriate equipment into the furnace. After the completion of all the work in the kiln it was brought up to operating temperature within 36 hours. Despite an emergency shutdown of the plant in the area of the cyclones one month after lining, the kiln ran through until the scheduled inspection and showed no abnormalities. Here, too, the Recovery system can be used as a preventive measure to extend kiln downtimes until the next scheduled stop.
Case study: Turkey
Cement plant: Northern Turkey, July 2022

f Kiln length: 60.5 m.
f Kiln diameter: 4.2 m.
f Installation point: Kiln 0 – 1.2 m (outlet zone + outlet cone).

f Layer thickness: 130 – 150 mm.
Cement plant: Northern of Turkey, September 2022
f Kiln length: 60.5 m.
f Kiln diameter: 4.2 m.
f Installation point: Kiln 18 – 23 m (burning zone) + kiln 0 – 1.2 m (outlet zone + outlet cone).

f Layer thickness: 100 – 150 mm.
f Running time: Both kilns are still in operation without any abnormalities.
Conclusion
In cooperation with their Turkish partner DAS Metalürji Makine San. Tic. Ltd. Ș ti, REFKO have been able to offer the Turkish cement
32 World Cement January 2023
South Austria: Old masonry and discernible thickness of application, field grading, final result after installation.

IN YOUR WORLD There’s no time for down time. That's why we make solids & bulk handling components that are made to perform www.vortexglobal.com Learn more about Vortex Slide Gates, Diverters, Iris Valves & Loading Solutions at: Heavy Duty Slide Gates Aerated Conveying Engineered for handling everything from the finest powders to the most abrasive agregates Diverter Valves Loading Spouts
works high-quality refractory solutions made in Germany. This successful cooperation also enabled them to gain a foothold and carry out initial trials with the REFKO Recovery MG 78 outside the EU. Here, too, the company were able to continue the series of successes. The area to be repaired has now lasted for 3 months and the factory has reported no abnormalities. Based on this, several parts in kiln 2 and kiln 3 were scheduled for repair in October 2022. The operator was enthusiastic about the opportunity for dust-free spraying, quick repair, and the possibility to heat up without a specific heating plan. In this particular case, the kiln was back up to operating temperature in less than 24 hours after the gunning work was completed. Whilst this is not a procedure that the company would want to propagate or advertise, it


nevertheless shows the flexibility and properties of this unique product.
Results/outlook
So far, REFKO Recovery MG 78 has been able to demonstrate itself as a product that enables fast, safe, and successful temporary repairs in the rotary kiln. The product allows advantages in production speed, flexible-use, and low energy input. Especially in the current situation, this makes an even greater contribution to CO 2 and energy savings. It eliminates the need to break out the old delivery and thus saves time and money.
Based on these results, REFKO constantly strives to expand its product portfolio to cover all the requirements of the repair process in the rotary kiln. New products have already been developed and are currently in the trial phase with end customers willing to try them out. REFKO, and some of its customers, are confident that this material is capable of much more, such that they are planning to monolithically line some areas with this material at the next opportunity.

The company is also considering expanding its warehouse network worldwide in order to enable fast deliveries in many parts of the world within a few days.
References
1. HOENL. H.,‘Ready For Rapid Recovery & Repair’, World Cement, September 2021, p. 43.

About the author
Florian Laux is the head of Product Development at REFKO Feuerfest GmbH. After finishing his diploma thesis in 2013 at the University of Applied Sciences Koblenz in cooperation with the company REFKO Feuerfest GmbH, he started in the R&D and QM department in the eponymous company and was involved in the development of new refractory materials, product concepts, and technical solutions. Florian is now also a Partner in the company.
Turkey: Old brickwork outlet zone, before and after installation with REFKO Recovery MG 78.
34 World Cement January 2023
Installation areas of the previous field tests until now.
The role of refractories in a sustainable fuel strategy

here is a growing need in the cement industry for innovative solutions that help solve the challenges facing the sector today.
One of the most pressing of these is the industry’s carbon footprint, which accounts for about 7% of global carbon emissions. The industry is currently ‘not on track’ to achieve net zero goals by 2050, according to the most recent IEA report. In fact, direct CO2 intensity of cement production actually increased by about 1.5% per year between 2015 and 2021.
Annual declines in carbon intensity of 3% are now needed to get the industry back on the right path. This will require progress on a range of pathways – from reducing the clinker-to-cement ratio to deploying innovative technologies, such as carbon capture and storage.
The adoption of alternative fuels (AFs) is another critical route to lower carbon emissions and, in contrast to other solutions, has a long track record of success. Quickly increasing thermal substitution rates (TSRs) therefore offers cement plants an accessible way to reduce their carbon intensity.
Kayra Kurt and Divyendu Tripathy, Calderys, introduce a new refractory brick designed to offer a flexible and cost-effective solution to the pyroprocessing challenges posed by alternative fuels.
35
That is not to say that AFs are without their own challenges. Notably, they can cause changes to the atmospheric conditions inside the kiln, which can, in turn, adversely impact the refractory.
Combining strengths in monolithic refractory technology and refractory bricks, Calderys and its Turkish subsidiary, Haznedar Durer, have developed a complete line of refractory solutions for the cement industry, including a new alumino silicate-based brick that can be used at plants with high TSR. It can be applied in most areas of the cement production process impacted by AF use.

Alternative fuels and the problem for refractories
Cement plants around the world are recognising the benefits of switching to AFs. The European industry leads the way, supported by a highly developed waste management industry and decades of experience utilising waste-derived fuels. TSRs are lower in other regions, but uptake is growing, as cement plants seek both to reduce carbon emissions and recognise the additional benefits that AFs can bring. These include lower fuel costs and more stable, local fuel sources, which are insulated from global shocks to fossil fuel supply chains.
However, the use of AFs often results in higher concentrations of alkali gasses in the cement production process. These react with traditional alumina-based refractories, risking premature failure of the lining and damage to the equipment. The usual response has been to apply specialised refractories containing silicon carbide and zircon, which have better resistance to alkali-rich environments.
Although effective, the use of silicon carbide and zircon is becoming more problematic. Demand for both minerals is growing, resulting in tight market conditions and spiking prices.
Consequently, prices for silicon carbide- and zircon-containing refractories are relatively high – a serious consideration for cement plants considering the switch to alternative fuels.
Supply is also vulnerable to disruption, which may slow or even stop production of the refractory, while cement plants also face competition from the
larger steel industry for refractories containing silicon carbide.
With many cement plants operating in competitive market conditions, they simply cannot afford to rely on expensive refractories with a potentially constrained supply chain. It is also true that these refractories require significant energy inputs during their manufacture, and thus come with a higher environmental impact than traditional linings. With some cement companies looking beyond their direct (scope 1 and 2) emissions to those of their supply chains (scope 3), there are now serious questions being asked of refractory providers with regard to the environmental impact of their products.
A sustainable solution
Calderys and Haznedar Durer recognised the need for a new refractory solution to overcome these interrelated challenges, and developed the HAZAL T 2AR refractory in response. These refractory bricks offer similar resistance to alkali attack as silicon carbide- and zircon-containing refractories, but without the need for either mineral.
The bricks are an alumino silicate-based high-alumina brick that offers enhanced resistance to chemical attack, thermal shock, and abrasion. Key features include:
f A chemical structure resistant to alkali corrosion.
f Very low porosity, which prevents infiltration of alkali gasses into the refractory, and consequent damage to the brick from spalling.
f Higher abrasion resistance, which allows the use of HAZAL T 2AR bricks in multiple stages of the production line, including the dust collector of the tertiary air duct, kiln inlet, hot section and sub-wall of the cooler, and kiln hood.
f Improved thermal shock resistance, which allows the HAZAL T 2AR bricks to be worked under stress at different temperatures.
The result is a refractory brick that can be used in almost all process areas of a cement production line that present an alkali issue – areas that, in the past, would have required different bricks. The use of these bricks therefore also allows cement plants to simplify their refractory supply.
Various industrial trials of HAZAL T 2AR have been undertaken, including in the rotary kiln, cooler, preheater, calciner, kiln inlet chamber, and dust collector chamber of the tertiary air duct. The new bricks achieved high performance in all sections; they have also been successfully used in waste incinerators, proving their ability to withstand environments with highly aggressive chemistries.
A final advantage of these novel bricks is derived from the fact
36 World Cement January 2023
HAZAL T 2AR by Haznedar Durer, a member of Calderys.
that they are produced at lower temperatures than silicon carbide and zircon-based alternatives. The production of these bricks therefore comes with a smaller carbon footprint, supporting both the cement industry’s push to improve its environmental sustainability.






While Calderys supports customers in their energy transition, the company also has a clear sustainability roadmap of its own. This includes transparent objectives and concrete actions to significantly reduce the carbon emissions of its operations and develop low-carbon products. HAZAL T 2AR bricks are a demonstration of this commitment, as well as being an important technology that enables the adoption of more sustainable fuel strategies in the global cement industry.
Case study: Turkish cement plants


With a history dating back to 1929, Haznedar has long supplied refractories to the cement industry in Turkey and surrounding countries. Trusting the company’s reputation, a number of major cement producers in Turkey now regularly use HAZAL T 2AR bricks in their process. These include cement companies that export clinker and cement to countries in Europe, the Middle East, and Africa.
At one plant, HAZAL T 2AR is used in the cement kiln inlet, dust collection chamber of the tertiary air duct, and security zone of the rotary kiln. The bricks have also been successfully used at another
plant in the calcination and security zone of the kiln, and rising and falling ducts of the calciner. In these applications, the bricks have demonstrated improved performance over other alumina bricks on the market. Indeed, at some plants using HAZAL T 2AR, no corrosion of the shell lining is seen. Some customers have also avoided buildup problems.
Conclusion




The modern cement industry is facing challenges from a variety of directions. The development of the HAZAL T 2AR refractory demonstrates part of the solution. These new bricks deliver a range of benefits including:










f Suitability to various processes, including those that use high levels of alternative fuels.
f Reliable and cost-stable supply.
f Lower-carbon footprint than alternative linings.
f Simpler refractory management with one solution for most areas that require a lining.
















f A reduction in refractory coating issues in the inlet chamber.
f Longer refractory lifetime by up to 100%.
The bottom line is a refractory solution with the potential to create a positive impact in cement plants, supporting higher performance in the production process, as well as enabling the industry to take full advantage of the opportunities offered by switching to alternative fuels.
SOLVE THE ALKALI CHALLENGES OF CEMENT PRODUCERS THANKS TO OUR NEW HIGH QUALITY REFRACTORY BRICK RANGE: HAZAL T 2AR • Highly thermal shock, abrasion and alkali resistant • Cost effective alternative to silicon carbide and zircon content products
World Cement’s Refractory Review 2023
The World Cement Refractory Review provides a catalogue of some of the leading players in the refractory sector.
This year’s edition includes contributions from: Bricking Solutions, Calderys, HASLE Refractories, SILICON, The Siam Refractory Co., Ltd., and Wahl Refractory Solutions.
38
BRICKING SOLUTIONS
Bricking Solutions manufactured the first bricking machine in 1966 to give refractory installers a safer, more efficient alternative to manual installation methods. Traditional refractory installation methods like jack and timber, adhesive, and pogo sticks proved dangerous and inefficient. Bricking machines do not just keep the crew safer, however, they also offer increased productivity and better ergonomics for a fast, high-quality refractory installation.
While other manufacturers have dipped their toes in the processing industry, making a small selection of products as part of a larger catalogue, Bricking Solutions is dedicated to refractory maintenance solutions alone and has more than 50 years of experience in the industry.
The company creates products recognised by end users for meeting the highest industry standards. Bricking Solutions works with local vendors to provide materials and parts for its products. Available products range from installation equipment, to brick transport, to safety and removal equipment.
Safety is the key concern for processing plants worldwide. For this reason,
CALDERYS
Calderys is a global provider of fully integrated solutions for a wide panel of industries operating in high temperature conditions, benefiting from a worldwide network of local experts and leveraging over a century of experience. Calderys offers thermal protection for industrial equipment with a large range of refractory products (monolithic, bricks, precast) tailored with engineering and installation services. The company has developed end-to-end solutions for the cement industry, combining innovative products (from monolithic to specialised high alumina bricks), engineering know-how, project management, and installation services. Calderys’ refractory solutions help cement producers minimise downtime, reduce their carbon footprint, and decrease maintenance costs.
f Precast services: Calderys’ expert team designs and creates precast pieces for faster turnarounds and greater maintenance efficiency.

f Specialised bricks: The company offers a full portfolio of alumina based bricks for improved performance against alkali attacks and abrasion.
f The company’s team of project managers is experienced in both partial and turnkey assignments. Calderys’ goal is to deliver projects on time and on budget in a seamless
Bricking Solutions custom designs equipment specific to the plant. This sort of custom-design is only available from a full-service solutions provider. Even in industrial manufacturing, new technologies are being developed every day. Bricking Solutions utilises these new technologies not only to improve the quality of its products but to help reduce manufacturing costs. Strict emissions regulations can occasionally lead to price increases from larger industrial factories. Ensuring the efficiency of processes and material usages allows the company to tackle these challenges without greatly impacting customers.
manner and in the safest environment for their customers’ workforce.
f CALDE® SOL SPRAYCAST: Combining the best of the SOL GEL binding technology and the SPRAYCAST installation technique, bringing customers high temperature and best-in-class installation performance.
f UniverCEM®: a high quality refractory solution that helps cement plants meet their sustainability goals.
Installation of UniverCEM refractory castables by dry gunning. Source: Calderys.
39 January 2023 World Cement
HASLE REFRACTORIES
HASLE Refractories develops, manufactures, and supplies unique refractory solutions for the cement and other high temperature industries worldwide.
The company provides a wide range of strong, chemical- and abrasion-resistant castables as well as offering precast solutions with engineering and supervision services. To achieve the highest and most consistent quality HASLE Refractories is ISO9001:2015 certified.
As the use of alternative fuels grows, cement plants face increasing coating and jamming issues
in their process along with chemical attacks on the lining. Among HASLE Refractories’ most popular products is a unique precast modular lining; this is a flexible, precast refractory lining system for walls, roofs, and curves. It helps production plants maintain a high run factor, maximise capacity by using a thinner lining, and optimise their energy-use.
A very low open porosity of 9 – 10% for the precast elements is achieved by being manufactured and pre-fired in a controlled environment at HASLE’s factory in Denmark.
The HASLE modular lining is highly alkali-, coating-, and abrasion-resistant, making it suitable for areas like the smoke chamber, riser duct, feed pipes, cyclones, or other areas prone to coating and jamming. It has been installed in more than 100 plants around the world, where recent applications include the kiln inlet arch at Ambuja Cement’s Maratha unit, India, and cooler roofs at Holcim and Heidelberg plants in Austria and Germany.
HASLE Precast solutions have been successfully installed in areas facing jamming and coating, such as the feed pipe showcased here in an Asian cement plant (which is still running after 22 months).

SILICON
In 2022 SILICON moved from being a mass manufacturer of refractory anchors to a company that provides its customers with innovative solutions in the design, production, and installation of heat-resistant anchors for the cement industry. The company also focuses on a customised package of project management services and technical support.
In parallel, SILICON has developed its own rapid arc welding (RAW) system. This smart technology allows the company to not only to reduce installation time and improve the welding quality, but also to eliminate the emission of carbon dioxide and other toxic gases.
SILICON’s mission: To provide the technical and metallurgical expertise required to bring refractory anchors, and their installation, to the next level.

HASLE Refractories aims to provide quality, flexibility, and quick response times in order to avoid downtime, offering professional help to protect cement plants with the best refractory solution possible.
Here are two solutions that SILICON has engineered for two problems often faced by its customers:
1. Rigidly fixed anchors break and initiate corrosion SILICON’s innovative reusable SpeedBolt solution has already been installed in many cement plants. This product offers greater corrosion resistance and substantially reduces installation and repair time. SpeedBolt is reusable because it is not affected by the temperatures in the unit and it survives demolition activities during the turnaround, avoiding any need for replacement.
Figure 1 shows the condition of the SpeedBolt after several years in service. Yes, the SpeedBolt lasts for more than 5 years (in some cases – up to 12 years)!
2. Poorly welded standard wavy V anchors cause refractory failures in the hot zone of the burner pipe
Burner pipes last two to three times longer thanks to SILICON’s SpeedCell solution which helps customers minimise the environmental impact. Using a single-point fastening method and unique anchor design allows for a safe and damage-free repetitive expansion and contraction of the refractory material.
Figure 1. SpeedBolt after several years in service.
40 World Cement January 2023
145 YEARS OF REFRACTORY EXPERIENCE FOR SUSTAINABLE FUTURE


Headquartered in Tokyo, Japan, Shinagawa Refractories is supporting essential industries and development of affluent society on a global basis. Our extended commitment promotes sustainability and environment-friendly technologies, and we continue to provide quality products while improving energy efficiency and utilizing recycled materials

For cement kiln application, Shinagawa has developed a series of improved refractory bricks and brick recycling technologies to better support operations in cement plants.
Shinagawa Basic Cement Bricks Series
ELK-7X-1 : High Corrosion Resistance
ELK-12CX-1 : Coating Adhesion
ELK-11CW : Coating Adhesion & Corrosion Resistance
ELK-12X-1 : Heat Embrittlement Resistance
ELK-12EX-1 : Recycling Initiative

Learn more at https:// www.shinagawa.co.jp/en/
Shinagawa Refractories Co , Ltd +81-3-6265-1609 info@shinagawa-ref.jp
SIAM REFRACTORY INDUSTRY CO., LTD.
With over 70 years of experience, The Siam Refractory Industry Co., Ltd. or ‘SRIC’ has been supplying high quality refractory materials for various pyro-processing industries to customers in over 80 countries worldwide since 1953.
The company is an affiliate of SCG, a leading business conglomerate in the Southeast Asian region, that is committed to conducting business in line with good corporate governance and sustainable development principles. SRIC is well equipped with modern refractory production technology and is specialised in refractory manufacture for various pyro-processing industries such as: cement, steel, petrochemicals, glass, aluminium, and other non-ferrous metals, etc. SRIC offers a wide range of refractory products, i.e. bricks, monolithic, precast and refractory-related accessories.
In addition to its range of products, SRIC also provides turn-key technical supports, and world-class refractory installation process to its customers. SRIC’s customers, therefore, can fully rest assured their refractory products are properly selected and installed to maximise
WAHL REFRACTORY SOLUTIONS
Originally founded in 1921 by Oscar Wahl, Wahl Refractory Solutions is a recognised leader in the manufacture of high-quality precast shapes. The company’s research capabilities and innovative refractory technology, along with experienced engineering and technical sales teams, can assist with the most demanding applications.
In November 2020, Wahl joined forces with the Fosbel group, a global leader in ceramic welding technologies and industrial maintenance service provider. Fosbel’s international sales offices in Germany, India, and Japan will increase the geographical footprint of technical sales support for Wahl products to Europe and Asia.
Over the past four decades, Wahl has developed and perfected engineered precast refractory solutions for difficult applications in cement kilns.
Nose blocks
The Wahl SIFCA® nose ring design has proven to be the most cost effective solution for modern cement kilns with their wear performance and longevity in service. The unique modular design installs in less than 30 minutes per block and is bolted to the kiln shell similarly to the alloy castings they are replacing.
refractory lining performance and ultimately their operational efficiency and peace of mind. Furthermore, to elevate the quality of life and pass on a better world for future generations, same as SCG, SRIC takes its duties and responsibilities to achieve ‘Net-Zero Emissions’ by 2050 seriously, and commits to firmly support its customers to reduce carbon emissions and mitigate the climate change crisis by focusing on process innovations. Currently, the company provides a carbon footprint of its products to encourage and support customers’ sustainable procurement, as well as to circulate resources, help valorise waste, and enable the utmost benefits of a sustainable economy to all where SRIC products and services are involved.
Dampers
Wahl precast dampers are engineered for maintenance-free operation in modern precalciner kilns. With both air-cooled or non-air-cooled designs, Wahl can extend the performance of tertiary air dampers.
Coolers
Wahl’s precast cooler blocks are pre-fired for optimum refractory properties. They are installed quickly and have a high resistance to abrasion and chemical attack.
Blaster nozzles
Wahl’s patented elliptical blaster nozzles provide increased reliability, reduced maintenance costs, and offer improved resistance to high-temperature and corrosive environments thus replacing steel castings.
42 World Cement January 2023
THE








Fast. Fair. Flexible. intercem.de
Think bigger – with InterCem.
From individual components to upgrades to complete plants, InterCem provides customized solutions for operators and investors of cement plants all over the world. InterCem is therefore also the right partner for you when it comes to planning, detailed engineering, project management of greenfield projects and conversion/modernization of production plants. Contact us: The InterCem professionals will also find the right solution for your requirements.
Austin Anderson, Vortex Global, discusses the multitude of devices and accessories developed to improve loading spouts within a cement plant, minimising dust pollution, and optimising loading procedures.

44
WHEN IN DOUBT, UPGRADE YOUR SPOUT
Loading spouts are used in a variety of industries to provide a fast and steady flow of material during the loading of dry bulk solid materials. Designed to capture fugitive dust, loading spouts can prevent material waste and ensure plant and environmental safety with low maintenance and service expenses. Loading spouts are commonly used to load material in open and/or enclosed vessels including trucks, rail cars, ships, barges, and stockpiling.
When loading dry bulk solid materials into trucks or railcars, speed and cleanliness of the load-out process are the primary concerns. For optimal performance in these applications, loading spouts can be used in tandem with a variety of accessories designed to specifically accelerate the process and limit the amount of dust released into the atmosphere.
Self-sealing discharge

A self-sealing discharge is a closure cone that extends upon entering the vessel to permit material discharge and retracts upon loadout completion to prevent residual materials from escaping into the atmosphere. Although a spout filtration system can collect the majority of the fugitive dust, trace amounts of dust may remain trapped inside the spout’s fabric outer sleeve – namely in the crevices where the sleeve conjoins with its outer rings. It is important to note that the product cones will have residual material left on them which will be knocked off as the spout raises.
As a spout extends and retracts, dust can be shaken loose, causing it to make its way through the spout and into the atmosphere. To prevent this form of dust emission
45
in enclosed loading applications, an optional self-sealing discharge may be installed in place of the spout scavenger.
In applications where contaminates can enter the product stream while the equipment is idle, the self-sealing discharge can protect against self-contamination.
Vibratory kit
A vibratory kit can also be added to a loading spout. The vibratory kit is mounted along the outlet scavenger. To conclude the loadout process, vibrators can continue to be run
briefly to encourage residual materials to fall away from the spout’s outer sleeve and down into the load, prior to spout retraction.
Dust skirt
Dust control skirts are intended for open loading applications. They are constructed from heavy, durable neoprene rubber. Rather than flaring the skirt from a common piece of neoprene rubber, each flared section is a stand-alone neoprene rubber strip. Each strip of rubber is overlapped to prevent pathways for dust to escape into the atmosphere. By using overlapping layers, a dust control skirt is able to fully encompass the peak of the material pile, to better contain fugitive dust.
Because the skirt can be simply detached and reattached, a loading spout can be used for dual purposes in both open and enclosed loading applications.
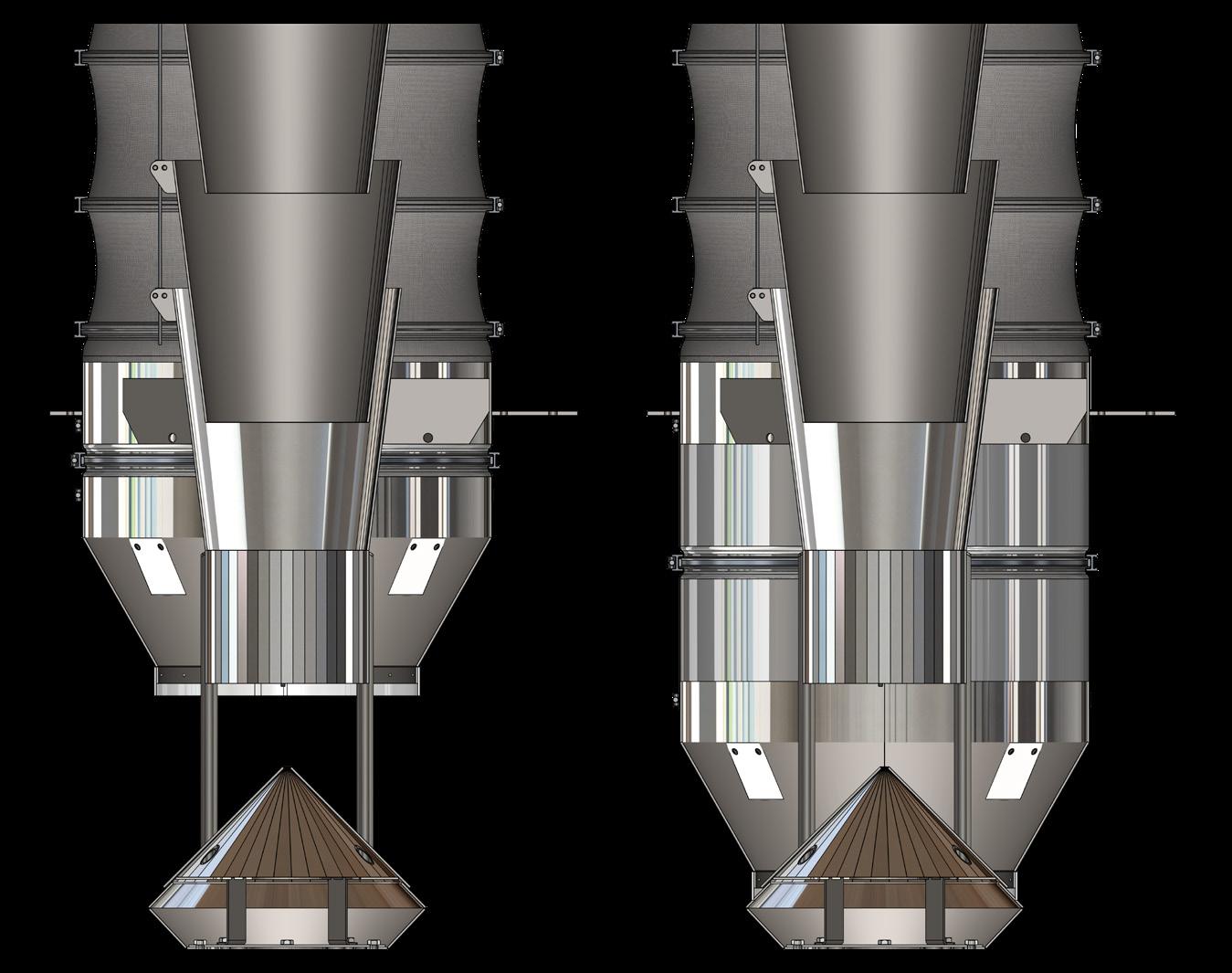
Tilt probes and auto-raise systems
The self-sealing discharge effectively closes off the discharge end of the loading spout. The mechanism only opens within the confines of the vehicle to be loaded after the spout seats into the loading hatch.
In enclosed loading applications, a tilt probe is mounted beneath the outlet scavenger so that it can be lowered into the loading hatch. As materials fill near the top of the vessel, the tilt probe will come in contact with the material pile and gradually begin to tilt. Once the probe is tilted to approximately 16˚, several actions can be initiated, depending on a facility’s preferred level of automation.
Options range from visual indication (via lights), to the automated halting of material flow and automated spout retraction.
A tilt probe signals the loading spout to gradually retract as the pile continues to build higher.
In open loading applications, a tilt probe is mounted at the outlet scavenger. The outlet scavenger and the tilt probe are typically separated by a dust control skirt. As the material pile grows

46 World Cement January 2023
beneath the dust control skirt, the tilt probe gradually begins to tilt. When used in tandem with an auto-raise system, once the probe is tilted to approximately 16˚, it triggers an automatic, incremental retraction of the spout as materials continue to discharge.

Case study: loading spout handling dried blast furnace slag
This Vortex loading spout features a vertical travel distance of 3.35 m (11 ft) and a loading capacity of 424.5 m 3 /h (250 ft 3 /h).
Features and application
Vortex loading spouts include a four-cable lifting system offering enhanced stability and improved cable service factor over the traditional two and three cable hoist drive systems. Other standard features include a three-piece, CNC-machined pulley system, a centre mount motor, and a 10-year warranty on lifting cables.

In this application, the loading spout is used to discharge dried blast furnace slag from a silo. Materials can either be discharged onto a belt conveyor for transport to storage or to additional manufacturing processes, or directly discharged for loading into open trailer trucks.
Although this spout will primarily be used for open loading circumstances, the customer was intrigued by the ability of Vortex loading spouts which are able to serve in both open and enclosed loading applications by simply attaching or detaching a dustless loading skirt. A dustless loading skirt retains displaced air and material dusts during the loading process, which improves employee health and safety, and prevents dust emissions into the atmosphere.
With chamfered edges and machined grooves to match the diameter of the lifting cables, the Vortex pulley system is designed to ensure smooth spout extension and retraction. The design also prevents malfunctions such as spout ‘jumping,’ retraction imbalance, premature cable wear, or cable winding around the pulley’s drive shaft.
Case study: loading spout handling bauxite and kaolin clay
A water treatment mineral supplier sourced a 3.35 m (11 ft) Vortex loading spout to handle bauxite and kaolin clay.
this
clay.
A Vortex loading spout equipped with a dust skirt is used to discharge dried blast furnace slag from a silo.
47 January 2023 World Cement
Equipped with an automatic retracting control system,
Vortex loading spout handles bauxite and kaolin
Features and applications
This loading spout features a discharge skirt and is equipped with an automatic retracting control system for loading open trucks.
The spout is initially positioned at the bottom of the open truck. As the pile of material grows, it eventually triggers a tilt probe. The spout then automatically retracts to a slightly higher position multiple times during the loading process. The flared skirt encompasses the material impact point, trapping the dust being created while a vacuum transfers it to a filter.
This system has allowed the facility to significantly reduce the amount of dust that would otherwise escape into the atmosphere, thus creating a safer environment.
Case study: loading spout and aero-slide conveyors handling calcium carbonate
A minerals producer sourced two Vortex loading spouts and Vortex aero-slide conveyors to assist in the handling of calcium carbonate.
Features and application
This company had experienced many successful years of Vortex gates and diverter valves sealing the fine material they handle. Given the many maintenance hours already spent, the additional cost of parts, and lost production time experienced with the spouts they were currently using, the company’s engineering manager was especially eager to learn more about Vortex’s loading solutions.
Two loading spouts were ordered for the customer’s new truck and rail loadout bay. The spouts are equipped with a self-sealing discharge. As the spout is positioned for loading, the discharge opens to allow material flow. When retracted, the discharge seals this fine material within the confines of the sleeve – further controlling potential dust emissions.
To assist in conveying materials from holding bins to the loadout area, the customer also purchased two Vortex aero-slide conveyors. The aero-slides are equipped with an air supply port, inspection ports, and clean-out ports and the sections are bolted together to provide the conveyor’s total length.
When paired with proper accessories, loading spouts can provide a clean, fast, and low-maintenance solution for the loading of dry bulk solid materials. Vortex loading spouts are designed with additional consideration to ensure success when handling a wide range of materials in a variety of applications.

About the author
In his third year with the company, Austin Anderson is the Content Writer for Vortex Global. He has created numerous case studies and written articles for a range of global publications.
48 World Cement January 2023
When positioned for loading, the discharge opens. When retracted the discharge closes – sealing fine material within the confines of the sleeve for further dust emission control.
Andre Vos and Ingmar Holst, Claudius Peters, introduce a new development in clinker cooler technology that utilises standard parts to optimise production processes and minimise CO2 emissions.
Designed for smart modification!
Reducing CO2 emissions during cement production plays an increasingly large role in the economy of a cement plant and therefore influences key decisions concerning capital investments into existing facilities.
In keeping with the Paris Agreement, the European Union is supporting the industry with public funding to achieve the 1.5˚C target within reach while monitoring the success of its support.
Based on the technical advantages of the ETA cooler it was successfully placed in a number of optimisation and CO2 reduction projects in existing cement plants supported by EU funding. One of these is the replacement of a grate cooler in
Českomoravský cement’s Mokrá plant near Brno, which has been in operation since 1969. The age of the cooler became a burden on the plant’s bottom line due to its maintenance cost, inefficiency, and availability. The grate cooler is operated at clinker bed heights of approximately 600 mm which offers a limited benefit, referring to lower thermal efficiency at a higher cooling air demand. Both having a negative impact on the CO2 emissions of the pyro line.
To ensure the economic efficiency of the pyro line and to improve the sustainability of the facility, the decision was made to replace the existing cooler with a modern 5th generation clinker cooler, and a contract for a new Claudius Peters ETA Cooler was signed in July 2020.
Smart design
Maximise standard parts and proven solutions for a customised

project
The design of the ETA Cooler is not only well suited for new kiln lines but also for the replacement of existing clinker coolers.
The smart design of the cooler enables the utilisation of standardised parts for a brownfield modification while offering a solution tailored to the individual customer’s requirements.
The standardised parts ensure the quality, efficiency, and the robustness of the core machine.
The cast Mulden plates on the static inlet with protected air inlet are designed for low-pressure loss while preventing clogging
49
during operation or due to maintenance work. The transport system is made in Germany and ensures the availability due to the robust design. This does not only apply to the support roller design but also to the moving floor (aerated lanes) which are equipped with a self-protecting layer of pebbles giving the heat, wear, and foreign material in the clinker no point of attack. The moving floor principle enables clinker bed heights of > 1 m during operation to maximise the retention time of the clinker and thermal efficiency, whilst requiring lower amounts of cooling air. Furthermore, it is important to underline the optimal width of the lanes to utilise the maximum width of the existing housing realising the maximum possible aeration area.
The design of the longitudinal sealings is standardised over the width of the cooler. It ensures the robustness against red river and clinker spillage and is protected in the side walls by the refractory.
The tailored design is focused on adapting the project-specific interfaces of the core machine’s existing surroundings. This is usually reflected in the design of the support structure, fan ducting, hydraulic piping, and in the case of the Mokrá plant, also the chloride bypass gas duct to the new clinker cooler.
The challenges referring to the design are similar for the replacement of a grate cooler or other clinker cooler types by an ETA cooler. Claudius Peters can draw from a pool of proven solutions for these customised projects, thanks to more than 90 ETA
cooler modification projects. This gives the company the advantage of a matured learning curve since every new project adds to optimising the proven solutions and modification concepts.

For the specific project and the required turnaround time, the ETA lane units have been installed on a pre-erection support structure outside the existing cooler casing and were pulled inside to the intended position on hard-faced rollers.
Smart erection
Maximise preassembly, shorten the down time
Each step of the clinker cooler replacement needs to be considered by the erection experts referring to the complexity of the overall modification job in close cooperation with the customer. This is essential so that everything works hand in hand!
A short kiln stop is a key focus point for many clients in these type of brownfield projects, to ensure the clinker production capacity is maximised over the year.

Accordingly, Claudius Peters has decided to follow the following processes:
Preassembly phase
Maximise pre-erection
Since the Mokrá plant’s last kiln pier is executed as a portal a pre-erection frame was utilised to slide in the ETA lane units. The lane units were pre-erected to the highest degree, so the modules of the core machine are as large as possible. The lanes and sealings were aligned and so only the sealing on the sides needed to be installed after the modules had been brought to their final position to create the connection to the existing steel structure.
The hydraulic cylinders were placed in the lane units with the internal piping ready so that the hydraulic piping to the aggregate can be directly connected to the outside wall of the lane unit.
Place items outside the bottleneck zone
For the location of the new hydraulic room a free space was chosen, close to the clinker cooler. It was therefore possible to completely pre-erect this scope prior to the kiln stop to ensure the turnaround times.
Furthermore, temporary braces were installed to connect the existing upper part with the building structure so that the demolition can be executed safely, and no existing structures are exposed to static risks.
Referring to the clinker cooler replacement everything was then prepared and ready to turn the ‘flame off’ to start with the demolition work.
After the flame was turned off, all resources that had been deployed for a quick turnaround
Figure 1. Českomoravský cement’s Mokrá plant.
50 World Cement January 2023
Figure 2. Walking floor made in Germany.
were activated for an efficient demolition and erecting phase with two 10 hour shifts.
Demolition phase
Work was executed in parallel both inside the cooler casing and outside During the demolition phase the existing cooler internals had to be removed to give the new machine the space required. Taking the internals out of an existing cooler influences the static stability of the existing structure. This cannot be neglected since it influences the time required for the demolition.
During the final steps of the demolition work the hoppers had been removed and the bare concrete structure was thereby prepared for the installation of the new clinker cooler.
Outside the cooler housing the fans, fan ducting and mechanical grate drive had all been removed to enable the space required for the new installations.
Erection phase
The erection work was also executed in parallel both inside the cooler casing and outside Inside the existing cooler housing a new base frame was installed. This is required so that the new ETA lane units can be positioned ideally in height and the forces of the future operation are directed into the foundations at the required locations. Furthermore, the base frame was utilised as a track to position the modules that had been erected prior to the kiln shut down.
The customer had decided to maintain the existing hammer crusher. The new interface between the lane units and the hammer crusher was installed in parallel to the new HE-Module which was placed in its final position as a static inlet.
Simultaneously, outside the cooler housing the fan foundations were installed and so were the new cooling air fans, including their silencers.
In the final steps, the interfaces to the existing structures had to be addressed. Many of these jobs could be executed in parallel. The outer sealings connecting the moving floor to the cooler casing on both the right and left side had to be ensured.
Furthermore, the hydraulic piping connecting the aggregate with the hydraulic piping on the side of the lane unit was connected to ensure a closed loop to the hydraulic cylinder.
To enable the cooling air flow to the aerated lanes of the moving floor the fan ducting was installed in order to connect the fans with the aeration chambers of the lane units.
Finally, the refractory was installed and dried according to specifications before the plant could be given the go-ahead for hot commissioning.
Once all installations had been finalised the kiln was brought back to operation. With the expertise

of the Claudius Peters commissioning engineer and the CCR staff the new ETA cooler was able to prove its economic benefits in operation.
Smart operation
Potential due to operational settings for a variety of clinker characteristics
The ideal clinker cooler setup for the requirements of an individual cement plant can
be easily established through the various setup possibilities of the ETA cooler.
The cooling air distribution also in bypass mode is regulated by the HE-module aeration flaps. The basic principle is to throttle the air flow on the sides and to force the main air flow through the clinker drop zone. The amounts and distribution of cooling air are key when it comes to thermal efficiency, prevention of snowman formation, and its segregation of clinker fines.
A further unique feature of the ETA cooler is the Controlled Side Aeration (CSA) and independent lane movement for the moving floor.
The controlled side aeration combined with the independent lane movement make it possible to control the aeration as well as the retention time of the clinker on both sides of the cooler. Typical problems such as red river are prevented by reducing the cooling air pressure while the clinker cooling efficiency over the cooler length is maintained by reducing the specific lane velocity.
The ETA cooler design has no dead zones between the static inlet and the moving grate. This allows for an automatic cooler control that is utilised during start up as well normal operation and can also automatically prevent overflow conditions i.e. during kiln upset. The cooling air fans are equipped with frequency controls and are an integral part of this control. Furthermore, the VFDs offer an advantage referring to the electrical efficiency.
All required parameters are available to the process experts of the plant, allowing them to optimise the ETA cooler to their individual process requirements, and therefore the ability to change the operational settings of the cooler has been proven, once again, to ensure process optimisation.
Smart results
Highest operation performance
During the performance test, the ETA cooler was able to prove the KPI was relevant for the client. The clinker discharge temperature was documented at 48˚C above ambient and the clinker cooler‘s efficiency proved to be 77.8% was above the guaranteed values.

Č eskomoravský cement’s Mokrá Plant chose the ETA Cooler because of its high availability and efficiency.

Summary
The lane unit system, with a high degree of pre-erection, made a smart modification possible, combining excellent operational values with a short kiln stoppage to achieve a sustainable pyro line.
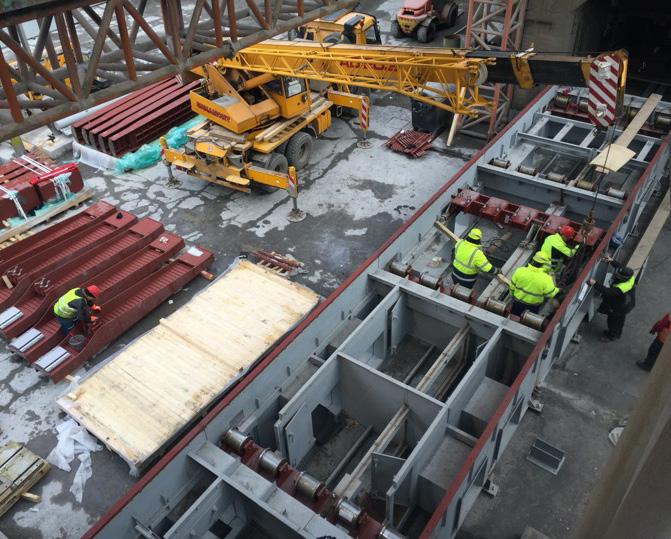 Figure 5. HE-Module static inlet.
Figure 3. Preassembly of the ETA cooler modules.
Figure 5. HE-Module static inlet.
Figure 3. Preassembly of the ETA cooler modules.
52 World Cement January 2023
Figure 4. Pulling new modules into their final position.
OVERCOMING CONSTRAINTS ON KILN CONSTRUCTION
Hartig and Sebastian Maibaum, IKN GmbH, outline the steps taken during the commissioning phase of a new pyro line at a German cement plant.
After 2.5 years of intense teamwork among Maerker Zement, a long list of important suppliers, and IKN, the new pyro line #8 was successfully commissioned in May 2022 at the Harburg, Swabia, cement plant in Germany. The plant was taken over by Maerker Zement after the acceptance test in August 2022. As part of the project, IKN installed a completely new pyro line
from the preheater and its modern calciner to the pendulum clinker cooler with preheater exhaust fans and stack, cooler dedusting, and peripheral equipment such as raw meal feeding, clinker transport, and process ducting. This included all mechanical parts, steel structures, electrical installation, as well as a PCS7/CEMAT control system.
 Lisa
Lisa
53
With the new pyro line, family-owned Maerker Zement replaced a 4-stage double string preheater pyro line with a satellite cooler from the 1970s. The new pyro line with a single string preheater and state-of-the-art calciner kiln, improved the company’s environmental footprint. The initial concept included an upgrade of the existing kiln to a modern calciner-based system. However, this approach was abandoned early on in the proposal stage due to the high investment and long kiln shutdown time. Since space next to the existing kiln #7 was available, the decision was made to construct the new kiln next to the old one eliminating a lengthy kiln shutdown as well as layout and design challenges associated with the existing line. Commissioning confirmed that the 5-stage preheater reduced the overall fuel input with a thermal substitution rate (TSR) of > 95%. The Harburg site is well-positioned for a new production era with the same nominal capacity (3000 tpd) with reduced emissions.
Maerker Zement contracted IKN for engineering, supply, and the mechanical installation of the new pyro line (EPC). Civil works were carried out by Maerker Zement. The project was complemented with additional projects: a ReGeNOx plant for NOx regulation, and a new storage, transportation, and dosing system for RDF and fluff.
The environmental objectives included an increase in TSR usage to > 95 % together with meeting strict emission limits regarding NOx, NH3 and dust as per regulations in Germany. The challenging part was the tight schedule with a minimal loss in production while tying-in the new line with the existing plant. Most of the equipment was installed whilst line #7
Table 1.
Technical data preheater.
was operational. A short tie-in phase of 5 weeks took place during the winter shutdown in early 2022.
Project overview
The EPC contract was awarded in December 2019. Basic engineering started in early 2020 just before Covid-19 broke out in March. The Maerker and IKN project teams quickly adjusted to the new situation with regular video conferencing to keep the project moving forward as planned. The exchange and review of engineering documents intensified, and basic engineering layouts were finished in the spring of 2020. IKN started with detailed engineering and the procurement for approximately 8000 t of equipment and steel structures.
The first milestone was the preparation of the construction site. In September 2020, Maerker started the civil works onsite with the pilings and foundations. Despite the winter months, the preheater foundation was ready for mechanical construction by February 2021. Immediately afterwards, IKN started with the erection of the preheater as it was on the critical path of the schedule. In the following months, the kiln piers and the cooler building up to the 8 m level were handed over and IKN increased manpower accordingly.

During construction of the new preheater a challenge was the exhaust fumes of the existing stack next to the new preheater. Work above the existing 80 m stack was impossible. Therefore, it was decided to install and commission the new filter fan including exhaust ducts and the new 118 m stack during a short shutdown in 4Q21 to be able to keep the fumes away from the construction area. At this point, the new preheater reached a height of around 80 m.
Refractory works in the preheater began in August 2021 after the mechanical crew finished the first stages of the preheater. At various levels safety platforms and scaffolds were installed to allow refractory and mechanical crews to work concurrently in safe conditions. For each scaffold a 3D model was prepared and a statistical calculation was performed to ensure a proper alignment between the actual construction and the refractory installation.
In addition to these extensive measures, all erection workers were trained regularly on different topics to ensure that safe work procedures were respected. Project safety officers observed the various works being performed. During the construction, no major injuries were reported.
C I C II C III C IV C V Cyclone diameter
2 x 5750 7700 7700 7700 7700 Nominal
tube
3100 4300 4300 4300 4300
Diameter: 4670
Retention
7.8 s Pressure drop 4.99
More than 900 trucks delivered all of the parts and components to Harburg. One noteworthy aspect of this is the transport of two kiln sections with a length of 17 m and 22 m. The special trucks came with a total length of more than 50 m which made it impossible to access the construction site. Both kiln sections were lifted onto self-propelled modular transporters to be able to reach the final position. Next to the new kiln piers the different sections were preassembled and joined with the tyres. In October 54 World Cement January 2023
[mm]
diameter dip
[mm]
Calciner
mm
time:
kPa Figure 1. Positioning of the kiln parts.
2021, the kiln was lifted on to the new roller stations in two sections utilising two cranes with lifting capacities of 650 t and 550 t.

During the 35 days of winter shutdown the new line was tied in the existing raw meal and filter systems as well as to the existing clinker transport. The most challenging task during this shutdown was the relocation of the existing bypass filter to the new foundation. Therefore, the filter was separated into three pieces (penthouse, filter body, hopper –including steel structure) and lifted to its new position. Afterwards, the new bypass ducting was connected to the existing filter.
Plant arrangement and main components
The site has been used to produce clinker and cement for over 100 years. Since the 1970s, the cement plant is wedged on an ‘island’ between a railway and a major road on the opposite side. The island was already occupied by the existing kiln line and a building complex hosting the central control room and a laboratory. The new kiln line was built in parallel to the existing one without affecting the operation. The preheater towers were arranged ‘on level’ to reuse the existing exhaust gas filter. The new filter fan and stack had to consider the new ReGeNOx plant.
The following main components from the IKN product portfolio were installed:
Preheater
For efficiency reasons a 5-stage, single-string preheater concept with inline calciner and a total height of 112 m was favoured. Raw meal precalcination takes place in an inline calcining channel designed for the full application of low-grade alternative fuels with a high variability in size, moisture, and heat content.
Cardox cartridges, as well as air cannons, are used at critical locations in the lower stages of the preheater to control the coating buildup. The calciner design was tailored to the high TSR rate in terms of fuel feed points, retention time, and gas mixing.
Calciner with FBC
One of Maerker’s key requirements was the ability to burn up to 100% coarse, low-grade alternative fuels in the calciner system – ideally with a low level of fuel processing. IKN’s solution for this is the fire bed combustor (FBC) which enhances the combustion of the alternative fuel by separating flyable and non-flyable particles. It is a low CAPEX solution, boosting the addition of coarser alternative fuels.
The FBC is a reactor which is flange-mounted to the calciner. It operates without any components that are either mechanically or pneumatically activated. The system broadens the range of alternative fuels being burnt in the calciner. Inside the reactor horizontal heat resistant wings extend into the stream of hot tertiary air. The flyable fuel portion is carried by the air into the
calciner vessel. The non-flyable particles fall through the air stream and settle on the wings, where they remain until they are light enough to be picked up by the tertiary air flow and burn out in the calciner vessel. The FBC is connected to a feed bin equipped with a dosing screw which, via gravity, feeds the RDF into the FBC reactor through a rotary valve.
The calciner starts with the high velocity orifice (HVO), which is the transition between the inlet chamber and the calciner with gradually increasing cross sections. The maximum is reached at the discharge of the FBC. The increasing flow velocities towards the bottom of the HVO cause the coarser particles to accelerate. The descent of these coarse RDF particles into the kiln inlet is prevented and burn out in the calciner assured. The top of the calciner forms the calciner head, and its geometrical form ensures a thorough mixing of any strands in the gas flow.
With the FBC a capable feedpoint for coarse RDF was introduced, since the coarse fuels often have higher moisture levels, varying specific heat content, and slow ignition. This fuel is used as the base fuel to provide the basic heat stock required for calcination.
For fine tuning of the calciner temperature, a faster-burning, homogeneous fuel is pneumatically dosed to the base of the calciner. This setup allows for the feeding of two different types of fuels tailored to the varying physical and chemical properties
Table 2. AF fuel specifications.
Dimensions 75% <150 x 150 mm (2D) 100% <200 x 200 mm (2D) <15% 3D material with max. 100 mm <5% 3D material with max. 50 mm (hard plastic and impurities)
Moisture <20 % Calorific value Hu 18 500 kJ/kg ± 2500 S <1.0% Chlorine <1.0%
55 January 2023 World Cement
Figure 2. Repositioning of bypass filter by 400 t crane with lattice boom.
of different types of RDF. During start-up, the temperature is controlled by the conventional fuel being switched over shortly after start-up.
Rotary kiln
A new 3-station rotary kiln with a length of 61 m and a 4.2 m diameter was installed. On each of the three piers, a pair of radial rollers is seated on slide bearings with water-cooled spherical support. Each bearing housing carries an oil and water distribution system for lubrication and cooling. Thermocouples monitor the bushings, thrust ring, and oil temperatures. The bearing design ensures reliable operation and easy alignment onsite. Adjustment provisions on the frame enable the final horizontal alignment of radial rollers and can be adjusted during operation.
To ensure trouble-free operation by regular axial movement a kiln thrust unit (KTU) was installed on pier I. Periodically the single hydraulic roller pushes the kiln upwards and allows it to travel downwards to its initial position.

The kiln is sealed against the kiln inlet chamber and the kiln hood by lamella type seals with dust hoppers. The lamellas are designed to compensate for kiln run-out and ovality.
The kiln drive assembly is a conventional design consisting of a girth gear, pinion, gear box and motor which is controlled by a frequency converter. Lubrication of the girth gear is provided by a spraying system.
Bypass
For a bypass rate of up to 10% a 2-cooling-stage bypass system was installed. The existing bypass filter was reused. This was a challenge as the filter had to be repositioned to a new foundation close to line #8.
Cooler
The cooler has a single stage grate with IKN’s latest grate drive design – dynamic linear drive (DLD). The DLD is a single mechanical drive unit conveniently located outside the cooler under the static inlet (KIDS). The drive operates without any hydraulic components and significantly reduces the effort of installation and maintenance work.
Commissioning and performance test
After hot testing the ignition system, the burner was finally ignited during the night of 9 May 2022, as scheduled. On 12 May, production of clinker started and reached high-quality values within a couple of hours. The kiln feed was increased gradually each day up to the target production of 3000 tpd of clinker. Clinker production reached the expected values in terms of quality and quantity within the first month after start-up.
After three months of continuous clinker production the performance test was successfully completed. The test included 120 h of stable production measuring guaranteed values including total production, fuel usage, clinker quality, as well as emission values. The last measurements took place in August 2022 and the final certificate of acceptance was signed in October 2022.
Project management during a global pandemic
The contract was signed in March 2020 shortly before the Covid-19 outbreak. After a kick off meeting onsite further visits were impossible due to the lockdowns in Germany as well as general precautionary concerns of both partners. Both parties kept close contact via different communication channels, especially video calls, which was new and challenging for everyone involved.
Most of the procurement activities took place during this time. Even the main suppliers were selected without access to the site. Under these abnormal conditions the supply chain proved robust and reliable. The second lockdown in 4Q20/1Q21 affected the QA activities. Maerker representatives were not able to participate in most workshop inspections. However, in the spirit of constructive engagement all long-standing partners adapted to the new situation. The emergence of wide-spread videoconferencing helped in substituting personal contact during lockdowns.
IKN’s installation work started during the second lockdown. Thanks to strict Covid-19 protection procedures onsite, major outbreaks were prevented which allowed IKN to finish the erection works according to schedule.
The Maerker upgrade project very clearly demonstrates the value of constructive cooperation and engagement among all participants including the customer, public authorities, suppliers, and the main contractor. Maerker launched the project despite the uncertainty of the Covid-19 lockdown. The project was executed in the spirit of trusted cooperation from beginning to end with a clear focus on time and safety. The realisation that all participants can only win together, even under such adverse conditions as a pandemic, provided an overriding theme which facilitated the successful outcome.
56 World Cement January 2023
Figure 3. IKN cooler with roll crusher.
BAG
NOT
ith the development of a highly efficient bag scanner, Haver & Boecker is working to create the best conditions for the ‘intelligent bag’ and provide more efficient results for filling loose, bulk goods.
Together for progress
In Našice, Croatia, the Haver & Boecker team found the right partner for the implementation and maturation of the first bag scanner. “At NEXE d.d., Croatia’s second-largest cement producer and the leading member of the NEXE Group, everything really fits well,” reported Mirko Hoffmann, Sales Head, and Alexander Hering as the responsible sales representative.
Mirko Hoffmann and Alexander Hering, Haver & Boecker, discuss the impact of Industry 4.0 solutions implemented at a Croatian cement plant.
57
“NEXE d.d. is the only cement producer in Croatia that is privately owned and has flexible, well-functioning, and reliable structures.” These advantages have been reinforced by the company’s CEO, Ivan Ergović. “In our previous cooperation, we had already come to know NEXE as a company where ideas are actively promoted and new paths are successfully taken.”
The most important consideration for the subsequent joint realisation of the bag scanner, however, was the prevailing need for such a system at NEXE. “We knew through our contacts
in the company that they were looking for a reliable solution that would not only minimise the scrap and error rates, but also detect, document and ultimately eliminate inefficient processes,” summarises Hoffmann. “With the new bag scanner, we had already created the basis and were able adapt it precisely to the customer’s added requirements.”
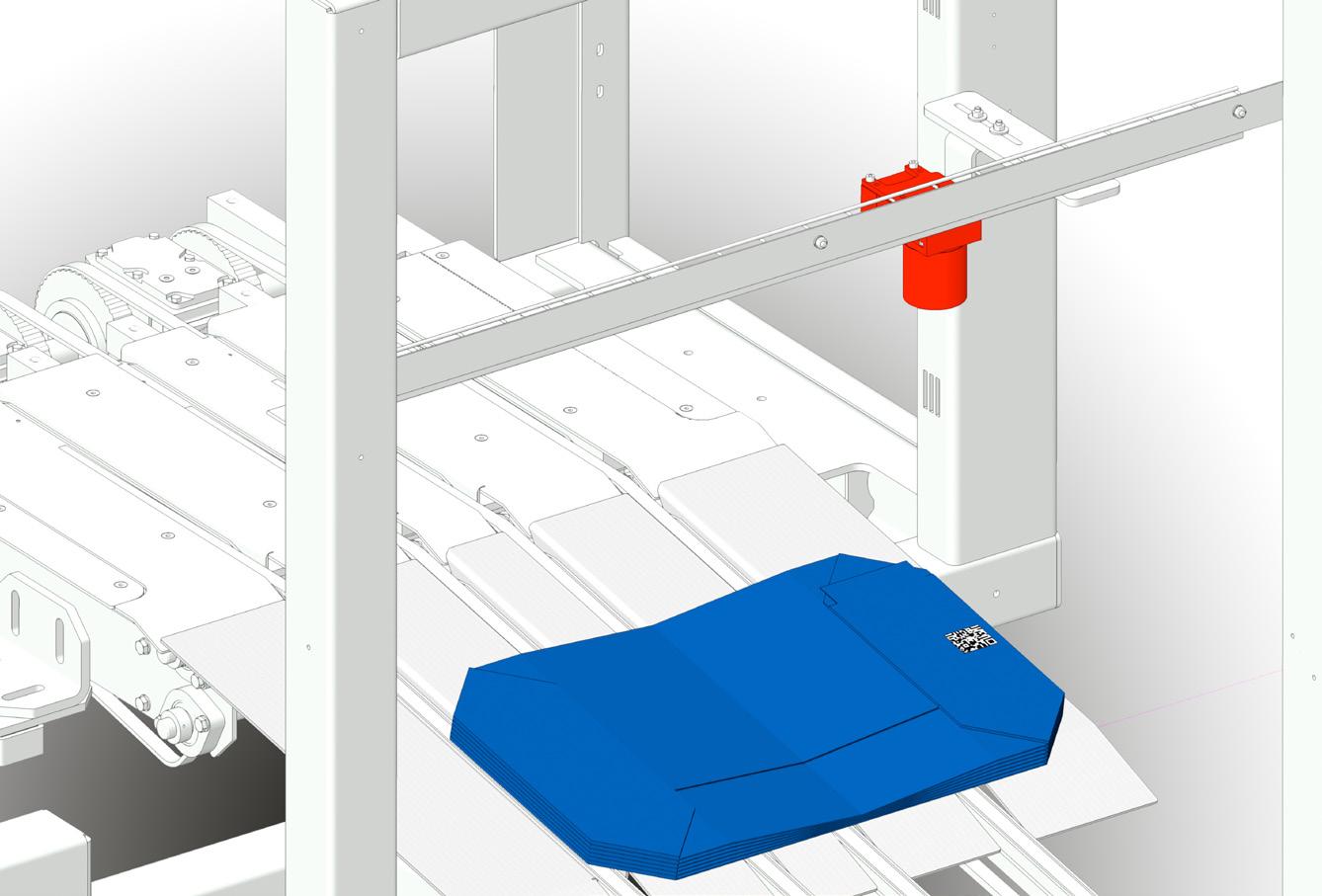
High performance in production
The Croatian company had previously ordered a 16-spout ROTO-PACKER ® RVT SEAL Edition in 2018. With its 16 filling spouts, the packer was the first of its kind at the time of commissioning and at the time of writing it remains the largest possible version within the product family. Together with a fully automatic RADIMAT bag applicator, the packer has enabled optimised production conditions since 2019. NEXE d.d. fills three different cements into paper valve bags of 25 and 40 kg. The bagged products are mainly sold directly to the end consumers via DIY stores.

In addition to the packing line’s enhanced productivity and reliability, the SEAL technology for the safe and complete sealing of the bag valves is also on display in Našice. The heart of this technology is a specially designed filling unit that ensures dust-free filling of the empty bags by means of various interlocking functions. The bag valve is welded shut cleanly and securely by means of an ultrasonic sealing unit. The results are clearly visible: an absolutely compact, sealed, and cleanly filled bag without product loss.
“The entire production is cleaner than ever before,” reported Marko Umiljanovi ć , head of the engineering department at NEXE d.d. “A clean workplace environment
Onsite factory view with the ROTO-PACKER® RVT 16 SEAL Edition with the RADIMAT® and empty bag cell conveyor.
58 World Cement January 2023
QR codes printed on the empty bags identify the respective bag batch, monitor production in real time, and document errors and inefficient processes such as incorrectly placed or broken bags, or deviations in the filling or sealing of the bags.
results in healthier work conditions for our employees, less time gets spent on clean-up works and there are significant savings in terms of machine wear and tear. At the same time, the SEAL technology reduces material waste. Most important: our customers are also delighted with our bag cleanliness.”
From a clean production to an intelligent bag
With the idea of the bag scanner, the development engineers from Haver & Boecker were met with open ears at the Croatian cement manufacturer. “In the past, the customer repeatedly had to deal with difficulties with the product and bag combination,” explains Hering. “Different bags from different manufacturers were characterised by strongly diverging quality attributes. This resulted in high reject rates and thus an unnecessary wastage of resources: from product to increasingly expensive sacks, to labour time and energy costs in production.”
Working together closely, the project participants from both companies defined the individual requirements and the targets of the bag scanner. After a development period of roughly one year, the scanner was integrated into the existing fully automatic RADIMAT bag opener within a few days and put into operation. QR codes printed on the empty bags identify the respective bag batch, monitor production in real time, and document errors and inefficient processes such as incorrectly placed or broken bags, or deviations in the filling or sealing of the bags.
Haver & Boecker electrical engineer Christian Remfert and the NEXE team led by electrical engineers Danijel Koren and Mirko Štefan č i ć – both significantly involved in the implementation of the software – are pleased with the results of the joint project. “In addition to minimising the reject rate through continuous quality control of bags from different manufacturers and batches, the bag scanner also makes an important contribution towards avoiding errors in selecting the right bags, for example when changing the type of bag. The machine recognises the upper empty inserted bag, checks
whether the empty bag stack can be assigned to the product to be filled, and adjusts fully automatically to its dimensions and properties. In addition, if the empty bag stack cannot be assigned to the product to be filled after the scan process, the machine stops automatically, thus eliminating a reject rate due to operator error. Thanks to the integration into the onsite ERP system, the bag scanner also enables the inventory of each individual product: Expensive and aggravating empty bags are now a thing of the past.”
Innovation for customised applications
The new bag scanner is integrated directly into the RADIMAT bag applicator. Alternatively, a handheld device is also available for the scanning process. For the hardware, the focus remains on ensuring the greatest possible insensitivity to dirt and high temperatures. However, special importance is also attached to the extensive software adaptations, with which the bag scanner can be adapted to the individual conditions and wishes of the customer onsite as well as to the respective ERP system.
With the successful operation of the prototype at NEXE p.p. in Croatia, the course has been set for further deployments of the innovative Industry 4.0 application in companies around the world.
In Našice, they are just as enthusiastic about the measurable optimisation of production as they are about the entire project process: “Thanks to the high level of qualification and motivation of all the project participants on both sides and smooth cooperation, all phases of the project were implemented quickly and smoothly.”
59 January 2023 World Cement
The original RADIMAT for automatic bagging applications.
Bearing the load: strategies for protecting machinery

60
he cement industry is well known for having a demanding operating environment. Machinery used in cement plants must withstand some of the toughest conditions in the manufacturing sector. High temperatures, excess vibration, multiple contaminants, and heavy loads all conspire to undermine machine performance – and raise the spectre of an unplanned shutdown. This threatens to reduce profitability at a time when the cement sector cannot afford to trim its margins any further.
Despite these challenges, cement manufacturers can improve production efficiency and reduce costs by paying closer attention to the bearings that sit at the heart of their rotating machinery. Proven strategies include selecting the correct bearing, installing it properly, protecting it with robust seals and later considering remanufacturing rather than traditional replacement. Other factors to consider include a good lubrication regime and effective use of condition monitoring.
There are many instances of cement industry machinery suffering premature failure – this article details examples of how these failures can be avoided with the correct bearing selection.

Ian Walton, SKF, details how taking a proactive approach to bearing management can help overcome the issue of premature machine failure in the cement industry.
61
Triple service life
In one case, a cement plant in South East Asia was seeing repeated premature bearing failures on an AC motor powering a vertical roller mill separator. The failures, which occurred every three-to-six months, typically caused around six hours of unplanned downtime and expensive reductions in productivity.
Determined to increase uptime – while cutting repair costs and productivity losses – the company turned to SKF for a solution. SKF engineers identified the reason for the failures as stray electric currents passing through the motor bearings.
Electric motors are always at risk from a current passing through their bearings. The current can damage the contact surfaces of rolling elements and raceways (electrical erosion), while also
rapidly degrading the grease. Another risk in electric motors comes from high frequency currents caused by the inherent stray capacitance. All of this can lead to the bearings failing in service.
To solve the problem, SKF installed Insocoat bearings. Here, an electrically insulating ceramic coating prevents stray electric currents passing through the bearings. SKF applies a ceramic aluminium oxide coating to the bearing rings via plasma-spraying. Two Insocoat bearings were installed in the cement plant motor. One, with a coated outer ring, was installed on the non-drive side; a second, with a coated inner ring, was installed on the drive side.
The result was impressive. The Insocoat bearings outlasted conventional bearings by three years, which led to a tripling of the service life.
The cement company enjoyed an enormous return on investment (ROI) over the three-year period. Initial productivity losses amounted to around €56 000. Investing in Insocoat bearings – which cost the company around €1000 – led to a total saving of €55 000.
Sealing the deal
It is well known that prevention is better than cure. This is especially relevant for bearings – where preventing ingress is a key component in preventing failure.
SKF has developed a mounted tapered roller bearing unit – with a robust seal – that can survive in contaminated environments for more than 600 hours. This is around 10 times longer than a typical bearing unit of this type. In mud-slurry tests, the seal withstood more than 600 hours with zero contamination ingress. Other products typically saw ingress at 50 hours or earlier.


The bearing, known as a Type E bearing unit, incorporates SKF’s CR Seal. This helps to extend service life by almost eliminating contamination ingress, even under very harsh operating conditions. It is used when an increased thrust load needs to be combined with limited axial movement. This makes it appropriate for demanding applications such as cement processing. Potential uses include material handling equipment such as belt feeders and screw conveyors.
These machines typically break down due to seal failure. Improving seal performance helps them to last much longer – which extends uptime and raises reliability. Hydrogenated nitrile rubber (HNBR) resists wear and high temperatures, while a full rubber outside diameter improves static sealing within the housing. Multiple sealing lips resist the ingress of dirt, mud, water, sand, and powder. The seal
SKF's Insocoat bearings.
62 World Cement January 2023
also allows the bearing to be relubricated without risking damage to the sealing lips.
Second life
The punishing nature of the cement industry suggests that, when a bearing fails, that is the end of its life. However, this is not always the case. When appropriate, a bearing can be remanufactured (or refurbished) rather than being replaced with a new one.
Remanufacturing is typically cheaper than buying a new bearing – and also has sustainability advantages as it consumes fewer resources.
Large bearings, including those used in the cement industry, are prime candidates for remanufacturing. Although repairing parts is second nature in the industry, the concept of bearing repair is still relatively new. However, it is becoming more commonplace due to its environmental and economic benefits.
The process begins with a bearing being inspected and assessed for remanufacturing. Very small bearings, or any that have suffered serious damage, are not appropriate to remanufacture. Those that have suffered fractures or sub-surface-initiated fatigue, for instance, should be replaced – as the damage is too serious to repair. However, bearings that have suffered
surface-initiated fatigue can often be restored using techniques such as honing or grinding.
Many types of bearings lend themselves to remanufacturing. These include: large bearings with an outside diameter of 420 mm or more; caster bearings, such as spherical roller bearings and CARB bearings; and slewing bearings.
Work begins with cleaning, degreasing, and disassembling bearings. All components are then inspected, and a detailed bearing analysis report is produced. Bearings that are not damaged beyond repair can be restored using procedures such as polishing, grinding and component replacement. As a general rule, it is worth remanufacturing any bearing with more than 30% of its calculated service life remaining. For this reason, the cost savings that can be generated through remanufacturing are substantial.
Overall, remanufacturing can deliver cost savings of up to 50% compared to manufacturing a new bearing.
In addition, a remanufactured bearing consumes around 10% of the energy of a new bearing. It can also deliver an 80% reduction in CO2 emissions. This improvement in sustainability is critical in modern manufacturing. There are also savings in resources (no need for new steel, for instance) and waste.
Although it cannot be applied in every instance, remanufacturing can cut maintenance costs, lengthen bearing lifetimes and help manufacturers become more sustainable.
Conveyor extension
Bearings on the head shaft of clinker pan conveyors commonly suffer premature failure. This is typically due to surface damage, caused by the ingress of contaminants – or by insufficient lubrication. Whatever the reason, it can lead to costly unplanned downtime and production losses. If a head shaft runs to failure, this can cause secondary damage to drivetrain components such as shafts, housings, couplings and gearboxes. These may have long lead times for delivery, which further delays repair.
One cement mill was reporting an average mean time between failures of four months on its pan conveyor bearings.
As part of a performance agreement with the company, SKF took a process approach to the problem – in an attempt to identify the root cause of failure. Analysing the bearing failure indicated four factors that contributed to the premature failure of the head shaft bearings in the pan conveyor. These were: ingress, lubrication, installation, and monitoring.
Contamination ingress is a typical cause of failure in cement machinery. Here, the original seal relies on re-lubricating the bearing – to ensure purging of grease through a labyrinth seal. Inspection of the bearings showed that the labyrinth seal was dry. With no grease between the labyrinth rings on the shaft and housing cavities, dirt and moisture eventually worked their way into the bearing.
A labyrinth seal does not include a contact seal in its design. When one is added – forming an extra physical barrier – it is typically called a taconite seal. Taconite seals have a number of designs including felt seals, V-rings, or lip seals. In this example, SKF replaced the labyrinth seal with a heavy duty ‘TK’ taconite seal. This uses a rotating ring with fingers oriented axially, for a longer labyrinth path. A V-ring is added to the seal to allow for purging of grease while preventing the ingress of contaminants. The TK seals have their own lubrication point – which helps to maintain performance through correct lubrication.
Regarding lubrication, it appeared that the bearings were lubricated at installation – but the labyrinth seals did not receive an initial grease fill. As labyrinth seals do not have individual lubrication points, they must be filled with grease during installation. Re-greasing the bearing eventually fills up the free housing space, allowing grease to purge through the seal. It then purges through the labyrinth seals. If – as in this case – the labyrinth seals are empty, this gives an entry route for contaminants.
The lubrication route was adjusted to add two lubrication points – one for each taconite seal. This reduced the greasing quantity for the sealed bearing. The amount of grease needed for a sealed bearing is much smaller than for an unsealed bearing. The solution also used sealed bearings, implementing SKF’s three-barrier solution.
Bearing installation
When installing the bearings, while plant personnel are experienced in this, the job is often handed to contractors. In this instance, insufficient drive-up of the bearing caused the bearing and adapter sleeve to be loose on the shaft. This problem was fixed by introducing a consistent installation procedure. Repeatable results were obtained using SKF’s drive-up method utilising a SKF HMV E hydraulic nut and pump system. Here, the start position is clearly defined by reading it from a pressure gauge. Other methods often rely on installers to estimate the start point and bearing clearance reduction. The drive-up method relies on specific data, which makes it objective, measurable and repeatable. For instance, axial movement or drive-up is measured using a dial indicator.
Another part of the solution was to fix the lock nut and locking washer using the correct size impact spanner. It is common practice to use a cold chisel to secure the lock washer, which causes damage to the lock nut. A non-uniform load distribution on its circumference could lead to an ovalised lock nut.
The final piece of the solution was to introduce predictive maintenance – in the form of vibration analysis – to monitor bearing health. Many failures in clinker pan head shafts are related to surface damage of the raceways and rolling elements of the bearings. These faults are more difficult to identify than a cracked ring or spalled raceway.
Data is now collected monthly using a portable vibration data collector and analysed by a team of experts at SKF. It also identifies other problems in the drive train such as misalignment, coupling wear, motor and gearbox faults, worn sprockets and chain issues. Here, vibration data is collected manually. However, it could be done automatically by mounting vibration sensors directly on the housings. At the same time, bearing temperature can be monitored using a combined vibration/temperature sensor. This can be permanently mounted on the bearing housings, as well as the gearbox and motor.
Cement plants are famed for having an abrasive operating environment, which constantly threatens the service life of machinery. However, proactive bearing management incorporating sealing, lubrication, and monitoring can help to exclude contaminants and raise production.
64 World Cement January 2023
Moving the chains
Beyond supplying conveyor chains, sprockets, and attachments, FB Group regularly works with OEMs and end-users on optimisation projects. Sometimes a standard FB product is enough to meet the customer’s goals. On other occasions, the company’s engineers will design a customised solution.

When the team from FB Ketten in Austria, for example, visited a cement plant conveying alternative
fuels in a high humidity environment, they found numerous reasons why the chain was not lasting as long as it should, and the conveyor was experiencing too much unplanned downtime.
The pins at the attachment links were coming loose because they were simply locked by cotters with no press fit, the chain bearings were becoming stiff because they were too tight and experiencing corrosion, and the scrapers were bending because
David Page, FB Chain, explains
how innovation through design, material, or installation can achieve new performance gains for conveyors.
65
of an uneven load distribution between those welded in the centre and those at the end of the pitch.
Getting the simple things right
In this instance, the standard FB conveyor chain design, which has a strong press fit between the pins and bushes and round riveted pins, was able to solve the structural problems with the existing chain. Welded pins and bushes can increase a conveyor chain’s strength by more than 30%.
Using highly-developed automated welding technology, FB minimises the risk of human error and provides an optimum weld quality that is consistent and repeatable. It also keeps the heat-affected zone to an absolute minimum – ensuring a product with dramatically longer wear-life that will stand the test of time. In addition, the use of stainless steel pins and bushes provided greater resistance to corrosion, and welding all scrapers to the centre of the pitch evened out the load.

The FB Ketten team also installed its split drive sprockets and return rollers so the customer would not have to remove and reinstall the shafts when replacing the sprockets and rollers, saving the customer time.
Overall, exchanging the existing chain and sprockets for standard FB products increased the operational safety of the conveyor, while reducing the maintenance, repair, and operational costs. The conveyor has now been operating for a minimum of 19 000 hours over five and a half years – 15 000 (375%) more than the previous chain so far – and is expected to work for another 20 000 hours before the chain reaches the end of its service life. This will lead to a € 75 000 saving on the replacement chain and installation alone.
Customised solutions
At another cement plant in Austria, with a portal scraper for transporting abrasive slag-sand (quartz sand), the FB Ketten team developed a customised solution to improve service life within the customer’s installation and working parameters.
The customer reported that the previous chain and sprocket were only lasting two years with annual replacement costs of € 22 000. Meanwhile, the upper chain rails had to be exchanged every year, and the lower chain rails in the scraping area every six months at a cost of € 18 000 per year.
After professional technical on-site consulting, the FB Ketten in-house design team designed new components that significantly improved performance. The solution involved hardened rollers to move from gliding friction to roll friction and decrease the chain load (chain pull) by 300 – 400%, an 11% lower chain weight, a 7.9% larger bearing surface, a larger interface between the bushes to avoid roller blocking, as well as an optimised internal lubrication system. The team also installed split and induction hardened sprockets, which were customised to fit the existing hubs.
The lifetime for all components was extended to six years, which boosted the uptime and operational safety of the conveyor. The smoother running of the chain and greater resistance to wear also decreased the quantity and cost of lubricant used. All in all, the customised FB solution generated a total operational cost saving of
 Automated welding line at FB facilities ensures consistently high quality welds for a longer conveyor chain service life.
Automated welding line at FB facilities ensures consistently high quality welds for a longer conveyor chain service life.
66 World Cement January 2023
Conveyor chain at an FB manufacturing facility.
€ 140 000 – 180 000 throughout the chain’s service life.

“Whether we use a standard FB product or design a customised solution, listening to the customer and understanding their needs and goals is always our first step,” says Alexander Frankenstein, Technical Sales Lead at FB Ketten.
Reducing the environmental impact Improving sustainability has been moving higher and higher up the agenda for FB Group’s customers in recent times, which has sparked the chain manufacturer and supplier to think differently about material choice, design, and installation to minimise material and energy consumption, as well as maximising service life.
The group’s Swedish subsidiary, FB Kedjor, has been collaborating with Nordic steel company SSAB to produce stronger chain and wear guides with less material. This cuts down on the amount of iron used and lessens the impact its mining and transport have on the environment, as well as using less water and energy during manufacturing. Once these lighter products are in operation at a customer’s site, they can be driven by smaller motors that consume less electricity.
At the same time, FB Kedjor is developing components to have greater resistance to wear and corrosion for a longer service life. This further decreases the quantity of raw materials used in the chain industry and the volume of steel to be recycled, as fewer chains and wear guides are replaced.


The efficiency of each product is increased by tailoring it to each customer’s application and set-up so that no material or energy is wasted unnecessarily. An experienced installation team then guarantees the solution is fitted properly and runs as it should, followed by regular upgrade inspections to measure and demonstrate conveyor performance improvements as part of its ECOSAVING service.
“We call it ECOSAVING because it focuses on documenting both economic and ecological savings. Working to ensure the right product in the right application may involve some investment initially but it will be more cost-effective in the long term and support the transition to a more sustainable industry. Altogether, we reach what is the best business solution not only for the customer and FB as a supplier but also for our environment and all the people living on this planet,” stated Patrik Schönfeldt, Sales Manager at FB Kedjor.
Register at www.worldcement.com Global coverage of the Cement Industry • International cement news • Regional reports • Market analysis • Event previews and reviews • In-depth technical articles • In-depth regional analysis by key players in the industry • Comprehensive technical reviews on all aspects of cement production, from the quarry face to despatch
Targeted lubrication for less waste and lower costs
Sustainability is also a factor that led to the creation of RotaLube, FB’s automated lubrication system for roller and conveyor chain. After 13 years designing, installing, and re-engineering conveyors on all scales, FB Chain Director David Chippendale had seen numerous cases where vast quantities of oil were applied without actually reaching the pivot points of the chain.
This was a huge waste of oil that was doing nothing to ease the smooth running of the chain and protect it from wear.
Where excess oil was causing dust and debris to stick to the chain, ineffective lubrication was even increasing the wear, noise, and power consumption.

Chippendale knew there had to be a more targeted and efficient way to apply lubrication. The idea was to program pumps to reliably deliver lubricant to exactly the right part of the chain at exactly the right time via specially designed applicators that would engage with the pivot points as the chain moved – whatever its speed.
Collaborating with Lancaster University in the UK, Chippendale prototyped and tested the concept and within a year had carried out the first commercial installation of the RotaLube system.
“Ineffective lubrication is one of the main reasons for conveyors not performing at their best but, by thinking differently, we have developed a simple solution to reduce oil consumption, wear, noise, energy consumption, downtime, maintenance, and cost,” says RotaLube inventor Dave Chippendale.

For one customer where RotaLube was installed on a 12 in. pitch chain in a circular reclaimer, the system has reduced oil consumption by up to 7000 litres per year, which equates to an annual saving of almost £10 000 in lubricant costs alone. It has also extended the service life of the reclaimer chain so that by the end of 2020 it had generated a cost saving of £60 000. Within just two and a half months, the entire system had paid for itself.
 thyssenkrupp circular reclaimer fitted with 12 in. pitch scraper chain at a cement plant
RotaLube installed on 12 in. pitch chains in a reclaimer machine in the quarry industry.
thyssenkrupp circular reclaimer fitted with 12 in. pitch scraper chain at a cement plant
RotaLube installed on 12 in. pitch chains in a reclaimer machine in the quarry industry.
68 World Cement January 2023
High-strength, lightweight conveyor chain developed by FB Kedjor together with SSAB.
Sand serves as a key element in supporting the modern way of living. Sand has traditionally been extracted from riverbeds, natural sand deposits, and other sites. However, the availability of natural sand suitable for concrete production in proximity to the point of consumption has been exhausted in several regions around the world. Therefore, the demand for economical and efficient ways to produce crushed
sand is growing. However, local environmental regulations are getting stricter, and this has led to a search for a replacement material.
A primary solution was clear: surplus fines from crushing operations should be used instead. Although the goal was clear enough, it has proven to be challenging to find suitable technologies for usable crushed sand production. This is how the sand processing chain works:
 Oldemar Meneses, Metso Outotec, illustrates the role of sand in the construction industry and considers what can be done differently to address sand scarcity.
Oldemar Meneses, Metso Outotec, illustrates the role of sand in the construction industry and considers what can be done differently to address sand scarcity.
69
The first stage of the process begins with rock blasting in a hard rock quarry, where resulting material undergoes rock crushing and screening, continuing to a ready-mix producer, and finally ending up at the construction site where the crushed sand concrete is to be evaluated by the end user (e.g., the constructor).
Metso Outotec has taken on a key role as a key participant in the COIN (Concrete Innovation Centre) 2006 project ‘High-quality manufactured sand for concrete’. Thanks to this project, Metso Outotec has gained knowledge and subsequently offered relevant proposals for testing the quality of manufactured sand. More specifically, partners use the results of the COIN project for meeting sand requirements.
About a decade ago, Metso Outotec was considering two options in order to find a new type of crushed sand suitable to replace natural sand in concrete production: choosing the best available geological resources and then trying to recreate natural sand, or finding ways to make crushed sand perform as well or better than natural sand by utilising its intrinsic properties. This also includes developing a new concrete mix design philosophy that is adapted to crushed sands with specially engineered properties different from those of natural sands. This reflects the approach to crushed sand production that was being developed within the COIN project.
Today, the company is not only manufacturing sand, but is also placing its focus on reusing sand from, for instance, concrete waste and mining tailings. The question at this point is whether the environmental and economic costs for producing sand instead of using natural sand are favourable or not. Transportation costs contribute enormously to the end price of the product as each grain of sand needs to be transported from sand quarries to the end user. If the end product is of higher value, then the transportation costs can be overcome. However, it is a different case when handling high volumes of sand products with low margins. If the sand production site is not near the location where it will be used, it is more likely that the action will neither be favourable for the environment nor the producer and end user.
Benefits of crushed sand
Whenever possible, crushed sand is preferred to natural sand as it offers more opportunities. Legislation and the availability of natural sand dictate its price. Manufactured sand and natural sand can both have different-sized and shaped grains.
Natural sand might have acquired a rounder shape through weathering, which is less beneficial for sand processing, while manufactured sand can be edgier and therefore easier to process. It is therefore less demanding and more efficient to extract quality sand from crushed sand. Tero Onnela, Director, Engineering and RTD at Metso Outotec explains why:
“Concrete manufacturers benefit from the use of sand that is of a consistent quality, because it allows them to use less cement, typically between 5% and 20% less cement. The decreased use of cement also benefits the environment through reduced CO2 emissions.”
Aggregates, i.e., sand and gravel, are one of the most important materials in the modern world. Without them, there would not be the concrete or asphalt needed to for buildings or infrastructure. Although sand is the second largest natural resource by volume after water, it is still not regulated enough. According to U.N. (2022), the global sand use hits 50 billion tpy, and while some rivers flow backwards and deltas sink the U.N. report calls for new rules on sand mining.
Natural sand extraction versus crushed sand production
The transition to manufactured sand would bring the construction industry closer to a sustainable use of sand in the future. Many challenges are associated with the use of natural sand: Sand is commonly used as a construction material because it is affordable, easy to obtain, and suitable for many purposes like producing asphalt, concrete, or glass. Today, sand is still often extracted illegally from rivers or marine environments. This has consequences, such as erosion in rivers and coastlines, and changes in the water’s PH levels. It also threatens marine fisheries, biodiversity, and the availability of fresh water. When digging sand, the mud from the riverbed mixes with the water, which can hinder the food supply for local wildlife. As natural sand is exploited without concern for the wider environmental impacts, it has become a major challenge for global sustainability.
“Global aggregates demand is expected to increase to 60 billion tpy by 2030 because of megatrends like growing population, urbanisation, and economic growth. According to some forecasts, sand suitable for building may run out as early as the first half of this century. One might ask why we do not use desert sand, which is plentiful. The answer is that desert sand does not have the right shape: The grains are too round for industrial concrete purposes. In concrete,
70 World Cement January 2023
From solid rock to manufactured sand.
the grains must be sufficiently angular to better adhere to each other and make the material durable enough. The same applies to natural sand, which might have been rounded by weathering. Sea sand would be possible to use if washed before. Otherwise, salt rusts steel reinforcements, making them become brittle more quickly. There are also ways to neutralise this effect in concrete, but these will need to be studied on a case-by-case basis. It works differently depending on the concrete application in question, the mix design, and the availability of resources,” explains Oldemar Meneses, Product Manager Impactors and Sand solutions at Metso Outotec.
By making use of the right crushing equipment, manufactured sand can be produced in a way that is comparable to how it is formed naturally. Choosing the right process design and the right crushers is essential in order to meet the end customer’s expectations. In the manufactured sand process, customers can obtain improved grain proportions using Metso Outotec’s different crushing and classifying technologies such as cone crushers, horizontal shaft impact (HSI) crushers, vertical shaft impact (VSI) crushers, and high-pressure grinding rolls (HPGR). Depending on the application, type of material to be processed, type of sand required, and the specs to be met, the company can propose the most suitable technology, or combination of technologies, as the best solution to meet the customer’s needs.
Even though mechanical manufacturing of sand consumes energy, production can be carried out on site, which reduces transportation costs and environmental impact. Additionally, to produce their core products according to market demand, many quarry operations may also generate other rock products that become waste materials. Such products generate a high-cost problem for the producer, because they occupy large storage spaces and require double handling equipment and fuel consumption but are well-suited to be used as a raw material for manufactured sand production.

New ways to make concrete are constantly being explored: It is a fact that the need for manufactured sand will increase in the future. Alternative ideas for ‘green concrete’ are also being tested. High-quality manufactured sand will not only offer benefits by improving concrete quality; it will also offer significant cost reductions in the process of delivering high-quality concrete solutions.
References
1. ‘Sand crisis looms as world population surges, U.N. warns’ – https://www.reuters.com/business/ environment/sand-crisis-looms-world-population-surges-unwarns-2022-04-26/
2. ‘Concrete innovation in Norway 2007–2014, COIN Final Seminar’ – https://www.sintefbok.no/book/index/1078/ concrete_innovation_in_norway_20072014_coin_final_ seminar_trondheim_norway_23_december_2014
A global industry requires a global publication Global publication Subscribe online at: www.worldcement.com/subscribe
AD INDEX
ABC www.abc.org.uk
ATD Abbausysteme GmbH www.atd-cardox.de / www.atd-pgs.com
Calderys www.calderys.com
Cemengal www.cemengal.com
DCL www.dclinc.com
Dracyon www.dracyoncorp.com
Euromecc s.r.l. www.euromecc.com
HEKO www.heko.com
IEEE-IAS/PCA Cement Conference www.cementconference.org
IKN GmbH www.ikn.eu
InterCem Engineering GmbH www.intercem.de
KIMA Automaisierung www.kima.de
KIMA Process Control www.kima-process.de
Klüber Lubrication www.klueber.com/cement
KORFEZ ENG. www.korfez-eng.de
Lubrication Engineers www.lelubricants.com
Quantum IR Technologies www.quantumir.com
REFKO Feuerfest GmbH www.refko.de
Shinagawa Refractories www.shinagawa.co.jp
Stela Laxhuber GmbH www.stela.de
The Siam Refractory Industry Co., Ltd. www.siamrefractory.com
Van Aalst Bulk Handling www.vanaalstbulkhandling.com

Vortex www.vortexglobal.com
Wahl Refractory Solutions www.wahlref.com
World Cement www.worldcement.com
37
21 13 27 25 02 16 OBC 43 19 43
63 51
OFC,
IFC 33 25 07 31 41 15 IBC 04 33 09 67, 71













YOUR PARTNER IN CLINKER COOLING. FOREVER. IKN – Experts in clinker cooling
