The business of mining is constantly changing. You’re chasing new ore bodies, seeking out talented employees, adapting to meet regulations, working to minimize your environmental impact and navigating the journey to a reduced-carbon future.
COLLABORATING TO PROVIDE HOLISTIC SOLUTIONS
Just as we have been for nearly 100 years, Caterpillar is here to help. We leverage the broad Caterpillar portfolio of people, products, technologies and services, and collaborate with you to find new ways to mine better — working to optimize every aspect of the mining operation to help you achieve higher levels of safety, efficiency, productivity and sustainability.
ARE YOU LOOKING FOR WAYS TO MINE BETTER? TALK TO US AT MINEXPO 2024 September 24-26 Las Vegas, Nevada, USA
CAT.COM/MINEXPO
82 Safer Blasting With ITM Electronic Detonators
L. Taddei, G. Mendoza, and C. Robertson, Austin Powder, outline how electronic detonators with integrated temperature measurement (ITM) capabilities can lead to safer mining operations.
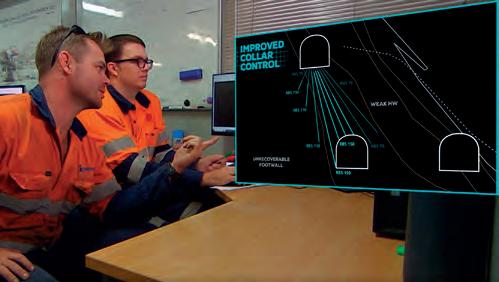
88 Underground Mining Revolution
Nigel Pereira, Orica, reviews the blasting technologies that are helping to tackle the challenges of underground mining and safely enhance ore recovery.
94 MINExpo Preview 2024
18 The Future Of Mining In The Americas
Amelia Haines, BMI, a Fitch Solutions company, provides an outlook for the mining industry in the Americas and evaluates the future opportunities and obstacles it may face.
24 Electrification In Mining: Separating Myth From Fact
Phillip Rosenstern and Michael Boehm, Komatsu, debunk the pervasive myths surrounding the adoption of electrification in mining operations.
32 Going Further Together
Lisa Hickey, Michelin, describes how implementing new and evolving technologies with and around tyres will be crucial in enabling a more sustainable future.
36 The Road To Zero Emissions
John Essegbey, Cummins, USA, outlines how hybrid systems can enable progressive decarbonisation that will balance total cost of ownership with sustainability goals in mining applications.
42 Critical Minerals, Financing, And The Future Of Sustainable Mining
David McLane and Dan Kenny, Burns & McDonnell, USA, make the case that sustainable mining can be a win-win proposition with sound financial strategies.
48 Mind The Gap: Part 1 – Finding The Next Innovations In Mining
Zach Savit, Stratom, USA, in two articles, examines the difference in technology development and adoption in mining and identifies how operations can find and deploy the best solutions.
53 Adaptive Mindsets
Vedrana Spudic, ABB Process Industries, Switzerland, highlights how technologies continue to evolve, enabling mining companies to make required gains in productivity and sustainability.
57 Tackling Demanding Process Conditions
Todd Loudin, Valmet Flow Control, USA, examines why selecting the right wear-resistant valves and pumps is crucial for ensuring operational efficiency.
61 Revolutionary Mining Solutions
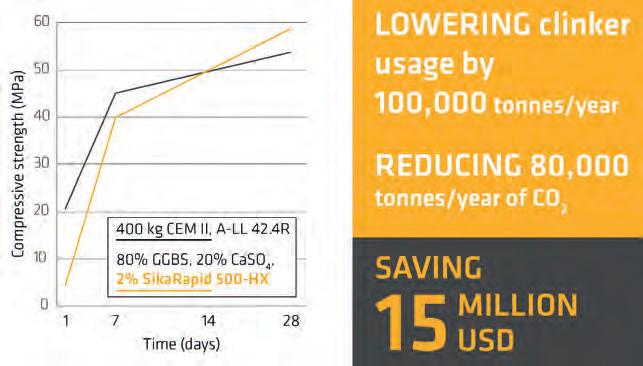
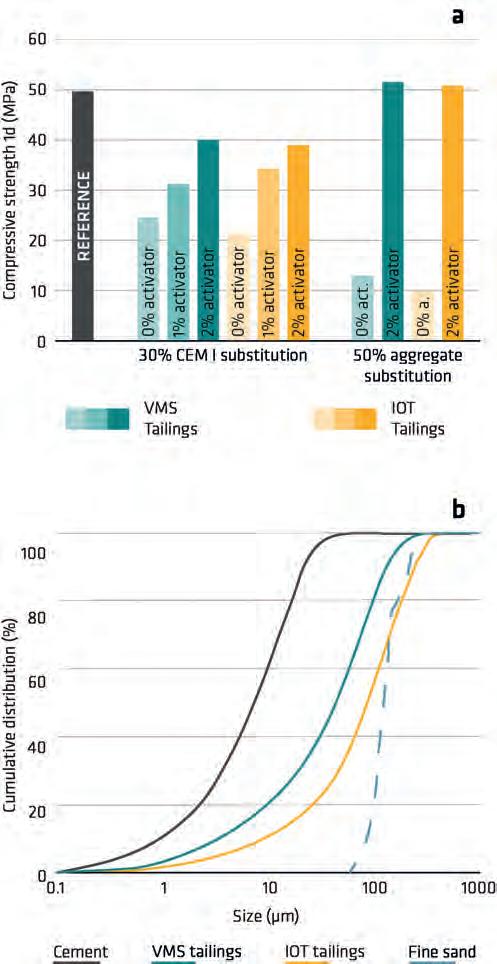
Teresa Bellver-Baca, Ignacio Aguilar-Sánchez, Martin Hansson, and Magnus Wasterang, Sika, tackle industry challenges with innovative solutions that enhance operational efficiency and sustainability.
66 Powering Up Productivity
Robert Boyce, ABB Low Voltage Motors, Juha Kytaja, ABB Large Motors and Generators, and Emily Loudenslager, ABB Low Voltage System Drives, address the role of reliable large electric motors and drives in modern mining operations.
72 A Sustainable And Global Approach To R&D
Dyno Nobel overviews how effective explosives research and development can improve safety, productivity, and sustainability in mining.
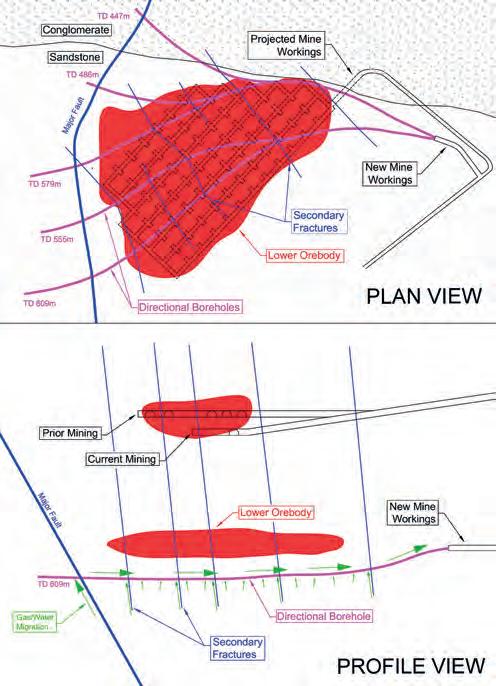
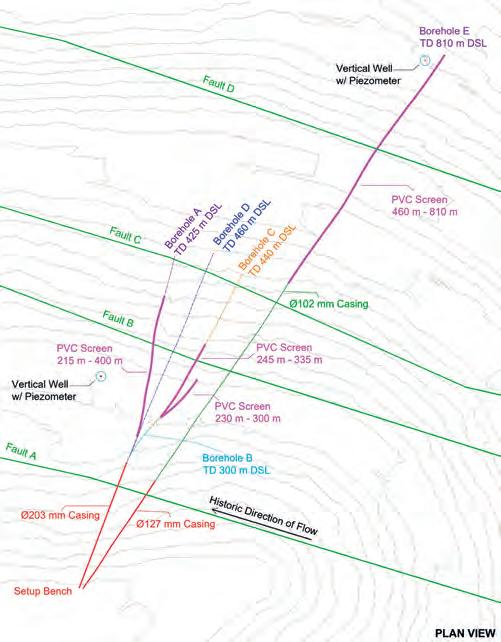
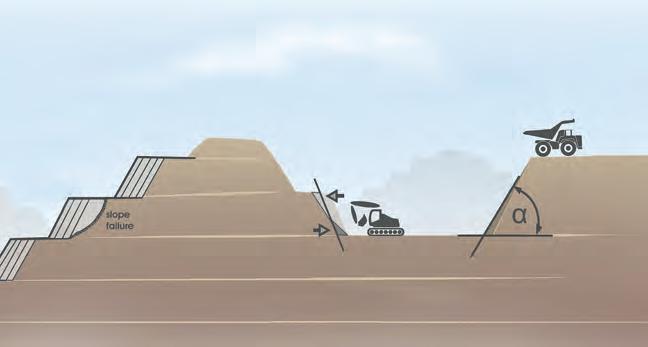
77 Depressurising Mines
Daniel J. Brunner and Benjamin F. Shriver Jr., REI Drilling Inc., USA, evaluate how directional drilling can be implemented to aid mine depressurisation and improve safety.
Ahead of this year’s MINExpo INTERNATIONAL®, 24 – 26 September 2024, GlobalMiningReview(Booth 217, North Hall) previews some of the companies that will be exhibiting at the Las Vegas Convention Center.
108 Automated Monitoring Systems In Mining
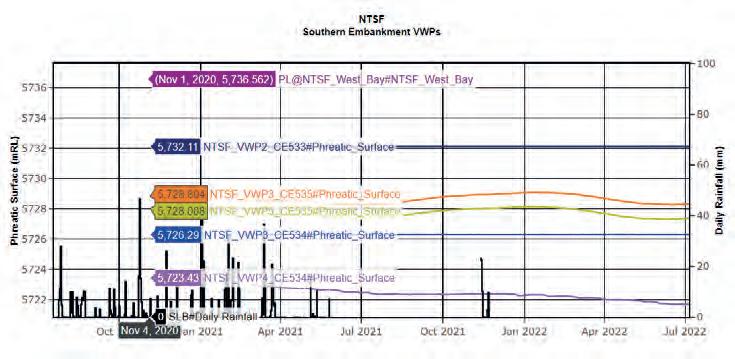
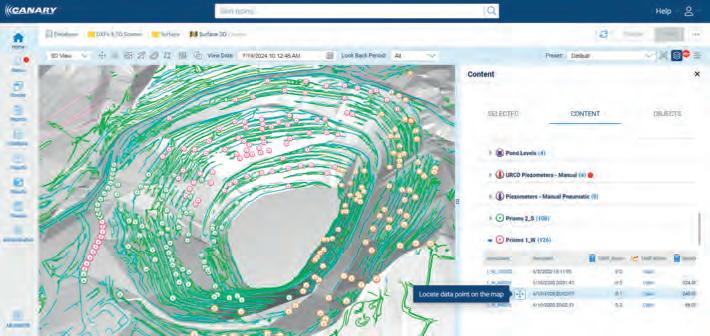
Nina Vernali, Canary Systems, considers the benefits of automated monitoring and integration systems in improving decision-making processes and ensuring sustainable growth.
114 The Power Of Partnerships
Jay Gillon, Deswik, USA, explains how partnering more closely with software firms and their consultants can help miners bridge the skills gap that threatens to stymie future metals production.
119 Revolutionising Blasting Efficiency
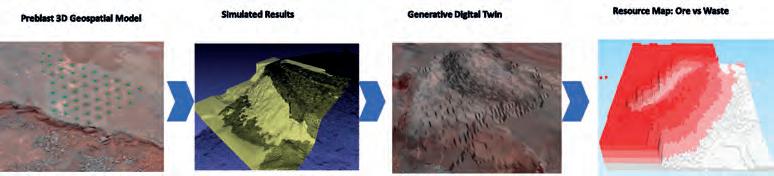
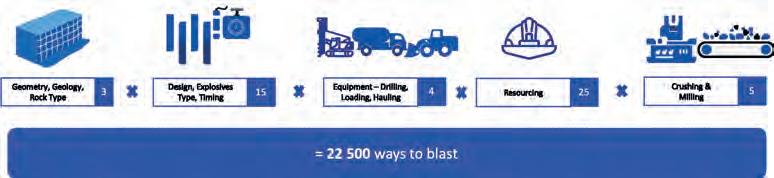
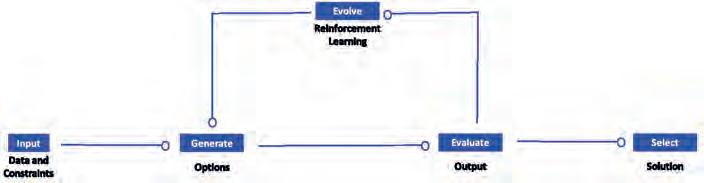
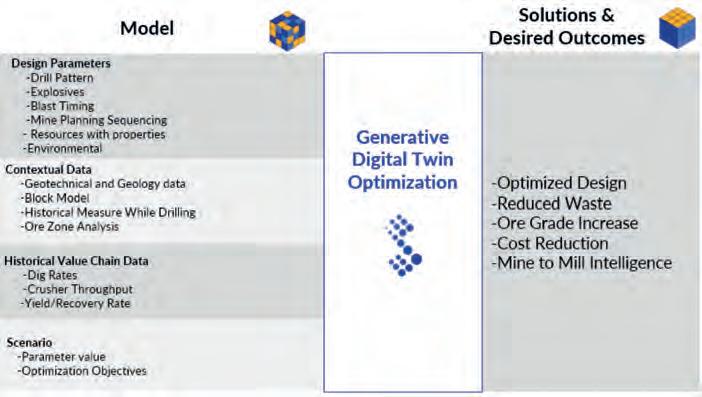
Ravi Sahu, Strayos, USA, considers the value of utilising generative digital twins for blast movement modelling.
123 Delivering Intelligent Solutions
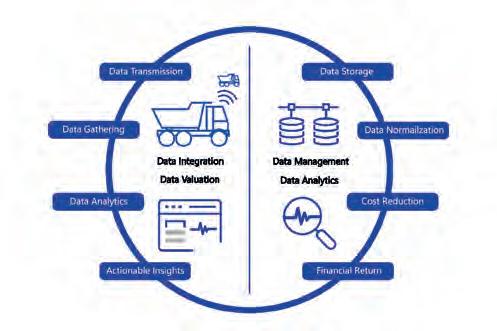
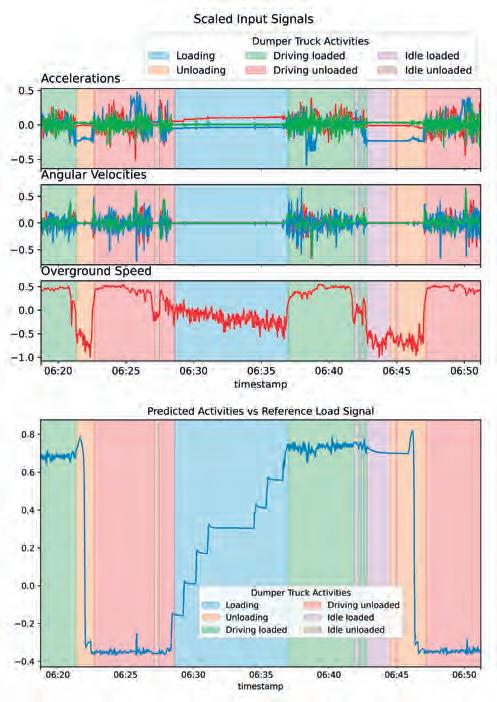
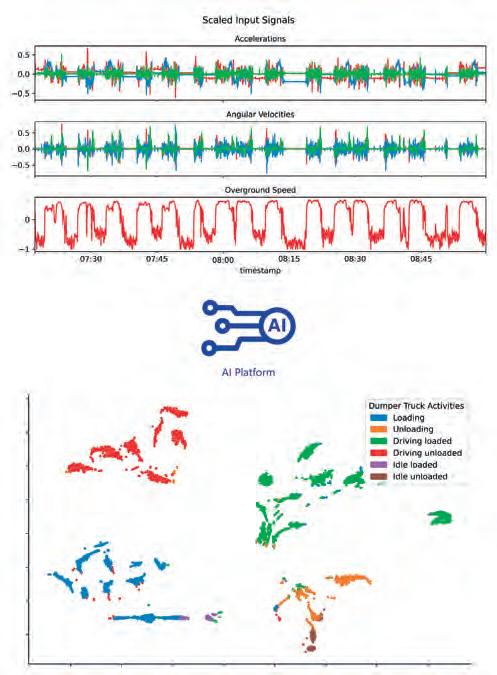
Gleb Pankov, talpasolutions, Germany, addresses the advantages of implementing AI-driven technology in modern data collection methods when improving the productivity of mining operations.
127 Encoding Domain Knowledge Into Mining Technology
Mike Smocer, Mine Vision Systems, USA, explores the need for domain knowledge in order to harness the full potential of advancements in mining technology.
132 Is Your Data Ready To Support Your AI Efforts?
Mounir Adada, Eclipse Mining Technologies, USA, assesses the importance of advanced knowledge systems to help mining companies unlock the full potential of AI technologies.
137 An Innovative Strategic Mine Planning Solution
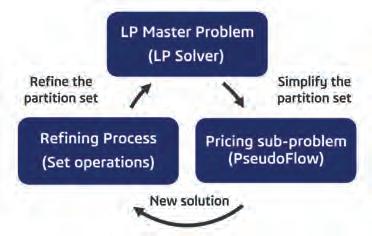
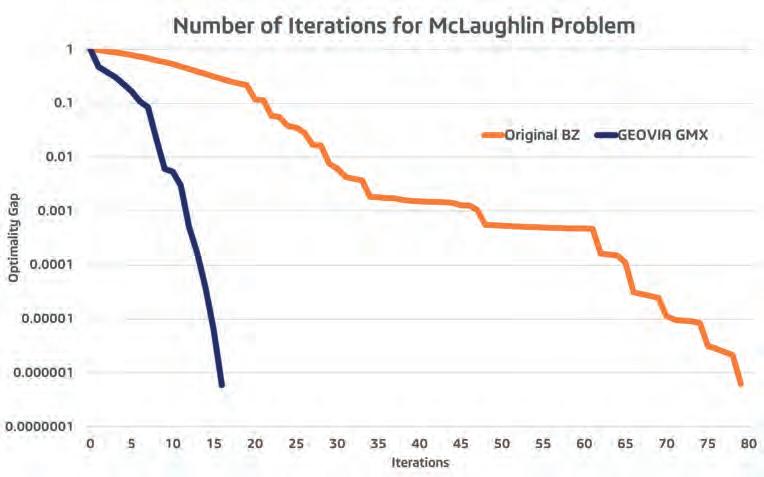
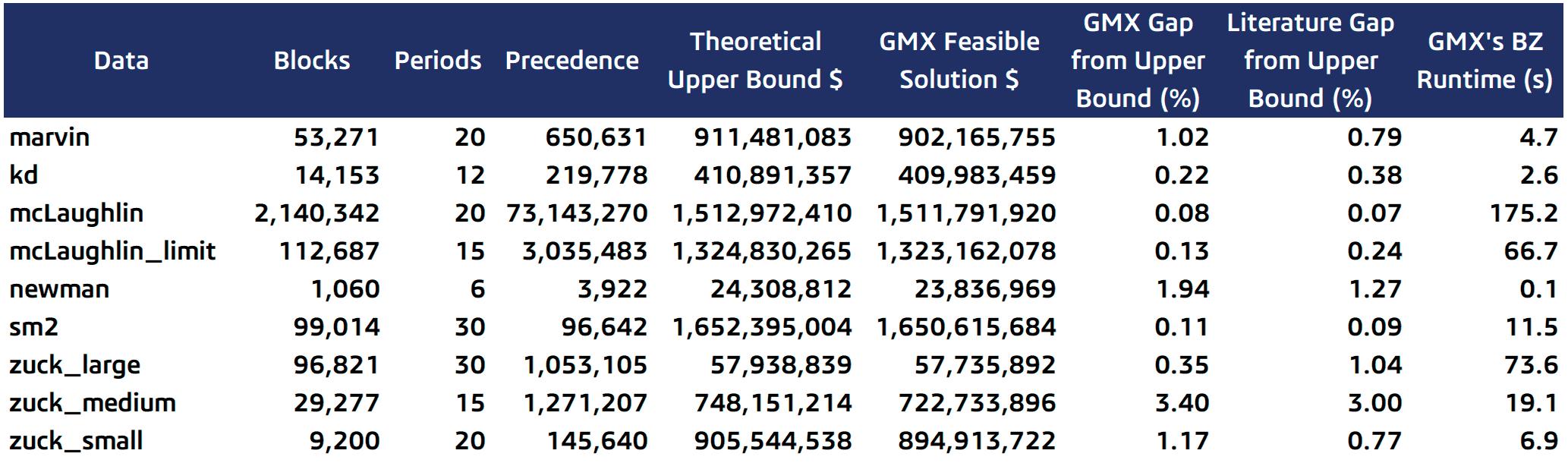
Stephen Hill and Cristian Poblete, members of the R&D team at Dassault Systèmes, Australia, discuss the benefits of a new optimisation engine for solving strategic mine planning problems.
140 Digging Deeper
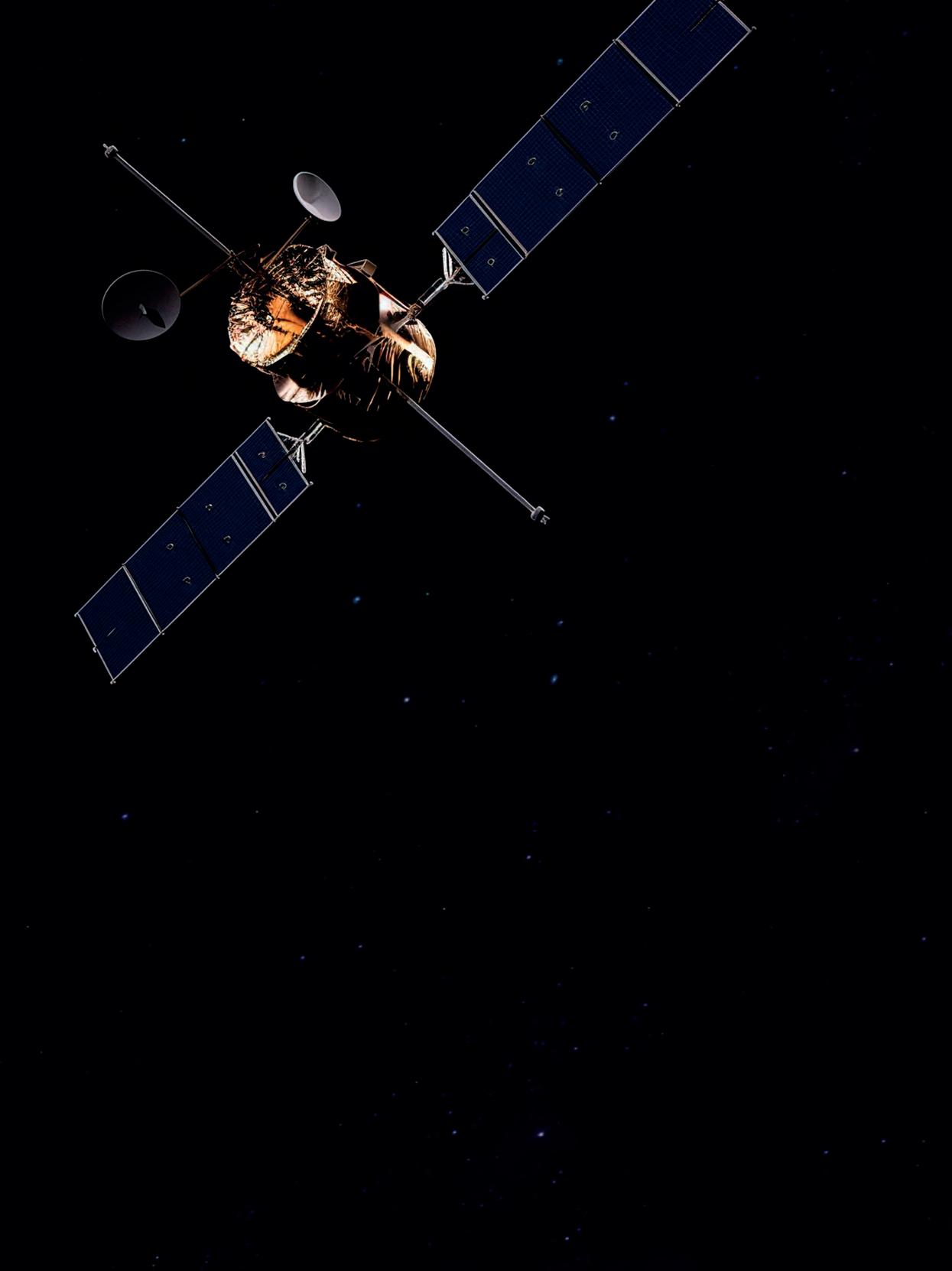
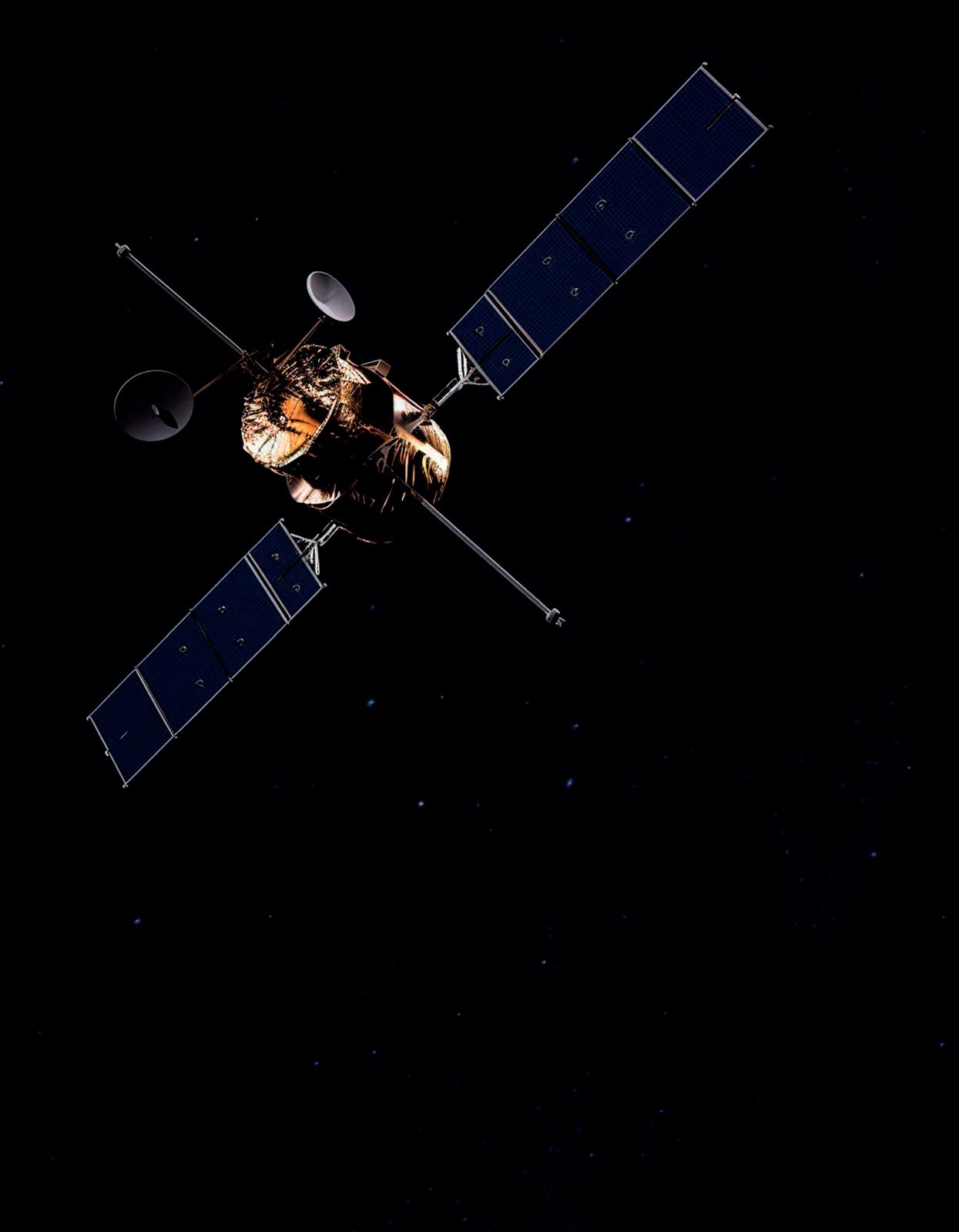
SES details how the latest developments in satellite technology are transforming the mining industry.
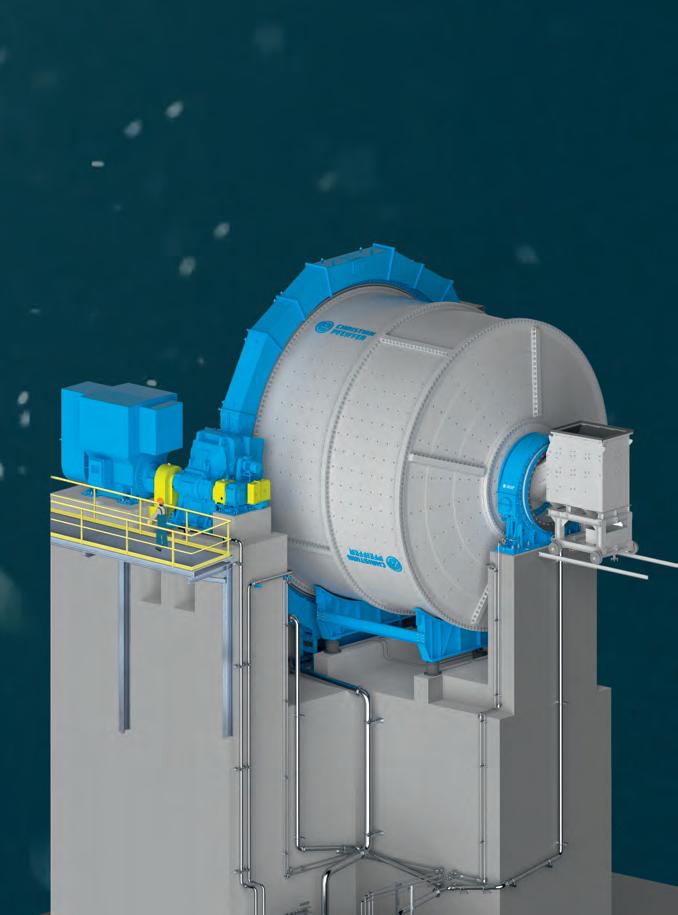
144 Staying Proactive
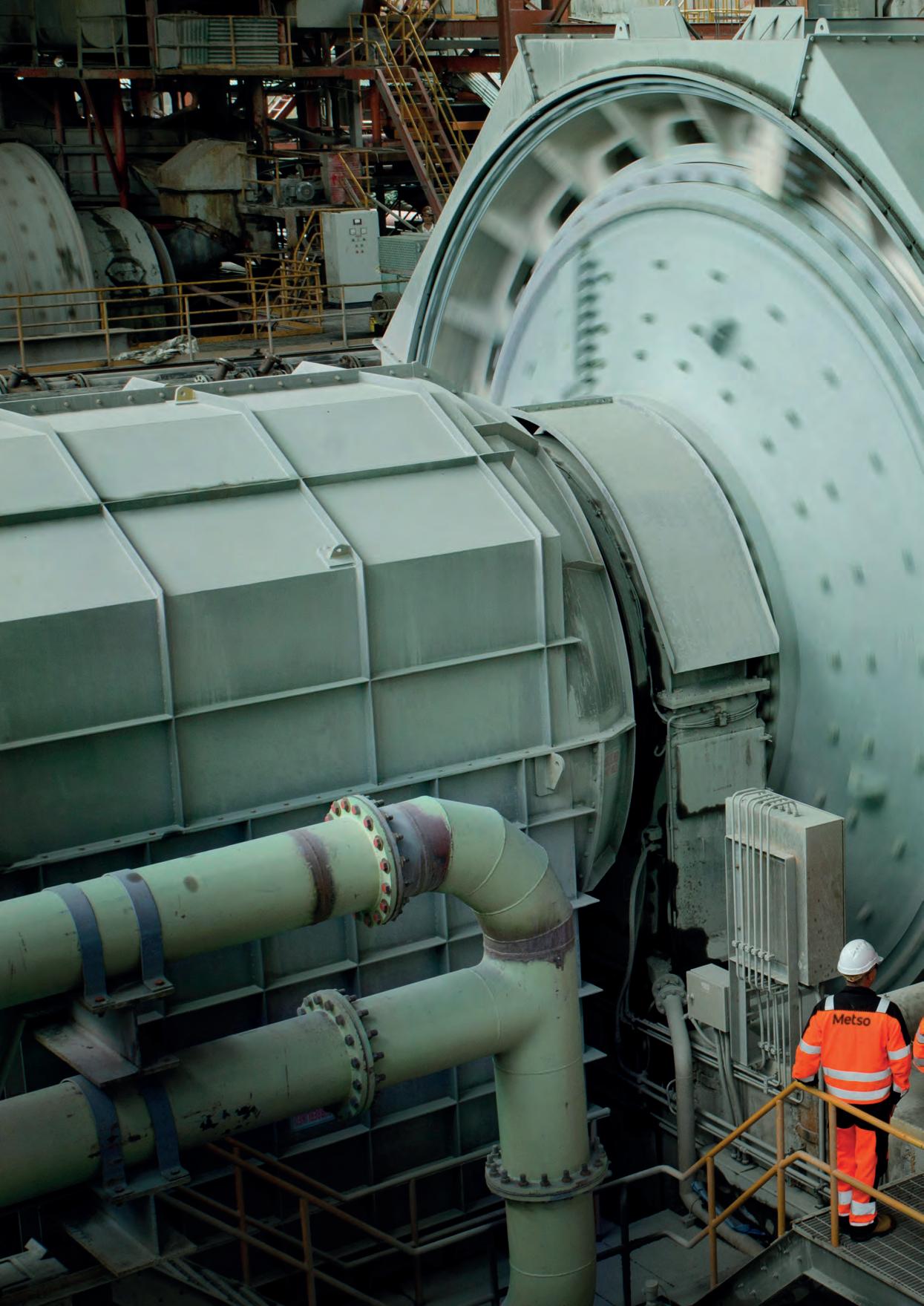
Metso Corp. reports on the company’s approach to evolving industry trends in grinding.
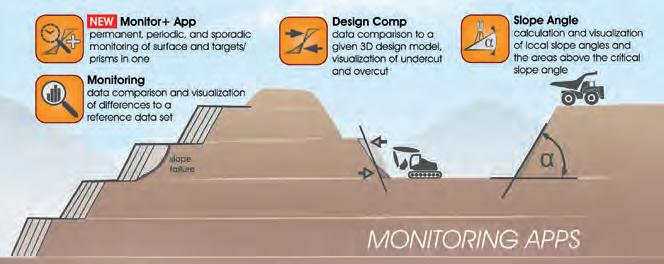
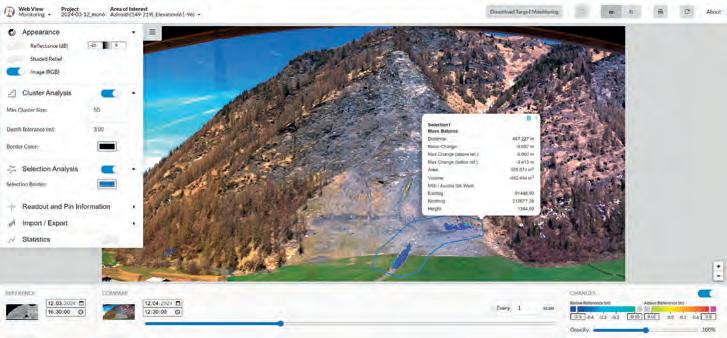
148 Effective Monitoring Solutions
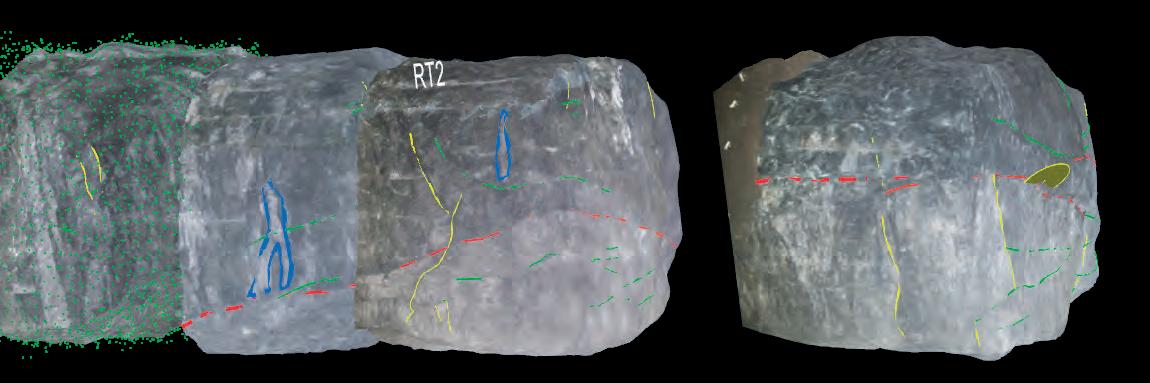
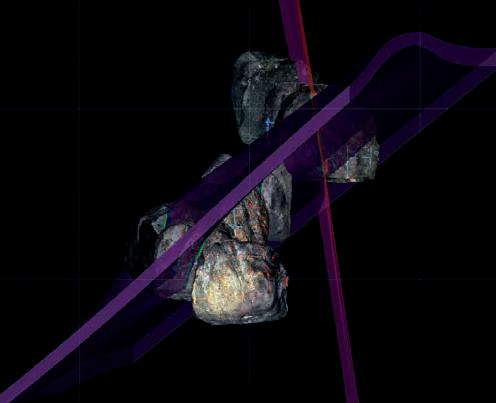
Markus Handl, RIEGL, Austria, reviews the digital solutions enabling the efficient monitoring of surfaces and ensuring the safety of mining operations.
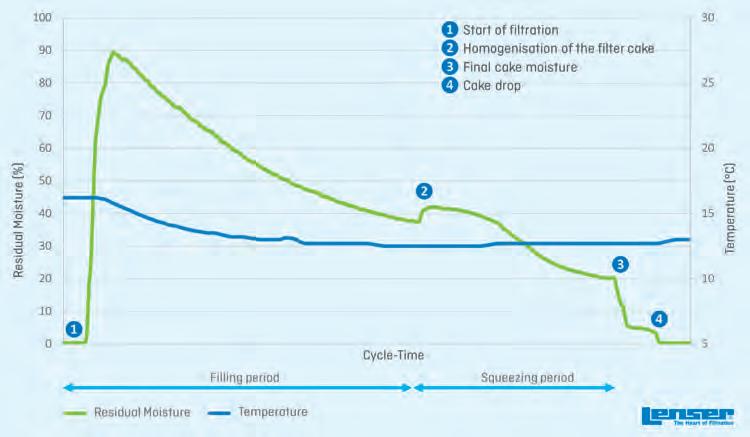
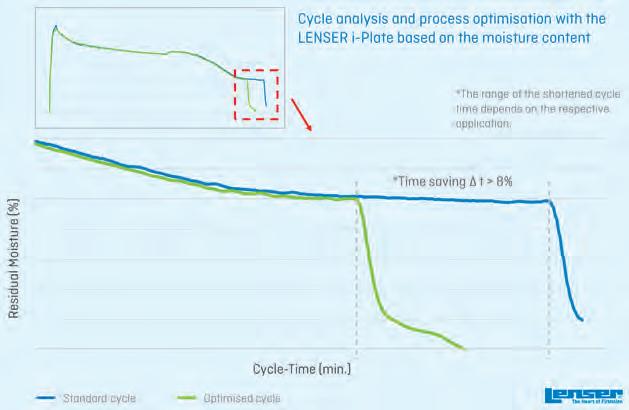
153 Innovating Moisture Measurement
Harald Aust, LENSER Filtration GmbH, Germany, discusses the importance of obtaining data from the ongoing process of solid/liquid separation in filter presses and how sensor technology is enabling real-time analysis.
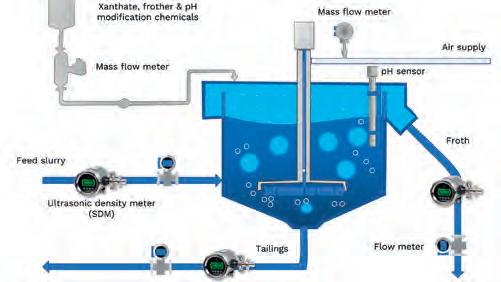
157 Enhancing Flotation Efficiency
Ashraf Vachhiat, Rhosonics, highlights how real-time slurry density measurement can reduce operational costs and enable higher recovery rates in the flotation process.
Our expertise goes beyond the bench with a mindset focused on outcome-based fragmentation. Together, we can help you maximize your return on investment through solutions that reduce your total cost of operations while increasing your productivity.
Louise Cameron louise.cameron@globalminingreview.com
WILL OWEN
EDITOR, GLOBAL MINING REVIEW
Six months ago, in the January/February issue of Global Mining Review, I laid out expectations for 2024 to be a big year for the mining industry, and the wider world at large. It is safe to say that 1H24 has not disappointed in either arena.
Notably, we have seen shockwaves ripple through the global political landscape, as highly anticipated elections returned significant results – with more still to come later this year. What these will mean for the countries concerned, only time will tell. Nonetheless, with every change comes opportunity, and with opportunity the hope of progress.
For one country in particular, the summer of 2024 has held more than just political significance. By all accounts the 33rd edition of the Summer Olympic Games in Paris, France, was a true sporting triumph, with the hopes and dreams of over 10 700 athletes from 204 national teams being lived out for all to see. The games are always a special occasion. A reminder of what unites the peoples of the world, and what new heights can be reached through collaboration and friendly competition.
Also held every four years, there are several parallels that can be drawn between the Olympics and MINExpo, the world’s largest and most comprehensive global mining event. For example, the latter similarly brings together the top competition from all over the world to showcase the best they have to offer, whilst promoting goodwill and catalysing collaboration for the greater betterment of their shared sector and industry more broadly.
This September (24 – 26), 1900+ suppliers will descend on the Las Vegas Convention Center to fill three exhibit halls and welcome over 44 000 mining professionals. The Global Mining Review and World Coal team will be among them, eager to hear the latest news from around the industry. Make sure to visit us at Booth 217 in the Media Partner Pavilion (North Hall) to say hello and pick up a copy of this, our September issue – also available in the Grand Lobby.
The hope and dream of the mining industry in 2024 is progress towards achieving net zero operations, and, just by opening this issue, it is clear to see the vast sum of work being done to build and maintain momentum towards this goal. From automation to AI, measuring to monitoring, and, of course, electrification; we have it all covered. As they say at MINExpo: “If it’s mining, it’s here.” Read on for all the latest insights and news from around the mining world.
As I draw this comment to a close, I would like to pass on a big thank you from the whole Global Mining Review team to all our readers and contributors, both new and old. We are proud to celebrate our magazine’s seventh year of publication with this bumper issue (our largest ever), and look forward to continuing to serve the industry for many more years to come.
GUEST COMMENT
FDARRELL WHITE GROUP EXECUTIVE – AMERICAS, THIESS
or the global mining industry to continue to grow, and be successful, owners and operators need to go beyond mere regulatory or legislative compliance. Today’s modern mines need to be developed and operated with the ongoing consent of the local communities and stakeholders. Without their trust, or a social licence to operate, mines risk opposition and/or delays or denials in approvals. Conversely, a mine that engages and cooperates with its local communities and stakeholders respectfully will benefit from positive relationships.
Vale Base Metals selected Thiess for the Stobie Open Pit Mining Project – located in Greater Sudbury, Ontario, Canada – largely thanks to Thiess’ experience and track record in working with Indigenous communities and local stakeholders. The project involves partnerships with four organisations, spotlighting the involvement of two local First Nations companies, Z’gamok Construction LP (ZCLP) and Aki-eh Dibinwewziwin Ltd Partnership (ADLP). Thiess supports Vale in their collaboration with the local Sudbury community and unions, promising enduring socio-economic benefits for generations to come.
The mine reclamation sector in North America is experiencing significant momentum, with developments unfolding across the US and Canada. Thiess’ recent efforts have focused on identifying and pursuing opportunities in progressive reclamation, mine closure, and repurposing projects. Of particular note are the promising discussions with Canadian First Nations development corporations, indicating a strong potential for fruitful partnerships in upcoming
reclamation initiatives. Thiess is committed to expanding its footprint in the industry; the key to this expansion strategy is the exploration of collaboration opportunities with First Nation development corporations, highlighting a proactive approach to sustainable development and community engagement in the reclamation sector.
Thiess’ operations in the Americas also extend to Chile, specifically in the desert region of Antofagasta. Here, we have an ongoing partnership with the local academic and university world to promote exciting careers in mining to the talent pipeline at these organisations. Through an agreement with Heuma, a consortium that brings together the engineering faculties of the University of Antofagasta and the Universidad Católica del Norte, professors and students will enjoy technical visits to Thiess’ training facility, ITTEC, and talks by our management on supply, human resources, and businesses – thus opening a range of areas beyond operations. Other pathways to connection include professional internships and capstone projects, as well as the possibility of implementing an electronics laboratory in conjunction with the academy to improve the performance of the mining business in a win-win relationship.
We look forward to sharing our experiences in First Nations and local stakeholder engagement, as well as a range of mining and asset services across the mining life cycle, at MINExpo in Las Vegas, Nevada, from 24 – 26 September. Visit Booth 5908 to hear about how Thiess can help facilitate mutually beneficial stakeholder collaboration for mining operations.
World NEWS
GLOBAL ABB launches new digital tool to maximise uptime of gearless mill
drives
ABB has developed a new tool within its ABB Ability™ Predictive Maintenance for Grinding (PMG) platform, designed to make troubleshooting and diagnostics in mineral processing faster and more efficient than ever before.
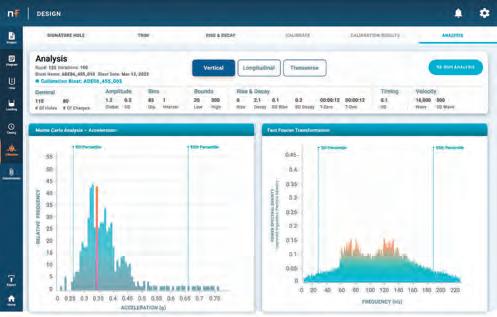
Traditionally, troubleshooting for grinding technology has required the onsite presence of an engineer or a direct remote access to the plant to identify the source of problems. The all-new cloud-based application named Trendex™ will give users of the platform visibility of fault data in high resolution 3 seconds before and 1.3 seconds after the event. Trendex works by automatically pushing event files to the cloud and linking event data with the transient records, providing users with near-instant access to operational data from any internet-connected device. It also delivers improved diagnostic and visualisation features to help engineers quickly restore production.
Eliminating the need for a direct remote connection while granting almost immediate access to the event-related signals in high resolution results in significantly faster response times in case of a trip. In a process such as grinding, where every operational minute counts, unplanned downtime has a significant impact on the business, damaging profitability and productivity. Trendex’s addition to the ABB PMG platform will empower users, regardless of location, with real-time data to identify faults when they happen, pinpoint the root cause quickly, and swiftly return operations to full production.
ABB Gearless Mill Drives (GMDs) are vital to efficiently extracting critical minerals, such as copper, from increasingly low ore grades in global locations. The challenge for the industry is to meet the growing demand for critical minerals fuelling the energy transition by ensuring all relevant infrastucture is available and in place.
AUSTRALIA Aggreko expands renewable energy and battery storage at Gold Fields mine
The decarbonisation of Gold Fields’ Granny Smith mine in Western Australia began almost eight years ago with Aggreko replacing the existing diesel power station with a high-speed, gas-fuelled reciprocating engine station.
Aggreko further advanced the mine’s power system in 2019 by adding 7.7 MWp Solar and 2 MW/1 MWh BESS of renewable generation. Now in 2024, Aggreko is set to expand the solar farm and BESS, further reducing the carbon intensity of Granny Smith mine and the overall power cost for Gold Fields.
Aggreko won the original contract to build, own, and operate the power station in 2016. Since then, Aggreko has continuously worked with Gold Fields to expand and decarbonise the mine’s power system, adding increased gas engine capacity along with a solar farm and BESS.
Once expanded, the gold mine will have a total of 19 MW of solar capacity and 9 MW/4.5 MWh of BESS capacity installed. This will result in a renewable energy fraction of approximately 21%, saving 443 304 GJ of gas and 22 843 t of CO2 emissions per annum.
“Aggreko’s focus is on efficiency and reliability in line with the power demand over the life of the mine, as well as contributing to the decarbonisation of the region”, said George Whyte, Managing Director of Aggreko APAC.
General Manager of Granny Smith, Mark Glazebrook, welcomed the expansion of the solar farm and battery storage system, which marked a significant milestone for the site. “The expanded hybrid power station not only makes our operation more cost-efficient and improves energy reliability, but it also demonstrates our commitment to accelerate renewable usage across all Gold Fields sites”, he commented.
World NEWS
Diary Dates
FT Mining Summit
26 – 27 September 2024
London, UK & Online https://mining.live.ft.com
XXXI IMPC-International Mineral Processing Congress (IMPC 2024)
29 September – 03 October 2024
Washington, USA www.smeimpc.org
China Mining Expo
23 – 25 October 2024
Xi’an, China www.chinaminingexpo.com
Mining, Metals, and the Circular Economy 2024
29 – 30 October 2024
Sydney, Australia
www.imarcglobal.com/miningcircular
The International Mining and Resources Conference (IMARC)
29 – 31 October 2024
Sydney, Australia www.imarcglobal.com
Resourcing Tomorrow
03 – 05 December 2024
London, UK www.resourcingtomorrow.com
Investing In Africa Mining Indaba
03 – 06 February 2025
Cape Town, South Africa www.miningindaba.com
SME MINEXCHANGE
23 – 26 February 2025
Denver, USA www.smeannualconference.org
PDAC
02 – 05 March 2025
Toronto, Canada
www.pdac.ca/convention
To stay informed about upcoming industry events, visit Global Mining Review’s events page: www.globalminingreview.com/events
FINLAND Normet acquires Lekatech
Earlier in 2023, Normet announced their minority investment in Lekatech, a Finnish start-up company founded in 2018 with the ambition to revolutionise hammering technologies by introducing linear electric technology for hammering applications. Normet has now announced that it has acquired the full ownership of Lekatech.
Lekatech is a pioneer in electric hammering technologies used in the mining, quarrying, and construction industries. The company has its premises in Iitti, Finland.
For Normet, the investment aligns with Normet’s overall strategy for expanding its electric offering portfolio and demonstrates its search for related, mutually beneficial technologies. The fully electric hammer, combined with Normet SmartDrive® battery-electric architecture and Normet XRock® boom and breaker systems, will help the future of underground scaling an d breaking.
“Lekatech’s revolutionary linear electric hammering technology further strengthens our resolve to lead the electric transformation in the industry. We are proud of what has been achieved at Lekatech and we now look forward to the next steps in the joint journey. We are excited to welcome Lekatech’s experts to Normet”, commented Kari Hämäläinen, Executive Vice President, Strategic Business Development at Normet.
USA American Pacific completes its 2024 drill programme at Palmer
American Pacific Mining Corp. has announced the completion of its 2024 drill programme at its Palmer Copper-Zinc VMS Project in Southeast Alaska.
The 2024 programme was part of a planned CAN$17.5 million (US $12.8 million) exploration and development budget funded by a joint venture partnership between Dowa Metals & Mining Alaska Ltd. and Ame rican Pacific.
The 2024 drill programme included a total of 6035.9 m (19 650 ft) in 19 drill holes, including three drill holes (125.8 m; 410 ft) that were recollared. The programme was expanded from an originally planned 14 drill holes, based on positive visual observations and real-time modelling updates.
This year’s drilling programme focused on building upon the results of last year’s campaign where the four most significant copper intercepts ever drilled at Palmer were reported earlier this year, including 43.8 m of 6.54% copper (Cu), 3.15% zinc (Zn), 0.42 g/t gold (Au), and 27.97 g/t silver (Ag) (8.22% copper equivalent (CuEq)).
A total of 1353 samples have been submitted for multi-element analysis with all assay results pending.
PROdUCT NEWS
Alia Instruments, based in the Netherlands, introduces a new, very robust, and accurate density meter for sustainable production measurement, control, and optimisation in mining processes. The density meter was developed in partnership with the mechatronics department of a large Dutch engineering and h igh-technol ogy company, Demcon, as well as the University of Twente. Finite element method (FEM) and COMSOL Multiphysics were used during simulation and hard ware development.
The working principle is based on Newton’s second law of motion. The instrument’s excitation system exerts forces with known amplitudes and frequencies onto the full cro ss-sec tion of the slurry, while a set of accelerometers measures its resulting response. Density fluctuations are easily tracked with high-speed accelerometers,
w ith practically immediate response times, an important aspect in quick-acting process control systems. The mass can then be calculated, and, as the volume is known, the density can be extracted as well.
The in-line, full-bore instrument is designed to measure slurry bulk density over a very large density range, and is suitable for slurry flows in small to very large diameter piping, including slurries with high abrasivity or corrosive characteristics and high volume% or weight% of solids. Through the density measurement, the technology can also detect solids settling or sediment deposition, as often occurs with insufficient slurry flow velocity. Since a full-bore bulk density measurement is made (not only at the pipe wall), it is suitable for both homogeneous and inhomogeneous slurries. It can be installed in vertical, horizontal, and sloped piping. A specially compounded and reinforced natural rubber liner is the standard wetted material, with other liners available, ensuring optimal fluid compatibility.
Long-term cost of ownership is very low, since installation, commissioning, and verification are simple and fast. Installation involves two easy steps: bolt the meter into the slurry pipeline, and connect the power and signal cable. During commissioning, separate accelerometers compensate for pipeline orientation and offset using a single point check with clean water. After installation, if desired, users can enable remote digital access to the instrument from the factory.
There are no limitations regarding solids size, abrasiveness, shape, hardness, density, conductivity (salinity), magnetism, radioactivity, or consistency. The technology is suitable for slurries carrying solids ranging from fines to large aggregates. Common challenging slurry density measurement applications in the mining industry include thickener underflow, ore concentrates, tailings, and pastes. Related applications include tunnel boring and dredging, as well as blender systems in fracking operations.
Its non-nuclear design contributes to mine safety by eliminating the need for all mine site activities related to the use of radioisotopes, such as licensing, source handling and storage, training, and administration.
The density meters are manufactured in the Netherlands under ISO 9001-2015 certification. At the factory, each instrument is wet-calibrated using liquids measured by a reference density meter, which is calibrated according to ISO 17025 and verified using ISO 17034 liquid density standards traceable to the International System of Units.
Figure 1. New accelerometer-based slurry density meter.
It Wouldn’t Be Vegas Without A Dramatic Reveal
We didn’t want to show up to MINEXPO without a surprise or two up our sleeves. Our team is excited to show off our latest fine screening innovation for Industrial Minerals and Precious and Critical Metals applications at this year’s show.
PROdUCT NEWS
Aramine has unveiled its latest innovation: the L440B battery-powered loader for underground mining. Designed to revolutionise the mining industry, the L440B demonstrates Aramine’s commitment to sustainability, efficiency, and operator safety.
Following the success of its first battery-powered machine, the L140B mini loader, in 2016, it was an obvious choice to expand the range by developing a machine with a much greater capacity but with the same promises: a significant reduction in CO2 emissions, improved working conditions for the same output, and, above all, without the need for a permanent installation in the mine.
The L440B boasts a robust payload capacity of 4.6 t, making it capable of handling heavy-duty tasks in underground mining operations. Its powerful electric motor delivers ample torque and horsepower, ensuring efficient and productive performance in various mining conditions.
Aramine has designed an innovative battery system that has proved its worth on the L140B: a fully detachable energy module at the rear of the machine with integrated batteries and charger. With an autonomy time equal to the charging time (four hours), a machine with two energy modules operates without interruption. Not to mention the fact that the electric motor requires less maintenance than a diesel engine. These two advantages mean that the machine can operate with minimum downtime, offering optimum productivity. Furthermore, the machine’s compact design and excellent manoeuvrability make it ideal for working in tight spaces
Safety is essential in the mining industry, and the L440B has been designed with this in mind. The loader features a spacious, ergonomic cab that provides excellent visibility and operator comfort. In addition, the L440B’s electric transmission eliminates
the risk of fuel spillage and fire, making it a safer choice for underground operations.
Opting for a battery-powered machine considerably reduces CO2 emissions in the mine: according to the European Union’s ADEME CO2 emissions factor, over 8000 hours of use, compared with its diesel equivalent, each L440B saves 438 t of CO2e (i.e. a reduction of 17 kg of CO2e per hour of use)
The environmental benefits of the L440B extend beyond reduced emissions. By eliminating the need for ventilation systems to remove diesel fumes, mines can significantly reduce their energy consumption. Additionally, the L440B’s long service life and minimal maintenance requirements contribute to a smaller overall environmental footprint.
Aramine’s L440B represents a milestone in the evolution of underground mining equipment. By combining cutting-edge technology with a focus on sustainability and safety, Aramine has created a machine that is poised to redefine industry standards. As the mining industry continues to seek more sustainable and efficient solutions, the L440B is well-placed to become a leading choice for operators worldwide.
And this is just the beginning for Aramine, whose engineers are already working on the mining machines of tomorrow, to expand the range of battery-powered machines. With the L140B loader (capacity: 1.3 t), the L440B loader (4.6 t), and soon a mining truck, the French manufacturer will, in the near future, be able to offer mining companies a complete fleet of battery-powered machines that significantly reduce CO2 emissions.
At MINExpo in Las Vegas, Aramine will be showcasing its latest version of the popular L140B, featuring a new energy module (Booth 11745 – West Hall). It incorporates more energy in the same space, improved software to optimise smooth operation and battery consumption, an enhanced data collection system for better fleet maintenance and monitoring, and a number of other mechanical innovations. This will of course be an opportunity to present the L440B, the first examples of which are due to be delivered to customers around the world in the coming months
Figure 1. An L440B loader – the latest example of battery-powered mining equipment from Aramine.
PROdUCT NEWS
Just like pioneering mining companies, Petro-Canada Lubricants’ products are engineered to redefine standards and push boundaries. The mining industry is one of the most specialised processing sectors in the world, with unique challenges that require real expertise and tailored solutions.
For over 45 years, Petro-Canada Lubricants has dedicated itself to the research, development, and production of world-class advanced lubricants, specialty fluids, and greases. Its products have consistently outperformed expectations in a wide array of industries, including mining.
Long-lasting protection and optimal performance where it matters most
Mining environments are some of the toughest. Whether operating in extreme heat, cold, or deep underground, equipment is constantly pushed to its limits. There is immense pressure on mine operators to ensure that machinery performs reliably in these harsh conditions. That is why Petro-Canada Lubricants has developed solutions specifically designed to enhance equipment reliability and
reduce the risk of unexpected breakdowns. Its extensive product line is engineered to provide long-lasting protection and optimal performance where it matters most.
Petro-Canada Lubricants’ commitment goes beyond just supplying high-quality products. The company recognises that the right products must be paired with the right knowledge to unlock their full potential. That is where its partnership approach comes in.
Global reach and logistical support can benefit every customer
As part of HF Sinclair’s family of brands, choosing Petro-Canada Lubricants gives customers access to the resources and global supply chain of a world leader. As an independent petroleum refiner and producer of high-quality lubricants and specialty products, the company owns and operate facilities across North America and Europe. From helping operators select the best lubricants for their specific equipment to providing in-depth training and technical expertise, it works hand-in-hand with customers to ensure they get the most out of their assets. This collaborative approach not only enhances equipment performance, but can also contribute to significant cost savings by reducing downtime, extending equipment life, and minimising maintenance expenses.
By forming close partnerships with a trusted lubricant supplier, mining operations can achieve new levels of efficiency and productivity. Petro-Canada Lubricants’ solutions are designed to help mine operators proactively avoid costly equipment failures, streamline maintenance routines, and optimise lubrication systems to reduce waste and avoid unnecessary overconsumption – something that can help to support those all-important sustainability goals
Petro-Canada Lubricants understands that small improvements can lead to big results. That is why it is committed to delivering tailored solutions that not only meet the immediate needs of its clients, but also drive long-term success.
With Petro-Canada Lubricants, operators can count on a proven track record of excellence, a deep well of expertise, and a comprehensive range of products designed to keep operations running smoothly. No matter how challenging the conditions, the company’s solutions are built to deliver reliable performance and lasting value, allowing clients to focus on what matters most – getting the job done safely, efficiently, and profitably
In today’s challenging mining environment, maximizing productivity and cutting costs are critical. The right lubricant choice is essential to your success. Petro-Canada Lubricants offers a comprehensive range of products, including PRODURO™, DURON™, HYDREX™, and our specialty greases and open gear lubricants, all designed to enhance efficiency and reliability in off-road applications. Choose Petro-Canada Lubricants for superior performance and peace of mind.
Ready to take your operations to the next level? Challenge us to show you the savings! Contact the Petro-Canada Lubricants team today and unlock potential with our Cost Savings Calculator.
petrocanadalubricants.com
PROdUCT NEWS
There is great demand for innovative solutions that enhance operational efficiency and contribute significantly to environmental stewardship, and CR Powered by Epiroc is at the forefront of delivering them. Among CR’s groundbreaking offerings, DecaEdge™, GET Trakka™, and Titan 3330™ are critical to the company’s commitment to sustainable mining practices.
DecaEdge is CR’s answer to the demand for more durable and efficient lip systems in mining buckets. Engineered with enhanced durability, DecaEdge significantly reduces dig energy and extends the life of mining buckets, reducing the frequency of replacements and repairs. This results in lower operational costs and minimises the environmental impact associated with frequent manufacturing, shipping, and disposal of worn-out parts, as well as reduced diesel consumption and decreased CO2e.
DecaEdge also contributes to decreasing the carbon footprint of mining operations by reducing the need for frequent replacements. Fewer replacements mean less steel consumption and reduced emissions from manufacturing processes. Moreover, the extended wear life of DecaEdge systems translates to less downtime, ensuring that operations are more efficient and environmentally friendly.
GET Trakka: Preventing costly crusher events and enhancing safety
One potentially costly and unsafe issue mining companies face is a crusher event, where GET equipment, such as a dislodged bucket tooth or shroud, becomes stuck in the crusher, causing it to shut down. This downtime can be expensive and poses significant risks to operators during repairs.
GET Trakka is CR’s innovative solution to prevent these events. This cutting-edge tooth loss detection and recovery tool for mining excavators, rope shovels, and wheel loaders uses sensors and algorithms to detect tooth loss in near real-time, reducing downtime and risk.
As the machine digs and scoops up rocks and debris, GET Trakka continuously monitors the condition of the bucket teeth and shrouds. If a tooth becomes dislodged, GET Trakka immediately alerts the operator, allowing them to prevent the tooth from getting stuck in the crusher. This early warning system helps save valuable time and money while enhancing safety.
GET Trakka also provides data and insights to optimise mining operations. By tracking tooth loss and other metrics, companies can make informed decisions about equipment maintenance and operational procedures, ultimately contributing to a more sustainable and efficient mining process.
Titan 3330: Advanced payload monitoring technology for sustainable mining
Titan 3330, CR’s comprehensive payload monitoring tool, empowers operators with real-time insights and analytics, allowing for more informed decision-making and enhanced operational efficiency. By leveraging data-driven insights, Titan 3330 enables mining companies to optimise their excavator, providing a real-time payload of each scoop, ensuring no truck is overloaded or underloaded, reducing energy consumption, and minimising environmental impact.
One of the critical sustainability benefits of Titan3330 is its ability to track and optimise machine performance, leading to lower fuel consumption and reduced greenhouse gas emissions. The platform’s advanced analytics can identify inefficiencies in their load and haul operations, allowing companies to address these issues proactively and reduce their overall environmental footprint.
Embrace synergy
DecaEdge, GET Trakka, and Titan 3330 form a powerful trio supporting CR Powered by Epiroc’s sustainability goals. DecaEdge reduces the environmental impact through longer-lasting components that enhance productivity; GET Trakka ensures efficient and safe use of resources by preventing costly and dangerous crusher events; and Titan 3330 optimises the efficiency of digging operations to lower emissions and energy consumption. By integrating these advanced technologies, CR Powered by Epiroc is helping mining companies enhance their operational efficiency and leading the charge in promoting sustainable mining practices. As the industry continues to evolve, CR’s innovative solutions are proving that it is possible to achieve both economic and environmental goals, paving the way for a more sustainable future in mining.
Figure 1. CR Powered by Epiroc is revolutionising mining with unmatched durability, safety, and efficiency for a sustainable future.
Amelia Haines, BMI, a Fitch Solutions company, provides an outlook for the mining industry in the Americas and evaluates the future opportunities and obstacles it may face.
This article will discuss five key themes set to shape the mining industry across the Americas in the coming years.
Modest growth outlook for 2024
In 2024, it is anticipated that numerous mining companies will maintain a cautious approach to expansion and the development of new projects. This cautious stance is a response to the ongoing sluggishness in the global economy, due to tighter monetary policy and inflationary pressures. This is driving up the costs and risks linked to mining ventures. In response, many companies are looking to optimise costs, reduce capital expenditure, and enhance operational efficiency in the months ahead to ensure long-term stability. This will likely limit growth within the sector in 2024.
Although some growth is expected, particularly as the race to attain critical mineral supply chain security goes on, the mining industry of the Americas is projected to see slower growth in 2024 as it grapples with the challenges present in the current market environment.
Rich critical mineral reserves attract investment
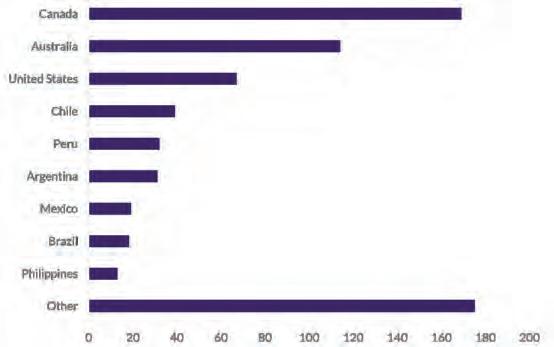
In the long term, there is a more positive outlook for the region’s mining industry. According to the BMI, a Fitch Solutions company, global mines database, significant investment is being directed towards new critical mineral and gold projects, with the Americas leading in the number of new copper, nickel, and lithium projects on account of its vast reserves, relatively favourable regulatory environment, and government initiatives boosting supply chain resilience. Latin America stands out as a pivotal mining hub globally, taking up a notable share of global production in a number of markets (including lithium, iron ore, copper, gold, silver, lead, and tin). BMI, a Fitch Solutions company, holds a solid growth outlook for the region’s mining industry as demand for critical minerals continues to increase over the coming decade, driven by a surge in the electric vehicle and renewable energy sectors.
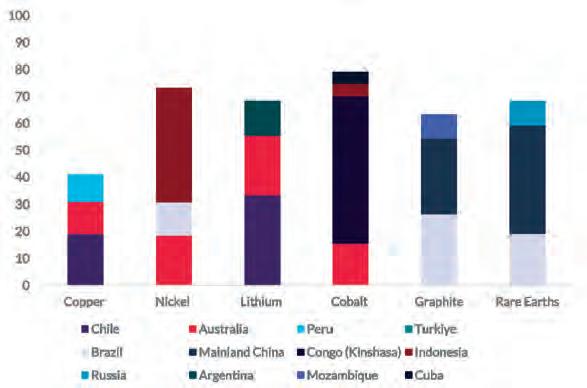
Latin America is poised to play a crucial role in the green energy transition, particularly in copper and lithium production – two vital components in the electric vehicle and renewable energy sectors. The region holds 36.3% of the world’s copper reserves, and hosts the two largest copper miners, Chile and Peru, accounting for 24.3% and 11.2% of global mined production respectively in 2022. The region is expected to continue as the epicentre of copper production, with a strong pipeline of projects poised to unlock new opportunities.
The ‘Lithium Triangle’ in Latin America, which includes Argentina, Bolivia, and Chile, is home to 53.3% of the globe’s measured and indicated lithium resources. It is predicted that Argentina and Chile will experience significant development in the lithium space. Bolivia, however, may progress at a slower pace due to various challenges, including political instability, stringent government control over resources, technical and infrastructural hurdles, and environmental issues. Chile is the second largest lithium producer at present – producing 26.0% of global mined production in 2022 – and is set to remain an important global producer of lithium for the foreseeable future. Argentina is expected to witness substantial lithium production growth in the coming decade, underpinned by an extensive pipeline of projects and a mining-friendly regulatory environment.
Brazil and Mexico are also poised to take a larger stake in the critical minerals industry. Brazil will remain a dominant player in the global iron ore industry, producing an estimated 17.4% of the world’s iron ore in 2022. However, the country is expected to see the production volumes of future-facing commodities (nickel and lithium in particular) increase significantly over the coming years, as miners seek to gain from the growing surge in demand. Mexico is another important player in the region, producing a considerable share of global zinc, lead, and silver production, as well as a lesser (but still notable) share of copper and gold production. The domestic copper and gold sectors will be key growth areas in the short to medium term, as a strong project pipeline and positive price outlook bolster growth.
Though Latin America is poised for significant growth in the coming years, risks remain. The persistence of issues such as political instability, social unrest, and resource nationalism may impede mining sector growth across the region.
In developed America, growing concerns over critical minerals security is driving investment into the domestic mining space. The administration of US President Joe Biden (and Canadian governmental bodies in parallel) is actively pushing for the advancement of new critical mineral ventures to ensure an adequate supply of these materials for the impending green energy transition. This shift is likely to present opportunities for growth within the mining sector. That said, permitting difficulties and environmental issues have been flagged as key threats to the completion of new projects in developed America.
Canada is well-poised for growth in the critical mineral sector – given its notable reserves, economic and political stability, abundance of clean energy, and government initiatives (such as the Critical Mineral Exploration Tax Credit). The US is also set for strong growth, particularly in the copper, gold, and lithium sectors, due to significant investment activity. Notable projects in the US include Lithium Americas’ Thacker Pass mine (lithium) and Antofagasta’s Twin Metals Project (platinum, palladium, nickel, gold, and copper).
Critical mineral strategies drive growth
Heightened concerns over critical minerals security in major economies will continue to drive the introduction of policies aimed to establish stable, reliable supply chains. Major economies, like the US and EU, are looking to onshore critical mineral supply chains and invest in the development of critical mineral assets in resource-rich partner countries, in order to strengthen critical mineral supply chains. In 2024, it is expected that such measures will boost critical mineral production, especially in resource-rich regions like the Americas.
Notable examples of these efforts include the US Inflation Reduction Act (IRA) and the EU Critical Raw Materials Act (CRMA). In August 2022, the US passed the IRA, which provides tax incentives that aim to diminish critical mineral dependence and build a resilient supply chain (among other strategic initiatives). In May 2024, the EU CRMA came into force, which aims to build up onshore production capacity whilst also promoting import diversification of critical raw materials.
The development of critical mineral strategic partnerships, both with resource-rich states and like-minded allies, is a key measure employed to ensure stable and secure critical mineral supply chains. These strategic partnerships are diverse in their composition, but all share the common goal of enhancing critical mineral supply chain security. The development of these partnerships will leave the West poised to advance its access to the Americas’ critical minerals and drive growth in mining investment across the resource-rich region.
Figure 1. The Americas are bagging most investment – Select new critical mineral projects by country. Note: Correct as of July 2024. Includes copper, lithium and nickel projects. Some projects may be listed more than once as they produce multiple commodities (Source: BMI Global Mines Database).
Figure 2. Rich critical mineral reserves drive growth – Select minerals –share of total mineral reserves, % (2023). Note: Correct as of July 2024 (Source: USGS, BMI).
Meet our Global Team Mining Experts
Global Technical Manager Sprayed Concrete
Roland Mayr
More than 35 years experience in Mining and Tunneling Industry:
• Design, Geotech and Monitoring in tunnelling
• Sprayed concrete and fiber expertise
• Involvement in sprayed concrete projects in mining and tunnelling worldwide
Global Technical Manager Mine Backfill
Zlatko Martic
More than 25 years experience in Mining Industry:
• Specialized backfill admixtures development
• 16 years worldwide experience in Backfill
• Background from mineral processing and mining vCard
Global Technical Manager Rock Reinforcement
Uwe Wyink
More than 39 years experience in Mining Industry:
• Certified Rock Bolting Engineer
• Specialized in Ground Support Solutions
• Involved in projects in Mining & Tunneling in more than 40 countries worldwide vCard
Global Technical Manager Injection Technologies
Christoph Herrmann
More than 17 years experience in Mining & tunneling projects all over the world:
• Pre and post excavation grouting
• Injection for consolidation and water stopping
• Void & cavity filling vCard
We are here at the 2024 MINEXPO show in Las Vegas. Stop by our booth & learn about solutions for your mining challenges!
It is important to note that strategies vary by market. Canada, for example, released the Canadian Critical Minerals Strategy in December 2022, placing greater emphasis on expanding domestic production given their abundant natural reserves.
Resource nationalism a growing threat in Latin America
Resource nationalism will remain a key threat to mining operations in Latin America over the coming decade. Resource nationalism refers to actions by stakeholders in these markets that seek to block, increase regulation of, or extract more revenue from mining firms. These include community protests, company-level strikes, and government policy changes. Focusing on several of the largest mining markets, notable developments include:
Panama
n In November 2023, Panama mandated the closure of First Quantum Minerals’ Cobre Panama copper mine after the Supreme Court ruled that a 20-year concession granted to the Canadian firm to operate it was unconstitutional.
Chile
n In January 2024, Chile’s new mining tax bill took effect, introducing increased taxes for large-scale copper miners.
n In April 2023, the nationalisation of the country’s lithium reserves was announced, stipulating that companies seeking to extract lithium will have to form partnerships with the state.
Mexico
n In February 2023, Mexico’s government officially nationalised the countr y’s lithium industry.
Bolivia
n Bolivia nationalised the country’s lithium reserves in 2008. In April 2017, Bolivia founded Yacimientos de Litio Bolivianos (YLB) as a government-owned company for all lithium exploration, production, and trade.
Resource nationalism can create an unstable investment environment as governments increase legislation and royalties to ensure some proportion of mining profits feed back into the country. In 2024, tensions between foreign miners and local parties will likely rise throughout Latin America as leaders pivot towards stricter regulations on foreign ownership of mining lands and seek to gain from their rich mineral reserves.
Community and environmental opposition a risk
Community opposition, fuelled by environmental concerns and perceived insufficient local compensation, pose significant risks to mining operations and could potentially hinder projections for long-term country-specific production. Recent developments have underscored the capacity of local protests to significantly delay or shut down mining projects altogether.
This trend is particularly pronounced in Latin America, yet it is also emerging in North America as numerous new critical mineral projects come into development. In January 2024, SQM had to pause its operations at the Atacama salt flats in Chile amid heightened tensions with local indigenous groups, leading to blockades that severed access to the site. In April 2024, blockades disrupted key transportation routes to MMG’s Las Bambas mine after negotiations over funding for local development initiatives failed. This trend has the potential to stunt growth and reduce output capacity at key mines.
In North America, Lithium Americas’ Thacker Pass mine came under intense environmental examination and faced ongoing legal challenges, which postponed the construction start date, thus delaying the project’s completion.
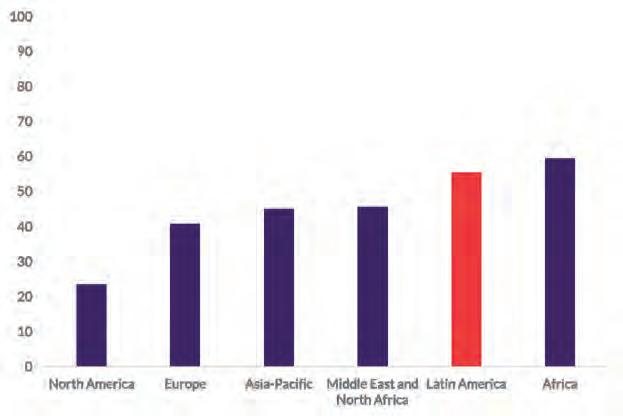
Figure 3. Elevated risks in Latin America pose a threat – Mining risk/reward index by region. Note: Correct as of July 2024. The Mining Risk/Reward Index provides a comparative regional ranking system evaluating the ease of doing business and the industry-specific opportunities and limitations for potential investors in a given market (0 = best, 100 = worst) (Source: BMI Mining Risk/ Reward Index).
Conclusion
This article provides a comprehensive analysis of the key themes that are anticipated to influence the mining landscape across the Americas in the coming years. Increased demand for critical minerals is prompting miners to increase the share of critical mineral projects in their asset portfolio, setting the stage for significant growth across the resource-rich region. The momentum for this growth will be further amplified by the push from major economies, like the US and EU, to build resilient critical mineral supply chains. Despite the myriad of operational risks facing both miners and governments across the Americas, which have the potential to hinder mining projects, the sector is positioned for expansion.
In mining applications large and small, it’s uptime that really turns your profits. Hägglunds direct drive systems secure it efficiently, giving you shock load protection and total control – combined with full, unyielding torque at any speed within their range. Our solutions won’t tire and neither will we, because our experts understand that you win on endurance. We drive what drives you.
Hägglunds is a brand of Rexroth. www.hagglunds.com
Phillip Rosenstern and Michael Boehm, Komatsu, debunk the pervasive myths surrounding the adoption of electrification in mining operations.
As the world continues to move away from combustion engine vehicles, machines, and equipment that emit harmful carbon emissions and towards cleaner power sources and drivelines, the mining industry is embarking on its own electrification journey. While the push for more sustainable mining operations often comes with a commitment from major OEMs to achieve carbon-neutral status within the next few decades, it is easy to lose sight of what mining
operations prioritise every day – moving more materials, lowering costs, and improving safety.
Delving into the story of electrification in mining, it is important to consider what this transition to cleaner energy means for the ‘boots on the ground’. For mine operators, the electrification story is a little different than what is often heard in the public domain. The more pressing story for these ‘doers’ is about making a dramatic step change in production, mine design,
1. Komatsu’s power-agnostic truck concept is a haulage vehicle with a driveline platform that can be configured to run on the power source of the customer’s choosing, depending on what is best for their mine – diesel-electric, electric, trolley (wired), battery power, or even hydrogen fuel cells.
Figure
and vision to achieve the output needed at a lower cost, while driving zero harm.
The electrification trend in mining operations holds significant promise. It aligns with sustainability goals for any mining OEM with the potential to transform mine operations, making them more productive and profitable. This shift can be a game-changer, offering a brighter future for the industry.
But, with any mega-trend that an industry adopts, there are often flawed perceptions or even misinformation that can muddy the waters. In mining operations, these ‘myths’ can lead to unnecessary and unproductive resistance that, in the long term, can cause the company to lose ground to competitors that see the value of electrification more clearly.
For mining personnel, managers, and leaders, six pervasive electrification myths are worth busting. Seeing the move to cleaner energy based on the facts
will help operations set a clear and decisive path towards electrification – one that will help unlock the true promise of this evolving technology.
Myth #1: It is possible to replace diesel equipment with electric, and it will operate the same way
The hard fact is that electrification is not ‘plug and play’ for mining operations. Many considerations must be addressed before adding electric or battery-electric machines and equipment to a fleet.
One of the first factors that requires extensive planning is creating an infrastructure that can effectively support battery-electric machines in a fleet. Of course, the nature of newly enhanced infrastructure will depend on the specific battery-electric machines and equipment that have been procured. Machine range on a single charge, voltage required, and whether the machines will be charged statically or on-the-go via a dynamic charging solution, are all variables that apply.
Another infrastructure consideration for surface mining sites with the right topography is the potential use of trolley-assist lines to support diesel-electric haulage trucks with electric power lines overhead. Komatsu has seen some customers experience substantial fuel savings and carbon emission reductions with mine sites that use trolley-assist system lines, particularly on uphill gradients where the energy expenditure is greatest.
Getting electrification right is a disciplined process that does not happen overnight. Success requires a systematic long-term approach that includes several key steps:
n Discov ery: Gather information about your power options, battery technology, machine choices, and the data about your mine – production needs, power access, any regulatory concerns, and future development plans.
n Evaluation and planning: Look at the ener gy requirement of new battery-electric or trolley-assist equipment and determine the needed infrastructure changes, along with initial capital costs.
n Deployment: Once the charging or trolley-assist infrastructure is in place and new battery-electric machines are onsite, training and change management (getting your whole team on board) is essential.
Myth #2: Production cycles will not change
Production cycles are the heartbeat of mining operations. So, while they should not be interrupted or slowed down too much by adding electric machines, there still needs to be awareness that some changes required will impact production cycles.
Like any machines in a fleet, battery-electric machines should optimise a haul route with exceptional loading and dumping capabilities and safely haul at top-performance speeds. However, some initial (and hopefully) minimal disruption to a production cycle
Figure 3. With zero emissions, battery-electric drilling and bolting machines used in underground mining operations do not require any added ventilation infrastructure investments.
Figure 2. Battery-electric machines are not the only electrification options. Trolley-assist systems can greatly reduce carbon emissions while saving on fuel costs for surface mines that use diesel-electric haulage trucks.
is inevitable, since new charging and training tweaks need to be made with this new equipment.
Myth #3: Electrification only means battery-electric machines and equipment
While battery-electric machines have dominated the conversation about sustainability and reducing carbon emissions, they are not the only game in town. Mining operations should consider all viable options.
As mentioned, trolley-assist systems can greatly reduce carbon emissions while saving on fuel costs for surface mines that use diesel-electric haulage trucks. Using a trolley-assist system, a copper mine yielded impressive results:
n 97% less diesel fuel burned.
n 74% reduction in average power cost.
n 95.6% reduction in average carbon emission equivalent.
n 38.9% decrease in ramp travel times.
Another innovation Komatsu is developing is power-agnostic driveline technology, which is currently being tested in real-world applications. This power-agnostic truck concept is a haulage vehicle with a driveline platform designed to be configured to run on the power source of the customer’s choosing, depending on what is best for their mine – diesel-electric, electric, trolley (wired), battery power, or even hydrogen fuel cells.
Myth #4: The only reason to go electric is to reduce carbon emissions
Lower production costs, increased productivity, and reduced maintenance are three game-changing benefits of electrification for mining operations. However, these advantages will only manifest and grow over time.
Electrification in underground hard rock mining also offers unique cost-saving and output advantages. As underground mines transition to more zero-emission battery-electric jumbos, bolters, mining trucks, and load-haul-dump (LHD) machines, the need for costly ventilation systems subsides. Also, ventilation becomes more complex and expensive the deeper you go, so a battery-electric fleet can empower mines to tunnel further down and obtain a windfall of minerals that were previously too deep to mine without considerable expense, risk, and air quality hazard to personnel.
Myth #5: Electrification will cost too much money
Yes, the short-term capital costs of electrification can be high as changes are needed to infrastructure, such as power and charging stations, trolley lines, and any other necessary investments. But, if the electrification journey is evaluated, planned, and deployed in the best way for each unique mine site, the long-term operating cost should be much lower over time compared to the expense of fuelling and maintaining a diesel fleet.
Another consideration is the simplicity of electric machines versus diesel. Combustion engines are highly complex, rely on tight tolerances, and use messy fuel and other fluids. They require constant maintenance and upkeep. Battery-electric machines are frequently much simpler in design. They rely on straightforward technology that has the potential to substantially reduce energy and maintenance costs.
Myth #6: Personnel will readily accept electrification
Out of all the myths mentioned so far, failure to address this one can make it the biggest roadblock to success with electrification in mining. The importance of having a change management strategy cannot be understated. This article has discussed the necessity for changes to mine infrastructure, but addressing ‘cultural infrastructure’ is just as critical for success.
Getting personnel onboard with electrification is a different prospect for every mine site and depends on their willingness to adopt new technology. Importantly, cultural and regional differences can influence a team’s engagement with this new technology. Komatsu has found that helping mines transition to autonomous haulage solutions (AHS) can sometimes be met with resistance from mining personnel, so it is a similar challenge with electrification.
Change management is a complex topic impossible to cover here fully, but some simple principles and strategies are a good starting point:
n Your vision for electrification must be motivating and clearly communicated from the top down.
n Identify and empower change evangelists and champions within a team to help create buy-in from others who may be more skeptical or resistant.
n Seize on ev ery opportunity to communicate the value of electrification, such as being able to perform their job more efficiently and safely and contribute to the overall success of the mine.
n Encourage engineers to ‘think outside the old box’ and embrace electrification.
n Pay close attention to the team on the ground; their acceptance and participation is crucial.
What will your electrification story be?
The real story is that electrification is revolutionary. It can potentially revolutionise mine design and production in ways that the world desperately needs. And as worldwide demand skyrockets for copper, lithium, and other minerals that are required for electric vehicles, wind turbines, and other green energy transition technologies, the pressure on mines to produce will continue to intensify.
Every mine’s electrification story will be different. There are always unique challenges and obstacles in every location. However, separating the myths from the facts will help teams see electrification more clearly and be able to tell a success story of their journey towards electrification.
EXPERIENCE PEAK MINING PERFORMANCE
Hardox ® wear plate exceeds expectations in productivity and service life for both open pit and underground mining.It protects equipment from sliding, impact, erosion, and corrosive wear in all environments, hot or freezing.
50%
Get more uptime and less maintenance by extending service life with 50% or more compared to an AR400 steel or…
…increase the equipment’s capacity by reducing its weight 20% or more with thinner dimensions of harder and stronger Hardox ® wear plate. 20%
Experience more reliable fabrication and less waste in production through guaranteed flatness, thickness, and bending properties, covering all Hardox ® plate products. 100%
Ease your mind with our new digital solution to monitor haul roads. Developed with and for miners
MICHELIN
BETTER HAUL ROAD
Lisa Hickey, Michelin, describes how implementing new and evolving technologies with and around tyres will be crucial in enabling a more sustainable future.
Humanity is facing many large-scale and urgent challenges that impact human wellbeing and environmental health. From global warming to the overuse of natural resources and biodiversity loss, it has become clear that swift action must be taken to reverse climate change. Forward-thinking companies that understand their responsibility in building a more planet-friendly future are acting now to decarbonise and grow sustainably.
Pressure to produce faster and more responsibly
The increasing demand for critical metals and minerals essential to the energy transition – such as copper, lithium, nickel, and cobalt – has placed tremendous pressure on the mining industry to produce faster and to do so more responsibly. In an article for the World Economic Forum, ‘The mining industry must be ambitious in its support of the net zero transition’, Benedikt Sobotka explained that mining is key to the net zero transition for its role in extracting critical minerals essential to tomorrow’s energy, like batteries and renewable energy. He went on to note that, “Forecasts show that mining companies need to go above and beyond what has been expected of them if the world is to win the race to a net zero economy… the IEA predicts that as early as 2030, existing mines and those under construction will only produce about half of the cobalt and lithium, and around 80% of the copper required.”1
Partners for progress
Miners are not the only ones feeling the responsibility of the race to net zero. Suppliers to the mining industry, such as Michelin, have vocally committed to help lead mining’s transition to a more sustainable future. Environmental awareness and action have been part of Michelin’s corporate social responsibility as far back as 1992, with the introduction of the tyre industry’s first low rolling resistance tyre. Over the decades, Michelin has launched generations of car and truck tyres featuring energy efficiency.
Michelin strongly believes that the future depends on the adoption of a sustainable model of growth. At its industrial sites, the company monitors and controls water withdrawals, waste generated, use of organic solvents, energy consumption, and CO2 emissions through i-MEP (IndustrialMichelin Environmental Performance), with the ambition of reducing its industrial environmental impact by 33%, as compared to 2019, by 2030. Michelin also aims to reach full circularity of its products by 2050, incorporating 100% renewable or recyclable material into its tyres. Full circularity of its products implies the company’s ability to recycle end-of-life tyres. Later this year, Michelin is expected to open its first mining tyre recycling facility in Antofagasta, Chile, that has the capacity of cutting and shredding up to 30 000 t of mining tyres annually.
A case for tyres
While it may seem counterintuitive, tyres play an important role in helping mines reduce their environmental impact. Both tyre design and the proper use of tyres can help mines reduce
fuel consumption, emit less CO2, and lower production cost. Michelin employs the life cycle assessment (LCA) methodology, in accordance with the ISO 14040-44, to evaluate the environmental impacts of its products across their lifespan – from raw material extraction to finished-goods shipments and end-of-life tyre treatment. Used extensively by OEMs and the transport sector, LCAs help companies gather insights through data that drive advancements in product design.
In one study in a copper mine in Chile, Michelin used the LCA methodology to measure the environmental impacts of the 53/80R63 MICHELIN XDR3 tyres on 54 vehicles with an average payload of 250 t and average speed of 18 km/hr. The study revealed that, across the tyre’s full life span, the greatest environmental impacts occur when the tyre is in use. Michelin then used an additional study to uncover opportunities for tyre design modifications that will improve environmental impacts without compromising performance such as wear, speed, load, and productivity.
To fully understand the impact of tyres on a vehicle’s energy efficiency, it is important to recognise what slows down vehicle movement. Outside of the driver’s behaviour and engine performance, there are five physical forces that impede a vehicle’s movement. These forces include gravity, inertia, friction, aerodynamics, and rolling resistance. Rolling resistance – or in a mining environment, motion resistance, since the terrain and soil may vary – is a key factor for tyres. When a mining vehicle carries a load and operates on different surfaces – hard and soft – the tyre deforms and flexes, increasing its surface area in contact with the ground. This deformation increases rolling resistance, which forces the vehicle to expend more energy to keep moving at the same speed. More energy translates into more fuel consumption and more CO2 emissions. Reducing the tyre’s rolling resistance is an opportunity to increase the vehicle’s energy efficiency and improve the mine’s environmental performance.
Beyond tyres – mines of the future
The mining industry will remain essential to the global economy. As the pace of change and disruption accelerates, leading miners need to invest to mobilise their resources for sustainable growth. However, demands for critical metals and minerals, rising production costs, and declining ore grades make investments difficult. According to PWC’s 21st Mine Report released in June 2024, “In today’s increasingly complex mining landscape, expanding commitments to sustainability, rising production costs, declining ore grades, more dispersed reserves, and a shortage of technology-savvy talent are all contributing to the imperative for the Top 40 mining companies to focus on productivity.”2
In the search to improve efficiencies, mining companies are embracing technology to advance productivity, sustainability, and safety, and they are looking for global partners like Michelin to bring evolving technologies to the mining process.
In addition to tyres, Michelin has a comprehensive portfolio of products, support, services, and solutions that help miners operate safer, smarter, and more sustainably. As an example, Michelin’s tyre pressure monitoring system –MICHELIN MEMS 4 – monitors the temperature and pressure of mining tyres remotely and continuously to help mines boost
Figure 1. Michelin aims to reach full circularity of its products by 2050, incorporating 100% renewable or recyclable material into its tyres.
Figure 2. Across the tyre’s full life span, the greatest environmental impacts occur when the tyre is in use.
fleet performance and safety. MEMS was first introduced in 2006 and was the mining industry’s first tyre pressure monitoring system. In its fourth generation, MICHELIN MEMS 4 tracks tyres and provides fleet data to mines worldwide. It also is the only monitoring system on the market that, by design, retains historical tyre pressure and GPS tracking by tyre. This extensive data enables mines to conduct detailed analysis of potential site risks through more than 40 customisable reports.
Integrating a system like MICHELIN MEMS 4 into a site’s overall production planning enables mines to unify maintenance planning and optimise productivity. With this information, mines can quickly react to potential issues and improve employee safety, decrease unscheduled downtime, and extend tyre life. One of the system’s newest features, called Thermal Capacity, is a tyre TKPH (tonne km per hour) estimation for each truck. It allows mines to optimise fleet management by differentiating between trucks of those which are reaching the TKPH limit of their tyres, and those which still have thermal capacity to take on the demanding cycles. Further, the proper use of tyres can lead to better fuel efficiency across the mine’s fleet, which has a direct impact on overall mine costs and environmental performance. Two studies conducted by Cascadia Scientific Inc., an independent engineering company in mines located in Canada, demonstrated that tyres that are running 10% under pressure can generate up to a 1% increase in fuel consumption.
Another important factor impacting fuel consumption is haul road conditions. Michelin’s latest mining service –
MICHELIN BETTER HAUL ROAD – provides a digital solution to monitor and evaluate a mine site’s haul road conditions. This solution will help mines maximise safety and productivity and improve the quality of their haul roads, while equipping miners with accurate information to take the right actions, at the right time and in the right place.
Collaborate for a more sustainable future
As the industry continues to face the same challenges from demands on production to pressure on environmental responsibility, it is imperative to work together to go further. Collaboration will be the key to achieving net zero ambitions and to addressing the gap between the demand and supply for critical metals and minerals for the future. Companies like Michelin are uniquely positioned to help partner and lead the transformation of mining to a more sustainable future with its solutions with, around, and beyond tyres. Its rich history of innovation and deep understanding of the endless possibilities of materials and matter will prove invaluable to the mining industry in its drive to a more sustainable future.
References
1. SOBOTKA, B., ‘The mining industry must be ambitious in its support of the net zero transition’, World Economic Forum, (12 February 2024), www.weforum.org/agenda/2024/02/the-mining-industry-must-be-boldin-its-support-of-the-race-to-net-zero/
2. ‘Mine 2024: 21st Edition: Preparing for Impact’, PWC, (27 June 2024), www.pwc.com/gx/en/industries/energy-utilities-resources/publications/ mine.html
John Essegbey, Cummins, USA, outlines how hybrid systems can enable progressive decarbonisation that will balance total cost of ownership with sustainability goals in mining applications.
The mining industry has many unique challenges when it comes to decarbonisation. There are a broad range of applications in use day-to-day that have vastly different duty cycle requirements and available surrounding infrastructure. The performance of power solutions can also differ greatly in equipment between locations, due to often extreme operating conditions.
One of the most dominant zero emissions technologies that the industry is likely to implement on a large scale, particularly for haul trucks, is electrification. What is less clear is when infrastructure, cost, and availability will combine to see mass adaptation throughout the global mining sector.
This journey is not straightforward, but it is essential, and power solutions providers, such as Cummins, have recognised the urgency needed to achieve emissions reductions today with the development of bridging technologies. These bridging technologies provide a pathway to achieve fewer emissions sooner, whilst still delivering essential power requirements. A popular example of one of these bridging technologies feels like it
has been commonplace in households for some time, but it can still produce significant benefits to OEMs and miners.
Hybrid technology, whilst not new from an on-road perspective, offers the mining industry a balance of cost, sustainability, and dependability benefits, enabling such a difficult to abate industry to make significant strides towards a more sustainable future.
The case for hybrid
Hybrid systems can be tailored for mining, combining tried-and-tested internal combustion engine technology with batteries and providing several key benefits:
Cost-effective decarbonisation
Hybrid systems provide a more affordable way to reduce emissions compared to alternatives, such as trolley assist. By retrofitting existing trucks, mining companies can extend their assets’ lifespan and lower their overall costs.
Improved efficiency and total cost of ownership (TCO)
With the right battery technology and controls, hybrid systems can boost productivity and/or fuel efficiency. This not only cuts emissions, but also reduces the TCO for operators.
Figure 1. Cummins intends to serve the market with the right hybrid solutions in partnership with the industry’s leading OEMs. Cummins recently announced field testing of mining diesel-battery hybrid truck solution with North Hauler Joint Stock Co., Ltd. (NHL). The commissioning ceremony (pictured) took place at the NHL industrial park in Bautou, China, on 8 January 2024.
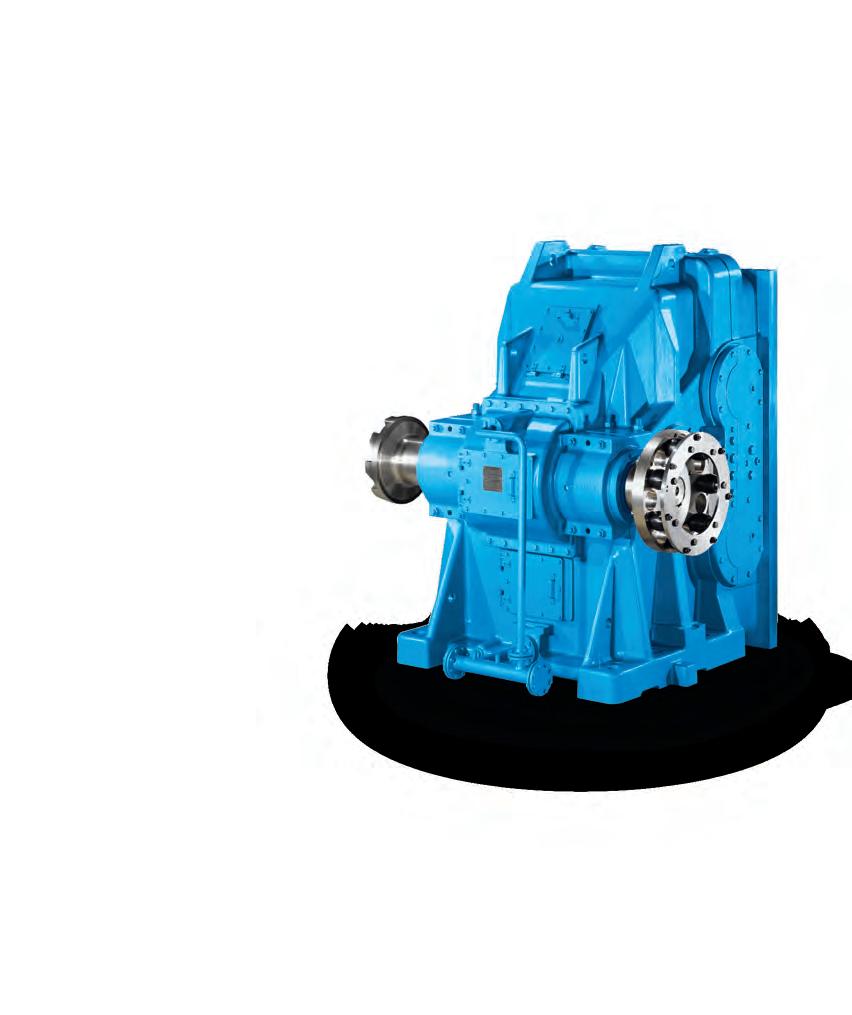
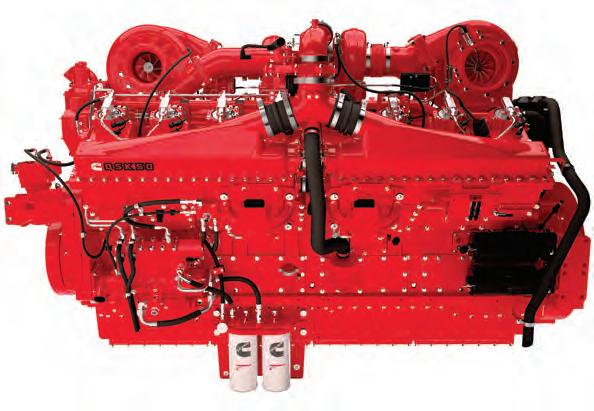
Figure 2. Modular diesel-battery hybrid systems enable powertrain optimisation which often include right-sizing of power sources. In one of Cummins’ designs, a 2500 HP QSK60 was replaced with a 2000 HP two-stage QSK50 (pictured) with the right balance of power boost provided through a carefully selected battery. Having a complete portfolio of power sources, including engines and batteries, is critical.
Flexibility in operations
Hybrids do not require infrastructure changes to maintain peak power and transient load capabilities. This allows hybrid applications to adapt to different routes and terrains, whilst maintaining performance levels.
Futureproofing
Some hybrid systems, such as Cummins’, are designed with modular components, making them easy to upgrade as technology advances. This ensures that today’s investments remain valuable tomorrow, as battery tech and power electronics continue to improve.
Progressing hybrids further
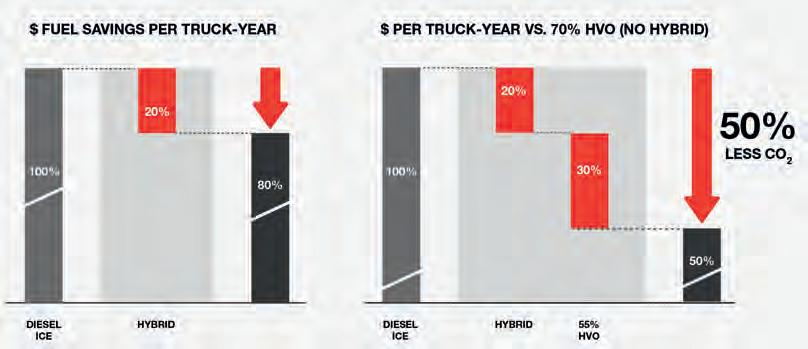
Advanced hybrids on their own have the potential to improve fuel efficiency by approximately 20 – 30%, dependent on mine profile. These power solutions can also be used with low-carbon fuels to generate further emissions reductions from well to wheel. When supplementing the fuel of a hybrid system with 55% hydrotreated vegetable oil (HVO), Cummins has found a total CO₂ reduction possible of up to 50%.
As hybrid technology evolves, miners that are implementing the technology can continue to see benefits from a TCO and emissions perspective. This is due to the modular architecture of the power units, enabling customisation and different weightings of battery to internal combustion engines. In a time when technology is rapidly advancing, you do not want to be stuck –modular hybrids provide a succinct solution to this problem.
The hurdles with other alternatives
There are several alternatives to hybrid systems, but each come with their own set of challenges. Take trolley assist systems as an example, which can cost several million per
Integrated Solutions for Sustainable Mining
kilometre to install. Not only is this a massive investment, but it is also inflexible, as changing routes requires expensive modifications.
Then there are alternative fuels like biodiesel, renewable diesel, and alcohol fuels. Both biodiesel and renewable diesel – including HVO, which is approved for unblended use in Cummins engines – require no engine modifications, but their availability and cost vary greatly by region. However, leveraging dual fuel technology with alcohol fuels like ethanol require some engine modifications, fuel storage adjustments, and handling training for end-users.
Things to keep in mind
For hybrid systems to deliver their full potential, optimisation and scalability are crucial. This means customising hybrid solutions to fit specific mine profiles and ensuring that systems are scalable to meet the needs of large operations.
Consider a couple of typical mining route profiles for a haul truck: the savings in fuel and GHG emissions with a hybrid system are substantial, but can be greater in more undulating conditions due to energy recovery from regenerative braking. For example, hybrids operating a haul route with an average gradient between
6 – 9% grade could generate a 20% reduction in carbon savings in comparison to those operating solely with diesel, contributing an annual CO₂ saving of approximately 460 t. Conversely, hybrids operating on a flatter terrain at an average gradient well below 5% could see a 6% reduction on carbon savings, resulting in a comparative drop of 133 t of CO₂. This reduction in flatter operating conditions is still valuable, but needs to be factored into emissions and TCO calculations.
It is also important to consider that, though hybrid systems are suitable for use in most applications, all hybrid systems will not perform equally. Beyond the installation of hybrid systems is the more critical opportunity for system optimisation and maintenance as needed. Engine experts, like Cummins, understand the intricacies of the internal combustion engines working with battery systems, and can optimise the powerplant controls and their integration with vehicle and traction controls for the specific application. Plus, it is important to consider if the power solution provider has the appropriate scale to provide ongoing technical support and maintenance – like with any mining vehicle.
The electrification pathway in general comes with the challenge of an extra energy source on the vehicle. Proper operator and maintenance staff training and procedures will help ensure safe incorporation of battery currents into the mine site.
Looking ahead
Investing in long-term solutions – such as full battery electric vehicles (BEV), hydrogen, or other emerging technologies – is crucial, but there is a significant opportunity to make progress right now with hybrid systems. These systems provide an immediate and impactful way to reduce emissions, bridging the gap until full electrification and other technologies become feasible in practice. Equipment hybridisation provides critical learning on the electrification pathway without adversely impacting productivity, hence it is becoming a key part of the sustainable mining journey. With no need for costly site modifications and the potential for progressive decarbonisation, hybrids offer a practical solution for today’s challenges as the mining industry works towards meeting tomorrow’s goals.
Table 1. Two common haul route profiles and respective fuel/CO2 savings, per Cummins modelling.
Figure 3. Further reduction of CO2 emissions is possible through the use of HVO in a hybrid system.
komatsu.com/dispatch
David
McLane and Dan Kenny, Burns &
McDonnell, USA, make the case that sustainable mining can be a win-win proposition with sound financial strategies.
The US economy is transitioning towards a greater reliance on minerals and metals needed for clean energy technologies and electrification of the transport sector. This transition goes well beyond the borders of North America. According to the International Energy Agency (IEA), global demand for electric vehicles (EVs) will require annual increases in lithium production averaging 13%, with even higher production goals for other critical minerals and metals such as cobalt, nickel, and copper. Over 50 minerals and metals have been identified by the US Geological Survey as critical to the clean energy transition.
This shift toward a minerals-based economy – and away from an economy reliant on fossil fuels – is sparking a renaissance of the mining industry, as the US and partner nations seek to secure supply chains of the minerals and metals needed for battery manufacturing and a number of high-tech products.
Decarbonising the mining industry
The US Congress has now officially recognised critical minerals and materials as essential to national defence and economic competitiveness. This action includes
legislative momentum to alleviate some liability issues that have prevented the mining industry from reopening abandoned and inactive mines with proven deposits of critical minerals. Other legislation moving forward includes initiatives to streamline the permitting process for opening new mines.
The federal actions bolstering support for critical minerals production dovetail with commitments from the mining industry to do its part to support global decarbonisation efforts. The decarbonisation of mining operations is often pursued along two pathways: 1) electrification of mining equipment, and 2) installing behind-the-meter renewable energy facilities to augment or offset fossil fuel-based grid power.
Drivers to decarbonise
Decarbonising the mining industry comes with significant capital cost. So, why would the mining industry move so aggressively to decarbonise? Three primary drivers stand out.
The first driver is related to the strong push by financial stakeholders to invest only in corporations that have made a clear commitment to reduce greenhouse gas (GHG) emissions in all facets of operations. A number of mining corporations have publicly announced goals to reduce GHG by 2030, as a commitment to being good environmental stewards. By going on record, the pressure is beginning to ratchet up on mining operators to take affirmative actions, because not meeting those goals could create downward pressure on share prices. These proactive steps could help the mining industry as a whole to get ahead of any later regulatory actions that would impose requirements to reduce GHG.
These efforts include reducing Scope 1 emissions by shifting from diesel to electrified haul trucks, shovels, and other mining equipment; and Scope 2 power supply emissions by shifting from fossil fuel-based generation resources to renewable sources.
A second driver that is attracting great interest in many boardrooms is the potential of renewable power generation to reduce operating costs. With larger mines consuming 60 MW of power or more each day, and utility bills sometimes totalling up to a million dollars each month, adding renewable solar or wind energy as a source of power could potentially have a huge long-term positive impact on operating expenses. In addition, a behind-the-meter source of energy could provide a hedge against future utility rate increases. Installing a solar facility that can generate power over an expected design life expectancy of 20 – 25 years represents an opportunity to stabilise a significant portion of operating costs.
A third major driver is the potential for renewable energy to improve reliability and resilience of power supply for mining operations. In many areas of the US, as the grids are taxed with the load created by charging stations needed by millions of electric vehicles, issues with power quality and voltage sags are increasing. Utilities and other transmission system owners are addressing these challenges by adding capacitor banks, synchrophasors, and other equipment that can help maintain power quality. However, mining operators can further address these issues by adding on-site generation to stabilise and bolster the power feed to the mining site.
Three ingredients for success
Mine sites typically have the three ingredients needed for successful renewable energy projects: land, load, and tax appetite.
Land
Solar sites capable of producing approximately 100 MW of electricity during peak production hours will need approximately 500 acres of land to accommodate the thousands of required panels. Mine sites – particularly in the Western US, where the majority of mines are located – have available land in abundance. Though solar is often the best option for renewable facilities at mine sites, wind may also be an option if the sites are located in prime wind resource areas. A combination of solar, wind, or even other types of renewable energy, such as geothermal, could be options and should be studied with a clear view of all possibilities.
Load
Mines consume an enormous amount of power each day, with some larger operations consuming as much as 100 MW of power around the clock each day of the year. This remarkably stable load factor is ideal for planning the capacity of renewable energy facilities. During peak production periods – typically between 09:00 and 15:00 when the sun is most directly overhead – a solar facility could easily be sized to meet 100% of power demand. In areas served by utilities with
Figure 1. AZCO, Burns & McDonnell’s union construction arm, driving piles where the trackers and modules will be set during construction.
Delivering mining solutions built for success
From permi ing and design to construction and commissioning, our full-service, experienced team is ready to provide comprehensive and detailed project delivery options.
net metering rates in place, mines may also be able to realise some credits on utility bills when solar is producing more energy than needed and the excess power is sent on to the grid. This excess generation can also be stored in battery energy storage systems (BESS) and dispatched during the night, when solar is no longer producing.
Tax appetite
Under the 2022 Inflation Reduction Act (IRA), US renewable energy project developers may qualify for investment tax credits (ITCs) if they meet certain stipulations for qualified labour usage, material sourcing, and other factors. ITCs may be awarded as a one-time direct payment offsetting 30% of the total development cost of a renewable energy project, with adders that could increase the credit up to 50%. This could be significant. If, for example, a US$100 million project meets all the IRA guidance recently issued by the US Internal Revenue Service, it could potentially qualify for a one-time direct payment of US$30 million – 50 million. This one-time payment would generate a very attractive return in Year 1, while also creating positive internal rates of return (IRR) over the life of a solar facility that may span up to 25 years.
Challenges to address
When evaluating solar generation, the fact that peak power will only be available for 6 – 7 hours each day must be weighed carefully. A solar facility with capacity to meet 100% of power load during peak hours, will see capacity quickly tailing off during off-peak hours. While adding battery energy storage or even other types of on-site generation, such as quick-start reciprocating engines, could add capacity that bolsters system resilience, it still remains highly likely that some reliance on grid power will be necessary. The cost of each element of the project must be evaluated carefully to meet financial targets for returns on investment for the project.
Utility tariffs are another factor
Utility rate structures under tariffs approved by regulatory authorities add a further complication in accurately evaluating the potential savings from a renewables project.
Even if a solar facility meets 30% of a mine’s energy demand over a 24 hr period, utility bills will not drop by a similar percentage. This is because nearly all approved utility rate tariffs reflect three elements: energy charges, demand charges, and service charges.
The energy charge – typically accounting for 60% – 65% of the total bill – is the only component of the utility bill that reflects actual energy usage. The other components of the bill – i.e. the demand charge and service charge – reflect the utility’s cost of providing service to the mine and remain fixed no matter how much power is consumed. Even if solar offsets 30% of the grid power that is needed for mine operations, the utility bill will not decline by 30% because of the fixed service and demand charges.
As an illustration, a solar power facility meeting all of a mine’s daily power needs hypothetically could reduce a US$250 000 energy charge to US$150 000, for a savings of US$100 000. However, a charge of US$130 000 and service charge of US$5000 under this hypothetical scenario would not flex down even with the energy savings. That means the overall bill would only drop by about 26%, even though the energy charge dropped by 40%.
The impact of solar cost savings would be undeniably positive. However, the other elements of the utility rate tariff that reflect its cost of maintaining a grid that provides the balance of power needed by the mine would not produce the energy savings that some might expect. Assuming that the percentage of energy savings produced by solar would reduce the utility bill by the same percentage is an incorrect assumption.
A pathway to improve returns
Project financing can be the key to delivering returns for a renewables project that offset some of the complexities of achieving attractive returns on renewable power projects and enable these projects to compete favourably with other capital investments in mine operations. With mining operations that can generate hundreds of millions in revenue each year, corporate executives may assume that self-financing is the most sensible path for capitalising a renewables project. However, financial modelling proves this is often an incorrect assumption.
A US$100 million solar facility, that qualifies for a 30% investment tax credit under the IRA, would realise a US$30 million direct payment in Year 1 on top of US$8 million to US$10 million in possible energy cost savings resulting from lower need for grid power. These returns in Year 1 make the project look quite attractive in the short term. However, those attractive Year 1 returns begin to diminish in the following years, making the internal rates of return substantially less attractive than the returns that might be realised for capital investment in a large piece of mining equipment that could enhance mining revenue. On a competitive basis, it is no wonder that capital investments in a renewable energy project with an 8% average annual rate of return lose out to investments in a
Figure 2. Installed solar modules at a 586 MW photovoltaic development in the desert.
mining shovel that could boost average returns by 20% annually.
However, the financials shift dramatically if debt financing is employed to fund the renewables project. Financing 80% of the project cost with debt financing, for example, over a 20-year expected life of the asset achieves a much higher rate of return, because the project spend is spread out of the term of the financial instrument. Not only does this remove reliance on corporate financial resources, it accurately represents the value of the solar asset of its expected useful life that may extend 20 – 25 years.
Debt financing, spread out over an asset that will serve a mine that typically remains producing for up to 50 years, allows the returns generated from the combination of financial and energy savings to add up to much more attractive rates of return.
Different parameters for renewables
These base cases are typical of what Burns & McDonnell are asked to evaluate for many mining operations. The finance teams at major mining corporations are certainly familiar with the assumptions for weighted average cost of capital versus cost of capital for self-funded projects. Burns & McDonnell’s analysis often is part of a combined effort to review and confirm that the financial plan incorporates reasonable engineering assumptions.
When analysing debt financing scenarios, the entire scope of project development should be weighed in order to arrive at accurate financial forecasts. Internal rates of return begin to look highly attractive when loans are fixed at 15 – 20 year terms at 9% interest. However, project costs are another variable that must be weighted carefully. That is why engineer-procure-construct (EPC) project delivery models are another variable that should be considered.
Renewable energy projects are unlike any other type of capital investment a mine operator may make, and in fact are unlike most other types of infrastructure improvement projects. The long lead times required for sourcing solar panels, inverters, and the high-voltage equipment needed for substations mean that a progressive EPC model is often the difference between a successful project and a challenging one. With the contractor providing turnkey development, planning, procurement, design, construction, and commissioning along highly integrated pathways, the challenges that often arise on renewable energy projects can be avoided.
Conclusion
As fossil fuel-based energy is replaced by green energy resources, the demand for critical minerals and metals produced by the mining industry is certain to escalate steadily. The mining industry is critical to meeting these economic and national security imperatives, while also doing its part to help achieve a lower carbon future.
THE RIGHT DEWATERING AND DRYING TOOLS
FOR HIGH-PURITY LITHIUM PRODUCTION WITH LOWER ENERGY COSTS
Need to maximize brine extraction? Optimize the extraction of lithium carbonate, hydroxide or chloride? Improve product purity and process water recovery alike? Reduce your energy consumption or ensure minimum downtimes? Gain value out of by-products like potash and sodium? Whatever your specific need in your beneficiation, extraction and tailings treatment process is, our aim is to put all the right solutions at your fingertips to ensure your success.
For hard rock lithium sources, we offer systems for the thickening and dewatering for both tailings and spodumene at the mine site, as well as systems for the production of lithium hydroxide and lithium carbonate and the removal of impurities at the process plant. These technologies include vacuum drum filters, vacuum belt filters, filter presses, as well as pusher and peeler centrifuges. And with our latest automation technology – the Metris addIQ control system – you can benefit from increased product quality, improved plant efficiency, and uninterrupted operations. What‘s your separation challenge? Ask your separation specialist!
Zach Savit, Stratom, USA, in two articles, examines the difference in technology development and adoption in mining and identifies how operations can find and deploy the best solutions.
Mining operates in a world that is ill-suited for the technology development and adoption models of other large industries. Waymo’s cars do not work in the oil sands. ChatGPT does not write your 43-101s (though heaven help the investors if it starts). Roombas do not clean up messes in the truck shop. Some autonomous solutions are just not built for mining. But, fortunately for the industry, some – very specifically – are. Mining is the ultimate enclosed sandbox. Outside of regulatory compliance requirements, the industry has ample
leeway to introduce new toys without the associated risks of interacting with the public. While plenty of safety considerations exist at mine sites, the only vehicles on the road are under the control of the operation itself. Additionally, the opportunity for people to blind the autonomous vehicles at work with traffic cones is removed.
Enough ink (digital and physical) has been used to debate whether the mining industry has a technology adoption problem. Publications and keynotes are consistently touting the last 30 years of tech innovations where mining has led the way. The industry is rightfully proud of its early adoption of Level 5 autonomous vehicles, autonomy, and artificial intelligence integration in processing plants, as well as improvements that have driven a safety record with an injury rate 36% lower than working retail in the US (2.1 vs 3.3 injuries/200 000 hr). 1 Those marks should
absolutely be celebrated, but how do we look to the next steps? What new tech can bring the injury rate down to zero, or maximise the productivity of operations?
To understand how and where to look, the current sources and approaches to existing mining solutions need to be examined.
Prospecting
The origins of mining technology advancements can generally be traced to a combination of three primary sources:
1. Original equipment manufactur ers (OEMs) investing in research and development to deliver enhancements to existing offerings.
2. Operator s finding internal inspiration to solve the everyday problems they face.
3. Small tech firms and academic r esearch building new solutions or adapting tech created from other industries to the challenges of the mining environment.
Most advances focus on the more significant mining activity cost centres (processing, haulage, and drilling), in order to achieve the highest returns on technological development. From an operational perspective, these solutions prioritise labour, so the turn to automation drives most innovation in the current market.
Adoption varies by region, mine type, size, and company culture, but this is not an article about the reasons miners do or do not go after new technology.
The primary source of innovation adoption stems from the distinct problems each operation faces. Mines try to solve problems as they arise, with water, labour, haulage efficiency, slope monitoring, and improved grade control motivating many new projects.
Finding the gaps
Innovation is iterative. Problems are identified, solutions are attempted, and the cycle repeats until it is successful. Then, it is on to the next one. Identifying a new technology’s position in the innovation cycle is hard because mining is not a monolith.
The broad-brush strokes painted by haulage, drilling, and processing innovations have built a foundation of autonomy across mines, but the edges and details of that painting remain open to interpretation as operations see fit and define value. What does it take to facilitate autonomy across the mining sector? Which critical processes have not yet been or cannot be automated? Haul trucks still utilise people for inspections, fuelling (if they are not electric), cleaning, and maintenance. Trucks are a good example because – outside of maintenance –the automation of their standard tasks can address over 90% of their daily activities.
The value of that last 10% is different for every mine. Massive, tier-one operations might see 2 – 3% greater truck utilisation, gained by automating inspections using AI/machine learning, as a six or seven-figure return each year. Smaller or mid-tier producers might not get out of bed for anything under 5%. The maths for this is in every project manager or continuous improvement director’s head.
Production delays
As the average lag in taking a mine from discovery to production has grown from nearly 13 to almost 18 years over the past 15 years, 2 examining this lead time’s impact on operational technology adoption cannot be overlooked. Operational technology decisions are made when the reports are written, and do not often adjust given changes over the permitting and funding periods. Funding can also depend on using proven technologies, limiting the early-phase adoption of cutting-edge innovations. Despite long lead times and limitations on financing, new operations are best suited to adapt to new proven technologies available during the approval process.
There is potentially good news on the horizon. Regulatory bodies seem to be adapting to the autonomy paradigm. Outside of underground coal, where permissibility and ignition restrictions create additional hurdles, many compliance agencies are
looking to best practices to define the requirements placed on innovative solutions.
Refined modelling
How can the industry nurture new ideas so they can develop into products that deliver real value to operations? Understanding this process requires managing potential impacts on operations, working within finite budgets, and battling the status quo. The motto ‘move fast and break things’ simply cannot and should not apply to mining operations.
Silicon Valley’s approach is not one the mining world can mimic for success – its people, assets, equipment, and social licence are not worth the risk. The motto above works fine for industries where growth (sometimes at all costs) is the goal, but mining operates differently, and therefore must have different priorities.
Progress with purpose
There is no shortage of great minds solving problems across the mining industry. Autonomous haulage systems and autonomous drills, drones, scanners, process automation, AI, real-time tracking, enhanced networks, collision avoidance, fatigue management, electrification, and the advancements in planning software exhibit purposeful progress that has shaped the industry into what it is today. However, an important question remains: what next big technological leaps will carry mining through the
21
st century and beyond, as minerals remain critical to societal advances?
Is it better for operators to emulate one shining beacon of a company adopting new tech, or for each to find the best way forward? As easy as suggesting that one method rules them all, the reality is rarely that clean.
As operators ‘progress with purpose’, identifying the challenges being faced and seeking new voices and approaches to solve them is critical. It is important to be open to low-risk tests of new technologies. Internally or externally, seeking out technology that will drive an operation forward and enable it to reach its biggest goals must be a top priority.
When it comes to testing, the most adaptable organisations set aside time, money, and personnel to test and find value in new solutions. However, the success rate is not 100% even in these cases. Failure is a part of learning. When it comes to technology, if you are not learning, you are lagging.
Vendors, OEMs, and technology creators have the unique responsibility of understanding the value proposition, as selective as it may be. Find the right problem, identify the gap, and build the bridge to safer, better, faster mining operations.
The full impact on front line operators is difficult to measure. Labour shortages and skill gaps exist, but developing new skill sets has always been a part of the mining industry. It adapted to mechanisation
100 years ago, and can now adapt to automation. The faster the change is embraced, the faster those embracing it are adding value to the solution.
Reclamation
This should not have been anything new. For the vast majority of mining professionals, approaching innovative technology is not the first priority. Keep the machines going, get the plans out, sample what needs sampled, and ensure operations run safely – these all often take precedence. The aim of this article has been to serve as a simple reminder that new tools are out there to assist with problem solving.
Find the value that drives the operation in question, look for the gaps in existing solutions, and do not be afraid to try something new.
Part 2
Check out the October issue of Global Mining Review for a deeper dive into the sources of technological innovation and some new places to go looking for it.
References
1. ‘Injuries, Illnesses, and Fatalities’, U.S. Bureau Of Labor Statistics, (8 November 2023), www.bls.gov/web/osh/table-1-industryrates-national.htm
2. MANALO, P., ‘Average lead time almost 18 years for mines started in 2020 – 23’, S&P Global, (10 April 2024), www.spglobal.com/ marketintelligence/en/news-insights/research/average-leadtime-almost-18-years-for-mines-started-in-2020-23
Vedrana Spudic, ABB Process Industries, Switzerland, highlights how technologies continue to evolve, enabling mining companies to make required gains in productivity and sustainability.
The mining industry, once a late adopter of new technologies, is now embracing innovation to meet the growing demand for more sustainable practices. As such, it has undergone a remarkable transformation. This shift has been instrumental in addressing the challenges of environmental sustainability and operational efficiency, aiming to balance the two while improving safety standards. ABB is at the forefront of this ongoing evolution,
emphasising the importance of an adaptive and agile approach to developing technology for mining, as well as close collaboration with industrial and technological partners.
Through the integration of advanced technologies such as autonomous robotics, computational intelligence, and sophisticated energy systems, the industry is achieving new levels of safety, sustainability, and efficiency. These innovations are crucial in reducing the environmental impact of mining operations, while ensuring social fairness and compliance with regulations.
Drivers of innovation
Recent findings from the International Energy Agency reiterate the importance of critical minerals as the world builds towards a more sustainable future. This presents a challenge to the mining industry as the current output of planned projects falls behind rising demand. This challenge has proved to be a magnet for innovation, empowering the industry to revolutionise how it operates, not only to boost productivity, but to do so sustainably.
Strategic collaboration is another key driver supporting these innovative advancements. Partnerships between mining companies,
technology providers, and research institutions facilitate the development and implementation of new solutions, such as the electrification of haulage trucks. These collaborations combine expertise and resources, leading to the creation of interoperable, standardised technologies that can be widely adopted across the industry. This collaborative approach ensures that innovations are not siloed, but are integrated into a broader ecosystem that supports sustainable and efficient mining practices.
The industry is driven by a culture of curiosity and humility, where continuous improvement is paramount. Those leading the charge in mining innovation emphasise the importance of questioning historical practices, challenging the ‘norm’, and exploring new possibilities. This culture fosters an inquisitive mindset and a willingness to adapt and learn, encouraging innovation so the industry may respond swiftly to emerging challenges and opportunities.
Autonomous robotics unearthing the path to safer mining
One of the most critical aspects of technological innovation in mining is the enhancement of safety. Mining operations are inherently hazardous, with workers exposed to risks such as rock falls, explosions, inhalation of dust and toxic fumes, and overall harsh environmental conditions. The development of technologies like autonomous robotics is helping to mitigate these risks. ABB’s robotic explosive charging system is one example, performing high-risk tasks related to the placement and deployment of explosive charges. The solution negates the need for human intervention and minimises the likelihood of accidents.
Utilising robotics to perform previously manual tasks reduces the physical exertion on miners while also ensuring they are out of reach of potential hazards. Skilled workers can then put their knowledge and expertise to use in a more controlled environment and, in the case of the robotic explosive charging system, gain safe distance from unstable rock surfaces.
The impact of autonomous robotics extends beyond just blasting. Robots equipped with advanced sensors and AI can navigate complex underground environments, identify potential structural weaknesses, and monitor air quality in real time. This continuous monitoring allows for immediate detection and response to potential dangers, further enhancing safety.
Moreover, the use of autonomous robotics in mining operations leads to more efficient processes. Robots can operate around the clock without fatigue, maintaining consistent performance and productivity. This not only improves operational efficiency, but also reduces the likelihood of human error and, ultimately, improves overall safety conditions.
To ensure that the robotic technologies translate well to specific mining environments, ABB collaborates closely with industrial partners throughout the development of these technologies. Taking a humble approach of testing early and learning from failures,
Figure 1. A vision of ABB Ability eMine™ FastCharge with a truck charging.
Figure 2. ABB’s robotic explosive charging system detects drilled holes in a rock face and installs explosive charges during mining operations.
the company ensures that it is application-focused and that efforts are directed into overcoming the challenges critical for technology adoption in a mining environment.
The power of electrification in sustainable mining
Complementing automation and the integration of robotics in the mining industry, electrification plays a pivotal role in reaching the sustainable, all-electric mine of the future.
Reducing carbon emissions is crucial for the long-term sustainability of the industry, helping companies meet regulatory requirements and enhancing their reputation among stakeholders. Despite the benefits, technological, regulatory, and economic hurdles remain, necessitating continued innovation and investment in research and development.
Electrifying mines is fast becoming the most viable solution to tackling decarbonisation head on. Electric mines offer significant environmental benefits by reducing greenhouse gas emissions and improving air quality, while also providing cost savings through lower fuel and maintenance costs to ensure productivity and efficiency.
A key contributor to the industry’s carbon emissions is the use of fuel-powered mining trucks. However, the future of mobility currently sits squarely within electrification, and the integration of electric haulage into both existing and greenfield mines is already underway, using dynamic charging, such as with a trolley line, or stationary charger solutions.
The success and adoption of fully electric haulage in mining relies on nurturing several technologies to technical maturity and economic viability. This challenge requires broad collaboration in technology development, for example, ensuring the optimal power level is reached in a safe and reliable way during power transference. ABB is spearheading the haulage electrification journey from the very onset in close collaboration with industrial and technological partners. The chosen path relies on incremental testing of the full technology stack of electrification solutions.
In addition to maturing the technologies required for high power charging, a crucial aspect is standardisation, which ABB believes to be the key to economical viability and broad adoption of electrical haulage. The company
supports establishing and following open standards, such as through its engagement with the CharIN Mining Taskforce, where it collaborates with a broad consortium of like-minded companies.
Mining success with solutions in productivity
Safety and sustainability are paramount in terms of technological advancements and remain central to the reimagined culture surrounding innovation. However, new solutions should not compromise productivity and efficiency. When it comes to battery-electric vehicles (BEVs), which produce zero emissions at the point of use, the supporting infrastructure is vital to maintain ongoing operations with the desired output.
Fast charging systems are essential for maintaining the efficiency of electric mining fleets. These systems provide high-power charging capabilities, enabling quick turnaround times for battery-electric vehicles and reducing downtime. The connection system is an important part of the puzzle. ABB is currently in the process of maturing a robotic automated connection device (ACD) solution, designed for ultra-class trucks and other heavy machinery. It allows for seamless connection and disconnection of charging cables, reducing the need for human intervention and thus improving workforce safety, as well as enhancing productivity. It is also a crucial element in paving the way towards autonomous fully electric haulage, which is the ultimate vision for mining trucks. In this development, the principles of interoperability are vital, thereby allowing customers flexibility in extending their haulage fleet in the optimal way.
The future of mining
The mining industry’s future hinges on its ability to innovate. By embracing technological advancements, the sector can enhance safety, boost efficiency, and promote environmental sustainability, all while keeping up with rising demand. Automation and digitalisation streamline processes, reduce downtime, and optimise resource use. Autonomous vehicles and machinery can operate continuously without fatigue, leading to higher productivity and lower operational costs. Additionally, advanced data analytics and AI enable predictive maintenance, ensuring that equipment failures are anticipated and addressed before they cause significant disruptions. These innovations not only enhance productivity, but also contribute to the economic viability of mining projects.
The transition to all-electric mines, the use of autonomous robotics, and the integration of AI and data analytics are just a few examples of how innovation is transforming mining. As global demand for minerals increases and environmental regulations become more stringent, the importance of technology in mining will only grow. Embracing an adaptive mindset, fostering strategic collaborations, and continuously seeking improvements are essential steps toward the future of sustainable mining.
Figure 3. ABB’s technologies incorporate AI and data analytics tools for operators to use on a range of devices.
Todd Loudin, Valmet Flow Control, USA, examines why selecting the right wear-resistant valves and pumps is crucial for ensuring operational efficiency.
The mining concentrator features various harsh and abrasive processes like crushing, separation, grinding, flotation, thickening, and filtration. Each area requires process equipment to withstand these demanding conditions. Pumps, valves, instrumentation, and piping are often reinforced with hard coatings or other materials, like rubber linings, to protect metal components from abrasion. An equipment supplier with an extensive installation base and experience of these concentrator sub-processes can significantly decrease the trial-and-error effect and increase the likelihood of successful installations. Each area’s process conditions may influence mine operators to choose either harder or softer materials. Both can often be successful.
Peristaltic
pumps revolutionise thickener
underflow pumping
Complex mining operations meticulously orchestrate every element for optimal efficiency and safety. Thickener underflow presents challenges, but there have been game-changing
advances in peristaltic pump technology. A rubber-lined centrifugal pump is often utilised for thickener underflow pumping. Such pumps can pass large particles, produce high flow, and handle high solids. Naturally, these pumps need repair, often requiring replacement of the gland seal, suction and discharge volute liners, the casing liner, main bearings, and the rubber-lined impeller. A centrifugal
Figure 1. A single compression eccentric rolling design peristaltic pump. This typically results in more than double the hose life than with multiple compression designed peristaltic pumps. Because the single roller design means there is no heat generation, a lower-cost smaller pump and a smaller footprint can often be utilised than with shoe designs.
Figure 2. A Flowrox pinch valve, very popular among the mining and metals industry. Pinch valves can handle slurry shut-off and control up to 80% solids. They are inexpensive and easy to repair. Normally, the only required part is a new rubber sleeve that can be installed onsite with no special tools and basic mechanical skills.
pump repair involves numerous parts, requiring significant repair time. The ideal range for medium density pumped by a rubber-lined centrifugal pump is approximately 35% solids. If the thickener requires a higher density slurry of 55 – 60% for delivery to a filtration process, the wear rate inside the centrifugal pump may dramatically increase, significantly increasing operating costs and downtime.
Peristaltic pumps have gained popularity in mining operations for thickener underflow pumping and pumping of medium- to high-density slurries, mainly because the main wear component is a single rubber hose. Peristaltic pumps have no gland seals, so they do not require a constant flow of clean water to the gland seal. The rubber hose on a very large peristaltic pump can be replaced in a few hours, limiting downtime and costs. Peristaltic pumps are also excellent at passing large particles without damaging the rubber hose. They can pump slurries of up to 80% solids and experience no significantly increased wear from higher solids pumping. The two most important factors in rubber hoses’ longevity are how often the rubber is compressed, and the temperature to which the rubber is exposed. As the mining industry evolves, innovative technologies like peristaltic pumps will be vital in optimising efficiency, reducing operating costs, and mitigating environmental impact. By embracing these advances, mining companies can stay ahead of the curve and achieve sustainable growth in a competitive global landscape.
Many different designs of peristaltic pumps affect hose life, mean time between failure (MTBF), and operating costs. Mining operations benefit from understanding and utilising an eccentric rolling design peristaltic pump that compresses the rubber hose only once every 360° revolution. Designs that compress the hose two or more times every 360° revolution have a shorter hose lifetime and may severely limit pumping capacity by metal shoes rubbing against the rubber hose and causing heat generation. A single compression rolling eccentric design compressing the hose only once every 360° revolution can result in a hose life as much as five times longer than dual compression designs of peristaltic pumps utilising shoe compression to create the pumping effect. With the eccentric rolling design, a much smaller diameter pump can often be utilised than with the multiple compression shoe design, with a much smaller cost and space footprint.
To summarise, here are some reasons why a peristaltic pump may be a better solution than a centrifugal pump for thickener underflow:
n No gland seal water required.
n Very accurate at low and high flows – speed controls pump output, and flow produced is linear with speed output.
n Much simpler repair – simply replace the rubber hose, and the pump can resume service.
n Faster repair, limiting downtime.
n Lower operating costs.
n Positive displacement – the peristaltic pump will not lose pumping capacity with increasing head requirements.
n Can handle up to 80% solids with virtually no increase in rubber hose wear at higher densities.
Delivering higher-density slurries from thickener underflow can have many advantages over the downstream process. Here are some of the benefits that can be achieved:
n By pumping 80% versus 35% solids, there is a 45% reduction in make-up water to be reclaimed and cleaned for future reuse.
n Process piping, valves, pumps, instrumentation, and other equipment can be reduced because less volume passes through the process.
n Delivering the thickened slurr y to a filtration process may enhance it. The filter may shorten retention time and improve daily output, and by delivering a dry feed to the filter, it may achieve a drier cake.
n Achieving all these benefits means the operating and capital expense can be reduced by as much as 50%.
Valve selection for dense slurry isolation and control
Valves also require special consideration for utilisation in heavy slurries. Many valve types can be utilised in slurry services. Pinch valves, metal seated ball valves with hard coatings complete with scraping seats, and slurry knife gates, are typically utilised for extremely harsh slurries. All have advantages and disadvantages.
Knife gate valves should always be 100% full port in slurry services. Typically, mining concentrators utilise two knife gate valve types. One adds an extremely hard facing to the knife and seating area to withstand abrasion. The other utilises two large rubber sleeves that are the only component in contact with the medium in the open condition. The rubber provides wear protection. These rubber sleeved knife gate valves typically have a push-through design, in which the metal gates separate the rubber sleeves as the valve is closed, allowing any collected solids at the bottom of the valve to be pushed through the rubber sleeves and discharged. The valve thus remains trouble-free. Metal knife gates with hard coatings rely on crushing through and buildup at the bottom of the valve.
Knife gate valves offer short face-to-face, lighter weight, and lower costs than metal seated ball valves and pinch valves. However, metal seated ball valves and pinch valves may offer more trouble-free operation than knife gate valves.
A high-quality pinch valve is probably the most trouble-free valve for slurry service: when the valve is fully open, it is 100% full port, with no areas for material to accumulate. All other valves have pockets or cavities into which solids can migrate, eventually causing difficult valve operation or even failure. Any material scaling on a pinch valve’s inner surface starts to flake as the valve begins to close and is then further cleaned as the velocity increases, and the valve closes further. Pinch valves are genuinely
self-cleaning and are very successful in slurry flow or pressure control applications. Rubber sleeves can be manufactured reduced port to supply excellent control at the process’ desired flowrate and can be extremely durable in control service. When the rubber sleeve fails, it can be replaced more quickly and less expensively than in other control valve types. Pinch valves are limited to pressures up to a maximum 1500 psig and a temperature of 160°C.
Metal seated ball valves can withstand much higher pressures and temperatures than pinch valves and rubber seated knife gates. Depending on the design, a metal seated ball valve can withstand temperatures up to 600°C. This significantly extends product capabilities in services, such as: high-temperature steam, metal refineries, and the elution gold process. Ball valves can be equipped with solids-proof metal seats to ensure trouble-free operation. They can also be equipped with inlet and discharge ceramic liners to protect the valve body, and the ball can be of solid ceramic for extreme wear conditions. It is wise to utilise a valve with a partially stabilised zirconium (PSZ) ceramic ball and liners. This ceramic material is less susceptible to thermal and pressure escalation.
Conclusion
Mining is the harshest processing environment globally. Selecting wear-resistant valves and pumps is vital to maintain operational efficiency, ensure workers’ safety, and optimise mining equipment’s lifespan. Focusing on proven technologies and established brands will probably make operations more efficient and improve safety.
Energize industrial decarbonization
Decarbonizing and electrifying operations require digital transformation and getting there means prioritizing cybersecurity and operational efficiencies in extraordinarily harsh and hazardous environments. Our robust portfolio of solutions and deep expertise can help you achieve these goals and more while increasing uptime and improving mining efficiency along the way.
Count on our products and services to help you better manage costs and capital, create trusted connected environments, work more safely and operate more sustainably.
To learn more, go to Eaton.com/Mining
Figure 3. This push-through knife gate valve can discharge solids from the valve’s bottom to prevent material buildup in the valve. It is typically available in wafer and flanged designs. Above is a flanged design.
Teresa Bellver-Baca, Ignacio Aguilar-Sánchez, Martin Hansson, and Magnus Wasterang, Sika, tackle industry challenges with innovative solutions that enhance operational efficiency and sustainability.
The mining industry is constantly evolving to address numerous challenges, from economic fluctuations and geopolitical uncertainties to increasing demands for sustainable practices.
Current global megatrends highlight operational efficiency and sustainability as critical priorities. As a global leader in specialty chemicals, Sika offers innovative solutions that not only enhance efficiency, but also promote sustainable practices in mining operations.
This article explores how critical mining challenges can be addressed by a combination of technological solutions and experience.
Enhancing efficiency and safety: Mining’s essentials
Innovative chemicals – admixtures – are the essential salt and pepper that transform concrete properties, enhancing operational efficiency and safety in mining.1
Ground support
Concrete is a fundamental material in mining infrastructure. High-performance admixtures improve the setting time, strength, and overall performance of concrete,2 which is crucial in constructing and maintaining mining facilities. By reducing the amount of cement required, these admixtures also contribute to cost savings and lower carbon emissions.
Shotcrete is extensively used for ground support in underground mining operations. The use of shotcrete accelerators in mining ensures rapid setting and early strength development, which is vital for maintaining the structural integrity of underground tunnels and shafts. These products allow for faster application and reduced downtime, leading to increased productivity and safety during operations.
The Sika Mining team is invested in the development of such products, aiming to improve concrete properties, and making it more durable and easier to work with.
Ground stabilisation
Ground stabilisation is crucial in mining to ensure the safety and efficiency of operations. Stabilising the ground prevents subsidence and collapses, which can pose significant hazards to miners and equipment. Miners face challenges such as concrete degradation due to acidic conditions, which can weaken structures and reduce their lifespan. Additionally, variable geological conditions require tailored solutions to maintain stability and integrity. The Sika Mining team is committed to developing effective ground stabilisation techniques, including advanced grouts and resins. These products address challenges by reinforcing the ground and protecting infrastructure from environmental and chemical stresses.
Resource optimisation: Digitalisation
Digitalising the mining business presents challenges due to diverse data sources and numerous variables. The industry’s complexity requires a holistic perspective, with digital tools designed to address a wide range of specific issues. Sika has profited from decades of experience to develop flexible tools like the Sand App, which monitors aggregate quality, and the Mix Design app, which optimises concrete formulas in real-time. Enhanced with AI algorithms for increased accuracy, these tools help customers avoid waste, enhance circularity, and provide valuable insights, improving resource optimisation, efficiency, and safety in mining operations.
Promoting sustainability
Energy consumption reduction
One of the primary goals in modern mining is to reduce energy consumption. Miners focus on energy-efficient production processes which contribute to the overall reduction of the carbon footprint in mining activities. Mining companies are therefore inclined to utilise products designed to minimise energy use during the application and throughout the lifecycle of mining operations. For instance, Sika’s concrete admixtures can reduce the need for thermal curing, leading to significant energy savings.
Water conservation technologies
Water is a precious resource in mining operations, often used in large quantities for processing and dust control. Sika’s experience in servicing some of the most arid mines in the world proves its high capability in developing technologies that
Figure 1. Sika Sand-App quality control of aggregates used in concrete. The simplicity of the technique (taking a picture of a light pad where the aggregates to be analysed have been deposited) makes it an easy tool for any environment. It can be used on all types of aggregates >0.16 mm, including hydraulic sands.
Figure 2. Zero Clinker Concrete initiative. Strength development plot compared with the results after optimisation with Sika Rapid 500 XS. The calculations on the right side collect savings and CO2 reduction derived from the use of Sika Rapid 500-XS.
optimise water use, such as admixtures that reduce water demand in concrete and shotcrete applications. Increasingly, the extraction sector recognises the need to partner with companies that specialise in sealing and waterproofing products. Preventing water leakage and contamination, ensuring the conservation and protection of vital water resources, is one of the main focuses of Sika Mining.
Figure 3. Plots showcasing the results from the experiments involving the inclusion of tailings in construction materials; a) Particle size distribution of tailings, sand, and cement. The tailings typically have an intermediate particle size and can therefore be used as a partial binder replacement or partial sand replacement; b) Mechanical performance of grout with different amounts of tailings as a cement replacement and as aggregate replacement with/without activator. Modified after Avgerou et al. (2023).3
Waste management solutions: Revalorisation
Effective waste management is crucial for minimising the environmental impact of mining. Sika partners with mining and processing companies to develop products that revalorise waste. A prime example of circular economy is the Zero Clinker Concrete project. This initiative uses slag, a byproduct of smelting metal concentrate from the same mine, to create clinker-free concrete for mining applications. Considering the mine’s specifications, Sika developed the Sika Rapid 500 HX to meet strength requirements. Recycling slag into concrete reduces the carbon footprint by decreasing clinker use and cutting transportation emissions associated with cement.
Forming strategic alliances is essential for transforming waste into valuable resources. A remarkable demonstration of cross-cultural collaboration is the Horizon project ‘EURO-TITAN’, funded by the European Union (Project number: 101135077) and aimed at fulfilling the EU’s titanium requirements using secondary raw materials. This initiative involves 18 partners, including Sika, and focuses on recycling metallurgical waste from titanium dioxide and aluminum production. The project aims to reduce reliance on Russian and Chinese titanium imports and cut CO2 emissions by 90% compared to traditional methods.
Mine tailings, typically considered waste, present a promising alternative for construction materials due to rising costs and stringent environmental regulations. Sika studies show that incorporating mine tailings into cementitious mixes can enhance mechanical performance and reduce CO2 emissions. This approach also lowers storage costs of tailings in mines. The research team focuses on characterising tailings from different deposits, optimising formulations, and achieving sustainable solutions. By replacing cement and aggregates with mine tailings, Sika aims to contribute to more sustainable construction practices and reduce the environmental impact of mining activities.
Tailings management and environmental protection
Advanced tailings solutions: Social responsibility and operational safety
Tailings management is a critical aspect of mining operations, with significant environmental and safety implications. Sika’s advanced tailings solutions include innovative products that enhance the mechanical properties and stability of tailings, helping mining companies mitigate risks and comply with stringent environmental standards. These solutions facilitate the safe storage and disposal of tailings, reducing the risk of tailings dam failures and environmental contamination.
Sika is a strong supporter of mine backfill practices, a technique that provides the necessary strength and stability to support underground mining operations, while increasing the volume of tailings disposed of underground. Continuous monitoring and quality control ensure that these properties are maintained, even under challenging conditions.4
After many years pioneering the development of backfill admixtures that are both cost-effective and environmentally friendly, Sika’s recent acquisition of Master Builders has combined the know-how of both powerhouses. The extensive experience gathered in mine backfill operations improves the packing and mechanical properties of backfill, reducing the risks associated with acid generation and leaching. By decreasing the amount of binder required, Sika admixtures also lower the carbon footprint of backfill operations.
Compliance with ESG standards
Environmental, social, and governance (ESG) standards are increasingly influencing the mining industry. Sika solutions target operational efficiency, but also ensure that mining activities are conducted in an environmentally and socially responsible manner. The use of advanced admixtures reduces binder use and water consumption, minimising environmental impact, while sealing and waterproofing products prevent water leakage and contamination, protecting vital water resources. Preventive solutions ensure mining operations are conducted responsibly, improving compliance with environmental regulations and boosting the companies’ ESG performance. Thanks to those, many mining companies can enhance their ESG performance and build a reputation for sustainability.
Conclusion
Addressing mining industry challenges is crucial for global economic development, digitalisation, and the shift towards green technologies. Developing products for operational efficiency, sustainability, and safety is a shared responsibility. This involves creating innovative solutions for ground support and stabilisation, optimising resources through digital tools, reducing energy consumption, conserving water, and managing waste effectively. Resource revalorisation is also key in the race towards sustainable development. By embracing advanced technologies and adhering to ESG standards, the mining industry can boost sustainability and minimise environmental impacts. Sika’s dedication to these goals helps mining operations meet stringent ESG standards and build a reputation for responsible mining practices.
2. QUANG, N. D. V., ‘Effect of quartz powder and mineral admixtures on the properties of high-performance concrete’, Vestnik MGSU, 14 (1 (124)), 102 – 117, (2019).
3. AVGEROU, N., HESSELBARTH, D., WEINKAUF, A., BELLVER-BACA, M., AGUILAR-SÁNCHEZ, I., and GALLUCCI, E., ‘Mine Tailings as Alternative Construction Materials’, SikaTechnology, (presented at Tailings 2023).
4. ERISMANN, F., KURZ, C., HANSSON, M., and ALMAS, J, ‘Translating paste backfill admixture results from the laboratory into the field’, In Paste2017:Proceedingsofthe20th International Seminar on Paste andThickenedTailings, (pp. 190 – 198), University of Science and Technology Beijing, (June 2017).
LENSER i-Plate
PROCESS OPTIMISATION BY MEANS OF REAL-TIME MEASUREMENT
The LENSER i-Plate enables direct insight into the filter chamber during the filtration process by digital real-time measurement.
Visualization
Preparation of the measured data into a meaningful curve of your filtration process in real time
Process Optimization
Precise adjustment of process parameters for optimum results
Process Reliability
Continuous monitoring of moisture values during filling, squeezing and cake dry blowing
Increased Efficiency
Set shorter cycle times with practically the same residual moisture
Conserving resources
Depending on the application, reduction of material and energy consumption
New: LENSER i-Plate leasing offer
You receive the sensor on a loan basis by concluding a maintenance contract with a monthly fee. This offer is only valid with the purchase of a LENSER chamber filter plate
Scan to QR code to get more information about the LENSER i-Plate
Robert Boyce, ABB Low Voltage Motors, Juha Kytaja, ABB Large Motors and Generators, and Emily Loudenslager, ABB Low Voltage System Drives, address the role of reliable large electric motors and drives in modern mining operations.
The relentless pursuit of efficiency, along with maximised productivity, defines the modern mining industry. From the initial stages of exploration and extraction to processing and transportation, equipment reliability has always been, and remains, paramount. Downtime translates to lost production, which then impacts schedules, budgets, and, ultimately, profitability. Within this ecosystem, large electric motors and drives play a critical role, powering crucial equipment like crushers, ball and sag mills, pumps, ventilation systems, and conveyors.
The harsh realities of mining environments
Mining environments present a unique set of challenges for electric motors. These workhorses are exposed to a brutal cocktail of abuses – dust, moisture, vibrations, and, often, extreme temperatures. Dust infiltration can lead to internal component wear and overheating of the motor. Moisture ingress can cause electrical shorts and corrosion. Vibrations can cause misalignment, bearing damage, and, in the worst cases, motor failure. These harsh environmental conditions are a
recipe for downtime, disrupting operations and negatively impacting profitability.
Another challenge for mining equipment motor designers and engineers lies in accounting for the vast spectrum of operating conditions these motors may encounter, both those intended by design and those arising from real-world use. Without precise speed control, rotating machinery can be susceptible to damage from several sources. Operators may unintentionally push the equipment beyond its recommended speed limits, leading to accelerated wear and tear. Conversely, sudden emergency stops can create massive mechanical loads on the motor, potentially causing internal damage. Additionally, the practice of ‘creeping the belt’ –intentionally running the system at very slow speeds for maintenance purposes – can put strain on the motor if not done properly. To mitigate these risks, the three rules of reliable and efficient operation must be:
n Robust motor design to ensure the motor can withstand a variety of operating conditions.
n Simplicity of design operation to reduce the chance of operator error.
n Smoothness of operation to minimise stress on components by the operator.
By focusing on these factors, motor designers can create superior solutions for the demanding environment of mining operations.
Choosing the right motor – a critical decision
Selecting the appropriate motor for a specific mining application is a crucial decision. Factors like motor size, power rating, efficiency, and operating environment must be meticulously considered. Oversizing a motor can lead to inefficiency and unnecessary energy consumption. Under sizing a motor can result in overloading, overheating,
and premature motor failure. Hitting the ‘sweet spot’ of motor sizing requires a combination of technical knowledge and experience.
Prioritising efficiency – a growing trend
The International Energy Agency (IEA) has identified energy efficiency as ‘the first fuel’ in the drive to achieving net zero emissions, as it makes the most of existing energy and avoids the need to develop new resources. There are more than 300 million electric motor systems currently in operation worldwide – yet despite only a tiny fraction of this number being large megawatt-scale motors, they are responsible for using around 10% of the world’s electricity. As heavy industries like mining undergo a crucial transition towards low- or zero-carbon operations, energy efficiency is the natural solution to pursue.
So, modern mining operations are increasingly prioritising energy efficiency. However, this focus stems from a dual-pronged approach: not only minimising environmental impact, but also reducing operating costs. Evolving environmental regulations and market pressures encourage the adoption of energy-efficient technologies, including electric motors. High-efficiency motors use less energy to deliver the same output when compared to standard motors. This translates to significant cost savings over the long-term operation of a mine. Additionally, electric motors can easily be integrated into new builds or retrofitted onto existing mining equipment to replace diesel engines.
Adding a variable frequency drive to the motor enables even greater energy and cost savings. Without a variable frequency drive, the motor runs constantly at full speed during the entire process, which results in substantial inefficiencies. Variable frequency drives adapt motor speed to the actual need of the process which reduces the energy consumed by the motor, resulting in more efficient system operation, especially when the process runs at partial loads.
In an industry where energy costs can be significant, the use of electric motors contributes to sustainability and cost-savings by minimising waste and maximising output. The mining industry is under increasing pressure to reduce its carbon footprint, and electric motors can play a vital role in reaching these sustainability goals.
Choosing to add a variable frequency drive
While the practice of operating motors with a variable frequency drive has gained significant traction in low voltage applications, large motors have so far been left behind due to the technology’s initial cost and complexity at higher voltage levels. Only 10 – 15% of the globally installed base of large motors are estimated to have a drive installed.
Mining operations are expected to run 24/7, so reliability and extended life for key equipment are critical. The ability of a variable frequency drive to soft start large motors eliminates thermal stress on the motor and reduces insulation damage for extended motor life. Motor-drive systems that utilise variable frequency drives have no moving parts, unlike traditional systems that incorporate multiple components such as valve and dampers, and are often
Figure 1. ABB ECP5000 Severe Duty motors provide high-torque and high horsepower in a low-voltage design.
Figure 2. ABB ACS880 Drives are designed for demanding industrial applications.
ABB low and medium-voltage drives and electric motors optimize productivity, while reducing energy consumption in your mining operations.
overengineered to be able to deal with localised bearing and component failures. The reality, however, is that fewer components result in less unplanned downtime and maintenance.
Electric motors paired with variable frequency drives allow for precise speed and torque control, adapting to varying loads efficiently. Additionally, electric motors and drives have a longer lifespan than internal combustion engines, especially when proper maintenance practices are followed.
New motor concept solutions will soon offer a whole electromechanical powertrain, designed and delivered as one package to the customer. This optimised approach maximises energy efficiency, enhances control, simplifies operations, boosts productivity, and promotes sustainability.
Selecting the right partner –expertise matters
Choosing a reliable motor manufacturer with a strong track record offers significant advantages. Established manufacturers possess the expertise to design motors that can withstand the rigours of mining environments. Their understanding of the specific challenges faced by mining operations can translate into motors and drives with features like:
n Robust design: Utilisation of high-quality materials and robust construction techniques ensures durability and extended operational life. Features like sealed bearings, enhanced cooling, high ingress protection, low vibration, and corrosion-resistant components contribute to a motor’s ability to withstand harsh environments.
n Tailored solutions: Mining applications are diverse, with varying needs for motor size, power rating, and specific operating conditions. Reputable manufacturers often offer both standard configurations and customised options, ensuring a perfect fit for each application.
n Expert support: A reliable motor manufacturer provides comprehensive support beyond the initial purchase. This can include readily available spare parts, on-site service expertise, and technical support to address any operational challenges.
n End to end solution: Choosing a partner that has expertise in providing a solution from concept to
commission ensures that the entire system is optimised for efficiency and reliability in mining operations.
n Wide portfolio: A single manufacturer’s ability to provide solutions across the spectrum of motor and drive needs can simplify sourcing and future service requirements.
The selection of reliable large motors offers benefits beyond just technical specifications.
n Reduced downtime: Minimised downtime is a critical factor for maximising productivity. Durable motors designed for harsh environments, coupled with preventative maintenance practices, can significantly reduce downtime associated with motor failures. Predictive maintenance programmes utilising vibration analysis and temperature monitoring can further minimise the risk of unexpected failures, allowing for proactive maintenance scheduling.
n Improved operational efficiency: High-efficiency motors contribute to mining operations by consuming less energy to deliver the same output. This translates to lower energy costs and a reduced environmental footprint. Modern motors often incorporate features like optimised stator and rotor designs and advanced bearings to minimise friction losses, leading to improved efficiency. Adding a variable frequency drive to the motor system results in additional substantial energy savings.
n Total cost of ownership: While the upfront cost of a high-quality, well-suited motor may be slightly higher than a standard motor, the long-term benefits outweigh the initial investment. Reduced downtime, improved efficiency, and lower maintenance costs contribute to a lower total cost of ownership over the lifespan of the motor. Investing in reliable motors can yield significant financial returns over the course of a mine’s operation.
The right choice matters
The reliable and efficient operation of large motors plays a vital role in the success of modern mining operations. By carefully selecting motors and drives designed for the realities of harsh mining environments, prioritising energy efficiency, and partnering with reliable manufacturers, mining companies can benefit from reduced downtime, improved operational efficiency, and a minimised total cost of ownership.
As mining embraces a future-focused approach, electric motor and drive use will evolve to prioritise sustainability through lifecycle assessments, while simultaneously leveraging smart technologies like predictive maintenance, to optimise performance, minimise environmental impact, and ultimately drive long-term productivity gains.
With pressing environmental concerns front of mind, it has been and continues to be vital for the motor industry to proactively research, develop, and adopt low carbon technologies to push beyond basic compliance and lead the way towards greater sustainability. It is now up to the ambitious leaders in the mining industry to select those partners whose products and practices embody that vision.
Figure 3. ABB’s MV Titanium is a whole electromechanical powertrain motor concept, offered as one package to the customer.
Introducing the PDS4.0 Super Heavy Vehicle Kit
For Large mining trucks, safety and efficiency hinge on the ability to adapt to any situation, be it on mining roads or in pit loading areas. The PDS4.0 Kit for Super Heavy Vehicles was specifically designed to address the challenges posed by limited visibility due to the enormous size of these trucks and the inability for operators
to see personnel and light vehicles on the ground. Becker Mining Systems developed its Proximity Detection System PDS4.0 for all conceivable operational conditions to prevent accidents and ensure a safe working environment for everyone involved. For more information on the PDS4.0 from Becker Mining Systems , contact us today. MEET US AT
Dyno Nobel overviews how effective explosives research and development can improve safety, productivity, and sustainability in mining.
Research and development (R&D) in the explosives sector plays an essential role in making mining safer, as well as more productive and sustainable. As the readily available, easy-to-access ore bodies have been identified and mined out, new opportunities require working in deeper, more challenging areas, which in turn require new technology and solutions.
With products and services being used all over the world, commercial explosives company Dyno Nobel has taken a global approach to its R&D.
Balancing global solutions with site-specific needs
What does it mean to have a global approach to R&D? For Dyno Nobel, it is a careful balance between creating solutions that are impactful around the world, while simultaneously devising new approaches for individual sites based on their unique requirements. Some problems can only be solved by an explosives manufacturer. A complete understanding of the product and the ability to adapt to key problems mean that a sector expert can produce products that no one else can.
Dyno Nobel has a global technology programme with R&D facilities in countries around the world – including the US, Australia, France, Turkey, Indonesia, and South Africa. Having facilities in different areas of the world helps maintain region-specific solutions.
Dyno Nobel’s R&D facilities and network around the world enable the development of unique solutions in each different region. This helps the company cater to specific market needs and provide technical support for both its plants and customers.
Mining geology, weather, language, raw material supply chain, legislation, and culture are just a few of the many factors that differ between mining operations within and across borders. Developing and implementing new technology require a deep understanding of the specific customer challenges to find fit-for-purpose solutions to deliver safety, operational efficiency, and environmental benefits.
Dyno Nobel’s testing site in Utah is one of the many facilities that supports global R&D. Because it has a world-class laboratory, pilot plant, and test site all in one facility, the site supports R&D for Chile and the Asia Pacific region, in addition to North America. Each region, and even each mine, has its own environment, strengths, and challenges. To maximise its efficiency, the company needs to be able to adapt its existing technology and products to site specific needs.
For example, one customer had issues with sulfides and pyrites in the ground reacting with ammonium nitrate-based emulsion explosives, generating excessive heat that led to smoking and burning holes. Dyno Nobel had formulations designed to counter that reaction, but the site’s emulsion plants were not designed to make these products. Working with its engineering and product management teams, the company was able to create a solution that could be injected right off the mobile processing unit (MPU), creating the inhibited product as needed with greater flexibility than if the site’s plant had manufactured it.
At Dyno Nobel’s Simsbury, Connecticut, manufacturing plant, the importance of developing solutions based on the unique mining circumstances in different regions is also recognised. The company’s initiation systems are generally designed to meet global requirements; however, by evolving designs to suit extreme environments, it can enhance the robustness of its products globally.
The evolution of R&D
The explosives industry has made major strides in the years since William Bickford’s safety fuse in 1831. Indeed, Alfred Nobel’s inventions of blasting caps and dynamite in the 1860s marked a new era of safer, more controllable blasting. Dyno Nobel is proud to continue the tradition of reducing the dangers of blasting through continuing innovation. Thanks to the efforts of companies like Dyno Nobel, mines and quarries are safer, more productive, and more efficient than ever before.
Major innovations have allowed operations to move beyond simply putting rock on the ground, to fine-tuning blasts to achieve specific goals based on fragmentation, vibration, and beyond. Technology that allows operations to use data and diagnostics to optimise mining processes can increase production and efficiency, while enhancing safety. Operations today are looking for very high-fidelity digital models that can predict key blasting outcomes, including fragmentation, material movement, and vibration early in the design phase. Advances in computer processing and new
Figure 3. Dyno Nobel’s Nobel Fire digital platform models key blasting outcomes.
Figure 2. The Simsbury, Connecticut, manufacturing facility supports global R&D.
Figure 1. Principal Research Scientist Jordan Arthur works at Dyno Nobel’s Utah testing site.
machine learning techniques are helping reach new levels of accuracy, but the best solutions still need a fundamental understanding of blasting physics and rock mechanics.
Technology has also given mines more control over their explosives as they are loaded. Innovations in bulk emulsion technology, such as Dyno Nobel’s DIFFERENTIAL ENERGY® and Delta E2 (ΔE 2 )® solutions give operations the ability to vary the density of their emulsion throughout the borehole, based on the unique geology at the site. By placing the energy exactly where it is needed, operations can fine-tune their fragmentation and reduce oversize and/or fines as needed, and data can easily be shared to optimise blasting outcomes. The efficiencies generated reduce both overall mining costs and emission volumes for customers, reducing Scope 1 emissions by up to 25% in normal blasting circumstances.
The means of initiating blasts have also evolved. The enhanced timing accuracy provided by electronic initiation systems allows for more precise blast designs, facilitating greater optimisation of shot patterns. These systems are becoming more sophisticated, creating opportunities for integration with drilling, hole loading, and other mining systems. This integration enhances information flow at mines, leading to increased productivity.
All of these innovations, and many more, are currently shaping the way operations approach their blasting programmes, and R&D teams throughout the industry are hard at work developing the technology that will keep the mining world moving forward.
What is next for the explosives industry?
Safety has always been the most important consideration in explosives R&D, a trend that will undoubtedly continue as the industry evolves. Allowing mining personnel to be removed from the most dangerous aspects of the industry using machines and remote-control units is one solution that is starting to become more common. Automation of equipment, such as MPUs, provides a solution where explosives delivery is completed more safely without personnel in the area, such as close to high walls. Blasting quality is also improved by automated measurements that drive explosives loading, such as dipping.
Additionally, sustainability and environmental stewardship are also key areas of focus for the industry. There is a focus on decarbonisation and investment in lower emission bulk products, with major mining houses looking for products and services that lower GHG emissions. A strong focus on developing more environmentally friendly explosives and delivery systems for both Scope 1 and Scope 2 emissions through manufacturing, delivery, and use being implemented, such as electric vehicles and heavy-metal-free detonators, is critical.
And of course, innovations that increase productivity at mine sites will also be a major focus for the industry moving forward. As improvements in digital information gathering allow operations to identify the root causes of inefficiencies, tailored solutions will be more easily developed and implemented to ensure mines and quarries are able to reach their full potential. In the future, the tools that will be employed most effectively are those where interoperability is a key part of the architecture. Miners’ digital ecosystems are large and growing, and there is very little room for proprietary software that is cumbersome and hard to integrate.
Conclusion
With their global approach to mining, Dyno Nobel’s R&D experts look forward to being part of the continuing innovation in the explosives industry. By focusing on delivering practical innovation and solutions, they are making measurable improvements in how the biggest challenges their customers face are tackled – namely safety, operational efficiencies, and environmental impact. With this in mind, tomorrow’s innovations are already being developed at today’s R&D sites.
Contributors
• Jordan Arthur, USA.
• Clint Eckhardt, U SA.
• Brett Mac aulay, Australia.
• Rich Michna, USA.
• Paul Terr y, Australia.
• Dirk van Soelen, Australia.
Figure 4. DIFFERENTIAL ENERGY and ΔE2 technology allows for targeted energy placement.
Figure 5. Electronic initiation systems allow for enhanced timing accuracy and precise blast designs.
Daniel J. Brunner and Benjamin F. Shriver Jr., REI Drilling Inc., USA, evaluate how directional drilling can be implemented to aid mine depressurisation and improve safety.
Pit slope stability in opencast mines, in particular the practice of steepening highwalls to improve recovery, depends, to a large degree, on the ability to reduce the pore pressure of the rock formations exposed by the highwall. Current highwall drainage practices are to drill boreholes directly into the benches using air-hammer or air-rotary techniques. These drainage boreholes are typically limited in depth, not precisely placed, are short-lived, and provide marginal benefits. Over the last five years, through design and implementation of several unique projects, directional drilling, with specialised downhole mud motors that provide rotary
torque downhole, can now routinely provide solutions to both underground and surface hard rock mines for gas and water depressurisation. For underground or opencast applications, directional drilling provides the ability to develop long (>800 m) boreholes, with multiple tangential branches (side-tracks), each targeted into specific zones or faults, and each individually lined, creating expansive passive drainage manifolds that can produce significant volumes of fluids for long durations from a single borehole collar.
This article will discuss an underground directional drilling application to control water and gas migration from deep lower elevation sources and an opencast slope stability project, each involving the development of manifolds.
Application of depressurisation systems to hard rock mines
Directional drilling applications utilised for the degasification of coal mines are widely known and well-developed. These techniques form the basis from which directional drilling solutions for the control of gas emissions and water into evaporite and hard rock mines have been developed. In these mines, the gases to control include methane (CH4), hydrogen sulfide (H2S), and nitrogen (N2), as well as carbon dioxide (CO2), which is at times prevalent and problematic in limestone hosted hard rock operations.
Evaluating a mine for depressurisation involves characterising the emissions of gas or water into the mine with the intent of deriving the source of these emissions.
By identifying the gas or water source and determining its characteristics, a proactive approach to depressurisation may be derived. If possible, the gas and water source may be directly addressed and depressurised with drainage boreholes. Conduits leading from the source, such as gas and water charged fractures, fissures, and faults, may be targeted and depressurised by feature-focused boreholes. Depending on the characteristics of the source, a system of boreholes under vacuum, to create a low pressure sink to draw gas away from the mine workings, may be implemented.
Underground project
Recently, directional drilling was used to develop a manifold of boreholes at an underground hard rock mine in Latin America to control water and gas migration from deep lower elevation sources. The intent of the manifold was to create a low pressure sink underneath a prospective ore body to mitigate the migration of water and associated gas into future workings for mine safety. The manifold was comprised of multiple tangential boreholes placed under the orebody and deployed at an orientation to intercept the general trend of faults and fractures (a feature-focused approach) in the host rock beneath the ore body. In conjunction with separation and management of produced water, an underground gas collection system was implemented to route all of the collected gas to a ventilation return raise for dilution into the mine’s ventilation system.
Geology and geo-mechanical characteristics
The target orebody was hosted within sandstone, which contained lenses of limestone, and was overlain by siliceous and polymictic conglomerates. The orebody was proximate to the sandstone/conglomerate contact, and adjacent to a significant, steeply dipping normal fault. Numerous small normal faults running generally orthogonal to this significant fault cut through the orebody; all were conduits for water and gas from a lower elevation source.
The uniaxial compressive strength of the sandstone and the conglomerate ranged between 100 and 140 MPa, for the sandstone and conglomerate, respectively. An analysis of core recovery in the conglomerate and sandstone indicated fair to good rock quality designation (RQD), however a detailed evaluation of core holes drilled to below the target orebody showed poor to very poor RQDs in the sandstone.
Drilling approach
Based on an engineered design, two directionally drilled boreholes were implemented, initiating from a drilling site developed specifically for the project and located at an elevation below the current workings. The boreholes were drilled under the ore body and placed to intercept water and gas charged geologic features (as shown in Figure 3).
The boreholes were developed at 96 mm diameter along the orientation of the long axis of the orebody, and consist of a main trunk line with side-tracks, forming a manifold. The boreholes were drilled initially at a negative inclination and then steered horizontally to measured depths of between 500 and 600 m at an elevation of 10 m below the orebody (as shown in Figure 3, profile view).
Figure 1. Steepening highwalls to expand opencast mines and improve recovery.
Figure 2. Directional drilling for depressurisation in an underground hard rock mine.
Redefining the Limits of Directional Drilling
For over 40 years, REI has been at the forefront of advancing directional drilling technology and its application. Our expertise spans various sectors, including energy and mineral exploitation, remediation, and plant development. Our team of skilled engineers, field technicians, and project managers is committed to delivering innovative solutions tailored to the complexities of your application.
Innovative Solutions
Custom drilling solutions tailored to meet specific project needs.
Advanced Drilling Techniques
Utilization of state-of-the-art technology for optimal performance.
Engineering Applied
Drilling approach based on engineered plans to ensure efficiency and success.
Safety Standards
Commitment to the highest safety protocols to protect people, property, and the environment.
Tangential branches (side-tracks) were developed by initially creating a kick-off point in the trunk lines as they were drilled to planned depths. After the trunk lines were completed, side-tracks were developed from each kick-off point with a specialised downhole motor configuration, and extended to depth (as shown in Figure 3).
The boreholes were drilled with a skid mounted core drill modified specifically for directional drilling, along with a fully controlled wellhead. This was equipped with a shut-in valve, blow-out preventer, and high-pressure stripper-head assembly, in order to isolate produced fluids and gases from the drilling entry. Gases and fluids were separated from cuttings with
a production separator, and the gas was routed to the ventilation return through a pipeline that was operated under negative pressure.
Results
The borehole manifold was successfully implemented per the drilling plan, and produced water in conjunction with gas as designed. Although water production was difficult to manage as fluid flows were greater than planned, the manifold provided an effective low pressure sink below the orebody. Water and gas migration to overlying mining levels subsided, providing for safe exploitation of the orebody itself, including the overlying mining activities.
Surface project
Recently, a directional drilling solution was applied to an opencast base metal mine in the US to mitigate slope stability hazards posed by several water-bearing geological features within the mine’s highwall. A directional drilling approach involving multiple branches deriving from two borehole collars was developed. These branches would intercept these features and create an expansive passive drainage manifold to reduce pore pressures and increase overall highwall stability.
The objective was to implement a sustainable long-term directional drilling solution for water drainage that would require minimal maintenance and oversight from the mine. This objective was accomplished through multiple branches that intercept each feature at various points (as production of water from features varies with borehole interception location), along with the installation of a perforated liner in the proximity of the water-bearing features to ensure long-term stability and production.
Drilling approach
Strategic placement of the borehole manifold was key to the success of this project. From two borehole collars originating from a single drill site on a remote bench within the pit, a drainage manifold totalling approximately 1900 m of a 96 mm diameter borehole was directionally drilled (as shown in Figure 5). Four drainage branches were developed from one collar (Borehole A, B, C, and D), each approximately 420 m in length (except for B at 300 m), through normal faults, while Borehole E, developed from the second collar, did not involve any tangential drainage branches, but was drilled to a measured depth of 810 m to demonstrate the ability to extend reach from the pit wall. From the two collars, eleven interceptions of four separate water-bearing normal faults were completed, creating long-lasting drainage conduits. Each borehole was directionally drilled to intercept the normal faults at near orthogonal orientation to improve long-term borehole hole stability, while also steering to target the next planned fault interception.
The side-tracks for all of the tangential branches were initiated by creating a kick-off point in the main boreholes at planned depths, and extended as described for the underground project.
Stabilising intercept zones for the long term
To increase the effectiveness and stability of the drainage manifolds, a process was developed to place and anchor in
Figure 3. Plan and profile view of directionally drilled boreholes developed under an orebody for depressurisation.
prefabricated segments of smaller-diameter (76 mm) slotted flush joint PVC liner through each interception of the water-bearing features. These slotted segments of liner stabilised the borehole through the water bearing zones and ensured long-term production periods. As shown in Figure 5, the highlighted sections indicate where perforated PVC was placed within the drainage manifold. Note that these slotted segments were only placed through fault intercepts that were perceived through drilling as unstable, and that not all fault intercepts required stabilisation. Following completion of the project, water production from the complete manifold was relatively consistent at greater than 9.5 l/s and continues to produce today (1.5 years later) at a similar rate, successfully achieving the objectives of this project.
Conclusion
The benefits of using a directional drilling approach for depressurisation include the ability to achieve greater depths by providing rotary torque downhole, and active control of the direction and pitch of the boreholes. The depressurisation boreholes can be intentionally steered to intercept fracture networks and other features at angles that will increase connectivity and improve drainage effectiveness. The ability to place segmented sections of slotted liner, and anchor them in place, provides long-term stability through water production zones. Properly placed directionally drilled manifolds can provide continuous long-term benefits at high water production rates.
DON’T MISS OUR LATEST TMAX ™ 3 INNOVATION
The popular Stellar ® TMAX™ 3 Mechanic Truck is built to handle the rugged conditions and uneven terrain of mining operations to keep your equipment up and running. Now even more payload and corrosion resistance are coming.
Figure 5. Plan view of directionally drilled boreholes developed to target water-bearing features for highwall depressurisation.
L. Taddei, G. Mendoza, and C. Robertson, Austin Powder, outline how electronic detonators with integrated temperature measurement (ITM) capabilities can lead to safer mining operations.
It is a well-known industry fact that many mine sites around the globe experience blast holes that have elevated temperatures, due to factors such as reactive ground, geochemical reactions, geomorphic reactions, and sub-level open fires.
It has been reported in many previous industry publications (White, Saputra, et al) that elevated blast hole temperatures are a norm at many mine sites and are dealt with on an ongoing basis while the drill and blast process continues under elevated states of alert.
of detonator, primer, accessory, and bulk product, must be taken into consideration when loading blast holes where there is a known potential for elevated temperature conditions. It should also be noted that these elevated temperatures inside blast holes can be consistent throughout the blast hole length or vary in position within the blast hole, depending on the mine conditions mentioned in the opening statement above.
The risks associated with the loading of primers and bulk explosives in holes where elevated temperatures are present include: the ejection of the bulk explosives product, deflagration of the explosives during initiation of the blast, or premature and uncontrolled initiation of a blast hole(s).
This article describes a unique and novel approach to active monitoring of the temperature within blast holes. It involves the application of electronic detonators with integrated temperature measuring (ITM) capabilities, which were deployed and demonstrated at a mine site in Mexico from January to March 2023.
The deployment of ITM-capable electronic detonators allows a user to monitor and record the real-time temperature at multiple locations (e.g. toe, middle, and collar) at each electronic detonator’s position within the blast hole, with the ability to react instantaneously to elevations in temperature reported. The measurement of the temperature can be for a single ITM electronic detonator or simultaneous for an array of ITM electronic detonators, allowing for the potential for the data to be represented by a time/temperature/hole depth 3D heat map. Changes in temperature at different borehole positions can vary; however, often, the collar position is expected to be the most reactive due to the combination of bulk explosive product and oxygen exposure, which can be confirmed with the application of the ITM electronic detonators. A mine site’s reaction to a measured elevated temperature within a blast hole can vary depending on the temperature measured and the change in temperature from the last measurement made. The study was found to produce real-time in-hole temperature information which was previously unobtainable without the introduction of another device. New and adaptive elevated temperature hole policies can be created and adapted proactively as real-time information is received, leading to a safer mining operation.
Introduction
The study occurred in a large opencast copper mine located in Mexico. This mine is known for reactive ground containing pyrite which hinders the drilling and blasting mining process. A major challenge that arises during the loading of explosives in reactive ground is the monitoring of the in-hole temperature of every blast hole, especially after stemming.
With safety as a core value, the Austin Powder team began a process of innovation through collaboration with the mine, developing a patented electronic detonator capable of temperature measurement. Early in 2023, an initial series of tests were completed using the latest electronic detonator, to which a temperature sensor was added. This article will focus on the learnings and benefits of this innovative technology, including the ability to map the existing work areas and potentially predict areas with potential for elevated temperatures based on previously collected temperature measurements.
Background
Early in 2023, a series of tests were conducted with inert electronic detonators, which focused on studying the behaviour of the temperature using two inert detonators per blast hole – one inside a booster and one positioned outside of the same booster to determine if the booster could function as a thermal insulator. These inert primers were placed alongside the live primers in various blasts. The temperatures were recorded from the electronic detonators before priming, after loading the hole, and after stemming. At the conclusion of these tests, the team confirmed that the
Figure 2. A total of 1020 detonators were used in the testing on 15 different blasts in the mine.
Figure 1. As time increases, the difference in temperature between sample detonators is reduced.
THE WORLD’S FIRST ELECTRONIC INITIATION SYSTEM WITH INTEGRATED TEMPERATURE
MEASUREMENT
Reaction Zone
Inert Zone
Cautionary Zone
Figure 3. According to the measurements taken in Area IX, a normal temperature range of 10.92°C (51.7°F) – 11.38°C (52.5°F) is expected during programming, while a final temperature of 18.43°C (65.9°F) – 19.18°C (66.5°F) was measured prior to blasting.
4. Representing the increased change in temperature later in the testing cycle.
booster does not function as a thermal insulator, as over time the temperature between both detonators was balanced, having an average variation of about 2°C (3.6°F). The temperature variation between the inert detonator within and outside of a cast booster is plotted in Figure 1.
Test development
The tests focused on various patterns in different areas of the mine to benchmark the expected temperatures in order to use this information to categorise or zone each blast with these values, as shown in Figure 2. In this way, the safe working practices in reactive zones can be adjusted in real time.
Results
A summary of the initial temperature, intermediate temperature, and final temperature of Area IX is shown in Figure 3, while a general comparison of all areas sampled can be seen in Figure 4.
General comparison by areas
n Having a higher concentration of reactive ground in Area XI, one of the blasts conducted in this area during the testing period was continuously monitored to analyse its behaviour. Observing that, as time passed, the temperature was rising on average 1.63°C every 43 min. from 9:00am, and a greater increase from 11:00am, rising 2.21°C every 50 min.
n In Area IX, av erage temperatures of 15.28°C (59.5°F) are expected, with maximums of 20°C (68°F) and a temperature increase of 3.63°C every 1 ½ hrs.
n In Area XI, av erage temperatures of 23.29°C (74°F) are expected, with highs of 28.4°C (83.1°F) and a temperature increase of 1.63°C every 00:40 hrs.
n In Area XII, av erage temperatures of 12.24°C (54°F) are expected, with highs of 17°C (62.6°F) and a temperature increase of 2.6°C every 1:50 hrs.
Conclusions
As has been observed, with the information collected using this ITM capable detonator, the mine will be able to use the temperature records in the different areas of the pit to operate with greater awareness and safety during the explosives loading procedures. This new data allows for the adjustment of safe working procedures and best practices in potentially reactive mining zones. Any detected values outside of the expected and measured ranges will function as an indicator, allowing the mining unit to make decisions in real time, as well as monitor and keep records of the temperature behaviour in each of the mining areas.
In addition, the mine will be able to re-assign the personnel historically tasked with the potentially hazardous task of manually monitoring the thermal activity of the holes to other activities, since the electronic detonator programming team will now be responsible for measuring and recording the in-hole temperature and alerting the mine to any anomalies as the expected temperature value range is exceeded.
Figure
Figure 5. Aerial plan view of test zones of the pit under study and monitoring.
Through a process of continuous improvement and innovation, the technology development staff adjusted the firmware of the equipment in order to add the final temperature record of the detonators as decimal numbers (in °C), inserting a column in the current report, to generate an exportable file and physical record deliverable to the mine.
Future innovations
Further innovation and collaboration with the mine are currently underway to improve the reportability and management of the information obtained.
Through Wi-Fi/LTE (or other) wireless networks, the measured data will be uploaded to the cloud, which will store and analyse the collected information. Once the minimum permissible temperature limit has been established when performing the review, if one or more detonators exceed this limit, an alert will be issued through an application to the control tower and/or to those responsible for the drilling and blasting department.
In addition, Austin Powder continues to develop and innovate this patented technology to support its customers with the challenging situation of reactive zones and provide predictive tools that will offer an extra level of protection and safety to their operation.
Figure 6 shows the concept 3D-modelling potential of the ITM technology when used to categorise existing blast patterns, with these values being retained and
applied to subsequent blasts surrounding (both adjacent and below) the measured blast.
2. SAPUTRA, H.P., e t al, ‘Application Electronic Initiation System in Hot and Reactive Ground Conditions’, ISEE Conference, (2022).
3. ‘Code of Practice - Ele vated Temperature and Reactive Ground’, Fifth Edition, AEISG (Australian Explosives Industry and Safety Group Inc.), (2020).
Vehicle Intervention Control (VIC) for Collision Avoidance System, EMESRT Level 9 Crawl & Stop
Brake Effectiveness Management (BEM) for real-time Brake Wear and Critical Brake Distance Monitoring Speed Control Management (SCM) to limit Over Speeding adding Segregation Control, Operating Procedures and Compliance
Autonomous Mine Machine (AMM) for Remote Controls, Tele-Remote Operations, Semi as well as Full Autonomous Solutions for your Entire Fleet Connected Mine Machine (CMM) for Everyday Machine Health Insights
Figure 6. Heat map.
Nigel Pereira, Orica, reviews the blasting technologies that are helping to tackle the challenges of underground mining and safely enhance ore recovery.
Technology advancements in underground mining are redefining operational standards, with Orica positioned as a pioneering force in this transformative journey. With 150 years of experience in mining and civil blasting, Orica has engineered a comprehensive range of technologies that represent fundamental shifts in how underground mines approach blasting, safety, recovery, and operational efficiency across various mass and selective mining methods, such as caving, stoping, and benching.
At the core of Orica’s underground innovations lie three blasting technologies: WebGen™ 200 Underground Pro, Avatel™, and the 4D™ Bulk Delivery System. These technologies individually tackle essential challenges in underground mining, ranging from safety enhancements to operational efficiency and ore recovery.
World’s first wireless initiating system
WebGen 200 Underground Pro is Orica’s patented second-generation wireless initiation system, a step forward in blasting technology. As the world’s first truly wireless initiating system for underground mining, it employs low-frequency magnetic signals to initiate blasts by transmitting through rock, air, and water. This cutting-edge technology eliminates the need for physical connections between detonators, thereby reducing the time workers are exposed to hazardous environments, decreasing operating costs, and at the same time, increasing productivity.
Orica’s WebGen technology has demonstrated its effectiveness in various mining operations and blasting methodologies globally. One notable impact was at Outokumpu’s Kemi mine in Finland, which extracts chromite ore. The operation faced a specific challenge in recovering ore from the crown pillar between their opencast and underground workings.
Conventional blast designs, employing fan-shaped holes, often resulted in substantial amounts of ore being stranded or inaccessible,
while the use of standard initiation systems required workers to enter potentially hazardous areas to charge and connect each blast. To address this, Orica partnered with Kemi to introduce a novel crown pillar blasting technique using the WebGen wireless blasting system. This innovative solution enabled the pre-charging of parallel rings of blast holes, removing the need for workers to enter hazardous areas and enhancing ore recovery by eliminating unrecoverable wedges left by fan-shaped rings.
The outcomes were significant: ore recovery surpassed the budget by 92%, the total stope volume mined exceeded the plan by 80%, and waste extracted using the
new approach was less than 40% of the initial projection. This approach not only elevated safety standards, but also significantly enhanced ore recovery rates and overall operational efficiency within the mine.
Timo Nikkinen, Project Engineer at Kemi Mine, said: “The new crown pillar blasting method enabled by WebGen means better safety in the whole mining cycle. By extracting more ore and increasing ore recovery, we better utilise Kemi mine ore reserves and this new mining method with WebGen will also extend our life of mine.”
Equally compelling is the application of WebGen at New Afton Gold and Copper Mine in British Columbia, Canada, where it has enabled safer undercutting in block caving operations. Located 10 km west of Kamloops, New Afton faced challenges in its ‘C’ zone, where a zone of rock, known as picrite, made conventional undercutting methods risky and inefficient. The mine’s conventional method involved two slot blasts charged and fired separately, followed by ring blasting to establish the cave. This method required re-entry to connect wired detonators for the second blast, exposing personnel to potential hazards.
In July 2022, New Afton partnered with Orica’s WebGen team to develop a new blast design that allowed adjacent slot blasts to be charged together, but fired separately. This innovative approach eliminated the need for workers to re-enter the area to connect detonators for the second blast, significantly enhancing safety while maintaining operational efficiency. The initial slot would be loaded with i-kon™ wired detonators, while the second slot would use WebGen wireless detonators, allowing both to be charged in a single entry but fired at different times as needed.
The results were significant, with New Afton’s projected savings exceeding CAN$1 million in development costs across 18 undercut drives. The trial, conducted in March 2023, demonstrated the effectiveness of the WebGen system in enhancing safety, delivering operational efficiencies, and reducing costs in challenging mining environments.
The new dimension in blasting
Orica’s 4D bulk explosives system is its newest innovation for underground mining, offering significant advantages over conventional underground bulk explosives solutions. The 4D system provides a wider range of explosive energy options for blast designers, even across extended lengths. Through an innovative delivery system and re-engineered emulsion chemistry, designers can adjust explosive energy easily between blast holes and within an individual blast hole. This level of control results in optimised energy distribution, leading to superior rock fragmentation, along with improved management of ore dilution, damage, and recovery compared to conventional bulk explosives.
The 4D system has also proved itself in enhancing ore recovery and reducing dilution control in long hole stoping operations. Recently, MMG encountered challenges at its Dugald River underground zinc mine in Queensland, Australia, related to long hole stope performance,
Figure 2. Wireless blasting enables parallel rings of pre-charged holes that recover nearly all of the ore.
Figure 1. Fan drilling left unrecoverable wedges of ore in the crown pillar at Kemi Mine.
Figure 3. WebGen™ 200 Underground Pro is Orica’s patented second-generation wireless initiation system, a revolutionary step forward in blasting technology.
including ore recovery, dilution control, and brow damage. Orica responded by introducing the Subtek™ 4D bulk explosives system to address these concerns – by expanding the range of available explosive energy, more precise control was possible within the blast holes.
The introduction of this system through a multi-phase trial resulted in significant improvements. Hanging wall dilution decreased by 64% (from 11% to 3.7%), stope recovery increased from 90% to 93%, brow failure rate dropped by 73% (from 44% to 14%), and hole cleanouts reduced by 48%.
The implementation of the 4D bulk explosives system has the potential to add AUS$23.5 million annually in net smelter returns from zinc ore and saved AUS$1.4 million through reduced waste rock dilution, improving operational efficiency. The mine management praised the 4D solution for enabling more precise and efficient mining methods, allowing for smarter design and less wasteful explosive application in stoping.
World’s first fully mechanised development charging system
In mechanised development charging, Orica’s Avatel, developed in partnership with Epiroc, represents a substantial advancement in mining safety and efficiency, especially within development operations. As the world’s first automated development charging system, Avatel allows a single operator to prepare and wirelessly charge a
development face from the safety of an enclosed cabin. This innovation effectively removes the risk of operator exposure to geotechnical hazards at the development face.
Avatel’s true value lies in its ability to unlock new innovative work methodologies, while taking advantage of the best explosives technology in a single comprehensive solution.
Avatel provides an opportunity to eliminate the application of labour-intensive, expensive, and frequently temporary controls to manage risk at the face. Traditionally, the absence of secure mechanised solutions for handling explosives has led to charge crews accounting for up to 70% of direct face exposure time in various development operations. Consequently, operations have resorted to implementing safety measures such as face support to maintain a safe working environment. While these measures can be effective, they are costly, time consuming, and do not completely isolate workers from potential hazards.
The removal of temporary controls, such as face meshing and bolting, also have a significant impact downstream, negating the operational inefficiencies of rehandling and sorting blasted material to avoid the risk of blockages in the crushing and conveying systems caused by remnants of tramp steel.
Avatel integrates millisecond electronic timing with WebGen wireless electronic detonators and hole-by-hole bulk explosive energy variation through automated string loading, offering a highly accurate and adaptable solution for development and tunnelling blasting operations.
Optimised blast designs and execution using Avatel can deliver:
n Significantly improved overbreak performance –reducing shotcrete and ground support volumes, material haulage and schedule compliance with less rework.
n Up to 34% reduction in maximum instantaneous charge weight, and hence vibration and overpressure, compared to conventional blasting products.
n Reduction in rock mass damage, observed through significantly reduced post-blast scaling requirements.
Conclusion
As mines continue to go deeper and face more challenging conditions, blasting technologies, like those developed by Orica, will play a crucial role in supporting blasting operations. These advanced solutions enable mines to safely recover ore, operate more efficiently, and achieve better blast outcomes. By leveraging such innovations, mine sites can extract more value from their operations while simultaneously addressing critical safety and sustainability concerns.
The full potential of these technologies is still being explored, promising even more innovative applications and benefits in the years to come across a wide range of underground mining methods.
As it looks to the future of underground mining and ongoing technology developments, Orica is committed to working with the industry to provide technology and solutions to sustainably mobilise the Earth’s resources.
Figure 4. The 4D™ Bulk System provides a wider range of explosive energy options for blast designers, even across extended lengths.
Figure 5. Avatel™ allows a single operator to prepare and wirelessly charge a development face from the safety of an enclosed cabin.
Fletcher
Ahead of this year’s MINExpo INTERNATIONAL® , 24 – 26 September 2024, Global Mining Review (Booth 217, North Hall) previews some of the companies that will be exhibiting at the Las Vegas Convention Center.
ABB
Booth 8601, Central Hall
ABB has built up an advanced portfolio of electrification, automation, and digital solutions and expertise for the mining industry over 130 years. Today, the technology leader enables global mining companies to run safe, productive, and resource-efficient operations, meeting the metals and minerals demands of a world in energy transition. ABB’s eMine™ approach and set of industry-specific technologies is a flagship for integrated electrification and automation in mines. It makes the all-electric mine possible from mine to port, combining with proprietary hoisting, grinding, and material handling technologies.
Aramine
Booth 11745, West Hall
Aramine offers a complete range of innovative products and services for more responsible underground mining. With almost 50 years of expertise, the French company
enjoys worldwide recognition in the mining industry and is currently operating in 88 countries.
Aramine relies on four main products, with proven effectiveness and availability:
n Design and manufacturing of a complete range of machines for small to medium-sized sections, including battery-powered machines for mining operations with limited CO2 emissions. Discover Aramine’s latest innovations in battery-powered equipment at MINExpo.
n Historical remanufacturing programme for machines and parts.
n A wide offer of spare parts: More than 1.5 million items available for all types of mining machinery through its Smart Parts brand.
n Distribution of Normet, Astec, HBM NOBAS, and Atlas Copco products in authorised areas.
Aramine invests heavily in research and development and its engineers are constantly developing innovative products.
Bridgestone Booth 8613, Central Hall
At MINExpo, Bridgestone will showcase the latest innovations aimed at co-creating value with customised solutions across and beyond customers’ value chains. In spotlighting premium products and integrated solutions, Bridgestone’s booth will feature surface and underground mining tyres, including the MasterCore lineup and next-generation subterranean products. The booth will explain the enhanced performance of Bridgestone’s core technology and tread designs, helping customers ‘Move More With Less’. Finally, attendees will be able to learn more about the company’s mining solutions business and its advantages.
Brokk Inc.
Booth 11001, West Hall
Brokk has been a world-leading manufacturer of electric remote-controlled demolition machines and attachments for more than 46 years. Through continuous innovation in engineering and design, the company is able to offer unique solutions to multiple industries worldwide, including mining and tunnelling. Demolition machines, along with other innovative mining solutions, will be featured at MINExpo 2024. Brokk’s demolition machines excel at ultra-deep, narrow-vein mining by allowing workers to drill, blast, bolt, and break remotely.
BS Track
Booth 11270, West Hall
BS Track is a leading company in the production of high-quality track shoes for various track-based systems, such as excavators, crawlers, and dozers. Its modern production line manufactures triple, double, and single track shoes with a pitch ranging from 170 mm to 317.5 mm. With a production capacity of 4000 kg/hr, BS Track ensures the highest quality standards. Its raw materials are exclusively supplied by BRITISH STEEL. An experienced team ensures precise machining and hardening of the track shoes through a two-stage process. BS Track stands for professional products that meet the highest demands – daily and consistently. Trust BS Track for top-tier quality in the track shoe industry.
Caterpillar Booth 6333, Central Hall
Caterpillar is excited to share the MINExpo Experience with the global mining industry and its valued customers. In addition to showcasing innovative technologies, new machines, and beyond-the-iron solutions, Caterpillar is bringing teams of people with the expertise to talk with attendees about new approaches in the areas of mining optimisation, technology and autonomy, equipment lifecycle management, safety, sustainability, and the energy transition journey.
Continental Booth 10045, West Hall
Working in the toughest places on Earth calls for world-class solutions. Continental provides a comprehensive range of proven products and services for the mining and off-highway vehicle industries, including conveyor belt systems and repair services, suspension and anti-vibration components, industrial and hydraulic hose lines, drive belts, vehicle electronics, displays, instruments, and terrain-optimised tyres.
CR Powered by Epiroc Booth 13643, West Hall
CR Powered by Epiroc engineers advanced mining products and digital solutions for surface and underground mining equipment, fixed plant, and wear parts. Its advanced physical and digital solutions help the world’s best miners unlock productivity, enhance safety, and reduce emissions. CR’s leading range of mining equipment and technology includes lips, GET, dragline buckets and rigging, wear parts, and digital solutions – from payload management to GET monitoring. From its inception as CQMS in 1979 to its acquisition by Swedish OEM Epiroc in 2023, CR remains committed to its history of legendary site support and customer-centric innovation.
Cummins Inc.
Booth 8991, Central Hall
Cummins Inc. has been a leader in mining operations around the globe for nearly 100 years – trusted to maximise uptime even in the most challenging conditions. Partnering with Cummins goes well beyond its world-class engine offering with robust aftermarket services and support. As the industry continues on the journey to carbon neutrality, Cummins is there to provide a balanced pathway to achieving both mid and long-term sustainability goals. Visit Cummins at MINExpo to explore the company’s continued investment in internal combustion engines, lowering cost of production and viable solutions for carbon reduction.
Dafo Vehicle Fire Protection
Booth 8982, Central Hall
Dafo Vehicle Fire Protection reduces the risk of heavy vehicle fires with comprehensive fire protection solutions. With over 100 years of experience, Dafo Vehicle provides products for the mining industry to ensure safety, minimise damage, and reduce downtime.
Fire risks are significant for large, off-road, and heavy-duty mining equipment due to the continuous operation and transportation of flammable materials. Dafo Vehicle’s fire suppression systems are designed for these challenging conditions, have low life-cycle costs, and protect both combustion, hybrid, and electric vehicles. They are rigorously tested for performance and durability under extreme conditions, ensuring top-quality performance in mining environments.
Dyno Nobel Booth 6127, Central Hall
Dyno Nobel is a global leader in the commercial explosives industry. It offers a full range of best-in-class explosives products from manufacturing plants around the world and blasting services from a distribution network unmatched in the industry. As a company, it develops innovative and efficient customer solutions through its people, products, and services.
Dyno Nobel’s world-class research and development is focused on new technologies that benefit its customers throughout the entire value stream. Renowned for its excellent safety performance and cutting-edge explosive products and services, Dyno Nobel continuously delivers groundbreaking performance through practical innovation.
Endress+Hauser Booth 10465, West Hall
Extract a sustainable future with Endress+Hauser, a global leader in measurement instrumentation, services, and solutions for industrial process engineering. The company provides process solutions for flow, level, pressure, analytics, temperature, recording, and digital communications, optimising processes in terms of economic efficiency, safety, and environmental impact. With its product portfolio spanning monitoring, analytics, and automation, and its cross-industry application expertise, Endress+Hauser can help customers take the processing, storage, and distribution of natural resources to the next level.
Eriez Booth 11851, West Hall
Eriez, a global leader in separation technologies, will introduce new feeding and metal detection equipment at this year’s MINExpo International at the Las Vegas Convention Center. Eriez will have 10 subject matter experts attending the show to engage with industry professionals.
New technologies on display will include:
n New metal detector: Designed for fixed-site quarries and mobile crushing plants, this metal detector uses optimised detection algorithms to reliably detect damaging iron and manganese steel. This equipment provides superior protection for crushers, screens, and conveyor belts.
n High-capacity electromagnetic vibratory feeder: Eriez’s new vibratory feeder offers nearly 70% greater capacity than the previous model, significantly enhancing material handling efficiency.
n Suspended electromagnets: Eriez’s line of suspended electromagnets provides tramp metal collection from conveyed materials. The company offers both manual-clean and self-clean models.
Freeport-McMoRan
Booth
6119, Central Hall
Freeport-McMoRan Inc. is a leading international metals company with the objective of being foremost in copper. Headquartered in Phoenix, Arizona, Freeport operates large, long-lived, geographically diverse assets with significant proven and probable mineral reserves of copper, gold, and molybdenum.
Freeport has a strong commitment to safety performance, environmental management, and the communities where it operates. Freeport has achieved the Copper Mark – a comprehensive assurance framework designed to demonstrate the copper industry’s responsible production practices – at all 12 of its copper-producing sites globally. By supplying responsibly produced copper, Freeport is proud to be a positive contributor to the world, well beyond its operational boundaries.
General Kinematics
Booth 8269, Central Hall
General Kinematics (GK) offers innovative vibratory mining equipment such as feeders, screens, and grinding mills. GK’s core strengths rest in its ability to create energy-efficient, high-quality vibratory mining equipment to solve the toughest of process problems. Its proven track record as a mining equipment manufacturer and supplier can be found in its extensive installation base of over 40 000 units in 35 countries. Custom designs can fit existing footprints while improving throughput with GK’s signature Two-Mass technology. GK’s mining equipment is known for dependability, longevity, and expert performance, helping customers to achieve their process goals.
Geometrica
Booth 4670, Central Hall
Discover Geometrica’s cutting-edge dust control solutions at MINExpo 2024. Geometrica covers large mining stockpiles with column-free structures that eliminate airborne emissions and runoff. Versatile installation methods, including a central tower option, ensure safer and more efficient builds by minimising work at heights and reducing labour and equipment needs. With a commitment to environmental sustainability and successful projects in over 40 countries, Geometrica sets the standard for mining infrastructure. Visit Booth 4670 to explore advanced solutions tailored for the mining industry.
The Goodyear Tire & Rubber Co.
Booth 6319, Central Hall
Every mine fleet has unique needs and challenges. One thing they all have in common, however, is the need to efficiently lower operating costs. Whether a fleet manager’s goal is to optimise fuel efficiency, reduce vehicle downtime, or all of the above, Goodyear offers a
Total Mobility solution that includes products customers can trust, reliable OTR services when they are needed and accessible tyre management tools that can be tailored to fit customers’ mining operations.
Hägglunds
Booth 10347, West Hall
Hägglunds stands for groundbreaking direct hydraulic drive technology and unswerving customer focus. Engineered and manufactured in Mellansel, Sweden, its hydraulic motors and compact direct drive systems provide superior torque performance, flexibility, and reliability to customers worldwide. Hägglunds is a brand of Bosch Rexroth, a leading global supplier of drive and control technologies.
The direct answer is often the best answer, especially when it comes to drive solutions. Hydraulic direct drives from Hägglunds provide a straight path to high performance, through shaft-mounted hydraulic motors, freely placed drive units, and intelligent control. Powerful, compact, and utterly reliable, its drive systems change the game in the toughest applications. However, its greatest strength is its team, committed to customers’ productivity.
Haver & Boecker Niagara
Booth 8633, Central Hall
Haver & Boecker Niagara is a leading provider in screening, pelletising, and primary crushing systems. The company’s mission is to deliver the best of these technologies to customers in the mining, aggregates, minerals, cement, building materials, fertilizer, and salt industries. With deep roots and years of experience in these sectors, Haver & Boecker Niagara uses its innovative and shared technologies to effectively meet the needs of customers around the world.
HBT
Booth 12143, West Hall
The HBT Group is an international alliance of high-performing companies that combine their strengths to provide a single-solution provider for the mining and tunnelling industries, and beyond.
The HBT Group brings together the innovative brands of HBT, Hauhinco, Breuer Motoren, Advantec, Pempek Systems, and a partnership with TotalEnergies, offering a comprehensive portfolio of systems, machines, engines, components, and services tailored to mining and tunnelling demands. This includes longwall mining systems, room and pillar equipment, roadheaders, water hydraulic systems, electric motors, fluids and lubricants, electrical engineering, and automation and control technologies.
At MINExpo, HBT will provide comprehensive information on all products and services. Featured products on display will be a Hauhinco EHP-5K 400S Quintuplex-Plunger Pump, a Breuer ecoVert® VFM41-1200 mining motor, the HBT conveyor line pan PFHD for heavy duty applications,
HBT longwall automation solutions (PPD, data visualisation, remote control), and Pempek technology for autonomous management of mining vehicles.
Herrenknecht Booth 13773, West Hall
With the experience of more than 6200 projects, Herrenknecht is a technology and market leader in the area of mechanised tunnelling and mining technology.
Herrenknecht is the only company worldwide to deliver cutting-edge tunnel boring machines for all ground conditions and in all diameters (ranging from 0.10 – 19 m).
Herrenknecht shaft boring systems stand for innovative machine concepts that reach deposits at great depths of up to 2000 m safely and efficiently. They thus meet all requirements of the modern mining industry: short construction times for deep shafts with maximum safety.
Hexagon Booth 13239, West Hall
Hexagon is a global leader in digital reality solutions, combining sensor, software, and autonomous technologies. The company is putting data to work to boost efficiency, productivity, quality, and safety across industrial, manufacturing, infrastructure, public sector, and mobility applications. Its technologies are shaping production and people-related ecosystems to become increasingly connected and autonomous – ensuring a scalable, sustainable future.
For the mining sector, Hexagon solves surface and underground mine challenges with proven technologies for planning, operations, and safety. It has approximately 22 000 employees in 50 countries and net sales of approximately US$5.1 billion.
Horton Inc.
Booth 5816, Central Hall
Founded in 1951, Horton is a leading provider of premium, engine-cooling solutions for on-highway, off-highway, and new thermal control for electric applications. The company’s customer-inspired innovations, including fans, fan drives, and related components, help engines and generators last longer, run quieter, and consume less fuel.
Horton’s customised mining applications are now being used all over the world, in radically different environments, from deserts to tundra. As mining equipment manufacturers seek cleaner, greener solutions, they are turning towards innovators like Horton to help make changes that maximise efficiency, including optimal engine cooling.
Immersive Technologies
Booth 6823, Central Hall
At MINExpo 2024, Immersive Technologies will showcase solutions optimised for specific mining applications, including surface, underground, manned,
and autonomous operations. These solutions address various mining job roles, such as training for heavy equipment operators, supervisors, and other field-based positions. The company’s expertise, drawn from projects across over 360 mines in 51 countries, ensures valuable insights for every MINExpo attendee. Immersive focuses on workforce skills development, safety, and productivity, supporting mining companies in achieving greater mine safety and profitability.
Innovative Wireless Technologies (IWT)
Booth 13281, West Hall
IWT is a leading supplier of underground wireless networks enabling voice, text, tracking, data, gas monitoring, and much more. The company will showcase several new solutions at MINExpo, including the Guardian™ Proximity Detection System. This game-changing, advanced technology is designed to keep miners safer with superior proximity detection capabilities. Guardian can operate seamlessly through curtains, is tamper resistant, and is not susceptible to electromagnetic interferences. Demos will occur at the booth throughout the expo. IWT will also be debuting the all new SENTINEL™ WGM+, a revolutionary, all-in-one device with atmospheric monitoring, gas sensing, and communication capabilities.
Maestro Digital Mine
Booth 1221, North Hall
Maestro Digital Mine is a leading innovator in the mining industry, specialising in advanced digital solutions for underground mines. The company develops cutting-edge IoT devices and software that enhance operational efficiency, safety, and productivity. With a focus on ventilation monitoring and control, last-mile communication solutions, as well as real-time data analytics, it helps mines achieve optimal performance. Visit Maestro Digital Mine at MINExpo to discover its latest technologies and learn how it can revolutionise mining operations.
Maptek
Booth 6162,
Central Hall
Maptek™ is a global provider of innovative software, hardware, and services. Founded more than 40 years ago to service the mining industry, Maptek offers a unique combination of domain knowledge, technical expertise, and engineering resources. It incorporates automated workflows and optimised algorithms to collect, analyse, and circulate critical information within the operational cycle, closing the loop between planning, production, and results. With its digital mine solutions, operations can add value to projects. Maptek continually looks for new ways to extend the capability of the mining industry and develops reliable solutions that allow customers to improve safety, productivity, and profitability.
Michelin
Booth 3133, North Hall
Michelin, a leading mobility company, is dedicated to enhancing its clients’ mobility sustainably: designing, producing, and distributing the most suitable tyres for its clients’ needs and uses; providing services and solutions to help them operate safer, smarter, and more sustainably; and developing high-technology materials that serve a variety of industries. Headquartered in Clermont-Ferrand, France, Michelin is present in 175 countries, has 132 000 employees, and operated 121 production facilities in 2022.
Micromine
Booth 5530, Central Hall
Micromine is a leading provider of innovative software solutions that span the breadth of the mining cycle, from geological exploration and data management to resource estimation, mine design, planning, and production control. At MINExpo, the company will showcase Micromine Alastri – a sophisticated mine planning software engineered for opencast metals production. This software offers powerful functionality across strategic scheduling, haulage optimisation, and scenario analysis. Head to Micromine’s booth at MINExpo to learn more about Micromine Alastri and other innovative products in Micromine’s portfolio.
Mine Vision Systems
Booth 12374, West Hall
Mine Vision Systems (MVS) is on a mission to enable remote monitoring and autonomous equipment operations in underground mining. The company invented a precise and real-time underground location platform and began shipping its first product, FaceCapture, in 2023.
FaceCapture is a sensor fusion solution combining spatial, 3D image, and real-time location data for geologists, mining engineers, and surveyors making critical decisions to maximise mine output. It is used in the mining of critical minerals and precious metals.
MVS was spun out of Carnegie Mellon University and the National Robotics Engineering Center in 2015. Its history includes deep expertise in mining automation and self-driving vehicles.
Nerospec SK
Booth
11023, West Hall
Events such as MINExpo provide an invaluable platform for showcasing advancements in mining technologies. This year, Nerospec SK is set to highlight its latest innovations in vehicle intervention control, automation, and network communication technologies. Attendees can expect to see demonstrations of the company’s HUB controllers’ capabilities, including their integration with various machine types and advanced data logging and connectivity features. By participating in MINExpo, Nerospec SK aims to further its mission of enhancing safety and operational efficiency in the mining industry, through cutting-edge technology and robust engineering solutions.
SuperBrite™ Marquee Display
SuperBrite™ Marquee Display provides fail-safe, real-time data by ensuring only current information is displayed – preventing unsafe old data from display when network is off-line. Easily integrated into wireless or Ethernet network and written to directly from any Vigilante AQS™ or Zephyr AQS™ stations, SCADA, DCS, PLC or HMI control system.
The New York Blower Company Booth 10931, West Hall
Since 1889, The New York Blower Company has established significant expertise in industrial manufacturing and serving its customers. From its modest sheet-metal shop beginnings in Chicago, it has grown to be an international leader in the industrial fan marketplace. In fact, New York Blower currently has more than 200 representatives with 15 manufacturing facilities worldwide. This simplifies the process for reps and field technicians to access its fans and provide custom solutions and services to customers. New York Blower has one of the most comprehensive lines of fans and blowers which can be selected for any mining application.
Normet Booth 12339, West Hall
Normet is a world-leading, innovative technology company that defines the future of operations in mining, tunnelling, construction, and civil engineering projects – under and above ground. The company enables its customers and partners to enhance safety, sustainability, and productivity throughout the lifecycle of their projects. It establishes long-term relationships with customers and partners to find optimal solutions to challenges that will positively impact people and the environment.
Normet offers a full range of services, technologies, and products for explosives charging, scaling and breaking, rock and ground support, water control, concrete spraying and transportation, underground logistics, and lifting and installations. At MINExpo 2024, the company will showcase its latest innovations and complete offering portfolio.
Orica Booth 13901, West Hall
For the past 150 years, Orica has been investing in technology and innovation to deliver safe blasting products and solutions. The seamless integration of the fundamental core blasting operations with integrated end-to-end digital insights enables optimised safety, productivity, recovery, and sustainable outcomes for customers across the entire value chain. Working with customers to provide valuable insights into their needs and challenges allows Orica to deliver optimal outcomes, while inspiring the creation of new technologies and solutions that will help the mining industry to mobilise the Earth’s resources more efficiently and responsibly.
Petro-Canada Lubricants
Booth 11827, West Hall
Petro-Canada Lubricants’ products perform in some of the world’s toughest conditions – providing outstanding equipment protection under severe loads, over an extreme range of temperatures and environments.
Each speciality fluid and grease provide a range of benefits to suit customers’ needs, helping to
boost productivity, increase efficiency, reduce costs, and cut downtime. Petro-Canada Lubricants have, for over 45 years, been a staple in the Canadian mining industry, but its products continue to perform beyond expectations in virtually every industry, in over 80 countries, around the globe.
It is time to work with a customer-focused lubricants partner that goes above and beyond.
Philippi-Hagenbuch
Booth 6135, Central Hall
Philippi-Hagenbuch specialises in engineered-to-order off-highway mining-class truck bodies (HiVol® Bodies), water tanks, and trailers – from bottom dump and rear eject to lowboy. Privately owned and based out of Peoria, Illinois, Philippi-Hagenbuch does all of its engineering in the US, with fabrication carried out in the US, Australia, Brazil, Canada, Chile, Colombia, and Sweden, based on the end user’s location. Clients come to Philippi-Hagenbuch to minimise maintenance, maximise payload, and achieve the most efficient off-highway truck fleet.
MINExpo attendees can visit Booth 6135 in Central Hall to discuss how Philippi-Hagenbuch can engineer a solution based on their mine’s specifications and needs.
Regal Rexnord
Booth 10437, West Hall
Regal Rexnord is a global leader in the design and manufacturing of reliable and sustainable power transmission solutions for mine extraction, transportation, and processing operations. Engineers work hand-in-hand with OEMs, mine owners, and on-site technicians and service operators to enhance safety and increase uptime in mines worldwide.
RIEGL
Booth 10301, West Hall
RIEGL, with its headquarters in Horn, Austria, and its North American headquarters in Winter Garden, Florida, USA, is an international leading provider of cutting-edge LiDAR technology in terrestrial, industrial, mobile, airborne, bathymetric, and UAV-based laser scanning. The combination of RIEGL’s state-of-the-art hardware with the respective, equally innovative RIEGL software packages for data acquisition and processing, results in powerful solutions for multiple fields of application in surveying.
Stellar Industries
Booth 12721,
West Hall
Stellar is a manufacturer of work trucks, trailers, and service truck and van accessories for hardworking companies that help make the world run. From tyre trucks and manipulators capable of handling massive tyres to mechanic trucks that help keep equipment on the go, Stellar serves the mining industry with a wide range of solutions.
partner
As you tackle the toughest mining challenges, you need a partner you can trust.
Incorporating robust power transmission solutions boosts safety, efficiency, and profitability across your operations. From reliable gearboxes, couplings, and brakes to smart IIoT systems, Regal Rexnord solutions are built to conquer extreme conditions and keep you ahead of the curve. Harness decades of experience and unparalleled support with on-site custom designs and dedicated maintenance services.
Explore Regal Rexnord’s one source for mining solutions.
Bauer
Rexnord® Stieber®
Stromag®
Svendborg Brakes®
TB Wood’s®
Wichita Clutch®
Regal Rexnord, Bauer Gear Motor, CENTA, Falk, Link-Belt, Perceptiv, Rex, Rexnord, Stieber, Stromag, Svendborg Brakes, TB Wood’s and Wichita Clutch are trademarks of Regal Rexnord Corporation or one of its affiliated companies.
Stratom
Booth 1831, North Hall
Stratom develops unmanned ground vehicles and autonomous robotic systems for commercial and defence applications. Specialising in unmanned cargo movement, autonomous mobile robots (AMR), and robotic refuelling, the company’s military-proven tools, methods, technologies, and strategic services meet customers’ unique needs, while solving their most difficult logistics and operational challenges.
Thiess
Booth 5908, Central Hall
Thiess partners with its clients to deliver sustainable solutions in opencast and underground mining in Australia, Asia, and the Americas. Established in 1934, Thiess operates across diverse commodities, geologies, environments, and cultures.
As a global services provider, Thiess is uniquely placed to make a significant contribution to responsible, sustainable mining and a low-carbon future by working with its clients, suppliers, and the industry to enable the global energy transition. Thiess is committed to harnessing the power of its people and technology to drive sustainable change.
Tsurumi Pump
Booth 12155, West Hall
Tsurumi Pump plays a vital role in various environments, where robust reliability is paramount. Engineered to withstand harsh conditions, these pumps excel in dewatering mines, quarries, and pits, ensuring uninterrupted functionality.
Tsurumi’s booth will feature stainless steel and titanium pumps, which are manufactured to withstand heavy acidic runoff that can quickly degrade equipment, a common issue in mining. From the impeller to the wet ends, the materials provide increased wear resistance, ideal in abrasive applications.
Valmet
Booth 12353, West Hall
Valmet is a leading global developer and supplier of process technologies, automation, and services for the pulp, paper, and energy industries. With its automation systems and flow control solutions, it serves an even wider base of process industries.
Valmet’s Flow Control business line is focused on delivering mission-critical flow control technologies and services for the continuously evolving process industries, one of the main being mining, metals, and minerals processing. Its extensive portfolio consists of premium valves, valve automation, pumps, and related services, including the renowned Flowrox™, Neles™, Jamesbury™, and Neles Easyflow™ solutions. Its pumps, valves, and valve automation technologies are known for quality, reliability, and safety.
VDG (Van Der Graaf)
Booth 13007, West Hall
A leader in the design and manufacturing of drum motors, VDG focuses on providing a safe, efficient, and reliable conveyor drive for all types of belt conveyor applications. It adheres to a simple principle: design a superior product to meet customer needs in a changing marketplace. Manufacturing in-house for 39 years in the US and Canada using cutting-edge production technology and automation, the company provides innovative, high-quality conveyor belt drive solutions, fast delivery, and after-sales service.
Visit VDG at Booth 13007 to learn about the latest GrizzlyDrive® Series Drum Motors, featuring the new generation premium-efficiency electric motor.
Weber Mining and Tunnelling Booth 13875, West Hall
Weber Mining and Tunnelling represents a wealth of experience in developing resin injection products for strata stabilisation and roof support in the mining and tunnelling industries. It draws on the experience of its global network of Weber offices, affiliates, distributors, and contractors to offer the best solution for each customer’s particular situation.
The company offers a complete range of resins and foams for cavity filling, sealing, water-proofing, firefighting operations, face and roadways consolidation, and roof support, as well as a brand-new range of high-performance pumpable resins for bolting and cabling.
Underground all over the world, Weber is a global leader in providing customers with high-quality, innovative products and support services.
Weir
Booth 8833, Central Hall
Weir is a global leader in mining technology. It recognises that the planet’s future depends on the transition to renewable energy, and that transition can only happen with the metals and minerals its mining customers deliver.
With signature brands including ESCO®, WARMAN®, ENDURON®, GEHO®, and MOTION METRICS™, Weir combines its deep customer insights, world-class engineering, materials science expertise, and intelligent automation to deliver innovative end-to-end mining technology solutions that help its customers move less rock, use less energy, use water wisely, and create less waste – accelerating the path to smart, efficient, and sustainable mining.
Westpro Machinery
Booth 12472, West Hall
Westpro Machinery, a top-tier Canadian company with over 38 years of expertise, excels in the mining and wastewater industries. The company specialises in
designing and building high-quality solutions for the mining, aggregate, wastewater, and industrial sectors.
Committed to engineering excellence and customer satisfaction, Westpro offers a diverse range of equipment and services, including lime slaking systems, flotation machines, thickeners, and agglomerators. Its expert team collaborates closely with clients to customise solutions that meet specific project requirements, ensuring efficient and cost-effective operations.
Westpro Machinery is dedicated to advancing the industries it serves through cutting-edge technology and excellent service.
Wirtgen Group Booth 6815, Central Hall
The WIRTGEN GROUP is an internationally operating group of companies in the construction equipment industry. It owes its strength to its five traditional product brands WIRTGEN, VÖGELE, HAMM, KLEEMANN, and BENNINGHOVEN.
The group offers customers mobile machine solutions for road construction and road rehabilitation, plants for mining and processing minerals or recycling material, and for the production of asphalt. It has five specialised production facilities in Germany; three local production facilities in Brazil, China, and India; a large number of
its own sales and service companies; and a global dealer network, which make it successful around the world.
WIRTGEN GROUP’s corporate culture is based on its history of delivering value – for the success of its customers on construction sites around the world. This is what motivates its employees to work together to develop innovative processes and manufacture high-quality products.
Xylem
Booth 8283, Central Hall
Xylem is a global leader in total mine water management services, offering: expertise built on over 170 years of excellence and innovation; a large portfolio of pumping, treatment, inspection, and analytics solutions available for purchase or rent; advanced digital technologies that drive efficiencies, optimise performance, and extend equipment life; responsive customer support with the industry’s only 24/7/365 nationwide service network specialising in water management; and resilience solutions, including emergency response services and data-driven strategic planning.
Xylem mining solutions provide the support needed to get the job done right – from system design and startup, to maintenance and repairs.
Facing the growing demand for copper while ever-decreasing ore grades, miners must even more weigh the potential yield against production costs today and in the future. They must balance the need for smaller particle sizes to maximize recovery against the increased energy requirements and reagent usage, which can lead to increased costs and environmental impacts.
The accurate measurement of the grade of the ore entering the process, and a deep understanding of the performance throughout the various production stages, helps to determine the right balance of yield vs costs. Prompt-gamma neutron activation analysis (PGNAA) is a key technology that empowers miners to make informed choices.
Nina Vernali, Canary Systems, considers the benefits of automated monitoring and integration systems in improving decision-making processes and ensuring sustainable growth.
Automated data acquisition and integrated monitoring systems have become indispensable assets within the mining industry, providing critical information that enhances decision-making processes. These systems monitor a wide range of parameters, including structural integrity, environmental conditions, and overall performance of site assets. The ability to collect and analyse multiple types of data sources has continuously proven instrumental in preventing fatal disasters, optimising operations, and ensuring compliance that aligns with global industry standards. By incorporating automated monitoring technologies, mining companies can achieve sustainable growth while maintaining operations and improving the safety of their personnel.
There are numerous ways in which an operation can benefit from an automated data acquisition and monitoring system, including, but not limited to, the following:
n Increased data analytics and security capabilities.
n Lessened total cost of governance, monitoring, and reporting options.
n Leeway for site personnel to focus on analysing rapidly changing site characteristics and trends, rather than the tedious task of manually collecting large amounts of incoming data.
n Reduction of risk and improved safety and sustainability of the operation.
However, the benefits do not stop at safety or technical capabilities alone. The impact on productivity is equally noteworthy. With streamlined and fully integrated monitoring systems in place allowing for improved analysis, potential hazards can be identified and addressed before they escalate into full-blown crises.
In addition, mining operators can be notified automatically with the use of scheduled alarms and system notifications, removing the invariability and time constraints that encompass manual instrumentation readings. Due to the logistical challenges of manual data collection, readings are collected occasionally. Typically, this is only a few times per week or month, but could be even less frequently and over extended periods of time. This limited frequency of data collection can result in knowledge gaps and therefore hinder
critical decision-making and proactive risk management efforts. Significant changes in conditions or equipment performance may go unnoticed until the next scheduled reading, potentially leading to inefficiencies or safety risks.
An automated monitoring and integration system can establish a stable environment that supports risk-based decision-making. It may also enhance decision-making capabilities by integrating diverse and multiple data types with the ability to uncover correlations and discover trends that may have gone unnoticed by standalone systems or infrequent monitoring intervals. By leveraging automated processing, these systems provide insights that support informed and timely decisions. Additionally, they facilitate proactive risk management by identifying potential issues before they escalate, thereby improving overall operational efficiency.
With large projects spanning thousands of different instruments to properly collect and provide a complete overview of the site’s characteristics, an automated system proves to be crucial in offering the most efficient way to properly gather, transmit, and adequately process this data.
Given the various methods of mine monitoring and types of mining operations, it is important to examine some of the most essential aspects and explore how these
processes can be simplified using an automated monitoring and integration system.
InSAR monitoring
InSAR is utilised in mining operations to analyse various factors including settlement, uplift movement, displacement, and accelerating motion. InSAR results can be validated by ground-source instruments including GPS, ground-based radar, and subsurface sensors. These validations complement InSAR measurements, providing a much wider area of coverage with a finer mesh of data points, often numbering in the tens of millions for a given area of interest.
Utilising a monitoring system that offers an integrated GIS engine, InSAR data can be overlaid as a georeferenced layer on a digital rendering for improved visualisation of ground movement. These digital views often contain other detailed site maps and topographic information, as well as ground-based instrumentation and sensors.
In addition, the InSAR data can be provided as a live link (URL) via the ArcGIS service or embedded in the form of a static report or image. Integration capabilities enable automatic updates of project views with the latest satellite radar imagery as soon as it becomes available.
Slope stability monitoring
Monitoring slope stability is crucial for safety in opencast mines, due to the high risk of slope movement resulting from day-to-day operations. An automated monitoring and integration system consolidates sensor and instrumentation data into a unified platform. As such, it can ingest remote sensing datasets from various slope monitoring sources including geotechnical instruments and radar systems, as well as spatial and in-situ data. By implementing an automated system that integrates various slope monitoring data types, mining personnel can better manage incoming information. Users can visualise surface and subsurface data from any perspective and apply spatial filters to query sensor and point cloud data. With a monitoring system, automated reports can be scheduled for regular updates, and real-time alerts can notify users of potential slope failures. With alarm settings and notifications configured,
Figure 1. Customisable alarm types offered as part of a automated monitoring system.
Figure 2. Correlation between daily rainfall and phreatic surface conditions.
personnel will be alerted when thresholds are exceeded, eliminating the need for them to determine the limits themselves.
Additionally, a complete monitoring system offers an intuitive interface for automated data collection and an overview of information relating to the mine operation. Monitoring and integration capabilities include flexible tools for data import, logger programming, calculations, functions, and data validation, enabling the transformation of raw slope monitoring data into actionable insights.
Tailings monitoring
Monitoring tailings dams and levees typically involves the employment of two methodologies: internal monitoring for deformation, loads, and pore pressure, and external monitoring for deformation and leakage. Both approaches are essential and should be utilised together. While external monitoring detects visible signs like surface cracks or seepage, internal monitoring of structural stability provides early indicators of potential failures that may not be immediately visible. Integrating both methodologies is necessary for proper tailings risk management.
Internal monitoring focuses on subtle changes in factors, such as deformations and pore pressures, offering early warning signs that enable proactive intervention before critical failures occur. Various types of instrumentation, such as in-place inclinometers for measuring structural deformation and piezometers for monitoring pore water pressure, are deployed to collect data.
This holistic approach enables mining personnel to understand the behaviour and condition of tailings dams, facilitating proactive risk management and maintenance efforts to enhance safety and stability.
Underground monitoring
Beyond enhancing safety, underground monitoring and integration can boost productivity by identifying hazards early and enabling proactive measures to prevent unplanned downtime and minimise potential damage.
Monitoring underground conditions in mines involves various methods to detect geotechnical hazards,
including convergence, deformation, and stress changes. Analysing this data regularly allows mine operators to prioritise efforts to mitigate the risk of failures.
Effective automated monitoring solutions empower mine operators and geotechnical engineers with data-driven decision-making. These solutions seamlessly integrate diverse underground instrumentation types such as microseismic systems, Elexon systems, LiDAR, prisms, and multi-point extensometers.
Key features of automated underground monitoring include:
n Georeferenced sensor locations integrated with models and maps.
n Instrument vectors for magnitude and directional change.
n Automated calculations and charts using predefined templates for improved analysis.
n Automatic alarming and notifications via multiple interface indicators.
n Importing geological structures such as ore bodies and faults.
These capabilities empower geotechnical professionals with high-performance tools and data quality, enabling confident decision-making. This approach ensures efficient and accurate underground monitoring for enhanced safety and operational effectiveness in mining operations.
Conclusion
In summary, automated monitoring and integration systems are pivotal to the advancement and sustainability of the mining industry. These systems provide comprehensive data analysis that significantly enhances decision-making processes, ensuring safety, operational efficiency, and regulatory compliance. By continuously monitoring structural integrity, environmental conditions, and overall performance, these technologies mitigate risks and address potential hazards, thereby preserving the safety of personnel and assets.
By consolidating all data into a single platform, the need for multiple systems is eliminated, facilitating communication and improving analysis between different datasets. This integrated approach significantly reduces the time required to derive insights from the collected data.
The integration of diverse data sources enables the potential discovery of critical trends and correlations that might otherwise remain unnoticed, supporting a proactive approach to risk management. As the mining industry evolves, the adoption of advanced monitoring systems will be necessary for ensuring sustainable growth and upholding the highest standards of safety and productivity.
Figure 3. Web interface indicating the automatically collected measurements and types of instrumentation.
Across the globe, Flanders leverages cutting-edge technologies to offer innovative solutions, enhancing our customers’ mining operations’ performance, sustainability, availability, and safety.
Drawing on over 75 years of field service and motor repair experience for major mines worldwide, FLANDERS has developed significant innovation solutions for surface and underground mining machines, ranging from purpose-built motors and drives to full machine automation.
FLANDERS MINING TECHNOLOGY WILL HELP YOUR MACHINES DO MORE
10%
EFFICIENCY GAINS FOR DRAGLINES
With DC to AC dragline retrofits using FREEDOM controls and our excavator duty motors and drives
Up to 30%
PRODUCTIVITY GAINS FOR DRILLS
With FREEDOM® for Drills – ARDVARC drill automation compared to manual drilling
~10%
PRODUCTIVITY
GAINS FOR SHOVELS With FREEDOM controls + Superior FLANDERS motors
Up to 30%
FUEL SAVINGS HAUL TRUCKS
With upgrade to FLANDERS battery hybrid drive systems
Global Leaders in Electrification flandersinc.com
Jay Gillon, Deswik, USA, explains how partnering more closely with software firms and their consultants can help miners bridge the skills gap that threatens to stymie future metals production.
There is an old proverb that states: “Give a man a fish and you’ll feed him for a day. Teach him how to fish and you’ll feed him for a lifetime”. The moral of the story? That knowledge, particularly when paired with the right tools, is a valuable commodity. And nowhere is this proving more accurate than in mining engineering today.
The sector finds itself squeezed between several imperatives: first, ore grades are declining, leaving metals production reliant upon orebodies that are more geochemically and geotechnically complex than in the past.
Second, the global mining workforce is, for various reasons, dwindling in numbers. The Mining Industry Human Resources Council expects Canada’s mining industry to see a shortage of 80 000 – 120 000 workers by 2030, and more than half of the US mining and metals workforce is set to retire by 2029.1,2
Third, as digital technologies transform age-old mineral extraction processes, the skills required of the mining
workforce and the tools used are changing. While the need for hands-on capabilities and technical knowledge remains, there are now requirements for data-related expertise and fluency in artificial intelligence – a combination that makes employees desirable to other, seemingly more attractive sectors.
Faced with a shortage of critical skills, and rapidly depleting pools of talent and industry knowledge, many mining companies are struggling to tackle their prevailing engineering challenges and maximise their return on new technology investments.
The need for partnerships
One way that companies can access the skills, expertise, and capacity they need to stay competitive and keep pace with technological developments is by partnering
with equipment, technology, and services providers, many of whom have significant pools of engineering expertise.
Global mining engineering specialist and software developer, Deswik, is primarily known for its mine planning and scheduling products. The company however, also has deep engineering expertise, which it offers to both surface and underground mining operations through a range of consulting services.
Establishing a partnership with vendors and their consultants is a big investment on the mining company’s part, but it is crucial in using a software solution to its full potential, seeing the maximum return on investment, and working efficiently.
There are many instances where companies buy software packages, and the totality of the implementation plan is the initial training course. In this scenario, companies rely on new users with limited experience to apply the solution to their problem. This can be challenging under any circumstance, and when combined with the operational demands of the industry, it can be a recipe for failure. The outcome is that nobody uses the package to its full potential, so users revert to their previous tools and the investment becomes a total loss. Without guidance, users are unlikely to find the most efficient ways of getting the information they need from a product. If this approach were applied to all the software solutions used in a mining operation, then it is easy to see how major inefficiencies can occur.
People, processes, and products
One of the challenges of investing in new technology is maintaining the processes and software models after the initial implementation, which can degrade over time for several reasons. In some cases, a person with limited exposure to the model may make a change to answer a
specific question, without realising the solution is already available to them. It is also common to have someone change a naming convention without communicating the change, or for an experienced user to make a fundamental change without understanding the downstream impacts on calculations or reporting. While a single change may not have a material impact, multiple changes over time can degrade model performance and risk invalid scenario results.
However, these challenges can be addressed. For mines with legacy software installations, some vendors will offer to audit their client’s models and how they are using the solution. This approach though, is often perceived by customers as an attempt to drive sales, as opposed to increasing the value of the customer’s technology investment. To overcome these concerns, it is critical that:
1. The relationship betw een the technology provider and customer is built on trust.
2. The results of the audit are driv en by value instead of the need for additional investment.
Deswik incorporates the above two points in its approach; it assesses the effectiveness of the client’s people, processes, and products to deliver a prioritised list of opportunities based on return, rather than how much is invested. The company’s ‘Health Checks’ follow a simple formula. First, consultants assess the skill levels and expertise of the software users on the team, the rate of internal and external staff turnover, and how these factors may impact deliverable results. Then, they review the mine’s processes to ensure workflows are properly set up and identify additional information that could be gleaned from the existing setup or by making some tweaks. This step is crucial, as the mining company’s requirements may have changed since the initial implementation, and its models may no longer be valid.
Next, the products are evaluated. Many mines purchase software, but they often do not use the full functionality – as the software grows, upgrades and add-ons become available. The aim is to determine whether the client is getting the maximum return from the tools and functionality they have already purchased by keeping up with their software maintenance.
From there, the team provides the client with a report with suggestions for how they can realise more value from their investment. Often, there are small changes that companies can implement immediately for zero cost which make a big difference to their users and the business. Additional training for users might also be scheduled, as well as model upgrades or rebuilds to better reflect the business’ needs and objectives. Ultimately, the client has all the information they need to determine what improvements, if any, will work for their specific circumstances.
Engineers for engineering problems
The final area to address is the variety of consulting projects within the industry. Competition for engineering talent is fierce today, and, while consultancies are not immune to this, many have a lower turnover than their mining clients.
Deswik has over 200 mining engineers globally (the greatest concentration of mining engineers outside of a mining company), 40 of whom are based in North America. The benefit of having a global footprint is a team that boasts broad industry experience, as well as deep pockets of expertise in certain fields. By working
Figure 1. The mining industry continues to face a skills shortage.
Figure 2. Reviewing mine processes and workflows for valid models is crucial.
Figure 3. Separating people from processes assists with task responsibilities.
Gain more value from your technology investment.
Achieving project outputs faster and with greater precision starts with the right people, processes, and products.
Unlock your site’s full mining potential with our integrated software, specialised consulting, best-in-class training, and global support. Our insight will give you the edge.
closely with customers every day, consultants gain exposure to a range of problems and learn different ways to solve them. This not only challenges them technically and intellectually, but also means they have the knowledge and skills to take best practices from one mine, and help other companies apply them to solve their own problems.
High staff turnover rates remain a big challenge for mining companies today, and helping clients achieve consistency in production and operational excellence has been a big focus for many engineering consultancies and software firms over the past two years.
Many mines simply do not have enough people. However, software vendors can help by enabling customers to separate people from processes. This way, if a key person leaves or moves to another role, others can take responsibility for that process and the knowledge they need to do that properly is transferred to them. They can also support miners in evaluating new software for specific use cases, or to see if there are other challenges they can solve with existing tools.
The value of trust
Much has been written about the value of trust in mining and the need to cultivate meaningful
Density measurement of mining slurry in an industrial environment
partnerships with stakeholders up and down the value chain if operators are to overcome their challenges and make the most of future opportunities. However, that need also extends horizontally to the equipment, technology, and service providers who support mining operations. Without trustworthy partners, even the largest, most sophisticated operators will struggle to deliver their economic and environmental goals.
Most mines have a stack of legacy software, each one of which represents an investment that has run its course. However, that need not be the case. Mines that work closely with software providers and their in-house consultants can continue to see value from their tools.
In every case, building trust through a combination of partnership, expertise, and tools is essential to helping mines overcome their engineering challenges.
References
1. KARIM, N., ‘‘We have to do better’: Why Canada's main mining lobby wants its members to get serious about workplace culture’, Financial Post, (17 August 2022), www.financialpost.com/commodities/mining/we-have-to-dobetter-why-canadas-main-mining-lobby-wants-its-members-toget-serious-about-workplace-culture
2. ‘Workforce Trends in the U.S. Mining Industry’, Society for Mining, Metallurgy & Exploration (SME), www.smenet.org/ What-We-Do/Technical-Briefings/Workforce-Trends-in-theUS-Mining-Industry
Accelerometer-based slurry density meter Simple and robust Accurate and reliable Traceable factory
Ravi Sahu, Strayos, USA, considers the value of utilising generative digital twins for blast movement modelling.
In the complex realm of drill and blast operations, a revolutionary technique called generative digital twins is emerging. This approach transforms the management of complex blasting projects by simulating blast material movement in a 3D geospatial view and accurately predicting dilution and ore loss. It promises unprecedented efficiency and precision in drill and blast operations like never before.
What are generative digital twins?
Generative digital twins are advanced digital models that replicate physical structures and use generative algorithms
and AI to predict, simulate, and optimise their performance and design. Generative digital twins can revolutionise drilling and blasting operations in the mining industry by optimising planning, design, execution, monitoring, and analysis processes. Here are some examples of how they can be utilised:
Simulation of drilling patterns
Generate and evaluate multiple drilling patterns using generative design algorithms to find the most efficient and effective pattern for a specific geological formation.
Blast design optimisation
Simulate various blast designs, including the placement and amount of explosives, to achieve the desired fragmentation while minimising vibration, noise, and fly-rock.
Real-time monitoring
Use of IoT sensors and data from drilling and blasting equipment to create a real-time digital twin of the operation. This allows for continuous monitoring of drilling depth, angle, and explosive placement.
Adaptive control
Adjust drilling and blasting parameters in real time based on the digital twin’s analysis of ongoing operations. This ensures optimal performance and immediate correction of any deviations from the plan.
Fragmentation analysis
After a blast, use 3D imaging and machine vision to analyse the fragmentation of the rock. The digital twin can compare actual results with the predicted outcomes to refine future blast designs.
Vibration
and environmental impact analysis
Monitor and analyse the environmental impact, including ground vibration, air blast, and dust levels. The digital twin can simulate different scenarios to identify methods for reducing negative impacts.
Efficient resource utilisation
Optimise the use of explosives and drilling consumables by simulating different operational strategies. This reduces costs and waste, ensuring more efficient resource utilisation.
Drill and blast cost analysis and reduction
Analyse the costs associated with different drilling and blasting scenarios. The digital twin can identify
cost-saving opportunities and suggest more economical approaches.
Struggling to design the perfect blast for optimal ore and waste separation?
The use of generative digital twins for blast movement modelling is a breakthrough. Blast movement affects numerous aspects of mining operations, including mine planning, geology, drilling and blasting, surveying, loading and hauling, and mineral processing, making it a critical factor in each of these functions. Input data – such as geology, drilling, blast design, and survey data (like 3D geospatial models) – can be used by AI to create generative digital twins and help iterate the process of selecting the perfect blast design for perfect blast movement. Enabling the blast movement outcomes through AI-generated digital twins can help differentiate ore vs waste, and it significantly improves the delineation process of ore zones, including guidance for loading and hauling to the plant or waste dump.
An iterative design process involves a program that will generate a certain number of outputs that meet specific constraints. Imagine you are working on a blast design project. It is an ongoing process where you use a program that churns out various outputs based on certain constraints, such as geology or highwall condition. As a blast designer, your job is to tweak these outputs by adjusting inputs, ranges, and distributions. With each go, you get a clearer picture of your design goals and improve the program, often with the help of algorithms.
Now, if you add some serious computing power and AI algorithms into the mix, things get really interesting. These tools can quickly explore all possible scenarios and generate a range of alternatives in no time. This means you can dig deep into the solution space, test extensively, and learn from each iteration about what works and what does not. In the end, you are more likely to land on the most efficient and optimised blast design. It is a bit like nature’s way of evolving through genetic variation and selection, leading to organisms perfectly suited to their environments.
Iterations… in blasting?
What about the blast design parameters, though? Blasting is not just about the design; it is also about planning, cost estimates, scheduling, equipment, labour, safety, and environmental considerations – the list goes on. All these factors come together to
Figure 1. Blast generative twin workflow.
Figure 2. Critical factors in blasting.
In underground mining, choosing the right ground support is critical. You need something that can rein in the weight of tons of rock and the power of seismic activity – quickly, reliably, and in a mixture of conditions and ground types. MD/MDX Bolts are single-pass dynamic bolts that do just that. They are designed for quick installation, unparalleled expansion and support, and will shave hours off every ground support cycle.
influence decisions in a blasting project. To illustrate this with some basic calculations, imagine a simple setup: a bench that is 50 m wide and a highwall that is 12 m tall. Add in some basic equipment (like drill machines, a loader, and a dump truck) and explosives materials. Now, think about how many blasting strategies are mathematically possible in this scenario.
So, how much of the solution space has actually been explored before finalising the design or considering grade control and overall downstream mine-to-mill benefits?
Stepping back and thinking about all the questions involved in a drilling and blasting project can be overwhelming. With all the complexity, details to manage, and various disciplines working together, it is clear that being able to run virtual ‘what if’ experiments is crucial. This way, different rules and assumptions can be tested before any real blasting is carried out.
The main steps for generative digital twin and AI model-based approaches include defining the objectives (or articulating the questions), inputting the constraints and requirements, generating review, and selecting desired solutions.
In a generative twin model-based system like Strayos, blasting simulation, optimisation, predictions, and cost analysis are all integrated steps. The planning and design phase is handled by the user, while optimisation and prediction are done by the machine. This process repeats thousands of times, generating multiple solutions that stay within the design constraints. In simple terms, the user applies their experience and knowledge to define the project objectives, constraints, and limitations to avoid issues like poor fragmentation, waste, and safety hazards. Essentially, they are creating a problem model that includes all necessary complexities.
The generative digital twin model does the hard work, or in other words, the ‘number crunching’, by solving a problem over and over again, in minutes. It is like solving a Rubik’s Cube, but with the knowledge of the exact steps to complete it in minutes.
Ultimately, this process generates a wide array of solutions that feature optimised designs tailored to geology, blast timing that enhances ore grade, fragmentation size that improves haul cycles and run-of-a-mill operations, and cost efficiency, along with other key performance indicators. The user can then:
n Select a solution from the generated set.
n Adjust parameter values and generate a new set of solutions.
n Modify the problem constraints and generate a new set of solutions.
Conclusion
Shifting to generative digital twin-based drilling and blasting requires mining professionals to adopt new problem-solving approaches, making it a standard operational practice within their organisations. While the technology enabling generative digital twins and decision-making is powerful, it alone is not enough. The transformation from conventional methods to AI requires the critical involvement of people and processes to drive success.
Figure 3. Iterative approach for desired outcome.
Figure 4. Perfect solver.
Figure 5. Multi-variable input and desired output.
Gleb Pankov, talpasolutions, Germany, addresses the advantages of implementing AI-driven technology in modern data collection methods when improving the productivity of mining operations.
Optimising mining operations is an age-old problem. Faced with ever-growing cost pressures and higher demand, mine site operators are looking for ways to monitor and improve their productivity, and keep an eye on events which may cause disruptions. Having timely and accurate operational data plays a vital enabling role in the process of finding efficiencies. However, this operational data needs to be
collected and analysed, which is not trivial, given the diversity of machines employed at mine sites and challenging operational and natural conditions. The diversity of machines also requires a degree of data sophistication and technical expertise when converting raw data into actionable operational insights: it is all about finding common patterns, and knowing how to handle anomalies like missing data.
Figure 2. Dumper truck activities predicted by TALPA’s AI model, together with the signals collected by the loggers; top panel: a sample of signals used by the model to make activity predictions; bottom panel: activity predictions plotted with a reference load signal (used for testing the model’s accuracy, not used by the model as input).
Modern data collection technology coupled with contemporary AI-based data analysis methods offer a way of delivering operational intelligence which is robust and cost-effective. This philosophy differentiates the mining intelligence solution offered by TALPA from the traditional approaches on either side of the market, and gives TALPA’s client insights which are timely, robust, and actionable.
Problem definition
Contemporary mining operational intelligence solutions tend to fall into two camps: at one, low-tech end, there are labour-intensive ‘paper-based’ systems; at the other end, there are custom sensors and proprietary OEM solutions. Whilst different on the surface, what is common for both are the considerable compromises which mining operators are forced to make when adopting either of the two options.
The main downsides of paper-based solutions are their labour intensity and incompatibility with automation of any kind – even when the input mechanism is digitised through a web page or an app. Regardless of whether intelligence is being collected by staff during operations, or manually inferred by the well-trained back office retrospectively, these solutions are subject to a considerable amount of human error – either benign or, if performance pay is at stake, deliberate. Proprietary solutions (especially those using custom equipment) resolve the issues with the accuracy and fragility of human input at the expense of high set-up and maintenance costs (measured both in financial and time terms). Customers dealing with proprietary sensors face issues adjusting them to any changes of size or composition of their fleet, whilst higher propensity of low-batch run hardware to break swaps human errors for technological unreliability.
Careful analysis of challenges presented by mining intelligence will confirm how non-trivial a problem it is to solve. By the nature of the mining process and mining economics, mining fleets have to comprise a range of non-standard machines; they have to cope with diverse and often hostile natural environments. Collecting granular data from individual machines is a solved problem, however patchy data connectivity, hardware failures, and changing compositions of fleets put additional obstacles on the way to getting robust, accurate, and cost-effective analysis.
From the outset, TALPA recognised the opportunities which were created by the shortcomings of the industry’s offerings and placed them at the centre of its product development strategy. TALPA understands that these problems are best tackled by strategic use of digital technology and data science tools under the guidance of mining experts. This vision materialised into a product which provides TALPA’s clients with the accuracy and efficiency of proprietary solutions, but without the downsides of fragility or exorbitant costs. All of this is made possible by contemporary AI-driven pattern recognition models. TALPA is at the forefront of deploying this burgeoning technology to mining applications.
AI in mining intelligence
Almost every ordinary run-of-the-mill smartwatch can do activity tracking: it will count your steps, log the time you spent sleeping and staying awake, or identify when you are walking, running, swimming, or getting some well-deserved rest. It is
Figure 1. Steps on the journey of value creation with TALPA’s solution: from data collection to analytics and financial returns.
Trust MAAG for unmatched dependability and quality.
remarkable how these devices can figure out so much about what their users are doing just from the accelerometer and pulse readings, but they do it so well that users do not have to think twice about whether the activity reports are true or not.
Signal processing by contemporary AI methods is the main reason why your smart watch can tell so much about what you are doing without asking you a single question – smart watches use deep learning models to identify previously learned activity patterns in signals data generated by the user. Under the hood, these models would look very similar to AI chatbots like ChatGPT, albeit at a much smaller scale – a transformer-based network would chew through windows of sensor data, and annotate them with activities. To make such models more accurate, users would typically configure them to process larger windows of data (look at larger time intervals in one sitting), train them using more pre-labelled examples, and employ smart math to identify similarities in data which is not labelled.
The similarities between the problem of activity detection in mining and what smart watches can deliver were recognised by TALPA. In both cases, attainable, technologically mature, and cost-effective AI-driven solutions delivered exactly what the clients needed.
Building a successful AI activity detection solution played to a number of TALPA’s competitive advantages. Starting from data, TALPA’s data capture hardware and data analytics platform can log native resolution signals from any source
Figure 3. How the model processes input data; top panel: a sample of signals used by the model to make activity predictions; bottom panel: clusters created by applying the model to input data coloured by activity (t-SNE projection of the last encoder layer of the model).
available on the heavy machines, including engines, payload measurement systems, ECUs, and retrofit sensors. Additionally, every TALPA device is equipped with a high-quality GPS unit and IMU. Captured data is subsequently compressed on the edge of the device and sent to the platform in much smaller packages, saving costs and/or bandwidth in the areas of limited connectivity.
TALPA’s expertise with a diverse range of vehicles and manufacturers also extends to its analysis – models can be built using whatever data is available and there are no ‘must have’ signals. Whether dealing with engine metrics, GPS coordinates, or accelerations and angular velocities, working vehicles generate data which exhibits a set of repeating patterns, and contemporary AI models are very capable at detecting and learning them.
AI models are great at identifying patterns from long and complex sequences of signal readings, but it is the injection of TALPA’s expertise into what mining machines do that makes everything come together: models are being told what to look out for, and predictions are being continuously validated in pursuit of further improvements. AI is TALPA’s way of expressing knowledge in a more efficient, flexible, and robust process, going as far as simulating signal losses or irregular data through data augmentation techniques.
Business impact
AI is a gateway to timely and reliable fleet analytics. With this analysis at hand, TALPA’s clients unlock the significant benefits and efficiency savings from the so-called ‘last mile analysis’. Taking surface mines as an example, clients achieve up to 12% productivity increase and 8% fuel burn reduction by using TALPA’s analysis on the duration of haul truck activities to optimise mine designs. With data on how long-haul trucks spend loading, unloading, and idling activities at shovels, crushers, and choke points, clients no longer need to guess what is causing bottlenecks in their operations – they can be seen and ironed out. Identification of training needs is another use-case: seeing the overall travel time of haul trucks per each cycle helps to identify training needs of vehicle operators, their performance scoring, or haul road design optimisation – in total productivity terms, this gives an additional 6% uplift. Productivity increases for hydraulic breakers are identified by registering real hammering time (as opposed to just engine hours) and making subsequent improvements in drill and blast operations; whilst in the underground mines, understanding percussion time of the drill rigs can be used to optimise both operator performance (time per hole or face) and consumables supply.
Implementing any of the aforementioned improvements is easily netting TALPA clients an ROI of 200% or more. These gains are also not one-off items: TALPA’s analysis evolves with the changes in the environment and fleet configuration, creating a continuous feedback loop to its clients. Offered completely as a service, requiring as little as a few hours for the equipment installation and fast standard model deployment, the solution from TALPA does not need any adjustments to the process. With clients operating a diverse range of sites all across the world, TALPA has the depth and breadth of expertise to handle any use-case.
Mike Smocer, Mine Vision Systems, USA, explores the need for domain knowledge in order to harness the full potential of advancements in mining technology.
The integration of advanced technology into mining operations is steadily moving from ‘nice-to-have’ solutions that provide competitive advantage to essential solutions deeply embedded in critical operating practices. ‘Advanced technology’, however, is a big umbrella that includes products covering all aspects of the mining value chain. Progress is uneven. Not all advanced technologies become products and even fewer products become true solutions. Invariably, those that do, have successfully encoded domain knowledge into their products.
Figure 1. Technologies that benefit multiple departments in existing workflows are easier to adopt.
Encoding domain knowledge ensures that the technology not only performs its intended functions, but also aligns with the unique demands and complexities of the mining environment and its established workflows. This article explores the benefits and significance of embedding domain knowledge into mining technology products and provides insights on obtaining and maintaining it as the industry rapidly evolves.
The interrogatives of domain knowledge
There is no such thing as status quo in advanced technology. Every advanced technology company can improve their chances of product and market success by answering several questions to expose risk and create opportunity. Answers that are not apparent should be sought. Answers that are apparent are never final. It is much better to discover gaps than to see none and delude oneself into thinking all opportunities and risks have been uncovered.
n What is the unique insight and outcome the product is delivering, and is it fully additive to existing processes? A solution that increases outcomes in one area at the expense of another will not reach its potential.
n Who is the user and who will be impacted when the user begins using the technology? Products designed in recognition of the experiences and day-to-day realities of those affected by advanced technology succeed earlier and more often.
n When must the solution be used and produce outcomes in order to deliver maximum value? How do these requirements align with personnel availability, infrastructure realities, and day-to-day operations? A lack of alignment creates friction in both the purchasing and adoption processes that can be hard to overcome.
n Where will the solutions be deployed and what are the key enablers or barriers that can be leveraged or must be de-risked through product development? Mining and manufacturing environments are complex systems that present both opportunity and risk.
n How will the solution fit into current operating systems? Understanding what occurs both upstream and
downstream of an advanced technology creates the opportunity for a workflow integration strategy that makes buying and adoption possible.
n Why is the solution indispensable, relative to all other advanced technologies customers are considering, whether competitive or not? Time and money always have limits. Advanced technology solutions compete for attention against all other customer demands.
The importance of domain knowledge integration
The application of domain knowledge to a technology product is a form of IP. An insufficient application of domain knowledge to a technology product can spell its doom. The degree to which domain knowledge integration affects a technology product’s success, however, is dependent on several factors, including:
Value proposition uniqueness to the industry being served
A generalised CRM solution for a sales team or accounting package for a finance team can be valuable across multiple industries. In manufacturing technology solutions, however, solutions intended to be generalised across multiple industries often end up being mediocre for all of them.
The number of user functions interacting with the product
The highest functioning organisations are characterised by numerous functions, each performing a separate set of tasks exceptionally well. A technology product whose value proposition requires multiple engaged functions is at risk when it does not consider the unique requirements of each.
The technology leap between the ‘as-is’ and the ‘to-be’ approach
Migrating from one advanced technology to another is akin to preaching to the converted. When the leap is large, however, there are always reasons to remain at status quo. Whether legitimate or not, products that are built without an understanding of these friction points are much more likely to encounter blind spots in commercialisation.
Figure 2. Impacting the operation while not disturbing the production cycle is an essential characteristic of any successful introduction of advanced technology.
The
degree to which human decision-making is replaced by a machine
There is an inevitable march towards the use of machine learning and predictive modelling in historic manufacturing industries. The pace of that march, however, is nearly always slower than expected. Models must be validated, sometimes repeatedly. Any perceived or real risk to production, efficiency, quality, or someone’s livelihood creates headwinds that can cause advanced technology companies to fail.
Getting to the starting line first and staying ahead in the race
Domain knowledge is especially important for an advanced technology provider serving a historic manufacturing industry such as mining. Unproven products whose entry point fully disrupts current beliefs and workflows are often met with skepticism and disinterest by stakeholders. There are no simple solutions and no single formula.
Best-in-class companies position themselves to be first at the starting line, but also recognise the rules of the race are always changing. These companies possess five characteristics that are detailed below. The optimal manifestation of excellence in all characteristics is the surfacing of domain insights that make the right priorities self-evident.
Foundational knowledge and company DNA are huge advantages
Companies founded based on an idea fuelled by domain experience and insight have a head start over those that do not. They are more likely to understand the user workflow and user experience nuances that are the bridge between a great technology and great product. They bring IP to the starting line that is much more costly to obtain downstream. The company culture is also infused with an appreciation of their customers’ experiences and a mandate to consider them in product development, packaging, and support.
Engaged industry partners de-risk and validate roadmaps
A product roadmap should be dynamic and responsive to changes in the market, customer needs, and technological advancements. Sometimes roadmap components are directly attributable to customer requests. The most successful companies, however, inject a unique vision into their roadmap that has not been articulated previously by others. This creates both opportunity and risk. Mitigating that risk through partnerships is a best practice followed by the most successful advanced technology companies.
‘Partnership’ is often defined down. Partnerships are rooted in respect and trust. They involve skin in the game on both sides and they are not easy to develop. True partnerships provide tremendous value to both partners. For an advanced technology company, they provide frequent domain feedback that de-risks a product roadmap and encourages high-value, low-cost course corrections.
ALIMAK INDUSTRIAL ELEVATORS
ELEVATE OPERATIONAL EFFICIENCY
The Alimak elevator is the perfect solution for both underground and surface mining applications, such as pelletizing plants, smelters, concentrators, and other ore processing plants. Alimak elevators have been enhancing operational efficiency and safety for the global mining industry since 1957.
• Built to perform in the world’s harshest environments
• Unparalleled track record in reliability and durability Visit our website for further information.
Workflow and process-informed solutions win Advanced technology companies delivering solutions to mining and manufacturing industries should first consider that the industry has been successful long before they arrived. No matter how impactful a technology product promises to be, there are established processes and workflows already in place that are embedded and proven. The more a technology product disrupts the operations around its use, the greater the challenge in driving adoption.
Little things matter. The most successful advanced technology companies consider their products’ effects on processes both upstream and downstream of their products. At times this involves thinking like a psychologist. How will the use of your product by one function affect adjacent functions? Other times this involves thinking like a technologist. Are there established upstream and downstream technologies that your product must integrate with in order to be effective?
Companies with empathy and curiosity develop better products
Customers disclose more about what they need and how a product is affecting them when they know they are interacting with a company that has a genuine interest in their outcomes. Representatives of advanced technology companies that have a genuine curiosity about the industry they serve and the stakeholders they engage ask better questions. Advanced technology companies characterised by both empathy and curiosity surface more market and product insights faster.
Solutions that advance faster than customer adoption will beat those that do not
Individuals advocating for a new technology are often making career enhancing or career limiting decisions. The product must work as advertised, of course. Advanced technology companies must employ a sales process that delivers confidence to its customer that the claims they are making are true. That is the price of entry.
The technology transformation occurring in mining does not have a defined endpoint, however. Each step in the adoption of advanced technology gives way to another, and this creates additional buying risk. No one wants to choose a solution today that will be obsolete in three years.
The most successful advanced technology companies remove this buying risk with domain vision. They design for both now and the future. Users that are confident their technology partner will innovate faster than their ability to adopt new technology are more confident making a buying decision.
Conclusion
Encoding domain knowledge into technology products for the mining industry is a multifaceted process that demands collaboration, innovation, and a deep understanding of the field. By effectively embedding this knowledge, technology products can transform mining operations, enhancing efficiency, safety, and sustainability. As the industry continues to evolve, the integration of domain knowledge will remain a cornerstone of technological advancement, driving the future of mining towards greater heights.
Figure 3. In industries with many well-formed habits and workflows, having a new technology that is easy to implement is critical.
Figure 4. Ensuring that data will work with current validation practices is vital to success.
Figure 5. A single face scan has the potential to directly impact the geologic model for a site by leveraging domain knowledge in existing workflows.
Mounir Adada, Eclipse Mining Technologies, USA, assesses the importance of advanced knowledge systems to help mining companies unlock the full potential of AI technologies.
In today’s rapidly changing technological landscape, artificial intelligence (AI) has emerged as a game-changing force, reshaping industries and redefining business processes. Two particularly impactful branches of AI – generative AI and predictive AI – are at the forefront of this revolution. For companies aiming to stay competitive and improve their performance, understanding and implementing these technologies is no longer optional – it is imperative. This article will explore the fundamentals of generative and predictive AI, emphasising the crucial role of advanced knowledge systems in AI adoption, and will outline the steps companies need to take to prepare their data and infrastructure for successful AI implementation.
Generative AI
Generative AI refers to AI systems capable of generating new content, including text, images, audio, and even code. These systems ‘learn’ patterns from existing data and use that knowledge to generate novel, original outputs. The most well-known examples include large language models like GPT (Generative Pre-trained Transformer) for text generation and DALL-E for image generation. In a business context, generative AI has many applications, including content generation, such as marketing copy, product descriptions, and reports; code generation, such as assisting developers by generating code snippets or even entire functions; and customer service, by powering chatbots and virtual assistants capable of human-like interactions.
Many large companies have already leveraged generative AI for producing marketing content, while others have applied a copilot-like capability that uses AI to assist programmers with code suggestions.
Predictive AI
Predictive AI, on the other hand, focuses on analysing historical and current data to make predictions about systems’ performance and behaviours. These systems use statistical algorithms and machine learning techniques to identify patterns and forecast outcomes. Some of the key applications of predictive AI in business include operations modelling, demand forecasting, risk assessment, preventive maintenance, and customer behaviour prediction, to list a few. As an example, a large online retailer uses predictive AI for its anticipatory shipping model, preparing items for dispatch before customers even place orders.
While generative AI generates new content, predictive AI provides insights and forecasts based on existing data. Both technologies complement each other and can be powerful tools when implemented correctly. But what does that entail?
Preparing data for AI implementation
The foundation of any successful AI implementation is high-quality, well-prepared data. For companies to be successful in implementing AI to improve their overall operations, they must start by gathering relevant, diverse, and representative data from the right sources. Next, they need to clean that data by removing inconsistencies, duplicates, and other errors found in these datasets. After that, they need to integrate all of the important data collected from various disparate systems into one unified view, and then apply centrally defined data governance, establishing well-defined policies for data access, usage, privacy, and security. These are the common and well-understood elements of good data management. However, preparing data for AI goes beyond these basic steps. To truly leverage the power of AI, especially predictive AI, companies need to embrace advanced knowledge systems.
The role of advanced knowledge systems in AI adoption
While traditional data management focuses on storing and organising data, advanced knowledge systems go a step further by adding context, relationships, and domain-specific understanding to the data. This approach is particularly valuable for predictive AI applications, as it enhances the AI’s ability to make accurate and meaningful predictions.
Domain ontologies
Domain ontologies are formal representations of knowledge within a specific field or industry. They define concepts, categories, and relationships between entities in a
structured manner. For AI implementations, domain ontologies provide crucial context that helps machines understand and interpret data more effectively. There are many benefits to incorporating domain ontologies, including: improved data interpretation, where AI systems can understand industry-specific terminology and concepts; enhanced data integration, as ontologies provide a common language for merging data from diverse sources; and better reasoning capabilities where AI can make more accurate inferences based on domain-specific relationships.
Knowledge graphs
Knowledge graphs are interconnected networks of entities, their attributes, and the relationships between them. They provide a powerful way to represent and query complex, interconnected data.
In the context of AI implementation, knowledge graphs offer several advantages, including:
n Contextual understanding, as they capture the intricate relationships between different data points.
n Flexible querying, where complex ‘questions’ can be answered by traversing the graph.
n Improved machine learning, as knowledge graphs can enhance the performance of AI models by providing structured background knowledge.
A focus on data analytics for predictive AI
Advanced knowledge systems significantly boost the capabilities of predictive analytics by identifying hidden patterns through
representing data in a more contextual and interconnected manner, which can help uncover non-obvious relationships. They also help in improving feature engineering where domain ontologies can guide the selection and definition of relevant features for predictive models. The structured nature of knowledge graphs makes it easier to trace and explain AI predictions.
Examples of advanced knowledge systems in action
Here are two examples from different engineering and scientific domains to illustrate the power of advanced knowledge systems in AI implementation.
Example 1: Predictive analytics in mining operations
A large mining company implemented an AI-driven predictive analytics system enhanced by domain ontologies and knowledge graphs to optimise their operations and improve safety. The system integrated data from various sources, including geological surveys, equipment sensors, production data, and historical safety records. The key features of this system include a comprehensive representation of the mining environment, such as geological formations, equipment characteristics, and operational processes; the integration of real-time sensor data with historical information and domain knowledge; and the ability to reason over complex relationships between geological conditions, equipment performance, and safety risks.
The knowledge graph-based system enabled and improved ore grade prediction by considering the spatial and temporal relationships between geological features. It allowed more accurate equipment failure forecasting, taking into account the specific operating conditions of each mine site. It also enhanced safety risk assessment by identifying potential hazards based on the combination of environmental factors, equipment status, and historical incident data.
This methodology helped the business on many fronts, including an increase in ore recovery rates through more precise targeting of high-grade deposits, a reduction in unplanned equipment downtime, leading to significant productivity improvements, and an expected decrease in safety incidents due to proactive risk identification and mitigation.
Example 2: Manufacturing optimisation through integrated knowledge systems
Another example is a large manufacturer that implemented an AI-driven predictive maintenance system enhanced by domain ontologies and knowledge graphs. The system integrated data from various sources, such as sensor data, maintenance records, and supply chain information. The key derived benefits included an improved fault diagnosis by leveraging domain-specific knowledge about vehicle components and their interactions; a more accurate prediction of part failures, considering complex factors like usage patterns and environmental conditions; and optimised maintenance scheduling by understanding the ripple effects of component failures across the production line. Consequences of such an implementation include an expected reduction in unplanned downtime and a decrease in maintenance costs.
Figure 1. Data must be gathered from the right sources, well-prepared, and high-quality to establish a strong foundation for successful AI implementation.
Figure 2. Ontologies provide a common language for merging data from diverse sources and better reasoning capabilities.
Improving company performance with AI
By leveraging both generative and predictive AI, enhanced by an advanced knowledge system, companies can significantly improve their overall performance, including enhanced decision-making by leveraging AI-driven insights grounded in domain knowledge, automation of complex and repetitive tasks, and optimised operations.
Companies that successfully implement AI, particularly those empowered by advanced knowledge systems, can gain a significant competitive advantage by capitalising on faster time-to-market, accelerated innovations grounded in domain expertise and fostering a culture of data-driven decision-making across the organisation.
Conclusion
The integration of generative and predictive AI, empowered by an advanced knowledge system, such as SourceOne EKPS, presents a transformative opportunity for companies across different domains. By focusing on building robust domain ontologies, comprehensive knowledge graphs, and AI-ready data infrastructure, organisations can unlock the full potential of these technologies. The journey towards AI adoption may be complex, but the rewards – improved performance, innovation, and competitive advantage – make it an essential undertaking for forward-thinking companies. As the AI landscape continues to evolve, those who invest in strong knowledge foundations will be best positioned to adapt and thrive in an increasingly AI-driven business world.
• Can you use dynamic costing to improve economic outcomes?
• Can you forecast production changes amid unexpected events?
• Is all your data ready to maximize the benefits of using GenAI?
Figure 3. An AI-driven predictive analytics system enhanced by domain ontologies and knowledge graphs optimises operations and improves safety.
Figure 4. Companies using AI empowered by an advanced knowledge system can gain a significant competitive advantage.
Stephen Hill and Cristian Poblete, members of the R&D team at Dassault Systèmes, Australia, discuss the benefits of a new optimisation engine for solving strategic mine planning problems.
The creation of a strategic mine plan is a challenging task. Mining engineers need to plan the extraction of earth blocks to maximise profits, while adhering to product requirements and operational and sustainability constraints. Each block has attributes like mineral grade, tonnage, and other rock properties, along with constraints such as extraction capacity, slope angles, and operational restrictions. The inclusion of these constraints is critical to ensure mining operations’ safety, efficiency, and profitability. To solve this intricate problem, a mining engineering team will use its skills, experience, and mine planning optimisation tools to construct a viable solution.
Dassault Systèmes, GEOVIA has created a new mine planning optimisation engine called GEOVIA Mine Maximizer (GMX). GMX is the solution engine available exclusively in the Strategic Mine Planner and Pit Optimizer roles available on the 3DEXPERIENCE platform.
Historical context and advancements
The Lerchs and Grossmann algorithm (LG) was first used in 1965 to solve the most economical pit shape optimally. It identifies the set of blocks that can be mined to maximise the economic value of the mine, considering only the physical constraints of maximum wall slopes for stability. Later developments showed that the problem could be modelled as a flow problem, leading to the development of the Pseudoflow algorithm, which produced results much faster than LG. However, these methods do not consider the temporal aspect of mining operations, such as discounting of value or equipment production rate, which is crucial for long-term planning.
Multi-period problems and MILP
Multi-period problems, which involve planning over several time periods, introduce additional complexity. These problems must account for hard constraints related to the sequencing of block extraction, processing limits, and ore blending requirements. Such constraints can be modelled as a mixed integer linear programming (MILP) problem. Over the years, this approach has relied on commercial solvers, like CPLEX or Gurobi, to solve it. However, the primary challenge remains the execution time, which increases exponentially with the size of the problem.
Addressing execution time challenges
To address the execution time challenge, other approaches using heuristics have been developed. These heuristics aim to find good solutions within a reasonable time frame, though they cannot guarantee that the solutions are close to the optimal. This trade-off between solution quality and computational efficiency is a key consideration in strategic mine planning.
BZ algorithm
Recent mining planning studies have introduced new methodologies. Among these, the Bienstock-Zuckerberg (BZ) algorithm has emerged as a key development since its introduction in 2009. The BZ algorithm is an advanced mathematical optimisation technique designed to solve large opencast mine planning problems. It addresses the execution time challenges for these problems by efficiently solving the easier linear programming (LP) problem. This solution technique can then be used to solve the problem optimally, or used in a heuristic to generate a good solution. Like with the MILP solver, the primary goal of the BZ algorithm is to maximise an objective function obtained from the extraction of mining blocks, while adhering to various constraints – such as mining capacity, wall slope, and ore blending specifications. Common objective functions aim to maximise profit, but can also seek to minimise other objectives, such as CO2 emissions.
Key features and functionality
1. Holistic modelling: Unlike traditional heuristic methods, the BZ algorithm is a global optimisation technique that can holistically model the mining problem. Hence, it often leads to solutions closer to the global optimum.
2. Simplify the problem: The BZ algorithm uses a Lagrangian decomposition technique to break down the original problem into more manageable sub-problems to solve the overall problem. This is achieved by dividing the constraint set into precedence and a smaller set of hard constraints. The BZ algorithm groups variables into partitions, simplifying the problem. These partitions are iteratively refined by solving sub-problems, including a master LP problem. The goal is to converge to an optimal solution through these iterations.
Step-by-step algorithm
1. Initial formulation: The original problem is formulated as a MILP, identifying all constraints and the objective of maximising extraction value.
Figure 1. BZ Algorithm summary schema.
Figure 2. Comparison of convergence of the solution for the McLaughlin Problem.
2. Problem division: Constraints are divided into precedence constraints (e.g. wall slopes) and hard constraints (e.g. mining capacity).
3. Pseudoflow solution: The precedence constraint sub-problem is solved using the Pseudoflow algorithm, which efficiently handles network flows. For each iteration, Pseudoflow costs are updated using penalties that come from the LP Master problem.
4. Partitioning and refinement: Variables are grouped into partitions and solved iteratively. Each iteration adjusts the partitions based on the results from the master LP problem and the Pseudoflow sub-problem, refining the solution.
5. Convergence: The iterative process continues until the LP Master problem and the Pseudoflow sub-problem solutions converge, indicating that an optimal solution has been found.
The new optimisation engine
GMX uses the BZ algorithm and various speed-ups from the Dassault Systèmes – GEOVIA R&D Team and other authors’ work. The benefits of this new work, compared to traditional approaches of formulating the problem and then solving it using a commercial MILP software package, are clear. For a class of mine planning problems, which includes stockpiling, the speed of GMX allows Dassault Systèmes to create the best/near best solutions quickly.
To illustrate the effectiveness of this work, Dassault Systèmes conducted a comparative analysis using the well-documented KD copper mine problem. KD is a copper mine with 14 153 blocks, of which 12 154 appear in the ultimate pit to be scheduled over 12 time periods. Each block can go to two destinations, where it is processed as ore or sent to dump as waste. For benchmarking, the company used a commercial MILP software package that employs either the Simplex or Barrier algorithm to solve the LP problem. This commercial solver completed the task in 78.5 min. GMX solves the LP in 2.6 sec., a 1811x speed-up.
A feature of GMX is its use of a new scheme to reduce the number of BZ iterations significantly. Figure 2 illustrates the effectiveness of this approach by example. For the largest MineLib literature problem, McLaughlin, the number of iterations was 79, using an early implementation of the original BZ algorithm. For the new implementation, this has been reduced to 16 iterations. Of note is the rate of change of
the optimality gap from one iteration to the next, highlighting the much faster convergence and run times.
Computational results
Figure 3 shows the results for the nine benchmark MineLib literature projects. These are direct block scheduling (DBS) problems of various sizes, having processing and/or extraction capacity constraints. All test runs were completed on a standard Lenovo ThinkPad P53 laptop. The BZ algorithm runs until different bounds converge (the BZ optimality gap is less than 10-6). The last column reports the time to do this work in seconds(s).
Once the LP has been solved, Dassault Systèmes runs 10 variants of the literature TopoSort heuristic and the optimise-destinations heuristic, to create near-optimal solutions. The combined runtime for these heuristics is fast, taking less than a minute to complete on average. The total maximum runtime to produce a solution is under five and a half minutes. Comparing the optimality gap (GMX gap) to the best literature result (literature gap), it is clear that best/near best solutions are produced in each case. Lastly, these results compare favourably to those of specialised meta-heuristics, which can take many hours to run.
Conclusion
The GMX engine, using a fast implementation of the BZ algorithm, is the cornerstone of the new Dassault Systèmes’ strategic mine planning solutions suite running on the 3DEXPERIENCE platform. These solutions incorporate a comprehensive workflow for scheduling and design.
This new capability facilitates an improved workflow, allowing mining engineers to explore many scenarios they otherwise would not have time to assess. By exploring more scenarios, project risk is reduced, and operational efficiencies are enhanced, leading to better overall results. This acceleration facilitates quicker strategic decisions and ensures results are closely aligned with company objectives.
GMX, along with the integrated workflow tools, fosters better collaboration and further insights into the key mine drivers. Nonetheless, it is understood that this is only the beginning. Dassault Systèmes’ future work will extend GMX to include additional strategic mine planning features, allowing the company to be optimistic about the future of strategic mine planning.
Figure 3. GMX results for Minelib problems.
worker safety, productivity gains, reduced energy consumption, adherence to environmental regulations, and a host of other improvements are simply too significant to ignore. Industry-wide, there is a growing realisation that digitalisation has the potential to offer outsized gains in overall return on investment (ROI).
The list of areas and processes that can benefit from digitalisation in the areas of safety, exploration, and development, mine design and process planning, automation and equipment uptime, and emissions management is long. Worker safety can be improved using sensors, actuators, and internet of things (IoT) app technologies to remotely activate and automate equipment to reduce the risks of hazardous processes. Digital twins (virtual replicas of physical sites) allow for simulations and scenario development prior to site design or expansion, and to monitor equipment efficiencies and predict maintenance. Machine learning algorithms, coupled with artificial intelligence and real-time data from sensors, promise to drive knowledge-based optimisations.
Which of these digitalisation technologies to adopt, and the impact the technologies will have on ROI, depend on several factors, including the developmental stage of the project and the prioritisation of specific objectives. However, the realisation of truly transformational impact for all of these promising new technologies is contingent on the ability to successfully collect and transmit real-time data and analytics to decision-makers. That requires reliable, low-latency connectivity at the mine site, which can
Figure 2. With recent advancements in technology, like SES’s O3b mPOWER MEO constellation, satellites offer a solution for the provision of carrier-grade, high-bandwidth, and low-latency connectivity for digitalisation that is dramatically cost-effective and easy to implement and maintain.
be a challenge for some remote locations, and even for locations that have existing connectivity that cannot support digitalisation initiatives without investment.
Many of the easily accessible projects have already been discovered and exploited, meaning that future projects are likely to be in more remote, less hospitable areas, increasing the costs and complexity of exploration and development. Of the top-10 existing large-scale mines in the world, just three sit within a two-hour drive of the provincial capital or principal business centre of the province where they are located, and some are located 15+ hours from those centres. In addition to the ‘traditional’ infrastructure expenses that factor into ROI for remote projects – access to water and power for operations and processing, housing for workers and buildings for management, and the ability to utilise rail or port transport networks to move product to markets – connectivity infrastructure expense must also be seriously considered as it is required for digitalisation.
Multi-orbit satellite connectivity
In addition to fibre connectivity and microwave links, satellite connectivity can help mining companies to provide remote sites with the connectivity they need for digitalisation. With recent advancements in technology, satellites offer a solution for the provision of carrier-grade, high-bandwidth, and low-latency connectivity for digitalisation that is dramatically cost-effective and easy to implement and maintain. A key advantage of satellite connectivity solutions is the ability to connect any operation, no matter the location, globally.
At 36 000 km from the Earth, Geosynchronous orbit (GEO) satellites provide connectivity coverage over vast areas, have the longest track record of operation, are highly reliable, and are simple to connect to a site’s network. GEO satellites can connect multiple sites to allow OpEx to be shared among a number of locations and provide voice, data, and video or data access in remote areas.
Medium Earth orbit (MEO) satellite constellations may be located between approximately 2000 and 36 000 km above the Earth. SES’s O3b MEO constellation is located 8000 km away from the Earth and has been proven effective for mining operations in very remote locations, and in locations with existing terrestrial connectivity that is insufficient for the demands of digitalisation. The consistent low-latency, high-throughput capabilities of the SES MEO constellation enable the support of digital applications and services that drive superior ROI, including: machine automation, real-time data visualisation, video monitoring, and predictive maintenance.
Real world examples of satellite connectivity advancing digitalisation
Papua New Guinea (PNG)
Newcrest Mining’s Lihir gold mining site is situated 900 km from the PNG capital, Port Moresby, on the remote Niolam Island and employs 4500 people. After considering microwave and submarine fibre optic cable options,
Figure 1. SES’s GEO and MEO multi-orbit satellite constellation.
Newcrest turned to telecommunications company Telstra and SES for a satellite connectivity solution. In addition to providing reliable, consistent, low-latency broadband connectivity, SES’s O3b MEO constellation has allowed Newcrest to deploy multiple advanced digital technologies. Those technologies include cloud-based applications such as advanced analytics, artificial intelligence, and virtual reality to improve worker safety and performance, IoT, and wire sensor technologies. Importantly, the SES solution allows for real-time, dedicated data transfer to public or private data centres to facilitate the rapid decision-making that can save time and improve ROI.
Democratic Republic of the Congo (DRC)
Located 270 km west of the provincial capital of Lumbashi, the Kamoa-Kakula Copper Mine is one of the largest high-grade copper deposits in the world. The site’s remote location and large size spread across a wide geographic area made it a natural fit for SES’s satellite services. When Ivanhoe Mines (in partnership with Zijin Mining Group and the Government of the DRC) sought to develop the site, it chose to utilise SES’s O3b MEO satellite constellation for the extensive connectivity required for continuous performance monitoring and adherence to mining codes and safety regulations. The low-latency, carrier-grade connectivity provided by SES has enabled the use of advanced digitalisation solutions including industrial internet of things (IIoT) data transport from the thousands of sensors and devices through the mining site, automated equipment control, predictive maintenance, real-time video communication with headquarter locations, and scenario planning and simulations using digital twin technology.
Conclusion
While the mining industry has recognised the ROI impact of digitalisation in certain areas, industry-wide consensus and clarity about the ROI of other digitalisation initiatives have been elusive. Artificial intelligence generally, and generative AI specifically, is developing at an extraordinary pace and with the widespread adoption of AI tools by non-mining sectors, there are use cases that demonstrate the clear benefits of digitalisation. The positive impact on productivity, safety, compliance, and planning of digital twin, IoT and IIoT, and possibly even the Metaverse, will soon be beyond debate. The transformational ROI impact that these technologies promise is only achievable if foundational low-latency connectivity is in place at mining sites. Satellite connectivity improves project ROI on its own for remote mining sites, and the capability it provides for the real-time collection and transmission of data and analytics can amplify the ROI benefits of emerging digitalisation technologies.
MORE THAN JUST PUMPS
Services:
• Engineering
• Pump selection and one-site support
• Spare parts from stock
• 24/7 service
• Pump maintenance and repair
• Installation and commissioning
Applications:
• Mineral and ore extraction
• Mineral and chemical processing
• Separation | Filter press | Hydrocyclone
• Froth flotation | Flotation plant
• Dewatering | Groundwater control
• Microtunneling | Pipe jacking
• Aggregates
Habermann Aurum Pumpen, established in 1927, is a trusted manufacturer of slurry pumps for demanding applications. The pumps are known for their rugged construction and long life.
Metso Corp. reports on the company’s approach to evolving industry trends in grinding.
Grinding technology in the mining industry is rapidly evolving. To stay competitive, operations are adapting to emerging trends and challenges. At the forefront of this evolution is Metso, offering innovative solutions to address common industry challenges and anticipate future trends – all whilst providing customers with significant savings both economically and environmentally.
Navigating common industry challenges
In today’s mining world, customers are facing a variety of significant challenges, such as lower ore grades and the need for finer grinding to liberate valuable minerals. These emerging issues are increasingly making sustainability, media consumption, and capital efficiency a critical factor when it comes to choosing the best equipment and processes.
For obvious reasons, customers are aiming for low capital and operating costs. In addition to this, obtaining the licence to operate and addressing environmental concerns are becoming increasingly important in the decision-making process.
Decision-making in mineral processing is particularly crucial, as capital costs are substantial and changing equipment or processes during operation can be difficult and expensive. Choosing the wrong product or solution can lead to long-term suboptimal operations or, in the worst-case scenario, project failure.
However, Metso’s approach to grinding efficiency is not reactive, but proactive. It involves thorough test work and detailed studies to find the best balance for handling larger tonnages and achieving finer grinds.
Looking ahead: Emerging trends shaping the future of mining
Leading the list of future trends – and the primary focus within the industry – is one thing: sustainability. In relation to grinding, a significant future trend is the potential for water
savings through dry grinding and dry beneficiation technologies. While dry grinding does not necessarily save water, if beneficiation steps are wet, using dry or coarse beneficiation does in fact lead to significant water savings, energy savings, and overall efficiency improvements.
Reducing energy and water consumption by early and progressive rejection of gangue minerals in the ore feed is another growing trend emerging within the industry. Selective mining – coupled with ore sorting techniques – can reject a substantial quantity of non-value bearing minerals at the front of the flowsheet, before it reaches the more energy and water intensive process steps.
In magnetite upgrading flowsheets, high-pressure grinding rolls (HPGRs) can be used with screens and inter-stage magnetic separation to achieve high upgrade ratios ahead of grinding. In addition, processes such as multi-stage flotation – including coarse primary grinding and coarse particle flotation with subsequent regrind-cleaner stages – as well as fluidised stirred mills with column flotation for finer recovery, also contribute to the increased savings in sustainability and water consumption. With an optimised grinding process, operations can expect enhanced overall efficiency in production.
Minimising costs whilst maximising energy efficiency
Every mining operation has a unique grinding process, and will therefore need their own tailored situation to suit. With over 8000 grinding mill installations – as well as boasting the manufacturing and delivery of the largest SAG and AG mills in the world – Metso has the extensive experience to translate decades of industry knowledge into reduced costs and increased sustainability for operations.
For example, dry grinding in a ball mill uses lower media consumption compared to wet grinding. This not only leads to direct cost savings, but also reductions in embedded emissions from producing and transporting media to the site.
Substantial energy savings and reduced media consumption is also a result of one of Metso’s key planet-positive flowsheets: utilising the HRC™e HPGR to feed a Vertimill®. The operational expenditure (OpEx) benefits can be quite significant, with media savings often being the largest contributor. By transitioning from a SAG Ball Mill circuit (which intensively uses balls for grinding media) to configurations such as HPGR-Vertimill, overall media consumption can be reduced by more than 50%. The result is huge operating cost savings.
Given the variety of configurations available, selecting the optimal grinding process is crucial to improving profitability and maximising benefits in the most efficient way –economically and environmentally.
Metso’s grinding offering
Whether the challenges within an operation are productivity, cost efficiency, environmental concerns, or any other issues that may arise, there is likely a Metso solution for that. With a broad technology portfolio covering small to large unit sizes, this covers a range of different grinding applications and requirements. This diversity allows experts to select and implement the best tool for the job – whether it is the world’s
Figure 2. Metso service expert performing a grinding mill inspection.
Figure 3. Energy-efficient Metso HRC™e high pressure grinding rolls (HPGR).
Figure 4. The most recent and largest addition to the stirred mill portfolio, the Vertimill® 7000.
largest SAG mills, high-performance HPGRs, economically manufactured smaller ball mills, mills for grinding in acid or caustic slurry, Vertimills for tertiary or regrind applications, HIGmills for ultrafine or inert grinding requirements, and so much more.
The capability to guarantee entire flowsheets is what sets Metso apart. With a complete lineup of crushing, flotation, filtration, pyro, automation, laboratory facilities, and more, this ensures optimised integration circuits and performance. The comprehensive test programme currently being utilised covers everything, from run-of-mine crushing to multiple stages of grinding and mineral separation, giving Metso the ability to provide complete turnkey plants with guaranteed production and grade.
Achieving such a level of integration is only possible after becoming horizontally integrated. By utilising a proactive approach that is evidence and science-based, this ensures trends are thoroughly evaluated before being introduced to market. This conservatism in introducing new technologies reinforces Metso’s reliability as a partner in comminution. By choosing the optimal grinding equipment and supplier, customers can achieve a reduction in their energy and water consumption. These are also critical factors for obtaining permits and funding. With the right knowledge and technology support, customers can be confident they are optimising their capital spend. This helps in securing funding with compelling investment proposals, ensuring operations remain competitive in the market.
Customer-driven innovations
The industry requires leadership to move forward, and this is exactly how Metso works. For example, Vertimills have been leading the way in fine and secondary grinding applications for decades. In fact, the recent application of Vertimill in secondary grinding (as part of SAG-VTM, AG-VTM, or HRCe-VTM flowsheets) further highlights the commitment to innovation.
Metso does not follow trends just for the sake of it; with intensive research and development, customers can receive optimised operations tailored to their specific needs.
There is much to deliberate when finding the right grinding offering, as customers must consider uptime, safety, control, productivity, profitability, sustainability, and more. However, this process can be simplified by using solutions that reduce capital spend, increase sustainability, offer significant cost savings, and enhance productivity.
Overall, it is the customer-centric approach to industry trends that solidifies Metso’s grinding solutions as a great choice. Combined with capital efficiency, consistent reliability, balancing the demand for both low capital and operational costs, as well as the rising importance of sustainability, Metso keeps its commitment to advancing grinding technology. It is Metso’s core expertise to help customers transform the industry, and that is why, together, Metso is the partner for positive change.
RIEGL APPS FOR REAL TIME ANALYSIS, PROCESSING, AND VISUALIZATION
RIEGL VZ-i Series for highest accuracy and optimal performance
RIEGL VZ-i Series for highest accuracy and optimal performance
• ranges up to 2500 m, accuracy 5 mm
• ranges up to 2500 m, accuracy 5 mm
• customized apps written in Python programming language
• customized apps written in Python programming language
• cloud connectivity for remote operation and data transfer via LAN, Wi-Fi, and 3G/4G LTE
• cloud connectivity for remote operation and data transfer via LAN, Wi-Fi, and 3G/4G LTE
RIEGL Monitoring Apps for highest efficiency in the field
• flexible scan data acquisition scheduling
• flexible scan data acquisition scheduling
• flexible threshold value setting
• flexible threshold value setting
• no extra software required – webserver on scanner for browser-based data and result publication
• no extra software required – webserver on scanner for browser-based data and result publication
RIEGL Monitoring Apps for highest efficiency in the field www.riegl.com
Markus Handl, RIEGL, Austria, reviews the digital solutions enabling the efficient monitoring of surfaces and ensuring the safety of mining operations.
The ability to detect changes in terrain is a crucial aspect of efficient monitoring in the mining industry. Traditional monitoring methods include radar measuring systems for surface change detection and robotic total stations for monitoring prisms or reflector targets. Terrestrial laser scanners have emerged as a highly effective tool for monitoring in mining, offering a significant advantage in terms of accurately detecting even the smallest terrain changes and monitoring critical areas with prisms.
RIEGL Laser Measurement Systems has developed monitoring solutions based on RIEGL 3D terrestrial laser scanners which can be utilised for many purposes, such as the monitoring of mountain slopes, landslides, and all kinds of mining operations (see Figure 1).
In response to customer feedback, RIEGL has developed the Monitor+ App, which builds on the already existing monitoring applications, including the Monitoring App, the DesignCompare App, and the SlopeAngle App (see Figure 2).
The Monitor+ App offers users the ability to temporarily interrupt the monitoring process, utilise the scanner for
alternative tasks, and resume monitoring at their convenience. Furthermore, the application now includes the capability to monitor prisms. This flexible solution offers a cost-effective and highly productive way to use the 3D laser scanner, ensuring accurate monitoring of an entire mining area. The acquired data is processed directly on board the scanner in real time, and the results are displayed promptly via a web viewer. No additional software or computer is necessary to view the results, as the data is fully evaluated automatically on the laser scanner.
Full flexibility for monitoring projects
In monitoring, the ability to adapt the use of monitoring systems is a significant benefit. It is essential to conduct surveys in specific areas at designated intervals to avoid unnecessary costs associated with idle time.
In developing the RIEGL V-Line Monitor+ App, close attention was paid to customer feedback, resulting in the development of a highly flexible monitoring solution. The ability to perform sporadic and periodic monitoring enables the scanner to be utilised for other projects between the execution of
monitoring scans. This may include further monitoring projects or 3D surveys of other mine areas. If an area should be monitored permanently, the laser scanner can also be set up for 24/7 monitoring. In this case, an uninterrupted operation and remote access from the control centre is essential.
Therefore, the RIEGL V-Line CB23 communication box was developed to ensure seamless 24/7 operation of the scanner. An integrated LTE router with a pre-installed VPN connection allows for secure remote access to the laser scanner and all hardware components of the box. With this safe remote connection, the results processed on the scanner can be monitored by the mine control centre, enabling prompt action at any time. A hardware watchdog monitors the hardware components of the box with the objective of ensuring
uninterrupted operation of the scanner and all components. External sensors that are attached to the communication box measure temperature, air pressure, and humidity and ensure highly accurate laser measurements, especially over very long distances. The RIEGL V-Line UB23 is also integrated into the communication box, enabling full utilisation of all RIEGL monitoring applications also with older RIEGL VZ series scanners.
In addition to surface changes over time, monitoring in opencast mines also requires surface comparison to a given design model and analysis of slope angles. The Monitor+ App unifies the features of the DesignCompare App and SlopeAngle App, offering users full flexibility in one application. DesignCompare analysis detects overcut and undercut in the mine by comparing the actual state with a design model. SlopeAngle analysis automatically calculates the slope angle of the scanned area and highlights critical slope angles to ensure that the slope angles of stockpiles and dumps remain within specified limits.
To guarantee the utmost flexibility when setting up the monitoring project, a configuration wizard is used in RiSCAN PRO, RIEGL’s software for processing and visualising terrestrial laser scan data. This wizard guides the user through each step of the configuration process. The user is able to define desired monitoring areas, the prisms/reflectors to be monitored, and the associated scan schedules. Additionally, the scan resolution, threshold settings for the change visualisation in the web viewer, and alignment settings are defined. Automatic scan position alignment is mandatory, in case the monitoring is interrupted and the scanner is temporarily removed from the monitoring site.
The acquired data is processed directly on the laser scanner’s processor, where the 3D point cloud is transformed into a standard image representation, with range values coded in the RGB channel and local normal vector of terrain coded in the alpha channel. The results are displayed in the Web Viewer, which enables the user to read out the change information for each analysed image pixel. This viewer can be accessed either locally on the scanner or uploaded to a web server, where it can be viewed by multiple individuals. As illustrated in Figure 3, users can navigate through the various epochs in the Web Viewer. Changes to a specified reference scan are displayed colour-coded according the selected colour tables and threshold values. To enhance the visualisation of the terrain, the surface can be shown as shaded relief by utilising the information of the local surface normal vector. The activated cluster analysis groups spatially connected pixels into larger clusters. By setting pins in the desired clusters, users can access change information, including area change and volume change.
Figure 2. Overview of RIEGL’s monitoring applications (Source: RIEGL Laser Measurement Systems GmbH).
Figure 3. Coloured pixels show the surface change in the web viewer. The activated cluster analysis groups spatially connected pixels into larger clusters (Source: RIEGL Laser Measurement Systems GmbH).
Figure 1. RIEGL VZ-2000i 3D terrestrial laser scanner utilised for slope monitoring purposes (Source: RIEGL Laser Measurement Systems GmbH).
If an area is of specific interest, it can be selected in the Web Viewer using the selection analysis tool and all information on the surface change of the desired area is also displayed (see Figure 4). Another new feature of the Monitor+ App is the ability to capture images during the scan data acquisition and visualise them in the Web Viewer as a panoramic image. The visualisation of the panoramic image facilitates the interpretation of the surface and is a valuable addition to the reflectance colouring calculated from the scan data.
Conclusion
4. The web viewer’s display of the panorama image allows for a more effective interpretation of the monitored area. The activated selection analysis shows the surface change of the selected area (Source: RIEGL Laser Measurement Systems GmbH).
The Monitor+ App, the latest development in RIEGL’s monitoring solutions, offers users flexible use of RIEGL’s terrestrial 3D laser scanners in all different monitoring scenarios. Monitoring projects can be interrupted and resumed at any time, or permanent monitoring can be carried out. The additional RIEGL V-Line CB23 communication box allows for seamless 24/7 monitoring and remote access to the scanner. All the familiar analysis functions of the already known monitoring apps, such as comparison with a design model or
analysis of slope angles, can also be utilised in the Monitor+ App. Furthermore, the configuration wizard in RiSCAN PRO allows for the straightforward definition of complex monitoring schemes involving multiple areas and prisms with multiple schedules. The analysis processing is automatically carried out on the scanner and the results are displayed in a web viewer, which is accessible without the need for complex software. This solution enables surfaces to be monitored efficiently so that appropriate actions can be taken, while at the same time ensuring the safety of mining operations.
Figure
Harald Aust, LENSER Filtration GmbH, Germany, discusses the importance of obtaining data from the ongoing process of solid/liquid separation in filter presses and how sensor technology is enabling real-time analysis.
Process monitoring in solid/liquid separation has become increasingly important in the field of filter presses in recent years. Countless parameters have long been recorded and evaluated before and after the filtration process. In addition to pressure monitoring (hydraulics, filling, and squeezing), the most important measured values include data from flow and density sensors for monitoring the suspension. Downstream processes, such as measuring the conductivity or turbidity of the filtrate, are now also state of the art. Comparing these methods used to date, they have one decisive disadvantage in common: they only allow a retrospective
view or conclusions to be drawn about the filtration process in the filter chamber.
However, in industrial processes, real-time monitoring, the evaluation of digital data, and detailed time and cost analyses determine today’ s competitiveness of an industrial production site. In the context of Industry 4.0, digitally measured values are intended to enhance the empirical values of employees and make processes scalable, controllable, and, of course, visible.
The following explanations refer to solid/liquid separation in a membrane filter press. Of course, the LENSER i-Plate can also be used in a chamber filter press with equal benefits.
Intelligent sensor technology under
extreme conditions
Back in 2014, a detailed feasibility study showed that residual moisture and temperature are most important when assessing filtration processes. Since then, the R&D team at LENSER has been working on a sensor that remains permanently functional in the challenging environment inside the chamber of a filter press.
To ensure the highest quality of this upcoming sensor technology, LENSER entered a partnership with a well-established manufacturer of sensors right at the start of the project. As usual for products in the development phase, this project also had various successful and less successful stages.
In the beginning, the prototypes and the final product were subjected to a challenging filtration environment and tested in an industrial high-pressure filter press. This high development effort has made it possible to launch a sophisticated product for measuring moisture, temperature, and even electric conductivity.
The result is the LENSER i-Plate: an intelligent filter element that provides data on key process parameters in real time while the filter press is in operation.
The particular challenge during development was to integrate the entire measuring unit, including PCB, in the
filter element. The robust and resistant design of the sensor was therefore crucial. The electronics are encapsulated in a flat stainless-steel housing with the measuring module made of ceramic. This kind of construction allows the sensor to be positioned at pip height, directly under the filter cloth, without significantly increasing the thickness of the filter element (Figure 1). That way, the measuring field is only minimally influenced by the filter cloth.
The digital view into the filter press
This measurement is made possible by electromagnetic waves in the frequency range from 500 – 1000 MHz. The sensor constantly evaluates the changes in radar wave propagation time due to varying dielectric constants in the suspension.
The electromagnetic field energy is attenuated by aligning the existing dipoles in the measurement field according to their magnetic field strength. This attenuation is described by the change in dielectric constant. It is recorded by the sensors, transmitted in real time, and displayed or stored directly in the programmable logic controller (PLC) of the filter press. In the case of a filter press without PLC, the signals can be visualised on a standard monitor with the help of a LENSER accessory (e.g. toolbox).
Due to the combination of sensor technology with a filter plate, a view into the filter press is finally possible at any time. This creates the basis to track the entire filtration cycle, and, thus, to control it in an optimised way. Both the filling and the squeezing processes are recorded and displayed. In Figure 2, the changes in moisture and temperature during the process (cycle) can be observed.
Visualisation of the filtration process
The filling process is the first step in filtration with a membrane filter press (1). Here, the chambers are fed with a slurry by pumps with high volume flow and the first layers of the filter cake are formed. During this process, the moisture signal rises very sharply, because there is still too little solid matter in the filter chamber at the beginning – a high relative moisture prevails. Afterwards, the filtrate flows off through the filter cloth over the drainage surface (pipped area), so that the moisture content in the chamber decreases. At the same time, the pressure continues to rise due to the increasing cake resistance until the cut-off pressure is reached. Ideally, the filter cake halves between two adjacent filter cloths are now completely formed. The moisture in the filter chamber changes only slightly. Then, the second phase of the cycle begins: the squeezing. In this filtration step, the membranes of the
Figure 2. Filtration cycle of a membrane filter press with moisture and temperature.
Figure 1. The stainless steel and ceramic sits in the simple field of a chamber filter plate.
filter plates are pressurised, squeezing the filter cake. Residual moisture is pressed out of the centre of the cake and the cake is homogenised. This point is highlighted by the increased moisture levels at the beginning of the squeezing phase (2). With increasing squeezing pressure, the cake continues to dehydrate, as shown by the decreasing curve. Once mechanical dehydration is complete, no signal change can be detected. At this point, the squeezing process can be terminated (3).
At the end of the squeezing process, the membranes are relieved and the moisture in the cake remains constant. However, the cake is no longer pressed directly against the sensor. This causes a slight change in the signal. After the filter chamber has been emptied (4), the signal shows zero again.
Precise measurement data for targeted process optimisation
With this new technology, the individual process steps can be tracked and evaluated in detail. It is thus possible to specify the ideal shut-off point for filling, depending on varying suspension quality, without overfilling the chamber of a membrane filter press. The sensor on the filter plate makes it possible to optimally define the entire
Toughest conditions, coarsest materials – time for EFFICIENT PROCESSES
filtration process. The dewatering performance – i.e. the change in residual moisture – is the decisive criterion here.
The constant moisture content in the filter cake during the squeezing process indicates the optimum end of the filtration cycle at an early stage. Ensuring a constant moisture content of the cake at the end of the cycle is important, and crucial for subsequent process steps in many applications. Depending on the application, significant time and energy savings can be achieved.
Semi-autogenous and Autogenous Mills
Christian Pfeiffer specializes in producing customized AG/SAG mills and ball mills that are designed to meet the specific requirements.
We also offer the flexibility to adapt the design to existing foundations making it easier to replace existing mills.
Contact us today for more information on our tailored mill solutions.
Figure 3. Cycle time is reduced by using LENSER i-Plate.
The measured values of the LENSER i-Plate have a high repeatability. Reference measurements in the laboratory deviate from these only slightly. This makes downstream laboratory tests of the filter cake unnecessary.
A very typical example is provided by the diagram in Figure 3, where the filtration cycle was mapped, analysed, and optimised with the aid of the i-Plate. The blue curve describes a conventional sensor recording, the exact time of the target moisture can now be identified. The green curve thus shows a filtration process that is terminated as soon as possible after reaching a specified target moisture. In this way, each cycle can be optimally shortened while ensuring that the residual moisture does not fluctuate.
Optimised cake washing
The electrical conductivity is another measured variable that can be determined directly at the LENSER i-Plate. This can even be used to monitor and control washing processes in industrial filter presses.
The aim of a cake wash is to remove soluble products from the cake in order to clean it of foreign particles. For this purpose, the washing liquid is forced through the already formed filter cake.
The duration of the washing cycle is usually determined empirically and adjusted accordingly. Based on the indicated change in electrical conductivity, the washing process can now be specifically controlled. This means that the duration
of the cake washing and also the wash water consumption can be minimised. Using the LENSER i-Plate, conductivity measurements of the washing liquid in a downstream collecting pipe are thus replaced and improved.
Uncomplicated and process-safe integration
Filter press operators do not have to make any major modifications to their filter presses in order to benefit from the advantages of using the LENSER i-Plate. This sensor technology is operated with a common voltage of 12 – 24 V. Of course, the cable is mounted in such a way that it is not damaged when the filter press is opened and closed.
A look into the future
For the first time, the LENSER i-Plate makes it possible to take a look inside the filter chamber and display the filtration process in real time based on moisture, temperature, and electrical conductivity in the filter cake. This allows the process to be controlled and optimised even during the filtration cycle.
LENSER’s intelligent filter plate represents a significant innovation in the marketplace, saving not only time and money, but also tremendous resources that were previously wasted. The plate equipped with the sensor is already in use in various applications and can be retrofitted in any LENSER plate package.
Assisting to create a safe and productive working environment A variety of ratings available in aluminium and stainless steel
Global access to safe and reliable cable coupler solutions is something KonNx Inc. strives to achieve with the assistance of its international sister companies, with branches located in the UK, South America, Africa, and Australia.
From September 24th - 26th, MINExpo attendees will have the rare opportunity to speak to a member from each region in person, while also interacting with some of our key products. Why not stop by and have a chat?
Ashraf Vachhiat, Rhosonics, highlights how real-time slurry density measurement can reduce operational costs and enable higher recovery rates in the flotation process.
Inefficiencies in mineral flotation processes cost the global mining industry billions of dollars annually. In an era where resource optimisation is paramount, the key to unlocking unprecedented efficiency in mineral processing might just lie in a single parameter: real-time slurry density measurement. This article explores the transformative impact of real-time density measurement on flotation efficiency, detailing how this innovative technology, including solutions like the SDM ECO, is reshaping the mining industry’s approach to mineral separation.
Understanding flotation in mining
Flotation is a widely used process in the mining industry for extracting valuable minerals from ore. The process involves crushing the ore into fine particles and
mixing it with water to create a slurry. Reagents are added to the slurry to make the desired minerals hydrophobic (repellent to water), allowing them to attach to air bubbles introduced into the mixture. These bubbles rise to the surface, forming a froth that can be skimmed off, while the hydrophilic (water-attracting) waste materials remain in the slurry and are discarded.
The efficiency of the flotation process is influenced by several factors, including the size and distribution of mineral particles, the type and concentration of reagents, air flow rates, and critically, the density of the slurry. Optimising these parameters is essential for maximising mineral recovery and minimising operational costs.
The impact of slurry density on flotation
Slurry density, often overlooked in traditional mining operations, plays a crucial role in the flotation process. It influences:
n Mineral recovery rates: The optimal density ensures that minerals are adequately liberated and available for recovery.
n Reagent consumption: Correct density minimises the use of expensive reagents needed for the flotation process.
n Energy efficiency: Proper density reduces the energy required for mixing and aeration.
n Overall process stability: Consistent density helps maintain stable operating conditions.
Historically, mining operations have relied on periodic sampling or nuclear gauges for density measurement. While these methods have served the industry, they fall short in providing the continuous real-time data necessary for optimal process control.
The consequences of imprecise density control can be severe. Slurry that is too dense can lead to poor mineral liberation and reduced recovery rates. Conversely, slurry that is too dilute can result in excessive reagent consumption and increased energy costs. The economic impact of these inefficiencies can be substantial, with even small deviations from optimal density potentially costing large operations millions of dollars annually.
The rise of real-time density measurement
Recent technological advancements, particularly in non-nuclear density meters, are revolutionising flotation processes. These innovative devices, such as the SDM ECO, often utilise ultrasonic technology to offer continuous, accurate density measurements without the safety concerns and regulatory hurdles associated with their nuclear counterparts.
The transition to real-time measurement represents a paradigm shift in process control. Instead of relying on infrequent manual samples or the limited data from nuclear gauges, operators now have access to a continuous stream of accurate density information. This wealth of data allows for unprecedented insight into the flotation process and enables rapid, informed decision-making.
The integration of real-time density data has transformed the approach to process control. Operators are no longer reacting to problems; they are preventing them before they occur. This proactive approach has not only improved efficiency, but has also significantly reduced downtime and maintenance costs.
The technology behind real-time density measurement
Non-nuclear density meters, particularly those using ultrasonic technology, operate on principles that offer significant advantages over traditional methods.
Ultrasonic density meters consist of a sensor in direct contact with the slurry. This sensor emits high-frequency sound waves that travel through the medium. The device measures two key parameters:
n Velocity: The speed at which sound waves travel through the slurry.
n Attenuation: The energy lost by sound waves as they propagate through the slurry.
Both parameters correlate directly with slurry density, allowing for highly accurate continuous measurements.
The technology’s precision is remarkable, with many modern ultrasonic density meters capable of measuring density
Figure 1. A large thickener tank for slurry concentration in a mineral processing plant.
Figure 2. Diagram of a flotation cell showing key components and chemical inputs for the flotation process.
Figure 3. A row of industrial flotation cells with mechanical components and piping systems for mineral separation.
to within ±0.1% of the true value. This level of accuracy, combined with measurement frequencies of up to several times per second, provides an unprecedented level of insight into the flotation process.
Moreover, these devices are often designed to withstand the harsh conditions of a mining environment, including resistance to abrasive slurries and wide temperature fluctuations. This durability ensures reliable operation with minimal maintenance, contributing to their growing popularity in the industry.
Integration with process control systems
The true power of real-time density measurement is realised when integrated into broader process control systems. Modern flotation circuits increasingly adopt advanced control strategies that leverage this continuous data stream.
For example, some systems use machine learning algorithms to analyse real-time density data alongside other parameters like air flow rates, froth depth, and reagent dosages. This comprehensive approach enables:
n Predictive maintenance: By analysing trends in density fluctuations, potential equipment issues can be identified before they lead to failures.
n Adaptive control: The system can automatically adjust to changes in ore composition or other variables to maintain optimal performance.
n Enhanced troubleshooting: When issues do arise, the wealth of real-time and historical data makes it easier to identify root causes.
The integration of real-time density data also facilitates the implementation of advanced process control techniques, such as model predictive control (MPC). MPC uses dynamic models of the flotation process, continuously updated with real-time data, to predict future behaviour and optimise control actions. This approach can lead to more stable operations, reduced variability in product quality, and improved overall performance.
Environmental impact
The optimisation enabled by real-time density measurement extends beyond operational efficiency to environmental sustainability:
n Reduced reagent consumption minimises chemical discharge into ecosystems.
n Improved energy efficiency contributes to lower carbon emissions.
n Enhanced recovery rates lead to more efficient use of mineral resources.
Furthermore, the improved process control enabled by real-time density measurement can help mining operations more easily comply with increasingly stringent environmental regulations. By maintaining optimal operating conditions, mines can minimise the risk of environmental incidents and demonstrate responsible resource management to stakeholders and regulatory bodies.
Challenges and future outlook
Despite the clear benefits, the mining industry faces challenges in widely adopting these new technologies:
n Initial investment costs can be significant, particularly for smaller operations.
n Operator training is required to fully leverage the new systems and interpret the wealth of data they provide.
n Integration with existing process control infrastructure can be complex, particularly for older operations with legacy systems.
However, as the technology matures and its benefits become more widely recognised, real-time density measurement, supported by advanced solutions like the SDM ECO, is poised to become the new standard in flotation operations.
Conclusion
Real-time density measurement represents a significant leap forward in enhancing flotation efficiency. By providing accurate, continuous data, these advanced measurement solutions enable better control, higher recovery rates, and reduced operational costs.
As the mining industry continues to embrace innovation, the integration of real-time data and advanced process control will be pivotal in driving future advancements. For mining operations looking to improve their performance, sustainability, and profitability, the message is clear: the future of efficient flotation lies in real-time density measurement.
136 International Mining and Resources Conference + Expo (IMARC)
93 J.H. Fletcher
75 Jennmar OFC & 41 Komatsu
156 KonNx Inc.
65 LENSER Filtration GmbH
125 MAAG Gear
103 Maestro Digital Mine
21 Master Builders Solutions
30 & 31 Michelin
159 Movex Innovation
151 Nalco Water, An Ecolab Company
87 Nerospec SK
91 Orica
15 Petro-Canada Lubricants
101 Philippi-Hagenbuch
105 Regal Rexnord
79 REI Drilling
Richwood 147 RIEGL
63 Sika Services AG 29 SSAB Hardox 81 Stellar Industries
107 Thermo Fisher Scientific OBC Weir
09 Weir ESCO
152 World Coal
We understand how it is important to efficiently extract and process precious metals and minerals.
PROCESS + PROTECT
You save valuable resources while keeping your employees and the environment safe.
Improve your processes with our comprehensive portfolio of measuring instruments, solutions and services:
Micropilot FMR67B: 80 GHz radar level measurement even under demanding process conditions for smart safety and increased productivity.
Cerabar PMC51B: Absolute and gauge pressure transmitter combining measurement accuracy with IIoT functionalities.
Field Xpert SMT70: Tablet PC allows mobile device configuration and plant asset management, even in hazardous areas Ex Zone 2.
Only Enduron® HPGR comes with a 10-year bearing warranty. Not that you’ll need it. After all, there hasn’t been one premature bearing failure to date. Enduron® HPGR delivers unmatched grinding efficiency, even when processing the hardest rocks, boosting mineral recovery. Expect ≥95% equipment availability, so operators can rest assured production targets will be achieved whilst using the lowest
possible resources. With lowest energy consumption and no water or grinding media required, typical operating costs for HPGR based circuits are over 20% lower compared to conventional SABC circuits whilst reducing comminution CO2 emissions by 30%. It’s no wonder we say Enduron® on and on and on. Find